













































Автор: Уткин Н.Ф. Кижняев Ю.И. Плужников С.К.
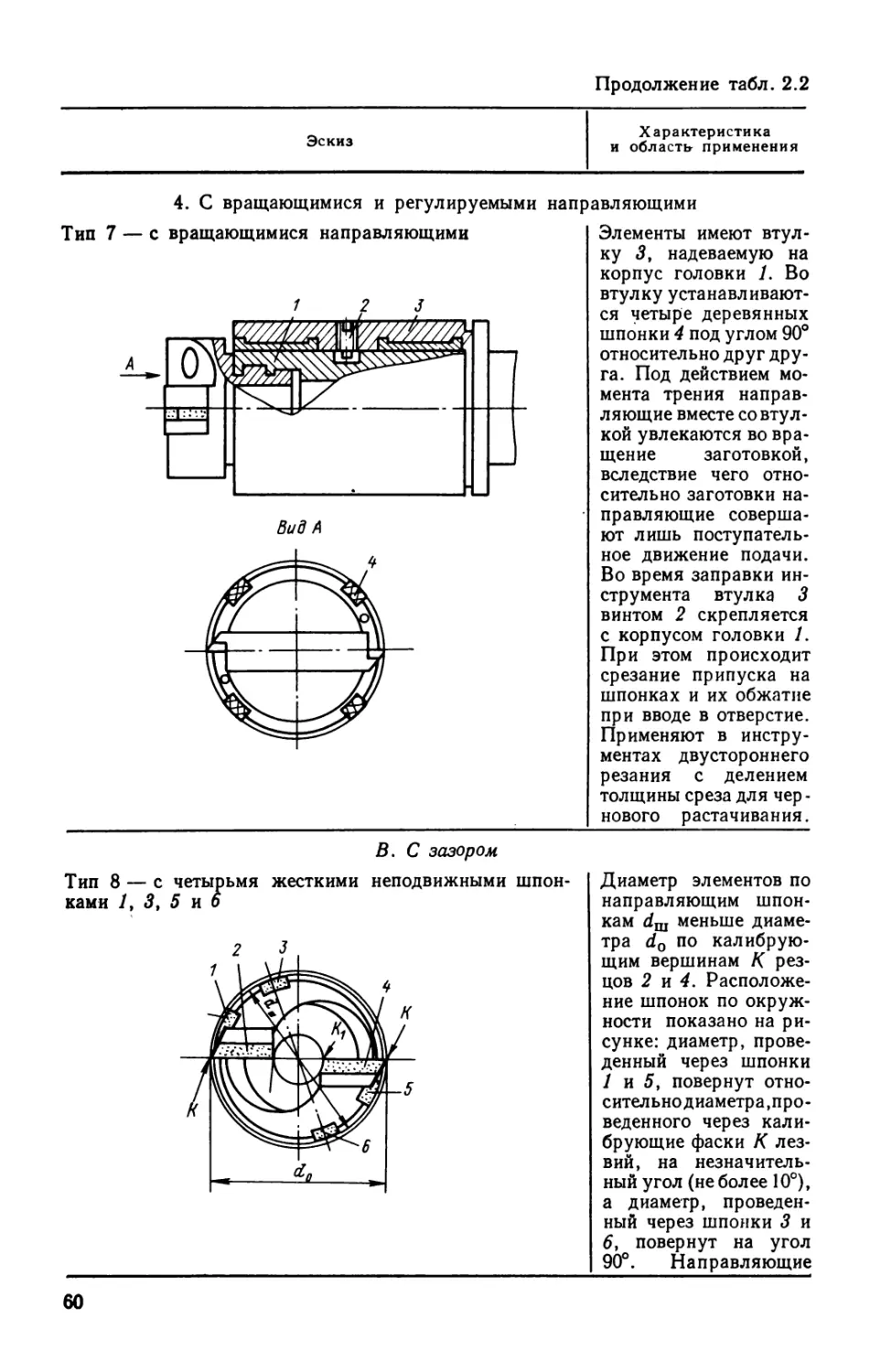
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства инженерия механика инструменты инженерное дело издательство машиностроение
ISBN: 5-217-00255-5
Год: 1988




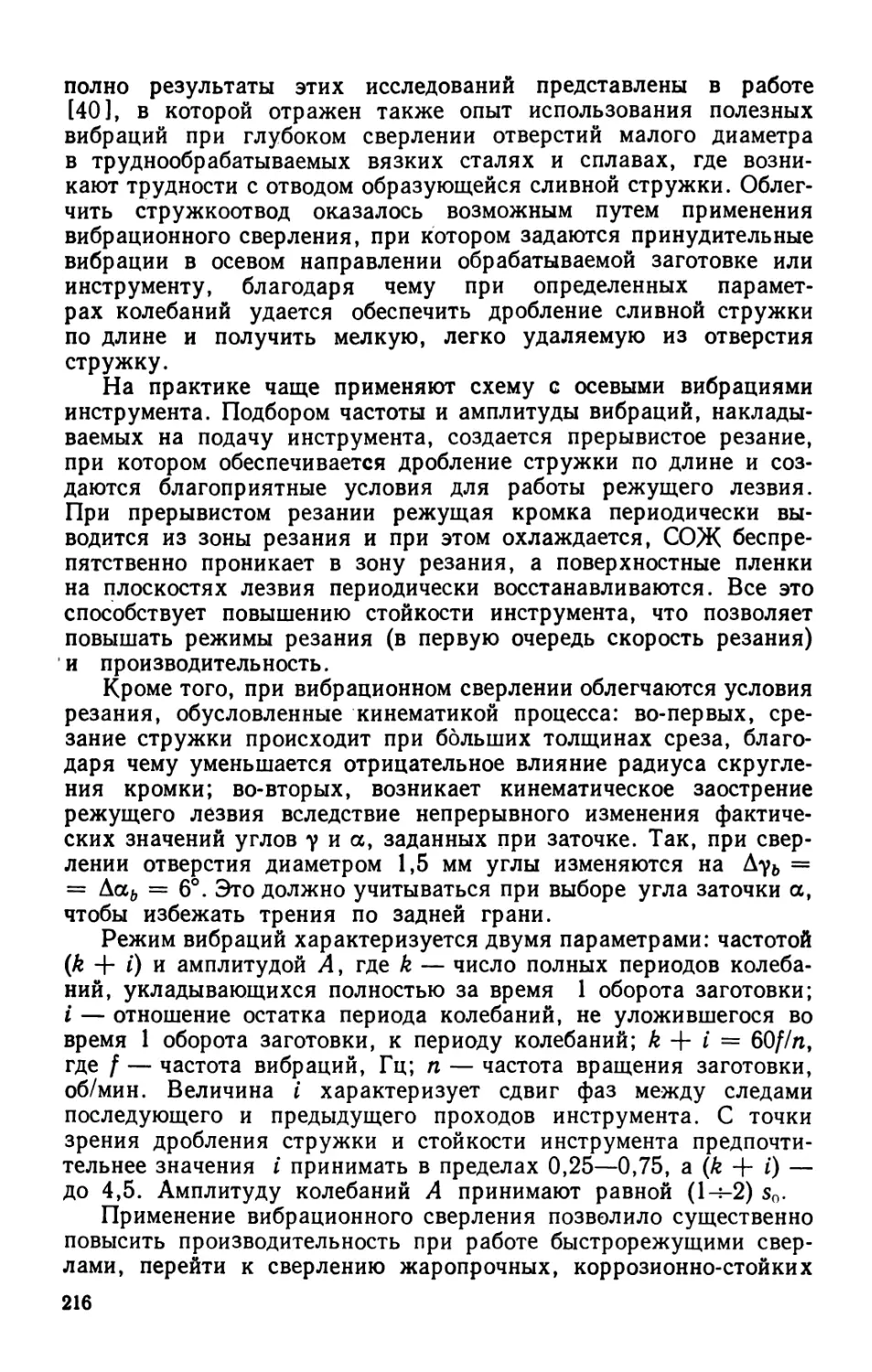
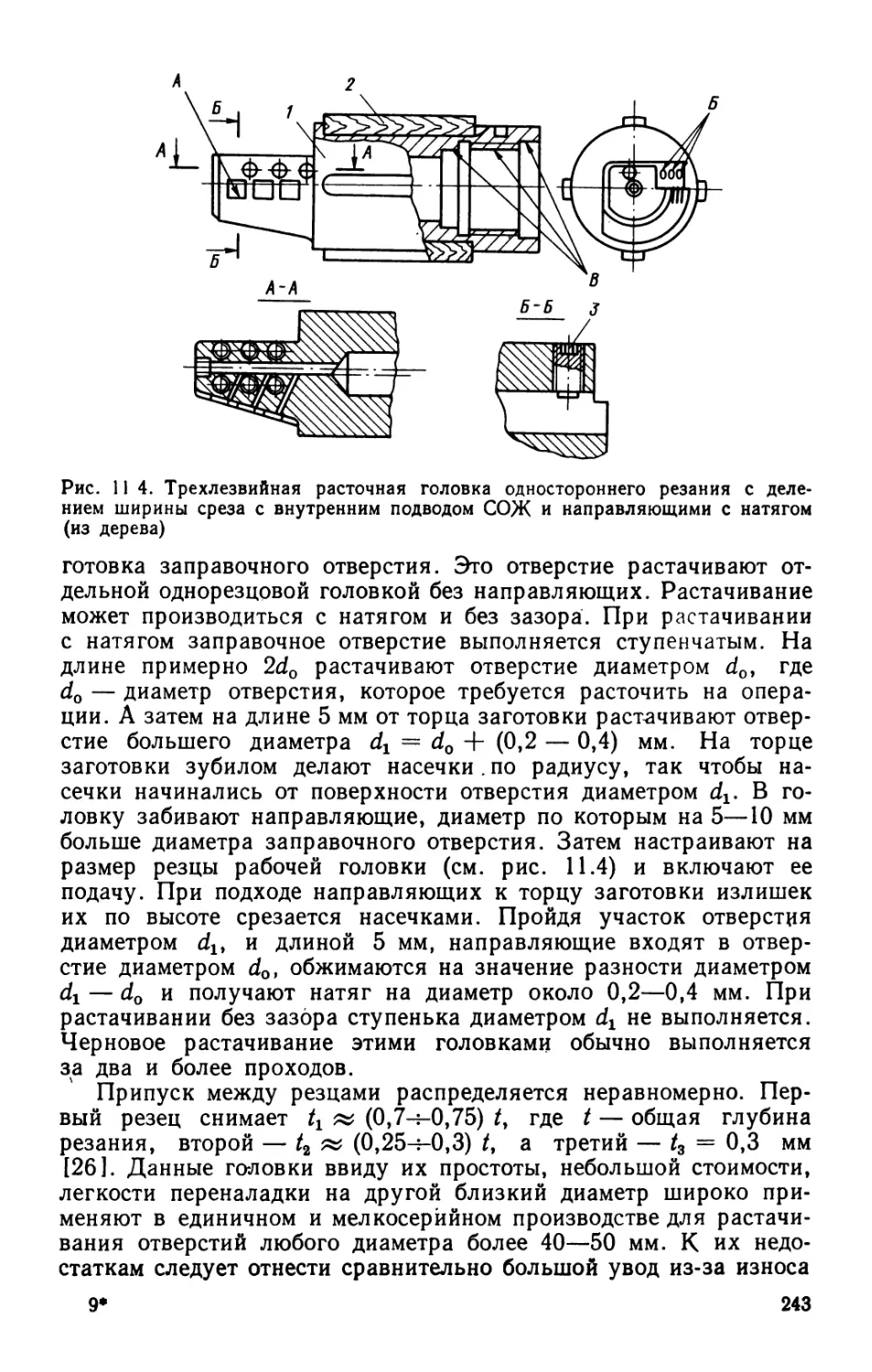
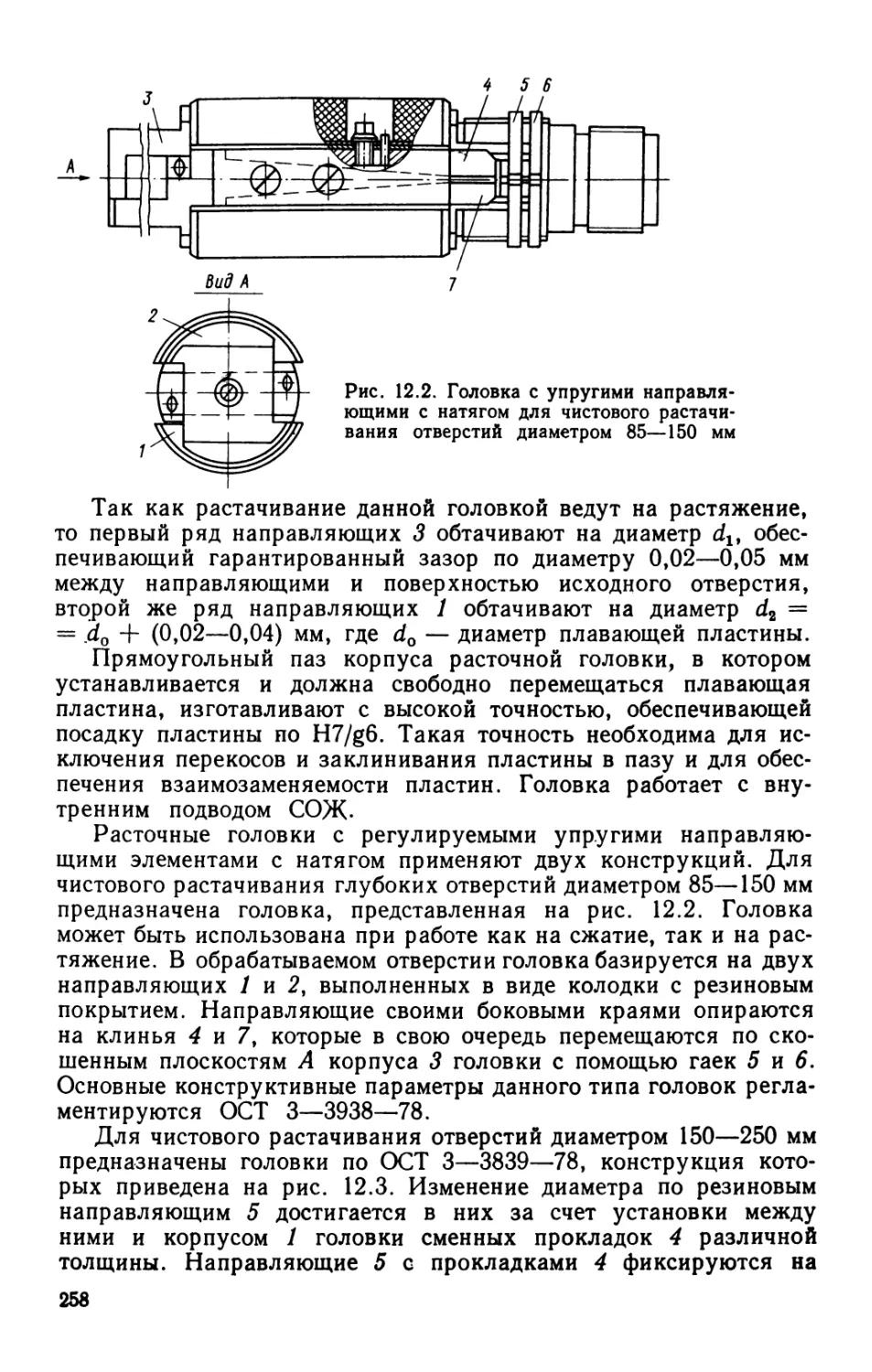
ОБРАБОТКАГЛУБОКИХОТВЕРСТИЙМАШИНОСТРОЕНИЕ
ОБРАБОТКАГЛУБОКИХОТВЕРСТИЙПод общей редакцией
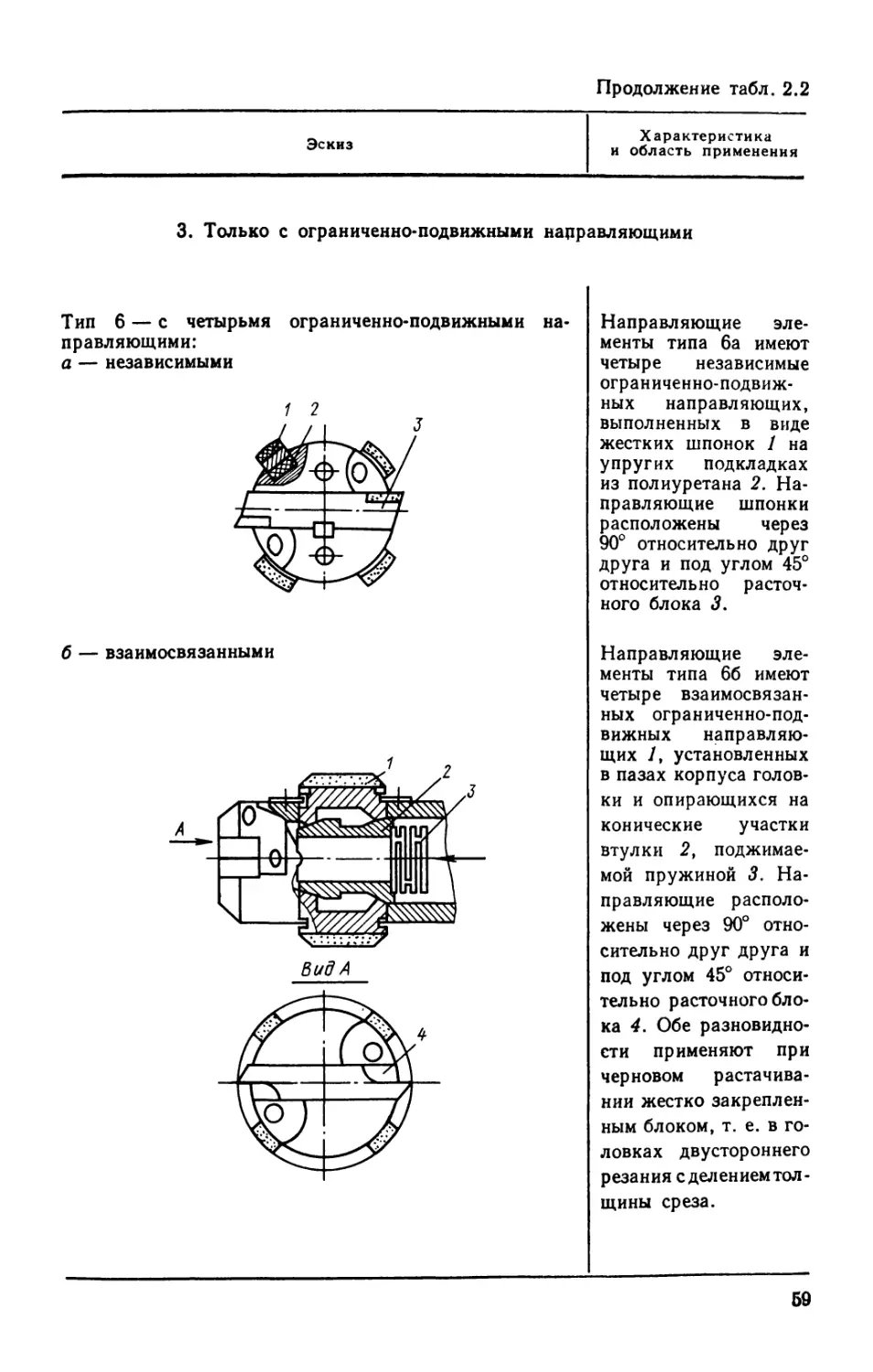
проф. Нш Фш УткинаЛенинград
’ ’Маш иностроение ’ ’
Ленинградское отделение
1988
ББК 34.633
023
УДК 621.95Авторы: Н. Ф. Уткин, Ю. И. Кижняев, С. К. Л Лужников,А. А. Шаманнн, Ф. М. Дроздов, Б. А. Немцев, Н. А. Бычков, В. Ф. БорзовРецензенты: А. М. Емельянов
и д-р техн. наук проф. В. Н. ПодураевОбработка глубоких отверстий/Н. Ф. Уткин,
023 Ю. И. Кижняев, С. К. Плужников и др.; Под
общ. ред. Н. Ф. Уткина. — Л.: Машиностроение.
Ленингр. отд-ние, 1988. — 269 с.: ил.ISBN 5-217-00255-5В книге рассмотрены основные способы глубокого сверления, чер¬
нового и чистового глубокого растачивания, зенкерование, развертывание
и хонингование. Приведены конструкции высокопроизводительного ин¬
струмента и другой технологической оснастки, применяемых при обра¬
ботке глубоких отверстий. Содержатся краткие сведения об оборудовании
и средствах контроля глубоких отверстий. Изложены основы проекти¬
рования технологических процессов и инструмента, обеспечивающих вы¬
сокую производительность и точность обработки. Освещены вопросы,
связанные с вибрациями, уводами и огранкой, даны рекомендации по
их уменьшению.Книга предназначена для инженерно-технических работников, за¬
нимающихся проектированием инструмента и технологии обработки глу¬
боких отверстий.2704040000—2370 038 (01)—88 237—88 ББК 34.633ISBN S-217-00255*5© Издательство «Машиностроение», 1988
ПРЕДИСЛОВИЕПо мере всестороннего развития машиностроения, организации
новых отраслей по производству машин и оборудования различ¬
ного технологического назначения номенклатура деталей с глу¬
бокими отверстиями быстро расширяется. В настоящее время
детали с глубокими отверстиями обрабатываются на предприятиях
всех основных отраслей промышленности (гребные винты, роторы
и валы турбин, электрогенераторов, оси и втулки экскаваторов,
гильзы, цилиндры и плунжеры прессов, оси и бандажи прокатных
станов, трубы буровых установок, шпиндели станков, кокили
для центробежной отливки труб, ряд деталей оборудования для
атомных электростанций и др.).Трудности обработки отверстий возрастают с увеличением их
глубины. Глубину отверстий принято оценивать отношением Z/d0,
где I — длина отверстия, a d0 — его диаметр. Это же отношение
используют и при разделении отверстий на глубокие и «неглубо¬
кие», и в качестве численной границы принимают l/d0 = 5, так
как нормальным инструментом и обычными способами можно ра¬
ционально обработать отверстия с отношением ljd0 < 5, а для
обработки более глубоких отверстий приходится применять спе¬
циальные оборудование и инструмент и особые способы обработки.
В связи с этим отверстия с l/d0 > 5 принято называть глубокими
отверстиями.Глубокие точные отверстия в сплошном материале обрабаты¬
ваются за несколько операций, которые можно разделить на две
группы. К первой относятся операции сверления и чернового рас¬
тачивания. Они являются наиболее сложными, их основное назна¬
чение — обеспечение требований по расположению оси отверстия
и ее прямолинейности. Ко второй группе относятся чистовые и
отделочные операции (чистовое растачивание, хонингование и др.),
основным назначением которых является обеспечение требуемой
точности диаметральных размеров, формы и шероховатости.Способы глубокого сверления и чернового растачивания обла¬
дают рядом общих особенностей, с которыми в значительной сте¬
пени связаны трудности, возникающие в процессе обработки:
1) принудительный отвод стружки из отверстия потоком смазочно¬
охлаждающей жидкости (СОЖ) или какой-то иной рабочей среды;
нарушение бесперебойного отвода стружки приводит к нарушению
или прекращению процесса обработки; 2) базирование рабочей
части инструмента во время работы на поверхность обработанной
части отверстия; при неправильном способе базирования возможны!•3
возникновение дефектов отверстия, усиление вибраций, повышен¬
ный износ инструмента; 3) малая жесткость технологической сис¬
темы СПИД, что является препятствием для повышения произво¬
дительности, так как при повышении режимов резания в системе
возникают крутильные и поперечные колебания (последние яв¬
ляются к тому же источником возникновения дефектов отверстия).
Поэтому в технологии обработки глубоких отверстий операциям
первой группы уделяется больше внимания.Рост номенклатуры деталей с глубокими отверстиями, расши¬
рение диапазона их диаметров и отношений //d0, а также увеличе¬
ние объема выпуска потребовали совершенствования способов
их обработки, обеспечивающих высокую производительность,
экономичность и точность.В нашей стране работы по совершенствованию способов обра¬
ботки глубоких отверстий проводятся на многих предприятиях
страны. Созданы оригинальные конструкции инструмента и эф¬
фективные технологические процессы. Среди наиболее активных
исследователей могут быть отмечены И. С. Ъеремейчук, Т. К- Кры¬
лов, М. А. Минков, В. Н. Подураев, М. В. Потягайло, Л. П. Те¬
лятников, Н. Д. Троицкий, С. А. Черничкин и др.В капиталистических странах создана специальная ассоциа¬
ция «Boring and Trepanning Association» (ВТА), объединяющая
фирмы более 10 стран (США, ФРГ и др.), владеющая монополией
в области разработки, изготовления и освоения в производстве
специального оборудования, оснастки и технологии для обработки
глубоких отверстий. Многолетняя деятельность ВТА подтвер¬
ждает, с одной стороны, целесообразность ее создания, а с дру¬
гой — наличие широкого рынка сбыта продукции. ВТА выпускает
каталоги, содержащие наряду с общими видами предлагаемого
оборудования и инструмента данные об их технологических воз¬
можностях. В частности, применительно к инструменту приводятся
режимы резания, рекомендуемые при обработке материалов с раз¬
личными механическими характеристиками. Публикации по воп¬
росам обработки глубоких отверстий как в отечественной, так и
в зарубежной технической литературе сравнительно малочисленны
и представлены в основном статьями в периодических изданиях,
несколькими монографиями по отдельным способам обработки
[7, 59, 611 и двумя небольшими по объему книгами отечественных
авторов — М. В. Потягайло [461 и М. А. Минкова [26], содер¬
жащими обзор основных способов обработки глубоких отверстий.
Однако многие из этих работ изданы давно.В предлагаемой книге обобщен накопленный в СССР и за ру¬
бежом опыт обработки глубоких отверстий, систематизированы
результаты научных исследований, опубликованных в литературе,
а также выполненных авторами книги, и на их основе даны мето¬
дики проектирования высокопроизводительного инструмента и
технологии. Авторы надеются, что книга будет полезным пособием
для технологов и конструкторов в практической работе.4
Книга написана с использованием впервые разработанной тер¬
минологии, относящейся к области глубоких отверстий. Книга
состоит из двух разделов. В первом рассматриваются общие поло¬
жения, касающиеся глубокого сверления и растачивания, во вто¬
ром — основные операции обработки глубоких отверстий. Это
позволило устранить многие неизбежные повторения при изложе¬
нии второго раздела, которые возникли бы при ином построении
книги.Отзывы и пожелания авторы просят направлять по адресу:
191065, Ленинград, ул. Дзержинского, 10, ЛО издательства «Ма¬
шиностроение».
РАЗДЕЛ ПЕРВЫЙОБЩИЕ ВОПРОСЫ ОБРАБОТКИ
ГЛУБОКИХ ОТВЕРСТИЙГЛАВА 1ОСНОВНЫЕ СВЕДЕНИЯ
О ГЛУБОКОМ СВЕРЛЕНИИ
И РАСТАЧИВАНИИ1.1. Определение понятий глубокого сверления
и глубокого растачиванияНепрерывное совершенствование способов и технологической
оснастки для обработки глубоких отверстий сопровождается созда¬
нием большого числа инструментов, отличающихся принципом
работы и конструктивными решениями. При описании этих кон¬
струкций различными авторами вводится много разных терминов,
которые, накапливаясь, осложняют понимание существа вопроса.Из-за отсутствия единой терминологии и классификации инст¬
рументов и способов обработки возникают трудности при прове¬
дении анализа применяемых инструментов и при использовании
положительного опыта. Учитывая это, при написании данной
книги использована единая терминология, разработанная в 1975 г.
и получившая одобрение специалистов. Предлагаемые термины
охватывают лишь наиболее характерные способы, принципы
работы, виды инструментов и их элементы, оборудование и его
узлы.Глубина отверстия, характеризуемая отношением l/d0, опре¬
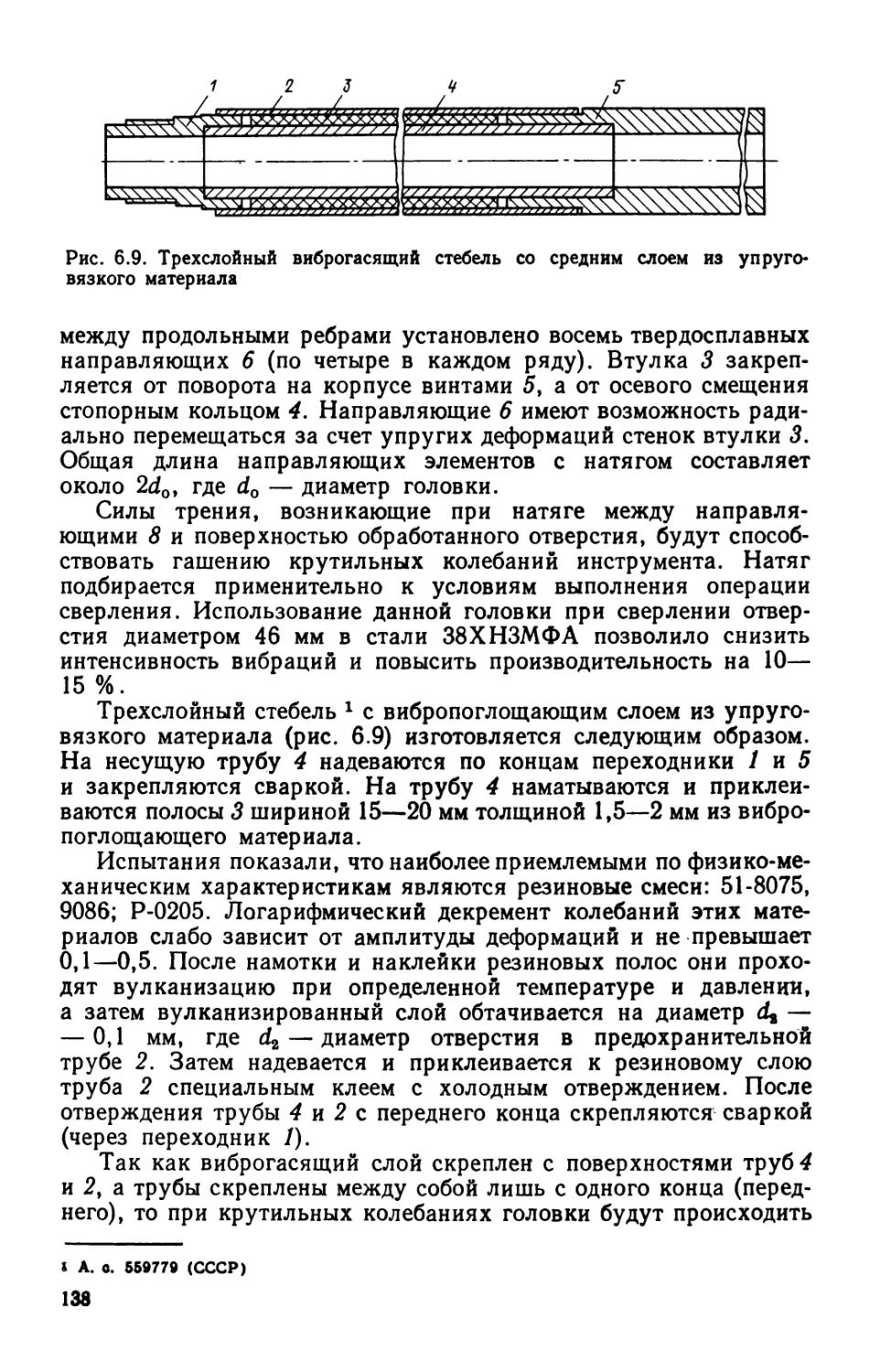
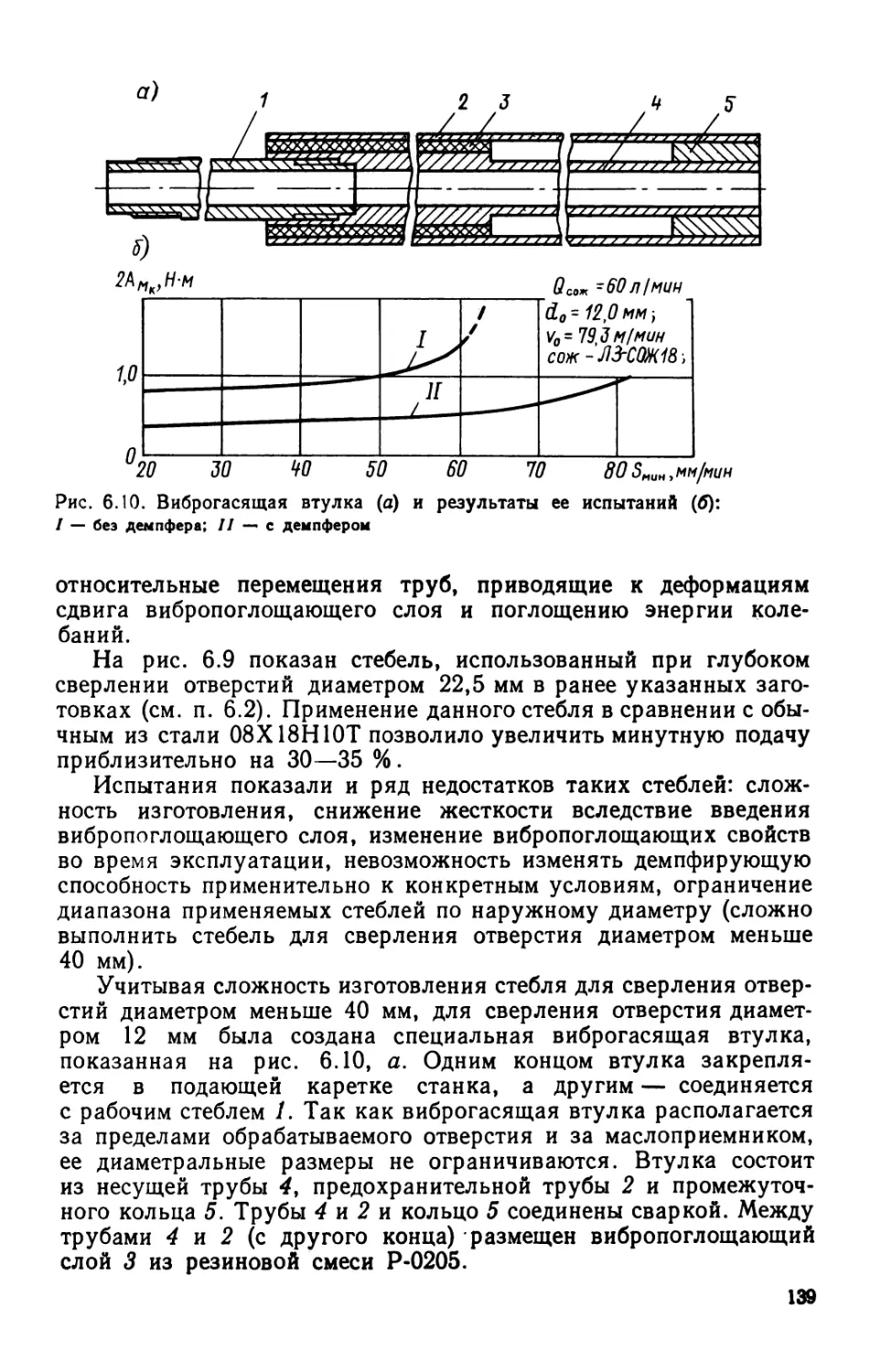
деляет сложность обработки глубоких отверстий. Именно глубина
отверстия обусловила появление тех особенностей, которые и
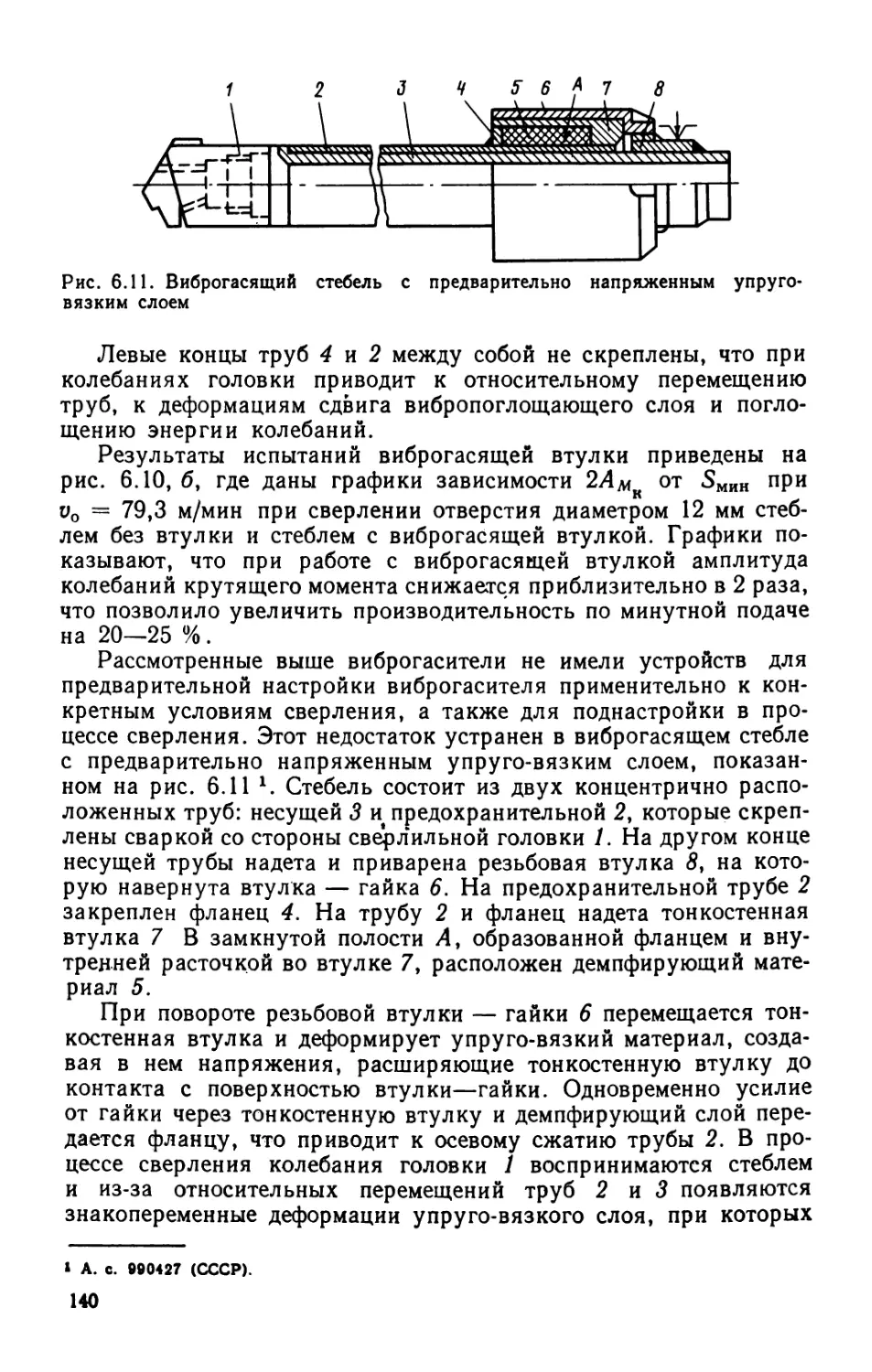
следует считать отличительными признаками. Главными призна¬
ками глубокого сверления (растачивания) следует считать не от¬
ношение l/d0, а принудительный отвод стружки из отверстия
с помощью потока СОЖ или какой-то иной рабочей среды и нали¬
чие базирования инструмента на поверхность отверстия заготовки.
При этом поток СОЖ должен обладать необходимой кинетической
энергией, достаточной для оказания силового воздействия на
стружку с целью удаления ее из отверстия. Следовательно, глубо¬6
ким сверлением (растачиванием) следует называть способ сверления
(растачивания), отличающийся наличием принудительного отвода
стружки из отверстия потоком СОЖ или какой-то иной рабочей
среды и базированием инструмента на поверхность обработанного
отверстия. В связи с этим для выполнения способа требуются
специальное оборудование и инструмент.1.2. Функции, выполняемые СОЖ
при глубоком сверлении и растачивании.Характеристики применяемых СОЖНа операциях глубокого сверления и растачивания СОЖ должна
выполнять ряд функций: отводить стружку из зоны резания и
транспортировать ее по отводным каналам, уменьшать силы реза¬
ния и трения между направляющими элементами и поверхностью
отверстия, отводить тепло, образующееся в процессе резания и
трения. Для этого СОЖ должна иметь соответствующие свойства.Отвод стружки надежно обеспечивается в том случае, когда
поток СОЖ будет иметь такую минимально необходимую скорость,
при которой кинетическая энергия потока будет достаточна для
сообщения стружке движения вдоль отводных каналов. Мини¬
мально необходимая скорость СОЖ и выбранная площадь попереч¬
ных сечений отводных каналов для стружки и СОЖ определяют
минимально необходимый расход СОЖ. В свою очередь по расходу
СОЖ и ее вязкости можно определить (при выбранной площади
и форме каналов и их протяженности) давление СОЖ и мощность,
затрачиваемую на прокачивание СОЖ по каналам подвода —
отвода, по формулеN0 = 10 3pQ,где N0 — мощность, затрачиваемая на прокачивание СОЖ, кВт;
р — давление подаваемой насосом СОЖ, МПа; Q — расход СОЖ,
ма/с.На операциях глубокого сверления (растачивания) в зависи¬
мости от диаметра и длины обрабатываемого отверстия расход СОЖ
обычно составляет 0,001—0,009 м3/с при р = 10 — 0,5 МПа. Это
значит, что. для указанных диапазонов р и Q затраты мощности
на прокачивание СОЖ могут составлять б—10 кВт и в ряде слу¬
чаев превышать затраты мощности на резание, поэтому снижение
затрат мощности на подвод СОЖ и отвод стружки очень важно.
Одним из путей снижения затрат мощности является применение
маловязких СОЖ, что положительно сказывается также на ее
очистке (фильтрации) и снижении ее потерь в виде отходов вместе
со стружкой. Однако выбирать вязкость СОЖ исходя только из
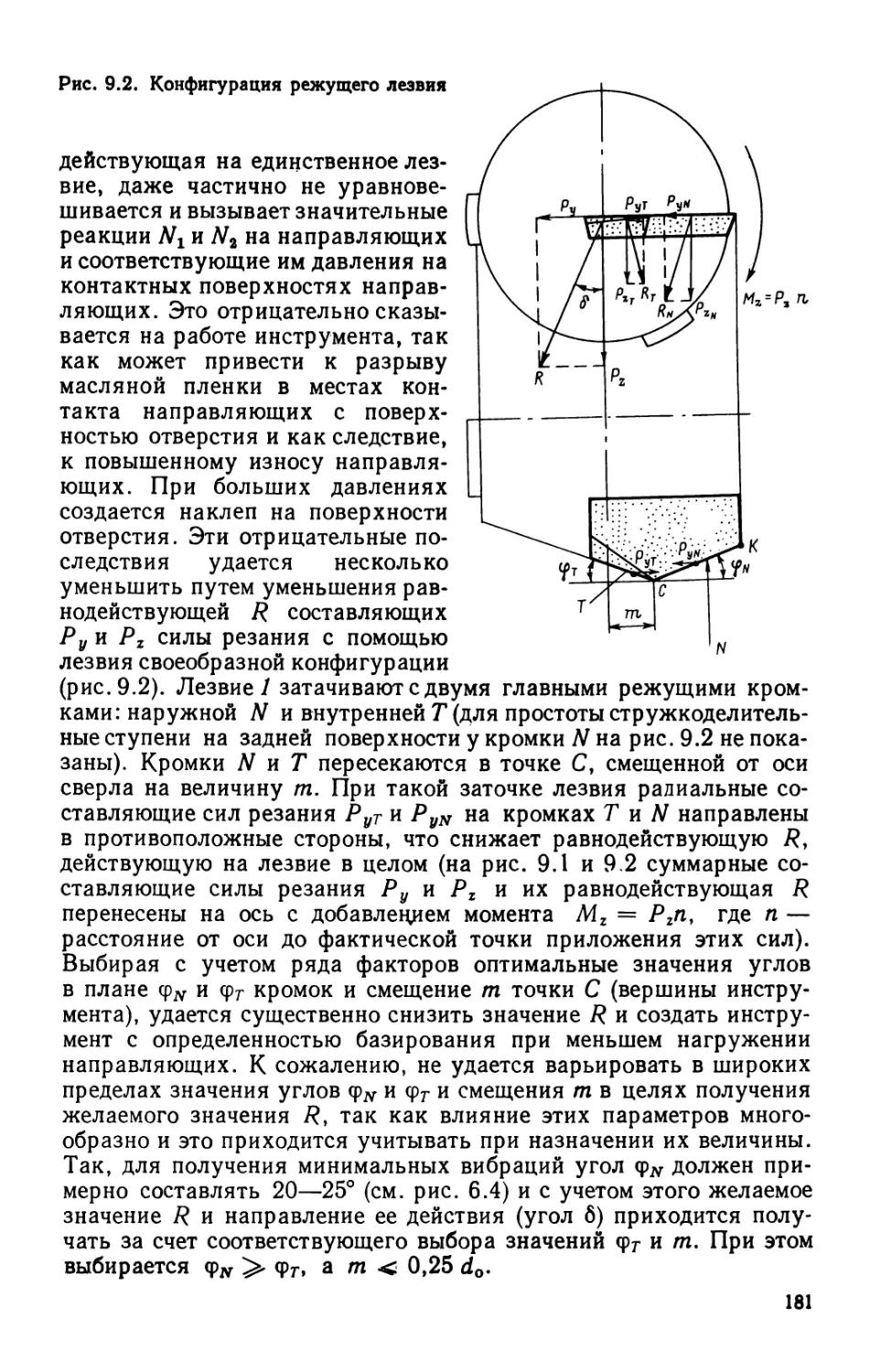
снижения затрат мощности и сокращения ее потерь со стружкой
не следует, так как она имеет широкое влияние на процесс обра¬
ботки (в частности, оказывает благотворное влияние на условия
работы направляющих элементов). Так, исследованиями установ¬7
лено, что уменьшение вязкости ниже (8 -т-10)' 10"* м*/с при опре¬
деленных давлениях может привести к выдавливанию СОЖ и
разрыву пленки смазки под направляющими элементами инстру¬
мента, а это в свою очередь приводит к увеличению сил трения
на направляющих, возникновению или усилению вибраций ин¬
струмента, его изнашиванию и поломке При применении СОЖ
с вязкостью меньше (8 -f- 10) 10_в м2/с возрастают утечки через
зазоры в насосе, что при высоких давлениях приводит к резкому
снижению расхода. С учетом сказанного рекомендуется на этих
операциях при обработке отверстий диаметром до 300 мм приме¬
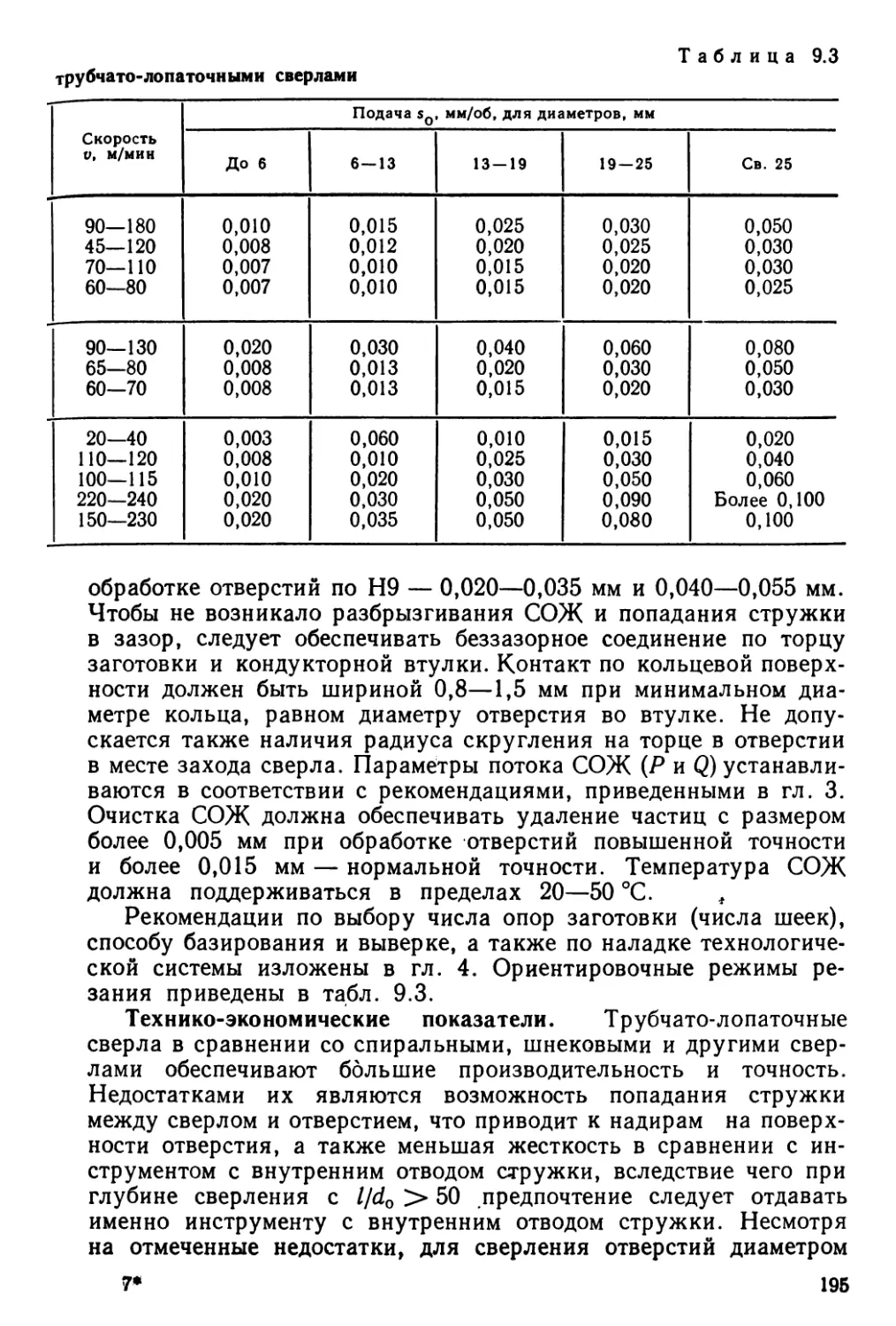
нять СОЖ с вязкостью от 30-10“® м2/с до 10-10“® ма/с при колеба¬
ниях температуры от 15 до 50 °С.Успешному отводу стружки и продуктов изнашивания инстру¬
мента способствуют хорошие моющие свойства СОЖ (т. е. способ¬
ность ее смачивать частицы стружки и частицы износа, препят¬
ствовать слипанию и привариванию их к поверхности инструмента
и обрабатываемой заготовки).Уменьшение сил резания и трения достигается за счет исполь¬
зования смазывающих свойств СОЖ, а также свойства способство¬
вать резанию, обусловленного эффектом П. А. Ребиндера. Эти
свойства создаются за счет добавления в СОЖ соответствующих
присадок и поверхностно-активных веществ. В отечественной и
зарубежной практике в качестве присадок используют серу,
хлор, фосфор.При обработке глубоких отверстий СОЖ подается в зону реза¬
ния под давлением, проникает в микротрещины и микрощели в зоне
стружкообразования, вступает во взаимодействие с материалом
заготовки и инструмента, образуя на их поверхностях пленки,
которые экранируют трущиеся поверхности. Особенно благо¬
приятно действуют химические пленки, выдерживающие большие
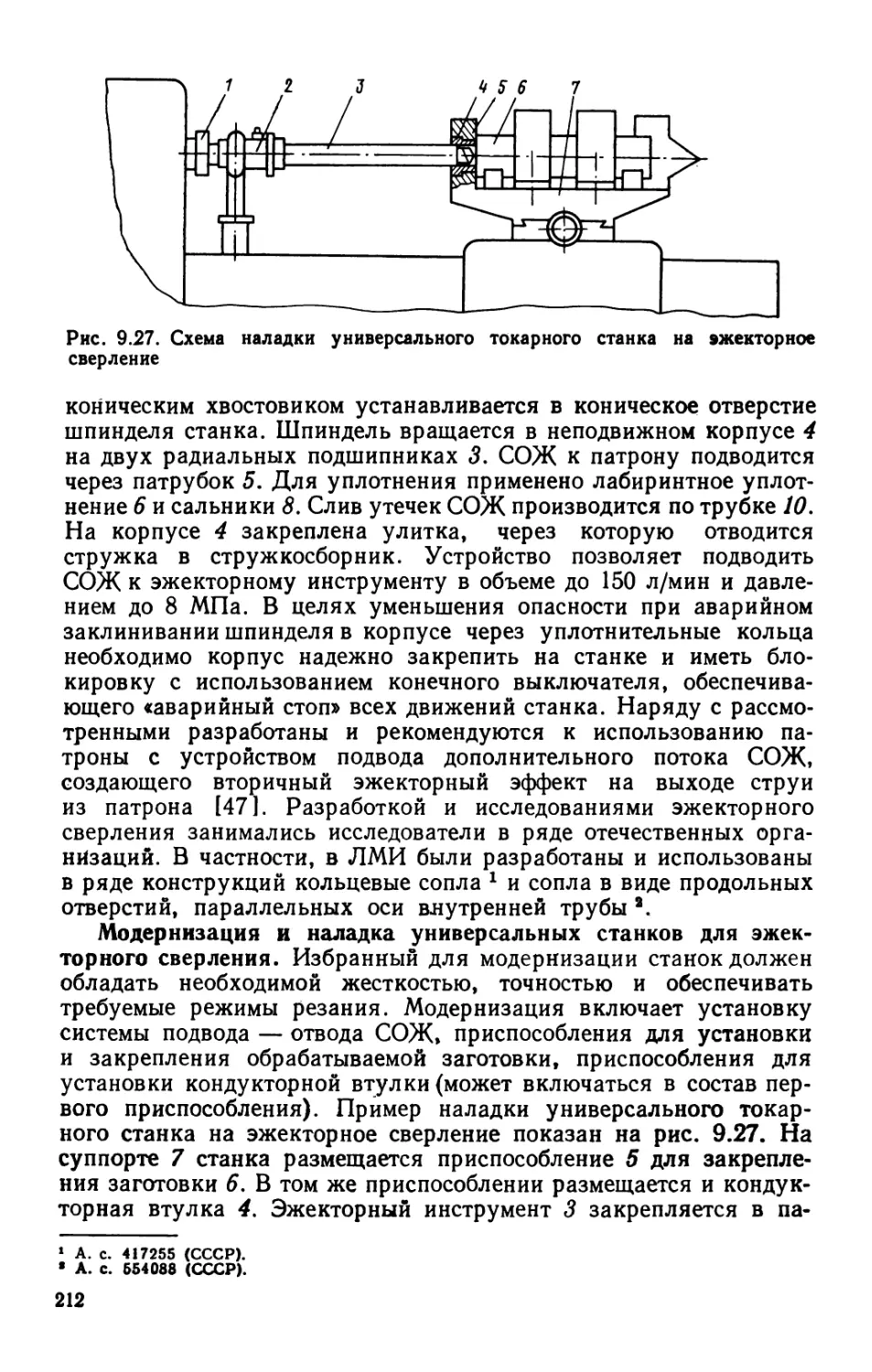
нормальные давления и высокую температуру (хлоридные не
разрушаются до температуры 500 °С, фосфатные — 700 °С и
сульфидные — до 1000 °С). Вместе с тем эти пленки имеют малое
сопротивление сдвигу, что способствует снижению коэффициента
трения. Каждая из присадок способствует возникновению своей
пленки, которая образуется и сохраняется при вполне определен¬
ных условиях, являющихся результатом совокупного влияния
ряда факторов, причем каждая из присадок в присутствии другой
действует активнее.Ввиду того, что на разных участках контактирующих поверх¬
ностей передней и задней граней инструмента и направляющих
элементов складываются различные условия, то на отдельных
участках могут возникать различные виды трения, например,
трение с повреждением при схватывании трущихся поверхностей;
трущиеся поверхности разделены пленкой с экранизирующим и
антифрикционным действием и трение в условиях контактно¬
гидродинамической смазки. При двух последних видах трения
существенно снижается коэффициент трения и соответствующие8
энергетические затраты. Достигается это за счет применения СОЖ
с хорошими смазывающими свойствами и необходимой вязкостью.
Эффективность действия СОЖ по уменьшению сил резания и тре¬
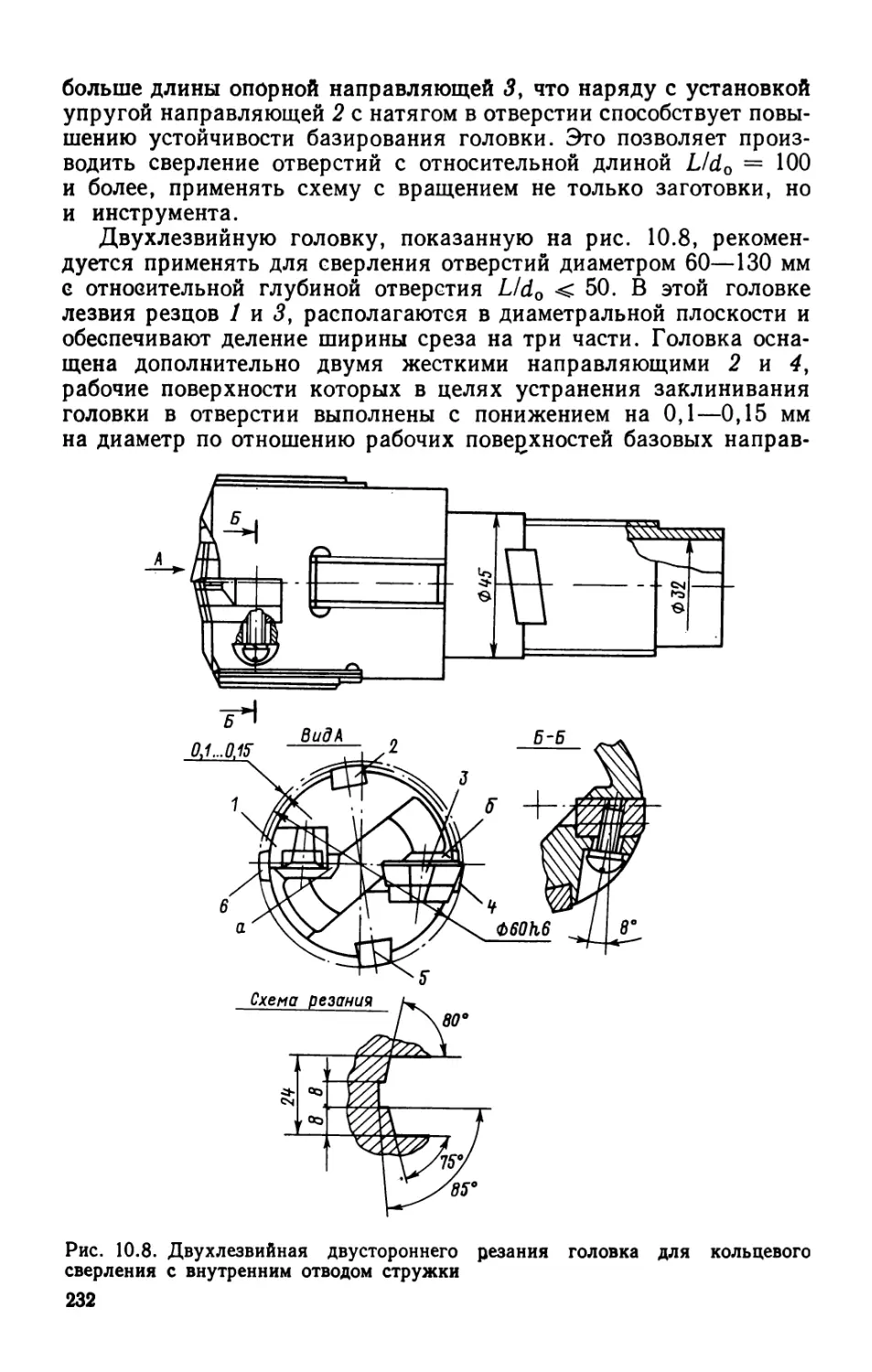
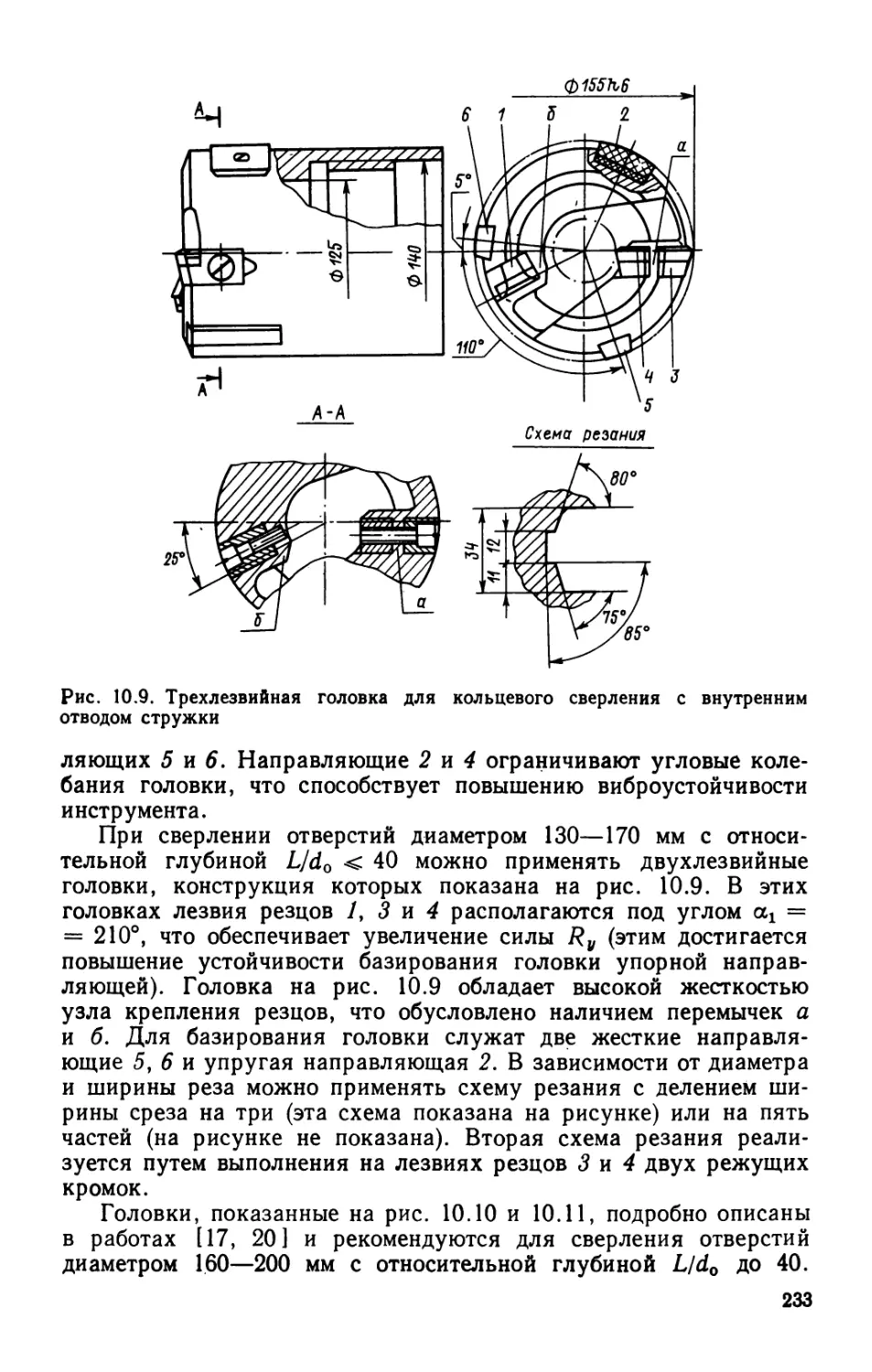
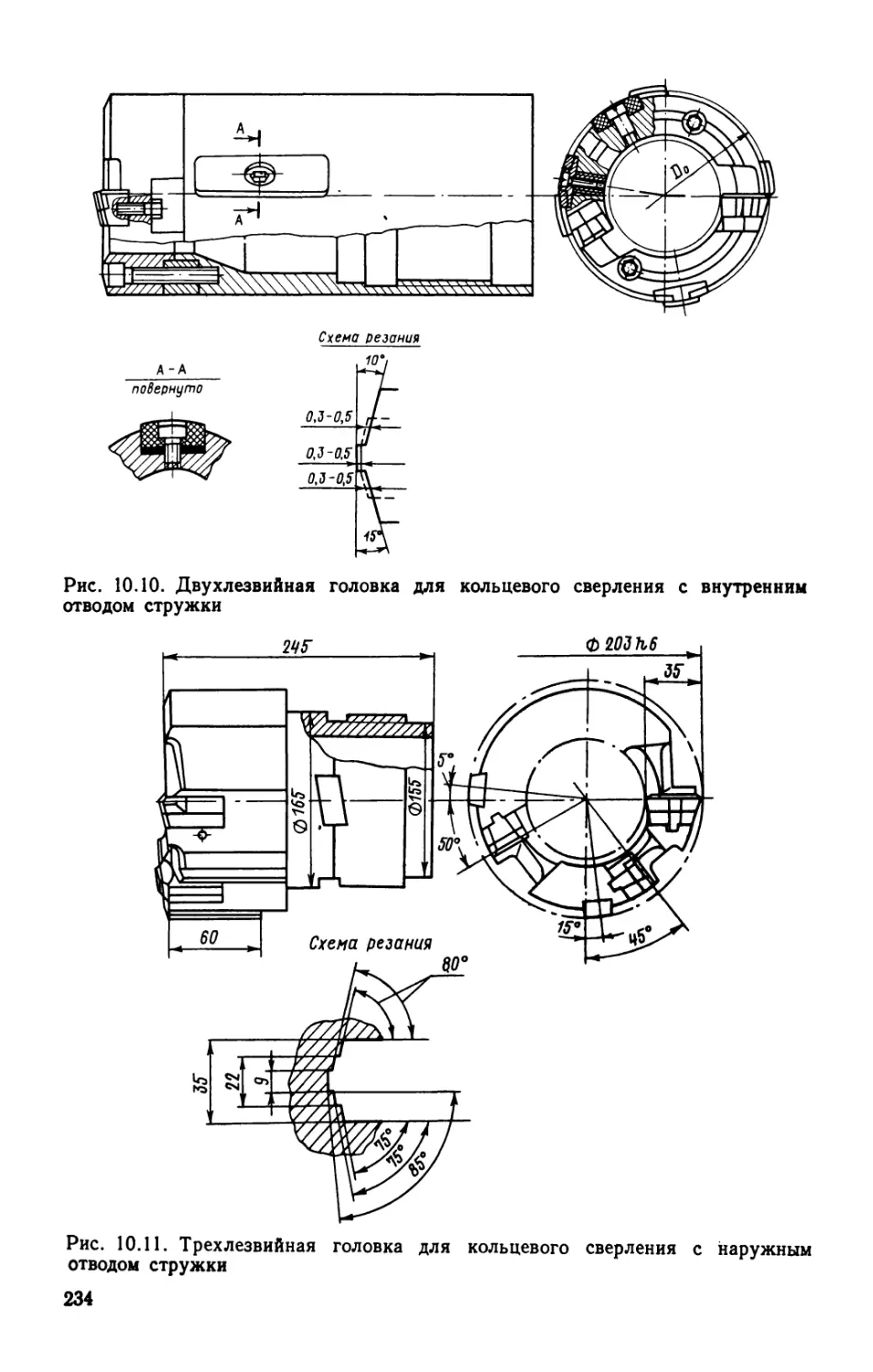
ния удобно оценивать суммарной осевой силой Р0 (сумма осевых
составляющих сил резания и трения на направляющих) и суммар¬
ным крутящим моментом Мк (момент от сил резания и трения на
направляющих).Проведенное по этим критериям сравнение ряда отечественных
СОЖ при сохранении неизменными всех остальных параметров
процесса показало, что энергетические затраты на резание и
трение существенно зависят от совокупности свойств применяе¬
мой СОЖ- Кроме того, для большинства СОЖ энергетические за¬
траты на резание и трение изменяются с изменением температуры
циркулирующей СОЖ, причем для каждой СОЖ имеется своя
зона оптимальных температур с минимальными значениями Р0 и
Мк, при которых имеют место минимальные вибрации и энерге¬
тические затраты. Это можно объяснить тем, что температура
циркулирующей СОЖ, замеряемая при выходе из отводного ка¬
нала перед входом в бак, отражает всю совокупность сложных
явлений, протекающих в зоне резания и в значительной степени
зависящих от температуры, которая устанавливается на опреде¬
ленном уровне за счет отвода тепла с помощью СОЖ- Очевидно,
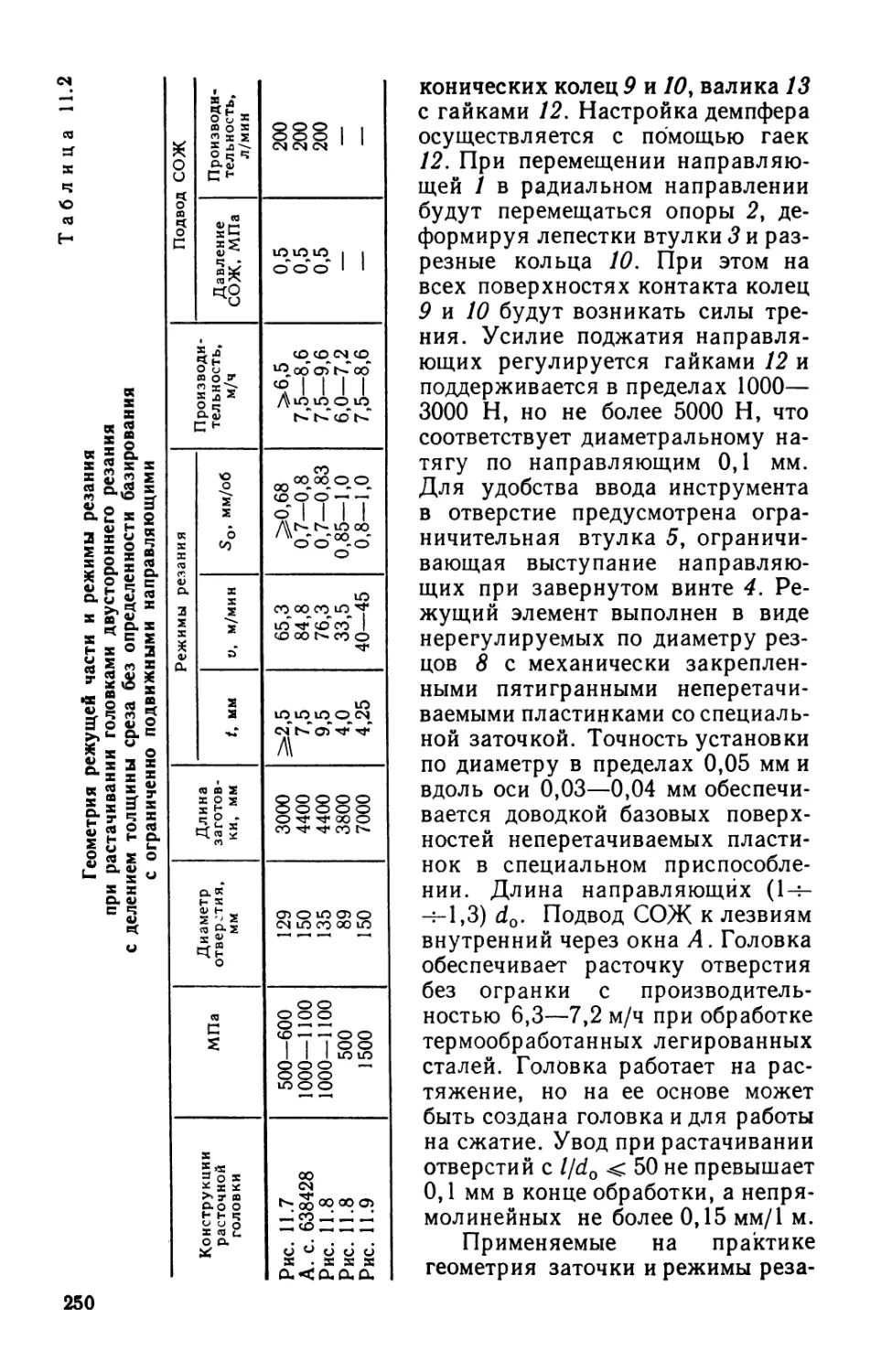
зона оптимальных температур циркулирующей СОЖ отвечает
оптимальным условиям существования химических пленок и опти¬
мальной вязкости, при которой возможно сохранение контактно¬
гидродинамический смазки. В целях снижения энергетических
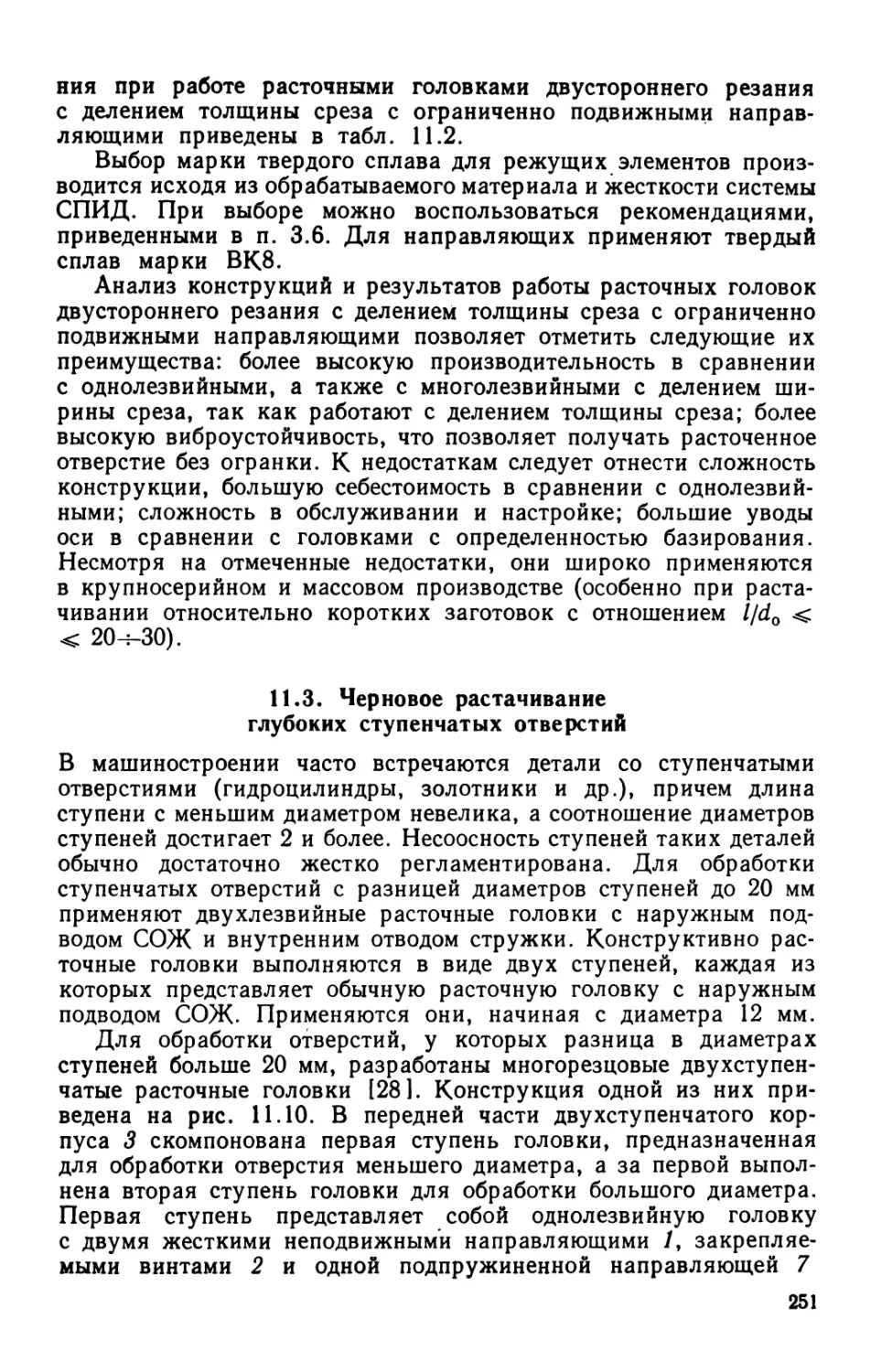
затрат можно рекомендовать поддерживать температуру цирку¬
лирующей СОЖ от 30 до 50 °С.Отвод тепла при глубоком сверлении (растачивании) с помо¬
щью СОЖ решается попутно, наряду с главным назначением
СОЖ — отводом стружки. Некоторые трудности, имеющие место,
связаны с циркуляцией большого количества СОЖ в единицу вре¬
мени, что приводит к ее нагреву. И отвод тепла производится
преимущественно путем конвективного теплообмена между нагре¬
тыми поверхностями заготовки и инструмента и потоком СОЖ. Ин¬
тенсивность отвода тепла в значительной степени зависит от тепло¬
проводности СОЖ, ее расхода и скорости перемещения, разности
температур охлаждаемых поверхностей и потока СОЖ. Для под¬
держания оптимальной температуры СОЖ станки для глубокого
сверления и растачивания следует снабжать теплообменниками.
А перед началом выполнения операции до начала резания следует
прогреть СОЖ циркуляцией в системе до 25—30 °С (особенно
это необходимо делать в холодное время года на предприятиях,
размещенных в районах страны с холодным климатом). Сверление
отверстий диаметром до 30 мм, с отношением l/dQ ж 100 при
температуре СОЖ ниже 20 °С практически невозможно из-за
неустойчивости процесса резания и поломок инструмента. При
повышении температуры выше 50—60 °С возникают интенсивные9
вибрации инструмента, СОЖ испаряется, ухудшаются санитарно-гигиенические условия, возможно возгорание паров СОЖ- Кроме
этого, усиливается окисление СОЖ, вследствие чего она теряет свои
свойства.При глубоком сверлении и растачивании в отечественной и
зарубежной практике в основном применяют масляные СОЖ и
реже — водные эмульсии минеральных масел. Эмульсии имеют
лучшие охлаждающие свойства в сравнении с масляными СОЖ,
однако они не допускают попадания масла из системы смазки
станка, менее стойки при хранении, легко поражаются микро¬
организмами и теряют свои эксплуатационные свойства. Поэтому
при эксплуатации необходимо следить за сохранением их свойств,
стабильности состава и т. п.Масляные СОЖ широко применяются при обработке глубоких
отверстий. До последнего времени при обработке применялся суль-
фофрезол (ГОСТ 122—54) — осерненное минеральное масло ко¬
ричневого цвета, состоит из веретенного масла с добавлением
нигрола (до 20 %) и серы в свободном состоянии и в виде химиче¬
ского соединения (не менее 1,7 %), Для снижения вязкости часто
добавляют керосин (до 10 %) или дизельное топливо, что практи¬
чески не снижает температуры вспышки. Недостатком сульфофре-
зола является токсичность. Применение сульфофрезола ограничи¬
вается органами здравоохранения СССР.В настоящее время выпускаются новые, более эффективные
СОЖ. Рассмотрим основные из них:МР-3 (ТУ 38 УССР 201254—76) — светло-коричневое, мало¬
вязкое минеральное масло, содержащее жиры, примеси серы и
фосфора; в настоящее время является основной при глубоком свер¬
лении и растачивании легированных конструкционных и корро¬
зионно-стойких сталей;МР-6 (ТУ 38 УССР 201290—79) — светло-коричневое, средне¬
вязкое минеральное масло, содержащее присадки серы и хлора;
рекомендуется для обработки труднообрабатываемых и тугоплав¬
ких материалов;МР-7 (ТУ 38 УССР 20143—79) — светло-коричневое, средне¬
вязкое минеральное масло широкого назначения с присадками
серы; применяется как заменитель сульфофрезола; недостатком
является резкое изменение вязкости при изменении температуры;МР-99 (ТУ 38 40178—79) — производится по лицензии на кон¬
центрат Тредкат—99, закупленный у фирмы «Стюарт Ойл» (Stuart
Oil). Массовое содержание МР-99 в масле зависит от вида операции
и материала заготовки и инструмента; раствор нужной концентра¬
ции готовится заводом-потребителем; для глубокого сверления и
растачивания в сталях Э8ХНЗМФА и 45 оптимальной концентра¬
цией раствора следует считать 10—15 % МР-99 в индустриальном
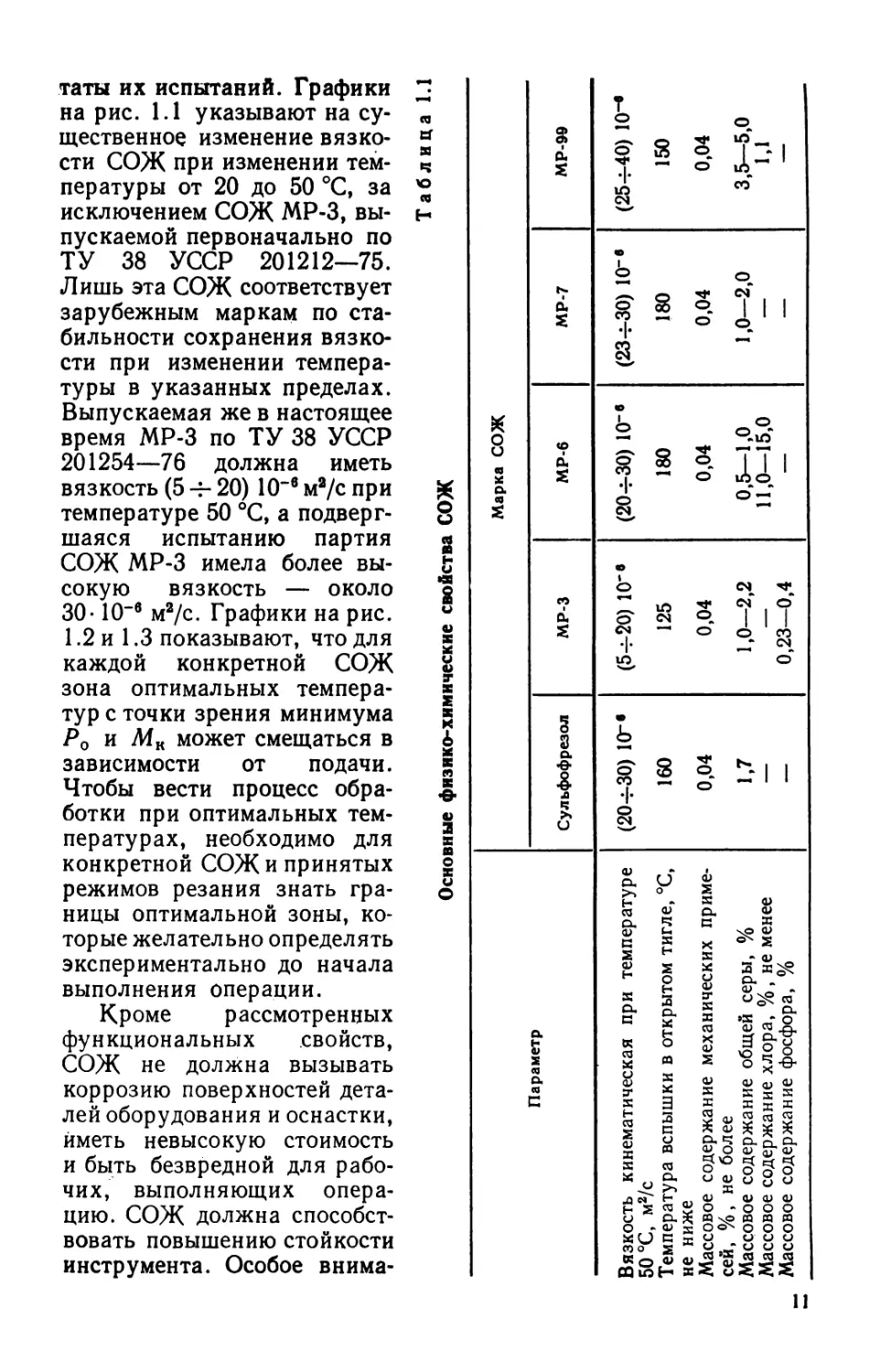
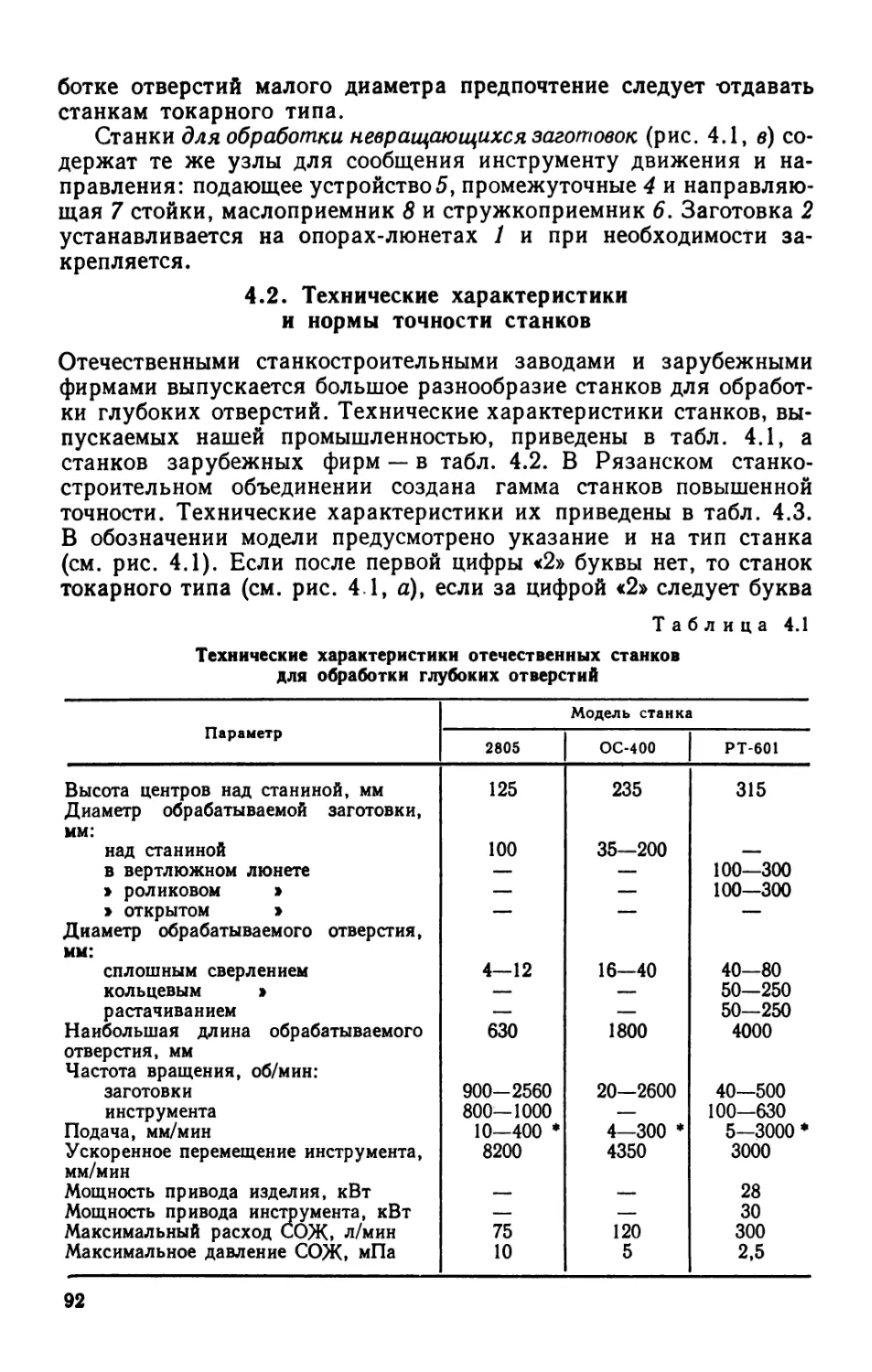
масле. СОЖ имеет коричневый цвет.Основные физико-химические свойства отечественных СОЖ
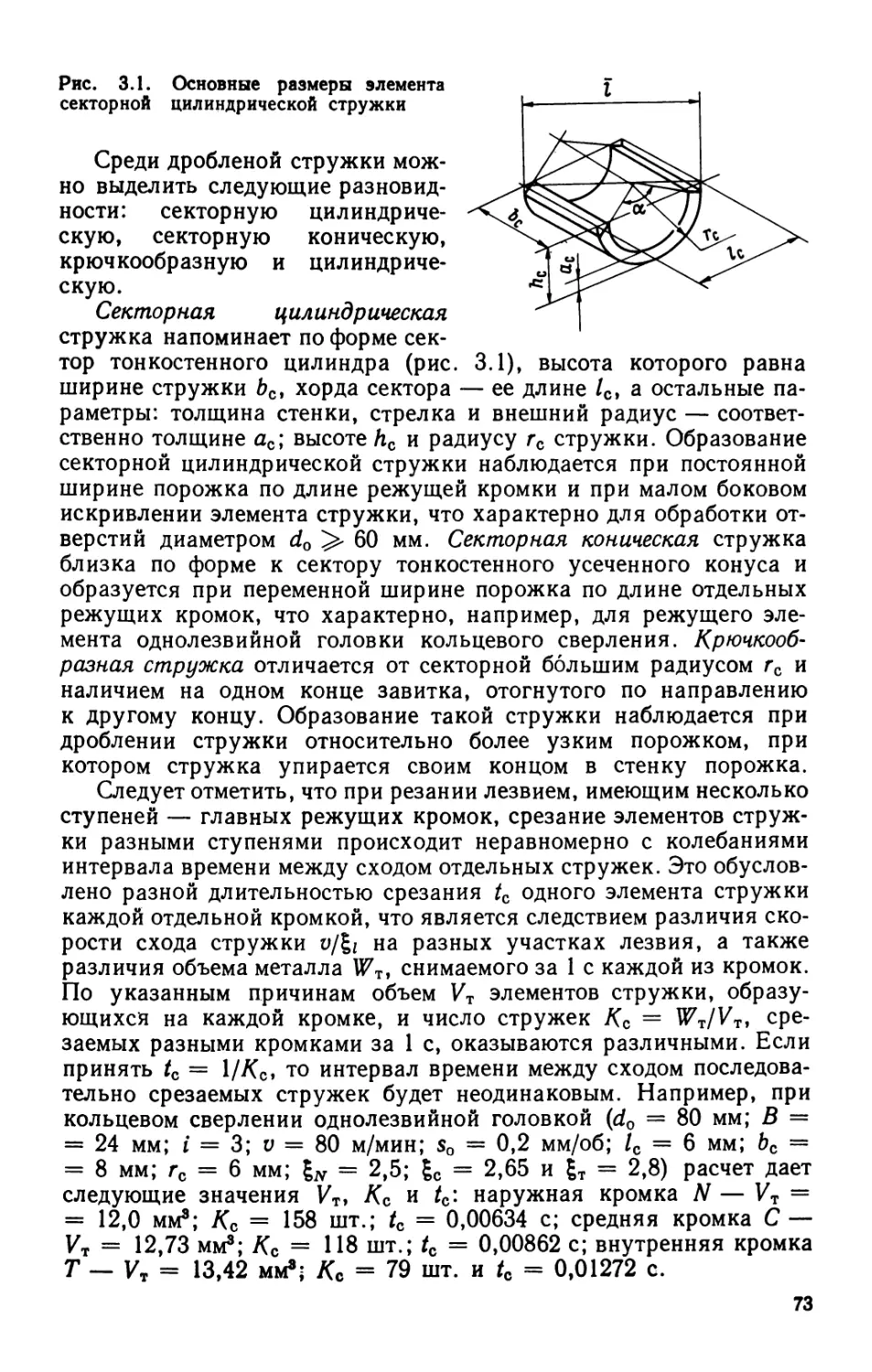
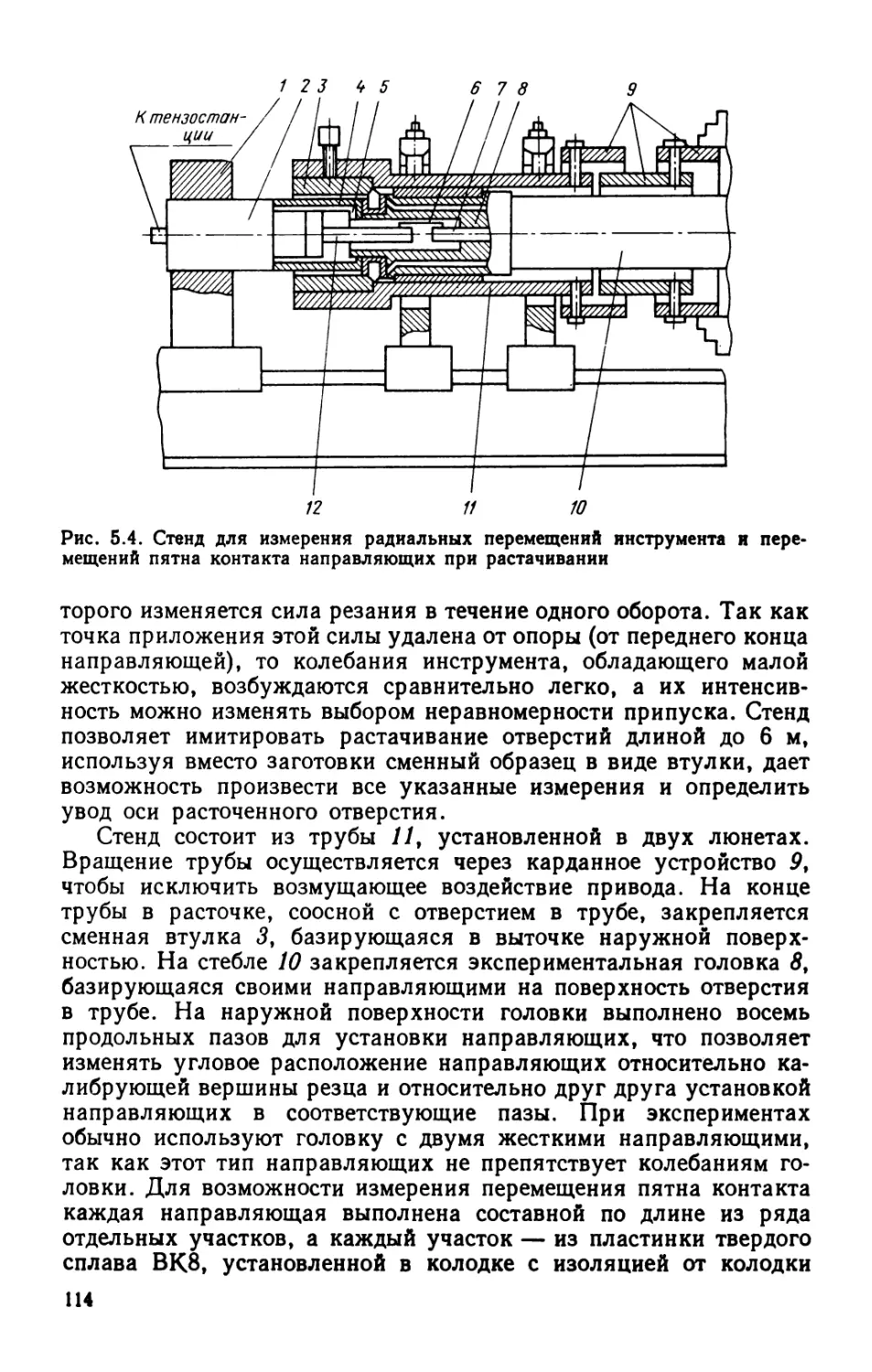
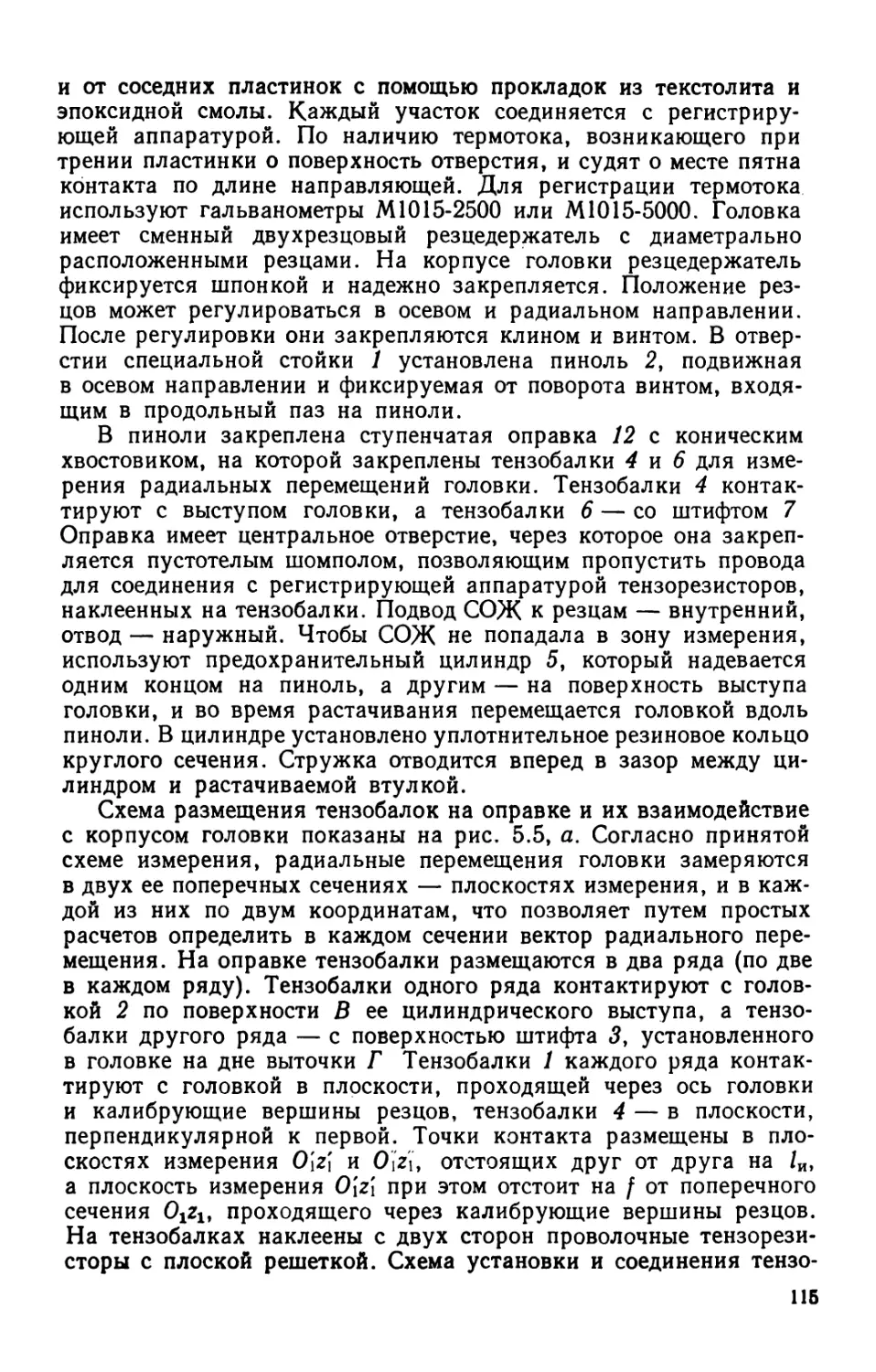
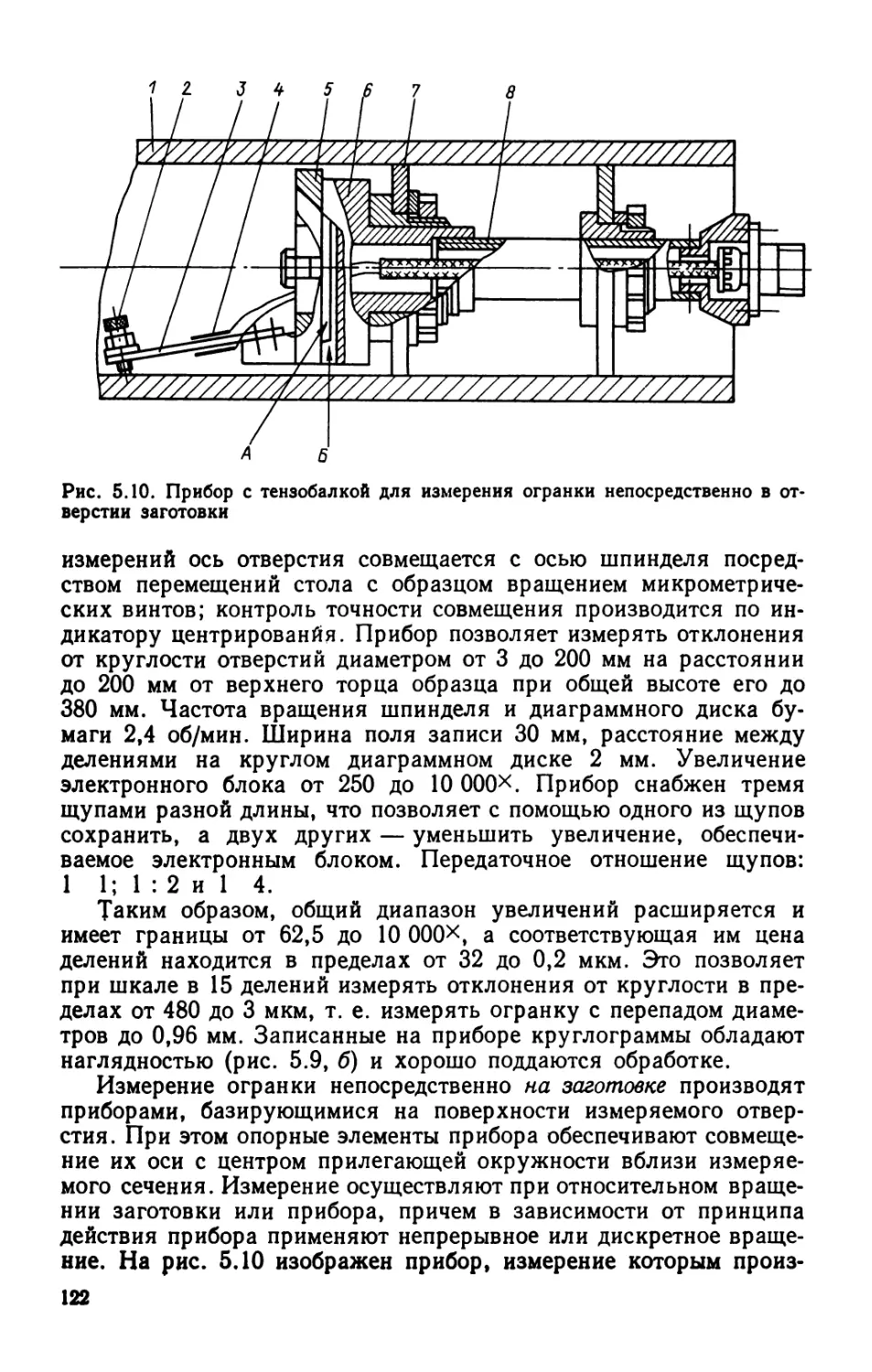
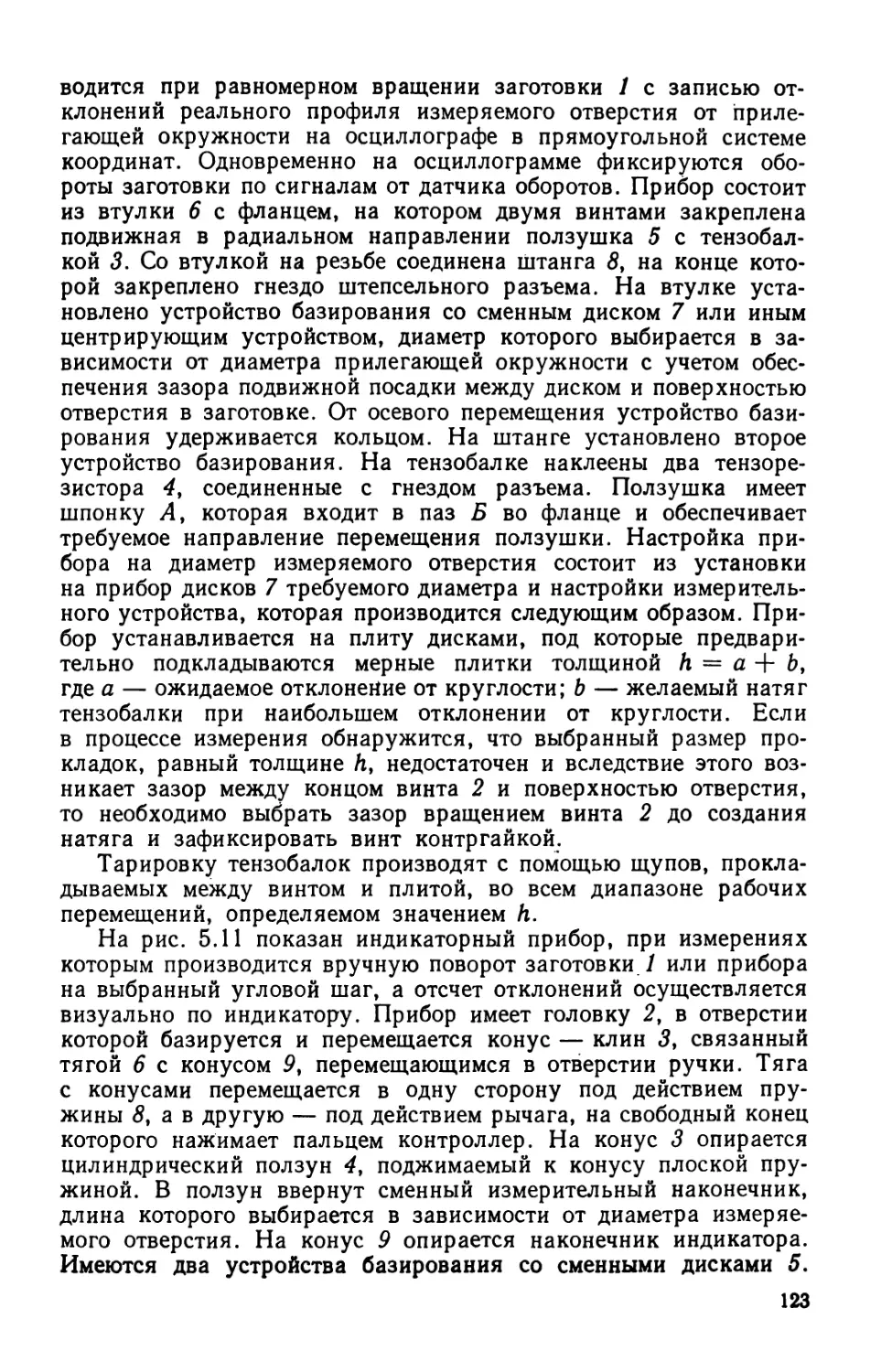
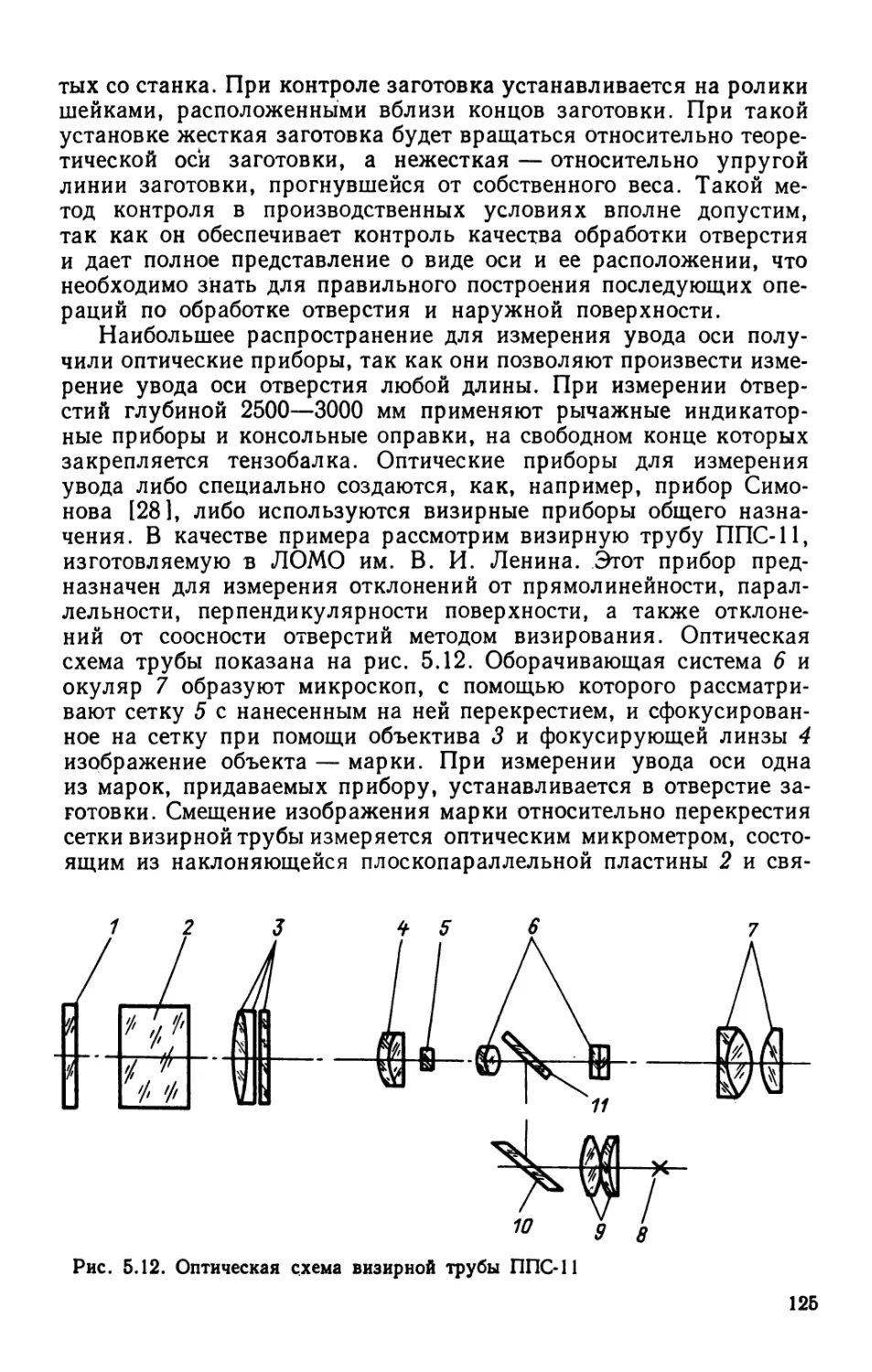
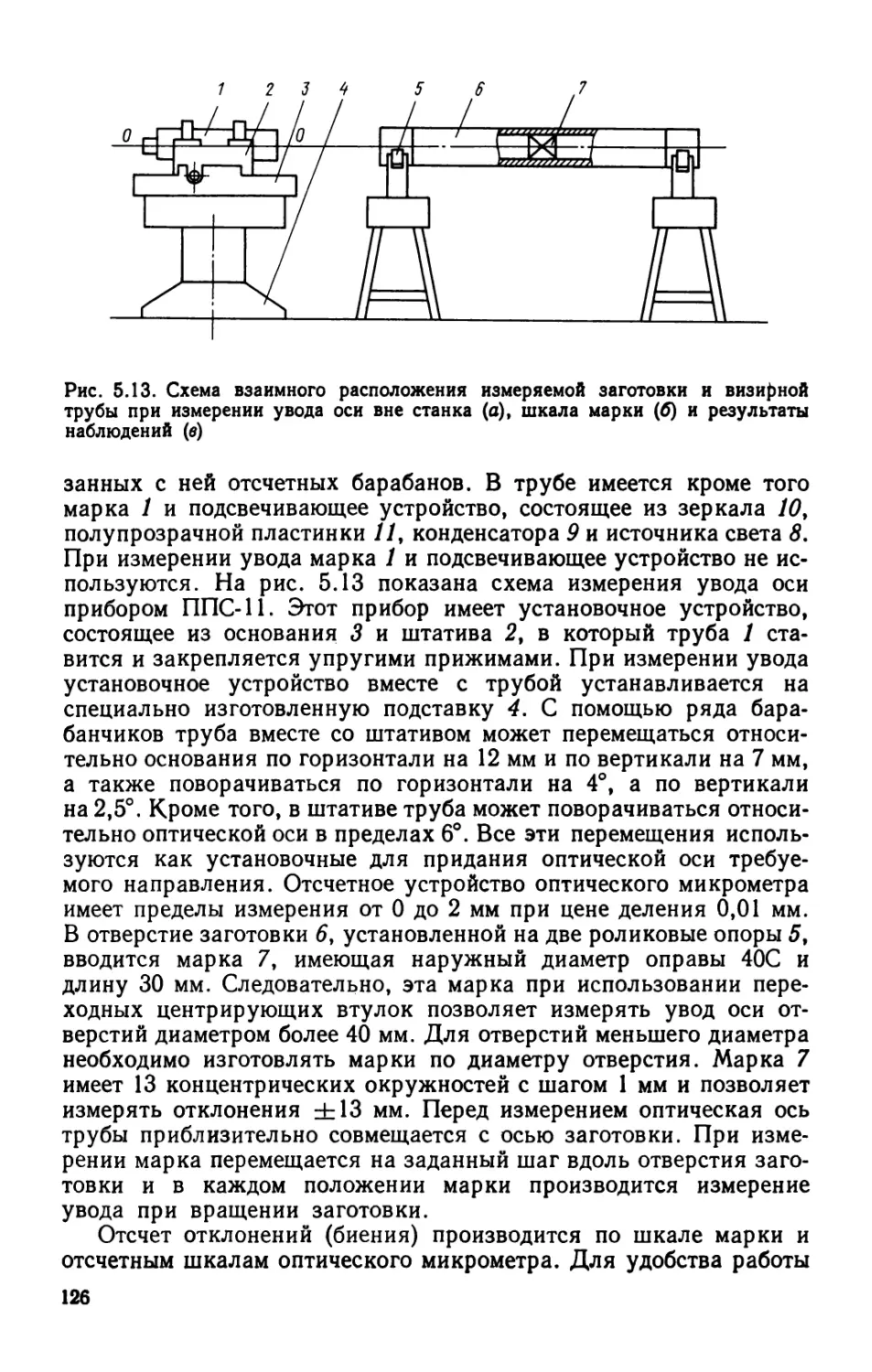
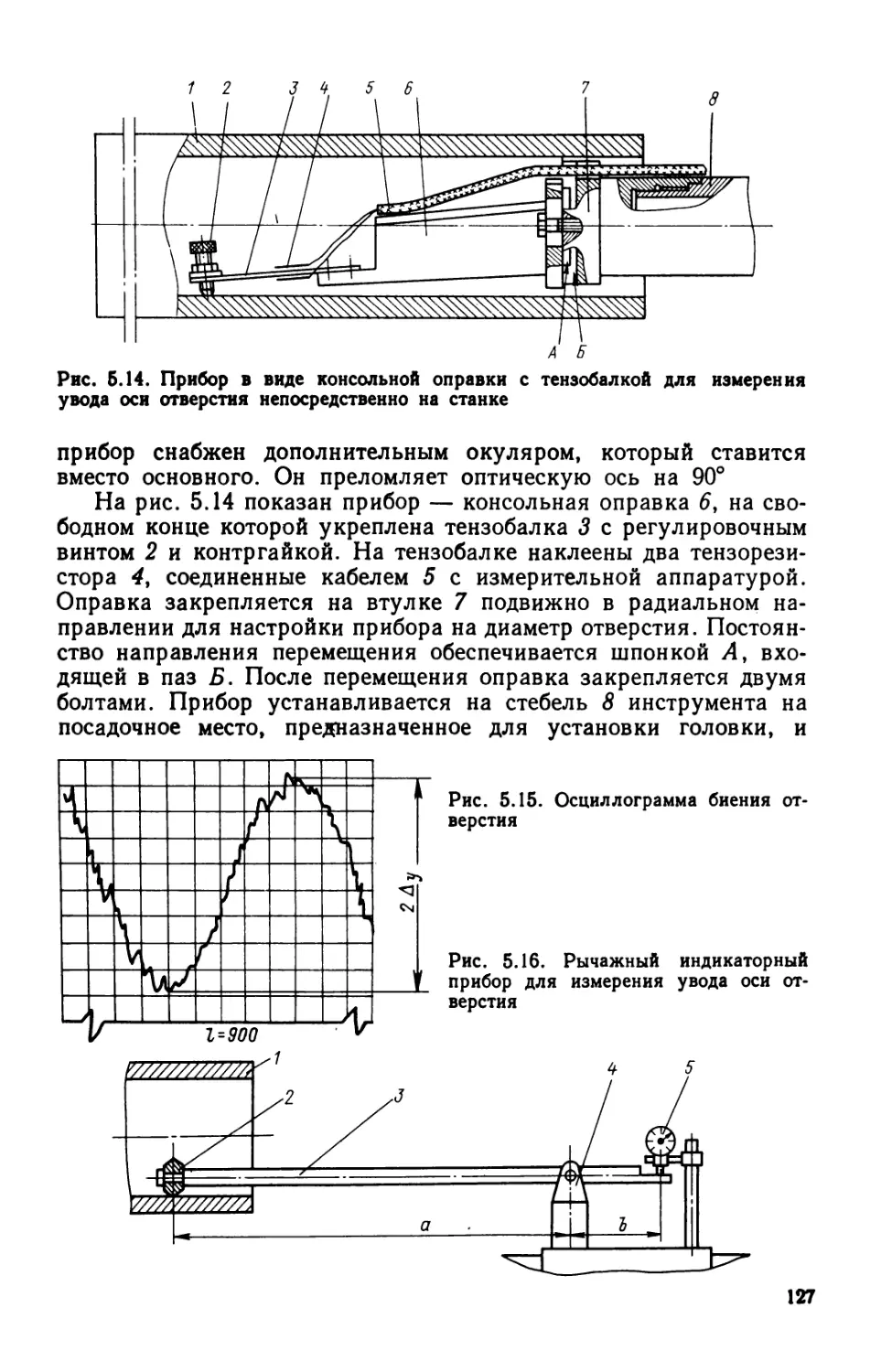
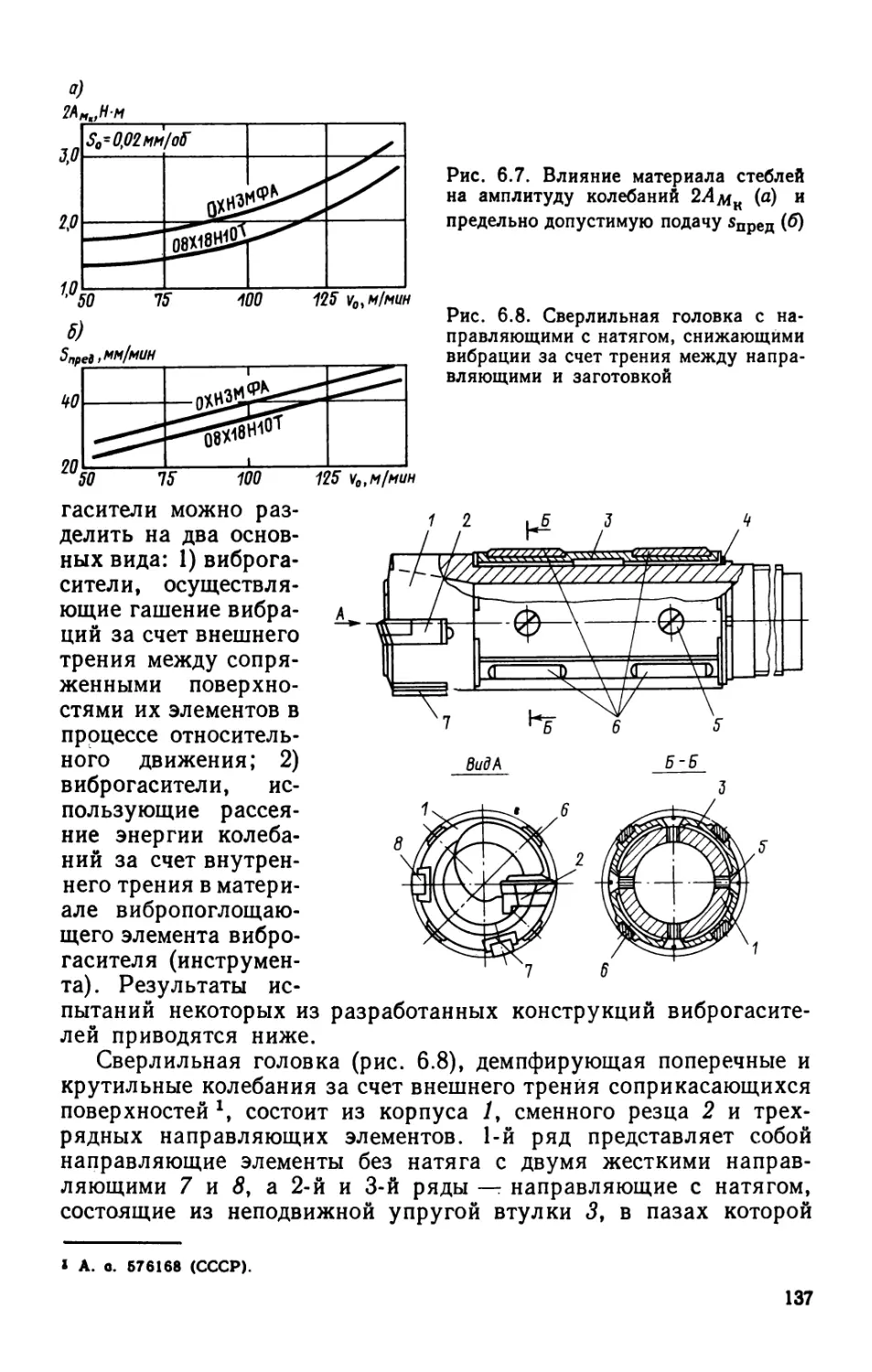
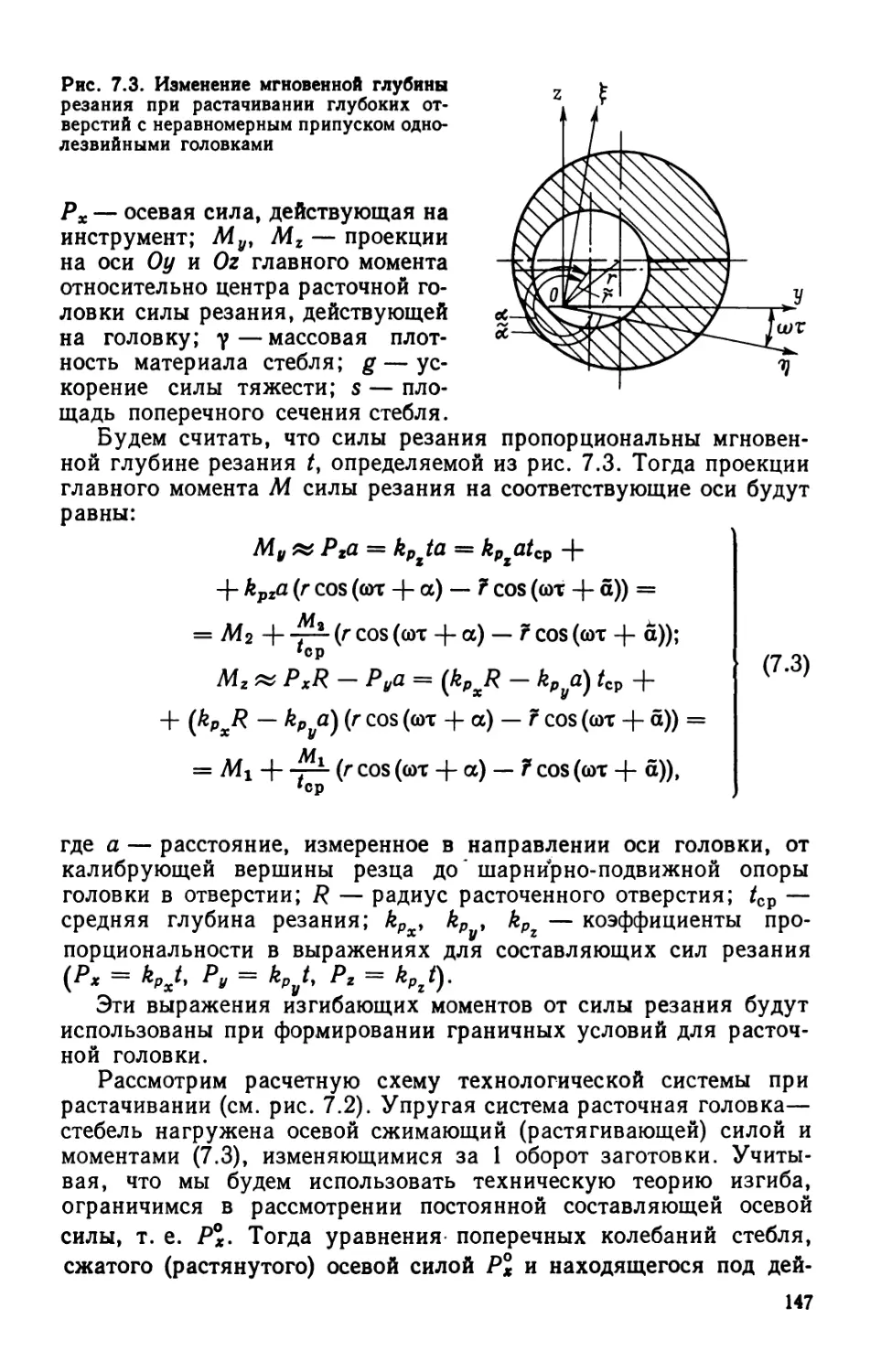
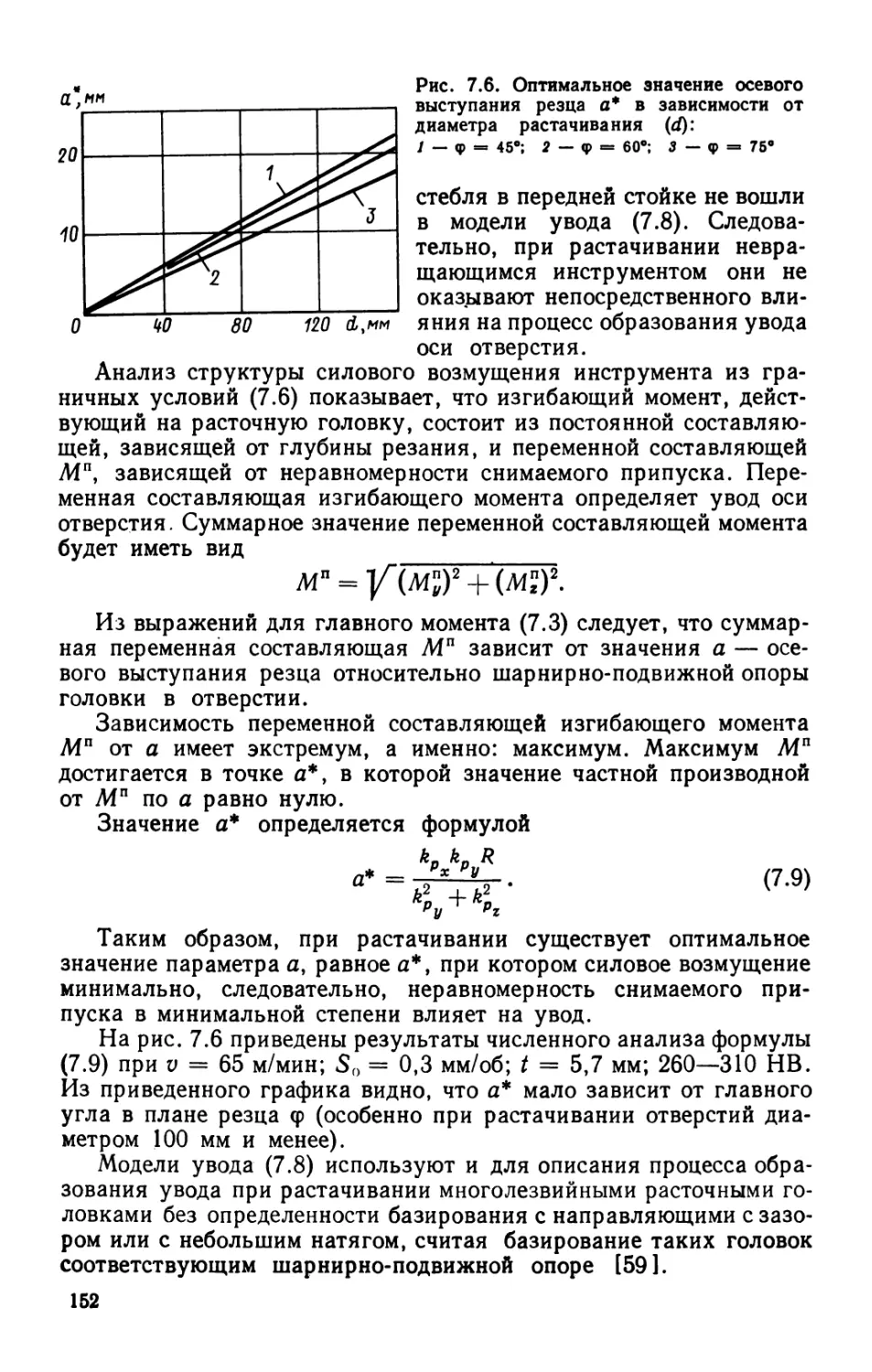
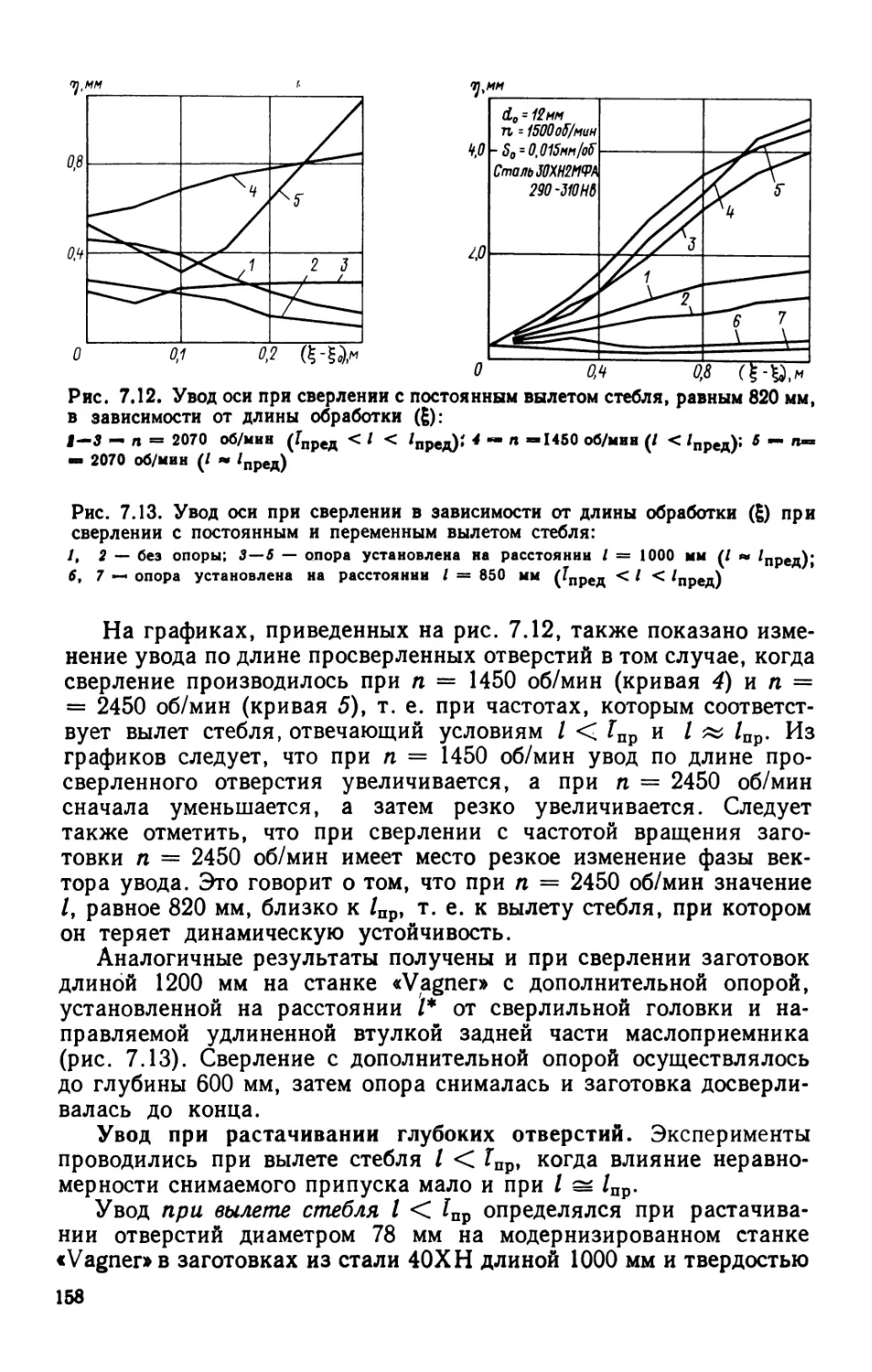
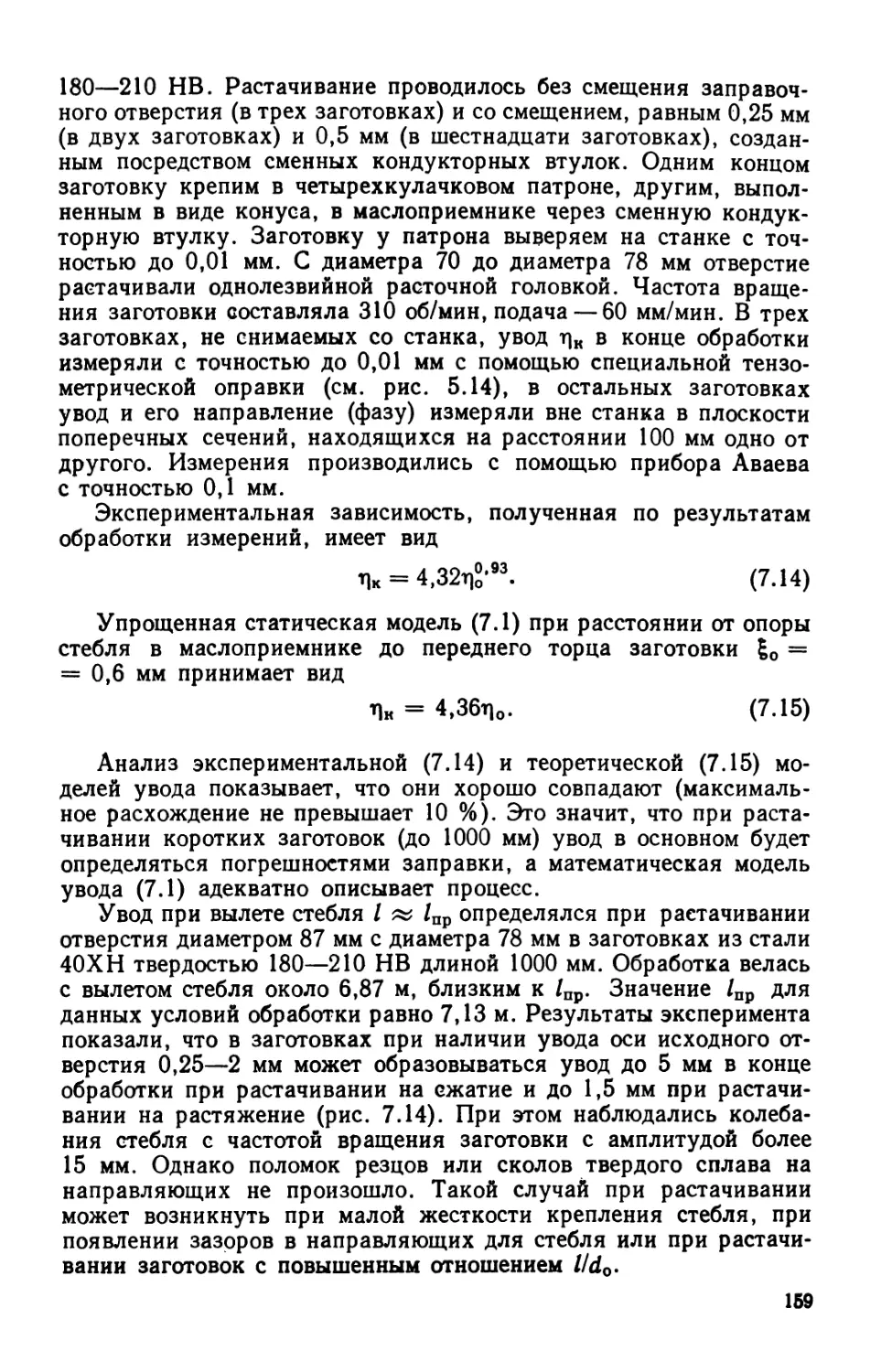
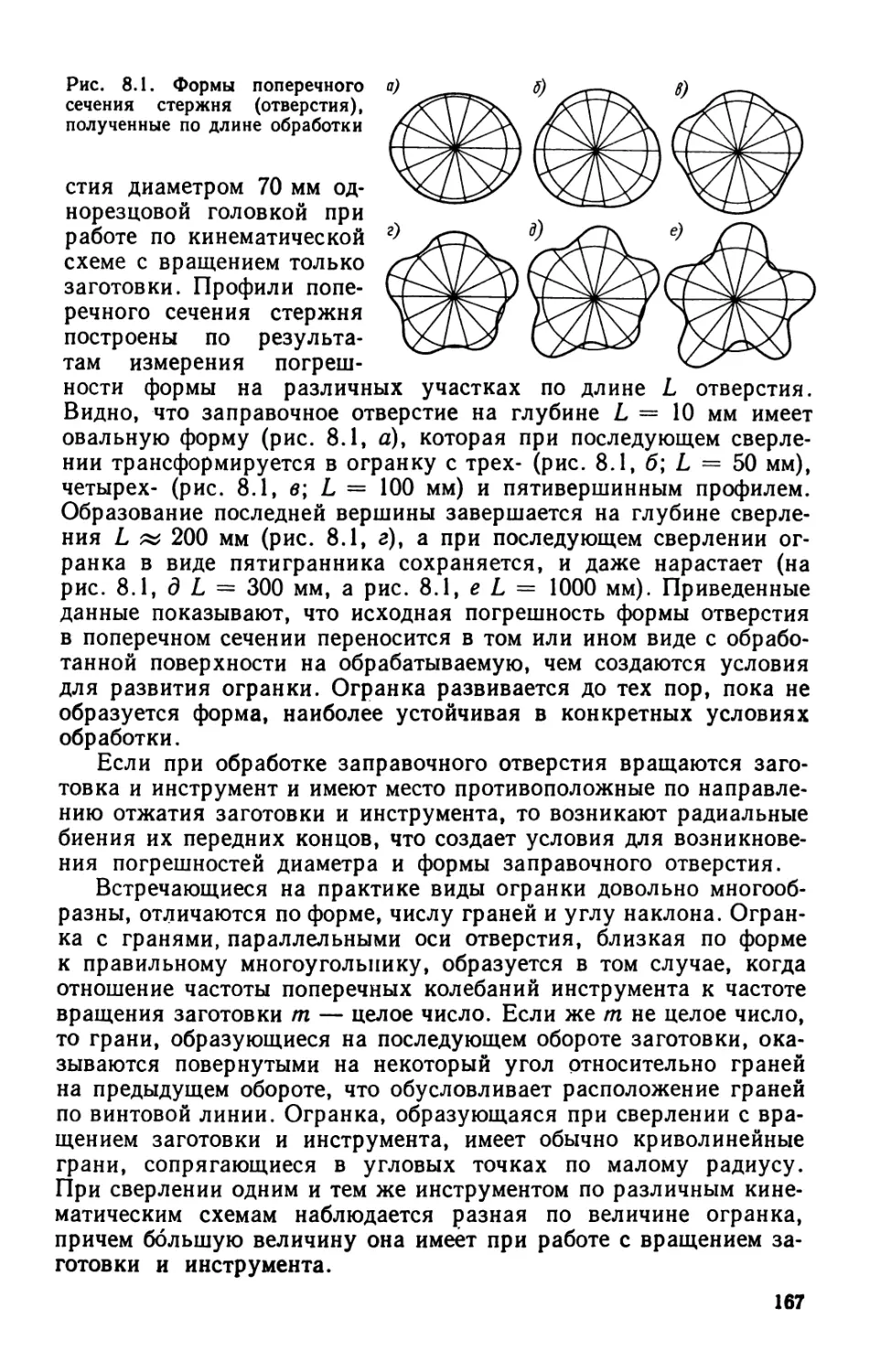
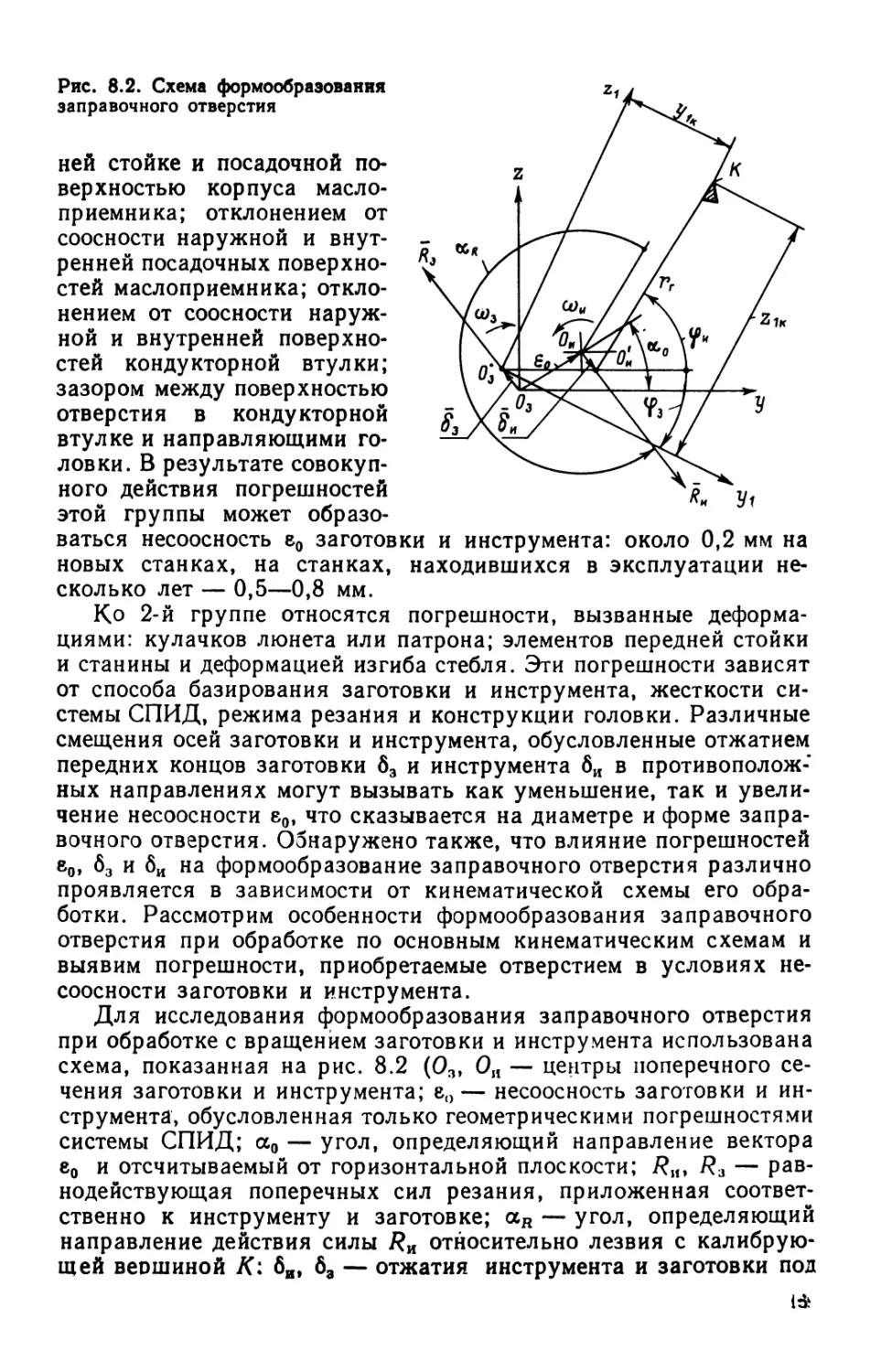
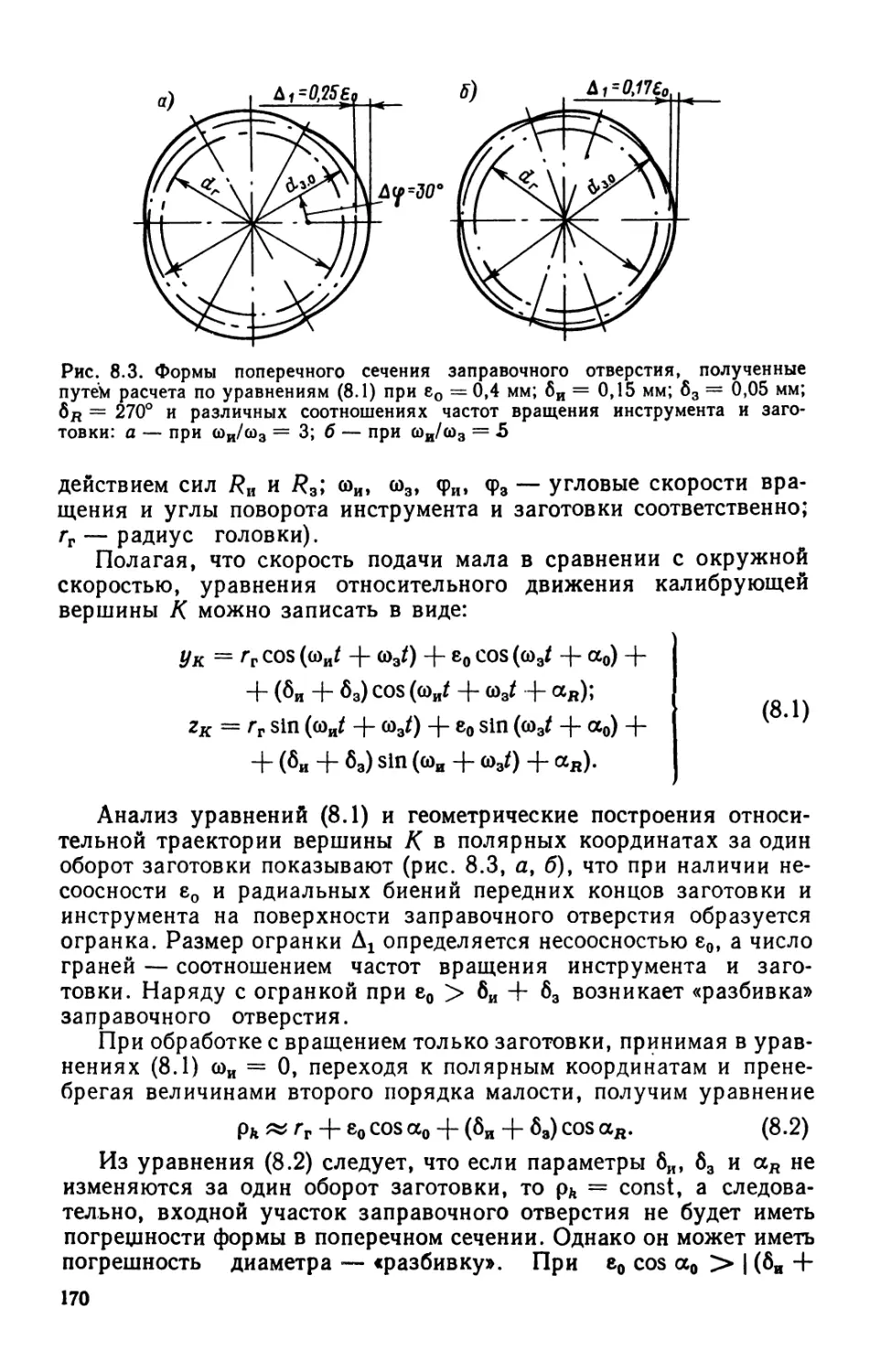
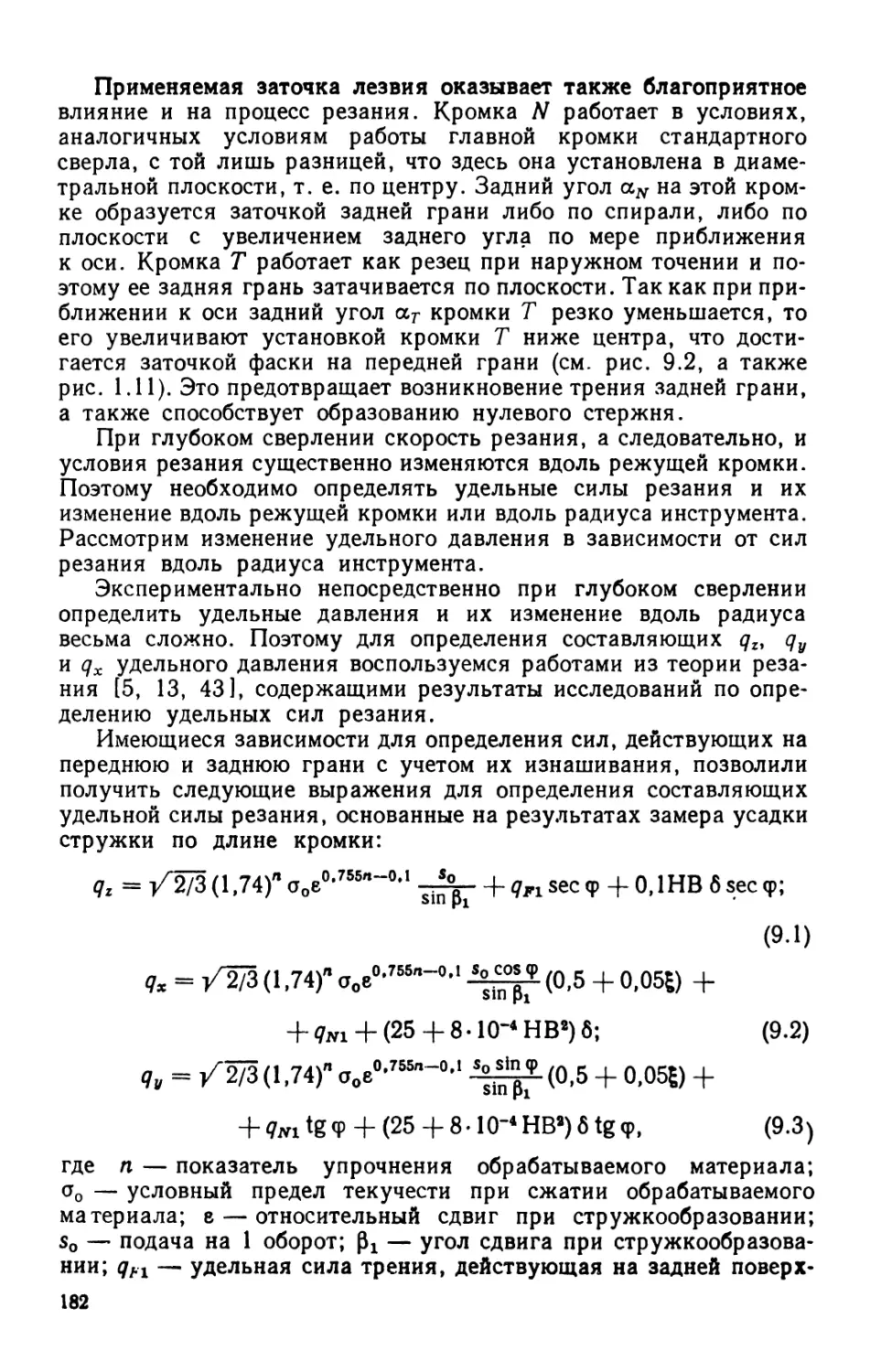
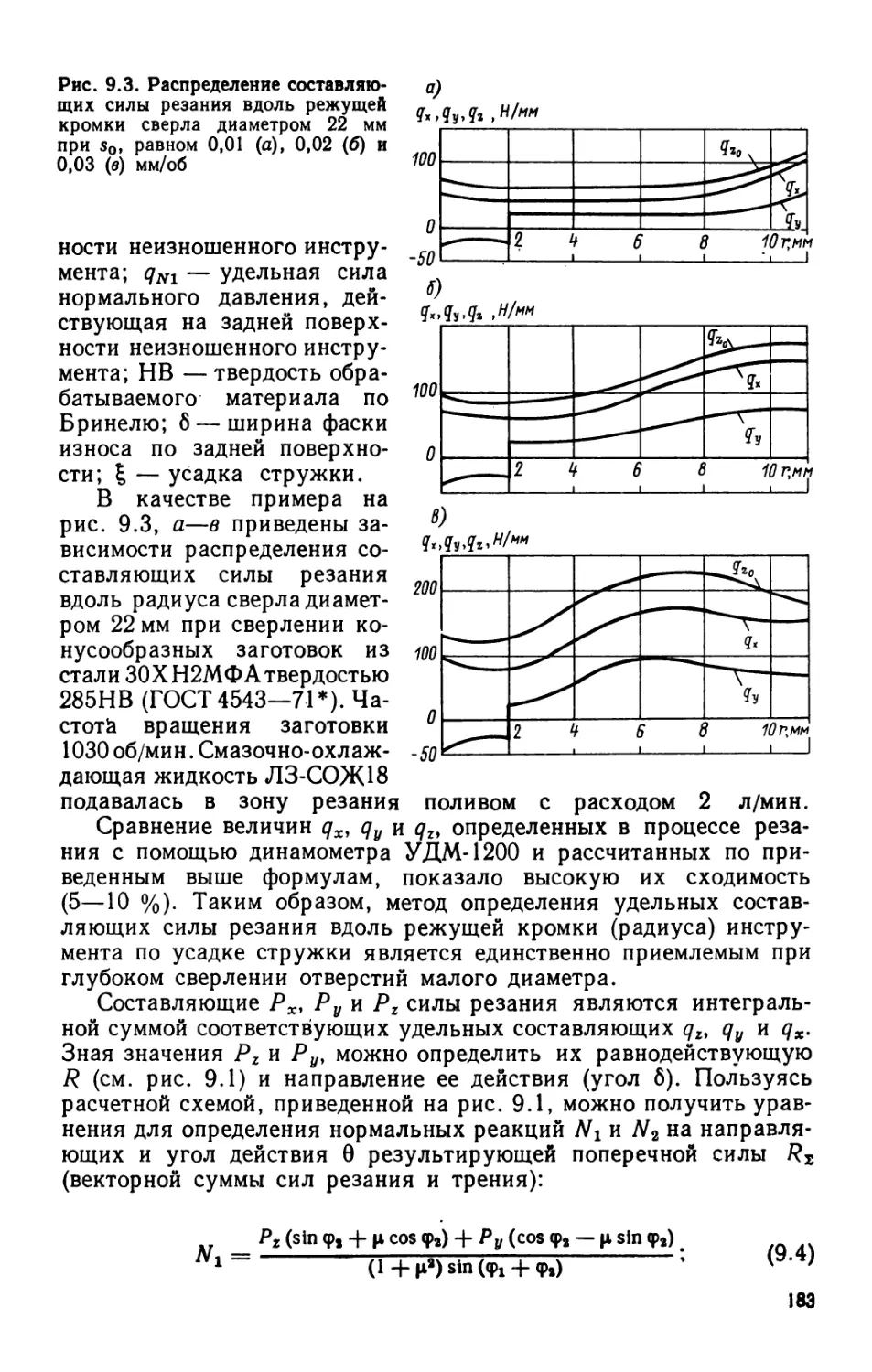
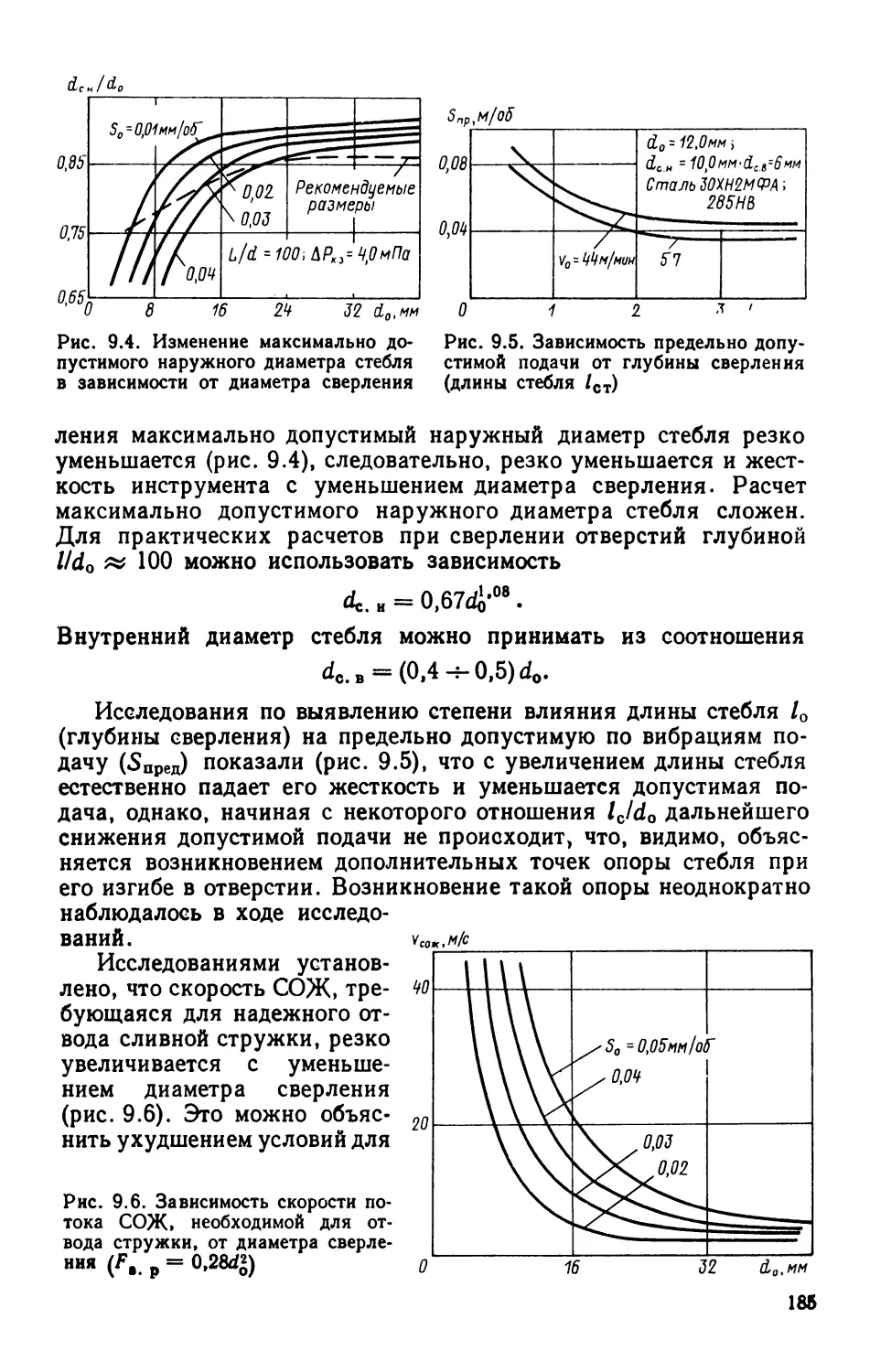
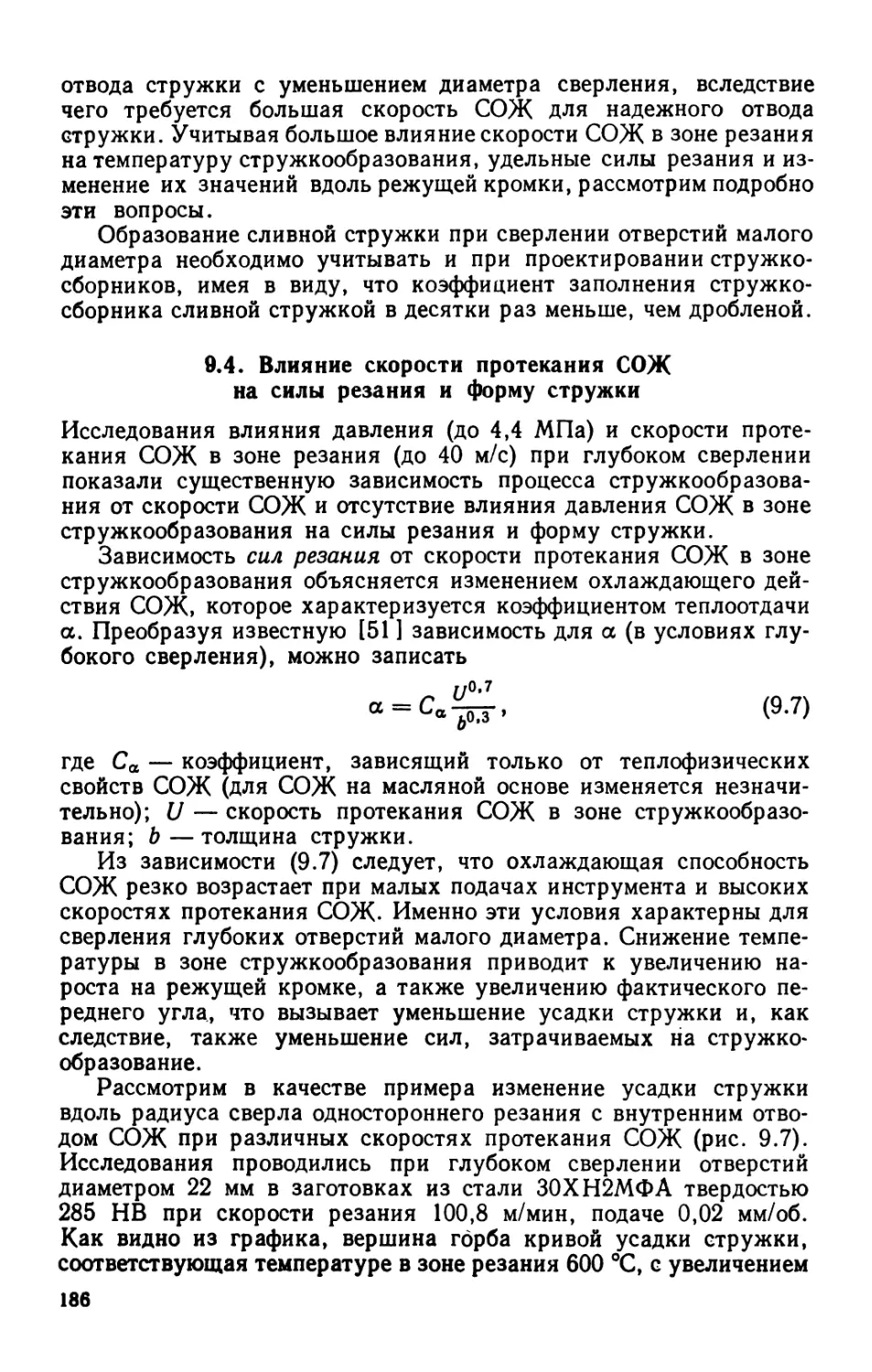
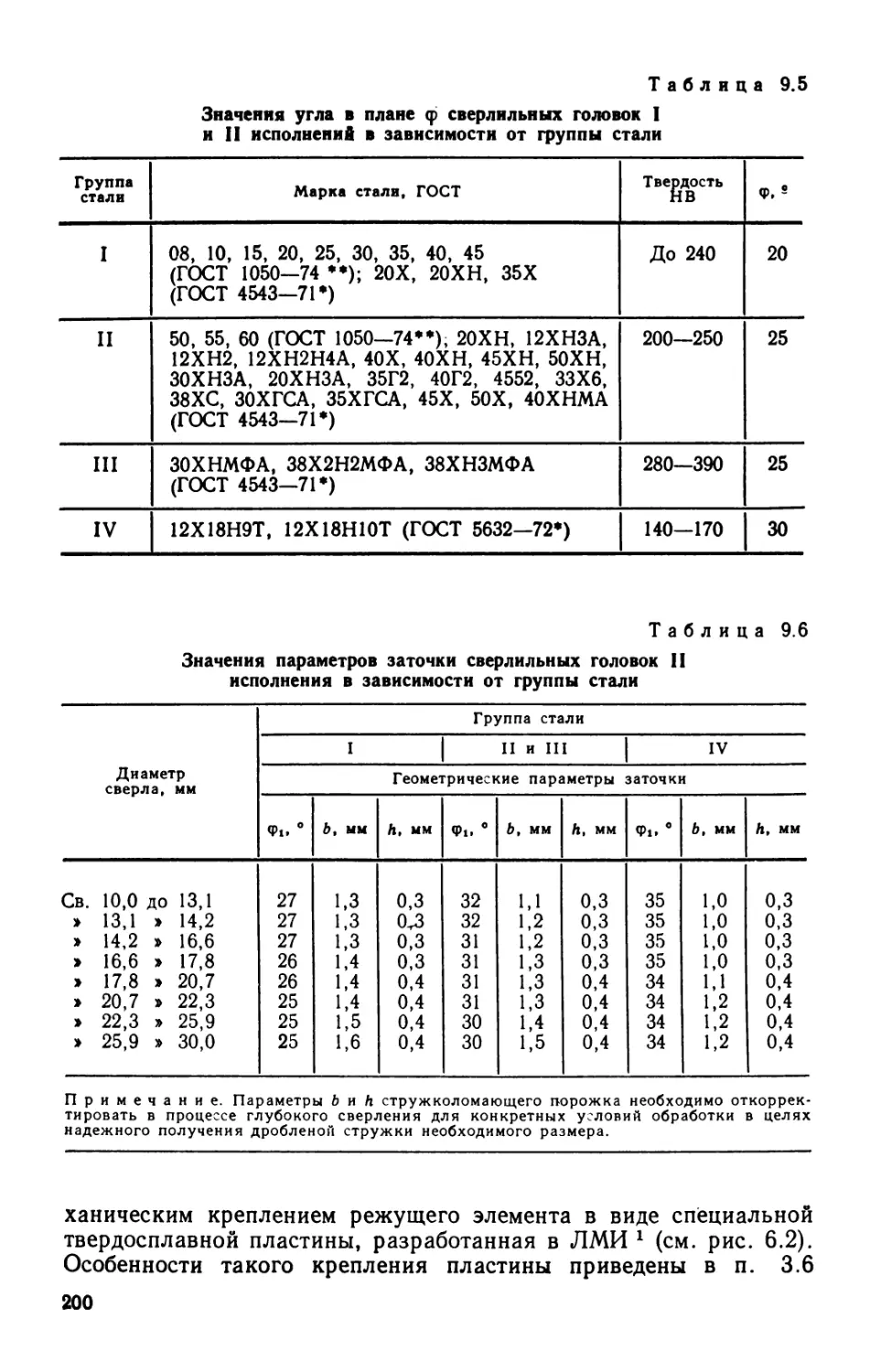
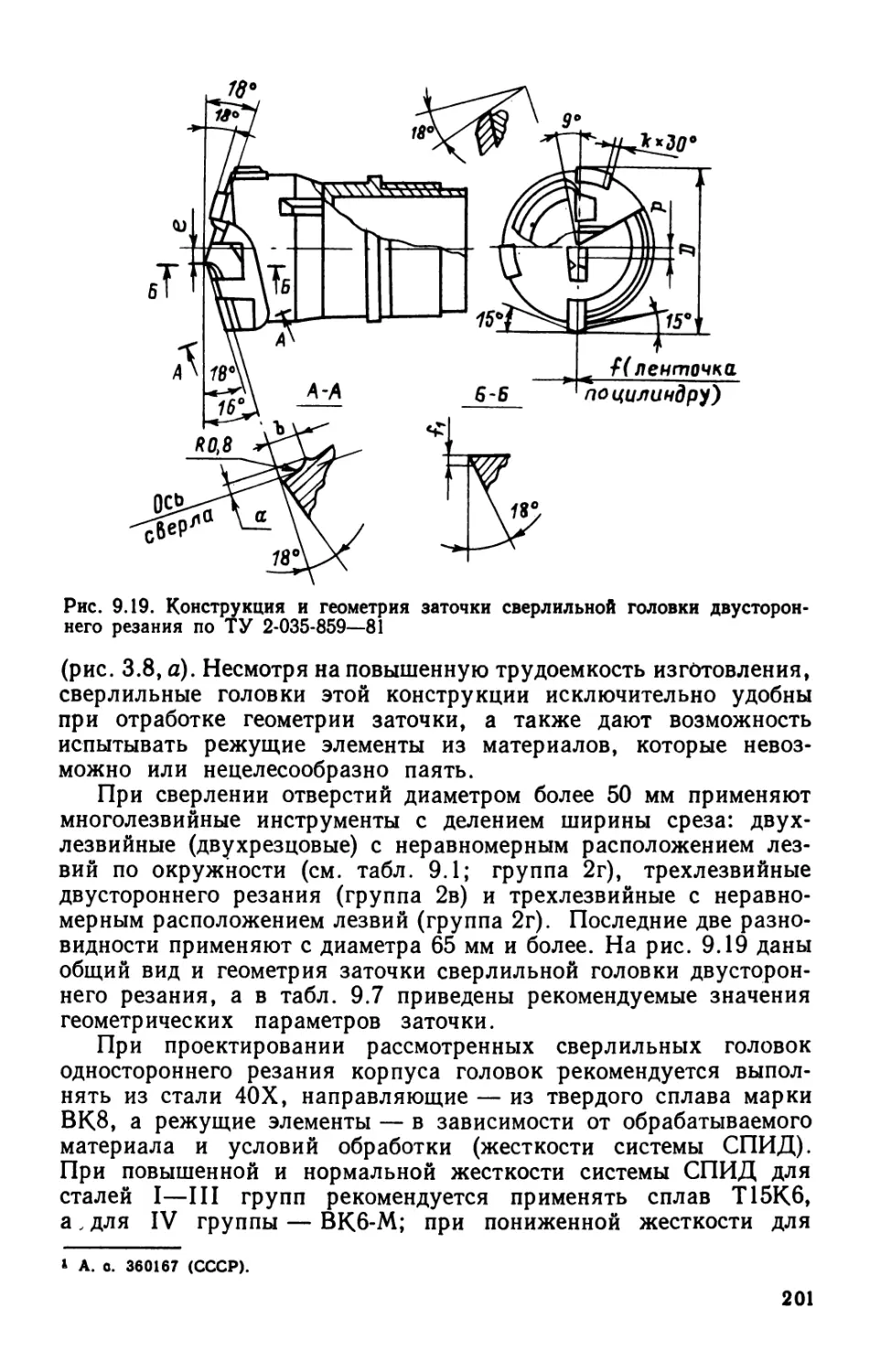
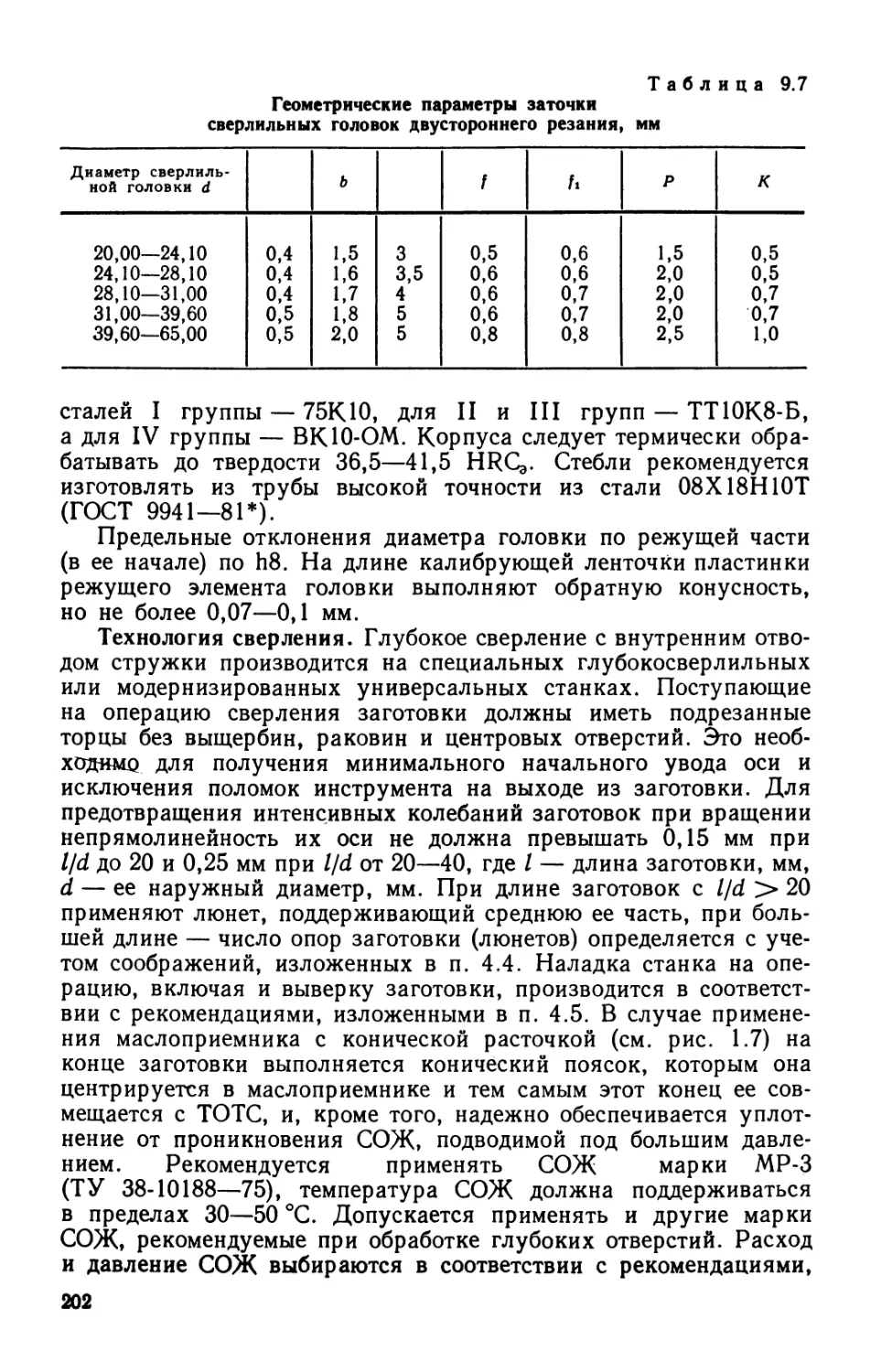
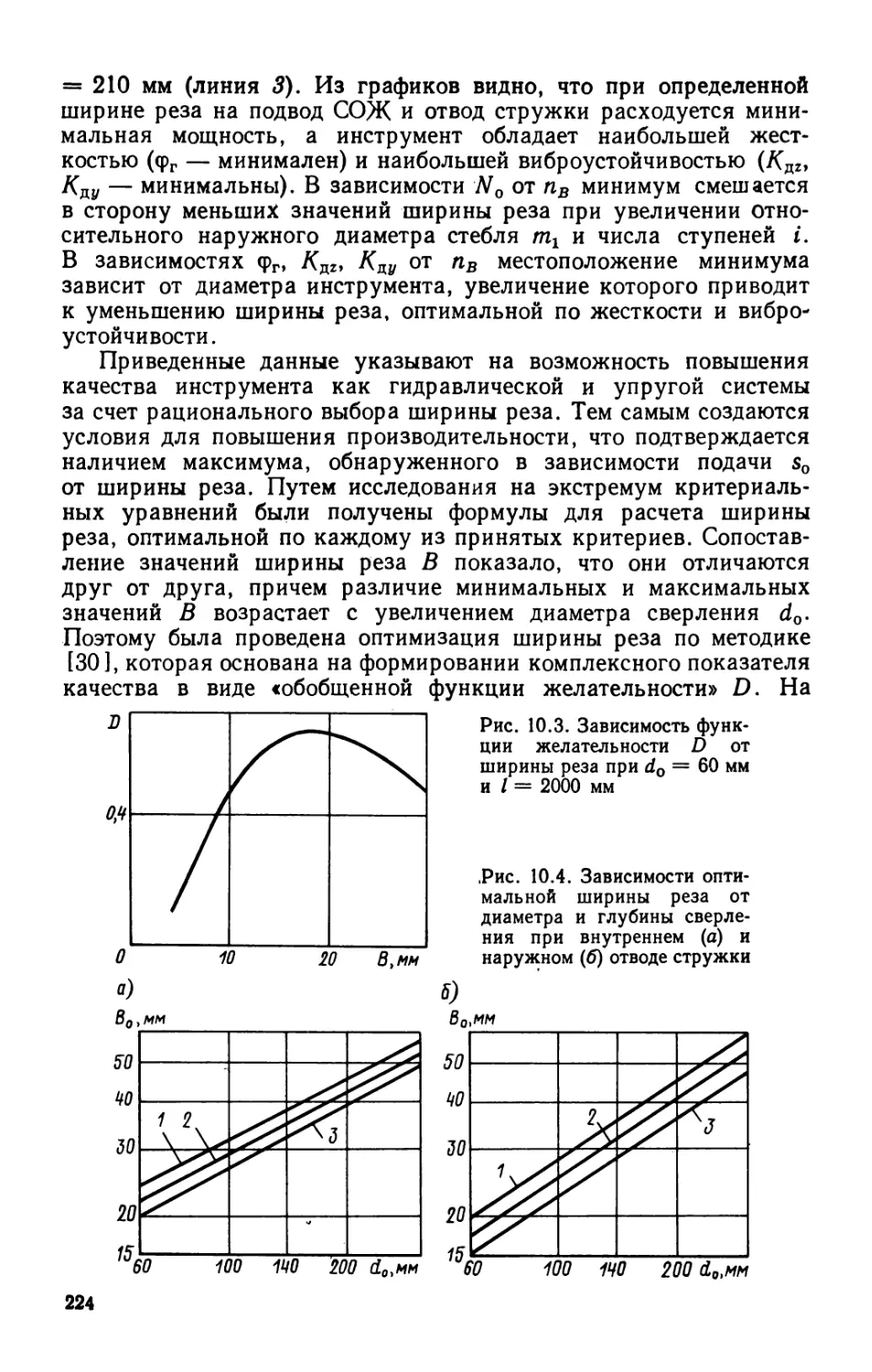
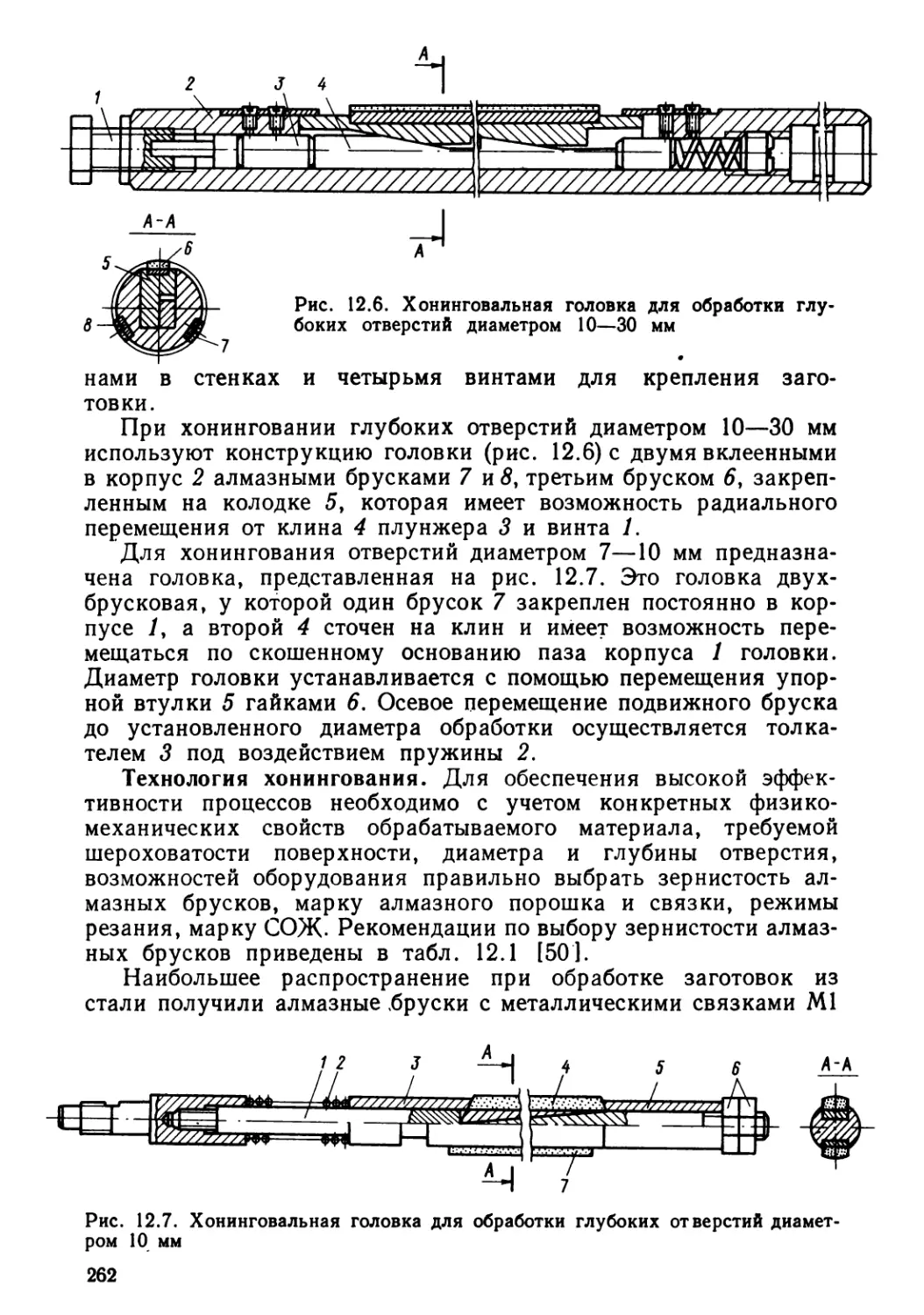
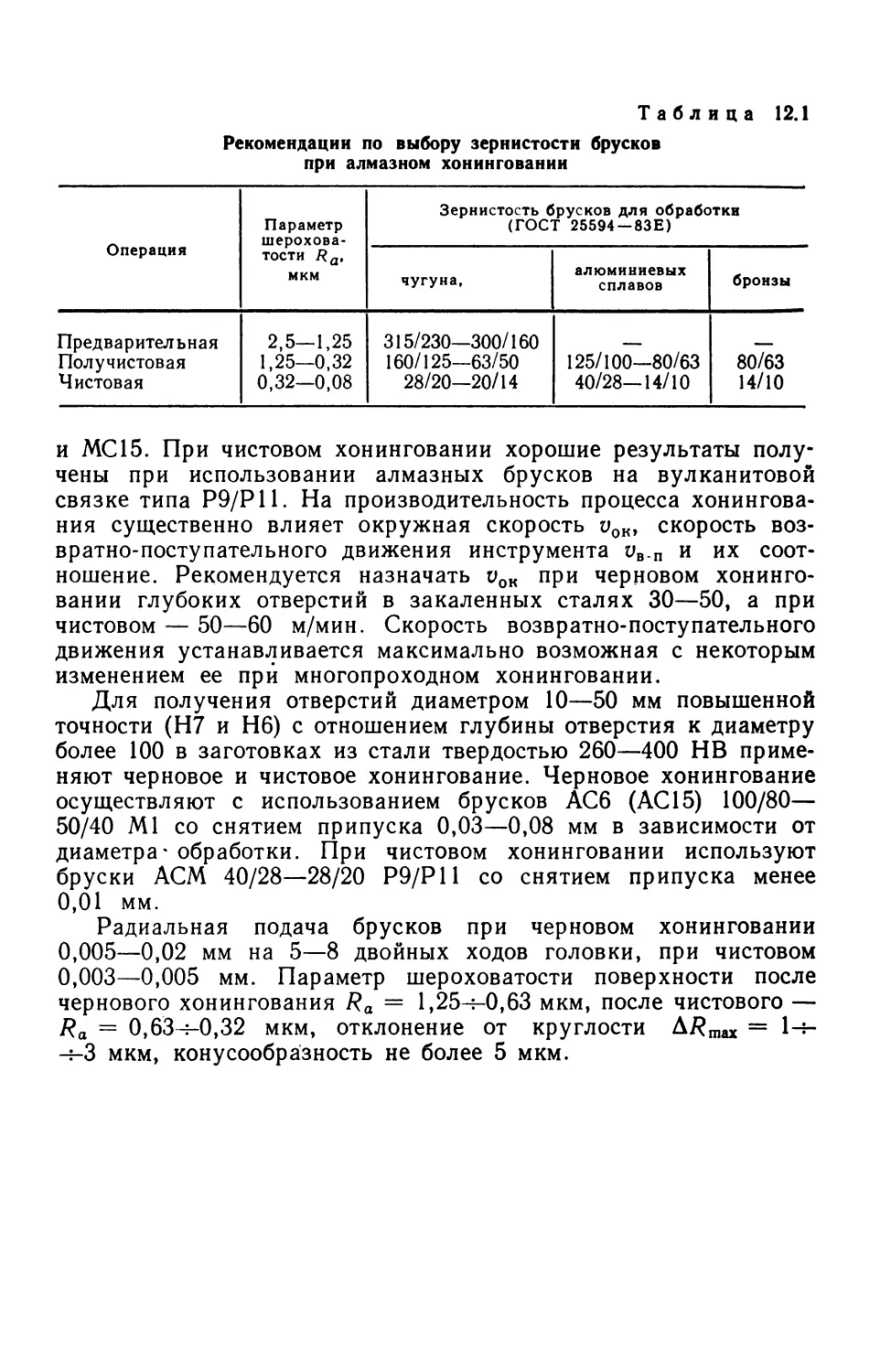
приведены в табл. 1.1, а на рис. 1.1—1.3 даны некоторые резуль-ю
таты их испытаний. Графики
на рис. 1.1 указывают на су¬
щественное изменение вязко¬
сти СОЖ при изменении тем¬
пературы от 20 до 50 °С, за
исключением СОЖ МР-3, вы¬
пускаемой первоначально по
ТУ 38 УССР 201212—75.
Лишь эта СОЖ соответствует
зарубежным маркам по ста¬
бильности сохранения вязко¬
сти при изменении темпера¬
туры в указанных пределах.
Выпускаемая же в настоящее
время МР-3 по ТУ 38 УССР
201254—76 должна иметь
вязкость (5 -г- 20) 10_в ма/с при
температуре 50 °С, а подверг¬
шаяся испытанию партия
СОЖ МР-3 имела более вы¬
сокую вязкость — около
30-10”® ма/с. Графики на рис.
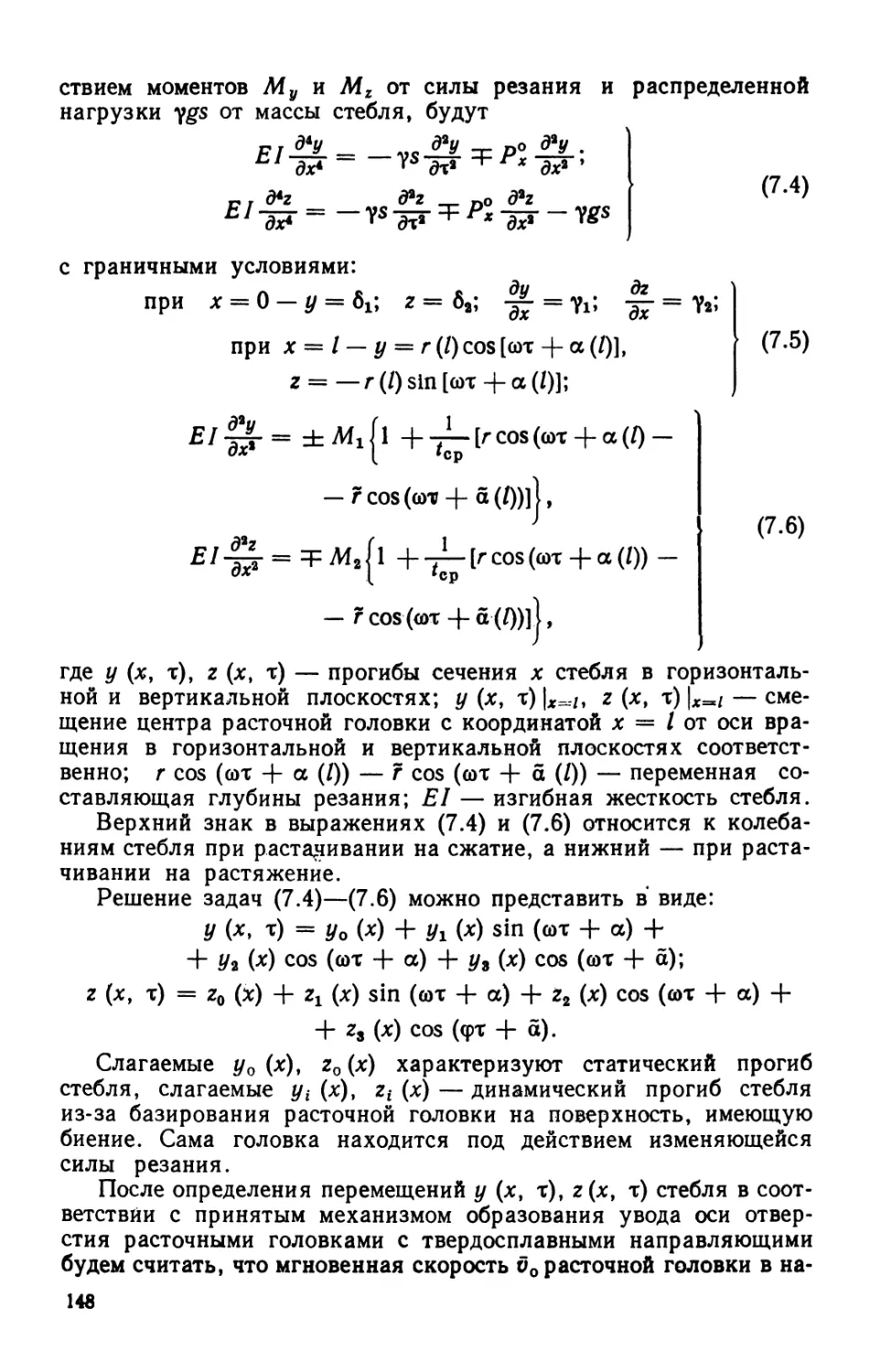
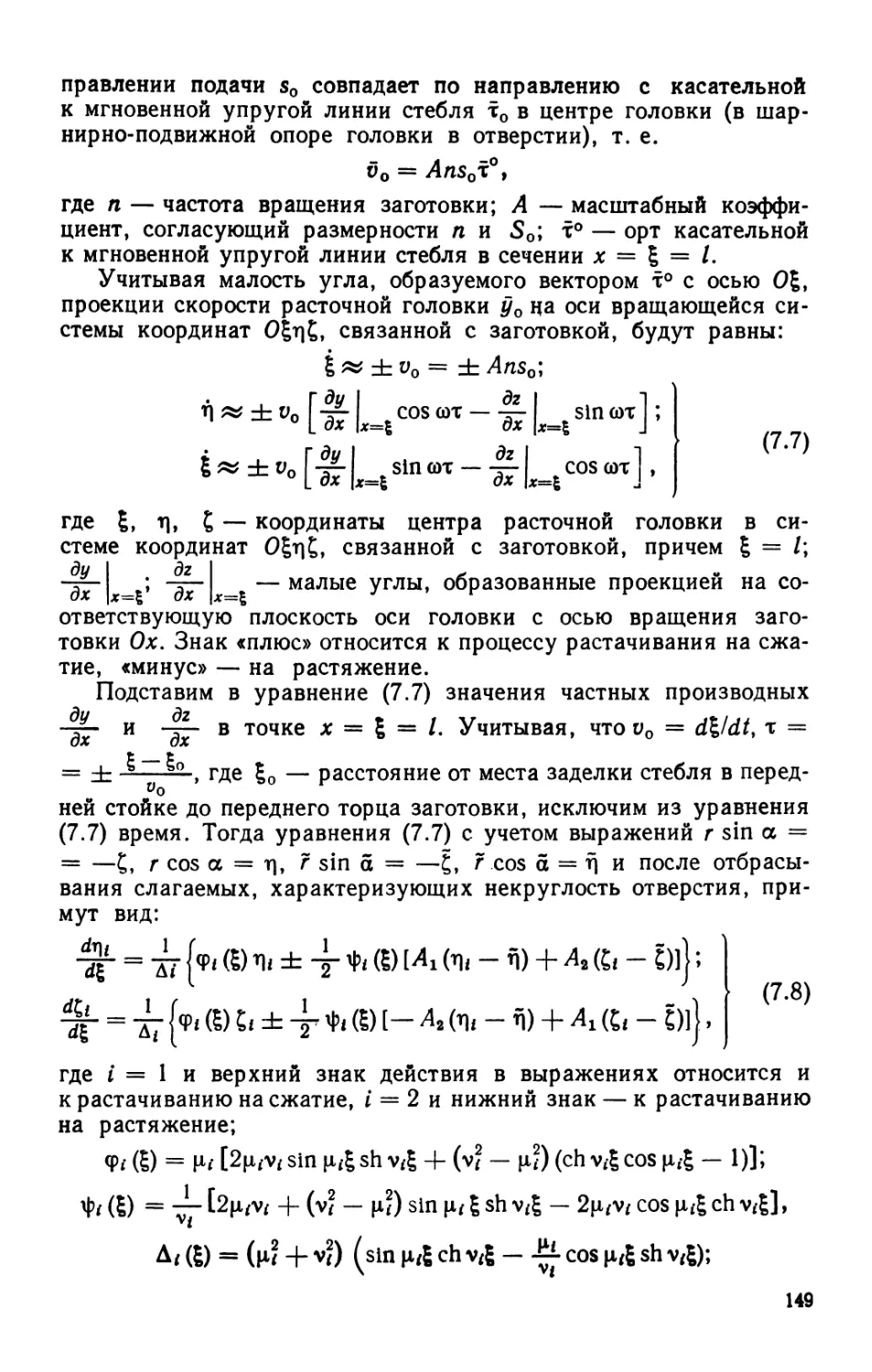
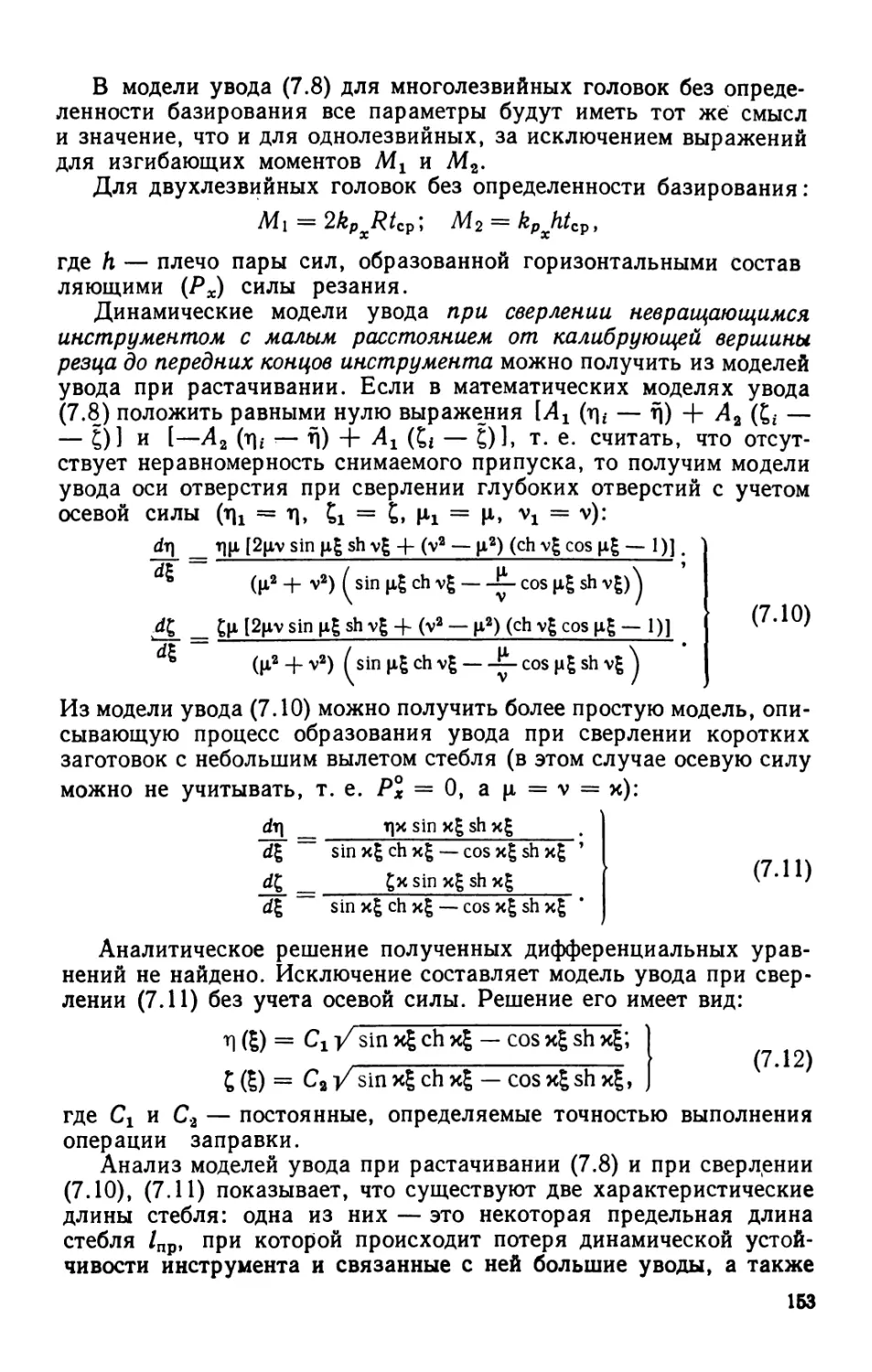
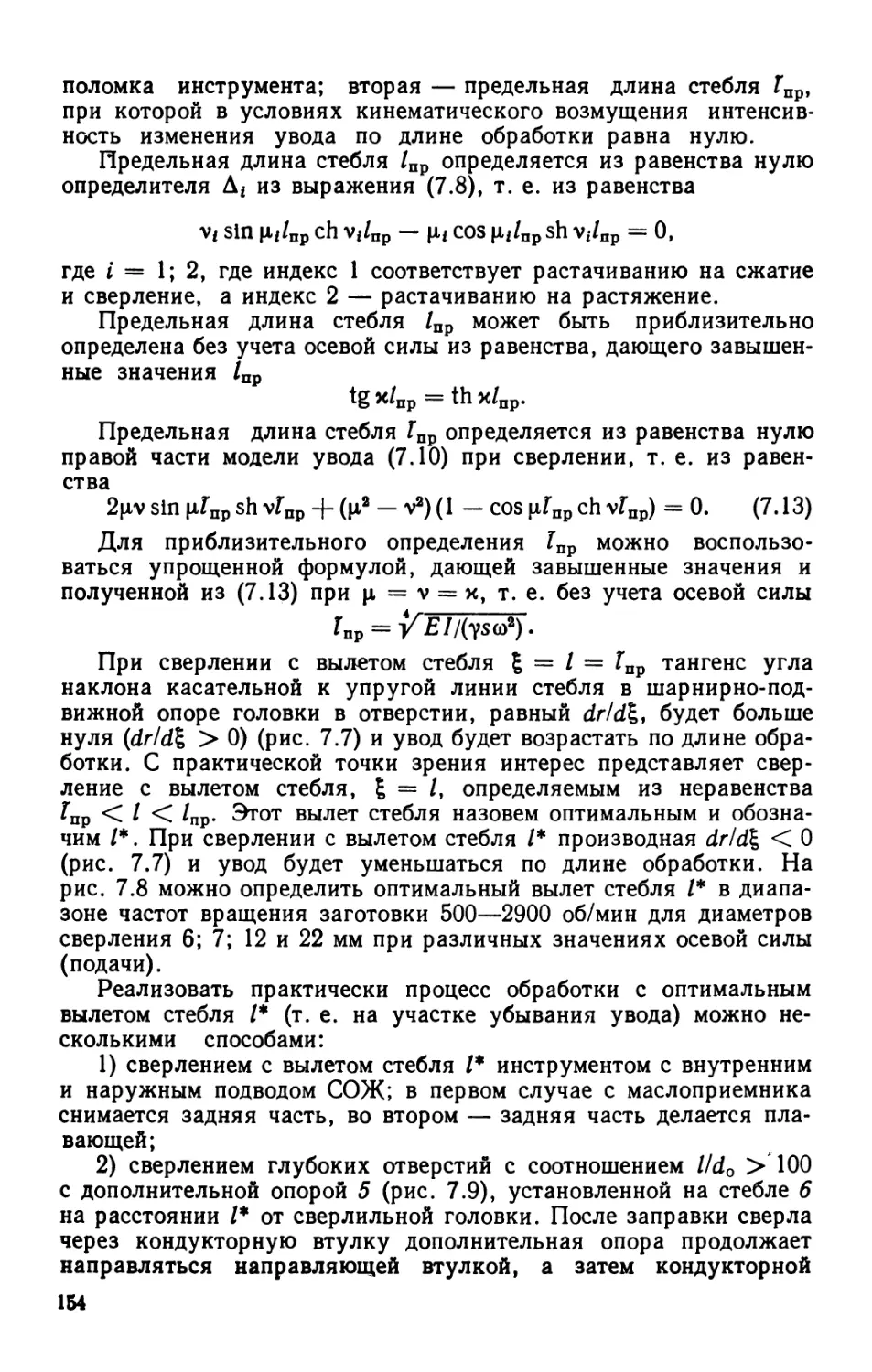
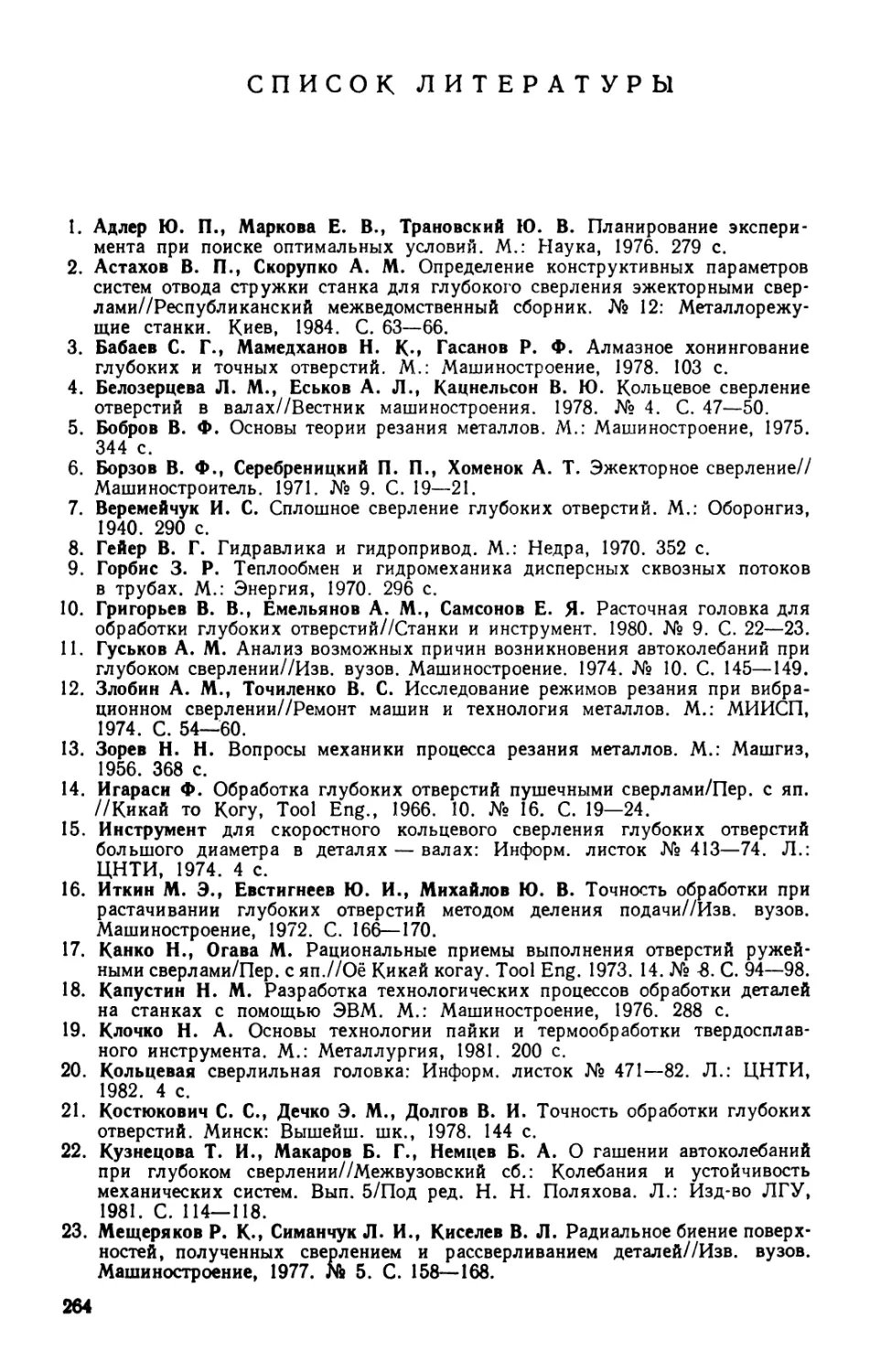
1.2 и 1.3 показывают, что для
каждой конкретной СОЖ
зона оптимальных темпера¬
тур с точки зрения минимума
Р0 и Мк может смещаться в
зависимости от подачи.
Чтобы вести процесс обра¬
ботки при оптимальных тем¬
пературах, необходимо для
конкретной СОЖ и принятых
режимов резания знать гра¬
ницы оптимальной зоны, ко¬
торые желательно определять
экспериментально до начала
выполнения операции.Кроме рассмотренных
функциональных свойств,
СОЖ не должна вызывать
коррозию поверхностей дета¬
лей оборудования и оснастки,
иметь невысокую стоимость
и быть безвредной для рабо¬
чих, выполняющих опера¬
цию. СОЖ должна способст¬
вовать повышению стойкости
инструмента. Особое внима¬етЯчосон*8аSйОXио8о,2а£<оd£о,£3•еАJQRиа&sто? 8 5 РЮСЧ8 §
•I-aот? ея5 Л I 1о оf s I 32'S °'=^ Ю
о CSJс» —sо"<N сГI I Iо Sсо —Iо<м^-11к2Ка.ккСОXО»2е2а.*оsXЭ3сSа.сXКXоа>з*КXсоXО)2X
^ 2
- <ия* «ой о-©"К соГг Й aё -S-I«U с я
со° 2
к о « ^
ШюЬ *а) а) а,
s к х ®Ж S 5< I3«5«5
5 £ * ^ *о а> а» а»
3:0 t=c S-
® О о О^ а> о Я а
ха> а» ф а»о - о о оCQ \о П П (Q
ООО
О ООО
о ■ о и и
со со со соs: ssss11
Рис. 1.1. Изменение вязкости в зави¬
симости от температуры для различ¬
ных СОЖ^/_ МР-6; 2 — МР-7; 3 — МР-3 по
ТУ 38 УССР 201254 — 76; 4 — 90 % суль¬
фофрезола -4-Ю% керосина; 5 — МР-3
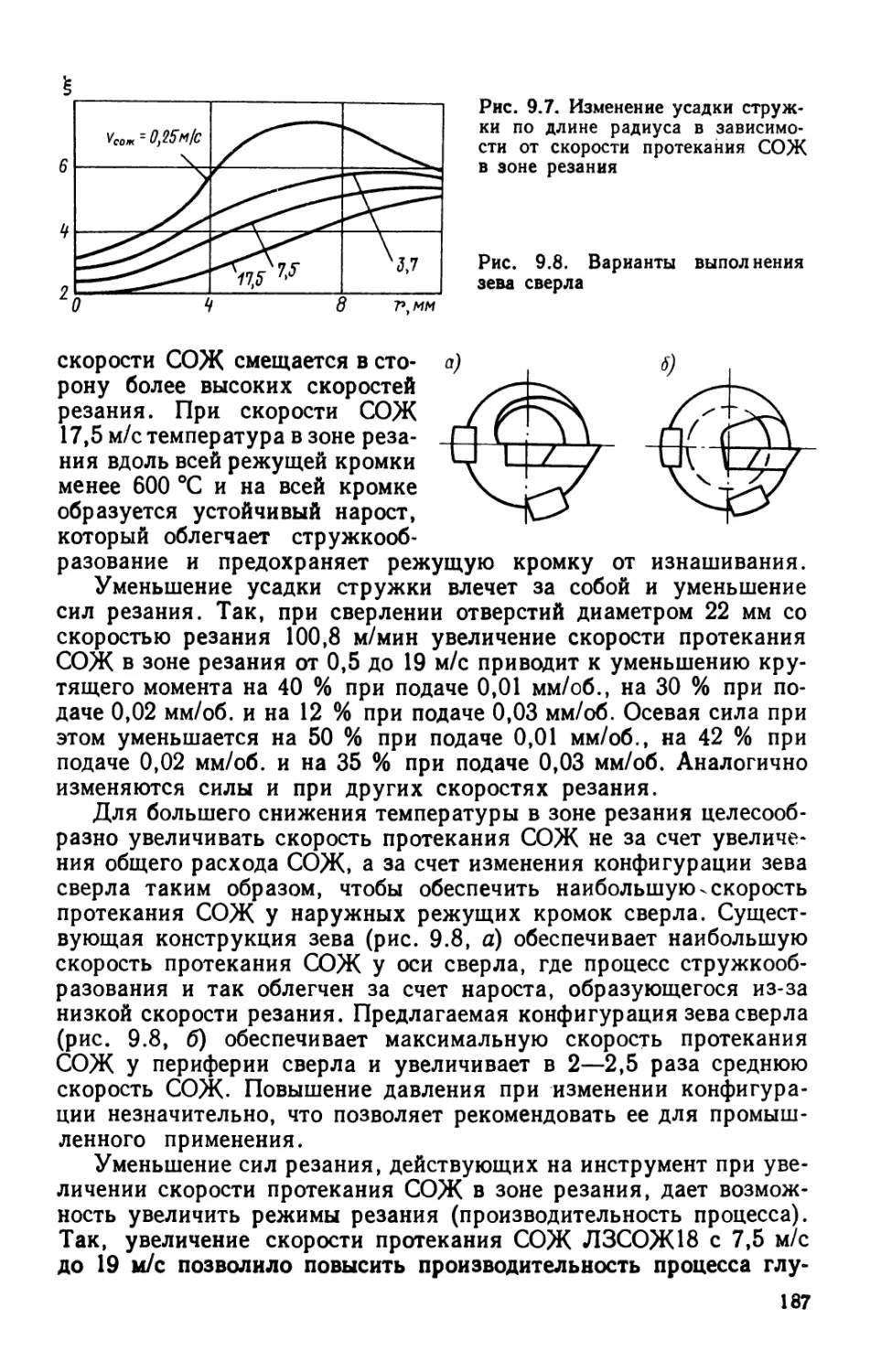
по ТУ 33 УССР 201212—75Рис. 1.2. Изменение крутящего момен¬
та (а) и осевой силы (б) в зависимости
от температуры циркулирующей СОЖ
при сверлении отверстия диаметром
12 мм (у 75,4 м/мин; s0 — 0,02 мм/об)
в стали 30ХН2МФА при использо¬
вании различных СОЖ^/ _ МР-7; 2 — МР-3 по ТУ 38 УССР
201254 — 76: 3—10 % МР-99 + 90 % инду¬
стриального масла; 4 — МР-6; 5 — сульфо¬
фрезола; 6 — МР-3 по ТУ 38 УССР
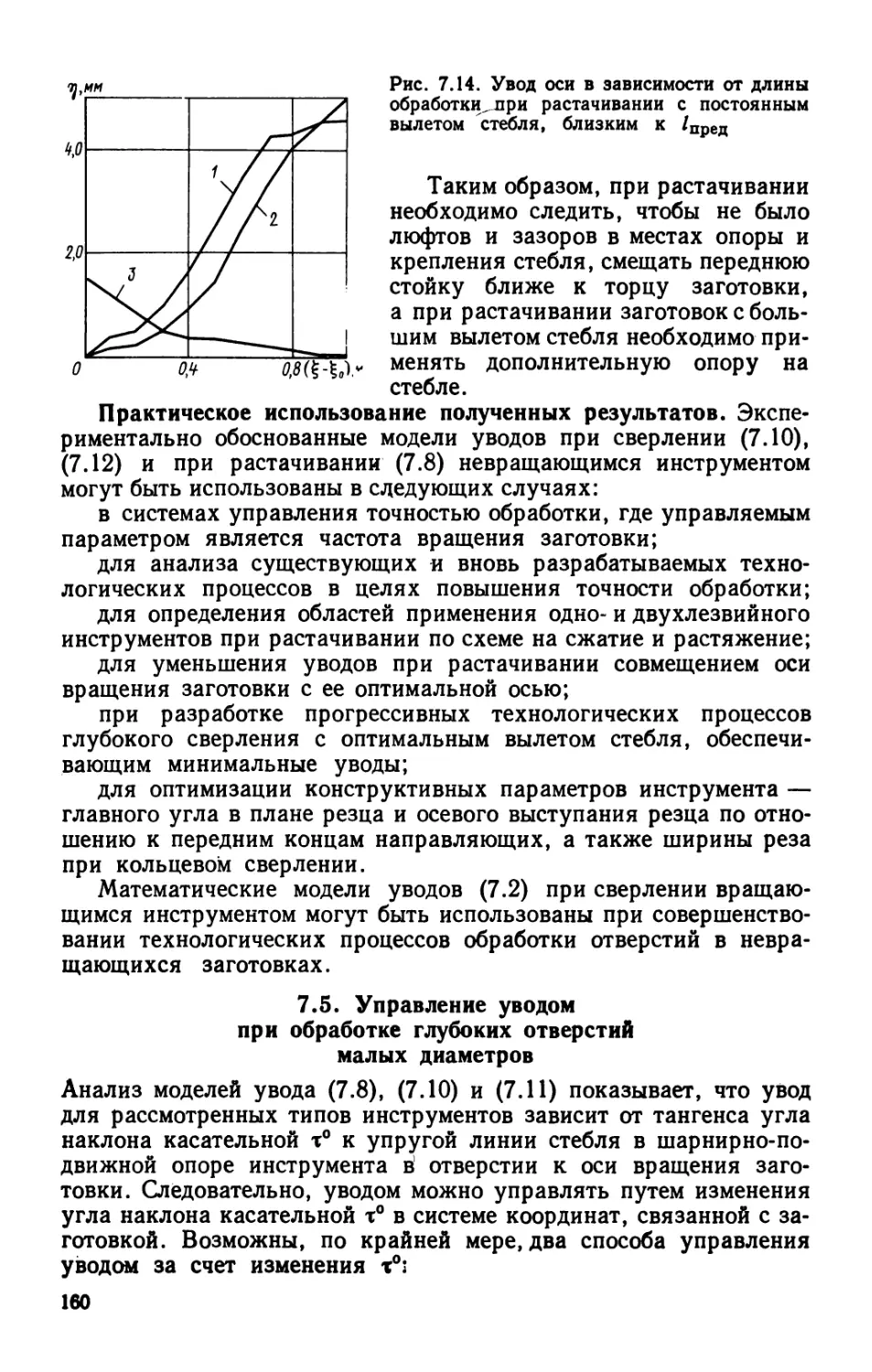
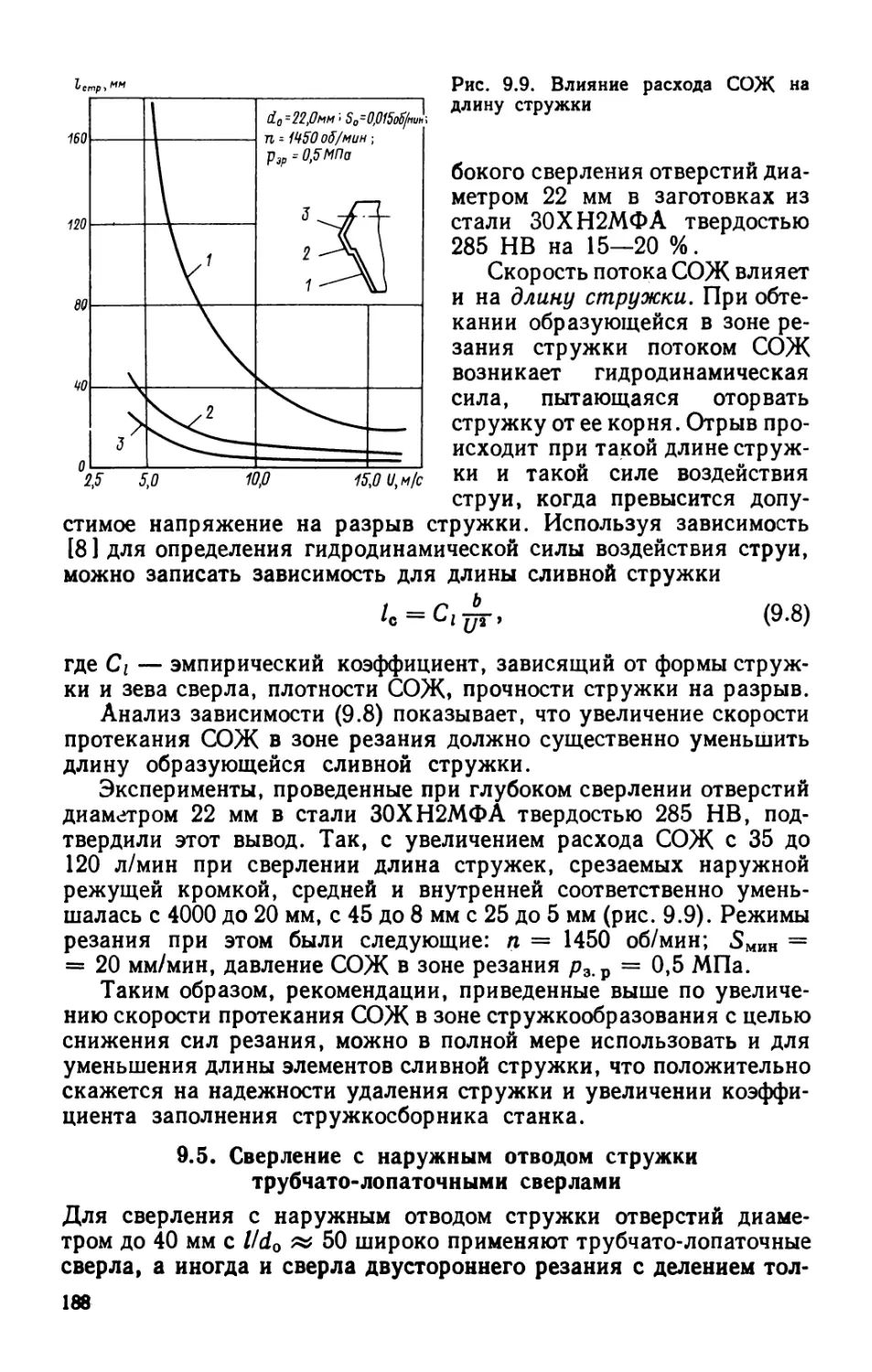
201212—75V-10? м*/с<*)б) Р нго»Рис. 1.3. Изменение крутящего
момента в зависимости от подачи
инструмента и температуры
циркулирующей СОЖ МР-3 при
сверлении отверстия диаметром
12 мм (v = 79,4 м/мин) в стали
30ХН2МФА инструментом из
сплава марки Т15К6 при s0,
равном:/ — 0,01; 2 — 0,0125; 3 — 0,015;
4 — 0,017; 5 — 0,02; 6 — 0,022;
7 — 0,025 мм/обние при этом должно уделяться очистке СОЖ от мелких частиц
стружки и продуктов изнашивания инструмента. Очистка необ¬
ходима также для повышения качества обработанной поверхности.
Для очистки СОЖ используют магнитные сепараторы и различные
фильтры, а также проводят периодическую очистку баков от отстоя,
образующегося при неработающем станке.12
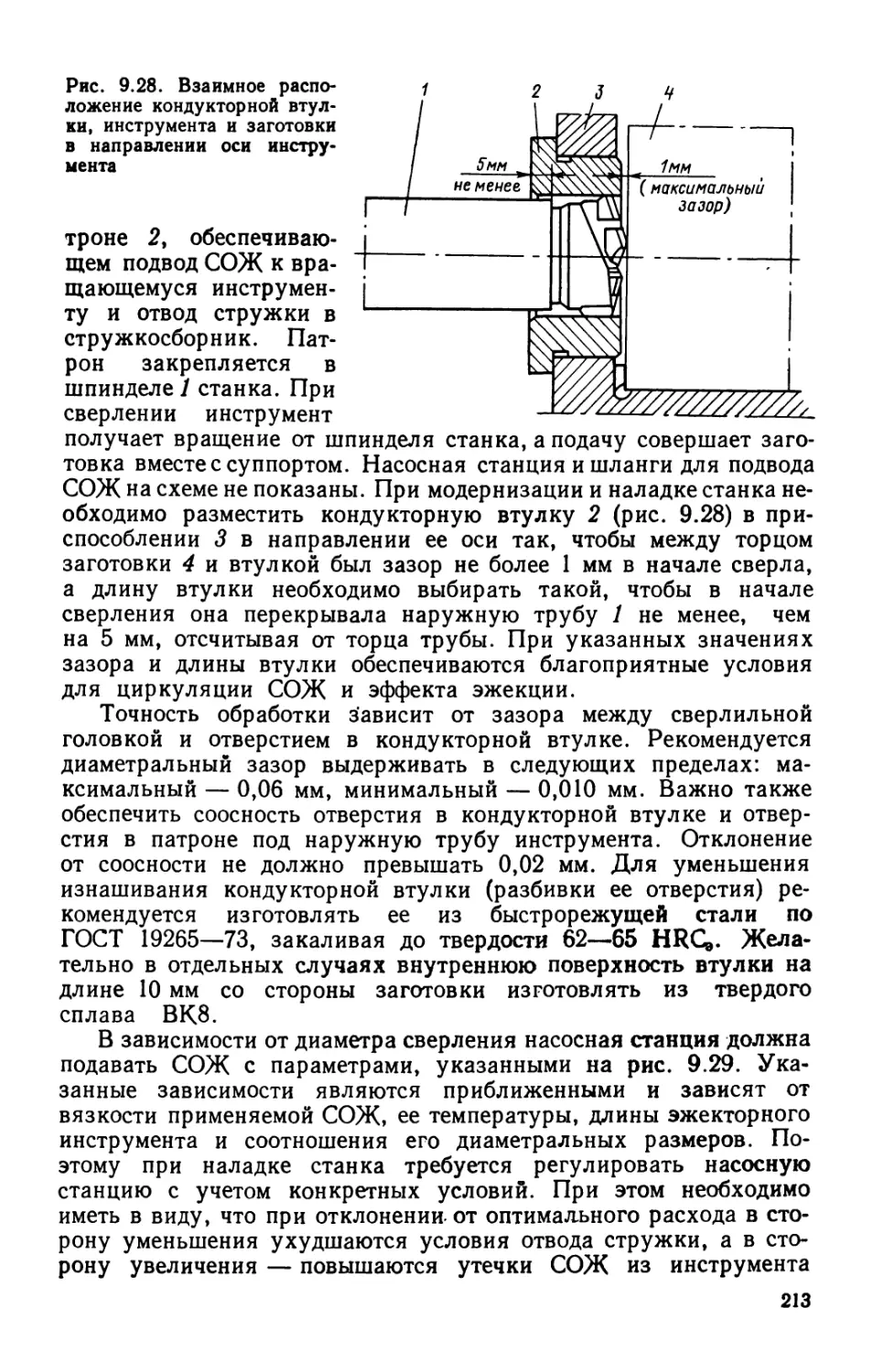
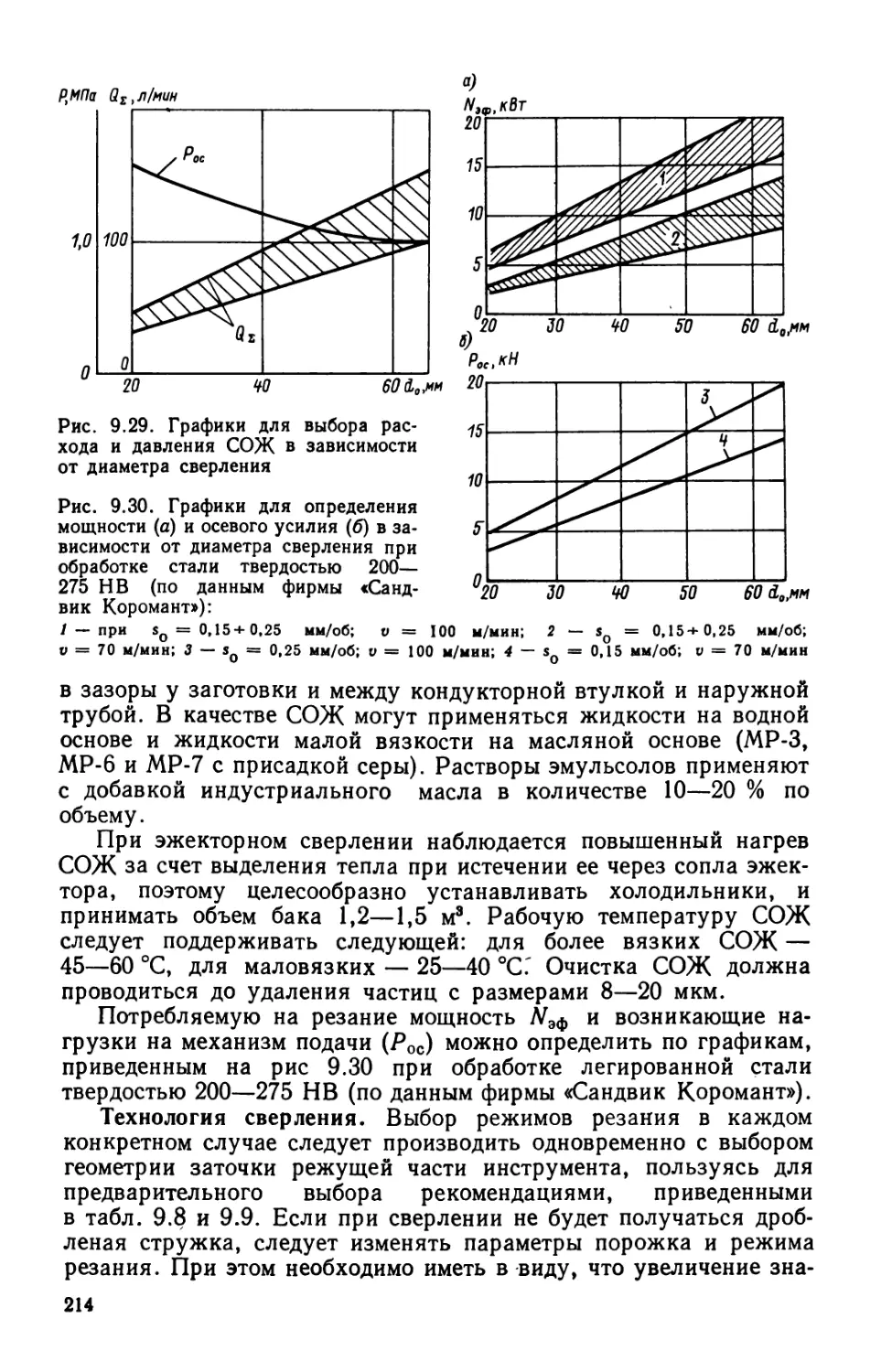
1.3. Способы и устройства подвода СОЖ
и отвода стружкиПри глубоком сверлении и растачивании подвод СОЖ и отвод
стружки осуществляются по специально предусмотренным кана¬
лам. Один из каналов располагается внутри инструмента и назы¬
вается внутренним. Наружный канал создается между наружной
поверхностью инструмента и поверхностью обработанного отвер¬
стия в заготовке. Иногда при растачивании роль наружного ка¬
нала выполняет отверстие в заготовке, с которым она поступает
на операцию. Подвод СОЖ и отвод стружки по внутреннему
каналу называют соответственно внутренним подводом СОЖ и
внутренним отводом стружки, а по наружному каналу — наруж¬
ным подводом СОЖ и наружным отводом стружки. Вид подвода
СОЖ и вид отвода стружки являются основными признаками,
характеризующими способ подвода СОЖ и отвода стружки, при¬
чем вид отвода стружки считается главным из них.На практике применяют два основных способа подвода СОЖ и
отвода стружки: 1) наружный подвод СОЖ и внутренний отвод
стружки; 2) внутренний подвод СОЖ и наружный отвод стружки.
Наряду с этими основными способами применяют и их некоторые
разновидности.Способы отвода стружки при сверлении. Применяют три ос¬
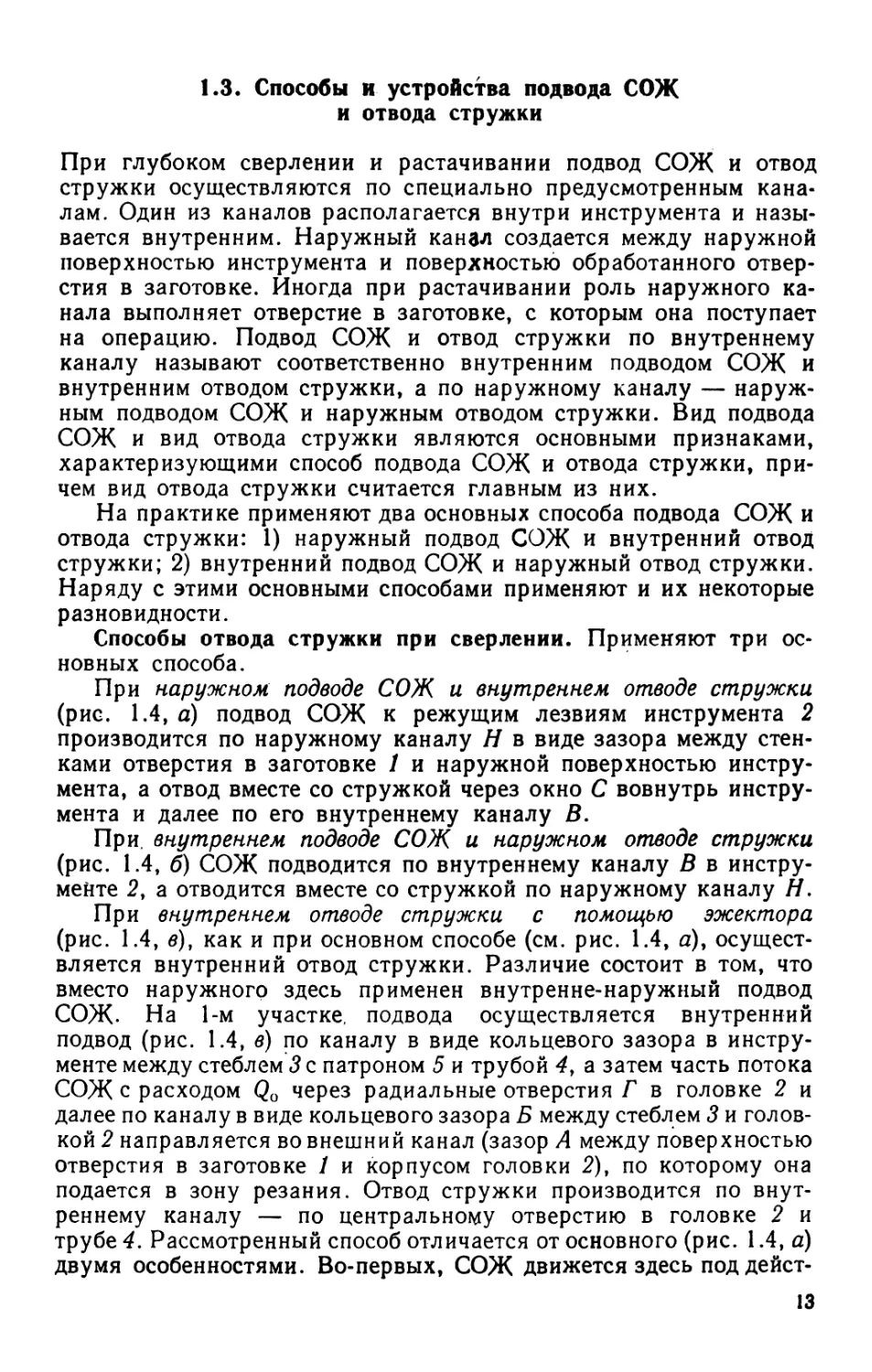
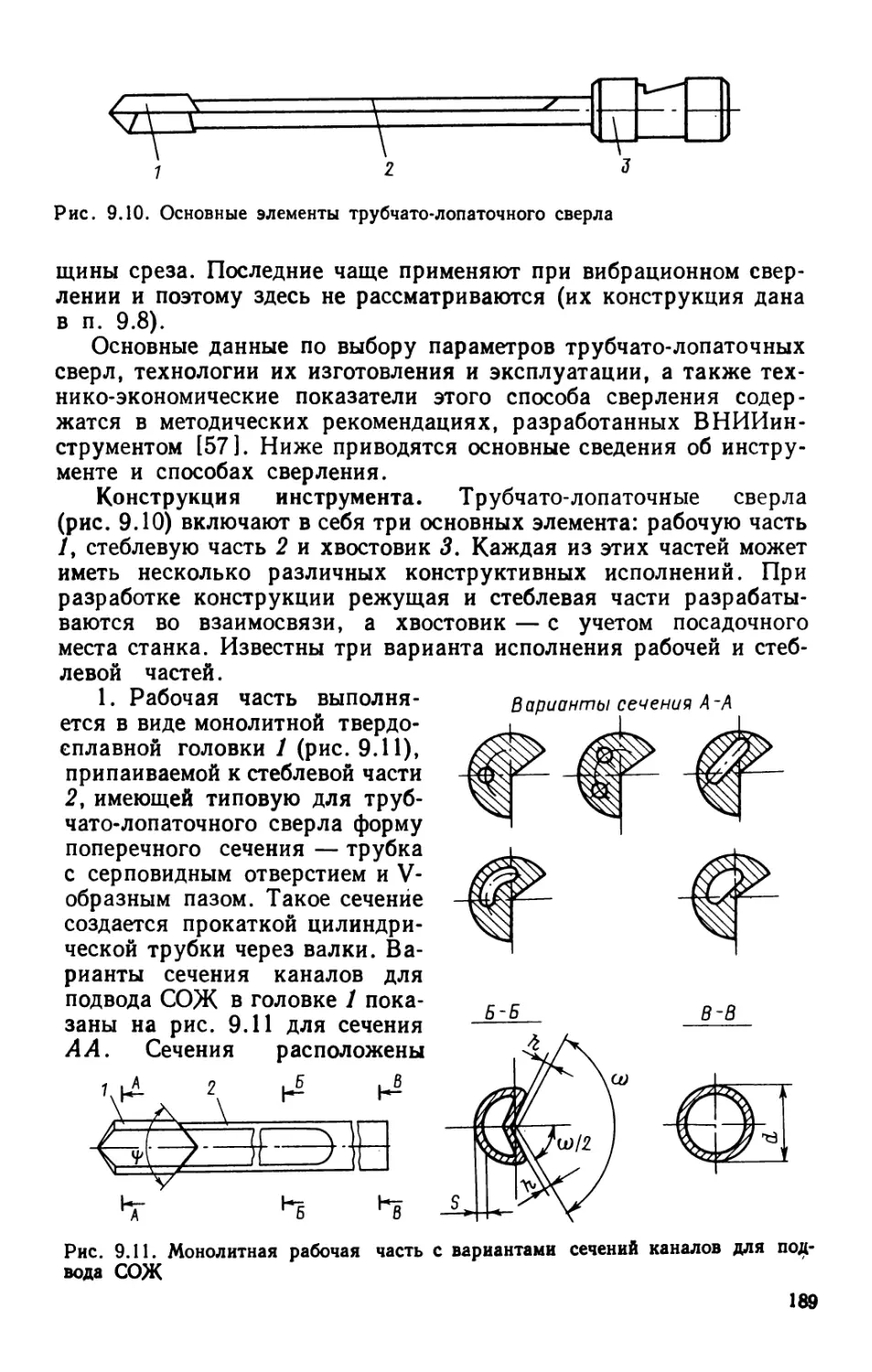
новных способа.При наружном подводе СОЖ и внутреннем отводе стружки
(рис. 1.4, а) подвод СОЖ к режущим лезвиям инструмента 2
производится по наружному каналу Н в виде зазора между стен¬
ками отверстия в заготовке 1 и наружной поверхностью инстру¬
мента, а отвод вместе со стружкой через окно С вовнутрь инстру¬
мента и далее по его внутреннему каналу В.При внутреннем подводе СОЖ и наружном отводе стружки
(рис. 1.4, б) СОЖ подводится по внутреннему каналу В в инстру¬
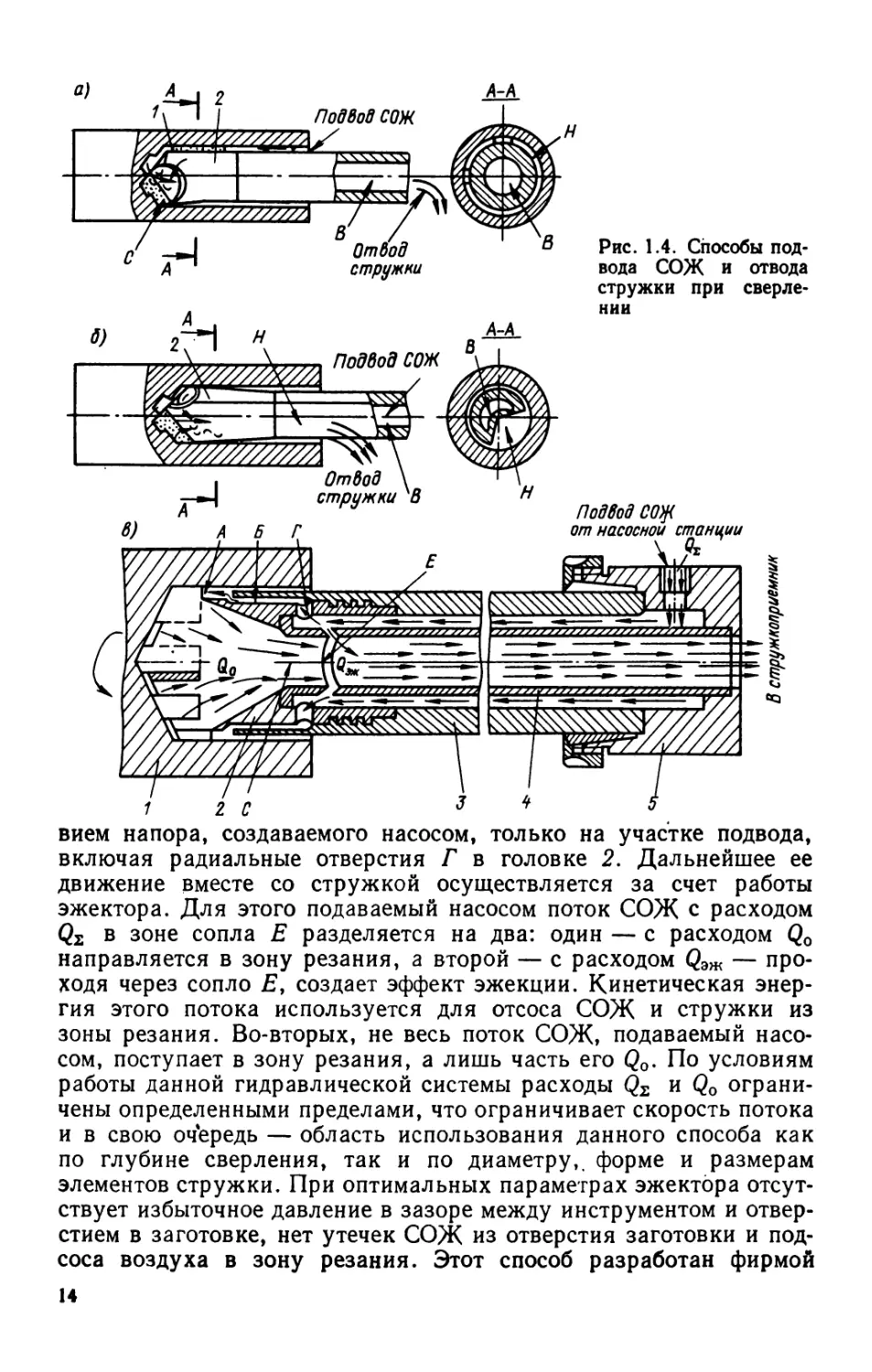
менте 2, а отводится вместе со стружкой по наружному каналу Н.При внутреннем отводе стружки с помощью эжектора
(рис. 1.4, в), как и при основном способе (см. рис. 1.4, а), осущест¬
вляется внутренний отвод стружки. Различие состоит в том, что
вместо наружного здесь применен внутренне-наружный подвод
СОЖ. На 1-м участке, подвода осуществляется внутренний
подвод (рис. 1.4, в) по каналу в виде кольцевого зазора в инстру¬
менте между стеблем 3 с патроном 5 и трубой 4У а затем часть потока
СОЖ с расходом Q0 через радиальные отверстия Г в головке 2 и
далее по каналу в виде кольцевого зазора Б между стеблем 3 и голов¬
кой 2 направляется во внешний канал (зазор А между поверхностью
отверстия в заготовке 1 и корпусом головки 2), по которому она
подается в зону резания. Отвод стружки производится по внут¬
реннему каналу — по центральному отверстию в головке 2 и
трубе 4. Рассмотренный способ отличается от основного (рис. 1.4, а)
двумя особенностями. Во-первых, СОЖ движется здесь под дейст¬13
a) At 2 ААCl I Подвод СОЖЯ Рис. 1.4. Способы под¬
вода СОЖ и отвода
стружки при сверле¬
ниивием напора, создаваемого насосом, только на участке подвода,
включая радиальные отверстия Г в головке 2. Дальнейшее ее
движение вместе со стружкой осуществляется за счет работы
эжектора. Для этого подаваемый насосом поток СОЖ с расходом
в зоне сопла Е разделяется на два: один — с расходом Q0
направляется в зону резания, а второй — с расходом QQm — про¬
ходя через сопло Е, создает эффект эжекции. Кинетическая энер¬
гия этого потока используется для отсоса СОЖ и стружки из
зоны резания. Во-вторых, не весь поток СОЖ, подаваемый насо¬
сом, поступает в зону резания, а лишь часть его Q0. По условиям
работы данной гидравлической системы расходы Qz и Q0 ограни¬
чены определенными пределами, что ограничивает скорость потока
и в свою оч'ередь — область использования данного способа как
по глубине сверления, так и по диаметру,, форме и размерам
элементов стружки. При оптимальных параметрах эжектора отсут¬
ствует избыточное давление в зазоре между инструментом и отвер¬
стием в заготовке, нет утечек СОЖ из отверстия заготовки и под¬
соса воздуха в зону резания. Этот способ разработан фирмой14
Рис. 1.6. Способы подвода СОЖ иотвода стружки при растачивании«Сандвик Коромант» (Sandvik
Coromant) и широко приме¬
няется за рубежом.Способы отвода стружки
при растачивании. Выше рас¬
сматривались основные спо¬
собы отвода стружки приме¬
нительно к сверлению (см.
рис. 1.4). Чтобы можно было
по той же схеме применить их
и при растачивании, когда
в заготовке 1 (рис. 1.5, а)
уже имеется сквозное отвер¬
стие, приходится закрывать
отверстие, заглушкой 4 с уп¬
лотнением 3, поджимаемым
плотно к торцу заготовки.Перед включением рабочей
подачи инструмента полость
Д в заготовке полностью за¬
полняется СОЖ, благодаря
чему создаются условия для
отвода стружки, близкие к
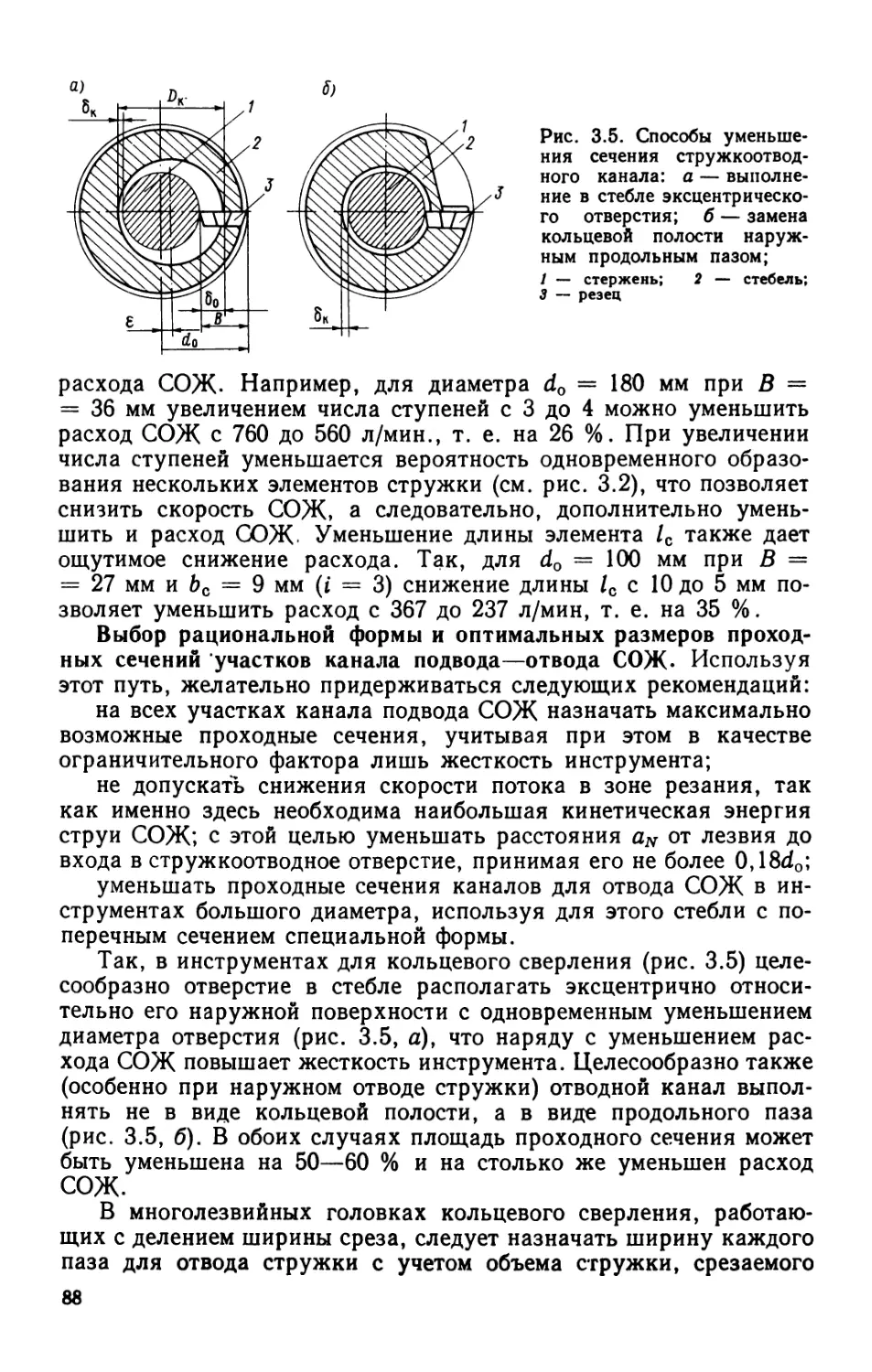
условиям сверления.На рис. 1.5, а—г приведены применяемые способы подвода
СОЖ и отвода стружки при растачивании. На рис. 1.5, а показан
способ наружного подвода СОЖ и внутреннего отвода стружки.
СОЖ подводится по наружному каналу Н между поверхностью
инструмента 2 и стенками отверстия в заготовке /, а отводится
вместе со стружкой через окно С и далее по внутреннему каналу В
в инструменте. На рис. 1.5, б приведен также способ наружного
подвода СОЖ и внутреннего отвода стружки, но с другой схемой
подвода СОЖ. Здесь СОЖ подводится с другого конца заготовки
через отверстие в заглушке 4 и далее по отверстию Д в заготовке 1.
Внутренний отвод стружки осуществляется аналогично предыду¬
щему способу. На рис. 1.5, в показан способ наружного подвода
СОЖ и комбинированного отвода стружки. СОЖ подводится по
наружному каналу Н в зону резания, а затем вместе со стружкой
через окно С в инструменте отводится вовнутрь инструмента и
далее — по наружному каналу, роль которого выполняет обра¬
ботанное отверстие. Роль заглушки в данном случае выполняет
уплотнение 3 на заднем конце инструмента. В рассматриваемом
примере растачивание ведется на растяжение (осевая составляю¬
щая силы резания растягивает стеббль). Стружка отводится в на¬
правлении, противоположном подаче инструмента. На рис. 1.5, г15
приведена схема внутреннего подвода СОЖ и наружного отвода
стружки. СОЖ подводится по внутреннему каналу В в инстру¬
менте 2 и через окно С направляется в зону резания. Стружка
отводится в направлении подачи инструмента по наружному
каналу, роль которого выполняет отверстие в заготовке ], обра¬
ботанное на предшествующих операциях.Выполнение операций глубокого сверления и растачивания
возможно лишь при использовании системы подвода — отвода
СОЖ.Система подвода — отвода СОЖ — это совокупность деталей
и узлов, обеспечивающих подвод СОЖ к режущим лезвиям, отвод
стружки и СОЖ из обрабатываемого отверстия, сбор стружки и
фильтрацию СОЖ; включает в себя насосную станцию, соедини¬
тельные трубопроводы, маслоприемник или стружкоприемник и
стр уж косбор ник.Насосная станция — основной агрегат системы подвода —
отвода СОЖ, служащий для создания потока СОЖ с регулируе¬
мыми параметрами (расход, давление). Насосная станция состоит
из бака, насосного блока, устройств очистки СОЖ, регулирую¬
щей, распределительной и измерительной аппаратуры и трубо¬
проводов.Маслоприемник — устройство, применяемое на станках для
глубокого сверления и растачивания при наружном подводе СОЖ1.
Он устанавливается в направляющей стойке станка и обеспечи¬
вает подвод потока СОЖ в зазор между инструментом и стенками
отверстия в заготовке, уплотнение в местах соприкосновения его
деталей с заготовкой и стеблевой частью инструмента, а также
координацию и направление режущей части инструмента в начале
работы с помощью кондукторной втулки. Часто маслоприемник
используют для базирования конца заготовки, обращенного
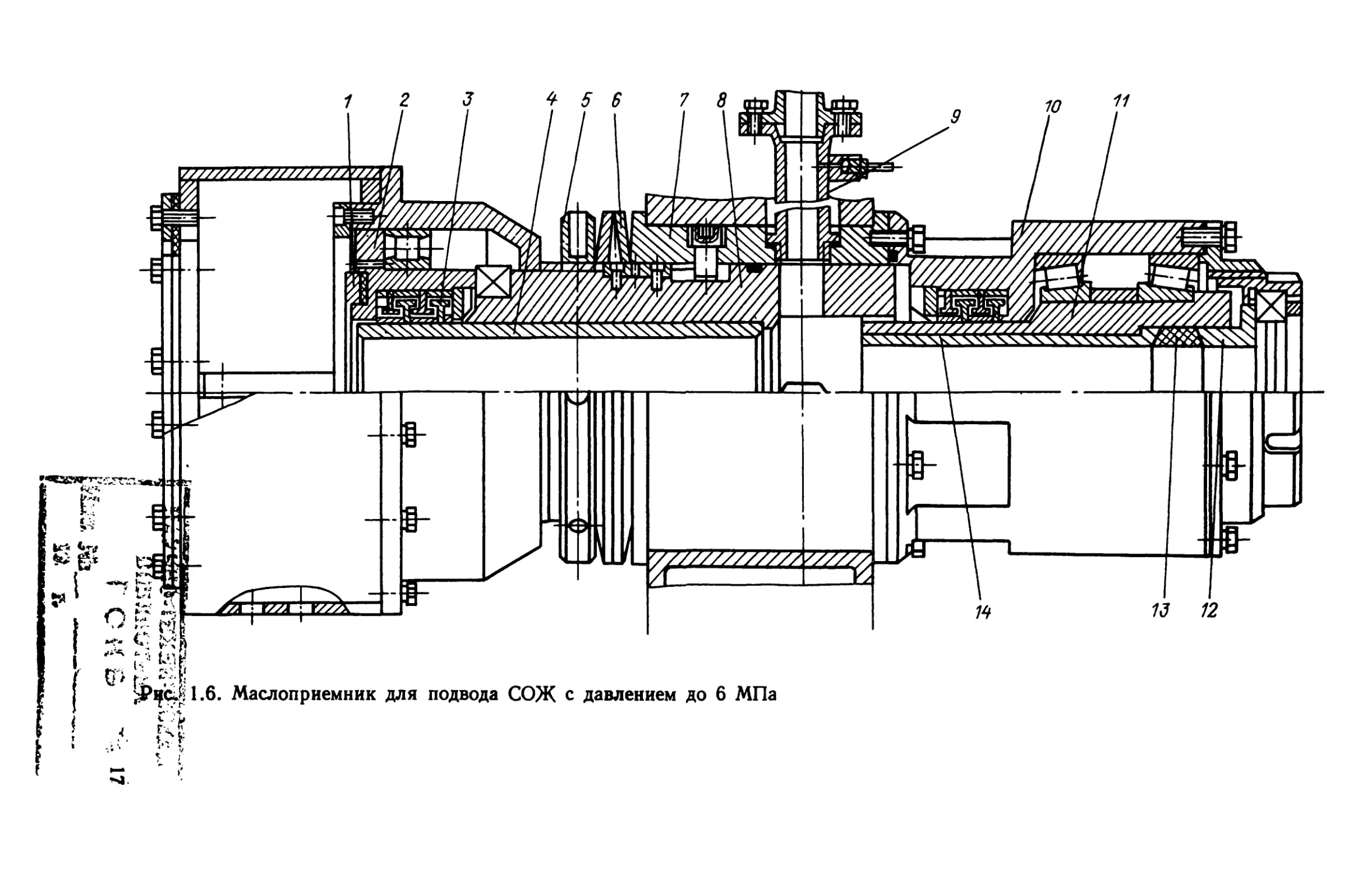
к маслоприемнику, а также для гашения вибраций инструмента.Конструкции маслоприемников разнообразны. На рис. 1.6 по¬
казан маслоприемник [31 ], позволяющий подводить СОЖ под дав¬
лением до 6 МПа при частоте вращения заготовки до 1000 об/мин.
Маслоприемник состоит из неподвижной втулки 7, закрепленной
в передней стойке станка, и установленной в ней подвижной в осе¬
вом направлении пиноли 8. В отверстии пиноли расположена кон¬
дукторная втулка 4 для направления рабочей части инструмента
в начале его работы. На переднем конце пиноли смонтирован
защитный корпус от разбрызгивания СОЖ и вращающееся на
радиальном и упорном подшипниках уплотнительное устройство,
состоящее из шайбы 2 с торцовым уплотнением /. Уплотнительное
устройство вращается вместе с заготовкой. Поджатие уплотни¬
тельного устройства к заготовке осуществляется с помощью гайки5, при вращении которой пиноль перемещается в осевом направле¬
нии и поджимает с усилием поджатия пружин 6 торцовое уплот-I Устройства для подвода СОЖ ■ отвода стружки о помощью эжектора приведены в гл. 0.16
m
нение 2 к торцу заготовки. Продольный ход пиноли ограниченпазом, в который входит палец. Во время работы под давлением
протекающей через маслоприемник СОЖ пиноль стремится пере¬
меститься в направлении подачи инструмента и дополнительно
поджимает уплотнение 2 к торцу заготовки. Это достигается за
счет подбора диаметра кольца 2 в зависимости от диаметра пиноли.
Между шайбой 2 и неподвижной кондукторной втулкой 4 уста¬
новлено лабиринтное уплотнение 5. Аналогично уплотнен вращаю¬
щийся вместе с инструментом шпиндель //, в котором предусмот¬
рена направляющая втулка 14 для направления стебля инстру¬
мента. Шпиндель собран на подшипниках в стакане 10, закреплен¬
ном на заднем торце втулки 7. Стебель в шпинделе уплотнен
с помощью сальниковой набивки 13, затяжку которой можно
производить и в процессе работы. Для облегчения затяжки между
гайкой и нажимным кольцом 12 установлен подшипник. СОЖ
в маслоприемник подается через патрубок 9, имеющий боковое
резьбовое отверстие под штуцер манометра. Маслоприемник дли¬
тельное время надежно работает при кольцевом сверлении отвер¬
стий диаметром 60—80 мм и длиной 6000 мм- Переналадка масло-
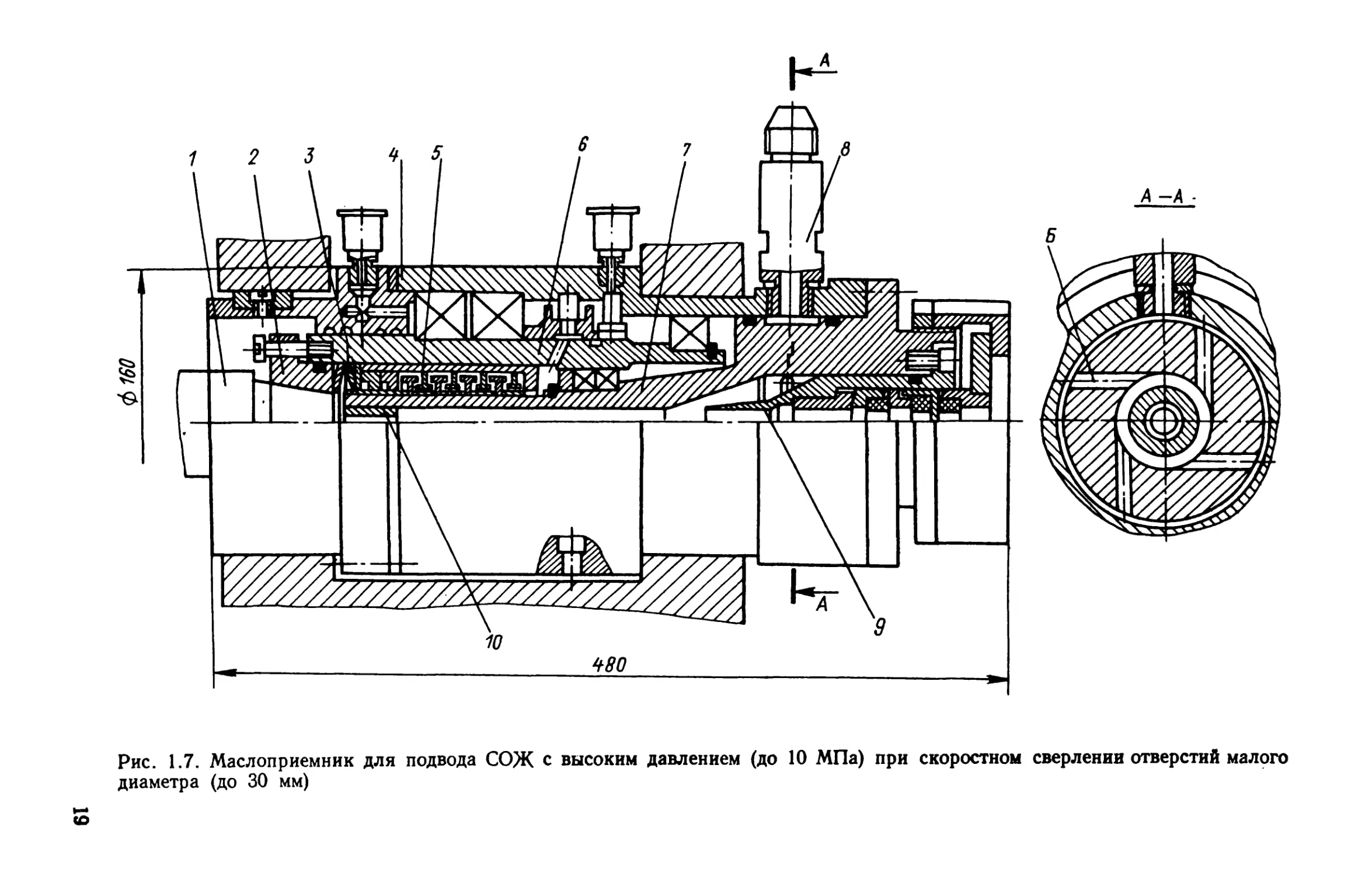
приемника на другой диаметр сверления достаточно проста.На рис. 1.7 приведен маслоприемник [481, обеспечивающий
надежную работу при подводе СОЖ под высоким давлением (до
10 МПа) и вращении заготовки с частотой до 3600 об/мин. Масло¬
приемник устанавливается в передней стойке станка. В корпусе 4
на трех шариковых подшипниках смонтирован вращающийся
шпиндель 6, на переднем конце которого в отверстии установлена
подвижная в осевом направлении втулка 2, имеющая коническое
отверстие с конусностью, равной конусности наружной поверх¬
ности конца заготовки 1. Сопряжением двух конических поверх¬
ностей заготовки и втулки достигается надежное уплотнение при
поджатии втулки 2 к заготовке. Поджатие осуществляется двумя
путями: перед работой —■ подведением маслоприемника втулкой 2
к заготовке 1 с поджатием тарельчатых пружин 3; во время ра¬
боты — за счет давления СОЖ, действующего на задний торец
втулки*. Утечке СОЖ между вращающимся шпинделем 6 и не¬
подвижной втулкой 7, имеющей кондукторную втулку 10, препят¬
ствует лабиринтное уплотнение 5. Температурные удлинения
заготовки компенсируются сжатием пружин 3. Подвод СОЖ осу¬
ществляется через патрубок 8 и далее через тангенциальные отвер¬
стия Б во втулке 7 в зазор между втулками 7 и 9. Такая система под¬
вода предохраняет стебель инструмента от ударных нагрузок,
вызываемых пульсацией СОЖ- На заднем конце установлено уплот¬
нение стебля инструмента. Утечки СОЖ отводятся от подшипни¬
ков по специальным отводным каналам.На практике используют маслоприемники как с неподвижной,
так и с вращающейся кондукторной втулкой. Исследования пока¬
зали, что следует применять маслоприемники с неподвижной кон¬
дукторной втулкой (см. рис. 1.6 и 1.7), позволяющие устранить18
Рис. 1.7. Маслоприемник для подвода СОЖ с высоким давлением (до 10 МПа) при скоростном сверлении отверстий малогодиаметра (до 30 мм)со
часть погрешности просверленного отверстия, образующейся вслед¬
ствие биения поверхности отверстия во вращающейся кондуктор¬
ной втулке.Стружкоприемник предназначен для гашения кинетической
энергии струи СОЖ, выходящей вместе со стружкой из отводных
каналов, предохранения рабочего места от разбрызгивания СОЖ
и направления отводимой стружки в стружкосборник. Конструк¬
ция стружкоприемникав определяется схемой отвода СОЖ и
стружки. Просты по конструкции стружкоприемники, устанав¬
ливаемые у свободного торца заготовки (рис. 1.5, в, г), либо у сво¬
бодного торца стебля (рис. 1.4, а, в и 1.5, а, б).На операциях сверления с наружным отводом стружки
(см. рис. 1.4, б) стружкоприемник имеет сложную конструкцию
с элементами для выполнения ряда дополнительных функций:
уплотнения по торцу вращающейся заготовки, уплотнения по
наружной поверхности стебля, а также направления рабочей
части инструмента вначале сверления и направления стебля в про¬
цессе сверления. Все эти элементы конструктивно оформляются
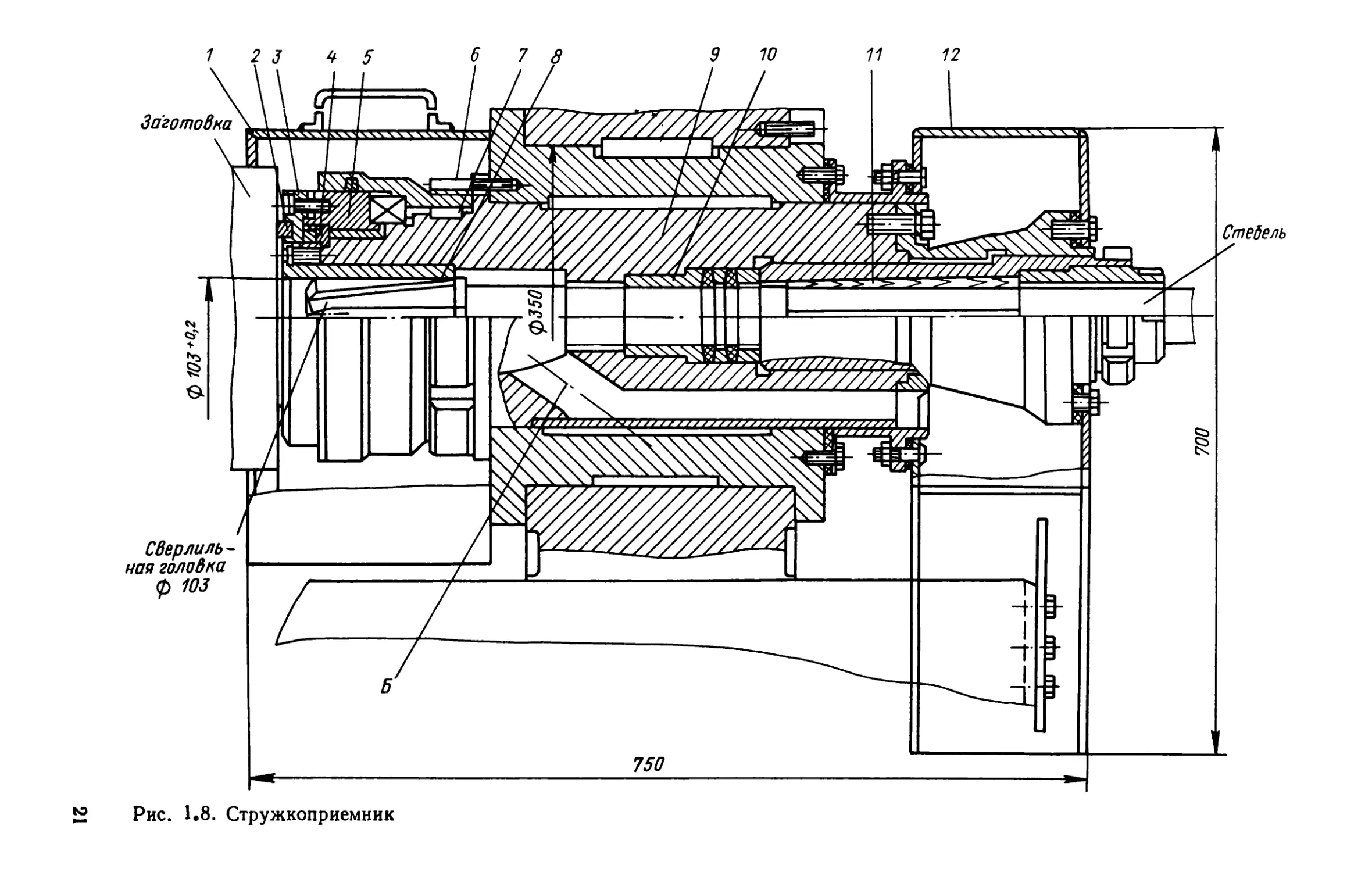
так же, как в маслоприемниках. Рассмотрим стружкоприемник,
приведенный на рис. 1.8. Корпус 9 стружкоприемника через про¬
межуточную втулку неподвижно закрепляется в направляющей
стойке станка. На левом (переднём) конце корпуса расположено
вращающееся уплотнительное устройство, обеспечивающее уплот¬
нение по торцу заготовки, состоящее из втулки 5 и шайбы 3,
в которой установлено торцовое уплотнение 2. Поджатие уплот¬
нительного устройства к торцу заготовки обеспечивается враще¬
нием гайки 6. При этом связанная с гайкой втулка, удерживаемая
от поворота шпонкой 7, перемещается в осевом направлении и
через упорный подшипник перемещает втулку 5 с шайбой 3 и
уплотнением 2 к заготовке. Кроме того, для предохранения рабо¬
чего места от разбрызгиваемой СОЖ применяется кожух 1. Уплот¬
нение между вращающимися и неподвижными деталями обеспе¬
чивается сальником и манжетой 4. Для направления рабочей
части инструмента при засверливании предусмотрена кондуктор¬
ная втулка 5, а для стеблевой части — направляющая втулка 10.
Уплотнение по наружной поверхности стебля обеспечивается
сальниками, поджимаемыми резьбовой втулкой. Для гашения
вибраций стебля предусмотрена деревянная разрезная втулка 11,
поджимаемая резьбовой втулкой. К элементам собственно стружко¬
приемника относятся отводные отверстия 5, выполненные в кор¬
пусе 9, и кожух 12. Из стружкоприемника из кожуха 12 стружка
и СОЖ поступают в стружкосборник, расположенный за станиной
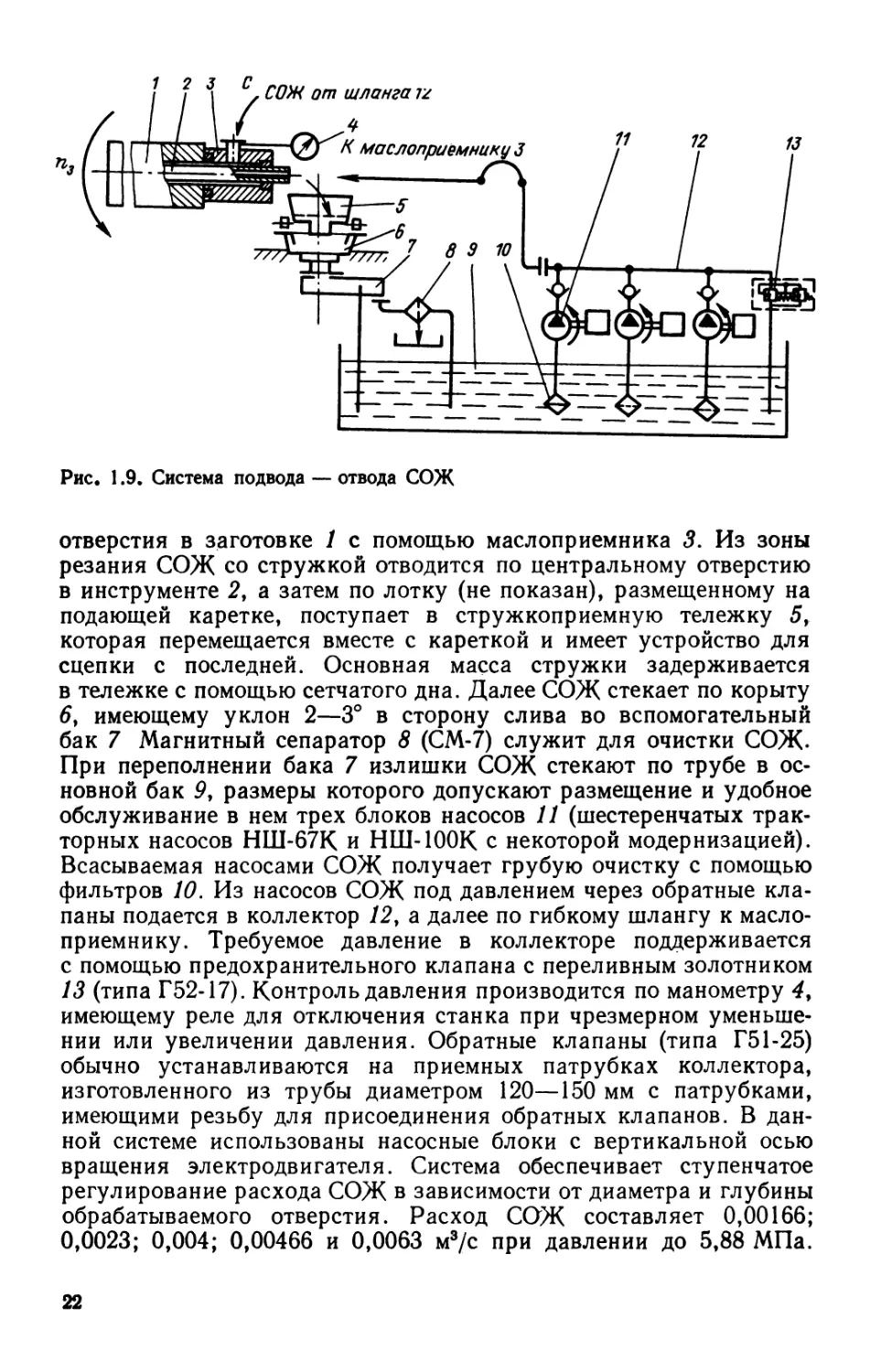
станка (на рис. 1.8 не показан).Теперь в качестве примера рассмотрим одну из систем подбода—
отвода СОЖ [49], гидравлическая схема которой приведена на
рис. 1.9. В данном случае иллюстрируется работа системы при¬
менительно к наружному подводу СОЖ. В зону резания СОЖ по¬
дается по кольцевому зазору между инструментом 2 и стенками20
12 3 4 56 79 1011 12ЗаготовкаСверлиль¬
ная головка
ф 103СтебельРис. 1.8. Стружкоприемник
отверстия в заготовке 1 с помощью маслоприемника 3. Из зоны
резания СОЖ со стружкой отводится по центральному отверстию
в инструменте 2, а затем по лотку (не показан), размещенному на
подающей каретке, поступает в стружкоприемную тележку 5,
которая перемещается вместе с кареткой и имеет устройство для
сцепки с последней. Основная масса стружки задерживается
в тележке с помощью сетчатого дна. Далее СОЖ стекает по корыту6, имеющему уклон 2—3° в сторону слива во вспомогательный
бак 7 Магнитный сепаратор 8 (СМ-7) служит для очистки СОЖ.
При переполнении бака 7 излишки СОЖ стекают по трубе в ос¬
новной бак 9, размеры которого допускают размещение и удобное
обслуживание в нем трех блоков насосов 11 (шестеренчатых трак¬
торных насосов НШ-67К и НШ-100К с некоторой модернизацией).
Всасываемая насосами СОЖ получает грубую очистку с помощью
фильтров 10. Из насосов СОЖ под давлением через обратные кла¬
паны подается в коллектор 12, а далее по гибкому шлангу к масло-
приемнику. Требуемое давление в коллекторе поддерживается
с помощью предохранительного клапана с переливным золотником
13 (типа Г52-17). Контроль давления производится по манометру 4,
имеющему реле для отключения станка при чрезмерном уменьше¬
нии или увеличении давления. Обратные клапаны (типа Г51-25)
обычно устанавливаются на приемных патрубках коллектора,
изготовленного из трубы диаметром 120—150 мм с патрубками,
имеющими резьбу для присоединения обратных клапанов. В дан¬
ной системе использованы насосные блоки с вертикальной осью
вращения электродвигателя. Система обеспечивает ступенчатое
регулирование расхода СОЖ в зависимости от диаметра и глубины
обрабатываемого отверстия. Расход СОЖ составляет 0,00166;0,0023; 0,004; 0,00466 и 0,0063 м3/с при давлении до 5,88 МПа.22
1.4. Разновидности глубокого сверления,
их характеристика и область примененияРассмотрим разновидности в зависимости от признаков, их опре¬
деляющих.В зависимости от схемы удаления припуска (от того, какая
часть высверливаемого материала удаляется в виде стружки)
различают две разновидности глубокого сверления: сплошное и
кольцевое.Сплошное глубокое сверление (рис. 1.10, а) отличается тем, что
весь высверливаемый материал удаляется в виде стружки; глу¬
бина резания t = d0/2.Кольцевое глубокое сверление (рис. 1.10,6) — сверление, при
котором в стружку превращается лишь часть высверливаемого
материала, находящаяся в высверливаемой кольцевой полости,
а остальная часть удаляется в виде оставляемого стержня диамет¬
ром dc; глубина резания t меньше, чем при сплошном сверлении,
и равна ширине кольцевой полости В.При сплошном сверлении вблизи оси сверла возникают небла¬
гоприятные условия резания, связанные с тем, что скорость реза¬
ния снижается до нуля на оси сверла, а задний угол в процессе
резания принимает отрицательное значение. У оси сверла, по су-а)2й
ществу, нет резания, а происходит лишь смятие металла, сопро¬
вождающееся возрастанием осевой составляющей силы резания и
повышенным изнашиванием инструмента. Эти недостатки можно
устранить понижением режущего лезвия вблизи оси (рис. 1.11, а,
б), что приводит к образованию так называемого «нулевого
стержня». Разновидность такого сверления называют сплошным
глубоким сверлением с нулевым стержнем. Более технологичным
является способ понижения лезвия, приведенный на рис. 1.11, б.
Смещение составляет 0,1—0,2 мм, что соответствует образованию
стержня диаметром 0,2—0,4 мм.При кольцевом сверлении стержень образуется иначе
(рис. 1.10, б). Здесь лезвие имеет две калибрующие вершины А
и Б. Лезвие А Б вырезает кольцевую полость, а вершины А и Б
образуют соответственно отверстие и стержень. Кольцевое сверле¬
ние имеет ряд преимуществ по сравнению со сплошным сверлением:
меньшие затраты энергии на резание; меньшую нагрузку на режу¬
щие и направляющие элементы инструмента; возможность эко¬
номии металла за счет использования вырезанного стержня. Коль¬
цевое сверление имеет и некоторые недостатки. По мере сверления
стержень вследствие перераспределения остаточных напряжений
деформируется, оказывает давление на стенки инструмента и при
вращении заготовки совершает поперечные колебания, которые
вызывают поперечные колебания инструмента с частотой вращения
заготовки. Для уменьшения отрицательного влияния стержня на
его конце устанавливают специальную опору, которой он бази¬
руется на поверхность отверстия в инструменте. Однако при ис¬
пользовании опоры затрачивается время на обработку отверстия
на конце стержня под установку ее, кроме того, опора затрудняет
проход стружки при ее внутреннем отводе, поэтому необходимость
установки опоры должна быть строго обоснованна.Области рационального применения сплошного и кольцевого
сверления четко не разграничены. В отечественной практике
сплошное сверление в настоящее время применяется при сверле¬
нии отверстий диаметром не более 90—100 мм. За рубежом (если
судить по каталогам ВТА) сплошное сверление применяется шире.
В каталогах ВТА представлен инструмент для сплошного сверле¬
ния с механическим креплением многогранных пластин для отвер¬
стий диаметром 450 мм. Кольцевое сверление в отечественной
практике успешно применяется в условиях крупносерийного
производства при сверлении отверстий диаметром 60 и 80 мм глу¬
биной 6000 мм с производительностью не ниже, чем при сплошном
сверлении. Проведенные работы показывают, что для кольцевого
сверления может быть создан инструмент и меньшего диаметра.
Выбор способа сверления в каждом случае должен производиться
с учетом ряда факторов: диаметра и глубины сверления, объема
выпуска изделий, затрат на инструмент и другую технологическую
оснастку, а также с учетом преимуществ и недостатков сравни¬
ваемых способов.24
В зависимости от способа отвода стружки различают следую¬
щие разновидности глубокого сверления:глубокое сверление с внутренним отводом стружки — сверле¬
ние, при котором используют наружный подвод СОЖ и внутрен¬
ний отвод стружки (см. рис. 1.4, а);глубокое сверление с наружным отводом стружки — сверление,
при котором используют внутренний подвод СОЖ и наружный
отвод стружки (см. рис. 1.4, б);эжекторное глубокое сверление — сверление, при котором при¬
меняется внутренний отвод стружки с использованием эжектора
(см. рис. 1.4, в).Особенности и область применения этих разновидностей свер¬
ления определяются преимуществами и недостатками применяе¬
мого способа подвода СОЖ и отвода стружки. Отметим ряд преи¬
муществ сверления с внутренним отводом стружки: во-первых,
можно создать инструмент с более высокой жесткостью, т. е.
с большим наружным диаметром, так как для подвода СОЖ тре¬
буется канал меньшего сечения, чем для отвода стружки; во-вто¬
рых, этот вид сверления обеспечивает более высокое качество
поверхности, так как стружка отводится вовнутрь и не воздей¬
ствует на обработанную поверхность. Недостатками являются
необходимость применения маслоприемника, который сложнее
стружкоприемника, а также существенные затраты времени, свя¬
занные с переналадкой станка и сменой маслоприемника при
переходе на другой диаметр.В отечественной практике сверление с наружным отводом
стружки применяется при сплошном сверлении отверстий диамет¬
ром до 30 мм и кольцевом — свыше 150 мм; с внутренним отводом
стружки — при сплошном сверлении отверстий диаметром 8—
100 мм и кольцевом — до 150 мм. При сверлении отверстий
с l/d0 > 100 диаметром 8—30 мм предпочтение отдается сверлению
с внутренним отводом, при котором достигаются большая произ¬
водительность и прямолинейность оси вследствие большей жестко¬
сти инструмента. При небольших объемах выпуска кольцевое,
сверление отверстий диаметром меньше 150 мм производится
с наружным отводом стружки, так как оно осуществляется при
меньших затратах на оснастку и переналадку станка.Эжекторное сверление применяется лишь как сплошное сверле¬
ние отверстий диаметром 20—60 мм глубиной до 1000 мм. Эти гра¬
ницы определяются указанными выше особенностями эжекторного
способа отвода стружки и СОЖ- Широкое распространение этого
способа сверления за рубежом объясняется его преимуществами,
возможностью применения его на станках общего назначения и
хорошей организацией снабжения потребителей эжекторным ин¬
струментом.В зависимости от кинематической схемы сверления различают
три разновидности сверления:1) заготовка 1 вращается с частотой л8, а инструмент 2 имеет25
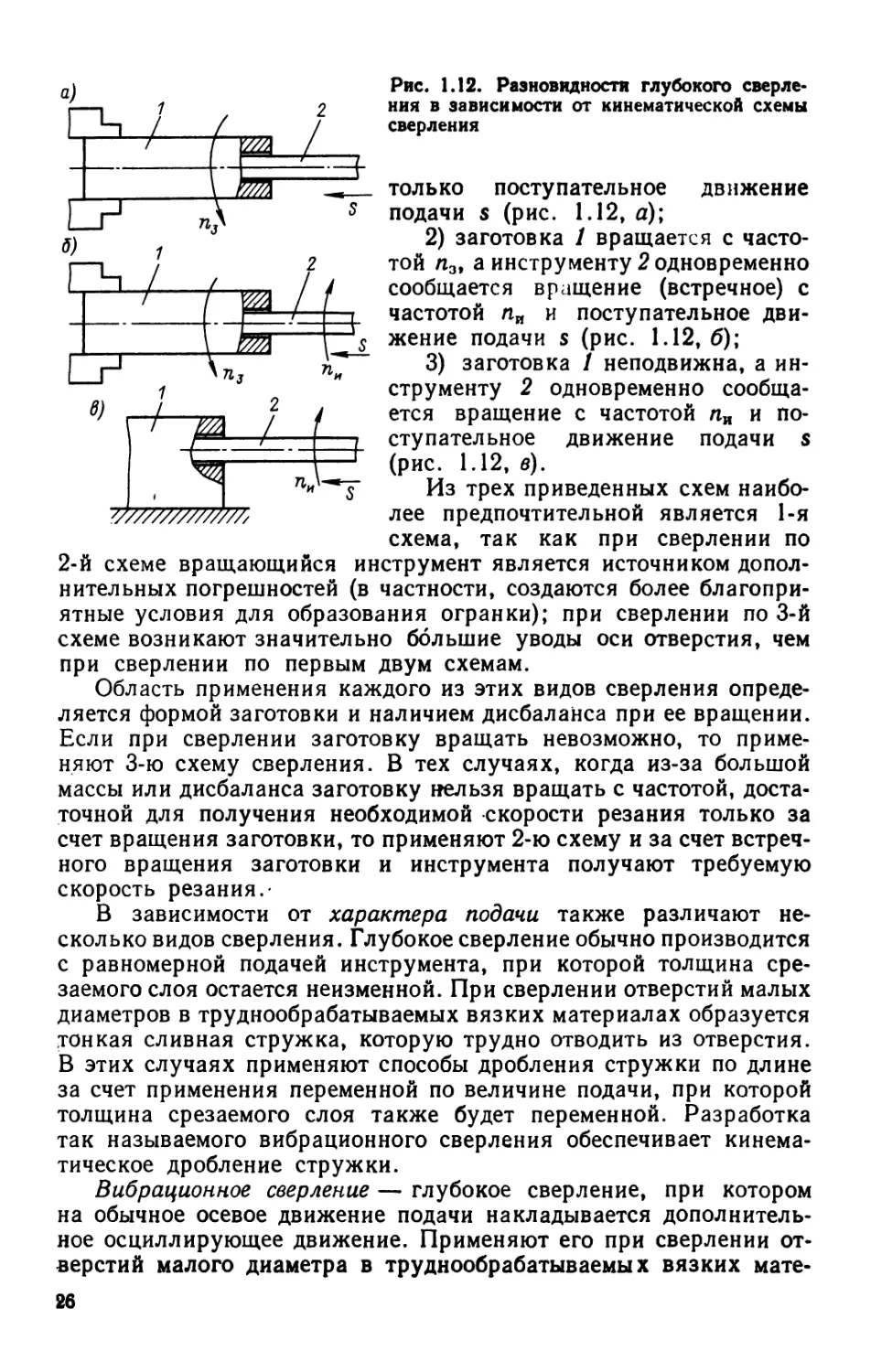
Рис. 1.12. Разновидности глубокого сверле¬
ния в зависимости от кинематической схемы
сверлениятолько поступательное движение
подачи s (рис. 1.12, а);2) заготовка 1 вращается с часто¬
той /13, а инструменту 2 одновременно
сообщается вращение (встречное) с
частотой пи и поступательное дви¬
жение подачи s (рис. 1.12, б);3) заготовка / неподвижна, а ин¬
струменту 2 одновременно сообща¬
ется вращение с частотой п„ и по¬
ступательное движение подачи s
(рис. 1.12, в).Из трех приведенных схем наибо¬
лее предпочтительной является 1-я
схема, так как при сверлении по2-й схеме вращающийся инструмент является источником допол¬
нительных погрешностей (в частности, создаются более благопри¬
ятные условия для образования огранки); при сверлении по 3-й
схеме возникают значительно большие уводы оси отверстия, чем
при сверлении по первым двум схемам.Область применения каждого из этих видов сверления опреде¬
ляется формой заготовки и наличием дисбаланса при ее вращении.
Если при сверлении заготовку вращать невозможно, то приме¬
няют 3-ю схему сверления. В тех случаях, когда из-за большой
массы или дисбаланса заготовку нельзя вращать с частотой, доста¬
точной для получения необходимой скорости резания только за
счет вращения заготовки, то применяют 2-ю схему и за счет встреч¬
ного вращения заготовки и инструмента получают требуемую
скорость резания.-В зависимости от характера подачи также различают не¬
сколько видов сверления. Глубокое сверление обычно производится
с равномерной подачей инструмента, при которой толщина сре¬
заемого слоя остается неизменной. При сверлении отверстий малых
диаметров в труднообрабатываемых вязких материалах образуется
тонкая сливная стружка, которую трудно отводить из отверстия.
В этих случаях применяют способы дробления стружки по длине
за счет применения переменной по величине подачи, при которой
толщина срезаемого слоя также будет переменной. Разработка
так называемого вибрационного сверления обеспечивает кинема¬
тическое дробление стружки.Вибрационное сверление — глубокое сверление, при котором
на обычное осевое движение подачи накладывается дополнитель¬
ное осциллирующее движение. Применяют его при сверлении от¬
верстий малого диаметра в труднообрабатываемых вязких мате-Ь/ (щ_1СРшб)CFшв)пИ\26
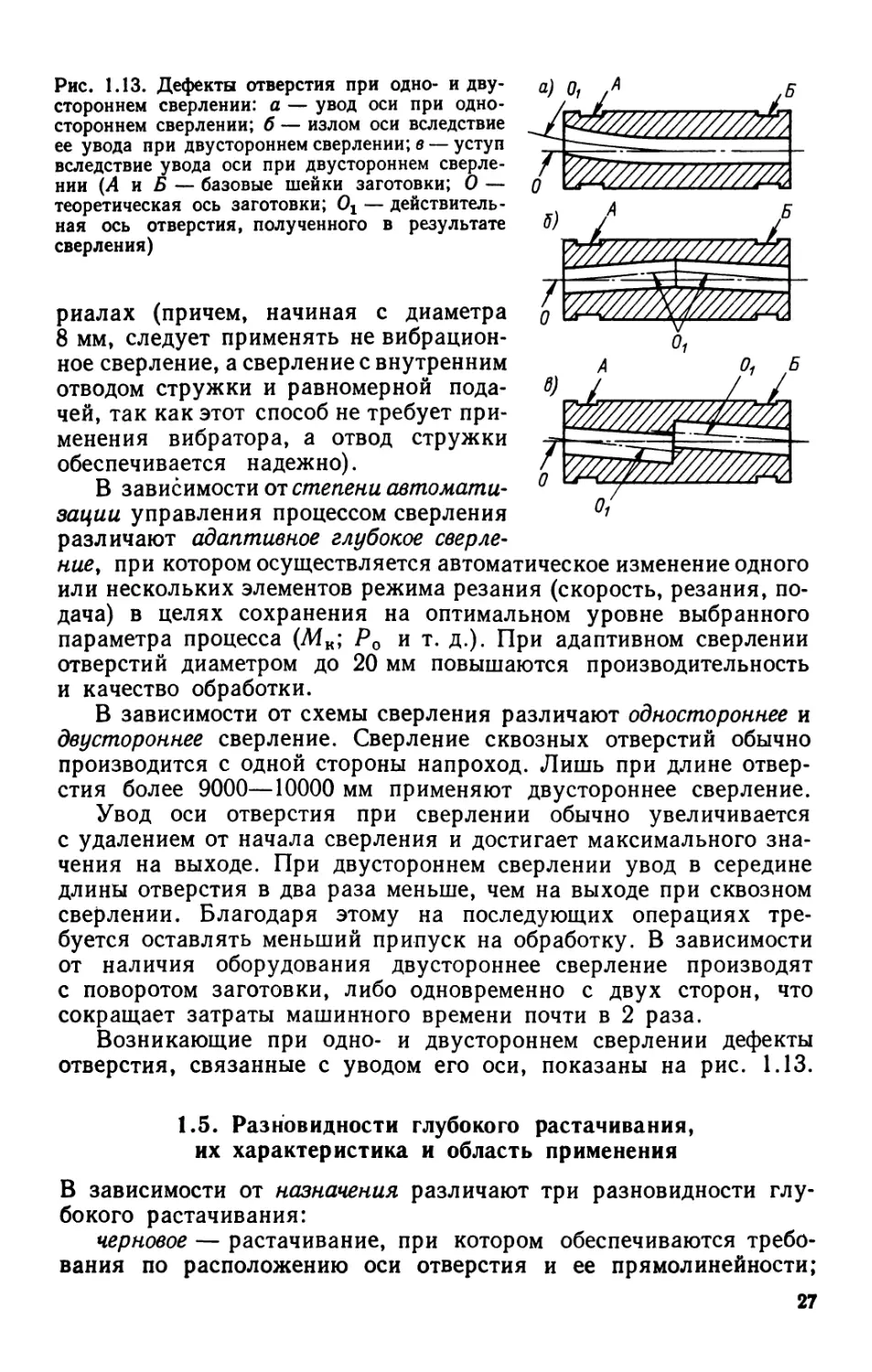
Рис. 1.13. Дефекты отверстия при одно- и дву¬
стороннем сверлении: а — увод оси при одно¬
стороннем сверлении; б — излом оси вследствие
ее увода при двустороннем сверлении; в — уступ
вследствие увода оси при двустороннем сверле¬
нии (А и Б — базовые шейки заготовки; О —
теоретическая ось заготовки; Ог — действитель¬
ная ось отверстия, полученного в результате
сверления)а) О,ЫшжтЬриалах (причем, начиная с диаметра
8 мм, следует применять не вибрацион¬
ное сверление, а сверление с внутренним
отводом стружки и равномерной пода¬
чей, так как этот способ не требует при¬
менения вибратора, а отвод стружки
обеспечивается надежно).В зависимости от степени автомати¬
зации управления процессом сверления
различают адаптивное глубокое сверле¬
ние, при котором осуществляется автоматическое изменение одного
или нескольких элементов режима резания (скорость, резания, по¬
дача) в целях сохранения на оптимальном уровне выбранного
параметра процесса (УИК; Р0 и т. д.). При адаптивном сверлении
отверстий диаметром до 20 мм повышаются производительность
и качество обработки.В зависимости от схемы сверления различают одностороннее и
двустороннее сверление. Сверление сквозных отверстий обычно
производится с одной стороны напроход. Лишь при длине отвер¬
стия более 9000—10000 мм применяют двустороннее сверление.Увод оси отверстия при сверлении обычно увеличивается
с удалением от начала сверления и достигает максимального зна¬
чения на выходе. При двустороннем сверлении увод в середине
длины отверстия в два раза меньше, чем на выходе при сквозном
сверлении. Благодаря этому на последующих операциях тре¬
буется оставлять меньший припуск на обработку. В зависимости
от наличия оборудования двустороннее сверление производят
с поворотом заготовки, либо одновременно с двух сторон, что
сокращает затраты машинного времени почти в 2 раза.Возникающие при одно- и двустороннем сверлении дефекты
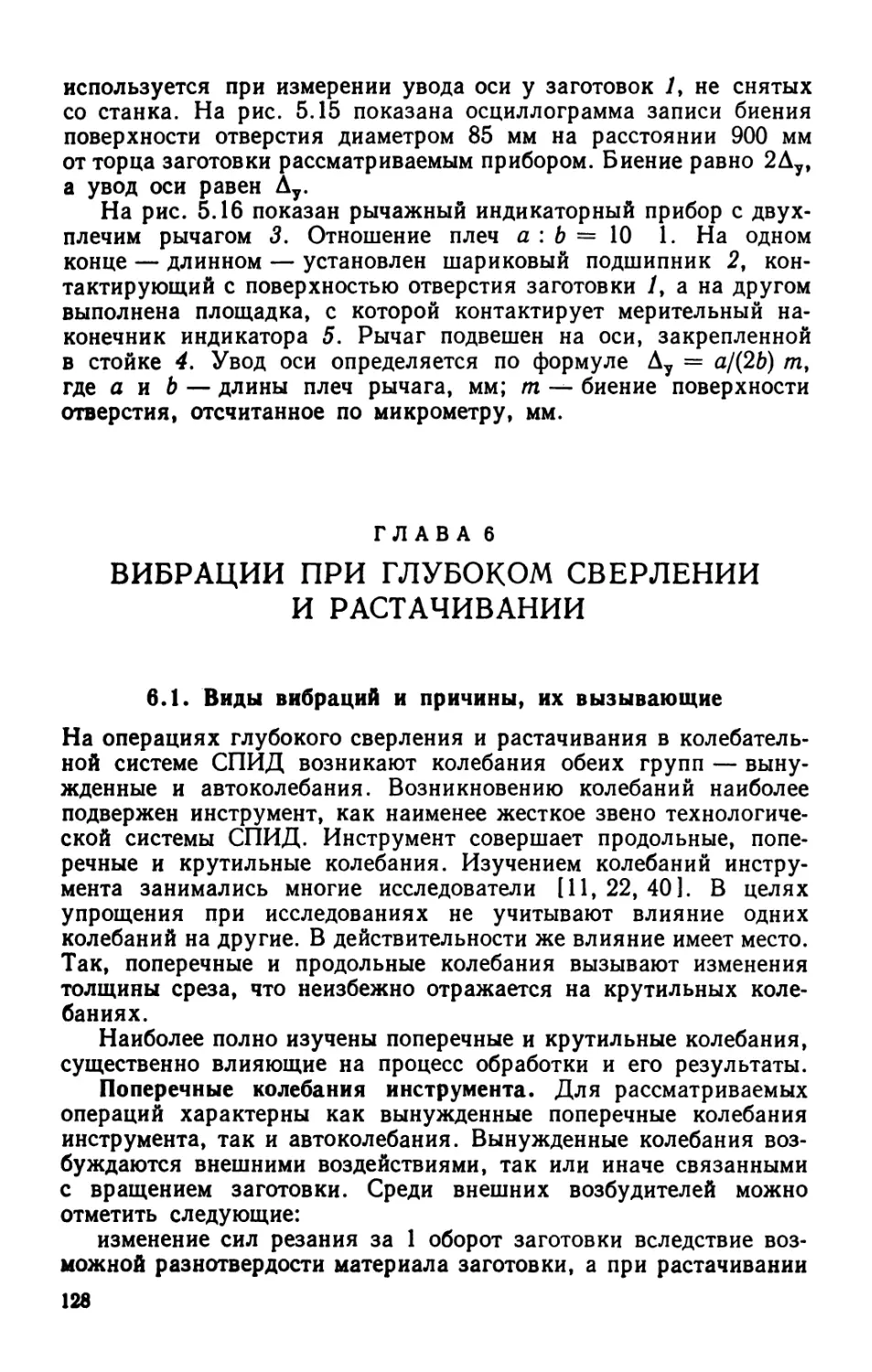
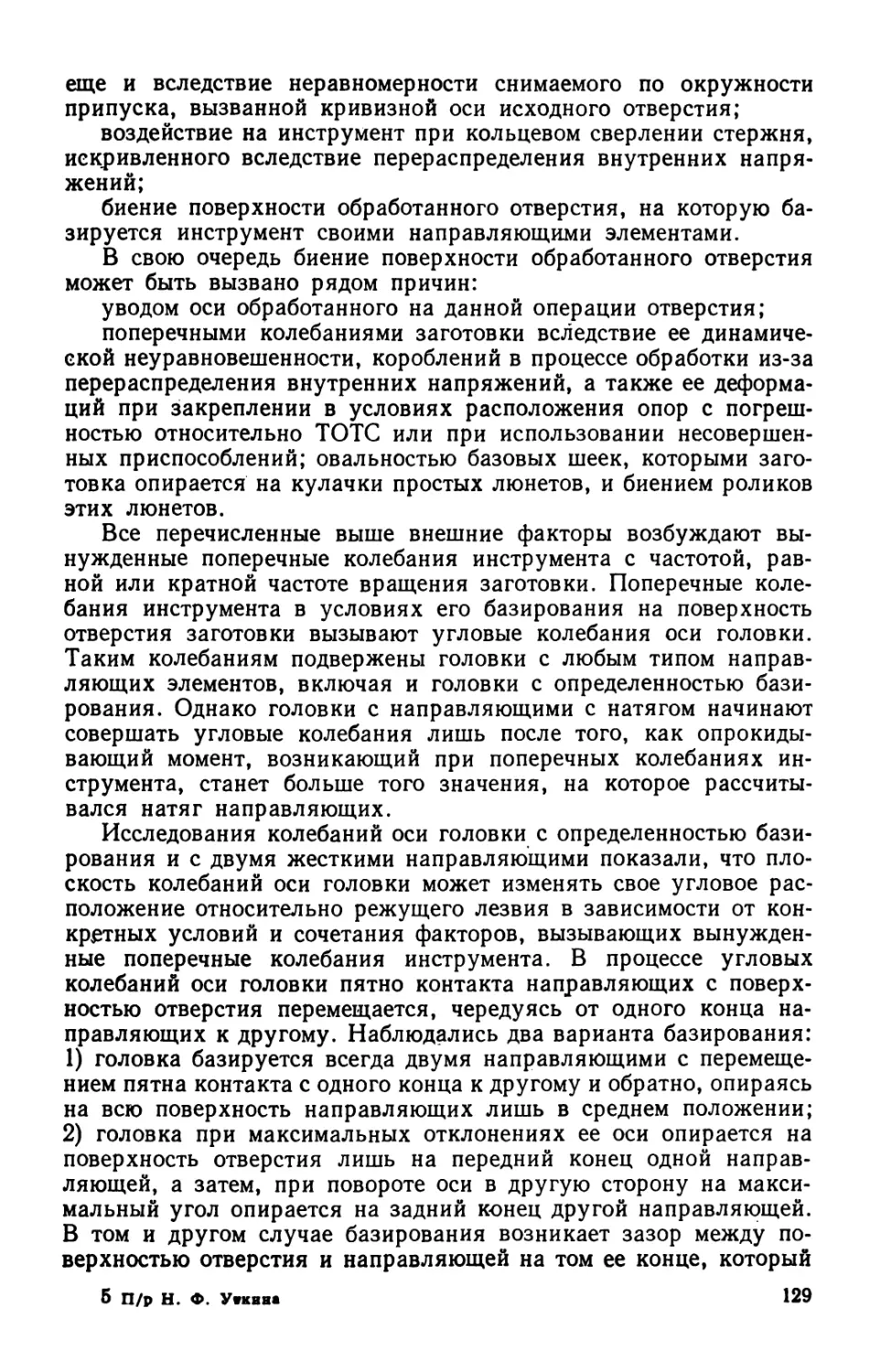
отверстия, связанные с уводом его оси, показаны на рис. 1.13.1.5. Разновидности глубокого растачивания,
их характеристика и область примененияВ зависимости от назначения различают три разновидности глу¬
бокого растачивания:черновое — растачивание, при котором обеспечиваются требо¬
вания по расположению оси отверстия и ее прямолинейности;27
чистовое — растачивание, при котором обеспечиваются требо¬
вания точности диаметральных размеров и шероховатости по¬
верхности;комбинированное — растачивание, при котором за один рабо¬
чий ход достигается выполнение функций чернового и чистового
растачивания.Операцию чернового растачивания применяют в тех случаях,
когда не удается обеспечить требования по расположению оси от¬
верстия и ее прямолинейности при сверлении. Иногда приходится
применять два черновых растачивания (1-е и 2-е), между кото¬
рыми выполняют операцию по наружной обработке заготовки,
если она представляет собой тело вращения. Операцию чистового
растачивания при обработке отверстий малого диаметра часто
заменяют глубоким развертыванием. Черновое и чистовое раста¬
чивание выполняется высокопроизводительным инструментом, ос¬
нащенным твердыми сплавами.Комбинированное глубокое растачивание широко применялось
до внедрения в производство твердых сплавов для сокращения
числа рабочих ходов. Недостатки его связаны с особенностями
инструмента, состоящего из разных по характеру работы и режи¬
мам резания элементов — проходных резцов и плавающей пла¬
стины. Для комбинированного инструмента невозможно выбрать
режим работы, оптимальный для каждого его режущего элемента.
Производительность инструмента ограничивается режимом работы
проходных резцов. Применять этот способ следует лишь в еди¬
ничном и мелкосерийном производстве, где вследствие простоты
инструмента и сокращения числа рабочих ходов этот способ может
оказаться экономичнее двух операций (скоростного чернового и
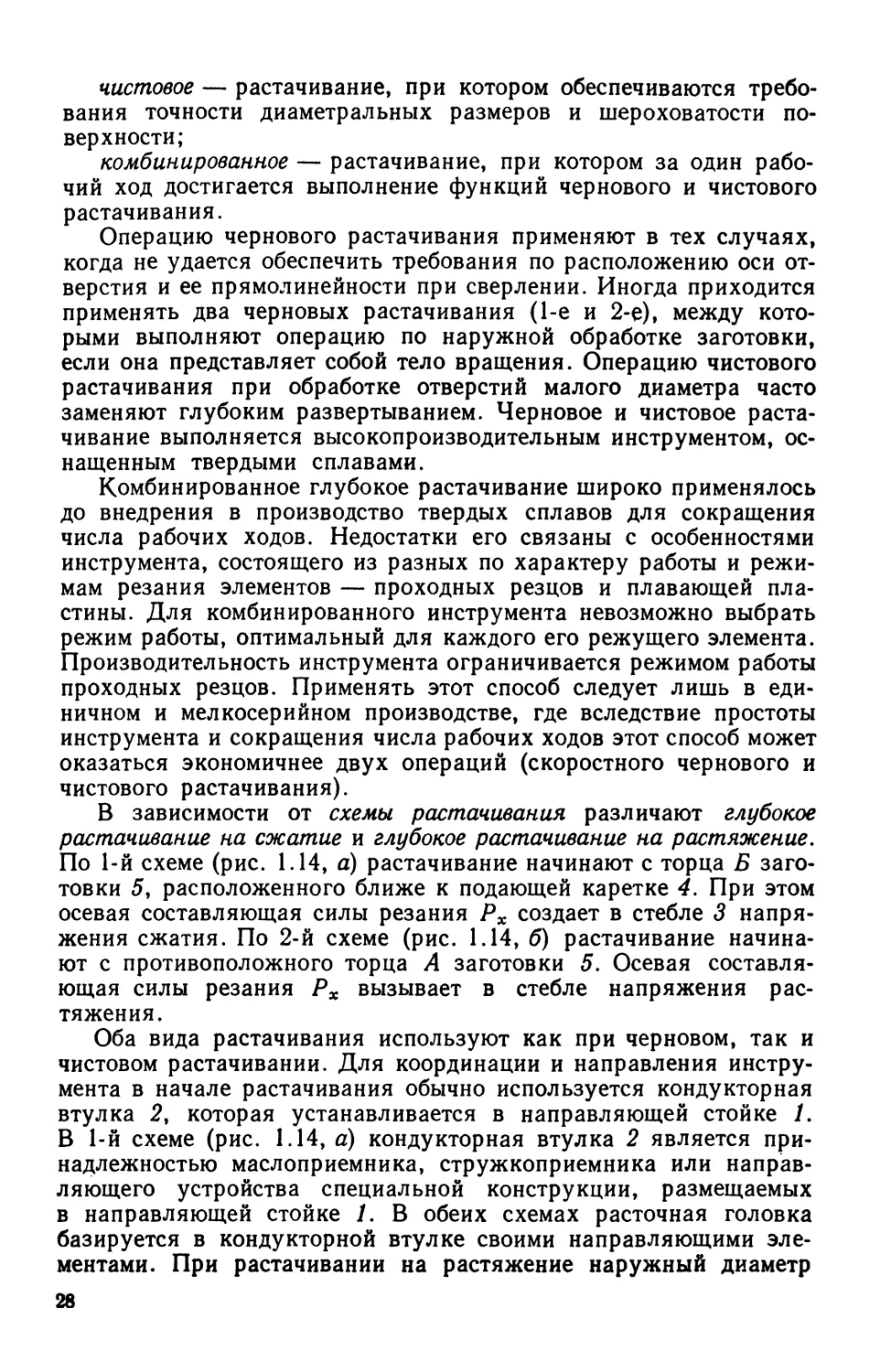
чистового растачивания).В зависимости от схемы растачивания различают глубокое
растачивание на сжатие и глубокое растачивание на растяжение.
По 1-й схеме (рис. 1.14, а) растачивание начинают с торца Б заго¬
товки 5, расположенного ближе к подающей каретке 4. При этом
осевая составляющая силы резания Рх создает в стебле 3 напря¬
жения сжатия. По 2-й схеме (рис. 1.14, б) растачивание начина¬
ют с противоположного торца А заготовки 5. Осевая составля¬
ющая силы резания Рх вызывает в стебле напряжения рас¬
тяжения.Оба вида растачивания используют как при черновом, так и
чистовом растачивании. Для координации и направления инстру¬
мента в начале растачивания обычно используется кондукторная
втулка 2, которая устанавливается в направляющей стойке 1.
В 1-й схеме (рис. 1.14, а) кондукторная втулка 2 является при¬
надлежностью маслоприемника, стружкоприемника или направ¬
ляющего устройства специальной конструкции, размещаемых
в направляющей стойке 1. В обеих схемах расточная головка
базируется в кондукторной втулке своими направляющими эле¬
ментами. При растачивании на растяжение наружный диаметр28
&Рис. 1.14. Глубокое растачивание на сжатие (а) и растяжение (б)стебля приходится выбирать исходя из диаметра просверленного
отверстия, а не из диаметра расточенного отверстия, как при раста¬
чивании на сжатие. Следовательно, стебель при растачивании на
растяжение обладает меньшей жесткостью, чем при растачивании
на сжатие. Несмотря на это, конечные результаты по точности
расположения оси при черновом растачивании на растяжение
получаются лучше, чем при растачивании на сжатие, так как при
этой схеме стебель работает в более благоприятных условиях и,
как следствие этого, погрешности к концу растачивания умень¬
шаются.При черновом растачивании на растяжение непрямолинейность
оси отверстия получается меньше, чем при растачивании на сжа¬
тие. Однако на практике растачивание на растяжение (особенно
чернового) вызывает трудности; а именно: на некоторых типах
станков невозможно установить направляющее устройство с кон¬
дукторной втулкой у торца А заготовки. Но и в тех случаях, когда
установка направляющего устройства возможна, оно мешает
установке заглушки при подводе СОЖ по схеме, показанной на
рис. 1.5, б, и затрудняет вместе с заглушкой работу оператора
при установке расточной головки на стебель.В зависимости от способа отвода стружки различают три раз¬
новидности растачивания:с внутренним отводом стружки (рис. 1.5, а, б);
с наружным отводом стружки в направлении подачи инстру¬
мента (рис. 1.5, г);с наружным или комбинированным (рис. 1.5, в) отводом стружки
в направлении, противоположном подаче инструмента.Преимущества и недостатки этих способов растачивания опре-,.
деляются применяемыми способами отвода стружки. При раста-*
чивании с наружным отводом стружки в отлйчие от сверления для,29
отвода стружки часто используют отверстие в заготовке, получен¬
ное на предшествующих операциях (рис. 1.5, г), что позволяет
устранить ряд недостатков наружного отвода стружки. Так,
в случае, показанном на рис. 1.5, г, стружка отводится в направ¬
лении подачи инструмента (вперед), не попадает под направляю¬
щие элементы и поэтому не может повредить обработанную поверх¬
ность. Благодаря этому способ широко применяется при растачи¬
вании. На рис. 1.5, в стружка отводится в направлении, противо¬
положном подаче инструмента, и, следовательно, соприкасается
с поверхностью обработанного отверстия, что, естественно, яв¬
ляется недостатком этого способа. Вместе с тем применение на
начальном участке внутреннего отвода стружки позволило устра¬
нить попадание ее под направляющие элементы инструмента.
Следовательно, благодаря комбинированному отводу стружки,
при котором сочетаются внутренний и наружный отводы стружки
(см. рис. 1.5, в) в направлении, противоположном подаче инстру¬
мента, можно устранить недостатки, свойственные наружному
отводу стружки. Отметим, что в случаях, показанных на рис. 1.5, б,в, на корпусе инструмента необходимо устанавливать уплотне¬
ние 3, преграждающее проход СОЖ в зазор.1.6. Дефекты отверстия,
образующиеся при глубоком сверлении
и растачиванииНа операциях глубокого сверления и чернового растачивания
образуются характерные дефекты, существенно проявляющиеся
лишь при обработке глубоких отверстий. К ним относятся увод и
непрямолинейность оси глубокого отверстия, огранка глубокого
отверстия и волнистость профиля продольного сечения.Прежде чем дать определения терминам, определяющим первые
два дефекта, применяемым только при обработке глубоких отвер¬
стий, рассмотрим три термина, которые помогут уяснить суть тер¬
минов «увод оси» и «непрямолинейность оси».Теоретическая ось заготовки — прямая, проходящая через
центры поперечных сечений базовых шеек, расположенных по
концам заготовки. Установленная на станке жесткая заготовка,
не подверженная возможным деформациям при ее закреплении и
прогибам от собственного веса, будет вращаться во время обра¬
ботки относительно своей теоретической оси.Теоретическая ось глубокого отверстия — прямая, проходя¬
щая через центры поперечных сечений глубокого отверстия, про¬
веденных на его концах.Действительная ось глубокого отверстия — геометрическое
место центров поперечных сечений глубокого отверстия по всей
его длине. За центры поперечных сечений принимаются центры
прилегающих окружностей (см. ГОСТ 24642—81).30
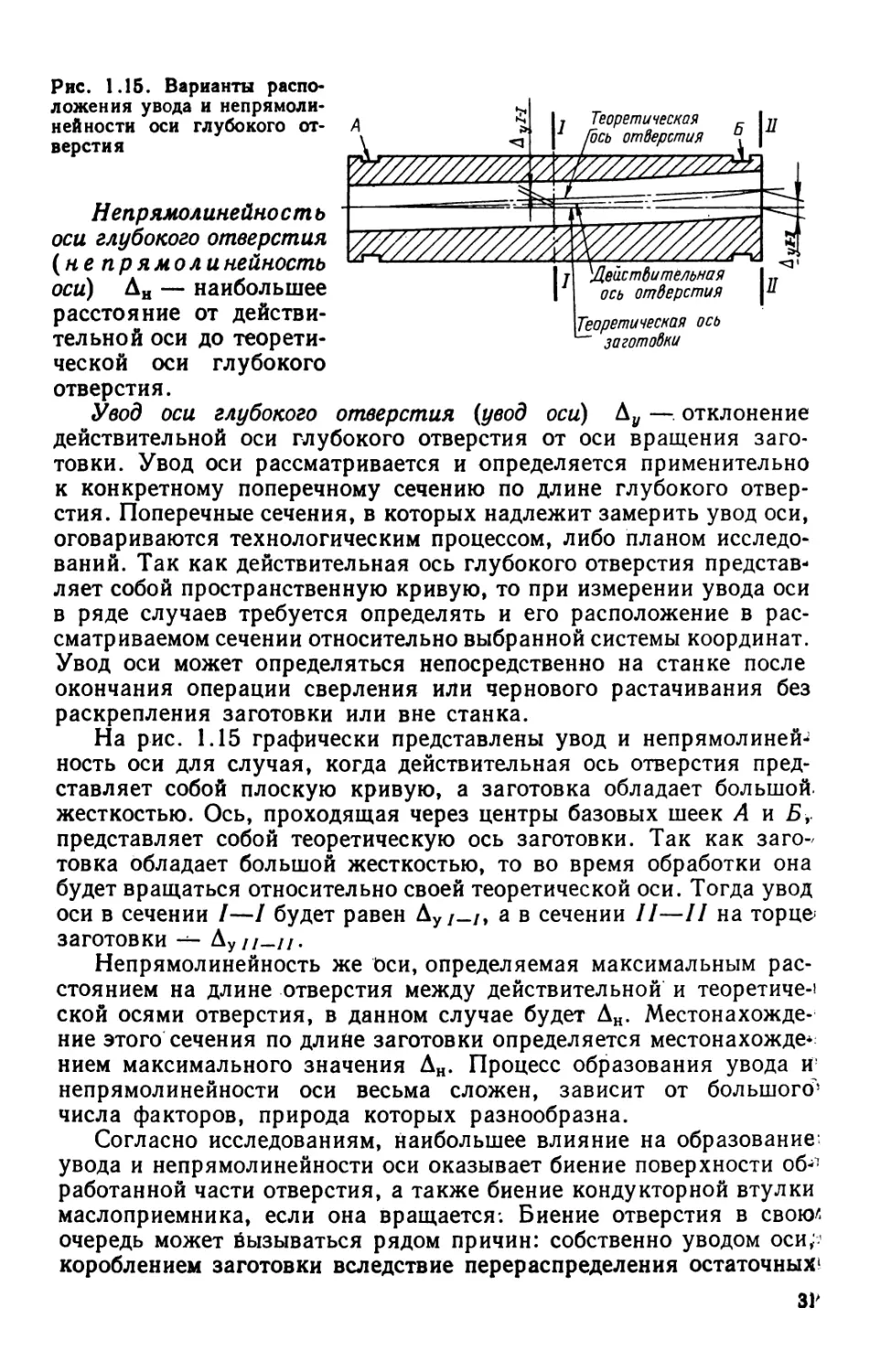
Рис. 1.15. Варианты распо¬
ложения увода и непрямоли-
нейностн оси глубокого от¬
верстияНепрямолинейность
оси глубокого отверстия
(не прямолинейность
оси) Д„ — наибольшее
расстояние от действи¬
тельной оси до теорети¬
ческой оси глубокого
отверстия.Увод оси глубокого отверстия (увод оси) Д„ — отклонение
действительной оси глубокого отверстия от оси вращения заго¬
товки. Увод оси рассматривается и определяется применительно
к конкретному поперечному сечению по длине глубокого отвер¬
стия. Поперечные сечения, в которых надлежит замерить увод оси,
оговариваются технологическим процессом, либо планом исследо¬
ваний. Так как действительная ось глубокого отверстия представ¬
ляет собой пространственную кривую, то при измерении увода оси
в ряде случаев требуется определять и его расположение в рас¬
сматриваемом сечении относительно выбранной системы координат.
Увод оси может определяться непосредственно на станке после
окончания операции сверления или чернового растачивания без
раскрепления заготовки или вне станка.На рис. 1.15 графически представлены увод и непрямолиней-*
ность оси для случая, когда действительная ось отверстия пред¬
ставляет собой плоскую кривую, а заготовка обладает большой
жесткостью. Ось, проходящая через центры базовых шеек Л и Б,
представляет собой теоретическую ось заготовки. Так как заго¬
товка обладает большой жесткостью, то во время обработки она
будет вращаться относительно своей теоретической оси. Тогда увод
оси в сечении /—I будет равен Ду/—/, а в сечении II—II на торце
заготовки — Ду//_//.Непрямолинейность же Оси, определяемая максимальным рас¬
стоянием на длине отверстия между действительной и теоретиче¬
ской осями отверстия, в данном случае будет Ан. Местонахожде¬
ние этого сечения по длине заготовки определяется местонахожде¬
нием максимального значения Д„. Процесс образования увода и!
непрямолинейности оси весьма сложен, зависит от большого1
числа факторов, природа которых разнообразна.Согласно исследованиям, наибольшее влияние на образование
увода и непрямолинейности оси оказывает биение поверхности об-11
работанной части отверстия, а также биение кондукторной втулки
маслоприемника, если она вращается: Биение отверстия в свокх
очередь может вызываться рядом причин: собственно уводом оси;’
короблением заготовки вследствие перераспределения остаточных'3)'
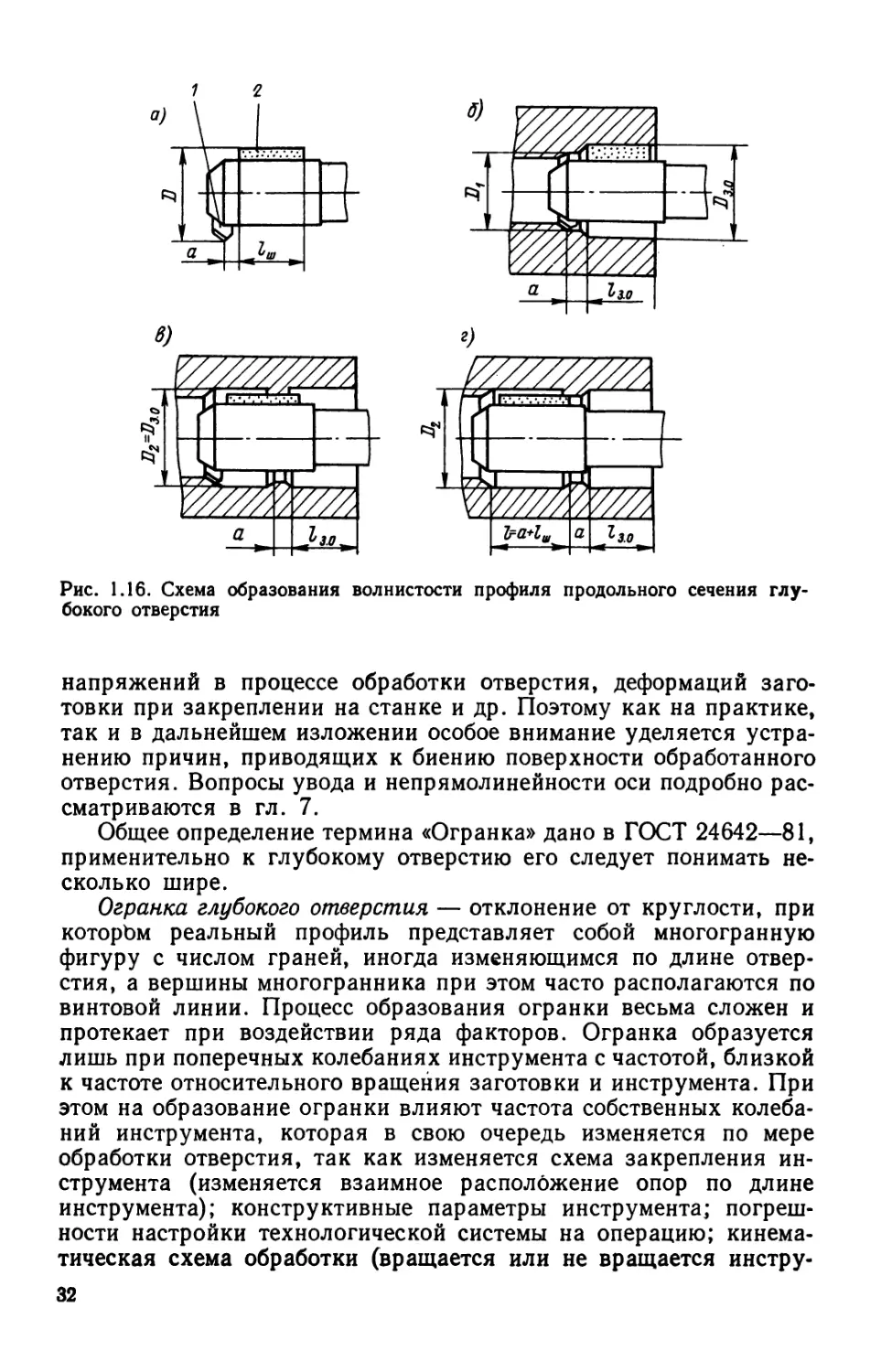
Рис. 1.16. Схема образования волнистости профиля продольного сечения глу¬
бокого отверстиянапряжений в процессе обработки отверстия, деформаций заго¬
товки при закреплении на станке и др. Поэтому как на практике,
так и в дальнейшем изложении особое внимание уделяется устра¬
нению причин, приводящих к биению поверхности обработанного
отверстия. Вопросы увода и непрямолинейности оси подробно рас¬
сматриваются в гл. 7.Общее определение термина «Огранка» дано в ГОСТ 24642—81,
применительно к глубокому отверстию его следует понимать не¬
сколько шире.Огранка глубокого отверстия — отклонение от круглости, при
которЪм реальный профиль представляет собой многогранную
фигуру с числом граней, иногда изменяющимся по длине отвер¬
стия, а вершины многогранника при этом часто располагаются по
винтовой линии. Процесс образования огранки весьма сложен и
протекает при воздействии ряда факторов. Огранка образуется
лишь при поперечных колебаниях инструмента с частотой, близкой
к частоте относительного вращения заготовки и инструмента. При
этом на образование огранки влияют частота собственных колеба¬
ний инструмента, которая в свою очередь изменяется по мере
обработки отверстия, так как изменяется схема закрепления ин¬
струмента (изменяется взаимное расположение опор по длине
инструмента); конструктивные параметры инструмента; погреш¬
ности настройки технологической системы на операцию; кинема¬
тическая схема обработки (вращается или не вращается инстру¬32
мент) и др. Механизм образования огранки и меры по предотвра¬
щению ее возникновения рассматриваются в гл. 8.Волнистость профиля продольного сечения — отклонение про¬
филя продольного сечения, при котором образующие имеют регу¬
лярную волнистость, приводящую к ступенчатости отверстия
с незначительными перепадами диаметра. Этот дефект образуется
при несовпадении диаметра инструмента, вступающего в работу,
с диаметром отверстия, на поверхность которого он опирается
своими направляющими элементами.Механизм образования волнистости профиля продольного
сечения схематично показан на рис. 1.16, а—г. Инструмент
(рис. 1.16, а) диаметром D вводится в заправочное отверстие
(рис. 1.16, б) диаметром £>3. 0. В рассматриваемом случаеЛ3.0 > D.
Инструмент имеет резец 1 и направляющие шпонки 2 длиной /ш.
Вылет резца относительно передних концов направляющих шпо¬
нок равен а. После того как инструмент полностью войдет в запра¬
вочное отверстие длиной /3.0 и передние концы его направляющих
шпонок подойдут к уступу в конце заправочного отверстия, ин¬
струмент расточит на длине а от этого уступа отверстие диаметром
Z?! (рис. 1.16, б). Причем Dx < D3.0 < D. При дальнейшем дви¬
жении инструмента его направляющие шпонки войдут в отверстие
диаметром и ось инструмента при этом сместится в направлении
вершины резца, вследствие чего будет растачиваться отверстие
диаметром D2 (рис. 1.16, в), большим Dx и равным D3<0. Когда
задние концы направляющих шпонок пройдут участок отверстия
диаметром (рис. 1.16, г), инструмент расточит отверстие диа¬
метром D2 на длине I = а + 1т. При дальнейшем движении инстру¬
мента цикл повторится: будет расточен участок отверстия длиной
а и диаметром Dly а затем участок длиной / = а + /ш диаметром
D2 и т. п.Для уменьшения волнистости необходимо добиваться равен¬
ства диаметров инструмента и заправочного отверстия и отверстия
в кондукторной втулке, а также того, чтобы все инструменты,
используемые при смене на протяжении рабочего хода, имели
одинаковый диаметр. Кроме рассмотренных выше дефектов формы
отверстия и расположения его оси, при обработке глубоких отвер¬
стий возникают дефекты, влияющие на качество поверхности:
надиры, крупные царапины и повышенная шероховатость поверх¬
ности. Надиры и царапины часто возникают вследствие попадания
стружки под направляющие элементы, а также при разрыве пленки
СОЖ под направляющими.2 п/р Н. ф. Уткина
ГЛАВА 2ОСОБЕННОСТИ
И РАЗНОВИДНОСТИ ИНСТРУМЕНТОВ
ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
И РАСТАЧИВАНИЯ2.1. Основные элементы инструментов
для глубокого сверления и растачиванияИнструменты для глубокого сверления и растачивания обладают
большой общностью: они имеют единые принципы построения,
одинаковый состав элементов. Применяемые на практике схемы
расположения режущих лезвий относительно оси и распределение
нагрузки между лезвиями, а также принципы базирования ин¬
струментов являются общими для тех и других и служат основой
создания конкретных конструкций инструментов. Знакомство
с этими общими принципами необходимо для понимания таких
важных явлений, сопровождающих процессы глубокого сверления
и растачивания, как вибрации, образование увода оси и огранки
и т. п.Ввиду большой глубины обрабатываемых отверстий инструмент
для глубокого сверления и растачивания имеет большую длину.
Для удобства изготовления и эксплуатации его выполняют состав¬
ным по длине, используя разъемное соединение двух основных
частей — режущего и вспомогательного инструментов. Режущий
инструмент выполняется в виде так называемой сверлильной (рас¬
точной) головки, устанавливаемой на конце вспомогательного
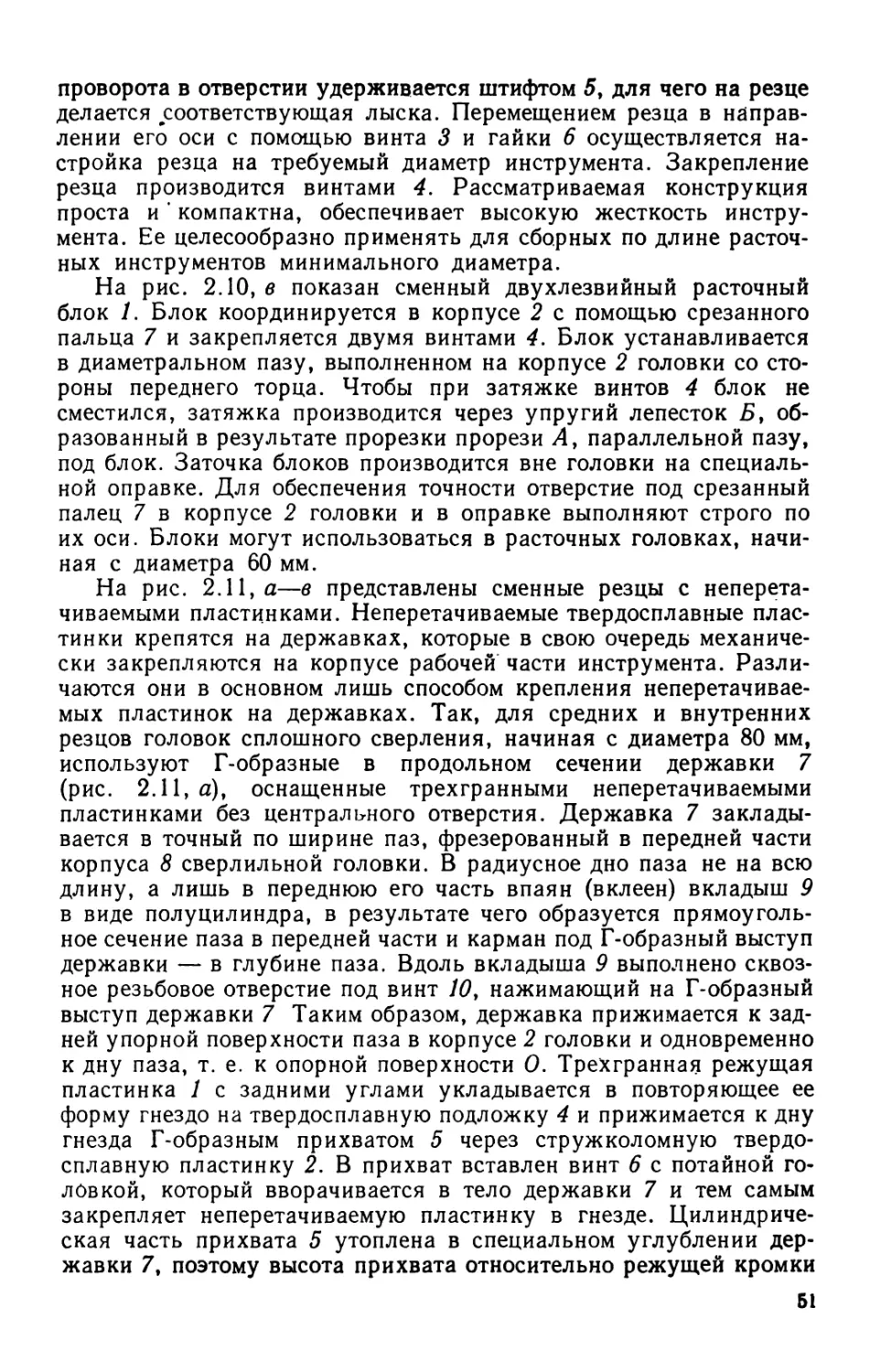
инструмента в виде стебля (борштанги) г. На рис. 2.1 в качестве
примера показаны эти части у инструмента для глубокого сверле¬
ния. Головка (рис. 2.1, а) состоит из корпуса 2 с режущими 3 и
направляющими 1 элементами. Корпус имеет посадочные поверх¬
ности П для соединения со стеблем. Стебель (рис. 2.1, б) обычно
имеет вид трубы, на одном конце которой выполнены соответ¬
ствующие посадочные поверхности П для соединения с головкой,
а на другом — посадочные поверхности для соединения со стан¬
ком. Часто стебель выполняется составным по длине.Режущие элементы. Основным элементом инструментов яв¬
ляется режущий элемент 3, который служит для срезания стружки
с помощью режущего лезвия. Инструменты для глубокого свер¬
ления и растачивания имеют некоторые особенности в расположе¬
нии лезвий и распределении нагрузки между ними. В дальнейшем
при рассмотрении режущих элементов будем пользоваться тер¬
минами, установленными ГОСТ 25762—83, а также некоторыми
дополнительными приведенными ниже терминами.1 Известны инструменты для глубокого сверления, у которых головка и стебель сочле¬
нены неразъемным соединением. Такой инструмент называется сверлом (см. рис. 9.10).34
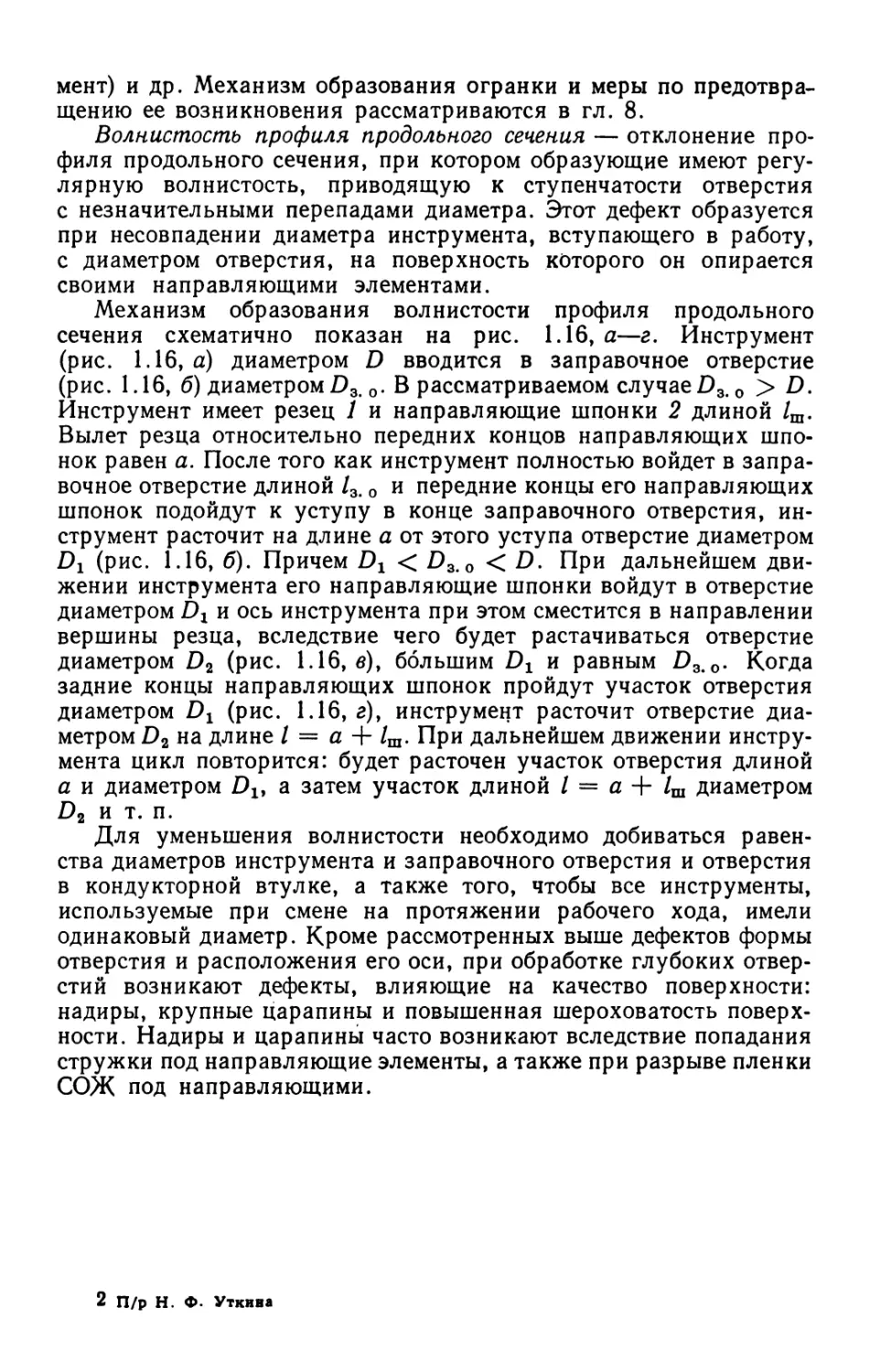
Рис. 2.1. Сверлильная головка со стеблемКалибрующая кромка — кромка лезвия, соприкасающаяся с об¬
работанной поверхностью и непосредственно участвующая в фор¬
мировании этой поверхности (кромки Д и Дг на рис. 2.2; кромка Д
формирует отверстие, а Дг — стержень).Калибрующая вершина — точка пересечения двух режущих
кромок, соприкасающаяся во время работы инструмента с обра¬
батываемой поверхностью и непосредственно участвующая в фор¬
мировании этой поверхности г. Режущее лезвие может иметь одну
(вершина К на рис. 2.2, а) или две вершины (К и К\ на рис. 2.2, б).Калибрующая ленточка — цилиндрическая ленточка, примы¬
кающая к калибрующей кромке, которая является образующей
рассматриваемой цилиндрической поверхности.Геометрия заточки режущего лезвия — комплекс получаемых
заточкой геометрических параметров, влияющих на процесс реза¬
ния и стружкообразования. К ним относятся углы у, а, ф, <р1э X,
а также размеры стружколомающего порожка (канавки) — ши¬
рина Ьк и высота Лк.В инструментах для глубокого сверления и растачивания одно
режущее лезвие может иметь одну или несколько главных режу¬
щих кромок для обеспечения дробления стружки по ширине, что
очень важно при сверлении, где имеет место большая ширина
среза. На рис. 2.2, а показано лезвие с четырьмя главными режу-Рис. 2.2. Режущие лезвия с четырьмя (а) и тремя (б) главными режущимикромками1 В реальных инструментах калибрующая вершина представляет собой не точку, а неко-.
торый участок кромки в месте пересечения двух кромок, обычно выполняемый по ра¬
диусу или в виде фаски.2*35
щими кромками Л, Б, В и Г у инструмента для сплошного свер¬
ления, на рис. 2.2, б — лезвие с тремя главными режущими
кромками Л, £ и В у инструмента для кольцевого сверления.Режущие элементы обычно выполняются однолезвийными. При¬
меняются и двухлезвийные в виде плавающих пластин и жестко
закрепляемых расточных блоков. В инструментах для сверления
и чернового растачивания положение режущих элементов сохра¬
няется неизменным в радиальном направлении относительно
корпуса головки (относительно базовой поверхности направляю¬
щих элементов) на длине всего рабочего хода. В инструментах для
чистового растачивания используют плавающий режущий элемент.Для сверления и чернового растачивания применяют инстру¬
менты одно- и многолезвийные. На выбор числа лезвий оказывает
влияние много факторов.Направляющие элементы. На работу инструмента существен¬
ное влияние оказывают также направляющие элементы, которые
служат для базирования инструмента.Базирование инструмента — опора рабочей части инструмента
на поверхность отверстия во время работы в целях повышения
поперечной жесткости инструмента и сообщения ему определен¬
ного положения. Часть направляющих элементов, на которой
выполнена базовая поверхность, называется направляющей. Она
может выполняться либо в виде обособленной части направляющих
элементов, либо представлять собой оформленную соответствую¬
щим образом поверхность корпуса головки. Иногда направляющая
выполняется в виде шпонки 1 (см. рис. 2.1, а), устанавливаемой
на корпусе головки. Такая направляющая называется направляю¬
щей шпонкой.Каналы для подвода СОЖ и отвода стружки. Наличие направ¬
ляющих элементов и каналов для подвода СОЖ и отвода стружки
является основной отличительной особенностью рассматриваемых
инструментов. В качестве примера каналов для подвода СОЖ и
отвода стружки можно назвать полости Я и В на рис. 2.1, а.Форма и размеры поперечных сечений каналов Н и В должны
согласовываться с принятым способом подвода СОЖ и отвода
стружки и ее формой, чтобы обеспечивалось бесперебойное про¬
хождение стружки по отводным каналам, а также сохранялись
необходимые прочность и жесткость инструмента. Выбор формы
и размеров окна С, удаления его от режущего лезвия, направление
примыкающего к нему канала В должны быть подчинены макси¬
мальному использованию кинетической энергии струи СОЖ для
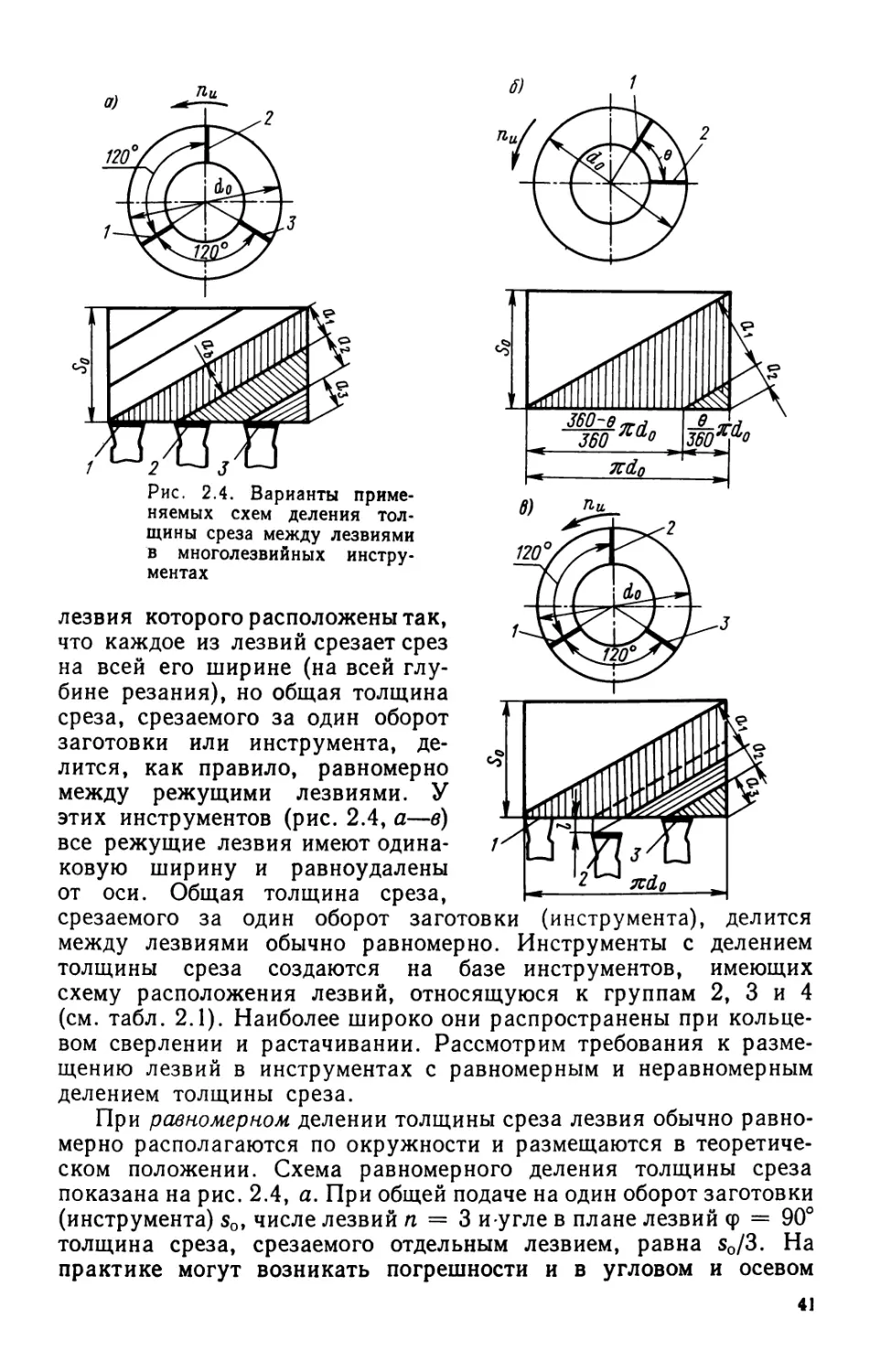
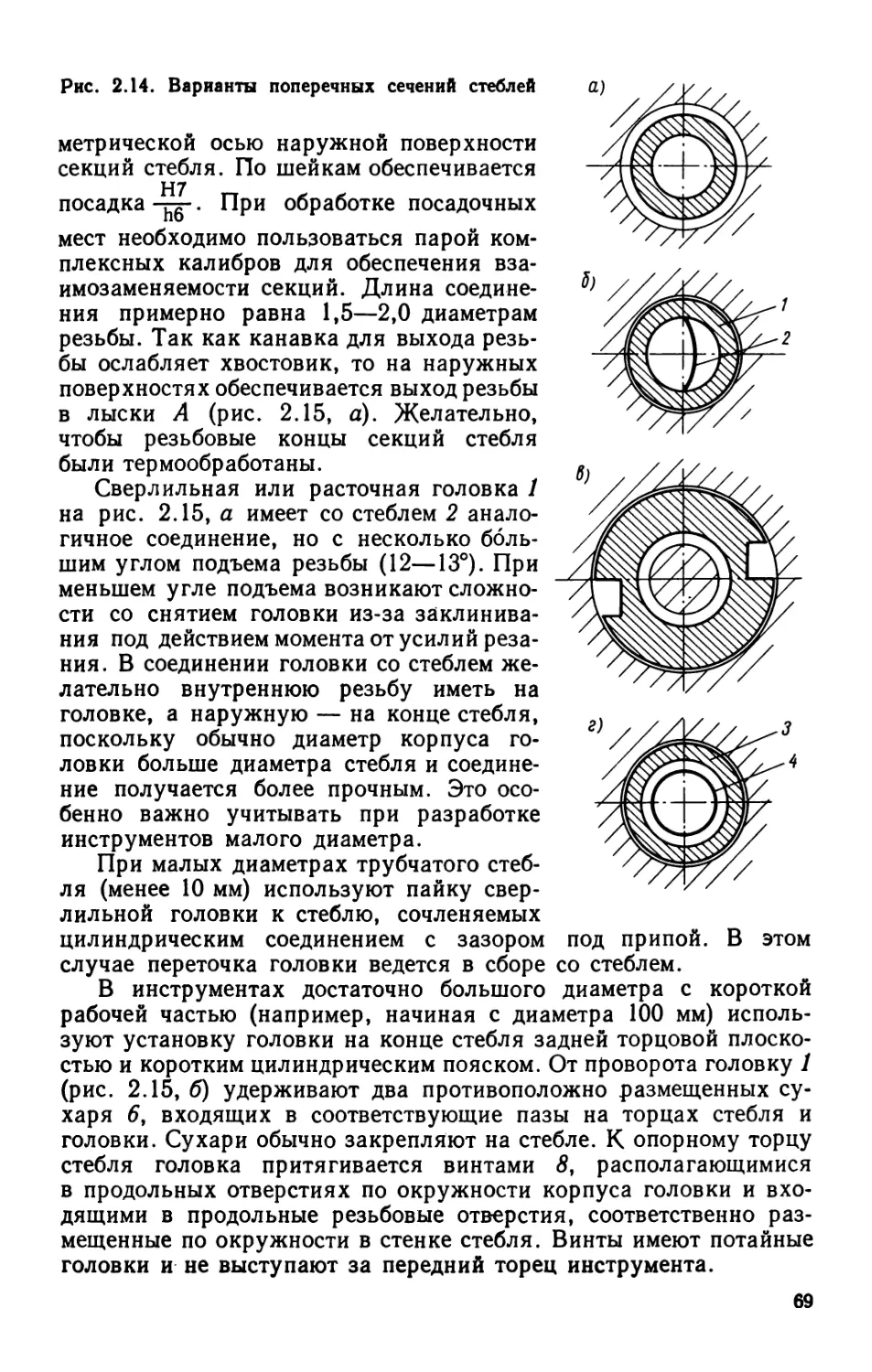
воздействия на стружку в целях бесперебойного ее отвода.2.2. Применяемые схемы расположения лезвийВ инструментах для глубокого сверления и растачивания приме¬
няют различные схемы расположения режущих лезвий. Измене¬
нием схемы расположения лезвий можно управлять величиной и36
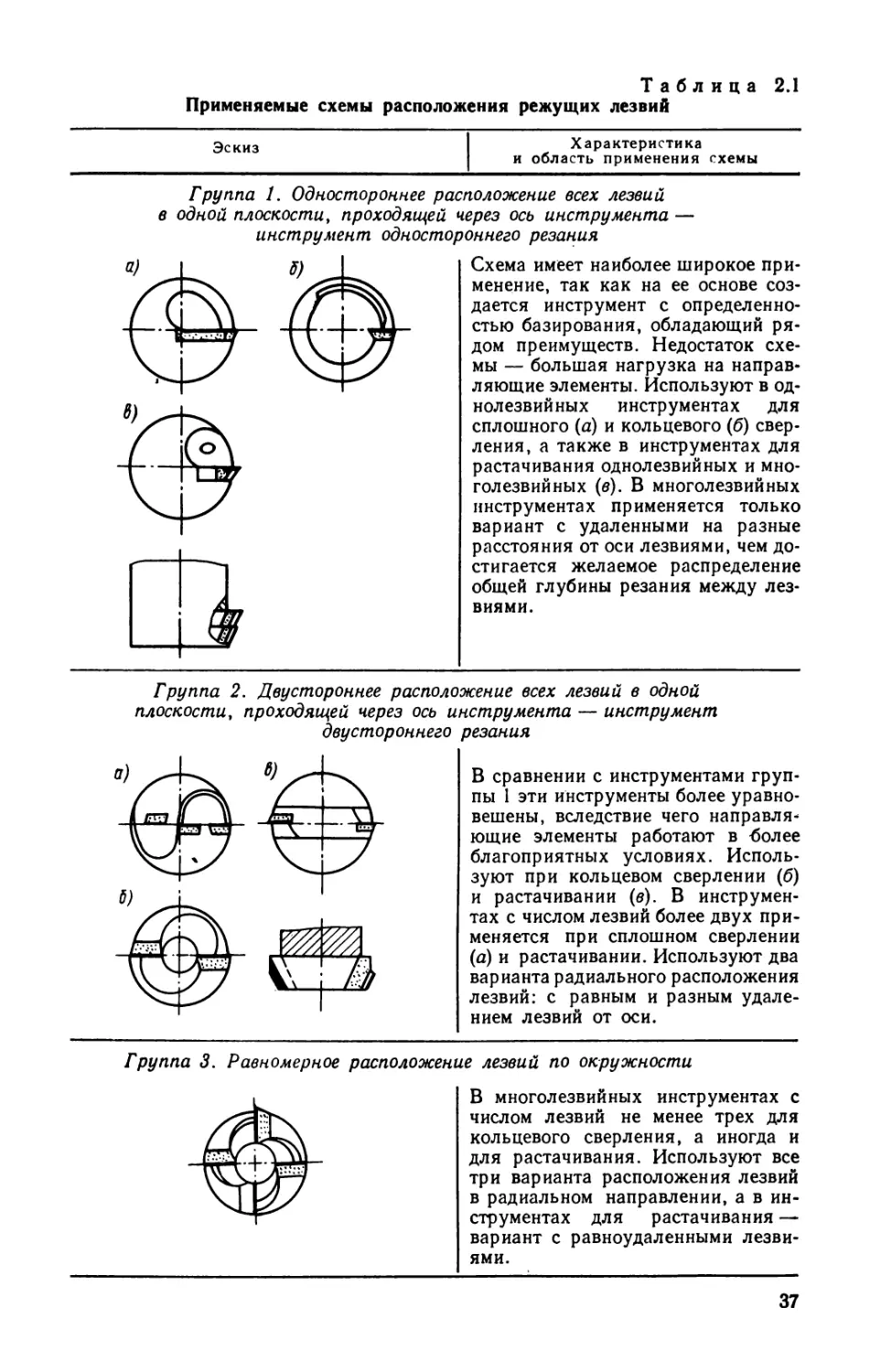
Таблица 2.1
Применяемые схемы расположения режущих лезвийЭскизХарактеристика
и область применения схемыГруппа 1. Одностороннее расположение всех лезвий
в одной плоскости, проходящей через ось инструмента —
инструмент одностороннего резанияСхема имеет наиболее широкое при¬
менение, так как на ее основе соз¬
дается инструмент с определенно¬
стью базирования, обладающий ря¬
дом преимуществ. Недостаток схе¬
мы — большая нагрузка на направ¬
ляющие элементы. Используют в од¬
нолезвийных инструментах для
сплошного (а) и кольцевого (б) свер¬
ления, а также в инструментах для
растачивания однолезвийных и мно¬
голезвийных (в). В многолезвийных
инструментах применяется только
вариант с удаленными на разные
расстояния от оси лезвиями, чем до¬
стигается желаемое распределение
общей глубины резания между лез¬
виями.Группа 2. Двустороннее расположение всех лезвий в одной
плоскости, проходящей через ось инструмента — инструмент
двустороннего резанияВ сравнении с инструментами груп¬
пы 1 эти инструменты более уравно¬
вешены, вследствие чего направля¬
ющие элементы работают в более
благоприятных условиях. Исполь¬
зуют при кольцевом сверлении (б)
и растачивании (б). В инструмен¬
тах с числом лезвий более двух при¬
меняется при сплошном сверлении
(а) и растачивании. Используют два
варианта радиального расположения
лезвий: с равным и разным удале¬
нием лезвий от оси.Группа 3. Равномерное расположение лезвий по окружностиВ многолезвийных инструментах с
числом лезвий не менее трех для
кольцевого сверления, а иногда и
для растачивания. Используют все
три варианта расположения лезвий
в радиальном направлении, а в ин¬
струментах для растачивания —
вариант с равноудаленными лезви¬
ями.37
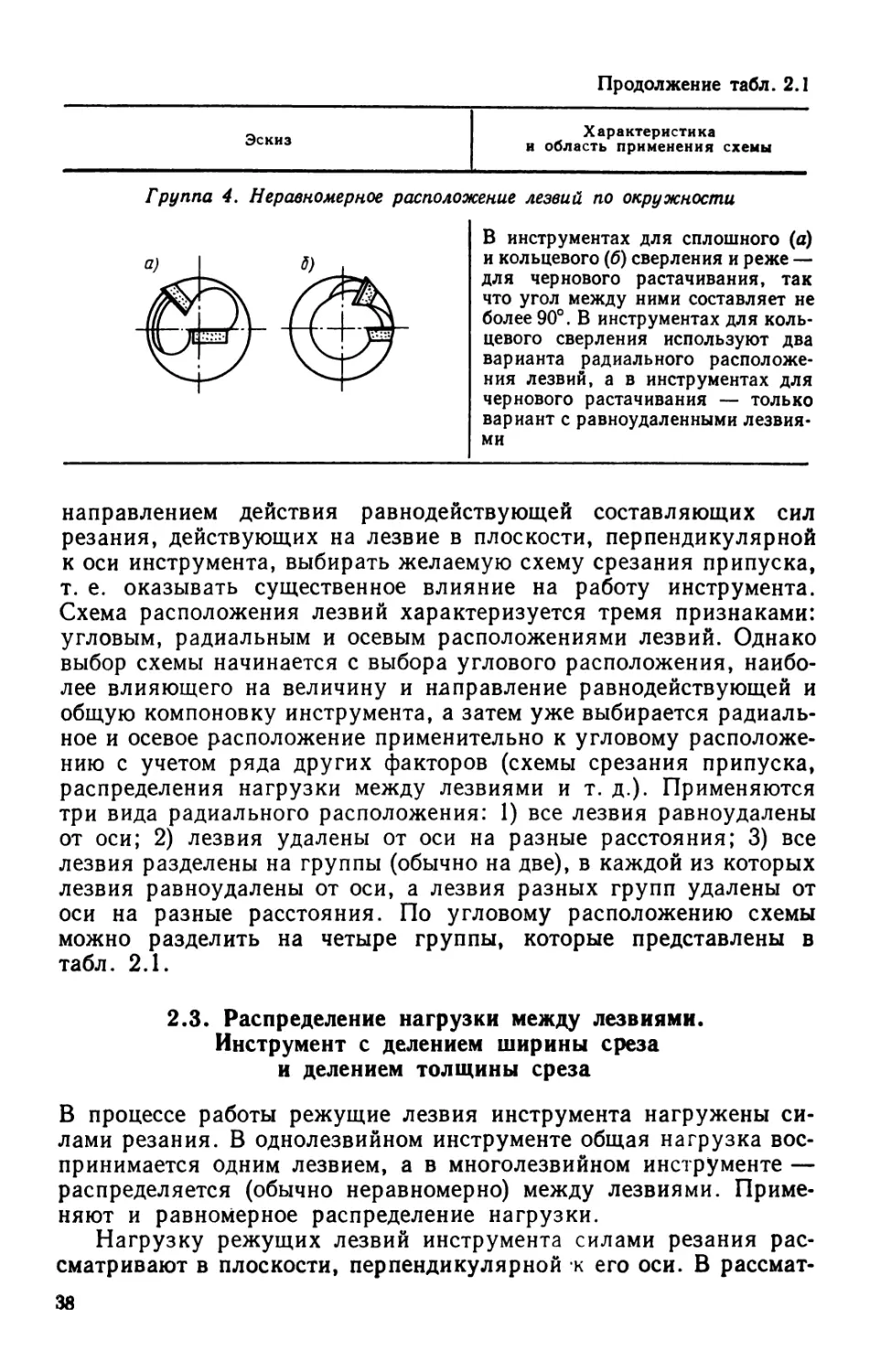
Продолжение табл. 2.1ЭскизХарактеристика
и область применения схемыГруппа 4. Неравномерное расположение лезвий по окружностиВ инструментах для сплошного (а)
и кольцевого (б) сверления и реже —
для чернового растачивания, так
что угол между ними составляет не
более 90°. В инструментах для коль¬
цевого сверления используют два
варианта радиального расположе¬
ния лезвий, а в инструментах для
чернового растачивания — только
вариант с равноудаленными лезвия¬
минаправлением действия равнодействующей составляющих сил
резания, действующих на лезвие в плоскости, перпендикулярной
к оси инструмента, выбирать желаемую схему срезания припуска,
т. е. оказывать существенное влияние на работу инструмента.
Схема расположения лезвий характеризуется тремя признаками:
угловым, радиальным и осевым расположениями лезвий. Однако
выбор схемы начинается с выбора углового расположения, наибо¬
лее влияющего на величину и направление равнодействующей и
общую компоновку инструмента, а затем уже выбирается радиаль¬
ное и осевое расположение применительно к угловому расположе¬
нию с учетом ряда других факторов (схемы срезания припуска,
распределения нагрузки между лезвиями и т. д.). Применяются
три вида радиального расположения: 1) все лезвия равноудалены
от оси; 2) лезвия удалены от оси на разные расстояния; 3) все
лезвия разделены на группы (обычно на две), в каждой из которых
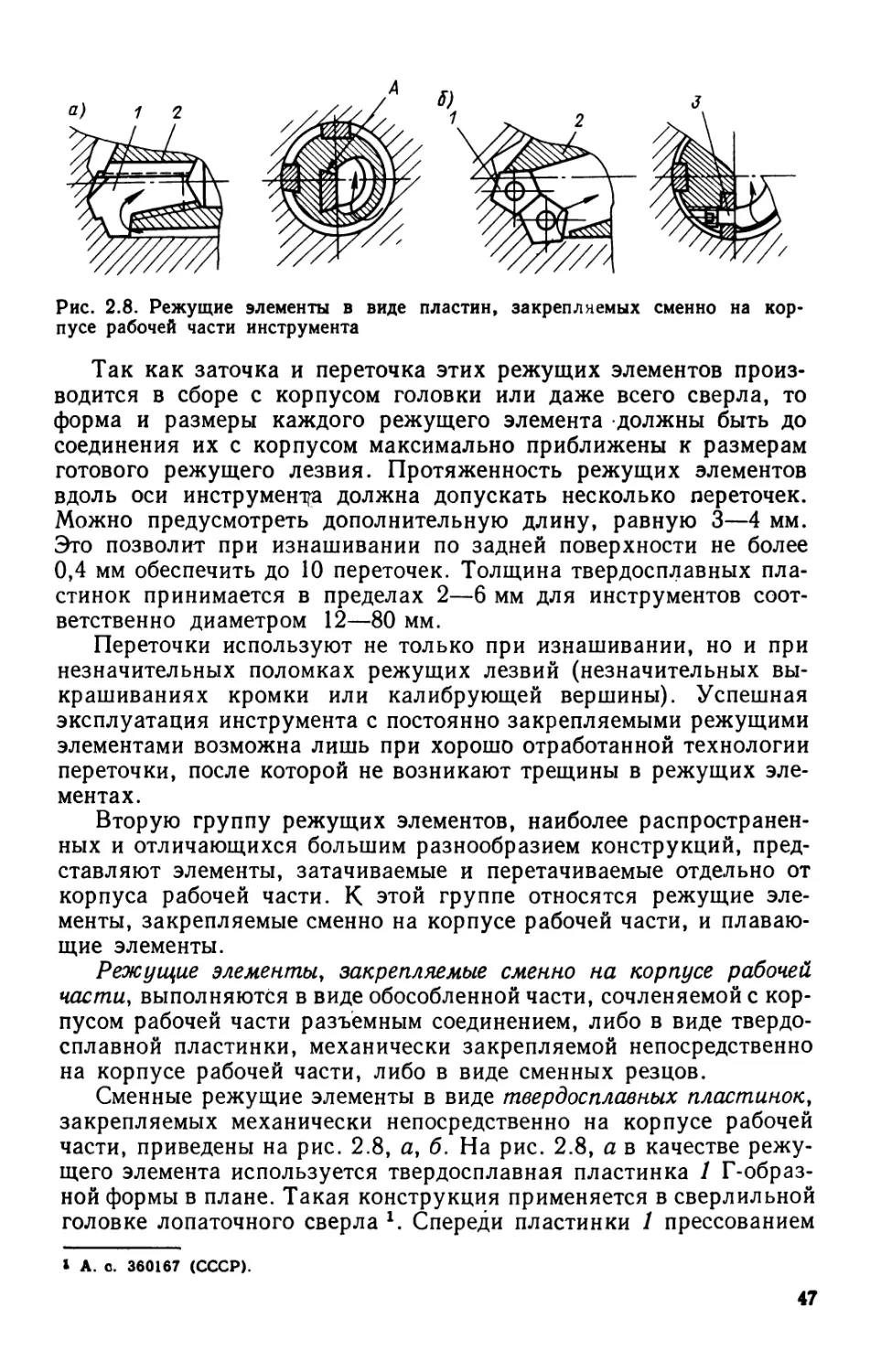
лезвия равноудалены от оси, а лезвия разных групп удалены от
оси на разные расстояния. По угловому расположению схемы
можно разделить на четыре группы, которые представлены в
табл. 2.1.2.3. Распределение нагрузки между лезвиями.Инструмент с делением ширины среза
и делением толщины срезаВ процессе работы режущие лезвия инструмента нагружены си¬
лами резания. В однолезвийном инструменте общая нагрузка вос¬
принимается одним лезвием, а в многолезвийном инструменте —
распределяется (обычно неравномерно) между лезвиями. Приме¬
няют и равномерное распределение нагрузки.Нагрузку режущих лезвий инструмента силами резания рас¬
сматривают в плоскости, перпендикулярной к его оси. В рассмат-38
Рис.- 2.3. Варианты применяемых схем деления ширины среза между лезвиями
в многолезвийных инструментах при сплошном (а) и кольцевом (б) сверлениириваемой плоскости на режущее лезвие действует равнодействую¬
щая R составляющих сил резания Р2 и Ру. В многолезвийном
инструменте с i лезвиями на отдельные лезвия действуют силы Rlt
R2, ..., Ri, а на инструмент в рассматриваемой плоскости— равно¬
действующая этих сил R = Rx+R2+ + Ri. В многолез¬
вийных инструментах нагрузка между лезвиями взаимосвязана:
изменение нагрузки на одно из лезвий неизбежно отразится на
нагрузке других. Распределять нагрузку можно делением между
лезвиями общей площади среза, срезаемого инструментом за один
оборот заготовки (инструмента). Площадь среза f = ab можно
изменять за счет изменения любого из двух геометрических пара-
ментов среза: толщины а или ширины Ь. На практике применяют
инструменты, в которых нагрузка между лезвиями распределяется
за счет деления либо ширины среза, либо, толщины среза, либо
одновременно ширины и толщины.Инструмент с делением ширины среза — многолезвийный
инструмент для глубокого сверления или растачивания, режущие
лезвия которого расположены в радиальном направлении таким
образом, что каждое отдельное лезвие срезает лишь часть общей
ширины среза (припуска), срезаемой за один рабочий ход (рис. 2.3).
Лезвия у этих инструментов удалены от оси на разные расстояния,39
ширина срезаемой отдельными лезвиями стружки может быть оди¬
наковой или различной. Для нормальной работы этих инструмен¬
тов существенное значение имеет не только распределение ширины
среза между лезвиями, но и правильная установка лезвий в на¬
правлении оси. Поясним это на примере инструмента, показанного
на рис. 2.3, а. Допустим, что все режущие лезвия размещены на
линии ОАБСу симметричной оси инструмента. Это положение
лезвий будем называть теоретическим положением. На практике,
однако, вследствие погрешностей установки или заточки лезвий
некоторые из них могут быть смещены в направлении оси от тео¬
ретического положения. Причем предугадать, какое лезвие и
в каком направлении в данном конкретном инструменте будет
смещено от теоретического положения, невозможно. При такой
неопределенности из-за погрешностей невозможно определить
величину и направление равнодействующей R поперечных сил,
действующих на лезвия инструмента. Для устранения неопреде¬
ленности создают преднамеренное смещение лезвий относительно
друг друга в осевом направлении от теоретического положения.
Это позволяет при любой подаче и с учетом погрешностей изго¬
товления, и заточки иметь определенность в работе лезвий. Сме¬
щение лезвий в направлении оси осуществляют следующим обра¬
зом. Лезвие 2, вступающее в работу первым, размещают в теоре¬
тическом положении. Лезвие 1, вступающее в работу вторым,
смещают от теоретического положения назад на длину L Лезвие 3
смещают на длину 21 (на практике / = 0,5 ч- 1,0 мм). Ширину
лезвия в направлении радиуса отверстия принимают несколько
больше ширины участка 6, на котором работает лезвие, чтобы оно
перекрывало припуск, оставляемый для срезания данным лезвием.
На рис. 2.3, б приведен трехлезвийный инструмент для кольцевого
сверления с делением ширины среза. Так как угол в плане лезвий
равен 90°, то в качестве теоретического положения лезвий при¬
нимается плоскость, перпендикулярная к оси инструмента. От¬
носительно этой плоскости и смещаются лезвия вдоль оси. Узкое
лезвие 1 шириной Ь4, начинающее работать первым, располагается
в теоретическом положении. Лезвие 3 шириной Ь3 смещается назад
на длину /, а лезвие 2 шириной В — на 21. Лезвия срезают срез
шириной 64; Ь3 — ЬА и В — Ь3. Инструмент с делением ширины
среза наиболее широко применяют для сверления, реже — для
растачивания. Многолезвийные инструменты с делением ширины
среза в сравнении с однолезвийными имеют ряд преимуществ: для
изготовления лезвий можно использовать пластины меньших
размеров; образующуюся стружку можно рассредоточить по не¬
скольким каналам отвода; имеется возможность управлять вели¬
чиной и направлением действия равнодействующей поперечных сил
R. К недостаткам следует отнести их большую сложность в из¬
готовлении и эксплуатации.Инструмент с делением толщины среза — многолезвийный ин¬
струмент для глубокого сверления или растачивания, режущие40
няемых схем деления тол¬
щины среза между лезвиями
в многолезвийных инстру¬
ментахлезвия которого расположены так,
что каждое из лезвий срезает срез
на всей его ширине (на всей глу¬
бине резания), но общая толщина
среза, срезаемого за один оборот
заготовки или инструмента, де¬
лится, как правило, равномерно
между режущими лезвиями. У
этих инструментов (рис. 2.4, а—в)
все режущие лезвия имеют одина¬
ковую ширину и равноудалены
от оси. Общая толщина среза,
срезаемого за один оборот заготовки (инструмента), делится
между лезвиями обычно равномерно. Инструменты с делением
толщины среза создаются на базе инструментов, имеющих
схему расположения лезвий, относящуюся к группам 2, 3 и 4
(см. табл. 2.1). Наиболее широко они распространены при кольце¬
вом сверлении и растачивании. Рассмотрим требования к разме¬
щению лезвий в инструментах с равномерным и неравномерным
делением толщины среза.При равномерном делении толщины среза лезвия обычно равно¬
мерно располагаются по окружности и размещаются в теоретиче¬
ском положении. Схема равномерного деления толщины среза
показана на рис. 2.4, а. При общей подаче на один оборот заготовки
(инструмента) s0, числе лезвий п = 3 и угле в плане лезвий ф = 90°
толщина среза, срезаемого отдельным лезвием, равна sj3. На
практике могут возникать погрешности и в угловом и осевом41
расположении лезвий, вследствие которых в действительности
никогда не будет полностью равномерного деления толщины среза
между лезвиями, что является существенным недостатком этих
инструментов.При неравномерном делении толщины среза требуемое распре¬
деление толщины среза между лезвиями может быть достигнуто
двумя путями: за счет соответствующего углового расположения
лезвий (рис. 2.4, б) и за счет осевого смещения лезвий (рис. 2.4, в).
В первом случае толщина среза между лезвиями, следующими
друг за другом, распределяется пропорционально угловому шагу
между ними. При числе лезвий п = 2 и угле в плане ф = 90°,
угловом шаге между лезвиями 1 и 2, равном 0, а между лезвиями
2 и 1 — 360° — 0, толщина среза, срезаемого лезвием /, будет20Q 0 0равна ах = —^— s0, а лезвием 2 — а^ = -ggjj- so* Во второмслучае (рис. 2.4, в) при равномерном расположении лезвий по
окружности толщина среза распределяется согласно схеме, пока¬
занной на рис. 2.4, в. При п = 3 и угле в плане ф = 90° лезвие 1
срезает срез толщиной а1 = s0/3 + /, лезвие 2 — а2 = s0/3 — I,
а лезвие 3 — а3 = sj3.Инструменты с делением толщины среза в сравнении с инст¬
рументами с делением ширины более производительны, так как
позволяют увеличить подачу s0 на один оборот заготовки (инстру¬
мента), не увеличивая толщины среза, срезаемого отдельными
лезвиями, в сравнении с толщиной среза, срезаемого лезвиями
в инструментах с делением ширины среза. Однако они сложнее
в изготовлении и эксплуатации.Инструмент с делением толщины и ширины среза — много¬
лезвийный инструмент, в котором лезвия разбиты на группы и
в пределах каждой группы лезвия работают по принципу деления
толщины среза, а между группами имеет место деление ширины
среза.2.4. Инструмент уравновешенный и неуравновешенный.Инструмент с определенностью базированияВ зависимости от равнодействующей сил резания R = Rx +
+ R2 + + Ri, действующих на лезвия инструмента в плоско¬
сти, перпендикулярной к его оси, инструменты делят на уравно¬
вешенные и неуравновешенные. Если R = 0, инструмент является
уравновешенным, а если R Ф 0 — неуравновешенным.Для чернового растачивания создать уравновешенный инстру¬
мент невозможно, так как вследствие отклонения от прямолиней¬
ности оси отверстия, с которым заготовка поступает на операцию
растачивания, будет изменяться припуск на протяжении одного
оборота заготовки (инструмента), а следовательно, будут изме¬
няться силы резания, действующие на лезвия инструмента. Урав¬
новешенный инструмент можно создать только для сверления на42
Рис. 2.5. Неуравновешенные ин¬
струменты с определенностью (а)
и без определенности (б) базиро¬
ванияРис. 2.6. Схема сил, действую¬
щих на инструмент с определен¬
ностью базирования в плоско¬
сти, перпендикулярной к оси
инструментабазе инструментов со схемой расположения лезвий групп 2 и 3
(см. табл. 2.1). Однако и здесь возникает много трудностей, свя¬
занных с погрешностями расположения и заточки лезвий. Неурав¬
новешенность может быть вызвана также поперечной разнотвердо-
стью обрабатываемого материала заготовки. Применяемые на
практике уравновешенные инструменты работают с делением
толщины среза и являются по существу лишь теоретически урав¬
новешенными.В зависимости от того, в пределах какого угла равнодействую¬
щая R поперечных сил резания изменяет свое направление, раз¬
личают два вида неуравновешенного инструмента. В качестве гра¬
ничного значения угла принимают угол oj) между направляющими
шпонками 3 и 4 (рис. 2.5, а). Инструмент, у которого равнодей¬
ствующая R от лезвий / и 2 не выходит за пределы угла -ф между
шпонками даже при изменении припуска за один оборот заготовки,
называют — инструментом с определенностью базирования. Все
остальные неуравновешенные инструменты называют инструмен¬
тами без определенности базирования (рис. 2.5, б). У них равнодей¬
ствующая выходит из угла между шпонками, иногда изменяя на¬
правление на 180° за один оборот.43
Практика показывает, что в ряде случаев при определении R
следует учитывать не только силы резания, но и силы трения.
Поэтому в общем случае под инструментом с определенностью
базирования имеют в виду инструмент, в котором равнодействую¬
щая R2 всех поперечных сил, действующих на головку (<составляю-
щие сил резания Р2 и Ру на всех лезвиях и сил трения на всех шпон¬
ках), всегда больше нуля, постоянно направлена в сторону одних
и тех же двух направляющих шпонок 1 и 2 и не выходит из угла
^ между ними (рис. 2.6). На этой схеме равнодействующая R сил,
действующих на лезвие 3, перенесена на ось инструмента. К ин¬
струментам с определенностью базирования относятся все инстру¬
менты одностороннего резания, неуравновешенные инструменты
двустороннего резания для сверления, неуравновешенные инстру¬
менты для сверления с несимметричным расположением лезвий
по окружности (группа 4 в табл. 2.1), а также некоторые инстру¬
менты для растачивания (рис. 2.5, а) с неравномерным располо¬
жением лезвий по окружности при угле г|) не более 60—70° Ин¬
струменты с определенностью базирования обеспечивают лучшее
качество, меньшие огранку и уводы.Сопоставление инструментов с определенностью базирования
двустороннего резания с делением ширины среза (см. табл. 2.1,
группа 2, рис. а) с инструментами одностороннего резания (группа1, рис. а) показывает, что инструменты двустороннего резания
имеют ряд преимуществ: меньшую нагрузку на направляющие,
рассредоточение отвода стружки и возможность использования
для лезвий пластин меньших размеров.2.5. Конструкция режущих элементов
и способы их крепления на рабочей части
инструментаПри глубоком сверлении и растачивании режущие элементы ин¬
струментов работают в тяжелых условиях. Возникающие на этих
операциях огранка, вибрации и нарушения бесперебойного струж-
коотвода ускоряют изнашивание режущих элементов и вызывают
их поломку (выкрашивание режущего лезвия, разрушение всей
режущей части). Ввиду сложности и высокой стоимости этих ин¬
струментов продление срока их службы имеет большое значение
как с точки зрения обеспечения производительности, так и сни¬
жения удельных затрат на инструмент (затрат, отнесенных к 1 м
длины обработанного отверстия).Продление срока службы возможно за счет применения много¬
кратных переточек либо смены режущих элементов. В зависимости
от конструкции режущего элемента и способа его крепления на
рабочей части переточка может выполняться совместно с рабочей
частью либо раздельно.В результате решения задачи по продлению срока службы
инструмента и снижению удельных затрат на инструмент было44
Рис. 2.7. Режущие элементы, зата¬
чиваемые совместно с корпусом
рабочей части инструментаразработано большое число
разнообразных конструкций
режущих элементов. К 1-й
группе относятся режущие
элементы, затачиваемые и пе¬
ретачиваемые совместно с
корпусом рабочей части. Две
разновидности их представ¬
лены на рис. 2.7, а, б.Монолитные режущие эле¬
менты (рис. 2.7, а) выполня¬
ются как единое целое с кор¬
пусом рабочей части ин¬
струмента. Твердосплавный
корпус рабочей части 1 по профилю поперечного сечения про¬
должает стебель 2 и припаивается к нему. На рабочей части (спе¬
реди) частично в процессе прессования заготовки рабочей части,
а частично при заточке сформированы режущее лезвие, направляю¬
щие элементы, канавка для отвода СОЖ со стружкой, круглое или
овальное отверстие вдоль всего корпуса, являющееся продолже¬
нием отверстия в стебле для подвода СОЖ. Заточка и переточка
режущего лезвия и шлифование базовых поверхностей направляю¬
щих и калибрующей ленточки производится после припаивания
рабочей части к стеблю. Инструмент допускает неоднократные
переточки, а также неоднократное использование стебля заменой
рабочей части. Монолитные режущие элементы применяют в ин¬
струментах для сплошного сверления отверстий диаметром до
18—20 мм. Известна также другая конструкция монолитного
режущего элемента, однако она применяется реже. Режущий
элемент, выполненный заодно с рабочей частью, имеет Т-образное
поперечное сечение, благодаря которому образуется режущее
лезвие и две направляющих. Вставка из такого элемента впаи¬
вается в прорезанные пазы в передней части трубчатого стебля,
благодаря чему образуется рабочая часть инструмента односто¬
роннего резания с внутренним отводом стружки. И в этом случае
допускаются многократные переточки и использование стебля.
Недостатком монолитных элементов является сложность изготов¬
ления и невозможность применения разных марок твердого
сплава для режущих и направляющих элементов.Режущие элементы, закрепляемые постоянно на корпусе рабо¬
чей части (рис. 2.7, б), выполняются в виде обособленной части3—5, сочленяемой с корпусом рабочей части б инструмента неразъ¬
емным соединением (например, пайкой); используются в основном
в инструментах для сплошного сверления (в трубчато-лопаточных45
и лопаточных сверлах, а также в многолезвийных головках двусто¬
роннего резания с внутренним и эжекторным отводом стружки).
Закрепляемые постоянно режущие элементы практически неза¬
менимы в инструментах диаметром 12—40 мм, но применяются они
и в более широком диапазоне: при наружном отводе стружки в ин¬
струментах диаметром 6—40 мм, а при внутреннем отводе — до
80 мм. Нижняя граница диаметров определяется невозможностью
реализации конструкции, а верхняя — экономическими соображе¬
ниями. С увеличением диаметра инструмента возрастает стоимость
его рабочей части, которую при использовании закрепляемых
постоянно режущих элементов приходится выбрасывать после
нескольких переточек или поломки хотя бы одного режущего
лезвия. Правда, в последнее время удалось значительно снизить
стоимость корпусов рабочей части за счет централизованного мас¬
сового их изготовления с использованием особо точного стального
литья, гарантирующего надежную пайку режущих элементов
в гнездах без какой-либо предварительной обработки поверхностей
гнезд. При этом в качестве режущих элементов используют твердо¬
сплавные пластины специальных форм, позволяющие свести до
минимума заточные операции после пайки. Чтобы предотвратить
появление в результате пайки трещин пластинок, применяют
трехслойный припой.Применение указанных мероприятий позволило снизить цену
головок, приблизив ее к цене комплекта'сменных резцов для голо¬
вок диаметром до 80 мм. На основе этих достижений фирма «Санд-
вик Коромант» (Sandvik Coromant) наряду с перетачиваемыми
головками выпускает головки разового использования для эжек¬
торного сверления. Применение их при эжекторном сверлении
выгодно, даже если они обходятся несколько дороже перетачивае¬
мых, так как позволяют обработать небольшую партию деталей
на станках общего назначения, не заботясь о переточке и не про¬
изводя затрат на нее.Форма гнезд под постоянно закрепляемые элементы должна
точно повторять форму применяемых стандартных пластин и учи¬
тывать толщину слоя припоя, которая составляет 0,2—0,3 мм,
а для трехслойного припоя — 0,8—1,0 мм. Подготовка поверхно¬
стей гнезда под пайку по шероховатости и отклонению от плоскост¬
ности опорной поверхности должна соответствовать требованиям,
предъявляемым для гнезд державок токарных резцов или корпусов
фрез.Для однолезвийных инструментов диаметром 12—20 мм можно
использовать клеевое соединение (например, клей марки ВК36
по ТУ 6-17-1060—79). При приклеивании режущего элемента
между ним и корпусом головки прокладывают сетку из стальной
или латунной проволоки диаметром 0,1—0,3 мм с ячейкой 0,4—
1,0 мм. Такой способ крепления не уменьшает прочности клеевого
соединения и резко увеличивает контактную жесткость и отвод
тепла от режущих пластинок к корпусу.46
а)Рис. 2.8. Режущие элементы в виде пластин, закрепляемых сменно на кор¬
пусе рабочей части инструментаТак как заточка и переточка этих режущих элементов произ¬
водится в сборе с корпусом головки или даже всего сверла, то
форма и размеры каждого режущего элемента должны быть до
соединения их с корпусом максимально приближены к размерам
готового режущего лезвия. Протяженность режущих элементов
вдоль оси инструменту должна допускать несколько переточек.
Можно предусмотреть дополнительную длину, равную 3—4 мм.
Это позволит при изнашивании по задней поверхности не более
0,4 мм обеспечить до 10 переточек. Толщина твердосплавных пла¬
стинок принимается в пределах 2—6 мм для инструментов соот¬
ветственно диаметром 12—80 мм.Переточки используют не только при изнашивании, но и при
незначительных поломках режущих лезвий (незначительных вы¬
крашиваниях кромки или калибрующей вершины). Успешная
эксплуатация инструмента с постоянно закрепляемыми режущими
элементами возможна лишь при хорошо отработанной технологии
переточки, после которой не возникают трещины в режущих эле¬
ментах.Вторую группу режущих элементов, наиболее распространен¬
ных и отличающихся большим разнообразием конструкций, пред¬
ставляют элементы, затачиваемые и перетачиваемые отдельно от
корпуса рабочей части. К этой группе относятся режущие эле¬
менты, закрепляемые сменно на корпусе рабочей части, и плаваю¬
щие элементы.Режущие элементы, закрепляемые сменно на корпусе рабочей
части, выполняются в виде обособленной части, сочленяемой с кор¬
пусом рабочей части разъёмным соединением, либо в виде твердо¬
сплавной пластинки, механически закрепляемой непосредственно
на корпусе рабочей части, либо в виде сменных резцов.Сменные режущие элементы в виде твердосплавных пластинок,
закрепляемых механически непосредственно на корпусе рабочей
части, приведены на рис. 2.8, а, б. На рис. 2.8, а в качестве режу¬
щего элемента используется твердосплавная пластинка 1 Г-образ-
ной формы в плане. Такая конструкция применяется в сверлильной
головке лопаточного сверла *. Спереди пластинки 1 прессованиемI А. с. 360167 (СССР).47
и заточкой образовано режущее лезвие. Пластинка устанавли¬
вается хвостовиком в сквозном продольном пазу корпуса 2 го¬
ловки. Паз в поперечном сечении имеет форму ласточкина хвоста
и сужается в направлении к задней части головки. Упорная базо¬
вая стенка А паза параллельна оси головки, что исключает изме¬
нение диаметра инструмента при перемещении пластинки 1 вдоль
паза. Пластинка затачивается и перетачивается в специальной
державке, базовые поверхности которой под пластинку повторяют
форму и размеры сужающегося паза в корпусе головки. Конструк¬
ция используется в сверлильных головках диаметром 5—25 мм.
При большем диаметре она нерациональна из-за возрастания массы
пластины за счет клиновидной хвостовой части. На рис. 2.8, б
в качестве режущего элемента представлены две неперетачиваемые
пластинки U закрепляемые непосредственно на корпусе 2 головки.
В этом случае с помощью двух пластинок образуется режущая
часть лопаточного сверла (эта разновидность инструмента для
сплошного сверления представлена в табл. 2.1, группа 2, рис. а).
Пластинки укладываются в специально выполненные гнезда,
повторяющие форму и размеры пластинок, и закрепляются экс¬
центриками 3, выполненными заодно с установочными винтами.
Положение резьбовых отверстий в корпусе головки выбирается
так, чтобы при затяжке винтов эксцентрики прижимали пластинки
к боковым упорным поверхностям гнезда.Режущие элементы в виде сменных резцов выполняются с на-
пайными или неперетачиваемыми пластинками. Область их приме¬
нения определяется габаритными размерами инструмента. В свер¬
лильных и расточных головках диаметром более 80 мм применяют
только эти режущие элементы, а диаметром 40—80 мм — как по¬
стоянно закрепляемые элементы, так и сменные резцы, причем
выбор типа элемента производится в зависимости от конкретных
условий эксплуатации, состояния инструментального производства
и серийности изготовления инструмента. Практика показывает,
что и в этом диапазоне диаметров чаще применяют сменные резцы.
Заточка резцов производится отдельно от корпуса с использова¬
нием специальных приспособлений. На рис. 2.9, а—г представ¬
лены сменные резцы с напайными твердосплавными пластинками,
применяемые в сверлильных головках. На рис. 2.9, а резец 1
имеет призматическую головку и цилиндрический хвостовик С,
которым он вставляется в отверстие корпуса 2 головки. От само¬
произвольного выдвижения он удерживается винтом 3, завинчи¬
ваемым в резьбовое отверстие в головке до упора в лыску на
хвостовике резца. Для того чтобы при смене резцов сохранялся
неизменным диаметр инструмента, необходимо выдерживать с до¬
пуском не более 0,03 мм размер А в головке между осью головки
и осью отверстия под хвостовик резца, а также размер Б у резца
между осью хвостовика и калибрующей вершиной /С.Недостатком рассматриваемой конструкции сменного резца
является дублирование базирующих функций хвостовиком и ниж-48
Рис. 2.9. Сменнне резцы
с напайными пластинками
к сверлильным головкам6)ней опорной плоскостью
головки резца, вследст¬
вие чего приходится
каждый резец подгонять
по пазу в корпусе 2,
чтобы резец не только
входил хвостовиком в
отверстие, но и опи¬
рался нижней плоско¬
стью на опорную пло¬
скость О паза головки.Для регулирования
диаметра инструмента
ось отверстия под хво¬
стовик в плоскости, па¬
раллельной основной
плоскости резца, не¬
сколько наклоняют к
оси корпуса головки,
что позволяет путем осе¬
вого перемещения резца
изменять расстояние от
оси корпуса головки до
калибрующей вершины
/С. В требуемом положе¬
нии резец фиксируется
прокладками, устанав¬
ливаемыми под задний
торец головки резца.Такое решение облег¬
чает настройку инстру¬
мента на требуемый диа¬
метр при замене изно¬
шенного резца на но¬
вый. На рис. 2.9, б показана конструкция призматического
резца У, применяемого в головках для кольцевого сверления.
Для сохранения диаметра инструмента при замене изношенного
резца новым необходимо точно (с допуском не более 0,03 мм)
выдерживать размеры А и Б — расстояние от оси головки до
упорной боковой плоскости У паза и расстояние от боковой пло¬
скости резца до калибрующей вершины /(. Координирование
подобных резцов в радиальном направлении может осуществляться
и соединением шип — паз, причем продольный шип выполняется
на нижней опорной поверхности резца (рис. 2.9, в), а встречный49
Рис. 2.10. Сменные резцы с напайными пластинками к расточным головкампаз — на опорной плоскости гнезда под резец в корпусе головки.
В этом случае гнездо под резец в корпусе головки кольцевого
сверления превращается в сквозной паз, что упрощает его изго¬
товление, но одновременно усложняется изготовление державки
резца. Закрепление таких резцов может осуществляться винтом
с гайкой, укладываемой в специальном пазу на верхней поверх¬
ности державки резца.Координирование в радиальном направлении призматического
резца может осуществляться также и с помощью шпоночного
соединения 4 (рис. 2.9, г), размещаемого, например на задней
упорной плоскости резца 1. Ив этом случае гнездо под резец пред¬
ставляет собой сквозной паз на торце корпуса 2 кольцевой головки.
Ось крепежного винта 3 параллельна оси головки, а винт завин¬
чивается в державку резца через продольное отверстие в корпусе
головки. На резце может быть напаяно несколько пластинок и
заточено соответственно несколько режущих кромок в соответствии
со схемой деления общей ширины среза. Такая конструкция
крепления режущих элементов — сменных резцов — использу¬
ется в кольцевых сверлильных головках, начиная с диаметра 80 мм.На рис. 2.10, а—в приведены сменные резцы, применяемые
в расточных головках. На рис. 2.10, а показан призматический
резец У, устанавливаемый в продольном пазу корпуса 2 головки.
С помощью двух винтов 3 производится настройка резцов на тре¬
буемый диаметр инструмента, после чего резец закрепляется
винтами 4. Применяют также резцы с державками цилиндрической
формы (рис. 2.10, б). Они устанавливаются в цилиндрические от¬
верстия корпуса 2 головки по посадке Н7/И6. Отверстие в корпусе
головки выполняется под углом 50—70° к оси головки. Резец 1 от50
проворота в отверстии удерживается штифтом 5, для чего на резцеделается соответствующая лыска. Перемещением резца в направ¬
лении его оси с помощью винта 3 и гайки 6 осуществляется на¬
стройка резца на требуемый диаметр инструмента. Закрепление
резца производится винтами 4. Рассматриваемая конструкция
проста и ’ компактна, обеспечивает высокую жесткость инстру¬
мента. Ее целесообразно применять для сборных по длине расточ¬
ных инструментов минимального диаметра.На рис. 2.10, в показан сменный двухлезвийный расточный
блок 1. Блок координируется в корпусе 2 с помощью срезанного
пальца 7 и закрепляется двумя винтами 4. Блок устанавливается
в диаметральном пазу, выполненном на корпусе 2 головки со сто¬
роны переднего торца. Чтобы при затяжке винтов 4 блок не
сместился, затяжка производится через упругий лепесток Б, об¬
разованный в результате прорезки прорези Л, параллельной пазу,
под блок. Заточка блоков производится вне головки на специаль¬
ной оправке. Для обеспечения точности отверстие под срезанный
палец 7 в корпусе 2 головки и в оправке выполняют строго по
их оси. Блоки могут использоваться в расточных головках, начи¬
ная с диаметра 60 мм.На рис. 2.11, а—в представлены сменные резцы с неперета-
чиваемыми пластинками. Неперетачиваемые твердосплавные плас¬
тинки крепятся на державках, которые в свою очередь механиче¬
ски закрепляются на корпусе рабочей части инструмента. Разли¬
чаются они в основном лишь способом крепления неперетачивае-
мых пластинок на державках. Так, для средних и внутренних
резцов головок сплошного сверления, начиная с диаметра 80 мм,
используют Г-образные в продольном сечении державки 7
(рис. 2.11, а), оснащенные трехгранными неперетачиваемыми
пластинками без центрального отверстия. Державка 7 заклады¬
вается в точный по ширине паз, фрезерованный в передней части
корпуса 8 сверлильной головки. В радиусное дно паза не на всю
длину, а лишь в переднюю его часть впаян (вклеен) вкладыш 9
в виде полуцилиндра, в результате чего образуется прямоуголь¬
ное сечение паза в передней части и карман под Г-образный выступ
державки — в глубине паза. Вдоль вкладыша 9 выполнено сквоз¬
ное резьбовое отверстие под винт 10, нажимающий на Г-образный
выступ державки 7 Таким образом, державка прижимается к зад¬
ней упорной поверхности паза в корпусе 2 головки и одновременно
к дну паза, т. е. к опорной поверхности О. Трехгранная режущая
пластинка 1 с задними углами укладывается в повторяющее ее
форму гнездо на твердосплавную подложку 4 и прижимается к дну
гнезда Г-образным прихватом 5 через стружколомную твердо¬
сплавную пластинку 2. В прихват вставлен винт 6 с потайной го¬
ловкой, который вворачивается в тело державки 7 и тем самым
закрепляет неперетачиваемую пластинку в гнезде. Цилиндриче¬
ская часть прихвата 5 утоплена в специальном углублении дер¬
жавки 7, поэтому высота прихвата относительно режущей кромки51
минимальна и он не препятствует транспортированию стружки
от режущего лезвия. От проворота прихват удерживается выступом
на его цилиндрической части, входящим в ответный паз на боковой
поверхности цилиндрического углубления под тело прихвата.
Твердосплавная подложка имеет центральное коническое отвер¬
стие и удерживается от выпадания из гнезда при снятой режущей
пластинке упругим замком в виде разрезной втулки 3 с буртом,
с натягом входящей в отверстие в дне гнезда. Гнездо под пластинку
расположено относительно оси корпуса инструмента под углом
(угол в плане режущего лезвия 75—80°).Крепление многогранной неперетачиваемой пластинки 1
(рис. 2.11,6) с центральным отверстием может осуществляться
с помощью миниатюрной цанги И. Цанга с наружной цилиндри¬
ческой поверхностью своим хвостовиком запрессована в отверстие
в дне гнезда державки 7, а рабочей частью входит в отверстие мно¬
гогранной пластинки 1. В центральное отверстие цанги завинчи¬
вается винт 6 с конической головкой, раздвигающей лепестки
цанги. Цанга имеет три продольных паза, расположенных нерав¬
номерно по окружности. При завинчивании винта 6 первыми пере¬
мещаются менее жесткие лепестки, размещаемые при сборке дер¬
жавки со стороны упорных боковых поверхностей гнезда, к кото-Рис. 2.11. Сменные резцы с неперетачиваемыми пластинками к сверлильным
и расточным головкам52
Рис. 2.12. Режущие плавающие эле¬
менты1рым следует прижать режу¬
щую пластинку. Зазоры врезьбовом соединении винта
и цанги дают возможность
винту наклоняться вслед за
менее жесткими лепестками
цанги. Неперетачиваемаяпластинка укладывается в гнездо державки через подлож¬
ку 4.На рис. 2.11, в показан другой вариант крепления неперетачи-
ваемой пластинки с центральным отверстием. Четырехгранная
пластинка 1 устанавливается в гнездо державки 7 через подлож¬
ку 4 и закрепляется Г-образным рычагом 5, один конец которого
входит в отверстие пластинки /, а второй — в проточку винта 6.
При вращении винта 6 рычаг 5 поворачивается и прижимает пла¬
стинку к упорной плоскости У гнезда. Настройка на размер осу¬
ществляется клином 11 с дифференциальным винтом 12. После
настройки на требуемый диаметр державка 7 закрепляется в кор¬
пусе 8 расточной головки винтом 13. Подложка 4 удерживается
в гнезде упругой полувтулкой 14 и тем самым удерживает рычаг 5
от выпадания из паза. Паз под рычаг образован вскрытием пере¬
мычки между отверстием под винт 6 и глухим отверстием под по-
лувтулку 14. Следует иметь в виду, что если неперетачиваемые
пластинки не имеют задних углов, то дно гнезда под них в дер¬
жавках должно иметь соответствующий наклон для образования
главного и вспомогательного задних углов у режущего лезвия
в собранном инструменте.Марка твердого сплава режущих пластинок выбирается исходя
из обрабатываемого материала и может быть принята различной
для пластинок вблизи центра и на периферии инструмента; под¬
ложки и накладные стружколомы изготовляют из твердого сплава
марки ВК8. Опорные плоскости пластинок должны быть шлифо¬
ванными.Плавающие режущие элементы (рис. 2.12) выполняются в виде
обособленной части, сочленяемой с корпусом рабочей части ин¬
струмента подвижным соединением, допускающим перемещение
режущего элемента относительно корпуса в радиальном направ¬
лении. Как правило, это плавающая пластина 1 прямоугольного
поперечного сечения, входящая в сквозное окно в корпусе 2
инструмента. Симметрично с обеих сторон пластины 1 затачи¬
ваются режущие лезвия, работающие с делением толщины среза.
Главные режущие кромки имеют малые углы в плане (примерно
Г). Применяются в инструментах для чистового растачивания,
обеспечивают точность диаметральных размеров и шероховатость
поверхности без изменения положения оси отверстия.63
Так как при переточках, проводимых в специальной оправке,обеспечивающей перпендикулярность калибрующих кромок лез¬
вий торцам пластины, диаметр по режущим элементам умень¬
шается, корпус пластины стремятся сделать сборным, из двух
частей, с возможностью регулирования диаметра инструмента.
Перед переточкой плавающую пластину раздвигают на размер
припуска, который будет снят при переточке для восстановления
качества режущих лезвий, и вновь соединяют обе ее половины.
При этой переборке должны сохраниться размеры пластины в по¬
перечном сечении, чтобы она могла перемещаться в пазу по посадке
Н8 Н7 пс зазором -jj- или Режущие части пластин малого диаметра(10—40 мм), выполняются как единое целое с корпусом пластин
(из быстрорежущей стали, реже — твердого сплава). Чаще ре¬
жущие части выполняются из твердого сплава, для чего на кор¬
пус пластины припаиваются твердосплавные пластинки или меха¬
нически закрепляются неперетачиваемые пластинки. Такие кон¬
струкции применяют при диаметре инструмента более 40 мм.Приведем некоторые общие сведения по технологии пайки. По¬
тери инструмента из-за поломок твердосплавных пластинок, вы¬
званных высоким уровнем остаточных напряжений, возникающих
вследствие пайки, достигают 50 %, в том числе 10—15 % —
в процессе изготовления инструмента [191. Чтобы уменьшить
эти потери, следует учитывать свойства стали корпуса паяного
инструмента, твердого сплава, припоя и флюса. Для корпусов
сверлильных головок с высокими механическими свойствами при
закрепляемых постоянно режущих элементах следует отдать пред¬
почтение сталям мартенситного класса марок 18Х2Н4ВА,
45ХНМФА, Э8ХНЗМФА. Операция пайки режущего элемента
должна быть совмещена с операцией закалки корпуса от темпера¬
туры 985—1005 °С на воздухе. При охлаждении корпуса до 300 °С
следует выдержать его в печи в течение 1 ч и далее вновь охла¬
ждать на воздухе.Рекомендуется применять припой марки ЛНКоМц 49-9-0,2-0,2
(ТУ 48-21-299—73) [191. Увеличение толщины слоя припоя при¬
водит к снижению уровня паяльных напряжений, но толщина
паяного шва не может превышать 0,3 мм при капиллярной пайке.
Для увеличения толщины шва следует использовать трехслойный
припой ТП-1 или металлокерамический (порошковый) сплав
П-100, что дает возможность увеличить толщину шва
до 0,8—1,0 мм. Для этой же цели можно воспользоваться плю¬
щенной стальной сеткой толщиной 0,4—0,6 мм.Материалом для державок сменных режущих элементов —
напайных резцов, снижающим уровень паяльных напряжений,
может служить сталь 35ХГСА с нагревом под пайку до темпера¬
туры 900—920 °С и охлаждением на воздухе. Можно также ис¬
пользовать припой ЛМцЖ 57-1,5-0,75 (ТУ 48-21-299—73). При¬
менение припоя ЛНМц 60-9-5 (ТУ 48-21-299—73) увеличивает54
прочность паяного шва, но увеличивает и паяльные напряжения.При пайке сплавов группы WC—TiC—Со и WC—Со с малым мас¬
совым содержанием кобальта может наблюдаться плохая смачивае¬
мость поверхности припоем (особенно для твердого сплава марки
Т15К6). Флюс Ф-100 способствует лучшей смачиваемости и увели¬
чивает прочность паяного шва. При невозможности использовать
флюс Ф-100 из-за наличия в нем токсичных фтористых соединений
твердый сплав готовят к пайке методом окисления в камерной
печи при температуре 800 °С в атмосфере воздуха в течение 10—
30 мин с последующим удалением окисленного слоя во вращаю¬
щемся барабане со смесью песка, древесных опилок и 10—15 %
раствора каустической соды в течение 4—5 ч. После такой под¬
готовки твердый сплав паяют, используя в качестве флюса обез¬
воженную буру.2.6. Разновидности направляющих элементов,
их характеристика и область примененияНаправляющие элементы оказывают существенное влияние на ра¬
боту инструмента и поэтому при разработке новых и совершенст¬
вовании применяемых инструментов выбору направляющих эле¬
ментов должно уделяться большое внимание. Направляющие эле¬
менты весьма разнообразны.По характеру взаимосвязи направляющих с поверхностью от¬
верстия направляющие элементы можно разделить на три класса
(табл. 2.2).Рассмотрим особенности функционирования направляющих
элементов, свойственные каждому классу.Направляющие элементы без натяга (класс А) при вводе ин¬
струмента в отверстие не получают радиального натяга и поэтому
обеспечивают совмещение оси головки с осью обработанной ча¬
сти отверстия на участке базирования только при работе инстру¬
ментом одностороннего резания с определенностью базирования,
т. е. в тех случаях, когда равнодействующая поперечных сил
Rz > 0, а ее направление не выходит из угла между двумя край¬
ними направляющими (см. рис. 2.6). В этом случае сохраняется
контакт направляющих с поверхностью отверстия, но возможен
поворот оси головки относительно оси отверстия вследствие того,
что наряду с равнодействующей Rz на головку может действовать
в плоскости, проходящей через ее ось, опрокидывающий момент,
возникновение которого может быть вызвано рядом причин —
кривизной, несоосностью и деформацией стебля под действием его
веса или его поперечных колебаний, что приводит к отрыву концов
направляющих от поверхности отверстия. При поперечных коле¬
баниях стебля наблюдаются колебательные повороты головки
с перемещением пятен контакта направляющих с поверхностью
отверстия от одного их конца к другому. Эти явления приводят
к дефектам отверстия — уводам и огранке.55
Таблица 2.2Основные типы направляющих элементов, применяемых
в инструментах для глубокого сверления и растачиванияХарактеристикаи область примененияА. Без натяга
Тип 1 — с двумя шпонками 1 и 2Тип 2 — с тремя шпонками 1-3Выполняются только
с жесткими неподвиж¬
ными направляющими.
Чаще применяются две
направляющие (тип 1)
и реже три (тип 2). Од¬
на из направляющих—
шпонка 1— всегда рас¬
полагается диаме¬
трально противопо¬
ложно калибрующей
вершине К лезвия.
Угол г|) между шпонка¬
ми 1 и 2 принимается
в пределах от 90 до
120° Применяют в ин¬
струментах односто¬
роннего резания с оп¬
ределенностью бази¬
рования.Б. С натягом1. С жесткими неподвижными направляющими в сочетании
с упругими или независимыми ограниченно-подвижными
направляющимиТип 3 — с одной независимой ограниченно-подвиж-
ной направляющей 2:а — с двумя жесткими неподвижными шпонками 1 и 3направляющая2
Вариант 1Расположение жестких
неподвижных шпонок
в типе За такое же, как
в типе I, а в типе 36 —
как в типе 2. Располо¬
жение шпонки 2 по ок¬
ружности выбирается
таким, чтобы головка
силами упругости эле¬
мента поджималась к
поверхности отверстия
неподвижными шпон¬
ками.66
Продолжение табл. 2.2ЭскизХарактеристикаи область примененияб — с тремя жесткими неподвижными шпонками /, 3
и 4Необходимый натяг
выбирается за счет вы¬
бора соответствующей
упругости элемента,
на который опирается
жесткая шпонка 2. Два
возможных варианта
упругих элементов
(пружина или проклад¬
ка из полиуретана) по¬
казаны на рисунке (тип
За). Этот тип направ¬
ляющих элементов
применяют в инстру¬
ментах с определенно¬
стью базирования с
целью снижения виб¬
раций, или когда воз¬
можно изменение на¬
правления равнодей¬
ствующей Rs попереч¬
ных сил при выходе
многолезвийного ин¬
струмента из отверстия.Тип 4 — с двумя жесткими неподвижными и двумя
упругими направляющимиРасположение жест¬
ких неподвижных шпо¬
нок 1 и 4 относительно
вершины К такое же,
как в типе 1. Угол \|)
принимают равным90°.
Упругие шпонки 2 и 3
располагаются диаме¬
трально противопо¬
ложно жестким и вы¬
полняются из дерева
(дальневосточной бере¬
зы, граба, дуба, бука,
самшита). Нятаг около
0,2—0,4 мм на диаметр
создается обжимом на¬
правляющих при вводе
головки в предвари¬
тельно подготовлен¬
ное в заготовке отвер¬
стие. Применяют в ин¬
струментах односто¬
роннего резания с оп¬
ределенностью бази¬
рования для растачи¬
вания. Можно реког
мендовать только для
единичного и мелкосе¬
рийного производства
вследствие сильного
изнашивания деревян¬
ных направляющих.57
Продолжение табл. 2.2Характеристикаи область примененияЭскиз2. Только с упругими направляющимиТип 5 — с упругими направляющимиа — с четырьмя направляющимиб — с тремя широкими направляющимиНаправляющие эле¬
менты типа 5а имеют
четыре деревянных не¬
подвижных шпонки
1—4, расположенные
по окружности через
90°. При этом шпонка 1
расположена диаме¬
трально противопо¬
ложно калибрующей
вершине /С. Диаме¬
тральный натяг 0,2—
0,4 мм. Ввиду большо¬
го изнашивания шпо¬
нок можно применять
только в единичном
производстве при не¬
скоростном растачива¬
нии.Направляющие эле¬
менты типа 56 имеют
три широкие непод¬
вижные (либо регули¬
руемые) направляю¬
щие /, 3 и 4 из масло¬
стойкой резины. Диа¬
метральный натяг око¬
ло 0,05—0,15 мм при
растачивании отвер¬
стий диаметром до
130 мм. Расположение
направляющих отно¬
сительно резцовогр
блока 2 показано на
рисунке. Применяют
в инструментах одно-
и двустороннего реза¬
ния для скоростного
чернового растачива¬
ния, обладают хоро¬
шей износостойкостью
и способствуют гаше¬
нию вибраций.58
Продолжение табл. 2.2ЭскизХарактеристикаи область применения3. Только с ограниченно-подвижными направляющимиТип 6 — с четырьмя ограниченно-подвижными на¬
правляющими:
а — независимымиб — взаимосвязаннымиНаправляющие эле¬
менты типа 6а имеют
четыре независимые
ограниченно-подвиж¬
ных направляющих,
выполненных в виде
жестких шпонок 1 на
упругих подкладках
из полиуретана 2. На¬
правляющие шпонки
расположены через
90° относительно друг
друга и под углом 45°
относительно расточ¬
ного блока 3.Направляющие эле¬
менты типа 66 имеют
четыре взаимосвязан¬
ных ограниченно-под¬
вижных направляю¬
щих /, установленных
в пазах корпуса голов¬
ки и опирающихся на
конические участки
втулки 2, поджимае¬
мой пружиной 3. На¬
правляющие располо¬
жены через 90° отно¬
сительно друг друга и
под углом 45° относи¬
тельно расточного бло¬
ка 4. Обе разновидно¬
сти применяют при
черновом растачива¬
нии жестко закреплен¬
ным блоком, т. е. в го¬
ловках двустороннего
резания с делением тол¬
щины среза.59
Продолжение табл. 2.2ЭскизХарактеристикаобласть применения4. С вращающимися и регулируемыми направляющимиТип 7 — с вращающимися направляющимиЭлементы имеют втул¬
ку Зу надеваемую на
корпус головки 1. Во
втулку устанавливают¬
ся четыре деревянных
шпонки 4 под углом 90°
относительно друг дру¬
га. Под действием мо¬
мента трения направ¬
ляющие вместе со втул¬
кой увлекаются во вра¬
щение заготовкой,
вследствие чего отно¬
сительно заготовки на¬
правляющие соверша¬
ют лишь поступатель¬
ное движение подачи.
Во время заправки ин¬
струмента втулка 3
винтом 2 скрепляется
с корпусом головки /.
При этом происходит
срезание припуска на
шпонках и их обжатие
при вводе в отверстие.
Применяют в инстру¬
ментах двустороннего
резания с делением
толщины среза для чер¬
нового растачивания.В. С зазоромТип 8 — с четырьмя жесткими неподвижными шпон¬
ками 1, 3, 5 и о2 JаДиаметр элементов по
направляющим шпон¬
кам dm меньше диаме¬
тра d0 по калибрую¬
щим вершинам К рез¬
цов 2 и 4. Расположе¬
ние шпонок по окруж¬
ности показано на ри¬
сунке: диаметр, прове¬
денный через шпонки1 и 5, повернут отно¬
сительно диаметра,про¬
веденного через кали¬
брующие фаски К лез¬
вий, на незначитель¬
ный угол (не более 10°),
а диаметр, проведен¬
ный через шпонки 3 и
6, повернут на угол
90°. Направляющие60
Продолжение табл. 2.2ЭскизХарактеристикаи область применения2 JК7К■5элементы применяют в
уравновешенных ин¬
струментах — в дан¬
ном случае в головке
для кольцевого свер¬
ления двустороннего
резания с делением
толщины среза.Направляющие элементы с натягом (класс Б) при вводе инстру¬
мента в отверстие получают радиальный натяг, благодаря чему
обеспечивают совмещение оси головки с осью отверстия на участке
базирования даже при воздействии опрокидывающего момента.
Благодаря такому свойству эти направляющие элементы расши¬
ряют возможность выбора схемы расположения лезвий и могут
быть использованы даже в инструментах, где равнодействующая
R£ может изменять и величину и направление за 1 оборот заго¬
товки (инструмента). Однако совмещение осей головки и отвер¬
стия сохраняется только до тех пор, пока опрокидывающий мо¬
мент не превысит предельного значения, исходя из которого был
выбран натяг направляющих при вводе их в отверстие. Натяг,
а следовательно, и допустимый опрокидывающий момент ограни¬
чивается возрастающим трением между направляющими и поверх¬
ностью отверстия, что приводит к повышенному нагреву заготовки,
изнашиванию направляющих и прерывистой подаче инструмента.
Натяг выбирается исходя из ожидаемого максимального значе¬
ния Rz, изменяющей направление действия за 1 оборот заготовки,
и ожидаемого опрокидывающего момента.На практике применяют натяг, обеспечивающий на направля¬
ющих реакцию около 1,0—1,2 кН при черновом растачивании от¬
верстий диаметром 100—130 мм. Численное значение диаметраль¬
ного натяга (превышение диаметра по направляющим над диа¬
метром отверстия) определяется при этом упругими свойствами
направляющих.Направляющие элементы с зазором (класс В) имеют диаметр
по базовым поверхностям меньший диаметра головки по калиб¬
рующим фаскам (вершинам) режущих лезвий и поэтому не обеспе¬
чивают совмещения оси головки с осью отверстия, и при наличии
опрокидывающего момента возможен поворот оси головки отно¬
сительно оси отверстия. Угол поворота зависит от зазора между
направляющими и поверхностью отверстия. Зазор выбирается
минимальным, но достаточным для предотвращения заклинивания61
головки в отверстии (на практике 0,1—0,2 мм для головок диаме¬
тром от 60 до 130 мм).Во время работы эти инструменты направляются в отверстии,
калибрующими ленточками, обеспечивающими совмещение одной
точки оси головки с осью отверстия, относительно которой
происходят угловые колебания головки, приводящие к уводам.В каждом классе направляющих элементов имеются разновид¬
ности, характерные особенности которых определяются направ¬
ляющими: их конструкцией, упругими свойствами материала,
взаимным угловым расположением относительно калибрующей
вершины, числом.Рассмотрим основные разновидности направляющих. По сте¬
пени упругости материала различают жесткие, упругие и жесткие,
устанавливаемые на упругом элементе.Жесткие направляющие изготовляют из материала, обладаю¬
щего настолько малой упругостью, что не представляется возмож¬
ным только за счет упругих свойств его создать направляющие
элементы с натягом. Эти направляющие изготовляют из металла,
для повышения износостойкости выполняют целиком из твер¬
дого сплава, либо твердым сплавом армируются их рабочие
участки. Широко применяют в современных инструментах.Упругие направляющие изготовляют из материала, обладаю¬
щего упругостью, достаточной для создания направляющих эле¬
ментов с натягом только за счет упругих свойств этого материала.Жесткие направляющие, устанавливаемые на упругом элементе,
представляют собой комбинацию первых двух типов. В качестве
упругого элемента применяют пружины (см. табл. 2.2, класс Б,
тип За, вариант 1, пружина 4)у пластины (прокладки) из резины,
полиуретана и т. п. (см. тип За, вариант 2, прокладка 5).Преимущество жестких направляющих по сравнению с упру¬
гими заключается в их повышенной износостойкости. Но они имеют
и существенный недостаток — при больших нагрузках силами
резания они создают наклеп на обработанной поверхности отвер¬
стия, глубина слоя которого может достигать 0,5 мм. Кроме того,
при неправильном функционировании они могут образовывать
царапины и надиры на обработанной поверхности.По взаимосвязи направляющих с корпусом головки различают
неподвижные, ограниченно-подвижные, регулируемые и вращаю¬
щиеся направляющие.Неподвижные направляющие — такие, расположение которых
относительно корпуса рабочей части инструмента в радиальном
направлении сохраняется неизменным на протяжении всего рабо¬
чего хода при любой поперечной нагрузке на инструмент (см.
табл. 2.2, класс А, типы 1 и 2). Они выполняются жесткими.Ограниченно-подвижные направляющие — направляющие, ко¬
торые во время рабочего хода могут беспрепятственно переме¬
щаться в радиальном направлении от оси до поверхности отвер¬
стия, а перемещение к оси получают лишь при поперечных на-62
грузках, превышающих предельную, на которую настраивались
направляющие перед рабочим ходом. Выполняются на базе жест¬
ких направляющих, устанавливаемых на упругом элементе, и
могут быть независимыми либо взаимосвязанными.Независимые направляющие работают изолированно друг от
друга и каждая из них срабатывает под воздействием поперечных
сил независимо от других (см. табл. 2.2, класс Б, тип 6а).Взаимосвязанные ограниченно-подвижные направляющие рабо¬
тают взаимосвязанно; при воздействии поперечной силы, превы¬
шающей предельную, одновременно срабатывает весь комплект
взаимосвязанных направляющих (см. табл. 2.2, класс Б, тип 66
направляющие 1). Выполняются в виде жестких направляющих /,
размещаемых в пазах головки и опирающихся на конические участ¬
ки подвижной в осевом направлении втулки 2, поджимаемой пру¬
жиной 3.Вращающиеся направляющие в процессе обработки отверстия
вращаются относительно корпуса инструмента и перемещаются
вместе с ним (см. табл. 2.2, класс Б, тип 7). Их применение выз¬
вано стремлением уменьшить изнашивание направляющих, так
как путь, проходимый вращающейся направляющей по поверх¬
ности отверстия, во много раз меньше пути, проходимого невра-
щающейся направляющей.Регулируемые направляющие — направляющие, положение ко¬
торых в радиальном направлении относительно корпуса инстру¬
мента может изменяться перед рабочим ходом посредством спе¬
циально предусмотренного регулирующего устройства. Регули¬
руемые направляющие используют в инструментах, предназна¬
ченных, например, для выполнения растачивания отверстия за два
прохода при одной установке заготовки. В этом случае перед каж¬
дым проходом с помощью регулирующего устройства устанавли¬
вается диаметр по направляющим в соответствии с диаметром от¬
верстия, получаемого при данном проходе. Вращающиеся и регу¬
лируемые направляющие применяют в направляющих элементах
с натягом, они выполняются либо упругими, либо жесткими, уста¬
навливаемыми на упругом элементе.При разработке направляющих элементов особое внимание об¬
ращается на угловое расположение отдельных направляющих
относительно калибрующей вершины лезвия и относительно друг
друга. Расположение направляющих согласуется со схемой распо¬
ложения режущих лезвий — с направлением действия равнодей¬
ствующей всех поперечных сил. Одновременно с этим приходится
учитывать и возможности размещения направляющих на корпусе
головки, ограничиваемые наличием каналов для подвода СОЖ и
отвода стружки и уже установленными режущими лезвиями. Осо¬
бые трудности при этом встречаются при проектировании много¬
лезвийных инструментов.Одним из существенных параметров направляющих является
их длина — расстояние от переднего до заднего конца направляю¬63
щей. При этом под передним концом имеется в виду конец, обра¬
щенный в сторону подачи инструмента. При определении длины
предполагается, что базовая поверхность выполнена на всей длине
направляющей.Режущий элемент обычно несколько выдвинут вперед вдоль
оси относительно переднего конца направляющих, вследствие чего
возникает опрокидывающий момент от сил резания, отрицательно
влияющий на работу инструмента. При конструировании инстру¬
мента стремятся уменьшить этот вылет.В табл. 2.2 представлены только однорядные направляющие
элементы. Вместе с тем в производстве применяют также инстру¬
менты с многорядными направляющими элементами. В инструмен¬
тах с однорядными направляющими элементами все направляю¬
щие располагаюся по окружности в одном ряду (поясе), а в ин¬
струментах с многорядными направляющими — в нескольких ря¬
дах (поясах). Из многорядных чаще применяют двухрядные.В инструментах с многорядными направляющими элементами
могут применяться во всех рядах направляющие элементы одного
и того же класса (например, направляющие элементы с натягом).
Однако чаще используют комбинацию из направляющих элемен¬
тов различного класса. Наиболее распространена комбинация,
при которой в первом ряду, следующем за режущим элементом,
применяют направляющие элементы без натяга, а во втором —
с натягом.2.7. Конструкция направляющих и способы их крепления
на рабочей части инструментаЖесткие направляющие изготовляют из твердого сплава и в зави¬
симости от функционального назначения устанавливают либо
неподвижно на корпусе рабочей части (неподвижные направляю¬
щие), либо на подвижной в радиальном направлении колодке
(ограниченно-подвижные направляющие). По способу сочленения
с рабочей частью неподвижные направляющие аналогично режу¬
щим элементам разделяются на монолитные, закрепляемые по¬
стоянно и сменно. Монолитные направляющие изготовляют как
одно целое с корпусом рабочей части. Их форма и размеры оформ¬
ляются в процессе изготовления корпуса вместе с режущим эле¬
ментом из твердого сплава прессованием. Применяют такие на¬
правляющие в тех инструментах, в которых используют монолит¬
ные режущие элементы (см. рис. 2.7, а). Направляющие, закреп¬
ляемые постоянно на корпусе рабочей части, применяют обычно
в инструментах с постоянно закрепляемыми режущими элементами
(см. рис. 2.7, б). По внешнему виду эти направляющие напоминают
призматическую шпонку 1 (рис. 2.13, а). Устанавливаются они на
корпусе 2 рабочей части в специально фрезеруемых продольных
пазах прямоугольного сечения и после установки припаиваются
или приклеиваются. Базовые поверхности на них шлифуются в сбо-64
Рис. 2.13. Разновидности жестких неподвижных направляющих, закрепляемых
на корпусе рабочей части постоянно или сменноре с корпусом. Возникающие вибрации и образующаяся в отвер¬
стии огранка ускоряют изнашивание и разрушение направляющих
(особенно их передних концов). Это побудило к разработке кон¬
струкций направляющих и способов их крепления на корпусе,
позволяющих производить замену направляющих по мере на¬
добности. Так возникла разновидность направляющих — на¬
правляющие, закрепляемые сменно на корпусе рабочей части
(рис. 2.13, б—з). Эти направляющие 1 выполняются как целиком
из твердого сплава (рис. 2.13, б, д, е и ж), так и в виде стальной
подложки 3 с напайной пластинкой твердого сплава 1 (рис. 2.13, в,
г из). Как цельные, так и напаянные на подложку направляющие
устанавливаются на корпусе 2 с натягом в пазах, имеющих в по¬
перечном сечении форму ласточкина хвоста (рис. 2,13, б, г, ж).
При этом пазы выполняются или вдоль корпуса рабочей части
(рис. 2.13, а—г), или тангенциально (рис. 2.13, ж). В последнем
случае паз выполняется таким образом, чтобы действующие на
направляющую силы трения были направлены в сторону упорной
задней стенки А паза. Установка направляющей в пазу с натягом
обеспечивает сохранение в процессе эксплуатации диаметральных
размеров инструмента по направляющим, выполненных при его
изготовлении, а также гарантирует от самопроизвольного выдви¬
жения направляющей из паза при выводе инструмента из отвер¬
стия. Установка направляющих на подложке удобна тем, что по¬
зволяет использовать крепежные винты для удерживания от пере¬
мещения направляющих в пазу. Как цельные, так и напаянные
на подложку направляющие могут закрепляться в прямоуголь¬
ных пазах корпуса с помощью клиньев 5 (рис. 2.13, д, е), затяги¬
ваемых в радиальном направлении винтами 4. Базовая поверх¬
ность направляющей может выполняться сплошной или прерыви¬
стой. Направляющие у инструментов большого диаметра могут
составляться по длине и ширине из ряда твердосплавных пласти¬
нок, размещаемых вплотную или с разрывом. При размещении3 П/р Н. Ф. Утквиа65
с разрывом представляется возможность устанавливать между
пластинками крепежные винты и, кроме того, уменьшить расход
твердого сплава.Ограниченно-подвижные направляющие (табл. 2.2; класс Б,
тип 66) состоят из колодки 2, подвижной в радиальном направле¬
нии, в пазу которой постоянно закрепляется жесткая твердо¬
сплавная направляющая 1. Различаются они формой и размерами
колодок, которые в значительной степени зависят от диаметра ин¬
струмента, выбранного принципа раздвижения направляющих
и т. п.Самоустанавливающиеся направляющие представляют собой
жесткие направляющие 1 (рис. 2.13, з), устанавливаемые в про¬
дольных пазах корпуса 2 рабочей части с возможностью повора¬
чиваться в пазу вокруг оси, параллельной оси инструмента. Это
достигается за счет выполнения каждого паза в поперечном сече¬
нии в виде полуцилиндра и сопряжения его с цилиндрической по¬
верхностью того же диаметра на установочной поверхности на¬
правляющей. Благодаря такому сопряжению направляющей с
пазом корпуса направляющая получает возможность самоустанав-
ливаться в пазу при поперечных перемещениях инструмента в об¬
работанной части отверстия. Этим стабилизируются удельные
давления на направляющих и повышается виброустойчивость ин¬
струмента. Ограничивающий продольные перемещения направ¬
ляющей в пазу винт 4 входит в отверстие направляющей с зазо¬
ром, позволяющим ей беспрепятственно самоустанавливаться в
пазу при поперечных перемещениях инструмента. Базовые по¬
верхности на таких направляющих шлифуются после скрепления
направляющей с корпусом инструмента с помощью винта 4 либо
шлифуются отдельно от корпуса на специальной оправке.Размеры всех разновидностей жестких направляющих опреде¬
ляются диаметром и разновидностью инструмента и т. п. Практика
показывает, что размеры направляющих колеблются в широком
диапазоне. Так, длина базовых поверхностей направляющих со¬
ставляет от 0,3 до 1,5 диаметра инструмента, причем более длин¬
ные направляющие используют в сверлильных инструментах мень¬
шего диаметра и расточных инструментах. Ширина базовых по¬
верхностей направляющих обычно составляет 0,1—0,25 диаметра
•инструмента; относительно более широкие направляющие харак¬
терны для инструментов меньшего диаметра. Передняя, задняя
и боковые поверхности базовых поверхностей направляющих за¬
канчиваются фасками. Передняя и задняя фаски шлифуются под
углом примерно 30° к оси инструмента и имеют ширину 1—2 мм,
нарастающую в этих пределах с увеличением диаметра инстру¬
мента. Передняя фаска облегчает ввод инструмента в обрабаты¬
ваемое отверстие в начале обработки (при выходе направляющих
из кондукторной втулки, например, при сверлении). Задняя фаска
необходима для предотвращения упора направляющих в торец
кондукторной втулки при вводе инструмента в нее перед началом66
обработки отверстия. Боковые фаски (заборная со стороны набе¬
гания обработанной поверхности и выходная) имеют угол накло¬
на 5 ° к касательной, проведенной на краю базовой поверхности.
Ширина фаски 0,5—1,5 мм. Эти фаски предотвращают шабрение
(резание) поверхности обрабатываемого отверстия краями базо¬
вой поверхности направляющих при поперечных колебаниях ин¬
струмента. Заборная фаска кроме того способствует улучшению
смазывания базовой поверхности направляющих.Упругие направляющие, конструкция их и способ крепления на
корпусе представлены в табл. 2.2, класс Б, типы 4 и 5. В каче¬
стве материала для них используют маслостойкую резину, поли¬
уретан, твердые породы дерева и т. п.2.8. Корпуса головок. СтеблиКорпус рабочей части инструмента объединяет режущие и на¬
правляющие элементы и каналы для подвода СОЖ к режущим
лезвиям и отвода стружки из зоны резания. Кроме того, корпус
воспринимает и передает стеблевой части весьма высокие нагрузки
от резания и трения на направляющих.Для шлифования базовых поверхностей направляющих и ка¬
либрующей ленточки инструментов с монолитным режущим эле¬
ментом или закрепляемым постоянно, т. е. для формирования диа¬
метра инструмента, корпус его должен иметь установочные базы.
У инструментов со сменными режущими элементами, где базовые
поверхности направляющих также чаще всего шлифуются после
установки последних в корпусе, эти базы должны совпадать с кон¬
структорскими, относительно которых задаются размеры корпуса,
обеспечивающие необходимое радиальное положение калибрую¬
щей вершины резца. В качестве этих баз в зависимости от конструк¬
ции корпуса используют наружную поверхность корпуса головки,
поверхность точного центрального отверстия в корпусе, ось цен¬
тров, посадочные поверхности соединения головки со стеблем.
У сверл, где рабочая часть и стебель сочленены неразъемным сое¬
динением, такой базой является наружная поверхность стебля
вблизи рабочей части.Для размещения режущих элементов на корпусах имеются
гнезда, пазы, окна (см. рис. 2.7—2.12), а при сменных режущих эле¬
ментах — и отверстия под крепежные винты. Для направляющих,
закрепляемых на корпусе сменно, обрабатываются пазы и отвер¬
стия для крепежа. Так как шпонки шлифуются в сборе с корпу¬
сом, то к положению пазов относительно оси корпуса не предъяв¬
ляется жестких требований, но поперечные размеры пазов вы¬
держиваются достаточно точно, чтобы обеспечить посадку шпонки/ Н7 Н8 \
по ширине с натягом (—g gf)'Если шпонка крепится в пазу клиньями, то ширина паза вы¬
полняется по Н9, а если припаивается, — по Н12. Дно паза нез*67
должно иметь отклонений от плоскостности более 0,03—0,05 мм
в зависимости от размера направляющей. Подвижные в радиаль¬
ном направлении направляющие устанавливаются в закрытых
прямоугольных пазах или сквозных окнах корпуса по посадке
Н 7 Н8
g6 h7 •При наружном отводе стружки СОЖ к режущим лезвиям под¬
водится по специальным каналам внутри корпуса из стебля, как
это видно из рис. 2.7, а, 2.10, а, в и 2.12. В кольцевых сверлиль¬
ных головках этот канал имеет форму кольца и образуется он
стенкой центрального отверстия корпуса и наружной поверхно¬
стью стержня (см. рис. 2.9, г). Стружка отводится по пазам вдоль
наружной поверхности корпуса (см. рис. 2.7, а, 2.9, г и 2.12) или
в незанятую инструментом часть отверстия (рис. 2.10, а, в). В по¬
следнем случае над режущими лезвиями на корпусе выполняется
углубление, чтобы гарантировать беспрепятственное изменение
направления движения стружки под действием струи СОЖ.При внутреннем отводе стружки над режущими лезвиями вы¬
полняются отверстия, выходящие в центральное отверстие корпуса
головки, переходящие затем в канал (см. рис. 2.7, б, 2.8, а, б).
Так как наружный диаметр корпуса из соображений прочности
принимается больше диаметра стебля, то вдоль него для умень¬
шения гидропотерь выполняются лыски (см. рис. 2.9, а). Форма
передней части корпуса должна быть такой, чтобы направить к ре¬
жущим лезвиям максимальное количество потока СОЖ, не вызы¬
вая излишних гидропотерь.Разместить на корпусе режущие элементы и направляющие вин¬
ты для их закрепления, каналы для подвода СОЖ и отвода стружки
с достаточной площадью проходного сечения и с учетом изменения
направления потока СОЖ и обеспечения необходимой прочности
сечений корпуса при заданной схеме взаимного расположения ре¬
жущих лезвий и направляющих — задача достаточно сложная
(особенно при проектировании инструментов малого диаметра).Стебель инструмента, охватывающий участок длины от головки
до конца инструмента и служащий для придания инструменту
необходимой длины — наименее жесткое звено системы СПИД.
Профиль и размеры его поперечного сечения (рис. 2.14) выби¬
раются такими, чтобы обеспечить максимально высокую жесткость
при выполнении одновременно функций подвода СОЖ в зону реза¬
ния и отвода стружки потоком СОЖ.Наиболее широко распространены трубчатые стебли кольце¬
вого сечения (рис. 2.14, а) для работы как с внутренним, так и
с наружным отводом стружки. Уже начиная с диаметра 20 мм,
при необходимости они выполняются составными по длине. Секции
длиной 1500—3000 мм соединяются между собой с помощью низко¬
профильной прямоугольной одно- или многозаходной резьбы с уг¬
лом подъема 8—10° С обеих сторон резьбы располагаются ци¬
линдрические центрирующие шейки, соосные между собой и с гео-68
Рис. 2.14. Варианты поперечных сечений стеблейметрической осью наружной поверхности
секций стебля. По шейкам обеспечивается
Н7посадка-pjg-. При обработке посадочныхмест необходимо пользоваться парой ком¬
плексных калибров для обеспечения вза¬
имозаменяемости секций. Длина соедине¬
ния примерно равна 1,5—2,0 диаметрам
резьбы. Так как канавка для выхода резь¬
бы ослабляет хвостовик, то на наружных
поверхностях обеспечивается выход резьбы
в лыски А (рис. 2.15, а). Желательно,
чтобы резьбовые концы секций стебля
были термообработаны.Сверлильная или расточная головка 1
на рис. 2.15, а имеет со стеблем 2 анало¬
гичное соединение, но с несколько боль¬
шим углом подъема резьбы (12—13°). При
меньшем угле подъема возникают сложно¬
сти со снятием головки из-за заклинива¬
ния под действием момента от усилий реза¬
ния. В соединении головки со стеблем же¬
лательно внутреннюю резьбу иметь на
головке, а наружную — на конце стебля,
поскольку обычно диаметр корпуса го¬
ловки больше диаметра стебля и соедине¬
ние получается более прочным. Это осо¬
бенно важно учитывать при разработке
инструментов малого диаметра.При малых диаметрах трубчатого стеб¬
ля (менее 10 мм) используют пайку свер¬
лильной головки к стеблю, сочленяемых
цилиндрическим соединением с зазором под припой. В этом
случае переточка головки ведется в сборе со стеблем.В инструментах достаточно большого диаметра с короткой
рабочей частью (например, начиная с диаметра 100 мм) исполь¬
зуют установку головки на конце стебля задней торцовой плоско¬
стью и коротким цилиндрическим пояском. От проворота головку 1
(рис. 2.15, б) удерживают два противоположно размещенных су¬
харя 6, входящих в соответствующие пазы на торцах стебля и
головки. Сухари обычно закрепляют на стебле. К опорному торцу
стебля головка притягивается винтами 5, располагающимися
в продольных отверстиях по окружности корпуса головки и вхо¬
дящими в продольные резьбовые отверстия, соответственно раз¬
мещенные по окружности в стенке стебля. Винты имеют потайные
головки и не выступают за передний торец инструмента.
J *8Рис. 2.15. Варианты крепления стебля в подающей каретке станкаЖелание максимально увеличить жесткость стебля, доведя его
наружный диаметр почти до диаметра обрабатываемого отверстия,
позволило разработать конструкцию, приведенную на рис. 2.14, б1.
Отверстие в стебле 1 разделено перегородкой 2 на два канала:
меньшей площади поперечного сечения — для подвода СОЖ,
большей — для отвода стружки. Однако подобная форма попереч¬
ного сечения стебля приводит к усложнению конструкции как
самого стебля, так и узла сочленения его с головкой.Для кольцевой сверлильной головки при наружном отводе
стружки в целях увеличения жесткости инструмента можно ис¬
пользовать стебель с наружными пазами (рис. 2.14, в). Диаметр
стебля здесь также приближен к диаметру обрабатываемого отвер¬
стия. Подобные стебли применяются для диаметра сверления 100 мм
и более для отверстий длиной до 2000—3000 мм, т. е. когда изго¬
товление пазов на стебле не вызывает технологических сложно¬
стей. Такой стебель должен быть соответствующим образом ориен¬
тирован относительно головки, что легко реализуется при тор¬
цовом креплении винтами короткой сверлильной головки (см.
рис. 2.15, б).В настоящее время широкое распространение получили эжек¬
торные инструменты, стебель которых выполняется из двух труб:1 А. с. 1009643 (СССР).
70
наружной несущей 3 и тонкостенной внутренней 4 для образова¬
ния кольцевого канала для подвода СОЖ к эжекторной головке
(рис. 2.14, г). Наружный диаметр стебля и здесь может быть мак¬
симально приближен к диаметру обрабатываемого отверстия, что
повышает его жесткость.Задний конец цилиндрических стеблей инструментов диаме¬
тром 15—40 мм специально для закрепления на станке не обраба¬
тывается, а устанавливается и закрепляется обычно при помощи
цанги. Стебли меньшего диаметра для соединения со станком снаб¬
жают цилиндрическим или коническим хвостовиком в виде втулки,
привариваемой (припаиваемой) к заднему концу стебля. Невраща-
ющиеся стебли (рис. 2.15, а) закрепляются в разрезной втулке 3,
устанавливаемой в отверстии подающей каретки 5 станка, при¬
жатием крышки 4 каретки. Секционные стебли имеют на заднем
конце такое же резьбовое соединение, как и между секциями.
Соединение стебля со шпинделем 8 подающей каретки осуществ¬
ляется через переходный фланец 7 (рис. 2.15, б).Наружный диаметр стебля выполняется достаточно точно
(g6—f7), так как стебель перемещается в направляющих втулках
промежуточных стоек станка и маслоприемника или передней
направляющей стойки станка. Параметр шероховатости поверх¬
ности стебля Ra = 1.6 мкм. Секционные стебли после сборки в
местах свинчивания должны проверяться калибром-втулкой с диа¬
метром отверстия, выполненным по F7.Непрямолинейность оси наружной поверхности стебля не дол¬
жна превышать 0,2—1,0 мм/на 1 м, меньшая допускаемая непрямо¬
линейность назначается для стеблей большего диаметра в диапа¬
зоне 200—20 мм соответственно.ГЛАВА 3ОПРЕДЕЛЕНИЕ РАСХОДА
И ДАВЛЕНИЯ СОЖ ПРИ ОТВОДЕ
СЛИВНОЙ И ДРОБЛЕНОЙ СТРУЖКИ3.1. Особенности стружкообразования.Виды стружкиПри глубоком сверлении стружкообразование происходит при
несвободном резании в условиях значительного изменения ско¬
рости резания по длине режущего лезвия. При этом на отдельных
участках лезвия может появиться нарост, что приводит к образо¬
ванию стружки сложной формы [44). Из-за различия скорости
резания стружка, срезаемая разными кромками лезвия, отли¬71
чается по форме и размерам. При сверлении отверстий малого
диаметра (до 30 мм) применяют малые подачи (s0 = 0,01 -г-
-т-0,08 мм/об), при которых образуется сливная стружка. При входе
в узкие каналы инструмента стружка деформируется и приобре¬
тает сложную форму. Стружкообразование происходит при под¬
воде в зону резания высокоскоростного потока СОЖ, который ин¬
тенсивно отводит тепло и вызывает деформацию сливной стружки.При глубоком сверлении и растачивании приходится иметь
дело с двумя видами стружки: сливной и дробленой. Дробленую
стружку получают преднамеренно делением сливной стружки по
ширине и длине. Однако не всегда удается сливную стружку
превратить в дробленую, это трудно сделать при сверлении отвер¬
стий малого диаметра.Для деления стружки по ширине используют несколько спо¬
собов. В однолезвийных инструментах применяют ступенчатую
заточку лезвия, при которой лезвие имеет ряд главных режущих
кромок, каждая из которых работает на своем участке радиуса.
В многолезвийных инструментах применяют ступенчатые лезвия
разной ширины, а также используют установку лезвий на разном
расстоянии от оси отверстия (инструмента). Иногда выполняют
на главной задней поверхности стружкоделительные канавки,
располагая их на разных лезвиях в шахматном порядке. Выбор
числа ступеней и канавок производится с учетом обеспечения проч¬
ности режущих кромок. Длина кромки должна находиться в пре¬
делах 3—14 мм.Для деления стружки по длине применяют механическое и ки¬
нематическое дробление. Механическое дробление основано на
деформации изгиба стружки посредством стужколомающего по¬
рожка (уступа), выполненного заточкой на передней поверх¬
ности лезвия вдоль режущей кромки. Срезаемая стружка с по¬
мощью порожка изгибается и отламывается — дробится по длине.
Применительно к обрабатываемому материалу и режиму резания
необходимо выбрать размеры порожка — высоту h и ширину &,
при которых элементы стружки будут получаться желаемой формы
и размеров.Способ дробления стружки с помощью порожка достаточно
прост, широко распространен и обеспечивает дробление в сравни¬
тельном широком диапазоне скоростей и подач. Однако он не обес¬
печивает дробление сливной стружки при сверлении с подачей
s0 0,08 мм/об. В этих случаях применяют кинематическое дроб¬
ление стружки, заключающееся в наложении на основную подачу
осевых колебательных движений инструмента или заготовки с
такой амплитудой, при которой создается прерывистое резание.
Сверление с кинематическим дроблением стружки называют ви¬
брационным сверлением; применяют его при сверлении вязких
материалов с устойчивым образованием сливной стружки, на¬
дежное дробление которой обеспечивается путем прерывистого
резания.72
Рис. 3.1. Основные размеры элемента
секторной цилиндрической стружкиСреди дробленой стружки мож¬
но выделить следующие разновид¬
ности: секторную цилиндриче¬
скую, секторную коническую,
крючкообразную и цилиндриче¬
скую.Секторная цилиндрическая
стружка напоминает по форме сек¬
тор тонкостенного цилиндра (рис. 3.1), высота которого равна
ширине стружки ЬС1 хорда сектора — ее длине /с» а остальные па¬
раметры: толщина стенки, стрелка и внешний радиус — соответ¬
ственно толщине ас; высоте hc и радиусу гс стружки. Образование
секторной цилиндрической стружки наблюдается при постоянной
ширине порожка по длине режущей кромки и при малом боковом
искривлении элемента стружки, что характерно для обработки от¬
верстий диаметром d0 ;> 60 мм. Секторная коническая стружка
близка по форме к сектору тонкостенного усеченного конуса и
образуется при переменной ширине порожка по длине отдельных
режущих кромок, что характерно, например, для режущего эле¬
мента однолезвийной головки кольцевого сверления. Крючкооб¬
разная стружка отличается от секторной большим радиусом гс и
наличием на одном конце завитка, отогнутого по направлению
к другому концу. Образование такой стружки наблюдается при
дроблении стружки относительно более узким порожком, при
котором стружка упирается своим концом в стенку порожка.Следует отметить, что при резании лезвием, имеющим несколько
ступеней — главных режущих кромок, срезание элементов струж¬
ки разными ступенями происходит неравномерно с колебаниями
интервала времени между сходом отдельных стружек. Это обуслов¬
лено разной длительностью срезания tc одного элемента стружки
каждой отдельной кромкой, что является следствием различия ско¬
рости схода стружки v/h на разных участках лезвия, а также
различия объема металла WTl снимаемого за 1 с каждой из кромок.
По указанным причинам объем VT элементов стружки, образу¬
ющихся на каждой кромке, и число стружек Кс — WT/VT1 сре¬
заемых разными кромками за 1 с, оказываются различными. Если
принять tc = 1//Сс, то интервал времени между сходом последова¬
тельно срезаемых стружек будет неодинаковым. Например, при
кольцевом сверлении однолезвийной головкой (d0 = 80 мм; В =
= 24 мм; i = 3; v = 80 м/мин; s0 = 0,2 мм/об; /с = 6 мм; Ьс =
= 8 мм; гс = 6 мм; = 2,5; |с = 2,65 и £т = 2,8) расчет дает
следующие значения Кт, Кс и tc: наружная кромка N — VT =
= 12,0 мм8; Кс = 158 шт.; tc = 0,00634 с; средняя кромка С —
VT = 12,73 мм3; Кс = П8 шт*; U = 0,00862 с; внутренняя кромка
Т — VT = 13,42 мм8; Кс = 79 шт. и tc = 0,01272 с.73
Ряс. 3.2. Размещение элементовстружки, срезаемых кромками N, С
и Г в канале головкиРассматривая последова¬
тельность схода стружек (см.
рис. 3.2), срезаемых разными
кромками (IN, 1C, IT, 2N,
2С, 2Т, ... и т. д.), можно об¬
наружить, что в отдельные
моменты времени происходит
почти одновременное срезание двух и даже трех элементов струж¬
ки, т. е. интервал времени между их сходом близок к нулю. На¬
пример, практически одновременно срезаются стружки: 1Т и 2N\
ЗТ и 6N\ 4N, ЗС и 2Т\ 8N, 6С и 4Т ... и т. д., что можно установить,
определяя время срезания каждой из указанных стружек произ¬
ведением ее порядкового номера (1, 2, 3 ...) на соответствующую
длительность интервала между образующимися элементами струж¬
ки tc. В частности, для сочетания 4N—ЗС—2Т получим: t = 4 X
X 0,00634 « 3-0,00862 » 2-0,01272 да 0,02586 с.При недостаточной скорости потока СОЖ одновременное среза¬
ние трех стружек вызывает скопление стружки вблизи режущего
лезвия, так как ранее срезанные ее элементы еще находятся в пазу
головки, а последующие элементы образуются через весьма малые
интервалы времени. Например, принимая скорость потока СОЖ
v = 2 м/с и определяя перемещение АI элементов 3N, 2С, 1Т,
2N, 1C и 1N к моменту образования стружек 4N, ЗС и 2Т1, по¬
лучим соответственно: А/ = 1,3; 17,2; 25,44; 25; 36; 34,5 и 38 мм.
При этом все девять элементов стружки, срезанных к моменту
времени t = 0,02586 с, будут находиться в пазу головки. Три
последующих элемента стружки 5N, 4С и ЗТ срезаются в моменты
времени t, равные 0,03171 с; 0,03448 с и 0,03816 с, т. е. с весьма
малыми интервалами, а элемент 6N (t = 0,03806 с) образуется
почти одновременно с элементом ЗТ (t — 0,03816 с). На рис. 3.2
схематично показан процесс срезания стружки во времени раз¬
ными ступенями однолезвийной головки и расположение элемен¬
тов стружки вдоль канала в момент времени t = 0,03816 с. Из
рисунка видно, что имеет место скопление стружки в канале, в том
числе вблизи режущего лезвия. Это может быть причиной наруше¬
ния стружкоотвода, так как при прохождении нескольких рядом
расположенных стружек через наиболее узкое сечение канала
возможна закупорка его стружкой. Следует также иметь в виду,
что одновременность схода стружек, срезаемых разными кромками,1 Определяется произведением средней скорости потока СОЖ на интервал временимежду образованием рассматриваемого (например, 4N) и предыдущего (3N) элементов
стружки, срезаемой одной и той же кромкой.74Ось головки
может вызывать местное увеличение объемной концентрации рг,которая периодически (при одновременном образовании трех стру¬
жек) будет увеличиваться. В эти моменты времени условия для
отвода стружки ухудшаются как в связи с ростом рг, так и в связи
с уменьшением поступления СОЖ к режущим кромкам, чему
препятствуют одновременно срезаемые элементы стружки. Одно¬
временность срезания стружки несколькими ступенями одного
лезвия и вызываемые этим осложнения в отводе стружки должны
учитываться при расчете скорости потока СОЖ в пазу головки
и выборе размеров поперечного сечения паза.Наблюдения показывают, что наиболее удобной для транспор¬
тирования является стружка секторного типа шириной 4—10 мм
и длиной 0,6—0,8 ее ширины.3.2. Общая характеристика процесса стружкоотводаСтружка отводится и перемещается по каналам под влиянием гид¬
родинамических сил, действующих при обтекании стружки жид¬
костью. Необходимая для этого гидродинамическая сила создается
посредством сообщения потоку СОЖ определенной скорости, ко¬
торая зависит от ряда факторов: вида и объема стружки, плот¬
ности и вязкости СОЖ, конструктивных параметров инструмента
и др. Вид стружки и ее форма влияют на режим ее обтекания, на
силу лобового сопротивления и подъемную силу. Объем стружки
определяет объемную концентрацию (J, которая при Р > 0,01
уже влияет на режим обтекания стружки, что необходимо учиты¬
вать при выборе скорости потока СОЖ [91. С увеличением плот¬
ности и вязкости СОЖ гидродинамические силы возрастают, но
одновременно увеличиваются потери давления в системе подво¬
да—отвода СОЖ, а следовательно, затраты энергии на стружко-
отвод. От геометрии заточки и конструкции инструмента зависят
размеры и форма стружки и связанные с этим размеры стружко¬
отводного канала, что в совокупности определяет стесненность
движения и режим обтекания стружки. Влияние режима резания
проявляется главным образом через вид, форму и объем снимаемой
стружки. Установлено [32, 59, 61, 631, что скорость потока СОЖ
должна быть в 5—8 раз больше скорости схода стружки с учетом
ее усадки. Надежный отвод стружки обеспечивается за счет полу¬
чения мелкой дробленой стружки, выбора соответствующих раз¬
меров поперечного сечения каналов и назначения необходимой
скорости потока СОЖ (расхода Q). Обеспечение надежного струж¬
коотвода является сложной задачей, при решении которой при¬
ходится учитывать всестороннее влияние факторов и выбирать их
оптимальные значения. Например, при выборе сечения канала
для отвода стружки в инструменте необходимо учитывать, что
при увеличении сечения канала создаются условия для беспре¬
пятственного прохода стружки, но вместе с тем снижается жест-75
Таблица 3.1Мощность, расходуемая на отвод стружки и резание
при глубоком сверленииdQ. ммQ, л/минР, МПа*0. кВтsQ, мм/об1, мм*р. кВт12406,864,60,0260,425804,906,50,0512,52,2501802,757,30,14259,51003001,728,60,182821,41505001,188,90,243239,52006400,889,40,273657,3Примечание. Значения v = 20* 10“* м*/с; v — 100 м/мин.кость инструмента, увеличивается расход Q и затраты мощности
на отвод стружки. Расход СОЖ Q часто рекомендуют назначать
в зависимости от диаметра обрабатываемого отверстия [14, 26,
46, 59, 61]. Эти рекомендации дают лишь ориентировочные зна¬
чения расхода, они не учитывают влияния ряда основных факто¬
ров, что подтверждается существенным разбросом значений Q
для одного и того же диаметра.Для обеспечения требуемого расхода Q насос должен разви¬
вать значительное давление Р, так как в узких каналах подвода
СОЖ гидравлические сопротивления приводят к большим суммар¬
ным потерям давления и значительным затратам мощности на
стружкоотвод (табл. 3.1). Из таблицы видно, что при сверлении
отверстий диаметром до 40 мм затраты мощности N0 на отвод
стружки часто превышают затраты мощности на резание Np,
а при сверлении отверстий диаметром 50—200 мм составляют соот¬
ветственно 77—17 % от Nр. Учитывая большие затраты мощности
на стружкоотвод и ограниченные возможности насосных станций
по Q и Р, необоснованное увеличение Q в целях гарантированного
надежного отвода стружки недопустимо. Следует назначить рас¬
ход СОЖ исходя из конкретных условий обработки и принимать
значение расхода Q близким к минимально необходимому, что
требует умения рассчитывать расход СОЖ.3.3. Методика определения размеров
стружколомающего порожка,обеспечивающего дробление стружкиНа стадии проектирования операции не всегда удается правильно
назначить размеры Ъ и h порожка, при которых обеспечивается
дробление стружки с получением оптимальных по длине элементов.
Для установления взаимосвязи длины элемента стружки /с с раз¬
мерами порожка (Ь, К) и режимом резания (и, s0) можно восполь-76
зоваться методикой экспериментального исследования стружко-дробления при обработке на токарном станке. Эксперименты вы¬
полняются при точении образцов из обрабатываемого материала.
В качестве режущего инструмента используют резцы сверлильной
(расточной) головки, либо специальные резцы, заточенные с той
же геометрией, но имеющие только одну режущую кромку. Об¬
работка образцов производится с глубиной резания 4—6 мм при
подводе в зону резания масляной СОЖ от насоса станка. Для изу¬
чения влияния размеров порожка и режима обработки на длину
стружки удобно использовать полный факторный эксперимент
типа 2К [1]. В качестве варьируемых факторов принимают у,
s0, b и Л, в качестве целевой функции — /с — фактическую сред¬
нюю длину элементов стружки (для получения стружки сектор¬
ного типа) или dj — условный диаметр витка стружки (для полу¬
чения цилиндрической стружки).Пределы изменения варьируемых факторов 6, A, v и s0 уста¬
навливают исходя из опыта стружкодробления и существующих
рекомендаций [26, 34, 61]. Зависимость целевой функции, напри¬
мер, длины элемента стружки /с, от параметров b, A, v и s0 посту¬
лируется в видеtc = CbahW0, (3.1)где С — постоянная в выбранной зависимости; а; Р; у и б — пока¬
затели степени. Длину элемента стружки /с определяют как сред¬
нее арифметическое соответствующих размеров элементов струж¬
ки в пробе из 20—25 стружек. Измерение /с можно производить
штангенциркулем. Результаты экспериментов обрабатываются ста¬
тистическими методами с проверкой воспроизводимости экспери¬
мента, значимости оценок коэффициентов регрессии и адекватности
полученной модели [1, 55].В качестве критерия транспортабельности стружки секторного
типа рекомендуется принимать наибольший размер I элемента
стру5кки (см. рис. 3.1), определяемый в зависимости от длины /с
и ширины Ьс стружки: I = Y11 + Ь\. Принимая размер /, на¬
пример, при кольцевом сверлении, равным ширине кольцевой
полости для отвода стружки 60, можно найти предельно допу¬
стимую длину элемента стружки /с. пред = Y8о — Ъ\ По чис¬
ленному значению /с.пред» заданным значениям параметров и,
s0 и высоты порожка h (А = 0,5—0,7 мм) из формулы вида (3.1)
можно определить требуемую ширину порожка Ь, при которой
получается стружка требуемой длины /с = /с.пред- В табл. 3.2
представлены полученные для ряда сталей зависимости длины
стружки от размеров порожка и режима резания. Многолетняя
практика определения размеров порожка при точении на токар¬
ном станке показывает, что они достаточно близки к размерам
порожка, обеспечивающим стабильное дробление стружки при
глубоком сверлении.77
Зависимость длины элемента дробленой стружкиМарка и механические
характеристики сталиРежимы резанияМаркаав. МПанвv, м/минsQ, мм/об40Х780—830230—24055—900,11—0,2320ХЗМ590—640150—17050—1200,11—0,2438ХНЭМФА640—690160—180 .40—1000,10—0,2538ХНЗМФА960—1000280—29055—900,11—0,231Х18Н10Т540—590140—15040—750,11—0,2375—1003.4. Отвод сливной стружкиПри глубоком сверлении и растачивании с малыми подачами слив¬
ная стружка сходит под некоторым углом к передней поверхности
лезвия и может упираться концом в поверхность свода стружко¬
отводного канала. При этом отвод сливной стружки существенно
затрудняется (особенно при резании с подачей более 0,03 мм/об,
когда стружка имеет сравнительно большую изгибную жесткость).
Отсюда следует, что для надежного отвода сливной стружки необ¬
ходимо сообщить потоку СОЖ такую скорость, при которой струж¬
ка, находящаяся в месте схода, изгибалась бы потоком СОЖ и
направлялась в стружкоотводной канал, не вступая своим кон¬
цом в контакт с его стенкой. Установлено, что при указанной ско¬
рости потока СОЖ обеспечивается последующее транспортирование
стружки по каналу отвода. Рассмотрим методику расчета скорости
потока, требуемой для изгиба стружки в месте схода при сверле¬
нии отверстий диаметром 8—30 мм с наружным подводом СОЖ.
При составлении расчетной схемы учтем скорость и направление
схода стружки, направление потока СОЖ по отношению к струж¬
ке, геометрические параметры инструмента и режим резания.Принятая расчетная схема приведена на рис. 3.3. На схеме
стружка рассматривается в виде жесткой плоской пластинки, шар¬
нирно-опорной на одном конце в точке О (точке схода стружки)
и связанной на другом конце пружиной жесткостью с0. Скорость
схода стружки принимается равной и/£{, а направление ее схода78
Таблица 3.2от режима резания и размеров стружколомающего порожкаРазмеры порожкаФормула для расчета длиныЬ, ммН, ммстружки /с, ммj_000,4—0,8/с= 0,035s—1 '4 (6/А)2'421,7—2,10,5—0,8/с = 3-10—2t>°-44s~0-8 (6/Л)2,0сл1ю0,5—0,81с = 3,7- 10-3VI,43s70'7 (6/А)0-71,4—1,80,4—0,81с = 0,42-10 5tli,9s—2.4 (6/Л)2.з21,5—2,40,5—0,8/с = lO-V,25s~M (6/А)0,6/с = 0,23t»0,5s~0,6 (6/А)0,6определяется углом а, отсчиты¬
ваемым от нормали ОХ к перед¬
ней поверхности режущего эле¬
мента. Направление потока
СОЖ выбирается в зависимости
от угла а: сверху — вниз, если
значение угла а мало (показано
на рисунке) или слева — на¬
право, если значение угла а
велико (на рисунке не показа¬
но). Полагаем, что скорость по¬
тока равна о1э а сила его дав¬
ления Рп на стружку приложена
в точке А на расстоянии 1г =
= 2/з^с. гДе U —длина стружки.
Силы трения потока о поверх¬
ность пластинки (стружки) не
учитываются.Рис. 3.3. Схема к расчету скорости
СОЖ для отвода сливноА стружки
при сверлении с наружным подводомСОЖ
Полагая, что угол а мал, принимая составляющую Rx силы Рп
равной нулю, а составляющую Ry = -g- рЬ*Су1са [8, 56 ] и опре¬
деляя момент сил относительно шарнира О, условие поворота
пластинки с учетом проведенных преобразований можно записать
в виде~~2~ Р^оСу1\ C0Iq> (3*2)где Су — коэффициент подъемной силы; и0 — скорость обтека¬
ния пластинки потоком, равная v0 = vx + v/h; р — плотность
СОЖ.Ограничивая длину стружки /с предельно допустимой длиной
^пред> при которой конец К стружки не достигает свода стружко¬
отводного отверстия в точке D (см. рис. 3.3), принимая 1г =2 3 EI= -q-^пред. °о = ~n— (I = а?/12, где а = $0h cos <р и решая° пред(3.2) относительно v09 получим:"->]/ Te(‘iTT)'- (3-3)V предгде Е — модуль упругости материала стружки; s0 — подача на 1
оборот; <р — угол в плане для рассматриваемой режущей кромки.Учитывая, что = v0 — v/h и полагая, что без учета
поток СОЖ будет обладать энергией, необходимой и достаточной
для изгиба стружки, искомую скорость потока можно принять
равной критической скорости t»Kp, определяемой правой частью
неравенства (3.3). Во избежание контакта конца стружки со сво¬
дом стружкоотводного отверстия скорость должна быть рас¬
считана При /пред = 0,8 Н2 + Да.У рассматриваемых сверлильных головок при d0 = 8-4-30 мм
высота свода Я находится в пределах (0,4-5-0,45) d0, а зазор А
между поверхностью резания и торцом корпусом — в пределах
(0,14-^0,22) d0t что при Н — 0,4d0 и Л = 0,18do дает /пред =
= 0,35d0. Используя известные соотношения [8, 56] Ра == -i- npvlbca, Ry = -^-СуРОо&сЦед и принимая Рая* Ry, /пред == 0,35do и 6С — 0,4d0/iN cos <р, можно определить приближенно
коэффициент подъемной силы Су:С „я* л 1п^ея a w 2,75 iN cos <р sin а, (3.4)где tV — число режущих ступеней на участке N лезвия.В итоге формулу для расчета скорости потока ^ при малом
угле а можно представить в виде«1 = 0„р = 1 / 6’36£ (s°Si)S со$а<р . (3.5)V Р% ‘A/Stae80
Расход СОЖ Qi определим как произведение скорости потока(3.5) на площадь F1 участка канала подвода жидкости, огра¬
ниченного с одной стороны поверхностью резания, а с другой —
торцом корпуса головки в месте расположения стружкоотводного
отверстия. С достаточной точностью можно принять (см. рис. 3.3)F\ « InOn = 0,18do |<p=25e = 0,08do*В случае, когда угол наклона а пластинки имеет большее зна¬
чение (а > 20°), условие поворота пластинки относительно шар¬
нира составляется с учетом влияния на изгиб стружки обеих
составляющих (Ry и Rx) силы давления Рп. Учитывая изменение
направления потока СОЖ по отношению к пластинке, принимаяRx — puoCxlc cos a, Ry — -j- pvlCylc sin a и произведя необ¬
ходимые преобразования, получим зависимость для определения
скорости потока иа при угле a > 20°:sin a + 1 / 6,36g(s0g.)»cos4 ^ (3.6)h У pd* i N sin a cos aCy (1 + Cx/Cy)где Cx — коэффициент силы сопротивления Rx.При расчете v2 по формуле (3.6) значение коэффициента Су
можно определить по формуле (3.4), а коэффициента С* из соот¬
ношения Су/Сх = 0,15-j-0,2 [8, 56].Расход СОЖ Qt определяется как произведение скорости по¬
тока v2 (3.6) на площадь F2 поперечного сечения стружкоотвод¬
ного отверстия в головкеF2«-|-n#2| «0,194-8 |«=0,4dnУчитывая, что > vs, но F1 < Ft при выборе расхода СОЖ
полезно определить расходы и Q: и в качестве требуемого
принять наибольший из них. Оценка значений расходов Qx и
Qu показала, что, как правило, Qx > Q*.Применительно к обработке глубоких отверстий в заготовках
из стали (Е = 2.1011 Н/м2, = 3) инструментом с параметрами
Ф = 25°, Н = 0,4do, Д = 0,18do, iN = 2 (при d0 = 8-ь 18 мм)
и itr = 3 (при d0 = 18-г-ЗО мм) и с использованием масляной СОЖ
(типа МР-3) на основании (3.5) получены формулы:
при d0 = 8-т-18 мм; a = 5°Q, = 3,41.10-2|/^X; (3.7)при d0 = 18ч-30 мм; a = 5°Q, = 2,78-10-2 (3-8)Значения расхода, рассчитанные по формулам (3.7), (3.8) обес¬
печивают надежный стружкоотвод на практике.81
3.5. Отвод дробленой стружкиВ основу определения скорости потока, необходимой для непре¬
рывного отвода дробленой стружки из зоны резания, положено
условие предотвращения скопления стружки вблизи режущего
лезвия. Установлено, что реализация этого условия достигается
в том случае, когда скорость потока в пазу головки имеет значе¬
ние, при котором объемная концентрация рг находится в пределах
0,005—0,0025. Зависимость объемной концентрации рг от скорости
потока vr в пазу головок кольцевого сверления, имеющих разную
ширину реза 5, показана на рис. 3.4. Из графика следует, что
определяемые линией 4 сочетания параметров рг и vr зависят
от ширины реза (глубины резания), с увеличением которой мень¬
шая концентрация достигается при меньшей скорости потока.
Определяя объемную концентрацию рг отношением объема стру¬
жек, находящихся одновременно в пазу головки при определенной
скорости потока vr, к объему паза и учитывая влияние режима
резания на объем элементов стружки, формулу для расчета ско¬
рости^, м/с, можно записать в виде= 33,3ч SdoJ-nso 10-3( (3.9)“оРг. пред** г#ггде / — глубина резания, мм; рг. пред = 1,86- I0r2t0»57 — пре¬
дельно допустимая объемная концентрация на участке паза в го¬
ловке; #г, Вг — высота и ширина паза в сечении на входе в паз,
соответственно; мм. Расход СОЖ Qr> требуемый для непрерывного
отвода стружки из зоны резания, определится произведением
скорости vr (3.9) на площадь Fr = (НГВГ) 10~в, м2, поперечного се¬
чения паза в головке. На основе анализа влияния диаметра свер¬
ления и глубины резания на расход СОЖ Qr, м3/с, составлена сле¬
дующая зависимость для расчета расходаQr = 2,3- 10~* d0oMtlASvso. (3.10)На практике может оказаться, что расход СОЖ, равный Qr,
будет недостаточен для надежного транспортирования стружки
на остальных участках стружкоотводного канала, поскольку пло-Рг151010'г*л1U082щадь их поперечного сечения
значительно больше площади
поперечного сечения паза го¬
ловки.Известно, что для надежного
транспортирования дробленойРис. 3.4. Зависимость объемной кон¬
центрации на участке паза в головке
от скорости потока СОЖ при различ¬
ной глубине резания:/ — В =* б мм; 2 — В — 18 мм; 3 — В -
= 30 мм; 4 — значения скорости потока,
соответствующие предельно допустимой
концентрации
стружки ее необходимо удалять во взвешенном состоянии. Дляэтого скорость потока СОЖ должна быть больше критической
скорости потока икр, зависящей от размеров, формы и условий
транспортирования твердых частиц (стружки) [8]. Основные труд¬
ности расчета икр по известной из теории гидротранспорта фор¬
муле связаны с определением характерного геометрического раз¬
мера элемента стружки, как частицы неправильной формы, и
коэффициента подъемной силы Су. Однако, пользуясь методикой
[9], можно привести элемент стружки к эквивалентному ей по
объему VT и по поверхности FT шару с условным диаметром dT.
Условный диаметр dT принимается вместо отношения VT/sT в ка¬
честве характерного геометрического размера элемента стружки.
Путем введения поправок /С/ и /Сф, учитывающих отличие стружки
от шара, можно определить коэффициент аэродинамического со¬
противления стружки С/ с последующим определением коэффи¬
циента подъемной силы Су = (0,1-^0,15) С/.В итоге представляется возможным рассчитать критическую
скорость иКр с учетом формы и размеров элементов стружки,
свойств (р, V) СОЖ и размеров поперечного сечения стружкоотвод¬
ного канала. Формулу для расчета критической скорости икр за¬
пишем в виде = <ЗЛ1>
где Ео — коэффициент стеснения, учитывающий влияние стенок
канала на режим обтекания стружки и определяемый в зависи¬
мости от соотношения dT и D, где D — характерный геометриче¬
ский размер рассматриваемого участка канала отвода; влияние
стесненности по фактору ED необходимо учитывать при транспор¬
тировании стружки в узких каналах в виде кольцевой полости.Результаты расчетов икр по формуле (3.11) и введение коэф¬
фициента запаса Kv, учитывающего необходимость увеличения
требуемой скорости потока vT по сравнению с критической (/С0 =
= 1,15-ь 1,2), позволили составить зависимость для определения
скорости транспортирования дробленой стружки в канале:
с кольцевым поперечным сечением0т. к = 1,2 (Ijbcf-1 (SoE/)0,12/C°b44v“0,24; (3.12)с круговым поперечным сечениемOf. кр = 1,4/°'36<£Г°'22у—0,24, (3.13)где Кв — коэффициент ширины кольцевого зазора для отвода
стружки, Кв = &o/bcl v — вязкость СОЖ, см2/с.На основе анализа влияния основных факторов на расход СОЖ,
требуемый для надежного отвода др.обленой стружки при кольце¬
вом сверлении, получены следующие формулы для расчета рас¬
хода:83
с внутренним отводом стружкиQ = 0)8di'35(/CB/0°’ev“0,24;(3-14)с наружным отводом стружкиQ = 0,75d£’4 (Кв/if.0,54—0,24(3.15)Экспериментальная проверка показала, что формулы (3.14) и(3.15) дают значения расхода СОЖ, которые обеспечивают надеж¬
ный стружкоотвод на практике. На основании рассмотрения от¬
вода сливной и дробленой стружки отметим, что предложенные
теоретические зависимости позволяют учитывать при расчете
скорости потока и расхода СОЖ условия обработки, а следователь¬
но, ими можно пользоваться при проектировании новых процессов
сверления и при решении задач по снижению затрат энергии на
стружкоотвод.Давление СОЖ определяется гидравлическими потерями на пути
движения СОЖ от насоса до стружкоприемника. Общие гидрав¬
лические потери складываются из потерь на отдельных участках
системы подвода—отвода СОЖ. При сверлении с внутренним от¬
водом стружки и СОЖ можно выделить следующие участки: тру¬
бопровод для подвода СОЖ от насоса к маслоприемнику, масло-
приемник, кольцевую полость между наружной поверхностью стеб¬
ля и стенками обрабатываемого отверстия, кольцевую полость
между корпусом головки и стенками отверстия, полость подвода
СОЖ в зону резания с поворотом потока в стружкоотводное отвер¬
стие головки, стружкоотводный канал в головке и стебле. Общие
гидравлические потери давления Аскладываются из потерь
давления на трение ДЯТр и на местные сопротивления АРм. Эти
составляющие можно определить по формулам:где р — плотность СОЖ; А, — коэффициент гидравлического тре¬
ния; Z, d3KB — длина и эквивалентный диаметр участка канала;
v0 — средняя по площади поперечного сечения скорость потока;
£ — коэффициент местных потерь.Входящие в формулу (3.16) и (3.17) величины, кроме X и £,
либо известны (р, /), либо могут быть определены расчетом (d3
v0). Так, daKB = d0 — dK — для кольцевой полости и d3KB =
= dB — для канала в виде круга, где dn и d„ — наружный и
внутренний диаметры стебля. Значения коэффициентов к и £ за¬
висят от режима движения жидкости и значительно различаются3.6. Потери давления
в системе подвода—отвода СОЖ(3.16)(3.17)84
Таблица 3.3Выбор коэффициентов гидравлических (А.) и местных (g) сопротивлений Участок каналов подвода —
отвода СОЖИсходные данные (Re, A, s,)Участок трубопровода для подвода
СОЖ к маслоприемникуRe < 2320Re > 2320Участок кольцевой полости между на¬
ружной поверхностью стебля и стенка¬
ми отверстия и кольцевой полости ме¬
жду корпусом головки и стенками от¬
верстия400 < Re < 1000; A > 1 ммRe > 800; A < 1 ммУчасток стружкоотводного канала в
стебле (в виде отверстия)1000 < Re < 20002000 < Re < 23002300 < Re < 5000Участок маслоприемникаRe < 1400Re > 1400Участок канала подвода СОЖ в месте
стыка стебля с головкой200 < Re < 800 при 0,5 < < 0,7Re > 800 при 0,5 < Sx/Sa < 0,7Участок стружкоотводного канала в го¬
ловке (поворот и сужение потока при
входе в канал)От Re не зависитУчасток каналов подвода —
отвода СОЖЗначения коэффициентов к и £Участок трубопровода для подвода
СОЖ к маслоприемникуX = 70/ReХ = 0,3164/Re0*26Участок кольцевой полости между на¬
ружной поверхностью стебля и стенка¬
ми отверстия и кольцевой полости ме¬
жду корпусом головки и стенками от¬
верстияX = 70/ReX = 2686/Re1-55Участок стружкоотводного канала в
стебле (в виде отверстия)К = 0,6/Re°»3eК = 1,6* lO^Re1*83X = 0,65/Re0*34Участок маслоприемникаI = 4000/Re£= 3,5Участок канала подвода СОЖ в месте
стыка стебля с головкой£ = 550/Re0*®5 (Si/Sa)1*6£ = 4,75/(s1/s2)2*37Участок стружкоотводного канала в го¬
ловке (поворот и сужение потока при
входе в канал)C= 1.6Примечание. Д — ширина кольцевого зазора; Sj, s, — площадь поперечного се¬
чения кольцевой полости между стеблем и стенкой отверстия (s4), головкой и стенкой отвер-
СТИЯ (Sg). 85
при ламинарном и турбулентном режимах. В общем случае X =
= A/Re, где А может принимать значения от 64 до 150 в зависи¬
мости от состояния канала. При глубоком сверлении из-за мест¬
ных сопротивлений, неравномерности кольцевого зазора для под¬
вода СОЖ и других особенностей переход от ламинарного движе¬
ния к турбулентному может происходить при числе Рейнольдса,
отличающемся от ReKp = 2320. По указанным причинам для глу¬
бокого сверления значения X и £ определены экспериментально
с использованием специального стенда, установленного на глубо¬
косверлильном станке и подключенного к его насосной станции.
Стенд имеет трубу с предварительно просверленным глухим глубо¬
ким отверстием, в которое вводится инструмент и подводится СОЖ
с помощью маслоприемника. В стенках трубы по концам участков
канала были просверлены отверстия для соединения с манометра¬
ми, что позволило по разности показаний соседних манометров оп¬
ределять потери давления на участке. Применялась масляная
СОЖ (v = 18.10"в, м2/с), режим движения которой в канале изме¬
нялся в широких пределах. Для каждого участка по расходу СОЖ
и размерам проходного сечения рассчитывались скорость потока
СОЖ и число Рейнольдса. Значения коэффициентов к и £ опреде¬
лялись по формулам (3.16) и (3.17) при соответствующих потерях
давления.Зависимости для определения А, и £ Для различных значений Re
приведены в табл. 3.3. После суммирования потерь давления по
участкам можно определить давление, которое должна создавать
насосная станция, по формулеР* = КР дя*.где Рн — номинальное давление насосной станции; Д— сум¬
марные потери давления в канале подвода—отвода СОЖ; Кр —
коэффициент запаса, Кр = 1,2-т-1,3.При проектировании насосной станции указанные расчеты сле¬
дует производить для максимально допустимой глубины сверле¬
ния при наибольшем и наименьшем диаметрах инструмента, под¬
лежащего использованию на станке.3.7. Пути снижения энергозатрат на подвод СОЖ
и отвод стружкиСнижение энергозатрат на стружкоотвод имеет большое практи¬
ческое значение. Общие энергозатраты складываются из ряда
составляющих, которые изменяются в зависимости от диаметра
обрабатываемого отверстия. Из табл. 3.1 видно, что при сверлении
отверстий малого диаметра энергоемкость стружкоотвода опреде¬
ляется в основном высоким давлением СОЖ (расход сравнительно
мал), а при сверлении больших отверстий — большим расходом
(давление мало). Отсюда следует, что в первом случае снижать
энергозатраты следует в основном за счет снижения давления СОЖ,86
а во втором — за счет снижения расхода. Исследования показали,что достичь снижения давления за счет уменьшения его потерь пу¬
тем увеличения только проходных сечений каналов для подвода
СОЖ не удается из-за существенного снижения жесткости инстру¬
мента. Так, для диаметра d0 = 12 мм уменьшение наружного диа¬
метра стебля с 10 до 9 мм (на 10 %) дает снижение давления СОЖ
на 49 %, но одновременно на 40 % снижается жесткость инстру¬
мента (/р). Уменьшение энергоемкости за счет снижения скорости
СОЖ без применения дополнительных мер также не может быгь
использовано, так как снижать скорость СОЖ ниже допустимой
для отвода сливной стружки нельзя. Таким образом, следует
искать иные пути, среди которых можно указать следующие.Дробление сливной стружки по ширине и длине при сверлении
отверстий малого диаметра. Увеличением числа ступеней на лез¬
вии (числа кромок) представляется возможным уменьшить ши¬
рину стружки и ее жесткость, что позволяет снизить скорость СОЖ.
необходимую для деформации и перемещения сливной стружки,
а следовательно, и снизить расход.Так, для диаметра d0 = 30 мм при подаче s0 = 0,025 мм/об
увеличение числа ступеней с 2 до 3 позволяет снизить расход на
17 %. Существенное снижение скорости СОЖ можно получить,
применяя дробление стружки по длине, используя кинематическое
дробление (вибрационное сверление). При использовании этих
способов снижение энергозатрат достигается не только за счет
уменьшения требующегося расхода СОЖ, но и за счет снижения
потерь давления вследствие снижения скорости СОЖ.Применение маловязких СОЖ* С уменьшением вязкости СОЖ
существенно снижаются потери давления, но одновременно сни¬
жается и транспортирующее действие СОЖ и объемный КПД
насоса. Несмотря на это, применять маловязкие СОЖ целесооб¬
разно, тем более, что они разработаны и для условий глубокого
сверления. Расчеты показывают, что, например, для d0 = 12 мм
при стебле диаметром 10x6 мм уменьшение вязкости с 20 10"* ма/с
до 8 -10-в м2/с обеспечивает снижение давления на 45 %.Уменьшение проходных сечений отводных каналов при обра¬
ботке отверстий большого диаметра с одновременным уменьше¬
нием размеров элементов стружки. С увеличением диаметра ин¬
струмента возрастает площадь проходных сечений каналов для
отвода стружки, что ведет к увеличению расхода СОЖ, так как
снижать скорость нельзя.Уменьшить расход СОЖ можно уменьшением площади про¬
ходных сечений для отвода стружки при одновременном уменьше¬
нии размеров элемента стружки фс и /с). Если, например, при коль¬
цевом сверлении принять ширину 60 кольцевой полости для отвода
стружки, равной длине диагонали элемента, т. е. принять 60 =
= VЬ1 + Ц и уменьшить размеры элементов стружки ее дробле¬
нием (Ьс — с помощью увеличения числа ступеней, а 1С — с по¬
мощью порожка), то можно получить существенное уменьшение87
Рис. 3.5. Способы уменьше¬
ния сечения стружкоотвод¬
ного канала: а — выполне¬
ние в стебле эксцентрическо¬
го отверстия; б — замена
кольцевой полости наруж¬
ным продольным пазом;1 — стержень; 2 — стебель;3 — резецрасхода СОЖ. Например, для диаметра d0 = 180 мм при В =
= 36 мм увеличением числа ступеней с 3 до 4 можно уменьшить
расход СОЖ с 760 до 560 л/мин., т. е. на 26 %. При увеличении
числа ступеней уменьшается вероятность одновременного образо¬
вания нескольких элементов стружки (см. рис. 3.2), что позволяет
снизить скорость СОЖ, а следовательно, дополнительно умень¬
шить и расход СОЖ- Уменьшение длины элемента /с также дает
ощутимое снижение расхода. Так, для d0 = 100 мм при В =
= 27 мм и Ьс = 9 мм (i = 3) снижение длины /с с 10 до 5 мм по¬
зволяет уменьшить расход с 367 до 237 л/мин, т. е. на 35 %.Выбор рациональной формы и оптимальных размеров проход¬
ных сечений участков канала подвода—отвода СОЖ. Используя
этот путь, желательно придерживаться следующих рекомендаций:
на всех участках канала подвода СОЖ назначать максимально
возможные проходные сечения, учитывая при этом в качестве
ограничительного фактора лишь жесткость инструмента;не допускать снижения скорости потока в зоне резания, так
как именно здесь необходима наибольшая кинетическая энергия
струи СОЖ; с этой целью уменьшать расстояния aN от лезвия до
входа в стружкоотводное отверстие, принимая его не более 0,18d0;уменьшать проходные сечения каналов для отвода СОЖ в ин¬
струментах большого диаметра, используя для этого стебли с по¬
перечным сечением специальной формы.Так, в инструментах для кольцевого сверления (рис. 3.5) целе¬
сообразно отверстие в стебле располагать эксцентрично относи¬
тельно его наружной поверхности с одновременным уменьшением
диаметра отверстия (рис. 3.5, а), что наряду с уменьшением рас¬
хода СОЖ повышает жесткость инструмента. Целесообразно также
(особенно при наружном отводе стружки) отводной канал выпол¬
нять не в виде кольцевой полости, а в виде продольного паза
(рис. 3.5, б). В обоих случаях площадь проходного сечения может
быть уменьшена на 50—60 % и на столько же уменьшен расходСОЖ.В многолезвийных головках кольцевого сверления, работаю¬
щих с делением ширины среза, следует назначать ширину каждого
паза для отвода стружки с учетом объема стружки, срезаемого88
лезвием, одновременно с этим применять уплотнение по корпусу
головки за пределами пазов. Все это дает снижение расхода на
20—25 %.В заключение отметим, что уменьшение расхода СОЖ на 30 %
позволяет снизить энергозатраты на отвод примерно на 50 % при
диаметре d0 = 20 мм и на 70 % при d0 = 100 мм.ГЛАВА 4ОБОРУДОВАНИЕ И ПРИСПОСОБЛЕНИЯ.
НАЛАДКА ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
СПИД4.1. Типы станков и их основные узлыОперации глубокого сверления и растачивания выполняются на
глубокосверлильных станках, отличительной особенностью кото¬
рых является наличие у них системы подвода—отвода СОЖ для
принудительного отвода стружки. Глубокосверлильные станки
весьма разнообразны. Они различаются по ряду признаков. По
расположению шпинделя их разделяют на горизонтальные и вер¬
тикальные. Наиболее распространены горизонтальные, так как
вертикальные позволяют обрабатывать только сравнительно не¬
глубокие отверстия. По числу шпинделей различают одно-, двух-
и многошпиндельные. Наибольшее распространение получили
одношпиндельные станки. Двух- и многошпиндельные предназна¬
чаются для обработки глубоких отверстий малого диаметра в круп¬
носерийном и массовом производстве. Различают станки и в за¬
висимости от того, вращается заготовка во время обработки
(рис. 4.1, а и б) или остается неподвижной (рис. 4.1, в). Широко
применяются станки для обработки вращающихся заготовок. Они
различаются конструкцией бабки изделия. Известны две разновид¬
ности бабок — токарного типа и вертлюжная.Бабка токарного типа имеет шпиндель сплошной или с отвер¬
стием, не допускающим установки заготовки внутри шпинеделя.
Вертлюжная бабка имеет пустотелый шпиндель, позволяющий
устанавливать заготовку внутри шпинделя, что дает возможность
закреплять в патроне не только один из концов заготовки, но при
необходимости можно закрепить ее ближе к средней части в одном
или двух сечениях. В зависимости от применяемой бабки и разли¬
чают два типа станков — токарного и вертлюжного типов. Оба
типа станков имеют одинаковый набор функциональных узлов,
среди которых обязательно имеется система подвода—отводасож.89
s
Станки токарного типа (рис. 4.1, а) имеют бабку 10 токарного
типа, на шпинделе которой установлен патрон для закрепления
и вращения заготовки. Правый конец заготовки базируется в ма-
слоприемнике, а средняя часть опирается на промежуточные лю¬
неты /, число которых выбирается в зависимости от длины за¬
готовки. Инструмент 3 закрепляется в подающем устройстве 5
и направляется в начале сверления кондукторной втулкой масло¬
приемника, установленного в направляющей стойке 7. В средней
части инструмент поддерживается промежуточной стойкой 4.
В качестве подающего устройства может применяться подающая
каретка либо инструментальная бабка.Инструментальная бабка может сообщать инструменту движе¬
ние подачи и при необходимости и вращение, а подающая карет¬
ка — только движение подачи. Этим определяются возможности
станка вести сверление по той или иной схеме (см. рис. 1.12, а
и б). Отводимая стружка поступает в стружкоприемник 6 и далее
в стружкосборник. Все узлы станка обычно размещаются непосред¬
ственно на станине 9. Отдельные узлы иногда устанавливают на
специальные промежуточные салазки, каретки и т. п., которые
уже размещаются на станине. На рис. 4.1, а станок настроен на
сверление отверстия в заготовке 2 с наружным подводом СОЖ»
которая от системы подвода подается к маслоприемнику 8 и далее
в зону резанияСтанки вертлюжного типа (рис. 4.1, б) допускают установку
заготовки 2 внутри шпинделя вертлюжной бабки 10. Левый конец
заготовки опирается на люнет 1. Остальные функциональные узлы
станка аналогичны узлам станка, изображенным на рис. 4.1, а.Сопоставление этих двух типов станков позволяет отметить
следующее. Благодаря меньшему наружному диаметру шпинделя
у бабки токарного типа на станках токарного типа можно сооб¬
щать шпинделю вращение с большей частотой и, следовательно,
обрабатывать отверстия с большим диапазоном диаметров, вклю¬
чая и малые диаметры. На вертлюжных станках для получения
необходимой скорости резания приходится применять встречное
вращение инструмента, которое может вносить дополнительные
погрешности. К преимуществам вертлюжных станков относятся
легкость выверки конца заготовки, обращенного к маслоприем¬
нику (что очень важно с точки зрения обеспечения точности обра¬
ботки), возможность повышения жесткости нежесткой заготовки
путем закрепления ее ближе к средней части и при желании в не¬
скольких сечениях, большие удобства выполнения растачивания
на растяжение. Кроме того, на базе станков этого типа можно
создать двусторонний станок, позволяющий вести одновременную
обработку отверстия с двух сторон.Выбор типа станка следует производить с учетом отмеченных
выше преимуществ и недостатков, конкретных условий выполне¬
ния операции (вида операции, габаритных размеров и массы за¬
готовки, диаметра обрабатываемого отверстия и др.). При обра¬91
ботке отверстий малого диаметра предпочтение следует -отдавать
станкам токарного типа.Станки для обработки невращающихся заготовок (рис. 4.1, в) со¬
держат те же узлы для сообщения инструменту движения и на¬
правления: подающее устройство 5, промежуточные 4 и направляю¬
щая 7 стойки, маслоприемник 8 и стружкоприемник 6. Заготовка 2
устанавливается на опорах-люнетах 1 и при необходимости за¬
крепляется.4.2. Технические характеристики
и нормы точности станковОтечественными станкостроительными заводами и зарубежными
фирмами выпускается большое разнообразие станков для обработ¬
ки глубоких отверстий. Технические характеристики станков, вы¬
пускаемых нашей промышленностью, приведены в табл. 4.1, а
станков зарубежных фирм — в табл. 4.2. В Рязанском станко¬
строительном объединении создана гамма станков повышенной
точности. Технические характеристики их приведены в табл. 4.3.
В обозначении модели предусмотрено указание и на тип станка
(см. рис. 4.1). Если после первой цифры «2» буквы нет, то станок
токарного типа (см. рис. 41, а), если за цифрой «2» следует букваТаблица 4.1Технические характеристики отечественных станков
для обработки глубоких отверстийПараметрМодель станка2805ОС-400РТ-601Высота центров над станиной, мм
Диаметр обрабатываемой заготовки,
мм:125235315над станиной10035—200—в вертлюжном люнете——100—300» роликовом »——100—300» открытом »Диаметр обрабатываемого отверстия,
мм:сплошным сверлением4—1216—4040—80кольцевым »——50—250растачиванием——50—250Наибольшая длина обрабатываемогоотверстия, ммЧастота вращения, об/мин:63018004000заготовки900-256020—260040—500инструмента800—1000—ЮО—630Подача, мм/мин10—400 *4—300 *5—3000 *Ускоренное перемещение инструмента,
мм/минМощность привода изделия, кВт820043503000 28Мощность привода инструмента, кВт
Максимальный расход СОЖ, л/мин——3075120300Максимальное давление СОЖ, мПа1052,592
Продолжение табл. 4.1ПараметрМодель станкаРТ-604РТ-605РТ-606Ьысота центров над станиной, мм400500630Диаметр обрабатываемой заготовки,мм:над станиной———в вертлюжном люнете100—400125—500160—630» роликовом »100—400125—500160—630» открытом »———Диаметр обрабатываемого отверстия,мм:сплошным сверлением40—80125125кольцевым »63—200250300растачиванием50—360450500Наибольшая длина обрабатываемого400080005000отверстия, ммЧастота вращения, об/мин:заготовки40—50016—25016—250инструмента100—63080—50080—500Подача, мм/мин5—3000 *5—3000 *5—3000 •Ускоренное перемещение инструмента,Uli/litlU300030003000ММ/ МИНМощность привода изделия, кВт285555Мощность привода инструмента, кВт305555Максимальный расход СОЖ, л/мин400600960Максимальное давление СОЖ* мПа2,52,52,5Модель станкаПараметрКЖ-1910КЖ-1920КЖ-1941Высота центров над станиной, мм6708501700Диаметр обрабатываемой заготовки,мм:над станиной130016003400в вертлюжном люнете150—550—300—1050» роликовом »600200—800—» открытом »—630—1380—Диаметр обрабатываемого отверстия,мм:сплошным сверлением60—105100—1000100—2000кольцевым »100—225100—1000100—2000растачиванием600100—1000100—2000Наибольшая длина обрабатываемого800080006300отверстия, ммЧастота вращения, об/мин:заготовки2—2001—320 *0,5—180 *инструмента20—320 **125—500 *3,3—400 *Подача, мм/мин0,5—1500 *0,4—1160 *0,4—2800 *Ускоренное перемещение инструмента,WW/WrflT200020002000ММ/ МИНМощность привода изделия, кВт85125160Мощность привода инструмента, кВт757585Максимальный расход СОЖ, л/мин138020401920Максимальное давление СОЖ, мПа2,52,02,0♦ Бесступенчатое регулирование. ♦♦ Или 125 — 500 Примечание. Станок модели РТ-605 вертлюжного типа, остальные модели токарного
типа. 93
Технические характеристики станков зарубежных фирмМодель станка иПараметрBE4 (SIG)АГ-120(UTITA)Диаметр обрабатываемой заготовки, мм:
над станиной150400в роликовом люнете——Диаметр отверстия в шпинделе, мм——Диаметр обрабатываемого отверстия, мм:
сплошным сверлениемДо 1220—25кольцевым »—48—120растачиваниемДо 1820—120Наибольшая длина обрабатываемого отверстия,5004000ммЧастота вращения, об/мин:
заготовки340190—1250инструмента1 800—11 000—Подача, мм/мин20—300 •40—240 *Ускоренное перемещение инструмента, мм/мин
Мощность привода изделия, кВт350040000,7526Мощность привода инструмента, кВт
Максимальный расход СОЖ, л/мин3—75—* Бесступенчатое регулирование«В», то — вертлюжного типа (см. рис. 4.1, б), а если буква «К»,
то это станок для обработки невращающихся заготовок (рис. 4.1, в).
Приведенные в табл. 4.1 и 4.3 станки являются, по существу, базо¬
выми моделями отечественных станков для обработки глубоких
отверстий. Они обладают значительной универсальностью и ши¬
рокими технологическими возможностями. Пользуясь этими базо¬
выми моделями, станкостроителям достаточно выбрать необходи¬
мый типоразмер базовой модели станка, исключить из него не¬
нужные в данном случае узлы и агрегаты, применить по-возмож-
ности упрощенные варианты узлов, подобрать необходимую длину
станин и приводы требуемой мощности и добавить необходимые
специальные устройства. Анализ технических характеристик со¬
временных отечественных и зарубежных станков показывает, что
универсальность станков повышается по мере увеличения высо¬
ты центров. Так, станки с высотой центров до 300 мм, как правило,
не имеют встречного вращения инструмента, а число скоростей
вращения заготовки или инструмента у них ограничивается двумя-
тремя. В то же время у станков с большой высотой центров всегда
имеются встречное вращение инструмента и бесступенчатое регу¬
лирование частоты вращения заготовки. Мощности приводов вра¬
щения заготовки и инструмента, так же как и общая длина станины,
не ограничены значениями, приведенными в табл. 4.1 и 4.3. Станки
могут комплектоваться приводами как большей, так и меньшей
мощности. Диапазон частот вращения шпинделя инструменталь-94
для обработки глубоких отверстийТаблица 4.2фирма-изготовительВ630В(Boehringer)В800(Wohlenberg)В1120
(Wohlenberg)ВТ-80(Schiess)ВТ-125(Froriep)6508001 1201 6002 500—450630——128160260——801001604005002003555006308002503555009001 20010 00016 00020 00015 00015 00035,5—1 80090—1 120 *1,8—355 *4—400 *2,5—250 *35,5—1 80090—1 12056—71010—6308—5005—2 000 *5—5 000 *3—3 000 *0,05—1 500 *0,05—1 500 *500050003 0008 0005 0007575110125160557590801001 10013002 00020002 500ной бабки шире, а максимальная частота вращения его больше,
чем у шпинделя изделия. Кроме того, шпиндель может быть за¬
фиксирован относительно корпуса инструментальной бабки при
обработке без вращения инструмента. В станках с приводом по¬
дачи от ходового винта, размещаемого между направляющими
станины, инструментальная бабка непрерывно связана с винтом
сменной полугайкой. Режим рабочей подачи, ускоренных пере¬
мещений и аварийного отвода инструмента обеспечивается за счет
привода винта с бесступенчатым регулированием. Обычно это
тиристорный привод с двумя-тремя механическими ступенями.
При перемещении инструментальной бабки от ходовой рейки
бабка оснащается автономным приводом подачи и ускоренных пере¬
мещений. Используются сборные по длине косозубые рейки. При
разработке гаммы станков (см. табл. 4.3) широко применялась
унификация узлов, позволяющая использовать принцип агрега¬
тирования при создании станков по заказу потребителя.Все это позволяет изготовлять станки, отличающиеся наладкой
в зависимости от диаметра обрабатываемого отверстия в заготовке,
максимальной длиной обработки, диапазоном частот вращения
шпинделя бабки изделия, диапазоном частот вращения шпинделя
инструментальной бабки (или установкой подающей каретки вместо
инструментальной бабки), мощностью приводов вращения заго¬
товки и инструмента, производительностью насосной станции и
максимальным давлением СОЖ, комплектацией люнетами различ-9б
Таблица 4.3Технические характеристики станков повышенной точности,
выпускаемых Рязанским станкостроительным объединениемМодельстанкаПараметр2825П; 2В825П;
2К825П2830П; 2В830П;
2К830ПВысота центров над станиной, мм315400Диаметр обрабатываемых отверстий, мм40—25040—320Частота вращения шпинделя изделия
(кроме станков типа по рис. 4.1, в), мм:основная модификация40—50040—500по заказу32—400; 50—630;32—400; 50—630;63—800; 80—100063—800; 80—1000Частота вращения шпинделя инстру¬
мента, мм:основная модификация100—630100—630"по заказу80—500; 125—800;80—500; 125—800;160—1000;160—1000;200—1250200—1250Мощность привода изделия (кроме
станков типа по рис. 4.1, б), кВтосновная модификация20/2820/28по заказуДо 75До 75Мощность привода инструмента, кВт:основная модификация3030по заказуДо 55До 55МодельстанкаПараметр2840П; 2В840П;2850П; 2В850П;2К840П2К850ПВысота центров над станиной, мм500600Диаметр обрабатываемых отверстий, мм50—400До 500Частота вращения шпинделя изделия
(кроме станков типа по рис. 4.1, в),
мм:основная модификация16—25016—250по заказу11—180; 22,4—35511—180; 22,4—355Частота вращения шпинделя инстру¬
мента, мм:основная модификация80—50080—500по заказу100—630; 125—800100—630; 125—800Мощность привода изделия (кроме
станков типа по рис. 4.1, в), кВтосновная модификация5555по заказуДо 75До 75Мощность привода инструмента, кВт:основная модификация5555по заказуДо 75До 75Примечание. Все станки снабжаются вертлюжными и роликовыми люнетами.96
Таблица 4.4Нормы точности отечественных горизонтальных станков
для обработки глубоких отверстийПоверяемый элементДопуск при высоте
центров, мкмДо 400 ммДо 800 ммОтклонение от прямолинейности продольного пере¬
мещения подвижных узлов в горизонтальной и вер¬
тикальной плоскостях на длине перемещения, м:13030350508808012100100Св. 12Отклонение от параллельности оси шпинделя бабки
изделия направляющим станины в вертикальной и
горизонтальной плоскостях на длине 1 м:125125для токарных станков3540» вертлюжных »5060То же шпинделя инструментальной бабки *Радиальное биение центрирующей поверхности
шпинделя бабки изделия:3540для токарных станков2535» вертлюжных »5065То же шпинделя инструментальной бабки *
Осевое биение шпинделя бабки изделия:2530для токарных станков2530» вертлюжных »6580Торцовое бнение упорного бурта шпинделя инстру¬
ментальной бабки *2535Отклонение от параллельности осей отверстий на¬
правляющей стойки, промежуточных стоек и пода¬
ющей каретки направляющим станины в вертикаль¬
ной и горизонтальной плоскости на длине 1 м *3550То же оси вертлюжного люнета для вертлюжного
станка4060Отклонение от соосности отверстий направляющей
стойки, промежуточных стоек и подающей каретки
или шпинделя инструментальной бабки *5065То же шпинделя бабки изделия и вертлюжных и ро¬
ликовых люнетов5065То же шпинделя бабки изделия и отверстия направ¬
ляющей стойки4065* Для всех типов станков по рис. 4.1.4 П/р Н. Ф. Уткина97
ных типов, компоновкой для двухшпиндельного варианта, нали¬
чием систем автоматического управления станком, оснащением
элементами программного управления и специальными механиз¬
мами, позволяющими встраивать станок в автоматическую линию,
узкой специализацией (например, только для растачивания без
вращения инструмента). В гамме сохраняется конструктивное
подобие между станками, что облегчает эксплуатацию и обслужи¬
вание станков.Нормы точности для современных отечественных станков при¬
ведены в табл. 4.4. Они практически не отличаются от норм точ¬
ности станков известных зарубежных фирм.4.3. Технологические особенности
некоторых узлов современных станковСтанины делают сборными из секций различной длины (3—6 м),
что позволяет изготовить станок со станиной необходимой длины.
Положение совмещенных секций фиксируется шпонками, а сами
секции между собой стягиваются болтами. Такое соединение сек¬
ций воспринимает лишь осевые усилия, но не обеспечивает в ме¬
стах стыка такой же поперечной жесткости станины, как в сере¬
дине секции. Поперечные нагрузки (например, от веса заготовки)
передаются от станин фундаменту через клиновые башмаки и за¬
кладные элементы, располагаемые через 1 м вдоль всей станины
с обеих сторон. С помощью этих же башмаков станине придается
горизонтальное положение. Чугунная станина чаще всего имеет
две прямоугольные (закаленных ТВЧ) направляющие. Направ¬
ляющие могут выполняться и из стали и механически закреп¬
ляться на станине.Направляющая стойка, как правило, имеет базовое отверстие,
соосное с осью шпинделя бабки изделия, которое служит посадоч¬
ным местом для установки маслоприемника, либо стружкоприем¬
ника, либо разрезных втулок для направления стебля. Форма и
размеры его приведены в табл. 4.5. Стойка обычно имеет крышку
с плоскостью разъема, совпадающей с осью базового отверстия,
для облегчения смены оснастки. Крышка крепится к основанию
стойки болтами и зажимает установленную оснастку. Направ¬
ляющая стойка имеет приводы для сообщения ускоренного уста¬
новочного перемещения вдоль станины, перемещения и поджима
маслоприемника к заготовке, закрепления стойки на станине
с блокировкой пуска насосов СОЖ и подачи инструмента при
неподжатом маслоприемнике и незафиксированной стойке. При¬
воды стойки могут быть подключены к системе автоматического
управления рабочим циклом. Основание стойки может выпол¬
няться в виде стола с пазами для размещения на нем соответству¬
ющей оснастки, в том числе и приспособления с заготовкой. Вы¬
сота плоскости стола над направляющими станины минимальная
(чтобы не уменьшать технологические возможности станка). По-98
Таблица 4.5Посадочные места станков
Рязанского станкостроительного объединенияLВысота
центров
станка, ммРазмеры посадочных мест, ммв направляющей стойкев промежуточной стойкеDLDL315300250300170400350250350170500—630500300500250ложение оси базового отверстия в стойке тщательно выверяется
относительно оси шпинделя бабки изделия или растачивается на
станке с помощью скалки, установленной в патроне бабки изделия.
Положение стойки в вертикальной плоскости осуществляется под¬
бором толщины сменных опорных прокладок — направляющих,
контактирующих с горизонтальными поверхностями направ¬
ляющих станины. В горизонтальной плоскости регулирование
осуществляется с помощью клиньев.Для уменьшения износа направляющих станин на передних и
задних торцах направляющей стойки (так же, как и у всех других
подвижных элементов станка) устанавливаются бронзовые или
резиновые скребки с войлочными прокладками, препятствующими
попаданию грязи под направляющие поверхности.Промежуточные стойки служат опорами для длинных стеблей.
Они, как и направляющие стойки, имеют крышку и соосное с осью
шпинделя бабки изделия базовое отверстие (см. табл. 4.5). В слу¬
чае работы с вращающимся стеблем в отверстие промежуточной
стойки устанавливается наладка со шпинделем, внутри которого
проходит стебель. В шпинделе стебель центрируется разрезанной
на три сектора чугунной или пластмассовой втулкой с конической
наружной поверхностью. Гайкой через упорный подшипник втулка
зажимается в коническом отверстии шпинделя, обжимая стебель.
Сама гайка при этом ввинчивается в неподвижный корпус этой
наладки и позволяет регулировать степень затяжки стебля при
его вращении. При полной затяжке стебля в стойке последняя4*99
Рис. 4.2. Посадочные места под
стебли в инструментальной
бабкеФ235+0,2будет двигаться вдоль ста¬
нины вместе с инструмен¬
том, а при освобождении —
останется стоять на месте.
Таким образом, в процессеобработки можно размещать стойки по длине станины в желаемом
положении. Стойки имеют устройство сцепки между собой, что
позволяет равномерно размещать вдоль стебля при выводе ин¬
струмента из отверстия.Подающая каретка в отличие от инструментальной бабки не
имеет шпийделя и, следовательно, не может сообщать вращение
инструменту. Так же как направляющая стойка, подающая ка¬
ретка имеет отверстие, соосное с осью шпинделя бабки изделия
для закрепления невращающегося стебля (см. рис. 3.16). В каретке
может быть смонтировано устройство для быстрого аварийного
отвода инструмента на 3—5 мм («отскока» инструмента при пере¬
грузках).Инструментальная бабка имеет шпиндель, в передней части
которого выполняются посадочные поверхности для установки и
закрепления стебля. Для станков Рязанского станкостроитель¬
ного объединения их форма и размеры представлены на рис. 4.2.
Бабка оснащается цифровой системой отсчета положения ее на
станине с ценой деления 0,1 мм. Система может давать сигнал об
остановке процесса обработки по достижению заданной глубины
отверстия. Регулирование положения оси шпинделя относительно
оси шпинделя бабки изделия производится так же, как у направ¬
ляющей стойки.Устройства сбора стружки и СОЖ и ее фильтрации включают
ряд узлов. Для приема отводимой стружки и СОЖ применяют
трубы круглого или прямоугольного сечения, плавно изменяющие
направление потока и подводящие стружку к стружкоприемным
тележкам, которые имеют возможность двигаться по своим направ¬
ляющим вдоль станины вместе с инструментальной бабкой (по¬
дающей кареткой). Тележка имеет механизм сцепки с бабкой.
Иногда тележки устанавливаются неподвижно в нужном месте по
длине станины. В тележке происходит отделение СОЖ от стружки
с помощью решеток или сеток. Через отверстие в дне тележки СОЖ
поступает в лоток, направляющий ее к баку. По пути к баку СОЖ
фильтруется с помощью магнитных сепараторов с тонкостью очи¬
стки 0,05—0,07 мм. Бак обычно имеет перегородки для снижения
скорости движения СОЖ, что способствует ее отстою. На дно
бака иногда укладывают решетки из вертикально расположен¬
ных листов, которые препятствуют перемешиванию СОЖ у дна.
Осевшие на дно ячеек мелкие частицы стружки остаются там100
до периодической чистки бака. Вместо решеток устанавливают
жалюзи, которые закрываются при включенных насосах. Для тон¬
кой очистки СОЖ с отделением частиц до 0,02 мм используют
магнитные или пластинчатые фильтры, подключаемые в автоном¬
ную магистраль со своим перекачивающим насосом, работающим
непрерывно. Объем баков для СОЖ выбирается равным 10-крат¬
ной производительности всех насосов для СОЖ (максимальному
расходу СОЖ). При меньшем объеме баков приходится применять
охлаждение СОЖ водой, пропускаемой по трубам внутри бака,
или воздухом с помощью радиаторов.Патроны для закрепления заготовок устанавливаются на шпин¬
дель бабки изделия, причем в станках вертлюжного типа приме¬
няют по два патрона. У станков с высотой центров до 300 мм и со
сплошным шпинделем применяют самоцентрирующие патроны, а
при большей высоте центров — четырехкулачковые с винтовым
приводом кулачков, что вызвано необходимостью выверки заго¬
товки. Применяют и механизированные патроны, в которых вы¬
верка заготовки производится при ручном перемещении кулачков,
а окончательный зажим заготовки — тарельчатыми пружинами,
размещенными внутри патрона пакетами с равномерным шагом
по окружности. Сжатие пружин для освобождения заготовки про¬
изводится кольцевым пневмоприводом, размещенным также в па¬
троне и подключаемым к цеховой пневмосети при остановленном
шпинделе.Люнеты выполняют как вертлюжные, так и роликовые. Диа¬
метральные размеры вертлюжных люнетов полностью соответству¬
ют размерам шпинделя изделия. Они комплектуются теми же
патронами, располагаемыми с обеих сторон шпинделя люнета.
Люнеты снабжены приводом продольного перемещения и закреп¬
ления на станине станка.Роликовые люнеты имеют поворотную верхнюю часть с верх¬
ним роликом, снабженным индивидуальным ручным приводом
радиального перемещения. Пара нижних роликов перемещается
синхронно, оставаясь симметрично расположенной относительно
вертикальной плоскости, совпадающей с осью шпинделя бабки
изделия. Роликовые люнеты позволяют вращать заготовку с боль¬
шей частотой вращения, чем вертлюжные. Для тяжелых заготовок
большого диаметра применяют открытые люнеты с двумя или
большим числом роликов. Двухроликовые люнеты могут иметь
привод синхронного перемещения роликов.Органы управления станком выносятся на центральный пульт
на направляющей стойке. Кроме того, каждый из механизирован¬
ных узлов имеет кнопочную станцию управления своими переме¬
щениями. На центральный пульт вынесены и приборы контроля
за процессом обработки, сообщающие оператору об изменениях
мощности, развиваемой двигателями привода шпинделя изделия,
шпинделя инструмента и подачи, осевого усилия на винте подачи
и давления СОЖ в системе. Все эти приборы оснащены реле, на¬101
страиваемыми на минимально и максимально допустимые значе¬
ния, выбираемые опытным путем. Приборы подключаются к си¬
стеме автоматического управления циклом работы станка. Про¬
стейшая система обеспечивает аварийную остановку станка по
сигналу от любого из вышеперечисленных приборов в следующей
последовательности: отскок инструмента, остановка подачи, оста¬
новка шпинделей, остановка подачи СОЖ. Эти же действия авто¬
матически выполняются при нажатии на кнопку «Общий стоп*
станка. Более сложные системы позволяют дать команду об оста¬
новке станка при достижении инструментом заданной глубины
обработки отверстия, на раскрепление направляющей стойки и
отвод ее от заготовки, ускоренный вывод инструмента из отверстия.
Имеются системы адаптивного управления подачей инструмента
в зависимости от осевого усилия. Станки оснащены системой бло¬
кировок, исключающей пуск процесса обработки при незакреплен¬
ных заготовке или агрегатах на станине станка. Сигнализация
о выполнении команд выносится на главный пульт.Механизация станка охватывает в первую очередь установку
и выверку заготовки, а также все или большинство настроечных
перемещений узлов и агрегатов станка. Для предварительной
установки и центрирования заготовки применяют загрузочные
стойки с регулируемыми призмами, имеющие возможность пере¬
мещаться вдоль станины. При необходимости стойки могут снаб¬
жаться приводом для перемещения. Тяжелый станок КЖ 1941,
например, имеет 14 приводов, обеспечивающих механизацию за¬
грузки, выверки, закрепления заготовки, настроечных перемеще¬
ний и закрепления на станине подвижных узлов. Число этих при¬
водов может быть и больше при наличии нескольких одинаковых
узлов (например, люнетов).4.4. Выбор схемы установки заготовки на станке.Подготовка баз на заготовкеСхема установки заготовки на станке характеризуется двумя
признаками: расположением того или иного конца заготовки
к направляющей стойке и числом опор, применяемых для базиро¬
вания заготовки и их расположением по длине. На расположение
концов заготовки влияют припуск по наружному диаметру заго¬
товки на последующую обработку и требования к прямолиней¬
ности оси отверстия на концах заготовки. Если припуск на кон¬
цах одинаковый, то заготовку можно устанавливать к направля¬
ющей стойке любым концом. При разных припусках конец с мень¬
шим припуском направляют так, чтобы с него начиналась обра¬
ботка, потому что увод оси вначале меньше и увеличивается
с увеличением длины обработки. Это значит, что на операциях
сверления и растачивания на сжатие заготовка концом с меньшим
припуском ставится к направляющей стойке, а на операциях
растачивания на растяжение — наоборот. Требования прямоли¬102
нейности удовлетворяются также с учетом того, что увод оси
обычно возрастает к концу прохода.На выбор числа опор, их размещение по длине и способа бази¬
рования на опорах оказывает влияние большое число факторов.
Применяемые способы базирования можно разделить на три вида:
закрепление в кулачках патрона или кулачках вертлюжного лю¬
нета; опора на кулачки простого люнета; опора конца заготовки
коническим пояском на коническую выточку в маслоприемнике
(см. рис. 4.1). Последний способ применяют лишь при обработке
отверстий малого диаметра. На станках токарного типа в патроне
закрепляется левый конец заготовки, а на вертлюжных — место
закрепления по длине определяется исходя из анализа общей
схемы расположения опор. Однако при этом следует иметь в виду,
что конструкция большинства вертлюжных станков не позволяет
приблизить закрепление к концу заготовки менее чем на 1,3—
1,5 м, так как невозможно приблизить направляющую стойку
к бабке на меньшее расстояние.Число опор следует выбирать в зависимости от длины и диа¬
метра заготовки и с учетом частоты ее вращения. Заготовки обычно
имеют некоторую неуравновешенность относительно оси вращения,
что приводит к возникновению динамических нагрузок, которые
вызывают вынужденные поперечные колебания заготовки с часто¬
той, равной частоте ее вращения. Динамические нагрузки возра¬
стают с увеличением частоты вращения. Поэтому этот фактор
с учетом длины заготовки является определяющим при выборе
числа опор и их размещения по длине на операциях обработки
отверстий малого диаметра (до 30 мм). При обработке же отвер¬
стий среднего и большого диаметра даже по схеме без вращения
инструмента влияние динамических нагрузок, вызываемых не¬
уравновешенностью, можно не учитывать и выбирать число опор
лишь исходя из длин и заготовки. Вместе с тем иногда наряду
с влиянием длины заготовки и частоты ее вращения при выборе
числа опор учитывают также то, что с их увеличением возрастает
вспомогательное время. Поэтому иногда число опор, выбранное
исходя из анализа схемы установки, уменьшают в интересах
сокращения вспомогательного времени на установку и выверку
заготовки, а также уменьшения времени загрузки транспортных
средств. При уменьшении числа опор должны обеспечиваться
требования по уводу оси. Высказанные выше соображения пока¬
зывают, что дать рекомендации по выбору числа опор исходя
из какого-то одного фактора невозможно; выбор их числа и рас¬
положения по длине следует производить с учетом конкретных
условий выполнения операции. Для этого при обработке отверстий
малого диаметра желательно определить поперечные колебания
заготовки и число опор и их расположение выбирать с учетом
амплитуды колебаний, существенно влияющей на увод оси. При
обработке же отверстий среднего и большого диаметра желательно
определить статические прогибы заготовки под влиянием ее веса103
и число опор и их расположение выбирать исходя из минимиза¬
ции прогибов в пролетах и углов поворота упругой линии на
опорах и на конце заготовки, установленном у направляющей
стойки.В качестве примера приведем три варианта базирования заго¬
товки. При обработке на станках токарного типа отверстий малого
диаметра в заготовках цилиндрической формы диаметром 80 мм,
длиной 3300 мм с частотой вращения 1200 об/мин применяется
пять опор, из которых одна в патроне, вторая в маслоприемнике,
а три остальные — люнеты; расположение опор обеспечивает
приблизительно равные пролеты между ними. Для заготовки
длиной 4000 мм, диаметром 80 мм, с частотой вращения 850 об/мин
применяются четыре опоры, из которых две — люнеты.При обработке отверстий среднего и большого диаметров на
станках токарного типа в заготовках длиной 6000—9000 мм при¬
меняют четыре опоры, из которых три — люнеты. При обработке
тех же заготовок на станках вертлюжного типа число опор может
быть уменьшено в сравнении с указанным числом для обработки
на станках токарного типа на одну-две за счет уменьшения числа
опор в люнетах.В качестве баз используют специально обтачиваемые на на¬
ружной поверхности заготовки базовые шейки, расположение ко¬
торых по длине заготовки соответствует принятому расположению
опор. В случае применения опоры правого конца заготовки в мас¬
лоприемнике на конце заготовки обтачивается конический поясок
с конусностью, равной конусности выточки в маслоприемнике.
Кроме базовых шеек, обтачиваются контрольные пояски, исполь¬
зуемые при выверке заготовки. Шейки и пояски обтачиваются
на операциях, предшествующих глубокому сверлению и раста¬
чиванию. Так как в единичном и мелкосерийном производстве
используют четырехкулачковые патроны с независимыми кулач¬
ками, шейки под патроны не обтачивают. К точности обработки
шеек и поясков предъявляются высокие требования. Диаметр
шеек в крупносерийном производстве выполняется по h8, а пояс¬
ков— по h 11—h 12. В мелкосерийном производстве допустимо и
базовые шейки выполнять по h 11—hl2. Допуск овальности шеек
и поясков — Ь8. Необходимо также обеспечивать соосность близ¬
лежащих шеек и поясков, не допуская отклонения от соосности
более 0,05 мм. Одновременно с обтачиванием шеек и поясков
производится подрезка торцов заготовки. Это необходимо для
надежного уплотнения по торцу, соприкасающемуся с масло-
приемником, и для предотвращения поломок инструмента при его
выходе из отверстия. Обтачивание шеек и поясков в средней части
заготовок, обладающих весьма малой жесткостью, является слож¬
ной и трудоемкой задачей. Поэтому иногда (особенно при обра¬
ботке отверстий в заготовках, имеющих небольшой наружный
диаметр) отказываются от обтачивания шеек, а вместо них в опор¬
ных сечениях на заготовку надевают и закрепляют базовые бара¬104
баны, которые выверяют по наружной поверхности с биением
не более 0,05 мм. При установке заготовки на станок кулачки
люнетов подводят к наружной поверхности барабанов.4.5. Наладка технологической системы СПИДОсобенностями технологической системы СПИД на рассматривае¬
мых операциях являются большая протяженность и малая жест¬
кость, что связано с наличием в системе двух звеньев значитель¬
ной длины. К ним относятся заготовка и инструмент, которые ба¬
зируются на нескольких опорах, что приводит к дополнительным
затратам времени на их выверку относительно оси шпинделя.
Вследствие удаленности по оси 00 (см. рис. 4.1) узлов станка
друг от друга возникают трудности при монтаже, наладке и про¬
верках станка на точность расположения его узлов относительно
оси 00. Эго вынуждает использовать особые способы выверки.Введем понятие теоретической оси технологической системы
(ТОТС), под которой будем понимать прямую, проходящую через
центры поперечных сечений шпинделей бабки изделия и инстру¬
ментальной бабки (подающей каретки) вблизи их концов (ось 00
на рис. 4.1). При монтаже, ремонтах и поверках станка, а также
при наладке технологической системы с ТОТС необходимо совме¬
щать оси шпинделей, заготовки и инструмента. На практике
на всех стадиях этих работ могут быть допущены погрешности,
вследствие которых будут иметь место погрешности расположения
заготовки и инструмента относительно ТОТС, что приводит к по¬
грешности обработки.Наладка технологической системы по времени распадается на
две стадии. На первой стадии, выполняемой перед началом опе¬
рации, производится наладка станка. Она включает установку
на станок приспособлений, инструмента и другой оснастки (масло¬
приемника, стружкоприемника); размещение вдоль станины лю¬
нетов, направляющей и промежуточных стоек в требуемом поло¬
жении; совмещение оси инструмента с ТОТС. На второй стадии,
выполняемой в ходе выполнения операции, производится бази¬
рование заготовки.Применяемый на практике порядок наладки станка основы¬
вается на предположении, что при изготовлении, монтаже и по¬
следующих ремонтах станка оси шпинделей точно совмещены
с ТОТС. Предполагается также, что базовые поверхности под
инструмент в стойках точно совмещены с ТОТС. При таких допу¬
щениях можно считать, что после установки маслоприемника
(стружкоприемника) и стебля на станок их оси окажутся совме¬
щенными с ТОТС. Однако практика показывает, что в установ¬
ленных на станок стойках оси базовых поверхностей под инстру¬
мент часто оказываются смещенными относительно ТОТС, по¬
этому после установки стоек и маслоприемника необходима про¬
верка точности их расположения. Размещение люнетов вдоль105
Рис. 4.3. Варианты базирования заготовокстанины должно соответствовать принятой схеме базирования
заготовки. Для облегчения выверки люнетов относительно ТОТС
на их корпусе растачивается центрирующая выточка.В единичном и мелкосерийном производстве на рассматривае¬
мых операциях каждая очередная заготовка проходит выверку,
в крупносерийном производстве выверка иногда не производится,
так как здесь совмещение оси заготовки с ТОТС обеспечивается
комплексом следующих мероприятий: применением самоцентри-
рующих патронов, обточкой шеек с высокой точностью по диа¬
метру и соосности, установкой кулачков люнетов по диаметру
шеек. Выверка заготовки основана на следующих положениях.
Ось заготовки желательно совместить с ТОТС на всей ее длине.
Однако сделать это невозможно вследствие прогиба заготовки
под влиянием ее веса и поэтому ограничиваются совмещением
с ТОТС лишь центров поперечных ее сечений на опорах, а при
больших вылетах свободных концов заготовки совмещают с ТОТС
еще и центр поперечного сечения конца, с которого начинается
обработка. На рис. 4.3, а—в показаны три варианта базирования
заготовки. Во всех случаях обработка начинается с конца Т
На рис. 4.3, а представлен вариант базирования на три опоры,
из которых две размещены у концов заготовки; оси поясков Ki и /С2
и шеек А и Б совмещены с ТОТС. На рис. 4.3, б представлен ва¬
риант базирования на две опоры. С ТОТС совмещены оси пояс¬
ков Ki и К2* т. е. совмещены центры поперечных сечений заго¬
товки в местах закрепления. Совмещена с ТОТС также ось по¬
яска К3, обточенного вблизи свободного конца 71, с которого на¬
чинается обработка отверстия. На рис. 4.3, в показано базирова¬
ние на четыре опоры, из которых две средние — люнеты. С ТОТС
совмещены лишь концы заготовки, т. е. центры пояска и ко¬
нической базовой шейки В. Люнеты подводятся к шейкам А и Б106
после того как заготовка получает прогиб под действием веса.
При подведении кулачков люнетов к шейкам А и В положение
осей шеек не изменяется, т. е. упругая линия заготовки сохра¬
няется неизменной. Если не будет причин, вызывающих вынужден¬
ные поперечные колебания заготовки, то она будет вращаться
относительно указанной упругой линии. При возникновении ко¬
лебаний заготовка также будет вращаться относительно упругой
линии, но сама линия будет изменять свой вид в течение времени
оборота заготовки. Такая выверка допустима лишь на операциях,
где инструмент обладает весьма малой жесткостью, легко изги¬
бается под действием сил резания и при базировании На поверх¬
ность отверстия имеет возможность следовать вдоль изогнутой
упругой линии заготовки.На практике применяются следующие способы выверки заго¬
товки. Вблизи места закрепления в патроне или в вертлюжном
люнете выверка заготовки производится по контрольному пояску,
а иногда непосредственно по наружной поверхности с использо¬
ванием рейсмусов и индикаторов. Подобная выверка общеизвестна
и не нуждается в пояснении.На рассматриваемых операциях приходится применять и осо¬
бые приемы выверки концов заготовки, опирающихся на кулачки
простых люнетов. Эти приемы основаны на выверке конца заго¬
товки относительно какого-то узла станка или оснастки, уже
совмещенных, с ТОТС. Точность выверки определяется здесь
в значительной степени точностью расположения относительно
ТОТС тех узлов станка и оснастки, которые используются в ка¬
честве баз, относительно которых производится выверка заготовки.
Обычно при выверке конца заготовки, установленного к направ¬
ляющей стойке, в качестве базы принимается отверстие в кон¬
дукторной втулке маслоприемника. На рис. 4.4, а показана схема
такой выверки. На торец заготовки 1 установлена стойка 2 с ма¬
гнитным основанием, на которой закреплен индикатор 3 с пово¬
ротным измерительным стержнем, контактирующим с поверх¬
ностью отверстия в кондукторной втулке 4 маслоприемника.
Выверка заготовки производится поочередно в вертикальной и
горизонтальной плоскостях. В каждой плоскости проверяются
показания индикатора в двух диаметрально противоположных
точках касания стержня индикатора с поверхностью отверстия
во втулке — соответственно в точках Л, В и С, D. Из одного
положения в другое индикатор переводится поворотом вместе
с заготовкой на угол 180° При выверке в каждой плоскости доби¬
ваются регулировкой кулачков люнета равенства показаний ин¬
дикатора в точках Л, В и С, D. При растачивании на растяжение
на станках вертлюжного типа выверка левого конца заготовки
производится по отверстию в кондукторной втулке, установлен¬
ной в направляющей стойке, так как в этом отверстии направ¬
ляется головка в начале растачивания. Выверка производится
аналогично рассмотренной выше. В качестве базы используют и107
наружную поверхность стебля или специально предусмотренной
центрирующей оправки.На рис. 4.4, б показана схема выверки заготовки на станке
токарного типа. Левый конец заготовки 1 выверяется в патроне
с помощью индикатора или рейсмуса, а правый — в люнете с по¬
мощью индикатора 3, который закреплен в стойке 2 с магнитным
основанием (стойка установлена на торце заготовки). Стержень
индикатора контактирует с наружной поверхностью стебля 5.
Выверка, как и в случае, показанном на рис. 4.4, а, производится
в вертикальной и горизонтальной плоскостях с обеспечением
в каждой плоскости равенства показаний индикатора в двух
диаметрально противоположных точках контакта индикатора
со стеблем.На рис. 4.4, в показана схема выверки заготовки на вертлюж¬
ных станках. Правый конец заготовки 1 выверяется с помощью
индикатора 3, а левый — в простом люнете с помощью индика¬
тора 9, который закреплен на втулке 7, надетой на центрирующую
оправку 5, установленную в специальной стойке 6. Выверка
производится аналогично тому, как это делается при выверке
по наружной поверхности стебля.108
Возникающие на практике погрешности наладки технологиче¬
ской системы влияют на точность обработки отверстия. В произ¬
водственных условиях часто обнаруживаются отклонения оси
того или иного элемента технологической системы от ТОТС. Откло¬
нения могут вызываться рядом причин: погрешностями располо¬
жения, допущенными на различных стадиях наладки технологиче¬
ской системы; деформациями станины, при перемещении по кото¬
рым стоек оси их опорных поверхностей под инструмент могут
отклоняться от ТОТС; воздействием веса заготовки, установлен¬
ной в патроне, на перераспределение зазоров в опорах шпинделя,
вследствие чего возможно отклонение оси шпинделя от его поло¬
жения в ненагруженном состоянии, при котором производится
наладка станка й др. На рис. 4.5, а—в показаны три случая на¬
ладки технологической системы с возможными отклонениями оси
отдельных элементов системы от ТОТС. Во всех случаях отклоне¬
ния рассматриваются в горизонтальной плоскости, проходящей
через ось головки и вершину резца. Отклонения в этой плоскости
приводят к большим погрешностям обработки. На рис. 4.5, а
показана наладка вертлюжного станка, а в остальных случаях —
токарного станка. На рис. 4.5, а показано отклонение направля¬
ющей стойки 8Н в сторону резца, которое может быть следствием
погрешности расположения стойки относительно ТОТС. При ука¬
занном отклонении стойки на вертлюжном станке обработанноеРис. 4.5. Погрешности технологической системы и их влияние на точность
обработки отверстия109
отверстие вблизи торца будет иметь диаметр больше, чем диаметрголовки по резцу и направляющим элементам, приблизительно
на 26н и головка, покинув кондукторную втулку, не будет бази¬
роваться в отверстии, т. е. будет работать как консольная оправка.
При работе консольными оправками легко возникают автоколеба¬
ния, вследствие которых на обработанной поверхности отверстия
остается вибрационный след, являющийся причиной возникнове¬
ния первичной огранки глубокого отверстия. По мере удаления
резца от направляющей стойки жесткость консоли уменьшается
и при определенных сочетаниях усилий резания и жесткости
произойдет такое отжатие консоли, что наступит базирование
головки в обработанном отверстии. На рис. 4.5, б приведен при¬
мер отклонения оси конца заготовки, установленного в простом
люнете, на значение 63 вследствие погрешности, допущенной при
выверке заготовки. Так как смещение заготовки допущено в сто¬
рону, противоположную резцу, то, как и в предыдущем случае,
будет обрабатываться отверстие большим диаметром, чем диаметр
головки. На рис. 4.5, в показано отклонение 6Н направляющей
стойки в сторону резца и смещение б3 конца заготовки в ту же
сторону, образовавшееся вследствие выверки конца заготовки
относительно смещенного стебля или отверстия в кондукторной
втулке. Так как б3 « 6Н, то увеличения диаметра обрабатывае¬
мого отверстия практически не произойдет. Однако здесь будет
(как и в предыдущем случае) наблюдаться изгиб закрепленной
в патроне и установленной в смещенном простом люнете заго¬
товки, что приведет к ее биению, порождающему увод оси обра¬
ботанного отверстия.ГЛАВА 5КОНТРОЛЬ УВОДА ОСИ И ОГРАНКИ.
ИЗМЕРЕНИЕ ПЕРЕМЕЩЕНИЙ ИНСТРУМЕНТА
ПРИ КОЛЕБАНИЯХ5.1. Измерение осевой силы и крутящего моментаПри глубоком сверлении и растачивании на инструмент действует
осевая сила Р0 и крутящий момент Мк. Осевая сила Р0 пред¬
ставляет собой сумму осевых составляющих силы резания и тре¬
ния, а момент Мк — сумму моментов от сил резания и трения
на направляющих. Значения Р0 и Мю а также их изменение
в процессе обработки часто используют в качестве косвенного
критерия для оценки стабильности протекания процесса, допусти¬
мого износа режущего лезвия, эффективности применяемой СОЖно
(см. п. 1.2). В станках, оснащенных системами автоматического
регулирования, контроль процесса часто осуществляется по Р0
либо по Мк. Поэтому при исследованиях возникает необходи¬
мость измерять Р0 и Мю для чего может быть использован дина¬
мометр, показанный на рис. 5.1, а. Динамометр имеет корпус /,
которым он закрепляется на шпинделе 2 подающей каретки,
с цанговым узлом, служащим для закрепления стебля 3 инстру¬
мента. На корпусе образованы два рабочих участка, каждый
из которых обладает повышенной чувствительностью к деформа¬
циям, вызываемым нагрузками определенного вида. Так, уча¬
сток Б в виде тонкостенного цилиндра чувствителен к деформа¬
циям от Мю а участок В в виде тонкостенной мембраны с выре¬
занными окнами — к деформациям от Р0. Для измерения зна¬
чения Мк на цилиндрическую поверхность участка Б наклеи¬
ваются четыре фольговых тензодатчика сопротивления типа
2ФКРВ — 100 ГВ, а на каждую перемычку на участке В — по два
тензодатчика типа ПКБ-10-200Ш по одному с каждой стороны.
Схемы включения и расположения тензодатчиков на рабочих
участках при измерении Мк и Р0 показаны на рис. 5.1, б, в соот¬
ветственно.Характеристика динамометра является линейной во всем диа¬
пазоне рабочих нагрузок, а взаимное влияние нагрузок не пре¬
вышает 2—3 %. Учитывая, что динамометр снижает жесткость
системы СПИД, необходимо при его проектировании назначать
такие размеры рабочих участков, при которых их податливость
в сочетании с выбранными тензодатчиками обеспечивала бы необ¬
ходимую чувствительность, но не снижала бы существенно жест¬
кость системы инструмент—динамометр.ill
6.2. Измерение поперечных колебаний заготовкиПри исследованиях причин образования уводов оси возникает
необходимость измерения поперечных колебаний заготовки, так
как они вызывают биение поверхности обработанного отверстия,
на которую базируется инструмент, и поэтому являются одной
из причин образования увода оси. Для измерения поперечных
колебаний заготовки используют различную виброизмерительную
аппаратуру. В частности, успешно применяется ВИА6-5МА —
малогабаритная, шестиканальная аппаратура с индуктивными
датчиками. В комплект аппаратуры входят полупроводниковый
блок питания, генераторно-усилительный блок и различные по
назначению датчики. Применительно к условиям глубокого свер¬
ления и растачивания для измерения вынужденных поперечных
колебаний заготовки с частотой ее вращения до 50 ,Гц можно
использовать датчик относительных перемещений ДП-2, конструк¬
ция которого приведена на рис. 5.2, а, а электрическая схема —
на рис. 5.2, б. Датчик позволяет измерять амплитуды от 0 до
12 мм и частоту от 0 до 120 Гц. Нелинейность амплитудных харак¬
теристик не превышает ±5 %. Датчик имеет корпус в виде пусто¬
телого цилиндра 2, внутри которого расположена катушка с об¬
мотками 3. Чувствительным элементом является стержень 1
(якорь) с оболочкой 4 из электротехнической стали, который мо¬
жет свободно перемещаться вдоль отверстия катушки. При пере¬
мещении стержня изменяется взаимоиндуктивность первичных
W{ и W*2 и вторичных W\ и W'i катушек, что приводит к измене¬
нию силы выходного тока. Токи вторичных обмоток выпрямляются
и их разность, проходя через специальный фильтр в аппаратуре
ВИА6-5МА, поступает на нагрузку, в качестве которой исполь¬
зуется шлейф осциллографа, совместно с данной аппаратурой
может быть использован любой осциллограф с сопротивлением
шлейфов 6—8 Ом. При отклонениях от указанного сопротивленияа) 12 3 4112
Рис. 5.3. Схема размещения датчиков отно¬
сительно измеряемой заготовки на станкеразрешается шунтировать шлейф или
вводить в его цепь дополнительное
сопротивление. Датчик закрепляется
на стойке, устанавливаемой на ста¬
нине станка. Измерение поперечных
колебаний обычно производят двумя
датчиками в горизонтальном и верти¬
кальном диаметральном сечении заго¬
товки (рис. 5.3). На резьбовой конец
стержня 1 датчика 2 навинчивается
наконечник б, который контактирует
с заготовкой 7 Для обеспечения по¬
стоянного контакта на стержень
между наконечником и корпусом дат¬
чика надевается цилиндрическая пружина 5. Датчики закреп¬
ляются в обоймах 3, устанавливаемых на оправках 4 стойки.
После установки обоймы с датчиком относительно заготовки в тре¬
буемом положении обойма надежно закрепляется на оправке.
Стойка устанавливается на станину станка. Порядок тарировки
аппаратуры подробно изложен в инструкции.5.3. Измерение поперечных колебаний инструментаПри исследованиях глубокого сверления и растачивания возни¬
кает необходимость измерять поперечные колебания инструмента
и вызываемые ими колебания оси головки, радиальные перемеще¬
ния калибрующей вершины резца и перемещения пятна контакта
направляющей с поверхностью отверстия по длине направляющей.
Эти измерения используются для определения влияния пара¬
метров процесса и конструктивных параметров инструмента на
интенсивность поперечных колебаний, а при исследованиях увода
оси и огранки помогают изучить механизм их образования и в ко¬
нечном счете выбрать оптимальные значения исследуемых пара¬
метров. Выполнение этих измерений связано с определенными
трудностями, так как производить их приходится в зоне с по¬
стоянно движущейся под давлением с большой скоростью СОЖ
и стружкой. Сравнительно легко измерить поперечные колебания
стебля, так как измерения производятся в открытой зоне.Для измерения радиальных перемещений инструмента и пере¬
мещений пятна контакта направляющей при растачивании исполь¬
зуют стенд (рис. 5.4) \ позволяющий возбудить вынужденные
поперечные колебания инструмента путем растачивания отвер¬
стия с неравномерным припуском по окружности, вследствие ко-* А. с. 420434 (СССР).113
Рис. 5.4. Стенд для измерения радиальных перемещений инструмента и пере¬
мещений пятна контакта направляющих при растачиванииторого изменяется сила резания в течение одного оборота. Так как
точка приложения этой силы удалена от опоры (от переднего конца
направляющей), то колебания инструмента, обладающего малой
жесткостью, возбуждаются сравнительно легко, а их интенсив¬
ность можно изменять выбором неравномерности припуска. Стенд
позволяет имитировать растачивание отверстий длиной до 6 м,
используя вместо заготовки сменный образец в виде втулки, дает
возможность произвести все указанные измерения и определить
увод оси расточенного отверстия.Стенд состоит из трубы 11, установленной в двух люнетах.
Вращение трубы осуществляется через карданное устройство Р,
чтобы исключить возмущающее воздействие привода. На конце
трубы в расточке, соосной с отверстием в трубе, закрепляется
сменная втулка 3, базирующаяся в выточке наружной поверх¬
ностью. На стебле 10 закрепляется экспериментальная головка 5,
базирующаяся своими направляющими на поверхность отверстия
в трубе. На наружной поверхности головки выполнено восемь
продольных пазов для установки направляющих, что позволяет
изменять угловое расположение направляющих относительно ка¬
либрующей вершины резца и относительно друг друга установкой
направляющих в соответствующие пазы. При экспериментах
обычно используют головку с двумя жесткими направляющими,
так как этот тип направляющих не препятствует колебаниям го¬
ловки. Для возможности измерения перемещения пятна контакта
каждая направляющая выполнена составной по длине из ряда
отдельных участков, а каждый участок — из пластинки твердого
сплава ВК8, установленной в колодке с изоляцией от колодки114
и от соседних пластинок с помощью прокладок из текстолита и
эпоксидной смолы. Каждый участок соединяется с регистриру¬
ющей аппаратурой. По наличию термотока, возникающего при
трении пластинки о поверхность отверстия, и судят о месте пятна
контакта по длине направляющей. Для регистрации термотока
используют гальванометры М1015-2500 или М1015-5000. Головка
имеет сменный двухрезцовый резцедержатель с диаметрально
расположенными резцами. На корпусе головки резцедержатель
фиксируется шпонкой и надежно закрепляется. Положение рез¬
цов может регулироваться в осевом и радиальном направлении.
После регулировки они закрепляются клином и винтом. В отвер¬
стии специальной стойки 1 установлена пиноль 2, подвижная
в осевом направлении и фиксируемая от поворота винтом, входя¬
щим в продольный паз на пиноли.В пиноли закреплена ступенчатая оправка 12 с коническим
хвостовиком, на которой закреплены тензобалки 4 и 6 для изме¬
рения радиальных перемещений головки. Тензобалки 4 контак¬
тируют с выступом головки, а тензобалки 6 — со штифтом 7
Оправка имеет центральное отверстие, через которое она закреп¬
ляется пустотелым шомполом, позволяющим пропустить провода
для соединения с регистрирующей аппаратурой тензорезисторов,
наклеенных на тензобалки. Подвод СОЖ к резцам — внутренний,
отвод — наружный. Чтобы СОЖ не попадала в зону измерения,
используют предохранительный цилиндр 5, который надевается
одним концом на пиноль, а другим — на поверхность выступа
головки, и во время растачивания перемещается головкой вдоль
пиноли. В цилиндре установлено уплотнительное резиновое кольцо
круглого сечения. Стружка отводится вперед в зазор между ци¬
линдром и растачиваемой втулкой.Схема размещения тензобалок на оправке и их взаимодействие
с корпусом головки показаны на рис. 5.5, а. Согласно принятой
схеме измерения, радиальные перемещения головки замеряются
в двух ее поперечных сечениях — плоскостях измерения, и в каж¬
дой из них по двум координатам, что позволяет путем простых
расчетов определить в каждом сечении вектор радиального пере¬
мещения. На оправке тензобалки размещаются в два ряда (по две
в каждом ряду). Тензобалки одного ряда контактируют с голов¬
кой 2 по поверхности В ее цилиндрического выступа, а тензо¬
балки другого ряда — с поверхностью штифта 3, установленного
в головке на дне выточки Г Тензобалки 1 каждого ряда контак¬
тируют с головкой в плоскости, проходящей через ось головки
и калибрующие вершины резцов, тензобалки 4 — в плоскости,
перпендикулярной к первой. Точки контакта размещены в пло¬
скостях измерения 0\z\ и 0{z\y отстоящих друг от друга на /и,
а плоскость измерения 0[z\ при этом отстоит на / от поперечного
сечения Охгъ проходящего через калибрующие вершины резцов.
На тензобалках наклеены с двух сторон проволочные тензорези-
сторы с плоской решеткой. Схема установки и соединения тензо-115
Рис. 5.5. Схемы размещения тензобалок в стенде (а), установки и соединения
тензорезисторов (б) и схема к расчету перемещений головки (в)резисторов показана на рис. 5.5, б. Для отсчета оборотов трубы
на ней установлено кольцо датчика оборотов индукционного типа..Тарировка тензобалок, контактирующих со штифтом 3, произ¬
водится с помощью ступенчатой втулки, надеваемой на штифт.
Минимальный диаметр втулки принимается равным диаметру
штифта. Тарировка тензобалок другого ряда производится с по¬
мощью щупов. На рис. 5.5, б, приведена схема к расчету радиаль¬
ного перемещения центра О поперечного сечения головки, про¬
ходящего через калибрующие вершины резцов. На рисунке
обозначено: 0^ — ось вращения трубы и растачиваемой втулки
(ось головки, не имеющей радиального смещения), Ох — ось сме¬
щения головки; А и В — центры поперечных сечений головки
в плоскостях измерения. Остальные обозначения показаны на
рис. 5.5, а, а их значения даны выше.116
Радиальные перемещения центра головки О по координатам ги у можно определить по формулам:гм ' т_ г1А ± г\В t , _У\А±У\В t , /С 1\го j А+2м» Уо = j /+*Лл» («•!)*И ‘Игде гм; г\в\ у\л\ у"\в — координаты точек А и 5, полученные
при измерении. Остальные величины указаны выше.В этих формулах знак «+» ставится в тех случаях , когда
z\a и г\в {у\л и у\в) имеют разные знаки, а знак «—», когда знаки
одинаковые.Наибольший интерес представляют радиальные перемещения
калибрующей вершины резца, так как они приводят к смещению
оси обработанного отверстия — к уводу его оси. Смещения ка¬
либрующей вершины равны смещениям центра О. Поэтому для
их определения можно использовать формулу (5.1). Увод оси
можно определить измерением расточенной втулки.Рассмотренный стенд не может быть использован для измере¬
ния радиальных перемещений головки при сверлении, так как
в глухом отверстии невозможно установить оправку с тензобал-
ками.Поэтому при сверлении применяется другой стенд, показанный
на рис. 5.6 \ позволяющий производить измерения как при свер¬
лении, так и при растачивании независимо от типоразмера при¬
меняемого инструмента и способа подвода СОЖ, поскольку изме¬
рение радиальных перемещений инструмента производится в от¬
крытой зоне за маслоприемником. Стенд имеет трубу /, закреп¬
ляемую одним концом в патроне бабки изделия, а другим — в лю¬
нете. В выточку трубы с правого конца устанавливается сменный
обрабатываемый образец 2, закрепляемый винтами и фланцем
с винтами. Инструмент, состоящий из головки 3 и стебля S, за¬
крепляется в патроне подающей каретки станка и поддержи¬
вается стойкой. СОЖ подводится с помощью маслоприемника 4,
корпус которого установлен в направляющей стойке. Для изме¬
рения радиальных перемещений инструмента в двух поперечных
сечениях предусмотрено измерительное устройство, состоящее
из двух стоек 6 с поворотными кронштейнами 9, на которых
укреплены тензобалки 7, контактирующие своими наконечниками
с поверхностью стебля. Постоянство контакта поддерживается
пружинами 10. В маслоприемнике применен радиально подвиж¬
ный узел уплотнения, позволяющий стеблю свободно в пределах
зазоров А и Б совершать поперечные колебания. Это позволяет
по результатам измерения радиальных перемещений стебля в двух
сечениях косвенно определять радиальные перемещения головки,
полагая при этом, что на участке от резца до плоскостей измере¬
ния головка и стебель не деформируются. Уплотнительный узел
имеет корпус 5, в котором установлен сальник, поджимаемыйI А. о. 781026 (СССР).117
Рис. 5.6. Стенд для измерения радиальных перемещений инструмента при
сверлении и растачиваниикольцом и гайкой. Сальник имеет небольшую длину в сравнении
с диаметром стебля, чтобы не создавать препятствий изгибу
стебля при его колебаниях. Имеется также торцовое уплотнение
в виде резинового кольца круглого сечения, поджатие которого
и регулировка торцового зазора осуществляются гайкой. В зави¬
симости от задач исследования в образце может быть подготов¬
лено отверстие под растачивание с неравномерным припуском
по окружности либо с отверстием диаметром, равным диаметру
головки по направляющим, но с осью, смещенной относительно
оси наружной поверхности. В первом случае предполагается
изучить влияние на поперечные колебания инструмента неравно¬
мерности припуска, а во втором — биения отверстия, на которую
базируется головка. Перед измерением необходимо расположить
точки контакта тензобалок с поверхностью стебля в плоскостях
измерения таким образом, чтобы тензобалки, измеряющие пере¬
мещения по оси у, контактировали со стеблем в плоскости, про¬
ходящей через калибрующую вершину, а вторая пара тензо¬
балок — в плоскости, перпендикулярной к первой.Тарировка тензобалок производится с помощью щупов, про¬
кладываемых между концом тензобалки и стеблем. Применив
сборные по длине направляющие (как в стенде по рис. 5.4), можно
изучать перемещение пятна контакта по длине направляющих.118
С помощью данного стенда можно исследовать влияние различных
факторов на перемещение стебля и применять в качестве оптималь¬
ного то значение исследуемого параметра, при котором амплитуда
поперечных колебаний при прочих равных условиях имеет мини¬
мальное значение. На рис. 5.7 показана схема, пользуясь которой,
можно получить следующую формулу для определения радиаль¬
ных перемещений калибрующей вершины К-Zu =(5.2)где гъ tji и zn, уи — радиальные перемещения инструмента по
координатам z и у соответственно в сечениях /—I и II—II; I —
расстояние между плоскостями измерения; а — расстояние от ка¬
либрующей вершины К до передних концов направляющих.Формула (5.2) составлена для случая поворота оси головки
при ее опоре на поверхность отверстия передними концами на¬
правляющих. На практике возможен случай, когда при повороте
по часовой стрелке головка опирается задними концами. Тогда
при повороте против часовой стрелки следует пользоваться форму¬
лой (5.2), а при повороте по часовой стрелке в формуле (5.2)\n\жа "£1fey'ТОТСРис. 5.7. Схемы к расчету перемещений инструмента119
вместо значения а следует подставить значение С — расстояние
от вершины К до задних концов направляющих. Местоположение
пятна контакта определяется путем указанных выше измерений.5.4. Измерение крутильных колебаний инструментаОсновным параметром крутильных колебаний является их ампли¬
туда. При обработке глубоких отверстий замерить амплитуду
крутильных колебаний сложно (особенно при глубоком сверлении
отверстий малого диаметра). Поэтому при сверлении и растачи¬
вании используют косвенные измерения: замеряют с помощью
динамометра величину и амплитуду колебаний суммарной осевой
силы Р0 и суммарного крутящего момента AfK. При известных
размерах инструмента и данных о тарировке измерительной си¬
стемы можно по значению Мн вычислить амплитуду крутильных
колебаний головки. На рис. 5.8 приведена осциллограмма кру¬
тильных колебаний инструмента при сверлении отверстия диа¬
метром 22,5 мм. На осциллограмме записаны крутящий момент Мн
и осевая сила Р0. Исследования глубокого сверления отверстий
малого диаметра показывают, что процесс глубокого сверления
становится неустойчивым и не может продолжаться дальше, если
амплитуда колебаний А крутящего момента Мк больше его сред¬
него значения УИК. ср. В связи с этим в качестве критерия для
оценки устойчивости процесса принимают амплитуду А колеба¬
ний Мк и считают процесс устойчивым, если А < Мк. ср.Пользуясь этим критерием, проводят исследования по оценке
влияния конструкции инструмента и отдельных его параметров
на производительность. Во всех случаях при варьировании иссле¬
дуемых параметров процесс доводят до границы перехода от устой-Рис. 5.8. Осциллограмма, характеризующая крутильные колебания инстру¬
мента при сверлении отверстия диаметром 22,5 мм120
чивого в неустойчивый и предпочтение отдается тому инструменту,
который обеспечивает наибольшую производительность при про¬
чих равных условиях.5.5. Измерение огранки и овальностиПри обработке глубоких отверстий наиболее часто приходится
измерять огранку. В зависимости от задач и методики исследова¬
ний измерение огранки производят либо на образцах, вырезан¬
ных из экспериментальной заготовки, либо непосредственно на
заготовке сразу же после обработки отверстия или после снятия
заготовки со станка.Измерение огранки и овальности на образцах наиболее удобно
и точно выполняются с помощью кругломеров — приборов, спе¬
циально предназначенных для измерения отклонений от круг-
лости. На рис. 5.9, а представлен прибор для измерения круг-
лости ВЕ-20А, изготовляемый Вильнюсским филиалом ЭНИМС
и заводом «Станкоконструкция». На основании закрепляется
стойка и предметный столик 7, на который устанавливается кон¬
тролируемый образец 6. На стойке сверху установлен корпус 2
измерительной головки, несущей прецизионный шпиндель ) и его
привод (не показан). Шпиндель получает вращение от привода
через эластичный поводок. На нижнем конце шпинделя жестко
закреплена направляющая 3, по которой перемещается индук¬
тивный датчик 4. Перемещение датчика по направляющей необ¬
ходимо для установки нако¬
нечника 5 с иглой на радиус
измеряемой окружности. Дат¬
чик через электронный блок
связан с записывающим при¬
бором, позволяющим записы¬
вать отклонения в полярной
или прямоугольной системе
координат. Перед началом
°) ^ ^ОРис. 6.9. Схема измерения огранки в отверстии образца на кругломере121
Рис. 5.10. Прибор с тензобалкой для измерения огранки непосредственно в от¬
верстии заготовкиизмерений ось отверстия совмещается с осью шпинделя посред¬
ством перемещений стола с образцом вращением микрометриче¬
ских винтов; контроль точности совмещения производится по ин¬
дикатору центрированйя. Прибор позволяет измерять отклонения
от круглости отверстий диаметром от 3 до 200 мм на расстоянии
до 200 мм от верхнего торца образца при общей высоте его до
380 мм. Частота вращения шпинделя и диаграммного диска бу¬
маги 2,4 об/мин. Ширина поля записи 30 мм, расстояние между
делениями на круглом диаграммном диске 2 мм. Увеличение
электронного блока от 250 до 10 000х. Прибор снабжен тремя
щупами разной длины, что позволяет с помощью одного из щупов
сохранить, а двух других — уменьшить увеличение, обеспечи¬
ваемое электронным блоком. Передаточное отношение щупов:
1 1; 1 : 2 и 1 4.Таким образом, общий диапазон увеличений расширяется и
имеет границы от 62,5 до 10 000х, а соответствующая им цена
делений находится в пределах от 32 до 0,2 мкм. Это позволяет
при шкале в 15 делений измерять отклонения от круглости в пре¬
делах от 480 до 3 мкм, т. е. измерять огранку с перепадом диаме¬
тров до 0,96 мм. Записанные на приборе круглограммы обладают
наглядностью (рис. 5.9, б) и хорошо поддаются обработке.Измерение огранки непосредственно на заготовке производят
приборами, базирующимися на поверхности измеряемого отвер¬
стия. При этом опорные элементы прибора обеспечивают совмеще¬
ние их оси с центром прилегающей окружности вблизи измеряе¬
мого сечения. Измерение осуществляют при относительном враще¬
нии заготовки или прибора, причем в зависимости от принципа
действия прибора применяют непрерывное или дискретное враще¬
ние. На рис. 5.10 изображен прибор, измерение которым произ¬122
водится при равномерном вращении заготовки 1 с записью от¬
клонений реального профиля измеряемого отверстия от приле¬
гающей окружности на осциллографе в прямоугольной системе
координат. Одновременно на осциллограмме фиксируются обо¬
роты заготовки по сигналам от датчика оборотов. Прибор состоит
из втулки 6 с фланцем, на котором двумя винтами закреплена
подвижная в радиальном направлении ползушка 5 с тензобал-
кой 3. Со втулкой на резьбе соединена штанга 5, на конце кото¬
рой закреплено гнездо штепсельного разъема. На втулке уста¬
новлено устройство базирования со сменным диском 7 или иным
центрирующим устройством, диаметр которого выбирается в за¬
висимости от диаметра прилегающей окружности с учетом обес¬
печения зазора подвижной посадки между диском и поверхностью
отверстия в заготовке. От осевого перемещения устройство бази¬
рования удерживается кольцом. На штанге установлено второе
устройство базирования. На тензобалке наклеены два тензоре-
зистора 4, соединенные с гнездом разъема. Ползушка имеет
шпонку A t которая входит в паз Б во фланце и обеспечивает
требуемое направление перемещения ползушки. Настройка при¬
бора на диаметр измеряемого отверстия состоит из установки
на прибор дисков 7 требуемого диаметра и настройки измеритель¬
ного устройства, которая производится следующим образом. При¬
бор устанавливается на плиту дисками, под которые предвари¬
тельно подкладываются мерные плитки толщиной h = а + Ь,
где а — ожидаемое отклонение от кругл ости; b — желаемый натяг
тензобалки при наибольшем отклонении от круглости. Если
в процессе измерения обнаружится, что выбранный размер про¬
кладок, равный толщине А, недостаточен и вследствие этого воз¬
никает зазор между концом винта 2 и поверхностью отверстия,
то необходимо выбрать зазор вращением винта 2 до создания
натяга и зафиксировать винт контргайкой.Тарировку тензобалок производят с помощью щупов, прокла¬
дываемых между винтом и плитой, во всем диапазоне рабочих
перемещений, определяемом значением h.На рис. 5.11 показан индикаторный прибор, при измерениях
которым производится вручную поворот заготовки 1 или прибора
на выбранный угловой шаг, а отсчет отклонений осуществляется
визуально по индикатору. Прибор имеет головку 2, в отверстии
которой базируется и перемещается конус — клин 3, связанный
тягой 6 с конусом 9, перемещающимся в отверстии ручки. Тяга
с конусами перемещается в одну сторону под действием пру¬
жины 3, а в другую — под действием рычага, на свободный конец
которого нажимает пальцем контроллер. На конус 3 опирается
цилиндрический ползун 4, поджимаемый к конусу плоской пру¬
жиной. В ползун ввернут сменный измерительный наконечник,
длина которого выбирается в зависимости от диаметра измеряе¬
мого отверстия. На конус 9 опирается наконечник индикатора.
Имеются два устройства базирования со сменными дисками 5.123
Рис. 5.11. Индикаторный прибор для измерения огранки непосредственно в от¬
верстии заготовкиНа конусе 3 выполнены две лыски, образующие из конуса клин
такой толщины, что он может быть вставлен в паз ползуна.
В штанге 7, соединяющей головку 2 и ручку, установлены кольца
для направления тяги 6.5.6. Измерение увода осиПри исследованиях увода оси приходится измерять его численные
значения. Метод измерения увода оси основан на измерении бие¬
ния поверхности отверстия при вращении заготовки. При таком
методе измерения увод оси определяется как половина значения
биения отверстия в том же сечении.Так как сравнительно короткие и жесткие заготовки практи¬
чески не деформируются при закреплении на станке, то вид их
упругой линии, относительно которой вращается заготовка во
время обработки, не изменяется после их разжатия. Поэтому
результаты измерения увода оси у таких заготовок практически
не зависит от того, проводилось измерение до разжатия или после
него. У нежестких заготовок результаты измерений могут разли¬
чаться, если при закреплении заготовка подверглась изгибу, и
поэтому измерение увода оси производят до разжатия заготовки,
чтобы знать величину увода оси отверстия от действительной оси
вращения заготовки. На практике при послеоперационном кон¬
троле отверстий измерение увода производят на заготовках, сня¬124
тых со станка. При контроле заготовка устанавливается на ролики
шейками, расположенными вблизи концов заготовки. При такой
установке жесткая заготовка будет вращаться относительно теоре¬
тической оси заготовки, а нежесткая — относительно упругой
линии заготовки, прогнувшейся от собственного веса. Такой ме¬
тод контроля в производственных условиях вполне допустим,
так как он обеспечивает контроль качества обработки отверстия
и дает полное представление о виде оси и ее расположении, что
необходимо знать для правильного построения последующих опе¬
раций по обработке отверстия и наружной поверхности.Наибольшее распространение для измерения увода оси полу¬
чили оптические приборы, так как они позволяют произвести изме¬
рение увода оси отверстия любой длины. При измерении Отвер¬
стий глубиной 2500—3000 мм применяют рычажные индикатор¬
ные приборы и консольные оправки, на свободном конце которых
закрепляется тензобалка. Оптические приборы для измерения
увода либо специально создаются, как, например, прибор Симо¬
нова [28], либо используются визирные приборы общего назна¬
чения. В качестве примера рассмотрим визирную трубу ППС-11,
изготовляемую в JIOMO им. В. И. Ленина. Этот прибор пред¬
назначен для измерения отклонений от прямолинейности, парал¬
лельности, перпендикулярности поверхности, а также отклоне¬
ний от соосности отверстий методом визирования. Оптическая
схема трубы показана на рис. 5.12. Оборачивающая система 6 и
окуляр 7 образуют микроскоп, с помощью которого рассматри¬
вают сетку 5 с нанесенным на ней перекрестием, и сфокусирован¬
ное на сетку при помощи объектива 3 и фокусирующей линзы 4
изображение объекта — марки. При измерении увода оси одна
из марок, придаваемых прибору, устанавливается в отверстие за¬
готовки. Смещение изображения марки относительно перекрестия
сетки визирной трубы измеряется оптическим микрометром, состо¬
ящим из наклоняющейся плоскопараллельной пластины 2 и свя-1 23* 567Рис. 5.12. Оптическая схема визирной трубы ППС-11125
Рис. 5.13. Схема взаимного расположения измеряемой заготовки и визирной
трубы при измерении увода оси вне станка (а), шкала марки (б) и результаты
наблюдений (в)занных с ней отсчетных барабанов. В трубе имеется кроме того
марка 1 и подсвечивающее устройство, состоящее из зеркала 10,
полупрозрачной пластинки 11, конденсатора 9 и источника света 8.
При измерении увода марка 1 и подсвечивающее устройство не ис¬
пользуются. На рис. 5.13 показана схема измерения увода оси
прибором ППС-11. Этот прибор имеет установочное устройство,
состоящее из основания 3 и штатива 2, в который труба 1 ста¬
вится и закрепляется упругими прижимами. При измерении увода
установочное устройство вместе с трубой устанавливается на
специально изготовленную подставку 4. С помощью ряда бара¬
банчиков труба вместе со штативом может перемещаться относи¬
тельно основания по горизонтали на 12 мм и по вертикали на 7 мм,
а также поворачиваться по горизонтали на 4°, а по вертикали
на 2,5°. Кроме того, в штативе труба может поворачиваться относи¬
тельно оптической оси в пределах 6°. Все эти перемещения исполь¬
зуются как установочные для придания оптической оси требуе¬
мого направления. Отсчетное устройство оптического микрометра
имеет пределы измерения от 0 до 2 мм при цене деления 0,01 мм.
В отверстие заготовки 6, установленной на две роликовые опоры 5,
вводится марка 7, имеющая наружный диаметр оправы 40С и
длину 30 мм. Следовательно, эта марка при использовании пере¬
ходных центрирующих втулок позволяет измерять увод оси от¬
верстий диаметром более 40 мм. Для отверстий меньшего диаметра
необходимо изготовлять марки по диаметру отверстия. Марка 7
имеет 13 концентрических окружностей с шагом 1 мм и позволяет
измерять отклонения ±13 мм. Перед измерением оптическая ось
трубы приблизительно совмещается с осью заготовки. При изме¬
рении марка перемещается на заданный шаг вдоль отверстия заго¬
товки и в каждом положении марки производится измерение
увода при вращении заготовки.Отсчет отклонений (биения) производится по шкале марки и
отсчетным шкалам оптического микрометра. Для удобства работы126
Рис. 5.14. Прибор в виде консольной оправки с тензобалкой для измерения
увода оси отверстия непосредственно на станкеприбор снабжен дополнительным окуляром, который ставится
вместо основного. Он преломляет оптическую ось на 90°На рис. 5.14 показан прибор — консольная оправка 6, на сво¬
бодном конце которой укреплена тензобалка 3 с регулировочным
винтом 2 и контргайкой. На тензобалке наклеены два тензорези-
стора 4% соединенные кабелем 5 с измерительной аппаратурой.
Оправка закрепляется на втулке 7 подвижно в радиальном на¬
правлении для настройки прибора на диаметр отверстия. Постоян¬
ство направления перемещения обеспечивается шпонкой Л, вхо¬
дящей в паз Б. После перемещения оправка закрепляется двумя
болтами. Прибор устанавливается на стебель 8 инструмента на
посадочное место, предназначенное для установки головки, и127
используется при измерении увода оси у заготовок 1, не снятых
со станка. На рис. 5.15 показана осциллограмма записи биения
поверхности отверстия диаметром 85 мм на расстоянии 900 мм
от торца заготовки рассматриваемым прибором. Биение равно 2Ду,
а увод оси равен Ау.На рис. 5.16 показан рычажный индикаторный прибор с двух¬
плечим рычагом 3. Отношение плеч а : b = 10 1. На одном
конце — длинном — установлен шариковый подшипник 2, кон¬
тактирующий с поверхностью отверстия заготовки У, а на другом
выполнена площадка, с которой контактирует мерительный на¬
конечник индикатора 5. Рычаг подвешен на оси, закрепленной
в стойке 4. Увод оси определяется по формуле Ду = а/(2Ь) т,
где а и Ь — длины плеч рычага, мм; т — биение поверхности
отверстия, отсчитанное по микрометру, мм.ГЛАВА 6ВИБРАЦИИ ПРИ ГЛУБОКОМ СВЕРЛЕНИИ
И РАСТАЧИВАНИИ6.1. Виды вибраций и причины, их вызывающиеНа операциях глубокого сверления и растачивания в колебатель¬
ной системе СПИД возникают колебания обеих групп — выну¬
жденные и автоколебания. Возникновению колебаний наиболее
подвержен инструмент, как наименее жесткое звено технологиче¬
ской системы СПИД. Инструмент совершает продольные, попе¬
речные и крутильные колебания. Изучением колебаний инстру¬
мента занимались многие исследователи [11,22,401. В целях
упрощения при исследованиях не учитывают влияние одних
колебаний на другие. В действительности же влияние имеет место.
Так, поперечные и продольные колебания вызывают изменения
толщины среза, что неизбежно отражается на крутильных коле¬
баниях.Наиболее полно изучены поперечные и крутильные колебания,
существенно влияющие на процесс обработки и его результаты.Поперечные колебания инструмента. Для рассматриваемых
операций характерны как вынужденные поперечные колебания
инструмента, так и автоколебания. Вынужденные колебания воз¬
буждаются внешними воздействиями, так или иначе связанными
с вращением заготовки. Среди внешних возбудителей можно
отметить следующие:изменение сил резания за 1 оборот заготовки вследствие воз¬
можной разнотвердости материала заготовки, а при растачивании128
еще и вследствие неравномерности снимаемого по окружности
припуска, вызванной кривизной оси исходного отверстия;воздействие на инструмент при кольцевом сверлении стержня,
искривленного вследствие перераспределения внутренних напря¬
жений;биение поверхности обработанного отверстия, на которую ба¬
зируется инструмент своими направляющими элементами.В свою очередь биение поверхности обработанного отверстия
может быть вызвано рядом причин:уводом оси обработанного на данной операции отверстия;
поперечными колебаниями заготовки вследствие ее динамиче¬
ской неуравновешенности, короблений в процессе обработки из-за
перераспределения внутренних напряжений, а также ее деформа¬
ций при закреплении в условиях расположения опор с погреш¬
ностью относительно ТОТС или при использовании несовершен¬
ных приспособлений; овальностью базовых шеек, которыми заго¬
товка опирается на кулачки простых люнетов, и биением роликов
этих люнетов.Все перечисленные выше внешние факторы возбуждают вы¬
нужденные поперечные колебания инструмента с частотой, рав¬
ной или кратной частоте вращения заготовки. Поперечные коле¬
бания инструмента в условиях его базирования на поверхность
отверстия заготовки вызывают угловые колебания оси головки.
Таким колебаниям подвержены головки с любым типом направ¬
ляющих элементов, включая и головки с определенностью бази¬
рования. Однако головки с направляющими с натягом начинают
совершать угловые колебания лишь после того, как опрокиды¬
вающий момент, возникающий при поперечных колебаниях ин¬
струмента, станет больше того значения, на которое рассчиты¬
вался натяг направляющих.Исследования колебаний оси головки с определенностью бази¬
рования и с двумя жесткими направляющими показали, что пло¬
скость колебаний оси головки может изменять свое угловое рас¬
положение относительно режущего лезвия в зависимости от кон¬
кретных условий и сочетания факторов, вызывающих вынужден¬
ные поперечные колебания инструмента. В процессе угловых
колебаний оси головки пятно контакта направляющих с поверх¬
ностью отверстия перемещается, чередуясь от одного конца на¬
правляющих к другому. Наблюдались два варианта базирования:1) головка базируется всегда двумя направляющими с перемеще¬
нием пятна контакта с одного конца к другому и обратно, опираясь
на всю поверхность направляющих лишь в среднем положении;2) головка при максимальных отклонениях ее оси опирается на
поверхность отверстия лишь на передний конец одной направ¬
ляющей, а затем, при повороте оси в другую сторону на макси¬
мальный угол опирается на задний конец другой направляющей.
В том и другом случае базирования возникает зазор между по¬
верхностью отверстия и направляющей на том ее конце, который5 п/р Н. Ф. Уиснва129
в данный момент не опирается на поверхность отверстия. Таким
образом, в какой-то момент времени гойовка опирается на по¬
верхность отверстия только задним концом одной направляющей,
либо на задние концы одновременно двух направляющих. В этих
случаях инструмент работает как консольная оправка, причем
не жестко закрепленная, а имеющая возможность поворота на
опоре (на задних концах направляющих).Это создает предпосылки к усилению уже возникших выну¬
жденных поперечных колебаний инструмента, а также облегчает
условия возникновения поперечных автоколебаний, так как су¬
щественно снижается жесткость инструмента и увеличивается
вылет режущего лезвия относительно опоры головки в отверстии.
Кроме того, поворот оси головки приводит к изменению толщины
среза как вследствие радиального перемещения режущего лезвия,
так и вследствие изменения углов в плане на различных главных
режущих кромках лезвия.Наряду с вынужденными имеют место и поперечные автоколе¬
бания инструмента. Имеется ряд причин, вызывающих автоколе¬
бания: во-первых, скорость резания обычно находится в зоне,
отвечающей падающему участку зависимости силы резания от
скорости; во-вторых, колебания толщины срезаемого слоя при¬
водят к изменению сил резания, которые изменяются с запазды¬
ванием по отношению к изменению толщины среза и возбуждают
или усиливают автоколебания.Поперечные колебания инструмента являются одной из основ¬
ных причин возникновения увода оси и образования огранки,
а также других погрешностей формы поперечного сечения отвер¬
стия. Механизм образования увода и огранки подробно рассма¬
тривается в гл. 7 и 8.Крутильные колебания инструмента. Возникновение крутиль¬
ных автоколебаний может происходить под влиянием тех же фак¬
торов, что и возникновение поперечных автоколебаний (падающая
зависимость силы резания от скорости, работа по следу — изме¬
нение силы резания от толщины среза g запаздыванием). Кроме
этого, здесь может оказывать влияние и трение между направля¬
ющими и поверхностью отверстия. При обработке высокопроч¬
ных материалов, когда особенно часто возникают интенсивные
установившиеся крутильные автоколебания значительной частоты
(вибрации), вследствие высоких давлений от сил резания на на¬
правляющих может прорываться масляная пленка СОЖ и иметь
место сухое трение, при котором наиболее легко возникают и
усиливаются автоколебания.Крутильные колебания инструмента повышают динамические
нагрузки на режущую часть инструмента, что вызывает ее прежде¬
временный износ, поломку и ухудшает шероховатость поверх¬
ности. Производительность процесса, по существу, определяется
интенсивностью крутильных колебаний, так как увеличение режи¬
мов резания ограничивается предельно допустимыми вибрациями.130
a) s)о '1—Г 1" ■ 1Р со*■□—=552210,020мм/о Ь=ж:Г**"*?*Рос =f(Pca*■Г"1Л’(Рсох.)1 ч--ч—lL[***иt ✓чу«V«в*я,Л/чАм.о--***JjSmтыX/Л4sпВрезание
" 1i-—4--Z —-■* И —-s) г)- I I0,0225'мм/с\•VP0JLГ&й)25нм/о/Г■Ро 4-Jk ГIл iтш1А'V\ГААftЛАА/Atь U■ 1^
W о5i£V 1* NГ V1*X.2Рис. 6.1. Осциллограмма, характеризующая изменение крутильных колебаний
инструмента при увеличении подачи в процессе сверления отверстия диаме¬
тром 22,5 ммОсобо опасным является возникновение крутильных колебаний
при обработке отверстий малых диаметров и большой относи¬
тельной длины. Это связано с тем, что пониженной жесткостью
на кручение обладает применяемый при сверлении инструмент.Применяется инструмент одностороннего резания с повышен¬
ными нагрузками на направляющие элементы, а с увеличением
удельных давлений на направляющих интенсивность крутиль¬
ных колебаний резко возрастает.Отверстия малых диаметров обрабатываются часто в уже за¬
ранее закаленных заготовках, что также значительно повышает
интенсивность крутильных колебаний инструмента.Основным параметром крутильных автоколебаний инструмента,
определяющим устойчивость процесса обработки, является ам¬
плитуда колебаний. В условиях обработки глубоких отверстий
замерить амплитуду колебаний непосредственно сложно. Поэтому
здесь прибегают к косвенным измерениям (см. п. 5.4). Замеряют
величину и амплитуду колебаний суммарной осевой силы Р0
(сумма осевой составляющей силы резания и трения) и суммар¬
ного крутящего момента Мк (сумма моментов от сил резания и
трения). На рис. 6.1 приведена осциллограмма, разделенная на
четыре части (а—г). Осциллограмма записана при сверлении
отверстия диаметром 22,5 мм с дискретным увеличением подачи
от 0,010 до 0,030 мм/об. Исследования показывают, что подобный5*131
вид осциллограммы является типовым при сверлении отверстий
малого диаметра.На каждой части осциллограммы имеется два участка (1 и 2),
отличающиеся скоростью протягивания ленты. На участке 1 она
находилась в пределах 0,5—2,5 мм/с, а на участке 2 — в преде¬
лах 50—250 мм/с. Кроме того, на части а осциллограммы имеется
еще зона врезания.Для зоны врезания при глубоком сверлении характерны те же
явления, что и при врезании любым лезвийным инструментом —
повышенные неустойчивые вибрации. На рис. 6.1 хорошо видно
увеличение Р0 и Мк с увеличением подачи, а также увеличение
при этом амплитуды Амн — амплитуды колебаний крутящего
момента Af„. По изменению Р0» Мк и Амк можно косвенно су¬
дить и о происходящих крутильных и продольных колебаниях
инструмента. Осциллограммы показывают, что при подачах S0,
равных 0,010; 0,020; 0,0225 и 0,0250 мм/об и соответствующих
им амплитудах Ллу; Лмкв, Лмк7 и Амк8 имеет место соотноше¬
ние Амк < Мкср, которое принято считать показателем устой¬
чивого процесса сверления. При переходе же к подаче 50 =
= 0,030 мм/об (рис. 6.1, г) амплитуда Лмк9 становится боль¬
ше Мкср, что, согласно принятому критерию, указывает на воз¬
можность возникновения неустойчивого процесса. Переход от
устойчивого процесса к неустойчивому хорошо иллюстрируется
осциллограммой, приведенной на рис. 6.1, г.Исследования показывают, что переход от устойчивого про¬
цесса к неустойчивому может происходить скачкообразно, а гра¬
ница перехода определяется конкретными условиями (обрабаты¬
ваемым материалом, геометрией заточки, размерами и материалом
стебля, составом СОЖ и т. п.). Процесс глубокого сверления
необходимо вести в зоне устойчивого процесса при минимальных
колебаниях Мк.6.2. Влияние параметров процесса и инструмента
на интенсивность вибрацийСнижение интенсивности крутильных колебаний является одним
из основных путей повышения производительности и стойкости
инструмента глубокого сверления и растачивания. Поэтому важно
знать влияние различных факторов на интенсивность вибраций,
чтобы иметь возможность назначать оптимальные с точки зрения
вибраций значения параметров инструмента и процесса. Ниже
приводятся результаты исследований, выполненных при сверле¬
нии отверстия диаметром 22,5 мм на токарно-винторезном станке
модели 1А625, переоборудованном для глубокого сверления с вну¬
тренним отводом стружки и СОЖ. Обрабатывались заготовки
длиной 650 мм и диаметром 60 мм из стали 30ХН2МФА твердость
300—320 НВ. Сверление производилось головкой 1 односторон-* А. с. 360167 (СССР).132
7261>0 t и ц л0,6 |2°iztt:I Pe3iРезьба прямоугольнаяоднозаходная, шаг 9 Цилиндрическая ленточкаR-CРис. 6.2. Сверлильная головка, применявшаяся при экспериментахнего резания с двумя жесткими направляющими без зазора с ме¬
ханическим креплением режущей части. Материал пластин режу¬
щей части — сплав Т15К6, а направляющих — ВКЗМ. Конструк¬
ция головки и геометрия заточки приведены на рис. 6.2. Приме¬
нялись стебли из стандартных холоднотянутых труб из стали
08Х18Н10Т (ГОСТ 9941—81*). Применялась СОЖ ЛЗ СОЖ-18
с расходом 0,00166 м^с (100 л/мин) при вместимости бака 400 л.
Температура СОЖ на протяжении всех исследований поддержи¬
валась в пределах 35—45 °С. При исследованиях обычно варьиро¬
вался один из параметров, и лишь в отдельных случаях — два.
При этом остальные параметры процесса сохранялись неизмен¬
ными на рабочем уровне. Варьируемый параметр изменялся до
достижения предельной по вибрациям минутной подачи 5пред,
при которой наступал переход к неустойчивому процессу свер¬
ления.Влияние жесткости стебля. Варьировать жесткость стебля
можно в очень узких пределах, так как с увеличением наружного
диаметра стебля возрастают давление СОЖ и энергозатраты на
ее подвод, а с уменьшением внутреннего диаметра снижается на¬
дежность отвода стружки. Исследования проводились с пятью
стеблями одинаковой длины (1350 мм), но отличающимися на¬
ружным диаметром и толщиной стенки: 16x3,0; 18x3,0; 18x3,5;
20x3,0 и 20x3,5 мм. Жесткость (GJP) этих стеблей соответственно
равна: 4,4. Ю"8; 6,8.10-®; 7,2.10”8; 9,7.10'8 и 10,5.10"8 Н.м2.
Результаты исследований представлены на рис. 6.3, где показано
влияние жесткости стебля и скорости резания v0 на 2Амхк и5пред-* Здесь и далее на всех графиках будет указана 2 А д|^, а не ввиду удобства изме*133
О)2А"к>Н-м2.5
2.,О
1$1,00,5\а)к„саS3/of1'2314010401460 1750 п,о5/мин^ I—I50 15S)Sпред, MM/MUH100125 V0,m/muhSnpCd, мм! мин3020у/о-15м/мин152025 <fN'10 G3P10'*H'MZРис. 6.3. Влияние жесткости стебля GJp
и скорости резания v на амплитуду коле¬
баний 2Ам^ и предельно допустимую
подачу «пред (б):/ — 16x3,0x1350 мм; 2 — 18x3,5x1350 мм;
3 — 20x3,5x1350 мм; 4 — v = 123 м/мин;Рис. 6.4. Влияние угла в плане
q>jv на амплитуду колебаний
2Амн (я) и предельно допусти¬
мую подачу 5Пред (б)б — о103 м/мин; 6 —73 м/мин;7 — uQ = 52 м/минИз графиков видно, что
при переходе от стебля
16x3,0 к стеблю 20x3,5
предельная по вибрациям
подача Snpefl при скорости
резания vQ = 123 м/мин
может быть увеличена
почти в 2 раза. Но необходимо иметь в виду, что при этом давление
СОЖ возрастает с 2,5 до 4 МПа. Учитывая, что современные станки
допускают работу с давлением до 7 МПа, в дальнейших иссле
дованиях использовался стебель с размерами 20x3,5x1350 мм
обеспечивающий большую производительность.Влияние геометрических параметров заточки режущей части
Проведенные исследования показали, что из всех параметров наи
большее влияние оказывает угол в плане <р* наружной кромки
Результаты исследований влияния <pN представлены на рис. 6.4
Из графиков видно, что в исследуемом диапазоне имеется опти
мальное значение <р* « 25°, которое и использовалось в дальней
ших исследованиях и на практике.Влияние износа инструмента. При исследованиях варьиро
валась ширина фаски износа h3 на задней грани наружной кромки
где износ имеет максимальное значение.Результаты исследований представлены на рис. 6.5. Зависи
мость 2Лмк и 5Пред от А3 имеет экстремальный характер. В диапа
зоне варьирования А3 от 0 до 0,4 мм оптимальное значение А3
находится в пределах 0,1—0,2 мм. При увеличении износа сверх134
*)2АМк,Н-м2,5■ ■ -I V0 -10 дм /мин
S0 = 0,02 мм/о5 У/о)2АМн,Нм2,51,5О 0,1 ОХ 0$ П3,мм
0)Sпред, ММ/HUH0,5Sо =0,03 мм
- 0,02 ^0,015015100125" v0,м/мин5)S^ed, MM/mUH0,3 7&j/fWРис. 6.5. Влияние износа инструмен¬
та ha на амплитуду колебаний 2Амк
(а) и предельно допустимую подачу
5пред (б)125 V0, м/минРис. 6.6. Влияние скорости резания и0 и подачи s0 на амплитуду колебаний
2Амк (а) и предельно допустимую подачу snpefl (б)А3 = 0,2 мм 2Амк резко возрастает, a Snpen — уменьшается.Влияние скорости резания и подачи. Результаты исследований
представлены на рис. 6.6. Они показывают, что с увеличением
подачи и скорости резания резко возрастает амплитуда колебаний
крутящего момента. Устойчивый процесс сверления наблюдался во
всем диапазоне исследованных скоростей резания (50—150 м/мин)
лишь при подачах S0 = 0,01ч-0,02 мм/об, а при подаче S0 =
= 0,03 мм/об он сохранялся при скорости резания, не превыша¬
ющей 105 м/мин. Поэтому с точки зрения снижения интенсивно¬
сти вибраций и получения наибольшей производительности целе¬
сообразно работать с меньшими подачами S0 и с большей ско¬
ростью резания и0.Этот вывод хорошо подтверждается на практике и объясняет
наметившуюся тенденцию к повышению скоростных характери¬
стик вновь выпускаемых станков для глубокого сверления отвер¬
стий малого диаметра. При назначении режимов следует иметь
в виду, что при скорости резания более 90 м/мин заметно увели¬
чивается износ инструмента. Рекомендуется применять минутную
подачу SonT = (0,5-г-0,6) Suven.Влияние СОЖ. Исследования влияния состава (марки) СОЖ,
а также и температуры циркулирующей СОЖ показали, что наи¬
лучшей из выпускаемых в настоящее время отечественной про¬
мышленностью СОЖ для глубокого сверления отверстий малого
диаметра является СОЖ МР-3, а температуру СОЖ следует под¬
держивать в пределах 25—35 °С.135
6.3. Пути снижения интенсивности вибрацийСнижать интенсивность вибраций можно за счет назначения опти¬
мальных параметров инструмента и процесса сверления. В соот¬
ветствии с изложенными выше результатами исследований можно
рекомендовать следующие пути снижения вибраций при сверле¬
нии глубоких отверстий малого диаметра:с учетом совокупности факторов следует назначать такую пло¬
щадь сечения стебля инструмента, при которой он обладает макси¬
мально возможной для данных условий жесткостью;назначать оптимальные значения геометрических параметров
заточки, в частности для сверлильных головок одностороннего
резания (рис. 6.2) назначать угол в плане наружной кромки
Фдг = 25° при обработке высоколегированных термообработан¬
ных сталей;не допускать изнашивания инструмента сверх предельного
по вибрациям значения — фаска h3 на задней грани наружной
кромки не должна превышать 0,2 мм;при выборе режимов резания предпочтительнее работать с мень-
щими подачами 50 и более высокой скоростью резания;применять наиболее удовлетворяющую данным условиям СОЖ.
Интенсивность вибраций можно снижать и за счет применения
для стеблей материала с повышенными демпфирующими свой¬
ствами. Исследования [38, 45] показали, что демпфирующие
свойства материалов могут существенно различаться, а способ¬
ность материала рассеивать энергию следует рассматривать как
самостоятельную характеристику.Рассеяние энергии в материале в значительной степени и
обычно нелинейно зависит от амплитуды и длительности воздей¬
ствия циклических напряжений, от вида напряженного состояния,
обусловливаемого видом колебаний (продольные, поперечные,
крутильные), от структуры материала, обусловленной в част¬
ности термической обработкой (как правило, отжиг повышает,
а закалка понижает демпфирующие свойства). Для оценки эф¬
фекта, достигаемого при применении для стеблей материала с по¬
вышенными демпфирующими свойствами, были исследованы два
стебля, один из которых изготовлен из стали ОХНЗМФА, а дру¬
гой — из 08Х18Н10Т.При исследованиях сохранялись условия эксперимента, ука¬
занные выше для ранее рассмотренных исследований. Результаты
исследований стеблей представлены на графиках на рис. 6.7,
которые показывают, что значение Амк снижается при использо¬
вании для стебля материала с более высокой демпфирующей спо¬
собностью (08Х18Н10Т), что сопровождается повышением пре¬
дельно допустимой по вибрациям минутной подачи Snpeд прибли¬
зительно на 5 — 10 %.За счет применения специальных виброгасителей также можно
снижать интенсивность вибраций. По принципу действия вибро-136
<*)2АМя,Нм3,02ftS0-0,02 mm/oIT$3Рис. 6.7. Влияние материала стеблей
на амплитуду колебаний 2Амк (а) и
предельно допустимую подачу snpen (б)Рис. 6.8. Сверлильная головка с на¬
правляющими с натягом, снижающими
вибрации за счет трения между напра¬
вляющими и заготовкой125 v0,m/muhгасители можно раз¬
делить на два основ¬
ных вида: 1) виброга-
сител и, осу ществ л я -
ющие гашение вибра¬
ций за счет внешнего
трения между сопря¬
женными поверхно¬
стями их элементов в
процессе относитель¬
ного движения; 2)
виброгасители, ис¬
пользующие рассея¬
ние энергии колеба¬
ний за счет внутрен¬
него трения в матери¬
але вибропоглощаю¬
щего элемента вибро¬
гасителя (инструмен¬
та). Результаты ис¬
пытаний некоторых из разработанных конструкций виброгасите¬
лей приводятся ниже.Сверлильная головка (рис. 6.8), демпфирующая поперечные и
крутильные колебания за счет внешнего трения соприкасающихся
поверхностей *, состоит из корпуса Л сменного резца 2 и трех¬
рядных направляющих элементов. 1-й ряд представляет собой
направляющие элементы без натяга с двумя жесткими направ¬
ляющими 7 и 5, а 2-й и 3-й ряды — направляющие с натягом,
состоящие из неподвижной упругой втулки 3, в пазах которой* А. о. 676168 (СССР).137
1 2 Jч 5"t сАч^Ч\ЧЧ\\\\\\'ук-5^^Рис. 6.9. Трехслойный виброгасящий стебель со средним слоем из упруго¬
вязкого материаламежду продольными ребрами установлено восемь твердосплавных
направляющих 6 (по четыре в каждом ряду). Втулка 3 закреп¬
ляется от поворота на корпусе винтами 5, а от осевого смещения
стопорным кольцом 4. Направляющие 6 имеют возможность ради¬
ально перемещаться за счет упругих деформаций стенок втулки 3.
Общая длина направляющих элементов с натягом составляет
около 2doy где d0 — диаметр головки.Силы трения, возникающие при натяге между направля¬
ющими 5 и поверхностью обработанного отверстия, будут способ¬
ствовать гашению крутильных колебаний инструмента. Натяг
подбирается применительно к условиям выполнения операции
сверления. Использование данной головки при сверлении отвер¬
стия диаметром 46 мм в стали 38ХНЭМФА позволило снизить
интенсивность вибраций и повысить производительность на 10—
15 %.Трехслойный стебель 1 с вибропоглощающим слоем из упруго¬
вязкого материала (рис. 6.9) изготовляется следующим образом.
На несущую трубу 4 надеваются по концам переходники / и 5
и закрепляются сваркой. На трубу 4 наматываются и приклеи¬
ваются полосы 3 шириной 15—20 мм толщиной 1,5—2 мм из вибро¬
поглощающего материала.Испытания показали, что наиболее приемлемыми по физико-ме-
ханическим характеристикам являются резиновые смеси: 51-8075,
9086; Р-0205. Логарифмический декремент колебаний этих мате¬
риалов слабо зависит от амплитуды деформаций и не превышает
0,1—0,5. После намотки и наклейки резиновых полос они прохо¬
дят вулканизацию при определенной температуре и давлении,
а затем вулканизированный слой обтачивается на диаметр d* —— 0,1 мм, где — диаметр отверстия в предохранительной
трубе 2. Затем надевается и приклеивается к резиновому слою
труба 2 специальным клеем с холодным отверждением. После
отверждения трубы 4 и 2 с переднего конца скрепляются сваркой
(через переходник /).Так как виброгасящий слой скреплен с поверхностями труб 4
и 2, а трубы скреплены между собой лишь с одного конца (перед¬
него), то при крутильных колебаниях головки будут происходитьS А. о. 559779 (СССР)138
2АМк,Н-м qcqjk -бОл/мичРис. 6.10. Виброгасящая втулка (а) и результаты ее испытаний (б):I — без демпфера; // — с демпферомотносительные перемещения труб, приводящие к деформациям
сдвига вибропоглощающего слоя и поглощению энергии коле¬
баний.На рис. 6.9 показан стебель, использованный при глубоком
сверлении отверстий диаметром 22,5 мм в ранее указанных заго¬
товках (см. п. 6.2). Применение данного стебля в сравнении с обы¬
чным из стали 08Х18Н10Т позволило увеличить минутную подачу
приблизительно на 30—35 %.Испытания показали и ряд недостатков таких стеблей: слож¬
ность изготовления, снижение жесткости вследствие введения
вибропоглощающего слоя, изменение вибропоглощающих свойств
во время эксплуатации, невозможность изменять демпфирующую
способность применительно к конкретным условиям, ограничение
диапазона применяемых стеблей по наружному диаметру (сложно
выполнить стебель для сверления отверстия диаметром меньше
40 мм).Учитывая сложность изготовления стебля для сверления отвер¬
стий диаметром меньше 40 мм, для сверления отверстия диамет¬
ром 12 мм была создана специальная виброгасящая втулка,
показанная на рис. 6.10, а. Одним концом втулка закрепля¬
ется в подающей каретке станка, а другим — соединяется
с рабочим стеблем /. Так как виброгасящая втулка располагается
за пределами обрабатываемого отверстия и за маслоприемником,
ее диаметральные размеры не ограничиваются. Втулка состоит
из несущей трубы 4, предохранительной трубы 2 и промежуточ¬
ного кольца 5. Трубы 4 и 2 и кольцо 5 соединены сваркой. Между
трубами 4 и 2 (с другого конца) размещен вибропоглощающий
слой 3 из резиновой смеси Р-0205.139
Рис. 6.11. Виброгасящий стебель с предварительно напряженным упруго¬
вязким слоемЛевые концы труб 4 и 2 между собой не скреплены, что при
колебаниях головки приводит к относительному перемещению
труб, к деформациям сдвига вибропоглощающего слоя и погло¬
щению энергии колебаний.Результаты испытаний виброгасящей втулки приведены на
рис. 6.10, б, где даны графики зависимости 2АМн от SMHH при
v0 = 79,3 м/мин при сверлении отверстия диаметром 12 мм стеб¬
лем без втулки и стеблем с виброгасящей втулкой. Графики по¬
казывают, что при работе с виброгасящей втулкой амплитуда
колебаний крутящего момента снижается приблизительно в 2 раза,
что позволило увеличить производительность по минутной подаче
на 20—25 % .Рассмотренные выше виброгасители не имели устройств для
предварительной настройки виброгасителя применительно к кон¬
кретным условиям сверления, а также для поднастройки в про¬
цессе сверления. Этот недостаток устранен в виброгасящем стебле
с предварительно напряженным упруго-вязким слоем, показан¬
ном на рис. 6.11 1. Стебель состоит из двух концентрично распо¬
ложенных труб: несущей 3 и предохранительной 2, которые скреп¬
лены сваркой со стороны сверлильной головки 1. На другом конце
несущей трубы надета и приварена резьбовая втулка S, на кото¬
рую навернута втулка — гайка 6. На предохранительной трубе 2
закреплен фланец 4. На трубу 2 и фланец надета тонкостенная
втулка 7 В замкнутой полости Л, образованной фланцем и вну¬
тренней расточкой во втулке 7, расположен демпфирующий мате¬
риал 5.При повороте резьбовой втулки — гайки 6 перемещается тон¬
костенная втулка и деформирует упруго-вязкий материал, созда¬
вая в нем напряжения, расширяющие тонкостенную втулку до
контакта с поверхностью втулки—гайки. Одновременно усилие
от гайки через тонкостенную втулку и демпфирующий слой пере¬
дается фланцу, что приводит к осевому сжатию трубы 2. В про¬
цессе сверления колебания головки 1 воспринимаются стеблем
и из-за относительных перемещений труб 2 и 3 появляются
знакопеременные деформации упруго-вязкого слоя, при которыхI А. с. 990427 (СССР).140
происходит потеря энергии колебаний за счет деформации сдвига.
Эффект гашения колебаний повышается за счет внешнего трения
по сопряженным поверхностям труб 2 и 3. Применение данного
виброгасящего стебля при глубоком сверлении отверстий диаме¬
тром 22,5 мм позволило повысить производительность по минутной
подаче на 25—30 %.ГЛАВА 7УВОД ОСИ ПРИ ГЛУБОКОМ СВЕРЛЕНИИ
И РАСТАЧИВАНИИ
И МЕРОПРИЯТИЯ ПО ЕГО УМЕНЬШЕНИЮ7.1. Причины увода и непрямолинейности осиСреди основных причин увода следует назвать следующие:копирование сверлильным (расточным) инструментом погрешно¬
сти расположения оси отверстия, имеющейся в месте контакта на¬
правляющих с поверхностью просверленного (расточенного) от¬
верстия [23, 24, 25, 33, 53, 601;изгиб стебля из-за поперечных колебаний инструмента с часто¬
той вращения заготовки (для обработки невращающимся инстру¬
ментом [52]); эти колебания возникают (при сверлении и растачи¬
вании) вследствие базирования инструмента на поверхность от¬
верстия, имеющего радиальное биение (кинематическое возмуще¬
ние инструмента) и из-за разнообрабатываемости материала по
сечению заготовки [33, 34, 59], а также неравномерности сни¬
маемого припуска при растачивании (силовое возмущение ин¬
струмента);поперечные колебания заготовки из-за ее деформации при
установке и обработке;изгиб стебля под действием силы его веса, неравномерности
снимаемого припуска и разнотвердости материала заготовки при
обработке вращающимся инструментом в невращающейся заго¬
товке.Вызываемый этими причинами увод может ослабляться или
усиливаться под воздействием значительного числа факторов, свя¬
занных с конкретными условиями обработки. К ним относятся
построение технологического процееса, наличие термообработки
и ее место в технологическом процессе изготовления детали, на¬
личие вращения инструмента или заготовки [21, 24, 25, 26]; длина
обработки [7, 18, 23, 24, 25, 33, 34, 39, 53, 59]; погрешности в пер¬
воначальном направлении инструмента [7, 18, 23, 25, 26, 34, 39,
53, 60]; взаимной расположение опор стебля [18, 24, 25, 33, 39];141
смещение направляющей втулки передней стойки (задней части
маслоприемника); изгибная жесткость стебля [24, 33, 34, 39, 59];
взаимное расположение опор заготовки, материал заготовки [23,
39, 52, 59]; режимы резания — глубина резания [23, 33], ско¬
рость резания [21, 23, 34, 59], подача [16, 21, 23, 52, 59]; погреш¬
ности заточки режущих лезвий или их установки в осевом на¬
правлении [16, 21], износостойкость и жесткость направляющих
при обработке инструментом без определенности базирования,
определенность базирования [35]; конструктивные параметры ин¬
струмента — угол расположения в поперечном сечении калибру¬
ющей вершины резца по отношению к направляющим и угол
между направляющими, расстояние от калибрующей вершины
резца в осевом направлении до передних концов направляющих
[24, 33, 39, 53, 60]; длина направляющих [24, 25]; главный угол
в плане резца [34, 39, 52, 59]. В перечисленных работах при
построении различных моделей образования увода учитывалось
влияние ограниченного числа факторов. Ниже в п. 7.3 рассматри¬
ваются модели, учитывающие влияние большого числа факторов
в их взаимосвязи.7.2. Элементарный увод.Влияние на него отдельных факторовПростейшая модель образования увода основана на рассмотрении
увода за 1 оборот заготовки, который будем называть элементар¬
ным уводом. Модели элементарных уводов — это изобразительные
модели и модели в виде формул и уравнений, экспериментальные
и теоретические.Модели элементарных уводов применяют в основном [59] для
изучения влияния какого-либо одного фактора в условиях дей¬
ствия какой-либо одной причины увода [59]. Перечислим эти
факторы: угол расположения калибрующей вершины резца отно¬
сительно направляющих в однолезвийных расточных головках
при наличии биения поверхности отверстия, на которой базируется
инструмент; угол между резцами, а также угол между резцами и
направляющими в двухлезвийных головках при наличии биения
поверхности отверстия, на которой базируется инструмент; упру¬
гость инструмента и упругость обрабатываемого материала при
наличии поперечной разнообрабатываемости или неравномерности
снимаемого припуска; упругая деформация и изнашивание упру¬
гих и твердосплавных направляющих одно- и двухлезвийных
расточных головок, работающих по методу деления толщины
среза, при наличии неравномерности снимаемого припуска за
1 оборот заготовки; износ резца одно- и двухлезвийных головок
с упругими и твердосплавными направляющими при наличии
неравномерности снимаемого припуска за 1 оборот заготовки.Пример графического построения модели элементарного увода
за 1 оборот заготовки с учетом упругости инструмента и обрабаты¬142
ваемого материала и при наличии поперечной разнообрабатывае-
мости приведен в работе [59].Как инструмент исследований модели элементарных уводов
несмотря на их простоту обладают следующими недостатками:
отражают какую-либо одну сторону сложного и многогранного
процесса образования увода оси отверстия, в котором все факторы
взаимозависимы и действуют одновременно;позволяют лишь качественно исследовать влияние того или
иного фактора в условиях действия другого, дать количественную
оценку влияния исследуемых факторов они не позволяют;не позволяют предсказать поведение инструмента в процессе
обработки;из рассмотрения исключается упругая система СПИД, игра¬
ющая важную роль в процессе образования увода оси отверстия;
рассматривается плоская система в плоскости, перпендикулярной
к оси инструмента.7.3. Накопленный увод по длине обработки.Статические и динамические модели уводаБолее широкими возможностями по сравнению с элементарными
моделями за 1 оборот заготовки обладают модели накопленных
уводов по длине обработки. Они могут быть статическими и дина¬
мическими, сформированными соответственно без учета и с учетом
динамики технологической системы.Статические модели уводов. .Эти модели разработаны приме¬
нительно к обработке спиральными сверлами [18] и инструмен¬
тами для обработки глубоких отверстий [7, 16, 23, 33, 34, 39, 52,
59]. Интерес представляют статические модели уводов при свер¬
лении вращающимся и невращающимся инструментом.Статическая модель увода при сверлении невращающимся ин¬
струментом, учитывающая один из важных факторов, определя¬
ющих увод оси, — базирование инструмента на поверхность,
имеющую биение, может быть получена на основе использования
принципа копирования погрешностей, разработанного в ра¬
боте [24].Модель увода имеет вид'(0 = 'о(5/6о)1,в, (7Л)где г (|) — увод оси отверстий в сечении, расположенном на рас¬
стоянии £ от места заделки стебля в передней стойке (задней части
маслоприемника); г0 — смещение оси заправочного отверстия от
оси вращения заготовки (погрешность заправки); £0 — расстоя¬
ние от места заделки стебля до переднего торца заготовки.Математическая модель увода (7.1) разработана для простей¬
шей расчетной схемы технологической системы в виде балки, име¬
ющей шарнирно подвижную опору в обрабатываемом отверстии
и заделку в передней стойке (задней части маслоприемника).143
Рис. 7.1. Увод оси в зависимости от по¬
грешности заправки (z0):2 -*о
-0.1; 5-«„0.1; 3-г0
—0,2 ммМодель увода справедлива при
сверлении с вылетом стебля, не
превышающим определенного зна¬
чения, т. е. когда можно прене¬
бречь динамическими явлениями,
возникающими при кинематическом возмущении из-за базирова¬
ния на поверхность отверстия, имеющего биение. Модель спра¬
ведлива также и для процесса растачивания отверстий с неболь¬
шими припусками и небольшим вылетом стебля.Статическая модель увода при сверлении вращающимся ин¬
струментом в невращающейся заготовке для аналогичной расчет¬
ной схемы технологической системы в проекциях на плоскости хоу
(горизонтальная плоскость) и xoz (вертикальная плоскость) имеет
вид\1.б— 120EI ХУ(х)=У0(х/х0)
■4+0*0*0 1,5120EI Х°•5)х'-8(7.2)где х — вылет инструмента от места заделки в передней стойке
(в задней части маслоприемника); у (х), z (х) — проекции вектора
увода г (я) на горизонтальную и вертикальную плоскости на рас¬
стоянии х; у0, z0 — линейные погрешности в первоначальном
направлении сверла (погрешности заправки) в горизонтальной и
вертикальной плоскостях; х0 — расстояние от места заделки
стебля до переднего торца заготовки; q — распределенная на¬
грузка от действия веса стебля, q = ygs (у — массовая плотность
материала стебля; g — ускорение силы тяжести; s — площадь се¬
чения стебля); EI — изгибная жесткость стебля.Анализ математических моделей (7.2) показывает, что увод
в вертикальной плоскости определяется погрешностями заправ¬
ки z0 и действием веса стебля q и зависит от вылета стебля х, рас¬
стояния от места заделки стебля до переднего торца заготовки х0
и изгибной жесткости стебля EI и может быть больше, чем в гори¬
зонтальной плоскости при одинаковых условиях обработки.Результаты численного анализа моделей увода (7.2) приведены
на рис. 7.1. Графики построены для следующих условий обра¬
ботки1: диаметр просверленного отверстия d0 = 42 мм; длина от¬
верстия / = 1,4 м; геометрические параметры сечения стебля —
dK = 38 мм; dQ = 25 мм; расстояние от места заделки стебля
до переднего торца заготовки х0 = 0,5 мм.Анализ графиков, представленных на рис. 7.1, позволяет сде¬
лать следующие выводы:144
увод возрастает с увеличением погрешностей заправки инстру¬
мента; для уменьшения увода ось кондукторной втулки масло-
приемника надо совмещать с осью его задней части;на увод влияет направление вектора погрешностей заправки;
увод наибольший, если вектор погрешностей направлен верти¬
кально вверх; для уменьшения увода следует смещать ось кон¬
дукторной втулки относительно оси задней части маслоприемника
вниз в вертикальной плоскости на величину, зависящую от кон¬
кретных условий обработки.При исследовании численными методами влияния начального
вылета стебля /0 в диапазоне 0,25—0,75 м установлено, что по¬
грешности заправки наиболее сильно сказываются на увод при
небольшом вылете стебля. Увеличением начального вылета стебля
можно уменьшить влияние погрешностей заправки на увод оси.
Однако при дальнейшем увеличении вылета стебля увод в верти¬
кальной плоскости может возрастать из-за действия массы стебля.
В горизонтальной плоскости с увеличением начального вылета
стебля увод уменьшается.Дополнительные исследования показали, что увод при свер¬
лении вращающимся инструментом в невращающейся заготовке
не зависит от частоты вращения инструмента и динамическая
модель увода будет совпадать со статической моделью.Динамические модели увода. В работах [24, 25, 53] разрабо¬
таны модели для устаревших конструкций инструмента с относи¬
тельно большим расстоянием от калибрующей вершины резца
до передних концов направляющих. Эти модели эффективны для
качественного исследования конкретных технологических про¬
цессов, но неприменимы для современного инструмента.Динамические модели увода при растачивании невращающимся
инструментом с малым расстоянием от калибрующей вершины
резца до передних концов направляющих рассматриваются приме¬
нительно к растачиванию на сжатие и растяжение невращающимся
инструментом одностороннего резания с короткими твердосплав¬
ными направляющими с углом между ними 90° В процессе обра¬
ботки упругая система расточная головка—стебель испытывает
кинематическое возмущение с частотой вращения заготовки из-за
базирования головки на поверхность, имеющую биение, и силовое
воздействие из-за снятия* неравномерного припуска за 1 оборот
заготовки. Поступательное перемещение расточной головки от
механизма подачи будем считать совпадающим с касательной
к упругой линии стебля в сечении, проходящем через середину
пятна контакта направляющих. Расстоянием от калибрующей
вершины резца до середины пятна контакта пренебрегаем из-за
его малости по сравнению с вылетом стебля, так как показано,
что запаздывание в копировании увода не влияет на процесс
образования увода [24]. Инструмент, состоящий из расточной
головки и стебля, принимаем за стержень постоянного попереч¬
ного сечения в виде кольца. Крепление стебля в стойке станка145
полагаем соответствующим заделке, а опору головки направля¬
ющими в отверстии — шарнирно-подвижной опоре (справедливо
для головок с углом между направляющими примерно 90°). Дефор¬
мации и колебания заготовки не учитываем. В соответствии с вве¬
денными допущениями и принятым механизмом образования
увода оси отверстий на рис. 7.2 приведена расчетная схема тех¬
нологической системы при растачивании на сжатие. Расчетная
схема на растяжение имеет аналогичный вид, за исключением
того, что подача s0, сила Рх и моменты Му и Мг имеют противо¬
положные направления. При этом использованы следующие
обозначения: Oxyz — неподвижная система координат, ось Ох
совпадает с осью вращения заготовки; О — место заделки стебля
в передней стойке станка (задней части маслоприемника); О' —
точка на оси Ох в сечении, в котором находится шарнирно-по-
движная опора инструмента; 0£т)£ — подвижная система коорди¬
нат, связанная с заготовкой, ось 0£ совпадает с осью Ох и осью
вращения заготовки; 8Ь 6а — горизонтальное и вертикальное
смещения направляющей втулки передней стойки относительно
оси вращения заготовки соответственно; ylt у2 — угловые по¬
грешности расположения упомянутой направляющей втулки отно¬
сительно оси вращения заготовки в горизонтальной и вертикаль¬
ной плоскости соответственно; / — расстояние от места заделки
стебля в передней стойке станка до середины пятна контакта
направляющих с поверхностью расточенного отверстия; г (/) —
расстояние (увод) центра расточной головки от оси вращения за¬
готовки, центр головки находится на оси головки на расстоянии I
от места заделки стебля; г (/) — расстояние центра исходного
отверстия от оси вращения заготовки на расстоянии I от места
заделки стебля; а (/) — угол между вектором г и осью От], свя¬
занной с заготовкой в сечении * = 6 = /; а (I) — угол между
вектором ?(/) и осью От) в сечении jс = £ = /; со — угловая ско¬
рость вращения заготовки; % — время; S0 — подача на оборот;146
Рис. 7.3. Изменение мгновенной глубина
резания при растачивании глубоких от¬
верстий с неравномерным припуском одно¬
лезвийными головкамиРх — осевая сила, действующая на
инструмент; Му, Мг — проекции
на оси Оу и Ог главного момента
относительно центра расточной го¬
ловки силы резания, действующей
на головку; у — массовая плот¬
ность материала стебля; g — ус¬
корение силы тяжести; s — пло¬
щадь поперечного сечения стебля.Будем считать, что силы резания пропорциональны мгновен¬
ной глубине резания t, определяемой из рис. 7.3. Тогда проекции
главного момента М силы резания на соответствующие оси будут
равны:Му « Рга = kpja = kpzatcp +-f- kpza (r cos (сет + a) — 7 cos (сот a)) == М2 + (r cos ((от — f cos (сот -f- a));op ПMz« PXR — P„a = (kP)R — kPya) tcp ++ (kpxR — kPya) (r cos (сот -fa) — ? cos (сот + a)) == Mi~f- -7-1- (r cos (cot -(- a) — f cos (сот + a)),*cpгде a — расстояние, измеренное в направлении оси головки, от
калибрующей вершины резца до' шарнирно-подвижной опоры
головки в отверстии; R — радиус расточенного отверстия; £ср —
средняя глубина резания; kPx, kp , kPz — коэффициенты про¬
порциональности в выражениях для составляющих сил резания
(Р* = kpxt> Ру == kPyt, Рг = kpzt).Эти выражения изгибающих моментов от силы резания будут
использованы при формировании граничных условий для расточ¬
ной головки.Рассмотрим расчетную схему технологической системы при
растачивании (см. рис. 7.2). Упругая система расточная головка—
стебель нагружена осевой сжимающий (растягивающей) силой и
моментами (7.3), изменяющимися за 1 оборот заготовки. Учиты¬
вая, что мы будем использовать техническую теорию изгиба,
ограничимся в рассмотрении постоянной составляющей осевой
силы, т. е. Р°х. Тогда уравнения поперечных колебаний стебля,
сжатого (растянутого) осевой силой Pi и находящегося под дей-147
ствием моментов Му и Mz от силы резания и распределенной
нагрузки ygs от массы стебля, будутд*у <Ру~дх*р j JUL nz р° д%У •Лг4 — Vs djc2 »Р[ a*z _ Do d2z£/ljr = - YS-Щ- =F />* 17 - ygsdi%dx8(7.4)* = 0-^ = 6!; 2 = 6a; If- = Vi; -fr = Y*Iс граничными условиями:при J, — ~1, - а, дх - п. дхпри х = / — у = г (/) cos [сот -+- а (/)],
г = — r(l) sin [сот а (/)];(7.5)£'S-=■±мЛ 1 + -т^— [г cos (ют + а (/) —
I ‘ср— Т cos (ш + а (0)]|»£/-g- = TM2{l +-J-[г cos (от+ «(/))-r cos(<DT + a (/))]},(7.6)где у (x, т), z (x, t) — прогибы сечения x стебля в горизонталь¬
ной и вертикальной плоскостях; у (.х, т) |ж=к/, z (х, т) |*в/ — сме¬
щение центра расточной головки с координатой х = / от оси вра¬
щения в горизонтальной и вертикальной плоскостях соответст¬
венно; г cos (сот + а (/)) — г cos (сот + a (/)) — переменная со¬
ставляющая глубины резания; EI — изгибная жесткость стебля.Верхний знак в выражениях (7.4) и (7.6) относится к колеба¬
ниям стебля при растачивании на сжатие, а нижний — при раста¬
чивании на растяжение.Решение задач (7.4)—(7.6) можно представить в виде:
у (х, т) = у0 (х) + Ух (х) sin (сот + а) ++ У2 (*) cos (сот + а) + уъ (х) соs (сот + а);
г (х, т) = z0 (*) + zx (х) sin (сот + а) + z2 (х) cos (сот + а) ++ z8 (х) cos (<рт + а).Слагаемые у0 (х), z0(x) характеризуют статический прогиб
стебля, слагаемые yt (х), zt (х)—динамический прогиб стебля
из-за базирования расточной головки на поверхность, имеющую
биение. Сама головка находится под действием изменяющейся
силы резания.После определения перемещений у (х, т), z(x, т) стебля в соот¬
ветствии с принятым механизмом образования увода оси отвер¬
стия расточными головками с твердосплавными направляющими
будем считать, что мгновенная скорость v0 расточной головки в на¬148
правлении подачи s0 совпадает по направлению с касательной
к мгновенной упругой линии стебля т0 в центре головки (в шар¬
нирно-подвижной опоре головки в отверстии), т. е.»о = Ans0x°,где п — частота вращения заготовки; А — масштабный коэффи¬
циент, согласующий размерности п и S0; т° — орт касательной
к мгновенной упругой линии стебля в сечении * = £ = /.Учитывая малость угла, образуемого вектором т° с осью 05,
проекции скорости расточной головки у0 ца оси вращающейся си¬
стемы координат 0|ti£, связанной с заготовкой, будут равны:i Я* ± V0 = ± Ans0\* * ± v° [ж Lcos шт ~ £ Lsln Н:5 * ± [% \х=ъ Sin от - § Ц cos сот] ,(7.7)где |, г], £ — координаты центра расточной головки в си¬
стеме координат 0£т]£, связанной с заготовкой, причем £ = 1\дудхдгх=1' ~дГ— малые углы, образованные проекцией на со¬ответствующую плоскость оси головки с осью вращения заго¬
товки Ох. Знак «плюс» относится к процессу растачивания на сжа¬
тие, «минус» — на растяжение.Подставим в уравнение (7.7) значения частных производныхи в точке х = \ — I. Учитывая, что а0 = dl/dt, т == ± где £0 — расстояние от места заделки стебля в перед¬не)ней стойке до переднего торца заготовки, исключим из уравнения(7.7) время. Тогда уравнения (7.7) с учетом выражений г sin а =
= —£, г cos а = т), г sin а = —£, г cos а = л и после отбрасы¬
вания слагаемых, характеризующих некруглость отверстия, при¬
мут вид:4r = ТГ {ф| ® ^ ± -Г ® [»1 (Л« - Л) + Аш (Ci - I))dt А I [ф! (5) С, d= 4т t|), (I) [- Л2 (л, - ц) 4- Л (Cl - ?)1(7.8)где i = 1 и верхний знак действия в выражениях относится и
к растачиванию на сжатие, i = 2 и нижний знак — к растачиванию
на растяжение;<Pf (5) = ^ [2(xfv/ sin sh vil + (v? — ц?) (ch vt| cos — 1)];(5) = 1^- t2nm + (v? — (12i) sin I sh Vil — 2jiiVi cos ch v^],A< (£) = + v;) (sin ch vd — cos fiig sh v,£);149
М-а = ^jii =£ — вылет инструмента, от заделки в передней стойке (в задней
части маслоприемника); r\t (£), С* (I) — проекции вектора увода
г (£) оси расточенного отверстия на оси координат Orj и 0£, свя¬
занных с заготовкой; г\ (£), £ (£) — проекции вектора увода ?(£)
оси исходного отверстия на оси координат От] и 0£; А1§ А2 — коэф¬
фициенты, = MJ(tcvEI)y А2 = M2/(tcpEI).Уравнения (7.8) приближенно описывают увод оси отверстия
по длине обработки. Численное значение и фаза вектора увода
определяются по формулам:Из моделей увода оси отверстий (7.8) при растачивании могут
быть получены модели увода при растачивании без учета осевой
силы. В этом случае щ = v* = х и модель увода пригодна для опи¬
сания процесса образования увода при обработке коротких заго¬
товок.Модель (7.8) процесса образования увода может быть исполь¬
зована для количественного анализа точности разработанных тех¬
нологических процессов, определения параметров технологиче¬
ского процесса, которые необходимо корректировать, и может быть
использована в системах управления точностью обработки.На рис. 7.4 приведены результаты численного анализа моделей
увода (7.8) применительно к процессу растачивания на сжатие от¬
верстий диаметром 116 мм (обработка ведется слева направо,
I проход) и на растяжение отверстий диаметром 125 мм (обработка
ведется справа налево, II проход). Материал заготовки —термо¬
обработанная легированная сталь с пределом прочности ав
> 1500 МПа; режимы резания: п = 125 об/мин; S0 = 0,15 мм/об;
/ = 5 мм (I проход), t = 4,5 мм (II проход); геометрические пара¬
метры сечения стебля: dH = 110 мм; dQ = 55 мм; расстояние от
передней стойки до переднего торца заготовки £0) к = 1 м (£0 и
£к — для процессов растачивания на сжатие и растяжение). Ось
исходного отверстия для простоты анализа считается отрезком
параболы, описываемым уравнениями:rt (I) = ]Л|? (l) + С? (5); (I) = arccos .Ч<6) * —7Г (б - £о,к - -тУ + h - б;
2«)-о,150
5Г8_ £,м
^2Рис. 7.5. Увод оси отверстия при
растачивании на сжатие в зависимо¬
сти от увода оси исходного отверстия
(f|) и погрешности заправочного от¬
верстия (“По):/ — G = 0, ri = —0,1 ми; 2 — А = 3 мм,0.0,1 мм3= 0,1- 6 = 3
мм; б— й = 3 мм. л0 =-0,2 Рис. 7.4. Увод оси отверстия при рас¬
тачивании на сжатие и растяжение
в зависимости от увода оси исходного
-0,3 отверстия (fj) в плоскости £От] (штрих
соответствует процессу растачивания
на растяжение):_Qlj 1 и 1' — h = 4 мм, 6 = 0; 2 и 2' — h =' = 4 мм, 0 = 1 мм; 3 и 3' — h = 4 мм, б =
= 2 мм; 4 и 4f — h = 4 мм, 6 = 3 мм; 5
и 5' — h = 4 мм, 6 = 4 мм; 6 и 6' — h =
05 = 3 мм, 6 = 0; 7 и 7' - Л = 0, б = 3 ммгде /3 — длина заготовки; А — непрямолинейность оси исходного
отверстия; S — смещение прямой, соединяющей центры исходного
отверстия на торцах заготовки, относительно оси ее вращения
(рис. 7.4).Из анализа графиков, представленных на рис. 7.4, следует,
что уводы при растачивании по схеме на растяжение на порядок
меньше, чем при растачивании по схеме на сжатие, и уводы при
растачивании по обеим схемам можно существенно уменьшить за
счет ужесточения требований к уводу оси исходного отверстия и
совмещения оси вращения заготовки с ее оптимальной осью. За
оптимальную ось следует принимать ось, параллельную оси,
проходящей через центры входного и выходного отверстий на тор¬
цах заготовки, и делящую стрелу максимального увода примерно
пополам.Существенное влияние на увод при растачивании на сжатие
оказывает биение заправочного отверстия (рис. 7.5). Для про¬
стоты рассматривалось прямолинейное исходное отверстие (А = 0).
При растачивании же на растяжение погрешности заправки не
имеют большого значения.На увод оказывают влияние и другие факторы, вошедшие в мо¬
дель увода (7.8). Линейные и угловые погрешности расположения151
Рис. 7.6. Оптимальное значение осевого
выступания резца а* в зависимости от
диаметра растачивания (d):/ — Ф = 45е; 2 — Ф = 60°; 3 — ф = 75°стебля в передней стойке не вошли
в модели увода (7.8). Следова¬
тельно, при растачивании невра¬
щающимся инструментом они не
оказывают непосредственного вли¬
яния на процесс образования увода
оси отверстия.Анализ структуры силового возмущения инструмента из гра¬
ничных условий (7.6) показывает, что изгибающий момент, дейст¬
вующий на расточную головку, состоит из постоянной составляю¬
щей, зависящей от глубины резания, и переменной составляющей
Л1П, зависящей от неравномерности снимаемого припуска. Пере¬
менная составляющая изгибающего момента определяет увод оси
отверстия. Суммарное значение переменной составляющей момента
будет иметь вид120 (LyMMлг = 1ЛЮ2 + (м,п)2.Из выражений для главного момента (7.3) следует, что суммар¬
ная переменная составляющая Мп зависит от значения а — осе¬
вого выступания резца относительно шарнирно-подвижной опоры
головки в отверстии.Зависимость переменной составляющей изгибающего момента
Мп от а имеет экстремум, а именно: максимум. Максимум Мп
достигается в точке а*, в которой значение частной производной
от Мп по а равно нулю.Значение а* определяется формулойаг =kl. + kl(7.9)Таким образом, при растачивании существует оптимальное
значение параметра а, равное а*, при котором силовое возмущение
минимально, следовательно, неравномерность снимаемого при¬
пуска в минимальной степени влияет на увод.На рис. 7.6 приведены результаты численного анализа формулы(7.9) при v = 65 м/мин; S0 = 0,3 мм/об; t = 5,7 мм; 260—310 НВ.
Из приведенного графика видно, что а* мало зависит от главного
угла в плане резца <р (особенно при растачивании отверстий диа¬
метром 100 мм и менее).Модели увода (7.8) используют и для описания процесса обра¬
зования увода при растачивании многолезвийными расточными го¬
ловками без определенности базирования с направляющими с зазо¬
ром или с небольшим натягом, считая базирование таких головок
соответствующим шарнирно-подвижной опоре [59].152
В модели увода (7.8) для многолезвийных головок без опреде¬
ленности базирования все параметры будут иметь тот же смысл
и значение, что и для однолезвийных, за исключением выражений
для изгибающих моментов Мх и М2.Для двухлезвийных головок без определенности базирования:All == М. 2 == kpjhtcp fгде h — плечо пары сил, образованной горизонтальными состав
ляющими (Рх) силы резания.Динамические модели увода при сверлении невращающимся
инструментом с малым расстоянием от калибрующей вершины
резца до передних концов инструмента можно получить из моделей
увода при растачивании. Если в математических моделях увода
(7.8) положить равными нулю выражения [Аг (rj* — fj) + А2 (£* —— I)] и [—А2 (т|* — fj) + Аг (£г — £)], т. е. считать, что отсут¬
ствует неравномерность снимаемого припуска, то получим модели
увода оси отверстия при сверлении глубоких отверстий с учетом
осевой силы (г\г = rj, = £, щ = |i, vx = v):dt\ _ r]fi [2|iv sin fig sh vg + (va — \l2) (ch vg cos \i% — 1)].^ (fi2 -|- v2) ^sin pig ch vg cos fig sh vg)^dj _ £ii [2fiv sin pig sh vg + (v2 — |i2) (ch vg cos fig — 1)]^ (fi2 + v2) ^sin [ig ch vg ^ cos fAg sh vg ^Из модели увода (7.10) можно получить более простую модель, опи¬
сывающую процесс образования увода при сверлении коротких
заготовок с небольшим вылетом стебля (в этом случае осевую силу
можно не учитывать, т. е. Р°х = 0, а ц = v = х):(7.10)dr\ _ т]х sin Kg sh xgsin xg ch xg — cos xg sh xg
d£ £x sin xg sh xgЖ “ sin xg ch xg — cos xg sh xg(7.11)Аналитическое решение полученных дифференциальных урав¬
нений не найдено. Исключение составляет модель увода при свер¬
лении (7.11) без учета осевой силы. Решение его имеет вид:Л(£) = СхУ'sinxgchxg —cosxgshxg; | ^С (?) = Ca У sin xg ch xg — cos xg sh xg, Jгде Cx и Ca — постоянные, определяемые точностью выполнения
операции заправки.Анализ моделей увода при растачивании (7.8) и при сверлении(7.10), (7.11) показывает, что существуют две характеристические
длины стебля: одна из них — это некоторая предельная длина
стебля /пр, при которой происходит потеря динамической устой¬
чивости инструмента и связанные с ней большие уводы, а также153
поломка инструмента; вторая — предельная длина стебля Гпр,
при которой в условиях кинематического возмущения интенсив¬
ность изменения увода по длине обработки равна нулю.Предельная длина стебля /пр определяется из равенства нулю
определителя Д* из выражения (7.8), т. е. из равенстваv* sin Hilnp ch Vi/np — [a, cos [д^/пр sh уь1пр = 0,где i — 1; 2, где индекс 1 соответствует растачиванию на сжатие
и сверление, а индекс 2 — растачиванию на растяжение.Предельная длина стебля /пр может быть приблизительно
определена без учета осевой силы из равенства, дающего завышен¬
ные значения /пр^Пр = ^ ^пр*Предельная длина стебля Гпр определяется из равенства нулю
правой части модели увода (7.10) при сверлении, т. е. из равен¬
ства2|iv sin |лГпр sh vfnp + (fi2 — v2) (1 — cos цГпр ch vfnp) = 0. (7.13)Для приблизительного определения Гпр можно воспользо¬
ваться упрощенной формулой, дающей завышенные значения и
полученной из (7.13) при ц = v = х, т. е. без учета осевой силыГпр = у' EI/(ys(s>2).При сверлении с вылетом стебля £ = I = ГПр тангенс угла
наклона касательной к упругой линии стебля в шарнирно-под-
вижной опоре головки в отверстии, равный dr/d£, будет больше
нуля (drldi > 0) (рис. 7.7) и увод будет возрастать по длине обра¬
ботки. С практической точки зрения интерес представляет свер¬
ление с вылетом стебля, £ = /, определяемым из неравенства
^пр < I < Aip- Эт°т вылет стебля назовем оптимальным и обозна¬
чим I*. При сверлении с вылетом стебля I* производная dr/dl < 0
(рис. 7.7) и увод будет уменьшаться по длине обработки. На
рис. 7.8 можно определить оптимальный вылет стебля I* в диапа¬
зоне частот вращения заготовки 500—2900 об/мин для диаметров
сверления 6; 7; 12 и 22 мм при различных значениях осевой силы
(подачи).Реализовать практически процесс обработки с оптимальным
вылетом стебля I* (т. е. на участке убывания увода) можно не¬
сколькими способами:1) сверлением с вылетом стебля I* инструментом с внутренним
и наружным подводом СОЖ; в первом случае с маслоприемника
снимается задняя часть, во втором — задняя часть делается пла¬
вающей;2) сверлением глубоких отверстий с соотношением l/d0 >100
с дополнительной опорой 5 (рис. 7.9), установленной на стебле 6
на расстоянии /* от сверлильной головки. После заправки сверла
через кондукторную втулку дополнительная опора продолжает
направляться направляющей втулкой, а затем кондукторной154
Рис. 7.7. Форма упругой линии
стебля при наличии кинематиче¬
ского возмущения в зависимости
от вылета стебля2,42,01,20,8ОХ4VVpt=m■Р,=Щ
- d^SxrK~0UUH у^4РЯ = 1600НУio=22t0MMk--mp,*m_io=12,0500 900 1300 1700 2100 2500 ть,о5/минРис. 7.8. Предельные длины стебля ГПред
и ^пред — в зависимости от частоты вра¬
щения заготовки:- /пред* Lпредвтулкой и тем самым осу¬
ществляется сверление с оп¬
тимальным вылетом стеб¬
ля /*. После выхода допол¬
нительной опоры из кондукторной втулки она входит в обра¬
ботанное отверстие и направляется им.Анализ моделей увода (7.10) и (7.12) показывает, что увод оси
просверленного отверстия линейно зависит от погрешностей за¬
правки. Влияние различных факторов на увод может быть проана¬
лизировано с помощью численных методов. Для примера на
рис. 7.10 приведены результаты численного анализа моделей
увода (7.10) применительно к кольцевому сверлению отверстий
диаметром 80 мм при ширине реза 24 мм, расстоянии от места за¬
делки стебля в задней части маслоприемника до переднего торца
заготовки £0 = 1 м и подаче S0 = 80 мм/мин.1,012v5 6Л
1v\2,06,0Рис. 7.9. Схема сверления глубоких
отверстий с отношением lld0 > 100
с оптимальным вылетом стебля /*:1 — сверлильная головка; 2 — направля¬
ющая втулка; 3 — уплотнительное кольцо;
4 — гайка; 5 — дополнительная опора
стебля; 6 — стебельРис. 7.10. Увод оси в зависимости от
длины обработки (£) при различной
частоте вращения заготовки:/ — п = 200 об/мин (о = 50 м/мин); 2 —
п = 240 об/мин (v — 60 м/мин); 3 — п =
.= 280 об/мин (и = 70 м/мин); 4 — п =
= 320 об/мин (v = 80 м/мин); 5 —
п = 360 об/мин (и = 90 м/мин); 6 —
п — 400 об/мин (v = 100 м/мин); 7 — п =
= 480 об/мин (и = 120 м/мин)155
7.4. Экспериментальная проверка
разработанных моделей увода.Практическое использование полученных результатовЭкспериментальная проверка разработанных моделей увода про¬
водилась при сверлении и растачивании невращающимся инстру¬
ментом. При этом исследовалось влияние кинематического возму¬
щения инструмента на увод оси, которое создавалось за счет сме¬
щения оси заправочного отверстия от оси вращения заготовки.
Ряд полученных результатов имеет важное практическое приме¬
нение при обработке глубоких отверстий.Увод при сверлении глубоких отверстий. Анализ типовой кри¬
вой увода оси отверстия при наличии погрешностей заправки
(рис. 7.10) показывает, что кривая увода состоит из двух участков:1) участок возрастания увода образуется при сверлении с вылетом
стебля / < Гпр; 2) участок убывания увода образуется при свер¬
лении с вылетом стебля /*: Гпр < /* < /пр.Увод при вылете стебля I < Гпр определялся при сверлении
отверстий диаметром 12 мм в заготовках из стали 30ХН2МФА
длиной 650 мм на модернизированном для целей глубокого свер¬
ления с наружным подводом СОЖ станке модели 1А625Сп. Твер¬
дость материала заготовки 271—320 НВ. Заготовка зажималась
своим передним концом в трехкулачковый патрон, а задним цен¬
трировалась с помощью конической втулки в полом шпинделе
станка. Всего было просверлено 11 заготовок на следующих режи¬
мах: частота вращения п = 1450 об/мин, подача SMIIH = 28 мм/мин.
Сверление производилось однолезвийной сверлильной головкой
с наружным подводом СОЖ. Заготовки с номером 1—3 были про¬
сверлены на указанных режимах в качестве контрольных. При
сверлении заготовок 4—8 в них создавалось заправочное отвер¬
стие со смещением относительно оси вращения ц0 = 0,25 мм. За¬
готовки 9—И сверлились со смещением 0,5 мм. После окончания
сверления на заготовках ставилась продольная риска в плоскости
смещения заправочного отверстия (если оно имелось). Заготовки
разрезались на шесть частей и маркировались по сечениям. За¬
меры увода по крайним сечениям отдельных частей заготовок про¬
изводились по наружной поверхности в центрах с помощью инди¬
катора. Результаты эксперимента приведены на рис. 7.11.Для сравнения на рис. 7.11 приведены теоретические кривые
4\ 7*, рассчитанные по динамической модели (7.10), и кривые
4', 7', рассчитанные по упрощенной статической модели (7.1).Анализ графиков, приведенных на рис. 7.11, показывает, что
результаты эксперимента подтверждают характер изменения
увода при вылете стебля / < Гпр; увод до глубины обработки 10бр =
= 400 мм хорошо описывается упрощенной статической моделью
(7.1); на глубине /0бР = 400-^450 мм наметилось уменьшение
интенсивности увеличения увода в экспериментальных кривых,
что может быть объяснено влиянием динамики процесса и опи¬156
Рис. 7.11. Увод оси отверстия в зави¬
симости от длины обработки (£) при
различной погрешности заправочного
отверстия (т)0):1-3 - Т10 = 0; 4. 4\ 4\ 5-8 - % =
= 0,25 мм; 9, 9', 9”, 10, И — r\Q = 0,5 мм
[штрихом отмечена кривая, рассчитан¬
ная по модели (7.1), двумя штрихами —
по модели (7.11)]модельюсано динамической(7.10) или (7.12).Замер фазы увода показал,
что отклонение вектора увода от
плоскости смещения заправоч¬
ного отверстия незначительно
и не превышает ±8°Увод при оптимальном вылете стебля I* определялся при
сверлении глубоких отверстий диаметром 12 мм с наружным под¬
водом СОЖ в заготовках из стали 50РА 270—300 НВ длиной
300 мм на переоборудованном станке 1А625Сп. Эксперименты про¬
водились в целях проверки возможности обработки с оптималь¬
ным вылетом стебля /*, т. е. на участке убывания увода, где
dr\/d£> < 0. Было просверлено пять заготовок, у которых предва¬
рительно изготавливались заправочные отверстия, оси которых
были смещены на 0,25 мм (две заготовки) и 0,5 мм (три заготовки).
Эксперименты проводились при постоянной подаче инструмента
50 = 0,02 мм/об и частоте оборотов заготовки, равной 1450, 2070
и 2450 об/мин. Глубокое сверление осуществлялось с постоянным
вылетом стебля, равным 820 мм. Такое значение устанавливалось
для того, чтобы при частоте вращения заготовки п = 2070 об/мин
она была оптимальной. Согласно графику на рис. 7.8, вылет
стебля, равный 820 мм, будет оптимальным при частоте оборотов
заготовки п = 2050-^2200 об/мин.Сверление осуществлялось по схеме, представленной на
рис. 7.9. На стебле на расстоянии 820 мм от передних концов на¬
правляющих сверлильной головки закреплялась дополнительная
опора с продольными пазами под СОЖ, которая перемещалась
вместе со стеблем в отверстии втулки. Уплотнение стебля во втулке
осуществлялось с помощью сальника. После сверления произво¬
дилось измерение увода с помощью оптического прибора ППС-11
с точностью ±0,03 мм. На частоте п = 2070 об/мин (т. е. с оп¬
тимальным вылетом стебля /*) было просверлено три заготовки,
две из которых имели смещение оси заправочного отверстия
0,25 мм и одна — 0,5 мм. Из графиков изменения увода по
длине просверленного отверстия (рис. 7.12) следует, что у двух
заготовок увод уменьшается (кривые /, 2), а у одной практиче¬
ски не изменяется (кривая 3). Незначительное изменение увода
оси может быть объяснено тем, что установленное значение /*
близко к Гпр.167
lJyMMd0 = 12 мм00,1 0,20oji ГГУлРис. 7.12. Увод оси при сверлении с постоянным вылетом стебля, равным 820 мм,
в зависимости от длины обработки (£):|-"»5 л = 2070 об/мин (/цред < / < ^пред)* ^ ^ в14б0 об/мин (I < ^прудУ ^ ■"— 2070 об/мин (/ « *пред)Рис. 7.13. Увод оси при сверлении в зависимости от длины обработки (£) при
сверлении с постоянным и переменным вылетом стебля:/, 2 — без опоры; 3—5 — опора установлена на расстоянии / = 1000 мм (/ « /пред);
5, 7 ~ опора установлена на расстоянии I — 850 мм (^Пред < * < *пред)На графиках, приведенных на рис. 7.12, также показано изме¬
нение увода по длине просверленных отверстий в том случае, когда
сверление производилось при п = 1450 об/мин (кривая 4) и п =
= 2450 об/мин (кривая 5), т. е. при частотах, которым соответст¬
вует вылет стебля, отвечающий условиям / < Гпр и / ^ /пр. Из
графиков следует, что при п = 1450 об/мин увод по длине про¬
сверленного отверстия увеличивается, а при п = 2450 об/мин
сначала уменьшается, а затем резко увеличивается. Следует
также отметить, что при сверлении с частотой вращения заго¬
товки п = 2450 об/мин имеет место резкое изменение фазы век¬
тора увода. Это говорит о том, что при п = 2450 об/мин значение
/, равное 820 мм, близко к /пр, т. е. к вылету стебля, при котором
он теряет динамическую устойчивость.Аналогичные результаты получены и при сверлении заготовок
длиной 1200 мм на станке «Vagner» с дополнительной опорой,
установленной на расстоянии /* от сверлильной головки и на¬
правляемой удлиненной втулкой задней части маслоприемника
(рис. 7.13). Сверление с дополнительной опорой осуществлялось
до глубины 600 мм, затем опора снималась и заготовка досверли¬
валась до конца.Увод при растачивании глубоких отверстий. Эксперименты
проводились при вылете стебля / < Гпр, когда влияние неравно¬
мерности снимаемого припуска мало и при / ^ /пр.Увод при вылете стебля I < Гпр определялся при растачива¬
нии отверстий диаметром 78 мм на модернизированном станке
«Vagner» в заготовках из стали 40ХН длиной 1000 мм и твердостью158
180—210 НВ. Растачивание проводилось без смещения заправоч¬
ного отверстия (в трех заготовках) и со смещением, равным 0,25 мм
(в двух заготовках) и 0,5 мм (в шестнадцати заготовках), создан¬
ным посредством сменных кондукторных втулок. Одним концом
заготовку крепим в четырехкулачковом патроне, другим, выпол¬
ненным в виде конуса, в маслоприемнике через сменную кондук¬
торную втулку. Заготовку у патрона выверяем на станке с точ¬
ностью до 0,01 мм. С диаметра 70 до диаметра 78 мм отверстие
растачивали однолезвийной расточной головкой. Частота враще¬
ния заготовки составляла 310 об/мин, подача — 60 мм/мин. В трех
заготовках, не снимаемых со станка, увод т]к в конце обработки
измеряли с точностью до 0,01 мм с помощью специальной тензо-
метрической оправки (см. рис. 5.14), в остальных заготовках
увод и его направление (фазу) измеряли вне станка в плоскости
поперечных сечений, находящихся на расстоянии 100 мм одно от
другого. Измерения производились с помощью прибора Аваева
с точностью 0,1 мм.Экспериментальная зависимость, полученная по результатам
обработки измерений, имеет видЛк = 4,32^’93. (7.14)Упрощенная статическая модель (7.1) при расстоянии от опоры
стебля в маслоприемнике до переднего торца заготовки £0 =
= 0,6 мм принимает видт)„ = 4,36Ло. (7.15)Анализ экспериментальной (7.14) и теоретической (7.15) мо¬
делей увода показывает, что они хорошо совпадают (максималь¬
ное расхождение не превышает 10 %). Это значит, что при раста¬
чивании коротких заготовок (до 1000 мм) увод в основном будет
определяться погрешностями заправки, а математическая модель
увода (7.1) адекватно описывает процесс.Увод при вылете стебля / « /пр определялся при растачивании
отверстия диаметром 87 мм с диаметра 78 мм в заготовках из стали
40ХН твердостью 180—210 НВ длиной 1000 мм. Обработка велась
с вылетом стебля около 6,87 м, близким к /пр. Значение /пр для
данных условий обработки равно 7,13 м. Результаты эксперимента
показали, что в заготовках при наличии увода оси исходного от¬
верстия 0,25—2 мм может образовываться увод до 5 мм в конце
обработки при растачивании на сжатие и до 1,5 мм при растачи¬
вании на растяжение (рис. 7.14). При этом наблюдались колеба¬
ния стебля с частотой вращения заготовки с амплитудой более
15 мм. Однако поломок резцов или сколов твердого сплава на
направляющих не произошло. Такой случай при растачивании
может возникнуть при малой жесткости крепления стебля, при
появлении зазоров в направляющих для стебля или при растачи¬
вании заготовок с повышенным отношением IId0.159
7j,MMРис. 7.14. Увод оси в зависимости от длины
обработки^лри растачивании с постоянным
вылетом стебля, близким к /предТаким образом, при растачивании
необходимо следить, чтобы не было
люфтов и зазоров в местах опоры и
крепления стебля, смещать переднюю
стойку ближе к торцу заготовки,
а при растачивании заготовок с боль¬
шим вылетом стебля необходимо при¬
менять дополнительную опору на
стебле.Практическое использование полученных результатов. Экспе¬
риментально обоснованные модели уводов при сверлении (7.10),
(7.12) и при растачивании (7.8) невращающимся инструментом
могут быть использованы в следующих случаях:в системах управления точностью обработки, где управляемым
параметром является частота вращения заготовки;для анализа существующих и вновь разрабатываемых техно¬
логических процессов в целях повышения точности обработки;для определения областей применения одно- и двухлезвийного
инструментов при растачивании по схеме на сжатие и растяжение;для уменьшения уводов при растачивании совмещением оси
вращения заготовки с ее оптимальной осью;при разработке прогрессивных технологических процессов
глубокого сверления с оптимальным вылетом стебля, обеспечи¬
вающим минимальные уводы;для оптимизации конструктивных параметров инструмента —
главного угла в плане резца и осевого выступания резца по отно¬
шению к передним концам направляющих, а также ширины реза
при кольцевом сверлении.Математические модели уводов (7.2) при сверлении вращаю¬
щимся инструментом могут быть использованы при совершенство¬
вании технологических процессов обработки отверстий в невра-
щающихся заготовках.Анализ моделей увода (7.8), (7.10) и (7.11) показывает, что увод
для рассмотренных типов инструментов зависит от тангенса угла
наклона касательной т° к упругой линии стебля в шарнирно-по¬
движной опоре инструмента в' отверстии к оси вращения заго¬
товки. Следовательно, уводом можно управлять путем изменения
угла наклона касательной т° в системе координат, связанной с за¬
готовкой. Возможны, по крайней мере, два способа управления
уводом за счет изменения т°;7.5. Управление уводом
при обработке глубоких отверстий
малых диаметров160
nj}MMРис. 7.15. Увод оси при сверлении
в зависимости от длины обработки
при наложении на стебель выну¬
жденных колебаний:/ и /' — вынужденные колебания в од¬
ной фазе с вектором увода сверлиль¬
ной головки; 2 и 2' — то же в противо-
фазе; 3 — стебель центрируется опо¬
рами в отверстии; 4 — стебель в сво¬
бодном состоянии1) наложением на инструмент вынужденных поперечных коле¬
баний с частотой вращения заготовки;2) наложением на заготовку вынужденных поперечных коле¬
баний с частотой вращения заготовки.Ниже приведены результаты исследований, подтверждающих
возможность управления уводом при сверлении глубоких отвер¬
стий малых диаметров такими способами. Эксперименты прово¬
дились при сверлении отверстий диаметром 12 мм в заготовках
длиной 900 и диаметром 40 мм из стали 30ХН2МФА (217—229 НВ).
В качестве инструмента использовалась однолезвийная сверлиль¬
ная головка с наружным подводом СОЖ. Эксперимент состоял
из двух серий. В первой серии изменение угла наклона сверлиль¬
ной головки к оси вращения заготовки во вращающейся системе
координат, связанной с заготовкой, достигалось посредством
наложения на стебель вынужденных колебаний с частотой враще¬
ния заготовки. Эти колебания создавались с помощью капролоно-
вых опор, закрепляемых винтом в диаметральном пазу на перед¬
нем торце заготовки. Капролоновые опоры обеспечивали упругую
деформацию стебля в пределах диаметрального зазора, и при вра¬
щении заготовки создавался эффект наложения на стебель попе¬
речных колебаний с частотой вращения заготовки. Сверление
производилось на станке модели 1А625Сп, переоборудованном
для глубокого сверления. Заготовка зажималась в цанговом
патроне и имела опоры в своей средней части и в конце. Перед
сверлением в заготовке выполнялось заправочное отверстие диа¬
метром 12Н7. Его ось смещалась относительно оси вращения на
0,25—0,28 мм в плоскости, в которой на торце заготовки были
выполнены диаметральные пазы. После установки заготовку либо
сверлили напроход (рис. 7.15, кривая 4), либо до глубины 400 мм
(рис. 7.15, кривые 3,2,2'). Затем сверление прекращали, и
в пазы заготовки вставлялись и закреплялись капролоновые
опоры, упруго деформирующие стебель в заданном направлении и
на заданный размер, после чего заготовка досверливалась напро¬
ход, на тех же режимах резания. Увод г) оси отверстия по длине
обработки (рис. 7.15) измерялся оптическим прибором ППС-11
без раскрепления заготовки (см. п. 5.6).6 П/р Н. ф Уткине161
Анализ результатов исследования показывает, что увод при
наличии возмущающего воздействия с частотой вращения заго¬
товки зависит от величины этого воздействия и от сдвига фаз между
вектором увода оси отверстия в сечении, в котором происходит
опора сверлильной головки в отверстии, и возмущающим воздей¬
ствием. При совпадении направлений действия возмущающего воз¬
действия и увода в месте опоры головки в отверстии происходит
уменьшение увода по длине обработки (рис. 7.15, кривые /,/')
по сравнению с контрольным сверлением без капролоновых опор
(рис. 7.15, кривая 4). Если возмущающее воздействие направлено
противоположно вектору увода, то происходит усиление увода
по длине обработки. При несовпадении линий действия возму¬
щающего воздействия и увода будет происходить еще и поворот
вектора увода по длине обработки.Результаты этих экспериментов позволяют объяснить явление
резкого возрастания уводов в конце обработки при сверлении от¬
верстий диаметром 7—25 мм с повышенным соотношением l/d0t
равным 100—300. В конце сверления стебель теряет устойчивость
и начинает опираться на поверхность просверленного отверстия.
При наличии вращения заготовки стебель начинает испытывать
в месте касания стебля с поверхностью отверстия вынужденные
поперечные колебания. Эти колебания могут привести к резкому
возрастанию уводов, если векторы возмущающего воздействия на
стебель и увода сверлильной головки направлены противоположно.Результаты экспериментов позволяют также объяснить, по¬
чему использование дополнительной опоры на стебле дает проти¬
воречивые результаты при растачивании. Если дополнительная
опора базируется в отверстии в противофазе по отношению к рас¬
точной головке, то использование дополнительной опоры приво¬
дит к увеличению увода, если в одной фазе — то увод умень¬
шается .Рассмотренный способ управления уводом может быть исполь¬
зован в устройствах управления уводом для получения отверстий
с минимальной величиной увода х, отверстий с изломом оси и с за¬
данной кривизной оси при сверлении и растачивании.Во второй серии экспериментов исследовалась возможность
управления уводом посредством наложения на заготовку вынуж¬
денных поперечных колебаний с частотой ее вращения. Колебания
быстровращающейся заготовки создавались с помощью дебаланса,
устанавливаемого на наружной поверхности заготовки с малой
жесткостью. Результаты эксперимента при сверлении отверстий
диаметром 12 мм показали, что величина и фаза вектора увода ин¬
струмента зависят от амплитуды колебаний заготовки и сдвига
фаз между вынужденными поперечными колебаниями заготовки и
вектором увода сверлильной головки. При совпадении направле¬
ния действия дебаланса и вектора увода увод увеличивается по1 А. с. 916109 (СССР).
162
длине обработки; если они направлены противоположно, то увод
уменьшается по длине обработки. Это явление может быть исполь¬
зовано в устройствах управления уводом при сверлении и раста¬
чивании глубоких отверстий малого диаметра в заготовках с ма¬
лой жесткостью с высокими требованиями в отношении увода и
непрямолинейности оси.1 Эти результаты также говорят о необхо¬
димости тщательно балансировать заготовку, устанавливать лю¬
неты, поддерживающие заготовку, и не допускать поперечных
колебаний заготовки с частотой ее вращения.ГЛАВА 8ОБРАЗОВАНИЕ
И ПУТИ УМЕНЬШЕНИЯ ОГРАНКИ
ПОВЕРХНОСТИ ОТВЕРСТИЯ
ПРИ ГЛУБОКОМ СВЕРЛЕНИИ
И РАСТАЧИВАНИИ8.1. Условия образования и виды огранкиОбразование огранки на поверхности глубоких отверстий, полу¬
чаемых сверлением или растачиванием при обработке инструмен¬
тами как с определенностью, так и без определенности базирова¬
ния, отмечают многие исследователи [26, 29, 59, 65]. Установка
на корпусе головки дополнительных жестких направляющих
с зазором либо одной упругой (подпружиненной) направляющей
не исключает образования огранки. Огранку могут вызывать де¬
фекты поверхности отверстия, обработанного при заправке ин¬
струмента. Развитие огранки в отверстии происходит постепенно,
но по форме и шагу она быстро стабилизируется, возрастая в даль¬
нейшем лишь на значение Д перепада радиуса по впадинам и вы¬
ступам. Огранка часто образуется при наличии «разбивки» запра¬
вочного отверстия, причем чем больше «разбивка», тем раньше
появляется огранка и тем большую величину она имеет. В боль¬
шинстве случаев грани располагаются по винтовой линии, но
могут быть расположены и параллельно оси отверстия. В зависи¬
мости от условий обработки число граней может быть как четным,
так и нечетным, и колеблется в широких пределах (от 3 до 23).
При кольцевом сверлении огранка наблюдается на поверхностях
отверстия и стержня. В том случае, когда калибрующие вершины,
образующие поверхности отверстия и стержня, располагаются1 А. о. 1034871 (СССР).6*163
на одном лезвии, впадины в отверстии совпадают с выступами на
стержне. При этом образцы стержня можно использовать для
изучения огранки.Огранка встречается при работе по всем трем кинематическим
схемам (см. рис. 1.12), но особенно больших значений достигает
при обработке по схеме с вращением заготовки и инструмента.
Наряду с диаметром и глубиной отверстия, кинематической схе¬
мой и режимом резания на параметры огранки (значение А, число
граней и угол их наклона) существенно влияют угловое располо¬
жение и размеры направляющих, а также размеры калибрующей
ленточки лезвия и вылет вершины относительно передних концов
направляющих. Огранка на поверхности отверстия вызывает
преждевременный выход из строя инструмента вследствие выкра¬
шивания твердосплавных направляющих элементов, а в ряде слу¬
чаев и поломки режущего элемента. В связи с этим огранка неже¬
лательна, а часто вообще недопустима не только как дефект по¬
верхности отверстия, но и как фактор, существенно снижающий
стойкость инструмента.Образование огранки происходит в две стадии. На 1-й стадии
образуется первичная огранка *, а на 2-й — огранка, вызываемая
взаимодействием направляющих головки с поверхностью отвер¬
стия, имеющей первичную огранку. По общему мнению [59, 65],
образование первичной огранки является следствием поперечных
колебаний инструмента, при которых происходят колебания оси
головки — переменные по направлению повороты ее оси и свя¬
занные с этим радиальные перемещения калибрующей вершины
лезвия относительно оси вращения заготовки (инструмента).
Установлено, что для образования первичной огранки необходимо,
чтобы частота указанных колебаний головки была по крайней мере
в 2,5 раза больше частоты вращения заготовки или инструмента
либо суммарной частоты их вращения. Рассмотрим условия обра¬
зования первичной огранки.При сверлении глубоких отверстий инструментом односторон¬
него резания с двумя жесткими направляющими без зазора го¬
ловка базируется на поверхность отверстия их передними участ¬
ками, что обусловлено изгибом стебля силой резания, имеющей
плечо приложения относительно передних концов направляющих.
При таком базировании вследствие малой площади контакта на¬
правляющих с поверхностью отверстия опора головки на его по¬
верхность является, по существу, шарнирно-подвижной и не пре¬
пятствует угловым колебаниям оси головки, обусловленным пере¬
менностью силы резания, что приводит к радиальным перемеще¬
ниям калибрующей вершины относительно оси вращения заго¬
товки. По данным работы [65], составляющая амплитуды этих
колебаний в основной плоскости инструмента мала. По этой при¬
чине, а также из-за малости расстояния от калибрующей вершины1 Здесь и далее под первичной огранкой понимается огранка, впервые образовавшаяся
на поверхности отверстия на любом его участке по длине, в том числе и при заправке.164
до переднего конца направляющих малы и ее радиальные пере¬
мещения, а следовательно, и первичная огранка. В качестве при¬
мера укажем, что при сверлении инструментом одностороннего
резания отверстия диаметром 22 мм первичная огранка не превы¬
шает 0,01 мм.При обработке глубоких отверстий диаметром 100 мм и более
в длинномерных заготовках головка (даже при > 0) опирается
передними концами направляющих лишь до некоторой глубины
обрабатываемого отверстия. В дальнейшем вследствие возрастания
опрокидывающего момента, вызываемого действием распределен¬
ной нагрузки от силы тяжести стебля, возможен поворот оси го¬
ловки с переходом на базирование только задними концами, а это
приводит к усилению поперечных автоколебаний инструмента.
При интенсивных поперечных автоколебаниях головка попере¬
менно опирается на поверхность отверстия различными участками
направляющих, располагающимися как в одном, так и в разных
поперечных сечениях (например, возможно расположение пятен
контакта на переднем конце опорной и заднем конце упорной на¬
правляющих что вследствие поворота оси головки приводит
к появлению зазора между поверхностью отверстия и передним
концом упорной направляющей). При поперечных автоколеба¬
ниях инструмента, сопровождающихся периодическим появлением
и непрерывным изменением указанного зазора, калибрующая
вершина К совершает значительные радиальные перемещения,
которые происходят по эллипсу [29, 64, 65]. Отклонения от ок¬
ружности траектории движения вершины лезвия и превышение
частоты поперечных автоколебаний над частотой вращения заго¬
товки приводит к образованию первичной огранки. Надо пола¬
гать, что в этом случае огранка будет больше, чем при угловых
колебаниях головки, постоянно опирающейся на поверхность от¬
верстия передними концами направляющих.Следует отметить, что глубина обработки, на которой возможно
нарушение определенности базирования головки, зависит в основ¬
ном от равнодействующей приложенных к головке поперечных
сил, жесткости и массы стебля, а также от длины направляющих.
При обработке глубоких отверстий в длинномерных заготовках
инструментами с малым значением силы и особенно инструмен¬
тами без определенности базирования виброустойчивость системы
головка — стебель оказывается недостаточной и поэтому часто
образуется огранка.Отметим, что при кольцевом сверлении однолезвийной голов¬
кой отход упорной направляющей от поверхности отверстия мо¬
жет быть следствием неблагоприятного соотношения радиальной
и осевой составляющих силы резания (Рд < Рх). При черновом
растачивании поворот оси головки, сопровождающийся отходом1 Здесь и далее упорной направляющей будем называть направляющую, расположен¬
ную диаметрально противоположно калибрующей вершине, а опорной — вторую напра¬
вляющую.165
упорной направляющей, может происходить вследствие вынужден¬
ных поперечных колебаний инструмента из-за радиального бие¬
ния поверхности обрабатываемого отверстия и неравномерности
снимаемого припуска. При базировании головки передним концом
опорной и задним концом упорной направляющих возможно уси¬
ление поперечных автоколебаний стебля, происходящих с более
высокой частотой, чем частота вращения заготовки, что может
вызывать появление огранки.В начале рабочего хода (после заправки) образование огранки
экспериментально обнаружено при кольцевом сверлении отвер¬
стий диаметром 41 и 155 мм в условиях «разбивки» заправочного
отверстия на 0,2—0,7 мм при d0 = 41 мм и на 0,2—2 мм при d0 =
= 155 мм. Увеличение диаметра заправочного отверстия в сравне¬
нии с диаметром головки приводит к зазору между отверстием и
направляющими. При наличии зазора инструмент после заправки
работает подобно консольной оправке, что сопровождается воз¬
никновением поперечных колебаний инструмента, приводящих
к огранке.Измерения диаметров заправочных отверстий, обработанных на
станках по различным кинематическим схемам, показали, что
диаметральная точность заправочного отверстия не удовлетворяет
предъявляемым требованиям [26, 59, 29], а в ряде случаев (осо¬
бенно при работе не на новых станках) «разбивка» недопустимо
велика.Образование огранки на поверхности заправочного отверстия
может вызываться радиальным биением роликов люнета и поверх¬
ности шейки заготовки, а также поперечными колебаниями заго¬
товки и инструмента при заправке. На современных станках ра¬
диальное биение роликов люнетов не превышает 0,03 мм и при
соблюдении требований к точности обработки шеек кинематиче¬
ские погрешности вращения малы, а огранка, ими вызываемая,
незначительна.При заправке поперечные колебания передних концов заго¬
товки и инструмента могут возникнуть в случае отсутствия жест¬
кой связи заготовки с маслоприемником, когда обработка началь¬
ного участка заправочного отверстия сопровождается противопо¬
ложными по направлению отжатиями передних концов заготовки
и инструмента силой резания. Эти отжатия обусловлены упругими
деформациями опор (люнета, передней стойки), поддерживающих
заготовку и инструмент на станке, и имеют переменное значение
из-за переменности силы резания. Если при обработке заправоч¬
ного отверстия вращается только заготовка, то при переменных по
значению отжатиях заготовки и инструмента траектория следа,
оставляемого калибрующей вершиной на поверхности отверстия
за 1 оборот заготовки, может отличаться от окружности и приоб¬
ретает форму, близкую к эллипсу.На рис. 8.1, а—е приведены формы поперечного сечения
стержня, полученного в результате кольцевого сверления отвер-
Рис. 8.1. Формы поперечного
сечения стержня (отверстия),
полученные по длине обработкистия диаметром 70 мм од¬
норезцовой головкой при
работе по кинематической
схеме с вращением только
заготовки. Профили попе¬
речного сечения стержня
построены по результа¬
там измерения погреш¬
ности формы на различных участках по длине L отверстия.
Видно, что заправочное отверстие на глубине L = 10 мм имеет
овальную форму (рис. 8.1, а), которая при последующем сверле¬
нии трансформируется в огранку с трех- (рис. 8.1, б; L = 50 мм),
четырех- (рис. 8.1, в; L = 100 мм) и пятивершинным профилем.
Образование последней вершины завершается на глубине сверле¬
ния L « 200 мм (рис. 8.1, г), а при последующем сверлении ог¬
ранка в виде пятигранника сохраняется, и даже нарастает (на
рис. 8.1, д L = 300 мм, а рис. 8.1, е L = 1000 мм). Приведенные
данные показывают, что исходная погрешность формы отверстия
в поперечном сечении переносится в том или ином виде с обрабо¬
танной поверхности на обрабатываемую, чем создаются условия
для развития огранки. Огранка развивается до тех пор, пока не
образуется форма, наиболее устойчивая в конкретных условиях
обработки.Если при обработке заправочного отверстия вращаются заго¬
товка и инструмент и имеют место противоположные по направле¬
нию отжатия заготовки и инструмента, то возникают радиальные
биения их передних концов, что создает условия для возникнове¬
ния погрешностей диаметра и формы заправочного отверстия.Встречающиеся на практике виды огранки довольно многооб¬
разны, отличаются по форме, числу граней и углу наклона. Огран¬
ка с гранями, параллельными оси отверстия, близкая по форме
к правильному многоугольнику, образуется в том случае, когда
отношение частоты поперечных колебаний инструмента к частоте
вращения заготовки т — целое число. Если же т не целое число,
то грани, образующиеся на последующем обороте заготовки, ока¬
зываются повернутыми на некоторый угол относительно граней
на предыдущем обороте, что обусловливает расположение граней
по винтовой линии. Огранка, образующаяся при сверлении с вра¬
щением заготовки и инструмента, имеет обычно криволинейные
грани, сопрягающиеся в угловых точках по малому радиусу.
При сверлении одним и тем же инструментом по различным кине¬
матическим схемам наблюдается разная по величине огранка,
причем большую величину она имеет при работе с вращением за¬
готовки и инструмента.167
Если при обработке отверстий большого диаметра {d0 > 100 мм
огранка образуется в связи с поперечными колебаниями, обуслов
ленными зазором между заправочным отверстием и направляю¬
щими, то она имеет сравнительно большое число граней (пгр =
= 11ч-23). При кольцевом сверлении однолезвийной головкой
с расположением упорной направляющей, диаметрально противо¬
положно лезвию, а опорной — в плоскости, ему перпендикуляр¬
ной, наиболее часто встречается огранка с пятью гранями.Следовательно, можно выделить некоторую совокупность усло¬
вий образования огранки: базирование головки на поверхность
отверстия с возможностью поворота ее оси, вызывающего радиаль¬
ные перемещения калибрующей вершины относительно оси вра¬
щения заготовки; возникновение поперечных (угловых) колебаний
системы головка — стебель, сопровождающихся поворотом оси
головки и происходящих с частотой, превышающей не менее, чем
в 2,5раза; частоту вращения заготовки (инструмента); погрешности
диаметра и формы заправочного отверстия; взаимодействие на¬
правляющих с участком отверстия, имеющего погрешность формы,
и перенос этой погрешности с обработанной поверхности на обра¬
батываемую.8.2. Основные погрешности системы СПИД
и формообразование заправочного отверстияЗаправочное отверстие получают в заготовке непосредственно ра¬
бочей головкой, направляемой при заправке кондукторной втул¬
кой, которая установлена в маслоприемнике или другом направ¬
ляющем устройстве. Вследствие погрешностей изготовления и
наладки элементов системы СПИД, а также упругих деформаций
опор, поддерживающих заготовку и инструмент, обработка за¬
правочного отверстия практически всегда происходит в условиях
отклонения от соосности осей заготовки и инструмента.Погрешности системы СПИД можно условно разделить на две
группы: 1) геометрические погрешности системы СПИД в нена-
груженном состоянии; 2) погрешности, обусловленные деформа¬
циями элементов системы СПИД под действием силы резания
(наиболее ощутимо проявляются при отсутствии жесткой связи
заготовки с маслоприемником). Погрешности той и другой группы
вызывают смещение от ТОТС оси заготовки и инструмента, что
приводит к возникновению их несоосности.К 1-й группе относятся погрешности, вызванные: смещением
центра установочных поверхностей кулачков люнета, что имеет
место на современных станках при использовании самоцентри-
рующих люнетов и вызывается неточностью механизма перемеще¬
ния их кулачков; непараллельностью с ТОТС оси шпинделя перед¬
ней бабки, что характерно для установки заготовки на станках
вертлюжного типа; смещением от ТОТС оси отверстия под масло-
приемник в передней стойке, зазором между отверстием в перед-168
Рис. 8.2. Схема формообразованиязаправочного отверстияней стойке и посадочной по¬
верхностью корпуса масло¬
приемника; отклонением от
соосности наружной и внут¬
ренней посадочных поверхно¬
стей маслоприемника; откло¬
нением от соосности наруж¬
ной и внутренней поверхно¬
стей кондукторной втулки;
зазором между поверхностью
отверстия в кондукторной
втулке и направляющими го¬
ловки. В результате совокуп¬
ного действия погрешностей
этой группы может образо¬
ваться несоосность е0 заготовки и инструмента: около 0,2 мм на
новых станках, на станках, находившихся в эксплуатации не¬
сколько лет — 0,5—0,8 мм.Ко 2-й группе относятся погрешности, вызванные деформа¬
циями: кулачков люнета или патрона; элементов передней стойки
и станины и деформацией изгиба стебля. Эти погрешности зависят
от способа базирования заготовки и инструмента, жесткости си¬
стемы СПИД, режима резания и конструкции головки. Различные
смещения осей заготовки и инструмента, обусловленные отжатием
передних концов заготовки б3 и инструмента 8И в противополож¬
ных направлениях могут вызывать как уменьшение, так и увели¬
чение несоосности е0, что сказывается на диаметре и форме запра¬
вочного отверстия. Обнаружено также, что влияние погрешностей
е0, б3 и 6И на формообразование заправочного отверстия различно
проявляется в зависимости от кинематической схемы его обра¬
ботки. Рассмотрим особенности формообразования заправочного
отверстия при обработке по основным кинематическим схемам и
выявим погрешности, приобретаемые отверстием в условиях не¬
соосности заготовки и инструмента.Для исследования формообразования заправочного отверстия
при обработке с вращением заготовки и инструмента использована
схема, показанная на рис. 8.2 (03, Ои — центры поперечного се¬
чения заготовки и инструмента; е()— несоосность заготовки и ин¬
струмента, обусловленная только геометрическими погрешностями
системы СПИД; а0 — угол, определяющий направление вектора
е0 и отсчитываемый от горизонтальной плоскости; /?и, R3 — рав¬
нодействующая поперечных сил резания, приложенная соответ¬
ственно к инструменту и заготовке; ан — угол, определяющий
направление действия силы #и относительно лезвия с калибрую¬
щей веошиной К: 6И, б3 — отжатия инструмента и заготовки под
Рис. 8.3. Формы поперечного сечения заправочного отверстия, полученные
путеЫ расчета по уравнениям (8.1) при е0 = 0,4 мм; 6И = 0,15 мм; 63 = 0,05 мм;
бд = 270° и различных соотношениях частот вращения инструмента и заго¬
товки: а — при (ои/со3 = 3; б — при сои/со3 = 5действием сил Ru и R3; юи, (о3, фи, <р3 — угловые скорости вра¬
щения и углы поворота инструмента и заготовки соответственно;
гг — радиус головки).Полагая, что скорость подачи мала в сравнении с окружной
скоростью, уравнения относительного движения калибрующей
вершины К можно записать в виде:Анализ уравнений (8.1) и геометрические построения относи¬
тельной траектории вершины К в полярных координатах за один
оборот заготовки показывают (рис. 8.3, а, б), что при наличии не-
соосности е0 и радиальных биений передних концов заготовки и
инструмента на поверхности заправочного отверстия образуется
огранка. Размер огранки Дх определяется несоосностью е0, а число
граней — соотношением частот вращения инструмента и заго¬
товки. Наряду с огранкой при е0 > 6И + б3 возникает «разбивка»
заправочного отверстия.При обработке с вращением только заготовки, принимая в урав¬
нениях (8.1) сои = 0, переходя к полярным координатам и прене¬
брегая величинами второго порядка малости, получим уравнениеИз уравнения (8.2) следует, что если параметры 6И, 63 и ал не
изменяются за один оборот заготовки, то рк = const, а следова¬
тельно, входной участок заправочного отверстия не будет иметь
погрешности формы в поперечном сечении. Однако он может иметь
погрешность диаметра — «разбивку». При е0 cos а0 > | (6И +уК = г г cos (а)и* + (o3t) + е0 cos (со3/ + а0) ++ (6и + fi3) cos (^и^ + <*>3/ + ОСд);гк = гг sin (сои/ + со3/) + е0 sin (со3/ + а0) +
+ (би + ^з) s*n (^и + С>з0 "Ь ал)*(8.1)Рл « Гт + 80 cos а0 + (6И + б3) cos ал.(8.2)170
+ 83) cos ая I диаметр заправочного отверстия получается большедиаметра головки, причем зазоры 4В и AD в месте расположения
передних концов упорной и опорной направляющих различны,
а при aD = 270° и аЕ = 180° АЕ ^ 2 Д^. В таких условиях зазор
Ае между упорной направляющей и поверхностью заправочного
отверстия может сохраниться до конца его обработки. При
е0 cos а0 < | (6И + б3) cos aR | диаметр заправочного отверстия
на его начальном участке получается меньше диаметра головки 1.
В этом случае при перекрытии калибрующей кромкой длины на¬
чального участка заправочного отверстия вход направляющих
в отверстие при последующем сверлении приведет к срезанию ка¬
либрующей кромкой поверхности уже расточенного отверстия.
При срезании указанной поверхности отверстия одновременно
с увеличением его диаметра до диаметра головки будет образовы¬
ваться погрешность формы в виде овальности со смещением цен¬
тра овала от оси вращения заготовки. Образование овальной по¬
верхности отверстия с уводом его оси может иметь место и в том
случае, когда размеры отжатия заготовки (63) и инструмента (8И)
изменяются в течение оборота заготовки, а вершина К переме¬
щается по эллипсу. Погрешность формы заправочного отверстия
в виде овальности приводит к образованию первичной огранки
по схеме, приведенной на рис. 8.1.8.3. Механизм образования и развития огранкиОбразование огранки при поперечных автоколебаниях упругой
системы головка—стебель. Полагая, что при поперечных автоко¬
лебаниях инструмента вершина К совершает перемещение по
эллипсу, траекторию ее движения можно представить уравне¬
ниями:ук = a sin (at + в); 1zK = bslno>t, j ('где ук, гк— координаты вершины К лезвия; а, b — амплитуды
поперечных колебаний вершины /С; со, 0 — частота и сдвиг фаз
колебаний.При принятом законе движения (8.3) вершины К уравнения
поверхности обрабатываемого отверстия получены в виде:Рк = Ро + a sin (тфз + в);) (8.4)хк = Фэ s, )где рк, р0 — текущий и средний радиусы обработанной поверх¬
ности; т — отношение частоты поперечных колебаний системы
головка — стебель к частоте вращения заготовки; хк— перемеще¬
ние вершины К по направлению подачи; s — подача.1 Участок имеет длину, равную расстоянию от вершины К до передних концов «впра¬
вляющих.171
Рис. 8.4. Форма отверстия, по¬
лучаемая при поперечных авто¬
колебаниях системы головка—
стебель 1Рис. 8.5. Возможные схемы ба¬
зирования головки в заправоч¬
ном отверстии диаметром боль¬
ше диаметра головкиНа рис. 8.4 показана форма
поперечного сечения отверстия,
полученная расчетом по уравне¬
нию (8.4) для случая р0 = 40 мм;а = 0,3 мм, т = 3, 0 = 60°, Дф3 = 30°. Из рисунка видно, что
при поперечных автоколебаниях упругой системы головка—сте¬
бель на поверхности отверстия образуется огранка. На процесс
образования первичной огранки в основном влияют параметры
(а, со) ^поперечных колебаний головки, интенсивность которых
зависит от глубины растачивания, базирования головки и жестко¬
сти стебля. Механизм образования первичной огранки непосред¬
ственно не зависит от углового расположения на головке режу¬
щих и направляющих элементов. Влияние конструкции головки
проявляется косвенно через виброустойчивость системы головка—
стебель и направление поворота оси головки при поперечных ко¬
лебаниях стебля.Образование огранки при поперечных колебаниях инструмента,
обусловленных «разбивкой» заправочного отверстия. На
рис. 8.5, а приведена схема базирования головки на поверхность
заправочного отверстия. При этом диаметр d3.0 больше диаметра
головки dr, направляющие вышли из кондукторной втулки, опор¬
ная направляющая (точка D) располагается на поверхности от¬
верстия, а упорная направляющая (точка Е) с ней не контактирует
(имеется зазор АЕ). Вследствие зазора АЕ головка со стеблем мо¬
жет перемещаться в радиальном направлении (на схеме справа172
налево) под действием равнодействующей Rz приложенных к го¬
ловке поперечных сил. При поперечном перемещении головки воз¬
никают силы упругости, обусловленные деформацией изгиба
переднего участка стебля. Они определятся произведениями
коэффициентов жесткости на соответствующие перемещения цен¬
тра головки.Расчеты показывают, что при вылете стебля из опоры в масло-
приемнике, соответствующем концу заправки, консольный уча¬
сток стебля имеет довольно высокую жесткость на изгиб и она су¬
щественно возрастает с увеличением диаметра инструмента. Если
при перемещении головки справа налево на максимальное значе¬
ние упорная направляющая не вступает в контакт с поверхностью
отверстия и сила упругости больше радиальной составляющей
силы резания, то стебель с головкой перемещаются в обратном
направлении — слева направо, т. е. возникают поперечные коле¬
бания системы головка — стебель. Возникновение таких коле¬
баний возможно в том случае, когда в результате перемещения
справа налево головка базируется обеими направляющими
(рис. 8.5, б), но не удерживается в том положении силой Rs. Воз¬
никающие при этом поперечные колебания стебля с головкой про¬
исходят с частотой, превышающей частоту вращения заготовки,
что приводит к образованию огранки. К возникновению попереч¬
ных колебаний при наличии «разбивки» заправочного отверстия
особенно склонны многолезвийные инструменты, работающие
с делением ширины среза. Это обусловлено малым значением рав¬
нодействующей Rs поперечных сил и периодическим изменением
глубины резания на лезвиях при поперечном перемещении го¬
ловки.Характеристика механизма развития огранки. При взаимо¬
действии направляющих с поверхностью отверстия, имеющего
первичную огранку, возникают вынужденные поперечные коле¬
бания инструмента, интенсивность которых обычно выше интен¬
сивности его поперечных автоколебаний. Установлено, что при
совпадении по фазе траектории движения передних концов на¬
правляющих с траекторией движения калибрующей вершины вто¬
ричная огранка практически не будет отличаться по форме от пер¬
вичной огранки. Учитывая, что начальные фазы и частоты вынуж¬
денных колебаний инструмента близки к аналогичным параме¬
трам его автоколебаний, вызвавших первичную огранку, число
граней вторичной огранки окажется близким к числу граней пер¬
вичной огранки. Это подтверждается геометрическими построе¬
ниями формы поперечного сечения отверстия, получаемого в ре¬
зультате взаимодействия направляющих с поверхностью, имеющей
исходную погрешность формы в виде огранки с трехвершинным
профилем (рис. 8.6).Из рисунка следует, что при взаимодействии направляющих
с поверхностью отверстия 1, имеющего огранку и диаметр d3.0
больше диаметра головки, первоначально на участке длиной,173
Рис. 8.6. Процесс видоизмене¬
ния огранки вследствие взаимо¬
действия направляющих голов¬
ки с поверхностью заправоч¬
ного отверстия, имеющего пер¬
вичную огранку и «разбивку»равной расстоянию от вер¬
шины К до передних кон¬
цов направляющих, обра¬
зуется поверхность отвер¬
стия 2 с огранкой Д2 и
диаметром dr < d3.0. При
входе направляющих в от¬
верстие 2 его поверхность
срезается калибрующей
кромкой и образуется от¬
верстие с поверхностью 3,
имеющей огранку Д3, которая несколько превышает первич¬
ную огранку Дх, но имеет то же число граней. На практике
встречаются случаи, когда вторичная огранка имеет другое
число граней в сравнении с первичной огранкой, что обус¬
ловлено влиянием размеров направляющих, которые могут кон¬
тактировать с поверхностью отверстия различными по длине и
ширине участками. Анализ изменения формы поперечного сече¬
ния отверстия с помощью круглограмм показывает, что при ис¬
ходной погрешности в виде овальности огранка образуется вслед¬
ствие поворота от сечения к сечению большой оси эллипса и взаи¬
модействия направляющих с поверхностью отверстия в различных
по длине поперечных сечениях. В качестве критерия процесса
развития огранки следует принимать глубину впадин или высоту
выступов. Если в процессе обработки происходит уменьшение глу¬
бины впадин, что имеет место при увеличении числа граней, то
процесс развития огранки будет затухать. Если же обработка
сопровождается копированием первичной огранки, т. е. сохране¬
нием числа граней при постепенном увеличении глубины впадин,
то процесс развития огранки будет возрастать.8.4. Влияние углового расположения направляющих
на вторичную огранкуУравнение относительной траектории движения калибрующей
вершины при взаимодействии направляющих с поверхностью от¬
верстия, имеющей погрешности диаметра («разбивку») и формы
(первичную огранку), имеет видРа ^ Гг + fir cos (ая к), (8.5)где 6Г — смещение центра 0И головки от оси вращения заготовки
в положении базирования направляющих на поверхность отвер-174
стия, диаметр которого больше диаметра головки; X — угол, опре¬
деляющий направление смещения 6Г и отсчитываемый от диаме¬
тральной плоскости, проходящей через ось вращения заготовки
и точку контакта упорной направляющей с поверхностью отверстия.Анализ уравнения (8.5) показывает, что значение вторичной
огранки зависит как непосредственно (аЕ входит в формулу),
так и косвенно (через параметры X и 8Г) от углового расположе¬
ния направляющих. Независимо от числа граней огранка имеет
минимальное значение при аЕ = 210° и aD = 310° Это объяс¬
няется тем, что при указанном угловом расположении направляю¬
щих центр Ои головки при вынужденных поперечных колеба¬
ниях инструмента имеет минимальные радиальные перемещения,
а при вращении заготовки местоположение центра Ои изменяется
незначительно. Рекомендуемое угловое расположение направляю¬
щих обеспечивает существенное уменьшение огранки в отверстии.8.5. Мероприятия по уменьшению огранкиУменьшение огранки прежде всего может быть достигнуто повы¬
шением точности обработки заправочного отверстия и снижением
интенсивности поперечных автоколебаний системы головка —
стебель. Точность заправочного отверстия можно повысить умень¬
шением несоосности заготовки и инструмента при наладке станка
и предотвращением вибраций передних концов заготовки и ин¬
струмента при заправке. На практике необходимо предусматри¬
вать центрирование переднего конца заготовки в маслоприемнике
с обеспечением их жесткой связи, препятствующей отжатию за¬
готовки и инструмента силой резания. Жесткая связь обеспечи¬
вается при центрировании заготовки в маслоприемнике посредст¬
вом сопрягаемых конических, поверхностей или с помощью па¬
трона, устанавливаемого на вращающейся части маслоприемника.
Первый способ следует применять при обработке отверстий в за¬
готовках с наружным диаметром до 100 мм, а второй — при диа¬
метре заготовки более 100 мм. Отклонение от соосности заготовки
и инструмента на участке обработки заправочного отверстия не175
должно превышать 0,02—0,2 мм для диаметров инструмента 8—
250 мм. Для упрощения наладки системы СПИД с обеспечением
минимальной несоосности рекомендуется применять направля¬
ющие устройства с возможностью регулирования в радиальном
направлении положения посадочной поверхности для установки
кондукторной втулки Интенсивность поперечных автоколебаний
инструмента снижается при повышении жесткости и виброустой¬
чивости системы СПИД, в особенности системы головка—стебель.
В частности, устранение поперечных (угловых) колебаний го¬
ловки может быть достигнуто применением направляющих эле¬
ментов с натягом 2.Уменьшение огранки требует снижения интенсивности вынуж¬
денных поперечных колебаний инструмента, возникающих при
взаимодействии его направляющих с огранкой на поверхности
отверстия. Это может быть достигнуто рациональным выбором
углового расположения и размеров направляющих. В инструмен¬
тах одностороннего резания диаметром до 30 мм рекомендуется
увеличивать ширину упорной направляющей и располагать ее
так, как показано на рис. 8.7, а. При большем диаметре инстру¬
ментов целесообразно применять две или три направляющие
(рис. 8.7, б и в). В целях уменьшения радиальных перемещений
калибрующей вершины при поперечных автоколебаниях системы
головка—стебель следует применять короткие направляющие
длиной от 20 до 60 мм соответственно диаметру инструмента 60—
200 мм.При сверлении с вращением заготовки и инструмента реко¬
мендуется применять режим резания с большим отношением ча¬
стоты вращения инструмента к частоте вращения заготовки, что
способствует уменьшению огранки и повышению стойкости на¬
правляющих. Например, при сверлении глубоких отверстий диа¬
метром 70 мм однолезвийной головкой кольцевого сверления уве¬
личение отношения частот вращения инструмента и заготовки от
(Оц/сОз = 3-^5 до сои/а)3 = 10 позволило за счет уменьшения ог¬
ранки повысить стойкость направляющих в 2 раза.1 А. с, 772729 (СССР).• А. с. 576168 (СССР).
РАЗДЕЛ ВТОРОЙТИПОВЫЕ ОПЕРАЦИИ ОБРАБОТКИ
ГЛУБОКИХ ОТВЕРСТИЙГЛАВА 9СПЛОШНОЕ ГЛУБОКОЕ СВЕРЛЕНИЕ9.1. Основные разновидности инструментовИнструменты для сплошного глубокого сверления различаются
способом отвода стружки и расположением режущих лезвий отно¬
сительно оси и по окружности. Тип направляющих элементов хотя
и оказывает существенное влияние на работу инструмента, но
применительно к инструментам для сплошного сверления имеет
подчиненное значение, так как выбирается с учетом расположе¬
ния режущих элементов. Основные разновидности инструментов
приведены в табл. 9.1.Наиболее широкое применение в настоящее время имеют труб¬
чато-лопаточные (группа 1а) и лопаточные сверла (группа 2а).
Применяются и шнековые сверла (группа 16), которые позволяют
сверлить глубокие отверстия с отношением I: d0 до 10—15 на уни¬
версальных станках. Эти сверла не относятся к инструментам глу¬
бокого сверления, так как при работе ими стружка отводится не
потоком СОЖ, а с помощью винтовых канавок. Приведены же
они в табл. 9.1 для того, чтобы показать все инструменты, приме¬
няемые в настоящее время для сплошного сверления глубоких от¬
верстий. Эжекторные сверла (группа За) в связи с организацией их
централизованного изготовления могут получить широкое приме¬
нение. Сверла с М-образной заточкой (группа 26), имеющие режу¬
щую часть из быстрорежущей стали, в настоящее время из-за
малой производительности практически не применяются. Преиму¬
щества и недостатки каждой разновидности инструмента, приве¬
денной в таблице, определяются совокупностью преимуществ и
недостатков, связанных с их отдельными отличительными призна¬
ками: способом отвода СОЖ, расположением режущих лезвий и
распределением нагрузки между ними, типом направляющих
элементов, наличием определенности базирования, уравновешен¬
ности и т. д. (см. гл. 1 и 2). Ниже рассматривается конструкция,
геометрия заточки и особенности технологии сверления применяе¬
мыми в настоящее время инструментами (из указанных в табл. 9.1).177
Таблица 9.1
Основные разновидности инструментов для сплошного сверленияЭскизХарактеристика инструментаГруппа 1. Инструмент с наружным отводом стружкиа) одностороннего резанияТрубчато-лопаточные (ру¬
жейные) сверла — инстру¬
мент с наружным отводом
стружки одностороннего ре¬
зания с определенностью ба¬
зирования, с направляющи¬
ми элементами без зазора в
виде двух жестких неподвиж¬
ных направляющихб) двустороннего резания, урановешенный,
с делением толщины срезаШнековые (винтовые) свер¬
ла — инструмент с наружным
отводом стружки двусторон¬
него резания с делением тол¬
щины среза, уравновешенныйГруппа 2. Инструмент с внутренний отводом стружкиа) одностороннего резанияВариант 1Вариант 2Лопаточные сверла — инстру¬
мент с внутренним отводом
стружки одностороннего ре¬
зания с определенностью ба¬
зирования, с направляющи¬
ми элементами без зазора в
виде двух жестких неподвиж¬
ных направляющих.
Варианты 1 и 2 различаются
посадочным местом под сте¬
бель (1 — на наружной по¬
верхности; 2 — на внутрен¬
ней поверхности) и расстоя¬
нием А от режущей кромки
до входа в окно С (у вариан¬
та 2 расстояние меньше, что
повышает эффективность ис¬
пользования кинетической
энергии струи для отвода
стружки)178
Продолжение табл. 9ЛЭскизХарактеристика инструментаб) двустороннего резания с делением толщины среза,
уравновешенныйСверла с М-образной заточ¬
кой — инструмент с внутрен¬
ним отводом стружки двусто¬
роннего резания с делением
толщины среза, уравновешен¬
ный, с М-образной заточкой
режущей частив) двустороннего резания с делением ширины
среза и определенностью базированияИнструмент с внутренним от¬
водом стружки двустороннего
резания трехлезвийный, с де¬
лением ширины среза, опре¬
деленностью базирования, с
направляющими элементами
без зазора в виде двух жест¬
ких неподвижных направля¬
ющихг) с неравномерным расположением лезвий по окружности,
делением ширины среза и определенностью базированияа — двухлезвийные/п777/у;/;//#б — трехлезвийныеИнструмент с внутренним от¬
водом стружки, с неравно¬
мерным расположением лез¬
вий по окружности, с деле¬
нием ширины среза и опреде¬
ленностью базирования, с на¬
правляющими элементами с
натягом в виде двух жестких
неподвижных шпонок и од¬
ной ограниченно-подвижной
направляющей179
Продолжение табл. 9.1ЭскизХарактеристика инструментаГруппа 3. С внутренним эжекторным отводом стружкиа) двустороннего резания, с делением ширины среза
и определенностью базированияЭжекторные сверла — ин¬
струмент с внутренним эжек¬
торным отводом стружки дву¬
стороннего резания трехлез¬
вийный с делением ширины
среза, с определенностью ба¬
зирования, с направляющи¬
ми элементами без зазора в
виде двух жестких неподвиж¬
ных направляющих, с ради¬
альными отверстиями для
подвода СОЖ9.2. Инструменты одностороннего резания.Силы, действующие на инструментПри сплошном сверлении наиболее широко применяются инстру¬
менты одностороннего резания с наружным и внутренним отводом
стружки (см. табл. 9.1, группы 1а и 2а). Сверление же отверстий
малого диаметра производится в основном только этими инстру¬
ментами.Инструменты (рис. 9.1) имеют одно лезвие 3, смещенное в одну
сторону от осц, и две жестких неподвижных направляющих 1 и 2
без зазора. Такое расположение лезвия в сочетании с тем, что оно
является единственным в инструменте, и порождает ряд его осо¬
бенностей. В этих инструментах просто и надежно обеспечивается
определенность базирования. Однако из-за отсутствия других лез¬
вий равнодействующая R составляющих сил резания Ру и Р21180
Рис. 9.2. Конфигурация режущего лезвия■ пдействующая на единственное лез¬
вие, даже частично не уравнове¬
шивается и вызывает значительные
реакции и N2 на направляющих
и соответствующие им давления на
контактных поверхностях направ¬
ляющих. Это отрицательно сказы¬
вается на работе инструмента, так
как может привести к разрыву
масляной пленки в местах кон¬
такта направляющих с поверх¬
ностью отверстия и как следствие,
к повышенному износу направля¬
ющих. При больших давлениях
создается наклеп на поверхности
отверстия. Эти отрицательные по¬
следствия удается несколько
уменьшить путем уменьшения рав¬
нодействующей R составляющих
Ру и Pz силы резания с помощью
лезвия своеобразной конфигурации
(рис. 9.2). Лезвие / затачивают с двумя главными режущими кром¬
ками: наружной N и внутренней Г (для простоты стружкоделитель¬
ные ступени на задней поверхности у кромки N на рис. 9.2 не пока¬
заны). Кромки N и Т пересекаются в точке С, смещенной от оси
сверла на величину т. При такой заточке лезвия радиальные со¬
ставляющие сил резания РуТ и PyN на кромках Т и N направлены
в противоположные стороны, что снижает равнодействующую R,
действующую на лезвие в целом (на рис. 9.1 и 9.2 суммарные со¬
ставляющие силы резания Ру и Рг и их равнодействующая R
перенесены на ось с добавлением момента Mz = Р2пу где п —
расстояние от оси до фактической точки приложения этих сил).
Выбирая с учетом ряда факторов оптимальные значения углов
в плане cpN и ут кромок и смещение пг точки С (вершины инстру¬
мента), удается существенно снизить значение R и создать инстру¬
мент с определенностью базирования при меньшем нагружении
направляющих. К сожалению, не удается варьировать в широких
пределах значения углов yN и фг и смещения m в целях получения
желаемого значения R, так как влияние этих параметров много¬
образно и это приходится учитывать при назначении их величины.
Так, для получения минимальных вибраций угол ф^ должен при¬
мерно составлять 20—25° (см. рис. 6.4) и с учетом этого желаемое
значение R и направление ее действия (угол б) приходится полу¬
чать за счет соответствующего выбора значений фг и т. При этом
выбирается Ф^ ^ Фг. a m <: 0,25 d0.181
Применяемая заточка лезвия оказывает также благоприятноевлияние и на процесс резания. Кромка N работает в условиях,
аналогичных условиям работы главной кромки стандартного
сверла, с той лишь разницей, что здесь она установлена в диаме¬
тральной плоскости, т. е. по центру. Задний угол aN на этой кром¬
ке образуется заточкой задней грани либо по спирали, либо по
плоскости с увеличением заднего угла по мере приближения
к оси. Кромка Т работает как резец при наружном точении и по¬
этому ее задняя грань затачивается по плоскости. Так как при при¬
ближении к оси задний угол ат кромки Т резко уменьшается, то
его увеличивают установкой кромки Т ниже центра, что дости¬
гается заточкой фаски на передней грани (см. рис. 9.2, а также
рис. 1.11). Это предотвращает возникновение трения задней грани,
а также способствует образованию нулевого стержня.При глубоком сверлении скорость резания, а следовательно, и
условия резания существенно изменяются вдоль режущей кромки.
Поэтому необходимо определять удельные силы резания и их
изменение вдоль режущей кромки или вдоль радиуса инструмента.
Рассмотрим изменение удельного давления в зависимости от сил
резания вдоль радиуса инструмента.Экспериментально непосредственно при глубоком сверлении
определить удельные давления и их изменение вдоль радиуса
весьма сложно. Поэтому для определения составляющих qzi qy
и qx удельного давления воспользуемся работами из теории реза¬
ния [5, 13, 431, содержащими результаты исследований по опре¬
делению удельных сил резания.Имеющиеся зависимости для определения сил, действующих на
переднюю и заднюю грани с учетом их изнашивания, позволили
получить следующие выражения для определения составляющих
удельной силы резания, основанные на результатах замера усадки
стружки по длине кромки:Яг = /2/3 (1,74)" ог0е°’755',-°’1 -Jj- + qF1 sec q> + 0,1HB 6 sec q>;(9.1)
Qx = /2/3 (1,74)" ooe°'755/,_0’1 (0,5 + 0.05&) ++ Qni + (25 + 8 -10~* HB®) 6; (9.2)qy = /2/3 (1,74)" стое0,755л-0,1 -^^(0,5 + 0,05£) ++ <hn tg Ф + (25 + 8 • 10-« НВ*) 6 tg ф, (9.3)где n — показатель упрочнения обрабатываемого материала;о0 — условный предел текучести при сжатии обрабатываемого
материала; е — относительный сдвиг при стружкообразовании;
s0 — подача на 1 оборот; — угол сдвига при стружкообразова¬
нии; qtl — удельная сила трения, действующая на задней поверх-182
Рис. 9.3. Распределение составляю¬
щих силы резания вдоль режущей
кромки сверла диаметром 22 мм
при s0, равном 0,01 (а), 0,02 (б) и
0,03 (в) мм/обо)fr.fy.fc >и/мм100К2 h 6 8 10г,ммI i 1_ 1 1 1О
-50
*)fr.ft.у. >н/мм100■—т2 4 6 8 Ю гуммI . 1 .... .... J.. - 1В)ности неизношенного инстру¬
мента; qN1 — удельная сила
нормального давления, дей¬
ствующая на задней поверх¬
ности неизношенного инстру¬
мента; НВ — твердость обра¬
батываемого материала по
Бринелю; б — ширина фаски
износа по задней поверхно¬
сти; £ — усадка стружки.В качестве примера на
рис. 9.3, а—в приведены за¬
висимости распределения со¬
ставляющих силы резания
вдоль радиуса сверла диамет¬
ром 22 мм при сверлении ко¬
нусообразных заготовок из
стали 30ХН2МФ А твердостью
285НВ (ГОСТ 4543—71*). Ча-
стотЬ вращения заготовки
1030 об/мин. Смазочно-охлаж-
дающая жидкость ЛЗ-СОЖ18подавалась в зону резания поливом с расходом 2 л/мин.Сравнение величин qX9 qy и qzt определенных в процессе реза¬
ния с помощью динамометра У ДМ-1200 и рассчитанных по при¬
веденным выше формулам, показало высокую их сходимость
(5—10 %). Таким образом, метод определения удельных состав¬
ляющих силы резания вдоль режущей кромки (радиуса) инстру¬
мента по усадке стружки является единственно приемлемым при
глубоком сверлении отверстий малого диаметра.Составляющие РХУ Ру и Pz силы резания являются интеграль¬
ной суммой соответствующих удельных составляющих qly qy и qx.
Зная значения Ръ и Ру} можно определить их равнодействующую
R (см. рис. 9.1) и направление ее действия (угол б). Пользуясь
расчетной схемой, приведенной на рис. 9.1, можно получить урав¬
нения для определения нормальных реакций Nx и N2 на направля¬
ющих и угол действия 0 результирующей поперечной силы Rx
(векторной суммы сил резания и трения):*! =Рг (sin ф* + ji cos фа) + Ру (cos ф2 — sin фа) ^
О + Ца)sin (Фг + Фа)(9.4)183
лга— Ру (сое ф! + р Sin фх) + Рг (sin Фх — р cos Фх)(9.5)(1 +|A2)sin (Ф1 + Ф2)(9.6)Обозначения всех входящих в уравнения (9.4), (9.5) и (9.6) вели¬
чин даны на рис. 9.1. Силы трения на направляющих Fx = \lNx
и F2 = \ьМ2. С использованием СОЖ на масляной основе и при
отсутствии сухого трения и явлений наростообразования с доста¬
точной степенью точности можно принять ц = 0,1.Полученные зависимости для JVlt N2 и 0 позволяют определить
оптимальное расположение направляющих по окружности отно¬
сительно вершины К и оптимизировать соотношение нагрузок на
направляющие элементы.9.3. Условия работы инструмента при сверлении
отверстий малого диаметраИнструмент для сверления отверстий малого диаметра обладает
малой жесткостью на изгиб и кручение. В связи с этим даже при
сверлении инструментом с внутренним отводом стружки, облада¬
ющим большей жесткостью, чем инструмент с наружным отводом
стружки, приходится работать с малыми подачами. Так, при свер¬
лении глубоких отверстий диаметром 7—30 мм в заготовках из ле¬
гированных и конструкционных сталей с отношением lld0 100
рабочие подачи не превышают 0,05—0,06 мм/об. При работе с та¬
кими малыми подачами образуется сливная стружка, практически
не поддающаяся дроблению по длине, а срезание стружки проис¬
ходит в неблагоприятных условиях, так как толщина среза равна
или меньше радиуса скругления режущего резвия. Образование
сливной стружки и сложность ее отвода порождает ряд особенно¬
стей, которые необходимо учитывать при разработке процесса
сверления отверстий малого диаметра.Рассмотрим более подробно две особенности: резкое снижение
жесткости инструмента и увеличение скорости СОЖ в зоне реза¬
ния с уменьшением диаметра сверления.Для надежного отвода сливной стружки необходимо иметь зна¬
чительные скорости СОЖ. Чтобы не было больших потерь давле¬
ния при подводе СОЖ, приходится увеличивать площадь проход¬
ных сечений подводных каналов, т. е. при внутреннем отводе
стружки уменьшать наружный диаметр стеГхтя dc, н. С другой
стороны, для отвода сливной стружки в сравнении с дробленой
приходится иметь большую площадь проходных сечений отводных
каналов за счет увеличения внутреннего диаметра стебля dc. в-
Все это приводит к снижению жесткости и виброустойчивости
стебля, вследствие чего допустимая по вибрациям подача сни¬
жается (см. рис. 6.3), а значит, и снижается производительность.
Исследованиями установлено, что с уменьшением диаметра свер-184
dcJd01о0-и,и 7~/*0,02
\о,озPeKOMetразме|^дуемыеры//,/отL/d = 1LЮ; АР,.,=
14,0 и Па'0 8 16 24 32 dQ,ммРис. 9.4. Изменение максимально до¬
пустимого наружного диаметра стебля
в зависимости от диаметра сверленияSnpyM/o5\d0 = 12,0мм j
dc.H = 10t0MM'dc.B=6MM
Сталь ШН2МФА;
285НВVQ - 44 м/мин' 7я 5-7О 1 1 * 'Рис. 9.5. Зависимость предельно допу¬
стимой подачи от глубины сверления
(длины стебля /ст)ления максимально допустимый наружный диаметр стебля резко
уменьшается (рис. 9.4), следовательно, резко уменьшается и жест¬
кость инструмента с уменьшением диаметра сверления. Расчет
максимально допустимого наружного диаметра стебля сложен.
Для практических расчетов при сверлении отверстий глубиной
//d0 « 100 можно использовать зависимость4. н = О^'08 •Внутренний диаметр стебля можно принимать из соотношенияdc. в “(0.4-*-0,5) do.Исследования по выявлению степени влияния длины стебля /0
(глубины сверления) на предельно допустимую по вибрациям по¬
дачу (5пред) показали (рис. 9.5), что с увеличением длины стебля
естественно падает его жесткость и уменьшается допустимая по¬
дача, однако, начиная с некоторого отношения ljd0 дальнейшего
снижения допустимой подачи не происходит, что, видимо, объяс¬
няется возникновением дополнительных точек опоры стебля при
его изгибе в отверстии. Возникновение такой опоры неоднократно
наблюдалось в ходе исследо¬
ваний. v со., м/сИсследованиями установ¬
лено, что скорость СОЖ, тре- W
бующаяся для надежного от¬
вода сливной стружки, резко
увеличивается с уменьше¬
нием диаметра сверления
(рис. 9.6). Это можно объяс- 2о
нить ухудшением условий дляРис. 9.6. Зависимость скорости по¬
тока СОЖ, необходимой для от¬
вода стружки, от диаметра сверле-ния (F•. р = 0.2М£) о16 J 2 d0, мм185
отвода стружки с уменьшением диаметра сверления, вследствие
чего требуется большая скорость СОЖ для надежного отвода
стружки. Учитывая большое влияние скорости СОЖ в зоне резания
на температуру стружкообразования, удельные силы резания и из¬
менение их значений вдоль режущей кромки, рассмотрим подробно
эти вопросы.Образование сливной стружки при сверлении отверстий малого
диаметра необходимо учитывать и при проектировании стружко-
сборников, имея в виду, что коэффициент заполнения стружко-
сборника сливной стружкой в десятки раз меньше, чем дробленой.0.4. Влияние скорости протекания СОЖ
на силы резания и форму стружкиИсследования влияния давления (до 4,4 МПа) и скорости проте¬
кания СОЖ в зоне резания (до 40 м/с) при глубоком сверлении
показали существенную зависимость процесса стружкообразова¬
ния от скорости СОЖ и отсутствие влияния давления СОЖ в зоне
стружкообразования на силы резания и форму стружки.Зависимость сил резания от скорости протекания СОЖ в зоне
стружкообразования объясняется изменением охлаждающего дей¬
ствия СОЖ, которое характеризуется коэффициентом теплоотдачи
а. Преобразуя известную [51 ] зависимость для а (в условиях глу¬
бокого сверления), можно записатьи°’7a = Ca!Lj, (9.7)где Са — коэффициент, зависящий только от теплофизических
свойств СОЖ (для СОЖ на масляной основе изменяется незначи¬
тельно); U — скорость протекания СОЖ в зоне стружкообразо¬
вания; b — толщина стружки.Из зависимости (9.7) следует, что охлаждающая способность
СОЖ резко возрастает при малых подачах инструмента и высоких
скоростях протекания СОЖ. Именно эти условия характерны для
сверления глубоких отверстий малого диаметра. Снижение темпе¬
ратуры в зоне стружкообразования приводит к увеличению на¬
роста на режущей кромке, а также увеличению фактического пе¬
реднего угла, что вызывает уменьшение усадки стружки и, как
следствие, также уменьшение сил, затрачиваемых на стружко-
образование.Рассмотрим в качестве примера изменение усадки стружки
вдоль радиуса сверла одностороннего резания с внутренним отво¬
дом СОЖ при различных скоростях протекания СОЖ (рис. 9.7).
Исследования проводились при глубоком сверлении отверстий
диаметром 22 мм в заготовках из стали 30ХН2МФА твердостью
285 НВ при скорости резания 100,8 м/мин, подаче 0,02 мм/об.
Как видно из графика, вершина горба кривой усадки стружки,
соответствующая температуре в зоне резания 600 °С, с увеличением186
Рис. 9.7. Изменение усадки струж¬
ки по длине радиуса в зависимо¬
сти от скорости протекания СОЖ
в зоне резанияРис. 9.8. Варианты выполнения
зева сверласкорости СОЖ смещается в сто- а)
рону более высоких скоростей
резания. При скорости СОЖ
17,5 м/с температура в зоне реза- (~| Г .
ния вдоль всей режущей кромки Ц /менее 600 °С и на всей кромке \.
образуется устойчивый нарост, ^тС--
который облегчает стружкооб-
разование и предохраняет режущую кромку от изнашивания.Уменьшение усадки стружки влечет за собой и уменьшение
сил резания. Так, при сверлении отверстий диаметром 22 мм со
скоростью резания 100,8 м/мин увеличение скорости протекания
СОЖ в зоне резания от 0,5 до 19 м/с приводит к уменьшению кру¬
тящего момента на 40 % при подаче 0,01 мм/об., на 30 % при по¬
даче 0,02 мм/об. и на 12 % при подаче 0,03 мм/об. Осевая сила при
этом уменьшается на 50 % при подаче 0,01 мм/об., на 42 % при
подаче 0,02 мм/об. и на 35 % при подаче 0,03 мм/об. Аналогично
изменяются силы и при других скоростях резания.Для большего снижения температуры в зоне резания целесооб¬
разно увеличивать скорость протекания СОЖ не за счет увеличе¬
ния общего расхода СОЖ, а за счет изменения конфигурации зева
сверла таким образом, чтобы обеспечить наибольшую-скорость
протекания СОЖ у наружных режущих кромок сверла. Сущест¬
вующая конструкция зева (рис. 9.8, а) обеспечивает наибольшую
скорость протекания СОЖ у оси сверла, где процесс стружкооб¬
разования и так облегчен за счет нароста, образующегося из-за
низкой скорости резания. Предлагаемая конфигурация зева сверла
(рис. 9.8, б) обеспечивает максимальную скорость протекания
СОЖ у периферии сверла и увеличивает в 2—2,5 раза среднюю
скорость СОЖ. Повышение давления при изменении конфигура¬
ции незначительно, что позволяет рекомендовать ее для промыш¬
ленного применения.Уменьшение сил резания, действующих на инструмент при уве¬
личении скорости протекания СОЖ в зоне резания, дает возмож¬
ность увеличить режимы резания (производительность процесса).
Так, увеличение скорости протекания СОЖ ЛЗСОЖ18 с 7,5 м/с
до 19 м/с позволило повысить производительность процесса глу-187
Рис. 9.9. Влияние расхода СОЖ на
длину стружкибокого сверления отверстий диа¬
метром 22 мм в заготовках из
стали 30ХН2МФА твердостью
285 НВ на 15—20 %.Скорость потока СОЖ влияет
и на длину стружки. При обте¬
кании образующейся в зоне ре¬
зания стружки потоком СОЖ
возникает гидродинамическая
сила, пытающаяся оторвать
стружку от ее корня. Отрыв про¬
исходит при такой длине струж¬
ки и такой силе воздействия
струи, когда превысится допу¬
стимое напряжение на разрыв стружки. Используя зависимость
[8] для определения гидродинамической силы воздействия струи,
можно записать зависимость для длины сливной стружкиU = Ct^r, (9.8)где Ci — эмпирический коэффициент, зависящий от формы струж¬
ки и зева сверла, плотности СОЖ, прочности стружки на разрыв.Анализ зависимости (9.8) показывает, что увеличение скорости
протекания СОЖ в зоне резания должно существенно уменьшить
длину образующейся сливной стружки.Эксперименты, проведенные при глубоком сверлении отверстий
диаметром 22 мм в стали 30ХН2МФА твердостью 285 НВ, под¬
твердили этот вывод. Так, с увеличением расхода СОЖ с 35 до
120 л/мин при сверлении длина стружек, срезаемых наружной
режущей кромкой, средней и внутренней соответственно умень¬
шалась с 4000 до 20 мм, с 45 до 8 мм с 25 до 5 мм (рис. 9.9). Режимы
резания при этом были следующие: п = 1450 об/мин; 5МИН =
= 20 мм/мин, давление СОЖ в зоне резания /»3.р = 0,5 МПа.Таким образом, рекомендации, приведенные выше по увеличе¬
нию скорости протекания СОЖ в зоне стружкообразования с целью
снижения сил резания, можно в полной мере использовать и для
уменьшения длины элементов сливной стружки, что положительно
скажется на надежности удаления стружки и увеличении коэффи¬
циента заполнения стружкосборника станка.9.5. Сверление с наружным отводом стружки
трубчато-лопаточными сверламиДля сверления с наружным отводом стружки отверстий диаме¬
тром до 40 мм с //d0 50 широко применяют трубчато-лопаточные
сверла, а иногда и сверла двустороннего резания с делением тол¬188
Рис. 9.10. Основные элементы трубчато-лопаточного сверлащины среза. Последние чаще применяют при вибрационном свер¬
лении и поэтому здесь не рассматриваются (их конструкция дана
в п. 9.8).Основные данные по выбору параметров трубчато-лопаточных
сверл, технологии их изготовления и эксплуатации, а также тех-
нико-экономические показатели этого способа сверления содер¬
жатся в методических рекомендациях, разработанных ВНИИин-
струментом [57]. Ниже приводятся основные сведения об инстру¬
менте и способах сверления.Конструкция инструмента. Трубчато-лопаточные сверла
(рис. 9.10) включают в себя три основных элемента: рабочую часть
}, стеблевую часть 2 и хвостовик 3. Каждая из этих частей может
иметь несколько различных конструктивных исполнений. При
разработке конструкции режущая и стеблевая части разрабаты¬
ваются во взаимосвязи, а хвостовик — с учетом посадочного
места станка. Известны три варианта исполнения рабочей и стеб¬
левой частей.1. Рабочая часть выполня¬
ется в виде монолитной твердо¬
сплавной головки 1 (рис. 9.11),
припаиваемой к стеблевой части
2У имеющей типовую для труб¬
чато-лопаточного сверла форму
поперечного сечения — трубка
с серповидным отверстием и V-
образным пазом. Такое сечение
создается прокаткой цилиндри¬
ческой трубки через валки. Ва¬
рианты сечения каналов для
подвода СОЖ в головке 1 пока¬
заны на рис. 9.11 для сечения
АА. Сечения расположены\\А 2 h§ |JВарианты сечения А~АРис. 9.11. Монолитная рабочая часть с вариантами сечений каналов для под¬
вода СОЖ
слева направо по степени возрастания площади канала. Пред¬
почтительнее последнее — сегментовидное. Угол V-образного
паза принимается равным ш = 110ч-120°. Паз на стебле в
сравнении с пазом на головке смещен на Л = (0,1-^0,2) мм от
оси стебля для удобства обработки режущей части по передней
поверхности (для устранения засаливания круга). Сочленение
головки 1 со стеблем 2 осуществляется по клиновой поверхности
с углом ф = 60° для сверл диаметром до 6 мм и = 90° для сверл
большего диаметра. Головка со стеблем соединяется индукцион¬
ной пайкой на установке ТВЧ в центрирующем приспособлении
с использованием припоя ПСр 40 (ГОСТ 19739—74*)- с примене¬
нием флюса 284 (ТУ 48-02-62—71). При изготовлении головки
прессованием на ее поверхности формируются направляющие
и режущая части. Длина головки выбирается от 10 до 2 диаметров
сверла для сверл соответственно 2—20 мм. Экономически целесо¬
образно применять этот вариант для диаметров от 4 до 20 мм.2. Рабочая часть выполняется в виде стальной головки 1
(рис. 9.12, а), припаиваемой к стеблевой части 2 с сечением, ана¬
логичным сечению по 1-му варианту. На головке закрепляются
постоянно пайкой режущий элемент 5 и направляющие 3 и 4У
устанавливаемые в специально подготовленные гнезда. Для пайки
используют припой ПР МНМц 68-4-2 (ТУ 48-21-476—79) или ла¬
тунный припой JI63. Головка сочленяется со стеблем по клиновой
поверхности (как в 1-м варианте). Экономически целесообразно
применять этот вариант при глубоком сверлении отверстий диа¬
метром от 8 до 30 мм с //d0 > 20.3. Стебель 1 (рис. 9.12, б) выполняется сплошным с V-образ-
ным пазом. На стороне, противоположной пазу, фрезеруется ка¬
навка, в которую впаивается трубка 6 для подвода СОЖ. Рабочая
часть выполняется в двух исполнениях.В первом исполнении в специальный паз на переднем конце
стебля устанавливается и припаивается режущий элемент в виде
Т-образной твердосплавной пластины 5, на которой образуются
затем направляющие и режущее лезвие; во втором исполнении
на переднем конце стебля выполняются гнезда под режущий эле¬
мент 5 и две направляющие 3 и 4, которые закрепляются на кор¬
пусе постоянно пайкой. Сверла такой конструкции целесообразно
использовать для получения отверстий диаметром 10—40 мм
с lld0 < 30.Диаметр рабочей части сверла выполняется в зависимости
от требуемой точности обрабатываемого отверстия. Для отверстий
Н7—Н9 диаметр сверла рекомендуется выполнять по h5—h6,
а для менее точных отверстий — по h7—h 10. Обратная конусность
на длине рабочей части должна составлять 0,02—0,03 мм, а при
обработке отверстий повышенной точности еще меньше: 0,003—
0,008 мм. Заточку и переточку трубчато-лопаточнх сверл произ¬
водят только по задним поверхностям (по торцу). Применяют две
формы заточки: по плоскости и по винтовой поверхности (спи-190
Исполнение 1 Исполнение2Рис. 9.12. Варианты выполнения рабочей части и стебля трубчато-лопаточных
сверлрали). На рис. 9.13 приведены схема и параметры плоскостной
заточки сверл, а в табл. 9.2 — значения основных параметров
заточки в зависимости от обрабатываемого материала. Остальные
параметры назначаются исходя из следующих соотношений:
С = 0,02d; Р = 0,05d; / = (0,04-т-0,02) d; n = 0,05d, где d —
диаметр сверла. Значение / принимается не более 0,5 мм; af —191
Рис. 9.13. Схема и пара¬
метры плоскостной заточки
трубчато-лопаточных сверлв зависимости от диа¬
метра сверла — при d =
= 5 мм at — 35°; при
d = 10 мм а/ = 25° и
при d = 25 мм ay = 12°.
Заточка по винтовой по¬
верхности показана на
рис. 9.14. Основные па¬
раметры назначаются из
соотношений: т = 0,2d;
/ = 0,15d; /j = 0, Id; k =
= 0,08d; С = 0,004d;
/ = 0,04d; ф* = 35°;
Ф, = 29°; фх = 80°;air —
товой15°. Заточка поверхностей А и В осуществляется по вин-
поверхности с осевым шагом (0,l-f-2,0) d.о)|-n./Я8)Г"-Рис. 9.15. Варианты взаимного уг¬
лового расположения режущего
лезвия и направляющихРис. 9.14. Схема и параметры заточки трубчато-лопаточных сверл по винтовой
поверхности192
Таблица 9.2Значения основных параметров заточки трубчато-лопаточных сверл
в зависимости от обрабатываемого материалаОбрабатываемыйматериалМеханическиесвойстваГеометрические параметры заточкиМПаТвердостьнвтоe-о©■о$ои5ь*оиквХорошо обрабаты¬
ваемая низкоугле¬
родистая сталь<700160—300(0,214-0,25) d45352020252071520Хорошо обрабаты¬
ваемая низколеги¬
рованная сталь>700140—3000,25d20303530202571520Высоколегирован¬
ная сталь и никеле¬
вые сплавы1000150—3500,25 d4051010153058153571820Коррозионно-стой¬
кая сталь—150—4400,25d421020871820Титановые сплавы———1015188101518871820Чугуны——0,25 d303520156815Латунные, бронзо¬
вые, медные и маг¬
ниевые сплавы— '—(0,21-4-0,25) d451282012871520Алюминиевыесплавы——(0,21 -=-0,25) d4515102015571220* Выбираются в зависимости от твердости обрабатываемого материала для конкретных
условий обработки.7 П/р Н. Ф. Уткина193
Режимы резания при сверленииМеханические свойстваОбрабатываемый материалав, МПаТвердость НВХорошо обрабатываемая низкоуглеродистая сталь<700160—180» » низколегированная сталь>700110—440Высоколегированная сталь и никелевые сплавы1000150—350Коррозионно-стойкая сталь—150—440140—200Чугуны—200—300Св. 300Титановые сплавы Медные *——Латунные »——Магнитные »——Алюминиевые »——На рис. 9.15 приведены варианты взаимного углового располо¬
жения режущего лезвия и направляющих, а также ширина на¬
правляющих. Вариант а рекомендуется применять при обработке
всех материалов, однако при обработке отверстий нормальной
точности в чугуне предпочтительнее вариант б, а при обработке
в чугуне отверстий повышенной точности — вариант в. При об¬
работке отверстий в высокопрочных сплавах и прерываемых
отверстий рекомендуется использовать вариант г, а при обра¬
ботке отверстий повышенной точности в конструкционных и вы¬
соколегированных сталях — вариант д.Технология сверления. Сверление трубчато-лопаточными свер¬
лами может выполняться при различных кинематических схемах
(см. рис. 1.12). Необходимо иметь в виду, что с увеличением глу¬
бины сверления увод оси при сверлении невращающихся заго¬
товок (см. рис. 1.12, в) резко возрастает в сравнении с уводом
оси при сверлении по другим схемам. В целях уменьшения увода
оси необходимо систематически проверять точность совмещения
оси кондукторной втулки в передней направляющей втулке
с ТОТС. Посадка втулки в направляющем устройстве должна
соответствовать H6/h6. Зазор между сверлом и отверстием кондук¬
торной втулки должен быть минимальным, но не менее 0,002—
0,004 мм для отверстий диаметром соответственно 3—12 мм;
0,005—0,008 мм для отверстий диаметром 16—30 мм. С увеличе¬
нием зазора возрастают погрешности обработки отверстия, а по¬
этому рекомендуется, например, при обработке отверстий по Н8
допускать максимальные зазоры для указанных диапазонов от¬
верстий соответственно 0,012—0,020 мм и 0,022—0,030 мм, а при194
Таблица 9.3трубчато-лопаточными сверламиСкорость
V, м/минПодача sQ,, мм/об, для диаметров, ммДо б6 — 1313-1919-25Св. 2590—1800,0100,0150,0250,0300,05045—1200,0080,0120,0200,0250,03070—1100,0070,0100,0150,0200,03060—800,0070,0100,0150,0200,02590—1300,0200,0300,0400,0600,08065—800,0080,0130,0200,0300,05060—700,0080,0130,0150,0200,03020—400,0030,0600,0100,0150,020110—1200,0080,0100,0250,0300,040100—1150,0100,0200,0300,0500,060220—2400,0200,0300,0500,090Более 0,100150—2300,0200,0350,0500,0800,100обработке отверстий по Н9 — 0,020—0,035 мм и 0,040—0,055 мм.
Чтобы не возникало разбрызгивания СОЖ и попадания стружки
в зазор, следует обеспечивать беззазорное соединение по торцу
заготовки и кондукторной втулки. Контакт по кольцевой поверх¬
ности должен быть шириной 0,8—1,5 мм при минимальном диа¬
метре кольца, равном диаметру отверстия во втулке. Не допу¬
скается также наличия радиуса скругления на торце в отверстии
в месте захода сверла. Параметры потока СОЖ (Р и Q) устанавли¬
ваются в соответствии с рекомендациями, приведенными в гл. 3.
Очистка СОЖ должна обеспечивать удаление частиц с размером
более 0,005 мм при обработке отверстий повышенной точности
и более 0,015 мм — нормальной точности. Температура СОЖ
должна поддерживаться в пределах 20—50 °С. *Рекомендации по выбору числа опор заготовки (числа шеек),
способу базирования и выверке, а также по наладке технологиче¬
ской системы изложены в гл. 4. Ориентировочные режимы ре¬
зания приведены в табл. 9.3.Технико-экономические показатели. Трубчато-лопаточные
сверла в сравнении со спиральными, шнековыми и другими свер¬
лами обеспечивают большие производительность и точность.
Недостатками их являются возможность попадания стружки
между сверлом и отверстием, что приводит к надирам на поверх¬
ности отверстия, а также меньшая жесткость в сравнении с ин¬
струментом с внутренним отводом стружки, вследствие чего при
глубине сверления с ljd0 > 50 предпочтение следует отдавать
именно инструменту с внутренним отводом стружки. Несмотря
на отмеченные недостатки, для сверления отверстий диаметром7*195
до 8 мм применяют только трубчато-лопаточные сверла. При
сверлении ими могут быть достигнуты точность диаметра отвер¬
стия по Н8 (при малых диаметрах до Н7), увод оси не более 0,01—
0,02 мм на 100 мм (при Z/d0 < 50), параметр шероховатости по¬
верхности по стали не более Ra = 1,25 мкм, а по чугуну — Ra =
= 0,63 мкм. Благодаря этому зачастую отпадает необходимость
в выполнении последующих переходов — зенкерования и раз¬
вертывания.9.6. Сверление с внутренним отводом стружкиСверление с внутренним отводом стружки — наиболее произво¬
дительный способ сплошного сверления точных глубоких отвер¬
стий диаметром более 8 мм г. Применение этого способа сверления
возможно только при наличии специальных глубокосверлильных
станков либо модернизированных универсальных путем установки
на них системы подвода — отвода СОЖ и высокооборотных лю¬
нетов. Это ограничивает широкое распространие способа в про¬
мышленности с мелкосерийным и единичным типом производства.
Однако при сверлении отверстий глубиной с l/d0 « 100 и более
применяют, начиная с диаметра 8 мм и выше, только этот способ
независимо от объема производства, так как при таких глубинах
только этот способ благодаря большей жесткости инструмента
позволяет обеспечить требования по уводам и непрямолинейности
оси. Для сверления используют в основном инструменты с опре¬
деленностью базирования следующих типов (см. табл. 9.1): одно¬
стороннего резания (группа 2а); двустороннего резания с делением
ширины среза (группа 2в) и с неравномерным расположением
лезвий по окружности с делением ширины среза двух- и трех¬
лезвийные (группа 2г). Ввиду того, что инструменты с неравно¬
мерным расположением лезвий могут в момент выхода из отвер¬
стия терять определенность базирования, то в них применяют
направляющие с натягом за счет дополнения двух жестких не¬
подвижных направляющих третьей — ограниченно-подвижной.
Такое решение, однако, полностью не обеспечивает надежной
работы инструмента. К тому же в этих инструментах располо¬
жение жестких неподвижных направляющих относительно ка¬
либрующей вершины К и друг друга достаточно часто приводит
к возникновению огранки. Они применяются для сверления
отверстий диаметром 65—125 мм (а иногда и до 160 мм). Однако
при сверлении отверстий диаметром свыше 80 мм предпочтение
следует отдавать кольцевому сверлению.Конструкция инструмента. Наибольшее распространение полу¬
чили инструменты одностороннего резания для сверления отвер¬
стий диаметром 8—65 мм. Используемые при этом сверлильные1 Иногда этот способ называют методом ВТА, что не соответствует действительности,
так как и способ и соответствующий ему инструмент были разработаны и применялись
в отечественной практике [7, 46] еще до образования ассоциации ВТА.196
Рис. 9.16. Конструкция и геометрия заточки сверлильной головки односто¬
роннего резания по НО МОП 5678—68 и НО МОП 5720—68головки различаются конструкцией, способами крепления режу¬
щих элементов и направляющих (см. пп. 3.6 и 3.8). Конфигурация
режущего лезвия у всех инструментов сохраняется неизменной —
типовой для инструментов одностороннего резания (см. рис. 9.2).
Изменяется лишь в зависимости от диаметра число стружко¬
делительных ступеней по задней грани. Различие в конструкции
и способе крепления режущих элементов практически не отра¬
жается на параметрах заточки, так как они зависят от обрабаты¬
ваемого материала, а размеры стружколомающего порожка —
еще и от режимов резания, которые в свою очередь зависят от
обрабатываемого материала, значений d0 и l/d0. На основные
типы сверлильных головок разработаны отраслевые нормали
и ОСТы, а также «Общемашиностроительные нормативы режимов
резания» [42], содержащие также рекомендации по форме и гео¬
метрическим параметрам заточки инструментов. Некоторые из
применяемых конструкций инструмента будут рассмотрены ниже.
На рис. 9.16 дан общий вид и геометрия заточки сверлильной
головки одностороннего резания для сверления отверстий диа¬
метром 16—65 мм, изготовляемой по НО МОП 5678—68 —
НО МОП 5720—68. В табл. 9.1 эта головка отнесена к группе 2а.
Она имеет закрепляемые постоянно (пайкой) режущие элементы
и направляющие. Посадочные поверхности для соединения со
стеблем выполнены на наружной поверхности хвостовика. Зна-197
Таблица 9.4Геометрические параметры заточки
сверлильных головок одностороннего резанияОбраба¬тываемыйматериалТвердостьd, мммм*п.ммЬг.ммоё-о&ое»воЭ-а"о&а"отаДо 24016—300,42,50,525201518181630—400,43,00,825201518181640—500,53,51,025201215151450—650,54,01,0252012151514Стал Ь16—300,62,50,5201512151516240—32030—400,63,00,820151215151640—500,83,51,020151013131450—650,84,01,020151013131416—300,43,51,0151010131314Чугун120—30030—400,44,01,015101013131440—500,54,51,51510811И1250—650,55,01,515108111112чения геометрических параметров заточки, рекомендуемые норма¬
тивами, приведены в табл. 9.4. На рис. 9.17 дан общий вид свер¬
лильной головки одностороннего резания (ОСТ 3-3908—77), пред¬
назначенной для сверления отверстий диаметром 30—50 мм. Она
имеет такой же хввстовик, как головка, показанная на рис. 3.16,
но режущий элемент у нее сменный в виде резца с цилиндриче¬
ским хвостовиком и с напайной пластинкой из твердого сплава
(см. рис. 3.9, а) и сменные направляющие (см. рис. 3.13, г). Гео-
мерия заточки та же, что и у головки, приведенной на рис. 9.16.В настоящее время на основе результатов исследований вместо
головки, показанной на рис. 9.16, для сверления отверстий диа¬
метром 8—30 мм рекомендуется применять усовершенствованную
головку (ОСТ 3-5868—85), общий вид и геометрия заточки кото¬
рой представлены на рис. 9.18. Эта головка является более техно¬
логичной, обеспечивает повышение производительности и точ¬
ности обработки отверстий и обладает повышенной прочностью
соединения головка—стебель. В зависимости от условий обра¬
ботки крепление режущего элемента и направляющих осуществ¬
ляется либо пайкой припоем Пр МН Мц 68-42 (ТУ 48-21-476—79),Рис. 9.17. Сверлильная головка
одностороннего резания по
ОСТ 3-3908—77198
Исполнение!Г-Гд-дОсьсверлаРис. 9.18. Конструкция и геометрия заточки сверлильной головки односторон¬
него резания по ОСТ 3-5868—85либо приклеиванием (марку клея и технологию см. в п. 3.6).
В зависимости от материала заготовок, диаметра и глубины свер¬
ления используют головки с плоской заточкой передней поверх¬
ности (I исполнение) или со стружколомающим порожком (II ис¬
полнение). Тем же ОСТ 3-5868—85 установлены значения пара¬
метров заточки этих головок в зависимости от группы обрабаты¬
ваемой стали. В ОСТе стали разделены на 4 группы. В табл. 9.5
приведены значения угла в плане <р кромки N для этих групп
стали (головок I и II исполнений), а в табл. 9.6 — значения
остальных параметров заточки для головок лишь II исполнения.
Наряду с рассмотренными конструкциями головок одностороннего
резания находит широкое применение сверлильная головка с ме-199
Таблица 9.5Значения угла в плане <р сверлильных головок I
и II исполнений в зависимости от группы сталиГруппасталиМарка стали, ГОСТТвердостьф, 5I08, 10, 15, 20, 25, 30, 35, 40, 45
(ГОСТ 1050—74 **); 20Х, 20ХН, 35Х
(ГОСТ 4543—71*)До 24020II50, 55, 60 (ГОСТ 1050—74**), 20ХН, 12ХНЗА,
12ХН2, 12ХН2Н4А, 40Х, 40ХН, 45ХН, 50ХН,
ЗОХНЗА, 20ХНЗА, 35Г2, 40Г2, 4552, 33X6,
38ХС, ЗОХГСА, 35ХГСА, 45Х, 50Х, 40ХНМА
(ГОСТ 4543—71*)200—25025IIIЗОХНМФА, 38Х2Н2МФА, ЗвХНЗМФА
(ГОСТ 4543—71*)280-39025IV12Х18Н9Т, 12Х18Н10Т (ГОСТ 5632—72*)140—17030Таблица 9.6Значения параметров заточки сверлильных головок II
исполнения в зависимости от группы сталиДиаметрГруппа сталиIII и IIIIVГеометрические параметры :заточки4>и °b, ммft, мм<Pt, °Ь, ммЛ, ммФь 0Ь, ммЛ, ммСв.10,0 до 13,1271,30,3321,10,3351,00,3»13,1»14,2271,3о*з321,20,3351,00,3»14,216,6271,30,3311,20,3351,00,3»16,6»17,8261,40,3311,30,3351,00,3»17,8»20,7261,40,4311,30,4341,10,4»20,7»22,3251,40,4311,30,4341,20,4»22,3»25,9251,50,4301,40,4341,20,4»25,9»30,0251,60,4301,50,4341,20,4Примечание. Параметры b и h стружколомающего порожка необходимо откоррек¬
тировать в процессе глубокого сверления для конкретных условий обработки в целях
надежного получения дробленой стружки необходимого размера.ханическим креплением режущего элемента в виде специальной
твердосплавной пластины, разработанная в ЛМИ 1 (см. рис. 6.2).
Особенности такого крепления пластины приведены в п. 3.6200
Рис. 9.19. Конструкция и геометрия заточки сверлильной головки двусторон¬
него резания по ТУ 2-035-859—81(рис. 3.8, а). Несмотря на повышенную трудоемкость изготовления,
сверлильные головки этой конструкции исключительно удобны
при отработке геометрии заточки, а также дают возможность
испытывать режущие элементы из материалов, которые невоз¬
можно или нецелесообразно паять.При сверлении отверстий диаметром более 50 мм применяют
многолезвийные инструменты с делением ширины среза: двух¬
лезвийные (двухрезцовые) с неравномерным расположением лез¬
вий по окружности (см. табл. 9.1; группа 2г), трехлезвийные
двустороннего резания (группа 2в) и трехлезвийные с неравно¬
мерным расположением лезвий (группа 2г). Последние две разно¬
видности применяют с диаметра 65 мм и более. На рис. 9.19 даны
общий вид и геометрия заточки сверлильной головки двусторон¬
него резания, а в табл. 9.7 приведены рекомендуемые значения
геометрических параметров заточки.При проектировании рассмотренных сверлильных головок
одностороннего резания корпуса головок рекомендуется выпол¬
нять из стали 40Х, направляющие — из твердого сплава марки
ВК8, а режущие элементы — в зависимости от обрабатываемого
материала и условий обработки (жесткости системы СПИД).
При повышенной и нормальной жесткости системы СПИД для
сталей I—III групп рекомендуется применять сплав Т15К6,
а. для IV группы — ВК6-М; при пониженной жесткости для* А. о. 360167 (СССР).201
Таблица 9.7Геометрические параметры заточки
сверлильных головок двустороннего резания, ммДиаметр сверлиль¬
ной головки dЪfhРК20,00—24,100,41,530,50,61,50,524,10—28,100,41,63,50,60,62,00,528,10—31,000,41,740,60,72,00,731,00—39,600,51,850,60,72,00,739,60—65,000,52,050,80,82,51,0сталей I группы — 75КЮ, для II и III групп — ТТ10К8-Б,
а для IV группы — ВКЮ-ОМ. Корпуса следует термически обра¬
батывать до твердости 36,5—41,5 HRQ,. Стебли рекомендуется
изготовлять из трубы высокой точности из стали 08Х18Н10Т
(ГОСТ 9941—81*).Предельные отклонения диаметра головки по режущей части
(в ее начале) по h8. На длине калибрующей ленточки пластинки
режущего элемента головки выполняют обратную конусность,
но не более 0,07—0,1 мм.Технология сверления. Глубокое сверление с внутренним отво¬
дом стружки производится на специальных глубокосверлильных
или модернизированных универсальных станках. Поступающие
на операцию сверления заготовки должны иметь подрезанные
торцы без выщербин, раковин и центровых отверстий. Это необ¬
ходимо для получения минимального начального увода оси и
исключения поломок инструмента на выходе из заготовки. Для
предотвращения интенсивных колебаний заготовок при вращении
непрямолинейность их оси не должна превышать 0,15 мм при
//d до 20 и 0,25 мм при l/d от 20—40, где / — длина заготовки, мм,
d — ее наружный диаметр, мм. При длине заготовок с //d > 20
применяют люнет, поддерживающий среднюю ее часть, при боль¬
шей длине — число опор заготовки (люнетов) определяется с уче¬
том соображений, изложенных в п. 4.4. Наладка станка на опе¬
рацию, включая и выверку заготовки, производится в соответст¬
вии с рекомендациями, изложенными в п. 4.5. В случае примене¬
ния маслоприемника с конической расточкой (см. рис. 1.7) на
конце заготовки выполняется конический поясок, которым она
центрируется в маслоприемнике и тем самым этот конец ее сов¬
мещается с ТОТС, и, кроме того, надежно обеспечивается уплот¬
нение от проникновения СОЖ, подводимой под большим давле¬
нием. Рекомендуется применять СОЖ марки МР-3
(ТУ 38-10188—75), температура СОЖ должна поддерживаться
в пределах 30—50 °С. Допускается применять и другие марки
СОЖ, рекомендуемые при обработке глубоких отверстий. Расход
и давление СОЖ выбираются в соответствии с рекомендациями,202
изложенными в гл. 2. Система подвода — отвода СОЖ должна
обеспечивать тонкость очистки до 10 мкм.В целях повышения жесткости инструмента следует применять
быстросъемные промежуточные стойки, которые позволяют умень¬
шить общую длину стебля и, следовательно, повысить его вибро¬
устойчивость и производительность сверления. Одна из конструк¬
ций такой стойки приведена на рис. 9.20. Стойку устанавливают
посадочным местом корпуса 1 на одну переднюю направляющую
станины. Узел поддержки стебля состоит из неподвижной части 2,
скрепленной с корпусом, и откидывающейся части 5. Между ними
вставлены две сменных текстолитовых полувтулки 4, внутренний
диаметр которых равен наружному диаметру стебля. При под¬
ходе подающей каретки к стойке последняя снимается со станка,
позволяя каретке беспрепятственно двигаться дальше. Кроме
поддержки стебля и совмещения его оси с ТОТС, стойки осуще¬
ствляют функцию виброгашения колебаний стебля при сверлении
за счет регулирования гайкой 3 силы обжатия стебля текстолито¬
выми полувтулками. Наиболее рационально применение быстро¬
съемных стоек при сверлении отверстий диаметром менее 30 мм
с I/d0 > 50.Для предотвращения поломок инструмента при изнашивании
и выкрашивании режущей части, забивании сверла стружкой
станки, как правило, оснащаются встроенными предохранитель¬
ными устройствами, отключающими подачу инструмента, когда
осевая сила или крутящий момент будут превышать заданное их
значение. Если на станке отсутствует такое устройство или оно
реагирует только на изменение крутящего момента, то целесооб¬
разно изготовить и установить на станок дополнительное пре¬
дохранительное устройство*, конструкция которого аналогична
конструкции, представленной на рис. 9.21. Это устройство мо¬
жет быть использовано для предохранения инструмента при свер¬
лении и растачивании как при работе на сжатие, так и на растя¬
жение.Устройство состоит из цилиндрического пустотелого корпуса 7,
установленного неподвижно с помощью узла 8 в шпинделе ка¬
ретки подач станка. В полости корпуса 7 закреплены по боль¬
шому диаметру кольцевые мембраны 1—5, имеющие пониженную
осевую жесткость за счет упругих участков а, b и с. По малому
диаметру мембраны скреплены между собой и с цанговым узлом
крепления инструмента. За счет размещения между мембранами
мерных колец 4 и 9 образованы герметичные полости А и Б,
заполненные токопроводящей жидкостью. В качестве электролита
применяют 10—15 %-ный раствор азотнокислого натрия NaNOa
в воде. Положение изолированного от корпуса 7 штыря 6 отно¬
сительно уровня поверхности жидкости (мениска) регулируется
микрометрической втулкой 5.I А. о. 1110568 (СССР).203
204
а)Sо,of/минS)SoyMMЮS0,мм0,12&&3?0,06Ог)S0,мм1020 (L0,ммРис. 9.22. Режимы резания при работе сверлильными головками односторон¬
него резания с внутренним отводом стружкиПри использовании устройства на операциях сверления и
зенкерования положение штыря относительно мениска свободной
поверхности жидкости в регистрирующем канале А настраивают
на предельно допустимое осевое усилие, превышение которого
может привести к поломке инструмента в процессе сверления,
а штырь в регистрирующем канале полости Б устанавливают на
предельное осевое усилие, которое возникает при зенкеровании
просверленного отверстия.В связи с тем, что средние окружности упругих участков а,
b и с мембран выполнены различными, при уменьшении объема
полости А жидкость вытесняется в регистрирующий канал и тем
самым изменяется положение мениска по отношению к штырю.
При подъеме мениска до уровня, определяемого предельным осе¬
вым усилием, происходит замыкание электрической цепи. В про¬
цессе зенкерования по схеме на растяжение происходят умень¬
шение объема в полости Б и перемещение мениска свободной по¬
верхности навстречу штырю. Предохранительное устройство вклю¬
чено в электрическую цепь выключения подачи станка.Режимы резания для сплошного глубокого сверления отвер¬
стий диаметром 8—30 мм приведены в ОСТ 3-5873—85, а диаме¬
тром свыше 30 до 125 мм — в общемашиностроительных норма¬
тивах [421. Скорость резания для головок I исполнения сталей205
I—IV групп соответственно принимается равной 1,5—1,0 м/с,
а для головок II исполнения — 1,3—0,83 м/с. Подачу можно
выбирать, пользуясь графиками на рис. 9.22, а—г, которые со¬
ставлены на основе рекомендаций, указанных ОСТом для сверле¬
ния головками одностороннего резания диаметром 8—30 мм двух
исполнений — без стружкодробящей и со стружкодробящей ка¬
навкой для четырех (а—г) групп (/ — IV соответственно) обраба¬
тываемых сталей (см. табл. 9.5). Меньшие значения подач даны
для отверстий с l/d0 = 100, большие для l/d0 = 20. Из анализа
приведенных графиков следует, что несмотря на сложности за¬
точки стружкодробящих канавок и трудоемкость отработки ре¬
жимов, при которых образуется дробленая стружка, производи¬
тельность этого процесса в 1,5—2 раза выше, чем процесса свер¬
ления с образованием сливной стружки.Технико-экономические показатели. Данный способ сверления
отверстий диаметром 8—30 мм обеспечивает получение отверстий
с точностью по 9—10 квалитету и уводом оси до 0,2 мм на 1 м
длины отверстия. Для получения отверстий с более высокими
требованиями к точности и шероховатости поверхности необходимо
предусматривать дополнительную обработку. Производительность
процесса в 1,5—2 раза выше, чем при сверлении с наружным
отводом стружки трубчато-лопаточными сверлами.9.7. Эжекторное сверлениеРазработка в 1960-х годах эжекторного инструмента была про¬
диктована нуждами производства. По удельному весу операции
по обработке отверстий в совокупности были примерно равны
точению, а применяемые для обработки отверстий способы не
удовлетворяли промышленность. Сверление спиральными бы¬
строрежущими сверлами не обеспечивало точности и производи¬
тельности, сверление шнековыми сверлами с твердосплавной
режущей частью хотя и дало повышение производительности, но
не обеспечивало точности и качества поверхности. Методы глу¬
бокого сверления обеспечивают высокую производительность,
точность и качество поверхности, но требуют специального обору¬
дования.Эжекторное сверление, являясь разновидностью глубокого
сверления, обеспечивает практически те же результаты по про¬
изводительности, точности и качеству, что и глубокое сверление
с внутренним или наружным отводом стружки, но позволяет
выполнять сверление на универсальных станках (токарных,
сверлильных, фрезерных и т. п.), лишь дополнив их насосной
станцией, стационарной или перемещаемой по мере надобности
от одного станка к другому. При эжекторном сверлении не тре¬
буется герметизировать зазоры между заготовкой и кондукторной
втулкой, что упрощает наладку и обслуживание станка. Эжектор¬
ное сверление можно применять для обработки отверстий в самых206
Рис. 9.23. Эжекторный ин¬
струмент, разработанный
ВНИИинструментразнообразных деталях,
включая и случаи свер¬
ления прерывистых от¬
верстий (в коленчатых
валах, траках и т. п.).Области применения
способа определяются
возможностями эжек¬
торного насоса по созда¬
нию путем отсасывания
необходимой скорости
потока СОЖ для отвода
стружки, а также видом
стружки. При получе¬
нии дробленой стружки
эжекторное сверление можно применять для сверления отверстий
диаметром 20—60 мм и глубиной до 1000—1200 мм. Однако его
практически не удается применять при обработке вязких сталей
(жаропрочных, коррозионно-стойких и т. п.), так как при их свер¬
лении не удается постоянно получать мелкодробленую стружку.Конструкция инструмента. Успешность применения эжектор¬
ного сверления в значительной степени зависит от централизо¬
ванного снабжения потребителей комплектом эжекторного ин¬
струмента. ВНИИинструментом разработана конструкция ин¬
струмента (рис. 9.23) для сверления отверстий диаметром 20—
60 мм и глубиной до 800 мм при горизонтальном сверлении и до
400 мм при вертикальном сверлении. Этот инструмент по
ТУ 2-035-857—81 изготовляется Сестрорецким инструментальным
заводом им. С. И. Воскова.Инструмент имеет сборную конструкцию (рис. 9.23, а). Он
состоит из сверлильной головки наружной трубы 2 и внутрен¬
ней трубы 3. Головка 1 и наружная труба 2 имеют по два центри¬
рующих пояска П для точного центрирования относительно друг
друга и четырехзаходную прямоугольную резьбу для надежного
соединения друг с другом. Наружная труба является несущим
элементом, передающим крутящий момент и осевую силу от
шпинделя сверлильной головке. Внутренняя труба 3 вставляется
в отверстие наружной трубы и головки, получая центрирование
в головке по пояску Пг. На наружной и внутренней трубах,
у их хвостовой части, имеются посадочные пояски Я2 и П3 для
центрирования и закрепления в устройстве для подвода СОЖ.
Кроме того, в хвостовой части внутренней трубы выполнены
эжекторные щели Щ. Сверлильная головка (рис. 9.23, б) состоит
из двух частей, соединяемых аргоно-дуговой сваркой: литого207
корпуса 4 и хвостовика 5. Головка выполнена в виде трехлезвий¬
ного инструмента двустороннего резания, работающего с деле¬
нием ширины среза и определенностью базирования с двумя
жесткими неподвижными направляющими 6 и 10. Режущие
элементы 7—9 закрепляются постоянно (пайкой). Данный тип
головки относится к группе 3 (см. табл. 9.1). Корпус 4 головки
изготовляется точным литьем из стали 40ХФЛ, не требующим
последующей механической обработки. Хвостовик обрабатывается
механически. До сварки корпус термически обрабатывается до
твердости 27—35 HRQ,. Предел прочности материала корпуса сгв
не менее 650 МПа. Твердосплавные пластины припаиваются
с помощью газовой горелки припоями ПСр40 или ТМСр47М.
При пайке ТВЧ используют припои ТП-1 и МНц. Заточка про¬
изводится алмазными кругами на металлической связке с охлаж¬
дением распыленной струей СОЖ за два прохода. Второй проход—
доводка при съеме припуска не более 0,03—0i,05 мм с помощью
алмазного круга зернистостью 6—10 мкм. Допускается переточка
головки после возникновения ленточки износа на задней грани
до 0,6 мм. В производственных условиях, однако, прибегают
к переточке не при достижении указанного значения фаски износа,
а при возникновении стружки неудовлетворительной формы, вы¬
крашивании режущих кромок, возникновении вибраций.По ТУ 2-035-857—81 стойкость при обработке стали — 60 мин,
а чугуна — 90 мин. Геометрия заточки режущей части головки
приведена на рис. 9.24, а—в. Диаметр головки выбирают в за¬
висимости от диаметра обрабатываемого отверстия, принимаяd = d0+ 2/За,где d — номинальный диаметр головки, мм; d0 — номинальный
диаметр обрабатываемого отверстия, мм; а — допуск на диаметр
отверстия, мм.Допуск на диаметр d назначают в зависимости от диаметра
головки, принимая его 0,013 мм для d < 33 мм; 0,016 мм для
d = ЗОн-50 мм и 0,019 мм для d ;> 50 мм. Применяют несколько
вариантов заточки стружколомающего порожка и передней по¬
верхности (рис. 9.24, а). Эти варианты даны на сечении АА.
Ориентировочные размеры ширины и высоты порожка для диа¬
метров головки 20—65 мм принимают следующими: h ± 0,05 =
= 0,4-М),5 мм и b ± 0,05 = 1,5ч-2,2 мм. Смещение вершины т
для того же диапазона диаметров принимается равным 3,0—5,0 мм.
Значения b, h и m с увеличением диаметра увеличиваются. Рас¬
положение режущих кромок лезвий 1, 2 и 3 (рис. 9.24, а) в плане
показано на рис. 9.24, бив. Осевое смещение кромок принимают= 0,3 мм, а Д2 = 0,6 мм. Схема на рис. 9.24, б применяется
при любом диаметре сверла, а схема на рис. 9.24, в — для диа¬
метров свыше 31 мм.Наклоненные под углом 15—20° к оси щели Щ во внутренней
трубе играют роль сопел эжектора. Число щелей зависит от208
в-вдиаметра трубы; расплагаются они симметрично относительно оси
и при числе больше 3—4 — в несколько рядов, чтобы образовы¬
вался сплошной кольцевой поток требуемой мощности. Щели
прорезаются вулканитовым отрезным кругом на заточном станке,
характеризуются проходным сечением, определяемым размерами а
и Ь. Для диапазона диаметров головки от 20 до 60 мм а — 0,4 ч-
ч-0,6 мм; Ь = 5,6-ь-10,5 мм; число щелей от 3 до 8. Все эти пара-8 П/р Н. Ф. Уткина209
2 J{ ЧРис. 9.25. Патрон для не-
вращающегося эжекторного
инструментаNметры увеличиваются
дискретно с увеличе¬
нием диаметра головки
(внутренней трубы).Диаметральные размеры наружной и внутренней труб взаимо¬
связаны, а трубы образуют систему, обеспечивающую передачу
крутящего момента, подвод СОЖ с минимальными гидравличе¬
скими потерями и отвод стружки за счет отсоса, создаваемого
с помощью эжекторного насоса.Наружный диаметр наружной трубы выбирают максимально
приближенным к диаметру головки d (диаметр отверстия d0),
чтобы иметь большую жесткость и исключить утечки СОЖ через
малый кольцевой зазор между заготовкой и трубой. Толщина
стенки этой трубы выбирается исходя из обеспечения требуемой
жесткости ее. Размеры внутренней трубы выбираются исходя из
обеспечения оптимальных условий подвода СОЖ и отвода струж¬
ки. В литературе [2] приводятся методики расчета гидравличес¬
кой системы эжекторного инструмента. Однако, эти методики
расчета не учитывают всех факторов, действующих в условиях
эжекторного сверления. В ЛМИ разработана методика выбора
оптимальных параметров эжекторного сверления.Устройство для подвода СОЖ- В связи с тем, что эти устрой¬
ства выполняют не только функции подвода СОЖ и „отвода
стружки, но и являются одновременно зажимным устройством,
в котором закрепляется своей хвостовой частью эжекторный
инструмент, в литературе их часто называют патронами. В за¬
висимости от кинематической схемы сверления (см. рис. 1.12)
различают патроны для невращающегося и вращающегося ин¬
струментов. Первая группа патронов значительно проще. На
рис. 9.25 приведена конструкция патрона для невращающегося
инструмента, разработанная ВНИИинструментом. В корпусе 3
патрона сделана выточка, в которую вставлены уплотнительная
втулка 4 и цанга 2. Инструмент устанавливается наружной тру¬
бой в отверстие цанги и закрепляется вращением гайки /. Для
уплотнения используют гидравлический уплотнительный лаби¬
ринт и резиновые манжеты. Патрон своим корпусом закрепляется
на станке, обычно на том узле, который совершает движение
подачи (например, на суппорте токарного станка). СОЖ к патрону
подается через патрубок, а стружка отводится по отверстию
в корпусе патрона. Патрон для вращающегося инструмента [481
приведен на рис. 9.26. В расточку шпинделя 9 вставлены уплот¬
нительная втулка 7 и цанга 1. Инструмент 11 вставляется в отвер¬
стие цанги и закрепляется вращением гайки 2. Шпиндель своим210
Рис. 9.26. Патрон для вращающегося эжекторного инструмента
Рис. 9.27. Схема наладки универсального токарного станка на эжекторное
сверлениеконическим хвостовиком устанавливается в коническое отверстие
шпинделя станка. Шпиндель вращается в неподвижном корпусе 4
на двух радиальных подшипниках 3. СОЖ к патрону подводится
через патрубок 5. Для уплотнения применено лабиринтное уплот¬
нение 6 и сальники 8. Слив утечек СОЖ производится по трубке 10.
На корпусе 4 закреплена улитка, через которую отводится
стружка в стружкосборник. Устройство позволяет подводить
СОЖ к эжекторному инструменту в объеме до 150 л/мин и давле¬
нием до 8 МПа. В целях уменьшения опасности при аварийном
заклинивании шпинделя в корпусе через уплотнительные кольца
необходимо корпус надежно закрепить на станке и иметь бло¬
кировку с использованием конечного выключателя, обеспечива¬
ющего «аварийный стоп» всех движений станка. Наряду с рассмо¬
тренными разработаны и рекомендуются к использованию па¬
троны с устройством подвода дополнительного потока СОЖ,
создающего вторичный эжекторный эффект на выходе струи
из патрона [47]. Разработкой и исследованиями эжекторного
сверления занимались исследователи в ряде отечественных орга¬
низаций. В частности, в ЛМИ были разработаны и использованы
в ряде конструкций кольцевые сопла 1 и сопла в виде продольных
отверстий, параллельных оси влутренней трубы 2.Модернизация и наладка универсальных станков для эжек¬
торного сверления. Избранный для модернизации станок должен
обладать необходимой жесткостью, точностью и обеспечивать
требуемые режимы резания. Модернизация включает установку
системы подвода — отвода СОЖ, приспособления для установки
и закрепления обрабатываемой заготовки, приспособления для
установки кондукторной втулки (может включаться в состав пер¬
вого приспособления). Пример наладки универсального токар¬
ного станка на эжекторное сверление показан на рис. 9.27. На
суппорте 7 станка размещается приспособление 5 для закрепле¬
ния заготовки 6. В том же приспособлении размещается и кондук¬
торная втулка 4. Эжекторный инструмент 3 закрепляется в па-1 А. с. 417255 (СССР).• А. с. 654088 (СССР).212
Рис. 9.28. Взаимное распо¬
ложение кондукторной втул¬
ки, инструмента и заготовки
в направлении оси инстру¬
ментатроне 2, обеспечиваю¬
щем подвод СОЖ к вра¬
щающемуся инструмен¬
ту и отвод стружки в
стружкосборник. Пат¬
рон закрепляется в
шпинделе 1 станка. При
сверлении инструмент
получает вращение от шпинделя станка, а подачу совершает заго¬
товка вместе с суппортом. Насосная станция и шланги для подвода
СОЖ на схеме не показаны. При модернизации и наладке станка не¬
обходимо разместить кондукторную втулку 2 (рис. 9.28) в при¬
способлении 3 в направлении ее оси так, чтобы между торцом
заготовки 4 и втулкой был зазор не более 1 мм в начале сверла,
а длину втулки необходимо выбирать такой, чтобы в начале
сверления она перекрывала наружную трубу 1 не менее, чем
на 5 мм, отсчитывая от торца трубы. При указанных значениях
зазора и длины втулки обеспечиваются благоприятные условия
для циркуляции СОЖ и эффекта эжекции.Точность обработки зависит от зазора между сверлильной
головкой и отверстием в кондукторной втулке. Рекомендуется
диаметральный зазор выдерживать в следующих пределах: ма¬
ксимальный — 0,06 мм, минимальный — 0,010 мм. Важно также
обеспечить соосность отверстия в кондукторной втулке и отвер¬
стия в патроне под наружную трубу инструмента. Отклонение
от соосности не должно превышать 0,02 мм. Для уменьшения
изнашивания кондукторной втулки (разбивки ее отверстия) ре¬
комендуется изготовлять ее из быстрорежущей стали по
ГОСТ 19265—73, закаливая до твердости 62—65 HRQ. Жела¬
тельно в отдельных случаях внутреннюю поверхность втулки на
длине 10 мм со стороны заготовки изготовлять из твердого
сплава ВК8.В зависимости от диаметра сверления насосная станция должна
подавать СОЖ с параметрами, указанными на рис. 9.29. Ука¬
занные зависимости являются приближенными и зависят от
вязкости применяемой СОЖ, ее температуры, длины эжекторного
инструмента и соотношения его диаметральных размеров. По¬
этому при наладке станка требуется регулировать насосную
станцию с учетом конкретных условий. При этом необходимо
иметь в виду, что при отклонении от оптимального расхода в сто¬
рону уменьшения ухудшаются условия отвода стружки, а в сто¬
рону увеличения — повышаются утечки СОЖ из инструмента213
Р,МПа QS)ji/muhо)2015105ш.gg|60 d0,MM60 &0УММ60 d0,MMРис. 9.29. Графики для выбора рас¬
хода и давления СОЖ в зависимости
от диаметра сверленияРис. 9.30. Графики для определения
мощности (а) и осевого усилия (б) в за¬
висимости от диаметра сверления при
обработке стали твердостью 200—275 НВ (по данным фирмы «Санд-
вик Коромант»):/ — при sQ = 0,15+0,25 мм/об; v = 100 м/мин; 2 — sQ = 0,15+0,25 мм/об;
v = 70 м/мин; 3 — sQ = 0,25 мм/об; v = 100 м/мин; 4 — sQ = 0,15 мм/об; v = 70 м/минв зазоры у заготовки и между кондукторной втулкой и наружной
трубой. В качестве СОЖ могут применяться жидкости на водной
основе и жидкости малой вязкости на масляной основе (МР-3,
МР-6 и МР-7 с присадкой серы). Растворы эмульсолов применяют
с добавкой индустриального масла в количестве 10—20 % по
объему.При эжекторном сверлении наблюдается повышенный нагрев
СОЖ за счет выделения тепла при истечении ее через сопла эжек¬
тора, поэтому целесообразно устанавливать холодильники, и
принимать объем бака 1,2—1,5 м3. Рабочую температуру СОЖ
следует поддерживать следующей: для более вязких СОЖ —
45—60 °С, для маловязких — 25—40 °СГ Очистка СОЖ должна
проводиться до удаления частиц с размерами 8—20 мкм.Потребляемую на резание мощность кэф и возникающие на¬
грузки на механизм подачи (Р0с) можно определить по графикам,
приведенным на рис 9.30 при обработке легированной стали
твердостью 200—275 НВ (по данным фирмы «Сандвик Коромант»).Технология сверления. Выбор режимов резания в каждом
конкретном случае следует производить одновременно с выбором
геометрии заточки режущей части инструмента, пользуясь для
предварительного выбора рекомендациями, приведенными
в табл. 9.8 и 9.9. Если при сверлении не будет получаться дроб¬
леная стружка, следует изменять параметры порожка и режима
резания. При этом необходимо иметь в виду, что увеличение зна-214
Таблица 9.8
Режимы резания при работе эжекторными инструментамиОбрабатываемыйматериалСкорость
резания
и, м/минПодача sQ,
мм/обОбрабатываемыйматериалСкорость
резания
V, м/минПодача sQt
мм/обСталь кон¬
струкционная
Сталь леги¬
рованная
Сталь высоко¬
легированная70—10070—10040—700,18—0,30
0,15—0,30
0,15—0,25Сталь корро¬
зионно-стойкая
Чугун
Алюминий50—8060—10070—2000,10—0,250,20—0,400,20—0,70Таблица 9.9Размеры стружколомающего порожка b и h и смещение т вершиныГеометрический параметр,
мм (см. рис. 9.24, сечение
АА, вариант 1)Диаметр сверления, мм20 — 24 24 — 29 29—36 36—40 40 — 50 50 — 65h + 0,05
Ь + 0,05
т0,41,53,00,41,63,50,41,74,00,51,84,50,52,05,00,52,25,0Примечание. Применять при сверлении большинства конструкционных сталей
(ав = 600-Н700 МПа; 160 — 200 НВ; v = 60-т-100 м/мм н sQ = 0.12^0,32 мм/об.).чений и и Ъ сопровождается удлинением элемента стружки,
а уменьшение 6, при увеличении А — укорочением, уменьшение
значения s ведет к удлинению элемента. При этом лучше управлять
стружкодроблением за счет изменения подачи, чем за счет изме¬
нения скорости резания.Технико-экономические показатели. Эжекторное сверление по¬
вышает производительность в 2—3 раза по сравнению со сверле¬
нием спиральными сверлами. Обеспечивает более высокую точ¬
ность, позволяет отказаться от последующих переходов по об¬
работке отверстия.По имеющимся данным [47, 61, эжекторное сверление может
обеспечить следующие параметры:Точность выполнения диаметра НЮ (и точнее)Параметр шероховатости поверхности(ГОСТ 2789—73*) Ra . . <2,5 мкм (по стали)Увод оси на 100 мм глубины сверления, мм. 0,05Производительность, мм/мин До 3009.8. Вибрационное сверлениеНаряду с изучением вредных вибраций (см. гл. 6) у нас в стране
были проведены исследования и разработаны способы практиче¬
ского применения полезных вибраций при резании. Наиболее215
полно результаты этих исследований представлены в работе
[40], в которой отражен также опыт использования полезных
вибраций при глубоком сверлении отверстий малого диаметра
в труднообрабатываемых вязких сталях и сплавах, где возни¬
кают трудности с отводом образующейся сливной стружки. Облег¬
чить стружкоотвод оказалось возможным путем применения
вибрационного сверления, при котором задаются принудительные
вибрации в осевом направлении обрабатываемой заготовке или
инструменту, благодаря чему при определенных парамет¬
рах колебаний удается обеспечить дробление сливной стружки
по длине и получить мелкую, легко удаляемую из отверстия
стружку.На практике чаще применяют схему с осевыми вибрациями
инструмента. Подбором частоты и амплитуды вибраций, наклады¬
ваемых на подачу инструмента, создается прерывистое резание,
при котором обеспечивается дробление стружки по длине и соз¬
даются благоприятные условия для работы режущего лезвия.
При прерывистом резании режущая кромка периодически вы¬
водится из зоны резания и при этом охлаждается, СОЖ беспре¬
пятственно проникает в зону резания, а поверхностные пленки
на плоскостях лезвия периодически восстанавливаются. Все это
способствует повышению стойкости инструмента, что позволяет
повышать режимы резания (в первую очередь скорость резания)
и производительность.Кроме того, при вибрационном сверлении облегчаются условия
резания, обусловленные кинематикой процесса: во-первых, сре¬
зание стружки происходит при больших толщинах среза, благо¬
даря чему уменьшается отрицательное влияние радиуса скругле-
ния кромки; во-вторых, возникает кинематическое заострение
режущего лезвия вследствие непрерывного изменения фактиче¬
ских значений углов у и а, заданных при заточке. Так, при свер¬
лении отверстия диаметром 1,5 мм углы изменяются на Ауь =
= Ааь = 6°. Это должно учитываться при выборе угла заточки ос,
чтобы избежать трения по задней грани.Режим вибраций характеризуется двумя параметрами: частотой
(k + i) и амплитудой Л, где k — число полных периодов колеба¬
ний, укладывающихся полностью за время 1 оборота заготовки;i — отношение остатка периода колебаний, не уложившегося во
время 1 оборота заготовки, к периоду колебаний; k + i = 60//n,
где f — частота вибраций, Гц; п — частота вращения заготовки,
об/мин. Величина i характеризует сдвиг фаз между следами
последующего и предыдущего проходов инструмента. С точки
зрения дробления стружки и стойкости инструмента предпочти¬
тельнее значения i принимать в пределах 0,25—0,75, a (k + 0 —
до 4,5. Амплитуду колебаний А принимают равной (1^-2) s0.Применение вибрационного сверления позволило существенно
повысить производительность при работе быстрорежущими свер¬
лами, перейти к сверлению жаропрочных, коррозионно-стойких216
и других сталей и сплавов твердосплавными сверлами (что не¬
возможно было при обычном сверлении) и получить при этом
многократное повышение производительности.Вибраторы. Вынужденные полезные вибрации с заданными
параметрами создаются с помощью специальных устройств —
вибраторов. По принципу действия применяемые в производстве
вибраторы можно разделить на электродинамические (электро¬
магнитные), со следящим гидравлическим усилителем и механи¬
ческие. Электродинамические вибраторы из-за малой мощности
применяют ограниченно и в основном только при сверлении от¬
верстий диаметром до 1,5—2,0 мм. Вибраторы со следящим ги¬
дравлическим усилителем разработаны в МВТУ им. Баумана
и успешно работают в станках, созданных при его участии.На рис. 9.31 представлена кинематическая схема установки для
сверления глубоких отверстий диаметром 4,5 мм, разработанная
в МВТУ им. Баумана [40]. Установка создана на базе двухшпин¬
дельного станка для глубокого сверления. Вращение шпинделю 1
сообщается через клиноременную передачу от электродвигателя
постоянного тока. Заготовки устанавливают в приспособлении 2,
которое крепится на шпинделе. При вращении шпинделя вра¬
щается и вал 3 через сменные и паразитную шестерни. На валу 3,
имеющем шпоночную канавку по всей длине, может передвигаться
зубчатое колесо 4 со скользящей шпонкой. От колеса 4 получает
вращение коническая пара 5; на выходном валу этой пары поса¬
жен эксцентриковый кулачок 6, который, вращаясь, застав¬
ляет через ролик 7 перемещаться в осевом направлении золотник
гидроусилителя. При осевых перемещениях золотника откры¬
ваются каналы для подачи масла в рабочие полости гидроусили¬
теля. Благодаря этому поршень гидроусилителя отслеживает
перемещение золотника, что позволяет жестко синхронизировать217
частоту колебаний сверла и частоту вращения шпинделя. Необ¬
ходимое соотношение между частотой колебаний и частотой вра¬
щения шпинделя получается подбором сменных колес. Амплитуда
колебаний золотника, а следовательно, и сверла определяются
эксцентриситетом кулачка 6.Конструкция инструмента. В качестве инструмента для вибра¬
ционного сверления применяют сверла двустороннего резания
с делением толщины среза и наружным отводом стружки
(рис. 9.32), оснащенные пластинками твердого сплава (чаще
всего ВК8) [40]. Корпус сверла по диаметру занижен на 0,15—
0,20 мм по сравнению с диаметром режущей части и для выхода
мелкодробленой стружки снабжен прямыми стружечными ка¬
навками. Сверла имеют центральный канал для подвода СОЖ
с двумя выходами к режущим кромкам. У сверл диаметром 4—
9 мм выходные отверстия расположены под углом 45° к централь¬
ному каналу, а у сверл диаметром свыше 9 мм — параллельно
центральному каналу.Применяют также и трубчато-лопаточные сверла. На рис. 9.33
приведена конструкция такого сверла диаметром 5,08 мм для
вибрационного сверления отверстия в корпусе распылителя [37].
Стеблевая часть сверла выполнена из сплошного стержня из
стали 40Х, термообработанной до твердости 25—30 HRCa с фре¬
зерованным V-образным пазом с углом 120°. На заднем конце
сверла закреплен хвостовик диаметром 10 мм. Сверло оснащено
двумя направляющими шпонками и режущей пластиной из твер¬
дого сплава марки ВК8. В специальную продольную канавку,
расположенную с противоположной стороны V-образного паза,
впаяна латунная трубка для подвода СОЖ в зону резания. С из¬
менением марки обрабатываемого материала геометрия заточкиРис. 9.32. Сверло двустороннего резания с наружным отводом стружки для
вибрационного сверления218
20110U 45е’S-iZ5.1*45°Паято оловомРИ71-1Трубка ф 7,5" Ф 6н 1мм
чаять олобомОоПостроение
передней грани
д _д сберла0,1*0,06Рис. 9.33. Трубчато-лопаточное сверло для вибрационного сверленияинструмента также изменяется, причем в наибольшей степени
изменяются значения углов в плане [12].Технология сверления. Режимы резания и вибраций при вибро¬
сверлении устанавливаются в зависимости от прочности и вяз¬
кости обрабатываемого материала, требуемой точности и шеро¬
ховатости поверхности и диаметра отверстия:Скорость резания и, м/мин 15—55Подача s0, мм/об . . 0,015—0,10Амплитуда осевых колебаний сверла 2А, мм 0,06—0,25
Частота осевых колебаний сверла /, Гц 35—125Процесс вибрационного сверления широко внедряется в про¬
мышленности. Так, на Ленинградском карбюраторном заводе
им. В. В. Куйбышева сверление глубоких отверстий длиной .до
30 мм диаметром 2,4—5,0 мм в корпусных деталях карбюраторов,
изготавливаемых из цинковых сплавов, производилось на агре¬
гатных станках ружейными сверлами при частоте вращения
п = 3000н-3500 об/мин и подаче 0,025 мм/об [36]. После внедре¬
ния вибрационного сверления производительность возросла при¬
мерно в 2 раза, при этом качество обработки и стойкость инстру¬
мента оставались не ниже существующих.На диаметре сверления 2,5 мм были использованы следующие
режимы вибрационного сверления:Подача сверла, мм/об . . . 0,052Частота вращения шпинделя при if = 31,4 м/мин, об/мин 4000
Число вибраций за 1 оборот инструмента 2Амплитуда колебаний, мм 0,06219
Внедрение вибросверления для деталей, имеющих точность
по 9-му квалитету и параметр шероховатости поверхности отвер¬
стия Ra = 5,0ч-1,6 мкм, позволило исключить зенкерование и
развертывание отверстий, применяемые при обычном сверлении,
что значительно снизило трудоемкость их обработки. Так, при
сверлении отверстия диаметром 8+0’1 мм и глубиной 210 мм в де¬
талях из жаропрочного сплава при п = 560 об/мин; s0 =
= 0,02 мм/об; 2А = 0,22 мм; / = 40 Гц время обработки сокра¬
тилось в 4 раза. При этом был ликвидирован брак деталей по
уводу отверстий.ГЛАВА 10КОЛЬЦЕВОЕ СВЕРЛЕНИЕ10.1. Выбор оптимальной ширины резаПри кольцевом сверлении ширина реза В является одним из
важнейших параметров, определяющих работоспособность инстру¬
мента, надежность процесса и его технико-экономические показа¬
тели. Влияние ширины реза на качество инструмента и основные
показатели процесса кольцевого сверления иллюстрируется схе¬
мой на рис. 10.1. Взаимосвязь факторов, непосредственно или
косвенно зависящих от ширины реза, неоднозначна, поскольку
с изменением ширины реза улучшаются одни показатели и ухуд¬
шаются другие. Так, с уменьшением ширины реза уменьшаются
нагрузки на инструмент, снижается расход энергии на резание,
экономится металл в связи с увеличением диаметра высверливае¬
мого стержня, уменьшается количество отводимой стружки,
сокращается расход твердого сплава на режущие элементы. Все
это положительно сказывается на технико-экономических пока¬
зателях процесса. Вместе с тем при уменьшении ширины реза
снижаются жесткость и виброустойчивость инструмента вслед¬
ствие уменьшения толщины стенки стебля, увеличиваются энерго¬
затраты на стружкоотвод, что обусловлено ростом потерь давле¬
ния СОЖ из-за уменьшения проходных сечений каналов для
подвода СОЖ и отвода стружки. При недостаточной жесткости
и виброустойчивости стебля усиливаются вибрации упругой
системы головка—стебель, что приводит к снижению точности
обработки и стойкости инструмента и может потребовать умень¬
шения производительности сверления. В конечном счете совокуп¬
ное влияние факторов, зависящих от ширины реза, определяет
технологическую себестоимость операции. Из сказанного следует,
что правильным выбором ширины реза можно добиваться повыше¬
ния качества инструмента и процесса, но для этого выбор ширины220
Рис. 10.1. Влияние ширины резана основные параметры инстру¬
мента и показатели процессаШирина реза111РазмерыСилаДиаметрстружкирезаниястержня—!1<£!
ЗЙЕЗЛ1«II0J сж«о СГе1?Issis|.з,Ш^ *Isiilёё§1I*I!IИз!IslИГВ!gglДеформации,инструментаIВиброустойчивостьинструментаг,6ctS ^Л* .£5 S-I^ SStт||р1НЗатраты на
тктротр-
гию и рвмонп j
станкаIЗатраты на
зарплату и
амортизацию
станкаIх*ss111IIIЗатраты наэксплуатациюинструментаIТехнологическая себестомость операции
кольцевого глубокого сверления реза должен производиться
с учетом ее влияния на ряд
показателей: режим под¬
вода СОЖ и отвода струж¬
ки, жесткость и вибро¬
устойчивость упругой си¬
стемы головка—стебель,
устойчивость базирования
головки, производитель¬
ность и точность обра¬
ботки, энергоемкость про¬
цесса резания. По каждому
показателю может быть
принят один или не¬
сколько критериев, выбор
которых определяется тре¬
бованиями к выполняемой
операции, условиями обра¬
ботки, объемом выпуска
изделий и другими факто¬
рами. Например, для характеристики режима подвода СОЖ и отвода
стружки могут быть использованы следующие критерии: мощ¬
ность N0t расходуемая на подвод СОЖ и отвод СОЖ со стружкой;
суммарные потери давления Ав каналах для подвода — отвода
СОЖ; расход СОЖ Q, требуемый для надежного стружкоотвода.
Критериями оценки жесткости инструмента могут служить угол
закручивания головки срг под действием суммарного крутящего
момента, значение 6Г и направление урГ поворота оси головки при
изгибе стебля силой резания. Параметр 6Г представляет собой
радиальное перемещение центра поперечного сечения головки
в месте ее соединения со стеблем и определяется как 6Г =
= V+ yh Составляющие zrt уг суммарного перемещения 6Г
определяются в двух взаимно перпендикулярных диаметральных
плоскостях инструмента, одна из которых (Oxz) проходит перпенди¬
кулярно к лезвию, а другая (Оху) — через лезвие. При определе¬
нии zT учитывается действие силы тяжести стебля в виде распре¬
деленной по его длине нагрузки интенсивностью q. Направление
поворота оси головки при изгибе стебля определяется углом г|)г,
равным'фр = arctg zr/yr. О виброустойчивости инструмента можно
судить по интенсивности поперечных колебаний системы го¬
ловка—стебель. Интенсивность указанных колебаний оценивается
коэффициентом динамичности kRy- определяемым для калибрующей
вершины лезвия, совершающей радиальные перемещения в пло¬
скости Oxz (коэффициент /С^) и в плоскости Оху (коэффициент /Сду).221
При составлении уравнений для определения коэффициентовдинамичности /Сд2 и Кду изгибающие моменты, действующие отно¬
сительно передних концов направляющих (Mz) и относительно
оси головки (Му), представлены в виде: М = M8t + М0 sin со/,
где M8t, М0 — соответственно статическое (среднее) и амплитуд¬
ное значение момента; со — частота его изменения, принимаемая
равной частоте собственных колебаний системы головка—сте¬
бель. Зависимость амплитуды момента М0 от относительной
ширины реза пв = Bld0 имеет вид: М0 = апв — Ьпв + с, где
а, Ь, с — коэффициенты, зависящие от условий обработки (в част¬
ности, от диаметра и глубины сверления).Устойчивость базирования головки на заданной глубине свер¬
ления можно оценить по численному значению и направлению
радиальных перемещений zK, ук калибрующей вершины лезвия
при опоре головки на поверхность отверстия задними концами
направляющих. Если при таком базировании моменты сил, пре¬
пятствующих отходу передних концов направляющих от поверх¬
ности отверстия, больше моментов сил, вызывающих указанный
отход, то поворот оси головки будет происходить в направлении
действия равнодействующей всех поперечных сил Rz, о чем можно
судить по знаку перемещений zK, ук. При выбранном направленииосей системы координат Oxyz (Oz — вверх; Оу — вправо) упомя¬
нутому повороту оси головки будут соответствовать перемеще¬
ния: zK < 0; у к < 0. По значениям этих перемещений можно
судить о степени устойчивости (при zK <0 и ук < 0) либо сте¬
пени неустойчивости (при zK > 0, ук < 0) базирования головки.
При составлении уравнений для определения значений zK, ук
учитываются моменты, вызываемые действием силы резания,
силы тяжести стебля, а при сверлении отверстий большого диа¬
метра в длинномерных заготовках — моменты, вызванные дей¬
ствием силы давления стержня на стебель.Производительность процесса сверления можно оценить по¬
дачей на оборот s0, соответствующей допустимому уровню попе¬
речных колебаний инструмента, т. е. заданным значениям коэф¬
фициентов динамичности (/СД2, Кяу). В качестве критерия оценки
точности обработки целесообразно принять увод оси отверстия
(см. гл. 7). Выбор указанных критериев обосновывается необхо¬
димостью повышения качества инструмента как гидравлической
и упругой системы, снижения затрат энергии на стружкоотвод,
повышения производительности и точности обработки, а также
стойкости инструменту, чему в значительной степени способствует
надежный отвод стружки и малая интенсивность поперечны*
колебаний головки.При рассмотрении деформаций и поперечных колебаний ин¬
струмента упругая система головка—стебель была представлена
в виде однопролетной балки кольцевого поперечного сечения
с шарнирно-подвижной опорой на одном конце и с заделкой на222
°)N0, К 8т5)В)010,4 паРис. 10.2. Зависимость N0, фг, KRZ и Кду от относительной ширины резадругом. Рассмотренные критерии были использованы для анализа
влияния ширины реза на качество инструмента и процесса коль¬
цевого сверления. Анализ проводился численными методами путем
расчетов принятых параметров (N0, Афг и др.) при различной
ширине реза В сверлильной головки. Расчет производился по
составленным критериальным уравнениям, описывающим зави¬
симость того или иного параметра от ширины реза. В качестве
примера на рис. 10.2 приведены зависимости N0, <рг, /Сдг, Кду
от относительной ширины реза пв головки. Указанные параметры
рассчитаны применительно к сверлению с внутренним отводом
стружки для ряда диаметров d0 = 60-Г-210 мм при К3 = 3 X
X 103 н/мм2 (сталь); v = 100 м/мин; s0 = 0,2 мм/об, L0 = 2 м;
Кв = 1,3; / = 3; v = 18* 10”в м2/с (СОЖ МР-3). При расчетах N0
учитывалось влияние изменения наружного диаметра стебля
(рис. 10.2, а, линия 1 — ml = djd0 = 0,925; линия 2 — пг1 =
= 0,95), также изменения числа режущих ступеней на лезвии
(линии 1,2 — i = 3; линия 3 — i = 5). Графики на рис. 10.2, б — г
содержат зависимости фг, /Сдг, Кжу от пв, построенные для трех
диаметров: d0 = 60 мм (линия /); dQ = 120 мм (линия 2) и d0 —223
= 210 мм (линия 3). Из графиков видно, что при определенной
ширине реза на подвод СОЖ и отвод стружки расходуется мини¬
мальная мощность, а инструмент обладает наибольшей жест¬
костью (фг — минимален) и наибольшей виброустойчивостью (/Сдг,
KRy — минимальны). В зависимости N0 от пв минимум смешается
в сторону меньших значений ширины реза при увеличении отно¬
сительного наружного диаметра стебля т1 и числа ступеней i.
В зависимостях <рг, /СД2, /Сду от пв местоположение минимума
зависит от диаметра инструмента, увеличение которого приводит
к уменьшению ширины реза, оптимальной по жесткости и вибро¬
устойчивости.Приведенные данные указывают на возможность повышения
качества инструмента как гидравлической и упругой системы
за счет рационального выбора ширины реза. Тем самым создаются
условия для повышения производительности, что подтверждается
наличием максимума, обнаруженного в зависимости подачи s0
от ширины реза. Путем исследования на экстремум критериаль¬
ных уравнений были получены формулы для расчета ширины
реза, оптимальной по каждому из принятых критериев. Сопостав¬
ление значений ширины реза В показало, что они отличаются
друг от друга, причем различие минимальных и максимальных
значений В возрастает с увеличением диаметра сверления d0.
Поэтому была проведена оптимизация ширины реза по методике
[30], которая основана на формировании комплексного показателя
качества в виде «обобщенной функции желательности» D. НаРис. 10.3. Зависимость функ¬
ции желательности D от
ширины реза при d0 = 60 мм
и / = 2000 ммРис. 10.4. Зависимости опти¬
мальной ширины реза от
диаметра и глубины сверле¬
ния при внутреннем (а) и
наружном (б) отводе стружкиВ0Умм50W302015t1 2^38)BQtMM60100 то 200 do,мм5040дО2015,2^*JSO100 140 200 d0,мм224
рис. 10.3 приведен график изменения D в зависимости от измене¬
ния ширины реза В для конкретного примера: d0 = 60 мм; L0 =
= 2 м; L = 3 м; Кв = 1,3; i = 3; т1 = 0,925; s0 = 0;2 мм/об;
/С5 = 3-103 н/мм2. Функция D формировалась на основе пяти
критериев: KRZ\ Кпу\ /уп; и.,NV. Ограничения на коэффициенты
динамичности, устанавливались по данным экспериментов, на
длину упорной направляющей /уп — по конструктивным сообра¬
жениям, а на параметры N0, Nv — по техническим характери¬
стикам оборудования. Значимость критериев /Сд2, Кду учиты¬
валась введением на них двусторонних ограничений. Из графика
видно, что при определенной ширине реза (В « 18,5 мм) функция
желательности D имеет наибольшее значение, вполне приемлемое
по уровню качества. В результате исследования составлены
графики, определяющие оптимальную ширину реза В0 при свер¬
лении с внутренним (рис. 10.4, а) и наружным отводом стружки
(рис. 10.4, б) в зависимости от диаметра d0 и глубины сверления L0.
Линия / соответствует L0 = 6 м, линия 2 — L0 = 4 м, а ли¬
ния 3 — L0 = 2 м. При расчете ширины реза В относительный
наружный диаметр стебля (тг = dH/d0) инструмента с внутрен¬
ним отводом стружки и относительный внутренний диаметр
стебля (т2 = dB/dc, где dc = d0 — 2В) инструмента с наружным
отводом стружки определяли по формулам:„0.1)где р, v — плотность и вязкость СОЖ, кг/м8 и ма/с соответственно;
Q — расход СОЖ, м3/с; — коэффициент доли потерь давле¬
ния, приходящихся на инструмент, Кр = 0,75; Рн — номиналь¬
ное давление насосной станции, н/ма.В итоге на основе анализа влияния наиболее значимых факто¬
ров на ширину реза В0 были получены формулы для определения
оптимальной ширины реза применительно к сверлению на совре¬
менных станках с использованием масляной СОЖ типа МР-3.
Эти формулы имеют вид:при сверлении с внутренним отводом стружкиВ0 = 2,24’58Lo 17 (kB/i)°'4\ (Ю.З)при сверлении с наружным отводом стружкиВо = 0,72do 67Ьо 2 (Ы)-0'26, (Ю.4)где i — число ступеней на режущем лезвии; К в — коэффициент
ширины кольцевого зазора для отвода стружки, Кв = 60/6с == У 1 + (-£)* = (1,15-5-1,3); Ье = ВП.225
10.2. Унификация инструмента
по типоразмерам резцов и стеблейПроведенные исследования по выбору оптимальной ширины реза
дали возможность разработать гамму инструментов (табл. 10.1
и 10.2), в которой их основные конструктивные параметры В,
dH> dB и i унифицированы в пределах определенных диапазонов
диаметров сверления. При разработке гаммы выбор ширины реза
и диапазонов ее применения производился по графикам на
рис. 10.4, причем значение В принималось равным оптимальной
ширине реза В0) соответствующей наименьшему диаметру диапа¬
зона и наибольшей глубине сверления L0 = 6 м. Диапазон приме¬
нения выбранной ширины реза устанавливался по диаметру
сверления d0, который соответствует В0 при наименьшей глубинеТаблица 10.1Основные параметры
гаммы инструментов,
унифицированных по ширине реза
и диаметрам стеблей
(с внутренним отводом стружки), ммdoв1dB60—65553565,1—70604070,1—75О Ао654575,1—80о705080,1—85755585,1—90806090,1—98845698,1 — 1069264106,1—11430410072114,1—12210280122,1—13011688130,1—14212490142,1-154136102154,1—166364148114166,1—178160126178,1—192172126192,1—206АОс186140206,1—220О200154220,1—234214168234,1—248228182Таблица 10.2Основные параметры
гаммы инструментов,
унифицированных по ширине реза
и диаметрам стеблей
(с наружным отводом стружки), ммdoвidн<*в98—10280 *60 *103—1078565108—1122439070113—1179575118—12210080123—131108 *80 *132—13930116 *88 *140—14712496148—155132104156—1614136 *102 *162—167142108168—17336148 *114 *174—179154120180—185160 *126 *186—191166132191—196172 *126 *197—203178133204—210186 *140 *211—217193147218—224425200 *154 *225—231207161232—238214 *168 *239—245221175246—252228 *182 *• Размеры соответствуют размерам стеблей
в табл. 10.1226
сверления L0 = 2 м. Диапазоны применения стеблей каждоготипоразмера устанавливались расчетом по фомулеd0 2 d0l = 2 (/Cm КВ2) 5/t,а их диаметры dH, dB — по формулам:при сверлении с внутренним отводом стружки —
dH = niidQ\ dB = (d0l — 2В) -j- 2K,B\B/i\
при сверлении с наружным отводом стружки —
dH = d0i 2KB2B/i\ dB = m2 (do2 — 25),где d0l, d02 — наименьший и наибольший диаметры диапазона,
в котором предусмотрено применение данного типоразмера стебля
соответственно; /СВ1, КВ2 — соответствующие диаметрам d01> d02
коэффициенты ширины кольцевого зазора для отвода стружки,
Квг = 0,64do’2 и Kbi = 0y87dol соответственно для инструмен¬
тов с внутренним и с наружным отводом стружки; Квш = 1,15-г—
-т-1,1; параметры т1у т2 определялись по формулам (10.1) и (10.2).При принятых значениях коэффициентов /(В1 и /СВ2 обеспе¬
чиваются достаточная жесткость стебля и надежный отвод стружки,
а диапазоны применения одного типоразмера стебля находятся
в пределах 5—14 мм для инструментов с внутренним отводом
стружки и 4—6 мм для инструментов с наружным отводом стружки.
Расширению указанных диапазонов с увеличением диаметра
сверления способствует увеличение числа ступеней i для деления
стружки по ширине. В связи с этим приведенные в табл. 10.1
и 10.2 стебли пригодны к использованию при сверлении как
однолезвийными, так и двух- и трехлезвийными головками, рабо¬
тающими с делением ширины реза на три, четыре и пять частей.Как видно из табл. 10.1, для сверления с внутренним отводом
стружки отверстий диаметров 60—248 мм необходимо иметь всего
четыре типоразмера резцов с шириной реза 24; 30; 36 и 42 мм и
числом ступеней для деления стружки по ширине соответственно 3;
4 и 5. Число типоразмеров стеблей принята равным 20.Для инструмента с наружным отводом стружки диаметром
98—252 мм (табл. 10.2) назначено четыре типоразмера резцов с ши¬
риной реза 24; 30; 36 и 42 при числе ступеней соответственно 3;
4 и 5. Число типоразмеров стеблей принято 24. Причем из 24
типоразмеров, представленных в табл. 10.2, лишь 13 отличаются
от стеблей, представленных в табл. 10.1. Отметим, что для всей
совокупности инструментов, представленных в табл. 10.1 и 10.2,
отклонения принятой ширины реза от оптимальной, рассчитывае¬
мой по формулам (10.3) и (10.4) при соответствующих каждому
инструменту параметрах (d0, Кв, i), не превышает 20 %. От¬
дельные типоразмеры разработанной гаммы инструментов вне¬
дрены в промышленности. Это позволяет рекомендовать к приме¬
нению выбранную номенклатуру резцов и стеблей, тем более,
что сокращением их типоразмеров создается основа для снижения
затрат на инструмент.227
10.3. Рекомендации по выбору основных параметров
сверлильной головкиХарактеристика применяемых головок. В настоящее время при¬
меняют в основном головки для скоростного сверления, оснащен¬
ные твердосплавными режущими и направляющими элементами.
Головки различаются способом отвода стружки, числом режущих
лезвий, а также числом жестких неподвижных направляющих
и их угловым расположением относительно друг друга и режущего
лезвия. Имеется различие и в форме режущего лезвия — в схеме
резания. При сверлении глубоких отверстий диаметром 50—
200 мм рекомендуют применять однолезвийные сверлильные го¬
ловки [14, 26, 59].Среди многолезвийных наиболее распространены [4, 14, 15,
17, 20, 26, 46] двух- и трехлезвийные. Многолезвийные разли¬
чаются в основном расположением лезвий по окружности и ра¬
диусу, а также схемой резания. Рационально применять много¬
лезвийные головки с определенностью базирования, работающие
с делением ширины среза. В целом для применяемых головок
характерно большое многообразие конструкций, что препятствует
стандартизации кольцевого инструмента, требующей унификации
головок по числу режущих лезвий, схеме резания, взаимному
расположению лезвий и направляющих, подлине направляющих.Выбор числа лезвий и схемы резания. При выборе числа лез¬
вий и числа режущих кромок i прежде всего необходимо учитывать
ширину реза В, так как отношением BU определяются ширина
стружки и прочность лезвия (кромки). Если ширина реза 12—
30 мм, то достаточно принять i = 3, чтобы удовлетворить условию
прочности кромки и получить стружку, удобную для транспорти¬
рования.При В = 30^-36 мм выполнять на лезвии однолезвийной
головки четыре кромки (ступени) не следует, так как при этом
усложняется заточка резца и повышается его стоимость. При
i = 4 более рационально применять двухлезвийные головки
с делением ширины среза. В головках диаметром 180—250 мм
с шириной реза 36—42 мм целесообразно принимать i = 5, а де¬
ление ширины среза производить с помощью трех лезвий.Выбор взаимного углового расположения лезвий в многолез¬
вийных головках. При выборе схемы размещения лезвий по ок¬
ружности головки следует учитывать влияние их углового поло¬
жения на базирование головки, жесткость и виброустойчивость
инструмента. Взаимное угловое расположение лезвий и направ¬
ляющих рекомендуется выбирать исходя из обеспечения устой¬
чивого базирования головки, достигаемого, как известно, при
действии силы (см- Рис- 2.6) по направлению биссектрисы
угла между направляющими [26, 46, 59, 64] Располагая лезвие
в калибрующей вершиной в горизонтальной плоскости и опре¬
деляя угловое расположение направляющих относительно этого228
Рис. 10.5. Влияние углового расположе¬
ния лезвия прорезного резца в двухлез¬
вийной головке на направление равно¬
действующей всех поперечных силлезвия углами аЕ и aVy можно оп¬
ределить требуемое значение угла
г|?г (см. рис. 2.6), при котором сила
будет проходить по биссектрисе:
1|>г = 270 — [аЕ + 0,5 (aD — аЕ)].Фактическое же значение угла
г|>, определяющего направление
действия силы /?2, зависит от вы¬
бранной схемы резания, углового
расположения остальных лезвий
направляющихи коэффициента трения
Угол У можно определить по формулена. и + RylRz
$ — arctg(10.5)где \i — коэффициент трения; Ryt Rz — составляющие равно¬
действующей поперечных сил резания.Определяя силы Ryt Rz в зависимости от углового располо¬
жения лезвий, задаваемого от лезвия с калибрующей вершиной
углами ах, а2, ..., а*, выбирая коэффициент трения ц [59, 66]
и пользуясь формулой (10.5), можно определить значения угла г|>,
соответствующие задаваемым значениям углов ах—а*. Отметим,
что в двухлезвийной головке варьированию подлежит угол ах,
а в трехлезвийной — угол а2, поскольку значение угла ах можно
задать по конструктивным соображениям, принимая, например,= 300 — 315°. Результаты расчета удобно представить в виде
графика зависимости угла г|> от угла ах или а2 при ах = const.
В качестве примера на рис. 10.5 показана зависимость ^ = / (а,),
построенная для двухлезвийной головки, работающей с делением
ширины среза на три части.Йз графика следует что направление действия силы Rz суще¬
ственно зависит от угла а также от коэффициента трения |л,
принятого при расчетах равным 0,1 (линия /) и 0,3 (линия 2).
При выбранном расположении направляющих можно определить
для него угол г|эг, а затем, пользуясь графиком на рис. 10.5 —
угол аь проводя на графике до пересечения с линией 1 или 2
линию 3, параллельную оси абсцисс и отстоящую от нее на угол'фр.
Например, принимая аЕ = 210°, aD = 300° (tyr = 15°), что соот¬
ветствует угловому расположению направляющих, обеспечива¬
ющему минимальную огранку (см. главу 8), получим: аг = 180°
(|л = 0,1 ч-0,3). При аЕ = 180°, aD = 280° (г|>г = 40°) и |Л = 0,3
требуемое направление силы Rz достигается при ах = 210°.На основе рассмотренной методики было установлено, что
в трехлезвийной головке, работающей с делением ширины среза229
на пять частей, при аЕ = 180°, aD = 280° рационально принять:
ах = 310°, а2 = 240° Установлено, что инструменты с двухлез¬
вийной (аг = 180°) и трехлезвийной головками (ах = 310°, а2 =
= 240°) обладают большей жесткостью и виброустойчивостью,
чем инструменты с другим угловым расположением лезвий в го¬
ловках. Установлено также, что изменение диаметра сверления,
ширины реза и других факторов не приводит к значительным
изменениям углов alt а2 в сравнении с их рекомендованными выше
значениями. Тем самым имеется основа для унификации схем
взаимного углового расположения лезвий и направляющих в рас¬
смотренных головках.Выбор длины направляющих. Длину направляющих следует
выбирать в зависимости от диаметра и глубины сверления, типа
головки и ее конструктивных параметров. В основу выбора
длины направляющих может быть положено условие предотвраще¬
ния отрыва их передних концов от поверхности отверстия на
заданной глубине сверления, т. е. при максимальном вылете
инструмента из опоры в маслоприемнике. Отрыв передних концов
направляющих вызывается моментами, создаваемыми силой тя¬
жести стебля, осевой составляющей силы резания, а при больших
диаметре и глубине сверления — силой давления стержня на
стебель. Препятствуют отходу направляющих моменты, создавае¬
мые силой Rz и определяемые произведением ее составляющих Ry
и Rz соответственно на длину упорной /уп и опорной /оп направ¬
ляющих.На основе уравнений, определяющих зависимость радиальных
перемещений zK, ук калибрующей вершины лезвия от параме¬
тров d0, Loy Ry, Rzy 10ПУ /уп, решения их относительно /оп и /уп
при zK = 0 и ук = 0 и анализа влияния основных факторов на
длину направляющей составлены следующие формулы:/оп = 14,2di,87U'7tf*; /уп = 27,2dl/Ry. (10.6)На рис. 10.6, а, б приведены графики, иллюстрирующие влия¬
ние диаметра и глубины сверления на длину опорной и упорной
направляющих, рассчитанную по формулам (10.6) для однолезвий¬
ной (линия /), двухлезвийной (линия 2) и трехлезвийной (линия 3)
головок. Из графика на рис. 10.6, а видно, что при одинаковых
диаметре и глубине сверления наибольшая длина упорной на¬
правляющей требуется для однолезвийной головки, а наимень¬
шая — для трехлезвийной. Вместе с тем график на рис. 10.6, б
указывает на необходимость применения в многолезвийных го¬
ловках больших по длине опорных направляющих, длина кото¬
рых в 2—3 раза больше /оп, требуемой для однолезвийной головки.
Отметим, что большая длина упорной направляющей ограничивает
область применения однолезвийной головки по диаметру сверле¬
ния, а большая длина опорной направляющей в многолезвийных
головках — область их применения по глубине сверления. Поль¬
зуясь графиками на рис. 10.6 и ограничивая длину опорной и230
60 100 1U0 180 (L0,mm и2 J Н 5' L0,mРис. 10.6. Влияние диаметра (а) и глубины сверления (б) на длину направля¬
ющих /уп, /опупорной направляющих по конструктивным соображениям (на
графиках /уп = /оп = 100 мм), можно определить диаметр и
глубину сверления, до которых рационально применять тот или
иной тип головки. Учитывая, что при больших диаметре и глу¬
бине сверления для обеспечения устойчивого базирования головки
требуется большая длина направляющих (/оп), рекомендуют при¬
менять короткие направляющие длиной 40—60 мм [14, 26, 46].10.4. Рекомендуемые конструкции головокВ диапазоне диаметров 40—130 мм можно успешно применять
однолезвийные головки, конструкция которых показана на
рис. 10.7. В головке длина упорной направляющей 1 в два разаРис. 10J. Однолезвийная головка кольцевого сверления с внутренним отводом
стружки231
больше длины опорной направляющей 3, что наряду с установкой
упругой направляющей 2 с натягом в отверстии способствует повы¬
шению устойчивости базирования головки. Это позволяет произ¬
водить сверление отверстий с относительной длиной L/d0 = 100
и более, применять схему с вращением не только заготовки, но
и инструмента.Двухлезвийную головку, показанную на рис. 10.8, рекомен¬
дуется применять для сверления отверстий диаметром 60—130 мм
е относительной глубиной отверстия L/d0 < 50. В этой головке
лезвия резцов 1 и 3, располагаются в диаметральной плоскости и
обеспечивают деление ширины среза на три части. Головка осна¬
щена дополнительно двумя жесткими направляющими 2 и 4,
рабочие поверхности которых в целях устранения заклинивания
головки в отверстии выполнены с понижением на 0,1—0,15 мм
на диаметр по отношению рабочих поверхностей базовых направ-Рис. 10.8. Двухлезвийная двустороннего резания головка для кольцевого
сверления с внутренним отводом стружки232
Рис. 10.9. Трехлезвийная головка для кольцевого сверления с внутренним
отводом стружкиляющих 5 и 6. Направляющие 2 и 4 ограничивают угловые коле¬
бания головки, что способствует повышению виброустойчивости
инструмента.При сверлении отверстий диаметром 130—170 мм с относи¬
тельной глубиной LJd0 < 40 можно применять двухлезвийные
головки, конструкция которых показана на рис. 10.9. В этих
головках лезвия резцов У, 3 и 4 располагаются под углом ах =
= 210°, что обеспечивает увеличение силы Ry (этим достигается
повышение устойчивости базирования головки упорной направ¬
ляющей). Головка на рис. 10.9 обладает высокой жесткостью
узла крепления резцов, что обусловлено наличием перемычек а
и б. Для базирования головки служат две жесткие направля¬
ющие 5,6 и упругая направляющая 2. В зависимости от диаметра
и ширины реза можно применять схему резания с делением ши¬
рины среза на три (эта схема показана на рисунке) или на пять
частей (на рисунке не показана). Вторая схема резания реали¬
зуется путем выполнения на лезвиях резцов 3 и 4 двух режущих
кромок.Головки, показанные на рис. 10.10 и 10.11, подробно описаны
в работах [17, 20] и рекомендуются для сверления отверстий
диаметром 160—200 мм с относительной глубиной L/d0 до 40.233
А-Аповернуто0,3-0,50,3-0,50,3-0,510°,Рис. 10.10. Двухлезвийная головка для кольцевого сверления с внутренним
отводом стружкиРис. 10.11. Трехлезвийная головка для кольцевого сверления с наружным
отводом стружки234
Таблица 10.3Результаты кольцевого глубокого сверления отверстий
диаметром 60—250 ммПараметр отверстияМарка стали заготовки, свойстваd0, ммL0. ммLo/doСтальМПаТвердость,606021003300355538ХНЗМФА20ХМ780—980490—690260—280140—1707080700070001008740ХН2МА
40 X880—980780—260270—280230—2606810333004300504220ХЗМ20ХЗМ590—780590—780180—210180—210130330025ЗвХНЗМФА980—1000240—27015560004020ХЗМ590—780180—21020325043002500201020ХЗМЗвХНЗМФА590—780980—1000180—210240—270Параметр инструментаРежим резанияТип головкиВ, ммv, м/минsQ, мм/обsM. М/ЧДвухлезвийная (рис. 10.8)2460—7070—1000,12—0,170,12—0,172,4—3,72
2,7—5,4Однолезвийная (рис. 10.7)80—9085—1000,17—0,210,20—0,243,6—4,8
4,0—5,76Двухлезвийная (рис. 10.8)2480—100120—1700,15—0,180,18—0,203,1—5,0
4,0—6,4Двухлезвийная
(рис. 10.9)3090—1100,22—0,243,0—3,988—1220,20—0,242,1—3,6Трехлезвийная (рис. 10.11)3542115700,18—0,20,28—0,321,9—2,2
1,5—1,8Рассмотренные кбнструкции головок применяют в отечествен¬
ной промышленности. Исходные данные, режимы резания, пара¬
метры инструмента и производительность сверления этими го¬
ловками представлены в табл. 10.3. Применение разработанных
процессов кольцевого сверления позволило получить значитель¬
ный экономический эффект в сравнении с ранее применяемой
технологией. При этом снижение технологической себестоимости
операции обусловлено повышением производительности, умень-235
Ш///////©
VZAzzzzzzz\77*7777'2ZZZZZZS ZZ2Z222 ZZZZZZZZYZZZZZZZZZZZZZl8mo'zzzzmmoРис. 10.12. Схема получения двух
деталей из одной заготовки с помощью
кольцевого сверленияшением увода оси отверстия»
затрат на инструмент, экономией
материала и электроэнергии, а
также расширением технологи¬
ческих возможностей. В качестве
примера приведем способ полу¬
чения из одной заготовки большого диаметра двух типоразмеров де¬
талей, что достигается (рис. 10.12) кольцевым сверлениём глухого
отверстия диаметром 203 мм на длину L = 4 м, которая меньше
длины заготовки на размер наибольшей ступени детали 2. Затем
на токарном станке производят отрезку детали 1 у дна отверстия,
а в детали 2 — обработку отверстия диаметром 68 мм.10.5. Рекомендации по технологии
кольцевого сверленияВыбор оборудования. При выборе оборудования особое внима¬
ние следует обратить на технические возможности насосной стан¬
ции станка по расходу и давлению СОЖ, а также на соответствие
его типоразмера диаметру сверления. Пригодность станка по
первому требованию устанавливается сопоставлением произво¬
дительности насосной станции QH с расходом СОЖ Q, необходи¬
мым для надежного удаления стружки при выбранных конструк¬
тивных параметрах инструмента. Выполнение условия Q < QH
можно проверить по графику на рис. 10.13, где приведены за¬
висимости расхода СОЖ от диаметра сверления для инструментов
с внутренним (линия У) и с наружным (линия 2) отводом стружки.
Данные по производительности насосных станций QH современ¬
ных станков приведены в п. 4.2. При составлении графиков
расход СОЖ рассчитан по формулам (3.14) и (3.15) при v =
= 0,18 см2/с (СОЖ МР-3) применительно к инструментам, приве¬
денным в табл. 10.1 и 10.2. Для выполнения операции кольцевого
сверления на высоких режимах резания необходимо проверить
соответствие станка по мощности привода N9 вращения изделия
(или инструмента). Мощность Np, потребную на резание при
кольцевом сверлении, можно рассчитать по формулеNP = 6,5- 10-6<£75Я0’48 (W'V (Ю.7)где К, — коэффициент удельной силы резания, н/мма; v — ско¬
рость резания, м/мин.Применительно к сверлению стали (К, = 3-108 н/мма) на
рис. 10.14 для ряда диаметров сверления (60; 100; 140; 180 и
220 мм) приведены зависимости от ширины реза пв (линии 1—5), построенные на основании расчетов мощности по формуле236
/Ур,кбгРис. 10.13. Зависимость расхода СОЖ
от диаметра при сверлении с внутрен¬
ним (/) и наружным (2) отводом
стружкиРис. 10.14. Зависимость мощности, расходуемой на резание при кольцевом
сверлении, от ширины реза и диаметра(10.7) при v = 100 м/мин и s0 = 0,1—=—0?3 мм/об. Линия 6 огра¬
ничивает для рассматриваемых диаметров сверления ширину
реза, предельно допустимую по условию Np = N9. Из графика
видно, что при рекомендованной в табл. 10.1 ширине реза (пв =
= 0,4—г—0,2 при d0 = 60-Г-220 мм) мощность Nv меньше мощ¬
ности NB, а следовательно, можно производить скоростное свер¬
ление на существующем оборудовании, выбирая его типоразмер
в зависимости от диаметра сверления.Выбор кинематической схемы сверления и частоты вращения
заготовки. При сверлении с консольным расположением стержня,
т. е. без опоры, поддерживающей стержень, он прогибается и
вибрирует, а при достижении определенной глубины сверления
соударяется со стеблем. При большой массе стержня его удары по
стеблю могут вызвать поломку резцов сверлильной головки.
Учитывая, что с увеличением глубины сверления частота соб¬
ственных поперечных колебаний стержня сос уменьшается и
приближается к частоте вращения заготовки со3, применяемой на
практике, возможно возникновение резонансных колебаний
стержня. Во избежание этого частоту со3 при d0 = 130ч-200 мм,
Д = 30н-42 мм и L0 = 3-^-4 м следует принимать не более 4—
6 с-1 (40—60 об/мин), т. е. производить сверление по схеме с вра¬
щением заготовки и инструмента. Применение опоры, поддержи¬
вающей стержень при сверлении, дает возможность увеличить со3
до 40 с"1 (^400 об/мин), т. е. работать (при d0 = 130-Т-200 мм
и L0 = 6-н8 м) по схеме с вращением только заготовки [26].
Опыт показывает, что при сверлении с опорой уменьшается ко¬
робление стержня, упрощается ввод головки в отверстие при
необходимости смены резцов и повышается надежность операции.
Затраты времени на установку опоры не превышают 10 мин, что
приемлемо даже при сравнительно небольшом (около 30 шт.237
Рис. 10.15. Влияние подачи на интен¬
сивность поперечных колебаний ин¬
струмента в плоскости, перпендику¬
лярной к лезвию (/СДг) и проходя¬
щей через лезвие (Кду)в месяц) объеме выпуска изде¬
лий. Разработка более совер¬
шенных конструкций опор поз¬
волит расширить область их
применения и сократить трудо¬
емкость обработки посадочного
места для установки опоры.Выбор режима резания. Для
получения дробленой стружки
требуемой длины tc, npefl пара¬
метры режима резания (vts0) сле¬
дует назначать с учетом разме¬
ров порожка (6, К). Рассмотрим
выбор s0, vy by h применительно
к сверлению стали инструмен¬
том с внутренним отводом
стружки. Для определения по¬
дачи можно воспользоваться
формулой s0 = 0y04do35. При
выборе скорости резания реко¬
мендуется исходить из обе¬
спечения допустимого уровня
поперечных колебаний инструмента, т. е. по условиям:
Кдг = Адгпред и Кду = Кду пред• Ожидаемое значение коэффи¬
циентов динамичности можно определить из графиков на рис. 10.15,
где приведены зависимости Кдг и Кду от подачи s0 и скорости
резания. Эти зависимости построены по результатам измерения
статических и динамических составляющих радиальных переме¬
щений стебля вблизи маслоприемника при сверлении на станке,
оснащенном специальным измерительным устройством (рис. 5.6).
Пользуясь графиком на рис. 10.15, по выбранной подаче s0 и
заданным ограничениям на значение коэффициентов /СД2, Кду
можно определить скорость резания v. При выборе v рекомен¬
дуется принимать КДгпред не более 1,8 и Кдуи^ед, не более 1,7,
учитывая, что увеличение интенсивности колебаний инструмента
приведет к экономически неоправданному расходу режущих
элементов головки. Выбранный режим резания s0 и v следует
проверить по условию Np < Nd. Если это условие выполняется,
то необходимо определить предельно допустимую длину стружки
^с.пред и из формулы, приведенной в табл. 3.2 для соответству¬
ющей марки стали, найти отношение b/ht требуемое для получе¬
ния стружки длиной /с = /с.пред ПРИ сверлении на выбранномк 9*238
режиме. В итоге, принимая высоту порожка h = 0,4-ь0,7 мм,
можно определить ширину стружколомающей канавки Ь. Реко¬
мендуется экспериментально проверить выбранный режим обра¬
ботки при внедрении процесса и при необходимости откорректи¬
ровать параметры v и s0.При подготовке и проведении операции кольцевого сверления
следует особое внимание обращать на точность совмещения оси
заготовки с осью головки, на качество обработки заправочного
отверстия, форму и размеры стружки, получаемое при сверлении,
состояние режущих и направляющих элементов инструмента,
уровень колебательного процесса, показания приборов, контроли¬
рующих давление СОЖ и тЬковые нагрузки в электроцепях
приводов вращения изделия и подачи стеблевой бабки. Опыт
показывает, что при соответствии состояния оборудования, режу¬
щего инструмента и оснастки предъявляемым требованиям, при
правильном выборе режима резания и расхода СОЖ и соблюдении
технологии процесс кольцевого сверления характеризуется вы¬
сокой производительностью и стабильностью.ГЛАВА ИЧЕРНОВОЕ РАСТАЧИВАНИЕ
И ЗЕНКЕРОВАНИЕ11.1. Растачивание цилиндрических отверстий головками
с определенностью базированияПри черновом растачивании и сверлении возникают одинаковые
дефекты глубокого отверстия и вызываются они одними и теми
же причинами, рассмотренными выше. Однако при растачивании
в отличие от сверления имеется еще одна существенная причина —
неравномерность снимаемого по окружности припуска, оказы¬
вающая наибольшее влияние на возникновение дефектов. Поэтому
при черновом растачивании особое внимание уделяют разработке
таких конструкций инструментов, которые могли бы надежно
обеспечивать требуемую точность и производительность и в усло¬
виях воздействия изменяющихся в течение оборота сил резания.Головки с определенностью базирования среди других наи¬
более надежно обеспечивают при черновом растачивании получе¬
ние отверстий с минимальными уводами и непрямолинейностью
оси. Их недостатком является ограниченная производительность,
которая определяется тем, что эти инструменты в основном одно¬
лезвийные, а если и многолезвийные, то работают с делением
ширины среза и, следовательно, подача (в мм/об) выбирается
как для однолезвийных инструментов.239
Расточные головки, как правило, работают на сжатие; в осо¬
бых случаях, когда требуется получить отверстие с высокими тре¬
бованиями в отношении увода и непрямолинейности оси, головки
выполняются для работы на растяжение. Однолезвийные головки
распространены весьма широко и выполняются для работы и
с наружным и с внутренним подводом СОЖ. Многолезвийные же
используют реже и только в мелкосерийном и единичном произ¬
водстве, они работают с внутренним подводом СОЖ.Однолезвийные головки с внутренним подводом СОЖ* Для
растачивания отверстий диаметром 50—250 мм применяют расточ¬
ную головку, показанную на рис. 11.1. Головка работает на сжа¬
тие с внутренним подводом СОЖ через окно В и отводом стружки
по схеме, приведенной на рис. 1.5, г. Головка имеет сменный ре¬
жущий элемент в виде цилиндрического резца 5 с напайной пла¬
стинкой. Резец закрепляют в корпусе 2 головки и регулируют по
диаметру аналогично ранее рассмотренной схеме (см. рис. 3.10, б),
но несколько упрощенной. Упрощение легко видеть из сравнения
рис. 3.10, б и 11.1. Головка имеет двухрядные направляющие
элементы. Первый ряд — направляющие элементы без натяга
(см. табл. 3.2, А, тип 1) в виде двух жестких неподвижных на¬
правляющих 1, которые выполняют сменными по типу, рассмотрен¬
ному выше (см. рис. 3.13, г). У головок диаметром более 150 мм
направляющие на корпусе головки крепятся клином (см.
рис. 3.13,5). Второй ряд — направляющие элементы с натягом,
выполненные в виде трех упругих направляющих 3 из капролона,
под которые в паз головки для повышения упругих свойств по¬
ложены пластины 4 из полиуретана. Направляющие расположенывРис. 11.1. Однолезвийная расточная головка с внутренним подводом СОЖ
и двухрядными комбинированными направляющими элементами240
Рис 11.2. Прибор для контро¬
ля точности настройки резца
на требуемый диаметр го¬
ловкиравномерно по окруж¬
ности. Второй ряд на¬
правляющих элементов
предназначен дляуменьшения угла воз¬
можного поворота оси
головки в отверстии и
уменьшения вибраций.Натяг принимается по¬
рядка 0,1—0,15 мм. Го¬
ловка имеет хвостовик,
на наружной поверхно¬
сти которого выполнены
посадочные поверхно¬
сти Б для соединения со
стеблем. У головок диа¬
метром до 90 мм резьба
прямоугольного профиля двухзаходная, а у головок большего
диаметра — трехзаходная. На переднем торце головки выполнено
отверстие Л, соосное с осью головки и имеющее резьбовой уча¬
сток. В это отверстие с помощью рукоятки 1 вворачивают центри¬
рующий палец 3 (рис. 11.2) прибора для контроля точности на¬
стройки резца на требуемый диаметр головки. На палец надет
с возможностью поворота вокруг оси пальца корпус 8 прибора
с пазом типа ласточкина хвоста для установки ползуна 7 В стойку
на ползуне установлен индикатор 5, закрепляемый винтом 4.
После настройки положения индикатора в направлении оси
головки ползун стопорится винтом 6. В процессе настройки
резца на диаметр корпус прибора с индикатором поворачивается
относительно оси пальца, соприкасаясь измерительным наконеч¬
ником индикатора поочередно с калибрующей кромкой резца и
поверхностью направляющих первого ряда. Выбор люфта в месте
проворота корпуса 8 вокруг пальца 3 осуществляется винтом 2.
Настройка заканчивается при одинаковых показаниях индикатора
или с превышением резца над направляющими на 0,05—0,08 мм.Многолезвийные головки одностороннего резания с делением
ширины среза с внутренним подводом СОЖ* На рис. 11.3 дана
двухлезвийная головка, режущие элементы которой выполнены
в виде сменных призматических резцов 5 с напайными пластин¬
ками твердого сплава, установленных в пазах корпуса 1 головки.
Настройка разцов по диаметру производится винтами 6, а за¬
крепление — винтами 2. Направляющие элементы с натягом
выполнены по типу 36 (см. табл. 3.2, класс Б) в виде трех жестких9 П/р Н. Ф. Уткина241
Рис. 11.3. Двухлезвийная расточная головка одностороннего резания с деле¬
нием ширины среза с внутренним подводом СОЖ и направляющими с натягомнеподвижных направляющих 4 и одной независимой ограниченно¬
подвижной направляющей 3. Направляющие сменные на стальной
подложке закрепляют на корпусе головки винтами. Головка
имеет хвостовик с наружными посадочными поверхностями Б
под стебель. СОЖ к лезвию подводится через отверстие В. Спереди
в корпус запрессована втулка с отверстием Л для прибора, исполь¬
зуемого при настройке резцов (см. рис. 11.2) на требуемый диа¬
метр. Направляющие шлифуют в сборе с корпусом. Перед шли¬
фованием из подпружиненной направляющей пружины удаляют,а.вместо нее устанавливают мерную прокладку. После шлифования
прокладки заменяют на пружину. Рабочий натяг и жесткость
пружин выбираются такими, чтобы усилие поджатая к поверх¬
ности отверстия составляло 400—1200 Н для отверстий соответ¬
ственно диаметром 60—180 мм. На рис. 11.4 приведена трехлез¬
вийная головка с направляющими элементами с натягом, выпол¬
ненными по типу 5 (см. табл. 3.2, класс Б, г). Направляющие 2
изготовляют из дерева. Ширина направляющих принимается
15—40 мм для диаметра d0 = (40 — 300) мм, а длина (lf5-s-l,8) d0.Выбор древесины определяется диаметром и глубиной отвер¬
стия, а также назначением операции. Применяют березу, граб,
бук, дуб. В последнее время для направляющих используют тек¬
столит, капралон. Деревянные шпонки подготавливают так,
чтобы после их установки волокна дерева располагались либо
под углом 90° к направлению подачи, либо с наклоном. Резцы
устанавливают в пазы корпуса 1 головки. Пазы А выполняют
под углом 90° к оси головки. Резцы закрепляются винтами 3.
Применяют также одно-, двух- и четырехрезцовые головки. При
работе этими головками важным моментом является подготовка
отверстия в заготовке под заход (под заправку) головки — под-242
Рис. 11 4. Трехлезвийная расточная головка одностороннего резания с деле¬
нием ширины среза с внутренним подводом СОЖ и направляющими с натягом
(из дерева)готовка заправочного отверстия. Это отверстие растачивают от¬
дельной однорезцовой головкой без направляющих. Растачивание
может производиться с натягом и без зазора. При растачивании
с натягом заправочное отверстие выполняется ступенчатым. На
длине примерно 2d0 растачивают отверстие диаметром d0i где
d0 — диаметр отверстия, которое требуется расточить на опера¬
ции. А затем на длине 5 мм от торца заготовки растачивают отвер¬
стие большего диаметра d1 = d0 + (0,2 — 0,4) мм. На торце
заготовки зубилом делают насечки.по радиусу, так чтобы на¬
сечки начинались от поверхности отверстия диаметром dx. В го¬
ловку забивают направляющие, диаметр по которым на 5—10 мм
больше диаметра заправочного отверстия. Затем настраивают на
размер резцы рабочей головки (см. рис. 11.4) и включают ее
подачу. При подходе направляющих к торцу заготовки излишек
их по высоте срезается насечками. Пройдя участок отверстия
диаметром du и длиной 5 мм, направляющие входят в отвер¬
стие диаметром d0, обжимаются на значение разности диаметром
dx — d0 и получают натяг на диаметр около 0,2—0,4 мм. При
растачивании без зазора ступенька диаметром dx не выполняется.
Черновое растачивание этими головками обычно выполняется
за два и более проходов.Припуск между резцами распределяется неравномерно. Пер¬
вый резец снимает tx « (0,7-ь0,75) /, где t — общая глубина
резания, второй — /2 ^ (0,25-5—0,3) ty а третий — t3 = 0,3 мм
[26]. Данные головки ввиду их простоты, небольшой стоимости,
легкости переналадки на другой близкий диаметр широко при¬
меняют в единичном и мелкосерийном производстве для растачи¬
вания отверстий любого диаметра более 40—50 мм. К их недо¬
статкам следует отнести сравнительно большой увод из-за износа9*243
2 JВРис. 11.5. Однолез¬
вийная расточная
головка фирмы
«Гебрудер Хеллер»
(GebrUder Heller)с наружным подво¬
дом СОЖ и двух¬
рядными комбини¬
рованными направ¬
ляющими элемен¬
тамиби деформации направляющих, образование значительной конус¬
ности (от 1 до 3 мм) на длине заготовки, необходимость использо¬
вания рабочего высокой квалификации.Однолезвийные инструменты с наружным подводом СОЖ*
При использовании расточных головок этого типа необходимо
применять маслоприемник и заглушать отверстие в заготовке со
стороны, обращенной к концу растачивания. Так необходимо
поступать при растачивании на сжатие (см. рис. 1.5, а), а при
растачивании на растяжение уплотнение необходимо ставить на
корпусе расточной головки (см. рис. 1.5, в). Все это усложняет
оснастку и приводит к дополнительным затратам времени на на¬
ладку станка и вспомогательного времени на установку торцового
уплотнения. Несмотря на это, их применение окупается получе¬
нием отверстий с меньшей шероховатостью поверхности — до
Ra = 2,5—s—1,25 мкм.В зарубежной практике предпочтение отдается головкам с на¬
ружным подводом СОЖ, применяемым в диапазоне диаметров
20—1000 мм. На рис. 11.5 приведена головка диаметром 4—
162 мм фирмы «Гебрудер Хеллер» (GebrUder Heller).По данным каталога фирмы, головка обеспечивает точность
Н7—Н8, шероховатость поверхности Ra = 2,5-г-1,5 мкм, увод
оси 0,1—0,05 мм/1 м. Максимально допустимая глубина резания
15 мм. Головка имеет сменный режущий элемент в виде цилиндри¬
ческого резца с напайной пластинкой твердого сплава, закреп¬
ляемого в корпусе 1 головки по схеме, показанной на рис. 3.10, б,
но несколько упрощенной. Головка имеет двухряднще направ¬
ляющие. Первый ряд — направляющие элементы без натяга
(см. табл. 3.2, А тип. 1) в виде двух жестких неподвижных на¬
правляющих 5, закрепляемых в пазах корпуса клином 4. Второй
ряд — направляющие с натягом в виде трех равномерно располо¬
женных по окружности пластмассовых (упругих) направля¬
ющих 2, закрепляемых двумя винтами 3. На корпусе (на его вну-244
тренней поверхности) выполнены посадочные поверхности А
для соединения со стеблем. В передней части корпуса образован
цилиндрический выступ, на наружную поверхность Б которого
устанавливается прибор для контроля точности настройки резца
на требуемый диаметр. Длина жестких направляющих первого
ряда около (1 э0-ч—0,2) d0 соответственно для головок диаметром
20—500 мм. Длина упругих направляющих (1,5-ь-2) d0, а ширина
их — (0,2-^-0,25) d0. Эти направляющие входят в отверстие с на¬
тягом 0,05—0,1 мм и способствуют прямолинейному ведению
инструмента и уменьшают его вибрации в процессе растачивания.
Стружка отводится через окно В внутрь головки и далее по цен¬
тральному отверстию головки и стебля. У резца отсутствует ка¬
либрующая ленточка. Участок вспомогательной режущей кромки
длиной 2—3 мм не параллелен оси; рекомендуется выполнять его
с конусностью 1 600 и более при увеличении вязкости обрабаты¬
ваемого материала. Следует отметить чрезвычайно малое выступа¬
ние вперед вершины от передних концов жестких направляющих,
не превышающее 3—6 мм. Показанная на рис. 11.5 головка ра¬
ботает на сжатие. Аналогичной конструкции разработаны го¬
ловки и для работы на растяжение. Рассматриваемые головки не
оснащаются упругими направляющими в диапазоне диаметров
20—44 мм и свыше 162 мм. Кроме того, при больших диаметрах
растачивания для повышения надежности отвода стружки внутрь
головки и стебля вставляется труба, по отверстию в которой
и отводится стружка. Естественно, что отверстие в трубе спе¬
циальным каналом связывается с окном В в головке. Такое реше¬
ние уменьшает проходное сечение для отвода стружки и СОЖ,
что позволяет получить большую скорость СОЖ и повысить ее
кинетическую энергию. Головки аналогичных конструкций изго¬
товляются и другими зарубежными фирмами* а также и в нашей
стране. Они различаются в основном конструкцией и способом
крепления режущего элемента. Последнее время все шире стали
использовать в расточных головках неперетачиваемые пластинки
твердого сплава различных форм. В качестве примера на рис. 11.6
приведена головка фирмы «Ботек» (Botek) для растачивания
отверстий диаметром 44—222 мм.Рис. 11.6. Однолезвийная расточная головка фирмы «Ботек» (Botek) с наруж¬
ным подводом СОЖ и механически закрепляемой неперетачиваемой пластинкой6 54J245
Таблица 11.1Геометрия режущей части и режимы резания при растачивании
головками с определенностью базированияРазновидность головкнДиаметр, ммОбрабатываемыйматериалГеометрия
заточки, 9сталь, ов, МПаФ7аА — инструмент с внутренним подводом СОЖОднолезвийная с двухрядны¬
ми направляющими элемен¬
тами (рис. 11.1)
Двухлезвийная односторон¬
него резания с делением ши¬
рины среза с направляющи¬
ми с натягом (рис. 11.3)
Трехлезвийная с деревян¬
ными направляющими
(рис. 11.4)50—250900—110060—728—960—180900—110070—80—100—150900—110060—Б — инструмент с наружным подводом СОЖОднолезвийная с двухряд¬
ными направляющими
(рис. 11.5, 11.6)44—350800—120070Режим резанияПараметры СОЖРазновидность головкиt, мми, м/минS0, мм/обQ, л/минР, МПаА — инструмент с внутренним подводом СОЖОднолезвийная с двухрядны¬
ми направляющими элемен¬
тами (рис. 11.1)
Двухлезвийная односторон¬
него резания с делением ши¬
рины среза с направляющи¬
ми с натягом (рис. 11.3)
Трехлезвийная с деревян¬
ными направляющими
(рис. 11.4)4—1040—700,3—0,5300—6001,5—1,0*оо1СО,50—800,3—0,6——3—5 *30—500,6—0,7——Б — инструмент с наружным подводом СОЖОднолезвийная с двухряд¬
ными направляющими
(рис. 11.5, 11.6)5—1549—900,15—0,450—6002—0,15* На первый резец.246
Эта головка отличается от предыдущей лишь режущим элемен¬
том и наличием упорных вставок 2, ограничивающих перемещение
направляющих 1 вдоль паза. Режущий элемент выполнен в виде
сменного резца 3 с продольным шипом, входящим в соответству¬
ющий паз на корпусе. Резец крепится в корпусе винтом 4. На
резце механически закреплена ромбической формы твердосплав¬
ная пластинка 6 с центральным отверстием. Пластинка надевается
на штифт 5 и крепится клином 7 с помощью винта. Пластинка
имеет две режущие грани, смена которых осуществляется пово¬
ротом пластинки. Настройка на диаметр производится сменой
направляющих 1 и регулировки вылета резца 3.Применяемые на практике геометрия заточки и режимы реза¬
ния при черновом растачивании головками с определенностью
базирования приведены в табл. 11.1.11.2. Растачивание цилиндрических отверстий
головками двустороннего резания с делением толщины среза
без определенности базирования
с ограниченно подвижными направляющимиСтремление к повышению производительности привело к разра¬
ботке головок двустороннего резания с делением толщины среза
с ограниченно подвижными направляющими. Впервые в отече¬
ственной практике была разработана и успешно применяется
головка, показанная на рис. 11.7 [10]. Для всех головок рас¬
сматриваемого типа в качестве режущего v элемента используют
жестко закрепляемый в корпусе 2 расточной блок 1. Блок уста¬
навливается в корпусе в специальном торцовом пазу, фиксируется
от смещения вдоль паза срезанным пальцем 4 и закрепляется
винтами 3. Имеются и другие варианты исполнения и закрепления
блока на корпусе. В рассматриваемой головке направляющие эле¬
менты выполнены по типу 66 (см. табл. 3.2, класс Б, з). Направ¬
ляющие в виде колодок 10 с закрепленными на них винтами 9
подложками с напайными пластинками 8 входят в окна корпуса 2
головки и своими наклонными площадками опираются на наклон¬
ные поверхности втулки 7 Втулка перемещается вдоль оси с по-Рис. 11.7. Двухлезвийная расточная головка двустороннего резания с деле¬
нием толщины среза и ограниченно подвижными направляющими247
мощью прорезной пружины б, сжмаемой гайками 5. Постоянство
контакта колодок со втулкой поддерживается пластинчатыми
пружинами 11. Для предотвращения заклинивания колодок в ок¬
нах корпуса их торцовые поверхности выполняют по цилиндри¬
ческой поверхности. Посадка колодок в окнах по H7/g6. Натяг
по направляющим устанавливают 0,4—0,6 мм на диаметр (с по¬
мощью гаек 5), что должно соответствовать усилию поджатия
направляющих 1000—7000 Н и ограничивается допустимыми поте¬
рями мощности на трение направляющих в отверстии. Направ¬
ляющие шлифуют в сборе с корпусом. Перед шлифованием про¬
резная пружина заменяется жесткой втулкой и колодки надежно
закрепляются. Головка обладает высокой виброустойчивостью
и производительностью (6,5 м/ч и более в зависимости от обра¬
батываемого материала); при растачивании ими отсутствует
огранка, а уводы не превышают 0,25 мм/1 м. Вместе с тем следует
отметить некоторую сложность конструкции и наличие зазоров
в подвижных соединениях, снижающих точность обработки.
Конструкция головки допускает использование ее на обратном
ходу для чистового растачивания плавающей пластиной. Расточ¬
ной блок 1 при этбм вынимается из паза, а вместо него устанав¬
ливается плавающая пластина с окном под срезаемый палец 4,
позволяющим ей перемещаться в пазу.Разработаны также расточные головки 1 с механизмом раздви-
жения направляющих, смонтированным снаружи корпуса го¬
ловки, сами направляющие выполняются при этом в виде раз¬
резных колец с внутренними коническими поверхностями, бази¬
рующимися без зазора на наружные конические поверхности раз¬
резных колец, надетых на корпус головки. Разжим направляю¬
щих^ производится тоже центральной пружиной. Благодаря от¬
сутствию зазоров в технологических соединениях достигается
повышение виброустойчивости головки и точности обработки.Рассмотренные выше две конструкции расточных головок
имели взаимосвязанные ограниченно подвижные направляющие,
которые разжимаются одновременно от центральной пружины.
Разработаны также конструкции расточных головок с независи¬
мым разжимом направляющих [54]. Одна из них приведена на
рис. 11.8.2 В качестве упругого элемента используют полиурета¬
новые пластины 4, которые устанавливают в пазы в корпусе 1
под направляющие 2. От выпадания из паза направляющие удер¬
живаются винтами 3. Натяг регулируется подбором толщины про¬
кладок 5. Резцовый блок 6 устанавливают в торцовом пазу кор¬
пуса и от перемещения по пазу фиксируют шпонкой 7, а закреп¬
ляют винтами 8. Подвод СОЖ к лезвиям внутренний через от¬
верстия А. Направляющие шлифуются на диаметр головки непо¬
средственно в корпусе или на специальной оправке, для чего перед
шлифованием вместо полиуретановых устанавливают стальные1 А. с. 638428 (СССР).* А. с. 844135 (СССР).248
1 2 3 4 SРис. 11.8. Двухлезвийная расточная головка двустороннего резания с деле¬
нием толщины среза и независимым разжимом направляющихпластины толщиной меньше полиуретановых на размер, равный
половине диаметрального натяга. Для уменьшения углов пово¬
рота оси головки в отверстии в передней части головки могут
устанавливаться приблизительно равномерно по окружности три
жестких неподвижных направляющих, диаметр по которым
меньше диаметра по резцовому блоку на 0,10—0,2 мм. Усилие
поджатия направляющих около 1000—3000 Н, а натяг на диаметр
0,4—1,4 мм при жесткости полиуретановых пластин 2000—
3500 Н/мм. Головка обладает высокой виброустойчивостью и про¬
изводительностью (7—9 м/ч и более); при работе ею огранка по¬
верхности не образуется, а увод не превышает 0,3 мм/1 м.На рис. 11.9 приведена расточная головка с демпфером тре¬
ния [271. В качестве упругого элемента используют лепестки
разрезной втулки 3 и разрезные кольца 10. Четыре направляю¬
щие 1 установлены в окнах сборного корпуса 7 головки и через
радиально-подвижные опоры 2 и 6 опираются на лепестки втулки,
неподвижно без зазора установленной в центральном отверстии
корпуса. Демпфер трения состоит из тарельчатых пружин 11,
установленных с радиальным зазором в отверстии втулки 3,Рис. 11.9. Двухлезвийная расточная головка двустороннего резания с деле¬
нием толщины среза, ограниченно подвижными направляющими и демпфером
трения249
Геометрия режущей части и режимы резания
при растачивании головками двустороннего резания
с делением толщины среза без определенности базированияСОПXч>осОнвоя
2 х sX ja —? Ч ЧО. 41с*-sg(Че*0и5-нО и
СП О Я*5 ж S'S JQ 2О е0.5
Е ь2054
в
св
О.
С
св
XXZ3Е*5
аоохххcdа.а о 2х о S
X Н
с; 9 *
u х*а*
н я2CQRHс= о x£ x *
>* т m
o-o оН Н ч<-> О оX Я Uо о.
*I ICSJ см 1 1*Я1Я1Л. I IО О О I IСО СО «со^ оо" СП г^Г осГа И ИЛю lO ожюtC CDсо^ 00 00 О О
оо *• ~ * -
со О O’— —\ h* f- Ю ооo' о~ °°~ o'
оюсо 00^ СО Ю ^ЮгГСОСо" Iсо 00 со оюlO ю ю о счСЧ гС О) т*Ло о«о о <_ _О-^^ОООсо ч* ^ СОо оОООо — —
со — —■ О ОI I SS§о о —
о о
ю о оооCNЬ» 3J 00 00 С>о ° о о а
X .XXXо,<аааконических колец? и 10, валика 13
с гайками 12. Настройка демпфера
осуществляется с помощью гаек
12. При перемещении направляю¬
щей 1 в радиальном направлении
будут перемещаться опоры 2, де¬
формируя лепестки втулки 3 и раз¬
резные кольца 10. При этом на
всех поверхностях контакта колец
9 и 10 будут возникать силы тре¬
ния. Усилие поджатая направля¬
ющих регулируется гайками 12 и
поддерживается в пределах 1000—
3000 Н, но не более 5000 Н, что
соответствует диаметральному на¬
тягу по направляющим 0,1 мм.
Для удобства ввода инструмента
в отверстие предусмотрена огра¬
ничительная втулка 5, ограничи¬
вающая выступание направляю¬
щих при завернутом винте 4. Ре¬
жущий элемент выполнен в виде
нерегулируемых по диаметру рез¬
цов 8 с механически закреплен¬
ными пятигранными неперетачи-
ваемыми пластинками со специаль¬
ной заточкой. Точность установки
по диаметру в пределах 0,05 мм и
вдоль оси 0,03—0,04 мм обеспечи¬
вается доводкой базовых поверх¬
ностей неперетачиваемых пласти¬
нок в специальном приспособле¬
нии. Длина направляющих (1-=-
-5-1,3) d0. Подвод СОЖ к лезвиям
внутренний через окна А. Головка
обеспечивает расточку отверстия
без огранки с производитель¬
ностью 6,3—7,2 м/ч при обработке
термообработанных легированных
сталей. Головка работает на рас¬
тяжение, но на ее основе может
быть создана головка и для работы
на сжатие. Увод при растачивании
отверстий с l/d0 < 50 не превышает
0,1 мм в конце обработки, а непря¬
молинейных не более 0,15 мм/1 м.Применяемые на практике
геометрия заточки и режимы реза-250
ния при работе расточными головками двустороннего резания
с делением толщины среза с ограниченно подвижными направ¬
ляющими приведены в табл. 11.2.Выбор марки твердого сплава для режущих элементов произ¬
водится исходя из обрабатываемого материала и жесткости системы
СПИД. При выборе можно воспользоваться рекомендациями,
приведенными в п. 3.6. Для направляющих применяют твердый
сплав марки ВК8.Анализ конструкций и результатов работы расточных головок
двустороннего резания с делением толщины среза с ограниченно
подвижными направляющими позволяет отметить следующие их
преимущества: более высокую производительность в сравнении
с однолезвийными, а также с многолезвийными с делением ши¬
рины среза, так как работают с делением толщины среза; более
высокую виброустойчивость, что позволяет получать расточенное
отверстие без огранки. К недостаткам следует отнести сложность
конструкции, большую себестоимость в сравнении с однолезвий¬
ными; сложность в обслуживании и настройке; большие уводы
оси в сравнении с головками с определенностью базирования.
Несмотря на отмеченные недостатки, они широко применяются
в крупносерийном и массовом производстве (особенно при раста¬
чивании относительно коротких заготовок с отношением l/d0 <
< 20ч-30).11.3. Черновое растачивание
глубоких ступенчатых отверстийВ машиностроении часто встречаются детали со ступенчатыми
отверстиями (гидроцилиндры, золотники и др.), причем длина
ступени с меньшим диаметром невелика, а соотношение диаметров
ступеней достигает 2 и более. Несоосность ступеней таких деталей
обычно достаточно жестко регламентирована. Для обработки
ступенчатых отверстий с разницей диаметров ступеней до 20 мм
применяют двухлезвийные расточные головки с наружным под¬
водом СОЖ и внутренним отводом стружки. Конструктивно рас¬
точные головки выполняются в виде двух ступеней, каждая из
которых представляет обычную расточную головку с наружным
подводом СОЖ. Применяются они, начиная с диаметра 12 мм.Для обработки отверстий, у которых разница в диаметрах
ступеней больше 20 мм, разработаны многорезцовые двухступен¬
чатые расточные головки [28]. Конструкция одной из них при¬
ведена на рис. 11.10. В передней части двухступенчатого кор¬
пуса 3 скомпонована первая ступень головки, предназначенная
для обработки отверстия меньшего диаметра, а за первой выпол¬
нена вторая ступень головки для обработки большого диаметра.
Первая ступень представляет собой однолезвийную головку
с двумя жесткими неподвижными направляющими /, закрепляе¬
мыми винтами 2 и одной подпружиненной направляющей 7251
0 99,5- 0,05Схема резания и установки резцовРезьба прямоугольная
/ трехэаходнаяА-АРис. 11.10. Многолезвийная двухступенчатая расточная головка диаметром 99
Вторая ступень выполнена как шестилезвийная головка с деле¬
нием ширины среза без определенности базирования (уравнове¬
шенная). Режущие элементы выполнены в виде сменных призмати¬
ческих резцов с напайными пластинками твердого сплава. Резцы
первой и второй ступеней одинаковы по форме, размерам и гео¬
метрии заточки. Различаются они лишь углом в плане ср. Для вто¬
рой ступени применяют резцы с ф = 90°Регулирование резцов вдоль оси производится винтами 11,
а закрепление — винтами 12. Контроль осевого положения рез¬
цов производится специальным индикаторным прибором, уста¬
навливаемым на головке вместо заглушки 13. Шесть резцов 4—6,
8—10 второй ступени устанавливаются так, чтобы обеспечивалось
уравновешивание радиальных составляющих сил резания. Это
достигается распределением глубины резания между резцами и
их угловым расположением. Разработана специальная методика
расчета, которая предусматривает возможность для любых пер¬
вых трех резцов назначать любую глубину резания и располагать
их с любым угловым шагом исходя из конструктивных соображе¬
ний, расположение остальных — с учетом конструктивных огра¬
ничений, так чтобы вторая ступень была полностью уравнове¬
шена. Головка имеет внутренний подвод СОЖ к лезвиям через
отверстия А и Б. Отвод стружки осуществляется от первой сту¬
пени вперед, а от второй — назад. Превышение подпружиненной
направляющей первой ступени по отношению к жестким непо¬
движным направляющим 0,05—0,15 мм.11.4. Зенкерование цилиндрических отверстийПри обработке отверстий диаметром 7—50 мм в отечественном
производстве находит применение зенкерование, выполняемое
обычно по схеме на растяжение с передним или задним направле¬
нием зенкера, а иногда одновременно и с передним, и с задним на¬
правлением с наружным отводом стружки назад в сторону, про¬
тивоположную подаче. Естественно, что зенкерование не исправ¬
ляет положение оси исходного отверстия и применяется лишь
с целью удаления погрешностей формы отверстия в поперечном
и продольном сечении, выполняя эту функцию производительно,
так как применяется многолезвийный инструмент с делением
толщины среза.На операцию зенкерования глубоких отверстий могут посту¬
пать заготовки в виде горяче- и холоднокатаных труб или труб
после операции глубокого сверления. Зенкерование повышает
диаметральную точность отверстия до Н7—Н9, параметр шерохо¬
ватости и поверхности Ra = (12,5-г-0,4) мкм. В зависимости от
требований, предъявляемых к отверстию, эта операция является
либо финишной, либо подготовительной для последующего хо-
нингования.253
Рис. 11.11. Конструкция и геометрия заточки зенкера с передним и задним
направлением и внутренним подводом СОЖКак правило, в промышленности используют трехзубые зен¬
керы, работающие на растяжение, с передним или задним направ¬
лением соответственно по поверхности обрабатываемого или обра¬
ботанного отверстия. Для обработки отверстий диаметром
8—30 мм после операции глубокого сверления рекомендуется
применять зенкеры по ОСТ 3—5869—85 одновременно с передним
и задним направлением. Приведенный на рис. 11.11 трехлезвий¬
ный зенкер имеет переднее направление в виде текстолитовой
втулки 4 и заднее — в виде коротких текстолитовых направляю¬
щих 1. Между передней и задней направляющими расположены
твердосплавные режущие элементы 2, впаянные или вклеенные
в пазы корпуса 3.В процессе зенкерования зенкер направляется текстолитовой
втулкой по просверленному отверстию (или по отверстию после
прохода зенкером меньшего диаметра) с зазором 0,02—0,04 мм
на диаметр. Длина втулки составляет (2-f-3) d0 для обеспечения
определенности положения оси зенкера в процессе врезания режу¬
щих лезвий в начале обработки. Задние направляющие входят
в обработанное зенкером отверстие с натягом 0,02—0,04 мм на
диаметр. Благодаря наличию переднего и заднего направлений
отверстие получается практически без погрешностей формы на
всей его длине, в том числе и на выходе зенкера из отверстия,
когда передняя направляющая уже вышла из отверстия. Стружка
из зоны резания отводится струей СОЖ, подаваемой под давлением
через внутреннюю полость стебля и зенкера. При данной кон¬
струкции зенкера СОЖ от насосной станции может подаваться
к зенкеру либо по отверстию в стебле, либо по кольцевому зазору
между наружной поверхностью стебля и поверхностью отверстия254
Таблица 11.3Подача при зенкерованииГруппасталиI1IIш |1 ivДиаметрЧ*озенкерования, ммоюgoоlrtо®
ю 2Оюо°о|ао2ю 2опи SопЯ о
и ч§в оо ЧОе*в о
и §От 8,1 ДО 11,40,250,200,200,150,150,10Св. 11,4 до 12,30,300,25Св. 12,3 до 13,40,250,200,200,15Св. 13,4 до 15,70,300,25Св. 15,7 до 16,90,400,30Св. 16,9 до 18,10,300,25Св. 18,1 до 22,60,500,400,400,300,250,20Св. 22,6 до 24,30,400,30Св. 24,3 до 30,50,600,500,500,400,300,25Таблица 11.4Расход СОЖ при зенкерованииДиаметр
зенкерования, ммПодача,Мм/об0,100,150,200,250,300,400,500,60Ра:ход СОЖ, л/мин, неменееОт 8,1 до 8,956789Св. 8,9 до 9,66781010 » 9,6» 10,379101112 » 10,3» 11,4810121314 » 1 Г,4» 12,31012141618 > 12,3> 13,41214161820 » 13,4» 14,5141721232629 » 14,5» 15,7162023262933 » 15,7» 16,9182226293236 » 16,9» 18,1202428323540 » 18,1» 19,525273236404550—» 19,5» 21,030364247526067—» 21,0» 22,634414853596775 » 22,6» 24,343526068768795 » 24,3» 26,2465564717890100115» 26,2» 28,358708392100115130145» 28,3» 30,5688296105120135150170255
в заготовке. В последнем случае необходимо применять масло¬
приемник и переходник по ОСТ 3—5870—85, устанавливаемый
между стеблем и зенкером. При установленном переходнике СОЖ
из кольцевой наружной полости поступает внутрь переходника
через наклонные отверстия в нем и далее следует по центральному
отверстию зенкера к окнам А, через которые она подводится
к лезвиям.Для зенкерования отверстий диаметром 30—50 мм при на¬
ружном подводе СОЖ может быть использован зенкер аналогич¬
ной конструкции, у которого переднее направление выполнено
в виде четырех длинных текстолитовых направляющих.При зенкеровании заготовок из стали используют зенкеры
с пластинками твердого сплава марки Т15К6 при нормальной
и повышенной жесткости системы СПИД и ТТ10К8 Б — при по¬
ниженной ее жесткости. Скорость резания выбирается в зависи¬
мости от группы обрабатываемой стали (см. табл. 9.5): для 1-й груп¬
пы — 1,67—1,83 м/с; для 2-й — 1,50—1,67 м/с; для 3-й — 1,33—
1,50 м/с и для 4-й группы— 1,17—1,33 м/с.Припуск под зенкерование назначают в зависимости от по¬
грешностей формы исходного отверстия и для диаметров обра¬
ботки 7—30 мм припуск равен 0,15—0,5 мм. Подачу рекомендуется
назначать по табл. 11.3, а расход СОЖ — по табл. 11.4.ГЛАВА 1'2ЧИСТОВОЕ РАСТАЧИВАНИЕ
И ХОНИНГОВАНИЕ ГЛУБОКИХ ОТВЕРСТИЙ12.1. Чистовое растачиваниеДля получения точных глубоких отверстий в зависимости от
требований, предъявляемых к точности диаметра отверстия и ка¬
честву поверхности, широко применяют следующие финишные
операции: чистовое растачивание плавающими пластинами, абра¬
зивное и алмазное хонингование, раскатывание роликовыми и
шарйковыми раскатками. Эти операции являются ответственными,
так как они не только завершают технологический процесс обра¬
ботки глубоких отверстий, но и определяют в значительной мере
качественные характеристики изделий.В настоящее время наиболее распространенным способом
чистового растачивания глубоких отверстий является использо¬
вание расточных головок с плавающими двухлезвийными пла¬
стинами.256
Рис. 12.1. Головка с направляющими с натягом для чистового растачивания
отверстий диаметром 10—50 ммПри обработке отверстий таким инструментом вследствие боль¬
шой жесткости пластин и наличия плавания (самоустановки)
пластин практически полностью исключается влияние на точность
диаметра отверстия таких факторов, как геометрические погреш¬
ности станка и оснастки, погрешности базирования обрабатывае¬
мой заготовки и инструмента, податливости технологической
системы СПИД, нестабильности механических свойств обрабаты¬
ваемого материала и др. Суть обработки отверстий плавающими
пластинами заключается в том, что при соприкосновении заборной
части пластины с поверхностью исходного отверстия пластина
центрируется относительно него и в процессе резания формирует
цилиндрическую поверхность, диаметр которой соответствует
диаметру окружности, описанной вокруг вершин режущих кро¬
мок пластины. При этом, естественно, положение оси исходного
отверстия сохраняется.Конструкция инструмента. Для чистового растачивания глу¬
боких отверстий применяют три типа расточных головок с пла¬
вающими пластинами: с направляющими с натягом; с упругими
регулируемыми направляющими с натягом; с ограниченно по¬
движными направляющими. Расточные головки с плавающей
пластиной с направляющими с натягом применяют для чистового
растачивания глубоких отверстий диаметром 10—50 мм. Одйа
из конструкций такой головки приведена на рис. 12.1. На кор¬
пусе 4 головки размещены два ряда направляющих, между рядами
в пазу корпуса установлена плавающая пластина 2. Направляю¬
щие 1 и 3 соответственно одного и другого ряда выполнены из
текстолита. В каждом ряду установлено по четыре направляю¬
щих. Угловое расположение направляющих относительно друг
друга и относительно лезвия видно из рисунка. В зависимости
от обрабатываемого материала и скорости резания, которую
может обеспечить станок, режущие части плавающей пластины
изготавливают из быстрорежущей стали или твердого сплава раз¬
ных марок. Для диаметров 10—50 мм пластины, как правило,
выполняются монолитными.267
7Рис. 12.2. Головка с упругими направля¬
ющими с натягом для чистового растачи¬
вания отверстий диаметром 85—150 ммТак как растачивание данной головкой ведут на растяжение,
то первый ряд направляющих 3 обтачивают на диаметр dly обес¬
печивающий гарантированный зазор по диаметру 0,02—0,05 мм
между направляющими и поверхностью исходного отверстия,
второй же ряд направляющих 1 обтачивают на диаметр d2 =
= d0 + (0,02—0,04) мм, где d0 — диаметр плавающей пластины.Прямоугольный паз корпуса расточной головки, в котором
устанавливается и должна свободно перемещаться плавающая
пластина, изготавливают с высокой точностью, обеспечивающей
посадку пластины по H7/g6. Такая точность необходима для ис¬
ключения перекосов и заклинивания пластины в пазу и для обес¬
печения взаимозаменяемости пластин. Головка работает с вну¬
тренним подводом СОЖ.Расточные головки с регулируемыми упругими направляю¬
щими элементами с натягом применяют двух конструкций. Для
чистового растачивания глубоких отверстий диаметром 85—150 мм
предназначена головка, представленная на рис. 12.2. Головка
может быть использована при работе как на сжатие, так и на рас¬
тяжение. В обрабатываемом отверстии головка базируется на двух
направляющих 1 и 2, выполненных в виде колодки с резиновым
покрытием. Направляющие своими боковыми краями опираются
на клинья 4 и 7, которые в свою очередь перемещаются по ско¬
шенным плоскостям А корпуса 3 головки с помощью гаек 5 и б.
Основные конструктивные параметры данного типа головок регла¬
ментируются ОСТ 3—3938—78.Для чистового растачивания отверстий диаметром 150—250 мм
предназначены головки по ОСТ 3—3839—78, конструкция кото¬
рых приведена на рис. 12.3. Изменение диаметра по резиновым
направляющим 5 достигается в них за счет установки между
ними и корпусом 1 головки сменных прокладок 4 различной
толщины. Направляющие 5 с прокладками 4 фиксируются на258
Рис. 12.3. Головка с регулируемыми упругими направляющими с натягом
для чистового растачивания отверстий диаметром 150—250 ммкорпусе 1 головки штифтами 3 и крепятся болтами 2. Головки
с регулируемыми резиновыми направляющими (см. рис. 12.2 и
12.3) перед растачиванием настраивают так, чтобы обеспечить
натяг в отверстии по направляющим в зависимости от его диа¬
метра 0,2—0,8 мм.Головки с ограниченно подвижными направляющими пред¬
назначены для обработки отверстий диаметром 50—85 мм и имеют
два ряда направляющих, раздвигающихся под действием пружин.
Конструкция таких головок дана в работе [26]. Между двумя
рядами направляющих в корпусе головки выполнен прямоуголь¬
ный паз для плавающей пластины. Данная конструкция доста¬
точно сложна в изготовлении, что ограничивает ее применение
в промышленности.Плавающие сборные пластины (рис. 12.4) бывают двух кон¬
струкций. Для чистового растачивания отверстий диаметром
50—80 мм применяют составные пластины (рис. 12.4, а). Пластина
состоит из корпуса двух ножей 2 и 3, устанавливаемых на кор¬
пусе на рифлях и скрепляемых с ним четырьмя винтами 4. При
изнашивании режущих кромок ножей последние раздвигаются
на величину, равную шагу рифления, закрепляются винтами и
затачиваются на необходимый размер.Для растачивания отверстий диаметром 80—250 мм исполь¬
зуют пластины, показанные на рис. 12.4, б. Режущие ножи 2 и 3
пластин расположены в пазу корпуса 1 и для увеличения диаметра
по калибрующим кромкам раздвигаются с помощью винта 4.
В корпусе 1 блока режущие ножи 2 и 3 крепятся винтами 5. Дан¬
ная конструкция пластин позволяет настраивать их на требуемый
диаметр обработки и увеличить число переточек.Основные варианты заточки блоков с твердосплавными режу¬
щими пластинами представлены на том же рис. 12.4. Симметрич¬
ная заточка (вариант 1) предназначена для работы как на сжатие,
так и на растяжение. Правую заточку пластины (вариант 2)
применяют при работе на сжатие, а левую заточку (вариант 3)259
Варианты заточки
2Рис. 12.4. Конструкция сборных расточных пластинпри работе на растяжение. Цилиндрическая ленточка на калибру¬
ющем (цилиндрическом) участке режущего элемента выполняется
шириной 0,1—0,3 мм соответственно для диаметров пластин
10—300 мм.Для переднего угла тР и заднего ар в процессе резания реко-, _ О . QO. _ Ю Л1ЛРмендуются следующие значения: ур = 3-ь8°; ар = 18-^ 10(со¬ответственно для отверстий диаметром 10—300 мм [26].Режимы растачивания. Процесс чистового растачивания ведут
с подводом СОЖ в зону резания под давлением и отводом СОЖ
стружки по отверстию в заготовке в сторону шпиндельной бабки.
В зависимости от диаметра и глубины обрабатываемого отверстия
и марки материала заготовки для расточных головок с твердо¬
сплавной режущей частью рекомендуются следующие режимы
резания: v = 70н-120 м/мин; s0 = 0,5-н2,0 мм/об; t = 0,05-н
-г-0,25 мм. Точность отверстия после чистового растачивания
соответствует Н7—Н8 при отношении глубины отверстия к диа¬
метру до 100. Параметр шероховатости поверхности отверстия
Ra = 1,25-=—2,5 мкм.12.2. ХонингованиеПроцесс хонингования является одним из наиболее производи¬
тельных и надежных способов финишной обработки глубоких
отверстий, позволяющий обеспечить высокую точность диаметра
(Н6) и малую шероховатость поверхности (Ra = 0,32-ь-0,08 мкм)
[50]. Такие параметры отверстий и высокая производительность260
процесса обеспечиваются благодаря особенностям процесса: кине¬
матике движения хонинговальных брусков, правильному выбору
зернистости брусков и большой площади контакта брусков с об¬
рабатываемой поверхностью. Кроме того, хонингование отличается
от других видов финишной обработки незначительным давлением
брусков на поверхность отверстия. Хонингование, как правило,
выделяют в отдельную операцию и проводят на специальных
хонинговальных станках. И только в тех случаях, когда таких
станков нет, хонингование осуществляют на глубокосверлильных
станках.Конструкции хонинговальных головок. На практике исполь¬
зуют головки для обработки отверстий в широком диапазоне
диаметров, снабженные абразивными или алмазными брусками,
однорядные и многорядные. Поэтому существует большое разно¬
образие конструкций головок, описанных в литературе [3, 26, 50]
и предназначенных для работы на специальных хонинговальных
станках с разжимом брусков от гидросистемы станка или от при¬
вода дозированной подачи. Однако конструкций головок, способ¬
ных эффективно на глубокосверлильных и расточных станках
получать точные глубокие (и особенно сверхглубокие) отвер¬
стия, в литературе не приводится.Для хонингования отверстий диаметром 30—60 мм применяют
головку, конструкция которой приведена на рис. 12.5. В ее основу
положена широко распространенная четырехбрусковая головка,
в которой разжим колодок с алмазными брусками 3 осуще¬
ствляется конусом 2.Отличием данной конструкции является то, что конус 2 пере¬
мещается в осевом направлении не от привода разжима брусков
станка, а от микрометрического винта 1. Головка закрепляется
с помощью резьбы на стебле, который использовался на предше¬
ствующей операции — сверлении или растачивании. Разжим
брусков на диаметр обработки производится при полностью вве¬
денной головке и стебля в обрабатываемое отверстие через от¬
верстие в специальном патроне, который имеет вид втулки с ок-
А-АРис. 12.6. Хонинговальная головка для обработки глу¬
боких отверстий диаметром 10—30 ммнами в стенках и четырьмя винтами для крепления заго¬
товки.При хонинговании глубоких отверстий диаметром 10—30 мм
используют конструкцию головки (рис. 12.6) с двумя вклеенными
в корпус 2 алмазными брусками 7 и <5, третьим бруском 6, закреп¬
ленным на колодке 5, которая имеет возможность радиального
перемещения от клина 4 плунжера 3 и винта 1.Для хонингования отверстий диаметром 7—10 мм предназна¬
чена головка, представленная на рис. 12.7. Это головка двух¬
брусковая, у которой один брусок 7 закреплен постоянно в кор¬
пусе /, а второй 4 сточен на клин и имеет возможность пере¬
мещаться по скошенному основанию паза корпуса 1 головки.
Диаметр головки устанавливается с помощью перемещения упор¬
ной втулки 5 гайками 6. Осевое перемещение подвижного бруска
до установленного диаметра обработки осуществляется толка¬
телем 3 под воздействием пружины 2.Технология хонингования. Для обеспечения высокой эффек¬
тивности процессов необходимо с учетом конкретных физико¬
механических свойств обрабатываемого материала, требуемой
шероховатости поверхности, диаметра и глубины отверстия,
возможностей оборудования правильно выбрать зернистость ал¬
мазных брусков, марку алмазного порошка и связки, режимы
резания, марку СОЖ. Рекомендации по выбору зернистости алмаз¬
ных брусков приведены в табл. 12.1 [501.Наибольшее распространение при обработке заготовок из
стали получили алмазные ,бруски с металлическими связками Ml-*ваРис. 12.7. Хонинговальная головка для обработки глубоких отверстий диамет¬
ром 10 мм262
Таблица 12.1Рекомендации по выбору зернистости брусков
при алмазном хонингованииПараметршерохова-Зернистость брусков для обработки
(ГОСТ 25594 — 83Е)Операциятости Ra,мкмчугуна,алюминиевыхсплавовбронзыПредварительнаяПолучистоваяЧистовая2,5—1,25 315/230—300/160 — —1,25—0,32 160/125—63/50 125/100—80/63 80/630,32—0,08 28/20—20/14 40/28—14/10 14/10и МС15. При чистовом хонинговании хорошие результаты полу¬
чены при использовании алмазных брусков на вулканитовой
связке типа Р9/Р11. На производительность процесса хонингова-
ния существенно влияет окружная скорость иок, скорость воз¬
вратно-поступательного движения инструмента ув.п и их соот¬
ношение. Рекомендуется назначать v0K при черновом хонинго¬
вании глубоких отверстий в закаленных сталях 30—50, а при
чистовом — 50—60 м/мин. Скорость возвратно-поступательного
движения устанавливается максимально возможная с некоторым
изменением ее при многопроходном хонинговании.Для получения отверстий диаметром 10—50 мм повышенной
точности (Н7 и Н6) с отношением глубины отверстия к диаметру
более 100 в заготовках из стали твердостью 260—400 НВ приме¬
няют черновое и чистовое хонингование. Черновое хонингование
осуществляют с использованием брусков АС6 (АС15) 100/80—
50/40 Ml со снятием припуска 0,03—0,08 мм в зависимости от
диаметра* обработки. При чистовом хонинговании используют
бруски ACM 40/28—28/20 Р9/Р11 со снятием припуска менее
0,01 мм.Радиальная подача брусков при черновом хонинговании
0,005—0,02 мм на 5—8 двойных ходов головки, при чистовом0,003—0,005 мм. Параметр шероховатости поверхности после
чернового хонингования Ra = 1,25—=—0,63 мкм, после чистового —
Ra = 0,63-г-0,32 мкм, отклонение от круглости ARmax = 1-5-
-г-3 мкм, конусообразность не более 5 мкм.
СПИСОК ЛИТЕРАТУРЫ1. Адлер Ю. П., Маркова Е. В., Трановский Ю. В. Планирование экспери¬
мента при поиске оптимальных условий. М.: Наука, 1976. 279 с.2. Астахов В. П., Скорупко А. М. Определение конструктивных параметров
систем отвода стружки станка для глубокого сверления эжекторными свер-
лами//Республиканский межведомственный сборник. № 12: Металлорежу¬
щие станки. Киев, 1984. С. 63—66.3. Бабаев С. Г., Мамедханов Н. К-, Гасанов Р. Ф. Алмазное хонингование
глубоких и точных отверстий. М.: Машиностроение, 1978. 103 с.4. Белозерцева J1. М., Еськов A. J1., Кацнельсон В. Ю. Кольцевое сверление
отверстий в валах//Вестник машиностроения. 1978. № 4. С. 47—50.5. Бобров В. Ф. Основы теории резания металлов. М.: Машиностроение, 1975.
344 с.6. Борзов В. Ф., Серебреницкий П. П., Хоменок А. Т. Эжекторное сверление//
Машиностроитель. 1971. № 9. С. 19—21.7. Веремейчук И. С. Сплошное сверление глубоких отверстий. М.: Оборонгиз,
1940. 290 с.8. Гейер В. Г. Гидравлика и гидропривод. М.: Недра, 1970. 352 с.9. Горбис 3. Р. Теплообмен и гидромеханика дисперсных сквозных потоков
в трубах. М.: Энергия, 1970. 296 с.10. Григорьев В. В., Емельянов А. М., Самсонов Е. Я. Расточная головка для
обработки глубоких отверстий//Станки и инструмент. 1980. № 9. С. 22—23.11. Гуськов А. М. Анализ возможных причин возникновения автоколебаний при
глубоком сверлении//Изв. вузов. Машиностроение. 1974. № 10. С. 145—149.12. Злобин А. М., Точиленко В. С. Исследование режимов резания при вибра¬
ционном сверлении//Ремонт машин и технология металлов. М.: МИИСП,
1974. С. 54—60.13. Зорев Н. Н. Вопросы механики процесса резания металлов. М.: Машгиз,
1956. 368 с.14. Игараси Ф. Обработка глубоких отверстий пушечными сверлами/Пер. с яп.
//Кикай то Когу, Tool Eng., 1966. 10. JVb 16. С. 19—24.15. Инструмент для скоростного кольцевого сверления глубоких отверстий
большого диаметра в деталях — валах: Информ. листок № 413—74. Л.:
ЦНТИ, 1974. 4 с.16. Иткин М. Э., Евстигнеев Ю. И., Михайлов Ю. В. Точность обработки при
растачивании глубоких отверстий методом деления подачи//Изв. вузов.
Машиностроение, 1972. С. 166—170.17. К&нко Н., Огава М. Рациональные приемы выполнения отверстий ружей¬
ными сверлами/Пер. с яп.//Оё Кикай когау. Tool Eng. 1973. 14. № -8. С. 94—98.18. Капустин Н. М. Разработка технологических процессов обработки деталей
на станках с помощью ЭВМ. М.: Машиностроение, 1976. 288 с.19. Клочко Н. А. Основы технологии пайки и термообработки твердосплав¬
ного инструмента. М.: Металлургия, 1981. 200 с.20. Кольцевая сверлильная головка: Информ. листок № 471—82. Л.: ЦНТИ,
1982. 4 с.21. Костюкович С. С., Дечко Э. М., Долгов В. И. Точность обработки глубоких
отверстий. Минск: Вышейш. шк., 1978. 144 с.22. Кузнецова Т. И., Макаров Б. Г., Немцев Б. А. О гашении автоколебаний
при глубоком сверлении//Межвузовский сб.: Колебания и устойчивость
механических систем. Вып. 5/Под ред. Н. Н. Поляхова. Л.: Изд-во ЛГУ,
1981. С. 114—118.23. Мещеряков Р. К., Симанчук JI. И., Киселев В. J1. Радиальное биение поверх¬
ностей, полученных сверлением и рассверливанием деталей//Изв. вузов.
Машиностроение, 1977. № 5. С. 158—168.264
24. Мещеряков Р. К*, Ушаков А. И. Анализ точности обработки глубоких от-
верстий//Изв. вузов. Машиностроение, 1970. № 10. С. 173—179.25. Мещеряков Р. К., Ушаков А. И. К расчету точности обработки глубоких
отверстий//Изв. вузов. Машиностроение, 1971. № 2. С. 189.26. Минков М. А. Технология изготовления глубоких и точных отверстий. М.;
Л.: Машиностроение, 1965. 176 с.27. Многолезвийная головка, работающая на растяжение: Информ. листок
Ко 81—1492. Сер. ИЛ Т1-10-08-08. М.: ВНИМИ, 1981. С. 3.28. Многорезцовая расточная головка: Информ. листок JSfe 78—0370. Сер.
ИЛ 10-08-08.78-0370/368. М.: ВНИМИ, 1978. С. 3.29. Нисигути М. Условия прецизионной обработки отверстий по методу БТА/
Пер. с яп.//Мисинари. Machinery. 1971. 34. № 506. С. 19—24.30. Новик Ф. С., Арсов Я. Б. Оптимизация процессов технологии методами пла¬
нирования экспериментов. М.: Машиностроение; София: Техника. 1980.
С. 304.31. Новый маслоприемник для горизонтально-сверлильного станка: Информ.
листок № 462—81. Л.: ЦНТИ, 1981. 4 с.32. Ногами С. Твердосплавный инструмент для обработки глубоких отверстий/
Пер. с яп.//Кикай то Когу. Tool Eng. 1966. 10. JSfe 10. С. 31—37.33. Общемашиностроительные нормативы режимов резания и времени: Для
технического нормирования работ на токарных станках: Серийное произ¬
водство. М.: Машгиз. 1959. 224 с.34. Общемашиностроительные нормативы режимов резания, нормы износа и
расхода инструмента для глубокого сверления и растачивания (сверлами
одностороннего резания диаметром 3—30 мм, сверлами одностороннего реза¬
ния с внутренним и эжекторным отводом стружки диаметром 20—60 мм,
расточными головками диаметром 50—125 мм). М.: НИИмаш, 1984. 80 с.35. Осман М., Латинович В. Усовершенствование многолезвийного инструмента
для расточки глубоких отверстий по способу БТА//Конструирование и тех¬
нология машиностроения. 1976. Т. 98. № 2. С. 93—100.36. Павлючук А. И., Мамакин А. А., Халин А. М. Вибросверление глубоких
отверстий малого диаметра в деталях карбюраторов//Тр. ЦНИТА. 1975.
Вып. 66. С. 45—46.37. Павлючук А. И., Фофолов И. А. Вибрационное сверление отверстий ружей’
ными сверлами//Технология точного аппаратуростроения. Л.: Машино¬
строение, 1977. С. 265—274.38. Писаренко Г. С. Вибропоглощающие свойства конструкционных материалов.
Киев: Наукова думка, 1971. 375 с.39. Подураев В. Н,. Горелов В. А., Барзов А. А. Влияние геометрических пара¬
метров сверла на точность изготовления глубоких отверстий//Изв. вузов.
Машиностроение. 1976. № 9. С. 180—183.40. Подураев В. Н. Обработка резанием с вибрациями. М.: Машиностроение,
1970. 350 с.41. Подураев В. Н., Суворов А. А., Барзов А. А. О влиянии разнообрабатывае-
мости на точность обработки глубоких отверстий//Изв. вузов. Машинострое¬
ние. 1975. № 10. С. 141 — 144.42. Подураев В. Н., Суворов А. А., Барзов А. А. О влиянии скорости резания
на уводы при глубоком сверлении//Изв. вузов. Машиностроение. 1976.
№ I. С. 182—184.43. Полетика М. Ф. Контактные нагрузки на режущих поверхностях инстру¬
мента. М.: Машиностроение, 1969. 148 с.44. Поповская Е. В,, Черный А. П. Управление отводом стружки при глубо¬
ком сверлении//Станки и инструмент. 1978. № 6. С. 32—34.45. Постников В. С. Внутреннее трение в металлах. М.: Металлургия, 1974.
350 с.46. Потягайло М. В. Изготовление глубоких и точных цилиндрических отвер¬
стий. М.; Л.: Машгиз, 1947. Ю8 с.47. Применение способа глубокого сверления с эжекторным отводом стружки
на специальном и универсальном модернизированном оборудовании: Мето¬
дические рекомендации. М.: НИИмаш, 1984 . 52 с.265
48. Приспособление и инструмент для станочных работ/Под ред. П. П. С е р е б-
р е н и ц к о г о. Л.: Лениздат, 1976. 224 с.49. Прогрессивная система подвода и очистки СОЖ: Инф. листок № 1137—78.
Л.: ЦНТИ, 1978. 4 с.50. Прогрессивные методы хонингования/С. И. К у л и к о в, Ф. Ф. Ризва¬
нов, В. А. Р о м а н ч у к. М.: Машиностроение, 1983. 135 с.51. Резников А. Н. Теплообмен при резании и охлаждении инструментов. М.:
Машгиз, 1963. 200 с.52* Сатель Э. А., Подураев В. Н. К вопросу о физической сущности понятия
технологической жесткости системы станок—деталь—инструмент//Станки
и инструмент. 1955. № 5. С. 3—5.53. Светлнцкий В. А., Мещеряков P. К-, Ушаков А. И. Расчет погрешностей
обработки глубоких отверстий//Изв. вузов. Машиностроение. 1977. № 5.
С. 167—171.54. Скоростная расточная головка с упругими направляющими: Информ. листок
№ 1053—84. Л.: ЦНТИ, 1984. С. 4.55. Статистические методы в инженерных исследованиях: Лабораторный прак-
тикум/Под ред. Г. К. Круга.—М.: Высш. шк., 1983. 30 с.56. Стрелков С. П. Механика. М.: Наука, 1975. 559 с.57. Твердосплавные сверла одностороннего резания с внутренним подводом
СОЖ: Методические рекомендации. М.: НИИмаш, 1984. 44 с.58. Технологические свойства новых СОЖ для обработки резанием/Под ред.
М. И. К л у ш и н а. М.: Машиностроение, 1979. 192 с.59. Троицкий Н. Д. Глубокое сверление. Л.: Машиностроение, 1971. 176 с.60. Ушаков А. И. Колебания борштанги глубокорасточного станка//Изв. вузов.
Машиностроение. 1973. № 12. С. 139—144.61. Черничкин С. А. Кольцевое сверление и обработка глубоких отверстий.
М.: Машиностроение, 1964. 239 с.62. Hasegava Y.f Horinchi and Takenaka N. On the Motion of Drill Tip and the
Accuracy of Hole in Gun Drilling. — Annals of the CIRP (College Interna¬
tional pour l'Etude Scientifique des Techniques), 1975. 24. N1. 53—58.63. Osman М., Challt G. Die Auswirkung der Form des Oldurchgangsquerschnitts
beim Tiefbohren. — Technische Zeitblatt praktische Metallbearbeitung
BRD. 1982. 16. N 6. P. 36—39.64. Pfieuhar F. Einfluss des Fiihrungsleistenanordnung auf das Arbeitsergebnis
beim Tiefbohren. — Industrie Anzeiger. 1976. 21. N 32. S. 546—547.65. Sakuma K., Taguchi, Katsuvi A. Study on Deep Hole Boring by ВТ A System
Solid Boring Tool. — Bulletin of the Japan Society of Precision Engineering,
1980. 14. N 3. P. 143—148.66. Weber U. Untersuchung der Reibungsverhaltnisse der Stutzleisten von Tief-
bohrwerkzeugen. — Industrie Anzeiger, 1980. 27. N 16. S. 66—67.
ОГЛАВЛЕНИЕПредисловиеРаздел первый
ОБЩИЕ ВОПРОСЫ ОБРАБОТКИ
ГЛУБОКИХ ОТВЕРСТИЙГлава 1. Основные сведения о глубоком сверлении и растачивании1.1. Определение понятий глубокого сверления и глубокого растачи¬
вания . . •1.2. Функции, выполняемые СОЖ при глубоком сверлении и растачи¬
вании. Характеристики применяемых СОЖ1.3. Способы и устройства подвода СОЖ и отвода стружки1.4. Разновидности глубокого сверления, их характеристика и область
применения1.5. Разновидности глубокого растачивания, их характеристика и область
применения1.6. Дефекты отверстия, образующиеся при глубоком сверлении и рас¬
тачиванииГлава 2. Особенности и разновидности инструментов для глубокого
сверления и растачивания2.1. Основные элементы инструментов для глубокого сверления и рас¬
тачивания2.2. Применяемые схемы расположения лезвий .2.3. Распределение нагрузки между лезвиями. Инструмент с делением
ширины среза и делением толщины среза2.4. Инструмент уравновешенный и неуравновешенный. Инструмент
с определенностью базирования2.5. Конструкция режущих элементов и способы их крепления на рабо¬
чей части инструмента2.6. Разновидности направляющих элементов, их характеристика и об¬
ласть применения2.7. Конструкция направляющих и способы их крепления на рабочей
части инструмента2.8. Корпуса головок. СтеблиГлава 3. Определение расхода и давления СОЖ при отводе сливной
и дробленой стружки3.1. Особенности стружкообразования. Виды стружки3.2. Общая характеристика процесса стружкоотвода3.3. Методика определения размеров стружколомающего порожка, обес¬
печивающего дробление стружки3.4. Отвод сливной стружки3.5. Отвод дробленой стружки3.6. Потери давления в системе подвода—отвода СОЖ3.7. Пути снижения энергозатрат на подвод СОЖ и отвод стружкиГлава 4. Оборудование и приспособления. Наладка технологической
системы СПИД4.1. Типы станков и их основные узлы4.2. Технические характеристики и нормы точности станков .367132327303436384244556467717576788284868992267
4.3. Технологические особенности некоторых узлов современных станков 984.4. Выбор схемы установки заготовки на станке. Подготовка баз на
заготовке 1024.5. Наладка технологической системы СПИД 105Глава 5. Контроль увода оси и огранки. Измерение перемещений ин¬
струмента при колебаниях 1105.1. Измерение осевой силы и крутящего момента —5.2. Измерение поперечных колебаний заготовки 1125.3. Измерение поперечных колебаний инструмента 1135.4. Измерение крутильных колебаний инструмента 1205.5. Измерение огранки и овальности 1215.6. Измерение увода оси 124Глава 6. Вибрации при глубоком сверлении и растачивании 1286.1. Виды вибраций и причины, их вызывающие —6.2. Влияние параметров процесса и инструмента на интенсивность
вибраций 1326.3. Пути снижения интенсивности вибраций 136Глава 7. Увод оси при глубоком сверлении и растачивании и меро¬
приятия по его уменьшению 1417.1. Причины увода и непрямолинейности оси . —7.2. Элементарный увод. Влияние на него отдельных факторов 1427.3. Накопленный увод по длине обработки. Статические и динамические
модели увода 1437.4. Экспериментальная проверка разработанных моделей увода. Прак¬
тическое использование полученных результатов . 1567.5. Управление уводом при обработке глубоких отверстий малых диа¬
метров 160Глава 8. Образование и пути уменьшения огранки поверхности от¬
верстия при глубоком сверлении и растачивании 1638.1. Условия образования и виды огранки —8.2. Основные погрешности системы СПИД и формообразование запра¬
вочного отверстия 1688.3. Механизм образования и развития огранки 1718.4. Влияние углового расположения направляющих на вторичную
огранку 1748.5. Мероприятия по уменьшению огранки 175Раздел второй
ТИПОВЫЕ ОПЕРАЦИИ ОБРАБОТКИ
ГЛУБОКИХ ОТВЕРСТИЙГлава 9. Сплошное глубокое сверление 1779.1. Основные разновидности инструментов —9.2. Инструменты одностороннего резания. Силы, действующие на ин¬
струмент .1809.3. Условия работы инструмента при сверлении отверстий малого диа¬
метра ... 1849.4. Влияние скорости протекания СОЖ на силы резания и форму
стружки 1869.5. Сверление с наружным отводом стружки трубчато-лопаточными
сверлами 1889.6. Сверление с внутренним отводом стружки 1969.7. Эжекторное сверление 2069.8. Вибрационное сверление 215268
Глава 10. Кольцевое сверление 22010.1. Выбор оптимальной ширины реза —10.2. Унификация инструмента по типоразмерам резцов и стеблей 22610.3. Рекомендации по выбору основных параметров сверлильной головки 22810.4. Рекомендуемые конструкции головок 23110.5. Рекомендации по технологии кольцевого сверления 236Глава 11. Черновое растачивание и зенкерование 23911.1. Растачивание цилиндрических отверстий головками с определен¬
ностью базирования -11.2. Растачивание цилиндрических отверстий головками двусторон¬
него резания с делением толщины среза без определенности бази¬
рования с ограниченно подвижными направляющими 24711.3. Черновое растачивание глубоких ступенчатых отверстий 25111.4. Зенкерование цилиндрических отверстий 253Глава 12. Чистовое растачивание и хонингование глубоких отвер¬
стий 25612.1. Чистовое растачивание —12.2. Хонингование 260Список литературы264
П Р0ИЗВ0ДСТВЕНН0Е ИЗДАНИЕУткин Николай Федорович, Кижняев, Юрий Иванович
Плужников Станислав Константинович и др.ОБРАБОТКА ГЛУБОКИХ ОТВЕРСТИЙРедактор Л. М. Манучарян
Художественный редактор Н. В. Зимакое
Технический редактор П. В. Шиканова
Корректоры: Т. Н. Гринчук, И. Г Иванова
Переплет художника В. Н. ПотекушинаИБ № 4605Сдано в набор 15.07.87. Подписано в печать 09.02.88. М-30567.Формат 60x90Vie- Бумага офсетная ЛГв 2. Гарнитура литературная Печать офсетная.
Уел. печ. л. 17,0. Уел. кр.-отт. 17,0. Уч.-изд. л. 18,33.Тираж 10000 экз. Заказ 184. Цена 1 р. 20 к.Ленинградское отделение ордена Трудового Красного Знамени
издательства «Машиностроение», 191065, Ленинград, ул. Дзержинского, 10Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.193144, г. Ленинград, ул. Моисеенко, 10.
Линия отрезаУВАЖАЕМЫЙ ЧИТАТЕЛЬ!В целях получения информации о качестве наших изданий
просим Вас в прилагаемой анкете подчеркнуть позиции,
соответствующие Вашей оценке этой книги.1. В книге существует:а) острая необходимостьб) значительная потребностьв) незначительная потребность2. Эффективность книги с точки зрения практического вклада
в отрасль:а) весьма высокаяб) высокаяв) сомнительнаяг) незначительная3. Эффективность книги с точки зрения теоретического
вклада в отрасль:а) весьма высокаяб) высокаяв) сомнительнаяг) незначительная4. Материал книги соответствует достижениям мировой науки
и техники в данной отрасли:а) в полной мереб) частичнов) слабо5. Книга сохранит свою актуальность:а) 1—2 годаб) в течение 5 летв) длительное время6. Название книги отвечает содержанию:а) в полной мереб) частичнов) слабоДополнительные замечания
предлагаем Вам приложить отдельно.
Фамилия, имя, отчествоУченое званиеСпециальностьМесто работы, должность
Стаж работыПросим отрезать страницу по линии отреза
и в почтовом конверте выслать по адресу191065, Ленинград, ул. Дзержинского, 10.
ЛО изд-ва «Машиностроение»Обработка глубоких отверстий/Под общ. ред. Н. Ф. Уткина