/





























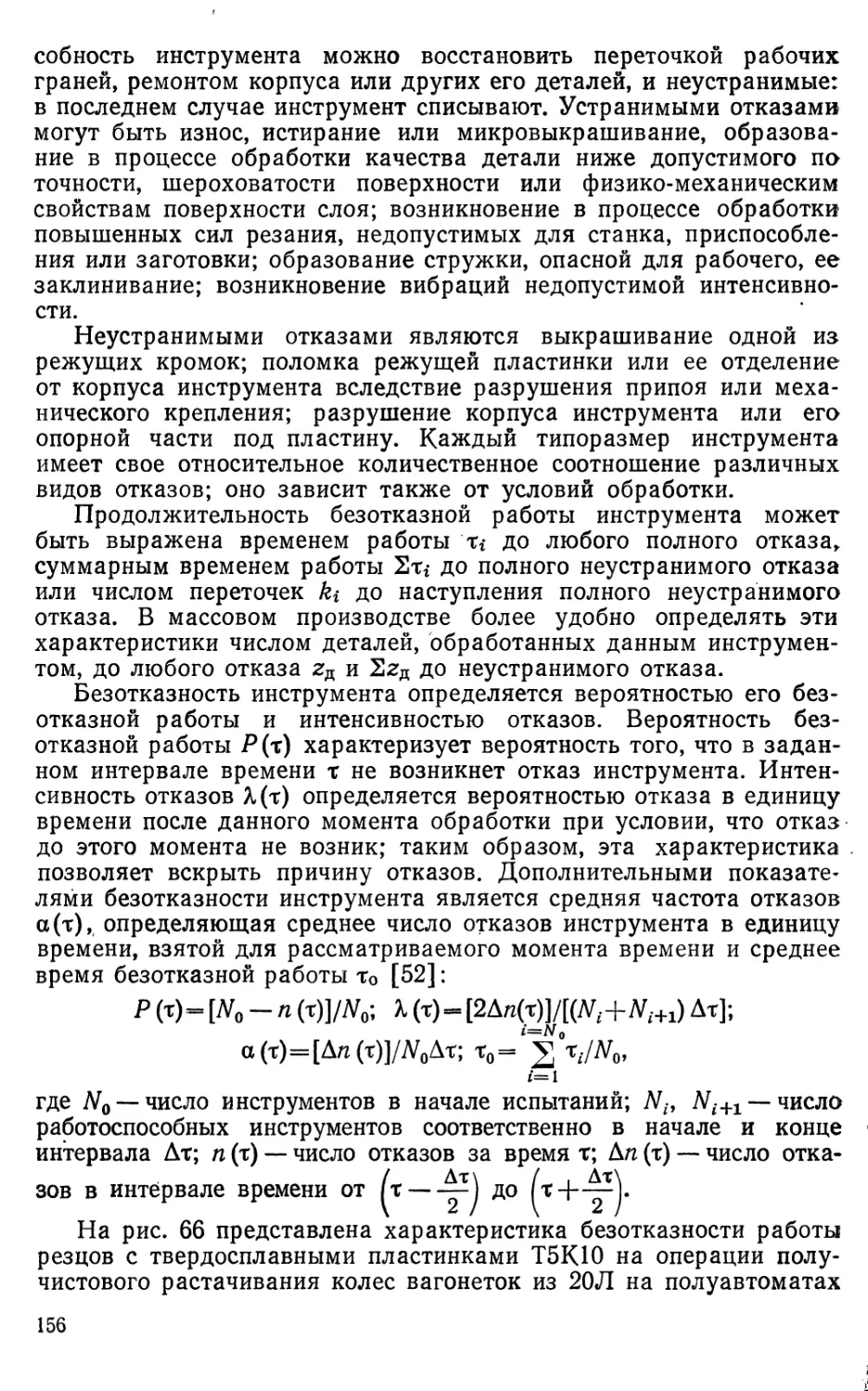
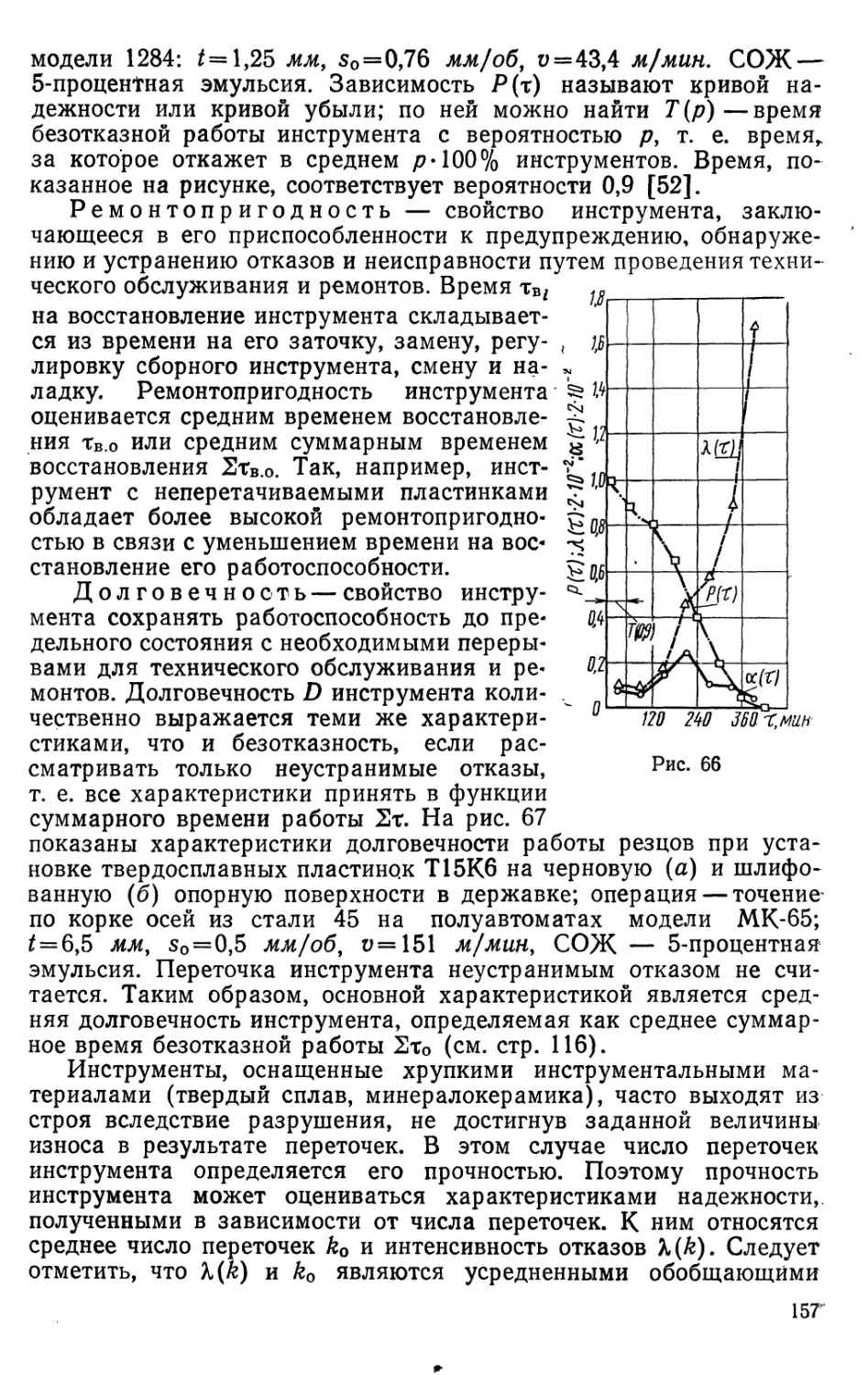

















































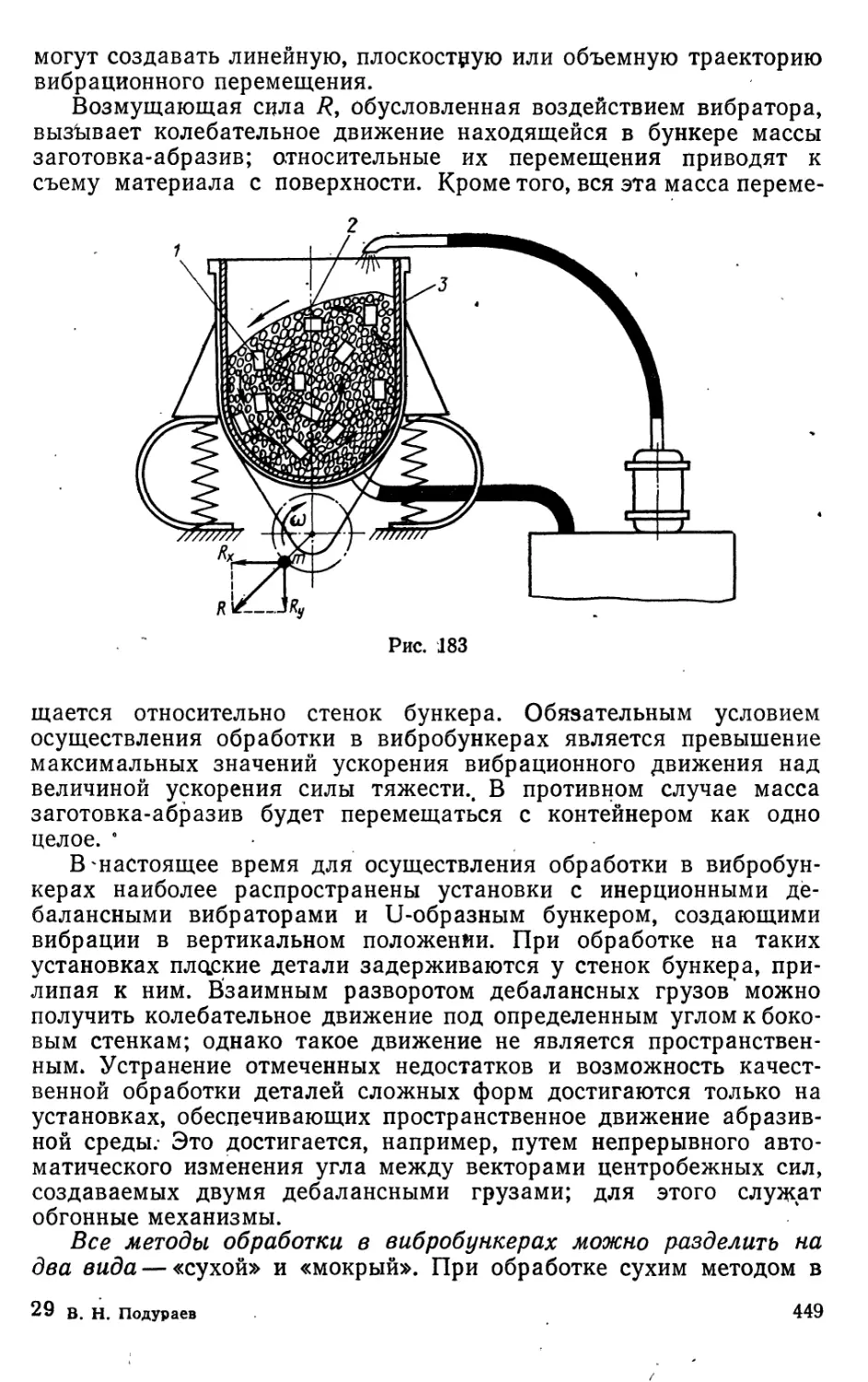
























Текст
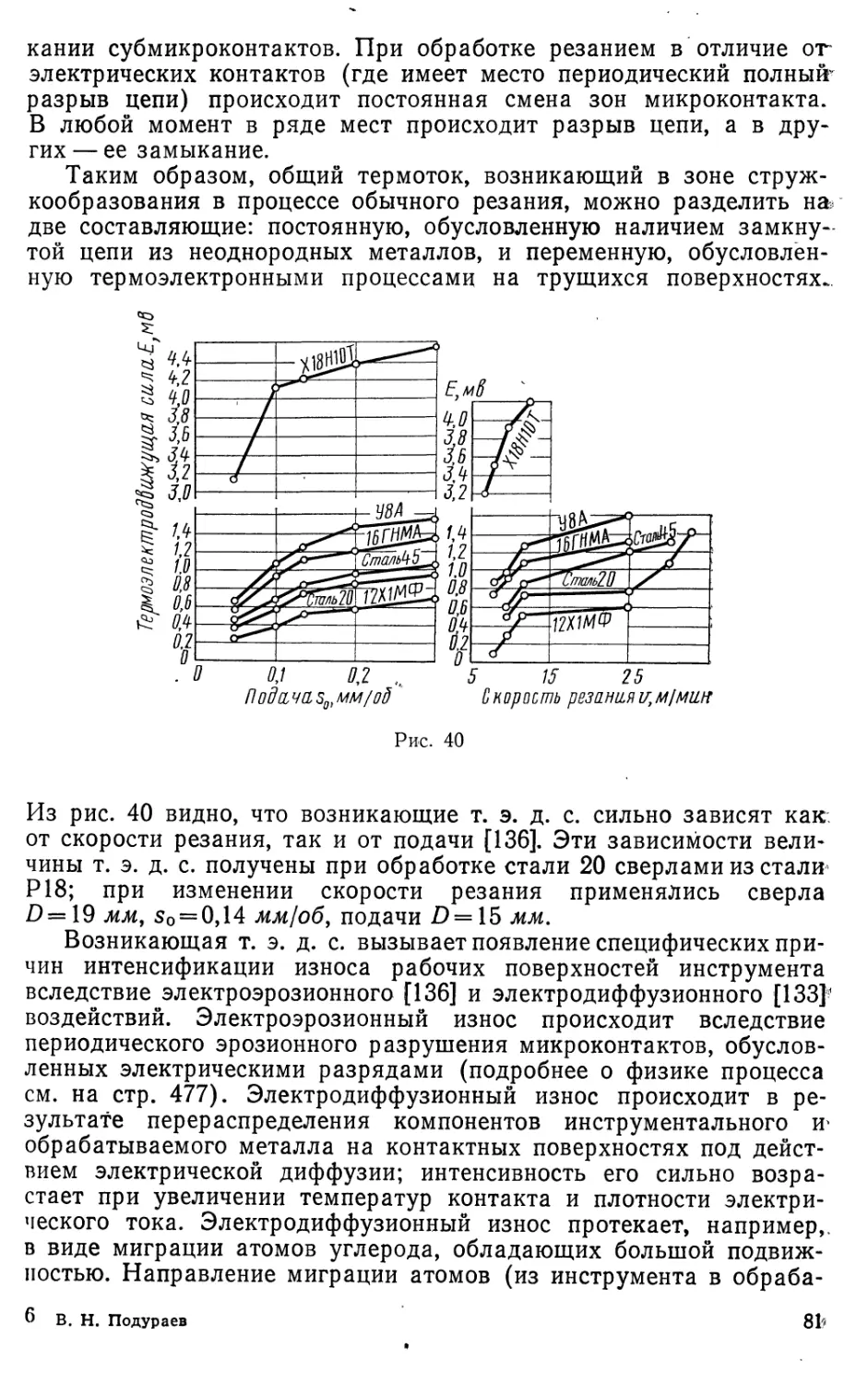
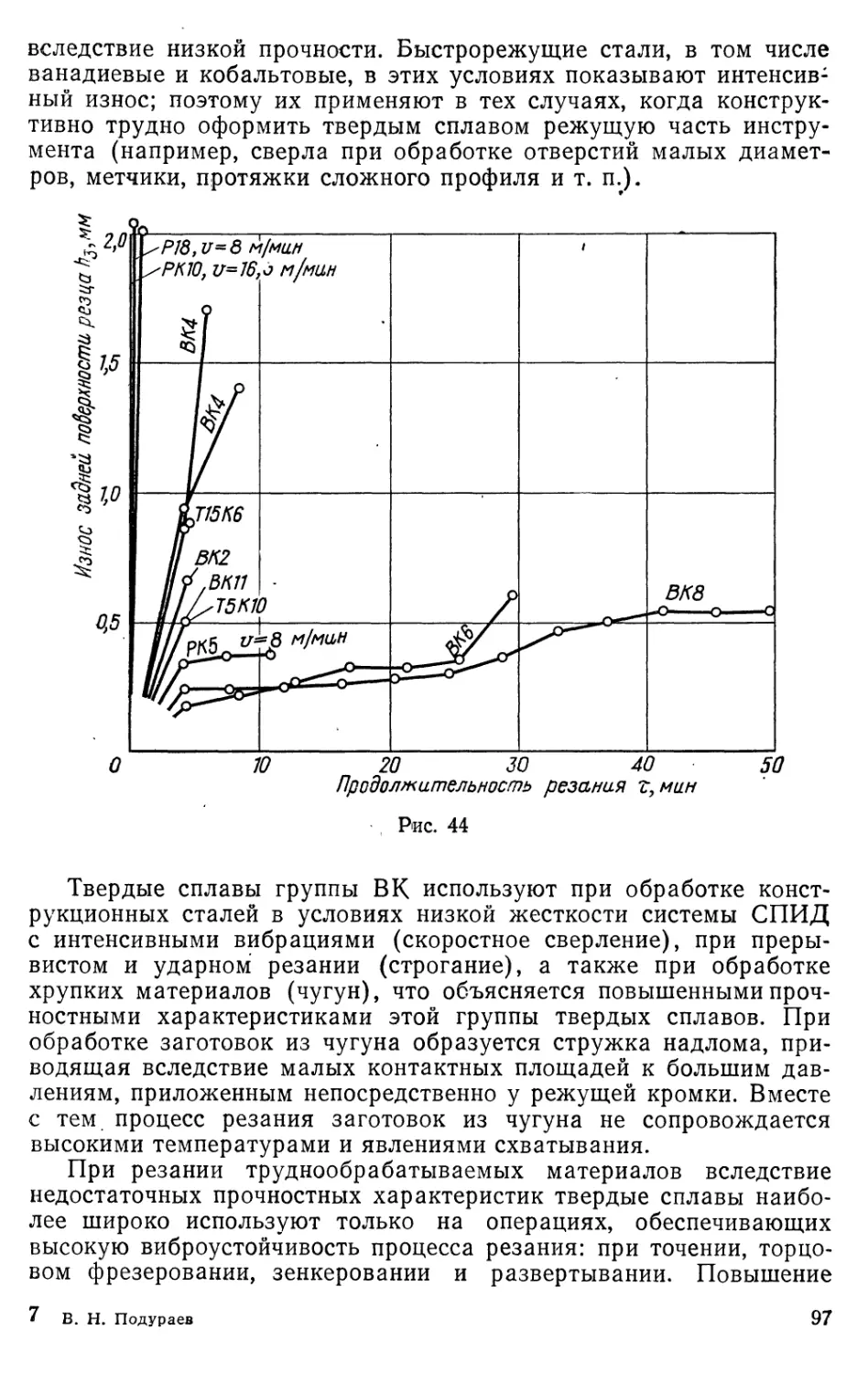
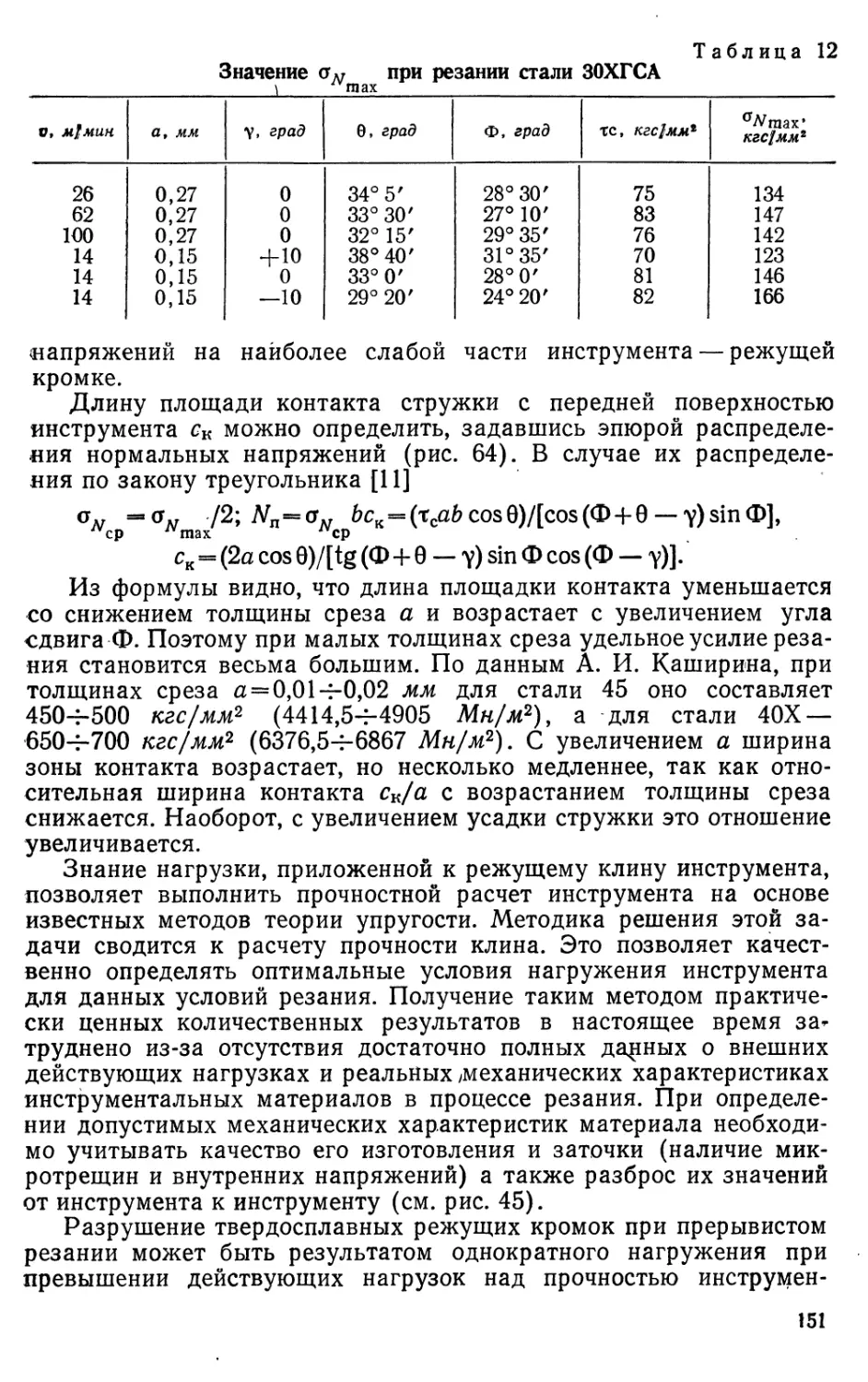
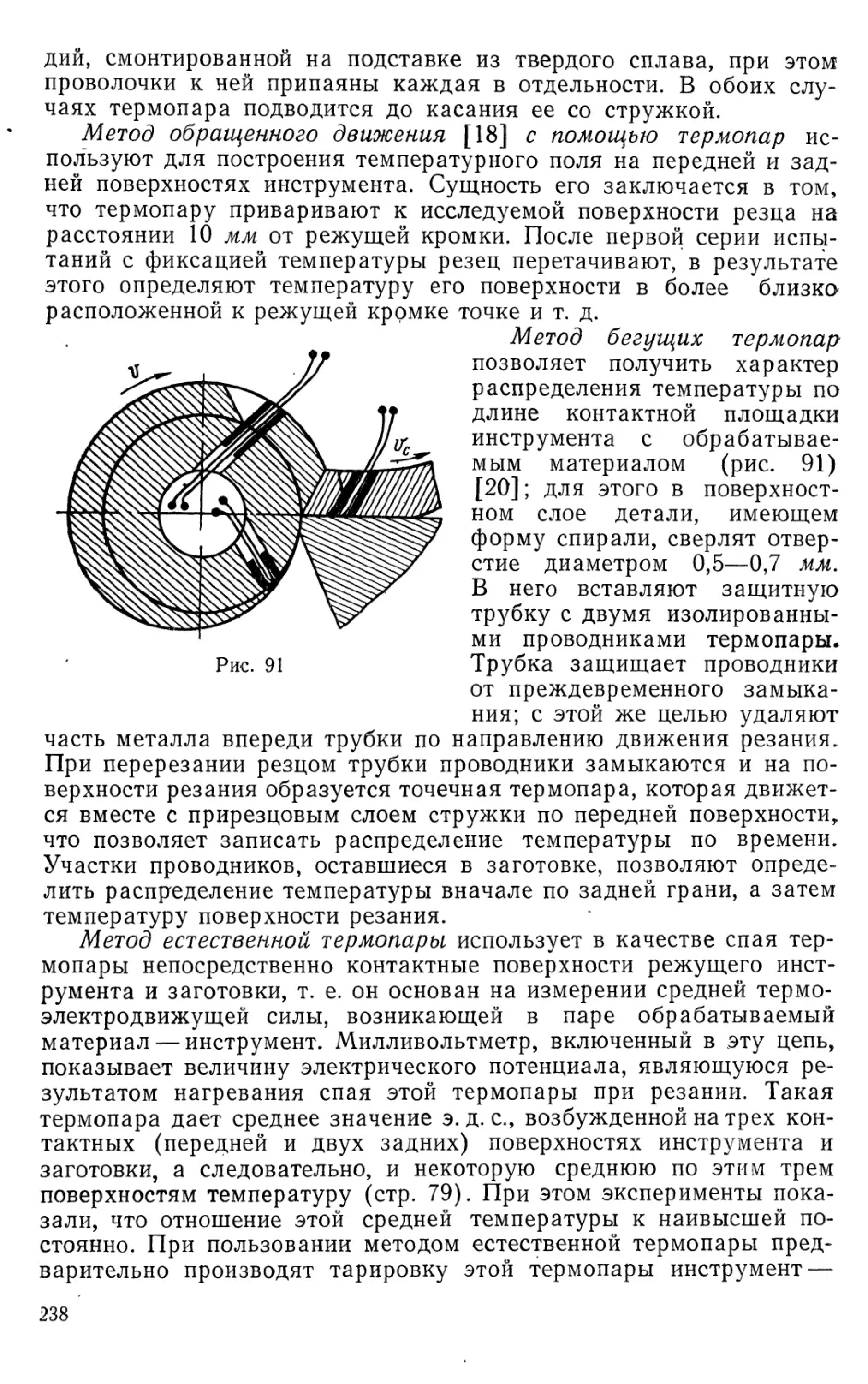
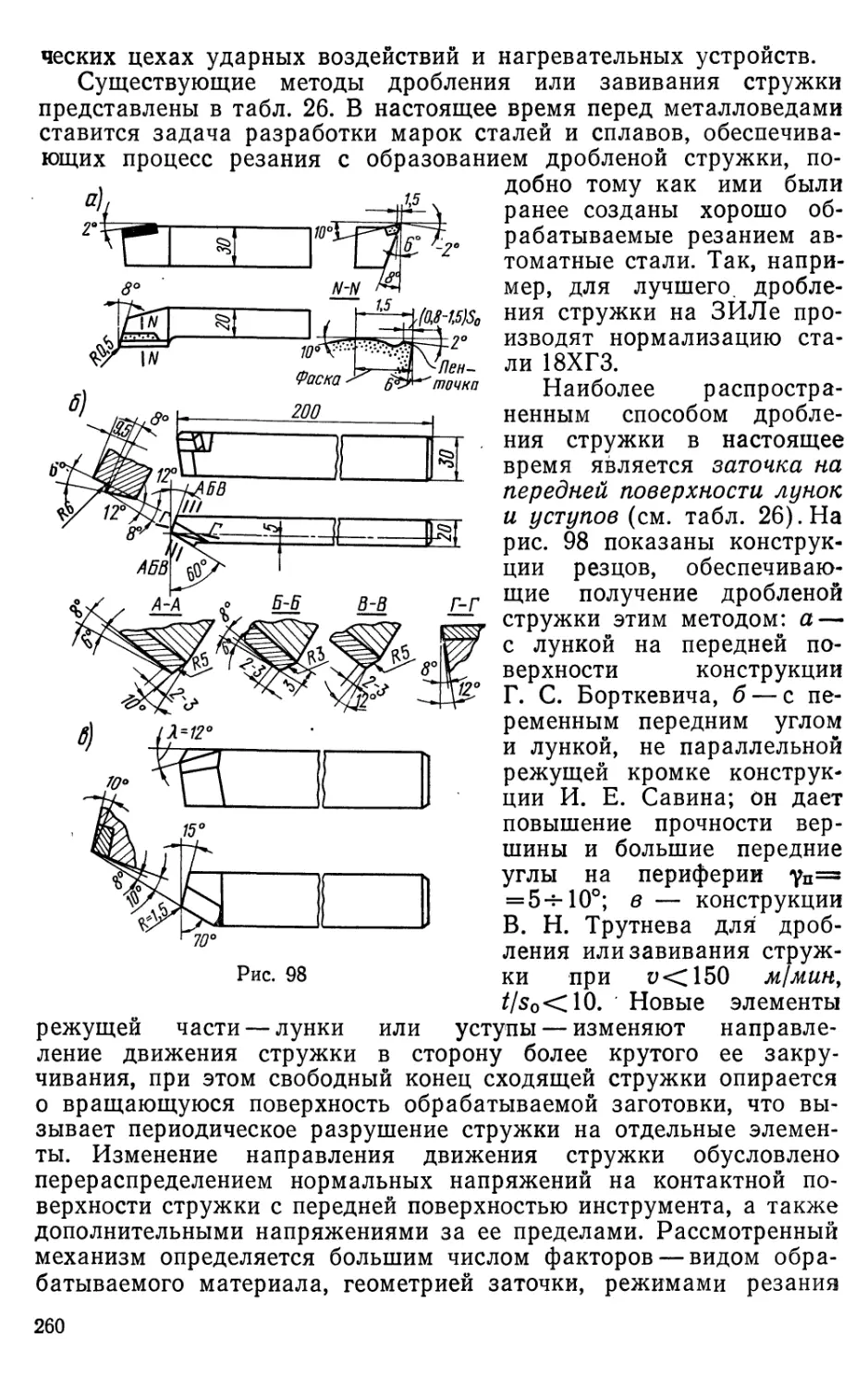
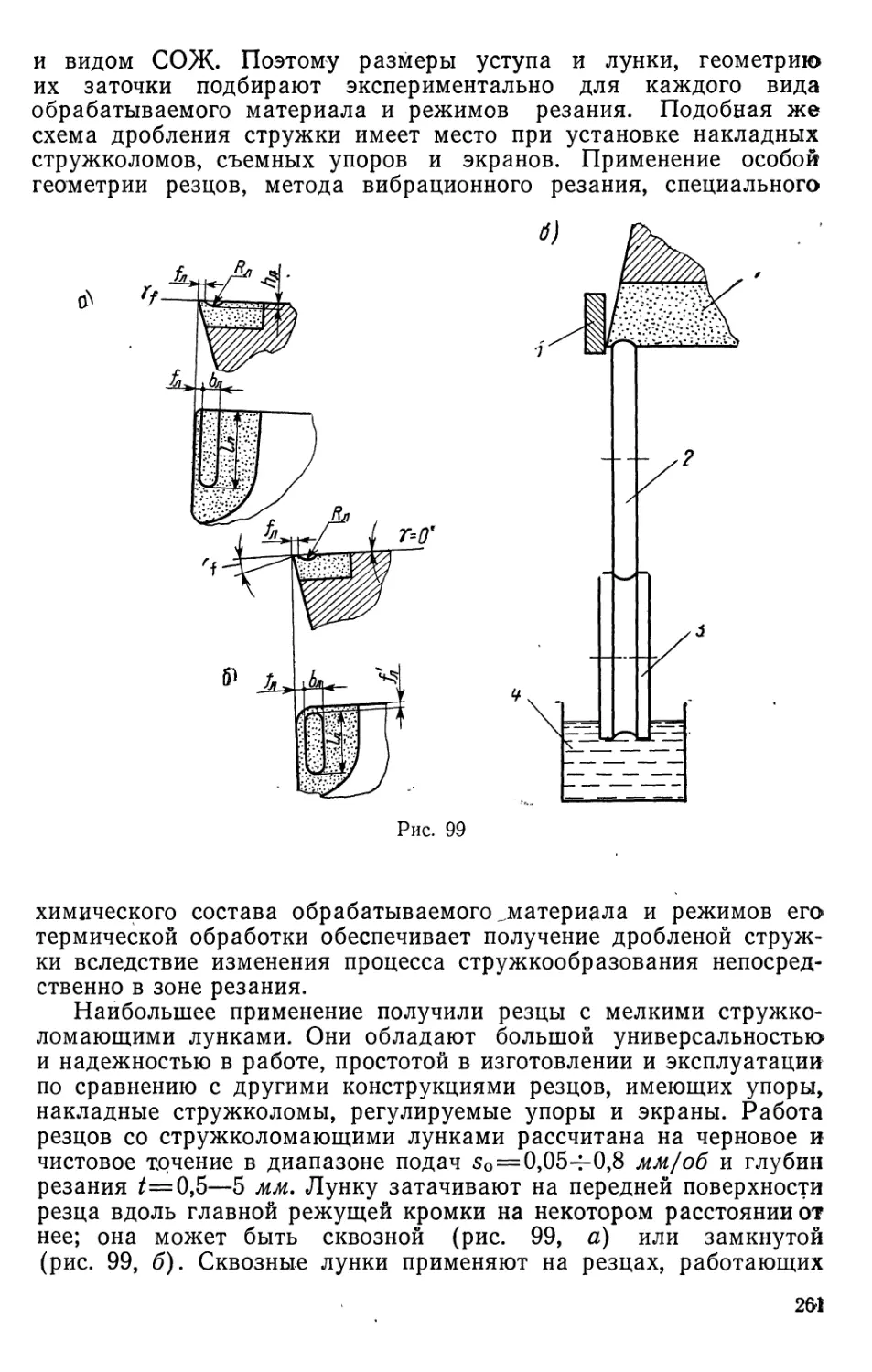
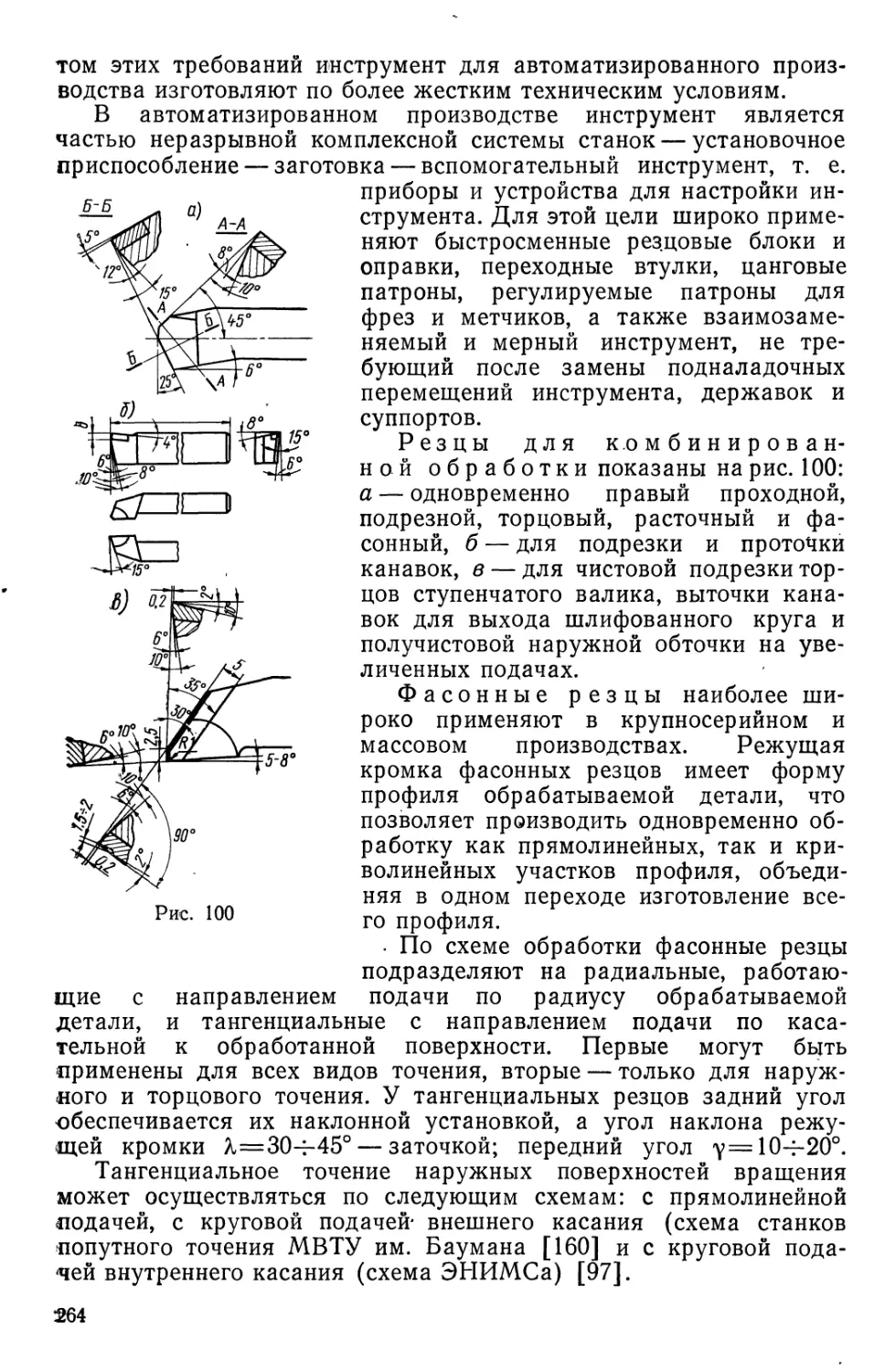
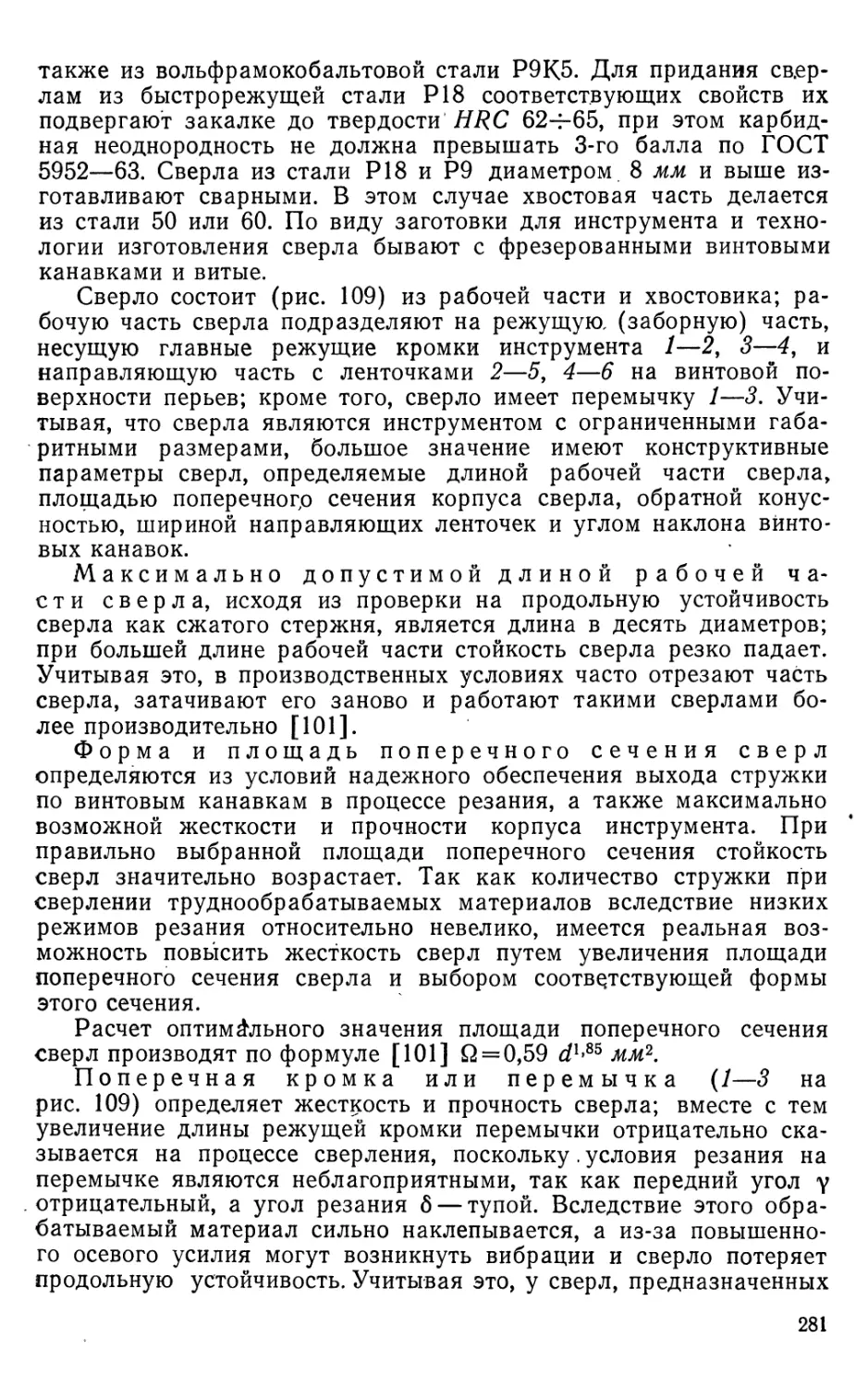
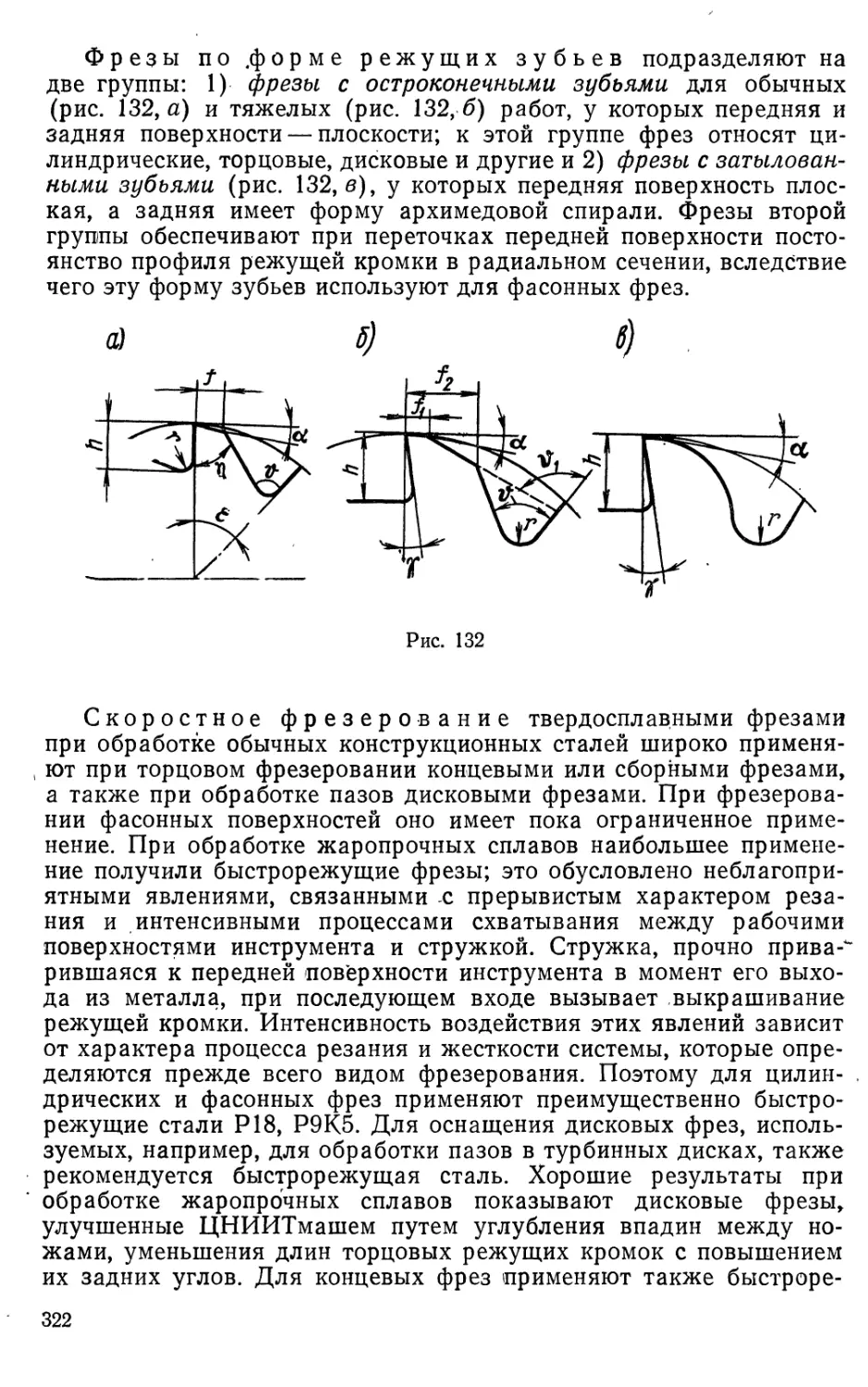
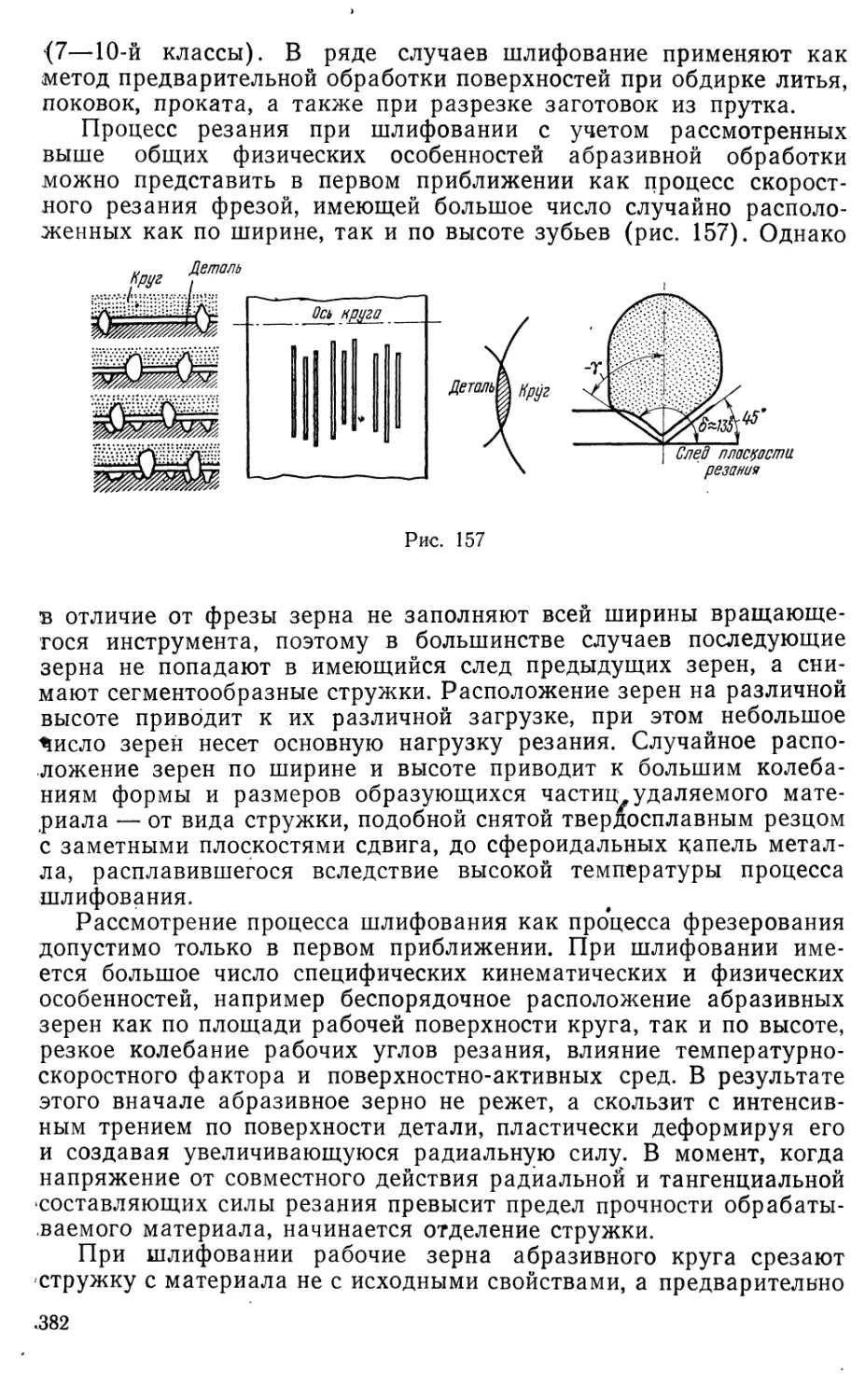
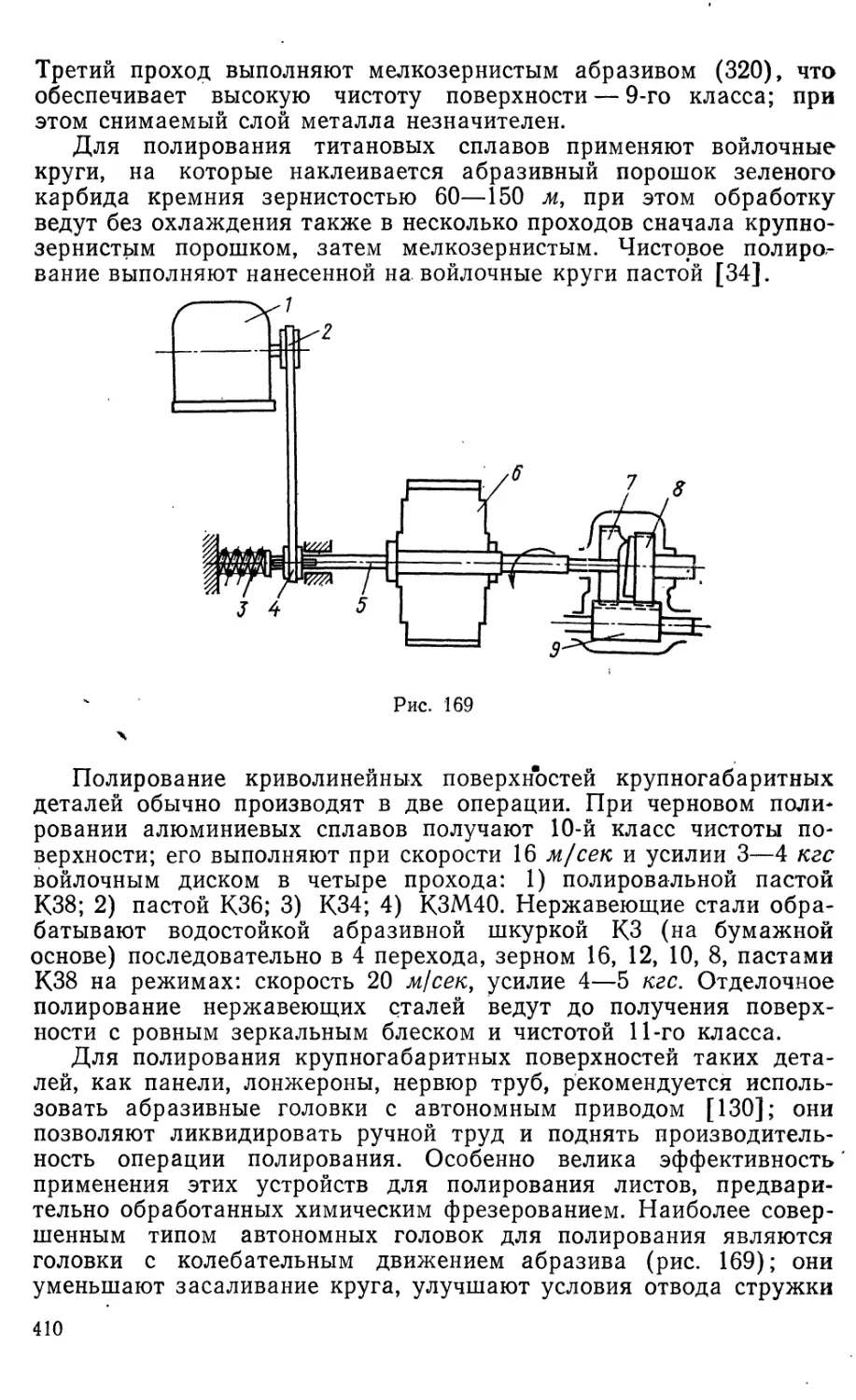
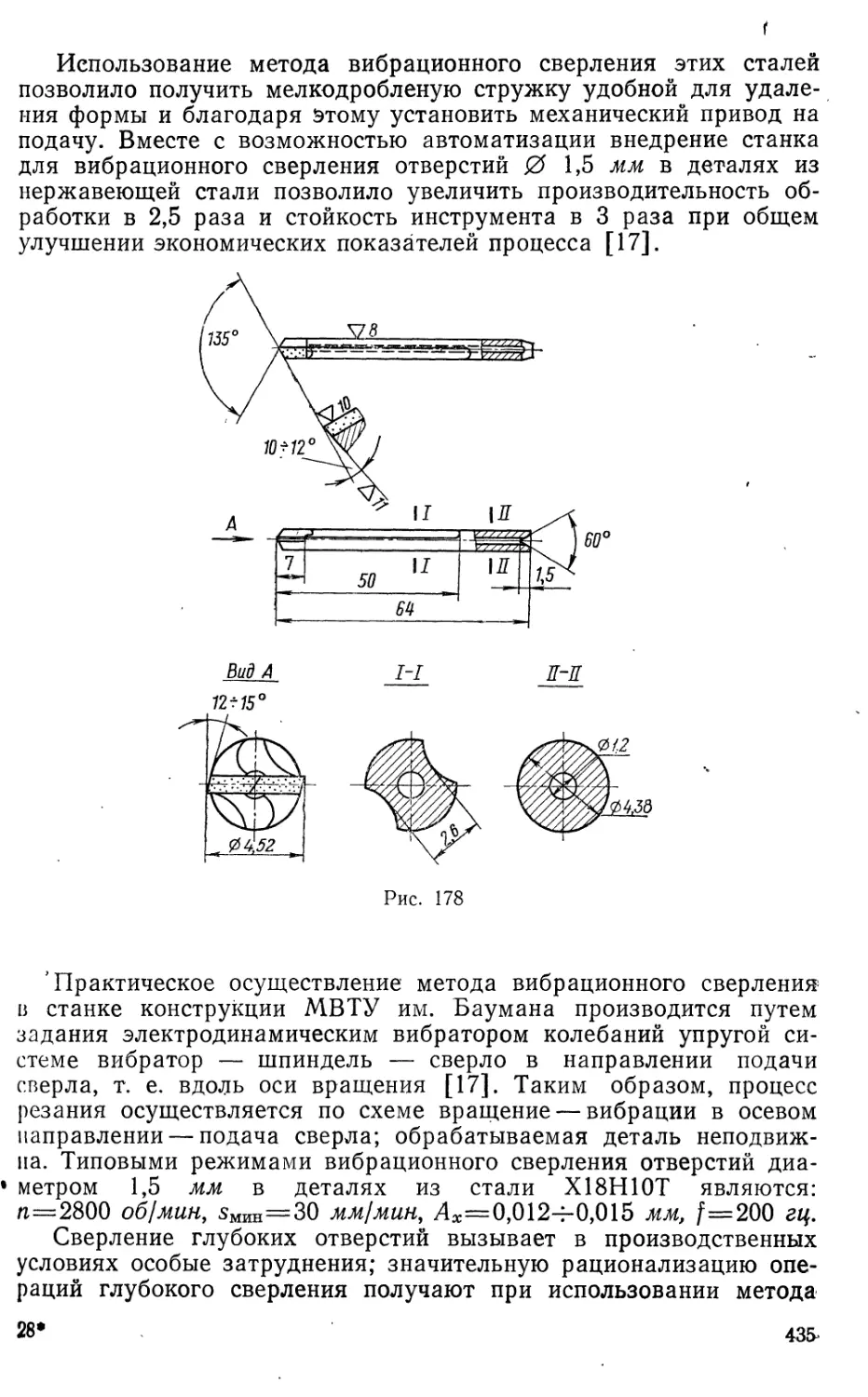
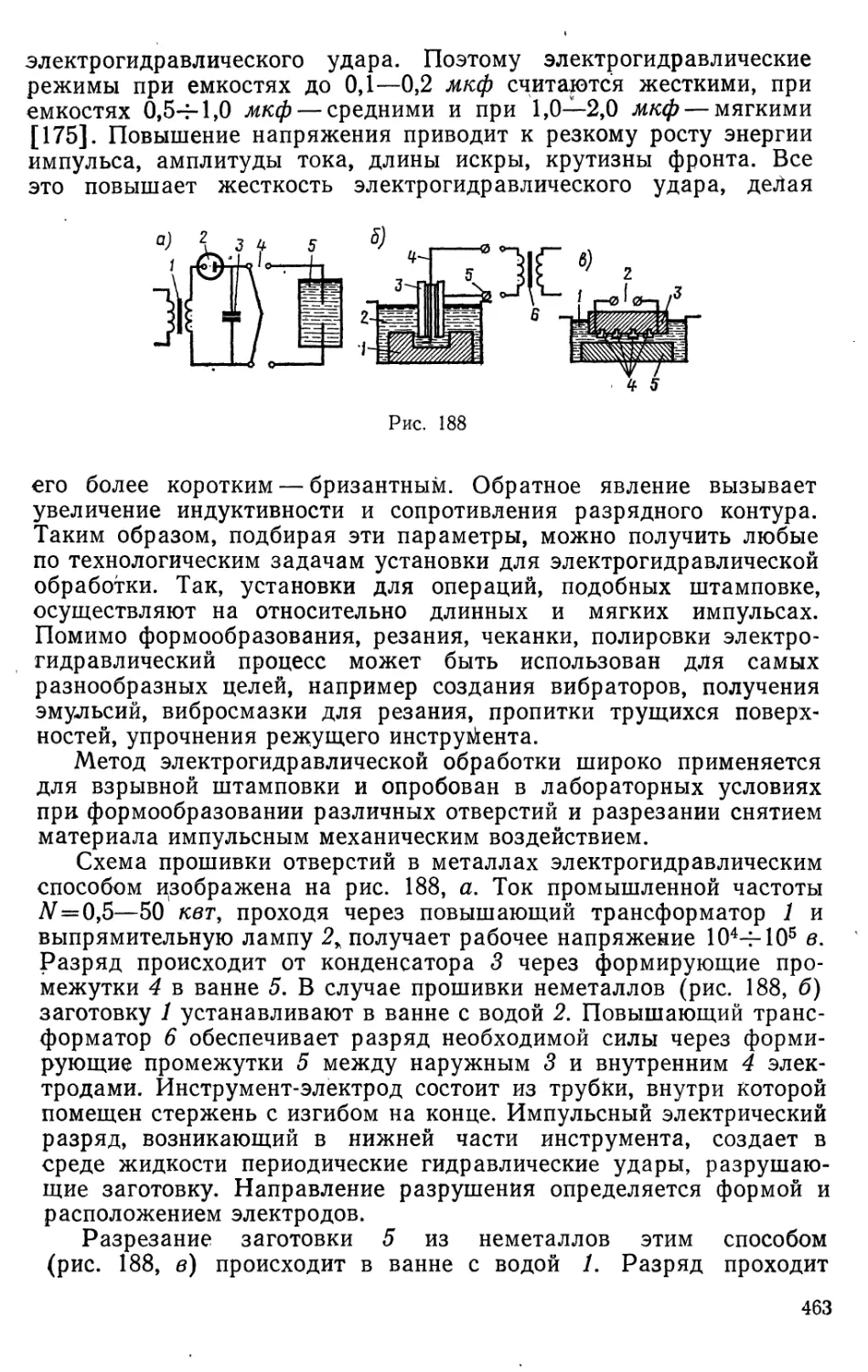
РЕЗАНИЕ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ
К Н ПОДУРАЕВ
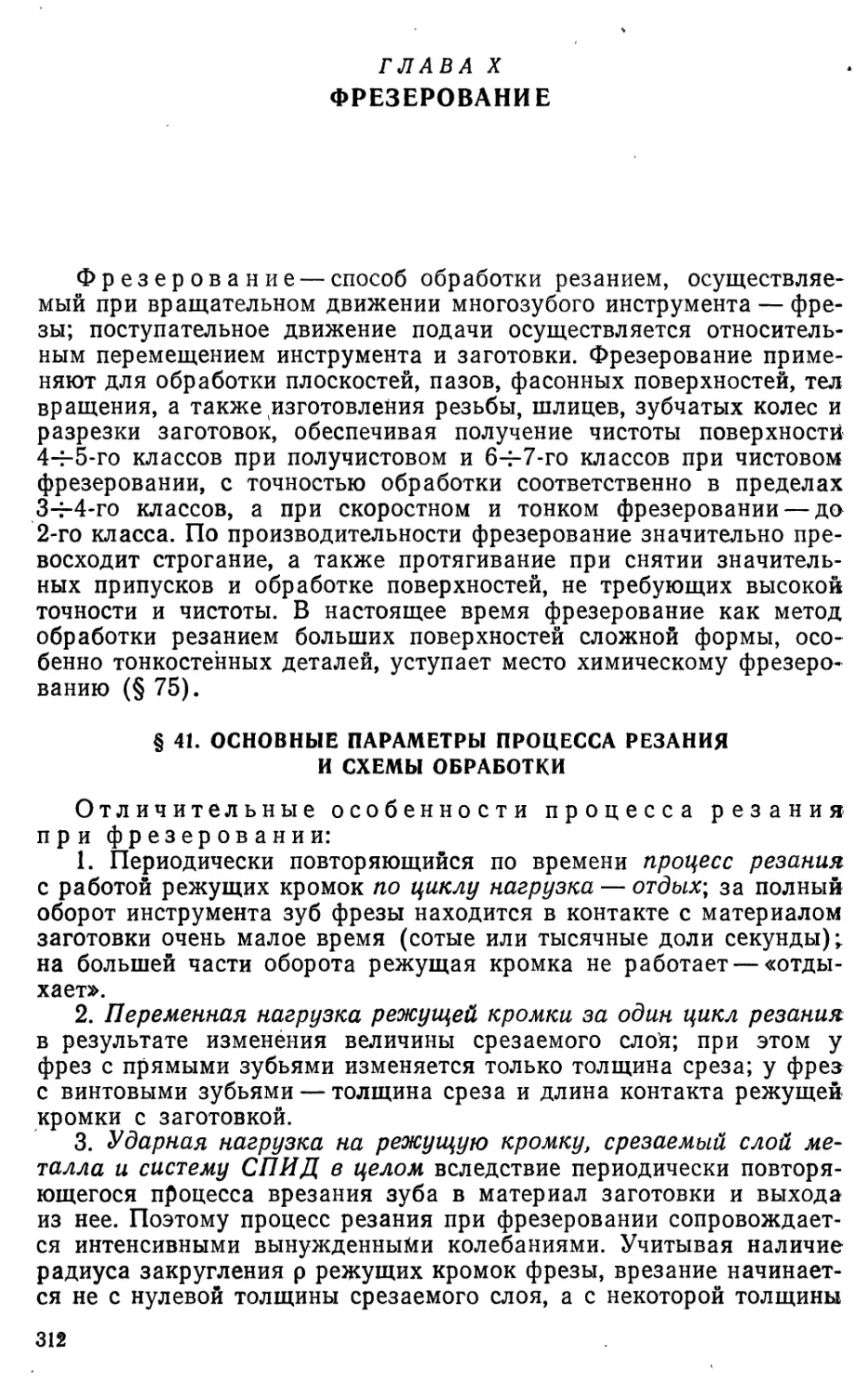
В. Н. ПО ДУ РАЕВ
РЕЗАНИЕ
ТРУДНООБРАБАТЫВАЕМЫХ
МАТЕРИАЛОВ
Допущено Министерством высшего
и среднего специального образования СССР
в качестве учебного пособия
для студентов машиностроительных и приборостроительных
специальностей высших учебных заведений
МОСКВА «ВЫСШАЯ ШКОЛА» 1974
6П4
П44
УДК 621.9(075)
Рецензенты: Куйбышевский авиационный институт (кафедра
«Резание, станки и инструменты»); Московский авиационный инсти-
тут (докт. техн, наук А. И. Марков).
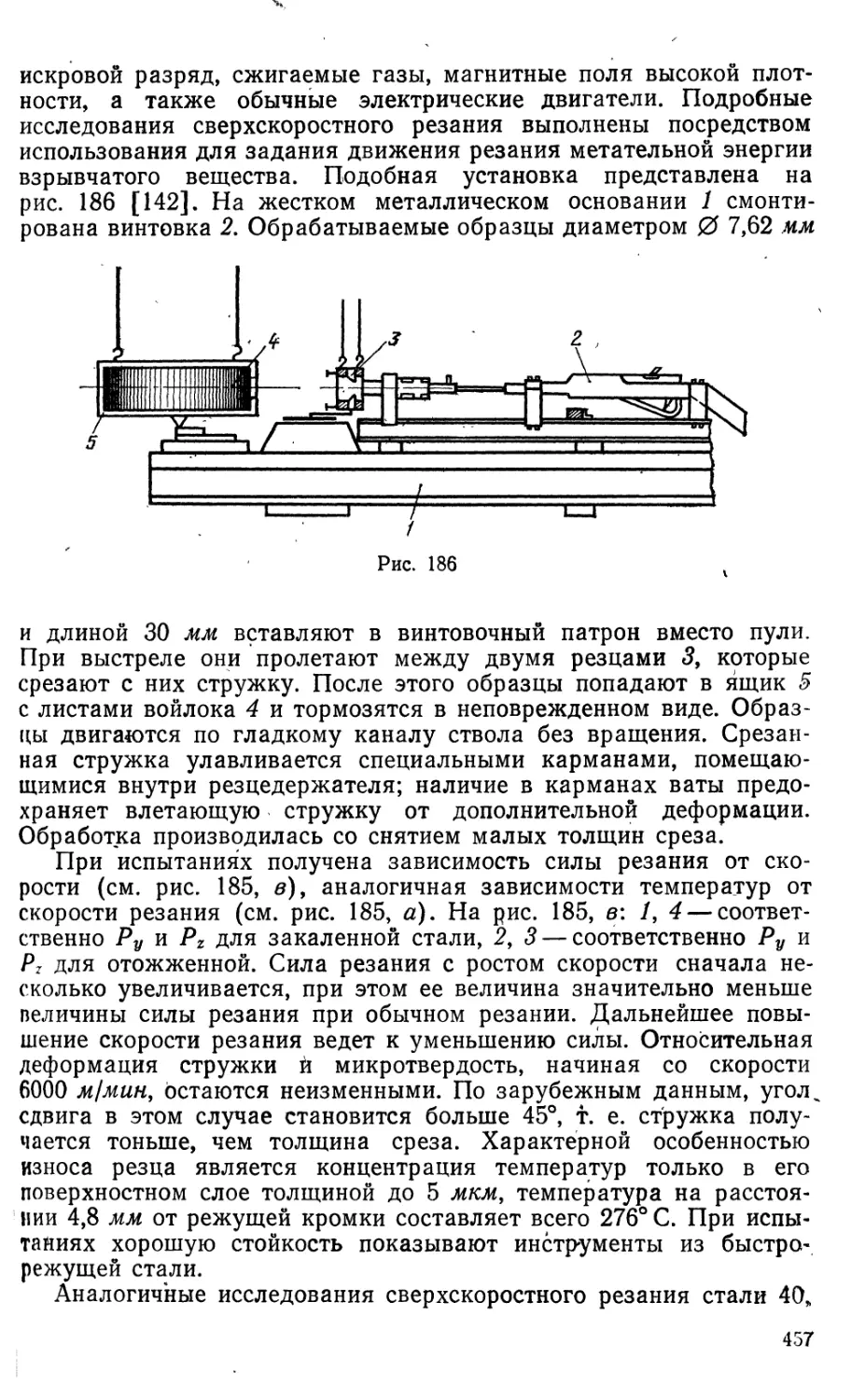
Подураев В. И.
П44 Резание труднообрабатываемых материалов. Учеб,
пособие для вузов. М., «Высш, школа», 1974.
587 с. с ил-
В книге изложены основные положения учения о резании современных
материалов; даются рекомендации по механической обработке типовых мате-
риалов ведущих отраслей техники — высокопрочных, жаростойких, нержавею-
щих сталей, тугоплавких, немагнитных сплавов и других материалов с особы-
ми физико-механическими свойствами. Значительное внимание уделяется
новым методам обработки: вибрационному, химическому, тепловому, комби-
нированному. Книга является учебным пособием по обработке резанием совре-
менных материалов с использованием как обычных способов механической об-
работки, так и новых методов. Она будет также полезна для широкого круга
инженерно-технических работников, специализирующихся в области резания
труднообрабатываемых материалов.
„ 31207—094
П------------108—74
001(01)—74
6П4
© Издательство «Высшая школа». 1974.
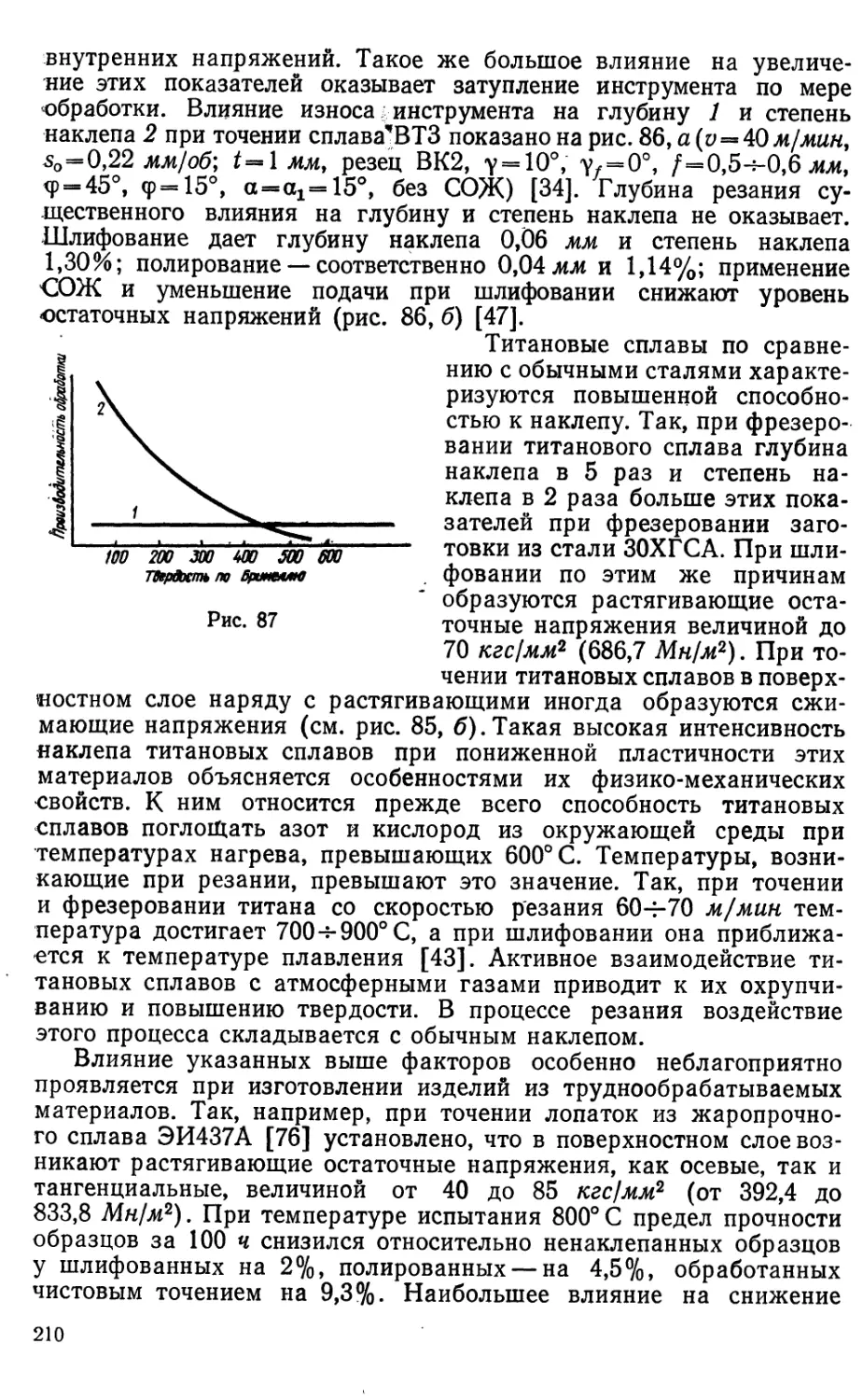
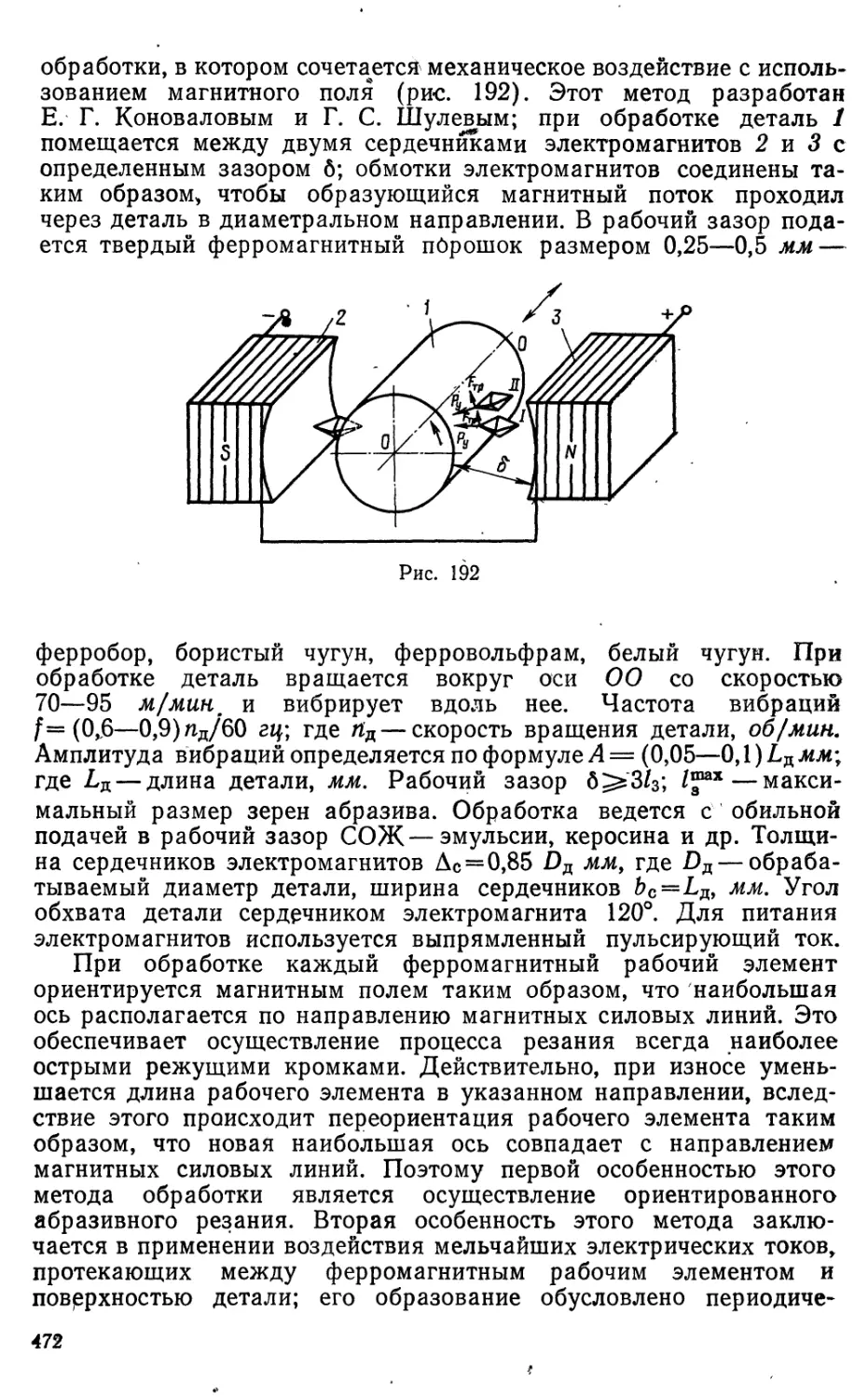
ПРЕДИСЛОВИЕ
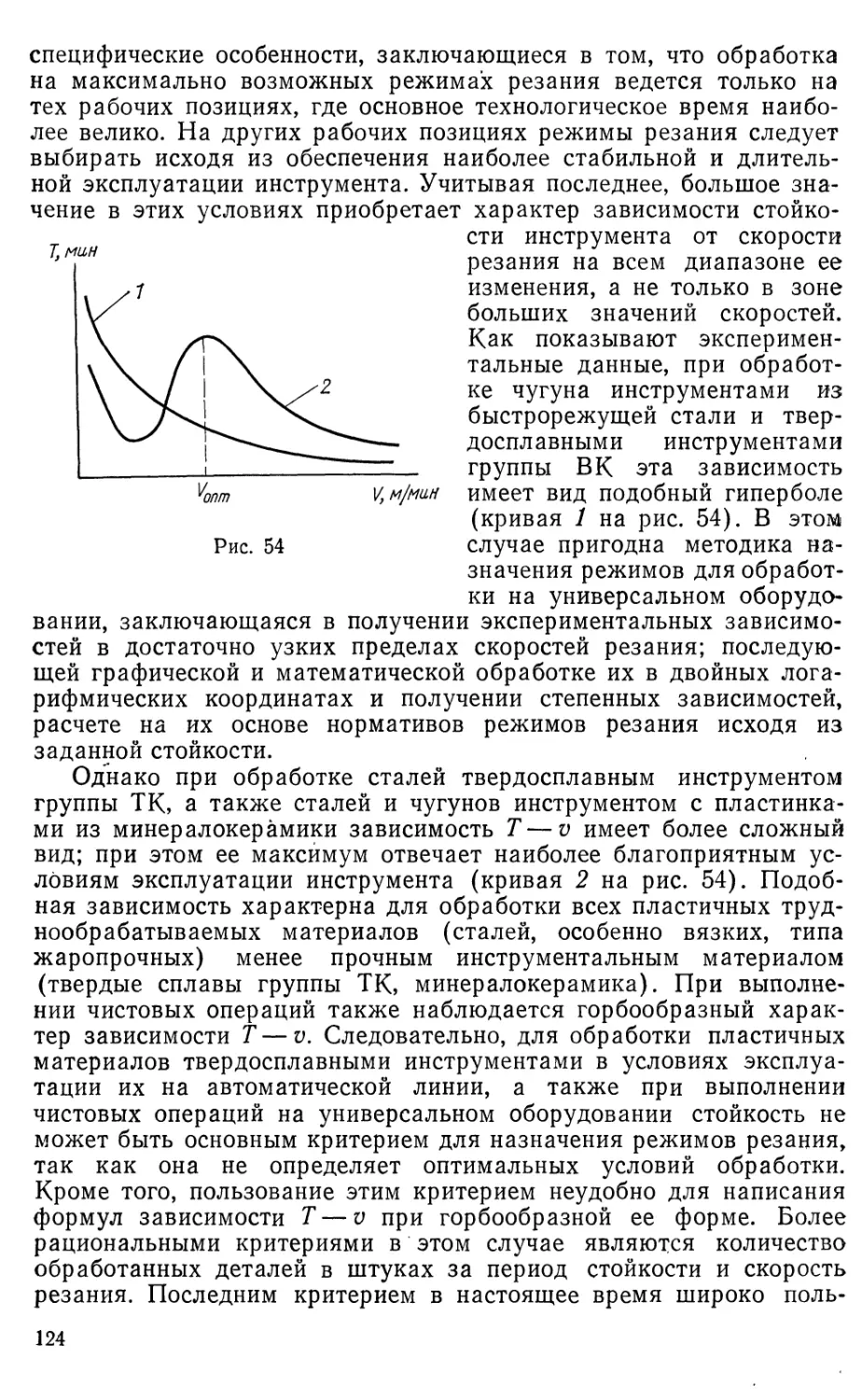
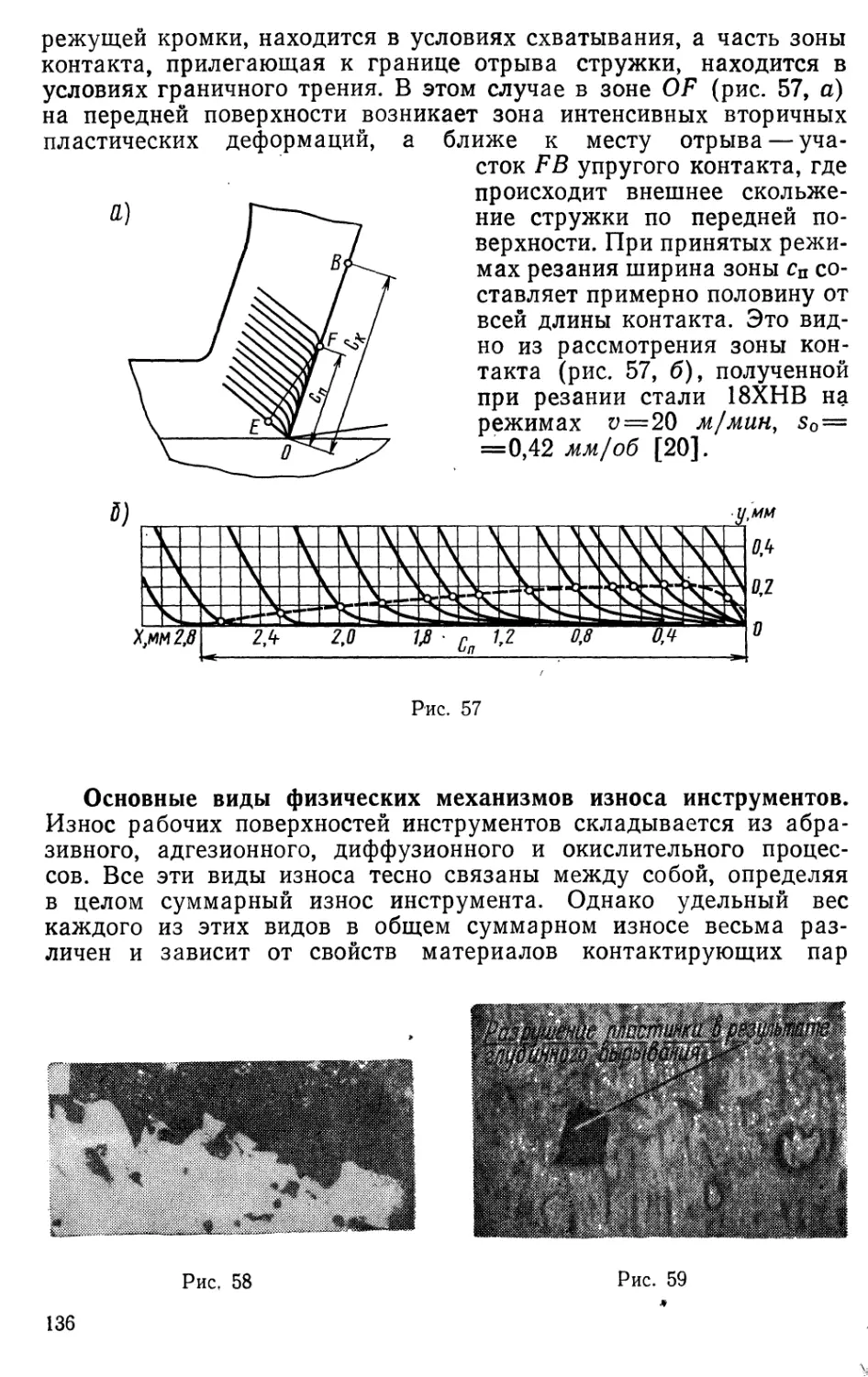
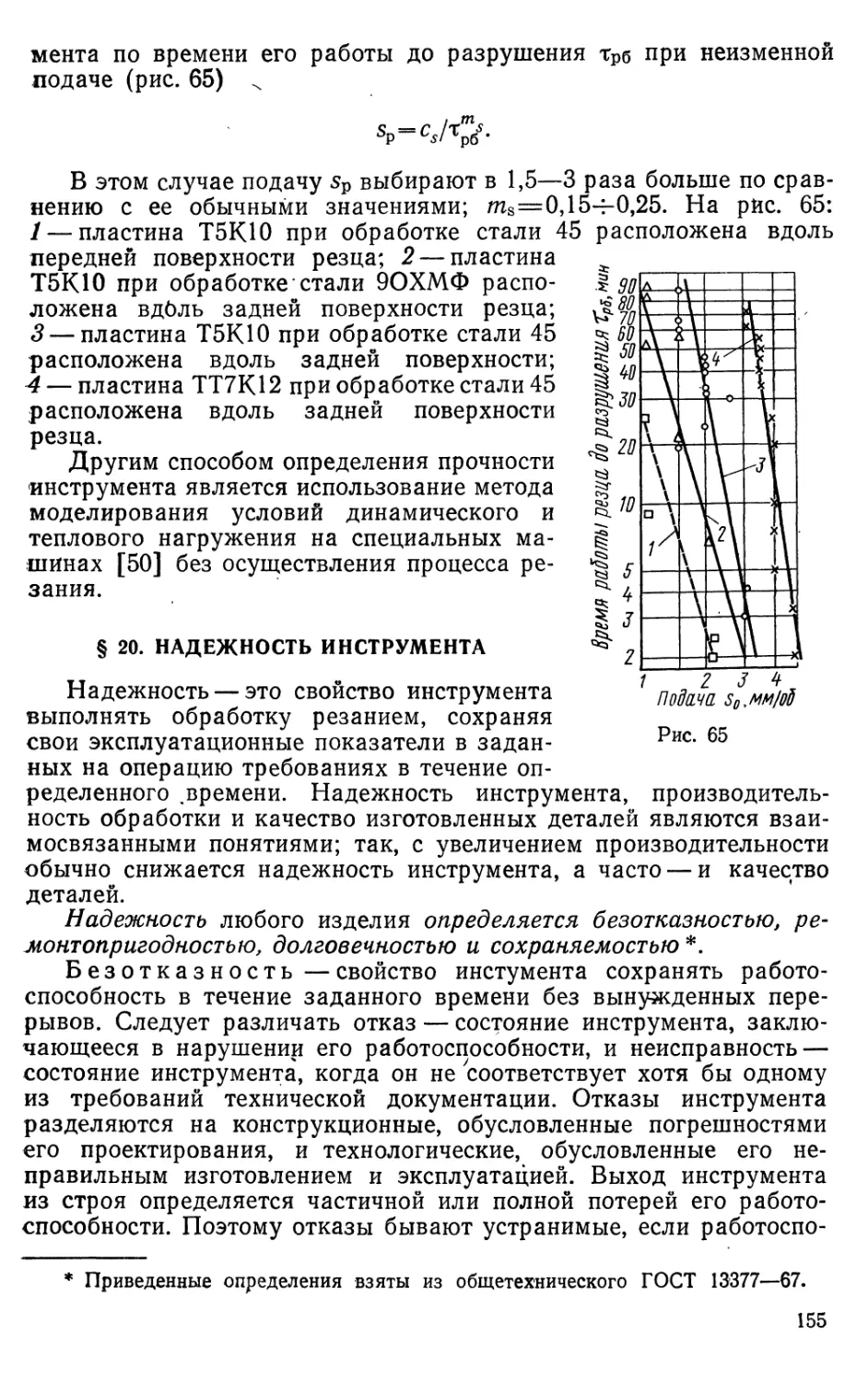
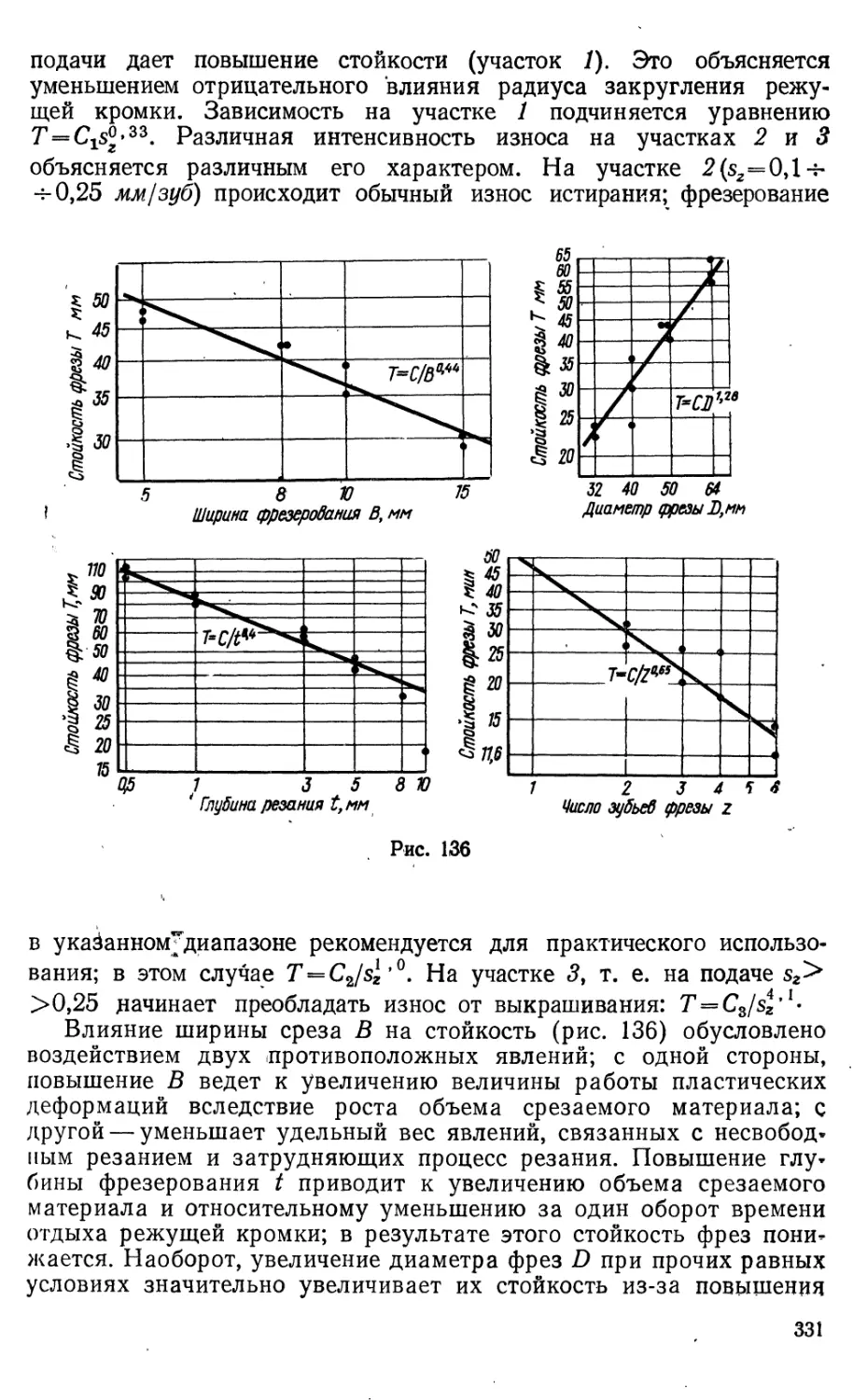
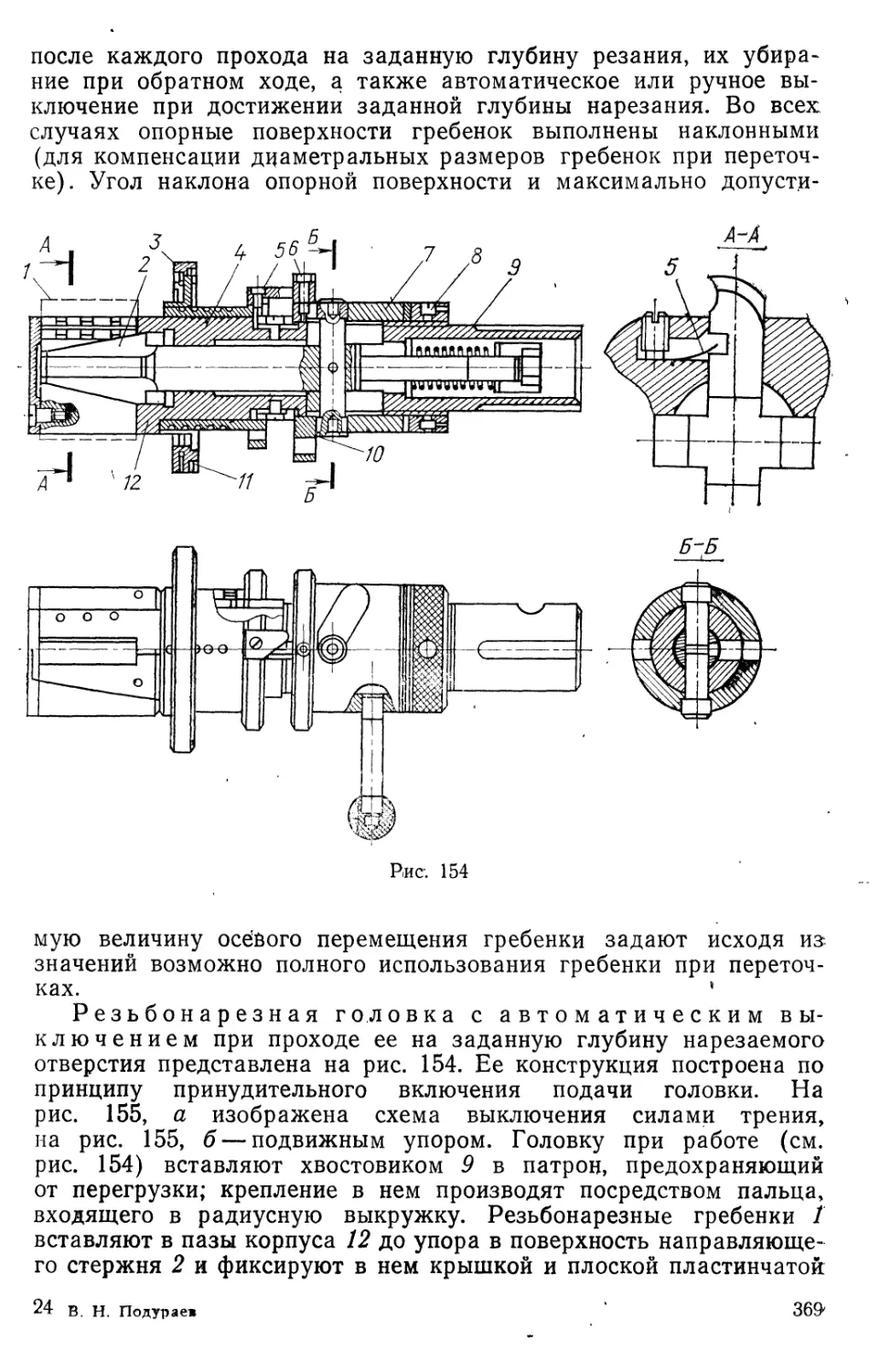
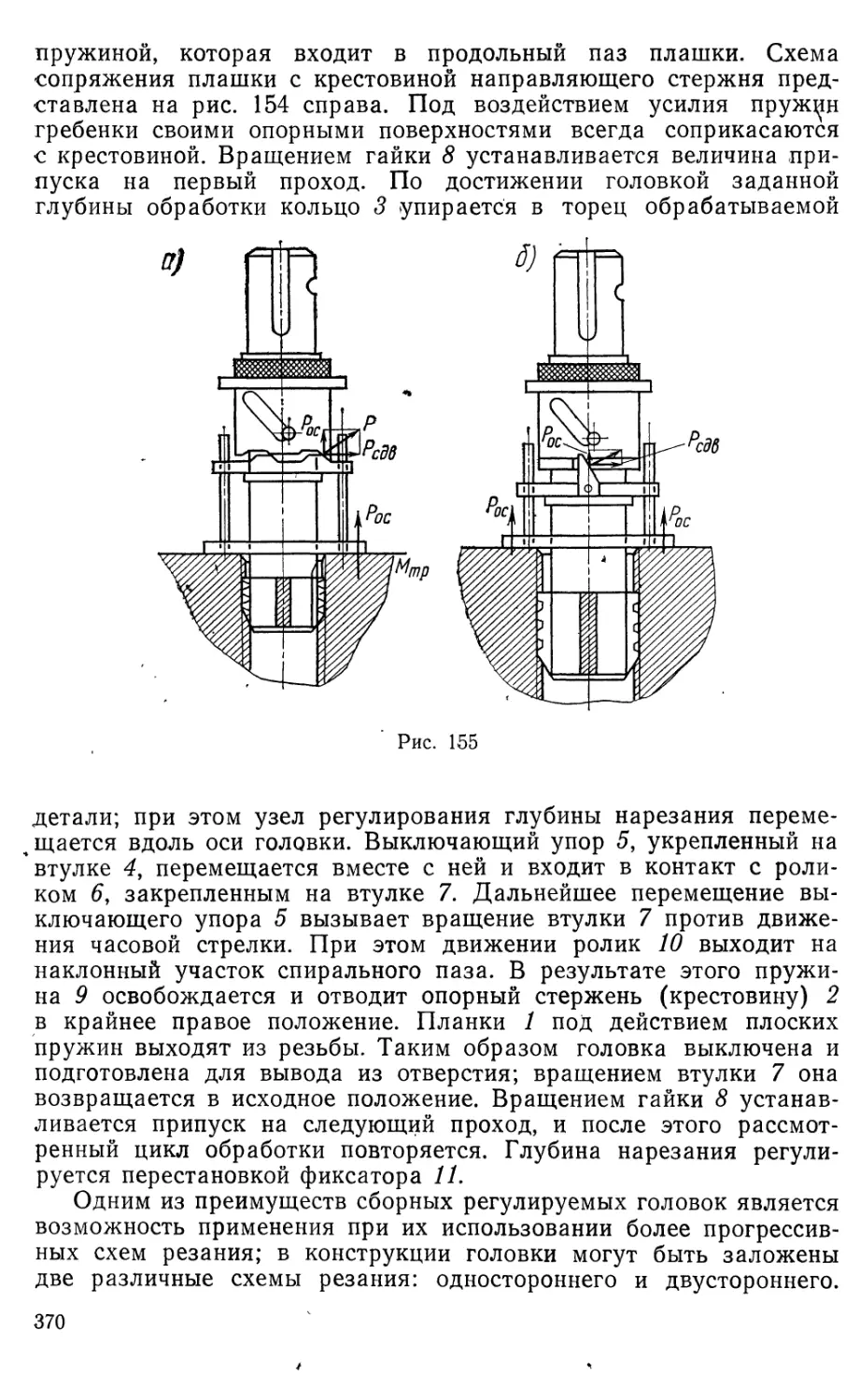
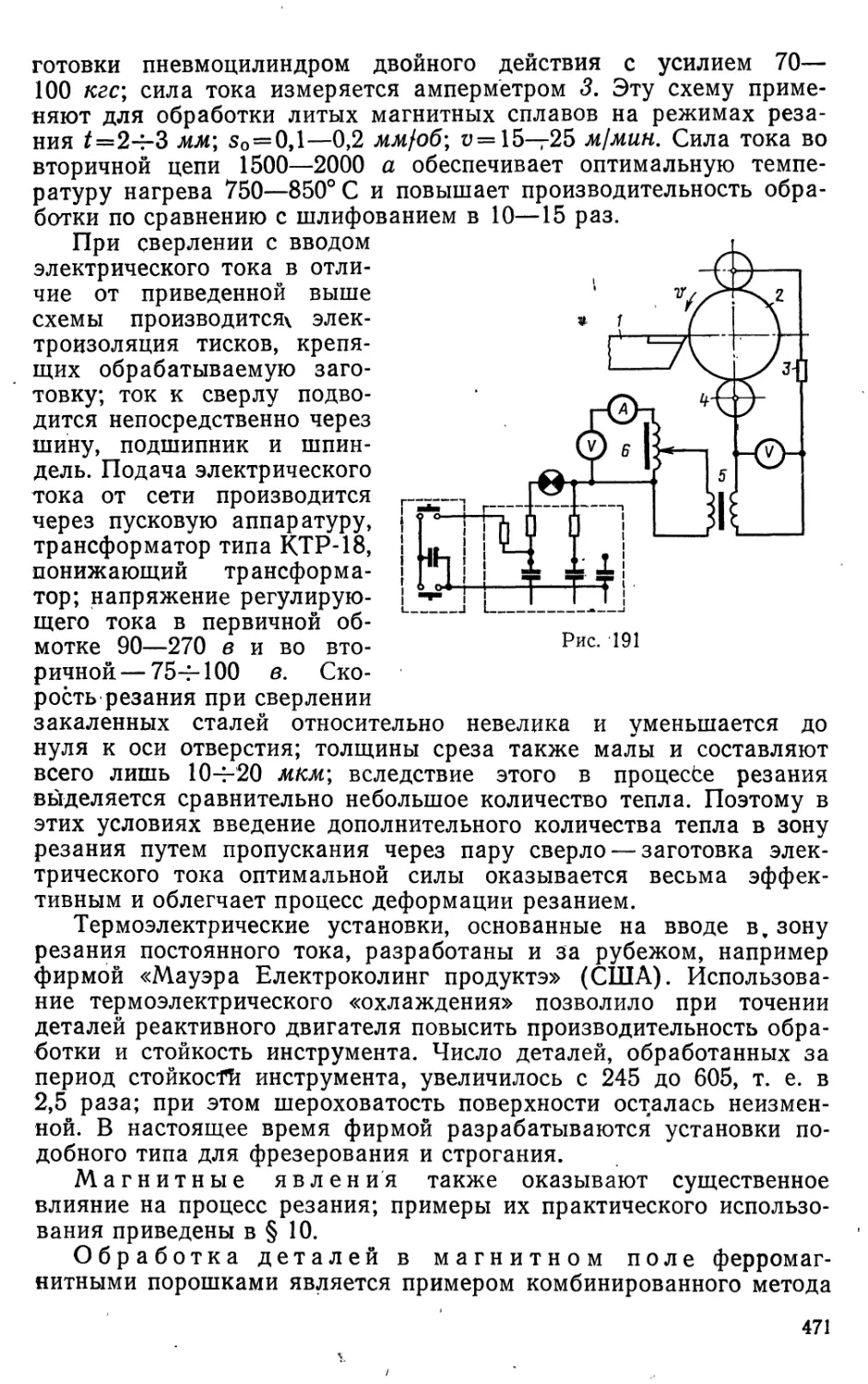
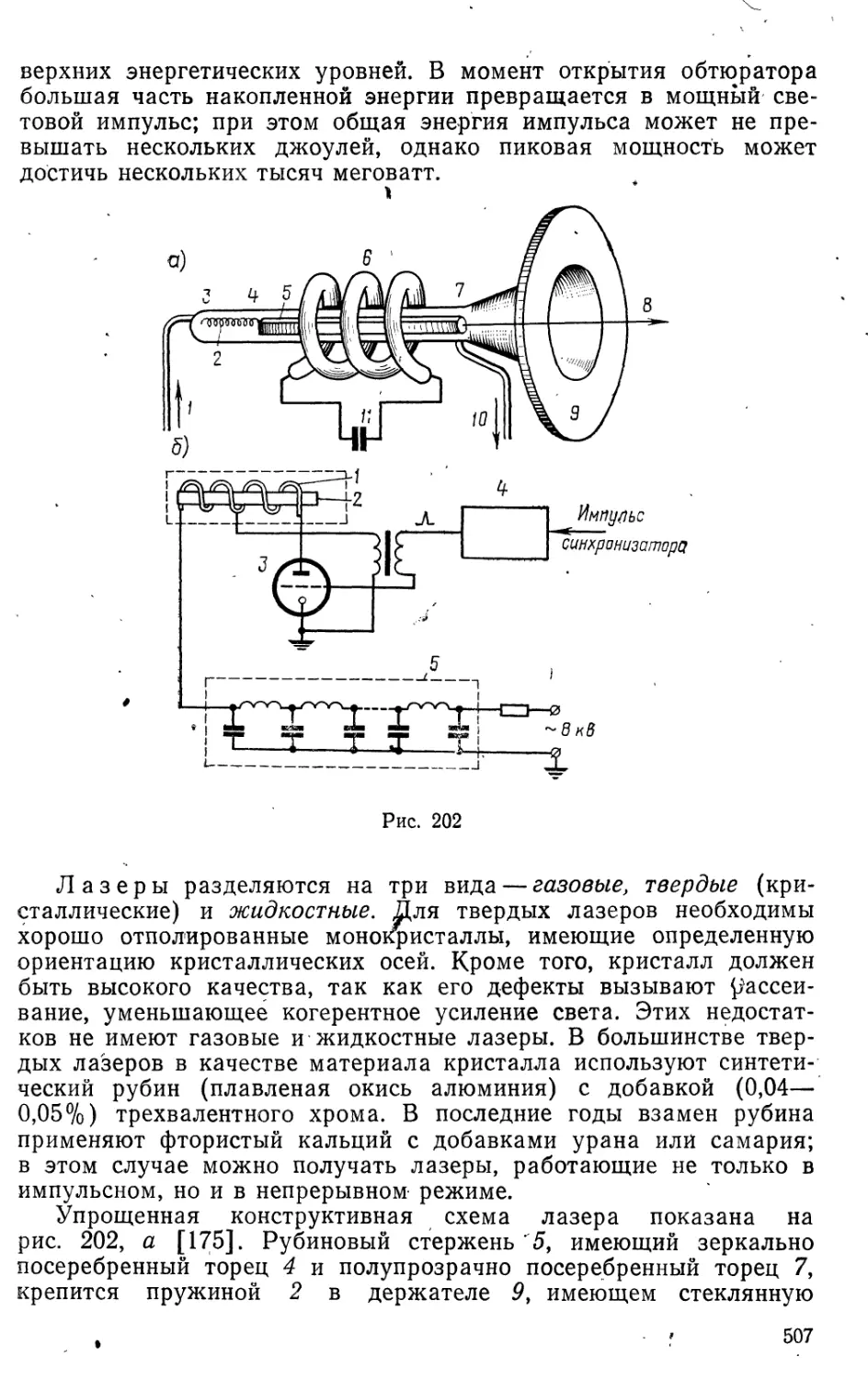
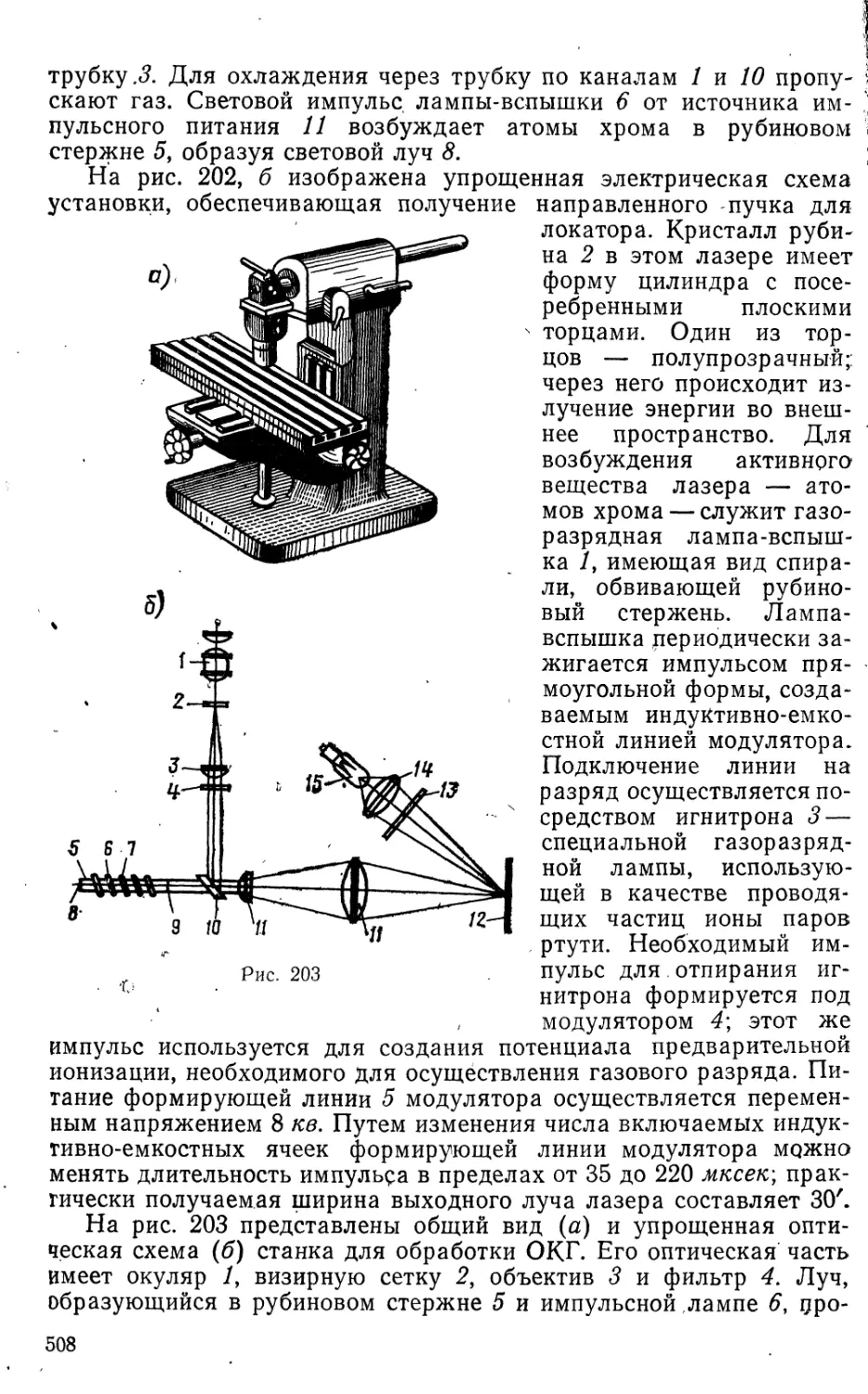
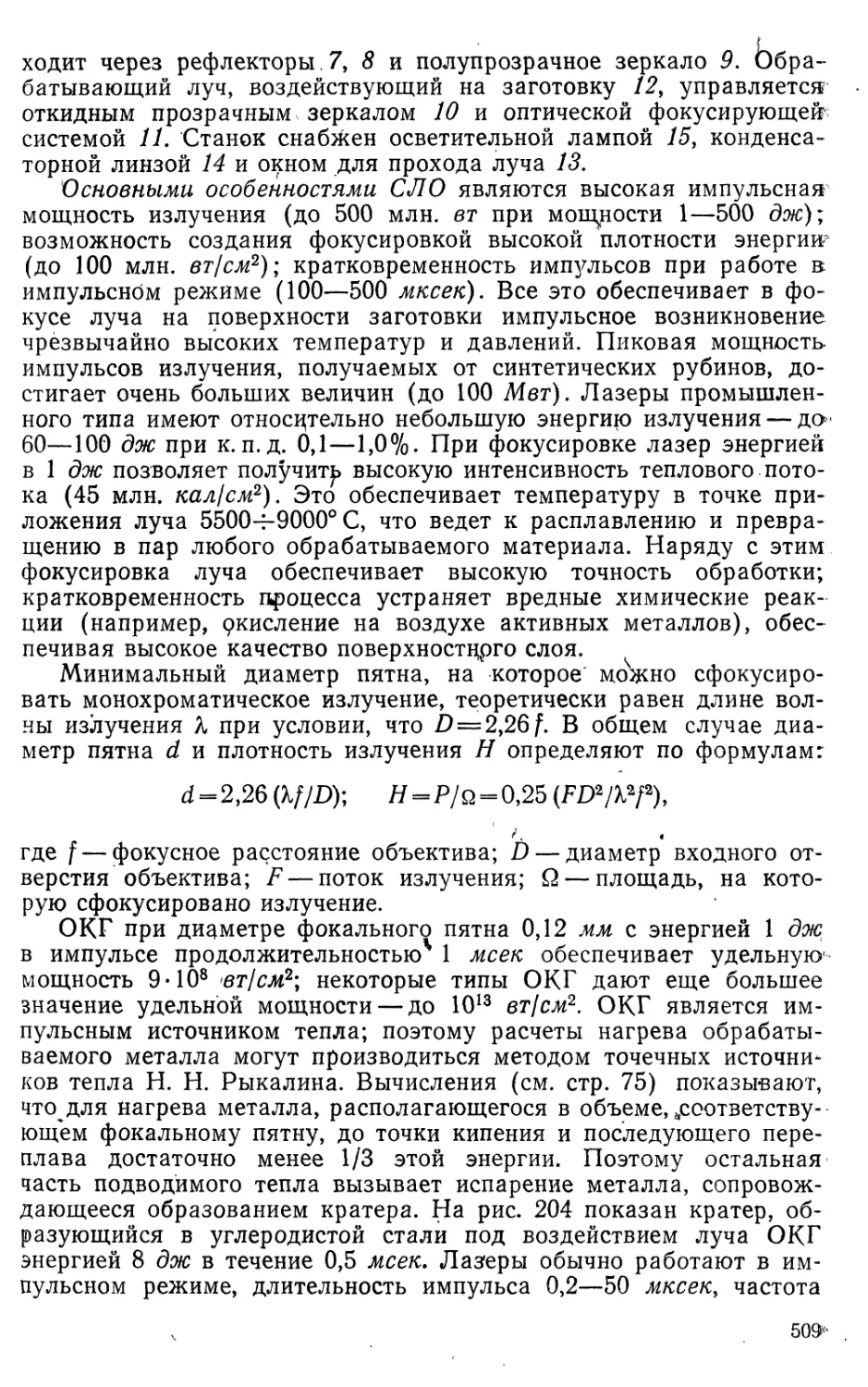
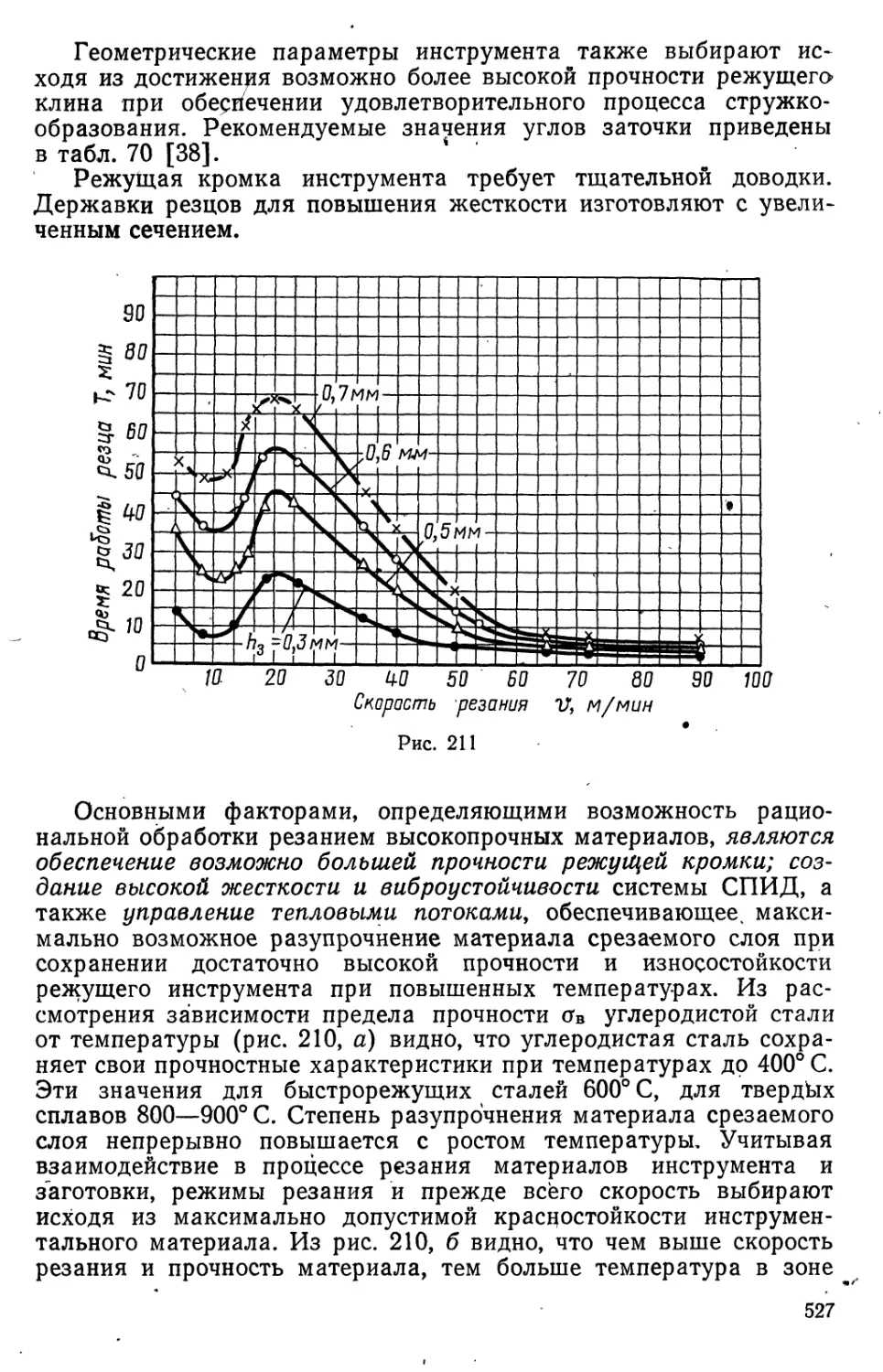
В книге рассматривается специфика обработки резанием труд-
нообрабатываемых материалов, широко применяемых в ведущих
отраслях машиностроения — авиационной, ракетной и космической
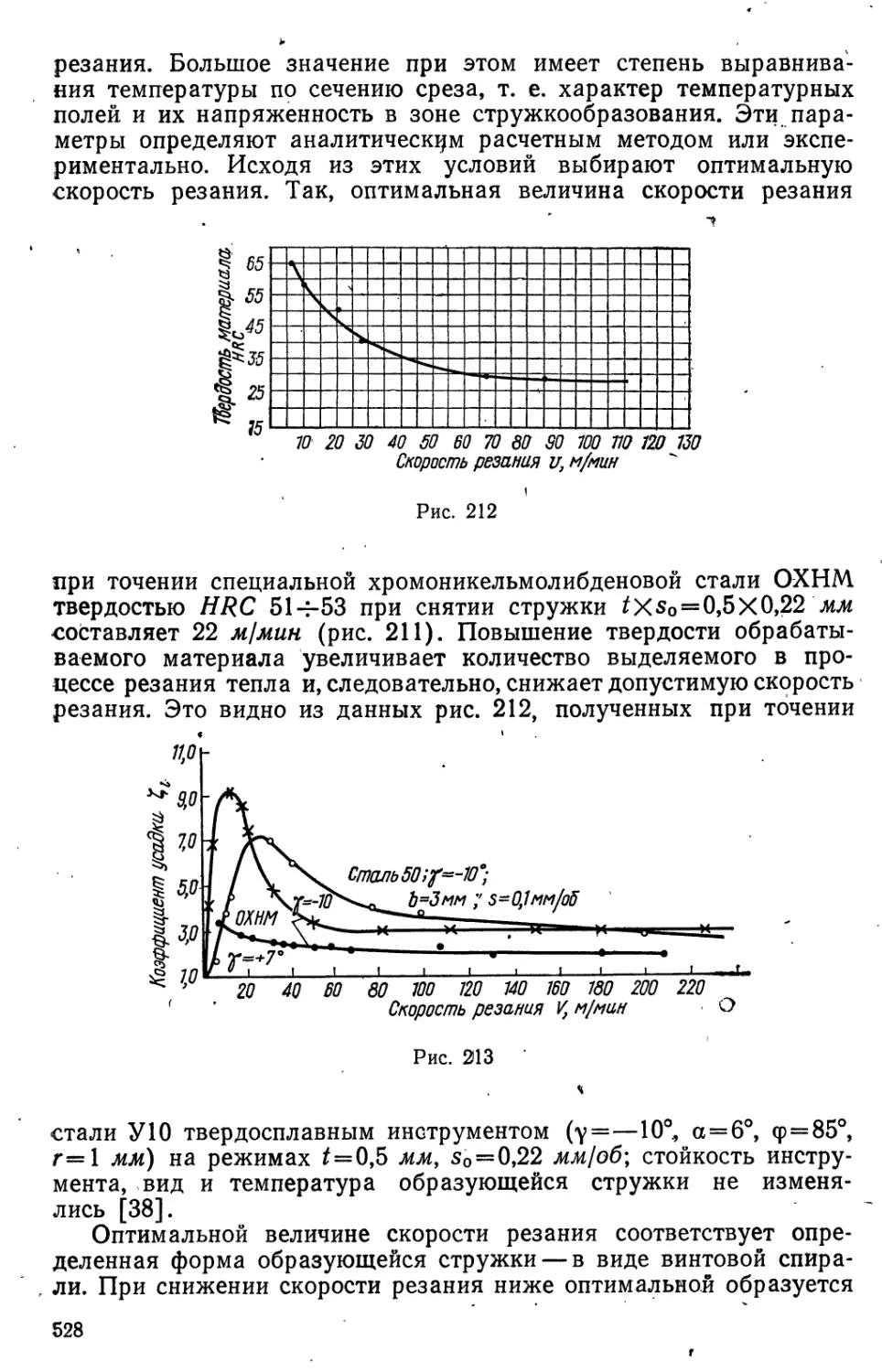
технике, а также при производстве нагревательных и теплообменных
установок, ядерных реакторов, турбин и других энергетических
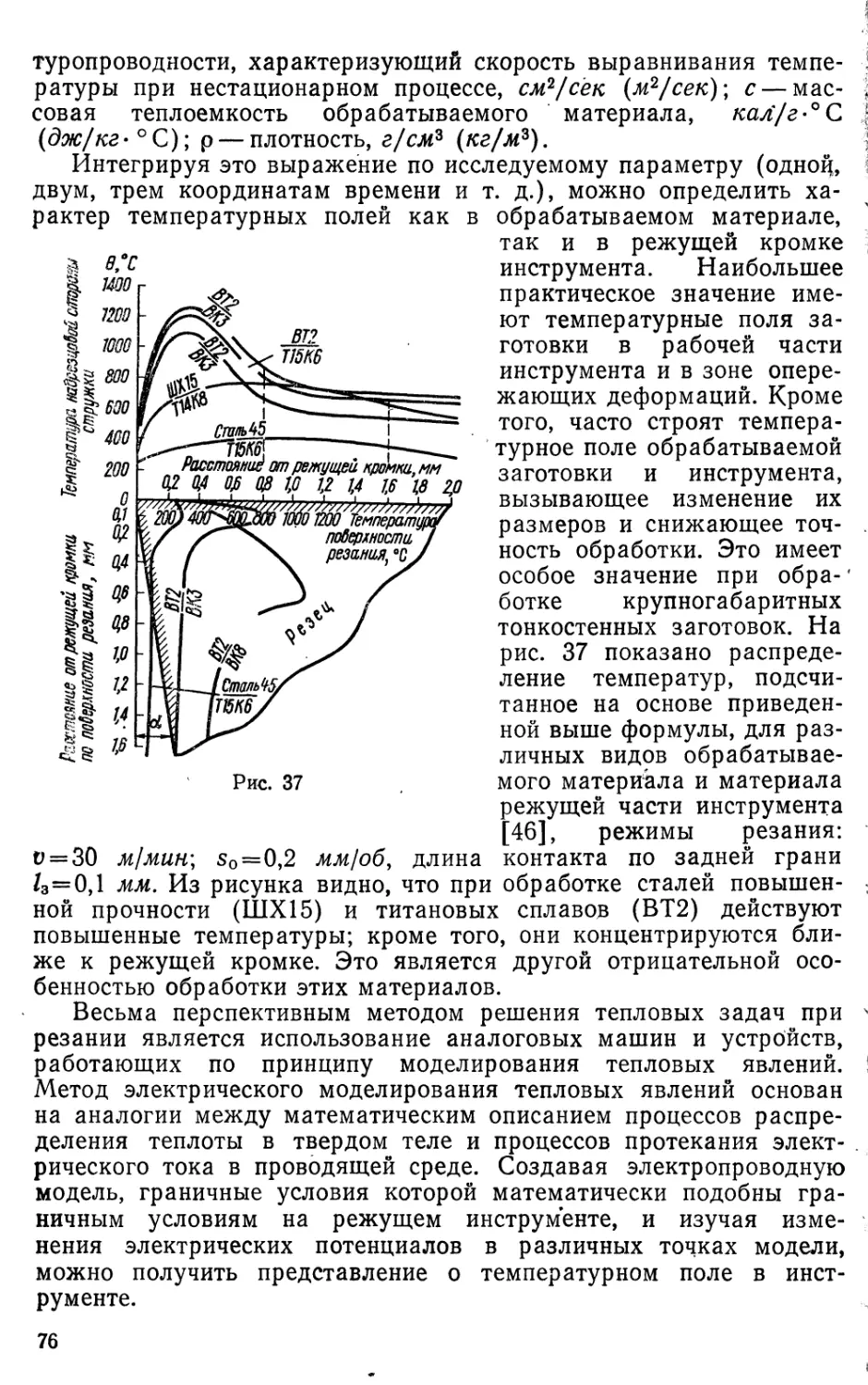
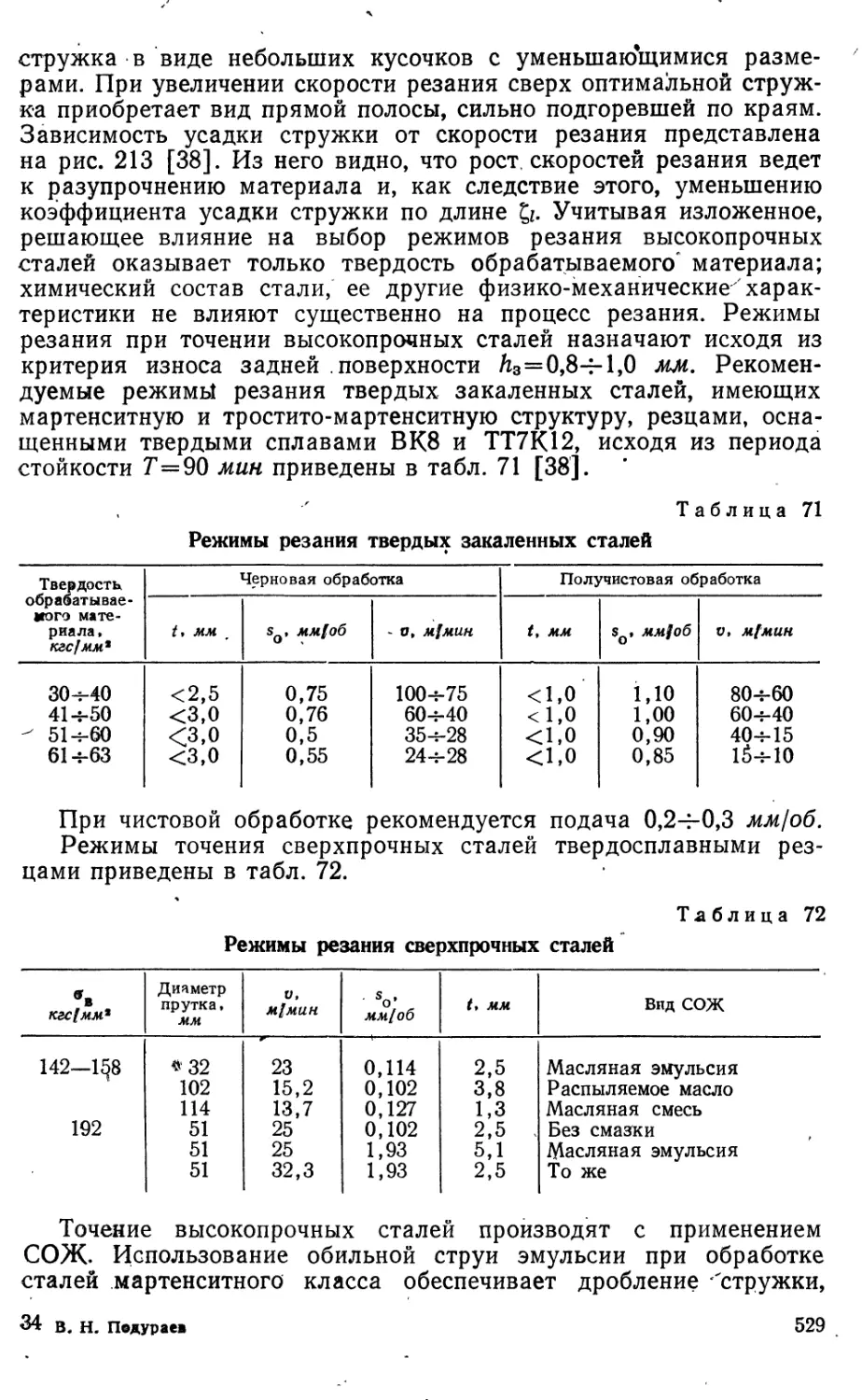
установок. Курс обработки материалов резанием рассматривается
как часть курса технологии машиностроения, в котором изучается
совокупность технологических процессов изготовления изделий.
В настоящее время эта отрасль знаний развита настолько, что
каждому виду технологического процесса посвящается основной
курс (курсы литейного, сварочного, кузнечно-прессового произ-
водств, сборки). Подобное же место занимает курс обработки мате-
риалов резанием; он представляет собой один из основных разде-
лов технологической подготовки студентов по отраслям новой
техники.
Изучение курса базируется на знании материаловедения, физи-
ки твердого тела, теории упругости и пластичности, теоретической
механики и теплотехники, а также технологии металлов. С другой
стороны, курс обработки резанием представляет собюй основу для
изучения специальных курсов «Станки, автоматы и автоматические
линии», «Технология машиностроения».
Последовательность изложения материала одинакова во всех
главах книги: вначале описано существо физического явления, его
проявление при обработке обычных конструкционных материалов
(углеродистых и легированных сталей и чугунов) и на основе это-
го— специфические закономерности процесса резания труднообра-
батываемых материалов.
В главе I даны общие сведения об обработке резанием, основ-
ных его элементах, кинематике процесса, геометрических парамет-
рах резцов. Главы II—VI посвящены описанию существа ряда
физических явлений, составляющих процесс резания, на основе
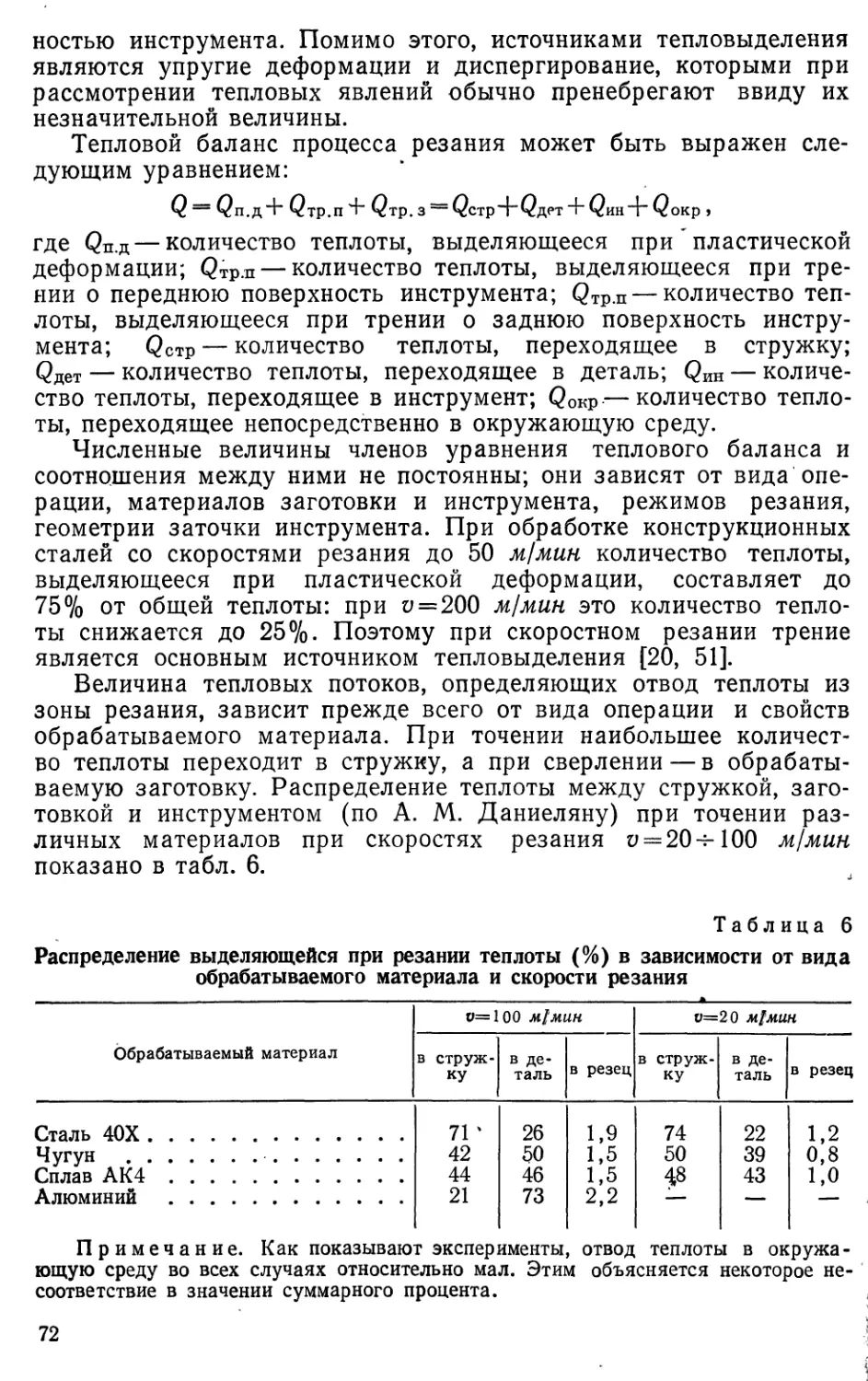
общих положений и современных достижений классических наук.
В процессе резания происходит большое число явлений, знание
которых позволяет предвидеть практические результаты и соответ-
ственно выбирать оптимальные условия резания для каждого кон-
кретного случая. Вместе с тем следует учитывать, что большинство
явлений связаны друг с другом, образуя сложный физико-хими-
3
ческий процесс резания. Особое внимание в работе уделяется,
учитывая ответственность машин, изготовляемых из труднооб-
рабатываемых материалов, влиянию обработки резанием на экс-
плуатационные характеристики деталей (глава VII).
Учение о резании металлов — сравнительно молодая наука:, в
которой научное обобщение во многих случаях пока еще не в со-
стоянии дать для каждой операции достаточно точные количест-
венные рекомендации. Трудности выявления единых законов для
различных методов резания усугубляются также большим числом
характеризующих его физических явлений. Поэтому большое зна-
чение имеет рассмотрение в главах VIII—XIII особенностей вы-
полнения типовых операций. Изложение каждой операции построе-
но по одной схеме — основные особенности процесса резания при
ее выполнении, выбор типов инструментов, геометрии заточки, ре-
жимов резания. В заключение приводятся формулы для вычисле-
ния стойкости инструмента и силы резания. Это позволило система-
тически изложить весьма многообразный производственный опыт.
В книге значительное внимание уделено новым методам реза-
ния, использующим изменение характера механического воздей-
ствия на материал срезаемого слоя, например вибрационное реза-
ние, или применяющим качественно новые виды воздействия —
электрическое, химическое, тепловое. Во многих случаях новые
способы обработки оказываются единственно возможными мето-
дами, позволяющими успешно решать сложнейшие технологические
задачи. Сущность новых методов обработки изложена в главах XIV,
XV, а особенности обработки типовых труднообрабатываемых ма-
териалов — в главе XVI.
При написании пособия использованы современные отечест-
венные и зарубежные материалы по изложенным вопросам
(см. список литературы), в том числе результаты научно-исследова-
тельских работ, выполненных в 1955—1972 гг. под руководством
автора в МВТУ им. Баумана. В значительной мере использовано
учебное пособие автора «Обработка резанием жаропрочных и не-
ржавеющих материалов», изданное в 1965 г. В отличие от него в
настоящей книге излагаются методы резания всех основных видов
труднообрабатываемых материалов, применяемых в современном
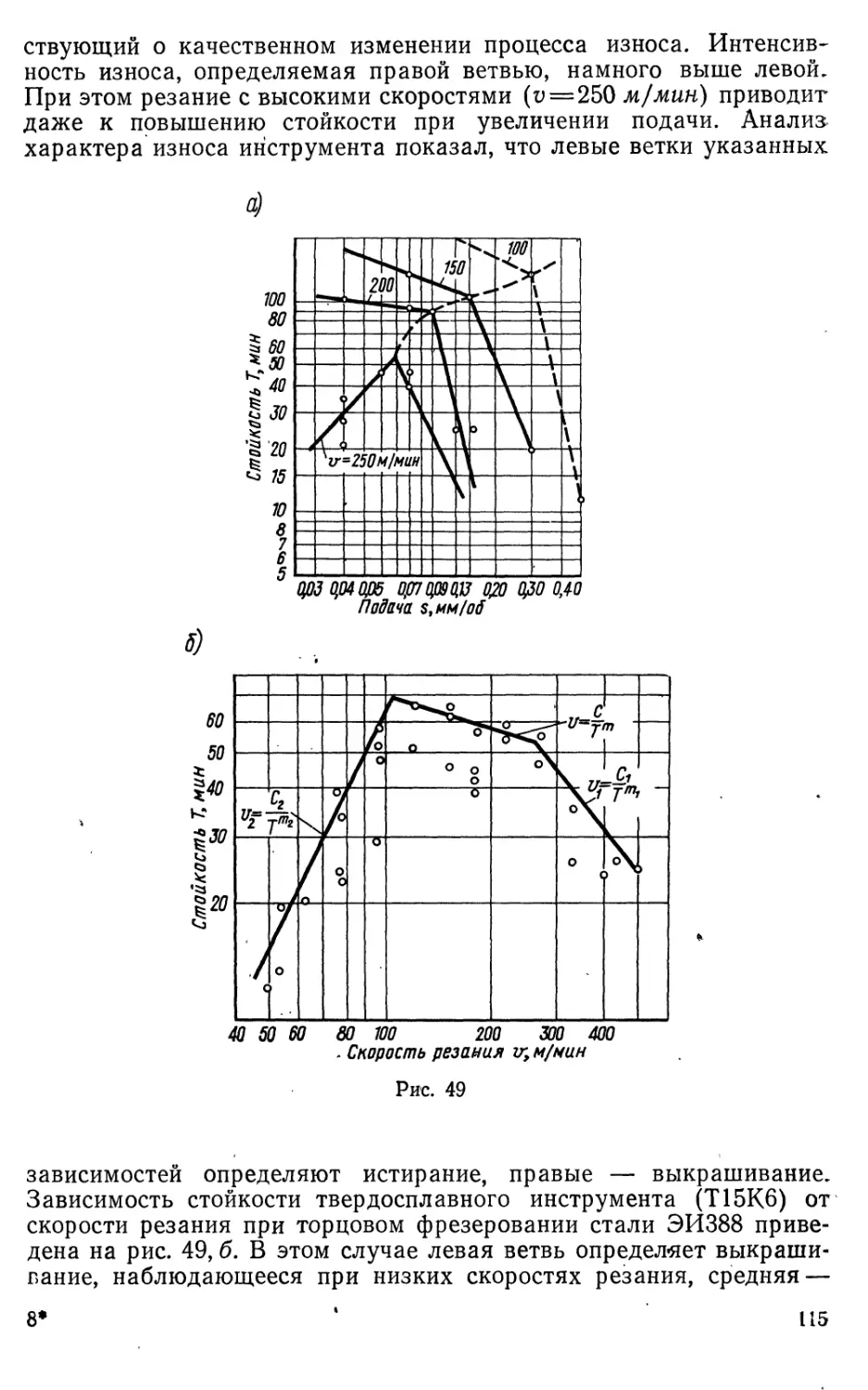
машиностроении.
Предлагаемая работа существенно отличается от имеющихся
в настоящее время книг по обработке металлов резанием. Она
охватывает широкий круг вопросов обработки резанием сталей и
сплавов с повышенными прочностными, жаростойкими, коррозион-
ностойкими и магнитными характеристиками, где наряду с обыч-
ными методами механической обработки излагаются новые мето-
ды резания, в том числе особых видов материалов.
Автор с благодарностью примет критические замечания, на-
правленные на улучшение книги. Замечания следует направлять в
адрес издательства.
Автор
4
ВВЕДЕНИЕ
Для современного машиностроения характерен бурный прогресс
авиационной, ракетной, электронной и атомной техники, энерге-
тического и химического машиностроения. Это привело к резкому
увеличению потребления новых видов материалов с особыми физи-
ко-механическими свойствами; к ним относятся высокопрочные, не-
ржавеющие, жаростойкие и жаропрочные стали и сплавы, туго-
плавкие и немагнитные металлы, металло- и минералокерамиче-
ские материалы, пластмассы. Наряду с этим во всех отраслях
промышленности продолжают широко использоваться обычные ма-
шиностроительные материалы, такие как углеродистые и легиро-
ванные стали, чугуны, цветные сплавы. По мере прогресса техники,
с одной стороны, происходит, непрерывное совершенствование
эксплуатационных характеристик материалов — их прочности,
твердости, ударной вязкости, жаропрочности, стойкости к коррози-
онным средам и, с другой, повышение производительности и эко-
номичности всех видов их обработки.
Одной из основных тенденций современной технологии машино-
строения является совершенствование заготовительных процессов,
с тем чтобы значительно снизить припуски на механическую обра-
ботку, ограничить ее операциями окончательной отделки, а в
ряде случаев полностью исключить ее. Однако, несмотря на это,
удельная трудоемкость механической обработки все еще продол-
жает оставаться большой. Так, например, в турбостроении тру-
доемкость механосборочных работ составляет 69%, в станкострое-
нии— 60%, в тракторостроении — 58% от общей трудоемкости
изготовления машин [20]. Это объясняется все более расширяю-
щимся применением в современных машинах труднообрабатывае-
мых материалов, усложнением форм изготовляемых деталей, рос-
том требований к точности обработки и шероховатости поверхно-
сти; при этом механическая обработка продолжает оставаться
основным средством для осуществления этих требований.
Несмотря на создание таких совершенных заготовительных
процессов, как точные виды литья, штамповка взрывом, порошко-
вая металлургия и др., они до последнего времени во многих слу-
чаях не обеспечивают для ответственных деталей заданных тре-
бований к точности, качеству поверхности и другим эксплуата-
ционным характеристикам. В связи с этим применяют дополни-
5
тельные технологические методы уточнения размеров и достиже-
ния необходимого качества поверхности. Среди них ведущ^ место
занимает обработка резанием, т. е. снятие с заготовки слоя мате-
риала.
Технолог на основе рассмотрения физических и механических
свойств обрабатываемых сталей и сплавов должен разработать
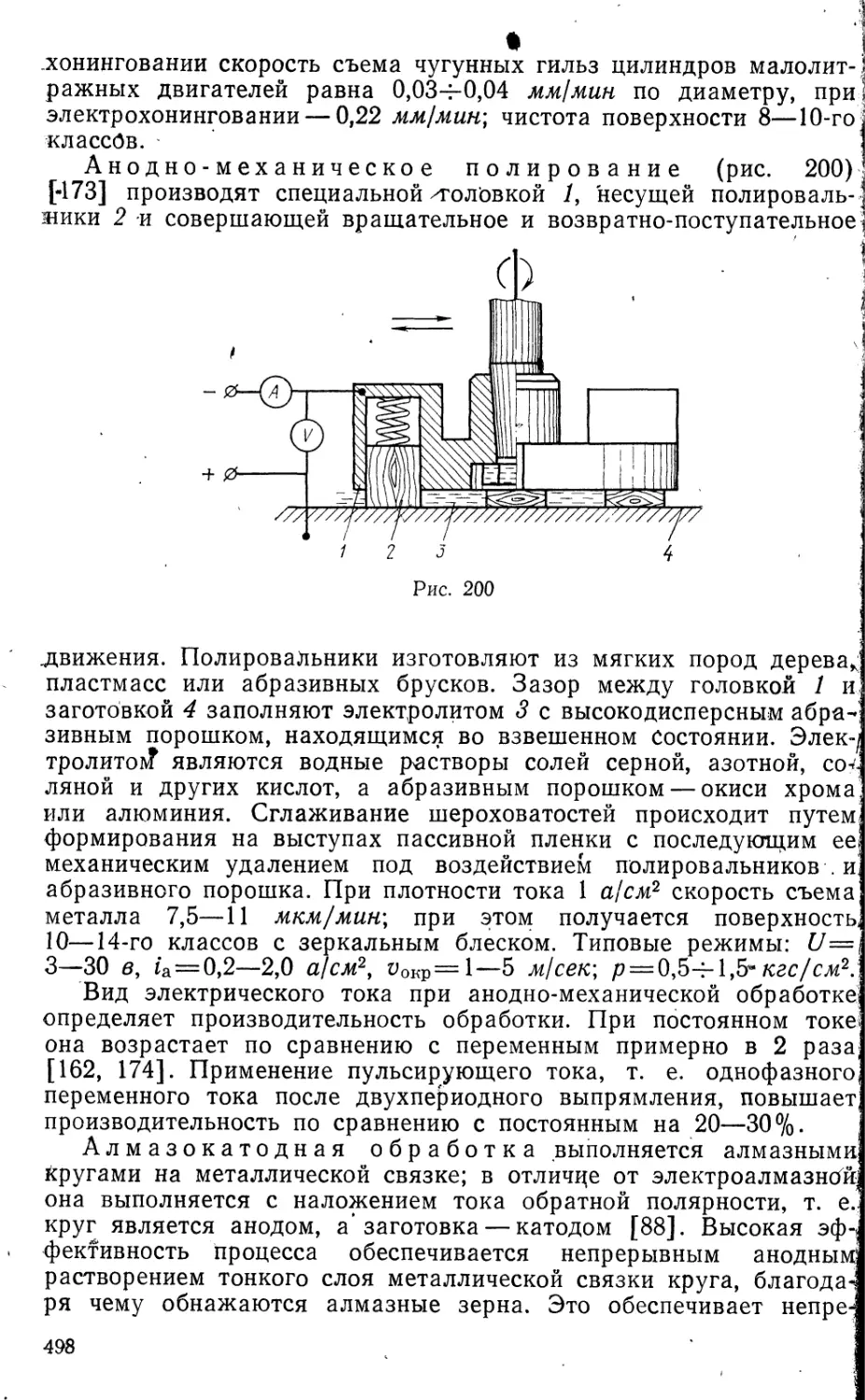
процесс резания и конструкцию инструмента, обеспечивающие наи-
более производительную и экономичную их обработку. Для этого
необходимо знание основных закономерностей, связывающих фи-
зико-механические параметры материала обрабатываемой заго-
товки с его технологическими свойствами; в этом случае можно
предвидеть и протекание процесса резания в тех или иных усло-
виях.
Труднообрабатываемые резанием материалы, обладающие спе-
циальными физико-химическими свойствами, классифицируют по
служебному назначению (высокопрочные и сверхпрочные, нержа-
веющие, жаропрочные, жаростойкие, тугоплавкие, магнитные и не-
магнитные и др.), строению (аустенитные, металлокерамические,
сотовые и др.) и ведущему элементу, составляющему материал
(никелевые, кобальтовые, титановые, алюминиевые, магниевые,
вольфрамовые, стеклопластики и др.). Жаропрочные и нержавею-
щие стали и сплавы подразделяют по составу в зависимости от
того, какой материал составляет основу или преобладает в них.
В качестве основы для жаропрочных сплавов могут быть исполь-
зованы магний и алюминий (рабочая температура до 400—500°С),
бериллий и титан (до 500—600°С), железо, никель, кобальт (до
800—1100°С), хром, молибден, ниобий, вольфрам, тантал (до
2000° С) и др. Наиболее широко применяются жаропрочные и не-
ржавеющие сплавы на основе железа, никеля, кобальта и титана.
К материалам с высокими удельными прочностями и удельной
жесткостью относятся высокопрочные и сверхпрочные стали, тита-
новые сплавы и неметаллические материалы, в первую очередь
стеклопластики. Титановые сплавы имеют при тех же прочностных
показателях, что и обычные легированные стали (р = 7,8 кг/.юи3),
примерно вдвое меньшую плотность (р = 4,8 кг/мм?} и вместе с
тем обладают высокой коррозионной- стойкостью в большинстве
агрессивных сред.
Большинство используемых жаропрочных сплавов на основе
никеля и кобальта теряют свою прочность при нагреве до 800—
850° С. Это объясняется тем, что упрочняющее действие искажен-
ной решетки в обычных металлических сплавах ослабляется с
повышением температуры вследствие увеличения подвижности
атомов и развития диффузионных процессов, приводящих к умень-
шению напряженного состояния и разупрочнению. Поэтому для
изготовления деталей, работающих при особо высоких температу-
рах, применяют тугоплавкие материалы и прежде всего сплавы
вольфрама, молибдена, тантала и ниобия. Тугоплавкие металлы
и их сплавы сочетают высокие механические свойства с жаростой-
костью.
6
Цветные сплавы широко применяют для деталей, работающих
в условиях интенсивного аэродинамического нагрева. Учитывая,
что жаропрочность типовых марок цветных сплавов невелика,
в настоящее время созданы новые марки, обладающие повышен-
ными тепловыми свойствами, — жаропрочные алюминиевые сплавы
типа АК4, ВД17, Д20, жаропрочные литейные сплавы АЛ1, АЛЮ,
В300, В14А, жаропрочные магниевые сплавы, цветные сплавы на
основе бериллия с добавками титана и молибдена. Широко приме-
няется деформируемый жаропрочный материал САП, получаемый
прессованием и спеканием алюминиевой пудры. Он выдерживает
температуру до 500° С [6].
В приборостроительной промышленности применяются мате-
риалы со специальными электрофизическими свойствами, для кото-
рых первостепенное значение имеют такие свойства, как удельная
магнитная энергия, магнитная проницаемость, радиопрозрачность
и др. К ним относятся, например, магнитнотвердые материалы
типа литейных сплавов ЮНД4, ЮНДК24 по ГОСТ 4402—48 и
9575—60; магнитномягкие материалы — электротехнические стали,
пермаллои, альсиферы, ферриты. Механическая обработка маг-
нитных материалов вызывает серьезные затруднения.
Таким образом, совершенствование конструкций машин при-'
вело к росту прочностных, жаростойких, коррозионных и магнит-
ных параметров деталей, сильно затрудняющих обработку их
резанием.
В настоящее время существуют различные способы резания
труднообрабатываемых материалов. Механическая обработка
представляет собой наиболее исследованный и вместе с тем уни-
версальный способ; в большинстве отраслей промышленности он
составляет 90—95% всех выполняемых операций по обработке
резанием. В будущем по мере совершенствования новых методов
следует ожидать перераспределения этого соотношения. Так, по
зарубежным данным предполагается, что в ближайшие 5—10 лет
механические методы обработки составят 50%; электроэрозион-
ные—10%, электрохимическая размерная обработка — 25% и
анодно-абразивная обработка— 15%.
Высокую эффективность показывает сочетание резания с пла-
стическим деформированием [1], а также применение методов
поверхностного пластического деформирования, например алмаз-
ного выглаживания, раскатки отверстий,- резьбо- и шлиценакаты-
вания, обкатки зубчатых колес взамен шевингования; наряду с
необходимым формообразованием они в то же время обеспечи-
вают эффективное упрочнение изготовленных деталей.
Механическая обработка по сравнению с другими методами
обработки имеет ряд преимуществ. К ним относятся универсаль-
ность, простота эксплуатации и технологическая маневренность,
малая энергоемкость при достаточно высокой производительности,
возможность получения деталей различных форм и размеров с
высокой точностью и качеством поверхности, стабильность полу-
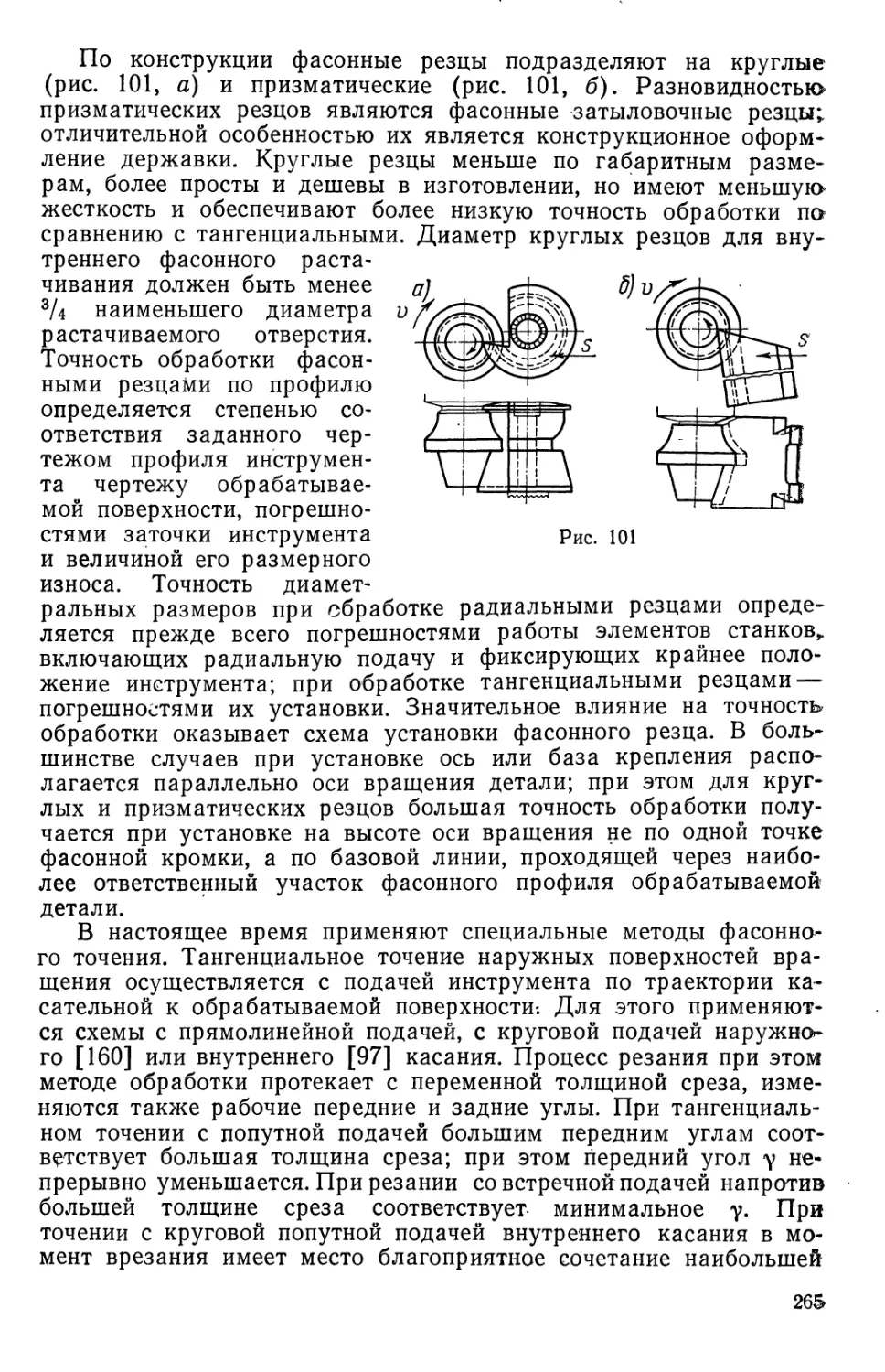
чаемых эксплуатационных свойств деталей. Поэтому она еще
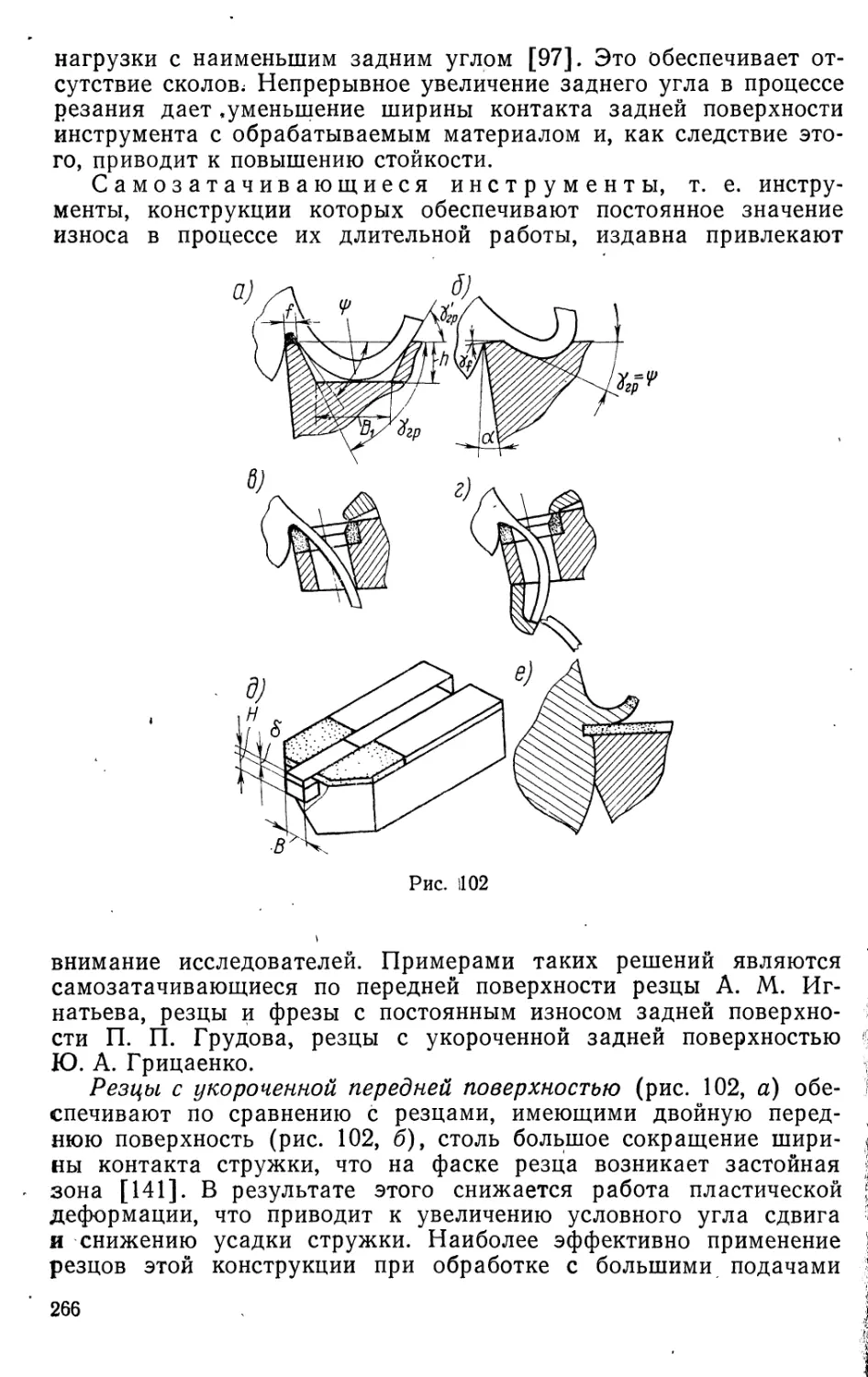
долгое время будет основным методом резания и типовой операци-
ей всего технологического процесса производства деталей машин.
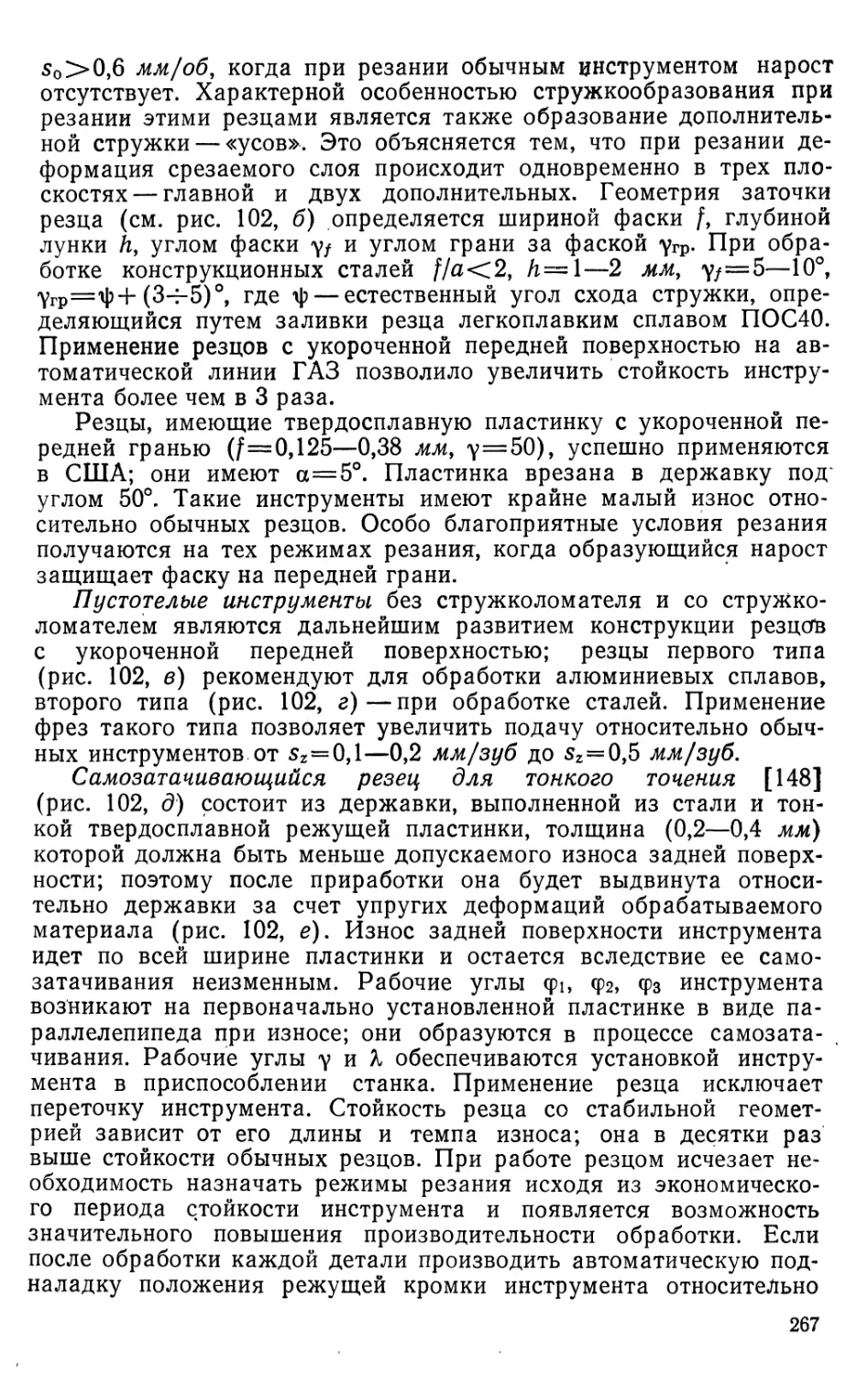
Дальнейшее развитие новых отраслей техники и освоение новых
образцов машин находятся в прямой зависимости от развития
методов высокопроизводительной обработки высокопрочных сталей, i
жаростойких, нержавеющих, немагнитных сплавов и других мате- j
риалов с особыми физико-химическими свойствами. Обработка этих i
материалов резанием имеет свои характерные особенности, качест- I
венно отличающие ее от механической обработки обычных конст- !
рукционных материалов. Многолетняя практика показывает, что !
в современном производстве не существует универсальных мето-
дов резания, в равной мере эффективных для обработки материа-
лов всех видов. Каждый метод резания (например, обычное реза-
ние, вибрационное или электрохимическое) имеет свою конкретную
область рационального применения. Выбор того или иного метода
обработки обусловлен, с одной стороны, требованиями, предъяв-
ляемыми к форме, точности обработки и качеству поверхности
детали, и с другой — достигаемой экономической эффективностью
обработки, которая в первую очередь определяется производитель-
ностью. Поэтому практическими задачами изучения процессов
резания труднообрабатываемых материалов являются правильный
выбор метода обработки и назначение таких условий обработки,
при которых обеспечиваются заданное качество, наименьшая себе-
стоимость изготовляемых деталей, а также достигается макси-
мально возможная производительность обработки.
8
ГЛАВА I
ПОНЯТИЕ О ПРОЦЕССЕ РЕЗАНИЯ
Обработка резанием представляет собой метод формообразо-
вания деталей заданных размеров, точности и качества поверхно-
сти посредством удаления с заготовки слоя металла, поэтому
необходимой составной частью физического механизма любого
метода резаний является разрушение материала срезаемого слоя.
При обработке резанием во всех случаях объем обрабатываемой
заготовки всегда больше объема получаемой детали вследствие
снятия части металла. В отличие от этого при формообразовании
деталей методами пластического деформирования объемы заго-
товки и получаемой детали равны; при этом для большинства
операций отсутствует разрушение. При формообразовании деталей
методами напыления и наплавки объем получаемой детали больше
объема заготовки.
При обработке резанием могут использоваться различные виды
физического воздействия на материал срезаемого слоя: механиче-
ское, тепловое, химическое, электрическое. Наиболее распростра-
ненным способом резания является механическая обработка; в этом
случае резание происходит путем внедрения в обрабатываемую
заготовку клинообразного твердого тела — режущей части инстру-
мента, движение которого осуществляется под воздействием сил
привода станка. В результате этого в зоне соприкосновения режу-
щего клина инструмента и срезаемого слоя заготовки происходит
сложный физико-химический процесс пластической деформации и
разрушения металла, приводящий к образованию стружки и отде-
лению ее от заготовки.
Работами русских ученых И. А. Тиме, К. А. Зворыкина и
Я. Г. Усачева еще в прошлом столетии установлено, что процесс
стружкообразования при резании сталей является одной из разно-
видностей процессов пластического деформирования, происходя-
щего при сложнонапряженном объемном состоянии срезаемого
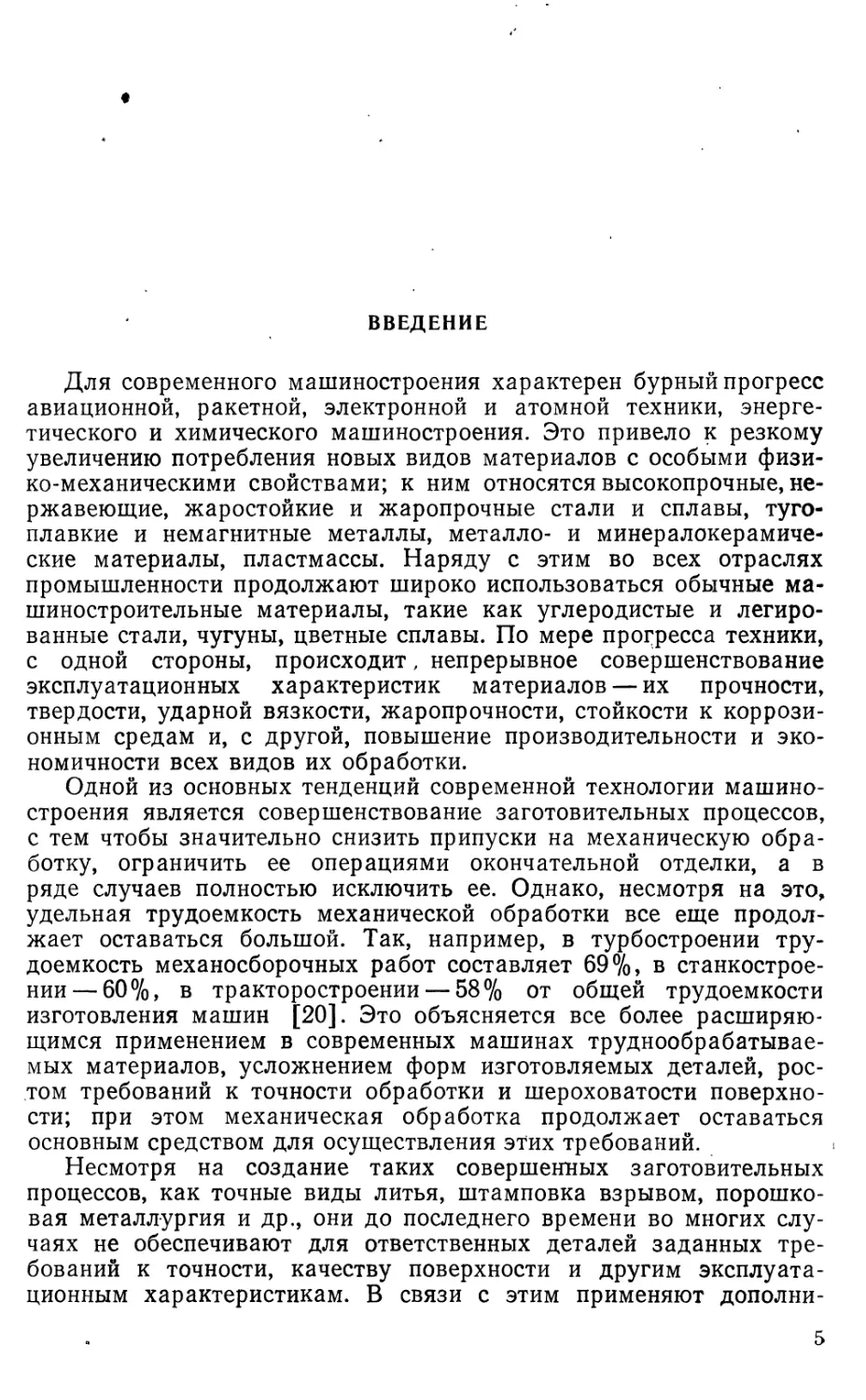
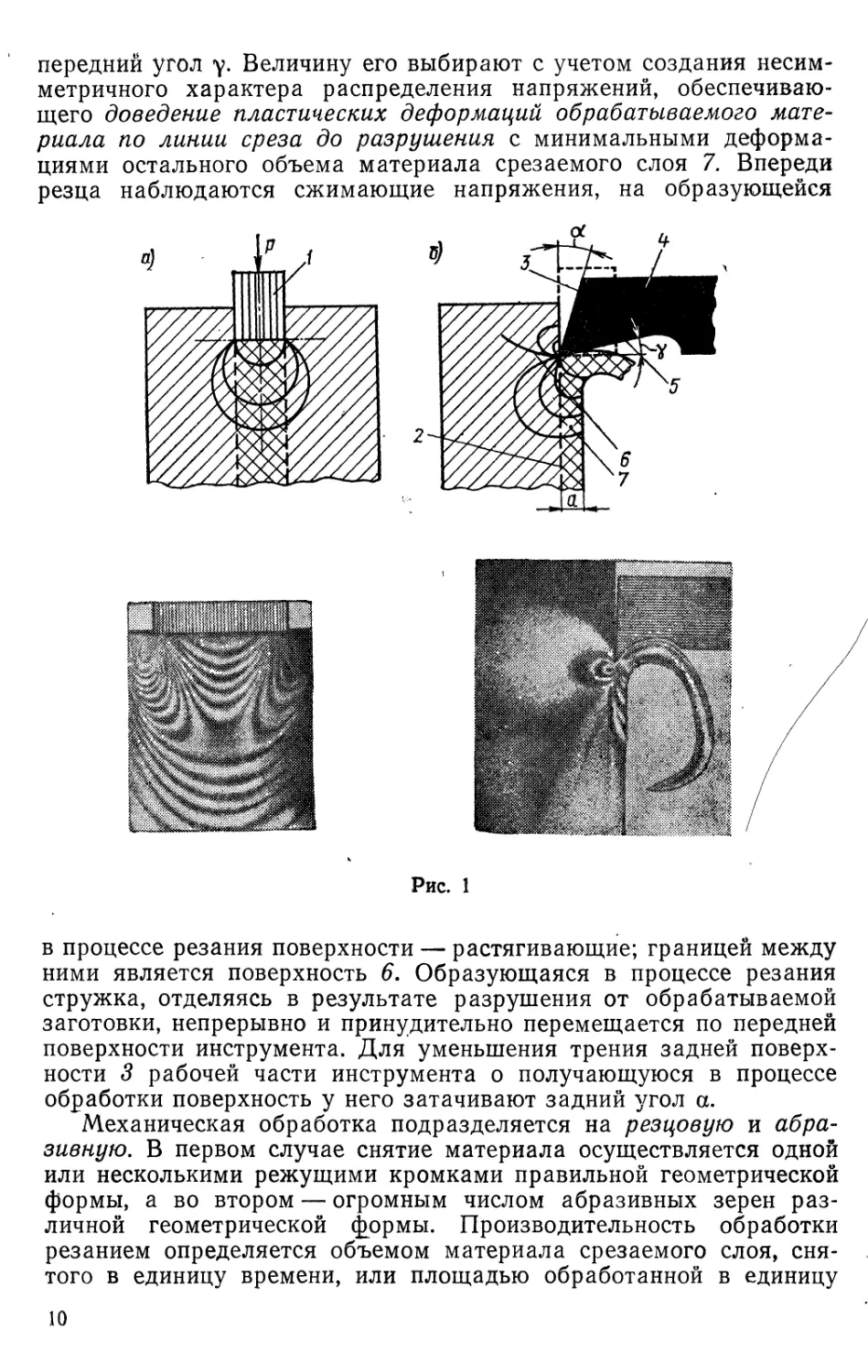
слоя. На основании подробного изучения микрошлифов Я. Г. Уса-
чев доказал, что физические основы распределения напряжений
в обрабатываемом материале при вдавливании пуансона (рис. 1, а)
и в процессе резания (рис. 1,6) подобны. При вдавливании пуан-
сона 1 в заготовку металл деформируется симметрично; при реза-
нии такой характер распределения, напряжений и деформаций
пе является оптимальным, так как срезание слоя металла режу-
щей частью инструмента прямоугольной формы будет затрудни-;
тельным. Для облегчения процесса резания между передней поверх-
ностью 5 и резца 4 и линией среза . 2 у инструмента затачивают
9
передний угол у. Величину его выбирают с учетом создания несим-
метричного характера распределения напряжений, обеспечиваю-
щего доведение пластических деформаций обрабатываемого мате-
риала по линии среза до разрушения с минимальными деформа-
циями остального объема материала срезаемого слоя 7. Впереди
резца наблюдаются сжимающие напряжения, на образующейся
Рис. 1
в процессе резания поверхности — растягивающие; границей между
ними является поверхность 6. Образующаяся в процессе резания
стружка, отделяясь в результате разрушения от обрабатываемой
заготовки, непрерывно и принудительно перемещается по передней
поверхности инструмента. Для уменьшения трения задней поверх-
ности 3 рабочей части инструмента о получающуюся в процессе
обработки поверхность у него затачивают задний угол а.
Механическая обработка подразделяется на резцовую и абра-
зивную. В первом случае снятие материала осуществляется одной
или несколькими режущими кромками правильной геометрической
формы, а во втором — огромным числом абразивных зерен раз-
личной геометрической (^ормы. Производительность обработки
резанием определяется объемом материала срезаемого слоя, сня-
того в единицу времени, или площадью обработанной в единицу
10
времени поверхности. При резцовой обработке достаточно высокой
производительности достигают снятием больших сечений среза
при относительно низких скоростях резания; при абразивной обра-
ботке, наоборот, — применением весьма высоких скоростей при
крайне малых сечениях среза.
Процесс резания может быть непрерывным и прерывистым.
Первый характеризуется непрерывным контактом рабочих поверх-
ностей инструмента с обрабатываемым материалом; перерыв
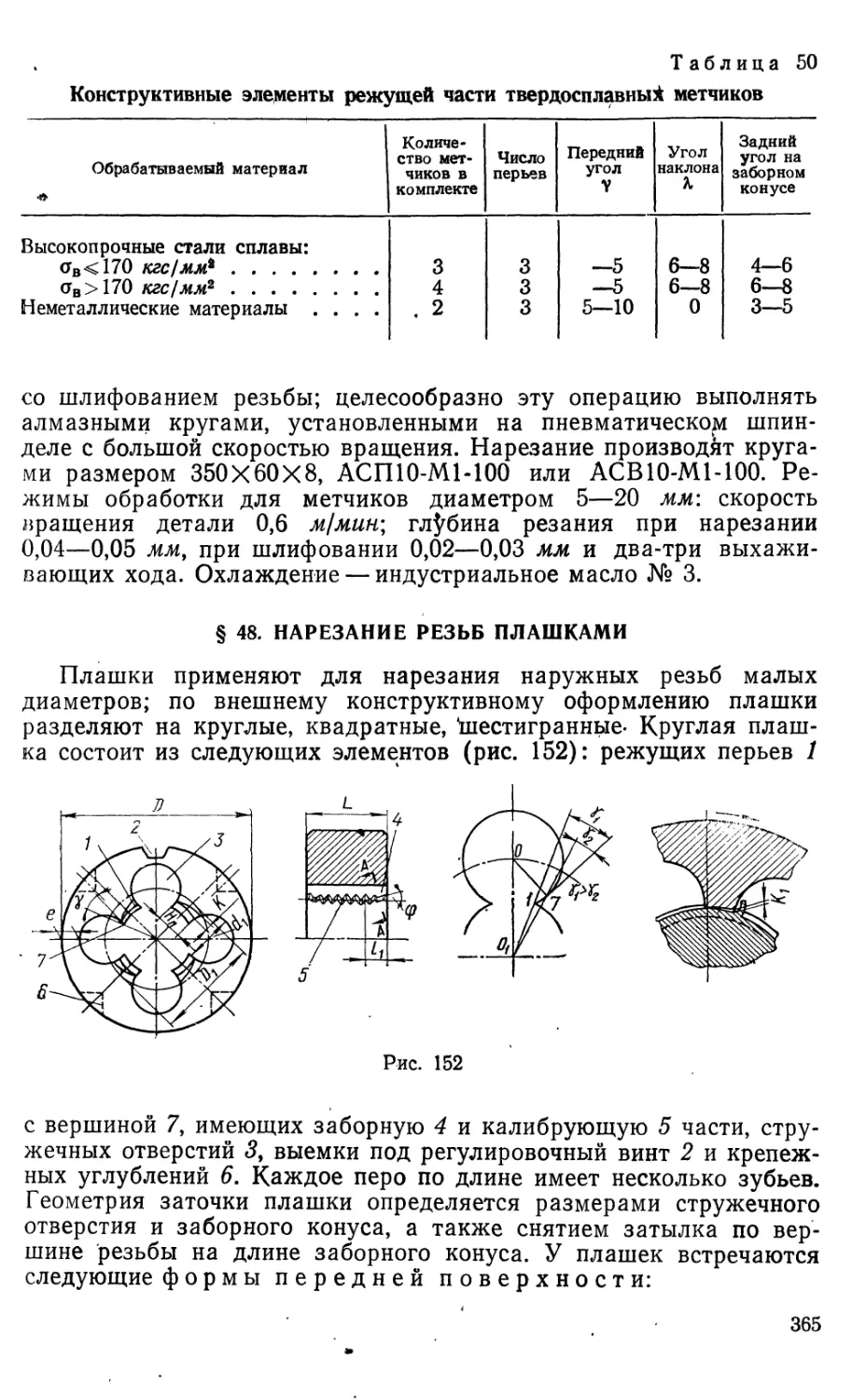
наступает только при переходе к обработке другой детали. Непре-
рывный процесс резания наблюдается при точении, сверлении,
зенкеровании, развертывании, резьбонарезании резцом, метчиком,
плашкой. Прерывистый процесс резания осуществляется путем
периодического повторения цикла: резание — отдых инструмента;
при этом существенное значение имеют процессы, связанные с
врезанием и выходом режущего клина инструмента. Такой вид
обработки применяют на операциях строгания, долбления, фрезе-
рования.
§ 1. КИНЕМАТИКА РЕЗАНИЯ
Кинематика процесса резания изучает закономерности относи-
тельного движения инструмента и заготовки без учета физических
явлений, протекающих в зоне резания, и в первую очередь дейст-
вующих сил и температур; для этого систему СПИД * принимают
абсолютно жесткой и не зависящей от тепловых воздействий.
В процессе резания происходит перемещение режущего инстру-
мента относительно заготовки; оно называется движением резания.
Движение резания является векторной суммой двух движений:
одно определяет скорость снятия материала срезаемого слоя и
называется главным движением резания, второе обеспечивает
непрерывность врезания режущей кромки инструмента в срезае-
мый слой заготовки и называется вспомогательным движением —
движением подачи. Наиболее часто движение резания и движение
подачи являются вращательными или прямолинейными. Например,
при точении, сверлении, фрезеровании главным движением явля-
ется вращение обрабатываемой заготовки (точение) или инстру-
мента (сверление, фрезерование), движение подачи — прямоли-
нейное перемещение инструмента (точение и сверление) или заго-
товки (фрезерование). При строгании, долблении и протягивании
главное движение осуществляется путем прямолинейного переме-
щения режущего инструмента.
Совокупность относительных движений инструмента и обраба-
тываемой заготовки, необходимых для получения заданной поверх-
ности, называется кинематической схемой обработки.
Так, например, при токарной обработке вращательное движение
заготовки и поступательное перемещение резца, параллельное оси
вращения заготовки, образуют суммарное относительное движение
* СПИД — сокращенное название системы станок — приспособление — инст-
румент — деталь.
11
по винтовой спирали, обеспечивающее при малом шаге получение
цилиндрической поверхности с винтообразными следами обработки
(шероховатостью). Изменение направления движения подачи —
перемещение инструмента под углом к оси вращения заготовки —
приводит к получению конической поверхности, а резкое относи-
тельное увеличение скорости движения подачи — к формированию
на поверхности обрабатываемой заготовки резьбовой поверхности
(винта).
С точки зрения процесса формообразования поверхности детали
безразлично, каким сочетанием движений заготовки и инструмента
получено на станке относительное движение. Так, при сверлении
отверстий на токарном и сверлильном станках геометрическая
форма обработанной поверхности заготовки получается идентич-
ной, хотя винтовое движение инструмента относительно заготовки
обеспечивается при этом различными сочетаниями движений.
Вместе с тем кинематическая схема обработки резанием оказывает
решающее влияние на выбор наиболее рациональной конструкции
станка и обеспечение жесткости системы СПИД, т. е. на точность
обработки. Так, например, схема обработки резанием при сверле-
нии (вращение и подача инструмента), рассматриваемая кинема-
тически, всегда ведет к образованию прямолинейной цилиндриче-
ской поверхности. Перекос оси отверстия и отклонение от правиль-
ной цилиндрической формы являются следствием динамики реза-
ния и обусловлены деформациями системы СПИД под действием
возникающих в процессе резания сил. Они вызывают дополнитель-
ное относительное движение инструмента и обрабатываемой заго-
товки. Это движение, накладываясь на движение, заданное кине-
матической схемой, создает реальную поверхность обрабатываемой
заготовки. При сверлении небольших по длине отверстий схема
обработки резанием — вращение сверла и его подача вдоль верти-
кальной оси — обеспечивает наиболее простую компоновку станка
и операции в целом. Однако при обработке глубоких отверстий,
длина которых значительно больше диаметра, такая схема обра-
ботки вызывает большое отклонение в результате изгиба сверла
под действием сил резания. В этом случае более рациональной
схемой обработки оказывается вращение заготовки вокруг гори-
зонтальной оси и подача сверла вдоль нее.
§ 2. ЭЛЕМЕНТЫ РЕЗАНИЯ
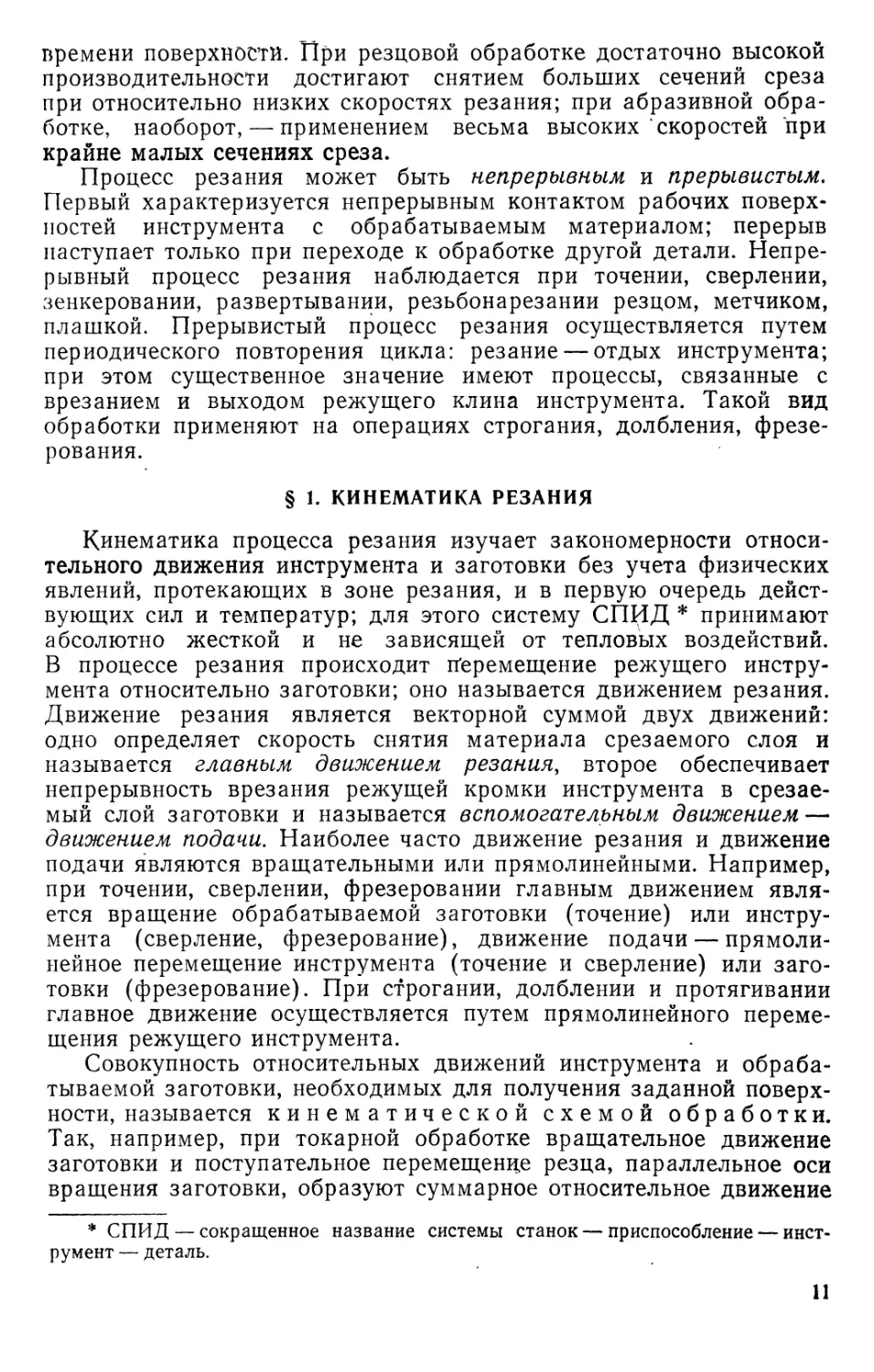
На обрабатываемой резанием заготовке различают обрабаты-
ваемую, обработанную поверхности и поверхность резания (рис. 2).
Обрабатываемой называется поверхность заготовки на том участке,
который будет срезан при обработке. Обработанной — поверхность,
получающаяся после снятия срезаемого слоя. Поверхность резания
является переходной между обрабатываемой и обработанной
поверхностями; она образуется на обрабатываемой заготовке в
процессе резания непосредственно режущими кромками инстру-
мента. Так, при продольном точении поверхность резания возни-
12
кает как результат сложения двух простых движений режущей
кромки — вращения заготовки и поступательного движения резца —
и представляет собой винтовую поверхность.
Условия резания определяются комплексом заданных техноло-
гических параметров обработки; в них входят параметры системы
СПИД, в том числе: вид
обрабатываемого мате-
риала, размеры заготов-
ки, конструкция инстру-
мента и приспособления,
тип станка, режимы реза-
ния, смазочно-охлаждаю-
щая жидкость (состав и
способ подачи) и др. Ре-
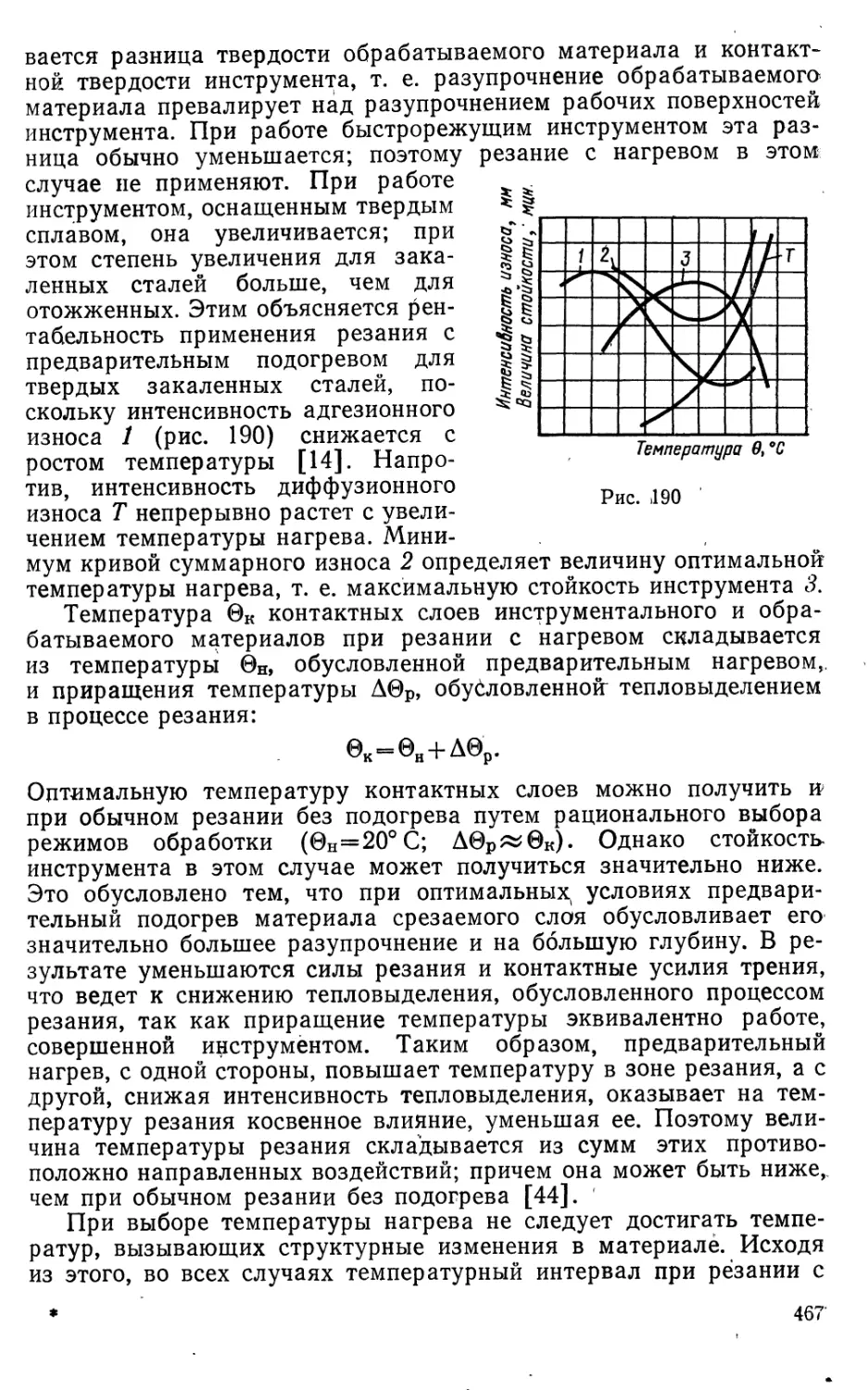
жимы резания определя-
ются глубиной резания
подачей s0 и скоростью
Одрадатываемия Поверхность резания ПвР
поверхность
Продольная
у подача зпр
Плоскость резания ПР
ОдрадотанНая
поверхность
Главная секущая
плоскость NN
Основная плоскость ОП
Поперечная подача зл
резания v.
Глубина резания t ха-
рактеризует величину сре-
заемого слоя за один проход инструмента; она определяется расстоя-
нием между обрабатываемой и обработанной поверхностями, изме-
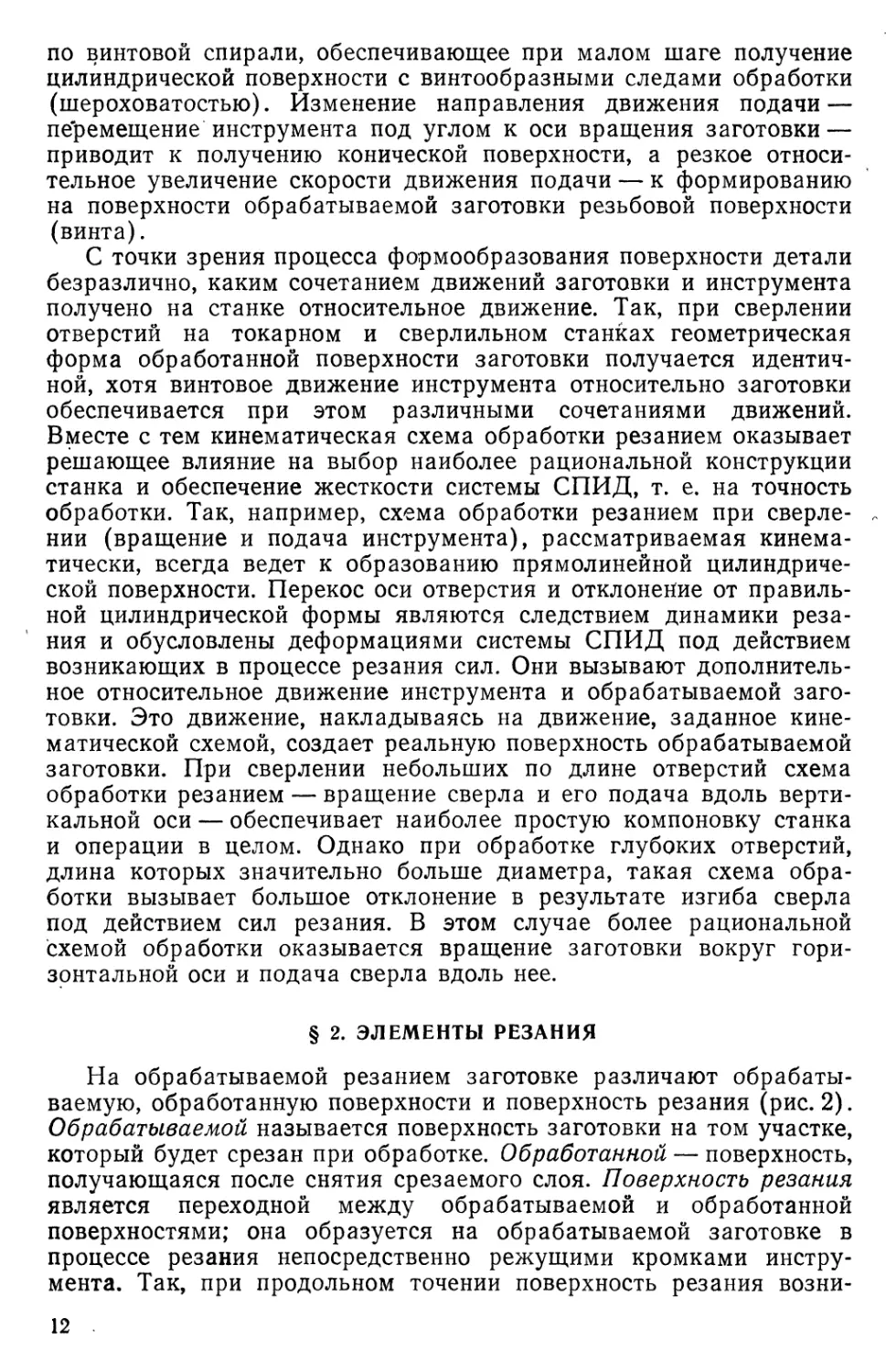
ренным по перпендикуляру в направлении движения подачи. При
точении глубина резания t определяется как полуразность диамет-
ров заготовки до обработки d3 и после нее d (рис. 3,а).
Рис. з
Подачей называется величина перемещения режущей кромки
инструмента относительно обрабатываемой заготовки в направлен
нии движения подачи за один оборот заготовки или инструмента
(s0, мм!об), за один рабочий ход (sx, мм/ход) или на один зуб
инструмента (sz, мм!зуб)- Подача может быть продольной, направ-
13
ленной вдоль оси обрабатываемой заготовки, поперечной — поперек
этой оси, наклонной — под углом к оси или круговой, направленной
по окружности обрабатываемой заготовки. Минутная подача $Мин,
мм/мин, определяет скорость вспомогательного движения; при
точении, когда обработка ведется одной режущей кромкой (z=l;
•So == Sz),
Ямин = So/2,
где п — скорость вращения, об/мин.
Скорость резания v — это скорость перемещения режущей
кромки инструмента относительно обрабатываемой поверхности
заготовки. При определении скорости резания обычно учитывают
лишь скорость главного движения. Она вычисляется по наиболь-
шему обрабатываемому диаметру заготовки d или инструмента Z),
а в случае неравномерного движения принимается равной макси-
мальному значению. При работе многошпиндельными головками
или при многоинструментной обработке нормативную скорость
резания назначают по инструменту, имеющему наибольшую ско-
рость резания. При точении v— (jidn)/1000.
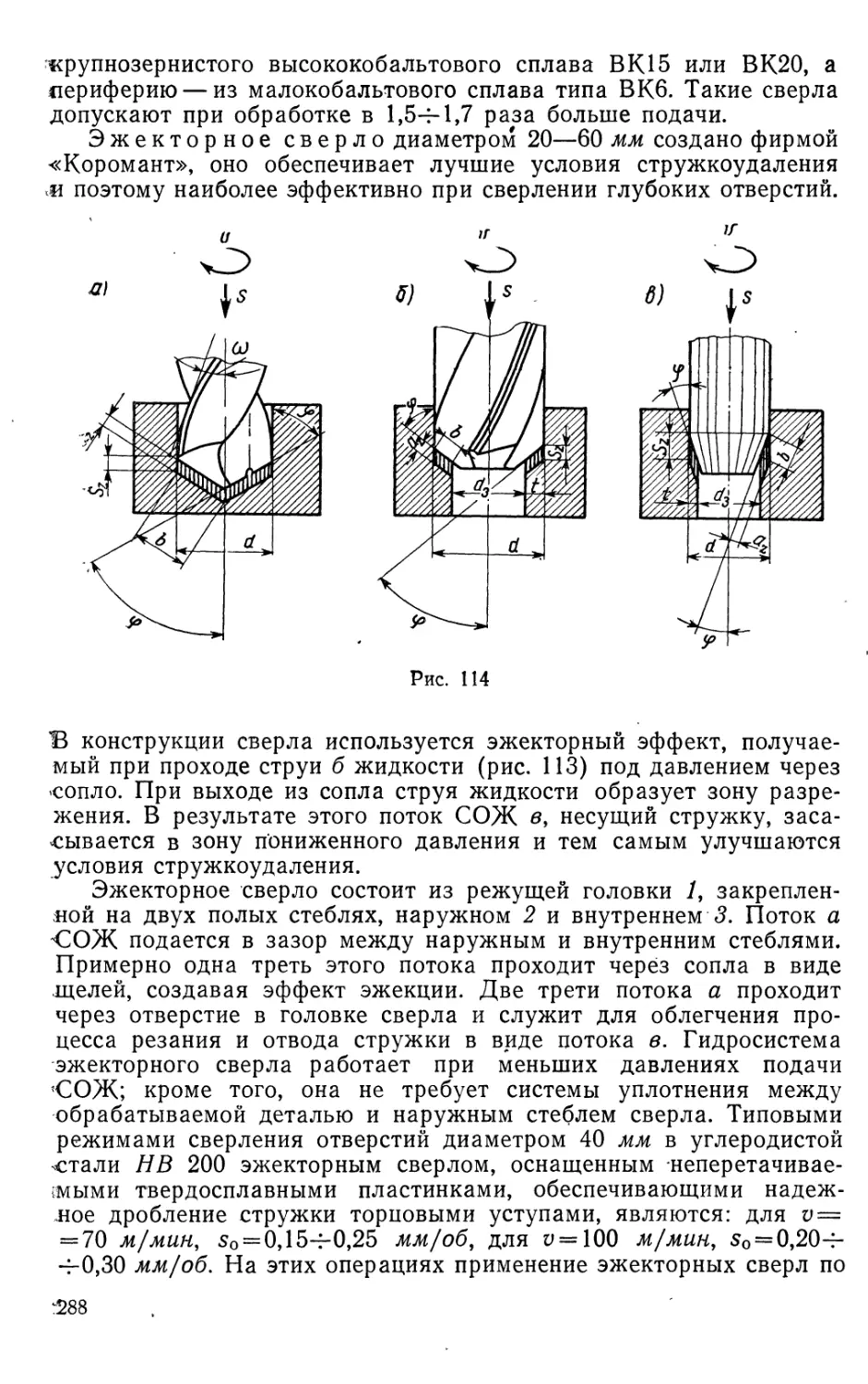
Площадь поперечного сечения срезаемого слоя Q (заштрихо-
ванный участок на рис. 3, а) измеряется в плоскости, перпендику-
лярной к вектору скорости резания, проходящему через ось вра-
щения обрабатываемой заготовки. Величина площади поперечного
сечения определяется технологическими параметрами процесса
резания (глубиной резания t и подачей $0) и физическими пара-
метрами этого процесса (толщиной а и шириной b срезаемого
слоя), так как £i = ts0 = ab. Изменение сечения срезаемого слоя
при резании инструментами с различными углами в плане ф1<ф2
показано на рис. 3, а, криволинейной режущей кромкой — на
рис. 3, в.
Ширина срезаемого слоя b — расстояние (мм) между обраба-
тываемой и обработанной поверхностями, определяемое в направ-
лении поверхности резания.
Толщина срезаемого слоя а — расстояние (мм), определяемое
в направлении, перпендикулярном к ширине срезаемого слоя,
между двумя последовательными положениями поверхности реза-
ния за один оборот или один проход заготовки или инструмента.
Между толщиной и шириной срезаемого слоя, подачей и глу-
биной резания существуют следующие соотношения:
Я = 505Шф; &==//5Шф.
§ 3. ГЕОМЕТРИЧЕСКИЕ ЭЛЕМЕНТЫ РЕЖУЩЕЙ ЧАСТИ
ТОКАРНОГО РЕЗЦА
Резец состоит из двух частей: рабочей части, несущей режущие
элементы, и стержня, служащего для закрепления резца в резце-
держателе станка. У рабочей части резца различают следующие
поверхности (рис. 4): переднюю, по которой сходит образующаяся
в процессе резания стружка; заднюю главную и заднюю вспомо-
14
Главпая режущая
кромка
Вспомогательная
режущая кромк
Рабочая часть X'
резца
Задняя вспомо-'
г&тельная ловер>—
х ностль
Передняя
_ поверхность
адняя главная
поверхность
'Вершина резца
Рис. 4
вспомогательной режущих кромок.
гателъную, обращенные к обрабатываемой поверхности заготовки.
В большинстве случаев передняя, а также главная и вспомогатель-
ная задние поверхности резца являются плоскими.
Режущие кромки резца образуются заточкой их рабочих по-
верхностей. Главная режущая кромка, несущая основную нагрузку
при резании, образуется в
результате пересечения пе-
редней и главной задней по-
верхностей, вспомогательная
режущая кромка — перед-
ней и вспомогательной зад-
ней поверхностей. Вспомога-
тельных режущих кромок
может быть две (у отрезного
резца); в этом случае соот-
ветственно и задних вспомо-
гательных поверхностей у
инструмента также две. Вер-
шиной резца называется
зона сопряжения главной и
К геометрическим элементам рабочей части инструмента отно-
сятся статические (определяющие углы заточки инструмента) и
рабочие — углы, соответствующие данному процессу резания. При
обычных условиях токарной обработки разница между углами
заточки резца и рабочими углами незначительна и не принимается
во внимание. Однако в ряде случаев эта разница получается зна-
чительной и пренебрежение ею приводит к существенным погреш-
ностям.
Статические геометрические элементы рабочей
части инструмента определяются на основе рассмотрения инстру-
мента как пространственного геометрического тела, находящегося
в состоянии покоя. В связи с этим представляется возможным
установить для данного инструмента постоянные геометрические
параметры — углы заточки. Углы заточки необходимы для
определения формы режущей части при изготовлении и контроле
инструмента, т. е. вне связи с процессом резания. Они определяют
положение передней и задней поверхностей инструмента относи-
тельно технологических (установочных) баз инструмента в системе
трех взаимно перпендикулярных плоскостей (рис. 5): главной —
плоскость /, направляющей — плоскость II и упорной — плос-
кость III. За основную плоскость (ОП) при определении статиче-
ских геометрических элементов резца принимают плоскость, про-
ходящую через вершину резца и параллельную главной устано-
вочной базе — плоскости I.
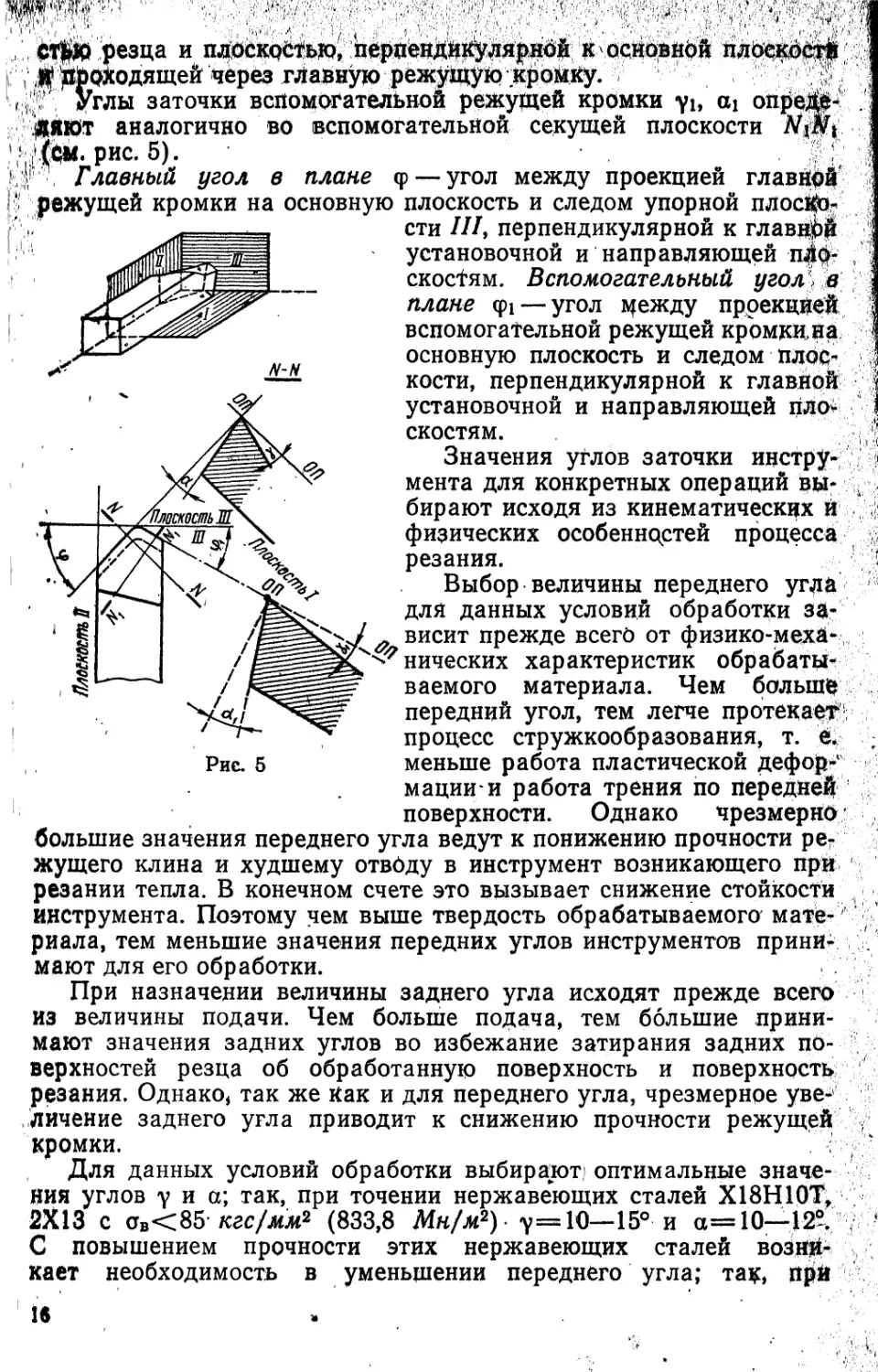
Углы заточки главной режущей кромки опреде-
ляют в секущей плоскости NN, перпендикулярной к проекции глав-
ной режущей кромки на базовую плоскость (см. рис. 5). Передний
угол у —угол между передней поверхностью и основной плоскостью.
Главный задний угол а — угол между главной задней поверхно-
15
: v?.;x-
^р/фезца и п^кхуб^ью^перпЬнИй^лярнйй к основной ал&^^' •
I , ,Й рройодящей через главную режущую кромку. :
Углы заточки вспомогательной режущей кромки уь <ц опреДе- '
ЛЯЮТ аналогично во вспомогательной секущей плоскости AfjAZi
* ’’ (см. рис. 5). ; <
! /!г Главный угол в плане <р — угол между проекцией главной
I" режущей кромки на основную плоскость и следом упорной плосф- ;
сти III, перпендикулярной к главной j
установочной и направляющей пЛо-
скостям. Вспомогательный угол1, в
плане epi — угол между проекцией 1
вспомогательной режущей кромки.на 1
основную плоскость н следом плос- |
кости, перпендикулярной к главной ]
установочной и направляющей пло- j
скостям. J
Значения углов заточки инстру-
мента для конкретных операций вы-
бирают исходя из кинематических и ' ,<
физических особенностей процесса
резания. !
Выбор величины переднего угла
для данных условий обработки за-
висит прежде всего от физико-меха-,
нических характеристик обрабаты-
ваемого материала. Чем больше
передний угол, тем легче протекает"
процесс стружкообразования, т. е. :
Рис. 5 меньше работа пластической дефор-
мации-и работа трения по передней
поверхности. Однако чрезмерно-
большие значения переднего угла ведут к понижению прочности ре-
жущего клина и худшему отводу в инструмент возникающего при
резании тепла. В конечном счете это вызывает снижение стойкости
инструмента. Поэтому чем выше твердость обрабатываемого мате-'
риала, тем меньшие значения передних углов инструментов прини- .
мают для его обработки.
При назначении величины заднего угла исходят прежде всего
из величины подачи. Чем больше подача, тем большие прини-
мают значения задних углов во избежание затирания задних по-
верхностей резца об обработанную поверхность и поверхность
резания. Однако, так же как и для переднего угла, чрезмерное уве-
личение заднего угла приводит к снижению прочности режущей
Кромки. . '
Для данных условий обработки выбирают; оптимальные значе-
ния углов у и а; так, при точении нержавеющих сталей Х18Н10Т, .
2X13 с ав<85- кгс/мм2 (833,8 Мн/м?) • у=10—15° и а=10—12°. , '
С повышением прочности этих нержавеющих сталей возни-
кает необходимость в уменьшении переднего угла; так, при
!в «
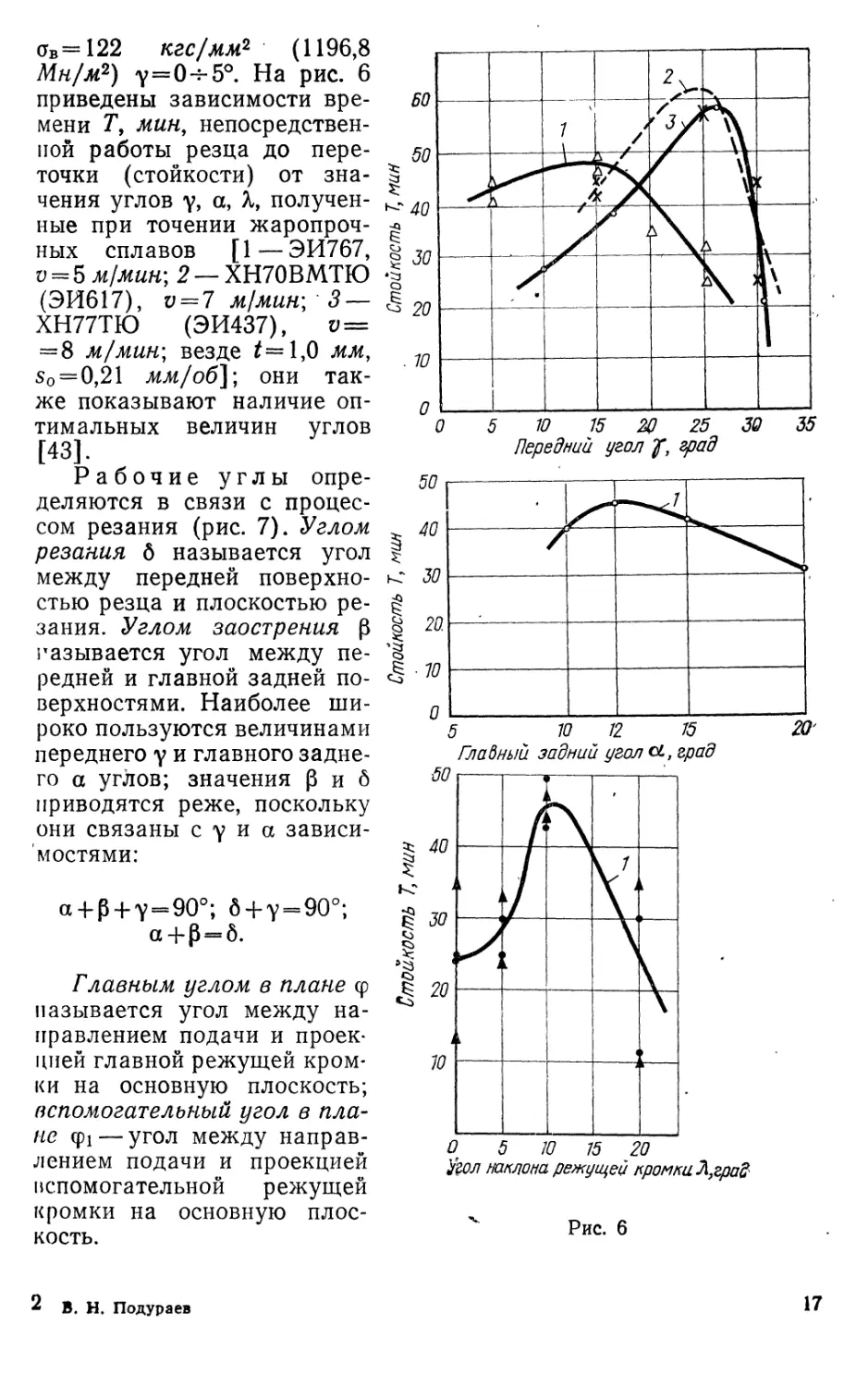
08=122 кгс/мм? (1196,8
Л1«/л*2) у=0=5°. На рис. 6
приведены зависимости вре-
мени Т, мин, непосредствен-
ной работы резца до пере-
точки (стойкости) от зна-
чения углов у, а, %, получен-
ные при точении жаропроч-
ных сплавов [1—ЭИ767,
о = 5 м/мин-, 2 — ХН70ВМТЮ
(ЭИ617), о = 7 м/мин\ 3—
ХН77ТЮ (ЭИ437), о=
=8 м/мин-, везде <=1,0 мм,
s0=0,21 мм/об]; они так-
же показывают наличие оп-
тимальных величин углов
[43].
Рабочие углы опре-
деляются в связи с процес-
сом резания (рис. 7). Углом
резания б называется угол
между передней поверхно-
стью резца и плоскостью ре-
зания. Углом заострения р
называется угол между пе-
редней и главной задней по-
верхностями. Наиболее ши-
роко пользуются величинами
переднего у и главного задне-
го а углов; значения Рид
приводятся реже, поскольку
они связаны с у и а зависи-
мостями:
а + р + у = 90о; б + у = 90°;
а+р = б.
Главным углом в плане ф
называется угол между на-
правлением подачи и проек-
цией главной режущей кром-
ки на основную плоскость;
вспомогательный угол в пла-
не ф1 — угол между направ-
лением подачи и проекцией
вспомогательной режущей
кромки на основную плос-
кость.
2 В. Н. Подураев
Передний угол град
50 ।-----------:---------------
| . 10---------------------------------------------
О ---------------------------------------------
5 10 12 75 20'
№ол наклона режущей кромки Л,град
Рис. 6
17
Угол при вершине в плане е— угол между проекциями режущих
кромок на основную плоскость; его величина зависит от значения ф
и ф1; е=180°— (ф + ф1)«
Главный угол в плане ф определяет, с одной стороны, условия
работы режущей кромки, а с другой — распределение нагрузки
ют силы резания на обрабатываемую заготовку и станок. Чем
меньше угол в плане (см. рис. 3, б: ф1<ф2) при неизменных глу-
бине резания и подаче, тем меньше толщина среза (ai<a2), т. е.
тепловая и силовая нагрузки на единицу длины режущей кромки,
и, следовательно, лучше условия работы инструмента. Поэтому
одной из кинематических характеристик процесса резания явля-
ются толщина среза, приходящаяся на единицу длины рабочей
Рис. 7
части режущей кромки ai = all& следует учитывать, что уменьше-
ние угла в плане ниже оптимального значения приводит вследствие
повышения радиальной составляющей силы резания к чрезмерно
большой деформации заготовки и узлов станка по оси у (см. рис. 3)
и, как результат этого, к снижению точности обработки и вибра-
циям.
Подобное влияние на процесс резания оказывает и вспомога-
тельный угол в плане фг, кроме того, он определяет шероховатость
поверхности /?Геом (см. рис. 10, б).
Рабочие утлы резца определяют в процессе резания; степень их
ютличия от углов заточки зависит прежде всего от кинематики
процесса. Величину рабочих углов находят исходя из положения
передней и задней поверхностей инструмента относительно поверх-
ности резания. Для измерения рабочих углов вводят понятие двух
координатных плоскостей — плоскости резания и основной плоско-
сти (см. рис. 2).
18
Плоскость резания (ПР) — плоскость, касательная к поверх-
ности резания в данной точке главной режущей кромки. В плоско-
сти резания располагается вектор скорости резания с. В общем
случае он равен векторной сумме окружной скорости вращения
заготовки иокр и подачи инструмента vs (рис. 8). Для многих опе-
раций величина vs по сравнению с уОкР незначительна и ею прене-
брегают; в рассматриваемом, случае ПР располагается при точении
вертикально.
Основная плоскость (ОП) — плоскость, перпендикулярная к
вектору скорости резания в исследуемой точке режущей кромки,
т. е. к прямой, касательной к траектории движения точки режущей
кромки по обрабатываемой поверхности.
движения
резщь
Рис. 8
Рассмотренные координатные плоскости являются взаимно
перпендикулярными плоскостями. Они определяют геометрические
элементы резцов в процессе резания, а следовательно, условия
механической обработки. Рабочие углы главной режу-
щей кромки определяют в главной секущей плоскости
перпендикулярной к проекции главной режущей кромки на основ-
ную плоскость (см. рис. 7).
Передний угол ур — угол между передней поверхностью резца
и основной плоскостью. Главный задний угол ар — угол между
главной задней поверхностью резца и плоскостью резания (см.
рис. 8).
Рабочие углы вспомогательной режущей кром-
ки yip и «ip определяют аналогично во вспомогательной секущей
плоскости ЛГ1ЛГ1.
Рабочие углы, определяемые в процессе обработки данной
заготовки, зависят прежде всего от относительных движений про-
цесса резания, т. е. его кинематики. Наглядное представление об
этих углах можно получить из рассмотрения работы токарного-
резца (рис. 8), когда резание осуществляется в результате слож-
ного движения, обусловленного сложением двух векторов: уОкр и
vs. В результате сложения вращательного движения заготовки и
продольного перемещения резца траекторией движения каждой
точки режущей кромки является винтовая линия, а поверхностью
резания — винтовая поверхность. Фактический след плоскости
резания составляет со статическим следом угол jis, называемый
2*
19-
кинематическим:
j*5=arctg (sMHH sin ф)/(Ю00аОкР) = arctg (s0 sin q>)/(nd).
Рабочие углы, учитывающие движение подачи,
ар~а6.=а —ур=у, = у+ц5.
На рис. 8 показаны эти рабочие углы при <р=90°. Для обычных
условий точения изменения рабочих углов ар, ур относительно
углов заточки а, у незначительны и ими можно пренебречь. Однако
при выполнении ряда операций механической обработки (нарезание
резьб с большим шагом, подрезка торцов и др.) эти изменения
углов имеют практическое значение.
Рис. 9
Рабочие углы резца в процессе резания зависят также от уста-
новки резца относительно базовых координатных осей х, у, z стан-
ка. Так, при точении установка вершины резца выше оси вращения
заготовки на токарном станке (рис. 9, а) ведет к увеличению угла ур
и уменьшению угла ар; установка вершины резца ниже оси враще-
ния вызывает обратное явление. Величина этого изменения
|io arctg [(2h/d) sin ср].
Установка резцов в плоскости хОу с перекосом положения
боковой поверхности державки относительно оси вращения заго-
товки (рис. 9, б) приводит к изменению величин главного и вспо-
могательного углов в плане на величину угла этого перекоса v,
т. е. p,n=vn. В ряде случаев возможны и другие, не рассмотренные
выше причины, например деформации системы СПИД под дей-
ствием силы резания, приводящие к изменению относительного
положения рабочих плоскостей инструмента и координатных пло-
скостей I7P и 0/7, т. е. значений рабочих углов [16].
20
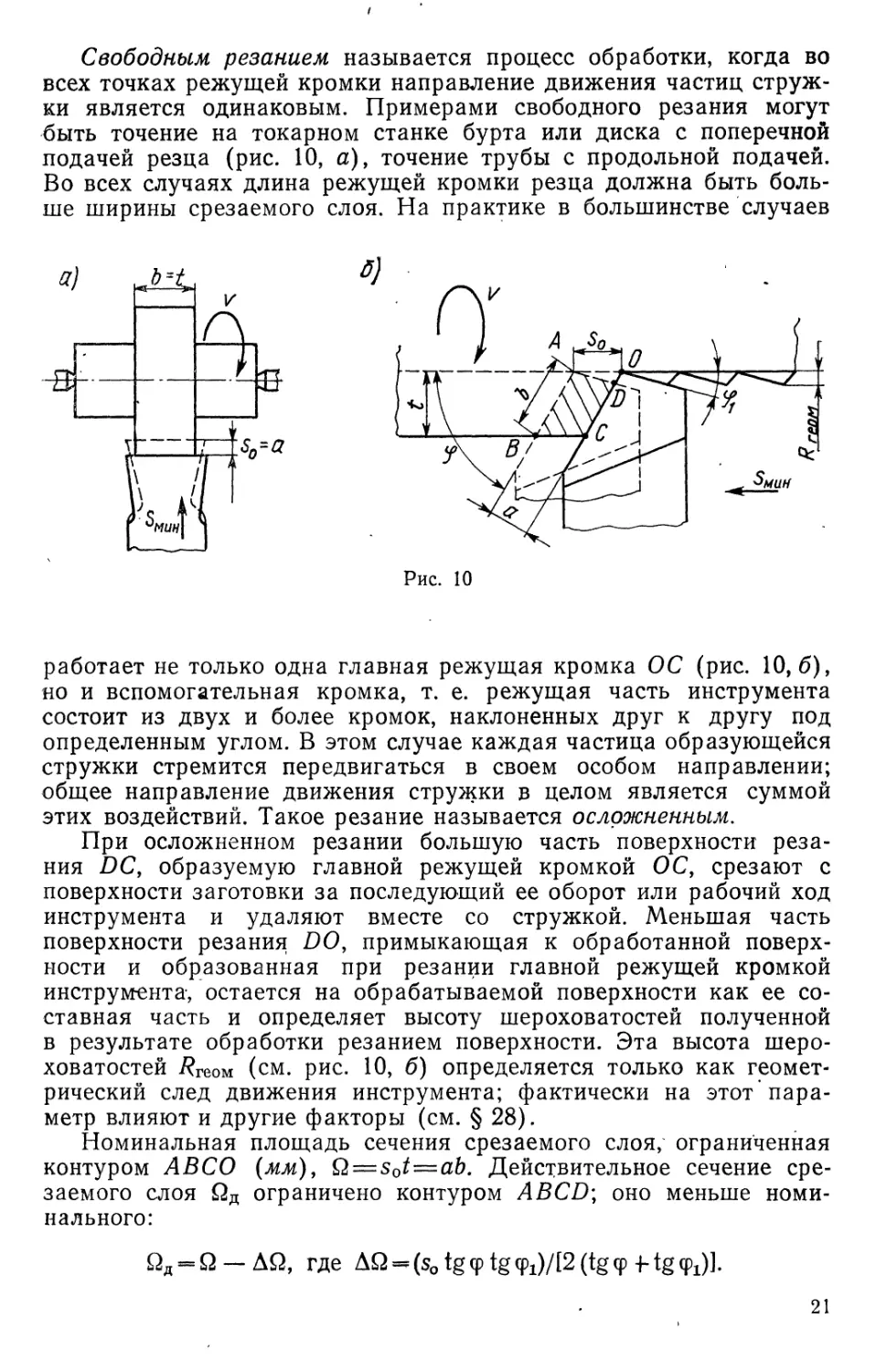
Свободным резанием называется процесс обработки, когда во
всех точках режущей кромки направление движения частиц струж-
ки является одинаковым. Примерами свободного резания могут
быть точение на токарном станке бурта или диска с поперечной
подачей резца (рис. 10, а), точение трубы с продольной подачей.
Во всех случаях длина режущей кромки резца должна быть боль-
ше ширины срезаемого слоя. На практике в большинстве случаев
работает не только одна главная режущая кромка ОС (рис. 10,6),
но и вспомогательная кромка, т. е. режущая часть инструмента
состоит из двух и более кромок, наклоненных друг к другу под
определенным углом. В этом случае каждая частица образующейся
стружки стремится передвигаться в своем особом направлении;
общее направление движения стружки в целом является суммой
этих воздействий. Такое резание называется осложненным.
При осложненном резании большую часть поверхности реза-
ния DC, образуемую главной режущей кромкой ОС, срезают с
поверхности заготовки за последующий ее оборот или рабочий ход
инструмента и удаляют вместе со стружкой. Меньшая часть
поверхности резания DO, примыкающая к обработанной поверх-
ности и образованная при резании главной режущей кромкой
инструмента, остается на обрабатываемой поверхности как ее со-
ставная часть и определяет высоту шероховатостей полученной
в результате обработки резанием поверхности. Эта высота шеро-
ховатостей 7?геом (см. рис. 10, б) определяется только как геомет-
рический след движения инструмента; фактически на этот пара-
метр влияют и другие факторы (см. § 28).
Номинальная площадь сечения срезаемого слоя, ограниченная
контуром АВСО (мм), Q = sot=ab. Действительное сечение сре-
заемого слоя Йд ограничено контуром ABCD\ оно меньше номи-
нального:
ЙД = Й —AQ, где AQ=^(sotg(ptg(p1)/[2(tg(p j-tgtfi)].
21
Как показывают расчеты, разница между номинальным и дей-
ствительным сечениями незначительна и становится существенной
лишь при работе с большими подачами $0>2 мм/об при ф1=^0.
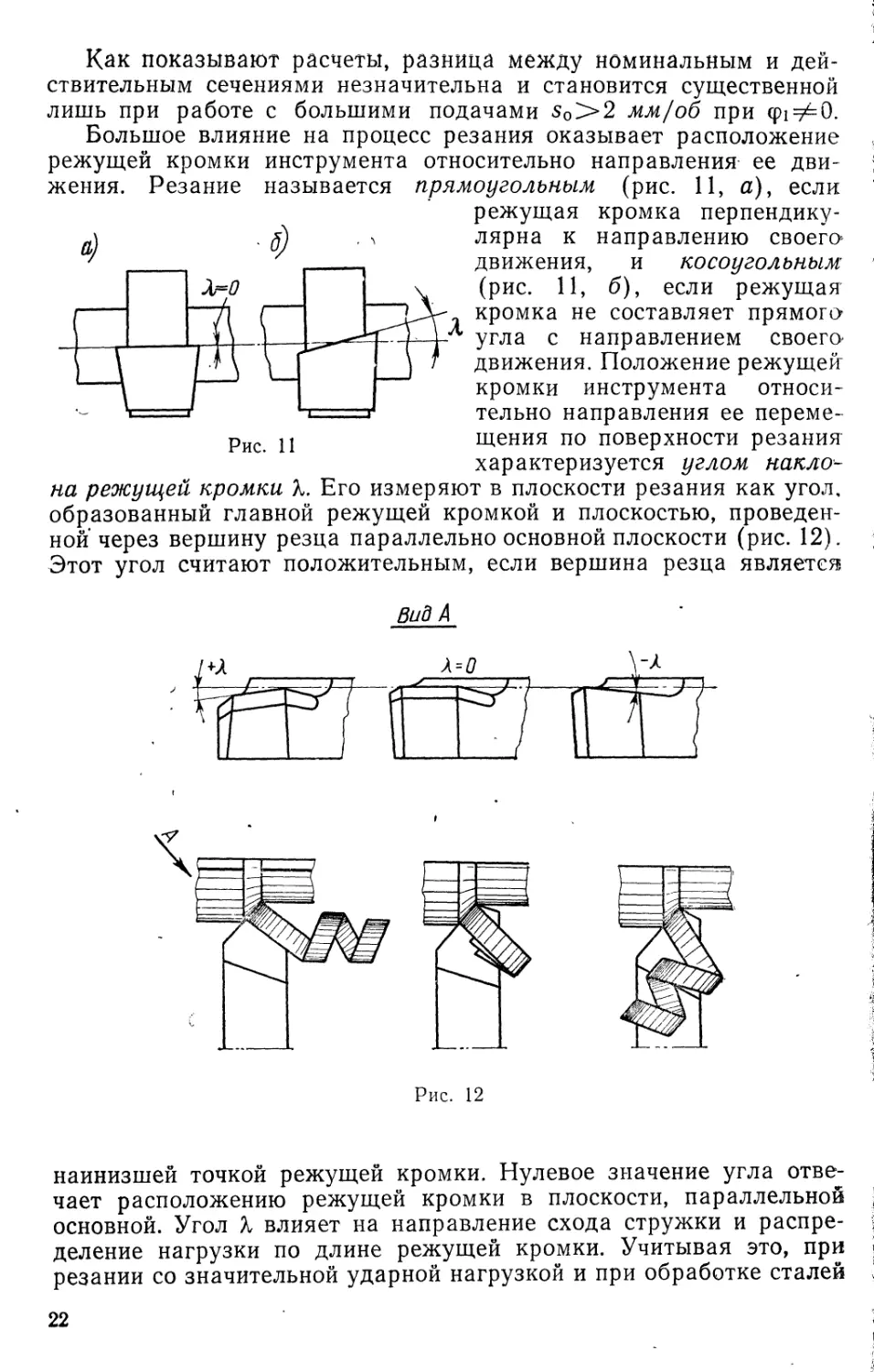
Большое влияние на процесс резания оказывает расположение
режущей кромки инструмента относительно направления ее дви-
жения. Резание называется прямоугольным (рис. И, а), если
режущая кромка перпендику-
лярна к направлению своего
движения, и косоугольным:
(рис. 11, б), если режущая
кромка не составляет прямого
угла с направлением своего
движения. Положение режущей
кромки инструмента относи-
тельно направления ее переме-
рис ц щения по поверхности резания
характеризуется углом накло-
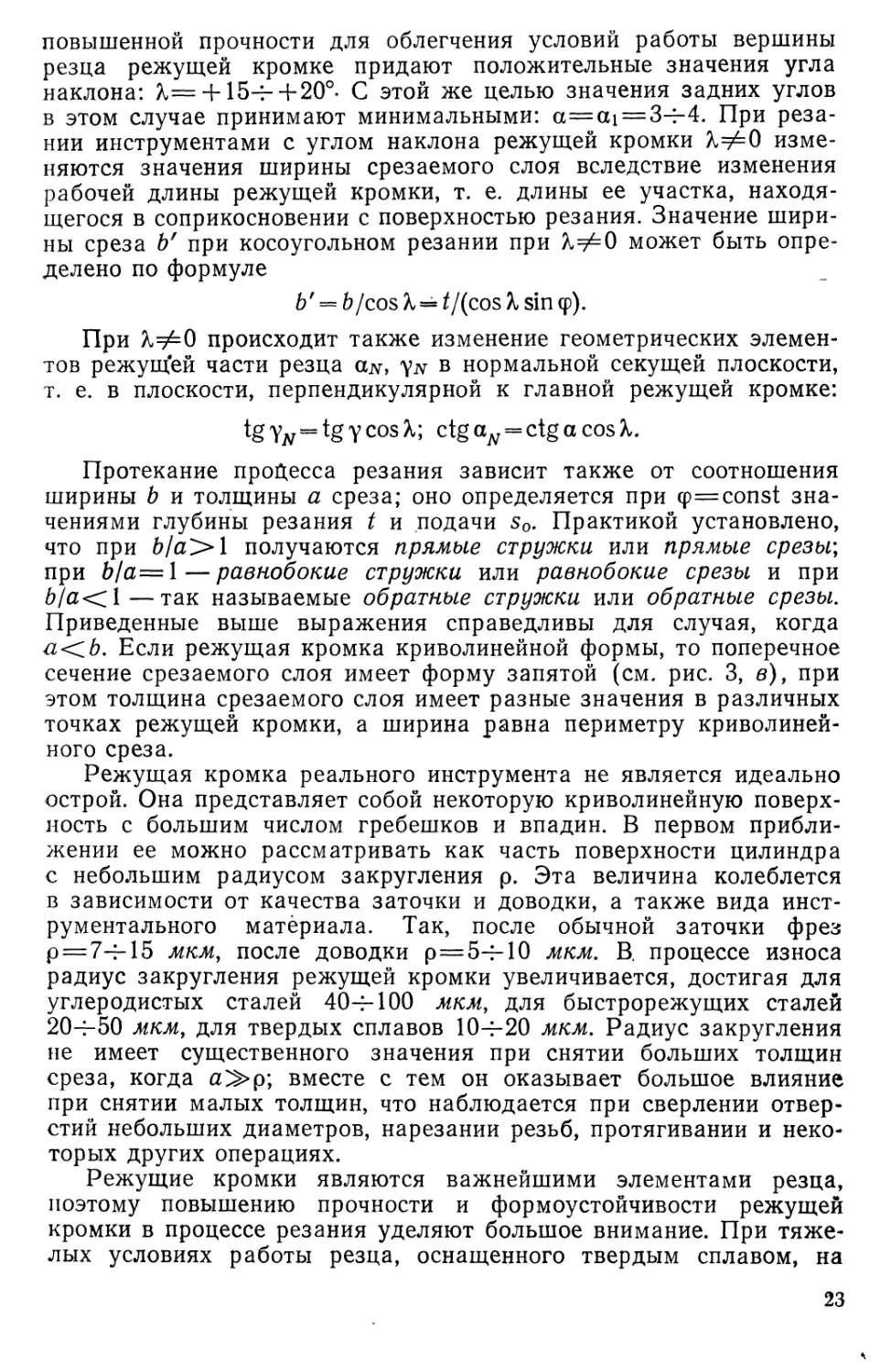
на режущей кромки X. Его измеряют в плоскости резания как угол,
образованный главной режущей кромкой и плоскостью, проведен-
ной через вершину резца параллельно основной плоскости (рис. 12).
Этот угол считают положительным, если вершина резца является
Рис. 12
наинизшей точкой режущей кромки. Нулевое значение угла отве-
чает расположению режущей кромки в плоскости, параллельной
основной. Угол % влияет на направление схода стружки и распре-
деление нагрузки по длине режущей кромки. Учитывая это, при
резании со значительной ударной нагрузкой и при обработке сталей
22
повышенной прочности для облегчения условий работы вершины
резца режущей кромке придают положительные значения угла
наклона: Х= + 15-ь + 20°. С этой же целью значения задних углов
в этом случае принимают минимальными: a=ai = 34-4. При реза-
нии инструментами с углом наклона режущей кромки Х=Н=0 изме-
няются значения ширины срезаемого слоя вследствие изменения
рабочей длины режущей кромки, т. е. длины ее участка, находя-
щегося в соприкосновении с поверхностью резания. Значение шири-
ны среза Ь' при косоугольном резании при Х=^=0 может быть опре-
делено по формуле
b' = b /cos X t/(cos X sin tp).
При X#=0 происходит также изменение геометрических элемен-
тов режущ*ей части резца qn, в нормальной секущей плоскости,
т. е. в плоскости, перпендикулярной к главной режущей кромке:
tgY^tgycosX; ctgc^-ctgacosb.
Протекание процесса резания зависит также от соотношения
ширины b и толщины а среза; оно определяется при <р=const зна-
чениями глубины резания t и подачи s0. Практикой установлено,
что при Ь/а>1 получаются прямые стружки или прямые срезы*,
при Ыо,= \ — равнобокие стружки или равнобокие срезы и при
6/а<1—так называемые обратные стружки или обратные срезы.
Приведенные выше выражения справедливы для случая, когда
a<zb. Если режущая кромка криволинейной формы, то поперечное
сечение срезаемого слоя имеет форму запятой (см. рис. 3, в), при
этом толщина срезаемого слоя имеет разные значения в различных
точках режущей кромки, а ширина равна периметру криволиней-
ного среза.
Режущая кромка реального инструмента не является идеально
острой. Она представляет собой некоторую криволинейную поверх-
ность с большим числом гребешков и впадин. В первом прибли-
жении ее можно рассматривать как часть поверхности цилиндра
с небольшим радиусом закругления р. Эта величина колеблется
в зависимости от качества заточки и доводки, а также вида инст-
рументального материала. Так, после обычной заточки фрез
р = 74-15 мкм, после доводки р = 54-10 мкм. В, процессе износа
радиус закругления режущей кромки увеличивается, достигая для
углеродистых сталей 404-100 мкм, для быстрорежущих сталей
204-50 мкм, для твердых сплавов 104-20 мкм. Радиус закругления
не имеет существенного значения при снятии больших толщин
среза, когда а^>р; вместе с тем он оказывает большое влияние
при снятии малых толщин, что наблюдается при сверлении отвер-
стий небольших диаметров, нарезании резьб, протягивании и неко-
торых других операциях.
Режущие кромки являются важнейшими элементами резца,
поэтому повышению прочности и формоустойчивости режущей
кромки в процессе резания уделяют большое внимание. При тяже-
лых условиях работы резца, оснащенного твердым сплавом, на
23
режущей кромке для повышения ее прочности затачивают упроч-
няющую фаску (см. рис. 7); геометрические элементы режущей
кромки определяются углом заточки фаски уф и ее шириной /ф<
Вершина резца является наиболее ослабленной частью инстру-
мента; определяющей прочность режущей кромки в целом*. Поэтому
в целях повышения прочности инструмента вершину резца закруг-
ляют радиусом г или делают в виде прямолинейной переходной
кромки небольшой длины /ф=0,5-е-3 мм под углом фф (см. рис. 7).
Радиус закругления режущей кромки повышает также класс
чистоты обработанной поверхности. Однако чрезмерное увеличение
радиуса закругления может привести к резкому возрастанию силы
отжима резца от заготовки и возникновению вибраций. Поэтому
для проходных резцов с пластинками из твердых сплавов радиус
закругления выбирают в зависимости от сечения державки в пре-
делах 0,5—2 мм.
При использовании станков с программным управлением или
адаптивными следящими системами все более широко применяются
нестационарные процессы резания, т. е. методы обработки, осуще-
ствляемые с переменными по времени условиями стружкообразова-
ния. Режимы резания в этом случае определяются текущими значе-
ниями скорости резания иг-, подачи $МИнъ глубины резания /г-, а
также ускорением главного движения резания у, ускорением вспо-
могательного движения резания (подачи) $Мин и скоростью измене-
ния глубины резания t По аналогии с обычным стационарным про-
цессом резания можно принять сокращенные определения — уско-
рение резания и, ускорение подачи sMHH. В этих условиях процесс
резания характеризуется также текущими значениями рабочих
углов резания арг-, ург-, фр; и скоростями изменения этих параметров.
ССрг, Ург, фрг.
ГЛАВА II
ФИЗИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА
РЕЗАНИЯ
Физические явления, составляющие процесс резания, опреде-
ляют ’ необходимую основу для конструирования инструментов,
станков и приспособлений, а также для создания более совершен-
ных методов обработки. Исходя из анализа физического механизма
резания определяют оптимальные режимы резания, т. е. такое
сочетание глубины резания, подачи и скорости резания при задан-
ном виде заготовки и технических условиях на обрабатываемую
деталь, при котором максимально используются режущие свойства
инструмента и возможности станка и оснастки. Оптимальные
условия резания обеспечивают получение наибольшей производи-
тельности труда или наименьшей себестоимости изготовляемой
продукции.
§ 4. ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССЕ РЕЗАНИЯ
Понятие о процессе стружкообразования. Процесс резания
металлов складывается из трех стадий: упругой и пластической де-
формаций и разрушения по определенным поверхностям, прежде
всего по линии среза, в результате чего отделяется стружка. При
этом в процессе резания впереди режущей кромки инструмента
всегда находится определенный упруго 1 и пластически 2 дефор-
мированный объем обрабатываемого металла, величина которого
определяет зону опережающих деформаций (рис. 13, а). Эта зона,
непрерывно распространяясь, охватывает как срезаемый слой тол-
щиной а, прилегающий к передней поверхности режущего клина
инструмента, так и часть материала заготовки, находящегося за
линией среза и определяющего строение поверхностного слоя обра-
ботанной детали. Следует отметить также, что строгой границы
между пластически деформированной и упруго деформированной
зонами нет, поскольку даже самая небольшая упругая деформация
сопровождается в свою очередь незначительной пластической
деформацией. С другой стороны, в зоне пластических деформаций
обязательно происходят как упругие деформации, так и процессы
образования микротрещин, вызывающие разрушение материала
срезаемого слоя. Кроме того, интенсивная пластическая деформа-
ция приводит к схватыванию частиц обрабатываемого материала
с передней поверхностью инструмента — образованию нароста 5.
Режущая часть инструмента, воздействуя передней поверхно-
стью на каждый элемент срезаемого слоя, деформирует его
25
нию с пластическими позволяет
Рис. 13
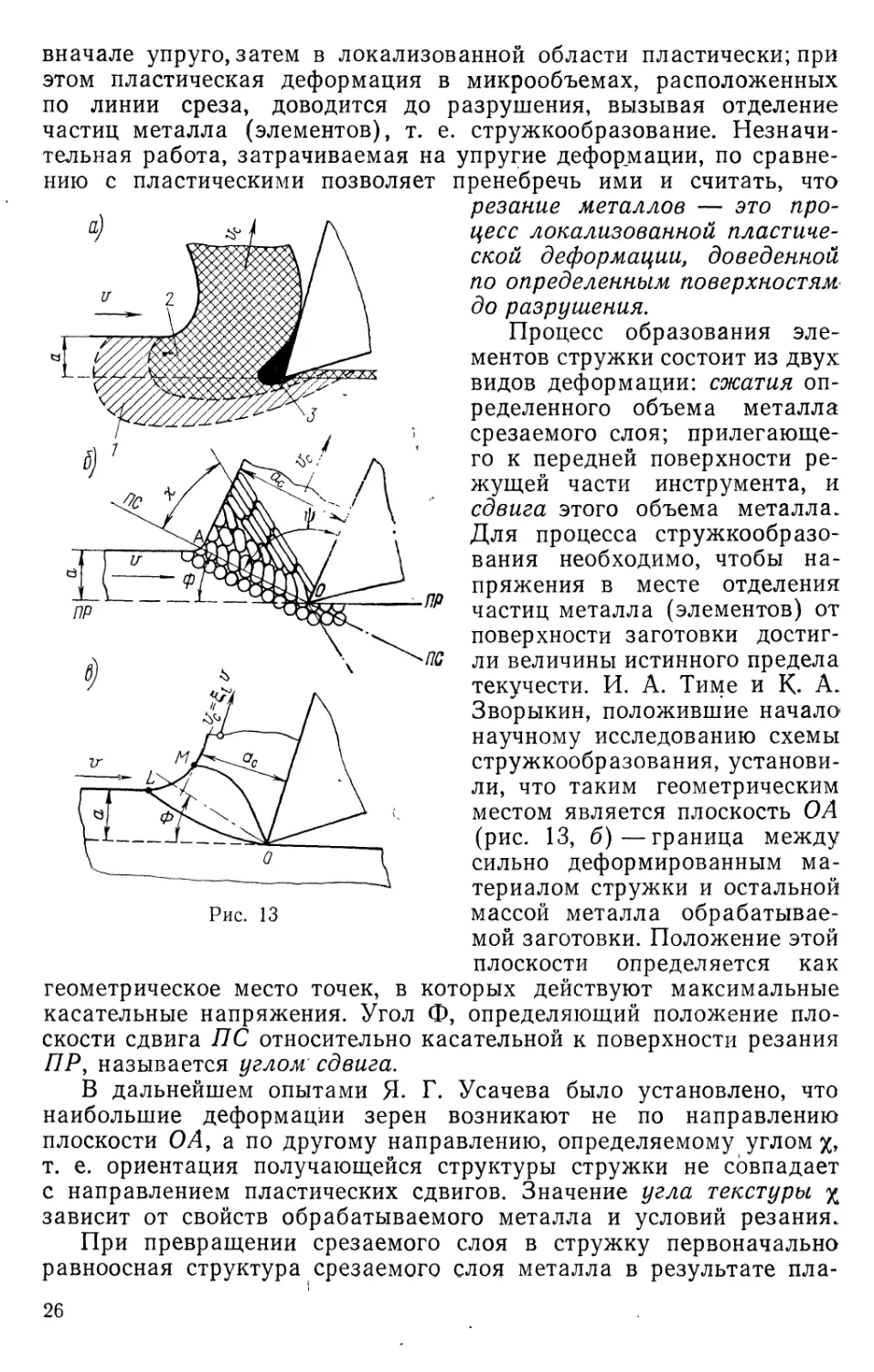
вначале упруго, затем в локализованной области пластически; при
этом пластическая деформация в микрообъемах, расположенных
по линии среза, доводится до разрушения, вызывая отделение
частиц металла (элементов), т. е. стружкообразование. Незначи-
тельная работа, затрачиваемая на упругие деформации, по сравне-
пренебречь ими и считать, что
резание металлов — это про-
цесс локализованной пластиче-
ской деформации, доведенной
по определенным поверхностям
до разрушения.
Процесс образования эле-
ментов стружки состоит из двух
видов деформации: сжатия оп-
ределенного объема металла
срезаемого слоя; прилегающе-
го к передней поверхности ре-
жущей части инструмента, и
сдвига этого объема металла.
Для процесса стружкообразо-
вания необходимо, чтобы на-
пряжения в месте отделения
частиц металла (элементов) от
поверхности заготовки достиг-
ли величины истинного предела
текучести. И. А. Тиме и К. А.
Зворыкин, положившие начало
научному исследованию схемы
стружкообразования, установи-
ли, что таким геометрическим
местом является плоскость ОА
(рис. 13, б)—граница между
сильно деформированным ма-
териалом стружки и остальной
массой металла обрабатывае-
мой заготовки. Положение этой
плоскости определяется как
геометрическое место точек, в которых действуют максимальные
касательные напряжения. Угол Ф, определяющий положение пло-
скости сдвига ПС относительно касательной к поверхности резания
ПР, называется углом сдвига.
В дальнейшем опытами Я. Г. Усачева было установлено, что
наибольшие деформации зерен возникают не по направлению
плоскости ОА, а по другому направлению, определяемому углом %,
т. е. ориентация получающейся структуры стружки не совпадает
с направлением пластических сдвигов. Значение угла текстуры у*
зависит от свойств обрабатываемого металла и условий резания.
При превращении срезаемого слоя в стружку первоначально
равноосная структура срезаемого слоя металла в результате пла-
26
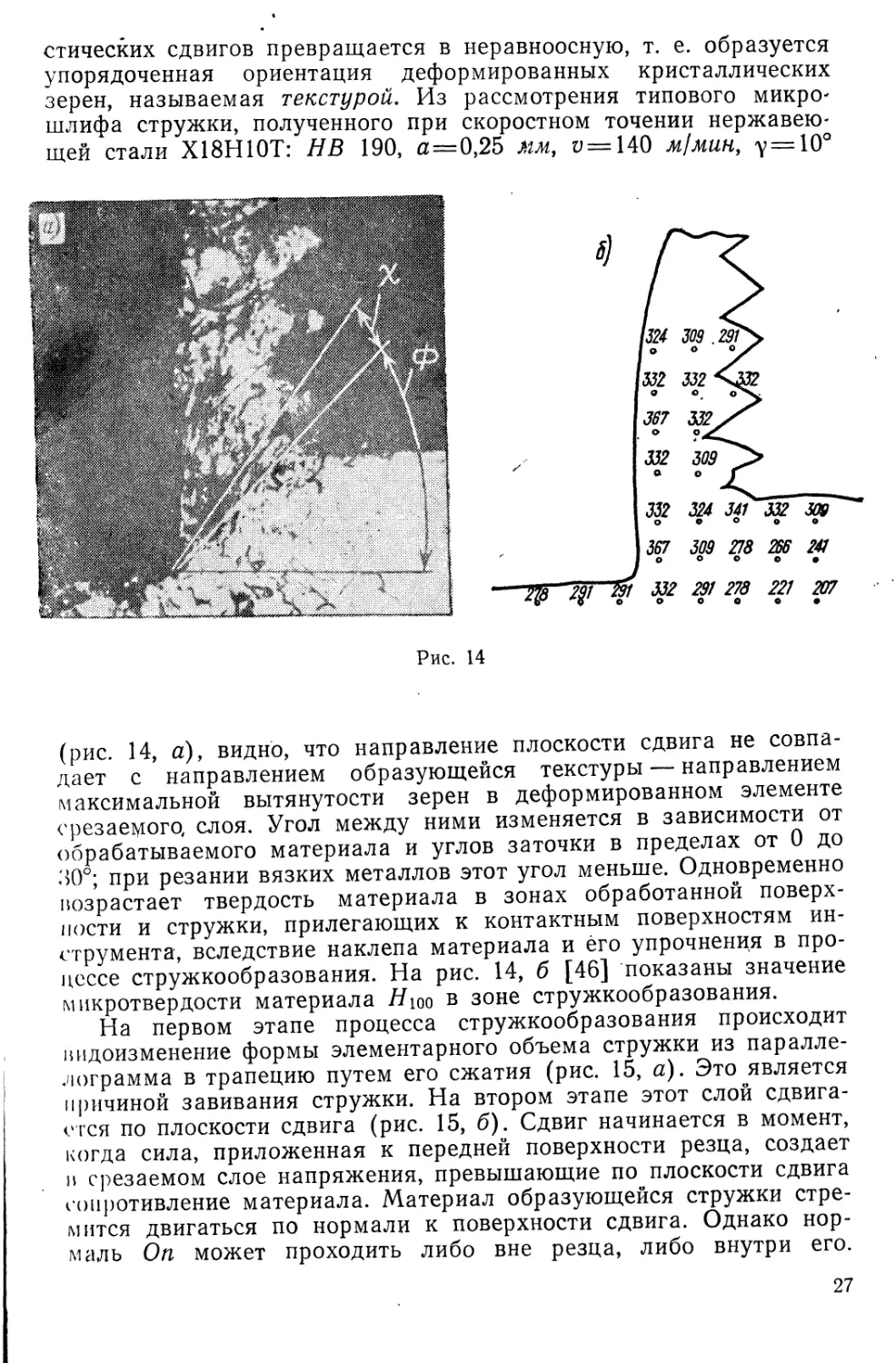
стических сдвигов превращается в неравноосную, т. е. образуется
упорядоченная ориентация деформированных кристаллических
зерен, называемая текстурой. Из рассмотрения типового микро-
шлифа стружки, полученного при скоростном точении нержавею-
щей стали Х18Н10Т: НВ 190, а = 0,25 мм, v =140 м/мин, у=10°
Рис. 14
(рис. 14, а), видно, что направление плоскости сдвига не совпа-
дает с направлением образующейся текстуры — направлением
максимальной вытянутости зерен в деформированном элементе
срезаемого, слоя. Угол между ними изменяется в зависимости от
обрабатываемого материала и углов заточки в пределах от 0 до
30°; при резании вязких металлов этот угол меньше. Одновременно
возрастает твердость материала в зонах обработанной поверх-
ности и стружки, прилегающих к контактным поверхностям ин-
струмента, вследствие наклепа материала и его упрочнения в про-
цессе стружкообразования. На рис. 14, б [46] показаны значение
микротвердости материала Яюо в зоне стружкообразования.
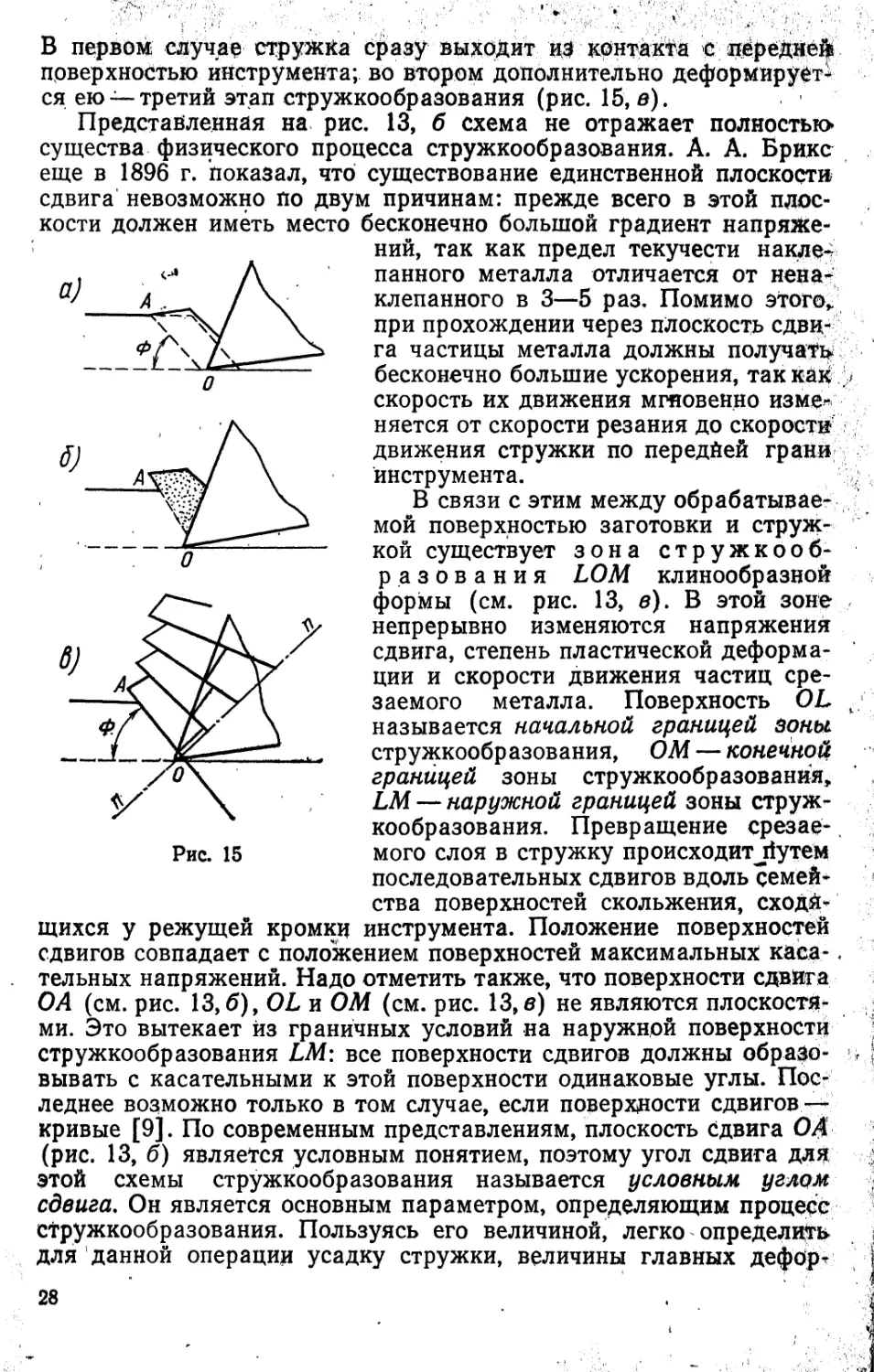
На первом этапе процесса стружкообразования происходит
видоизменение формы элементарного объема стружки из паралле-
лограмма в трапецию путем его сжатия (рис. 15, а). Это является
причиной завивания стружки. На втором этапе этот слой сдвига-
ется по плоскости сдвига (рис. 15, б). Сдвиг начинается в момент,
когда сила, приложенная к передней поверхности резца, создает
в срезаемом слое напряжения, превышающие по плоскости сдвига
сопротивление материала. Материал образующейся стружки стре-
мится двигаться по нормали к поверхности сдвига. Однако нор-
маль On может проходить либо вне резца, либо внутри его.
27
кости должен иметь место
о
Рис. 15
В первом случае стружка сразу выходит из контакта с передней
поверхностью инструмента; во втором дополнительно деформирует-
ся ею —третий этап стружкообразования (рис. 15, в).
Представленная на рис. 13, б схема не отражает полностью
существа физического процесса стружкообразования. А. А. Брике
еще в 1896 г. показал, что существование единственной плоскости
сдвига невозможно по двум причинам: прежде всего в этой плос-
бесконечно большой градиент напряже-
ний, так как предел текучести накле-
панного металла отличается от нена-
клепанного в 3—5 раз. Помимо этого,,
при прохождении через плоскость сдви-
га частицы металла должны получать
бесконечно большие ускорения, так кай >
скорость их движения мгновенно изме-
няется от скорости резания до скорости
движения стружки по передйей грани
инструмента.
В связи с этим между обрабатывае-
мой поверхностью заготовки и струж-
кой существует зона стружкооб-
разования LOM клинообразной
формы (см. рис. 13, в). В этой зоне
непрерывно изменяются напряжения
сдвига, степень пластической деформа-
ции и скорости движения частиц сре-
заемого металла. Поверхность OL ,
называется начальной границей зоны
стружкообразования, ОМ — конечной
границей зоны стружкообразования,
LM — наружной границей зоны струж-
кообразования. Превращение срезае-,
мого слоя в стружку происходитjiyTeM
последовательных сдвигов вдоль семей-
ства поверхностей скольжения, сходй-
щихся у режущей кромки инструмента. Положение поверхностей
сдвигов совпадает с положением поверхностей максимальных каса-.
тельных напряжений. Надо отметить также, что поверхности сдвига
ОА (см. рис. 13,6), OL и ОМ (см. рис. 13, в) не являются плоскостя-
ми. Это вытекает Из граничных условий на наружной поверхности
стружкообразования LM: все поверхности сдвигов должны образо- ч
вывать с касательными к этой поверхности одинаковые углы. Пос-
леднее возможно только в том случае, если поверхности сдвигов —-
кривые [9]. По современным представлениям, плоскость Сдвига О А
(рис. 13, б) является условным понятием, поэтому угол сдвига для
этой схемы стружкообразования называется условным углом
сдвига. Он является основным параметром, определяющим процесс
стружкообразования. Пользуясь его величиной, легко определить
для данной операции усадку стружки, величины главных дефор-
28 ,
маций, ориентацию главных осей деформации и удельную работу
деформации.
Усадка стружки. Внешне пластические деформации срезаемого
слоя при превращении $го в стружку проявляются в том, что
длина стружки Zc получается короче пути I, пройденного режущей
кромкой по обработанной поверхности; толщина стружки больше
толщины срезаемого слоя (ас>а), а ширина — больше ширины
срезаемого слоя (bc>b). Рассмотренное внешнее изменение раз-
меров срезаемого слоя называется усадкой стружки,', величина ее
характеризуется коэффициентами:
Bj=Z//c; |а=Ос/^; ^b^bjb,
где gz — коэффициент продольной усадки (коэффициент укороче-
ния стружки)-, — коэффициент усадки в направлении толщины
(коэффициент утолщения)-, gz> — коэффициент усадки в направ-
лении ширины (коэффициент уширения).
Для всех обрабатываемых материалов, исключая титановые
сплавы, gz, la, Вь больше единицы; для титановых сплавов часто
получается |z<l —так называемая отрицательная усадка. По эк-
спериментальным данным, толщина образующейся стружки Ьс
незначительно отличается от ширины срезаемого слоя Ь, а объем
срезаемой и деформируемой массы металла всегда остается неиз-
менным. Поэтому можно получить
abl=*acbclc, (/1с = (асЬс)/(аЬ)я^ас/а.
Из рис. 13, б можно определить зависимость величины усадки
стружки от геометрических параметров, определяющих процесс
резания, — угла сдвига Ф и переднего угла у:
1г = 5а=с°5(ф — Y)/sinO.
Величина усадки стружки, характеризующая степень пластиче-
ской деформации, зависит прежде всего от физико-механических
свойств обрабатываемого металла, режимов резания, геометриче-
ских параметров инструмента и вида применяемой смазочно-
охлаждающей жидкости.
Скорость деформации. Экспериментальные исследования про-
цесса резания показывают, что срезанный с обрабатываемой заго-
товки деформированный слой металла претерпевает значительную
пластическую деформацию. Скорость резания v является основным
параметром, определяющим скорость деформации материала сре-
заемого слоя. Скоростью деформации идеф, Мсек, называется отно-
шение величины максимальной главной деформации етах к времени
Тдеф, в течение которого эта деформация совершается. При равно-
мерной деформации
деф = В ЭХ/^деф •
В случае неравномерной деформации сдвига скорость дефор-
мации (скорость относительного сдвига) 8 определяется как отно-
29
сительный сдвиг в единицу времени:
^деф == ® == б/б/б/Т.
Величина скорости деформации определяет температуру, сопро-
вождающую процесс деформации: чем выше скорость деформации,
тем меньше энергии требуется на деформацию материала.
Пластическая деформация материала срезаемого слоя при его
«обращении в стружку происходит в зоне стружкообразования
LOM (см. рис. 13, в). Наиболее интенсивно пластическая дефор-
мация протекает в более узкой зоне. Примем ее форму для упро-
щения расчета в виде прямоугольника шириной Ах. Время дефор-
мации обрабатываемого материала на этом участке [14]
Тдеф = \X/Vc = (\xll)/V.
т. е. идеф=(81))/(Ах^).
Скорость деформации при резании всегда чрезвычайно высокая
и даже самые низкие, практически получаемые скорости дефор-
мации при резании больше скоростей, достигаемых при ударных
испытаниях металлических образцов. Ширина зоны стружкообра-
зования, по данным изучения микрофотографий корней стружек,
для конструкционных сталей обычного качества Дх=0,024-0,005 см,
при этом 8 = 24-5; ^=24-4. В этом случае скорость деформации
при скорости резания и = 60 м/мин =100 см/сек, Дх=0,02 см,
8 = 2,5 и gz=3 равна удеф=4,17 • 103 1/сек. Это значение хорошо
согласуется с экспериментальными данными, полученными Друк-
кером методом микрофотоснимков; при скорости v = 61 м/мин он
получил скорость деформации металла, равную 4000 сект1 [14].
В связи с высокими скоростями деформации установить гра-
ницу между хрупкими и пластичными материалами с точки зрения
характеристики их механической обрабатываемости практически
невозможно, так как известно, что один и тот же материал в зави-
симости от характера напряженного состояния при резании и ско-
рости деформации может проявить себя и как хрупкий и как плас-
тичный, о чем свидетельствует вид получающейся стружки. Изве-
стны случаи, когда при точении чугуна получалась стружка
непрерывной формы и, напротив, при точении вязких сталей —
дробленая, элементная стружка.
Вид и форма стружки. Стружка, образующаяся при резании,
характеризуется видом и формой. Известны тритида стружки, об-
разующейся при резании пластичных материалов: элементная,
суставчатая и сливная. При обработке хрупких материалов обра-
зуется стружка надлома. Элементная стружка представляет собой
отдельные, не связанные между собой срезанные элементы. Если
элементы срезаемого слоя соединены между собой, образуя непре-
рывную ленту, гладкую с внутренней (контактирующей с передней
поверхностью) стороны и с явно выраженными зазубринами (су-
ставами)-»—с другой, то такая стружка называется суставчатой.
Сливная стружка не имеет заметных следов плоскостей сдвига —
30
суставов. Стружка надлома представляет собой отдельные части-
цы матерала срезаемого слоя.
Вид образующейся при резании стружки определяется физиче-
скими условиями процесса резания и прежде всего маркой обра-
батываемого материала, режимами резания, геометрией заточки
инструмента и зависит также от того, в какой степени процесс
пластической деформации при стружкообразовании сопровожда-
ется разрушением материала срезаемого слоя и какой характер
носят эти разрушения. Во многих случаях процесс стружкообра-
зования сопровождается разрушением только небольшой части
материала срезаемого слоя. Так, при точении большинства сталей
разрушение происходит лишь по линии среза: образуется сливная
стружка; остальной объем срезаемого слоя претерпевает значи-
тельные пластические деформации, сильно упрочняясь при этом.
Изменения свойств обрабатываемого материала и условий реза-
ния приводит к изменению процесса стружкообразования. Снача-
ла в сплошной непрерывной стружке появляются трещины, охва-
тывающие лишь часть ее толщины,— образуется суставчатая
стружка, а затем трещины пересекают всю толщину стружки —
образуется элементная стружка. Такие стружки образуются при
малых углах сдвига, когда площадь сжатия значительно возра-
стает. В этом случае действующая сила оказывается недостаточ-
ной для сдвига элемента, и деформации сжатия охватывают все
увеличивающийся объем срезаемого слоя, вызывая его интенсив-
ный наклеп и частичное или полное разрушение.
Вид образующейся стружки является одним из показателей
обрабатываемости пластичных материалов. Образование элемент-
ной стружки свидетельствует об ухудшении обрабатываемости
резанием, так как ведет к снижению угла сдвига Ф и угла тексту-
ры % (см. рис. 13, б), а также возрастанию коэффициента про-
дольной усадки и относительного сдвига 8.
В связи с широкой механизацией и автоматизацией операций
механической обработки все большее внимание уделяется форме
стружки. Образующаяся при обработке большинства сталей слив-
ная стружка, наматываясь с высокими скоростями на работающие
шпиндели и суппорты станков, затрудняет их эксплуатацию и мо-
жет вызывать травмы обслуживающего персонала. Особенно
недопустима такая стружка при работе автоматов и автоматиче-
ских линий. В связи с этим разработан ряд способов дробления
стружки (см. стр. 30 и 426), в том числе изменением кинематики
процесса резания — наложением на равномерное движение подачи
осевых вибраций. В этом случае получающаяся при обычном не-
прерывном резании весьма прочная стружка сливного вида при-
обретает дробленую форму- Поэтому процесс резания дополняют
характеристикой формы стружки, зависящей от кинематики про-
цесса. Так, при точении с низкочастотными осевыми вибрациями
может образовываться как сливная, так и суставчатая стружка в
форме очень длинных спиралей или дробленая в виде отдельных
завитков. Форма стружки имеет решающее значение при оценке:
ЗГ
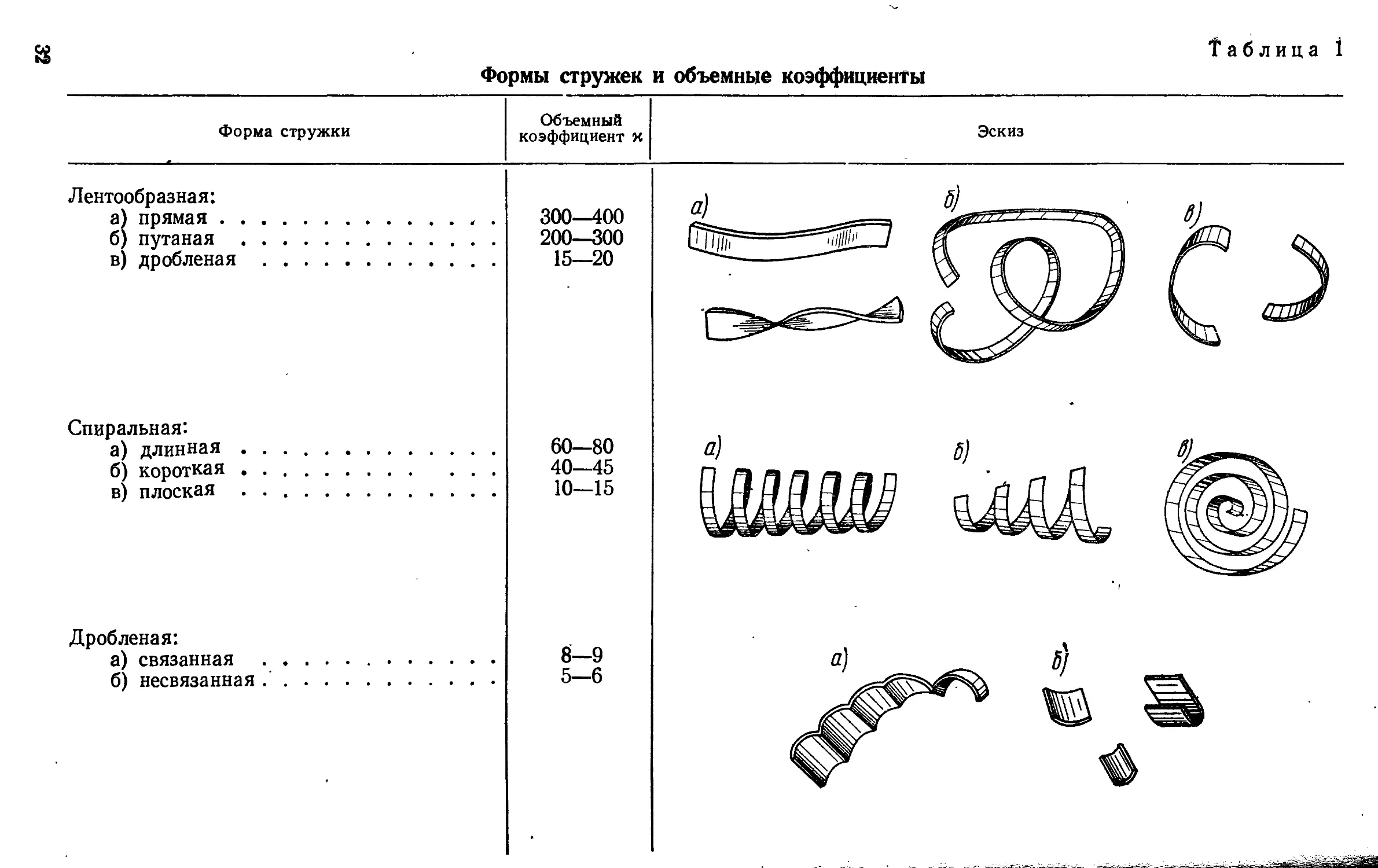
Формы стружек и объемные коэффициенты
Таблица 1
Форма стружки Объемный коэффициент % Эскиз
Лентообразная:
а) прямая...................... .
б) путаная ........................
в) дробленая ......................
300—400
200—300
15—20
Спиральная:
а) длинная 60—80
б) короткая 40—45
в) плоская 10—15
Дробленая:
а) связанная ............................ 8—9
б) несвязанная .................... 5—6
условий удаления стружки из зоны резания, что является одной из
важнейших характеристик процесса резания. Степень дробления
стружки выражается так называемым объемным коэффициентом к,
определяемым как отношение объема полученной стружки Vc к
объему снятого при этом материала срезаемого слоя VM. Величину
объемного коэффициента определяют путем измерения объема с
помощью мерного сосуда Vc и массы Gc произвольного количества
стружки. Исходя из этого, объем снятого металла (см3)
VM = 1000Gc/p,
где р — плотность, г/см3.
Величина объемного коэффициента уменьшается с измельче-
нием стружки (табл. 1).
§ 5. МЕХАНИКА ПРОЦЕССА РЕЗАНИЯ
Механика процесса резания изучает упругие и пластические
деформации обрабатываемого материала, а также трение на кон-
тактных поверхностях инструмента и заготовки; на основе этого
рассматривают схему процесса стружкообразования, определяют
деформации, напряжения, силу и работу резания.
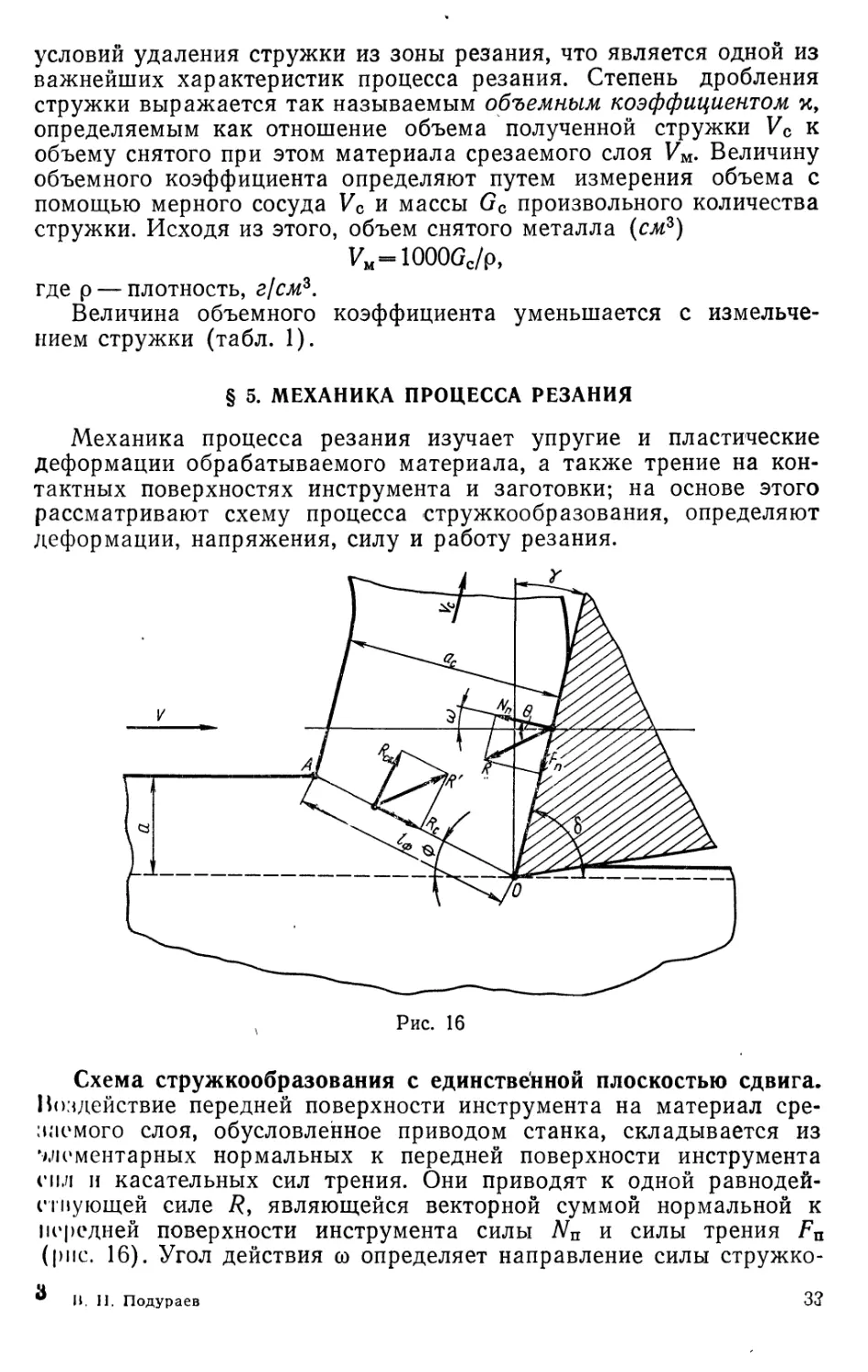
Схема стружкообразования с единственной плоскостью сдвига.
Воздействие передней поверхности инструмента на материал сре-
заемого слоя, обусловленное приводом станка, складывается из
элементарных нормальных к передней поверхности инструмента
гил и касательных сил трения. Они приводят к одной равнодей-
ствующей силе /?, являющейся векторной суммой нормальной к
передней поверхности инструмента силы Nn и силы трения Fn
(рис. 16). Угол действия со определяет направление силы стружко-
3
В. Н. Подураев
32
образования R относительно направления вектора скорости реза-
ния v; величина этого угла определяется как разность между
углом трения 0 и передним углом инструмента у, т. е. со = 0—у.
Сила R уравновешивается сопротивлением обрабатываемого
материала движению резания; величина его выражается силой R',
являющейся суммой напряжений, действующих в зоне стружкооб-
разования. Вектор силы R' складывается из двух составляющих —
силы сдвига Rc, действующей в плоскости сдвига ОА, и перпенди-
кулярной к ней силы сжатия RC1K. Если пренебречь внутренними
нормальными напряжениями в плоскости сдвига ОА от действия
силы сжатия /?Сж, то получим следующее выражение для опреде-
ления силы стружкообразования [9], [И], исходя из известных
значений напряжения сдвига т0 и площади сдвига Qc:
7? == т0 (ab)/[s in (6 + 0 + Ф) sin Ф]=тс (a&)/[cos (у — 0 — Ф) sin Ф];
Qc=a&/sin Ф.
Нормальное напряжение в плоскости сдвига, а также наличие
в материале внутреннего трения увеличивают сопротивление мате-
риала сдвигу:
”^с Тс.о + Ивн^сж1
где Тс.о — сопротивление обрабатываемого материала сдвигу при
отсутствии нормальных напряжений в плоскости сдвига; р,Вн — ко-
эффициент внутреннего трения.
Следовательно, для определения R необходимо ввести в урав-
нение фактическое сопротивление обрабатываемого материала
сдвигу, имеющему место в зоне резания, с учетом всех факторов
и прежде всего внутреннего трения и упрочнения. Из формулы
видно, что величина силы стружкообразования R определяется
прочностными характеристиками материала тс, сечением срезае-
мого слоя а, Ь, а также углами резания д, трения 0 = arctg р, и
сдвига Ф. Если при механических испытаниях величина деформа-
ции является результатом приложения силы, то при резании, на-
оборот, величина силы определяется значением деформаций. По-
этому изменение условий резания приводит к изменению величин,
действующих в системе сил.
Учитывая изложенное, рассмотрим факторы, определяющие
величину угла сдвига Ф; используем для этого закон наименьшего
сопротивления. В применении к пластической деформации он раз-
работан Г. Треска (1865 г.). В настоящее время в формулировке,
данной С. И. Губкиным, он читается следующим образом: в слу-
чае возможности перемещения точек деформируемого тела в раз-
личных направлениях каждая точка деформируемого тела переме-
щается в направлении наименьшего сопротивления. Для примене-
ния этого закона к процессу стружкообразования необходимо
знать направление траектории, по которой сопротивление течению
элементарных объемов материала, расположенных на ней, будет
наименьшим. К. А. Зворыкин (1893 г.), рассматривая процесс
стружкообразования по схеме простого сдвига с единственной пло-
34
скостью, высказал следующий принцип: при любых условиях об-
работки величина сдвига устанавливается такой, при которой рас-
ход энергии на процесс стружкообразования или сила R (что при
постоянной скорости резания то же самое) будут минимальными.
Если согласно принятому допущению стружка образуется путем
последовательных сдвигов по единственной плоскости ОА, ее поло-
жение определяется как положение плоскости максимальных ка-
сательных напряжений. Тогда, приняв для этой схемы условие
минимума силы стружкообразования dR/d<b=0, К. А. Зворыкин
получил уравнение для определения угла сдвига
, 2Ф+0 — у=С,
где С — постоянная величина, близкая к 80°.
Выполненное здесь дифференцирование допустимо, если пред-
положить, что значения тс, 0, б не зависят от угла сдвига. Между
тем, в процессе резания с изменением угла Ф изменяются коэффи-
циент усадки стружки и относительный сдвиг е. Это приводит к
изменению степени упрочнения (тс), а также удельной нагрузки на
переднюю поверхность, т. е. угла трения 0. Поэтому дифференци-
рование возможно только для выяснения закономерностей процес-
са стружкообразования в первом приближении, когда в исследуе-
мом диапазоне режимов резания значения тс 0, б в зависимости
от Ф изменяются незначительно.
Усадка стружки является только приближенной характеристи-
кой степени деформации обрабатываемого материала. Так, напри-
мер, если |г=1, т. е. толщина среза при переходе в стружку остает-
ся неизменной, то это не означает отсутствия деформаций в зоне
стружкообразования. Более точной характеристикой является от-
носительный сдвиг (рис. 17), который характеризует величину ис-
кажения параллелограмма ADFO в параллелограмм OAED, т. е.
e^DF/OK., e=ctgO + tg(O — у).
Все компоненты деформированного состояния оцениваются рас-
смотрением степени и характера искажений элементарного объема
3*
35
материала при образовании текстуры. В результате этого окруж-
ности, нанесенные на боковой стороне срезаемого слоя, превраща-
ются в эллипсы. Большая ось эллипса совпадает с направлением
текстуры и определяет направление главной деформации удлине-
ния е (см. рис. 13, б):
еsin (1 + е2/2 + е 1 + е2/4);
% « arctg (е/2 ± F 1 + е2/4),
где % — угол между направлением текстуры и плоскостью сдвига.
Эти формулы получены при допущении, что процесс стружко-
образования представляет собой простой сдвиг, сосредоточенный
в плоскостц сдвига ОА.
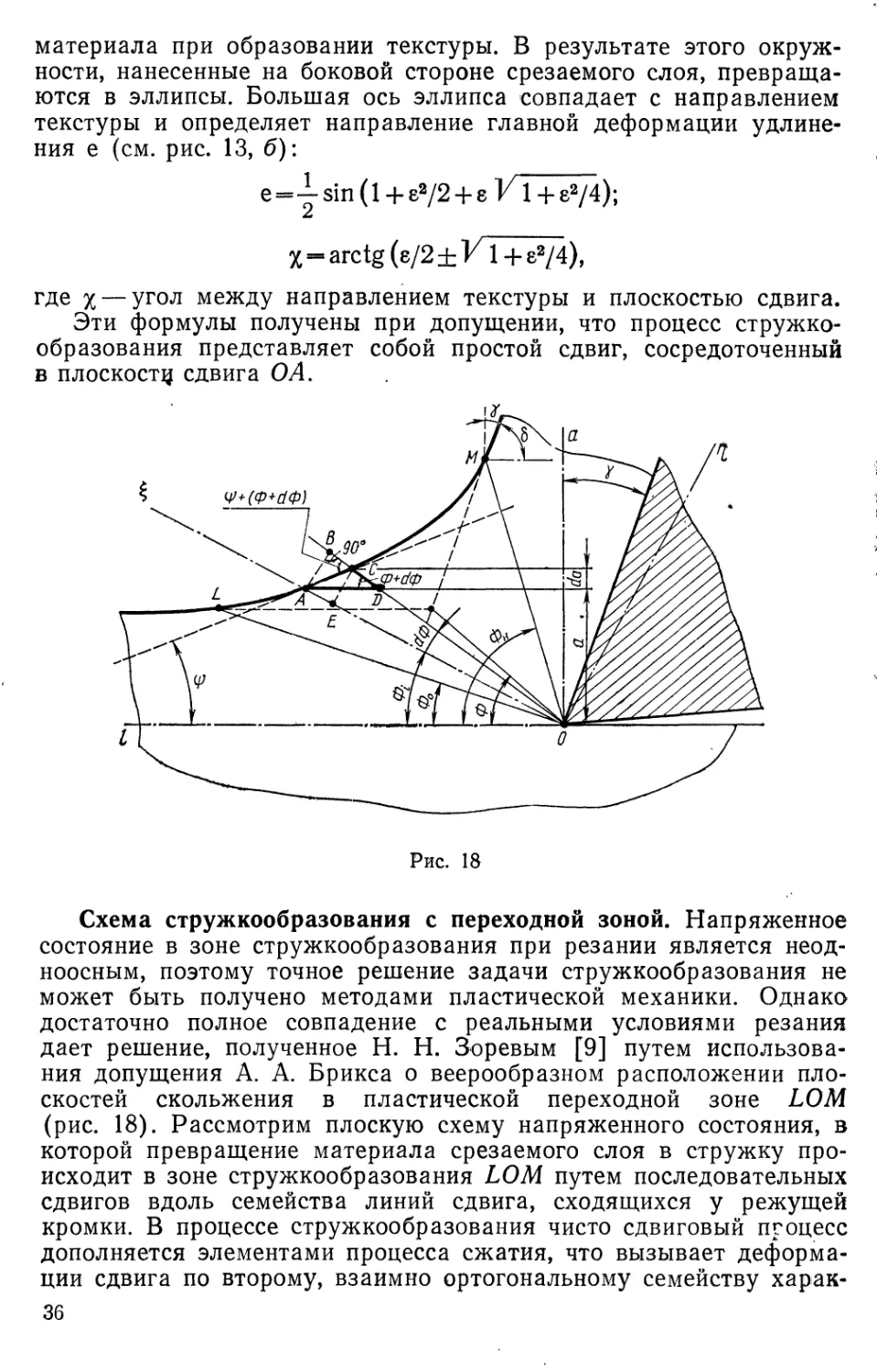
Схема стружкообразования с переходной зоной. Напряженное
состояние в зоне стружкообразования при резании является неод-
ноосным, поэтому точное решение задачи стружкообразования не
может быть получено методами пластической механики. Однако
достаточно полное совпадение с реальными условиями резания
дает решение, полученное Н. Н. Зоревым [9] путем использова-
ния допущения А. А. Брикса о веерообразном расположении пло-
скостей скольжения в пластической переходной зоне LOM
(рис. 18). Рассмотрим плоскую схему напряженного состояния, в
которой превращение материала срезаемого слоя в стружку про-
исходит в зоне стружкообразования LOM путем последовательных
сдвигов вдоль семейства линий сдвига, сходящихся у режущей
кромки. В процессе стружкообразования чисто сдвиговый процесс
дополняется элементами процесса сжатия, что вызывает деформа-
ции сдвига по второму, взаимно ортогональному семейству харак-
36
теристик. Эти сдвиги принимаются достаточно малыми и не учиты-
ваются. Такое допущение дает тем меньшие погрешности, чем
больше скорость резания и меньше интенсивность наростообразо-
вания.
Направление сдвигов определяется положениями линий макси-
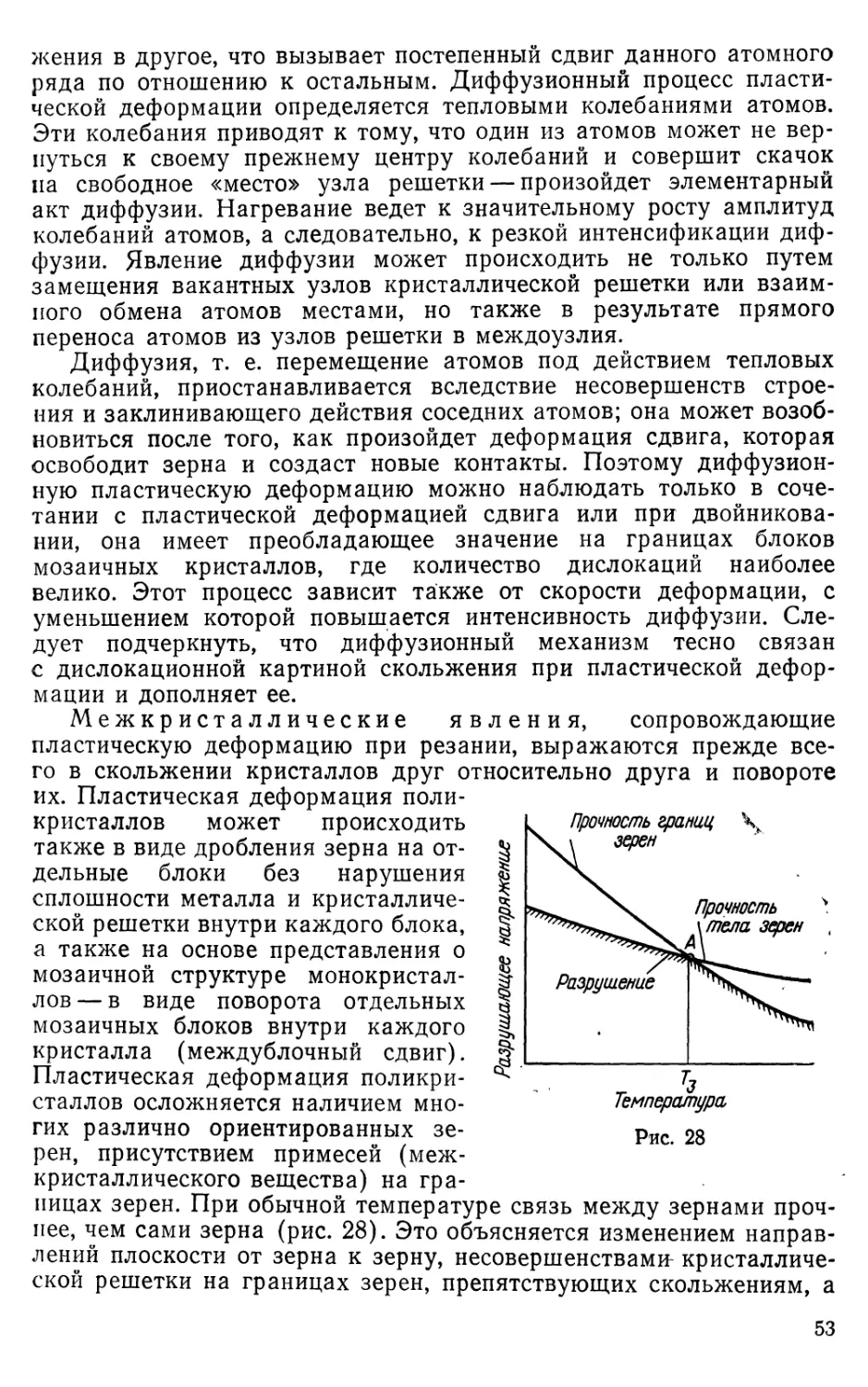
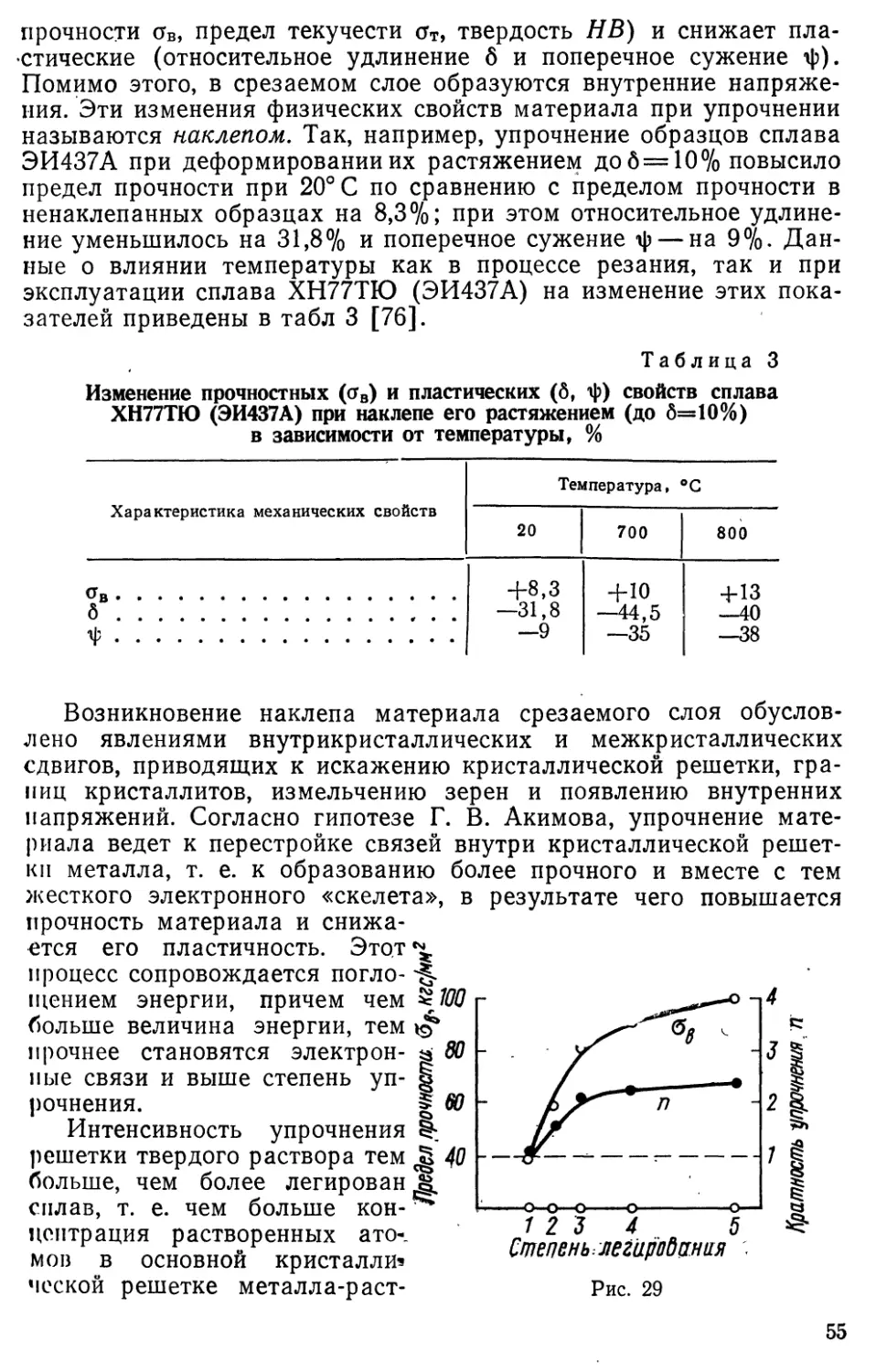
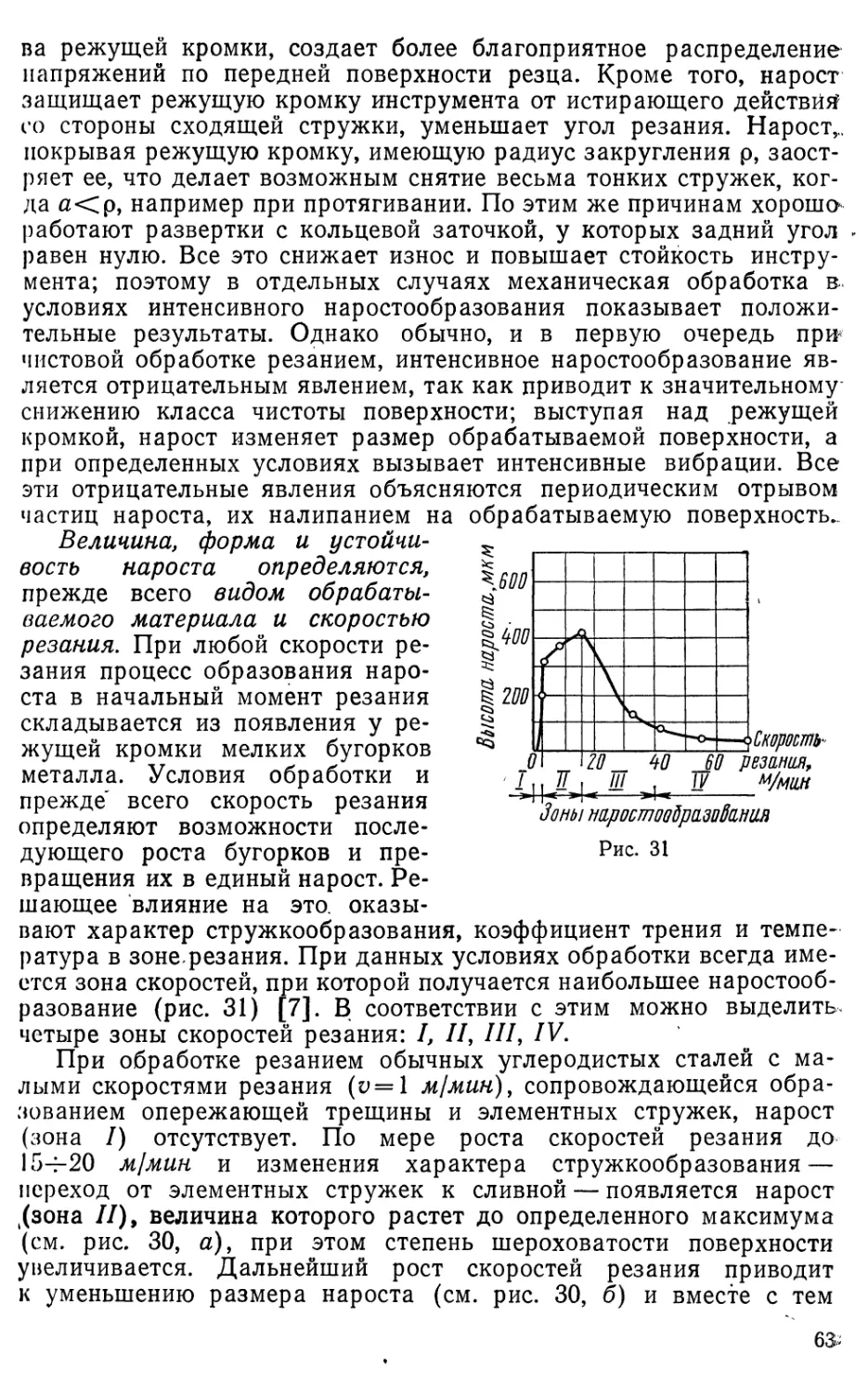
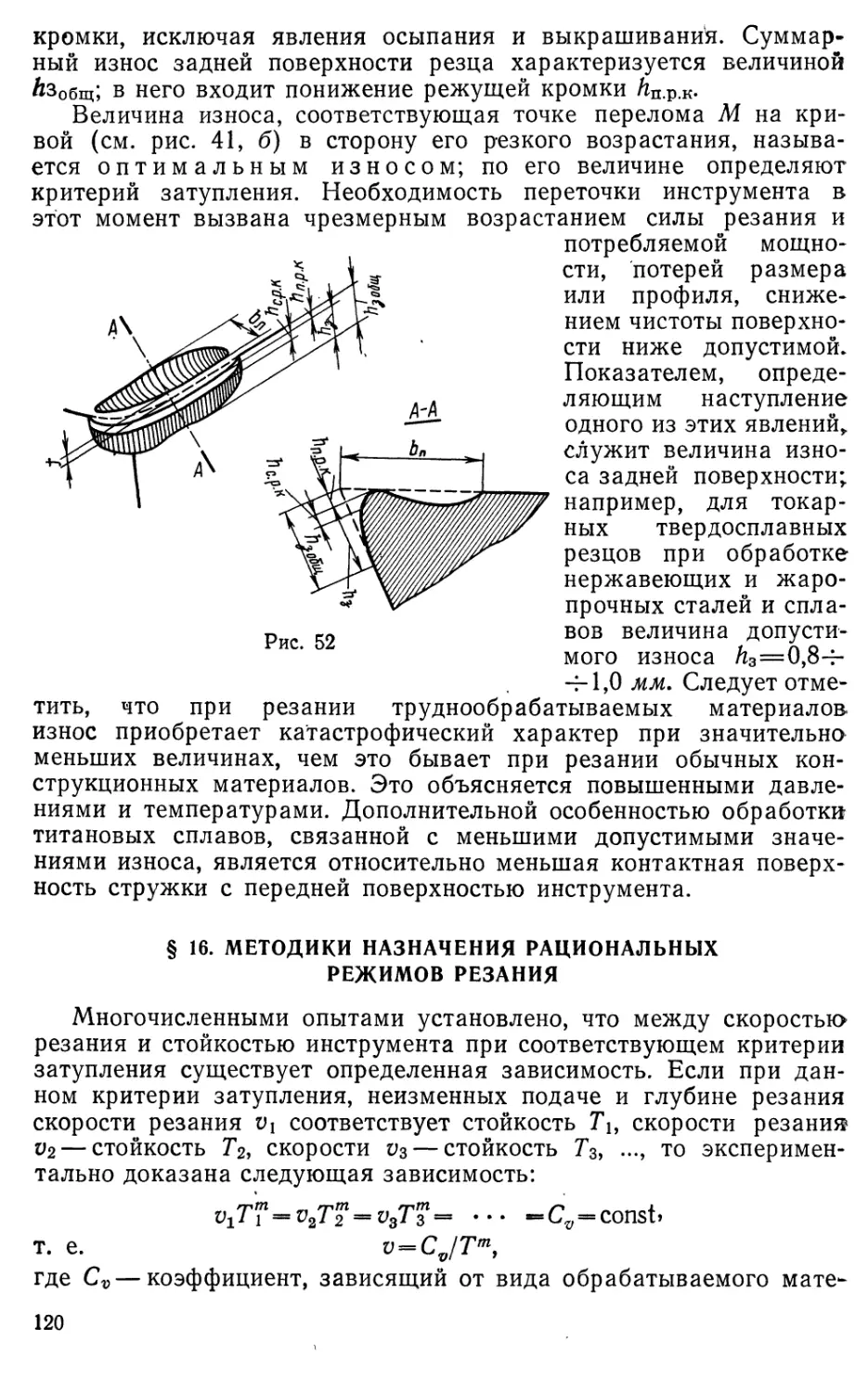
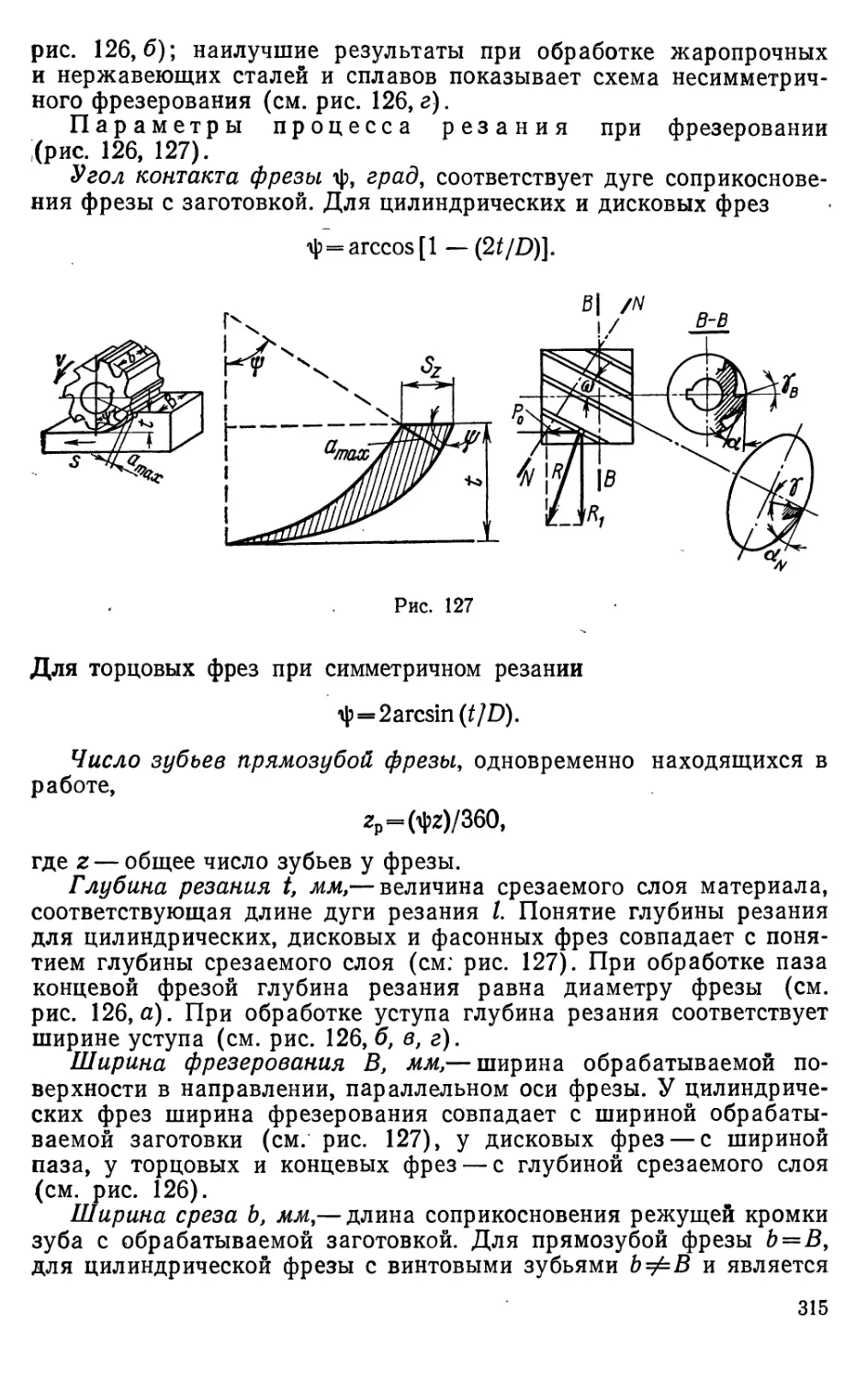
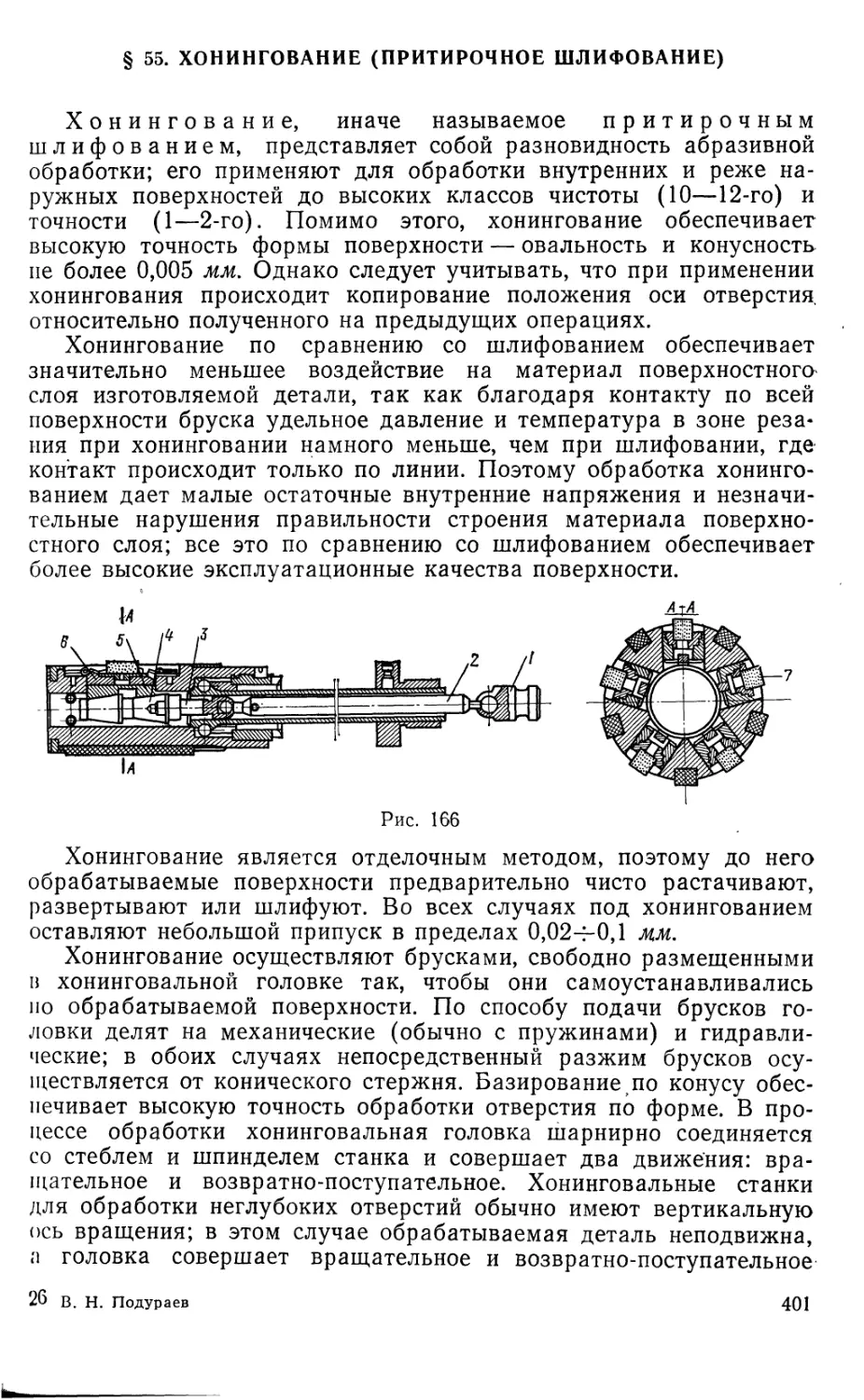
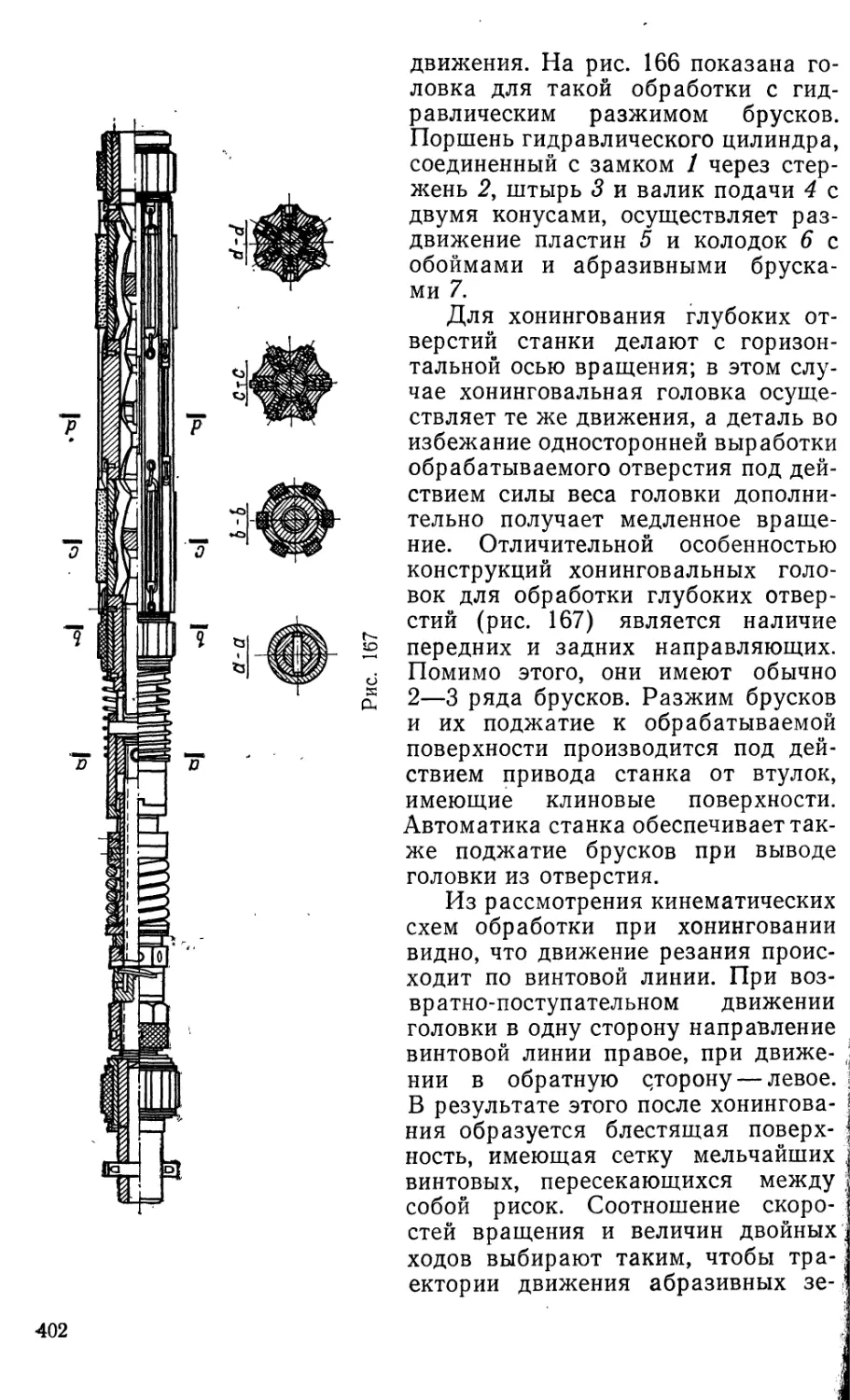
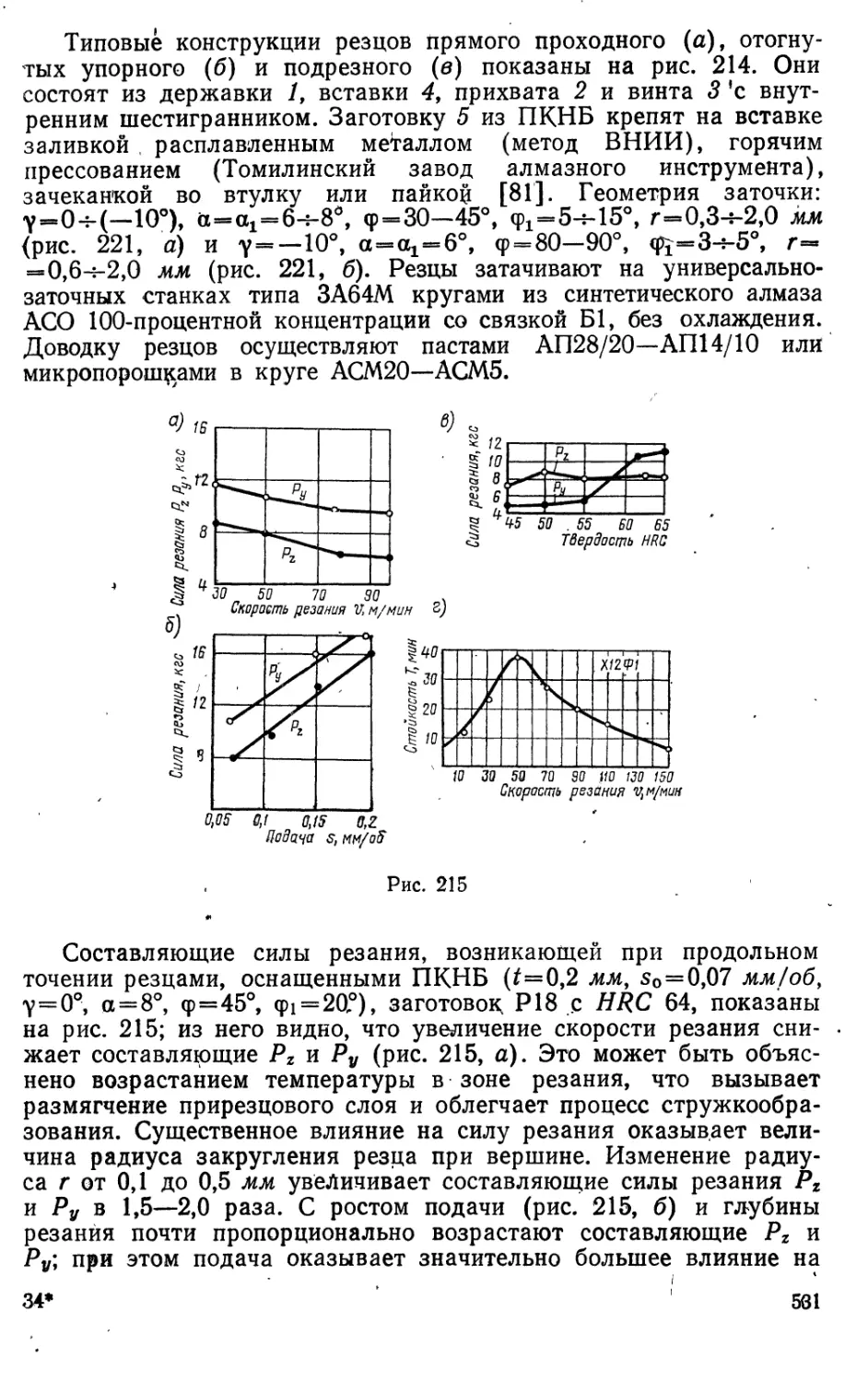
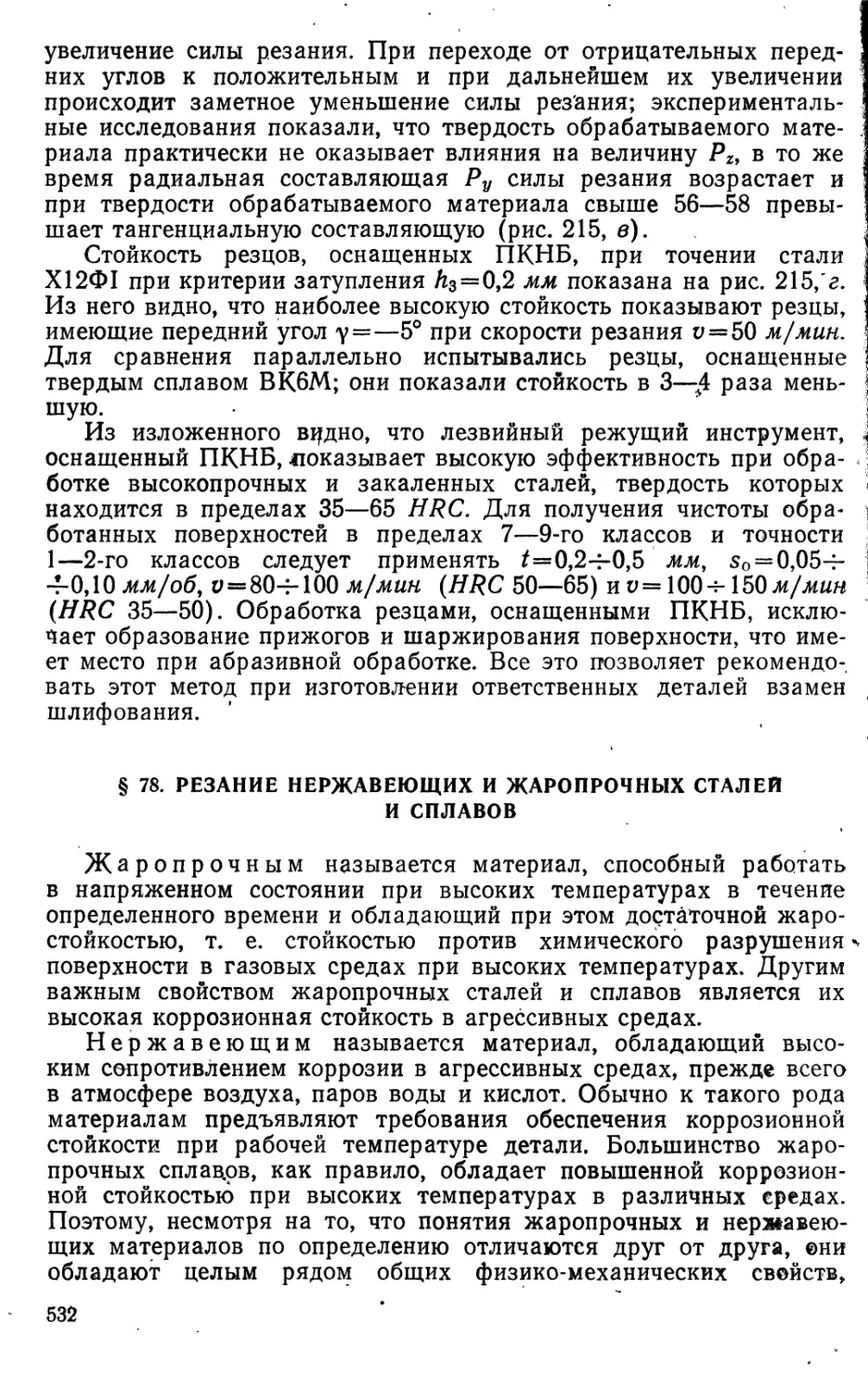
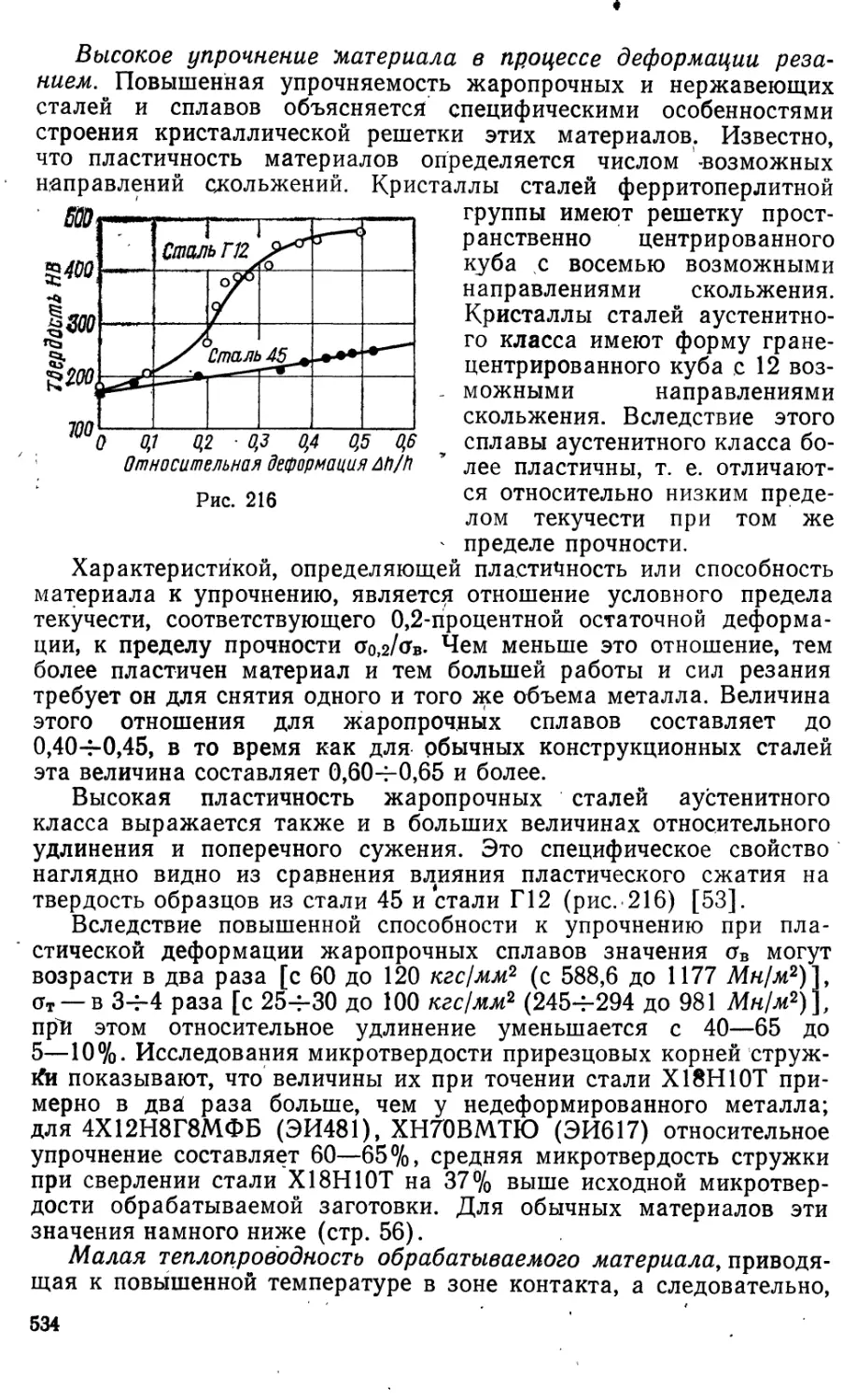
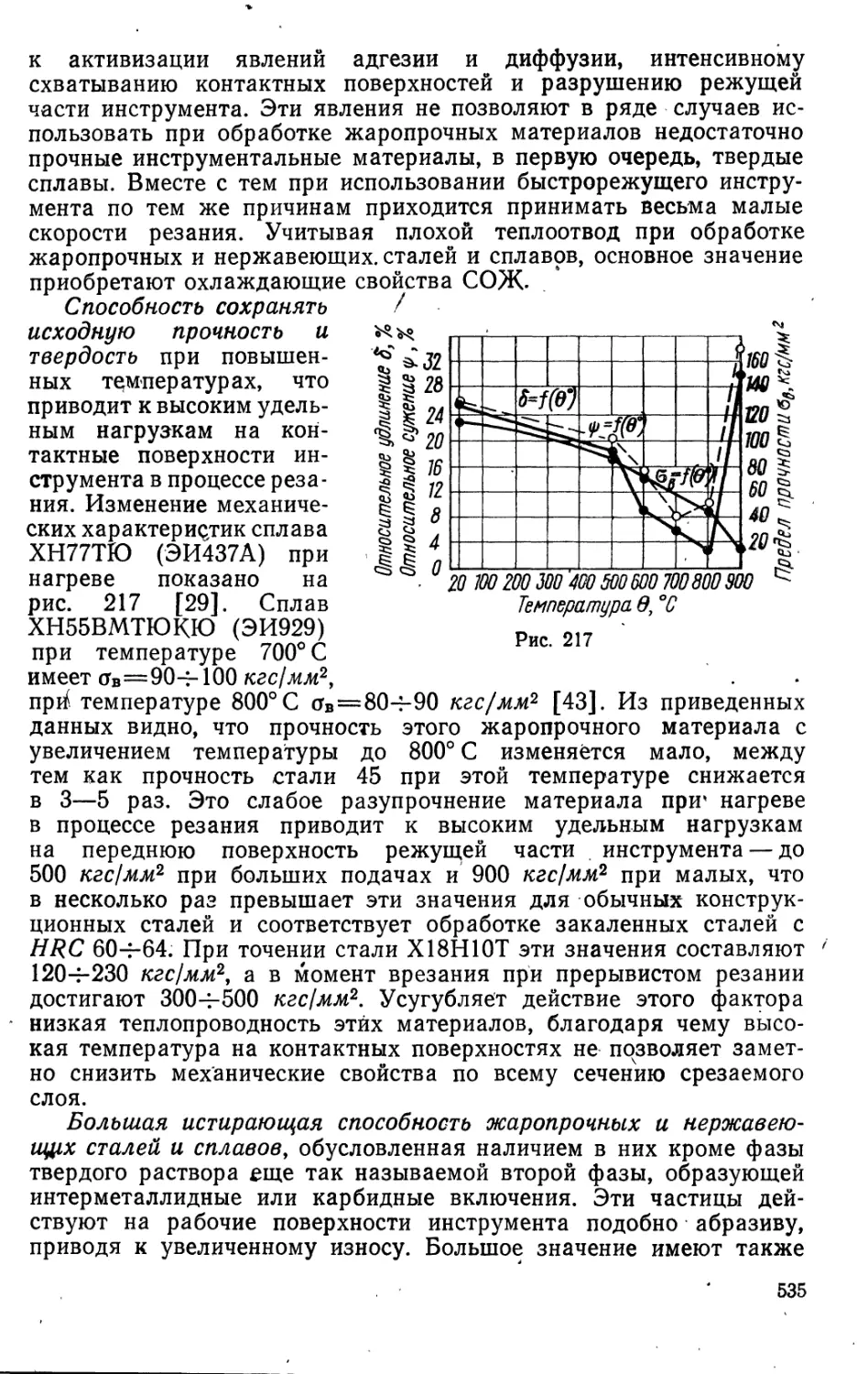
мальных касательных напряжений, для которых справедливо
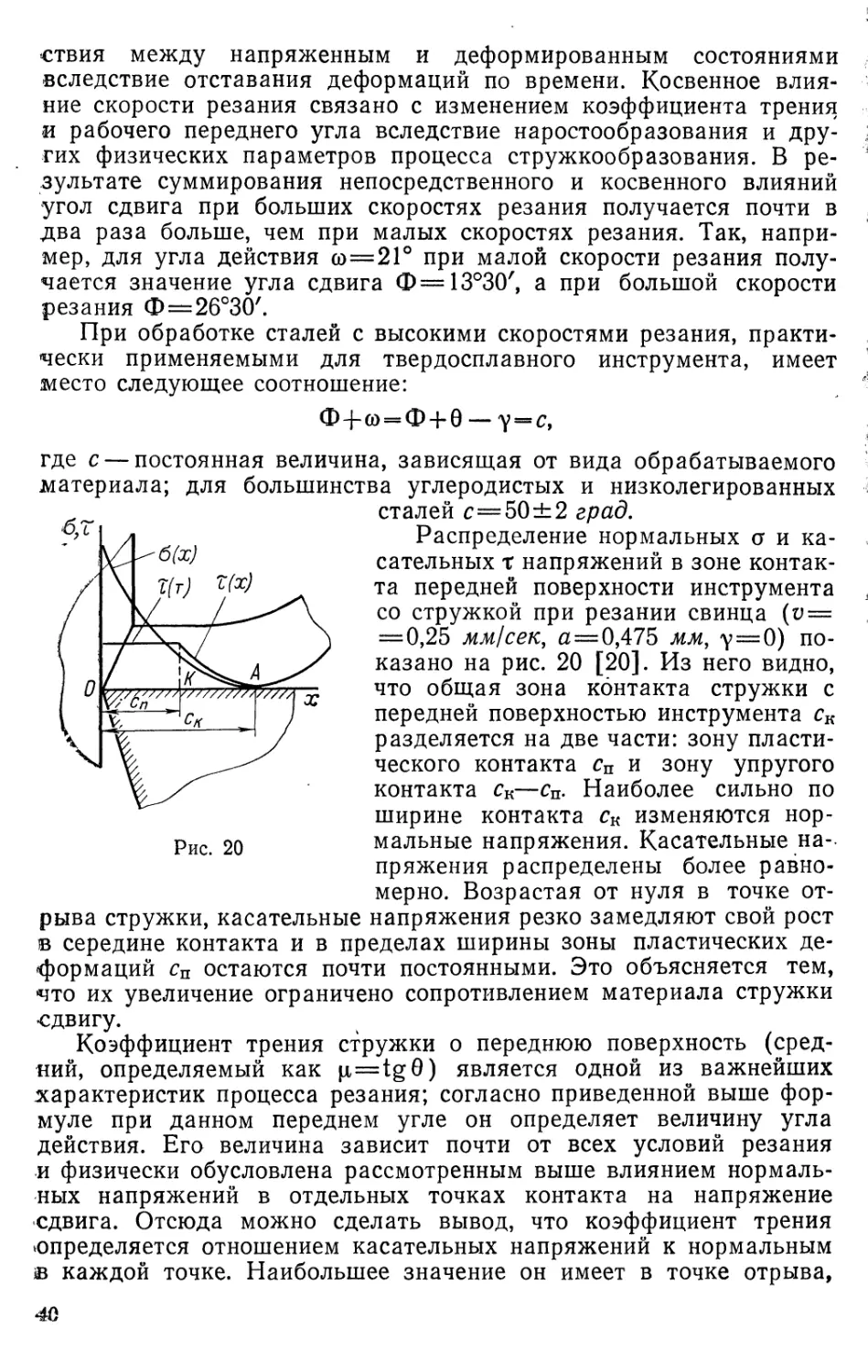
условие пластичности тс=тт, где тс — касательное напряжение, а
тт — предел текучести материала при сдвиге. Это позволяет опре-
делить положение начальной OL и конечной. ОМ границы зоны
стружкообразования. В первом случае тс=Тто, во втором тс=тТнг
где Тто, Ттн — пределы текучести соответственно ненаклепан-
пого и наклепанного материалов при сдвиге. Учитывая, что
ттн= (2—4)тт0, начальная граница OL зоны стружкообразования
должна быть в 2—4 раза длиннее конечной границы ОМ.
Допущение о совпадении направлений лйний сдвигов с направ-
лением линий максимальных касательных напряжений справедли-
во для изотропных идеально пластичных (неупрочняющихся)
материалов. При резании анизотропных сильно упрочняющихся
материалов, к каким относятся прежде всего нержавеющие и жа-
ропрочные стали и сплавы, возможны случаи, когда сдвиг проис-
ходит по поверхности, в которой действующие напряжения не
будут максимальными, но сопротивления сдвигу будут наимень-
шими. Другой особенностью напряженного состояния в зоне
стружкообразования является взаимная зависимость касательных
напряжений, действующих в плоскости сдвига, от нормальных на-
пряжений, также воздействующих на нее и обусловливающих
всестороннее сжатие. Наложение на систему касательных напря-
жений высокого гидростатического давления, с одной стороны, вы-
зывает увеличение пластичности обрабатываемого материала и, с
другой, усиливает его способность к упрочнению.
Проходя через зону стружкообразования, каждая точка обра-
батываемого материала при пересечении каждой плоскости сдвига
подвергается дополнительным пластическим деформациям. До-
стигнув конечной границы ОМ зоны стружкообразования, мате-
риал получает наибольшую степень деформации, определяющую
механические характеристики стружки. Надо отметить, что
степень пластической деформации обрабатываемого материала
различна как по длине, так и по толщине. Так, по мере прохожде-
ния зоны стружкообразования она вначале мала, а затем резко
возрастает, концентрируясь у конечной границы ОМ зоны струж-
кообразования.'Это объясняется снижением коэффициента упроч-
нения материала по мере увеличения степени деформации. С уве-
личением скорости резания, т. е. с ростом скорости деформации,
снижается коэффициент упрочнения материала, происходит запаз-
дывание пластических деформаций и границы ОМ и OL зоны
стружкообразования сильно сближаются. Все это повышает сте-
пень концентрации пластической деформации, что приближает
реальную схему стружкообразования к схеме с единственной пло-
скостью сдвига.
37
Допустим, что форма наружной границы зоны стружкообразо-
вания задана уравнением а=/(Фг), где а — координата наружной
границы зоны стружкообразования в нормальном сечении,- а Ф, —
текущий угол сдвига. Определим для произвольной точки С зоны
стружкообразования относительную деформацию за малый проме-
жуток времени dr, когда она переместилась из точки А. Рассмот-
рим это движение как процесс последовательного сдвига диффе-
ренциально малого элемента вдоль плоскости сдвига, определяе-
мого текущим углом (см. рис. 18); примем систему координат
1 — т), где положение оси § совпадает с направлением текущей
плоскости сдвига, а ось ц направлена перпендикулярно к ней.
В принятой системе координат относительный сдвиг в определя-
ется отношением абсолютного сдвига dg по плоскостй сдвига ОС
к толщине di\ слоя, претерпевшего этот сдвиг. Величина абсолют-
ного сдвига определяется длиной отрезка CD, толщина слоя —
длиной отрезка СЕ:
e-d&dv\~CD/CE;
8=[1 sin (Ф,+АФ,)] • da]d<b,
где /ф{+аф,«/ф— длина плоскости сдвига (на рисунке /ф.+</ф = ОС).
После преобразования получим
в=(1/а 4- da) da/d<bi«(1 /а) (йа/^Ф,).
Из полученных выражений видно, что величина относительного
сдвига е при резании тем больше, чем меньше длина плоскости
сдвига 1ф и угол сдвига Ф и чем круче наружная граница струж-
кообразования, т. е. чем больше выражение dald<&-
Определим зависимость относительного сдвига е от текущего
значения угла сдвига Ф, и угла наклона касательной к наружной
границе стружкообразования ф в исследуемой точке С. Поскольку
AB7aCE—dr\, то
8=^/4/п=(ВП - ВС)/ЛВ = ctg (Фг + ^Ф() - ctg (ф+Ф,+</Ф,).
Опуская значение угла второго порядка малости, получаем
8 = Ctg Ф, — Ctg (ф + Ф,).
В точке L, где наружная граница пластической зоны сопряга-
ется с наружной границей срезаемого с заготовки слоя, ф=0. Из
формулы видно, что и деформация по плоскости сдвига, соответ-
ствующей начальной границе зоны стружкообразования опреде-
ляемой точки L, также равна нулю. У конечной границы зоны
стружкообразования материал срезаемого слоя при переходе в
стружку получает наибольший наклеп, этой плоскости, проходя-
щей через точку М, отвечают значения е=8н; Ф« = Фн. В точке М,
где наружная граница зоны сопрягается с наружной границей
стружки, ф равен углу резания 6, т. е. фн=б=90°—у. В этом слу-
чае относительная деформация
8„ = ctg®H - ^(ФН + 6) = ^ФН-|^(ФН - У).
38
Условный угол сдвига. Значение этого параметра определяется
четырьмя основными факторами: сопротивлением обрабатываемо-
го материала сдвигу, передним углом, углом действия и скоростью
резания. (
Сопротивление обрабатываемого материала сдвигу вызывает
изменение напряженного состояния в зоне стружкообразования и»
следовательно, увеличение угла Ф.
Передний угол оказывает
на процесс стружкообразо-
вания прямое и косвенное
влияние; прямое влияние
обусловлено задаваемым на-
правлением схода стружки,
в результате чего меняется
расположение поверхностей
сдвигов и главных осей де-
формации. Эта зависимость,
по данным Н. Н. Зорева, для
стали 20Х при <о = 0 пред-
ставлена на рис. 19, а. Кос-
венное влияние переднего,
угла связано с изменением
угла действия со=0—у. Из-
менение направления дейст-
вия силы стружкообразова-
ния R обусловлено не только
изменением ориентации пе-
редней поверхности, но и из-
менением коэффициента тре-
ния стружки о резец. С уве-
личением переднего угла
Рис. 19
уменьшаются нормальные
нагрузки на переднюю поверхность и, следовательно, повышается
коэффициент трения. Эксперименты показывают, что влияние угла
действия со на угол Ф более интенсивно по сравнению с непосред-
ственным воздействием угла у.
Влияние переднего угла и скорости резания на коэффициент
усадки стружки, а следовательно, и величину условного угла
сдвига наглядно видно из рис. 19, б (резание стали 40Х твердо-
сплавным резцом при а=0,45 мм, Ь=2^мм). Так, при скорости
резания 100 мм)мин и у= + 10° ^=2,2, а при у=—10° ^=3,0.
Влияние переднего угла на усадку стружки тем сильнее, чем мень-
ше скорость резания. Надо отметить, что эти зависимости не всег-
да столь монотонные; многие из них в функции от толщины среза
или скорости резания имеют горбообразный характер.
Скорость резания также оказывает на процесс стружкообразо-
вания непосредственное и косвенное влияние. Непосредственное
влияние обусловлено запаздыванием пластических деформаций в
зоне стружкообразования. Оно объясняется нарушением соответ-
39
ствия между напряженным и деформированным состояниями
вследствие отставания деформаций по времени. Косвенное влия-
ние скорости резания связано с изменением коэффициента трения
и рабочего переднего угла вследствие наростообразования и дру-
гих физических параметров процесса стружкообразования. В ре-
зультате суммирования непосредственного и косвенного влияний
угол сдвига при больших скоростях резания получается почти в
два раза больше, чем при малых скоростях резания. Так, напри-
мер, для угла действия <o=21° при малой скорости резания полу-
чается значение угла сдвига Ф=13°30', а при большой скорости
резания Ф = 26°30'.
При обработке сталей с высокими скоростями резания, практи-
чески применяемыми для твердосплавного инструмента, имеет
место следующее соотношение:
Ф-|-СО==Ф + 0 — у =
где с — постоянная величина, зависящая от вида обрабатываемого
материала; для большинства углеродистых и низколегированных
сталей с=50±2 град.
Распределение нормальных о и ка-
сательных т напряжений в зоне контак-
та передней поверхности инструмента
со стружкой при резании свинца (и =
= 0,25 мм!сек, а = 0,475 мм, у = 0) по-
казано на рис. 20 [20]. Из него видно,
что общая зона контакта стружки с
передней поверхностью инструмента ск
разделяется на две части: зону пласти-
ческого контакта сп и зону упругого
контакта ск—сп. Наиболее сильно по
ширине контакта ск изменяются нор-
мальные напряжения. Касательные на-
пряжения распределены более равно-
мерно. Возрастая от нуля в точке от-
рыва стружки, касательные напряжения резко замедляют свой рост
в середине контакта и в пределах ширины зоны пластических де-
формаций сп остаются почти постоянными. Это объясняется тем,
что их увеличение ограничено сопротивлением материала стружки
-сдвигу.
Коэффициент трения стружки о переднюю поверхность (сред-
ний, определяемый как p,=tg0) является одной из важнейших
характеристик процесса резания; согласно приведенной выше фор-
муле при данном переднем угле он определяет величину угла
действия. Его величина зависит почти от всех условий резания
и физически обусловлена рассмотренным выше влиянием нормаль-
ных напряжений в отдельных точках контакта на напряжение
сдвига. Отсюда можно сделать вывод, что коэффициент трения
определяется отношением касательных напряжений к нормальным
в каждой точке. Наибольшее значение он имеет в точке отрыва,
40
постепенно уменьшаясь по мере приближения к режущей кромке.
Обобщая экспериментальные данные, можно принять следующую
закономерность распределения нормального напряжения о по ши-
рине контакта [20]:
а=ар.к(х/ск)л(т,
где сгр.к — нормальное контактное напряжение у режущей кромки;
х — текущая координата, замеряемая от точки А отрыва стружки в
сторону режущей кромки О; пс — показатель степени, характери-
зующий неравномерность распределения напряжений.
Для участка упругого контакта, где происходит внешнее тре-
ние, т. е. когда 0<х<(ск — сп), текущие значения касательных
напряжений
где Цу — коэффициент внешнего трения между стружкой и перед-
ней поверхностью на упругом участке контакта.
Как уже отмечалось, возрастание касательных напряжений
ограничено, поэтому когда напряжение внешнего трения станет
больше сопротивления материала стружки пластическому сдвигу
тт, внешнее скольжение стружки будет сразу же заменено энерге-
тически более выгодными внутренними сдвигами в материале
стружки. Таким образом, на втором участке при ек—
касательные напряжения остаются постоянными: г=тт. В этом
случае движение стружки осуществляется вследствие пластиче-
ских деформаций ее контактного слоя, при этом самый нижний
слой стружки затормозится и в крайнем случае не будет двигать-
ся относительно передней поверхности инструмента.
Стружкообразование при прерывистом резании. Процесс реза-
ния определяется видом обрабатываемого материала, режимами
резания, геометрией режущего инструмента и зависит от степени
разрушения материала срезаемого слоя в процессе пластической
деформации при стружкообразовании и характера этих разруше-
ний. Необходимым условием стружкообразования является дове-
дение обрабатываемого материала по линии среза до разрушения.
При определенных условиях резания процесс разрушения охваты-
вает все сечение срезаемого слоя, образуя стружку в процессе де-
формации в виде отдельных кусочков.
Разрушение сталей и сплавов, в частности, при повышенных
температурах, сопровождающих процесс резания, происходит
либо путем развития пластической деформации до некоторого кри-
тического состояния, либо путем образования и роста трещин, т. е.
хрупкого разрушения в микрообъемах сплава. В обоих случаях
на протекание этих процессов большее влияние оказывает диффу-
зионная подвижность. Поэтому отделение срезаемого слоя и обра-
зования стружки может происходить посредством двух типов
разрушения: путем среза, осуществляемого касательными напряже-
ниями, и путем отрыва, осуществляемого нормальными напряже-
ниями. Возникновение одного из двух видов разрушения обуслов-
ил
лено механическими характеристиками материала, определяющими
его хрупкие и пластические свойства, и схемой напряженного
состояния. На рис. 21, а показана зависимость характера разру-
шения от вида напряженного состояния и механических характе-
ристик обрабатываемого материала. Если напряженное состояние
таково, что соотношение нормальных и касательных напряжений
отвечает линии то разрушение произойдет путем среза после
предварительной пластической деформации. Если напряженное
-—Температура
Рис. 21
состояние отвечает линии 2, то разрушение сопровождается пла-
стической деформацией, но произойдет путем отрыва, а если по
линии 3, то путем отрыва, но .без предварительной пластической
деформации. Характер разрушения материала срезаемого слоя
зависит также от скорости и температуры деформации (рис. 21,6).
Процесс стружкообразования при прерывистом резании может
быть изучен на копре. Копер имеет основание с двумя колоннами,
по которым скользит резцедержавка с инструментом. Обрабаты-
ваемый образец в виде пластинки крепится в приспособлении,
установленном на основании. При сбрасывании с определенной
высоты резцедержавки инструмент в конце участка падения встре-
чается с обрабатываемым образцом и осуществляет на определен-
ном пути процесс резания в виде строгания, расходуя приобретен-
ную за это время кинетическую энергию. Наличие специальных
упоров позволяет относительно просто осуществлять мгновенную
остановку процесса резания на любой стадии процесса стружко-
юбразования. Рассмотрение характера процесса стружкообразова-
ния на торцовой поверхности образца при .ударном воздействии на
него инструмента показало следующий механизм его протекания.
В момент встречи передняя поверхность режущего клина инстру-
мента пластически деформирует материал заготовки, затем обра-
зуется трещина, после чего происходит смещение образовавшегося
элемента по линии среза. Величина смещения зависит от условий
42
обработки; она может изменяться от мало заметного сдвига да
полного отделения элемента. Во всех случаях образуется элемент-
ная форма стружки различного вида. Пользуясь положениям»
акад. С. А. Христиановича, можно сделать вывод, что в условиях
образования суставчатых и особенно элементных стружек разру-
шение материала срезаемого слоя происходит не по линиям сколь-
жения, т. е. линиям максимальных касательных напряжений, а по
линиям разрыва, которые образуются как огибающие линий сколь-
жения. Поверхности разрыва являются геометрическим местом
точек, которые характеризуются резким изменением напряжений;
физически это обусловливает образование трещин. Возникновение
трещин приводит к значительной концентрации напряжений;
дальнейшее ее развитие требует относительно меньшего прироста
силы. Если в этих условиях сопротивление сдвигу в части элемента
срезаемого слоя, не охваченной трещиной, становится меньше
усилия, необходимого для развития трещины, то образуется цель-
ная стружка, имеющая трещину; в противном случае образуется
элементная стружка. Поверхность разрыва при переходе от слив-
ной стружки к элементной изменяет свое направление: от положе-
ния, параллельного направлению движения резания, она посте-
пенно поворачивается по направлению движения часовой стрелки
вверх к обрабатываемой поверхности. При очень больших степенях
деформации влияние микротрещин может быть столь существен-
ным, что произойдет концентрация деформации. В этом случае
отдельные микротрещины, спонтанно развиваясь, создают макро-
трещину, отделяющую образовавшийся элемент стружки. Такое
явление вызывает переход от образования сливной стружки к обра-
зованию элементной стружки.
Образование элементной стружки при непрерывном резания
т. е. переход от сливной стружки к суставчатой и далее к элемент-
ной, свидетельствует об ухудшении условий стружкообразования^
росте энергоемкости процесса резания. Это объясняется рассмот-
ренными выше особенностями обычного процесса стружкообразо-
вания, когда решающее значение имеют достаточно развномерно
протекающие сдвиговые деформации, приводящие к образованию
сливной стружки. Рост размеров отдельных элементов, форми-
рующих стружку, т. е. переход на суставчатую, а затем элемент-
ную форму стружки, в этом случае происходит вследствие такого
изменения условий обработки, при котором возрастают прежде
всего напряжения сжатия. Все это ведет к увеличению энергоем-
кости процесса, а также количества выделяющего тепла, ухудша-
ющих показатели процесса резания в целом.
Исследования, проведенные при резании на копровой установке
в широких диапазонах скоростей (36—200 м!мин), толщин среза
(0,1—2,0 мм) и углов заточки (—15— +15°), показали, что в отли-
чие от непрерывного равномерного процесса резания типичной
формой образующейся стружки при прерывистом резании явля-
ется элементная. Очевидно, для условий обработки с ударным,
периодически повторяющимся воздействием режущего клина
43
инструмента на обрабатываемый материал, такой вид стружки явля-
ется наиболее характерным. Его образование обусловлено динами-
ческим режимом нагружения, который вызывает большую
концентрацию напряжений в ослабленных местах и изменение
напряженного состояния в зоне опережающих деформаций. Наибо-
лее сильным концентратором напряжений является режущая
кромка. В момент встречи режущего клина инструмента и обра-
батываемого материала нормальные напряжения по сравнению с
касательными значительно возрастают. Это приводит к образова-
нию поверхности разрыва, т. е. резким изменениям напряжений,
физически соответствующим трещине. Дальнейшее распростране-
ние трещины не требует значительного увеличения затрат энергии,
т. е. сила, необходимая для процесса стружкообразования, умень-
шается. Направление развития трещины совпадает с огибающей
линией скольжения, однако пересечь всю толщу срезаемого слоя
она не может вследствие действующих в ней весьма больших сжи-
мающих .напряжений. Поэтому в определенный момент напряжен-
ное состояние в зоне трещин достигает равновесия, после чего
происходит обычный сдвиг элемента стружки. Следовательно,
размеры образующихся элементов стружки определяются величи-
ной трещины.
Таблица 2
Условия обработки на копровой установке
Номер кри- вой на рис. 22 Марка стали Толщина сре- за, мм Е min перво- го удара, кгс-м1м ^к min пер- вого удара, кгс-м
1 1Х21Н5Т (ЭИ 811) .... 0,3 250 0,3
2 1Х21Н5Т (ЭИ 811) .... 0,12 140 0,17
3 Сталь 45 0,3 208 0,32
4 Сталь 45 0,3 220 0,31
Дальнейшие экспериментальные исследования на копре позво-
лили определить оптимальные с энергетической точки зрения ре-
жимы обработки. Измерение длины пути резания при обработке
на режимах, приведенных в табл. 2, в зависимости от энергии
удара позволили установить, что удельная энергоемкость Е про-
цесса резания, т. е. величина затраченной энергии, приходя-
щаяся на единицу пути резания, зависит от кинетической энергии
£7К резцедержавки с инструментом в момент встречи ее с заготов-
кой. Из рис. 22 видно, что при малых величинах энергии J7K значе-
ние Е велики, т. е. процесс резания чрезвычайно не эффективен.
Рост величины энергии единичного удара до определенного значе-
ния снижает энергоемкость процесса резания. Оптимальное
значение энергии удара определяется видом, обрабатываемого
материала, толщиной среза и рядом других факторов. При даль-
44
нейшем росте UK повышается Е и при нагрузках, примерно вдвое
превышающих первую оптимальную величину, образуется второй
минимум кривой E=f(Ux), определяющий вторую оптимальную
величину энергозатрат на единицу длины среза. Это объясняется
тем, что в процессе резания с малой кинетической энергией удара
не наблюдается значительной концентрации энергии у режущей
кромки и для достижения предельного состояния на поверхности
разрыва требуется значительно большая энергия. Процесс стружко-
образования в этом случае протекает с малыми размерами
трещины, при этом возрастает число плоскостей скольжения, при-
ходящихся на единицу пути резания. Сдвиг становится менее
развитым, и вместе с тем растет относительная доля энергии, рас-
сеиваемая на упругие деформации в зоне резания и системе СПИД
в целом.
Первый минимум кривой энергоемкости процесса прерывистого
резания достигается, очевидно, при значениях энергии взаимодей-
ствия инструмента с заготовкой, достаточных, чтобы произошли
оба этапа стружкообразования — образование развитой трещины
и сдвиг, т. е. образовался полностью один элемент стружки. Неко-
торое увеличение энергии сверх оптимального значения не приво-
дит к эффективному использованию этого прироста энергии.
Правильность такого описания процесса стружкообразования на
этом этапе объясняется тем, что на внешней поверхности стружки
отчетливо видны два не равных по величине элемента с хорошо
развитым и мало заметным сдвигом по плоскости скольжения.
Второй минимум энергии соответствует условиям обработки,
когда за одно ударное взаимодействие инструмента и заготовки
происходит два скола и два сдвига, т. е. образуется два новых
элемента стружки. Экспериментальным подтверждением такого
механизма является образование при резании в этих условиях
45
элементной стружки, полностью идентичной первому минимуму,
т. е. одинаковых по форме элементов с развитыми плоскостями
сдвига. На основании изложенного можно предположить, что при
всех значениях энергии, кратных первому оптимальному, будем
иметь минимум удельной энергоемкости резания.
Наиболее простая схема стружкообразования имеет место при
резании хрупких материалов (рис. 23) [39]. В этом случае под
воздействием участка передней поверхности резца, расположенной
непосредственно у режущей кромки, образуется система трещин,
распределяющихся в направлении движения резания. На этом
этапе стружкообразования происходит непрерывное повышение
силы резания, обеспечивающее развитие ведущей равномерно-под-
вижной трещины 1. Оно продолжается до тех пор, пока решающее
значение в формировании элемента стружки не начнут приобре-
тать напряжения изгиба, которые вызывают быстрое падение силы
резания, вследствие отделения элемента стружки по поверхно-
сти 2. На этом заканчивается первый основной этап стружкообра-
зования. На втором этапе происходит зачистка поверхности реза-
ния 3; он характеризуется отделением мелких элементов по той же
схеме. На ряде участков поверхности резания этот этап отсутст-
вует вследствие развития основной трещины ниже поверхности
резания 3. Таким образом, процесс стружкообразования хрупких
материалов определяется явлениями хрупкого отрыва, обусловлен-
ными периодическим процессом развития опережающей трещины;
в этом случае работа стружкообразования пропорциональна по-
верхности разрушения [26]. О величине этой поверхности можно
судить по степени измельчения стружки; одним из ее эксперимен-
тальных показателей являются данные ситового анализа продук-
тов стружкообразования. При резании графитовых и меднографи-
товых материалов установлено [197], что с увеличением положи-
тельного переднего угла степень измельчения продуктов стружко-
образования уменьшается. Это ведет к уменьшению работы
стружкообразования и удельных сил резания. Так же влияет рост
глубины резания и подач; скорость резания заметного влияния на
величину работы стружкообразования не оказывает.
46
§ 6. ПЛАСТИЧЕСКИЕ ДЕФОРМАЦИИ ПРИ РЕЗАНИИ
Все металлы и сплавы имеют поликристаллическое строение,
т. е. представляют собой множество спаянных кристаллитов — зерен
неправильной формы, анизотропных по механическим, физическим
и химическим свойствам. В общем случае отдельные кристаллиты
До деформации
Рис. 24
ориентированы между собой совершенно произвольно. По грани-
цам зерен располагаются нерастворимые примеси, чаще всего
окислы и силикаты, образуя так называемое межкристаллическое
вещество.
Отдельные зерна имеют кристаллическое строение, характер-
ной особенностью которого является строго определенное распо-
ложение атомов металла в пространстве. Таким образом, атомы
металла образуют пространственную решетку (рис. 24, а). Кри-
сталлиты сталей. и сплавов ферритного и перлитного классов
47
имеют решетку пространственно-центрированного куб/а и обладают 1
вследствие этого восемью возможными направлениями скольже-
ния. Гранецентрированные кристаллы нержавеющих и жаропроч- :
ных сталей и сплавов аустенитного класса при нормальной тем-
пературе имеют 12 возможных направлений скольжения — четыре
плоскости октаэдра с тремя направлениями в каждой плоскости. ;
Поэтому пластичность этих материалов значительно выше.
Воздействие режущих кромок инструмента на обрабатываемую
заготовку вызывает упругую и пластическую деформации мате-
риала. Отличительной особенностью упругой деформации являет-
ся полное восстановление формы и размеров деформируемого объ-
ема после снятия нагрузки; она происходит путем обратимого
изменения межатомных расстояний кристаллической решетки.
Отличительная особенность пластической деформации — необра-
тимое (остаточное) изменение формы и размеров деформируемого
объема без нарушения его сплошности, происходящее путем необ-
ратимого перемещения отдельных атомов, кристаллитов и зерен в
целом. Пластическая деформация сопровождается переходом
материала из равновесного состояния, которому соответствует ми-
нимальная потенциальная энергия, в неравновесное, характеризу-
ющееся повышенной потенциальной энергией. Результатом этого
является изменение при пластической деформации не только
геометрической формы тела, но и его механических и физических
свойств, зависящих от количества и характера распределения по
объему избыточной потенциальной энергии.
Пластическая деформация — это сложный физико-химический
процесс, представляющий собой совокупность физических и хими-
ческих явлений, тесно связанных между собой. Рассмотрим основ-
ные из них. Явления, вызывающие пластическую деформацию сре-
заемого слоя, разделяют на внутрикристаллические и межкристал-
лические.
Внутрикристаллические явления определяют меха-
низм пластической деформации монокристалла; к ним относятся
скольжение и двойникование.
Скольжение обусловливает необратимое изменение формы мо-
нокристалла путем смещения его отдельных частей по определен-
ным кристаллографическим плоскостям (рис. 24, б), наиболее
густо заполненным атомами. Поэтому скольжение, или сдвиг,
является упорядоченным перемещением групп атомов по этим
направлениям кристаллической решетки. Образующиеся плоскости
скольжения разделяют кристаллиты на ряд блоков, вследствие чего
при пластической деформации срезаемого слоя и обращении его в
стружку имеет место измельчение кристаллитов. Сдвиги происходят
по одной или нескольким определенным системам кристаллогра-
фических плоскостей, число которых возрастает с увеличением
напряжения. При этом сдвиг распространяется не сразу по всей
плоскости скольжения; практическое осуществление такого сдвига
потребовало бы напряжений, во. много раз превышающих те
реальные их значения, которые вызывают пластическую деформа-
48
цию. Поэтому сдвиг происходит в виде ряда последовательных:
смещений отдельных участков решетки по плоскости скольжения
и продолжается в течение определенного, хотя и крайне неболь-
шого, промежутка времени. В этот период пластическая деформа-
ция скольжения идет путем очень большого числа последователь-
ных сдвигов; каждый элементарный сдвиг имеет длину порядка
2000 А и вызывает искажение кристаллографических плоскостей
решетки. Это приводит к упрочнению. Дальнейшее повышение*
внешней нагрузки вызывает элементарный сдвиг по другой плоско-
сти и т. д. Образующиеся при пластической деформации остаточ-
ные напряжения искажают кристаллическую решетку металла
вблизи плоскостей скольжения и тем самым еще более увеличи-
вают сопротивление сдвигу, т. е. упрочняют материал.
Двойникование сопровождается поворотом деформированной
части кристалла вокруг некоторой оси в положение, зеркальное по
отношению к недеформированному (рис. 24, в), путем одновремен-
ного скольжения по системам атомных плоскостей. Внешне явле-
ние двойникования сопровождается скачкообразным изменением
сдвигающих напряжений; явления двойникования наблюдаются
при высоких скоростях деформирования, причем, как правило, он№
являются предвестником разрушения металла.
Теория дислокаций получила широкое распространение в оте-
чественной и зарубежной практике для объяснения механизма
пластического деформирования; она построена на учете несовер-
шенств кристаллической решетки реальных металлов. Строение
реальных кристаллов отличается от идеальных главным образом
отступлением от геометрически правильного расположения атомов
в решетке, наблюдаемым в отдельных объемах кристалла и пред-
ставляющим собой неупорядоченные смещения атомов от идеаль-
ных положений в решетке. Основные их виды:
1) внедрение между узлами пространственной решетки основ-
ного металла инородных атомов примесей, всегда присутствующих
в реальных сплавах;
2) вакансии, т. е. не заполненные атомами узлы кристалличе-
ской решетки, и
3) смещения под влиянием напряжений, например термиче-
ских, определенной части атомов в атомной плоскости от их обыч-
ного положения.
Эти несовершенства пространственной решетки кристаллиту
называемые дислокациями, приводят к локальным искажениям4
решетки, представленным на рис. 25, а. Дислокация характеризуй
ется нарушением геометрически правильного расположения атомов
в кристаллической решетке металла. Виды дислокации могут быть
точечными, линейными и сложной формы; кроме того, дислокации
имеют характер статический, т. е. неизменный по времени, и дина-
мический— переменный по времени. Величина дислокации харак-
теризуется степенью искажения кристаллической решетки и, сле-
довательно, величиной энергии искажения. Решетка дислокаций как
бы разбивает кристаллит на отдельные блоки мозаичного строе-
4 В. Н, Подураев 49*
’Ния; при этом каждый блок имеет кристаллическое строение, при-
ближающееся к идеальному.
Дислокации возникают во время технологических процессов
получения металлов при их кристаллизации, срастании отдельных
зерен (кристаллитов) и блоков, а также в процессе последующих
термической и механической обработок заготовки, сопровождаю-
щихся пластической деформацией в зо-
нах воздействия высоких напряжений.
Так, например, острые трещины могут
создавать высокую концентрацию на-
пряжений, и как следствие этого, энер-
гию упругой деформации, приводящую
к возникновению дислокаций. Все это
имеет место при резании металлов.
Количество дислокаций в реальных
кристаллах велико; так, для отожжен-
ного металла число дислокаций, пере-
секающих 1 см2, равно 106—108, для
наклепанного— 1012. Наличие дислока-
ций в реальных металлах подтвержде-
но большим числом эксперименталь-
ных данных, полученных, в частности,
электронномикроскопическим методом.
При его использовании в образцах из
металлической фольги толщиной в не-
сколько тысяч ангстрем, полуденных
Рис 25 методом электрополировки или страв-
ливания массивных образцов, дислока-
ции наблюдаются в виде линий. Так,
на рис. 25, б показан микрошлиф с сеткой дислокаций (Х3300) из
нержавеющей стали. Дислокации выходят на поверхность в виде
линий, соответствующих ступенькам скольжения. Видно чередова-
ние растянутых и сжатых узлов в сетке.
Скольжение в процессе деформации резанием является резуль-
татом смещения дислокаций; при этом разрыв атомных связей
в кристаллической решетке происходит под действием локальных
напряжений в результате концентрации напряжений вблизи де-
фектных участков структуры с очень небольшими средними напря-
жениями по сечению.
На рис. 26 представлена схема сдвиговой деформации металла
по плоскости ОА при резании. На с^еме изображен ряд роликов,
представляющих одну кристаллическую плоскость, на которой
лежит второй ряд роликов, представляющих вторую кристаллине-
скую плоскость (роликовая модель Андраде). Для перемещения
верхней плоскости по нижней при правильном строении кристалла
необходимо приложить относительно большое усилие, так как тре-
буется преодолеть суммарное сопротивление всего атомного ряда.
Это может быть подтверждено тем, что даже при малом потенци-
альном барьере, который должен преодолеть каждый атом, сум-
50
марный эффект по всей плоскости весьма велик из-за их большого
количества, так как в плоскости скольжения реального кристалла
на 1 см имеется около 1014 атомов.
Допустим, что в кристаллической решетке имеет место дисло-
кация, созданная путем растяжения верхнего ряда; в этом случае*
перемещение верхнего ряда относительно нижнего протекает значи-
тельно легче. Атомы, расположенные в зоне дислокации, вследствие
более высокого уровня свободной энергии по сравнению с остальны-
ми имеют меньшую устойчивость. Поэтому для их смещения необхо-
дима значительно меньшая ве-
личина сдвигающего напряже-
ния, чем для одновременного
смещения всех атомов в плоско-
сти скольжения при идеальной
кристаллической решетке обра-
батываемого материала. Следо-
вательно, процесс сдвига в
кристаллах происходит не пу-
тем одновременного скольже-
ния всей атомной плоскости, а
путем последовательного пере-
мещения дислокаций вдоль
плоскости сдвига. В обоих слу-
чаях конечный результат пере-
мещения будет тот же — сме-
щение двух частей кристалла
на одно атомное расстояние.
Наличие дислокаций объясняет резкое расхождение в значе-
ниях прочности реальных металлов с их теоретически подсчитан-
ными данными на основе известных сил связей в идеальных кри-
сталлах при их упругом и пластическом деформировании. Такг
например, разрушение большинства кристаллов при сдвиге проис-
ходит при нагрузках, примерно в 104 раз меньших теоретических.
\ Теоретическая
' пппцнпгтк
прочность
i
Прочность
'монокристальных „усов *
с
ь
Число несовершенств
в кристаллической решетке
Рис. 27
Практическая прочность
отожженного матери
Прочность
Лри увеличении,
количества п
несовершенств
4*
5>
:На графике, изображенном на рис. 27, по оси ординат отложено
значение предела прочности, а по оси абсцисс — число несовер-
шенств кристаллической решетки. Из графика видно, что наличие
несовершенств в кристаллической решетке приводит к резкому па-
дению прочности металла относительно его теоретического значе-';
ния. Так, фактическая прочность отожженного материала во много
раз меньше его теоретической прочности.
Повышение прочности реальных металлов возможно двумя
путями. Первым является снижение числа несовершенств кристал-
лической решетки посредством применения материалов высокой
чистоты, управления процессом кристаллизации и формирования
структуры. Так, например, прочность нитевидных «усов» чистого
.железа толщиной в несколько микрон и длиной до нескольких
миллиметров, полученных этим путем, возрастает в десятки раз и
составляет около 1400 кгс/мм2 (13734 ТИн/Ои2), для меди эта вели-
чина составляет 700 кгс!мм2 (6867 Мн!м2). Вторым путем повыше-
ния прочности материала является увеличение числа дислокаций
или создание тонкой субмикроскопической неоднородности строе-
ния; это характерно, например, для упрочнения в процессе реза-
ния. В этом случае происходит уменьшение размеров областей с
правильной периодической атомной структурой, что приводит
к локализации деформаций, т. е. к явлению «заклинивания» дис-
локаций, упрочнению материала и ухудшению его обрабатывае-
мости резанием (линия Ьс на рис. 27). Это объясняется тем, что
дислокации могут передвигаться только до препятствия, но не
могут преодолевать его.
Таким образом, дислокации оказывают двоякое воздействие на
прочность металла и сопротивление его процессу резания. Увели-
чение числа дислокаций, т. е. несовершенств кристаллической
решетки, до определенного предела ведет к резкому снижению
прочностных качеств материала; однако начиная с определенной
концентрации дислокации, взаимодействуя между собой, а также с
препятствиями в кристаллической решетке других видов, повыша-
ют прочность материалов. Минимальная прочность определяется
некоторой плотностью дислокаций—1074-108 дислокаций на 1 см2,
что характерно для отожженных металлов; как известно, обраба- ;
лываемость резанием таких материалов наиболее высока.
Диффузионный механизм пластической деформации может
иметь место в сочетании с рассмотренными выше основными‘меха-
низмами внутрикристаллической пластической деформации мате-
риалов, прежде всего с деформацией сдвига. Этот механизм пла-
стической деформации приобретает определенное значение, напри-
мер, при обработке металлов резанием с предварительным
подогревом. При диффузионном механизме пластическая дефор-
мация происходит подобно течению аморфных тел без каких-либо
внешних признаков нарушения однородности материала; при этом
скольжение в кристаллической решетке идет как своеобразный
диффузионный процесс, заключающийся в согласованном совмест-
ном перемещении частиц данного атомного ряда из одного поло-
52
жения в другое, что вызывает постепенный сдвиг данного атомного
ряда по отношению к остальным. Диффузионный процесс пласти-
ческой деформации определяется тепловыми колебаниями атомов.
Эти колебания приводят к тому, что один из атомов может не вер-
нуться к своему прежнему центру колебаний и совершит скачок
па свободное «место» узла решетки — произойдет элементарный
акт диффузии. Нагревание ведет к значительному росту амплитуд
колебаний атомов, а следовательно, к резкой интенсификации диф-
фузии. Явление диффузии может происходить не только путем
замещения вакантных узлов кристаллической решетки или взаим-
ного обмена атомов местами, но также в результате прямого
переноса атомов из узлов решетки в междоузлия.
Диффузия, т. е. перемещение атомов под действием тепловых
колебаний, приостанавливается вследствие несовершенств строе-
ния и заклинивающего действия соседних атомов; она может возоб-
новиться после того, как произойдет деформация сдвига, которая
освободит зерна и создаст новые контакты. Поэтому диффузион-
ную пластическую деформацию можно наблюдать только в соче-
тании с пластической деформацией сдвига или при двойникова-
нии, она имеет преобладающее значение на границах блоков
мозаичных кристаллов, где количество дислокаций наиболее
велико. Этот процесс зависит также от скорости деформации, с
уменьшением которой повышается интенсивность диффузии. Сле-
дует подчеркнуть, что диффузионный механизм тесно связан
с дислокационной картиной скольжения при пластической дефор-
мации и дополняет ее.
Межкристаллические явления, сопровождающие
пластическую деформацию при резании, выражаются прежде все-
го в скольжении кристаллов друг относительно друга и повороте
их. Пластическая деформация поли-
кристаллов может происходить
также в виде дробления зерна на от-
дельные блоки без нарушения
сплошности металла и кристалличе-
ской решетки внутри каждого блока,
а также на основе представления о
мозаичной структуре монокристал-
лов — в виде поворота отдельных
мозаичных блоков внутри каждого
кристалла (междублочный сдвиг).
Пластическая деформация поликри-
сталлов осложняется наличием мно-
гих различно ориентированных зе- рис 28
рен, присутствием примесей (меж-
кристаллического вещества) на гра-
ницах зерен. При обычной температуре связь между зернами проч-
нее, чем сами зерна (рис. 28). Это объясняется изменением направ-
лений плоскости от зерна к зерну, несовершенствами кристалличе-
ской решетки на границах зерен, препятствующих скольжениям, а
53
также большой прочностью связей между зернами вследствие при-
месей, находящихся на границах зерен. Поэтому пластическая де-
формация и разрыв происходят сначала внутри самих зерен; сдвиги
начинаются прежде всего у зерен, ориентированных своими наибо-
лее заполненными атомными плоскостями под углом 45° к направ-
лению нагрузки, т. е. в плоскости наибольших касательных напря-
жений. Внутрикристаллическая деформация упрочняет эти зерна.
Для дальнейшего деформирования срезаемого слоя необходимо
увеличение нагрузки; при этом происходит деформация зерен, пло-
скости скольжения которых ориентированы менее благоприятно, с
последующим их разрушением, перемещением и поворотом друг
относительно друга.
Нагрев материала в процессе обработки резанием увеличивает
колебания атомов относительно узлов решетки и тем самым облег-
чает процессы скольжения, которые происходят под действием зна-
чительно меньших напряжений. При повышении температуры меж-
кристаллические связи могут оказаться слабее самих зерен и раз-
рушение материала будет происходить по границам зерен, а не
внутри их. Следовательно, повышение температуры при прочих
равных условиях ведет к облегчению процесса разрушения в зоне
стружкообразования при резании. Начиная с определенной темпег
ратуры (точка А на рис. 28) меняется физический механизм раз-
рушения: с разрушения преимущественно по телу зерен на раз-
рушение по границам зерен.
Из изложенного видно, что по своей природе пластическая
деформация поликристалла в процессе резания, неоднородна; она
проявляется как при рассмотрении деформированного состояния
различных зерен, так и в пределах одного зерна. Однако при
деформировании в процессе резания объема металла, определяе-
мого размерами срезаемого слоя и значительно превышающего
размеры отдельных зерен, материал заготовки можно рассматри-
вать в первом приближении как изотропное тело с усредненными
механическими свойствами. Это использовано при рассмотрении
механики процесса стружкообразования (см. § 5).
Упрочнение и разупрочнение материала сре-
заемого слоя — процессы, сопровождающие пластическое де-
формирование материала срезаемого слоя; соотношения между
тесно связанными между собой явлениями упрочнения (наклеп)
и разупрочнения (возврат, рекристаллизация) определяются усло-
виями механической обработки.
Пластическая деформация — это процесс, развивающийся во
времени. В отличие от жидкостей, где сопротивление течению
зависит только от скорости, непрерывное деформирование кристал-
лических тел с постоянной скоростью может происходить только при
увеличивающейся нагрузке, что связано с явлением упрочнения,
т. е. процесс пластического деформирования характеризуется не-
прерывным ростом величины напряжения, необходимого для продол-
жения деформации. Это явление, называемое упрочнением материа-
ла, повышает прочностные характеристики материала (предел
54
прочности <Тв, предел текучести сут, твердость НВ) и снижает пла-
стические (относительное удлинение б и поперечное сужение ф).
Помимо этого, в срезаемом слое образуются внутренние напряже-
ния. Эти изменения физических свойств материала при упрочнении
называются наклепом. Так, например, упрочнение образцов сплава
ЭИ437А при деформировании их растяжением до б = 10 % повысило
предел прочности при 20° С по сравнению с пределом прочности в
ненаклепанных образцах на 8,3%; при этом относительное удлине-
ние уменьшилось на 31,8% и поперечное сужение ф— на 9%. Дан-
ные о влиянии температуры как в процессе резания, так и при
эксплуатации сплава ХН77ТЮ (ЭИ437А) на изменение этих пока-
зателей приведены в табл 3 [76].
Таблица 3
Изменение прочностных (ов) и пластических (б, ф) свойств сплава
ХН77ТЮ (ЭИ437А) при наклепе его растяжением (до 6=10%)
в зависимости от температуры, %
Характеристика механических свойств Температура, °C
20 700 800
ав +8,3 +ю 4-13
б —31,8 —44,5 —40
t —9 —35 —38
Возникновение наклепа материала срезаемого слоя обуслов-
лено явлениями внутрикристаллических и межкристаллических
сдвигов, приводящих к искажению кристаллической решетки, гра-
ниц кристаллитов, измельчению зерен и появлению внутренних
напряжений. Согласно гипотезе Г. В. Акимова, упрочнение мате-
риала ведет к перестройке связей внутри кристаллической решет-
ки металла, т. е. к образованию более прочного и вместе с тем
жесткого электронного «скелета», в результате чего повышается
прочность материала и снижа-
ется его пластичность. Этот
процесс сопровождается погло-
щением энергии, причем чем ЦЮО
больше величина энергии, тем о*
прочнее становятся электрон- 80
ные связи и выше степень уп- |
рочнения. 60
Интенсивность упрочнения
решетки твердого раствора тем 40
больше, чем более легирован^
сплав, т. е. чем больше кон-^*
цептрация растворенных ато-
мов в основной кристаллит
ческой решетке металла-раст- Рис. 29
55
ворителя. Поэтому увеличение числа компонентов в никелевых
сплавах (рис. 29) способствует повышению прочности сплава; при
этом максимальная кратность упрочнения п при комнатной темпе-
ратуре равна 2,5-ь2,6. Повышение температур, сопровождающих
пластическую деформацию, ведет к значительному (до 20—40 раз)
возрастанию кратности упрочнения (табл. 4) [44].
Таблица 4
Зависимость предела прочности сгв, кгс/мм2, и кратности упрочнения п сплава
по отношению к чистому никелю от температуры
Темпера- тура, ° С Сплав
никель чистый никель —хром (20%) никель — хром (20%) — титан (3%) Н икель—хром—во л fa- фр ам—титан—алю- миний
ав % п % п °в п
20 38 81,9 2,17 93 2,45 100 2,6
400 22 76,0 3,5 95 4,3 102 4,6
600 12 63,0 5,25 79 6,6 90 7,5
700 7 47,0 6,7 69 9,8 87 12,4
800 3 28,0 9,3 35 11,7 85 28,3
900 1,5 15,0 10,0 20 13,3 60 40,0
Высокому упрочнению жаропрочных сплавов аустенитного
класса способствует распад под действием пластического дефор-
мирования резанием пересыщенных твердых растворов, сопровож-
дающийся образованием мелкодисперсных фаз, повышающих
прочность материала в процессе деформирования.
В результате упрочнения происходит образование остаточных
внутренних напряжений. Установлено, что возникающие внутрен-
ние напряжения различны по величине и направлению в различ-
ных точках деформированного объема; эти изменения происходят
не только от зерна к зерну, но и в пределах одного зерна. В соот-
ветствии с этим различают напряжения первого рода, т. е. напря-
жения, охватывающие весь слой и определяющие упругие дефор-
мации детали в целом*; напряжения второго рода, т. е. микро-
напряжения в отдельных кристаллах, приводящие к локализован-
ному изгибу кристаллической решетки (их величина различна для
отдельных кристаллов), и напряжения третьего рода, являющиеся
упругими напряжениями, охватывающими еще более малые обла-
сти — отдельные участки кристаллической решетки. Их возникно-
вение вызвано внедрением отдельных атомов в кристаллическую
решетку между уже имеющимися там атомами. Результатом такого
перемещения является образование пар: вакансия — включение.
Величины этих трех видов напряжений, возникающих в пластиче-
ски деформированном материале, не связаны однозначно между
собой; в ряде случаев могут преобладать напряжения второго или
третьего рода.
56
Внутренние напряжения третьего рода ведут к повышению со-
противления металла пластическим деформациям, т. е. к упроч-
нению. Напряжения второго рода связаны с деформацией кристал-
лической решетки на более значительных ее участках. Поэтому
они определяют прежде всего анизотропию свойств наклепанного
металла и появление микроскопических трещин.
В процессе деформации резанием наряду с упрочнением мате-
риала срезаемого слоя происходит процесс его разупрочнения
в результате тепловыделения. Интенсивность тепловыделения
в процессе пластической деформации определяется коэффициен-
том выхода тепла
т] = Лт/4,
где Лт — энергия, превратившаяся в тепло, дж\ А — вся энергия,
затраченная на процесс деформации, дж.
Разность А—Ат аккумулируется металлом и идет на повыше-
ние внутренней потенциальной энергии его кристаллической ре-
шетки. В результате этого деформированный материал приобре-
тает неустойчивое (или метастабильное) состояние. Поэтому пла-
стической деформации всегда сопутствуют процессы разупрочне-
ния, т. е. возврат и рекристаллизация, приводящие материал
в более устойчивое состояние. При температуре ниже температу-
ры рекристаллизации происходит возврат; он характеризуется
снятием искажений кристаллической решетки и частичным разу-
прочнением деформированного материала. При рекристаллизации
происходит полное разупрочнение материала. Оно осуществляется
при температурах выше температуры рекристаллизации путем
образования недеформированной структуры взамен деформиро-
ванной в результате зарождения на плоскостях скольжения и гра-
ницах кристаллов новых центров рекристаллизации с последую-
щим ростом кристаллов. Чем больше степень деформации, тем
больше этих центров, раньше начинается рекристаллизация и бо-
лее мелкие зерна образуются при рекристаллизации. С повыше-
нием легирования сплавов прочность межатомной связи повыша-
ется, в результате чего температура разупрочнения (рекрцсталли-
зации) возрастает.
Особенностью процесса рекристаллизации труднообрабатывае-
мых материалов сложного химического состава является его край-
няя неравномерность, характеризующаяся одновременным обра-
зованием мелких и крупных зерен в форме чередующихся полос
и зон. Следует отметить также, что температура начала рекри-
сталлизации для сплавов на никелевой основе как при малых,
так и крайне высоких скоростях деформаций составляет в среднем
1000° С. Поэтому процессы рекристаллизации при обычной обра-
ботке резанием не оказывают большого влияния, однако они
имеют решающее значение при формировании структуры заготов-
ки, поступающей на механическую обработку, или в процессе
резания с весьма интенсивным нагревом.
57
Структурные превращения могут иметь место в про-
цессе превращения материала срезаемого слоя в стружку вслед-
ствие высоких температур, действующих в зоне стружкообразова-
ния. Эти явления установлены при резании обычных углеродистых
и нержавеющих сталей; в этом случае при образовании в резуль-
тате структурных превращений аустенита вследствие его меньшей
прочности по сравнению с мартенситом сила резания падает.
Структурные превращения установлены и при прерывистом точе-
нии титаноникельуглеродистого сплава. Металлографические иссле-
дования показали, что сливная стружка состоит из тонких парал-
лельных слоев образовавшегося аустенита, разделенных широки-
ми белыми слоями — полосами мартенсита крупноигольчатой
структуры. При образовании стружки скалывания аустенит рас-
полагается в основном по краям образующихся элементов, а сере-
дина остается мартенситной. Запись показала периодическое
изменение силы резания. Явления превращения мартенсита в
аустенит объясняются достижением определенных температур, пр»
которых происходит пластическая деформация материала срезае-
мого слоя путем адиабатического скольжения во всех точках пло-
скости сдвига одновременно.
Основная часть работы резания при обработке вязких трудно-
обрабатываемых материалов типа жаропрочных и нержавеющих
сталей и сплавов расходуется на пластическую деформацию »
только незначительная ее часть — непосредственно на разрушение
(диспергирование). Поэтому одним из основных направлений
интенсификации процесса резания этих материалов является изы-
скание условий для снижения объема пластических деформаций.
Основными факторами, определяющими процесс пластического
деформирования при резании, являются схема напряженного со-
стояния в зоне стружкообразования, скорость деформации, тем-
пература резания и окружающая среда.
Схема напряженного состояния, возникающая под
действием силы резания в обрабатываемом материале впереди
резца, определяет размеры зоны опережающих деформаций, кото-
рые зависят от скорости распространения волн упругой и пласти-
ческой деформаций. В процессе движения резания вслед за рас-
пространением со скоростью звука в данном обрабатываемом
материале волн упругих деформаций происходит более медленное
распространение волн пластической деформации, оно составляет
примерно 20—45 м!сек. Поскольку скорость движения резания
обычно меньше этих величин, то процесс непосредственного струж- ’
кообразования происходит с уже предварительно наклепанным
упрочненным материалом. Формирование зоны опережающих де-
формаций сопровождается также образованием теплового поля/
распространяющегося в процессе резания впереди режущего
инструмента и характеризующего интенсивность обратного про-
цесса — разупрочнения.
Скорость деформации и сопровождающая ее температура^
т. е. температурно-скоростные условия деформ а-
58 <
ц и и материала срезаемого слоя, определяют соотношение между
интенсивностью протекания процессов упрочнения и разупрочне-
ния. -Во всех случаях с повышением температуры при прочих рав-
ных условиях сопротивление деформированию металлов и спла-
вов понижается. Так, например, нержавеющая сталь, имеющая
при 20° С предел прочности 60 кгс]мм2, при нагреве до 700° С сни-
жает его до 30 кгс/мм2 и при 1150° С — до 3,8 кгс/мм2. Наоборот,
чем ниже температура, при которой происходит деформация ма-
териала срезаемого слоя, тем медленнее протекают процессы
разупрочнения и более интенсивно идет процесс упрочнения мате-
риала срезаемого слоя. Поэтому при сравнительно низких скоро-
стях резания, когда температура в зоне стружкообразования
недостаточна для снятия тех деформационных искажений, кото-
рые возникают в ней, упрочнение превалирует над разупрочне-
нием. В этом случае твердость металла в процессе деформации
увеличивается; это происходит при обычных методах резания,
когда твердость материала стружки значительно выше твердости
материала срезаемого слоя.
Влияние скорости деформации на соотношение процессов
упрочнения и разупрочнения, т. е. на изменение пластических
свойств материала в процессе его пластической деформации, не
столь определенное, как температуры. С одной стороны, скорость
деформации повышает работу резания, так как ведет к повыше-
нию сопротивления резания, а с другой — вследствие увеличиваю-
щегося при этом тепловыделения вызывает повышенное разупроч-
нение. Из изложенного ясно, что нельзя раздельно рассматривать
влияние скорости деформации и температуры; можно говорить
только о едином температурно-скоростном факторе, определяю-
щем степень упрочнения и разупрочнения при* данных условиях
деформации. Таким образом, степень разупрочнения, обусловлен-
ная процессами отдыха и рекристаллизации, тем выше, чем боль-
ше «внешняя» температур^ деформации, меньше скорость дефор-
мации, выше выделение тепла в процессе деформирования и боль-
ше скорость протекания разупрочняющих процессов. Интенсив-
ность влияния скорости деформации определяется также темпе-
ратурой плавления обрабатываемых материалов: чем более туго-
плавок материал, тем меньшее влияние скорости деформирования.
Жаропрочные и нержавеющие стали и сплавы имеют повышенную
склонность к упрочнению. Это объясняется наряду с особенностью
кристаллического строения также высокой температурой рекри-
сталлизации и относительно меньшей ее скоростью.
Скорость резания влияет также на размеры и положение зоны .
пластической деформации — зоны стружкообразования LOM (см.
рис. 13,в). При малой скорости резания начальная граница зоны
пластической деформации совпадает с линией LO, где касатель-
ные напряжения равны статическому пределу текучести нена-
клспанного металла, конечная граница — с линией ОМ, где каса-
тельные напряжения равны статистическому пределу текучести
наклепанного металла стружки. При высоких скоростях дефор-
59
мации частицы обрабатываемого материала проходят линию ОД
так быстро, что пластические деформации не успевают в доста-
точной мере произойти. То же явление запаздывания пластических
деформаций наблюдается и для линии ОМ, однако величина ее
смещения меньше, чем линии OL, так как она ограничивается.
падением касательных напряжений. В результате этого при реза-
нии с большими скоростями получается поворот зоны пластиче-
ских деформаций по направлению часовой стрелки, сужение ее
и, следовательно, уменьшение усадки стружки.
Как показывают экспериментальные данные [23], в зоне опере-
жающих деформаций образуется чрезвычайно большое числом
микротрещин. Их влияние на процесс резания весьма значитель-
но. Например, по данным Гриффиса, наличиё трещины длиной /,
расположенной перпендикулярно к растягивающей силе при пло-
ском напряженном состоянии, уменьшает величину напряжения^,
необходимого для разрыва образца, до значения]/ZaE/l, где а —
поверхностное натяжение, т. е. величина энергии на единицу пло-
щади свободной поверхности. По его расчетам, острая трещина
длиной в 1 мкм уменьшает прочность в 100 раз. Образуемые-
в результате процессов пластического деформирования микроско-
пические нарушения могут устраняться в процессе деформации.
Интенсивность этого процесса характеризуется также темпера-
турно-скоростными условиями деформации, определяющими интен-
сивность диффузионных процессов. Чем больше скорость дефор-
мации и ниже температура, тем менее интенсивно происходит
этот процесс. Интенсивное развитие микротрещин происходит при
обработке резанием с температурами менее 0,3©Пл, где 0Пл —
температура плавления. Наоборот, при снятии срезаемого слоя* ,
в процессе горячей обработки, например давлением или резанием
с предварительным нагревом заготовок до высокой температуры», i
происходит полное разупрочнение материала, характеризующееся ,
отсутствием повышения сопротивления по мере деформации и ин-
тенсивной ликвидацией микронарушений. Этот процесс происходит ,
при малых скоростях деформации в области температур (0,7 ч-1,0) ,
©пл. I
В процессе обычного резания материал срезаемого слоя упроч- i
няется и пластичность его понижается. Возврат и рекристаллиза-
ция протекают не полностью и металл в достаточной мере не* .
разупрочняется. Физическая картина этого процесса занимает 1
промежуточное положение между рассмотренными выше крайни-
ми случаями. 1
Для выяснения сущности процесса резания труднообрабаты- !
ваемых материалов необходимо изучить влияние на процесс реза-
ния не только физико-механических свойств этих материалов в i
исходном состоянии, но также и тех новых свойств, которые при- ’
обретает материал срезаемого слоя вследствие пластической
деформации резанием на предыдущем проходе инструмента ОС
(см. рис. 10, б). Это явленйе наблюдается в том случае, если при
определенных сочетаниях условий обработки — вида обрабаты-|
60 j
ваемого материала, режимов резания, геометрии заточки — глу-
бина упрочненного материала будет больше толщины среза.
Упрочнение материала, образующего стружку, имеет одинаковую^
величину при резании как наклепанного, так и ненаклепанного
металла. Поэтому процесс стружкообразования при обработке
резанием предварительно наклепанного срезаемого слоя на преды-
дущем проходе инструмента приводит к уменьшению шероховато-
сти поверхности^ некоторому снижению усадки стружки и измене-
нию условий трения. Это объясняется не только воздействием
непосредственно самого эффекта упрочнения — повышения твер-
дости материала и понижения его пластичности. Как было пока-
зано выше, наклепанный слой имеет значительное число ультра-,
микроскопических и микроскопических трещин. Снятие напряжен-
ного состояния на время, равное времени одного оборота заготовки’
или инструмента при определенных температурно-скоростных:
условиях обработки, не приводит к полному устранению развив-
шихся дефектов. Этому препятствует также проникание в кристал-
лическую решетку (макро- и микротрещины) обрабатываемого
сплава атомов внешней среды, адсорбировавшихся на поверхности
обрабатываемого материала в виде тончайшей пленки, а также
различные окислительные процессы, существенно понижающие
прочность обрабатываемых материалов. Явления, протекающие ш-
деформированной зоне, образовавшейся на предыдущем проходе^
изучены еще мало; между тем они оказывают на процесс резания
существенное влияние.
§ 7. ЗАСТОЙНАЯ ЗОНА
И НАРОСТООБРАЗОВАНИЕ ПРИ РЕЗАНИИ
Процесс резания сопровождается трением обрабатываемого*
материала о переднюю и заднюю поверхности режущей части ин-
струмента, а также образованием застойной зоны и нароста.
Трение не относится к чисто поверхностным явлениям. Касатель-
ные напряжения, возникающие в процессе трения, вызывают вто-
ричные пластические деформации* в стружке, приводя к образо-
ванию контактного прирезцового слоя, а также к изменению^
степени шероховатости обрабатываемой поверхности заготовки.
Застойная зона — это зона вторичных пластических де-
формаций материала срезаемого слоя; в процессе резания она-
располагается у передней поверхности инструмента. Причиной ее
образования является определенный вид напряженного состояния
материала срезаемого слоя, удерживающий частицы пластически*
деформированного материала перед передней поверхностью резца
при его движении. Под влиянием больших давлений и температур
па поверхности инструмента задерживаются частицы металла
застойной зоны. Этот слой металла, представляющий собой непод-
* Первичными пластическими деформациями материала срезаемого слоя^
в этом случае называются деформации, происходящие в зоне стружкообразо-
иания LOM (см. рис. 13, в).
Рис. 30
’вижное тело, прочно скрепленное с передней поверхностью резца
и сохраняющееся на ней после прекращения процесса резания,
Я. Г. Усачевым был назван наростом. На рис. 30 показаны микро-
шлифы нароста различных размеров (а, б) и контактного прирезцо-
вого слоя (в), полученные при точении стали 40 со скоростями
v=20 м/мин (а), и=40 м)мин (б), = 100 м/мин (в) [9].
Наростом в настоящее
время называют всякое обра-
зование на поверхности одного
тела из вещества другого сопри-
касающегося с ним тела. На-
рост может быть в виде бугор-
ков, видимых простым глазом,
или только в микроскоп. На-
рост отсутствует при очень ма-
' лых (2—5 м!мин) и больших
(свыше 60 м/мин для твердых
сплавов) скоростях резания
(см. рис. 30, в), а также при
прерывистом резании (фрезе-
рование, строгание, зубонаре-
зание).
Ведущую роль в образова-
нии наростов играют явления
схватывания, так как нарост
представляет собой сильно уп-
роченную часть обрабатывае-
мого металла, претерпевшего
большие пластические деформа-
ции, заторможенного и прива-
ренного к резцу. Его образова-
ние является результатом за-
стоя части срезаемого слоя
металла, располагающегося в
зоне опережающих деформаций
• в процессе резания. Вследствие ;
высоких давлений и темпера- j
тур частицы срезаемого слоя, (
соединившиеся с передней по- •
верхностью резца и образовав-
шие нарост, приобретают высо- =
кую твердость, в 2,5—3,5 раза
большую твердости обрабаты- <
ваемого материала.
> Нарост является новым эле- i
ментом режущего инструмента, прочно связанным с ним, Что при- ’
водит к изменению условий резания прежде всего вследствие зна- ]
чительного увеличения рабочего переднего угла. Это способствует i
более легкому отделению стружки, содействует уменьшению нагре- |
•®2 > 1
ва режущей кромки, создает более благоприятное распределение
напряжений по передней поверхности резца. Кроме того, нарост
защищает режущую кромку инструмента от истирающего действия
со стороны сходящей стружки, уменьшает угол резания. Нарост,,,
покрывая режущую кромку, имеющую радиус закругления р, заост-
ряет ее, что делает возможным снятие весьма тонких стружек, ког-
да а<р, например при протягивании. По этим же причинам хорошо*
работают развертки с кольцевой заточкой, у которых задний угол
равен нулю. Все это снижает износ и повышает стойкость инстру-
мента; поэтому в отдельных случаях механическая обработка в
условиях интенсивного наростообразования показывает положи-
тельные результаты. Однако обычно, и в первую очередь при*
чистовой обработке резанием, интенсивное наростообразование яв-
ляется отрицательным явлением, так как приводит к значительному
снижению класса чистоты поверхности; выступая над режущей
кромкой, нарост изменяет размер обрабатываемой поверхности, а
при определенных условиях вызывает интенсивные вибрации. Все
эти отрицательные явления объясняются периодическим отрывом
частиц нароста, их налипанием на
Величина, форма и устойчи-
вость нароста определяются,
прежде всего видом обрабаты-
ваемого материала и скоростью
резания. При любой скорости ре-
зания процесс образования наро-
ста в начальный момент резания
складывается из появления у ре-
жущей кромки мелких бугорков
металла. Условия обработки и
прежде' всего скорость резания
определяют возможности после-
дующего роста бугорков и пре-
вращения их в единый нарост. Ре-
шающее влияние на это. оказы-
обрабатываемую поверхность..
вают характер стружкообразования, коэффициент трения и темпе-
ратура в зоне.резания. При данных условиях обработки всегда име-
ется зона скоростей, при которой получается наибольшее наростооб-
разование (рис. 31) [7]. В соответствии с этим можно выделить
четыре зоны скоростей резания: I, II, III, IV.
При обработке резанием обычных углеродистых сталей с ма-
лыми скоростями резания (о = 1 м/мин), сопровождающейся обра-
зованием опережающей трещины и элементных стружек, нарост
(зона I) отсутствует. По мере роста скоростей резания до
15-4-20 м/мин и изменения характера стружкообразования —
переход от элементных стружек к сливной — появляется нарост
,(зона II), величина которого растет до определенного максимума
(см. рис. 30, а), при этом степень шероховатости поверхности
увеличивается. Дальнейший рост скоростей резания приводит
к уменьшению размера нароста (см. рис. 30, б) и вместе с тем
63
ж повышению его устойчивости (зона ///). При дальнейшем повы-
шении скоростей резания (зона IV) нарост не возникает (см.
рис. 30, в), так как условия для его роста становятся неблаго-
приятными и под действием тепла он делается пластичным,
образуя тонкий прирезцовый слой. Обработанная поверхность при
резании в этом диапазоне скоростей становится чистой и матовой.
Повышение пластичности сдвигает максимум кривой зависимости
размеров нароста от скорости резания по оси абсцисс влево.
'Поэтому при обработке резанием жаропрочных материалов
зона II отсутствует или крайне мала, а с увеличением скоростей
обработки этих материалов непрерывно уменьшаются размеры на-
роста.
Рост толщин среза ведет к смещению наибольшей величины
нароста в зависимости от скорости резания влево и вместе с тем
увеличивает его размеры. Напротив, повышение значений перед-
него угла вызывает смещение максимума вправо — в зону более
высоких скоростей — и одновременно вызывает уменьшение его
величины. На процесс образования нароста оказывают большое
влияние состояние трущихся поверхностей и химическое срод-
ство материала инструмента и заготовки. Так, например, нарост
отсутствует при обработке резанием меди доведенным резцом;
однако нанесение гальваническим путем на режущую часть резца
тонкого слоя меди приводит к образованию нароста.
Нарост не является устойчивым образованием на передней по-
верхности инструмента; в процессе резания происходит полное или
частичное удаление его с последующим восстановлением; это вы-
зывает неустойчивость движения резания — вибрации. Следова-
тельно, форма и размеры нароста в процессе резания непрерывно
изменяются относительно своего некоторого среднего значения.
Частицы нароста, сорвавшиеся с передней поверхности режущей
части инструмента, уносятся сходящей стружкой, а с выступаю-
щей на заднюю поверхность части нароста — обработанной по-
верхностью; результатом этого является образование рваных
мест и светлых пятен (местных наклепов) на обработанной по-
верхности.
Значительные касательные напряжения, возникающие в про-
цессе трения стружки о переднюю поверхность резца, образуют
зону вторичной пластической деформации — контактный прирезцо-
вый слой стружки. При движении стружки по передней поверхно-
сти резца контактный слой стружки вследствие трения отстает от
остальной массы стружки и линии сдвигов начинают изгибаться
в сторону, обратную движению стружки, стремясь к параллельно-
сти с передней поверхностью (см. рис. 30, в), при этом чем больше
трение, тем сильнее изгибаются линии сдвигов. В результате этого
на стружке образуется пластическая деформированная зона при-
мерно одинаковой толщины. Эта зона резко отличается от осталь-
ной массы стружки и внешне похожа на застывшую жидкость, ко-
торая текла вдоль подрезцовой поверхности стружки. Кристаллиты
в этой зоне вытянуты вдоль передней поверхности, в то время
<64
как в остальной массе стружки они располагаются приблизительно
перпендикулярно к поверхности.
Контактные деформации стружки весьма велики; так, при
точении стали 50 со скоростью резания 20 м!мин и подачей
2,38 мм)об деформация относительного сдвига на расстоянии
0,025 мм от контактной поверхности достигает 29, что почти в
20 раз превышает деформацию основной массы стружки. Следует
учитывать, что контактный прирезцовый слой стружки не является
мягкой полужидкой прослойкой. Быстрое перемещение его спо-
собствует сохранению достаточно высоких механических показа-
телей; так, при температуре 1000° С он воспринимает нормальные
нагрузки до 70 кгс на 1 мм2 [20].
Таким образом, по характеру контактных явлений условия
обработки при резании разделяются на:
1) резание без образования контактного слоя стружки, т. е.
без вторичных пластических деформаций (застойная зона отсут-
ствует) ;
2) резание с образованием контактного.слоя без его разру-
шения и без образования нароста (см. рис. 30, в);
3) резание со вторичной пластической деформацией, т. е. с
образованием контактного слоя, сопровождающееся его разруше-
нием и образованием нароста (см. рис. 30, а).
§ 8. СИЛА И РАБОТА РЕЗАНИЯ
Для осуществления процесса резания, т. е. для создания дви-
жения инструмента относительно заготовки, должна быть прило-
жена сила; при точении она обусловлена вращением шпинделя
станка, создающим крутящий момент ЛГК, и механизмом подачи
суппорта — сила подачи Ps (рис. 32, а). Эти приложенные извне
усилия уравновешиваются сопротивлением обрабатываемого ма-
Рис. 32
териала движению резания или усилием, с которым воздействует
режущий клин инструмента на обрабатываемую заготовку, так
называемой силой резания Р, Сила резания обычно разла-
гается на три составляющие Рх, Ру, Pz, действующие вдоль при-
нятых в теории резания осей х, у, z, т. е. она является их' вектор-
° В. Н. Подурнев
65
ной Суммой:
Р-Рх+Ру + Р2-
По составляющей силы резания Pz определяют крутящий
момент на шпинделе станка, а также производят расчет деталей
станка на прочность. Составляющая Ру непосредственно на привода
станка не воздействует и оказывает решающее влияние на радиаль-
ные деформации системы СПИД, в том числе на величину прогиба
обрабатываемой заготовки, а следовательно, на точность обработки.
Пр составляющей Рх определяют крутящий момент и мощность
привода подачи станка или агрегатной силовой головки.
Сопротивление обрабатываемого материала движению , реза-
шия может быть выражено силами, действующими на рабочие
поверхности инструмента со стороны обрабатываемой заготовки
(рис. 32, б): со стороны срезаемого слоя нормально к передней
поверхности резца действует сила Рп; со стороны обработанной
Поверхности нормально к задней поверхности резца действует
сила Р3. В то же время в результате относительного перемещения
резца и стружки, а также резца и обрабатываемой заготовки на
передней и задней поверхностях резца возникают и действуют
силы трения Fn и F3. Таким образом, сила резания Р склады-
вается из векторной суммы сил Ль действующих на переднюю
поверхность инструмента со стороны срезаемого слоя, сил Л
действующих на его заднюю поверхность со стороны обработан-
ной поверхности, и сил трения на передней Fn и задней F3 поверх-
ностях.
Теоретическое определение значения силы резания произво-
дят на основе рассмотрения процесса резания как процесса пла-
стического сжатия (проф. В. А. Кривоухов) или сдвига (проф.
А. Н. Розенберг). Фактически процесс резания складывается из
суммы этих видов деформаций; при этом работа сжатия состав-
ляет, по данным В. А. Кривоухова и П. Д. Беспахотного, около
60% всей работы, затрачиваемой на процесс резания, и работа
сдвига — около 40%. Подобные же результаты получены
КуАИ; по его данным, в процессе резания наибольшими по ве-
личине являются напряжения сжатия, которые превышают сдви-
гающие напряжения более чем в два раза; при этом относитель-
ная работа деформации сжатия составляет 70—85% от полной
работы деформации. Все это позволяет рассматривать стружко-
образование как процесс сжатия с последующим сдвигом.
Рассмотрим процесс резания как процесс последовательного
сжатия элементов стружки, используя для этого прлитропический
закон пластического сжатия М. А. Большаниной. Согласно этому
закону размеры элементарного объема в процессе сжатия по схе-
ме рис. 32, в находятся в следующей зависимости [13]:
const,
где Pq, ho и Рд, йд— усилие, кгс (я), и высота, мм (м), элемен-
тарного объема до и после деформации; v — показатель политро-
пы сжатия.
66
Принимая объем Vo при пластической деформации материала
срезаемого слоя неизменным, получаем
О0/г0=£2д/гд=У0=const; ’
^=oT(Wv_I;
Рд-аД (^оМд) »•
где По и Ид — площадь поперечного сечения элементарного объ-
ема до и после деформации, мм2 (м2); ат— условный предел те-
кучести, т. е. такое напряжение; начиная с которого при сжатии
появляются первые остаточные деформации, кгс/мм2 (н/м2)-, <тд —
напряжение, отвечающее усилию деформации Рд, кгс/мм2 (н/м2).
При обычной схеме резания
Q0~sot, (Щ*-$
получим
Рд = О'т5о^р
где So — подача, мм/об\ t — глубина резания, мм\ — коэффи-
циент продольной усадки стружки.
Выведенная на основе политропического закона сжатия фор-
мула показывает, что сила пластического сжатия — сила реза-
ния — не остается неизменной и определяется свойствами обра-
батываемого материала и условиями резания.
Составляющие силы резания на задней поверхности играют
решающую роль в общей нагрузке на инструмент при срезании
материала небольшой толщины. Они обусловлены явлением упру-
гого восстановления поверхности резания, на основании чего ве-
личину этих сил находят аналитически путем определения кон-
тактных напряжений. Кроме того, их значения определяют исходя
из предположения А. М. Розенберга о том, что нормальная сила
на задней поверхности не зависит от толщины среза. В связи
с этим разработан метод вычисления сил на задней поверхности
инструмента путем экстраполяции зависимости силы резания от
толщины среза на нулевую толщину среза. Такое построение мо-
жет производиться либо при постоянной средней температуре
контакта, либо при постоянной усадке стружки.* Полученные за-
висимости справедливы лишь при отсутствии нароста, так как
его образование препятствует непосредственному контакту задней
поверхности инструмента с поверхностью .резания. Следует
учитывать, что нормальная сила на задней поверхности значи-
тельно возрастает с уменьшением коэффициента трения. Так, при
свободном резании стали 20 на воздухе коэффициент трения на
задней поверхности ц3=1,19 и нормальная сила Р3 = 8 кгс, при
резании в воде ц3=0,36, Р3 = 45 кгс и в СС14 ц,3 = 0,1 и Р3 =
= 75 кгс [20].
Определим составляющую силу резания Pz, приняв Гп=цпРа
и F3 = [i3P3:
Pz=Pn sin б+р,пРп cos б — Р3 sin а + р,3Р3 cos а,
5*
67
где цп и ц3— коэффициенты трения соответственно на передней
и задней поверхностях инструмента;
cos^ — &3.n(sina — р3 cos a)],
Ру = [&з.п (cos a + jx3 sin a) — (cos 6 — pn sin 6)].
Из приведенных формул видно, что величина составляющей
силы резания Pz зависит от физико-механических свойств обра-
батываемого материала, глубины резания, подачи, величины пла-
стической деформации, геометрии инструмента, сил трения, а так-
же отношения составляющих силы резания кг,и=Рг/Ри. На вели-
чину силы резания оказывает влияние также вид смазочно-охлаж-
дающих жидкостей и материал режущей части инструмента. Наи-
большее влияние на величину силы резания оказывают вид
обрабатываемого материала и размеры сечения срезаемого слоя,
определяемые величиной глубины резания и подачи. Учитывая это,
для определения силы резания при обработке заготовок проход-
ными резцами на токарных, . строгальных и долбежных станках
используют упрощенные формулы, предложенные Комиссией по
резанию металлов:
• хр ур
Pz-CPt
Хр Ур
х X о Рх
где Ср — постоянный коэффициент, зависящий от условий обра-
ботки и прежде всего от вида обрабатываемого материала;
Хр, ур — показатели степени, учитывающие влияние глубин реза-
ния и подачи на величину силы резания; kt — поправочный коэф-
фициент, учитывающий влияние других факторов, кроме глубины
резания, подачи и вида обрабатываемого материала, например
значения переднего или заднего угла и главного угла в плане резца,
вида СОЖ, величины износа по задней поверхности и др. При обра-
ботке обычных сталей в первом грубом приближении хрг= 1 и ург=
= 0,75. Тогда
Р, = СР
Z Z О
Составляющие Рх и Ру часто определяют в зависимости от ве-
личияы Р* а именно:
Ру=(0,25 0,5) Рг; Рх=(0,15 = 0,3)Рг.
На рис. 33 приведены зависимости составляющих силы реза-
ния Pz, Ру и Рх при обработке титановых сплавов (обрабатывае-
мый материал ВТ1, резец ВК4, <р=70°; а=10°; £=2,5 мм;
s0—0,47 мм/об) от скорости резания, переднего угла у и главного
угла в плане <р (обрабатываемый материал ЗТЗ, и = 40 м!мин;
£Х8о=1Х0,22 мм) [43].
Сравнение данных при точении обычных сталей и титановых
сплавов показывает, что отличительной особенностью точения
68
титановых сплавов является относительно меньшая величина
(на 20%) составляющей силы резания Pz при повышенных вели-
чинах составляющих Ру и Рх. Это объясняется, с одной стороны,
более быстрым снижением прочности титановых сплавов с повы-
шением температуры, и с другой — более интенсивными процес-
сами трения на рабочих поверхностях. Надо отметить, однако,
Рис. 33
что меньшая величина Pz не дает снижения износа передней поверх-
ности, так как меньшая контактная поверхность соприкосновения
стружки с передней поверхностью вызывает повышение действую-
щих удельных сил.
Работа, затрачиваемая на процесс резания,
может быть выражена уравнением
Лр=Лп.д+Лтр+Лу .Д + Лдисп,
где Лп.д — работа, затрачиваемая на пластическую деформацию
срезаемого слоя при превращении его в стружку; Лтр— работа,
затрачиваемая на трение по передней и задней поверхностям
инструмента; Лу.д— работа, затрачиваемая на упругую деформа-
цию и преобразующаяся в упругие затухающие колебания;
Лдисп — работа, затрачиваемая на диспергирование — образова-
ние новых поверхностей.
Основная работа при резании металлов затрачивается на ра-
боту пластической деформации и трение. Работа Лу.д при отсут-
ствии вибраций в- процессе резания мала, так же как и незначи-
тельна работа Лдисп, затрачиваемая на образование новых поверх-
ностей.
Работа силы трения Лтр слагается из работы сил трения, воз-
никающих между передней поверхностью инструмента и сходя-
щей стружкой Лтр.п, и работы сил трения, возникающих между
задней поверхностью инструмента и обработанной поверхностью
заготовки Лтр.3:
Лтр. зs 0,2Лтр.п. *
69
Работа Лп.д почти полностью переходит в теплоту, работа
Атр, вызывая износ инструмента, также переходит в теплоту, ра-
бота Ау.д вследствие внутреннего трения также превращается в
тепловую энергию. Следовательно, основная часть работы реза-
ния переходит в тепловую энергию и только небольшая часть ее
накапливается в форме потенциальной энергии искаженной ре-
шетки наклепанного металла. Эта последняя часть называется
скрытой или поглощенной энергией деформации.
Одним из показателей рационального осуществления данного
вида обработки является удельная работа резания ар, т. е. отно-
шение работы Ар, затрачиваемой на процесс резания, к объему
срезанного металла. Удельная работа резания зависит в первую
очередь от режимов резания и геометрии заточки инструмента. Чем
больше скорость резания (начиная с v = 50 м/мин для стали 35 и
v=40 м/мин для стали ЗОХГСА), толщина среза и передний угол,
тем меньше величина ар. Резание труднообрабатываемых мате-
риалов характеризуется повышенными величинами удельной ра-
боты.
§ 9. ТЕПЛОВЫЕ ЯВЛЕНИЯ ПРИ РЕЗАНИИ МЕТАЛЛОВ
Теплота является одним из основных физических показателей
процесса резания; она определяет оптимальные значения скоро-
сти резания, а следовательно, стойкость инструмента и произво-
дительность процесса резания. Особое значение имеют тепловые
явления при резании труднообрабатываемых материалов; по
сравнению, например, со сталью 45 они имеют в 3—8 раз худшую
теплопроводность (табл. 5). Пониженная теплопроводность за-
трудняет отвод тепла из зоны резания; это повышает интенсив-
ность износа инструмента, вызывает явления налипания и схва-
тывания, разрушает режущий клин.
Таблица 5
Значения коэффициента теплопроводности материалов Хо, кал/см*сек-град
при 20° С
Сталь 40 ЗОХГСА 2X13 Х18Н10Т ЭИ767 1 ВТ2
0,13 0,09 0,06 0,04 0,025 0,014
Количество выделяющейся в процессе резания теплоты экви-
валентно затраченной работе. Учитывая это, можно найти общее
количество теплоты, выделившееся при резании в единицу време-
ни,
Q=PzvU,
где Pz v — работа резания кгс-м/мин (дж/мин)\ J — механиче-
ский эквивалент теплоты, /=427 кгс-м!кал (4200 дж!ккал).
79
Резание труднообрабатываемых материалов характеризуется
повышенными значениями силы резания и вследствие этого более
интенсивным тепловыделением, что наряду с пониженной тепло-
Приход теплоты Расход теплоты
Сталь №
Резец
V=30м/мин
Отр.з = №
Сплад ВТ2
Резец Т15К6(
У=35м/мии
шшшшпшшшшж
Одет
Отр$ Q2 /а
проводностью является дополнительной причиной, ухудшающей
их обрабатываемость резанием.
Источниками тепловыделения при резании является (рис. 34):
пластическая деформация, происходящая прежде всего в зоне
максимальных сдвигов, и трение в зонах контакта стружки с пе-
редней поверхностью инструмента и заготовки с задней поверх-
71
ностью инструмента. Помимо этого, источниками тепловыделения
являются упругие деформации и диспергирование, которыми при
рассмотрении тепловых явлений обычно пренебрегают ввиду их
незначительной величины.
Тепловой баланс процесса резания может быть выражен сле-
дующим уравнением:
Q = Qn.n + Qtp.it 4" Qtp. з — фстр4“Одет 4“ QhhH“ Qokp ,
где фп.д — количество теплоты, выделяющееся при пластической
деформации; QTp.n— количество теплоты, выделяющееся при тре-
нии о переднюю поверхность инструмента; QTp.n — количество теп-
лоты, выделяющееся при трении о заднюю поверхность инстру-
мента; Qctp — количество теплоты, переходящее в стружку;
Одет — количество теплоты, переходящее в деталь; фИн — количе-
ство теплоты, переходящее в инструмент; Q0Kp — количество тепло-
ты, переходящее непосредственно в окружающую среду.
Численные величины членов уравнения теплового баланса и
соотношения между ними не постоянны; они зависят от вида опе-
рации, материалов заготовки и инструмента, режимов резания,
геометрии заточки инструмента. При обработке конструкционных
сталей со скоростями резания до 50 м!мин количество теплоты,
выделяющееся при пластической деформации, составляет до
75% от общей теплоты: при и = 200 м/мин это количество тепло-
ты снижается до 25%. Поэтому при скоростном резании трение
является основным источником тепловыделения [20, 51].
Величина тепловых потоков, определяющих отвод теплоты из
зоны резания, зависит прежде всего от вида операции и свойств
обрабатываемого материала. При точении наибольшее количест-
во теплоты переходит в стружку, а при сверлении — в обрабаты-
ваемую заготовку. Распределение теплоты между стружкой, заго-
товкой и инструментом (по А. М. Даниеляну) при точении раз-
личных материалов при скоростях резания и = 20ч-100 м!мин
показано в табл. 6.
Таблица б
Распределение выделяющейся при резании теплоты (%) в зависимости от вида
обрабатываемого материала и скорости резания
Обрабатываемый материал и=100 mI'muh * и=20 mJ мин
в струж- ку в де- таль в резец в струж- ку в де- таль в резец
Сталь 40Х 71 ' 26 1,9 74 22 1,2
Чугун 42 50 1,5 50 39 0,8
Сплав АК4 44 46 1,5 48 43 1,0
Алюминий 21 73 2,2 — —
Примечание. Как показывают эксперименты, отвод теплоты в окружа-
ющую среду во всех случаях относительно мал. Этим объясняется некоторое не-
соответствие в значении суммарного процента.
72
Из таблицы видно, что во всех случаях повышение скорости
резания изменяет относительный теплоотвод в обрабатываемую
заготовку и инструмент. Следует отметить, что повышение скоро-*
сти резания в целом изменяет количество выделяющейся тепло-
ты. Правильность этого подтверждают зависимость распределения
тепла от режимов резания при
точении жаропрочного сплава
(а) и титанового сплава ВТ2
(б) резцом ВК8, 10°, <р=45°,
/=1,5 мм, $о=0,125 мм{об,
приведенные на рис. 35 [28,43].
Жаропрочные и титановые
сплавы обладают пониженной
а)
Рис. 35
теплопроводностью, причем в. процессе их обработки резанием
большее количество тепла уходит в резец, что ухудшает условия
его работы. Так, например, при обработке титановых сплавов в
резец поступает до 20% общего количества теплоты, между тем
как при резании углеродистых сталей — только до 10% (см.
рис. 35, а).
73
Схемы распределения источников теплоты при резании
(рис. 36) дают наглядное представление о распределении тепло-
вых потоков, проходящих через контактные поверхности инстру-
мента [18, 20]. При наиболее простой .схеме распределения
(рис. 36, а) тепловой поток, обусловленный пластической дефор-
мацией, в плоскости сдвига переходит в стружку qR.c и деталь
<7д.д. Тепловой поток, обусловленный трением стружки о перед-
нюю поверхность инструмента, распространяется в инструмент
<7п.и и стружку 9п.с, а трением о заднюю поверхность — в деталь
<7з.д и инструмент q3.a. Обычно имеют место более сложные схемы
распределения тепловых потоков. Так, тепловой поток, обуслов-
ленный пластической деформацией в зоне стружкообразования
(рис. 36, б), передается в деталь <7Д.Д и через нее в инструмент <?д.д .
При резании острым инструментом тепловой поток, образующийся
при трении его передней поверхности о стружку, поступает в струж-
ку <7п.с и инструмент qa.n, где он распределяется на три потока, иду-
щих к задней поверхности инструмента qn.a, в тело инструмента
<7п.и и через переднюю поверхность в окружающую среду qn.'w
Тепловой поток,' обусловленный трением задней поверхности
инструмента о заготовку, раскладывается на два потока, идущих в
деталь q3,K и инструмент д3.и. Суммарный тепловой поток, проходя-
щий через заднюю поверхность инструмента, может быть направлен
как в сторону инструмента, так и в заготовку. Это обусловлено
встречным движением нескольких тепловых потоков; с учетом их
направлений итоговый тепловой поток q3=q3.n=-q’n и — <73.и- Если
<7з.и><7з.д+<7п и’ тепло передается от инструмента к заготовке. С по-
вышением скорости резания доля теплоты трения q3tii, переходящая
в инструмент, уменьшается, поэтому интенсивность потока д3.д растет
не так быстро, как интенсивность <73.и. Следовательно, с увеличением
скорости резания теплоотвод из инструмента в заготовку непрерывно •
нарастает, т. е. деталь становится своеобразным охладителем инстру-
мента. Подобное же явление имеет место при обработке малотепло-)
проводных титановых сплавов алмазным резцом со скоростью)
более 225 м/мин. В отдельных случаях имеют место более сложные )
схемы распределения тепловых, потоков (рис. 36, в) [18]. ]
Одним из методов интенсификации теплоотвода в заготовку!
является применение у инструментов специальных малонагружен-;
ных теплоотводящих кромок, главным образом вспомогательных.)
Они незначительно увеличивают тепловыделение, так как сни-
мают небольшую стружку, однако, соприкасаясь с деталью, они
способствуют активному теплоотводу. Так, например, ликвида-
ция вспомогательных узлов в плане (углов поднутрения) у отрез-
ных и прорезных твердосплавных резцов улучшила теплоотвод от,
уголков, вследствие чего повысила их стойкость в 2—3 раза. За-
точка теплоотводящих фасок (а=0) размером 0,024-0,5 мм на
задних поверхностях резьбовых резцов улучшила тепловые уело-)
вия работы их вершин и повысила их стойкость [18, 20]. ,1
74 1
Из рассмотрения характера распределения тепловых потоков
можно получить рекомендации и по оптимальным схемам подачи
смазочно-охлаждающей жидкости (СОЖ). Так, охлаждением
стружки вне ее контакта с инструментом нельзя добиться замет-
ного изменения интенсивности тепловых потоков, определяющих
температуру контактных поверхностей. Исключение составляют
операции, на которых происходит снятие очень тонких стружек
при малых скоростях резания и весьма интенсивном охлаждении.
Напротив, охлаждение рабочих поверхностей инструментов вне
зоны их контакта со стружкой и деталью увеличивает перепад
температур на контактных поверхностях и, как следствие этого,
способствует интенсификации отвода теплоты в тело инструмен-
та и через него — в окружающую среду. Следовательно, сниже-
ния температур на изнашиваемых поверхностях инструмента нуж-
но добиваться интенсивным и непосредственным охлаждением
инструмента, а не стружки и заготовки.
В процессе резания любой микрообъем срезаемого слоя про-
ходит зону упругой, а затем пластической деформации под боль-
шим давлением. К концу резания этот объем постепенно нагре-
вается вследствие, работы деформации и трения, в которой он не-
посредственно участвует. Между тем в режущей части инстру-
мента поток теплоты остается после определенного времени как
бы постоянным; при этом он распределяется по относительно
большой поверхности заготовки и сходящей стружки, действуя
на каждую ее точку в течение тысячных долей секунды.
Температурным полем рабочей поверхности инструмента назы-
вается совокупность значений температур в отдельных точках
этой поверхности. Температурное поле в зоне резания может
быть получено расчетом с помощью метода источников тепла;
моделированием процесса на аналоговых счетно-решающих
устройствах; непосредственными экспериментами. Первые два
способа предполагают наличие экспериментальных данных об
интенсивности теплообразующих потоков и размерах контактных
площадок.
Расчетный метод стационарных и движущихся источников
тепла, построенный на решении В. В. Томсона (Кельвина), при-
меняют для определения законов распределения температур в
зоне опережающих деформаций и по рабочим поверхностям инст-
румента. Согласно ему температура в неограниченном твердом
теле, которая возникает под действием мгновенного теплового
импульса, вспыхнувшего и погасшего через т сек в точке с коор-
динатами хи, Уи, 2И, определяется по уравнению
0(х, у, г, х)------q-----ехр[— ^-.^)2+(Уи-»»+(ги-г)М,
ЛоКа(4лт)3/2 L 4ат . J
где х, у, z — координаты твердого тела, в которых определяется
температура теплового импульса; т — время, сек-, q — интенсивность
теплового потока, кал/сек (вт); Хо — коэффициент теплопроводно-
сти, кал/см • сек • ° С (вт/м-°С); а=Х/ср — коэффициент темпера-
75
туропроводности, характеризующий скорость выравнивания темпе- •!
ратуры при нестационарном процессе, см2/сёк (м2/сек)\ с — мае- J
совая теплоемкость обрабатываемого материала, кал/г -° С
(дж/кг-°О^ \ р — плотность, г/сл3 (кг/jw3). ]
Интегрируя это выражение по исследуемому параметру (одной, 1
двум, трем координатам времени и т. д.), можно определить ха-
обрабатываемом материале,
так и в режущей кромке ;
инструмента. Наибольшее
практическое значение име-
ют температурные поля за-
готовки в рабочей части
инструмента и в зоне опере-
жающих деформаций. Кроме
того, часто строят темпера-
турное поле обрабатываемой
заготовки и инструмента,
вызывающее изменение их
размеров и снижающее точ- .
ность обработки. Это имеет
особое значение при обра-'
ботке крупногабаритных
тонкостенных заготовок. На
рис. 37 показано распреде-
ление температур, подсчи-
танное на основе приведен-
ной выше формулы, для раз-
личных видов обрабатывае-
мого материала и материала
режущей части инструмента
[46], режимы резания:
контакта по задней грани
Z3=0,l мм. Из рисунка видно, что при обработке сталей повышен- :
ной прочности (ШХ15) и титановых сплавов (ВТ2) действуют
повышенные температуры; кроме того, они концентрируются бли-
же к режущей кромке. Это является другой отрицательной осо-
бенностью обработки этих материалов.
Весьма перспективным методом решения тепловых задач при s
резании является использование аналоговых машин и устройств,
работающих по принципу моделирования тепловых явлений. !
Метод электрического моделирования тепловых явлений основан
на аналогии между математическим описанием процессов распре-
деления теплоты в твердом теле и процессов протекания элект- .
рического тока в проводящей среде. Создавая электропроводную
модель, граничные условия которой математически подобны гра-
ничным условиям на режущем инструменте, и изучая изме-
нения электрических потенциалов в различных точках модели,
можно получить представление о температурном поле в инст-
рументе.
полей
как в
В,°C
1400
1200
1000
ig 800
it®
I
| 200
& 0
Hl
0 = 30
ВТ2
TI3K6
g £
gi
IS
I*
sg
0,i
V
Ifi
и
n •
Стиль45
n ---------
Расстояние от ре ту щей кромки мм
02 0,4 0$ 0$ 1,0 1,2 14 16 18 2,0
поверхности, 1
резания, °C J
Рис. 37
=0,2
й
t
S
76
Температурой резания называется средняя температура по всей
поверхности контакта рабочих граней инструмента с обрабаты-
ваемой заготовкой; это понятие используют при исследованиях
тепловых явлений в тех случаях, когда не ставится задача изу-
чения закона распределения температур. Эта теплофизическая
характеристика процесса резания определяется экспериментально
методом естественной термопары (см.
стр. 80). Из рис. 38 видно, что при не-
изменной скорости v при резании труд-
нообрабатываемых материалов (у=10°,
ТФ=О°, а=10°, <р=45°) возникают
повышенные температуры резания 0Р.
Подобное же явление происходит при
обработке титановых сплавов. Сравни-
тельные испытания титанового сплава,
нержавеющей стали и обычной кон-
струкционной стали при одной и той
же скорости резания (600 м)мин) по-
казали, что температуры резания со-
ставляют соответственно 1500, 1300 и
800° С [43].
Теплота, возникающая в процессе
механической обработки, имеет двоя-
кое значение. С одной стороны, она
облегчает условия деформации материала срезаемого слоя при
резании. Действительно, пеплота, возникающая в зоне опережаю-
щих деформаций материала срезаемого слоя, определяет интен-
сивность протекания процессов разупрочнения. Помимо этого', про-
цесс интенсивного тепловыделения способствует образованию
пограничного слоя на контактных поверхностях стружки и заго-
товки, вследствие чего уменьшается износ инструмента и повы-
шается качество обработанной поверхности. С другой .стороны,
непрерывное тепловое воздействие на рабочие поверхности инстру-
мента приводит к интенсификации износа инструмента, при этом
температурное поле инструмента определяет как характер износа,
так и его величину. Кроме того, нагрев обрабатываемой заготовки
и связанных с ней деталей станка и приспособлений ведет к зна-
чительным температурным деформациям, снижающим точность
обработки.
Тепловыми явлениями при резании необходимо управлять так,
чтобы выделяющееся тепло облегчало процесс деформации и вме-
сте с тем не снижало стойкости инструмента и точности обра-
ботки. Существенное значение при регулировании этого процесса
имеют скорость резания, толщина среза, передний угол и приме-
няемые смазочно-охлаждающие жидкости. В отдельных случаях
повышение скоростей резания до определенного критического зна-
чения ведет к снижению стойкости инструмента, а превышение
этого значения дает рост стойкости. Кроме того, изменением гео-
метрии заточки и условий обработки добиваются превышения
77
положительного воздействия тепловыделения над отрицательным.
Создание повышенного тепловыделения в зоне резания путем ]
подбора особой геометрии заточки,- режимов резания в отдельных |
случаях является эффективным средством повышения производи- |
тельности. Это в первую очередь относится к механической обра- J
ботке высокопрочных материалов с низкой теплопроводностью. |
В этом случае повышение температуры в зоне стружкообразова- J
ния вызывает значительное разупрочнение материала срезаемого ;
слоя. Так, в ЧССР при торцовом фрезеровании стали с высоким !
содержанием углерода (1,3%) и молибдена (12%) на обычных •
скоростях резания (19,5—39 м/мин) наблюдался интенсивный 1
износ твердосплавных резцов, даже при малых подачах. Измене-
ние геометрии заточки (у= + 5° и заточке фаски 1—2 мм с отрица- ,
тельным углом —20°) и задание высоких скоростей (для фрезы '
£> = 203 мм, о = 142-?-172 м/мин, s2=0,356—0,457 мм/зуб, Г=204-
4-30 мин) привело к образованию стружки, раскаленной докрас-
на, снижению интенсивности износа и повышению качества по-
верхности. Подобные же результаты получены при сверлении
инструментом с пластиками твердого сплава отверстий . диамет-
ром 14—26 мм и глубиной 25,4 мм в литой марганцовистой стали.
Применение специальной геометрии (заточка с двойным конусом
118 и 60°, фаски 1,0—2,0 мм с отрицательным передним углом
-154-20°) привело при резании сверлом, оснащенным твердым
сплавом типа Т15К6, на режимах и = 44 м/мин и so = 0,l мм/об
к нагреву тонкого слоя впереди передней грани до 650—700°С
и снижению осевой составляющей в 4 раза и крутящего момента
в 2 раза. Металлографический анализ показал, что этот нагрев
был достаточен для рекристаллизации материала. Оптимальными
режимами для сверления марганцовистой стали этим методом
являются: о = 30—100 м]мин, so=0,054-0,2 мм/об-, при этом боль-
шей скорости резания должна соответствовать большая подача.
Фрикционная резка является другим примером положительного
использования тепловых явлений. Процесс фрикционного резания
быстро вращающимся диском осуществляется путем разупрочне-
ния обрабатываемого материала под действием выделяющегося
при трении тепла. Относительно низкая теплопроводность жаро-
прочных, нержавеющих сталей и титановых сплавов способствует
применению этого метода, так как повышает локализацию тем-
пературы в зоне резания, увеличивая степень размягчения и раз-
упрочнения; вращение диска создает его надежное охлаждение.
§ 10. ЭЛЕКТРИЧЕСКИЕ И МАГНИТНЫЕ ЯВЛЕНИЯ
ПРИ РЕЗАНИИ
Электромеханика процессов трения и резания металлов явля-
ется одной из областей физико-химической механики; в ней мож-
но выделить, три смежных направления: термоэлектрическую,
электрохимическую и электромагнитную механику.
78
Термоэлектрическая механика выявляет существо
термоэлектрических явлений. В процессе резания в зоне контакта
рабочих поверхностей инструмента с обрабатываемым материалом
возникает термо^лектродвижущая сила (т.э.д.с.). Она оказывает
значительное влияние на физический механизм резания, вызывая
при неблагоприятных условиях повышение интенсивности износа
Рис. 39
инструмента; Познание механизма действия электрических и маг-
нитных явлений позволяет использовать их для улучшения техно-
логических показателей процесса резания и прежде всего добиться
увеличения стойкости инструмента.
В замкнутой цепи станок — приспособление — инструмент— •
деталь (рис. 39, где 1, 4, 7 — изоляторы, 2 — проводник, 3 — токо-
съемник, 5 — гальванометр,' 6 — цельный резец) в результате кон-
такта двух разнородных металлов (инструмента и обрабатывае-
мой детали) при условии различия температур спаев (01—02)
возникает т.э.д.с.
£=0(0! —@2),
где cle — коэффициент т.э.д.с.
С другой стороны, возникающая т.э.д.с.
Е•= k]e [(0Х — 02) In «ин /Лз].
где k — постоянная Больцмана; е — заряд электрона; пт, п3 —‘
концентрации свободных электронов контактируемых материалов,
инструмента и заготовки.
В процессе резания физико-механические свойства контакти-
руемых материалов различны, т. е. пинУ=п3; кроме того, имеет
место нагрев зоны спая, т. е. контакта инструмента и заготовки,
теплом, выделяющимся в процессе резания, т. е. 0i#=02. Из фор-
мулы видно, что в противном случае, если пт=п3 или 0i=02,
т.э.д.с. будет отсутствовать.
Таким образом, систему СПИД в процессе резания можно
рассматривать как термоэлемент, создающий термоэлектродвижу-
щую силу £; при замыкании цепи в ней протекает ток
1 = Е/ (/?вн4-^?сист) >
79
>де /?ви — внутреннее сопротивление термоэлемента инструмент —
заготовка; /?Сист — электрическое сопротивление системы СПИД.
В связи с изложенным одной из характеристик применяемых
станков должно быть их электрическое сопротивление. Исследова-
ния [133] показали, что электрическое сопротивление сильно зави-
сит от режима работы станков. Оно возрастает с увеличением
скорости вращения шпинделя и скорости перемещения суппортов
и падает с повышением нагрузки и температуры масла. Так, со-
противление токарного станка 1А62 при минимальных скоростях
равно 2—3 ом, а при максимальных достигает 70—90 ом. При
таких сопротивлениях термоэлементы системы резец-заготовка
способны создавать в цепи СПИД токи от 0,2 до 80 ма.
Рассмотренная схема (см. рис. 39) широко используется для
измерения температуры резания методом «естественной» термо-
пары; метод основан на измерении осредненной термоэлектродви-
жущей силы, возникающей в зоне контакта пары заготовка — ин-
струмент. Милливольтметр, включенный в эту цепь, показывает
величину электрического потенциала, являющегося результатом
нагревания спая этой термопары при резании. Такая термопара
дает среднее значение э. д. с., возбужденной на всех точках контак-
та поверхностей инструмента и заготовки, а следовательно, и
некоторую осредненную по всем этим поверхностям температуру.
При пользовании методом естественной термопары предваритель-
но производят тарировку термопары инструмент — заготовка при
ее искусственном нагревании в электрической печи путем установ-
ки в нее контрольной термопары инструментальный материал —
обрабатываемый материал; зависимость температура — сила тока
записывают с помощью милливольтметра (или осциллографа).
При каждой смене материалов инструмента или заготовки тари-
ровка должна повторяться вновь.
Исследования [24] показали, что наряду с рассмотренным имеет
место и второй механизм возникновения естественных термото-
ков — термоэлектронная эмиссия; этот механизм обу-
словлен тем, что в результате пластического деформирования и
трения некоторые электроны на контактных поверхностях в зоне
стружкообразования приобретают кинетическую энергию, доста-
точную для преодоления потенциального барьера и их отделения
от границы металла. Термоэлектрические токи этого происхожде-
ния имеют импульсный характер, т. е. приводят к возникновению
на контактных поверхностях быстроменяющихся электрических
потенциалов. Так, при точении маломагнитной стали 45Г17ЮЗ
и высокопрочного чугуна ВЧ твердосплавными резцами со ско-
ростью 25—50 м/мин характерны колебания потенциалов с низ-
кой частотой (100—300 гц) и малой амплитудой (0,4ч-0,6 мв);
при увеличении скоростей до 200—300 м!мин частота возрастает
до 5000 гц и амплитуда — до 2,0 н-2,5 мв. Импульсные высокоча-
стотные колебания потенциалов указывают на наличие непрерыв-
но действующих электрических зарядов и разрядов на контактных
поверхностях, возникающих при беспрерывном замыкании и размы-
80
кании субмикроконтактов. При обработке резанием в отличие от-
электрических контактов (где имеет место периодический полный
разрыв цепи) происходит постоянная смена зон микроконтакта.
В любой момент в ряде мест происходит разрыв цепи, а в дру-
гих— ее замыкание.
Таким образом, общий термоток, возникающий в зоне струж-
кообразования в процессе обычного резания, можно разделить на.
две составляющие: постоянную, обусловленную наличием замкну-
той цепи из неоднородных металлов, и переменную, обусловлен-
ную термоэлектронными процессами на трущихся поверхностях.
Из рис. 40 видно, что возникающие т. э. д. с. сильно зависят как.
от скорости резания, так и от подачи [136]. Эти зависимости вели-
чины т. э. д. с. получены при обработке стали 20 сверлами из стали-
Р18; при изменении скорости резания применялись сверла
£> = 19 мм, So = 0,14 мм/об, подачи D = 15 мм.
Возникающая т. э. д. с. вызывает появление специфических при-
чин интенсификации износа рабочих поверхностей инструмента
вследствие электроэрозионного [136] и электродиффузионного [133J'
воздействий. Электроэрозионный износ происходит вследствие
периодического эрозионного разрушения микроконтактов, обуслов-
ленных электрическими разрядами (подробнее о физике процесса
см. на стр. 477). Электродиффузионный износ происходит в ре-
зультате перераспределения компонентов инструментального и-
обрабатываемого металла на контактных поверхностях под дейст-
вием электрической диффузии; интенсивность его сильно возра-
стает при увеличении температур контакта и плотности электри-
ческого тока. Электродиффузионный износ протекает, например,,
в виде миграции атомов углерода, обладающих большой подвиж-
ностью. Направление миграции атомов (из инструмента в обраба-
6 В. Н. Подураев 81'<
тываемый материал или наоборот) не всегда играет решающую
роль, так как в обоих случаях происходит ослабление структуры;
материала инструмента, облегчающее его разрушение. Наиболее!
интенсивный износ инструмента наблюдается при максимальных^
колебаниях потенциалов. Увеличение износа при росте потенция-;
лов связано с разрядными термоэлектрическими процессами,-
вызывающими молекулярное дробление материала резца. Неравно-;!
мерность контактных электрических процессов приводит к повы-!
шению температуры, что способствует образованию очагов микро-
износа, которые, являясь концентраторами напряжений, в свою;
очередь влияют на повышение потенциалов. -
Средством снижения интенсивности отрицательного действия!
электрических явлений является подача в зону контакта СОЖЛ
которая гасит электрические разряды. Другими способами явля-i
ются разрыв электрической цепи путем изоляции резца или заго-
товки и подача в зону резания слабых токов в направлении, про-
тивоположном возникающим при резании (противотоков).
Разрыв электрической цепи СПИД путем введения изолирую- ;
щих прокладок является простейшим случаем применения схемы
сопротивление — конденсатор для искрогашения в зоне контакта. :
Изолирующие прокладки в этой схеме играют роль конденсатора !
малой емкости. Поэтому в ряде случаев в схему вводят специ-!
альные конденсаторы. Так, обработка при включенном конденса-
торе емкостью 200 мкф по сравнению с установкой прокладок!
дало значительно большее увеличение стойкости [133]. j
Второй способ обеспечивает положительное воздействие вводи-
мого извне (от специального источника) электрического тока, ко- >
торое обусловлено известным в физике явлением Пельтье. В этом!
случае пропускание электрического тока через зону контакта двух !
.разнородных проводников приводит к выделению или отводу!
теплоты, величина которой 1
Qn=-77i>2ZT, !
* !
где П 1,2 — коэффициент Пельтье; I — сила тока; т — время про-!
хождения тока.
Термоэлектрическое охлаждение контактной поверхности ин-^
струмента, обусловленное эффектом Пельтье, способствует увели- \
чению стойкости. Средством снижения вредного воздействия т.э.д.с. ?
в процессе резания является также понижение температуры зоны |
контакта. Так, охлаждение заготовок из стали 20 в сосуде с жид- !
ким азотом до температуры 0=—100° С показало, что это?
приводит не только к уменьшению т. э. д. с., но и к перемене поляр-’
ности термопары, т. е. возникновению термотока обратного на- !
правления [24]. |
Магнитные явления при резании определяются закономерно-1
стями электрохимической и электромагнитной ме-|
х а н и к и. Трехфазную систему инструмент — СОЖ (раствор
электролита)—заготовка можно рассматривать как специфиче-1
ский гальванический элемент. В процессе трения в этой системе]
82
автоматически возникает специфический электрохимический меха-
низм износа; его интенсивность зависит от э. д. с. гальванического
элемента, сдвига потенциалов при его замыкании, поляризуемости
электрохимической цепи и других факторов.
Электромагнитная механика учитывает, что над поверхностью
металлического твердого тела в пределах длин волн спектра его
электромагнитного излучения всегда существует флюктуационное
электромагнитное поле. В связи с этим сила статического гранич-
ного трения определяется по формуле А. С. Ахматова
F=fx[fiK(pc — pM)±N],
где р, — коэффициент трения; QK — фактическая площадь контак-
та, мм2] рс — сила притяжения граничных смазочных слоев»
кгс/см2] рм — удельное электромагнитное притяжение материалов^
инструмента и заготовки, кгс/см2] N — нормальная нагрузка, кгс.
С уменьшением толщины граничного смазочного слоя величина
электромагнитного притяжения очень сильно растет и при толщине
слоя 0,01 мк достигает сотен гс/см2. В процессе резания на флюк-
туационные электромагнитные поля, излучаемые твердыми телами,
накладываются нестационарные поля термо- и гальванопотоков*
вихревого характера, а также поля токов проводимости, протекаю-
щих через поверхность раздела фаз,вследствие контактной разно-
сти потенциалов. Кроме того, при высокочастотных относительных
колебаниях инструмента и заготовки в промежутках возбужда-
ются электрические поля, обусловленные э. д. с. самоиндукции,,
наводимой в термоэлектрическом контуре вследствие его размы-
кания; при этом как инструмент, так и заготовка могут иметь
остаточную намагниченность. Так, например, по данным М. Г. Га-
лея, сверла диаметром 1 мм показали характеристики их магнит-
ного поля по остаточному магнетизму в пределах от 25 до 68 э.
При превращении материала срезаемого слоя в стружку происхо-
дит значительное увеличение остаточного магнетизма (коэрцитив-
ной силы); так, при сверлении стали коэрцитивная сила возра-
стает от 14—16 до 29—30 э, т. е. почти в два раза. Если инстру7
мент (резец) имеет остаточную намагниченность, то при смещении
его верщины меняется направление магнитной индукции, а следо-
вательно, и направление э. д. с. индукции. Э. д. с. магнитной
индукции вследствие остаточной намагниченности инструмента,
заготовки и деталей станка может достигать значительных вели-
чин— до 10 мв и более [24].
Опыты по определению стойкости инструмента, проведенные
путем торцового точения* стали 40 цельными быстрорежущими
резцами, показали, что если рабочая часть намагниченного резца
имеет южную полярность, его стойкость значительно снижается;
наоборот, при обратном намагничивании она значительно повы-
шается по сравнению с ненамагниченным резцом. Такие резуль-
таты объясняются поперечными термомагнитными эффектами,
при этом причиной изменения стойкости является поперечный
6*
8а
эффект Риги — Ледюка; он заключается в появлении поперечной
по отношению к магнитному полю разности температур:
d@/dy=S_L(d@/dz)Hx,
где SJ__ — коэффициент эффекта; Нх— напряженность магнитного
поля по оси х.
Отсюда видно, что при наличии градиента температуры в пер-
пендикулярном к передней поверхности инструмента направлении
(ось z) при у = 0° вследствие магнитного поля Нх, направлен-
ного вдоль продольной оси резца, появляется градиент темпера-
туры д@/ду (параллельно направлению подачи), вследствие чего
поток тепла отклоняется в сторону относительно начального гра-
диента температуры. В зависимости от того, в какую сторону
отклоняется тепловой поток-(к вершине резца, являющейся самой
напряженной в тепловом отношении областью, или от нее), тем-
пература на трущихся поверхностях либо повышается, либо по-
нижается.
Связь намагниченности резцов с тепловыми явлениями дока-
зана следующими опытами. Известно, что путем изменения гео-
метрии заточки резцов можно добиться, чтобы СОЖ либо повы-
шала, либо понижала их стойкость. Параллельное проведение
опытов также на намагниченных резцах показало, что в условиях,
когда вода понижает стойкость резцов по сравнению с резанием
всухую, резание северной полярностью также понижает, а юж-
ной — повышает их стойкость. Наоборот, когда вода повышает
стойкость резцов, северная полярность также повышает, а южная
понижает ее. Такая аналогия подтверждает, во-первых, что дей-
ствие намагниченности на стойкость резцов связано с тепловыми
явлениями, а во-вторых, что температура при резании северной
полярностью понижается, а при резании южной полярностью
повышается. То, что это связано с поворотом теплового потока
из-за термомагнитных явлений, доказывается следующими опыта-
ми Г. И. Якунина. Резец был заточен симметрично относительно
продольной оси (ф = фг, а=аг, у=Х = О). В этом случае при намаг-
ничивании рабочей части резца северной полярностью резание
с направлением подачи от задней бабки к передней дало повыше-
ние стойкости резца, так как тепловой поток отклонился влево,
т. е. от вершины резца. При направлении подачи от передней
бабки к задней тепловой поток отклонился также влево, но теперь
к вершине резца; в этом случае стойкость резца снизилась. При
обратном направлении намагничивания резца соотношение стой-
костей получалось обратным. Учитывая полученные результаты,
метод повышения стойкости твердосплавных резцов путем резания
в магнитном поле опробован в производственных условиях при об-
работке букс крановой тележки из стали 45 и катка из стали 65Г;
он показал при точении резцами Т15К6 на режимах /=1,5 мм,
so=0,53 мм/об, и = 37 м/мин увеличение стойкости в 4,5 раза. Были
также проведены опыты с намагничиванием резцов и одновремен-
ным пропусканием через зону резания термотоков.
84
ГЛАВА III
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
Решающее влияние на производительность процесса резания
и интенсивность износа инструмента оказывают режущие свойства
материала инструмента. Прогресс в области получения более со-
вершенных инструментальных материалов характеризуется полу-
чением более красностойких (теплостойких) материалов, допус-
кающих увеличение скоростей резания (рис. 41).
Железо
кремнии
Маканец
Углерод
Углеродис-
тая
инстру-
менталь-
ная сталь нал сталь
{Примеси
Кобальт
Кобальт
Кобальт
*лезо
Железо
Карбиды
Окись
Вольера.
алюми-
ния
Карбиды
титана!
Ванадий
долыррам
хром
Карбиды
тантала
Карбиды
титана
Вольфрама
Минерало-
керамика
вольфра-
ма
Группа
ГК
Легиро-
ванная
инстру-
менталь-
Металлокерамические
твердые сплавы
Группа
ВК
Группа
ТТК
емкий
Морганер
углероГГ
быстро-
режущая
сталь
ней,
Углерод
Карбиды.
Карбиды
Вольфрама
1850-1868* 1880 г.
Ш-191219552
193Г1951гг
1951г.
т%
-507.
~^Вид
материала
Годы
освоения
Рис. 41
Основные требования, предъявляемые к материалам для изго-
товления режущей части инструмента:
1) высокие износостойкость и красностойкость, определяющие
уровень максимально допустимых значений скоростей резания при
данных условиях обработки;
85
2) повышенные прочностные характеристики, прежде всего
ударная вязкость, предел прочности при изгибе и предел проч-
ности при сжатии, дающие возможность применять данный инст-
рументальный материал для определенных условий резания.
Одной из важных характеристик инструментального материа-
ла является сопротивление его тепловому удару. Оно
определяет максимальный перепад температур, при котором ре-
жущая часть инструмента сохраняет свою целостность, т. е. в ней
не возникает трещин. Это свойство материала определяется ко-
эффициентом
vT=(aBX0)/(^^).
где Ств — предел прочности при растяжении, кгс]мм2 (н/м2); Хо — ко-
эффициент теплопроводности, кал/см-сек. (вт/м- °C); ап — коэффи-
циент линейного расширения, l/град; Е — модуль упругости,
кгс)мм2 (н/м2).
§ 11. ВИДЫ ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ, ИХ СВОЙСТВА
Для изготовления режущей части инструментов применяются
четыре основных вида материалов: углеродистые (У10А, У12А) и
легированные (9ХС, ХВГ, Х6ВФ) стали: быстрорежущие стали
(Р18, Р9, Р9Ф5, Р9К5, Р6МЗ, Р9М4К8); твердые сплавы (ВК8,
Т15К6, Т30К4) и минералокерамика (ЦМ332); естественные алма-
зы и синтетические сверхтвердые материалы. В основу указан-
ной классификации положены структура инструментального
материала и его химический состав. Инструментальные материа-
лы, кроме того, делятся по типу инструмента, для изготовления
режущей части которого они предназначены; так, различают мате-
риалы для инструментов, работающих с интенсивными режимами
‘ резания и снимающих большие припуски, т. е. для резцов, фрез
и т. п.; для инструментов, снимающих обычно малые припуски
на низких режимах, т. е. для сверл, протяжек, зуборезного инст-
румента; для ручного инструмента; для абразивного инструмента.
Последняя классификация приобретает все большее значение в
связи с созданием новых видов инструментальных материалов.
Так, например, замена универсальной по режущим свойствам'
марки быстрорежущей стали Р18 на более прогрессивные сталй с
повышенным содержанием углерода, молибдена, ванадия и кобаль-
та требует более узкого закрепления определенных марок за оп-
ределенными видами инструмента; так, для зуборезного инстру-
мента рекомендуются марки Р6М5К5 и Р9М4К8.
Процесс резания заключается в срезании более твердой и '
прочной режущей частью инструмента менее твердого и прочного
материала обрабатываемой заготовки, поэтому необходимым усло-
вием отделения стружки при резании является значительное пре-
вышение твердости материала инструмента над твердостью обра-
батываемого материала. Следует учитывать, что первоначальное
соотношение твердостей материалов инструмента и заготовки
86
изменяется вследствие действия высоких температур; по этой
причине использование инструментов'из быстрорежущей стали не
обеспечивает существенного повышения производительности при
резании труднообрабатываемых материалов, так как твердость
обрабатываемых* материалов, например высокопрочных сталей или
жаропрочных сплавов на никелевой основе, достигает твердости
этого инструментального материала в горячем состоянии.
Красностойкость (теплостойкость) определяет способ-
ность материала инструмента сохранять свою твердость, а следо-
вательно, износостойкость и режущие свойства при высокой тем-
пературе нагрева. Сравнительная характеристика типовых инстру-
ментальных материалов по красностойкости, представленная в
табл. 7 и на рис. 42, показывает, что максимальную красностой-
кость, а следовательно, и наибольшие скорости резания допускает
минералокерамика /, затем твердые сплавы 2, более низкую —
быстрорежущая сталь 3 и еще более низкую —углеродистая
сталь 4. Вследствие низкой красностойкости углеродистые и ле-
гированные инструментальные материалы применяют для изготов-
ления инструментов, обрабатывающих обычные конструкционные
стали в зоне низких скоростей. Из высококачественных углероди-
стых сталей У10А, У12А изготовляют метчики, плашки, разверт-
ки, ножовочные полотна и другие инструменты; из легированных
инструментальных сталей — метчики; плашки, фрезы, протяжки
и другие инструменты, которые при закалке не должны подвер-
гаться значительному короблению.
Прочность инструментальных материалов характеризуется
пределами прочности при изгибе и сжатии, а также ударной вяз-
костью. Сравнительные данные по прочности инструментальных
материалов, приведенные в табл. 7, показывают, что минералоке-
рамика имеет наиболее низкий предел прочности при изгибе и
крайне малую ударную вязкость, так как она является весьма
87
Таблица 7
00
Физико-механические свойства инструментальных материалов
Физические свойства Механические свойства
* коэффициенты предел прочности
плотность теплзстой- удель- ная тепло- линейного расшире- ния микротвер- HRA модуль упру- ударная вяз- кость
Инструменталь- ный материал кость тепло- емкость про- вод- ности дость при сжатии. при изгибе гости
г/елР ° С и о § кал/смХ Хсек° С 10“® 1/° С кгс[м,м,* кгс1м.м* кгс м1см2
Быстрорежу- ! щие стали’ (Р18) . . . Однокарбидные твердые спла- вы (ВК8) . . Двухкарбидные твердые спла- вы (Т15К6) . Минералокера- мика (ИМ332) Синтетический алмаз .... Естественный алмаз . . . Кубический нитрид бора Электрокорунд Карбид крем- ния .... Карбид бора . 8,7 14,6 11,4 3,75 3,48—3,51 3,01—3,56 3,5—3,54 3,93—4,01 3,16—3,99 2,48—2,52 400—600 1200 600—800 600—800 1300—1500 1200—1300 5004-700 1,14 0,53 0,65 0,42 0,31 0,065 0,130 0,065 0,055 0,35 0,047 0,37 0,038 11 4,5 -6,5 6,34-9,0 0,94-14,5 7,5 6,5 4,5 1600 1700 8600—10 000 10 060 8000—10 000 1200—2400 2700—3500 3700—4500 83 88,5 90,2 91-93 380 330 415 500 300 200 76 100—200 180 370 140 110 38 30 21—49 27 10—15 30 62000 54000 72000-1-93000 90 000 36000 29 600 0,89 0,254-0,6 0,054-0,12
хрупким материалом. Поэтому минералокерамику применяют
только при чистовой и получистовой обработке обычных конструк-
ционных сталей, чугунов и цветных сплавов при наличии повы-
шенной жесткости системы СПИД и отсутствии вибраций. При
прерывистом резании наблюдается разрушение пластинок из мине-
ралокерамики, вследствие чего при резании труднообрабатываемых
материалов она имеет ограниченное применение.
Дополнительными требованиями к инструментальным матери-
алам, имеющими большое значение при обработке жаропрочных
и нержавеющих сталей и сплавов, являются возможно большая
теплопроводность и малое химическое сродство с обрабатываемым
материалом.
Следует отметить, что понятие «режущее свойство данного
инструментального материала» не является его неизменной кон-
стантой, такой, какими являются его химический состав, физико-
механические свойства, например твердость, теплопроводность и
т. п. Режущие свойства данного инструментального материала —
понятие относительное. Оно зависит как от его физико-механиче-
ских свойств, так и от прочих первичных параметров процесса
(см. стр. 213), среди которых важнейшими являются характеристи-
ки инструмента, обрабатываемого материала, кинематика процесса
резания, окружающая среда. Так, например, твердые сплавы
группы ТК, широко используемые на операциях точения, непри-
годны для операций протягивания и резьбонарезания. Минерало-
керамика показывает весьма высокие режущие свойства при чис-
товой непрерывной обработке конструкционных сталей в условиях
большой жесткости системы СПИД и вместе с тем ее режущие
свойства весьма низки при фрезеровании жаропрочных сплавов,
так как на этих операциях происходят массовые выкрашивания
режущих кромок.
При резании труднообрабатываемых материалов наиболее ши-
роко применяют быстрорежущие стали и твердые сплавы.
§ 12. БЫСТРОРЕЖУЩИЕ СТАЛИ
При резании труднообрабатываемых сталей и сплавов, наряду
с применением для режущей части инструмента наиболее распро-
страненных марок быстрорежущих сталей Р9 и Р18 (табл. 8), ис-
пользуют новые марки быстрорежущих .сталей. Их создание идет
в направлении:
1) получения инструментальных материалов, совмещающих
положительные свойства существующих марок быстрорежущих
сталей и твердых сплавов, в частности их высокие прочностные
свойства, особенно при ударных и знакопеременных нагрузках, и
вместе с тем имеющих достаточно большую красностойкость;
2) снижения содержания в быстрорежущих сталях дорогостоя-
щих или дефицитных легирующих элементов (прежде всего воль-
фрама) при сохранении их режущих свойств.
89
Таблица 8
Химический состав быстрорежущих сталей, %
Марка стали С W Сг V
Р9 . Р12 Р18 Химический состав быстрорежу 0,85—0,95 0,8—0,9 0,70—0,80 'щих сталей 8,5—10 12—13 17,5—19 повышенной 3,8^4,4 3,1—3,6 3,8—4,4 Та производител 2,0—2,6 1,5—1,9 1,0—1,4 блица 9 [ЬНОСТИ, %
Марка стали С W Сг V Со
Ванадиевые
Р9Ф5 1,4—1,5 9,0—10,5 3,8—4,4 4,3—5,1 —
Р14Ф4 1,2—1,3 13—14,5 4,0—4,6 3,4—4,1
Р18Ф2 0,85—0,95 17,5—19,0 3,8—4,4 1,8—2,4 —
Кобальтовые
Р9К5 0,8—0,9 9,0—10,5 3,8—4,4 1,6—2,0 5,0—6,0
Р9К10 0,9—1,0 9,0—10,5 3,5—4,4 2,0—2,6 9,5—10,5
Р10К5Ф5 .... 1,45—1,55 10,0—11,5 4,0—4,6 4,4—5,5 5,0—6,0
Р18К5Ф2 .... 0,85—0,95 17,5—19 3,8—4,4 1,8—2,4 5,0—6,0
В первом направлении получены новые виды быстрорежущих
сталей (ГОСТ 5952—63*), обладающие повышенными режущими
свойствами вследствие увеличенного легирования ванадием, ко-
бальтом, молибденом и вольфрамом (табл. 9). Поэтому быстро-
режущие стали повышенной производительности можно разделить
на следующие группы: с повышенным содержанием ванадия
(Р9Ф5, Р18Ф2); содержащие кобальт (Р9К5, Р9К10, Р9КЮФ); с
повышенным содержанием вольфрама (Р24). По снижению горячей
твердости они располагаются в следующем порядке: Р9К10,
Р10К5Ф15, Р9К5, Р14Ф4, Р18Ф2, Р24. Ленинградским политехниче-
ским институтом разработаны три марки стали — Р18Ф2К8М,
Р6Ф2К8М5, Р12Ф2К8МЗ; их отличительной особенностью являет-
ся высокое содержание углерода при наличии 18%W, 7,54-8,5% Со
, и 1,0-ь 1,5% Мо. По сравнению с Р18 они показывают значительное
увеличение стойкости, например при сверлении и нарезании резь-
бы в высокопрочных сталях (ов=200 кгс/мм2).
Быстрорежущие сплавы дисперсионного твердения типа
Р18М7К25, Р18МЗК25, Р10М5К25 обладают иовышенной твердо-
стью (HRC 70) и красностойкостью (750°С), поэтому их примене-
ние эффективно при резании труднообрабатываемых материалов.
Они представляют собой безуглеродистые железокобальтвольфра-
мовые дисперсионно-твердеющие сплавы. При охлаждении эти
90
сплавы, так же как и быстрорежущие стали, используют у — а-
превращение, имеющее мартенситный характер. Однако в отличие
от быстрорежущих сталей они упрочняются вследствие выделения
при отпуске интерметаллидов. Сплавы Р10М5К25 и Р18МЗК25
рекомендуются для обработки сталей феррито-перлитного класса
типа 45, 18ХНВА, сплавы Р18М7К25— при обработке титановых
сплавов типа ВТЗ-1.
Таблица 10
Марка сплава С Сг W Мо V
Р6МЗ (ЭП342) Р9М4 (ЭП344) Р12МЗ (ЭП3451) .... 0,85—0,95 0,8—0,9 0,8—0,9 3,0-3,6 3,0—3,6 3,0—3,6 0,5—6,5 9,5—10,0 11,5—12,5 3,0—3,6 3,5—4,1 3,0—3,6 2,0—2,5 1,8—2,2 1,8—2,2
р Примечание. Для всех марок сплавов содержание Sn и Мп — 0,4%,S и
Во втором направлении получены стали с пониженным содер-
жанием вольфрама, например Р9М4К8; сохранение удовлетвори-
тельных режущих свойств достигается увеличением содержания уг-
лерода и комплексным легированием молибденом, кббальтом,
ванадием. ВНИИ разработаны для промышленного применения
вольфрамомолибденовые быстрорежущие сплавы (табл. 10). Час-
тичная замена вольфрама молибденом вызывает увеличение проч-
ности при относительно низких температурах, что повышает изно-
состойкость при преобладающем абразивном истирании и цикли-
ческом нагружении. Вместе с тем это снижает теплостойкость
материала, что ведет к уменьшению износостойкости при резании
с высокими температурами и преобладающим адгезионном износе;
Поэтому эти инструментальные материалы рекомендуются для из-
готовления инструментов, работающих при относительно низких
температурах резания,— разверток, метчиков, протяжек, фрез. Так,
червячные модульные фрезы, оснащенные сплавом Р6М5, при
обработке заготовок из стали 45 показали повышение стойкости
по сравнению с Р18 на 125%, при обработке заготовок из стали
35ХН1М — на 135—140%'. Вольфрамомолибденовые стали ВНИИ
(см. табл. 10) по сравнению с Р18 имеют значительно меньшую
карбидную неоднородность и большую дисперсность, избыточных
карбидов. Это обеспечивает повышение прочности и увеличение
стойкости при точении в 1,5—2 раза.
В последние годы созданы вольфрамомолибденовые быстроре-
жущие стали, легированные кобальтом, Р6МЗК5, Р6МЗК8,
Р6М5К5, Р2М9К8, Р6М9К8, Р6М5К8Т, Р18Ф2К8М (ЭП379),
Р10М2К8, Р7М5ФЗК12, РЗМ4Х14К5, а.также вольфрамомолибдено-
вые микролегированные стали P6M3Zr, P6M5Zr, P6M5Nb, Р6М5Т.
Дополнительное легирование сталей Р6МЗ и Р6М5 кобальтом
увеличивает теплостойкость, что ведет к повышению стойкости
91
резцов при точении и фрезеровании сталей невысокой прочности.
Существенным резервом повышения стойкости является микро-
легирование быстрорежущих сталей цирконием, ниобием и тита-
ном. Так, например, сталь P6M3Zr при точении закаленной
стали ХВГ показала ту же стойкость, что и Р18, и увеличение
стойкости в 1,5 раза по сравнению с базовой сталью Р6МЗ. Наобо-
рот, для операций фрезерования дополнительное легирование эф-
фекта не дает, т. е. стойкость остается такой же, что и у базовой
стали. В США качество быстрорежущих сталей повышают созда-
нием высокой структурной однородности, получением мелкозерни-
стой стали с высоким содержанием равномерно распределенных
карбидов, увеличением доли карбидной фазы путем присадок кар-
бидообразующих элементов ванадия, титана и циркония; при этом
в отдельных случаях необходимый для карбидообразования угле-
род вносится путем цементации рабочей поверхности инструмента.
Все это позволяет получать быстрорежущие стали с твердостью
после термообработки до 72 HRC.
Существенное влияние на повышение стойкости инструментов
из быстрорежущей стали при резании труднообрабатываемых ма-
териалов оказывают специальные методы упрочнения их рабочих
поверхностей: хромирование, цианирование, электро-
искровое упрочнение и др. Так, например, для повыше-
ния стойкости инструмента из быстрорежущей стали Р18, приме-
няемого при сверлении отверстий в дисках турбины из сплава
ЭИ437Б, производят сульфидирование. Этот же метод применяют
для упрочнения рабочих поверхностей фрез, изготовленных из той
же быстрорежущей стали, при фрезеровании спинки турбинной
лопатки из сплава ЭИ598. Это повысило производительность в
1,5—2 раза. Насыщение рабочей поверхности инструмента серой
приводит к образованию на ней сернистого соединения FeS, что
при сохранении твердости снижает коэффициент трения и повы-
шает износостойкость поверхности [43]. Азотирование быстроре-
жущего инструмента при температуре 540° С в течение 20 мин
применяется, в Японии; оно дает увеличение стойкости на 40%.
Для устранения шелушения после упрочнения инструмент обраба-
тывается в растворах солей. Там же для увеличения износостой-
кости и ликвидации наростообразования используется оксидиро-
вание. В ЧССР применяется сульфоазотирование, т. е. азотирование
рабочих поверхностей инструментов с одновременной диффузией
серы. На ВАЗе для этих целей применяется низкотемпературное
цианирование.
К новым методам, способствующим повышению эксплуатаци-
онных характеристик быстрорежущих сталей, относится метод
радиоактивного облучения. Необходимость изучения
взаимодействия радиоактивных частиц с твердым телом возникла
в связи с проблемой прочности материалов в ядерных реакторах
и космических аппаратах. В результате радиоактивного облуче-
ния физические свойства материалов остаются неизменными, од-
нако механические свойства сильно изменяются. После облучения
92
возрастают прочностные характеристики и снижаются пластиче-
ские. Так, предел прочности увеличивается в 1,3—1,4 раза, предел*
текучести и твердость повышаются в 2—3 раза. Наоборот, отно-
сительное удлинение уменьшается в 2—3 раза, ударная вязкость
снижается в 1,2—1,3 раза. Эти изменения обусловлены наруше-
нием правильности кристаллической структуры в результате ра-
диоактивного облучения. Образования вакантных узлов (вакан-
сий), внедрившихся в междуузлия (внедрения), тормозят дисло-
кации, упрочняя материал. Облучение материалов осуществляют
несколькими методами: нейтронами, гамма-квантами, электрона-
ми, тяжелыми ионами. Последний метод является наиболее перс-
пективным с точки зрения упрочнения материала, придания ему
повышенной износостойкости. При облучении металлов ионами
благородных газов можно получать растворы этих газов и метал-
лов, т. е. поверхностное покрытие. Весьма эффективно облучение
нейтронами, но детали в этом случае обладают остаточной радио-
активностью. Радиоактивное облучение углеродистых сталей по-
вышает их твердость, пределы прочности и текучести, а следова-
тельно, и эксплуатационные свойства. По зарубежным данным,
облучение инструментов способствует повышению их стойкости в
несколько раз. По данным института сельскохозяйственных ма-
шин НИИТМ (Ростов-на-Дону), облучение углеродистых сталей
У8, У10, У12 увеличило их микротвердость в 2 раза. Эксперимен-
тальные исследования по облучению стали Р18, проведенные
ВНИИ, не показали повышения износостойкости при продольном
точении сплава ЭИ437Б. Недостатками всех методов радиоактив-
ного облучения являются неустойчивость полученных свойств,,
остаточная радиоактивность и высокая стоимость (по данным
ВНИИ, стоимость облучения электронами одной детали в течение
1 ч составляет 100 руб., облучение длится не менее 4 ч).
Метод упрочнения быстрорежущих сталей светолучевой обра-
боткой (см. стр. 504) является более экономичным. В этом случае
под воздействием луча лазера на режимах, не дающих заметного'
разрушения поверхности, происходят изменения микроструктуры,
фазовый наклеп и другие явления, приводящие к повышении»
твердости материала. В твердом сплаве ВК8 происходит измене-
ние исходной структуры карбида WC с образованием карбида
W2C, твердость которого на 1200—1400 кгс!мм2 больше. Исследо-
вания Центрального научно-исследовательского технологического
института (ЦНИТИ) показали, что стойкость быстрорежущих
сверл, ленточки которых обработаны инфракрасными лу-
чами оптического квантового генератора ГОР—100, возрастает
в 1,24-1,6 раза.
Другим способом повышения стойкости быстрорежущих инст-
рументов является покрытие их рабочих поверхно-
стей твердыми сплавами. Это позволяет совмещать боль-
шую ударную вязкость быстрорежущей стали с высокими значе-
ниями красностойкости твердых сплавов. Нанесение твердого
сплава осуществляют электроискровым способом- при режимах:
9а.
напряжение 115—120 в, сила тока 0,1—0,5 а, емкость 116 мкф.
Электродом служит наносимый твердый сплав. Толщина покрытия
0,01—0,013 мм, скорость нанесения покрытия 65 мм2 за 1 мин.
После нанесения покрытия твердость поверхности повышается на
25 HRC и становится равной 85 HRC. Заточку таких инструментов
производят обычными кругами, доводку не делают. Повышение
стойкости зависит от типа инструмента и колеблется в пределах
504-400%; большие значения стойкости имеют инструменты, приме-
няемые для черновой обработки.
§ 13. ТВЕРДЫЕ СПЛАВЫ И МИНЕРАЛОКЕРАМИКА
П’ластинку из твердого сплава для режущего инст-
румента изготовляют обычно путем спекания исходного материа-
ла при высокой температуре. Широкое применение в настоящее
время имеют две группы твердых сплавов: однокарбидные воль-
фра мокобальтовые сплавы (группа ВК) и двухкарбидные воль-
фрамотитанокобальтовые сплавы (группа ТК).
Твердые сплавы группы ВК состоят из двух структурных фаз:
высокотвердых карбидов вольфрама, обеспечивающих его режу-
щие свойства, и кобальтовой связки, сообщающей твердому спла-
ву необходимую прочность. Получение твердых сплавов группы ТК
явилось новым этапом в создании более производительных инстру-
ментальных материалов. Карбиды титана ^растворяют часть кар-
бидов вольфрама, рбразуя твердый раствор — титановольфрамо-
вый карбид, обладающий еще более высокими твердостью и крас-
ностойкостью, чем карбид вольфрама. Таким образом, твердые
сплавы группы ТК состоят из трех структурных фаз: титановоль-
фрамового карбида и свободного карбида вольфрама, занимаю-
щих основной объем сплава, а также кобальтовой связки. Более
высокие твердость и красностойкость титановольфрамового карби-
да позволяют допускать большие скорости резания и делают твер-
дые сплавы группы ТК более производительными по сравнению
со сплавами групп ВК. Вместе с тем прочность и ударная вязкость
этих сплавов ниже, чем у сплавов групп ВК- Надо учитывать, что
чем ниже содержание карбида титана, тем меньше прирост крас-
ностойкости и скоростей резания, но тем прочнее инструменталь-
ный материал. 1
Стойкость инструмента зависит от разницы фактических твер-
достей при температуре резания режущей части инструмента и
обрабатываемого материала заготовки. Разница твердости сплава
Т15К6 и твердости заготовки стали ХВГ при Т=800°С составляет
48 HRC, между тем как для сплава ВК6 она равна 45 HRC, а для j
ВК8 — 41 HRC, т. е. в процессе резания наибольшая разность твер-
достей создается у твердого сплава Т15К6. Это определяет наиболее
благоприятные для него условия с точки зрения износоустойчивости
в процессе резания. Основные механические характеристики твер-
дых сплавов при высоких температурах, по данным Б. П. Прибы- .
лова, приведены в табл. 11, в ней же даны значения теплопровод-
S4
Таблица 1>
Механические характеристики твердых сплавов при высоких температурах
Марка твер- дого сплава Предел прочности, кгс/мм Твердость Ударная вяз- кость, кгс-м 1см2 Плотность, zJcm2 Коэффициент теплопроводно- сти, кал/см-сек °C
При изгибе при сжа- тии HRA
0=20° С 0=1ООО°С 0=20° С 0=1ООО°С
ВК5. . . . ВК6. . . . ВК8. . . . Т15К6. . . 133—154 124 140 * 115,6 75—83 67—60 40 80 500 500 330 415 87—90,8 89 88,5 90,2 300 260 380 0,29 0,25 0,28 0,6 0?056 15,0 14,0 14,0 11,0 0,9 0,145 0,141 0,065 .
Примечание. Н13б — значение твердости твердого сплава при нагрузке
375 кгс алмазным индентором с углом при вершине 136°.
ности, определяющей возможную степень концентрации тепловых
напряжений.
Из таблицы видно, что твердость твердого сплава группы ВК
в горячем состоянии меньше, чем твердость сплава Т15К6. Это
обусловливает большую красностойкость последнего и позволяет
работать на более высоких скоростях резания. Кроме того, из таб-
лицы видно, что при комнатной температуре твердый сплав
Т15К6 имеет меньший предел прочности при изгибе по сравнению
с твердым сплавом ВК8, а при нагреве до 1000° С прочность твер-
дого сплава Т15К6 вдвое превышает прочность сплава ВК8.
На основании этого можно сделать вывод, что твердый сплав
Т15К6 наиболее целесообразно применять только при повышенных
скоростях резания. Вместе с тем твердый сплав Т15К6 имеет зна-
чительно меньшую ударную вязкость, чем твердый, сплав груп-
пы ВК, и малую пластичность, величина которой даже при нагре-
ве до 1300° С возрастает'незначительно. Поэтому он хуже рабо-
тает при механической обработке в условиях вибраций или при
прерывистом резании.
Следовательно, основными характеристиками твердых сплавов,,
определяющими области их применения, являются красностой-
кость и прочность, С увеличением содержания кобальта и умень-
шением содержания карбидов снижается красностойкость твер-
дого сплава, но возрастает его прочность. Это видно из следую-
щих данных для твердых сплавов группы ВК:
Марка твердого сплава . . ВКЗМ ВК6 ВК8 ВК10 ВК15 ВК20
Прочность сплава, кгс/мм. НО 135 145 150 165 190
Аналогичная зависимость ддя твердых сплавов группы ТК>
определяющая их прочность по величине максимально допустимой;
подачи при точении, показана на рис. 43 [35].
95
Учитывая изложенное, марку твердого сплава для данного
вида механической обработки выбирают исходя из оптимального
сочетания его красностойкости и прочности (см. рис. 41). Так, на-
пример, вследствие того что двухкарбидные твердые сплавы груп-
пы ТК имеют более' высокую красностойкость, чем однокарбидные
твердые сплавы группы В К, и допускают более высокие скорости
резания, их широко применяют при обработке сталей; наибольшее
применение для этих целей имеет твердый сплав Т15К6, сочетаю-
щий достаточно высокие красностойкость и износостойкость с
удовлетворительной прочностью.
Наиболее прочным и вязким твер-
дым сплавом и наименее красно-
стойким из группы ТК является
твердый сплав Т5КЮ, в связи с чем
его применяют при черновой обра-
ботке заготовок с большими сече-
ниями стружки, при снятии нерав-
номерных припусков и ударном
прерывистом резании. Наоборот,
твердый сплав Т30К4, содержащий
большой процент карбида титана,
отличается большими красностойко-
стью и износостойкостью и поэтому
используется при чистовой обра-
ботке с высокими скоростями ре-
Рис. 43
зания.
При обработке легированных сталей повышенной прочности,
жаропрочных и нержавеющих сталей и сплавов, титановых спла-
вов приходится переходить на более прочные, но менее красно-
стойкие и производительные (по скорости резания) однокарбидные
твердые сплавы группы ВК- Это объясняется тем, что вследствие
наличия титана в большинстве этих обрабатываемых материалов
и в материале инструмента группы ТК наблюдается повышенная
адгезия. Кроме того, отрицательным фактором является то, что
сплавы группы ТК имеют вдвое худшую теплопроводность и более
низкую прочность, чем сплавы группы ВК. Так, твердый сплав
ВК8 показывает наибольшую стойкость при черновой обработке
заготовок из титановых сплавов по корке. Это показывают кри-
вые износа инструментов из различных марок быстрорежущей
стали и твердого сплава, полученные при точении титанового
сплава ВТЗ по корке (рис. 44).
Быстрорежущие резцы: и=8ч-16,3 м/мин-, so=0,35 мм/об;
^=2,0ч-2,5 мм, охлаждение — эмульсией. Твердые сплавы: v=
= 17,4 м/мин\ s6 = 0,35 мм/об, / = 2,0ч-2,5 мм, без охлаждения.
Заточка: у = 10°, а = а-| = 15о; <р = 45°, ^1 = 15°, /=0,Зч-0,7 мм,
= 0° [43]. 7
Подобные же результаты получаются также при сверлении,
зенкеровании, развертывании и фрезеровании. Твердые сплавы
группы ТК для этого вида обработки оказываются непригодными
$6
вследствие низкой прочности. Быстрорежущие стали, в том числе
ванадиевые и кобальтовые, в этих условиях показывают интенсив-
ный износ; поэтому их применяют в тех случаях, когда конструк-
тивно трудно оформить твердым сплавом режущую часть инстру-
мента (например, сверла при обработке отверстий малых диамет-
ров, метчики, протяжки сложного профиля и т. п;).
Рис. 44
Твердые сплавы группы ВК используют при обработке конст-
рукционных сталей в условиях низкой жесткости системы СПИД
с интенсивными вибрациями (скоростное сверление), при преры-
вистом и ударном резании (строгание), а также при обработке
хрупких материалов (чугун), что объясняется повышенными проч-
ностными характеристиками этой группы твердых сплавов. При
обработке заготовок из чугуна образуется стружка надлома, при-
водящая вследствие малых контактных площадей к большим дав-
лениям, приложенным непосредственно у режущей кромки. Вместе
с тем процесс резания заготовок из чугуна не сопровождается
высокими температурами и явлениями схватывания.
При резании труднообрабатываемых материалов вследствие
недостаточных прочностных характеристик твердые сплавы наибо-
лее широко используют только на операциях, обеспечивающих
высокую виброустойчивость процесса резания: при точении, торцо-
вом фрезеровании, зенкеровании и развертывании. Повышение
7 В. Н. Подураев 97
механических характеристик твердых сплавов, с одной стороны,
и разработка средств повышения жесткости системы СПИД (ее
виброустойчивости) —с другой, позволяют в ряде случаев распро-
странить эти высокопроизводительные инструментальные мате-
риалы на большое число других операций, и прежде всего на свер-
ление, цилиндрическое фрезерование, протягивание и резьбонаре-
зание. Из-за недостаточной механической прочности твердых
сплавов при резании трудно-
обрабатываемых материалов
не находят широкого примене-
ния такие высокопроизводи-
тельные методы обработки, как
силовое резание, резание с ма-
лыми углами в плане и т. д.
В связи с этим получение твер-
дых сплавов с повышенными со-
противлениями механическим и
термическим нагрузкам явля-
ется одним из важнейших ре-
зервов повышения производи-
тельности механической обра-
ботки.
Рис. 45
Стабилизация эксплуатационных характеристик твердых спла-
вов является другим, также эффективным средством улучшения
их режущих свойств. Выпускаемые режущие пластинки с одина-
ковыми паспортными данными характеризуются большим разбро-
сом прочностных характеристик. Это видно из кривой распределе-
ния, изображенной на рис. 45 [35]; предел прочности при изгибе
пластинок из сплава Т5КЮ изменяется от 100 до 170 кгс/мм2
(от 981 до 1667 Мн)м2) при среднеарифметическом значении
(Уи=136 кгс/мм2 (1334 Мн/м2), среднее квадратичное отклонение
составляет 21,8%. Для сплава Т15К6 предел прочности на изгиб
колеблется от 61 до 140 кгс/мм2 (от 598,4 до 1373,4 Мн\м2} при
среднеарифметическом значении аи=Ю5 кгс/мм2 (1030 Мн/м2}\
для сплава ВК8 — в пределах 1104-160 кгс/мм2 (2554-951,5 Мн/м2}
при среднем значении ои=144 кгс/мм2 (431,6 Мн/м2} и т. д. Такие
большие разбросы значений прочности пластинок приводят к раз-
личным показателям стойкости, что особенно недопустимо в усло-
виях использования инструментов в автоматизированном произ-
водстве.
Недостаточная исходная механическая прочность твердых спла-
вов дополнительно снижается при изготовлении инструментов и их
, заточке до эксплуатации. Тепловое и механическое воздействия
на твердосплавные пластинки в процессе их пайки и заточки часто
вызывают недопустимо большие внутренние напряжения. Времен-
ные напряжения, если их величина превышает в данном месте
предел прочности твердого сплава, вызывают образование микро-
трещин. Остаточные напряжения сохраняются в пластинке твер-
дого сплава и способствуют снижению его эксплуатационных
98
Рис. 46
свойств — уменьшают прочность в процессе резания, интенсифици-
руют процессы износа. Они являются одной из причин нестабиль-
ности прочностных свойств твердосплавных инструментов, рас-
смотренных выше. В результате этого даже при обработке обыч-
ных конструкционных сталей иногда более 25-4-30% твердосплав-
ных инструментов выходят из строя не столько вследствие
истирания, сколько из-за выкраши-
вания в процессе эксплуатации. Еще
большее значение эти недостатки
имеют при резании труднообраба-
тываемых материалов.
Твердые сплавы со строго регла-
ментированной величиной зерна
имеют повышенные эксплуатацион-
ные свойства. Так, например, проч-
ность сплавов группы ВК, с одной
стороны, твердость и износостой-
кость— с другой, зависят от про-
центного содержания кобальта и
размера зерен карбида вольфрама.
Чем больше процентное содержание
кобальта (до 18%) и чем крупнее
средний размер зерен (до 5 мкм),
тем больше статическая прочность
твердого сплава и его ударная вяз-
кость и меньше твердость и изно-
состойкость. Поэтому твердые спла-
вы, изготовленные с более крупным
зерном, находят широкое примене-
ние. Так, сплав. ВК6 с величиной
зерна фазы WC, равной 14-2 мкм,
имеет твердость 90-4-90,5 HRA и
предел прочности при изгибе ои=120 кгс/мм2 (1177,2 Л1н/л/2). Тот
же сплав, но с более крупным зерном (2-4-5 мкм}, имеет при не-
сколько пониженной твердости 89,5 HRA более высокую прочность
<ги= 160-г-170 кгс/мм2 (1569,6-4-1667,7 Мн/м?}. Причиной повыше-
ния прочности в этом случае является относительное увеличение
толщины прослойки цементирующей фазы, величина которой
является основным фактором, определяющим прочность твердого
сплава, поскольку кобальт обладает значительной пластичностью.
Следовательно, крупнозернистые сплавы с более толстой прослой-
кой из пластичного цементирующего материала имеют большую
эксплуатационную прочность.
Учитывая это, Всесоюзным научно-исследовательским институ-
том твердых сплавов (ВНИИТС) созданы твердые сплавы,
отличающиеся от обычных сплавов В К особой технологией
изготовления, обеспечивающей большой размер карбидных зерен.
Это видно из сравнения микрофотографий структуры спла-
вов ВК8 (рис. 46, а) и ВК8В (рис. 46, б). Сплавы ВК8 и ВК8В
7*
99
имеют одинаковое процентное содержание кобальта (8%) и кар-
бидов вольфрама (92%), однако размер белых граненых зерен
карбидов вольфрама у сплава ВК8В значительно больше. При до-
статочно большом содержании кобальта увеличенные размеры
зерен обеспечивают более высокие значения статической и удар-
ной прочности. Так, новый твердый сплав ВК8В показывает наибо-
лее хорошие результаты из всех имеющихся инструментальных
материалов при токарной обработке крупногабаритных заготовок
из нержавеющих сталей Х18Н9Т и Х18Н12М с режимами резания:
£=20+30 мм, s0= 1,2+1,8 мм/об, и = 124-30 м/мин [30]. Вместе
с тем эти сплавы не имеют повышенных твердости и красностой-
кости и, следовательно, не допускают повышения скоростей ре-
зания.
Улучшение свойств мелкозернистых твердых сплавов типа
сплава ВК60М с величиной зерна 0,54-1,5 мкм при съеме малых
толщин среза обеспечивает малый радиус закругления режущей
кромки инструмента. Третий карбид тантала образует в твердом
состоянии с карбидом титана и карбидом вольфрама тройные
растворы. Поэтому танталотитановольфрамовые сплавы (ТТК)
состоят из трех структурных фаз: твердого раствора карби-
дов тантала, титана и вольфрама (серые овальные зерна),
свободного карбида вольфрама, занимающего основной объем
(белые граненые зерна) и кобальтовой связки (микрофотография
структуры сплава Т17К12 показана на рис. 46,в). Добавка танта-
ла, по данным чехословацких исследователей, существенно уве-
личивает сопротивление сплава трещинообразованию при цикли-
ческих сменах температуры. Отечественными твердыми сплавами
этого типа являются ТТ7К12, ТТ7К15, ТТ10К8А, ТТ10К8Б
[3%‘ TiC + 7% (TaC + NbC)+82% WC + 8% Со], ТТ20К9 [8% Со+
+ 12% (TaC + NbC) +71 % WC+9% Со). Они имеют твердость
864-88 HRA и сги= 160-4-180 кгс/мм* (1569,6-И765,8 Mh/jw2).
Замена резца из быстрорежущей стали твердым сплавом
ТТ7К12 при точении стали 50 (£=4 мм, s0=2 мм/об) позволяет
увеличивать скорость резания в 3,5 раза (Т=60 мин=const).
При использовании этого твердого сплава можно осуществлять
скоростное строгание — вид обработки, характеризующийся высо-
кими ударными периодическими нагрузками с повышением ско-
рости резания в 2,5 раза при тех же условиях обработки. Сравни-
тельные характеристики режущих свойств инструментальных ма-
териалов, а также целесообразные области их применения при
непрерывном (а) и прерывистом (б) черновом точении с большой
глубиной резания заготовок из стали ЭИ415 приведены на рис. 47.
При непрерывном черновом точении на режимах /=5 мм>
$о=0,85 мм/об (см. рис. 47, а) наиболее высокую скорость реза-
ния показали твердые сплавы Т5КЮ и Т5К12В и наиболее низ-
кую— сплав ВК8. При прерывистом черновом точении на режи-
мах £=5 мм, $о = 0,3 мм/об (см. рис. 47,6) наибольшую скорость
резания показали твердые сплавы ТТ7К12 и Т5К12В и вдвое мень-
шую— Т5КЮ и ВК8. О возможных областях применения твердых
100
сплавов с добавками тантала можно судить также по данным
торцового фрезерования заготовок из стали 45, где процесс реза-
ния характеризуется непрерывными циклическими нагрузками.
В этих условиях при подачах более 0,4 жж/зуб твердые сплавы
с карбидами тантала значительно превосходят обычно применяе-
мые твердые сплавы ВК8 и Т5КД0. Следует учитывать при этом,
что при больших значениях
глубин резания и периодов
стойкости граница целесо-
образного применения этих
марок твердых сплавов еще
более расширяется [30].
За рубежом получены
твердые сплавы на кобаль-
товой связке, содержащие
ниобий [WC —75%, ТаС
(NbC) — 5%, Со —20%] и
имеющие сравнительно боль-
шую прочность при изгибе
пи=2104-240 кгс/мм2 (20604-
4-2354,4 Мн/м2). В США
разработан мелкозернистый
кермет с равномерным рас-
пределением карбидов тита-
на в никелемолибденовой
массе [80% TiC, 10% Ni,
Скорость резания v> м/мин
Рис. 47
10% М.о], имеющий высокие твердость, прочность и ударную вяз-
кость. Получены такие «полутвердые» сплавы на карбидотитановой
основе, имеющие стальную связку; их твердость 70-ь75 HRC, вслед-
ствие чего они обеспечивают в 7—8 раз большую стойкость по срав-
нению с резцами из быстрорежущей стали. Таким образом, совер-
шенствование технологии изготовления твердосплавных инстру-
ментов приближает их по прочностным свойствам к быстрорежу-
щим инструментальным сталям. Стандартные марки, а также но-
вые виды твердых сплавов с содержанием карбидов .тантала и
ниобия позволяют использовать их для резания труднообрабаты-
ваемых материалов даже с неравномерной и переменной нагруз-
ками на инструмент при снятии стружек достаточно большого*
сечения.
Процесс внедрения твердосплавного инструмента взамен
быстрорежущего продолжается и сейчас. Это касается операций,
выполняемых при прерывистом резании, с большими сечениями
среза, малыми скоростями резания (протяжки, метчики), слож-
ными видами инструментов, низкой жесткости системы СПИД.
В твердых сплавах типа ВК карбид вольфрама растворяется при
определенных температурах в кобальте, благодаря чему они ока-
зываются прочно связанными, обеспечивая достаточную проч-
ность режущих кромок. Допускаемая твердыми сплавами скорость
резания ограничивается склонностью карбидов вольфрама к диф-
10i
фузии и растворению в кобальте железа при высоких температу-
рах. Как было показано выше, этот недостаток устраняет легиро-
вание твердых сплавов карбидами титана TiC, которые мало
склонны к растворению и обладают рядом других благоприятных
свойств. Таким образом, добавки TiC повышают красностойкость
металлокерамики, однако малая растворимость TiC в других ма-
териалах приводит к уменьшению вязкости твердого сплава.
Использование других тугоплавких карбидов (ZrC, NbC) затруд-
няется плохой их смачиваемостью в отношении связующей фазы.
Попытки решить эту задачу изменением вида связки, например,
на никель, железо в большинстве случаев также не дают положи-
тельных результатов, вследствие того что эти металлы слишком
сильно растворяют WC и склонны к образованию с W хрупких
двойных карбидов типа Ni3W3C.
Таким образом, основным направлением создания новых видов
инструментальных материалов является получение материала,
совмещающего положительные свойства быстрорежущих сталей и
твердых сплавов, т. е. имеющих твердость HV 2000, красностой-
кость 700—800° С, механические свойства ои=300—500 кгс!мм2,
ак=4—5 кгс-м/см2. Пластифицированные твердые сплавы (ПТС)
являются одним из примеров решения этой задачи; они получают-
ся спеканием порошка карбида титана с металлическими спла-
вами. При обработке ими рекомендуются несколько меньшие ско-
рости резания, но значительно увеличенные подачи; обработка
©едется без СОЖ.
Другим примером создания инструментов, сочетающих высо-
кую износостойкость с достаточной прочностью, является изго-
товление твердосплавных пластин из прочного (вязкого) твердого
сплава с покрытием тонким слоем (~5 мкм) другого твердого
сплава, обладающего высокой износоустойчивостью. Недостатком
таких инструментов является потеря повышенных режущих
свойств при переточке. Поэтому этот метод применяется для изго-
товления неперетачиваемых пластин; обычно основа изготовляется
из твердого сплава группы ВК, а покрытие — из сплава груп-
пы ТК. Так, известен метод нанесения слоя чистого карбида тита-
на толщиной в 5 мкм на многогранные твердосплавные пластин-
ки; слой карбида значительно повышает сопротивление износу,
тогда как прочность остается на прежнем высоком уровне. Поэтому
стойкость в 5—10 раз выше, а производительность при одинаков
вой стойкости больше на 50—100% пр сравнению с обычными
пластинами. Обработка ими во многих случаях даст лучшую шеро-
ховатость поверхности детали, чем обычными пластинами, так как
в этом случае снижается трение, а следовательно, уменьшается на-
ростообразование на режущей кромке. Эффективность покрытия
TiC тем больше, чем ниже режимы резания. Процесс нанесения
TiC на пластину состоит в том, что четыреххлористый титан в
смеси с метаном подвергается испарению при строго регулируе-
мой температуре. Получившаяся газообразная смесь направляет-
ся в камеру, загруженную режущими пластинками. Здесь при на-
302
греве до 900—1100° С происходит химическая реакция, при кото*
рой выделяется TiC. Процесс протекает в защитной среде
водорода, обеспечивающей образование на поверхности пластинки
оксидной пленки, способствующей лучшему сцеплению TiC с осно-
вой. Рекомендуемая толщина слоя TiC 4—8 мкм\ его твердость, по
Виккерсу, 4800—5100. Исследования резцов с покрытием TiC
показали, что их стойкость втрое выше стойкости обычных резцов;
при равной же стойкости резцы с TiC позволяют применять на
30—40 %( большие скорости резания.
Монолитный твердосплавный инструмент находит все большее
применение в промышленности; его изготовляют как методом пря-
мого прессования, так и из пластифицированных заготовок; таким
образом делают цельные твердосплавные сверла, развертки, кон-
цевые и дисковые фрезы. По сравнению с инструментом из быстро-
режущей стали цельный твердосплавный инструмент в определен-
ных условиях обеспечивает повышение стойкости в 10 раз и более,
а производительности — в 2—3 раза, а также дает более высокую
размерную стойкость.
Минералокерамика представляет собой поликристалли-
ческое тело, состоящее из мельчайших зерен корунда, размер кото-
рых не превышает трех микрон. В химическом отношении это в
основном окись алюминия А120з.
Исходным материалом для получения минералокерамики слу-
жит технический глинозем, образующийся при производстве алю-
миния. Он получается из гидрата глинозема прокаливанием при
температуре 11004-1200° С и представляет собой смесь двух моди-
фикаций: у=А120з с плотностью 3,65 г!см3, а=А120з плотностью
3,96 г/см\ Эту смесь обычно называют корундом. Полного пре-
вращения у-глинозема в а-глинозем достигают прокаливанием
технического глинозема при'температуре 1400—1600° С. Режущие
пластинки из минералокерамики обычно делают из тонкоизмель-
ченного порошка искусственной окиси алюминия. Для получения
порошка глинозем, прокаленный при температуре 15004-1550° С,
подвергают тонкому измельчению до размера частиц не более
1 мкм при максимальном размере зерен не более 2 мкм. Для устра-
нения роста кристаллов при спекании к порошку добавляют веще-
ства, тормозящие этот процесс, но не снижающие при этом проч-
ности соединения частиц корунда между собой. К ним относится
окись магния MgO (0,5—1,0%), которая препятствует росту кри-
сталлов корунда и вместе с тем является хорошим цементирую-
щим веществом. Окись магния вступает в реакцию с А120з при
температуре 1300° С, образуя кристаллическое вещество — шпи-
нель (MgO-АЬОз) микротвердостью около 16004-1700 кгс/мм2
(156964-16677 Мн/^2).
Известны два способа изготовления деталей из минералокера-
мики — горячее литье под давлением и прессование. Прессованием
изготавливают керамические детали простейших форм. В этом
случае порошок для прессования получают путем смеси исходной
шихты с пластификатором; им является 44-5-процентный раствор
1034
каучука в бензине. Пластинки прессуют в металлических пресс-
формах по одной или несколько штук одновременно на гидравли-
ческих прессах давлением 7004-800 кгс! см2. Спекание пластинок
производят в две операции: первое спекание длится в течение
двух часов при температуре 1100° С, второе — в течение 10—
15 мин при более высокой температуре 17204-1760° С.
Минералокерамика имеет максимальную красностойкость и
поэтому обеспечивает наибольшие скорости резания. Кроме того,
она химически инертна по отношению к обрабатываемому материа-
лу, что имеет большое значение при механической обработке жаро-
прочных и нержавеющих материалов.
Минералокерамика не содержит дорогих легирующих элемен-
тов, поэтому она является наиболее дешевым инструментальным
материалом.
Вместе с тем минералокерамика имеет низкий предел прочно-
сти при изгибе и крайне малую ударную вязкость. Поэтому она
применяется преимущественно на чистовых и получистовых опе-
рациях при точении конструкционных и легированных сталей, чу-
гунов и цветных сплавов. В отдельных случаях минералокерами-
кой оснащают торцовые фрезы. Необходимым условием для при-
менения минералокерамики при обработке резанием является обес-
печение повышенной жесткости системы СПИД. Так, уменьшение
вылета резца с 110 до 60 мм дает повышение стойкости инстру-
мента с 7 до 55 мин, т. е. почти в 8 раз. Основным резервом рас-
ширения областей применения минералокерамики является повы-
шение ее прочностных характеристик. Твердость и прочность кера-
мики зависят от наличия микродобавок, степени дисперсности и
температуры предварительного прокаливания. Максимальная
твердость получается при введении окиси цинка (2%) или каль-
ция, максимальная прочность — при добавке окиси магния (0,5%)
или марганца. Повышение дисперсности увеличивает твердость и
прочность минералокерамики.
Прочность минералокерамики определяется также ее структу-
рой. Повышение плотности расположения зерен приводит к увели-
чению прочности. Так, материал с плотным расположением даже
крупных зерен дает предел прочности -при изгибе сги=39 кгс/мм2
(382,5 Мн\м2), между тем как материал с более мелкими зер-
нами (24-4 мкм), но с неплотным их расположением имеет аи=
= 19 кгс)мм2 (186,3 Мн!м2). Предел прочности при изгибе зависит
от толщины прослойки стеклофазы между зернами. Проф. И. И. Ки-
тайгородский объясняет это тем, что в особо тонких пленках стек-
ловидного вещества возникают новые условия физико-химического
взаимодействия кристаллической стекловидной фазы, приводящие
к повышению механических свойств. Прочность минералокерамики
определяется также наличием и размерами внутрикристалличе-
ских газовых пор. Их образование объясняется тем, что при ре-
кристаллизации часть газа остается внутри выросшего кристал-
лического зерг^а и не ликвидируется последующим спеканием.
Величина пор колеблется от долей микрона до 1—2 мкм. Острые
104
углы пор являются концентраторами напряжений, способствующи-
ми возникновению микротрещин и понижению прочности минерало-
керамики; наряду с этим они вызывают значительную нестабиль-
ность физико-механических свойств минералокерамики. Следует
также отметить, что сопротивление минералокерамики тепловому
удару в десять раз меньше, чем у твердого сплава, и в сотни раэ
меньше, чем у быстрорежущей стали.
Недостаточная исходная механическая прочность минералоке-
рамики дополнительно снижается при изготовлении инструментов
и их заточке до эксплуатации. Тепловое и механическое воздей-
ствия на пластинки минералокерамики в процессе их пайки и за-
точки часто приводят к недопустимо большим временным и оста-
точным внутренним напряжениям и, следовательно, образованию
микротрещин, уменьшению прочности в процессе резания, интен-
сификации износа. Они являются одной из причин нестабильности
прочностных свойств минералокерамических инструментов. В ре-
зультате этого инструмент, оснащенный минералокерамикой,
выходит из строя не столько вследствие истирания, сколько из-за
выкрашивания в процессе эксплуатации. Особенно большое зна-
чение эти недостатки имеют при обработке минералокерамически-
ми инструментами при недостаточной жесткости системы СПИД
и резании с интенсивными вибрациями. Поэтому дальнейшее рас-
ширение области применения этих наиболее производительных
инструментальных материалов определяется изысканием новых
марок минералокерамики, обладающих возможно большими пре-
делами прочности при изгибе и ударной вязкостью. За последнее
время имеются существенные успехи в совершенствовании режу-
щих свойств и стабильности эксплуатационных характеристик ми-
нералокерамики. Так, повышенные режущие свойства показывает
высокочистая по химическому составу и структуре минералокера-
мика; она содержит 99,5% окиси алюминия, не более 0,03% SiOs;
зернистость порошка не более 1 мкм. Значительное повышение
ударной вязкости и удельной теплоемкости дает введение при го-
рячем прессовании малых добавок окисей Mg, Zr, Сг, Со. Белую
минералокерамику в виде неперетачиваемых пластинок применяют
в ФРГ на токарных станках с числовым программным управле-
нием при обработке стали и чугуна и = 450 м/мин (иногда до
U=11OO mJmuh), s0 = 0,15 мм/об, Т=5 мин. На ВАЗе применяют
минералокерамику японского и французского производств для об-
работок высокопрочного чугуна (и = 300—350 м!мин).
Для повышения износостойкости минералокерамики применяют
плакирование — покрытие защитными пленками. Известными ме-
тодами нанесения пленок на минералокерамику являются:
1) вжигание пленок окислов с последующим восстановлением
их до металла. Этот метод показал хорошие результаты при при-
менении окиси меди и худшие — при окиси железа;
2) вжигание порошкообразного металла, сплавляемого легко-
плавким стеклом. Этот метод дает хорошие результаты при ис-
пользовании порошка железа с 10% стекла.
105
Применяется также плакирование минералокерамики пастой
из порошка металлического титана (или гидрида титана) и 3-про-
центного раствора целлулоида в амилацетате. Этой пастой покры-
вают пластинки в стационарной вакуумной установке после обез-
жиривания и просушки. Плакирование является первым этапом
получения металлокерамической композиции — керметов (керами-
ки с металлической связкой).
Керметы состоят из окиси алюминия и сложных карбидов воль-
фрама и молибдена (AI2O3 + MO2C+WC) и получаются спеканием
® атмосфере водорода в печах с угольным сопротивлением при
температуре 18604-1880° С.
К этой группе материалов относятся собственно керметы (ма-
териал, состоящий из основного элемента — окиси алюминия
А12О3 и металлической связки не более 10%) и оксиднокарбидная
керамика (материал, содержащий кроме окиси алюминия от 10 до
40%* одного или нескольких карбидов).
Кермет НС20М успешно применяют при обработке резанием
серого чугуна и легированных сталей. Инструмент, оснащенный
пластинками из кермета НС20М, рекомендуется прежде всего для
чистовой и получистовой обработок жестких валов. В этом случае
производительность обработки одной режущей гранью пластинки
НС20М примерно на 30% выше по сравнению с пластинками из
твердого сплава Т15К6. Вследствие повышенной прочности пла-
стинки из кермета выдерживают подачу в несколько раз большую
по сравнению с минерадокерамикой ЦМ332.
В ГДР изготовляют керметы двух видов: С40, содержащий до
40% карбидов вольфрама и молибдена, и А10, содержащий до 10%
молибдена. Керметы с повышенным содержанием молибдена по
механическим свойствам приближаются к твердым сплавам
и по режущим свойствам значительно превосходят керметы с по-
ниженным содержанием молибдена. Они имеют несколько повы-
шенную стойкость. Сравнительные испытания минералокерамики
и керметов показали, что при непрерывном резании отечественная
марка ЦМ332 превосходит керметы С40 и А10; при прерывистом
резании стали 45 кермет С40 показал лучшие результаты, чем
керамика ЦМ332.
§ 14. ЕСТЕСТВЕННЫЕ АЛМАЗЫ И СИНТЕТИЧЕСКИЕ
СВЕРХТВЕРДЫЕ МАТЕРИАЛЫ
Алмазы имеют широкое промышленное применение в каче-
стве материала режущей части инструмента. Это обусловлено от-
крытием ряда залежей естественных алмазов в Восточной Сибири,
л также освоением начиная с 1958 г. выпуска синтетических
(искусственных) алмазов. Искусственные алмазы вначале
^получали из графита при высоких давлениях (200 000 атм,
20 200 А4н/ж2) и температурах (4000°С). В настоящее время дав-
ления и температуры снижены примерно вдвое посредством
106
использования катализаторов, в качестве которых служат жидкие
металлы (Mo, Cr, Со, Ni и Fe и др.).
Для изготовления инструментов используют как естественные^
так и искусственные алмазы, различающиеся по внешнему виду.
Естественные алмазы имеют гладкую поверхность и бывают пла-
стинчатой, игольчатой и округлой форм. Искусственные алмазы
имеют как бы протравленную поверхность неправильной формы.
Это способствует лучшему механическому закреплению зерен в
шлифовальном круге, т. е. более полному их использованию.
Вместе с тем искусственные алмазы более хрупки; поэтому лучше
поддаются измельчению и, следовательно, получению новых ост-
рых режущих кромок. Это увеличивает производительность обра-
ботки, сокращает расходуемые мощности.
Алмаз по химическому составу представляет собой одну из
аллотропных модификаций углерода — кристаллический углерод»
Кристаллы естественных алмазов имеют вид октаэдра, ромбододе-
каэдра, гептаэдра (куба), кривогранных кристаллов; цвет кри-
сталлов алмаза зависит от количества и вида примесей (алюми-
ния, кремния, кальция, железа и т. п.) и изменяется от бесцвет-
ного (чистой воды) до черного (карбонадо). Естественный алмаз
анизотропен по механическим свойствам и прежде всего по твер-
дости и прочности. Это объясняется неодинаковыми расстояниями
между атомами в различных направлениях кристаллической ре-
шетки и неодинаковым количеством атомов в различных плоско^-
стях. Поэтому в кристаллах алмаза различают «мягкие» и «твер-
дые» направления; по мягким направлениям следует алмаз зата>
чивать, а по твердым — обрабатывать материал.
Алмазы обладают высокими режущими свойствами; это объяс-
няется рядом их специфических особенностей. Первой особен-
ностью алмазов является высокая твердость, а также весьма
большая острота режущих кромок, т. е. малые значения радиуса
закругления. Вторая особенность алмазов — интенсивный отвод
тепла из зоны резания, так как теплопроводность металлокера-
мических сплавов в 1,8—6,6 раза, а быстрорежущих сталей в
5—6,5 раза ниже, чем алмаза. Низкая адгезионная способность
алмаза является его третьей особенностью; она значительно об-
легчает сход стружки и уменьшает возможность образования
нароста. Однородность и плотность структуры алмаза позволяют
получить режущие кромки лезвийных инструментов с очень ма-
лым радиусом закругления, что важно при работе с малыми сече-
ниями среза. Все это, а также малая шероховатость и устойчи-
вость режущих кромок алмазного инструмента позволяют повысить
класс чистоты поверхностей по сравнению с инструментом из
твердого сплава и быстрорежущей стали на 2—3 класса, в десят-
ки раз увеличить стойкость инструмента и на 20—30% повысить
производительность обработки. Следует учитывать, что абразивная
заточка по сравнению с алмазной несколько увеличивает силу
и температуру резания, а также повышает шероховатость обра-
ботанной поверхности. Рациональными по технико-экономическим
ЮТ
показателям методами заточки и доводки резцов, оснащенных
твердым сплавом, являются при съеме припуска с рабочих поверх-
ностей =С0,3 мм абразивная заточка и алмазная доводка и
>0,3 мм — алмазная заточка и доводка.
Коэффициент линейного расширения алмазов примерно в 2 раза
меньше, чем у твердого сплава, и в 10 раз меньше, чем у быстро-
режущих сталей, это очень важно при обработке деталей высокой
точности.
Алмазы используют для изготовления шлифовальных кругов,
брусков для хонингования и ручной доводки режущего инстру-
мента, алмазных резцов для тонкого точения и расточки, инстру-
ментов для правки абразивных кругов. Более высокая эффектив-
ность алмазных кругов обусловлена тем, что при резании ими по-
лучают в 4—5 раз меньшие усилия и температуры, чем при реза-
нии обычными абразивными кругами. Это исключает возможность
образования трещин и других дефектов на затачиваемой пласти-
не твердого сплава, способствуя значительному повышению стой-
кости инструментов. Расширению сферы применения инструмента
из кристаллов естественных алмазов препятствует наличие специ-
фических недостатков и прежде всего таких, как повышенная
хрупкость, анизотропность и относительно высокая стоимость
’естественных алмазов. Повышенная хрупкость алмаза, превышаю-
щая в несколько раз хрупкость твердого сплава, делает его весь-
ма чувствительным к вибрациям, что требует специальной подго-
товки оборудования и бережного обращения с инструментом.
Крупные синтетические сверхтвердые материа-
лы созданы работами советских ученых; в отличие от природных
алмазов они являются поликристаллическими соединениями, т. е.
имеют одинаковые механические свойства во всех направлениях.
Технология изготовления резцов с синтетическими алмазами
практически аналогична технологии изготовления резцов с нату-
ральными алмазами. Различие состоит в отсутствии необходимости
ориентации поликристалла по плоскостям. Наибольшие трудности
при изготовлении резцов с синтетическими алмазами вызывает
гранение рабочей части. Вследствие изотропности поликристалла
синтетического алмаза удельная производительность его огранки
(0,03 мг/ч) значительно ниже удельной производительности огран-
ки натурального (0,15 мг!ч). Исследования, выполненные в Харь-
ковском политехническом институте, показали, что производи-
тельность огранки синтетических алмазов может быть повышена
в 2—3 раза путем применения оптимальных марок алмазных кру-
гов и смазочно-охлаждающих жидкостей. По рекомендациям
ХПИ, заточку резцов из синтетических алмазов следует произво-
дить алмазным кругом А28, а доводку — кругом А10. В качестве
СОЖ целесообразно применять 5-процентный раствор калиевой
селитры. ВНИИАлмаз рекомендует перед огранкой поликристалла
алмаза нагревать его до 500° С. При этом свойства алмаза не ме-
няются, а удельная производительность огранки возрастает до
0,17 мг!ч.
108
Синтетические сверхтвердые материалы различаются по струк-
туре. Синтетические материалы, состоящие из крупных зерен
(40—50 мкм), называются балласами. Алмазы баллас имеют
округлую форму, более твердую оболочку и относительно мягкое
крупнозернистое ядро. Балласы не имеют плоскостей спайности,
поэтому они менее хрупки, но и более мягки. Карбонадо — это
мелкозернистые (5 мкм) синтетические сверхтвердые материалы.
Алмазы карбонадо представляют собой тонкозернистые пористые
агрегаты овальной формы, состоящие из массы микроскопических
кристаллов без заметных плоскостей спайности. Они отличаются
высокой твердостью, однако весьма хрупки.
Баллас показывает высокую эффективность при точении цвет-
ных сплавов с повышенным содержанием кремния, стеклопласти-
ков и пластмасс. Так, в настоящее время при обработке стекло-
пластиков и пластической керамики на основе смол резцы из твер-
дых сплавов и природных алмазов могут быть успешно заменены
резцами из синтетических алмазов типа баллас. Износостойкость
алмазов баллас при точении стеклопластиков в 70—80 раз выше
износостойкости резцов с пластиками твердых сплавов ВК2, ВКЗМ
и в 1,5—2 раза выше износостойкости резцов из природных алма-
зов. В отдельных случаях для оснащения режущего инструмента
успешно применяют и другие материалы, например для точения
цветных сплавов и выглаживания — рубин и лейкосапфир.
Кубический нитрид бора (КНБ) является одним из перспек-
тивных синтетических сверхтвердых материалов для изготовления
инструмента [83]. КНБ как вещество в природе неизвестен.
Он создан человеком в процессе синтеза из вещества, во многом
похожего на графит, нитрида бора (BN), который как химическое
соединение известен уже более 100 лет. Его можно получить в со-
вершенно чистом виде, без каких-либо примесей. Нитрид бора
имеет следующий химический состав: 43,6%' бора и 56,4% азота.
Как и графит, нитрид бора кристаллизуется в гексагональную ре-
шетку. Атомы углерода в гексагональной решетке графита, как
известно, расположены в вершинах правильных шестиугольников,
каждый атом находится от трех соседних на расстоянии 1,42 А
и тесно связан с ними тройной ковалентной связью. Отдельные
слои, расстояние между которыми значительно больше и равно
3,35А, соединены между собой сравнительно слабыми силами сцеп-
ления— силами Ван-дер-Ваальса. Вследствие этого они легко
скользят один по другому, что обусловливает весьма малую проч-
ность материала в этом направлении. Это свойство графита часто
используют на практике, применяя его в качестве смазки. Рас-
стояние между атомами в слое нитрида бора несколько больше,
чем в слое графита, и равно 1,45А, а расстояние между слоями
несколько меньше — 3,33 А. При этом в каждом шестиугольнике
атомы бора и азота чередуются между собой и каждый атом азо-
та соединен с тремя атомами бора, и наоборот. Плотность нитрида
бора (.2,20—2,25 .г]см3) близка к плотности графита (2,25—
109
2,35 г/см3)} нитрид бора и по другим свойствам очень напоминает
графит: он такой же мягкий и скользкий. Вследствие близости
структур и физических свойств графита и нитрида бора последний
из-за его цвета часто называют «белым графиком». Наличие об-
щих свойств у графита и нитрида бора и особенно то, что оба ве-
щества кристаллизуются в подобные друг другу гексагональные
решетки с близкими параметрами, натолкнуло на мысль, что нит-
рид бора может существовать и в кубической модификации. Обра-
ботка нитрида бора в специальной камере при давлении и темпе-
ратуре приблизительно таких же значений, какие применялись при
синтезе алмаза, сделала возможным создание кубического нитри-
да бора — вещества, подобного алмазу, с весьма близкими пара-
метрами решетки.
Параметры кубической решетки и минимальное межатомное
расстояние нитрида бора несколько больше, чем алмаза, а именно:
3,615А (вместо 3,567 А) и 1,56 А (вместо 1,54 А). Кроме того,
структурная решетка алмаза состоит из атомов одного элемента
(углерода), а кубического нитрида бора — из атомов двух элемен-
тов (бора и азота). Таким образом, нитрид бора, как и углерод,
может существовать в двух модификациях: мягкой — гексагональ-
ной и твердой — кубической.
КНБ превосходит по твердости все известные инструменталь-
ные, в том числе абразивные материалы, уступая только алмазу.
Это объясняется тем, что параметры решетки КНБ несколько
больше, чем решетки алмаза, а твердость кристаллических ве-
ществ, как известно, зависит от межатомных расстояний и валент-
ности атомов, образующих кристаллическую решетку: с уменьше-
нием межатомных расстояний и повышением валентности атомов,
составляющих решетку, твердость кристалла возрастает. Несмот-
ря на несколько меньшую твердость, кубический нитрид бора об-
ладает уникальными свойствами и превосходит по износостойкости
все известные абразивные материалы, применяемые в технике.
Алмаз с его непревзойденными твердостью и износостойкостью
как инструментальный материал имеет сравнительно низкую теп-
лостойкость; при нагревании он активно вступает в реакцию с кис-
лородом и при температуре выше 850° С сгорает. Это ограничивает
скорость обработки алмазным инструментом и во многих случаях
требует обязательного охлаждения. КНБ в этом отношении выгод-
но отличается от алмаза — он не теряет своих режущих свойств
даже при 1200° С.
Поликристаллический кубический нитрид бора (ПКНБ) обла-
дает следующими свойствами: плотность 3,45 г/сж3, твердость по
шкале Мооса 10 баллов. Алмаз сгорает на воздухе при темпера-
туре 850° С, между тем как медленное окисление ПКНБ на воз-
духе начинается только при температуре 2000° С, ПКНБ несколько
уступает по твердости алмазу, однако значительно превосходит
его по теплостойкости, теплостойкость ПКНБ —1500° С, а алма-
за— 800° С. К недостаткам ПКНБ можно отнести его низкую теп-
лопроводность. Этот материал создан в Институте физики высоких
НО
давлений АН СССР советскими учеными во главе с акад. Вереща-
гиным Л. Ф. [63] и получил название зльбор. Кроме того, он выпу-
скается Ленинградским абразивным заводом «Ильич» (наимено-
вание— эльбор, или ленинградский боразон), Киевским институ-
том сверхтвердых материалов (кубонит), фирмой «Дженерал
Электрик» (боразон). Это разнообразие наименований частично
обусловлено различием применяемой технологии изготовления этого
материала. Проведенные за последние годы исследования открыли
возможность варьирования физико-механических и эксплуатацион-
ных свойств КНБ как инструментального материала в довольно
широких пределах в зависимости от различных технологических
факторов, таких как основные материалы, параметры синтеза (дав-
ление, температура, время выдержки), растворитель (катализатор)
и добавки. Так, использование энергии взрыва позволило получить
другую разновидность поликристаллического кубического нитрида
бора — вюрцитоподобный ПКНБ.
В настоящее время ПКНБ выпускается в виде шлифпорошков
марки КО зернистостью от 160/125 до 50/40 и микропорошков
марки КМ зернистостью от 60/40 до 1/0. Классификация порошков
по зернистости, нормы зернового состава и методы контроля зер-
нистости такие же, как предусмотренные ГОСТ 9206—70 для ал-
мазных порошков. Кроме того, он выпускается в виде вставок для
оснащения лезвийного режущего инструмента (см. стр. 530). Высо-
кие теплостойкость и твердость обеспечивают также высокие ре-
жущие свойства КНБ при использовании его для абразивного
инструмента. Так, при. затачивании быстрорежущей стали расход
КНБ (2,04-0,6 мг/г) значительно меньше расхода синтетического
алмаза (15—20 тиг/г), а производительность значительно выше
(61 мм3/мин). Для кругов из КНБ рекомендуются следующие
режимы: при затачивании укр=30 м!сек, snp= 1,04-1,5 м!мин,
5поп=0,01—0,03 мм)дв.х\ при доводке икр=30—40 mImuh, snp=
= 0,5—1,0 м!мин, 5Пюп=0,0054-0,01 мм/дв.х [87].
ГЛАВА IV
стойкость И ПРОЧНОСТЬ
ИНСТРУМЕНТОВ
Для повышения производительности и экономичности изготов-
ления деталей из труднообрабатываемых материалов решающее
значение имеет правильный выбор вида инструментального мате-
риала, а также назначение режимов резания исходя из оптималь-
ного времени работы инструмента на станке. Особое значение ре-
шение этих задач приобретает при производстве высокоточных
деталей на автоматах и автоматических линиях.
§ 15. ПОНЯТИЕ О СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА
Стойкость инструмента характеризует его способность без пе-
реточки возможно длительное время и экономически эффективно
обеспечивать обработку заготовок резанием в пределах заданных
технических условий. Величина стойкости определяется временем
непосредственной работы (исключая время перерывов в работе)
инструмента от переточки до переточки до наступления принятого
критерия затупления. Это время называется периодом стойкости,
а иногда для сокращения — просто стойкостью инструмента; оно
обозначается Т и измеряется в минутах.
Критерием затупления называется количественное вы-
ражение предельно допустимой величины износа инструмента для
данного вида обработки. Наиболее распространенным критерием
затупления, свидетельствующим о необходимости прекращения ра-
боты инструмента и его переточки, является ширина изношенной
контактной площадки по задней поверхности Л3, мм (рис. 48, а).
Дополнительной мерой величины износа инструментов, у которых
изнашивается преимущественно передняя поверхность, является
глубина йл и ширина &л лунки. Достижение определенных значе-
ний этих параметров свидетельствует о затуплении инструмента и
необходимости его снятия на переточку.
Методика определения критерия затупления, основанная на
систематическом измерении по мере работы инструмента макси-
мальной величины износа hi задней поверхности инструмента, яв-
ляется общепринятой (рис. 48, б, в). Во многих случаях знания
этой величины достаточно для определения норм расхода инстру-
мента в производственных условиях. Вместе с тем она не доста-
точно полно отражает количественную сторону такого сложного
физического явления, каким является износ инструмента. Это
объясняется тем, что при оценке полученных результатов не учи-
112
тывают места расположения максимального линейного износа.
Известно, что в процессе обработки положение максимального из-
носа может перемещаться по режущей кромке, например, из-за
местных выкрашиваний. Кроме этого, линейная величина износа
не является мерой работы, затраченной на диспергирование мате-
риала инструмента в процес-
се его износа. Износ инстру-
мента является частным
случаем общей теории изна-
шивания материалов. По-
этому более строго износ ин-
струмента определяется ве-
личиной объема Уи в мм3 или
массы GH в мг изношенной
части инструмента, посколь-
ку работа сил трения преж-
де всего оценивается вели-
чиной объема и соответст-
вующей ему массы продук-
тов износа [8]. Массу из-
ношенной части инструмента
можно определять непосред-
ственным взвешиванием, ис-
пользованием метода радио-
активных изотопов или пу-
тем вычислений на основе
м икр ометр ических измере-
ний.
Интенсивность из-
носа инструмента в
зависимости от принимаемого
метода его оценки опреде-
ляется значениями dhjdx,
dVJdx, dG/dx и dhJdL, dV-IdL,
dG/dL\ они выражаются со-
ответственно в мм, мм3 или
мг на единицу времени х (мин)
или пути движения резания
Рис. 48
8
L (.и) инструмента или на 1 см2 обработанной поверхности заго-
товки.
Интенсивность износа определяется нагрузкой, действующей
на режущие кромки инструмента, и способностью их воспринимать
эти нагрузки. Величина нагрузки, действующей на режущую кром-
ку, определяется скольжением стружки и обрабатываемой поверх-
ности заготовки по рабочим поверхностям инструмента, происходя-
щим при больших скоростях, высоких температурах и давлениях.
Воздействие этих факторов вызывает износ рабочих поверхностей*
инструмента, а также создает сложное объемное напряженное
состояние режущего клина, переменное во времени. Причинами
па
В. Н. Подураев
последнего при безвибрационной работе являются изменение фор-
мы режущих кромок вследствие износа, появление микротрещин
и внутренних напряжений, колебание значений усилий и темпе-
ратур при врезании и выходе инструмента. Поэтому стойкость
инструмента зависит от двух постоянно действующих и тесно
связанных между собой процессов — износа при трении рабочих
поверхностей инструмента о стружку и обрабатываемую поверх-
ность заготовки и разрушения их под действием нагрузок, возни-
кающих в процессе резания. Таким образом, способность инстру-
мента воспринимать действующую при резании нагрузку опре-
деляется сопротивлением режущих кромок истиранию и его
прочностными характеристиками при высокой температуре, а
также при постоянной и знакопеременной нагрузках. Можно счи-
тать, что эти факторы вызывают два вида износа — истирание и
выкрашивание, существующие одновременно и сопутствующие
друг другу. Эти понятия не являются полностью противоположны-
ми по своему физическому существу, так как «трение можно рас-
сматривать как ряд маленьких ударов, происходящих друг за дру-
гом и друг подле друга» *. Поэтому под истиранием условно
понимают постепенно нарастающий износ без заметных следов
неравномерностей его образования во времени, а под выкраши-
ванием— износ, связанный с заметным отделением значительных
частиц материала.
Выбор определенного вида инструментального материала для
данного процесса механической обработки определяется условия-
ми нагружения и соотношением характеристик этого материала
по прочности и износоустойчивости. Так, для твердосплавных
инструментов, работающих в условиях постоянно или кратковре-
менно действующих вибраций, наблюдается значительная интенси-
фикация выкрашивания. Этот вид износа приобретает решающее
значение на операциях, процесс резания которых связан с интен-
сивными вибрациями, например, при глубоком сверлении [17], или
с прерывистым характером резания [40]. Помимо переменности
механического и термического воздействий на режущую кромку
прерывистое резание приводит к возрастанию усилий резания в
момент врезания; величина его, например, для стали ЭИ661 со-
ставляет 20—30%. В условиях прерывистого резания наиболее
неблагоприятно проявляет себя характерное для жаропрочных
материалов явление схватывания стружки с рабочими поверх-
ностями инструмента; срыв налипших частиц приводит к поверх-
ностным микро- и макровыкрашиваниям твердого сплава [34].
Большое значение имеет выкрашивание и при непрерывном
резании труднообрабатываемых материалов. Из рассмотрения
зависимости стойкости твердосплавных резцов от подачи
(рис. 49, а), полученной при точении жаропрочной стали ЭИ388
с различными скоростями резания (данные профессора МАТИ
А. И. Каширина), видно, что она имеет явный перелом, свидетель-
* Ф. Энгельс. Диалектика природы. М., Политиздат, 1964.
114
ствующий о качественном изменении процесса износа. Интенсив-
ность износа, определяемая правой ветвью, намного выше левой.
При этом резание с высокими скоростями (и = 250 ж/лшн) приводит
даже к повышению стойкости при увеличении подачи. Анализ
характера износа инструмента показал, что левые ветки указанных
зависимостей определяют истирание, правые — выкрашивание.
Зависимость стойкости твердосплавного инструмента (Т15К6) от
скорости резания при торцовом фрезеровании стали ЭИ388 приве-
дена на рис. 49, б. В этом случае левая ветвь определяет выкраши-
вание, наблюдающееся при низких скоростях резания, средняя —
8*
115
истирание и правая — тоже истирание, но характеризующееся ин-
тенсивными явлениями схватывания. Во всех случаях при выкра-
шивании решающее значение приобретают усталостные явления,
вызывающие образование микротрещин; возникновению и развитию
микротрещин способствуют переменные механические и термиче-
ские напряжения.
Практика эксплуатации инструментов, особенно твердосплав-
ных, показывает, что кроме перечисленных выше существуют и
другие причины выхода инструмента из строя. К ним относятся,
в частности, хрупкое разрушение,
обусловленное недостаточной
прочностью режущей кромки. На-
блюдения за эксплуатацией твер-
досплавных резцов при резании
труднообрабатываемых матери-
алов показали, что причины их
выхода из строя, по данным
А. Н. Резникова, можно разде-
лить на: истирание — износ без
признаков разрушения, осыпа-
р ние (местное или общее) —малое
ис* по величине разрушение режу-
щей кромки (не более 0,3 мм по
.любой рабочей поверхности), выкрашивание (местное или об-
щее)— значительное по величине разрушение режущей кромки
(0,3—1,0 мм) искалывание (местное или общее)—большое по
величине разрушение режущей кромки (более 1 мм). При выпол-
нении определенного вида обработки наглядное представлёние о
ведущей роли одного из этих факторов на выход инструмента из'
строя по мере его износа дает построение диаграммы разрушения
(рис. 50), где и— истирание, о — осыпание, в — выкрашивание,
с — скалывание. Выкрашивание крупного участка режущей кром-
ки, сразу делающее инструмент непригодным для последующей
обработки, представляет собой явление, отличное от износа. Оно
является разновидностью разрушения, поломки инструмента, наи-
более слабым звеном которого оказался режущий клин.
Долговечность инструмента D (мин) определяется
суммарным временем его работы, исключая время перерывов в
работе, связанных с установкой на обработку новой детали и оче-
редной переточкой инструмента; в отличие от стойкости здесь
учитываются все причины снятия инструмента со станка. При вы-
боре режимов резания для данного вида обработки, исходя из
стойкости инструмента, в качестве критерия затупления инстру-
мента принимается нормальный износ без существенных призна-
ков разрушения. В этом случае долговечность инструмента D =
~T(in+l), где Т — период стойкости, мин; in — число переточек,
допускаемое инструментом. Возникновение значительного выкраши-
вания режущего клина в процессе эксплуатации приводит к сокра-
щению долговечности инструмента:
<16
D — T (fn+1) tjp,
где т)р—коэффициент, учитывающий сокращение времени работы
инструмента, обусловленное непредвиденными при определении,
стойкости видами разрушений; его величина зависит от вида обра-
ботки, т. е. интенсивности ударного и переменного воздействия на
режущий клин, прочностных характеристик инструментального
материала, условий заточки рабочих поверхностей; качества креп-
ления пластинки к державке, например пайки. Качество пайки
определяется плотностью прилегания пластины к державке, видом
припоя и его толщиной, наличием внутренних напряжений и тре-
щин.
В зависимости от условий резания износ режущих поверхно-
стей инструмента в виде выработанных контактных площадок,
легко обнаруживаемых при осмотре, бывает следующих видов
(рис. 48, а):
а) задней поверхности, характерный для резания конструк-
ционных сталей с толщиной срезаемого слоя менее 0,14-0,15 мм
и применением СОЖ, т. е. при выполнении чистовых операций.
Он наблюдается у чистовых и фасонных резцов, разверток, про-
тяжек, метчиков. Этот вид износа наблюдается также при точе-
нии нержавеющих сталей твердосплавными резцами со скоростью
резания менее 100 м!мин\ непрерывном чистовом и получистовом
точении титановых сплавов твердосплавными резцами при s<
<0,1 мм/об и у<80 м/мцн\
б) передней и задней поверхностей, если толщина срезаемого
слоя металла при обработке конструкционных сталей равна или
превышает 0,15—0,5 мм и работа осуществляется со средними
скоростями резания и СОЖ. Этот вид износа наблюдается при
точении нержавеющих сталей и титановых сплавов твердосплав-
ными резцами со скоростями резания более 100 м/мин. Он является
наиболее общим и происходит при работе обычных резцов, фрез,
сверл и зенкеров;
в) передней поверхности, если толщина срезаемого слоя ме-
талла при обработке конструкционных сталей равна или превы-
шает 0,5 мм и работа производится с большой скоростью резания
без СОЖ. Это бывает у резцов, фрез при работе их без СОЖ.
Изменение внешней картины износа обусловлено характером
стружкообразования. При снятии среза малой толщины значи-
тельную часть контактной площадки передней поверхности инст-
румента занимает радиус закругления режущей кромки, величина
которого соизмерима со снимаемыми толщинами среза. Чем мень-
ше толщина среза и больше радиус закругления *, тем меньше
величина силы, приложенной к передней поверхности. Эта нагруз-
ка при определенных условиях становится столь малой, что не
* Величина радиуса закругления режущей кромки после заточки для быст-
рорежущих инструментов равна 0,0054-0,008 мм и по мере износа возрастает
до 0,05 мм. Для твердосплавных инструментов величина радиуса закругления
достигает 0,02 мм.
117
вызывает существенного изно-
са передней поверхности. Од-
нако при тех же режимах реза-
ния условия износа задней по-
верхности оказываются более
тяжелыми, что обусловлено
ростом упругих деформаций
поверхностного слоя заготовки.
Повышение толщины среза и
скорости резания приводит к
росту нагрузки на переднюю
поверхность инструмента, ин-
тенсифицирующему ее износ.
С их увеличением все боль-
шее влияние на интенсивность
износа начинает оказывать
высокая температура. Она из-
меняет состояние трущихся
поверхностей, особенно перед-
ней поверхности. Это ухуд-
шение условий работы перед-
ней поверхности протекает
значительно быстрее, чем зад-
ней, вследствие чего происхо-
дит износ одновременно обеих
рабочих поверхностей инстру-
мента. При дальнейшем увели-
чении толщины среза основную
роль начинают играть физиче-
ские явления, когда высокие
давления на единицу поверх-
ности контактной площадки
передней поверхности и силь-
ное тепловыделение определя-
ют интенсивное лункообразова-
ние.
Площадка контакта струж-
ки с передней поверхностью
инструмента значительно пре-
вышает толщину срезаемого
слоя. На части ее, прилегающей
к режущей кромке, при обра-
ботке пластичных материалов
в определенном диапазоне ско-
ростей резания появляется на-
рост; большая же часть кон-
тактной площадки является
опорной поверхностью для сбе-
гающей стружки. Это опреде-
118
ляет общук) закономерность роста размеров лунки по мере обработ-
ки. На рис. 51 показана схема процесса износа резца по времени при
точении (а) и фрезеровании (б) хромоникелевой стали твердым
сплавом Т15К6, у=150 m/muh\ t=A мм\ sz=0,08 мм/зуб, D =
= 160 мм, В=118 мм. Из нее видно, что ширина и глубина лунки
постепенно увеличиваются, а радиус ее закругления уменьшается;
при этом ширина лунки в сторону режущей кромки растет мед-
леннее, чем в противоположном направлении. По мере износа
передней и задней поверхностей инструментов ширина площадки
между режущей кромкой и началом лунки постепенно уменьшает-
ся. Наступает момент, когда она оказывается полностью разру-
шенной, после чего происходит образование новой режущей кром-
ки как результат износа передней и задней поверхностей. Для
быстрорежущих инструментов условия протекания процесса реза-
ния из-за интенсификации тепловыделения и износа становятся
неблагоприятными. Для твердосплавных инструментов вследствие
их высокой красностойкости изменившиеся условия резания не
оказывают столь неблагоприятного влияния; в ряде случаев они
продолжают успешно работать. Как видно из рис. 51, б [53],
износ твердосплавных режущих кромок фрез протекает менее
интенсивно при использовании более прочных режущих кромок
(у=—15°).
Кривой износа называется графическое изображение изме-
нения величины износа инструмента в зависимости от времени его
работы. Для инструментов, у которых изнашивается преимущест-
венно задняя поверхность, типовая кривая износа имеет форму,
близкую к параболе (см. рис. 48, б)*; наиболее сильно износ про-
исходит в начале работы инструмента; по мере роста размеров
контактной площадки интенсивность износа падает. Поэтому при
рассмотрении кривых износа обычно различают зоны начального
П (период приработки), нормального Н и катастрофического К
износов. В первой зоне происходит приработка инструмента; здесь
износ протекает значительно быстрее, чем во второй зоне. Интен-
сивность начального износа определяется прежде всего видом и
качеством заточки режущей кромки и ее доводкой. Характерной
особенностью работы быстрорежущих резцов в начальный момент
этого периода являются смятие и скругление режущей кромки,
обусловленные пластической деформацией инструментального
материала; величина ее характеризуется закруглением Лс.р.к.
(рис. 52) [34]. Период начального износа заканчивается после
прохождения приблизительно 1000 м пути резания. Средствами
снижения его величины является заточка доводочной фаски, обра-
зование которой значительно повышает также прочность режущей
* Кривая износа для инструментов, у которых изнашиваются одновременно
передняя и задняя поверхности, имеет тот же вид. У инструментов, у кото-
рых изнашивается преимущественно передняя поверхность, износ измеряется
глубиной лунки Лл; в этом случае нет участка начального износа; нормальный
износ начинается с нуля и, достигая критической точки М, переходит в ката-
строфический.
119
Рис. 52
кромки, исключая явления осыпания и выкрашивания. Суммар-
ный износ задней поверхности резца характеризуется величиной
йзобщ; в него входит понижение режущей кромки Лп.р.к-
Величина износа, соответствующая точке перелома М на кри-
вой (см. рис. 41, б) в сторону его резкого возрастания, называ-
ется оптимальным износом; по его величине определяют
критерий затупления. Необходимость переточки инструмента в
этот момент вызвана чрезмерным возрастанием силы резания и
потребляемой мощно-
сти, потерей размера
или профиля, сниже-
нием чистоты поверхно-
сти ниже допустимой.
Показателем, опреде-
ляющим наступление
одного из этих явлений,
служит величина изно-
са задней поверхности;
например, для токар-
ных твердосплавных
резцов при обработке
нержавеющих и жаро-
прочных сталей и спла-
вов величина допусти-
мого износа Л3=0,84-
4-1,0 мм. Следует отме-
тить, что при резании труднообрабатываемых материалов
износ приобретает катастрофический характер при значительно
меньших величинах, чем это бывает при резании обычных кон-
струкционных материалов. Это объясняется повышенными давле-
ниями и температурами. Дополнительной особенностью обработки
титановых сплавов, связанной с меньшими допустимыми значе-
ниями износа, является относительно меньшая контактная поверх-
ность стружки с передней поверхностью инструмента.
§ 16. МЕТОДИКИ НАЗНАЧЕНИЯ РАЦИОНАЛЬНЫХ
РЕЖИМОВ РЕЗАНИЯ
Многочисленными опытами установлено, что между скоростью
резания и стойкостью инструмента при соответствующем критерии
затупления существует определенная зависимость. Если при дан-
ном критерии затупления, неизменных подаче и глубине резания
скорости резания th соответствует стойкость 7\, скорости резания
v2 — стойкость Т2, скорости v3 — стойкость Тз, ..., то эксперимен-
тально доказана следующая зависимость:
V1Tr=v2T?=v3T%= ... const,
т. е. v^=CvITm,
где Cv — коэффициент, зависящий от вида обрабатываемого мате-
120
риала, глубины резания, подачи, геометрии заточки, материала
инструмента, смазочно-охлаждающей жидкости и т. п.; т — пока-
затель относительной стойкости, учитывающий взаимную связь
скорости резания и стойкости при данных условиях обработки.
Его величина зависит от тех же факторов, что и коэффициент
S)
Скорость резания и, м/мин
Рис. 53
Cv, а также от характера износа инструмента. При резании трудно-
обрабатываемых материалов показатель относительной стойкости
ниже, чем при обработке конструкционных сталей. Например,
при прерывистом точении резцами из быстрорежущей стали обыч-
ных конструкционных сталей т=0,24-0,3, для сплава ЭИ437
т = 0,15, для сплава ЭИ617 т=0,1. Малые значения показателя
относительной стойкости свидетельствуют о плохой обрабатывае-
мости этих марок жаропрочных сплавов.
В прямоугольной системе координат зависимость v— Т изо-
бражается кривой, подобной гиперболе. Для упрощения эту зависи-
мость обычно изображают в двойной логарифмической системе
координат; в этом случае она представляет собой прямую линию.
На рис. 53 показаны такие зависимости стойкости инструмента для
различных видов материала режущей части инструмента (а) и
марок обрабатываемого материала (б) при точении на режимах:
so=0,2 мм/об, £ = 1 мм, а = 10°, <р=45°, /г3 = 0,5 ч-0,6 мм.
121
Допустимую скорость резания v в зависимости oi принятой
стойкости Т и режимов резания t и s0 определяют по формуле
v = (Cv/Tmtxv sty )ki9
где xVf yv — показатели степени, учитывающие влияние t и s0 на
величину скорости резания v при заданном Т.
В этой формуле влияние на скорость резания большого числа
других факторов помимо Г, /, s0 учитывается коэффициентом Cv
и поправочными коэффициентами ki, величины которых имеются
в нормативах режимов резания и определяются экспериментально.
Они учитывают влияние твердости обрабатываемого материала
(&мт), переднего (6у) и заднего (&а) углов, угла в плане (&ф),
вида СОЖ (k0) и др. Поэтому приведенная формула является
эмпирической.
На практике наиболее часто задаются стойкостью и по форму-
ле определяют допустимую скорость резания. При выборе большого
значения стойкости инструмента получают крайне низкие ско-
рости резания и малую производительность. К понижению про-
изводительности приводит также выбор крайне малой стойкости
инструментов из-за частых остановок станка для замены инстру-
мента; при этом возрастают затраты, связанные с простоями стан-
ка, оплатой работы наладчика по замене и подналадке инстру-
ментов и с работами по восстановлению и заточке затуплен-
ного инструмента. Вместе с тем с повышением стойкости увели-
чивается количество деталей, обработанных за период стойкости,
что снижает затраты времени на замену и подналадку инстру-
мента.
В связи с этим на основе экономических расчетов устанавли-
вают оптимальные значения стойкости, обеспечивающей высокую
производительность при минимальной себестоимости обработки.
Оптимальная величина стойкости зависит также от сложности
конструкции инструмента и вида обработки. Так, при черновом
точении резцами обычно принимают Т=60 мин, при чистовом
Т = 90 мин. Для сложных по конструкции инструментов (протя-
жек, фасонных фрез и т. п.) принимают большие значения стой-
кости, равные 120 или 240 мин. Учитывая изложенное, следует
различать значения скорости резания, соответствующие макси-
мальной производительности механической обработки детали
уи и наименьшей себестоимости обработки уэ; последняя называ-
ется экономической скоростью резания [20, 37].
В настоящее время делают попытки получить формулы для
вычисления стойкости на основе знания физических закономер-
ностей процесса резания, прежде всего в зависимости от физико-
механических характеристик материала обрабатываемой заготов-
ки. Известно, что механические характеристики материала ов и 6
измеряют при нормальной температуре. Они определяют истинный
предел прочности материала при растяжении:
Sn = О'в (1 + б) .
122
С повышением значения Sn возрастает необходимая для де-
формации материала срезаемого слоя сила и обрабатываемость
материала ухудшается. Важнейшими характеристиками, опреде-
ляющими обрабатываемость резанием современных материалов,
являются их прочность и теплопроводность. Исходя из величины
<Sn и коэффициента теплопроводности обрабатываемого матери-
ала Ло, получена формула для определения допустимой скорости
резания v (в м/мин) в зависимости от принятой стойкости [49]:
u = CT(X0,5/Sn’8) = Ст(Хо’5/ог1’8(1+6)1,8),
где Ст — коэффициент, зависящий от принятого периода стой-
кости.
Эта формула пока не дает достаточно точных значений скоро-
стей резания, пригодных для широкого круга обрабатываемых
материалов и условий обработки. Это объясняется чрезвычайно
сложной взаимосвязью в структурной схеме механической обра-
ботки (стр. 213) между первичными параметрами (обрабатывае-
мый материал, режимы резания и др.), физическим процессом
резания (сила резания, температура и др.) и вторичным парамет-
ром (стойкость инструмента).
Выбор оптимальных режимов резания для инструментов, рабо-
тающих на автоматических линиях, имеет свои отличительные
особенности. Это видно из сравнения условий эксплуатации ин-
струментов на универсальном оборудовании и автоматических
линиях. Основной особенностью механической обработки на уни-
версальном оборудовании является выполнение обработки, как
правило, одним инструментом с ручным управлением. При этом
кинематика станков допускает изменение скорости рабочих дви-
жений станка в широких пределах. Поэтому во всех случаях ре-
комендуется вести обработку на максимально возможных, эконо-
мически целесообразных скоростях резания и подачах. Непрерыв-
ное наблюдение за процессом резания со стороны рабочего позво-
ляет своевременно заменять износившийся инструмент, учитывая
его индивидуальные режущие способности. В рассмотренных ус-
ловиях повышение интенсивности процесса резания путем увели-
чения скорости резания во всех случаях ведет к повышению про-
изводительности. Поэтому при обработке на универсальном обо-
рудовании стойкость Т (мин), зависящая от времени работы
инструмента, является основным исходным критерием для назна-
чения режимов резания.
В условиях эксплуатации режущих инструментов на автомати-
ческих линиях, ограниченных кинематическими возможностями
оборудования и отсутствием систематического наблюдения за ра-
ботой инструмента, решающее значение приобретает устойчивая
работа большого числа установленных на автоматической линии
инструментов в течение заданного периода, определяемого вре-
менем их групповой замены. Преждевременный выход из строя
одного из инструментов приводит к остановке всей линии. Методи-
ка назначения режимов резания в этих условиях [8] имеет свои
123
специфические особенности, заключающиеся в том, что обработка
на максимально возможных режимах резания ведется только на
тех рабочих позициях, где основное технологическое время наибо-
лее велико. На других рабочих позициях режимы резания следует
выбирать исходя из обеспечения наиболее стабильной и длитель-
ной эксплуатации инструмента. Учитывая последнее, большое зна-
чение в этих условиях приобретает характер зависимости стойко-
сти инструмента от скорости
Т’ми,н резания на всем диапазоне ее
изменения, а не только в зоне
Vх больших значений скоростей.
\ /Т\ Как показывают эксперимен-
\ \ [ | \ тальные данные, при обработ-
ок I ке чУгУна инструментами из
\ быстрорежущей стали и твер-
досплавными инструментами
_________।_____ группы В К эта зависимость
vonm__________V, м/мин имеет вид подобный гиперболе
(кривая 1 на рис. 54). В этом
Рис. 54 случае пригодна методика на-
значения режимов для обработ-
ки на универсальном оборудо-
вании, заключающаяся в получении экспериментальных зависимо-
стей в достаточно узких пределах скоростей резания; последую-
щей графической и математической обработке их в двойных лога-
рифмических координатах и получении степенных зависимостей,
расчете на их основе нормативов режимов резания исходя из
заданной стойкости.
Однако при обработке сталей твердосплавным инструментом
группы ТК, а также сталей и чугунов инструментом с пластинка-
ми из минералокерамики зависимость Т — v имеет более сложный
вид; при этом ее максимум отвечает наиболее благоприятным ус-
ловиям эксплуатации инструмента (кривая 2 на рис. 54). Подоб-
ная зависимость характерна для обработки всех пластичных труд-
нообрабатываемых материалов (сталей, особенно вязких, типа
жаропрочных) менее прочным инструментальным материалом
(твердые сплавы группы ТК, минералокерамика). При выполне-
нии чистовых операций также наблюдается горбообразный харак-
тер зависимости Т — v. Следовательно, для обработки пластичных
материалов твердосплавными инструментами в условиях эксплуа-
тации их на автоматической линии, а также при выполнении
чистовых операций на универсальном оборудовании стойкость не
может быть основным критерием для назначения режимов резания,
так как она не определяет оптимальных условий обработки.
Кроме того, пользование этим критерием неудобно для написания
формул зависимости Т — v при горбообразной ее форме. Более
рациональными критериями в этом случае являются количество
обработанных деталей в штуках за период стойкости и скорость
резания. Последним критерием в настоящее время широко поль-
124
зуются, поскольку он прежде всего определяет точность обра-
ботки и шероховатость поверхности деталей, виброустойчивость
процесса резания и ряд других показателей механической обра-
ботки. Математически горбообразную зависимость Т — v (не спрям-
ляя ее в двойных логарифмических координатах, как это обычна
принято делать) наиболее удобно выражать в виде ряда Фурье:
/(x)==a0+a1cosx+a2cos2x+a3cos3x+ • • • + b1sinx+b2s\n2x+
4-63sin3x+ • ••.
Гармонический анализ ряда Фурье можно выполнять на вычи-
слительных машинах без дополнительных математических преоб-
разований.
Технологические критерии затупления используют при выпол-
нении чистовых операций, они характеризуют допустимую вели-
чину износа, при превышении которой точность получаемых раз-
меров или шероховатость получаемой в результате обработки*
поверхности перестает удовлетворять заданным на операцию тех-
ническим условиям. Так, технологическим критерием износа мер-
ных инструментов * для обработки отверстий, например развер-
ток, является предельная величина износа инструмента по задней^
поверхности, при которой получаемое в результате обработки от-
верстие начинает выходить за пределы заданного допуска на
размер или класса чистоты поверхности. При эксплуатации не-
мерных инструментов без подналадки на станках-автоматах в
автоматических линиях время непосредственной работы инстру-
мента до снятия его на переточку часто определяется размер-
ной стойкостью инструмента, т. е. временем, в течение
которого инструмент обеспечивает обработку деталей в пределах
поля допуска, заданного чертежом на данную операцию. В этом
случае для увеличения времени работы инструмента современные
станки-автоматы и автоматические линии оборудуют специаль-
ными приспособлениями, позволяющими производить автоматиче-
ский контроль размеров обрабатываемых деталей и на основании
этого — автоматическую подналадку инструмента.
Размерный износ инструмента и определяется как.
износ режущей кромки в направлении нормали к обрабатываемой
поверхности; он имеет большое значение на операциях чистовой
обработки и характеризуется величиной затупления задней по-
верхности инструмента на участке, прилегающем к вершине рез-
ца. Определение величины размерного износа по формуле и=
(см. рис. 48, а) возможно только в первом приближении,
так как износ задней поверхности обычно определяется на участ-
ке главной режущей кромки, а не у вершины (см. рис. 51, а);
площадка контакта не является плоской и выступающая точка
контакта режущей кромки с заготовкой по мере протекания износа
все время перемещается. Поэтому нет строгой пропорциональности
* Инструмент называется мерным, если его конструкция вне зависимости
от настройки станка и приспособления задает форму и размеры обрабатываемой
поверхности в поперечном относительно направления подачи сечении.
125
между кривыми износа задней поверхности инструмента и размер-
ным износом.
Рассеивание размеров в партии деталей, обработанных на
«автоматическом или полуавтоматическом станке, представляет
-собой случайные отклонения от некоторого центра группирования,
определяющего закономерность изменения размерной настройки.
Закономерность отклонения размеров от центра группирования
подчиняется нормальному закону теории вероятности; напротив,
положение центра группирования — закономерность изменения
размерной настройки — определяется экспериментальным путем.
Типовая ее форма представлена на рис. 48, а, из которого видно,
что в начальный момент существенное влияние имеет удлинение
резца вследствие его нагревания. Значительное время занимает
нормальный износ резца; в этой зоне зависимость износа резца
от пути резания имеет линейный характер.
Величиной, характеризующей интенсивность размерного износа
на всем пути резания L3, является относительный размер-
ный износу; это величина размерного износа и в микронах,
•отнесенная к 1000 м пути режущей кромки инструмента по обра-
батываемой поверхности. Если при определении относительного
размерного износа и0 учитывать только зону нормального износа
Н (см. рис. 48, б), характеризующуюся прямолинейной зависимо-’
стью износа и от пути, то значение относительного износа для
данных условий обработки является величиной постоянной. Если
же при определении значения и0 величину начального износа не
исключать, то значение и0 будет величиной переменной, завися-
щей от времени или пути, резания. Текущие параметры размерного
износа определяют на участке установившегося (нормального)
износа. Интенсивность размерного износа wt, мкм)км, на данной
точке пути резания L [37]
uL=duldL = (uL--uH) 1000/(L — Ля),
где ин — начальный размерный износ, определенный на началь-
ном участке пути резания LH.
Интенсивность размерного износа в данный момент времени
х резания их мкм!мин определяется соответственно:
—ин)/(т — тн)=(шь)/1000—(vsouo п) ио п/100;
«o.n=^«/d^7=(M — «^/[(L — L„)so],
где тн — время работы резца за период начального износа, мин;
Л — площадь обработанной поверхности за время т, см2; и0.ъ—
размерный износ инструмента, отнесенный к 1000 см2 обработан-
ной поверхности, мк/103 см2, т. е. поверхностный относительный
износ.
Удельной размерной стойкостью Ту.р в 103 см3/мкм
называется площадь поверхности детали, которую способен обра-
ботать инструмент на 1 мк размерного износа,
Tv -dTIIduL- 1/«0>п= [(L - L„) So]/[(uL - u„) 100].
126
Значения поверхностного относительного износа и удельной7
размерной стойкости являются характеристиками, позволяющими-
сопоставлять режущие свойства инструментальных материалов на
различных операциях; их значения приведены в [37].
Величина относительного износа и0 зависит от скорости реза-
ния, несколько возрастает с увеличением подачи и мало зависит
от глубины резания. Твердые сплавы Т30К4, Т60К6 имеют мень-
ший относительный износ, чем Т15К6. Из геометрических парамет-
ров резца наиболее сильное влияние на величину относительного’
износа оказывает задний угол; повышение его значения при точе-
нии на высоких скоростях с 8 до 15° дает увеличение и0 на 30%.
На основе изложенного выбор оптимальных режимов резания
может производиться по следующей методйке. Исследования’
Т. Н. Лоладзе [14] показали, что максимум кривой Т — v (см.
рис. 54) соответствует определенной температуре 0, величина
которой характеризует состояние контактных слоев и является
постоянной для данной пары, инструмент — заготовка. А. Д. Ма-
каров [37] считает, что этой температуре соответствует не макси-
мум кривой Т—v, а минимум кривой uL — и. Экспериментальное
определение этой зависимости производится следующим образом:
вначале находится интенсивность износа иъ при резании на одной
подаче, а затем влияние скорости резания на величину термоэлек-
тродвижущей силы Е при различных подачах. На основе этого
устанавливают v — s при ,£ = const, являющейся оптимальной для
принятой подачи. Затем по формуле vQ = clsKi — расчетные опти-
мальные скорости резания.
Ускоренный метод определения режимов резания построен на
экспериментальном определении относительного износа uL путем
обработки при заданном сечении (t,s0) на нескольких скоростях
резания. Затем подсчитывают длину пути резания Ьпм, соответст-
вующую принятому критерию затупления ик мкм:
LK=LH+ [(^к ^h)/^J Ю00,
исходя из этого, находят для низкой скорости резания стойкость
резца: T=LJv. По найденным значениям стойкости обычным
методом строят в логарифмических координатах зависимость v~
= CV/T™.
§ 17. СТОЙКОСТЬ ИНСТРУМЕНТА ПРИ ПРЕРЫВИСТЫХ
ПРОЦЕССАХ РЕЗАНИЯ
Прерывистое резание характеризуется как процесс срезания
стружки, чередующийся с холостым пробегом режущего клина
инструмента. Это широко распространенный метод механической
обработки, который используется на операциях фрезерования,,
строгания, протягивания. Процесс прерывистого резания склады-
вается из четырех этапов: врезание режущего клина инструмен-
та, установившийся процесс резания по слою с равномерным или*
127"
изменяющимся поперечным сечением, выход режущего клина из
обрабатываемого металла, отдых инструмента. Во многих случаях
механической обработки переход от непрерывного процесса ре-
зания к прерывистому обеспечивает значительное повышение
•‘Стойкости инструмента [17]. Ниже изучаются особенности опре-
деления стойкости инструмента на этих операциях [40].
^ 600- BTJ-1
| 200
Время 12, сек
Обычное резание
Ударно прерывистое резание
Рис. 55
При непрерывном резании скорость резания является пара-
метром, однозначно определяющим основные факторы, характе-
ризующие величину стойкости. К ним относятся прежде всего
температура резания @р, динамическая напряженность зоны
<стружкообразования, характеризуемая силой резания Р, условия
трения на контактных поверхностях, определяемые коэффициен-
том трения ц. Учитывая это, широко используется обобщенная
эмпирическая зависимость Т — v, т. е. зависимость, связывающая
стойкость инструмента и скорость резания: T=Cvlvx/m. При пре-
рывистом резании для определения стойкости инструмента полу-
чают другие условия. В этом случае между параметрами v, /, s0
и физическими условиями в зоне резания @, Р, ц не существует
128
взаимно однозначной связи. Так, известно, что одна и та же тем-
пература при обычном резании может быть достигнута при раз-
личных сочетаниях v и s0; то же самое имеет место и при преры-
вистом резании. В этом случае для определения стойкостной
зависимости в общем виде необходимо установить закон измене-
ния каждого из физических параметров в зависимости от харак-
тера движения инструмента, а также определить функциональную
взаимосвязь между ними. Это сложная задача; тем не менее в
большинстве случаев оказывается достаточным из всей совокуп-
ности параметров выделить один-два, определяющих прежде все-
го стойкость инструмента.
Расчетная схема зоны стружкообразования представлена на
рис. 55, а. Типовые осциллограммы сил и температур при преры-
вистом резании — на рис. 55, б. Из него видно, что момент реза-
ния Л4Кр достигает своей стабильной максимальной величины в
то время, когда температура в зоне резания не превышает 0,14-
4-0,3 своего установившегося значения. В рассматриваемом слу-
чае воздействие ударного характера встречи инструмента с заго-
товкой при врезании мало, так как прирост силы крайне невелик
(~5%). Поэтому можно считать, что как при непрерывном, так
и при прерывистом процессе резания значения сил резания неиз-
менны. Аналогично силе резания коэффициент трения в каждый
данный момент отвечает мгновенным значениям силы, температу-
ры и скорости резания. Температура резания, наоборот, по мере
врезания инструмента растет достаточно медленно. Следователь-
но, подбирая оптимальную длину участка резания, можно прекра-
щать процесс резания раньше (рис. 55, в), чем температура в зоне
резания достигнет своего максимального установившегося значе-
ния, и за счет этого получать снижение теплонапряженности про-
цесса резания и повышение стойкости инструмента. Таким обра-
зом, величина температуры при прерывистом резании зависит не
только от d, Р, ц, но и от длины участка резания за один цикл, а
также от соотношения времени резания и холостого пробега инст-
румента. Учитывая это, обобщенная стойкостная формула для
прерывистого резания может быть получена, если из зависимости
Т — v выделить влияние температуры, поскольку она определяет-
ся также характером движения инструмента и в общем случае
не совпадает с температурой при установившемся резании. Для
непрерывного процесса резания между стойкостью и температу-
рой имеет место следующая зависимость:
Т=Се/@у;
Исходя из этого, для прерывистого резания получается следу-
ющая обобщенная стойкостная зависимость:
7,=Coe/(yt0y),
где х — показатель, определяющий влияние скорости резания
и всех связанных с нею факторов, исключая температуру, на
стойкость инструмента; у — показатель, определяющий влияние
9 В. Н. Подураев
129
изменяющимся поперечным сечением, выход режущего клина из
обрабатываемого металла, отдых инструмента. Во многих случаях
механической обработки переход от непрерывного процесса ре-
зания к прерывистому обеспечивает значительное повышение
«стойкости инструмента [17]. Ниже изучаются особенности опре-
деления стойкости инструмента на этих операциях [40].
ООычное резание
Ударно прерыВастоерезание
BTJ-1
| 200
Время т:,сек
Рис. 55
При непрерывном резании скорость резания является пара-
метром, однозначно определяющим основные факторы, характе-
ризующие величину стойкости. К ним относятся прежде всего
температура резания @р, динамическая напряженность зоны
^стружкообразования, характеризуемая силой резания Р, условия
трения на контактных поверхностях, определяемые коэффициен-
том трения р. Учитывая это, широко используется обобщенная
эмпирическая зависимость Т — v, т. е. зависимость, связывающая
стойкость инструмента и скорость резания: T=Cvlvx/m- При пре-
рывистом резании для определения стойкости инструмента полу-
чают другие условия. В этом случае между параметрами и, /, $0
и физическими условиями в зоне резания @, Р, ц не существует
128
взаимно однозначной связи. Так, известно, что одна и та же тем-
пература при обычном резании может быть достигнута при раз-
личных сочетаниях v и s0; то же самое имеет место и при преры-
вистом резании. В этом случае для определения стойкостной
зависимости в общем виде необходимо установить закон измене-
ния каждого из физических параметров в зависимости от харак-
тера движения инструмента, а также определить функциональную
взаимосвязь между ними. Это сложная задача; тем не менее в
большинстве случаев оказывается достаточным из всей совокуп-
ности параметров выделить один-два, определяющих прежде все-
го стойкость инструмента.
Расчетная схема зоны стружкообразования представлена на
рис. 55, а. Типовые осциллограммы сил и температур при преры-
вистом резании — на рис. 55, б. Из него видно, что момент реза-
ния Л4Кр достигает своей стабильной максимальной величины в
то время, когда температура в зоне резания не превышает 0,14-
4-0,3 своего установившегося значения. В рассматриваемом слу-
чае воздействие ударного характера встречи инструмента с заго-
товкой при врезании мало, так как прирост силы крайне невелик
(~5%). Поэтому можно считать, что как при непрерывном, так
и при прерывистом процессе резания значения сил резания неиз-
менны. Аналогично силе резания коэффициент трения в каждый
данный момент отвечает мгновенным значениям силы, температу-
ры и скорости резания. Температура резания, наоборот, по мере
врезания инструмента растет достаточно медленно. Следователь-
но, подбирая оптимальную длину участка резания, можно прекра-
щать процесс резания раньше (рис. 55, в), чем температура в зоне
резания достигнет своего максимального установившегося значе-
ния, и за счет этого получать снижение теплонапряженности про-
цесса резания и повышение стойкости инструмента. Таким обра-
зом, величина температуры при прерывистом резании зависит не
только от v, Р, р,, но и от длины участка резания за один цикл, а
также от соотношения времени резания и холостого пробега инст-
румента. Учитывая это, обобщенная стойкостная формула для
прерывистого резания может быть получена, если из зависимости
Т — v выделить влияние температуры, поскольку она определяет-
ся также характером движения инструмента и в общем случае
не совпадает с температурой при установившемся резании. Для
непрерывного процесса резания между стойкостью и температу-
рой имеет место следующая зависимость:
T=C0/0y; @=Ctvn.
Исходя из этого, для прерывистого резания получается следу-
ющая обобщенная стойкостная зависимость:
Т-Сл/Со*©”),
где х — показатель, определяющий влияние скорости резания
и всех связанных с нею факторов, исключая температуру, на
стойкость инструмента; у — показатель, определяющий влияние
9 В. Н. Подураев
129
температуры в зоне резания и всех связанных с ней параметров на
стойкость инструмента.
Приведенная формула, так же как и формула, приведенная
на стр. 122, является эмпирической. Вместе с тем она более общая,,
так как, имея в своем составе температуру, она применима для
определения стойкости как при обычном стационарном резании^
так и для всевозможных неустановившихся по температуре про-
цессов резания. Отдельный учет влияния температурного фактора
имеет значение для обработки нержавеющих и жаропрочных ста-
лей и сплавов. Как известно, при нормальной температуре и от-
сутствии деформации механические характеристики этих материа-
лов примерно такие же, как и у обычных конструкционных ста-
лей. Худшая обрабатываемость их объясняется изменением их
прочностных и теплофизических свойств при деформации, и на-
греве.
Тепловые условия работы режущего клина инструмента при
прерывистом резании представляют собой сложный физический’
процесс, и теоретический анализ его возможен лишь при известной
схематизации, касающейся условий работы инструмента и обра-
батываемой детали, а также формы и расположения источников
теплоты. Рассмотрим процесс резания с образованием непрерыв-
ной сливной стружки при отсутствии нароста, когда за время
холостого хода инструмента происходит столь значительное вы-
равнивание температурного поля, что оно не оказывает заметного
воздействия на последующие процессы теплонасыщения и охлаж-
дения. Пусть PN представляет собой нормальную составляющую
усилий, действующих на контактную площадку задней поверхно-
сти инструмента шириной Ь и длиной /3 (см. рис. 55, а). Пред-
положим, что вся работа трения переходит в теплоту. Принимая
распределение давления по поверхности контакта равномерным, а
значения коэффициента трения р и давления — неизменными па
мере теплонасыщения, получаем схему плоского источника тепло-
ты равномерной интенсивности
где J — механический эквивалент теплоты, кгом/кал.
Под действием данного источника теплоты возникает два теп-
ловых потока: один из- них qi направлен в тело режущего клина
инструмента, другой <72 — в обрабатываемую деталь. Будем счи-г
тать, что направление тепловых потоков нормально поверхности
контакта, а резец и обрабатываемая деталь представляют собой
в направлении оси у два полуограниченных тела. Примем также,,
что теплофизические свойства этих деталей во всех точках рассмат-
риваемых тел не зависят от температуры. Это позволяет рассмат-
ривать процесс распространения тепла на основе линейного урав-
нения теплопроводности и использовать при решении метод,
суперпозиции.
Экспериментальные записи температуры показали, что на
начальном участке резания нарастание температуры контактной
130
площадки задней поверхности инструмента может быть представ-
лено зависимостью степенного типа (см. рис. 55, б). В первом
приближении можно принять изменение температуры 0=В т
(В — постоянная). Для полуограниченного твердого тела с на-
чальной температурой, равной нулю, изменение температуры по-
верхности, пропорциональное У т, соответствует постоянному
тепловому потоку q с поверхности. Количественно связь темпе-
ратуры поверхности и теплового потока <7=const выражается за-
висимостью
0 = (2<7а°’5АоКл)т0,5,
где «=Хо/гр — коэффициент температуропроводности; %0, с, р —
соответственно коэффициент теплопроводности, массовая теплоем-
кость и плотность.
Таким образом, подставив в ранее полученное уравнение со-
отношение для теплового потока ^0, получим следующее выраже-
ние температуры контактной площадки, на задней поверхности
инструмента с теплофизическими свойствами:
Q = ^2т|1Рл,ц3 vlУ nJbl3 УKjC, pjj t°’5,
в котором коэффициент rji характеризует долю теплоты трения,
поглощаемой режущим инструментом со стороны задней поверх-
ности. Ее величину можно определить из граничных условий в
зоне контакта инструмента и заготовки [40].
За период отдыха инструмента, который начинается с момен-
та полного выхода инструмента из обрабатываемого материала,
температурное поле выравнивается, стремясь к тепловому равно-
весию с внешней средой. Переходный процесс выравнивания тем-
пературы определяется теплопроводностью материала инструмента
и условиями теплообмена поверхности инструмента с окружаю-
щей средой. В теории точечных источников весьма эффективным
является метод введения стоков тепла, т.е. источников отрицатель-
ной мощности. Прекращение в момент времени тр действия источ-
ников постоянной интенсивности q\ можно заменить начиная с
этого момента продолжающим действовать источником стока рав-
ной интенсивности —qi. Влияние охлаждения режущего клина
инструмента в результате теплообмена с окружающей средой так-
_же можно представить в виде стока, интенсивность которого из-
меняется в соответствии с определенным физическим законом.
Интенсивность теплового потока qK через рабочую поверхность
инструмента, при конвективной теплоотдаче жидкости или газу
обычно определяется по правилу Ньютона:
Як ~ ак (® ®ок)>
где «к — коэффициент конвективной теплопередачи; 0 — темпера-
тура рабочей поверхности инструмента, °C; 0Ок — температура
окружающей среды, ° С.
9*
131
Таким образом, переход на прерывистый характер резания с
рабочим периодом резания, меньшим периода теплонасыщения^
способствует меньшей общей теплонапряженности зоны стружко-
образования (см. рис. 55, в).
Для вывода зависимости Т — v используем два понятия [40]:
относительный износ — отношение наибольшей ширины фаски из-
носа по задней поверхности к длине пути резания и мера износа^
в данный момент времени — отношение износа инструмента в
этот момент к принятому критерию затупления. Согласно этому
определению, g’=0 в начальный момент резания для только что
заточенного инструмента и g=l при достижении инструментом
допустимой величины износа в соответствии с принятым крите-
рием затупления, после чего инструмент должен быть снят
на переточку. Мера износа g является неубывающей функцией
времени, поскольку в процессе износа самопроизвольного вос-
становления режущей кромки не происходит. Тогда интен-
сивность износа определяется в общем виде следующей функ-
цией:
dg]dx-f(g, v, 0, Р, р).
При этом принято, что скорость изнашивания инструмента не
зависит от состояния контактной поверхности трения в данный
момент и не определяется предыдущим нагружением инструмента
в процессе резания. Таким образом, в каждый момент времени
скорость изнашивания инструмента целиком определяется мгно-
венными значениями таких физических параметров, как мера
износа, скорость резания, температура, сила резания, коэффици-
ент трения. Общий износ за все время работы инструмента нахо-
дится непосредственным суммированием элементарных износов^
вызванных на каждом бесконечно малом отрезке времени dx.
Величина износа в момент времени т определяется выражением
т
J f(g, у, 0, Р, р,) dx. Период стойкости инструмента, т. е. время
о
его работы, в течение которого достигается заданный критерий
затупления, получается при g=l, т. е. когда этот интеграл равен
единице. Предложенную методику определения стойкости рассмот-
рим на примере непрерывного резания с постоянными режимами
обработки. В этом случае все физические параметры в зоне реза-
ния сохраняются постоянными. Исходя из условия линейного
суммирования в момент времени т (где 0<т<Т),
g(T) = x/T; T = C,/v^
g-(^fm/Cv)x,
dg/dt = v^icv.
Из последнего уравнения следует ранее написанное выражение
для стойкости, так как
132
т
у (uI^n/CJdr=l, т. е.
о
Аналогично может быть определена стойкость инструмента для
так называемых квазистационарных процессов резания, которые
характеризуются малым изменением и, s0, t по времени, когда
физические условия воздействия на режущий клин не отличаются
от условий обычного резания. Это имеет место при механической
обработке фасонных поверхностей на станках с копирами или
программным управлением. В этом случае скорость изнашива-
ния характеризуется функцией dgldx=\IT(т), откуда мера износа
к моменту времени т
g (т) = — С v^msx tydx.
Cv jJ
При работе систем программного управления чаще всего меня-
ется толщина среза; все остальные параметры резания в первом
приближении можно принять постоянными. Используем эмпириче-
скую зависимость для обычного процесса резания T=Cv/(vxlmSXoty).
Это допустимо для рассмотрения процесса резания в тех
случаях, когда параметры и, s0, t являются переменными во вре-
мени, однако скорость их изменения настолько мала, что условия
на трущихся поверхностях в каждый момент времени не отли-
чаются от условий 0, Р, р, при обычном резании с постоянными
и, So, t. Тогда для резания на участке с линейно изменяющейся
толщиной среза а по закону tgv=2a/r0 получаем соотношение
стойкости при обычном Т и квазистационарном Гк процессе ре-
зания:
9
т/тк = ( — х У dx/(axx0) - 2х/х 4-1.
о
При прерывистом резании многие параметры резания нельзя
принять стационарными. В этом случае для определения стойко-
сти используем формулу, содержащую наряду с членом, учиты-
вающим влияние скоростных факторов, также член, учитываю-
щий влияние температуры. В этом случае скорость резания мо-
жет быть принята постоянной; тогда скорость изнашивания dgldx
и стойкость инструмента при прерывистом резании Тп в каждый
момент времени:
dg/dt = 1/COe[vx&\r)];
та
(^/Coe)j0’'(T)dt=l;
О
\ о /
133
Полученная формула является основной для определения стой-
кости инструмента при прерывистом резании, при этом величину
функции @(т) находят как аналитическим, так и эксперимен-
тальным путем [40].
§ 18. ФИЗИЧЕСКИЕ ОСНОВЫ ИЗНОСА ИНСТРУМЕНТА
Трение представляет собой сложный процесс, определяемый
механическим, физико-химическим и атомно-молекулярным ме-
ханизмами взаимодействия поверхностей трения. Вследствие дей-
ствия атомно-молекулярного механизма силы трения в однород-
ных парах полированных поверхностей резко возрастают. Этим
же объясняется зависимость коэффициента.трения от температуры
контакта; величина последней определяется скоростью движения.
Как видно из рис. 56, с повышением скорости движения возра-
стает температура контакта и, следовательно, снижается коэффи-
циент трения ц [43]. При трении по углеродистой стали твердые
сплавы группы ВК дают большие коэффициенты трения по срав-
нению с твердыми сплавами группы ТК- Повышение содержания
карбидов вольфрама и снижение содержания карбидов титана
увеличивают коэффициент трения. Сравнение значений ц для пар
сталь 20 — ВК8 и Х18Н9Т — ВК8 показывает, что для последней
пары значение коэффициента трения значительно больше. Так,
например, при у = 100 м!мин для углеродистой стали ц=0,24,
между тем как для нержавеющей стали pi = 0,46. Особое влия-
ние на процесс трения оказывает среда. Так, например, при от-
сутствии окисных пленок в условиях высокого вакуума получа-
ются чрезвычайно высокие коэффициенты трения, значительно
больше единицы: никель по никелю pi = 4,6 и медь по меди pi=4,8
(даные Ф. Боудена). Как известно, при определенных условиях
в вакууме происходит прочное схватывание материалов — диффу-
зионная сварка.
Отличительными особенностями процесса трения при резании
металлов являются высокая химическая чистота (ювенильность)
трущихся поверхностей и весьма большие температуры и давле-
ния, сопровождающие этот процесс; при этом следует отметить их
крайнюю неравномерность распределения. В зоне, прилегающей
к режущей кромке, они достигают очень больших значений и
вместе с тем уменьшаются до нуля в точке отрыва стружки от
передней поверхности.
Скольжение стружки по передней поверхности инструмента в
зависимости от режимов обработки может происходить путем
обычного граничного трения; граничного трения с существенными
вторичными пластическими деформациями контактного слоя
стружки (рис. 57); трения с интенсивной пластической деформа-
цией контактного слоя, приводящей к периодическому или пол-
ному схватыванию контактных поверхностей.
Обычно в зоне стружкообразования имеют место смешанные
условия контакта, когда часть зоны контакта, расположенной у
134
Рис. 56
режущей кромки, находится в условиях схватывания, а часть зоны
контакта, прилегающая к границе отрыва стружки, находится в
условиях граничного трения. В этом случае в зоне OF (рис. 57, а)
на передней поверхности возникает зона интенсивных вторичных
пластических деформаций, а
ближе к месту отрыва — уча-
сток FB упругого контакта, где
происходит внешнее скольже-
ние стружки по передней по-
верхности. При принятых режи-
мах резания ширина зоны св со-
ставляет примерно половину от
всей длины контакта. Это вид-
но из рассмотрения зоны кон-
такта (рис. 57, б), полученной
при резании стали 18ХНВ на
режимах о=20 м/мин, s0=
=0,42 мм/об [20].
Рис. 57
Основные виды физических механизмов износа инструментов.
Износ рабочих поверхностей инструментов складывается из абра-
зивного, адгезионного, диффузионного и окислительного процес-
сов. Все эти виды износа тесно связаны между собой, определяя
в целом суммарный износ инструмента. Однако удельный вес
каждого из этих видов в общем суммарном износе весьма раз-
личен и зависит от свойств материалов контактирующих пар
Рис, 58
Рис. 59
136
(инструмент — обрабатываемая заготовка), а также от условий
взаимодействия и прежде Всего скорости резания.
Абразивный износ инструмента заключается во внедре-
нии материала стружки в рабочую поверхность инструмента с
последующим срезанием им выступающих участков поверхностных
объемов. Это наглядно видно из рассмотрения зоны контакта
стружки (рис. 58) с передней поверхностью резца ВК8 в процессе
резания (сталь 40Х, и = 58 м)мин-, «о=0,4 мм]об). [23]. Абразив-
ный износ происходит путем механического воздействия твердых
включений обрабатываемого материала; царапая контактные по-
верхности инструмента, они действуют как микроскопические
резцы. Подобное воздействие могут оказывать образующиеся
в процессе резания частицы нароста, а также карбиды, окислы
и другие включения обрабатываемого материала. При резании
с малыми скоростями абразивный износ влияет на инструмен-
тальный материал, характеризующийся относительно малой твер-
достью. Значительно повышает интенсивность абразивного износа
воздействие химически активных сред. Такой вид износа — абра-
зивно-химический— происходит путем многократно повторяюще-
гося царапания поверхностных пленок. Это имеет место при обра-
ботке быстрорежущими сталями в химически активных средах,
например четыреххлористом углеро-
де, сталей и молибдена [42].
Адгезионный износ ин-
струмента заключается в непрерыв-
но протекающих контактных про-
цессах схватывания и последующего
отрыва мельчайших частиц мате-
риала инструмента. Результатом
этого износа является глубинное вы-
рывание частиц, сопровождающееся
образованием кратеров. Они хорошо
видны на микроснимке (рис. 59) ха-
рактера износа передней поверхно-
сти резца Т15К6 в зоне лунки при
свободном точении (сталь 45,
о=208 м!мин-, «о=0,2 мм!об). Ра-
диофотограммы (рис. 60) подрезцо-
вой поверхности стружек при точе-
нии стали 40Х на воздухе (а) и в
кислороде (б) резцом Р9 (и=
= 48 mJmuh-, /=1,5 мм; s0 = 0,3 мм/об,
у=—10°, Ф=70°, ф1 = 30°, Х=—5°)
показывают, что Во всех случаях из-
нос носит дискретный характер; при
низких и средних скоростях (100—
150 м/мин) эта дискретность ярко
выражена; при высоких (250—
400 м/мин) — она сохраняется,
Рис. 60
137
но выражена менее отчетливо. В зоне малых и средних скоростей
резания, характеризующихся интенсивным наростообразованием,
размеры переносимых частиц достаточно велики. При высоких
скоростях размеры частиц незначительны; при этом наблюдается
микроглубинное вырывание, обусловливающее при визуальном
осмотре гладкий внешний вид стружки и изношенной поверхности
инструмента.
Явления глубинного вырывания происходят в результате обра-
зования наростов. Прочность соединения наростов с материалом
инструмента при высоких скоростях резания велика, поэтому уда-
ление их при относительном движении трущихся поверхностей
сопровождается разрушением поверхностей — микроглубинным
вырыванием. Количество образующихся наростов обычно весьма
значительно, размеры их могут колебаться в зависимости от усло-
вий трения в самых широких пределах; так, при свободном реза-
нии стали 45 (и = 208 м/мин, so = 0,2 .юи/об) ширина образующихся
наростов может быть от нескольких микронов до 60 л/к, высота со-
ставляет доли микрона. Наиболее часто встречающаяся ширина
наростов 5-ь 15 jwk. Образование наростов происходит на двух уча-
стках— около режущей кромки и в зоне последующего образова-
ния лунки. При повышении скоростей резания наблюдается слия-
ние образовавшихся наростов у режущей кромки и в лунке, причем
в этих случаях нарост защищает режущую кромку. Однако может
быть и полный срыв нароста, который при недостаточной проч-
ности режущего клина значительно разрушает режущую кром-
ку [23].
Материал инструмента более прочен и тверд, чем обрабатывае-
мый материал, поэтому в зоне контакта преимущественно происхо-
дят процессы налипания частиц обрабатываемого материала на
инструмент. Однако вследствие несовершенства строения инстру-
ментального материала появляется возможность его отрыва и сре-
за, т. е. износ рабочих поверхностей инструмента. Исходя из этого,
уменьшения адгезионного износа инструмента можно добиваться
путем повышения его твердости. Адгезионный характер износа
инструмента, характеризующийся образованием кратеров, в свою
очередь способствует интенсификации абразивного износа в зоне
низких и средних скоростей резания, обусловленного выступанием
отдельных частиц над уровнем трущихся поверхностей.
Диффузионный износ инструмента наблюдается при об-
работке сталей с высокими скоростями резания. Большое количе-
ство тепла, выделяющегося в этих условиях, приводит к весьма
высокой температуре контактного слоя, превышающей температуру
начала химического взаимодействия твердого сплава с обрабаты-
ваемым материалом. Следствием этого является процесс взаимного
растворения контактирующих пар — диффузия. Поэтому диффу-
зионный износ можно рассматривать как один из видов химиче-
ского износа. Этот вид износа инструмента неизбежно сопровож-
дается структурными превращениями, так как температура кон-
тактных слоев обычно превышает точку Асз диаграммы состояния
138
и характеризуется фазовыми превращениями, вызванными диффу-
зией отдельных элементов.
При резании твердыми сплавами взаимная диффузия инстру-
ментального и обрабатываемого материалов выражается в диффу-
зии атомов железа обрабатываемого материала в твердый сплав
и частичном обезуглероживании поверхностных слоев инструмента
вследствие диффузии углерода материала инструмента в обраба-
тываемый материал. Появление хрупкого дефектного слоя у ин-
струмента повышает интенсивность его износа в результате отрыва
и среза отдельных объемов с поверхности. Таким образом, износ
твердых сплавов происходит в виде одновременного воздействия
двух процессов: диффузионного растворения и разрушения разу-
прочненной в результате структурных превращений поверхности.
Поэтому в общем случае при механической обработке под диффу-
зионным износом понимается не только растворение материала
инструмента в обрабатываемом металле, но и разрушение контакт-
ных слоев, ослабленных диффузионными процессами.
Классическим примером диффузионного износа является износ
алмазных резцов при точении стали, так как согласно диаграмме
Fe — С углерод интенсивно растворяется в у-железе при темпе-
ратуре свыше 1180° К. Так, при резании стали У7 на режимах
/=0,5 мм, so=0,03 мм!об алмазный резец (у=0°, <р=35°, а=8°,
г=0,5 мм) через несколько секунд получает значительный износ.
То же наблюдается при шлифовании стали и никеля алмазными
кругами со скоростями больше 10 м/сек. Во всех случаях харак-
терной особенностью износа являлась гладкость изношенных по-
верхностей [20]. Интенсивность диффузионного износа зависит
прежде всего от температуры; учитывая это, объемный износ Уи
(в мм?) инструмента, вызванный явлениями диффузии, может быть
определен по формуле
Уи = Сде-£а/лв,
где Сд — постоянная величина; е — основание натуральных лога-
рифмов; — газовая постоянная, ягс-л0сг-°С (д^/яг-°С);
0 — температура, °C; Еа— энергия активации, ккал!г-атом
(дж/г-атом); энергия активации или теплота разрыхления опреде-
ляет для данного материала степень ослабления межатомных свя-
зей и возможности отрыва атомов От своего положения равновесия.
Из формулы видно, что повышение температуры на контактных
поверхностях способствует увеличению износа; снижения диффу-
зионного износа следует достигать путем введения в инструменталь-
ные материалы элементов с большей энергией активации £а, т. е.
теми же путями, которыми добиваются повышения жаропрочности
материалов.
Интенсивность диффузионного износа по времени подчиняется
параболическому закону, согласно которому толщина диффузион-
ной прослойки при данном положении контактирующих поверхно-
стей вначале растет очень быстро, затем медленнее. Это объясня-
ется тем, что в начальный момент переход атомов материала
139
инструмента происходит более интенсивно вследствие наличия в
растворителе большого числа вакантных мест; в дальнейшем этот
процесс все более затрудняется. С увеличением скорости резания
уменьшается время контакта, что ведет к уменьшению толщины
диффузионных слоев, однако скорость диффузионного растворения
и количество продиффундированного вещества инструмента, опре-
деляющего его износ, в этом случае возрастают.
Наиболее быстро диффундирует в обрабатываемый материал
углерод инструмента, более медленно — вольфрам, титан, кобальт;
при этом титановольфрамовые карбиды растворяются в стали мед-
леннее, чем карбиды вольфрама. Это вызывает большую износо-
стойкость твердых сплавов группы ТК при работе на высоких
скоростях, т. е. при температурах на контактных поверхностях,
превышающих температуры начала заметного диффузионного из-
носа (900°С), и при обработке материалов, химически активных к
этим инструментальным материалам. Помимо этого, повышенному
сопротивлению диффузионному износу твердых сплавов группы
ТК способствует процесс образования застойной зоны обрабатыва-
емого материала в углублениях между труднорастворимыми зер-
нами титановольфрамовых карбидов. Время застоя данного слоя
определяется временем растворения основания карбидов; после
этого происходит диффузионное растворение углубления и процесс
повторяется вновь. Поэтому чем больше размеры титановольфра-
мовых карбидов, тем больше неровности и меньше средняя ско-
рость диффузионного растворения. Твердые сплавы группы ВК
показывают хорошие результаты вследствие своей большой проч-
ности только при обработке на скоростях резания, при которых
температура контактных слоев меньше температуры заметного на-
чала диффузии (900°С), или при обработке материалов, химически
инертных к этим инструментальным материалам. К последним от-
носятся цветные металлы и сплавы (латунь, бронза, алюминиевые
и магниевые сплавы). Сплавы на основе титана также лучше
обрабатываются твердыми сплавами группы ВК, так как химиче-
ское воздействие титана на карбид вольфрама значительно слабее,
чем на карбид титана [14].
Характер износа режущих кромок инструмента при его эксплу-
атации на высоких скоростях резания определяется распределе-
нием температур по контактирующим рабочим поверхностям ин-
струмента. В случае, если температура задней поверхности инстру-
мента выше передней, преобладает износ задней поверхности.
Наоборот, если температура передней поверхности инструментов
выше задней, преобладает износ передней поверхности. Как изве-
стно, износ передней поверхности инструмента происходит нерав-
номерно и сопровождается образованием лунки, что при относи-
тельно низких скоростях резания объясняется наличием нароста,
прикрывающего участок передней поверхности, непосредственно
прилегающий к режущей кромке. При более высоких скоростях ,
резания, когда нарост исчезает, образование лунки объясняется '
различной интенсивностью адгезионного и диффузионного изно- ,
140
сов. Интенсивность адгезионного износа зависит от изменения
скорости и давления при перемещении стружки и, помимо этих
факторов, от распределения температур. Распределение значений
термоэлектродвижущей силы Е и тепловых потоков на передней
поверхности инструментов аналогично характеру ее износа
(рис. 61) [14].
Таким образом, адгезионный износ наблюдается у инструмен-
тов, работающих при низких скоростях резания (быстрорежущие
сверла, зенкеры, развертки, фрезы, протяжки), когда температура
в контактных слоях сравнительно
мала. Такой вид износа можно
классифицировать как один из
видов механического износа. Его
величина определяется отноше-
нием контактных твердостей ма-
териалов режущей кромки ин-
струмента и обрабатываемой за-
готовки, а также интенсивностью
протекания самого процесса адге-
зии. Характеристикой инструмен-
тального-материала, определяю-
щей износостойкость при адгези-
онном и абразивном износах, яв-
ляется прочность и твердость кон-
тактных слоев инструмента при
температурах, сопровождающих
процесс резания.
Диффузионный износ наблюдается у твердосплавных инстру-
ментов, работающих при высоких скоростях резания, когда темпе-
ратура контактных слоев высока (более 900—950°С); в этом слу-
чае происходит взаимное диффузионное растворение материалов
режущей части инструмента и обрабатываемой заготовки. Такой
вид износа можно классифицировать как один из видов химиче-
ского износа. Его величина определяется скоростью взаимного рас-
творения материалов режущей части инструмента и обрабатывае-
мой заготовки. Характеристикой материала, определяющей износо-
стойкость при химическом износе, является инертность материала
инструмента по отношению к обрабатываемому материалу. Она
определяется из температурных зависимостей коэффициентов диф-
фузии и диаграмм состояния реагирующих пар. Этому виду износа
не подвержены инструменты из быстрорежущей и инструменталь-
ных сталей, так как их предельная температура, определяющая
вязкую прочность (формоустойчйвдсть) режущей кромки, ниже
начала существенной по величине диффузии.
Обработка жаропрочных материалов твердыми сплавами за-
труднена вследствие интенсивного диффузионного износа, прояв-
ляющегося даже при относительно низких температурах (500—
550°С). Это объясняется химическим сродством их с твердыми
сплавами, чему способствует замедленное образование ввиду жа-
ропрочности значительных по величине оксидных пленок. Твердые
141
сплавы группы ТК обладают наибольшим физическим сродством
с жаропрочными материалами и поэтому показывают во многих
случаях худшие результаты.
Физическая картина износа при обработке титановых сплавов
также зависит от условий резания; при низких скоростях наблю-
даются абразивный износ, повышение скорости резания и подачи
ведут к интенсивному тепловыделению. В этих условиях при изно-
се рабочих поверхностей инструмента решающее значение начи-
нает приобретать присущая титану высокая химическая актив-
ность, способствующая возникновению диффузионного износа.
г) Поверхность периодического
схватывания и разрушения
инструмента
Рис. 62
При прерывистых процессах резания диффузия затруднена из-
за процессов окисления и охлаждения, происходящих во время
холостого хода инструмента. Поэтому износ рабочих поверхностей
инструмента в этом случае определяют абразивные процессы, ад-
гезия, окисление и особенно микровыкрашивание на контактных
поверхностях.
Общий механизм износа инструмента. Контактное нагружение
рабочей поверхности инструмента создает сложное неоднородное
напряженное состояние, способствующее протеканию пластической
деформации поверхностных микрообъектов даже таких прочных и
твердых материалов, как инструментальные. Поэтому пластиче-
ская деформация во всех ее проявлениях является основным пер-
вичным элементарным процессом изнашивания. Износ передней
поверхности инструмента происходит в результате внедрения ма-
териала стружки в рабочую поверхность инструмента с последую-
щим срезанием им выступающих участков поверхностных объемов.
Это видно из рассмотрения схемы взаимодействия передней по-
верхности инструмента со стружкой (рис. 62, б) и иллюстрирую-
щего ее шлифа (рис. 62,а); обрабатываемый материал — сталь 40,
резец Т15К6, v = 52,6 м/мин, = мм/об, /=1 мм. Поэтому раз-
рушению материала стружки путем среза обязательно предшеству-
ет значительная пластическая деформация, приводящая к вдавли-
142
ванию частиц обрабатываемого материала в полости между шеро-
ховатостями инструментального материала и последующему сдви-
гу. Дальнейшее взаимодействие движущихся частиц стружки про-
исходит с выступающими микронеровностями поверхности инстру-
мента и частицами обрабатываемого материала, оставшимися во
впадинах. В процессе взаимодействия происходит непрерывное об-
новление части материала во впадинах вследствие большой интен-
сивности явлений схватывания одного и того же материала в усло-
виях высокой химической чистоты контактирующих поверхностей,
больших давлений и температур. Поэтому износ поверхности
инструмента всегда сопровождается значительной пластической
деформацией отдельных объемов поверхностного слоя стружки;
причем работа пластической деформации определяет интенсив-
ность износа, т. е. степень механического воздействия обрабатыва-
емого материала в зоне контакта на поверхностные слои инстру-
мента. Поэтому снижение шероховатости рабочих поверхностей
инструмента путем их доводки, ведущая к уменьшению объема
вдавливаемых частиц, и понижение сопротивления по плоскости
среза приводят к повышению износостойкости. Особо большое зна-
чение имеет этот механизм износа для твердосплавных инструмен-
тов, контактирующая поверхность которых представляет собой
выступающие твердые частицы карбидов, закрепленных в связке
основанием. Периодически повторяющиеся явления: внедрение
частиц обрабатываемого материала, схватывание и последующий
срез, происходящие с очень большой частотой,— постепенно4 пони-
жают прочность крепления отдельных зерен и выламывают их.
Это происходит вследствие явления ползучести и циклического
нагружения выступающих микронеровностей; последнее происхо-
дит вследствие анизотропности свойств отдельных кристаллов и
кристаллитов, взаимодействующих с выступающими карбидами
твердого сплава, периодичности протекания явлений схватывания-
разрушения. Подобные вибрации, но более низкой частоты, наблю-
дались Л. Б. Лазебниковым в ИМАШе АН СССР при исследова-
ниях износа твердосплавных резцов радиоактивными изотопами.
При рассмотрении характера следов разрушения режущего инстру-
мента на обработанной поверхности детали и подрезцовой стороне
стружки радиоактивными инструментами установлено, например,
что частота их образования находится в пределах 4000—8000 в
секунду. (
Местные усталостные разрушения, носящие характер микровц-
крашивания, проявляются тем интенсивнее, чем меньшей цикли-
ческой прочностью обладает поверхностный слой инструменталь-
ного материала, чем хуже он сопротивляется явлению ползучести.
Следовательно, в зоне низких скоростей резания, когда темпера-
тура мала, такому характеру износа лучше сопротивляется быст-
рорежущая сталь и много хуже — твердые сплавы. С ростом
скоростей резания, т. е. температур, начинает преобладать изло-
женный выше процесс, определяющий интенсивность разрушения
связей выступающих микронеровностей с основным материалом.
143
Постепенное разрушение этих связей при высоких температурах
р давлениях обусловлено так же как адгезионным схватыванием
цементирующей связки с ферритом и аустенитом обрабатываемого
материала, так и диффузионным ее растворением. Однако в обоих
случаях износа (и адгезионного, и диффузионного) по-прежнему
большое значение имеют усталостные явления, вызывающие посте-
пенное расшатывание структуры твердого сплава и образование
микротрещин. Переменные механические и термические напряже-
ния, обусловленные этими явлениями, способствуют также возник-
новению и развитию микротрещин.
Зависимость Т — v, т. е. стойкости инструментов от скорости
резания, характеризуется некоторой горбообразной кривой
(см. рис. 54), максимум которой дает значение оптимальной ско-
рости резания для данных условий механической обработки. Глав-
ным фактором, определяющим физическую картину указанной
зависимости, является температура соприкасающихся поверхностей.
Однако между температурой и величиной износа нет линейной или
даже монотонной зависимости. Это объясняется различием физи-
ческих механизмов износа и разрушения режущих кромок при раз-
личных скоростях резания. Увеличение скоростей резания, т. е.
повышение температуры контакта до некоторого предела, приво-
дит к уменьшению износа вследствие снижения интенсивности
адгезионных явлений. Повышение скорости резания сверх опти-
мальной вызывает уменьшение стойкости инструмента вследствие
возрастания интенсивности диффузионного износа.
Большое влияние на процесс износа оказывает образование-
защитных пленок вследствие адсорбции при низких скоростях ре-
зания и окисления при высоких. Возникающие в зоне резания чис-
тые металлические поверхности находятся в активном состоянии,,
приводя к образованию при высоких температурах чрезвычайно
прочных пленок окислов. Наличие этих тончайших пленок окислов
препятствует молекулярным контактам режущей части инструмента
и обрабатываемого металла, заменяя трение между чистыми ме-
таллами трением между окислами. Прочность пленки окисла за-
висит от температуры, толщины пленки и свойств материалов.
Наибольшей прочности пленки окислов достигают при кристалло-
химическом соответствии металла с образующейся пленкой; при
этом кристаллическую решетку окисла можно рассматривать как
продолжение решетки металла. Определенное влияние на улучшение
условий трения оказывает также более высокая микротвердость-
окислов; она примерно в 5 раз превышает микротвердость основ-
ного металла. Наличие на контактных поверхностях окисных пле-
нок снижает коэффициент трения примерно втрое по сравнению с
коэффициентом трения чистых поверхностей. На основе этого су-
ществует другое объяснение повышения красностойкости твердых
сплавов, содержащих карбиды титана. Согласно ему на контактной
поверхности под действием высоких температур резания про-
исходит интенсивное окисление частиц карбида титана. Поверхно-
стная пленка Т12О3 обеспечивает более высокую износостойкость^
.144
которая тем больше, чем выше содержание TiC в твердом сплаве
(до определенного пределу ~25н-40%).
Влияние окисления и схватывания на износ. Выше было пока-
зано, что образование пика стойкости при горбообразной форме
зависимости Т — v определяется изменением физической картины
износа от адгезионного к диффузионному. Помимо этого, причиной
его образования, по данным Г. И. Якунина, может быть изменение
характера формирования пленок окислов, согласно которому обра-
зование пиков стойкости происходит при определенных темпера-
турно-скоростных условиях на контактных поверхностях, создаю-
щих особо прочные пленки окислов. Эти пленки снижают свои
высокие защитные свойства при переходе на другие скорости
резания, не соответствующие максимуму стойкости. Так, например,
резец предварительно 10 мин работал при скорости резания, соот-
ветствующей пику стойкости, затем при более высоких скоростях
резания. После такой приработки его стойкость значительно воз-
росла. Если такую же предварительную приработку производить
при скорости, не соответствующей пику стойкости (где стойкость
ниже), то при последующей работе на более высоких скоростях
резания заметного повышения стойкости не наблюдается. Эти
эксперименты подтверждают, что при режимах резания, соответст-
вующих пику стойкости, образующиеся пленки окислов имеют мак-
симальную прочность. Другим экспериментальным подтверждением
этого служит измерение величины электросопротивления поверх-
ности лунки методом естественной термопары. Оно показывает, что
при скорости, соответствующей пику стойкости, поверхность лунки
покрыта пленками, имеющими повышенное сопротивление по срав-
нению с резанием при других скоростях. Учитывая, что величина
электросопротивления находится в прямой зависимости от тол-
щины пленки, можно сделать вывод, что при скорости, соответст-
вующей пику стойкости, поверхность лунки покрыта наиболее
прочными пленками.
Влияние формирующихся окисных пленок на стойкость инстру-
мента в широком диапазоне скоростей резания связано с допуще-
нием об адсорбционном характере износа инструмента. Как извест-
но, адсорбционное понижение прочности проявляется при опреде-
ленном сочетании температуры и скорости деформирования;
наличие на металлической поверхности пленок окислов увеличи-
вает адсорбционные эффекты. Поэтому интенсивное формирование
окисных пленок может оказывать на ^тойкость инструмента двоя-
кое воздействие: они повышают стойкость режущего инструмента в
условиях отсутствия адсорбционного эффекта и понижают ее в
случае наличия адсорбционных эффектов. Это теоретические выво-
ды были подтверждены стойкостными опытами при обработке
резанием стали в воздухе и кислороде на трех подачах; 0,11; 0,25
и 0,45 мм/об. Оказалось, что самая высокая эффективность кисло-
рода в отношении повышения стойкости была при подаче
0,25 мм/об. При подаче 0,45 мм/об повышение стойкости при реза-
нии в кислороде по сравнению с воздухом было незначительно, а
Ю в. и. Подураев
145
при подаче 0,11 тюи/об стойкость даже понижалась. Так как
подача определяет начальные температурные условия, можно
полагать, что при подаче 0,25 мм/об адсорбционный эффект отсут-
ствовал, а при 0,11 и 0,45 мм/об проявлялся. Из изложенного сле-
дует, что создание пленок окислов на рабочих поверхностях резца
с помощью предварительной приработки должно повысить его
стойкость при подаче 0,25 мм/об и понизить при подачах 0,11 и
0,45 мм/об. Проведенные опыты при резании в кислороде показали,
что предварительная приработка резко повышает стойкость при
подаче 0,25 мм/об и резко снижает ее при подаче 0,11 мм/об.
Поэтому если инструмент работает в условиях адсорбционного воз-
действия среды, его стойкость может быть повышена путем изме-
нения температуры (нагрева или охлаждения), благодаря чему
условия для адсорбционного воздействия среды нарушаются.
Опыты с искусственно нагретым резцом (при so = 0,ll мм/об)
подтвердили это положение. Напротив, если инструмент работает
в условиях отсутствия адсорбционного воздействия среды, приме-
нение СОЖ (а также и нагрева) должно не повысить стой-
кость, а понизить ее. Опыты по резанию в кислороде при условии
отсутствия адсорбционного эффекта ($о = 0,25 мм/об). с искусст-
венным нагревом резца и применением термотоков разных направ-
лений подтвердили и это положение [61].
Следует учитывать, однако, что в процессе резания всегда воз-
никают местные зональные разрушения пленки окислов. Они про-
исходят с большой скоростью и сопровождаются мгновенным ее
восстановлением. Причинами этого частичного или полного разру-
шения окисных пленок являются высокие давления и значительные
температурные вспышки, возникающие на отдельных участках.
Так, даже при небольших давлениях и невысокой скорости‘сколь-
жения на поверхностях трения возникают температурные вспышки
до 1000° С и более, длительностью менее 0,0001 сек. Интенсивность
этих явлений растет с ухудшением условий трения. Поэтому в про-
цессе работы инструмента происходит непрерывный процесс раз-
рушения связей в одних точках и формирования их в других; при
этом работа трения расходуется на создание и разрушение этих
связей.
Износ инструмента тесно связан с явлениями схватывания в
результате молекулярного взаимодействия («микросваривания»)
вершин контактирующих поверхностей. Физическая сущность этого
взаимодействия определяется его силами, т. е. видами связей мате-
риалов контактирующих поверхностей. В зоне низких давлений и
температур взаимодействие между обрабатываемым материалом
и рабочей поверхностью инструмента обеспечивается наиболее
дальнодействующей и вместе с тем наиболее слабой связью — си-
лами притяжения по теории Ван-дер-Ваальса. При этом на отдель-
ных небольших участках действуют более сильные связи, вызыва-
ющие глубинные разрушения. В зоне высоких давлений и темпе-
ратур происходит уменьшение расстояния между атомами
соприкасающихся пар и увеличение энергии активации. Это
146
приводит к обобществлению валентных электронов и образованию
металлической связи. При еще больших удельных давлениях и тем-
пературах возможно образование еще более сильной атомной
связи.
Схватывание происходит в местах наиболее интенсивного «те-
чения» (деформирования) металла при неблагоприятных условиях,
когда наблюдается контакт обнажившихся в результате высокого
давления неокисленных слоев срезаемого слоя с поверхностью ин-
струмента. Необходимым условием возникновения схватывания в
процессе движения контактирующих поверхностей является на-
личие микропластической деформации материала поверхностного
слоя, позволяющей получить свободные от окислов поверхности с
достаточно плотным контактом материалов при высокой темпера-
туре. Известно, что пластическая деформация не полностью охва-
тывает кристаллическую решетку, аккумулируясь по отдельным
блокам сдвига; в этих местах происходит интенсивный рост темпе-
ратур, обеспечивающий в зонах выхода блоков сдвига на границу
контакта прочйые сцепления. При этом., как показывают исследо-
вания, их образование происходит практически мгновенно. Повы-
шение температуры отдельных микрообъемов в результате единич-
ных актов пластической деформации может достичь сотен и даже
тысячи градусов; при этом скорость ее возрастания достигает
миллионов и десятков миллионов градусов в секунду.
Следовательно, повышенные давления и температуры, возника-
ющие в процессе резания, облегчают процессы пластической де-
формации и, следовательно, интенсифицируют процессы схватыва-
ния. Это объясняется сближением поверхностей до пределов мо-
лекулярного взаимодействия и образованием металлических связей.
Поэтому явления схватывания (налипания) особенно сильно про-
являются при обработке жаропрочных сплавов.
§ 19. ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ ПРОЧНОСТЬ ИНСТРУМЕНТОВ
До последнего времени при конструировании инструмента про-
изводился расчет на прочность только его корпуса, например
стержня у сверл, державки у резцов. Для инструментальных ста-
лей этого было достаточно, поскольку все механические характе-
ристики этих материалов достаточно йысоки. Использование твер-
дых сплавов и минералокерамики потребовало обязательного
рассмотрения прочности самого' режущего клина инструмента
вследствие относительно низких значений допустимых для этих
материалов напряжений на изгиб, срез и удар. Эти вопросы при-
обретают особую актуальность при резании труднообрабатываемых
материалов, оказывающих повышенную и зачастую переменную
нагрузку на рабочие поверхности инструмента, где случаи выкра-
шивания режущих кромок инструментов наиболее часты.
Прочностью режущего клина инструмента называется
его способность выдерживать нагрузку, обусловленную процессом
резания, без разрушения. Разрушение режущей кромки может
10*
147
носить характер хрупкого или вязкого процесса (см. рис. 21). Если
характер напряженного состояния режущей кромки таков, что
действующие напряжения вначале превосходят предел прочности
на отрыв материала инструмента, то происходит процесс хрупкого
разрушения, при котором выкрашивается режущая кромка. Наобо-
рот, если напряжения на режущем клине вначале превосходят
предел текучести материала инструмента, то происходит процесс
вязкого разрушения, сопровождающийся изменением формы, т. е.
потерей формоустойчивости режущей кромки. Поэтому, если ин-
струментальный материал имеет высокую хрупкую прочность (ин-
струментальные, углеродистые и быстрорежущие стали), то при
его применении следует работать с малыми скоростями резания
(5—60 м/мин} и большими толщинами среза (0,3->4,0 мм). В слу-
чае, если инструментальный материал имеет высокую пластиче-
скую прочность (твердые сплавы типа ВК и ТК), то следует зада-
вать повышенные скорости резания (604-400 м/мин) и средние
толщины среза (а<2 мм). Если инструментальный материал
пластичен при высоких температурах и хрупок в холодном
состоянии (корунд, карборунд), то следует работать на высоких
скоростях резания (1800-7-4800 м)мин) при крайне малых толщи-
нах среза (а<50 мкм). Это имеет место при абразивной обработке.
Во всех случаях комплексным критерием прочности инструмента
является предельный объем материала срезаемого слоя, снима-
емого в единицу времени; он оценивается при единичной ширине
среза 5 = 1 мм произведением предельно допустимых значений
скорости резания и толщины среза: ипРап₽ [20].
Вид разрушения режущей кромки определяется физико-меха-
ническими параметрами инструментального материала и характе-
ром напряженного состояния. Специфической особенностью затуп-
ления быстрорежущих инструментов является повышенная вязкость
инструментального материала, способствующая возникновению
пластической деформации режущей кромки в процессе обработки ;
(см. рис. 52). !
Различают два вида хрупкого разрушения режущего клина — j
скол и выкрашивание. Выкрашивание проявляется в отделении ;
малых частиц режущей кромки; сколы происходят в виде отделе- i
ния относительно большего объема режущего клина инструмента.
Сколы являются результатом однократного нагружения достаточно
большой силой, воздействующей при непрерывном резании стати-
чески и прерывистом резании динамически. При данных обрабаты-
ваемом и инструментальном материалах величина этой 'нагрузки
определяется предельной, «ломающей», толщиной среза или пода-
чей. Выкрашивание происходит при циклическом нагружении; в
этом случае прочностные характеристики инструментального ма-
териала определяются как числом циклов до разрушения N, так и .
величиной действующего напряжения о, т. е. усталостными харак-
теристиками. Зависимости прочности твердых сплавов при перемен-
ной нагрузке от числа циклов показаны на рис. 63 (/ — Р18,
2 — Т15К6, 3 — Т30К4, 4 — AI2O3). Для обоих видов хрупкого
148
разрушения большое значение имеют поверхностные дефекты ин-
струментального материала — внутренние остаточные напряжения,
структурные превращения и микротрещины, образующиеся при
пайке и заточке. Выкрашивание является результатом постепен-
ного развития и накопления микротрещин; по мере роста нагрузки
и времени они сливаются в
одну макротрещину. Скол про-
исходит в результате однократ-
ного воздействия режущего
клина на наиболее слабое се-
чение, обусловленное имеющей-
ся трещиной.
Расчет режущего клина ин-
струмента на прочность, исходя
из заданных механических ха-
рактеристик инструментально-
го материала, производят в
следующей последовательно-
сти:
1) определяют характер на-
гружения режущей части ин-
струмента, учитывая вид обра-
батываемого материала, режи-
мы резания и геометрию заточ-
ки инструмента;
2) рассчитывают напряжен-
ное состояние рабочего клина
инструмента, определяя наи-
более нагруженные точки и
сравнивая действующие в них
напряжения с допустимыми.
Характер нагружения режущего клина инструмента представ*
лен на рис. 64. На переднюю поверхность инструмента действуют
распределенные нормальные напряжения и касательные силы
трп ; подобная же нагрузка действует на заднюю поверхность (gn3;
tf3). Значения нормальных контактных напряжений на длине кон-
такта стружки с передней поверхностью ск и обусловленная ими
нормальная сила Afn велики, они вызывают изгиб и срез рабочего
клина инструмента. Металло- и минералокерамические инструмен-
тальные материалы имеют низкие механические характеристики
при этих нагрузках, поэтому воздействие силбг Nn при недопусти-
мых ее значениях вызывает' разрушение режущего клина. При
расчете на прочность надо обязательно знать не только величину
силы Na, но и характер распределения напряжений по передней
поверхности. Так, например, абсолютные величины тангенциальной
составляющей силы резания Pz при резании углеродистой стали 20
и титанового сплава примерно одинаковы, однако у последнего
вследствие меньших значений коэффициента усадки стружки ве-
личины действующих нормальных давлений незначительно больше.
149
Поэтому при точении стали 20 твердосплавная режущая кром-
ка не разрушается даже при использовании больших передних
углов; между тем, как при резании титанового сплава, разрушение
происходит весьма часто [11].
Касательные силы тгп и обусловленная ими сила трения Гп
зачастую вызывают отслаивание поверхностных слоев твердо-
сплавного инструмента. Вместе с тем, воздействуя на режущий
клин в целом, они вызывают его сжатие, которому хорошо проти-
востоят большинство инструментальных материалов.
Рис. 64
Силы $n3 и Tf3 действуют непосредственно у режущей кромки
на относительно малых поверхностях; возможны их большие значе-
ния, однако абсолютные величины сил N3, F3, обусловленных ими,
малы и оказывают малое влияние на прочность режущего клина в
целом. При расчете режущего клина на прочность одинаково важ-
но знать как значение максимального нормального напряжения
tfA'max' Действующего на переднюю поверхность, так и значение
рреднего нормального напряжения сг^ср. Величины сил сдвига
и сжатия /?сж определяют по формулам § 5. Из табл. 12 видно [11],
что максимальные величины нормальных давлений значительно
превышают величину тс; при этом их значения сильно возрастают
с уменьшением переднего угла. При обработке материалов типа
жаропрочных, способных к повышенному упрочнению, происходит
еще большее увеличение сг^таХ п0 сравнению с тс вследствие уве-
личения угла (0+Ф—у), так как ^тах=тсtg(0 + <D—у).
Распределение нормальных напряжений по длине контакта за-
висит от скорости резания. При низких скоростях оно неравномер-
но, имея максимум непосредственно у режущей кромки и резкое
снижение по мере удаления от нее. С повышением скорости реза-
ния эта неравномерность сглаживаете^ вследствие образования
пластической прослойки, приближаясь к линейной. При обработке
титановых и жаропрочных сплавов неравномерность распределе-
ния напряжений весьма велика, вызывая концентрацию больших
1Б0
Значение с 1 Таблица 12 при резании стали ЗОХГСА max
о, м$мин а, мм у, град 0, град Ф, град тс, кгс 1мм* aNmax’ кгс1мм*
26 0,27 0 34° 5' 28° 30' 75 134
62 0,27 0 33° 30' 27° 10' 83 147
100 0,27 0 32° 15' 29° 35' 76 142
14 0,15 +10 38° 40' 31° 35' 70 123
14 0,15 0 33° 0' 28° 0' 81 146
14 0,15 —10 29° 20' 24° 20' 82 166
напряжений на наиболее слабой части инструмента — режущей
кромке.
Длину площади контакта стружки с передней поверхностью
инструмента ск можно определить, задавшись эпюрой распределе-
ния нормальных напряжений (рис. 64). В случае их распределе-
ния по закону треугольника [11]
= aN /2; Nn=oN &cK = (rcafecos0)/[cos(O + 0 — y)sin<D],
cK == (2a cos 0)/[tg (Ф+0 — y) sin Ф cos (Ф — y)].
Из формулы видно, что длина площадки контакта уменьшается
со снижением толщины среза а и возрастает с увеличением угла
сдвига Ф. Поэтому при малых толщинах среза удельное усилие реза-
ния становится весьма большим. По данным А. И. Каширина, при
толщинах среза а = 0,01 4-0,02 мм лля стали 45 оно составляет
450-4-500 кгс/мм2 (4414,54-4905 Л4н/л^2), а для стали 40Х —
650-4-700 кгс/мм2 (6376,5-4-6867 Мн/м2}. С увеличением а ширина
зоны контакта возрастает, но несколько медленнее, так как отно-
сительная ширина контакта с^/а с возрастанием толщины среза
снижается. Наоборот, с увеличением усадки стружки это отношение
увеличивается.
Знание нагрузки, приложенной к режущему клину инструмента,
позволяет выполнить прочностной расчет инструмента на основе
известных методов теории упругости. Методика решения этой за-
дачи сводится к расчету прочности клина. Это позволяет качест-
венно определять оптимальные условия нагружения инструмента
для данных условий резания. Получение таким методом практиче-
ски ценных количественных результатов в настоящее время за-
труднено из-за отсутствия достаточно полных данных о внешних
действующих нагрузках и реальных ^механических характеристиках
инструментальных материалов в процессе резания. При определе-
нии допустимых механических характеристик материала необходи-
мо учитывать качество его изготовления и заточки (наличие мик-
ротрещин и внутренних напряжений) а также разброс их значений
от инструмента к инструменту (см. рис. 45).
Разрушение твердосплавных режущих кромок при прерывистом
резании может быть результатом однократного нагружения при
превышении действующих нагрузок над прочностью инструмен-
151
тального материала в отдельных его зонах, приводящее к возник-
новению микротрещин. Для расчета таких повреждений приме-
няют теорию повреждений в негомогенных телах. Процесс возник-
новения микротрещин в этом случае рассматривают как случай-
ный, обладающий определенной вероятностью, на величину которой,
решающее влияние оказывает технология изготовления и объем
режущего клина; с увеличением объема клина вероятность возник-
новения микротрещин больше. Для ряда операций расчет на проч-
ность режущей кромки производят не на статическую, а на дина-
мическую нагрузку, так как в реальных условиях всегда имеет
место некоторое колебательное движение, накладывающееся на
заданное движение резания. Эти колебания могут быть или прак-
тически незаметными, или, наоборот, недопустимыми. Частота ко-
лебаний, сопровождающих процесс резания, составляет от несколь-
ких сот до тысячи герц; это изменяет нагрузку на инструмент от
нескольких десятков до полумиллиона циклов в минуту. Помима
этого, выполнение ряда операций (строгание, фрезерование и др.)
непосредственно связано с периодической нагрузкой на инструмент.
Расчет показывает, что число циклов до разрушения режущего
клина инструмента, например при фрезеровании (1 • 1034-8-103),
значительно ниже предела усталости. Поэтому в этом случае сле-
дует принимать критерии ограниченной долговечности. Инструмен-
тальные материалы являются высокопрочными материалами, пред-
расположенными к концентрации напряжений, в результате чего
предел усталости может уменьшаться в несколько раз. Так, по
данным ВНИИ, предел усталости быстрорежущей стали Р18 при
чистом изгибе и температуре 20°С равен 62 кгс/мм2 (608,2 Мн/м2),
при 400°С — 59 кгс/мм2 (578,7 Мн[м2)\ наличие на образце надреза
радиусом 0,75 мм снижает его предел усталости при 20° С до
44 кгс/мм2 (431,6 Мн/м2), т. е. на 25%.
При врезании инструмента во время работы его в режиме пре-
рывистого резания создаются особохшасные условия для разру-
шения; в этом случае к напряжениям растяжения, обусловленным
охлаждением во время холостого хода, добавляется напряжение
этого же знака, обусловленное изгибом режущего клина. В этот
момент сжимающая нагрузка от взаимодействия по задней поверх-
ности очень мала. Кроме того, при врезании возрастает сила реза-
ния вследствие ударных явлений, т. е. необходимости сообщить
материалу срезаемого слоя, находящемуся в покое, определенное
ускорение ом. Величины его, учитывая, что время врезания, по
опытным данным, твр=0,0001—1,0 сек, весьма велики: uM=e/fBp,.
где е — скорость деформации. Для определения величины дейст-
вующей силы PBp=mvM необходимо знание объема деформируемо-
го при врезании металла. Его вычисление весьма затруднено; при
этом следует учитывать, что пластическая деформация в стали
распространяется значительно медленнее, чем упругая. Кроме того,
при врезании происходит запаздывание пластической деформации,,
приводящее к выпучиванию, а также замедление движения инст-
152
румента вследствие интенсивного сопротивления. Несмотря на
относительно малые массы из-за весьма больших пм, динамическое
их влияние может быть весьма значительным. ,
Чем больше амплитуда колебаний тепловых и механических
нагрузок, тем интенсивнее протекают процессы разрушения твер-
дого сплава. Интенсивное охлаждение режущей кромки при ее
холостом ходе увеличивает амплитуду тепловых нагрузок и тем
повышает интенсивность усталостного разрушения. Подобное же
явление наблюдается с повышением скорости резания. Поэтому,
например, при строгании твердосплавными резцами существует
предельная скорость резания, превышение которой вызывает бы-
строе скалывание режущей кромки; при строгании стали с боль-
шими сечениями среза она равна, например, 30 м!мин. Влияние
рассмотренных выше факторов сказывается тем сильнее, чем ниже
сопротивление инструмента усталостным разрушениям. Поэтому
при прерывистом точении стали с большими сечениями среза ско-
рость резания, допускаемая резцами, оснащенными твердым сплавом
ТТ7К.12, на 80—100% больше скорости, допускаемой резцами из
Т5КЮ, между тем как при обычном непрерывном резании проис-
ходит обратная зависимость: резец из ТТ7К12 допускает скорость
резания на 10—12% меньше, чем резцы из Т5К10. Следует отме-
тить, что преимущества резцов из титанотанталовых твердых
сплавов проявляются тем сильнее, чем выше величина цикличе-
ской нагрузки, например больше переменное сечение среза [20, 30].
Увеличение подачи повышает общую нагрузку на режущий
клин инструмента; при этом увеличивается максимальное напря-
жение у режущей кромки. Поэтому при обработке твердосплавны-
ми инструментами всегда имеют место критические значения подач,
с превышением которых происходит быстрое разрушение режущей
кромки. Критические значения подач для точения показаны на
рис. 43. Для фрез из быстрорежущей стали наибольшая допусти-
мая величина толщины среза при обработке углеродистых кон-
струкционных сталей атах=0,3-т-0,35 мм, для торцовых фрез, осна-
щенных твердым сплавом ВК8, при обработке чугуна атах=0,56 л/л/.
Наибольшие значения допустимых толщин среза для фрезерования
углеродистых конструкционных сталей приведены в табл. 13.
Таблица 13
Значение ащах мм при торцовом фрезеровании углеродистых
конструкционных сталей (запас прочности 1>35)
Предел прочности обрабатываемого материала, <УВ» kzcJmm* Марка твердого сплава
Т5КЮ Т14К8 Т15К6 Т30К4
50—60 0,29 0,23 0,18 0,07
70—80 0,20 0,15 0,12 0,05
90—100 0,15 0,11 0,09 0,03
110—120 0,11 0,09 0,07 0,03
153
Из таблицы видно, что максимально допустимая нагрузка на
режущий клин инструмента тем меньше, чем прочнее обрабатывае-
мый материал и ниже прочность твердого сплава. Помимо этого,
она зависит от условий работы режущей кромки: резание стальных
заготовок по окалине уменьшает допустимые значения толщины
среза.
Из изложенного ясно, что предельная Юлщина среза атах
зависит от формы режущего клина и при снижении угла заостре-
ния р инструмента и увеличении главного угла в плане <р умень-
шается. Кроме того, нагрузка на инструмент зависит от сопро-
тивления обрабатываемого материала движению резания. Она
характеризуется величиной касательных напряжений на условной
плоскости сдвига тс; их повышение ведет к уменьшению атах.
Наоборот, рост прочностных характеристик инструментального^
материала, что наблюдается при переходе от минералокерамики к
двухкарбидным твердым сплавам типа Т15К6, затем к однокар-
бидным типа ВК8 или трехкарбидным типа ТТ7К12 и далее к Р18,.
ведет к увеличению допустимых подач. По мере уменьшения по-
дачи по сравнению с предельной время работы инструмента
до разрушения увеличивается, так как в этом случае снижается
роль усталостных разрушений; при некоторой величине подачи
время работы инструмента до разрушения становится равным его
периоду стойкости.
Дополнительное ослабление режущей части инструмента про-
исходит в процессе износа при образовании лунки на передней и
площадки износа на задней поверхностях. Учитывая это, для опре-
деления прочности режущего клина Инструмента в процессе реза-
ния проводят испытания с возрастающей подачей; ломающая по-
дача является критерием его прочности. Установлено, что приме-
нение вместо меди припоя ПрАНМцО,6-4-2, дающего более
высокую прочность соединения при меньших остаточных напряже-
ниях, увеличивает ломающую подачу на 15%. Подобные4 же ре-
зультаты дает закалка державок резцов и ножей торцовых фрез, а
также обеспечение качественного прилегания твердосплавной
пластины к державке по всей плоскости. Так, резцы со шлифован-
ной опорой показали повышение средней долговечности с 365
до 666 мин. По данным Л. Г. Куклина, с повышением доводкой чис-
тоты поверхности твердосплавных пластин до 10-го класса уста-
лостная прочность возрастает в 1,5 раза, шлифование пластин в
продольном направлении увеличивает усталостную прочность
в 1,2-—1,5 раза. Наоборот, наличие растягивающих остаточных на-
пряжений первого рода снижает предел усталости в 1,2—1,5 раза.
Значительному повышению долговечности инструмента способст-
вует его «тренировка», т. е. работа в течение небольшого времени’
(5 мин) на пониженных режимах (подача на 20—40% меньше) [52].
Как показывают испытания, величина ломающей подачи за-
висит от числа подач, предшествующих ломающей, и времени ра-
боты при каждой подаче. Поэтому более точным, но вместе с тем
более трудоемким является способ определения прочности инстру-
154
мента по времени его работы до разрушения тРб при неизменной
подаче (рис. 65)
с — г lxms
5Р С5/Трб *
В этом случае подачу sp выбирают в 1,5—3 раза больше по срав-
нению с ее обычными значениями; ms= 0,154-0,25. На рйс. 65:
1 — пластина Т5К10 при обработке стали 45 расположена вдоль
передней поверхности резца; 2— пластина
Т5КЮ при обработке стали 9ОХМФ распо-
ложена вдбль задней поверхности резца;
3 — пластина Т5К10 при обработке стали 45
расположена вдоль задней поверхности;
4 — пластина ТТ7К12 при обработке стали 45
расположена вдоль задней поверхности
резца.
Другим способом определения прочности
инструмента является использование метода
моделирования условий динамического и
теплового нагружения на специальных ма-
шинах [50] без осуществления процесса ре-
зания.
§ 20. НАДЕЖНОСТЬ ИНСТРУМЕНТА
Надежность — это свойство инструмента
выполнять обработку резанием, сохраняя
свои эксплуатационные показатели в задан-
ных на операцию требованиях в течение оп-
ределенного .времени. Надежность инструмента, производитель-
ность обработки и качество изготовленных деталей являются взаи-
мосвязанными понятиями; так, с увеличением производительности
обычно снижается надежность инструмента, а часто — и качество
деталей.
Надежность любого изделия определяется безотказностью, ре-
монтопригодностью, долговечностью и сохраняемостью *.
Безотказность —свойство инстумента сохранять работо-
способность в течение заданного времени без вынужденных пере-
рывов. Следует различать отказ — состояние инструмента, заклю-
чающееся в нарушении его работоспособности, и неисправность —
состояние инструмента, когда он не соответствует хотя бы одному
из требований технической документации. Отказы инструмента
разделяются на конструкционные, обусловленные погрешностями
его проектирования, и технологические, обусловленные его не-
правильным изготовлением и эксплуатацией. Выход инструмента
из строя определяется частичной или полной потерей его работо-
способности. Поэтому отказы бывают устранимые, если работоспо-
* Приведенные определения взяты из общетехнического ГОСТ 13377—67.
155
собность инструмента можно восстановить переточкой рабочих
граней, ремонтом корпуса или других его деталей, и неустранимые:
в последнем случае инструмент списывают. Устранимыми отказами
могут быть износ, истирание или микровыкрашивание, образова-
ние в процессе обработки качества детали ниже допустимого по
точности, шероховатости поверхности или физико-механическим
свойствам поверхности слоя; возникновение в процессе обработки
повышенных сил резания, недопустимых для станка, приспособле-
ния или заготовки; образование стружки, опасной для рабочего, ее
заклинивание; возникновение вибраций недопустимой интенсивно-
сти.
Неустранимыми отказами являются выкрашивание одной из
режущих кромок; поломка режущей пластинки или ее отделение
от корпуса инструмента вследствие разрушения припоя или меха-
нического крепления; разрушение корпуса инструмента или его
опорной части под пластину. Каждый типоразмер инструмента
имеет свое относительное количественное соотношение различных
видов отказов; оно зависит также от условий обработки.
Продолжительность безотказной работы инструмента может
быть выражена временем работы тг- до любого полного отказа,
суммарным временем работы Sri до полного неустранимого отказа
или числом переточек ki до наступления полного неустранимого
отказа. В массовом производстве более удобно определять эти
характеристики числом деталей, обработанных данным инструмен-
том, до любого отказа гд и 2гд до неустранимого отказа.
Безотказность инструмента определяется вероятностью его без-
отказной работы и интенсивностью отказов. Вероятность без-
отказной работы Р(т) характеризует вероятность того, что в задан-
ном интервале времени т не возникнет отказ инструмента. Интен-
сивность отказов Л(т) определяется вероятностью отказа в единицу
времени после данного момента обработки при условии, что отказ
до этого момента не возник; таким образом, эта характеристика
позволяет вскрыть причину отказов. Дополнительными показате-
лями безотказности инструмента является средняя частота отказов
а(т), определяющая среднее число отказов инструмента в единицу
времени, взятой для рассматриваемого момента времени и среднее
время безотказной работы т0 [52]:
р (т)=[ЛГо - «(Ж Ь (т)=[2Дп(т)]/[(^.+Ni+1) Ат];
i=N0
а(т)=[Дп(т)]/ЛГ0Дт; т0= Ti,wo>
1=1
где No — число инструментов в начале испытаний; Ni9 Ni+1 — число
работоспособных инструментов соответственно в начале и конце
интервала Дт; п (т) — число отказов за время т; Дп (т) — число отка-
т
На рис. 66 представлена характеристика безотказности работы
резцов с твердосплавными пластинками Т5К10 на операции полу-
чистового растачивания колес вагонеток из 20Л на полуавтоматах
156
Дт\ / . Дт\
т)до т+т?
зов в интервале времени от
модели 1284: £=1,25 мм, so=0,76 мм/об, и=43,4 м/мин. СОЖ —
5-проценТная эмульсия. Зависимость Р(т) называют кривой на-
дежности или кривой убыли; по ней можно найти Т (р) — время
безотказной работы инструмента с вероятностью р, т. е. время,
за которое откажет в среднем р-100% инструментов. Время, по-
казанное на рисунке, соответствует вероятности 0,9 [52].
Ремонтопригодность — свойство инструмента, заклю-
чающееся в его приспособленности к предупреждению, обнаруже-
нию и устранению отказов и неисправности путем проведения техни-
ческого обслуживания и ремонтов. Время тв/
на восстановление инструмента складывает-
ся из времени на его заточку, замену, регу-
лировку сборного инструмента, смену и на-
ладку. Ремонтопригодность инструмента
оценивается средним временем восстановле-
ния Тв.о или средним суммарным временем
восстановления 2гв.о. Так, например, инст-
румент с неперетачиваемыми пластинками
обладает более высокой ремонтопригодно-
стью в связи с уменьшением времени на вос-
становление его работоспособности.
Долговечность—свойство инстру-
мента сохранять работоспособность до пре-
дельного состояния с необходимыми переры-
вами для технического обслуживания и ре-
монтов. Долговечность D инструмента коли-
чественно выражается теми же характери-
стиками, что и безотказность, если рас-
сматривать только неустранимые отказы,
Рис. 66
т. е. все характеристики принять в функции
суммарного времени работы St. На рис. 67
показаны характеристики долговечности работы резцов при уста-
новке твердосплавных пластинок Т15К6 на черновую (а) и шлифо-
ванную (б) опорную поверхности в державке; операция — точение-
по корке осей из стали 45 на полуавтоматах модели МК-65;
/=6,5 мм, so=0,5 мм) об, и=151 м/мин, СОЖ — 5-процентная
эмульсия. Переточка инструмента неустранимым отказом не счи-
тается. Таким образом, основной характеристикой является сред-
няя долговечность инструмента, определяемая как среднее суммар-
ное время безотказной работы St0 (см. стр. 116).
Инструменты, оснащенные хрупкими инструментальными ма-
териалами (твердый сплав, минералокерамика), часто выходят из
строя вследствие разрушения, не достигнув заданной величины,
износа в результате переточек. В этом случае число переточек
инструмента определяется его прочностью. Поэтому прочность
инструмента может оцениваться характеристиками надежности,
полученными в зависимости от числа переточек. К ним относятся
среднее число переточек k0 и интенсивность отказов K(k). Следует
отметить, что Х(&) и k0 являются усредненными обобщающими
15Г
характеристиками. Поэтому оценка прочности будет достигнута
как при использовании Л(тр), тро, так и K(k) и k0 [52].
При оценке надежности инструмента целесообразно находить
распределение времени не только суммарно для всех возможных
отказов, но и раздельно — до отказов каждого вида. Поэтому по-
нятие стойкости, определяемое временем работы инструмента до
наступления принятого критерия износа, относится к определению
ти, а не к т, так ка* большое число отказов не связано с износом.
а)
К ним прежде всего относится разрушение. Таким образом, в об-
щем случае зависимости т отличаются от стойкостных зависимо-
стей. Поэтому, например, потерю работоспособности твердосплав- ,
ного инструмента следует производить путем оценки одновременно
по двум параметрам — износостойкости и прочности; при этом ;
количественными показателями каждого параметра должны быть •;
средние значения характеристики рассеивания этих показателей и
изменения их во времени [21]. Существующие нормативы режимов
.резания разработаны на основании функциональных зависимостей '
стойкости инструмента. Они не содержат рекомендаций по выбору 5
158 J
условий обработки с учетом их влияния на интенсивность отказов
вследствие разрушения инструмента. Они не учитывают также
всегда существующий весьма значительный разброс значений
стойкостей. Поэтому принятые по существующим нормативам
режимы обработки корректируют на основании эксплуатационных
испытаний на надежность.
Для каждой группы инструментов можно рекомендовать типо-
вые показатели уровня их качества. Таким показателем для чер-
новых твердосплавных, минералокерамических и других типов
инструментов, для которых характерны частые случаи выкрашива-
ния, является средняя долговечность для чистового твердо-
сплавного и быстрорежущего инструмента — среднее время без-
отказной работы То, для инструмента, работающего на автомати-
зированном оборудовании или при обработке протяженных по-
верхностей, т (0,9), т. е. время работы с вероятностью отказа 0,9
[52]. В настоящее время следует разработать удобную для практи-
ческого применения методику назначения режимов резания, обе-
спечивающую заданное время работы инструмента с определенной
вероятностью безотказной работы. Она должна учитывать сущест-
венное влияние жесткости системы, СОЖ и неизбежное рассеива-
ние эксплуатационных характеристик инструмента. Разброс стой-
кости, не играющей большой роли при одноинструментной неавто-
матической обработке, оказывает решающее значение на работо-
способность наладки при многоинструментной обработке; в этом
случае стойкостные свойства отдельных инструментов и наладки
в целом исчерпывающе описываются функциями надежности. С их
использованием можно получить все другие частные характери-
стики работы наладки, например среднюю стойкость, долю отка-
зов каждого инструмента, удельные затраты на восстановление
наладки при разных схемах восстановления, оптимальный режим
резания.
Сохраняемость — свойство инструмента сохранять свои
эксплуатационные показатели в течение и после срока хранения и
транспортирования, установленного' в технической документации.
ГЛАВА V
СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ
И ГАЗОВЫЕ СРЕДЫ ПРИ ОБРАБОТКЕ РЕЗАНИЕМ
Применение при обработке резанием технологических сред —
смазочно-охлаждающих жидкостей и газов — увеличивает стой-
кость режущего инструмента, снижает силу резания, улучшает
качество поверхности, повышает усталостную прочность изделия
и другие его эксплуатационные характеристики. Особое значение
применение технологических сред приобретает при обработке ре-
занием новых видов материалов. Поэтому в настоящее время в
отечественной и зарубежной практике исключительно большое
внимание уделяют разработке новых видов жидкостей и газовых
сред, а также технических средств их подачи в зону резания; в на-
стоящее время применение технологических сред считают одним
из основных способов улучшения процессов резания труднообра-
батываемых материалов.
§ 21. ФИЗИКО-ХИМИЧЕСКИЕ ДЕЙСТВИЯ
ТЕХНОЛОГИЧЕСКИХ СРЕД
Улучшение обрабатываемости материалов при использовании
в процессе резания СОЖ и газовых сред является результатом их
•физико-химических воздействий, из которых основными явля-
ются:
1) смазывающее действие, уменьшающее трение рабочих по-
верхностей инструмента о стружку и обрабатываемую поверхность
заготовки и ликвидирующее явления схватывания.
2) охлаждающее действие, вызывающее понижение темпера-
туры нагрева рабочих поверхностей инструмента;
3) режущее действие, облегчающее процесс резания за счет
уменьшения величины работы и усилий, необходимых для пласти-
ческой деформации и разрушения срезаемого слоя;
4) смывающее действие, приводящее к удалению стружки из
зоны резания;
5) химическая защита образующейся в процессе резания обра-
ботанной поверхности заготовки от вредного воздействия атмосфе-
ры воздуха. Наиболее существенно это действие технологических
«сред проявляется при подаче в зону резания нейтральных газов,
что способствует повышению эксплуатационных характеристик
деталей. СОЖ не обеспечивают достаточной химической защиты
зоны резания.
Ко всем видам технологических сред (СОЖ и газов) предъяв-
160
ляют следующие требования: не снижать эксплуатационных ха-
рактеристик деталей, изготовленных при их применении, и прежде
всего коррозионной стойкости и прочности при ударных, знако-
переменных или статических нагрузках; быть устойчивыми при
эксплуатации и хранении, не воспламеняться при температурах,
сопровождающих процесс резания; попадание брызг на слизистыё
оболочки и кожный покров работающих не должно вызывать
вредного воздействия; не иметь запаха; не образовывать пену,
дым, клейкие вещества, не смешиваться с машинными маслами;
не оказывать на станок окрашивающее или коррозионное дей-
ствие.
Проникание СОЖ в зону контакта рабочих поверхностей
инструмента со стружкой и поверхностью обрабатываемой заго-
товки происходит через зазоры молекулярного порядка между
стружкой и передней поверхностью инструмента под влиянием сил
химического взаимодействия (с помощью микроскопа установлено,
что капля воды, подведенная сбоку к месту контакта стружки и
передней поверхности резца, быстро распространяется под струж-
ку); непосредственно через зону резания благодаря наличию
ультрамикроскопических и микроскопических трещин в зоне
стружкообразования; правильность этого положения установлена
методом снятия радиограмм с последующим их фотометрирова-
нием [23].
Прониканию жидкости в зону резания способствуют перио-
дические процессы срыва и образования частиц нароста. В Момент
отрыва частиц нароста на мгновение образуется вакуум, в кото-
рый затягивается жидкость. Помимо этого, в процессе трения на
контактных поверхностях образуется большое число капилляров,
способствующих прониканию жидкости [9]; они имеют размеры
порядка нескольких микрон; в некоторых случаях их удается сфо-
тографировать. Значительному улучшению доступа СОЖ на кон-
тактные поверхности способствуют вибрации, возникающие в
процессе обработки и вызывающие периодическое образование по-
лостей на контактных поверхностях относительных перемещений
инструмента и заготовки.
Использование многообразных явлений физико-механического
действия внешней среды на деформацию и разрушение материа-
лов содействовало образованию к настоящему времени на базе
молекулярной физики, физической химии и физики твердого тела
новой области науки — физико-химической механики
твердых тел [56]. Рассмотрим на ее основе явления, возникаю-
щие в зоне резания при действии технологических сред.
Смазывающее действие жидкостей и газовых сред вы-
ражается в образовании на соприкасающихся в процессе резания
поверхностях смазочной пленки, которая вследствие высокого
молекулярного сродства с материалом инструмента или обрабаты-
ваемой заготовки не вытесняется высоким давлением. В настоящее
время считают, что при толщине жидкостной прослойки более
0,1 мкм получается жидкостное трение, подчиняющееся закону
В. Н. Подурнев 161
Ньютона — пропорциональности величины силы трения F градиен-
ту скорости:
Р = Нж^тр
где |1ж — коэффициент внутреннего трения или вязкости жидкости,
зависящий от вида жидкости и температуры в зоне контакта;
ЙТр — площадь участка трения, мм2\ — градиент скорости жид-
кости в зазоре.
При смазочной прослойке менее 0,1 мкм происходит граничное
трение или граничная смазка и, наконец, при еще более тонкой
прослойке толщиной в одну молекулу происходит так называемая
адсорбционная смазка.
Используемые СОЖ должны обладать свойством маслянисто-
сти, под которым понимают способность жидкости образовывать
на поверхности металла прочную пленку смазочного материала,
Формирование смазочных пленок в процессе резания может про-
исходить как в результате физической адсорбции поверхностно-
активных присадок, так и путем химических реакций жидкости с
металлическими поверхностями. Однако разделить поверхностно-
активные и химически активные вещества часто бывает затрудни-
тельно, так как происходит химсорбция — химическое взаимодей-
ствие поверхностных слоев металла с полярными группами моле-
кул поверхностно-активных соединений, входящих в СОЖ. При-
мером является взаимодействие высокомолекулярных жирных
кислот с поверхностью металла, при котором образуются металло-
органические пленки (мыла).
Поверхностно-активные присадки имеют молекулы с асиммет-
ричным строением; они’состоят из полярной и неполярной частей;
полярные группы их образуют на поверхностях металла прочно
связанные с ними ориентированные слои. К полярным относятся
группы, содержащие серу, фосфор, галогены и группы ОН, СООН,
NH2, SOOH и др. Неполярная часть состоит из какой-либо угле-
водородной группы: СпН2п или CnH2n+i- Адсорбционный слой об-
разуется тем интенсивнее, чем большим сродством с металлом
обладают молекулы жидкости. Физические свойства тонких по-
верхностных пленок жидкостей, адсорбированных на твердых те-
лах, сильно отличаются от обычных свойств жидкостей; они при-
ближаются к свойствам твердых тел. Молекулы пленки распола-
гаются в определенном порядке, образуя как бы кристаллическую
решетку; при этом образуется чрезвычайно прочная связь, обус-
ловленная силами вторичной валентности между поверхностью
металла и адсорбированными молекулами жидкости. Образовав-
шаяся пленка снижает силы трения и температуру вследствие
замены сил молекулярного воздействия в несколько сот раз мень-
шими силами по теории Ван-дер-Ваальса.
Особое место занимает механизм смазочного действия поверх-
ностно-активных сред, выражающийся в адсорбционном пластифи-
цировании материала поверхностного слоя. Выше смазочное дей-
ствие СОЖ связывалось с уменьшением коэффициента внешнего
162
трения. Однако во многих случаях, йак показали исследования Ин-
ститута физической химии АН СССР, основную роль в смазочном
действии играет уменьшение напряжений, сдвига (предела текуче-
сти) в тончайшем поверхностном слое обрабатываемого металла.
Поверхностно-активные компоненты смазочной среды, адсорбируясь
на трущихся поверхностях, понижают поверхностную энергию
и облегчают выход дислокаций в процессе пластической деформа-
ции. Механические свойства тончайшего поверхностного слоя из-
меняются; в результате избыточная деформация, связанная с тре-
нием, локализуется, именно в этом размягченном слое обрабатыва-
емого металла, что приводит к снижению интенсивности износа,
улучшению качества поверхности.
Предотвращение адгезии и сваривания обеспечивается присад-
ками ВД, в состав которых входят соединения серы, хлора и фос-
фора. Металлические поверхности химически взаимодействуют
с присадками ВД, образуя слои модифицированной поверхности
трения, которая отличается более низким сопротивлением срезу,
чем основной металл. Пленки, образованные взаимодействием
жирных кислот и присадок ВД с металлической поверхностью,
обладают различной термостойкостью. Так, при взаимодействии
хлора или серы с металлом образуются пленки хлоридов или суль-
фидов, сохраняющие смазывающее действие до 400 (хлориды) й
800°С (сульфиды). Взаимодействие жирных кислот с металлом
приводит к образованию металлических мыл, сохраняющие свои
смазочные свойства до 200° С.
Образование смазочных пленок на контактных поверхностях
способствует снижению интенсивности молекулярного схватывания
вследствие разъединения трущихся поверхностей, обусловлен-
ным расклинивающим действием жидкости. Наиболее эффек-
тивное воздействие СОЖ наблюдается при малых скоростях ре-
зания. Образование высоких температур в зоне контакта при
больших скоростях резания приводит к десорбции смазки и повы-
шению коэффициентов трения. В этом случае смазывающее дей-
ствие осуществляется уже не жидкостью, а парами. Вступая в
химическое взаимодействие с материалом поверхностных слоев
инструмента и заготовки, они образуют тонкие пленки химических
соединений, играющие роль твердой смазки.
Следовательно, во всех случаях смазывающее действие техно-
логических сред снижает интенсивность трения и износа, однако
эффективность действия этого фактора уменьшается с ростом ско-
ростей скольжения, резания и температур , его сопровождающих.
Охлаждающая способность жидкостей определяется
их теплофизическими параметрами: величинами теплопроводности,
теплоемкости и теплотой фазового превращения. СОЖ, обладая
способностью смачивать металлы, поглощает и отводит тепло, по-
нижая тем самым температуру контактных поверхностей и
стружки. Охлаждающая способность жидкостей в условиях кон-
вективного обмена зависит от температуропроводности жидкости
и ее кинематической вязкости. Большое значение при этом имеет
11*
163
частичное испарение жидкости, отнимающее значительное коли-
чество тепла за счет теплоты парообразования. Так, для воды
скрытая теплота парообразования равна 539 кал/г (4756, 6 кдж/кг)?
а теплоемкость составляет всего 1 кал[г»°С, (4186,8 дж/кг’°С).
Поэтому чем больше удельный вес теплоты парообразования в
данных условиях, тем выше охлаждающая способность.
Наибольшее влияние на
снижение температуры реза-
ния оказывают эмульсии с со-
держанием мыла или эмульсо-
ла в количестве 2—3% и рас-
творы электролитов. Эффек-
тивность процесса охлаждения,
помимо вида жидкости, зави-
сит также от способа подачи
жидкости. Так, например, охла-
ждение высоконапорной струей
более эффективно, чем охлаждение обычным поливом, и т. д.
Эффективность охлаждающего действия определяется интенсивно-
стью снижения температуры; в первом приближении она может оце-
ниваться темпом понижения температуры образца. На рис. 68 пока-
зана интенсивность охлаждения образца ЭИ437: а — веретенным
маслом при 18° С (т—0,037), б — водой при 17,5° С (т—0,092).
Она может быть определена при обработке экспериментальных
данных как тангенс угла наклона прямой' по формуле
/П — (In ©нач ©кон)/ Ат
и, исходя из свойств жидкости (ее температуропроводности
аж—ко/рс и кинематической вязкости v), по эмпирической формуле
/n=50a/v°-068,
где ©нач и ©кон — соответственно начальная и конечная темпера-
туры образца за промежуток времени Дт [34]; Хо — коэф-
фициент теплопроводности
жидкости^ кал/см-сек-°
(вт/м°С)-, с — теплоемкость
кал!г°С (дж/кг'°С)-, р —
плотность, г/см3.
На рис. 69 показано влия-
ние вида СОЖ и скорости
резания на температуру ре-
зания при обработке стали
Х18Н9Т резцами, оснащен-
ными твердым сплавом ВК8
[43]: 1 — всухую; 2 — угле-
кислота; 3 — кислород; 4—
10%-ная масляная эмульсия
под давлением 10—15 ат;
5—8%-ная масляная эмуль-
сия +2% сульфофрезола.
Рис. 69
164
Режущее действие обеспечивает облегчение процесса
стружкообразования; в этом случае физико-химические действия
технологической среды осуществляются по трем основным направ-
лениям, имеющим свои отличные друг от друга физические меха-
низмы. Внешняя среда может растворять в себе обрабатываемый
материал. Этот процесс широко применяют при химическом фре-
зеровании для снятия небольших припусков при обработке де-
талей сложной формы (см. стр. 514), а также для получения особо
чистых поверхностей при химическом полировании (см. стр. 519).
При обработке резанием наиболее широко используют второй
механизм воздействия внешней среды. Установлено, что ряд жид-
костей (вода, уксусная кислота и др.), являясь плохими смазками,
обладают способностью сильно снижать удельную работу резания
некоторых металлов. И наоборот, жидкости, сильно снижающие
трение (этиловый спирит), слабо влияют на уменьшение удельной
работы резания. Это объясняется адсорбционным эффектом сни-
жения прочности, открытым акад. П. А. Ребиндером в 1928 г.
Первое адсорбционное воздействие является результатом по-
нижения свободной поверхностной энергии, т. е. работы по обра-
зованию новых поверхностей в деформируемом твердом теле в
сравнении с величиной поверхностной энергии на границе этого тела
и вакуума. Это создает благоприятные условия для зарождения
пластических сдвигов и образования при меньших напряжениях
разнообразных дефектов в зоне опережающих деформаций.
Второе адсорбционное воздействие заключается в проникании
технологической среды в образующиеся в процессе деформации
срезаемого слоя поверхностные микротрещины. Это создает рас-
клинивающее действие, равное величине молекулярного давления;
при этом активные молекулы жидкости, адсорбируясь на поверх-
ностях микротрещин, препятствуют их смыканию после снятия на-
грузки. Происходит процесс разрыхления поверхностных слоев —
образование «зоны предразрушения», облегчающей процесс дефор-
мации срезаемого слоя.
Третьим воздействием среды, способствующим понижению
прочности материала срезаемого слоя, следует считать внедрение
отдельных атомов внешней среды, например азота, водорода и
других продуктов, в кристаллическую решетку деформируемого
металла. Этот процесс распада молекул адсорбирующего вещества
внешней среды обусловлен сильным каталитическим воздействием
на них образующейся в процессе стружкообразования свежей по-
верхности металла предельно активизированной деформацией.
Процесс внедрения атомов внешней среды приводит к упрочнению
кристаллической решетки и повышению хрупкости материала сре-
заемого слоя. В этом случае воздействие технологических сред
аналогично влиянию вводимых в металл присадок для улучшения
его обрабатываемости.
Адсорбционная активность технологических сред зависит от их
физико-химических свойств и температуры; с увеличением послед-
ней во всех случаях вследствие интенсификации тепловых колебаний
165
атомов величина адсорбционной активности растет. Обычные
органические вещества, применяемые при обработке’резанием
имеют относительно невысокую активность; значительно более
активными являются легкоплавкие металлы, соли и стекло.
Акад. П. А. Ребиндер показал, что при их использовании в бла-
гоприятных условиях поверхностное натяжение обрабатываемого
тугоплавкого материала может быть снижено теоретически до
нуля, т. е. до его самопроизвольного диспергирования.
Наряду с рассмотренными явлениями причиной режущего дей-
ствия активных сред Г. И. Епифанов считает диффузию продуктов
каталитического разложения адсорбированных молекул в кристал-
лическую решетку металла; результатом этого является его охруп-
чивание. Активному протеканию реакций разложения способствует
не только наличие в зоне разрушения большой плотности избы-
точной свободной энергии; наряду с этим молекулы химических
соединений под действием силового поля искаженной поверхности
металла (катализатора) подвергаются сильной деформации.
Она может привести" к полному разрыву или разрыхлению связей
и переходу в атомарное состояние. Ускорению каталитических ре-
акций способствуют высокие давления, существующие в зоне ре-
зания. Активированное состояние металлов в этой зоне обеспечи-
вает также высокую скорость диффузии образующихся продуктов
каталитического разложения в кристаллическую решетку металла.
Смывающее действие СОЖ обеспечивается механиче-
ским воздействием ее на образующуюся в зоне резания стружку.
Эффективность этого воздействия определяется видом жидкости,
величиной расхода и давлением, а также размерами и формой
стружки. Наилучшим смывающим действием обладают такие ма-
ловязкие жидкости, как керосин, содовые и мыльные растворы;
они образуют тончайшие пленки, разделяющие мелкие частицы
стружки и абразива и препятствующие их слипанию. Смывающее
действие СОЖ имеет существенное значение при обработке реза-
нием таких материалов, как чугун, пластмассы, образующих мел-
кие, рассыпные стружки, а также при абразивной обработке для
предотвращения налипания исключительно мелкой стружки на
инструмент и обработанную поверхность. Велико значение этого
действия для операций, характеризующихся затрудненным удале-
нием стружки, например сверления, растачивания, развертывания,
протягивания обычных и особенно глубоких отверстий.
Защитные и упрочняющие действия способствуют
повышению эксплуатационных характеристик деталей. Защитное
действие наиболее полно наблюдается при применении газооб-
разных сред, например аргона. Химически чистая металлическая
поверхность, образующаяся в зоне резания, быстро адсорбирует
молекулы окружающей газовой среды, обычно воздуха, вследствие
чего понижает прочность изготовленной детали. Образование спе-
циальной газовой атмосферы играет существенную защитную роль,
повышая, например, прочность при переменных нагрузках тита-
новых сплавов [54]. При подборе технологических сред можно пб-
166
лучить упрочнение поверхностного слоя < в результате тонкого
внутреннего диспергирования кристаллической решетки материала
поверхностного слоя детали в поверхностно-активной среде [59].
§ 22. ВИДЫ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ
И ОБЛАСТИ ПРИМЕНЕНИЯ
Смазбчно-охлаждающие жидкости, применяемые для обра-
ботки резанием, разделяют на шесть видов [57]:
1) водные растворы электролитов (вода+ингибитор коррозии);
2) водные растворы поверхностно-активных веществ (вода +
ингибитор коррозии + поверхностно-активные вещества);
3) эмульсии, представляющие собой однородные смеси обычно
несмешивающихся жидкостей (вода + поверхностно-активные ве-
щества+эмульгаторы+эмульгированное минеральное масло +
чнгибитор коррозии);
4) активированные эмульсии (вода + поверхностно-активные
вещества + эмульгированное масло, содержащее поверхностно-
активные вещества);
5) Масляные жидкости (минеральное масло, керосин с добав-
ками поверхностно-активных веществ, растительные масла и жи- *
вотные жиры);
6) суспензии, представляющие собой мелкодисперсные смеси
твердых частиц (например, легкоплавких металлов), взвешенных в
жидкости.
Подбор сЬстава смазок для снижения интенсивности трения
при резании имеет свои специфические особенности. Прежде всего
антифрикционные свойства СОЖ не имеют большого значения в
процессах трения, происходящих при резании металлов. Значи-
тельно большую роль играет их экранирующее действие, т. е.
способность слоя смазки удерживаться на контактных поверх-
ностях при действии высоких давлений и температур. С этой точки
зрения СОЖ на масложировой основе более эффективны, чем
СОЖ на минеральной основе. Весьма эффективными при обработке
нержавеющих и жаропрочных сталей являются галоидсод£₽зкащие
специальные среды (например, СС14); однако они токсичшя. Кроме
того, состав СОЖ должен чрезвычайно быстро реагировать на об-
разующиеся в зоне резания новые ювенильные поверхности.
При подборе СОЖ нужно учитывать сильное изменение ее свойств,
происходящее в зоне резания под действием высоких темпёратур.
Для придания СОЖ этих свойств, а также снижения их отрица-
тельного действия на станок и обслуживающий персонал в ее
состав вводят большое число легирующих присадок.
Во всех случаях в отличие от трения в обычных фрикционных
механизмах СОЖ должна не только смазывать, но и охлаждать;
последнее свойство имеет самостоятельное значение при резании
металлов. С этой точки зрения СОЖ, применяемые при резании
металлов, можно расположить в последовательный ряд, в котором
крайними членами будут вода и минеральные масла, предельно
активированные химическими и поверхностно-активированными
167
присадками. Остальные СОЖ, приближающиеся к ним по основ-
ным свойствам, занимают промежуточное положение.
Знание особенностей того или иного вида обработки резанием
позволяет правильно выбрать СОЖ. Для каждой марки материа-
ла и типа операции наибольшую эффективность дает определен-
ный вид СОЖ, учитывающий совокупность рассмотренных выше
ее положительных качеств.
На черновых операциях важны охлаждающие свойства жид-
кости, увеличивающие как стойкость инструмента, так и скорость
резания; при чистовых отделочных операциях — смазочные свой-
ства, дающие существенное улучшение шероховатости поверхности
и лишь частично стойкости. Учитывая это, применяемые в настоя-
щее время смазочно-охлаждающие жидкости могут быть разделе-
ны на две группы:
, 1. Жидкости, обладающие основным охлаждающим и частично
смазывающим действием. Наибольшим охлаждающим действием
обладают водные растворы минеральных электролитов и водные
эмульсии. Эмульсия представляет собой систему двух жидкостей,
в которой одна распределена в другой в виде мелких капель. Так,
например, спиртовой эмульсон имеет следующий состав: олеино-
вой кислоты 7%, канифоли 10%, раствора каустической соды 4%,
спирта 2,54-4%, масла веретенного 3%, остальное — вода. Для
увеличения устойчивости эмульсии к ним добавляют специальные
вещества, называемые эмульгаторами или стабилизаторами, на-
пример соли жирных кислот (мыло). Для повышения охлаждаю-
щих свойств в эмульсии добавляют сыпучие твердые тела, обла-
дающие наиболее высокой теплопроводностью, например алюми-
ниевую пудру.
2. Жидкости, обладающие основным смазывающим действием
и частично охлаждающим. К ним относятся минеральные, расти-
тельные и животные масла, компаундированные масла — смеси
минеральных масел с растительными и животными, керосин и
растворы в масле или керосине поверхностно-активных веществ.
Для повышения смазочных свойств в жидкости добавляют поверх-
ностно-активные вещества, уменьшающие их поверхностное натя-
жение.
Широкое распространение в настоящее время имеют активиро-
ванные эмульсии,» обладающие охлаждающим и частично вмазы-
вающим действием. Они содержат поверхностно-активные вещест-
ва и состоят главным образом из воды и эмульгированного масла.
Широкое промышленное применение получили эмуДьсолы НГЛ205,
СДМу и смазочные жидкости на масляной основе с присадками
серы и хлора — В29Б, В32К, В35; последние наиболее эффек- ,
тивны при нарезании резьб в труднообрабатываемых материа-
лах.
Хорошим режущим действием обладают масла, активизирован-
ные серой, — сульфофрезолы; они способствуют значительному
снижению (на 20%) потребляемой при резании мощности (эмуль- ;
сии снижают мощность на 5—10%). ' -
168 ]
Правильное применение СОЖ повышает стойкость инструмен-
та, снижает действующую силу резания, улучшает шероховатость
поверхности и эксплуатационные характеристики деталей. Эффек-
тивность применения СОЖ как средства повышения стойкости
обычно определяется возможным увеличением скорости резания
при постоянной стойкости инструмента; она характеризуется коэф-
фициентом
.^ж-Ож/О»
где иж— допускаемая скорость резания при работе с охлаждением,
м/мин-, v — допускаемая скорость резания при работе без охлаж-
дения, м/мин. '
Помимо этого, улучшение обрабатываемости материала может
характеризоваться изменением -силы резания и температуры. Оно
может оцениваться коэффициентами , k в зависимости от
значений усилия и температуры при резании всухую (Pz, 0) и с
применением СОЖ (Ргж, 0Ж):
Сг=^ж/р/>
Эффективность применения СОЖ (величины коэффициентов &ж,
кжукж) определяются свойствами обрабатываемого материала,
увеличиваясь с повышением его пластичности; кроме того, она
зависит от режимов резания, возрастая со снижением скорости
резания (значения коэффициентов см. [43]).
Наибольшая эффективность применения технологических сред
наблюдается при обработке резанием вязких, сильно упрочняю-
щихся материалов, к которым в первую очередь относятся жаро-
прочные и нержавеющие стали и сплавы; наименьшая эффектив-
ность— при резании малопластичных материалов, склонных к
хрупкому разрушению. Поэтому с повышением прочности и сниже-
нием пластичности обрабатываемых материалов эффективность
применения специальных сред снижается. Так, для сталей С
Ов = 304-50 кгс/мм2 (294,34-490,5 ЛГн/jw2) йж = 1,25; с ов = 504-
4-80 кгс/мм2 (490,54-784,8 Мн/м2) &ж=1,20 и с ов = 804-100 кгс/мм2
(784,84-981 Мн/м2) &ж=1,15. Применение СОЖ при обработке ре-
занием особо твердых сталей, например 18ХНМА, с ов = 90 кгс/мм2
(882,9 Мн/м2) не дает повышения скорости резания [7].
Интенсивность воздействия СОЖ определяется также скоростью
резания, точнее, соотношением скорости резания и скорости поверх-
ностной миграции атомов технологической, среды; величина послед-
ней зависит от температуры. Поэтому при обработке с низкими ско-
ростями, когда в зоне резания температуры малы, а зона опережаю-
щих деформаций велика, эффективность воздействия СОЖ значи-
тельно больше, чем при резании на больших скоростях. Увеличение
скоростей резания ведет к повышению температуры, а следова-
тельно, к снижению эффективности применения технологических
сред. Снижение эффективности применения СОЖ с ростом скоро-
сти резания вызвано также уменьшением времени контакта струж-
169
ки и поверхности резания с рабочими поверхностями инструмента;
кроме того, при высоких скоростях резания образование и раз-
витие микротрещин настолько велико, что их поверхность не
успевает покрыться адсорбционным слоем. Поэтому с повышением
скорости резания положительное воздействие применения СОЖ
снижается и, начиная со скоростей резания 150 м/мин для стали
Х18Н9Т, 60 м/мин для стали 45 и 254-30 м!мин для стали ЭИ69,
/сводится к нулю [23, 43]. По тем же причинам эффективность
применения СОЖ для твердосплавных резцов, работающих при
больших» скоростях, меньше, чем для быстрорежущих.
При механической обработке со значительными съемами метал-
ла охлаждающая способность СОЖ играет большую роль, по-
скольку температура в зоне резания даже при обработке на низ-
ких режимах резания достигает значений, недопустимых для при-
меняемых инструментальных материалов. Однако при разработке
для этих операций составов СОЖ следует учитывать, что они
должны обладать также определенным смазывающим действием
для ликвидации явлений схватывания. Поэтому наиболее эффек-
тивными видами СОЖ при обработке жаропрочных и нержавею-
щих сталей и сплавов являются: 10-процентная масляная эмульсия
с присадкой^дисульфида молибдена СДМу-2, подаваемая с расхо-
дом 10 л/мин\ 10-процентная масляная эмульсия, подаваемая
под давлением 104-15 атм (1519 кн/м2) с расходом 0,8 л/мин.
Их применение увеличивает скорость резания при обработке ста-
лей Х18Н9Т на 204-23%; 2X13 — на 13+-15%; ЭИ437А —
на 254-45% и ЭИ654 при применении второй жидкости — на
28% [43]. Это же подтверждают данные рис. 70, где показана
зависимость интенсивности износа от вида СОЖ при точении
сплава ЭИ437Б (резец из стали Р18; у=15°; ср = 45°; ф1 = 15°;
/=1 мм\ $0 = 0,3 мм/об\ v= 10 м/мин\ 1 — сульфофрезол; 2 — суль-
ф оф резол+ 20% керосина; 3 — эмульсця).
Повышение стоцкости инструмента может происходить не толь-
ко в результате охлаждающего и смазывающего действий техно-
логической среды. Выше было показано (стр. 92), что одним из
средств увеличения износостойкости быстрорежущего инструмента
являются сульфидирование, цементация и цианирование, которые
осуществляют на специальных установках. Однако подобное же
упрочнение рабочих граней можно получить непосредственно в
процессе резания, соответственно подбирая составы СОЖ. Извест-
но, что по мере обработки твердость поверхностного слоя быстро-
режущего инструмента падает вследствие местного отпуска и
Образования обезуглероженного слоя. Между тем эксперименты
[59] показывают, что при нагреве стали в четыреххлористом
углероде, олеиновой кислоте, машинном масле, водных растворах
спирта образуется цементированный слой. При нагреве в сульфо-
фрезоле, водных растворах роданистого аммония и роданистого
калия получены сульфидированные или сульфоцианированные
слои. Нагрев в триэтаноламине, анилине приводит к получению
слоев, насыщенных азотом и углеродом — цианированных слоев.
170'
Учитывая последние, были разработаны составы СОЖ на основе
триэтаноламина C6Hi5O3N и красной кровяной соли Кз[Ре(СМ)6],
которые в процессе работы быстрорежущего инструмента в тече-
ние 30—45 мин повышают твердость его поверхностного слоя.
Точение жаропрочного сплава на никелевой основе ЭИ826 рез-
цами со сменными пластинками из быстрорежущей стали Р18
(HRC 62—63, у=10°, а = 8°, ср = 45°, Х = 5°, /*=1,5 мм) на режимах:
Рис. 70
t=l„MM, s0 = 0,21 мМ/об, v = 7>8 м!мин при подаче цианирующей
СОЖ, представляющей собой водный раствор Кз[Ре(СМ)6] с анти-
коррозионными присадками, показало повышение стойкости в
2,5 раза по сравнению с обычно используемой СОЖ—10-процент-
ной осерненной эмульсией. Это обусловлено тем, что цианирующая
СОЖ, насыщая поверхность углеродом и азотом, препятствует
адгезионному износу. Наоборот, применение в качестве СОЖ вод-
ного раствора NH4C1 вследствие диссоциации и выделение водо-
рода, который восстанавливает окисные пленки, приводит к акти-
визации адгезии материала инструмента с обрабатываемым мате-
риалом.
Таким образом, поверхностные слои инструмента при прйме-
нении специальных составов СОЖ могут упрочняться вследствие
диффузии продуктов диссоциации СОЖ. Этот процесс протекает
весьма активно при тех высоких температурах, которые сопро-
вождают процесс резания. Следует учитывать, что при этом воз-
можно насыщение не только поверхностного слоя инструмента, но
п обрабатываемой детали, что повышает ее эксплуатационные ха-
рактеристики.
При выполнении ряда операций применение смазочно-охлаж-
дающих жидкостей может оказаться вредным; это обусловлено
прежде всего растрескиванием пластинок твердого сплава под
действием интенсивного охлаждения при выходе из зоны резания.
m
Такие условия имеют место при небольшом машинном времени и
частой смене заготовок при скоростном точении, при резании с
периодической работой режущих кромок, например, скоростном
фрезеровании. Во всех этих случаях охлаждение применять не
рекомендуют, поскольку жидкость, неравномерно попадая на силь-
но разогретые рабочие поверхности инструмента, вызывает тре-
щины и выкрашивание, особенно в твердых сплавах. При обработ-
ке чугунов, пластмасс и других малопластичных материалов
охлаждение обычно не применяют из-за его низкой эффективности
и загрязнения рабочего места.
§ 23. СПОСОБЫ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ
В ЗОНУ РЕЗАНИЯ
Эффективность применения СОЖ и экономические показатели
ее использования в значительной степени зависят от способа ее
подвода в зону резания. Наиболее распространено охлаждение
струей жидкости, подводимой к месту отделения срезаемого
слоя сверху путем полива. Расход жидкости в этом случае
составляет для эмульсий 124-15 л/мин, минеральных масел
34-4 л]мин\ скорость струи в обоих случаях 604-80 м/мин. Из-
вестен также способ подачи СОЖ со стороны задней по-
верхности режущего инструмента через насадку
с отверстием диаметром 24-3 мм под низким давлением
0,54-2,0 атм (50,54-202 кн)м2). Для повышения интенсивности
охлаждающего и смазывающего действий более целесообразна
подача жидкости под давлением 0,34-0,5 атм (30,34-50,5 кн)м2)
непосредственно на переднюю поверхность—под
стружку; необходимая защита от брызг в этом случае обеспе-
чивается водяным занавесом в виде щелевой струи.
Значительно большую эффективность получают от применения.
вы сок о напорной подачи СОЖ под давлением 154-20 атм
(15194-2020 кн/м2). Расход жидкости в этом случае резко умень-
шается (до 20 раз) и составляет в среднем 0,34-0,5 л)мищ при
этом повышается эффективность воздействия вследствие лучшего
проникания жидкости в зону резания и частичного образования
при этом воздушной эмульсии. Параметрами, определяющими этот
вид подачи жидкости, являются скорость струи жидкости иж,
м!сек, расход Н7Ж, л)мин, расстояние от торца насадки до режущей
кромки инструмента ZH и температура жидкости 0Ж°С. Примене-
ние высоконапорного охлаждения при подаче жидкости по первой
схеме — со стороны задней поверхности инструмента — повышает
стойкость инструмента в 2,54-3 раза; при этом оптимальные зна-
чения скорости струи и расхода эмульсии составляют соответст-
венно: иж = 40 м!сек\ №ж = 0,754-1 л!мин, что соответствует диа-
метру насадки 0,54-0,7 мм и давлению 144-18 атм (14144-
4-1818 кн/м2) \ при этом следует добиваться максимально возмож-
ного снижения расстояния от торца насадки до режущей кромки
и уменьшения температуры жидкости [34].
172
Высоконапорная подача сверху на сходящую стружку 10-про-
центной масляной эмульсии под давлением 10-4-15 атм (10134-
4-1519 кн/м2) повышает стойкость при точении сталей Х18Н9Т,
2X13, 3X13 в 5—6 раз, ЭИ654 — в 2,5 раза, ЭИ437Б — почти в 4 раза.
Это позволяет при неизменной стойкости увеличить скорость реза-
ния соответственно на 124-25 и 44%. Подача той же жидкости
по той же схеме под атмосферным давлением значительно пони-
жает эффективность ее действия; допустимое повышение скорости
резания при обработке стали Х18Н9Т составляет только 12,5%,
2X13 — 6% и вообще не дает эффекта при обработке сталей
ЗОХГСНА и ЭИ654 [43].
Другой известной схемой применения высоконапорного охлаж-
дения является подача жидкости под стружку через отверстие
на передней поверхности резца. Пока этот метод не дает должной
эффективности вследствие трудности обеспечения необходимого
положения выводного отверстия относительно контактнЬй поверх-
ности со стружкой, а также забивания Отверстия частицами кон-
тактного слоя.
Значительный интерес представляют комбинированные
методы использования высоконапорного охлаждения, например
подача жидкости на переднюю поверхность под сходящую стружку
при наличии одновременно высоконапорного охлаждения со сторо-
ны задней поверхности, что повышает эффективность охлаждения
на 20—30%. Общими недостатками высоконапорного охлаждения
являются трудность обеспечения точного направления струи, не-
обходимость тщательной очистки жидкости во избежание засоре-
ния выводного отверстия насадки и сильное разбрызгивание жид-
кости, ухудшающее условия обслуживания рабочего места.
Для ликвидации последнего недостатка ВНИИ предложен спе-
циальный отражательный колпачок, устанавливаемый на ре-
зец [34].
Струйно-напорный внезонный способ подачи
СОЖ применяется при шлифовании нержавеющих сталей [60]
для улучшения качества поверхности. Он осуществляется путем
подачи СОЖ через многоканальные сопла диаметром выходных
отверстий 0,3—0,6 мм, расположенных на расстоянии 15—20 мм
от рабочей поверхности круга. Угол установки 120°, угол наклона
90°, давление СОЖ 30 атм (подробнее см. стр. 392).
В настоящее время для улучшения процесса резания трудно-
обрабатываемых материалов находят применение также некото-
рые другие способы подачи СОЖ, например охлаждение пенистой
жидкостью, воздушной эмульсией и обработка материалов в
охлажденном состоянии, осуществляемая, например, путем подачи
в зону резания углекислоты или обычной СОЖ, охлажденной в
специальных холодильниках.
Охлаждение пенистой жидкостью сводится к про-
пусканию через подаваемую жидкость тонких струек воздуха под
давлением 0,64-0,7 атм (60,74-70,9 кн)м2). Как показывают экспе-
173
рименты, частицы пенистой жидкости прочнее сцепляются с по*
верхностями инструмента и обрабатываемой детали, тем самым
интенсивнее снижая работу трения и более эффективно увеличивая
стойкость инструмента.
Все большее значение в настоящее время получает охлаж-
дение распыленной в виде тумана жидкостью — воздушной
эмульсией, направляемой к режущей кромке со стороны
задней поверхности инструмента. Охлаждение распыленной жид-
Рис. 71
костью происходит путем подачи небольшого количества жидкости
в струю сжатого воздуха; при этом она дробится этой струей на
мельчайшие частицы. Воздушную эмульсию получают в смеситель-
ной камере (рис. 71), куда подают воздух под давлением 24-4 атм
(202,64-405,2 кн/м2} и распыляемую жидкость. На 1 вес. ч.
жидкости приходится 7—10 вес. ч. воздуха. Это отвечает объем-
ному соотношению: 1 л жидкости к 7,7 м3 воздуха. В качестве
жидкости для охлаждения этим способом можно рекомендовать
1-процентный водный раствор триэтаноламина с присадкой 0,2%
буры. Распыленная жидкость выходит из смесителя со скоростью
2004-300 м/сек. Высокая эффективность этого способа подвода
жидкости обусловлена прониканием ее в мельчайшие зазоры на
контактных поверхностях инструмента со стружкой и обрабаты-
ваемой заготовкой, а также интенсивным испарением. Капельное
состояние определяет большую охлаждающую способность этого
способа, так как мельчайшие капли, попадая на нагретые поверх-
ности, свободно и быстро испаряются. Образующийся пар быстро
уносится из зоны резания струей воздуха. Этот способ подачи
жидкости повышает точность обработки вследствие отсутствия
174
местных перегревов обрабатываемой заготовки, что имеет большое
значение при обработке крупногабаритных и тонкостенных дета-
лей, а также обеспечивает чистоту станка и рабочего места в
целом [29, 34]. К недостаткам этого способа следует отнести ухуд-
шение условий для обслуживающего персонала вследствие воздей-
ствия сырого тумана и повышенного шума, которые становятся
особо заметными при работе на неоптимальных режимах получе-
ния эмульсии.
Обработку металлов в охлажденном состоя-
нии применяют для увеличения интенсивности1 теплоотвода и
снижения объема пластических деформаций при стружкообразова-
нии. Исследование процесса резания металла, охлажденного жид-
ким воздухом до —160° С, выполненное в ФРГ, показало, что мате-
риал становится более хрупким. Это позволяет увеличить скорость
резания.
Хорошие результаты при обработке жаропрочных сплавов
показывает охлаждение СЦЖ до температуры ниже 0°С. Для
этого станки снабжают охладительными установками, от которых
жидкость по трубам посредством центробежного насоса подается
в зону резания. После этого жидкость самотеком возвращается в
резервуар, термически изолированный от станка. Так, по зару-
бежным данным, применение охлажденной до —38° С жидкости
позволяет поднять стойкость при фрезеровании хромоникельмолиб-
деновой стали в 3 раза, такую же эффективность показывает при-
менение этого способа при копировально-фрезерных работах.
Фирма «Дуглас» (США) производит обработку деталей в алюми-
ниевбм резервуаре, теплоизолированном от стола станка. Охлаж-
денная до —40° С жидкость подается в зону резания по трубе
диаметром 50 мм. Износ инструмента в этом случае при обработке
хромомолибденовой стали с пределом прочности 1824-196 кгс/мм2
значительно снижался.
Резание титановых сплавов с глубоким охлаждением произво-
дят путем подачи жидкого азота из баллона через шланг с рас-
пыляющим соплом; по данным А. И. Исаева, И. И. Ташлицкого,*
оно дает увеличение стойкости на 50%.
Наиболее часто обработку в охлажденном состоянии произво-
дят с использованием в качестве СОЖ углекислоты; она
позволяет увеличить стойкость инструмента на 50—300% по срав-
нению с обработкой при комнатной температуре. Лучшие резуль-
таты относятся к точению, худшие — к нарезанию резьб. Охлаж-
дений углекислотой при централизованном обслуживании станков
производится диафрагменным насосом от баков большой емкости
или /батареи баллонов. Холодильник с автоматическим регулиро-
ванием температуры устанавливают рядом с емкостями. Давление
в магистрали не превышает 75 атм (7597 кн/м2)\ расход СО2 из-
* меняется в зависимости от диаметра насадки d (при точении
рекомендуется d=0,154-0,2 мм, расход СО2— 6 кг!ч). При отсут-
ствии централизованной подачи СО2 обслуживание каждого рабо-
чего места производят от баллонов, подвозимых к станку на тележ-
175
ке. Подача СОа на переднюю поверхность более эффективна, чем
подача со стороны задней поверхности, поскольку обеспечивает
более интенсивное охлаждение. Лучшие результаты показывает
одновременная подача газа со стороны передней и задней поверх-
ностей. Расстояние сопла от режущей кромки при подаче газа на
переднюю поверхность резца 104-12 на заднюю — 25 мм.
Применение углекислоты при обработке сталей ЭИ654 повышает
скорость резания на 24%, Х18Н9Т — на 16%, 2X13 — на 9% [43].
Эффективность применения углекислоты объясняется интенсив-
ным процессом охлаждения, обусловленным парообразованием,
т. е. превращением СОг из жидкого состояния в газообразное при
соприкосновении с сильно нагретыми поверхностями стружки и
инструмента.
§ 24. ГАЗОВЫЕ СРЕДЫ И ТВЕРДЫЕ СМАЗКИ
ПРИ РЕЗАНИИ МЕТАЛЛОб
Газовые среды при резании труднообрабатываемых мате-
риалов занимают особое место. Абсорбция инертных газов незна-
чительна, поэтому обработка резанием в среде таких газов, как
гелий, аргон, аналогична обработке в вакууме. Эти газовые среды
могут применяться как защитные для повышения эксплуатацион-
ных характеристик изделий, что и нашло практическое применение
при обработке резанием титана и его сплавов, имеющих большое
сродство с кислородом и азотом. При обычном резании химически
активных материалов, например титановых сплавов, на воздухе в
зоне низких температур на поверхности обрабатываемых деталей
образуется окисная пленка. Однако при температурах более 600° С
начинается активная диффузия газов, составляющих воздух, в
глубь металла, в результате чего на поверхности металла обра-
зуется твердый слой, обладающий пониженной пластичностью и
вызывающий резкое снижение усталостной прочности деталей.
Резание в среде аргона позволяет значительно повысить прочность
деталей при переменных нагрузках [54].
Все газы малоэффективны как охлаждающее средство по срав-
нению с жидкостями, однако их смазывающее действие может
использоваться довольно широко. Так, например, смазывающий
эффект от введения сероводорода при обработке резанием алюми-
ния эквивалентен эффекту, создаваемому хорошим смазочным
маслом. Учитывая высокие скорости резания и большие удельные
силы резания, во многих случаях газы могут скорее проникнуть
на контактные поверхности инструмента с обрабатываемой заго-
товкой, чем жидкости
Сероводород, хлор и кислород в отличие от инертных газов,
обеспечивающих защитное действие, активно реагирует ’с мате-
риалами заготовки и инструмента и образуют защитные пленки,
снижающие износ (см. табл. 14 [61]) и интенсивность наросто-
образования, вследствие чего происходит уменьшение шерохова-
тости поверхности.
176
Таблица 14
Зависимость стойкости резцов от вида газовой среды и скорости резания, мин
Внешняя среда Скорость резания, mJmuh
25 30 32 35 37 — 50 52 55
Воздух 99 21 31 5,5 5 0,5
Азот 170 56 61,5 9 3,5 — — — —
Кислород 544 — — — — 170 24 12 10
Примечание. Расход газа 18-г20 мг [мин^ давление на выходе 60-^20мм*
вод, ст.
Подача кислорода в зону резания интенсифицирует процесс
окисления и при определенных условиях образует на стружке
постоянно существующий защитный окисленный слой, снижающий
износ инструмента. Значения стойкости резцов с напаянными
пластинками из стали Р18 (у= + 12°, « = 8°, <р = 45° при / = 0,8 мм>
so = 0,2 мм/об) при обработке резанием стали ЗОХГСА с ов =
=80 кгс/мм2 (785Мн/м2) с подачей кислорода, по данным Г. И. Яку-
нина, увеличиваются в
несколько раз. При по1
стоянкой стойкости резца
Г=60 мин это позволяет
увеличить скорость реза-
ния на 69%. Характер из-
носа при применении кис-
лорода виден также из
рассмотрения радиограмм
подрезцовой поверхно-
сти стружек, изображен-
ных на рис. 72, цолучен-
ных при точении стали
40Х в различных средах:
а — воздух; б — кислород;
в — пар. Вместе с тем,
как показывают данные
рис. 72 и фоторадиограм-
мы поверхности стали 45Х
при трении активирован-
ной пластинкой Т15К6 в
различной внешней среде
(рис. 73, а, б), использо-
вание кислорода и азота
сохраняет неизменным ди-
скретный характер износа
при трении [25]; при этом
трение в среде азота
Рис. 72
12 в. Н. Подураев
177*
значительно повышает интенсивность и неравномерность износа.
Применение кислорода при обработке резанием жаропрочного
сплава ЭИ654 дает повышение скорости резания на 24%, а при
обработке стали 2X13 — на 4% [43].
Металлографические исследования Г. И. Якунина позволили
установить, что при резании в азоте износ происходит в основном
путем схватывания со
стружкой и последующего
вырывания кусочков ма-
териала резца. При реза-
нии в кислороде схваты-
вания трущихся поверхно-
стей не установлено; из-
нос в этом случае проис-
ходит вследствие периоди-
ческого скалывания пле-
нок окислов и абразивного
действия этих отколов-
шихся окислов. При реза-
нии в обычных условиях
(на воздухе) износ проис-
ходит путем схватывания
на свободных от окислов
участках и последующего
вырывания кусочков ма-
териала резца. Исследо-
вания усадки стружки
показали, что наимень-
шая величина усадки по-
лучена при резании в кис-
лороде, наибольшая — в
азоте; в воздухе получены
промежуточные значения
величины усадки. Таким
образом, эти данные по-
Скорость скольжения V-28,6 м/мин
Кислород Р~24<3 кгс
рис 7з казали значительное вли-
яние газовых сред на
* протекание контактных
явлений и износ режущего инструмента.
Снижение износа и повышение стойкости инструмента при при-
менении газовых сред объясняются наряду с образованием защит-
ных пленок на контактных поверхностях также изменением харак-
тера самого процесса пластического деформирования при стружко-
сбразовании. Высокая степень деформации срезаемого слоя влечет
за собой накопление в кристаллической решетке материала боль-
шого количества избыточной свободной энергии, приводящей к
возрастанию скорости диффузии в разрушаемый металл, что спо-
собствует интенсивному прониканию атомов окружающей среды в
кристаллическую решетку со скоростями, соизмеримыми со
178
скоростями резания. Это подтверждается большим газосодержани-
ем деформированного металла [23]. В результате этих явлений про-
исходит охрупчивание, при котором предельное состояние для разру-
шения материала достигается при значительно меньшем объеме
пластических деформаций. При этом проникание, например, водо-
рода приводит не только к уменьшению пластичности, но и к сни-
жению прочности материала и предрасположению его к образова-
нию микротрещин. Указанное охрупчивание при обработке резанием
в среде кислорода способствует также полной ликвидации наросто-
образования или сведению его до минимума; последнее обеспечи-
вает большую виброустойчивость движения резания и уменьшает
шероховатость поверхности.
Твердые смазки, такие как графит, тальк, дисульфид мо-
либдена, наряду с газовыми средами находят в последнее время
все большее применение для улучшения операций резания. Пленка
твердой смазки должна иметь достаточную механическую проч-
ность, высокую адгезию, эластичность и образовывать на поверх-
ности металла непрерывный слой. Кристаллическая решетка твер-
дых смазок состоит из множества параллельных слоев. При этомо
силы связи муежду атомами внутри слоев значительно сильнее, чем
силы сцепления между атомами, расположенными в соседних
слоях кристаллической решетки. Такой характер связей в кристал-
лической решетке обусловливает легкое скольжение слоев смазки
относительно друг друга.
Наиболее широкое распространение в качестве твердой смазки
получил дисульфид молибдена (двусернистый молибден) MoS2.
Это минеральное вещество, по внешнему виду напоминающее гра-
фит, в рафинированном и очищенном состоянии обладает хороши-
ми смазывающими свойствами. Кристаллы MoS2 состоят из мель-
чайших элементарных ламелей (на 1 мм толщины — до 1600 ламе-
лей-пластинок), которые под давлением скользят относительна
друг друга с малым коэффициентом внутреннего трения. Поэтому
эта прочная плотная пленка имеет значительно меньший коэффи-
циент трения и хорошо сопротивляется истиранию. Помимо этого,,
известно, что пара заготовка — инструмент образует термоэлемент
и протекающий ток снижает стойкость инструмента. Дисульфид
молибдена является электрическим полупроводником и при малых
напряжениях служит изолятором. Кроме того, дисульфид молибде-
на плохо проводит тепло, поэтому он ухудшает условия теплопере-
дачи в инструмент.
Дисульфит молибдена имеет черный цвет и характеризуется
следующими данными: плотность 4,9 кг/м\ молекулярный вес
160,08, температура плавления 1204° С, термическая стабильность
на воздухе 149—427° С, прочность пленки (по металлу)
35155 кгс/см2 и более, коэффициент трения порошка 0,054-0,06.
Твердая дисульфидная смазка, применяемая при резании, пред-
ставляет собой пудру MoS2 с размерами зерен 0,54-0,6 мк\* она
выпускается в виде порошков, паст, карандашей и суспензий.
Известны три метода использования дисульфида молибдена:
12*
179*
прибавление коллоидной суспензии M0S2 в смазочно-охлаждаЮ’
щую жидкость; нанесение на рабочие поверхности инструмента (про-
питка) MoS2, связанного смазочным маслом, путем распыления
или погружения инструмента в суспензию с последующей терми-
ческой обработкой; натирание рабочих поверхностей инструмента
порошком дисульфида молибдена или специальным карандашом,
.а также нанесение на них суспензии порошкообразной смазки и
связывающего вещества, содержащегося в легколетучей жидкости
с последующим испарением этой жидкости. В качестве связующе-
го вещества используют естественные смолы, синтетйческие веще-
ства и полимеризующиеся вещества, обеспечивающие адгезию
(прилипание) дисульфида молибдена к поверхности металла.
После нанесения на поверхность инструмента дисульфида молиб-
дена на ней образуется прочно удерживающаяся тонкая синева-
тая пленка. Эта пленка имеет высокую стойкость к окислению, что
позволяет применять MoS2 в диапазоне температур от —70 до
+ 380° С. В отличие от графита этот вид смазки сохраняет свои
смазочные свойства в вакууме и в присутствии влаги. По мере
износа инструмента пленку MoS2 необходимо возобновлять. Поэто-
му покрытие хорошо заточенных и доведенных инструментов нуж-
но производить после каждой переточки.
Отечественная промышленность выпускает ряд консистентных
высокотемпературных смазок, содержащих высоко дисперсный ди-
сульфид молибдена, в том числе смазку ВНИИ НП232 (ВТУ
НП108—61 и ВТУ НП140—63) с содержанием 70% сульфида мо-
либдена. За рубежом выпускают много различных смазок на осно-
ве дисульфида молибдена. Интерес представляет новый продукт,
выпущенный фирмой «Локрей и К0» (США), который является
композицией дисульфида молибдена и тефлона. Этот продукт мож-
но наносить на различные поверхности распылением, щеткой, по-
гружением или накатыванием. В настоящее время фирмой «Рокол»
'выпущено противоистирательное масло, содержащее дисульфид
молибдена в виде высокодисперсной суспензии и изготовленное на
'базе хорошо' очищенного минерального масла. Его применяют в
чистом виде и в смеси (10%) со смазочными маслами, а также, в
«сочетании со стабильной, выдерживающей до 538° С пленкой
дисульфомолибденовой пасты, нанесенной на поверхность ме-
талла.
Применение MoS2 эффективно прежде всего для инструментов,
работающих при небольших скоростях резания, так как в усло-
виях высоких температур (более 400° С) MoS2 в результате окисле-
ния превращается в M0S3; при этом он утрачивает свои смазываю-
щие свойства и превращается в абразив. Поэтому использование
дисульфида молибдена показывает хорошие результаты при обра-
ботке жаропрочных и нержавеющих сталей и сплавов быстроре-
жущим инструментом; оно повышает стойкость инструментов в
1,6—2,0 раза. В отдельных случаях высокую эффективность пока-
зывает применение MoS2 для твердосплавного инструмента, не-
смотря на понйженную теплостойкость этих покрытий.
Л80
Следует отметить, что эффективность применения технологиче-
ских сред определяется их физико-химическим составом и спосо-
бом подачи в зону резания. Как показывают проведенные исследо-
вания по трению и затем по резанию, например, таких пар, как
сталь ЭИ481—твердые сплавы, эффективность положительного
воздействия смазок при трении много выше, чем технологических
сред при резании. Это объясняется тем, что ни один из известных
к настоящему времени видов технологических сред и способов их
подачи не обеспечивает сохранения стабильной пленки на контакт-
ных поверхностях инструмента. Этому препятствуют высокие кон-
тактные нагрузки и температура, а также трудности доступа жид-
кости или газа в зону резания. Дальнейшее изыскание видов техно-
логических сред и способов их подачи позволит коренным образом
влиять на физико-химическое состояние контактных поверхностей
инструмента, с одной стороны, и стружки и поверхности обрабаты-
ваемой заготовки — с другой. Это дает возможность довести потери
на трение до минимума. Процесс резания будет осуществляться в
условиях, близких с этой точки, зрения к идеальным, при которых
влияние трения на увеличение работы стружкообразования и износ
инструмента будет мало; при этом технологические среды будут
эффективно снижать и работу, затрачиваемую на пластическую
деформацию материала срезаемого слоя.
ГЛАВА VI
ВИБРАЦИИ ПРИ ОБРАБОТКЕ РЕЗАНИЕМ
В процессе резания могут возникать периодические колебания
отдельных элементов системы СПИД большой частоты, называе-
мые вибрациями. Вибрации вызывают ухудшение качества обра-
ботанной поверхности, повышенный износ и выкрашивание инстру-
мента, понижают точность и долговечность станка и приспособле-
ния; все это снижает производительность обработки. Особое
значение вибрации имеют при резании труднообрабатываемых
материалов, процесс резания которых, и прежде всего нержавеющих
и жаропрочных сталей и сплавов, протекает наиболее неустойчиво.
Возникновение вибраций при обработке резанием характери-
зуется возмущающими силами и свойствами упругой системы;
соотношение между этими параметрами определяет как возмож-
ность возникновения вибраций, так и и^ интенсивность, т. е. ампли-
туда и частота.
Возмущающие силы в зависимости от физического существа
механизма возбуждения вибраций, действующего на систему
СПИД, могут создавать колебания различных видов и прежде все-
го вынужденные колебания и автоколебания
(«самовозбуждающиеся» колебания). Помимо этого, при отдель-
ных видах механической обработки существенное значение иногда
приобретают другие виды колебаний, обусловленные изменением
одного из параметров системы СПИД, например жесткости по вре-
мени (параметрическое возбуждение колебаний), а также собст-
венные затухающие колебания, возникающие при мгновенном при-
ложении и снятии силы. Это происходит при врезании или выходе
режущей кромки инструмента из обрабатываемого материала.
Учитывая последнее, например, для ликвидации поломок сверл,
оснащенных твердым сплавом, при выходе инструмента из отвер-
стия рекомендуют выключать механическую подачу или ее значи-
тельно снижать.
§ 25. ВЫНУЖДЕННЫЕ КОЛЕБАНИЯ
Вынужденные колебания возникают вследствие наличия в си-
стеме СПИД внешней периодической силы, вызывающей колеба-
тельный процесс с частотой, равной частоте действия возмущающей
силы. Эти силы могут быть разделены на две группы:
1. Переменные силы, обусловленные процессом резания, напри-
мер силы, возникающие при снятии неравномерного припуска, пре-
рывистом характере резания (обточка зубчатого обода или спинок
лопаток на барабане).
182
Рис. 74
2. Переменные силы, возникающие в системе СПИД вне зоны
резания. К этой группе относятся колебания, вызванные дефек-
тами передач станка (перекос осей, сшивки ремней, погрешности
зубчатых колес, повышенные люфты и т. п.), дисбалансом его от-
дельных вращающихся частей — заготовок, приспособлений, инст-
рументов (фрез, шлифовальных кругов, резьбовых головок и т. п.),.
а также колебания, передаваемые на станок извне от других ра-
ботающих машин. Общим признаком колебаний этого вида<
является отсутствие зависимости интенсивности действия воз-
мущающей силы от процесса резания. Поэтому для гаше-
ния этих колебаний возможно использование наиболее про-
стого и эффективного средства — ликвидации вызывающих их
причин.
При определении средств гашения особое место занимают вы-
нужденные колебания, вызванные действием переменной силы ре-
зания, имеющей место, например, при фрезеровании, асимметрич-
ном обтачивании и растачивании. Так, например, частота вынуж-
денных колебаний при обтачивании несоосно установленного вала
или растачивания эксцентричного отверстия равна скорости вра-
щения заготовки. На рис. 74 показана интенсивность вынужден-
ных колебаний, обусловленных процессом резания (а), и причины
их возникновения (б). На рисунке: d3 — диаметр заготовки; d —
обрабатываемый диаметр,^ и t2 — глубины резания,определяющие
асимметричность снимаемого слоя, уотв — величина отклонения оси
отверстия при сверлении от оси вращения заготовки.
При фрезеровании вынужденные колебания бывают с двумя
частотами, соответствующими периоду входа отдельных зубьев фре-
зы в металл и скорости вращения фрезы; вынужденные колебания
последнего вида возникают вследствие биения фрезы. Вынужден-
ные колебания неизбежно сопровождают процесс резания, при этом
их интенсивность определяется режимами обработки.
Одним из путей устранения вынужденных колебаний, обуслов-
ленных процессом резания, является снижение величин возму-
щающих сил. Так, при прерывистой обработке заготовок из жаро-
прочных материалов инструментами, оснащенными твердым спла-
вом, удается повысить стойкость инструмента путем применения
так называемых наполнителей (или очистителей). Последние пред-
ставляют собой дополнительные чугунные или из обычной конст-
рукционной стали листы, установленные по торцам заготовки и об-
рабатываемые одновременно с ней. Это дает возможность несколь-
ко смягчать удары при прерывистом резании; кроме того, стружка
от наполнителя очищает переднюю поверхность инструмента от
налипшей на нее стружки жаропрочного материала, до того как
она прочно сварится с материалом инструмента. Так, например,
исследования ВНИИ при фрезеровании жаропрочных материалов
с очистителями показали, что стойкость инструмента по сравне-
нию с обычными условиями повысилась в 104-15 раз. Однако этот
метод гашения вибраций имеет ограниченное практическое приме-
нение [29].
184
Основным средством гашения вынужденных колебаний, обуслов-
ленных процессом резания, является не устранение их первопричи-
ны, а правильный выбор режимов резания и параметров системы
СПИД. Из приведенной на рис. 74, а зависимости видно, что ампли-
туда вынужденных колебаний, т. е. динамическая деформация си-
стемы удин, определяемая как отношение к статической деформа-
ции системы уст, зависит от соотношения частот вынужденных fn
и собственных fc колебаний системы, а также ее сопротивления с.
При этом наихудшие динамические условия обработки резанием
возникают при совпадении частот — резонансе, т. е. при скорости
вращения заготовки п об/мин, равной собственной частоте системы,
когда fn—n/60=fc. При обработке с небольшими скоростями реза-
ния поверхностей большого диаметра (см. рис. 74, б) величина fn
незначительна. Так, например, растачивание цилиндра из стали
ЗОХСНА 0 295 до 300 мм, п=50 об/мин, so = 0,2 мм/об и / = 2 мм
производится консольной оправкой наружным диаметром 160 мм,
внутренним 90 мм и длиной 2000 мм, жестко закрепленной в суп-
порте токарного станка. Частота собственных колебаний такой
системы в этих условиях: fc=16,5 гц при fn = п/60 = 0,835 гц,
т. е. соотношение частот /п//с = 0,05. В этом случае интенсивность
вынужденных колебаний мала и они не оказывают существенного
влияния на нагрузку режущей кромки и точность обработки. Сни-
жение диаметра обработки, увеличение ее длины ведет, с одной
стороны, к значительному снижению fG и, с другой, повышению fn
при использовании тех же скоростей резания. Так, при растачи-
вании труб 0 40, / = 900 мм частота вынужденных колебаний
fn=14,2 гц, что соответствует скорости вращения шпинделя станка,
при которой производилось растачивание, п = 850 об/мин\ fn=rt/60.
Частота собственных поперечных колебаний fc = 50 гц, fn/fc = 0,3.
Переход в зарезонансную область обработки на данной операции
обеспечить не удается, так как при данной системе он возможен
только при обработке со скоростью вращения n=60fc=
= 3000 об/мин, т. е. при о = 377 м/мин. Создавать зарезонансную
обработку путем снижения fG, т. е. жесткости системы, нельзя, так
как это ведет к росту статических погрешностей и интенсивным
автоколебаниям. Между тем при выполнении операций сверления
глубоких отверстий малых диаметров 0 54-25 мм создаются заре-
зонансные условия обработки. При этом переход на более высокие
скорости резания в зарезонансной области нагружения обеспечи-
вает наряду со значительным увеличением производительности по-
вышение точности обработки вследствие уменьшения динамической
деформации системы СПИД при небольшом снижении стойкости
инструмента. Действительно, увеличение скорости вращения заго-
товки с 3500 до 5500 об/мин, а скорости резания с 75 до 118 м/мин
при глубоком сверлении стали 50А сверлами d=6,8 мм, /=600 мм
дало рост производительности обработки в 1,6 раза и наряду
с этим, повышение точности — снижение средней величины увода
с 0,59 до 0,47 мм, т. е. в 1,25 раза (рис. 75,а, в). При этом стой-
кость сверла Т понизилась с 180 до 141 мин, т. е. тольков 1,27раза,
185
а длина пути L, пройденная инструментом до принятого критерия
затупления, увеличилась с 13,8 до 17,2 м. Наоборот, повыше-
ние производительности обработки путем увеличения подачи на
оборот (рис. 75, б, г) ведет к росту величины возмущающей силы
при неизменной ее частоте и, следовательно, к снижению точности
обработки и стойкости инструмента. Таким образом, улучшение
динамических условий нагружения системы СПИД, в частности
переход на зарезонансные условия ее нагружения, является одним
из резервов повышения производительности обработки резанием
при сохранении точности обработки и стойкости инструмента.
При гашении вынужденных колебаний в дорезонансной обла-
сти решающее значение имеет увеличение жесткости системы. В от-
дельных случаях это повышение достигается изменением схемы,
обработки. Так, например, симметричная схема фрезерования
тонкостенных заготовок коробчатого типа дает нагружение обра-
батываемой детали в направлении ее наименьшей жесткости.
Поэтому смещение оси фрезы относительно стенки заготовки, т. е.
переход на асимметричную схему обработки, приводит к гашению
вибраций. Увеличение колеблющейся массы путем установки махо-
виков на шпинделе вертикально-фрезерных станков снижает ин-
тенсивность колебаний, повышая плавность вращения.
§ 26. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ АВТОКОЛЕБАНИЙ
Наибольшие затруднения при обработке резанием жаропроч-
ных и нержавеющих сталей и сплавов вызывают самовозбуждаю-
щиеся колебания — автоколебания. Отличительной особенностью
186
вибраций этого вида является отсутствие внешней периодической
силы, возмущающей колебательный процесс. Частота вибраций при
этом, как правило, не зависит от режимов резания, геометрии ин-
струмента и равна собственной частоте системы.
Сущность возникновения автоколебаний при обработке реза-
нием можно пояснить, разделив систему СПИД на следующие со-
ставные части (рис. 76, а):
1) источник энергии — при обработке на металлорежу-
щих станках им является электродвигатель;
а)
уст! не уст AycmZ
Амплитуда А >
А
^уст
Амплитуда А
Рис. 76
2) механизм возбуждения, т. е. механизм, возбуж-
дающий колебания в основной колебательной системе путем преоб-
разования постоянной во времени энергии внешнего воздействия,
т. е. привода станка, в энергию колебательного движения;
3) колебательная система, т. е. основная система, от-
дельные элементы которой совершают колебательные движения;
параметры этой системы — жесткость, сопротивление и масса —
определяют частоту автоколебаний. При обработке резанием такой
системой является система инструмент — обрабатываемая деталь
и связанные с ними узлы станка и приспособления.
Последние два элемента автоколебательной системы — меха-
низм возбуждения и колебательная система — находятся между
собой в тесном взаимодействии. С одной стороны, механизм воз-
буждения генерирует колебания в основной колебательной системе,
преобразуя энергию источника энергии, постоянную по времени, в
периодическую, т. е. направляя ее в колебательную систему опре-
деленными порциями. Такую связь между источником энергии и
колебательной системой, осуществляемую механизмом возбужде-
ния, называют прямой связью. С другой стороны, колебательная
187
система управляет работой этого механизма возбуждения, зада-
вая частоту и величину поступления этих порций энергии, в зави-
симости от собственных параметров: жесткости, сопротивления и
массы. Такая связь называется обратной связью;
4) стабилизатор амплитуд. При работе любой реаль*
ной системы энергия колебаний постоянно рассеивается из-за неиз-
бежных потерь. Убыль энергии постоянно пополняется источником,
от которого известная порция энергии за каждый период подается
в колебательную систему. Следовательно, установившиеся, т. е. по-
стоянные по амплитуде, колебания возможны только в том случае, *
когда поступление энергии UBX от источника за какой-то период
равно расходу энергии t/pacx за то же самое время (рис. 76,6).
Это условие баланса энергии и есть условие существования уста-
новившихся автоколебаний при резании. Значение амплитуды Луст>
соответствующее равенству t/Bx=t/Pacx, является установившимся,
т. е. любое случайно вызванное отклонение системы от этого зна-
чения амплитуды ведет к ее возвращению в положение энергетиче-
ского равновесия. Действительно, уменьшение амплитуды меньше
значения Дуст дает (7вх>[/раСх, что ведет к нарастанию амплитуды.
В случае Д>Дуст получается t/paCx>t/BX, что сопровождается сни-
жением амплитуды.
Колебательная система может иметь энергетическую характе-
ристику, представленную на рис. 76, в; в этом случае безвибрацион-
ная работа является точкой динамического равновесия системы,
т. е. ДуСт1=0. Такая система может дать «жесткое» самовозбужде-
ние автоколебаний. Это произойдет в том случае, если каким-либо
толчком будут вызваны колебания с амплитудой Л>ДНеуст, тогда
f/Bx>f/Pacx и амплитуда возрастает до значения ЛусТ2, которое бу-
дет устойчиво. Наоборот, возмущение колебаний системы, имеющей
энергетическую характеристику по рис. 76, б, называется «мяг-
ким». В этом случае отсутствие вибраций системы является ее не-
устойчивым состоянием, т. е. любой случайный толчок приведет к
возникновению устойчивых автоколебаний.
Отметим еще одно условие, характерное для возникновения
автоколебаний при резании. Если бы система СПИД была линей-
ной, то как потери энергии, так и ее поступление росли бы по оди-
наковым законам, а именно пропорционально квадрату амплитуды,
т. е. графики зависимости U=f(A) были бы представлены двумя
параболами, проходящими через начало координат, но нигде боль-
ше не пересекающимися. В этом случае система или вообще не
самовозбуХцалась, или мягко самовозбуждалась, но с беспредель-
ным ростом амплитуд. Отсюда следует, что режим установивших-
ся автоколебаний с конечной амплитудой возможен только в не-
линейной системе. Стабилизатор амплитуд, т. е. нелинейный эле-
мент, может быть в любом звене, составляющем автоколебательную
систему: в нагрузке, собственно колеблющейся системе, меха-
низме возбуждения или источнике энергии. В ряде реальных
машин он может быть одновременно сразу в нескольких из них,
т. е. нелинейными свойствами может обладать любое из звеньев
188
системы. Здесь основное значение имеет нелинейность одного из-,
них. В связи с этим надо отметить, что колебания Системы СПИД
при резании всегда являются нелинейными. Это обусловлено нели-
нейными зависимостями силы резания прежде всего от величины,
подачи. Помимо этого, существенную нелинейность системы прж
механической обработке дают также зазоры и стыковые деформа-
ций станков и приспособлений.
Условиями возникновения автоколебаний при
обработке резанием являются:
а) наличие в системе СПИД физического явления, создающего
механизм возбуждения колебаний (источник энергии, колебатель-
ная система и стабилизатор амплитуд всегда есть);
б) определенное соотношение между возмущающими силами,,
создаваемыми механизмом возбуждения в процессе резания, и ха-
рактеристиками самой системы (жесткость, сопротивление и мас-
са). Оно должно быть таким, чтобы при ’ некоторых деформациях
системы работа сил возмущения превышала работу, расходуемую*
системой. Если эта зависимость в системе наблюдается начиная
с малых амплитуд (положения равновесия), то система обладает
мягким самовозбуждением (см. рис. 76, б), если только с опреде-
ленной величины, то самовозбуждение будет жестким (см. рис. 76, в) „
Величина установившейся амплитуды автоколебаний в обоих слу-
чаях будет определена равенством .указанных выше работ.
В настоящее время установлено большое число физических яв-
лений, создающих в системе СПИД механизм возбуждения колеба-
ний и обусловливающих возникновение автоколебаний. Все извест-
ные физические явления, способные создавать первичное возму-
щение автоколебательного процесса, могут быть подразделены Has
три группы: явления, вызванные собственно процессом резания;
специфическими свойствами упругой системы СПИД и совместным:
взаимодействием факторов, определяющих процесс резания и упру-
гие свойства системы [66].
К физическим явлениям, обусловленным процессом резания,,
относятся: а) специфичность протекания пластического деформи-
рования, а именно: запаздывание; изменения силы относительно ма-
лого перемещения [65, 72], особенности образования застойной
зоны и нароста на резце [72], неодинаковое упрочнение металла
[22] и изменение положения плоскостей сдвига при колебаниях
[17]; б) падение величины силы резания с повышением скорости
резания на определенном диапазоне [62, 71, 72]; в) зависимость
силы резания от скорости радиального колебательного движения
и ее направление (врезание, отход) [22]; г) особенности протека-
ния процесса трения рабочих поверхностей инструмента о поверх-
ность обрабатываемой заготовки и стружку; д) специфика про-
цесса резания как одного из видов пластической деформации при
малых скоростях резания [64].
К физическим явлениям, обусловленным специфическими свой-
ствами упругой системы СПИД, относятся: а) падение величины
силы трения в отдельных соприкасающихся парах системы с
189.
ростом скорости относительного скольжений [65, 72]; б) внутрен-
нее трение в материале обрабатываемой заготовки [66]; в) зазоры
и трение в подшипниках [71]; г) специфические закономерности
процесса трения при малых скоростях относительного скольжения
(суппорты, головки и другие узлы) [65, 68, 71].
К физическим явлениям, вызванным совместным взаимодейст-
вием факторов, определяющих свойства упругой системы с несколь-
кими степенями свободы и особенностями протекания процессов
резания, относятся: а) явление координатной связи упругих де-
формаций системы с несколькими степенями свободы и процес-
сом резания [65] и б) взаимодействие автоколебаний, вызывае-
мых зазорами и трением в подшипниках, с процессом резания
[66].
Таким образе^, в реальной упругой системе в процессе резания
может быть большое число физических механизмов, вызывающих
автоколебательный процесс. Оценка эффективности каждого из
них при обработке резанием должна производиться на основе опре-
деления ее удельного веса в общем энергетическом балансе систе-
мы. Исследования, проведенные ЭНИМСом, и обобщение других
работ [65, 66, 71] показывают, что наиболее существенное значение
при обработке точением имеют первичные механизмы возмущения
автоколебаний, вызванные координатной связью Системы СПИД,
имеющей несколько степеней свободы, с процессом резания и
•специфической зависимостью силы резания от скорости резания
(наличие падающего участка). Особое место занимает возникнове-
ние автоколебаний, вызванное изменением рабочих углов резания
и вибрационным следом предыдущего прохода.
Первичный механизм возбуждения автоколебаний вследствие
^действия координатной связи системы, имеющей несколько степе-
нней свободы, с процессом резания теоретически обоснован чехосло-
вацкими исследователями И. Тлустым, М. Полачеком, Л. Шпаче-
ком и независимо от них В. А. Кудиновым (ЭЙИМС) [65]. Любой
элемент системы СПИД имеет бесчисленное множество степеней
свободы. Возмущение колебательного процесса приводит к тому,
что режущая кромка описывает в плоскости замкнутую траекто-
рию в виде эллипса. Это возмущенное колебательное движение на-
кладывается на заданное движение резания. Если возмущение ко-
лебательного движения происходит против хода часовой стрелки,
как это показано на рис. 77, а, то при перемещении точки от А к точ-
ке В сила резания действует против направления движения реза-
ния Урез и работа, которую совершает сила резания, уменьшает
энергию движения инструмента. Наоборот, на участке от точки В
к точке А направление действия силы резания совпадает с направ-
лением движения резания и работа силы резания увеличивает
энергию движения. Однако отбираемая силами резания работа бу-
дет меньше,, чем отдаваемая, так как глубина резания при движе-
нии от точки А к точке В будет меньше, чем от точки В к точке А,
^т. е. Поэтому при таком возмущении за один цикл сила реза-
ния периодически передает колебательному движению определен-
но
ную энергию, создавая устойчивый автоколебательный процесс.
На величину этой энергии самовозбуждения оказывают влияние
вид обрабатываемого материала, режимы резания и свойства упру-
гой системы СПИД.
Второй причиной возникновения автоколебаний является пер-
вичный механизм возбуждения, обусловленный зависимостью силы
резания от скорости резания. Рассмотрим в качестве переменной
составляющей силы резания, зависящей от скорости, силу трения
стружки о переднюю поверхность инструмента Fn'n обрабатывае-
мой детали о заднюю поверхность F3 (рис. 77, б внизу). При этом.
механизм возмущения автоколебаний может быть показан на осно-
ве рассмотрения модели Ван-дер-Поля, состоящей из подпружи-
ненного груза и равномерно (ул = const) движущейся ленты, ими-
тирующей перемещение стружки или обрабатываемой поверхности
заготовки. При вращении ленты возникают устойчивые автоколе-
бания груза, имитирующего резец, если процесс трения будет ха-
рактеризоваться на определенном участке падающей характери-
стикой зависимости силы трения F от скорости относительного
скольжения гОтн (рис. 77, б вверху), энергия, вызванная этим меха-
низмом возмущения при некоторых амплитудах колебаний, будет
больше рассеиваемой энергии. Действительно, в начальный момент
движение груза вправо от некоторого среднего' положения будет
происходить до тех пор, пока сила упругости пружины не станет
равной силе трения, отвечающей относительной скорости скольже-
ния между грузом и лентой (ул— угр). Возникшая при этом оста-
новка (Pyn$—F) приведет к возрастанию скорости относительного
скольжения до и, следовательно, к снижению силы трения, т. е.
Pyn^>F. Вследствие этого груз под действием силы упругости’
получит движение влево относительно своего среднего положения.
При этом сила трения еще больше уменьшится, так как скорость
относительного движения станет еще больше (ал + ^гр) и груз прой-
дет влево относительно своего среднего положения. Указанный
процесс будет периодически повторяться с частотой, равной часто-
те, собственных колебаний системы. Как показывают эксперимен-
тальные данные (рис. 78: а — обработка сплава ЭИ661 резцом
Т15К6, б — стали резцом, оснащенным твердым сплавом ВК8; в—
Скорость резания v, м/мин
Скорость резания гг, м/мин
Рис. 78
i титанового сплава ВТ2 резцом
а) ВК8), не только сила трения, но
и сила резания, величина которой
в большей своей части определя-
ется усилием, расходуемым на
пластическое деформирование, в
определенном диапазоне скоро-
стей резания уменьшается с рос-
том скорости.
Обработка резанием при этих
скоростях сопровождается наибо-
лее интенсивными вибрациями ав-
токолебательного характера.
Возникновение автоколебаний
может быть вызвано неравномер-
ностью протекания процесса ре-
зания, а также образованием и
срывом нароста. Этот механизм
имеет большое значение при обра-
ботке резанием жаропрочных и
нержавеющих материалов, харак-
теризующихся повышенной упроч-
няемостью.
Резание по вибрационному сле-
ду предыдущего прохода инстру-
мента вызывает вторичное, весь-
ма сильное, увеличение интенсив-
ности автоколебаний (см. рис.
77, в). Оно обусловлено перемен-
ностью снимаемого припуска и ве-
личин фактических рабочих углов
резания при колебаниях инструмента [63]. Причем в отдельных
случаях соотношение энергии возмущения, складывающейся из трех
указанных выше составляющих» и энергии сопротивления (см. рис.
76, б) может быть таким, что при отсутствии вторичного возмущения,
т. е. С7вт=0, C7conp>f/nepB, вибрации отсутствуют, при его наличии,
т. е. t/Conp< £/перв + £/вт, возникают. Процесс резания по следу обра-
ботки отвечает условиям вынужденных колебаний с резонансной
частотой. В результате этого разность фаз на предыдущих и по-
следующих оборотах будет близка к 90°. Как известно, решающим
условием гашения вибраций такого рода колебаний является повы-
шение сопротивления системы с (см. рис. 74,а).
192
Следует отметить, что резание по следу предыдущего вибра-
ционного прохода с частотой, равной частоте собственных колеба-
ний системы, может быть самостоятельной, весьма существенной
причиной возникновения автоколебаний. Действительно, если при
обработке резанием соотношение . энергетических характеристик
системы СПИД и возмущение, вызванное этим явлением, таковы,
что при определенных деформациях рассеиваемая энергия меньше
подводимой, то возникнут устойчивые колебания. Причиной воз-
никновения их является изменение рабочих углов резания непо-
средственно на первом проходе и вибрационный след предыдущего
прохода инструмента от любого случайного толчка (см. рис. 77, в).
Указанная причина возникновения автоколебаний имеет большое
значение, учитывая весьма высокую энергию возмущения, вызывае-
мую этим механизмом.
§ 27. СРЕДСТВА ГАШЕНИЯ АВТОКОЛЕБАНИИ
Основными средствами устранения вибраций или уменьшения
их интенсивности, т. е. обеспечения устойчивости движения реза-
ния, являются:
1) правильный выбор параметров системы СПИД — ее дина-
мических характеристик: жесткости, сопротивления и массы;
2) рациональное построение схемы выполнения обработки реза-
нием, обеспечивающее максимальное использование ее динамиче-
ских свойств;
3) правильный выбор геометрии заточки инструмента и режи-
мов резания, сводящих к минимуму действие возмущающих сил
и обеспечивающих в целом наиболее рациональную схему нагру-
жения системы СПИД;
4) улучшение динамических свойств системы СПИД путем
применения виброгасителей.
Реальная упругая система СПИД для любого вида обработки
резанием состоит из бесчисленного множества парциальных систем,
отвечающих числу степеней свободы указанной системы, причем во
многих из них может существовать значительное число/физических
процессов, служащих механизмом возмущения колебаний. Однако
каждый конкретный вид обработки резанием в зависимости от
параметров системы, схемы обработки, режимов резания, геомет-
рии инструмента и других факторов, определяющих процесс реза-
ния, имеет, как правило, один, реже два определяющих механизма
возбуждения вибраций, возмущающих колебательный процесс в
одной-двух, обычно связанных между собой, парциальных систе-
мах.
Обычно рассматривают две системы: заготовка — станок и ин-
струмент— станок, имеющие индивидуальность (весьма различные
приведенные массы, силы сопротивления, жесткость и собственные
частоты). В соответствии с этим различают низкочастотные автоко-
лебания (несколько сот герц), отвечающие, например при токарной
обработке, колебаниям системы заготовка — станок, и высоко-
13 В. Н. Подураев
193
частотные колебания (одна-две тысячи герц), отвечающие колеба-
ниям системы инструмент — станок.
В качестве самостоятельного вида колебаний в связи с рас-
сматриваемыми особенностями систем СПИД можно выделить
колебания крайне малых частот (релаксационные), возникающие,
например, в механизмах подач станков. Они характеризуются пре-
рывистым характером перемещения по циклу «движение — оста-
новка», негармоническим характером колебаний, зависимостью
частоты колебаний как от параметров системы, так и от величины
возмущающих сил.
При колебательных движениях две указанные выше колеба-
тельные системы (заготовки и инструмента) тесно связаны между
собой зоной стружкообразования, создающей переменную силу ре-
зания. Суммарная амплитуда колебаний равна сумме амплитуд
колебаний обеих систем. Однако система, имеющая большую
амплитуду и вызывающая колебания большой энергии, определяет
частоту вибраций, практически заметных и существенных при реза-
нии. Эта система находится в автоколебательном движении. Вто-
рая система совершает вынужденные колебания с частотой, рав-
ной частоте собственных колебаний первой системы. В связи с этим
указанные выше методы должны быть направлены на снижение
интенсивности действия механизмов возбуждения колебаний, име-
ющих в энергетическом балансе системы наибольший вес, и на пар-
циальные системы, оказавшиеся наименее виброустойчивыми.
Рациональный выбор динамических характе-
ристик системы СПИД в целом и в первую очередь сопро-
тивления системы и ее жесткости имеет большое значение. Сопро-
тивление системы при отсутствии специальных демпфирующих уст-
ройств определяется в значительной степени рассеиванием энер-
гии в местах контакта сопрягаемых деталей (в основном внешнее
трение), в масляных слоях (в основном вязкое трение жидкости),
а также в материале деталей (внутреннее трение). Как показали
исследования, проведенные проф. Решетовым Н. Д., рассеивание
энергии колебаний в соединениях деталей значительно больше,
чем в материале.
Повышение сопротивления системы путем применения спе-
циальных средств увеличивает рассеивание энергии и в результате
этого снижает интенсивность вибраций. Такими средствами являют-
ся постановка всевозможных видов резиновых или текстолитовых
прокладок, манжет, втулок; рациональный выбор слоя медного при-
поя при пайке твердосплавных пластинок; применение для изготов-
ления деталей станков, вибрации которых велики, материалов с вы-
соким коэффициентом внутреннего трения. С этой целью, например,
небольшие борштанги в настоящее время изготовляют из твердого
сплава. Крепление фрез с использованием переходных втулок из
текстолита, изготовление хвостовиков сверл из пластмасс снижают
интенсивность вибраций и, как следствие этого, исключают случаи
выкрашивания твердосплавных режущих кромок и повышают стой-
кость этих инструментов, по данным ВНИИ, в несколько раз.;
194
В большинстве случаев повышение жесткости и массы системы
ведет также к снижению интенсивности вибраций. Существенное
повышение жесткости державок дает применение расточных резцов
В. К. Семинского (рис. 79, а) и отрезных резцов (рис. 79, б — г).
Известно влияние зазоров и стыковых деформаций на жест-
кость отдельных узлов металлорежущих станков. Отрицательное
действие зазоров повышается с увеличением скорости вращения
шпинделя, между тем как увеличение скоростей является основной
тенденцией современного машиностроения. Поэтому влияние коле-
баний вращающихся элементов на виброустойчивость современных
металлорежущих станков устраняют (уменьшают) следующими
путями: увеличением диаметров шпинделей сверх величин, опреде-
ляемых условиями прочности, уменьшением их консольных вылетов;
применением подшипников качения с предварительным натягом,
комбинированных опор качения — скольжения; использованием
комбинированных передач: при больших скоростях вращения — ре-
менных, при малых — зубчатых.
Повышение жесткости системы при обработке сотовых конст-
рукций осуществляется заполнением сот пластмассой с низкой тем-
пературой плавления (93° С) (стр. 565).
Рациональное построение схемы обработки
резанием обеспечивает максимальное использование динами-
ческих свойств системы СПИД. Так, например, известно, что вер-
тикально-фрезерная схема обработки обеспечивает значительно бо-
лее спокойное резание, чем горизонтально-фрезерная. Известны
преимущества работы перевернутым резцом на токарном станке,
создающим в результате совпадения направления действия силы
резания и силы тяжести заготовки одностороннее удаление неиз-
бежных зазоров и т. д.
Особое место при разработке средств гашения вибраций зани-
мает выбор правильной ориентации доминирующей системы стан-
ка, сводящей к минимуму площадь эллипса АВ (см. рис. 77, а) на
основе изложенной выше теории координатной связи [65]. Сниже-
ние интенсивности вибраций обеспечивает построение динамиче-
ски взаимно замкнутых систем, при которых радиальные состав-
ляющие силы резания уравновешиваются между собой. Так, напри-
мер, для предварительного и окончательного точения за один про-
ход дисков роторов газовых турбин фирмой «Роллс-Ройс»
(США) создан специальный станок с центральным приводом и дву-
мя гидрркопировальными суппортами, обеспечивающими одновре-
менную обработку диска с двух сторон при снятии припуска 1,0—
1,2 мм. Это позволяет получить воздействие составляющих силы
резания не на всю систему СПИД, а только на весьма жесткую
обрабатываемую заготовку, что повышает точность и чистоту обра-
ботки. Подобная же схема имеет место при расточке отверстий
«плавающими» пластинами (стр. 309).
Правильный выбор геометрии заточки инстру-
мента и режимов резания позволяет свести к минимуму
13* 195
действие возмущающих сил и обеспечить в целом наиболее рацио-
нальную схему нагружения системы СПИД. С увеличением скоро-
сти резания вибрации сначала возрастают, а затем уменьшаются.
Величина критической скорости резания, начиная с которой виб-
рации уменьшаются, зависит от рода материала и вида резания
(свободное или несвободное). Так, при несвободном резании стали
35ХМ вибрации уменьшаются с » = 1204-150 м/мин, а при свобод-
Рис. 79
ном — с ц=504-80 м]мин. С увеличением подачи, а следовательно
толщины стружки, автоколебания уменьшаются; наоборот, рост
глубины резания при сохранении прочих факторов постоянными
ведет к увеличению ширины среза при сохранении его толщины и,
как следствие этого, к сильной интенсификации вибраций. Такое же
влияние оказывает и уменьшение главного угла в плане <р, а также
вспомогательного угла в плане <рь Следовательно, во всех этих
случаях снятие более широких и тонких стружек ведет к повыше-
нию интенсивности вибраций. Значительное влияние на интенсив-
ность автоколебаний оказывает угол резания б (передний угол у);
при уменьшении угла резания б, т. е. при применении резцов с уве-
личенным передним углом, при обтачивании нежестких валов виб-
рации уменьшаются. Большое влияние на снижение интенсивности
автоколебаний оказывает создание «искусственного износа» путем
рационального оформления режущей кромки резца — заточки виб-
рогасящей фаски Д. И. Рыжкова (рис. 81, стр. 200), а также
и некоторое притупление резца, значительно повышающее внешнее
трение и снижающее интенсивность колебаний.
196
Улучшение динамических свойств системы (ее
виброустойчивости) путем применения виброгасите-
лей позволяет при обработке деталей малой жесткости с исполь-
зованием нежесткого инструмента, особенно при снятии широких
и тонких стружек, избавиться от вибраций, которые указанными
выше средствами устранить не удается.
Виброгасители можно разделить по принципу действия на три
группы:
1) виброгасители, повышающие сопротивление системы-, к ним
относятся, в частности, конструкции фрикционных и гидравличе-
ских виброгасителей Л. К. Кучмы (рис. 80, а), гидравлический
виброгаситель проф. А. П. Соколовского и др. [22, 71];
2) виброгасители, работающие по принципу динамического по-
глотителя колебаний-, к ним относятся, например, виброгаситель
Д. И. Рыжкова (рис. 80, б), маятниковый виброгаситель МВТУ
для демпфирования вынужденных крутильных колебаний и др.
Действие виброгасителей этого типа основано на, явлении под-
стройки специально создаваемой системы массой m и жесткостью
k (колпачок — пружина) к основной системе (приведенная масса
резца М, его жесткость К), вибрации которой надо погасить таким
образом, чтобы их собственные частоты совпадали. В этом случае
движения этих двух систем происходят в противофазе, обеспе-
чивая демпфирование колебаний основной системы;
3) виброгасители ударного действия, гасящие колебания путем
рассеивания энергии в местах соударения двух тел; к этому типу
относится конструкция виброгасителя Л. Б. Эрлиха (рис. 80, в).
Например, вибрации оправок, применяемых при чистовом рас-
тачивании устраняют путем установки в ее консольную часть
демпфирующего элемента возможно большей плотности. Для этого
197
в оправке высверливают и шлифуют отверстие, в которое затем
вставляют шлифованную пробку-глушитель.
Уменьшению вибраций способствует также установка на стан-
ках, чувствительных к вибрациям, датчиков определенной чув-
ствительности, выключающих станки или приводящих в действие
предохранительное устройство, предотвращающее выкрашивание
режущей кромки инструмента и сохраняющее заданную чистоту
обработанной поверхности.
Одним из средств гашения вибраций является качественное
усовершенствование процесса резания путем введения в зону
резания электрического тока [70], применения вибрационного
резания [17], СОЖ и т. д. Так, например, до настоящего времени
широкое внедрение поперечного фасонного точения резцами, осна-
щенными твердыми сплавами, не нашло широкого, применения
из-за интенсивных вибраций, сопровождающих этот процесс реза-
ния и приводящих к преждевременному износу и выкрашиванию
режущей кромки. Введение постоянного электрического тока в зону
резания расширяет диапазон безвибрационной обработки и вместе
с тем увеличивает допустимые величины износа резцов по задней
поверхности. Это объясняется образованием прирезцовой пласти-
ческой пленки толщиной 44-12 мк с температурой 11004-1200° С
(сталь ШХ15, HRC 62), которая изменяет физико-механические
свойства трущейся пары резец — деталь и условия деформаций
в зоне резания.
Применение вибрационного резания (см. стр. 426), т. е. нало-
жение вынужденных колебаний на систему СПИД при оптималь-
• ных условиях, приводит к гашению автоколебаний. Например,
наложение осевых ультразвуковых колебаний на стебель при раз-
вертывании рлубоких отверстий [147] позволило значительно улуч-
шить эти операции. Вибрационное резание используется и для
гашения автоколебаний при точении методом врезания заго-
товок из стали ШХ15 резцами ВК8 [69]. Необходимые вибрации
в радиальном направлении с частотой в пределах 12—180 колеба-
ний в минуту задавали кулачковым механическим вибратором.
При обычном резании на режимах у = 60 м/мин, so = 0,l мм/об,
t = 3 мм автоколебания возникали начиная с ширины реза 12 мм.
Применение вибрационного резания (f = 0,83 гц\ А = 0,1 мм) позво-
лило производить точение без возникновения вибраций на тех же
режимах до канавок шириной 18 мм.
Анализ отечественного и зарубежного опыта показывает, что
при использовании средств гашения вибраций прежде всего улуч-
шается качество поверхности, повышается производительность
механической обработки, возрастает стойкость инструмента, лик-
видируются случаи выкрашивания режущих кромок. Следует отме-
тить, что фактически используемые заводами значения скоростей
резания и стойкости приближаются к нормативным только при
работе инструментами в условиях больших жесткостей, при от-
сутствии вибраций, а также при качественном изготовлении
инструментов.
198
ГЛАВА VII
ВЛИЯНИЕ ОБРАБОТКИ РЕЗАНИЕМ НА КАЧЕСТВО
ПОВЕРХНОСТИ И ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА
ДЕТАЛЕЙ МАШИН
Обработка резанием существенно изменяет эксплуатационные
свойства изготавливаемых деталей машин прежде всего вследст-
вие формирования поверхности определенного качества: шерохова-
тости поверхности и изменения физико-механических характери-
стик материала поверхностного слоя. Поэтому обработка резанием
должна рассматриваться не только как процесс изготовления де-
талей определенной формы и размеров, но и как эффективный
способ управления эксплуатационными свойствами деталей. Изве-
стно [79, 80], что качество поверхности определяет эрозионную
и коррозионную стойкости поверхностей деталей, их износоустой-
чивость, усталостную прочность, прочность прессовых соединений
и ряд других показателей.
§ 28. КАЧЕСТВО ПОВЕРХНОСТИ ПРИ ОБРАБОТКЕ РЕЗАНИЕМ
В понятие качества поверхности входит две группы параметров,
определяющих, с одной стороны, геометрию реальной поверхности,
а с другой — ее физические свойства. Реальная поверхность дета-
ли всегда имеет неровности различной формы и высоты, образую-
щиеся в процессе ее изготовления. Физико-механические свойства
поверхностного слоя характеризуются повышением его твердости
относительно твердости основного материала заготовки, величи-
ной и знаком остаточных внутренних напряжений, наличием микро-
трещин, структурных превращений и другими показателями. Рас-
смотрим эти две характеристики поверхностного слоя. ,
Геометрические параметры обработанной ци-
линдрической поверхности характеризуются следующи-
ми отклонениями от теоретического профиля (рис. 81,а): микро-
геометрией (шероховатость и волнистость) и макрогеометрией
(бочкообразность, конусность и т. п.).
Шероховатость поверхности представляет собой совокупность
неровностей с относительно малым шагом, образующих микрорельеф
поверхности. Для оценки шероховатости поверхности ГОСТ 2789—73
установлены следующие параметры: среднее арифметическое
отклонение профиля Ra и высота неровностей Rz. Шерохо-
ватость поверхности, направленная перпендикулярно к движению
резания, называется поперечной шероховатостью и в направлении,
параллельном ему,— продольной шероховатостью. Наибольшее
199
Таблица 15
Значения шероховатости и точность поверхности, обеспечиваемые
на типовых операциях
Операция
Класс
чистоты
Класс
точности
Черновое точение и строгание..............................
Чистовое точение и растачивание...........................
Тонкое точение и растачивание..............................
Сверление и зЪнкерование ............. ...................
Развертывание
предварительное ......................................
окончательное ........................................
Протягивание отверстий.......................*............
Фрезерование:
черновое..................................................
чистовое .............................................
тонкое ...............................................
Шлифование:
чистовое .................................................
тонкое ...............................................
Хонингование..............................................
Притирка .................................................
4 5
7 3
9 2—1
4—6 4—5
6 3
8 2
7—8 3—2
4 5
6—7 3
8—9 2
8—9 3-2
9—11 2
10—12 1—2
12—13 1
практическое применение имеет поперечная шероховатость
(табл. 15). Микрогеометрия характеризуется небольшим отноше-
нием шага микронеровностей к их высоте (< 50).
Эксплуатационные свойства деталей зависят не только от зна-
чений высот неровностей Ra и RZi предусмотренных ГОСТ 2789—73.
На эти свойства влияют также шаг между неровностями, их фор-
ма, направление и др. Поэтому Всесоюзным научно-исследова-
тельским институтом Государственного Комитета по делам стан-
дартов * предложен проект стандарта, в который включены три
параметра: Ra— среднее ариф-
Я) метическое отклонение, Тм —
средний шаг по средней линии
00 И Т]е—коэффициент опор-
ной кривой профиля на относи-
тельном уровне 8. Параметр Ra
определяет степень рассеивания
точек профиля по высоте, па-
раметр Тм является характери-
стикой расстояния между не-
ровностями, параметр т)е опре-
деляет форму неровностей и за-
кон их распределения по высо-
те (рис. 82, б):
* Советом Экономической Взаимопомощи социалистических стран принят
стандарт на шероховатость поверхности С6—71.
200
k n
Ra-^\yi\lk', TK^TJn-, z~ulRt,
i=\ i=i
где y\ — ординаты профиля, отсчитываемые от средней линии;
k и п — количество измерений соответственно Ra и Тм, укладываю-
щееся в базовую линию профиля /; Pt — высота Профиля; и—абсо-
лютный уровень; /8 — опорная длина профиля на относительном
уровне е; она определяется как сумма длин отрезков A/b AZj,... ит. д.
Средний шаг Тм между неровностями поверхности влияет на
величину смазочных «карманов», герметичность соединений, каче-
ство гальванических Покрытий. Коэффициент опорной кривой ха-
рактеризует профиль шероховатостей, т. е. он определяет износостой-
кость и внешний вид поверхности. Так, установлено, что после тон-
кого точения образуется два вида поверхностей — шероховатые и
зеркальные; в свою очередь шероховатые поверхности делятся на
глянцевидные, белые и обычные, слабо отражающие свет.
Поверхности, полученные в результате механической обработ-
ки с образованием элементной стружки и нароста, имеют особые
неровности, расположенные в направлении движения резания.
Чешуйчатая поверхность характеризуется периодически повто-
ряющимися в направлении движения резания макровыступами.
Муаровая поверхность представляет собой периодически повто-
ряющиеся криволинейные светлые полоски.
Образование чешуйчатости объясняется особым напряженно-
деформированным состоянием поверхностного слоя (А. В. Щиго-
лев), выдавливанием частиц обрабатываемого металла из-под ре-
жущей кромки и привариванием ее к поверхности (П. Е. Дьячен-
ко), интенсивным трением задней поверхности (В. П. Остроумов),
результатом отрыва частиц нароста (Э. И. Фельдштейн). Послед-
ние исследования [73] показывают наиболее существенное влия-
ние наростообразования.
При резании с образованием элементной стружки решающее
влияние на процесс стружкообразования оказывает формирование
впереди передней поверхности инструмента застойной зоны
(рис. 82,а). Она начинает образовываться сразу после врезания
инструмента; в процессе непрерывного резания застойная зона по-
степенно увеличивает свои размеры. Плоскость сдвига АВ при
стружкообразовании стремится двигаться вдоль передней поверх-
ности; однако вследствие интенсивного сжатия, она из прямолиней-
ной превращается в криволинейную и тем самым способствует
росту застойной зоны. Это происходит вследствие значительной
разницы в скоростях движения отдельных точек; наибольшую ско-
рость движения имеет точка Д, расположенная на внешней поверх-
ности стружки СВ, наименьшую — точка Д, прилегающая к ниж-
ней части застойной зоны. При достижении некоторых критиче-
ских условий, определяющих в частности высоту застойной зоны,
происходит отделение элемента стружки; вследствие рассмотрен-
ной выше схемы стружкообразования он имеет веерообразную тек-
стуру.
201
Значительные силы трения между материалами инструмента
и заготовки приводят к явлению схватывания, вызывающему обра-
зование нароста (рис. 82,6). В этом случае сдвиг по плоскости АВ
приводит к ее последующей трансформации (по мере деформации
в зоне стружкообразования) в поверхность PHN; часть HN этой
поверхности переходит в стружку, а часть PH — в нарост, увели-
чивая его размеры. По мере роста объема нароста он все больше
Рис. 82
внедряется ниже линии среза в обрабатываемую заготовку; при
этом непрерывно растет сопротивление внедрению; кроме того, па-
дает прочность нароста вследствие возникновения трещины ME
(рис. 82,в). Вследствие этого при резании в условиях наростообра-
зования всегда имеет место процесс срезания большей толщины
слоя, чем это задано положением вершины резца. Это имеет прак-
тическое-значение при обработке со снятием малых толщин среза
и с высокой точностью, например, при протягивании, нарезании
резьб.
В процессе разрушения нароста/по трещине ME нижняя часть'
нароста прочно скреплена с обработанной поверхностью; она ос-
тается на ней и определяет образование неровности — макровы-
ступ; его размеры характеризуются шагом 1Т и высотой hr
(рис. 82, в). Следует отметить, что процессу резания с определен-
ным типом стружки сопутствуют свой вид и размеры макровысту-
па; так, при протягивании с образованием сливной стружки и на-
роста образуется чешуйчатость, а при протягивании с образованием
элементной стружки образуется муар [73].
202
При обработке резанием шероховатость поверхности образует-
ся как геометрический след рабочего движения резца относитель-
на заготовки. Этот процесс имеет значение при выполнении черно-
вых операций, когда величина шероховатостей определяется в пер-
вую очередь величиной подачи на оборот s0 (см. рис. 10,6) и
радиусом закругления ре-
жущей кромки г. Наряду
с этим, особенно при вы-
полнении чистовых опера-
ций, величина шерохова-
тости определяется пла-
стической деформацией
обрабатываемого мате-
риала, явлениями упруго-
го последействия материа-
ла поверхностного слоя
после прохода инструмен-
та и высокочастотными ви-
брациями инструмента.
На степень шероховатости
поверхности оказывает
влияние также явление
пластического отрыва ме-
талла в зоне формирова-
ния гребешка (точка £>,
см. рис. 10). Поэтому с
повышением пластично-
сти обрабатываемого ма-
териала и глубины реза-
ния происходит рост вы-
соты шероховатостей.
Влияние пластической
деформации и высокоча-
стотных вибраций ин-
струмента на шерохова-
тость поверхности при то-
чении обычных конструк-
ционных сталей зависит
от твердости обрабатывае-
мого материала; с повы-
а)
* 160
§120
40
20
хЗакалка 1200*68192
оОтжие 68235
0246 8Ю1214 16 1820 2224 26
Скорость резания г, м/мин
^80
оЗакалка 1200° 68130
^40
§ 20
0
Рис. 83
2 4 6 8 10 12 14 16 18
Скорость резания и7м/мин
g О
шением твердости шеро-
ховатость уменьшается.
При обработке жаропрочных сплавов эта зависимость от твер-
дости не наблюдается. Влияние на шероховатость поверхности
оказывает твердость непосредственно аустенитной составляющей.
Из рис. 83, а видно, что максимальная высота шероховатостей
наблюдается при точении аустенитно-карбидного сплава ЭИ69 в
результате. обеднения его аустенита легирующими элементами
W, Мо, Сг при отжиге и повышенной склонности к наклепу; при
203
этом вследствие наличия карбидов твердость его достаточно высо-
ка. Закалка сплава ЭИ69 (рис. 83,6), при которой легирующие
элементы переходят в аустенит и повышается твердость, способ-
ствует снижению шероховатости поверхности; вследствие растворе-
ния карбидов твердость сплавов в целом понижается. Низкоугле-
родистый аустенитный сплав ЭИ257 показывает при обработке
лучшую шероховатость поверхности
благодаря тому, что при меньшем
содержании карбидов имеет боль-
шую аустенитную составляющую.
Наиболее низкая шероховатость по-
верхности получается при точении
интерметаллидного сплава ЭИ424 в
отожженном состоянии (рис. 83, в).
Это объясняется тем, что в резуль-
тате отжига выделяются интерме-
таллиды, снижающие пластичность
материала и приводящие практиче-
ски к отсутствию нароста [32].
Влияние скорости резания на
шероховатость поверхности связано
с величиной образующегося нароста.
В зоне максимального наростообра-
зования получается наихудшая ше-
роховатость поверхности. При обра-
ботке жаропрочных материалов в
отличие от обцчных конструкцион-
ных сталей максимальное наросто-
образование происходит при крайне низких скоростях резания
(v = l м/мин), поэтому для них повышение скоростей резания во
всех случаях ведет к уменьшению шероховатости поверхности.
Волнистость поверхности (табл. 16) в отличие от шерохова-
тости представляет собой совокупность периодически чередующихся
Таблица 16
Волнистость, образующаяся при типовых видах механической обработки
Операция
Высота вол-
ны. мк
Шаг вол-
ны, мм
Точение............................................
Расточка ..........................................
Строгание .........................................
Фрезерование торцовое..............................
Шлифование:
цилиндрическое.................................
плоское .......................................
Полирование........................................
Притирка...........................................
1,0—45,0
5—10
1,5—25
1,5—6,0
1,5—16,0
2,5—20,0
1,3—3,5
0,75—2,0
1,5—9,0
7,0—8,2
1,1—4,8
1,6—7,0
2,5—13,5
1,0—8,5
1,5—6,0
0,6-0,8
.204
возвышений и вмятин синусоидальной формы, имеющих значи-
тельно больший шаг; поэтому базовую длину при определении
шероховатостей выбирают минимальной, с тем чтобы заметить
только шероховатости и исключить волнистость и макронеров-
ности.
Волнистость при обработке резанием образуется как резуль-
тат вибраций относительно низкой частоты и погрешностей пере-
даточных отношений в кинематических цепях станка. Волны могут
образовываться как в направлении, перпендикулярном к вектору
скорости движения резания, так и в направлении, совпадающем
с ним.
Физико-механические свойства материала
поверхностного слоя оцениваются тремя основными пока-
зателями (рис. 84):
1) степенью наклепа поверхностного слоя \HW, вычисляемой
как отношение разности наибольшей микротвердости наклепанно-
го слоя HwB и микротвердостц ненаклепанного материала (сердце-
вины) HWq к Hwq'
(Нт —Нт \
——2----— 1100%;
HI
"w. J
2) глубиной наклепанного слоя hR;
3) величиной, характером распределения и знаком остаточных
внутренних напряжений, действующих в поверхностном слое
детали.
Помимо этого, физико-механические свойства поверхностного
слоя характеризуются определенной ориентацией (текстурой) де-
формированных зерен, изменением их формы и размеров (обычно
вытянуты в направлении движения резания), целостностью мате-
риала поверхностного слоя, т. е. наличием в нем макро- и микро-
трещин, структурными превращениями и др. Кроме того, в процес-
се резания может происходить альфирование обработанной по-
верхности; оно является результатом поглощения водорода, азота
и кислорода из окружающей среды.
Эти изменения физико-механических свойств поверхностного
слоя относительно сердцевины вызваны воздействием на него в
процессе резания рабочих граней инструмента, приводящих к плас-
тической деформации материала поверхностного слоя, его наклепу.
Существенное влияние на физическое состояние образующегося
поверхностного слоя оказывает также явление упругого последей-
ствия материала обрабатываемой заготовки после прохода инстру-
мента. Вызывая интенсивное трение по задней грани, оно приво-
дит, подобно обкатке роликом, к упрочению и пластическому
растяжению тонкого поверхностного слоя, а также образованию
остаточных напряжений сжатия.
Большую роль в формировании поверхностного слоя играет
тепло, выделяющееся в процессе резания. Оно является самостоя-
тельным источником образования остаточных внутренних напря-
205
жений растяжения, а также определяет интенсивность протекания
процессов разупрочнения материала наклепанного слоя. В резуль-
тате суммирования рассмотренных процессов металл, образующий
поверхностный наклепанный слой детали, изменяет свои физико-
механические свойства и прежде всего твердость по отношению к
основной массе обрабатываемого материала заготовки. В от-
дельных случаях температура резания может превышать темпера-
туру точки АСз обрабатываемого материала; в этом случае в по-
верхностном слое происходят структурные превращения. Быстрое
охлаждение зоны резания, обусловленное ее локализацией и ин-
тенсивным отводом тепла в толщину детали, приводит к закалке
на вторичный мартенсит. В результате этого материал поверхност-
ного слоя становится более твердым и хрупким.
Знак остаточных напряжений, образующихся в поверхностном
слое обработанной резанием заготовки, определяется знаком на-
пряженного состояния этой поверхности в процессе резания *.
Как было сказано выше, процесс стружкообразования определяет-
ся деформациями сдвига и сжатия. При резании инструментами
с положительными передними углами они приводят к интенсивно-
му растяжению материала, формирующего поверхностный слой, и
образованию зоны // растягивающих напряжений (см. рис. 84).
На этот процесс накладывается явление «накатки» — упрочнение
материала самого верхнего слоя, которое происходит под действием
определенного радиуса закругления р режущей кромки и упруго-
го контакта по задней поверхности инструмента. Оно вызывает об-
разование зоны / сжимающих напряжений. Наличие зоны //I объ-
ясняется необходимостью уравновешивания действующих остаточ-
ных напряжений первых двух зон. Соотношение между размерами
этих зон и величиной действующих в них остаточных внутренних
напряжений определяется схемой обработки резанием и режимами
ее выполнения [75, 77].
§ 29. ВЛИЯНИЕ ОБРАБОТКИ РЕЗАНИЕМ НА ЭКСПЛУАТАЦИОННЫЕ
ХАРАКТЕРИСТИКИ ДЕТАЛЕЙ
Условия обработки резанием — режимы, геометрия заточки
инструмента, применяемые смазочно-охлаждающие жидкости —
сильно влияют на степень наклепа, глубину наклепанного слоя и
величину остаточных напряжений. Так, например, напряжения,
возникающие в процессе резания в поверхностном слое при точе-
нии, растачивании, строгании и встречном фрезеровании, носят
преимущественно растягивающий характер. Наоборот, при попут-
ном фрезеровании, создающем в процессе обработки сжатие обра-
ботанной поверхности, получаются остаточные напряжения сжа-
* Исключение из этого правила составляют только условия обработки при-
шлифовании, приводящие к нагреву этого слоя выше точки АСз обрабатывае-
мого материала.
206
тия. Шлифование характеризуется интенсивным трением абразив-
ных зерен с отрицательными передними углами, происходящим в
условиях высоких скоростей; это вызывает в материале поверхно-
стного слоя неблагоприятные структурные превращения. Наряду с
этим взаимодействие стремящегося к расширению горячего метал-
ла зоны контакта и окружающего холодного металла приводит к
возникновению больших растягивающих остаточных напряжений.
Отдельные виды обработки создают и различную степень воздей-
ствия на поверхностный слой. Так, для получения меньших вели-
чин наклепа при обработке титановых сплавов выгодно заменять
фрезерование точением.
Повышение скоростей ре'зания вызывает рост тем-
ператур в зоне резания, сохраняя силы резания почти неизмен-
ными. Поэтому увеличение скоростей резания приводит к образо-
ванию растягивающих внутренних напряжений вследствие сумми-
рования теплового эффекта с основными пластическими деформа-
циями сжатия в зоне резания и к интенсивному разупрочнению,
снижающему глубину и степень наклепа.
Влияние скорости резания и подачи на величину остаточных
тангенциальных напряжений при точении: жаропрочного сплава
ЭИ766А (ЭИ827) (/=0,5 мм, у=+7°) показано на рис. 85, а; тита-
нового сплава ВТ6 (/=6,5 мм, у=+7°)—на рис. 85,6. Из этих
данных видно, что скорость резания оказывает существенное влия-
ние также на величину и характер распространения остаточных внут-
ренних напряжений. Тангенциальные напряжения в поверхностном
слое детали являются растягивающими. Их максимальная величи-
на наблюдается вблизи поверхности детали (на глубине до 10 мк).
Внутри обработанной детали располагаются небольшие сжимаю-
щие тангенциальные напряжения. Величина остаточных напряже-
ний, образующихся в поверхностном слое, также зависит от скоро-
сти резания. С ее повышением растет их максимальное значение,
при этом глубина их проникания уменьшается.
Увеличение подачи и глубины резания приво-
дит к повышению действующих сил резания при сохранении неиз-
менной величины температуры. Поэтому рост s0 и t способствует
увеличению величины остаточных напряжений. Особенно большое
влияние на величину и степень наклепа оказывает подача. Так, при
точении сплава ЭИ437А повышение подачи с 0,05 до 0,6 мм!об
увеличивает глубину наклепа с 0,09 до 0,155 мм и степень наклепа
с 23 до 37%. При точении сплава ЭИ617 повышение подач с 0,15
до 0,8 мм!об увеличивает величину тангенциальных остаточных
внутренних напряжений в 2—3 раза [34, 77].
Влияние глубины резания на наклеп обработанной поверхности
аналогично влиянию подачи, однако интенсивность этого воздей-
ствия значительно меньше. Так, увеличение глубины резания при
точении сплава ЭИ617 с 0,5 до 3,0 мм приводит к незначительному
изменению глубины и степени наклепа и росту тангенциальных,
остаточных напряжений с 22 до 35 кгс/мм* (с 215,8 до 343,3 МнЛи2)
[42, 77].
207
Гл у5ина СЛОЙ 25, мкм
Глд&ина слоя Д>мкм
Рис. 85
Углы заточки оказывают значительное влияние на наклеп
поверхностного слоя. Увеличение переднего угла, облегчая про-
цесс стружкообразования, снижает степень и глубину наклепа..
При точении сплава ЭИ437 изменение переднего угла у с —60 до
+30° уменьшает глубину наклепа с 0,24 до 0,1 мм, степень накле-
па— с 42 до 35% и величину тангенциальных остаточных напря-
жений— с 70 до 31 кгс/мм2 (с 686,7 до 303 М.н/м2). Увеличение
заднего угла а снижает интенсивность трения по задней поверхно-
сти, вследствие чего величина остаточных напряжений падает с
47 до 32 кгс/мм2 (с 461 до 313,9 Мн/м2} [76, 77].
Износ инструмента затрудняет процесс резания и поэто-
му ведет к увеличению наклепа. Так, при точении жаропрочного
сплава увеличение износа по задней поверхности быстрорежущего
резца до 0,8 мм по сравнению с незатупленным резцом приводит
к повышению глубины наклепа с 0,1 до 0,15 мм и степени наклепа
с 73 до 99%, это сопровождается возрастанием тангенциальных
остаточных напряжений с 21 до 32 кгс/мм2 (с 206 до 313,9 Мн/м2).
Смазочно-охлаждающие жидкости, снижая темпе-
ратуру и облегчая процесс резания, способствуют уменьшению
глубины и степени наклепа, а также уровня остаточных напряже-
ний. Так, при чистовом точении спинок лопаток турбин из сплава
ЭИ437Б подача жидкости под высоким давлением уменьшает глу-
бину наклепа с 0,15 до 0,065 мм. При черновом шлифовании вслед-
ствие интенсивного тепловыделения возникают большие по вели-
чине растягивающие напряжения [для жаропрочных сталей поряд-
ка 60 кгс/мм2 (588,6 Мн/м2)\. Чистовое шлифование с большим
числом повторных проходов без подачи на глубину приводит к зна-
чительному снижению как глубины проникания, так и величины
этих напряжений [34, 43].
Подобные же зависимости наблюдаются и при обработке тита-
новых сплавов. Повышение скорости резания при прочих равных
условиях уменьшает глубину наклепа (рис. 85,а). Увеличение по-
дачи ведет к повышению глубины наклепанного слоя и величин
Рис. 86
14 в. Н. Подураев
209
внутренних напряжений. Такое же большое влияние на увеличе-
ние этих показателей оказывает затупление инструмента по мере
«обработки. Влияние износа; инструмента на глубину 1 и степень
наклепа 2 при точении сплава'ВТЗ показано на рис. 86, a(v=4Q м/мин,
so=0,22 мм/об\ t=l мм, резец ВК2, у==Ю°> У/=0°, /=0,5-*-0,6 мм,
<р=45°, <р = 15°, а=а1=15°, без СОЖ) [34]. Глубина резания су-
щественного влияния на глубину и степень наклепа не оказывает.
Шлифование дает глубину наклепа 0,06 мм и степень наклепа
1,30%; полирование — соответственно 0,04 мм и 1,14%; применение
СОЖ и уменьшение подачи при шлифовании снижают уровень
остаточных напряжений (рис. 86, б) [47].
Титановые сплавы по сравне-
нию с обычными сталями характе-
ризуются повышенной способно-
стью к наклепу. Так, при фрезеро-
вании титанового сплава глубина
наклепа в 5 раз и степень на-
клепа в 2 раза больше этих пока-
зателей при фрезеровании заго-
товки из стали ЗОХГСА. При шли-
фовании по этим же причинам
образуются растягивающие оста-
точные напряжения величиной до
70 кгс/мм2 (686,7 Мн/м2). При то-
Рис. 87
чении титановых сплавов в поверх-
ностном слое наряду с растягивающими иногда образуются сжи-
мающие напряжения (см. рис. 85, б).Такая высокая интенсивность
наклепа титановых сплавов при пониженной пластичности этих
материалов объясняется особенностями их физико-механических
свойств. К ним относится прежде всего способность титановых
сплавов поглощать азот и кислород из окружающей среды при
температурах нагрева, превышающих 600° С. Температуры, возни-
кающие при резании, превышают это значение. Так, при точении
и фрезеровании титана со скоростью резания 604-70 м/мин тем-
пература достигает 700-5-900° С, а при шлифовании она приближа-
ется к температуре плавления [43]. Активное взаимодействие ти-
тановых сплавов с атмосферными газами приводит к их охрупчи-
ванию и повышению твердости. В процессе резания воздействие
этого процесса складывается с обычным наклепом.
Влияние указанных выше факторов особенно неблагоприятно
проявляется при изготовлении изделий из труднообрабатываемых
материалов. Так, например, при точении лопаток из жаропрочно-
го сплава ЭИ437А [76] установлено, что в поверхностном слое воз-
никают растягивающие остаточные напряжения, как осевые, так и
тангенциальные, величиной от 40 до 85 кгс/мм2 (от 392,4 до
833,8 Мн/м2). При температуре испытания 800°С предел прочности
образцов за 100 ч снизился относительно ненаклепанных образцов
у шлифованных на 2%, полированных — на 4,5%, обработанных
чистовым точением на 9,3%. Наибольшее влияние на снижение
210
прочности оказывает обработка резанием с большой глубиной ре-
зания (/=2 мм), небольшими (а = 5°) или очень большими
(а = 30°) значениями задних углов и передним углом у=—30°.
Улучшение качества поверхности повышает предел усталости;
так, для образцов из сплава ЭИ617 уменьшение шероховатости с
5-го класса до 6—7-го классов дало увеличение предела устало-
сти на 20% [43]. Повышение хрупкости материала, вследствие
наклепа также понижает усталостную прочность. Так, например,
в целях уменьшения потерь газовой струи на выходе выходную
кромку лопатки делают острой. Малая толщина кромки в этом ме-
сте приводит к сквозному наклепу при ее обработке резанием и,
как следствие, к снижению ресурса работы вследствие ее хрупко-
сти. Следует также учитывать, что начиная с определенной твердо-
сти механическую обработку 2 следует заменять электрохимиче-
ской 1 (рис. 87), производительность которой не зависит от
твердости.
На свойства материала поверхностного слоя значительно вли-
яет также физико-химическое действие СОЖ- Так, например, при-
менение СОЖ, содержащих серу и хлор, приводит к образованию
в поверхностном слое активных химических соединений, вызыва-
ющих при последующем обезуглероживании водородную хрупкость
и интенсивную внутримолекулярную коррозию.
Образование наклепанного слоя, особенно с растягивающими
остаточными напряжениями *, ведет к снижению длительной, а
также усталостной прочности деталей (табл. 17)
Таблица 17
Зависимость усталостной прочности образцов из высокопрочной стали
(огв = 154—168 кгс/мм2) от вида обработки
Вид обработки
Среднее число
циклов до разру-
шения, «Ю3
Торцовое фрезерование............?......................
Тонкое шлифование с осерненным маслом, снятие напря-
жений ..................................................
Тонкое шлифование с эмульсией, снятие напряжений . . . .
Шлифование с низкими усилиями (и = 10 м/сек), снятие на-
пряжений ...............................................
То же, плюс дробеструйное упрочнение....................
77
145
188
285
600
Другой причиной снижения прочностных характеристик дета-
лей является возникновение в результате механической обработки
очагов концентрации напряжений. Они могут быть различных ви-
* Следует отметить, что образующиеся при резании остаточные внутренние
напряжения являются стабильными и сохраняются даже при достаточно высо-
ком нагреве; так, нагрев образцов из сплава ЭИ617 при 0=850° С в течение
6 ч не дал заметного снижения напряжений, полученных при обтачивании [43].
14*
211
дов. Известно, что грубая поверхность является источником кон-
центрации напряжений. Еще более уменьшают усталостную проч-
ность технологические риски и местные вырывы, являющиеся
следствием неблагоприятных режимов механической обработки
(стр. 202). Так, например, шлифование приводит не только к сни-
жению уровня остаточных сжимающих напряжений, но, как пока-
зывают микрофотографии, образует на поверхности детали борозд-
ки с острыми краями. Поэтому, правильная ориентация технологи-
ческих рисок относительно направления действия рабочих нагру-
зок является важнейшим резервом повышения прочности деталей.
Данные фирмы «Боинг» показывают, что переход с поперечного
(относительно действующих нагрузок) шлифования на продольное
повышает усталостную прочность деталей на 40% • Обработка от-
верстий в высокопрочных сталях протягиванием снижает их уста-
лостную прочность на 75%, между тем как спиральные риски,
образующиеся при сверлении, развертывании, хонинговании, не
оказывают заметного влияния. Механическая обработка с возник-
новением неблагоприятных вибраций приводит к образованию как
продольных, так и поперечных рисок и, как следствие этого, рез-
кому снижению усталостной прочности.
Одной из причин снижения прочности деталей являются неме-
таллические включения и пустоты, расположенные внутри заготов-
ки; в результате механической обработки они могут оказаться на
поверхности в области действия максимальных напряжений от
внешней нагрузки. Поэтому тонкая чистовая обработка, например
доводка, может привести к образованию острых кромок на грани-
цах включений и пустот.
При теоретической и экспериментальной доработке изложенных
выше вопросов обработки резанием применительно к определен-
ным условиям эксплуатации деталей можно добиваться не только
снижения отрицательного действия обработки резанием, но и полу-
чить существенное повышение эксплуатационных свойств деталей.
Так, известно, что наклеп поверхностного слоя приводит к повы-
шению прочностных характеристик материала [80]; при этом на-
личие в нем остаточных напряжений сжатия повышает усталостную
прочность. Наоборот, растягивающие остатрчные напряжения сни-
жают ее. Поэтому наклеп, получаемый при специально отработан-
ных методах и режимах резания, может заменить применяемые
для повышения усталостной прочности методы механического
упрочнения деталей (обработка роликами, обдувка дробью и др.).
Например, обработка отверстий развертками с твердосплавными
зубьями эквивалентна по усталостной прочности изготовленных де-
талей раскатыванию их роликами. Вследствие образования оста-
точных сжимающих напряжений этот метод развертывания успеш-
но конкурирует с хонингованием, несмотря на то что хонингование
обеспечивает лучшую шероховатость поверхности и не вызывает
структурных превращений.
212
ГЛАВА УШ
МЕТОДЫ ОБЕСПЕЧЕНИЯ ОПТИМАЛЬНОГО РЕЗАНИЯ
ПРИ ОБРАБОТКЕ РЕЗЦАМИ
Под оптимальными понимают такие условия обработки резани-
ем, которые обеспечивают максимальную экономичность и произ-
водительность при получении деталей в пределах заданных техни-
ческих условий на выполнение операции. Задача обеспечения оп-
тимальных условий обработки на конкретной операции обработки
резанием является сложной; обычно она решается комплексно пу-
тем теоретического рассмотрения физических особенностей процес-
са резания с учетом взаимосвязи отдельных составляющих его
явлений (см. § 30); на основе этого выбирают оптимальные усло-
вия обработки (см. § 31). При рассмотрении большого числа фак-
торов, определяющих процесс резания, значительное место отводит-
ся построению оптимальных систем регулирования процессом реза-
ния (см. § 32), экспериментальным методам его исследования
(см. § 33), а также обобщению производственного опыта по при-
менению прогрессивных методов резания (см. § 34—37).
§ 30. СТРУКТУРНАЯ СХЕМА МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Процесс резания представляет собой сложный комплекс физи-
ко-химических явлений, к которым относятся кинематика процес-
са, динамические свойства системы СПИД, напряженное состоя-,
ние, пластические деформации и разрушение в зоне резания, тре-
ние, тепловые явления, химические, электрические и магнитные
явления на контактных поверхностях и другие факторы. Они опре-
деляют структурную схему основных элементов, составляющих
процесс механической обработки.
Структурная схема 1 устанавливает взаимосвязь между исход-
ными первичными параметрами, задаваемыми конструктором (ма-
териал и размеры обрабатываемой детали Дт) и технологом (ста-
нок Ст, приспособление Пр, инструмент Ин, схема обработки Сх;
режим обработки Рж, технологическая среда Ср), и вторичными
параметрами, определяющими результаты выполнения механиче-
ской обработки. К ним относятся эксплуатационные характеристи-
ки детали, в том числе точность обработки Тч и качество поверх-
ности Кп, стойкость Ст и прочность Пч инструмента, производи-
тельность Пр и экономичность Эк обработки. Следует отметить,
что приведенная структурная схема механической обработки —
первичные параметры — процесс резания — вторичные параметры
не является всеобъемлющей; каждая часть ее может дополняться
213
по мере совершенствования процесса резания и выяснения его фи-
зической сущности. Например, для улучшения процессов резания
в качестве первичных параметров применяют введение постоянно-
го тока [171] в зону резания, предварительный подогрев заготовок
[137]. В определении взаимосвязи между первичными и вторичны-
ми параметрами, т. е. в установлении физико-химической сущно-
Схема 1
сти процесса резания, возникающего при заданных условиях (пер-
вичные факторы) и определяющего результаты обработки (вторич-
ные факторы), важное значение имеют жесткость упругой системы
СПИД и вибрации [17]. Вибрации при резании могут задавать-
ся извне специальным вибратором или возникать в результате оп-
ределенных особенностей процесса резания. В первом случае они
относятся к первичным параметрам, во втором определяют физи-
ческий механизм процесса резания при заданных условиях. Вибра-
ции первого вида всегда задаются с определенным направлением,
частотой, амплитудой и формой колебаний, улучшающими про-
цесс резания, т. е. они являются целенаправленными, полезными.
Вибрации второго вида обычно возникают в результате непреду-
смотренных при проектировании операций особенностей процесса
резания, т. е. при выборе первичных параметров. В этом случае их
направление, частота, амплитуда, форма в большинстве случаев
ухудшают результаты обработки, они снижают стойкость и проч-
214
ность инструмента, точность и качество поверхности. Такие вибра-
ции являются вредными, они ухудшают вторичные параметры.
Подобное же место в структурной схеме занимают тепловые,
электрические и ряд других явлений. Тепло, электрический ток
возникают в процессе резания, являясь его составной частью. Вме-
сте с тем они могут вводиться извне в качестве первичных фак-
торов.
Структурная схема обработки резанием определяет основные
элементы, показываем точки приложения их воздействия и воз-
можные пути распространения сигналов, осуществляющих взаимо-
действие между элементами системы. Следовательно, структурная
схема данного метода обработки графически изображает его со-
ставные части и связи между ними. В отличие от физических схем,
где отражается физическая картина данного процесса, в структур-
ной схеме в наглядной форме показаны отдельные элементы
(явления) системы и направления преобразования сигналов между
ними в виде функций, характеризующих их. Действительно, обра-
ботка резанием состоит из ряда детектирующих элементов, вклю-
ченных в следующей последовательности: первичные параметры
(элементы системы СПИД)—процесс резания — вторичные (вы-
ходные) показатели (их технологические параметры). В такой
цепи можно различать для каждого элемента входную и выходную
функции. Учитывая это, каждый элемент может быть с определен-
ной точностью охарактеризован уравнением, связывающим вход-
ные и выходные функции.
Характер взаимосвязи между отдельными элементами струк-
турной схемы обработки резанием различен. Так, если в цепи пер-
вичные параметры — процесс резания — вторичные параметры
существует только прямая связь, она показывается на схеме сплош-
ной линией с указанием направления связи; значения функции обо-
значают соответственно Fn.p и FP.B. Между отдельными физически-
ми явлениями, составляющими процесс резания, имеет место и
обратная связь, т. е. многие из них тесно связаны между собой, вза-
имно влияя друг на друга. Э?и связи указывают пунктирами и зна-
чениями функции /; при этом однонаправленная связь указывается
точкой и стрелкой (например, между кинематикой процесса резания
и тепловыми явлениями /к.т), взаимная связь — двумя стрелками.
Примером связи последнего вида может быть взаимосвязь процес-
са трения и химических явлений в зоне обработки — fT.x.
Связи между элементами структурной схемы определяются их
типом и физической сущностью. По типу связи делятся на одно-
направленные и двусторонние; в последнем случае оба элемента
взаимно влияют друг на друга. При двустороннем взаимном воз-
действии прямое воздействие первого элемента на второй сопро-
вождается обратным воздействием; при этом реактивное воздейст-
вие может ослаблять активное воздействие или, напротив, резко
усиливать его. Связи между элементами структурной схемы могут
быть непосредственными или косвенными. Действительно, одно из
исследуемых явлений, составляющее процесс резания, может вли-
215
ять как непосредственно, так и через изменение ряда других (це-
почки) закономерностей, связывающих два исследуемых парамет-
ра, т. е. косвенно.
Рассмотрим указанные выше общие закономерности построения
структурных схем на примере обработки резанием. Так как в
цепи первичные параметры — процесс резания — вторичные пара-
метры существует только прямая связь, определяемая соответст-
венно функциями Fn.p и Гр.в, то между отдельными физическими
явлениями, составляющими процесс резания, помимо прямой имеет
место и обратная связь, т. е. они тесно связаны между собой,
взаимно влияя друг на друга. Следует прежде всего отметить взаи-
мосвязь явлений пластического деформирования и трения fn.T, на
основе ^которой построены все исследования механики процесса
стружкообразования. Они определяют процесс разрушения, явля-
ющегося единственным обязательным элементом любого метода
резания. Он обеспечивает отделение стружки от заготовки или од-
ной ее части от другой (при разрезании).
Исключительно важны тепловые явления. Так, до последнего
времени зависимость стойкости инструмента от первичных пара-
метров определялась только на основе рассмотрения тепловых за-
висимостей. В настоящее время долговечность инструмента
характеризуется его стойкостью и прочностью; она определяется
на основе комплексного рассмотрения напряженного состояния в
зоне резания, пластических деформаций, трения, силы резания и
тепловых явлений [20]. Отсюда следует, что взаимосвязь между
отдельными явлениями определяется числом физических процес-
сов, определяющих исследуемый параметр. Выше рассматривалась
только связь между двумя явлениями; они показаны naf схеме 1.
Однако в большинстве случаев при обработке резанием происхо-
дит взаимосвязь большого числа физических явлений. Она может
быть непосредственная или косвенная. Например, непосредствен-
ное влияние вибраций на износ инструмента связано с их цикличе-
ским воздействием на рабочие поверхности инструмента. Однако
возникновение вибраций приводит к изменению кинематики про-
цесса, пластических деформаций, тепловых явлений и др. Зача-
стую косвенная взаимосвязь явлений, составляющих процесс реза-
ния, имеет большее значение, чем непосредственная, а иногда и-
основное. Кроме того, непосредственная и косвенная взаимосвязи
отдельных физических явлений могут оказывать как одинаковое,
так и противоположное воздействие. Взаимосвязь ведущих физиче-
ских явлений в процессе прямоугольного свободного резания под-
робно рассмотрена Н. Н. Зоревым [9]. *
Функциональные связи между элементами структурной схемы
определяют значения основных функций Fif в совокупности форми-
рующими математическую модель структурной схемы обработки.
Основными ее связями являются функции: Fn.p, связывающая пер-
вичные параметры с процессом резания, и Гр.в, связывающая про-
цесс резания со вторичными параметрами. Конечным результатом
исследований является получение функции Гп.в, связывающей
216
получаемые вторичные (выходные) параметры с задаваемыми пер-
вичными (входными) параметрами. Выражение функций Fi
складывается из ряда математических зависимостей, связывающих
отдельные физические явления, составляющие процесс резания.
Надо отметить большое число функций ft, а также сложность их
аналитического написания. Часть функций fi нам известна, напри-
мер зависимость напряжений от кинематики процесса резания,
взаимосвязь силы резания и кинематики, силы резания и тепловых
явлений (от количества выделяемого тепла); они определяются со-
ответственно следующими формулами (стр. 67, 70, 151):
^ср
_________о cos 6__________.
ск cos (Ф — у 4-6) sin Ф’
Q = Pzv/J.
Многие исследования при резании выполняются на основе
упрощенных структурных схем; так, ранее изучения износа инстру-
мента и точности обработки проводились по схемам 2 [37] и 3 [22].
Схема 2
Схема 3
Точность
В последние годы исследования процессов резания становятся
все более комплексными. Так, например, установлены зависимости
стойкости одновременно от кинематики процесса, сил резания,
интенсивности процессов трения и тепловых явлений (схема 4) [20].
Схема 4
217
Расчеты параметров процесса резания производят по форму-
лам, выражающим «жесткую» функциональную связь между пара-,
метрами резания. Их получают аналитическим методом на основе
рассмотрения физических закономерностей процесса резания или
эмпирическим путем. Вместе с тем одной из основных специфиче-
ских особенностей процесса резания является зависимость вторич-
ных параметров (см. схему 1) от большого числа первичных фак-
торов. Так, например, стойкость инструмента Т определяется по
эмпирической формуле
Т=/(У, So, f, &и, ky9 kq), /?сож« • •)»
где ки, k^kq, &сож — коэффициенты, учитывающие влияние на
стойкость соответственно видов обрабатываемого и инструменталь-
ного материалов, углов у, <р, вида и способа подачи СОЖ.
Из формулы видно, что стойкость инструмента является функ-
цией очень большого числа аргументов, каждый из которых при
выполнении конкретных операций изменяется в достаточно широ-
ких пределах. Так, на практике значительно колеблются физико-
механические параметры обрабатываемого материала (£м), режу-
щие свойства инструментов &и, особенно твердосплавных
(см. стр. 98), углы заточки (ЛуЛф), степень воздействия СОЖ
(&сож). В результате этого расчеты по формулам, учитывающим
только «жесткую» аналитическую связь первичных и вторичных
параметров, дают значительные расхождения по сравнению с
экспериментально получаемыми. Широко известен, например,
большой разброс показателей стойкостей твердосплавного инстру-
мента, получаемых при неизменных (принятых) условиях экспе-
римента. Поэтому для более точного расчета вторичных парамет-
ров процесса резания следует привлекать математический аппарат
случайных функций, учитывающий вероятностный характер связи
между первичными и вторичными параметрами. Так, исследования
стойкости быстрорежущих протяжек [21] показали, что, как пра-
вило, получаются симметричные статистические ряды с одним мак-
симумом. Поскольку рассеивание значений стойкости является
результатом совместного влияния большого числа случайных аргу-
ментов, в этом случае можно принять нормальный закон распреде-
ления. Кривая математического ожидания случайной функции
T=f(v) дает действительный закон изменения стойкости; он харак-
теризуется математическим ожиданием /пт, дисперсией DT и сред-
ним квадратичным отклонением ат. Подобными же методами могут
определяться другие вторичные параметры обработки, например
точность.
Таким образом, процесс резания представляет собой комплекс
механических, тепловых, химических и электромагнитных процес-
сов, связанных между собой системой обратных связей; структур-
ная схема определяет как «жесткую» аналитическую, так и вероят-
ностную взаимосвязь первичных и вторичных параметров. Такой
подход позволяет установить роль отдельных физических явлений
и на основе этого обеспечить оптимизацию процесса резания, т. е.
218
достижение заданного качества поверхности и точности обработки
при максимальной производительности.
Пользуясь приведенной общей структурной схемой механиче-
ской обработки, можно построить заданное исследование процес-
са резания методически правильно. Использование структурных
схем позволяет наиболее рационально решать технологические
задачи, поставленные перед механической обработкой на данной
операции, выявляя ее узкие места; определять рациональные гра-
ницы целесообразного применения обычных методов механической
обработки (стр. 220), сверх которых при заданных конструктором
технологических требованиях следует переходить на качественно
иные методы обработки, например электрические, химические и др.
В связи с этим рассмотрим взаимосвязь обрабатываемости мате-
риала на данной операции определенным методом с критическими
условиями обработки.
Критическими называются условия данного метода обработки
(обрабатываемый материал, режимы резания, конструкция инстру-
мента, геометрия его заточки), при которых его практическое ис-
пользование по техническим и экономическим параметрам стано-
новится невозможным. Значение критических условий обработки
определяется физическими особенностями данного метода резания.
Так, из структурной схемы 1 механической обработки видно, что
критические условия обработки для этого метода резания опреде-
ляются:
1) соотношениями прочностных характеристик инструментально-
го и обрабатываемого материалов. Такие параметры инструмен-
тального материала, как предел прочности при изгибе и сжатии,
ударная вязкость, определяют возможность использования данно-
го инструментального материала для определенных условий реза-
ния. По этой причине, например, минералокерамику применяют
только при чистовой и получистовой обработке обычных конструк-
ционных сталей, чугунов и цветных сплавов при наличии повышен-
ной жесткости системы СПИД и отсутствии вибраций. Следова-
тельно, практические условия обработки минералокерамическим
инструментом определяются типом операции, условиями нагру-
жения режущего клина, виброустойчивостью движения реза-
ния;
2) параметрами износостойкости и красностойкости (теплостой-
кости) инструментального и обрабатываемого материалов. Сравни-
тельная характеристика типовых инструментальных материалов по
красностойкости показывает, что все инструментальные материалы
при определенных температурах катастрофически снижают свою
твердость. Поэтому использование инструментов из быстрорежу-
щей стали на повышенных скоростях невозможно при обработке
нержавеющих и жаропрочных сплавов, так как твердость обраба-
тываемых материалов, например, на никелевой основе достигает
твердости этого инструментального материала в горячем состоя-
нии. Вследствие низкой красностойкости углеродистые и легиро-
ванные инструментальные материалы возможно использовать
219
только в зоне низких скоростей при обработке обычных конструк-
ционных сталей.
Критические режимы резания определяются скоростью резания,
подачей и глубиной резания. Из изложенного видно, что критиче-
ское значение скорости резания зависит прежде всего от темпера-
туры резания и красностойкости инструментального материала, а
критические значения подачи и глубины резания — от действую-
щей силы резания и прочностных характеристик материала инстру-
мента.
Критические условия обработки зависят также от вида опера-
ции. Так, по зарубежным экспериментальным данным, условия
обработки быстрорежущим инструментом становятся критическими
при сверлении, зенкеровании, резьбонарезании, обработке конце-
выми фрезами, когда твердость обрабатываемого материала при-
ближается к HRC 50. При сверлении высокопрочной стали
(Fe — 0,8 Сг—1,8 Ni — 0,4 Сг) инструментом из быстрорежущей
стали стойкость при твердости HRC 50 составляет 100 отверстий.
При нарезании резьб стойкость метчиков при изменении твердости
с HRC 50 до HRC 52 снижается с 33 до 8 отверстий. Такое измене-
ние твердости находится в пределах допускаемых отклонений при
термообработке.
Для данного обрабатываемого материала может оказаться
критическим использование конкретной конструкции инструмента.
Так, для жаропрочного сплава Rene 41 (Ni—19 Сг—11 Со —
10 Мо — 3,1 Ti — 1,5 Al) двухканавочный цилиндрический метчик
с винтовыми канавками имеет хорошую стойкость— 140 отверстий,
а использование в тех же условиях 3- и 4-канавочных метчиков
практически невозможно. То же относится к жесткости системы
СПИД. Использование данного метода резания на режимах, близ-
ких к критическим, является технически и экономически нецелесо-
образным; поэтому от него следует отказаться и перейти на каче-
ственно другой метод обработки. Так, например, закаленная быст-
рорежущая сталь (HRC 60-5-62) почти не обрабатывается обычным
методом резания; между тем резание с подогревом обеспечивает
25-минутную стойкость инструмента при обработке со скоростью
резания 15 м]мин [31]. При обработке особо твердых материалов
весьма эффективен также переход от обычного механического ре-
зания (2 на рис. 87) на качественно другие методы обработки,
например электрохимический 1 (стр. 210).
§ 31. ПОНЯТИЕ ОБ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛА РЕЗАНИЕМ
Обрабатываемость резанием является технологической харак-
теристикой материала, которая определяется комплексом его фи-
зико-механических свойств. При механической обработке обраба-
тываемость определяют следующими критериями: интенсивностью
износа инструмента, характеризуемого допускаемой скоростью
резания, величинами возникшей силы резания и температуры, а
также получающимся при обработке качеством поверхности. Эти
220
количественные значения обрабатываемости зависят от вида мате-
риала, химического состава, способа получения заготовки, режима
ее термообработки, определяющих структуру и механические
свойства.
Рбрабатываемость данного материала определяется применяе-
мым способом резания; так, один и тот же материал может плоха
обрабатываться одним методом резания и хорошо другим. Следо-
вательно, обрабатываемость данного материала резанием не явля-
ется его константой; она зависит от комплекса первичных парамет-
ров, определяющих протекание физического механизма процесса
резания, и вторичных параметров обработки. Обрабатываемость
материала зависит также от вида операции и принимаемого крите-
рия затупления инструмента. Так, например, обрабатываемость-
лезвийным инструментом может резко отличаться от обрабатывае-
мости абразивным; многие материалы хорошо режутся на черно-
вых операциях и плохо — на чистовых. Затрудненное стружкоуда-
ление на операциях обработки отверстий может оказывать влияние
на обрабатываемость резанием данного материала. В соответствии
с этим изменяются и критерии обрабатываемости. Так, например,
для черновых операций критерием обрабатываемости является ин-
тенсивность износа инструмента, для отделочных — шероховатость
поверхности или эксплуатационные характеристики поверхностного'
слоя; для операций глубокого сверления и многих операций, выпол-
няемых на автоматизированном оборудовании, — вид образующей-
ся стружки, определяющей удобство ее удаления из зоны резания.
Следовательно, обрабатываемость резанием является комплек-
сным показателем, учитывающим как физическую картину проте-
кания данного процесса резания, так и технологические особенно-
сти выполняемой операции. Поэтому количественное выражение-
обрабатываемости данного материала резанием для определенного-
метода обработки оценивается показателями системы инструмент—
станок — заготовка, определяющими условия работы инструмента
(интенсивность износа и прочность), станка и эксплуатационные
характеристики получаемой в результате обработки детали. Так,,
применительно к механической обработке обрабатываемость мате-
риала по критериям — интенсивность износа и прочность инстру-
мента— характеризуется количеством обработанных деталей или
объемом срезаемого материала за период стойкости инструмента
[8, 20], определенными в процессе испытаний при стандартных ус-
ловиях. С точки зрения условий работы станка обрабатываемость
материала оценивается при стандартных условиях критериями,,
выражаемыми величинами действующих на него сил и потребной
на процесс резания мощностью, а также виброустойчивостью стан-
ка и простотой его обслуживания. Сюда относится прежде всего
критерий, характеризующий вид стружки, образующейся при обра-
ботке данного материала резанием, возможность ее дробления и>
надежного удаления из зоны резания. Обрабатываемость материа-
ла резанием с точки зрения детали характеризуется ее эксплуата-
ционными характеристиками и прежде всего'такими показателями,.
221
Классификация сталей и сплавов
Группа Наименование материала Химический состав Марка материала Рабочая темпера- тура, ° С Материал режущей
точение
черновое чистовое
1 Теплостой- кие хромистые стали перлит- ного и мар- тенситного классов Сг=5-=-6%, Мо=0,5-=- 4-0,6%, Si=0,5-=- 4-2,0% Х6С, Х7СМ 20ХЗМВФ (ЭИ415) 500—600 Т5К10, ВК8 Т15К6, Т30К4
II Нержавеющие высокохроми- стые стали ферритного и мартенситного классов Cr > 10ч- 13% и дру- гие леги- рующие элементы до 1-2% 1X13, 2X13, IX17H2, 1Х12Н2ВМФ (ЭИ961) (ЭП56), 10Х16Н4БА 23Х13НВМФА ЭП65 530—580 Т5К10, ВК8 Т15К6
III Нержаве- ющие и жаро- прочные стали аустенитного и переходного аустенитно- мартенситного классов Cr, Ni и малое ко- личество других ле- гирующих элементов ЗХ18Н8Т, 1Х21Н5Т (ЭИ811) — ВК8Р (/>10, so>0,8), ВК8, Т5К10, ВК8 (s0= =0,5-- ч-0,8) ВК6М, Т15К6
IV Жаропроч- ные и окали- ностойкие сложнолегиро- ванные стали аустенитного класса Большое количество Cr, Ni и других ле- гирующих элементов (Мп, Мо) 4Х12Н8Г8МФБ (ЭИ481), ЭИ395 650 ВК8, ВК6М ав>75— —Т15К6 о’в<75— ВК6М, ВК6М
V Жаропроч- ные деформи- руемые спла- вы на железо- никелевой и никелевой ос- новах Сложно- легирован- ные ХН77ТЮ (ЭИ437) ХН35ВТЮ (ЭИ787) ХН51ВМТЮКФР (ЭП202) ХН75ВМФЮ (ЭИ827) ХН62ВМКЮ (ЭИ867) 750—800 1 ВК8 обычное, ВК6М преры- вистое, Р10К5Ф5, Р9К5, Р18 ВК6М
222
Таблица 1&
по обрабатываемости и их резанием
части Скорость резания при обработке, mJ мин
। фрезерование сверление твердым сплавом быстро- режущей сталью по отношению
торцовое концевое к стали 45 к стали Х18Н9Т
Т15К6 Винто-
вые пла- стинки Т15К6, Т5К10, ВК8 — 160—200 50—60 0,8 1,6
Я/?С<40— ВК8, HRC>4Q— , Т15К6 Винтовые пластины ВК8 и Р18 HRC<40— —Р18, HRO40— —ВК8, ВК6М 140—160 35—45 0,65 1,3
Винтовые
ВК6М, ВК8 пластины ВК8 и Р18, Р1045Ф5, Р14Ф4 Р9К5, Р10К5Ф5, Р18 120—150, 100—120 25—35 20—30 0,5 0,43 1,0 0,85
Р18, ВК6М, ВК8 Р9К5 Р10К5Ф, Р18 Р9К5, Р18 80—90 15—25 0,30 0,6
Р18 Р18 Р9К5, Р10К5Ф5, Р18 40—45 22—25 8—12 9—12 0,16 0,12 0,32 0,24
20—23 15—18 6—11 5—10 0,11 0,75 0,2 0,15
22а
Труппа Наименование материала Химический состав Марка материала Рабочая темпера- тура, ° С Материал режущей
точение
черновое чистовое
VI Жаропроч- ные литейные сплавы на ни- келевой ос- нове Сложно- легирован- ные ВЖ36Л2, ЖС6К, жсздк 900 и 1000 ВК8, ВК6М, преры- вистое Р9К5, Р18 ВК6М
VII Сплавы на титановой ос- нове Ti ВТ1, ВТ5, ВТЗ-1, ВТб, ОТ4-2 300—500 ВК6М, ВК4, ВК8 ВК2, Т15К6
VIII Тугоплав- кие металлы и их сплавы W, Мо, Nb, Та — 2000 1700 1000 1500 ВК8, Р18,ВК6М Р18 ВК8, ВК6М, Р18
как точность обработки и качество поверхности. Из изложенного
ясно, что обрабатываемость одного и того же материала по каж-
дому из этих критериев может быть весьма различной. ,
Обрабатываемость резанием типовых труднообрабатываемых
материалов представлена в табл. 18 [28]; она определяется хими-
ческим составом, структурой и физико-механическими характери- ,
стиками. Повышение содержания легирующих элементов ухудша- !
ет обрабатываемость их резанием. Интенсивность влияния отдель-
ных легирующих элементов на обрабатываемость жаропрочных и .
нержавеющих сплавов представлена в табл. 19 [32], [47]. На осно-
ве данных, приведенных в таблице, поправочный коэффициент fco >
учитывающий влияние изменения содержания одного из легирующих ;
элементов на величину скорости резания, может быть определен !
по формуле
1ДЭ|
э
>
где iQ — интенсивность влияния легирующего элемента на скорость,
резания; ДЭ — разность между процентным содержанием легирую-;
щего элемента в исследуемой стали (сплаве) по сравнению с
исходной. )
Из формулы видно, что если ДЭ>0, то ко >1, наоборот, j
если ДЭ<0, то k э„ <1. На обрабатываемость жаропрочных и нер- j
[1 +(4/Ю0)1 ДЭ
224
Продолжение табл. 18
части Скорость резания при обмотке, mJ мин
фрезерование быстро- режущей сталью по отношению
торцовое концевое сверление твердым сплавом к стали 45 к стали Х18Н9Т
ВК6М, ВК8 Винтовые пластины ВК8 ВК8, ВК6М 8—10 4—6 0,04 0,08
ВК4:ВК8 ВК8 Р18, РК6М 80—120 55—60 50—60 45—50' 40—50 25—30 15—20 15-18 12—15 0,45 0,25 0,20 0,90 0,50 0,40
ВК6М ВК6М, Р18 Р18 Р18 Р18 Р18 25—40 90—120 70—100 70—100 5—8 12—16 30—50 30—50 0,10 0,20 0,40 0,40 0,20 0,40 0,80 0,80
Таблица 19
Значения коэффициента 1э, определяющего влияние легирующих элементов
на обрабатываемость резанием
Эле- мент С А1 Ti Si Mo Со Мп Сг W Ni Nb в
150 120 40 25 5,0 3,5 3,0 2,0 1,5 0 0 0
жавеющих сплавов, кроме углерода, содержащегося в малых’коли-
чествах, наибольшее влияние оказывают Al, Ti, Si, а меньшее —
Мо, Со, Мп, Сг, W. Практически никакого влияния на обрабаты-
ваемость не оказывают. Ni, Nb, В.
Влияние углерода, алюминия и титана на ухудшение обрабаты-
ваемости объясняется образованием на их основе дисперсных фаз,
упрочняющих твердый раствор сплава. Особо велико отрицатель-
ное влияние углерода, если он находится в твердом растворе, что
происходит, например, после закалки. Перевод углерода путем от-
жига в карбиды снижает его вредное воздействие. Титан резко
ухудшает обрабатываемость, если его количество в сплаве превы-
шает пятикратную концентрацию углерода. В этом случае образу-
ется интерметаллидное соединение титана с никелем, выделяюще-
15 в. н. Подураев
225
еся при отжиге или отпуске в высокодисперсной форме и приводя-
щее к упрочнению сплава. Перевод интерметаллидов путем
закалки в твердый раствор улучшает обрабатываемость.
, Сильно ухудшает обрабатываемость резанием легирование
сплавов элементами (например, Mo, W более 2—3%), отличающи-
мися от у-железа типом кристаллической решетки и значениями
атомных радиусов. Так, допускаемая скорость резания у2о при то-
чении сплава ЭИ395, содержащего 6,7% Мо, почти в два раза мень-
ше, чем для аналогичного сплава, не содержащего молибдена.
Элементы, имеющие примерно одинаковые значения этих парамет-
ров (например, Cr, Ni), несущественно снижают обрабатываемость.
Так, например, повышение почти в два раза содержания хрома в
сплаве Х23Н18 (ЭИ417) (Сг=24%) по сравнению со сплавом
38Х5МСФА (ЭИ257) (Сг=13%) уменьшает скорость резания
только на 13%. Никель — основной легирующий элемент жаро-
прочных и нержавеющих сплавов — также не оказывает заметно-
го влияния на обрабатываемость вследствие близкого кристалли-
ческого строения со строением у-железа и полного растворения
(при отсутствии титана) в материале. Весьма значительно снижа-
ет обрабатываемость резанием введение в сплав кремния.
Химический состав конструкционных материалов в ряде случа-
ев специально изменяют для улучшения обрабатываемости реза-
нием. Широко известны, например, автоматные стали. За рубежом
автоматные стали делятся на несколько групп. Сернистая автомат-
ная сталь, содержащая низкий процент углерода и 0,035—0,33%
серы, используется для изготовления крепежа. Свинцовистая авто-
матная сталь содержит 0,1—0,25% свинца, который не только
улучшает обрабатываемость материала, но увеличивает механиче-
скую прочность. Для придания материалам специальных свойств
свинец иногда добавляют в состав самых различных конструкцион-
ных и инструментальных сталей. Комбинированная автоматная
сталь (сверхавтоматная сталь) содержит присадки серы, свинца,
селена. Нержавеющая автоматная сталь является труднообрабаты-
ваемой, но она режется лучше, чем обычная нержавеющая сталь.
Графитизированная автоматная сталь имеет высокое содержание
углерода и добавки кремния, алюминия, никеля. Повышенное со-
держание серы значительно улучшает обрабатываемость резанием.
Установлено, что добавки серы (0,15—0,35%) в нержавеющие ста-
ли облегчают механическую обработку, а также обеспечивают
дробление стружки. При выплавке сталей широко применяется
раскисление. Сталь, раскисленная Са, Si, Al, обладает лучшей
обрабатываемостью резанием по сравнению со сталью, раскислен-
ной серой, так как в первом случае на поверхности контакта обра-
зуется защитная пленка.
Обрабатываемость резанием труднообрабатываемых материа-
лов, помимо химического состава, характеризуется видом терми-
ческой обработки и ее режимами, которые определяют структуру
стали или сплава, характер расположения и размеры зерен. Так,
например, нержавеющие высокохромистые стали имеют удовлетво-
226
рительную обрабатываемость в отожженном состоянии — приме-
няемые скорости резания только в 1,5—2 раза ниже, чем при обра-
ботке стали 45. Термическая обработка этих сталей, увеличиваю-
щая их прочностные характеристики, резко ухудшает обрабатыва-
емость. Так,- увеличение предела прочности <*в сталей 2X13,
1Х12Н28МФ (ЭИ961) с 85 до 120 кгс/мм2 (с 833,8 до 1177 Мн/м2)
вызывает снижение скоростей резания в 4 раза.
Обрабатываемость интерметаллидных сплавов, наоборот, после
отжига и отпуска ухудшается, а после закалки улучшается. Это
объясняется тем, что при отжиге и отпуске происходит выделение
в высокодисперсном виде интерметаллидных соединений титана и
алюминия с никелем. Закалка этих сплавов вызывает перевод
высокодисперсных интерметаллидных соединений в твердый
раствор и, следовательно, улучшение их обрабатываемости.
Таким образом, исследование влияния химического состава и
структуры жаропрочных сплавов на их обрабатываемость пока-
зывает, что для аустенитных сплавов, имеющих карбидную фазу,
закалка ухудшает обрабатываемость, при этом чем больше в спла-
ве углерода, тем степень этого ухудшения возрастает. Учитывая
это, для указанных сплавов максимально возможный объем ме-
ханической обработки рекомендуется выполнять до термической
обработки. Для сплавов, содержащих интерметаллидную фазу,
обрабатываемость ухудшается с увеличением ее дисперсности.
При этом закалка, наоборот, приводит к улучшению обрабатыва-
емости. Так, например, был разработан специальный режим тер-
мической обработки сплава НХ77ТЮ (ЭИ437А), обеспечивающий
выделение и коагуляцию до определенного размера (14-2 мкм)
максимально возможного количества интерметаллидной фазы,
распределенной равномерно по всему объему сплава без сущест-
венного роста размеров зерен [34]. Обрабатываемость нержавею-
щих и жаропрочных сталей и сплавов может быть значительно
улучшена путем снижения их пластичности предварительной об-
работкой холодом. На обрабатываемость резанием оказывает
влияние размер зерна, так, например, сталь НХ77ТЮ (ЭИ437А),
имеющая крупнозернистую структуру, обрабатывается хуже, чем
мелкозернистая.
Физико-механические свойства труднообрабатывае-
мых материалов также являются важными показателями, харак-
теризующими обрабатываемость резанием. Одним из таких пока-
зателей является предел прочности ов или связанная с ним вели-
чина твердости НВ:
vqq==^i/°^ vQQ==C2/HBy9
где у60—скорость резания, м/мин9 обусловливающая период стой-
кости 7=60 мин: Ci и С2— коэффициенты для зависимостей
v — сгв и v — НВ.
Предел прочности ов определяет, только прочностные свойства
обрабатываемого материала. Суммарным критерием, оцениваю-
щим одновременно влияние прочностных (оъ, НВ) и пластических
15*
227
(6, ф) свойств обрабатываемого материала, является истинный
предел прочности при растяжении SK—ов(1>+б). Эта величина
является 'достаточно точной количественной характеристикой
удельной работы деформации при резании, учитывающей дейст-
вующие на рабочие поверхности инструмента усилия и темпера-
туры [49], что позволяет использовать ее в качестве критерия,
оценивающего обрабатываемость материала. Вместе с тем следует
то
ООО
800
7DD
600
500 £
Предел прочности обрабатываемого материала
6 кг с/мм2
Рис. 88
отметить, что в широком диапазоне скоростей нельзя установить
точную взаимосвязь между стойкостью инструмента и механиче-
скими характеристиками обрабатываемых материалов, так как на
износ инструмента оказывают большое влияние и другие процес-
сы, например химические, электрические. Так, например, кисло-
род, проникая в зону резания, вызывает интенсивный процесс
образования окисных -слоев. Поэтому эта зависимость в общем
виде может быть определена только на основании рассмотрения
структурной силы механической .обработки (стр. 214).
Многие труднообрабатываемые материалы используют для из-
готовления ответственных деталей машин, поэтому большое значе-
ние имеет показатель их обрабатываемости по другому критерию —
шероховатость поверхности. Влияние легирующих элементов и
структуры на качество поверхности определяется изменениями
228
Таблица 20
Обрабатываемость типовых материалов резанием
Нержавеющие и жаропрочные стали Высокопрочная сталь
Физические параметры сталь 45 Х18Н9Т НХ62ВМКЮ (ЭИВ67) ЖС6К ТС-5 38Х5МСФА (ЭП257)
кгс/мм2 °ь’ Мн/м2 75 735 60 586 110 1080 90 820 90 820 158 1550 170 1660 197 1930 215 2100
л вт/м-°С . . . . ’ кал/см-сек-° С . . 48,0 0,115 16,7 0,04 10,0 0,024 8,8 0,021 5,86 0,014 46,0 0,11 — —
Р2, кгс 250 400 600 500 200 600 750 550 530
0, ° К 470 830 990 1120 790 770 890 370 1070
^27 1,0 0,5 0,075 0,05 0,4 0,34 0,3 0,2 0,16
Примечание. Условия обработки: г?=20 я/шн, so=0,l л«л!/об, / = 1 мм
физико-механических свойств материала. Увеличение легирующих
элементов твердого раствора и образование в нем высокодисперс-
ных фаз упрочняют материал и содействуют снижению шерохо-
ватости поверхности. Уменьшение содержания углерода, приво-
дящее к уменьшению содержания карбидов, а также введение в
сплав титана и алюминия вследствие образования интерметаллид-
ных соединений упрочняют сплав. Поэтому закалка аустенитных и
аустенитно-карбидных сплавов, повышающих легированность и
твердость аустенитной составляющей, а также отжиг и отпуск ин-
терметаллидных сплавов, обусловливающих появление упрочняю-
щей интерметаллидной фазы, снижают шероховатость поверхно-
сти, а следовательно, улучшают обрабатываемость материала по
по этому показателю [32].
Ухудшение обрабатываемости резанием современных трудно-
обрабатываемых материалов по сравнению с конструкционной
сталью 45 (коэффициент kv, характеризующий отношение допусти-
мых скоростей резания), а также основные физические параметры
процесса резания наглядно видны из данных Я. Л. Гуревича, пред-
ставленных в табл. 20 [44]. Они тесно связаны с ростом их
эксплуатационных показателей и прежде всего прочностных ха-
рактеристик (рис. 88). Это объясняется тем, что условия эксплуа-
тации, применительно к которым создавались этй сплавы, и преж-
де всего высокая жаропрочность, во многом соответствуют усло-
229
виям стружкообразования при резании. Результатом этого явля-
ется плохая обрабатываемость и необходимость для ее осуще-
ствления больших усилий и температур в зоне резания (табл. 20).
Последнее резко ухудшает условия эксплуатации инструмента, так
как физические основы износа рабочих поверхностей инструмента
во многом определяются также условиями их пластической дефор-
мации при повышенных температурах. Поэтому основным направ-
лением улучшения обрабатываемости является разработка методов
резания, с одной стороны, значительно усиливающих воздействие
на материал срезаемого слоя или качественно его изменяющих, и, с
другой стороны, создающих наиболее благоприятные условия для
работы инструмента.
Методами определения обрабатываемости материала резанием
являются расчетно-аналитические и экспериментальные. Послед-
ние делятся на два вида: а) проведение обработки в условиях,
отвечающих производственным, до наступления заданного на опе-
рацию критерия затупления и б) моделирование процесса реза-
ния— ускоренные методы определения обрабатываемости. Следует
отметить, что к настоящему времени еще не созданы достаточно
надежные для практики расчетно-аналитические методы опреде-
ления обрабатываемости. Это объясняется тем, что обрабаты-
ваемость резанием определяется сложным комплексом физических
явлений, входящих в структурную схему; среди них большое
число механических и теплофизических характеристик обрабаты-
ваемого материала. К механическим характеристикам относятся
прочностные (сгв, НВ) и пластические (6, 'Ф) показатели. Из тепло-
физических характеристик следует отметить температуру плавле-
ния, коэффициенты температуро- и теплопроводности, удельную
теплоемкость, коэффициент теплопоглощения. Определенное влия-
ние на обрабатываемость резанием оказывают тип кристалличе-
ской решетки, межатомное расстояние, работа выхода электронов,
термодинамический потенциал. Поэтому наиболее часто исполь-
зуются наиболее трудоемкий, но вместе с тем надежный экспери-
ментальный метод определения обрабатываемости в условиях, со-
ответствующих производственным.
§ 32. СИСТЕМЫ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ
ПРОЦЕССОВ РЕЗАНИЯ
Для определения оптимальных условий резания приходится
решать два типа задач. В первом случае требуется для сущест-
вующего станка, приспособления, инструмента, обрабатываемой
детали, т. е. для заданной системы СПИД, найти оптимальные
режимы резания, обеспечивающие заданные вторичные парамет-
ры. Во втором случае, что применяют также часто, для регу-
лирования используют изменение геометрии заточки, материала
и конструкции инструмента, технологической среды, схемы обра-
ботки. Для ряда операций решить эту задачу изменением
(регулированием) указанных параметров не удается; тогда тре-
230
буется Построить оптимальную систему СПИД путем введения
специальных элементов, осуществляющих обратную связь. В каче-
стве критериев регулирования может быть принят один из вто-
ричных параметров, например точность обработки, степень износа
инструмента (стр. 266), или параметры процесса резания. Так,
А. Д. Макаров [37] в качестве критерия оптимизации процесса
резания для данной пары инструментальный материал — обраба-
тываемый материал принимает температуру в зоне резания; он
показывает, что в этом случае получается максимальная стойкость
инструмента, а иногда и минимальная шероховатость поверхности.
Учитывая изложенное, разрабатывают системы, обеспечивающие
механическую обработку с постоянной температурой; в качестве
задающего параметра принимают замеряемую т.э.д.с. Б. С. Ба-
лашкин [3] критерием обеспечения заданной точности обработки
и достижения максимальной производительности принимает упру-
гие деформации системы СПИД. При рассмотрении структурной
схемы механической обработки как объекта регулирования сле-
дует отметить, что первичные параметры системы СПИД (скорость
резания, подача, материал инструмента, СОЖ и т. п.) могут за-
даваться независимо друг от друга, т. е. являются независимыми.
В отличие от этого физические параметры, определяющие процесс
резания, являются зависимыми. Так, например, изменение силы
резания вызывает изменение температуры резания, и наобо-
рот.
Системы автоматического регулирования (САР) создаются для
того, чтобы автоматически, без непосредственного участия опера-
тора, поддерживать оптимальные условия обработки; они поддер-
живают постоянными или изменяют по заданному закону один
или несколько параметров обработки. Всякая система автомати-
ческого регулирования имеет по крайней мере одну обратную
связь, обеспечивающую сравнение действительного и требуемого
значений регулируемой величины. Выбор критерия регулирования,
который обеспечит для данной операции конструктивно наиболее
простую и вместе с тем эффективную систему, имеет основное
значение для оптимизации процесса резания. Поскольку целью
оптимизации процесса резания является обеспечение экстремума
одного из вторичных параметров при обеспечении допустимых зна-
чений остальных, то наиболее полными критериями оптимально-
сти являются основные вторичные параметры — экономичность,
производительность, точность, качество поверхности. Реализация
САР по этому принципу обычно вызывает большие трудности.
Поэтому изложенная выше задача в общей постановке часто за-
меняется более простой, когда в качестве регулирующего пара-
метра принимается один из физических показателей процесса реза-
ния (сила, температура, упругая деформация системы СПИД
и др.)- Часто системы регулирования строят на основе учета спе-
цифических особенностей конкретной операции. Например, для
глубокого сверления основное значение имеют прочность длинного
и тонкого стебля инструмента, его защемление удаляющейся по
231
его канавкам стружкой. Учитывая изложенное, в МВТУ им. Баума-
на разработана система автоматического регулирования, основан-
ная на фиксировании определенного допустимого значения крутя-
щего момента. В отличие от обычных устройств, предохраняющих
сверла от поломок, конструкция позволяет не только фиксиро-
вать момент образования пробки из стружки, но и устранить ее.
Это достигается путем увязки работы устройства с гидравличе-
ской системой отвода суп-
порта.
Конструктивная схема вы-
полнения обратной связи, ис-
пользующая упругие дефор-
мации системы СПИД вер-
тикально-фрезерного станка
6П10, показана на рис. 89
[3]. Значение упругого пере-
мещения, зависящее от ре-
жимов обработки, устанав-
ливают при настройке систе-
мы СПИД задатчиком ЗУ.
Датчик Д измеряет отклоне-
ние составляющей силы ре-
зания Рх и подает электри-
ческий сигнал Ui через уси-
литель в сравнивающее уст-
ройство СС. После сопостав-
ления полученного сигнала с
заданными находят величи-
ну и знак рассогласования.
Электрический сигнал через
усилитель подается в серво-
двигатель — управляющее
устройство РО, которое обеспечивает поворот в необходимую сторо-
ну движка реостата. Реостат включен в электросхему бесступенча-
того изменения скорости вращения электродвигателя и изменяет ве-
личину подачи стола станка. Изменение подачи происходит до тех
пор, пока процесс резания не обеспечит заданной величины Рх.
Конструктивная схема осуществления автоматического управ-
ления (САУ), использующая в качестве критерия регулирования
упругие деформации путем изменения в процессе обработки рабо-
чего угла в плане ср, показана на рис. 90 [3]. Датчик /, измеряю-
щий упругие перемещения пиноли задней бабки, подает сигнал
через усилитель 2 в сравнивающее устройство. Задатчик 3 обес-
печивает необходимое значение <р (при данных режимах резания
и системе СПИД) в виде электрического сигнала. Это значение
корректируется в зависимости от положения резца по длине.обра-
ботки (т. е. относительно датчика 1) программирующим устройст-
вом 4, которое, кроме того, производит компенсацию упругих пере-
мещений переднего и заднего центров управляющим устройст-
232
вом 7. Суммарный сигнал через усилитель 5 управляет работой
электродвигателя 6, обеспечивающего поворот резца. Он изменяет
величину упругих деформаций.
Применение механической обработки с переменными режимами
резания является резервом повышения производительности и точ-
ности обработки. Так, при токарной обработке достаточно жест-
кой детали технологическая жесткость системы СПИД возрастает
по мере перемещения резца к передней бабке; это позволяет вести
обработку с непрерывно возрастающей подачей. Автоматическое
регулирование является резервом повышения производительности
и при многопроходной обработке. Так, например, при круглом шли-
фовании с автоматическим циклом обработки необходимая вели-
чина натяга для снятия заданного слоя материала обеспечивается
достаточно долго; это время значительно сокращает применение
САР. Особенно эффективно применение САР для резания на стан-
ках с программным управлением, обработки фасонных поверхно-
стей или операций, связанных с существенным изменением усло-
вий работы инструмента, например по мере углубления его в от-
верстие.
§ 33. ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ИССЛЕДОВАНИЯ
ПРОЦЕССА РЕЗАНИЯ
Экспериментальные методы исследования процесса резания
касаются как комплексного изучения его особенностей, так и рас-
смотрения отдельных физических явлений: пластической деформа-
ции, стружкообразования, сил резания, тепловых явлений в зоне
резания, трения й износа инструментов, вибраций при обработке
резанием и т. п. Методической основой для постановки экспери-
ментов должна служить структурная схема механической обра-
ботки (стр. 214), т. е. результаты исследования должны показать
взаимосвязь между первичными параметрами, задаваемыми кон-
структором и технологом, физическими явлениями, определяющи-
ми протекание процесса резания, и вторичными параметрами, ха-
рактеризующими результаты обработки резанием — производи-
тельность и стойкость инструмента, экономичность обработки,
эксплуатационные свойства детали.
Взаимосвязь между первичными и вторичными параметрами
может определяться путем использования статистико-вероятност-
ных методов; в этом случае надобность в изучении физической
сущности процесса отпадает. Статистико-вероятностные методы
дают возможность количественно определить влияние различных
факторов на процесс резания для данного вида обработки. Одна-
ко обычно требуется не только констатация этого влияния, но и
разработка конкретных мероприятий, позволяющих улучшить про-
цесс резания, т. е. повысить его производительность и экономич-
ность. Последнего можно достичь только на базе оптимального
сочетания физических, расчетно-аналитических и статистико-веро-
ятностных методов исследования. Удовлетворительное решение
233
сложных задач, связанных с изысканием оптимальных условий
резания труднообрабатываемых материалов, может быть получе-
но только при использовании современных методов исследования,
как теоретических, так и экспериментальных.
Методы экспериментального исследования
пластической деформации и механики стружко-
образования в процессе резания крайне многообразны. К ним
относится определение усадки стружки, микрофотография корня
стружки, изучение боковой поверхности образца путем нанесе-
ния на нее координатных сеток, скоростная киносъемка и др.
Коэффициент усадки стружки определяется как отношение
длины I пути резания к длине 1С образовавшейся на этом участке
стружки. Для повышения точности измерения по образующим за-
готовки фрезеруют два паза. В том случае, когда измерить длину
стружки /с затруднительно, применяют весовой метод. Он позво-
ляет определить площадь поперечного сечения стружки:
йс=я/(рО,
где g — вес отрезка стружки, г; р — плотность, г/сж3.
Отсюда, принимая коэффициент усадки стружки по ширине
£в=1, т. е. b — bc, получаем
£z = £a*=Qc/Q-g/pob/c,
где Q — площадь сечения срезаемого слоя заготовки.
При определении коэффициента усадки стружки расчетным
путем и весовым методом следует учитывать также ее криволи-
нейную форму, поскольку коэффициент усадки стружки по длине
должен определяться исходя из длины нейтральной линии стружки. *
Определение длины стружки по ее внешней дуге приводит к зани-
жению величины коэффициента усадки, погрешности которой уве-
личиваются со снижением радиуса кривизны и повышением тол-
щины стружки.
Металлографический метод исследования, предложенный еще
Я. Г. Усачевым и построенный на рассмотрении структуры мик-
рошлифа под микроскопом при увеличении в 10—50 и более* раз,
применяется для исследования деформаций в зоне резания. Полу-
чение микрошлифа складывается из следующих операций: мгно-
венное прекращение процесса резания с помощью специального
приспособления, вырезание образца с корнем стружки, соединен-
ного в зоне резания с основным металлом заготовки, и его трав-
ление (см. рис. 14, а). Для-получения корня стружки, отвечающего
условиям исследуемого процесса резания, необходимо, чтобы от-
вод инструмента производился со скоростью, превышающей ско-
рость. резания. В противном случае будет получаться корень
стружки, отвечающий процессу резания при скорости, равной раз-
нице Урез — ^отвода. В качестве приспособления для мгновенного
отвода используют кинематику станка, мгновенный срез штифта
[14], механическое действие пружины или взрыв пороха; приспо-
собления последнего типа обеспечивают наибольшую достовер-
234
ность исследований. Изучение микрофотографий корней срезанной
стружки дает представление о зоне деформации и ориентации
отдельных зерен металла. При использовании этого метода о сте-
пени пластической деформации можно судить приближенно по
коэффициенту изменения формы отдельных кристаллитов. Фото-
графирование под микроскопом с применением косого освещения
тщательно полированных корней стружек позволяет судить также
о размерах зоны опережающих деформаций. Иногда об интенсив-
ности пластического деформирования судят по упрочнению мате-
риала в отдельных точках продольного сечения образца, исполь-
зуя метод измерения микротвердости на косых шлифах, например
на приборе М. М. Хрущева и Е. С. Берковича (см. рис. 14, б).
Метод нанесения координатной сетки на боковую поверхность
или плоскость резания образца является одним из эксперимен-
тальных методов изучения процесса пластической деформации при
резании. Этот метод позволяет проследить изменение интенсивно-
сти деформаций при прохождении металла через зону деформа-
ции, определить направление главных осей деформации, построить
расположение главных и касательных напряжений, а также уста-
новить форму деформированной зоны. Делительную сетку с базой
1 мм наносят царапанием на координатно-расточном станке. Этот
метод обеспечивает точность выполнения сторон ячейки в преде-
лах ±0,02 мм. Для повышения точности исследований перед сре-
занием стружки стороны ячеек обмеряют. Более целесообразным
методом является метод накатных (размеры ячейки 0,25x0,25 мм)
координатных сеток — нанесение жидкого светочувствительного
раствора с последующей его экспозицией под сильной дуговой
лампой. Технология нанесения таких сеток разработана ВИАМом.
Хорошая пластичность и теплостойкость типографской краски
(350±400° С) позволяет применять ее для исследования процесса
резания в реальных условиях. Для дальнейшего изучения фото-
графии сеток увеличивают в сто и более раз. Более наглядное
представление о характере деформаций в зоне резания дают сетки
с круглыми ячейками, имитирующими форму зерен. Их примене-
ние позволяет проще определить положений главных осей дефор-
мации. Вместе с тем они не позволяют вычислять отдельные со-
ставляющие деформации по принятой системе координат xyz,
поскольку ячейки соприкасаются в отдельных точках, а не по
линии (рис. 13,б).
Развитием и совершенствованием метода координатных сеток
является применение скоростной кинематографической съемки,
позволяющей не только рассмотреть конечные результаты дефор-
мации зоны резания, но и зафиксировать последовательность ее
изменения.
Изучение свойств дислокаций, их распределение, а также непо-
средственное наблюдение за движением дислокаций возможно
путем электронно-микроскопических исследований металлов в виде
тонких пленок. На. тонких пленках металла движущиеся дислока-
ции оставляют за собой следы, заметные как следы скольжения
23$
(см. рис. 25). Появление этих следов объясняется взаимодействием
движущейся дислокации с окисной пленкой. Выявление дислока-
ций в металлах возможно также рентгеновским методом.
Процесс пластической деформации при резании неизбежно со-
провождается образованием остаточных внутренних напряжений;
для их изучения используют механический, опытно-поляризацион-
ный и рентгеновский методы.
Сущность механического метода изучения остаточных внутрен-
них напряжений I рода (см. стр. 208) заключается в последова-
тельном удалении с образца, обычно путем травления, поверх-
ностных слоев и измерения величин его деформации. При этом
для определения тангенциальных остаточных напряжений исполь-
зуют кольцевые образцы, разрезанные по образующей, а для опре-
деления осевых остаточных напряжений — вырезанные в перпен-
дикулярном оси направлении.
Оптико-поляризационный метод позволяет исследовать на про-
зрачных моделях величину и характер распределения напряжений
как в обрабатываемом материале, так и в режущем клине инстру-
мента. Он основан на способности ряда прозрачных изотропных
материалов аморфного строения (стекло, целлулоид, бакелит) при
деформации становиться анизотропными, двоякопреломляющими.
Степень анизотропии однозначно связана с величиной напряже-
ний. О величине и распределении напряжений в опытной модели
исследуемого объекта судят по оптической картине путем рассмот-
рения на экране окрашенных в различные цвета (изохроматиче-
ских) линий (см. рис. 1). За последнее время этот метод получил
широкое практическое использование. Одним из основных недо-
статков этого метода фотоупругости является возможность экспе-
риментального решения задач теории упругости только идеально-
го, изотропного, однородного тела. Вместе с тем большинство ма-
териалов имеют кристаллическое строение и, следовательно, они
анизотропны, неоднородны по структуре и механическим свойст-
вам. Возможности исследования распределения напряжений в этих
материалах дает метод рассмотрения оптической картины в поля-
ризованном свете, которая возникает от модели объекта, изготов-
ленного из прозрачного материала кристаллического строения —
хромистого серебра и других галлоидных солей — серебра, таллия
и их сплавов. Использование материалов этого вида позволяет
исследовать вопросы взаимодействия между зернами, поведение
в процессе деформации одного зерна или границ зерен в окруже-
нии соседних зерен, изучить остаточные напряжения I и II рода,
явления отдыха и рекристаллизации и большое число других явле-
ний, связанных с процессом резания.
Рентгенографический метод позволяет судить о величине пла-
стических деформаций путем рассмотрения характера измельче-
ния зерна, вида текстуры, интенсивности разупрочняющих процес-
сов и остаточных внутренних напряжений II и III рода. Эти осо-
бенности строения материала, обусловленные процессом резания,
отражаются на рентгенограммах в виде увеличения числа точек,
236
образующих интерференциальные кольца (измельчение зерна),
утолщения интерференциальных колец (наличие текстуры), их
смещения и размытости (внутренние напряжения II рода, изме-
няющие параметры кристаллической решетки). Рентгеновский
анализ используют также для исследования процесса стружкооб-
разования. Для этого из стружки вырезают пластинки толщиной
около 1 мм и подвергают их механической обработке и травлению
до толщины 0,1—0,15 мм. На середину подготовленной таким об-
разом пластинки направляют пучок рентгеновских лучей перпен-
дикулярно к направлению резания. Рентгеносъемку производят на
цилиндрическую пленку по методу Дебая в камерах конструкции
МГУ. Рентгеновский метод применяют также для определения
глубины наклепа лопаток газовых турбин реактивных двигате-
лей [76]. При этом съемку рентгенограммы с исследуемых образ-
цов производят в рентгеновских камерах типа Ивансена в лучах
К серии кобальта.
В настоящее время назрела необходимость в еще более углуб-
ленном изучении процессов; протекающих в зоне стружкообразо-
вания, требующих применения многих других тонких методов фи-
зического исследования, как электронная микроскопия и дифрак-
ция, различные методы исследования тончайших невидимых
пленок, образующихся на металлических поверхностях в зоне
стружкообразования. Так, например, для измерения деформации
материалов в поверхностно-активных средах может быть исполь-
зована установка ИНК-2 ЦНИИТМАШа для микроэлектрохими-
ческого исследованйя коррозии под напряжением в жидких средах.
Методы экспериментального исследования
тепловых явлений, являющихся важнейшей составной
частью физического механизма процесса, следующие.
Метод измерения температуры в отдельных точках резца с по-
мощью искусственных термопар предложен Я. Г. Усачевым в
1912 г. В инструменте просверливают • глубокое отверстие
0 14-3 мм с оставлением перемычки величиной-0,24-0,5 мм для
защиты термопары. Термопара позволяет установить температуру
в теле резца на глубине 0,2 мм и более от его рабочей поверхно-
сти. Поскольку характер температурного поля fe теле резца неиз-
вестен, определить с помощью этого метода значение температур
непосредственно на передней и задней поверхности нельзя. Однако
он широко используется для определения относительного влияния
различных факторов на нагрев инструмента, на основе чего выби-
рают их оптимальные значения. Некоторое повышение точности
замеров и упрощение экспериментов может быть достигнуто путем
замены одного из проводников термопары непосредственно мате-
риалом инструмента или заготовки; в этом случае проволоку тер-
мопары протаскивают через каналы (0 14-1,5 мм в державке и
0 0,44-0,5 мм в твердом сплаве) и расклепывают на выходе из
канала. Температуру на подрезцовой стороне стружки в месте
схода ее с передней поверхности можно определить посредством
скользящей термопары хромель-алюмель — платина-платиноро-
237
дий, смонтированной на подставке из твердого сплава, при этом
проволочки к ней припаяны каждая в отдельности. В обоих слу-
чаях термопара подводится до касания ее со стружкой.
Метод обращенного движения [18] с помощью термопар ис-
пользуют для построения температурного поля на передней и зад-
ней поверхностях инструмента. Сущность его заключается в том,
что термопару приваривают к исследуемой поверхности резца на
расстоянии 10 мм от режущей кромки. После первой серии испы-
таний с фиксацией температуры резец перетачивают, в результате
этого определяют температуру его поверхности в более близко
расположенной к режущей кромке точке и т. д.
Метод бегущих термопар
V позволяет получить характер
распределения температуры по
V длине контактной площадки
инструмента с обрабатывае-
мым матеРиалом (рис. 91)
£20]; Для этого в поверхност-
ном слое детали, имеющем
форму спирали, сверлят отвер-
стие Диаметром 0,5—0,7 мм,
В него вставляют защитную
трубку с двумя изолированны-
ми проводниками термопары.
Рис. 91 Трубка защищает проводники
от преждевременного замыка-
ния; с этой же целью удаляют
часть металла впереди трубки по направлению движения резания.
При перерезании резцом трубки проводники замыкаются и на по-
верхности резания образуется точечная термопара, которая движет-
ся вместе с прирезцовым слоем стружки по передней поверхности,
что позволяет записать распределение температуры по времени.
Участки проводников, оставшиеся в заготовке, позволяют опреде-
лить распределение температуры вначале по задней грани, а затем
температуру поверхности резания.
Метод естественной термопары использует в качестве спая тер-
мопары непосредственно контактные поверхности режущего инст-
румента и заготовки, т. е. он основан на измерении средней термо-
электродвижущей силы, возникающей в паре обрабатываемый
материал — инструмент. Милливольтметр, включенный в эту цепь,
показывает величину электрического потенциала, являющуюся ре-
зультатом нагревания спая этой термопары при резании. Такая
термопара дает среднее значение э. д. с., возбужденной на трех кон-
тактных (передней и двух задних) поверхностях инструмента и
заготовки, а следовательно, и некоторую среднюю по этим трем
поверхностям температуру (стр. 79). При этом эксперименты пока-
зали, что отношение этой средней температуры к наивысшей по-
стоянно. При пользовании методом естественной термопары пред-
варительно производят тарировку этой термопары инструмент —
238
заготовка при ее искусственном нагревании. Для этого, например,
термопару сталь 40Х — твердый сплав Т15К6 помещают в электро-
печь; измерение температуры в ней производят контрольной тер-
мопарой платина — платинородий и осциллографом. При каждой
смене инструмента или заготовки тарировка должна повторяться
вновь. Этим обусловлены основные погрешности и недостатки ме-
тода, так как характер контакта в процессе резания существенно
отличается от тарировочного. Способ естественной термопары ре-
комендуется для сравнительных испытаний в целях определения
оптимальных условий резания [37].
Измерение электрического сопротивления зоны контакта тру-
щейся пары инструмент — обрабатываемая деталь является также
индикатором состояния граничного слоя, оказывающего влияние
на износ рабочих поверхностей резания и величину сил резания.
С помощью этого метода установлено, например, влияние пленки
окислов на шероховатость поверхности и стойкость инструментов.
Для определения температуры на отдельных участках передней
поверхности инструмента методом естественной термопары исполь-
зуют конструкцию составного резца с регулируемой площадью
контакта естественной термопары передняя поверхность — струж-
ка [14].
Методом оптического пирометра можно определять среднюю
температуру сходящей стружки при значениях более 600° С; для
этого измерения должны проводиться в затемненном помещении.
Методом термочувствительных красок можно определять макси-
мальные значения температур сходящей стружки на ее поверхно-
сти, не соприкасающейся с резцом. Этот метод позволяет измерять
температуру поверхностей с точностью до ±10°. Метод весьма
прост, но не позволяет определять температуру сильно нагре-
тых поверхностей. Вместе с тем точность этого метода ограничи-
вается способностью термокрасок плавиться и менять свой цвет
в определенном интервале температур. Метод оплавления Чистых
металлов для измерения температуры резания построен на свой-
стве химически чистых металлов и металлоидов' плавиться при
строго определенной температуре. Он позволяет регистрировать
максимальную температуру на резце фиксированием момента
плавления легкоплавких химических элементов: серы (119°), олова
(231°), свинца (327,43°), цинка (419,4°), алюминия (660°), меди
(1083°). Для этого в радиально просверленные отверстия обра-
батываемой заготовки диаметром 0,54-1,0 мм плотно вставляют
проволоки указанных материалов. Этот метод можно успешно ис-
пользовать для тарирования естественной термопары, заменяя
обычно применяемую для этой цели печь с регулируемой темпе-
ратурой.
Методом измерения микроструктуры материала инструментов
можно получить температурное поле на передней, главной задней
и вспомогательной задней поверхностях инструмента. Этот метод
основан на том, что нагрев инструментальных сталей ЭХС, X, ХГ,
ШХ15, У10, У12 выше 250° С, быстрорежущей выше 550° С, твер-
239
♦ дого сплава выше 900° С ведет к снижению их микротвердостй;
при этом величина снижения при одинаковом времени пропор-
циональна температуре. Изменение величины температур, как из-
менение микротвердости, определяется последовательным стравли-
ванием поверхности инструмента.
Рис. 92
Калориметрический метод используют для определения всего
количества тепла, выделяющегося в процессе обработки резанием,
а также для определения тепла, переходящего в стружку или в
инструмент. На рис. 92, а показана конструкция одного из кало-
риметров ВНИИ. Сосуд 2 калориметра может перемещаться вер-
тикально по основному стержню 1; при этом прокладка S, уста-
навливаемая между пластмассовыми днищами 7 и 10, ликвидирует
утечку жидкости в подвижном соединении. Калориметр устанав-
ливают на сверлильный станок; основной стержень с укрепленным
на нем обрабатываемым образцом в виде стакана 6 устанавли-
вают на столе; на шпинделе станка монтируют резцедержатель 4
240 ч
с двумя резцами 5; вращение и подача его на шпинделе обеспечи-
вают процесс торцового точения образца. Измерение температуры
жидкости производят термоэлементом 3. Для улучшения теплоизо-
ляции калориметрический сосуд сделан двустенным, поверхность
внешнего сосуда полирована; в основной стержень вмонтирована
теплоизоляционная прокладка.
Для определения общего количества тепла, выделенного при
резании, образец 6 и резцы вместе с резцедержателем 4 погру-
жают в жидкость. Для измерения количества тепла, переходящего
в стружку, калориметрический сосуд 2 опускают по основному
стержню 1 вниз так, чтобы уровень жидкости был ниже зоны меха-
нической обработки (рис. 92,6). Для измерения количества тепла,,
переходящего в инструмент, используют другой калориметр.
По окончании резания резцьгбыстро отводят от обрабатываемого^
образца и погружают в калориметр.
Во всех случаях измеряют выровненную в калориметре темпе-
ратуру 02 и сравнивают с первоначальной 0Ь на основе этого под-
считывают количество тепла, выделенного в процессе резания за
определенное время [29].
Экспериментальные методы исследования сил
резания и упругих деформаций системы СПИД
осуществляют следующими устройствами: механическими — ры-
чажные тензометры,- пружинные динамометры, механические изме-
рители ускорения; оптическими — оптические тензометры и вибро-
метры, измерительные микроскопы, оптиметры, оптико-теневые
приборы^ акустическими типа звуковых тензометров; гидравли-
ческими, использующими масляные месдозы, и электрическими*
использующими фотоэлектрические, баллометрические, пьезоэлек-
трические, магнитоэлектрические, емкостные, индуктивные датчи-
ки, а также датчики омического сопротивления (реохордные, полу-
проводниковые, проволочные). Все эти устройства построены на
преобразовании измеряемых величин — сил или перемещений в
пропорциональные электрические импульсы посредством датчика.
Помимо этого, для осуществления замера необходимы приборы
питания датчика, усиления его показаний, а также регистрирую-
щие приборы (осциллографы).
Устройства для измерения силы резания — динамометры — раз-
деляются на трехкомпонентные, измеряющие одновременно все три
составляющие усилия резания, двухкомпонентные и однокомпо-
нентные. Механические и гидравлические устройства обычно дают
возможность измерять только статические или медленно изменяю-
щиеся значения сил резания и деформаций системы. Кроме того,
недостатком этих устройств является также относительно боль-
шое перемещение установленных в них инструментов, вызванное
деформацией пружинящих элементов, вследствие чего они иска-
жают в процессе измерения параметры -исследуемого явления.
Наоборот, электрические и оптические устройства позволяют из-
мерять как статические, так и динамические (вибрационные) явле-
ния. В качестве электрических датчиков для замера вибраций
16 В. Н. Подураев
241
Рис. 93
наиболее успешно используют индуктивные, тензометрические, ем-
костные, пьезоэлектрические датчики; помимо этого, широко при-
меняют оптико-теневые приборы.
На рис. 93 показан трехкомпонентный индукционный динамо-
метр. В корпусе 1 динамометра установлены три индивидуальных
датчика 2, 6, 7 для замера соответственно тангенциальной Pz, осе-
вой Рх и радиальной Ру составляющих силы резания. Во избежа-
ние передачи на них боковых усилий от резцедержавки 3 послед-
няя имеет цилиндрическую форму. Для этой цели на ней установ-
лены опорные стержни 4, 5 и шаровая пята 8. Зазоры в месте кон-
такта устраняются поджатием винта и пружинами.
Методы экспериментального . изучения про-
цесса резания сцязаны с определением обрабатываемости
материалов, исследованием режущих свойств инструментальных
материалов и изысканием рациональных режимов резания.
’ Наиболее надежным методом определения обрабатываемости
резанием данного вида материала является построение кривых из-
носа (см. рис. 48,6,) и зависимостей — Т — v (см. рис., 49,6, 53).
Основным показателем обрабатываемости данного материала яв-
ляется скорость резания, обеспечивающая период стойкости 60 мин
(иб0). Ее определение требует проведения трудоемких стойкостных
испытаний [53], связанных с переводом в стружку большого коли-
чества дорогостоящего материала и инструмента. Поэтому в на-
стоящее время все шире начинают применять разнообразные
ускоренные методы определения обрабатываемости. Основными из
них являются:
построение кривых износа только на начальном участке с по-
следующей электрополяцией их, при этом интенсивность износа
на участке равномерного износа принимается постоянной;
метод торцового точения, позволяющий определять значения
^бо с меньшими затратами, чем при обычном продольном точении;
оценка обрабатываемости материала по величинам температур1
и сил резания, возникающих в процессе обработки;
метод определения усадки стружки;
метод определения наклепа обработанной поверхности и
стружки;
метод радиоактивных изотопов.
При использовании последних четырех методов во всех слу-
чаях экспериментально определяют влияние отдельно скорости ре-
зания, подачи и глубины резания на принятый параметр, например
температуру. Затем при обработке экспериментальны^ данных
этот параметр исключают и находят взаимосвязь между v, s, t
для исследуемого материала. В заключение проводят небольшое
количество обычных стойкостных испытаний с построением кривых,
износа. На основании их определяют взаимосвязь величины стой-
кости и критерия износа с принятым при исследовании парамет-
ром (например, температурой).
Метод радиоактивных изотопов обладает повышенной чувст-
вительностью и обеспечивает стабильность результатов. Этот метод
16*
243-
применяют, например, для исследования влияния структуры стали
при ее одинаковом химическом составе. Он позволяет исследовать,
в частности, процессы диффузии, играющие большую роль при
обработке резанием жаропрочных и нержавеющих сталей.
Сущность использования метода радиоактивных изотопов [92]
заключается в том, что перед испытанием исследуемый элемент
режущего инструмента, обычно уже заточенные пластинки, акти-
визируют путем нейтронного облучения радиоактивным препара-
том (изотоп IF187). При необходимости по условиям испытаний
большого периода полураспада используется облучение изото-
пом Со60. Активация исследуемого образца радиоактивным изото-
пом, т. е. процесс, в результате которого материал становится спо-
собным к радиоактивному излучению, может быть произведена
различными способами. Наибольшее распространение получили ме-
тоды облучения образцов потоком ядерных частиц, электроосаж-
дения радиоактивного изотопа на поверхность образца путем
использования анодов или электролитов, содержащих значитель-
ное количество радиоактивного вещества, и испарения радиоак-
тивного изотопа в вакууме (порядок 10~5 мм рт. ст.) с осаждением
его на образцах, укрепленных внутри сосуда. Необходимый нагрев
радиоактивного изотопа в сосуде осуществляют электрическим
путем. Для обнаружения радиоактивных излучений и определения
их величин наиболее часто используют сцинтилляционные и газо-
разрядные счетчики и фотографический метод (стр. 113).
В процессе испытаний на стойкость измерение радиоактивно-
сти стружки и пылевидных продуктов износа производят обычно
на счетной установке Б-2; измерение радиоактивности режущих
пластинок инструмента — в ионизационной камере установки
«Кактус». В качестве показателя износостойкости инструменталь-
ного материала принимается удельный износ инструмента на еди-
ницу снятого в процессе резания металла.
Одним из эффективных способов использования радиоактивных
изотопов является метод авторадиографии, основанной на взаи-
модействии радиоактивного излучения различных элементов с
фотографической эмульсией — получение макро- и микрорадио-
грамм. Метод авторадиографии позволяет перейти от изучения
некоторых среднестатических величин, характеризующих процесс
резания, к локальным, определяющим строение стружки, инстру-
мента и обработанной поверхности. Использование изотопов путем
радиографирования поверхностей трения с последующим фотомет-
рированием позволяет установить интенсивность износа при раз-
личных условиях механической обработки (см. рис. 60). Для по-
лучения радиограмм используют рентгенопленку особой чувстви-
тельности, реже фотопленку или фотопластинки. Схема радиогра-
фирования поверхности резца сводится к тому, что рентгеновскую
пленку крепят резиновым шнуром к резцу с помощью металличе-
ской подкладки и листа губчатой резины.
При проведении исследования процессов резания методом ра-
диоактивных изотопов следует учитывать некоторое влияние облу-
244
чения на изменение физико-механических свойств инструменталь-
ных и обрабатываемых материалов. Установлено, что радиацион-
ное облучение аустенитных, мартенситных, перлитных и феррит-
ных сталей приводит к структурным превращениям и охрупчи-
ванию— к увеличению прочностных (ав, НВ) и снижению пласти-
ческих (S, ф) свойств [94].
Моделирование является одним из эффективных путей
исследования процессов, возникающих при резании; оно позволяет
заменять сложное и дорогое экспериментирование над реальными
объектами и изучаемыми явлениями экспериментированием над их
математическими или физическими моделями. Математическая мо-
дель имитирует изучаемое явление в абстрактном упрощенном
виде — в виде одного или нескольких уравнений или неравенств,
характеризующих изучаемое явление. Математическая модель мо-
жет быть представлена в аналитическом или графическом виде.
Физическая модель представляет изучаемое явление посредством
аналогового устройства механического, электрического или гид-
равлического типов.
Моделирование построено на применении принципов теории
подобия, дающей исходные данные для постановки экспериментов
на моделях. Для постановки исследований необходимо знать зако-
номерность подобия, с тем чтобы моделируемое явление воспроиз-
водилось достаточно точно; недоучет какого-либо важнейшего
фактора может исказить исследуемое, явление и обесценить ре-
зультаты экспериментов. Подобными называются явления, проте-
кающие в геометрически подобных системах, в которых наблю-
даются процессы одинаковой физической природы и одноименные
величины имеют постоянное между собой отношение. Теория по-
добия является научной основой построения модели, позволяющей
переносить результаты наблюдений, полученных на моделях, на
натурные испытания. При определении критериев моделирования
процессов, протекающих при резании, следует исходить из анали-
за физической картины обработки резанием. При моделировании
надо различать два условия: моделирование, обеспечивающее вос-
произведение только качественной картины исследуемого процесса
резания, или моделирование, обеспечивающее кроме совпадения
качественной картины также сохранение количественных соотно-
шений, сопровождающих исследуемое явление. Надо отметить так-
же, что при существующих средствах моделирования трудно соз-
дать полную картину физических явлений, сопровождающих
процесс резания, однако для выявления частных зависимостей,
имеющих место при резании, оно широко используется. Так, на-
пример, при исследовании процесса трения и износа было уста-
новлено, что из многих факторов, влияющих на этот сложный про-
цесс, наибольшее значение имеет температура; на основании этого
был получен, приближенный критерий качественного моделирова-
ния [95]. Примером успешного применения моделирования для
исследования износа инструментов является установка, созданная
проф. Г. И. Грановским в МВТУ им. Баумана [51]. Подобная же
245
моделирующая установка для исследования процессов трения при
резании нержавеющих и титановых сплавов разработана в Куй-
бышевском авиационном институте [43, 47]. Ее отличительной
особенностью является применение для измерения сил электри-
ческих индуктивных датчиков вместо гидравлических. Другим при-
мером использования моделирования является качественное
исследование диффузионного износа инструмента путем резания
на малых скоростях при искусственном подогреве материала сре-
заемого слоя электрическим током [14]. Моделирование приме-
няют также для изучения процессов стружкообразования при глу-
боком сверлении Х18Н9Т, ЭИ612. Механизм дробления стружки
при заточке на передней поверхности торцовых уступов или лунок
изучается по более удобной схеме — расточки колец [32].
В заключение необходимо отметить необходимость комплекс-
ного применения изложенных выше методов экспериментального
исследования процесса резания, так как использование лишь от-
дельных способов в ряде случаев оказывается малоэффективным
для решения поставленных перед исследователем задач. Так, на-
пример, использование исследований, включающих рентгенострук-
турный, электронно-микроскопический и эмиссионный спектраль-
ные анализы материала поверхностного слоя заготовок из ти-
танового сплава ВТЗ-1, позволило установить, что повышение
теплопроводности шлифовального круга путем введения в связку
алюминиевого наполнителя дает уменьшение глубины зоны, в ко-
торой происходят изменения физического состояния металла,
обусловленные измельчением блоков, их текстурированием, неко-
торым увеличением плотности дислокаций, повышенным а—р~
переходом.
§ 34. ОБРАБОТКА РЕЗЦАМИ
Обработку резцами производят на токарных, револьверных,
расточных, карусельных, строгальных и долбежных станках, а так-
же на токарных автоматах и полуавтоматах. Резцы предназначе-
ны для черновой и чистовой обработки наружных и внутренних
поверхностей тел вращения, а также плоских поверхностей дета-
лей машин.
Операции точения подразделяют на черновые, получистовые и
чистовые виды обработки. Черновое точение обеспечивает снятие
основной части припуска; получистовое выполняют в тех случаях,
когда точность и шероховатость поверхности, полученные после
чернового точения, не позволяют сразу переходить к чистовому
точению. Чистовое точение обеспечивает в зависимости от вида
применяемого инструмента получение 2—3-го классов точности
обработки и шероховатость поверхности 6—7-го классов.
Токарные резцы подразделяют:
по виду обработки — на проходные, подрезные, отрезные, про-
резные, расточные, фасонные;
по типу операции — на черновые и чистовые; из первой группы
246
выделяют резцы для силового точения, а из второй — для тонкого
точения;
по подаче относительно обрабатываемой детали — на радиаль-
ные и тангенциальные;
по конструкции головки — на прямые, отогнутые, изогнутые и
оттянутые;
по направлению подачи — на правые и левые;
по виду инструментального материала — на минералокерамиче-
ские, твердосплавные, быстрорежущие, а также из легированной
или углеродистой стали;
по способу изготовления — на цельные с головкой, сделанной
за одно целое со стержнем, и составные с головкой, приваренной
встык; с приваренной полоской и с установленной пластинкой; по-
следние получили наибольшее распространение. '
Минералокерамику, твердые сплавы и быстрорежущую сталь
используют для резцов в виде пластинок, размер и форма кото-
рых стандартизированы. Отношение толщины пластинки к ее дли-
не подбирают равным 1 к 2,2, что обеспечивает примерно одина-
ковое число переточек передней и задней поверхностей. Пластинку
устанавливают в наклонном пазу державки резца; угол наклона
заделки пластинки на 5° больше величины переднего угла резца
при глубине паза под пластинку не более 0,24-0,3 от высоты дер-
жавки. Это сокращает трудоемкость и увеличивает количество
возможных переточек передней поверхности. После приварки или
припайки вершина пластинки должна быть выше верхней плоско-
сти державки на 1—2 мм.
Державки резцов имеют в большинстве случаев прямоугольное
сечение. Квадратное сечение делают при малой высоте центров
станка и используют для расточных, долбежных и автоматно-револь-
верных резцов. Круглое сечение имеют державки резцов, при уста-
новке которых необходим поворот резца вокруг своей оси (рас-
точные, резьбовые и т. п.). Державки резцов обычно изготовляют
из сталей 40, 45, 50 и 40Х. В отдельных случаях, например при
установке резцов в расточные оправки, их изготовляют из более
прочных или антивибрационных материалов, например У8 и У10,
а также из чугуна.
Крепление пластинок к державкам производят различными
способами. Стыковую сварку используют для изготовления состав-
ных резцов в том случае, если рабочая часть резца изготовлена
из быстрорежущей стали, а державка — из конструкционной или
углеродистой стали. Пластинки из быстрорежущей стали крепят
к державкам резцов наваркой при помощи сварочного порошка,
расплавляющегося при нагреве. Пластинки твердого сплава и ми-
нералокерамики припаивают к державкам резцов. Пайку обычно
ведут медным припоем с нагревом токами высокой частоты. Боль-
шая разница в коэффициентах линейного расширения твердого
сплава и стали, из которой изготовлена державка, приводит при
неблагоприятных условиях к образованию остаточных внутренних
напряжений, трещин и отрыву пластинок в процессе резания.
247
Воздейстие этих факторов усиливается при резании труднообрабаты-
ваемых материалов, особенно на повышенных режимах резания,
а также при обработке на крупных карусельных и расточных стан-
ках. Поэтому в качестве припоев все большее распространение
находят сплавы, содержащие серебро, а также установка на кон-
тактные поверхности слоистой фольги. Такая технология пайки со
100-процентным контролем на отсутствие трещин применяется на
Рис. 94
ВАЗе. Уменьшение величины остаточных внутренних напряжений
в паянном соединении и снижение вероятности появление трещин
обеспечивает электролитическое железнение пластинки твердого
сплава перед напайкой, а также установка в место спая компенса-
ционных прокладок в виде металлической сетки, специальной
фольги из нитроя или пластинок толщиной 0,25—0,38 мм из же-
лезоникелевого сплава — пермаллоя. При его отсутствии, можно
использовать технически чистое железо или низкоуглеродистую
сталь (С до 0,1%).
Для крепления минералокерамики используют также метод
наклеивания высокопрочным и теплостойким клеем, состоящим из
эпоксидной смолы ЭД6 (100 вес. ч.), отвердителя — малеинового
ангидрида (37 вес. ч.), наполнителя — пылевидного кварцевого
песка группы 005 (200 вес. ч.). Преимуществами метода приклеи-
вания пластинок являются: простота и надежность крепления; от-
сутствие дополнительных напряжений в пластинке; возможность
использования державок в случае разрушения и износа пластинок.
Механические способы крепления пластинок при помощи вин-
тов и прижимных планок (рис. 94, а — г), а также непосредственно
силами резания (рис. 94, д) исключают отмеченные выше недо-
статки при креплении пайкой. Вместе с тем механическое крепле-
ние при некачественной подготовке гнезда под пластинку имеет
недостаточную жесткость вследствие неплотного прилегания пла-
стинок к плоскости.
Сменные неперетачиваемые пластинки (рис. 95) в последнее
время получают все более широкое распространение. Их достоин-
248
ствами являются: исключение дорогостоящих переточек, посколь-
ку вследствие массового производства сменных пластинок их де-
шевле заменять, чем перетачивать; сокращение времени простоя
станка, при смене инструмента, так как в этом случае пластинку
только переворачивают или заменяют без снятия державки инст-
румента со станка; уменьшение номенклатуры инструмента в про-
изводстве, ввиду того что в ря-
де случаев можно пользовать-
ся одной державкой, заменяя
только пластинки; повышение
стойкости инструмента, вслед-
ствие исключения внутренних
напряжений, вызываемых пай-
кой. Помимо этого, из-за воз-
можности использования од-
ной и той же державки эконо-
мически целесообразно изго-
товление в ней специальных
каналов для подвода смазы-
вающе-охлаждающей жидкости
к наиболее нагруженным ме-
стам режущей части инстру-
Рис. 95
мента.
Места крепления сменных пластинок выполняют таким обра-
зом, чтобы они без регулировки и наладки занимали точное поло-
жение в пределах заданных допусков. По Данным ГДР, использо-
вание неперетачиваемых пластинок взамен напаянных снижает
инструментальные расходы на 50%. Резцы с многогранными непе-
ретачиваемыми пластинками целесообразно применять и для чи-
стовой обработки; так, точение ими углеродистой стали при ско-
рости резания 300—320 м/мин и подаче 0,1 мм/об устойчиво обес-
печивает 8-й класс чистоты. Поэтому многогранные неперетачи-
ваемые пластинки выпускают трех степеней точности: нормальной
(шлифование только по верхней и нижней поверхностям), повы-
шенной для токарного и расточного инструмента (шлифование и
боковых граней), высокой — для многолезвийного инструмента.
На ВАЗе около 80% токарного инструмента оснащено сменными
пластинками; при этом сплав ВК8 применяется для обработки
чугуна, Т15К6 — сталей; для оснащения фрез используется сплав
Т5К6.
К основным недостаткам использования неперетачиваемых пла-
стинок относятся недостаточные надежность и жесткость крепле-
ния, износ крепежных прижимов, большие габариты режущей
части инструментов. Поэтому, например, на автоматах приходится
применять резцы с напаянными пластинками.,
Выбор марки инструментального материала
определяют физико-механические свойства обрабатываемого ма-
териала, вид обработки и жесткость системы. При резании трудно-
обрабатываемых материалов происходит интенсивный износ
249
режущей кромки. Поэтому везде, где это возможно, следует приме-
нять инструмент, оснащенный твердыми сплавами. Однако область
применения твердых сплавов при точении ограничивается их недо-
статочной прочностью. Поэтому инструменты, оснащенные твердым
сплавом, применяют на операциях, где процесс резания идет не-
прерывно при отсутствии значительных вибраций или где мате-
риал заготовки не является особо труднообрабатываемым. Так,
Рис. 96
например, сплав ВК8 применяют для чернового точения жаропроч-
ных сплавов по корке; быстрррежущая сталь в этих условиях оказы-
вается непригодной из-за крайне малой стойкости. Наоборот, при
прерывистом резании труднообрабатываемых материалов приме-
няют инструмент из быстрорежущей стали.
Форму и геометрию заточки устанавливают в зави-
симости от типа резца, его назначения и вида обрабатываемого
материала. Данные по выбору формы передней поверхности и гео-
метрических элементов режущей части инструмента приведены в
табл. 21. Типовая геометрия заточки резцов для обработки жаро-
прочных материалов показана на рис. 96 [44]. Оптимальные зна-
чения передних и задних углов определяют экспериментально
(см. рис. 6) исходя из обеспечения наиболее благоприятных усло-
вий стружкообразования (утах) и трения по заданной поверхно-
сти (атах) и вместе с тем получения наиболее прочного режущего
клина и лучшего теплоотвода от него (ymin, amin) [90].
Из табл. 21 видно, что для механической обработки обычно
применяют положительные передние углы. Это снижает работу
пластической деформации, усилия, температуру, а следовательно,
и интенсивность явлений износа и схватывания. Нужно учитывать
также, что оптимальные значения геометрических элементов зави-
сят от подачи: с ее увеличением значения передних углов необхо-
димо увеличивать, а-задних немного уменьшать. Вспомогательный
задний угол Qi обычно принимают равным углу а. У прорезных и
отрезных резцов «1 = 14-2°.
Повышение прочности режущей кромки обеспечивает заточка
на ней фаски с размерами уф, /ф (см. рис. 100), а также применение
положительного угла наклона режущей кромки А (до 10—15°).
Последнее приводит к увеличению'переднего угла, так как при
250
Таблица 21
Геометрические элементы режущей стали проходных резцов
Обр абатываемый материал Материал режущей части град а, град 1 г, мм X, град f, мм V град
Конструкцион- ные стали Быстрорежущая сталь Твердый сплав 25—30 15 8—12 8—12 — 0 0—5 — —
Жаропрочные стали Быстрорежущая сталь Твердый сплав 10—20 10 8—10 10 0,5—1,0 1 0 0 0,5—0,8so 3—5
Т итановые сплавы Твердый сплав 8—10 15 0,5 0 0,3—0,7 0
Чугун серый Быстрорежущая сталь Твердый сплав 25 8—12 8—12 6—10 — 0 0—5 — —
Цветные сплавы Быстрорежущая сталь 25—30 8—15 — — — —
установке вершины резца по оси вращения режущая кромка рас-
полагается выше ее (см. рис. 12). В отдельных случаях улучше-
нию теплоотвода из зоны резания способствует образование у ре-
жущей кромки дополнительных малонагруженных фасок; напри-
мер, фаски у резцов для силового точения (qpx =0). Этой же цели
служит дополнительная кромка в виде окружности большого ра-
диуса г, соединяющая главную и вспомогательную режущую кром-
ку. Ее использование позволяет повысить стойкость резцов при
расточке колец из IIIX15 на 20—30%. Вместе с тем она не тре-
бует точной выверки при установке инструмента, как это делается
для резцов В. А. Колесова [18].
Главный угол в плане ср выбирают минимально возможным,
но обеспечивающим вместе с тем достаточную виброустойчивость
процесса резания и точность обработки. При точении жаропрочных
и титановых сталей и сплавов обычно принимают <р=454-60° и
<Р1 = 15-У15°. При уменьшении угла ср до 30° стойкость увеличи-
вается примерно на 10%; однако при этом растет и интенсивность
вибраций.
Увеличение радиуса закругления режущей кромки твердо-
сплавных резцов до величины р = 0,054-0,15 мм значительно по-
вышает производительность процесса резания; в этом случае повы-
шается прочность режущей кромки и, как следствие этого, увели-
чивается время работы резцов до поломки. Оптимальное значе-
ние р возрастает с ростом подачи и жесткости системы. Особо
эффективно это средство повышения прочности для тяжелых усло-
вий резания, имеющих место, например, при обработке высоко-
251
прочных сталей [20]. Закругление режущих кромок особенно важ-
но для новых инструментов, так как наибольшее число поломок у
«острых» резцов наблюдается в начале работы, а также до первой
переточки. Это обусловлено явлением приработки, которое почти
полностью отсутствует у резцов с закругленными режущими кром-
ками.
Оптимальные режимы заточки и доводки рабочих поверхностей
инструмента определяются необходимым качеством поверхностно-
го слоя и экономичностью выполнения этих операций; наличие
большой шероховатости является причиной повышенного износа
и возникновения выкрашиваний рабочей части инструмента в про-
цессе резания [86].
Расточные резцы в целях создания более благоприятных усло-
вий резания при предварительной обработке устанавливают выше
оси вращения обрабатываемой заготовки на величину (Л= (0,01-4-
-4-0,02) d (см. рис. 9). Вследствие этого в процессе резания зна-
чения заднего угла уменьшаются, а переднего — увеличиваются.
Значения угла в плане также изменяются в зависимости от угла
установки инструмента гп относительно оси оправки или оси вра-
щения заготовки. Обычно для черновых резцов гп=60°, а для чи-
стовых Vn=45°. С учетом этого рабочие значения углов резания
в процессе растачивания: для черновых резцов ар=3-4-8°, ур =
= 5—10°, фр = 60°, ф1Р= 10-4-15°; для чистовых «р = 5-4-12°; ур=
= 8—15°, фр = 90°, Ф1Р = О—1°. Меньшие значения углов следует
принимать для твердосплавных резцов, большие — для быстро-
режущих.
Режимы резания при точении характеризуются глу-
биной резания, подачей и скоростью резания.
Глубина резания зависит от припуска на обработку; следует
стремиться производить обработку за один проход или сокращать
число проходов. Минимальное количество проходов определяется
мощностью станка и точностью обработки [22]. Суммарный при-
пуск распределяется следующим образом: 60%—на черновую
обработку и 40% — на чистовую или 45% —на черновую обработку,
35% —на получистовую и 20% —на чистовую.
Для увеличения производительности при данных условиях об-
работки следует принимать максимально возможную подачу; ее
величина ограничивается заданной шероховатостью поверхно-
сти, стойкостью инструмента и прочностью режущей кромки
(см. рис. 10, 63). Величина подачи, исходя из условия получения за-
данной шероховатости поверхности — среднеарифметического от-
клонения профиля 7?а, определяется по формуле
50 = С^ГИ/^фгф?,
где г — радиус закругления вершины, мм.
Значения коэффициента Cs и показателей степеней х, у, и, z
определяют по нормативам [96]. При обработке заготовок по
корке значения подач надо снижать на 25-450%.
252
Скорость резания определяется стойкостью резца Т, глубиной
резания /, подачей $0 и видом обрабатываемого материала.
Скорость резания при наружном продольном точении и рас-
тачивании в м/мин подсчитывают по формуле
V = CjTmtXv Syvki,
где С0 — коэффициент, величина которого определяется в зависи-
мости от свойств обрабатываемого материала; т— показа-
тель относительной стойкости, определяющий интенсивность влия-
ния скорости резания на стойкость инструмента; xV9 yv — пока-
затели степени, определяющие интенсивность влияния соответст-
венно глубины резания и подачи на допустимую скорость резания
при заданной величине стойкости [43]; kt — поправочный коэффи-
циент, зависящий от вида инструментального материала (&и) и
СОЖ (&ж), состояния поверхностного слоя заготовки — отсутствие
или наличие корки (ki = kK) и других факторов (^ = УнЛ).
Численные значения коэффициентов Cv и показателей степени xv>
yv определяют экспериментально; их значения приведены в соот-
ветствующих нормативах по режимам резания. Для жаропрочных
и титановых материалов значение показателя xv всегда меньше
yv, т. е. большее влияние на снижение скорости резания оказывает
подача.
.Величина стойкости инструмента Т определяется, исходя из ве-
личин допустимого износа задней поверхности резцов (табл. 22,
23).
Таблица 22’
Допустимые значения износа задней поверхности проходных,
подрезных и расточных быстрорежущих резцов
Обрабатываемый материал
Условия точения
h3, мм
Конструкционная сталь
и ковкий чугун_______
Черновое
Чистовое
...........................1,5—2,0
......................... I 0,6—о,а
Серый чугун Черновое Получистовое 3,0—4,0 1,5—2,0
Жаропрочные и нержа- веющие стали и сплавы Черновое Ч истовое 0,6—1,0 0,5—0,6
Рекомендуемые скорости резания при точении нержавеющих и
жаропрочных сталей и сплавов быстрорежущими резцами значи-
тельно ниже, чем конструкционных углеродистых сталей (табл. 24).
Точение труднообрабатываемых сплавов инструментами, осна-
щенными твердым сплавом, следует производить на возможно бо-
лее высоких скоростях резания и меньших подачах, поскольку
при точении с большими подачами происходит выкрашивание ре-
жущей кромки (табл. 25).
253.'
Таблица 23
Допустимый износ Л3 задней поверхности резцов, оснащенных
твердыми сплавами
Обрабатываемый материал Марка твердого сплава Условия обработки
•Сталь конструкционная углеродистая Т5К10, Т14К8, Т15К6, Т15К6Т, ВК6, ВК8 Черновое 0,8—1,0
Т30К4, Т60К6 Ч истовое ....... 0,5—0,8
ВКЗ, ВК2 So<0,3 0,6—0,8 1,4—1,7
Жаропрочные сплавы ВК8 Черновое Ч истовое 0,8—1,0 0,5—0,6
Титановые сплавы ВК8, Т15К6 . Черновое Ч истовое 0,5—0,7 0,3—0,4
Таблица 24
Скорости резания при точении быстрорежущими резцами
Обрабатывае- мый материал Х18Н10Т 1Х21Н5Т (ЭИ81 1) 4Х12Н8Г8МФБ (ЭИ481) ЭИ395 ЭИ654 Н7 7ТЮ (ЭИ43 7 А) ХН35ВТЮ ЭИ787 ХН75ВМФЮ (ЭИ828) ХН62ВМКЮ ЭИ867
м/мин . . . 20—25 16—22 12—15 12—15 9—12 6-8 5—6 4—5 3—4
Обработка торца, прорезка канавок и их отрез-
к а занимают большой удельный вес при изготовлении деталей
типа дисков, фланцев, колец и др. Общими отличительными осо-
бенностями этих видов токарной обработки являются: переменная
скорость резания; пониженная жесткость отрезных и прорезных
резцов и вследствие этого частые случаи возникновения вибраций
в процессе резания; затрудненный процесс стружкообразования и
стружкоудаления (рис. 79).
Влияние этих факторов значительно возрастает с увеличением,
диаметра заготовок, с уменьшением ширины пазов и повышением
их глубины. Вследствие этого подрезку торцов, отрезку и прорезку
354
Таблица 25*
Режимы резания типовых труднообрабатываемых материалов твердосплавными
резцами (обработка без СОЖ)
Обрабатываемый материал Марка t, мм не более SO’ мм!об м/мин
группа наименование кгс[мм2
I Высокопрочные нер- жавеющие стали 85 Т15К6, Т15К6, ВК8 5 10 20 0,1—0,2 0,3—0,5 0,6—1,0 200—250 100—150 50—70
120 Т15К6 5 0,1—0,3 60—90
150 ВК6М, Т15К6 3 0,1—0,2 60—70
II Нержавеющие хромо- никелевые стали 60—80 Т15К6 ВК6М ВК8 ВК8 ВК8В 5 10 20 30 0,1—0,2 0,3—0,5 0,6—0,8 1—1,8 150—250s 50—65 40—50 32—40 12—30
III Сложнолегированные жаропрочные стали без титана 80—100 Т15К6, ВК6М ВК8 5 10 0,1—0,3 0,4—0,5 60—100 30—40 25—30
IV Сложнолегированные жаропрочные стали с титаном 70—90 ВК6М, ВК6М ВК8 5 10 о о 1 1 о о Си СО 40—60 30—40 25—30
V Деформируемые нике- левые жаропрочные сплавы 100—110 ВК6М, ВК6М ВК8 5 10 0,1—0,3 0,4—0,5 L0 О LQ ГЬ СО СЧ 1 1 1 О LQ о со сч сч
120—130 ВК6М ВК6М ВК8 5 10 ’ 0,1—0,3 0,4—0,5 15—18 8—12 5-8
VI Литейные никелевые жаропрочные спла- вы 80—100 ВК6М 5 0,1—0,3 8—12
ВК6М 10 0,4—0,5 '5—8 4—7
канавок выполняют с пониженными режимами резания, t что не
исключает частые поломки режущих кромок и увеличенный износ.
Учитывая это, при конструировании резцов для указанных видов
обработки основное внимание уделяют повышению их жесткости
и виброустойчивости в тангенциальном направлении путем уве-
личения вертикальных размеров резцедержавок, установки специ-
25&
альных подпорок и средств виброгашения, а также применения
материалов повышенной жесткости. Улучшению условий обработ-
ки способствует также точная установка резца параллельно оси
обрабатываемой заготовки, тщательная доводка по передним и
задним поверхностям режущей кромки.
Для этих видов обработки применяют резцы, оснащенные пла*
стинками из быстрорежущей стали и твердого сплава. Быстроре-
жущая сталь Р9К5 показывает значительно большую стойкость,
чем Р9 и Р18. Рациональное применение твердых сплавов позво-
ляет в 4—5 раз повысить производительность. Наиболее хорошие
результаты показывает твердый сплав ВК6, в два раза худшие —
ВК8. Оптимальные значения подач при отрезке заготовок из ста-
ли ЭИ654 находятся в пределах s0 = 0,14-0,2 мм/об. Чрезмерное
снижение подач приводит к отрицательному влиянию радиуса
закругления режущей кромки, значительное увеличение — к мас-
совым поломкам режущих кромок. Скорость резания для отрезки
заготовок и прорезки канавок определяют по формуле
v=CJTms^kllkDkx,
где v — максимальная скорость резания, м]мин\ kD, — по-
правочные коэффициенты, соответственно учитывающие материал
режущей части резца, диаметр заготовки и вид СОЖ.
Так, например, при отрезке заготовок из стали ЭИ654: Cv=58,
m = 3,l; yv = 0,19; kD=DQ)08\ при прорезке пазов шириной 6 = 6 мм
и £> = 90 мм, v = 8 м/мин и so=0,l мм/об [43].
Износ инструмента при этих видах обработки идет преимуществ
венно по задней поверхности, при этом местом наибольшего износа
являются углы, образуемые главной и вспомогательной режущими
^кромками. Критерием затупления является величина износа /г3 =
= 0,44-0,5 мм\ с ее превышением начинается катастрофический
износ.
Значительному улучшению условий обработки способствует при-
менение смазочно-охлаждающих жидкостей. Наибольшую эффек-
тивность показывает применение 5-процентной масляной эмульсии
с 2% сульфофрезола, повышающей стойкость инструмента в 24-2,5
раза. Охлаждение углекислотой и распыленными жидкостями на
этих операциях не дает достаточной эффективности, что объясня-
ется трудностями их попадания непосредственно в зону резания,
так как этому препятствует сходящая стружка и неточность на-
правления сопла. Средством повышения производительности этих
видов обработки является применение станков программного уп-
равления, обеспечивающих оптимальную скорость резания по мере
подачи резца от периферии к центру.
При разрезке слитков титановых сплавов [89] оптимальными
являются трехкромочные резцы ВК8 с шириной пеперечной (ср = О)
кромки &i = 1/36, где b — ширина резца; для боковых кромок
<р=135°. Остальные углы заточки: у = —5°, а =10°, ai = 10°, cpi = 2°.
Для разрезки слитков 0 360-4420 мм, Ь = 8 мм, размер попереч-
‘256
ного сечения державки Вх Н = 6х 120 мм2 и вылет L =200—250 мм.
Для слитков диаметром 590 мм Ь = 10 мм, ВхН = 8x120 леи2;
£ = 300 мм. С повышением скорости резания и подачи стойкость
инструмента снижается, особенно сильно при s0 > 0,2 мм!об и
v > 30 м/мин. Поэтому превышение этих режимов не рекомен-
дуется.
Силы резания при наружном точении трудно обрабаты-
ваемых материалов по величине существенно превосходят значения
силы при резании обычных конструкционных сталей; величины
составляющих Рг, Ру, Рх силы
резания зависят прежде всего от
свойств обрабатываемого матери-
ала (Ср) (см. стр. 68) и сечения
срезаемого слоя t-s0. Помимо этого,
на величину составляющих сил
влияют также факторы, учитывае-
мые поправочными коэффициентами
kp Наибольшее влияние из них
имеют коэффициент, учитывающий
скорость резания (см. рис.
33, 78), а также износ инстру-
мента Влияние износа на
силы резания при обработке спла-
ва ЭИ437Б резцом, оснащенным
твердым сплавом ВК8 (геометрия
резца: у=+7°, а = 12°, Х=7°, г=
1 мм; режим резания: и=25 м)мин,
t = 2 мм, зо=0,2 мм/об), показано
на рис. 97 [43]. Надо отметить
Рис. 97
при этом, что степень влияния скорости резания на силу резания
зависит от диапазона абсолютных величин скоростей; однако в пер-
zv
вом приближении можно принять kv=v
Эффективную мощность Ne, необходимую для осуществления
процесса резания, и мощность привода станка NCT определяют по
формулам:
^=Р2у/4500 х c. = Pza/6120 кет] NZT=*Ne[v\ кет,
где т] — к. п. д. станка.
Основное технологическое время при точении в мин
TQ^(l/nsQ)it
где I — длина перемещения инструмента или заготовки в направ-
лении подачи, мм] п — скорость вращения, об/мин] s0 — подача-
мм/об\ i — число проходов.
Для токарных и расточных операций
I= (д + ^вр + ^вых,
где — длина обрабатываемой поверхности детали, мм] /вр— ве-
личина врезания инструмента, мм] /вых— величина перебега инет*
румента при его выходе из заготовки мм.
17 В. Н. Подураев
257
§ 35. СПОСОБЫ ДРОБЛЕНИЯ И УДАЛЕНИЯ СТРУЖКИ
Резкая интенсификация процессов. обработки резанием в ре-
зультате применения твердосплавного и минералокерамического
инструмента, многоинструментной обработки и силового резания
приводит к увеличенному количеству стружки, образующейся в
единицу времени. При обработке резанием большинства трудно-
обрабатываемых материалов и прежде всего жаропрочных и не-
ржавеющих сталей и сплавов образуется сливная стружка.
Наматываясь на вращающиеся и Поступательно движущиеся узлы
станков и инструмента, попадая в зазоры, она препятствует рабо-
те как автоматизированного, так и универсального оборудования
и является причиной преждевременного износа и аварий станков
и приспособлений. Будучи нагретой до высокой температуры, она
представляет опасность для рабочего и является причиной травм.
Помимо этого, сливная стружка загромождает цеховое простран-
ство и создает большие трудности при последющей транспорти-
ровке и переработке. Если принять, что на 1 дм3 съема металла
расходуется при точении приблизительно 0,5 квт-ч энергии и объ-
ем стальной стружки в 8 раз больше первоначального объема
металла, снятого с исходной заготовки, то на современном стан-
ке мощностью 10“30 кет за 1 ч образуется более 0,2 м3 стружки.
Эта стружка, особенно если она сливная, т. е. большая по объему,
чем дробленая, загромождает не только рабочее пространство
станка, но и производственную площадь, затрудняя нормальную
работу оборудования и обслуживание станка. Поэтому получе-
ние формы стружки, удобной для удаления, в настоящее время
является важнейшей характеристикой процесса резания. Особен-
но остро вопрос дробления стружки возник в связи с внедрением
в производство автоматических линий и автоматов, что вызвало
необходимость создания простых и вместе с тем надежных средств
дробления или завивания стружки.
Стабильность удаления стружки со станка обеспечивается дву- ;
мя способами: дроблением в зоне резания и выносом стружки из
рабочего пространства станка. При наличии мелкодробленой ,
стружки процесс выноса ее не вызывает затруднений и конструк-
тивно решен в виде применяющихся с успехом на многих станках
и автоматических линиях шнековых устройств. Комплексную ме-
ханизацию уборки и переработки стружки осуществляют в сле-
дующей последовательности: сначала стружку удаляют из зоны
резания станков, затем транспортируют линейным транспортером
до магистрального и перемещают на участки переработки. Все
транспортные средства в механическом цехе расположены обычно
ниже уровня пола. Известны два способа брикетирования струж-
ки— холодное брикетирование на гидропрессах и горячее под
молотом. В целях упрощения транспортировки переработку
стружки рационально вести в непосредственной близости, от места
ее образования. Поэтому применение горячего брикетирования
менее рационально, прежде всего из-за возникновения в механи-,
258
Таблица 26
Способы стружкодробления или стружкозавивания
Конструктивное исполнение
Заточка на передней поверхно-
сти резца:
а) лунки
б) уступа
Накладными стружколомателя-
ми, установленными на пе-
редней поверхности:
а) нерегулируемыми,
б) регулируемыми
Применение экранов:
а) неподвижных,
б) подвижных
Вибрационное резание с исполь-
зованием:
а) вынужденных колебаний
(1 — вибратор с разцедер-
жавкой, 2 — суппорт
станка);
б) автоколебаний, обуслов-
ленных самим процессом
резания (см. стр. 426)
Эскиз
а'
17*
259
ческих цехах ударных воздействий и нагревательных устройств.
Существующие методы дробления или завивания стружки
представлены в табл. 26. В настоящее время перед металловедами
ставится задача разработки марок сталей и сплавов, обеспечива-
ющих процесс резания с образованием дробленой стружки, по-
добно тому как ими были
ранее созданы хорошо об-
рабатываемые резанием ав-
томатные стали. Так, напри-
мер, для лучшего, дробле-
ния стружки на ЗИЛе про-
изводят нормализацию ста-
ли 18ХГЗ.
Наиболее распростра-
ненным способом дробле-
ния стружки в настоящее
время является заточка на
передней поверхности лунок
и уступов (см. табл. 26). На
рис. 98 показаны конструк-
ции резцов, обеспечиваю-
щие получение дробленой
стружки этим методом: а —
с лункой на передней по-
верхности конструкции
Г. С. Борткевича, б — с пе-
ременным передним углом
и лункой, не параллельной
режущей кромке конструк-
ции И. Е. Савина; он дает
повышение прочности вер-
шины и большие передние
углы на периферии уп=
= 54-10°; в — конструкции
В. Н. Трутнева для дроб-
ления или завивания струж-
ки при и<150 м)мин,
tlsQ<A§. Новые элементы
режущей части — лунки или уступы — изменяют направле-
ление движения стружки в сторону более крутого ее закру-
чивания, при этом свободный конец сходящей стружки опирается
о вращающуюся поверхность обрабатываемой заготовки, что вы-
зывает периодическое разрушение стружки на отдельные элемен-
ты. Изменение направления движения стружки обусловлено
перераспределением нормальных напряжений на контактной по-
верхности стружки с передней поверхностью инструмента, а также
дополнительными напряжениями за ее пределами. Рассмотренный
механизм определяется большим числом факторов — видом обра-
батываемого материала, геометрией заточки, режимами резания
260
и видом СОЖ. Поэтому размеры уступа и лунки, геометрию
их заточки подбирают экспериментально для каждого вида
обрабатываемого материала и режимов резания. Подобная же
схема дробления стружки имеет место при установке накладных
стружколомов, съемных упоров и экранов. Применение особой
геометрии резцов, метода вибрационного резания, специального
Рис. 99
химического состава обрабатываемого материала и режимов его
термической обработки обеспечивает получение дробленой струж-
ки вследствие изменения процесса стружкообразования непосред-
ственно в зоне резания.
Наибольшее применение получили резцы с мелкими стружко-
ломающими лунками. Они обладают большой универсальностью
и надежностью в работе, простотой в изготовлении и эксплуатации
по сравнению с другими конструкциями резцов, имеющих упоры,
накладные стружколомы, регулируемые упоры и экраны. Работа
резцов со стружколомающими лунками рассчитана на черновое и
чистовое точение в диапазоне подач s0 = 0,054-0,8 мм,/об и глубин
резания £=0,5—5 мм. Лунку затачивают на передней поверхности
резца вдоль главной режущей кромки на некотором расстоянии от
нее; она может быть сквозной (рис. 99, а) или замкнутой
(рис. 99, б). Сквозные лунки применяют на резцах, работающих
2G1
Таблица 27
Геометрия заточки стружколомающих лунок, мм
so Лл «л Ьл ^л
0,05—0,15 0,1 0,35 1,5 2 6
0,15—0,30 0,2 0,6 2 3 8
• 0,3—0,5 0,3 0,7 3 4 10
0,5—0,8 0,5 0,85 4 5 12
Примечание. При малой жесткости обрабатываемых деталей и необхо-
димости снизить силу резания и интенсивность наростообразования размер фаски
/л рекомендуется уменьшать в два раза.
без удара. Замкнутые лунки используют в тех случаях, когда не-
обходимо повысить прочность вершины резца.
Режущую часть резцов со стружколомающими лунками харак-
теризуют следующие основные геометрические размеры: /л— ши-
рина фаски до начала лунки, мм\ у/— передний угол фаски,
град; — радиус лунки, мм; — глубина лунки, мм; Ьл — ши-
рина лунки, мм; 1Л — длина лунки, мм; у — передний угол резца,
град. В случае, если резец имеет положительный передний угол у,
площадку затачивают шириной в 1,5 раза больше, чем выбранная
ширина лунки. Геометрические размеры стружколомающих лунок
выбирают в зависимости от подачи s0, мм/об (табл. 27).
Стружколомающая лунка образуется притиркой путем поджа-
тия резца 1 к закругленному ободу вращающегося диска-прити-
ра 2 из чугуна или бронзы, шаржированного карбидом бора
(рис. 99, в), что осуществляется роликом 3. Необходимая точ-
ность расположения лунки относительно режущей кромки обес-
печивается упором 5. Окружная скорость диска-притира 24-
4-3 м!сек, а сила поджатия резца к притиру—14-2 кгс (9,8—
19,6 н). Притирку производят смесью 4 из технического глицери-
на и пасты карбида бора.
В Швеции выпускают трехгранные неперетачиваемые твердо-
сплавные пластинки с двойной стружколомающей канавкой на
каждой кромке и специальной лункой у каждой вершины. При ре-
зании на средних подачах стружка ломается уступом первой
канавки; при больших подачах стружка проскальзывает первую
канавку и дробится уступом второй. При чистовом точении с ма-
лыми подачами и глубинами резания дробление стружки осуще-
ствляет лунка у вершины.
Применение лунок и уступок не является универсальным и со-
вершенным методом дробления стружки по следующим причи-
нам:
1. Заточка уступов и выкружек на передней поверхности рез-
ца у самой режущей кромки понижает ее прочность, особенно в
случае использования хрупких твердосплавных и минералокера-
мических материалов. При этом в режущей кромке образуются
262
дополнительные внутренние напряжения и микротрещины, приво-
дящие к преждевременному выкрашиванию режущей кромки,
снижению стойкости и нестабильности ее величины от инструмен-
та к инструменту.
2. Этот метод дробления стружки не универсален, поскольку
каждый обрабатываемый материал и режим резания требуют
своей геометрии заточки, конструкции и размеров стружколома.
Помимо этого, требуется достаточно высокая точность заточки и
контроля размеров выкружки и уступов. Это осложняет инстру-
ментальное хозяйство, значительно удорожает изготовление ин-
струмента и вместе с тем требует проведения кропотливой экспе-
риментальной работы по подбору размеров канавки для данных
условий резания.
3. При обработке ряда высокопрочных марок сталей и жарЬ-
прочных сплавов вообще не удается получить этим методом на-
дежного дробления стружки при одновременном обеспечении
удовлетворительной стойкости и прочности инструмента.
4. Необходимость заточки и восстановления канавки (усту-
па) при переточке приводит к увеличенному съему твердого
сплава, что, снижает срок службы инструмента.
Одним из перспективных методов дробления стружки является
метод вибрационного резания, обеспечивающий надежное и ус-
тойчивое дробление стружки независимо от материала, характера
изменения припуска, режимов резания и других условий обра-
ботки (см. § 61 гл. XIV).
§ 36. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ КОНСТРУКЦИИ ИНСТРУМЕНТОВ
И МЕТОДЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Основными направлениями совершенствования конструкций
резцов и повышения производительности при обработке резанием
являются:
1) применение инструментальных материалов и геометриче-
ских элементов режущей части резца, обеспечивающих повышен-
ную износостойкость и прочность режущей части инструмента и
максимальный теплоотвод от режущей кромки;
2) повышение жесткости и виброустойчивости резцов;
3) обеспечение удовлетворительного отвода образующейся в
процессе резания стружки — ее дробление или завивание;
4) применение комбинированных конструкций инструментов,
обеспечивающих обработку различных поверхностей, в том числе
фасонных, одним инструментом.
Инструмент для автоматизированного произ-
водства должен удовлетворять следующим требованиям: быстро-
сменность, взаимозаменяемость, настройка на размер вне станка,
высокая надежность, повышенная режущая способность, в том чис-
ле достаточная размерная стойкость, форма стружки, удобная для
удаления из зоны резания и последующей транспортировки. С уче-
263
том этих требований инструмент для автоматизированного произ-
водства изготовляют по более жестким техническим условиям.
В автоматизированном производстве инструмент является
частью неразрывной комплексной системы станок — установочное
приспособление — заготовка — вспомогательный инструмент, т. е.
приборы и устройства для настройки ин-
струмента. Для этой цели широко приме-
няют быстросменные резцовые блоки и
оправки, переходные втулки, цанговые
патроны, регулируемые патроны для
фрез и метчиков, а также взаимозаме-
няемый и мерный инструмент, не тре-
бующий после замены подналадочных
перемещений инструмента, державок и
суппортов.
Резцы для комбинирован-
ной обработки показаны на рис. 100:
а — одновременно правый проходной,
подрезной, торцовый, расточный и фа-
сонный, б — для подрезки и проточки
канавок, в — для чистовой подрезки тор-
цов ступенчатого валика, выточки кана-
вок для выхода шлифованного круга и
получистовой наружной обточки на уве-
личенных подачах.
Фасонные резцы наиболее ши-
роко применяют в крупносерийном и
массовом производствах. Режущая
кромка фасонных резцов имеет форму
профиля обрабатываемой детали, что
позволяет производить одновременно об-
работку как прямолинейных, так и кри-
волинейных участков профиля, объеди-
няя в одном переходе изготовление все-
го профиля.
. По схеме обработки фасонные резцы
подразделяют на радиальные, работаю-
подачи по радиусу обрабатываемой
щие с направлением
детали, и тангенциальные с направлением подачи по каса-
тельной к обработанной поверхности. Первые могут быть
применены для всех видов точения, вторые — только для наруж-
ного и торцового точения. У тангенциальных резцов задний угол
обеспечивается их наклонной установкой, а угол наклона режу-
щей кромки 2i=304-45o — заточкой; передний угол у= 104-20°.
Тангенциальное точение наружных поверхностей вращения
может осуществляться по следующим схемам: с прямолинейной
подачей, с круговой подачей* внешнего касания (схема станков
попутного точения МВТУ им. Баумана [160] и с круговой пода-
чей внутреннего касания (схема ЭНИМСа) [97].
264
Рис. 101
По конструкции фасонные резцы подразделяют на круглые
(рис. 101, а) и призматические (рис. 101, б). Разновидностью
призматических резцов являются фасонные затыловочные резцы;
отличительной особенностью их является конструкционное оформ-
ление державки. Круглые резцы меньше по габаритным разме-
рам, более просты и дешевы в изготовлении, но имеют меньшую
жесткость и обеспечивают более низкую точность обработки по
сравнению с тангенциальными. Диаметр круглых резцов для вну-
треннего фасонного раста-
чивания должен быть менее
3/4 наименьшего диаметра
растачиваемого отверстия.
Точность обработки фасон-
ными резцами по профилю
определяется степенью со-
ответствия заданного чер-
тежом профиля инструмен-
та чертежу обрабатывае-
мой поверхности, погрешно-
стями заточки инструмента
и величиной его размерного
износа. Точность диамет-
ральных размеров при обработке радиальными резцами опреде-
ляется прежде всего погрешностями работы элементов станков*
включающих радиальную подачу и фиксирующих крайнее поло-
жение инструмента; при обработке тангенциальными резцами —
погрешностями их установки. Значительное влияние на точность
обработки оказывает схема установки фасонного резца. В боль-
шинстве случаев при установке ось или база крепления распо-
лагается параллельно оси вращения детали; при этом для круг-
лых и призматических резцов большая точность обработки полу-
чается при установке на высоте оси вращения не по одной точке
фасонной кромки, а по базовой линии, проходящей через наибо-
лее ответственный участок фасонного профиля обрабатываемой
детали.
В настоящее время применяют специальные методы фасонно-
го точения. Тангенциальное точение наружных поверхностей вра-
щения осуществляется с подачей инструмента по траектории ка-
сательной к обрабатываемой поверхности; Для этого применяют-
ся схемы с прямолинейной подачей, с круговой подачей наружно-
го [160] или внутреннего [97] касания. Процесс резания при этом
методе обработки протекает с переменной толщиной среза, изме-
няются также рабочие передние и задние углы. При тангенциаль-
ном точении с попутной подачей большим передним углам соот-
ветствует большая толщина среза; при этом передний угол у не-
прерывно уменьшается. При резании со встречной подачей напротив
большей толщине среза соответствует минимальное у. При
точении с круговой попутной подачей внутреннего касания в мо-
мент врезания имеет место благоприятное сочетание наибольшей
265
нагрузки с наименьшим задним углом [97]. Это обеспечивает от-
сутствие сколов; Непрерывное увеличение заднего угла в процессе
резания дает «уменьшение ширины контакта задней поверхности
инструмента с обрабатываемым материалом и, как следствие это-
го, приводит к повышению стойкости.
Самозатачивающиеся инструменты, т. е. инстру-
менты, конструкции которых обеспечивают постоянное значение
износа в процессе их длительной работы, издавна привлекают
Рис. 102
внимание исследователей. Примерами таких решений являются
самозатачивающиеся по передней поверхности резцы А. М. Иг-
натьева, резцы и фрезы с постоянным износом задней поверхно-
сти П. П. Грудова, резцы с укороченной задней поверхностью
Ю. А. Грицаенко.
Резцы с укороченной передней поверхностью (рис. 102, а) обе-
спечивают по сравнению с резцами, имеющими двойную перед-
нюю поверхность (рис. 102, б), столь большое сокращение шири-
ны контакта стружки, что на фаске резца возникает застойная
зона [141]. В результате этого снижается работа пластической
деформации, что приводит к увеличению условного угла сдвига
и снижению усадки стружки. Наиболее эффективно применение
резцов этой конструкции при обработке с большими подачами
266
$о>0,6 мм/об, когда при резании обычным инструментом нарост
отсутствует. Характерной особенностью стружкообразования при
резании этими резцами является также образование дополнитель-
ной стружки — «усов». Это объясняется тем, что при резании де-
формация срезаемого слоя происходит одновременно в трех пло-
скостях— главной и двух дополнительных. Геометрия заточки
резца (см. рис. 102, б) определяется шириной фаски /, глубиной
лунки h, углом фаски уу и углом грани за фаской угр. При обра-
ботке конструкционных сталей Ца<Л, h—1—2 мм, у/=5—10°,
угр=«ф+(34-5)°, где ф— естественный угол схода стружки, опре-
деляющийся путем заливки резца легкоплавким сплавом ПОС40.
Применение резцов с укороченной передней поверхностью на ав-
томатической линии ГАЗ позволило увеличить стойкость инстру-
мента более чем в 3 раза.
Резцы, имеющие твердосплавную пластинку с укороченной пе-
редней гранью (/=0,125—0,38 мм, у=50), успешно применяются
в США; они имеют а=5°. Пластинка врезана в державку под'
углом 50°. Такие инструменты имеют крайне малый износ отно-
сительно обычных резцов. Особо благоприятные условия резания
получаются на тех режимах резания, когда образующийся нарост
защищает фаску на передней грани.
Пустотелые инструменты без стружколомателя и со стружко-
ломателем являются дальнейшим развитием конструкции резцсГв
с укороченной передней поверхностью; резцы первого типа
(рис. 102, в) рекомендуют для обработки алюминиевых сплавов,
второго типа (рис. 102, г)—при обработке сталей. Применение
фрез такого типа позволяет увеличить подачу относительно обыч-
ных инструментов от sz=0,l—0,2 мм/зуб до sz=0,5 мм/зуб.
Самозатачивающийся резец для тонкого точения [148]
(рис. 102, д) состоит из державки, выполненной из стали и тон-
кой твердосплавной режущей пластинки, толщина (0,2—0,4 мм)
которой должна быть меньше допускаемого износа задней поверх-
ности; поэтому после приработки она будет выдвинута относи-
тельно державки за счет упругих деформаций обрабатываемого
материала (рис. 102, е). Износ задней поверхности инструмента
идет по всей ширине пластинки и остается вследствие ее само-
затачивания неизменным. Рабочие углы фЬ ф2, Фз инструмента
возникают на первоначально установленной пластинке в виде па-
раллелепипеда при износе; они образуются в процессе самозата-
чивания. Рабочие углы у и X обеспечиваются установкой инстру-
мента в приспособлении станка. Применение резца исключает
переточку инструмента. Стойкость резца со стабильной геомет-
рией зависит от его длины и темпа износа; она в десятки раз
выше стойкости обычных резцов. При работе резцом исчезает не-
обходимость назначать режимы резания исходя из экономическо-
го периода стойкости инструмента и появляется возможность
значительного повышения производительности обработки. Если
после обработки каждой детали производить автоматическую под-
наладку положения режущей кромки инструмента относительно
267
Рис. 103
детали, то режимы резания можно повысить до пределов, при ко-
торых износ резца на длине одной детали не будет превышать
поле допуска на обработку детали. Конструкция резца с разме-
рами 6 = 0,154-0,4 мм, /7 = 0,84-1,3 мм, В = 0,3—1,2 мм рекомендует-
ся в первую очередь для чистовой обработки серых чугунов на ре-
жимах п = 200—300 м/мин, so = 0,l—0,15 мм{об, 7=0,1—0,2 мм,
В этом случае они обеспечивают на деталях размером d=65 мм,
1=32 мм поле рассеивания значений диаметров 18 мкм, кону-
сность 4 мкм, овальность 3 мкм, шероховатость 3 мкм (7-й класс
чистоты).
Безподналадочный инст-
румент обеспечивает установку
на необходимый для обработки раз-
мер вне станка; это резко сокраща-
ет простои оборудования. Конструк-
ции бесподналадочных инструмен-
тов имеют регулируемые упоры
(рис. 103, а); при этом контроль
размера осуществляется универ-
сальными измерительными средст-
вами вне станка; инструмент уста-
навливается ' по жесткому . упору.
При эксплуатации таких инструмен-
тов процесс замены частично или
полностью автоматизируется [45];
для этого обычно используют уст-
ройства, обеспечивающие ускоренную замену инструмента, — быст-
росменные хвостовики и державки. У державки резца 1, настроен-
ного на размер (рис. 103, б), делается паз в виде «ласточкина хвос-
та». При обработке резец поджимается к упору державки фиксато-
ром 3. Освобождение резца производится перемещением фиксатора
в резцедержателе 7 влево путем перемещения тяги 6 и сжатия
пружины 2. Положение режущей кромки регулируется гайкой 5 и
шпилькой 4,
Автоматическое регулирование положения режу-
щей кромки инструмента применяют при его эксплуатации на
станках, автоматах и автоматических линиях; при этом величина
перемещения по мере выполнения обработки задается на основе
обмера обработанных деталей или по косвенным показателям, на-
пример по величине силы резания. Применение автоматического
регулирования позволяет повысить время работы инструмента
на станке, так как вместо допустимого размерного износа он сни-
мается на переточку только после потери им режущих свойств.
Установку положения вершины фасонного резца 2 (рис. 104, а)
на уровень оси заготовки 1 осуществляют перемещением регули-
руемой опоры в виде установочного болта 7 с контргайкой 8,
Резец свободно помещен в паз державки 5 и закреплен тягой 9
посредством натяжения пружины 6. По команде измерительного
устройства шток гидроцилиндра производит периодический по-
268
ворот храповика, жестко соединенного с кулачком 4\ последний
через подвижный опорный толкатель 3 перемещает резец.
Автоматическая подналадка инструмента 1 может произво-
диться путем использования упругой деформации специальной
пружины 2 (рис. 104, б); ее величина возрастает вследствие повы-
шения силы резания по мере износа резца. С ростом деформации
плоской пружины 2 вершина резца, поворачиваясь относительно
Рис. 104
оси резцедержателя, перемещается к оси обрабатываемой дета-
ли. Передача составляющей силы резания Рх от резца 1 на пру-
жину 2 осуществляется штифтом 3. Для прекращения обработки
в момент достижения инструментом заданного износа или при его
поломке служат специальные сигнальные устройства [45].
Прогрессивными методами механической об-
работки являются скоростное резание, силовое резание, тон-
кое (алмазное) точение 'и растачивание. Во всех случаях наибо-
лее эффективное повышение производительности на конкретных
операциях достигается в результате комплексных мероприятий,
когда задаются оптимальные системы СПИД, кинематика обра-
ботки, инструментальный материал, режимы резания, геометрия
заточки, виды и способы подачи СОЖ, условия термообработки
заготовок, введения в них специальных легирующих присадок
и регулирования других составляющих структурой схемы.
Скоростное резание — это высокопроизводительный метод ме-
ханической обработки твердосплавным и минералокерамическим
инструментом; повышения производительности достигают приме-
нением повышенных скоростей резания благодаря использованию
высокой красностойкости этих инструментальных материалов.
Эффективность скоростного резания до 1946—1948 гг. объясня-
лась высоким нагревом и размягчением материала срезаемого
слоя обрабатываемой заготовки. Исходя из этого, рекомендовался
инструмент с отрицательными передними углами, при использо-
вании которого получалось наибольшее тепловыделение. В насто-
269
ящее время установлено [7, 9, 14, 20], что высокую производи^
тельность скоростного резания обусловливают следующие яв-
ления:
1) локализация пластической деформаци срезаемого слоя и
сопровождающее ее тепловыделение в сравнительно йеболыпом
объеме, обеспечивающем протекание процесса пластической де-
формации при относительно меньших затратах энергии. Так, при
высоких скоростях резания доводится до разрушения только 104-
4-20% материала срезаемого слоя;
2) изменение условий трения между рабочими поверхностями
инструмента, с одной стороны, и стружкой и обрабатываемой по-
верхностью— с другой. В контактном слое обрабатываемого ма-
териала при высоких скоростях резания выделяется большое ко-
личество тепла — температура в зоне резания достигает 6004-
4-800° С. Вследствие этого происходит переход материала в пла-
стическое состояние, образуется тонкий пластичный слой, слу-
жащий естественной смазкой. Особое значение при этом играют
пленки окислов, заменяющие в зоне контакта трение между чи-
стыми металлическими поверхностями трением между окислами;
3) более высокие скорости деформации материала срезаемого
слоя, приводящие к образованию в зоне опережающих деформа-
ций благоприятных условий стружкообразования.
Все эти факторы с повышением скоростей резания снижают
объем пластической деформации и силу резания (см. рис. 78)
[20, 43].
При выборе высокопроизводительного метода обработки по-
мимо повышения скоростей резания не меньшее значение имеет
увеличение подачи. Так, например, при обработке перемещаю-
щихся крупногабаритных изделий особенно нерационально реза-
ние твердосплавным инструментом при высоких скоростях и ма-
лых подачах. Поэтому в тяжелом машиностроении значительное
повышение производительности обработки дал переход на работу
с максимально возможными подачами и соответственно понижен-
ными скоростями резания. Это обеспечивается также применением
инструментов с малым углом в плане, широких чистовых резцов
вместо обычных проходных. Одним из основных средств увели-
чения суммарного сечения среза является повышение числа одно-
временно работающих режущих кромок путем применения: мно-
гокромочных инструментов (например, зенкерование вместо ра-
стачивания, протягивание вместо строгания); комбинированных
инструментов (см. рис. 100) и многоинструментных настроек, име-
ющих однотипные инструменты (например, многорезцовые стан-
ки) или наборы инструментов различных видов.
Силовое резание производят резцами с дополнительной прямо-
линейной режущей кромкой — фаской, имеющей вспомогательный
угол в плане ф/ = 0 и длину, несколько большую подачи на обо-
рот lf= (1,14-1,2)s0 (рис. 105). Их применение сокращает машин-
ное время вследствие повышения подачи при сохранении одновре-
менно достаточно высокого класса чистоты поверхности. Это про-
270
исходит в результате изменения геометрической картины форми-
рования шероховатостей (рис. 106, б) по сравнению с обработ-
кой резцами обычной заточки (рис. 106, а). Дополнительная ре-
жущая кромка, параллельная оси вращения заготовки на станке,
Рис. 105
снимает гребешки ADO (стр. 21) и, следовательно, резко снижает
шероховатость поверхности, что позволяет работать на значительно
больших подачах.
Резец В. А. Колесова предназначен для силового резания при
получистовой обработке валов в следующих диапазонах ре-
жимов резания для обычных кон-
струкционных сталей: /=1,5-5-
-5-2,5 мм, s0 =1,5 -5- 3,0 мм!об, г
^ = 60-5-150 м/мин. Глубина резания " /\ J\
в этих пределах определяется при- / \/\^</ \ /^Х Г \
пуском на обработку, подача— / VXZ4zX/ \/ \/ *
жесткостью системы1 и мощностью rj V
станка, скорость резания — приня- ...........„у.------v------
тыми глубинами резания и подача- / \
ми, а также видом обрабатываемо-
го материала с учетом скорости ре- рис юе
зания, допускаемой твердым спла-
вом Т15К6.
Необходимыми условиями применения силового резания яв-
ляется обеспечение высокой жесткости системы СПИД, а также
точная выв‘ерка положения дополнительной режущей кромки па-
раллельно оси вращения заготовки. В этом случае возможна ра-
бота при максимальных значениях t и s0 с обеспечением шерохо-
ватости поверхности 5—6-го классов.
Тонкое точение широко применяют при обработке резанием
как наружных, так и внутренних поверхностей деталей, оно обе-
спечивает высокую точность обработки (14-2-го классов) и ше-
роховатость поверхности — 8—12-го классов, при этом производи-
тельность процесса не ниже, чем при шлифовании. Достижение
271
столь высоких точности и шероховатости обусловлено характер-
ными физическими особенностями процесса. Они заключаются
в снятии очень тонких и малых по ширине стружек, что дает ма-
лые микронеровности и низкую нагрузку на систему СПИД, т. е,
высокую точность. Применение одновременно высоких скоростей
резания позволяет получить при резании с малыми подача-
ми достаточно большую производительность. Для достижения
столь высоких скоростей резания этот вид обработки обычно вы-
полняют алмазами, поэтому его иногда называют алмазным то-
чением или растачиванием. В настоящее время для этого вида
обработки используются и твердые сплавы. При тонком точении
глубина резания составляет 0,054-0,3 мм, подача — 0,0014-
4-0,1 мм/об, скорость резания при обработке заготовок из чер-
ных металлов — 200—500 м!мин и из цветных сплавов — до
1000 м!мин и выше. В результате таких условий резания отсутст-
вует нарост, усадка стружки незначительна; малы упругие Дефор-
мации системы СПИД. Полученная поверхность имеет почти не
нарушенную кристаллическую структуру, однообразные микро-
скопические геометрически правильные винтовые риски — следы
движения резца, хорошо удерживающие смазку и повышающие
вследствие этого износостойкость поверхности. Она превышает изно-
состойкость шлифованных поверхностей, имеющих засоренные
абразивной пылью следы обработки и разрушенную структуру
поверхностного слоя.
Для осуществления указанных условий при тонком точении в-
массовом и крупносерийном производствах применяют специаль-
ные станки. Отличительными особенностями этих станков явля-
ются возможность получения малых подач и больших скоростей
вращения шпинделя, повышенная жесткость, виброустойчивость,
наличие оснастки для особо точной установки резцов и обрабаты-
ваемых деталей. Эти станки выпускают как одношпиндельными,
так и многошпиндельными, с горизонтальной (по токарной схе-
ме) и вертикальной (по сверлильной схеме) осями вращения.
В условиях мелкосерийного и индивидуального производств при
отсутствии специальных станков операция тонкого точения по-
верхностей деталей диаметром более 100 мм может производиться
на универсальных токарных станках после соответствующей их
модернизации, обычно погрешности обработки в этом случае бу-
дут большими.
Для обработки вязких материалов — алюминиевых и магние-
вых сплавов, бронзы, баббита — применяют резцы, оснащенные
алмазом с креплением последнего механическим путем
(рис. 107, а) или пайкой (рис. 107, б). Достоинством алмазных
резцов является способность сохранять режущие свойства при
больших скоростях резания (до 3000 м!мин) со снятием стружки
толщиной до 0,002 мм\ при этом стойкость их при безударной рабо-
те очень высока и достигает 204-50 ч.
Алмазную обработку применяют как окончательную, отделоч-
ную, поэтому одним из ее основных особенностей является сня-
272
тие очень малых припусков (не более 0,034-0,07 мм}. Такие при-
пуски снять резцом из других инструментальных материалов за-
труднительно, так как радиусы закругления их режущих кромок:
всегда больше 0,0024-0,003 мм и имеют значительные зазубрины.
Режущие кромки кристаллов алмаза имеют исключительно ост-
рые кромки (р = 0,054-0,1 мкм}, причем
Учитывая изложенное, при
резании алмазными резцами
снимают слой, соизмеримый
по толщине с величинами
зерен обрабатываемого ма-
они
идеально прямые.
' 6,
териала; при этом режущая
кромка перерезает зерна.
Пластическая деформация
при стружкообразовании
протекает путем скольжения
по определенным кристалло-
графическим плоскостям; на-
ступающий затем хрупкий
разрыв вследствие анизот-
ропии свойств также идет по
характерным для данной
кристаллической решетки
обрабатываемого материала плоскостям. Из-за низкой адгезионной'
способности алмаза и его низкого коэффициента трения на рабо-
чих поверхностях не происходит интенсивного формирования затор-
моженного слоя'и нароста; поэтому в зоне стружкообразования тем-
пературы относительно ниже [91].
Для алмазных резцов используют специально отобранные кри-
сталлы технического алмаза. Вес кристаллов, измеряемый в ка-
ратах (1 карат=200 мг}, выбирают в зависимости от требуемой
длины режущей кромки и конфигурации резца. Расположение бу-
дущих режущих кромок кристалла выбирают таким образом, что-
бы износ инструмента происходил в направлении вектора наи-
большей твердости, а направление действия силы резания не сов-
падало с направлением плоскостей спайности, по которым алмаз
легко раскалывается. Форма кристаллов по возможности должна
максимально приближаться к форме режущего клина резца; для
этого распиливают кристаллы на две части таким образом, что-
бы плоскость разреза была передней гранью. Наибольшее распро-
странение для изготовления алмазных резцов нашли кристаллы
октаэдра и ромбододекаэдра; в связи с анизотропией свойств в
этих кристаллах угол между «твердым» и «мягким» направлени-
ями составляет около 90°.
Основными условиями правильного крепления алмаза в дер-
жавке являются обеспечение достаточной жесткости и возмож-
ность его извлечения для переточек. Кристаллы нельзя крепить
к державке пайкой, так как алмаз обладает низкой адгезионной
способностью. Наибольшее распространение получили горячий и
18 В. Н. Подураев
273-
холодный способы крепления алмазов; оба способа используют
механический принцип крепления и требуют кристаллов алмаза
увеличенных размеров.
При горячем способе крепления окончательно обработанный
кристалл алмаза устанавливают в определенном положении в паз
.державки, которое фиксируют легкой зачеканкой. Зазоры между
кристаллом алмаза и державкой заполняют припоем на медной
или серебряной основе; для этого державку с кристаллом пред-
варительно нагревают до температуры расплавленного припоя
(700—800°С). Достоинством этого способа является простота из-
готовления; недостатками — возможность возникновения трещин
в алмазе при зачеканке и выгорание режущей кромки; кроме
того, исключается возможность доводки режущих кромок в дер-
.жавке и переточки резцов.
При холодном способе обязательной деталью крепления алма-
за к державке является металлокерамическая пластина (подуш-
ка), в которой имеется гнездо, полностью соответствующее форме
кристалла. Кристалл алмаза укладывают в шихту, чтобы его пе-
редняя грань лежала на плите пресс-формы; после этого произво-
дят прессование (давление 1,74-2,0 т!см2) и спекание (8004-
4-850°С, выдержка 30 мин). Потом пластине с алмазом придают
необходимую для крепления в державке форму и производят за-
точку и доводку алмаза. Крепление пластин с алмазом произво-
дят при помощи прижимной пластины и винта или припоем.
Алмаз характеризуется большой анизотропией свойств и трудоем-
костью заточки. Поэтому конструкция державки должна изменять
главный угол в плане ср, соотношение переднего и заднего углов,
регулировать положение режущей кромки относительно заготов-
ки. Типовые режимы резания алмазными резцами приведены в
табл. 28.
Таблица 28
Режимы резания при точении алмазными резцами
Обрабатываемый материал v, mJ мин s0, mmJo6 t, мм
Титан . . . • 100—300 0,02—0,05 0,03-0,05
№дь 350—500 0,01—0,04 0,01—0,03
Бронза:
оловянистая 300—400 0,03—0,05 0,05-0,25
свинцовистая 800 0,02—0,04 0,025—0,05
Латунь 400—500 0,02—0,07 0,03—0,6
Баббит 400—500 0,02—0,05 0,05—0,15
Алюминиевые сплавы 600 0,01-0,05 0,05—0,10
Пластмассы 500—700 0,03—0,06 0,05—0,3
При обработке цветных сплавов возможны еще более высокие
скорости резания; их значения ограничиваются обычно величина-
ми скорости вращения шпинделя станка и его виброустойчи-
востью. Хорошие результаты получаются при тонком точении
274
титана, которое производят при скоростях резания, примерно в три
раза меньших, чем для стали.
Износ режущих кромок резца при тонком точении происходит
преимущественно по задней поверхности, при этом основным па-
раметром, определяющим его величину, является размерный из-
нос. Величина относительного размерного износа и0 непрерывно
уменьшается с ростом скорости резания и практически не зависит
от подачи и глубины резания. При обработке обычных конструк-
ционных сталей v = 1504-250 м/мин ио = 24-10 мкм [36].
При тонком точении алмазными резцами обработку осуществ-
ляют всухую. При обработке вязких металлов твердосплавными
резцами в целях лучшего удаления стружки применяют СОЖ.
Для сталей и цветных металлов используют эмульсию или смесь
керосина (65%) и минерального масла (35%), для алюминия —
керосин.
Наиболее эффективно применение алмазных резцов при обра-
ботке деталей из цветных металлов и их сплавов, а также из раз-
личных пластмасс. До последнего времени считалось, что в4 этих,
случаях обязателен непрерывный процесс резания, так как алма-
зы имеют большую хрупкость и малую прочность на изгиб. Одна-
ко алмазная обработка успешно применяется в часовой промыш-
ленности [91] при точении прерывистых поверхностей и фрезеро-
вании. Для того чтобы обеспечить достаточную прочность режу-
щего клина, угол заострения не должен быть меньше 90°.
Алмазные резцы, как правило, показывают низкую стойкость
при обработке черных металлов. Это объясняется химическим
сродством железа и углерода, а следовательно, диффузией ато-
мов углерода алмаза в обрабатываемый материал. Особенно
интенсивно этот процесс протекает при высоких температурах,
возникающих при обработке с большими скоростями резания; в
этом случае адсорбированные пленки, истираясь, не успевают во-
зобновляться. Поэтому интенсивность адгезионных явлений уве-
личивается, происходит торможение контактных слоев и интен-
сивное тепловыделение. Однако имеются отдельные примеры ус-
пешного применения алмазных резцов и при обработке сталей с
достижением высокого класса чистоты (до 8-го класса). Так, в
США производят точения канавок глубиной 0,44-1,0 мм с точ-
ностью ±0,0025 мм на втулках из высокоуглеродистой стали
(HRC 60).
§ 37. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ВЫБОРА ОПТИМАЛЬНЫХ
РЕЖИМОВ РЕЗАНИЯ
Оптимальные режимы обработки выбирают на основе рассмотре-
ния значений подач и скоростей резания, полученных исходя из
полного использования режущих свойств инструмента sp, ир, задан-
ной точности sj, ит, шероховатости поверхности vR, прочности
режущей кромки sJJ-K, и державки snA ип-д, механизма подачи
18*
275
snoxn, ^о,м п» полного использования мощности станка s^, vN и
обеспечения виброустойчивости процесса s*, у®. Из этих значений
выбирают наименьшие, которые и будут технологически допустимыми.
Обычно при выборе режимов резания для чернового точения исходят
из полного использования режущих свойств инструмента, обеспече-
ния прочности режущей кромки или полного использования
мощности станка. При выполнении чистовых и получистовых опера-
ций лимитирующим для выбора режимов резания может быть
заданная точность обработки или шероховатость поверхности.
Определение оптимального режима резания для данной опе-
рации является сложной технико-экономической вариационной
задачей, при решении которой аналитическим методом требуется
выполнение большого числа вычислений даже для относительно
простых случаев обработки. В связи с этим целесообразно при-
менение средств механизации и автоматизации.
Механизация процесса определения наивыгоднейших режимов
резания производится путем использования специальных номо-
грамм [5] и счетных линеек. В последние годы для этой цели в
СССР и за рубежом разработаны специальные электрические
приборы. Отдельные части этих номограмм или приборов выра-
жают в графической форме или в виде определенных счетно-ре-
шающих механизмов приведенные выше зависимости для опреде-
ления скорости резания и подач. Эти средства механизации об-
легчают определение оптимальных режимов резания, ускоряют
труд проектировщика. Вместе с тем при определении оптималь-
ных режимов резания используют метод последовательных при-
ближений. Это усложняет расчеты и не позволяет автомати-
зировать управление производством. Поэтому в настоящее
время широко применяется автоматизация этой области инже-
нерной деятельности посредством применения вычислительных
машин.
Сущность автоматизации выбора оптимальных режимов реза-
ния [82, 84] сводится к тому, что на основе известных закономер-
ностей процесса резания строят их математические модели в виде
систем линейных алгебраических уравнений и неравенств. На ос-
нове этого разрабатывают алгоритмы нахождения оптимальных
режимов резания для заданных производственных условий и на
их базе создают рабочие программы для любой универсальной
цифровой вычислительной машины типа «Урал», «Минск», «Стре-
ла», «БЭСМ» и др.
Все уравнения, на основе которых проводят определение опти-
мальных режимов резания аналитическим методом, унифицируют,
т.е. сводят к уравнениям, однообразным по форме. Так, например,
оптимальную скорость резания (в м/мин) исходя из режущих
свойств инструмента и вида обрабатываемого материала опреде-
ляют по формуле [84].
vv=Cv!Tmtxv s^’,
276
и исходя из кинематических возможностей станка — по формуле
oKc=jtdn/1000.
Перенося в левую часть искомые значения, а в правую — из-
вестные, получаем первое уравнение технических ограничений для
выбора режимов резания
ns^ tx^ = 3\8CJTmd.
Наряду с уравнениями технических ограничений пишут урав-
нения, определяющие организационно-экономические ограниче-
ния. Так, например, зависимость производительности обработки
от организации рабочего места определяется неравенством
П50>/р.х/ 6°ЛрТР** -;B,
А
где /р.х — длина рабочего хода, мм\ а — припуск на сторону, мм\
&з.т.р — коэффициент загрузки станка; kR — число одновременно
обрабатываемых деталей; R — заданная » производительность
шт/ч-, tB— вспомогательное время, мин.
Ограничивающие зависимости определяются и другими нера-
венствами. Так, например, принятая глубина резания должна
быть меньше припуска и больше технологически допустимой наи-
меньшей глубины резания, т. е. и и т. д. Аналогично
определяют другие уравнения и неравенства, при этом их приво-
дят к единообразному виду, рассмотренному выше.
За основной критерий оптимальности режимов резания обычно
принимают себестомостъ операции. Переменная доля себестоимо-
сти операции (в коп), зависящая от режимов резания и наладки,
Ск == ТОСМ+Зи/^д,
где То — основное (машинное) время, мин-, См — себестоимость од-
ной минуты работы станка и рабочего, коп/мин*, Зи— сумма всех
затрат на инструмент за период стойкости, коп-, гд — количество
деталей, обработанных за период стойкости, шт.
Сумма всех расходов (в коп) за период стойкости, связанных
с притуплением.инструмента,
Зи=/7См + /7н£'н+АИн/ (/+1) +А зат,
где П — время простоя станка за период стойкости при смене и
подналадке инструмента, мин\ Сс — себестоимость одной минуты
работы станка; /7Н — время за период стойкости, затрачиваемое
наладчиком на смену и подналадку инструмента, мин-, Ен— зарпла-
та наладчика за 1 мин с начислениями, коп/мин\ Лин — стоимость
нового инструмента, коп-, i — количество переточек, допускаемое
конструкцией инструмента; Л3ат — стоимость одной заточки с на-
кладными расходами заточного отделения, коп.
Отсюда получают уравнение критерия оптимальности или оце-
ночную функцию
В=/(хь х2, х3).
277
Дальнейшая задача сводится к тому, что на основании урав-
нений и неравенств технических и организационно-экономических
ограничений определяют режим резания, обеспечивающий наи-
меньшую себестоимость операции. Наиболее удобен для этой
цели метод линейного программирования. Для этого все уравне-
ния и неравенства преобразуют в линейные, содержащие неизве-
стные в первой степени:
WA+VsA-
хх + х2+х3 <62,
хх + х2+х3 > &3,
хх >
и т. д.;
B=f(xt, х2, x3)->min.
Система уравнений и неравенства А и линейная функция
B=f(x\, х2, х3) образуют математическую модель оптимального
режима резания. Ее решение математически сводится к тому, что-
бы среди бесчисленного множества возможных положительных
значений хх, х2, х3 системы А, каждому из которых соответствует
определенный технический и организационно осуществимый ре-
жим резания, найти такие, которые дают наименьшее значение
функции В. Это решение осуществляется посредством алгоритмов
на цифровой вычислительной машине.
ГЛАВА IX
ОБРАБОТКА ОТВЕРСТИЙ
Операции обработки отверстий при изготовлении деталей из
труднообрабатываемых материалов характеризуются повышен-
ной трудоемкостью. Это объясняется малой жесткостью инстру-
ментов, затрудненным стружкоудалением и плохим доступом
СОЖ в зону резания. Обработка отверстий производится сверле-
нием, зенкерованием, развертыванием; кроме того, особое место
занимают операции получения глубоких отверстий.
§ 38. СВЕРЛЕНИЕ
Сверление — это способ обработки резанием, обеспечивающий
получение в сплошном металле глухих и сквозных цилиндриче
ских отверстий по 4—5-му классам точности и с чистотой поверх-
ности 2—3-го класса. Отли-
чительными особенностями
процесса резания при свер-
лении являются:
1) переменное значение
скоростей резания по длине
режущей кромки от нуля в
центре до цтах на перифе-
рии;
2) переменная величина
переднего и заднего углов
по длине режущей кромки;
при этом передний угол у
наружного диаметра имеет
наибольшую ' величину,
уменьшаясь к центру. На-
оборот, значения задних уг-
лов возрастают от перифе-
рии к центру;
3) наличие поперечной
кромки или перемычки, край-
не затрудняющей процесс
резания из-за скоростей ре-
зания на ней, близких к ну-
лю, и больших отрицатель-
ных передних углов;
4) трудность конструк-
тивного обеспечения высокой
Рис. 108
279
жесткости инструмента, а следовательно, и системы СПИД в це-
лом;
5) затрудненный процесс удаления стружки из зоны резания;
6) пониженный теплоотвод и малая эффективность их подвода
в зону резания.
Кроме перечисленных, отличительной особенностью процессов
резания при обработке отверстий является снятие срезаемого
слоя, форма которого при постоянной толщине среза имеет боль-
шую кривизну. Помимо этого, большое значение имеет направле-
ние расположения кривизны. При обтачивании наружной поверх-
ности она расположена от передней поверхности инструмента, при
растачивании внутренней поверхности она располагается к пе-
редней поверхности. Эксперименты МВТУ им. Баумана по обтачи-
ванию и растачиванию поверхности детали с одинаковой скоростью
резания (9 ж/лшн) показали (рис. 108), что сила резания при рас-
тачивании значительно превышает силу резания при обтачивании;
при этом чем меньше радиус кривизны k=\!d срезаемого слоя, тем
больше эта разница. Это объясняется особенностями механики про-
цесса стружкообразования [17].
Сверла изготавливают из инструментальных сталей марок
УЮА, У12А, 9Х, 9ХС, Р18, Р9, Р9К5, РКЮ и др. Они могут быть
оснащены пластинками из твердых сплавов, а также изготовлять-
ся целиком из твердого сплава. Сверла последнего вида в первую
очередь применяются для получения отверстий малых диаметров
в труднообрабатываемых материалах. Наиболее широко в насто-
ящее время применяют сверла из быстрорежущей стали Р18, а
280
также из вольфрамокобальтовой стали Р9К5. Для придания свер-
лам из быстрорежущей стали Р18 соответствующих свойств их
подвергают закалке до твердости HR С 624-65, при этом карбид-
ная неоднородность не должна превышать 3-го балла по ГОСТ
5952—63. Сверла из стали Р18 и Р9 диаметром 8 мм и выше из-
готавливают сварными. В этом случае хвостовая часть делается
из стали 50 или 60. По виду заготовки для инструмента и техно-
логии изготовления сверла бывают с фрезерованными винтовыми
канавками и витые.
Сверло состоит (рис. 109) из рабочей части и хвостовика; ра-
бочую часть сверла подразделяют на режущую, (заборную) часть,
несущую главные режущие кромки инструмента 1—2, 3—4, и
направляющую часть с ленточками 2—5, 4—6 на винтовой по-
верхности перьев; кроме того, сверло имеет перемычку 1—3. Учи-
тывая, что сверла являются инструментом с ограниченными габа-
ритными размерами, большое значение имеют конструктивные
параметры сверл, определяемые длиной рабочей части сверла,
площадью поперечногр сечения корпуса сверла, обратной конус-
ностью, шириной направляющих ленточек и углом наклона винто-
вых канавок.
Максимально допустимой длиной рабочей ча-
сти сверла, исходя из проверки на продольную устойчивость
сверла как сжатого стержня, является длина в десять диаметров;
при большей длине рабочей части стойкость сверла резко падает.
Учитывая это, в производственных условиях часто отрезают часть
сверла, затачивают его заново и работают такими сверлами бо-
лее производительно [101].
Форма и площадь поперечного сечения сверл
определяются из условий надежного обеспечения выхода стружки
по винтовым канавкам в процессе резания, а также максимально
возможной жесткости и прочности корпуса инструмента. При
правильно выбранной площади поперечного сечения стойкость
сверл значительно возрастает. Так как количество стружки при
сверлении труднообрабатываемых материалов вследствие низких
режимов резания относительно невелико, имеется реальная воз-
можность повысить жесткость сверл путем увеличения площади
поперечного сечения сверла и выбором соответствующей формы
этого сечения.
Расчет оптимального значения площади поперечного сечения
сверл производят по формуле [101] Q = 0,59 d1’85 мм2.
Поперечная кромка или перемычка (/—3 на
рис. 109) определяет жесткость и прочность сверла; вместе с тем
увеличение длины режущей кромки перемычки отрицательно ска-
зывается на процессе сверления, поскольку.условия резания на
перемычке являются неблагоприятными, так как передний угол у
отрицательный, а угол резания 6 — тупой. Вследствие этого обра-
батываемый материал сильно наклепывается, а из-за повышенно-
го осевого усилия могут возникнуть вибрации и сверло потеряет
продольную устойчивость. Учитывая это, у сверл, предназначенных
281
для резания труднообрабатываемых материалов, широко практи-
куется подточка перемычки (рис. ПО, а). Как видно из рисунка,
при подточке длина поперечной режущей кромки снижается почти
до минимума; при этом образуются две дополнительные режу-
щие кромки с положительным передним углом у=04-5°.
При сверлении титановых сплавов подточка поперечной кромки
производится до величины 0, Id [34]. Форма подточки пере-
мычки сверла должна обеспечивать плавный переход от поверх-
ности подточки к поверхности канавки сверла. Бесперемычное
быстрорежущее сверло В. И. Жирова (рис. ПО, б) имеет три
пары режущих кромок с углами при вершине 2<pi=70°, 2<ро=55°,
2<рг= 1164-118°. Для улучшения процесса стружкообразования
в перемычке прорезан паз шириной до 3 мм и глубиной 2 мм,
что снижает усилие подачи в 24-3 раза, крутящий момент —
в 1,5—2 раза и повышает стойкость в 24-3 раза [13]'.
Цилиндрическая ленточка обеспечивает направление
сверла в отверстии и одновременно служит вспомогательной' ре-
жущей кромкой, имеющей задний угол cti=O°. Исследования
влияния ширины направляющей ленточки на стойкость сверл
показали, что при некоторой ширине ленточки сверла имеют мак-
симальную стойкость. Эта оптимальная ширина ленточек при
сверлении жаропрочных и нержавеющих сталей и сплавов равна
0,254-0,40 мм. При меньшей ширине направляющих ленточек
стойкость сверл значительно понижается вследствие плохого теп-
лоотвода от рабочих поверхностей ленточек. Особенно быстро
изнашиваются в этом случае сверла по уголкам. При слишком
большой ширине ленточки происходит интенсивное трение. Для
снижения трения и повышения стойкости у сверл диаметром бо-
лее 12 мм делают подточку ленточки (рис. ПО, в). Ее производят
при обработке конструкционных сталей под углом 64-8° на длине
1,54-2 мм при диаметре сверления 124-30 мм и на длине 34-4 мм
при d=304-80 мм-, при этом сохраняется ленточка шириной 0,14-
4-0,3 мм. При обработке жаропрочных сталей целесообразно
282
производить подточку ленточки на длине 34-5 мм от главной режу-
щей кромки сверла 1—2, 3—4 (см. рис. 109) при ширине подточ-
ки 0,254-0,4 мм, а для титановых сплавов — 0,14-0,3 мм.
Обратная конусность у сверл делается при заточке лен-
точек; она обеспечивает снижение сил трения и интенсивности
налипания стружки. Величина обратной конусности при обработке
обычных конструкционных сталей с d= 1,04-20 мм равна от 0,03
до 0,1 мм на 100 мм длины рабочей части сверла; у твердосплав-
ных сверл обратную конусность делают лишь на длине пластинки
твердого сплава; при d= 104-40 мм конусность составляет 0,01—
0,12 мм. При сверлении нержавеющих и жаропрочных материа-
лов обратную конусность сверл рекомендуется увеличивать до
0,14-0,15 мм на 100 мм длины рабочей части сверла. Для сверл
малых диаметров (менее 6 мм) рекомендуется обратная конус-
ность 0,074-0,12 мм. Повышение стойкости сверл с большей конус-
ностью объясняется тем, что в этом случае налипание металла
на ленточке не вызывает дополнительного трения инструмента о
стенки отверстия.
Геометрия заточки сверл характеризуется (см. рис. 109)
двойным углом в плане 2<р, величинами заднего угла а, переднего
угла у и угла наклона винтовой канавки со. Двойной угол в плане
2<р при сверлении жаропрочных сплавов увеличивается по срав-
нению с обработкой обычных конструкционных материалов [98].
Это приводит к увеличению толщины среза, возрастанию осевого
усилия, но зато снижается крутящий момент на сверле. Вместе с
тем повышение угла 2<р вследствие ухудшения теплоотвода при-
водит к усиленному износу сверл в зоне уголков, образуемых
главными режущими кромками и ленточкой.
Для повышения стойкости сверла и скоростей резания при
обработке сталей и титановых сплавов рекомендуется произво-
дить двойную заточку (см. рис. 109) с образованием кроме угла
2ср угла второй заточки 2фо=7О4-8О° на длине второй режущей
кромки f0= (0,184-0,22) d, d — диаметр сверла, мм. При обра-
ботке нержавеющих и жаропрочных сталей и сплавов применение
двойной заточки не дает положительных результатов. Это обу-
словнено тем, что заточка второго конуса с малым углом в плане
приводит к снятию очень малых толщин среза; при повышенной
способности этих материалов к наклепу это вызывает значитель-
ный износ.
Задние углы, применяющиеся для сверления отверстий в обыч-
ных конструкционных материалах, недостаточны для сверления
нержавеющих и жаропрочных материалов, отличающихся боль-
шей вязкостью; оптимальным значением заднего угла для этих
целей является а= 114-14°. При меньших задних углах наблю-
дается повышенное трение задней поверхности о дно просверли-
ваемого отверстия, что приводит к значительному перегреву, ин-
тенсивному износу инструмента, возрастанию осевой силы и до-
полнительному наклепу. Заточка задних углов у сверл свыше 14°
ведет к снижению стойкости инструмента вследствие уменьшения
283
угла заострения, что вызывает понижение прочности режущей
кромки и ухудшение отвода тепла от нее в тело сверла.
Передний угол у имеет у периферии наибольшую величину,
уменьшаясь к центру до значений, близких к нулю; это измене-
ние угла по длине режущей кромки сверла определяется форму-
лой
tgY^d^tgco/dsincp,
где dA — диаметр, определяющий значение уд в точке А (см.
рис. 109).
Формула показывает взаимосвязь, углов у, со и <р; повышение
угла наклона винтовых канавок при <p=const ведет к увеличе-
нию у.
Угол наклона винтовых канавок со сверл при резании трудно-
обрабатываемых материалов имеет некоторую оптимальную вели-
чину. Увеличение угла наклона винтовой канавки до определен-
ного предела вызывает снижение работы пластической деформа-
ции и работы трения стружки о переднюю поверхность, так как
увеличивается передний угол сверла. Благодаря этому крутящий
момент и осевые усилия снижаются. При значениях со сверх
оптимальных сильно возрастает путь движения стружки по канав-
кам инструмента при той же глубине сверления; кроме того,
стружка начинает упираться в противоположную стенку канавки
сверла, вызывая дополнительное трение, перегрев инструмента и
расход мощности станка. При очень большом со происходит даже
пакетирование стружки у вершины сверла, что приводит к его
поломке и выкрашиванию режущих кромок. В этом случае угол
заострения режущей части сверла уменьшается, что ведет даже к
понижению стойкости вследствие ухудшения теплоотвода от ре-
жущей кромки. Оптимальные значения угла наклона винтовых
канавок приведены в табл. 29.
Сверла с прямыми канавками (со = 0) рекомендуется приме-
нять при сверлении отверстий небольшой длины и при обработке
Таблица 29
Значение углов наклона со винтовых канавок сверл
Обрабатываемый материал со, град
Стали конструкционные; легированные, чугун средней твердости . .
Броневые листы...............................................
Марганцовистые, нержавеющие, • жаропрочные стали.............
Жаропрочные сплавы...........................................
Алюминий, красная медь......................................
Латунь, бронза..............................................
Электрон ...................................................
Цинковые сплавы . ..........................................
Эбонит, бакелит, целлулоид
25—30
10—15
25—30
30—35
35—40
8—12
10—15
40
8—12
284
чугуна; сверла с косой канавкой применяют при сверлении ко-
ротких отверстий длиной менее двух диаметров.
Методы заточки задних поверхностей спираль-
ных сверл подразделяют на заточку по криволинейным поверх-
ностям и заточку по плоскости. Для заточки по криволинейным
поверхностям применяют станки, кинематические схемы которых
обеспечивают необходимое движение заточки. Точность геометри-
ческих параметров зависит от диаметра затачиваемого сверла; по
мере уменьшения диаметра точность понижается. Метод заточки
задней поверхности сверл малых диаметров по плоскости свободен
от этих недостатков. При заточке по плоскости установку сверла
производят таким образом, чтобы плоскость задней поверхности*
сверла лежала в плоскости резания заточного круга. Для обеспе-
чения качественной и стабильной работы сверл важное значение
имеет заточка сверл с заданными чертежом параметрами. Ручная'
заточка приводит к исключительно большому разбросу геомет-
рии параметров сверл; вследствие этого многие из них не име-
ют оптимальных значений. Наряду с достаточной идентичностью
затачиваемых в партии сверл необходимо добиваться и одинаковой
заточки обоих перьев каждого сверла. Различие геометрических
параметров в этом случае ведет к более сильной загрузке одного
из перьев и, следовательно, уменьшению общей стойкости сверл
и понижению точности обработки.
Обеспечение дробления стружки в зоне резания яв-
ляется одним из эффективных средств рационализации операций’
сверления, а также их автоматизации, так как затрудненный вы-
ход сливной или длинной стружки вызывает повышение темпера-
туры инструмента, пакетирование ее в канавках, заклинивание и*
поломку сверл. Основными путями решения этой задачи являются
заточка режущих кромок со ступенями или канавками, обеспечи-
вающими дробление стружки по ширине, и заточка на передней"
поверхности лунок, обеспечивающих дробление стружки по длине.
Значительное повышение стойкости обеспечивают сверла с внут-
ренним подводом СОЖ под давлением по специальному отвер-
стию. Так, в ФРГ освоено изготовление спиральных сверл диа-
метром 13—35 мм методом выдавливания с внутренним каналом
для подачи СОЖ; по их данным, стойкость повышается до 10 раз»
Современные конструкции сверл для труднообраба-
тываемых материалов (рис. 111) имеют ступенчатую заточку
главной режущей кромки (а), стружкоделительные канавки (б),
повышенную жесткость вследствие увеличения толщины перемыч-
ки и ее подточки (в), уширенные канавки для лучшего подвода^
жидкости и отвода стружки (г), специальные трубки для подачи
СОЖ в зону резания (б). Большую эффективность показывает
качественное изменение схемы выполнения операции путем осво-
ения вибрационного сверления (см. стр. 434) или введения в зону
резания электрического тока (см. стр. 469).
В настоящее время созданы сверла, имеющие конструктивное
разделение рабочей части на режущие и транспортирующие
285*
элементы — шнековые сверла (рис.. 112); режущие элементы отде-
ляют и формируют стружку, транспортирующие выносят ее из зоны
резания. Отличительными особенностями их конструкции являют-
ся треугольный профиль канавок, повышенный угол их наклона
и задних поверхностей, неза-
висимость углов режущей
части сверла от угла накло-
на винтовой канавки; спин-
ка пера, переходящая непос-
редственно в направляющие
ленточки [99]. Все это созда-
ет лучшие условия для управ-
ления направлением схода
стружки и ее удаления.
Шнековые сверла позволяют
сверлить отверстия глубиной
до 30 d. Оптимальные углы
заточки для сталей: 2ф = 90°,
14— 15°, у=14-15°
/=0,6 мм; для чугуна: 2ф =
118°, а = 12°, у=12°, Л3=~
= 0,5 мм при d = 5 мм и h3 =
—0,6 мм при d = 8—12 мм. В
целях увеличения жесткости
толщину сердцевины делают
равной (0,3-г-0,4) d; для со-
хранения постоянства сече-
ния стружкоотводящих кана-
вок толщину сердцевины по
длине сверла не изменяют.
Все большее распростра-
нение получают сверла, ос-
нащенные пластинками твер-
дых сплавов. Хорошие ре-
зультаты показывают также
конструкции сверл малого
диаметра с припаянной цель-
ной коронкой из твердого
сплава; недостатком их яв-
ляется сложность изготовления. Так, для сверления отверстий диа-
метром 3,2—5,0 мм в жаропрочных сталях аустенитного класса
Х18Н9Т и ЭИ696А успешно применены цельные твердосплавные
сверла из сплава ВК15М. с запрессованным хвостовиком (2ф=125—
127°, а = 8-н 10°, толщина подточки перемычки 0,8—1,0 мм, обратная
конусность 0,01 мм, биение относительно хвостовика не более
0,05 мм, СОЖ— 15-процентная эмульсия) [103].
Сверла, оснащенные пластинками твердого сплава, наиболее
/широкое применение получили при сверлении и рассверливании
серого и ковкого чугунов. Длина рабочей части сверл, оснащенных
.286
твердым сплавом, в целях максимального увеличения жестко-
сти и виброустойчивости делается минимально возможной; с этой
же целью повышается толщина сердцевины сверла в 1,2—2 раза.
Скоростное сверление стали спиральными сверлами в настоящее*
время имеет ограниченное применение из-за выкрашивания и по-
ломок твердосплавных пластинок; однако работы в этом направ-
лении продолжаются и приносят в ряде случаев положительные
Рис. 113
результаты. Так, инженер И. В. Жарликов предложил твердо-
сплавное сверло для сверления сталей НВ 1564-192 с углом?
наклона винтовых канавок по длине твердосплавной части со =
= 33°, на периферии а= 134-15°, 2ф=150° и фаски под нулевым
углом к оси сверла шириной 0,2—0,3 мм. Сверла, оснащенные
твердосплавными пластинами, для сверления труднообрабатывае-
мых материалов не нашли применения, так как вследствие воз-
никновения вибраций твердый сплав быстро выкрашивается. Кро-
ме того, наблюдались случаи, когда при сверлении из-за повы-
шенного тепловыделения отваливались пластинки. Наиболее
уязвимым местом сверла с твердосплавными пластинками является
зона перемычки, где скорости резания крайне малы и пластинки
в этом месте перемычки выламываются. Однако при обработке
титановых сплавов стали применяются твердосплавные сверла
диаметром более 5 мм, оснащенные твердым сплавом ВК8.
Цельные твердосплавные сверла успешно применяются для
получения отверстий малых диаметров в высокопрочных сталях.
В настоящее время выпускаются сверла, имеющие сердцевину из
287
крупнозернистого высококобальтового сплава ВК15 или ВК20, а
периферию — из малокобальтового сплава типа ВК6. Такие сверла
допускают при обработке в 1,54-1,7 раза больше подачи.
Эжекторное сверло диаметром 20—60 мм создано фирмой
«Коромант», оно обеспечивает лучшие условия стружкоудаления
поэтому наиболее эффективно при сверлении глубоких отверстий.
Рис. 114
В конструкции сверла используется эжекторный эффект, получае-
мый при проходе струи б жидкости (рис. 113) под давлением через
сопло. При выходе из сопла струя жидкости образует зону разре-
жения. В результате этого поток СОЖ в, несущий стружку, заса-
сывается в зону пониженного давления и тем самым улучшаются
условия стружкоудаления.
Эжекторное сверло состоит из режущей головки /, закреплен-
ной на двух полых стеблях, наружном 2 и внутреннем 3. Поток а
СОЖ подается в зазор между наружным и внутренним стеблями.
Примерно одна треть этого потока проходит через сопла в виде
щелей, создавая эффект эжекции. Две трети потока а проходит
через отверстие в головке сверла и служит для облегчения про-
цесса резания и отвода стружки в виде потока в. Гидросистема
эжекторного сверла работает при меньших давлениях подачи
СОЖ; кроме того, она не требует системы уплотнения между
обрабатываемой деталью и наружным стеблем сверла. Типовыми
режимами сверления отверстий диаметром 40 мм в углеродистой
стали НВ 200 эжекторным сверлом, оснащенным неперетачивае-
?мыми твердосплавными пластинками, обеспечивающими надеж-
ное дробление стружки торцовыми уступами, являются: для v =
= 70 м/мин. s0 = 0,154-0,25 мм/об, для v = 100 м/мин, s0 = 0,204-
4-0,30 мм/об. На этих операциях применение эжекторных сверл по
?288
сравнению с обычными спиральными сверлами повышает произ-
водительность в 5—6 раз; при этом они обеспечивают большую
точность и меньшую шероховатость поверхности.
Геометрические параметры срезаемого слоя
при сверлении (рис. 114, а) определяют по следующим форму-
лам:
ширина срезаемого слоя
6=d/2sin<p;
толщина слоя материала, срезаемого каждой режущей кромкой,
аг—зг sin ф—(s0/2) sin <p;
площадь поперечного сечения срезаемого слоя
Q—2&г—2агЬ = ds0/2.
Режимы резания при сверлении определяются глубиной
резания, подачей и скоростью резания. Глубина резания t, мм,
при сверлении в сплошном металле равна d/2, а при рассверли-
вании заготовки диаметра d3 до диаметра d —
t~(d-d3)/2.
Подача на оборот s0, мм/об, при обработке отверстий равна
перемещению инструмента или детали в направлении оси вра-
щения за один оборот. Подача на одну режущую кромку сверла
sz= (s0/2) мм/зуб, а минутная подача
Smith “ Soft — SzZtl',
где z— число "зубьев у инструмента; у сверла z—2; у зенкеров
и разверток z>2 (см. ниже).
Подачу при сверлении в большинстве случаев определяют проч-
ностью сверла, его продольной устойчивостью, а также ухудше-
нием условий удаления стружки из-за возрастания ее толщины;
в отличие от точения режущие способности инструментального
материала играют значительно меньшую роль.
Наибольшее влияние на прочность сверла оказывают каса-
тельные напряжения, максимальные величины которых находятся
на ленточке сверла;-исходя из этого, момент сопротивления сверла
IF=0,03 d3. Отсюда, зная величины составляющих силы резания,
может быть определена допустимая подача.
Величина подачи при сверлении определяется обычно по нор-
мативам резания или по эмпирической формуле
So=CX-6.
Значение коэффициента Cs зависит от вида обрабатываемого
материала, а также необходимой шероховатости поверхности и
точности обработки; значение Cs для стали средней твердости
0,06, для чугуна — 0,13 и для мягких цветных сплавов — 0,17.
При сверлении, так же как и при точении, снижение подачи
ведет к снижению шероховатости поверхности. В большинстве
случаев при сверлении по длине отверстия наблюдаются значи-
тельная нерегулярность микропрофиля, различная шероховатость
19 В. Н. Подураев
289
поверхности, отдельные риски и порезы. Это объясняется не-
устойчивостью движения резания при сверлении вследствие плохо-
го базирования инструмента или попадания стружки между по-
верхностью отверстия и калибрующей ленточкой сверла.
Сверление отверстий повышенной глубины связано с затруд-
ненным стружкоудалением и пониженной жесткостью сверла, по-
этому значения подач в этом случае уменьшают путем умножения
на поправочный коэффициент [96]. При рассверливании значения
подач берут в 1,54-2 раза большими, чем при сверлении.
При сверлении жаропрочных и титановых материалов быстро-
режущими сверлами следует рекомендовать для d= 1*24-20 мм
подачи $о=0,154-0,3 мм!об-, применение очень малых подач s0^
^0,1 мм/об дает худшие результаты. Напротив, сверление этих
материалов твердосплавными сверлами во избежание выкраши-
вания следует вести на малых подачах $о^0,1 мм/об, применяя
вместе с тем более высокие скорости и получая в результате этого
более высокую производительность обработки.
Скорость резания при сверлении
о-Сс^/т^)^.
Значения показателя относительной стойкости т, показателей
yv и zv, учитывающих влияние на скорость резания соответственно
подачи и глубины резания приведены в нормативах [90, 96].
На скорость резания при сверлении оказывают влияние вид
инструментального материала, из которого изготовлена режущая
часть сверла (ki=ka), и длина сверления (ki=ki). При сверле-
нии обычных материалов инструментами из стали Р18 и Р9 ku=
= 1,0; из стали 9ХС £и=0,65 и из стали У12А &и=0,5.
Износ сверл происходит по задней и передней поверхностям
главных режущих кромок, направляющим ленточкам и пере-
мычке; при этом износ ленточки вызывает большое увеличение
крутящего момента Мк и незначительное — осевой силы Ро\ износ
перемычки, наоборот, ведет к малому росту Л4К и большому
увеличению Ро- Наибольшую величину износ у сверл имеет по
уголкам, что влечет одновременное увеличение крутящих момен-
тов, осевых усилий и повышение шероховатости поверхности.
Износ сверл происходит в основном по задней поверхности, износ
передней поверхности, как правило, не наблюдается. Признаками
значительного износа сверла являются округление режущей кром-
ки на участке соединения главной режущей кромки и ленточки,
возникновение кольцевых рисок на ленточках сверла вследствие
налипания на них обрабатываемого металла, увеличение шерохо-
ватости обработанной поверхности; при повышенном износе струж-
ка теряет установившуюся форму и отделяется короткими кус-
ками, подача сверла становится неравномерной, наблюдается
сильное тепловыделение, сопровождаемое интенсивными вибра-
циями (скрипом) и испарением СОЖ.
Основными видами износа, ограничивающими дальнейшую ра-
боту сверла, являются износ уголков fty, образуемый главными и
290
co
Режимы резания при сверлении труднообрабатываемых материалов
Таблица 30
Обрабатываемый материал
хромонике- сложнолеги-
высокохромистые левые нержа- рованные деформируемые
нержавеющие веющие жаропрочные никелевые жаропрочные титановые сплавы
стали стали стали сплавы
Диаметр 1
сверления, мм! об
мм Предел прочно сти, кгс[мм?
85—100 60—100 60-100 70-90 70—110 120—130 45—60 70—110 120—150
Скорость резания, м]мин
/
3 0,03—0,07 24—32 10-14 16—24 8—14 4—6 1—2 12—18 4—6 3—5
5 0,03—0,05 27—36 12—15 18—28 15—22 6—9 2—3 21—24 7-8 5—6
0,07—0,09 14—22 . 10—15 10—12 4—5 1,5—2 18—21 6—7 4-5 ]
8 0,05—0,10 25—33 10—13 20—25 15—20 6-8 2—3 20—25 10—11 6—8
0,10—0,12 16—20 __ 12—15 10—12 4—5 1,5—2 18—22 9—10 5-7 а
10 0,07—0,10 18—24 10—12 14—18 13—17 6—7 2—3 25—30 9—11 6—8
0,12—0,15 14—16 — 10—12 9—11 4—5 1,5—2 20—24 8-9 4—6
15 0,07—0,10 20—26 11—13 16—20 14—18 8—10 3—4 25—30 11—13 8—10
0,12—0,15 25—17 — 12—14 11—13 5—7 2—2,5 20—24 10—12 7—9
20 0,10—0,12 20—24 10—12 16—18 14—16 8-9 3—4 25—30 11—13 8—10
0,15—0,20 14—16 — 10—14 9—12 5—7 2—3 20—24 10—11 7-8
Примечания: L Инструмент Р18 и Р6М5; охлаждение эмульсией.
2. При обработке сталей с ов>100 кгс/мм*, литейных жаропрочных и титановых сплавов целесообразно применять твер-
досплавные сверла.
ю 3. При обработке жаропрочных сплавов и сталей с сгв>100 кгс/мм* применять меньшие подачи.
£ 4. Большие скорости резания принимать при меньших подачах, и наоборот.
X
г'
вспомогательными режущими кромками — ленточками, работаю-
щими в области максимальных скоростей, и износ задней поверх-
ности Л3, протекающий (учитывая изменение скорости по длине
режущей кромки) неравномерно и брльше по периферии.
Режимы сверления труднообрабатываемых материалов приве-
дены в табл. 30 [44].
Силы резания при сверлении обусловлены вращением свер-
ла вокруг своей оси под действием крутящего момента Л4К станка
и его поступательным перемещением под
действием осевой силы Ро. В результате со-
противления обрабатываемого материала
этим движениям станка на рабочие элементы
сверла действуют следующие силы: на две
главные режущие кромки, сверла — сила Р,
на перемычку — Рп и на ленточки — Рл
(рис. 115).
Z Сила резания Р, действующая на глав-
ную режущую кромку, может быть разло-
жена на три составляющие, действующие в
трех взаимно перпендикулярных Направле-
ниях: Pz — тангенциальную составляющую,
определяющую крутящий момент, обуслов-
ленный резанием главной режущей кромки,
Л4Г.К; Рх — осевую составляющую и Ру — ра-
диальную составляющую. Сумма радиаль-
ных составляющих силы, действующих на
главные режущие кромки, при точной заточ-
ке сверла обычно близка к нулю, так как
они взаимно уравновешиваются. Силы Рх,
направленные вверх, препятствуют про-
заготовку; в этом же направлении действует
и составляющая силы Рлх на поперечной кромке. Кроме того, про-
движению сверла препятствуют силы резания, в основном трения,
на ленточках сверла Рлх, а также силы трения сходящей стружки
Fc о канавки сверла.
Осевая сила Ро является суммарной от указанных сил сопротив-
ления: она определяет усилие подачи
Ро = 2 (Рх + Рлх+Рс)+Рпх-
В зависимости от диаметра сверления величина силы РПх может
доходить до 50%' от общего усилия подачи Ро. Величину осевой
силы обычно определяют по эмпирической формуле
Р0=Ср^р /0Р.
Крутящий момент, необходимый для осуществления сверления,
Рис. 115
никанию свеола в
МК = 2(Л4Г.К+МЛ) + МП,
292
где M„— крутящий момент, обусловленный резанием ленточки;
Мп — крутящий момент, обусловленный резанием перемычки.
Роль поперечной кромки и ленточек в величине крутящего мо-
мента незначительна; основная величина крутящего момента
(80-4-90%) создается главными режущими кромками.
Крутящий момент обычно находится по эмпирической формуле
Значения коэффициентов и показателей степеней определяются
видом обрабатываемого материала, маркой инструментального ма-
териала и диаметром сверления; необходимые их величины нахо-
дят по нормативам [96].
§ 39. ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ
Зенкерование — это способ обработки резанием предвари-
тельно просверленного, отштампованного или отлитого отверстия
в целях достижения более правильной геометрической формы,
большей точности (до 3—4-го классов) и меньшей шероховатости
поверхности (до 6-го класса). Зенкерование является промежуточ-
ной операцией перед развертыванием и окончательной — при обра-
ботке конусных и цилиндрических углублений с плоским дном, а
также торцовых поверхностей бобышек. Преимущество зенкерова-
пия перед рассверливанием сверлом при обработке отверстий, полу-
ченных после отливки и штамповки, заключается в большем числе,
зубьев и, следовательно, большей производительности.
Отличительными особенностями процесса ре-
зания при зенкеровании по сравнению со сверлением
являются:
1) большее число одновременно работающих зубьев ‘ z=3-4-4,
обеспечивающее лучшее направление инструмента в отверстии;
2) меньшие углы в плане (45-=-60о), что обусловливает резание
с более тонкими стружками и при прочих равных условиях дает
меньшие нагрузки на единицу длины режущей кромки (см.
рис. 114,6);
3) меньшие припуски, равные 0,54-5 мм на сторону, что умень-
шает суммарную величину действующих сил резания;
4) большая по сравнению со сверлами жесткость корпуса инст-
румента.
Эти особенности обеспечивают получение при зенкеровании
более точной и вместе с тем более чистой поверхности отверстия,
чем при сверлении.
На рис. 116 показаны основные конструктивные (а)
и геометрические (б) элементы цилиндрического
зенкера. Режущая или заборная часть зенкера выполняет основ-
ную работу резания. Направляющая часть обеспечивает направле-
ние зенкера в отверстии за счет имеющихся ленточек и придает
ему окончательные размеры и шероховатость поверхности; послед-
293
°)
Режущая
часть
Рабочая часть
направляю-
щая часть
Шейка
I ^ЬостоЬик
Лапка
Рис. 116
нее обеспечивается работой ленточек на длине подачи на зуб sz
в качестве вспомогательной режущей кромки. Ширина ленточки f
колеблется в зависимости от диаметра зенкера в пределах 0,8-т-2л<л«;
наиболее часто она составляет 1,2-? 1,3 мм. Уменьшение ширины
ленточки вызывает увеличение разбивания отверстия и повышен-
ный износ уголков, чрезмерное повышение ширины ленточки —
интенсивное налипание и, следовательно, ухудшение шероховатости
поверхности и увеличение износа ленточки. Для повышения стой-
кости зенкеров, так же как и при сверлении, в отдельных случаях
можно производить подточку ленточки на длине 1,5-? 2 мм от режу-
щего конца зенкера. Для снижения трения и налипания металла
у зенкера делается обратный конус—1 -?2°.
Зенкеры различают: по назначению — спиральные — для
обработки сквозных цилиндрических отверстий, цилиндрические —
для обработки торцов у литых бобышек (цековки) и отверстий под
цилиндрические головки винтов, конические (зенковки) — для обра-
ботки конических гнезд и центров в заготовках; по способу креп-
ления — хвостовые и насадные-, по конструктивным особенностям —
цельные, напайные, сборные с вставными зубьями и по харак-
теру работы — черновые или чистовые, комбинированные и ступен-
чатые.
При обработке обычных конструкционных сталей и чугунов наи-
большее применение имеют зенкеры, оснащенные твердым сплавом;
быстрорежущая сталь используется только для изготовления зен-
керов небольших размеров. Аналогично выбирают материал режу-
щей части зенкера при обработке титановых сплавов; зенкеры
диаметром более 10 мм оснащают твердым сплавом ВК8, зенкеры
меньших диаметров делают из быстрорежущих сталей.
Геометрические параметры режущей части
зенкера (см. рис. 116, б) выбирают в зависимости от вида обра-
батываемого материала и назначения обработки; они определяются
прежде всего углами заточки главных режущих кромок (1—2
и 2—3).
Угол в плане <р режущей кромки образуется проекцией режущей
кромки на осевую плоскость и направлением подачи.
Угол в плане <р зенкеров при обработке сталей составляет
60-7-70°, чугунов — 45-?60°. Применение углов в плане ниже ука-
занных значений ведет к возникновению вибраций, выше — к повы-
шенному износу рабочих поверхностей из-за увеличения толщин
среза.
Передний угол у в данной точке режущей кромки является
углом между плоскостью, касательной к передней поверхности в
этой точке, и осевой поверхностью, проходящей через эту же точку;
он измеряется в главной секущей плоскости Б — Б. Значения пе-
редних углов для сталей низкой твердости 15-?20°, средней твер-
дости 8—12°, высокотвердых 0-?5°; чугуна 5—8°, алюминия, лату-
ни 25—30°. Передний угол в плоскости Д — Д называется попереч-
ным передним углом уп и в плоскости, параллельной оси враще-
ния,— продольным передним углом уп.д. Связь между ними с обяза-
295
тельным учетом их знаков определяется по формуле
tg Y = tg Yn cos ф+tg уп д sin <p.
Угол наклона режущей кромки зенкера X располагается между
главной режущей кромкой и осевой плоскостью, проходящей через
вершину, и измеряется в плоскости, перпендикулярной к осевой.
Взаимосвязь между углом X и углами yi> уп, уп.д определяется
следующей зависимостью:
tgX = tgyn ^cosq) + tgynsin<p.
Угол наклона главной режущей кромки X обычно принимают
равным нулю: для улучшения отвода стружки можно делать
Х=+34-5°, для увеличения прочности твердосплавных режущих
кромок %= 124-20°.
Угол наклона винтовой канавки зенкера со у зенкеров, так же
как и у сверл, связан с передним углом у формулой
tg со=« tg у sin ф.
Следовательно, так же как и при сверлении, повышение со и
уменьшение ф ведут к увеличению переднего угла у. Угол наклона
винтовой канавки зенкера со при обработке стали составляет
104-30°; с увеличением ее твердости значение со уменьшается. При
обработке отверстий с прерывистыми стенками со = 204-30°; при
зенкеровании чугунов со = 0.
Задние углы а у зенкеров, так же как и у сверл, являются пере-
менными величинами и составляют на периферии 64-10° для быст-
рорежущих зенкеров и 10—15° для твердосплавных; эти значения
увеличиваются к центру на несколько градусов. У твердосплавных
зенкеров заднюю и переднюю поверхности доводят по ширине до
1,54-2 мм. Во всех случайх большие задние углы делают на режу-
щей части, меньшие — на калибрующей.
Углы заточки зенкеров и режимы резания обработки титановых
сплавов приведены в табл. 31; при этом рекомендуется применять
в качестве СОЖ касторовое масло.
Таблица 31
Углы заточки зенкеров для обработки титановых сплавов, град
Материал режущей части (0 Y а X 2 ф Двойная заточка
2 ф 2<Р0
Быстрорежущая сталь . . . Твердый сплав 15—20 10—15 0—3 0—3 6—12 6—12 0—5 5—10 90—120 90—120 120 65—70
Износ зенкеров происходит по задним (в виде площадки
износа) и передним (в виде лунки) поверхностям главных режу-
щих кромок, а также по уголкам и ленточкам. Износ задних и
296
передних поверхностей возрастает равномерно, износ ленточки вна-
чале растет медленно, в дальнейшем с достижением некоторой кри-
тической величины увеличивается крайне интенсивно.
Развертывание — это способ получения более точных отвер-
стий с более чистой поверхностью по сравнению с зенкерованием.
Развертывание обеспечивает более правильную, чем зенкерова-
ние, геометрическую форму отверстия, точность обработки в пре-
делах 2—3-го классов и шероховатость поверхности до 7—9-го
классов; при развертывании в отдельных случаях (например, при
доводке передних и задних поверхностей алмазными кругами и
биении в центрах зубьев не более 0,01 мм) возможно получение
точности обработки до 1-го класса и шероховатости поверхности до
104-12-го классов. Для этой же цели обработку отверстий под раз-
вертку и само развертывание следует производить с одной установ-
ки детали. С другой стороны, иногда применяется предварительное
развертывание вместо зенкерования.
Отличительными особенностями процесса ре-
зания при развертывании, обеспечивающими получение
высоких классов точности и чистоты обработки, являются:
1) малые углы в плане инструмента ф и, следовательно, неболь-
шие нагрузки на единицу длины режущей кромки (см. рис. 114, в);
2) большое число режущих кромок инструмента (от 6 до 12),
одновременно участвующих в работе;
3) малые припуски на обработку — при предварительном раз-
вертывании припуск на сторону равен 0,15—0,5 мм, при чистовом —
0,054-0,15 мм;
4) крайне малая толщина среза, вследствие чего большое значе-
ние в процессе резания при развертывании имеют радиус закругле-
ния режущей кромки и явления трения по задней поверхности;
5) надежное направление инструмента и калибровка отверстия
в процессе обработки, обеспечиваемые цилиндричёской частью раз-
вертки;
6) высокая жесткость корпуса инструмента.
Основные конструктивные и геометрические
элементы цилиндрической развертки показаны на
рис. 117. Рабочая часть развертки состоит из режущей /р цилин-
дрической или калибрующей /к частей и обратного конуса 10М;
в длину режущей части входит направляющий конус 1В. Цилиндри-
ческая часть служит для направления развертки по обработанному
AJ-/V,
Рис. 117
297
отверстию, обратный конус — для снижения трения инструмента и
интенсивности налипания обрабатываемого металла.
-Развертки разделяют: по виду привода — на ручные и
машинные, по форме обрабатываемого отверстия — на цилиндри-
ческие, конические и ступенчатые-, по способу изготовления и креп-
ления зубьев — на цельные, напайные, сборные со вставными
ножами и механическим креплением пластинок-, по конструкции
хвостовой части — с коническим, цилиндрическим и квадратным
хвостовиком.
При развертывании как обычных конструкционных материалов,
так и титановых сплавов широко применяют развертки, оснащен-
ные твердым сплавом ВК8; применение быстрорежущих марок ста-
лей Р18, РК5, РКЮ, Р9К5, Р9Ф5 (HRC 634-65) ограничивается
только малыми диаметрами разверток (8 мм), где установка твер-
досплавной пластинки затруднена. Диаметр калибрующих зубьев
является одним из основных параметров развертки; при его выбо-
ре необходимо учитывать разбивку отверстия при обработке раз-
вертками из инструментальных сталей и усадку при обработке раз-
вертками, оснащенными твердыми сплавами, а также необходимый
допуск на износ развертки и ее изготовление.
Геометрические параметры режущей части
развертки:
число зубьев у разверток можно определять по нормативам
или по формуле
z—1,5 V~d+k№,
где d — диаметр развертки, мм-, kK— коэффициент, учитывающий
вид обрабатываемого материала;
для вязких металлов йм=2, для хрупких &м=4.
Число зубьев у разверток при одинаковой подаче на зуб суще-
ственно не влияем на шероховатость поверхности; однако лучшие
результаты показывают развертки с большим числом зубьев.
Развертки с нечетным числом зубьев дают меньшую шерохова-
тость поверхности, однако обычно принимают четное число зубьев.
Это обеспечивает удобство контроля размера инструмента, посколь-
ку расстояние между двумя противоположными зубьями равно
диаметру, при этом для улучшения шероховатости поверхности
шаг между ними делают неравномерным, например для восьми-
зубой развертки — 42, 44, 46, 48°. При развертывании отверстий
повышенной точности число зубьев принимается ббльшим, чем это
получается по, приведенной выше формуле.
Угол наклона канавок о у стандартных разверток равен нулю.
При развертывании нержавеющих и титановых сплавов применяют
развертки с винтовыми канавками; при этом развертки с правой
спиралью при обработке нержавеющих сталей дают несколько
меньшую шероховатость поверхности, чем с левой спиралью; поми-
мо этого, при работе развертками с левой спиралью часто возника-
ют задиры. Вместе с тем использование разверток с правой спи-
ралью требует их жесткого крепления. При обработке отверстий
298
с окнами и разрезами в обычных материалах также применяют
развертки с винтовыми канавками, имеющие угол наклона кана-
вок, обратный направлению вращения при обработке; для цельных
разверток при развертывании стали и ковкого чугуна со = 124-20°,
сталей повышенной твердости и серого чугуна — 74-8°, легких
сплавов — 354-45°. Хорошие результаты в эксплуатации (точность
1-го класса; чистоту обработки 74-8-го классов и менее трудоем-
кую заточку) показывают разработанные НИАТом развертки с
кольцевой заточкой.
Цилиндрическая ленточка fK (см. рис. 117) затачивается на
калибрующей части зубьев развертки; она служит для сохранения
размеров развертки при ее износе и переточке, снижения шерохо-
ватости поверхности и лучшего направления инструмента в отвер-
стии. В зависимости от диаметра отверстий обрабатываемого мате-
риала fK=0,054-0,4 мм; при обработке вязких металлов fK=0,054-
4-0,08 мм, нержавеющей стали — 0,014-0,15 мм, особо точных от-
верстий в стали и чугуне — 0,34-0,4 мм. Во всех случаях увеличе-
ние ширины ленточки сверх оптимальной ведет к увеличению шеро-
ховатости поверхности вследствие интенсивного налипания.
Задний угол а при развертывании отверстий в заготовках
из углеродистых и легированных конструкционных сталей с
Ов=50 кгс/мм2 составляет 54-10°, из алюминия и его сплавов —
104-12°; большие значения а принимают для разверток меньших
диаметров. Для калибрующих зубьев, имеющих цилиндрическую
ленточку, а=0. Геометрические параметры быстрорежущих и твер-
досплавных развёрток для обработки отверстий в заготовках из
титановых сплавов: у=0, а= 104-15°, ширина цилиндрической лен-
точки на калибрующей части fK=0,104-0,15 мм. В этом случае для
быстрорежущих разверток при сквозных отверстиях 2<р= 104-20°;
для глухих отверстий делают двойную заточку: 2<р=604-90°;
2ф0= 104-15°. Такую же двойную заточку делают во всех случаях
для твердосплавных разверток.
Износ р азверток .происходит по задним поверхностям и
еще больше по уголкам — местам сопряжения режущей и калиб-
рующей частей разверток; величина износа, равная 0,3 мм, при-
нимается в качестве критерия затупления при развертывании тита-
новых сплавов. Технологическим критерием износа развертки
является, предельная величина износа задней поверхности инстру-
мента, при которой получаемое в результате обработки отверстие
начинает выходить за пределы заданного допуска на размер или
классы чистоты поверхности.
Режимы резания при развертывании титановых сплавов приве-
дены в табл. 32.
§ 40. ОБРАБОТКА ГЛУБОКИХ ОТВЕРСТИИ
Значительное число деталей, изготовленных из труднообрабаты-
ваемых материалов, имеют глубокие отверстия. Отверстие считает-
ся глубоким, если отношение его длины I к диаметру d более
299
Таблица 32
Режимы зенкерования и развертывания титановых сплавов
Материал режущей части /, мм SQ, мм1об V, MfMUH
Зенкерование
Быстрорежущая сталь 0,3—0,8 0,05—0,2 3—5
Твердый сплав ВК8 0,5—1,0 0,1—0,3 10—15
Развертывание
Быстрорежущая сталь 0,05—0,1 0,05—0,2 2—3
Твердый сплав ВК8 0,05—0,15 0,1—0,2 10—15
Примечания: 1. Меньшие значения рекомендуется брать для малых
диаметров.
2. Во всех случаях при развертывании отверстий в заготовках из титановых
сплавов необходимо применять СОЖ: касторовое масло или, что наиболее эффек-
тивно, олеиновую кислоту и ее смеси.
54-10, и ультраглубоким, если l/d> 100. Сверление и растачивание
глубоких отверстий отличаются от обработки обычных отверстий
необходимостью применения специальных средств обеспечения ста-
бильной работы инструмента и в первую очередь принудительного
надежного удаления стружки из отверстия, а также выполнением
повышенных требований по уводу, кривизне и другим показателям
точности положения глубокого отверстия и его формы. К ним отно-
сятся овальность, огранка, конусность (уменьшение диаметра от-
верстия в направлении его обработки), разбор (увеличение диамет-
ра отверстия в направлении его обработки). Выполнение этих тре-
бований к глубокому сверлению и растачиванию обеспечивается
применением инструментов и станков специальных конструкций;
для принудительного удаления стружки они имеют гидравлическую
систему подачи СОЖ и отвода ее со стружкой. Для обеспечения
эффективной работы гидравлической системы у сверл больших
диаметров (более 30 мм) применяют специальную заточку режу-
щих кромок, обеспечивающую дробление стружки как по ширине,
так и по длине.
Сверла глубокого сверления по способу отвода СОЖ
подразделяют на сверла с наружным (относительно стебля сверла)
и внутренним отводом стружки; последние обеспечивают лучшие
условия подачи жидкости и отвода стружки. В этом случае струж-
ка не перемещается между вращающейся обработанной поверхно-
стью изделия и неподвижным стеблем; кроме того, становится воз-
можным повысить диаметр стебля, т. е. его жесткость. Поэтому
сверла с наружным отводом стружки (ружейные) применяют толь-
ко при сверлении отверстий малых диаметров (до 25—30 мм).
когда конструктивно оформить сверло с внутренним отводом за-
труднительно.
Сверло одностороннего резания с наружным отводом стружки
показано на рис. 118. Рабочей частью сверла является колосок 1.
300
изготавливаемый из стали 40Х; для отвода стружки из обрабаты-
ваемого отверстия в нем имеется прямолинейный паз. К колоску
припаяны режущая пластинка 4, которую обычно изготавливают
из сплава ВК8, и два направляющих кулачка из того же сплава —
упорный 5 и калибрующий 3. Колосок сверла приваривают к стеб-
лю 2 с такими же прямыми желобами, изготавливаемому из ста-
ли 40 или 50. Подвод СОЖ к режущим кромкам осуществляют
через сквозное отверстие малого диаметра по схеме, показанной
на рис. 119, а.
Рис. 118
Применяемые схемы глубокого сверления (а, б, в) и расточки
(г, д) показаны на рис. 119, при этом приняты следующие обозна-
чения: 1 — заготовка, 2 — инструмент, 3 — люнет, поддерживающий
заготовку, 4 — промежуточный люнет для стебля инструмента, 5 —
подающая каретка станка, 6 — стержень, образующийся при коль-
цевом сверлении.
При эксплуатации сверл глубокого сверления особое внимание
уделяют правильности заточки режущей части сверла. Вершину
сверла, образованную пересечением наружной Т и внутренней N
режущих кромок, следует располагать на определенном расстоянии
от оси сверла; углы наклона режущих кромок <pw и <рг и <р/также
должны быть строго определенными, так как это влияет на вели-
чину суммарного усилия на калибрующий кулачок сверла, а сле-
довательно, и на условия базирования сверла по отверстию в про-
цессе обработки. Для исключения нулевых скоростей при резании
вблизи оси сверла режущую кромку несколько занижают, поэтому
после обработки остается нулевой стержень диаметром 2г,
301
который при достижении некоторой длины обламывается и уда-
ляется вместе со стружкой. Сверла одностороннего резания в про-
цессе обработки направляющими кулачками опираются на обрабо-
танную поверхность, чем обеспечивается базирование сверла. При
резании такими сверлами снимаются тонкие стружки. Для неболь-
<9
$
*)
г)
со трджт
Рис. 119
ших диаметров сверл подача обычно не превышает 0,05 мм/об.
Этим, а также последующей нагартовкой твердосплавными кулач-
ками стенок обрабатываемого отверстия достигается хорошая чис-
стота поверхности — 6-1-8-го классов.
При глубоком сверлении отверстий малых диаметров специаль-
ной заточки для дробления стружки не делают, так как стружка
вследствие малых толщины и вибраций стебля получает в процессе
обработки удобную для удаления гофрированную форму.
Сверло одностороннего резания с внутренним отводом стружки
может иметь припаянные к корпусу режущие пластинки Т15К6-1;
302
(рис. 120,а); при больших диаметрах делают (рис. 120,6) смен-
ные резцы 5, 7, 8. На корпусе сверла 2 устанавливаются кали-
брующий 3, упорный 4 и поджимные 6 кулачки. При использова-
нии сверл с внутренним отводом стружки жидкость от насоса по-
дается в получающееся в процессе обработки отверстие через
Рис. 120
водоприемник, расположенный у свободного торца детали и кон-
структивно оформленный заодно с поддерживающим люнетом 3
(см. рис. 119,6). По кольцевому зазору между стенкой отверстия
и корпусом стебля СОЖ поступает в зону резания и вместе со
стружкой удаляется по внутреннему отверстию в стебле. Для дроб-
ления стружки по длине делается торцовый уступ на передней
поверхности; деление стружки по ширине обеспечивается ступенча-
той формой режущей кромки. Так, при сверлении стали Х18Н9Т
с охлаждением сульфофрезолом оптимальная форма дробленой
стружки для диапазона толщин среза а=0,054-0,08 мм получается
при ширине порожка 2,5 мм и его переднем угле у=54-6°; при
охлаждении эмульсией ширина порожка должна увеличиваться до
3,54-4,0 мм [32]. Оптимальной формой стружки в этом случае
являются небольшие завитые «гильзы» или отдельные кусочки.
303
Так же как и у сверла с наружным отводом, режущая кромка в
центре занижена, что улучшает работу сверла в этом месте вслед-
ствие образования нулевого стержня. Более рациональное решение
задачи деления стружки по ширине обеспечивается применением
сверл с разделенной режущей кромкой (рис. 120, б) путем установ- .
ки трех ножей.
Рис. 121
Сверла для кольцевого сверления (рис. 121) применяют для
обработки отверстий диаметром более 50-4-80 мм. При меньших
диаметрах конструктивное оформление сверла для кольцевого свер-
ления достаточно жесткой конструкции, образующего в центре
стержень, затруднено. Корпус сверла 2, несущий резец 1, трапеце-
Рис. 122
304
идальной резьбой соединяется со стеблем 3. На корпусе устанавли-
ваются упорный 4 и калибрующий 5 кулачки. Достоинством сверл
для кольцевого сверления является отсутствие процесса резания
в центре обрабатываемого отверстия. Подача СОЖ при кольцевом
сверлении (см. рис. 119, в) осуществляется в зазор между образу-
ющимся в центре стержнем 6 и стеблем сверла, отвод ее вместе
со стружкой — между обрабатываемой деталью и стеблем сверла.
Такая схема обеспечивает лучшие условия для удаления стружки,,
так как движение стружки осуществляется на большом диаметре.
Схемой резания в общем случае называется последова-
тельность срезания слоев металла с заготовки и распределение
работы резания между отдельными режущими кромками. В общем
случае схема резания имеет объемный вид; однако для простоты
ее наиболее часто изображают в виде плоскости. При конструиро-
вании инструментов для обработки глубоких отверстий можно при-,
нимать две схемы резания — схему деления глубины резания или
схему деления подачи. В первом случае заданная на обработку глу-
бина резания, например при растачивании, снимается последова-
тельно каждой режущей кромкой, т. е. f=fi + ^2 (рис. 122,а); при
этом подача, приходящаяся на каждую режущую кромку sz=S\=S2,
равна подаче в целом на инструмент s0, т. e.,sz=s0. Наоборот, ра-
бота инструмента по схеме деления подачи (рис. 122, б) построена
по принципу, что каждая режущая кромка снимает полную глуби-
ну резания t; при этом подача на оборот инструмента в целом s»
равна сумме подач, приходящихся на каждую режущую кромку:
So Sj Ч" $2,
где
$1 = 82 = 5г;
и в общем случае
5о = м>
где z — число режущих кромок.
Как видно из приведенной формулы, инструмент для обработки
глубоких отверстий, работающий по схеме деления подачи
(рис. 122, б), можно создать путем увеличения числа режущих
кромок г, т. е. подачи теоретически сколь угодно большой произ-
водительности. Так, появились 10-, 12-, 24-резцовые сверла для
кольцевого сверления. Однако, как показала практика, их использо-
вание начиная с определенной величины (х=2ч-3) не дает увели-
чения производительности и вместе с тем приводит к резкому сни-
жению точности обработки прежде всего по уводам, конусности,,
разборам; работа таких сверл характеризуется также пониженной
виброустойчивостью. Это объясняется тем, что нормальная работа
многорезцового инструмента, сконструированного по схеме деления
подачи, исходя из оптимальной толщины среза на каждую режу-
щую кромку az=sz sin <р, возможна только при высокой точности
установки режущих кромок в одной плоскости, перпендикулярной
к оси х — х, и при отсутствии их перекосов. Погрешности заточки,
соизмеримые со значениями снимаемых толщин среза, а также
20 в. Н. Подураев
305
неравномерный износ приводят к перераспределению нагрузки; в
результате этого одна-две режущие кромки воспринимают всю за-
данную на инструмент нагрузку резания, обусловленную заданным
припуском, остальные режущие кромки просто не работают. Это
вызывает резкое увеличение толщины среза (относительно запроек-.
тированной а) на одну-две режущие кромки, а следовательно, их
повышенный износ или разрушение. Кроме того, они дают избыточ-
ную радиальную составляющую силы резания, создающую перекос
инструмента в отверстии, т. е. погрешности обработки.
Инструменты для обработки глубоких отверстий, работающие
по схеме деления глубины резания, обычно конструируют ра-
диально неуравновешенными от сил резания, действующих на
каждую режущую кромку; при этом избыточная суммарная
составляющая силы резания по осям г — z и у — у, а именно Pz
и Pylti (см. рис. 122, в), воспринимаются специальным упорным 1
и калибрующим 2 кулачками. Наоборот, инструменты, работающие
по принципу деления подачи, например сверло двустороннего реза-
ния, обычно создают радиально уравновешенными-, при этом
=РУа и Р21 “Р^, т. е. для этого типа инструментов жесткие ку-
лачки для восприятия составляющих силы резания не нужны.
Однако при работе инструментов последнего типа погрешности,
возникающие при их заточке, а также неравномерный износ приво-
дят к появлению некоторой радиальной силы; она вызывает еще
большую неравномерность загрузки режущих кромок, увеличенные
уводы, разборы и интенсивные вибрации, затрудняющие использо-
вание твердосплавного инструмента. Поэтому в большинстве слу-
чаев высокую производительность и лучшие экономические резуль-
таты показывают радиально неуравновешенные инструменты, рабо-
тающие по принципу деления глубины резания, так как они позво-
ляют использовать твердосплавный инструмент. Меньшие подачи,
обусловленные их конструкцией, легко компенсируются значитель-
но более высокими скоростями резания; вместе с тем они дают
более высокую точность обработки. Частным случаем такого инст-
румента являются сверла одностороннего резания (см. рис. 118,
120 а, 121).
При конструировании радиально неуравновешенных инструмен-
тов необходимо выдерживать правила трех «жестких» точек и по-
стоянства базирования инструмента в процессе обработки. Извест-
но, что положение окружности в плоскости определяют три точки,
исходя из этого задание инструменту еще одной лишней жесткой
базовой точки в плоскости yoz, перпендикулярной к оси сверления
х — х (см. рис. 122), или, наоборот, наличие только двух жестких
точек будет нарушать нормальные условия работы инструмента.
Жесткими точками считаются вершины калибрующих режущих
кромок и металлические направляющие кулачки; ими для радиаль-
но неуравновешенной конструкции расточной головки односторон-
него резания являются точки 3, 1, 2 (см. рис. 122, в).
.У радиально уравновешенных инструментов таких жестких то-
306
чек можно иметь только две — калибрующие режущие кромки 1, 2
(рис. 122,г). Поэтому радиально уравновешенная конструкция рас-
точной головки двустороннего резания не может иметь жестких
кулачков. Число «нежестких» точек, например резиновых, тексто-
литовых, деревянных и других неметаллических поджимных кулач-
ков, обеспечивающих плотность посадки инструмента в отверстии,
может быть как угодно большим для обоих типов инструментов
(см. точку 4 на рис. 122, в и точки 3, 4 на рис. 122, г).
Правило постоянства базирования радиально неуравновешенно-
го инструмента заключается в том, что суммарная радиальная
составляющая силы резания при учете неизбежных колебаний
твердостей срезаемого слоя обрабатываемого материала, неметал-
лических включений при сверлении, колебаний припусков при рас-
тачивании должна обязательно проходить между двумя жесткими
кулачками — упорным и калибрующим. Выполнение этих двух
правил обеспечивает высокую точность обработки и необходимую
для эффективного применения твердого сплава жесткость системы
в радиальном направлении.
Важнйм фактором, влияющим на точность обработки и стой-
кость сверл, является правильное направление инструмента в пер-
воначальный момент сверления глубокого отверстия, когда впереди
идущая режущая кромка создает первоначальную базу — входное
отверстие для направляющих кулачков. В практике существуют
два метода предварительного направления сверл; применение кон-
дукторных втулок и использование предварительно засверленного
отверстия того же диаметра на длине /=(0,7-?1)</ обыкновенным
спиральным сверлом.
Глубокое сверление обычно выполняют на станках, имеющих
горизонтальную ось вращения по трем схемам: вращение заготов-
ки, подача сверла (см. рис. 119, а, б, в); вращение и подача сверла;
встречное вращение заготовки и сверла, подача сверла.
Первая схема наиболее распространена; она обеспечивает мак-
симальную жесткость крепления сверла и наименьшие уводы, так
как в этом случае любое отклонение сверла ведет к получению
отверстия большего диаметра, чем диаметр сверла, т. е. d0TS>dCB,
потере вследствие этого его базирования на кулачки и возвраще-
нию его под действием радиальных сил на базовую ось вращения.
Вторую схему применяют только для глубокого сверления отвер-
стий в деталях, размер и форма которых не допускает их враще-
ния; она дает очень большие уводы, так как в этом случае любое
отклонение сверла не исправляется в процессе его дальнейшего
движения в отверстии.
Наибольшая производительность при глубоком сверлении с вы-
сокой точностью обработки может быть получена при использова-
нии третьей схемы. Преимущества схемы сверления глубоких от-
верстий при одновременном встречном вращении заготовки и
инструмента вытекают не только из возможности получения более
высоких скоростей резания и уменьшения опасности появления ви-
браций при вращении плохо сбалансированных заготовок путем
20*
307
сообщения основного вращения инструменту и сравнительно умерен-
ного вращения детали, но и из условий, благоприятствующих полу-
чению более точного отверстия с правильным положением его оси.
Эта схема показала положительные результаты при сверлении от-
верстий как среднего, так и малых диаметров. Например, примене-*
ние встречного вращения сверл (пСв=3360 об/мин) и заготовки
(и3аг= 1600 об/мин) путем модернизации обычного токарного станка
в Челябинском политехническом институте при сверлении отверстия
d=7 мм, 1=80 мм в клапанах из сплава ЭИ992 с режимами реза-
ния ц=103 м/мин, So —0,02 мм/об позволило более чем в 4 раза
повысить производительность этой трудоемкой операции. Схема
встречного вращения сверла и заготовки является сейчас наиболее
•совершенной, поэтому модернизацию станков глубокого сверления
осуществляют установкой на них шпинделей для вращения инстру-
мента, виброгасящих устройств, а также применением схемы внут-
реннего отвода стружки.
Операции глубокого сверления могут выполняться также по
схеме сверления отверстия с одной стороны, когда обработка осу-
ществляется одним инструментом (см. рис. 119, а—г), и с двух
сторон одновременно двумя инструментами, движущимися навстре-
чу друг другу. Теоретически станки, работающие по последней
схеме, обеспечивают при тех же режимах сверления вдвое большую
производительность. Однако практически это повышение произво-
дительности в полной мере не реализуется, поскольку в середине
просверленного отверстия — в месте встречи сверл — образуется
уступ, для удаления которого необходима дополнительная опера-
ция растачивания.
Расточка глубоких отверстий выполняется также по
всем рассмотренным выше схемам вращений и подач заготовки и
инструмента, а также односторонней и двусторонней обработки.
Помимо этого, инструмент можно конструировать применительно
к схеме работы стебля на сжатие (см. рис. 119, г) или на растяже-
ние (см. рис. 119, д)\ достоинством первой схемы является выход
стружки впереди кулачков, поэтому она не попадает под кулачки
в процессе обработки. Учитывая это, такую схему применяют при
черновом растачивании. При чистовом растачивании, наоборот,
стружки образуется мало, форма ее мелкая, поэтому в этом случае
применяется конструкция расточных головок, работающих на рас-
тяжение. Здесь стружка проходит между кулачками, однако дина-
мические условия работы длинного и тонкого стебля на растяжение
значительно лучше. Это позволяет применять более высокие режи-
мы резания.
Плавающие пластины обычно применяют для чистового раста-
чивания глубоких отверстий (рис. 123, б); иногда их используют
и для черновой расточки (рис. 123, а). В обоих случаях пластина
свободно устанавливается в пазу расточной головки с резиновыми
направляющими; при этом обработка ведется по схеме рис. 119, д,
т. е. без жесткой связи со стеблем по оси у — у (рис. 124,а). Пла-
стины оснащаются сплавами Т15К6, ТЗОК6 и обеспечивают вслед-
308
ствие малых углов в плане <р и хороших динамических условий
обработки, обусловленных полной радиальной уравновешенностью
в отверстии инструмента и его большой поперечной жесткостью,
высокую чистоту поверхности — 84-9-го классов. В процессе обра-
ботки они самоустанавливаются по обрабатываемому ими отвер-
стию, поэтому положение оси отверстия (кривизну, увод) они не
исправляют.
Рис. 123
Развертки (рис. 124, б) служат для обработки глубоких отвер-
стий малых диаметров; они состоят из корпуса, к которому при-
паяны твердосплавные пластины. Развертки имеют специальные
направляющие, изготовленные из качественных сортов дерева (бук)
или текстолита. Внутри корпуса имеются отверстия для подачи
к режущим кромкам СОЖ. Развертки для глубоких отверстий ра-
ботают обычно по схеме на растяжение (см. рис. 119, д). В боль-
шинстве существующих станков для глубокого развертывания
заготовка неподвижна, а вращается и подается развертка. Как
показали исследования МВТУ им. Баумана, лучшие условия рабо-
ты твердосплавных разверток на растяжение получаются при вра-
щающейся заготовке и. подающейся развертке; в этом случае
искривления стебля под действием центробежных сил не проис-
ходит.
309
Рассмотренные выше методы конструирования инструментов
распространяются на создание инструментов других типов: сверл,
зенкеров, разверток, обрабатывающих обычные отверстия. Здесь
следует отметить инструменты с разделенными режущими кромка-
ми (см. рис. 120,6), плавающие пластины (см. рис. 124,а), а также
А~А
Z
радиально неуравновешенные схемы инструментов (рис. 122, а, в).
Так, применяют развертки, сконструированные по типу ружейных
сверл (см. рис. 124, в). Они имеют одну смежную твердосплавную
режущую пластину 1 со скругленной вершиной и два направляю-
щих кулачка 2, 3.
310
Схемы конструирования инструментов для обработки отверстий
можно перенести на создание инструментов для наружной обработ-
ки, например применение обойм для наружной обточки, работаю-
щих по схеме плавающих пластин. Такой инструмент является
радиально уравновешенным. Другим примером является приме-
нение обтачивающих разверток (рис. 124, г), которые имеют прину-
дительную подачу СОЖ. Передача крутящего момента осущест-
вляется через хвостовик инструмента, устанавливаемого через
конус Морзе в шпиндель или заднюю бабку токарного станка.
Эффективная мощность при сверлении и рассверлива-
нии вычисляется по формуле
Л4=(Л4кл)/1,36-716 200 кет-Мкп/716 200 л. с.,
где Мк — крутящий момент, кгс-м; п — скорость вращения сверла
или детали, об/мин.
Основное технологическое время при сверлении и
рассверливании вычисляется по формуле
То - l/ns0=(4+/д + tj/ns0,
где s0 — подача сверла или детали, мм/об; Z — длина прохода свер-
ла или детали в направлении подачи; ее составными элементами
являются длина обрабатываемого отверстия детали /д, мм, величина
врезания инструмента 4» мм, и его перебега на выходе 4- При
сверлении — (d/2)ctg<p; при рассверливании /x=p,5(d — d9)ctg<p
(d — диаметр сверла; d3 — диаметр рассверливаемого отверстия;
<р — угол при вершине сверла).
ГЛАВА X
ФРЕЗЕРОВАНИЕ
Фрезерование — способ обработки резанием, осуществляе-
мый при вращательном движении многозубого инструмента — фре-
зы; поступательное движение подачи осуществляется относитель-
ным перемещением инструмента и заготовки. Фрезерование приме-
няют для обработки плоскостей, пазов, фасонных поверхностей, тел
вращения, а также изготовления резьбы, шлицев, зубчатых колес и
разрезки заготовок, обеспечивая получение чистоты поверхности
4-т-5-го классов при получистовом и б4-7-го классов при чистовом
фрезеровании, с точностью обработки соответственно в пределах
34-4-го классов, а при скоростном и тонком фрезеровании — до
2-го класса. По производительности фрезерование значительно пре-
восходит строгание, а также протягивание при снятии значитель-
ных припусков и обработке поверхностей, не требующих высокой
точности и чистоты. В настоящее время фрезерование как метод
обработки резанием больших поверхностей сложной формы, осо-
бенно тонкостенных деталей, уступает место химическому фрезеро-
ванию (§ 75).
§ 41. ОСНОВНЫЕ ПАРАМЕТРЫ ПРОЦЕССА РЕЗАНИЯ
И СХЕМЫ ОБРАБОТКИ
Отличительные особенности процесса резания
при фрезеровании:
1. Периодически повторяющийся по времени процесс резания
с работой режущих кромок по циклу нагрузка — отдых-, за полный
оборот инструмента зуб фрезы находится в контакте с материалом
заготовки очень малое время (сотые или тысячные доли секунды);
на большей части оборота режущая кромка не работает — «отды-
хает».
2. Переменная нагрузка режущей кромки за один цикл резания
в результате изменения величины срезаемого слоя; при этом у
фрез с прямыми зубьями изменяется только толщина среза; у фрез
с винтовыми зубьями — толщина среза и длина контакта режущей
кромки с заготовкой.
3. Ударная нагрузка на режущую кромку, срезаемый слой ме-
талла и систему СПИД в целом вследствие периодически повторя-
ющегося процесса врезания зуба в материал заготовки и выхода
из нее. Поэтому процесс резания при фрезеровании сопровождает-
ся интенсивными вынужденными колебаниями. Учитывая наличие
радиуса закругления р режущих кромок фрезы, врезание начинает-
ся не с нулевой толщины срезаемого слоя, а с некоторой толщины
312
среза а>р, вследствие чего зуб определенное время скользит по
некоторой дуге, не снимая стружки. При схемах фрезерования,
где удельный вес такого явления велик, это приводит к существен-
ному ухудшению условий работы инструмента, вызывая его повы-
шенный износ. s
4. Фрезерование является способом многолезвийной обработки,
так как в процессе резания участвуют одновременно несколько
зубьев; чем больше число зубьев, тем меньше интенсивность ко-,
лебаний и процесс резания протекает спокойнее.
Рис. 125
Схемы обработки при фрезеровании следующие.
Встречное фрезерование, т. е. резание против подачи (рис. 125, а);
в этом случае движение работающих зубьев фрезы при ее враще-
нии происходит против направления подачи. При фрезеровании по
данной схеме зуб работает «из-под корки», что облегчает процесс
резания такого вида заготовок. Толщина срезаемого слоя изменя-
ется от нуля до максимума. Это, с одной стороны, создает посте-
пецное нарастание нагрузки на режущую кромку, но с другой —
вызывает при врезании процесс скольжения зуба на определенном
участке без резания, что приводит к интенсивному износу инстру-
мента, налипанию стружки и наклепу; при этом последующий зуб
работает по сильно упрочненному слою. В зубе с налипшей струж-
кой, при ударе на следующем обороте о заготовку, происходит
выкрашивание рабочей поверхности. Это вызывает еще более интен-
сивный наклеп и ухудшение шероховатости поверхности; кроме
того, резание сопровождается повышенными вибрациями, посколь-
ку вертикальная составляющая окружной силы резания Pw стре-
мится оторвать заготовку от стола, увеличивая при этом зазоры
между столом и станиной. Фрезерование по этой схеме жаропроч-
ных и нержавеющих материалов вследствие снятия в начальный
момент малых толщин среза, интенсивного наклепа, сильного нали-
пания стружки, а также пониженной виброустойчивости дает отри-
цательные результаты.
Попутное фрезерование (рис. 125,б), когда направление дви-
жения' работающих зубьев фрезы при ее вращении совпадает с
направлением подачи. В начальный момент работы по этой схеме
зуб фрезы сразу воспринимает максимальную нагрузку, так как
начинает работать с наибольшей глубины. Однако при обработке
313
заготовок, не имеющих на поверхности твердых и загрязненных
корок, при фрезеровании сталей средней твердости, жаропрочных
и нержавеющих материалов эта схема обработки повышает стой-
кость инструмента, точность обработки и уменьшает шероховатость,
так как исключает недостатки первой схемы — скольжение зуба
на определенном участке без резания и пониженную виброустойчи-
вость процесса резания. Помимо этого, использование этой схемы
Рис. 126
дает плавный выход режущих кромок из материала обрабатывае-
мой заготовки. Данную схему широко применяют при обработке
жаропрочных и нержавеющих материалов, так как она повышает
производительность по сравнению с первой схемой, например при
фрезеровании цилиндрическими фрезами по этой схеме заготовки
из стали Х18Н9Т производительность повышается в 2,54-3 раза.
Вместе с тем при применении схемы попутного фрезерования ин-
тенсивность удара в момент встречи зуба с материалом максималь-
ная; поэтому при ее использовании необходимо обеспечивать высо-
кую жесткость системы прежде всего в направлении подачи и сво-
дить до минимума (не более 0,14-0,15 мм) осевой зазор между
винтом и гайкой (для его регулировки желательно иметь специаль-
ное устройство). Помимо этого, плоскость перемещения стола с
заготовкой следует немного наклонять по отношению к. оси враще-
ния инструмента, для того чтобы режущие кромки не царапали уже
обработанную поверхность [47, 48].
При работе торцовыми и концевыми фрезами в зависимости от
расположения оси фрезы относительно средней линии обрабаты-
ваемой заготовки различают симметричное (рис. 126, а, б) и не-
симметричное (рис. 126, в, г) резание; первый вид подразделяют
на симметричное полное, когда t=D и угол контакта ф=180°
(см. рис. 126, а), и симметричное неполное, когда t<iD (см.
314
рис. 126,6); наилучшие результаты при обработке жаропрочных
и нержавеющих сталей и сплавов показывает схема несимметрич-
ного фрезерования (см. рис. 126, г).
Параметры процесса резания при фрезеровании
{рис. 126, 127).
Угол контакта фрезы ф, град, соответствует дуге соприкоснове-
ния фрезы с заготовкой. Для цилиндрических и дисковых фрез
ф=агссоз[1 — (2//D)].
Рис. 127
Для торцовых фрез при симметричном резании
ф=2агсзш(£/П).
Число зубьев прямозубой фрезы, одновременно находящихся в
работе,
zp=(i|>z)/36O,
где z — общее число зубьев у фрезы.
Глубина резания t, мм,— величина срезаемого слоя материала,
соответствующая длине дуги резания I. Понятие глубины резания
для цилиндрических, дисковых и фасонных фрез совпадает с поня-
тием глубины срезаемого слоя (см: рис. 127). При обработке паза
концевой фрезой глубина резания равна диаметру фрезы (см.
рис. 126, а). При обработке уступа глубина резания соответствует
ширине уступа (см. рис. 126, б, в, г).
Ширина фрезерования В, мм,— ширина обрабатываемой по-
верхности в направлении, параллельном оси фрезы. У цилиндриче-
ских фрез ширина фрезерования совпадает с шириной обрабаты-
ваемой заготовки (см. рис. 127), у дисковых фрез — с шириной
паза, у торцовых и концевых фрез — с глубиной срезаемого слоя
(см. рис. 126).
Ширина среза Ь, мм,— длина соприкосновения режущей кромки
зуба с обрабатываемой заготовкой. Для прямозубой фрезы Ь=В,
для цилиндрической фрезы с винтовыми зубьями Ь^=В и является
315
переменной величиной. Для торцовых фрез
Z>=B/(sinqpcosX),
где А — угол наклона режущей кромки зуба фрезы.
Толщина среза а, мм,— расстояние между поверхностями реза-
ния, образованными двумя последовательными положениями режу-
щих кромок фрезы в радиальном направлении, измеренное в нор-
мальном к поверхности резания направлении; величина а пере-
менна.
Мгновенная толщина среза мм при торцовом фрезеровании,
принимая, что главная режущая кромка параллельна оси фрезы
(т. е. <р=90°), для текущего угла контакта б
a6=szsin б.
Тогда средняя толщина среза
в»
J sz sin 6d6
acP=_6i____________________ =s cos ai — cos
б2 — бх г ба —бх
Это же значение аср может быть найдено из условия постоян-
ства объема металла, снятого за один оборот фрезы радиусом R,
V =‘Btszz=R.^ta^z\ acv=(B/Rty)sz.
Формулы для определения максимальной и средней величин
толщины среза исходя из данных рис. 126 и 127 приведены в
табл. 33.
Таблица 33
Формулы для определения атах и ас₽
Вид фрезы Формулы
Цилиндрическая flmax = s^ sin *i|) = 2sz }///£) ; acP=s2 sin */#
Торцовая при симметричном фрезе- ровании amax = 2sz sin Ф; 2s?t sin ф acP = —
Торцовая при несимметричном фре- зеровании t<D/2 t=D/2 t>D/2 amax=2sz |/ (t/D) (1 — t/D); 2szt sin ф acp=—- Dtp flmax_ a®ax=2sz V (t/D) (t/D — 1>
316
Площадь поперечного сечения среза Q, мм2, снимаемого одним
зубом прямозубой фрезы в момент времени, определяемый углом
поворота фрезы б,
Qe =оВ=Взг sin 6.
Максимальное сечение среза, снимаемого одним зубом, соответ-
ствующее значению угла контакта фрезы 6=ф,
_ Qmax _ 2Bsz Vt/D — t2/D2.
Площадь поперечного сечения среза, снимаемого несколькими
одновременно работающими зубьями zp прямозубой фрезы,
гр
Q — Пх 4" П2 4- • • • 4" =Bsz sin 6t*.
Рис. 128
Суммарное сечение среза у
прямозубых фрез резко изменяет-
ся при выходе каждого зуба из
заготовки. Поэтому для обеспече-
ния более плавной работы широко
применяют цилиндрические фре-
зы с винтовыми зубьями. Толщи-
на и ширина среза у винтовых
фрез различна как по длине зу-
ба, так и по длине дуги контакта.
Положение каждого зуба винто-
вой фрезы определяется двумя
мгновенными углами контакта 61
и 62- Исходя из этого толщина
среза в момент входа а\ и выхо-
да а2 зуба (рис. 128):
ar=sz sin Sij a2=szsin62.
Для цилиндрической винтовой
фрезы ширина среза в отличие от
прямозубой Ь^=В. В общем слу-
чае мгновенная ширина среза
b = (jiD/360 sin о») (62 — 6Х).
Площадь поперечного сечения среза Q мм2 в этом случае опре-
деляется из рассмотрения рис. 128 [13].
dQz=adx,
где
a = s2sinB,
и мгновенный угол контакта
. 8 = 6Х4—~ ^>1~ х; dQz=s2 sin ^Sx 4- xj dx.
Решая интеграл в пределах интегрирования от 0 до I, получаем
317'
®z = ~T'1 У (C0S S1 “ C0S S2)-
02 —01
Подставляя значение l, учитывая при этом, что 0 = 90° — ®,
Г D D
'--ЙПГ-
Q - *!„№-»,) (с0! s‘ -cos 8°> - т i<cos s‘ -cos ,y
$Z
Схема установки об-
рабатываемой заготов-
ки относительно оси
вращения фрезы (рис.
129) имеет большое значение
при торцовом фрезеровании
как обычных конструкционных,
так и жаропрочных и нержа-
веющих материалов; она опре-
деляет условия врезания режу-
щей кромки в заготовку и усло-
вия ее выхода. Действительно,
при торцовом фрезеровании со
смещением К=0 получается схема попутного фрезерования, а при
K=D — t — схема встречного фрезерования. При обработке со зна-
чениями К, лежащими в пределах этих крайних величин, получа-
ются промежуточные схемы, определяющие условия резания при
постепенном переходе от попутного к встречному фрезерованию.
Зависимости стойкости фрез Т от значения К/D при обработке
жаропрочного сплава ХН58ВМКЮР (ЭИ766) твердым сплавом ВК6М:
о=26 м/мин, sz=0,127 мм/зуб, В=2 мм, 2 = 62 мм (/) и быстро-
режущей сталью Р9К10: v = 6,6 м/мин, зг=0,28 мм/зуб, £)ф=110 лии,
В=2 мм, СОЖ—10-процентная эмульсия (2)— показаны на
рис. 130, а. Подобные данные для обработки титанового сплава
ВТ6 твердым сплавом ВК6М: о = 78 м/мин, s2=0,124 мм/зуб,
5=25 мм, 2 = 62 мм, Дф=120 мм (/) и быстрорежущей сталью
Р9К10: о=26 м/мин, s2=0,16 мм/зуб, £>ф=120 мм, В=25 мм,
2 = 74 мм (2) —показаны на рис. 130,6. Они могут быть пояснены
рассмотрением условий врезания и выхода режущих кромок [43, 47,
48].
Условия врезания при неизменных режимах резания определя-
ются углом входа 6вх=90°— 8, где 8 — угол встречи, толщиной сре-
за для точки входа aBX=szsin SBX, скоростью нарастания сечения
среза QBX, а также положением точки первоначального • контакта
зуба фрезы с заготовкой. Наилучшие условия врезания имеют ме-
сто в случае первоначального соударения с заготовкой точки U,
наиболее удаленной от вершины режущей кромки (см. рис. 129),
наихудшие условия — при первоначальном контакте в точке S, т. е.
по вершине инструмента. В общем случае условия первоначально-
го контакта определяются значениями радиального переднего угла
318
фрезы уРад и проекцией на осевую плоскость, проходящую через
вершину зуба, угла i между направлениями оси фрезы и линией
пересечения передней поверхности зуба с плоскостью встречи заго-
товки [43]:
'Урал3565 90 — tgYpaa=tgYsin<p + tg%cos<p;
tg i=tg Yoc/(tg Урад — tg 6)=(tg Y cos ф — tg % sin <p)/(tg урад — tg e),
где Yoc — осевой угол зуба
фрезы.
Величина смещения, оп-
ределяющая оптимальный
первоначальный контакт по
точкам U или Т и одновре-
менно схему попутного фре-
зерования,
Л-vD,
где v — коэффициент, рав-
ный 0,044-0,1.
Скорость нарастания се-
чения среза й, мм2/сек, оп-
ределяющая увеличение на-
грузки на режущую кромку
по мере врезания инстру-
мента, прямо пропорцио-
нальна скорости резания v,
м/мин, величина подачи на
зуб sz, мм/зуб, а также зави-
сит от геометрии заточки ин-
струмента (%, <р) и схемы ус-
тановки, определяемой уг-
лом встречи е:
а)
й= ±vsz
sin ф cos е
cos <p.tg в—tgX
Рис. 130
Знак плюс берется при контакте в точке U или V, знак минус —
в точке Т или S. Абсолютная величина скорости нарастания сече-
ния среза по мере повышения угла встречи е увеличивается до
некоторого критического значения, определяемого условием
tge=tgX/cos ф, при котором Q = oo, что имеет место при мгновен-
ном врезании, с превышением этой величины — падает.
Условия выхода режущей кромки фрезы наряду с врезанием
имеют большое значение при фрезеровании труднообрабатываемых
материалов, они влияют на прочность схватывания отдельных час-
тиц обрабатываемого материала с передней поверхностью инстру-
мента. Интенсивность этого процесса определяет появление выкра-
шиваний при последующем входе инструмента в обрабатываемый
материал.. Прочность схватывания стружки и инструмента характе-
319
ризуется видом соприкасающихся материалов, действующими удель-
ными нагрузками и температурами в момент выхода, соотношением
времени нахождения режущей кромки за один оборот фрезы в
обрабатываемом материале и вне его. Исходя из этого следует,
что подбор разнородного по схватыванию инструментального
материала по сравнению с обрабатываемым, обеспечение выхода
режущей кромки при возможно меньшей толщине среза, повыше-
ние диаметра фрезы при прочих равных условиях улучшают усло-
вия обработки. При применении схемы попутного фрезерования
толщина среза на выходе режущей кромки уменьшается до нуля.
Это является одной из причин положительного влияния примене-
ния схемы попутного фрезерования при обработке вязких жаро-
прочных и нержавеющих материалов. В тех случаях, когда жест-
кость станка не позволяет использовать схему попутного фрезеро-
вания, приходится вести обработку жаропрочных материалов по
схеме встречного фрезерования; установка заготовки в этом случае
должна соответствовать наименьшей допустимой величине смеще-
ния /с.
§ 42. ГЕОМЕТРИЯ ЗАТОЧКИ И КОНСТРУКЦИИ ФРЕЗ
Геометрические параметры цилиндрических фрез
представлены на рис. 127, торцовых — на рис. 131 и табл. 34.
У обоих типов фрез раз-
личают углы главной ре-
жущей кромки в плоско-
сти NN, нормальной к ре-
жущей кромке: у — глав-
ный передний угол и ах —
нормальный задний угол,
и в поперечной плоскости
ВВ, нормальной к оси
фрезы: а — главный зад-
ний угол и у в — попереч-
ный передний угол. Для
удобства замера иногда
задаются углы в продоль-
ной плоскости АА, парал-
лельной оси фрезы: уА, си.
Рис. 131
320
Эти углы связаны между собой следующей зависимостью:
tg tg ув sin ф + tg ул cos ф.
Главный угол в плане ф измеряется между проекцией главной
режущей кромки на осевую плоскость и направлением подачи; ве-
личина его выбирается наименьшей, обеспечивающей вместе с тем
достаточную виброустойчивость процесса резания. Для повышения
прочности вершины у зубьев фрез затачивается дополнительная
фаска шириной f под углом фо.
Таблица 34
Геометрия заточки торцовых фрез
Обрабатываемый материал Материал режущей части Y а у Л мм Ф Ф1 г, мм
наименование ав’ кгс/ммг град град
Нержавеющие и жаропроч- ные стали и сплавы 60—120 Твердый сплав 8—10 15 —5 0,2 45—60 15 1,0
Быстрорежу- щая сталь 10—15 — —
>120 Твердый сплав — 5 — 1,2—2
Литейные жа- ропрочные сплавы 80—100 5-8 —5 0,2
Сплавы на ти- тановой осно- ве 45—70 0 — —
70—120 —5 — 1,5—2
120—140 —5 до —10 — —
Вспомогательный угол в плане ф1 определяет шероховатость
поверхности; у торцовых фрез, предназначенных для чистового
фрезерования, на зачистных зубьях 2 и 3 по сравнению с рабочи-
ми 1 затачивается вспомогательная торцовая кромка с углом в
плане, равным нулю, на длине fQ = (4-4-6) s0. У дисковых фрез на
той же длине затачивается угол ф1 = 0°30' (рис. 131, низ).
21 В. Н. Подураев
321
Фрезы по .форме режущих зубьев подразделяют на
две группы: 1) фрезы с остроконечными зубьями для обычных
(рис. 132, а) и тяжелых (рис. 132, б) работ, у которых передняя и
задняя поверхности — плоскости; к этой группе фрез относят ци-
линдрические, торцовые, дисковые и другие и 2) фрезы с затылован-
ными зубьями (рис. 132, в), у которых передняя поверхность плос-
кая, а задняя имеет форму архимедовой спирали. Фрезы второй
группы обеспечивают при переточках передней поверхности посто-
янство профиля режущей кромки в радиальном сечении, вследствие
чего эту форму зубьев используют для фасонных фрез.
Скоростное фрезерование твердосплавными фрезами
при обработке обычных конструкционных сталей широко применя-
, ют при торцовом фрезеровании концевыми или сборными фрезами,
а также при обработке пазов дисковыми фрезами. При фрезерова-
нии фасонных поверхностей оно имеет пока ограниченное приме-
нение. При обработке жаропрочных сплавов наибольшее примене-
ние получили быстрорежущие фрезы; это обусловлено неблагопри-
ятными явлениями, связанными с прерывистым характером реза-
ния и интенсивными процессами схватывания между рабочими
поверхностями инструмента и стружкой. Стружка, прочно пр ив а-"
рившаяся к передней поверхности инструмента в момент его выхо-
да из металла, при последующем входе вызывает выкрашивание
режущей кромки. Интенсивность воздействия этих явлений зависит
от характера процесса резания и жесткости системы, которые опре-
деляются прежде всего видом фрезерования. Поэтому для цилин-
дрических и фасонных фрез применяют преимущественно быстро-
режущие стали Р18, Р9К5. Для оснащения дисковых фрез, исполь-
зуемых, например, для обработки пазов в турбинных дисках, также
рекомендуется быстрорежущая сталь. Хорошие результаты при
обработке жаропрочных сплавов показывают дисковые фрезы,
улучшенные ЦНИИТмашем путем углубления впадин между но-
жами, уменьшения длин торцовых режущих кромок с повышением
их задних углов. Для концевых фрез применяют также быстроре-
322
жущие стали; использование твердого сплава ВК8 дает хорошие
результаты только при обработке нержавеющей стали Х18Н10Т
при /=^35 мм.
Для оснащения торцовых фрез применяют быстрорежущие ста-
ли Р18, Р9К5 и твердые сплавы ВК8, ВК6М. Применение фрез,
оснащенных твердым сплавом, при обработке сплавов типа
Х18Н10Т, ЭИ654 более целесообразно вследствие их большей про-
изводительности; из быстрорежущих сталей наилучшие результаты
дает сталь Р9М4К8Ф. При фрезеровании высоколегированных
жаропрочных сплавов типа 4Х12Н8Г8МФБ (ЭИ481), ЭИ395,
ХН77ТЮ (ЭИ437А), ХН35ВТЮ (ЭИ787), ХН62ВМКЮ (ЭИ867)
экономически эффективнее использование быстрорежущих сталей;
они допускают несколько меньшие скорости, но позволяют рабо-
тать со значительно большими подачами на зуб, помимо этого,
при их работе отсутствуют случаи выкрашивания инструмента [28J.
При черновом фрезеровании титановых сплавов применяют твер-
дый сплав ВК8, при чистовом и получистовом фрезеровании с до-
статочной жесткостью системы СПИД — твердые сплавы ВК4,
ВК6М.
Монолитные твердосплавные концевые фрезы выпускаются про-
мышленностью диаметром 5—16 мм. При обработке стали ЭИ654
и сплава ХН77ТЮР (ЭИ437Б) оптимальной конструкцией являет-
ся 5-зубая фреза из твердого сплава ВКЮМ; геометрия заточки:
адг = 20°, у= +5°, ю=20—25°; режимы обработки: w = 35—ЬЬм/мин,
s2=.(0,0024-0,0025) Лф.
Фрезы со вставными ножами применяют для скоростного фре-
зерования; этот метод крепления ножей должен допускать их ин-
дивидуальную заточку. Выполнение этого требования обеспечивает
конструкция ВНИИ; крепление осуществляется посредством двух
цилиндрических клиньев, имеющих лыски. Регулировку положения
ножей в корпусе фрезы производят с помощью специальных при-
способлений.
Специальные фрезы находят широкое применение; к ним
относятся фасонные, комплектные, ступенчатые и некоторые другие
типы фрез. Комплектные фрезы представляют собой набор на
оправке стандартных (дисковых двусторонних, трехсторонних) и
фасонных фрез; их; используют для обработки сложных фасонных
поверхностей. Для снятия за одинпроход больших припусков (более
5 мм) применяют торцово-конические фрезы и ступенчатые торцо-
вые фрезы. Некоторой модификацией фрез последней конструкции
являются фрезы со вставными ножами, имеющими ступенчатую
заточку; при работе на агрегатных станках и обработке чугунных
деталей они значительно увеличивают производительность. Особен-
ностями эксплуатации всей этой группы фрез является сложность
заточки и необходимость повышенной жесткости и виброустойчиво-
сти станков.
Фрезы с косыми или винтовыми зубьями обеспе-
чивают существенное повышение производительности процесса
резания при фрезеровании; по сравнению с обычными они дают
21* 323
более хорошие динамические и тепловые условия работы режущей
кромки вследствие большей длины их рабочей части и увеличения
переднего угла, а также более равномерных условий входа режу-
щей кромки при врезании в материал меньшей интенсивности
вынужденных колебаний. Равномерная работа фрезы с постоянной
величиной площади срезаемого слоя происходит при угле наклона
винтовых зубьев
tg(d = Bz/nDk9
где В — ширина фрезерования, мм; z— число зубьев фрезы; D —
диаметр фрезы, мм; k — целое число (обычно 24-3).
Вследствие отмеченных выше достоинств фрезы с винтовыми
зубьями допускают эффективное использование твердых сплавов,
что увеличивает производительность по сравнению с быстрорежу-
щими в 34-4 раза. Твердосплавные фрезы с винтовыми зубьями
по производительности успешно конкурируют с торцовыми фреза-
ми, что обусловлено кроме рассмотренных положительных особен-
ностей также наличием при работе условий свободного резания.
Фрезы с винтовыми зубьями по конструкции могут быть цельными
или сборными. Наиболее проста конструкция цилиндрической вин-
товой фрезы для обработки жаропрочных материалов, оснащенная
винтовыми пластинками из твердого сплава ВК8 [43]. Стандарт-
ные цилиндрические фрезы из быстрорежущей стали имеют угол
наклона со=20°; дальнейшее увеличение этого угла ведет к повы-
шению стойкости инструмента. Например, использование фрез с
со = 45° увеличивает стойкость инструмента почти в 5 раз. Для
цилиндрических фрез с винтовыми или наклонными зубьями под
углом со
tgy==tgy4cosco; tg aN = tg a/cos co .
Для фасонных фрез
tgy^ = tgacose(/?/r),
где e — угол наклона касательной к профилю в данной точке;
г — расстояние этой точки от оси фрезы,.мм; R — наибольший
радиус фасонного профиля, мм.
Торцовые и цилиндрические фрезы с неравномерным угловым
шагом расположения зубьев (ГОСТ 8237—57) предложены нова-
тором ленинградского Кировского завода В. Я. Карасевым [106];
отличительными особенностями концевых фрез этого типа являются
неравномерный угловой шаг расположения зубьев (табл. 35), а
также винтовое расположение режущих кромок (со = 354-45°). Эти
фрезы могут иметь два вида зубьев: нормальный зуб при обычном
числе зубьев и крупный зуб. Зубья последнего вида имеют откры-
тый криволинейный профиль стружечных канавок при увеличенном
их объеме вследствие повышения глубины и радиуса закругления
дна канавки. Режущая часть фрез делается из стали Р9, хвосто-
вая— из стали 45Х. Фрезы малого и среднего диаметров (34-20 мм)
изготовляют с цилиндрическим хвостовиком.
324
Таблица 35
Значения угловых шагов расположения зубьев концевых фрез в плоскости,
перпендикулярной к оси фрезы, град
Диаметр фрезы, D, мм Число зубьев, Z “Ф1 Ф2 Фз *4 Фб Фе
3—12 3 123 ПО 127
3—50 4 85 90 95 90 — —
14—15 5 72 68 76 68 76 —
14—15 6 57 63 57 63 57 63
Цилиндрические фрезы с неравномерным шагом расположения
зубьев (ГОСТ 3752—59 и 9926—61) отличаются от обычных фрез
переменным угловым шагом с разностью 6°, увеличенным углом
наклона зубьев со = 40° с левым направлением, повышенным объ-
емом канавок, изменением их профиля в сторону большей плавно-
сти сопряжения кривых стружечной канавки и спинки зуба и луч-
шей формой для размещения и отвода стружки, а также большей
жесткостью зуба. Число зубьев у фрез с неравномерным шагом
меньше, чем у фрез с мелким зубом по ГОСТ 3752—59, но больше,
чем у фрез со вставными ножами по ГОСТ 9926—61. Цилиндри-
ческие фрезы диаметром до 100 мм изготовляют цельными из быст-
рорежущих сталей Р9 и Р18; большего диаметра — со вставными
ножами, оснащенными Р9 и Р18; корпус делается из стали 45Х.
Наличие переменного шага резко снижает интенсивность вибра-
ций, возникающих при периодически повторяющемся процессе вре-
зания зубьев. Это происходит вследствие того, что неравномерное
расположение зубьев дает различную толщину среза, образуемого
двумя смежными зубьями, при этом период действия возмущающей
силы является также переменным. В результате этого возникают
апериодические колебания, интенсивность которых значительно
меньше. Снижению интенсивности вибраций способствует также
переменная по времени величина сдвига фаз между относительны-
ми колебаниями системы СПИД и следами вибраций на поверх-
ности резания.
Фрезы с крупным зубом вследствие их большей толщины имеют
повышенную прочность и виброустойчивость; вместе с тем наличие
плавного профиля стружечной канавки большего объема исклю-
чает схватывание стружки с поверхностью канавки и облегчает ее
отвод. Это дает возможность увеличить производительность обра-
ботки путем повышения подачи на зуб и уменьшить давление на
рабочие поверхности и расход мощности на резание. Большая вы-
сота зуба позволяет также увеличить число переточек и срок служ^
бы фрезы.
Винтовое расположение зубьев повышает равномерность их вре-
зания; большая виброустойчивость движения резания позволяет
325
работать со значительно большими подачами, чем при обычных
фрезах.
Фрезами с нормальным зубом обрабатывают различные марки
сталей, а фрезами с крупным зубом — материалы, обладающие
лучшей обрабатываемостью и допускающие срезание толстых стру-
жек; к ним относятся легкие цветные металлы и их сплавы. Как
известно, при фрезеровании материалов этого вида стойкость обыч-
ных быстрорежущих инструментов достаточно высока, при этом
повышение производительности лимитируется условиями размеще-
ния стружки в канавке и отвода ее из зоны резания; при превыше-
нии подачи сверх оптимальной стружка спрессовывается в канавке.
Фрезы с крупным шагом целесообразно применять и для фрезеро-
вания обычных сталей, если уменьшение производительности вслед-
ствие снижения числа зубьев компенсируется повышением подачи
на оборот, а также для фрезерования пазов в заготовках из мате-
риалов, где при резании обычными фрезами происходит спрессо-
вание стружки в канавках. Таким образом, преимущества фрез с
неравномерным шагом и винтовым зубом особенно проявляются
при резании с увеличенными нагрузками, прежде всего по глубине
резания, при работе на станках пониженной жесткости или при
фрезеровании легкообрабатываемых материалов, а также при обра-
ботке вязких нержавеющих, жаропрочных и титановых сплавов.
Использование фрез с неравномерным шагом снижает шерохова-
тость поверхности и вместе с тем позволяет, учитывая достаточный
объем канавки, исключить операцию полирования стружечной ка-
навки. Фрезы малых диаметров (34-14 мм), работая на станках
средней мощности и нормальной жесткости, обычно не вызывают
значительных вибраций, поэтому для них неравномерный шаг не
устанавливают; это не относится к случаям применения их на не-
больших фрезерных станках пониженной жесткости.
Подобные же особенности процесса резания обеспечиваем при-
менение фрез с разнонаклонными зубьями [107]; их применение
дает повышение стойкости инструмента по сравнению со стандарт-
ными в 2—3 раза; при этом чистота поверхности улучшается на
один класс. Особенности описанных конструкций фрез с неравно-
мерным шагом и винтовым расположением зубьев распространя-
ются на другие типы фрез и виды инструментов.
Фрезы для тонкого фрезерования позволяют исклю-
чить такие трудоемкие операции, как шлифование, шабрение и др.
Его производят торцовыми фрезами, оснащенными твердыми спла-
вами, с отрицательными передними углами при следующем режи-
ме: подача sz=0,034-0,05 мм)зуб, глубина резания /=0,54-1,0 мм,
скорость резания при обработке конструкционных сталей
2004-300 м)мин, цветных металлов — 30004-5000 м!мин.
Фрезы, оснащенные алмазами, наиболее часто применяют для
тонкого фрезерования при обработке плоскостей деталей из цвет-
ных сплавов с чистотой поверхности 9—10-го классов; при этом
точность по плоскостности соответствует точности при шабрении
[108]. Резцы (2—3 шт.) устанавливают на различном расстоянии
326 •
от оси вращения фрезерной головки и обрабатываемой поверхно-
сти; при этом резец, ближайший к оси вращения, является чисто-
вым (всегда алмазный), остальные — черновыми (могут быть с
пластинками ВК8). Алмазный ' резец рекомендуется расточной
Ф = Ф1 = 45° (по нормали машиностроения МН 1388—60) и проходной
упорный ф = 90°. Для ликвидации нароста скорость резания должна
быть выше 500 м/мин-, по-
дача 0,0084-0,04 мм/об-,
глубина не более 0,01 мм.
Обработку производят на
фрезерном станке с заме-
ной обычной фрезерной
головки специальной с
электрошпинделем, обес-
печивающим скорость вра-
щения 3000 об/мин-, шпин-
дель балансируется до
следующих . показателей
биения: осевое—1,5 мкм,
радиальное — 3 мкм-, ох-
лаждение подшипников
производится масляным туманом.
.Отрезные дисковые фрезы применяются для разрезки
заготовок. В качестве отрезного инструмента используются диско-
вые пилы конструкции, предусмотренной ГОСТ 4047—52, и конст-
рукции Куйбышевского авиационного института (КуАИ) [43];
стандартная конструкция дисковой пилы имеет сегменты, изготов-
ляемые из сталей Р18 и Р9; правкой их при установке и заточке
добиваются биения не более 1,0—1,5 мм. Отличительной особенно-
стью дисковой пилы конструкции КуАИ (рис. 133) является разде-
ление зубьев на прорезные и зачистные с оптимальными величина-
ми фасок по уголкам. Это значительно облегчает их работу, по-
скольку прорезной зуб обеспечивает предварительную прорезку
паза, а зачистной — окончательно формирует заданный размер
паза. Большое значение имеет также правильная работа фаски.
Увеличение угла фаски до оптимального значения (30°) приводит
к уменьшению толщины среза при той же подаче и, как следствие,
улучшению работы режущей кромки инструмента. Превышение
оптимальной величины угла фаски при неизбежных погрешностях
заточки дает сильный увод резца. Оптимальными параметрами
заточки и режимов резания жаропрочных материалов для диско-
вых пил КуАИ являются: у=12—14°, а=12°, превышение зачист-
ного зуба над прорезным 0,2 мм\ материал режущей части — Р9
и несколько хуже Р18, и = 8—15 м/мин, sz=0,01—0,03 мм/зуб, при
критерии затупления задней « грани зубьев и уголков, равном
0,8—1,0 мм. Размеры впадины зуба, определяемые высотой зуба Н
и шагом Zz, должны быть достаточными для стружки. Для этого
впадины должны иметь большой радиус закругления и высота зуба
должна составлять 0,4—0,6 от шага между зубьями.
327
Ножовки из быстрорежущих сталей показывают хоро-
шие результаты при разрезке пруткового титанового сплава
,d=50—90лш. Шаг между зубьями ножовок зависит от твердости
материала; при НВ 350 его величина равна 4,2—6,2 мм. при
НВ 350 — 6,2 мм. при НВ 350 — 8,4 мм. Режимы резания опреде-
ляются числом двойных ходов ножовки — 45—70 дв. х!мин и пода-
чей на двойной ход — 0,154-0,23 мм/дв. х. Пилы, применяемые для
резки тонких листов, должны быть с малым шагом (порядка 0,8 мм ),
с тем чтобы в контакте с листом во избежание заедания было боль-
ше одного зуба. Для резки толстых листов и заготовок нужны
полотна с менее частыми зубьями; это упрощает удаление стружки
и устраняет забивание зубьев.
§ 43. РЕЖИМЫ ФРЕЗЕРОВАНИЯ
Глубина резания/, мм, при цилиндрическом фрезеровании
зависит от припуска, а также от жесткости и мощности станка;
для уменьшения времени обработки следует стремиться срезать
заданный припуск за минимальное число проходов.
П о дач а при фрезеровании определяется тремя взаимосвязан-
ными между собой параметрами: sz— подача на один зуб фрезы,
мм}зуб. характеризует величину нагрузки на каждый зуб фрезы
в процессе резания; sQ=szz— подача на один оборот фрезы, мм)об,
и sMHH=Soft = s2zn — минутная подача, мм!мин\ от нее зависит вели-
чина основного технологического времени и производительность
обработки.
Значение подачи при черновом фрезеровании выбирают исходя
из жесткости системы и прочности режущей кромки; при чистовой
и получистовой обработке — исходя из заданной шероховатости
поверхности.
При черновом фрезеровании с относительно малыми подачами
и толщинами среза происходит нормальный износ; однако с увели-
чением этих величин сверх некоторой критической возникают вы-
। Таблица 36
Значение максимально допустимой подачи s™ax при фрезеровании жаропрочных
сталей и сплавов
Тип фрезы При жесткости системы
повышенной средней • пониженной
Концевая 0,1—0,2 0,06—0,02 0,04—0,08
Торцовая насадная со вставными но- жами 0,12—0,2 0,08—0,15 0,05—0,10
Цилиндрическая 0,2—0,25 0,12—0,25 0,08—0,15
Дисковые: двусторонняя со вставными ножами 0,12—0,2 0,1—0,15 0,08—0,1
трехсторонняя с мелким зубом . . . 0,08—0,10 0,06—0,08 0,04—0,06
328
крашивания и поломки режущей кромки. В этом случае решающим
при выборе подачи является прочность режущей кромки; она ха-
рактеризуется наибольшей величиной подачи на зуб szmax. Значе-
ния подачи при обработке обычных конструкционных сталей нахо-
дят исходя из максимальных толщин среза: атах« 0,304-0,35 мм
для фрез из быстрорежущей стали и атах=0,25 мм для фрез, осна-
щенных твердым сплавом; для жаропрочных материалов значения
подачи на зуб szmax приведены в табл. 36.
Большие значения подачи на зуб
принимают при фрезеровании с мень-
шими глубиной и шириной обработки,
меньшие — для больших значений глу-
бины и ширины обработки. Значение
подачи szmax зависит от величины допу-
стимого износа задней поверхности h3,
а также от скорости резания v\ чем
меньше h3 и v, тем больше значения
наибольшей допустимой подачи режу-
щей кромки. Помимо этого, значение
szmax зависит от схемы расположения
заготовки относительно фрезы; при рас-
положении заготовки, когда врезание
зуба начинается с наименьшей толщи-
ны среза, szmax вдвое больше, чем при.
симметричном фрезеровании.
Скорость резания при фрезе-
ровании выбирают исходя из допусти-
мого износа фрез при принятой эконо-
мически целесообразной величине стойкости Т по формуле
Скорость резания и, м/ман
Рис. 134
v = (Cjf~J/Tmt\y2vBr*z^ kt.
Числовые значения коэффициента С„ и показателей степеней
для торцового фрезерования нержавеющей стали Х18Н9Т ав =
—59 кгс/мм2, НВ 160 фрезами, оснащенными твердым сплавом ВК8,
приведены в табл. 37.'
Таблица 37
Значения коэффициента Сг, и показателей степеней
Тип фрезы % m xv % rv
Торцовая 2940 0,8 0,31 0,32 0,2 0,26 0,1
Концевая 88 0,4 0,23 0,5 0,3 0,24 0,14
Дисковая трехсторонняя 103 0,31 0,43 0,3 0,3 0,1 0,1
Зависимости Т — v при обработке титановых сплавов фрезами
с винтовыми пластинками ВК8, у= — 5°, а=20°, <о = 40° (по данным
Л. Л. Гуревича) показаны на рис. 134. Влияние скорости резания
329
и подачи на стойкость при обработке стали Х18Н9Т торцовыми
фрезами, оснащенными твердыми сплавами различных марок, пока-
зано на рис. 135, а. Режим резания: sz=0,1 мм/зуб, / = 70 мм,
В=~2 мм, 0=130 мм. Подобные же зависимости для фрез, осна-
щенных твердым сплавом марки ВК8, даны на рис. 135, б. Режим
резания: v = 86 м/мин, f=70 мм, В=2 мм, Оф=130 мм. Влияние
a) s)'
CrfioHnotm т,мип
ширины среза В (sz=0,067 мм/зуб), диаметра фрезы О (со = 30°,
о=47 м/мин, t=2MM), глубины резания t и числа зубьев г(1=5мм)
на стойкость фрез с винтовыми, пластинками из ВК8 дано на
рис. 136. Из рассмотрения экспериментальных данных видно, что
наибольшее влияние на стойкость фрез оказывает скорость резания;
при этом, как показывают экспериментальные данные по торцовому
фрезерованию стали Х18Н10П, зависимость Т — v имеет перелом
(рис. 135, а) [43]. Это объясняется изменением характера износа;
износ истирания, наблюдающийся на больших скоростях, при фре-
зеровании на малых скоростях заменяется износом выкрашивания.
Подача также оказывает значительное влияние на величийу стой-
кости (рис. 135, б); ее увеличение, начиная с некоторой величины
sz« 0,1 мм/зуб, ведет к снижению стойкости (участки 2 и 3)
и только при фрезеровании в диапазоне малых значений увеличение;
330 .<
подачи дает повышение стойкости (участок /). Это объясняется
уменьшением отрицательного влияния радиуса закругления режу-
щей кромки. Зависимость на участке 1 подчиняется уравнению
7=C1s®-33. Различная интенсивность износа на участках 2 и 3
объясняется различным его характером. На участке 2(8г=0,1-ь
4-0,25 мм/зуб) происходит обычный износ истирания; фрезерование
в укаЗанном"диапазоне рекомендуется для практического использо-
вания; в этом случае T=C2/sJ’°. На участке 3, т. е. на подаче зг>
>0,25 начинает преобладать износ от выкрашивания: T=C3/sz'1-
Влияние ширины среза В на стойкость (рис. 136) обусловлено
воздействием двух противоположных явлений; с одной стороны,
повышение В ведет к увеличению величины работы пластических
деформаций вследствие роста объема срезаемого материала; с
другой — уменьшает удельный вес явлений, связанных с несвобод-
ным резанием и затрудняющих процесс резания. Повышение глу-
бины фрезерования t приводит к увеличению объема срезаемого
материала и относительному уменьшению за один оборот времени
отдыха режущей кромки; в результате этого стойкость фрез пони-
жается. Наоборот, увеличение диаметра фрез D при прочих равных
условиях значительно увеличивает их стойкость из-за повышения
331
относительной величины отдыха, а также улучшает теплоотвод и
устойчивость движения резания вследствие повышения массы инст-
румента.
Допустимый износ задней поверхности дисковых фрез состав-
ляет при фрезеровании жаропрочных и нержавеющих материалов
двусторонними фрезами со вставными ножами 0,5—0,8 мм и трех-
сторонними с мелким зубом — 0,34-0,5 мм; титановых сплавов при
черновом фрезеровании — 0,54-0,7 мм, при чистовом и получисто-
вом — 0,34-0,5 мм [28, 34].
Стойкость при фрезеровании жаропрочных и нержавеющих
сталей обычно принимают: концевых фрез Т = 60 мин, цилиндриче-
ских и дисковых двусторонних фрез со вставными ножами
Т=90 мин, дисковых трехсторонних фрез с мелким зубом и торцо-
вых насадных фрез со вставными ножами Т= 120 мин.
На величину допустимой скорости резания помимо рассмотрен-
ных выше основных факторов оказывает влияние также и ряд дру-
гих факторов, учитываемых поправочными коэффициентами ki, а
именно: влияние вида обрабатываемого материала (коэффици-
ент &м); влияние материала режущей части инструмента (коэффи-
циент ^и); влияние угла в плане режущей кромки (коэффициент
Значения kM при фрезеровании инструментами, оснащенными
твердым сплавом ВК8, если принять значение скорости резания
при обработке стали Х18Н10Т за единицу, приведены в табл. 38.
Таблица 38
Поправочный коэффициент kM, учитывающий влияние вида обрабатываемого
материала
Тип фрезы X18H10T ЭИ654 ХН77ТЮР (ЭИ437Б) ЭИ598 ВТ1Д ВТ2
Концевая 1,0 0,38 0,16 0,14 1,6
Торцовая 1,0 — 0,37 0,23 — 0,28
Режимы резания при обработке цилиндрическими винтовыми
фрезами принимают следующими: подача s2 = 0,14 ч- 0,25 мм[зуб,
скорость резания определяют по формуле (стр. 329), значения пока-
зателей степени для стали Х18Н10Т: m = 0,55; xv = 0,23; qz, = 0,14;
r^ = 0,24; zv=0; при sz<0,2 мм/зуб (7^ = 3000, y^ = 0,154; при
s*>0,2 мм/зуб Cv=1220, yv = 0,72 [28, 34].
В табл. 39 приведены рекомендуемые режимы резания цилинд-
рическими фрезами, оснащенными твердым сплавом ВК8, при ши-
рине фрезерования В=20-ь65л^ж, £>==130 лш, z = 8, со = 20°; работа
всухую при Т=120 мин, й3 = 0,5 мм [43].
Значительно повышают производительность фрезерования фре-
зы с неравномерным окружным шагом зубьев. При цилиндрическом
фрезеровании ими стали Х18Н10Т с охлаждением 5-процентной
332
Таблица 39
Режимы резания цилиндрическими винтовыми фрезами,
оснащенными твердым сплавом ВК8
Марка обрабатываемого материала t, мм Sz, мм/зуб V, м/мин
Х18Н10Т 1—6 0,1—0,28 80—100
ЭИ654 1—6 0,1—0,28 50—60
ХН77ТЮР (ЭИ437Б) 1—4 0,07—0,20 26—30
ЭИ598 1 4 0,07—0,20 18—22
Литой жаропрочный сплав 0,5—1,5 0,15—0,3 12—15
ВТ1Д 1—6 0,1—0,28 90—120
ВТ2 1—6 0,1—0,28 50—65
эмульсией, /=34-8 мм, f = 20—25 м/мин, sz=0,14-0,25 мм/зуб,
7*= 180 мм. В качестве критерия затупления торцовых фрез прини-
мают ширину фаски износа Л3 = 0,34-0,35 мм\ с превышением этой
значительно интенсивнее
Рис. 137
величины износ по времени происходит
[106].
Существенно повышает стойкость
инструмента при фрезеровании жа-
ропрочных сплавов быстрорежущи-
ми фрезами обильное охлаждение
54-10-процентной эмульсией с рас-
ходом 104-12 л/мин, а также суль-
фидирование рабочих поверхностей
[34].
Сила резания Rx при фрезе-
ровании раскладывается на две со-
ставляющие (рис. 137): окружную Р,
касательную к траектории движения
ную Рг, направленную по радиусу. Силу можно разложить так-
же на горизонтальную Рн и вертикальную Pw составляющие; у фрез
с косыми или винтовыми зубьями наряду с составляющей 7?i име-
ется еще осевая составляющая Ro силы резания; они определяют
величину суммарной силы резания R.
Отдельные составляющие силы резания оказывают следующие
воздействия. Радиальная составляющая Рт изгибает оправку и
режущей кромки, и радиаль-
определяет нагрузку на подшипники шпинделя станка, создавая
при этом дополнительный момент трения; обычно Рг= (0,64-0,8)Р.
Горизонтальная составляющая Рн определяет нагрузку на при-
способление с закрепленной в нем заготовкой и на механизм пода-
чи станка. При обработке цилиндрическими фрезами против подачи
Рн— (1,04-1,1)Р, при фрезеровании по подаче Рн= (0,84-0,9)Р, для
торцовых фрез Рн= (0,64-0,9) Р.
Вертикальная составляющая Pw силы резания при фрезерова-
нии против подачи стремится приподнять стол станка над его
направляющими, изгибает стол фрезерного станка, установленный
консольно.
333
Осевая составляющая Ро силы резания определяет нагрузку на
приспособление с закрепленной в нем заготовкой, на механизм по-
перечной подачи станка и подшипники шпинделя станка; обычно
Ро =(0,354-0,55) Р.
Окружная составляющая Р силы резания является наиболее
существенной, так как она определяет крутящий момент главного
привода; ее величину определяют по эмпирической формуле
р=срЛ^рг9рвГрогрЛ.
Значения коэффициента Ср и показателей степеней хр и ур при
фрезеровании быстрорежущими инструментами сплавов ЭИ826
(ЭИ617) и ХН75ВМФЮ (ЭИ827) (rp=l, ?р=1, zp=0) приведены
в табл. 40. Значения этих величин для фрез с неравномерным
шагом приведены в табл. 41 [43, 104].
Таблица 40
Значения Ср, хр и _ур для жаропрочных материалов
Тип фрезы СР хр рр Режимы резания
V, м/мин S2, мм/зуб t, мм Л3, мм
Торцовая .... Цилиндрическая . 2,4 1,45 0,69 0,65 0,78 0,5 3—15 3—18 0,07—0,3 0,07—0,27 1—3 1—4 0,15—0,2 0,15—0,20
Таблица 41
Значения Ср, хр, _ур, q? для фрез с неравномерным шагом
Обрабатываемый материал Торцовые фрезы Цилиндрические фрезы
СР *р рр «р СР *р . 9Р
Сталь 45 70 1,18 1,0 —0,86 66 1,1 1,0 —0,86
Хромоникелевая сталь НВ270 108,5 0,8 0,8 —0,86 76 1,1 0,9 -0,86
Нержавеющая сталь Х18Н10Т 82 0,75 0,6 —0,86 56 0,5 0,5 —0,86
Помимо указанных параметров, величина силы Р зависит также
от большого числа других факторов, влияние которых учитывается
поправочными коэффициентами pi. Например, значение коэффици-
ента, учитывающего возрастание силы при достижении величины
оптимально допустимых значений износа, pi = ph, для вязких сталей
Ph= 1,754-1,90, для сталей средней и повышенной твердости, чугу-
нов ph= 1,204-1,40.
Эффективная мощность кет при фрезеровании
Ne=CNtXNszNBrNDZN zNnkt,
334
где ki —поправочный коэффициент на величину расходуемой мощ-
ности, обусловленной факторами, не представленными в формуле,
прежде всего износом инструмента kh и видом обрабатываемого
материала kM.
При торцовом фрезеровании стали Х18Ш0Т Cn =5,9 • 10-5;
xw = l,0; yw=0,78; zN=—0,15: rw = 0,92; <7W = 1,1. Для острых фрез
&ft = l,0, для фрез с износом Л3 = 0,4-s-0,5 мм; kli = l,6. По сравне-
нию с нержавеющей сталью Х18Н10Т величина мощности, расходу-
емой при фрезеровании заготовок из сплава ЭИ598, больше в
2,1-ь 2,3 раза, из сплава ХН77ТЮР (ЭИ437Б) —в 1,8 раза, из
титанового сплава ВТ2 — в 1,2 раза.
При цилиндрическом фрезеровании винтовыми фрезами, оснащен-
ными твердым сплавом ВК8, Сд,—3,13-Ю-5; xN=0,82; yN=0,75;
zw=0,124; rw = l,0; ^=1,0; значения коэффициента ku приведены
в табл. 42 [43].
Таблица 42
Значение коэффициента
Марка сплава Х18Н10Т ЭИ654 ХН77ТЮР ЭИ437Б ЭИ598 ВТ1Д ВТ2
1,0 1,33 1,81 2,41 0,87 0,98
Основное технологическое время То, мин, при фре-
зеровании цилиндрическими и торцовыми фрезами с продольной
подачей в один проход
То = Ga "Ь 1вр ^вых)/®мин»
гДе smhh — минутная подача, мм/мин; /д — длина обрабатываемой
детали, мм; 1вр — величина врезания, мм; при цилиндриче-
ском фрезеровании tBP = Vt(D—t), при торцовом симметричном
/вР = 0,5 {т> — — t2j, при торцовом несимметричном /вр =
= y/(D-/-2J (см. рис. 126, г); /вых — величина выхода инстру-
мента, ММ /вых = ^вр[7].
ГЛАВА XI
ПРОТЯГИВАНИЕ
Протягивание является высокопроизводительным и точным
способом обработки резанием, обеспечивающим низкую шерохова-
тость поверхности. Его применяют для окончательной обработки
сквозных отверстий, пазов, наружных и внутренних поверхностей
произвольного фигурного койтура; при этом профиль обрабатывае-
мой поверхности в поперечном сечении определяется профилем
заточки зубьев протяжки, благодаря чему протягивание позволяет
получать любые фасонные поверхности, например внутренние шли-
цевые. Протягивание обеспечивает получение 2—3-го класса точно-
сти обработки и до 9-го класса чистоты поверхности.
§ 44. ОСОБЕННОСТИ ПРОЦЕССА РЕЗАНИЯ
И СХЕМЫ ОБРАБОТКИ
Протягивание (рис. 138, а) и прошивание (рис. 138, б) внутрен-
ней полости в обрабатываемой детали 1 осуществляется инстру-
ментом 2, имеющим поступательное движение. Сила резания пере-
дается от детали на упор 3 станка. Отличительными осо-
бенностями процесса резани,я при протягивании
(см. рис. 138, а) являются:
Рис. 138
1) последовательное срезание заданного припуска большим чис-
лом зубьев инструмента в виде отдельных слоев металла малой
толщины и большой ширины', при этом точность обработки зависит
от точности изготовления жесткого инструмента (в случае обработ-
ки по методу свободного протягивания), что в значительной мере
обусловливает высокие классы чистоты и точности протягиваемого
контура;
336
Кинематические схемы протягивания
Таблица 43
!. Подураев
Схема
Эскиз
Вид обрабатываемой поверхности
Возвратно-поступательное движение про-
тяжки, деталь неподвижна
Обработка отверстий любой формы
Протягивание наружных поверхностей
любой формы
Вращательное движение протяжки или
детали
Протяжка
Протягивание наружных поверхностей
любой формы
Непрерывное движение деталей (или сек-
ций протяжки) по замкнутому контуру
Протяжка
Деталь
То же
see:
Схема
_________________________________________l_
Винтовое движение протяжки
Поступательное движение протяжки и
вращательное движение детали
Вращательное движение протяжки и вра-
щательное движение детали
Продолжение табл. 43
Эскиз
Вид обрабатываемой поверхности
Протягивание винтовых поверхностей,
например винтовых канавок
Протягивание поверхностей тел вращения
Улиточная протяжка
Деталь
Протягивание поверхностей тел вращения
Продолжение табл. 43
Схема
Вид обрабатываемой поверхности
339
Вращательное движение протяжки и по-
ступательное движение детали
резцы резцы 1
Протягивание зубчатых колес
2) низкие скорости резания, не превышающие при работе на
станках малой и средней мощности значений 154-18 м!мин и на
станках большой мощности — 64-8 м1мин\
3) отсутствие в процессе резания подачи как самостоятельного
кинематического движения станка; подача, определяющая толщину
слоя металла, срезаемого режущей кромкой каждого зуба, уста-
навливается путем превышения каждого последующего зуба над
предыдущим, т. е. работа протяжки подобна обработке целым
рядом строгальных резцов, смещенных относительно друг друга
по вертикали на определенную величину, равную толщине среза,
приходящейся на каждый зуб;
4) возможность осуществления за’ один ход комбинированной
обработки: черновых, чистовых, выглаживающих и упрочняющих
проходов. Это осуществляется совмещением в конструкции одного
инструмента рабочих режущих кромок, выполняющих основную
работу резания, а также калибрующих и упрочняющих режущих
кромок, обеспечивающих малую шероховатость и высокие физико-
мехайические характеристики материала обработанной поверхно-
сти;
5) наличие специальных конструктивных элементов у инстру-
мента, обеспечивающих центрирование и направление его в про-
цессе работы.
Одной из особенностей процесса резания при протягивании
является снятие малых толщин срезаемого слоя. До последнего
времени было распространено мнение, отрицавшее нормальное про-
текание процесса резания при толщинах среза, меньших радиуса
закругления режущей кромки, т. е. при а>р. Однако эксперимен-
ты Д. К. Маргулиса по резанию свинца резцами со строго опреде-
ленными радиусами закругления режущей кромки показали, что
процесс резания устойчиво протекает при толщинах среза, в 350 раз
меньших радиуса закругления; при этом застойная зона имеет вид
прочных образований на передней поверхности инструмента, пред-
ставляющих собой как бы дополнение радиусной режущей кромки
до острого прямого угла. Процесс стружкообразования в этом слу-
чае определяется наложением на основную систему касательных
напряжений высокого гидростатического давления. Это приводит
к увеличению пластичности обрабатываемого материала, а следо-
вательно, повышению интенсивности наростообразования. Так, во
всем диапазоне от микроскоростей до скоростей порядка 45 м/мин
на зубьях протяжек возникает нарост. Кончик нароста имеет нич-
тожно малый радиус закругления, порядка 0,5 мкм, и, заостряя
режущую кромку, обеспечивает срезание стружки. Скачкообразное
изменение скорости резания от нуля до 5—6 м!мин не разрушает
нарост; при выходе зуба из работы нарост освобождает режущий
клин, отваливаясь вместе со стружкой.
Прошивание (см. рис. 138, б) в отличие от протягивания,
когда нагружение инструмента в процессе резания происходит на
растяжение, основано на проталкивании инструмента; при этом
инструмент работает на сжатие и продольный изгиб.
340
Основные кинематические схемы протягивания
приведены в табл. 43; наиболее распространены схемы обработки
протягиванием, когда главное движение резания — поступательное
(первая схема).
Протягивание подразделяют на два вида: внутреннее и наруж-
ное. Внутреннее протягивание при обработке изделий из жаропроч-
ных сталей и сплавов применяют, например, для чистового протя-
гивания замковых пазов в дисках турбин; предварительную обра-
ботку трапецеидального паза замка производят путем фрезерова-
ния или предварительного протягивания. Протяжки для наружного
протягивания применяют для обработки фасонных наружных по-
верхностей, В целях снижения стоимости их обычно изготовляют
сборными со вставными зубьями, оснащенными быстрорежущей
сталью или твердыми сплавами. Наружное протягивание успешно
конкурирует с фрезерованием, превосходя его по точности обработ-
ки и шероховатости поверхности.
Протягивание наружных и внутренних поверхностей тел враще-
ния является совмещением схем протягивания с точением или рас-
тачиванием. Его осуществляют по двум схемам (см. табл. 43):
1) вращением обрабатываемой заготовки в центрах станка с
поступательным движением по прямой инструмеНта-протяжки; в
этом случае каждая режущая кромка протяжки представляет собой
как бы токарный тангенциальный резец. Такую схему применяют,
например, для обработки шеек коленчатых валов, она заменяет
обтачивание, черновое и чистовое шлифование;
2) вращением обрабатываемой детали и протяжки; гГолная
обработка осуществляется за один оборот протяжки. Эта схема
может осуществляться в двух видах; с наружным или внутренним
касанием. Протягивание применяют также для нарезания цилин-
дрических и конических шестерен по методу копирования.
Методы протягивания подразделяются на свободное и
координатное протягивание.
Метод свободного протягивания применяют для обработки сим-
метричных внутренних поверхностей в тех случаях, когда положе-
ние их геометрической оси относительно базовых поверхностей
обрабатываемой деталй не оговорено малыми величинами допусков
на их взаимное расположение. Основная задача метода — получе-
ние формы и размеров внутреннего отверстия с высокими точно-
стью и классом чистоты поверхности.
Метод координатного протягивания применяют в тех случаях,
когда требуется выдерживать не только форму, размеры и класс
чистоты поверхности обрабатываемого профиля, но и точное взаим-
ное расположение его относительно баз обрабатываемой детали,
определяемое координатными размерами, например а, b (рис. 139).
Это обеспечивают специальные приспособления, имеющие направ-
ляющие опоры 1 и базу 2 для установки заготовки 3. Простейшим
примером такого метода является протягивание шпоночного паза,
когда требуется обеспечить не только правильный профиль паза
и его ширину, но и симметричное расположение его относительно
341
оси отверстия. При этом методе используют специальные приспо-
собления, обеспечивающие точное относительное перемещение обра-
батываемой детали и протяжки.
Схемы резания при протягивании определяют по-
следовательность срезания в поперечном сечении заданного на
обработку припуска. Принятая схема резания определяет конст-
рукцию протяжки, форму и размеры ее рабочих зубьев. При протя-
гивании различают следующие схемы резания:
профильная схема, когда заданный припуск снимается слоями,
соответствующими пр конфигурации профилю обрабатываемой по-
верхности детали; для этого зубья протяжки имеют одинаковый
профиль, подобный конфигурации обрабатываемой поверхности
(рис. 140, а). Применение этой схемы ограничивается трудностями
изготовления и заточки протяжек;
b=uariabl а « const
Рис. 140
генераторная схема, когда заданный припуск снимается либо
плоскими параллельными слоями, либо дугообразными, концентри-
чески расположенными слоями при любом профиле обрабатывае-
мой поверхности детали; в этом случае профиль зубьев протяжки
не совпадает с профилем обрабатываемой поверхности (рис. 140, б).
342
В основу проектирования протяжек, работающих по этой схеме,
положена прямоугольная или круглая форма зубьев. При исполь-
зовании этой схемы значительно упрощаются изготовление и заточ-
ка инструмента;
прогрессивная схема, так же как и генераторная, предусматри-
вает прямолинейный или дугообразный вид срезаемого слоя, не
совпадающего в общем виде с профилем обрабатываемой поверх-
ности; однако каждый зуб протяжки осуществляет резание не по
всему обрабатываемому периметру, а лишь по его части, при этом
толщина среза, приходящаяся на каждую кромку, получается боль-
шей; последующие зубья срезают оставшийся по периметру при-
пуск (рис. 140, в). Это приводит к снятию более толстых и вместе
с тем узких стружек, что уменьшает силы резания при протягива-
нии и, следовательно, дает возможность снимать за один проход
большие припуски, осуществлять обработку по корке, а также со-
кращать длину и количество протяжек. Прогрессивную схему реза-
ния применяют при недостаточных прочности протяжки и мощности
станка, а также при обработке маложестких деталей. Изготовление
протяжек по этой схеме резания более трудоемко, что ограничивает
<ее использование.
§ 45. КОНСТРУКЦИИ ПРОТЯЖЕК И РЕЖИМЫ РЕЗАНИЯ
Материалом для изготовления протяжек при обработке как
обычных конструкционных сталей, так и нержавеющих и жаро-
прочных материалов служат быстрорежущие стали Р18, Р9К5,
Р9К10, Р9Ф5, Р9К5; лучшие режущие свойства при обработке
жаропрочных сплавов, по данным ВНИИ, показывают стали
Р9М4К8Ф и Р10К5Ф5. Для. протягивания титановых сплавов в от-
дельных случаях применяют твердый сплав ВК8, показывающий
343
большую износоустойчивость, а следовательно, и производитель-
ность. Недостатком твердосплавных протяжек является трудность
заточки и доводки, а также необходимость бережного хранения.
Учитывая это, на заводах английской фирмы «Роллс-Ройс» про-
тяжки при хранении опускают в расплавленную пластмассу, обво-
лакивающую все режущие кромки и предохраняющую их от забоий.
Основные конструктивные элементы протяжки показаны на
рис. 141, а, где 1\ — хвостовик, Z2— шейка; Z3— переходный конус,
Z4— передняя направляющая часть, /5 — рабочая часть с режущи-
ми зубьями, Z6 — калибрующая часть с калибрующими зубьями
и Z7 — задняя направляющая часть. Диаметр замковой части про-
тяжки d0—(0,54-1,0) мм, где d0 — диаметр отверстия заготовки,
подготовленного под протягивание. Передняя направляющая часть
протяжки служит для ориентации рабочих зубьев протяжки отно-
сительно обрабатываемой заготовки в начальный момент резания,
ее диаметр равен d0—(0,054-0,1) мм.
Конструкция зуба протяжки (рис. 141, б) определяется шагом
зубьев Zz, мм, высотой зуба Hz, мм\ длиной затылка bz, мм-, радиусом
канавки гь мм. Их значения определяют по формулам [13]:
lz=tn Hz=(0,35 - 0,40) Z2;
&2 = (0,3-f0,4) Z; rx = 0,20-^0,25Zz,
где m — коэффициент, зависящий от длины протягивания, равный
1,254-1,50; Zд — длина протягиваемой поверхности детали, мм.
Геометрические элементы зубьев протяжки
показаны на рис. 141, б. Передний угол у определяет шероховатость
поверхности при работе с толщинами среза ц?^0,03 мм, а также
величину необходимого для протягивания усилия резания и мало
влияет на износ и стойкость инструмента. Особенно велико влияние
переднего угла на шероховатость поверхности в пределах его изме-
нения от 0 до 10°, при этом с повышением величины угла у шеро-
ховатость поверхности резко снижается.
При срезании тонких стружек az<0,03 мм влияние переднего
угла на шероховатость поверхности почти не сказывается; поэтому
повышенный класс чистоты поверхности при обработке обычных
сталей можно получить1 при у=0°; по этой же причине на калиб-
рующих зубьях рекомендуется у = 04-5°.
Задний угол а оказывает основное влияние на величину износа
и, следовательно, стойкость инструмента; чем меньше задний угол,
особенно начиная со значения а = 3°, тем больше износ инструмен-
та; при этом величина стачивания при переточках меньше. Значе-
ние заднего угла определяет величину снижения высоты зубьев при
переточках, а следовательно, и допустимое число переточек про-
тяжки. Учитывая это, большие значения задних углов применяют
для чернового протягивания, меньшие — для чистового. Задние
углы при обработке обычных материалов выбирают в Зависимости
от заданного класса точности (табл. 44) и характера обработки.
При внутреннем протягивании заготовок из обычных материалов
задний угол у режущих зубьев ар = 2,04-3,5°, у калибрующих
344
Таблица 44
Значение угла ар, град
Класс точности обработки а, град
1 1,0—1,5
2 2,0—3,0
3 3,0—4,0
«к=0,54-1,0°, при обработке титановых сплавов ар = 54-7°, ак = 24-3°.
При наружном протягивании титановых сплавов ар= 10-4-12°,
ок = 84-10°. При обработке жаропрочных сплавов задний угол ре-
жущих зубьев ар = 34-5°, калибрующих ак=24-36. Если конструк-
ция протяжки допускает регулировку размеров, задний угол как
при внутреннем, так и при наружном протягивании увеличивается
до а= 104-12°.
На задней поверхности калибрующих
зубьев обычно затачивают ленточки ши-
риной /л =?= 0,2-4-1,2 мм, параллельные оси
протяжки. На вспомогательных кромках
делают боковые задние углы аб = 0°304-1°
при обработке обычных сталей и аб =
= 34-4° при обработке титановых сплавов.
На режущих кромках, сопрягающихся
под углом меньше 90°, делают переход-
ные режущие кромки шириной 0,34-
4-0,5 мм с задними углами, равными зад-
ним углам на основных режущих кром-
ках. При протягивании прерывистых поверхностей, имеющих окна
и прорези, необходимы зубья, наклоненные к оси протяжки под уг-
лом Z= 154-30°. Такие зубья используют также для более плавного
врезания и выхода зубьев при протягивании.
Основные конструкции протяжек показаны на
рис. 142; к ним относятся круглая протяжка с винтовым зубом
двухзаходная для обработки глубоких отверстий (а), протяжка
для обработки квадратных отверстий из круглых (б), одношпоноч-
ная протяжка (в) и сборная протяжка (а). Для обработки глубо-
ких отверстий применяют протяжки с винтовым расположением
зубьев, двух- или трехзаходные (см. рис. 142,а); при этом длина
сборных протяжек со вставными зубьями обычно меньше длины
протягиваемого отверстия; эти протяжки имеют канавки для дроб-
ления стружки и подачи смазочно-охлаждающей жидкости к каж-
дому зубу через внутреннюю полость. ♦
Протяжки, оснащенные твердым сплавом, в последнее время
имеют больший удельный вес, чем быстрорежущие. Для экономии
твердого сплава, а также учитывая его склонность к выкрашива-
ниям, целесообразно применять сборные конструкции протяжек,
которые можно подразделить на протяжки с напаянными твердо-
сплавными пластинками, пластинками с механическим креплением
и твердосплавными секциями. В сборных протяжках при выходе из
строя одного из зубьев допускается его замена. Этих достоинств
не имеют цельные твердосплавные протяжки, которые применяют
для обработки отверстий малых диаметров. В целях экономии.твер-
дого сплава и большего удобства при переточках цельные твердо-
сплавные протяжки следует изготовлять со стальными участками
направляющих. Оптимальным твердым сплавом при протягивании
чугуна без корки является ВК10М (у = 0—5°); при работе по кор-
ке— ВК8, ВК6М, ВКЮМ (у=0°) [111].
345
Выглаживающие протяжки наряду с высокими точностью обра-
ботки и качеством поверхности обеспечивают упрочнение материала
поверхностного слоя детали. Твердосплавные выглаживающие про-
тяжки показывают хорошие результаты при получении отверстий/
в деталях как из углеродистых и легированных сталей, так и из-
труднообрабатываемых материалов. Использование твердых спла-
вов для изготовления упроч-
няющих элементов исклю-
чает явление схватывания^
резко повышает стойкость
инструмента, точность обра-
ботки (до 1-го класса) и ка-
чество поверхности. На вы-
глаживание оставляют про-
пуск 0,10—0,13 мм. Конст-
рукция протяжки имеет сле-
дующие особенности: пере-
ход от черновых к калибрую-
щим зубьям делают более
плавным путем уменьшения
подъема на последних трех
зубьях на 0,01—0,02 мм\ дли-
ну заднего направления вы-
бирают на 5—10 мм больше*
г?
Рис. 142
длины протягивания, с тем
чтобы в момент вступления
в работу первого уплотняю-
щего кольца последний ре-
жущий зуб вышел из отвер-
стия. Первые четыре выгла-
живающих кольца имеют
небольшое увеличение раз-
мера для осуществления
пластической деформации'
материала поверхностного
слоя обрабатываемой дета-
ли, пятое повторяет размер четвертого или берется с некоторым за-
нижением, шестое имеет несколько уменьшенные размеры. Выгла-
живающие протяжки дают чистоту поверхности 10—11-го классов
и одновременно могут производить поверхностное пластическое
деформирование, охватывающее слой толщиной до 10—20% от
диаметра. Деформации имеют растягивающий и сдвиговый ха-
рактер и приводят к возникновению в поверхностном слое оста-
точных напряжений сжатия. При невысоких требованиях к точности^
обработки (3—4-й классы) натяг на всех упрочняющих кольцах со-
ставляет 0,34-2,0 мм\ с увеличением класса точности натяг умень-
шается как по абсолютному значению, так и от первого к послед-
нему кольцу протяжки [44, 111].
Стружкоделательные канавки затачивают на режу-
346
щих зубьях протяжки в шахматном порядке для деления стружки
по ширине на участках Ь' и Ь" (рис. 141).
Число режущих зубьев определяют по формуле
гр=(Л/аг) + 1,
где Д — припуск под протягивание.
Число калибрующих зубьев 2к=4-4-6. Диаметр всех калибрую-
щих зубьев DK принимают одинаковым и равным наибольшему
диаметру Z)max, заданному для обработки отверстия с учетом де-
формации обрабатываемой детали бд, т. е.
Д=Отах±8д.
Разбивание отверстия (знак минус) имеет место при обработке
толстостенных деталей; в зависимости от длины протяжки 6Д==
= 0,005 0,010 мм (/<800 мм) и бд=0,01 ч- 0,015 мм (I > 800 juju).
Усадка отверстия (знак плюс) имеет место при обработке тонко-
стенных деталей бд=0,ЗДк — 1,4нс (стали Ст. 3 и Ст. 5) и бд = 0,6Дк—
—2,8 ис (стали 40Х, 18ХНМВА), где нс—-толщина стенок, мм.
Длины рабочей /5 и калибрующей /6 частей протяжек, мм,
определяют по формулам:
^5 = ^z (^р 4“ 2зач), “ ^г^к>
где 23ач — число зачищающих зубьев.
Комплект протяжек применяют в тех случаях, когда длина про-
тяжки превышает величину хода протяжного станка или вес про-
тяжки становится чрезвычайно большим.
Проверку спроектированной протяжки на вмещаемость обра-
зующейся стружки в канавку инструмента и на прочность корпуса
производят по формулам:
^in = QK/Qc; Rz>Pz/tio,
где k™n — минимальный коэффициент заполнения канавки стружкой;
для мягкой стали &™1П = 4: средней твердости — 3,5; твердой — 3;
Qo— площадь опасного сечения протяжки, мм2.
Если условия, предусмотренные этой формулой, не выполняют-
ся, спинке'зуба придают вогнутый контур или впадине — удлинен-
ный контур.
Площадь канавок в продольном сечении [13]
Площадь продольного сечения стружки
Допустимое напряжение на разрыв для протяжек из легиро-
ванной, инструментальной и быстрорежущей сталей J?z=304-
4-40 кгс/мм2 (294,34-392,4 Мн/м2).
Основными элементами срезаемого слоя при про-
тягивании являются толщина а2 и ширина Ь. Толщина срезае-
347
мого слоя определяется разностью высот двух смежных зубьев —
величиной подъема на зуб. Наименьшее ее значение a™in = 0,02 мм
ограничивается допустимой остротой кромок: даже при самой тща-
тельной заточке режущее лезвие остается закругленным радиусом
р = 0,008 4-0,1 мм. Наибольшее допустимое значение а™ах ограничи-
вается заданной шероховатостью поверхности и прочностью корпуса
протяжки: чем меньше прочность и больше вязкость обрабаты-
ваемого металла, тем меньше а™ах. Наиболее чистые поверхности
при протягивании конструкционных сталей получают при значениях
az = 0,02 4-0,05 мм. Рекомендуемые значения толщин среза, обеспе-
чивающие получение чистоты поверхности 7—8-го классов, приведе-
ны в табл. 45 [34, 109].
Таблица 45
Значение az мм/зуб при протягивании заготовок из жаропрочных
и титановых сплавов
Обрабатываемый материал Материал режущей части Вид протягивания
предвари- тельное окончатель- ное
ЭИ826, ХН75ВМФЮ, (ЭИ827) ЭИ767, ХН58ВМКЮР, (ЭИ766) . ЖС6КП Титановые сплавы Р9,Р18 Р9,Р18 ВК8 Р9, Р18 0,04—0,08 0,04—0,06 0,07—0,12 0,06—0,10 0, ,02—0,03 0,02—0,03 0,03—0,07 0,02—0,06
Величину толщины срезаемого слоя обычно выбирают одинако-
вой для всех режущих зубьев протяжки с постепенным уменьше-
нием ее для последних зачищающих зубьев, с тем чтобы подъем на
последний зуб был не более 0,014-0,02 мм\ число зачищающих зубь-
ев 2зач= 34-4.
Режимы резания выбирают исходя из достижения задан-
ной стойкости инструмента и шероховатости поверхности. Скорость
резания при протягивании исходя из заданной стойкости инстру-
мента определяют по формуле
о = (^/7””^)^..
При выборе скорости резания следует учитывать, что при обра-
ботке обычных материалов повышение скорости резания с 14-2 до
5-4-6 м/мин при прочих равных условиях ведет к некоторому увели-
чению шероховатости поверхности; помимо этого, скорости резания
при протягивании ограничиваются кинематическими возможностя-
ми станков. Поэтому скорости резания, обеспечиваемые существу-
ющими конструкциями станков, находятся в пределах 14-18 м/минг
а мощных— 14-8 м/мин. При обработке быстрорежущими протяж-
ками жаропрочных сплавов v =1,54-2 м/мин, титановых сплавов
у = 0,74-1,0 м/мин. при обработке этих сплавов твердосплавными
348
протяжками ВК8 ^=24-3,5 м!мин\ во всех случаях рекомендуется
в процессе резания применять охлаждение 10-процентной эмуль-
сией. Помимо этого, предварительно смазывают зубья касторовым
маслом [34]. Учитывая горбообразный характер зависимости Т — v,
при обработке перлитных жаропрочных сталей следует применять
протяжки из стали Р18 при у=10—14 м)мин и из стали Р18К5Ф2
при v = 24—30 м!мин. При скоростях резания более 40 м/мин
хорошие результаты показывают протяжки, оснащенные пластин-
ками твердого сплава Т14К8 с заточкой зубьев по передней
(у=10°, у/= 15—425°, fn=0,14-0,3 мм) и задней (а=3—5°, а/=
= 04-1°30; /3 до 0,01 мм) поверхностям. Шероховатость поверхно-
сти с повышением скорости резания сверх 30 м)мин уменьшается.
Уменьшение подъема на зуб и увеличение степени затупления при
обработке со скоростями резания свыше 25 м!мин заметного влия-
ния на шероховатость поверхности не оказывают [109, ПО].
Стойкость протяжек, изготовленных из инструменталь-
ных сталей ХВГ, составляет 204-50 мин, из Р9 — 1004-200 мин, из
Р18— 1504-300 мин.
Характер износа рабочих поверхностей протя-
жек зависит от толщины срезаемого слоя и вида обрабатываемого
материала. При обработке обычных конструкционных сталей
с Ов^ЭО кгс)мм2 784,8 Мн!м2) и толщиной срезаемого слоя
az^0,l мм, а также чугунов с ЯВ^180 происходит износ только
задней поверхности; при протягивании с толщинами среза
az = 0,054-0,10 мм более прочных и твердых сталей и чугунов наря-
ду с износом задней поверхности наблюдается слабый и равномер-
ный износ передней поверхности. С повышением толщины срезае-
мого слоя до /7z>0,l мм, при обработке всех металлов наблюдает-
ся значительный износ как задней, так и передней поверхностей.
Во всех случаях несколько больше изнашиваются уголки; износ
задней поверхности всегда превалирует над износом передней по-
верхности, поэтому исходя из него находят величину стойкости Т
и число переточек инструмента. Оптимальными допустимыми зна-
чениями износа задней поверхности являются: при обработке обыч-
ных сталей для внутренних протяжек й3=0,4 мм, наружных —
/г3=0,25 мм, при черновом протягивании титановых сплавов
Л3=0,34-0,4 мм, чистовом — й3 = 0,154-0,2 мм.
Смазка при протягивании предотвращает возникнове-
ние нароста и повышает качество поверхности; при обработке
сталей с малыми натягами используется 5-процентная эмульсия.
Так, протягивание отверстия выглаживающими протяжками 15 мм
и длиной 150 мм в стали 38ХМНЮА с припуском 0,2 мм производят
инструментом с девятью кольцами из ВК15М со > степенью сквоз-
ной деформации 1,34. Обработка поверхности производится сразу
после сверления оружейным сверлом и дает чистоту 9-го класса
[44, 111, 112].
В ряде случаев выглаживающие протяжки могут работать по
черновой поверхности, сообщая изделию значительные пластиче-
ские деформации (1—6 мм на диаметр), высокую чистоту обрабо-
тайной поверхности (84-9-го классов) и точность отверстий в преде-
лах 3—4-го классов.
Сила резания, возникающая при протягивании, определяет-
ся составляющими: Pz, действующей вдоль направления движения
лротяжки, и Ру, перпендикулярной к нему:
Рг °”’ Pz^p^t > Ру = Py^pky^i
где рг — сила резания, действую-
щая вдоль оси протяжки на 1 мм
длины режущей кромки; эту вели-
чину принимают в качестве исход-
ной при определении общего
усилия, поскольку в отличие от
других видов инструментов усло-
вия резания при протягивании по
длине режущей кромки практиче-
ски одинаковы (исключая уголки
режущих кромок); b — ширина
среза, мм-, zp — количество одно-
временно работающих режущих
зубьев; kt — поправочные коэф-
фициенты, учитывающие влияние
факторов, не представленных в
рассматриваемой формуле.
Значения рг и ру при протяги-
вании стали ХН70ВМТЮ (ЭИ617)
протяжками из стали Р18 при
у=15°, а=3°, о = 1,5 м/мин,
Таблица 46
Значения поправочных коэффициентов ky и kh
Y, град 5 10 15 Л3» мм 0 0,2
1,2 1,1 1,о kh 1,0 1,2
b = 5 мм с охлаждением 5-процентной эмульсией представлены на
рис. 143, значения поправочных коэффициентов ky и kh приведены
в табл. 46.
Мощность, затрачиваемую на протягивание, определяют по
формуле
^-Рго/4500 л. с. = Рги/(1,36.4500) кет.
.350
Основное технологическое время при протягива-
нии определяют по формуле
7*0 “ ^р. х^х. х/ЮОО
где /р.х — длина рабочего хода протяжки, мм; kx.x— коэффициент^
учитывающий затраты времени на обратный ход протяжки; для
большинства протяжных станков Лх.х=1,14-т-1,50.
ГЛАВА XII
РЕЗЬБОНАРЕЗАНИЕ
Нарезание резьб производят резьбовыми резцами, гребенчаты-
ми фрезами, метчиками, плашками и резьбонарезными головками.
В настоящее время применяют также способ образования резьб
накатыванием.
Основной особенностью процесса резания при нарезании резьб
является снятие крайне малых толщин среза; при этом удаление
столь малых слоев металла происходит не только по одной прямо-
линейной кромке (как, например, при развертывании), но и по
кромкам, имеющим форму треугольника, трапеции, т. е. по боко-
вым сторонам впадины. Формирование профиля впадины по высо-
те осуществляется местом сопряжения режущих кромок — уголка-
ми. В этих условиях вследствие малых толщин среза и соизмеримо-
сти их с радиусом закругления режущей кромки решающее значе-
ние в процессе резания приобретают явления трения, интенсивного
наклепа, наростообразования и налипания. Эти особенности приво-
дят при нарезании резьб в труднообрабатываемых материалах
к частым случаям срыва витков резьб, разрушению режущих кро-
мок и поломкам корпуса наименее прочных резьбонарезных инстру-
ментов — метчиков.
§ 46. НАРЕЗАНИЕ РЕЗЬБ РЕЗЦАМИ,
ГРЕБЕНКАМИ И ФРЕЗАМИ
Резьбовыми резцами резьбы нарезают обычно в несколько
проходов; при этом подача резца на глубину после каждого прохода
может производиться тремя методами, представленными на рис. 144,
а, б, в, из них наиболее часто применяют поперечную подачу s' .
Рис. 144
.352
Подачу под углом s, и комбинированную подачу s', sj используют
при нарезании резьб с шагом S более 2,5 мм; в этом случае на
последних проходах применяют только поперечную подачу. Иногда
эти методы используют и при нарезании резьб с шагом меньше 2,5 мм
при черновых проходах.
Для нарезания резьб используют быстрорежущие и твердо-
сплавные резцы. Быстрорежущие резцы наиболее часто применяют
при обработке жаропрочных сталей и сплавов вследствие большей
прочности режущей кромки. Во избежание необходимости коррек-
тирования профиля у таких резцов у=0 (рис. 145,а), что ухуд-
шает процесс резания. Поэтому ЦНИИТмаш [32] рекомендует
применять положительные углы, например при обработке стали
Х18Н10Т у=254-30°, необходимая точность профиля обёспечивает-
ся заточкой на передней поверхности вдоль режущих кромок фаски
шириной 0,054-0,1 мм с у/=0°, си =«2=84-9°, Л=0°. Использование
резцов этого типа позволяет снизить величину тангенциальной со-
ставляющей усилия резания на 254-30%.
Твердосплавные резцы позволяют значительно повысить произ-
водительность резьбонарезания как на деталях из конструкцион-
ных сталей, так и из высокопрочных [Н4] и жаропрочных сплавов
аустенитного класса, а также никелевых сплавах; в последнем
случае применяют вольфрамокобальтовые твердые сплавы ВК4
и ВК6. При обработке жаропрочных сталей перлитного класса воз-
23 в. Н. Подураев
353
можно применение более производительного титановольфрамового
твердого сплава Т15К6. Оптимальная геометрия заточки резцов в
обоих случаях: у= 104-15°, ai=ia2 = 44-5°, Л = 0°, передняя поверх-
ность двойная с фаской /=0,14-0,15 мм, у/=0°. При нарезании
наружных резьб на деталях из титановых сплавов рекомендуется
принять твердый сплав ВК8. Геометрия заточки резцов: у = 04—3°,
«=104-12°, v = 154-25 м!мин.
Износ резцов при резьбонарезании имеет специфический харак-
тер— правая режущая кромка изнашивается значительно сильнее,
чем левая; так, при допустимом износе для резца на правой режу-
щей кромке 0,54-0,7 мм износ на левой составляет только
0,24-0,3 мм. Это объясняется более сильным динамическим воздей-
ствием на правую режущую кромку при врезании резца — острый
конец первого витка заготовки, сталкиваясь с резцом, вызывает
его разрушение. Значительному улучшению условий резьбонареза-
ния способствует обеспечение плавного врезания резца в заготовку
и выхода из не^. Это достигается предварительной обработкой на
входе и выходе инструмента из отверстия фасок с углом наклона
20°, а также установкой подпружиненных упоров на выходе резца,
создающих в этот момент на него дополнительную нагрузку [32,34]. в
Существенное повышение стойкости как быстрорежущих, так и
твердосплавных резцов обеспечивает заточка увеличенного радиуса
при вершине до значений, определяемых виброустойчивостью про-
цесса резания; использование подобных резцов возможно при пред-
варительных проходах. Применение обильного охлаждения 5-про-
центной эмульсией также способствует увеличению производитель-
ности при резьбонарезании быстрорежущими и твердосплавными
резцами на 25—30%, при обработке быстрорежущими резцами в
этом случае улучшается и чистота поверхности до 8-го класса.
Режимы резания 'при резьбонарезании резцами определяются
величиной поперечной подачи на каждый проход * sz и скоростью
резания v\ поперечная подача на один проход при нарезании резь-
бы быстрорежущими резцами на заготовках из жаропрочных ста-
лей аустенитного класса sz^0,24-0,3 мм, при обработке никелевых
сплавов — 0,154-0,2 мм. При нарезации резьбы твердосплавными
резцами на заготовках из никелевых сплавов sz=C0,44-0,45 мм.
Скорость резания при образовании резьб резцами
где S — шаг резьбы, мм\ sz— поперечная подача, мм!ход.
Значения коэффициента Cv и показателей степени т, xv, yv
при обработке типовых материалов резцами с двойной передней
поверхностью приведены в табл. 47, значения скоростей резания при
нарезании резьб твердосплавными резцами — в табл. 48 [32].
В обеих таблицах приведены данные для быстрорежущих резцов
с охлаждением бнпроцентной эмульсией и для твердосплавных рез-
* Величина sz определяет глубину резания на каждом проходе.
354
Таблица 47
Значения коэффициента Cv и показателей степеней т, xV9 при Обработке
нержавеющих и жаропрочных материалов *
Материал режущей части резца Обрабатываемый материал Cv тп «о
Быстрорежущая сталь Х18Н10Т 7,0 0,13 0,7 —0,1
Твердый сплав Х18Н10Т — 0,18 0,6 0,3
ЭИ765 — 0*2 0,8 0,3
ЭИ723 0,18 0,5 0,3
Таблица 48
Скорости резания при нарезании резьб твердосплавными резцами
Марка сплава Сталь 45 35ХМА Х18Н10Т 25Х2МФА ЭИ723 20ХЗМВФ (ЭИ415) ЭИ765
У, м/мин 200--240 68 66 58 54 52 15
цов без охлаждения; при применении охлаждения скорость резания
может быть увеличена на 30%. Недостатками скоростного нареза-
ния резьб резцами на токарных станках являются относительно
большое вспомогательное время, необходимое для подвода и отво-
да резца и холостого хода при каждом проходе; в связи с этим зна-
чительного увеличения производительности достигают при приме-
нении специальных приспособлений, механизирующих эти движе-
ния, а также станков с автоматическим циклом работы.
Резьбовыми гребенками (многониточными резцами)
резьбы нарезают такими же методами, как и резцами. Типовые
конструкции резьбовых гребенок даны на рис. 145,6. У круглых
гребенок 3 необходимый задний угол обеспечивается смещением
режущей кромки относительно оси вращения детали H0 = R sin а,
где R— наибольший радиус гребенки, мм\ у призматических
гребенок 1 — наклоном корпуса гребенки на заданную вели-
чину заднего угла. При. обработке обычных сталей рекомендуется
для круглых гребенок а= 10-4-12°, призматических 2 — а=84-10°.
Значения передних углов у для гребенок приведены в табл. 49. При
нарезании резьбы гребенки надо устанавливать таким образом, что-
бы образовался угол ф = 0°30,4-1°.
Резцовыми головками (вихревое нарезание резьбы)
резьбы нарезают двумя методами: с внешним (рис. 146, а) и внут-
ренним (рис. 146, б) касанием; последний метод наиболее распро-
странен. Для нарезания резьбы по методу внутреннего касания
диаметр головки делают равным 1,44-1,6 диаметра нарезаемой
резьбы, по методу внешнего касания — возможно меньшим.
Нарезание резьбы резцовыми головками производят с помощью
специальных приспособлений, обеспечивающих вращение головки
23:
355
Таблица 49
Значения передних углов у, град
Обрабатываемый материал Гребенка Метчик Круглая плашка
круг- лая призма- тическая
Сталь: мягкая . . 25 25 12—15 20—25
средней твердости • . . . . 25 25 8—10 15—20
твердая 20 20 5 10—12
автоматная 25 25 10 25
легированная 25 20 10 20
инструментальная 15 15 5 12
Жаропрочные стали и сплавы — — 5 —
Титановые сплавы — — 3-5 —
Чугун: серый 10 10 0—5 10—12
ковкий 20 20 8 20
Цветные сплавы: бронза 10 10 0—5 10—12
-латунь . . . 25 25 10 20
магниевые сплавы 25 30 30 25
на суппорте токарного станка. Кинематическая схема вихревого
нарезания резьб аналогична резьбофрезерованию (см. рис. 147,а).
Основное движение резания, определяющее необходимую скорость
резания, обеспечивает вращение головки с резцами, которая при
установке поворачивается на угол подъема. Подача суппорта и
Рис. 146
вращения детали осуще-
ствляют соответственно
линейную и круговую по-
дачи, , необходимые для
образования винтовой ли-
нии. Вихревое нарезание,
резьбы на заготовках из
обычных сталей произво-
дят без охлаждения при
режимах резания: v —
= 150-4-450 м/мин, sz =
=0,05-i-0,08 мм/зуб. Гео-
метрические . параметры
резцов: а=6°; у=—4-4-
4—8°; е=59°30'..
Резьбовые фрезы
предназначены для наре-
зания резьб на специаль-
ных резьбофрезерных
станках. Различают два
типа фрез: дисковые и
356
гребенчатые (групповые); разновидностью последних являются на-
садные гребенчатые фрезы. Схема нарезания резьбы дисковой
фрезой представлена на рис. 147, а. Основное движение резания,
обеспечивающее необходимую скорость резания, осуществляет
вращающаяся фреза; осевая подача фрезы и вращение заготов-
ки Узаг, определяющие необходимую подачу, связаны таким обра-
зом, что образуют заданный угол подъема резьбы; за один оборот
заготовки фреза перемещается в осевом направлении на шаг резьбы.
Заготовка
Рис. 147
Схема образования резьбы гребенчатой фрезой представлена
на рис. 147,6; за один с четвертью оборота заготовки (четверть
оборота на доработку участка резьбы, образовавшегося при вреза-
нии инструмента на глубину резьбы) получается заданная резьба.
В обоих случаях глубиной резания является высота резьбы Н,
подача на зуб фрезы определяется по среднему диаметру резьбы.
Резьбофрезерование можно осуществлять как по направлению, так
и против вращения фрезы; выбор одного из этих методов опреде-
ляется условиями резания при фрезеровании (см. стр. 313).
Величины задних углов у дисковых фрез а=5—8°, у групповых
а = 84-10°. Средние величины подач при нарезании трапецеидаль-
ных резьб дисковыми фрезами по 2-му классу точности
Sz = 0,03 мм]зуб, по 3-му классу — sz = 0,06 мм!зуб. .
§ 47. НАРЕЗАНИЕ РЕЗЬБ МЕТЧИКАМИ
Метчиками нарезают внутренние резьбы в отверстиях малых
и средних диаметров. Их изготавливают из инструментальных леги-
рованных сталей или чаще из быстрорежущих сталей обычных
(Р18) и повышенной производительности; высокие, результаты при
нарезании резьб в жаропрочных 'сплавах показывают метчики,
изготовленные из стали Р9Ф5. При применении этих материалов
357
балл карбидной неоднородности не должен быть выше 2-го, твер-
дость HRC 614-63.
По конструкции метчик представляет собой винт, в котором
прорезаны продольные канавки для образования режущих кромок
и выхода стружки. На входной части метчика затачивается забор-
ный конус, позволяющий распределять срезаемый объем металла
на несколько режущих зубьев; дополнительной заточкой создается
задняя поверхность.
а) Угол ушна
заборной части
(виток) Канавка
I Мост / Сердцевина. \
Рабочая часть / Режущее перо
Уго/i конуса заборной части Центровое отверстие
Рис. 148
Метчик состоит из следующих элементов (рис. 148, а): забор-
ной части Zi, осуществляющей процесс резания; калибрующей ча-
сти /2, служащей для направления метчика в процессе резания,
зачистки резьбы и резервом для последующих переточек; хвостовой
части /3 с квадратом, предназначенной для закрепления метчика
в патроне.
Машинно - ручные
метчики (ГОСТ 3266—
60) наиболее распростра-
нены; они бывают трех ти-
пов: одинарные для сквоз-
ных отверстий; одинарные
для глухих отверстий * при
сбегах резьбы больших стан-
дартных; комплектные из
двух метчиков — чернового
и чистового — для глухих от-
верстий.
Бесканав.очные метчики (рис. 149) представляют собой
особую группу метчиков. Наименование «бесканавочный метчик»
является условным; оно определяет метчики,» имеющие несквозные
короткие канавки на заборной части. Достоинствами такой конст-
рукции являются большая прочность корпуса метчика по калибру-
ющей части, а также лучшее направление при работе, обусловлен-
ное сплошными калибрующими витками. Вместе с тем эти метчики
пригодны для получения резьб только в сквозных отверстиях, по-
скольку удаление стружки происходит в направлении движения
358
инструмента. Для устранения этого недостатка предложены мет-
чики с внутренним отверстием; однако их конструкция исключает
основное преимущество бесканавочных метчиков — повышенные
прочность и жесткость.
Гаечные метчики (ГОСТ 1604—60) применяют для наре- *
зания отверстий в гайках и других деталях, у которых нарезаемая
длина не превышает величины диаметра отверстия. Основной отли-
чительной особенностью гаечных метчиков является относительно
длинная заборная часть, превышающая длину нарезаемого отвер-
стия в два-три раза. Это обеспечивает надежное направление мет-
чика в нарезаемом отверстии и наиболее благоприятные условия
резания. По ГОСТ 7050—60, метчики выпускают четырех классов
точности; метчиками класса С нарезают резьбу 1-го класса точно-
сти, классов D и Е — 2-гог класса точности и Н — 3-го класса точ-
ности.
Форма канавки метчика влияет на отвод стружки из зоны реза-
ния. При непрерывном одностороннем направлении вращения, име-
ющем место при нарезании гаечными метчиками сквозных отвер-
стий, профиль канавок может быть очерчен двумя сопряженными
между собой прямыми. У машинных и ручных метчиков, особенно
при нарезании ими глухих отверстий, требующих двустороннего
вращения инструмента, профиль канавки очерчйвают сопряженны-
ми между собой дугами (см. рис. 148, б). Обычно угол наклона
канавок метчика (в том числе и для жаропрочных материалов)
относительно оси вращения равен нулю. Для улучшения стружко-
удаления у отдельных метчиков при обработке обычных сталей
затачивают винтовые канавки с углом со = 84-15°; при этом у, мет-
чиков с правой резьбой канавки левые, с левой резьбой — правые.
Для лучшего удаления стружки от режущих кромок метчиков
с направлением ее вперед по движению инструмента переднюю по-
верхность на заборной части затачивают под углом 1 к оси наре-
заемой резьбы. Обычно величина угла наклона режущей кромки X
у метчиков колеблется в пределах 74-10°; у бесканавочных метчи-
ков Х = 94-12°; у круглых плашек Z=14-2°.
Метчики часто затылуются только по основной режущей части
заборного конуса; затыловка боковых сторон профиля не произво-
дится, вследствие чего отсутствуют задние углы на вспомогатель-
ных режущих кромках. При нарезании резьб в высокопрочных
титановых сплавах величину затылования необходимо увеличивать
в 2—3 раза: а=254-35°; в этом случае следует обращать внимание,
на равномерное расположение перьев по окружности (в пределах
0,54-0,1 мм). С целью улучшения процесса резания канавки мет-
чиков при нарезании резьб* в труднообрабатываемых материалах
рекомендуется полировать [43, 46].
Схема резания при нарезании резьбы метчикамй показана на
рис. 150. .Формирование профиля резьбы метчиками происходит
путем снятия слоев металла малой толщины; при этом обработка
в значительной мере осуществляется уголками режущих кромок.
Отсутствие у метчиков необходимых величин задних боковых
359
углов по профилю режущих перьев приводит к интенсивному изно-
су, явлениям задира и поломкам режущих перьев метчиков. Поэто-
му износ режущих перьев метчиков происходит в результате с^руг-
. ления уголков в местах сопряжения главной и вспомогательной
режущих кромок, а также износа-истирания по задним поверхно-
стям. По мере затупления перьев на участке заборного конуса
износ постепенно распространяется на калибрующие перья. Особое
Рис. 150
влияние на процесс съема тонких слоев металла при резьбонареза-
нии оказывает состояние уголков режущих кромок; поэтому сте-
пень затупления их является основным показателем работоспособ-
ности чистовых метчиков. Так, например, при обработке сталей
типа 20ХМ возрастание износа уголков перьев метчика от нуля
до 0,7—0,8 мм привело к снижению чистоты поверхности резьбы
с 6-го до 3-го класса [116].
Длина работающей части заборного конуса (см. рис. 150) [13]
4p=*/tg<p.
Так как tg<p = a&/cb = a2z/S, то
Zlp«Z/(mz),
где m=aJS.
Из Adef и каЬс толщина среза
az = a/cos <р; S tg ф == azz,
т. е.
а=(S/z) sin ф,
где t — высота резьбовых витков метчика при его треугольном про-
филе, мм\ z — число перьев или канавок у метчиков, равное 34-5;
т — отношение, характеризующее тип метчика, его размеры и об-
рабатываемый металл. По ГОСТ 1604—60, для гаечных метчиков
/« = 0,0144-0,016 при г = 4 и «1 = 0,0194-0,021 при z=3. Для других
типов метчиков значение т колеблется в пределах от 0,003 до 0,05.
Для облегчения попадания метчика в подготовленное отверстие
диаметр переднего торца заборной части делают меньше внутрен-
него диаметра резьбы, а для плашек — больше наружного Диамет-
360
ра резьбы на следующую величину: при диаметре резьбы D меньше
18 мм— на 0,14-0,15 мм-, при £> = 204-38 мм — на 0,24-0,25 мм\
при £> = 424-52 мм — на 0,304-0,36 мм.
Уменьшение. угла заборной части, подобно уменьшению угла
в плане ф у токарного резца, снижает нагрузку на единицу длины
режущей кромки. Однако наряду с этим оно вызывает уменьшение
толщины среза, что при ее малых значениях, имеющих место при
резьбонарезании, вызывает существенное ухудшение процесса реза-
ния. Для нарезания сквозных резьб в жаропрочных сплавах-
Ф = 2°20'. Величина ZJp определяется формой отверстия (сквозное,
глухое, сбег) и допустимой толщиной среза; максимальная толщи-
на среза для титановых сплавов атах = 0,034-0,04 мм\ длина забор-
ной части Zip для этих материалов — от 16 до 20 S.
Длина калибрующей части Z2= (204-30)S; для снижения трения
и ликвидации заклинивания калибрующую часть затачивают в
форме обратного конуса.
При обработке титановых сплавов обратную конусность следует
увеличивать примерно в два раза, т. е. для средних диаметров
метчиков — до 0,24-0,24 мм на 100 мм длины, и применять укоро-
ченную калибрующую часть — до (84-10)5. Метчики для обработки
жаропрочных сплавов должны иметь еще большую конусность —
0,034-0,04 мм. При нарезании резьб в цветных сплавах величина
обратной конусности Лк = 0,24-0,3 мм. Для увеличения срока служ-
бы метчиков в связи с переточкой перьев диаметр калибрующей
части максимально приближают к верхнему пределу допуска.
Количество метчиков, необходимое для нарезания резьбы, опре-
деляется видом нарезаемого отверстия. Для сквозных отверстий
небольших диаметров (менее 26 мм) используют один метчик. На-
резание резьб метчиками в глухих отверстиях вызывает дополни-
тельные затруднения: при вывертывании метчика из сквозного
нарезанного отверстия он движется по уже калиброванному отвер-
стию, между тем при выходе из глухого отверстия каждое перо
заборного конуса метчика должно преодолеть сопротивление корня
стружки, оставшегося от предыдущего зуба, что часто служит при-
чиной поломки перьев. Поэтому при нарезании резьбы в глухих
отверстиях используют комплект из 2—5 метчиков в зависимости от
вида обрабатываемого материала, величины сбега резьбы и его
конструктивного оформления. Количество метчиков в комплекте
при нарезании резьб в глухих отверстиях зависит также от шага
резьбы; в этом случае нагрузку между метчиками в комплекте
рационально распределять так, чтобы черновыми и промежуточны-
ми метчиками снималось 80—95% объема металла, а чистовыми —
20—25%. Следует иметь также в виду, что увеличение количества
метчиков в комплекте не всегда ведет к снижению крутящего мо-
мента; поэтому, например, оптимальным при нарезании резьб сред-
них диаметров в титановых сплавах рекомендуется комплект из
3 метчиков.
При нарезании труднообрабатываемых материалов все метчики
должны иметь увеличенные жесткость и прочность, прежде всего
1
361
за счет больших диаметров хвостовиков, снижения их длины и при-
менения конусных канавок, т. е. повышения диаметра сердцевины
метчика по направлению к хвостовику. Повышение жесткости и
прочности метчика достигается также увеличением диаметра серд-
цевины до (0,524-0,65)2) (где D — наружный диаметр метчика),
применением инструмента с четырьмя зубьями вместо трех; послед-
нее помогает увеличить площадь поперечного сечения инструмента
на 20—30%. Увеличение прочности режущих перьев достигается
снижением передних и задних углов до 3—5°, а на заборном кону-
се— до7 ГЗО'—2°30' [44]. Кроме того, к метчикам предъявляют
повышенные требования по точности центрирования хвостовой и
резьбовой частей, обязательному затылованию резьбы по всему
профилю и весьма точной разбивке окружного шага между перья-
ми для обеспечения их равномерной работы. Для устранения нали-
пания материала на рабочие поверхности метчика и снижения
интенсивности износа рекомендуется подвергать их поверхностному
упрочнению.- Наиболее хорошие результаты показывают цианиро-
вание на небольшую глубину (не более 0,03 мм) во избежание
хрупкого разрушения. С этой же целью применяют сульфидирова-
ние или травление в водном растворе кислот и купороса.
Подготовка отверстия под резьбу оказывает4 существенное влия-
ние на йроцесс нарезания резьб метчиками во всех материалах;
обычно ее производят только сверлением. Дополнительную обра-
ботку развертыванием делают только в том случае, если отверстие
в конструкции детали является базовым; в этом случае чистота
поверхности должна быть не ниже 5-го класса при незначительной
нагартованности ее. Учитывая последнее, сверление не должно
производиться изношенными сверлами. При обработке жаропроч-
ных и титановых сплавов следует предусматривать несколько боль-
шие диаметры под резьбу, так как занижение диаметра, так же
как малая конусность и задние углы метчика, приводит к интенси-
фикации явлений схватывания.
Метчики с шахматным- р аспол ожением зубьев
дают существенное улучшение обрабатываемости жаропрочных и
титановых сплавов вследствие увеличения толщины среза в два
раза при прочих равных условиях. Их получают удалением поло-
вины общего числа зубьев через один по подъему резьбы. Особо
эффективно их применение при получении сквозных резьб в жаро-
прочных материалах, обладающих повышенной вязкостью (напри-
мер, ЭИ437А, ЭИ437Б, ЭИ435), или при нарезании резьб в других
материалах длиной более 1,5 D. В этих случаях использование мет-
чиков с шахматным расположением зубьев экономически целесо-
образно, несмотря на повышенную трудоемкость их изготовления.
Корригированные метчики (рис. 151, а) улучшают про-
цесс резьбонарезания, так как заменяют стесненные условия про-
фильного стружкообразования, имеющие место при резании обыч-
ными метчиками, более свободной односторонней ступенчатой схе-'
мой резанйя (рис. 151, б). Сущность корригирования состоит в
уменьшении угла е профиля на метчике на 2—6° по сравнению
362
с углом а профиля нарезаемой им резьбы. В результате этого обра-
зуется зазор между 'боковыми поверхностями режущих перьев
и обрабатываемым материалом. Это снижает усилие трения, ликви-
дирует защемление перьев метчика и улучшает доступ СОЖ на
контактные поверхности. Вместе с тем метчик обеспечивает задан-
ный профиль резьбы за счет обратной конусности по среднему диа-
метру метчика. Следовательно, несоответствие углов компенсирует-
ся подбором таких значений угла ср заборного конуса и обратной
конусности резьбы метчика, при которых нарезаемая резьба имеет
заданный угол профиля, несмотря на уменьшенную величину этого
угла на метчике. На рис. 151, в показана схема корригирования,
1 — метчик, 2— линия, параллельная оси метчика; 3 — линия ко-
нуса заборной части; 4 — нарезаемая деталь; 5 — линия обратного
(корригирующего) конуса по наружному диаметру; 6 — то же, по
внутреннему диаметру метчика. Для создания задних углов по
главным режущим кромкам у корригированных метчиков требует-
ся затылование лишь по наружному диаметру заборной части.
Применение корригированных метчиков обеспечивает нарезание
правильного профиля соответствующей резьбы, при этом неровно-
сти практически незаметны. При нарезании резьбы этим методом
боковые стороны профилей метчика и нарезаемой резьбы соприка-
саются лишь на небольших участках; в этом случае длина линии
контакта каждой стороны зуба профиля приближается к толщине
срезаемого слоя, точнее, равна этой толщине, деленной на косинус
половины угла профиля метчика. Благодаря более благоприятным
условиям стружкообразования и уменьшению трения по боковым
Э63
сторонам перьев крутящий момент уменьшается на 30—35%. Кор-
ригированные метчики из стали Р18 (HRC 624-63) при нарезании
резьбы в закаленных сталях (<тв=160—180 кгс/мм2) показали уве-
личение стойкости в 2 раза, а из стади Р9К5 (HRC 654-67)—
в 4 раза [113, 115].
При нарезании резьб метчиками обязательно применяют сма-
зочно-охлаждающие жидкости. Наилучшие результаты по ликвида-
ции налипаний при обработке нержавеющих и жаропрочных сталей
и сплавов показывает олеиновая кислота или смесь олеиновой кис-
лоты (20%) 6 сульфофрезолом (80%), а при обработке титановых
сплавов — смесь олеиновой кислоты с хлорированным парафином
[34]. Метчики с корригированным профилем значительно повыша-
ют эффективность действия СОЖ, применяемая в этом случае жид-
кость поступает к боковым поверхностям профиля витков. Еще
больше улучшаются условия доступа СОЖ у метчиков с шахмат-
ным расположением перьев, так как при их работе жидкость цирку-
лирует по уже нарезанным виткам. Хорошие результаты дает при-
менение метчиков с внутренним охлаждением и демпфированием
колебаний.
Твердосплавные метчики применяют для нарезания
резьб в деталях из высокопрочных сталей и сплавов, так как мет-
чики из PI8 при обработке сталей с сгв=140—160 кгс/мм2 и HRC
434-46 изнашиваются уже после нарезания одного-двух отверстий.
Освоение твердосплавных метчиков целесообразно и для обработки
деталей из бериллия, чугуна, алюминиевых сплавов с повышенным
содержанием кремния и неметаллических материалов.
Применение твердого сплава для изготовления метчиков осуще-
ствляется в конструкциях двух типов — метчики диаметром до
8 мм делают монолитными; метчики большего диаметра изготовля-
ют с напаянными пластинками из твердого сплаву. Для обеих кон-
струкций при нарезании резьб в высокопрочных сталях и чугунах
рекомендуются твердый сплавВКбМи скорость резания 2—3 м/мин,
для обработки неметаллических материалов рекомендуются твер-
дые сплавы ВК6М и ВКЮ и скорость 5—10 м/мин\ геометрия их
заточки приведена в табл. 50.
Наибольшую эффективность при обработке высокопрочных
сталей твердосплавными метчиками в качестве СОЖ показывает
хлорированный парафин. При ручном нарезании резьбы в зака-
ленных деталях лучше применить густую смазку, например соли-
дол с олеиновой кислотой или касторовое масло. При нарезании
на станках охлаждение должно быть постоянным и обильным; в
этом случае лучше применять сульфофрезол. При обработке неме-
таллических материалов следует применять эмульсии 3—4-про-
центного раствора эмульсола (ГОСТ 1975—53) в воде.
Нагрузка между метчиками в комплекте распределяется сле-
дующим образом: при трех метчиках в комплекте на первый
приходится 50% нагрузки, на второй — 35%, на третий—15%; при
четырех метчиках,— нагрузки соответственно 35, 30, 25 и 10% •
Наибольшие затруднения при изготовлении метчиков связаны
364
Таблица 50
Конструктивные элементы режущей части твердосплавный метчиков
Обрабатываемый материал Количе- ство мет- чиков в комплекте Число перьев Передний угол Y Угол наклона К Задний угол на заборном конусе
Высокопрочные стали сплавы: ав<170 кгс/мм* 3 3 6—8 4—6
сгв> 170 кгс/мм2 4 3 —5 6—8 6—8
Неметаллические материалы .... , 2 3 5—10 0 3—5
со шлифованием резьбы; целесообразно эту операцию выполнять
алмазными кругами, установленными на пневматическое шпин-
деле с большой скоростью вращения. Нарезание производят круга-
ми размером 350X60X8, АСП10-М1-100 или АСВ10-М1-100. Ре-
жимы обработки для метчиков диаметром 5—20 мм: скорость
вращения детали 0,6 м/мин-, глубина резания при нарезании
0,04—0,05 мм, при шлифовании 0,02—0,03 мм и два-три выхажи-
вающих хода. Охлаждение — индустриальное масло № 3.
§ 48. НАРЕЗАНИЕ РЕЗЬБ ПЛАШКАМИ
Плашки применяют для нарезания наружных резьб малых
диаметров; по внешнему конструктивному оформлению плашки
разделяют на круглые, квадратные, ’шестигранные- Круглая плаш-
ка состоит из следующих элементов (рис. 152): режущих перьев 1
Рис. 152
с вершиной 7, имеющих заборную 4 и калибрующую 5 части, стру-
жечных отверстий 3, выемки под регулировочный винт 2 и крепеж-
ных углублений 6. Каждое перо по длине имеет несколько зубьев.
Геометрия заточки плашки определяется размерами стружечного
отверстия и заборного конуса, а также снятием затылка по вер-
шине резьбы на длине заборного конуса. У плашек встречаются
следующие формы передней поверхности:
365
1) плоская — наиболее распространенная, но операция ее за-
точки весьма трудоемка. Поэтому заводы-потребители при отсут-
ствии у них специальных станков и необходимых кругов малых
диаметров при переточке плашек делают цилиндрическую -поверх-
ность;
2) цилиндрическая, заточка которой более проста, но создает
переменную величину угла по длине режущей кромки, при этом
(см. рис. 152) обеспечение положительного угла у в начале забор-
ного конуса ведет к весьма большим передним углам у у вершины
и по всей вспомогательной части пера, что уменьшает его проч-
ность и увеличивает процент поломок, особенно при обработке
нержавеющих и жаропрочных материалов;
3) двойная передняя поверхность; в этом случае у плашки
имеются самостоятельные передние поверхности для главной и
вспомогательной части зуба; обе они выполняются цилиндрической
формы. Раздельная заточка главных и вспомогательных частей
пера позволяет задавать требуемый угол наклона главной режу-
щей кромки пера и необходимые передние углы независимо друг
от друга, при этом по длине реэкущей кромки величина у практи-
чески постоянна.
Главная задняя поверхность имеет форму архиме-
довой спирали; такая форма позволяет производить переточку
плашек только по передней поверхности; при этом величина зад-
него угла сохраняется неизменной. Поскольку круглые плашки
работают не на проход, а со свертыванием их с нарезанной детали,
величина заднего угла а, определяющая зазор (см. рис. 152),
должна быть наименьшей (а^6°). Это вызвано попаданием кор-
ней стружки при ее свертывании под заднюю поверхность, приво-
дящим к поломке перьев плашек. Вместе с тем значение К\ долж-
но быть несколько больше допустимого износа пера по задней
поверхности в радиальном направлении, т. е.
/Ci>/i3tga,
где Л3—ширина фаски износа по задней поверхности.
Угол наклона главной режущей кромки делают
положительным (Z=2—3°); в этом случае образующаяся при
нарезании резьбы стружка направляется из окон плашки наружу;
чрезмерное увеличение Z ведет к росту усилия подачи. По высоте
плашка имеет 8-4-10 ниток. Величина задних углов для круглых
плашек а = 7-4-9°, значения передних углов приведены в табл. 49.
У стандартных плашек угол заборной части <р = 25°, у=15°.
При нарезании резьб в труднообрабатываемых материалах мет-
чиками и плашками хорошие результаты показывает двойная
заточка. В отдельных случаях применяют заточку заборного кону-
са в виде вогнутой криволинейной поверхности или с вогнутым
радиусом. Это позволяет варьировать толщину среза от первого
до последнего зуба и подбирать закон ее изменения применительно
к особенностям обрабатываемого материала. Упрощенной схемой
криволинейной или радиусной формы заборного конуса является
366
изготовление режущей части метчиков и плашек в виде выпуклой
ломаной линии, имеющей два или три угла [116].
Толщина среза а, мм, приходящаяся на один зуб пера
плашки, определяется шагом нарезаемой резьбы S, числом перь-
ев г и углом заборного конуса
a = (S/z)sin<p.
Чрезмерное увеличение толщины среза ведет к срыву витков пера
и увеличению шероховатости поверхности. Поэтому при нарезании
резьбы желательно иметь меньшие значения ф, чем при калибро-
вании ранее прорезанной (например, резцом) резьбы. В связи с
этим целесообразно применять плашки с двумя заборными кону-
сами: с меньшим углом заборного конуса — нарезающие, а с боль-
шим углом — дорезающие.
Число перьев плашки задают в зависимости от диамет-
ра резьбы; при d^.7 z=3; при d=84-22 z=4; при d=244-33
z = 5; при d=364-52 z=6; при d=564-90 z=7; при d>96 2=8.
Ширина пера Нп плашки (см. рис. 152) должна обеспечи-
вать экономически целесообразное число переточек и необходимую
прочность пера. Для плашек с нерасфрезерованными окнами
ширина пера определяется непосредственно исходя из значений
диаметров окон di и диаметра расположения их центров Di и по-
этому на чертеже не задается. Для плашек с расфрезерованными
окнами значение Нп не связано с остальными параметрами плаш-
ки. В целях уменьшения диаметра плашки D следует стремиться
по возможности уменьшить значения di, так как
D e d± + D+2#,
где е — толщина перемычки.
Скорость резания в м/мин для метчиков и плашек опреде-
ляют исходя из стойкости и допустимого износа:
где D, S — диаметр и шаг резьбы, мм\ ki — поправочные коэффи-
циенты, учитывающие вид обрабатываемого материала и другие
факторы, не представленные в формуле.
При выборе скорости резания следует также учитывать ее вли-
яние на шероховатость поверхности; поэтому при нарезании резь-
бы круглыми плашками в деталях из обычных сталей величина
скоростей резания не должна превышать 5 м]мин\ при резьбона-
резании самооткрывающимися резьбовыми головками рекомендует-
ся 16 м!мин. При нарезании резьб в деталях из труднообраба-
тываемых материалов скорость резания зависит от вида обра-
батываемого материала, типа и размеров отверстия. Так, при
нарезании резьб метчиками 64-8 мм в сплаве ЭИ437 реко-
мендуется [34] v = 14-2 м/мин\ для больших диаметров (£> = 104-
12 мм)—соответственно и = 44-5 и 24-3 *м!мин. При нарезании
резьб в титановых сплавах рекомендуется и=14-2 м/мин.
367
§ 49. РЕЗЬБОНАРЕЗНЫЕ ГОЛОВКИ
Резьбонарезные головки представляют собой спорную конст-
рукцию со вставными режущими элементами, автоматически рас-
крывающимися после прохода и освобождающими обработанную
деталь; это исключает необходимость вывинчивания детали из
головки. Головки обеспечивают точность обработки в пределах
Рис. 153
2-го класса, чистоту поверхности — 7-го класса. Резьбонарезные
головки, предназначенные для нарезания резьб малых диаметров,
как правило, имеют принудительную подачу на шаг нарезаемой
резьбы и образуют профиль резьбы за один проход. Резьбонарез-
ные головки, разработанное ЦНИИТМашем для образования
резьб больших диаметров, обеспечивают подачу головки самоза-
тягиванием и позволяют нарезать резьбы за несколько проходов.
Схема работы методом самозатягивания построена на самоподаче
головки в процессе вращения нарезаемой заготовки. Это происхо-
дит вследствие упругих деформаций поверхностных слоев нарезае-
мого, отверстия, воздействующих на контактные опорные поверхно-
сти режущих зубьев плашек.
Сборная резьбонарезная головка с регулируе-
мыми гребенками для нарезания резьб больших диаметров
представлена на рис. 153 (£>=130 мм). Размер головки опреде-
ляется осевым перемещением гребенок с последующей их фиксацией
в пазах корпусов в радиальном направлении винтами /ив осевом
направлении кольцом 2 и крышкой 3. Создано большое разнооб-
разие конструкций резьбонарезных головок; в отличие от описан-
ной они обеспечивают последовательное выдвижение гребенок
368
после каждого прохода на заданную глубину резания, их убира-
ние при обратном ходе, а также автоматическое или ручное вы-
ключение при достижении заданной глубины нарезания. Во всех
случаях опорные поверхности гребенок выполнены наклонными
(для компенсации диаметральных размеров гребенок при переточ-
ке). Угол наклона опорной поверхности и максимально допусти-
Рис. 154
мую величину осёвого перемещения гребенки задают исходя из
значений возможно полного использования гребенки при переточ-
ках. ’
Резьбонарезная головка с автоматическим вы-
ключением при проходе ее на заданную глубину нарезаемого
отверстия представлена на рис. 154. Ее конструкция построена по
принципу принудительного включения подачи головки. На
рис. 155, а изображена схема выключения силами трения,
на рис. 155, б — подвижным упором. Головку при работе (см.
рис. 154) вставляют хвостовиком 9 в патрон, предохраняющий
от перегрузки; крепление в нем производят посредством пальца,
входящего в радиусную выкружку. Резьбонарезные гребенки 1
вставляют в пазы корпуса 12 до упора в поверхность направляюще-
го стержня 2 и фиксируют в нем крышкой и плоской пластинчатой
24 в. Н. Подурае» 369'
пружиной, которая входит в продольный паз плашки. Схема
сопряжения плашки с крестовиной направляющего стержня пред-
ставлена на рис. 154 справа. Под воздействием усилия пружин
гребенки своими опорными поверхностями всегда соприкасаются
с крестовиной. Вращением гайки 8 устанавливается величина при-
пуска на первый проход. По достижении головкой заданной
глубины обработки кольцо 3 упирается в торец обрабатываемой
Рис. 155
детали; при этом узел регулирования глубины нарезания переме-
щается вдоль оси головки. Выключающий упор 5, укрепленный на
втулке 4, перемещается вместе с ней и входит в контакт с роли-
ком 6, закрепленным на втулке 7. Дальнейшее перемещение вы-
ключающего упора 5 вызывает вращение втулки 7 против движе-
ния часовой стрелки. При этом движении ролик 10 выходит на
наклонный участок спирального паза. В результате этого пружи-
на 9 освобождается и отводит опорный стержень (крестовину) 2
в крайнее правое положение. Планки 1 под действием плоских
пружин выходят из резьбы. Таким образом головка выключена и
подготовлена для вывода из отверстия; вращением втулки 7 она
возвращается в исходное положение. Вращением гайки 8 устанав-
ливается припуск на следующий проход, и после этого рассмот-
ренный цикл обработки повторяется. Глубина нарезания регули-
руется перестановкой фиксатора И.
Одним из преимуществ сборных регулируемых головок является
возможность применения при их использовании более прогрессив-
ных схем резания; в конструкции головки могут быть заложены
две различные схемы резания: одностороннего и двустороннего.
370
Для обеспечения схемы одностороннего резания гребенки распола-
гают неравномерно по окружности, для работы по схеме двусто-
роннего резания гребенки (стр. 305) располагают равномерно по
окружности [116]. В первом случай для устранения защемления
инструмента в отверстии задается боковой односторонний зазор
между режущими зубьями и витком резьбы. С этой же целью
режущим зубьям придают большие значения задних боковых углов
по профилю (1°30,4-2°).
Практическое использование находят обе схемы резания, одна-
ко более благоприятные условия, особенно при нарезании резьб в.
жаропрочных сталях аустенитного класса, дает схема односторон-
него резания; она обеспечивает меньшее защемление инструмента
под действием упругого восстановления поверхности слоя обраба-
тываемого отверстия. Это объясняется тем, что при использовании
схемы одностороннего резания режущие зубья плашек работают
одной стороной профиля, обеспечивая боковой зазор между режу-
щим зубом и боковой стороной профиля впадины резьбы. Это по-
зволяет резко снизить площадь поверхности трения и устранить
неблагоприятное воздействие упруго-деформированного поверхно-
стного слоя и образующегося нароста на качество поверхности.
24*
ГЛАВА ХШ
АБРАЗИВНАЯ ОБРАБОТКА
Абразивная обработка представляет собой процесс резания при
помощи абразивного инструмента, режущим элементом которого
являются зерна абразивных материалов.
Методы абразивной обработки в зависимости от вида
абразивного инструмента и принятой кинематической схемы под-
разделяют на шлифование, хонингование (притирочное шлифова-
ние), суперфиниш (отделочное шлифование), полирование и при-
тирку. Абразивную обработку в последнее время широко приме-
няют и для снятия больших припусков при работе по корке; в этом
случае она успешно вытесняет черновое точение и фрезерование.
Она незаменима на операциях разрезки при обработке материалов
особо высокой прочности и в закаленном состоянии. Тенденция
получения заготовок с минимальными припусками на механиче-
скую обработку позволяет в ряде случаев исключать резцовую обра-
ботку и применять только обработку абразивом. Все это усиливает
удельный вес абразивной обработки в машиностроении [1, 26].
Процесс резания при абразивной обработке состоит в том, что
выступающие зерна абразивного материала, имеющие высокую
твердость и прочно скрепленные связующим (цементирующим)
веществом, при движении резания (вращательном, возвратно-по-
ступательном или др.) путем одновременного царапания и истира-
ния удаляют с обрабатываемой поверхности слой металла в виде
мелкой стружки, В зависимости от метода абразивной обработки
одно из этих явлений может иметь преобладающее значение. Учи-
тывая это, абразивную обработку с преобладанием царапающего
действия называют шлифованием, с преобладанием истирающего
действия — полированием. При обработке хрупких материалов
воздействие абразивного зерна приводит к возникновению в по-
верхностном слое заготовки микротрещин, которые распределя-
ются в глубь материала. Эти трещины пересекаются друг с дру-
гой, в результате чего частица обрабатываемого материала отде-
ляется в виде стружки. Размер частиц стружки зависит от усилия
воздействия и других параметров обработки. Вследствие повышен-
ной твердости и красностойкости абразивных зерен, а также край-
не малых размеров срезаемого слоя при абразивной обработке
можно применять высокие скорости резания и другие методы, по-
вышающие интенсивность механического воздействия на снимае-
мый слой. Так, скорость резания при обычном шлифовании состав-
ляет 25-4-30 м/сек (15004-1800 м/мин), при скоростном —
50-4-60 м/сек (3000-4-3600 м/мин), при этом фактором, определяю-
щим допустимую скорость резания, является не износостойкость
372
инструмента, а прочность круга. По этим же соображениям при
абразивной обработке успешно применяются вибрации как низко-
частотные (при суперфинише), так и высокочастотные — ультра-
звуковые (при шлифовании и заточке инструмента).
Удалейие стружки при шлифовании всегда происходит, учиты-
вая неправильную форму зерен, с отрицательным передним углом;
поэтому угол резания является тупым и составляет в среднем
6=135°. Вследствие этого деформация отдельных частиц стружки
исключительно велика и сопровождается повышенными удельными
нагрузками и интенсивным тепловыделением. Воздействие этих
явлений приводит к интенсивному наклепу обработанной поверх-
ности с образованием больших внутренних напряжений растяже-
ния, появлению местных трещин, прижогов, самоотпуску материа-
лов, т. е. к ухудшению эксплуатационных характеристик деталей,
обработанных шлифованием. Во избежание этого, а также для
лучшего удаления образующейся стружки в виде пылевидных
частиц и охлаждения при шлифовании применяют смазочно-охлаж-
дающие жидкости. Значительному уменьшению вредного влияния
этих факторов способствует также применение при шлифовании
высокочастотных колебаний, а также широкое применение хонин-
гования и суперфиниша взамен шлифования или после него. При
выполнении этих процессов действующие удельные нагрузки и
температуры намного ниже. При этом следует иметь в виду, что
сравнение различных методов абразивной обработки по произво-
дительности, выраженной в объеме снятого материала (мм3/сек)
или площади обработанной поверхности (мм2/сек) в единицу вре-
мени, может осуществляться только с учетом получаемых при этом
шероховатости поверхности и точности обработки. Следовательно,
высокая производительность абразивной обработки при снятии
каждым зерном крайне малого сечения среза обеспечивается при-
менением высоких скоростей резания; при этом стойкость режущих
кромок каждого зерна мала. Однако ввиду множества этих кро-
мок, периодического отдыха их за каждый холостой ход и непре-
рывного вступления в работу новых зерен стойкость абразивного
инструмента в целом до правки получается достаточно большой.
§ 50. АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
Абразивный инструмент состоит из твердых зерен абразивного
материала неправильной формы с острыми кромками, соединен-
ными между собой специальными связующими веществами. Форма
абразивного инструмента может быть любой — круги, сегменты,
бруски и др. Зерна абразивного материала определяют режущую
способность инструмента, материал связки — его прочностные
свойства. Режущие зерна абразивного материала обладают повы-
шенными твердостью и красностойкостью. Так, микротвердость
зерен электрокорунда 20004-2500 кгс/мм2 (196204-24525 Мн/м2),
температура 'плавления 19004-2000° С; карборунда — соответствен-
но 30004-3500 кгс/мм2 (294304-34335 Мн/м2) и 3000-^-3300° С.
373
Абразивный инструмент характеризуется своими физико-меха-
ническими свойствами, определяемыми прежде всего материалом,
размерами зерен й видом связки, а также геометрическими пара-
метрами, характеризующими его размеры и форму в целом. Абра-
зивные материалы по виду применяемых режущих зерен подраз-
деляют на естественные и искусственные.
Из естественных материалов важнейшим является алмаз, пре-
восходящий по твердости большинство известных материалов; его
свойства были рассмотрены ранее (см. стр. 106). К естественным
абразивным .материалам относятся также минералы корунд и
наждак, основной составляющей частью которых является окись
алюминия. Содержащиеся в них посторонние примеси снижают их
качество. В машиностроении большое распространение имеют и
искусственные абразивные материалы.
К искусственным абразивным материалам относятся электро-
корунд нормальный Э и белый ЭБ, карбид кремния — карборунд
черный КЧ или зеленый КЗ, карбид бора, искусственный алмаз
и кубический нитрид бора.
Электрокорунд применяют, при обработке самых различных
материалов (сталей, чугунов, цветных металлов) повышенной
прочности. Он представляет собой кристаллическую окись алюми-
ния АЬОз, получаемую путем плавки в электрических печах чистого
глинозема (боксита). Нормальный электрокорунд, имеющий цвет
от коричневого до светло-желтого, помимо А12О3 содержит малые
количества окиси железа, а также SiO2, TiO2, СаО. Помимо этих
составляющих белый корунд содержит еще от 1,5 до 6% глино-
зема.
Карбид кремния (карборунд) применяют для обработки мате-.
риалов с малым пределом прочности при разрыве (чугун, твердые
сплавы); он представляет собой химическое соединение кремния
и углерода SiC с небольшими примесями графита, кварца и др.
Карбид кремния получают из кварцевого песка при сплавлении
его с коксовым порошком. Зеленый карбид кремния отличается
от черного повышенным содержанием SiC (не менее 97%), при
его изготовлении применяют чистый кварцевый песок (с содержа-
нием кремния свыше 99%) и более чистый углерод. Вследствие
этого зеленый карбид кремния имеет более высокую твердость и
применяется при заточке инструмента, оснащенного твердым
сплавом.
Карбид бора является химическим, соединением бора с угле-
родом В4С, он обладает высокой твердостью, приближающейся
к твердости алмаза, вместе с тем карбид бора очень хрупок и
поэтому применяется в виде порошка при различного рода прити-
рочных работах, для доводки режущих кромок твердосплавного
инструмента, резки драгоценных камней и др. Его получают путем
плавки шихты, представляющей собой смесь нефтяного кокса и
борной кислоты. К этой группе искусственных материалов отно-
сятся также искусственный алмаз и кубйческий нитрид бора (см.
стр. 108), которые находят в последние годы все более широкое
374
применение при изготовлении деталей из труднообрабатываемых
материалов; кроме того, в ряде зарубежных стран (США, Япо-
нии), например, для шлифования титановых сплавов применяют
новые виды материалов — карбид циркония, корунд с присадками
двуокиси циркония и др.
Сравнительная режущая способность различных абразивных
материалов, из которых изготавливают шлифовальные круги,
бруски, сегменты, ленты и шкурки, если принять режущую способ-
ность алмаза за единицу, выражается так: для карбида бора — 0,5;
зеленого карбида кремния — 0,28; черного карбида кремния —
0,25; белого электрокорунда — 0,12; нормального электрокорун-
да— 0,1; наждака — 0,03; графита — 0,025; кварца — 0,02. Это
отвечает соотношению их твердостей (табл. 51) [120].
Таблица 51
Значение микротвердостей различных материалов
Материал Микротвер- дость по Виккерсу Материал Микротвер- дость по Виккерсу
Алмаз Карбид бора Карбид кремния Карбид титана 10 060 3700-4-4900 3000 2900 Корунд . . . Твердый сплав ВК6 . . Карбид вольфрама . . Кварц . 2060 1550-4-1650 950-4-1200 . 1120
Зернистость является важнейшим параметром, характе-
ризующим режущие свойства шлифовального круга; она характе-
ризуется размерами зерен абразивного материала. Величина зерен
определяется размерами сторон ячеек контрольных сит, применяе-
мых для анализа зернистости абразивных материалов. Номер зер-
нистости обозначает наименьший размер зерен, так, например,
номер зернистости 16 обозначает, что зерна этой зернистости про-
ходят через сито с ячейками размером стороны 200 мкм и не про-
ходят через сито с ячейками размером стороны 160 мкм. В порошке
каждого номера зернистости допускается определенное число зерен
более мелких и более крупных. *
Зерна абразивов по размерам подразделяют на две группы:
зерна для шлифовальных кругов с № 200 и № 3 и микропорошки
от М40 до М5. После размола зерна абразива шмеют достаточно
выра^нную огранку, радиус закругления граней составляет
р= 104-15 мкм\ при этом зерна корунда имеют несколько большие
радиусы, чем карборунда. Помимо размера зерна большое зна-
чение имеет форма абразивных зерен. Для разделения зерен по
форме в ФРГ применяются специальные сортировочные машины
с электромагнитным приводом стола. Они позволяют отделять
зерна следующих видов: шаровидные, монолитные плоские и
раздробленные плоские.
Связующие материалы при изготовлении абразивных
инструментов применяются для соединения зерен в единое тело
375
инструмента; от их свойств зависит прочность удержания зерна
в круге и прочность самого круга, при вращении которого возни-
кают большие центробежные силы. Связующие материалы под-
разделяют на органические и неорганические.
К органическим связкам относятся вулканитовая В и бакели-
товая Б.
Вулканитовая связка состоит из каучука и серы (до 25—30%);
ее получают подогревом размягченной бензином резины с серой.
Абразивный инструмент, изготовленный на вулканитовой связке.
Рис. 156
имеет высокую прочность, эластичность и не боится влаги. Шлифо-
вальные круги на вулканитовой связке допускают большие окруж-
ные скорости (до 75 м!сек) и обладают высоким . полирующим
свойством, но склонны к быстрому засаливанию.
Бакелитовую связку получают на основе бакелита (искусствен-
ной смолы, приготовленной из карболовой кислоты) и формалина.
Круги на этой связке обладают повышенными прочностью, эластич-
ностью, допускают большие окружные скорости. Эти круги склонны
к разрушению под действием щелочных СОЖ (1,5%).
К неорганическим связкам относятся, керамическая К, магне-
зиальная М и силикатная С.
Керамическая связка получила наибольшее распространение;
ее приготовляют из огнеупорной глины, полевого шпата, кварца,
талька, мела и жидкого стекла. Связка эта огнеупорна и химиче-
ски стойка.. Абразивные инструменты, изготовленные на этой
связке, обладают большими производительностью (допускаемая
окружная скорость 50 м!сек и выше), износоустойчивостью и
не боятся влаги; однако они чувствительны к ударной нагрузке.
Магнезиальная связка приготовляется из смеси магнезита и
хлористого магния. Абразивный инструмент, изготовляемый на
этой основе, малопрочный и мягкий и к тому же чувствителен к
влаге ц холоду, поэтому его применяют при обработке всухую.
Силикатная связка приготовляется из смеси глины, кремниевой
пыли и жидкого стекла. Этот вид связки не обеспечивает надежной
сцепляемостц с зерном.
Как магнезиальная, так и силикатная связка имеют ограни-
ченное применение и используются редко.
Кроме материала зерна, зернистости, и связки, абразивный,
инструмент характеризуют erQ структура и твердость.
376
Структура абразивного инструмента определяет
его строение с точки зрения количественного соотношения в еди-
нице объема зерен, связки ад пор. Номер структуры абразивного
инструмента соответствует промежуткам между зернами: чем
больше номер, тем болыйе промежутки (поры). Структуры, содер-
жащие от 60 до 54% зерен (с № 0 до № 3), называются плотными
(рис. 156, а), от 52 до 46% (с № 4 по № 6) —среднеплотными
(рис. 156, б) и от 44 до 38% (с № 7 до № 12) —открытыми
(рис. 156, в). При шлифовании вязких материалов: нержавеющих,
жаропрочных и цветных сплавов, а также при обдирочных рабрта!
хорошие результаты показывают высокопрочные круги, имеющие
до 72% пор от объема круга; они получаются путем примешивания
в их массу легковыгорающих веществ, например угля.
Твердость абразивного инструмента определяет
качество получаемой поверхности, а также производительность
обработки. Под твердостью абразивного инструмента подразуме-
вают способность связки удерживать зерно от (вырывания при
воздействии на него внешних усилий. Она характеризуется проч-
ностью пограничной связи зерна и связки. Круг называют мягким,
если зерна легко вырываются из связки, и твердым, если зерна
прочно удерживаются в связке (см. табл. 52).
Таблица 52
Классификация абразивного инструмента по твердости
Категория твердости инструмента Условное обозначение
твердости степени твердости
Мягкий М Ml, М2, М3
Среднемягкий СМ cmi; см2
Средний . . / с Cl, С2
Среднетвердый ст СТ1, СТ2, СТЗ
Твердый т TI, Т2
Весьма твердый ВТ ВТ1, ВТ2
Чрезвычайно твердый .... ЧТ ЧТ1, ЧТ2
tsep/Дость круга определяют: 1) высверливанием специальным
сверлом лунки глубиной 25 мм; необходимая для этого скорость
вращения сверла характеризует степень твердости; 2) вдавлива-
нием стального шарика; 3) направлением на поверхность абра-
зивного инструмента струи песка заданной энергии.
Правильный выбор твердости абразивного инструмента оказы-
вает решающее влияние на процесс дбработки, обеспечивая при
оптимальных условиях явление непрерывного самозатачивания
режущей поверхности инструмента. Явление самозатачивания про-
исходит в результате трех процессов: микроскалывания (местное
разрушение), макроскалывания (разрушение объемное, происхо-
дящее по всему сечению зерна) и выламывания зерен. Первый вид
377
разрушения ведет к закруглению режущих кромок зерен — заса-
ливанию круга. Второй вид разрушения наиболее благоприятен,
так как постоянно создает новые ревущие кромки. Третий вид
разрушения недопустим, он вызывает повышенный износ инстру-
мента и происходит следующим образом: затупленное зерно под
действием повышенной нагрузки раскалывается или чаще всего
вырывается из связки, обнажив при этом новые острые зерна,
которые и будут продолжать резание.
Выбор для данных условий обработки слишком твердого абра-
зивного инструмента ведет к засаливанию, т. е. удержанию на
режущей поверхности сильно затупившихся зерен. В этом случае
для восстановления работоспособности абразивного инструмента
производят правку, т. е. искусственное удаление затупившихся
зерен. Выбор слишком мягкого абразивного инструмента ведет
к его повышенному и неравномерному износу, а следовательно,
потере его формы в результате частых правок.
Маркировка шлифовального круга содержит вид
абразивного материала, зернистость, класс твердости и ее степень,
вид связки, структуру, размеры круга (диаметр и ширина) и допу-
стимую окружную скорость. Например, ЭБ80 СМ1 К8 150x80
35 м!сек.
§ 51. АЛМАЗНЫЕ ШЛИФОВАЛЬНЫЕ КРУГИ
Алмазы и сверхтвердые материалы в последние годы все более
широко применяются для изготовления абразивных инструментов;
это объясняется их высокими физико-механическими и режущими
свойствами (см. стр. 106). Алмазный шлифовальный круг представ-
ляет собой металлический корпус, на рабочую поверхность кото-
рого нанесен алмазоносный слой толщиной 1,04-3,0 мм. Алмазо-
носный слой состоит из наполнителя (связки) и алмазного порошка.
С в я^з к а обеспечивает удержание алмазных зерен на рабочей
поверхности круга; применяют круги на органической (бакелито--
вой) Б, металлической М и керамической К связках. Наиболее
распространены круги на органической связке; ею являются обыч-
но фенолформальдегидные смолы, например пульвербакелит;
в зависимости от вида наполнителя марки органических связок
обозначают Б1, Б2, БЗ и Б4. Наполнитель играет роль опоры для
алмазных зерен, а также определяет механическую прочность,
износостойкость и теплостойкость алмазоносного слоя. Наиболее
распространены круги на органической связке Б1. Томилинский
завод алмазных инструментов выпускает новые виды кругов на
органической связке ТО2 с металлическим наполнителем.
Металлической связкой обычно служат сплавы на основе меди*
и других металлов; известны ее следующие марки:'Ml, МК, МИ
и М5. Наиболее распространена металлическая связка марки М5.
Синтетические алмазы выпускаются УкрНИИСМом
трех марок: АСО — алмаз синтетический обычной прочности,
АСП — алмаз синтетический повышенной прочности, АСВ — алмаз
378
синтетический высокой прочности. Алмаз АСО рекомендуется для
изготовления инструмента на органической связке, АСП— для
инструмента на керамической и металлической связках, а также
для изготовления паст и порошков, используемых при притироч-
ных и доводочных работах, АСВ — для инструмента на металли-
ческой связке, работающего при высоких удельных нагрузках.
Выпускаются также новые марки: АСК — алмаз синтетический
кристаллический и АСКС — алмаз синтетический кристаллический
сортированный. Они рекомендуются для оснащения резцов буро-
вых колонок, дисков для разрезки особо твердых горных пород
и т. п. Прочность алмаза АСК равна прочности природных алма-
зов, а алмазы АСКС превосходят прочность природных алмазов
в два раза.
Концентрация алмаза в алмазоносном слое определяется
его весовым содержанием; за 100-процентную концентрацию условно
принято содержание алмаза в количестве 4,39 карата или 0,878 г
в 1 сж3 алмазоносного слоя. В соответствии с этим различают
круги 25, 50, 100, 150, 200-процентной концентрации. Круги из
синтетических алмазов применяют в настоящее время преимуще-
ственно для обработки инструментов и деталей из твердых сплавов
и неметаллических материалов, в этом случае для кругов на орга-
нической связке используется 50-процентная концентрация, а на
металлической связке (например, из сплавов меди) — 100-про-
центная, концентрация.
Маркировка алмазного шлифовального круга
содержит следующие данные: форму, размеры, зернистость, связку
и концентрацию. Например, маркировка круга АЧК 125Х10ХЗХ
Х32 — АСО 12-Б1-50-24-1200-1964-ТЗАИ обозначает: АЧК — тип
круга (алмазный чашечный конический); 125 — наружный диа^
метр, жж, 10 — ширина алмазоносного круга, жж, 3 — толщина
алмазоносного слоя, жж, 32—диаметр посадочного отверстия, жж,
АСО — вид алмаза (алмаз синтетический обычной прочности);
12 — зернистость; Б1 — связка (бакелитовая), 50 — концентра-
ция, %; 24 — содержание алмаза в алмазоносном слое, караты,
1200 — номер круга, 1964 — год его изготовления, ТЗАИ—-завод-
изготовитель (Томилинский завод алмазных инструментов).
Алмазы показывают высокую эффективность при обработке
твердых сплавов, различных высоколегированных инструмен-
тальных сталей, жаропрочных и специальных сталей. Плохая
обрабатываемость резанием этих материалов обусловлена повы-
шенной твердостью содержащихся в них карбидов, которая или
равна микротвердости абразивных зерен из электрокорунда (кар-
бида кремния зеленого), или превышает ее. Известно, что для
эффективного шлифования необходимо, чтобы отношение твердости
абразива к твердости обрабатываемого материала было не менее
2,0—2,5.
Круги на металлической связке рекомендуется использовать с
охлаждением при предварительной заточке твердосплавного
инструмента, при шлифовании и резке стекла и металла. Типовыми
379
Режимы обработки синтетическими алмазами и КНБ
Таблица 53
Операция Обрабатываемый материал Марка инст- рументально-, го материала Режимы обработки Произвол дитель- ность, ммЧмин Классы чистоты - Расход алмаза, при связке
металли- ческой органиче- ской
Круглое на- ружное шли- фование Т руднообрабатываемые стали и сплавы АСО БП v = 30 м/сек', уд = 12,6 м/мин\ s = 0,5 м/мин\ t = 0,005-? 0,0025 мм/дв. х 55—130 8 16,0 14—60
60 7-8 * 5,8
Быстрорежущая сталь (HRC 62—64) АСО БП v = 30 м/сек,} уд ~ 12,6 м/мин\ s = 0,5 м/мин} t = 0,005—0,01 м/дв. х 105—110 8 1,7 5,8
103 8-9 — 2,6
Твердый сплав АСО v = 28 м/сек\ Уд = 40 м/мин\ S = 1 м/мин\ t = 0,005 мм/д. вх 210—240 8 * 2,6—4,4
Внутреннее шлифование Твердый сплав ВК АСО v = 18—37 м/сек\ п = 36000-^72000 об/мин\ S = 1,0 M/MUH} t = 0,00254-0,0075 на 2 дв. х 25—30 8—12 1,0—1,8 4—12
Хонингование Закаленная и азотиро- ванная сталь 62—65 АСВ v = 28 м/мин\ увп = 11 м/мин\ sp = 0,002 мм/д. вх. 3000 6 1,3—1,9 —
Вязкая легированная сталь АСВ *v = 26,3 м/мин\ увп = 5,6 м/мин\ sp « 0,00031 мм/дв. х 400 8 0,8—1,0 —
Заточка Твердый сплав АСО у = 20 м/&к\ s = 1,5 м/мин\ t = 0,01—0,05 мм/дв.х 30—130 8—11 0,2—0,5 0,5—2,0
♦ Не дает положительных результатов.
режимами при заточке твердосплавного инструмента алмазными
кругами на металлической связке с охлаждением являются
и=30—35 м)сек, 0,014-0,03 мм!дв. х, snp=l—1,5 м!мин, на
бакелитовой связке без охлаждения v ==30-4-35 м!сек, st =
= 0,005 мм/дв. х, snp=0,5 м/мин и с охлаждением и = 30—35 м!мину
st = 0,014-0,02 мм!дв. х, Snp= 1,04-1,5 mImuh.
Круги на бакелитовой связке используют без охлаждения при
тонком шлифовании и доводке твердосплавного инструмента. По
данным НИИАлмаза, круги на бакелитовой связке при заточке
твердосплавного инструмента работают стабильнее, чем на метал-
лической связке.
Круги на керамической связке применяются при шлифовании
мягких материалов и для предварительного шлифования твердо-
сплавного инструмента.
Типовые режимы обработки синтетическими алмазами приве-
дены в табл. 53 [88].
Микропорошки применяют как для покрытия шкурок и
лент, так тв качестве абразивной среды при притирочных и дово-
дочных работах.
Шлифовальные шкурки выпускают в виде рулонов и листов
па бумажной и тканевой основах. Маркировка шлифовальной
шкурки содержит обозначения типоразмера шкурки, материала
основы, рода абразивного материала и его зернистости.. Виды
шлифовальных шкурок в зависимости от абразивных материалов
приведены в табл. 54.
Таблица 54
Виды шлифовальных шкурок
Название Условное обозначение Вид абразивного материала
Электрокорундовая э Электрокорунд
К арбидкремниевая кч Черный карборунд кремния
КЗ Зеленый карборунд кремния
Кремниевая КР Кремний
Кварцевая кв Кварц
Стеклянная с Стекло
Из кубического нитрида бора (КНБ) — боразона — выпускают
две марки шлифовального порошка: БО (зернистостью от БО4
до БО25) и БП (зернистостью от БП5 до БП32) и одну марку
микропорошков БМ (зернистостью от БМ1 до БМ40).
§ 52. ШЛИФОВАНИЕ
Шлифование является процессом резания при помощи
абразивного инструмента — круга, обеспечивающего высокие точ-
ность (1—2-й классы) и чистоту обработанной поверхности
381
(7—10-й классы). В ряде случаев шлифование применяют как
метод предварительной обработки поверхностей при обдирке литья,
поковок, проката, а также при разрезке заготовок из прутка.
Процесс резания при шлифовании с учетом рассмотренных
выше общих физических особенностей абразивной обработки
можно представить в первом приближении как процесс скорост-
ного резания фрезой, имеющей большое число случайно располо-
женных как по ширине, так и по высоте зубьев (рис. 157). Однако
Рис. 157
в отличие от фрезы зерна не заполняют всей ширины вращающе-
гося инструмента, поэтому в большинстве случаев последующие
зерна не попадают в имеющийся след предыдущих зерен, а сни-
мают сегментообразные стружки. Расположение зерен на различной
высоте приводит к их различной загрузке, при этом небольшое
^исло зерен несет основную нагрузку резания. Случайное распо-
ложение зерен по ширине и высоте приводит к большим колеба-
ниям формы и размеров образующихся частиц удаляемого мате-
риала — от вида стружки, подобной снятой твердосплавным резцом
с заметными плоскостями сдвига, до сфероидальных капель метал-
ла, расплавившегося вследствие высокой температуры процесса
шлифования.
Рассмотрение процесса шлифования как процесса фрезерования
допустимо только в первом приближении. При шлифовании име-
ется большое число специфических кинематических и физических
особенностей, например беспорядочное расположение абразивных
зерен как по площади рабочей поверхности круга, так и по высоте,
резкое колебание рабочих углов резания, влияние температурно-
скоростного фактора и поверхностно-активных сред. В результате
этого вначале абразивное зерно не режет, а скользит с интенсив-
ным трением по поверхности детали, пластически деформируя его
и создавая увеличивающуюся радиальную силу. В момент, когда
напряжение от совместного действия радиальной и тангенциальной
составляющих силы резания превысит предел прочности обрабаты-
ваемого материала, начинается отделение стружки.
При шлифовании рабочие зерна абразивного круга срезают
стружку с материала не с исходными свойствами, а предварительно
<382
упрочненного и нагретого вследствие контакта с предыдущими
зернами. Поэтому обрабатываемость материала шлифованием
определяется его физико-механическими и химическими свойствами
при повышенных температурах. Правильность этого подтверждает
микроструктурный анализ [122]; так, после шлифования стали
12ХНЗА на поверхности образца наблюдаются тонкий слой вто-
ричной закалки (белой полосы мартенсита закалки) и слой отпуска
(темной полосы мартенсита отпуска), постепенно переходящий в
исходную структуру. Изменение микротвердости распространяется
па глубину 0,09 мм.
Поверхностный слой обрабатываемой шлифованием детали под-
вергается воздействию пульсирующего высокотемпературно^ поля.
Действительно, в момент прохождения рабочего зерна темпера-
туры в отдельных точках достигают 0Имп=15ОО°С, т. е. темпера-
туры плавления, при этом скорость нагрева ун=2- 105°С/сек, что
вызывает необратимые структурные превращения. Вместе с тем
этот вид обработки характеризуется высокой окоростью охлаж-
дения Уохл, составляющей сотни и тысячи градусов в секунду, что»
обусловлено воздействием СОЖ и интенсивным отводом тепла
в глубь детали. Таким образом, если принять 0К=1ООООСГ
{’охл = 5000° CIсек, то для полного охлаждения необходим интервал
0,2 сек; фактически при v ==30 м/сек он равен 0,0001 сек. Следова-
тельно, к моменту подхода следующего зерна температура соста-
вит 600° С. Поэтому обрабатываемость материала шлифованием
(табл. 55) [122] примерно может характеризоваться их прочност-
ными характеристиками в этом диапазоне температур.
Таблица 55*
Обрабатываемость сталей шлифованием
Группа обрабаты- ваемости Материал Коэффи- циент обрабаты- ваемости
I II Стали конструкционные, углеродистые, легированные хро- мом, марганцем, никелем и инструментальные углероди- стые Стали конструкционные, легированные вольфрамом, тита- ном, кремнием и молибденом Стали нержавеющие и жаропрочные Стали жаропрочные и нержавеющие, содержащие титан, быстрорежущие инструментальные 1,0 0,83
III IV 0,38 0,14
Износ абразивных зерен при шлифовании и появление наиболее
опасных дефектов этого вида обработки — прижогов — прежде
всего связано с тепловыми явлениями. При шлифовании следует
различать три параметра, характеризующих тепловые условия
резания: импульсную 0Имп, среднюю контактную 0СК и среднюю»
0Д температуры детали. На рис. 158 показана осциллограмма изме-
нения температуры при нагревании т= 10"44-10"2 сек и охлаждении
38&
1№10~2
10~^5'10~2
Рис. 158
СОСТОИТ из
Т,сек
т= 10~4-f5- 10~2 сек [44]. Значение импульсной температуры
шлифования @имп характеризуется точками наибольшего подъема;
воздействию таких температур подвергаются только отдельные
участки зоны контакта круга с заготовкой. Вся зона контакта
имеет температуру более низкую; для каждого момента времени
она определяется как огибающая к основаниям, импульсов. Макси-
.мальное значение амплитуды огибающей дает значение средней
контактной температуры"
шлифования @ск. Как
только поверхность заго-
товки выходит из контак-
та с кругом, она начинает
быстро охлаждаться. Од-
нако она обычно не успе-
вает остыть до перво-
начальной температуры,
устанавливается средняя
температура детали 0Д.
Упругие дефор-
мации системы
СПИД имеют сущест-
венное значение при шли-
фовании; вследствие этого
процесс обработки при
врезания, установившейся
обработки и выхаживания. Последний период обработки произво-
дят при отсутствии подачи; процесс обработки в этом случае про-
исходит за счет получившегося при врезании упругого натяга в си-
стеме абразивный инструмент — деталь. С увеличением времени
этого периода повышается точность обработки вследствие уменьше-
ния погрешностей формы, а также снижается шероховатость по-
верхности.
Кинематические схемы шлифования различают
в зависимости от вида обрабатываемой поверхности (наружная
или внутренняя) и ее формы — обработка тел вращения, плоских,
резьбовых, зубчатых, шлицевых и сложных поверхностей.
Наиболее распространенными видами шлифования являются:
наружное круглое шлифование в центрах с продольной
(рис. 159, а) и поперечной подачами, т. е. методом врезания
(рис. 159,6); круглое внутреннее шлифование с вращением заго-
товки и быстрым вращательным движением круга (рис. 159,в);
плоское шлифование на станках с прямоугольным или круглым
столом периферией круга (рис. 159, г), торцом круга (рис. 159,6);
бесцентровое шлифование круглых наружных и внутренних поверх-
ностей (рис. 159, е); профильное шлифование (шлифование шлицев,
резьб и зубьев колес и сложных поверхностей); шлифование абра-
зивной лентой (см. стр. 394).
Удаление' припуска при шлифовании производят за несколько
проходов (5—10 и более). Глубина резания на каждом проходе
-384
пе превышает нескольких сотых миллиметра. Значительное повы-
шение производительности при шлифовании за счет сокращения
числа проходов дает схема глубинного шлифования; для этого
кругу при заточке придают коническую или ступенчатую форму.
При шлифовании следует различать главное движение резания
в м/сек, обусловленное вращением круга, и движение подачи, обес-
печивающие непрерывность процесса резания и многопроходную
обработку. При шлифовании различают три вида подач:
Рис. 159
подача в тангенциальном направлении по отношению к окруж-
ности круга. При круглом шлифовании этот вид подачи опреде-
ляется окружной скоростью вращения детали уд, м/мин\
подача в направлении, совпадающем с осью вращения шлифо-
вального круга. При круглом шлифовании эта подача называется
продольной snp и измеряется на один оборот детали, мм/об. Зна-
чение $пр обычно измеряют в долях ширины круга В;
подача в направлений, перпендикулярном к обрабатываемой
поверхности. Она обычно называется поперечной st или snOn и изме-
ряется на один проход круга (мм/проход), двойной ход стола
(мм/дв. х) или при отсутствии продольной подачи при круглом
шлифовании — на один оборот детали (мм/об).
Профильное шлифование производят по трем схемам:
движение круга по заданному контуру и возвратно-поступатель-
ное движение стола с заготовкой. Методами осуществления этого
вида обработки являются шлифование по копиру, оптическое
профильное шлифование и обработка по координатам с ручным
перемещением детали. Круг имеет в этом случае форму цилиндра,
конуса или криволинейной поверхности радиусом R;
обработка профильным кругом, контур которого соответствует
профилю детали. В этом случае круг постепенно подается к обра-
батываемой детали, совершающей вместе со столом станка
25 в. Н. Подураев
385
возвратно-поступательные движения. Шлифовальные станки, пред-
назначенные для профильного шлифования, имеют встроенные
синусные магнитные столы, обеспечивающие точную установку
детали под нужным углом. Так, фирма «Юнг» выпускает прецизи-
онные плоскошлифовальные станки для профильного шлифования.
Одна из моделей (HF-50R) служит для шлифования закаленных
высоколегированных и быстрорежущих сталей и твердых сплавов.
Станок имеет привод постоянного тока с бесступенчатым регули-
рованием скорости вращения от 1000 до 4000 об/мин, встроенные
оптические устройства, обеспечивающие точность 0,001 мм. Обра-
ботка ведется мягкими шлифовальными кругами;
силовое профильное шлифование, при котором, подобно цилинд-
рическому фрезерованию, весь припуск снимают за один проход
при медленном возвратно-поступательном перемещении стола с
деталью в продольном направлении. Иногда обработку разделяют
на два прохода — черновой и чистовой. Ширина круга при силовом
шлифовании обеспечивает полный охват профиля обрабатываемой
детали. Применение силового шлифования позволяет в несколько
раз увеличить производительность, повысить точность обработки
и снизить износ круга по сравнению с обычным профильным шли-
фованием. Фирма «Роберт Блом» выпускает специальные станки
для этого вида шлифования. Этим методом производилась обра-
ботка, например, штампа из инструментальной стали (12—13% Сг)
твердостью HRC 62—63 на режимах: скорость рабочего переме-
щения стола 25 мм/мин, холостого хода—100 мм/мин. Пуансон
из этой же стали обрабатывается'"в два прохода; на первом про-
ходе скорость перемещения стола 20 мм/мин, глубина шлифования
3,95 мм, на втором (чистовом) — соответственно 35 мм/мин и
0,05 мм.
Износ шлифовального круга при работе происходит
неравномерно, в первую очередь осыпается и выламывается часть
круга, совпадающая с направлением подачи и снимающая основ-
ную долю припуска. Износ каждого участка круга определяется
следующими физическими явлениями: истиранием рабочих поверх-
ностей зерен; выкрашиванием режущих кромок зерен; вырыванием
зерен из связки; истиранием связки; забиванием межзеренного
пространства продуктами износа и шлифуемым материалом (заса-
ливанием). В начальный период резания между задней поверхно-
стью абразивного зерна и обрабатываемым материалом возникает
адгезия, приводящая к образованию характерных для этого про-
цесса кратеров. При последующих контактах под действием каса-
тельных напряжений происходит скол или срез частиц абразива.
Помимо этого, рабочие зерна подвергаются значительному цикли-
ческому воздействию касательных напряжений, обусловленных
процессом резания. Это приводит к возникновению усталостных
явлений; они протекают как в тончайших поверхностных слоях
зерна, так и в связке — в зоне крепления зерна в круге. При обра-
ботке ряда материалов, например титановых сплавов, температура
в зоне резания достигает таких высоких значений, что возникает
386
велико, это вызывает
Рис.
160
диффузионный износ. Он обусловлен диффузией между материа-
лами абразивного зерна и свежеобнаженной поверхностью детали.
Росту его интенсивности способствует крайне малое время кон-
такта; известно, что скорость диффузии в начальный момент весьма
большая. Поскольку число циклов контакта
интенсивный износ [36].
Износ кругов при шли-
фовании титановых спла-
вов имеет свои специфиче-
ские особенности, обус-
ловленные химическим
воздействием обрабаты-
ваемого материала на ма-
териал круга. В результа-
те этого происходят ин-
тенсивные процессы нали-
пания титана на режущие
кромки зерен абразива,
химическое разрушение
их, приводящее к повы-
шенному износу круга.
Поэтому при обработке
этих материалов обяза-
тельно применяют СОЖ;
помимо охлаждения и
удаления стружки она
препятствует химическому
взаимодействию титано-
вого сплава с шлифоваль-
ным кругом.
Критериями затупле-
ния шлифовального кру-
га являются увеличение
шероховатости поверхно-
сти, образование в ней пя-
тен местных прижогов, ог-
ранка детали и появ-
ление следов вибраций.
В процессе износа на
периферии круга образуются
шагом, при этом чем выше окружная скорость, тем больше <
высота этих волн. Это ведет к образованию волнистости обра-
ботанной поверхности. Значительное ее уменьшение по сравнению
с обычным шлифованием при постоянной скорости вращения
круга достигается применением плавного изменения скорости
вращения посредством установки регулируемого электроприво-
да [20]. В этом случае в пределах одного класса повышается
и чистота поверхности. Оптимальным является режим плавного
изменения скорости вращения круга в пределах 12—15% от ее
волны с определенным постоянным
25*
387
верхнего значения с выдержкой на границах диапазона изменения
скорости в течение 10—15 сек при соотношении времени перехода к
времени выдержки скорости примерно 1 :3.
Теплота при шлифовании кругом сосредоточена на сравнительно
узком участке поверхности вдоль образующей круга; в этом случае
тонкий слой, расположенный в зоне обработки, сильно нагревается,
между тем как близлежащие слои остаются холодными. Поэтому
вначале этот тонкий сильно нагретый слой, испытывая сопротив-
ление со стороны окружающих слоев к расширению, оказывается
пластически сжатым. Следовательно, в этот момент образуется
временное напряжение сжатия. В дальнейшем, после того как
материал остынет и температура по сечению полностью выравня-
ется, в нем сформируются (из-за ранее образовавшейся пласти-
ческой деформации сжатия) растягивающие остаточные напря-
жения.
На рис. 160 представлен механизм возникновения остаточных
напряжений при шлифовании кругом (а) и абразивной лен-
той (б) [20]. Для рассмотрения механизма возникновения оста-
точных внутренних напряжений примем для простоты, что под
тонким поверхностным слоем располагается узкая щель. При шли-
фовании кругом в момент времени Ti под действием тепловых
сжимающих напряжений — о, обусловленных «холодной» сердце-
виной детали, возникает пластическая деформация сжатия — е₽;
в дальнейшем (т=оо) она вызывает остаточные напряжения
растяжения. Напротив, длительный контакт абразивной ленты
ведет к равномерному прогреву детали, т. е. равномерному тепло-
вому удлинению всей детали, в этом случае при т=оо дальнейшее
охлаждение сердцевины вызывает образование остаточных напря-
жений сжатия.
Трещины в процессе шлифования могут возникать вследствие
непосредственного воздействия силы резания и превращения рабо-
ты пластической деформации ЛПл и работы трения ЛТр в теплоту Q?
которая производит работу разрушения Дразр, т. е.
<^4пл 4" Дтр “* Q Д разр •
Как показывают исследования [126], шлифованные трещины обра-
зуются в первую очередь при обработке хрупких материалов в
результате действия больших удельных сил резания при высокой
скорости деформации обрабатываемого материала. Выделяющееся
при шлифовании тепло способствует образованию трещин прежде
всего из-за возникновения прижогов, тепловых, временных и оста-
точных напряжений и повышения хрупкости вследствие структур-
ных превращений. Тепловые явления, не являясь в ряде случаев
первопричиной возникновения трещин, могут, однако, вследствие
косвенных связей играть решающее значение (см. структурную
схему — стр. 215). Так, в процессе шлифования титановых сплавов
зачастую возникает температура более 1000° С, при которой этот
материал претерпевает аллотропические превращения; в этих
зонах происходит местное снижение твердости, что ведет к сниже-
388
нию предела усталости. Поэтому во всех случаях основными
средствам# ликвидации трещин является снижение скоростей
резания и подач, применение оптимальных СОЖ, работа крупно-
зернистыми и пористыми кругами твердостью М-СМ.
Выбор типа круга, поскольку он оказывает значительное влия-
ние на интенсивность износа, производят в зависимости от обраба-
тываемого материала и вида операции. При шлифовании твердых
закаленных сталей берут мягкие корундовые круги, при обработке
мягких и вязких металлов (отожженных конструкционных сталей,
жаропрочных и нержавеющих сталей аустенитного класса) исполь-
зуют более твердые круги и, наконец, при шлифовании особо
мягких цветных сплавов во избежание засаливания применяют
также мягкие круги. Выбор типа круга зависит также от схемы
обработки, так как чем больше контакт между кругом и деталью
в процессе шлифования, тем более мягкие и пористые круги надо
применять. Это относится, например, к плоскому шлифованию,
внутреннему шлифованию и шлифованию с большими подачами
по ширине круга.
При обработке жаропрочных сталей и сплавов применяют круги
из монокорунда М и электрокорунда ЭБ зернистостью 464-80,
твердостью МЗ-С2 на керамической связке, структура № 54-8.
При черновом и получистовом шлифованиях применяют круги
М46-60С1К, М46-60МЗК, ЭБ60СМ2, при чистовом шлифовании
М80-СМ2-С2К. По зарубежным данным, при шлифовании перьев
лопаток турбин используют круги из окиси алюминия на керами-
ческой связке средней мягкости зернистостью 46-4-80, при плоском
шлифовании — мягкие круги зернистостью 244-36, при фасонном
шлифовании — круги средней мягкости зернистостью 804-220.
Учитывая особенности износа кругов при шлифовании титановых
сплавов, наилучшие результаты показывают круги из зеленого
карбида кремния зернистостью 604-80, твердостью СМ1—СМ2 [34].
Интенсивность износа круга зависит также от диаметра* обра-
батываемой заготовки, величины окружной скорости детали ид,
продольной snp и поперечной St подач. Так, для круглого шлифо-
вания [7]
где Cv — коэффициент, зависящий от вида обрабатываемого мате-
риала; для конструкционных закаленных сталей С^ = 2260, ото-
жженных — 2550, чугуна — 2870.
Из приведенной формулы видно, что интенсивность износа круга
зависит от вида обрабатываемого материала и возрастает с повы-
шением окружной скорости детали, продольной и поперечной
подач. С увеличением скорости круга большее число зерен всту-
пает в контакт с заготовкой в единицу времени, однако глубина
внедрения их в обрабатываемый материал уменьшается. В резуль-
тате этого с ростом скорости круга количество теплоты в зоне
резания уменьшается. Подобные же результаты получаются с
увеличением скорости подачи детали. Наоборот, с ростом подачи
389
вдоль образующей круга (продольная подача при круглом шлифо-
вании и поперечная подача при плоском шлифовании) количество
выделяемой теплоты в зоне резания возрастает, однако ее интен-
сивность, т. е. отношение к единице длины или площади, остается
неизменным. Применение СОЖ способствует снижению температур
в зоне резания вследствие уменьшения трения и частично благо-
даря усилению теплоотвода.
Процесс шлифования оценивается следующим и
показателями: производительностью (она определяется зна-
чениями W, мм3/мин, qK, г/мин:
q^\qR/x,
где А^д — разница веса детали до и после обработки, г, т — время
обработки, мин); и стойкостью шлифовального круга Г, мин,—
время обработки до затупления; за критерий затупления прини-
мается ухудшение шероховатости поверхности ниже заданной,
появление следов вибраций на поверхности, сопровождающееся
характерным звуком — скрипом.
При шлифовании алмазными кругами расход алмаза за время
обработки определяется изменением объема алмазного слоя
А^ш, мг, до и после обработки:
kqm = n(R*~-r*) phK,
где R, г — радиусы круга до и после обработки, р — плотность
алмазоносного конуса, мг/мм3, hK — ширина алмазоносного кон-
ца, мм.
Удельный расход алмазов шлифованного круга:
<7ш=аа (Д^ш/А^д); аа - 0,2 (/Са/С),
где аа — коэффициент, характеризующий количество алмазов в
алмазоносном слое круга; Ха — количество алмазов в алмазонос-
ном слое круга; С — масса алмазоносного слоя.
Шлифование характеризуется также и другими показателями:
удельной производительностью шлифования ч (отношение объема
снятого металла к объему изношенного за это время материала
круга) Wy, мм3/мм3; износом шлифовального круга — удельный
размерный износ А/?к, мкм/мин, объемный (минутный) Ум,мм3’/мин,
и удельный объемный износ УОб, мм3! мм3, мощностью шлифова-
ния кет; удельной мощностью шлифования, затрачиваемой
на съем ,1 мм3 металла, Ny=Nm^/Wi квт-мин/мм3; радиальной Ру
и тангенциальной Pz составляющей силы резания и полученным
качеством поверхности.
Скоростное шлифование показывает повышенную
эффективность, так как увеличение скорости вращения круга повы-
шает производительность шлифования, характеризующуюся объ-
емом удаляемого материала в единицу времени, и снижает шерохо-
ватость поверхности; при этом износ круга, приходящийся на одну
обрабатываемую деталь, остается неизменным. Широкое приме-
нение скоростного шлифования ограничивает только прочность и
390
легкость кругов, поскольку величина центробежной силы, дейст-
вующей на круг, прямо пропорциональна массе круга и зависит
от скорости вращения и радиуса неуравновешенности. В настоящее
время промышленность выпускает большое число типоразмеров
кругов на специальной керамической и бакелитовой связках повы-
шенной (на 60—65%) прочности. Более легковесные круги полу-
чены путем замены керамической связки плотностью 2,5 г!см3
стекловидной с у = р = 1,34-1,4 г/сэи3, которые допускают повышение
окружных скоростей до 50—60 м!сек. Применение скоростного
шлифования требует модернизации станков в направлении повы-
шения скорости вращения и мощности привода, установки на них
более прочных защитных кожухов и более производительных отса-
сывающих пылеудаляющих устройств. Помимо этого, требуется
более тщательная балансировка кругов и их проверка на прочность.
Режимы резания при шлифовании характеризуются сле-
дующими данными. Шлифование обычно осуществляют на одном
и том же станке, без смены шлифовального круга, в два прохо-
да — черновое и чистовое. Черновое шлифование производится на
повышенных режимах и обеспечивает удаление большей части
общего припуска. При чистовом шлифовании снижение режимов
резания и в первую очередь скорости вращения детали и попереч-
ной подачи ведет к существенному снижению шероховатости
поверхности. Исходя из этого, при круглом шлифовании обычных
конструкционных сталей применяют следующие режимы резания:
па черновых проходах уд=204-85 м/мин, $пр = (0,34-0,85) В мм/об,
5/= 0,014-0,07 мм/дв. х\ на чистовых — уд=154-30 м/мин,,
$пр= (0,24-0,3) В мм/об, $/=0,0054-0,02 мм/дв. х. Особо чистое
(зеркальное) круглое шлифование выполняют кругами зернисто-
стью 46 на керамической связке при режимах: уд= 154-25 м/мин,
$пр= (0,14-0,2) В мм/об, глубина шлифования на диаметр за один
проход 0,005—0,01 мм [74].
При шлифовании жаропрочных сталей рекомендуют следующие
режимы резания: ид=404-60 м/мин, snp= (0,14-0,2) В мм/об,
st = 0,024-0,03 мм)дв. х. Режимы резания при шлифовании тита-
новых сплавов: при круглом шлифовании: уд=12 м/мин,
Snp= (0,24-0,3) В мм/об, St = 0,024-0,03 мм/дв. х; при плоском
шлифовании: ад=104-12 м/мин, snp= (0,044-0,1) В мм/дв. х,
st =0,024-0,1 мм/дв. х [34].
Правильный выбор СОЖ и способа ее подвода дает значитель-
ное улучшение процесса резания при шлифовании. Наилучшие
результаты при шлифовании жаропрочных сплавов показал водный
раствор триэтаноламина (10%), хлористого бария (3%), нитрита
натрия (3%), при шлифовании титановых сплавов—10-процент-
пый раствор нитрата натрия NaNO3 с добавкой в него неионоген-
пого смачивателя НБ (ГОСТ 6867—67). Существенно улучшают
процесс шлифования подача СОЖ через поры круга, комбинация
этого метода подвода с обычным поливом, подача жидкости под
давлением [34].
Струйно-напорный внезонный способ подачи СОЖ значительно
391
повышает эффективность шлифования [60]. В этом случае СОЖ
подается под давлением на рабочую поверхность шлифовального
круга через одно или несколько сопел, которые имеют диаметр
выходных отверстий порядка 0,34-0,6 мм и расположены на рас-
стоянии 15—20 мм от рабочей поверхности круга. Давление СОЖ
составляет 30 атм. Струя СОЖ обладает большой кинетической
энергией, поэтому она легко пробивает воздушный поток, окру-
жающий шлифовальный круг, и с достаточно большим усилием
воздействует на рабочую поверхность круга, очищая поры и абра-
зивные зерна от частиц металла и отходов шлифования. Благодаря
воздействию рассмотренных явлений чистота поверхности повы-
шается на 0,5—1,0 класс по сравнению с обычным способом подачи
СОЖ поливом через стандартное щелевое сопло. В процессе обыч-
ного шлифования возникающие при вращении круга быстродви-
жущиеся воздушные потоки затягивают часть отходов обработки
в зону резания, что значительно снижает качество поверхности.
При струйно-напорном способе струя СОЖ служит гидравлическим
заслоном для летящих отходов. Все это увеличивает смазочное и
моющее действия СОЖ.
При резке труднообрабатываемых материалов небольших диа-
метров высокую эффективность показывают алмазные шлифоваль-
ные круги с обильной подачей СОЖ. Типовые режимы обработки:
v = 254-50 м/сек, st=504-250 мм/мин. Достоинствами абразивной
резки является высокая производительность, получение чистых,
гладких срезов без заусенцев, большая точность метода. Во избе-
жание повышенного нагрева при резке применяют СОЖ, состоя-
щие из 80 частей воды и одной части растворимого масла, что
предотвращает ржавление.
Заточку твердосплавного инструмента производят алмазными
кругами на металлической связке с охлаждением: ^ = 304-35 м!сек,
St = 0,014-0,03 мм]дв. х, £пр= 14-1,5 м/мин\ на бакелитовой связке
без охлаждения: ^ = 304-35 м!сек, st = $№ мм]дв. х, snp=0,5 м!мин
и с охлаждением: v = 304-35 mImuh, Sf = 0,014-0,02 мм}дв. х.
Шлифовальные круги из нового синтетического абразивного
материала барозона — кубического нитрида-бора (КНБ)—нахо-
дят в последние годы широкое распространение. Так, при заточке
быстрорежущих сталей кругами ЧК 125X5X3X32 из КНБ марки
БП зернистостью 12 на органической связке Б1 или БЗ при режи-
мах snp=14-2 м/мин, Sf = 0,01—0,02 мм/дв. х с охлаждением
удельная эффективная мощность в 2 раза меньше, чем при работе
алмазными кругами, и в 2,2 раза меньше, чем при обработке
электрокорундовыми кругами. Чистота поверхности при заточке
кругами из КНБ 8в—9а классов, радиус закругления режущей
кромки р=С = 54-6 мм\ при использовании алмазных кругов полу-
чается чистота поверхности 9а—96 классов и р=44-5 мк. При
заточке кругами из КНБ практически не изменяется структура
поверхностного слоя, в то время как при обработке кругами из
электрокорунда белого (зернистость 25 и 16) на керамической
связке происходит вторичная закалка, в результате чего остаточ-
392 ’
ный аустенит в поверхностном слое составляет около 30%. Все
это повышает стойкость резцов при заточке кругами из КНБ
в 1,5 раза [124]. Особенно эффективно применение кругов из куби-
ческого нитрида бора при заточке новых видов быстрорежущих
сталей Р12, Р9Ф5, Р14Ф4 и др. Повышенное содержание в этих
быстрорежущих сталях карбидов приближает их по твердости к
электрокорундовым зернам; кроме того, из-за пониженной тепло-
проводности при их обработке кругами из обычных абразивов часто
возникают прижоги.
Работа резания при шлифовании определяется
суммой отдельных ее составляющих:
^4 = ^4пл + Лтр + Ид + Лкр + ЛСТр+ЛуПр = Р/к,
а именно работ, расходуемых на: пластическое деформирование
(Лпл), внешнее и внутреннее трение (Лтр), образование новых
поверхностей — работу диспергирования (Лд), измельчение зерен
круга и их вырыв (Лкр), дополни-
тельную / деформацию стружки
(ИСтР), упругую деформацию сис-
темы СПИД (ЛупР). Она равна
произведению силы резания Р на
длину дуги контакта абразивных
зерен с обрабатываемым матери-
алом /к.
Сила резания, возни-
кающая при шлифовании,
как и при точении, раскладывает-
ся на три взаимно перпендику-
лярные составляющие (рис. 161):
тангенциальную Pz, определяю-
щую мощность привода вращения
круга и детали, радиальную Р7,
определяющую упругие деформа-
ции системы и ее виброустойчи-
вость,
Рис. 161
и осевую Рх, определяющую
Отличительная особенность процесса
мощность привода подачи,
шлифования заключается в
том, что радиальная составляющая усилия резания Ру больше
тангенциальной составляющей Pz в 1,54-3 раза. Это обусловлено
наличием отрицательных передних углов у режущих кромок зерен
(см. рис. 157); величина составляющей Рх обычно незначительна.
При круглом шлифовании кругом Э46СМ1К5 (£)к=500 мм,
В = 40 мм) составляющая усилия резания [7]
D 7fl *7 л®,7 г»®»®
Pz = CPzVJl 5пр St ,
где Cpz — коэффициент, зависящий от вида обрабатываемого мате-
риала (при обработке закаленной стали Срг=2,2, незакаленной —
2,1, чугуна — 2).
При шлифовании титановых сплавов составляющие усилия
резания Pz и Ру примерно на 30% больше, чем при шлифовании
стали 45 [43].
393
Мощность, необходимая для вращения круга (NK) и обра-
батываемой детали (Л7д), л. с. (вт),
(ЛА/?5) ПкПмПтв; Na = (РгОд/75) ПдПмПтв,
где т]к, Лд — коэффициенты полезного действия привода шпинделя
с кругом и детали; г]м — коэффициент, учитывающий вид обраба-
тываемого материала; для жаропрочной стали т)м=1,2, закален-
ной стали— 1,1, незакаленной стали—1,0, чугуна — 0,9; т)тв — ко-
эффициент, учитывающий твердость круга; для М2-МЗ т]тв=0,9;
СМ1—СМ2 — 1,0, Cl—С2— 1,16, СТ1—СТ2— 1,36 и СТЗ-Т1 — 1,58.
Основное технологическое время То при круглом
и плоском шлифовании
T0~(!/s мин )iZcin«(ZA/nASnpS/)Zfenl,
где I — длина продольного хода стола, несколько превышающая
длину шлифуемого участка при круглом шлифовании, или длина
хода стола в поперечном направлении при плоском шлифова-
нии, мм\ i —г число проходов, определяемое заданным припуском А
на обработку, мм, и подачей круга st в направлении, нормальном
обрабатываемой поверхности, snp — продольная подача детали,
мм/об, $мин=Яд$пр мм/мин-, пд — скорость вращения обрабаты-
ваемой детали или число двойных ходов стола, мину km — попра-
вочный коэффициент, определяющий время на дополнительное
число проходов, необходимых для получения заданной точности
(&= 1,24-2,5).
§ 53. ОБРАБОТКА АБРАЗИВНЫМИ ЛЕНТАМИ
Обработка абразивной лентой является одной из разновидно-
стей абразивной обработки; она применяется для шлифования
сложных поверхностей до высоких классов чистоты.
Кинематические схемы шлифования абразивной лентой изобра-
жены на рис. 162 [13]; а — шлифование с опорной плитой, б —
Рис. 162
шлифование с опорной п’литой и лентой на связке из резины, в — шли-
фование лентой на связке из резины с опорной плитой и двумя,
планками, г — шлифование с контактным упругим диском (/ — опо-
ра, 2 — абразивный ремень, 3 — обрабатываемая деталь). ,
394
Ленту, установленную на шкивы, в процессе обработки протя-
гивают между обрабатываемой деталью и копиром; подача копира
у станков, работающих по полуавтоматическому циклу, постоянна.
В этом случае по мерег затупления ленты возрастают силы трения
и суммарное окружное усилие резания. Поэтому во избежание
разрывов ленты и перегрузки двигателя более перспективно
использование станков со следящими системами подачи копира^
обеспечивающими постоянное усилие шлифования.
Абразивная лента состоит из основы, слоя абразивных зерен и
связующей массы. В качестве основы используется бумага, обла-
дающая прочностью на разрыв до 30 кгс/см2, хорошей термической
прочностью и размерной устойчивостью. Вследствие недостаточной
прочности бумажной основы часто применяют абразивные лен-
ты на основе ткани. Применяют также специальную вулканизи-
рованную фибру, изготовленную из бумажной или штапельной
ткани. '
В качестве абразива применяют тщательно отсортирован-
ные по размерам абразивные порошки; при этом большое место
занимают искусственные абразивные материалы — электрокорунд
(для обработки стали) и карбид кремния (для обработки чугуна
и цветных сплавов). ВНИИАШом рекомендуются для изготовления
лент следующие абразивные материалы:
1) монокорунд, представляющий собой разновидность электро-
корунда. Его получают плавкой в открытых дуговых электропечах
боксита с сернистым железом (пиритом). Зерна монокорунда
характеризуются повышенной прочностью, более острыми режу-
щими кромками; его микротвердость 1900—2600 кгс/мм2-, относи-
тельная абразивная способность по сравнению с алмазом 0,15-4-0,25;
2) карбид бора, представляющий сЬбой твердый раствор бора
с углеродом. Его получают посредством плавки в дуговых электро-
печах борной кислоты и нефтяного кокса. Карбид бора обладает
наиболее высокой твердостью (3335-4-4300 кгс/мм2). Этот абразив
не используется в полной мере из-за склонности его к окисле-
нию;
3) электрокорунд хромистый, содержащий 984-99% А12О3 и до
1% Сг; его микротвердость 2200—2400 кгс/мм2, относительная
абразивная способность по сравнению с алмазом 0,15—0,22; имеет
красноватый цвет; по механическим и физическим свойствам и по
форме зерен близок к электрокорунду белому.
В качестве связки используют животные и синтетические
клеи. Животные клеи обладают рядом достоинств — быстрое
отвердение и закрепление зерен вследствие образования геля при
охлаждении, хорошая сцепляемость с материалом основы, простота
сушки, эластичность, обусловленная гидрофильными свойствами
клея. Из синтетических клеев высоким требованиям удовлетворяют
только модифицированные искусственные фенолформальдегидные
смолы. Для получения требуемой текучести и повышения проч-
ности в связки вводят различного рода наполнители из тонкорас-
пыленных неорганических веществ.
395
о
Зона
Зона
нагружения разоружения
ленты ленты
Институтом сверхтвердых материалов (г. Киев) разработаны
алмазные эластичные ленты, которые можно использовать для
шлифования и полирования. Ленты изготовляют на связках Р1,
Р4, Р9 и Р14Б на основе каучука (марки расположены в порядке
увеличения жесткости связки) из алмазных порошков. Основой
ленты является лавсан. Ленты — водомаслостойкие и могут рабо-
тать при охлаждении керосином, маслом, эмульсией, 3-процентным
содовым раствором. Максимальное удлинение лент 34-5%. Их
Внедрение обеспечивает 9—10-й классы чистоты, а также снижение
времени переналадок. Стой-
кость алмазных лент 100-про-
центной концентрации состав-
ляет 5000—6000 ч, а 50-про-
центной концентрации 30 000—
35 000 ч.
Положительными особенно-
стями обработки лентами явля- '
ются отсутствие таких трудоем-
ких операций, как балансиров-
ка и правка круга, высокие
свойства эластичности и упру-
гости этого инструмента, боль-
шая рабочая поверхность лен-
ты, постоянство скорости реза-
ния, возможность обработки
сложных поверхностей с быст-
контактного элемента. Дефор-;
Рис.-4 63
рой переналадкой путем смены
мация абразивной ленты способствует увеличению числа эффектив-
ных режущих зерен и более равномерной загрузки. Это видно из рас-
смотрения схемы изменения деформации абразивной ленты
(рис. 163) при обработке спинки пера лопатки; деформация ленты
дает рост числа режущих зерен и их более равномерную загрузку.
Применение этого метода позволило механизировать и автоматизи-
ровать ряд сложных операций, например шлифование глубокого
профиля корыта турбинных лопаток [20].
Условия шлифования лентами определяются мате-
риалами ленты и нанесенного на нее абразива, режимами резания,
величиной натяжения ленты, видом СОЖ.
Наиболее эффективным абразивным материалом для оснаще-
ния лент при шлифовании жаропрочных материалов является [125]
электрокорунд белый, титановых сплавов — карбид кремния зеле-
ный. Наибольшую производительность при шлифовании жаро-
прочного сплава ЭИ617 показали ленты ПДПФЭБ-40 с электро-
корундом белым на связке из пентофталевого лака ПФШ-4; ленты
ПДЯККЗ-40 с электрокорундом белым зернистостью 40 на лаке
ЯК1 показали более низкую производительность. При шлифовании
титанового сплава ВТ 10 наилучшие результаты по производитель-
ности, дала лента ПДЯККЗ-25, у которой основание — полудву-
нитка, связка — лак ЯК1 и абразив — карбид кремния зеленый
396
зернистостью 25 и марки ВТ31-ПДЯККЗ-40, т. е. те же ленты, но
с зернистостью абразива 40.
Применение водостойких лент при шлифовании жаропрочных
сплавов с эмульсией повышает производительность на 50—60%
при одинаковой стойкости по сравнению с неводостойкими лентами
на мездровом клее при масляном охлаждении. Это объясняется
более выгодной ориентацией зерен при электростатическом методе
их нанесения по сравнению с обычной механической насыпкой,
повышенной теплостойкостью и высокими связующими свойствами
связки из масляного лака ЯК1, используемого для водостойких
лент. Приведенные выше результаты получены при следующих
режимах. Габариты лент одинаковы: длина £л=1900 мм, ширина
&л = 30 мм, рабочая площадь ленты Йл = 570£.м2. Режимы резания:
поперечная подача стола snon=0,12 мм/дв.х, продольная подача
стола snp=l,0 mImuh, скорость при шлифовании жаропрочного
сплава v = 24 м/сек, титанового сплава—16 м/сек-, натяжение
ленты рн=7 кгс/см2 (0,7 Мн/м2). В качестве СОЖ использовалась
5-процентная эмульсия.
Особенностью обработки лентами титановых сплавов является
более активное теплообразование в процессе шлифования, приво-
дящее к интенсивному химическому износу зерен вследствие их
химической реакции с титаном. Поэтому шлифование лентами
титановых сплавов производят при меньших скоростях и обяза-
тельно водостойкими лентами при обильном охлаждении водяными
растворами.
Большое значение при шлифовании лентами имеет величина
удельной силы натяжения ленты рн, которая при работе с охлаж-
дением минеральным маслом или водным раствором и использо-
ванием стального контактного ролика должна быть равна 7 кгс
(68,6 г) на 1 см ширины ленты, а при сухом шлифовании —
2-4-3 кгс/см (19,6-4-29,4 н/см).
Обработку абразивной лентой применяют при получении поверх-
ностей сложного профиля; иногда для улучшения процесса накла-
дываются вибрации. Так, обработку лопаток реактивных двига-
телей из жаропрочных сплавов производят со снятием припуска
0,075 мм лентами с зернистостью абразивов 80—240 с колебаниями,
частота которых равна 40 ход/мин, амплитуда 240 мкм. Обработку
лопаток компрессоров из титановых сплавов этим методом выпол-
няют лентами с абразивом из зеленого карбида кремния с ука-
занной выше для этих материалов зернистостью [34]. Его наносят
на гибкие льняные ленты при предварительной обработке на баке-
литовой связке, при окончательной — на вулканической связке.
При этом применяют охлаждение водным 10-процентным раствором
нитрита натрия.
Износ абразивной ленты происходит в результате
истирания зерен под влиянием химического воздействия, налипания
металла на площадку износа зерен и разрушения абразивных
зерен под действием термических напряжений. Низкие режимы
резания приводят ленту к быстрому затуплению, высокие — вызы-
397
вают большую пластическую деформацию связки и интенсивное
выкрашивание абразивных зерен. Большое влияние на эти процессы
оказывает неравномерность упругой и пластической деформаций
ленты. Учитывая изложенное, повышение производительности при
шлифовании лентами идет по пути упрочнения и устранения удли-
нения основания водостойких лент, упрочнения шва и краев ленты,
повышения прочности и стойкости абразивного слоя.
В процессе обработки различают три периода износа ленты на
связке из мездрового клея. В начальный период — период при-
работки— наблюдается высокий расход абразива, во второй
период — период установившегося шлифования — расход абразива
снижается и носит установившийся характер. Затем интенсивность
износа опять возрастает, наступает период разрушения абразив-
ного слоя, когда лента теряет свои режущие свойства. При шлифо-
вании жаропрочных сплавов, а также обычных сталей водостой-
кими лентами на связках из синтетических смол или лаков третий
период не наблюдается. Поэтому абразйвные ленты на мездровом
клее, затупившиеся при шлифовании жаропрочных сплавов, но не
потерявшие абразивного слоя, можно использовать при обработке
шлифованием обычных сталей.
При повышенных требованиях к шероховатости поверхности
используют обрезиненные контактные роликй, которые увеличи-
вают площадь контакта ленты с деталью, снижают удельное уси-
лие, вследствие чего повышают стойкость ленты и класс чистоты
поверхности, но снижают производительность. С уменьшением
поперечной подачи, силы натяжения и скорости движения ленты7
шероховатость поверхности улучшается. Следует также учитывать,
что шероховатость поверхности, получающаяся при установив-
шемся шлифовании (1-й период), на 30—40% ниже, чем в первом'
периоде.
Смазочно-охлаждающие жидкости дают некоторое снижение
шероховатости поверхности при шлифовании лентами. В качестве
СОЖ при шлифовании лентами наиболее распространены водные*
растворы и эмульсии, так как в отличие от минеральных масел
они дешевле, безопасны в пожарном отношении и не вызывают
кожных заболеваний. Для поддержания постоянной температуры
масляного охлаждения необходимо применять холодильные уст-
ройства и специальную вентиляцию паров.1 Титановые сплавы
нельзя шлифовать при масляном охлаждении из-за опасности
возникновения пожара; поэтому их обработку производят с обиль-
ным водным охлаждением.
Шлифование абразивными лентами с охлаждением минераль-
ным маслом или эмульсией приводит к образованию в поверхно-
стном слое детали сжимающих тангенциальных и осевых напря-
жений.
В Англии запатентован абразивный инструмент, отличающийся
от известных лент тем, что его поверхность расчленена на множе-
ство отдельных элементов, подвижных относительно друг от друга
(рис. 164). Инструмент состоит из основы 1 и ленты абразивного
398
материала 3, соединенных между собой связкой 2. Лента представ-
ляет собой волокнистый материал, уложенный в складки и пропи-
танный абразивом. Складки могут занимать различное положение
относительно поверхности ленты — располагаться перпендикулярно
или под углом к ней; при этом они могут частично или полностью
перекрывать друг друга. Каждая складка представляет собой по
существу подвижный абразив-
ный инструмент; подвижность
ему может придаваться и в бо-
ковом направлении посредст-
вом продольных разрезов лен-
ты. Абразивная лента приклеи-
вается к основе только в точках
расположения складок. В ка-
честве материала для изготов-
ления лент служит ткань, кото-
рая пропитывается для удер-
жания абразива связующим,
например каучуковым латек-
сом.
§ 54. ГИДРОАБРАЗИВНАЯ
ОБРАБОТКА
7 2 5
Гидроабразивная об- Рис. 164
работка, иначе называемая
жидкостным притирочным шли-
фованием, применяется для об-
работки сложных фасонных поверхностей: лопаток турбин, лопастей
воздушных винтов и отверстий любой формы; кроме того, она
используется для снятия заусенцев. Сущность процесса заключа-
ется в воздействии на обрабатываемую поверхность под опреде-
ленным углом мощной струи жидкости с абразивом, распыляемой
сжатым воздухом. При ударе абразивных частиц происходит съем
металла с обрабатываемой поверхности, улучшающий чистоту
поверхности до 8-? 10-го классов; помимо этого, происходит упроч-
нение материала на глубину до 50 мкм; при этом твердость возра-
стает на 15—20% [80]. Получаемая поверхность вследствие равно-
мерного распределения микроскопических впадин лучше удержи-
вает смазку. Схема установки МВТУ им. Баумана для жидкостного
притирочного шлифования показана на рис. 165, где 1 — воздушный
баллон; 2 — редуктор для сжатого воздуха; 3 и 5 — манометры;
4, 6 — вентили, 7, 10 — электродвигатели; 8 — насос для суспензии;
9 — мешалка для суспензии; 11 — форсунка. Процесс обработки
заключается в том, что суспензию, состоящую из жидкости и
абразива (весовое соотношение 1:1), непрерывно размешиваемую
в мешалке, под действием сжатого воздуха, поступающего в фор-
сунку, подают на обрабатываемую поверхность. Для деталей из
399
сталей 38ХА и ЭИ69 съем металла толщиной 0,2 мм с площади
100 см2 производится за 4 мин.^ Наибольший съем металла
происходит при применении более* крупного абразива с углом
встречи струи с поверхностью 45°.
Подобные установки используют и для чистовой обработки
глубоких отверстий [80]; в этом случае абразивную суспензик>
подают из сопла, имеющего вращательное и поступательное дви-
жения относительно заготовки. Наиболее эффективна суспензия
следующего состава: вода
64,6 кг, электрокорунд
33,0 кг, сода 2,0 кг, нит-
рид натрия 0,4 кг\ соотно-
шение по весу между рас-
ходом воздуха и рабочей
жидкости 1:1. Жидкость
подают в форсунку под
давлением 0,8—1,0 атм,
давление воздуха 4,5 атм.
При обработке отверстий
диаметром 35—45 мм ис-
пользование абразива зер-
нистостью 180 дает чисто-
ту поверхности 8-го клас-
са, зернистостью 280 —:
9-го класса.
Аналогичные устрой-
ства применяют за рубе-
жом для резки особо твер-
дых хрупких’ материалов
воздушно-абразивной сре-
дой. Обработка ведется'
путем подачи струи через
тонкое прецизионное соп-
ло, изготовленное из ма-
териала на основе карби-
да вольфрама. Смешива-
ние абразивных частиц
происходит в потоке су-
хого инертного газа. Этим
методом можно резать без
трещин и осколков тонкое стекло толщиной 0,025 мм, рубин, сап-
фир, слюду и даже алмаз, а также полупроводники — теллурид вис-
мута, свинец, германий. Эти материалы при резке не крошатся и не
растрескиваются; точность резания керамики по глубине до 2 мкм.
В США разработан метод резания металлов струей воды,
не содержащей абразива; толщина струи 0,1 мм, скорость выхо-
да из сопла 900 м/сек-, достоинством метода является образова-
ние чистых без заусенцев кромок реза, отсутствие деформации
изделия.
400
§ 55. ХОНИНГОВАНИЕ (ПРИТИРОЧНОЕ ШЛИФОВАНИЕ)
Хонингование, иначе называемое притирочным
шлифованием, представляет собой разновидность абразивной
обработки; его применяют для обработки внутренних и реже на-
ружных поверхностей до высоких классов чистоты (10—12-го) и
точности (1—2-го). Помимо этого, хонингование обеспечивает
высокую точность формы поверхности — овальность и конусность
не более 0,005 мм. Однако следует учитывать, что при применении
хонингования происходит копирование положения оси отверстия
относительно полученного на предыдущих операциях.
Хонингование по сравнению со шлифованием обеспечивает
значительно меньшее воздействие на материал поверхностного
слоя изготовляемой детали, так как благодаря контакту по всей
поверхности бруска удельное давление и температура в зоне реза-
ния при хонинговании намного меньше, чем при шлифовании, где
контакт происходит только по линии. Поэтому обработка хонинго-
ванием дает малые остаточные внутренние напряжения и незначи-
тельные нарушения правильности строения материала поверхно-
стного слоя; все это по сравнению со шлифованием обеспечивает
более высокие эксплуатационные качества поверхности.
Рис. 166
Хонингование является отделочным методом, поэтому до него
обрабатываемые поверхности предварительно чисто растачивают,
развертывают или шлифуют. Во всех случаях под хонингованием
оставляют небольшой припуск в пределах 0,024-0,1 мм.
Хонингование осуществляют брусками, свободно размещенными
в хонинговальной головке так, чтобы они самоустанавливались
по обрабатываемой поверхности. По способу подачи брусков го-
ловки делят на механические (обычно с пружинами) и гидравли-
ческие; в обоих случаях непосредственный разжим брусков осу-
ществляется от конического стержня. Базирование по конусу обес-
печивает высокую точность обработки отверстия по форме. В про-
цессе обработки хонинговальная головка шарнирно соединяется
со стеблем и шпинделем станка и совершает два движения: вра-
щательное и возвратно-поступательное. Хонинговальные станки
для обработки неглубоких отверстий обычно имеют вертикальную
ось вращения; в этом случае обрабатываемая деталь неподвижна,
а головка совершает вращательное и возвратно-поступательное
26 в. Н. Подураев 401
движения. На рис. 166 показана го-
ловка для такой обработки с гид-
равлическим разжимом брусков.
Поршень гидравлического цилиндра,
соединенный с замком I через стер-
жень 2, штырь 3 и валик подачи 4 с
двумя конусами, осуществляет раз-
движение пластин 5 и колодок 6 с
обоймами и абразивными бруска-
ми 7.
Для хонингования глубоких от-
верстий станки делают с горизон-
тальной осью вращения; в этом слу-
чае хонинговальная головка осуще-
ствляет те же движения, а деталь во
избежание односторонней выработки
обрабатываемого отверстия под дей-
ствием силы веса головки дополни-
тельно получает медленное враще-
ние. Отличительной особенностью
конструкций хонинговальных голо-
вок для обработки глубоких отвер-
стий (рис. 167) является наличие
передних и задних направляющих.
Помимо этого, они имеют обычно
2—3 ряда брусков. Разжим брусков
и их поджатие к обрабатываемой
поверхности производится под дей-
ствием привода станка от втулок,
имеющие клиновые поверхности.
Автоматика станка обеспечивает так-
же поджатие брусков при выводе
головки из отверстия.
Из рассмотрения кинематических
схем обработки при хонинговании
видно, что движение резания проис-
ходит по винтовой линии. При воз-
вратно-поступательном движении
головки в одну сторону направление
винтовой линии правое, при движе- !
нии в обратную сторону — левое. J
В результате этого после хонингова-
ния образуется блестящая поверх- ,
ность, имеющая сетку мельчайших ,
винтовых, пересекающихся между '
собой рисок. Соотношение скоро-
стей вращения и величин двойных ;
ходов выбирают таким, чтобы тра- j
ектории движения абразивных зе- ’
402
рен на каждом следующем проходе не совпадали с предыдущими.
При различных соотношениях окружной скорости вращения
уОкр и скорости возвратно-поступательного ивп движения изменя-
ется угол наклона спиралей. Чем больше величина этого угла, тем
больше объем снимаемого металла в единицу времени, т. е. тем
выше производительность хонингования, но больше шероховатость
обрабатываемой поверхности. Наилучшая шероховатость поверх-
ности получается при малых углах наклона (15-4-20°).
Хонингование, так же как и шлифование, обычно выполняют
в две операции — черновое и чистовое. Для чистового хонингования
используют бруски более мелкозернистые и мягкие. Абразивные
зерна бруска изготавливают из высших сортов карборунда и
корунда; связка — керамическая или бакелитовая. Режимы обра-
ботки задаются в зависимости от вида обрабатываемого материа-
ла; для стали окружная скорость вращения иокр=45-4-60 м/минг
скорость поступательного перемещения ивп=12 м/мин\ для чугуна
иокр=60-4-70 м/мин, увп= 15-4-23 м/мин\ для алюминия, бронзы,,
латуни уОкр=70-4-80 м/мин, увп= 10-4-20 м/мин. Соотношение этих
скоростей изменяется: при черновом хонинговании оно больше, чем
при окончательном. Удельное усилие на бруски при предваритель-
ной обработке 4-4-5 кгс/см2 (0,4-4-0,5 Мн/м2), при окончательной —
3-4-4 кгс/см2 (0,3-4-0,4 Мн/м2). При хонинговании всегда применяют
обильное смывание образующихся абразивных частиц и охлажде-
ние. Для этой цели используют смесь 80—90% керосина с 20—10%.
веретенного масла.
Современные тенденции улучшения операций обычного хонин-
гования проявляются в направлении использования натуральных
и синтетических алмазов, разработки новых видов связок, позво-
ляющих применять повышенные радиальные давления, использо-
вания крупнозернистых брусков для чернового хонингования, при-
менения брусков с возможно большой рабочей площадью, рацио-
нального выбора режимов обработки и СОЖ.
Алмазное хонингование показывает высокие резуль-
таты; это обусловлено повышенными механическими и режущими
свойствами алмазных зерен в сочетании с хорошей износоустой-
чивостью металлической связки. Обычный абразивный брусок для
хонингования изготовляется на керамической связке и имеет
50—55% абразивных зерен, до 15% связки и 30—35% пустот.
Процесс хонингования протекает путем царапания зернами обра-
батываемого материала; при этом зерна хрупко разрушаются и
вырываются из связки. Это приводит к образованию новых режу-
щих кромок, т. е. самозатачиванию брусков. Образующийся шлам
размещается в порах брусков и удаляется по мере разрушения
абразива.
Алмазный брусок пористости практически не имеет. Он пред-
ставляет собой плотную металлическую связку (70-4-80%), в кото-
рой равномерно размещены зерна алмаза. Процесс обработки
осуществляют выступающие зерна; для того чтобы образующаяся
стружка могла удалять связку вблизи зерен, твердость связки
26*
403
должна быть значительно ниже твердости обрабатываемого мате-
риала. Вместе с тем режимы обработки, и прежде всего удельные
усилия, должны быть таковы, чтобы обеспечить достаточный зазор
для размещения и вымывания микростружек.
При алмазном хонинговании брусками из синтетических алма-
зов в сталях 2X13 и 35ХМ отверстий диаметром 85 мм с припуском
на диаметр 0,15—0,20 мм возникают значительные сила резания
(350 кгс) и крутящий момент (4,5 кгс-м). Однако вследствие отно-
сительно малой работы трения и высокой теплопроводности ал-
маза и металлической связки при оптимальных скоростях резания
28—35 м/мин температура в зоне резания невелика — 50—70° С.
Качество поверхностного слоя характеризуется следующими пока-
зателями: глубиной наклепанного слоя 50—70 мкм, степенью
наклепа 130—180%. Структурные изменения вследствие низких
температур отсутствуют; остаточное напряжение сжатия в мате-
риале поверхностного слоя составляют 70—80 кгс!мм2 [128].
Алмазное хонингование (табл. 56) по сравнению с обычной
^абразивной обработкой повышает чистоту поверхности на 1—2
класса, давая 10—11-й классы, увеличивает производитель-
ность (в 1,8—2,0 раза) и точность (конусность не более 0,01 мм,
овальность не более 0,005 мм) обработки.
Таблица 56
Режимы алмазного хонингования стали ЗОХГСА (<гв=1104-130 кгс/мм9^
обеспечивающие чистоту поверхности 10-го класса
Вид обработки Зернистость брусков на связке MI Окружная скорость, м/мин Скорость возвратно- поступатель- ного движе- ния, м/мин Попереч- . ная подача, мм/дв. х Припуск
Черновое Чистовое АСОЮ, АСО8 АСМ40, АСМ28 30—40 35—45 8—10 11—16 0,3—0,4 0,1 0,2 0,005—0,03
Для повышения точности обработки и чистоты поверхности до
11 — 12-го классов используют бруски из синтетических алмазов
(по ГОСТ 9206—70) типа АСП6-М1-100, АСМ20-М1-100, АСП12-
М1-100. Для этого вида обработки требуется инструмент повы-
шенной жесткости, имеющий более точную подачу брусков, авто-
матическое сжатие брусков перед вводом головки в обрабатывае-
мое отверстие и перед выводом после окончания обработки [128,
129].
Алмазное хонингование позволяет исправлять положение отвер-
стия и его форму путем создания жесткого направления головки;
при этом выполняют три перехода: интенсивный съем, обеспечи-
вающий заданное положение отверстия, увеличение размера отвер-
стия до нужной величины, «выхаживание», когда обработка осуще-
ствляется без подачи брусков и съем материала происходит за счет
накопившейся упругой деформации. Так, при алмазном хонинго-
404
вании чугунной золотниковой коробки с размера 31,97+0,015 на
размер 32+0,014 при режиме ^ОКр=50 м!мин, увп=13 м!мин,
радиальной подачи брусков 0,3 мкм/дв. х, времени хонингования
60 сек, времени выхаживания 10 сек и охлаждении смесью керо-
сина с индустриальным маслом получается уменьшение поля рас-
сеивания с 30 до 14 мкм, конусность 0,002 мм и чистота 8—10-го
классов. Алмазное хонингование отверстий малого диаметра в
деталях из стали 65Г обеспечивает чистоту 10-го класса. Черновое
хонингование производят алмазными брусками АСВ16 на связке Ml
при удельном усилии р=4 кгс/см2, чистовое — брусками АСВ-28
на той же связке при р—1 кгс/см2. В обоих случаях иокр=30 ж/жин,
г>вп=2 м/мин. СОЖ — смесь из 60% керосина, 20% трансформа-
торного масла, 20% олеиновой кислоты.
Алмазное хонингование применяется и для чистовой обработки
алюминиевых сплавов; в этом случае обработку производят шар-
нирно соединенной головкой, обеспечивающей постоянное давле-
ние. Хонингование брусками на связке Ml при подаче СОЖ
(70% керосина, 30% веретенного масла) обеспечивает чистоту
7-го класса и точность геометрической формы 0,03 мм [127].
Вибрационное хонингование по сравнению с обыч-
ным показывает повышенную эффективность, что объясняется:
1) кинематикой процесса, приводящей к интенсивному харак-
теру резания с меньшей толщиной среза за цикл, а также работе
абразивного зерна большим числом граней;
2) изменением процесса стружкообразования, связанного с
переменными скоростями и углами резания, а также динамическим
взаимодействием зерна и обрабатываемого металла. Это ведет,
в частности, к лучшему самозатачиванию;
3) повышенной эффективностью воздействия СОЖ.
Все это улучшает условия работы инструмента, качество поверх-
ности и точность обработки. Так, при виброхонинговании предва-
рительно расточенных втулок из чугуна СЧ 21-10 (НВ 250) с
охлаждением керосином абразивными брусками К36-12С2-СТ1К
с удельным усилием 5,2 кгс!см2 съем металла повышается в 3 раза;
шероховатость поверхности обеспечивается окончательным хонин-
гованием брусками КЗМ20-24СТ1-СТ2К с удельным усилием
3 кгс/см2', в зависимости от режимов обработки она колеблется в
пределах 7+11-го классов [138].
§ 56. СУПЕРФИНИШ (ОТДЕЛОЧНОЕ ШЛИФОВАНИЕ)
Отделочное шлифование, иначе называемое супер-
финишем или иногда сверхдоводкой, обеспечивает полу-
чение особо чистых поверхностей 11 — 13-го классов. Этот вид обра-
ботки практически не изменяет размеров, формы и положения
обрабатываемых поверхностей, поэтому требуемая точность обра-
ботки по этим показателям обеспечивается на предыдущих опера-
циях. Отделочное шлифование применяют для обработки наружных
405
и внутренних цилиндрических и конических поверхностей, а также
плоскостей в целях получения особо высокой чистоты.
Сущность процесса резания этим методом заключается только
в снятии шероховатостей, оставшихся от предыдущей обработки;
поэтому под суперфиниш оставляют очень малые припуски
Рис. 168
(не более 5 мкм). Процесс отделочного шлифования производят с
подачей СОЖ. Ее назначение — смывать образующиеся частицы,
а также образовывать масляную пленку, регулирующую процесс
резания. Из схемы обработки, изображенной на рис. 168, а, видно,
как значительной величины неровности, выступающие под масляной
пленкой, снимаются абразивным бруском. После удаления их
406
поверхностное натяжение масляной пленки начинает превышать
удельное усилие на бруски и процесс обработки автоматически
прекращается. Поэтому после суперфиниша на поверхности оста-
ются только следы впадин. В качестве СОЖ при суперфинише
применяют смесь на основе керосина (10 частей) с добавкой в него
веретенного или турбинного масла (1 часть). Ввиду незначитель-
ных удельных усилий (0,044-2,5 кгс/см2) и температур процесс
практически не искажает строение поверхностного слоя и не обра-
зует внутренних напряжений в нем.
Отделочное шлифование осуществляют путем воздействия на
поверхность колеблющихся брусков малой зернистости; при этом
деталь совершает вращательное движение, суппорт с колеблющи-
мися брусками — движение подачи. На рис. 168, б показано при-
способление для отделочного шлифования цилиндрических поверх-
ностей; его устанавливают на суппорте токарного станка. Вибра-
ционное движение брускам сообщается от электродвигателя через
вращающийся вал и эксцентрик; поджатие брусков осуществля-
ется пружиной. Интенсивность колебаний должна быть возможно
большей, обычно частота колебаний брусков 2504-1000 в минуту
при амплитуде 34-6 мм\ направление — перпендикулярное к
следам от предыдущей обработки; удельное усилие на бруски
1,54-2,5 кгс/см2 (0,154-0,25 Мн/м2). Такая кинематическая схема
обработки создает сложную форму относительного движения брус-
ка и обрабатываемой поверхности, при которой абразивно^ зерно
не проходит дважды по одной и той же траектории. Это обеспе-
чивает работу различных граней зерна и способствует их лучшему
охлаждению.
Материал абразивных брусков выбирают так же, как и при
обычном шлифовании, в соответствии с видом обрабатываемого
материала: для отделочного шлифования твердых сталей приме-
няют мягкие карборундовые абразивы; для вязких сталей — твер-
дые абразивы — алундовые; в обоих случаях используется кера-
мическая связка. Наиболее часто применяют бруски средней
твердости СМ1-М1. Вибрационное движение брусков и их само-
установка по обрабатываемой поверхности обеспечивают их непре-
рывное самозатачивание в процессе резания, поэтому срок работы
брусков без правки весьма велик.
Для повышения производительности отделочного шлифования
отечественная и зарубежная промышленности используют сред-
ства, повышающие частоту и амплитуду вибраций, задаваемых
абразивному бруску, путем использования вибродержавок, рабо-
тающих в резонансном режиме, а также путем замены механиче-
ских эксцентриковых вибраторов пневматическими.
Применение алмазных брусков вместо обычных абразивных
позволяет снизить шероховатость поверхности и повысить точность
обработки, отказаться от ручного полирования при обработке
сталей 12ХНЗА, 20ХНЧФА, 4Х10С2М. Так, предварительная обра-
ботка брусками АСМ40М1 100-процентной концентрации дает
чистоту поверхности 8в—9а классов и полностью ликвидирует
407
следы шлифования; окончательная — брусками АСМ20М1 100-про-
центной концентрации увеличивает чистоту поверхности до 106
класса [119]. Алмазное суперфиниширование шеек стальных
(18ХГТ) закаленных деталей, по данным И. Е. Фрагина, позволяет
получить чистоту 10—11-го классов; для этого используют бруски
из синтетического алмазного порошка зернистостью АСМ20
100-процентной концентрации. Алмазные бруски на связке М5
показывают высокую эффективность при обработке суперфинишем
шеек шестерен, изготовляемых из закаленных сталей 18ХГТ HRC
58—62. Оптимальными режимами являются: иокр=24—26 м/мин,
f=400—500 кол/мин, А = 24-3 жж, иВп=0,25—0,5 м/мин, р=2,5—
—3,75 кгс/см2, СОЖ — керосин или содовый раствор.
§ 57. ПОЛИРОВАНИЕ
Полирование применяют для отделки поверхностей до высокого
класса чистоты в целях придания им декоративного вида и повы-
шения коррозионной стойкости, при этом точность обработки по
сравнению с предыдущей операцией не меняется.
Полирование производят мягкими абразивами (венская из-
весть, крокус, окиси хрома, алюминия или кремния), которые нано-
сят на упругие круги из дерева, кожи, войлока, фетра, тканей и
ленты. Для полирования стальных деталей используют пасты ГОИ.
Связующими материалами, входящими в полировальные пасты,,
являются стеариновая и олеиновая кислоты, парафин, техническое
сало, воск, солидол и др. Помимо связывающих функций они
также активизируют процесс.
Режимы резания при полировании определяются
скоростью и усилием на круг. При их выборе учитывают, что при
низких режимах круг не разогревается, полировальная паста не
оплавляется, поэтому обрабатываемая поверхность не прополиро-
вывается и имеет матовый вид. Наоборот, при очень высоких
режимах деталь перегревается и появляются прижоги.
Скорость вращения круга при полировании зависит от вида
обрабатываемого материала; для сталей, чугунов, никеля, хрома
она равна 304-35 м/сек, для цветных металлов и их сплавов —
184-30 м/сек.
Известны два основных способа полирования —
периферией и торцом круга. Полирование торцом круга выполняют
с помощью специальной полировальной головки с эластичной
опорной поверхностью. В качестве инструмента применяют два
вида сменных рабочих дисков: войлочные и абразивные, войлоч-
ные диски вырубают из технического тонкошерстного войлока
(ГОСТ 288—61). Абразивные круги вырезают из абразивной водо-
стойкой шкурки на бумажной основе (ГОСТ 10054—62). Диски
крепят специальным клеем на облицованном резиновом торце
опорного диска головки.
Полирование широко применяют для улучшения эксплуатаци-
онных характеристик изделий из труднообрабатываемых мате-
408
Таблица 57
Классы чистоты поверхности, получаемые при полировании
Полировальный инструмент
Обрабатываемый материал
Полировальная
паста
1
2
3
4
5
Войлочный круг, нака-
танный абразивным
зерном К36 . . . . .
Войлочный круг, нака-
танный абразивным
зерном К34...........
Ёойлочный круг, нака-
танный абразивным
зерном КЭМ40 ....
Мягкий непрошитый
хлопчатобумажный
круг из ситца ....
Мягкий непрошитый
хлопчатобумажный
круг из батиста . . .
9
10
11
12
13
9—10 9 9 9
Жировая
10
11
12
13
10 10 10
11 11 10
12 12 12
13 13 13
10 10 »
10 10 Окись хрома
12 12 Окись железа
Окись алюминия
риалов (табл. 57) [39]. Его выполняют в несколько операций.
Черновое полирование производят при окружной
скорости 45—50 м/$ек при усилии 3—4 кгс тонкошерстными вой-
лочными кругами, накатанными абразивным порошком карбида
кремния .зеленого на связке из мездрового клея (30% сухого клея,
70% воды), полирование ведется до получения однородной поверх-
ности с ровным блеском и мелкими рисками — следами обработки.
Чистовое полирование ведется до получения однород-
ной поверхности с ровным блеском без заметных следов обработки
с чистотой 12-го класса; его осуществляют мягкими непроши-
тыми хлопчатобумажными кругами из ситца с полировальной
пастой из окиси железа при скорости 45—50 м/сек и усилии
7—10 кгс.
Отделоч.ное полирование выполняется до получения
поверхности с ровным зеркальным блеском и чистотой 13-го клас-
са; его производят мягкими непрошитыми хлопчатобумажными
кругами из батиста с пастой из окиси алюминия при окружной
скорости 45—50 м/сек и усилии 7—10 кгс.
Полирование турбинных лопаток из жаропрочных сплавов наи-
более часто выполняют фетровыми кругами с нанесенными на них
в два слоя абразивными зернами нормального и белого электро-
корунда. Снятие припуска под полирование (0,1 мм) производят
в три прохода на режимах икр=204-25 м/сек, ид==24-10 м/мин.
Основную часть припуска (~ 0,08 мм) удаляют на первом проходе
абразивами зернистостью 70, на втором прохрде при зернистости
абразива 120 снимают остальную часть припуска (0,02 мм).
409
Третий проход выполняют мелкозернистым абразивом (320), что
обеспечивает высокую чистоту поверхности — 9-го класса; при
этом снимаемый слой металла незначителен.
Для полирования титановых сплавов применяют войлочные
круги, на которые наклеивается абразивный порошок зеленого
карбида кремния зернистостью 60—150 м, при этом обработку
ведут без охлаждения также в несколько проходов сначала крупно-
зернистым порошком, затем мелкозернистым. Чистовое полиро-
вание выполняют нанесенной на. войлочные круги пастой [34].
Полирование криволинейных поверхностей крупногабаритных
деталей обычно производят в две операции. При черновом поли*
ровании алюминиевых сплавов получают 10-й класс чистоты по-
верхности; его выполняют при скорости 16 м/сек и усилии 3—4 кгс
войлочным диском в четыре прохода: 1) полировальной пастой
К38; 2) пастой К36; 3) К34; 4) КЗМ40. Нержавеющие стали обра-
батывают водостойкой абразивной шкуркой КЗ (на бумажной
основе) последовательно в 4 перехода, зерном 16, 12, 10, 8, пастами
К38 на режимах: скорость 20 м/сек, усилие 4—5 кгс. Отделочное
полирование нержавеющих сталей ведут до получения поверх-
ности с ровным зеркальным блеском и чистотой 11-го класса.
Для полирования крупногабаритных поверхностей таких дета-
лей, как панели, лонжероны, нервюр труб, рекомендуется исполь-
зовать абразивные головки с автономным приводом [130]; они
позволяют ликвидировать ручной труд и поднять производитель-
ность операции полирования. Особенно велика эффективность
применения этих устройств для полирования листов, предвари-
тельно обработанных химическим фрезерованием. Наиболее совер-
шенным типом автономных головок для полирования являются
головки с колебательным движением абразива (рис. 169); они
уменьшают засаливание круга, улучшают условия отвода стружки
410
и абразивных отходов из зоны контакта, а также исключают воз-
никновение прижогов. Абразивная головка 6, несущая ленту, полу-
чает вращательное движение от электромотора 1 через шкивы 2
и 4. На конце вала 5 укреплена шестерня 7, имеющая выступ на
торце. От нее через шестерню 9 вращение передается шестерне 8
с копиром на торце. Колебательное движение абразивной головки
вдоль оси вращения получается в результате ее перемещения* на
величину подъема спирали копира в результате относительной
скорости вращения шестерен 7 и 8 и обратного воздействия пру-
жины 5. Абразивная головка для такой обработки состоит из
стального корпуса, эластичных опорных элементов (войлок, фетр,
пластмасса) и абразивных лент — водостойкой шлифовальной
шкурки. Для обрабатываемого материала Д16 условия обработки
шкуркой Э16 и Э25 следующие: ^=204-30 м)сек, $МИн=1270 м]мин,
длина прохода 12 000 мм, деформация опорных элементов 2-4-3 мм,
число двойных ходов головки в минуту 30.
Колебания при виброполировании можно накладывать также
под углом к главному движению резания. Так, за рубежом вибро-
полирование деталей из жаропрочных сталей и сплавов производят
при числе двойных ходов в минуту в горизонтальном направле-
нии 42, вертикальном — 650; соотношение амплитуд колебаний
1:15. Полирование производят фетровой лентой, на которую нано-
сят смесь сала с абразивным порошком, в два перехода: первый —
пастой зернистостью 60, второй — зернистостью 100. Лучшие усло-
вия получают при соотношении амплитуд 163, первый переход
производят шкуркой Э70, второй — Э150 и третий — Э220 с пастой.
§ 58. ДОВОДКА
Доводка, или притирка, обеспечивает высокую точ-
ность обработки как по размерам (до 0,1—0,5 мкм), так и по гео-
метрической форме, а также исключительно высокую чистоту
поверхности — до 104-14-го классов. Процесс доводки заключается
в снятии тонких слоев материала мелкозернистым порошком в
среде смазки под воздействием относительного движения притира
и заготовки. Доводка является разновидностью химико-механиче-
ской обработки — снятие материала проходит в результате разру-
шения выступающих микронеровностей под механическим воздей-
ствием в химически-активных средах (например, пасты типа
ГОИ) или в растворах солей (сернокислая медь, азотнокислое
серебро) с абразивной суспензией.
Физическая картина формирования поверхно-
стного слоя при притирке складывается из непосредственно
механического сглаживания выступающих микронеровностей, ад-
сорбции поверхностно-активных веществ, облегчающей процесс
разрушения, и химических явлений образования и срыва окисных
пленок на вершинах неровностей. В этом случае образующаяся
на вершине чистая поверхность вновь окисляется и процесс хими-
ческого разрушения идет непрерывно. Для срыва пленок окислов
411
необходимы минимальные усилия. Учитывая изложенное, повыше-
ния производительности при притирке добиваются прежде всего
путем введения в притирочные материалы сильно действующих
поверхностно-активных веществ и химических реактивов (олеино-
вая, стеариновая кислоты, канифоль и др.), повышающих интен-
сивность образования окислов.
Доводку выполняют на специальных станках или вручную при-
тирами следующими методами: намазкой доводочных
дисков и притиров абразивной смесью; непрерывной подачей абра-
зивной смеси на рабочие поверхности дисков или плиток; абра-
зивными кругами из карбида кремния и электрокорунда; бруска-
ми. Для притиров применяют материал более мягкий, чем обраба-
тываемый, как, например; цветные металлы и сплавы (медь,
бронза, свинец, баббит) или пористые материалы (чугун). Рабочая
поверхность мягких притиров шаржируется (насыщается) зернами
абразива непосредственно в процессе притирки или предварительно
твердыми плитками, или скалками. Мягкие притиры лучше удер-
живают более крупные частицы абразива и поэтому применяются
для предварительного притирания; пористые притиры — чугуны,
шаржированные мелким абразивом, используются для тонкой при-
тирки. Для окончательной притирки до чистоты поверхности
12-4- 14-го классов применяют стеклянные притиры.
Абразивы при притирке — тонко размолотые порошки
электрокорунда, карборунда, карбида бора, окиси хрома, окиси
железа (крокус) и др. Процесс притирки ведут в условиях обиль-
ной смазки керосином, бензином или машинным маслом. Удельное
усилие при притирке от 1,5 до 2,0 кгс!см2 (от 0,15 до 0,2 Мн/м2),
при его превышении на поверхности могут возникать задиры.
Пасты ГОИ, разработанные Государственным оптическим инсти-
тутом и • выпускаемые в виде прессованных палочек (табл. 58),
показывают при притирке высокие результаты. Основной состав-
ляющей этих паст является окись хрома.
Таблица 58
Состав притирочных паст ГОИ
Компоненты Грубая (темно-зеле- ная, почти черная/ Средняя (темно-зеле- ная) Тонкая (светЛо-зеле- ная)
Состав пасты, %
Окись хрома 81 76 74
Силикагель • 2 2 1,8
Стеарин 10 10 10
Жир расщепленный 5 10 10
Олеиновая кислота — — 2,0
Сода двууглекислая — — 0,2
Керосин 2 2 2
412
Грубой и средней пастой производят доводку на необходимый
размер, тонкой пастой снимают вершины неровностей, улучшая
шероховатость поверхности. Надо отметить, что паста ГОИ па
производительности уступает большинству притирочных материа-
лов, поэтому ее используют на окончательных операциях для дости-
жения высокого класса чистоты поверхности.
Алмазные пасты находят большое применение при доводке
[88]. Они состоят из алмазного порошка и связующих веществ.
По мере увеличения зернистости содержание порошка в пасте
увеличивают. Это обеспечивает некоторое постоянство режущих
кромок зерен.
Режущая способность алмазных паст определяется физическими
свойствами алмазного порошка и гранулометрическим составом
его зерен. Микротвердость зерен синтетического алмаза достигает
11 000 кгс/мм2, тогда как зерна карбида бора имеют всего
4900 кгс/мм2, а карбида кремния зеленого — 3500 кгс/мм3. Кон-
центрацию, т. е. содержание по весу алмазного порошка в пасте,
выбирают в зависимости от зернистости порошка и твердости обра-
батываемого материала; чем крупнее алмазный порошок и тверже
обрабатываемый материал, тем выше должна быть концентрация.
Исходная чистота поверхности заготовки должна быть ниже задан-
ной для доводки не более чем на два класса.
Микропорошки из синтетических алмазов выпускают двух
марок: АСМ и АСПМ. Микропорошки марки АСМ применяют для
выполнения притирочных и доводочных операций при обработке
сталей и твердых сплавов. Микропорошки марки АСПМ имеют
повышенную абразивную способность и рекомендуются для обра-
ботки таких материалов, как алмаз и рубин. При доводке необхо-
димо, чтобы алмазные зерна вдавливались в поверхность притира^
шаржировали его. Притир во всех случаях должен быть мягче
обрабатываемого материала; более твердые притиры используют
для больших съемов; мягкие — для достижения высокого класса
чистоты поверхности. Для изготовления притиров используют
чугун, латунь, медь, фибру, древесину, кожу, войлок. Чугунные
притиры используют при крупной зернистости порошка для обра-
ботки наиболее твердых материалов; в этом случае получают
высокие производительность, необходимую геометрию, но относи-
тельно низкий класс чистоты. Медный притир применяют при
доводке деталей пастой средней зернистости. Притир из кожи
используют при пастах самой мелкой зернистости для суперфини-
ширования и полирования до зеркального блеска.
Алмазную доводку осуществляют вручную и мехайическим
способом. Алмазные порошки перед нанесением на притиры необ-
ходимо обязательно смешивать с маслом (лучше оливковым).
Обработка алмазными пастами по сравнению с обработкой алмаз-
ными порошками в свободном состоянии является более эконо-
мичной (табл. 59). Доводку производят последовательно двумя-
тремя алмазными пастами с постепенным переходом от крупной
к мелкой зернистости. Пасты наносят на заготовку или притир
413
Таблица 59
Класс чистоты поверхности при доводке алмазной пастой
Обрабатываемый материал Материал Марка пасты
АП63 АП50 АП40 АП28 АП 14 АП10 АП7 АПЗ АП1
Сталь легированная инстру- ментальная Твердый сплав HRC 60 HRC 90 8в 96 9в 9в 96 10а 10а 11а На 11в 116 12а 12а 126 12в 136 13а 14а
в небольших количествах; в этом случае зерно распределяется
равномерно и каждое зерно совершает определенную работу.
Алмазные пасты АСМ40, АСМ28, АСМ20 рекомендуется при-
менять для предварительной доводки со снятием значительных
припусков (свыше 100 мкм), пасты АСМ14 и АСМ10 — для пред-
варительной доводки при снятии меньших припусков (от 40 до
100 мкм) и пасты АСМ7, АСМ5, АСМЗ — для окончательной довод-
ки при снятии припусков 30—40 мкм.
Пасты из кубического нитрида бора также показывают высокие
результаты при доводке; в качестве притиров используются медь,
бук, чугун. В зависимости от зернистости пасты притирка обеспечи-
вает 10—14-й классы чистоты; при этом по сравнению с алмазной
пастой, а тем более абразивной, значительно снижается время обра-
ботки— расход пасты. Для интенсификации процесса все более
широко применяется вибрационная притирка.
ГЛАВА XIV
ОСОБЫЕ МЕТОДЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Создание новых, более совершенных типов машин требует от
металлургов непрерывного совершенствования труднообрабаты-
ваемых материалов. Этот процесс характеризуется ростом их
прочностных и других физико-механических характеристик, что
затрудняет обработку их обычными способами резания, а иногда
исключает их применение. По этой причине в ряде случаев при
конструировании новых машин используют менее совершенные,
по обладающие удовлетворительной обрабатываемостью резанием
материалы. Это снижает рабочие параметры и ухудшает качест-
венные характеристики машин; поэтому наряду с внедрением
новых видов материалов проводят работы по изысканию качест-
венно новых способов их обработки. Увеличивающаяся диспропор-
ция между возможностями металлургии и обработки резанием
объясняется несовершенством применяемых в настоящее время
способов обработки заготовок деталей с помощью механического
воздействия резцом цли абразивом. Так, при резании даже обыч-
ных углеродистых сталей сила резания в два и более раза превы-
шает величину предела прочности при растяжении. Между тем
напряжение всякой пластической деформации, казалось бы, долж-
но быть ниже этого предела, тем более что резец является клином,
снижающим усилие резания. Это несоответствие объясняется слож-
но-напряженным характером пластической деформации материала
срезаемого слоя в процессе стружкообразования, а также необхо-
димостью преодоления в процессе резания не только сопротивления
материала пластической деформации, но и больших сил трения
по передней и задней поверхностям. Помимо этого, в ряде случаев
применение обычного метода резания при изготовлении деталей
из новых видов труднообрабатываемых материалов является мало-
производительным и экономически невыгодным.
Под обработкой резанием в общем виде понимают метод фор-
мообразования деталей, основанный на отделении одной части
заготовки от другой; поэтому в основе физического механизма
резания (см. стр. 9) всегда наблюдается явление разрушения.
Выше было дано определение процесса резания применительно к
наиболее распространенным операциям механической обработки,,
когда от заготовки отделяется часть материала в виде стружки
(см. стр. 26). Однако на ряде операций (например, при абразивной
или электроэрозиойной обработке) отделяемая часть заготовки
превращается в крайне малые частицы. Кроме того, имеют место
процессы резания (например, при разрезке листового материала
ножницами), на которых стружка не образуется; однако происходит
415
процесс разделения отдельны^ частей заготовки путем разру-
шения.
Создание качественно новых способов обработки резанием
ведется в направлении изменения характера приложения механи-
ческого воздействия на срезаемый слой, использования химических,
электрических и тепловых видов воздействия, а также применения
комбинированных методов обработки, основанных на совмещении
механического, теплового, химического и электрического воздей-
ствия.
При обработке резанием применяют следующие схемы механи-
ческого воздействия:
1) непрерывный процесс резания при равномерном относитель-
ном движении заготовки и инструмента (например, точение, свер-
ление) ;
2) прерывистый процесс резания при равномерном относитель-
ном движении заготовки и инструмента, когда:
а) скорость относительного движения мала (например, протя-
гивание);
б) скорость относительного движения высока (например, фре-
зерование, вихревое нарезание резьб);
3) резание со знакопеременным или импульсным взаимодей-
ствием инструмента и заготовки (вибрационное, ударно-прерыви-
стое резание, механическая обработка с использованием электро-
гидравлических и взрывных устройств).
Все эти способы используют механическое воздействие рабочих
граней инструмента на материал срезаемого слоя.
В настоящее время получили широкое практическое применение
или прошли испытания в лабораторных условиях новые спо-
собы обработки:
1) основанные на изменении характера механического воздей-
ствия на срезаемый слой: бреющее резание (см. § 59), резание с
опережающим пластическим деформированием (см. § 60), обра-
ботка резанием с вибрациями (см. § 61—64), сверхскоростное
резание (см. § 65, 66);
2) основанные на механико-термическом воздействии; к ним
относятся резание с предварительным подогревом заготовок вне
станка, резание с непрерывным предварительным нагревом мате-
риала срезаемого слоя в процессе движения резца, например токами
высокой частоты (см. § 67);
3) использующие для облегчения механического съема мате-
риала срезаемого слоя введение электрического тока (см. § 68);
4) основанные, кроме механического воздействия на материал
срезаемого слоя, на химическом воздействии; сюда относятся меха-
ническая обработка резанием в технологических средах, рассмот-
ренная в гл. V;
5) основанные на электрическом воздействии и совмещении
его с другими видами воздействия; к ним относятся электрокон-
тактная, электрохимическая, электроэрозионная, анодно-механи-
ческая обработки;
U6
6) основанные на совмещении химического воздействия с дру-
гими видами воздействий; например, химико-механическая обра-
ботка осуществляет удаление металла срезаемого слоя путем хими-
ческих реакций между обрабатываемой поверхностью и окружаю-
щей средой при дополнении ее механическим воздействием, интен-
сифицирующим процесс.
Способы обработки, указанные в пп. 5, 6, рассмотрены в гл. XV.
§ 59. БРЕЮЩЕЕ РЕЗАНИЕ
Бреющее резание — это метод механической обработки, когда
на обычную кинематическую схему резания накладывается допол-
нительное движение вдоль главной режущей кромки резца. Кине-
матика этого вида обработки определяется помимо главного дви-
жения резания и движения подачи еще этим дополнительным
движением. Простейшей схемой такой обработки является чисто-
вое точение резцами с перемещающейся режущей пластиной
посредством самостоятельного привода (рис. 170, а) или кинема-
тической связи ее с механизмом подачи станка. Непрерывная
смена рабочего участка режущей кромки резца, обусловленная
движением бреющего резания, отсутствие наиболее слабой части
резца (вершины) позволяют получить высокопроизводительный
метод чистовой обработки. Однако практическое осуществление
такой схемы обработки сложно; поэтому в настоящее время более
27 В. Н. Подураев 417
широко используются другие схемы бреющего «безвершинного»
резания. Так, в ЧССР предложен метод обработки отверстий вра-
щающимся инструментом по схеме, показанной на рис. 170, б.
Обработка круглыми вращающимися резцами-
(КВР) является распространенной и широко применяемой схемой
бреющего резания. Рабочая часть резца может быть выполнена в
виде конической чашки (рис. 171, а), грибка, трубки (резец-мортира
А. М. Игнатьева с удалением стружки через внутреннюю полость
трубки), кольца, цилиндрического столбика, непрерывной ленты;
наиболее распространены первые две формы резца.
Обработку КВР производят по двум схемам: с принудительным
вращением резца от постороннего источника энергии (КПВР —
круглые принудительные вращающиеся резцы) и самовращение
КВР под действием силы, возникающей в процессе резания
(КСВР — круглые самовращающиеся резцы).
КВР могут иметь две схемы установки. Первая схема — когда
торцовая поверхность ролика является передней гранью, а наруж-
ный конус — задней поверхностью. Обработку по такой схеме
осущестЁляют чашечными вращающимися резцами — ЧВР (см.
рис. 171, а). Вторая схема — когда передней гранью является
наружный конус, а задней — торец конуса (рис. 171, б). Обработку
по такой схеме осуществляют роликовыми вращающимися рез-
цами — РВР.
418
Кинематическая схема обработки КВР характеризу-
ется следующими движениями инструмента и заготовки: вращение
заготовки со скоростью t>0Kp, движение подачи резца sMira; враще-
ние резца вокруг своей оси — движение бреющего резания; для
самовращающихся резцов скорость этого движения зависит не
только от скоростей вращения и подачи, но и от установочных и
геометрических параметров резцов, вида обрабатываемого мате-
риала и других условий резания.
Физика процесса резания КВР имеет несколько спе-
цифических особенностей. Первой особенностью этого метода меха-
нической обработки является ярко выраженный процесс косоуголь-
ного резания, так как решающее влияние на него оказывает кине-
матический угол наклона главной режущей кромки, обусловленный
движением бреющего резания %р. Он определяется как угол между
главной режущей кромкой и плоскостью, перпендикулярной к на-
правлению вектора скорости резания. Из рис. 171 видно, что
дополнительное перемещение инструмента вдоль режущей кромки
со скоростью vq отклоняет вектор истинной скорости резания от
перпендикуляра к режущей кромке на угол Хр. Это равносильно
приданию инструменту угла наклона режущей кромки Л равного
Хр. Дополнительное движение вдоль режущей кромки приводит
к изменению рабочих углов резания. Так, величина рабочего зад-
него угла ap=arctg (cos Wctg а) уменьшается (рис. 171). Если
величина переднего угла, образованного заточкой, равна нулю, т. е.
у——О, то наличие движения бреющего резания не вызовет изме-
нения значения рабочего угла. В случае, если у инструмента с
режущей кромкой cd передний угол положительный, т. е. у>0, то
из Д abc и Д abc' (см. рис. 171)
tg б =ab/ac', ’ tg бр =ab/ac' = (ab/ас) cos Xp;
бр = arctg (cos Jlp/ctg 6); yp=arctg (tg y/cos %p).
Следовательно, наличие дополнительного движения вдоль режу-
щей кромки при у>0 приводит к увеличению рабочего переднего
угла. В случае, если у<0, выражение для переднего угла остается
тем же. Однако рабочий угол резания при отрицательных передних
углах становится тупым и большим соответствующего значения
при обычном резании: бр=90°-]-ур.
Механику косоугольного резания можно рассматривать как
состоящую из двух процессов — резание с перемещением перпен-
дикулярно к режущей кромке и вдоль нее [4, 9]. При нормальном
перемещении процесс превращения срезаемого слоя в стружку
подчиняется тем же законам, что и при прямоугольном резании.
Кинематическое заострение рабочего переднего угла облегчает
процесс пластического деформирования вследствие изменения угла
сдвига на первой стадии стружкообразования; на этом его воз-
действие заканчивается. Угол наклона главной режущей кромки
на первой стадии стружкообразования также влияет на величину
угла сдвига посредством изменения удельной нормальной силы
трения. Однако перемещение инструмента вдоль режущей кромки
27*
419
обусловливает вторую стадию стружкообразования. Она заклю-
чается в возникновении сдвигов в стружке параллельно режущей,
кромке, а также изменении направления движения стружки на
передней поверхности.
Н. Н. Зорев и В. Ф. Бобров подробно исследовали физику
косоугольного резания. Они показали, что угол % сильно влияет
на процесс стружкообразования. Так, при резании стали 20Х повы-
шение угла А, от 0 до 71° вызывает снижение усадки стружек от
4,1 до 1,8; при этом коэффициент трения возрастает от 0,78 до
1,25. Угол X является самостоятельным фактором стружкообразо-
вания и его влияние на процесс резания нельзя рассматривать
только как результат изменения действительного угла резания 6Р.
При обработке инструментами с увеличенным рабочим углом
наклона режущей кромки ур происходит снижение степени дефор-
мации стружки по толщине. Но это не всегда свидетельствует об
уменьшении суммарной степени деформаций материала срезаемого
слоя при его превращении в стружку, так как уменьшение нор-
мального относительного сдвига дополняется возникновением отно-
сительного сдвига вдоль режущей кромки. Однако во всех случаях
снижение нормального относительного сдвига приводит к умень-
шению степени деформации поверхностного слоя, формирующего
обработанную поверхность [4]. Основной причиной, влияющей на
уменьшение нормального давления на переднюю поверхность,
Н. Н. Зорев считает снижение нормальной составляющей силы
трения.
Второй особенностью бреющего резания является существенное
изменение условий трения в зоне стружкообразования. Впервые
эта особенность бреющего резания была рассмотрена акад.
В. П. Горячкиным. Она заключается в явлении, общем для любого
случая трения скольжения, и выражается в уменьшении сил трения
в направлении первоначального движения в том случае, если к
этому телу приложено дополнительное движение, перпендикуляр-
ное к первому. Правильность этого положения подтверждается
несколькими примерами — снижением силы трения в направлении
ската при скольжении тела по наклонной плоскости при приложе-
нии к нему силы, перпендикулярной к направлению ската, а также
уменьшением значения сил при резании. Так, например, при разре-
зании соломинки с движением ножа вдоль режущей кромки сила
резания уменьшается с 600 до 200 г. Это снижение В. П. Горячкин
объясняет не' кинематическим заострением режущего инструмента,
а тем, что сила трения переносится в направлении, перпендикуляр-
ном к направлению разреза, вследствие чего инструмент освобож-
дается от части трения и легче проникает в толщу материала.
Другой особенностью процесса трения при бреющем резании
является изменение характера взаимодействия контактных поверх-
ностей инструмента *и обрабатываемой заготовки — вместо обыч-
ного чистого трения скольжения оно дополняется трением качения.
Это наблюдается, например, на передней поверхности при обра-
ботке роликовыми вращающимися резцами. Поэтому этот метод
420
акад. Е. Г. Коноваловым и его учениками назван ротационным
резанием; ими осуществлено широкое практическое внедрение
этого метода [145]. Типовая конструкция используемого инстру-
мента показана на рис. 172.
Увеличение угла наклона винтовой канавки у фрез при обра-
ботке жаропрочных сплавов приводит к увеличению стойкости
фрез [43]. Работа режущей кромкой с большим рабочим углом X
особенно эффективна при срезании тонких стружек; в этом случае
значение Z у инструментов может достигать 60—80°, что имеет
место, например, у шеверов. В принципе возможна обработка при
значениях X, близких к 90°; в этом случае процесс стружкообразо-
вания отсутствует. Резание осуществляется путем отслаивания
металла. Круглый резец в этом случае, обкатываясь относительно
обрабатываемого материала почти без проскальзывания, подрезает
слой материала в направлении подачи, отделяя его от основного
металла недеформированным. Резец и обрабатываемый материал,
обкатываясь друг относительно друга без 'скольжения, образуют
как бы фрикционную пару. На основе* использования этого прин-
ципа в физико-техническом институте АН БССР созданы конструк-
ции комбинированного инструмента для одновременного точения
и упрочнения обкатыванием.
В США и Англии разработан метод обработки — флоупинг-
процесс, который занимает промежуточное положение между чер-
новой обработкой чашечными резцами и холодной обработкой
давлением; в качестве режущего инструмента используются вра-
щающиеся диски из твердых сплавов. Это дает значительное повы-
шение производительности обработки и стойкости инструмента.
Так, прокат из нержавеющей стали при черновом точении обраба-
421
тывается со скоростью 45—60 м/мин, при флоупинг-процессе —
со скоростью 750 м!мин\ для обработки используется станок с
усилием поджима детали центром 12,5 тс и подачей — до 20 тс.
Рациональная область применения КВР — токарная обработка
наружных и внутренних поверхностей вращения, включая торцо-
вые, а также строгание и протягивание плоскостей. Высокая стой-
кость КВР обусловлена кинематическими и физическими особен-
ностями процесса, рассмотренными выше. Этому способствует
также резкое увеличение длины рабочего участка режущего лез-
вия; непрерывное его обновление, сопровождающееся интенсивным
теплоотводом и надежным экранированием СОЖ во время холо-
стого движения; большая масса инструмента, прилегающая непо-
средственно к зоне резания; отсутствие наиболее слабой части
инструмента — вершины. Сравнительная эффективность освоения
ЧВР при резании труднообрабатываемых материалов представлена
в табл. 60 [47].
Таблица 60
Стойкость обычных и круглых самовращающихся резцов при резании
труднообрабатываемых материалов
Обрабатываемый материал Материал резца Режимы резания Стойкость резца
мм мм/об м/мин обыч- ного круг- лого
ШХ15 Р18 1,0 0,76 85 0,1 24
ХН77ТЮ, (ЭИ437А) Р18 0,5 0,38 0,1 18,2
ЭИ612 Р18 1,0 0,7 20 0,25 31
ЭИ607А Р9 0,5 1,0 17 0,17 18
При точении КВР с различными Л стали ХН77ТЮ (ЭИ437А)
резцами Р9: /=0,5 мм, so = 0,38 мм/об, и = 29 м/мин установ-
лено, что увеличение угла X резко повышает стойкость инстру-
мента из быстрорежущей стали, между тем как обработка стали
ХН77ТЮ (ЭИ437А) обычными резцами из Р9 невозможна. Вслед-
ствие малых углов в плане использование резцов этого типа позво-
ляет также применять в 1,3—2,0 раза большие подачи по сравне-
нию с обычными резцами при достижении одной и той же шерохо-
ватости поверхности.
Бреющее резание успешно применяется и при строгании. Так,
чистовые вращающиеся резцы конструкции ВНИИ из быстрорежу-
щей стали успешно внедрены для обработки поверхности площадью
до 30 м2 литых стальных деталей на режимах t= 1 мм, s = 5 мм!дв. х,
v^=8 м/мин. Чистовой проход при £=0,15—0,35 мм на тех же
скоростях и подачах позволяет получить чистоту поверхности
5-го класса с отклонением от плоскости 0,05 мм при ширине обра-
батываемой заготовки 2,54-2,7 м.
422
В настоящее время КВР оснащают твердыми сплавами. Так,
РВР, оснащенные твердым сплавом ВК8, успешно внедрены на
токарных автоматах для обработки втулок из серого чугуна, что
дало повышение стойкости инструмента в 12 раз, а увеличение
режимов резания позволило сократить цикл работы автомата на
75%. Строжка кромок и фасок у труб является исключительно
трудоемкой и в то же время массовой операцией. Использование
быстрорежущих резцов при обработке труб из стали 20 на режимах
t—2,5 мм, s0=2,Q мм!об, и=40 м]мин показывает стойкость не
более 12—15 мин. Применение обычных твердосплавных резцов
на этих операциях не дает положительных результатов из-за частых
случаев выкрашивания вследствие низкой жесткости заготовок и
наличия сварных поперечных стыков. Внедрение РВР из быстро-
режущей стали на тех же режимах резания дало стойкость 12—
14 суток, т. е. в 1000—1300 раз большую по сравнению с обычными
резцами; при этом чистота поверхности соответствовала 5-му клас-
су [135].
Основные затруднения при внедрении круглых резцов связаны
с возникновением интенсивных вибраций вследствие снятия ими
широких и тонких стружек; это требует обеспечения высокой жест-
кости системы СПИД и ограничивает, в частности, применение
для их изготовления твердых сплавов. Поэтому повышение жест-
кости системы СПИД , и других средств гашения вибраций явля-
ется важнейшим условием их освоения. Кроме того,^ КВР лучше
работают при снятии малых толщин срезаемого слоя. Наиболее
эффективна обработка этим методом жестких деталей, имеющих
поверхности большой протяженности; при этом профиль детали не
должен иметь острых углов и малых радиусов закруглений.
§ 60. РЕЗАНИЕ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ <
ДЕФОРМИРОВАНИЕМ
Резание с опережающим пластическим деформированием
(ОПД) обеспечивает улучшение условий стружкообразования
путем рационального изменения физико-механических свойств
материала срезаемого слоя вследствие его упрочнения до процесса
срезания (рис. 173,а). Упрочнение осуществляют накатным устрой-
ством, создающим глубину и степень наклепа, необходимые для
получения максимальной эффективности последующего процесса
резания [155].
При механической обработке пластичных материалов отделе-
нию материала срезаемого слоя от заготовки предшествует его
интенсивное пластическое деформирование; т. е. основная доля
работы резания расходуется на пластическое деформирование
снимаемого металла. Учитывая это, многие применяемые методы
совершенствования процесса резания построены на снижении
работы, затрачиваемой на пластическую деформацию, путем воз-
действия на зону стружкообразования непосредственно в процессе
резания. Сущность резация с опережающим пластическим дефор-
423
мированием материала срезаемого слоя состоит в совмещении
двух процессов — опережающего пластического деформирования
и непосредственно процесса резания. При этом к моменту начала
воздействия режущего инструмента на материал срезаемого слоя
часть работы, затрачиваемой на пластические деформации в про-
цессе стружкообразования при обычном резании, уже предвари-
тельно выполняется дополнительным устройством. Следовательно,
Рис. 173
в процессе резания с опережающим пластическим деформирова-
нием режущим инструментом совершается не вся работа, а только
ее часть. Это обеспечивает снижение силы и температуры резания,
что ведет к повышению стойкости инструмента и производитель-
ности обработки.
Схемы обработки резанием с опережающим пластическим
деформированием применительно к типовым операциям механи-
ческой обработки — точению, протачиванию, абразивной обработ-
ке— представлены на рис. 173. Опережающее пластическое дефор-
мирование может производиться по поверхности резания (см.
рис. 173, а) или по обрабатываемой поверхности (рис. 173, б, в).
На черновых операциях применение резания с ОПД приводит к
повышению стойкости инструмента или производительности обра-
ботки. На чистовых операциях, выполняемых абразивным инстру-
ментом, опережающее пластическое деформирование используется
прежде всего как средство улучшения шероховатости поверхности.
Достижения обоих эффектов — повышение стойкости и улучшение
шероховатости поверхности — получают при протягивании, когда
впереди режущих зубьев установлены выглаживающие, которые
производят опережающее пластическое деформирование по обра->
батываемой поверхности.
Данные по повышению стойкости при обработке с ОПД по
424
сравнению с обычным резанием (табл. 61) получены на указанных
в таблице режимах при точении сталей Х18Н10Т, 50РАСШ,
40ХСШ; использовались резцы из быстрорежущей стали Р18 со
следующей геометрией: у=8°; а=10°; ф = ф1 = 45°, г=1,5 мм.
Сплав ЖС6К обрабатывался резцами, оснащенными пластинками
твердого сплава ВК8 с геометрией: у=8°; а=10°; ф=30°; ф!=45°;
г=0,5 мм. Значения стойкости определялись исходя из допустимой
величины износа задней поверхности Л3=0,7 для резцов из стали
Р18 и /i3=0,8 мм для резцов, оснащенных пластинками твердого
сплава ВК8. Обработка выполнялась без СОЖ.
Таблица 61
Режимы обработки и данные по повышению стойкости при резании с ОПД
Марка стали или сплава Режимы обработки Повышенна стойкости в число раз
V, м/мин SO’ мм [об мм давление на ролик, кгс
Х18Н10Т 20 0,15 2,5 150 4,5—5
50РАСШ 30 0,26 2,5 150 3,5—4
40ХСШ 30 0,26 2,5 150 2,5—3
ЖС6-К 10,5 0,15 2,5 200 2-4-2,5
Резание с опережающим пластическим деформированием наряду
со значительным повышением стойкости режущего инструмента
позволяет улучшить эксплуатационные характеристики обрабаты-
ваемых деталей. В этом случае поверхностный слой обработанной
детали получается повышенной твердости, в нем образуются оста-
точные сжимающие напряжения. Это подтверждают результаты
[156] испытаний на предел выносливости трех групп образцов,
изготовленных из стали Х18Н9Т: первая группа образцов полу-
чена точением в обычных условиях резания; вторая — точением с
упрочнением поверхности резания; третья — точением с упрочне-
нием поверхности резания и одновременной накаткой обработан-
ной поверхности. Применяемые для испытаний образцы всех трех
групп обрабатывались твердосплавным резцом (ВК8, у=8°, а= 10°,
Ф = ф!=45°; г=0,8 мм) на одних и тех же режимах резания:
/==1,5 мм, so = 0,3 мм!об\ v = 30 м]мин*, обработка велась без
СОЖ. Упрочнение образцов второй группы производилось роли-
ком, имеющим одну рабочую фаску. Для изготовления образцов
точением с упрочнением поверхности резания и одновременным
наклепом обработанной поверхности применялся специальный
ролик с двумя рабочими фасками. В этом случае фаска ролика,
контактирующая с поверхностью резания, обеспечивала опере-
жающее пластическое деформирование материала срезаемого слоя.
Вторая фаска, обкатывая обработанную поверхность, уменьшала
ее шероховатость, повышала микротвердость в поверхностном слое
425
и формировала в нем остаточные сжимающие напряжения. Уста-
лостные испытания образцов на чистый изгиб показали, что наи-
больший предел выносливости, равный 16,5 кгс!мм2, имеют образ-
цы, полученные точением с ОПД и одновременным наклепом обра-
ботанной поверхности. Он на 65% выше предела выносливости
образцов, полученных точением в обычных условиях резания
(10 кгс!мм2). Использование метода обработки резанием с ОПД
без дополнительного наклепа также приводит к значительному
увеличению^ предела выносливости деталей. Так, для приведенных
^ппе условий обработки предел выносливости равнялся
13,5 кгс/мм2, т. е. он увеличился по сравнению с обычным резанием
на 35%.
Таким образом, обработка резанием с опережающим пласти-
ческим деформированием позволяет совместить улучшение про-
цесса резания труднообрабатываемых материалов вследствие повы-
шения стойкости инструмента или производительности обработки
и одновременно повысить качество изготовляемых деталей вслед-
ствие улучшения их шероховатости поверхности и прочностных ха-
рактеристик, подобно тому как это имеет место при применении
специальных методов упрочнения — выглаживания, обдувки
дробью, обкатки роликом и др.
§ 61. ОБРАБОТКА РЕЗАНИЕМ С ВИБРАЦИЯМИ
Современные методы обработки материалов характеризуются
высокой интенсификацией процессов резания вследствие исполь-
зования твердосплавного и алмазного инструментов, многоинстру-
ментных наладок и автоматизации операций. Широкое применение
этйх высокопроизводительных методов выдвинуло на первый план
вопросы обработки резанием, связанные с вибрациями; при этом
можно отметить два направления рационализации операций меха-
нической обработки.
Первое направление связано с гашением неблагоприятных
вибраций при механической обработке, ведущих к снижению каче-
ства поверхности, точности обработки и стойкости инструмента.
Особое значение это направление имеет при резании труднообра-
батываемых материалов (см. гл. VI).
' Второе направление связано с освоением метода вибрационного
резания — положительного использования вибраций. Применение
вибрационного резания обеспечивает эффективное дробление
стружки (что является одним из условий успешного осуществления
Высокопроизводительных методов обработки на универсальном
оборудовании и автоматизации операций механической обработки),
а также значительное улучшение обрабатываемости резанием
разнообразных материалов и прежде всего труднообрабатываемых.
Применение вибрационного резания не противоречит широкому
использованию средств гашения вибраций, что свидетельствует
о том, что, как нередко бывает в технике, познание физической
сущности вредного явления, его правильное использование приво-
426
Дят к полезным практическим результатам и внедрению в произ-
водство [17].
Процесс вибрационного резания заключается в том, что на
обычно принятую кинематическую схему обработки на данной
операции накладывается дополнительное вибрационное движение
инструмента или заготовки. Общими физическими особенностями
резания с вибрациями являются:
1) кратковременное периодическое увеличение скоростей резания;
2) переменная циклическая нагрузка на деформируемый в про-
цессе резания материал, обусловленная переменными скоростями
и углами резания;
3) снижение сил трения на поверхностях контакта инструмента
со стружкой и обрабатываемой заготовкой;
4) повышенная эффективность применения смазочно-охлажда-
ющих жидкостей.
Эти особенности резания приводят к улучшению условий работы
режущего инструмента в результате снижения действующих на них
сил резания и температур; периодического отдыха режущей
кромки инструмента вследствие кратковременного уменьшения или
полного снятия нагрузки на режущий клин инструмента (как при
фрезеровании); отсутствия у режущей кромки уступов и лунок
для стружкодробления, заточка которых приводит к образованию
дополнительных внутренних напряжений и микротрещин, что
ослабляет режущую кромку.
Воздействие этих положительных факторов вибраций при опти-
мальных условиях обработки может превалировать над отрица-
тельными факторами вибраций, заключающимися в переменной
нагрузке на режущую кромку инструмента, ухудшении шерохова-
тости поверхности и снижении долговечности отдельных узлов и
станков в целом.
Применение вибрации при резании может изменять: характер
процесса резания, превращая его. из непрерывного в прерывистый,
сопровождающийся периодическим выходом режущего клина инст-
румента из обрабатываемого металла; физическую картину превра-
щения отдельных элементов срезаемого слоя в стружку при том же
характере протекания обработки (непрерывном или прерывистом),
т. е. воздействовать на процесс стружкообразования. Эти изме-
нения могут касаться или непосредственно основных физических
процессов (стружкообразование, пластическое деформирование,
разрушение обрабатываемого материала, трения на контактных
поверхностях), или только механики формирования отдельных
элементов стружки. Иногда наличие вибраций не изменяет процес-
са стружкообразования относительно обычного резания, а приводит
к тому, что формирование отдельных элементов стружки по ее
длине происходит при несколько различных скоростях и рабочих
углах резания. В этом случае существенных изменений ни в харак-
тере процесса резания, ни в механике формирования отдельных
элементов стружки, т. е. в целом в процессе резания, не проис-
ходит.
427
Резание с вибрациями резко увеличивает эффективность воз-/
действия СОЖ, особенно если наложение колебаний изменяет
характер резания с непрерывного на прерывистый. Это объясня-
ется прежде всего надежным периодическим омыванием режущего
клина, происходящим во время выхода инструмента из обрабаты-
ваемого материала.
Рис. 174
Выбор принципиальной схемы конструкции
вибросуппорта определяется его назначением, т. е. техноло-
гическими задачами применения резания с вибрациями. Для осу-
ществления резания с вибрациями как средства стружкодробления
необходимы низкочастотные вибраторы, поскольку при принятых
сейчас скоростях резания (до 200 м/мин) для получения стружки
длиной 10—20 мм (учитывая усадку стружки) достаточно иметь
частоту вынужденных колебаний не более 50 гц. Для этой цели
можно применять механические (центробежные или эксцентрико-
вые), пневматические и гидравлические вибраторы. Часто приме-
няют вибросуппорты, в которых необходимое колебательное дви-
жение резца в направлении подачи задается от шпинделя станка
через систему шестерен (рис. 174, а) или от специального электро-
мотора через эксцентрик (рис. 174, б). Более долговечной и мощной
является конструкция гидравлического вибросуппорта (рис. 174, в).
428
В этом случае вращение от шестеренчатого гидродвигателя 1
передается на управляющий золотник 2; он задает параметры
движения силового цилиндра 3, связанного с подвижной кареткой
суппорта станка. Частота вибраций регулируется дросселем 4,
изменяющим расход жидкости через шестеренчатый гидродвига-
тель /; амплитуда — изменением плеча кривошипа 5. Для осуще-
ствления вибрационного резания в целях улучшения обрабатывае-
мости материалов необходимо применять вибраторы с высокой
частотой задаваемых колебаний. Такими типами вибраторов явля-
ются магнитострикционные, магнитомеханические, пьезоэлектриче-
ские, электродинамические, электрогидравлические и гидравли-
ческие [152].
Основными технологическими условиями ра-
ционального применения вибрационного реза-
ния являются:
1) правильный выбор направления вибраций;
2) определение параметров вибраций, обеспечивающих наи-
большую эффективность процесса для данных условий обработки.
Классификация типовых кинематических схем обработки реза-
нием с вибрациями представлена на рис. 175, из которого видно,
что на обычно принятую схему механической обработки могут быть
наложены осевые вибрации по оси х — х; радиальные по оси у — у
и тангенциальные по оси z — г, а также в направлении, не совпа-
дающем ни с одной из этих осей, например в направлении вектора
скорости при обычном резании.
Наложение вибраций по любой схеме дает прирост скорости
движения режущей кромки в направлении вибраций:
Дув = соЛ6О/1ООО = О,12л/Л,
где со — круговая частота вибраций, рад! сек; f — частота вибраций,
гц; А — амплитуда вибраций, мм.
При обычном резании происходит кинематическое изменение
рабочих углов резания относительно углов заточки а; у, оно обус-
ловлено движением подачи:
а5 = а~ Да5; Да5 = Ays = arctg (sMHH sincp/lOOChoKp);
+ AYs-
Наложение на кинематическую схему обычного резания вибра-
ционного движения во всех направлениях, исключая направление,
совпадающее с вектором скорости резания, приводит к дополни-
тельному изменению рабочих углов, переменному во времени.
Принимая синусоидальный характер колебаний, получаем следую-
щие значения рабочих углов при резании с вибрациями:
ав = а — Aas — Аав cos со/;
ув = у + Ays + AyB cosco/,
т. e. изменение задних и передних углов при вибрационном реза-
нии происходит в противофазе. <
429
Рис. 175
Как показали многочисленные исследования, наличиё радиаль-
ных вибраций значительных амплитуд по оси у — у отрицательно
сказывается на процессе резания — сильно ухудшается чистота
^обработки, поскольку перемещение режущей кромки при вибра-
циях непосредственно фиксируется на обработанной поверхности.
Рис. 176
Неудовлетворительны в этом случае и условия работы режущей
кромки, поскольку большая нагрузка при дополнительном колеба-
тельном движении воспринимается вершиной инструмента и вспо-
могательной режущей кромкой. Результатом этого являются по-
вышенный износ и выкрашивание твердосплавных кромок. Поэто-
му эта кинетическая схема вибрационного резания может найти
практическое применение только для колебаний высоких частот
типа ультразвуковых [139, 140, 146].
Резание с осевыми колебаниями применяется для
дробления стружки. Наряду с этим оно обеспечивает получение
удовлетворительной чистоты поверхности — 5—6-го класса, сохра-
нение точности обработки, стойкости инструмента, что и при обыч-
ном резании в тех же условиях [17, 158]. Основными особенно-
стями вибрационного резания с осевыми колебаниями являются
большое изменение подач (толщины среза) за один цикл колеба-
431
ний инструмента, а также существенное изменение рабочих углов
резания. Текущее значение толщины срезаемого слоя
at=st sin ср; sz=so + 2 Ax sin ni cos (со/ + ш), /
где s0 — подача на оборот суппорта станка, мм; Ах— амплитуд!
задаваемых вибраций по оси х — х, мм; i — сдвиг фаз синусоид
колебаний на двух смежных оборотах заготовки (рис. 176, а). I
Изменение скоростей резания при .этой схеме обработки с ви
брациями крайне мало, глубина резания остается неизменной.
Истинный вектор скорости резания является суммой вектора скс-
рости равномерного вращательного движения уОкр, вектора подачи
$мин и вектора скорости колебательного движения v*. Вектор скс-
рости при точении с вибрациями изменяет свое положение с часто-
той, равной частоте задаваемых вибраций. Эти изменения сущест-
венно влияют на величину рабочих углов резания (рис. 175). Так,
рмплитуда изменения рабочего заднего угла
Да =arctg jGgMH_H+^B)siny _
в аокр 5
Опуская малости Aas, получаем
L\ nd dn 'J
Частоту колебаний, обеспечивающую надёжное стружкодробле-
ние, определяют следующим образом. Картина наложения вибра-
ционного следа инструмента определенной частоты f и амплитуды
Ах при точении на постоянную подачу станка в виде развертки
цилиндрической поверхности детали представлена на рис. 176, а.
Направление подачи условно дано горизонтально, поскольку фак-
тический угол наклона движения вершины резца крайне мал, так
как величина скорости подачи намного меньше скорости резания.
Развертки представлены для целого ряда случаев соотношений
величины периметра обрабатываемой детали nd и длины волн це-
лого числа периодов задаваемых колебаний. Длина одной волны
• А; = Уокр/1 = У0Кр//*
Рассматриваются случаи, когда в величине nd не укладываются
половина, три четверти волны и в общем случае i-я часть X.
На рис. 176, а внизу показан частный случай, когда в длине nd
точно укладывается целое число волн Из рассмотрения развер-
ток относительного движения инструмента и заготовок на двух
смежных проходах при непрерывном (см. рис. 176, а) и прерыви-
стом (рис. 176, б) характерах резания, видно, что при вибрацион-
ном резании сечение снимаемого только в одном случае — послед-
нем— остается неизменным; во всех остальных случаях сечение
среза резко различно; при этом степень неравномерности зависит
от амплитуды колебаний и величины i, определяющей относитель-
ное положение траекторий движения инструмента на двух смеж-
ных проходах:
/А== nd AjA,
432
где k — количество Л, полностью укладывающихся в развертке
окружности nd.
Если f=0, то st = s0 на всей длине обработки. В этом случае
вибрационное точение, т. е. наложение вибраций на постоянную
подачу инструмента, будет давать постоянную толщину стружки
по всей ее длине и дробления стружки в этом случае не будет при
сколь угодно высоких амплитудах и частотах колебаний. Это на-
блюдается при частоте вибрации (в гц), равной или кратной ско-
рости вращения заготовки п, т. е.
f=kn/§Q.
Освоение метода вибрационного точения показало, что если
вопросы надежного стружкодробления и точности решаются прак-
тически достаточно легко и надежно, то вопрос обеспечения высо-
кого класса чистоты поверхности требует особого внимания. Про-
следим за геометрической картиной образования шероховатостей.
Рис. 177
Для наглядности примем <p=<pi; г=0 (рис. 177, а)\ фактически
синусоидальное движение резца заменим ломаным. При движении
резца с вибрациями в направлении подачи его вершина движется
по линии 1-4-5-6, при этом ширина основания при n—kf оста-
ется постоянной и равной s0 (рис. 177, в). Следовательно, в этом
случае изменяется внешний вид поверхности, однако высота
28 в. Н. Подураев
433
шероховатостей в любом сечении остается постоянной и равной ее
величине при обычном точении.. Если частота вибрации не равна
и не кратна скорости вращения детали, то высота образующихся
шероховатостей становится переменной; при этом максимальные
значения ее превышают величины неровностей, получающихся при
обычном точении, это ясно из сравнения вида шероховатостей,
образующихся при обычном точении (рис. 177, б) с построениями,
когда за один оборот детали не укладывается 1/4 длины волны Л
(рис. 177, г).
Результаты испытаний стойкости резцов Т15К6 при точении с
колебаниями в осевом направлении показали, что при применении
оптимальных режимов вибраций число выкрашиваний твердо-
сплавных режущих кромок на типовых режимах резания не уве-
личивается по сравнению с обычным точением; при этом в зави-
симости от режимов резания и вибраций величина износа задней
поверхности сохраняется такой же, как и при обычном точении,
или несколько превышает его (на 15—20%). Во всех случаях глу-
бина износа передней поверхности уменьшается вследствие увели-
чения ширины лунки. Полученные результаты могут быть объяс-
нены снижением силы резания и температур. Существенное умень- |
шение глубины износа передней поверхности, помимо этого, обус- ’
ловлено переменностью подач, толщин среза, а следовательно, и
радиуса сходящей стружки. В результате ширина лунки и ее пло-
щадь возрастают за счет некоторого снижения ее глубины.
В целом применение точения с вибрациями в осевом направ-
лении является эффективным средством стружкодробления; при j
этом стойкость и число переточек инструмента, производительность ;
и точность обработки сохраняются теми же, что и при обычном ?
точении в тех же условиях. Вибрационное точение дает чистоту
поверхности 34-4-го классов при использовании стандартных ти- 5
пов твердосплавных резцов и 54-6-го классов при использовании |
резцов типа Колесова, что делает этот метод пригодным для чер- з
новой и получистовой обработок. 1
Вибрационное сверление обычно осуществляют с осе- |
выми колебаниями; оно дает существенное улучшение обрабаты- |
ваемости. Это происходит прежде всего вследствие надежного I
измельчения стружки. Как известно, для рационализации опера- |
ций сверления удаление образующейся стружки является решаю- |
щим фактором. Так, например, для сверления отверстий ]
0 1,54-2,5 мм в деталях из нержавеющей стали и жаропрочных |
сплавов обычно используют настолько сверлильные станки с руч- j
ной подачей. Стружка при сверлении, образующаяся в виде лен-
ты, с большим трудом идет по винтовым канавкам и вызывает 1
периодическое образование пробок, что приводит к необходимости j
периодического вывода сверла из отверстия в процессе обработки. |
Применение принудительного механического привода вызывает
массовые поломки сверл, что делает невозможным автоматизацию
этих трудоемких и широко распространенных операций. "
434
Использование метода вибрационного сверления этих сталей
позволило получить мелкодробленую стружку удобной для удале-
ния формы и благодаря Этому установить механический привод на
подачу. Вместе с возможностью автоматизации внедрение станка
для вибрационного сверления отверстий 0 1,5 мм в деталях из
нержавеющей стали позволило увеличить производительность об-
работки в 2,5 раза и стойкость инструмента в 3 раза при общем
улучшении экономических показателей процесса [17].
64
’Практическое осуществление метода вибрационного сверления
в станке конструкции МВТУ им. Баумана производится путем
задания электродинамическим вибратором колебаний упругой си-
стеме вибратор — шпиндель — сверло в направлении подачи
сверла, т. е. вдоль оси вращения [17]. Таким образом, процесс
резания осуществляется по схеме вращение — вибрации в осевом
направлении — подача сверла; обрабатываемая деталь неподвиж-
на. Типовыми режимами вибрационного сверления отверстий диа-
метром 1,5 мм в деталях из стали Х18Н10Т являются:
п—2800 об/мин, $мин=30 мм/мин, Ах=0,0124-0,015 мм, /=200 гц.
Сверление глубоких отверстий вызывает в производственных
условиях особые затруднения; значительную рационализацию опе-
раций глубокого сверления получают при использовании метода
26е 43Ь
вибрационного резания с заданием вынужденных колебаний в осе-
вом направлении [161] МВТУ им. Баумана разработана промыш-
ленная конструкция станка для сверления глубоких отверстий в
труднообрабатываемых материалах. Станок выполнен по схеме
горизонтального сверления. Деталь вращается в патроне шпинде-
ля, а сверло закреплено в суппорте на штоке механогидравличе-
ского вибросуппорта. Таким образом, оно имеет равномерное дви-
жение подачи и вибрирует. Обработку проводят сверлами для
глубокого сверления одностороннего резания с внутренним под-
водом жидкости и наружным отводом стружки, оснащенными пла-
стинкой твердого сплава ВК8; материал корпуса сверла Р9, Р18
или У8А (рис. 178). Применение метода вибрационного резания в
сочетании с использованием твердосплавного инструмента и пода-
чи СОЖ под высоким давлением непосредственно в зону резания
позволяет повысить производительность на операции сверления
отверстий диаметром 4,5 мм в сплаве ЭИ827 на глубину 35 мм в
4—5 раз и резко сократить расход инструмента. Типовыми режи-
мами резания и вибраций являются: п= 1400 об/мин; v = 20 м/мин;
so = 0,028 мм/об; sMIIH=40 мм/мин; f=94 гц; Ах=0,034-0,04 мм.
Охлаждение производят сульфофрезолом, подводимым под давле-
нием в 150 атм (15 Мн/м2). Операция обеспечивает высокие точ-
ности (2-й класс) и чистоту обработки (7—8-й класс), что позво-
ляет исключить операцию развертывания отверстия.
Вибрационное резание с тангенциальными ко-
лебаниями, т. е. резание с колебаниями в направлении окруж-
ной составляющей скорости резания, применяют для существен-
ного повышения производительности обработки и стойкости инст-
румента при резании труднообрабатываемых материалов. Идея
использования тангенциальных вибраций как наиболее эффектив-
ных для улучшения обрабатываемости материалов резанием
вследствие совпадения их направления с направлением скорости
резания была выдвинута В. Л. Татариновым, Н. И. Самокатовым
и Д. Н. Дубасовым еще в 1909 г. и рассматривалась в ряде после-
дующих работ [17, 139, 146, 150]. Метод обработки резанием с
тангенциальными вибрациями показал положительные результаты
как в производственных (вибропилы, виброножницы), так и в
лабораторных условиях при точении, развертывании, нарезании
резьб, шлифовании и абразивной заточке инструмента [17].
Вибрационные ножницы широко применяют для раскроя листо-
вого материала. Они бывают с вертикальным и качающимся дви-
жением верхнего ножа. В качестве инструмента используют верх-
ние и нижние ножи из стали Р18 (HRC 634-64) с наклонными
режущими кромками.
Во всех случаях перекрытие ножей составляет 1,5 мм. В про-
цессе разрезки листов действуют вертикальное усилие резания PZi
боковое усилие Plh выталкивающее лист, и отжимающее усилие.
Использование автоколебаний, обусловленных про-
цессом резания, для улучшения обрабатываемости или дробления
стружки является новым средством рационализации операций ме-
436
ханической обработки. В этом случае отпадает необходимость
наличия специального энергетического источника колебаний —
маслонасосной станции, электромотора, ультразвукового генера-
тора. На рис. 174, г показана принципиальная схема автоколеба-
тельного вибросуппорта; он имеет качающуюся резцедержавку /,
служащую для закрепления в ней резца, и ось качания 2 с опора-
ми в виде подшипников. Опоры качения применены для уменьше-
ния потерь на трение при колебаниях. Роль упругого звена в авто-
колебательном вибросуппорте выполняет пластинчатая пружина 3.
Ограничение амплитуды колебаний достигается за счет нелиней-
ной характеристики рабочей пружины и обеспечивается наличием
зазора и одностороннего упора 4. Регулирование вибратора по
амплитуде осуществляют путем изменения жесткости пружины.
Вибратор имеет две регулировки по частоте: грубую — сменой пла-
стинчатой пружины 3 и точную — изменением массы качающейся
части 5 и регулировкой положения упора 4. Промышленный
вариант вибросуппорта сделан по люлькообразной схеме качания,
т. е. ось качения не вертикальна, а горизонтальна. Это создает
большую жесткость суппорта по осям у и z. Описанная конструк-
ция автоколебательного вибросуппорта обеспечивает при резании
следующие диапазоны изменения параметров вибраций: ампли-
туды 0,1 —1,5 мм, частоты 20—100 гц\ обработка с его использо-
ванием дает надежное дробление стружки, сохраняет точность
обработки, что и при обычном точении. Чистота поверхности полу-
чается 4—5-го классов, что делает пригодным этот метод для
чернового и чистового точения.
Стойкостные испытания показали, что вибрации, полученные с
помощью автоколебательного вибросуппорта, не увеличивали вы-
крашивания твердосплавного инструмента. Критерием снятия
резца со станка являлось прекращение вибраций из-за увеличен-
ного трения инструмента вследствие износа его задней грани
Л3=0,44-0,5 мм. В связи с этим было принято новое понятие —
стойкость вибродробления. Средняя стойкость вибродробления,
полученная при испытаниях (сталь 45 НВ 1894-229, проходной
резец Т15К6: ср = 60°, cpi = 20°, у=10, а=10°; v = 86 м/мин\
5о = 0,25 мм)об, /=1,75 мм), равнялась 120 мин, т. е. она равна
или в некоторых случаях превышала стойкость резцов при обычном
точении [17, 132].
§ 62. УДАРНО-ПРЕРЫВИСТОЕ РЕЗАНИЕ
Одной из разновидностей прерывистого резания, т. е. механиче-
ской обработки, когда процесс срезания стружки чередуется с хо-
лостым пробегом инструмента, является ударно-прерывистое реза-
ние. Физическая картина ударно-прерывистого резания харак-
теризуется двумя явлениями: ударное воздействие на материал
срезаемого слоя и прерывистый характер обработки, т. е. обра-
ботка происходит в два этапа: резание — отдых инструмента.
Ударно-прерывистое резание можно рассматривать как разновид-
437
ность вибрационного резания, чкогда гармоническое синусоидаль-
ное движение заменяется формой колебаний в виде отдельных
импульсов, имеющих форму, близкую к прямоугольной, и процесс
резания протекает прерывисто. Применение ударно-прерывистого
резания в ряде случаев оказывается конструктивно более простым
и вместе с тем технологически более эффективным, так как для
получения вследствие гармонических
колебаний достаточно высоких скоро-
стей и ускорений требуются высокие
частоты. Однако этого же можно до-
биться, изменив форму колебаний на
импульсную.
Для осуществления ударно-преры-
вистого способа резания МВТУ
им. Баумана была создана конструк-
ция патрона, преобразующего равно-
мерное вращательное движение шпин-
деля станка в нестационарное, импуль-
сное движение (рис. 179) [154]. Пат-
рон состоит из корпуса 2 с крышкой 4,
в которой собраны поводок 5, два бой-
ка 5, качающиеся на осях /, и ведомая
втулка 6 с закрепленным в ней с по-
мощью сменной оправки инструмен-
том. Поводок своими выступами вхо-
дит в пазы бойков и при вращении,
передаваемом от шпинделя станка,
поворачивает бойки вместе с корпусом.
Бойки ударяют по кулачкам ведомой
втулки, сообщая ей начальную ско-
рость резания. Приобретенная при уда-
ре кинетическая энергия втулки'пере-
ходит в дальнейшем в работу сил ре-
зания; после этого процесс резания пре-
кращается. После удара боек под
действием реактивной силы, направ-
ленной во внешнюю сторону от оси
вращения, соскакивает с кулачка и об-
ходит его. При последующем движении
бойка над поверхностью кулачка, он
Рис- 179 ’ в результате соответствующей конфи-
гурации скользящих поверхностей
вновь разворачивается в положение, при котором может быть
нанесен новый удар по следующему кулачку. Далее процесс
повторяется, причем за один оборот шпинделя каждый боек нано-
сит два удара по поводку ведомой втулки. Следовательно, в отли-
чие от обычно принятых устройств для обработки резанием заго-
товка не имеет жесткой связи с вращающимся шпинделем. Удар-
но-прерывистое резание опробовано для двух типовых операций —
438
точения, когда ось вращения патрона горизонтальна, и резьбонаре-
зания, где ось вращения патрона вертикальна. В обоих случаях
патрон крепится в шпинделе станка.
Ударно-прерывистое резание представляет собой сложный
физико-химический процесс, использующий ударное взаимодейст-
вие инструмента и заготовки. Преимущество ударных методов
разрушения металлов — разрушение с высокими скоростями
деформации — общеизвестно. Оно приводит к охрупчиванию метал-
лов, сужает зону интенсивных пластических деформаций, снижает
величину (работы и количество выделяемого тепла при резании.
Жаропрочные и нержавеющие стали и сплавы обладают повышен-
ной способностью к упрочнению и поэтому воздействие на них
ударного нагружения особенно эффективно. Однако интенсивные
ударные нагрузки не находят применения на операциях механи-
ческой обработки, кинематические схемы которых характеризуют-
ся непрерывным процессом резания при равномерном относитель-
ном движении инструмента и заготовки. Это объясняется тем, что
при возрастании скорости резания количество теплоты, выделяю-
щейся на единице пути резца, уменьшается вследствие сниже-
ния величины работы пластической деформации, но в то же время
оно увеличивается пропорционально пути, проходимому резцом в
единицу времени, т. е. скорости резания. Поэтому с резким повы-
шением скорости при обычном резании возрастает величина изно-
са. Этого недостатка не имеет ударно-прерывистое резание, совме-
щающее высокие скорости деформации с «отдыхом» режущей кром-
ки. Время отдыха зависит от конструкции патрона, вида обраба-
тываемого материала и режимов резания; для резьбонарезания
оно составляло примерно 70% времени.
Оптимальные условия обработки этим методом определяют
исходя из обеспечения достаточной прочности режущего клина
инструмента при многократном нагружении и создания при этом
возможно более интенсивного воздействия на материал срезаемого
слоя заготовки. Разрушение обрабатываемого материала при
ударе наиболее легко происходит при критических скоростях де-
формации, равных, например, для нержавеющей стали 60 м!сек.
Однако это приводит к завышению значений ударного импульса, а
следовательно, выкрашиванию режущих кромок инструмента.
Поэтому для данных условий обработки существует оптимальная
величина импульсной нагрузки, передаваемой шпинделем инстру-
менту. Для резьб М10 и Ml2 с шагами 1,25 и 1,5 в деталях из
стали Х18Н10Т наилучшие результаты достигают при нагрузках,
соответствующих приращению динамического момента ведомой
втулки с инструментом на 1,3-10“3 кгс-м-сек2. При больших
импульсных нагрузках резко снижается стойкость рабочего инстру-
мента, при меньших нагрузках снижается производительность
резания.
Производительность ударно-прерывистого метода резания не
является постоянной величиной; она оценивается углом поворота
<Рпов заготовки за каждый цикл резания. Поэтому расчет производи-
439
тельности (в мин) этого метода обработки следует производить
по формуле
Д) = (^д/^о) (д/фпов&^) ,
где /д — длина обрабатываемой поверхности детали, мм\ k — число
кулачков у патрона; п — скорость вращения шпинделя, мм!об.
Величина углового перемещения инструмента за один цикл фПОв
зависит от величины сопротивления обрабатываемого материала
движению резания. Поэтому основное технологическое время обра-
ботки этим методом в отличие от обычных методов резания не
Скорость Вращения п, од/мин
Рис. 181
является постоянным и зависящим только от режимов резания;
при ударно-прерывистом резании оно определяется также обраба-
тываемостью резанием материала заготовки и износом инструмен-
та. Поэтому процесс резания становится «авторегулируемым», т. е.
условия обработки устанавливаются самим процессом резания.
в зависимости от сопротивления обрабатываемого материала дви
жению инструмента. Так, например, резание легко обрабатывае-
мых материалов малоизношенным инструментом с применением
эффективных СОЖ протекает более произвольно. Поэтому по зна-
чению То можно судить о качестве самого процесса резания, раци-
ональности принятых геометрии заточки и режимов резания, вели-
чине износа, эффективности СОЖ и других параметров. Данные
рис. 180, полученные при нарезании резьб [154], показывают, что
переход на более труднообрабатываемые стали или повышение
режимов резания сопровождаются ростом крутящего момента ,
Л4кр; авторегулируемость процесса приводит к сокращению угла .
поворота фпов, характеризующего процесс резания. Наоборот, об- :
легчение процесса резания путем применения СОЖ (рис. 181)
сокращает время обработки.
Одной из положительных особенностей ударно-прерывистого ;
резания является наличие перерывов, облегчающих работу режу- ;
щего клина вследствие лучшего омывания его смазочно-охлаждаю- i
щей жидкостью. Поэтому ударно-прерывистое резание осуществ- |
440
ляется на более интенсивных режимах, чем обычное непрерывное
резание. Однако стойкость инструмента вследствие этого не сни-
жается, а даже повышается. Относительная длина участка реза-
ния, определяемая углом фпов, должна выбираться исходя из того,
чтобы температура в зоне резания не успевала достигнуть
своего установившегося значения, равного температуре резания
при обычном длительном резании, осуществляемом непрерывно.
Это иллюстрируют данные рис. 55, в, полученные при нарезании
резьб М14Х1,5 метчиком Р18 (у=26°) в сплаве ВТЗ-1. Они пока-
зывают изменение температуры в процессе обычного резания и за
один цикл при ударно-прерывистом резании.
Ударно-прерывистый метод обработки применяют на операци-
ях нарезания глухих резьб М12Х1,5 в гайках из стали Х18Н9Т в
двух вариантах: 1) нарезание полного профиля резьбы одним мет-
чиком вместо применяемых двух-трех, 2) замена ручной калиб-
ровки резьбы последним метчиком механической калибровкой
ударно-импульсным методом. В обоих случаях повышается произ-
водительность обработки по сравнению с обычным методом. Стой-
кость метчиков в первом случае осталась примерно той же —
504-60 отверстий; во втором случае она увеличилась до 250—300
отверстий. При ручном резьбонарезании стойкость метчиков со-
ставляет 60—100 отверстий. Наряду с повышением стойкости в
3—3,5 раза этот метод позволяет механизировать эти трудоемкие
и массовые операции [17, 154].
§ 63. УЛЬТРАЗВУКОВОЕ РЕЗАНИЕ
Ультразвуковыми методами обработки называют способы,
использующие ультразвуковые колебания; они могут применяться
в качестве основного воздействия для снятия, материала (напри-
мер, размерная ультразвуковая обработка) или в сочетании с
другими видами воздействия (механическими, электрическими,
химическими) как средство интенсификации какого-то другого
метода обработки (например, механические, электрохимические
или другие виды обработки с наложением на инструмент вибра-
ций ультразвуковой частоты). Ультразвуковые колебания наибо-
лее широко применяют для размерной обработки твердых и сверх-
твердых материалов по любому сложному профилю, для очистки,
пайки, дефектоскопии и других технологических процессов, а так-
же для улучшения процессов обработки резанием.
Ультразвуковыми называют упругие механические колебания с
частотой, равной или выше 164-18 кгц\ верхний предел частоты
ультразвуковых колебаний близок к 2000 Мгц. Основными источ-
никами ультразвуковых колебаний являются магнитострикционные
и пьезоэлектрические преобразователи электрического тока повы-
шенной частоты в механические колебания. Явление магнитострик-
ции заключается в том, что некоторые материалы — никель, пер-
мендюр (45% Со, 49% Fe) —значительно изменяют свои линейные
размеры в магнитном поле. Поэтому стержень, помещенный в
441
переменное магнитное поле, будет колебаться с удвоенной часто-
той поля. Для уменьшения потерь на вихревые токи и гистерезис
вибратор изготовляют в виде пакетов из тонких пластин. Типовая
конструкция магнитострикционного вибратора показана на
рис. 182, а\ он состоит из пакета пластин О-образной формы тол-
щиной 0,14-0,2 мм, изготовленных из материала, изменяющего
свои размеры в магнитном поле (отожженные и оксидированные
Рис. 182
листы никеля, феррокобальта — сплава К50Ф2, так называемого
пермендюра, ферроалюминия — сплавы Ю10, Ю14), и катушки, по
которой протекает электрический ток ультразвуковой частоты,
вырабатываемый специальным ультразвуковым генератором УЗГ.
Для охлаждения магнитостриктора в него подается по трубке
вода.
Амплитуда колебаний торца магнитостриктора мала (5—
10 мкм)\ для ее увеличения используют трансформатор ампли-
туды— волновод в виде стержня с переменным по длине сечением;
обычно он имеет форму простого или экспоненциального конуса;
он увеличивает амплитуду колебаний до 30—80 мкм. К волноводу
крепится или изготовляется за одно целое с ним инструмент.
Колебания магнитостриктора создают в окружающей среде упру-
гие напряжения, благодаря им происходит распространение ультра-
звуковых колебаний в пространстве. Если принять, что скорость
распространения ультразвуковой волны с, см/сек, а период ее коле-
442
баний T=*\lf, сек, то длина волны \ = clf. Поэтому скорости про-
дольных колебаний в твердых телах ст и в жидкости сх будут:
ст=УЁ/^, = где Е — модуль упругости, дин/сМ?\ р — плот-
ность среды, г/сж3, р — сжимаемость среды, см2/дин. Круговая ча-
стота колебаний о) = 2л/ рад/сек, максимальная скорость колебатель-
ного движения &к = Лсо. Давление р, распространяющееся в среде,
имеющей плотность р, и скорость звука сзв:
Р — (0 Лрсзв = Zq = Р^зв*
где z0 — удельное акустическое сопротивление среды ак-ом/см2;
один акустический ом(ак-ом)—это сопротивление, при котором
сила в одну дину вызывает скорость в 1 см/сек.
Энергия в единице объема акустической среды определяется
периодическим переходом кинетической энергии [7К в потенциаль-
ную £7П, поэтому плотность ультразвуковой энергии
U-UK+Ua~±-p&A*'
Интенсивностью или- силой ультразвуковых колебаний назы-
вается количество энергии, проходящей в единицу времени через
площадку, расположенную перпендикулярно направлению рас-
пространения колебаний:
. /=£7сзв—рЛ2(о2с3в —Л2со2го —L v2zQ - — = 4-?^,
£ L t it Z Zq Z
т. e. интенсивность I определяет величину мощности, падающей
на единицу площади. Поэтому полная мощность источника колеба-
ний находится путем интегрирования значения интенсивности I по
замкнутой поверхности Й, т. е. N = /Q.
Следует учитывать, что среда, в которой происходит распро-
странение колебаний, поглощает часть их энергии; последняя пере-
ходит в тепловую энергию, а также расходуется на изменение
структуры вещества. Поэтому амплитуда ультразвуковых коле-
баний в плоской волне на расстоянии I от источника колебаний
А=Аое, ~~а1, где Ло — амплитуда колебаний у источника, а — коэф-
фициент затухания.
Жидкость при ультразвуковой размерной обработке выполняет
следующие функции: обеспечивает непрерывную подачу абразива
в рабочий зазор и выносит оттуда частицы снятого металла и
отработавшего абразива; охлаждает в зоне обработки инструмент
и поверхность заготовки; создает акустическую связь в цепи инстру-
мент— абразив — заготовка. Этим требованиям в первую очередь
отвечает вода, обладающая высокими смачивающей способностью
й плотностью, небольшой вязкостью и высокой теплопроводностью.
Ультразвуковая обработка в абразивной су-
спензии представляет собой процесс, в котором инструментом
служат взвешенные в жидкости абразивные зерна, попадающие в
рабочий зазор и получающие необходимую энергию от вибрирую-
443
щего торца ультразвукового вибратора. Различают два вида
ультразвуковой обработки в абразивной суспензии; свободно на-
правленным абразивом (рис. 182, б) и размерную ультразвуковую
обработку (рис. 182, в). Ультразвуковую обработку заготовки 2
по первой схеме производят инструментом 1, совершающим высо-
кочастотные возвратно-поступательные движения малой ампли-
туды от волновода 3, соединенного с магнитостриктором 4\ охлаж-
дение производится водой, имеющей расход №ж. В зону резания
непрерывно поступает суспензия в виде абразива в жидкости,
обычно вода, с концентрацией абразива примерно 50% по весу.
В качестве абразива применяют карбид бора, карбид кремния
и корунд. Эту схему используют для притупления острых граней,
снятия заусенцев и матового полирования мелких деталей. В этом
случае торец волновода удален от детали и разрушение материала
срезаемого слоя происходит от воздействия свободно взвешенных
абразивных частиц, обусловленного явлением кавитации — рас-
пространением ультразвуковых волн в жидкости, несущей абразив.
Распространение ультразвуковых колебаний в жидкости сопровож-
дается периодически повторяющимися процессами ее сжатия и
разряжения. В момент разряжения происходят местные разрывы
сплошности жидкости, приводящие к образованию пузырьков,
заполненных парами жидкости и воздуха. В момент* сжатия
пузырьки разрываются, что вызывает сильные гидравлические
удары; при этом величина давления превышает 1000 атм. Процесс
кавитации — возникновение и исчезновение пузырьков — сопровож-
дается также появлением электрических разрядов, при которых
стенки пузырьков заряжаются отрицательно, а капельки в них —
положительно. Увеличение температуры жидкости приводит к по-
вышению давления паров и газов, заполняющих пузырек, и воз-
растанию количества зарождающихся кавитационных пузырьков.
Эти явления используют также при травлении, очистке и обез-
жиривании деталей, приготовлении тонких суспензий.
При размерной ультразвуковой обработке (см. рис. 182, в)
инструмент совершает продольное колебание с ультразвуковой
частотой /==18—20 кгц, небольшой амплитудой А = 0,01—0,06 мм
и подается по мере обработки под действием статической нагрузки
Рст=1—15 кгс. В рабочий зазор, т. е.'в пространство между
колеблющимся торцом инструмента и заготовкой, подается взве-
шенный в жидкости (обычно воде) абразив (карбид бора). Такую
схему применяют при обработке штампов для мелких деталей,
изделий из хрупких материалов (стекла, керамики, кварца, титана,
бария), волочильных фильер, получения отверстий любой формы
в стальных цементированных и азотированных деталях.
Инструмент делают из вязких и ковких материалов, обычно
из стали 40 или 50; в отдельных случаях для снижения износа —
из нержавеющей стали. Конструкция инструмента должна быть
прочной и жесткой; ,для прохода абразива в зону резания он
имеет полость и канавку. Во избежание появления вредных по-
перечных колебаний центр тяжести его должен находиться на оси
444
головки. Конструкции волновода и инструмента зависят от подво-
димой мощности и вида упругой системы [146].
Режимы ультразвуковой обработки определяются
принимаемым механизмом снятия материала. Вначале ' ультра-
звуковую обработку проводили на режимах, обеспечивающих
такой механизм снятия материала заготовки, при котором решаю-
щее значение имели удары многочисленных свободно взвешенных
частиц абразива, получающих высокие ускорения при встрече с
вибрирующим торцом инструмента, и бурная кавитация жидкости,
приводящая к эрозионному разрушению. Производительность
такой обработки невелика—10—102 мм3/мин. Производительность
ультразвуковой обработки в 1959 г. рядом работ советских ученых
[146] была доведена до 1034-104 мм3/мин в результате введения
механизма хрупкого разрушения обрабатываемого материала под
ударным воздействием непосредственно торца инструмента по
выступающим в момент удара частицам абразива, лежащим в
один слой. Разрушение материала происходит под воздействием
целой серии импульсов, от которых вначале возникает сетка
трещин, приводящая к’ выколу крупной частицы; в дальнейшем
она дробится. Одновременно происходит дробление и абразивных
зерен, их выравнивание по размерам, что снижает производи-
тельность. Поддержание максимального уровня производитель-
ности требует поступления в рабочий зазор новых порций абра-
зива.
Производительность ультразвуковой обработки зависит от вели-
чины механического импульса, сообщаемого зернам абразива, и
их распределения в рабочем зазоре. При определенных режимах
устанавливается равновесие между количеством разрушенных и
поступающих частиц. Возрастание в этом случае механического
импульса при увеличении амплитуды колебания (динамической
нагрузки) или силы прижима (статической нагрузки) вызывает, с
одной стороны, повышение интенсивности разрушения, а с дру-
гой— ее снижение вследствие сильного измельчения рабочих
зерен. Таким образом, для данных условий обработки всегда
существуют оптимальные значения амплитуды вибраций и силы
прижима.
Производительность обработки резко падает с увеличением
площади поперечного сечения инструмента или ростом относитель-
ной глубины обработки. Это происходит вследствие ухудшения
условий подачи суспензии абразива и его концентрации на пери-
ферийной части инструмента. Повышения производительности в
этом случае добиваются применением циркуляционной системы
подачи абразивной суспензии, подводом ее под давлением, введе-
нием вакуумного отсоса или периодического подъема и опускания
инструмента, с этой целью могут использоваться низкочастотные
вибрации (/=50н-100 гц\ А =0,14-0,5 мкм), которые помимо
улучшения циркуляции повышают интенсивность ударов; все это
ведет к повышению производительности ультразвуковых станков
малой мощности в 2—3 раза [162].
445
Обрабатываемость материалов при размерной ультразвуковой
обработке абразивом определяется механизмом съема — дисперги-
рования (разрушения) материала срезаемого слоя под воздействи-
ем многочисленных ударов абразивных частиц. Поэтому чем ниже
пластические свойства обрабатываемого материала, тем лучше его
обрабатываемость этим методом, так как съем металла происходит
путем упругих деформаций с последующим хрупким разрушением
путем отрыва. При обработке пластичных материалов происходит
многократное пластическое деформирование поверхностного слоя
без сколько-нибудь значительного съема металла. Таким образом,
при обработке хрупких материалов основная работа резания затра-
чивается только на упругую деформацию, а при обработке пластич-
ных материалов дополнительная и большая часть работы расходу-
ется на пластическую деформацию. Поэтому наиболее хорошо раз-
мерной ультразвуковой обработке поддаются хрупкие материалы
типа стекла, кварца (табл. 62) [162], исключение составляет техни-
ческий алмаз из-за его высокой твердости.
Таблица 62
Технологические показатели различной ультразвуковой обработки
неглубоких отверстий
Обрабатываемый материал Производи- тельность, мм/мин Относитель- ный износ инструмента, % Класс чистоты поверх- ности Точность обработки, мм
Стекло, кварц 5—20 0,5—1 ‘ 5—7 0,05—0,10
Германий, кремний 5 3—8 1—2 6—8 0,3—0,10
Феррит .3—8 1—2 6—7 0,05—0,10
Керамика 2—5 2—10 6—7 0,05—0,10
Сталь 50, сталь 60 0,05—0,10 120—200 6—8 0,03—0,10
Жаропрочные стали 0,02—0,08 150—200 5—7 0,08—0,10
Механическая обработка с ультразвуковыми
колебаниями является разновидностью резания с вибрациями и j
поэтому подчиняется закономерностям, рассмотренным в § 61; она j
позволяет значительно улучшить обычный процесс резания жаро-
прочных сталей и сплавов. Наложение ультразвуковых колебаний |
приводит к ликвидации нароста, уменьшению объема зоны опере- |
жаюших деформаций и усадки стружки, снижению силы резания ц
и наклепа обработанной поверхности, а также ее шероховатости.
Во всех процессах резания с наложением ультразвука смазочно- i
охлаждающая жидкость в зоне резания распыляется,’превращаясь ;
в туман, что способствует лучшему прониканию ее в зону резания
и повышению ее охлаждающего действия [139, 140, 146, 150]. j
Вместе с тем при точении получены разноречивые результаты по
стойкости инструмента; ее повышение наблюдается только для 1
быстрорежущего инструмента при низких режимах резания, а |
446 I
также при обработке вольфрамового сплава ВК60М. Поэтому ме-
тод точения с ультразвуком еще требует существенной как теорети-
ческой, так и экспериментальной доработки. Это обусловлено также
необходимостью обеспечения максимальной амплитуды режущей
кромки не на холостом ходу, а в процессе резания, а также необхо-
димостью упрощения и удешевления существующих конструкций
ультразвуковых генераторов.
Промышленное применение метода механической обработки с
ультразвуковыми колебаниями целесообразно только для исполь-
зования быстрорежущего и абразивного инструмента:
1) на операциях механической обработки, выполнение которых
связано с малыми усилиями на упругую систему, не вызывающими
значительного расстройства системы под нагрузкой (например,,
шлифование);
2) на операциях, при выполнении которых решающее значение
имеют снижение действующих сил резания, ликвидация наросто-
образования (например, при обработке деталей крайне малой
жесткости и получение поверхностей с низкой шероховатостью);
3) в тех случаях, когда использование этого метода является
единственным средством выполнения заданной операции (напри-
мер, нарезание резьб малых диаметров метчиками в деталях из
труднообрабатываемых материалов).
На указанных операциях оснащение станка установкой для
ультразвукового резания должно окупаться экономической эффек-
тивностью ее внедрения по сравнению с ранее использовавшимся
методом обработки. Правильность этого вывода подтверждают
данные успешного освоения этого метода на операциях абразивной
обработки, шлифования и заточки твердосплавного инструмента,
а также при нарезании резьб малых диаметров метчиком. Воз-
можно применение этого метода при шабрении и развертывании.
Нарезание резьб ультразвуковым методом осуществляют
путем наложения в осевом направлении на обычно принятую
кинематическую схему обработки дополнительного вибрационного
движения с ультразвуковой частотой [153]. Кинематической особен-
ностью вибрационного резьбонарезании с заданием ультразвуко-
вых колебаний в осевом направлении является существенное изме-
нение углов резания за один цикл колебаний, наоборот, изменения
размеров сечения срезаемого слоя относительно невелики. Вместе
с тем наличие этого малого по амплитуде колебательного дви-
жения высокой частоты приводит к более равномерному распре-
делению нагрузки между зубьями, а также уширению образую-
щейся в отверстии резьбьь Величина его практически не влияет
на точность нарезаемой резьбы, однако значительно улучшает
условия работы режущих зубьев метчика путем снижения интен-
сивности явлений трения, схватывания и уменьшения величины
момента защемления. Дополнительным положительным фактором,
улучшающим процесс резьбонарезании при наложении ультразву-
ковых колебаний, является возможность осуществления бреющего
резания; оно обусловлено наличием движения большой скорости
447
вдоль режущей кромки. Так, при нарезании резьб М10Х1,5 в стали
Х18Н10Т трехперыми метчиками на режимах резания и вибраций:
п = 300 об/мин, 27 = 9,5 м/мин, f = 2Q кгц, Дх=10 мкм — значение
скорости движения вдоль режущей кромки весьма велико и состав-
ляет Уб = 75 м/мин. Дополнительное перемещение в зоне режущей
кромки с такой скоростью отклоняет вектор истинной скорости
резания от перпендикуляра к режущей кромке на угол Хр = 44°. Это
равносильно преданию инструменту с Х = 0 угла наклона режущей
кромки Хр со всеми рассмотренными в § 59 положительными
особенностями. Таким образом, ультразвуковые колебания улуч-
шают кинематические и физические особенности процесса, что
выражается прежде всего в снижении сил трения и величины
крутящих моментов. Так, по данным МВТУ им. Баумана, при
нарезании этим методом сквозных резьб М1ОХ1,5 метчиками в
гайках из стали 1Х18Н9Т крутящий момент был на 25% меньше,
чем при обычном резьбонарезании. Это улучшение процесса реза-
ния позволило применять углы заточки с более прочной режущей
кромкой, обеспечивающей низкую шероховатость поверхности.
Например, при обычном нарезании резьб в гайках из стали
Х18Н9Т оптимальный по стойкости передний угол у=i+5°, при
ультразвуковом нарезании у = —54—10°. Применение ультразвуко-
вых колебаний при резьбонарезании позволяет повысить произво-
дительность обработки путем нарезания резьбы одним метчиком
вместо двух; при этом обеспечивается 2-й класс точности и резко
сокращается число поломок метчиков. •
§ 64. АБРАЗИВНАЯ ОБРАБОТКА С ВИБРАЦИЯМИ
Вибрации при абразивной обработке используют по двум прин-
ципиально различным схемам: обработка деталей в вибрирующем
бункере с абразивной средой и наложение на обычные схемы
абразивной обработки.
Обработка деталей в вибрирующем бункере
с абразивом успешно используется для повышения качества
поверхности деталей взамен шлифования и полирования, очистки
ее от окалины, следов коррозии, литейной земли, снятия заусенцев
и грата со штампованных или механически обработанных деталей.
Кроме того, она позволяет заменить ручную обработку и обработку
войлочными кругами, которую сейчас применяют для декоратив-
ного шлифования и полирования. Дополнительным важным досто-
инством обработки в вибробункерах является упрочнение деталей
вследствие повышения твердости поверхностного слоя и создания
в нем остаточных сжимающих напряжений.
Обработку в вибробункерах осуществляют по следующей схеме
(рис. 183): заготовки 1 и рабочую среду (абразив) 2 помещают
в бункер 3, которому сообщают колебательное движение. Наиболее
часто для этой цели используют вибраторы дисбалансного типа; в
этом случае неуравновешенная масса т вращается с угловой ско-
ростью со. Используют вибраторы других типов [131], которые
448
могут создавать линейную, плоскостную или объемную траекторию
вибрационного перемещения.
Возмущающая сила 7?, обусловленная воздействием вибратора,
вызывает колебательное движение находящейся в бункере массы
заготовка-абразив; относительные их перемещения приводят к
съему материала с поверхности. Кроме того, вся эта масса переме-
щается относительно стенок бункера. Обязательным условием
осуществления обработки в вибробункерах является превышение
максимальных значений ускорения вибрационного движения над
величиной ускорения силы тяжести.. В противном случае масса
заготовка-абразив будет перемещаться с контейнером как одно
целое. •
В-настоящее время для осуществления обработки в вибробун-
керах наиболее распространены установки с инерционными дё-
балансными вибраторами и U-образным бункером, создающими
вибрации в вертикальном положении. При обработке на таких
установках плоские детали задерживаются у стенок бункера, при-
липая к ним. Взаимным разворотом дебалансных грузов’можно
получить колебательное движение под определенным углом к боко-
вым стенкам; однако такое движение не является пространствен-
ным. Устранение отмеченных недостатков и возможность качест-
венной обработки деталей сложных форм достигаются только на
установках, обеспечивающих пространственное движение абразив-
ной среды. Это достигается, например, путем непрерывного авто-
матического изменения угла между векторами центробежных сил,
создаваемых двумя дебалансными грузами; для этого служат
обгонные механизмы.
Все методы обработки в вибробункерах можно разделить на
два вида — «сухой» и «мокрый». При обработке сухим методом в
29 в. Н. Подураев 449
качестве рабочей среды используют абразив; в некоторых случаях
для восстановления режущих свойств абразива и очистки бункера
от отходов обработки через массу наполнителя пропускают сжатый
воздух. Обработку мокрым методом осуществляют посредством
постоянного наполнения бункера жидкостью или подачи ее непре--
рывной циркуляцией. . •
Жидкостями для обработки в вибробункерах служат водные
растворы химических соединений с различными добавками. Жид-
кость выполняет следующие функции: механически удаляет мел-
кие фракции наполнителя; оказывает физико-химическое разру-
шающее воздействие; удаляет с труднодоступных мест поверхности
детали окисные пленки и соли (кислотные растворы); восстанав-
ливает режущие свойства абразива путем обезжиривания (щелоч-
ные растворы); предохраняет детали от коррозии; создает при
полирбвке блестящую поверхность. Введение в рабочую среду
химически активных добавок повышает производительность. Такой
добавкой при обработке гаек из латуни ЛС59-1Л в среде абразива
К46-8 ВТК является раствор олеиновой (1%) и стеариновой (1%)
кислот в скипидаре. Кроме того, химически активные добавкй
снижают шероховатость поверхности и придают ей блеск и от-
тенок.
Заготовки при обработке помещают в контейнере в свобод-
ном состоянии — «внавал» или закрепляют в приспособлении;
последнее может быть связано или не связано с бункером. Креп-
ление заготовок в приспособлении может быть неподвижное и
со свободным движением в определенном направлении вследствие
использования энергии движущихся частиц рабочей среды или
дополнительного принудительного движения. Оно в свою очередь
может быть вращательное (попутное или встречное) и поступа-
тельное (протягивание, проталкивание).
Обработку внутренних полостей крупногабаритных деталей
производят путем установки их на вибрирующую платформу и
заполнения рабочей средой.
Съем металла при обработке в вибробункерах происходит в
результате периодически повторяющихся и накладывающихся
друг на друга микроконтакто^ частицхрабочей среды и заготовок.
Непрерывное относительное перемещение заготовок в вибрирую-
щей среде обеспечивает непрерывное изменение их ориентации,,
нанесение ударов в самых различных направлениях и, как след-
ствие этого, обработку поверхностей любой конфигурации.
Физический механизм снятия материала складывается 1 из:
микрорезания — царапание металла одним или группой зерен
абразива, в результате которого на обрабатываемой поверхности
образуются продольные борозды; микроударов частиц рабочей
среды, приводящих к явлениям наклепа (схватывания) и образо-
вания на поверхности кратеров. Наиболее часто на обработанной
поверхности наблюдаются следы от совместного действия этих
двух явлений. Таким образом, последовательное нанесение боль-
шого числа царапин и лунок и их совмещение определяют съем
450
металла при виброобработке, микрорельеф и физико-механические
свойства образующейся поверхности.
Эффективность обработки в вибробункерах оценивается интен-
сивностью съема металла и достигаемой шероховатостью поверх-
ности.
Съем металла при виброобработке по времени происходит
достаточно равномерно с некоторым увеличением в начальный
момент, когда происходит округление острых кромок и удаление
сравнительно грубых шероховатостей. С повышением амплиту-
ды А и круговой частоты вибраций со интенсивность съема возрас-
тает; считается, что основное влияние на него оказывает величина
максимального вибрационного ускорения Асо2. На ухудшение каче-
ства поверхности наиболее интенсивна влияёт амплитуда. На эф-
фективность обработки влияет не только скорость, но и характер
движения рабочей среды. Всю массу наполнителя, по данным
японских исследователей Мацунаги и Хагиуды, можно разделить
на три зоны — скольжения, циркуляции и вторичного завихрения,
В зоне скольжения, охватывающей верхнюю поверхность абразив-
ной смеси, скорость циркуляции массы очень высока, однако интен-
сивность съема незначительна. Наивысший съем металла наблю-
дается в зоне циркуляции, которая охватывает основную массу
бункера. Зона вторичных завихрений образуется при-низких режи-
мах вибраций и дает малый съем.
Параметры обрабатываемых деталей также влияют на съем
металла: повышение веса деталей, снижение их твердости ведут к
росту интенсивности съема. Увеличение загрузки рабочей камеры
до определенного предела (2/3 объема камеры) повышает съем
металла; затем интенсивность обработки снижается.
Интенсивность съема зависит также от траектории движения.
Для шлифования и полирования наиболее производительна круго-
вая траектория колебательного движения бункера. Для черновых
очистных.операций следует применять комбинированную обработ-
ку— вначале для достижения максимальной силы удара надо
задавать прямолинейные вибрации, а затем для зачистки поверх-
ности — по окружности и эллипсу.
Абразивными наполнителями служит бой абразивных кругов;
стойкость такого наполнителя низкая, так как основная масса
шлифовальных кругов изготовляется твердостью СТ и ниже.
Величина съема металла зависит также от вида связки; наиболь-
ший съем дают керамические связки, несколько меньший — более
эластичные бакелитовая и вулканитовая; вместе с тем последние
улучшают качество поверхности. ВНИ7Щ1 разработал специаль-
ные абразивные наполнители, позволяющие использовать недефи-
цитные и дешевые материалы, не пригодные по химическому
составу для других абразивных инструментов. Их получают прес-
сованием плит с последующей разрезкой на частицы определенной
формы, дроблением плавленых отходов кругов и выдавливанием
на мундштучном прессе; йоследний способ позволяет выпускать
наполнители в более широком ассортименте как по форме, так и
29*
451
> по размерам и вместе с тем в 3,5—4 раза дешевле по сравнению
с методом прессования [118].
При выборе формы абразива следует учитывать, что наполни-
тели в форме звездочки и ромба имеют больше острых углов, чем
наполнители в форме трехгранной призмы,' и износостойкость
первых ниже при практически одинаковом съеме металла. Поэтому
для обработки деталей простых форм следует применять напол-
нители в форме трехгранной призмы, а для деталей сложной
конфигурации — в форме звездочки или ромба, которая благодаря
острым углам обеспечит обработку в труднодоступных местах.
Вибрационная обработка в абразивной среде успешно приме-
няется и для улучшения качества поверхности деталей из неарми-
рованных пластмасс типа К21-22, К18-2. Наиболее эффективными
рабочими средами в этом случае являются составы, частицы кото-
рых обладают наиболее высоким коэффициентом трения (усиле-
ние режущих свойств) и большой массой, обеспечивающей макси-
мальную силу удара. Такой средой является морской кремень с
размерами гранул 15—25 мм-, его использование дает повышение
чистоты поверхности до 9—10-го классов и отражательной способ-
ности на 5—20%.
Разновидностью виброабразивной обработки является электро-
виброабразивная обработка [175]; в этом случае к обрабатывае-
мой детали и корпусу сосуда с абразивной смесью подводят посто-
янный ток низкого напряжения, который получают с помощью
выпрямителя; величина его характеризуется анодной плотностью
fa, а!см2. Обрабатываемая деталь получает движение ид от при-
вода, корпус с абразивной смесью колеблется вибратором. Подачу
электролита осуществляют насосом. При обработке деталей из
стали ШХ15 (HRC 62—64) диаметром 70 мм и высотой 18 мм,
с исходной чистотой поверхности 6-го класса, на режимах
Од=20 м/сек, га=0,7 а/см2, [=1500 кол)мин, Д = 1,5 мм и исполь-
зовании в качестве обрабатывающей среды зерен электрокорунда
№ 32 и 20-процентного раствора поваренной соли получают повы-
шение чистоты поверхности на один класс и съем металла
0,75 за 2 мин. Это превышает производительность обычной
виброабразивной обработки в 3 раза.
Абразивная обработка шлифованием и хонин-
гованием с наложением вибраций улучшает эти опера-
ции. Это объясняется повышением равномерности загрузки отдель-
ных абразивных зерен, лучшим доступом СОЖ и удалением про-
дуктов обработки.
Повышение интенсивности съема металла при абразивной обра-
ботке с вибрациями объясняется постоянной сменой рабочих граней,
скоростей и углов резания, большим динамическим взаимодействием
зерен и обрабатываемого материала, а также увеличением плот-
ности еетки следов абразивных зерен на обрабатываемой поверх- -
ности. Все это ведет к снижению действующих сил и температур,
а следовательно, повышению производительности обработки и
качества поверхности; при этом ликвидируются самоотпуск ма-
452
териала поверхности детали, микротрещины, интенсивный на-
клеп.
Существенное значение при шлифовании имеют упругие дефор-
мации системы СПИД, обусловливающие обязательное выполнение
дополнительного периода — выхаживания, которое производят
при отсутствии подачи. Применение интенсивных вибраций способ-
ствует сокращению этого времени при прочих равных условиях.
Для улучшения процессов шлифования и заточки инструмента
используют колебания как низких, так и высоких частот типа
ультразвуковых.
Шлифование труднообрабатываемых материалов с ультразву-
ковыми вибрациями [139, 146] проводят путем установки вибра-
ционной головки на магнитном плоскошлифовальном столе станка
так, чтобы шлифуемая поверхность образца совершала колебания
вдоль абразивного круга, который работает периферией (рис. 184, а).
Заготовку укрепляют на концентраторе вибрационной головки.
Твердосплавные пластины затачивают торцом круга, при этом
направление ультразвуковых колебаний составляет определенный
угол с осью круга.
Режимы шлифования с ультразвуковыми вибрациями сплавов
ЭИ437Б, ЖС6 и стали У8А: скорость вращения шлифовального
453
круга 25 м{сек, продольная подача стола 5 м!мин, поперечная
подача шлифовального круга 5 мм/дв, х, охлаждение эмульсией.
Для обработки используют абразивные круги из белого электро-
корунда и зеленого карбида, кремния. Частота колебаний 22 кгц,
амплитуда колебаний 0,014-0,2 мм. Использование ультразвуковых
колебаний малой амплитуды при плоском шлифовании жаропроч-
ных сплавов повышает чистоту обработанной поверхности на
1,0—1,5 класса, обеспечивая большую стабильность величин шеро-
ховатостей. При этом снижаются усилия резания; износ шлифо-
вального круга повышается в 1,5 раза; относительный съем метал-
ла остается примерно постоянным. Температура обрабатываемых
поверхностей при ультразвуковом шлифовании в этих опытах
уменьшается вдвое, наблюдается снижение и температуры струж-
ки. Все это приводит к полной ликвидации трещин и прижогов.
Фирмой «Шеффилд» (США) проведена отработка процесса
шлифования с ультразвуковыми вибрациями высокопрочной стали
(HRC 564-58) и титанового сплава Ti-6A1-4V (HRC 354-40); в
результате удельный съем металла (отношение объема снятого
металла к изношенному объему круга) увеличился в 5—6 раз,
уменьшилась температура, возросла скорость съема металла,
снизилась примерно на 7з потребная мощность.
При ультразвуковом шлифовании существенно снижается
уровень остаточных напряжений в поверхностных слоях обрабо-
танных деталей; о их величине при шлифовании образцов из
молибденовой стали (HRC 55) можно судить (учитывая их распо-
ложение с одной стороны) по величине изгиба образцов размером
22X22X1,5 в процессе снятия определенного слоя вследствие
нарушения ранее установившегося равновесного состояния пласти-
ны. Кривизна поверхности образцов, обработанных на режимах
шлифования: ук = 30 м]сек', $пр = 6 м/мин*, $г = 0,05 мм/дв, х обыч-
ным методом, равнялась 0,1 мм, с ультразвуковыми вибрациями —
0,075 мм. Износ круга в этом случае возрастал в 1,6 раза.
- Подобные же результаты получают при заточке режущих
пластинок с ультразвуковыми вибрациями; шероховатость по-
верхности быстрорежущих пластинок снижается более чем вдвое;
стойкость резцов ВК8, заточенных этим методом, вдвое превышает
стойкость резцов, заточенных обычным методом; увеличивается
производительность процесса. f
Схема шлифования с низкочастотными вибрациями, получае-
мыми от эксцентрика, показана на рис. 184, б [135]. Обрабатывае-
мая заготовка 1 совершает возвратно-поступательное движение с
постоянной скоростью, определяемой продольной подачей стола
станка sMHH. Обработка осуществляется периферией абразивного
круга 2, совершающего вращательное движение со скоростью рк
от шпинделя станка и колебательное движение в горизонтальной
плоскости с амплитудой А от эксцентрика 3 и пружины 4. В резуль-
тате сложения этих двух движений абразивного инструмента на-
правление и относительная скорость царапания не постоянны. Это
улучшает отвод стружки и абразивных отходов из зоны контакта,
454
уменьшает засаливание круга и исключает прижоги. Для прида-
ния вибраций, например при обработке твердосплавных пластинок
инструментов, можно использовать электромагнитные вибраторы
(рис. 184, в). Крепление заготовки на вибраторе ограничивает ее
размеры, поэтому более универсальным является придание вибра-
ций кругу (рис. 184, г). В этом случае шпиндель станка /, установ-
ленный на основании 10, соединяется гибкой муфтой 2 с вибрирую-
щим шпинделем 3, несущим абразивный круг 8. Шпиндель вра-
щается в бронзовой втулке 9 и шарикоподшипнике 4, вибрации
он получает от электромагнита, состоящего из сердечника 5 и
обмотки 6, Электромагнит притягивает якорь 7: обратное движе-
ние осуществляет пружина. Использование низких частот при
шлифовании показывает меньшую эффективность по сравнению
с ультразвуковыми, однако схемы обработки в этом случае более'
просты и надежны.
Успешно применяются вибрации и при хонинговании, например,
гильз двигателей внутреннего сгорания, зубчатых колес [138, 149] и
других деталей с повышенными эксплуатационными показателями.
§ 65. СВЕРХСКОРОСТНОЕ РЕЗАНИЕ
По мере роста применяемых в настоящее время скоростей
резания тепловые условия износа инструмента непрерывно ухуд-
шаются. Поэтому допустимые значения температуры — красно-
стойкость инструмента — определяют допустимые значения скоро-
сти резания. Это объясняется тем, что по мере роста скорости
резания и рпределяемой ею скорости деформации материала
срезаемого слоя работа пластической деформации уменьшается, а
следовательно, уменьшается и количество тепла, выделяемого на
единице пути движения резания. Однако благодаря повышению
скорости движения количество тепла, выделяющегося в единицу
времени и определяющего стойкость инструмента, возрастает.
Идея сверхскоростного резания заключается в переходе на
обработку резанием с особо высокими скоростями; в этом случае
начиная с некоторого критического значения укр (рис. 185, а).
происходит снижение температуры, т. е. температурные условия
работы инструмента становятся аналогичными его работе в усло-
виях обычно принимаемых скоростей резания. Это объясняется
тем, что начиная с критических значений скоростей резания й
соответствующих им скоростей деформации характер протекания
процесса стружкообразования качественно изменяется — отделение
материала срезаемого слоя происходит в результате не пластиче-
ского, а хрупкого разрушения. Как известно, энергия, потреб-
ная на хрупкое разрушение, намного меньше энергии, необходи-
мой для пластического разрушения. Поэтому этот вид разрушения
характеризуется значительно меныпим тепловыделением и опре-
деляет возможность практического осуществления сверхскорост-
ного резания, обеспечивающего коренное повышение производи-
тельности [142]. Кроме того, при резании с высокими скоростями
455
деформации
деформации происходит освобождение накопленной в процессе
деформирования потенциальной энергии, что понижает сопротив-
ление деформированию вследствие внутреннего разогрева металла!
В этом случае также наблюдается локализация пластической
. , t в малых объемах, а также интенсивный разогрев
контактных слоев, приводящий к
снижению сил трения. Все изложен-
ное приводит к тому, что при сверх-
высоких скоростях резания оСв
(рис. 185, а, точка 2) получаются те
же температуры в зоне резания, что
при обычных скоростях резания иОб
(рис. 185, а, точка /). Правильность
рассмотренной теоретической зави-
симости температуры резания от
скорости подтверждается рядом
экспериментов, выполненных как в
СССР [134, 142, 143], так и за ру-
бежом. ''
Зависимость, представленная на
рис. 185, б, получена при ударно-
разрывных испытаниях на образцах,
'К одному из концов которых подве-
шен груз, который или выстрелива- '
ется, или свободно опускается в вер-;
тикальном направлении со стальной
25-метровой башни. В нижней части ;
башни второй конец образца пере- ;
хватывается, а груз падает дальше. /
Из рисунка видно, что изменение;
работы, необходимой для разруше-
ния образца, с ростом скорости
деформации аналогично изменению,
температуры.
Сверхскоростное резание осуще-
ствляется на весьма высоких скоро-
стях резания; например, для сверх-
скоростного резания чугуна быстро-’
режущим инструментом необходи-'
мая скорость резания составляет!
м/сек. Для перевода отожженной стали в хрупкое состояние;
Рис. 185
750 м/сек. Для перевода отожженной стали в хрупкое состояние;
необходима скорость деформации 3000 м/сек. Повышение красно-;
стойкости инструментальных материалов, т. е. повышение допусти-
мых температур в зоне резания, сужает размеры зоны катастрофи-,
ческого теплового износа инструмента оОб—»св, следовательно,
повышает допустимые скорости при обычном резании и снижает;
предельные скорости сверхскоростного резания. '
В качестве энергии для осуществления сверхскоростного реза-
ния используют взрывчатые вещества, сжатый газ, мощный;
456 '
искровой разряд, сжигаемые газы, магнитные поля высокой плот-
ности, а также обычные электрические двигатели. Подробные
исследования сверхскоростного резания выполнены посредством
использования для задания движения резания метательной энергии
взрывчатого вещества. Подобная установка представлена на
рис. 186 [142]. На жестком металлическом основании 1 смонти-
рована винтовка 2. Обрабатываемые образцы диаметром 0 7,62 мм
и длиной 30 мм вставляют в винтовочный патрон вместо пули.
При выстреле они пролетают между двумя резцами 3, которые
срезают с них стружку. После этого образцы попадают в ящик 5
с листами войлока 4 и тормозятся в неповрежденном виде. Образ-
цы двигаются по гладкому каналу ствола без вращения. Срезан-
ная стружка улавливается специальными карманами, помещаю-
щимися внутри резцедержателя; наличие в карманах ваты предо-
храняет влетающую стружку от дополнительной деформации.
Обработка производилась со снятием малых толщин среза.
При испытаниях получена зависимость силы резания от ско-
рости (см. рис. 185, в), аналогичная зависимости температур от
скорости резания (см. рис. 185, а). На рис. 185, в: 1, 4 — соответ-
ственно Ру и Pz для закаленной стали, 2, 3— соответственно Ру и
Р2 для отожженной. Сила резания с ростом скорости сначала не-
сколько увеличивается, при этом ее величина значительно меньше
величины силы резания при обычном резании. Дальнейшее повы-
шение скорости резания ведет к уменьшению силы. Относительная
деформация стружки й микротвердость, начиная со скорости
6000 м!мин, остаются неизменными. По зарубежным данным, угол,
сдвига в этом случае становится больше 45°, т. е. стружка полу-
чается тоньше, чем толщина среза. Характерной особенностью
износа резца является концентрация температур только в его
поверхностном слое толщиной до 5 мкм, температура на расстоя-
нии 4,8 мм от режущей кромки составляет всего 276° С. При испы-
таниях хорошую стойкость показывают инструменты из быстро-
режущей стали.
Аналогичные исследования сверхскоростного резания стали 40.
457
дюраля, сплава ЖС6 были проведены в СССР на взрывном копре
[143] и титановых, нержавеющих, жаропрочных и алюминиевых
сплавов — в США на 30-миллиметровом гладком стволе. Исследо-
вания показали существенное улучшение обрабатываемости этих
материалов, характеризующееся, в частности, снижением темпера-
туры, силы резания и усадки стружки. Так, боковые поверхности
резцов при сверхскоростном резании нагревались до 26,7-4-60° С,
Рис. 187
между'тем как при обь!чном резании со скоростью 109 м!мин—
до 316° С. Максимальная сила резания составляла 304-70% по
отношению к величине Pz при обычном резании. Шероховатость
поверхности была также весьма низкой (Rz=0,025-4-2,5 мкм)-, на^
поверхности отсутствовали волнистость и прижоги. Износ про-
исходил по задней поверхности инструмента и был ниже, чем при
обычном резании; при этом в отличие от обычного резания он
умёньшался с ростом скорости резания от 9100 до 45 700 м!мин.
При резании отожженной стали со скоростью 45 720 м!мин скорость
съема металла равнялась 98 300 cmzImuh, что в 245 раз превышало
значения производительности при обычном резании на токарном
станке (400 см?1мин). Использование этого метода позволяет
успешно обрабатывать резанием жаропрочный сплав ЖС6К рез-
цами из Р18 на режимах: и = 2800 м!мин, а=1 мм, Ь=11 мм, между
тем как обычным резанием этот сплав обрабатывается плохо.
В МВТУ им. Баумана создана установка для исследования в
лабораторных условиях сверхскоростного резания труднообраба-
тываемых материалов [134]; она представляет собой гладкую
трубу с внутренним диаметром 23 мм (рис. 187,а), на выходном
конце которой установлен насадок-резцедержатель. Установка
позволяет регулировать скорость резания в пределах 12 000-4-
4-72 000 м!мин. Образцы из стали ЗОХГСА, 2X13, 1Х18Н9Т, ЭИ811,г
ЭИ654 и ВТЗ-1 вставляют на место снаряда в гильзу. Передний;
конец образца для равномерного врезания его сделан конусным.
458
Улавливание обработанного образца производится с помощью*
бункера с паклей, отстоящего от выходного среза трубы на рас-
стоянии 20 ж. Инструментом служат цельные резцы из стали
Р18 с у = 3° и а = 7°, обеспечивающие получение на заготовке
шпоночного паза. Подобная установка позволяет подбирать опти-
мальные условия сверхскоростной обработки в широком диапазоне
режимов резания. Для практического использования она непри-
годна ввиду ограниченности номенклатуры обрабатываемых де-
талей.
Для освоения этого метода в производственных условиях в
МВТУ им. Баумана создана малогабаритная установка для обра-
ботки сквозных отверстий, пазов и шлицев любой формы на на-
ружных и внутренних поверхностях; при этом внешние очертания
обрабатываемой детали могут быть любыми. В установке, пред-
ставленной на рис. 187, б, в качестве энергии для сверхскоростного
резания используют обычный охотничий патрон; можно применять
также взрыв бензина, пневматические и другие источники энер-
гии. Применение энергии метательных взрывных средств обеспе-
чивает большую простоту конструкции установки, меньшие габа-
риты и вес при достаточно больших полезных усилиях. Установки
такого типа легче механизировать и автоматизировать; они более
безопасны в эксплуатации. Конструктивно установка оформлена
следующим образом: в корпус трубы 3 помещена гильза 2, кото-
рая закрывается крышкой 1. Труба через резьбовый переходник 4
вворачивается в рабочий цилиндр 6. В цилиндре помещен под-
вижный поршень 5, уплотненный четырьмя поршневыми коль-
цами: В дне поршня имеется резьбовое отверстие для соединения
ползуна с различными рабочими инструментами — в данном слу-
чае резцедержателем 8. В гнезде резцедержателя крепится резец
двустороннего резания 9. Резец своими передними гранями лежит
на кольцевой заготовке 12, устанавливаемой внутри корпуса 7.
Заготовка расположена на подкладках 10. Для смягчения удара'
резцедержателя в конце рабочего хода о стол пресса под резце-
держатель положена резиновая шайба-буфер 11. Резьбовые соеди-
нения трубы 3 с переходником 4 и переходника с цилиндром 6
герметизированы свинцовыми прокладками. В трубе предусмот-
рено отверстие для отвода пороховых газов, компенсирую-
щее ошибки расчета навески пороха. Инициирование заряда
производят электрозапалом. В полость рабочего цилиндра
заливают жидкость (воду, масло индустриальное 20, водомасля-
ную эмульсию), являющуюся средой, передающей энергию выстре-
ла. Между уровнем газоотводного отверстия и уровнем жидкости
помещен резиновый поршенек; на него непосредственно действуют
пороховые газы.
Устройство для групповой пробивки взрывом близко располо-
женных отверстий в листовых деталях согласно авторскому свиде-
тельству № 167 416 показано на рис. 187, в. Деталь 2 уставав;-
ливают на матрицу 1 и прижимают пуансонодержателем 3. В нем
свободно помещены пуансоны 4, на которые сверху накладывают
45$
подушку 5. При воспламенении бездымного охотничьего пороха
снаряд 7 воздействует на жидкость, энергия передается рабочему
поршню 6, который через подушку перемещает пуансон.
Помимо энергии взрывчатых веществ в практике производства
применяют также мощное электромагнитное поле и пневматику.
Известны схемы* использующие для сверхскоростного резания
двусторонне действующую воздушную подушку. Подобные же
установки используются в производственных условиях за рубежом.
В США выпускается портативное ручное пневмогидравлическое
ружье для протягивания отверстий в листовых деталях самолетов
взамен ручного развертывания. Работа цилиндра осуществляется
передвижным стандартным преобразователем давления; он заправ-
ляется воздухом из заводской сети. Протягивание отверстий при
помощи ружья характеризуется высокими производительностью и
точностью обработки, а также низкой шероховатостью поверхности.
Все эти схемы построены на поступательном характере движе-
ния резания. Получение необходимых скоростей на обычных стан-
ках при вращательном характере движения резания пока яв-
ляется не всегда возможным из-за трудностей тщательной балан-
сировки. В настоящее время в связи с ростом скоростей вращения
шпинделей станков появились станки, допускающие высокие
скорости резания. Так, например, выпускаются станки со ско-
ростью вращения 100004-15000 об/мин. В ближайшее время будут
широко освоены еще более высокоскоростные станки, например
с воздушной подушкой. Все это создает техническую основу для
промышленного освоения сверхскоростного резания и ставит
задачу широкой теоретической и экспериментальной разработки и
практического внедрения этого качественно нового и высокопро-
изводительного метода резания труднообрабатываемых мате-
риалов.
§ 66. ВЗРЫВНЫЕ МЕТОДЫ ОБРАБОТКИ
Взрывные методы обработки в последние годы получают боль-
шое распространение: к ним относятся все способы изготовления
деталей, основанные на использовании механических импульсов
высокой энергии. Этот вид воздействия может применяться и для
обработки резанием; в этом случае снятие материала срезаемого
слоя происходит под воздействием механического импульса газо-
вой или жидкой среды высокой энергии. В отличие от этого при
сверхскоростном резании процесс стружкообразования протекает
под воздействием рабочих граней инструмента.
Методы обработки по способу получения ймпульса разделяют-
ся на взрывные обработки с использованием- электрогидравличе-
ского эффекта (ВО-ЭГ), взрывных веществ (ВО-ВВ) и электро-
магнитного воздействия (ВО-ЭМ). Достоинствами метода ВО-ЭГ
по сравнению с ВО-ВВ являются простота включения в станки и
автоматические линии, возможность использования в обычных,
цехах, полная безопасность работ и меньшее вспомогательное;
460
время. Вместе с тем метод ВО-ЭГ так же, как ВО-ЭМ, имеет по
сравнению с ВО-ВВ ограниченную энергоемкость, требует изготов-
ления более сложных установок.
Взрывная электрогидравлическая обработка
использует для снятия металла сверхвысокие давления импульс-
ного характера, возникающие в жидкости при прохождении через
нее высоковольтного электрического разряда малой длительности
с крутым фронтом. Мощность и длительность импульсов давления
определяются параметрами электрической схемы. Фокусируя и
направляя возникающие импульсы давления, можно производить
разрезание и прошивку (сверление, долбление) хрупких материа-
лов. Электрогидравлический процесс является механизмом, непо-
средственно преобразующим электрическую энергию в механиче-
скую и тепловую. Его протекание связано с ростом стриммера в
зазоре, который происходит по многочисленным каналам с обра-
зованием многочисленных ответвлений. Стриммер представляет
собой последовательное разряжение гидроксильных ионов (ОН)
из все новых и новых объемов жидкости, расположенных на пути
его распространения и отдающих свои электроны в образующийся
канал. Поэтому распространение стриммера происходит в виде
ступенчатого прерывистого процесса. Таким образом, образовав-
шийся канал имеет нейтральные к росту стриммера ионы Н+,•раз-
рядившиеся ионы ОН и образующиеся в дальнейшем молекулы
перекиси водорода Н2О2. Пузырьки газов, возникающие в жид-
кости на растущих усах стриммера, формируют в дальнейшем
парогазовую рубашку канала искрового разряда. Наиболее интен-
сивный рост стриммера наступает после замыкания им электродов,
т. е. когда образуется пробой; в этом случае' разряд переходит в
искровую форму. Это сопровождается резким повышением темпе-
ратуры и количества образующихся паров, что вызывает резкий
скачок давления. Величина его будет тем больше, чем выше сопро-
тивление окружающей среды расширению канала. Вещество в
парогазовой рубашке по своему состоянию неоднородно — оно
имеет состояние плазмы в центре канала, где температура дости-
гает 40 000° С, и переходит в обычное состояние по мере удаления
ют него.
Следует отметить, что образующаяся за один единичный им-
пульс ударная волна не состоит из одной полуволны. Импульсный
рост канала приводит к возникновению в жидкости, с одной сторо-
ны, ударной водны и, с другой, запаздывающего потока, который
создается вследствие разрыва сплошности жидкости — кавитации.
Поэтому ударная волна оказывает на обрабатываемый материал
многократное воздействие.
Давление на фронте ударной волны достигает нескольких
десятков тысяч атмосфер. Толщина фронта ударной волны опре-
деляется величиной свободного пробега молекул в жидкости и
составляет примерно 10-6-j-10~7 мм. Величина давления непосред-
ственно у центра канала разряда составляет .500—3000 кгс/см2 и
по мере удаления падает по экспоненциальной зависимости. Таким
461
образом, электрогидравлический эффект в целом являемся слож-
ным комплексным явлением, складывающимся из механического
действия ударных волн, обусловленных высокими и сверхвысокими
гидравлическими давлениями, мощных кавитационных процессов,,
электромагнитных явлений, теплового, ультрафиолетового, рент-
геновского излучений, разряда, ионизации элементов жидкости.
Все это вызывает пластическую деформацию и разрушение мате-
риала удаляемого слоя заготовки.
Энергетический баланс электрогидравлической обработки
складывается из энергии ударной волны, энергии кавитации и
энергии эрозии электродов. Энергия ударной волны оказывает на
заготовку разрушающее действие, энергия кавитации более стати-
ческая и обеспечивает деформацию заготовки. Соотношение между
этими видами энергий определяется технологической задачей. Так,
образование более длительных разрядов при той же энергии им-
пульса увеличивает энергию кавитационного потока относительна
энергии ударной волны. Такой режим применяется, например, для
осуществления операции вытяжки при штамповке. Эрозия электро-
дов при этом виде обработки — явление отрицательное, снижающее
к. ц. д. установки.
Основным элементом любой установки для электрогидравли-
ческой обработки является генератор импульсой тока с емкостным
наполнителем энергии. Он имеет зарядную цепь (высоковольтный
трансформатор и выпрямитель), накопительную емкость (конден-
саторы), коммутирующее устройство (воздушный или газовый
разрядник), д также рабочий искровой промежуток, помещенный
в жидкость и представляющий собой нагрузку генератора импуль-
сов. Необходимая для электроискрового разряда энергия накап-
ливается в конденсаторе, заряженном от высоковольтного выпря-
мителя; величина ее колеблется от нескольких джоулей (медицин-
ские установки) до 10—30 кдж (установки для дробления).
Емкость конденсатора составляет 10—1500 мкф\ напряжение его
разряда 30—40 кет. Ток в импульсе 15—50 ка, длительность раз-
ряда 10—40 мксек. Поэтому значения мгновенной мощности, выде-
ляемой при разряде, достигают 200 Мет.
Взаимосвязь параметров электрогидравлической обработки,
осуществляемой при напряжении V, емкости С и сопротивлении R&
определяется следующими формулами:
Nu-MmRa, Nef~U/x№-, U=CV2/2-, Mm=V/Ra, ти»3/?,С,
где NB, NCp — импульсная и средняя мощности; U — энергия элек-
трического разряда; А7т, ти — амплитуда и длительность импульса
тока.
Механический к. п. д. электрогидравлического удара состав-
ляет 60—70% от всей энергии, поступающей в разряд. Он зависит
от многих факторов. С увеличением емкости контура возрастают
энергия импульса, амплитуда тока, удлиняется искра, что увели-
чивает к. п. д. Однако вследствие роста длительности импульса
это положительное влияние уменьшается и происходит смягчение
462.
электрогидравлического удара. Поэтому электрогидравлические
режимы при емкостях до 0,1—0,2 мкф считаются жесткими, при
емкостях 0,54-1,0 мкф — средними и при 1,0—2,0 мкф — мягкими
[175]. Повышение напряжения приводит к резкому росту энергии
импульса, амплитуды тока, длины искры, крутизны фронта. Все
это повышает жесткость электрогидравлического удара, деЛая
4 5
Рис. 188
его более коротким — бризантным. Обратное явление вызывает
увеличение индуктивности и сопротивления разрядного контура.
Таким образом, подбирая эти параметры, можно получить любые
по технологическим задачам установки для электрогидравлической
обработки. Так, установки для операций, подобных штамповке,
осуществляют на относительно длинных и мягких импульсах.
Помимо формообразования, резания, чеканки, полировки электро-
гидравлический процесс может быть использован для самых
разнообразных целей, например создания вибраторов, получения
эмульсий, вибросмазки для резания, пропитки трущихся поверх-
ностей, упрочнения режущего инструмента.
Метод электрогидравлической обработки широко применяется
для взрывной штамповки и опробован в лабораторных условиях
при формообразовании различных отверстий и разрезании снятием
материала импульсным механическим воздействием.
Схема прошивки отверстий в металлах электрогидравлическим
способом изображена на рис. 188, а. Ток промышленной частоты
2V=O,5—50 кет, проходя через повышающий трансформатор 1 и
выпрямительную лампу 2, получает рабочее напряжение 1044-105 в.
Разряд происходит от конденсатора 3 через формирующие про-
межутки 4 в ванне 5. В случае прошивки неметаллов (рис. 188, б)
заготовку 1 устанавливают в ванне с водой 2. Повышающий транс-
форматор 6 обеспечивает разряд необходимой силы через форми-
рующие промежутки 5 между наружным 3 и внутренним 4 элек-
тродами. Инструмент-электрод состоит из трубки, внутри которой
помещен стержень с изгибом на конце. Импульсный электрический
разряд, возникающий в нижней части инструмента, создает в
среде жидкости периодические гидравлические удары, разрушаю-
щие заготовку. Направление разрушения определяется формой и
расположением электродов.
Разрезание заготовки 5 из неметаллов этим способом
(рис. 188, в) происходит в ванне с водой 1. Разряд проходит
463
между электродами 2 через промежуточные разрядники — зубья 4/
укрепленные на изоляторе 3. Для разрезания заготовки изоля-
тору с разрядниками-пластинами сообщают поступательное пере-
мещение [96].
Обработка с использованием теплового в з р ы-
в а~ подобна электрогидравлической, она заключается в том, что
электроды замыкаются тонкой металлической проволокой (0,1—
1,0 мм), на которой нанесен толстый слой органического покрытия
(церезин, полиэтилен). При подаче на электрод импульсного на-
пряжения от конденсатора происходит электрический взрыв, т. е.
образование в зоне разряда очень высоких давлений (104—105 атм)
в*результате мгновенного испарения проволоки и ее покрытия.
Тонкая проволока играет роль искусственного стриммера; сгорая
в начальный момент прохождения импульса, она создает канал
проходимости. В этом случае отпадает необходимость в высоком
напряжении (30—50 кв), так как не требуется ионизация началь-
ного канала проводимости — создание стриммера. Поэтому на-
пряжение задается только 3—5 кв. Кроме того* наличие проволоки
качественно видоизменяет процесс — физика электрогидравличе-
ского эффекта дополняется явлением термического удара, пред-
ставляющим собой ударный процесс мгновенного испарения мате-
риала проволоки. Изменением диаметра проволоки достигается
регулирование соотношения между электрогидравлическим и тер-
мическим ударами. Кроме того, при обычном взрыве фронт удар-
ной волны и запаздывающего потока вблизи канала разряда имеет
цилиндрическую форму; по мере удаления она постепенно преоб-
разуется в сферическую. Применение искусственного стриммера —
тонкой проволоки — позволяет изменить траекторию электриче-
ского разряда и обеспечить тем самым фокусировку ударной волны
в нужном для технологических целей направлении.
Электромагнитная импульсная обработка яв-
ляется методом взрывной обработки, при котором для деформации
токопроводящего материала заготовки используется импульсное
магнитное поле; оно получается в результате взаимодействия
магнитного поля, создаваемого внешним источником, с током,
индуктируемым этим полем в заготовке. В этом случае энергия
магнитного поля t/M, определяемая индуктивностью катушки L и
силой тока 7, расходуется на создание значительного механиче-
ского давления р, обусловливающего деформацию со скоростью ид:
Uu-LP/2', p~B?A0-*l&v, од=В/4 Клр,
где В '— максимальное значение индукции, гс\ р — плотность
материала заготовки, г/сж3.
Так, при интенсивности магнитного поля 300000 гс можно полу-
чить давление 3500 кгс/см?, а при поле 1 Мгс — 35 000-М0 000
кгс/см2. Длительность импульса при формообразовании штам-
повкой — в пределах 10-М0 мксек. Кратковременные импульсы
тока получают путем разрядки мощной батареи конденсаторов
на рабочий виток. Это осуществляется генераторами импульсных
464 ' ’ ;!
токов (ГИТ), которые являются основным элементом устано-
вок для электрогидравлической и электромагнитной обработок.
Они обеспечивают накопление энергии, ее точное дозирование и
импульсное ее освобождение в заданные промежутки времени.
§ 67. РЕЗАНИЕ С НАГРЕВОМ ЗАГОТОВКИ
Одним из средств улучшения обрабатываемости резанием яв-
ляется искусственный подогрев материала срезаемого слоя заго-
товки до определенной температуры, так называемое термореза-
ние. Этот метод обработки эффективен^прежде всего для обработки
сталей и сплавов высокой прочности, тугоплавких материалов, а
также нержавеющих и жаропрочных материалов.
Способы нагрева заготовок мож-
но разделить на две группы: способ
сплошного нагрева и способ локаль-
ного нагрева. Сплошной нагрев
материала заготовки осуще-
ствляют в печах; его недостатка-
ми являются необходимость уста-
новки печей в механических цехах,
применение средств защиты станков
от теплового воздействия, трудно-
сти, связанные с перемещением и
закреплением заготовок. Поэтому
наиболее целесообразным является
использование тепла предыдущей
заготовительной операции (отливки,
штамповки, прокатки).
ч К способам локального
нагрева заготовки относятся
индуктивный, электродуговой, элек-
троконт^ктный. Наиболее распро-
странен способ индуктивного нагрева токами повышенной и высо-
кой частот. Электродуговой нагрев обеспечивает высокую темпера-
туру и локализацию нагрева, однако широкого промышленного
применения не получил. Электроконтактный нагрев осуществляют
введением электрического тока через инструмент (см. стр. 469) или
установкой специальных стержневых или вращающихся электродов
(роликов); в последней схеме инструмент не подвергается воздей-
ствию электрического тока.
Применяют плазменный? или лучевой, нагрев, а также способ
локального нагрева в электролите (рис. 189) [44]. В этом случае
через электролит (25-процентный водный раствор К2СО3), посту-
пающий через специальную трубку, пропускают электрический
ток повышенного напряжения (более 140 в). Установка монти-
руется на суппорте станка и перемещается вместе с ним, безопас-
ность эксплуатации обеспечивается предохранительным щитом.
Последний способ обладает рядом достоинств: независимость
30 в. Н. Подураев
465
степени нагрева от магнитных свойств материала заготовки, воз-
можность нагрева заготовок с черной, и неровной поверхностью,
обеспечение защиты ют воздействия внешней среды. Безокислитель-
ность нагрева обусловлена образованием в зоне смачивания
сплошной газовой оболочки, состоящей из водорода и положитель-
ных ионов металлов, входящих в состав электролита. Электриче-
ские разряды, .наблюдаемые в оболочке, происходят по отдельным
ярко светящимся каналам различной формы. Эти электронные и
ионйые лавины повышают давление и температуру (3500°С).
Предварительный нагрев плазменной 'горелкой, устанавливае-
мой в резцедержателе токарного станка, успешно применяется в
США для обработки крупногабаритных деталей из высокопрочных
материалов. Обработка производится на глубинах'резания до 5 мм
подачах до 0,5 мм/об.
Температурный закон сопротивления материала пластической
деформации следующий:
где Mi, М2 — механическая характеристика обрабатываемого ма-
териала, определяющая его сопротивление пластическому дефор-
мированию, соответственно при меньшей ©i и большей 02 темпе-
ратурах; ат — температурный коэффициент, зависящий от вида
механической характеристики, физико-химических свойств обра-
батываемого материала, скорости и других параметров дефор-
мации.
Из формулы видно, что нагрев во всех случаях ведет к сниже-
нию механических свойств, определяющих сопротивление мате-
риала пластическим деформациям; это положение широко исполь-
зуют при всех видах горячей обработки металлов давлением.
Подобное же значение оно имеет* и при обработке резанием с на-
гревом; например, при точении стали Г12, нагретой до 500° С,
сила и мощность, расходуемые на процесс резания, в 1,7 раза
меньше, чем при обычном точении [53]. При обработке высоко-
прочной стали с повышением температуры нагрева с 150 до 820° С
элементная стружка переходит в сливную; процесс резания про-
текает устойчиво, без вибраций. При температуре, 538° С наблю-
дается снижение составляющей Pz на 40—50 % и Рх — на 33—66%.
При точении стали, имеющей ов=196 кгс/мм2 и HRC 59, нагрев
до 430—480° С увеличивает стойкость инструмейта в зависимости
от режимов обработки в 4—40 раз.
Применение нагрева при резании ограничивается интенсифика-
цией износа рабочих граней инструментов [159]. Поэтому введение
предварительного нагрева улучшает обрабатываемость в тех слу-
чаях резания, когда увеличение стойкости инструмента вслед-
ствие снижения удельной работы резания больше, чем отрицатель-
ное воздействие повышенных температур на увеличение интенсив-
ности явлений схватывания и износа инструмента. Применение
предварительного нагрева повышает стойкость инструмента в том
случае, если при его использовании в процессе резания увеличи-
466
вается разница твердости обрабатываемого материала и контакт-
ной твердости инструмента, т. е. разупрочнение обрабатываемого
материала превалирует над разупрочнением рабочих поверхностей
инструмента. При работе быстрорежущим инструментом эта раз-
ница обычно уменьшается; поэтому
случае не применяют. При работе
инструментом, оснащенным твердым
сплавом, она увеличивается; при
этом степень увеличения для зака-
ленных сталей больше, чем для
отожженных. Этим объясняется рен-
табельность применения резания с
предварительным подогревом для
твердых закаленных сталей, по-
скольку интенсивность адгезионного
износа 1 (рис. 190) снижается с
ростом температуры [14]. Напро-
тив, интенсивность диффузионного
износа Т непрерывно растет с увели-
чением температуры нагрева. Мини-
резание с нагревом в этом
мум кривой суммарного износа 2 определяет величину оптимальной
температуры нагрева, т. е. максимальную стойкость инструмента <?.
Температура 0К контактных слоев инструментального и обра-
батываемого материалов при резании с нагревом складывается
из температуры 0Н, обусловленной предварительным нагревом,,
и приращения температуры Д0Р, обусловленной тепловыделением
в процессе резания:
0К=0Н + Л0р.
Оптимальную температуру контактных слоев можно получить и
при обычном резании без подогрева путем рационального выбора
режимов обработки (0Н=2О°С; Д0Р»0К). Однако стойкость
инструмента в этом случае может получиться значительно ниже.
Это обусловлено тем, что при оптимальных^ условиях предвари-
тельный подогрев материала срезаемого слоя обусловливает его
значительно большее разупрочнение и на большую глубину. В ре-
зультате уменьшаются силы резания и контактные усилия трения,
что ведет к снижению тепловыделения, обусловленного процессом
резания, так как приращение температуры эквивалентно работе,
совершенной инструментом. Таким образом, предварительный
нагрев, с одной стороны, повышает температуру в зоне резания, а с
другой, снижая интенсивность тепловыделения, оказывает на тем-
пературу резания косвенное влияние, уменьшая ее. Поэтому вели-
чина температуры резания складывается из сумм этих противо-
положно направленных воздействий; причем она может быть ниже,
чем при обычном резании без подогрева [44].
При выборе температуры нагрева не следует достигать темпе-
ратур, вызывающих структурные изменения в материале. Исходя
из этого, во всех случаях температурный интервал при резании с
467’
нагревом принимают на 35—40° С ниже температурного интервала
для отжига и старения. Фирма «Норт-Америкен» (США) рекомен-
дует температуру нагрева на 55° С ниже критической; во избежа-
ние структурных превращений обработку с нагревом следует вы-
полнять преимущественно до термообработки.
Оптимальной температурой нагрева при обработке цилиндри?
ческими фрезами, оснащенными твердым сплавом, нержавеющей
стали с 15% Сг, 4%Ni, 3% Мо и 0,1% N на режимах резания:
п=550 об/мин, зМин=381 мм/мин и /=2,54 мм, является темпера-
тура 427° С. Для стали ЭИ421 оптимальной температурой нагрева
является 300° С; при этом стойкость инструмента по сравнению
с обработкой в холодном состоянии возрастает в 44-5 раз, а
скорость резания — на 254-30% [14]. Оптимальная температура
обработки резанием при локальном нагреве в электролите титано-
вого сплава ВТЗ-1 650° С, вольфрамового сплава ВВ2 450—500° С,
магнитного сплава ЮНДК35Т5 800—850° С. Это увеличивает стой-
кость инструмента соответственно в 3—10, в 15—30 и 10—20 раз.
Применение нагрева показывает высокую эффективность при обра-
ботке высокомарганцовистых, вольфрамовых и магнитных ста-
лей [39].
Нагрев инфракрасным излучением освоен для обработки хруп-
ких хромистых сталей [137]. Температуру заготовки 300—350° С
обеспечивает лучевой поток электроламп типа НИК-220-1000 в
инфракрасной части спектра. Фокусировку осуществляют отражате-
лями, изготовленными из зеркального алюминиевого листа. При
точении сплавов ВХ1 и ВХ2 резцами ВК6М с у=10°, a=ai = 5°,
Ф=45°, ф1 = 15°, г=0,5 мм на режимах /=0,54-2 мм, $о = 0,1-т
0,2 мм/об, ц = 10—80 м/мин нагрев этим способом полностью лик-
видирует сколы острых кромок; при этом стойкость инструмента
возрастает в 24-5 раз, чистота ’поверхности — на 1—2 класса.
Эффективно применение нагрева и для обработки молибденовых
сплавов [31].
§ 68. МЕХАНИЧЕСКАЯ ОБРАБОТКА С ИСПОЛЬЗОВАНИЕМ
ЭЛЕКТРИЧЕСКИХ И МАГНИТНЫХ ВОЗДЕЙСТВИИ
Термоэлектродвижущая сила, возникающая в зоне резания при
неблагоприятных условиях обработки, приводит к интенсификации
износа инструмента и снижению повышенной шероховатости по-
верхности (см. стр. 79). Снижение отрицательного воздействия
т. э. д. с. возможно двумя методами:
1) гашением естественных термотоков путем разрыва электро-
цепи станок — приспособление — инструмент — деталь; обычно это
осуществляют изоляцией инструмента или заготовки' от станка;
2) введением в зону резания дополнительного тока противо-
положной полярности от внешнего источника э. д. с.; в зависимости
от его величины он может или только компенсировать возникаю-
щую «естественную» т. э. д. с., делая суммарный ток в контакте
инструмент — заготовка равным нулю, или обеспечивать противо-
468 • ’
ток, создавая в процессе резания контакт инструмента с заго-
товкой при токе обратной полярности.
Разрыв электрической цепи СПИД позволяет увели-
чить стойкость инструмента путем ликвидации специфических >
причин интенсификации износа. К ним относятся обусловленные
действующей т. э. д. с. адгезионное схватывание, электроэрозион-
ный [136] и электродиффузионный [133] износ. Поэтому ликви-
дация т. э. д. с. путем крепления сверл в изолированной втулке
позволило при сверлении отверстий диаметром 4 мм в стали
Х18Н9Т увеличить стойкость быстрорежущих сверл в 3,6 раза,
а отверстий диаметром 10ч-18 мм—в 2,0 раза. Токарная обработка
с разрывом электроцепи позволила увеличить стойкость резцов
в 2,2 раза; протягивание этим методом повысило стойкость инстру-
мента на 40—70% [133].
Исследования, выполненные в МВТУ В. М. Ильиным, показали,
что разрыв цепи т. э. д. с. путем применения разверток с пласт-
массовым покрытием хвостовика показало, что оно приводит к
возрастанию стойкости твердосплавных разверток в среднем в
2 раза. Твердосплавные развертки изготовлялись методом пря-
мого прессования диаметром 10,2 мм из сплава ВК8. Обрабаты-
вался серый чугун на режимах: /=0,15 мм\ so = 0,62 мм!об\
о=5,764-78,4 м/мин, й3=0,2 мм.
Наибольший путь резания (количество обработанных отвер-
стий) достигался при работе с разомкнутой цепью т. э. д. с. на
скоростях резания о=45—48 м!мин, а при работе обычными раз-
вертками— при о=25—30 м!мин, т. е. экстремум зависимости
v=f(T) выгодно смещался в зону больших скоростей резания.
Кроме того, использование разверток с пластмассовым покрытием
хвостовика при работе с разрывом цепи т. э. д. с. привело к возрас-
танию точности обработанных отверстий на ГО—15% по сравнению
с обычными развертками, при этом обеспечивалась чистота по-
верхности 6—7-го классов при работе на скоростях резания
1>=40—80 м)мин, т. е. она увеличилась в среднем на один класс.
Введение электрического тока в зону резания
является эффективным средством улучшения обрабатываемости
высокопрочных и твердых сталей. При обработке этих материа-
лов на контактных поверхностях наблюдаются условия, близкие
к сухому трению; при этом взаимодействие трущихся пар про-
исходит по химически чистым поверхностям. В этом случае физи-
ческое состояние контактной пары инструмент — заготовка можно
искусственно изменить путем ввода в зону резания электрического
тока низкого напряжения. Электрический ток, распределяясь в
зоне контакта инструмента и заготовки пропорционально контакт-
ным электрическим напряжениям, выделяет согласно закону Ома
дополнительное количество тепла. Вследствие образования тонкой
пластичной пленки создается полусухое трение, снижается коэф-
фициент трения, повышается площадь истинного контакта трущей-
ся пары.
Пропускание электрического тока приводит к интенсификации
469
процессов образования окисных пленок на поверхностях трения;
кроме того, как разрыв электрической цепи, так и введение элек-
трического тока оптимального направления и величины снижает
интенсивность отрицательного воздействия тока, обусловленного
процессом резания. Режим обработки с введением электрического
тока определяется плотностью тока, представляющий собой отно-
шение силы тока к площади срезаемого слоя. По данным табл. 63
можно судить о более благоприятных условиях деформирования
при вводе электрического тока оптимальной величины; они полу-
чены при точении стали ЭИ437А на режимах резания и=12 м/мин^
s0 = 0,25 мм/об, / = 0,5 мм [76].
Таблица 63
Зависимость наклепа поверхностного слоя стали ЭИ437А
от электрических режимов обработки
Метод обработки Сила тока aj мм Глубина наклепа, мк Степень наклепа, % Остаточное напря- жение
тангенци- альное, кгс/мм* осевое, кгс/мм2
Без ввода тока 0 128,4 44,70 50 20
С вводом тока 133 91,6 48,92 —205 —35
250 113,7 48,92 —345 —45
400 131,0 40,74 t —355 —90
Дальнейшее увеличение силы тока сверх его оптимального
значения ведет к чрезмерно большому росту температуры в зоне
контакта и вследствие этого к интенсификации явлений молеку-
лярного характера, вызывающих повышенный износ. Кроме того,
это способствует росту зоны пластического деформирования, охва-
тывающей как срезаемый слод, так и формирующуюся обрабо-
танную поверхность. Стойкостные испытания показывают, что
применение электрического тока целесообразно при скоростях
резания, не превышающих 150—200 м/мин, и плотностях тока не
более 120 а/мм2. В этом случае снижаются усадка стружки и
шероховатость поверхности.
Схема точения заготовки 2 резцом 1 с вводом электрического
тока приведена на рис. 191 [171], при этом используется низко-
вольтный переменный ток промышленной частоты. Источником
электрического тока служит понижающий однофазный трансфор-
матор 5 типа ОСУ-20 мощностью 12 кет; он питается от сети на-
пряжением 220 в и частотой 50 гц. Для изменения рабочего напря-
жения в пределах 1—8 в служит однофазный вариатор 6 типа
РНО-250/10. Вторичная обмотка трансформатора при помори
гибких шин, 'собранных из медной фольги, подсоединена к изоли-
рованным друг от друга и от корпуса станка двум водоохлаждае-
мым контактным роликам 4. Они поджимаются к поверхности за-
470
Рис. 191
готовки пневмоцилиндром двойного действия с усилием 70—
100 кгс\ сила тока измеряется амперметром 3. Эту схему приме-
няют для обработки литых магнитных сплавов на режимах реза-
ния /=24-3 мм\ so=0,1—0,2 мм/об-, v=15—25 м/мин. Сила тока во
вторичной цепи 1500—2000 а обеспечивает оптимальную темпе-
ратуру нагрева 750—850° С и повышает производительность обра-
ботки по сравнению с шлифованием в 10—15 раз.
При сверлении с вводом
электрического тока в отли-
чие от приведенной выше
схемы производится\ элек-
троизоляция тисков, крепя-
щих обрабатываемую заго-
товку; ток к сверлу подво-
дится непосредственно через
шину, подшипник и шпин-
дель. Подача электрического
тока от сети производится
через пусковую аппаратуру,
трансформатор типа КТР-18,
понижающий трансформа-
тор; напряжение регулирую-
щего тока в первичной об-
мотке 90—270 в и во вто-
ричной— 754-100 в. Ско-
рость резания при сверлении
закаленных сталей относительно невелика и уменьшается до
нуля к оси отверстия; толщины среза также малы и составляют
всего лишь 104-20 мкм\ вследствие этого в процессе резания
выделяется сравнительно небольшое количество тепла. Поэтому в
этих условиях введение дополнительного количества тепла в зону
резания путем пропускания через пару сверло — заготовка элек-
трического тока оптимальной силы оказывается весьма эффек-
тивным и облегчает процесс деформации резанием.
Термоэлектрические установки, основанные на вводе в, зону
резания постоянного тока, разработаны и за рубежом, например
фирмой «Мауэра Електроколинг продуктэ» (США). Использова-
ние термоэлектрического «охлаждения» позволило при точении
деталей реактивного двигателя повысить производительность обра-
ботки и стойкость инструмента. Число деталей, обработанных за
период стойкосТй инструмента, увеличилось с 245 до 605, т. е. в
2,5 раза; при этом шероховатость поверхности осталась неизмен-
ной. В настоящее время фирмой разрабатываются установки по-
добного типа для фрезерования и строгания.
Магнитные явления также оказывают существенное
влияние на процесс резания; примеры их практического использо-
вания приведены в § 10.
Обработка деталей в магнитном поле ферромаг-
нитными порошками является примером комбинированного метода
471
обработки, в котором сочетается механическое воздействие с исполь-
зованием магнитного поля (рис. 192). Этот метод разработан
Е. Г. Коноваловым и Г. С. Шулевым; при обработке деталь 1
помещается между двумя сердечниками электромагнитов 2 и 3 с
определенным зазором б; обмотки электромагнитов соединены та-
ким образом» чтобы образующийся магнитный поток проходил
через деталь в диаметральном направлении. В рабочий зазор пода-
ется твердый ферромагнитный пброшок размером 0,25—0,5 мм —
Рис. 192
ферробор, бористый чугун, ферровольфрам, белый чугун. При
обработке деталь вращается вокруг оси 00 со скоростью
70—95 м/мин, и вибрирует вдоль нее. Частота вибраций
f= (0,6—0,9)пд/б0 гц\ где йд— скорость вращения детали, об/мин.
Амплитуда вибраций определяется по формуле А = (0,05—0,1) £д мм-,
где £д — длина детали, мм. Рабочий зазор б^З/з; —макси-
мальный размер зерен абразива. Обработка ведется с обильной
подачей в рабочий зазор СОЖ—эмульсии, керосина и др. Толщи-
на сердечников электромагнитов Ас=0,85 £>д мм, где Дд— обраба-
тываемый диаметр детали, ширина сердечников bc=LR, мм. Угол
обхвата детали сердечником электромагнита 120°. Для питания
электромагнитов используется выпрямленный пульсирующий ток.
При обработке каждый ферромагнитный рабочий элемент
ориентируется магнитным полем таким образом, что наибольшая
ось располагается по направлению магнитных силовых линий. Это
обеспечивает осуществление процесса резания всегда наиболее
острыми режущими кромками. Действительно, при износе умень-
шается длина рабочего элемента в указанном направлении, вслед-
ствие этого происходит переориентация рабочего элемента таким
образом, что новая наибольшая ось совпадает с направлением
магнитных силовых линий. Поэтому первой особенностью этого
метода обработки является осуществление ориентированного
абразивного резания. Вторая особенность этого метода заклю-
чается в применении воздействия мельчайших электрических токов,
протекающих между ферромагнитным рабочим элементом и
поверхностью детали; его образование обусловлено периодиче-
472
скими перемещениями частиц порошка. Сила Ру, поджимающая
частицу к обрабатываемой поверхности, обусловлена воздействием
магнитного поля. Вращение детали приводит к образованию силы
трения FTp, под ее действием частица смещается из положения /
в положение //. В этом случае магнитное поле образует силу Pz,
возвращающую частицу в исходное положение. При этих переме-
щениях происходит пересечение магнитных силовых линий с опре-
деленной скоростью, т. е. индуцируется э. д. с. В зоне контакта
рабочего элемента с обрабатываемой поверхностью детали имеет
место повышенное сопротивление, поэтому энергия микротока
превращается в тепло. Оно облегчает процесс съема и, оплавляя
выступающие шероховатости, улучшает чистоту поверхности.
Третьей особенностью этого метода обработки является воздей-.
ствие магнитного поля непосредственно на обрабатываемый мате-
риал.
Промышленное применение этого метода обработки обеспечи-
вает на режимах: иОкр—90 м)мин, f=20 гц, А =4 мм, магнитная
индукция 2800 гс при съеме слоя толщиной 0,01—0,03 мм и рас-
ходе СОЖ 1,2—1,7 м]мин на 50 мм длины сердечника чистоту
поверхности 11—13-го классов. Одновременно метод дает улучше-
ние физико-механических свойств материала поверхностного слоя;
вследствие этого износостойкость деталей по сравнению с обыч-
ной обработкой мелкозернистыми пастами увеличивается в
1,3—1,5 раза.
ГЛАВА XV
ЭЛЕКТРИЧЕСКИЕ И ХИМИЧЕСКИЕ МЕТОДЫ РЕЗАНИЯ
При изготовлении деталей из труднообрабатываемых матери-
алов резанием все большее место занимают электрические и
химические методы обработки. Это объясняется особыми физико-
механическими свойствами этих материалов, прежде всего высо-
кими прочностью и твердостью, достигающими или даже пре-
вышающими эти показатели у современных инструментальных
материалов, что делает невозможным в ряде случаев экономиче-
ски эффективное применение обычного метода резания. Кроме
того, электрические и химические методы позволяют изготовлять
поверхности сложных форм, обеспечивают более высокие точность
обработки и качество поверхности, что повышает эксплуатацион-
ные характеристики изготовляемых деталей.
В приборостроении особое значение имеют электронно-ионные
методы обработки (элионика), т. е. применение электронных и
ионных лучей для изготовления интегральных схем и полупровод-
никовых приборов. Электронография делает возможным получе-
ние структур субмикроскопических размеров [184].
§ 69. ОСНОВНЫЕ ВИДЫ ЭЛЕКТРИЧЕСКИХ
И ХИМИЧЕСКИХ МЕТОДОВ ОБРАБОТКИ,
ИХ КЛАССИФИКАЦИЯ
Электрическими называют способы обработки, исполь-
зующие электрическую энергию непосредственно длй технологиче-
ских целей путем подвода ее в зону обработки без промежуточного
превращения в другие виды энергии. Преобразование электриче-
ской энергии в другой вид энергии (тепловую, химическую и др.)
происходит непосредственно в обрабатываемом материале. В со-
ответствии с этим электрические методы обработки разделяют на
электротермические, использующие преимущественно тепловое
действие электрического тока (Эт), электрохимические, использу-
ющие его химическое действие (Э^^электроэрозионные, исполь-
зующие эрозионное действие тока (Эъ) ^электромеханические, ис-
пользующие его механическое действие (Эм).
Электрохимическая обработка (ЭХО) осуществляется с по-
мощью постоянного тока низкого напряжения в среде движущихся
токопроводящих жидкостей — электролитов. Снятие материала
удаляемого слоя происходит вследствие его анодного растворения,
т. е. преобразования электрической энергии в энергию химиче-
ских связей; в результате этого материал снимаемого слоя
474
превращается в легко удаляемые из зоны обработки химические
соединения.
Электроэрозионная обработка (ЭЭО) осуществляется посред-
ством импульсного электрического газового разряда, вызываю-
щего эрозионное разрушение материала снимаемого слоя.
Электромеханическая обработка (ЭМО) использует механиче-
скоё действие электрического тока; так, электрогидравлическая
обработка использует действие ударных волн, возникающих в ре-
зультате импульсного пробоя жидкой среды, электромагнитное
формование — импульсное формоизменение силами взаимодейст-
вия магнитного тока проводника с магнитным полем, индуциро-
ванным в заготовке (стр. 461) [164].
Лучевые методы обработки (ЛМО) основаны на исполь-
зовании для съема материала воздействия сфокусированного
луча с высокой плотностью энергии; удаление материала проис-
ходит путем испарения вследствие преобразования электрической
энергии непосредственно в тепло.
Химическими называютчспособы обработки, использующие
химическую энергию непосредственно Для технологических целей;
в этом случае обработку детали, т. е. снятие определенного слоя
металла, осуществляют в химически активной среде. Сюда отно-
сится, например, химическое фрезерование.
Комбинированные методы обработки резанием
используют для снятия заданного слоя металла одновременное
воздействие нескольких, различных По своей физической сущно-
сти явлений или совмещение различных способов подвода энер-
гии. Применение комбинированных методов значительно повыша-
ет производительность и точность обработки, увеличивает стой-
кость инструмента по сравнению с отдельными составляющими их
методами. Помимо этого, в ряде случаев освоение комбинирован-
ных методов обработки позволяет достигнуть новых технических
эффектов, определяющих значительное увеличение прочностных,
жаростойких и других эксплуатационных параметров деталей.
Примерами комбинированных методов обработки являются рас-
смотренные выше способы обработки, основанные на термомеха-
ническом воздействии,— резание с подогревом заготовок; спо-
собы обработки, основанные на одновременном механическом и
химическом воздействии на срезаемый слой, например механиче-
ская обработка с подачей в зону резания активных смазочно-
охлаждающих жидкостей. Сюда’ же относятся рассматриваемая
ниже электроконтактная обработка (ЭКО), которая осуществля-
ется удалением материала срезаемого слоя в результате совмещения
электротермического, электроэрозионного и механического воз-
действий. Другим примером является анодно-механическая обра-
ботка (АМО) — она использует электрохимическое, электроэрози-
онное и механическое воздействие ЭХЭ3М на обрабатываемую за-
готовку.
В настоящее время отрабатываются метод анодно-механиче-
ской обработки труднообрабатываемых материалов с наложением
475
вибраций низкой и ультразвуковой частот, метод вибрационного
сверления с вводом постоянного тока в зону резания, электроэро-
зионная и электрохимическая обработка с ультразвуковыми ко-
лебаниями электрода. >
При использовании Сокращенных обозначений, приведенных
выше, следует наименование метода давать без черты наверху
(например, анодно-механическая обработка — АМО), а исполь-
зуемый механизм воздействия на материал удельного слоя
(ЭхЭэМ)—с чертой наверху. При определении механизма воздей-
ствия на первое место следует ставить тот механизм, который
имеет больший удельный вес при снятии материала. Так, при
обычном резании с вводом электрического тока решающее значе-
ние имеет механическое воздействие (МЭ), а при анодно-механи-
ческой обработке — электрическое (ЭЛ1).
Классификацию процесса обработки деталей про-
изводят по двум основным признакам:
1) схеме формообразования, характеризующейся видом обра-
батываемой поверхности, кинематикой процесса и типом применя-
емого ийструмента. Основы кинематической теории формообра-
зования приведены в работах Г. И. Грановского, Е. Г. Конова-
лова [144]. В основе классификации схем формообразования лежит
рассмотрение процесса возникновения поверхности во времени в
пространстве — процесс генерации поверхности; он определяется
относительным движением заготовки и инструмента. Формообра-
зующая часть инструмента может быть в виде точки, линии или
поверхйости; в результате его взаимодействия с заготовкой на ней
образуется заданная для обработки поверхность.
Схема формообразования определяет наименование операции.
Например, точение — это операция: 1) обеспечивающая получение
наружных поверхностей тел вращения, 2) при вращательном дви-
жении заготовки и продольном, поперечном или комбинированном
перемещении, 3) резца. Эти разновидности точения соответственно
называются продольным, поперечным и фасонным точением. Свер-
ление— это операция: 1) получения отверстий в сплошном ме-
талле 3) сверлом 2) осуществляемая при вращательном движении
заготовки или инструмента и относительным продольным переме-
щением вдоль оси одного из них. Фрезерование — это операция:
1) получения поверхностей различной формы 2) вращающейся
3) фрезой. Учитывая неопределенность первого признака, часто
уточняют наименование этой операции, принимая цлоское фрезе-
рование (получение плоских поверхностей), роторное фрезерова-
ние (получение цилиндрических поверхностей), фасонное фрезеро-
вание (получение фасонных поверхностей);
2) физико-химическому механизму, играющему ведущую роль
в процессе снятия материала срезаемого слоя. Основными его
видами являются пластическая деформация с последующим вяз-
ким или хрупким разрушением, плавление, испарение, химическое:
разрушение, анодное растворение, эрозионное разрушение. Следует
различать тип подводимой в зону резания энергии (механическая»;
476
электрическая, химическая, тепловая, ядерная) и вид физико-
химического механизма, обеспечивающего снятие материала. Так,
механическая обработка характеризуется подводом в зону обра-
ботки механической энергии и механизмом снятия металла, опре-
деляемым пластической деформацией и разрушением материала
по линии среза. Электроэрозионная обработка характеризуется
подводом в зону обработки электрической энергии и эрозионным
характером разрушения материала снимаемого слоя. Электрохи-
мическая обработка характеризуется подводом в зону обработки
также электрической энергии, однако механизм снятия материала
электрохимический. Во всех процессах резания физический меха-
низм снятия материала складывается из большого числа явле-
ний, например, при резании наряду с пластической деформацией
имеют место упругие деформации, химические процессы, электри-
ческие явления. Однако решающую роль играет один, реже , два.
явления.
Схема формообразования изучает закономерности относитель-
ного движения определенного вида инструмента и заготовки без
учета Действующих в зоне обработки сил, температур, активных
сред. Для этого система СПИД принимается абсолютно жесткой,
нетеплопроводной, не проводящей электрический ток, химически
не активной.
С точки зрения процесса формообразования поверхности за-
готовки безразлично, каков метод обработки и вид физико-хими-
ческого механизма съема материала; так, по схеме токарной
обработки съем материала может производиться механическим,
электрическим, термическим методами.
Из изложенного ясна обоснованность таких наименований
способов обработки, как электрохимическое точение (снятие ма-
териала удаляемого слоя электрохимическим методом при токар-
ной схеме формообразования), электроэрозионное прошивание
(электроэрозионный механизм удаления материала при поступа-
тельном перемещении инструмента). Отсюда ясно, что рйд опреде-
лений новых методов обработки неудачны; например, «химическое
фрезерование» (см. стр. 514).
§ 70. ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА
Электроэрозионный способ обработки (ЭЭО) разработан в 1943 г.
советскими учеными Б. Р. и Н. И. Лазаренко [169]. Электриче-
ской эрозией называется обусловленное электрическим разрядом
физическое явление, заключающееся в переносе материала элект-
родов и приводящее к разрушению поверхности одного из них —
। токопроводящей обрабатываемой заготовки; поэтому способ элект-
рической обработки,, использующий это явление, называется
электроэрозионным.
Для практического осуществления процесса ЭЭО инструмент
' и обрабатываемую заготовку включают в цепь электрического
колебательного контура, преобразующего непрерывный постоянный
i
\ 477
il
ток в полярные импульсы требуемой мощности и частрть
(рис. 193). Для этого можно использовать релаксационную схему
в которой конденсатор накапливает электрическую энергию i
.затем быстро отдает ее, развивая большую мгновенную мощность
. Учитывая это, электрическую схему делят на два контура: заряд
ный I и разрядный II. Зарядку конденсатора С производят по
стоянным током, поступающим от генератора или выпрямител5
через реостат
R; обмотки конденсатора соединены с
0,3мм
Рис. 193
(+) и инструментом (—). Между ними возникает искровой раз
ряд, при этом процесс эрозии имеет яркр выраженный полярньп
эффект, вследствие которого электрод-заготовка 2 разрушаете:
значительно больше электрода-инструмента 1. Форма и размерь
разрушения электрода-заготовки достаточно тбчно воспроизводя
форму и размеры электрода-инструмента [163].
Во всех случаях электрический разряд происходит в жидкоз
среде (маловязких маслах, керосине, этиловом спирте и его вод
ных растворах). Материал, переносимый при разряде, попадает :
жидкость, которая обеспечивает быстрое его удаление, а затет
быстрое восстановление электрических параметров зазора. Кром
того, жидкость понижает температуру катода. Помимо этогс
в жидкости при прохождении через нее разряда возникают гид
родинамические явления, создающие дополнительный взрывно:
эффект, облегчающий разрушение материала снимаемого сло$
Обрабатываемая поверхность при ЭЭО в результате действи:
рассмотренных процессов представляет собой ряд лунок отвердев
шего металла и сфероидальные оплавленные выступы, являк
щиеся приваренными диспергированными частицами металла.
Электроэрозионная обрабатываемость матерь
а л о в определяется критерием Палатника
Р э = £р^©пл,
где с — удельная массовая теплоемкость, кал!г • град} р — пло'з
ность, г!см3} К — теплопроводность, кал • см2/°С • г; @Пл — темпера
тура плавления металла, 0 С. ;
Электроэрозионная обрабатываемость является свойством да»
ного материала, так как при изменении параметров импульс!
изменяется абсолютное число импульсов, необходимых для снятй
1 см3, однако относительный порядок их расположения остается
неизменным (табл. 64) [162]. ;
478 3
Таблица 64
Электроэрозионная обрабатываемость типовых металлов
(обрабатываемость стали принята за единицу)
Металл Относитель- ная обраба- тываемость* Металл Относитель- ная обраба- тываемость
Магний' 6,0 Никель 0,8
Алюминий 4,0 Титан 0,6
Латунь . . 1,6 Молибден 0,5
Медь 1,1 ‘ Твердый сплав 0,5
Сталь 1,0 Вольфрам 0,3
Примечание. Условия обработки: энергия импульсов 0,125 дж, длительность
И-10““в сек, частота 1200 гц, напряжение 220 в, амплитуда тока 250 а.
Производительность ЭЭО определяется: 1) обрабаты-
ваемостью данного материала этим методом (температура и теп-
лота плавления и испарения, теплоемкость и теплопроводность),
2) режимами обработки — электрическими (энергия, длительность
и частота действия импульса) и механическими (кинематика обра-
ботки, режимы подачи жидкости), 3) двойствами межэлектрод-
ной среды (электропроводность, вязкость, насыщенность газами и
парами).
Точность ЭЭО определяется правильностью положения элект-
рода относительно заготовки по мере подачи электрода. ЭЭО
производят при крайне малых усилиях, поскольку непо-
средственного соприкосновения заготовки с инструментом не
происходит; поэтому изменение положения электрода обусловле-
но главным образом явлениями, связанными с формированием
межэлектродного зазора.
На точность обработки влияет способ и скорость удаления
продуктов из зоны обработки. Помимо этого, точность и произ-
водительность ЭЭО зависят от сочетания металлов обоих элек-
тродов, площади и относительной глубины обработки. При большой
площади обработки (или большой относительной глубине проши-
ваемого отверстия) обильное газовыделение и образующиеся
продукты разрушения не позволяют задавать в рабочем зазоре
значительные мощности. Однако увеличение площади ведет к
росту производительности. Этого же можно добиваться примене-
нием систем принудительного циркулирования жидкости в рабо-
чем зазоре, а также заданием одному из электродов вибраций или
вращением его.
Шероховатость поверхности, получаемая при ЭЭО и
характеризуемая высотой микронеровностей Ra, зависит от энер-
гии единичного импульса W (см. кривую на рис. 194) [46, 169]:
W~k(CU,/2)-, Ra = CRW*9
где k — коэффициент, учитывающий потери энергии в разрядном
контуре; С — емкость, ф\ [7Р— напряжение начала разряда, в;
47^
Cr — коэффициент чистоты поверхности, мкм/дж\ р — безразмер-
ная величина.
Для конструкционных сталей Сл=190, р=0,33; для жаропроч-
ных никелевых сплавов Сд=20, р=0,37; для твердых сплавов
CR=67, р=0,38.
JBuS овравотка Класс чистоты
и 13 12 1Г 10 9 8 7 в 5 4 3 2 1
Точение и строгание Черновое ж h й
Чистовое ж в ж ж
Алмазное в ж в
Расточка, черновая ж ж d
Чистовая ж ж ж
Алмазная ж ж ж
Развертывание Чистовое ж
Отделочное ж в
Цилиндрическое : фрезерование черновое Ж d
Чистовое в
Торцовое фрезерование черновое в b
чистовое в ж ж
Отделочное ж?
Шлифование Черновое ж ж
Чистовое ж ж
Тонкое U
' Протягивание Чистовое в ж 1
Обделочное ж в
’ Доводка черновая Ы
Чистовая ж ж
Отделочная Ж
Полирование Чистовое ж ж ж
отделочное в в
Хонингование Предварительное ж ж
Окончательное ж
\ Сцперфшиш Чистовой в J
Тонкий в ж
Рис. 194
При.ЭЭО возможно существенное изменение физико-механиче-
ских свойств получаемой поверхности вследствие термического
воздействия и электродинамических явлений. В результате этого
в материале поверхностного слоя происходят структурные изме-
нения, вызывающие на повышенных режимах микротрещины. Глу-
бина термического воздействия определяется энергией импульсов
W, дж:
где т — показатель'степени; для сталей т=0,4—0,42; Ст — коэф
фициент.
С повышением частоты импульсов глубина термически изме-
ненного слоя уменьшается. Так, при высокочастотной электроим-
пульсной обработке на чистовых операциях глубина измененногс
- 480
слоя сталей и жаропрочных сплавов составляет 0,01—0,03 мм.
Точность обработки и класс чистоты поверхности при ЭЭО с
увеличением производительности снижаются, так как в этом слу-
чае единичный заряд вырывает большую лунку. Поэтому режимы
ЭЭО подразделяются на черновые, чистовые и отделочные [170].
Одним из основных недостатков ЭЭО является интенсивный
износ электрода-инструмента. Поэтому при (получении профиль-
ных деталей один инструмент без смены позволяет изготовить
только 5—10 деталей. Этого недостатка не имеет способ вырезки
деталей сложного контура непрофилированным электродом; им
является непрерывно движущаяся тонкая проволока или лента.
Это в значительной мере устраняет влияние эрозии инструмента
на точность обработки. Кроме того, движение проволоки способ-
ствует лучшему удалению из рабочего зазора продуктов эрозии.
Параметры периодических импульсов следующие:
длительность импульса ти определяет время действия импульса
по току или э. д. с. При электроискровой обработке ти<10~4 сек,
при электроимпульсной ти>Ю~4 сек\
скважность импульса определяется как отношение периода по-
вторения импульсов ТИ к длительности импульса ти:
* qe Т Jx^ > 1.
Следует различать скважность импульсов по току и по э. д. с.,
первая величина характеризует скважность импульсов под на-
грузкой, вторая — на холостом ходу. Для электроискровой обра-
ботки q >54-10, для электроимпульсной #<5.
Амплитуда Импульса определяет максимальное значение тока
и напряжения, получающееся при каждом импульсе; при электро-
эрозионных методах обработки амплитуды импульса тока состав-
ляют от долей до десятков тысяч амйер, а амплитуды импульсов
напряжения—от десятков до нескольких сотен вольт.
Частота импульсов f определяется периодом, т. е. временем
между началом действия смежных импульсов, Т^, f=\/T^\ при
электроэрозионной обработке f = 0,5- 102ч-2-106 гц.
Рассмотренные параметры связаны между собой следующими
зависимостями:
Непосредственный контроль параметров импульса в рабочем
промежутке затруднителен, поэтому во многих случаях режимы
ЭЭО характеризуются параметрами генераторов. При релаксаци-
онных схемах к ним относятся емкость конденсаторов, величина
зарядного тока, напряжения, тока; при импульсных — напряжение
и сила тока в импульсе, длительность импульса, частота их следо-
вания.
Достоинством ЭЭО является возможность обрабатывать мате-'
риалы с любыми физико-химическими свойствами, т. е. любой
прочности, твердости, вязкости и химической активности. Единст-
31 В. Н. Подураев
481
Рис. 195
венным условием пригодности материала для обработки является <
его электропроводность.
Основными видами ЭЭО являются электроискровая,
электрримпульсная и электроэрозионная высокочастотная обра- (
ботки.
Электроискровая обработка (ЭИсО) использует искровые раз- ;
ряды, характеризующиеся крайне малой длительностью существо-
вания (менее 1 мксек) и большой скважностью (д:>10). ЭИсО
конструкционных материалов по
производительности уступает обыч-
ным процессам резания. Ее приме-
няют в тех случаях,‘когда обработка
данного материала обычными мето-
дами резания невозможна или край- .
не затруднительна, например, при
изготовлении деталей из особо твер-
дых или особо прочных материалов,
при получении отверстий крайне ма-
лых диаметров (0,1—1 мм), не-
круглых отверстий любой формы по-
перечндго сечения, таких к^к эл-
липсные, прямоугольные, отверстий с Г-образной, кривой или вин-
товой осью, при раскрое листов по сложному контуру, заточке
инструмента и др.
Повышение производительности ЭИсО достигается увеличе-
нием вводимой в рабочую зону энергии. Это возможно путем:
1) увеличения энергии импульса вследствие повышения- его
средней мощности, что достигается увеличением среднего тока в -
импульсе;
2) повышением непрерывности процесса, т. е. снижением про-
должительности пауз тп между импульсами. В этом случае пара-
метры импульса остаются неизменными; однако вследствие сниже-
ния периода ТИ и скважности q = Tn /х^ (где ти — длительность им-
пульса) частота действия импульсов увеличивается.
Электроимпульсная обработка (ЭИмО) пр сравнению с элек-
троискровой характеризуется (рис. 195) [170]:
1) использованием униполярных импульсов длительностью
1000 мксек и скважностью 14-10;
2) работой преимущественно на низких напряжениях (25—
30 в) и больших силах тока (50—500 а);
3) применением обратной полярности (инструмент-анод и за-
готовка-катод) ;
4) использованием в качестве источников тока машинных ге-
нераторов импульсов низкой и средней частот (400—3000 гц).
Это обеспечивает относительно ЭИсО более высокую произ-
водительность (50004-15 000 mmz/muh), но вместе с тем и более
низкое качество поверхности (наилучшая чистота поверхности —
34-4-й классы). Поэтому во многих случаях рекомендуется при-
менять комбинированную ЭЭО, когда предварительная обработка^
482
связанная с удалением основной массы материала, выполняется
электроимпульсным методом, а окончательная чистовая — элек-
троискровым. ' *
Электроэрозионная высокочастотная обработка (ЭВчО) ис-
пользует в качестве источников питания специальные ламповые
генераторы, обеспечивающие мощность единичного импульса
(10“34-10~4 дж) и повышенную частоту их действия (до 300 кгц).
ЭВчО использует для снятия металла малые энергии импульсов,
что дает высокий класс чистоты поверхности (6—10-й) и высо-
кую точность (допуск 1—3 мкм). Малая длительность импульса
предотвращает возникновение Микротрещин в поверхностном слое.
Вместе с тем высокая частота следования импульсов позволяет
получить большую производительность: при 6—7-м классах чис-
тоты поверхности производительность достигает 15—20 мм3/мин,
при 8—9-м классах —34-10 мм?/мин, при 94-10-м — 0,84-
1,2 мм?/мин. Это в 30—50 раз превышает производительность чис-
товой электроискровой обработки [175].
При ЭЭО широко применяются многошпиндельные станки; в
отличие от механической обработки их создание осуществляется
конструктивно более просто. Это обусловлено возможностью по-
строения многоконтурных схем с питанием от одного генератора
[183]. Производительность многоконтурного станка, шт/мин,
П в £НП1&К,
где П1 — производительность одноконтурного станка; — число
контуров; Сн — коэффициент неодновременное™, учитывающий вза-
имное влияние нескольких одновременно работающих электродов.
При автоматйческом изготовлении деталей сложного контура
используют электроэрозионные станки, имеющие копировальные
устройства для движения проволочного* электрода, например
фотокопирование [174]. На них изготовляют вырубные штампы
из твердого сплава, гибочные щтампы, фасонные резцы и другие
изделия из труднообрабатываемых материалов. Создан также
эрозионный станок для прецизионной обработки кольцевых отвер-
стий малых диаметров, концентрически расположенных относитель-
но наружных базовых поверхностей. Он применяется для изготов-
ления цанг малых диаметров.
Средством повышения производительности ЭЭО является со-
вмещение ее с другими видами воздействий; при этом повышается
ее устойчивость на больших плотностях тока и снижается износ
инструмента. Так, применение ультразвука при электроимпульс-
ной обработке стали 45 с частотой импульсов 4004-1500 гц увели-
чивает производительность более чем в 2 раза и снижает износ
в 3 раза [175, 185] <
§ 71. ЭЛЕКТРОХИМИЧЕСКАЯ ОБРАБОТКА
Электрохимический метод обработки создан советскими инже-
нерами В. Н. Гусевым и Л. П. Рожковым в 1928 г. Электрохими-
ческую обработку (ЭХО) осуществляют следующим образом
31*
483 /
(рис. 196): обрабатываемую заготовку — лопатку 5 — соединяют с
положительным полюсом источника постоянного тока (анод), ин-
струменты 4, 7 являются отрицательным полюсом (катод); при
этом профиль катода соответствует профилю поверхности, кото-
рую необходимо получить в результате обработки. Заготовку и
катод помещают в камеру 1, изготовленную из неэлектропровод-
ного материала. Подача электролита из бака 10 насосом 9 через
теплообменник 11 в зазор между анодом и катодом приводит к
Рис. 196
замыканию электрической цепи; это вызывает электрохимический
процесс растворения поверхности анода, т. е. обрабатываемой
заготовки. В процессе съема материала происходит изменение
конфигурации межэлектродного зазора, что вызывает перераспре-
деление плотности электрического тока, изменение гидродинами-
ческих условий, и, кай следствие этого, — копирование профиля
катода. Интенсивное движение жидкости обеспечивает стабильное
и высокопроизводительное течение, процесса анодного растворе-
ния, вынос продуктов растворения из рабочего зазора и О^вод
тепла, возникающего в процессе обработки. По мере снятия
металла с заготовки происходит подача катодов винтами 3 от
приводов 2, 8. Давление электролита контролируется манометрами 6,
13, очистка электролита производится центрифугой 12. Следова-
тельно, установка для электрохимической обработки состоит из
источника пйтания постоянным током, гидросистемы, обеспечи-
вающей подачу электролита в рабочий зазор и его очистку, меха-
низма, обеспечивающего заданную кинематическую схему обра-
ботки, и контрольных устройств [166, 173].
Кинематические схемы ЭХО (см. табл. 65) обеспечи-
вают обработку как наружных, так и внутренних поверхностей
деталей; можно производить, например, обработку неподвижной
детали подвижным профилированным катодом; его подача может
осуществляться: 1) с постоянной скоростью, 2) непрерывно по
заранее заданному закону или 3) регулироваться специальной
автоматической системой в зависимости от интенсивности съема
484
Таблица 65
Типовые схемы электрохимической обработки
Кинематическая схема
Эскиз
Неподвижный инструмент (ка-
тод) и неподвижная деталь
(анод)
Катод
Плунжерная втулки
Изоляция не обраба-
тывающей части
катода
Подача инструмента (катода) и
вращательное перемещение
детали (анода)
Вращательно-поступательное
движение инструмента (катода)
и неподвижная деталь (анод)
485
Продолжение табл. 65
Кинематическая схема
Поступательное движение ин-
струмента (катода) и непод-
вижная деталь (анод)
Эскиз
металла, сохраняя при этом оптимальную величину зазора между
электродами. Последний метод исключает замыкание электродов
и значительно повышает интенсйвность растворения, поэтому
является наиболее производительным.
Физическая картина ЭХО определяется явлением
электролиза. Анодное растворение металлов происходит под дей-
ствием электрического тока, проходящего через электролит, если
в него погрузить электроды, соединенные с источником постоян-
ного тока* Отличительной ее особенностью по сравнению с обыч-
ными схемами электролитической обработки является наличие в
зазоре интенсивного движения электролита при высоких плотно-
стях тока (от десятков до сотен ампер на 1 см2 обрабатываемой
поверхности). В процессе электролиза на аноде возможны два'
процесса:
1) атомы металла, отдавая электроны во внешнюю электричек
скую цепь, заряжаются положительно; ионы металла вследствие^
электрической упругости растворения непосредственно переходят;
в раствор;
2) анионы раствора разряжаются на аноде, реагируют с ме-<
таллом электрода и затем, уже в виде определенных химических
соединений, растворяются в электролите. Для электрохимического'
^формообразования деталей используют второй процесс; в этом;
случае под действием внешней э. д. с. слабо связанные электроны
из атол^рв поверхностного слоя уходят во внешнюю электрическую?
цепь, разрывая связь этих атомов с массой металла. Положи-^
486
тельно ионизированные атомы вступают в химические реакции
с анионами электролита, образуя соединения, которые или раство-
ряются в электролите, или образуют пленку на поверхности.
Электролит при ЭХО должен образовывать с материа-
лом заготовки хорошо растворимые в воде соединения. Помимо
этого, важнейшими характеристиками электролита являются его
вязкость и удельная электропроводность. При электрополировании
электролиты должны обладать повышенной вязкостью; при раз- *
мерной обработке вязкость должна быть возможно низкой, чтобы
обеспечить минимальное гидравлическое сопротивление при про-
ходе через малые рабочие зазоры. Следует учитывать, что при
нагреве вязкость электролита снижается.
Наиболее распространенным видом электролитов является
водный раствор хлористого натрия (поваренной соли); это обу-
словлено его малой стоимостью и относительно длительной рабо-
тоспособностью; последнее обеспечивается тем, что хлористый
натрий непрерывно восстанавливается в растворе. Величину pH,
характеризующую нейтральность электролита,' проверяют, и, если
необходимо, корректируют слабыми растворами соляной кислоты
или содой. Недостатками рассматриваемого электролита является
его сильное коррозионное действие; вместе с тем в ряде случаев
он оказывается непроизводительным для осуществления электро-
химического формообразования сложных профилей и специальных
материалов. Поэтому в качестве электролитов применяют растворы
азотнокислого и сернокислого натрия NaNO3, NasSCh [174].
Производительность ЭХО определяется количест-
вом вещества, химически разложившегося под действием тока.,
Согласно закону Фарадея оно прямо пропорционально количеству
электричества, прошедшего через раствор электролита:
G=kjx\
где G — масса (вес) растворенного вещества, г; kB — весовой
электрохимический эквивалент обрабатываемого материала, г/а-ч\
I — сила тока, а; т — время обработки, ч. *
Основное технологическое время на снятие заданного припуска
Д, мм, можно определить, зйая линейную скорость растворения
металла ял, мм{мин\
Величина ял, мм/мин, определяет производительность электро-
химической обработки. Она пропорциональна отношению вели-
чины рабочего тока I к рабочей площади QK инструмента-катода,
т. е. анодной плотности тока fa, а)см2\
^л = &Л-10~2,
где kv — объемный электрохимический эквивалент, мм?)а-мин.
Экспериментальные данные по обработке жаропрочных мате-
риалов ХН77ТЮ (ЭИ437Б) и 1Х12Н2ВМФ (ЭИ961) показывают,
что линейная зависимость между и ia наблюдается только до
определенного предела; при этом величина ил равн^ 0,2 mmImuh
при га=10 а)см2 и 0,9 жлфшя<1ри4а=50 а!см2 [47].
487
Электрохимическая обрабатываемость данного^
материала определяется электрохимическим эквивалентом обра4
батываемого материала. Электрохимическая обрабатываемость1
материалов не зависит от таких физико-механических свойств
металлов и сплавов, как твердость, вязкость, теплостойкость^
являющихся основными при обычных методах резания. Электро-'
химический эквивалент kv обрабатываемого металла определяет:
количество металла (в мм3), растворившегося с анода в 1 мин,
при прохождении через электролит электрического тока силой 1 а
(табл. 66). \
Таблица 66:
Значения электрохимического эквивалента kv в зависимости
от вида электролита, мм*/а-мин
Металл или сплав Теоретиче- ский ky Практический kv j
25% NaCl 30% NaNO3 15% J Na3SO4 4
Железо ; . . ч . 2,2’ 1,90 0,13 0,19 j
Никель . 2,05 2,01 0,23 0,17 \
Сталь 45 — 1,73 1,30 0,19
Сталь 12ХГНЗА — 2,03 0,89 0,13 ]
Сталь ЭИ617 — 2,30 0,45 0,19
Сталь ХН62ВМКЮ (ЭИ867) — 1,54 2,05 2,27 J
Титановый сплав ВТЗ-1 — 1,70 1,60 0,003 T;
Алюминий 2,1 2,32 2,4 0,19 J
Медь 2,2 3,25 2,18 2,02 !
Сплав АК4 — 2,60 2,60 0,40
Бронза ОЦС6-6-3 — 3,90 2,24 1,80
Латунь Л62 — 3,20 2,40 2,50
Обрабатываемость материалов методом ЭХО помимо электро-:
химического эквивалента определяется и рядом других парамет-’
ров. К ним относится образование на поверхности детали пленки.!
Поэтому (стр. 542, 546) затруднена обработка этим методом тита-^
нЬвых сплавов, так как они обладают большой склонностью к
пассивации в водных растворах электролитов. Образующаяся;’
защитная пленка нерастворима в электролитах, разбавленных кис-
лотах и препятствует прямому контакту между электролитом!
и металлом. Алюминиевые сплавы электроотрицательны и активно j
взаимодействуют с кислородом, что приводит к образованию на;
обрабатываемой поверхности окисных пленок. При этом черный-
рыхлый налет зачастую является причиной загрязнений ответст-
венных деталей [177]. I
Точность электрохимической обработки опре-
деляется погрешностями изготовления катода и установки заго-
товки, степенью поддержания постоянства температуры и скоро-;!
сти движения электролита как по времени, так и по отдельным:
точкам обрабатываемой поверхности, нестационарностью движе-^
ния электродов, а также (рядом других Факторов, определяющих'
488 * ;
устойчивость процесса электрохимического растворения. К ним
относятся, например, равномерность поддержания зазора опти-
мальной величины и постоянство плотности тока. Определенное
влияние на точность обработки оказывает неравномерность сни-
маемого припуска £178]. Зависимости величины анодной плот-
ности тока 4, а! см2, линейной скорости растворения ил, мм/мин,
от напряжения U, в на электродах и зазора д, см, между ними
следующие:
v^(kvUx/b) 10-2,
где х — удельная электропроводность промежутка между элек-
тродами, 1/ом-см; £2 — площади поперечного сечения столба элек-
тролита между электродами, см2.
Следовательно, сила тока зависит от зазора S между элек-
тродами: с его уменьшением си^а тока больше, поскольку умень-
шается сопротивление столба электролита в зазоре между элек-
тродами при одном и том же приложенном напряжении^ Поэтому
важнейшим резервом повышения производительности и точности
обработки является образование в процессе растворения возможно
меньшего зазора £177], [181] и поддержание его значения посто-
янным. Пределы уменьшения зазора ограничиваются двумя усло-
виями. Первым из них является необходимость поддержания
достаточно высоких и постоянных значений скоростей движения
электролита; при малых зазорах подача электролита происходит
неравномерно. Вторым условием является трудность поддержания
в процессе обработки малого зазора, исключающего замыкание
электродов или переход электрохимического процесса в электро-
дуговой; выполнение его могут обеспечить лишь установки с авто-
матическим регулированием подачи катоДа [176, 177].
Чисто т, а поверхности при ЭХО обычно высока и
достигает 7—9-го классов; значение ее зависит от шероховатости
поверхности заготовки и величины припуска. Кроме того, на ее
величину влияют и другие факторы. Так, с увеличением скорости
движения электролита шероховатость поверхности снижается;
увеличение плотности тока при неизменной скорости движения
электролита также улучшает шероховатость. Поэтому для полу-
чения низкой шероховатости поверхности при ЭХО повышение
плотности тока должно сопровождаться увеличением скорости
движения электролита. Наряду с низкой шероховатостью поверх-
ности ЭХО не вызывает в отличие от обычной обработки реза-
нием появления в поверхностном слое микротрещин и сдаточных
внутренних напряжений. При электрохимической обработке слож-
ных по структуре жаропрочных сплавов, например никелевых*
отдельные фазы растравливаются в ^разной степени. Поэтому в(
процессе анодного растворения выявляются форма зерен и нали-
чие разных фаз; оба эти явления ведут к увеличению шерохова-
тости поверхности. Подбор оптимальных режимов практически,
исключает эти отрицательные явления. Так, при обработке сплава.
ЭИ437Б происходило травление металла по границам зерен;
I
повышение плотности тока до 50-4-60 а/см2 ликвидирует это явле-^
ние [47]; то же самое дает электролитическое полирование (§ 76).
Разрабатываются новые методы ЭХО. Так, ЭХО обычно про^
изводят на постоянном токе, однако иногда для повышения про-;
, изводительности и точности обработки, снижения шероховатости-
поверхности переходят на переменный импульсный ток дли на*
поляризованный переменный ток, у которого амплитуда положи- i
тельной полуволны больше амплитуды отрицательной полуволны.
Это является средством улучшения ЭХО ряда материалов (напри-:
мер, нержавеющей стали). Источником импульсного тока могут,
служить игнитронные преобразователи, позволяющие получить:
любую скважность при изменении длительности импульса тока в
пределах от 0,01 до 0,04 сек [174, 175]. * • i
Улучшение операций электрохимической обработки получают
путем совмещения ее с ультразвуковой, для этрго к детали и;
инструменту, установленному на ультразвуковой головке, подврдят;
постоянный ток, а в качестве абразивной суспензии вместо воды;;
используют электролит, куда вводят абразив — карбид бора
фракции 50—150 мкм [172, 174]. Применение комбинированного
метода, сочетающего электрохимическую и ультразвуковую обра-,
ботки, увеличивает производительность в 2—3 раза при одновре-j
менном снижении износа инструмента. Хорошие результаты этот;
метод показывает и при обработке вольфрама. Следует отметить,
что производительность комбинированного метода не является'
арифметической суммой производительности составляющих про-
цессов, а превосходит ее в 2,5—3 раза. Существенное улучшение
ЭХО обеспечивает наложение колебаний высоких частот на элект-
ролит; для этого применяют устройства типа гидродинамических:
и ультразвуковых жидкостных излучателей.
Электроэрозионно-химическая обработка основана на сочета-
нии электроэрозионной и электрохимической обработок [173]^
Исследования Р. Б. Исаковой показали эффективность этого
комбинированного метода, она обусловлена тем, что как при ЭЭО^
так и при ЭХО имеются определенные пределы значений плотной
сти тока. Кроме того, применение в качестве рабочей жидкости’
электролита позволяет при одинаковых напряжениях значительно
увеличить зазор между электродами. Это улучшает условие эва-
куации продуктов эрозии. Производительность этого метода обра4
ботки определяется соотношением между токами эрозии и анод-:
ного растворения; по мере повышения интенсивности эрозионного;
разрушения происходит увеличение производительности, сушак^
растет интенсивность износа инструмента.j ’ <
§ 72. ЭЛЕКТРО^ОНТАКТНАЯ ОБРАБОТКА
Электроконтактная обработка (ЭКО) является комбинировав
ным методом обработки, использующим электрическое, тепловое
и механическое воздействия. Она осуществляется путем непосред
ггвенного контакта быстродвижущегося инструмента с заготовкой
490
при подводе в зону контакта электрического тока большой плот-
ности. Достоинствами этого метода обработки является возмож-
ность работы на переменном токе на воздухе или в воде без
применения специальных электролитов. Для этой обработки
используют электрический ток, определяемый несколькими тыся-
чами ампер при аалом напряжении. ЭКО является одним из высо-
копроизводительных, но вместе с тем наиболее грубым методом
резания.
Часто обработку производят Аращающимися с большими
окружными скоростями (30—35 м!сек) гладкими металлическими
дисками, которые создают непрерывный контакт; они плохо уда-
ляют расплавленный металл, приводя к образованию больших
наплывов. Использование профильных или вйнтовых дисков [162J
позволяет осуществлять обработку с периодическим контактом.
Для ЭКО используют переменный ток безопасного для работы
напряжения (10—25 а). Обработку можно производить со значи-
тельным давлением — до 10—15 кгс!см2 (электрофрикционная
резка), с малым давлением — до 2 кгс)см2 (электроконтактная
заточка инструмента) и практически без давления (в режиме
электрического оплавления). При работе с-низкими напряжениями
(до 10—12 в) съем металла происходит путем нагрева контактных
перемычек; обработка' при высоких напряжениях (свыше 204-22 в)
идет в основном за счет дуговых разрядов; обработка при средних
величинах напряжений (12—20 в) сопровождается как непосред-
ственно нагревом контактных перемычек, так и дуговыми раз-
рядами.
Тепло в зоне контакта инструмента и ’заготовки выделяется
вследствие электрических разрядов — Qq, кал, повышенного сопро-
тивления зоны контакта — QR, кал, и трения между инструментом
и заготовкой — QTP, кал. Сопротивление зоны контакта определя-
ется по закону Джоуля—Ленца. Принимая I в a, R — в ом,
N — в вт, т —в сек, получаем
^=0,2472/?г=0,24Ж
Тепло, обусловленное трением, исходя из затрачиваемой на этот
процесс мощности NTp вычисляют по формуле
QtP=0,24Ntpt.
Обусловленное этими источниками тепло, выделяясь в зоне
контакта, размягчает и расплавляет материал срезаемого слоя;
движение ' инструмента обеспечивает механический вынос частиц
металла из зоны обработки.
ЭКО обеспечивает высокую производительность. В ЭНИМСе
при обработке высоколегированных сталей достигнута скорость
съема металла 150 кг/ч при потребляемой от сети мощности
300 квт. Производительность электроконтактной обработки зависит
от рабочего напряжения и силы тока; с их ростом она увеличи-
вается; наряду с этим шероховатость поверхности и точность обра-
ботки ухудшаются. Высокая производительность ЭКО способст-
491
вует созданию станков, мощности которых достигают сотен кило-
ватт. Удельный расход энергии для сталей различных марок
примерно одинаков (1,4—1,8 квт-ч/кг)', с увеличением средней
толТцины снимаемого* слоя потери тепла на прогрев окружающей
массы заготовки меньше. 1
Наиболее ' часто ЭКО ‘ применяют для .резки заготовок
(рис. 197, (z). Удаление металла из зазора между электродами
происходит в результате расплавления
пластично испарения частиц металла
заготовки с последующим выбросом их
воздушным потоком, создаваемым в
зазоре между электродами вращаю-
щимся диском. В отдельных случаях
для его охлаждения используют пода-
чу жидкости. При зачистке слитков из
нержавеющей стали в целях улучше-
ния процесса удаления диспергирован-
ного металла при больших скоростях
съема используют сжатый воздух дав-
лением не менее 3,5 атм (0,35 Мн/м2)
[175].
Диски для электроконтактной рез-
ки изготовляют из стальных или алю-
миниевых листов с покрытием торцо-
вых поверхностей изоляционно-абра-
зивным слоем (эпоксидной смолой), что4
позволяет’ во время резки не только
предотвращать появление разрядов
по боковым поверхностям, но и очи-
щать поверхность реза от оплавленно-
го слоя на глубину 0,24-0,3 мм. Окруж-
ная скорость вращения диска равна
30^40 м!сек. Источниками электриче-
ского тока служат сварочные транс-
форматоры. При токе 300 а интенсив-
Рис. 197
ность удаления металла из зоны
резания составляет 0,2 см31сек, при
токе 800 а — 0,6 см3/сек. Производительность ЭКО практически не
зависит от вида обрабатываемого материала; так, при резке сред-
неуглеродистых сталей, сталей Х18Н9Т, жаропрочного сплава типа
«нимоник» она остается неизменной [165].
ЭКО применяют также для грубой обработки литья, например
обдирки литых траков, черновой обработки поверхности валов,
вытачивания канавок на сверлах из закаленных сталей (одна
канавка за 2 сек), образования впадин у зубчатых колес (36 зубьев,
т=1,5, ширина зуба 8 мм, каждая впадина за 1 сек], кольцевого
сверления (рис. 197, б), получения всевозможных проушин и
фасонной обработки (рис. 197, в).
Основным недостатком ЭКО является пониженное качество
492
обработанной поверхности с микротрещинами и наплывами. По-
этому большое внимание при этом виде обработки необходимо
уделять обеспечению правильного теплообмена в зоне резания.
Основное значение в этом отношении имеет правильный выбор
электрических режимов, скоростей вращения и подачи дисков;
для этой же цели диск делают зубчатым, с уступами или спираль-
ным. Число зубцов диска должно быть таким, чтобы повторное
зажигание дуги происходило не чаще чем через 0,001 сек. Это
соответствует окружной скорости диска 50 м/сек и выше. Направ-
ление вращения диска должно быть таким, чтобы дуга выходила
на еще не обработанные места, а снимаемый металл не попадал
на уже обработанную поверхность. Для этих же целей в ряде
случаев воздушное охлаждение заменяют поливом водой, маслом.
§ 73. АНОДНО-МЕХАНИЧЕСКАЯ ОБРАБОТКА
Способ анодно-механической обработки (АМО) предложен и
разработан впервые в СССР в 1943 г. инженером В. Н. Гусевым;
он основан на комбинированном механическом, электроэрозионном
и электрохимическом воздействиях на материал срезаемого слоя.
Схема анодно-механической резки показана на рис. 198, а.
Заготовку 1 (анод) и режущий диск 2 (катод) включают в цепь
постоянного тока; в зазор между ними подают электролит, обычно
жидкое стекло (водный раствор силикатов натрия). Под действием
постоянного тока в среде электролита происходит анодное раство-
рение обрабатываемого материала, которое приводит к образо-
ванию на аноде защитной пленки, тормозящей дальнейшее рас-
творение. Механическое воздействие диска снимает эту пленку,
обеспечивая непрерывность электрохимического растворенйя и
интенсифицируя его. В момент срыва пленки происходят электри-
ческие разряды между выступающими неровностями анода и
катода, приводящие к электроэрозионному разрушению выступаю-
щих участков. Все три процесса — электрохимическое растворе-
ние, механическое и электроэрозионное разрушение — тесно свя-
заны между собой, образуя единый процесс анодно-механического
резания.
Анодно-механическая обработка в отличие от других методов
электрической обработки позволяет в широких диапазонах регу-
лировать шероховатость поверхности и точность обработки. Так,
на чистовых режимах анодно-механическая обработка токопрово-
дящим шлифовальным кругом (рис. 198, б) и неметаллической
лентой (рис. 198, в) позволяет получать наиболее высокие классы
чистоты (до 14-го) и точности (до 1-го); наоборот, черновая анод-
но-механическая обработка позволяет получать очень большие
съемы металла, например по твердым сплавам до 5000—
8000 мм?!мин.
При черновой анодно-механической обработке, выполняемой
при больших плотностях тока, основное значение играет тепловое
электроэрозионное воздействие, приводящее к интенсивному
493
снятию материала срезаемого слоя в результате плавления и взры-
вообразного испарения металла в среде рабочей жидкости. Процесс
анодного растворения в этом случае необходим только для обра-
зования защитной пленки, которая обеспечивает концентрацию
дуговых разрядов на вершинах микронеровностей и препятствует
развитию дугового разряда. Механическое воздействие обеспечив
вает вынос продуктов разрушения из рабочей зоны.
Рис. 198
^Чистовую анодно-механическую обработку осуществляют при
малых плотностях электрического тока; поэтому основное значе-
ние при ее выполнении имеют механизмы анодного растворения и
механического снятия пленки движущимся инструментом. Эти
процессы происходят преимущественно по вершинам микронеров-
ностей, которые подвергаются более интенсивному электрохими-
ческому .воздействию и только на них происходит непрерывное
494 " 4
механическое удаление пленки. Наоборот, во впадинах микро-
неровностей формируется толстый слой пленки, играющей защит-
ную рдль. Все это ведет к непрерывному уменьшению высоты
шероховатостей, достижению высокой точности и чистоты поверх-
ности, получению зеркального блеска.
Обрабатываемость материалов при АМО определяется комп-
лексом их электрохимических и тепловых характеристик, куда
входят электрохимический эквивалент, способность к пассивиро-
ванию, теплопроводность, теплоемкость, температура плавления;
вместе с тем она практически не зависит от механических харак-
теристик обрабатываемого материала. Наиболее хорошо черновой
анодно-механической обработке поддаются материалы, обладаю-
щие малой теплопроводностью и низкой температурой плавления.
К ним относятся свинец, олово. Особенно плохо обрабатываются
этим методом твердые сплавы, вольфрам (из-за высокой темпера-
туры плавления) и медь (из-за высокой теплопроводности). Сред-
нее положение занимают черные металлы. При чистовой обра-
ботке основное влияние на обрабатываемость оказывают электро-
химические параметры. ' *
Режимы АМО определяются электрическими параметрами —
плотностью тока, напряжением и механическими параметрами —
давлением инструмента на обрабатываемую поверхность, скоро-
стью относительного’ движения. Кроме того, к ним относятся вид,
способ подачи электролита, его расход и давление.
Анодно-абразивное шлифование (ААШ), или
анодно-механическое шлифование, является чистовым и вместе
с тем высокопроизводительным методом анодно-механической
обработки (см. рис. 198, б). Круг для анодно-механического шли-
фования состоит из абразивных зерен, связки и электропроводного
наполнителя. Обычно его изготовляют из электрокорунда и зеле-
ного карбида кремния на бакелитовой связке; электропроводность
достигается добавкой графита, пропиткой круга расплавленным
свинцом или использованием специальных стальных или медных
дисков. Электролиты представляют собой водные растворы калие-
вой или натриевой селитры с добавками нитрита натрия в каче-
стве ингибитора коррозии. Таким электролитом является, напри-
мер, водный раствор, содержащий 10% KNO3 и 0,5% NaNO2.
Достоинством ААШ по сравнению с обычным шлифованием
является отсутствие значительного тепловыделения, поэтому в
поверхностном слое не возникают значительные структурные пре-
вращения и внутренние напряжения. Работоспособность шлифо-
вального круга поддерживается его самозатачиванием в процессе
обработки, которое происходит вследствие выкрашивания высту-
пающих или сильно изношенных абразивных зерен, а также раз-
рушения связки' и наполнителя при электрических разрядах. Эти
процессы обусловливают получение низкой шероховатости поверх-
ности, -чему значительно способствует анодное растворение высту-
пающих шероховатостей поверхности.
Давление круга на обрабатываемую поверхность является одним
495
из важнейших параметров ААШ, так как оно определяет степень
внедрения режущих зерен и величину зазора. О,величине давле-
ния можно судить по силе тока. Резание с малым давлением
круга на заготовку ведет к малому внедрению режущих зерен
в обрабатываемую поверхность, повышенным зазорам, что вызы-
вает уменьшение интенсивности электрохимического и электро-
эрозионного воздействий. По этим причинам съем металла мал и
велика шероховатость пове’рхности. Повышение давления до
2—3 кгс/см2 обеспечивает максимальные съем и чистоту поверх-
ности (12-й класс). Дальнейшее его увеличение ведет к росту
удельного веса в процессе съема механического резания, что
вызывает ухудшение шероховатости поверхности и точности обра-
ботки. Учитывая это, для достижения наилучших шероховатостей
поверхности и точности \ обработки^ анодно-механическое шлифо-
вание следует выполнять при оптимальном давлении, больших
1 скоростях резания и интенсивном относительном движении заго-
товки и инструмента (двойных ходах) [174].
Анодно-алмазная обработка является разновидно-
стью анодно-абразивной обработки. Наиболее широко применяют
анодно-алмазное'шлифование (ААлШ). Его производят токопро-
водящими алмазными’ кругами в среде электролита. Этот метод
сочетает высокую скорость электрохимического растворения, обу-
словленную большими плотностями тока (до 200 а/см2) и крайне
малыми зазорами, с алмазным шлифованием, обеспечивающим
интенсивное удаление продуктов растворения. Низкое напряжение
снижает интенсивность эрозионных разрушений. Это позволяет
получать низкую шероховатость поверхности при большой произ-
врдительности обработки. Электропроводные круги получают
путем заполнения расплавленным металлом пор обычных шлифо-
вальных кругов на керамической связке, осаждением металлов и
их солей в порах ‘шлифовального круга или использованием
электропроводных связок [175]. В последнем случае шлифоваль-
ные круги получают шаржированием алмазного порошка в медную
или стальную основу. Шаржирование осуществляют путем нане-
сения на поверхность металлического круга -тонкого слоя смазки
с алмазным порошком и последующей обкаткой роликом из зака-
ленной стали.
Электроалмазное шлифование применяют для кольцевого
сверления отверстий в заготовках 1 и их дальнейшей расшлифовки
(рис. 199) [177]. Инструментом при электроалмазном сверлении
служат кольцевые сверла 2 с алмазоносным слоем, получаемым.
методами спекания, экструзии, гальваностегии или гальванопла-
стики на металлокерамической, литой, высокопористои, твердо-
сплавной или 'электролитической связках с алмазами зернистостью*
16—40, 100—200-процентной концентрации. Для получения сквоз-
ных отверстий наиболее целесообразны тонкостенные (0,34-0,5 мм)
алмазные сверла, позволяющие получать при осевом усилии
10—20 кгс высокие давления (до 100 кгс/см2) и плотности тока
(несколько сот ампер на 1 см2). При интенсивной прокачке элект-
496
ролита в этом случае получают высокую производительность. Для
получения глухих отверстий используют кольцевые сверла с
большей толщиной алмазоносного слоя или специальные сверла
с каналами для подачи электролита в рабочий зазор.
Анодно-абразивное хонингование (ААХ) являет-
ся разновидностью отделочной анодно-абразивной обработки
электронейтральным инструментом. Оно осуществляется по схеме»
подобной схеме рис. 198, в,, обычными хонинговальными головками
с подачей электролита и электрического тока в зону обработки...
Источниками тока в этом случае служат низковольтные генера-
торы постоянного тока, селеновые и другие типы выпрямителей.
Электрохонингование производят мелкозернистыми карборундо-
выми брусками на керамической связке на режимах: С7=3—30 в;
/\=0,24-1,5 а/см2, уокр=1—to м/сек, п = 30—80 дв.х/мин,
кгс/см2-, этот метод дает чистоту до 14-го класса. При
обработке абразив последовательно удаляет оксидный слой, обра-
зующийся при электрохимическом растворении; вследствие меха-
нического воздействия этот процесс позволяет избежать формиро-
вания пассивных слоев, играющих основную роль при обыч-
ной электрохимической обработке. По этой причине метод
электрохонингования не требует использования электролитов,
вызывающих сильную» коррозию. Вследствие резкого снижения
удельного веса механического воздействия детали, обработанные
этим методом, имеют поверхностный слой, свободный от внутрен-
них напряжений [175, 177].
Электрохонингование является более производительным мето-
дом по сравнению с обычным хонингованием. Так, при обычном
32 в. н. Подураев
497’
•
.хонинговании скорость съема чугунных гильз цилиндров малолит-
ражных двигателей равна 0,03—0,04 мм!мин по диаметру, при
электрохонинговании — 0,22 мм]мин\ чистота поверхности 8—10-го
классов.
Анодно-механическое полирование (рис. 200)
[-173] производят специальной ^головкой 1, несущей полироваль-
ники 2 -и совершающей вращательное и возвратно-поступательное
' движения. Полировальники изготовляют из мягких пород дерева*
пластмасс или абразивных брусков. Зазор между головкой 1 и
заготовкой 4 заполняют электролитом 3 с высокодисперсным абра-*
зивным порошком, находящимся во взвешенном Состоянии. Элек-
тролитов являются водные растворы солей серной, азотной, со-^
ляной и других кислот, а абразивным порошком — окиси хрома
или алюминия. Сглаживание шероховатостей происходит путем
формирования на выступах пассивной пленки с последующим ее
механическим удалением под воздействием полировальников . и
абразивного порошка. При плотности тока 1 al см2 скорость съема
металла 7,5—И мкм/мин\ при этом получается поверхность
10—14-го классов с зеркальным блеском. Типовые режимы: U=
3—30 в, fa = 0,2—2,0 а) см2, уокр=1—5 м!сек\ р = 0,5-е-1,5я кгс/см2.
Вид электрического тока при анодно-механической обработке
определяет производительность обработки. При постоянном токе
она возрастает по сравнению с переменным примерно в 2 раза
[162, 174]. Применение пульсирующего тока, т. е. однофазного
переменного тока после двухпериодного выпрямления, повышает
производительность по сравнению с постоянным на 20—30%.
Алмазокатодная обработка выполняется алмазными
кругами на металлической связке; в отличце от электроалмазнсГй
она выполняется с наложением тока обратной полярности, т. е.
круг является анодом, а’заготовка — катодом [88]. Высокая эф-
• фективность процесса обеспечивается непрерывным анодным
растворением тонкого слоя металлической связки круга, благода-.
ря чему обнажаются алмазные зерна. Это обеспечивает непре-
498
рывное образование зазора между связкой круга и обрабатывае-
мой поверхностью и устраняет засаливание круга.
Алмазокатодное шлифование показывает хорошие результаты^
при обработке кругами из КНБ и синтетического алмаза АСП
труднообрабатываемых материалов. При шлифовании сплава
ЭП202 кругами АПП250Х10ХЗ-БП10-М1-10 удельный расход абрд-
зива составляет 1,2 жг/г, производительность 111 мм21мин, кругами:
АПП250Х10ХЗ-БП10-М1-50—соответственно 3,1л/а/аи 142мм3/минг
кругами АПП250Х10ХЗ-АСШ0-М1-100— 0,94 мг]г и \.38 мм31мин.
Учитывая меньшую стоимость синтетического алмаза и наименьший
расход, следует рекомендовать для этих операций круги на метал-
лической связке с синтетическими алмазами АСП и АСВ.
Алмазокатодный способ успешно используется при затачива-
нии многолезвийных инструментов и твердосплавных пластинок
площадью контакта менее 100 мм2. При электроабразивной об-
работке,* использующей прямую полярность, происходит постепен-
ное снижение производительности затачивания. Наоборот, при
алмазокатодной обработке съем остается все время постоянным и
равным 1,6-М ,8 г!мин (141—160 мм3/мин), т. е. находится на
уровне максимального съема при работе с прямой полярностью.
§ 74. ЛУЧЕВОЕ РЕЗАНИЕ
Лучевые методы обработки (ЛМО) основаны на снятии обра-
батываемого материала под воздействием фокусированных лучей,
имеющих чрезвычайно высокую плотность энергии; в этом случае
удаление материала осуществляется преобразованием лучевой
энергии непосредственно в зоне резания в тепло. К лучевым ме-
тодам обработки относится резание электронным, ионным, свето-
вым и плазменным лучами; при этих методах обработки луч
установки является идеально отточенным, безынерционным и
безызйосным «инструментом».
Электроннолучевая обработка (ЭЛО) выполняется
фокусированным пучком электронов, испаряющим металл в точке
соприкосновения луча с металлом. Электровакуумное устройство,
в котором происходит получение, ускорение и фокусировка элек-
тронного пучка, называется электронно-оптической трубкой или
электронной пушкой (рис. 201, а). Катод электронной пушки
излучает электроны, которые затем ускоряются электрическим по-
лем (до скоростей порядка 15 км)сек) и фокусируются электро-
магнитной линзбТГ на очень малой площади обрабатываемой
заготовки, диаметр которой составляет сотые доли мм. Все эти
три процесса совершаются в высокой вакууме. Удаление обраба-
тываемого материала происходит в результате высокой концент-
рации энергии, вызывающей интенсивное тепловое разрушение;4**
оно обусловлено торможением электронов при встрече с поверх-
ностью заготовки и превращением кинематической энергии дви-
жения электронов в тепловую. Необходимое (до нескольких
32* . 499^
.десятков тысяч вольт) ускоряющее напряжение прикладывается
между катодом и , анодом. Фокусирование потока электронов
электромагнитной линзой обеспечивает крайне малый диаметр
лучка в месте обработки, где величина плотности энергии дости-
гает нескольких тысяч киловатт на 1 мм2. Вакуум обеспечивает
Рис. 201
высокую химическую чистоту поверхности, получаемой в резуль-
тате обработки, что особенно важно при изготовлении особо от-
ветственных изделий.
При электроннолучевой обработке во избежание повышенного
нагрела применяют пульсирующий поток электронов. Используе-
мый для этой цели импульсный генератор может работать с час-
500
тотой от 1 до 3000 гц и длительностью импульса от 0,01 до
0,00005 сек, т. е. время облучения в сотни раз меньше, чем пауза.
Это позволяет получить, такой процесс обработки, )когда металл
в зоне обработки за время паузы успевает охладиться настолько,
что при следующем импульсе его расплавления вне зоны дейст-
вия, электронного луча не происходит. Таким образом, отличи-
тельными особенностями размерного электроннолучевого резания
по сравнению со сваркой электронным лучом является острая
фокусировка луча с повышенной плотностью энергии и импульс-
ная его подача.
Управление электронным лучом производится практически
безынерционно; частоту следования и ширину импульсов можно
изменять в весьма широких пределах: от импульсов порядка
0,1 мк^сек до непрерывного воздействия луча. Кроме того, элек-
тронный луч при использовании электронного программного уп-?
равления под воздействием электронно-магнитного поля может
перемещаться по обрабатываемой поверхности со скоростями до
100 м/сек. Все это позволяет изменять в широком диапазоне ре-
жимы обработки, а также автоматизировать эти операции.
Режимы резания Электронным лучом определяются током в
луче, величиной ускоряющего напряжения, плотностью тока в
фокальном пятне на заготовке, скоростью перемещения луча по
заготовке; при обработке модулированным лучом добавляется
также частота повторения и длительность импульсов.
Скорость движения электронов vQ определяется величиной
ускоряющего напряжения {7уск, кв:
уэ==5,93-107 VУу^см/сек ^600 Vf/yCK км/сек.
Мощность тепловой энергии, выделяющаяся при соударении
электронов с поверхностью заготовки,
AfT==/[7ycK; 1 = пе/х,
где / — сила тока, электронного пучка, ма\ п — число электронов
в потоке: е — заряд электрона, равный 1,6-10~19 кул; т — время
облучения, сек.
Температура в зоне внедрения электронного луча в заготовку
0 = (Ns/c^n ) "Иг,
где Ns — величина энергии, приходящаяся на 1 см2, кал/см2
(дж/м2); с — теплоемкость материала, кал/г-град (дж/г-град).
Температура при ЭЛО нарастает быстро и достигает больших
значений; так, чтобы довести температуру молибденовой заго- *
товки до температуры плавления (3700°С), необходимо время т
менее 10'10 сек при Afs=105 квт/см2. Обычно при ЭЛО температуры
достигают значений порядка 6000° С.
Удельная энергия в вт/см2, необходимая для расплавления ван-
ны диаметром ds, равным толщине металла, *
9w=3,47WnjI(l/dJog-^-),
501
где X ^-теплопроводность металла, вт/см2-град; 0Пл— температу-
ра плавлений °C; do — диаметр участка, на' краях которого тем-
пература рав|а нулю.
Таким образом, основным параметром, характеризующим
электроннолучевую обрабатываемость материала, можно принять
произведение теплопроводности на температуру плавления Х0Пл;
она определяет размеры участка, расплавляемого электронным
лучом при постоянной мощности.
Энергия, необходимая для испарения 1 мм3 обрабатываемого
материала, складывается из трех составляющих: Qi — теплоты,,
необходимой для нагревания металла до температуры плавления,.
Q2 — теплоты плавления и Q3 — скрытой теплоты испарения. За
время протекания этих процессов происходит отвод тепла вслед-
ствие теплопроводности обрабатываемого материала и окружаю-
щей среды Q4 и радиации Q5. Этими составляющими определяется
тепловой баланс данного вида обработки:
Qi + Q2+Q3=Q4+Qs-
Электроннолучевые установки для ЭЛ О могут- быть высоко-
вольтными с ускоряющим напряжением 100—150 кв, обеспечива-
ющими удельную мощность 107~10“8 вт/см2, и низковольтными с
ускоряющим напряжением 15—30 кв, дающими удельную мощ-
ность 1054-106 вт!см2. Для резания наиболее пригодны установки
первого типа, обеспечивающие большую глубину проплавления и
узкие зоны термического влияния.
Электроннолучевая установка для размерной обработки фирмы
«Карл Цейс» состоит из электронно-оцтической трубки, источни-
ка питания, рабочей вакуумной камеры, вакуумной системы и
блока программного управления. Конструктивная схема электрон-
но-оптической трубки представлена на рис. 201, б. Нить катода
управляющий электрод 2 и анод 3 образуют электронную пушку.
Нить катода, изготовленная из вольфрама и раскаленная до*
2200° G, служит источником образования электронов. Предвари-
тельно сфокусированный управляющим электродом и ускоренный
электронный пучок проходит через отверстие в аноде и движется
далее с постоянной скоростью к обрабатываемой заготовке 8,
укрепленной на подвижном столе 9. Окончательное фокусирова-
ние пучка осуществляют электромагнитной линзой 7. Регулиро-
вание электронной пушки производят системой катушек блока
юстирования 4; фокусное расстояние линзы устанавливается изме-
нением 'toKa в ее катушках. Визуальный контроль за процессом
обработки осуществляют микроскопом 10. Подвижная диафрагма 5
служит для перехвата рассеянных электронов; корректор 6 придает
сечению луча круглую форму.
Вакуум в камере создают насос механического ротационного,
типа и диффузионный масляный насос; первый осуществляет
предварительный вайуум, второй — глубокий вакуум. Нормальное
рабочее разряжение в установке 10~М-10~6 мм рт. ст.; оно полу-
чается за 10—15 мин.
502 i
%
Режимы работы электроннолучевой установки регулируются
изменением силы тока, зависящей от напряжения смещения, т. е.
напряжения на управляющем электроде относительно катода.
Импульсную работу обеспечивают подачей на управляющий элек-
трод, имеющий предварительное отрицательное запирающее на-
пряжение, прямоугольных положительных импульсов, амплитуда
которых определяется необходимым для резания 'током луча.
Основные технические данные описанной установки: ускоряю-
щее напряжение 254-150 кв, максимальная длительная мощность
100 вт, плотность энергии до 104 кет/мм2, Максимальный ток луча
в импульсе 154-20 ма, частота^импульсов 50—50 000 гц, длитель-
ность импульсов 10~6 сек, диаметр фокального .пятна 24-3 мкм,
стабильность ускоряющего напряжения 0,14-0,01 %. Перемещение
электронного луча происходит под действием двух пар отклоня-
ющих катушек, расположенных взаимно перпендикулярно. Авто-
матическая система реле подает от генераторов импульсы тока,
необходимые для заданной формы обработки (прямоугольная,
пилообразная, круглая и т. д.). Например, для движения луча по
окружндстй катушки питаются синусоидальным током со сдви-
гом фаз 90°.
Установки для электроннолучевого резания используют ток
высокого положительного напряжения относительно земли. Поми-
мо этого, при встрече-электронного луча с материалом обрабаты-
ваемой заготовки* от 1 до 3% кинетической энергии электронов
превращается в рентгеновское излучение. Поэтому при эксплуата-
ции электроннолучевых установок должна быть обеспечена защи-
та обслуживающего персонала от высокого напряжения, рентге-
новского, ультрафиолетового и интенсивного видимого излучений.
Достоинствами ЭЛО являются возможность обработки сверх-
прочных материалов, получение сквозных и глухих отверстий
крайне малых диаметров, пазов сложной формы по заданному
контуру, а также изготовление прецизионных деталей, характер-
ных для радиоэлектронной промышленности. Наиболее широко
этот способ применяют для получения отверстий диаметром до
54-10 мкм в драгоценных камнях, служащих подшипниками в
приборах, в впрыскивающих соплах и других деталях; при ко-
сом, направлении луча образуются конические поверхности. Для
образования отверстий в корундовых часовых подшипниках ис-
пользуют два луча: для нагрева — менее концентрированный и
непрерывный, нагревающий заготовку за 1 сек до 1500° С, и про-
шивающий — тонко сфокусированный, пульсирующий (f=2 кгц)
с большой плотностью энергии (до 5-103 кет/мм2), который за 2 —
3 сек образует почти круглое отверстие. После этого для сниже-
ния внутренних, напряжений в заготовке вновь работает подогре-
вающий луч. Этот метод применяют также для получения отвер-
стий в вольфраме, тантале, молибдене, ниобии. Отверстие прямо-
угольного профиля 0,!рХ0,05 мм длиной 0,54-1,5 мм с точностью
±3 мкм в фильере из легированной стали повышенной прочности
образуется за 104-20 сек, при ускоряющем напряжении 100 кв,
503
длительности импульсов 10~5 сек, частоте 3 кгц. Стальные листы
толщиной до 1 мм режут электронным лучом малой мощности со
скоростью 1200 мм/мин. Увеличение мощности позволяет резать
листы толщиной до 30-4-40 мм.
Предполагают, что метод электроннолучевого резания найдет
широкое применение при монтаже и ремонте летательных аппа-
ратов в условиях космического пространства. В США разработана
переносная электронная пушка мощностью 1,5 кет весом 5 кг*
она размещена в оболочке диаметром 125 мм и высотой 250 мм.
С ее помощью космонавты смогут ремонтировать повреждения
корабля при длительных полетах. Она соединена специальным
кабелем с бортовым источником питания.
Недостатками ЭЛ О являются сложность и высокая стоимость
оборудования, большие затраты времени на создание вакуума,,
ограничение габаритов обрабатываемых деталей размерами рабо-
чих камер.
Учитывая это, в настоящее время создаются методы ЭЛО лу-
чом, выведенным из электронной пушки, где поддерживается глу-
бокий вакуум, в атмосферу. Такие электроннолучевые установки
созданы, например, фирмой «Юнайтэд Рэфт». Фирмой «Гамиль-
тон Стэндэд» разработаны установки, работающие в среднем ва-
кууме 10-14-3-10"1 мм рт. ст. Однако в этом случае необходима
защита оператора от воздействия жестких рентгеновских лучей,
возникающих при торможении электронов.
Ионнолучевая обработка (ИЛО) применяется в элек-
тронной промышленности. При этом методе используется явление
катодного распыления, возникающего при тлеющем газовом раз-'
• ряде. Электроны, эмиттируемые катодом, ионизируют молекулы
. газа. Ионы ускоряются сильным электрическим полем и фокуси-
руются в узком конусе, вершина которого совпадает с поверхно-
стью обрабатываемой детали. Этот метод применяют для прошив-
ки в тонком листовом материале отверстий диаметром от 5 мкм
и более. Направленный поток ионов аргона применяют, в США
для сверления отверстий в алмазах; отверстия получаются кони-
чёскими: со стороны катода отверстие имеет диаметр 0,375 мм, на
выходном — на . 0,05'мм меньше. При обработке отверстий боль-
шего диаметра значения входного и выходного диаметров состав-
ляли соответственно 2,26 и 1,4 мм. Наибольшая скорость обра-
ботки составляла 130 мкм!ч. Чтобы получить в алмазе отверстие
любой желаемой формы, нужно такое же отверстие сделать в ка-
тоде. Время на ионную обработку отверстий значительно ббльше,
чем при использовании пульсирующего лазера, но зато ионная
пушка потребляет значительно меньше энергии. Устройство для
цонного сверления можно применить и для полировки поверхно-
сти уже имеющегося отверстия или наружной поверхности алма-
зов. Этим методом можно также обрабатывать поликристалличе-
ские алмазы типа балласа [184]. ,
Светолучевая обработка (С Л О) использует для ре-
- зания весьма узкий направленный пучок видимого света, характе-
504
ризующийся чрезвычайно высокой плотностью тепловой энергии;
для его получения служит лазер (начальные буквы слов
Light Amplifier by stimulated Emisson Radiation) —оптический
квантовый генератор (ОКГ). Поэтому этот вид обработки часто
называется лазерной обработкой. к
Особенностью светового луча является ёго высокая когерент-
ность, т. е. параллельность движения составляющих его фотонов,
в результате чего расхождение, луча не превышает 0,05—1,0°.
Поэтому часто используется и другое наименование этого метода
обработки — обработка когерентным световым лучом. Благодаря
отмеченным особенностям СЛО успешно применяют для резки,
прошивки, сварки, плавки сверхтвердых и-тугоплавких материа-
лов, обработка которых обычными методами чрезвычайно трудо-
емка, а чаще всего невозможна.
Физическая сущность СЛО — обработки когерентным световым
лучом импульсным или непрерывным — заключается в использо-
вании для технологических целей электромагнитных колебаний
светового диапазона. Это явление состоит в следующем. Обычный
свет представляет собой электромагнитное излучение атомов при
их хаотическом самопроизвольном переходе с верхних неустойчи-
вых энергетических уровней на нижние. Процесс перехода сопро-
вождаемся излучением света. Однако при определенном состоянии
атомов переход их с верхнего энергетического уровня на нижний
происходит одновременно. Такие условия создаются при воздей-
ствии на атомы ряда веществ ’извне электрбмагнитных колебаний.
Этими электромагнитными колебаниями можно управлять, их
можно фокусировать в очень тонкие игольчатые пучки, измеряе-
емые единицами угловых минут. Наряду с направленностью это
излучение характеризуется высокой когерентностью, т. е. наличием
в излучаемом свете электромагнитных колебаний практически
одной фазы и частоты.' В отличие от этого свет, излучаемый, напри-
мер, электрической лампой накаливания, представляет собой
совокупность «световых порций» — квантов, генерируемых возбуж-
денными атомами и имеющих случайные фазы и частоты колеба-
ний. Направленный когерентный световой пучок обладает огром-
ной световой и тепловой энергией, высоким удельным давлением.
В квантовых генераторах для усиления поля высокой частоты
используются квантовые энергетические переходы. Известно, что
атом может находиться в различных квантовых состояниях — им
соответствует дискретный ряд уравнений энергии. Согласно усло-
вию Бора при переходе атома, находящегося в возбужденном со-
стоянии, с одного уровня 1 на другой 2 выделяется энергия
ДЭ=Э2—91 = 7zv,
где Э! и Э2 — соответственно энергии уровней 1 и 2; h — постоян-
ная Планка; v — частота перехода.
Переход такого вида называется спонтанным, так как ой про-
исходит самопроизвольно, в результате воздействия процессов,
стремящихся возвратить систему в равновесное состояние.
505
Интенсивность этого вида излучения определяется только числом
возбужденных атомов.
Воздействие внешнего электромагнитного поля с частотой
спонтанного излучения значительно индуцирует переход атомов.
Этот процесс называется индуцированным излучением; его интен-
сивность зависит как от количества возбужденных атомов, так и
от плотности излучения [162, 174].
Спонтанный переход электронов с «перенаселенных» уровней
на нижние энергетические уровни сопровождается испусканием
кванта света (фотона) определенной длиной волны. Фотон, выде-
лившийся в активной среде при спонтанном переходе, вызывает
переходы других электронов. Таким образом формируется лавино-
образный поток фотонов одинаковой длины волны и одинаковой
фазы — когерентное излучение высокой интенсивности.
Применяемые для технологических целей лазеры состоят из трех
основных элементов:
1) активной среды, обеспечивающей возможность излучения, а
также усиление света требуемой длины волны вследствие строго
определенного сочетания атомов, ионов или молекул, имеющих по
меньшей мере два энергетических уровня. В качестве активных
сред используют разнообразные твердые флуоресцентные материа-
лы, а также жидкость и газы;
2) системы возбуждения (подкачки), обеспечивающей перевод
большинства атомов (ионов) активной среды на более высокий
энергетический уровень; процесс перевода характеризуется пере-
населенностью энергетических уровней; это состояние в энергети-
ческом отношении неустойчиво — оно представляет собой запас
потенциальной энергии, которая может самопроизвольно перехо-
дить в световую энергию;
3) резонатора, обеспечивающего оптическую обратную связь
и тем самым превращающего систему в генератор, в котором воз-
буждаются автоколебания (см. стр. 187). Обратная связь созда-
ется посредством двух плоских зеркал, установленных друг против
друга; в этом случае лавинообразный поток фотонов вновь отра-
жается в обратном направлении в активную среду. Это приводит
к непрерывности процесса вследствие дальнейших переходов ато-
мов (ионов); в результате этого повышается интенсивность излу-
чения.
Для вывода из системы луча света одно из зеркал делают полу-
прозрачным. Таким образом, ОКТ подает на обрабатываемую
поверхность .одиночный световой импульс — когерентный луч.
В нем имеет место и’спонтанное излучение (некогерентный луч),
однако оно крайне мало.
Для получения более мощных, но коротких периодических им-
пульсов в конструкцию ОКГ вводят модуляцию добротности; для
этого ^цепь оптической обратной связи прерывают на заданное вре-
мя .механическим или электронно-оптическим устройством. В это
время происходит только спонтанное излучение, вследствие чего
основная энергия подкачки идет на создание перенаселенности
506
верхних энергетических уровней. В момент открытия обтюратора
большая часть накопленной энергии превращается в мощный све-
товой импульс; при этом общая энергия импульса может не пре-
вышать нескольких джоулей, однако пиковая мощность может
достичь нескольких тысяч меговатт.
1
Рис. 202
Лазеры разделяются на три вида — газовые, твердые (кри-
сталлические) и жидкостные. Для твердых лазеров необходимы
хорошо отполированные монокристаллы, имеющие определенную
ориентацию кристаллических осей. Кроме того, кристалл должен
быть высокого качества, так как его дефекты вызывают рассеи-
вание, уменьшающее когерентное усиление света. Этих недостат-
ков не имеют газовые и жидкостные лазеры. В большинстве твер-
дых лазеров в качестве материала кристалла используют синтети-
ческий рубин (плавленая окись алюминия) с добавкой (0,04—
0,05%) трехвалентного хрома. В последние годы взамен рубина
применяют фтористый кальций с добавками урана илй самария;
в этом случае можно получать лазеры, работающие не только в
импульсном, но и в непрерывном- режиме.
Упрощенная конструктивная схема лазера показана на
рис. 202, а [175]. Рубиновый стержень 5t имеющий зеркально
посеребренный торец 4 и полупрозрачно посеребренный торец 7,
крепится пружиной 2 в держателе 9, имеющем стеклянную
507
трубку .3. Для охлаждения через трубку по каналам 1 и 10 пропу-
скают газ. Световой импульс лампы-вспышки 6 от источника им-
пульсного питания И возбуждает атомы хрома в рубиновом
стержне 5, образуя световой луч 8.
На рис. 202, б изображена упрощенная электрическая схема
установки, обеспечивающая получение направленного пучка для
локатора. Кристалл руби-
на 2 в этом лазере имеет
форму цилиндра с посе-
ребренными плоскими
торцами. Один из тор-
цов — полупрозрачный;:
через него происходит из-
лучение энергии во внеш-
нее пространство. Для
возбуждения активного
вещества лазера — ато-
мов хрома — служит газо-
разрядная лампа-вспыш-
ка /, имеющая вид спира-
ли, обвивающей рубино-
вый стержень. Лампа-
вспышка периодически за-
жигается импульсом пря-
моугольной формы, созда-
ваемым индуКтивно-емко-
стной линией модулятора.
Подключение линии на
разряд осуществляется по-
средством игнитрона 3 —
специальной газоразряд-
ной лампы, использую-
щей в качестве проводя-
щих частиц ионы паров
ртути. Необходимый им-
рис. 203 пульс для.отпирания иг-
‘° нитрона формируется под
модулятором 4; этот же
импульс используется для создания потенциала предварительной
ионизации, необходимого для осуществления газового разряда. Пи-
тание формирующей линии 5 модулятора осуществляется перемен-
ным напряжением 8 кв. Путем изменения числа включаемых индук-
тивно-емкостных ячеек формирующей линии модулятора можно
менять длительность импульса в пределах от 35 до 220 мксек; прак-
тически получаемая ширина выходного луча лазера составляет 30'.
На рис. 203 представлены общий вид (а) и упрощенная опти-
ческая схема (б) станка для обработки ОКГ. Его оптическая часть
имеет окуляр /, визирную сетку 2, объектив 3 и фильтр 4. Луч,
образующийся в рубиновом стержне 5 и импульсной лампе 6, цро-
508
ходит через рефлекторы. 7, 8 и полупрозрачное зеркало 9. Обра-
батывающий луч, воздействующий на заготовку 12. управляется
откидным прозрачным зеркалом 10 и оптической фокусирующей
системой 11. Станок снабжен осветительной лампой 15. конденса-
торной линзой 14 и окном для прохода луча 13.
Основными особенностями СЛО являются высокая импульсная
мощность излучения (до 500 млн. вт при мощности 1—500 дж);
возможность создания фокусировкой высокой плотности энергии
(до 100 млн. вт/см2); кратковременность импульсов при работе в
импульсном режиме (100—500 мксек). Все это обеспечивает в фо-
кусе луча на поверхности заготовки импульсное возникновение
чрезвычайно высоких температур и давлений. Пиковая мощность
импульсов излучения, получаемых от синтетических рубинов, до-
стигает очень больших величин (до 100 Л4вт). Лазеры промышлен-
ного типа имеют относительно небольшую энергию излучения — до-
60—100 дж при к.п.д. 0,1—1,0%. При фокусировке лазер энергией
в 1 дж позволяет получит^» высокую интенсивность теплового пото-
ка (45 млн. кал!см2). Это обеспечивает температуру в точке при-
ложения луча 55004-9000° С, что ведет к расплавлению и превра-
щению в пар любого обрабатываемого материала. Наряду с этим
фокусировка луча обеспечивает высокую точность обработки;
кратковременность процесса устраняет вредные химические реак-
ции (например, ркисление на воздухе активных металлов), обес-
печивая высокое качество поверхностного слоя.
Минимальный диаметр пятна, на которое можно сфокусиро-
вать монохроматическое излучение, теоретически равен длине вол-
ны излучения К при условии, что D = 2.2§f. В общем случае диа-
метр пятна d и плотность излучения Н определяют по формулам:
d = 2,26 (X//D); H = P/q = 0,25 (Г£>2Д2/2),
где f — фокусное расстояние объектива; D — диаметр входного от-
верстия объектива; F — поток излучения; Q — площадь, на кото-
рую сфокусировано излучение.
ОКГ при диаметре фокального пятна 0,12 мм с энергией 1 дж1
в импульсе продолжительностью' 1 мсек обеспечивает удельную1
мощность 9-108 вт!см2\ некоторые типы ОКГ дают еще большее
значение удельной мощности — до 1013 вт/см2. ОКГ является им-
пульсным источником тепла; поэтому расчеты нагрева обрабаты-
ваемого металла могут производиться методом точечных источни-
ков тепла Н. Н. Рыкалина. Вычисления (см. стр. 75) показывают,
что для нагрева металла, располагающегося в объеме, ^соответству-
ющем фокальному пятну, до точки кипения и последующего пере-
плава достаточно менее 1/3 этой энергии. Поэтому остальная
часть подводимого тепла вызывает испарение металла, сопровож-
дающееся образованием кратера. На рис. 204 показан кратер, об-
разующийся в углеродистой стали под воздействием луча ОКГ
энергией 8 дж в течение 0,5 мсек. Лазеры обычно работают в им-
пульсном режиме, длительность импульса 0,2—50 мксек, частота
509"
повторения импульсов 0,1—5,0 в секунду. Энергия каждого свето-
вого импульса относительно мала 10—30 дж, однако ее концентра-
ция в луче на диаметре не более 0,01—0,001 мм и выделение в
течение миллионной доли секунды приводит к чрезвычайно высо-
ким температурам в зоне обработки.
Обрабатываемость материалов световым лучом определяется
теплофизическими свойствами материала (температура плавления
и кипения, теплоемкость, теплопроводность). Помимо тепловых
характеристик обрабатываемость
материалов этим методом зависит
и от их отражательной способности;
ее относительные значения (в %)
для длины волны света 6943А сле-
дующие: олово — 55, железо — 60,
никель — 70, медь — 85^золото — 90,
алюминий — 95. Для уменьшения
отражения лу^а от поверхности ее
целесообразно делать матовой.
Применение СЛО в промышлен-
ности для обработки деталей раз-
нообразно — получение отверстий
малых диаметров, резка материалов
большой прочности и твердости по
. , заданному контуру, прорезка пазов
у \ в и щелей шириной в несколько мик-
рон. Обработка лазером обеспечи-
вает • высокую производительность,
Рис. 204 съем металла достгй'ает до
100 мм3/мин. Луч света проникает
в отверстие диаметром 0,05 мм в ал-
тиазе на глубину 6 мм за 200 мсек, создавая температуру 5300°С.
СЛО применяет для прошивки отверстий диаметром от 0,5 до
10 мкм и глубиной до 0,5 мм в нержавеющей стали, вольфраме,
алмазе и. других труднообрабатываемых материалах. Они необ-
ходимы при изготовлении алмазных фильеров, малых сит. Так, при
мощности источника питания в несколько десятков киловатт про-
изводится прошивка 30—60 отверстий в минуту диаметром 0,03—
0,5 мм при глубине от десятых долей до нескольких миллиметров.
Для обработки отверстий ЭНИМСом создан светолучевой ста-
нок промышленного типа. Он снабжен программным управлением
.и позволяет сверлить десятки отверстий в минуту в любых твердых
материалах,^ том числе алмазе, платине, рубине. Таким методом
можно делать тончайшие сетки. Если при. резании световым лучом
необходимо обеспечить сохранение свойств материала поверхност-
ного слоя, то обработку можно проводить в среде инертного газа
или в вакууме с помещением заготовки за прозрачным окном. Воз-
можность обработки методом СЛО материалов с любыми физико-
механическими характеристиками и высокая точность обработки
позволяют предполагать широкое применение метода СЛО в буду-
510
щем. По сравнению с электроннолучевой обработкой этот метод,
имеет ряд достоинств: большее удобство обслуживания и подвиж-
ность установок, отсутствие вакуумных систем, большая удельная:
мощность и повышенная скорость термического цикла. К недостат-
кам его следует отнести: крайне малый к. п. д. (не более 1%),.
наличие сложной системы охлаждения рубинового стержня и ламп*
подкачки' [179].
Плазменнолуч е-
вая обр а ботка(ПЛО)
использует для резания
материалов * воздействие
плазменной струи. Устрой-
ство, служащее для этой
цели, называется плаз-
менной горелкой. Схема
ее работы при разрезании
листов показана на рис.
205. Питание горелки осу-.
II
ществляется от источни- рис 205
ка 1 постоянного тока.
Нагрев подающегося в
горелку газа 3 производится в рабочем зазоре Между вольфрамо-
вым катодом 2 и медным соплом — анодом 4, охлаждаемым водой..
В результате этого образуется поток 5 ионизированного газа—
плазмы, имеющий весьма высокие скорости движения и темпера-
туры. При давлениях газа 2—3 атм и токе 400—500 а образуются
скорости струи более 1500 м/сек и температуры 4000ч-16 000° С.
Состояние вещества в форме плазмы часто называют четвер-
тым агрегатным состоянием, так как составляющие ее пары веще-
ства, содержащие свободные положительные и отрицательные*
заряды (электроны и положительные ионы), не подчиняются обыч-
ным газовым законам. Плазма характеризуется высокой темпера-
турой, большой скоростью движения составляющих ее частиц и
электропроводностью; последнее свойство позволяет управлять
формой, размерами и местоположением воздействия плазменной
струи посредством использования магнйтных и электромагнитных
полей. Это дает возможность получать, в частности, тепловук>
энергию высокой концентрации. Поэтому ПЛО характеризуется
высокой производительностью и относительно низким качеством
поверхности.
Плазменная резка весьма эффективна. Для этой операции при-
меняют плазменные горелки двух видов: типа А, работающие без
переноса дуги, и типа Б с переносом дуги. У горелок первого вида
дуга горит между электродом k из тугоплавкого материала (воль-
фрам, графит) и охлаждаемым водой соплом. Газ,^проходя через
дугу, выходит в виде факела плазмы, отделяясь от дуги. Во втором
случае дуга горит между электродом и заготовкой, являющейся
анодом, поэтому струя плазмы совпадает со столбом дуги. Горел-
ки типа А используют, например, для резки тонколистовых
511
металлов и неэлектропроводных материалов, горелки типа Б — для
разрезки толстолистовых металлов. Этим методом разрезают алю-
миниевые сплавы толщиной по 125 мм, а другие сплавы, включая
нержавеющую стйль,— толщиной до 100 мм. Скорость резки в
зависимости от толщины листа составляет 15—75 м)ч или
250—1250 мм/мин (табл, 67) и выше, зона термического влияния
порядка 1 мм, точность реза удовлетворительная ( + 1,5 мм) [175].
Таблица 67
Режимы плазменной резки
Обрабатываемый .иагерйал Газ, % Расход газа, л[мин Электрический режим Толщина листа, мм Скорость ре- зания, м^ч
аргон ВОДО- РОД или азот
/, а и, в N, кет
Нержавеющая сталь 20 80 37 350 90 31 10 80
200 350 140 49 50 15
750 350 180 63 120 4
Медь 20 80 50 400 90 36 10 60
300 400 НО 52 40 10
600 400 160 64 80 5
Алюминий 50 50 Г 300 80 24 10 450
/ 86 . 300 130 39 50 35 ,
875 300 180 54 150 4 .
Устойчивость работы горелки и ее долговечность обеспечива-
ются различными методами. Горелка с водородноводной стабили-
зацией дуги (рис. 206, а, б) имеет стеклотекстолитовый или фар-
форовый корпус. Воздушноводяная смесь дросселируется в камеру
расширения, расположенную в верхней и нижней частях между
крышкой 3 и наконечником 5. Обе части сообщаются через отвер-
стие в корпусе 4. Ток от дросселя 1 подводится к цанге электродо-
держателя 2, верхний торец которого имеет отверстие, куда про-
ходит переохлажденная воздушноводяная, смесь. Защитный газ
(аргон или диссоциированный аммиак) пбдается в герметичную
медную электродную камеру 7, установленную на нижнем торце
корпуса соосно электроду. Сопло-анод 6 ввинчивается в электрод-
ную камеру.
Сопло и электродную камеру выпускают двух видов: для рабо-
ты на токах дб 300—350 а — с дросселирующим воздушноводяным
охлаждением (см. рис. 206, а) и для токов 700—800 а с комбини-
рованным, дросселирующим и водяным охлаждением (см.
рис. 206, б). В этом случае корпус, изготовляемый из фарфора, й
токопровод к аноду-соплу впаиваются в водоотводящий' шланг;
одновременно он служит активным сопротивлением в цепи вспомо-
гательной дуги, ограничивая ее ток до 60—90 а.
Плазменные горелки для резки питаются от стандартных сва-
рочных источников тока с падающей внешней характеристикой.
Принципиальная электрическая схема питания плазменной горел-!
512
ки показана на рис. 206, в, где Г — генераторы; ОСЦ — осцилля-
тор; Др — дроссель; Т — тумблер; ЭКГ, ЭКВ— электроклапаны. \
Тумблер Т включает реле Р\‘, при этом замыкаются контакты в
цепи газовых клапанов и обмотки промежуточного реле РП. Это
приводит .к включению контактора КТ. Высокочастотный разряд-
ник начинает работать при включенном тумблере путем нажатия
на кнопку К; в этом случае зажигается вспомогательная дуга [175].
Плазменное точение осуществляется на токарном станке плаз-
менной горелкой, установленной тангенциально к поверхности
вращающейся детали, удаление материала срезаемого слоя про-
исходит путем плавления. Плазменное точение обеспечивает высо-
кую производительность: так, скорость точения этим методом пре-
вышает скорости при механической резке в 5—10 раз (табл. 68)
[175]. В последнее время применяют комбинированные настройки,
позволяющие совмещать высокопроизводительное плазменное то-
чение с обычной обработкой резцом; в этом случае достигаются
высокие классы чистоты поверхности (стр. 465).
ЗЗв. Н. Подураев 513
Таблица 681
Режимы плазменного точения различных сплавов -
Обрабатываемый материал Тип операции Сила тока /, а Напряжение U, в Окружная скорость °окр* mJ мин Подача ' so- ммфоб Произво- дитель- ность 1F. cm^Jmuh
Нержавеющая сталь» Черновое 300 90 1,5 4,0 73,2
дисперсионно твердею- Чистовое 170 92 6,1 1,0 32,5
щая Никелевый сплав (инко- Черновое 300 100 1,2 4,0 40,7
нель) Чистовое 170 90 2,3 1,2 24,4
Жаропрочный сплав А Черновое 325 95 1,6 4,0 81,4
Чистовое 240 90 3,2 2,0 32,5
Жаропрочный сплав Б Черновое 200 100 0,9 2,5 57
Чистовое 140 130 1>8 1,2 24,4
§ 75. ХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
Химическими называются методы обработки материалов, в ко-
торых снятие слоя материала происходит за счет химических реак-
ций в зоне обработки. Достоинства химических методов обработки:
а) высокая производительность, обеспечиваемая относительно
высокими скоростями протекания реакций, прежде всего отсутст-
вием зависимости производительности от величины площади обра-
батываемой поверхности и ее формы;
б) возможность обработки особо твердых или вязких материа-
лов;
в) крайне малое механическое и тепловое воздействие в про-!
цессе обработки, что делает возможным обработку деталей ма-
лой жесткости с достаточно высокой точностью и качеством по-
верхности.
Размерное глубокое травление (химическое фрезе-
рование) является наиболее распространенным методом химиче-
ской обработки. Этим методом целесообразно пользоваться для’
обработки поверхностей сложных в плане форм на тонкостенных’
деталях, получения трубчатых деталей или листов с плавным из-
менением толщины по длине, а также при обработке значитель-
ного числа мелких деталей или круглых заготовок с большим-
количеством обрабатываемых мест (перфорация цилиндрических,
поверхностей труб). Путем местного удаления этим методом из-
лишнего материала в ненагруженных или малонагруженных местах
можно снизить общий вес самолетов и ракет, не снижая их проч-
ности и жесткости. В США использование химического фрезеро-
вания позволило снизить вес крыла сверхзвукового бомбардиров-
щика на 270 кг. Этот метод позволяет создавать новые элементы
конструкций, например листы * переменной толщины. Химическое!
'фрезерование находит применение также при изготовлении печат-
ей ,
них схем радиоэлектронной аппаратуры. В этом случае у панели
из изоляционного материала, покрытой с одной или двух сторон
медной фольгой, травлением удаляют заданные схемой участки.
Сущность процесса химического фрезерования заключается в
регулируемом по времени и месту растворении металла на поверх-
ности детали путем травления в кислотных или щелочных ваннах.
Технологический процесс химического фрезерования складыва-
ется из'следующих операций [96].
1. Подготовка деталей к химическому фрезерованию для обес-
печения последующего плотного и надежного сцепления защит-
ного покрытия с. поверхностью детали. Для алюминиевых сплавов
эту подготовку осуществляют: обезжириванием в бензине Б70;
легким травлением в ванне с едким натром 45—55 г/л и фтори-
стым натром 45—55 г/л при температуре 60—70° С в течение
10—15 мин для снятия плакированного слоя; промывкой в теплой
и холодной водах и осветлением в азотной рислоте с последующей
промывкой и сушкой. Для нержавеющих и титановых сплавов под-
готовку деталей производят путем протравливания для снятия
окалины в ванне с плавиковой (50—60 г/л) и азотной
(150—160 г/л) кислотами или в ванне с электроподогревом до
450—460° С в едком натре и азотнокислом натрии (20%) с после-
дующей промывкой и сушкой, обезжириванием и легким травле-
нием с повторной промывкой и сушкой.
2. Нанесение защитных покрытий на места обрабатываемой
детали, не иодлежащие трав'лению. Его''производят путем уста-
новки специальных накладок, химически стойких шаблонов прили-
пающего типа или, наиболее часто, нанесением ’лакокрасочных
покрытий, в качестве которых обычно используют перхлорвинило-
вые лаки и эмали, полиамидные лаки и материалы на основе нео-
преновых каучуков. Так, для алюминиевых сплавов рекомендует-
ся эмаль ПХВ-510В, растворитель РС-1 ТУ МХП1848-52 и эмаль
ХВ-16 ТУ'МХПК^512-57, растворитель Р-5 ТУ МХП2191-50, для тй-
тановых сплавов — клей АК20, разбавитель РВД. Для лучшего сцеп-
ления этих покрытий с металлом иногда предварительно произ-
водят анодирование поверхности. Нанесение лакокрасочных по-
крытий осуществляют кистями или пульверизаторами с предвари-
тельной защитой мест травления шаблонами или путем погруже-
ния в ванну; в последнем случае на высушенной защитной пленке
производят разметку контура, затем его прорезку и удаление.
3. Химическое растворение производят в ваннах’ с соблюдением
температурного режима. Химическое фрезерование алюминиевых и
магниевых сплавов производят в растворах едких щелочей; сталей,
титана, специальных жаропрочных и нержавеющих сплавов — в
растворах сильных минеральных кислот. Режимы химического
растворения приведены в табл. 69.
4. Очистка после травления деталей из алюминиевых сплавов
с эмалевым защитным покрытием производится промывкой в про-
точной воде при температуре 504-70° С, отмачиванием защитного
покрытия в более горячей проточной воде при температуре
33* 515
Таблица 69
Типовые режимы химического фрезерования различных материалов
Обрабатывав* Midi материал Оборудование Состав ванн Темпера- тРса' Скорость травления, мм/ч
Нержавею- щая сталь/ Т итановые сплавы Алюминие- вые сплавы Ванна с рубашкой из полихлорви- нила То же Ванна стальная Азотная кислота 150— 160 г/л, плавиковая кислота 50—60 г/л . . Плавиковая кислота 60— 70 г/л, серная кисло- та 95—105 г/л . . . . Щелочной раствор: ед- кий натр 350—400 г/л (макс. 600 г/л) ГОСТ 2263—59 18—25 18—25 70—95 0,5—0,6 1,14—2,0
704-90° С и последующим снятием защитного покрытия ножами
вручную или мягкими щетками в -растворе этилацетата’ с бензи-
ном (2:1). Затем производят осветление или легкое травление и
сушку.
Качество поверхности после химического фрезерования опреде-
ляется исходной шероховатостью поверхности заготовки и режи-
мами травления; обычно она на 14-2 класса ниже чистоты исход-
ной поверхности. После травления все имевшиеся ранее на заго-
товке дефекты (риски, царапины, неровности) сохраняют свою
глубину, но уширяются, приобретая бблыпую плавность; чем боль-
ше глубина травления, тем сильнее проявляются эти изменения.
На качество поверхности влияют также способ получения заго-
товок и их термообработка; прокатанный материал дает лучшую
поверхность по сравнению со штампованным или прессованным.
-Большая шероховатость поверхности с резко выраженными неров-
ностями получается на литых заготовках.
На шероховатость поверхности оказывают влияние структура
материала, размер зерен и их ориентация. Закаленные алюминие-
вые листы, подвергнутые .старению, имеют более высокий класс
чистоты поверхности. Если структура крупнозернистая (например,
металл отожжен), то окончательно обработанная поверхность
будет с большими шероховатостями, неровйой, бугристой. Наибо-
лее пригодной для химической обработки следует считать мелко-
зернистую структуру. Заготовки из углеродистой стали лучше
обрабатывать химическим фрезерованием перед закалкой, так как
в случае наводороживания при травлении последующий нагрев
способствует удалению водорода. Однако тонкостенные стальные
детали желательно закаливать перед химической обработкой, так
как последующая термическая обработка может вызвать их дефор-
мацию. Обработанная химическим фрезерованием поверхность
всегда несколько разрыхлена вследствие растравливания, и по-
этому этот метод Значительно снижает усталостные характери-
516 ;
стики детали. Учитывая это, для деталей, работающих в условиях
циклических нагрузок, необходимо после химического фрезерова-
ния проводить полирование.
Точность химического фрезерования ±0,05 мм по. глубине и
не менее ±0,08 мм по контуру; радиус закругления стенки выреза
получается равным глубине. Химическое фрезерование обычно
производят на глубину 4—6 мм и реже до 12 мм-, при большей
глубине фрезерования резко ухудшается качество поверхности и
точность обработки. Минимальная окончательная толщина листа
после травления может составлять 0,05 мм, поэтому химическим
фрезерованием можно обрабатывать детали с очень тонкими пере-
мычками без коробления, проводить обработку- на конус путем
постепенного погружения детали в раствор. При необходимости
травления с двух сторон нужно либо располагать заготовку верти-
кально так, чтобы дать возможность выделяющемуся газу сво-
бодно подниматься с поверхности, либо травить в два приема —
сначала с одной стороны, а потом с другой. Второй способ пред-
почтительнее, так как при вертикальном расположении заготовки
верхние кромки вырезов обрабатываются хуже из-за попадающих
туда пузырьков газа. При изготовлении глубоких вырезов следует
применять специальные меры (например, вибрации) по удалению
с обрабатываемой поверхности газа, который препятствует осуще-
ствлению нормального процесса. Контроль глубины, травления в
процессе обработки осуществляют погружением бдновременно
с заготовкой контрольных образцов, непосредственным контролем
размеров толщиномерами типа индикаторной скобы или электрон-
ными, а также посредством автоматического весового контроля.
Производительность химического фрезерования определяется
скоростью удаления материала по глубине (см. табл. 69). Скорость
травления возрастает с повышением температуры раствора при-
мерно на 504-60% на каждые 10° С, а также зависит от вида
раствора, егб концентрации и чистоты. Перемешивание раствора
в процессе травления можно производить сжатым воздухом. Про-
цесс травления определяется экзотермической реакцией, поэтому
подача сжатого воздуха несколько его охлаждает, однако в основ-
ном постоянство температуры обеспечивается помещением в ванну
водяных змеевиков.
Травление методом погружения имеет ряд недостатков — ис-
пользование ручного труда, частичный пробой защитных пленок
на необрабатываемых поверхностях. При обработке ряда деталей
более перспективен струйный метод травления, при котором
подача щелочи осуществляется форсунками.
Средством повышения производительности химического фрезе-
рования является использование ультразвуковых колебаний с ча-
стотой 15-4-40 кгц; в этом случае производительность обработки
увеличивается в 1,5±2,5 раза — до 10 мм/ч. Процесс химической
обработки-также значительно ускоряется под воздействием инфра-
красного излучения направленного действия. В этих условиях
отпадает необходимость в нанесении защитных покрытий, так как
517
сильному нагреву подвергается металл по заданному контуру
нагрева, остальные участки, будучи холодными, практически не
растворяются.
Автоматизация химического фрезерования также позволяет
поднять его производительность. Автомат для размерного хими
ческого фрезерования представлен на рис. 207 *. Обрабатываемую
заготовку 3, укрепленную
на поворотной раме 4, за-
ливают подогретым ще-
лочным раствором из ван-
ны 7; подогрев осуще-
ствляют паром, поступаю-
щим через отсечной кла-
пан 8. Электромагнит 5
Н-образной формы кре-
пят непосредственно на
наружной стенке заготов-
ки. При достижении за-
данной толщины стенки
заготовки система элект-
ромагнит 5 — электрон-
ный мост 6 дает импульс
на включение механиз-
е Рис. 207 ма 1, поворачивающего
раму 4 с заготовкой 3.
В результате этого из по-
лости 3 щелочь выливается в бак 13. Остановку механизма осуще-
ствляют посредством концевого выключателя 2. Отсечной клапан 11
закрывает патрубок 12 слива воды и открывает патрубок 10 слива
щелочи, которая перекачивается насосом 9 в ванну 7. Затем отсеч-
ной клапан 11 одновременно закрывает патрубок 10 и открывает
патрубок 12. Это приводит к подаче через клапан 14 воды, отмы-
вающей заготовку от щелочи. Затем через патрубок 12 вода выли-
вается в канализацию. Размерный контроль в этой установке можно
вести также по времени, однако точность обработки будет ниже.
Фотохимический метод травления примейяется
для изготовления сложных и точных деталей толщиной до 0,3—
0,5 мм из меди, латуни, углеродистой и нержавеющей сталей; его
внедрение наиболее эффективно в мелкосерийном производстве,
что исключает применение дорогостоящих штампов, экономит
металл и позволяет получать прецизионные детали высокого каче-
ства без заусенцев.
Технологический процесс фотохимического метода травления
состоит из следующих операций: изготовление рабочего негатива;
нанесение на заготовку изображения эмульсионным или свето-
графическим методом; травление.
* См. авторское свидетельство П. Т. Рыбака № 136612.
518
Время травления устанавливают опытным путем на контроль-
ных образцах. Протравленные заготовки вынимают из травильной
машины, промывают в холодной воде и для удаления эмульсии,
краски и клея БФ4 обрабатывают при температуре 60—80° С
в растворе, содержащем 200 г/л каустической соды. Готовые детали
тщательно промывают и сушат в потоке воздуха. .
Улучшение условий черновой обработки заго-
товок резанием путем предварительного удале-
ния корки травлением является другим примером раство-
ряющего действия реактива. Перед травлением заготовки с целью
удаления окалины подвергают обдувке песком. Травление титано-
вых сплавов производят в реактиве, состоящем из 16% азотной и
5% фтористоводородной кислот и 79% воды. По. данным зару-
бежной литературы, для этой цели применяют травление в соляных
ваннах с последующей промывкой в воде и затем повторным
травлением в кислотных травителях для окончательной очистки
поверхности. * *
Химическое воздействие технологической среды находит при-
менение и для улучшения процессов обычного резания; все более
широкое применение находят методы обработки материалов, осно-
ванные на сочетании химического и механического воздействий.
Примерами уже освоенных методов является химико-механический
способ шлифования твердых сплавов, химическое полирование
(см. стр. 522) и др. \
§ 76. ЭЛЕКТРОЛИТИЧЕСКОЕ И ХИМИЧЕСКОЕ ПОЛИРОВАНИЕ
Электролитическве полирование — способ получе-
ния гладкой и блестящей поверхности путем анодного растворения
поверхности обрабатываемой заготовки. Деталь, поверхность кото-
рой подлежит полированию, погружают в специальный электролит
и подключают к положительному полюсу источника тока в качестве
анода. Катодом служит проводящая ток пластина. При прохож-
дении тока через образовавшуюся цепь происходит избирательное
растворение обрабатываемой поверхности — удаляются выступы
поверхности, представляющие собой вершины шероховатостей.
Электрополированиё* выравнивает поверхность, т. е. удаляет круп-
ные выступы (волнистость) и глянцует ее, устраняя шероховатость
(до 0,01 мкм).
Электрополирование применяют как метод особо чистой от-
Делки или доводки поверхности для повышения ее коррозионной
стойкости и улучшения внешнего вида, а также для подготовки
поверхностей деталей перед нанесением гальванических покрытий,
например для деталей из алюминия и его сплавов перед так назы-
ваемым блестящим анодированием. Этот способ применяют также
для получения очень тонкой проволоки, фольги. Электрополирова-
ние рабочих поверхностей инструмента путем удаления отпущен-
ного после заточки слоя повышает их износостойкость.
519
Физическая картина электрополирования состоит из несколь-^
ких различных по характеру процессов; одним из основных, яв-i
ляется механизм, связанный с образованием между выступами'
поверхностного слоя вязкой пленки из продуктов растворения^
(рис. 208) [76, 180]. При прохождении тока через электролит!
у обрабатываемой поверхности (анода) из продуктов анодного-
растворения образуется жидкий;
слой, обладающий повышенной вяз-,
костью и большим электрическим.
сопротивлением. Толщина пленки
различна: на выступах она меньше,!
чем во впадинах. Это приводит к;
различному сопротивлению прохож-’
дения тока через электролит: плот-
ность тока на выступах получается^
большей, чем во впадинах, что и
вызывает более интенсивное раство-
рение выступов. По мере их удале-
ния вязкая пленка покрывает поверх-
ность и процесс растворения почти,
прекращается. К рассмотренному
рения при полировании присоеди-;
няются другие явления. К ним относятся различная химическая;
активность электролита, расположенного во впадинах и на высту- j
пах, различный градиент концентрации электролита в растворе,;
более активный процесс диффузионного растворения выступов
поверхности по сравнению со впадинами.
Сглаживание шероховатостей при электрополировании опре-
деляется поляризационным механизмов [174, 180]; отсюда в^эрмя;
обработки т с исходной средней высоты шероховатостей R'a до
величины R"a j
r' I
т- (PnFS0/M)(1Д.)In = kaInR’jRa, I
Ra !
где p, M — соответственно плотность металла, его атомный вес,]
п— число электронов, участвующих в элементарном электро- j
химическом акте; F — число Фарадея; 60 — толщина диффузион- s
ного слоя; ia — плотность тока; !
Катод
^Электра/щт
' Вязкая
пленка
Рис. 208
анодного
Коэффициент ku определяется видом обрабатываемого материа- ]
ла и режимами электролиза; он характеризует время, необходимое j
для одной и той же степени сглаживания. В отдельных случаях бо- ;
лее удобно использовать для этой цели другой критерий — время
уменьшения высоты шероховатостей в два раза — период полу- <
сглаживания То,5=^п1п2. При ' размерном электрополировании <
решающим фактором Является не производительность, а макси-
мальное сглаживание при минимальном съеме металла. В этом j
Б20
I
случае в качестве критерия следует принимать Amo,5,. т. е. съем
металла за период полусглаживания. Из приведенной формулы
видно, что величина то,5 обратно пропорциональна ia; вместе с
тем при прочих равных условиях количество электричества Q3,
необходимое для уменьшения высоты шероховатостей в два раза,
не зависит от плотности тока, т. е. Qa=ia то,5=const. Отсюда видно,
что, и Amo,5 не зависит от режима обработки. Однако изменение
значений выхода по току т) и толщины диффузионного слоя
приводит к тому, что величина Ат0,5 зависит от условий электро-
полирования. Поэтому оптимальные режимы находят эксперимен-
тально на основе выяснения зависимости то,5 и Ат0,5 от плотности
тока, температуры и состава электролита. Так, для полирования
цилиндрических образцов из стали Х18-Н9Т площадью обраба-
тываемой поверхности 10 см2 и площадью катода (медная фольга)
500 см2 при использовании электролита Н3РО4— 60%, H2SO4—
20%, Н2О — 20% температурой 60°С оптимальными плотностями
тока по съему металла являются io=40—90 а/см2. В этом случае
То,5 = 7-гЗ мин. Использование повышенных плотностей тока
(100—200 а/дм2) ведет к снижению То,5 до 2,5—1,5 мин.
Технологический процесс электрополирования состоит из сле-
дующих операций:
1) механическая обработка поверхности до 6—7-го классов
(шлифование);
2) установка обрабатываемой заготовки в приспособление,
обеспечивающее надежный электроконтакт;
3) обезжиривание (при наличии жировых загрязнений);
4) промывка для предотвращения попадания в ванну грязи;
5) электрополирование;
6) промывка и в отдельных случаях нейтрализация в щелоч-
ном растворе для удаления следов электролита;
7) сушка горячим воздухом или опилками;
8) .пропитка ответственных деталей в горячем масле при
ПО—120° С.
Режимы электрополирования определяются плотностью тока,
приходящегося на единицу обрабатываемой поверхности, темпера-
турой электролита и временем нахождения обрабатываемой по-
верхности в рабочих условиях. Повышение плотности тока ведет
к увеличению объема снимаемого металла. Для данных условий
обработки имеет место оптимальная плотность тока, обеспечиваю-
щая получение наилучшей шероховатости поверхности. Чрезмерное
увеличение плотности тока вызывает бурное газообразование, пере-
грев поверхности, интенсивное и неравномерное травление.
Повышение температуры электролита прямо прбпорционально-
увеличивает количество растворенного металла, так как оно ведет
к уменьшению его вязкости и облегчению диффузионных процес-
сов. Однако чрезмерно сильный перегрев вызывает повышенное-
газообразование. Поэтому, -так же как и для плотности тока,
имеет значение оптимальная температура электролита, обеспечи-
вающая получение наилучшей шероховатости поверхности.
52 i
Увеличение времени нахождения обрабатываемой заготовки в
рабочих условиях ведет почти к прямо пропорциональному увели-
чению количества снимаемого металла; шероховатость поверх-
ности в начальный момент несколько снижается, затем остается
неизменной.
Качество поверхности, обеспечиваемое электрополированием,
зависит от вида материала обрабатываемой заготовки. Гладкая
и блестящая поверхность получается в первую очередь у чистых
металлов и однофазных сплавов. При обработке более сложных
сплавов образуются локальные гальванические элементы, ведущие
к снижению качества полирования. Более заметно это проявляется
при увеличении плотности тока и времени полирования. Поэтому
при электрополировании жаропрочных хромоникелевых сплавов
применяют специальные электролиты.
Чистота электрополированной поверхности превышает чистоту
исходной поверхности на два-три класса, начиная с 4-?5-го клас-
сов. После обработки электрополированием получают недрформи-
рованный поверхностный слой, покрытый тонкой пленкой окисла
или какого-либо другого химического соединения. В отличие от
этого механическое полирование приводит к образованию сильно
деформированного поверхностного слоя, так как гладкую поверх-
ность получают в результате процесса пластического течения, при
котором металл с выступов вдавливается во впадины; между
наклепанным слоем и основным металлом образуется относительно
толстая переходная зона деформированного металла. Электро-
полированная поверхность свободна от деформированного или
разрушенного слоя, не имеет наклепа, термических напряжений
и других дефектов.
После электрополирования коэффициент отражейия света воз-
растает на 10—25%, улучшается коррозионная стойкость, снижает-
ся коэффициент трения, повышается прочность сцепления покрытий
с основой.
Химическое полирование осуществляют погружением
обрабатываемой заготовки в раствор без наложения внешнего
электрического потенциала. В зависимости от состава раствора и
условий обработки химическим полированием можно получить
выровненную, но, не блестящую (матовую) поверхность, или
блестящую, но не выровненную поверхность.
Химическое полирование применяют для отделки поверхностей
готовых деталей, подготовки поверхностей перед нанесением галь-
ванических покрытий, металлографических и других целей. Этим
способом можно полировать изделия сложной формы и любых
размеров. Химическое полирование может применяться для удале-
ния с поверхности рисок, царапин, задиров, пузырей, следов про-
катки. Обработка неровностей всех типов всегда ведет к округле-
нию кромок, что способствует уменьшению концентрации напря-
жений и повышению ресурса работы изделий. Полирование яв-
ляется одним из средств снятия остаточных напряжений в поверх-
ностном слое ответственных деталей. Следует учитывать, однако,
522
что в отдельных случаях снятие поверхностного предварительно
упрочненного слоя может привести к уменьшению долговечности
детали (см. стр. 212) [80].
Физическая сущность химического полирования, так же как
и электролитического, основана на образовании защитного сл<^1
на поверхности обрабатываемой заготовки; при этом растворяю-
щее действие полирующей жидкости на выступах шероховатостей
поверхности получается больше, чем во впадинах. При химиче-
ском полировании снятие металла, ведущее к сглаживанию шеро-
ховатостей и формированию глянца, происходит в результате
одновременного протекания двух процессов: интенсивного дейст-
вия локальных микроэлементов и образования вязкой жидкой
пленки на границе металл — раствор. В процессе обработки возни-
кают внутренние источники тока, обусловленные образованием
многочисленных гальванических элементов на полируемой' поверх-
ности (см. стр. 80). При травлении металлов в кислотах возникают
коррозионные токи; полирование металла, т. е. достаточно равно-
мерное растворение поверхностного слоя, начинается лишь при
относительно высокой плотности коррозионного тока. В процессе
растворения металл переходит в раствор в виде ионов, образую-
щих вязкий прилегающий слой. К выступам электролит диффун-
дирует с большей скоростью, что вызывает их более интенсивное
растворение [180].
Основное значение для успешного освоения этого метода имеет
подбор состава раствора. Качество обработки зависит также от
вида обрабатываемого’ материала. Так, алюминий высокой чисто-
ты, прошедший холодную прокатку, полируется лучше, чем техни-
ческий алюминий или алюминий после отжига. После обработки
химически полированные поверхности во избежание коррозии про-
мывают в воде.
Достоинствами химического полирования по сравнению с элек-
тролитическим является меньшая стоимость оборудования и обра-
ботки в целом.
ГЛАВА XVI
ОСОБЕННОСТИ ОБРАБОТКИ РЕЗАНИЕМ
ТИПОВЫХ МАТЕРИАЛОВ
Описание процессов резания труднорбрабатываемых материа-
лов, изложенное выше, дано на основе общих положений теории
резания, методов конструирования инструмента и создания новый
способов обработки. Однако учение о резании металлов — при-
кладная на^ка, в которой научное обобщение во многих случаях
пока еще не в состоянии да-ть практике достаточно точные коли-
чественные рекомендации. Это объясняется тем, что в процессе
резания происходит большое число тесно связанных между собой
явлений, образующих сложный физико-химический механизм обра-
ботки. Поэтому большое значение имеет рассмотрение особен-
. ностей обработки резанием типовых материалов. Следует отметить
в связи с этим, что специалисту по резанию металлов необходимо
прежде всего хорошо знать свойства обрабатываемых материалов,
чтобы предвидеть протекание процесса резания при тех или иных
условиях.
§ 77. ОБРАБОТКА РЕЗАНИЕМ ВЫСОКОПРОЧНЫХ ЗАКАЛЕННЫХ
И СВЕРХПРОЧНЫХ СТАЛЕЙ
Под высокопрочными закаленными сталями обычно понимаю!
высоколегированные и углеродистые стали мартенситного класса
твердостью HRCy>28. В последнее время из этой группы выде-
ляют сверхпрочные стали с пределом прочности при растяжении
ав>150 кгс/мм2 (1471,5 Мн/л42) и твердостью, близкой или пре-
вышающей твердость быстрорежущих инструментальных сталей
(HRC 604-65).
Обработка резанием высокопрочных закаленных сталей харак-
теризуется крайне малой пластической деформацией при стружко-
образовании. Механическая работа затрачивается главным обра-
зЬм на упругие деформации и трение обрабатываемой заготовки
о заднюю поверхность инструмента. Нарост при обработке реза-
нием этих материалов, как правило, отсутствует. По этим причи-
нам износ инструмента протекает весьма интенсивно и происходит
преимущественно по задней поверхности. При обработке этих
материалов из-за высоких значений механических характеристик
возникают большие значения силы резания. Это приводит к час-
тым случаям выкрашивания режущей кромки, особенно при ис-
пользовании твердосплавного инструмента с положительным
передним углом. Удельная сила резания, как правило, очень велика
524
и составляет 6004-1000 кгс/мм2 (58864-9810 Мн/м2)', при этом
значение радиальной составляющей Ру превышает Pz в два и
более раз. Такая большая составляющая'' Ру вызывает необходи-
мость обеспечения высокой жесткости системы в радиальном на-,
правлении; как известно, это значение жесткости при большинстве
видов обработки резанием является минимальным й определяю-
щим жесткость системы СПИД в целом.
Зависимость составляющих Pz и Ру силы резания от скорости
при обработке стали ШХ15 с HRC 624-64 показдна на рис. 209
[38]. Зависимость Ру— v характеризуется уравнением Pj/=135 v0,25.
Тангенциальная составляющая рйлы резания Pz мало зависит от
скорости резания; взаимосвязь ее с подачей Рг=530 «о0,61.
При обработке резанием высокопрочных сталей сила резания
в 1,5—2 раза больше, чем при обработке обычных сталей, поэтому,
учитывая повышенные удельные значения сил, в этом случае при-
меняют инструментальные материалы, имеющие высокие «прочност-
ные характеристики. К ним относятся, быстрорежущие стали и
Т а б’л и ц а 70
Геометрия заточки резцов для точения высокопрочных сталей]
Твердость обрабатываемого материала, HRC \ у, град а, град Ф, град К, град ч, мм
35-т-40 —10 12-7-14 30 10 14-1,5
41-г-50 —15 12-5-14 30 35 1-7-1, 5
51-г-бО —20 12-7-14 30 45 14-1,5
61-7-65 —(20-7-25) 124-14 20-7-25 40 14-1,5
525
некоторые виды твердых сплавов. Так, при точении стали с HRC
624-64 наилучшие результаты показывают твердые сплавы ВК8
и ТТ7К12. При точении и растачивании стали с HRC 504-60 твер-
дый сплав Т15К6 допускает на 204-30% большие скорости реза-
60
а ТОО 200 300 400 500 600 700
Температура. в, ° С
Скорость резания v, м/мин
Рис. 210
ния, чем ВК8. Однако твердый сплав ВК8 имеет примерно в два
раза более высокую прочность; это позволяет работать со значи-
тельно большими подачами и в целом получать более производи-
тельный процесс обработки резанием.
526
Геометрические параметры инструмента также выбирают ис-
ходя из достижения возможно более высокой прочности режущего
клина при обеспечении удовлетворительного процесса стружко-
образования. Рекомендуемые значения углов заточки приведены
в табл. 70 [38]. *
Режущая кромка инструмента требует тщательной доводки.
Державки резцов для повышения жесткости изготовляют с увели-
ченным сечением.
Рис. 211
Основными факторами, определяющими возможность рацио-
нальной обработки резанием высокопрочных материалов, являются
обеспечение возможно большей прочности режущей кромки; соз-
дание высокой жесткости и виброустойчивости системы СПИД, а
также управление тепловыми потоками, обеспечивающее, макси-
мально возможное разупрочнение материала срезаемого слоя при
сохранении достаточно высокой прочности и износостойкости
режущего инструмента при повышенных температурах. Из рас-
смотрения зависимости предела прочности сгв углеродистой стали
от температуры (рис. 210, а) видно, что углеродистая сталь сохра-
няет свои прочностные характеристики при температурах др 400° С.
Эти значения для быстрорежущих сталей 600° С, для твердых
сплавов 800—900° С. Степень разупрочнения материала срезаемого
слоя непрерывно повышается с ростом температуры. Учитывая
взаимодействие в процессе резания материалов инструмента и
заготовки, режимы резания и прежде всего скорость выбирают
исходя из максимально допустимой красцостойкости инструмен-
тального материала. Из рис. 210, б видно, что чем выше скорость
резания и прочность материала, тем больше температура в зоне
527
резания. Большое значение при этом имеет степень выравнива-
ния температуры по сечению среза, т. е. характер температурных
полей и их напряженность в зоне стружкообразования. Эти пара-
метры определяют аналитическим расчетным методом или экспе-
риментально. Исходя из этих условий выбирают оптимальную
Рис. 212
при точении специальной хромоникельмолибденовой стали ОХНМ
твердостью HRC 514-53 при снятии стружки tх$о=0,5 X 0,22 мм
составляет 22 м/мин (рис. 211). Повышение твердости обрабаты-
ваемого материала увеличивает количество выделяемого в про-
цессе резания тепла и, следовательно, снижает допустимую скорость
резания. Это видно из данных рис. 212, полученных при точении
Рис. 213
ч
стали У10 твердосплавным инструментом (у=—10°, а=6°, ф=85°,
г=1 мм) на режимах f=0,5 мм, so=0,22 мм)об-, стойкость инстру-
мента, вид и температура образующейся стружки не изменя-
лись [38].
Оптимальной величине скорости резания соответствует опре-
деленная форма образующейся стружки — в виде винтовой спира-
ли. При снижении скорости резания ниже оптимальной образуется
528
стружка в виде небольших кусочков с уменьшающимися разме-
рами. При увеличении скорости резания сверх оптимальной струж-
ка приобретает вид прямой полосы, сильно подгоревшей по краям.
Зависимость усадки стружки от скорости резания представлена
на рис. 213 [38]. Из него видно, что рост, скоростей резания ведет
к разупрочнению материала и, как следствие этого, уменьшению
коэффициента усадки стружки по длине Учитывая изложенное,
решающее влияние на выбор режимов резания высокопрочных
сталей оказывает только твердость обрабатываемого' материала;
химический состав стали, ее другие физико-механические 'харак-
теристики не влияют существенно на процесс резания. Режимы
резания при точении высокопрочных сталей назначают исходя из
критерия износа задней поверхности Л3=0,84-1,0 мм. Рекомен-
дуемые режимь! резания твердых закаленных сталей, имеющих
мартенситную и тростито-мартенситную структуру, резцами, осна-
щенными твердыми сплавами ВК8 и ТТ7К12, исходя из периода
стойкости Т=90 мин приведены в табл. 71 [38].
Таблица 71
Режимы резания твердых закаленных сталей
Твердость обрабатывав* кого мате- риала, кгс! мм* Черновая обработка Получистовая обработка
мм ' sQ, мм[об - о, м^мин t, мм $о» мм!об о, м[мин
30-5-40 <2,5 0,75 100-5-75 <1,0 1,10 804-60
414-50 <3,0 0,76 60-5-40 <1,0 1,00 604-40
- 51-5-60 <3,0 0,5 35-5-28 <1,0 0,90 404-15
614-63 <3,0 0,55 24-5-28 <1,0 0,85 15-5-10
При чистовой обработке рекомендуется подача 0,24-0,3 мм!об.
Режимы точения сверхпрочных сталей твердосплавными рез-
цами приведены в табл. 72.
Таблица 72
Режимы резания сверхпрочных сталей
кгс [мм* Диаметр прутка, мм V, MfMUH so’ мм1об t, мм Вид СОЖ
142—Ц8 * 32 23 0,114 2,5 Масляная эмульсия
102 15,2 0,102 3,8 Распыляемое масло
114 13,7 0,127 1,3 Масляная смесь
192 51 25 0,102 2,5 . Без смазки
51 25 1,93 5,1 Масляная эмульсия
51 32,3 1,93 2,5 То же
Точение высокопрочных сталей производят с применением
СОЖ. Использование обильной струи эмульсии при обработке
сталей мартенситного класса обеспечивает дробление "стружки,
34 в. Н. Подураев
529
так как при встрече горячей стружки с жидкостью происходит
закаливание стружки. При обработке резайием сверхпрочных
сталей используют масляные смеси, например 75% дистиллатного
эмульсионного масла и 25% четыреххлористого углерода (ССЦ),
и масляные эмульсии. Хорошие результаты при развертывании и
нарезании резьбы в сталях с HRC 284-52 показывает СОЖ, состоя-
щая из смеси четыреххлористого углерода с 4—25% сульфофрезола.
Однако следует учитывать, что СС1< токсичен.
/5'
Рис. 214
Таким образом, основными условиями удовлетворительной
обработки резанием высокопрочных сталей являются обеспечение
достаточной мощности станка, максимально возможной жесткости
и виброустойчивости системы СПИД, тщательной заточки режу-
щих кромок, равномерной их загрузки при применении многокро-
мочного инструмента, максимально возможного заострения и
чистоты рабочих поверхностей инструмента. Технологический про-
цесс обработки деталей необходимо строить таким образом, чтобы
сводить к минимуму объем обработки резанием после закалки.
Тонкое точение и расточка резцами, оснащенными ПКНБ [81],
весьма эффективны при обработке высокопрочных сталей; эти
методы обеспечивают те же точность и чистоту обработки, что и
шлифование, и вместе с тем дают лучшее качество поверхности,
а следовательно, большую долговечность и надежность эксплуа-
тации изготовленных деталей. Это объясняется отсутствием таких
характерных для шлифования дефектов, как прижоги, структурные
превращения, шаржирование поверхностного слоя частицами абра-
зива [87, 93].
530 • ' - :
1
Типовые конструкции резцов прямого проходного (а), отогну-
тых упорного (б) и подрезного (в) показаны на рис. 214. Они
состоят из державки 1, вставки 4, прихвата 2 и винта 3 'с внут-
ренним шестигранником. Заготовку 5 из ПКНБ крепят на вставке
заливкой , расплавленным металлом (метод ВНИИ), горячим
прессованием (Томилинский завод алмазного инструмента),
запеканкой во втулку или пайкой [81]. Геометрия заточки:
Y==04-(—10°), а=а1=6-ь8°, ср=30—45°, <р1=5-^-15°, г=0,Зч-2,0 мм
(рис. 221, а) и у=—10°, а^а^б0, ф=80—90°, <pj=3-f-5°, г=-
=0,6н-2,0 мм (рис. 221, б). Резцы затачивают на универсально-
заточных станках типа ЗА64М кругами из синтетического алмаза
АСО 100-процентной концентрации со связкой Б1, без охлаждения.
Доводку резцов осуществляют пастами АП28/20—АП14/10 или
микропорошками в круге АСМ20—АСМ5.
Составляющие силы резания, возникающей при продольном
точении резцами, оснащенными ПКНБ (£=0,2 мм, so=0,07 мм/об,
у=0°, а=8°, <р=45°, <pi=20,°), заготовок Р18 с НРС 64, показаны
на рис. 215; из него видно, что увеличение скорости резания сни-
жает составляющие Pz и Ру (рис. 215, а). Это может быть объяс-
нено возрастанием температуры в зоне резания, что вызывает
размягчение прирезцового слоя и облегчает процесс стружкообра-
зования. Существенное влияние на силу резания оказывает вели-
чина радиуса закругления резца при вершине. Изменение радиу-
са г от 0,1 до 0,5 мм увеличивает составляющие силы резания Рг
и Ру в 1,5—2,0 раза. С ростом подачи (рис. 215, б) и глубины
резания почти пропорционально возрастают составляющие Pz и
Ру, при этом подача оказывает значительно большее влияние на
34* ' 581
увеличение силы резания. При переходе от отрицательных перед-
них углов к положительным и при дальнейшем их увеличении
происходит заметное уменьшение силы резания; эксперименталь-
ные исследования показали, что твердость обрабатываемого мате-
риала практически не оказывает влияния на величину Pz, в то же
время радиальная составляющая Ру силы резания возрастает и
при твердости обрабатываемого материала свыше 56—58 превы-
шает тангенциальную составляющую (рис. 215, в).
Стойкость резцов, оснащенных ПКНБ, при точении стали
Х12Ф1 при критерии затупления /г3=0,2 мм показана на рис. 215, г.
Из него видно, что наиболее высокую стойкость показывают резцы,
имеющие передний угол у=—5° при скорости резания и=50 м/мин.
Для сравнения параллельно испытывались резцы, оснащенные
твердым сплавом ВК6М; они показали стойкость в 3—Д раза мень-
шую.
Из изложенного вцдно, что лезвийный режущий инструмент,
оснащенный ПКНБ, доказывает высокую эффективность при обра-
ботке высокопрочных и закаленных сталей, твердость которых
находится в пределах 35—65 HRC. Для получения чистоты обра-
ботанных поверхностей в пределах 7—9-го классов и точности
1—2-го классов следует применять t=0,24-0,5 мм, so = 0,054-
-т-0,10 мм/об, 0=804-100 м/мин (HRC 50—65) и v= 100-*-м/мин
(HRC 35—50). Обработка резцами, оснащенными ПКНБ, исклю-
чает образование прижогов и шаржирования поверхности, что име-
ет место при абразивной обработке. Все это позволяет рекомендо-
вать этот метод при изготовлении ответственных деталей взамен
шлифования.
§ 78. РЕЗАНИЕ НЕРЖАВЕЮЩИХ И ЖАРОПРОЧНЫХ СТАЛЕЙ
И СПЛАВОВ
Жаропрочным называется материал, способный работать
в напряженном состоянии при высоких температурах в течение
определенного времени и обладающий при этом достаточной жаро-
стойкостью, т. е. стойкостью против химического разрушения •.
поверхности в газовых средах при высоких температурах. Другим
важным свойством жаропрочных сталей и сплавов является их
высокая коррозионная стойкость в агрессивных средах.
Нержавеющим называется материал, обладающий высо-
ким сопротивлением коррозии в агрессивных средах, прежде всего
в атмосфере воздуха, паров воды и кислот. Обычно к такого рода
материалам предъявляют требования обеспечения коррозионной
стойкости при рабочей температуре детали. Большинство жаро-
прочных сплав.рв, как правило, обладает повышенной коррозион-
ной стойкостью при высоких температурах в различных средах.
Поэтому, несмотря на то, что понятия жаропрочных и нержавею-
щих материалов по определению отличаются друг от друга, ©ни
обладают целым рядом общих физико-механических свойств,
532
обусловливающих их общие технологические свойства по обраба-
тываемости резанием.
Основная структура большинства нержавеющих и жаропроч-
ных сталей и сплавов представляет собой обычно твердый рас-
твор аустенитного класса с гранецентрированной кубической
решеткой, строение которого показано на рис. 24 (стр. 47) [5]. При
этом большая часть деформируемых жаропрочных сплавов принад-
лежит к типу дисперсионно твердеющих, т. е. в этих сплавах проис-
ходит выделение из твердого раствора структурной составляющей —
второй фазы, отличной от его основы и рассеянной по всему объему
сплава в тонкодисйерсной форме.
Высокая дисперсность структуры препятствует возникновению
и развитию процессов скольжения, при этом сопротивление ползу-
чести сплава повышается.
• Жаропрочные и нержавеющие стали и сплавы в зависимости
от своего химического состава разделяются по обрабатываемости
резанием на восемь групп (см. табл. 18). Классификация этих
материалов по химическому составу позволяет определить режимы
обработки не только известных марок сталей и сплавов, пред-
ставленных в таблице, но и создаваемых вновь.
Сравнение значений механических характеристик жаропрочных
сталей и* сплавов и стали 45 (табл. 73) показывает, что, включая
титановый сплаву значения истинного предела прочности SK
(стр. 228), предела прочности ав и твердости НВ при обычной тем-
пературе и отсутствии деформации (упрочнения), примерно равны.
Поэтому худшая обрабатываемость жаропрочных и нержавеющих
материалов определяется другими физико-механическими и хими-
ческими свойствами и прежде всего структурой, механическими
характеристиками, определяющими их свойства не только в исход-
ном, но и в упрочненном состоянии и при нагреве, а также тепло-
физическими показателями (температура плавления, энергия акти-
вации, теплопроводность), определяющими свойства материала
при повышенных температурах.
Таблица 73
Сравнительные механические характеристики материалов
Марка стали 20° кгс/мм* 20° 6 % с20° НВ
Сталь 45 . 65 15 75 190
2X13 (ЭЖ2) 50 27 63,5 140—160
Х18Н10Т . . \ 50—60 40—42 77,5 152
ВТ2 115 10 127,0 250—270
Основные особенности резания жаропрочных
и нержавеющих сталей и сплавов, затрудняющие их
механическую обработку, следующие.
533
Высокое упрочнение материала в процессе деформации реза-
нием. Повышенная упрочняемость жаропрочных и нержавеющих
сталей и сплавов объясняется специфическими особенностями
строения кристаллической решетки этих материалов. Известно,
что пластичность материалов определяется числом -возможных
направлений скольжений. Кристаллы сталей ферритоперлитной
группы имеют решетку прост-
ранственно центрированного
куба с восемью возможными
направлениями скольжения.
Кристаллы сталей аустенитно-
го класса имеют форму гране-
центрированного куба с 12 воз-
можными направлениями
скольжения. Вследствие этого
сплавы аустенитного класса бо-
лее пластичны, т. е. отличают-
ся относительно низким преде-
лом текучести при том же
' пределе прочности.
Характеристикой, определяющей пластичность или способность
материала к упрочнению, является отношение условного предела
текучести, соответствующего 0,2-процентной остаточной деформа-
ции, к пределу прочности Оо,2/ов. Чем меньше это отношение, тем
более пластичен материал и тем большей работы и сил резания
требует он для снятия одного и того же объема металла. Величина
этого отношения для жаропрочных сплавов составляет до
0,404-0,45, в то время как для обычных конструкционных сталей
эта величина составляет 0,60-4-0,65 и более.
Высокая пластичность жаропрочных сталей аустенитного
класса выражается также и в больших величинах относительного
удлинения и поперечного сужения. Это специфическое свойство
наглядно видно из сравнения влияния пластического сжатия на
твердость образцов из стали 45 и стали Г12 (рис. 216) [53].
Вследствие повышенной способности к упрочнению при пла-
стической деформации жаропрочных сплавов значения ов могут
возрасти в два раза [с 60 до 120 кгс/мм2 (с 588,6 до 1177 ЛТн/ти2)],
От — в 34-4 раза [с 254-30 до 100 кгс/мм2 (2454-294 до 981 Мн/м2)},
прй этом относительное удлинение уменьшается с 40—65 до
5—10%. Исследования микротвердости прирезцовых корней струж-
i&i показывают, что величины их при точении стали Х18Н10Т при-
мерно в два( раза больше, чем у недеформированного металла;
для 4Х12Н8Г8МФБ (ЭИ481), ХН70ВМТЮ (ЭИ617) относительное
упрочнение составляет 60—65%, средняя микротвердость стружки
при сверлении стали Х18Н10Т на 37% выше исходной микротвер-
дости обрабатываемой заготовки. Для обычных материалов эти
значения намного ниже (стр. 56).
Малая теплопроводность обрабатываемого материала, приводя-
щая к повышенной температуре в зоне контакта, а следовательно,
534
к активизации явлений адгезии и диффузии, интенсивному
схватыванию контактных поверхностей и разрушению режущей
части инструмента. Эти явления не позволяют в ряде случаев ис-
пользовать при обработке жаропрочных материалов недостаточно
прочные инструментальные материалы, в первую очередь, твердые
сплавы. Вместе с тем при использовании быстрорежущего инстру-
мента по тем же причинам приходится принимать весьма малые
скорости резания. Учитывая плохой теплоотвод при обработке
жаропрочных и нержавеющих, сталей и сплавов, основное значение
приобретают охлаждающие свойства СОЖ.
Способность сохранять
исходную прочность и
твердость при повышен-
ных температурах, что
приводит к высоким удель-
ным нагрузкам на кон-
тактные поверхности ин-
струмента в процессе реза-
ния. Изменение механиче-
ских характеристик сплава
ХН77ТЮ (ЭИ437А) при
нагреве
рис. 217 [29].
ХН55ВМТЮКЮ (ЭИ929)
при температуре 700° С
имеет Ов=90-? 100 кгс/мм2,
прй температуре 800°С <тв=804-90 кгс/мм? [43]. Из приведенных
показано на
Сплав
данных видно, что прочность этого жаропрочного материала с
увеличением температуры до 800° С изменяется мало, между
тем как прочность стали 45 при этой температуре снижается
в 3—5 раз. Это слабое разупрочнение материала при' нагреве
в процессе резания приводит к высоким удельным нагрузкам
на переднюю поверхность режущей части . инструмента — до
500 кгс/мм2 при больших подачах и 900 кгс/мм2 при малых, что
в несколько раз превышает эти значения для обычных конструк-
ционных сталей и соответствует обработке закаленных сталей с
HRC 604-64. При точении стали Х18Н10Т эти значения составляют
1204-230 кгс/мм2, а в момент врезания при прерывистом резании
достигают 3004-500 кгс/мм2. Усугубляет действие этого фактора
низкая теплопроводность этих материалов, благодаря чему высо-
кая температура на контактных поверхностях не позволяет замет-
но снизить механические свойства по всему сечению срезаемого
слоя.
Большая истирающая способность жаропрочных и нержавею-
щцх сталей и сплавов, обусловленная наличием в них кроме фазы
твердого раствора еще так называемой второй фазы, образующей
интерметаллидные или карбидные включения. Эти частицы дей-
ствуют на рабочие поверхности инструмента подобно абразиву,
приводя к увеличенному износу. Большое значение имеют также
535
структурные превращения, происходящие в этих материалах в
процессе пластической деформации и сопровождающиеся выпаде-
нием карбидов. Так, микротвердость 771Оо карбидов, выпадающих
при деформации стали Г12, равна 1324 кгс!мм2 (12988 Л4н/.и2),
что достигает микротвердости пластинок из ВК8 Яюо=1415 кгс/мм2
(13881 Мн/м2) и Т15К6 /7юо=14бО кгс/мм2 (14 322,6 Мн/м2).
Все описанные выше твердые включения совместно с высокими
температурами на контактных поверхностях приводят к интен-
сивному абразивному и диффузионному износу режущей части
инструмента, к явлениям адгезии (схватывания). Поэтому коэф-
фициенты трения нержавеющей стали по твердым сплавам
во много раз больше, чем при трении обычной стали 20 (см.
рис. 56).
Особенно много включений имеют литые жаропрочные лплавы;
они еще более сильно изнашивают инструмента Поэтому для обра-
ботки этих сплавов применяют только твердосплавный инструмент.
Вместе с тем литые сплавы менее пластичны, вследствие этого
усилие при их резании меньше, чем при обработке деформируемых
сплавов. Например, удельная сила резания при точении сплава
ВЖ36Л2«480 кгс!мм,2 (4708,8 Мн]м2), между тем как при обра-
ботке сплава ЭИ827 в тех же условиях она составляет
«600 кгс/мм2 (5886 М.н]м2). Если принять обрабатываемость
пластически деформируемого сплава ХН77ТЮ (ЭИ437А) за еди-
ницу, то обрабатываемость литого ейлава АНВ300 будет состав-
лять 0,35, сплава ЖС6 — 0,28 [34].
Повышенная истирающая способность жаропрочных материа-
лов вызывает необходимость применять инструментальные мате-
риалы, имеющие наряду с большой прочностью также и высокую
износостойкость. Большое значение при этом имеет шероховатость
рабочих поверхностей инструмента. Поэтому в некоторых случаях
инструмент подвергают специальной химической обработке в целях
создания на контактных поверхностях прочных пленок; высоко-
эффективно также использование в качестве СОЖ металлических
расплавов [55].
Пониженная виброустойчивость Движения резания, обусловлен-
ная высокой упрвчняемостью нержавеющих и жаропрочных мате-
риалов при неравномерности протекания процесса их пластиче-
ского деформирования. Возникновение вибраций приводит к пере-
менным силовым и тепловым нагрузкам на рабочие поверхности
инструмента, ' следовательно, к _ микро- и макровыкрашиваниям
режущих кромок. При наличии вибраций особенно неблагоприят-
ное влияние на износ инструмента оказывают явления схватыва-
ния стружки с передней поверхностью инструмента.
Учитывая рассмотренные особенности, процесс резания нержа-
веющих жаропрочных сталей и сплавов Протекает таким образом:
вначале рабочие поверхности инструмента соприкасаются с отно-
сительно мягким, неупрочненным металлом и под их воздействием
происходит пластическая деформация срезаемого слоя, сопро-
вождаемая значительным поглощением прикладываемой извне
536
(инструментом) 'энергии. При этом срезаемый слой получает боль-
шое упрочнение и приобретает свойства наклепанного металла,,
т. е. становится хрупким. Запас пластичности при этом й значи-
тельной мере исчерпывается и происходит сдвиг — разрушение,,
образование элемента стружки.. Малая теплопроводность этих
материалов приводит к резкому снижению отвода тепла в стружку
и обрабатываемую заготовку, а следовательно, повышению темпе-
ратуры в зоне контакта режущей части инструмента и заготовки
Рис. 218
с активизацией процессов адгезии и диффузи^. В результате этого
значительно увеличиваются износ инструмента и явления налипания
(схватывания), вызывающие разрушение режущих кромок. Интен-
сификации этих процессов сповобствуют повышенные механические
характеристики обрабатываемого материала при высокой темпе-
ратуре, большая истирающая • способность материалов, а также
переменное воздействие этих факторов, обусловленное вибрациями.
Одной из особенностей строения жаропрочных сталей и сплавов
является их значительная разнозернистость и неравномерность
537
выделения карбидной и интермета ллидной фаз. При составлении
технических условий на заготовки из жаропрочных материалов,
поступающих на механическую обработку, следует уделять особое
внимание равномерности их строения, поскольку в этих сплавах
часто встречаются плохо деформированные зоны после прокатки,
' • штамповки или ковки. Наличие этих зон приводит к резкому воз-
растанию действующих нд инструмент сил резания и температур
и, как следствие, к мгновенному затуплению или разрушению режу-
щей части инструмента. Особенно много включений имеют литей-
ные жаропрочные сплавы.
Термическая обработка оказывает наибольшее влияние на обра-
батываемость резанием аустенитно-карбидных сталей с высоким
содержанием углерода и интерметаллидных, содержащих титан и
алюминий; для низкоуглеродистых сталей влияние термической
обработки намного меньше. Наилучшую обрабатываемость аусте-
нитных и аустенитно-карбидных сталей достигают термической
обработкой путем отжига или отпуска благодаря выделению из
твердого раствора вторичных- фаз и, в результате этого менее
интенсивного их упрочнения (рис. 218). Термическая обработка за-
калкой этих сплавов ухудшает их обрабатываемость, при этом
степень ухудшения обрабатываемости прямо пропорциональна со-
держанию углерода и повышению температуры нагрева под закалку.
Причиной этого является растворение карбидов в аустените. В про-
цессе пластической деформации аустенит закаленного сплава рас-
падается и образует мелкодисперсные фазы, упрочняющие сплав.
' Обрабатываемость интерметаллидных сплавов, напротив, после
отжига ухудшается, а после закалки улучшается [32].
§ 79. ОБРАБАТЫВАЕМОСТЬ РЕЗАНИЕМ ТИТАНОВЫХ СПЛАВОВ
Основные особенности обработки резанием
’титановых сплавов следующие.
Малая пластичность, приближающая их по свойствам к высоко-
прочным материалам. Это видно из значений Оо.г/ов, характери-
зующих пластичность материалов (табл. 74) [43]. По этому пара-
метру (способности к упрочнению) титановые сплавы резко отли-
чаются от жаропрочных, имея примерно в два раза большие
значения Сто.г/ств и значительно более низкие б и ф. Поэтому при
обработке титановых сплавов вследствие их пониженной пластич-
ности величина составляющей Pz силы резания на 20% ниже,
чем для сплавов на основе железа.
Малая пластичность титановых сплавов приводит к тому, что
при их обработке образуется специфическая стружка, по внешнему
виду похожая на сливную, имеющая трещины, которые разделяют
ее на очень слабо деформированные элементы, прочно связанные
между собой тонким и сильно деформированным контактным
слоем. Образование такой формы стружки объясняется тем, что
с ростом скорости резания пластическая деформация не успевает
538 .
протекать в основном объеме, концентрируясь в контактном слое,
где возникают высокие давления и температуры. В связи с этим
в отличие от обычных сталей у титановых сплавов меняется вид
стружки с ростом скорости резания в обратном направлении:
сливная стружка переходит в элементную. Это изменение формы
Таблица 74
Значение коэффициента упрочненйя
для различных материалов
Марка стали
Коэффициент
упрочнения
<WGb
Титановые сплавы . . . ...........
ЗОХГСНА ..........................
ЭИ643 (закаленная и отпущенная) . . .
ЭИ654 ..............•.............
Х18Н9Т............................
0,8—0,85
0,73
0,73
0,64
0,45
стружки у менее пластичных титановых сплавов или при обра-
ботке с большими подачами происходит при меньших скоростях
резания. Так, при обработке титанового сплава ВТ2 элементная
стружка образуется при меньших скоростях резания, чем при
обработке сплава ВТ1.
высокая химическая актив-
ность, выражающаяся при обра-
ботке резанием способностью ти-
тановых сплавов к активному взаи-
модействию с окружающей сре-
дой. Благодаря этому по мере
увеличейия температуры в зоне
резания происходит сильное пог-
лощение кислорода и азота возду-
ха, что способствует повышенному
окислению. Это вызывает интен-
сивное окалинОобразование и
охрупчивание материала вслед-
ствие диффузии кислорода в обра-
батываемый материал и его наводороживания. Поэтому при обра-
ботке резанием титановых сплавов выделяется относительно мень-
4шее количество тепла, чем при обработке резанием жаропрочных
сплавов.
Вместе с тем титановые сплавы имеют еще более худшую
теплопроводность, чем жаропрочные стали и сплавы; ^следствие
этого при резании титана возникает в среднем в 2,2 раза большая
температура, чем при обработке стали 45 (рис. 219) [43]. Поэтому
температура в зоне резания вследствие плохой теплопроводности
титана продолжает оставаться высокой, вызывая тем самым струк-
турные превращения и сильное взаимодействие с воздухом.
В результате пониженных пластических свойств титановых спла-
вов образование в процессе деформации опережающих макро-
539
* Продольная деформация стружки ^0 %
и микротрещин занимает значительное место. Это объясняет
также образование при резании титановых сплавов больших углов
сдвига (Ф=384-44°) с малой усадкой'стружки; как правило, коэф-
фициент усадки ее по длине близок к единице [28, 43]. Это видно
из значений коэффициента усадки различных марок титановых и
твердых сплавов (рис. 220, а) (/=2,5 мм, so=0,18 мм!об, ф=70°,
а=10°, Х=0°), а также зависимости продольной деформации
стружки от скорости резания (б) и подачи (в) (ВТ2, резец В КЗ,
у = 0°, ф=45°, /=2 мм) (по данным Я- Л. Гуревича). В ряде
случаев в результате поглощения кислорода и азо/а воздуха при
обработке титановых сплавов получается так называемая отри-
цательная усадка (&//<0), т. е. длина образующейся стружки 1С
больше пути резания I. При обработке на тех же режимах реза-
ния, но в струе аргона, отрицательной усадки не наблюдается.
Уменьшение усадки .стружки с ростом скорости резания объяс-
няется также резким снижением сил трения стружки о переднюю
поверхность режущей части резца. Титановые сплавы характери-
зуются высокими коэффициентами трения (0,54-Q,6), что ограни-
чивает их применение для подвижных соединений. Несмотря на это,
в процессе резания на контактных поверхностях коэффициент тре-
ния снижается до 0,24-0,3- Это примерно в 1,5 раза меньше, чем
для жаропрочной стали ЭИ787. Малая усадка стружки приводит
к повышенной скорости скольжения ее по передней поверхности
инструмента при тех же скоростях резания.
Рассмотренные выше особенности резания титановых сплавов
и прежде всего высокая активность титана по отношению к кисло-
роду и азоту воздуха резко снижает площадь контакта стружки
с передней поверхностью инструмента; по сравнению с обработкой
конструкционной стали той же твердости эта площадь снижается
в 2-4-3 раза. Окисление контактного слоя стружки приводит к
повышению ее твердости. Малая площадь контакта стружки, соче-
таясь с достаточно высокой прочностью титановых сплавов, при-
водит к большим нормальным давлениям и при повышенной твер-
дости стружки — к повышенному износу, а при-малой теплопро-
водности титана — к высоким температурам, вызывающим явления
схватывания и задиры. С другой стороны, активное воздействие
внешней среды при обработке титана резанием вызывает интен-
сивное наростообразование (см. стр. 166, 176).
Так же как и при обработке нержавеющих и жаропрочных
материалов, титановые сплавы оказывают высокое абразивное воз-
действие на инструмент вследствие содержания в них высокотвер-
дых включений в виде окислов нитридов и карбидов [53]; тита-
новые сплавы характеризуются и пониженной виброустойчивостью
движения резания. При обработке титановых сплавов происходит
увеличение составляющих Ру и Рх силы резания при относительно
небольшой Рг. В отличие от жаропрочных титановые сплавы силь-
но снижают свою прочность при повышении температуры. Интен-
сивность уменьшения прочности превышает даже эти значения для
сплавов на основе'железа. t
541
Обработка резанием по корке многих кованых, прессованных
или литых заготовок из титановых или других видов труднообра-
батываемых материалов вызывает дополнительное ухудшение
обрабатываемости. Это обусловлено усиленным абразивным и
ударным воздействием на рабочие поверхности инструмента не-
металлических включений, окислов сульфидов^ силикатов, а также
многочисленных пор, образующихся в поверхностном слое при
отливке или прессовании. Последнее еще более усиливается значи-
- тельными поверхностными неровностями корки.
При определении оптимальных режимов резания титановых
сплавов особое внимание следует уделять вопросам техники безо-
пасности. Образование тонкой стружки, тем более пыли, в про-
цессе стружкообразования приводит к ее легкому воспламенению
с интенсивным горением. Титановая стружка, покрытая маслом,
склонна к самовозгоранию. Пылеобразная стружка взрывоопасна
и вредна для здоровья обслуживающего персонала. Учитывая
изложенное, не следует допускать скоплений титановой стружки;
при обработке резанием титановых сплавов не следует назначать,
подачи менее 6,08 мм/об, работать инструментом с износом более
0,8—1,0 мм, со скоростями резания более 100 мм)мин. При точе-
нии титанового сплава ВТ1 допускается большая скорость реза-
ния— до 150 м/мин.
По электрохимической обрабатываемости (ЭХО)
титановые сплавы могут быть разделены на три группы [177]:
1) технически чистый титан и сплавы, основными добавочными
компонентами которых являются Al, Sn, Си; в эту группу входят
сплавы ВТ1, ВТ2, ВТ1-2, ВТ5, ВТ5-1, ВТ10;
2) сплавы, содержащие в качестве добавочных компонентов
Mo, V, Сг, Al, Zn, такие как ВТ8, ВТ9, ВТ14, ВТ15, ВТЗ-1, ВТ6,
ВТЗ;
3) сплавы, содержащие добавочные компоненты Мп и А1 —
ОТ4, ОТ4-0, ОТ4-1, ОТ4-2, ВТ4.
Для ЭХО титановых сплавов обычно применяют электролит —
водный раствор поваренной соли, подогретый до 40—50° С; обра-
ботка ведется с повышенными напряжениями, при этом получается'
низкое качество поверхности. Значительное улучшение ЭХО тита-
Таблица 75
Состав электролитов для обработки титановых сплавов (вес. %)
Состав электролита Номер электролита
1 2 3 4
Калий азотнокислый . . . 11,5±0,16 6,5±0,1 4,8+0,1
Калий бромистый . . — 3,4±0,1 1,25+0,05 10 + 0,5
Натрий хлористый .... 8±0,1 6,9±0,1 4,8±0,1 10+0,5
Сульфат натрия безводный . — — 0,45 + 0,05 —
Вода - . . . . 80,5±0,2 83,2±0,3 88,7±0,2 80+0,1
542
новых сплавов дает применение специальных составов электро-
литов [177] (табл. 75).
Производительность 300—500 мм3! мин с поверхности 10 см3 и
у чистоту поверхности 6—7-го классов обеспечивают режимы ЭХО,
приведенные в табл. 76.
Таблица 76
Оптимальные режимы ЭХО титановых сплавов (давление электролита — 4 атм)
Марка сплава Номер электролита и, в 1а> а} см* Температура электролита, ° С Величина меж- электродного зазора, мм
ВТ5-1 4 10—11 27—33 25—30 0,5-0,7
ВТ8 1 2 3 9—10 9—10 13—14 7-8 7-8 14 22—30 20—30 5—30 0,5 0,5 0,5
ВТ9 1 2 3 4 12—13 12—13 11—12 10—11 20-22 24—27 19—22 28—34 25—35 25—30 25—30 25—30 0,5 0,5 0,3 0,5
ВТЗ-1 1 2 3 4 12—13 12—13 12—13 10—11 20—22 21—25 20—24 28—30 20—25 25—30 20—25 20—25 . 0,3 0,5—1,0 0,3—0,5 0,5
ВТ14 1 2 3 4 12—13 12—13 13—14 10—11 22—26^ 15—18 16—19 31—37 25—30 20—25 20—25 25—30 0,5 0,7 0,5 0,5
ОТ4 . 4 11—12 20—28 25-30 Ж:. 0,5—1,0
Следует учитывать, что электрохимйческая обрабатываемость
.титановых сплавов сильно зависит от величины пульсации выпрям-
ленного тока. Так, их обработка почти прекращается (за исклю-
чением использования электролита № 4) при использовании гене-
раторов типа АТН 5000/2500, дающих сглаженную пульсацию.
Наоборот, хорошие результаты дает пульсирующая форма тока,
получаемая от трехфазного выпрямителя типа ВКГ-100А.
§ 80. РЕЗАНИ Ё ТУГОПЛАВКИХ МАТЕРИАЛОВ
По обрабатываемости резанием тугоплавкие материалы разде-
ляются на три группы: 1) вольфрам и его сплавы; 2) молибден,
хром и их сплавы; 3) ниобий, тантал, ванадий.
543
Вольфрам является наиболее тугоплавким материалом;
наряду с этим он и его.< сплавы обладают высокой механической
прочностью и твердостью; предел прочности этих материалов на
растяжение доходит до 110 кгс/мм2 (1079 Мн/м2) и твердость —
до НВ 490. ; '
Заготовки деталей из вольфрама получают дуговой или элек-
троннолучевой плавкой, а также методами порошковой метал-
лургии. Легирование осуществляют обычно этими'же способами.
Вольфрам наиболее широко применяется в двух видах — ковкий
нелегированный вольфрам с высокой плотностью (98—100%) и
пористый вольфрам, пропитанный серебром или медью. Вольфрам
первого вида вызывает при механической обработке большие
затруднения; наоборот, пропитанный вольфрам обрабатывается
резанием так же легко, как и латунь. Так, если вольфрам первого
вида при точении твердосплавным резцом не допускает скорости
резания более 60—90 м/мин, то вольфрам с 10% серебра допускает
скорости 400—600 м/мин. Пропитывающий металл действует как
хорошая смазка [195].
Вольфрам плохо поддается обработке резанием; это объяс-
няется его исключительно высокими хрупкостью, твердостью,
теплостойкостью, высоким абразивным воздействием. Основной
причиной хрупкости вольфрама являются примеси. Поэтому воль-
фрам, полученный плавкой электронным лучом/достаточно плас-
тичен. Другим недостатком вольфрама является склонность к
образованию нестойких окисных пленок. Вследствие этих причин
инструменты из быстрорежущей стали быстро тупятся, вызывая
выкрашивание на обрабатываемой поверхности. Поэтому при обра-
ботке резанием вольфрама применяют остро заточенный твердо-
сплавный инструмент с большими значениями передних углов.
Во всех случаях при конструировании деталей из вольфрама, изго-
товленных обработкой резанием, следует-избегать острых углов
и кромок из-за опасности выкрашивания; с этой же целью точение
следует вести от середины к торцам заготовки.
Процесс стружкообразования при резании вольфрама про-
текает по схеме хрупкого разрушения (стр. 46); при этом обрабо-
танная поверхность детали имеет характерную ярко выраженную
шероховатость. Неровности имеют правильные ряды надрывов.
При обработке вольфрама плотностью не менее 85% с отнрситель-
но низкими скоростями резания • образуется . мелкодроблена^
форма стружки. По мере увеличения скорости достигается пере-
ход на непрерывную стружку; при этом повышение скорости ведет
к снижению шероховатости поверхности. Учитывая изложенное,
для токарной обработки нелегированного вольфрама высокой
плотности твердосплавными резцами рекомендуются для черновой
обработки so=0,25-z-0,3 мм/об, t> = 46—61 м/мин-, для чистовой —
$0=0,184-0,23 мм/об, и=61—91 м/мин.
, Обрабатываемость вольфрама резанием ввиду его высокой
хрупкости сильно зависит от вида операции. Вероятность откалы-
вания и растрескивания получаемой при обработке поверх-
544
ностй детали особенно велика на операциях, связанных с ударным’
воздействием инструмента, например на фрезеровании. Следова-
тельно, технологичность конструкций деталей из вольфрама, по-
лучаемых механической обработкой, достигается заданием конст-
руктором форм деталей, характеризующихся радиальной симмет-
рией, она обеспечивает широкое применение токарной обработки.
Сила резания при точении вольфрама характеризуется высокой
радиальной, составляющей Ру; она составляет 30—50% от'полного»
значения силы и еще более увеличивается при снятии большой
ширийы среза. Это вызывает повышенный износ вершины инстру-
мента, особенно при резании с отрицательными углами на-
клона режущей кромки. Следовательно, обработку деталей из
вольфрама нужно произвбдить с небольшими глубинами резания
(/^1,5 мм).
Хорошие результаты при обработке вольфрама показывает
подогрев заготовок токами высокой частоты или горелкой да
температур 3004-400° С. С повышением температуры вольфрам
становится более пластичным (так, при 1000°С относительное
удлинение вольфрама составляет 8—10% против нуля при ком-
натной температуре). Одновременно значительно понижается его
прочность. Например, нагрев заголовок до температуры 420° С
при точении приводит к увеличению стойкости резцов в несколько
раз; при этом устраняются выкрашивание и растрескивание обра-
батываемого материала. В этом случае предел прочности на рас-
тяжение уменьшается на одну треть, а твердость — вдвое. Нагрев
выше этой температуры не рекомендуют, так как это может спо-
собствовать интенсивному окислению вольфрама и снижению
стойкости, резцов.
Для улучшения обрабатываемости прессованные вольфрамо-
вые заготовки, подвергнутые предварительному спеканию, пропи-
тывают расплавленным металлом, не вступающим в химическое
соединение с вольфрамом. Пропитывающий металл должен хорошо
смачивать вольфрам и перемещаться по капиллярам [195].
Он служит наполнителем, а также является хорошей смазкой,
вследствие чего предотвращает вырывание частиц вольфрама и
уменьшает износ инструмента. Такие заготовки можно обраба-
тывать обычными твердосплавными и быстрорежущими резцами;
после этого пропитывающий металл удаляют интенсивным нагре-
вом. Наиболее часто вольфрамовые заготовки»пропитывают медиа
и ее сплавами [203].
Хорошие результаты при разрезке вольфрама показывает
анодно-механическая обработка на режимах: рабочий ток 304-40 а,
напряжение 184-22 в, скорость подачи заготовки 64-25 мм/мин.
Молибден характеризуется низкой обрабатываемостью ре-
занием. По сравнению с вольфрамом молибден более пластичен;
относительное удлинение молибдена составляет примерно половину
от его значения для конструкционных сталей.
Обрабатываемость молибдена резанием определяется также
способом получения заготовки: молибден, получаемый плавкой,
35 в. Н. Подураев » 545
несмотря на то что он плотнее порошкообразного молибдена,
получаемого спеканием, лучше поддается обработке рёзанием.
Это обусловлено меньшим растрескиванием материала, лучшей
шероховатостью поверхности. Общей особенностью обработки
резанием для обоих видов материалов является высокая истираю-
щая способность. Другой особенностью молибдена является огра-
ниченный выбор видов СОЖ, так как молибден химически активен
и легко взаимодействует, например, с осерненными маслами.
Хорошие,результаты при обработке резанием молибдена показы-
вает смесь хлорированного масла с трихлорэтиленом в пропорции
1:1; при этом следует учитывать, что пары этой жидкости ток-
сичны и требуют проведения специальных мер по технике безо-
пасности. Некоторое повышение стойкости резцов и сниженй^
шероховатости поверхности дает применение 10-процентного рас-
твора эмульсола. Особое внимание при обработке молибдена
следует уделять обеспечению повышенной жесткости системы
СПИД, ликвидации в ней люфтов. При резании молибдена приме-
няют оптимальные величины скоростей; использование низких
скоростей резания ведет к увеличению шероховатости поверхности,
высоких — к интенсивному износу инструмента.
Эффективным способом резки тугоплавких сплавов является
анодно-механическая обработка; она осуществляется стальной
лентой с применением в качестве электролита водного раствора '
жидкого стекла (р=1,3 г/ои3, £7Р = 22—24 в). Режимы обработки:
при диаметре заготовки 90—120 мм для сплавов ВХ1, ВХ2, ВХ4
/р = 200—250 а, для сплавов ВН2 /р = 210—260 а, ВМ1 /р=230—
275 а, ВВ2 /р= 190—235 а. Для малых диаметров 20—30 мм значе-
ния /р соответственно следующие: 55—80, 60—90, 60—90,
50—70 а [44].
Для обработки заготовок из молибдена можно применять
также ультразвуковой, электроискровой и электрохимический
процессы. В последнем случае в качестве электролита исполь-
зуют 10-процентный едкий калий. Электролитическое полирование
применяют в ‘лабораториях, а также для очистки поверхностей
заготовок перед сваркой. Электролит в этом случае содержит
150"мл метилового спирта (95%), 50 мл концентрированной соля-
ной кислоты и 20 мл концентрированной серной кислоты.
Ниобий характеризуется малой прочностью и высокой пла- *
стичностью. По обрабатываемости ниобий можно сравнить с
медью; оба металла пластичны и легко режутся. Отличительной
особенностью ниобия является его активное схватывание с рабо-
чимц поверхностями инструментов, наволакивание на них. Это
увеличивает работу трения, приводит к наклепу и повышению
температуры в зоне резания, а в целом снижает стойкость инстру-
мента и ухудшает шероховатость поверхности. Учитывая изложен-
ное, при точении ниобия применяют резцы из сплавов ВК6М. и
Р18 с у = 25°, а=15°, <p = 6Q°, (pi = 10° и /1=0° при 0 = 50 м/мин,
з0 = 0,2—0,3 мм/об при черновой обработке и меньше 0,125 мм/об —
при чистовой.
546
Бориды тугоплавких металлов являются одним из.
особо жаропрочных материалов; однако они очень хрупки и вос-
приимчивы к тепловым ударам. Учитывая это, в сплавы на основе
боридов добавляют значительное количество металлического
цемента, повышающего вязкость и термостойкость сплава. Так, в
США выпускают жаропрочные сплавы на основе боридов хрома
и циркония с металлическим цементом: ZrB2— Mo, TiB2 — Мо,.
TiB2 —Сг.
Обработка резанием заготовок из боридов определяется их
основными механическими характеристиками — повышенной твер-
достью и хрупкостью; так, микротвердость борида TiB2 равна
3370 кгс!мм2, ZrB2 — 2250 кгс)мм2. По степени уменьшения хруп-
кости технологически наиболее важные бориды располагают в.
следующей последовательности: ZrB2, TiB2, СгВ2. Большинство'
заготовок деталей из боридов получают методами порошковой
металлургии, обычно горячим прессованием [193]. ,
Удовлетворительные результаты при последующей обработке
показывают шлифование и резка абразивами, особенно ультра-
звуковая и анодно-механическая обработка. Высокая эффективности
применения ультразвуковой обработки объясняется повышенной
хрупкостью этих материалов, поэтому ультразвуковая обработка
боридов показывает большую производительность, равную при
мощности УЗ Г 600 вт 20—30 мм2 [мин-, между тем для твердого
сплава ВК8 в тех же условиях она равна только 6—8 мм3 [мин.
Повышенная производительность при применении анодно-механи-
ческой обработки деталей из боридов объясняется особо низкой
стойкостью боридов под действием электрической дуги; в первую
очередь это относится к боридам титана, вольфрама и циркония,'
а также к сплавам карбидов бора и вольфрама. Анодно-механи-
ческая обработка боридных сплавов производится электродом-
инструментом в виде вращающегося диска или в случае необхо-
димости получения деталей более сложной формы — по схеме
анодно-механического додбления.
Механическая обработка алмазов производится
чаще всего распиливанием; в качестве режущего инструмента
принимается вращающийся бронзовый диск толщиной 0,05—
0,08 мм, шаржированный алмазным микропорошком. Механика
стружкообразования при резании этим способом алмаза заклю-
чается в удалении микрочастиц с обрабатываемой поверхности
путём хрупкого разрушения алмаза при многократном воздействии
зерен абразива. Хрупкое разрушение обусловлено скольжением по>
поверхности алмаза значительного количества микрозерен абразива;,
оно приводит к микрораскалыванию поверхностного слоя с обра-
зованием в нем полукольцевых микротрещин. Скольжение частиц
абразива по месту, Тде уже имеется полукольцевая микротрещина,
приводит к ее увеличению с последующим микровыкрашиванием.
Образование микровыступов на обрабатываемой поверхности при
воздействии последующих зерен вызывает возникновение микро-
ударов. Это интенсифицирует процесс съема вследствие разруше-
35*
547
ния обрабатываемого алмаза между полукольцевыми микротре-
щинами.
Резание алмазов этим методом вследствие их весьма высокой
теплопроводности характеризуется относительно низкими темпе-
ратурами (200—300°С); характерной особенностью этого процесса
резания является также то, что тангенциальная составляющая Р2
во много раз (15—30) превышает составляющую Pv.
Производительность обработки увеличивается с повышением
скорости редання до определенного предела, а затем уменьшается.
Это объясняется тем, что при низких скоростях (15—20 'м/сек)
частота воздействия микрозерен на обрабатываемую поверхность
алмаза мала, что определяет низкую интенсивность разрушения
алмаза. Рост скорости вращения диска, несмотря на уменьшение
глубины врезания каждого зерна на каждый цикл резания, повы-
шает -производительность обработки за счет роста частоты воз-
действия зерен. Вместе с тем уменьшение глубины врезания ведет
к улучшению чистоты поверхности. Увеличение скоростей резания
сверх оптимальных (45 м/сек) приводит к снижению производи-
тельности вследствие интенсивного удаления из зоны резания
зерен абразива крупной фракции под действием центробежных
сил. Таким образом, дальнейшего повышения скоростей резания
и производительности обработки можно достигнуть увеличением
сил удержания зерен абразива в диске. Для этого применяются
диски, при изготовлении которых предварительно металлизирован-
ные зерна алмазного микропорошка, вводятся в расплав бронзы
в процессе изготовления диска.
Оптимальные скорости вращения диска, обеспечивающие наи-
большую производительность, наименьший расход абразива и
удовлетворительное качество поверхности после распиливания,
находится в пределах 40—45 м1сек [105].
§ 81. ОБРАБОТКА РЕЗАНИЕМ МЕТАЛЛОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ
И ПОКРЫТИИ
Обработка резанием металлокерамических деталей (керметов),
заготовки которых получают методами порошковой металлургии,
занимает при их изготовлении значительное место. Это объясняет-
ся, с одной стороны, необходимостью получения более сложных
форм, чем это допускает прессование, например деталей с двумя
буртами, отверстиями, перпендикулярными движению пуансонов,
и взаимно перекрещивающимися осями, выточками, фасками,
канавками, резьбой, и, с другой стороны, получением изделий с
точностью более 4—5-го классов, а также удешевлением производ-
ства в тех случаях, когда применить обработку резанием проще,
чем использовать сложные пресс-формы.
Твердые рплавы являются весьма^распространенной раз-
новидностью металлокерамических материалов; из них изготав-
ливают, например, штампы, инструменты. Для их резания наи-
548
более часто применяют электроэрозионную, анодно-абразивную,
ультразвуковую и механическую обработки.
Электроэрозионный метод является эффективным средством
обработки твердых сплавов. Твердые сплавы хорошо режутся
высокочастотной ЭЭО с использованием в качестве инструмента
непрерывно движущейся проволоки. Так, сплав ВК20 обрабаты-
вается медной проволокой диаметром 0,2 мм с натяжением 500 г
при скорости перемотки 3 мм/мин на режимах /=6 кгц, (7=2,5 кв,
С = 8000 мкф-, получаемая скорость обработки при толщине детали
5 мм — 0,65 мм!мин [175].
Анодно-абразивная обработка применяется для изготовления
высокоточных твердосплавных деталей. Для этого питание обыч-
ных модернизированных шлифовальных станков производится
от источников постоянного тока (машинных генераторов или
выпрямителей) с напряжением 25—30 в. Рабочей средой является
смесь масел. Ступенчатым изменением силы тока в пределах
3—800 а задается последовательное изменение условий обработки
от черновой, обеспечивающей съем основного припуска и чистоту
5-го класса, До чистовой, дающей чистоту 9-го класса; затем
осуществляется доводка абразивом до 11-го класса. Анодно-абра-
зивную обработку применяют для заточки твердосплавных инстру-
ментов (табл. 77 — данные А. Г. Рябинюка).
Таблица 77
Режимы анодно-абразивной заточки твердых сплавов
Операция о, в ia. а!см* %Kp. «(<*« р, кгсIсм1
Шлифование 254-30 254-30 15—18 1,5—2,0
Доводка 12—15 3—5 15—18 2,04-2,5
Более эффективна анодно-алмазная обработка; для заточки
твердых сплавов наиболее целесообразна чашеобразная форма
круга; по размерам она аналогична стандартному кругу, однако
имеет большую’высоту для помещения внутри чашки разбрызги-
вателя для подачи электролита. На торце стальной чашки делают
алмазоносный поясок, а для улучшения доступа электролита —
канавки. Электролит: нитрат натрия или калия 5%, фтористый
натрий 5%, нитрит натрия 0,3%,. остальное — вода. Они обеспечи-
вают высокую производительность — 54-650 мм3/мин, чистоту по-
верхности 10-—11-го класса и неплоскостность 0,01 мм, на длине
100 мм. КуАИ рекомендует для анодно-алмазной заточки твердо-
сплавных резцов следующие режимы: 17=6—8 в, snp = 0,9—
. 1,0 мм/мин, snOn=2,5—3,5 мм/мин (0,04'4-0,056 мм)дв. х), оКр =
==20—25м/сек. Электролит: NaNOs—5%l, NaNOj — 0,3%, остальное
• вода. Этот режим дает малый радиус закругления режущей кром-
ки р=10—16 мкм, чистоту рабочих поверхностей 10—11-го клас-
сов [42].
549
Механическую обработку твердых сплавов производят лезвий-
ным и абразивным инструментами. Основным методом обработки
твердосплавных вставок для холодновысадочного инструмента
является абразивное и алмазное шлифование: оно применяется для
получения плоских, круглых наружных и внутренних (£>>54-8 мм)
и также фасонных поверхностей и обеспечивает при производи-
тельности 40—100 мм31мин точность 1-го класса и чистоту поверх-
ности до 13-го класса.
Получение цилиндрических наружных поверхностей на деталях
из твердых сплавов производится шлифованием кругами карбида
кремния зеленого и алмазными кругами, а отрезка заготовок —
алмазными отрезными кругами и электроэрозионным методом.
Снятие материала срезаемог<^ слоя при шлифовании твердых
сплавов кругами из карбида кремния зеленого происходит путем
вырывания из основного материала, дробления и раскалывания
зерен карбида вольфрама. Эти процессы сопровождаются высокой
температурой (~ 1500° С), которая вызывает размягчение и оплав-
ление относительно более легкоплавкой кобальтовой связи, ее
окисление и образование микротрещин. Этй явления приводят к
низкому качеству поверхности. При алмазном шлифовании вслед-
ствие высокой твердости и остроты режущих кромок снятие мате-
риала происходит путем среза; температура в зоне резания в этом
случае много ниже (500—600°С); все это способствует высокому
качеству поверхности.
Лезвийный инструмент на ряде операций изготовления изделий
из твердых сплавов показывает высокую эффективность. Установ-
лено, что твердые сплавы в состоянии всестороннего неравномер-
ного сжатия могут пластически деформироваться [199]. Дефор-
мация протекает путем смещения отдельных блоков кристаллитов
карбидной фазы, сдвигов в них, а также дробления карбидных
зерен. Процесс резания твердых сплавов, так же как и других
материалов, основан на разности твердостей заготовки и инстру-
мента; однако у них степень пластической деформации в зоне
стружкообразования небольшая. При обработке сплавов с содер-
жанием кобальта свыше . 15% образуется стружка надлома,
отдельные куски которой состоят из сдвинутых слоев. Темпера-
тура резания твердых сплавов составляет 300—370° С; это обес-
печивает отсутствие микротрещин и структурных превращений.
Поверхностный слой твердого сплава после обработки резанием
представляет собой уплотненный тонкий слой, под которым рас-
полагаются зерна сплава, претерпевшие срез, скол и пластиче-
скую . деформацию.
Точение твердосплавных вставок штампов из сплавов ВК20,
ВК25 производится резцами, оснащенными пластинками сплава
ВКЗМ, которые укреплены пайкой латунью Л62. Рекомендуются
следующие режимы: для чернового точения /=0,2—0,5 мм,
s0 = 0,34-0,5 мм/об, о = 24-3 м/мин-, для чистового /=0,2—0,3 мм,
s0=0,084-0,12 мм/об, t>=3—4 м/мин. Отрезка ведется на режимах
so=0,05 мм/об, v = 4—5 м/мин.
550 •
Металлокерамические пористые материалы
широко применяют для / изготовления подшипников скольжения;
по уровню допустимых скоростей резания они также относятся
к труднообрабатываемым. Так, если скорость резания, соответ-
ствующая 20-минутной стойкости твердосплавного (ВК8) резца,
при обработке молибдена равна 100 м!мин, то при точении пори-
стого железографита марки ЖГЗ она не превышает 25—45 м/мин.
Наиболее распространены пористые материалы на основе железа
и меди. Материалы на железной основе имеют поры неправильной
формы, сообщающиеся друг с другом. Для бронзографйта харак-
терны сфероидальные поры, обособленные друг от друга, вслед-
ствие чего при механической обработке деформация поверхност-
ного слоя больше.
Обработка резанием пористых материалов затруднена вслед-
ствие нестабильности процесса резания из-за несплошности мате-
риала, пониженно\й теплопроводности, приводящей к высоким
температурам в зоне резания (до 600°С), повышенной склонности
к окислению; образующиеся окислы железа оказывают повышен-
ное абразивное воздействие на инструмент.
По обрабатываемости пористые материалы ближе к чугунам;
износ инструмента при их обработке происходит также только
по задней поверхности. Учитывая ухудшение Антифрикционных
свойств подшипников при обработке затупленным инструментом,
критерий затупления относительно мал: /г3 = 0,44-0,5 мм.
Требования к механической обработке определяются назначе-
нием поверхности — для поверхностей скольжения необходим
свободный доступ смазки в зону трения, т. е. мало деформирован-
ная поверхность, для неподвижных соединений нужна уплотнен-
ная поверхность, обеспечивающая необходимую прочность сопря-
жения. Поэтому режимы обработки по качеству получаемой
поверхности делятся 'на неуплотняющие и уплотняющие [186].
Наиболее пригодны для обработки пористых материалов твер-
дые сплавы марок ВК8, ВКЗМ, ВК6М. Скорость резания при обра-
ботке • пористых металлокерамических материалов должна быть
достаточно большой, чтобы выйти за зону наростообразования и
обеспечить однородную шероховатость с умеренным наклепом
материала поверхностного слоя. Учитывая это, при пористости
обрабатываемого материала 15% скорость резания равна 85—
250 м!мин, при пористости 20% v= 100—400 м/мин, при пористости
30% и=110—500 м!мин. Подачи должны быть небольшие: при
обработке высокопористых материалов (больше 25%) s0 =
=0,035 мм/об, низкопористых — so=0,07 мм!об.
Металлокерамические материалы, получаемые
стеканием смеси порошков металлов и их спла-
вов (А120з —А1, А120з —Сг, TiC — Ni, ZrC— .Fe, Si — S), нахо-
дят значительное промышленное применение; обрабатываемость
резанием даже таких малопроуных, как железографитовые (Fe +
,+ Cu + C), как правило, значительно хуже, чем стали 40 X и серого
чугуна СЧ 15—32 [196]. Это объясняется тем, что при точении этих
551
материалов температура резания высока, несмотря на их более низ--
кие прочность и пластичность, а также величины действующих сил
резания.' Повышение температуры получается вследствие значи-
тельно меньшей (1,5—2 раза) теплопроводности. Кроме того,
плохая обрабатываемость резанием объясняется их более высокой
истирающей способностью и также неблагоприятными условиями
работы инструментального материала, обусловленными периоди-
ческим усталостным воздействием пор.
Обрабатываемость металлокерамических материалов опреде-
ляется прежде всего структурой; наилучшей обрабатываемостью
обладают материалы с ферритной структурой, затем, в порядке
ухудшения, идут структуры фцрритоперлитные, перлитные и пер-
литные с включением цементита. Значительное влияние на обра-
батываемость оказывает форма частиц цементита, входящего в
перлит; зернистый перлит обеспечивает более высокую стойкость
по сравнению с пластинчатым. Это объясняется тем, что темпе-
ратура резания возрастает с увеличением содержания перлита и
включений цементита в структуре металлокерамических материа-
лов и, наоборот, снижается с увеличением количества феррита.
Кроме того, соотношение показателей истирающей способности
металлокерамических материалов с различными структурами ана-
логично обычным сталям; наименьшую истирающую способность
показывает зернистый перлит, наибольшую — пластинчатый.
Обрабатываемость металлокерамических изделий зависит так-
же от их пористости и степени пропитки маслом; повышение
.пористости с 15 до 30% увеличивает скорость резания о60 при
точении заготовок, пропитанных маслом, на 50% и непропитан-
ных — на 20%. Это объясняется тем, что повышение пористости
ведёт к снижению температуры резания на 154-20°. Пропитка
маслом также увеличивает значение о6о с 20% (при одной и той
же пористости 15%) до 50% (при пористости 30%). Влияние
пропитки маслом на повышение скорости резания больше для
металлокерамических материалов, не содержащих графит, так как
в последнем слуаае температура резания в 1,44-1,5 раза выше.
Это объясняется тем, что графит играет роль смазки, при этом
эффективность смазывающего и охлаждающего действия масла
уменьшается. При использовании пропитки маслом как средства
повышения произво'дительности надо учитывать, что оно ухудшает
санитарно-гигиенические условия выполнения операции, поскольку
в процессе резания масло выгорает и его «ары загрязняют атмо-
.сферу.
Металлические покрытия находят широкое примене-
ние как средство повышения жаростойких, износостойких и анти-
коррозионных характеристик деталей. Покрытия наносятся различ-ч
ными путями, обычно электрометаллизацией распылением. Наи-'
более часто обработку покрытий резанием осуществляют точением
и шлифованием; это объясняется особенностями обрабатываемых
изделий, а также тем, что обработка покрытий другими способами-
(сверлением, фрезерованием, строганием) связана с определенным»
552
трудностями, обусловленными интенсивными выкрашиваниями
обрабатываемого слоя.
Отличительной особенностью строения металлических покры-
тий является их слоистость — частицы металла сильно вытянуты
и разделены между собой пленками окислов. Помимо этого, мате-
риал имеет большую пористость и неоднородность строения, в нем
находятся оксиды, нитриды и другие химические соединения,
имеющие высокую твердость. Напыленный металл по сравнению
с исходным обладает большой хрупкостью. Твердость напыленного
металла значительно выше исходного. Так, при нанесении низко-
углеродистой стали твердость покрытия выше на 354-60%, а
микротвердость вследствие наличия пор и трещин еще больше*
(в несколько раз). Все это приближает свойства покрытий к свой-
ствам литого металла; однако они имеют свои специфические
особенности. Характерными особенностями обработки резанием
металлических покрытий являются: z
1) хрупкость обрабатываемого материала; вызывает специфи-
ческий процесс стружкообразования (см. стр. 46), когда нагрузки
от процесса резания сосредоточиваются непосредственно у режу-
щей кромки. Концентрация напряжений вызывает повышенный
износ резцов у вершины. Во избежание выкрашивания поверхност-
ного слоя не следует обрабатывать у деталей острые кромки и
резкие переходы;
2) высокое истирающее (абразивное) воздействие на рабочие
поверхности инструмента; оно обусловлено наличием в обрабаты-
ваемом покрытии мельчайших включений высокой твердости, кото-
рые препятствуют также пластической деформации в процессе
стружкообразования; *
i 3) пониженная теплопроводность покрытий вследствие их
пористости и наличия окислов; в результате этого при обработке
резанием покрытий часто имеют место прижоги; для их устранения
следует применять эффективные охлаждающие жидкости;
4) трудность получения поверхностей высокой чистоты вслед-
ствие специфического строения металлизационного слоя. Износ
инструмента в процессе обработки вызывает местные разрушения
поверхности покрытия: ее выкрашивание, отслаивание, появление
чешуек.
Шлифование покрытий имеет отличительную особенность —
быстрое засаливание круга; кроме того, пониженная теплопровод-
ность покрытий при шлифовании часто приводит к образованию
прижогов. Во избежание этого следует применять жидкости, обла-
дающие эффективным охлаждающим дёйствием./
§ 82. ОСОБЕННОСТИ ОБРАБОТКИ РЕЗАНИЕМ КЕРАМИЧЕСКИХ
МАТЕРИАЛОВ
В машиностроении широко применяются керамические мате-
риалы: керамика на основе глинозема, пьезокерамика, вакуумная
и конденсаторная керамика. Приборная промышленность для изго-
553
товления оптической аппаратуры использует материалы, обладаю-
щие высокой оптической чистотой и работающие под нагрузкой
при высоких температурах; часто они подвергаются эрозионному
воздействию агрессивных сред. К таким материалам относятся,
например, химически высокочистые материалы, получаемые на
основе двуокиси кремния; необходимые .свойства ори получают
после особой термической обработки. Наиболее высокие механиче-
ские имеют кварцевые и бесщелочные стекла, а наиболее низкие —
стекла с повышенным содержанием РЮ, Na2O, К2О. Так, для
кварцевого стекла р =2,21 г]см3, <тсж = 70ч-200 кгс/мм2, сти=
= 11-5-12 кгс/мм3, при растяжении <гт=6,0 —6,5 кгс/мм3’, стеклоке-
рамика на основе двуокиси кремния (керсил) при пористости 4-5-10%
имеет <ти=3—5 кгс/мм3 при <тсж = 10-5-12 кгс/мм3. Обычное силикат-
ное листовое стекло имеет р=2,5ч-2,6 г/см3, Е=6500ч-7200 кгс/мм3,
•7сж = 70 кгс/мм3, <ти=5-5-1О кгс/мм3. Обработка резанием керамиче-
ских материалов обычно производится только абразивным инстру-
ментом; при этом она крайне затруднена из-за частых случаев
образования трещин в этом весьма хрупком материале и повышен-
ного расхода абразива; это объясняется относительно низкой твер-
достью абразивных материалов и значительным ее снижением под
действием высоких температур, возникающих в зоне резания.
Обычно предварительная обработка керамических мате^алов
производится абразивными кругами, а окончательная — алмазными
кругами. Алмазное шлифование вследствие повышенной твердости
и теплопроводности алмаза является наиболее эффективным мето-
дом обработки керамических материалов [157]. Наиболее пригод-
ны для этих целей синтетические алмазы, имеющие большее коли-
чество поверхностей зерен; это приводит к постоянному обновле-
нию режущих кромок вследствие их хрупкого разрушения в про-
цессе обработки. Эти зерна, с сильно развитой, не гладкой по-
верхностью и большим количеством пор лучше удерживаются
связкой. Для шлифования керамических материалов рекомендуют-
ся круги типа АПП-200 из синтетических алмазов АСВ зернисто-
стью 200/160 и концентрации 100%- Керамические материалы на
основе двуокиси кремния типа керсил, ниасит и др., а также квар-
цевое стекло следует шлифовать кругами на связках ТО2, МК,
Ml, стекла группы тяжелых флинтов — кругами МК, ТО2, М52, а
боросиликатные стекла — кругами М52 и Ml.
Поверхность керамической детали после обработки резанием
представляет собой совокупность шероховатостей, образованных
в результате выкола отдельных участков, т. е. преобладающи^
механизмом стружкообразования является хрупкое разрушение.
Оно обусловливает в процессе шлифования циклическое действие
сил резания и температур на инструмент. Низкая теплопровод-
ность материалов на основе двуокиси кремния обусловливает
возникновение высоких температур в зоне обработки. Наиболее
интенсивно температура повышается при увеличении глубины
шлифования; так, при /=0,5 мм температура стружки равна
390° С. При обработке на оптимальных режимах, обеспечивающих
554
отсутствие прижогов и микротрещин, она равна 150—200° С. При
шлифовании кварцевого стекла марки КОВ без СОЖ температура
в зоне шлифования составляет 675° С и более. Поэтому для их
обработки следует применять обильную подачу СОЖ — 1 % -ный
водный раствор соды или более эффективную — 2%-ный водный
раствор экстрадиола. Эти растворы обладают высокой теплоотводя-
щей способностью, но влияют на свойства пористых материалов.
Такого вредного действия не оказывает 1%-ный водный раствор
жидкости ВНИИ.
Оптимальные режимы ^обработки керамических материалов
определяются в зависимости от характера влияния основного
параметра на износ алмазов; для шлифования технического листо-
вого стекла алмазным кругом на связке М52 основным парамет-
ром является поперечная подача snon, для кварцевого стекла К8 —
глубина шлифования, t. Наибольшее. влияние на эффективность
процесса из характеристик круга оказывает при шлифовании тех-
нического стекла концентрация алмазов круга; при шлифовании
керсила, кварцевых стекол марки КОВ и К8, оптического стекла
марки ТФ-3 — связка кругов. Рекомендуются следующие режимы
плоского шлифования алмазными кругами керамики на основе
двуокиси кремния: цк = 30 м/сек; snon==0,9-H,5 мм/ход, snp=
= 8—-12 м/мин; / = 0,34-0,6 мм, наружного круглого шлифования:
ук = 30—40 м/сек, v* = 60-4-80 м/мин; $поп= 1,8ч-3,0 мм/об, t =
==0,6-4-1,2 мм.
Износ алмазного круга при плоском шлифовании происходит
по кромке, при этом неравномерно — больше в начальный период
работы, а затем стабилизируемся. При шлифовании кварцевого
стекла марки КОВ алмазным кругом АПП-200-АСВ 200/160-
-М52-К-1ОО°/о износ наиболее интенсивен в течение 60 мин работы,
а затем в течение 210 мин снижается до постоянной значительно
меньшей величины (в 2,5 раза). После окончания зоны стабиль-
ного износа его интенсивность резко возрастает.
Минералокерами ка на основе окиси алюминия
(типа ЦМ332) широко используется, например в приборостроении,
в качестве конструкционного материала. Этот материал после
обжига имеет высокую твердость (HRC 89—92), поэтому механи-
ческая обработка таких деталей производится в два этапа: до
обжига и после него. Керамика до обжига представляет собой
хрупкий материал, не требующий больш-их усилий резания. В этом
случае используют твердосплавный инструмент с большими перед-
ними и задними углами. Окончательную обработку деталей из
керамики высокой точности после обжига производят преимущест-
венно шлифованием и доводкой.
f 83. РЕЗАНИЕ МАГНИТНЫХ МАТЕРИАЛОВ
Магнитные материалы — монолитные стали и сплавы, порошко-
вые металле- и минералокерамические материалы — обладают
особыми физико-механическими свойствами, среди которых важ-
нейшими являются ^удельная магнитная энергия и магнитная про-
555
ницаемость. В приборостроении по служебным характеристикам
магнитные материалы делятся на две группы: магнитнотвердые
материалы — труднонамагничиваемые, но хорошо сохраняющие
остаточный магнетизм, и магнитномягкиё. К первой группе отно-
сятся материалы для изготовления постоянных магнитов—литей-
ные сплавы марок ЮНД4 (ални-АНЗ) и ЮНДК24 (алнико-
АНКО4). Значительное повышение их магнитных свойств дости- i
гается отливкой заготовок с направленной кристаллизацией и
последующей термообработкой в магнитном поле. Ко второй труп- I
пе относятся материалы с высоким удельным электрическим j
сопротивлением (ферриты) и сплавы с высокой прЪницаемостью
(железоникелевые сплавы — пермаллои). Перечисленные материа- ;
лы относятся к категории труднообрабатываемых [198]. ' "
Магнитнотвердые сплавы обладают низкой обрабаты-
ваемостью резанием вследствие высокой хрупкости литых сплавов
и крупнозернистости структуры; они характеризуются крайне низ-
ким значением прочности на разрыв ав=6,3 кгс/мм? (62 Л4н/л«2), ’
т. е. в 10—15 раз ниже, чем у стали 45. У этих материалов !
р = 7,0 г/см?, HRC 45—55 (сплав АНКо4). Вследствие этого они ;
допускают обработку резанием только со снятием малых толщин
среза, т. е. шлифованием. Условия обработки их резанием должны
взбираться такими, чтобы исключить выкрашивание отдельных
зерен обрабатываемого материала и скол острых кромок заго- '
товок. Третьей особенностью их обработки является низкая тепло-
проводность (%=0,067 кал/см-сек °C), т. е. примерно в 2 раза ,
ниже, чем у стали 45.
Шлифование магнитнотвердых материалов осуществляют в !
две операции: предварительное (до термической обработки) для !
снятия грата и окончательное (после термической обработки) для
обеспечения заданной точности и качества поверхности. На этих (
операциях следует применять круги из монокорунда (М) или бело- i
го электрокорунда- (ЭБ) на керамической связке. Для плоского |
шлифования рекомендуются круг М(ЭБ)40-16МЗ-СМ1К, уд= ’
= 12—16 м/мин, 8,=0,05 мм/дв.х (предварительное шлифование); <
1>д = 6—8 м/мин, sz=0,01 мм/дв.х (окончательное), цкр=25-5-30 м/сек, ‘
«поп =1-^4 мм/дв.х. Для круглого наружного шлифования рекомен-
дуются круг М(ЭБ)40-16СМ2-СП2К, окр=35ч-50 м/сек, ся=
= 25-5-35 м/мин, snp=0,3-5-2 м/мин, 5^=0,024-0,1 мм/дв.х. Износ
круга происходит в виде истирания вершин абразивных зерен и
забивания пор стружкой; адгезии магнитного материала на зерне
нет. Во всех случаях СОЖ — осерненная’ эмульсия, т. е. 2,5-про-
центный водный раствор осерненного эмульсола. Высокие результаты
при шлифовании показывает двойная система подачи СОЖ —суль-
фофрезола с дизельным топливом или керосином через поры круга
и эмульсии снаружи в зону шлифования. Первый снижает износ
круга, вторая охлаждает обрабатываемую поверхность.
Чистовое шлифование для получения 10—14-го классов чистоты
поверхности производят алмазными кругами на органической;
связке АС10-5Б2(БЗ) при концентрации 100% со снятием при-
556
пуска 0,Q5—0,1 мм на режимах: иКр=20—25 м]сек, snp=3 м!мин,
sf = 0,005-4-0,007 мм!дв. х.
\ Токарная обработка твердосплавным- резцом повышенной жест-
кости (рис. 221) применяется преимущественно для расточки на
небольшую глубину магйитных сплавов с присадками серы и тита-
на для снижения их хрупкости. Литые магниты, содержащие до
0,2% S и до 1% Ti можно подвергать предварительной обработке
при отсутствии вибраций резцами группы ВК. Длй ликвидации
выкрашивания заготовку предварительно протачивают (или раста-
чивают) со стороны выхода инструмента резцами повышенной
жесткости из ВК6М на глубину снимаемого припуска на длине
3—5 мм. Режимы резания: v=20—30 mImuh, so = 0,05—0,2 мм! об.
Внедрение растачивания взамен шлифования повышает производи-
тельность обработки более чем в 2 раза.
Разрезка заготовок и отрезка литников производится обычно
анодно-механическим методом с использованием дискового или
ленточного инструмента. Этот метод применяют также до обра-
ботки наружных цилиндрических поверхностей и плоскостей; при
С7р=22 в, /р=75—200 а получается чистота поверхности 3—1-га
классов; при С/р=10—12 в, /р=18—20 а — 6—5-го классов. В ка-
честве электрода используют диск из чугуна СЧ 15—32, электро-
лит— водный раствор жидкого стекла плотностью 1,3 с 5% эмуль-
сола или машинного масла. Для магнитных материалов;
используют метод анодно-механического точения лентой [175]
при ia=5 а!см2.
557
Сверление отверстий малых диаметров. 0,5—3 мм и расточку
‘Отлитых отверстий осуществляют электроэрозионным методом; в
первом случае С=?25->50 мкф, /к.3=44-8 а, /р=0,5 /к.3, t/=220e;
чистота поверхности 3-го класса.
Магнитномягкие материалы — ферриты — по ме-
ханическим свойствам близки к минералокерамическим материа-
лам; они характеризуются высокими твердостью и хрупкостью и
поэтому так же, как и ма^нитнотвердые материалы, обрабатыва-
ются преимущественно шлифованием. Производительность этого
вида обработки невысокая, так как круги быстро засалйваются
вследствие забивания их пор ферритной пылью [200].
’Резка заготовок осуществляется дисковыми кругами из зеленого
карбида кремния зернистостью 12 на бакелитовой связке с ручной
продольной подачей 200—300 mmImuh. Чистовое шлифование так-
же производят кругами зеленого карбида кремния зернистостью
40 и твердостью М2 на керамической связке; окр = 30 м!сек, st =
=0,1 мм/дв.х, snp=6,2 м/мин. Хорошие результаты показывает
алмазное шлифование, которое снижает силу резания (в 3 раза),
температуру и не вызывает появления трещин. Условия плоского
шлифования: круги зернистостью А12 100-процентной концентра-
ции на металлической связке, окр=27—35 м!сек, st^0,7 мм/дв-х,
$пр=8 mmImuh, snOn=0,6 мм!дв.х, СОЖ — водный раствор каль-
цинированной соды, чистота поверхности 7—8-го классов. При
•обработке ферритов успешно применяют ленточное шлифование
абразивной лентой НР775Э40; скорость вращения диска 60—
120 обIмин.
Магнитномягкие материалы — пермаллои —
представляют собой железоникелевые сплавы (марка 50Н содер-
жит 40—50% Ni и 0,3—0,8% Mg). Пермаллой относится к катего-
рии структурно чувствительных материалов, служебные харак-
теристики которых (проницаемость, коэрцитивная сила, потери на
гистерезис) зависят от способа получения заготовки, условий
термической и механической обработки.
Условия обработки резанием пермаллоя выбирают исходя из
обеспечения минимального снижения магнитной проницаемости;
магнитные свойства пермаллоя зависят от величин силы зажима
при креплении и силы резания, под действием которых происходит
деформация обрабатываемой детали и упрочнение материала по-
верхностного слоя. Так, крепление детали в разрезной втулке
трехкулачкового патрона приводит к снижению магнитной
проницаемости на 4%. Влияние тепловых явлений при обра-
ботке пермаллоя мало, так как температура обрабатываемой
поверхности в зоне контакта с инструментом составляет около
50° С. .
Точение производят при i=0,025-ь 0,05 мм, so=0,02—
0,03 jwjw/o6 быстрорежущими резцами с о=80— \2Q м/мин, у=27—37°,
-а=20°, ф=60°, г=1 -5-2 мм, получаемая чистота рабочихповерхно-
-стей —11 —12-го классов, и твердосплавными резцами Т15К6 при
о=80-ь 200 м/мин, у=5—10°, а=12°, <р=45°. Чистовая расточка
558
ведется резцами Т15К6 у=5°, а=12°, <р—10°, г=0,2мм, и=40м/мин,.
s0=0,03-г-0,05 мм/об, /“0,025—0,05 мм. СОЖ для обеих опера-
ций— техническая эмульсйя или касторовое масло; обязательна их
обильная подача или подвод в распыленном состоянии. Во всех
случаях станки и приспособления должны обладать повышенной
жесткостью, а шпиндели — малым^биением. При растачивании маг-
нитная проницаемость снижается на 8—11%., Фрезерование деталей
| из сплава 50Н > нецелесообразно, так как он уменьшает магнитную
проницаемость на Й0—40%.
Круглое наружное шлифование осуществляют кругом ЭБ25СМ2К;
ркр = 30 м/сек, оя=20—30 м/мин, snp=0,5—1 м/мин, st=Q,Offi>—
—0,01 мм/дв.х. Режимы плоского шлифования: круг ЭБ40-25СМ2К,
цКр=30—35 м/сек, од=2 м/мин, мм/дв. х, СОЖ —техниче-
ская эмульсия. Снижение магнитной проницаемости составляет-
9—12% [198].
/
§ 84. ОБРАБОТКА РЕЗАНИЕМ БЕРИЛЛИЯ
Бериллий имеет плотность р=1,85 г/см3, близкую к плотности
магниевых сплавов, и высокий модуль упругости (£«
«30 000 кгс/мм2}, который в 4 раза больше, чем у алюминия, и
превышает модуль упругости стали.
Удельная жесткость бериллия (Е/р= 15210) выше, чем у алю-
миния, титановых и ряда специальных сталей. Он обладает высо-
кими удельной теплоемкостью (0,5 кал/г-°С) и удельной теплопро-
водностью (0,365 кал/см-сек ° О.}.
Бериллий и его сплавы имеют следующие характерные особен-
ности, затрудняющие его механическую обработку:
1) высокая хрупкость при обычной температуре, однако при
900—1000° С его можно успешно катать и выдавливать;
2) ма'лая и только двухмерная пластичность, вследствие чего-
он очень чувствителен к,надрезам и другим концентраторам на-
пряжений;
3) высокие абразивные свойства, вызывающие повышенный из-
нос инструмента;
4) интенсивный процесс наростообразования, приводящий к
возникновению вибраций и ухудшающий качество поверхности;.
5) токсичность, связанная с опасностью вдыхания мелких час-
тиц бериллия;
6) склонность к интенсивному окислению;
7) высокая стоимость материала, требующая специальных
средств сокращения припусков и сохранения стружки.
По механической обрабатываемости бериллий похож на чу-
гун, при его резании стружка так же легко крошится, образуя
частицы самой различной величины. Однако режимы резания бе-
риллия значительно ниже, чем чугунов; это объясняется двумя его-
основными особенностями!—большей хрупкостью и повышенным
абразивным воздействием на инструмент.
559-
Бериллий имеет гексагональную кристаллическую решетку; в
связи с этим большое влияние на условие его механйческой обра-
ботки оказывает вид термообработки и значительно меньшее —
метод получения заготовки; лучшую обрабатываемость резанием
«имеют заготовки, полученные методом холодного прессования с
последующим выдавливанием при температуре 400—450° С и-от-
жигом при температуре 750° С. При отжиге ликвидируется накле-
панный слой, вследствие чего, например при точении резцами Р18,
стойкость возрастает в 6—8 раз. Значительное улучшение обра-
батываемости бериллия резанием достигается также путем уда-
ления поверхностной корки с заготовок травлением.
* Заготовки из бериллия обычно получают методами порошко-
вой металлургии и реже — литьем; в первом случае обрабатыва-
емость резанием определяется размерами порошка. Заготовки,
изготовленные из мелкозернистого порошка, обрабатываются луч-
ше, чем заготовки, полученные из крупнозернистого порошка.
Литой бериллий крайне хрупок, кроме того, именно для него харак-
терна анизотропия механических свойств. Плохая обрабатывае-
мость его резанием объясняется также обособлением отдельных
зерен и образованием мозаичной структуры [28]. Обработка ли-
тых заготовок резанием вызывает дополнительные трудности, так
как из-за. их крупнозернистости и еще большей хрупкости полу-
чается большая шероховатость поверхности и возникают тре-
""щины.
При механической обработке бериллия и его сплавов следует
учитывать прежде всего его хрупкость, поэтому надо избегать рас-
тягивающих напряжений, устранять возникновение вибраций, так
как они приводят к дополнительным напряжениям. Выполнение
последнего требования затруднительно, тд:к как процесс резания
бериллиевых сплавов сопровождается периодическим процессом
образования и срыва нароста. Это вызывает увеличение шерохо-
ватости поверхности. Особенно интенсивно процессы наростообра-
зования протекают до скоростей резания/ 90 м!мин; выше этого
значения размеры нароста уменьшаются, и шероховатость поверх-
ности снижается.
Токсичность при обработке резанием бериллия обязывает иметь
среднемесячную концентрацию бериллия не более 0,001 мг/м?.
Считаются допустимыми для обслуживающего персонала за 7-
часовой отрезок времени концентрации 2 мкг/м? и кратковремен-
ное воздействие 25 м.кг/м\ Концентрация бериллия 100 л««г/л<3 и
выше вызывает острое отравление. Средствами защиты при обра-
ботке резанием бериллия являются создание вокруг станка пол-
ной герметизации и установка над резцом шлангов, обеспечива-
ющих местную вытяжку с большой скоростью отсоса (300 м/мин).
Помимо этого, для ликвидации вредного воздействия применяют
резание под струей эмульсии, что устраняет распыление бериллия.
Во избежание повышенного образования металлической пыли не
следует работать с подачами менее 0,03 мм!об.
Высокая стоимость также влияет на условия обработки берил-
560
лия резанием; поэтому для получения незагрязненной стружки
бериллий желательно обрабатывать всухую, а во избежание ее
повышенного окисления — при скоростях резания не более 1004-
4-120 м!мин.
; Режимы резания при обработке бериллия выбирают из
учета его токсичности и высокой стоимости; исходными данными
являются мощность вентиляционной системы и эффективность,
приспособления для сбора стружки. Количество выделяемой пыли
увеличивается с ростом скорости резания; повышение глубины
резания приводит к относительно меньшему количеству пыли,
увеличение подачи также несколько сокращает количество пыли,
тогда как применение особо малых подач so^0,03 мм/об ведет к
появлению огромного количества пыли, интенсивному нагреву де-
тали и износу инструмента.
Выбор режимов резания следует производить также исходя из
температуры, обрабатываемой детали; она не должна превышать
600—700° С; в противном случае происходит интенсивное окисле-
ние детали. Температура при резании бериллия вследствие отме-
ченных выше особенностей значительно выше, чем при обработке
чугуна и углеродистых сталей; так, при скорости резания 180—
200 м/мин она достигает 900—1000° С. С ростом скорости быстро
увеличивается и степень окисления стружки; все это позволяет
рекомендовать для обработки бериллия скорости резания не
выше 100—120 м!мин. Повышения производительности в этом слу-
чае следует добиваться путем увеличения подач и, если это воз-
можно, глубин резания; степень их влияния на повышение темпе-
ратуры значительно меньшая.
При механической обработке бериллия следует обеспечивать
высокую жесткость системы СПИД и обращать внимание на тех-
нологичность конструкции детали. Она не должна иметь тонких
стенок и острых кромок; для ликвидации последних следует пред-
варительно протачивать фаски. Все это исключает вредное влия-
ние хрупкости обрабатываемого материала.
Точение бериллия производят быстрорежущими и твердосплав-
ными резцами. Критерии затупления быстрорежущих резцов при
черновом точении й3=0,84-1,0 мм, при чистовом =0,34-0,4 мм\
для твердосплавных резцов соответственно Л3=0,64-0,8 мм и й3=
= 0,254-0,3 мм.
Качество поверхности при точении бериллия зависит прежде
всего от подачи; при so>0,l мм/об оно резко ухудшается; кроме
того, при этом интенсифицируется выкрашивание кромок. Увели-
чение скорости резания до 80—150 м/мин дает увеличение чисто-
ты поверхности до 7-го класса; при более высоких скоростях по-
являются интенсивные вибрации.
Фрезерование бериллия следует производить твердосплавными
фрезами в целях достижения большой стойкости и точности. Наи-
более хороший отвод стружки обеспечивают следующие режимы:
для чернового торцового фрезерования (Т=90 мин) — резец ВК8,
А3в0,5ч-0,6 мм, у==0-г-5°, а = 8ч-10°, <p=454-60°, <р0 = ф/2, 44=
36 в. Н. Подурнев 561
i
= 10-4-15°, Х=0, /ф=1-4-1,5 мм, /=0,08 -4- 0,2 мм, В/П=0,5 = 0,7,
s0=3=8 мм/об, v = 50-^80 м/мин; для чистового фрезерования —
резец ВК6М, й3=0,3=0,4лш, у = 5-4-1О°, <р=15=30°, /=0,03-4-0,1 мм,
fi/£>=0,5=0,7,'so<3 мм/об, 0=100-4-150 м/мин.
Хорошие результаты при торцовом фрезеровании бериллия по-
казывает оснащение фрез круговыми вращающимися резцами.
Концевые фрезы с винтовыми пластинками из твердого сплава ВК8
эффективны при обработке уступов. Геометрия их заточки: у=5—10°,
а=15—180, (0 = 40—45°. При черновой обработке (/=3—5 мм)
so = 0,08—0,15 мм/об, о=40—60 м/мин, при чистовой (/ до 3 мм)
зо=0,03—0,1 мм/об, о=60—80 м/мин. Критерий затупления прини-
мается в зависимости от диаметра фрезы £>; при £><15—20 мм
Л3=0,2—0,25 мм, при £)>20 мм й3 = 0,3 = 0,35 мм.
Сверление бериллия затрудняет появление трещин и выкраши-
вание кромок при выходе инструмента из отверстия; во избежание
этого следует обязательно применять подкладки. Другими отри-
цательными особенностями выполнения этой операции являются
повышенное трение по ленточкам, вследствие того что коэффици-
ент линейного расширения бериллия ниже, чем у стали, а также
повышенная температура в зоне обработки.
Наилучшие результаты при сверлении бериллия показывают сверла,
оснащенные пластинками твердого сплава ВК8 или цельные твердо-
сплавные сверла. Для инструмента первого типа 0=10=20 м/мин;
для диаметра £>=5 = 8 мм so=0,05 = 0,1 мм/об, для .0=8=12 мм
so = 0,l=0,12 мм/об, для 0=12-4-15 мм so=0,12 = 0,15 мм/об, для
D=15 = 20 мм so=0,12 = 0,2 мм/об, для быстрорежущих сверл
подачи те же, а скорость резания 5—10 м/мин [202].
Нарезание резьб на заготовках из бериллия при шаге резьбы
5=0,5-= 1,0 мм производят быстрорежущими резцами: yN = 15 = 20°,
ajv = 6 = 8°, a/=6 = 8°, r=0,14S, o = 15 = 20 м/мин-, на черновых про-
ходах /=0,05 = 0,1 мм, на чистовых /=0,03-4-0,05 мм. При
S= 1,0-4-3,0 мм резьбы нарезают твердосплавными резцами ВК6М:
Ynp=5^-10°, а;у=8-4-10°, az=8-4-10°, /=0,2S, у = 30=50 м/мин; на
черновых проходах /=0,1 =0,15 мм, на чистовых / = 0,05 = 0,08 мм.
При нарезании резьб с шагом до 1 мм СОЖ не применяют; при
S>1 мм применяют касторовое масло; в этом случае помимо
радиальной подачи следует применять осевую — 0,02 = 0,05 мм на
каждый проход [28].
Метчики из Р18 HRC 63 = 65 применяют только в тех случаях,
когда нарезать резьбу резцом нельзя. Геометрия их заточки: у=5 = 8°,
а=5 = 6°; обратная конусность 0,15—0,2 мм на 100 мм; скорость
нарезания о=2 -4-3 м/мин; СОЖ — касторовое масло.
§ 85. ОСОБЕННОСТИ ОБРАБОТКИ РЕЗАНИЕМ ПИРОФОРНЫХ
МАТЕРИАЛОВ
Пирофорность конструкционных материалов обусловлена на-
личием в них компонентов, обладающих высокой химической ак-
тивностью по отношению к. кислороду; эти материалы самовозго-
562
раются и взрывоопасны при обработке резанием. Такими компо-
нентами у тугоплавких металлов являются цирконий и уран. К пи-
рофорным материалам относятся также титан (стр. 542) и магний
(стр. 567).
Цирконий обладает хорошими физическими, механически-
ми и технологическими свойствами. Чистый цирконий мягок, пла-
стичен, имеет температуру плавления I8600 С, плотность 6,5 г/см?,
коэффициент теплопроводности при 20° С 0,035 кал!см-сек? С,
ов = 25—80 кгс/мм2, цт = 11—58 кгс/мм\ НВ 674-122. При нагре-
вании до температур выше 300—400° С цирконий становится хи-
мически активным и легко реагирует с кислородом, водородом,
азотом и другими веществами. Сплавы на основе циркония обла-
дают повышенными жаропрочностью и коррозионной стойкостью;
такими отечественными сплавами являются сплавы марок ПО и
125. В ряде сплавов цирконий является легирующим элементом;
к ним относятся, например, сплавы системы ниобий — цирконий,
обладающие сверхпроводящими свойствами.
Основной особенностью механической обработки пирофорных
сплавов является назначение условий обработки, исключающих
возгорание стружки. Это определяется температурой резания
0==С@^/г.
Для циркониевого сплава марки НО С©=405, х=0,25, г/=0,20,
2=0,10, для сплава ниобий-цирконий с содержанием циркония
до 50% С©=286, х=0,45, у=0,20, г=0,10. Для указанных спла-
вов сплошная цельная стружка воспламеняется при температуре
600—800° С; стружка в виде крошки или пыли воспламеняется
при более низких температурах. Такие условия стружкообразова-
ния соответствуют температуре в зоне резания 900—1000° С. Та-
ким образом, режимы резания должны обеспечивать температуры
не более 800—950° С (табл. 78); кроме того, при назначении
режимов резания следует учитывать, что воспламенение стружки
происходит интенсивнее при срезании слоя малой толщины, высо-
ких скоростях резания и затупившемся инструменте.
Таблица 78
Режимы резания тугоплавких пирофорных сплавов без смазочно-
охлаждающих жидкостей
Операция Материал режущей части инструмента t, мм sQ, мм[об У, м1мин
Точение получистовое ВК6М 1—3 0,5—1,0 25—15
Р18 1—3 0,5—1,0 15—8
Чистовое ВК6М 0,2—1,0 0,2—0,5 30—20
Р18 0,2—1,0 0,2—0,5 20—12
Сверление Р18 _— 0,12—0,25 6—10
Обработка торцовыми и кон- Р18 0,2—0,5 0,10—0,20 10—7
цевыми фрезами ВК6М 0,2—0,5 0,05—0,15 35—20
36*
563
Другой особенностью обработки чистого циркония является
повышенная склонность к наклепу, налипанию частиц обрабаты-
ваемого материала и образованию задиров. Поэтому заточку и
доводку производят алмазными кругами; кроме того, при точении
следует задавать криволинейную форму передней поверхности с
радиусной лункой и повышенные углы: а=12—15°, у= 15—25°.
Остальные параметры: ф = 60°, <pi —10—15°, г=0,5 мм. При чер-
новой обработке Л3 = 0,8—1,0 мм, при чистовой Л3 = 0,34-0,5 мм.
При обработке пирофорных тугоплавких материалов применя-
ют инструменты, рекомендуемые для резания легких цветных
сплавов. Наилучшие результаты при токарной обработке этих
сплавов показывает твердый сплав ВК6М. Сплав Т15К6 показы-
вает стойкость в 4 раза меньшую, такие же значения стойкости
дает сталь Р18; она используется для фасонного инструмента и
обработки с ударной нагрузкой. При фрезеровании применяют
схему резания, дающую минимальную толщину среза на выходе
зуба; наименьшая шероховатость полуиается при у=15—18°,
сс=10—12°, Л3 = 0,5—0,6 мм. Сверление производят сверлами с
уменьшенной шириной ленточек (до 0,2—0,4 мм)*, 2ф= 110—118°,
а=12—15°. Шлифование производят со скоростью 15—30 м!сек
кругами из зеленого карбида кремния на керамической связке твер-
достью Ml—М3 и зернистостью 12—40; охлаждение эмульсией
[44].
Уран при обработке резанием является легко воспламеняе-
мым и токсичным материалом. Истощенный уран применяют в
качестве материала для изготовления защитных экранов устано-
вок, испускающих рентгеновские или бета-лучи. Он имеет р =
= 18,7 г/см3, сгв = 53 кгс/мм2, ©ПЛ=1133°С. Для ликвидации са-
мовозгорания стружки механическую обработку урана произво-
дят с обильным охлаждением. Кроме того, для ликвидации пы-
леобразования детали перед обработкой смачивают. Учитывая
токсичность урана, резание осуществляют в камере с избыточным
давлением.
Точение урана производят резцами, оснащенными неперетачи-
ваемыми твердосплавными пластинками, со скоростью резания
60—80 м/мин. Отверстия малых диаметров *(2—6 мм) сверлят
цельными твердосплавными спиральными сверлами, а также свер-
лами из высокопроизводительных марок быстрорежущих сталей.
Сверление отверстий больших диаметров производят сверлами,
оснащенными твердосплавными пластинками. Скорость резания
у = 5—10 м)мин. Развертывание делают машинными развертками,
оснащенными твердыми сплавами. Для фрезерования плоскостей
применяют торцовые фрезы с неперетачиваемыми твердосплавны-
ми пластинками; и=40—60 м/мин.
Операции разрезки заготовок и нарезания внутренних резьб
вызывают при обработке урана наибольшие затруднения. Разрез-
ку осуществляют пильными дисками, оснащенными твердосплав-
ными пластинками, при скорости резания 40 м/мин. Нарезание
внутренних резьб производят короткими машинными метчиками из
564
азотированной быстрорежущей стали; при этих операциях обяза-
тельно обильное охлаждение. Для резки урана возможно приме-
нение электроимпульсной обработки медными электродами при
рабочем напряжении 30—50 в [195, 201].
§ 86. ОБРАБОТКА РЕЗАНИЕМ СЛОИСТЫХ И СОТОВЫХ КОНСТРУКЦИЙ
Слоистые и сотовые конструкции обеспечивают получение уз-
лов, обладающих достаточно высокими прочностью и жесткостью
при малом их весе [189]. Обработка их резанием затруднена
вследствие прерывистости процесса резания и малой жесткости
«единичной» стенки, составляющей конструкцию; эти же особен-
ности не допускают применения достаточно больших сил для
закрепления детали на станке. Поэтому для этой цели используют
специальные способы крепления — использование вакуума, ленты
с двусторонним клейким покрытием полигликоля или полиэтилен-
гликоля.
Основной специфической особенностью обработки резанием
слоистых и сотовых конструкций является применение временного
технологического наполнителя, который должен обладать легко-
плавкостью, с тем чтобы быстро заполнять обрабатываемую за-
готовку, беспрепятственно удаляться после обработки, обеспечи-
вать возможность многократного использования, быть дешевым и
нетоксичным. В качестве наполнителя используют воду (лед),
воск, смолы, серу, мочевину, ксилит, полигликоль (полиэтиленгли-
коль), смеси кремнекислого натрия с порошками различных ме-
таллов. Станки для обработки слоистых и сотовых конструкций
снабжают устройствами для нагрева и охлаждения, обеспечиваю-
щими расплавление и замораживание технологического наполни-
теля. Простейшим устройством этого типа является подвод к за-
жимному приспособлению горячей и холодной воды.
Технологические наполнители применяют и для повышения
Жесткости системы СПИД на других операциях, например при
расточке консольной оправкой тонкостенного вала турбины, от-
верстие которого было предварительно (грубо) просверлено [16].
Перед расточкой его заполняют легкоплавкой пластмассой, обла-
дающей высокими антифрикционными свойствами. Отверстие в
наполнителе получается в процессе его заливки. Для этого вал
при заливке устанавливают в приспособление, а в отверстие его
помещают точный стержень диаметром на 0,014-0,02 м больше
диаметра державки, который центрируют относительно базовых
поверхностей вала. При. растачивании отверстия вал, установлен-
ный в полые центры по фаскам, имеет продольное перемещение.
В отверстие державки, имеющей только вращательное движение,
помещена скалка с конической частью на свободном конце. Спе-
циальное следящее устройство станка управляет осевым переме-
щением скалки относительно державки, за счет которого радиаль-
но перемещается резец. Державка снабжена наружными
спиральными канавками для подвода СОЖ. Вместе со стружкой
565
Рис. 222
снимается также и наполнитель, который отделяется в горячем
сепараторе (температура плавления наполнителя 1004-200° С).
Благодаря высокой жесткости системы такой метод растачивания
является весьма производительным. Так, например, при обработке
валов из хромоникелевых сталей отверстия можно растачивать со
скоростью резания до 200 м/мин, подачей 0,2 мм на оборот дер-
жавки и с большой глубиной резания.
Разрезка и фрезерование являются
наиболее распространенными опера-
циями обработки сотовых конструкций.
Резку производят ленточными или .
фрикционными пилами. Хорошие ре-
зультаты показывает применение ал-
мазных ленточных пил; они представ-
ляют собой стальные полотна, на
рабочую часть которых нанесен на
металлической связке алмазный слой.
Фрезерование обычно производят фре-
зами-летучками, оснащенными твер-
дым сплавом, или быстрорежущими грибовидными фрезами без зубь-
ев. Обработку сотовых конструкций из листа нержавеющей стали
толщиной 0,025 мм выполняют фрезами /2 = 254-152 мм на ре-
жимах: п=7200 об!мин при глубине чернового прохода до 12,7 мм,
чистового — 2,34-2,5 мм\ подача 8МИн=3814-500 мм/мин.
При шлифовании сотовых конструкций из нержавеющей стали
на ленточно-шлифовальных станках скорость ленты при подаче
5,4 mmImuh составляет около 23 м!сек. При этом применяют ленту
на тканевой основе, в качестве абразива используют окись алю-
миния.
Анодно-алмазное шлифование- используют за рубежом для обра-
ботки сотовых конструкций из нержавеющих сталей (рис. 222).
Обработку сотовой заготовки 1 осуществляют алмазным кругом 2,
укрепленным на адаптере 4. Круг помещен в пластмассовый резер-
вуар 3 из плексиглаза с электролитом. Заготовка на столе имеет
продольную подачу. Для повышения производительности обычный
процесс анодно-механической обработки несколько видоизменяют
путем установки металлического круга с зубчиками, который пре-
рывает ток 2500 раз в минуту. Это обеспечивает скорость снятия
металла 762 mmImuh при ширине прохода круга 50,7 мм и глубине
0,5 мм.
§ 87. РЕЗАНИЕ ЦВЕТНЫХ СПЛАВОВ
Цветные сплавы вследствие относительно малых прочностных
характеристик обладают хорошей обрабатываемостью резанием;
благодаря этому они допускают без применения СОЖ весьма боль-
шие скорости резания при одновременном достижении низкой шеро-
ховатости поверхности, кроме того, процесс резания цветных спла-
вов характеризуется малой силой резания; это позволяет при обра-
566
ботке деталей из цветных сплавов применять многоинструментную
обработку на относительно менее жестких, легко переналаживае-
мых агрегатных станках, собираемых из типовых узлов. Вместе
с тем обработка резанием цветных сплавов имеет ряд специфиче-
ских особенностей, затрудняющих этот процесс, а именно:
1. При выполнении операций обработки цветных сплавов с боль-
шими скоростями и особенно с образованием сливной стружки
следует уделять особое внимание применению надежных методов
удаления стружки из зоны резания. Это достигается применением
специальных средств дробления стружки, а также уширением и
углублением канавок, пазов и других элементов инструментов и
приспособлений с приданием им обтекаемой формы, обеспечиваю-
щей последующую беспрепятственную транспортировку стружки.
В этом отношении наилучшие результаты показывают фрезы, имею-
щие уменьшенное в 2—3 раза число зубьев по сравнению с обычны-
ми; в результате получается большее пространство для размещения
стружки, уменьшается нагревание от трения стружки о канавки
инструмента, улучшается качество поверхности. Все это позволяет
работать при больших скоростях резания и с меньшими затратами
мощности.
По тем же причинам при распиливании магниевых сплавов
применяют пилы с крупными и редко поставленными зубьями. Шаг
зубьев должен быть равным 1,8 мм при ручной работе и 2,5-4-5 жж —
при машинной. В этом случае пилы дают хорошие результаты при
высоких скоростях резания порядка 1200-4-1800 мм)мин.
2. Цветные сплавы, содержащие, например, кремний, при обра-
ботке резанием вызывают интенсивные адгезионные явления, при-
водящие к большому износу инструмента, налипанию мелких ча-
стиц на рабочие поверхности инструмента, надирам на обработан-
ной поверхности заготовки. Поэтому при обработке резанием таких
сплавов применяют большие значения передних и задних углов,
доводку граней инструментов после заточки, хромирование рабочих
поверхностей сверл, зенкеров, метчиков; во всех случаях исполь-
зуют обильную подачу СОЖ-
3. Ряд цветных сплавов в процессе обработки резанием само-
возгорается и оказывает другие вредные воздействия. Это следует
учитывать при назначении условий резания и требует применения
особых мер по технике безопасности. Во избежание возгорания при
обработке магниевых сплавов следует избегать очень малых подач
при больших скоростях резания, так как тонкие стружки склонны
к воспламенению под влиянием тепла, выделяемого в процессе
обработки. Малые добавки бериллия (0,005%) к магниевым спла-
вдм резко снижают их воспламеняемость.
4. Некоторые цветные сплавы, являясь малопластичными при
обычных температурах, резко увеличивают пластичность с их рос-
том. Так, по данным КуАИ, цинковый сплав ЦАМ4-1 (А1 = 4,0%,
Cu=l,0%; Mg = 0,03%) при нагреве до 100°С снижает свою твер-
дость в 2,0—2,5 раза, при нагреве до 200° С — в 4,5 раза. Высокая
пластичность, которую приобретает сплав, вызывает образование
567
наплывов, приводящих к ухудшению шероховатости, завариванию
канавок инструментов стружкой с последующей поломкой инстру-
ментов. Это заставляет снижать режимы резания и допускать износ
резцов не более 0,6-4-0,8 мм.
5. Цветные спдавы имеют большие коэффициенты линейного
расширения по сравнению со сталью (алюминиевые сплавы при-
мерно в два раза); это затрудняет получение точных размеров.
Поэтому при обработке цветных сплавов следует особое внимание
уделять сохранению постоянства температуры; при изготовлении
точных деталей температура внешней среды не должна колебаться
более чем на 10° С.
Таким образом, процесс резания цветных сплавов обладает
большой спецификой, в связи с чем использовать стандартный
инструмент, предназначенный для обработки сталей и чугуна, при
обработке цветных сплавов не рекомендуется, так как он не учиты-
вает изложенные выше особенности их резания. Кроме того, обра-
ботка резанием каждого вида цветного сплава имеет свои харак-
терные особенности.
По обрабатываемости резанием алюминиевые сплавы распола-
гаются в следующей последовательности, определяемой поправоч-
ным коэффициентом kv на допустимую скорость резания (табл. 79).
Таблица 79
Сравнительная обрабатываемость резанием алюминиевых сплавов
Марка сплава АМц, АМгб, Ак4, В92, В95 АМгЗ, АМгб, АК8, Д1, Д16 АЛ4, АЛ7 АЛ9 , АЛ2
модифи- циро- ванный не моди- фициро- ванный
54-6 2,2-т-3,0 1,1 0,95 1,0 0,6
Значительные затруднения при обработке резанием алюминие-
вых сплавов вызывает их повышенная вязкость, приводящая при
резании с высокими скоростями к налипанию частиц на рабочие
поверхности инструмента. Поэтому в ряде случаев приходится
снижать скорости резания. Лучшая обрабатываемость резанием
алюминиевых сплавов получается после их закалки и старения,
так как вследствие большей твердости образуется более чистая
поверхность. По этим же причинам хорошие результаты показы-
вают полирование и хромирование рабочих поверхностей инстру-
ментов, а также применение СОЖ. В качестве СОЖ наиболее
часто применяют соляровое масло, 15-процентную эмульсию из
эмульсола на основе канифоли и олеиновой кислоты и 15-процент-
ную эмульсию из пасты на основе олеиновой кислоты.
Обработка резанием магниевых сплавов по сравнению с други-
ми цветными сплавами характеризуется еще более низкими удель-
568
ными силами резания (24—40 кгс/мм2), т. е. в 5—7 раз меньшими,
чем у сталей, высокой теплопроводностью (0,18—0,36 кал/см-сек-° С)
и незначительной твердостью (НВ 454-75). При повышении темпе-
ратуры механическая прочность магния еще более снижается. Все
это обусловливает хорошую обрабатываемость магниевых сплавов
резанием. Если принять обрабатываемость магниевых сплавов за
100 единиц, то обрабатываемость резанием других металлов и спла-
вов можно выразить следующими цифрами: алюминиевых — 55, ла-
тунных— 45 и углеродистых сталей — 20.
§ 88. ОБРАБОТКА РЕЗАНИЕМ ПЛАСТМАСС
Обработка резанием заготовок из пластмасс определяется осо-
бенностями строения этих неметаллических материалов, получае-
мых на основе природных или синтетических полимеров. Большин-
ство заготовок из пластмасс получают прессованием или литьем;
при этом получающиеся на заготовках литники или грат удаляют
обработкой резанием. Помимо этого, на готовых деталях из заго-
товок, полученных горячим прессованием, часто требуется произве-
сти сверление отверстий, нарезание резьб'и другие виды обработки
резанием. Некоторые разновидности пластмасс выпускают в виде
листов, из которых детали получают также путем последующей
обработки резанием. Во многих случаях требуемые точность разме-
ров и качество поверхности деталей могут быть получены только
механической обработкой — точением, сверлением с последующим
зенкерованием.
Процесс резания пластмасс определяется видами наполнителя
и связующего, а также технологическим процессом их получения.
По виду наполнителя пластмассы подразделяют на:
композиционные, которые в свою очередь подразделяют на по-
рошкообразные (древесная мука, микроасбест), волокнистые (во-
локна текстильные, асбестовые и рубленые стеклянные волокна)
и с наполнителем в виде крошки. Типовыми видами пластмасс
этой группы являются пресс-материалы, например фенопласты,
аминопласты, волокнит и др.;
слоистые, имеющие в качестве наполнителя ткани, бумагу и
древесный шпон; сюда относятся текстолит, гетинакс, балинит,
стеклотекстолиты и ориентированные стеклопластики;
литые чистые смолы без наполнителя.
По виду связующего пластмассы делятся на:
термореактивные, имеющие в качестве связующего преимущест-
венно фенолформальдегидные смолы; они применяются для
композиционных и слоистых пластмасс. Эти виды смол при изго-
товлении заготовок деталей под действием тепла и давления пере-
ходят в необратимое неплавкое и нерастворимое состояние, т. е.
при нагревании они не размягчаются;
термопластические, использующие смолы для получения литых
пластмасс. В отличие от термореактивных они под действием повы*
шенной температуры размягчаются, сохраняя свою плавкость и
569
растворимость, и допускают повторное формование. Эти виды
пластмасс применяют для получения заготовок деталей методом
литья под давлением, экструзией и другими способами.
Обрабатываемость резанием пластмасс на основе различных
связующих — термореактивных или термопластических смол —
определяется тем, что первые при нагревании не размягчаются,
поэтому при их обработке резанием используют относительно боль-
шие скорости и другую геометрию заточки. Допустимая предель-
ная температура в зоне резания термореактивных пластмасс 160° С,
термопластических 60-4-130° С. С превышением этих температур
в термореактивных пластмассах начинается деструкция, а термо-
пластичные размягчаются.
-W-2D 0 20 Щ ВО 80
Температура} °C
Рис. 223
Параметры процесса резания пластмасс определяются также
способом получения заготовок. Прочность литых заготовок из слои-
стых и волокнистых пластмасс на 40—50% меньше прочности заго-
товок, получаемых прессованием. Высокими механическими свой-
ствами обладают слоистые пластмассы, получаемые на основе
хлопчатобумажной ткани (текстолиты), бумаги (гетинакс), стекло-
ткани, стеклянных матов и стеклошпонка (стеклотекстолит). Учи-
тывая изложенное, при обработке более прочных пластмасс следует
задавать меньшие скорости резания и подачи.
Характер протекания деформации пластмасс, определяющий
процесс стружкообразования при их обработке, виден из зависимо-
стей, приведенных на рис. 223. Деформация пластмасс до достиже-
ния предела упругости подчиняется закону Гука; с превышением
его у пластмасс наблюдается резкий рост величин деформации,
увеличивающихся непропорционально действующему усилию. Дета-
ли из пластмасс при обычных условиях не обладают пластическими
свойствами и представляют собой упругие и твердые тела. Благо-
даря отсутствию зоны пластической деформации при стружкообра-
зовании в процессе резания пластмассы ведут себя как хрупкий
’материал. Низкое сопротивление пластмасс сжатию и срезу тре-
бует при механической обработке их относительно малую силу
570
резания. Резец при внедрении в обрабатываемый материал снимает
лежащий перед его передней поверхностью слой ,в момент, когда
сила, действующая на резец, превысит силы внутреннего сцепления;
при этом происходит почти мгновенное разрушение путем возник-
новения трещин и сколов (см. стр. 46). В связи с этим при резании
пластмасс образуется характерная для них стружка надлома,
имеющая вид отдельных недеформированных кусков пластмассы,
отлетающих с большой скоростью. Исключение составляет только
обработка полистирола на высоких скоростях при малых толщинах
среза; при этих условиях происходит разогрев полистирола, сооб-
щающий ему некоторую пластичность и приводящий к образова-
нию сливной стружки. При обработке текстолита и стеклотекстоли-
та сходящая-стружка имеет вид отдельных коротких витков, в ко-
торых хорошо видны хлопчатобумажные и стеклянные нити; обра-
зование такого вида стружки сопровождается выделением тонкой
пётли, сильно изнашивающей станок и засоряющей окружающий
воздух. Поэтому рабочее место при обработке резанием пластмасс
этого типа должно быть оборудовано достаточно мощной отсасы-
вающей системой.
Рассмотренный процесс стружкообразования показывает, что
работа, затрачиваемая на деформацию материала срезаемого слоя
и трение сходящей стружки о переднюю поверхность инструмента,
мала. Основной составляющей работы стружкообразования, а сле-
довательно, основным источником тепловыделения при резании
пластмасс является трение задних поверхностей инструмента о по-
верхность резания и обработанную поверхность заготовки. Однако
температурный фактор при обработке точением большинства кон-
струкционных пластмасс не определяет стойкость резцов из-за его
относительно малой эффективности; так, при точении текстолита
температура не превышает 100° С. Основное влияние на стойкость
инструмента оказывает абразивное воздействие. Поэтому наиболь-
шие производительность и стойкость при обработке пластмасс" по-
казывают твердые сплавы, несколько меньшую — быстрорежущие
стали и наиболее низкую — углеродистые инструментальные стали.
Такое их расположение по стойкости определяется не их красно-
стойкостью (что является решающим, например, при обработке
сталей), а способностью сопротивляться абразивному воздействию.
По этой причине наиболее красностойкий инструментальный мате-
риал — минералокерамика— показывает низкую стойкость при об-
работке пластмасс [191, 194].
Таким образом, характерными особенностями обра-
ботки пластмасс резанием являются:
1) склонность ряда пластмасс к скалыванию в процессе реза-
ния, приводящая к значительному ухудшению шероховатости по-
верхности («серебрению» их), выкрашиванию поверхностей обра-
батываемой заготовки при входе и выходе инструмента. Это требует
применения при обработке пластмасс более острых резцов, чем при
обработке резанием металлов. Затупление инструмента по мере
обработки еще более увеличивает влияние этого фактора. Так,
571
износ сверла до 0,24-0,3 мм и фрез до 0,44-0,5 мм приводит к по-
явлению на деталях из порошкообразных пластмасс трещин и на
деталях из волокнистых пластмасс — бахромы и выпучивания. По-
этому допустимые величины износа инструмента при обработке
резанием пластмасс намного ниже: для сверл — 0,14-0,15 мм, для
фрез при черновой обработке резанием — 0,44-0,5 мм и при чисто-
вой— 0,24-0,3 мм [191].
2) неоднородность строения материала и различная твердость
ее составных частей, затрудняющие получение низкой шероховато-
сти поверхности. Так, например, высокополимерный материал типа
полистирола и фторопласта представляет собой сочетание аморф-
ной и кристаллической структур с различной температурой плавле-
ния; Вследствие этой особенности обработки пластмасс допускае-
мая степень износа инструмента определяется, как правило, техно-
логическими критериями затупления и прежде всего ухудшением
шероховатости поверхности;
3) сильное абразивное воздействие на инструмент вследствие
наличия у отдельных видов пластмасс, например стеклотекстолита,
составляющих с высокими абразивными свойствами. Резец при
обработке резанием таких пластмасс изнашивается сильнее, чем
при обработке стали 25, стали 60 и чугуна [194];
4) пониженная теплопроводность пластмасс, обусловливающая
плохой теплоотвод из зоны резания и, следовательно, перегрев ре-
жущих кромок инструмента; это наблюдается при сверлении и
других видах обработки, при выполнении которых инструмент нахо-
дится в закрытом объеме. По этой же причине критерием макси-
мально допустимой скорости резания зачастую является появление
обугливания поверхностного слоя обрабатываемой поверхности.
Кроме того, повышение температуры в зоне резания вследствие
пониженной теплопроводности пластмасс способствует размягче-
нию и в некоторых случаях разрушению пластмасс.
Тепловой баланс при резании пластмасс из-за пониженной
теплопроводности выглядит иначе, чем при резании металлических
заготовок. Так, например, при продольном точении пластмассы
ПТЗ резцом Т14К8 с передним углом у = 15° на режимах /==1,1 мм,
s0 = 0,32 мм/об, v = 50 м/мин имеет место следующий тепловой
баланс [191], определяющий направления распространения обра-
зующегося при резании тепла: в стружку 57%, в деталь 19%, в
резец 24%. Следовательно, при точении пластмасс в инструмент
уходит большее количество тепла, чем при обработке металлов;
5) интенсивное пылеобразование, особенно при обработке реза-
нием термореактивных пластмасс, приводящее к необходимости
применения специальных мощных отсасывающих устройств;
6) трудность применения СОЖ из-за гигроскопичности обраба-
тываемого материала и его химического взаимодействия с СОЖ,
приводящего к изменению физико-механических свойств изготов-
ляемой детали и корродированию узлов станка. При обработке
термореактивных пластмасс охлаждение жидкостью применять
нельзя вследствие образования пасты из пылевидной стружки и
‘572
жидкости, которая налипает на рабочие поверхности инструмента
и затрудняет обработку. Поэтому наиболее часто при обработке
пластмасс резанием применяют сжатый воздух;
7) сложность обеспечения заданной точности обработки из-за
большого упругого прогиба обрабатываемой заготовки, повышен-
ного коэффициента линейного расширения пластмасс и плавления
материала в процессе обработки резанием, а в отдельных случаях
интенсивного износа инструмента. Пластмассы характеризуются
высокой упругостью; так, упругость термореактивных пластмасс
в 40 раз больше упругостй стали. Это вызывает необходимость
снижения силы резания Путем использования инструмента с острой
режущей кромкой без ленточек. Повышенный коэффициент линей-
ного расширения пластмасс является причиной получения неточных
деталей. Вследствие этого при сверлении отверстия получаются ко-
нусными; поэтому обработку их производят в несколько проходов
и с применением охлаждения.
Обработка резанием пластмасс оказывает влияние на эксплуа-
тационные свойства детали; она усиливает влагопоглощение, обес-
печивает более быструю приработку трущихся поверхностей, сохра-
няя при этом интенсивность износа неизменным, а также несколько
увеличивает усилие распрессовки с металлическими деталями. Осо-
бенности физико-механических и теплофизических свойств термо-
пластов (например, органического стекла) — низкая теплопровод-
ность и большой коэффициент теплового расширения — приводят
при механической обработке вследствие нагрева к образованию в
поверхностных слоях внутренних растягивающих напряжений. Они
способствуют образованию микротрещин. Внешний вид такой по-
верхности называют серебром из-за характерного блеска. Это сни-
жает срок службы деталей и вызывает интенсивное коррозионное
растрескивание при эксплуатации деталей в агрессивных средах.
Кроме приведенных выше, каждая группа пластмасс при обра-
ботке резанием имеет свои отличительные особенности, которые
рассмотрены ниже применительно к типовым операциям.
Точение пластмасс осуществляют быстрорежущими и
твердосплавными резцами на режимах резания, приведенных в
табл. 80. Резцы из быстрорежущей стали при тщательной доводке
показывают достаточную стойкость при обработке таких пластмасс,
как полистирол, фторопласт. При точении пластмасс других типов
(стеклопластики, например) удовлетворительную стойкость дают
только твердосплавные резцы, у которых также необходимо делать
доводку рабочих поверхностей. Обычно ее производят пастой из
карбида бора; использование для этой цели алмазных кругов при-
водит к увеличению стойкости резцов и снижению шероховатости
поверхности обработанных деталей.
Величины глубины резания и подачи при точении пластмасс
типа оргстекло выбирают исходя из условий хорошего стружкоуда-
ления и ликвидации явлений наматывания стружки на деталь;
в противном случае происходит размягчение обрабатываемой по-
верхности и схватывание ее со стружкой. Исходя из этих условий,
573
Таблица 80
Режимы резания при точении пластмасс (Т=60 мин, Л3=0,8—1,0 мм)
Вид пластмассы Материал режущей части Режим резания
/, мм sQ, мм[об v, mJmuh
Текстолит Б Р18, Р9 3—1 0,5—0,1 87—207
Текстолит ПТ . ВК6 3—0,75 0,22 300—1000
Кордволокнит Р18 1 0,2—0,05 100—200
ВК6 1 0,2—0,05 400—800
Фенопласт К18-2 ВК8 0—0,5 0,1 20—60
Аминопласт МФ ВК8 6,0 0,5 ЮО—140
Винипласт Р18, — 1—0,1 50—300
ВК8 — 1-0,1 50—300
Оргстекло У10, — 0,3—1,1 75—100
Р18, — 0,3 ЮО—ЗОО
ВК8 — 0,3—1,1 до 800
Эпоксидная смола 3318С ВК8 — 0,3—0,15 50—70
Тонкое точение
Стеклотекстолит
Нейлон
Нейлон
Алмаз
ВК6, ВК8
Р18
0,03 0,025 700—900
— 0,11—0,02 100—250
— 0,25—0,12 225—270
при черновом точении детали принимают /=10 мм, so = 0,5 мм/об,
при чистовом / = 0,54-1,0 мм, so = 0,14-0,2 мм/об. При точении
обычными резцами микаласа, оргстекла, полистирола во избежа-
ние их размягчения используют охлаждение 5-процентным водным
раствором эмульсола. Точение фасонными резцами этих пластмасс
приводит к сильному нагреву обрабатываемой заготовки, поэтому
применяют охлаждение сжатым воздухом.
При механической обработке деталей из пластмасс, оказываю-
щих интенсивное абразивное действие (например, стеклопласти-
ков), применяют только режущий инструмент, оснащенный твер-
дыми сплавами ВКЗМ и ВК6М. Хорошие результаты на этих опе-
рациях показывают чашечные вращающиеся резцы; их использова-
ние на одной из операций токарной обработки позволило повысить
скорость резания со 124 до 330 м/мин и увеличить точность обра-
ботки до 0,005 мкм [192].
Для обработки особо прочных видов пластмасс типа стекло-
пластиков все более широкое применение находят алмазные инстру-
менты; они дают низкую шероховатость поверхности. Геометрия
заточки резцов и режимы резания следующие: а = б4-10°, у = 0°,
Z = 0°, <р = 45°, г=0,б4-1,0 мм, v = 800-4-1000 м/мин, so = 0,04 мм!об
[194].
При обработке нежестких деталей из стекловолокнита АГ — ЧС
успешно применяются резцы из. балласа (ср = 70°, ф1 = 10%
у=04—7°). Черновое точение ведется на режимах /=2,04-2,5 мм,
sc=0,154-0,3 мм/об, ^=230 м/мин. Чистовое точение выполняется
574
на тех же режимах, но при глубине /=0,84-1,2 мм. и обеспечивает
5-й класс чистоты.
При точении пластмасс, особенно стеклопластиков, образуется
огромное количество вредной пыли; в этом случае эффективно при-
менение пневматической системы, состоящей из резца специальной
конструкции и вентиляционной установки [194]. Резец-пылеструж-
коприемник (рис. 224) представляет собой державку, выполненную
за одно целое с пылестружкоприемником, имеющим входное сечение
20X20 мм. Вставку с пластинкой твердого сплава устанавливают
на державке по рифлениям и закрепляют винтом.
Силу резания при точении пластмасс определяют по формуле
в первую очередь она зависит от глубины резания. Для волокнита
Ср = 9,6, хр = 0,77, г/р = 0,43, для аминопласта Ср=9,3, хр=0,62,
z/p=0,29, для фенопласта Ср=8,4, хр=1, г/р=0,3.
При точении ряда пластмасс соотношения отдельных составляю-
щих силы резания сильно изменяются. Так, при у=0 значения Рх
и Ру сильно возрастают с ростом подачи. Однако при точении
полистирола и фторопласта с положительным передним углом
у=15° составляющие силы резания Рх и Ру уменьшаются до нуля
и даже меняют свой знак. Это приводит к затягиванию резца в.
заготовку и сильно снижает точность обработки.
Сверление заготовок из пластмасс является одним
из наиболее распространенных видов их обработки. При выборе
575
диаметра инструмента для получения отверстия заданного размера
и точности следует учитывать усадку пластмасс. Она значительна
вследствие,большой упругости пластмасс; ее величина колеблется
в пределах 0,24-0,5 мм.
Таблица 81
Режимы сверления термореактивных пластмасс
Вид пластмассы Быстрорежущие сверла Твердосплавные сверла ВК6 и ВК8
V, м/мин sQ, мм/об 2ф, град V, м/мин sQ, мм/об - 2ф, град
Порошковые . 15—45 0,03—0,15 30—35 50—60
Волокнистые . 20—80 0,15—0,3 45—50 — — 60—70
Слоистые . . . 30—50 0,1—0,15 — 90—120 0,2—0,5 90—100
Режимы резания при сверлении пластмасс (табл. 81) выбирают
исходя из обеспечения нужных шероховатости поверхности и стой-
кости инструмента. Чрезмерно интенсивные режимы обработки
затрудняют удаление пылевидной стружки, способствуют нагреву
инструмента и последующему схватыванию стружки с поверхно-
стью канавок сверла. Поэтому в процессе обработки приходится пе-
риодически выводить сверло из отверстий. Для уменьшения интен-
сивности схватывания поверхности канавок тщательно полируют,
а направляющие ленточки хромируют; сверление ведут с подачей
сжатого воздуха. Использование при сверлении больших значений
подач ведет к отслаиванию материала на входном и выходном
торцах отверстия, очень малые подачи приводят к «разлохмачива-
нию» пластмасс типа текстолита.
Фрезерование пластмасс быстрорежущими и твердо-
сплавными инструментами широко применяется при обработке тек-
столита, гетинакса, стеклотекстолита. При выполнении этих опера-
ций необходимо обеспечивать жесткое крепление, поэтому обра-
батываемый участок детали должен полностью и плотно лежать на
опорной поверхности приспособления. Прижим приспособления
должен располагаться возможно ближе к обрабатываемой поверх-
ности. Обработка пластмасс во избежание их расслаивания должна
вестись по схеме попутного фрезерования, т. е. вращение фрезы
должно идти в направлении подачи и при сходе зуба с уса. Слоис-
тые пластмассы фрезеруют инструментами из быстрорежущих и
твердосплавных материалов.
Режимы резания при фрезеровании слоистых пластмасс ограни*
чиваются образованием «серебра» на поверхности, возникновением
внутренних напряжений, приводящих к растрескиванию. Учитывая
это, допустимая величина износа фрез не должна превышать
0,44-0,5 мм при черновой обработке и 0,24-0,3 мм при чистовой.
Объем стружки при фрезеровании пластмасс значительно больше,
чем при обработке металлов. Поэтому канавки между зубьями
576
делают более широкими и емкими. Это не снижает прочности инст-
румента, так как силы резания относительно малы.
При обработке слоистых пластиков хорошие результаты показы-
вают цилиндрические фрезы с винтовым зубом и повышенным
углом наклона со=404-50°. Для быстрорежущих фрез у=84-10%
для твердосплавных у = 6°; в обоих случаях а= 164-20°. Обработ-
ку фальца этими фрезами следует производить так, чтобы срезание
стружки начиналось из угла фальца и заканчивалось на его кромке.
Разрезание листов из пластмассы производят но-
жовками и ножницами, а также на станках ленточными и дисковы-
ми пилами, дисковыми фрезами. Иногда разрезку заготовок совме-
щают с одновременным образованием фасок; это обеспечивает стро-
гание. Во избежание сильного перегрева не рекомендуется вести
разрезку листов пластмасс в больших пачках. Особенно сильно
плавятся при разрезке неслоистые пластмассы (поливинилхлорид,
плексиглас). Поэтому торцы дисковых пил для снижения трения
шлифуют. Для ликвидации вибраций листов и их растрескивания
необходимо обеспечивать жесткое крепление их на станке. Чтобы
не было сколов при разрезке, иногда устанавливают подкладки из
дерева. Особое внимание при разрезании пластмасс следует уде-
лять остроте режущих кромок пил.
Фасонную разрезку пластмасс производят ленточными пилами
с шагом зубьев до 5 мм при скорости резания 10004-1500 м!мин.
Во всех случаях скорость подачи составляет 1 м!мин, обычно при-
меняют ручную подачу; при этом наиболее удобно направление
подачи на заготовку, обеспечивающее прижим обрабатываемой
детали силами резания. Разрезку абразивными (карборундовыми)
кругами применяют для текстолита, асбо- и стеклотекстолита. Ее
выполняют кругами СМ1-СТ1 зернистостью 244-46, диаметром
3004-350 мм и толщиной 34-6 мм на: режимах резания:
о=404-50 м)сек, $о=0,3—0,6 м)мин, с охлаждением -5-процентной
эмульсией.
Пенопласты разрезают ленточными и циркульными пилами с
мелким зубом при подаче не более 1,25 м!мин, В отдельных случа-
ях производят разрезание беззубой лентой путем использования
тепла трения. Разрезку неармированных пенопластов производят
также термоэлектрическим методом — нагретой нихромовой прово-
локой.
Нарезание резьб на деталях из пластмасс про-
изводят резцами, фрезами, плашками, а внутренних малых диамет-
ров— метчиками. Обработка резьб в пластмассовых деталях свя-
зана с рядом трудностей. Высокая упругость пластмасс вызывает
в процессе образования нитки резьбы защемление инструмента, что
снижает точность обработки и приводит к браку вследствие полу-
чения рваного профиля. Образование резьбы связано с удалением
малых слоев металла, поэтому основное значение при выполнении
этой операции приобретает явление трения, обусловленное высоки-
ми абразивными свойствами ряда марок пластмасс. Для ликвида-
ции защепления инструмента передний угол делают отрицательным,
37 в. Н, Подураев
577 ‘
равным 54-10°. Для снижения интенсивности трения перья метчика
делают возможно узкими при минимальном их числе (2—3) с поли-
рованными канавками и шлифованным профилем. Хорошие резуль-
таты показывает азотирование или хромирование их рабочих по-
верхностей. Учитывая значительную усадку пластмасс при обра-
ботке их резанием, размеры метчика делают полнее.
Абразивная обработка пластмасс обладает рядом
преимуществ по сравнению с резанием металлическими инструмен-
тами, а именно: низкой шероховатостью поверхности, отсутствием
сколов и трещин. Она особенно эффективна при обработке стекло-
пластиков, когда износ обычных инструментов весьма велик; часто
абразивную обработку применяют для снятия грата, остающегося на
деталях после изготовления их в пресс-формах. Высокую эффектив-
ность абразивной обработки достигают только при правильном под-
боре характеристики круга применительно к данному виду пласт-
массы. Наиболее часто для этой цели используют карборундовые и
корундовые круги и шкурки; первые показывают большие стойкость
и производительность. Во избежание прижогов при обработке сле-
дует избегать длительного контакта круга с обрабатываемой по-
верхностью. Например, круглое наружное шлифование текстолита
и гетинакса производят электрокоруйдовыми кругами зернисто-
стью 60, твердостью Ml на режимах £=0,24-0,4 мм, ад=0,24 м/мин,
vKp=304-35 м/сек-, операции шлифования и особенно полирования
широко применяются при обработке оргстекла.
ЛИТЕРАТУРА
К главам I—II
1. Абибов А. Л., Бирюков Н. М., Бойцов В. В. и [др.]. Технология
самолетостроения. М., «Машиностроение», 1970.
2. Аваков А. А. Физические основы теории стойкости режущего инструмен-
та. М., Машгиз, 1960.
3. Балакшин Б. С. Основы технологии машиностроения. М., «Машино-
строение», 1969.
4. Бобров В. Ф. Влияние угла наклона режущей кромки на процесс реза-
ния. М., Машгиз, 1962.
5. Вульф А. М. Резание металлов. М., Машгиз, 1963.
6. Вульф Б. К., Ромадин К. П. Авиационное металловедение. Оборонгиз,
1962.
7. Грановский Г. И., Г pjt д о в П. П., К р и в о у х о в В. А. и [др.]. Резание
металлов. М., Машгиз, 19р4.
8. Грановский Г. И. О методике исследования и назначения режимов
резания на автоматических линиях. «Вестник машиностроения», 1963, № 10.
9. Зор^в Н. Н. Вопросы механики процесса резания металлов. М., Машгиз,
1956.
10. Исаев А. И. Исследования в области технологии обработки металлов ре-
занием Сб. трудов ЦНИИТмаша, М., Машгиз, 1957.
11. Клушин М. И. Резание металлов. М., Машгиз, 1958.
12. Корсаков В. С. Точность механической обработки. М., Машгиз, 1961.
13. Крив оу хов В. А. и [др.]. Обработка металлов резанием. Оборонгиз, 1958.
14. Л о л а д з е Т. Н. Износ режущего инструмента. М„ Машгиз, 1958.
15. Малкин А. Я- Основы технологии механической обработки деталей ма-
шин. М., Машгиз, 1961.
16. По дз ей А. В., Сулима А. М., Фигаро В. П. и [др.]. Технология
авиадвигателестроения. Оборонгиз, 1957.
17. П оду р а ев В. Н. Обработка резанием с вибрациями. М., «Машинострое-
ние», 1970.
18. Резников А. Н. Теплофизика резания. М., «Машиностроение», 1969.
19. Родин П. Р. Проектирование и производство режущего инструмента. М.,
Машгиз, 1962.
20. Сборник «Развитие науки & резании металлов». Под ред. 3 о р е в а I I. Н.,
Грановского Г. И., Ларина М. Н., Третьякова И. П. М., «Маши-
ностроение», 1967.
21. Синопальников В. А. Зависимости процесса резания как случайные
функции. «Станки и инструмент», 1968, № 7.
22. Соколовский А. П. Научные основы технологии машиностроения. М.,
Машгиз, 1958.
23. Яковлев Я- М. Некоторые вопросы скоростного точения и фрезерования.
Минск, Государственное издательство БССР, 1961.
24. Электрические явления при трении и резании металлов и их практическое
использование. Тезисы докладов научного семинара. Изд-во АН СССР, 1969.
25. Якунин Г. И. Умаров Э. А., Якубов Ф. Я. и [др.]. Влияние магнит-
ного состояния быстрорежущих резцов на их стойкость. Изв. АН УзССР,
Сер. техн, наук, 1967, № 2. ч
26. Ящерицын П. И., Жалнерович Е. А. Шлифование металлов. Минск,
Изд-во «Беларусь», 1970.
37*
579
К главам III—IV
.27. Грановский Г. И., Шмаков В. А. Режущие свойства быстрорежущих
сталей дисперсионного твердения. «Вестник машиностроения», 1970, № 11.
28. Даниелян А. М., Бобрик П. И., Гуревич Я. Л. и [др.]. Обработка
резанием жаропрочных сталей, сплавов и тугоплавких металлов. М., «Маши-
ностроение», 1965.
29. Егоров С. В., Волков С. И. Исследование обрабатываемости резанием
жаропрочных сплавов. Под ред. проф. Грановского Г. И., ВНИИ ЦБТИ,
1959.
30. Зорев Н. Н., Креймер Г. С. Высокопроизводительная обработка стали
твердосплавными резцами при прерывистом резании. М., Машгиз, 1961.
31. Зорев Н. Н., Фетисова 3. М. Обработка резанием тугоплавких сплавов.
М., «Машиностроение», 1965.
32. Исследование производительных процессов резания жаропрочных сплавов.
Под ред. проф. Зор ев а Н. Н. Труды ЦНИИТмаш, 1961, № 17.
33. Кацев Н. Г. Статистические методы исследования режущего инструмента..
М., «Машиностроение», 1968.
34. Крив оу хов В. А., Егоров С. В., Брунштейн Б. М. и [др.]. Обраба-
тываемость резанием жаропрочных и титановых сплавов. М., Машгиз, 1961.
35. Куклин Л. Г. и [др.]. Повышение прочности и износостойкости твердосплав-
ного инструмента. М., Машгиз, 1960.
36. Л о л а д з е Т. Н., Б о к у ч а в а Г. В. Износ алмазов и алмазных кругов.
М., «Машиностроение», 1967.
37. Макаров А. Д. Износ и стойкость режущих инструментов. М., «Машино-
строение», 1966.
38. М а л к и н А. Я., Егоров С. В. Обработка резанием высокопрочных и жа-
ропрочных материалов. М., НТОмашпром, 1961.
39. Материалы конференции по проблемам резания металлов. М., НТОмашпром,
МДНТП, 1968.
40. Подураев В. Н., Ярославцев В. М. Стойкость инструмента при пре-
рывистом резании. «Станки и инструменты», 1969, № 1.
41. Полетика М. Ф. Контактные нагрузки на режущих поверхностях инстру-
мента. М., «Машиностроение», 1969.
42. Производительность, качество обработки и надежность в эксплуатации изде-
лий из жаропрочных и титановых сплавов. Куйбышев, Сб. трудов Куйб.
авиац. ин-та, ВНИ, 43, 1970.
43. Резников Н. И., Ж а р к о в И. Г., Зайцев В. М. и [др.]. Производитель-
ная обработка нержавеющих и жаропрочных материалов. М., Машгиз, 1960.
44. Резание труднообрабатываемых материалов. Сб. М., МДНТП, 1969.
45. Рубинштейн С. А. Основы учения о резании металлов и режущий ин-
струмент. М., «Машиностроение», 1968.
46. Обработка жаропрочных сплавов. Под ред. В. И. Д и к у ш и н а. Сб. ИМАШ,
изд. АН СССР, 1960.
47. Обрабатываемость жаропрочных и титановых сплавов. Тр. Всесоюзной меж-
вузовской конференции. Под ред. проф. Резникова Н. И., Куйбышевское
книжное издательство, 1962.
48. Обработка резанием жаропрочных, высокопрочных и титановых сплавов.
Под ред. Резникова Н. И. М., «Машиностроение», 1972.
49. Т а ш лицк и й Н. И. Методы приближенного определения скоростей точе-
ния жаропрочных сталей и сплавов. «Вестник машиностроения», 1959, № 10.
50. Третьяков И. П. Проблема прочности режущего инструмента. М., «Зна-
ние», 1953.
51. Трение и износ при резании металлов. Сб. М., Машгиз, 1955.
52. Хает Г. Л. Надежность режущего инструмента. М., «Машиностроение»,
1968.
53. Шифрин А. Ш., Левин Б. Г., Лифшиц И. И. и [др.]. Высокопроизво-
дительная холодная обработка металлов. М., Машгиз, 1958.
54. Ч у б а р о в А. Д. и [др.]. Особенности обработки резанием титановых и жа-
ропрочных сплавов. «Вестник машиностроения», 1958, № 9; 1959, № 9.
580
К главе V
55. В ей л ер С. Я., Подураев В. Н., Пастухов В. А. Смазочные свойства
металлических расплавов. Сб. «Физическая химия поверхностных явлений».
Киев, «Наука», 1971.
56. Лихтман В. И. Физико-химическая механика металлов. Изд-во АН СССР,
1962.
57. О ш е р Р. Н. Производство и применение смазочно-охлаждающих жидкостей
(для обработки металлов резанием). Под ред. акад. Ребиндера П. А.
М., Гостоптехиздат, 1963.
58. Тимофеев П. В. Смазочно-охлаждающие жидкости, применяемые при ре-
зании металлов. М., Машгиз, 1960.
59. Станчук Э. А. Повышение стойкости режущего инструмента путем при-
менения цианирующих смазочно-охлаждающих жидкостей. «Технология и
организация производства», 1968, № 5.
60. Худо бин Л. В. Смазочно-охлаждающие жидкости, применяемые при шли-
фовании. М., «Машиностроение», 1971.
61. Якунин Г. И., Усманов К. Б. Некоторые условия, влияющие на эффек-
тивность действия кислорода при резании металлов. Изв. АН УзССР. Сер.
техн, наук, 1968, № 5.
К главе VI
62. Вей ц В. Л., Дондошанский В. К., Чир я ев В. И. Вынужденные
колебания в металлорежущих станках. М., Машгиз, 1959.
63. Ильницкий И. И. Колебания в металлорежущих станках и пути их уст-
ранения. Машгиз, 1958.
64. К р и в о у х о в В. А., Воронов А. Л. Высокочастотные вибрации резца
при точении. Труды МАИ, вып. 67. Оборонгиз, 1956.
65. Кудинов В. А. Динамика станков. М., «Машиностроение», 1967.
66. Подураев В. Н., Захаров Ю. Е. К вопросу о причинах возникновения
и средствах гашения автоколебаний при обработке резанием. «Научные до-
клады высшей школы.— Машиностроение», 1959, № 1.
67. Подураев В. Н., Маров М. Я. Вынужденные колебания гидравлических
силовых головок автоматических линий. Изв. МВО СССР. Сер.: «Машино-
строение», 1960, № 11; 1962, № 7.
68. С а те ль Э. А., Подураев В. Н. К вопросу о физической сущности поня-
тия технологической жесткости системы станок — деталь — инструмент.
«Станки и инструмент», 1955, № 5.
69. Рубинштейн В. Р. Гашение вибраций при точении методом врезания.
«Станки и инструмент», 1969, № 9.
70. Новые исследования в области обработки металлов резанием. Под ред. проф.
Маслова Е. Н. М., Машгиз, 1957.
71. Исследование вибраций при обработке на станках резанием. Под ред. акад.
Дикуш ин а В. И., проф. Решетова Д. Н. М., Машгиз, 1958.
72. Э л ь я с б е р г М. Е. Об устойчивости процесса резания металлов. Изв.
АН СССР. Сер. техн, наук, 1959, № 9.
К главе VII
73. Ведметовский В. А. Чешуйчатость поверхности, обработанной протя-
гиванием. «Вестник машиностроения», 1969, № 10.
74. Дьяченко П. Е. Современные направления в области обеспечения высо-
кого качества поверхности деталей. М., НТОмашпром, 1960.
75. Исаев А. И. Влияние технологических факторов на остаточные напряже-
ния в поверхностном слое деталей. М., изд. ВИНИТИ, АН СССР, 1957.
76. Кишкин С. Т., Сулима А. М., Строганов В. П. Исследование влия-
ния наклепа на механические свойства и структуру сплава ЭИ437А. Оборон-
гиз, 1956.
77. Кравченко Б. А. и [др.]. Повышение выносливости и надежности дета-
лей машин и механизмов. Куйбышевское книжное изд-во, 1966.
581
78. М а т а л и н А. А. Качество поверхности и эксплуатационные свойства дета-
лей машин. М., Машгиз, 1956.
79. П р о н и к о в А. С. Основы надежности и долговечности машин. Изд. Коми-
тета стандартов, мер и измерительных приборов при СМ СССР. М., Изда-
тельство стандартов, 1969.
80. С а т е л ь Э. А., Елизаветин М. А. Технологические способы повышения
долговечности машин. М., «Машиностроение», 1969.
К главе VIII
81. Богородский Е. С., Подураев В. Н., Шпиньков В. А. Режимы
резания высокопрочных и закаленных сталей инструментом, оснащенным по-
ликристаллическим нитридом бора. «Вестник машиностроения», 1972, № 2.
82. Брюхов В. А., Павлов Э. Н. Расчет режимов резания и нормирование
с помощью ЭВМ. М., «Машиностроение», 1969.
83. Верещагин Л. Ф., Яковлев Е. Н., Слесарев В. Н. и [др.]. Синтез
поликристаллических соединений кубического нитрида бора. ДАН СССР,
т. 2, 1970.
84. Г о р а н с к и й Г. К. Расчет режимов резания при помощи электронно-вычи-
слительных машин. Минск, Машгиз, 1963.
85. Гуревич Д. М. Расчет на ЦВМ режимов резания для токарных станков
с программным управлением. «Вестник машиностроения», 1969, № 3.
86. Дегтяренко Н. С., Ф л и д М. Д. Оптимальные режимы заточки и до-
водки твердосплавного инструмента. «Станки и инструмент», 1968, № 9.
87. Ждановский П. Л., Урин А. М., Полукаров В. Г. и [др.]. Резцы
из балласта и эльбора для обработки алюминиевых поршней тракторных
деталей. Сб. «Алмазно-абразивная обработка деталей и машин». Труды
НИИсельхозмаш. М., «Машиностроение», 1970.
88. Ж у с т а р е в Е. Н., Розно Н. А. и [др.]. Синтетические алмазы в обра-
ботке металлов и стекла. Под общ. ред. Розно Н. А. М., «Машинострое-
ние», 1968.
89. Зыкин А. С. Разрезка титановых слитков на токарных станках. «Вестник
машиностроения», 1969, № 3.
90. Инструмент для металлорежущих станков. Основные размеры и рекоменда-
ции по применению. Справочник технолога машиностроителя. М., изд. НИИ
информации по машиностроению, 1968.
91. Круглов Г. А. Обработка алмазными резцами деталей приборов. М.,
«Машиностроение», 1968.
92. Казаков Н. Ф. Радиоактивные изотопы в исследовании износа режущего
инструмента. М., Машгиз, 1960.
93. К а м е н к о в и ч А. С., Музыкант Я. А. Применение резцов из эльбора
в машиностроении. «Станки и инструмент», 1972, № 6.
94. К о н о б е е в с к и й С. Т. и [др.]. Влияние облучения на структуру и свойства
конструкционных материалов. Доклады, представленные СССР на междуна-
родную конференцию по мирному использованию атомной энергии. М.,
«Мир», 1955.
95. Крагельский И. В. О моделировании процессов, протекающих на по-
верхности трения. Сб. «Повышение износостойкости и срока службы машин».
М., Машгиз, 1956.
96. Справочник машиностроителя. Т. V, VI. Под ред. проф. С а т е л я Э. А.,
проф. Ананьева С. Л. М., «Машиностроение», 1964.
97. Э т и н А. О., Г а т о в с к и й М. Б. Тангенциальное точение с круговой
подачей. «Вестник машиностроения», 1968, № 8.
К главе IX
98. В е р ш и н с к а я А. Д. Сверление титановых и жаропрочных сплавов. «Высо-
копроизводительный режущий инструмент». М., Машгиз, 1961.
99. Дечко Э. М., Ивашин Э. Я. Сверление глубоких отверстий в сталях
шнековыми сверлами. Вильнюс, «Машиностроение», 1967.
100. Терентьев С. Т. Сверлильные станки и работа на «их. М., Машгиз, 1960.
582
101. Кириллов К. Н. Сверление труднообрабатываемых, нержавеющих и жаро-
прочных материалов. ЦИТЭИН, 1960.
102. Романов К. Ф. Скоростное развертывание и зенкерование закаленных
сталей. Оборонгиз, 1952.
103. Рыжкин А. А. Цельные твердосплавные сверла для обработки жаропроч-
ных сталей. «Станки и инструмент», 1968, № 6.
К главе X
.104 . Жарков И. Т., Волков А. Н. Влияние вибраций на волнистость поверх-
ности при фрезеровании. «Станки и инструмент», 1968, № 12.
105. Епифанов В. И., Лесина А. Я., Зыков Л. В. Технология обработки
алмазов в бриллианты. М., «Высшая школа», 1971.
106. Карасев В. Я., Шифрин А; Ш. Высокопроизводительные конструкции
концевых и цилиндрических фрез с неравномерным окружным шагом.
ДДНТПП, 1959.
107. К р е п а к А. С. Исследование конструкций концевых фрез с разнонаклон-
ными зубьями. «Автомобильная промышленность», 1969, № 4.
108. Пер А. Г. Алмазное фрезерование. «Станки и инструмент», 1968, № 7.
К главе XI
109. Пронкин Н. Ф. Протягивание жаропрочных и титановых материалов. Обо-
ронгиз, 1958.
110. Пронкин Н. Ф. Протягивание протяжками из твердых сплавов. М., «Ма-
шиностроение», 1966.
111. Розенберг А. М.г Розенберг О. А., Целедивка В. П. Твердосплав-
ные режущие прошивки для обработки точных отверстий в деталях из чугу-
на. Киев, «Машиностроение», 1969.
112. Ж и г а л к о Н. И., К о в з е л ь Н. И., Л е н к о в и ч М. В. Стойкость цнстру-
мента и чистота поверхности ‘ при протягивании жаропрочных сталей. «Стан-
ки и инструмент», 1969, № 3.
К главе XII
113. Бурмистров Е. В., Михайлюк Э. А. Производительные способы наре-
зания резьб метчиками по жаропрочным и титановым сплавам. «Вестник
машиностроения», 1967, № 4.
114. Вершинская А. Д. Конструкции резьбовых резцов для обработки высо-
копрочных сталей. «Энергомашиностроение», 1958, № 7.
115. 3 а г у р ск и й В. И. Коррегирование метчиков для нарезания цилиндриче-
ской резьбы. «Автомобильная промышленность», 1971, №8. ’ '
116. Исаев А. И., Черный А. П. Сборный регулируемый инструмент для на-
резания цилиндрических резьб больших диаметров. ЦИТЭИН, 1960, № М-60,
137/8.
117. Морозенко О. В. Особенности нарезания резьбы метчиками в деталях из
жаропрочных материалов. «Вестник машиностроения», 1968, № 12.
К главе XIII
118. Абразивы. Сб. изд. НИИ информации по машиностроению. 1968, № 6.
119. Буторин Г. И. Суперфиниширование алмазными брусками. «Станки и
инструмент», 1969, № 2.
120. Ипполитов Г. М. Абразивно-алмазная обработка. М., «Машиностроение», -
1969.
1-21 . Каминский М. Е., Наерман М. С., Петросян Л. К. и [др.]. Рацио-
нальная эксплуатация алмазного инструмента. М., «Машиностроение», 1965.
122. Корчак Н. С. Обрабатываемость Сталей шлифованием. «Вестник машино-
строения», 1969, № 11.
123. Молдавский М. И., Белокрылов К- И. Повышение стойкости и про-
изводительности полировальных кругов при обработке жаропрочных и тита-
новых сплавов. «Холодная обработка металлов», Пермь, ЦБТИ, 1961.
, 583
124. Марченко Д. Г., Зотова Л. К. Шлифование быстрорежущих сталей
кругами из кубического нитрида бора. «Станки и инструмент», 1968, № 4.
125. Мит ре вич К. С. Эффективность процесса шлифования жаропрочных и.
титановых сплавов водостойкими абразивными лентами. Сб. докладов Все-
союзн. конф, по проблемам резания металлов. М., МДНТП, 1963.
126. Михайлов А. А. Об образовании шлифовочных трещин. «Вестник маши-
ностроения», 1968, № 9.
127. Серебренник Ю. Б., Вайнштейн Б. Н. Алмазное хонингование де-
формируемых алюминиевых сплавов. «Станки и инструмент», 1969, № 1.
128. С емко М. Ф., Лепету ха В. П. Алмазное хонингование труднообрабаты-
ваемых сталей. «Станки и инструмент», 1968, № 9.
129. Справочная книга по отделочным операциям в машиностроении. Под ред.
К о с м а ч е в а И. Г., Лениздат, 1966.
130. Ш а льнов В. А. Методы шлифования и полирования крупногабаритных па-
нелей. Сб. «Высокопроизводительное шлифование». М., Изд-во АН СССР. 1962.
' К гл аве XIV
131. Бабичев А. П. Вибрационная обработка деталей в абразивной среде. М.»
«Машиностроение», 1968.
132. Безбородов А. М., Подураев В. Н. Способ кинематического дробле-
ния стружки при токарной обработке за счет использования автоколебаний
(Автор, свид. № 134098). Бюлл. изобрет., № 23, 1960.
133. Бобровский В. А. Электродиффузионный износ инструмента. М., «Ма-
шиностроение». 1970.
134. Грабин В. Г., Подураев В. Н., Короткевич Ю. Н. Исследование
процесса сверхскоростного резания и установка взрывного типа для его осу-
ществления. Изв. МВО СССР. Сер. «Машиностроение», 1964, № 11.
135. Дерган ов Б. С. Роликовые вращающиеся резцы. «Машиностроитель»,
1967, № 8.
136. Дубров Ю. С., Тер-Миносьян С. М., Николаева Г. С. Электриче-
ские явления при обработке отверстий. Ростовское книжное изд-во, 1968.
137. Егоров И. С. Использование нагрева инфракрасным излучением при реза-
нии хромистых сталей. «Станки и инструмент», 1971, № 3.
138. Затуловский Д. М., Ходырев В. И. Процесс вибрационного хонинго-
вания в зоне звуковых частот. «Станки и инструмент», 1968, № 6.
139. Захаров В. И., Матвеев В. Я., Жустарев Е. Н. Механическая об-
работка резанием с дополнительным наложением ультразвуковых колебаний
«Вестник машиностроения», 1961, № 7.
140. Исаев А. И., Ан о х и н В. С. Применение ультразвуковых колебаний ин-
струмента при резании металлов. «Вестник машиностроения», 1961, № 5; 1962».
№ 8.
141. Клушин М. И., Зотов Ю. Н. Режущие инструменты с укороченной пе-
редней поверхностью. «Машиностроитель», 1966, № 6.
142. Кузнецов В. Д., Полосаткин Г. Д., Калашникова М. П. Изуче-
ние процесса резания при сверхвысоких скоростях. «Физика металлов и ме-
талловедение», т. 10, вып. 3, 1960.
143. Кам сков А. Ф., Кононенко В. Г. Исследование обрабатываемости ме-
таллов при сверхвысоких скоростях резания. Науч. техн. сб. ИТИ, УССР.
«Машиностроение», 1961, № 5.
144. К о н о в а л о в Е. Г. Основы новых способов металлообработки. Изд. АН
БССР. Минск, Машгиз, 1961.
145. Коновалов Е. Г., Сидоренко В. А., Соусь А. В. Прогрессивные
схемы ротационного резания металлов. Минск, Изд-во «Наука и техника»,
1972.
146. Марков А. И. Ультразвуковое резание труднодобываемых материалов.
М., «Машиностроение», 1968. .
147. Мартынов В. Д. Основы ультразвуковой обработки отверстий резанием.
Изд-во Ростовского ун-та, 1969.
148. Мещеряков Г. Н., Моргун Б. А. Автоподналадка при точении резцами
со стабильной геометрией. Сб. «Автоматизация и комплексная механизация
процессов в машиностроении». Киев, «Машиностроение», 1970.
584
149. Некрасов С. С., Сафиулин В. Н. Влияние осциллирования на произ-
водительность зубохонингования. «Станки и инструмент», 1968, № 3.
150. Нерубай М. С. Резание жаропрочных и титановых сплайов с помощью
ультразвука. Под ред. проф. Резникова Н. И., Куйбышевское книжное
изд-во, 1963.
151. Новые процессы обработки резанием. Под ред. Демьянюка Ф. С. М.,
«Машиностроение», 1968.
152. Подураев В. Н., Захаров Ю. Е. Вибрационное резание при точении
металлов. «Станки и инструмент», 1959, № 12.
153. Подураев В. Н., Суворов А. А. Нарезание резьб метчиками в жаро-
прочных сталях при ультразвуковых колебаниях. «Станки и инструмент»,
1965, № 2.
154. Подураев В. Н., Суворов А. А., Ярославцев В. М. Нарезание
резьб в нержавеющих и жаропрочных сталях вибрационным и ударно-им-
. пульсным методом. «Вестник машиностроения», 1965, № 10.
' 155. Подураев В. Н., Ярославцев В. М., Ярославцева Н. А. Способ
обработки резанием с опережающим пластическим деформированием. «Вест-
ник машиностроения», 1971, № 4.
156. Подураев В. Н., Ярославцев В. М., Ярославцева Н. А. Влия-
ние обработки резанием с опережающим пластическим деформированием на
предел выносливости обработанных деталей. Изв. МВО СССР. Сер. «Ма-
шиностроение», 1971, № 8.
157. Резание труднообрабатываемых материалов. Сб. под ред. проф. Петру-
хи П. Г. М., «Машиностроение», 1972.
158. Сате ль Э. А., Подураев В. Н., К а м а л о в В. С. и [др.]. Технологиче-
ские возможности и перспективы применения вибрационного точения. «Вест-
ник машиностроения», 1961, № 3 и № 12.
159. Талантов Н. В. О целесообразности механической обработки металла в
нагретом состоянии. Изв. МВО СССР. Сер. «Машиностроение», 1958, №7—8.
160. Шаумян Г. А., Чернявский П. М., Ермаков Ю. И., Замча-
лов Ю. П. и [др.]. Прогрессивная* технология и станки попутного точения.
Сб., «Автоматизация и механизация процессов в машиностроении. М., «Маши-
ностроение», 1967.
161. Черничкин С. А. Дробление стружки при сверлении глубоких отверстий.
«Станки и инструмент», 1959, № 6.
К главе XV
162. Аренков А. Б. Основы электрофизических методов обработки материа-
лов. М., «Машиностроение», ,1967.
163. Алексеев Г. А., Волков Ю. С., Мороз И. И. Определение профиля
катода для электрохимической размерной обработки. «Станки и инструмент»,
1968, № 6.
164. Вишницкий А. Л., Ясногородский И. 3., Григорчик И. П.
Электрохимическая и электромеханическая обработка металлов. Под ред.
П о п и л о в а Л. Я. Л., «Машиностроение», 1971.
165. В ит л ин А. Б. Электроконтактная резка заготовок из легированных сталей.
«Станки и инструмент», 1963, № 5.
166. Головачев В. А., Петров Б. И., Филимошин В. Г. и [др.]. Элек-
трохимическая размерная обработка деталей сложной формы, М., «Маши-
ностроение», 1969.
167. 3 о л о т ы х Б. Н. Физические основы электроискровой обработки. М., Маш-
гиз, 1953.
168. Красюк Б. А. О физических процессах, лежащих в основе электрических
методов обработки металлов. Сб. «Электрические методы обработки метал-
лов», М., Машгиз, 1967, № 1.
169. Лазаренко Б. Р. Электрические методы обработки металлов и сплавов.
М., НТОмашпром, Машгиз, 1961.
170. ЛившицА. Л., Кравец А. Т., Рогачев И. С. и [др.]. Электроимпуль-
сная обработка металлов. М., «Машиностроение», 1967.
171. Мартынов Г. А. Токарная обработка с электроконтактным нагревом зоны
резания. «Станки и инструмент», 1968, № 12.
585
172. Мачетнер Б. X., Манин М. И. Обработка комбинированным ультразву-
ковым и электрохимическим способом. Сб. «Электрофизические методы обра-
ботки металлов». М., Машгиз, 1965.
173. Мороз И. И., Алексеев Г. А., Водяницкий О. А. и [др.]. Электро-
химическая обработка металлов. М., «Машиностроение», 1969.
174. Новое в электрофизической и электрохимической обработке материалов.
Под ред. Попилова Л. Я. М., «Машиностроение», 1966.
175. Попилов Л. Я. Электрофизическая и электрохимическая обработка мате-
риалов. Справочник. М., «Машиностроение», 1969.
176. Подураев В. Н., Юдин В. И., Делимбетова Л. И. Установка для
электрохимической обработки деталей сложного профиля из труднообраба-
тываемых материалов. «Электронная обработка», 1969, № 4.
177. Размерная электрохимическая обработка металлов. Под ред. проф. Седы-
к и н а Ф. В. Материалы второй Всесоюзной научно-технической конферен-
ции. Тула, «Машиностроение», 1969.
178. С е д ы к и н Ф. В. Электрохимическая обработка металлов и сплавов. Передо-
вой научн. техн, опыт, ГОСИНТИ, 1963, № 19—63, 722/7.
179. Суминов В. М., Промыслов Е. В., Скворчевский А. К. и [др.].
Обработка деталей лучом лазера. М., «Машиностроение», 1969.
180. Ш иг о л ев П. В. Электрическое и химическое полирование металлов.
Изд-во АН СССР, 1959.
181. Харламов И. П., Мороз И. И., Виноградова Л. Г. Опыт приме-
нения электрохимического метода формообразования деталей. Передовой
науч.-технич. и производственный опыт. ЦИТЭИН, 1962, тема 19, № М — 62,
24/1.
182. Электрические и ультразвуковые методы обработки металлов. Под ред..
Космачев а И. Г., Лениздат, 1958.
183. Электрофизические и электрохимические методы обработки. Научно-техни-
ческий реферативный сборник, вып. 5—6, М., 1969.
184. Электронно- и ионнолучевая технология. Сб. трудов I международной кон-
ференции. М., «Металлургия», 1968.
185. Яхимович. Д. Ф. Ультразвуковая интенсификация электроэрозионной
обработки. Сб. «Электрофизические ц электрохимические методы обработ-
ки материалов». М., Машгиз, 1965.
К главе XVI
186. Артамонов А. Я., Кононенко В. И., Большеченко А. Г. Меха-
ническая обработка пористых металлокерамических материалов. Киев,
«Машиностроение», 1968.
187. Баталов В. И. Режимы резания и геометрия инструмента при точении
стальных электрометаллизационных покрытий. «Машиностроитель», 1957, № 9.
188. Белькович Б. А., Камелевич И. С. Тонкое точение резцами из лей-
косапфира. «Промышленность Белоруссии», 1971, № 11.
189. Берсудский В. Е. Производство сотовых конструкций. М., «Машино-
строение», 1966.
190. Верещака А. С. Перспектива применения синтетического рубина в каче-
стве инструментального материала. Сб. «Физико-химические явления при
взаимодействии алмазов с металлами». Тбилиси, «Машиностроение», 1971.
191. Егоров С. Б. Обработка резанием конструкционных пластмасс. М., Обо-
ронгиз, 1955.
192. Куликов. Б. В. Механическая обработка термореактивных пластических
масс. ЛДНТП, «Машиностроение», 1962.
193. Портной К. И., Самсонов Г. В. Боридные сплавы. Передовой научно-
технический опыт. ЦИТЭИН, 1959, № М-59, 346/3.
194. Руднев А. В., Королев А. А. Обработка резанием стеклопластиков. М.,
«Машиностроение», 1969.
195. Тугоплавкие металлические материалы для космической техники. М.,
«Мир», 1966.
196. Фельдштейн Э. И., Белькевич Б. А. Обрабатываемость металло-
керамических материалов. Докл. на Всесоюзной научно-технической конфе-
586
ренции по проблемам резания металлов. МДНТП, «Машиностроение», 1963.
197. Хает Г. Л., Лельчук С. М. Процесс стружкообразования при резании
углеграфитовых материалов. «Вестник машиностроения», 1969, № 1.
198. Хрульков В. А. Механическая обработка изделий из магнитных материа-
лов. М., «Машиностроение», 1966.
199. Хомяк Б. С., Пономаренко А. И. Обработка твердосплавных изде-
лий инструментом, армированным твердым сплавом. Изд. НИИИНФОРМ-
ТЯЖМАШ. М., «Машиностроение», 1970.
200. Giusti F., J о v a n е F., Alto A. A contribution to the experimental study
• of the chip formation process using special and standard ferrous alloys,
CiRP, 1971, 20, N 1, 27—28.
201. U s i - n a g e. De 1’uranium appauvri. Ind. Franc.— achats et entret. mater,
ind, 1971, 20, N 218, 141—143.
202. Neumann F., Feineinstellbarer Ejector — Aufbohrkopf mit geklemmten
Schneiden. Werkstatt und Betrieb, 1971, 104, N 10, 762, 2, 3, 4.
203. Z i e g e 1 m e i e r P. J., Cold machining high density turgsten. Cutting Tool
Engineering, 1970, 23, N 5, 11—13.
ОГЛАВЛЕНИЕ
Стр»,
Предисловие ................................................................................. 3
Введение ................................................................................... 5
Глава I. Понятие о процессе резания...................................................... 9
§ 1. Кинематика резания . . . *............................................................ 11
§ 2. Элементы резания...................................................................... 12
§ 3. Геометрические элементы режущей части токарного резца .... 14
Глава II. Физические основы процесса резания................................................ 25
§ 4. Общие сведения о процессе резания 25
§ 5. Механика процесса резания........... 33
§ 6. Пластические деформации при резании................................................... 47
§ 7. Застойная зона и наростообразование при резании. 61
§ 8. Сила и работа резания............ 65
§ 9. Тепловые явления при резании металлов..............70
§ 10. Электрические и магнитные явления при резании 78
Глава III. Инструментальные материалы....................................................... 85
§ 11. Виды инструментальных материалов; их свойства......................................... 86
§ 12. Быстрорежущие стали.................................................................. 89
§ 13. Твердые сплавы и минералокерамика..................................................... 94
§ 14. Естественные алмазы и синтетические сверхтвердые материалы . . 106
Гл^ва IV. Стойкость и прочность инструментов............................................... 112
§ 15. Понятие о стойкости режущего инструмента.........112
§ 16. Методики назначения рациональных режимов резания......................................120
§ 17. Стойкость инструмента при прерывистых процессах резания . . . 127
§ 18. Физические основы износа инструмента................................................. 134
§ 19. Факторы, определяющие прочность инструментов...... 147
§ 20. Надежность инструмента ............................................................. 155
Глава V. Смазочно-охлаждающие жидкости и газовые среды при обра-
ботке резанием...........................................160
§ 21 / Физико-химические действия технологических сред........160
§ 22. Виды смазочно-охлаждающих жидкостей и области применения . . 167
§ 23. Способы подачи смазочно-охлаждающих жидкостей в зону резания 172
§ 24. Газовые среды и твердые смазки при резании металлов...........176
Глава VI. Вибрации при обработке резанием . ....................... 182
§ 25. Вынужденные колебания.........................................182
§ 26. Причины возникновения автоколебаний . . *.................... 186
§ 27. Средства гашения автоколебаний.............................. 193
Глава VII. Влияние обработки резанием на качество поверхности и
эксплуатационные свойства деталей машин ................199
§ 28. Качество поверхности при обработке резанием.....................199
§ 29. Влияние обработки резанием на эксплуатационные характеристики
деталей ...............................................................206
588
Глава VIII. Методы обеспечения оптимального резания при обработке
резцами...........................................................213
§ 30. Структурная схема механической обработки....................213
§ 31. Понятие об обрабатываемости материала резанием..............220
§ 32. Системы автоматического регулирования процессов резания . . . 230
§ 33. Экспериментальные методы исследования процесса резания . . . 233
§ 34. Обработка резцами...........................................246
§ 35. Способы дробления и удаления стружки........................258
§ 36. Высокопроизводительные конструкции инструментов и методы меха-
нической обработки....................................................263
§ 37. Механизация и автоматизация выбора оптимальных режимов резания *275'
Глава IX. Обработка отверстий.........................................279
§ 38. Сверление..................................................... 279
§ 39. Зенкерование и развертывание....................................293
§ 40. Обработка глубоких отверстий....................................299
Глава X. Фрезерование.................................................312
§ 41. Основные параметры процесса резания и схемы обработки . . . 312
§ 42. Геометрия заточки и конструкций фрез............................320
§ 43. Режимы фрезерования.............'...............................328
Глава XI. Протягивание . .............................................336
§ 44. Особенности процесса резания и схемы обработки..................336
§ 45. Конструкции протяжек и режимы резания.......................... 343
Глава XII. Резьбонаре^ание . ............352
§ 46. Нарезание резьб резцами, гребенками и фрезами...................352
§ 47. Нарезание резьб метчиками.......................................357
§ 48. Нарезание резьб плашками........................................365
§ 49. Резьбонарезные головки..........................................368
Глава XIII. Абразивная обработка.................................... 372
§ 50. Абразивные инструменты......................................... 373
§51. Алмазные шлифовальные круги.....................................378
§ 52. Шлифование................................................. . . 381
§ 53. Обработка абразивными лентами................................. 394
§ 54. Гидроабразивная обработка.......................................399
§ 55. Хонингование (притирочное шлифование)...................... . 401
§ 56. Суперфиниш (отделочное шлифование)..............................405
§ 57. Полирование ....................................................408
§ 58. Доводка ........................................................411
Глава XIV. Особые методы механической обработки.......................415
§ 59. Бреющее резание.................................................417
§ 60. Резание с опережающим пластическим деформированием .... 423
§ 61. Обработка резанием с вибрациями.................................426
§ 62. Ударно-прерывистое резание......................................437
§ 63. Ультразвуковое резание ........................................ 441
§ 64. Абразивная обработка с вибрациями...............................448
§ 65. Сверхскоростное резание.........................................455
§ 66. Взрывные методы обработки.......................................460
§ 67. Резание с нагревом заготовки....................................465
§ 68. Механическая обработка с использованием электрических и магнит-
ных воздействий.......................................................468
589»
Глава XV. Электрические и химические методы резания....................474
§ 69. Основные виды электрических и химических методов обработки^
их классификация......................................................474
§ 70. Электроэрозионная обработка......................................477
§71. Электрохимическая обработка.......................................483
§ 72. Электроконтактная обработка......................................490
§ 73. Анодно-механическая обработка....................................493
§ 74. Лучевое резание..................................................499
§ 75. Химические методы обработки......................................514
§ 76. Электролитическое и химическое полирование.......................519
Глава XVI. Особенности обработки резанием типовых материалов . . 524
§ 77. Обработка резанием высокопрочных закаленных и сверхпрочных
сталей . . . ‘........................................................524
§ 78. Резание нержавеющих и жаропрочных сталей и сплавов...............532
§ 79. Обрабатываемость резанием титановых сплавов......................538
§ 80. Резание тугоплавких материалов....................'..............543
§ 81. Обработка резанием металлокерамических материалов и покрытий 548
§ 82. Особенности обработки резанием керамических материалов . . . 553
§ 83. Резание магнитных материалов................................... 555
§ 84. Обработка резанием бериллия................................ 559
§ 85. Особенности обработки резанием пирофорных материалов .... 562
§ 86. Обработка резанием слоистых и сотовых конструкций...........565
§ 87. Резание цветных сплавов........................................ 566
§ 88. Обработка резанием пластмасс.....................................569
-Литература ...........................................................579
Подураев Виктор Николаевич
РЕЗАНИЕ
ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ
Редактор Н. Н. Ещенко
Художеств, редактор Н. К. Гуторов
Техн, редактор Р. С. Родичева
Художник Е. П. Зайкин
Корректор Г. И. Кострикова
Т — 07942. Сдано в набор 25/IX 1973 г. Подп. к печати
4/VI 1974 г. Формат 60 X 90V16. Бум. тип. № 3. Объем
37 печ. л. (Усл. п. л. 37) Уч.-изд. л. 39,99. Изд. № ОТ —
172/71. Тираж 10 000 экз. Зак. 431. Цена 1 р. 63 коп.
План выпуска литературы для вузов и техникумов изда-
тельства «Высшая школа» на 1974 г. Позиция № 108.
Москва, К-51, Неглинная ул., д. 29/14,
Издательство «Высшая школа»
Типография изд-ва «Уральский рабочий», Свердловск,
пр. Ленина, 49.