






















































































































































































































































































































Автор: Бобров В.Ф.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы физика металлургия обработка металлов сопротивление материалов практическая физика издательство машиностроение
Год: 1975



В.Ф.БОБРОВ
ОСНОВЫ
ТЕОРИИ
РЕЗАНИЯ
МЕТАЛЛОВ
В. Ф. БОБРОВ
С -7 ,
5- 72
ОСНОВЫ
ТЕОРИИ
РЕЗАНИЯ
МЕТАЛЛОВ
те
ГСМЭ
5 Б И
ТЕ К А '
\ -
ОАО "Амурметадл"
:ническая библиотека
Москва
«.МАШИНОСТРОЕНИЕ»
1975
6П4.6
Б72
УДК 621.91.001.1
Рецензент д-р техн. наук проф. Г. И. ГРАНОВСКИЙ
Бобров В. Ф.
Б 72 Основы теории резания металлов. М., «Машино-
«Машиностроение», 1975.
344 с. с ил.
В книге освещены основные вопросы процесса резания металлов и
условий рациональной эксплуатации инструментов, рассмотрены гео-
геометрические параметры инструментов в статике и движении, форма
и размеры срезаемого слоя при различных видах работ, изложены ос-
основные закономерности превращения срезаемого слоя в стружку со
всеми сопутствующими ему явлениями, силовые и стойкостные зависи-
зависимости при эксплуатации различных инструментов. Даны рекомендации
по выбору рационального режима резания.
Книга предназначена для инженерно-технических работников ме-
металлообрабатывающей промышленности,
31207-092 6П4.6
Б 9275
Издательство «Машиностроение», 1975 г.
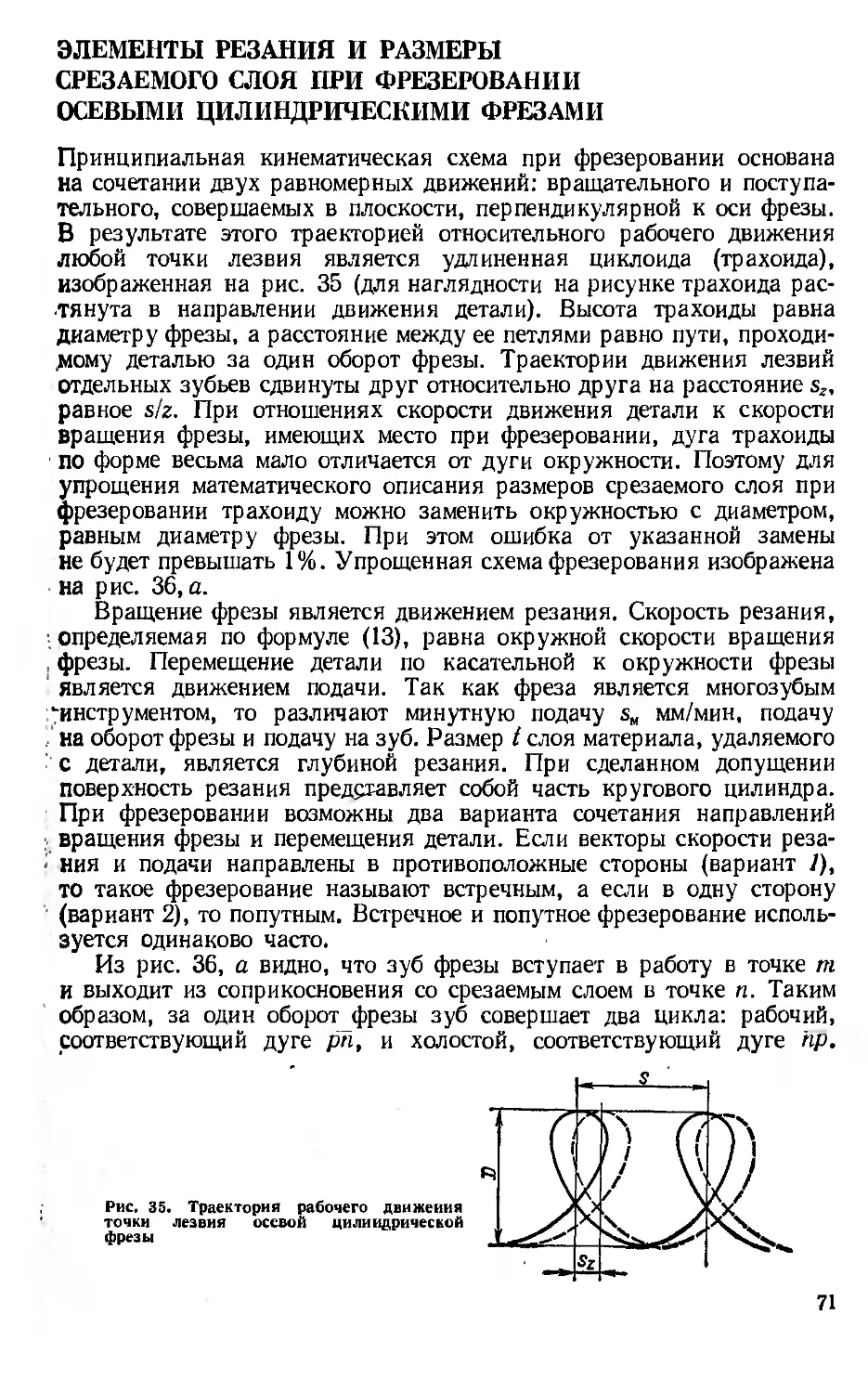
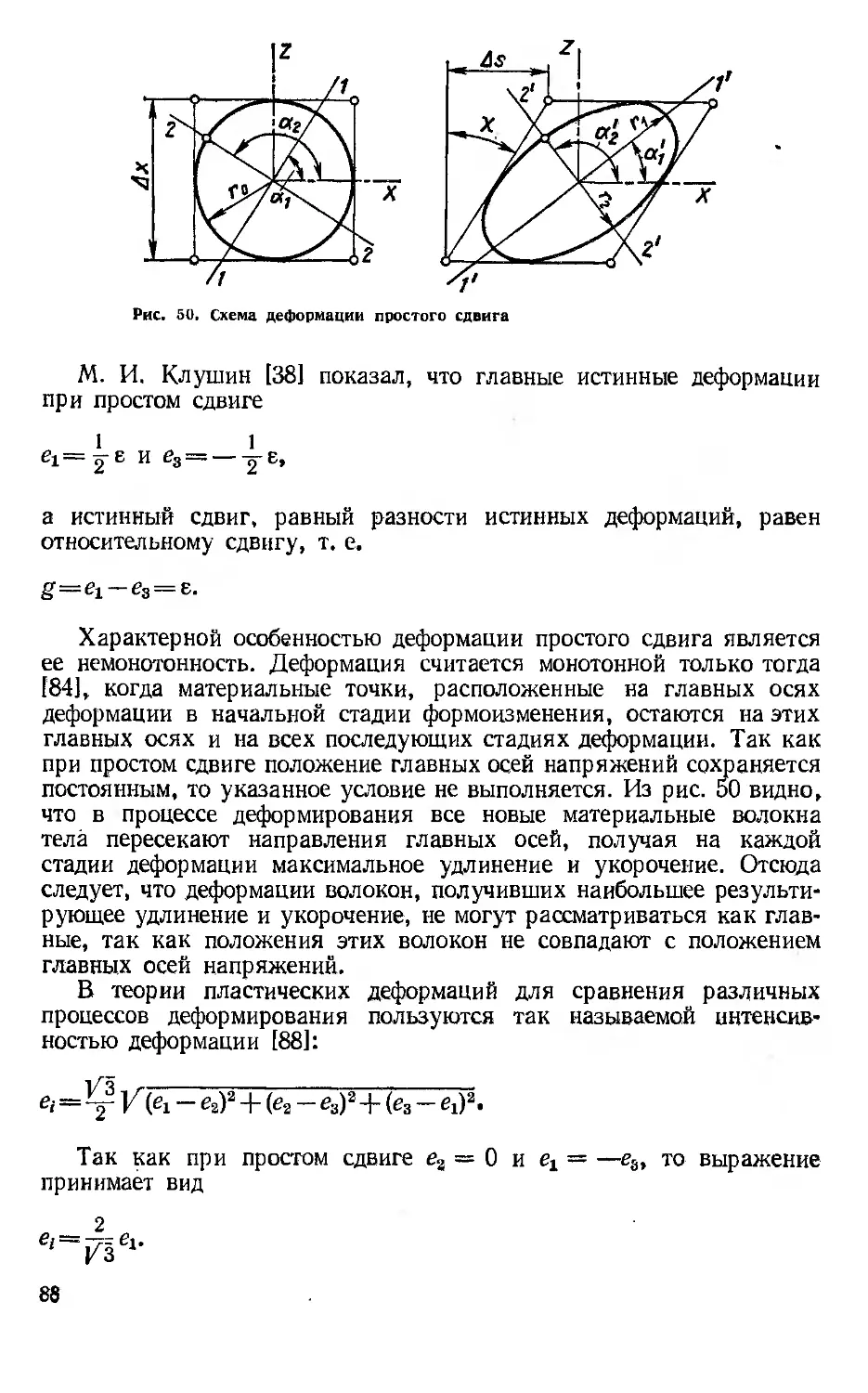
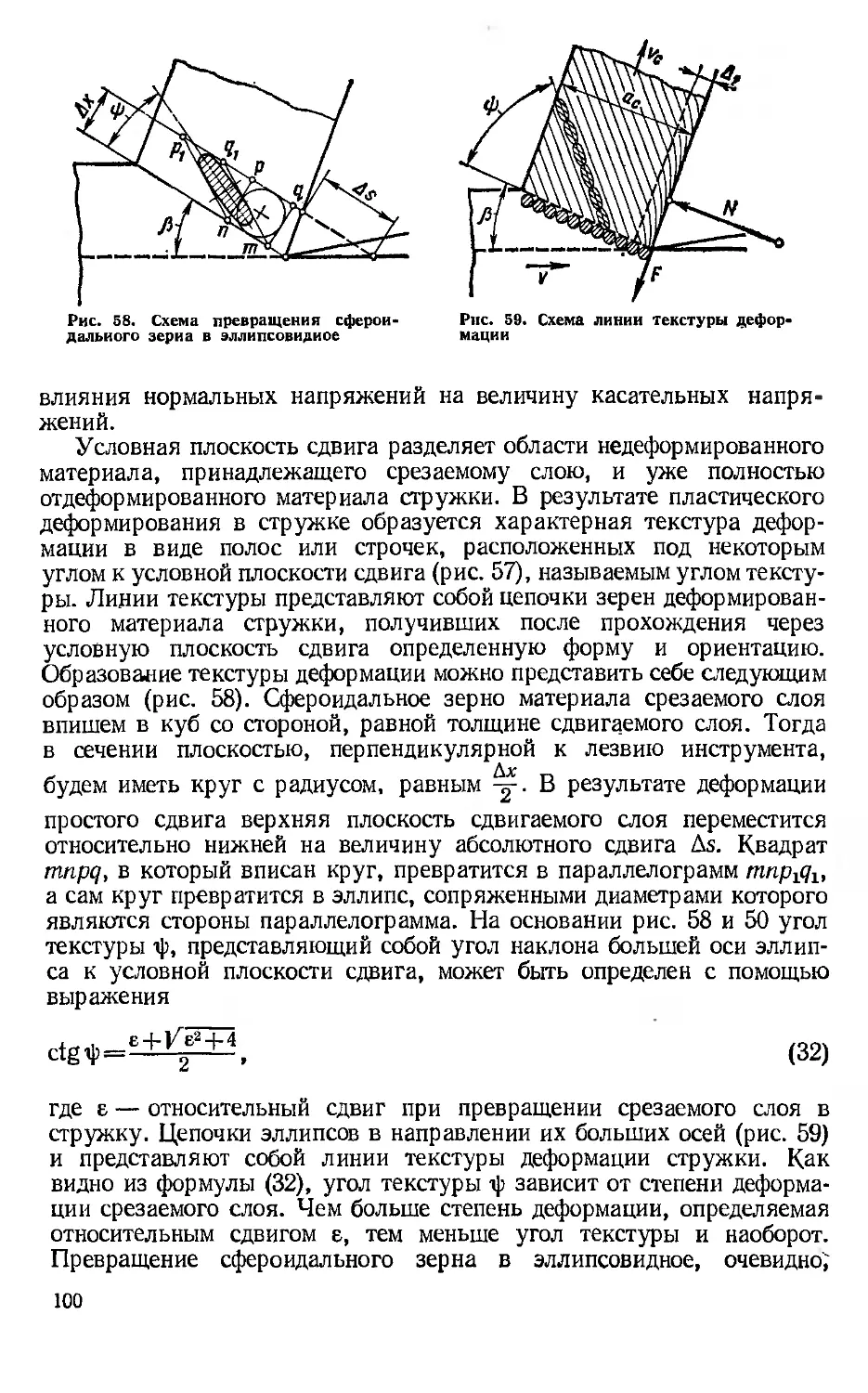
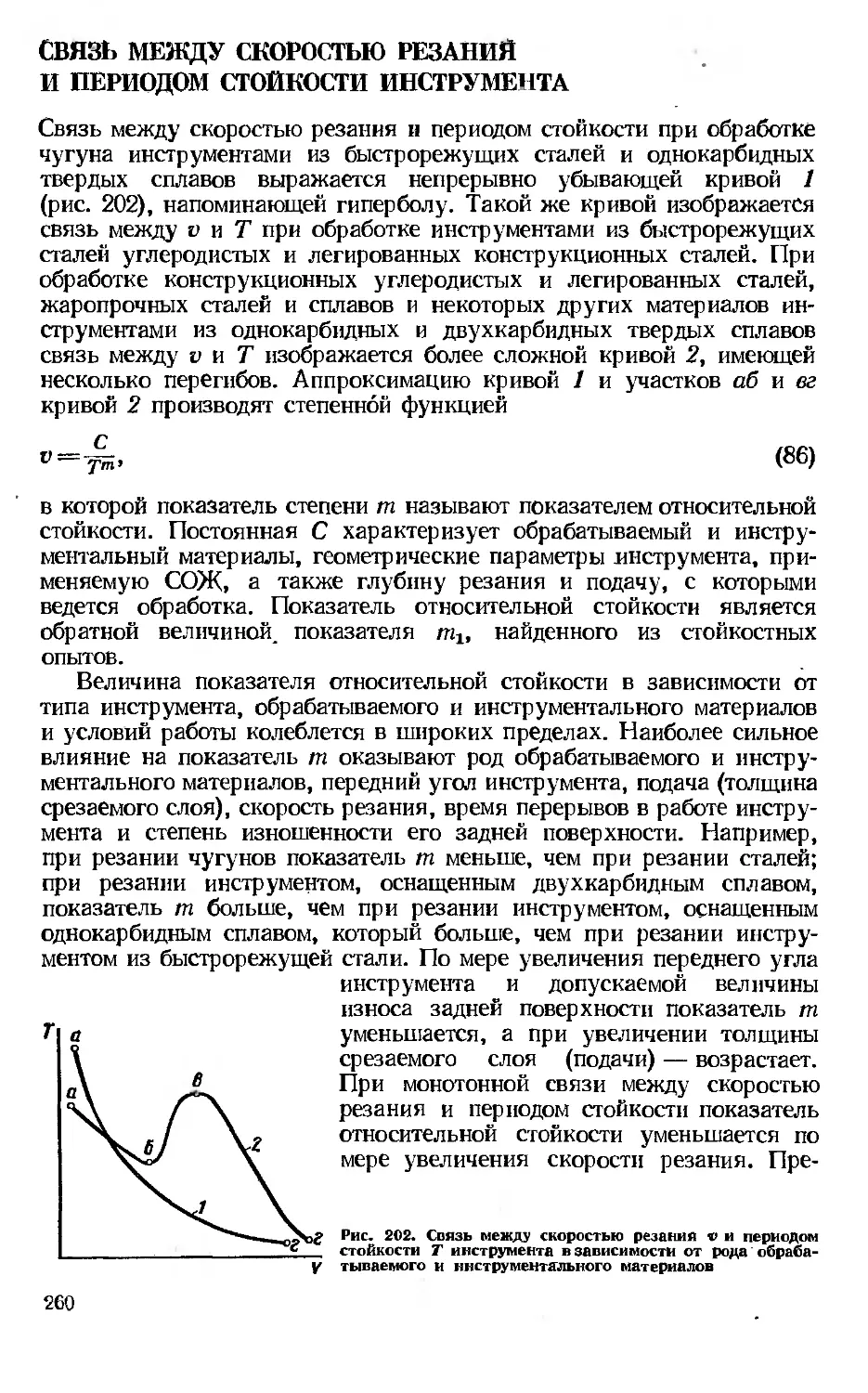
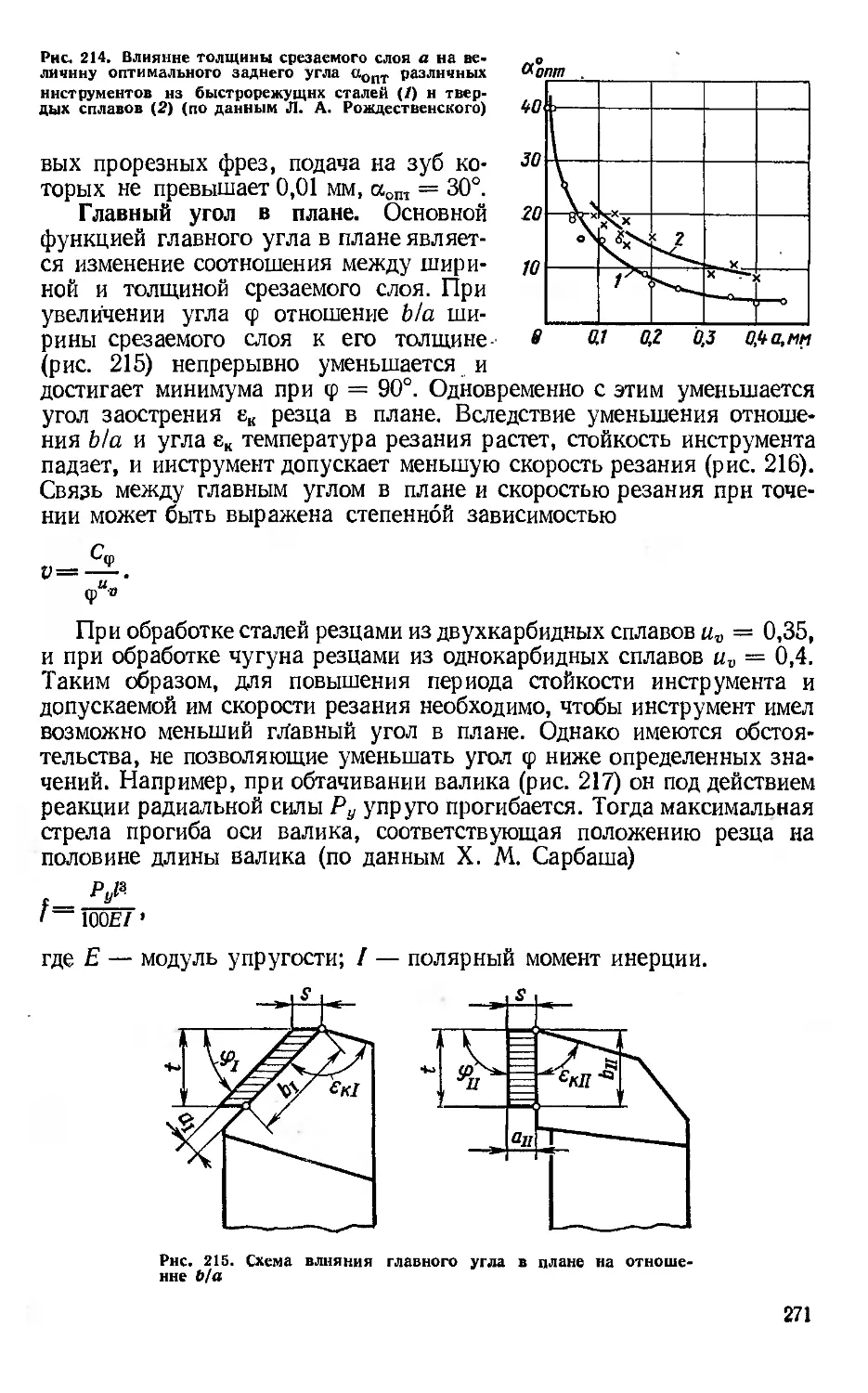
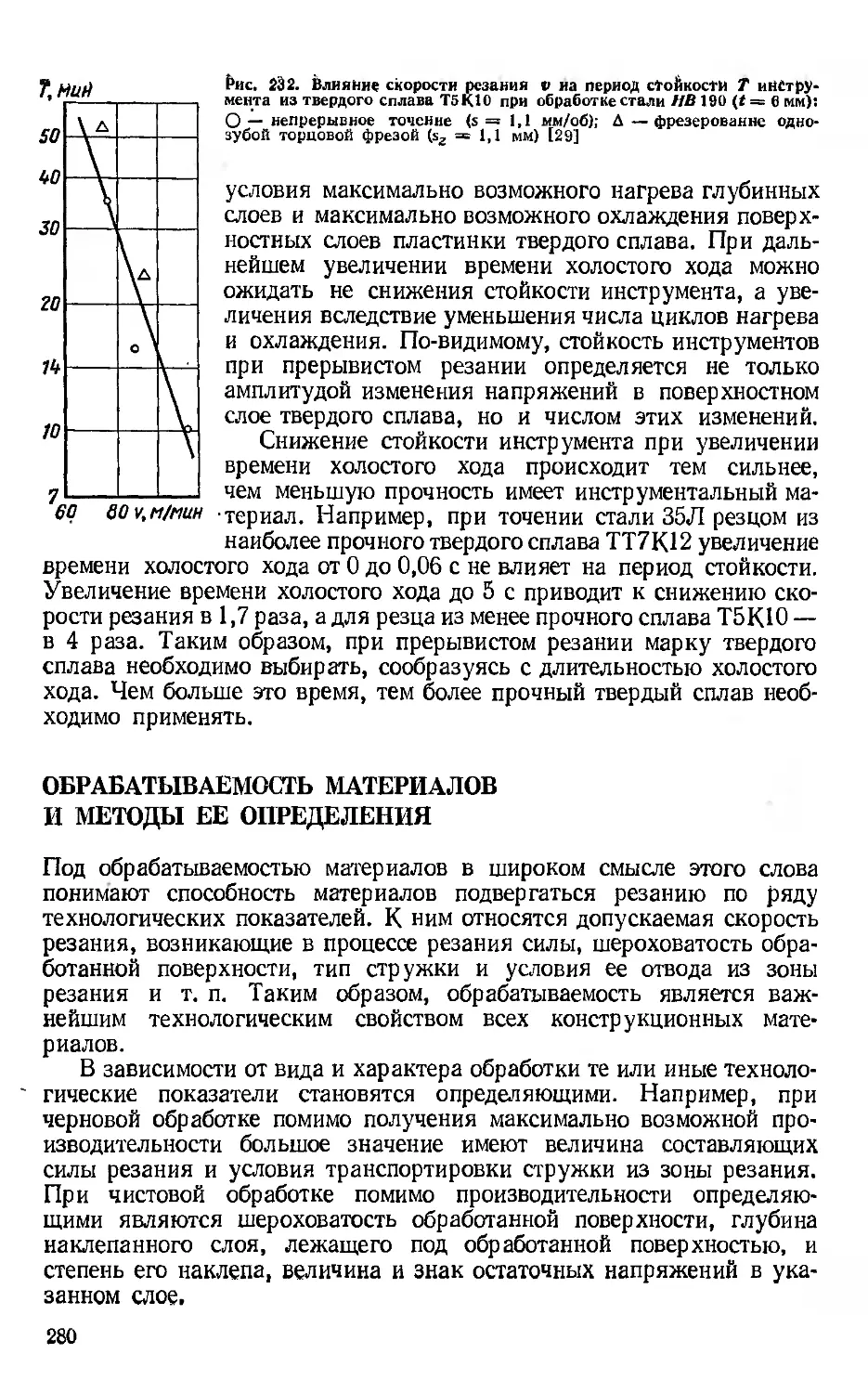
ВВЕДЕНИЕ
Обработка резанием является и на многие годы останется основным
технологическим приемом изготовления точных деталей машин и
механизмов. Трудоемкость механосборочного производства в боль-
большинстве отраслей машиностроения значительно превышает трудоем-
трудоемкость литейных, ковочных и штамповочных процессов, взятых вместе.
Обработка резанием имеет достаточно высокую производительность и
отличается исключительной точностью. Нужно также учитывать
универсальность и гибкость обработки резанием, обеспечивающие ее
преимущество перед другими методами формообразования, особенно
в индивидуальном и мелкосерийном производствах.
Основная трудность, с которой сталкиваются при обработке реза-
резанием, это чрезмерно большие припуски, оставляемые на обработку,
вследствие невысокой точности литых, кованых и штампованных
заготовок. Это удорожает процесс механической обработки и услож-
усложняет дробление, уборку и транспортировку стружки. По мере совер-
совершенствования методов обработки без снятия стружки некоторые опе-
операции механической обработки отпадут, а трудозатраты на другие
сократятся в связи с уменьшением припуска. Изменится и качествен-
качественный состав операций: уменьшится объем простых высокопроизводи-
высокопроизводительных обдирочных операций и увеличится объем сложных трудоем-
трудоемких финишных операций. Однако значительного сокращения объема
обработки конструкционных материалов резанием ожидать нельзя,
так как с каждым годом усложняются конструктивные формы деталей
и возрастают требования к точности и качеству их изготовления.
Все большее применение находят труднообрабатываемые конструк-
конструкционные материалы (высокопрочные, жаростойкие и жаропрочные
стали и сплавы), имеющие низкую обрабатываемость резанием, что
также повышает трудозатраты при обработке. Совершенствование
существующих и создание новых методов и практических приемов
обработки металлов резанием невозможно без использования дости-
достижений науки о резании металлов, которая является базой для этой
отрасли технологии машиностроения. При проектировании техноло-
технологического процесса изготовления деталей необходимо оценить эффек-
эффективность созданного процесса, показателями которой являются
1* 3
качество изготовляемых деталей, надежность функционирования про-
процесса и его производительность и себестоимость.
Если не опираться на теоретические основы процесса резания
металлов, то невозможно ни спроектировать научно обоснованный
технологический процесс, ни дать оценку его эффективности. Произ-
Производительность и себестоимость технологического процесса опреде-
определяются временем, которое затрачивается на выполнение отдельных
операций, и зависит от установленных на них режимов резания.
Сознательное назначение режима резания невозможно без знания
основных законов производительного резания, базирующихся на про-
процессах, происходящих в зоне деформации и на контактных поверхно-
поверхностях инструмента. Качество выпускаемых деталей определяется точ-
точностью их геометрических форм и шероховатостью обработанной по-
поверхности. При определенной жесткости детали макрогеометрические
погрешности формы зависят от величины и направления сил, действую-
действующих в процессе обработки. Таким образом, при точностных расчетах,
базирующихся на жесткости технологической системы СПИД (станок —
приспособление — инструмент — деталь), нужно уметь определять
силы резания и знать, от чего зависят их величины и направления
действия. Погрешности формы детали, вызванные разогреванием
детали и инструмента, можно рассчитать, зная температуру детали и
инструмента, для чего необходимо иметь сведения о тепловых явле-
явлениях, сопутствующих превращению срезаемого слоя в стружку.
Надежность функционирования технологического процесса опреде-
определяется возможными отказами по точности обработки и стойкости
инструмента. Анализ'возникновения отказов и установление путей
их устранения возможны на основании изучения характера изнаши-
изнашивания инструментов и статистической теории их стойкости.
Проектирование металлорежущих инструментов начинается с вы-
выбора геометрических параметров: переднего и заднего углов, углов
в плане, угла наклона винтовой канавки и т. д. Оптимальные величины
указанных углов, при которых период стойкости инструмента .макси-
.максимален, определяются физическими процессами, происходящими на
контактных поверхностях инструмента, без знания которых невоз-
невозможно дать научно обоснованных рекомендаций по установлению
численной величины оптимальных углов. Для повышения долговеч-
долговечности инструмента большое значение имеет правильный выбор инстру-
инструментального материала в зависимости от рода обрабатываемого мате-
материала и условий работы. Поскольку износостойкость, пластическая и
хрупкая прочности инструмента зависят от особенностей контактиро-
контактирования пары — материал инструмента и обрабатываемый материал и
величины и распределения контактных напряжений, то выбор мате-
материала инструмента производят на основании изученных закономер-
закономерностей контактных процессов. Для установления критерия затупления
при эксплуатации инструментов и величины допустимого износа необ-
необходимо знать физическую природу и количественные закономерности
изнашивания.
При проектировании металлорежущих станков задают диапазоны
изменения подачи, числа оборотов шпинделя и эффективную мощность
станка. Выбор этих параметров производят на основе рациональных
режимов резания при одноинструментной и многоинструментной
обработке. Расчеты на прочность, жесткость и долговечность отдель-
отдельных деталей и узлов станка, на виброустойчивость станка осуществ-
осуществляют, используя силовые и динамические закономерности процесса
резания. Эти закономерности также нужны при- проектировании
адаптивных систем.
Применение в машиностроении новых труднообрабатываемых кон-
конструкционных материалов, повышение уровня автоматизации метал-
металлорежущих операций и создание самонастраивающихся систем, повы-
повышенные требования к точности и качеству обработки ставят перед
наукой о резании металлов ряд проблем. Например, резание трудно-
труднообрабатываемых материалов показало необходимость иного подхода
к назначению режимов резания, чем традиционный. Резание пиро-
пирофорных и ядовитых материалов предъявляет новые требования
к выбору схемы обработки, режима резания, конструкции инстру-
инструмента. Для обработки конструкционных материалов в космосе тре-
требуются новые методы, так как исключительно высокий вакуум разру-
разрушает окисные пленки и приводит к свариванию сверл, метчиков и
других инструментов с деталью. При разработке самонастраиваю-
самонастраивающихся систем и программного управления процессом резания на авто-
автоматических станках и линиях необходимо математическое описание
влияния условий резания на основные характеристики процесса реза-
резания. Количество подобных проблем весьма велико. Важнейшей задачей
теоретического плана является замена эмпирических формул для
расчета сил и скоростей резания физическими формулами, использую-
использующими механические и теплофизические свойства обрабатываемого и
инструментального материалов и характеристики процесса резания.
Наука о резании металлов — относительно молодая наука. Первые
опубликованные исследования в области резания относятся к 1848 г.
и принадлежат Кокилье, определившему полезное сопротивление,
возникающее при сверлении кованого железа. В 1850 и 1864 гг. опыты
Кокилье применительно к точению повторяют Кларинваль и Жоссель.
Указанные опыты были поставлены настолько примитивно, что полу-
полученные результаты не могли иметь сколько-нибудь серьезного теоре-
теоретического значения. Исследователи ограничивались только фикса-
фиксацией полученных результатов, не вдаваясь в сущность явлений, их
определяющих. Поэтому работы Кокилье, Жосселя и Кларинваля
оказались бесплодными в научном отношении и не могли служить
базой для создания науки о резании металлов.
Основоположником научного резания металлов является русский
ученый И. А. Тиме, который в 1868—1869 гг. провел обширные и
тщательно поставленные опыты по строганию различных материалов,
описанные им в книге «Сопротивление металлов и дерева резанию»,
вышедшей в 1870 г. Оценивая состояние научных работ в области
резания металлов, И. А. Тиме впервые указал на то, что невозможно
думать о рациональной и научно обоснованной механической обра-
обработке без детального изучения физических основ резания и, в част-
частности, основного вопроса — процесса образования стружки, В своих
5
опытах на Луганском заводе И. Л. Тиме детально исследовал все важ-
важнейшие вопросы стружкообразования при обработке пластичных и
хрупких материалов. Им впервые была описана механика образования
стружки и на основании опытов, проведенных в различных условиях,
составлена классификация типов стружек, общепринятая в настоящее
время. Наблюдение за образованием стружки позволило И. А. Тиме
первым указать на явление усадки стружки. И. А. Тиме установил
понятие об угле скалывания и показал его зависимость от переднего
угла инструмента. На основании динамометрических опытов И. А. Тиме
предложил формулу для определения силы резания при строгании
различных по свойствам материалов и указал на периодичность изме-
изменения силы резания по мере движения инструмента. Наконец, еще на
заре развития науки о резании металлов И. А. Тиме в общих чертах
предвосхитил основные скоростные зависимости, на которых в настоя-
настоящее время базируются нормативы по режимам резания. Из краткого
перечня исследованных И. А. Тиме явлений видно, что его работы
заложили прочный фундамент для дальнейшей плодотворной деятель-
деятельности по созданию науки о резании металлов.
Теория И. А. Тиме нашла последующее развитие в работах
А. П. Афанасьева, А. А. Брикса и особенно К. А. Зворыкина, поста-
поставившего ряд выдающихся по методу и результатам опытов по определе-
определению сил при резании. Свои опыты К. А. Зворыкин проводил на стро-
строгальном станке с применением сконструированного им оригинального
гидравлического динамометра, весьма совершенного по тому времени.
К. А. Зворыкин предложил формулу для расчета удельной силы ре-
резания, на основании которой установил, что при обработке различных
конструкционных материалов ширина и толщина срезаемого слоя на
главную составляющую силы резания влияют не одинаково. Предло-
Предложенная К. А. Зворыкиным формула для определения удельной силы
подтверждена всеми последующими исследователями и в принципиаль-
принципиальной форме сохранилась до настоящего времени. К. А. Зворыкин
выявил систему сил, действующих на контактных поверхностях
инструмента, и дал аналитическую формулу для определения угла
сдвига, качественно определяющую влияние факторов процесса реза-
резания на этот важнейший показатель стружкообразования.
В конце XIX в. в области резания металлов начинает работать
американский исследователь Ф. Тейлор. Формулы Ф. Тейлора для
расчета силы и скорости резания, предназначенные для решения част-
частных практических задач, представляли собой только статистическое
описание эмпирически накопленной информации и не затрагивали
физической сущности процесса резания. Все дальнейшие работы рус-
русских ученых направлены по пути исследования физических явлений
при резании во всем их многообразии. В 1914 г. появляются выдаю-
выдающиеся исследования Я. Г. Усачева в области стружкообразования и
тепловых явлений. Впервые для изучения процесса образования
стружки Я. Г. Усачев использует металлографический метод, более
совершенный, чем визуальный, применявшийся его предшественни-
предшественниками. Металлографический анализ корней стружек позволил ему
выявить ряд новых неизвестных фактов и, в частности, разработать
теорию наростообразования, более достоверную, чем господствовав-
господствовавшая в то время теория Тейлора. Особенно ценными являются работы
Я. Г. Усачева в области тепловых явлений. Для установления коли-
количества тепла, уходящего со стружкой, он применил калориметрический
метод, а для определения температуры резания — метод подведенных
термопар. Изучая температуру резания, Я. Г. Усачев установил
интенсивность влияния на нее глубины резания, подачи, скорости
резания, впоследствии подтвержденную аналитическим путем.
Усилиями И. А. Тиме, К. А. Зворыкина, Я. Г. Усачева и др. была
создана отечественная школа резания металлов, изучившая коренные
вопросы процесса резания и намного обогнавшая зарубежные иссле-
исследования.
После Великой Октябрьской социалистической революции в нашей
стране начинается новый этап в развитии науки о резании металлов.
В 1925 г. вышла в свет работа А. Н. Челюсткина о силах резания при
точении, которая по ясности и строгости изложения не имела себе
равных. Работы А. Н. Челюсткина сыграли большую роль в критике
формалистического направления в теории резания металлов, получив-
получившего название «немецкой школы» резания. Работами советских ученых
была показана теоретическая несостоятельность и практическая вред-
вредность «немецкой школы», которая в нашей стране не получила рас-
распространения.
В период 1930—1935 гг. появляется ряд капитальных работ
обобщающего характера (В. А. Кривоухова, С. С. Рудника,
И. М. Беспрозванного, С. Ф. Глебова, Н. И. Резникова, А. В. Пан-
Панкина).
Бурное развитие машиностроения в годы первых пятилеток предъ-
предъявило высокие требования к науке о резании металлов. При Техниче-
Техническом совете Наркомтяжпрома была создана Комиссия по резанию
металлов под председательством Е. П. Надеинской в составе А. И. Ка-
ширина, В. А. Кривоухова, И. М. Беспрозванного и С. Д. Тишина.
Комиссия по резанию, к работе в которой было привлечено более
30 вузов, исследовательских институтов и заводских лабораторий,
явилась руководящей и планирующей организацией общесоюзного
значения во всей научно-исследовательской работе по резанию метал-
металлов. Под началом Комиссии в качестве руководителей отдельных
разработок участвовали ведущие специалисты в области обработки
металлов резанием, такие как Г. И. Грановский, П. П. Трудов,
М. Н. Ларин, А. М. Розенберг, Е. К. Зверев, С. С. Рудник, А. М. Да-
ниелян, Н. И. Резников и др. В течение пяти лет по единой методике
экспериментального исследования силовых и стоикостных зависимостей
было выполнено около 250 капитальных исследовательских работ.
Это позволило разработать совершенные нормативы и руководящие
материалы по расчету режимов резания для всех основных видов
металлообработки. Такого размаха исследовательской работы в области
резания металлов и богатства полученного экспериментального мате-
материала не имела ни одна страна в мире. Накопленный фактический
материал одновременно явился неоценимым источником для дальней-
дальнейших теоретических обобщении. Появляется ряд работ большого науч-
ного значения, которые вместе с материалами Комиссии по резанию
металлов заложили фундамент советской школы резания.
Выдающимся вкладом отечественных ученых этого периода яв-
является разработка методов скоростного резания металлов твердосплав-
твердосплавными инструментами.
Исследованиями И. Ф. Клокова, П. П. Грудова и др. в период
1937—1940 г. была доказана возможность обработки черных металлов
твердосплавными инструментами особой формы со скоростью резания,
доходящей до 250—300 об/мин. С 1940 г. на ряде ведущих заводов
(«Большевике», Кировском, Коломенском и др.) начинают применять
резцы и фрезы с пластинками твердых сплавов, работающие на высо-
высоких скоростях резания.
В годы Великой Отечественной войны ученые все свои силы отдали
решению ряда практических задач, повышающих производительность
труда и качество продукции оборонной промышленности. Послевоен-
Послевоенный период в развитии науки о резании металлов характерен широким
фронтом теоретических исследований самых различных сторон про-
процесса резания. При этом изменяются как характер, так и методы иссле-
исследований. Если в довоенный период господствовали эксперименталь-
экспериментальные методы, то в дальнейшем они органически сочетаются с аналити-
аналитическими методами. Качественно изменились методы и средства экспе-
экспериментов. Для изучения различных сторон процесса резания широко
применяются высокоскоростная киносъемка, поляризационно-оптиче-
ский метод, метод радиоактивных изотопов, рентгеноскопия и электро-
носкопия, сканирование и т. п. Разработана специальная аппаратура,
позволяющая производить физические исследования процесса резания.
Большой экспериментальный материал, накопленный в результате
проведенных исследований, позволил приступить к разработке общей
теории процесса резания.
Г. И. Грановский, В. А. Шишков, С. С. Петрухин и др. раз-
разработали кинематику резания — раздел науки о резании металлов,
изучающий принципиальные кинематические схемы резания и дей-
действительные (рабочие) геометрические параметры инструментов, опре-
определяющие характер стружкообразования, изнашивание и стойкость
инструментов. Плодотворно развивается механика процесса резания.
Исследователями В. А. Кривоуховым, А. М. Розенбергом, Н. Н. Зо-
ревым, А. И. Исаевым, М. И. Кл-ушиным, М. Ф. Полетикой и др.
изучены напряженное и деформированное состояние зоны реэания,
контактные процессы на передней и задней поверхностях инструмента,
силы, действующие на срезаемый слой и инструмент, взаимосвязь
внешних и внутренних факторов в процессе резания. В результате
развития теоретических методов расчета характеристик процесса
резания были получены аналитические формулы для определения
проекций силы резания, которые по физическому смыслу значительно
превосходили существенные эмпирические зависимости.
На базе изученных закономерностей механики процесса резания
значительное развитие получила теплофизика резания. Совершенст-
Совершенствовались как экспериментальные методы исследований (А. А. Аваков,
А. М. Даниелян, Д. Т. Васильев и др.), так и теоретические (А. Я. Мал-
кин, А. Н. Резников, П. И. Бобрик и др.). В основу последних был
положен исключительно гибкий метод бысгродвижущихся источников
тепла, позволивший с достаточной для инженерной практики точ-
точностью аналитически описать температурное поле инструмента и
стружки, теплообмен между стружкой, инструментом и деталью, вы-
вычислить среднюю температуру контакта.
Наименьшей математизации подверглась теория изнашивания
инструментов, что объясняется исключительной сложностью физиче-
физических процессов, протекающих на контактных поверхностях инстру-
инструмента в условиях высоких давлений и температур, имеющих место
при резании. Однако трудами Г. И. Грановского, Т. Н. Лоладзе,
Н. Н. Зорева и др. получена новая экспериментальная информация,
позволяющая наметить пути количественного описания процесса
изнашивания. Известных успехов достигла методика выбора смазоч-
но-охлаждающих жидкостей, оптимальных для конкретных условий
работы.
Получила развитие и теория обрабатываемости металлов и сплавов.
Наряду с разработкой новых ускоренных методов определения обра-
обрабатываемости были получены ценные сведения о влиянии химических,
механических, теплофизических и структурных свойств материалов на
допускаемую скорость и силы резания. Последнее позволило воору-
вооружить металлообрабатывающую промышленность научно обоснован-
обоснованными нормативами по выбору оптимальных геометрических парамегров
инструментов и режимов резания как для традиционных, так и новых
конструкционных материалов.
В связи со все повышающимися требованиями к качеству выпускае-
выпускаемой продукции были выполнены обширные работы по исследованию
процесса резания металлическим и абразивным инструментами с тон-
тонкими и сверхтонкими стружками. Работами А. Н. Маслова, С. А. По-
Попова, А. В. Подзея, С. Г. Редько, А. А. Маталина и др. были исследо-
исследованы физические процессы при резании закрепленным и свободным
абразивным зерном и состояние поверхностного слоя при шлифовании.
Повышение мощности и быстроходности металлорежущих станков
потребовало разработки теории устойчивости процесса резания.
В результате исследований А. И. Каширина, Н. А. Дроздова, А. П. Со-
Соколовского, Л. К. Кучмы, В. А. Кудинова, В. Н. Подураева была
создана теория колебаний при резании металлов, положившая начало
расчету металлорежущих станков на виброустойчивость. В последние
годы наметились пути использования вынужденных колебаний малой
и ультразвуковой частоты для интенсификации процесса резания и
обеспечения устойчивого дробления стружки.
Наряду с интенсивной разработкой теории различных сторон'про-
сторон'процесса резания выполнено большое число работ практического харак-
характера, результаты которых успешно внедрены в машиностроительную
промышленность. Так были разработаны оптимальные геометрические
параметры инструментов и режимы резания при обработке труднообра-
труднообрабатываемых и высокопрочных материалов, созданы новые методы
обработки фасонных зубчатых профилей и резьб, разработаны методы
обработки инструментами с самовращающимися резцами, способы
рационального подвода смазочно-охлаждающей жидкости в зону
резания и многие другие.
Трудами советских ученых создана передовая отечественная школа
резания металлов, получившая мировое признание. Отечественную
школу характеризует глубокое проникновение в суть физических
явлений, происходящих при резании металлов, и использование по-
познанных закономерностей для целей практики.
В предлагаемой книге автор попытался в доступной для широкого
круга читателей форме изложить существующие представления о про-
процессе превращения срезаемого слоя в стружку и изнашивании кон-
контактных поверхностей инструмента. На базе этого приведены све-
сведения об оптимальной форме режущей части инструментов и их эксплуа-
эксплуатации. Автор не задавался целью рассмотреть работу всех существую-
существующих типов инструментов, а ограничился только теми, конструктивные
формы и геометрические параметры которых присущи большинству
применяемых в настоящее время инструментов и наиболее характерно
влияют на их стойкость и силовые показатели процесса резания.
Недостатком некоторых трудов, посвященных резанию металлов,
является нечеткость и противоречивость терминологии.и определений
многих важнейших характеристик процесса резания и элементов
геометрической формы режущей части инструментов. Автор попытался
исправить существующее положение. Для лучшего восприятия опре-
определения движений и элементов резания, геометрических параметров .
инструмента даны на примере работы простейших инструментов —
токарных и строгальных резцов. Однако приведенные определения
справедливы для любых видов работ и любых инструментов независимо
от того, насколько сложно рабочее движение инструмента и каковы
конструктивные формы его режущей части.
Глава I ИНСТРУМЕНТАЛЬНЫЕ
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ДЛЯ ИЗГОТОВЛЕНИЯ
РЕЖУЩЕЙ ЧАСТИ
ИНСТРУМЕНТОВ
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К ИНСТРУМЕНТАЛЬНЫМ МАТЕРИАЛАМ
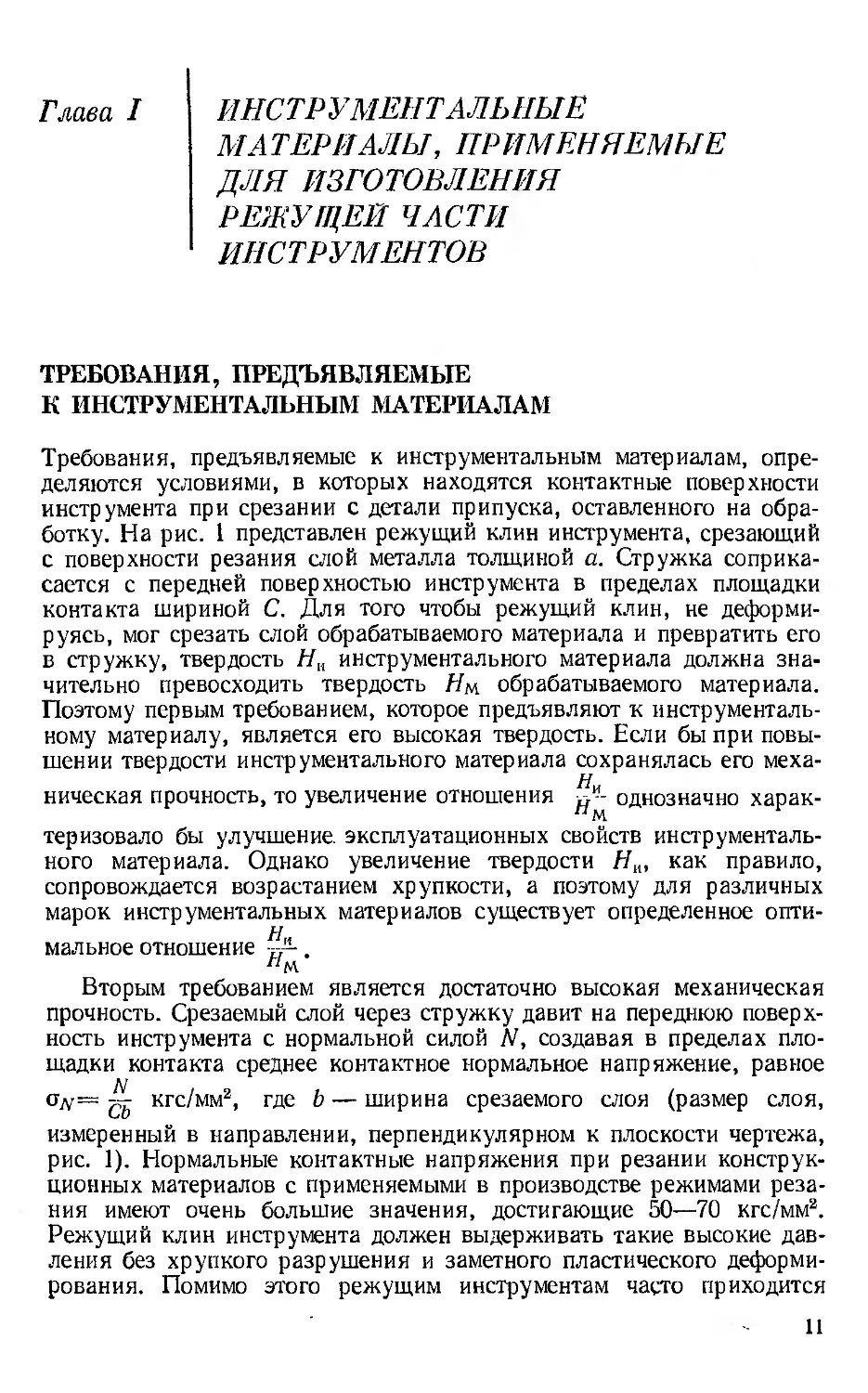
Требования, предъявляемые к инструментальным материалам, опре-
определяются условиями, в которых находятся контактные поверхности
инструмента при срезании с детали припуска, оставленного на обра-
обработку. На рис. 1 представлен режущий клин инструмента, срезающий
с поверхности резания слой металла толщиной а. Стружка соприка-
соприкасается с передней поверхностью инструмента в пределах площадки
контакта шириной С. Для того чтобы режущий клин, не деформи-
деформируясь, мог срезать слой обрабатываемого материала и превратить его
в стружку, твердость Ни инструментального материала должна зна-
значительно превосходить твердость #м обрабатываемого материала.
Поэтому первым требованием, которое предъявляют к инструменталь-
инструментальному материалу, является его высокая твердость. Если бы при повы-
повышении твердости инструментального материала сохранялась его меха-
механическая прочность, то увеличение отношения -п"- однозначно харак-
"м
теризовало бы улучшение, эксплуатационных свойств инструменталь-
инструментального материала. Однако увеличение твердости #„, как правило,
сопровождается возрастанием хрупкости, а поэтому для различных
марок инструментальных материалов существует определенное опти-
оптимальное отношение ~-.
Вторым требованием является достаточно высокая механическая
прочность. Срезаемый слой через стружку давит на переднюю поверх-
поверхность инструмента с нормальной силой N, создавая в пределах пло-
площадки контакта среднее контактное нормальное напряжение, равное
Gvv= рг кгс/мм2, где Ъ — ширина срезаемого слоя (размер слоя,
измеренный в направлении, перпендикулярном к плоскости чертежа,
рис. 1). Нормальные контактные напряжения при резании конструк-
конструкционных материалов с применяемыми в производстве режимами реза-
резания имеют очень большие значения, достигающие 50—70 кгс/мм2.
Режущий клин инструмента должен выдерживать такие высокие дав-
давления без хрупкого разрушения и заметного пластического деформи-
деформирования. Помимо этого режущим инструментам часто приходится
11
работать в условиях прерывистого резания или с переменным зна-
значением сил резания из-за неравномерного припуска на обработку.
Поэтому желательно, чтобы инструментальный материал сочетал
высокую твердость с хорошей сопротивляемостью на сжатие и изгиб
и обладал высоким пределом выносливости и ударной вязкостью.
В процессе резания вследствие превращения механической энергии
в тепловую со стороны детали на инструмент действует мощный теп-
тепловой поток, в результате чего на передней поверхности инструмента
устанавливается весьма высокая температура е — 800 ¦*¦ 900° С. Из-за
интенсивного разогревания контактные поверхности инструмента
теряют свою исходную твердость, размягчаются и быстро изнаши-
изнашиваются. На рис. 2 показано уменьшение твердости различных инстру-
инструментальных материалов при нагревании, из которого видно, что такая
сталь как У10 уже при температурах более 300° С настолько снижает
свою твердость, что резание ею становится невозможным. Поэтому
третьим требованием, предъявляемым к инструментальному материалу,
является его высокая теплостойкость. Под теплостойкостью инстру-
инструментального материала понимают способность материала сохранять
при нагреве твердость, достаточную для осуществления процесса
резания. Теплостойкость является важнейшим показателем качества
инструментального материала, так как для инструмента важна не
только исходная.твердость, но и то, как эта твердость сохраняется
при нагревании инструмента в процессе резания. Теплостойкость
инструментального материала при резании можно характеризовать
так называемой критической температурой. Эта температура, уста-
устанавливающаяся в процессе резания, при которой инструментальный
материал еще не теряет своих режущих свойств, и инструмент, из
которого он изготовлен, способен резать.
Выше указывалось, что инструмент может работать в условиях
прерывистого резания, при котором его режущий клин периодически
нагревается во время рабочего хода инструмента и остывает во время
холостого хода. Циклическое изменение тепловой нагрузки вызывает
Рис. 1. Схема срезания слоя
режущим клином инстру-
инструмента
°С
Рис. 2. Влияние температуры на твердость
(по Викерсу) инструментальных материа-
материалов:
1 — керамика ЦМ-332; 2 — твердый сплав
Т15К6; 3 — твердый сплав ВК8; 4 — сталь
Р18; 5 — сталь У10
12
термомеханическую усталость инструментального материала и спо-
способствует образованию усталостных трещин. Поэтому наряду с вы-
высокой теплостойкостью инструментальный материал должен быть
малочувствительным к циклическим температурным изменениям.
В результате перемещения стружки по передней поверхности и
поверхности резания по задней поверхности с большой скоростью,
доходящей до 250—350 м/мин, при высоких контактных напряжениях
и температурах рабочие поверхности инструмента изнашиваются.
В связи с этим четвертым требованием, предъявляемым к инструмен-
инструментальному материалу, является его высокая износостойкость. Под
износостойкостью понимают способность инструментального мате-
материала сопротивляться при резании удалению его частиц с контактных
поверхностей инструмента. Износостойкость материала зависит от
его твердости, прочности и теплостойкости, возрастая при их уве-
увеличении.
Немаловажное значение для улучшения качества инструменталь-
инструментального материала имеет повышение его теплопроводности. Чем выше
теплопроводность материала, тем меньше опасность возникновения
шлифовочных ожогов и трещин на лезвиях инструмента при заточке.
Кроме того, при возрастании теплопроводности улучшаются условия
отвода тепла из зоны резания, что снижает температуру резания е
и повышает износостойкость инструмента. Высокая теплопроводность
является пятым требованием к инструментальному материалу.
Шестое и последнее из основных требований относится к экономично-
экономичности инструментального материала. В отечественной машиностроитель-
машиностроительной промышленности работает большое количество металлорежущих
станков, многие из которых оснащены несколькими инструментами.
Большое количество инструментов, эксплуатируемых в промышленно-
промышленности, требует соответствующего расхода инструментального материала.
Поэтому инструментальный материал должен быть по возможности
дешевым и не содержать дефицитных элементов.
Всем перечисленным требованиям в той или иной степени отвечают
следующие группы инструментальных материалов: 1) углеродистые
инструментальные стали; 2) легированные инструментальные стали;
3) высоколегированные инструментальные (быстрорежущие) стали и
сплавы; 4) твердые сплавы; 5) минеральная керамика; 6) алмазы и
7) кубический нитрид бора.
УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Для изготовления режущих инструментов применяют высокоуглеро-
высокоуглеродистые (заэвтектоидные) высококачественные стали с содержанием
углерода от 0,9 до 1,3%. Используют следующие марки сталей: У9А,
У10А, У12А, У13А. Для получения высокой твердости углеродистые
стали подвергают закалке с последующим отпуском для снятия оста-
остаточных напряжений и повышения прочности и вязкости. В зависи-
зависимости от содержания в стали углерода и размеров инструмента тем-
13
пе_ратура закалки колеблется в пределах 760—820° С. В результате
указанной термической обработки углеродистые стали приобретают
твердость HRC 61—63, что дает возможность обрабатывать ими все
основные конструкционные стали и чугуны в отожженном и нормали-
нормализованном состояниях. Структура углеродистой стали после закалки
и отпуска состоит из скрытокристаллического мартенсита и карбидов
(цементита) с некоторым количеством остаточного аустенита. Углеро-
Углеродистые стали обладают достаточно высокой механической прочностью
(для сталей марок УНА, и У12А предел прочности на изгиб составляет
200—220 кгс/мм2) и обеспечивают хорошую формоустойчивость лезвий
инструмента.
Вследствие отсутствия в стали легирующих химических элементов
углеродистые стали хорошо шлифуются и являются дешевым инстру-
инструментальным материалом.
К недостаткам углеродистых сталей следует отнести низкую зака-
закаливаемость, требующую закалки с охлаждением в воде, что увеличи-
увеличивает напряжения и деформации в закаленном инструменте и способ-
способствует образованию трещин. Но главным недостатком углеродистых
сталей является их низкая теплостойкость (вкр == 200 — 250е С).
При более высоких температурах нагрева в процессе резания в ре-
результате структурных превращений твердость углеродистых сталей
резко снижается и лезвия инструментов, быстро изнашиваясь, не
в состоянии резать обрабатываемый материал. Низкая теплостойкость
ограничивает область применения углеродистых инструментальных
сталей при изготовлении высокопроизводительных инструментов. Из
углеродистых сталей изготовляют: ручные (слесарные) инструменты
и машинные инструменты, работающие с низкими скоростями резания.
Например, из стали У12А изготовляют ручные развертки, метчики и
плашки, из стали У13 — шаберы и напильники и из стали У9А —
зубила. Машинные инструменты (метчики, плашки, развертки, сверла,
зенкеры и концевые фрезы) изготовляют из стали У12А.
Износостойкость углеродистых инструментальных сталей, особенно
при невысоких скоростях резания, может быть значительно повышена
при добавлении в них в небольших количествах хрома, марганца,
вольфрама и кремния. Такие инструментальные стали получили на-
название легированных.
Наибольшее распространение получили стали ХВ5, ХВГ, 9ХС.
Сталь ХВ5 закаливается в воде при температуре нагрева 820—840е С
и подвергается отпуску при температуре 150—180е С. Присутствие
в стали большого числа сложных карбидов при высокой концентрации
углерода в мартенсите позволяет получить весьма высокую твердость
(HRC 65—67). Сталь ХВ5 плохо прокаливается и по прочности не
уступает стали У12А, но вследствие большой твердости обладает вы-
высоким сопротивлением малым пластическим деформациям и изготов-
изготовленные из нее инструменты имеют высокую формоустойчивость лез-
лезвий. Эта сталь применяется для изготовления разверток и фасонных
резцов, работающих при невысоких скоростях резания.
Сталь ХВГ закаливается в масле при температуре нагрева 830—
850е С и подвергается отпуску при температуре 150—180° С. После
14
закалки и отпуска имеем твердость HRC 63—65 и достаточно высокую
вязкость (ан — 5-ь 6 кгс-м/см2). Сталь хорошо прокаливается и
вследствие содержания в ней марганца, увеличивающего количество
остаточного аустенита, имеет малые объемные изменения при закалке.
Поэтому инструмент, изготовленный из этой стали, мало деформи-
деформируется и хорошо поддается правке. К недостаткам стали ХВГ следует
отнести пониженное сопротивление малым пластическим деформациям
из-за излишнего остаточного аустенита, большую карбидную неодно-
неоднородность и склонность к шлифовочным трещинам. Сталь ХВГ приме-
применяется в основном для изготовления протяжек крупных размеров.
Сталь 9ХС закаливается в масле при температуре нагрева 865—
875е С и отпускается при температуре 150—180° С, приобретая твер-
твердость HRC 63—64. Сталь обладает хорошей прокаливаемостью и
закаливаемостью. Благодаря закалке в масле деформация инстру-
инструмента, изготовленного из стали 9ХС, уменьшается. Содержание
в стали кремния уменьшает чувствительность к перегреву, способ-
способствует сохранению мелкого зерна и обеспечивает равномерное распре-
распределение карбидов по сечению инструмента. К недостаткам стали 9ХС
следует отнести склонность к обезуглероживанию и плохую обрабаты-
обрабатываемость резанием по шероховатости обработанной поверхности.
Высокая карбидная однородность стали 9ХС делает ее особо пригод-
пригодной для изготовления инструментов с тонкими режущими элементами
(малого диаметра сверл, разверток, метчиков, плашек и концевых
фрез).
Все рассмотренные легированные стали имеют теплостойкость,
мало отличающуюся от теплостойкости стали У12А (GKp ~ 250° С),
а поэтому инструменты, изготовленные из указанных сталей, могут
работать только при низкой скорости резания.
ВЫСОКОЛЕГИРОВАННЫЕ
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ И СПЛАВЫ
Быстрорежущие инструментальные стали отличаются от легирован-
легированных присутствием в них значительно большего количества карбидо-
образующих элементов (вольфрам, ванадий, молибден и хром), суще-
существенно повышающих теплостойкость стали. Потеря твердости угле-
углеродистой инструментальной стали при нагреве выше 200—250° С
объясняется интенсивной коагуляцией карбида железа, выделяюще-
выделяющегося из мартенсита. Введение в сталь вольфрама, ванадия, молибдена
и хрома в определенных количествах и сочетаниях приводит к образо-
образованию сложных карбидов, связывающих почти весь углерод, в резуль-
результате чего процесс коагуляции карбидов начинает происходить при
значительно более высоких температурах и теплостойкость стали
возрастает. Главную роль в этом явлении играют вольфрам, ванадий
и молибден. Высокая теплостойкость быстрорежущих сталей обеспе-
обеспечивается нагревом под закалку до максимально высоких температур
A300° С), охлаждением в масле и последующим троекратным отпуском
при температурах 550—580° С. Высокие закалочные температуры
15
способствуют растворению достаточного количества сложных кар-
карбидов и предельному насыщению аустенита углеродом и легирующими
элементами. После закалки структура быстрорежущей стали состоит
из высоколегированного мартенсита, карбидов и аустенита. При от-
отпуске происходит частичный распад твердого растпора, превращение
остаточного аустенита в мартенсит и выделение дисперсных частиц
карбидов, приводящее к повышению твердости. Эффект так называе-
называемой вторичной твердости стали после отпуска объясняется не столько
превращением остаточного аустенита в мартенсит, сколько диспер-
дисперсионным твердением в результате выделения фазы-упрочнителя (кар-
(карбидов) [10]. Закаленная и отпущенная быстрорежущая сталь состоит
из двух фаз: 1) мартенсита, легированного вольфрамом или молибде-
молибденом, и, в меньшей степени, ванадием и хромом; 2) дисперсных кар-
карбидов вместе с избыточными карбидами, не растворившимися при
закалке.
По сравнению с углеродистыми и легированными инструменталь-
инструментальными сталями быстрорежущие стали имеют более высокую твердость,
прочность, теплостойкость и износостойкость, сопротивление малым
пластическим деформациям и обладают хорошей проваливаемостью.
Высокая теплостойкость быстрорежущих сталей позволяет изготов-
изготовленным из них инструментам работать со скоростями резания в 2,5—
3 раза более высокими, чем те, которые при равной стойкости допу-
допускают углеродистые инструменты. По уровню теплостойкости быстро-
быстрорежущие стали можно разделить на стали нормальной теплостойкости
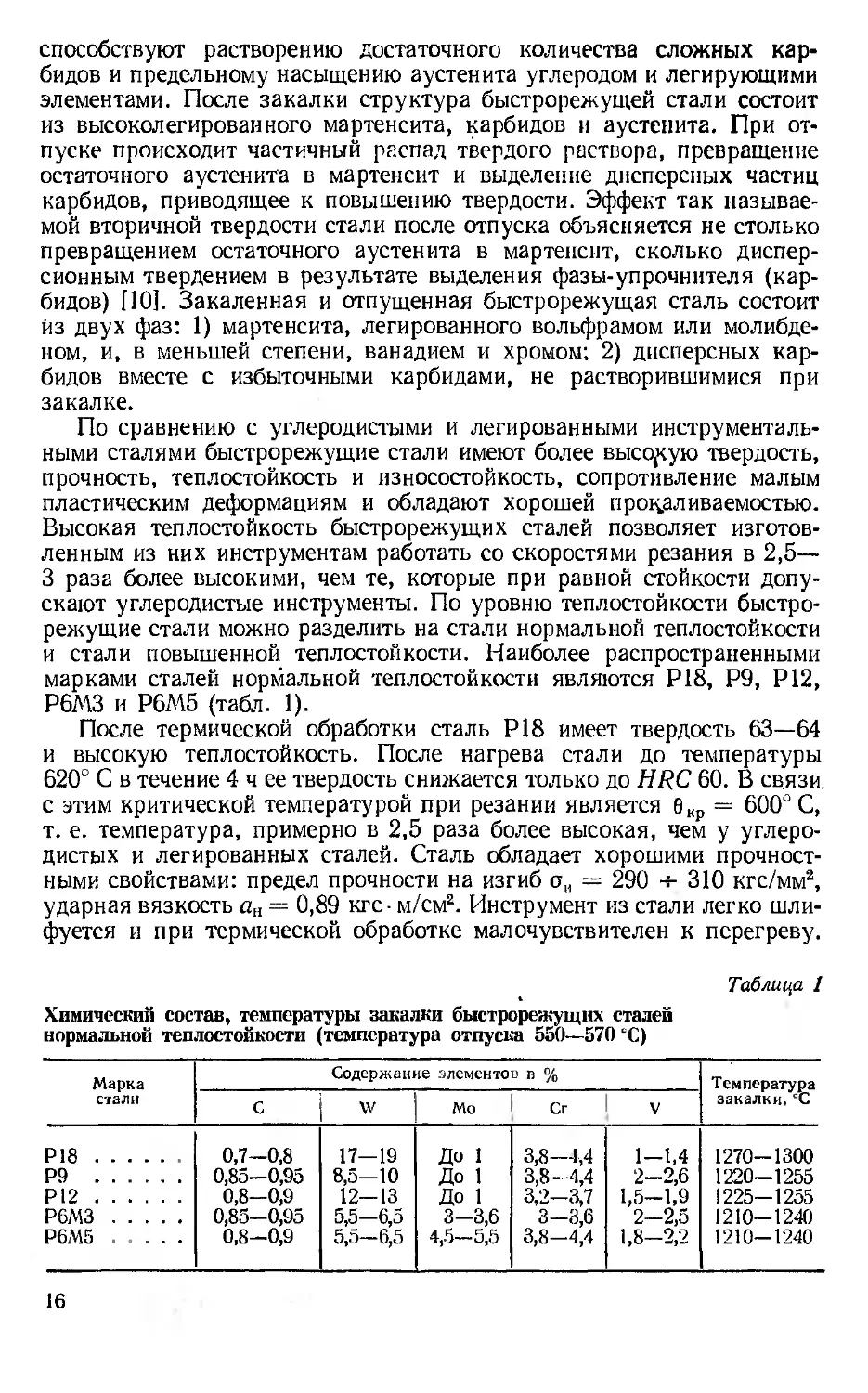
и стали повышенной теплостойкости. Наиболее распространенными
марками сталей нормальной теплостойкости являются Р18, Р9, Р12,
Р6МЗ и Р6М5 (табл. 1).
После термической обработки сталь Р18 имеет твердость 63—64
и высокую теплостойкость. После нагрева стали до температуры
620° С в течение 4 ч ее твердость снижается только до HRC 60. В связи,
с этим критической температурой при резании является бкр = 600е С,
т. е. температура, примерно в 2,5 раза более высокая, чем у углеро-
углеродистых и легированных сталей. Сталь обладает хорошими прочност-
прочностными свойствами: предел прочности на изгиб ои — 290 + 310 кгс/мм2,
ударная вязкость ан = 0,89 кгс- м/см2. Инструмент из стали легко шли-
шлифуется и при термической обработке малочувствителен к перегреву.
Химический состав, температуры закалки быстрорежущих сталей
нормальной теплостойкости (температура отпуска 550—570 °С)
Таблица 1
Марка
стали
Р18
Р9
Р12
Р6МЗ
Р6М5
Содержание элементов в %
С
0,7-0,8
0,85—0,95
0,8-0,9
0,85—0,95
0,8—0,9
VV
17-19
8,5-10
12-13
5,5-6,5
5,5—6,5
Мо
До 1
До 1
До 1
3-3,6
4,5—5,5
Сг
3,8—4,4
3,8-4,4
3,2-3,7
3-3,6
3,8—4,4
V
1-1,4
2-2,6
1,5-1,9
2-2,5
1,8-2,2
Температура
закалки, 'С
1270—1300
1220-1255
1225-1255
1210-1240
1210—1240
16
Основным недостатком стали Р18 является большое количество избы-
избыточных карбидов, приводящее к значительной карбидной неоднород-
неоднородности. Карбидную неоднородность характеризуют карбидным баллом
от 1 до 10: балл 1 соответствует равномерному распределению карбидов,
а балл 10 — литой структуре стали. Карбидная неоднородность вызы-
вызывает неравномерное распределение легирующих элементов после
закалки и отпуска и способствует возникновению закалочных трещин.
В результате этого инструмент из стали с большой карбидной неодно-
неоднородностью имеет пониженные стойкость, хрупкую прочность и при-
приобретает склонность к выкрашиванию лезвий. Для уменьшения кар-
карбидной неоднородности заготовки инструмента подвергают неодно-
неоднократной проковке, устраняющей литую структуру стали.
В сталях Р9 и Р12 значительное уменьшение количества вольфрама
компенсировано увеличением ванадия (см. табл. 1). Сталь Р9 в 2 раза
дешевле стали Р18, и ее плотность (8,1 г/см3) на 10% меньше, чем
у стали Р18 (8,7 г/см3), что позволяет при одинаковой массе получить
на 10% большую длину катаных прутков. Меньшее содержание
вольфрама уменьшает карбидную неоднородность, которая по срав-
сравнению со сталью Р18 на два балла ниже. Большим недостатком стали
Р9 является ее плохая шлифуемость вследствие увеличения в стали
твердых карбидов ванадия, что при заточке инструментов служит
причиной появления прижогов. Теплостойкость сталей Р9 и Р18
практически одинакова, так как в закаленном состоянии они имеют
почти одинаковый состав твердого раствора. Однако эти стали имеют
различное количество избыточных карбидов и различную теплопроЕОд-
ность. Избыточных карбидов в стали Р18 приблизительно в 3 раза
больше, чем в стали Р9, что повышает ее износостойкость при работе
с невысокими скоростями резания, при которых тепловыделение-
невелико. Увеличение содержания вольфрама снижает теплопровод-
теплопроводность стали, а поэтому сталь Р9 более теплопроводна, чем сталь Р18.
Поэтому стойкость инструментов из сталей Р18 и Р9 при различных
условиях работы неодинакова. При режимах резания, характерных
интенсивным тепловыделением, инструмент из стали Р9 имеет более
высокую стойкость вследствие лучшего отвода тепла из зоны резания
и снижения температуры резания. При режимах резания с малой
интенсивностью тепловыделения стойкость инструментов из стали Р18
выше, чем из стали Р9, благодаря большему содержанию избыточных
карбидов.
В стали Р12 при 12% вольфрама наблюдается наилучшее сочетание
теплостойкости и прочности. Теплостойкость стали Р12 ненамного
ниже, чем стали Р18, а по прочности ее превосходит. Пластичность
стали Р12 при нагреве также выше, чем у стали Р18, а поэтому она
более пригодна для изготовления инструмента методами пластической
деформации. Сталь Р12 на 30% дешевле стали Р18 и имеет меньшую
плотность (8,3 г/см8), что позволяет при одинаковой массе получить
на 4% больше инструментов. Шлифуемость стали Р12 почти такая же,
как стали Р18.
Молибден является химическим аналогом вольфрама и на струк-
структурные превращения в быстрорежущей стали здлдет^также, как и
I гсмз ' "-
вольфрам. Но молибден является более сильно действующим леги-
легирующим элементом, обеспечивая в быстрорежущей стали ту же тепло-
теплостойкость, что и вольфрам, если соотношение по весу указанных
элементов составляет Mo : W = 1 : 1,5. Поэтому для повышения
теплостойкости в вольфрамомолибденовых сталях PfiM3 и Р6М5 при
уменьшении по сравнению с вольфрамовыми сталями процентного
содержания вольфрама относительное содержание молибдена состав-
составляет 40—50%, а вольфрама 50—60%. Увеличение содержания молиб-
молибдена до 3% повышает теплопроводность стали. Замена вольфрама
молибденом несколько снижает теплостойкость стали. При твердости
после отпуска HRC 62—64 нагрев при температуре 620° С в течение 4 ч
снижает твердость стали Р6МЗ до HRC 59 и стали Р6М5 до HRC 58,5.
Однако по прочности Еольфрамомолибденовые стали превосходят
сталь Р18. Предел прочности на изгиб стали Р6МЗ равен ои = 310 -*-
-г- 320 кгс/мма и стали Р6М5 аи = 315 ¦*- 330 кгс/мм2. Вольфрамомо-
либденовые стали более пластичны и куются лучше, чем вольфрамовые
стали, а их карбидная неоднородность на 2 балла ниже, чем у стали Р18.
Несколько меньшая теплостойкость и большая механическая проч-
прочность вольфрамо-молибденовых сталей определяем область их приме-
применения. Стали Р6МЗ и Р6М5 целесообразно применять для изготовления
инструментов, работающих при невысоких скоростях резания, но
с большими сечениями срезаемого слоя, т. е. при тяжелом силовом
режиме. Указанные стали вследствие их высокой пластичности при-
пригодны для изготовления инструментов методами пластического дефор-
деформирования.
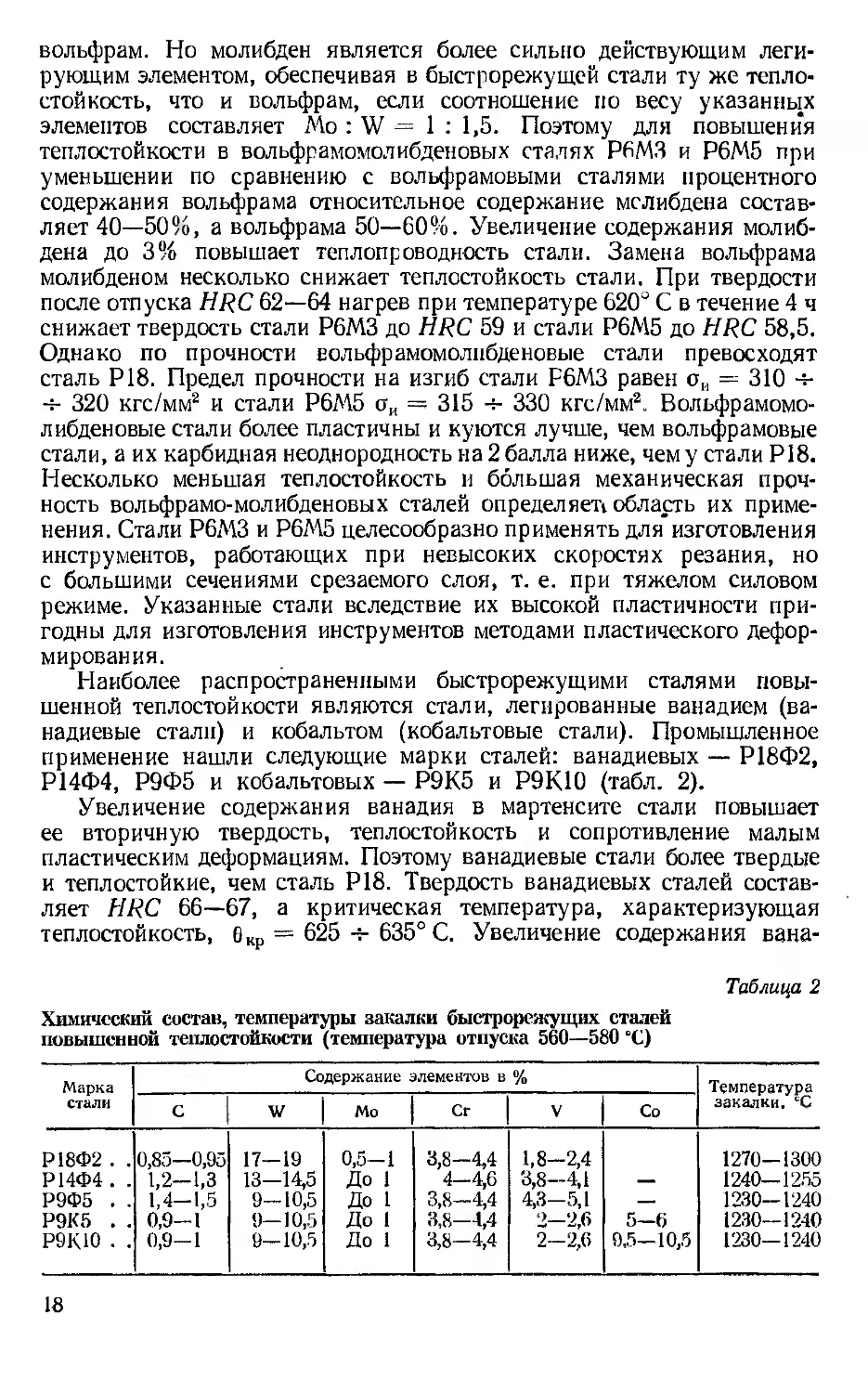
Наиболее распространенными быстрорежущими сталями повы-
повышенной теплостойкости являются стали, легированные ванадием (ва-
(ванадиевые стали) и кобальтом (кобальтовые стали). Промышленное
применение нашли следующие марки сталей: ванадиевых — Р18Ф2,
Р14Ф4, Р9Ф5 и кобальтовых — Р9К5 и Р9КЮ (табл. 2).
Увеличение содержания ванадия в мартенсите стали повышает
ее вторичную твердость, теплостойкость и сопротивление малым
пластическим деформациям. Поэтому ванадиевые стали более твердые
и теплостойкие, чем сталь Р18. Твердость ванадиевых сталей состав-
составляет HRC 66—67, а критическая температура, характеризующая
теплостойкость, 6кр — 625 4- 635° С. Увеличение содержания вана-
Таблица 2
Химический состав, температуры закалки быстрорежущих сталей
повышенной теплостойкости (температура отпуска 560—580 "С)
Марка
стали
Р18Ф2 . .
Р14Ф4 . .
Р9Ф5 . .
Р9К5 . .
Р9КЮ . .
Содержание элементов в %
С
0,85—0,95
1,2-1,3
1,4-1,5
0,9-1
0,9—1
W
17-19
13-14,5
9-10,5
9-10,5
9-10,5
Мо
0,5-1
До 1
До 1
До I
До 1
Сг
3,8-4,4
4-4,6
3,8-4,4
3,8-4,4
3,8-4,4
V
1,8-2,4
3,8-4,1
4,3-5,1
2-2,6
2-2,E
Со
5-6
0,5-10,5
Температура
закалки. "С
1270—1300
1240—1255
1230-1240
1230—1240
1230-1240
дия до 5% уменьшает теплопроводность стали еще в большей степени,
чем такое же увеличение вольфрама. Выделение карбидов ванадия
при отпуске снижает прочность и вязкость ванадиевых сталей, делая
их по сравнению со сталью Р18 менее прочными. Для стали Р18Ф2
предел прочности на изгиб ои -- 250 -*- 270 кгс/мм2, а для стали Р9Ф5
аи = 260 н- 290 кгс/мм2. Большим недостатком ванадиевых сталей
является их плохая шлифуемость, ухудшающаяся с увеличением
содержания твердых и малотеплопроводных карбидов ванадия.
В противоположность вольфраму, ванадию, молибдену и хрому
кобальт в стали карбидов не образует. Однако кобальт является эле-
элементом, наиболее сильно увеличивающим твердость и теплостойкость
стали, что объясняется образованием в ее структуре интерметаллидов
в дисперсном состоянии. Считают, что при увеличении содержания
кобальта на I % можно повысить скорость резания инструмента на 1 %.
Твердость стали Р9К5 после закалки и отпуска HRC 65—66 и стали
Р9К10 HRC 67—68. Кобальтовые стали являются наиболее тепло-
теплостойкими сталями. Нагрев при температуре 620° С в течение 4 ч сни-
снижает твердость стали Р9К5 до HRC 62—62,5 а стали Р9К10 до HRC
62,5—63, что обеспечивает критическую температуру при резании
6 кр — 640-*-670° С. Весьма ценным свойством кобальта является
повышенная теплопроводность. Увеличение содержания кобальта до
5% увеличивает теплопроводность стали сильнее, чем введение молиб-
молибдена в таком же количестве. Поэтому кобальтовые стали более тепло-
теплопроводны, чем ванадиевые стали и стали нормальной теплостойкости.
Шлифуемость кобальтовых сталей лучше, чем ванадиевых. К недо-
недостаткам кобальтовых сталей следует отнести пониженную по сравне-
сравнению с ванадиевыми сталями механическую прочность и повышенную
хрупкость. Кобальтовая сталь склонна к обезуглероживанию и яв-
является наиболее дорогой; ее стоимость в 2 раза превышает стоимость
стали Р18. Однако вследствие высокой теплостойкости и износостой-
износостойкости стоимость обработки инструментами из кобальтовых сталей
ниже, чем при использовании остальных быстрорежущих сталей.
Присутствие кобальта также несколько увеличивает карбидно-интерме-
таллидную неоднородность.
По сравнению со сталями нормальной теплостойкости ванадиевые
и кобальтовые стали допускают более высокие скорости резания,
но из-за пониженной прочности инструменты должны работать при
меньших сечениях срезаемого слоя. Малая теплопроводность вана-
ванадиевых сталей по сравнению с кобальтовыми делает выгодным их при-
применение при резании с относительно невысокими скоростями резания,
при которых температура резания не превышает 400° С. В этом случае
ванадиевые стали имеют значительно большую износостойкость, чем
стали Р18 и Р9. Наоборот, кобальтовые стали целесообразно применять
при более высоких скоростях резания, когда высокая теплопроводность
указанных сталей становится особенно полезной. При обработке кон-
конструкционных сталей с сорбитной структурой производительность
инструментов из кобальтовых сталей ненамного выше, чем из вана-
ванадиевых сталей. При резании же аустенитных сталей и сплавов, обла-
обладающих низкой теплопроводностью, высокая теплопроводность кобаль-
19
товых сталей имеет решающее значение, и по производительности эти
стали значительно превосходят ванадиевые.
Влияние рода инструментального материала на скорость резания
количественно учитывают поправочным скоростным коэффициентом
Ки, средние значения которого для инструментальных сталей при
обработке углеродистых конструкционных сталей и чугунов приведены
ниже.
Марка стали ....
Коэффициент /С . .
. У12А
0,5
9ХС
0,6
Р18
1
Р9
1
Р14Ф4
1.15
Р9Ф5
1,1
Р9К5
1,08
Р9КЮ
1,1
Высоколегированные стали и сплавы высокой теплостойкости по-
появились сравнительно недавно. Наибольшее применение нашли без-
безуглеродистые сплавы Р18МЗК25, Р18М7К25 и Р10М5К25, имеющие
в своем составе < 0,06% С, 25% Со, 0,5% Сг, 0,2% Ti, 0,5% V и
отличающиеся содержанием вольфрама и молибдена (табл. 3).
При закалке с температуры 1300° С и отпуске при температуре
600° С происходит дисперсионное твердение сплавов, повышающее
твердость до HRC 68—69 и теплостойкость до бкр =^700 -з- 720° С.
Высокая теплостойкость сплавов вследствие содержания в них молиб-
молибдена сочетается с удовлетворительной прочностью. Например, для
кованого сплава Р18М7К25 предел прочности на изгиб равен аи =
= 175 -*- 200 кгс/мм2. Применение сплавов высокой теплостойкости
особенно целесообразно при резании труднообрабатываемых мате-
материалов (жаропрочных сталей и сплавов, высокомарганцовистых ста-
сталей, титановых сплавов), при обработке которых скорость резания
по сравнению со сталью Р18 может быть повышена в 1,5—2 раза. При
обработке обычных конструкционных материалов режущие свойства
сплавов высокой теплостойкости приближаются к свойствам сталей
Р9К5 и Р18Ф2.
Необходимо указать, что вследствие повышенной стоимости боль-
большинства марок ванадиевых и кобальтовых сталей и безуглеродистых
сплавов их применение целесообразно только при обработке высоко-
высокопрочных и труднообрабатываемых материалов. Использование их при
обработке углеродистых и умеренно легированных конструкционных
материалов в экономическом отношении нецелесообразно.
Хорошие режущие и технологические свойства быстрорежущей
стали являются причиной широкого применения ее при изготовлении
самых разнообразных инструментов. Из быстрорежущих сталей изго-
Таблица 3
Содержание W и Мо в высоколегированных сплавах
. Марка сплава
Р18МЗК25
Р18М7К25
РЮМ5К25
Содержание, %
W
ооооо
МО
3
7
5
20
товляют инструменты в тех случаях, когда: а) изготовление инстру-
инструментов из твердых сплавов связано со значительными технологиче-
технологическими трудностями и обходится слишком дорого (например, фасонные
инструменты и инструменты со сложными конструктивными формами);
б) механическая прочность инструментов, изготовленных из твердых
сплавов, при резании недостаточная, и это может привести к аварии
инструмента (например, резание высокопрочных материалов с боль-
большими сечениями срезаемого слоя, прерывистое резание с тяжелым
динамическим режимом, резание при малой жесткости технологи-
технологической системы СПИД.)
Из быстрорежущих сталей изготовляют фасонные резцы, винтовые
сверла, зенкеры, развертки, метчики, плашки, винторезные головки,
цилиндрические, осевые и концевые фрезы, фасонные и резьбовые
фрезы, червячно-модульные и червячно-шлицевые фрезы, зуборезные
долбяки, шеверы, протяжки.
По мере совершенствования технологии инструментального про-
производства, более широкого использования для заточки' алмазных
кругов и электрофизических методов обработки область применения
инструментов, изготовленных из быстрорежущих сталей, постепенно
сокращается, а область применения твердосплавных инструментов
расширяется.
ТВЕРДЫЕ СПЛАВЫ
Для изготовления режущей части инструментов применяют так назы-
называемые металлокерамические (спеченные) твердые сплавы, получае-
получаемые порошковой металлургией. Исходными материалами для изготов-
изготовления твердых сплавов являются порошки карбидов тугоплавких
металлов: вольфрама, титана, тантала и не образующего карбидов
кобальта. Порошки смешивают в определенных пропорциях, прессуют
в формах и спекают при температуре 1500—2000° С. При спекании
твердые сплавы приобретают высокую твердость и в дополнительной
термической обработке не нуждаются. Твердые сплавы для изготов-
изготовления режущих инструментов поставляют в виде пластинок определен-
определенной формы и размеров (ГОСТ 2209—69). Пластинки твердых сплавов
присоединяют к корпусу инструментов припаиванием или с помощью
разнообразных устройств механического крепления (винтов, накладок,
клиньев и т. п.). Карбиды вольфрама, титана и тантала обладают
высокой тугоплавкостью и твердостью (табл. 4). Они образуют твер-
твердый режущий скелет сплава. По сравнению с ними кобальт значи-
значительно мягче и прочнее, а потому в сплаве кобальт является связкой,
цементирующей режущий скелет.
Чем больше в сплаве карбидов вольфрама, титана, тантала, тем
выше твердость и теплостойкость сплава и ниже его механическая
прочность. При увеличении содержания кобальта, наоборот, твердость
и теплостойкость сплава снижаются, но возрастает его прочность.
Отечественная промышленность выпускает три группы твердых
сплавов: 1) вольфрамовые (однокарбидные) сплавы, спекаемые из
21
Таблица
Некоторые свойства компонентов, входящих
в металлокерамические твердые сплавы
Компонент
WC
TiC
TaC
Со
Содержание углерода,
%
6,12
20
6,3
Температура плапле-
ння. "С
3600
3140
3800
1478
Микротпордость,
кгс/мм*
2500
3200
1800
240
карбида вольфрама и кобальта; 2) титано-вольфрамовые (двухкарбид-
ные) сплавы, спекаемые из карбида вольфрама, карбида титана и
кобальта; 3) титано-тантало-вольфрамовые (трехкарбидные) сплавы,
спекаемые из карбида вольфрама, карбида титана, карбида тантала
и кобальта (табл. 5).
Структура вольфрамовых сплавов состоит из твердого раствора
кобальта в карбиде вЪльфрама и избыточных свободных кристаллов
карбида вольфрама. Структура- титано-вольфрамовых сплавов не-
несколько иная. Карбид вольфрама почти не растворяет титан, в то
время как вольфрам интенсивно растворяется в карбиде титана.
Поэтому сплавы, содержащие 15% TiC и меньше, имеют структуру,
состоящую из твердого раствора карбида вольфрама в карбиде титана,
твердого раствора кобальта в карбидах и избыточных кристаллов
Таблица 5
Марки и химический состав металлокерамических твердых сплавов
Группы сплавов
Вольфрамовая
Титано-воль-
фрамовая
Титано-тантало-
вольфрамовая
Условное
обозначе-
обозначение груп-
группы
вк
тк
ТТК
Марки сплавов
ВК2
вкз.м
ВК4
ВК4В
ВК6.М
ВК6
ВК6В
ВК8
ВК8В
Т30К4
Т15К6
Т14К8
Т5КЮ
Т5К12В
ТТ7К12
Состав
карбид
вольфрама
98
97
96
96
94
94
94
92
92
66
79
78
83
83
81
смеси, % (без учета примесей)
карбид
титана
_
—
.
—
30
13
14
6
5
4
карбид
тантала
_
—
—
—
—
3
кобальт
2
3
4
4
6
6
6
8
8
4
6
8
9
12
12
22
карбидов вольфрама. Если в сплаве более 15% TiC, то весь вольфрам
растворяется в карбиде титана и структура сплава состоит из твердого
раствора карбида вольфрама в карбиде титана и твердого раствора
кобальта в карбидах.
Различный химический состав марок твердых сплавов определяет
различие их физико-механических и режущих свойств. В табл. 6
приведены некоторые физико-механические и режущие свойства наи-
наиболее употребительных марок твердых сплавов. Там же для сравнения
приведены свойства быстрорежущей стали Р18.
Твердость и теплостойкость титано-вольфрамовых сплавов выше,
чем вольфрамовых, причем твердость сплавов возрастает с увеличе-
увеличением содержания карбидов титана и вольфрама и уменьшением ко-
кобальта. Увеличение твердости и теплостойкости титано-вольфрамовых
сплавов сопровождается снижением их прочности на изгиб и ударной
вязкости. Предел прочности на изгиб сплавов уменьшается по мере
увеличения в сплавах карбидов вольфрама и титана и уменьшения
кобальта. Теплопроводность титано-вольфрамовых сплавов значи-
значительно ниже, чем вольфрамовых, и приближается к теплопроводности
быстрорежущей стали. Прочность твердых сплавов определяется не
только их составом, но и размером зерен карбида вольфрама. Сплавы
с большим размером зерна имеют большую прочность, что связано
с относительным увеличением толщины прослойки цементирующей
фазы. Уменьшение размеров зерен карбидов вольфрама, наоборот,
несколько снижает прочность, но повышает твердость и износостой-
износостойкость сплава. Стремление сочетать высокую износостойкость с доста-
достаточной изгибной прочностью привело к созданию двухслойных твердых
сплавов. Были получены пластинки вольфрамо-кобальтового сплава,
рабочие поверхности которых с помощью различных методов напы-
напыления покрыты слоем карбида титана толщиной 0,04—0,06 мм. Обла-
Обладая прочностью, свойственной однокарбидным сплавам, такие пла-
пластинки имеют более высокую теплостойкость и износостойкость.
Таблица 6
Физико-механические и режущие свойства некоторых марок твердых сплавов
Марка сплавов
ВК2
ВК6
ВК8
Т30К4
Т15К6
Т5КЮ
ТТ7К12 ....
Сталь Р18 . . .
Твердость
HRA
F0 кгс)
90
88
87,5
92
90
88,5
88,5
83
Теплопровод-
Теплопроводность,
кал /см • с° С
0,145
0,141
0,05
0,065
0,083
—
0,05
V
кгс/мм2
100
120
140
95
115
120
150
300
<J_B.
кгс/мм2
410
460
480
370
—
410
"а-
кгс-м/см2
0,6
0,3
—
0,89
е°кр
800-850
850—900
750
600
23
Как видно из табл. 6, основным преимуществом двухкарбидных и
однокарбидных твердых сплавов по сравнению с быстрорежущей
сталью является их значительно более высокая твердость и
теплостойкость, обеспечивающие повышенную износостойкость инстру-
инструментов при высоких скоростях резания. Последнее при равных перио-
периодах стойкости позволяет назначать для твердосплавных инструментов
скорости резания в 3—5 раз более высокие, чем для быстрорежущих.
Однако по ряду показателей твердые сплавы уступают быстрорежущей
стали. В первую очередь это относится к прочности на изгиб и ударной
вязкости. Предел прочности на изгиб твердых сплавов, в среднем,
в 2,5 раза ниже, чем у стали Р18, а ударная вязкость уменьшается
еще сильнее: так, для вольфрамовых сплавов она в 1,5 раза, а для
титано-вольфрамовых в 3 раза меньше, чем у стали Р18. Поэтому
твердосплавные инструменты работают относительно хуже и более
склонны к авариям при тяжелом силовом режиме, ударном прило-
приложении нагрузки и малой жесткости системы СПИД. Повышенная
хрупкость твердых сплавов сочетается с высокой чувствительностью
к местному перегреву и циклическому изменению тепловой нагрузки,
что особенно плохо влияет на работу инструментов при прерывистом
резании. Периодически повторяющееся возрастание температуры при
рабочем ходе лезвия и ее снижение при хОлостом ходе приводит к появ-
появлению yqтaлocтнoгo износа твердого сплава. Поэтому относительное
снижение стойкости твердосплавного инструмента при переходе от
непрерывного резания к прерывному более заметно, чем у быстроре-
быстрорежущего инструмента.
Твердые сплавы менее технологичны, чем инструментальные стали.
Повышенная твердость и малая теплопроводность затрудняют шлифо-
шлифование и заточку инструментов из твердого сплава. Во избежание воз-
возникновения, трещин на лезвиях твердосплавные инструменты затачи-
затачиваются при пониженных режимах обработки.
Повышенную хрупкость вольфрамовых и особенно титано-вольфра-
мовых сплавов необходимо учитывать при конструировании и эксплуа-
эксплуатации инструментов. Из табл. 6 видно, что твердые сплавы, значи-
значительно уступая быстрорежущей стали по прочности на изгиб, равны
ей или даже превосходят сталь по прочности на сжатие. Очевидно,
режущий клин твердосплавного инструмента должен быть таким,
чтобы действующие на инструмент нагрузки создавали в клине
преобладающие напряжения не изгиба, а сжатия, которые твер-
твердый сплав, как всякий хрупкий материал, воспринимает несравнен-
несравненно лучше. При эксплуатации твердосплавные инструменты должны
работать с меньшими подачами, чем быстрорежущие. Ниже при-
приведены средние значения коэффициента /Си Для твердых сплавов
при точении:
а) при обработке углеродистых сталей
Марка твердого сплава Т5КЮ Т14К8 Т15К6 Т15К6Т Т30К.4
Коэффициент /Си 0,65 0,9 ! 1,1 1,4
б) при обработке чугуна
Марка твердого сплава ВК8 В Кб В КЗ ВК2
Коэффициент АГИ 0,83 1 1,15 1,2
24
Трехкарбидные титано-тантало-вольфрамовые сплавы по своим
свойствам занимают промежуточное положение между сплавами вы-
высокой теплостойкости и титано-вольфрамовыми твердыми сплавами.
Уступая сплавам группы ТКпо теплостойкости, они превосходят их
по прочности. Скорость резания, допускаемая сплавом ТТ7К12 при
малых сечениях срезаемого слоя, в 2—3 раза превышает скорость
резания, допускаемую сталью Р18, и в 1,5 раза ниже скорости резания
для сплава Т5К10.
Выбор группы твердого сплава при конструировании инструментов
определяется родом и механическими свойствами материала обрабаты-
обрабатываемой заготовки и условиями работы. Обработка хрупких материалов
(чугунов) по сравнению с обработкой пластичных материалов (сталей)
характерна меньшими температурами резания. Поэтому при обработке
чугуна используют менее теплостойкие, но более дешевые сплавы
группы В К. Применение вольфрамовых сплавов в зтом случае полезно
и вследствие их повышенной прочности, так как ширина площадки
контакта (см. рис. 1) при обработке чугуна мала и нагрузка на перед-
передней поверхности концентрируется в непосредственной близости от
лезвия — наиболее уязвимого места инструмента. Сплавы группы В К
применяют также при резании мягких цветных металлов, обработка
которых сопровождается малой интенсивностью тепловыделения.
При резании конструкционных углеродистых и легированных ста-
сталей и сплавов, когда температура резания высока, применение воль-
вольфрамовых сплавов не обеспечивает высокой производительности об-
обработки, и целесообразнее использовать более теплостойкие и износо-
износостойкие сплавы группы ТК. Однако в некоторых случаях, когда при
обработке указанных материалов прочность титано-вольфрамовых
сплавов оказывается недостаточной, используют менее теплостойкие,
но более прочные сплавы группы ВК. К таким случаям можно отнести:
1) обработку некоторых сталей и сплавов, обладающих высокой твер-
твердостью и вязкостью, титановых сплавов повышенной прочности, зака-
закаленных углеродистых и легированных сталей; 2) обработку с большими
сечениями срезаемого слоя при прерывистом резании; 3) обработку
при малой жесткости технологической системы СПИД.
Сплавы группы ТТК по применимости являются универсальными
и их можно использовать при обработке как сталей, так и чугуна.
Основная область применения трехкарбидных сплавов — это резание
с очень большими сечениями срезаемого слоя (точение и строгание),
обработка с тяжелыми ударами. В этих случаях повышенная прочность
титано-тантало-вольфрамовых сплавов компенсирует их пониженную
теплостойкость.
При выборе марки твердого сплава в пределах каждой группы
необходимо руководствоваться следующим основным правилом: чем
тяжелее условия работы инструмента в силовом отношении, тем больше
кобальта должен содержать сплав, и чем легче силовой режим, тем
больше в сплавах должно содержаться карбидов титана и вольфрама.
В табл. 7 приведены рекомендации по выбору марок твердых сплавов
при точении заготовок из углеродистой конструкционной стали и
чугуна.
25
Таблица 7
Рекомендации по выбору марок твердых сплавов
при точении заготовок из конструкционной углеродистой стали и чугуна
Условия обработки
Черновое точение с большими сечениями срезае-
срезаемого слоя, точение по литейной или штамповоч-
штамповочной корке, точение с ударами
Непрерывное черновое точение со средними сече-
сечениями срезаемого слоя, получистовое точение
Чистовое точение с малыми сечениями срезаемого
слоя при высоких скоростях резания
Марка твердого сплава при
точении яиготппки ия
углеродистой
стали
Т5К12В
Т5КЮ
Т14К8
Т15К6
Т30К4
чугуна
ВК8
ВК6
в кем
вкзм
ВК2
Номенклатура инструментов, изготовляемых из твердых сплавов,
весьма широка: резцы всевозможных типов (проходные, подрезные,
отрезные, расточные), резцы фасонные с несложным фасонным конту-
контуром, сверла с прямыми канавками, монолитные винтовые сверла,
зенкеры, развертки, торцовые фрезы, концевые монолитные фрезы и
концевые фрезы с винтовыми пластинками, пазовые фрезы, осевые
цилиндрические фрезы, фасонные фрезы с простым фасонным конту-
контуром, червячно-модуль'ные фрезы, метчики. По мере совершенствова-
совершенствования технологии инструментального производства область применения
твердосплавного инструмента непрерывно расширяется.
МИНЕРАЛЬНАЯ КЕРАМИКА
Для изготовления режущих инструментов используют оксидную мине-
минеральную керамику, являющуюся кристаллической окисью алюминия
(А12О3). Наибольшее распространение получила минеральная кера-
керамика, называемая микролитом марки ЦМ-332. Микролит так же, как
и твердые сплавы, получают спеканием. Исходным материалом для
изготовления минеральной керамики является тонкоизмельченный
(размер зерна 1—2 мкм) порошок корунда — искусственной окиси
алюминия, полученной прокаливанием при температуре 1500—1700° С
технического глинозема. Для предотвращения роста кристаллов
корунда при спекании в керамику добавляют 0,5—1"ь окиси магния
MgO, которая, вступая в реакцию с окисью алюминия, образует доста-
достаточно прочное цементирующее вещество. При прессовании керами-
керамических пластинок в исходную шихту добавляют пластификатор:
5%-ный раствор каучука в бензине. Спекание пластинок производят
в два приема: первое спекание в течение 2 ч при температуре 1100° С
и второе спекание в течение 10—15 мин при температуре 1720—1760° С.
В результате спекания микролит представляет собой поликристалли-
поликристаллическое тело, состоящее из мельчайших кристаллов корунда и меж-
26
кристаллитной прослойки в виде аморфной стекловидной массы.
Минеральная керамика поставляется в виде пластинок тех же форм
и размеров, что и пластинки твердых сплавов. Пластинки минерало-
керамики прикрепляют к корпусу инструментов припаиванием,
приклеиванием и механическим путем. Минеральная керамика яв-
является наиболее дешевым и доступным инструментальным материалом,
так как не содержит в своем составе дефицитных и дорогих химических
элементов, являющихся основой инструментальных сталей и твердых
сплавов. Наряду с этим микролит обладает большой твердостью
(HRA 91—93) и исключительно высокой теплостойкостью: его крити-
критическая температура составляет екр = 1200° С. По теплостойкости
минеральная керамика превосходит все распространенные инстру-
инструментальные материалы, включая алмазы, что позволяет мине-
ралокерамическому инструменту работать со скоростями резания,
значительно превышающими скорости резания твердосплавных ин-
инструментов. Это является основным достоинством минеральной
керамики. По сравнению с другими инструментальными материа-
материалами микролит наименее склонен к слипанию с обрабатываемым
материалом.
Серьезным недостатком минеральной керамики, ограничивающим
ее применение, является пониженная прочность на изгиб и низкая
ударная вязкость. Микролит ЦМ-332 имеет предел прочности на
изгиб аи = 35 -г- 40 кгс/мм2 и ударную вязкость ан = 0,05 кгс- м/см2,
что значительно меньше, чем у наименее прочных титано-вольфрамо-
титано-вольфрамовых твердых сплавов. Предел прочности на сжатие микролита ЦМ-332
на 20—30Vo превосходит предел прочности твердых сплавов и состав-
составляет а_в = 500 кгс/ммг. Не менее существенным недостатком мине-
минеральной керамики является исключительно низкая сопротивляемость
циклическому изменению тепловой нагрузки, в результате чего при
прерывистом резании на контактных поверхностях инструмента воз-
возникают температурные усталостные трещины, являющиеся причиной
преждевременного выхода инструмента из строя. Из-за низкой
прочности на изгиб и высокой хрупкости минеральную кера-
керамику целесообразно использовать при обработке мягких цветных
металлов. При обработке стали и чугуна применение минераль-
минеральной керамики ограничивается чистовым непрерывным точением
с малыми сечениями срезаемого слоя при отсутствии толчков и
ударов.
Предпринимаются попытки повысить изгибную прочность мине-
минеральной керамики введением в ее состав упрочняющих добавок:
металлов (молибдена, вольфрама, титана) или сложных карбидов
этих элементов. Первая разновидность упрочненной керамики полу-
получила название кермета. Вторая разновидность содержит в своем составе
карбиды вольфрама и молибдена и называется карбидной керамикой.
Оба указанных мероприятия повышают предел прочности на изгиб
минеральной керамики, но одновременно снижают ее теплостойкость
и износостойкость. Например, предел прочности на изгибе карбид-
карбидной керамики, содержащей 40% WC и Мо2С, повышается до 50—
60 кгс/мма, но ее период стойкости по сравнению с керамикой ЦМ-332
27
снижается в 4—5 раз. Кермет марки НС20М, состоящий из 75% окиси
алюминия и 25% твердого раствора типа (Ti, W, Mo) С, имеет предел
прочности на изгиб на 25% больше, чем керамика ЦМ-332, и пригоден
для фрезерования и прерывистого точения.
АЛМАЗЫ И КУБИЧЕСКИЙ НИТРИД БОРА
Широкое применение алмазного инструмента в отечественной промыш-
промышленности стало возможным после открытия Якутских алмазоносных
месторождений. Синтетические алмазы для оснащения инструментов
слишком мелки, так как их размеры не превышают 0,2—0,4 мм.
Алмаз — кристаллический углерод—по своей природе представ-
представляет собой одну из аллотропических модификаций углерода. В при-
природе алмазы встречаются в виде кристаллов и так называемых агрега-
агрегатов, представляющих собой сросшиеся кристаллические зерна и
кристаллики. Наиболее распространенными формами кристаллов яв-
являются: 1) октаэдр (восемь граней треугольной формы); 2) гексаэдр
(куб); 3) ромбододэкаэдр (двенадцать граней ромбовидной формы);
4) кривогранные- кристаллы: октаэдроиды, гексаэдроиды, ромбододэка-
эдроиды. Правильной формы кристаллы встречаются сравнительно
редко; значительно чаще встречаются осколки кристаллов и агрегаты.
Окраска алмаза зависит от примесей и может меняться от бесцветной
до черной. Основными разновидностями технических алмазов яв-
являются борт, баллас .и карбонадо. Борт — кристалл октаэдрической
формы с дефектами; баллас — шаровидный агрегат мелкозернистого
строения; карбонадо — тонкозернистый пористый агрегат черного
цвета.
Якутские алмазы обычно бесцветные; форма кристалликов — ок-
октаэдр и ромбододэкаэдр. Кристаллы алмаза отличаются большой ани-
анизотропией и имеют так называемые «твердые» и «мягкие» направления,
в которых твердость и прочность неодинаковы. Расположение указан-
указанных направлений зависит от формы кристалла. При подготовке
кристаллов алмаза для инструментов их необходимо обрабатывать
в «мягком» направлении, а при закреплении кристаллов в инстру-
инструменте располагать их так, чтобы износу сопротивлялись «твердые»
направления.
В режущих инструментах применяют кристаллы алмаза весом от
0,31 до 0,75 карата A карат равен 0,2 г). Закрепление кристаллов
в инструменте осуществляется пайкой и механическим путем. Мелкие
кристаллы @,31—0,6 карата) впаивают в державку инструмента с по-
.мощью серебряных, медноцинковых или латунных припоев. Более
крупные кристаллы (более 0,6 карата) закрепляют механическим
путем, в этом случае инструмент состоит из державки, вставки с ал-
алмазом и накладки, крепящей вставку. Вставку изготовляют из смеси
порошков меди (80%) и олова B0%), прессуют и спекают вместе с ал-
алмазом, а затем обнажают будущие режущие поверхности инструмента.
Алмаз обладает многими свойствами, весьма полезными для осна-
оснащения им режущих инструментов, и в первую очередь исключительно
28
высокой твердостью. Микротвердость алмаза A0 000—10 600 кгс/мм2)
примерно в 7 раз превосходит микротвердость карбида вольфрама
A200—1700 кгс/мм2) и в 3,5 раза карбида титана B900—3200 кгс/мм2).
Алмаз отличается высокой теплопроводностью @,35 кал/см •с'Х),
намного превышающей теплопроводность всех известных инструмен-
инструментальных материалов, что способствует хорошему отводу тепла из
зоны резания и снижению температуры резания. Малый коэффициент
линейного расширения алмаза @,73-=- 1,45)-10~в позволяет произ-
производить алмазным инструментом точную размерную обработку. Низкий
коэффициент трения по стали (^ = 0,17 -н 0,05) и малая склонность
к адгезии обеспечивают при резании алмазными инструментами низ-
низкую шероховатость обработанной поверхности.
Но наряду с перечисленными достоинствами алмаз имеет и ряд
серьезных недостатков, из которых главным является пониженная
прочность. Предел прочности алмаза на сжатие составляет с_Б =
= 200 кгс/мм2, а предел прочности на изгиб аи = -30 кгс/мм2, что
значительно меньше, чем у твердых сплавов и у минеральной кера-
керамики. Несмотря на очень большую твердость, химическая устойчи-
устойчивость алмаза невысока. При нагреве на воздухе до температур 700—
800° С происходит графитизация алмаза и наружные поверхности
кристаллов превращаются в аморфный углерод. При нагревании ал-
алмаза в контакте с железом при температуре 750° С происходит интен-
интенсивное растворение алмаза в железе. Поэтому критические темпера-
температуры при резании не должны превышать 700—750° С. Алмаз является
очень дорогим инструментальным материалом; стоимость алмазных
инструментов в 50 раз и более выше стоимости аналогичных твердо-
твердосплавных инструментов.
Высокая хрупкость и относительно низкая теплостойкость алмаза
не позволяют применять его при обработке черных металлов (стали
и чугуна). Алмазные инструменты в настоящее время успешно при-
применяют при обработке цветных металлов, прочных пластмасс и полу-
полупроводников, при резании которых недостатки алмаза менее ощутимы.
Номенклатура алмазных инструментов невелика. Алмазом оснащают
проходные и расточные резцы, торцовые фрезы и перовые сверла.
Отечественная промышленность выпускает синтетические мате-
материалы того же назначения, что и алмаз. К ним в первую очередь
относится кубический нитрид бора КНБ (эльбор, боразон). Кубиче-
Кубический нитрид бора представляет собой химическое соединение бора и
азота. Технология его производства сходна с производством синте-
синтетических алмазов. Исходным материалом для производства -кубиче-
-кубического нитрида бора является нитрид бора, свойства которого анало-
аналогичны свойствам графита.
Кубический нитрид бора имеет структуру алмазного типа, но
в узлах кубической кристаллической решетки вместо атомов углерода
находятся атомы азота и бора. Зерна кубического нитрида бора со-
состоят из монокристаллов, плотных и зернистых агрегатов темного
цвета. Мелкие кристаллы эльбора размером до 0,4 мм имеют форму
октаэдра; кристаллы больше 0,4 мм, как правило, правильной огранки
не имеют. Твердость кубического нитрида бора ниже, чем алмаза,
29
и равна 8500—9400 кгс/мм2. По теплостойкости кубический нитрид
бора значительно превосходит алмаз (бкр = 1200 -з- 1300° С). Однако
его теплопроводность примерно в 3 раза ниже, чем алмаза. Кубиче-
Кубический нитрид бора химически инертен по отношению к материалам,
содержащим углерод, а поэтому его износостойкость при обработке
сталей и чугунов значительно выше, чем износостойкость алмазов.
В последнее время освоено производство крупных иоликристалли-
ческих образований кубического нитрида бора (ПКНБ) диаметром
3—4 мм и длиной 5—6 мм, обладающих высокой прочностью (ои =
= 100 кгс/мм2). Поликристаллы таких размеров позволяют оснащать
кубическим нитридом бора токарные резцы и торцовые фрезы для
обработки закаленной стали (HRC до 50) и высокопрочных чугунов
с чистотой обработанной поверхности до 7—8-го классов и точно-
точностью до 1—2-го классов.
Глава II
ГЕОМЕТРИЧЕСКИЕ
ПАРАМЕТРЫ ИНСТРУМЕНТОВ,
ФОРМА И РАЗМЕРЫ
СРЕЗАЕМОГО СЛОЯ
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Для того чтобы инструмент мог удалить с детали припуск, оставленный
на обработку, инструменту и детали сообщают движения с определен-
определенными направлениями и скоростями. Как показал Г. И. Грановский [15],
несмотря на большое число методов обработки и их разнообразие,
все они могут быть определены принципиальными кинематическими
схемами, которые выражают абсолютные движения, сообщаемые в про-
процессе резания инструменту и обрабатываемой детали механизмами
станка. Кинематика рабочих органов металлорежущих станков на-
намного упрощается при использовании принципиальных кинематиче-
кинематических схем, основанных на сочетании равномерных движений: пря-
прямолинейных и вращательных. В зависимости от числа и характера
сочетаемых движений принципиальные кинематические схемы могут
быть разделены на восемь групп: I — одно прямолинейное движение;
II — два прямолинейных движения; III — одно вращательное дви-
движение; IV — одно вращательное и одно прямолинейное движение;
V — два вращательных движения; VI — два прямолинейных и одно
вращательное движение; VII — два вращательных и одно прямолиней-
прямолинейное движение; VIII — три вращательных движения. Наибольшее рас-
распространение получили принципиальные кинематические схемы: с од-
одним прямолинейным движением и с одним прямолинейным и одним
вращательным движением.
В зависимости от соотношения угловых и линейных скоростей
движений, сообщаемых инструменту и детали, возникают различные
методы обработки. Одно из движений, сообщаемых инструменту или
детали, называют движением резания, а другое — движением подачи.
Движением резания называют такое, которое необходимо для осущест-
осуществления процесса превращения срезаемого слоя в стружку. Движением
подачи называют такое, которое необходимо, чтобы указанный про-
процесс совершался непрерывно или повторялся периодически. Отличи-
Отличительным признаком движения резания является также и то, что ско-
скорость этого движения во много раз превышает скорость движения
подачи. Скорость движения резания называют скоростью резания;
скорость движения подачи принято называть просто подачей. На
рис. 3 и 4 изображены схемы двух распространенных видов обработки:
31
Рис. 3. Схема строгания
Рис. 4. Схема точения
строгания (рис. 3) и продольного точения (рис. 4). При строгании
.движением резания является прямолинейное движение резца, а дви-
движением подачи — прямолинейное движение детали, совершаемое после
каждого двойного хода резца. При продольном точении движением
резания является вращательное движение детали, а движением подачи —
то, которое происходит одновременно с движением резания,— пря-
прямолинейное движение резца вдоль оси детали. Если движение подачи
остановить, то обработка детали закончится после одного хода резца
при строгании и одного оборота детали при точении.
Сущность того или иного метода обработки определяется только
соотношением скоростей, осуществляемых при движении, и не зави-
зависит от того, сообщается ли движение резания и подачи инструменту
или детали. Например, если при строгании движение резания сооб-
сообщают резцу, то это соответствует обработке на поперечно-строгаль-
поперечно-строгальном станке, а если детали — то на продольно-строгальном станке.
При сверлении на сверлильном станке вращательное движение реза-
резания совершает сверло, а на револьверном станке — деталь. Соответ-
Соответственно движение подачи может совершать как инструмент, так и
деталь. При некоторых методах обработки имеет место третье дви-
движение, являющееся вспомогательным движением формообразования
и служащее для придания детали необходимой конфигурации. Таким
третьим движением, например при нарезании резьбы резцом, яв-
является его перемещение вдоль оси детали на расстояние, равное шагу
резьбы за время одного оборота детали, а при фрезеровании венцов
зубчатых колес червячно-модульными фрезами поворот детали на
один зуб за время одного оборота фрезы.
В зависимости от того, совершаются движения резания и подачи
одновременно или в разное время, все инструменты, делят на две
группы: инструменты с простым и сложным рабочим движением.
Если движение подачи отсутствует в то время, когда совершается
движение резания, то инструмент имеет простое рабочее движение.
Если же движение резания и движение подачи совершаются одновре-
одновременно, то инструмент имеет сложное рабочее движение. Очевидно,
32
что строгальный резец, изображенный на рис. 3, совершает простое
рабочее движение, а токарный резец, изображенный на рис. 4, —
сложное рабочее движение. Большинство режущих инструментов (то-
(токарные резцы, сверла, зенкеры, развертки, фрезы и др.) имеют слож-
сложное рабочее движение. Инструментов с простым .рабочим движением
значительно меньше. К ним можно отнести строгальные и долбежные
резцы, протяжки и некоторые другие инструменты.
Если при сложном рабочем движении инструмента (см. рис. 4)
векторы tins, скорости резания и подачи сложить, то результирую-
результирующий вектор W называют вектором истинной скорости резания. Так
как вектор sM весьма мал по сравнению с вектором v, то истинная
скорость резания по величине мало отличается от скорости резания.
При простом рабочем движении, если отсутствует вспомогательное
движение формообразования (см. рис. 3), понятия истинной скорости
резания и скорости резания совпадают. Вектор истинной скорости
резания всегда касателен к траектории рабочего движения инстру-
инструмента, которая на рис. 3 и 4 обозначена цифрой 4. При строгании
траекторией рабочего движения является прямая линия, а при точе-
точении — винтовая линия с винтовой осью, совпадающей с осью детали.
В процессе срезания припуска на детали различают характерные
поверхности: обрабатываемую, обработанную и поверхность резания.
Обрабатываемой поверхностью / (см. рис. 3 и 4) называют такую
поверхность заготовки детали, которая исчезает в результате снятия
припуска. Обработанной поверхностью 2 называют поверхность, обра-
образовавшуюся на детали после снятия припуска. Поверхностью реза-
резания 3 называют поверхность, непосредственно образуемую лезвиями
инструмента в процессе резания. Эта поверхность является переход-
переходной между обрабатываемой и обработанной поверхностями, она суще-
существует только во время резания и исчезает после окончания обработки.
Поверхность резания с геометрической точки зрения образована сово-
совокупностью траекторий относительного рабочего движения инстру-
инструмента". Поэтому ее форма определяется формой лезвий инструмента и
сочетанием движений детали и инструмента в процессе резания. При
строгании поверхность резания является плоскостью, а при продоль-
продольном точении — конволютной винтовой поверхностью.
Реальная форма обработанной поверхности всегда отличается от
той идеальной формы, которая задается чертежом детали.
Если формообразование детали рассматривать только с геометри-
геометрической точки зрения, то форма обработанной поверхности будет зави-
зависеть от формы поверхности резания, так как обработанная поверхность
детали образована несрезанными участками поверхности резания
(рис. 5, а). Для рассматриваемых (см. рис. 3 и 4) методов обработки
обработанная поверхность представляет собой совокупность гребеш-
гребешков, очерченных при строгании двумя плоскостями, а при точении —
двумя винтовыми поверхностями.
Для того чтобы режущий инструмент мог осуществлять процесс
резания, его режущая часть должна быть очерчена определенными
поверхностями. Рассмотрим эти поверхности на примере наиболее
распространенного инструмента — резца (рис. 6). Поверхность / на-
2 Бобров В. Ф. 33
6 1
Рис. 5. Несвободное (а) и свободное F") резание
Рабочая часть
зывают передней поверхностью. Это такая поверхность инструмента,
по которой в процессе резания сходит стружка. Поверхность 2 назы-
называют задней поверхностью. Это такая поверхность инструмента, кото-
которая примыкает к поверхности резания. Поверхность 3 называют
вспомогательной задней поверхностью. Это такая поверхность инстру-
инструмента, которая обращена к обработанной поверхности. Передняя и
задняя поверхности инструмента могут быть вогнутыми, выпуклыми
поверхностями, плоскостями или их комбинациями. Пересечение пе-
передней и задней поверхностей образует главное лезвие 4, а пересече-
пересечение передней и вспомогательной задней поверхностей — вспомога-
вспомогательное лезвие 5. Между главным и вспомогательным лезвиями рас-
располагается переходное лезвие 6, которое образовано пересечением
передней поверхности с переходной задней поверхностью 7. Для про-
простоты изготовления инструмента переходное лезвие очерчивают дугой
окружности или прямой линией. У некоторых инструментов переход-
переходное лезвие отсутствует, и тогда главное и вспомогательное лезвия
пересекаются в точке, называемой вершиной инструмента. На пере-
переходном лезвии вершиной инструмента называют ту точку лезвия,
которой инструмент при его установке на станке коснется обработан-
обработанной поверхности. В зависимости от типа инструмента вспомогатель-
вспомогательных задних поверхностей на нем может быть больше чемодна (напри-
(например, отрезной резец), а может и не быть совсем (например, осевая ци-
цилиндрическая фреза).
Если в работе участвует только одно главное лезвие, то такое
резание называют свободным (см. рис. 5, б); если же в работе помимо
главного лезвия принимают участие переходное и вспомогательное
лезвия, то резание называют несвободным (см. рис. 5, а). Углы, под
которыми поверхности и лезвия инструмента расположены в прост-
пространстве, называют геометрическими параметрами инструмента.
Любой режущий инструмент нужно рассматривать с двух точек
зрения: как некоторое геометрическое тело определенной формы и
размеров и как орудие труда, с помощью которого осуществляется
определенный метод обработки. Соответственно этому и геометриче-
геометрические параметры инструмента целесообразно разделять на параметры
инструмента как геометрического тела, нужные при изготовлении
инструмента (так называемые статические углы или углы заточки),
и параметры инструмента в процессе резания, определяющие усло-
34
вия протекания процесса (так называемые рабочие углы или углы
движения). Статические углы или углы заточки инструмента, рас-
рассматриваемого как некоторое геометрическое тело, для сокращения
будем называть просто геометрическими параметрами. Углы движе-
движения или рабочие углы инструмента, образующиеся в процессе резания,
будем называть рабочими геометрическими параметрами. Как будет
показано ниже, рабочие углы некоторых инструментов при опреде-
определенных условиях обработки могут по величине очень сильно отли-
отличаться от углов заточки. Сообщив инструменту при его работе те или
иные движения или изменив соотношение скоростей этих движений,
можно при неизменных углах заточки получить различные по вели-
величине рабочие углы.
При рассмотрении инструмента как геометрического тела отсчет-
ные плоскости или поверхности, относительно которых фиксируются
в пространстве положения его режущих поверхностей и лезвий,
должны быть такими, чтобы обеспечить при существующих техноло-
технологических средствах наибольшую простоту изготовления и контроля
инструмента после его изготовления. Так как различные типы инстру-
инструментов имеют различные конструктивные формы и технологию изго-
изготовления, то и отсчетные плоскости или поверхности тоже могут быть
различными. Но если инструмент рассматривается в процессе резания,
то в этом случае его режущие поверхности необходимо ориентировать
относительно той поверхности, с которой срезается слой материала,
т. е. от поверхности резания или образующих ее траекторий относи-
относительного рабочего движения инструмента.
Во время обработки режущий клин инструмента срезает с по-
поверхности резания слой материала определенных размеров и формы.
На рис. 7 показан простейший случай обработки, когда .инструмент
с прямолинейным главным лезвием перемещается по плоской поверх-
поверхности резания, срезая с нее слой размерами а и Ь. Толщиной а срезае-
срезаемого слоя называют размер слоя (удаляемого с поверхности резания),
измеренный по нормали между соседними положениями поверхности
Рис. 7. Срезание слоя при свободном резании:
/ — поверхность резания, полученная после предыдущего про-
прохода инструмента; 2 — поверхность резания, по которой лез-
лезвие инструмента перемещается при последующем проходе
2* • 35
резания. Шириной срезаемого слоя Ъ называют размер слоя (удаляе-
(удаляемого с поверхности резания), измеренный в направлении, нормальном
к толщине слоя. Ширину b и толщину а принято называть физическими
размерами срезаемого слоя.
Лезвие соприкасается с поверхностью резания на длине /. Этот
размер называют рабочей длиной лезвия. В том случае, когда вектор v
скорости резания неперпендикулярен к лезвию инструмента, рабочая
длина / лезвия больше ширины Ь срезаемого слоя. Если же вектор v
перпендикулярен лезвию (угол К — 0°), то рабочая длина лезвия
равна ширине срезаемого слоя.
В результате перемещения инструмента срезаемый с поверхности
резания слой превращается в стружку 3 (рис. 7). Если вектор v пер-
перпендикулярен к лезвию, то толщина и ширина срезаемого слоя опре-
определяют толщину ас и ширину Ьс стружки, а также ширину и длину
контактных площадок соприкосновения стружки и поверхности реза-
резания с передней и задней поверхностями инструмента. Если вектор v
неперпендикулярен лезвию, то только толщина срезаемого слоя опре-
определяет толщину стружки, ширина же стружки определяется не шири-
шириной срезаемого слоя, а рабочей длиной лезвия.
ЭЛЕМЕНТЫ КОНСТРУКЦИИ
И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦА
(УГЛЫ ЗАТОЧКИ)
При используемых в технологии изготовления резцов приемах за-
заточки и контроля поверхности и лезвия режущей части резца целе-
целесообразно ориентировать относительно прямоугольного трехгранника,
образованного тремя взаимно перпендикулярными плоскостями /, //,
III (рис. 8). Плоскость /, совпадающую с плоскостью чертежа, назы-
называют опорной плоскостью. Плоскость //, перпендикулярную к ней,
называют боковой плоскостью. Плоскость /// перпендикулярна пер-
первым двум плоскостям. Резец положен на основную плоскость, его
боковая сторона совмещена с боковой плоскостью, а вершина касается
плоскости ///. Тем самым резец получил определенную ориентацию
относительно трехгранника.
Положение главного лезвия определяют главным углом в плане ф.
Главным углом в плане резца называют угол между проекцией глав-
главного лезвия на опорную плоскость и плоскостью, перпендикулярной
к опорной и боковым плоскостям. Положение вспомогательного лез-
лезвия определяют вспомогательным углом в плане cpi. Вспомогательным
углом в плане резца фх называют угол между проекцией вспомога-
вспомогательного лезвия на опорную плоскость и плоскостью, перпендикуляр-
перпендикулярной к опорной и боковой плоскостям.
Для изображения положения передней и задней поверхностей ре-
резец рассекают плоскостью NN, называемой главной секущей плоско-
плоскостью. Главная секущая плоскость перпендикулярна проекции глав-
главного лезвия на опорную плоскость. Положение передней поверхности
определяют передним углом у. Передним углом резца называют угол
36
N-N
Л
Рис. 8. Геометрические параметры резца
между передней поверхностью или плоскостью, к ней касательной, и
плоскостью, параллельной опорной плоскости. Передний угол харак-
характеризуют абсолютной величиной и знаком. Если передний угол рас-
располагается вне тела инструмента (сечение а), то условились считать
его положительным, а если в теле инструмента (сечение б), то отрица-
отрицательным.
Положение задней поверхности определяют задним углом а. Зад-
Задним углом резца называют угол между задней поверхностью или пло-
плоскостью, к ней касательной, и плоскостью, проходящей через главное
лезвие перпендикулярно опорной плоскости. Задний угол по знаку
должен быть только положительным. В противном случае лезвие резца
при работе не коснется поверхности резания.
Для изображения положения вспомогательной задней поверхности
резец рассекают плоскостью A^iVj, перпендикулярной к проекции
вспомогательного лезвия на опорную плоскость. Плоскость А^А^
называют вспомогательной секущей плоскостью. Положение вспомо-
вспомогательной задней поверхности определяют вспомогательным задним
углом аг. Вспомогательным задним углом резца называют угол между
вспомогательной' задней поверхностью или плоскостью, к ней каса-
касательной, и плоскостью, проходящей через вспомогательное лезвие
перпендикулярно опорной плоскости.
Положение главного лезвия относительно опорной плоскости опре-
определяют углом К, расположенным в плоскости, проходящей через глав-
главное лезвие перпендикулярно основной плоскости. Этот угол называют
углом наклона главного лезвия. Угол А есть угол между главным лез-
лезвием или касательной к нему и плоскостью, параллельной опорной
плоскости. Так же как и передний угол, угол Я должен характеризо-
характеризоваться не только абсолютной величиной, но и знаком. Если вершина
37
a-Q
м-м
Рис. 9. Продольные и поперечные углы резца
резца является наинизшей точкой главного лезвия, то угол "к
условились считать положительным, а если наивысшей — то отри-
отрицательным. Угол К, изображенный на рис. 8, имеет положительный
знак.
При заточке резцов на некоторых моделях заточных станков необ-
необходимо знать величину передних и задних углов в сечениях плоско-
плоскостями РР и QQ (рис. 9). Плоскость РР, перпендикулярную к опорной
и параллельную боковой плоскостям, называют продольной секущей
плоскостью. Плоскость QQ, перпендикулярную к опорной плоскости
и параллельную плоскости ///, называют поперечной секущей пло-
плоскостью. Углы резца, расположенные в указанных плоскостях, соот-
соответственно называют продольными и поперечными. Определения
продольных и поперечных передних YnP и у„ и задних апр и ап
углов аналогичны определениям углов у и а. Расчетные формулы,
позволяющие определить величину продольных и поперечных углов
в зависимости от известной величины углов у, а, ф и X, получены
с помощью простых геометрических построений и имеют следую-
следующий вид:
1. Расчетные формулы для задних углов:
- igacosp
_ tgacosp
где р — угол между линией, параллельной проекции главного лез-
лезвия на опорную плоскость, и линией пересечения задней
поверхности с опорной плоскостью резца.
Величину угла р определяют по формуле tg p = tg a tg К. Если
угол К не превышает ±5°, то величина угла р мала и ею можно пре-
38
небречь. В этом случае формулы для определения углов апр и ап при-
принимают вид
B)
C)
D)
E)
F)
2. Расчетные формулы для передних углов:
при положительном угле %
при отрицательном угле К
tg Yn =
— tgX cos ф.
В некоторых случаях необходимо знать величину переднего и
заднего углов, расположенных не в главной секущей плоскости, а
в плоскости ММ, перпендикулярной к главному лезвию резца.
На рис. 9 эти углы обозначены v.v и aN, и их величину можно опреде-
определить следующим образом:
G)
(8)
Плоская передняя поверхность резца, изображенная на рис. 8 и 9,
во многих случаях резания не является оптимальной- Если резец
изготовлен из быстрорежущих-сталей, то в зависимости от рода обра-
обрабатываемого материала и условий работы рекомендуют три формы
передней поверхности (рис. 10).
Форма / — криволинейная с фаской предназначена Для резцов
всех типов, кроме фасонных со сложным контуром, обрабатывающих
пластичные материалы с подачей более 0,2 мм/об. Передняя поверх-
поверхность состоит из фаски, параллельной опорной плоскости резца, и
выкружки, очерченной дугой окружности радиуса R. В точке пере-
пересечения выкружки с фаской касательная к ней образует с плоскостью,
параллельной опорной плоскости, передний угол у. Размеры выкружки:
Л Ш
Рис. 10. Формы передней поверхности резцов из быстро-
быстрорежущих сталей
39
^ = (Ю ¦+¦ 15) s для проходных и расточных резцов и R — E0 ч- 60) s
для прорезных и отрезных резцов; ? — 2R sin {у — увр), где унр —
угол, под которым опорная плоскость быстрорежущей пластинки
наклонена относительно опорной плоскости резца.
Форма // — плоская с фаской предназначена для резцов всех ти-
типов, обрабатывающих пластичные материалы с подачей более
0,2 мм/об.
Форма /// — плоская предназначена для резцов всех типов, об-
обрабатывающих хрупкие материалы, а также пластичные материалы,
если подача равна или меньше 0,2 мм/об.
Ширина фаски / для форм I и II равна / = @,8 -t- I) s, а величина
переднего угла зависит от механических свойств обрабатываемого
материала, уменьшаясь при увеличении его твердости и прочности.
Для форм lull передней поверхности угол 7 изменяется в пределах
25—30°, а для формы /// в пределах 5—25°.
тПри оснащении резца пластинкой твердого сплава рекомендуют
также три аналогичные формы передней поверхности (рис. 11), имею-
имеющие те же названия, что и у резцов из быстрорежущих сталей. Отли-
Отличием твердосплавных резцов от быстрорежущих является то, что
угол Yo наклона фаски не равен нулю и имеет отрицательный знак.
Форма / предназначена для резцов, обрабатывающих пластичные
материалы с ав s?i 80 кгс/мм2 при получистовом режиме резания
(s ¦< 0,3 мм/об). Выкружка выполняет функцию стружкозавивального
элемента резца; ее размеры: / = 2 -г 2,5 мм и R яь 21.
Форма // применяется в тех же случаях, что и форма /. а также
для резцов, обрабатывающих хрупкие материалы, но при прерыви-
прерывистом резании и при обработке деталей, имеющих литейную корку.
Форма ///, а предназначена для резцов, обрабатывающих хрупкие
материалы, а также для резцов, обрабатывающих пластичные мате-
материалы, ав ^ 80 кгс/мм2 при чистовом режиме резания с малыми глу-
глубинами резания и подачами.
Форма ///, б предназначена для резцов, обрабатывающих пластич-
пластичные материалы с ан > 80 кгс/мм2, а также при резании пластичных
материалов любой прочности, но при прерывистом резании.
Ширина фаски / колеблется в пределах 0,2—0,5 мм, а угол ее
наклона у0 = —C—5°). Передний угол резца с формой / передней
поверхности равен 15—20°, а передний угол резцов с формами // и ///
зависит от прочности и твердости материала обрабатываемой детали,
уменьшаясь и переходя в область отрицательных значений при уве-
увеличении ов и НВ. Для формы // и ///, а передний угол колеблется в пре-
пределах 8—15 , а для формы ///, б— в пределах E—10°).
УА Х////////?Х>,
а) 6)
Рис. 11. Фирмы передней поверхности резцов с пластинками твердых сплавив
40
Рис. 12. Формы переходного
лезвия резца:
а — дуговая; 6 — прямоли-
прямолинейная
Величина заднего угла резца мало зависит
от механических свойств материала обрабаты-
обрабатываемой детали и определяется величиной по-
подачи. У резцов из быстрорежущих сталей
при s ¦< 0,2 мм/об задний угол и— 12°,
а при s 5= 0,2 мм/об задний угол а = 8°.
У резцов из твердых сплавов при s < 0,3 мм/об
задний угол а — 10 ¦*¦ 12", а приs^s0,3 мм/об
задний угол а = 6 -г- 8°. Величина вспомо-
вспомогательного заднего угла у проходных, рас-
расточных и подрезных резцов делается равной
величине заднего угла.
Величины главного ср и вспомогательного
ц>1 углов в плане зависят от назначения
резца и жесткости технологической системы СПИД. Угол ср лежит
в пределах 30—ЭО" и угол cpj — в пределах 5—30°. При непрерыв-
непрерывном резании угол наклона главного лезвия у резцов из быстро-
быстрорежущих сталей делается равным 0—4° при черновых работах и
0—(—4)° при работах чистовых. У резцов с пластинками твердых
сплавов знак угла К всегда положителен и его величина лежит в пре-
пределах 0—5°. При прерывистом резании, независимо от рода инстру-
инструментального материала, резцы имеют положительный угол наклона
главного лезвия, величина которого лежит в пределах 10—30°.
Переходное лезвие, сопрягающее главное и вспомогательное лез-
лезвия, очерчивают у резцов по дуге окружности или по прямой^рис. 12).
Если переходное лезвие выполнено по прямой, то оно образует пере-
переходный угол в плане ср0. При дуговой форме переходного лезвия вели-
величина радиуса г равна: у резцов из быстрорежущих сталей 1—5 мм и
у твердосплавных резцов 0,5—3 мм. При формах I и II передней по-
поверхности должно соблюдаться неравенство
Длина переходного лезвия 1() = 0,3 -s- 2 мм, а переходный угол
в плане ф0 = 15 -5- 20° для проходных, расточных и подрезных рез-
резцов и ф0 = 45° для резцов отрезных.
РАБОЧИЕ УГЛЫ РЕЗЦА
Рабочие углы инструмента во многих случаях отличаются от углов
инструмента, рассматриваемого как геометрическое тело. Выясним
причину этого явления на примере простейшего инструмента — широ-
широкого строгательного резца, а затем перейдем к более сложному слу-
случаю обработки — продольному точению проходным резцом. На рис. 13
изображен широкий строгальный резец, который работает в условиях
свободного резания, и имеет углы заточки а, у и угол наклона глав-
главного лезвия К — 0. Резец совершает сложное рабочее движение, со-
41
Рис- 13. Рабочие углы широкого строгаль-
строгального резца
ставляющими которого являются
движения в направлениях век-
векторов © и .vM. Вектор v скорости
резания образует с плоскостью,
нормальной к главному лезвию,
угол \р; вектор sM подачи направ-
направлен вниз и образует с вектором ъ
угол, равный 90°. Вектор истин-
истинной скорости резания W =
= v + sM. Разложим ветор г>
на вектор XiN, нормальный к лез-
лезвию, и вектор vr, совпадающий
с лезвием. В результате сложе-
сложения векторов tN и sM получим
вектор Wx, который представ-
представляет собой проекцию вектора
истинной скорости резания на
плоскость, нормальную к глав-
главному лезвию резца. .Вектор W^ показывает направление перемеще-
перемещения точки М лезвия в указанной плоскости, а следовательно, и поло-
положение поверхности резания, которая в рассматриваемом случае обра-
образует с горизонтальной плоскостью угол a,v Когда затачивали заднюю
поверхность резца, то предполагали, что это обеспечит зазор между
задней поверхностью и поверхностью резания, определяемый углом а.
В результате того, что поверхность резания отклонилась от плоско-
плоскости, перпендикулярной к опорной плоскости резца, фактический за-
зазор, измеренный в плоскости, нормальной к лезвию, будет опреде-
определяться не углом а, а меньшим углом, равным a — а^. Так как любая
точка лезвия резца перемещается по поверхности резания в направле-
направлении вектора W истинной скорости резания, то зазор между задней
поверхностью инструмента и поверхностью резания должен быть
таким, чтобы обеспечить свободу относительного перемещения инстру-
инструмента именно в указанном направлении. В связи с этим угол ар, опре-
определяющий зазор между задней поверхностью и поверхностью
резания, будет равен проекции угла a — a,v на направление век-
вектора W.
Нормаль к поверхности резания, с которой удаляется срезаемый
слой, отклоняется от плоскости, параллельной опорной плоскости
резца, а поэтому рабочий передний угол ур, ориентирующий положе-
положение передней поверхности резца относительно поверхности резания,
перестает быть равным переднему углу у. Поскольку направление
перемещения резца составляет с его лезвием угол, не равный 90°,
рабочий угол наклона главного лезвия Ар, определяющий положение
главного лезвия относительно вектора W истинной скорости резания,
перестает быть равным нулю.
42
Приведенные рассуждения позволяют дать формулировки рабочих
углов инструмента и указать направления их измерения.
Рабочим задним углом ар инструмента, измеряемым в направле-
направлении вектора истинной скорости резания (направлении, совпадающем
с траекторией относительного рабочего движения), называют угол
между плоскостью, касательной к задней поверхности инструмента
в точке главного лезвия, и плоскостью, касательной к поверхности
резания в той же точке.
Рабочим передним углом уР инструмента называют угол между
нормалью к поверхности резания в точке главного лезвия и касатель-
касательной к передней поверхности инструмента, проведенной в той же точке
в направлении, нормальном к главному лезвию. Существует и иная
точка зрения, что рабочий передний угол инструмента необходимо из-
измерять в направлении схода стружки [15], [28], которое при переме-
перемещении инструмента в направлении, не перпендикулярном к главному
лезвию, отклоняется от нормали к нему на угол г\. На рис. 13 напра-
направление схода стружки по передней поверхности изображено ли-
линией МК, а угол т] между этим направлением и нормалью к лезвию
называют углом схода стружки. Тогда рабочим передним углом урс
инструмента называют угол между нормалью к поверхности резания
в точке главного лезвия и касательной к передней поверхности инстру-
инструмента, проведенной в той же точке в направлении схода стружки.
Рабочим углом наклона Я.р главного лезвия инструмента, измеряе-
измеряемым в плоскости, касательной к поверхности резания, называют угол
между касательной в точке главного лезвия и плоскостью, перпенди-
перпендикулярной к вектору истинной скорости резания в той же точке.
Выясним, насколько рабочие углы резца отличаются от его углов
заточки^ Проекция угла а — а^ на направление, совпадающее с век-
вектором W истинной скорости резания, т. е. рабочий задний угол ар|
может быть определена с помощью выражения
tg ap «= tg (a - aN) cos Kp. (9)
Рабочий передний угол ур в нормальном направлении
A°)
Если хотят определить величину рабочего переднего угла в напра-
направлении схода стружки, то для этого нужно найти проекцию угла у9
на указанное направление. Из простых геометрических построений
следует, что
tg YPc = sin YP cos т] cos Kp + sin r\ sin \. A1)
Если известны нормальная Wjv и касательная vr составляющие
вектора W, то рабочий угол наклона главного лезвия можно опреде-
определить с помощью выражения
|r- A2)
W N
43
В формулы (9) и A0) входит угол 0^, характеризующий положение
поверхности резания; он может быть определен следующим образом:
vN f cos ¦ф "
Рабочий угол наклона главного лезвия также зависит от угла aN.
Подставляя в формулу A2) значения векторов W ^ и vT, выраженные
через вектор v скорости резания, получим
Анализируя приведенные выражения, можем убедиться, что рабо-
рабочий передний угол yv будет отличаться от переднего угла у только в том
случае, если инструмент совершает сложное рабочее движение. При
простом рабочем движении sM —- 0 и 0Л* = 0, а поэтому ур = у.
Изменение величины рабочего заднего угла ар и угла наклона
главного лезвия Кр, помимо этого, связано с тем, что вектор скорости
резания не перпендикулярен главному лезвию. Поэтому и при про-
простом рабочем движении эти углы не равны углам заточки, так как
tg ар = tg а cos Xp и Кр — г|). Только в том случае, когда при простом
рабочем движении угол г|) будет равен нулю, все рабочие углы резца ур,
ар и Я,р не будут отличаться от углов заточки.
Теперь вернемся к токарному резцу, совершающему продольную
обточку (рис. 14).'Резец, имеющий положительный угол наклона
главного лезвия К, установлен в резцедержателе так, что его вершина
•г
Рис. 14. Рабочие углы токарного проходного резца
44
находится на уровне линии центров передней и Задней бабок станка.
Поэтому все точки главного лезвия будут расположены выше линии
центров. Зададимся произвольной точкой главного лезвия, располо-
расположенной на высоте h относительно линии центров, и определим в этой
•точке рабочие углы ар, yv и лр. Любая точка главного лезвия участвует
в двух движениях: вращательном движении резания со скоростью
резания v и поступательном движении подачи вдоль оси детали со
скоростью sM. Скорость относительного рабочего движения опреде-
определяется вектором W истинной скорости резания (проекция //). В сече-
сечении плоскостью ММ, перпендикулярной к главному лезвию, резец
имеет углы заточки ух и адг (проекция V), величина которых зависит
от углов у и а, расположенных в главной секущей плоскости, и может
быть определена по формулам G) и (8). Углы ур, ар и Кр будут известны,
если мы сумеем отыскать величину угла a,v, определяющего положе-
положение поверхности резания в секущей плоскости ММ и векторы Wn и
W.n определяющие величину угла Кр.
Тогда
WT
Yp=Yat+0.v; tgap=tg(aAr—av)cosAp; tgAp = =-.
w n
Вектор W,v является проекцией вектора W на плоскость MM.
Поскольку вектор W касателен к поверхности резания на проекции //,
его проекция — вектор W^ будет также касателен к поверхности ре-
резания в сечении плоскостью ММ. Таким образом, положение каса-
касательной к поверхности резания на проекции V определит величину
угла aN.
Для того чтобы определить угол А,р, нужно знать величину соста-
составляющих Wx и Wj вектора истинной скорости резания в плоскости,
касательной к поверхности резания в рассматриваемой точке главного
лезвия. __ _
Определить угол aN и векторы WN и Wj наиболее просто, исполь-
используя так называемый кинематический метод определения рабочих
геометрических параметров инструментов, предложенный С. С. Петру-
хиным [61]. Сущность метода состоит в том, что векторы скоростей
движений инструмента и направленные отрезки, характеризующие
положение в пространстве передней и задней поверхностей и главного
лезвия, последовательно ортогонально проектируются с одной проек-
проекции на другую. При этом проектируются не сами векторы и направ-
направленные отрезки, а их ортогональные составляющие. Тогда при орто-
ортогональном проектировании один составляющий вектор изображается
в натуральную величину, а другой проектируется в точку. Исполь-
Используем этот метод для решения нашей задачи. Вектор vp на проекции //
раскладываем на векторы vx и щ, которые переносим на проекцию /.
Вектор щ раскладываем на векторы v3 и 04 и вместе с вектором vx пере-
переносим их на проекцию IV и т. д. Аналогично поступаем и с вектором sM.
Разложив вектор SM на векторы sMl и sm2, переносим их на проекцию IV.
Далее, раскладываем вектор sMl на векторы sm3 и sMi и вместе с векто-
вектором $м переносим их на проекцию V и т. д. Найдем векторы щ, Щ,
45
3... 5№l, sM2, Sm8..., выразив их соответственно через исходные векторы v
s:
J5l=0pcose; 52=0psine;
v3=v2 sin ф == 2p sine sinф;
Vi=0i cos q> = t!psine cos ф;
vb — Vi cos X = vp cos e cos X;
%=$! sin A=OpcosesinX;
vs = s3 cos К = 0P sin esin ф cos K;
Sni = sNcos(p; sM2 = SMsinф;
sM$=5Klsix\'k = su cos {{/sink;
S»i — S«l COS X = S№ COS ф COS X.
На проекции V векторы и9 и ?J10 являются суммой векторов, изобра-
изображенных на проекциях / и /V:
Тогда тангенс искомого угла аЛ> определяется выражением
t>io Vp sin ё cos ф + sM sin ф
ев бр cos e cos А. + Vp sin t sin ф sin к — sM cos ф sin К
Разделим числитель и знаменатель выражения на ур. Тогда
sin e cos ф + _- sii
cos e cos X.+ sin e sin ф sin Л— — cos ф sin Л
^м sn
Н0 0
р 10ОО:1ббб'
где s — подача на один оборот детали;
п — число оборотов детали в минуту;
р — радиус-вектор точки поверхности резания.
Произведя сокращение, получим
Тогда
sin е cos ф+д— sin ф
cos е cos Я+ sin е sin ф sin ^—9— cos f s'n ^
Обращаясь к проекции-VI, будем иметь
11^ ^9 ,- TV/
^ COS Од,
46
Тогда
Подставляя значения векторов, получим
tgV-=
@ cos p sin X — V sin e sin q> cos А,+$и cos q> cos X.) cos cv
t>,j cos e cos Л + Sj, sin e sin ф sin К — su cos ф sin A,
После преобразований
cos ё sin X,— sin e sin (f>cosX.+g— cos cpcos X.) coso^
p .
cos e cos К + sin e sin q> sin A—¦=— cos <p sin A
Угол е, входящий в выведенные выражения, зависит от превы-
превышения рассматриваемой точки лезвия относительно линии центров
и может быть определен по формуле sine= —. Зная величины уг-
углов а,у и \, можно определить величину рабочих углов ур и ар.
Из рис. 14 видно, что величина рабочего заднего угла ар меньше,
чем заднего угла заточки aN, а величина рабочего переднего угла yp
больше, чем переднего угла заточки у^. Нетрудно показать, что если
рассматриваемая точка главного лезвия будет находиться ниже ли-
линии центров, то, наоборот, рабочий задний угол будет больше, а рабо-
рабочий передний угол меньше соответствующих углов заточки резца.
Анализируя формулу для определения угла а^, можно убедиться,
что изменение рабочих углов резца по сравнению с углами заточки
вызвано двумя причинами. Первая причина — это сложное рабочее
движение, которое совершает резец. Чем больше отношение -к—, на-
называемое кинематическим параметром обработки, тем больше величина
угла Одг и тем больше углы ар и vp отличаются от углов а и Y- Вторая
причина — это то, что точки главного лезвия резца могут находиться
выше или ниже линии центров. Чем больше превышение и занижение h
точки лезвия относительно линии центров, тем больше величина уг-
углов е и сгдт и тем больше углы ар и vp отличаются от углов а и у. При
тех подачах s, которые применяют при продольном точении, первая
причина несущественна. Если взять резец с углом К = 0, то для вер-
вершины резца (Л = 0 и г — 0) угол oN определится выражением
но отношение ? есть не что иное, как тангенс угла а подъема вин-
винтовой траектории рабочего движения резца, а поэтому
tgav=tgasin(p.
При употребительных подачах угол aN не превышает 30' и, таким
образом, его величина меньше или равна допуску на заточку углов
47
резца при его изготовлении. Поэтому формулы для определения уг-
углов Одг и Кр можно упростить, положив в них s = 0.
В этом случае
sin е cos ф
° р
cos ё cos X.+sin e sin ф sinX.'
(cos e sin X — sin e sin ф cos X) cos o^
cos e cos X-\- sin ё sin ф sin X
Из этих выражений видно, что рабочие углы резца будут сущест-
существенно отличаться от углов заточки при достаточно большом превы-
превышении или занижении точки главного лезвия относительно линии
центров. Точка главного лезвия может оказаться выше или ниже ли-
линии центров вследствие смещения вершины резца на расстояние Лу
относительно этой линии и за счет превышения или занижения hi
этой точки относительно вершины резца из-за того, что резец имеет
угол К. Если вершина резца установлена выше линии центров, то
h — hy ± hx, а если ниже, то h = hy qz h%. Верхние знаки соответст-
соответствуют положительному углу Я. резца, а нижние — отрицательному.
Установка вершины резца выше или ниже линии центров станка
на величину Лу может быть вызвана технологическими обстоятельст-
обстоятельствами или связана с конструкцией устройства, в котором закрепляют
резец. Величину h\, зависящую от угла К и расстояния точки М глав-
главного лезвия от вершины резца, можно определить по рис. 15. Без
ущерба для точности, можно считать, что точка М главного лезвия
отстоит от оси детали на расстоянии, равном р. Тогда
Возможное изменение величины рабочих передних и задних углов
резца по сравнению с соответствующими углами заточки необходимо
учитывать при конструировании резца, так как в противном случае
это может привести к значительному снижению его работоспособности.
Рабочие углы в плане резца фр и ср1р также могут быть не равны
углам заточки ср и фА. В основном это вызвано такой установкой резца
Рис. 15. Схема для определения раз-
размера h^
Рис. 16. Рабочие углы в плане
резца
48
на станке, при которой боковая плоскость резца становится непер-
неперпендикулярной коси детали (рис. 16). Рабочим главным углом в плане
Фр резца принято называть угол между главным лезвием или касатель-
касательной к нему и направлением движения подачи. Аналогично формули-
формулируется и рабочий вспомогательный угол в плане ф1р резца. На осно-
основании рис. 16 имеем
Фр=ф±ц, Ф.1Р=Ф1 + И-
В формулах [i — угол, на который боковая плоскость резца повер-
повернута относительно перпендикуляра к оси детали. Верхние знаки соот-
соответствуют повороту резца против часовой стрелки, а нижние — по
часовой стрелке.
ЭЛЕМЕНТЫ РЕЗАНИЯ И РАЗМЕРЫ
СРЕЗАЕМОГО СЛОЯ
ПРИ ПРОДОЛЬНОМ ТОЧЕНИИ
Принципиальная кинематическая схема при продольном точении
определяется сочетанием двух движений: равномерного вращательного
движения детали и равномерного поступательного движения резца
вдоль оси детали. Схема продольного точения изображена на рис. 17.
Деталь вращается вокруг своей оси с числом оборотов п в минуту,
совершая движение резания. Скорость резания численно равна окруж-
окружной скорости вращения точки детали, расположенной на обрабатывае-
обрабатываемой поверхности диаметром D, и определяется по формуле
V м/мин-
Резец перемещается вдоль оси детали со скоростью sM мм/мин,
совершая движение подачи. Скорость sM получила название минутной
подачи резца. Путь, проходимый резцом вдоль оси детали за один
оборот, называют подачей на оборот и определяют по формуле
8=5*- мм/об. A4)
В результате того, что указанные движения совершаются одно-
одновременно, с обработанной поверхности детали удаляется слой мате-
материала размером t, который называют глубиной резания. Под глуби-
глубиной резания понимают размер слоя, удаляемого с обработанной по-
поверхности за один проход инструмента, измеренный по нормали к на-
направлению движения подачи. Приведенная формулировка глубины
резания является общей. Она справедлива не только для продольного
точения, но и для любого метода обработки металлов резанием, при
котором глубина резания существует как понятие. При продольном
точении (рис. 17, а) глубину резания определяют по формуле
, D-d
t = —J5— MM.
49
Рис. 17. Размеры срезаемого слоя
при продольном точении
Траекторией рабочего движения любой точки главного лезвия
резца является винтовая линия с винтовым параметром -|-. Поверх-
Поверхность резания представляет собой конволютную винтовую поверх-
поверхность, если резец имеет угол К Ф 0, и архимедову винтовую поверх-
поверхность при угле %¦— 0.
Пусть деталь сделает один оборот. За это время резец переместится
вдоль ее оси на расстояние s и поверхность резания из положения /
переместится в положение 2. Слой материала, расположенный между
последовательными положениями 1 и 2 поверхности резания, будет
срезан и превращен в стружку. Рассечем слой материала, срезанный
с поверхности резания, плоскостью, проходящей через ось детали.
В сечении получим приблизительно параллелограмм с основанием s,
высотой t и сторонами, наклоненными к оси детали под углом ф. Полу-
Полученный параллелограмм называют площадью сечения срезаемого
слоя, а его размеры / и s — технологическими размерами срезаемого
слоя. Слой материала, срезаемый с поверхности резания, при любом
методе обработки характеризуют его физическими размерами: толщи-
толщиной и шириной. На основании приведенных формулировок при углах
'К < 30° толщиной срезаемого слоя при продольном точении можно
считать размер а, а шириной — размер Ъ (рис. 17, б). Физические и
технологические размеры срезаемого слоя связаны следующими соот-
соотношениями:
а=5*1пф, A5)
b = J~. A6)
sin ф v
Как видно из приведенных формул и рис. 17, б, при одних и тех
же технологических размерах форма и физические размеры срезае-
срезаемого слоя в зависимости от величины угла ф могут быть различными.
При увеличении главного угла в плане резца отношение - умень-
уменьшается и срезаемый слой становится толще и уже. Таким образом,
физические размеры дают лучшее представление о форме срезаемого
слоя, нежели технологические. Помимо этого, при некоторых методах
обработки глубина резания как технологический размер срезаемого
50
слоя не существует и не может поэтому определять размеры слоя.
Понятия же толщины и ширины срезаемого слоя имеют место при
любых видах обработки.
При угле наклона главного лезвия, равном нулю, рабочая длина /
главного лезвия равна ширине срезаемого слоя. Если угол К Ф 0, то
рабочую длину главного лезвия можно определить по рис. 15. При
углах I., не превышающих ±10°, рабочая длина лезвия с достаточной
точностью определяется по формуле
i t
sin ф cos К '
В зависимости от соотношения t и s при продольном точении воз-
возможны три формы сечения срезаемого слоя (рис. 18). Если ширина
срезаемого слоя равна его толщине, то такой слой называется равно-
боким (рис. 18, б). Равнобокий слой будет образован, когда
s sin ф =
sin
т. е. при — =
Если — > sin2 ф, то срезаемый слой называют прямым (рис. 18, а),
S
а если — <
S
ф , то обратным (рис. 18, е). Если при срезании равно-
боких слоев передний угол расположен в плоскости, перпендикуляр-
перпендикулярной к линии тп, то эта линия является главным лезвием резца и совер-
совершает основную работу резания. Если же передний угол расположен
в плоскости, перпендикулярной к линии пр, то эта линия становится
главным лезвием резца, а линия тп — вспомогательным лезвием.
При срезании обратных слоев линия пр всегда является главным
лезвием, а линия тп — вспомогательным. В этом случае формулы A5)
и A6) для определения толщины и ширины срезаемого слоя неспра-
несправедливы, так как толщина срезаемого слоя становится равной глу-
глубине резания (с — t), а ширина срезаемого слоя — подаче (b — s).
Резание с равнобокими и обратными слоями встречается редко и соот-
соответствует чистовому точению широкими резцами с большими пода-
подачами.
Ь>а
"У
м
т
т
s
—/>
—/V *-
w-1
S
i
ь ш
р
Рис. 18. Три формы сечения срезаемого слоя
51
ЭЛЕМЕНТЫ КОНСТРУКЦИИ,
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
ВИНТОВОГО СВЕРЛА II РАЗМЕРЫ
СРЕЗАЕМОГО СЛОЯ ПРИ СВЕРЛЕНИИ
Винтовые сверла предназначены для сверления и рассверливания
отверстий, глубина которых не превышает десяти диаметров сверла.
При сверлении такими сверлами можно получить отверстия 5—4-го
класса точности и 3—4-го класса чистоты. Сверло состоит из рабочей-
и хвостовой частей. Хвостовая часть служит для закрепления сверла
на станке. Рабочая часть состоит из двух частей: режущей и направ-
направляющей. На режущей части расположены режущие лезвия сверла.
На направляющей части имеются две направляющие фаски, которыми
сверло центрируется в отверстии, и две винтовые стружечные канавки,
служащие для транспортировки стружки из отверстия. На рис. 19
изображено место перехода режущей части сверла в направляющую.
Передняя поверхность / представляет собой линейчатую винтовую
поверхность, плавно сопрягающуюся с криволинейной винтовой по-
поверхностью нерабочей части стружечной канавки. Задняя поверх-
поверхность 2 может быть конической поверхностью, линейчатой винтовой
поверхностью или плоскостью. Наибольшее распространение нашли
сверла, у которых задняя поверхность является частью конической
поверхности с осью., перекрещивающейся с осью сверла под некоторым
углом. Вспомогательная задняя поверхность 3 (фаска) представляет
собой часть конической поверхности с очень малой конусностью, ось
которой совпадает с осью сверла. Для уменьшения трения между
сверлом и стенкой отверстия спинка сверла 7 занижена относительно
фаски. Главное лезвие сверла 4 с достаточной точностью можно счи-
считать прямой линией. В результате пересечения задних поверхностей
образуется лезвие 5, называемое поперечным лезвием или перемыч-
перемычкой. Если задние поверхности сверла очерчены коническими поверх-
поверхностями, то поперечное лезвие представляет собой линию двоякой
кривизны. Вспомогательное лезвие 6 является конической винтовой
линией с очень малой конусностью. Таким образом, сверло имеет по
две передние, задние и вспомогательные задние поверхности, два глав-
главных и вспомогательных лезвия и поперечное лезвие.
Геометрические параметры сверла изображены на рис. 20. Глав-
Главные лезвия сверла перекрещиваются под углом 2ф, называемым двой-
двойным углом в плане. Двойной угол в плане есть угол между проекциями
главных лезвий на плоскость, проходящую через ось сверла, парал-
параллельно главным лезвиям. У стандартных сверл величина двойного
угла в плане 2ср = 120°. У сверл специальных, проектируемых для
определенной операции, величина угла 2ср зависит от твердости и
прочности материала обрабатываемой детали, возрастая при увеличе-
увеличении последних. В этом случае угол 2ср может колебаться в пределах
90-140°.
Чтобы исключить возможность защемления сверла в отверстии,
направляющую часть делают с обратной конусностью, составляющей
52
Рис. 19. Поверхности и лез-
лезвия рабочей части винтового
сверла
Ф
Рис. 20. Геометрические па-
параметры винтового сверла
0,04—0,1 мм на 100 мм длины сверла. Поэтому вспомогательные лез-
лезвия образуют с плоскостью, параллельной оси сверла, вспомога-
вспомогательный угол в плане фх, величину которого можно определить
по формуле
D—D1
где D и Dx — диаметры сверла в начале и конце направляющей части
и L — длина направляющей части. Величина угла срх мала и не пре-
превышает 10'.
Угол я|з называют углом наклона перемычки. Это угол между про-
проекциями главного лезвия и перемычки на плоскость, перпендикуляр-
перпендикулярную к оси сверла. Величина угла ty — 50 -ь 55°.
Угол to называют углом наклона винтовой канавки. Это угол
между касательной к винтовой линии канавки и осью сверла. Вслед-
Вследствие известных свойств винтовой поверхности угол наклона винтовой
канавки переменен в различных точках главного лезвия. На рис. 21
изображены развернутые на плоскость винтовые линии, соответст-
соответствующие периферийной точке главного лезвия с радиусом R и точке
главного лезвия, лежащей на цилиндре радиуса р. Шаг указанных
винтовых линий канавки обозначен через Н.
Решая два треугольника, получим
. 2nR , 2яр
tg(o ; tgco ^
Поделив второе выражение на первое, будем иметь
A7)
53
м-м
Рис. 21. Развертка вин-
винтовых линий канавки
сверла иа плоскость
Рис. 22. Расчетная схема для
определения переднего угла вин-
винтового сверла
Из формулы A7) следует, что для точек лезвия, приближающихся
к перемычке, угол наклона сор винтовой канавки непрерывно умень-
уменьшается.
Величина угла со в периферийной точке лезвия у стандартных
сверл принимается равной 25—30°. У специальных сверл величину
угла to выбирают в зависимости от твердости и прочности материала
обрабатываемой детали, уменьшая со при их увеличении. Для различ-
различных материалов угол со колеблется в пределах 15—45°.
Передний угол у сверла измеряют в плоскости, нормальной к глав-
главному лезвию. Это есть угол между плоскостью, касательной к перед-
передней поверхности, и плоскостью, проходящей через главное лезвие
параллельно оси сверла. В отличие от резца передний угол на черте-
чертежах сверл не проставляют, так как форму и положение передней по-
поверхности определяют шаг и угол наклона винтовой канавки. Однако
величину статического переднего угла в различных точках главного
лезвия необходимо знать при определении рабочих передних углов
сверла. Поскольку передний угол образуется в результате пересече-
пересечения передней поверхности нормальной плоскостью NN, его величина
определяется параметрами винтовой поверхности. Выведем формулу
для определения переднего угла в любой точке главного лезвия, рас-
расположенной на цилиндре с радиусом р, воспользовавшись для этой
цели векторным методом (рис. 22).
Положение передней поверхности сверла в секущей плоскости ММ,
касательной к образующей цилиндра радиуса р, определим направ-
направленным отрезком (вектором) G произвольной длины. Вектор G образует
с плоскостью, проходящей через заданную точку лезвия и ось сверла,
угол, равный углу наклона сор винтовой линии, расположенной на ци-
цилиндре радиуса р. Задачу можно будет считать решенной, если будет
найдена проекция GN вектора G на плоскость NN. Если вектор G
54
касателен к передней поверхности сверла в плоскости ММ, то его
проекция — вектор GN будет также касателен к передней поверхности
в плоскости NN. На основании рис. 22 имеем
Ол == G s in m,,; Gn — G cos 01^;
G3 — G\ sin e — G sin cosine;
Gi=Gl cos e — GsintOp cos e;
0
07 = 03 cos ф==?г8тсйрsine cos ф;
G9 = G5 — G7.
Искомый вектор GN является геометрической суммой векторов G
и 0„, а передний угол сверла у может быть определен с помощью фор-
формулы
Подставляя значения векторов G~4 и G~8, получим
sin о)п cos е
tg v =
& ' cos o)p sin ср — sin Шр sin e cos ф *
Разделив числитель и знаменатель выражения на sin cop, будем
иметь
, cos e
ТО V = ¦
Б r ctg cop sin ф — sin e cos ф'
НО
sine = ^ и cos6 =
где г0 — половина толщины сердцевины сверла. На основании рис. 21
имеем
•Подставив sin e, cos e и ctg юр в выражение для определения угла у
и произведя преобразования, получим
Если в формуле A8) положить г0 = 0, то получим более простую,
но приближенную формулу для определения переднего угла в любой
точке лезвия
2пр tg шр
— = '
— Н sin ф sin ф
что с учетом выражения A7) дает
?ig-?-. A9)
R sin ф * v '
55-
Из формулы A8) следует, что так же, как и угол наклона винтовой
канавки, передний угол сверла по длине главного лезвия переменный,
уменьшается в точках лезвия, приближающихся к перемычке. На
чертежах сверл передний угол не обозначается, так как форма перед-
передней поверхности полностью характеризуется шагом Н и углом на-
наклона о)р винтовой канавки.
Угол а (см. рис. 20) называют задним углом сверла. В отличие от
резца при существующих средствах измерения заднего угла его удоб-
удобнее задавать не в нормальной плоскости NN, а в плоскости ММ, каса-
касательной к образующей цилиндра, проходящего через заданную точку
главного лезвия.
Задним.углом .называют угол между плоскостью, касательной к зад-
задней поверхности, и плоскостью, перпендикулярной к оси сверла. При
заточке сверла по конической поверхности по методу Уошборна зад-
задний угол в различных точках главного лезвия является переменным.
Но если передний угол по мере приближения к перемычке уменьшается,
то задний угол, наоборот, возрастает. Этого достигают особым распо-
расположением вершины конуса относительно сверла, частью которого
является задняя поверхность сверла. На чертеже сверла задний угол
задают в периферийной точке главного лезвия, так как в этой точке
его легко измерить. Для сверл диаметром до 15 мм в периферийной
точке а — 11 ¦*¦ 14°, а для сверл диаметром от 15 до 80 мм а — 8 -4- 11°.
Любая точка главного лезвия сверла участвует в двух движениях
(рис. 23): вращательном движении резания со скоростью vv и посту-
поступательном движении' подачи со скоростью sM. Положение поверх-
поверхности резания в секущей плоскости N_N определено вектором WN,
который является проекцией вектора W истинной скорости резания
на упомянутую плоскость. Нормаль к поверхности резания в точке
главного лезвия, расположенной на цилиндре радиуса р, отклоняется
от плоскости, проходящей через главное лезвие параллельно оси сверла,
на угол aN. Поэтому рабочий передний угол сверла ур меньше угла у
на величину угла o,v, т. е. ур — у — oN. Найдем величину угла aN
векторным методом:
Vi—Vp cos e; v2 = 0Р sin e;
y3=y2sin ф = ир sin esin cp;
vi=v2 cos ф=?Jp sin e cos cp;
sMi=sMsin(p; sM2=sM cos ф; vb = vi — slltl;
sin e cos ф —- sin <p
vb vp sin есозф—sM sin ф T zv ^
6 " Vx Vp cos e cos e
Так как ^ = ^—, где s — подача на оборот сверла, а угол е мо-
Vp <aip
.жет быть выражен через г0 и р, то
/"о S
COS ф — _ - Sin ф
56
Phc. 23. Рабочий передний угол вин- Рнс. 24. Рабочий задний угол винтового сверла
тового сверла
Произведя упрощения, получим
S .
r0 cos ф—=— sm ф
=
Рабочий задний угол найдем по рис. 24. Вследствие поворота по-
поверхности резания на угол aN рабочий задний угол, измеренный
в плоскости NN, перпендикулярной к главному лезвию, увеличится
на величину угла oN. Для определения угла ар в направлении век-
вектора W истинной скорости резания найдем рабочий угол наклона Кр
главного лезвия:
W
На основании рис. 23 имеем
V, V COS Б
cos Од
cos Од
м cos ф.
Тогда
—
Sill Б Sin ф + — COS ф ) COS О"дг
cose
57
Выразив синус и косинус угла е через р и г0 и произведя преоб-
преобразования, получим
(r0 sin ф + cosф ¦ cos о»,
_\ ?5 I
При известном угле Кр рабочий задний угол определится выра-
выражением tg ар = tg (а^ + <*к) cos Яр> в котором угол а^ зависит от
угла а и может быть определен по формуле
tgcln=tga —^ - tgecos ф.
Последняя формула получена векторным методом аналогично фор-
формуле для определения переднего угла у.
Интересно заметить, что если рассмотреть рабочий задний угол
в плоскости ЛШ, касательной к цилиндру, на котором расположена
точка главного лезвия (см. рис. 24), то в указанной плоскости рабочий
задний угол не увеличивается по сравнению с углом заточки, а умень-
уменьшается, т. е. сСро = а — о, где о — угол подъема винтовой, траекто-
траектории рабочего движения точки главного лезвия. Он может быть опре-
определен через скорости движения резания vp и движение подачи sM.
Тогда
При подачах на оборот s, применяемых при сверлении, вели-
величина ?- мала и в формулах для определения углов oN и Яр этим отно-
отношением можно пренебречь; при этом указанные формулы упрощаются;
так как
то
tgesin
\ 1 + tg- Ё COS8 ф
Из последних зависимостей следует, что отличие рабочих углов ур,
ар и Яр сверла от углов заточки у, а и К так же как и резца, главным
образом вызвано не сложным рабочим движением инструмента, а тем,
что точки главного лезвия расположены на расстоянии г0 выше осевой
плоскости, параллельной главному лезвию. Чем больше г,„ тем больше
угол е и, следовательно, тем больше рабочие углы сверла отличаются
от углов заточки. Но в отличие от резца из-за значительной протяжен-
протяженности главного лезвия и переменности вдоль него углов заточки а
и у рабочие углы сверла ур и сср в крайних точках лезвия отличаются
58
Рис. 25. Эпюры изменения рабочих переднего и заднего углов сверла вдоль глав-
главного лезвия
друг от друга на значительную величину. Угол gn, на который изме-
изменяются рабочие углы ур и ар, зависит от радиуса р точки главного
лезвия, увеличиваясь при уменьшении радиуса. На рис. 25, а показана
эпюра изменения рабочего переднего угла по длине главного лезвия
в пределах изменения р от половины длины перемычки-|- до радиуса
сверла R. Там же нанесена кривая, показывающая изменение перед-
переднего угла заточки у. Как видно из эпюры, по мере приближения к пе-
перемычке величина рабочего переднего угла непрерывно уменьшается,
в некоторой точке главного лезвия становится равной нулю и далее
растет в области отрицательных значений. Это свидетельствует о том,
что различные точки главного лезвия при стружкообразовании ра-
работают в разных условиях, причем в точках лезвия, приближающихся
к перемычке, условия резания ухудшаются.
Рабочий задний угол ар (рис. 25, е) также переменный по длине
главного лезвия, но в противоположность рабочему переднему углу
по мере приближения к перемычке он не уменьшается, а увеличивается.
Рабочий задний угол ар0 (рис. 25, б), измеренный в плоскости, каса-
касательной к образующей цилиндра, также растет по мере приближения
к перемычке, но во всех точках лезвия его величина меньше угла
заточки а.
Сверление, так же как и точение, характеризуется одной прин-
принципиальной кинематической схемой, основанной на сочетании двух
равномерных движений: вращательного и поступательного. Враща-
Вращательное движение, совершаемое инструментом или деталью, является
движением резания. При работе на сверлильных станках движение
резания имеет инструмент, а при работе на револьверных станках и
одношпиндельных автоматах — деталь. При известном числе п обо-
оборотов в минуту инструмента или детали скорость резания определяют
по формуле A3).
Поступательное движение инструмента является движением по-
подачи. Скорость этого движения в минуту называют минутной пода-
подачей sM и измеряют в мм/мин. Кроме минутной подачи различают по-
подачу s на оборот инструмента или детали, определяемую по фор-
формуле A4), и подачу sz на зуб инструмента:
= -y MM,
B0)
59
Рис. 26. Размеры срезаемого слоя при сверлении
где z = 2. Траекторией рабочего движения
любой точки лезвия является винтовая линия
с винтовым параметром^., а поверхностью реза-
резания — конволютная винтовая поверхность.
Сечение слоя, срезаемого одним лезвием сверла,
*&Ж?/\??№ плоскостью, проходящей через ось детали, изобра-
Ш%Ш жено на рис. 26.
Глубину резания как технологический размер
срезаемого слоя при сверлении не используют,
так как по формулировке, данной на стр. 49, глубина резания равна
радиусу сверла. Физические размеры срезаемого слоя — толщина а
и ширина Ь на основании рис. 26 равны:
s • . D—гп
2 т 2 sin ф
ЭЛЕМЕНТЫ КОНСТРУКЦИИ
И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ МЕТЧИКА
Основными типами метчиков являются ручные, машинные и гаечные.
Ручные метчики предназначены для нарезания резьбы вручную
и работают в комплекте, состоящем в зависимости от шага резьбы
из 2 или 3 шт. Машинные метчики работают на токарных, револьвер-
револьверных, сверлильных станках и автоматах, а также в пневматических
или электрических дрелях. Гаечные метчики предназначены только
для нарезания гаек и работают на специальных гайконарезных авто-
автоматах и полуавтоматах.
Рабочая часть метчика (рис! 27 и 29) состоит из двух частей: режу-
режущей и направляющей. Режущая часть предназначена для вырезания
резьбового профиля. Направляющая часть центрирует метчик в отвер-
отверстии, перемещает его вдоль оси отверстия и калибрует резьбу, нарезан-
нарезанную режущей частью.
Стружечные канавки метчика делают прямыми, параллельными
оси. Винтовые стружечные канавки не получили распространения
по следующим причинам. Если на метчике, предназначенном для
нарезания глухих отверстий, сделать правую винтовую канавку
(рис. 28, б), то стружка, выходя из отверстия по направляющей части,
запутывается вокруг метчика, что часто приводит к его поломкам.
Если на метчике, предназначенном для нарезания сквозных отвер-
отверстий, винтовую канавку сделать левой (рис. 28, а), то стружка перед-
передней поверхностью будет направлена в отверстие впереди торца метчика.
Однако то же самое можно получить и при более простой в изготовле-
изготовлении прямой стружечной канавке, сделав на режущей части скос
передней поверхности под углом к — 5 -г- 6° (рис. 28, в).
Передняя поверхность 1 зуба метчика (см. рис. 27) представляег
собой плоскость, плавно сопрягающуюся с дном стружечной канавки.
60
Рис. 27. Поверхности и лезвия рабочей части
метчика
Режущую часть метчика по наруж-
наружному диаметру резьбы делают ко-
конической, в результате чего витки
резьбы пересекаются с образующей
конуса на различной высоте про-
профиля резьбы. Задняя поверхность
2 зуба очерчена семейством спи-
спиралей Архимеда. Это достигается
шлифованием (затылованием) на
специальных затыловочных стан-
станках, у которых перемещение шли-
шлифовального круга в радиальном к оси метчика направлении, согла-
согласованное с его равномерным вращением, осуществляется от специаль-
специального кулачка, также очерченного по спирали Архимеда. Главными
лезвиями, срезающими стружку, являются линии 3, наклоненные
к оси метчика под углом ф. Линии 4 являются вспомогательными
лезвиями, которые стружки не срезают, а формируют резьбовой
профиль. Поэтому их наклон определяется углом 2е профиля резьбы.
Вспомогательные задние поверхности, прилегающие к ним, предста-
представляют собой винтовые поверхности резьбы.
Важнейшими элементами режущей части метчика, определяющими
условия его работы, являются длина /р режущей части и угол ф,
называемый углом наклона режущей части (рис. 29). Длину режущей
части, определяемую числом шагов резьбы, выбирают в зависимости
от типа метчика.
У машинных метчиков, нарезающих резьбу в сквозных отвер-
отверстиях, /р -- E ч- 6) Р и в глухих /р = A,5 ¦*¦ 2) Р. У гаечных метчи-
метчиков lv = A0 -f- 12) Р. У ручных метчиков, работающих в комплекте
из 3 шт., у первого метчика 1р — ЪР, у второго /р = 2,ЪР и у третьего
/р = 1,5J°. Зная длину режущей части, можно определить угол на-
наклона режущей части ф по формуле
где dT = di-@,1ч-0,3) мм.
fc
Направляющая часть метчика имеет витки с полным по высоте
резьбовым профилем. Для уменьшения трения между метчиком и
стенками резьбового отверстия и уменьшения разбивания резьбы
' направляющую часть по трем диаметрам (наружному, внутреннему и
а} 6)
Рис. 28. Направления стружечной канавки метчика
61
Рис. 29. Геометрические параметры метчика
среднему) делают с обратной конусностью, в результате чего обра-
образуется угол обратного конуса ф0. Уменьшение диаметров резьбы к концу
направляющей части на 100 мм длины составляет: у метчиков с нешли-
нешлифованным профилем 0,08—0,12 мм и у метчиков со шлифованным
профилем 0,05—0,1. мм.
Число зубьев метчика невелико, так как при большом числе зубьев
трудно сочегать достаточную прочность зуба метчика с вместительной
стружечной канавкой, в которой должна размещаться стружка в про-
процессе резания. Метчики диаметром d0 = 2 ¦+¦ 36 мм имеют число
зубьев г = 3 + 4, а метчики диаметром d0 — 39 ¦+¦ 52 мм имеют
2=4 + 6.
Передний угол у метчика на режущей и направляющей частях
одинаков и измеряется в плоскости, перпендикулярной к оси метчика.
Его величина в зависимости от рода, твердости и прочности материала
обрабатываемой детали колеблется в предела* 5—25°.
Задний угол на режущей части образуегся в результате того,
что спираль Архимеда тп (см. рис. 29) отступает от дуги окружно-
окружности тр. Задний угол, так же как и передний, измеряют в плоскости,
перпендикулярной к оси метчика. Это есть угол между касательными
к окружности и спирали Архимеда. Уменьшение радиуса-вектора
спирали Архимеда при повороте его на угол между двумя соседними
зубьями называют величиной затылования. Из криволинейного прямо-
прямоугольного треугольника трп, в котором спираль Архимеда тп явля-
является гипотенузой, можно найти связь между величиной затылования
и задним углом:
?=-^tgcc. B1)
На чертежах метчиков задний угол не проставляют. Задавшись
величиной заднего угла, которая колеблется в пределах 8—12°, рас-
62
считывают величину затылования и округляют ее до 0,5 мм в большую
сторону. Эту округленную величину затылования проставляют на
чертеже, по ней при затыловании мегчика на станке подбирают затыло-
вочный кулачок.
Направляющую часть мегчика затылованию не подвергают, по-
поэтому задний угол на направляющей части равен нулю. Последнее
необходимо для того, чтобы при переючках метчика его наружный
диаметр уменьшался возможно меньше.
ЭЛЕМЕНТЫ РЕЗАНИЯ И РАЗМЕРЫ
СРЕЗАЕМОГО СЛОЯ ПРИ НАРЕЗАНИИ
РЕЗЬБЫ МЕТЧИКОМ
Принципиальная кинематическая схема при работе метчиком та же,
что при точении и сверлении. Но в отличие от резца мегчик является
инструментом с простым рабочим движением, так как перемещение
мегчика вдоль оси не являегся движением подачи, а вспомогательным
движением формообразования. Рабочее движение метчика является
составным вследствие того, что для образования винтовой поверх-
поверхности резьбы метчик совершает вспомогательное движение вдоль оси
детали со скоростью, согласованной со скоростью движения резания.
Согласование состоит в том, что за время одного оборота метчика
он должен переместиться вдоль оси на расстояние, равное шагу резьбы.
Таким образом, перемещение метчика вдоль оси нельзя отождествлять
с движением подачи резца при продольном точении, хотя внешне эти
движения похожи друг на друга. Если движение подачи при точении
является независимым по отношению к движению резания и его можно
изменять, то при нарезании резьбы между вспомогательным движением
метчика и движением резания существует жесткая кинематическая
связь, определяемая винтовым параметром резьбы.
Вращение метчика или нарезаемой детали вокруг оси является
движением резания, а скорость резания при известном числе оборотов
в минуту определяют по формуле A3).
Возникаег вопрос, какое движение в этом случае является движе-
•нием подачи, так как известно, что без него непрерывное срезание
припуска невозможно. На рис. 3.0 изображена схема последователь-
последовательного вырезания резьбового профиля гласными лезвиями метчика.
Пусть от начала нарезания резьбы метчик сделает один оборот. За это
время он переместится вдоль оси отверстия на расстояние, равное
шагу резьбы Р, и его торец окажется в точке /. В результате этого
' в первом резьбовом профиле будет вырезан слой материала с площадью
сечения в виде треугольника. После второго оборота метчика его
торец окажегся в точке 2. В первом резьбовом профиле будет вырезан
слой с площадью сечения в виде наклонной трапеции, а во втором —
'В виде треугольника. После третьего оборота торец метчика окажется
В точке 3. В первом и втором резьбовых профилях будут вырезаны
¦слои с площадями сечений в виде трапеций, а в третьем — в виде
треугольника. После четвертого оборота вся режущая часть метчика
63
войдет в нарезаемое отверстие и его торец окажется в точке 4. В пер-
первом резьбовом профиле будет вырезан слой материала с площадью
сечения в виде треугольника и его обработка будет закончена. Во вто-
втором и третьем резьбовых профилях будут вырезаны слои с площадями
сечений в виде трапеций, а четвертый резьбовой профиль только нач-
начнет вырезаться. После очередного оборота метчика закончится обра-
обработка второго резьбового профиля, далее — третьего, до тех пор,
пока не будет нарезана резьба по всей длине отверстия.
Из рассмотренной схемы видно, что вырезание резьбового профиля
осуществляется за счет перемещения главных лезвий мегчика в направ-
направлении, перпендикулярном к его оси. Указанное перемещение стало
возможным потому, что главные лезвия метчика на его зубьях рас-
расположены на образующей конуса режущей части, наклоненной под
углом ф, а сам метчик совершает в процессе резания винтовое движе-
движение. Таким образом, врезание главных лезвий мегчика в резьбовой
профиль осуществляется не механизмом станка, как при наре-
нарезании резьбы резцом, а с помощью конструкции режущей части
метчика. Такое движение подачи называют скрытым или конструктив-
конструктивным движением. Расстояние в направлении, перпендикулярном
к оси метчика, называют подачей на лезвие. Угол tpp между главным
лезвием и направлением движения конструктивной подачи является
рабочим главным углом в плане метчика и равен фр = 90° — ф.
Подачу на лезвие легко определить, зная глубину профиля резьбы t0
и число т главных лезвий метчика на его режущей части. Из рис. 30
следует, что s? = ~. Число главных лезвий метчика равно произведе-
произведению числа и витков резьбы, укладывающихся на длине режущей
части метчика, и числа г его зубьев, т. е. т = иг. Число витков и
можно найти, разделив длину режущей части на шаг резьбы. Тогда
получим
m=-pZ.
Подставляя в исходную формулу, будем иметь
Л
t P
но r-=tg(p, а поэтому sg=-- tgq>.
Рис. 30. Схема вырезания профиля при нарезании резьбы
метчиком
64
Рис. 31. Суммарная площадь сечения сре-
срезаемого слоя при нарезании резьбы мет-
чиким р
Если не' принимать во внимание начало и конец образования
резьбового профиля, главные лезвия метчика срезают слои материала,
площади сечения которых представляют собой наклонные трапеции.
Толщиной срезаемого слоя является размер а, шириной — размер Ь.
Толщина срезаемого слоя а = sz cos «p.
Подставив значение s*, получим
Р .
1= — Sin <р.
B2)
Ширина срезаемого слоя, равная основанию трапеции, по мере
увеличения глубины врезания главных лезвий метчика в резьбовой
профиль непрерывно уменьшается, что приводит к уменьшению
площади сечения срезаемого слоя. Если в формулу B2) подставить
максимально допустимую толщину срезаемого слоя атах, то можно
определить соответствующую ей величину угла наклона режущей
части
1
j Максимальные толщины срезаемого слоя, допускаемые стойкостью
^машинных метчиков, равны: при обработке стали атах = 0,03 ¦*-
<j..+ 0,05 мм и при обработке чугуна атах = 0,04 ¦*¦ 0,07 мм.
? Нагрузку на метчик определяет суммарная площадь сечения слоя,
''срезаемого всеми главными лезвиями, находящимися в работе. При
Глубине врезания лезвия в резьбовой профиль tt (рис. 31) суммарная
: .площадь F сечения срезаемого слоя ограничена фигурой /—2—3—4.
.(Заменим ее приблизительно равной по площади трапецией с основа-
основаниями q и Р и высотой tt. Определим площадь указанной трапеции:
Выразим q через шаг резьбы Р и глубину врезания tt.
Из подобия треугольников
1 Подставив q и произведя преобразования, получим
Рй
3 Бобров В. Ф,
65
Pt
Вынесем за скобки 2?-. Тогда получим
2 W
o
Выражение в скобках есть неполный квадрат разности \—у.
Прибавляя и вычитая единицу, получим
Но площадь треугольника -~ есть. максимальная суммарная
площадь Fmax сечения срезаемого слоя, когда вся режущая часть
метчика вошла в отверстие, т. е.
На основании рис. 30 имеем
где /* — длина режущей части, вошедшей в отверстие. С учетом
последнего получим
2] B3)
Как видно из формулы B3), увеличение суммарной площади сече-
сечения срезаемого слоя по мере врезания режущей части метчика в отвер-
отверстие подчиняегся закону квадратной параболы. При 1Х — 0, ...
F = 0; при 1Х = /р ... F=Ftam = ^°.
ЭЛЕМЕНТЫ КОНСТРУКЦИИ
И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ОСЕВОЙ
ЦИЛИНДРИЧЕСКОЙ И ТОРЦОВОЙ ФРЕЗ
Осевая цилиндрическая фреза (рис. 32) работает в условиях свобод-
свободного резания, а поэтому на каждом ее зубе имеется только одно лезвие,
являющееся главным. Число зубьев фрезы выбирают в зависимости
от ее диамегра D по эмпирической формуле z — т УТ>, где m —
коэффициент пропорциональности, зависящий от назначения и кон-
конструкции фрезы. Для цельных фрез с крупным зубом m = 1,05,
а с мелким зубом m = 2; для фрез со вставными зубьями при со = 20°
m = 0,9 и при со = 45° m = 0,8.
Опытами установлено, что для свободного размещения стружки
во впадине стружечной канавки при фрезеровании стали с глубиной
резания t и подачей на зуб ss максимальное число зубьев фрезы может
быть определено по формуле
_ 0.2D
2 ,0,5 0,5 •
max г max
66
Из формулы следует, что при увеличении глубины резания и
подачи число зубьев фрезы должно быть уменьшено. Число зубьев
фрез лежит в пределах 6—14.
Для более плавного входа зубьев фрезы в срезаемый слой и выхода
из него, а также для увеличения числа одновременно работающих
зубьев фрезы имеют винтовую стружечную канавку. Таким образом,
главные лезвия фрезы являются винтовыми линиями, навернутыми
на цилиндр диаметром D, а угол со их наклона к оси фрезы называют
углом наклона винтовой канавки.
На чертежах фрез главные лезвия изображают прямыми линиями,
наклоненными к оси фрезы. В зависимости от направления вращения
на станке фрезы называют леворежущими и праворежущими. Если
При взгляде на торец шпинделя станка фреза вращается по часовой'
Стрелке, то ее называют леворежущей, а если против часовой стрелки —
праворежущей. Желательно, чтобы в процессе резания сила, дей-
действующая на фрезу параллельно ее оси, была всегда направлена
На шпиндель станка, обладающий значительно большей жесткостью,
Чем противоположная опора фрезерной оправки. Для этого у лево-
режущих фрез винтовая канавка по направлению должна быть правой,
а у праворежущих фрез — левой.
У стандартных фрез угол наклона винтовой канавки назначают
В пределах 25—35°; у специальных, предназначенных для фрезерова-
фрезерования детали определенной ширины, угол со рассчитывают, чтобы полу-
получить так называемое равномерное фрезерование. Расчет угла со будет
Приведен ниже. Расстояние h между двумя зубьями по торцу назы-
называют торцовым шагом:
Расстояние t0 между двумя зубьями вдоль оси фрезы называют
осевым шагом. Связь между осевым и торцовым шагами выражается
формулой
fo=/Tctgco.
Передняя поверхность зуба фрезы является линейчатой винтовой
поверхностью.
N-N
Рис. 32. Геометрические параметры осевой цилиндрической
фрезы
3*
67
Рис. 33. Геометрические параметры торцовой фрезы
Для удобства заточки и контроля фрезы ее передний угол изме-
измеряют в плоскости NN, перпендикулярной к лезвию. Передним углом
называют угол между плоскостью, касательной к передней поверх-
поверхности, и нормалью к плоскости, касательной к цилиндрической поверх-
поверхности. Его величина зависит от прочности и твердости материала
обрабатываемой детали, уменьшаясь при их увеличении. Для различ-
различных материалов величина угла у изменяется в пределах 5—25°.
Задний угол а удобно измерять в плоскости ММ, перпендикуляр-
перпендикулярной к оси фрезы. Это есть угол между плоскостями, касательными
к задней поверхности зуба и цилиндрической поверхности. У фрез
с крупным зубом (т < 1,75) а = 15°; у фрез с мелким зубом (т > 1,75)
а = 20°.
Величины торцового переднего угла ум и нормального заднего
угла «дг определяют по формулам
Торцовая фреза (рис. 33) представляет собой корпус, в который
вставлены отдельные резцы — зубья фрезы. Каждый зуб оснащен
пластинкой твердого сплава. Диаметр фрезы зависит от ширины В '
фрезеруемой детали и равен D = A,4 -г- 1,5) В. Число зубьев фрезы
невелико: при фрезеровании стали г = @,04 -т- 0,06) D, если
D<200 мм, и г ---- @,04 + 0,06) D + 2, если D>200 мм; при фре-
фрезеровании чугуна независимо, от диаметра фрезы z = @,08 -г- 0,1) D.
Малое число зубьев торцовых фрез, значительно меньшее, чем у ци-
цилиндрических, определяется требованием уменьшить мощность, расхо-
расходуемую на фрезерование. Твердосплавные торцовые фрезы работают
с высокой скоростью резания, и при большом числе зубьев мощность
резания становится настолько большой, что делает невозможным при-
применение обычных горизонтально- и вертикально-фрезерных станков,
мощность двигателей которых не превышает 10—12 кВт. Малое число
зубьев фрез отрицательно сказывается на равномерности фрезерования,
так как при этом в резании одновременно участвуют только 2—3 зуба.
Для уменьшения неравномерности фрезерования на шпиндель станка
целесообразно насаживать маховик весом 20—30 кг.
68
Каждый зуб фрезы в процессе резания работает почти так, как
строгальный резец при строгании плоскости. Отличие состоит только
в том, что строгальный резец совершает прямолинейное движение,
а зуб фрезы циклоидальное. Поэтому форма и геометрические пара-
параметры зуба фрезы мало отличаются от формы и геометрических пара-
параметров резца. Главное лезвие зуба фрезы наклонено относительно
плоскости, перпендикулярной к оси, под главным углом в плане <р.
Его величина колеблется в пределах 60—90°.
Вспомогательное лезвие образует с той же плоскостью вспомога-
. тельный угол <рь величина которого равна 5°. Прямолинейное пере-
I ходное лезвие длиной /0 = 1,5 -ь 2 мм имеет переходный угол в плане
^¦*Ро = -^-- Передний и задний углы, так же как и у резца, измеряют
^й главной секущей плоскости NN. При фрезеровании стальных дета-
Глей для предотвращения возможного повреждения лезвий фрезы
["из-за прерывистости процесса резания передний угол делают отрица-
> тельным (вариант с). При фрезеровании чугунных деталей опасность
^механического повреждения меньше, так как прочность чугуна значи-
значительно ниже, чем прочность стали. Это позволяет иметь на фрезе
..положительный передний угол (вариант б). Величина переднего
•угла определяется твердостью и прочностью материала обрабатываемой
детали. При обработке стальных деталей передний угол колеблется
В пределах от —5° до —15° и при обработке чугунных дегалей в преде-
пределах 5—10°. Задний угол о = 12 -ь 15°.
| Для того чтобы в соприкосновение со срезаемым слоем первой
'йе вступала вершина зуба, главное лезвие наклоняют под положи-
положительным углом К. При обработке стальных деталей угол наклона
^главного лезвия лежит в пределах 5—15° и при обработке чугун-
чугунных 0—5°.
Каждая точка лезвия осевой цилиндрической фрезы (рис. 34)
при резании участвует в двух движениях: вращательном с линейной
скоростью v и поступательном со скоростью sM. Поскольку векторы v
W
¦j Рис. 34. Рабочие углы осевой цилиндрической фреаы
69
и sM скоростей лежат в одной плоскости, перпендикулярной к оси
фрезы, рабочее движение фрезы является сложным плоскостным
движением. Положение точки лезвия на поверхности резания фикси-
фиксируем углом 6, который называют мгновенным углом контакта.
На основании рис. 34 рабочие углы фрезы могут быть определены
по формулам
Найдем угол
sm3=sMl cos со = sM cos 6 cos со;
sM4=sMlsinco=sMcos6sinco;
Подставив значения векторов sM2, э1 и ?м3 и произведя преобразова-
преобразования, получим
5i sin б
A+— cos6|cosco
Для определения рабочего угла наклона лезвия Кр найдем состав-
составляющие WN и !FT вектора W истинной скорости резания:
WN=v3cosaN и W-[ —
Тогда
(v sin со+в„ cos 6 sin со) cos Од,
= .cosco^^cosBcosco = <8 « COS a№
Расчеты показывают, что при отношениях скорости движения
подачи к скорости резания, которые имеют место при фрезеровании
осевыми фрезами, величина угла о# в предельном случае не превы-
превышает 30'. При столь малой величине угла с# можно считать, что
рабочие углы vP и ар равны углам заточки у и а. По тем же соображе-
соображениям можно считать, что рабочий угол наклона лезвия Яр равен углу
наклона со винтовой канавки фрезы.
70
ЭЛЕМЕНТЫ РЕЗАНИЯ И РАЗМЕРЫ
СРЕЗАЕМОГО СЛОЯ ПРИ ФРЕЗЕРОВАНИИ
ОСЕВЫМИ ЦИЛИНДРИЧЕСКИМИ ФРЕЗАМИ
Принципиальная кинематическая схема при фрезеровании основана
на сочетании двух равномерных движений: вращательного и поступа-
поступательного, совершаемых в плоскости, перпендикулярной к оси фрезы.
В результате этого траекторией относительного рабочего движения
любой точки лезвия является удлиненная циклоида (трахоида),
изображенная на рис. 35 (для наглядности на рисунке трахоида рас-
растянута в направлении движения детали). Высота трахоиды равна
диаметру фрезы, а расстояние между ее петлями равно пути, проходи-
проходимому деталью за один оборот фрезы. Траектории движения лезвий
отдельных зубьев сдвинуты друг относительно друга на расстояние Бг,
равное slz. При отношениях скорости движения детали к скорости
вращения фрезы, имеющих место при фрезеровании, дуга трахоиды
ПО форме весьма мало отличается от дуги окружности. Поэтому для
упрощения математического описания размеров срезаемого слоя при
фрезеровании трахоиду можно заменить окружностью с диаметром,
равным диаметру фрезы. При этом ошибка от указанной замены
не будет превышать 1%. Упрощенная схема фрезерования изображена
¦ на рис. 36, а.
Вращение фрезы является движением резания. Скорость резания,
: определяемая по формуле A3), равна окружной скорости вращения
, фрезы. Перемещение детали по касательной к окружности фрезы
' является движением подачи. Так как фреза является многозубым
^инструментом, то различают минутную подачу sM мм/мин, подачу
, на оборот фрезы и подачу на зуб. Размер / слоя материала, удаляемого
1 с детали, является глубиной резания. При сделанном допущении
поверхность резания представляет собой часть кругового цилиндра.
При фрезеровании возможны два варианта сочетания направлений
\ вращения фрезы и перемещения детали. Если векторы скорости реза-
• ния и подачи направлены в противоположные стороны (вариант У),
то такое фрезерование называют встречным, а если в одну сторону
1 (вариант 2), то попутным. Встречное и попутное фрезерование исполь-
используется одинаково часто.
Из рис. 36, а видно, что зуб фрезы вступает в работу в точке т
и выходит из соприкосновения со срезаемым слоем в точке п. Таким
образом, за один оборот фрезы зуб совершает два цикла: рабочий,
соответствующий дуге рп, и холостой, соответствующий дуге пр.
Рис. 35. Траектория рабочего движения
точки лезвия осевой цилиндрической
фрезы
71
а)
Рис. 36. Элементы резания и размеры срезаемого слоя при фрезерова-
фрезеровании осевыми цилиндрическими фрезами
Периодически повторяющиеся чередования рабочего и холостого
циклов зуба фрезы (циклическая прерывистость процесса резания)
являются первой характерной особенностью фрезерования, отличаю-
отличающей его от ранее рассмотренных, видов обработки.
Центральный угол е«, соответствующий началу и концу рабочего
цикла зуба фрезы, называют максимальным углом контакта. Его
величину можно- определить по формуле
R-t _ , 2t
* R l D-
B4)
Мгновенное положение точки лезвия зуба фрезы на поверхности
резания можно определить мгновенным углом контакта е, отсчитыва-
отсчитываемым от точки входа зуба в срезаемый слой. При перемещении по
поверхности резания зуб фрезы срезает слой материала переменной
толщины. В сечении плоскостью, перпендикулярной к оси фрезы,
срезаемый слой имеет форму запятой. Мгновенная толщина срезаемого
слоя а, определяемая как расстояние между соседними положениями
поверхности резания, может быть найдена из треугольника 3—4—5
(рис. 36, а и 36, б). Указанный треугольник с некоторым приближе-
приближением можно считать прямоугольным с гипотенузой, равной подаче
на зуб sz; угол, лежащий против катета а треугольника, равен мгновен-
мгновенному углу контакта 6. Решая треугольник, получим
a=sasin6. B5)
72
Интересно отметить, что мгновенная толщина срезаемого слоя
не зависит от угла наклона винтовой канавки. Как показано на
рис. 36, в, форма поверхности резания не меняется независимо от того,
имеет ли фреза прямую (параллельную оси) или винтовую канавки.
Поэтому, для любого угла наклона винтовой канавки со, в том числе
и равного нулю, толщина срезаемого слоя, соответствующая одинако-
одинаковому мгновенному углу контакта, определяется одним и тем же отрез-
отрезком kq.
Из формулы B5) следует, что по мере продвижения зуба по поверх-
поверхности резания толщина срезаемого слоя в заданной точке лезвия
непрерывно изменяется. При 6 = 0 а = 0; при 6 = 6т а — атлх —
= sz sin Bm. Переменность толщины срезаемого слоя при перемещении
зуба фрезы по поверхности резания является второй характерной
особенностью фрезерования.
На нижней проекции рис. 36, а прямоугольником изображена
развернутая на плоскость поверхность резания. Ее сторонами явля-
являются развернутая дуга, соответствующая максимальному углу кон-
контакта, и ширина срезаемого слоя Ь, называемая шириной фрезерования.
Мгновенное положение винтового лезвия зуба фрезы на поверхности
резания изобразится прямой линией /—2, наклонной к оси фрезы
под углом наклона винтовой канавки (о. Вследствие наклонного
расположения лезвия мгновенные углы контакта 6j и ба, так же как
и соответствующие им дуги контакта крайних точек / и 2 лезвия,
будут неодинаковы. Из рисунка видно, что 62> 6i, а поэтому и тол-
толщина срезаемого слоя в точке 2 а2 = sz sin 62 будет больше толщины
срезаемого слоя в точке / аг = sz sin e v Во всех остальных точках
лезвия толщины срезаемого слоя будут больше аг и меньше а%. Эпюра
изменения толщины срезаемого слоя вдоль лезвия фрезы представляет
собой криволинейную трапецию, очерченную сверху отрезком синусо-
синусоиды. Переменность толщины срезаемого слоя в каждой точке лезвия
.зуба фрезы является третьей характерной особенностью фрезерования.
Участок лезвия I, находящийся в работе, является рабочей длиной
¦лезвия. Рабочая длина лезвия определяется значениями мгновенных
$глов контакта крайних точек 1 и 2 лезвия:
Из формулы следует, что по мере продвижения зуба по поверх-
поверхности резания рабочая длина лезвия изменяется от нуля до некоторого
'максимума и опять до нуля. Максимально возможная для заданной
¦ширины фрезерования рабочая длина лезвия
:, ь_
/max —COS@-
Переменность рабочей длины лезвия является четвертой характер-
характерной особенностью фрезерования.
Найдем площадь F сечения срезаемого слоя плоскостью, касатель-
касательной к винтовому лезвию зуба фрезы. Указанная площадь, очевидно,
.равна площади эпюры, изображенной на рис. 36, а. Выделим в ней
73
элементарную площадь dF, соответствующую элементарной длине
лезвия dl, т. е. dF = adl, где а — мгновенная толщина срезаемого
слоя, принимаемая неизменной в пределах длины dl. Произвольно
выбранную разность мгновенных углов контакта 62— 6i в формуле
для определения I можно обозначать через е. Тогда
' т udl = -(DM
2 sin ш
' 2 sin со '
Мгновенная толщина срезаемого слоя а = sz sin 6.
Подставляя эти выражения, получим
2 sin со
Площадь эпюры найдем суммированием элементарных площа-
площадей dF, т. е.
е,
F= \ dF=
szD
sine
2 sin со
Решая интеграл, получим
Из последнего выражения видно, что по мере продвижения зуба
фрезы по поверхности резания площадь сечения срезаемого слоя
также является переменной. Так как одновременно в работе может
находиться больше одного зуба, то суммарная площадь сечения
срезаемого слоя
2 sin ш
У (COS б!-COS 62),
B6)
где т. — число зубьев фрезы, находящихся в работе.
Число зубьев, находящихся в работе, и мгновенные углы контакта
крайних точек лезвий зубьев наиболее просто определить графически
по рис. 37. На развернутой поверхности резания изображаем мгновен-
мгновенное положение зубьев фрезы, для которых хотим определить мгновен-
Рис. 37. Схема для определения мгно-
мгновенных углов контакта крайних точек
лезвий осевой цилиндрической фрезы
74
ные углы контакта. Положение первого зуба зафиксируем отрез-
отрезком уф. Положение остальных зубьев найдем, откладывая от точки 1
первого зуба величины торцового шага tT. Отыщем вспомогательные
отрезки \ t, и Л2 /, и соответствующие им вспомогательные централь-
центральные углы ijjj и ¦фз-
Из рисунка имеем
; Л2/т = A — T])bsinco;
Мгновенные углы контакта крайних точек зубьев /, // и /// будут
равны:
для зуба / В\ = 6т; Ь\ = Вт-%;
для зуба // ej^ + fc-^; tf-ei-^;
для зуба /// вг" = в"-^; б1" = 0.
Поскольку площади F для каждого работающего зуба по мере
Продвижения его по поверхности резания не остаются постоянными,
суммарная площадь FcyM при фрезеровании в общем случае является
также переменной величиной. Это свидетельствует о том, что процесс
фрезерования осевыми цилиндрическими фрезами протекает при пере-
переменной силовой и тепловой нагрузках, действующих на фрезу.
ЭЛЕМЕНТЫ РЕЗАНИЯ И РАЗМЕРЫ
СРЕЗАЕМОГО СЛОЯ ПРИ ФРЕЗЕРОВАНИИ
ТОРЦОВЫМИ ФРЕЗАМИ
Принципиальная кинематическая схема при торцовом фрезеровании
та же, что и при фрезеровании осевыми фрезами. Поэтому скорость
резания, подачи определяют по тем же формулам, что при фрезеровании
осевыми фрезами. Упрощенная схема торцового фрезерования изоб-
изображена на рис. 38. В отличие от фрезерования осевыми фрезами тор-
торцовое фрезерование является процессом несвободного резания и
ширина b слоя, срезаемого с поверхности резания, не равна ширине
фрезерования В. В зависимости от установки фрезы относительно
фрезеруемой детали фрезерование может быть симметричным (рис. 39, а)
и несимметричным (рис. 39, б). В обоих случаях толщина срезаемого
. слоя в момент входа зуба фрезы в срезаемый слой не равна нулю,
как это имело место при фрезеровании осевыми фрезами. Чтобы струк-
структура формулы для определения толщины срезаемого слоя была единой
для любого типа фрезы, мгновенный угол контакта 6 при торцовом
фрезеровании отсчитывается не от точки входа зуба фрезы в среза-
срезаемый слой, а от положения диаметра фрезы, перпендикулярного
к .направлению движения подачи, Максимальный угол контакта
75
Рис. 38. Элементы резання н размеры
срезаемого слой при фрезеровании тор-
торцовыми фрезами
Вт зависит от ширины фре-
фрезерования В и при симмет-
симметричном фрезеровании может
быть определен с помощью
формулы
Sin'-a «й
B7)
Выше указывалось, что
зуб фрезы работает так, как
строгальный резец. Поэтому
форма сечения слоя, срезае-
срезаемого с поверхности резания, так же как и при работе резцом, пред-
представляет собой параллелограмм с толщиной а и шириной Ъ. Отличие
состоит только в том, что толщина является переменной и опреде-
определяется положением зуба на поверхности резания. Из рис. 38 следует,
что мгновенная толщина срезаемого слоя а— тп sin ср. По аналогии
с фрезерованием осевыми фрезами отрезок тп равен sz sin e; окон-
окончательно получим
a==SzSincpsin6. B8)
При симметричном фрезеровании мгновенная толщина срезаемого
слоя по мере продвижения зуба по поверхности резания изменяется
от минимального значения в точке входа до максимального, равного
Gmax = sz sin cp, и опять до минимального в точке выхода. Ширина
срезаемого слоя Ъ определяется той же формулой A6), что и для токар-
токарного и строгального резцов. Площадь слоя металла, срезаемого одним
зубом фрезы, F — se t sin б, а максимальная суммарная площадь
Fсум. срезаемая всеми зубьями фрезы, находящимися в работе, опре-
определяется по формуле
sine-
B9)
sM
б) «§
Рис. 39. Установка торцовой фрезы относительно детали
76
Максимальное число зубьев фрезы, находящихся в работе,
При выходе впереди идущего зуба из соприкосновения со среза-
срезаемым слоем число зубьев в работе в течение некоторого времени ста-
становится меньше на единицу. Поэтому суммарная площадь сечения
срезаемого слоя уменьшится до минимального значения
mmin
^ Sin6,
1
где
В результате этого, так же как и при фрезеровании осевыми фре-
фрезами, силовая и тепловая нагрузки, действующие на торцовую фрезу,
при ее работе периодически будут изменяться от максимального до
минимального значения.
ЭЛЕМЕНТЫ КОНСТРУКЦИИ
И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ПРОТЯЖКИ
Протяжка — инструмент, предназначенный для обработки плоскостей
f# фасонных поверхностей. Фасонные поверхности могут быть плоскими,
\ винтовыми и телами вращения. Фасонный контур поперечного сечения
1 может быть замкнутым и незамкнутым, симметричным и несиммет-
ьричным, выпуклым и вогнутым. Если необходимо получить только
Сточные размеры протягиваемого контура, то такое протягивание
| называют свободным. Если протягиваемый контур должен быть распо-
расположен на определенном расстоянии от каких-либо поверхностей
(¦'детали, протягивание называют координатным. Протяжки, предназ-
I каченные для обработки замкнутых контуров, называют внутренними,
У а незамкнутых — наружными.
'" По сравнению с другими методами обработки фасонных поверх-
1 ностей протягивание имеет ряд преимуществ: 1) исключительно высо-
| кая производительность обработки; протяжкой можно получить контур
> любой сложности с высокой точностью (до 3—2-го классов); 2) шерохо-
I ватость обработанной поверхности в пределах 5—б-го классов чистоты.
[ Рабочая часть протяжки состоит из режущей и калибрующей
\ частей. На режущей части расположены режущие зубья, срезающие
i припуск, оставленный под протягивание. Для того чтобы режущие
I, зубья могли срезать определенные слои материала, каждый после-
\ дующий зуб имеет превышение sz над предыдущим, называемое подъе-
f-: mom зубьев. Подъем зубьев может быть одинаковым для всех режущих
f зубьев или изменяться при переходе от одной группы зубьев к другой.
г На калибрующей части расположены калибрующие зубья одинако-
t ' 77
Ш////////А
Рис. 40. Срезание слоя
материала зубом протяж-
протяжки, имеющим радиус
округления
Рис. 41. Размеры и геометрические пара-
параметры режущих и калибрующих зубьев про-
протяжки
вого размера (подъем зубьев равен нулю). Калибрующие зубья выпол-
выполняют две функции: они калибруют контур, придавая ему оконча-
окончательные размеры и форму, и служат резервом для режущих зубьев.
После того как последний режущий зуб в результате переточек поте-
потеряет свои размеры, первый калибрующий зуб становится последним
режущим зубом и т. д.
Важнейшим конструктивным элементом, определяющим эффектив-
эффективность работы протяжки, является подъем зубьев sz. Наблюдения за
работой протяжек показали, что подъем зубьев должен быть больше
минимально допустимого подъема szmiri и меньше максимально допус-
допустимого szmax. Минимально допустимый подъем зубьев определяется
величиной так называемого радиуса округления р зуба протяжки
(рис. 40). При заточке любого инструмента между передней и
задней поверхностями образуется некоторая промежуточная поверх-
поверхность, которую приближенно можно считать поверхностью кругового
цилиндра с радиусом р. Величина радиуса р зависит от рода инстру-
инструментального материала и тщательности выполнения заточки: чем
грубее выполняется заточка, тем больше радиус р. У протяжек,
изготовленных из быстрорежущей стали, радиус округления колеб-
колеблется в пределах 5—10 мкм. Если толщина слоя, срезаемого зубом
протяжки, определяемая подъемом зубьев sz, будет меньше радиуса
округления, то процесс резания затрудняется, так как стружка форми-
формируется не передней поверхностью с передним углом у, а промежу-
промежуточной цилиндрической поверхностью, на которой рабочие передние
углы имеют отрицательный знак. Для избежания этого подъем зубьев
должен быть в несколько раз больше радиуса округления: sz > р.
Установлено, что минимальный подъем зубьев протяжки не должен
быть меньше 0,02 мм. Только в исключительных случаях при заточке
протяжки алмазными или эльборовыми кругами минимальный подъем
зубьев может быть уменьшен до 0,01 мм.
Величина максимального подъема зубьев связана со специфичес-
специфическими особенностями протяжки как режущего инструмента. Про-
Протяжка — дорогой инструмент, предназначенный для обработки точных
поверхностей. Поэтому максимальный подъем зубьев должен быть
таким, чтобы обеспечить достаточно высокую стойкость протяжки
и чистоту обработанной поверхности. На основании этого могут быть
рекомендованы следующие максимальные подъемы зубьев при про-
протягивании деталей из углеродистой стали и чугуна.
78
Характеристика материала
Сталь, <тв<40 кгс/мм3 0,07
» ав=40-Ьб0 » 0,1
» ав>60 » 0,15
Чугун, НВ< 140 0.1
"» ИВ 140-180 0,15
» ЯВ>180 0,2
На рис. 41 изображена форма режущих и калибрующих зубьев
протяжки. Шаг зубьев определяют по эмпирической формуле
/=A,5+1,75I/7, C0)
где / — длина протягивания.
Рассчитанный таким образом шаг должен быть подвергнут про-
проверке. Для того чтобы протяжка надежно центрировалась в протя-
протягиваемой детали и не было слишком сильного колебания тяговой
силы при выходе зубьев из детали и входе в нее, минимальное
число одновременно работающих зубьев не должно быть меньше
трех, т. е.
Wrnin = J Ss 3.
Если указанное условие не выполняется, то шаг зубьев должен
быть уменьшен".
Размеры зуба и впадины определяют в зависимости от выбран-
выбранного шага. Глубина стружечной канавки h = @,35т-0,4)?, ширина
спинки зуба f = @,3-1-0,4)?. Радиус окружности, сопрягающей перед-
переднюю поверхность с дном стружечной канавки,
Р- h
Стружка, срезаемая зубом протяжки, должна свободно размес-
разместиться в стружечной канавке. Если этого не произойдет, то стружка
заклинится в канавке, стружкообразование прекратится, и это может
привести к аварии протяжки. Поэтому выбранную в зависимости от
шага глубину стружечной канавки h необходимо проверить на раз-
размещение в ней стружки. Для размещения стружки может быть исполь-
использован не весь объем стружечной канавки, а только часть его, ограни-
ограниченная окружностью радиуса R (рис. 42). Площадь Ft поперечного
сечения стружечной канавки в пределах круга с радиусом R назы-
называют активной площадью канавки. При нормальном протекании про-
процесса стружкообразования стружечный валик в поперечном сечении
имеет витки стружки, свернутые в спираль, напоминающую спираль
Архимеда. Для свободного размещения стружки в стружечной канавке
необходимо, чтобы активная площадь впадины Fa была больше про-
продольного сечения F,lp слоя материала, срезаемого одним зубом про-
протяжки: Fa > F,ip. Превышение Fa над Fnp определяют так называемым
79
Рис. 42. Схема для определения минимально необходи-
необходимой глубины стружечной канавки
коэффициентом запаса /Сзап- Физически
коэффициент запаса характеризует наличие
У/ зубчиков на свободной стороне стружки,
неплотность прилегания друг к другу ее
отдельных витков и гарантированный зазор между глубиной впадины
и стружечным валиком. Расчетное условие, обеспечивающее свобод-
свободное размещение стружки, имеет вид
р /(* р и ттгх <L— fc"
а *зап пр »1»'1*1 р ^~^\зап*
*пр
Так как
то расчетное условие принимает вид
ё=^зап. C1)
Из последнего выражения можно найти минимально необходимую
глубину стружечной канавки, обеспечивающую свободное размещение
стружки:
Величина КЗЯп в основном зависит от рода и механических свойств
материала обрабатываемой детали:
Материал iC3an
Сталь, ав<40 кгс/ммз 4
» ств = 40-Ь70 » 3,5
» ав>70 » 3
Чугун 2,5
Передний угол протяжки, так же как и других инструментов,
определяется прочностью и твердостью материала обрабатываемой
детали, уменьшаясь при их увеличении. Его величина лежит в пре-
пределах 5—25°. Особенностью протяжки является очень малая величина
заднего угла, равная 3—4°. Последнее связано с желанием сохра-
сохранить при переточках размеры зубьев протяжки и уменьшить неиз-
неизбежное изменение подъема зубьев. Протяжки изнашиваются исклю-
исключительно по задней поверхности, а переточка для удаления следов
износа осуществляется в направлении, перпендикулярном к передней
поверхности. При неодинаковой величине площадки износа задней
поверхности на двух соседних зубьях подъем зубьев в результате
переточки изменится и это изменение будет тем больше, чем больше
величина заднего угла.
Шаг и размеры калибрующих зубьев обычно делают такими же,
как и режущих зубьев. Калибрующие зубья отличаются только тем,
80 ¦
Рис. 43. Стружкоделительные канавки на режущих зубьях
протяжки
что имеют задний угол, равный нулю. Для
этого на задней поверхности делают фаску
размером /0 = 0,2-t-0,3 мм (рис. 41), позволяю-
позволяющую сохранять размеры калибрующих зубьев
при переточках.
Для того чтобы стружка легче свертыва-
свертывалась в стружечный валик, на режущих зубьях
протяжек, предназначенных для обработки
пластичных материалов, делают стружкоде-
стружкоделительные канавки (рис. 43). В том случае, если протяжка обраба-
обрабатывает замкнутый непрерывный контур, стружкоделительные канавки
необходимы для очистки стружечной канавки от стружки после
рабочего хода протяжки. Благодаря стружкоделительным канавкам
стружечный валик делится на несколько частей шириной 8—10 мм.
Стружкоделительные канавки должны иметь треугольную форму
с углом 60—90° и ширину 1—1,5 мм. На соседних зубьях стружкоде-
стружкоделительные канавки располагают в шахматном порядке. При обработке
хрупких материалов благодаря ломкой стружке в стружкоделитель-
ных канавках нет необходимости.
ЭЛЕМЕНТЫ РЕЗАНИЯ И РАЗМЕРЫ
СРЕЗАЕМОГО СЛОЯ ПРИ ПРОТЯГИВАНИИ
Принципиальная кинематическая схема протягивания базируется на
единственном прямолинейном движении, совершаемом протяжкой или
деталью. Это движение является движением резания, а скорость его
определяет скорость резания. Движение подачи, без которого непре-
непрерывное удаление припуска, оставленного под протягивание, невоз-
невозможно, так же как и при нарезании резьбы метчиком, заложено в
конструкции протяжки. Благодаря превышению каждого последу-
последующего режущего зуба над предыдущим зубья протяжки врезаются в
срезаемый слой (рис. 44), как бы совершая движение подачи. Посколь-
Поскольку это движение происходит без участия механизма подачи станка,
движение подачи при протягивании является конструктивным или
скрытым, а подача на зуб протяжки численно равна подъему ре-
режущих зубьев.
Размеры слоя материала, срезаемого зубом протяжки, опреде-
определяются формой и размерами протягиваемого контура, подъемом зубьев
протяжки и схемой резания. Под схемой резания понимают картину
последовательного срезания режущими зубьями протяжки припуска,
оставленного под протягивание.
Схемы резания, применяемые при протягивании, можно класси-
классифицировать по двум признакам: 1) формирования протягиваемого
контура; 2) срезания слоя каждым режущим зубом протяжки. По
первому признаку схемы резания разделяются на профильную и гене-
81
б)
Рис. 44. Профильная и генераторная схемы резания при протягивании
раторную схемы, а по второму — на схемы непрерывного и перемен-
переменного резания.
Принципиальные отличия профильной и генераторной схем реза-
резания показаны на примере протягивания вогнутого незамкнутого кон-
контура, очерченного дугой окружности (см. рис. 44). Профильная схема
резания (рис. 44, а) характерна тем, что контур лезвия, очерчивающий
каждый зуб протяжки, по форме является копией протягиваемого
контура. На рисунке в разрезе изображен первый режущий зуб про-
протяжки; дугами окружности, отстоящими друг от друга на расстоянии
S,,, равном подъему зубьев, изображены лезвия остальных режущих
зубьев. Слой материала, срезаемый произвольным зубом протяжки,
заштрихован. Он имеет дуговую форму mq с шириной срезаемого
слоя Ь, равной рабочей длине лезвия, и наибольшей толщиной на
оси симметрии контура атлх, равной подъему зубьев sz. Протягива-
Протягиваемый контур формируется одним непрерывным лезвием, являющимся
главным лезвием.
При протягивании по генераторной схеме (рис. 44, б) первый
режущий зуб протяжки имеет лезвие, очерченное прямой линией.
Любой последующий режущий зуб имеет три лезвия: главное пр,
очерченное также по прямой, и два вспомогательных тп и pq, очер-
очерченных по форме протягиваемого контура. Форма главного лезвия
может быть любой. Однако для простоты изготовления протяжки
главное лезвие очерчивают прямой линией или дугой окружности.
Слой материала, срезаемый любым режущим зубом, при прямолиней-
прямолинейной форме главного лезвия представляет собой полосу шириной Ъ,
равной рабочей длине главного лезвия, и постоянной толщины, равной
подъему зубьев протяжки. Протягиваемый контур в этом случае
формируется не последним режущим зубом протяжки, а вспомогатель-
вспомогательными лезвиями всех ее режущих зубьев. Протяжки, спроектированные
по профильной схеме резания, называют профильными, а по генера-
генераторной схеме — генераторными.
Каждая из рассмотренных схем резания имеет как свои достоин-
достоинства, так и недостатки. Протяжки, спроектированные по профильной
схеме резания, более сложны в изготовлении, так как для заточки
задних углов у фасонного главного лезвия требуется копирное уст-
82
ройство. При изготовлении протяжек, спроектированных по генера-
генераторной схеме, вспомогательные лезвия шлифуются без задних углов
на проход фасонным шлифовальным кругом, а заточка задних углов
у главного лезвия в зависимости от его формы осуществляется на
плоскошлифовальном или круглошлифовальном станке.
Однако профильные протяжки обеспечивают более высокую точ-
точность и чистоту протянутой поверхности, обработанной одним непре-
непрерывным лезвием, имеющим во всех его точках задний угол. При реза-
зании же генераторными протяжками вспомогательные лезвия рабо-
работают без задних углов, что увеличивает трение между протяжкой
и деталью и способствует образованию задиров на обработанной
поверхности. Кроме того, на обработанной поверхности появляются
царапины, оставляемые точками пересечения главного лезвия со
вспомогательными.
Отличие схемы непрерывного резания от схемы переменного реза-
резания заключается в следующем. Протяжки, спроектированные по
схеме непрерывного резания, срезают стружку по всей длине глав-
главного лезвия. По этому признаку изображенные на рис. 44 профильная
и генераторная схемы являются схемами непрерывного резания.
У протяжек, спроектированных по схеме переменного резания (про-
(протяжки переменного резания), стружку срезает не все главное лез-
лезвие, а только его часть определенной длины. Рассмотрим характер-
характерные особенности схемы переменного резания на примере протягива-
протягивания плоскости шириной Ь (рис. 45).
Плоская протяжка в этом случае разделена на секции, состоящие
из трех зубьев без подъема одного отйосительно другого. Рабочая
длина лезвия каждого зуба секции, срезающего стружку, равна
1/3 ширины протягиваемой детали. В результате такого деления
лезвия припуск, оставленный под протягивание, срезается попере-
попеременно: первый зуб секции срезает левую часть припуска, второй
зуб — среднюю, а третий зуб — правую. Следующая секция из трех
зубьев имеет подъем относительно предыдущей, и срезание припуска
происходит в том же порядке. Если при использовании схемы пере-
переменного резания подъем секции сохранить равным подъему зубьев
при схеме непрерывного резания, то это приведет к увеличению числа
режущих зубьев и длины рабочей части протяжки. Для того чтобы
число режущих зубьев протяжек, спроектированных по обеим схе-
схемам, было одинаковым, подъем секций у протяжек переменного реза-
W/////bV/////A
У/////
Зуб!
зуб г
ль/зл
V//A
ЗуВЗ
Рис. 45. Схема переменного ре-
зання при протягивании
Зуб 7 Зуб1
Рис. 46. Режущие зубья круглой протяжки
переменного резания
83
ния делают по сравнению с протяжками непрерывного резания во
столько раз больше, на сколько частей разделено главное лезвие.
В рассматриваемом случае подъем секций равен 3s..
На рис. 46 показана часть круглой протяжки переменного реза-
резания. Секции протяжки состоят из двух зубьев одного диаметра. Окруж-
Окружность первого (прорезного) зуба дуговыми выкружками разделена
на восемь равных частей, вследствие чего лезвие этого зуба срезает
слой материала с суммарной шириной, равной половине длины окруж-
окружности лезвия (площадь слоя, срезаемого первым зубом, заштрихована).
Второй зуб (зачистной) выкружек не имеет, и его лезвие срезает ту
часть слоя, которую не срезал первый зуб (площадь слоя, срезаемого
вторым зубом, не заштрихована).
Вследствие меньшего отношения ширины срезаемого слоя к тол-
толщине схема переменного резания по сравнению со схемой непрерыв-
непрерывного резания при одинаковом числе режущих зубьев протяжки, обес-
обеспечивает меньшую величину тяговой силы. Схему переменного реза-
резания целесообразно также применять при протягивании деталей с
неснятой литейной или штамповочной коркой. Для того чтобы число
режущих зубьев, срезающих уплотненный и засоренный металл корки,
было возможно меньшим, необходимо, чтобы они имели возможно
больший подъем, свойственный схеме переменного резания. Однако
стойкость протяжек, спроектированных по схеме переменного реза-
резания, из-за меньшего отношения ширины срезаемого слоя к толщине
меньше, чем протяжек непрерывного резания.
Рассмотренные по классификационным признакам схемы резания
протяжек не исключают друг друга. Профильные и генераторные
протяжки могут быть протяжками как непрерывного, так и перемен-
переменного резания.
Глава III
СТРУЖКООБРАЗОВАНИЕ
ПРИ РЕЗАНИИ
НЕКОТОРЫЕ СВЕДЕНИЯ О ПЛАСТИЧЕСКОЙ
ДЕФОРМАЦИИ МЕТАЛЛА
Превращение срезаемого слоя в стружку при резании является одной
из разновидностей процесса пластической деформации материала.
Основным признаком пластической деформации является необратимое
изменение формы тела под действием внешних сил без нарушения
сплошности деформируемого тела. Различают три основных вида
деформированного состояния малого объема тела.
1. Растяжение (рис. 47, а), при котором вдоль одной из трех глав-
главных осей деформации наблюдается удлинение, а вдоль, двух осталь-
остальных главных осей укорочение. Если две отрицательные деформации
укорочения равны между собой, то растяжение называют простым.
2. Сжатие (рис. 47, б), при котором вдоль одной из трех глав-
•ных осей деформации наблюдается укорочение, а вдоль двух осталь-
остальных главных осей удлинение. Если две положительные деформации
удлинения равны между собой, то сжатие называют простым.
I 3. Сдвиг (рис. 47, в), при котором деформация вдоль одной из
ггрех главных осей отсутствует, вдоль второй главной оси наблюдается
.¦укорочение, а вдоль третьей главной оси равное ему удлинение.
Разновидностями сдвига являются чистый сдвиг и простой сдвиг.
[При чистом сдвиге (рис. 48, а) происходит равномерное укорочение
|вдоль одной оси и равномерное удлинение вдоль другой оси, перпен-
перпендикулярной к первой. Квадрат ABCD превращается в конгруэнтный
|ромб AiB1C1D1 при неизменном объеме тела. При простом сдвиге
[(рис. 48, б) деформация заключается в смещении всех точек тела
л
а) 'У 6) 'У e)
Рис. 47. Три основных вида деформированного состояния
85
А
А
7)
2
К
/
\
/
\
г
в
\
/
\
/
\
У
z *
с
в
с
А,
о)
^^
Z
X
1
A
А,
/
z
в,
^^
////
11 111
1 II
/
1
р
X
г
х и,
6)
Рис. 48. Схемы деформации чистого (а) и простого (о*)
сдвигов
в направлении, парал-
параллельном только одной
оси на расстояние, про-
пропорциональное расстоя-
расстоянию точки тела от этой
оси в направлении вто-
второй оси. В результате
простого сдвига квадрат
ABCD превращается в
равновеликий паралле-
параллелограмм с теми же раз-
размерами основания и вы-
высоты, что и у исходного
квадрата.
Первые два вида от-
относятся к объемному
деформированному со-
состоянию, а третий —
к плоскому деформиро-
деформированному состоянию. В. М. Розенберг [84] предложил определять дефор-
деформированное состояние углом f}e вида напряженно-деформированного
состояния. Если ех — главная деформация удлинения в направлении
первой главной оси алгебраически наибольшая, е2 — главная дефор-
деформация укорочения в направлении второй главной оси алгебраически
наименьшая "и е3 — главная деформация в направлении третьей
главной оси алгебраически средняя, то параметр, характеризующий
вид деформированного состояния, связан с углом % зависимостью
v _2e2-e1-g3_tg(Pe-30°)
ve e е 3qo •
При простом растяжении ре = 0, а поэтому v =— 1; при про-
простом сжатии ре = 60° и v = +1; при простом сдвиге ре = 30° и v = 0.
Необходимо различать плоское напряженное и плоское деформи-
деформированное состояния. При плоском напряженном состоянии в направ-
направлении второй оси нет нормального напряжения (оу =0 и о2 = 0),
но есть деформация; при плоском деформированном состоянии в направ-
направлении второй оси есть нормальное напряжение (aYz=:-Z—l и <ja—.
но нет деформации.
Рассмотрим более подробно деформацию простого сдвига. Как
указывалось выше, деформация простого сдвига заключается в том,
что точки деформируемого тела сдвигаются вдоль оси X на расстоя-
расстояние, пропорциональное ординате Z (см. рис. 48, б). Напряженные со-
состояния в начальный и конечный моменты деформации простого сдвига
представлены на рис. 49. В начальный момент деформирования глав-
главные касательные напряжения %xz и т2х действуют на сторонах квад-
квадрата и составляют с главными осями /—3 угол, равный 45е. Глав-
Главные нормальные напряжения сх и о3 направлены по диагоналям квад-
86
Рис. 49. Напряженные состояния в начальный и конечный мо-
моменты деформации простого сдвига (М. И. Клушин)
рата. Так как ох = оу = 0, то сх = —cr2 = %Xz- В конечный момент
деформирования на сторонах квадрата, параллельных оси X, дей-
действующие касательные напряжения остаются неизменными, а на
остальных сторонах появляются нормальные ах = т sin 2% и каса-
касательные х% = т cos 2% напряжения.
Расстояние As (см. рис. 50), на которое верхняя сторона квад-
квадрата сдвинулась относительно нижней, называют абсолютным сдви-
сдвигом. Мерой деформации простого сдвига является относительный
сдвиг, равный отношению абсолютного сдвига к стороне квадрата, т. е.
'Ах'
Геометрически относительный сдвиг равен тангенсу угла % наклона
сторон квадрата к оси Z, т. е. е = tg %. В результате деформирова-
деформирования вписанный в квадрат круг радиуса г0 превращается в эллипс
с полуосями гх- и г2. Цифрами /—/ и 2—2 обозначены начальные
положения волокон, которые после деформирования получат наиболь-
наибольшее удлинение и укорочение-. Положение этих волокон относительно
оси X зафиксировано углами аи а2. Согласно А. Надаи [55] указан-
указанные углы могут быть определены с помощью выражений
После деформирования волокна займут положения /'—/' и 2'—2',
определяемые углами af и аг. Величины указанных углов могут быть
определены с помощью выражений
Сравнивая приведенные выражения, легко убедиться, что угол
90° — cq, равен углу а\. Относительные удлинение и укорочение
волокон
87
Рис. 50. Схема деформации простого сдвига
М. И. Клушин [38] показал, что главные истинные деформации
при простом сдвиге
ex=2-e и <?з = — у е,
а истинный сдвиг, равный разности истинных деформаций, равен
относительному сдвигу, т. е.
Характерной особенностью деформации простого сдвига является
ее немонотонность. Деформация считается монотонной только тогда
[84], когда материальные точки, расположенные на главных осях
деформации в начальной стадии формоизменения, остаются на этих
главных осях и на всех последующих стадиях деформации. Так как
при простом сдвиге положение главных осей напряжений сохраняется
постоянным, то указанное условие не выполняется. Из рис. 50 видно,
что в процессе деформирования все новые материальные волокна
тела пересекают направления главных осей, получая на каждой
стадии деформации максимальное удлинение и укорочение. Отсюда
следует, что деформации волокон, получивших наибольшее результи-
результирующее удлинение и укорочение, не могут рассматриваться как глав-
главные, так как положения этих волокон не совпадают с положением
главных осей напряжений.
В теории пластических деформаций для сравнения различных
процессов деформирования пользуются так называемой интенсив-
интенсивностью деформации [88]:
2
- e3f + (е3 -
Так как при простом сдвиге ег = О и et = —еъ> то выражение
принимает вид
Учитывая, что е^уе, интенсивность деформации простого
сдвига et= ~=.
Удельная работа пластической деформации [88]
Очевидно, при простом сдвиге Ел = 2<ахех. Выражая Ел через
главные касательные напряжения, получим
E или ?д = те.
ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ИЗУЧЕНИЯ
ПРОЦЕССА ОБРАЗОВАНИЯ СТРУЖКИ
И ЗОНЫ ДЕФОРМАЦИИ
При изучении процесса стружкообразования, размеров и формы
зоны деформации применяют -различные экспериментальные методы.
Метод визуального наблюдения. Боковую сторону образца, под-
подвергаемого свободному резанию, полируют или наносят на ней круп-
крупную квадратную сетку. При резании с малой скоростью по искаже-
искажению сетки, потускнению и сморщиванию полированной поверхности
образца можно судить о размерах и форме зоны деформации и соста-
составить внешнее представление о том, как срезаемый слой последова-
вательно превращается в стружку. Метод пригоден при резании с
очень малыми скоростями, не превышающими 0,2—0,3 м/мин, и дает
только качественное представление о процессе стружкообразования.
Метод скоростной киносъемки. Возможности рассмотренного метода
'(Значительно расширяются, если боковую сторону образца и среза-
срезаемую стружку фотографировать высокочастотной кинокамерой с час-
гтотой до 10 000 кадров в секунду. Высокая скорость съемки поз-
позволяет выяснить особенности процесса стружкообразования при
.практически используемых скоростях резания.
Метод делительной сетки. На боковой стороне образца наносят
точную квадратную делительную сетку или систему точных окруж-
окружностей. Для того чтобы толщина слоя, срезаемого при экспериментах,
была такой, как при реальных методах обработки, размер стороны
^ячейки сетки должен лежать в пределах 0,05—0,15 мм. Делительная
сетка может быть нанесена различными способами: накатыванием
типографской краской, травлением, напылением в вакууме, тра-
трафаретной печатью, царапанием и т. п. Наиболее точным и простым
.способом является царапание алмазным индентором на приборе
¦ПМТ-3 для измерения микротвердости или на универсальном микро-
.скопе. Для получения неискаженной зоны деформации, соответст-
соответствующей определенной стадии стружкообразования, применяют спе-
специальные приспособления для «мгновенного» прекращения процесса
резания, в которых вывод резца из-под стружки осуществляется
сильной пружиной или энергией взрыва порохового заряда. На полу-
получившемся корне стружки с помощью инструментального микроскопа
измеряют размеры ячеек искаженной в результате деформирования
делительной сетки. Используя аппарат математической теории плас-
пластичности, по размерам искаженной делительной сетки можно опреде-
определить вид деформированного состояния, размеры и форму зоны дефор-
деформации, интенсивность деформации в различных точках зоны дефор-
деформации и другие параметры, количественно характеризующие процесс
стружкообразования.
Металлографический метод. Полученный с помощью приспособ-
приспособления для «мгновенного» прекращения резания корень стружки выре-
вырезают, тщательно полируют его боковую сторону, а затем протравли-
протравливают соответствующим реактивом. Полученный микрошлиф корня
стружки рассматривают под микроскопом при увеличении в 25—200
раз или делают микрофотографию. Изменение структуры стружки
и зоны деформации по сравнению со структурой недеформирован-
ного материала, направление текстуры деформации позволяют уста-
установить границы зоны деформации и судить о деформационных про-
процессах, в ней происходивших.
Метод измерения микротвердости. Поскольку существует одно-
однозначная связь между степенью пластической деформации и твердостью
деформированного материала, то измерение микротвердости корня
стружки дает косвенное представление об интенсивности деформации
в различных объемах зоны деформации. Для этого на приборе ПМТ-3
производят измерение микротвердости в различных точках корня
стружки и строят изосклеры (линии постоянной твердости), с помощью
которых можно определить величину касательных напряжений в зоне
деформации [77].
Поляризационно-оптический метод. Поляризационно-оптический
метод, или метод фотоупругости основан на том, что прозрачные изо-
изотропные тела при действии на них внешних сил становятся анизо-
анизотропными, и если их рассматривать в поляризованном свете, то интер-
интерференционная картина позволяет определить величину и знак дей-
действующих напряжений. В результате поляризационного эффекта на
деформируемом теле появляются изохроматические и изоклинические
линии. Изохроматические линии, получаемые в монохроматическом
свете, соединяют точки тела с одинаковой окраской и являются лини-
линиями, вдоль которых разность двух главных нормальных напряжений
имеет постоянную величину. Таким образом, изохроматические линии
есть линии постоянных касательных напряжений. Изоклинические
линии — черные полосы, получаемые в прямолинейном поляризован-
поляризованном свете, представляют собой линии постоянных направлений глав-
главных напряжений. Испытуемые образцы изготовляют из эпоксидной
смолы ЭД5 и ЭД6 или другого оптически активного материала (цел-
(целлулоид, органическое стекло). Образец и устройство, с помощью кото-
которого осуществляют резание, помещают между блоками поляризатора
и анализатора поляризационно-проекционной установки [6]. Фото-
Фотографирование изохром (полос) производят при освещении зеленым
светом, а изоклин — белым.
Поляризационно-оптический метод для определения напряжений
в зоне деформации имеет ограниченное применение по следующим
90
причинам. Прозрачные материалы, применяемые при резании, имеют
совершенно иные физико-механические свойства, чем технические
металлы — стали и чугуны. Метод дает точные величины нормальных
и касательных напряжений только в упругой области, в то время
как в зоне резания происходит значительная пластическая деформа-
деформация, изменяющая распределение напряжений. Поэтому с помощью
поляризационно-оптического метода можно получить только качест-
качественное и приближенное представление о распределении напряжений
в зоне деформации.
Механический и рентгенографический методы. Эти методы приме-
применяют для изучения состояния поверхностного слоя, лежащего под
обработанной поверхностью. Механический метод, разработанный
Н. Н. Давиденковым, применяют для определения напряжений пер-
первого рода, уравновешивающихся в области тела, превосходящей по
размерам размеры кристаллического зерна. Метод заключается в том,
что с поверхности образца, вырезанного из обработанной детали,
последовательно удаляют весьма тонкие слои материала и при помощи
тензометрических датчиков измеряют деформацию образца. Изменение
размеров образца приводит к тому, что под действием остаточных
напряжений он становится неуравновешенным и деформируется.
По измеренным деформациям можно судить о величине и знаке оста-
остаточных напряжений.
С помощью рентгенографического метода изучают напряжения
второго рода, действующие внутри кристаллического зерна, а также
степень .измельчения зерен и образование текстуры, произошедшие
в результате пластического деформирования. О величине остаточ-
остаточных напряжений судят по смещению и размыву интерференционных
-Колец рентгенограммы, о степени размельчения зерен — по увеличению
.точек, образующих интерференционные кольца, а о характере текс-
текстуры деформации — по утолщению интерференционных колец. Для
дого чтобы освидетельствовать всю толщину поверхностного слоя,
i,ero постепенно стравливают и после каждого травления снимают
'рентгенограммы.
!-
I
ТИПЫ СТРУЖЕК ПРИ РЕЗАНИИ
[ПЛАСТИЧНЫХ И ХРУПКИХ МАТЕРИАЛОВ
'В 1870 г. И. А. Тиме была предложена классификация типов стру-
стружек, образующихся при резании различных материалов. Класси-
Классификация оказалась настолько удачной, что, несмотря на то, что со
^времен И. А. Тиме появились совершенно иные конструкционные мате-
фиалы, обрабатывающиеся с иными режимами резания, ею пользуются
[и в настоящее время. Согласно классификации И. А. Тиме, при реза-
резании конструкционных материалов в любых условиях образуются че-
'тыре вида стружек: элементная, суставчатая, сливная и надлома.
^Элементную, суставчатую и сливную стружку называют стружками
[сдвига, так как их образование связано с напряжениями сдвига. Струж-
\ку надлома иногда называют стружкой отрыва, так как ее образование
\ 91
г)
Рис. 51. Типы стружек, образующихся при резаиии пластичных
и хрупких материалов
связано с растягивающими напряжениями. Внешний вид всех пере-
перечисленных типов стружки изображен на рис. 51. Элементная стружка
(рис. 51, с) состоит из отдельных «элементов» / приблизительно одина-
одинаковой формы, не связанных или слабо связанных друг с другом. Гра-
Границу тп, отделяющую образовавшийся элемент стружки от срезаемого
слоя, называют поверхностью скалывания. Физически она представ-
представляет собой поверхность, по которой в процессе резания периодически
происходит разрушение срезаемого слоя. У суставчатой стружки
(рис. 51, 6) разделения ее на отдельные части не происходит. По-
Поверхность скалывания только наметилась, но она не пронизывает
стружку по всей толщине. Поэтому стружка состоит как бы из
отдельных суставов / без нарушения связи между ними.
Основным признаком сливной стружки (рис. 51, в) является ее
сплошность (непрерывность). Если на пути движения сливной стружки
нет никаких препятствий, то она сходит непрерывной лентой, завива-
завиваясь в плоскую или винтовую спираль, пока часть стружки не отламы-
отламывается под действием собственного веса. Поверхность 1 стружки,
прилегающую к передней поверхности инструмента, называют кон-
контактной стороной (поверхностью). Она сравнительно гладкая, а при
высоких скоростях резания отполирована в результате трения о перед-
переднюю поверхность инструмента. Ее противоположную поверхность 2
называют свободной стороной (поверхностью) стружки. Она покрыта
мелкими зазубринками-насечкой и при высоких скоростях резания
имеет бархатистый вид. Стружка соприкасается с передней поверх-
поверхностью инструмента в пределах площадки контакта, ширина которой
обозначена через С, а длина равна рабочей длине главного лезвия.
В зависимости от рода и свойств обрабатываемого материала и скорости
резания ширина площадки контакта в 1,5 — 6 раз больше толщины
срезаемого слоя. Стружка надлома (рис. 51, г) состоит из отдельных,
не связанных друг с другом кусочков различной формы и размеров.
Образованию стружки надлома сопутствует мелкая металлическая
пыль. Поверхность разрушения тп может располагаться ниже поверх:
ности резания, в результате чего последняя покрыта следами от выло-
выломанных из нее кусочков стружки.
Тип стружки во многом зависит от рода и механических свойств
обрабатываемого материала. При резании пластичных материалов воз-
возможно образование первых трех типов стружки: элементной, суставча-
суставчатой и сливной. По мере увеличения твердости и прочности обрабаты-
обрабатываемого материала сливная стружка переходит в суставчатую, а затем
92
в элементную. При обработке хрупких материалов образуется или
элементная стружка (чаще), или стружка надлома (реже). С повыше-
повышением твердости материала, например чугуна, элементная стружка
переходит в стружку надлома.
Из геометрических параметров инструмента наиболее сильно на
тип стружки влияют передний угол и угол наклона главного лезвия.
При обработке пластичных материалов влияние углов у и Я, принци-
принципиально одинаково: по мере их увеличения элементная стружка пере-
переходит в суставчатую, а затем в сливную. При резании хрупких материа-
материалов при больших передних углах может образовываться стружка
надлома, которая по мере уменьшения переднего угла переходит в
элементную. При увеличении угла наклона главного лезвия стружка
постепенно превращается в элементную стружку.
На тип стружки оказывают влияние подача (толщина срезаемого
слоя) и скорость резания. Глубина резания (ширина срезаемого слоя)
на тип стружки практически не влияет. Увеличение подачи (толщины
срезаемого слоя) приводит при резании пластичных материалов к после-
последовательному переходу от сливной стружки к суставчатой и элемент-
элементной. При резании хрупких материалов с увеличением подачи эле-
элементная стружка переходит в стружку надлома.-
Наиболее сложно на тип стружки влияет скорость резания. При
резании большинства углеродистых и легированных конструкцион-
конструкционных сталей, если исключить зону скоростей резания, при которых
образуется нарост (смотри ниже), по мере увеличения скорости реза-
резания стружка из элементной становится суставчатой, а затем сливной.
Однако при обработке некоторых жаропрочных сталей и сплавов,
титановых сплавов повышение скорости резания, наоборот, превращает
сливную стружку в элементную. Физическая причина этого явле-
явления до настоящего времени полностью не выяснена. Повышение ско-
"рости резания при обработке хрупких материалов сопровождается
'переходом стружки надлома в элементную стружку с уменьшением
размеров отдельных элементов и упрочнением связи между ними.
При применяемых в производстве геометрических параметрах
инструментов и режимах резания основными типами стружки при
рез'ании пластичных материалов являются сливная стружка (чаще) и
суставчатая стружка (реже). Основным типом стружки при резании
хрупких материалов является элементная стружка. В настоящее
время наиболее подробно изучен процесс сливного стружкообразова-
ния. Образование элементной стружки при резании как пластичных,
так и хрупких материалов изучено недостаточно.
ПРОЦЕСС ОБРАЗОВАНИЯ СЛИВНОЙ СТРУЖКИ
Исследования, проведенные с помощью метода делительной сетки
(рис. 52), а также измерение микротвердости корней стружки (рис. 53)
показали, что между срезаемым слоем и образовавшейся стружкой
существует более или менее отчетливо выраженная переходная зона
[28, 45]. Схема, поясняющая процесс образования сливной стружки,
.представлена на рис. 54.
93
~7
7
Рис. 52. Переходная зона, выявленная методом делительной сетки
(Г. Л. Куфарев)
136 136 136 136 138 130/136 J
130 132 132 136 132 131У136,
гзо 136 1зо 1зг
) 132 136 127 1271
123^*130 132 121 127 1ЬЪ ПО t
121 V32 136 fbO 13b 136
127 127*121 13b 13b/138 '
127 127%127 132/1bO
W6, 127 117 V.
58
62
61 60
60 62
107 107*100^25132143
i
61,
г— цт t/t *J'^9b—93—m88—93—8bmmeB \
T „, m u, -„^j* Wb—88—78-74-87—72—72—81 1
66 63 67 71 7TT~69-~.7oJ gg 67 76 70 71 7b 71 71 [
59 55 61 57 60*^63 67 68 67 67
57 56 59 53 6tr*60^67 6b 62 6b 6b 61 60 55 67 69 69 67 67 j
65
9—72—72—70—7b—73—70
6 53 53 6tr60*J7 6b 62 6b 6b 61 60 55 67 69 69
SB 53 53 59 59 5Г0-^.61 61 61 63 67 63 6b 63 63 6b 8b
58 57 57 59 57 S9 59 60 59S7-.S9SS- 58 .CT
7 58 5 58 5 58 59 58 58 57 56
57 58 57 58 59 58 57 60 S3 59 58 58 57 56
,61_63
59
\
Рис. S3. Переходная зона, выявленная по изменению микротвердости (Г. Д. Дель)
Рис. 54. Зоны первичной и вто-
вторичной деформаций при превра-
превращении срезаемого слоя в слив-
сливную стружку
Режущий клин инструмента через площадку контакта шириной С
действует на срезаемый слой толщиной а. Сосредоточенная сила R,
с которой передняя поверхность инструмента давит на срезаемый
слой, получила название силы стружкообразования. Линией ОК
обозначена нейтральная линия, разграничивающая области сжимаю-
сжимающих и растягивающих напряжений в обрабатываемом материале ниже
поверхности резания. Левее нейтральной линии расположена область
сжимающих напряжений, а правее — растягивающих.
Перед передней поверхностью инструмента расположена зона /
первичной деформации. Зона ОАВСО первичной деформации имеет
форму клина с вершиной на лезвии инструмента. Ее нижняя граница
ОА вогнута и пересекает продолжение поверхности резания. Верхняя
граница ОВ зоны выпукла и ее длина в 2 — 4 раза меньше длины
линии О А. Линия АВ плавно сопрягает предыдущую поверхность
резания со свободной стороной стружки. Левее линии ОА находятся
еще недеформированные зерна материала срезаемого слоя, а правее
линии ОВ — зерна материала, принадлежащие стружке. Зерно сре-
срезаемого слоя, перемещающееся относительно инструмента со скоростью
резания v, начинает деформироваться в точке F и, проходя по траекто-
траектории своего движения, получает все большую степень деформации.
Деформация зерна заканчивается в точке Q, где зерно приобретает
скорость ус, равную скорости стружки.
Многочисленные эксперименты показывают, что ширина стружки
по сравнению с шириной срезаемого слоя даже при свободном резании
увеличивается незначительно; при несвободном резании уширение
стружки еще меньше. Поэтому можно считать, что деформированное
состояние в зоне стружкообразования является плоским и срезаемый
слой в процессе резания претерпевает деформацию сдвига. На основа-
основании этого линия ОА физически представляет собой поверхность сдвига
(скольжения), на которой сдвигающие напряжения т равны пределу
текучести ts0 материала на сдвиг: т = т4.п. Вся зона / состоит из подоб-
подобных поверхностей, на каждой из которых сдвигающие напряжения
равны пределу текучести материала, уже получившего определенную
степень упрочнения в результате предшествующей деформации. Линия
ОВ представляет собой поверхность, на которой осуществляется послед-
последняя сдвиговая деформация; на ней сдвигающие напряжения т равны
пределу текучести xs на сдвиг окончательного упрочненного в резуль-
результате превращения срезаемого слоя в стружку материала: т = т^.
Если бы между передней поверхностью инструмента и контактной
поверхностью стружки отсутствовало трение, то на этом деформиро-
деформирование зерен срезаемого слоя закончилось. Так как между указанными
поверхностями всегда имеется трение, то зерна материала, находящие-
находящиеся в непосредственной близости от контактной поверхности стружки,
продолжают деформироваться и после выхода их из зоны первичной
деформации. Так возникает зона // вторичной деформации, ограничен-
ограниченная передней поверхностью и линией CD. Ширина OD зоны вторичной
деформации приблизительно равна половине ширины площадки кон-
такта у, а максимальная высота hx в среднем составляет 0,1 толщины
95
ас стружки. Как показал Н. Н. Зорев [28], зерна срезаемого слоя,
проходя через зону вторичной деформации, деформируются исключи-
исключительно сильно: степень деформации в зоне // может в 20 раз и более
превышать среднюю деформацию стружки. Наличие зоны вторичной
деформации приводит к неоднородности конечной деформации стружки
по ее толщине. На большей части толщины стружки степень деформа-
деформации зерен одинакова, а в слое толщиной Aj наблюдается резкое увели-
увеличение степени деформации. Размеры зоны вторичной деформации и
степень деформации зерен материала в этой зоне определяются интен-
интенсивностью трения на передней поверхности. Чем меньше сила трения
на передней поверхности, тем меньше размеры зоны вторичной дефор-
деформации и интенсивность деформации. При уменьшении толщины сре-
срезаемого слоя, увеличении переднего угла и применении хорошо смазы-
смазывающих жидкостей размеры зоны // уменьшаются и она становится
исчезающе малой. В этом случае степень деформации зерен стружки
по ее толщине практически одинакова.
Сложность физических процессов, происходящих в зонах первичной
и вторичной деформации, не позволяет дать простых математических
методов их количественного описания. Поэтому при инженерных
расчетах реальный процесс стружкообразования заменяют его упро-
упрощенной моделью. Правомерность использования упрощенной модели
связана со следующими обстоятельствами. Зона первичной деформации
по своей толщине соизмерима с толщиной срезаемого слоя только при
малых передних углах инструмента, больших толщинах срезаемого
слоя и низких скоростях резания. При передних углах инструмента,
толщинах срезаемого слоя и скоростях резания, применяемых в произ-
производственных условиях, протяженность FQ зоны первичной деформации
резко уменьшается, ее границы ОА и ОБ сдвигаются, приближаясь
к некоторой линии ОЕ, наклонной к поверхности резания под углом р\
Это позволяет считать, что сдвиговые деформации локализуются в
очень тонком слое толщиной Дл:, а семейство поверхностей скольжения
можно заменить единственной плоскостью ОЕ, называемой условной
плоскостью сдвига. При такой идеализации процесс превращения
срезаемого слоя в стружку можно представлять как процесс последо-
последовательных сдвигов тонких слоев обрабатываемого материала вдоль
условной плоскости сдвига. Поскольку деформированное состояние
практически является плоским, то, следовательно, процесс стружко-
стружкообразования должен подчиняться закономерностям простого сдвига.
Таблица 8
Сравнение измеренной и расчетной интенсивности деформации
при резшши латуни JI70 яри а — 3 мм и о = 5 м/мин
Передний угол у°
0
15
30
Интенсивность
деформации
1,39
0,94
0,737
Интенсивность дефор-
деформации простого сдвига
1,46
0,985
0,75
% отклонения
5
11
7
96
Экспериментальная проверка хорошо подтверждает это положение.
Средняя конечная интенсивность деформации, рассчитанная по изме-
измерению размеров искаженной в результате резания ячеек квадратной
делительной сетки, мало отличается от интенсивности деформации
простого сдвига, определенной на основании размеров стружки (табл. 8).
К такому же выводу приходит и Г. Л. Куфарев [45], определив при
резании меди величину угла ре вида деформированного состояния
по размерам эллипсов стружки, в которые превратились окружности,
нанесенные на срезаемом слое. Как было указано выше, для того
чтобы параметр \е — О, угол вида деформированного состояния при
простом сдвиге должен быть равен 30°. При резании со скоростью v =
= 19 мм/мин были получены углы р\,:
17
36° 32'
27
31° 24'
37
37° 36'
Наблюдаемое незначительное уширение стружки, т. е. наличие
деформации в направлении второй главной оси, свидетельствует о том,
что помимо деформации простого сдвига при резании имеет место
деформация сжатия. Однако приведенные экспериментальные данные
показывают, что доля деформации сжатия по сравнению с деформацией
простого сдвига невелика. Поэтому при инженерных расчетах, особен-
особенно при несвободном резании, можно пользоваться упрощенной моделью
с единственной плоскостью сдвига, принимая деформированное состоя-
состояние простого сдвига.
МЕХАНИКА ОБРАЗОВАНИЯ
СЛИВНОЙ СТРУЖКИ ПРИ ЕДИНСТВЕННОЙ
УСЛОВНОЙ ПЛОСКОСТИ СДВИГА
На рис. 55 представлена схема превращения срезаемого слоя в стружку
при единственной условной плоскости сдвига. В срезаемом слое тол-
толщиной а выделим параллелограмм mnpq с малой высотой Ал:, прилегаю-
прилегающий к условной плоскости сдвига тп. Угол р\ под которым условная
плоскость сдвига наклонена к поверхности резания, называют углом
:вдвига. Пусть режущий инструмент переместится из положения /
& положение //, пройдя вдоль боко-
боковой стороны параллелограмма mnpq
расстояние AL. В результате этого
перемещения точка q срезаемого
"слоя, лежащая на поверхности реза-
резания, окажется в точке qu лежащей
на передней поверхности, а точка р,
лежащая на предыдущей поверх-
поверхности резания, окажется в точке
Pi, лежащей на свободной стороне
гис. 55. Идеализированная схема превращения
срезаемого слоя в сливную стружку
4 Бобров В. Ф,
97
стружки. Таким образом, параллелограмм mnpq, сдвигаясь вдоль
основания тп на величину As, превращается в параллелограмм тпр^.
Очевидно, что параллелограмм тпр^Цх принадлежит уже не срезаемому
слою, а стружке, образовавшейся в результате перемещения инструмен-
инструмента на расстояние AL. При последующем перемещении инструмента
на то же расстояние процесс повторяется и т. д. Таким образом, превра-
превращение срезаемого слоя в сливную стружку происходит в результате
последовательных и непрерывных сдвигов весьма тонких слоев материа-
материала по условной плоскости сдвига без нарушения связи между сдвину-
сдвинутыми слоями, т. е. без нарушения сплошности материала стружки.
Если схему деформирования параллелограмма mnpq сравнить со
схемой деформирования при простом сдвиге, изображенной на рис. 50,
то видно, что они совпадают и расстояние As есть не что иное, как
абсолютный сдвиг.
Что же вызывает сдвиг слоя материала вдоль условной плоскости
сдвига и когда этот сдвиг начнется? Передняя поверхность инструмен-
инструмента действует на срезаемый слой с нормальной силой N. По закону трения
Амонтона нормальная сила создает силу трения F =¦ \iN (где \i —
коэффициент трения скольжения между стружкой и инструментом).
Складывая силы N и F, получим силу стружкообразования R, накло-
наклоненную к поверхности резания под углом действия со. Разложим
силу стр ужкообразования на две: силу РЛг, перпендикулярную к
условной плоскости сдвига, и силу Рх, действующую вдоль плоскости
сдвига. Сила PN сжимает сдвигаемый слой толщиной Дл:, а сила Рх
сдвигает его. Таким образом, сдвиговый процесс при образовании
стружки вызывает сила Рх, получившая название силы сдвига. Как
указывалось выше, сдвиговая деформация начнется в том случае,
когда напряжение сдвига станет равным пределу текучести на сдвиг.
При прямоугольном резании сдвигающее напряжение на условной
плоскости сдвига
тпЪ
где Ъ — ширина срезаемого слоя.
~ Р
Так как mn = ^|, то получим T=-JJsin|3,
но сила сдвига Рх — R cos (со + р1)- Подставляя последнее, получим
Процесс образования стружки начнется в том случае, когда т
где ts — предел текучести обрабатываемого материала на сдвиг.
На рис. 56 изображена схема напряженного состояния малого
объема материала, расположенного на условной плоскости сдвига,
и эпюры изменения касательных и нормальных напряжений вдоль
указанной плоскости. Независимо от рода и свойств обрабатываемого
материала, величины переднего угла инструмента, толщины срезаемого
слоя и скорости резания, касательные напряжения вдоль условной
98
Рис. 56. Схема напряженного состояния на
условной плоскости сдвига
плоскости сдвига имеют постоянную
величину. Нормальные напряже-
напряжения распределяются по-иному [45J.
При больших передних углах ин-
инструмента и малых коэффициентах
трения на передней поверхности
(резание с хорошо смазывающими
жидкостями) нормальные напряже-
напряжения (рис. 56, а) уменьшаются по
мере приближения к лезвию и в не-
некоторой точке условной плоскости
сдвига могут изменить свой знак на
обратный. По мере уменьшения пе-
переднего угла инструмента и увели-
увеличения коэффициента трения указан-
указанная эпюра постепенно переходит
к виду эпюры, изображенной на рис. S6, б, *г
напряжения, сохраняя постоянство знай, увел
жении к лезвию. Таким образом, в o6ul« случае
ния вдоль условной плоскости сдвии, в от-
напряжений, не постоянны. Особенност ьэ проце
i которой нормальные
«иваются при прибли-
^нормальные напряже-
—.ичие от касательных
является отсутствие
4*
Рис. 57. Линии тек-
текстуры деформации в
сливной стружке
99
Рис. 58. Схема превращения сферои-
сфероидального зериа в эллипсовидное
Рис. 59. Схема линии текстуры дефор-
деформации
влияния нормальных напряжений на величину касательных напря-
напряжений.
Условная плоскость сдвига разделяет области недеформированного
материала, принадлежащего срезаемому слою, и уже полностью
отдеформированного материала стружки. В результате пластического
деформирования в стружке образуется характерная текстура дефор-
деформации в виде полос или строчек, расположенных под некоторым
углом к условной плоскости сдвига (рис. 57), называемым углом тексту-
текстуры. Линии текстуры представляют собой цепочки зерен деформирован-
деформированного материала стружки, получивших после прохождения через
условную плоскость сдвига определенную форму и ориентацию.
Образование текстуры деформации можно представить себе следующим
образом (рис. 58). Сфероидальное зерно материала срезаемого слоя
впишем в куб со стороной, равной толщине сдвигаемого слоя. Тогда
в сечении плоскостью, перпендикулярной к лезвию инструмента,
будем иметь круг с радиусом, равным -к-. В результате деформации
простого сдвига верхняя плоскость сдвигаемого слоя переместится
относительно нижней на величину абсолютного сдвига As. Квадрат
mnpq, в который вписан круг, превратится в параллелограмм mnpxqx,
а сам круг превратится в эллипс, сопряженными диаметрами которого
являются стороны параллелограмма. На основании рис. 58 и 50 угол
текстуры я];, представляющий собой угол наклона большей оси эллип-
эллипса к условной плоскости сдвига, может быть определен с помощью
выражения
C2)
где е — относительный сдвиг при превращении срезаемого слоя в
стружку. Цепочки эллипсов в направлении их больших осей (рис. 59)
и представляют собой линии текстуры деформации стружки. Как
видно из формулы C2), угол текстуры я); зависит от степени деформа-
деформации срезаемого слоя. Чем больше степень деформации, определяемая
относительным сдвигом е, тем меньше угол текстуры и наоборот.
Превращение сфероидального зерна в эллипсовидное, очевидно^
100
Рис. 60. Искривление линий текстуры в зоне
вторичной деформации [28] (резание стали
I8XHB; v = 10°; t — 2 мм; s = 1,42 мм/об;
v г= 20 м/мии)
является следствием первичной
деформации "срезаемого слоя при
прохождении зерна через зону пер-
первичной деформации или условную
плоскость сдвига.
В большей части стружки ли-
линии текстуры идут параллельно
друг другу, сохраняя неизменным
угол текстуры. Однако в слое
стружки, прилегающем к ее кон-
контактной стороне, линии текстуры
теряют свою правильную ориента-
ориентацию, изгибаясь в сторону, обрат-
обратную движению стружки (рис. 60).
Как указывалось выше, это явле-
явление связано с тормозящим дей-
действием, оказываемым передней
поверхностью инструмента. Чем
больше сила трения F, действую-
действующая на передней поверхности, тем
.ильнее тормозится контактный
лой стружки и тем больше искри-
..ение линий текстуры и толщина
лоя Alf в котором это искривле-
ше наблюдается. В пределах слоя
ужки толщиной Дх эллипсовид-
е зерна, деформированные на
рвой стадии, теряют свою пра-
ильную форму тем сильнее, чем
.иже они расположены к перед-
й поверхности инструмента,
скривление линий текстуры в кон-
'актном слое является следствием
ричной контактной деформации
езаемого слоя при прохождении
армированных зерен через зону
ричной деформации.
Когда условия трения на передней поверхности особенно тяжелы,
рмозящее действие, оказываемое инструментом, становится настоль-
;о сильным, что это приводит к плотному присоединению части струж-
и к передней поверхности и образованию так называемого затормо-
йкенного слоя (рис. 61). На рисунке показаны текстура деформации
(Стружки, заторможенный слой и контактная поверхность стружки.
«На участке контакта размером Сх контактная поверхность стружки
Настолько плотно присоединилась к передней поверхности инстру-
I.
101
яииимш
Рис. 61. Образование заторможенного слоя на передней поверхности [28] (резание стали ЗОХ
в воздухе; V = 5°; а = 0,15 мм; v = 70 м/мии)
мента, что основная часть стружки перемещается не по инструменту,
а по заторможенному слою, прикрывающему переднюю поверхность.
О плотности присоединения заторможенного слоя к передней поверх-
поверхности и отсутствии взаимного перемещения между ними свидетельству-
свидетельствуют отпечатки на заторможенном слое рисок, параллельных лезвию и
образовавшихся на инструменте при его заточке. Только после выхода
за пределы ширины d заторможенного слоя стружка непосредственно
трется о переднюю поверхность инструмента, что видно по продоль-
продольным рискам на контактной поверхности стружки, параллельным ее
боковым сторонам. Заторможенный слой образуется при резании
пластичных и вязких материалов при малых передних углах инстру-
инструмента и отсутствии смазочно-охлаждающей жидкости.
Мерой деформации простого сдвига является относительный сдвиг.
Определим его при резании. На основании рис. 62 величина абсолют-
абсолютного сдвига As = nip -f- pq. Выразим отрезки trip и pq через толщину
Дх сдвигаемого слоя:
102
Тогда
Так как е~Дл;, то выражение для определения относительного
сдвига принимает вид
Из формулы C3) следует, что при известном переднем угле инстру-
инструмента для определения относительного сдвига необходимо знать вели-
величину угла сдвига. Угол сдвига можно определить по длине стружки.
При перемещении инструмента на расстояние AL длина образовавшей-
образовавшейся стружки будет равна ALC. Из треугольника пищ имеем
ALC _ _AL_ __ А/„
¦iin В "*~ s —'° ¦¦* "
sin 6 cos F— у)
Al _ cos (В-у)
Д?с sin В '
Отношение д^"""^ получило название коэффициента усадки
Или укорочения стружки, а выражение
V _ cos (В—у)
f/1 sin В
Вазывают формулой Тиме. Используя формулу Тиме, выразим угол
?двига через коэффициент усадки стружки:
cos В cos у + sin В sin -у
:~ slrTB "~
Отсюда
р COS у
C5)
Несмотря на значительную идеализацию процесса превращения
фезаемого слоя в стружку при замене зоны первичной деформации
адинственной плоскостью сдвига, формула Тиме совершенно точно
1ыражает связь между коэффициентом усадки стружки и углом сдвига,
"ак как отражает условие сплошности материала сливной стружки.
Чоэтому формулы C4) и C5) хорошо
подтверждаются экспериментом. Таким
эбразом, если по длинам срезаемого
:лоя и стружки определить коэффи-
коэффициент усадки стружки, то с помощью
фсрмул C5) и C3) можно подсчитать
угол сдвига и относительный сдвиг.
Используя формулу C5), можно
*айти непосредственную связь между
ис. 62. Схема для определения относительного
|ига
относительным сдвигом и коэффициентом усадки стружки. Подста^
вив формулу C5) в выражение C3), получим
/Cl —2/Cf. sin-y + 1
Е КL cos v "
Имея величину относительного сдвига по формуле
C6)
можно определить интенсивность деформации ?,-.
Процессу резания свойственна очень высокая степень деформации
и соответственно этому большая величина сдвигающих напряжений
на условной плоскости сдвига. На рис. 63 показано сопоставление
зависимостей между сдвигающими напряжениями и относительным
сдвигом при резании и при механических испытаниях углеродистых
и легированных сталей. Как видно, величина относительного сдвига
при резании в 2,5 — 3 раза, а сдвигающих напряжений в 1,5 раза
больше, чем при растяжении и сжатии. Характерным является то,
что при такой высокой степени деформации срезаемого слоя напря-
напряжение сдвигу не зависит от условий резания, а определяется только
свойствами материала обрабатываемой детали. Например, по данным
Н. Н. Зорева [281, при резании детали из стали ЗОХ при изменении
переднего угла резца в пределах 0—40° и скорости резания 45—145
м/мин значения сдвигающих напряжений на условной плоскости
сдвига колеблются в пределах всего ±7%. Такое же заключение
можно сделать на основании рис. 63, где изменение подачи от 0,156
до 0,51 мм/об практически не вызывает изменения величины т. Незна-
Незначительное влияние степени деформации на сопротивление деформации
по условной плоскости сдвига объясняется тем, что при резании
материал обрабатываемой детали претерпевает столь высокую дефор-
мированность, что его запас пластичности исчерпывается, а упроч-
упрочнение приближается к пре-
пределу.
Скорость vx, с которой осу-
осуществляется сдвиг по услов-
условной плоскости сдвига, можно
определить из рис. 64. Раз-
уюжив вектор скорости реза-
т, кгс/мм*
60
SO
U0
30\=
"*
*—••
!•¦
Г"*"
"Г"' 1
xs*Q.
--•¦
•—
—-—
:•¦
51
.-<
•"*
*
—
Pt
1—j
1 ^-*
If
f
¦>-
-2-
¦"
-J-
• •"
J
—¦—•
=•$
1
¦rf
•-Растяжение
30
70
50
Щ
104
70
SO
70
SO
40
OJ Q,Z 0J Oft 0.5 0.7 W IJt 10 3.Q S
Рис. 63. Сопоставление зависимостей
между максимальными касательными
напряжениями и деформацией сдвига
при резании, растяжении и сжатии [28]
(< = 4 мм; v = 12-;- 280 м/мнн):
/ — сталь 60; 2 — сталь У8; 3 — сталь
У12; 4 — сталь 18ХНВ; •»¦ - мак-
максимальные касательные напряжения
при растяжении, сжатии; О и X — при
резании подачами 0,51 и 0,156 мм/об
\
Рис. 64. Схема для определения скоростей сдвига и треиия
ния на векторы vx и vF скоростей сдвига и
¦трения по передней поверхности, будем иметь
i vt v_m vt _ v
•Bin (90°—у) ~ sin 6' cosy ~ cos(P—y)'
I Отсюда скорость сдвига
.^n C0SY
C7)
Скорость ё деформации, равную отношению относительной дефор-
деформации к времени деформации, можно определить следующим образом.
¦'Время деформации равно величине абсолютного сдвига As, поделенной
«на скорость сдвига vx. Тогда скорость деформации
As
В настоящее время отсутствуют точные сведения о численной вели-
величине слоя Ах, в котором протекает деформация. Однако приближенные
расчеты позволяют утверждать, что скорости деформации при резании
>ТЭчень велики, достигая значений порядка 104—10е 1/с. Таким образом,
процесс резания характеризуется не только очень высокой интенсив-
интенсивностью деформации, но и огромными скоростями деформации.
Скорость ус стружки по величине равна скорости трения vp (рис.
54), т. е.
— _iL _ " „ — v
sin б cos F—у)'
os(P—y)' c cos (P — y) *
sin p
Но отношение co . ~^ равно коэффициенту усадки стружки
Cl, а поэтому
e=/f- C8)
. Из формулы C8) следует, что скорость стружки всегда меньше
^скорости резания, увеличиваясь по мере уменьшения коэффициента
^усадки стружки.
ПРОЦЕСС ОБРАЗОВАНИЯ ЭЛЕМЕНТНОЙ
СТРУЖКИ И НАРОСТА
(Образование элементной стружки изучено значительно хуже, чем
сливной. Кинограммы процесса резания и наблюдения за искажением
1ячеек делительной сетки показывают, что прежде чем произойдет
•разрушение по плоскости скалывания тп (рис. 65) в объеме будущего
¦элемента стружки, имеют место значительные деформации сжатия,
L 105
Рис. 65. Искажение делительной сетки в элемен-
элементе стружки [59]
вызывающие течение материала сре-
срезаемого слоя по передней поверхности
перпендикулярно и параллельно лез-
лезвию инструмента. С учетом этого пре-
превращение срезаемого слоя в элемент
стружки происходит следующим обра-
образом (рис. 66). При перемещении инстру-
инструмента на расстояние AL передняя поверхность воздействует на некото-
некоторый объем срезаемого слоя, ограниченный параллелограмом тотппо.
Когда напряжения сжатия превзойдут предел текучести материала
обрабатываемой детали, начнется его течение по передней поверхности
и точка т0 окажется не в точке k, куда она попадает при образовании
сливной стружки, а в точке q. Одновременно происходит укорочение
стороны параллелограмма топо до размера qp. В результате этого па-
параллелограмм тотппо срезаемого слоя превращается в элемент стружки
mnpq. Когда запас пластичности материала обрабатываемой детали будет
исчерпан, происходит разрушение по плоскости скалывания и сколотый
элемент перемещается вверх по передней поверхности. Чем больше
степень деформации срезаемого слоя, тем больше отличаются по
длине стороны трапеции тп и qp и тем больше форма элементной
стружки приближается к треугольной. Сжимающие деформации
вызывают значительное уширение основания элемента стружки,
намного большее, чем уширение сливной стружки.
Резанию большинства конструкционных материалов при определен-
определенных условиях сопутствует явление, называемое наростообразованием.
Под наростом (рис. 67 и 68) понимают клиновидную, более или менее
неподвижную область материала обрабатываемой заготовки, располо-
расположенную у лезвия инструмента перед его передней поверхностью.
Если образуется сливная стружка, то при определенных условиях
нарост может достаточно прочно присоединиться к передней поверх-
II I
Рис. 66. Схема превращения срезаемого слоя
в элемент стружки
106
Рис. U7. Схема строения нароста
Рис. 68. Микрофотография нароста
ности, оставаясь на ней и после прекращения резания. При преры-
прерывистом резании и при образовании элементной стружки нарост на
передней поверхности не удерживается, а уносится стружкой. Рас-
Рассмотрение микрошлифов корней стружек показывает, что нарост
имеет.характерное слоистое строение, причем закругленная вершина
нароста соединена со стружкой и срезаемым слоем. Рентгеноструктур-
ный анализ нароста показал [5], что в его составе помимо деформиро-
деформированного материала срезаемого слоя присутствуют окисные пленки.
Твердость нароста в 2,5—3 раза превосходит твердость обрабатываемо-
обрабатываемого материала, из которого нарост образовался. Форму и размеры
нароста можно характеризовать тремя основными параметрами:
высотой Я, шириной подошвы / и углом уф. Закругленная вершина
нароста свешивается над задней поверхностью инструмента.
С помощью высокочастотной киносъемки было установлено, что
нарост не является полностью стабильным телом, а постоянно и
чрезвычайно быстро изменяет свои размеры. В сотые доли секунды
нарост возникает, увеличивает свою высоту до максимальной, а
затем частично или полностью разрушается. Частота возникновения
и срывов нароста растет с увеличением скорости резания и при v = 40 ¦*¦
-5- 60 м/мин составляет 3000 — 4000 циклов в минуту. В наросте
различают зоны (см. рис. 67): зону /, где скорость движения материала
изменяется от нуля до скорости движения стружки, и зону 2, где
материал полностью неподвижен. Вследствие клиновидной формы
и твердости, более высокой, чем твердость обрабатываемого материа-
материала, нарост какое-то время выполняет функцию режущего клина и
107
образующаяся стружка вначале перемещается не по передней поверх-
поверхности инструмента, а по наросту. Из-за того, что вершина нароста
свешивается за лезвие инструмента, действительная толщина срезаемо-
срезаемого слоя становится больше номинальной на величину Дс.
Физическая природа наростообразования чрезвычайно сложна и
до настоящего времени полностью не изучена. Однако трудами Я. Г.
Усачева, А. Н. Еремина, А. И. Исаева, Н. Н. Зорева и других установ-
установлено, что для образования нароста необходимы следующие условия:
1) передняя поверхность инструмента на некоторой части площадки
контакта должна быть полностью очищена от адсорбированных масля-
масляных и окисных пленок; 2) температура и нормальные контактные
напряжения на передней поверхности должны быть такими, при
которых в контактном слое стружки создается напряженное состояние,
соответствующее невыполнению условия пластичности.
Процесс образования нароста схематично можно представить
следующим образом. На ювенильных (химически чистых) поверх-
поверхностях стружки и инструмента при определенных температуре и дав-
давлении создаются условия для адгезионного схватывания (соединения)
материалов стружки и инструмента. В результате сил адгезии (сил
молекулярного прилипания) происходит прочное присоединение кон-
контактного слоя стружки к передней поверхности и образование затор-
заторможенного слоя, служащего фундаментом для нароста. При скольжении
стружки по заторможенному слою происходит аналогичное схватыва-
схватывание и образование следующего слоя нароста, приводящее к увеличению
его высоты. Вследствие большей шероховатости образовавшегося
слоя создаются благоприятные условия для проникновения кислорода
воздуха и его диффундирования в поверхностные слои материала.
Окисные пленки уменьшают трение между стружкой и поверхностью
нароста, а поэтому каждый следующий нарощенный слои становится
короче предыдущего и нарост приобретает клиновидную форму.
Высота нароста растет до тех пор, пока его прочность становится недо-
недостаточной для восприятия нагрузки со стороны стружки, и нарост
разрушается. Разрушению нароста способствует и то, что после
достижения им определенной высоты стружка не полностью облег-
облегчает нарост, а между наростом, стружкой и поверхностью резания
появляются зазоры, в результате чего тело нароста перестает находить-
находиться в условиях всестороннего сжатия.
Обычно нарост разрушается не весь, а только его верхняя, менее
прочная область. Одна часть разрушенного нароста уносится стружкой,
а вторая — поверхностью резания. После разрушения нарост вновь
возрастает до предельной для конкретных условий резания высоты,
опять разрушается и т. д. На размеры нароста основное влияние
оказывают род и механические свойства обрабатываемого материала,
скорость резания, толщина срезаемого слоя (подача), передний угол
инструмента и род применяемой смазочно-охлаждающей жидкости.
Все материалы можно разделить на материалы, не склонные к наросто-
образованию и склонные к наростообразованию. К первым можно
отнести медь, латунь, бронзу, олово, свинец, большинство титановых
сплавов, белый чугун, закаленные стали, легированные стали с боль-
108
Рис. 69. Схема влияния скорости резания
на температуру резания, высоту нароста
и фактический передний угол
шим содержанием хрома и никеля; ко вторым — конструкционные,
углеродистые и большинство легированных сталей, серый чугун,
алюминий, силумин. Если материал склонен к наростообразованию,
то размеры нароста Я и I возрастают при уменьшении твердости и
повышении пластичности материала.
Наиболее сложно на размеры нароста влияет скорость резания
(рис. 69). При очень малых скоростях резания (зона /) нароста нет.
При повышении скорости резания от и2 до v2 высота нароста вначале
растет, достигая максимального значения при некотором значении
скорости уг» а затем начинает уменьшаться (зона //). В зоне /// при
любой скорости резания, большей v3, нарост отсутствует. При резании
среднеуглеродистых конструкционных сталей зона / соответствует
скоростям резания менее 0,5—1, а зона /// — более 80—100 м/мин.
Максимальную высоту нарост имеет при скоростях резания 15—30
м/мин. Экспериментально установлено, что при наиболее распростра-
распространенных условиях резания сталей нарост имеет максимальную высоту
при таком значении скорости резания, при котором температура б»
«300°, и исчезает при значении скорости, при которой температура
6 «600° С. Уменьшение размеров нароста при температурах более
300° С объясняется значительным снижением сопротивления материала
нароста пластическому сдвигу. По мере увеличения скорости резания
(температуры на передней поверхности) изменяются не только размеры
нароста, но его форма. Как видно из микрофотографий нароста (рис.
70) при скоростях резания, меньших v2, форма нароста характеризуется
большим отношением -=- и большой величиной угла уф. По мере умень-
шения высоты нароста отношение -у и угол уф также уменьшаются,
нарост становится относительно тоньше и шире и постепенно вырож-
вырождается в слой, параллельный передней поверхности инструмента.
На рис. 71 а, б представлено влияние скорости резания на высоту
нароста при различных передних углах и толщинах срезаемого слоя
(подачах). Независимо от величины переднего угла и толщины срезае-
срезаемого слоя кривые Н = f {v) имеют горбообразную форму, но при
меньших передних углах и больших толщинах срезаемого слоя высота
кривых больше, а основание меньше. Кроме того, чем меньше передний
угол и больше толщина срезаемого слоя, тем при меньшем значении
скоростей резания высота нароста достигает максимума и становится
равной нулю. Это понятно, так как при уменьшении угла у и увели-
109
Рис. 70. Влияние скорости резания на форму иароста [28] (точение
стали 40; v = 10°; .9 = 0,285 мм/об):
а — v = 2 м/мии; б — v = 9 м/мин; в — v = 20 м/мии; г — и =
= 30 м/мин; 3 — ь <= Е0 м/мин; е — в = 70 м/мнн
НО
Ill
и
Н
а) г б) v-
Рис. 71. Схема влияния скорости резания на высоту нароста при раз-
различных передних углах у и толщинах а срезаемого слоя
чении толщины а скорость резания должна быть меньше, чтобы
температура резания достигла значений 300 и 600° С. Из рис. 71 видно,
что для скоростей резания, соответствующих восходящим ветвям
кривых, высота нароста уменьшается при уменьшении толщины срезае-
срезаемого слоя и увеличении переднего угла инструмента. Если передний
угол у > 40—45°, то при любых условиях обработки нарост не обра-
образуется.
Все то, что может уменьшить силы адгезии на передней поверхно-
поверхности инструмента, уменьшает размеры нароста. Поэтому при примене-
применении смазочно-охлаждающих жидкостей, образующих при адсорбции
на материале инструмента прочные смазочные пленки и снижающих
коэффициент трения, высота нароста становится меньше.
Возникновение нароста изменяет условия работы инструмента.
Так как нарост выполняет функции режущего клина, инструмент
работает с фактическим передним углом Уф> значительно большим,
чем угол заточки у, причем чем больше высота нароста (см. рис. 69),
тем больше разность Уф — Y- Как будет показано ниже, увеличение
фактического переднего угла уменьшает степень деформации срезае-
срезаемого слоя и силы резания.
Эксперименты показывают, что при определенных скоростях
резания нарост выполняет защитные функции по отношению к инстру-
инструменту. Перемещаясь по наросту, стружка отодвигается от лезвия,
изнашивая переднюю поверхность на значительно большем расстоянии
от лезвия, чем в том случае, когда нарост отсутствует. Свешивающаяся
вершина нароста предохраняет заднюю поверхность инструмента
от соприкосновения с поверхностью резания. Таким образом, нарост
препятствует изнашиванию контактных поверхностей инструмента.
В зоне скоростей резания, соответ-
соответствующих максимальной высоте нароста,
наблюдается резкое увеличение шерохо-
шероховатости обработанной поверхности.
При периодическом разрушении вер-
вершины нароста, связанной со срезаемым
Рис. 72. Разрушение вершины нароста и образование
неровностей иа поверхности резания
112
слоем, на поверхности резания и обработанной поверхности обра-
образуются надрывы и борозды, а часть нароста внедряется в обрабо-
обработанную поверхность (рис. 72). Все это увеличивает шероховатость
обработанной поверхности, и, таким образом, зона // скоростей
резания наименее благоприятна для чистовой обработки. При росте
нароста, его разрушении и последующем возрастании происходит
периодическое изменение фактического переднего угла инструмен-
инструмента и, как следствие, периодические изменения силы резания.
Поэтому при максимально развитом наросте могут возникнуть
вынужденные колебания системы СПИД с частотой, равной частоте
образования и полного или частичного разрушения нароста. Оба
последних обстоятельства делают крайне нежелательным возникно-
возникновение нароста при чистовой обработке.
ИЗМЕНЕНИЕ ФОРМЫ СТРУЖКИ
;ПО СРАВНЕНИЮ СО СРЕЗАЕМЫМ СЛОЕМ
*
р превращении срезаемого слоя в стружку размеры стружки по
'длине, толщине и ширине (рис. 73) отличаются от размеров срезаемого
'слоя, из которого стружка образовалась. При длине срезаемого слоя
L, толщине а и ширине b длина стружки равна Lc, толщина — ас>
;а ширина — Ьс, причем Lc < L; сс > а; Ьс > Ь. Таким образом, по
'.сравнению с размерами срезаемого слоя стружка короче, толще
»и шире. Степень изменения размеров стружки по сравнению со
{срезаемым слоем характеризуют тремя коэффициентами изменения
формы: коэффициентом усадки или укорочения Kl, коэффициентом
утолщения Ко, и коэффициентом уширения Кь-
L .
C9)
Коэффициенты показывают, во сколько раз размеры стружки по
длине, толщине и ширине меньше или больше соответствующих раз-
размеров срезаемого слоя.
Так как объем стружки равен объему срезаемого слоя, то Lab =
==ЬсасЬс, а поэтому Kl — КаКь< Как указывалось выше, по коэффи-
.циенту усадки стружки можно определить величину угла сдвига р.
'Зависимость C5) получена при предположении, что уширение стружки
отсутствует, т. е. что коэффициенты Kl и Ка равны. С учетом уши-
уширения стружки определение угла сдвига или относительного сдвига
по формулам C3) и C5) необходимо вести не по коэффициенту усадки
стружки Kl, найденному экспериментально по длине стружки, а по
•расчетному коэффициенту усадки Kl, равному
113
Рис. 73. Размеры срезаемого слоя и стружки
Рис. 74. Схема для определения
расчетного коэффициента усадки
стружки
Ранее отмечалось, что даже при свободном резании уширение струж-
стружки невелико и составляет 5—15% от ширины срезаемого слоя, в то
время как укорочение и утолщение стружки оцениваются в 250 —
600% и более. Поэтому уширением стружки можно пренебречь и
считать, что Kl ~ Ка- Все сказанное справедливо только в том случае,
если сливная стружка сохраняет свою сплошность. Если же на сво-
свободной стороне сливной стружки наблюдаются достаточно большие
выступы и впадины (рнс. 74) или стружка имеет суставчатую форму,
то в формулу C5) необходимо ввести поправку. Принимая впадину
стружки за треугольник, на основании рис. 89 имеем
ALab =
— 2" ALzh) bc.
Выразив глубину впадины h в долях толщины h = ^ac, получим
Тогда связь между коэффициентами формоизменения принимает
вид
Выражение 1 —— | можно назвать коэффициентом сплошности
стружки. Обозначив его через /Cg и считая, что Кь — 1, получим
Kl = КаК%-
Так как коэффициент сплошности стружки всегда меньше единицы,
то при пилообразной стружке коэффициент Kl меньше коэффици-
коэффициента Ка, а иногда может быть даже меньше единицы. Резание неко-
некоторых материалов это подтверждает. Например, при обработке высо-
высокопрочных титановых сплавов (например, сплава ВТЗ) с определен-
определенными скоростями резания и подачами образуется суставчатая пило-
пилообразная стружка, При этом наблюдается явление, названное «отри-
114
цательной усадкой» стружки, при нем длина стружки за счет пустот
на свободной стороне становится больше длины срезаемого слоя. Коэф-
Коэффициент усадки, найденный по длине стружки, становится меньше
единицы, достигая значений 0,75 — 0,9.
В основе вывода формулы C4) лежало положение о сплошности
стружки и равенстве в связи с этим коэффициентов Kl и Ка- При ярко
выраженной пилообразности сливной стружки или когда образуется
суставчатая стружка, расчет угла сдвига, очевидно, нужно вести не
по коэффициенту усадки стружки Kl, найденному измерением длины
стружки, а по расчетному коэффициенту усадки:
То же самое нужно сказать и об определении относительного сдвига
по формуле C3).
Коэффициент усадки стружки можно определить двумя методами:
измерением длины стружки и взвешиванием стружки. При исполь-
использовании первого метода длину стружки ограничивают разделением
длины срезаемого слоя на отдельные части. Например, в опытах при
точении на болванке делают один или несколько пазов и фиксируют
расстояние между ними. При прохождении лезвия инструмента через
паз процесс резания прерывается. Стружку собирают и измеряют ее
длину по контактной стороне. Если трудно получить непрерывную
стружку в пределах достаточно большой длины срезаемого слоя,
применяют весовой метод. Так как
= Ц а ь •
то площадь acbc поперечного сечения стружки можно определить
взвешиванием кусочков стружки длиной Lc = 10 -з- 20 мм. Если вес
стружки в мг обозначить через G, а плотность в г см3 через р, то
Коэффициент усадки стружки
G-103
При точении аЪ — st, а поэтому
„ _ С ¦ IP»
At~ Lcpsf
Коэффициент усадки стружки не может служить количественным
показателем степени деформированное™ срезаемого слоя. На рис. 75
изображена связь между коэффициентом усадки и относительным
сдвигом при различных передних углах инструмента. Хотя с увели-
увеличением коэффициента усадки в пределах его значений, встречающихся
при применяемых режимах резания, относительный сдвиг при посто-
постоянном переднем угле у возрастает, но при различных передних углах
115
Рис. 75. Связь между отно-
относительным сдвигом и коэф-
коэффициентом усадки стружки
при различных передних
углах [77]
vt V,
Рис. 76. Схема влияния скорости реза-
резания иа высоту нароста (кривая 3) и ко-
коэффициент усадки стружки при резании
материалов, не склонных к иаросто-
образоваиию (кривая /) и склонных
к иаростообразованию (кривая 2)
одному и тому же коэффициенту усадки соответствует различная ве-
величина относительного сдвига. Если для оценки степени деформации
срезаемого слоя пользоваться коэффициентом усадки стружки, то
при Kl — 1 можно прийти к выводу, что деформация при резании
отсутствует, хотя срезаемый слой и превратился в стружку. Это про-
противоречит элементарным законам механики, а из рис. 75 следует, что
при Kl = 1 относительный сдвиг не равен нулю, имея тем бблыпую
величину, чем меньше передний угол инструмента. Таким образом,
коэффициент усадки стружки может являться лишь внешним и только
качественным показателем тех деформационных процессов, которые
происходят в срезаемом слое.
На коэффициент усадки стружки основное влияние оказывают род
и механические свойства материалов обрабытываемой детали, перед-
¦ ний угол инструмента, толщина срезаемого слоя, скорость резания
и применяемая смазочно-охлаждающая жидкость.
При резании пластичных материалов коэффициент усадки больше,
чем при резании материалов хрупких. Например, Kl при резании
углеродистых сталей колеблется в пределах 2 — 6, а при резании
чугуна в пределах 1,5 — 2,5. Чем прочнее и тверже материал обраба-
обрабатываемой детали, тем меньше коэффициент усадки. Принципиальное
влияние скорости резания на', коэффициент усадки стружки представ-
представлено на рис. 76. Кривая / соответствует резанию материалов, не склон-
склонных к наростообразованию. В этом случае по мере увеличения ско-
скорости резания коэффициент усадки стружки вначале быстро, а затем
более медленно уменьшается. Указанное влияние скорости резания
на Kl объясняется уменьшением коэффициента трения между стружкой
и передней поверхностью при увеличении температуры на передней
поверхности вследствие возрастания скорости резания.
При резании материалов, склонных к наростообразованию (кривая
2), скорость резания на Kl влияет не монотонно. Вначале при увели-
увеличении скорости резания коэффициент усадки уменьшается, достигает
минимальной величины при определенном значении скорости ы2,
а затем вновь возрастает. При достижении скоростью резания значения
vs возрастание коэффициента Kl прекращается и при скоростях ре-
116
зания v > у3 кривая 2 ведет себя так же, как и кривая /. Уменьшение
коэффициента Kl при увеличении скорости резания от vx до v2 и его
дальнейшее увеличение при возрастании от у2 до v3 связано с действием
на процесс стружкообразования нароста. Кривой 3 на рисунке пока-
показано изменение высоты нароста в интервале скоростей резания от
Vi до ьг. Возрастание скорости резания от щ. до ыг сопровождается
увеличением переднего угла инструмента (см. рис. 69), вследствие
чего степень деформации срезаемого слоя уменьшается. При скорости
резания у2 фактический передний угол имеет максимальную вели-
величину и коэффициент Kl достигает минимума. При возрастании ско-
скорости резания от и2 до v3 высота нароста уменьшается так же, как и
величина фактического переднего угла, стремящегося к величине
переднего угла заточки. Это вызывает увеличение коэффициента усадки
стружки. При скоростях резания v>vs нарост отсутствует и скорость
резания влияет на коэффициент Kl только через изменение коэффи-
коэффициента трения.
Влияние переднего угла на коэффициент Kl представлено на рис. 77.
По мере увеличения угла у коэффициент усадки стружки уменьшается,
а горбы на кривых Kl — /(") сглаживаются. Кроме того, чем больше
величина переднего угла, тем при большем значении скорости резания
кривая Kl достигает вторичного максимума. Последнее вполне есте-
естественно, так как при увеличении переднего угла исчезновение нароста
происходит при больших скоростях резания. При углах v>30°
скорость резания практически не влияет на коэффициент усадки
стружки.
На рис. 78 представлено влияние на коэффициент усадки стружки
.толщины срезаемого слоя. Кривые Kl = f{v) имеют горбообразный
'вид, причем для меньших толщин срезаемого слоя вершины горбов
сдвинуты в область более высоких скоростей резания. Из рисунка
; видно, что при постоянном переднем угле инструмента максимальные
' значения коэффициента усадки стружки не зависят от толщины среза-
срезаемого слоя, но Kl достигает максимальной величины при различных
скоростях резания.
К.
\
\
**> __
— -
15
30
--
О W 80 v,M/tiun
Рис. 77. Влияние переднего угла на
коэффициент усадки стружки Kl при
различных скоростях резаиия [77]
(сталь 20Х; <р = 45°; а = 0,31 мм;
Ь — 1,45 мм)
0= 0,31 MM 0,16 0,08
0,0k
во
IHOv.m/muh
Рис. 78. Влияние толщины срезаемого
слоя иа коэффициент усадки стружки Л/,
при различных скоростях резаиия [771
(сталь 20Х; у = 0°; ф = 45"; t — 1 мм)
117
q
/
/^
(Л
о s*ti,llb мп/о5
х S*V, 39 »»
д
\
2.0
Рис. 79. Влияние температуры резания на
коэффициент усадки стружки Kl при раз-
различных подачах s [28] (точение стали 40;
*= 4 мм; щ = 10 ¦*¦ 170 м/мин)
X
X
' f
G «2 ОМ 0,6 0,Ва,ММ
Рис. SO. Влияние толщины срезае-
срезаемого слоя а иа коэффициент усадки
стружки Ki при постоянной темпе-
температуре резания [77] (сталь 20Х;
(( = Э0°)
Если зависимость Kl = Да) изобразить не в координатах Kl — и,
а в координатах KL — 6, в которых температура резания 6 соответ-
соответствует изменяющейся скорости резания, то кривые Kl совмещаются
в одну кривую (рис. 79). Из рисунка видно, что на кривой Kl — h F)
жзависимо от толщины срезаемого слоя и скорости резания впадина
и вершина соответствуют температурам 300 и 600° С, при которых
нарост получает свое наибольшее развитие и исчезает. На рис. 80
представлена зависимость коэффициента усадки стружки от толщины
срезаемого слоя при постоянной температуре на передней поверхности
и переменной скорости резания, изменяющейся для у = — Г от 23 м/мин
при а = 0,51 мм до 120 м/мин при а = 0,04 мм. И здесь при посто-
постоянной температуре на передней поверхности коэффициент Kl не зави-
зависит от толщины срезаемого слоя, возрастая только при уменьшении
переднего угла инструмента. Изложенные экспериментальные факты
позволили А. М. Розенбергу [77] сделать заключение о преобладающем
влиянии на коэффициент усадки стружки при постоянном переднем угле
инструмента не толщины срезаемого слоя и скорости резания, а тем-
температуры на передней поверхности.
Смазочно-охлаждающие жидкости, снижающие величину коэф-
коэффициента трения, уменьшают коэффициент усадки стружки, причем
эффект от влияния жидкости тем сильнее, чем меньше толщина
срезаемого слоя и скорость резания.
КОНТАКТНЫЕ ПРОЦЕССЫ
НА ПЕРЕДНЕЙ ПОВЕРХНОСТИ
В общем случае поверхность трения на передней поверхности шириной
С (рис. 81) состоит из двух участков: участка / (пластического кон-
контакта) шириной Сх и участка // (упругого контакта). На участке /
расположен заторможенный слой, в пределах которого стружка дви-
движется не по передней Поверхности, а по заторможенному слою, и соп-
сопротивление, оказываемое движению стружки, определяется сопро-
сопротивлением сдвигу в контактном слое стружки. На этом участке внешнее
трение скольжения отсутствует и заменяется „внутренним" трением
между отдельными слоями стружки, На участке // стружка кон-
118
тактирует непосредственно с передней поверхностью. Здесь осущест-
осуществляется внешнее трение скольжения и сопротивление движению струж-
стружки определяется силой трения между стружкой и передней поверх-
поверхностью. Ширина Сх пластического контакта зависит от переднего
¦ угла инструмента, толщины срезаемого слоя и коэффициента усадки
стружки. Н. Г. Абуладзе [1] предложена формула определения ширины
пластического контакта
из которой видно, что Cj растет при увеличении Kl и а и уменьшается
при увеличении угла у. Если инструмент имеет угол наклона лезвия,
то при увеличении угла К ширина пластического контакта умень-
уменьшается. Отношение -^ не превышает 0,7 и для обычных конструкции
онных материалов чаще всего составляет 0,5 (рис. 82).
Поляризационно-оптическим методом [6,64] и с помощью прибора,
называемого разрезным резцом [13], могут быть определены величина
и характер распределения контактных напряжений на передней по-
поверхности инструмента. На рис. 83 приведены эпюры контактных
напряжений: нормальных aN и касательных хР на передней и задней
поверхностях инструмента, полученные поляризационно-оптическим
методом [95] при различных отношениях толщины срезаемого слоя к
радиусу округления р клина. Эпюра нормальных напряжений непре-
непрерывна для площадок контакта С и С2 передней и задней поверхностей,
а эпюры касательных напряжений на этих площадках самостоятельны.
На рис. 81 приведены те же эпюры, но полученные с помощью разре;-
ного резца без радиуса округления. Разрешающая способность раз-
G/V
Рис. 81. Два участка трения на передней
поверхности и эпюры распрелеления кон-
контактных нормальных и касательных напря-
напряжений, полученные с помощью разрез-
разрезного резца
С,; С, мм
80
v, tit пин
Рис. S2. Влияние скорости резания на ши-
ширины С и Ci площадки контакта [28J
(сталь ЗЛХ; V = 5°; 6 = 5 мм; а =¦ 0,149 ММ)
119
Рис. 83. Эпюры контактных на-
напряжений а передней и задней
поверхностях инструмента
Рис. 84. Схема сил, действующих
иа передней поверхности инстру-
инструмента
резного резца позволяет получить достоверное распределение нормаль-
нормальных и касательных напряжений только на участке передней поверх-
поверхности, отстоящем от лезвия на расстоянии 0,15 — 0,2 мм. Нормальные
контактные напряжения oN имеют наибольшую величину у лезвия
инструмента, монотонно убывая до нуля по мере удаления от него.
Эпюра касательных контактных напряжений хр имеет экстремальный
характер. На участке /вначале по мере удаления от лезвия напряжения
Тр возрастают, достигают максимума, а затем начинают уменьшаться.
На участке // касательные напряжения непрерывно уменьшаются
до нуля.
Суммируя в пределах площадки контакта нормальные контактные
напряжения, получим среднюю нормальную силу N, которую можно
Q
считать приложенной на расстоянии -т-от лезвия инструмента. Сум-
Суммируя контактные касательные напряжения, получим среднюю силу
трения F.
При свободном резании с углом К = 0 силы N и F можно опреде-
определить, если будут известны действующие на срезаемый слой сила Р'г,
совпадающая с вектором скорости резания, и сила Р'х, ей перпенди-
перпендикулярная (рис. 84). В гл. VI будет показано, какдинамометрированием
можно определить указанные силы. Равнодействующая сил Р'г-и Р'х
является силой стружкообразования R, наклоненной к направлению
Р'
резания под углом действия to = arctg ^y. На основании рис. 84 имеем
COS СО
D0)
Р-.
COS (О
sin((o+V)-
Средний коэффициент трения, вычисленный по закону трения Амон-
тона,
120
Таким образом, угол трения ? на передней поверхности связан
с передним углом инструмента и углом действия зависимостью
D2)
Из формулы D2) следует, что при постоянном переднем угле инстру-
инструмента угол действия увеличивается при росте среднего коэффициента
трения (угла трения). Таким образом, интенсивность трения на перед-
передней поверхности через угол действия оказывает влияние на деформаци-
деформационные процессы, происходящие в срезаемом слое. На величину сред-
среднего коэффициента трения кроме механических и теплофизических
свойств обрабатываемого и инструментального материалов основное
влияние оказывают передний угол инструмента, толщина срезаемого
слоя (подача), скорость резания, применяемая смазочно-охлаждаю-
щая жидкость.
Величина среднего коэффициента трения для трущейся пары струж-
стружка — передняя поверхность определяется склонностью к адгезионному
взаимодействию обрабатываемого и инструментального материалов.
Образование интерметаллических связей между стружкой и инстру-
инструментом находится в прямой зависимости от способности контакти-
контактирующих материалов образовывать между собой химические соединения
и твердые растворы. Чем сильнее интерметаллические связи, возник-
возникшие в результате действия сил адгезии между стружкой и инструмен-
инструментом, тем больше средний коэффициент трения. С повышением меха-
механических свойств обрабатываемого материала средний коэффициент
трения уменьшается. Но так как при этом одновременно возрастают
и средние нормальные и средние касательные контактные напряжения,
то при постоянной температуре средний коэффициент трения изме-
изменяется сравнительно мало. Например, при резании без смазочно-охлаж-
дающей жидкости при у = 20е, а = 0,15 мм и у= 0,2м/мин средние
коэффициенты трения для таких различных материалов как медь, стали
10, 20Х, 1X13, Х18Н9Т колеблются в пределах 0,76 — 0,7 [28].
Интенсивность адгезионного схватывания инструментального ма-
материала с обрабатываемым во многом определяется склонностью
первого к образованию на нем под действием кислорода воздуха окис-
ных пленок, препятствующих схватыванию. Для инструментальных
материалов, склонных к образованию более прочных окисных пленок,
средний коэффициент трения меньше. В связи с этим средний коэф-
коэффициент трения для однокарбидных сплавов больше, чем для двух-
карбидных, а для быстрорежущей стали больше, чем для однокарбид-
однокарбидных сплавов. С увеличением в твердом сплаве содержания карбидов
титана средний коэффициент трения уменьшается.
Если резание происходит с применением смазочно-охлаждающей
жидкости, способной образовывать граничный смазочный слой между
стружкой и передней поверхностью, то передний угол инструмента
и толщина срезаемого слоя на средний коэффициент трения сущест-
существенного влияния не оказывают.
В табл. 9 приведены значения среднего коэффициента трения при
резании стали марки 20Х в воде, образующей прочную окисную плен-
пленку на передней поверхности.
121
Таблица 9
Средние коэффициенты трения при различных у и а при резании
стали марки 20Х в воде (v — 0,7 м/мин) [28J
Толщина срезаемого
слоя, в мм
0,01
0,05
0,2
0,3
0,36
0,31
0,3'2
0,34
Средние коэффициенты тренкя при
V = 20°
0,36
0,36
0,36
0,36
у = 40°
0,38
0,45
0,45
0,45
Если смазочно-охлаждающая жидкость отсутствует, уменьшение
переднего угла и увеличение толщины срезаемого слоя уменьшают
средний коэффициент трения. Своеобразное действие, оказываемое
в этом случае передним углом и толщиной срезаемого слоя на (х, свя-
связано с изменением среднего нормального контактного напряжения
aN на передней поверхности. Из рис. 85 видно, что при увеличении
aN средний коэффициент трения jx уменьшается. Поэтому все те фак-
факторы режима резания и геометрические параметры инструмента, кото-
которые увеличивают среднее нормальное контактное напряжение, сни-
снижают средний коэффициент трения и наоборот.
Экспериментально,проверенное влияние у и а на [х при наличии
и отсутствии смазочно-охлаждающей жидкости можно объяснить
следующим образом. Средний коэффициент трения можно выразить
через средние нормальные и касательные контактные напряжения
oN и хр на площадке контакта С X Ь:
N aNCb aN
Если резание производится с жидкостью, создающей граничный
смазочный слой, препятствующий образованию интерметаллических
соединений, и заторможенный слой на передней поверхности отсут-
отсутствует, то вся площадка контакта состоит из одного участка // упру-
упругого контакта стружки с передней поверхностью. В этом случае трение
между стружкой и передней поверхностью является внешним кине-
кинетическим трением, подчиняющимся закону трения Амонтона. При
внешнем трении средние касательные напряжения пропорциональны
нормальным напряжениям %F = koN, а поэтому средний коэффициент
трения не зависит от Од», являясь константой для трущейся пары.
Поэтому средний коэффициент трения почти не зависит ни от переднего
угла, ни от толщины срезаемого слоя (табл. 9). Если образовавшийся
заторможенный слой охватывает всю ширину площадки контакта,
то внешнего трения нет и средний коэффициент трения будет харак-
характеризовать процессы пластической деформации, происходящие в кон-
контактном слое стружки. Сопротивление движению стружки в этом
122
я
Ю
ом
ав
ел
10 20 30 е„,кгс/ммг
Рис. 85. Влияние среднего
нормального напряжения иа
средний коэффициент трения
[28] при свободном резанин
в воздухе (сталь 20Х; Ь =
= 10 мм; v = 0,7 м/мин)
V
ч
\
о I-1п°
ч
120 v m/muh
Рис. 86. Влияние скорости резания v иа сред-
средний коэффициент трения ц при различных
подачах s [28] (сталь 40; у — 10°; t = 4 мм)
случае будет определяться величиной касательных напряжений в
заторможенном слое, равной или пропорциональной пределу теку-
текучести материала стружки на сдвиг. Из рис. 81 видно, что на участке
пластического контакта касательные напряжения по величине изме-
изменяются сравнительно мало, и в первом приближении их можно считать
постоянными. Тогда, принимая xF= const, получим выражение для
определения среднего коэффициента трения при наличии заторможен-
заторможенного слоя в виде
const
Из выражения следует, что возрастание средних нормальных кон-
контактных напряжений уменьшает средний коэффициент трения. Как
отмечалось выше, при резании в большинстве случаев имеет место
смешанный контакт: упругий и пластический. Поэтому влияние ON
на ц. должно быть менее сильным, чем в случае полного отсутствия
упругого контакта. Но и в этом случае установленная закономерность
между он и (J. сохраняется.
Влияние скорости резания на средний коэффициент трения пред-
представлено на рис. 86. По мере увеличения скорости резания средний
коэффициент трения изменяется подобно коэффициенту усадки струж-
стружки: вначале уменьшается, затем возрастает и, достигнув при неко-
некотором значении скорости резания максимума, опять уменьшается.
Так же как и Kl, максимальная величина (х почти не зависит от тол-
толщины срезаемого слоя (подачи), но получает это значение при различ-
различных скоростях резания, тем больших, чем тоньше срезаемый слой.
Связь между средним коэффициентом трения и температурой реза-
резания (рис. 87) приблизительно однозначна и не зависит от толщины
срезаемого слоя. Средний коэффициент трения при увеличении темпе-
температуры достигает минимального значения при 300° С и максималь-
максимального при 600° С. Таким образом, влияние возрастающей вследствие
увеличения скорости температуры на Kl и у одинаково и может быть
123
'200
Рис. 87. Влияние температуры резания 6
иа средний коэффициент трения ц при раз-
различных подачах [28] (точение стали 40;
V = 10°; t = 4 мм; v — 10 * 170 м/мин)
Рис. 88. Схема влияния температуры реза-
резания 6 иа коэффициент усадки стружки Ki,
фактический передний угол Уф и средний
коэффициент трения ц
изображено принципиальными зависимостями на рис. 88. При увели-
увеличении температуры 6 фазы кривых / и 2 /Cl = /х F) и ц = /2(б)
совпадают: /Cz. и [л имеют минимальное значение при 6 = 300° С и
максимальное при 600° С. Таким образом, при одинаковом переднем
угле режимам одинаковых температур соответствуют одинаковые зна-
значения коэффициента усадки стружки и среднего коэффициента трения.
Однако, как показал Н. Н. Зорев [28], если определение среднего
коэффициента трения вести не по переднему углу заточки у инстру-
инструмента, а по фактическому переднему углу уф, образованному нарос-
наростом, то фазы кривых Kl и (х не совпадают. Кривой 4 изображена
зависимость изменения среднего коэффициента трения jx, рассчитан-
рассчитанного по формуле р = tg (ш + 7ф)- Как видно из сравнения кривой
4 с кривой 3, изображающей изменение фактического переднего угла
инструмента, максимальная величина коэффициента трения jl соответ-
соответствует температуре 300° С, при которой высота нароста и фактический
передний угол достигают максимума.
Несмотря на очень большое давление, оказываемое стружкой на
переднюю поверхность, окружающая среда и смазочно-охлаждающая
жидкость могут проникнуть на большую часть площадки контакта.
Объясняется это рядом обстоятельств. Передняя поверхность инстру-
инструмента после заточки и поверхность стружки покрыты неровностями,
в результате чего между ними нет сплошного контакта. Свежеобра-
Свежеобразованная химически чистая контактная поверхность стружки обладает
исключительно высокой поверхностной и химической активностью,
что способствует мгновенному проникновению под стружку смазочно-
охлаждающей жидкости или окружающей среды. В результате этого на
части площадки контакта образуется граничный слой смазки (рис. 89)
или пленки окислов, нитридов, гидридов и т. п. и устанавливается
режим полусухого трения. Граничный смазочный слой / полностью
или частично устраняет действие сил адгезии, и сопротивление дви-
движению стружки по передней поверхности определяется не механи-
механическими свойствами обрабатываемого материала, а свойствами сма-
124
Рис. 89. Граничный смазочный слой иа части площади
контакта передней поверхности
зочно-охлаждающей жидкости или образо-
образовавшегося химического соединения. Части-
Частицы смазочно-охлаждаюшей жидкости в пер-
первую очередь проникают в ту часть пло-
площадки контакта, где нормальные напряже-
напряжения невелики, и тем самым сдвигают
участок пластического контакта ближе
к лезвию инструмента, одновременно умень-
уменьшая ширину площадки контакта.
По природе активности смазочно-охлаждающие жидкости можно
разделить на две группы: химически активные (например, вода, четы-
реххлористый углерод и др.) и поверхностно-активные (например,
минеральное масло, олеиновая кислота, этиловый спирт и т. д.). Хими-
'чески активные жидкости, вступая в химические реакции с матери-
материалами стружки инструмента, образуют на площадке контакта проме-
промежуточный слой из химических соединений. Поверхностно-активные
•жидкости образуют на площадке контакта промежуточный смазочный
слой. Применение обеих групп жидкостей снижает средний коэффи-
коэффициент трения, но больший эффект дают химически активные жидкости.
Средние коэффициенты трения при резании стали марки 20Х с раз-
Личными смазочно-охлаждающими жидкостями (у = 20°; а = 0,2 мм;
fv = 0,75 м/мин) [28]: 1) вода и олеиновая кислота: [х = 0,36; 2) четы-
'реххлор истый углерод: |х = 0,19; 3) без жидкости: (х = 0,77.
При повышении температуры на передней поверхности и среднего
'нормального контактного напряжения эффект от применения сма-
зочно-охлаждающей жидкости снижается, и средний коэффициент
трения становится больше.
Необходимо отметить, что средний коэффициент трения, рассчи-
рассчитанный по закону трения Амонтона, при резании только условно
может считаться коэффициентом трения скольжения. По закону Амон-
¦тона коэффициент трения скольжения является константой контак-
контактирующих пар, зависящей от природы и состояния поверхностей
.трущихся тел. Он мало или совсем не зависит от размеров площадки
контакта и скорости относительного перемещения. В то же время
средний коэффициент трения при резании для пары обрабатываемый
и инструментальный материалы очень сильно реагируют на изменение
условий резания: толщины срезаемого слоя, скорости резания и перед-
переднего угла, увеличиваясь или уменьшаясь при изменении указанных
факторов в широких пределах. Величина средних коэффициентов
трения при резании доходит до очень высоких значений A,2—2),
не свойственных сухому трению скольжения. Таким образом, средний
коэффициент трения при резании ни по величине, ни по физическому
смыслу, ни по закономерностям изменения не совпадает с коэффици-
коэффициентом внешнего трения и не является константой трущихся пар.
Специфическое поведение коэффициента трения при резании связано
с двоякой природой трения на передней поверхности. Из-за наличия
125
двух участков трения (пластического и упругого контакта) средний
коэффициент трения нельзя отождествлять ни с коэффициентом
внутреннего трения при пластическом течении материала, ни с коэф-
коэффициентом внешнего трения.
Трение при резании значительно лучше описывается двучлен-
двучленным законом трения Б. В. Дерягина [26]. Согласно молекулярно-
механической теории трения сила трения выражается зависимостью
где N — нормальная сила, No — posn — равнодействующая сил моле-
молекулярного притяжения между трущимися поверхностями (р0 — сила
молекулярного притяжения, действующая на единице площади дей-
действительного контакта; s0 — площадь истинного контакта соприка-
соприкасающихся тел); (и0 — «истинный» коэффициент трения, зависящий от
молекулярно-атомной шероховатости поверхностей.
Используя двучленный закон трения, М. Б. Гордон [12] предложил
формулу для определения среднего коэффициента трения при резании:
F =
где ii0N0 —A — часть силы трения, обусловленная действием сил
адгезии между трущимися поверхностями, зависящая от условий
резания. Тогда
Средний коэффициент трения при резании, равный отношению
средней силы трения к средней нормальной силе,
Так как
то
Отношение --- = щ средних контактных касательного и нормаль-
нормального напряжений может быть названо адгезионной составляющей
среднего коэффициента трения. Тогда
Таким образом, средний коэффициент трения при резании состоит
из -постоянной механической составляющей }i0 и переменной адге-
адгезионной составляющей цА, уменьшающейся при увеличении сред-
среднего контактного нормального напряжения. Через свою адгезион-
адгезионную составляющую коэффициент ц реагирует на изменение условий
резания: толщины срезаемого слоя, скорости резания и переднего
126
угла. Все те факторы, которые уменьшают адгезионную составляющую,
снижают величину среднего коэффициента трения. При резании с
применением поверхностно и химически активных смазочно-охлаж-
дающих жидкостей адгезионное взаимодействие между стружкой и
инструментом отсутствует, адгезионная составляющая равна нулю
и средний коэффициент трения становится постоянным, не зависящим
от условий резания.
РАБОТА РЕЗАНИЯ И ЕЕ СОСТАВЛЯЮЩИЕ
Минутная работа Е, затрачиваемая на резание, состоит из трех частей:
минутной работы Ел деформирования срезаемого слоя, минутной рабо-
работы трения Етп на передней поверхности и минутной работы Етз трения
на задней поверхности, т. е.
? = ?д + ?тп + ?тз. D3)
Так как силы, действующие на задней поверхности инструмента,
В- стружкообразовании не участвуют, то сумму работ Ел + ^тп назы-
называют работой стружкообразования Ес.
Удельные работы равны минутным работам, поделенным на объем
слоя (срезаемого в минуту), равный произведениюabv. Тогда
е=ед+етп+етз. D4)
Сумму ед + етп называют удельной работой стружкообразования.
Если известна составляющая силы резания Рг, совпадающая по направ-
направлению с вектором скорости резания, то работа резания
E = Pzv. D5)
Удельная работа резания
•--&•• D6)
Работа деформирования срезаемого слоя есть работа сдвига на
условной плоскости сдвига Ел = Pxvx- Силу сдвига можно найти
,по рис. 84:
Подставив значение скорости сдвига vt по формуле C7), получим
? r=P'v cos(Ц + Р) cosy /47)
д г cos ш cos (p — v; '
Удельная работа деформирования
_ Р^ cos (со +Р) cos у
д ab cos a» cos (P — у) ' ' '
Касательное напряжение т на условной плоскости сдвига
т= —г- cos (co + P)sinB=—T—-— cos (со+ 6) sin 6.
127
ВЗАИМОСВЯЗЬ ЯВЛЕНИЙ
В ПРОЦЕССЕ РЕЗАНИЯ
Различные факторы, действующие при резании, по-разному влияют
на деформационные и контактные процессы в. зоне резания. Одни
факторы оказывают непосредственное влияние на процесс стружко-
образования, другие — косвенно, через те факторы, которые влияют
непосредственно. Косвенно влияют почти все факторы, причем это
влияние в большинстве случаев вызывает цепочку взаимосвязанных
явлений, обусловливающих, в конечном счете, действие фактора,
влияющего непосредственно. Например, изменение величины перед-
переднего угла увеличивает или уменьшает средние контактные нормаль-
нормальные напряжения на передней поверхности, что приводит к измене-
изменению среднего коэффициента трения и угла трения. Последнее оказы-
оказывает влияние на угол действия, изменение которого вызывает изме-
изменение угла сдвига и работы стружкообразования.
Действие какого-либо фактора через цепочку взаимосвязанных
факторов может усиливаться или ослабляться в зависимости от того,
существует ли двустороннее взаимное влияние факторов друг на
друга и совпадают или не совпадают результаты активного и реактив-
реактивного действия. Например, увеличение среднего коэффициента трения
сопровождается увеличением ширины площадки контакта стружки
с передней поверхностью, что приводит к снижению средних контакт-
контактных нормальных напряжений. При наличии двух участков трения
это вызовет еще большее увеличение среднего коэффициента трения.
Факторы, действующие при резании, можно разделить на внешние
и внутренние. К внешним факторам относятся свойства обрабатыва-
обрабатываемого и инструментального материалов, геометрические параметры
инструмента, параметры режима резания, свойства смазочно-охлаж-
дающей жидкости. К внутренним факторам можно отнести угол дей-
действия, температуру на передней поверхности, средний коэффициент
трения, ширину площадки контакта, действительный передний угол
с учетом нароста и др.
Непосредственное влияние на процесс стружкообразования при
прямоугольном резании оказывают только четыре фактора: угол
действия, передний угол инструмента, скорость резания и свойства
обрабатываемого материала. Все остальные факторы влияют косвенно.
Рассмотрим влияние некоторых факторов, действующих наиболее
сильно.
Влияние угла действия. Важнейшей характеристикой процесса
стружкообразования является угол сдвига р, от величины которого
зависят коэффициент усадки стружки, относительный сдвиг и работа
стружкообразования. Все то, что увеличивает угол сдвига, умень-
уменьшает степень деформации срезаемого слоя и работу стружкообразо-
стружкообразования. Используя условие равновесия инструмента, К. А. Зворыкин
теоретически получил уравнение для определения угла сдвига в зави-
зависимости от переднего угла и угла трения ? на передней поверхности:
130
Рис. 91. Влияние угла действия со
на угол сдвига р при постоянном
переднем угле инструмента [68]
(свободное резание стали 20Х;
V = 20°)
25
20
15
40
\
\
О
ЛхР °
I х
w го wg
еде С — постоянная величина, близкая для стали и чугуна к 80°-
Если учесть, что ?—y== ы> то уравнение принимает вид 2|3 + ео = С-
i Таким образом, угол сдвига непосредственно зависит от угла дей-
действия, уменьшаясь при увеличении последнего.
1 На рис. 91 представлены результаты экспериментальной про-
проверки влияния угла действия на угол сдвига при постоянном перед-
нем угле резца. Изменение угла действия достигалось за счет изме-
изменения среднего коэффициента трения при применении различных
|мазочных жидкостей и заточке передней поверхности резца с раз-
различной шероховатостью.. Из рисунка видно, что при увеличении угла
$|ействия угол сдвига уменьшается, что приводит к увеличению сте-
ни деформации срезаемого слоя и работы стружкообразования.
худшение условий стружкообразования связано с изменением на-
напряженного и деформированного состояния зоны стружкообразования.
рри увеличении угла ш вектор R силы стружкообразования (см.
'ис. 55) поворачивается против часовой стрелки, что приводит к по-
роту в том же направлении осей главных напряжений и соответ-
ующему уменьшению угла сдвига.
Влияние переднего угла. Непосредственное влияние переднего
гла на процесс стружкообразования заключается в изменении направ-
:ия схода стружки в пространстве (рис. 92, а). При уменьшении
Переднего угла увеличивается угол между векторами скоростей реза-
резания v и стружки ис и частицы срезаемого слоя при превращении
ifero в стружку сильнее изменяют направление своего движения.
Поскольку изменение направления движения частиц связано со
25
15
I
г
10
30
6)
50у0
Рис. 92. Влияние переднего угла V на угол сдвига 0 при постоянном угле
действия [68] (свободное резание стали 2DX; ш = 0)
131
сдвигом по условной плоскости сдвига, то уменьшение переднего
угла должно увеличить интенсивность сдвигового процесса, т. е.
уменьшить угол сдвига. Экспериментальная проверка подтверждает
эти рассуждения (рис. 92, б). Для осуществления напосредственного
влияния угла у на угол сдвига угол действия сохранялся постоянным
и равным нулю подбором соответствующего коэффициента трения
при применении различных смазочных жидкостей. Уменьшение
переднего угла уменьшает угол сдвига и увеличивает степень дефор-
деформации срезаемого слоя.
Когда нарост отсутствует, косвенное влияние переднего угла на
процесс стружкообразования связано только с изменением угла дей-
действия. Влияние переднего угла на угол действия идет по двум кана-
каналам: за счет изменения ориентации передней поверхности и за счет
изменения средне.го коэффициента трения. При уменьшении перед-
переднего угла угол действия увеличивается вследствие изменения поло-
положения передней поверхности и уменьшается вследствие уменьшения
среднего коэффициента трения. Первое воздействие является преоб-
преобладающим, а поэтому угол действия и передний угол находятся в обрат-
обратной зависимости. Благодаря совпадению непосредственного и кос-
косвенного действия переднего угла на процесс стружкообразования
передний угол на Ki, e и ?с влияет очень сильно, увеличивая их
при своем уменьшении.
В зоне скоростей резания, при которых нарост имеет наибольшую
высоту, влияние переднего угла на процесс стружкообразования
менее заметно. Чем меньше передний угол, тем больше высота нароста
и больше фактический передний угол. Таким образом, уменьшение
номинального переднего угла компенсируется увеличением факти-
фактического переднего угла.
Влияние скорости резания. Непосредственное влияние скорости
резания на процесс стружкообразования выражается в изменении
угла сдвига. Угол сдвига растет при увеличении скорости резания,
что связано с запаздыванием процесса пластической деформации.
При малой скорости резания зона первичной деформации ОАВ
(рис. 93, а) имеет относительно большие размеры. При большой ско-
скорости резания срезаемый слой столь быстро проходит через поле
напряжений, что пластические деформации не успевают произойти
на нижней границе ОА зоны деформации, а осуществляются правее
Рис. 93. Влияние скорости резания v на угол сдвига 0 при постоянном угле
действия [68] (свободное резание меди; у = 20е; а = 23°30')
132
уОт нее, там, где действуют значительно большие напряжения. В резуль-
результате этого нижняя граница ОА смещается в положение ОА'. То же
самое происходит и на верхней границе ОБ зоны деформации, но так
как правее от нее напряжения уменьшаются, то частицы срезаемого
слоя продолжают деформироваться на малом расстоянии от гра-
границы ОБ. В результате этого верхняя граница смещается на значи-
значительно меньшее расстояние, чем нижняя; зона первичной дефор-
деформации О А'В' становится уже и поворачивается по часовой стрелке.
Уменьшение размеров и поворот зоны вызывают увеличение угла
сдвига и уменьшение степени деформации срезаемого слоя. На
рис. 93, б показана экспериментально найденная зависимость между
скоростью резания и углом сдвига р. Чтобы исключить косвенное
влияние скорости резания, обработке подвергалась медь, не склон-
склонная к наростообразованию, а все значения угла сдвига были при-
приведены к постоянному углу действия © — 22с30'.
Косвенное влияние скорости резания на процесс стружкообра-
зования проявляется в ее влиянии на угол действия за счет изме-
изменения среднего коэффициента трения, а если материал обрабаты-
обрабатываемой детали склонен к наростообразованию, то и за счет изменения
фактического переднего угла. Изменение среднего коэффициента
трения при изменении скорости резания связано как с влиянием ее
на средние нормальные контактные напряжения, так и с изменением
температуры на передней поверхности, влияющей на сопротивление
сдвигу в контактном слое стружки. При резании материалов, не
склонных к наростообразованию, увеличение скорости резания непре-
непрерывно улучшает процесс стружкообразования, уменьшая относи-
относительный сдвиг и удельную работу стружкообразования. При реза-
резании материалов, склонных к наростообразованию, влияние скорости
резания усложняется (рис. 88 и 90). Только при скоростях резания,
при которых температура резания становится больше 600°С, увели-
увеличение скорости резания непрерывно улучшает все показатели струж-
стружкообразования.
Влияние механических свойств материала обрабатываемой детали.
Непосредственное влияние на процесс стружкообразования механи-
механических свойств материала обрабатываемой детали заключается в уве-
увеличении угла сдвига с повышением сопротивления сдвигу А мате-
материала в зоне стружкообразования при постоянных переднем угле и
угле действия (рис. 94). Соответственно этому уменьшается степень
деформации срезаемого слоя.
Если нарост при резании отсутствует, то косвенное влияние
свойств обрабатываемого материала на процесс стружкообразования
проявляется в изменении угла действия вследствие изменения сред-
среднего коэффициента трения. При постоянной температуре на перед-
передней поверхности средний коэффициент трения для различных обра-
обрабатываемых материалов изменяется сравнительно мало, так как при
увеличении сопротивления материала пластической деформации одно-
одновременно возрастают как касательные, так и нормальные контактные
напряжения. При постоянной скорости резания с увеличением сопро-
сопротивления материала пластическим деформациям средний коэффициент
133
20 W 60 60 А,кГс/мпг
Рис. 94. Влияние сопротивления сдвигу А
обрабатываемого материала в зоне стружко-
стружкообразования на угол сдвига р при постоян-
постоянных переднем угле и угле действия [681 (сталь
20Х; V = 20°; w = 0)
Рис. 95. Снлы и моменты, действую-
действующие на стружку
трения уменьшается, что уменьшает коэффициент усадки стружки и
относительный сдвиг. При наличии нароста косвенное влияние свойств
обрабатываемого материала на процесс стружкообразования допол-
дополняется их влиянием через изменение фактического переднего угла.
Влияние толщины срезаемого слоя. Толщина срезаемого слоя на
процесс стружкообразования влияет только косвенно. Если нарост
отсутствует, то влияние толщины срезаемого слоя связано с изме-
изменением среднего коэффициента трения, который из-за увеличения
средних нормальных контактных напряжений на передней повер-
поверхности падает при увеличении толщины срезаемого слоя. Поэтому
чем толще срезаемый слой, тем меньше относительный сдвиг и удель-
удельная работа стружкообразования. При наличии нароста толщина
срезаемого слоя дополнительно влияет через изменение фактичес-
фактического переднего угла инструмента.
Между процессами в зоне первичной деформации и на передней
поверхности инструмента существует тесная и взаимообусловленная
связь. Любое изменение условий трения в пределах площадки кон-
контакта влияет на протекание деформационных процессов и характер
стружкообразования. Наоборот, изменение условий стружкообра-
стружкообразования через изменение температуры и скорости стружки влияет
на контактные процессы на передней поверхности. Таким образом,
всякое изменение напряженного состояния в одной из зон вызывает
соответствующее изменение напряженного состояния в другой зоне.
Если по каким-либо причинам изменится средний коэффициент тре-
трения на передней поверхности, то из-за изменения напряженного
состояния в зоне контакта стружки изменится величина силы струж-
стружкообразования R и момента М (рис. 95), с которыми инструмент
действует на стружку. Для сохранения равновесия стружки должна
измениться величина силы jRc и момента Мс, с которыми срезаемый
слой действует на стружку, но это изменит напряженное и деформи-
деформированное состояния в зоне первичной деформации со всеми выте-
вытекающими отсюда последствиями. Изменение деформированного сос-
состояния в зоне / вызовет изменение температуры и контактных напря-
напряжений в зоне трения и, как следствие, изменение напряженного сос-
состояния и т. д. В процессе резания за счет саморегулирования в зонах
/ и // устанавливаются такие напряженные состояния, при которых
соблюдается условие равновесия стружки.
134
[КАЧЕСТВО ОБРАБОТАНЙОЙ ПОВЕРХНОСТИ
[.Качество обработанной поверхности определяется шероховатостью
^поверхности и состоянием материала поверхностного слоя. Шеро-
Шероховатость обработанной поверхности характеризуется высотой и
формой микронеровностей. Состояние материала поверхностного слоя
'характеризуется его упрочнением (наклепом), микроструктурой, вели-
величиной и знаком остаточных напряжений и глубиной их залегания.
I При изучении шероховатости поверхности микронеровности с мето-
методической точки зрения удобно делить на расчетные неровности и дей-
1,ствител"ьные неровности. Под расчетными неровностями понимают
^такие, высота и форма которых могут быть определены геометр и-
!'чески при следующих допущениях: 1) обрабатываемый материал
^считается абсолютно недеформируемым; 2) система СПИД — абсо-
абсолютно жесткой; 3) лезвия инструмента представляют собой геометри-
геометрические линии. Действительные неровности или просто неровности
;$то те микронеровности, которые возникли на обработанной повер-
поверхности после прохода режущего инструмента. Высота неровностей
.аналитическому расчету не поддается. Ее можно измерить прибо-
приборами, называемыми профилометрами и профилографами. Профило-
гры дают визуальный отсчет высоты неровностей, а профилографы
определенном масштабе вычерчивают микропрофиль поверхности.
На рис. 96 изображен расчетный микропрофиль обработанной по-
ерхности при точении (а) и фрезеровании цилиндрическими фреза-
Аш (б). Для простоты взят резец без переходного_лезвия. При точении
высота расчетных неровностей Rzo равна высоте р/с треугольника тпр^.
С — .
}R*p=mn sin фь
i-— m?
j ~ sin <mpq ~~ в
1 Таким образом,
tjk s sin ф sin фх
ssln
Формула пригодна для расчета Rzp при растачивании, сверле-
сверлении, зенкеровании, строгании и фрезеровании торцовыми фрезами.
Рис. 96. Расчетный микропрофиль обработанной поверхности при
точении и фрезеровании цилиндрическими фрезами
135
Таблица 10
Формулы для расчета RzP (по данным А. И. Исаева)
ф1
< arcsin -~—
> arcsin -^~
ф < arcsin -*-
_ sin ф sin ф!
x [.-,(., 1+Igf)]
. Rzp = r (I-cos y) +
+ s sin ф cos ф— sin ф X
X У s sin ф Br — s sin ф)
ф> arcsin *—
+ s sin фх cos 9j —
— sin ф )' s sin ф, Br — s sin ф[)
1/ ^4 g2
Если резец имеет круговое переходное лезвие, то в зависимости от
соотношения между величинами подачи на оборот s, углов в плане
Ф и (pi и радиуса г переходного лезвия высота расчетных неровностей
определяется по одной из формул, приведенных в табл. 10.
При фрезеровании высота расчетных неровностей определяется
положением точки д пересечения двух окружностей, отстоящих
друг от друга на расстоянии, равном подаче s. на зуб фрезы:
P 2 Г 4 4 •
Выражение можно упростить. Так как
то, пренебрегая членом /?|р, получим
Расчетные неровности при точении уменьшаются при уменьше-
уменьшении подачи, углов в плане и увеличении радиуса переходного лезвия.
Если на резце сделать вспомогательный угол в плане равным нулю,
а длину вспомогательного лезвия на 20—30% больше подачи на
оборот, то расчетные неровности образовываться не будут и RZp = 0.
На этом основано конструирование чистовых резцов для работы
с большими подачами [83]. По тем же обстоятельствам расчетные
неровности не образуются при развертывании. Высота расчетных
неровностей при сверлении и зенкеровании очень мала из-за незна-
незначительной величины вспомогательного угла в плане фх. При фрезе-
фрезеровании цилиндрическими фрезами высота расчетных неровностей
уменьшается при уменьшении подачи на зуб и увеличении диаметра
фрезы. Так как se <^D, то высота расчетных неровностей очень мала.
136
Рис. 97. .Профилограмма обработанной поверхности при точении
Реальные неровности по форме и высоте отличаются от расчетных.
На рис. 97 изображена типичная профилограмма обработанной поверх-
поверхности при точении. По сравнению с расчетным реальный микропро-
микропрофиль теряет свою регулярность и Rz > Rzp. Увеличение высоты неров-
неровностей Rz по сравнению с RZp вызвано следующими причинами:
1) пластическим течением материала из зоны первичной деформации
в сторону вершин микронеровностей; чем больше степень деформации
срезаемого слоя, тем больше интенсивность пластического течения
в сторону уже обработанного следа на микропрофиле и тем больше
высота неровностей; 2) колебаниями детали и инструмента во время
обработки; 3) трением задних поверхностей инструмента о поверх-
поверхность резания; 4) неровностями лезвий инструмента, которые воз-
возрастают по мере его изнашивания. Если материал склонен к наросто-
образованию, то в зоне скоростей резания, при которых нарост полу-
получает максимальное развитие, высота неровностей дополнительно
увеличивается за счет роста и разрушения нароста.
На высоту неровностей оказывают влияние те же факторы, что
и на высоту расчетных неровностей. Поэтому при уменьшении подачи
(толщины срезаемого слоя), углов в плане инструмента и увеличе-
увеличении радиуса переходного лезвия высота Rz неровностей уменьшается.
Однако интенсивность влияния подачи на Rz зависит от величины
подачи. Из рис. 98 видно, что если подача при точении меньше
0,5 мм/об, то ее влияние на высоту неровностей заметно ослабляется.
Поэтому при малых подачах снизить шероховатость обработанной
поверхности за счет уменьшения подачи значительно труднее, чем
при больших.
Помимо этих факторов на высоту неровностей влияют все те,
которые изменяют объем пластического деформирования материала
и условия трения на контактных поверхностях инструмента. К ним
можно отнести механические свойства обрабатываемого материала,
скорость резания и свойства применяемой смазочно-охлаждающей
жидкости. Глубина резания (ширина сре-
срезаемого слоя) и передний угол инструмента z>
на высоту неровностей значительного влия-
влияния не оказывают. С повышением твер- SO
дости и прочности обрабатываемого мате-
материала и снижением его пластичности
объем пластической деформации умень- fyo
шается, и это приводит к уменьшению
Рис. 98. Влияние подачи s на высоту неровностей Кг
при точении (сталь ЭИ 107; резец; V = 15°; X = 0";
Ч>= 45°; (ft = 20°; г= 1,75>мм, по данным А. И. Исаева)
V-
¦
fS,3^
. 0,28OJAOfiQ0,760,91.
s, мм/оВ
137
dzp
H
с, ? v> v* б) * Y
Рис. 99. Схема влияния скорости резания о на высоту неровностей Я2
при обработке материала, не склонного (а) и склонного (о') к наросто-
образоваиию
высоты неровностей. На этом основано искусственное повышение
твердости деталей термообработкой, часто применяемое для повы-
повышения чистоты обработанной поверхности.
Влияние скорости резания на высоту неровностей (рис. 99) про-
проявляется по-разному, в зависимости от того, склонен или нет обра-
обрабатываемый материал к наростообразованию. Если материал не скло-
склонен к наростообразов'анию, то по мере увеличения скорости резания
высота неровностей непрерывно уменьшается. Это связано с умень-
уменьшением объема пластической деформации и среднего коэффициента
трения. Влияние скорости резания в этом случае не особенно сильно,
и скорость резания нужно увеличить в десятки раз, чтобы получить
ощутимое снижение шероховатости обработанной поверхности. Если
материал склонен к наростообразованию, то высота неровностей
находится в прямой зависимости от высоты нароста. При увеличении
скорости резания от V\ до v% высота нароста растет и из-за этого рас-
растет высота неровностей, достигая максимума при наибольшем раз-
развитии нароста. Далее нарост уменьшается и Rz также уменьшается.
При скоростях резания, больших скорости vs, исчезновения нароста,
влияние скорости резания проявляются в чистом виде, и высота
неровностей непрерывно уменьшается. Таким образом, для полу-
получения низкой шероховатости обработанной поверхности необходимо
работать со скоростями резания, большими скорости, соответству-
соответствующей исчезновению нароста.
При v > t>2 по мере увеличения скорости резания разница между
высотами Rz и Rzp неровностей непрерывно уменьшается, и при ско-
скоростях резания, больших 120—150 м/мин, они мало отличаются
друг от друга, а скорость резания перестает влиять на Rz.
На рис. 100 показано влияние смазочно-охлаждающих жидкос-
жидкостей на высоту неровностей. По сравнению с резанием всухую (кри-
(кривая /) наибольшее уменьшение Rz наблюдается при применении
воды (кривая 3) и четыреххлор истого углерода (кривая 4), т. е. тех
жидкостей, которые в наибольшей степени снижают коэффициент
усадки стружки и средний коэффициент трения. Из рисунка также
видно, что по мере увеличения скорости резания действие смазочной
жидкости ослабевает, а различие во влиянии различных жидкостей
нивелируется. Ослабление действия жидкости при увеличении ско-
скорости резания связано как с уменьшением времени физнко-химичес-
138
Рис. 100. Влияние смазочно-охлаж-
дающнх жидкостей на высоту не-
неровностей при обработке:
/ — всухую; 2-е. маслом; 3 — с во-
водой; 4 — с четыреххлористым угле-
углеродом [68]
V, M/MUH
.кого воздействия жидкости, так и с затруднением проникновения
^жидкости на переднюю поверхность вследствие большей стабиль-
стабильности положения границы заторможенного слоя.
( Выше указывалось, что высота неровностей обработанной поверх-
поверхности аналитическому расчету не поддается. Для того чтобы иметь
Численную связь между высотой неровностей и важнейшими факто-
факторами процесса резания, созданы приближенные эмпирические фор-
формулы, полученные на основании статистической обработки опытных
данных. Формулы имеют вид:
при точении со скоростями резания, соответствующими чистовой
'Обработке,
JR.-
при фрезеровании осевыми цилиндрическими фрезами
> при фрезеровании торцовыми фрезами
Численные величины постоянных Cr, зависящих от рода обра-
обрабатываемого материала, и показателей степени даны для резцов и
осевых цилиндрических фрез в [14] и для торцовых фрез в [46].
Физико-механические свойства поверхностного слоя, лежащего
под обработанной поверхностью, во многом определяют эксплуата-
эксплуатационные качества деталей машин. Важнейшими показателями сос-
состояния поверхностного слоя являются величина, знак и глубина
залегания остаточных напряжений, степень наклепа и толщина накле-
наклепанного слоя. Остаточные напряжения, возникающие в поверхност-
поверхностном слое, и его наклеп являются следствием силового поля, созда-
создаваемого силами резания, нагрева материала обрабатываемой детали
и структурных превращений. При резании металлическим инстру-
инструментом (точении, фрезеровании, сверлении и т. п.) остаточные напря-
,жения образуются главным образом под действием силового поля.
Температура имеет второстепенное значение. При обработке хруп-
хрупких материалов остаточные напряжения сжимающие, а при обработке
пластичных металлов чаще всего растягивающие. При высокотем-
высокотемпературном режиме (шлифовании) остаточные напряжения образу-
139
SZ>S,
Рис. 101. Эпюра изменения оста-
остаточных напряжений в зависимости
от расстояния А от обработанной
поверхности
Рис. 102. Схема влияния подачи s,
скорости резания v и переднего угла
резца v иа величину тангенциальных
напряжений и глубину их залегания
А
е)
ются вследствие высокой температуры поверхностного слоя и явля-
являются всегда растягивающими.
На рис. 101 представлена эпюра изменения остаточных напря-
напряжений в зависимости от расстояния Д от обработанной поверхности
при обработке большинства пластичных материалов. В очень тон-
тонком слое толщиной 0,001—0,004 мм (зона /) действуют сжимающие
напряжения. В зоне //, протяженность которой зависит от режима
резания и переднего угла инструмента, действуют растягивающие
напряжения. Протяженность зоны // в 10 раз и более превосходит
протяженность зоны /, и поэтому состояние поверхностного слоя
определяют характер и величина напряжений в зоне //. В зоне ///,
уравновешивающей действие остаточных напряжений первых двух
зон, напряжения сжимающие. Наличие в поверхностном слое растя-
растягивающих напряжений значительно ухудшает его качество, так как
при этом снижается усталостная прочность, а если остаточные напря-
напряжения по величине превосходят предел прочности материала обра-
обрабатываемой детали, то это может привести к образованию поверх-
поверхностных трещин.
Величина и глубина залегания остаточных напряжений зависят
от переднего угла инструмента, подачи (толщины срезаемого слоя),
скорости резания, степени износа инструмента. Принципиальное
влияние s, v и у на величину тангенциальных напряжений ст и глу-
глубину их залегания Д представлено на рис. 102, а, б, в [41]. При уве-
увеличении скорости резания абсолютная величина растягивающих
140
остаточных напряжений увеличивается, но глубина их залегания
уменьшается. При скоростях резания &>150-ь170 м/мин образо-
образование поверхностного слоя при обработке углеродистой стали ста-
стабилизируется и скорость резания перестает оказывать влияние на
остаточные напряжения. Рост подачи также увеличивает величину
растягивающих напряжений, но при этом несколько растет и глубина
их залегания. При переходе от положительных передних углов к отри-
отрицательным до углов у = — 15° растягивающие напряжения резко
уменьшаются, но одновременно увеличивается глубина их залегания.
С увеличением износа инструмента наблюдается увеличение как
величины растягивающих остаточных напряжений, так и глубины
их залегания.
Под степенью наклепа Д#м поверхностного слоя понимают отно-
отношение разности наибольшей микротвердости #Ш1 наклепанного слоя
и микротвердости Нж ненаклепанного материала к Ямс (см. рис. 101),
т. е.
= н™-н* шо%.
Наклеп поверхностного слоя связан в основном с деформацией
и упрочнением ферритной фазы обрабатываемого материала. Сте-
Степень наклепа и толщина Ан наклепанного слоя находятся в прямой
зависимости от степени деформации срезаемого слоя и действующих
сил резания. Поэтому Д#м и Д„ растут при уменьшении переднего
угла инструмента и увеличении подачи (толщины срезаемого слоя).
Например, при точении жаропрочного сплава ЭИ437 увеличение
переднего угла от —60 до +30° уменьшает Дн с 0,24 до 0,1 мм и ДЯМ
с 42 до 35%; увеличение подачи с 0,05 до 0,6 мм/об увеличивает Дн
с 0,09 до 0,155 мм и степень наклепа с 23 до 37% [62]. Глубина резания
на ДЯМ и Дн влияет сравнительно мало. Влияние скорости резания
на степень наклепа и толщину наклепанного слоя такое же, как
и на коэффициент усадки стружки. Повышение износа инструмента
увеличивает наклеп и толщину наклепанного слоя.
Глава IV
ТЕПЛОВЫЕ ЯВЛЕНИЯ
В ПРОЦЕССЕ РЕЗАНИЯ
ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ИЗУЧЕНИЯ
ТЕПЛОВЫХ ЯВЛЕНИИ
Несмотря на значительные успехи, достигнутые в использовании
аналитических методов для изучения тепловых явлений в зоне дефор-
деформации и на контактных поверхностях инструмента, эксперименталь-
экспериментальные методы благодаря их надежности и простоте являются главным
инструментом исследования. Основными объектами изучения явля-
являются: а) количество выделяемого при резании тепла и его распре-
распределение между стружкой, деталью и инструментом; б) температура,
устанавливающаяся на контактных поверхностях инструмента;
в) температурные поля в зоне деформации и режущем клине инстру-
инструмента.
Калориметрический метод. Метод позволяет определить коли-
количество тепла, переходящего в стружку, деталь и инструмент. На
рис. 103 изображена схема постановки опыта при определении коли-
количества тепла Q, переходящего при точении в стружку и резец, и их
средних температур 6. Внизу, перед передней поверхностью резца,
установлен калориметр / с сеткой 2 для сбора стружки и ртутным
термометром 3. Для обеспечения лучшего попадания стружки в кало-
калориметр резание производят при левом вращении шпинделя. Если
обозначить через: 6СМ — температуру смеси (воды в калориметре
после резания) в град; GB — массу воды в калориметре в г; 6 в — началь-
начальную температуру воды в калориметре в град; G — массу стружки
или резца в г; с — теплоемкость стружки или резца в кал, то среднюю
температуру стружки или резца можно определить по формуле
CM I CQ
Количество тепла, перешедшего в стружку и резец, определяют
по формуле
Q=(cr6-cHeH)G,
где сг — теплоемкость горячей стружки или резца в кал;
сн — теплоемкость ненагретой стружки или резца в кал;
6 н — начальная температура стружки или резца.
142
Рис. 103. Применение кало-
калориметра для определения ко-
количества тепла, переходя-
переходящего в стружку, и ее сред-
средней температуры
Рис. 104. Измерение тем-
температуры [передней по-
поверхности подведенной
термопарой
Количество тепла, уходящего в резец, можно также определить
методу Б. Т. Пруткова, измеряя температуру в различных мес-
по длине полого резца, наполненного ртутью.
Метод термопар. Для измерения средней температуры на контак-
чтшх поверхностях инструмента и в различных точках контактных
Площадок применяют разнообразные термопары. На рис. 104 изобра-
кен метод подведенной термопары, предложенный Я. Г. Усачевым.
5езец, применяемый в опытах, представляет собой корпус /, к кото-
эму прижата режущая пластинка 2 из быстрорежущей стали или
грдого сплава. В корпусе сделано отверстие, в которое вставлена
изоляционная трубка 3. Стандартная термопара 4 (медь-константан,
|фомель-алюмель и др.) с гальванометром 5, подключенным к ее кон-
концам, вставлена в изоляционную трубку так, что ее спай касается ниж-
нижней плоскости пластинки 2. Спай термопары регистрирует темпера-
температуру опорной плоскости пластинки. Большим достоинством метода
¦является возможность использования стандартных термопар с извест-
известными термоэлектрическими характеристиками, а потому не нуж-
нуждающихся в специальной тарировке. Располагая отверстия в раз-
различных точках передней и задней поверхностей, можно составить
представление о температурном поле в режущем клине инструмента.
'Однако методу присущи и серьезные недостатки, ограничивающие
область его применения. Измеряемая термопарой температура ниже
температуры на контактных поверхностях инструмента, и разность
.температур зависит от расстояния спая термопары от указанных
\поверхностей, увеличиваясь при увеличении толщины режущей
!йластинки. Практически не удается иметь толщину пластинки менее
U,5 — 2 мм, а поэтому из-за большого градиента температур измеря-
измеряемая температура на 50—80° ниже действительной. При долговре-
долговременном резании вследствие износа передней и задней поверхностей
инструмента расстояние между спаем термопары и контактными поверх-
1 143
ностями сокращается, что приводит к непрерывному возрастанию
температуры. Наконец, метод подведенной термопары трудно исполь-
использовать при вращающемся инструменте.
Более простым и совершенным является метод естественно обра-
образующейся термопары, предложенный Е. Гербертом и К. Готвейном.
Метод основан на том, что в процессе резания (рис. 105) в месте сопри-
соприкосновения передней поверхности инструмента со стружкой и задней
поверхности с поверхностью резания естественным путем создаются
термопары, электродами которых являются материал обрабатыва-
обрабатываемой детали и материал режущей части инструмента. Если обраба-
обрабатываемую деталь и инструмент включить в замкнутую электрическую
цепь, то величина термоэлектродвижущей силы, возникающей в тер-
термоэлементе, будет пропорциональна температуре скользящего «спая»
образовавшейся термопары. Методом естественно образующейся тер-
термопары измеряют не максимальную, а некоторую среднюю контак-
контактную температуру на передней и задней поверхностях инструмента.
Действительно, «спай» термопары можно представить как большое
количество параллельно соединенных термопар (термоэлементов),
имеющих различное внутреннее сопротивление Rlt R2 Rn. Раз-
Различные точки площадок контакта нагреты неодинаково, а поэтому
в каждом термоэлементе будет генерироваться различная термоэлектро-
термоэлектродвижущая сила еъ ег ... еп. На основе принципа суперпозиции напря-
напряжение U гальванометра, включенного в цепь, для любого количест-
количества термоэлементов определяется выражением [38]
где 9=-в~ проводимость термоэлемента.
Величина электродвижущей силы и направление термотока зави-
зависят от рода инструментального и обрабатываемого материалов, обра-
образующих термопару. Например, при обработке углеродистой стали
Рис. 105. Естественно образую-
образующаяся термопара
144
Рис. 106. Схема измерения температуры резания естес-
естественно образующейся термопарой
Рис. -107. Схема тарировки тер-
термопары в расплавленном металле
Рис. 108. Схема контактного способа тари-
тарировки термопары
инструмент является положительным электродом, если он изготов-
изготовлен из быстрорежущей стали, и отрицательным — если из твердого
сплава.
Схема измерения температуры при точении методом естественно
образующейся термопары изображена на рис. 106. Обрабатываемая
болванка / изолирована от патрона 3 и центра задней бабки эбони-
эбонитовыми прокладками и пробкой 5. Цельный резец 2 из быстрорежущей
стали или твердого сплава изолирован от резцедержателя эбонито-
эбонитовыми прокладками 5. Резец делают цельным для того, чтобы в месте
приваривания или припаивания режущей пластинки к корпусу
резца не образовались паразитные термопары. Болванка медным
проводником 10 соединена с гибким валом 6, закрепленным в эбони-
эбонитовой втулке, установленной на конце шпинделя станка 4. Контакт-
Контактный наконечник 7 гибкого вала опущен в ванночку со ртутью 8. Мил-
Милливольтметр 9 одной клеммой соединен с торцом резца, а вторым —
с ртутным токосъемником. Замкнутая электрическая цепь состоит
из болванки — проводника — гибкого вала — токосъемника — мил-
милливольтметра — резца — болванки. Болванку изолируют от станка
для устранения влияния паразитных термопар, могущих возник-
возникнуть между отдельными деталями станка. Однако роль паразитных
термопар при высокой температуре контактных поверхностей инстру-
инструмента незначительна, и за счет некоторого снижения точности изме-
измерения установку можно упростить, отказавшись от изоляции болванки,
сохранив изоляцию только резца.
Достоинством метода естественно образующейся термопары явля-
ется'то, что его легко осуществить не только при точении, но и при
сверлении, нарезании резьбы метчиком, строгании, фрезеровании,
протягивании и других видах работ. Для перевода показаний мил-
милливольтметра в градусы Цельсия естественно образующаяся термо-
термопара должна быть предварительно подвергнута специальной тари-
тарировке. Схемы двух способов тарировки термопары приведены на
рис. 107 и 108. При первом способе тарировку производят в расплав-
расплавленном металле (рис. 107). В электропечь / помещают тигель 2 с рас-
расплавленным металлом, имеющим низкую температуру плавления
145
(свинцом, оловом, сурьмой, сплавом Вуда и г. п.). Стержни 3 и 4 из
обрабатываемого и инструментального материалов опускают на оди-
одинаковую глубину в расплавленный металл, а к их концам присоеди-
присоединяют милливольтметр 6, применяемый в опытах по измерению тем-
температуры при резании. Между стержнями помешают контрольную
термопару 5, гальванометр 7 которой проградуирован в градусах.
Нагревая и охлаждая расплавленный металл, сравнивают показа-
показания милливольтметра 6 в милливольтах и гальванометра 7 в граду-
градусах и строят тарировочный график mv — °С.
При втором способе [74] (см. рис. 108) для тарировки используют
пластинчатый нагреватель. Стержни / и 2 из обрабатываемого и инстру-
инструментального материалов с определенной силой прижимают к нихро-
мовому нагревателю 3. К нагревателю приварены две тонкие плас-
пластинки, представляющие собой расплющенные концы проводов из
меди и константана и образующие контрольную термопару 4. Нагрев
пластины 3 осуществляется переменным током через трансформатор 7.
Для регулирования температуры нагрева служит реостат 6. Задавая
различную температуру нагрева торцов тарируемой термопары,
сравнивают показания рабочего милливольтметра 5 с показаниями
контрольного гальванометра 8 и строят тарировочный график. Дру-
Другие методы тарирования описаны в [2]. Температура, измеряемая
естественно образующейся термопарой, выше, чем подведенной, и
приближается к истинной температуре контактных поверхностей
инструмента. В отличие от метода подведенной термопары, при кото-
котором измеряемая температура возрастает с течением времени, темпе-
температура, измеряемая естественно образующейся термопарой, стаби-
стабилизируется в течение 2—3 с после начала резания и в дальнейшем
не зависит от времени работы инструмента.
Большим неудобством при применении метода естественно обра-
образующейся термопары является необходимость новой тарировки тер-
термопары при изменении материалов детали или инструмента. Влияние
материала обрабатываемой детали на вид тарировочного графика
можно исключить, применяя двухрезцовый метод, предложенный
В. Рейхелем. При этом методе точение производят двумя одинаковыми
по размерам и геометрическим параметрам резцами 1 и 2 (рис. 109),
изготовленными из твердого сплава и быстрорежущей стали и под-
подключенными к клеммам милливольтметра 3. Термоэлектродвижущая
сила, возникающая вследствие отличия термоэлектрических свойств
инструментальных материалов резцов, по закону аддитивности не
зависит от рода обрабатываемого материала болванки, который в этом
случае выполняет функцию только .электрического проводника.
Электродами естественно образующейся термопары являются мате-
материалы резцов; величина электродвижущей силы зависит от их свойств
и температуры нагрева контактных поверхностей резцов. Тарировку
термопары производят только один раз. По точности метод уступает
однорезцовому, так как предполагает строго одинаковые темпера-
температуры контактных поверхностей обоих резцов. Однако вследствие
различных коэффициентов трения на передней и задней поверхностях
резцов и теплопроводности инструментальных материалов темпера-
146
Рис. 109. Схема измерения темпера-
температуры резания методом двух резцов
Рис. 110. Схема измерения темпе-
температуры «бегущей» термопарой
1гуры на контактных поверхностях резцов не могут быть одина-
одинаковыми.
Так называемые «бегущие» термопары (рис. ПО) применяют для
^.изучения закона распределения температур на контактных поверхно-
поверхностях инструмента [74]. Деталь 4 выполняют в виде винтового гребня
'прямоугольного профиля. В ней сверлят отверстие диаметром
.0,5 — 0,7 мм, в которое вставляют электроды 1 я 2 термопары в защит-
защитной трубке 3 из материала детали. Электродами термопары служат
'лроволочки диаметром 0,1 мм из меди и константана, изолирован-
изолированные эмалью. Концы термопар К±, К-2, К3 и Kt через передающую
^систему подключены к осциллографу. При перерезании резцом
'Защитной трубки и термопары электроды замыкаются на контакт-
контактной поверхности стружки и поверхности резания. Часть электро-
электродов, двигаясь со скоростью стружки, через контакты К.\ и /Са фик-
фиксирует на пленке осциллографа температуры по ширине площадки
контакта стружки с резцом. Другая часть электродов, перемещаясь
со скоростью, равной скорости резания, через контакты К3 и /С4 фик-
фиксирует температуры по ширине площадки контакта поверхности реза-
резания с резцом. Менее распространенные методы измерения темпера-
температуры резания описаны в [74,2].
Метод электрического моделирования тепловых явлений [74].
Этот метод применяют для изучения температурного поля в режу-
режущем клине инструмента. Он основан на том, что процессы распро-
распространения в твердом теле тепла и электрического тока при неустано-
неустановившемся режиме описываются одинаковыми уравнениями. Оба
уравнения представляют в безразмерном виде, пользуясь безраз-
безразмерными тепловыми критериями и их электрическими аналогами.
Чтобы обеспечить аналогию и подобие между условиями на гранич-
граничных поверхностях тела и модели, предусматривают соответствие
законов распределения температур и потенциалов на граничных
поверхностях инструмента и модели. Законы распределения запи-
записывают также в безразмерном виде. Изучая поле электрических
потенциалов на модели, можно составить представление о темпера-
температурном поле клина инструмента. При плоском процессе распростра-
распространения тепла в инструменте и установившемся теплообмене моде-
моделирование ведут на электропроводной бумаге, используя интегра-
147
тор ЭГДА-9 60. Моделирование объемных температурных полей
осуществляют с помощью аналоговых сеточных машин, построен-
построенных на базе электрических сеток, состоящих из омических сопро-
сопротивлений или омических сопротивлений и емкостей (например, машин
УСМ-1 или МСМ-1). Метод моделирования хорошо дополняет и кон-
- тролирует аналитические методы расчета температурных полей.
ИСТОЧНИКИ ОБРАЗОВАНИЯ ТЕПЛА
И РАСПРЕДЕЛЕНИЕ ТЕПЛА МЕЖДУ СТРУЖКОЙ,
ИНСТРУМЕНТОМ И ДЕТАЛЬЮ
Опытами П. А. Ребиндера и Г. И. Епифанова установлено, что при
резании конструкционных материалов более 99,5% работы резания
переходит в тепло. Таким образом, если работа резания или любая
ее составляющая Et выражена в кгс-м/мин, то соответствующее им
количество выделяемого тепла
р.
ккал/мин.
На основании этого и с учетом формулы D3) количество тепла,
образующегося при резании, можно определить с помощью выра-
выражения
<2=<2Д4-<2ТП+<2Т3. ' E3)
Расположение источников тепла представлено на рис. 111. Тепло
деформации Qa образуется в зоне сдвигов на условной плоскости
сдвига; тепло трения Qxn на передней поверхности — в пределах
площадки контакта между стружкой и инструментом шириной С;
тепло трения QT3 на задней поверхности — в пределах площадки
контакта между поверхностью резания и инструментом шириной С2.
Образовавшееся тепло распространяется из очагов теплообразова-
теплообразования к более холодным областям, распределяясь между стружкой,
деталью и инструментом. Между стружкой, деталью и инструментом
Рис. 111. Источники образования тепла
в зоне резания
\Qddem
Рис. 112. Потоки тепла в стружку,
инструмент и деталь
148
устанавливаются следующие тепловые потоки (рис. 112). Часть тепла
деформации QK от условной плоскости сдвига переходит в стружку.
.Из зоны трения на передней поверхности в стружку переходит часть
тепла трения, равная QTI1 — Q,,, где Qu — тепло, уходящее в инстру-
инструмент. Таким образом, температура стружки определяется суммарным
тепловым потоком:
Часть тепла деформации Qa.№r от условной плоскости сдвига
переходит в деталь. Туда же из зоны трения на задней поверхности
переходит часть тепла трения, равная QT3 — Q3, где Q3 — тепло,
• уходящее в инструмент. В результате этого интенсивность тепло-
теплового потока в деталь
Удет == ч:д. дет "Г Чтз Чз-
Температурное поле режущего клина инструмента устанавли-
устанавливается в результате действия суммарного теплового потока Qu с интен-
интенсивностью
• На основании этого можно написать выражение, описывающее
:расход образовавшегося при резании тепла:
\Q=Qc + Q*er + Q» + QcP, E4)
Где Qcp — количество тепла, уходящего в окружающую среду. Выра-
'. жения E3) и E4) в совокупности описывают тепловой
баланс при резании материалов.
Поскольку образовавшееся тепло пропорционально совершае-
совершаемой работе, количество тепла зависит от рода и механических свойств
материала обрабатываемой детали, геометрических параметров инстру-
инструмента и режима резания. На процентное распределение тепла между
стружкой, деталью и инструментом главное влияние оказывают
механические и теплофизические свойства материала детали и ско-
скорость резания. В 1915 г. Я. Г. Усачев установил, что наибольшее
количество тепла переходит в стружку, составляя при обработке
стали от 60 до 85% от общего количества тепла. С увеличением ско-
скорости резания доля тепла, уходящего в стружку, увеличивается,
а ее средняя температура растет. Исследования последних лет [25, 54]
показали, что процентное распределение тепла сильно зависит от
рода обрабатываемого материала (табл. 11).
На рис. 113 представлено влияние скорости резания на распреде-
распределение тепла между стружкой, деталью и инструментом.
При постоянной скорости резания средняя температура стружки
и распределение тепла между стружкой, инструментом и деталью за-
зависят главным образом от работы, расходуемой на резание, и тепло-
теплопроводности обрабатываемого материала. Из табл. 11 видно, что
средняя температура стружки при обработке стали значительно выше,
чем при обработке чугуна и особенно алюминия, что вызвано как
149
Таблица И
Общее количество выделяемого гепла, средняя температура стружки
и распределение тепла между стружкой, деталью и инструментом
при точении (( = 1,5 мм; s —0,12 мм об; v = 100 м/мин)
по данным А. М. Даниеляна [25]
Материал обрабатываемой
детали
Сталь 40Х
Чугун {ИВ 207;
Алюминий
Общее коли-
количество тепла
в ккал/мин
12,9
13
8,7
Средняя
температура
стружки
в °С
420
290
140
Количество тепла в %
в стружке
71
42
21
в детали
26
50
73
в резце
1,9
1,5
2,2
большей работой пластического деформирования, так и работой трения
на передней поверхности. Уменьшение количества тепла, уходящего
в стружку, при обработке чугуна связано с элементным типом
стружки при его резании. Вследствие более высокой теплопровод-
теплопроводности алюминия по сравнению со сталью и чугуном тепло из зоны
деформации интенсивно распространяется в деталь, тем самым резко
уменьшая количество тепла, остающегося в стружке.
Количество тепла, уходящего в инструмент, очень мало и при
резании любых материалов с любыми режимами обработки намного
меньше количества тепла, уходящего в стружку и деталь. Основной
причиной низкой интенсивности теплоотвода в инструмент является
более низкая теплопроводность инструментального материала по
сравнению с обрабатываемым. Уменьшение количества тепла, отво-
отводимого в инструмент, при обработке хрупких материалов связано
также с элементным видом стружки, при образовании которой отсутст-
отсутствует постоянный контакт между стружкой и передней поверхностью.
Рис. 113 показывает, что распределение тепла между стружкой,
деталью и инструментом коренным образом изменяется при увели-
увеличении скорости резания: количество тепла, уходящего в стружку, воз-
возрастает, а в деталь и инструмент — уменьшается. Например, при
точении стали 40Х со скоростью резания 20—50 м/мин в стружку
уходит в среднем около 45% тепла, а в деталь и инструмент соответст-
соответственно 47 и 4,5%; при скорости резания 100—300 м/мин в стружку
уходит 75% тепла, а в деталь и
инструмент соответственно только
22 и 1,5%.
Уменьшение доли тепла, пере-
переходящего в деталь при увеличе-
увеличении скорости резания, вызвано
изменением соотношения между
скоростью резания и скоростью
20
О
150
Рис. 113. Распределение тепла Q между струж-
стружкой, инструментом и деталью при точении
гл n» ^ мя ,™ РЧ™ «ОХ резцом из твёрдого сплава Т60К6
50 100 ISO Ш V, M/MUH [25] (*= 1,5 мм; s= 0,12 мм/об)
заспространения тепла из зоны деформации. Из очага теплсобра-
эвания на условной плоскости сдвига (см. рис. 112) в деталь
ечет тепловой поток BД.ДС1. Скорость распространения тепла
зависит от градиента температур на условной плоскости сдвига и
i детали и температуропроводности обрабатываемого материала. Если
корость резания, т. е. скорость, с которой режущий клин инстру-
ента пересекает тепловой поток, мала, то тепло от условной плоскости
цвига беспрепятственно перейдет в деталь. По мере увеличения ско-
ги резания клин инструмента все быстрее пересекает тепловой
эк, и поэтому в деталь успевает перейти меньшее количество тепла
все большее количество тепла остается в стружке. Уменьшение
ш тепла, уходящего в инструмент, при увеличении скорости реза-
яия связано с уменьшением ширины площадки контакта на перед-
передай поверхности, через которую тепло из стружки переходит
инструмент.
На теплосодержание стружки и ее среднюю температуру оказы-
|юет влияние режим резания: глубина резания, подача и скорость
зания. Ниже показано влияние этих факторов на количество тепла,
?держащегося в 1 см3 стружки (удельное количество тепла по данным
. М. Даниеляна) [25].
Удельное количество тепла в зависимости от глубины резания t
— 0,125 мм/об; v — 200 м/мин при точении стали 40Х):
Глубина резания t в ым 1 2 3 4
Удельное количество тепла в ккал/мин 0,57 0,49 0,48 0,46
Удельное количество тепла в зависимости от подачи s (t — 1,5 мм;
р — 200 м/мин при точении стали 40Х):
Подача s в мм/об 0,106 0,126 0,17 0,22
Удельное количество тепла в ккал/мин 0,54 0,51 0,47 0,48
Удельное количество тепла в зависимости от скорости резания v
t = 1,5 мм; s = 0,126 мм/об при точении стали 40Х):
Скорость резания v в м/мин . . 10,2 20,4 50,1 240 390
Удельное количество тепла
в ккал/мин 0,19 0,25 0,32 0,53 0,55
Приведенные данные показывают, что при увеличении глубины
фезания удельное количество тепла в стружке уменьшается, при увели-
увеличении подачи практически остается постоянным, а при увеличении
'скорости резания возрастает. Увеличение глубины резания и подачи
Сопровождается уменьшением средней температуры стружки. При уве-
увеличении же скорости резания средняя температура стружки вначале
^Интенсивно возрастает, а затем после достижения скоростью резания
(Определенного значения рост температуры почти прекращается и она
мало зависит от дальнейшего увеличения скорости (рис. 114). При этом
средняя температура стружки стремится к некоторому пределу,
реличина которого определяется родом и механическими свойствами
151
"С
800
600
ш
200,
1
и-
Рис. 114. Влияние скорости резания v на темпера-
температуру резания 6 и среднюю температуру стружки при
точении стали 40Х резцом из твердого сплава Т60К6
(* = 1,5 мм; s = 0,12 мм/об)
обрабатываемого материала, геометри-
геометрическими параметрами инструмента, глу-
глубиной резания и подачей.
Несмотря на то, что доля тепла,
уходящего в инструмент, очень мала,
средняя температура е на передней по-
поверхности инструмента (см. рис. 114)
в несколько раз превосходит среднюю
температуру стружки. Поскольку тем-
температура контакта на передней поверх-
поверхности приблизительно равна температуре контактной поверхности
стружки, то это свидетельствует о том, что температура различных
слоев стружки по ее толщине неодинакова, убывая по мере прибли-
приближения к свободной стороне стружки.
200
v tit пин
ТЕМПЕРАТУРА РЕЗАНИЯ
На риг. 115 представлено изменение температуры 6* для различных
точек площадки контакта на передней поверхности инструмента.
Максимальная температура соответствует точке, лежащей прибли-
приблизительно на половине ширины площадки контакта. К лезвию и к концу
площадки температура убывает. На площадке контакта задней поверх-
поверхности инструмента с поверхностью резания температура распре-
распределяется также неравномерно. Поэтому под температурой резания 6
понимают среднюю температуру на поверхности контакта инстру-
инструмента со стружкой и поверхностью резания: Если через бп.ср и бз.ср
обозначить средние температуры на площадках контакта передней
и задней поверхностей, то температура резания
е=^
Температуру резания иногда называют средней температурой кон-
контакта.
Для незатупленного инструмента ширина С2 площадки контакта
задней поверхности с поверхностью резания исчезающе мала, а поэтому
температуру резания можно считать равной средней температуре на
площадке контакта стружки с передней поверхностью, т. е. 6 =
= бп.ср- Передняя поверхность инструмента нагревается за счет тепла
деформации и трения. Поэтому температура резания равна сумме
двух температур: температуры деформации 6Д и средней температуры
трения на передней поверхности 6П.
ср>
т. е.
п.ср*
E5)
152
Рис. 115. Изменение температуры в по ширине площадки
контакта С при точении стали 40 ((=1,5 мм; s =
=а 0,21 мм/об; v = 115 м/мии) [48]
850
ВО0
700
\
У
А
/
\
>
ММ
Температура резания зависит от мощ-
мощности тепловых источников в зоне дефор- 750
мации и на передней поверхности инстру-
инструмента и интенсивности стоков тепла в де-
деталь и инструмент. При резании опреде-
определенного материала температура резания
растет с увеличением скорости резания и
размеров срезаемого слоя. Однако их влия-
влияние на температуру резания неодинаково.
На основании измерений получена формула,
связывающая температуру резания с толщиной, шириной срезаемого
слоя и скоростью резания при работе различными инструментами:
Ъ = СфтапЬч. E6)
Коэффициент Се в формуле зависит от рода и механических свойств
обрабатываемого материала, геометрических параметров инструмента
и применяемой смазочно-охлаждающей жидкости. При любых видах
обработки величины показателей т, п и q неодинаковы: m>n>q,
т. е. на температуру резания наибольшее влияние оказывает скорость
резания, затем толщина срезаемого слоя и наименьшее — ширина
срезаемого слоя. Измерение температуры резания при увеличиваю-
увеличивающемся отношении — также свидетельствует об ее уменьшении:
6 =
В чем причина неодинакового влияния величин Ь и а на темпера-
температуру резания? На рис. 116 изображены два одинаковых резца, срезаю-
срезающих слои материала с одинаковой площадью поперечного сечения
F = 2ab. Резец / срезает слой шириной 26 и толщиной а, а резец //
срезает слой шириной Ъ и толщиной 2а. Таким образом, на передней
поверхности резцов на площади контакта 2Ьс действуют тепловые
источники, мощность которых можно считать приблизительно оди-
одинаковой. Источники скользят по контактной поверхности стружки
Рис. 116. Схема, поясняющая влия-
влияние толщины и ширины срезаемого
слоя на температуру резания
153
со скоростью, равной скорости стружки. Из расчетов Д. К. Иегера
следует, что при увеличении отношения длины движущегося полосо-
полосового источника тепла к его ширине средняя температура трения в пре-
пределах площади контакта непрерывно уменьшается. К этому следует
добавить, что и условия отвода тепла через тело инструмента для
резца 1 более благоприятны, так как источник тепла относительно
более удален от вершины резца, что также способствует снижению
температуры резания. Таким образом, резец / должен работать с мень-
меньшей температурой резания, нежели резец //.
Неодинаковое влияние ширины и толщины срезаемого слоя на
температуру резания позволяет сделать следующий важный вывод:
для уменьшения температуры резания при заданной площади сечения
срезаемого слоя необходимо работать с возможно большим отношением
Ъ
—, т. е. с широкими и тонкими стружками.
Выражая физические размеры срезаемого слоя при точении в
формуле E6) через глубину резания, подачу и главный угол в плане,
получим
6 = Ceu"W(sinq>)'I-<?. E7)
Из выражения E7) следует, что при точении подача и глубина
резания на температуру резания влияют с той же интенсивностью,
что толщина и ширина срезаемого слоя. Следовательно, для снижения
температуры резания при заданной площади сечения срезаемого слоя
необходимо работать с возможно большим отношением ~. При заданных
глубине резания и подаче температуру резания можно уменьшить,
уменьшая главный угол в плане резца. Последнее связано с тем, что
при уменьшении угла ф отношение — возрастает.
А. М. Даниеляном при резании легированных конструкционных
сталей инструментами из стали марки Р18 были получены темпера-
температурные зависимости для различных видов работ:
при точении детали из стали 5140
где и — площадь поперечного сечения державки резца;
при строгании детали из стали 5140
при сверлении детали из стали 5140
6 = Cey°'43s0-28;
при фрезеровании детали из стали 5140
Интенсивность влияния скорости резания на температуру при
различных скоростях неодинакова. На рис. 114 показано, что чем
154
выше скорость резания, тем ее увеличение оказывает меньшее влия-
влияние на возрастание температуры резания. Поэтому и величина пока-
показателя степени при скорости резания уменьшается с ее увеличением.
^Например, при v < 100 м/мин т — 0,5-5-0,4 а при v> 100 м/мин
m = 0,4 -f- 0,25.
... Уровень температуры резания зависит от рода и механических
рюйств обрабатываемого материала. Чем больше работа, затрачивае-
Цкзя на резание, тем при прочих равных условиях выше и температура
(резания. Поскольку средняя температура стружки при резании чугуна
Цниже, чем при резании стали, температура резания при обработке
Чугуна также ниже на 40—50%. С увеличением твердости и прочности
(Обрабатываемого материала температура резания возрастает.
;: При постоянной мощности тепловых источников температуру реза-
резания можно понизить, интенсифицируя отвод тепла в деталь и инстру-
>»ент. Этого можно достигнуть, охлаждая деталь, стружку, инстру-
инструмент струей смазочно-охлаждающей жидкости. Так как в большинстве
(Случаев скорость стружки превышает скорость распространения тепла
|рБ материале обрабатываемой детали, то, направляя струю жидкости
;На отделяющуюся от детали стружку, можно добиться понижения
температуры только ее слоев, прилегающих к свободной поверхности.
Температура резания при этом понижается незначительно.
Значительно большой эффект можно получить, если струя жидкости
будет омывать инструмент и тем самым повышать теплообмен между
Инструментом и окружающей средой. Чем больше тепла перейдет
% инструмент и окружающую среду, тем ниже будет температура
срезания. Поэтому насадок, через который смазочно-охлаждающая
Ткидкость попадает в зону резания, должен быть расположен так,
(чтобы струя жидкости омывала не только деталь и стружку, но глав-
главным образом инструмент.
г Применение инструментальных материалов, обладающих высокой
теплопроводностью, также способствует понижению температуры
резания. С более низкой температурой резания работают инструменты,
(Имеющие внутреннее охлаждение режущей части.
¦АНАЛИТИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ
[ТЕМПЕРАТУРЫ РЕЗАНИЯ,
; СТРУЖКИ И ИНСТРУМЕНТА
Основным недостатком всех экспериментальных методов является
невозможность с их помощью получить достоверные температурные
поля в стружке и режущем клине инструмента. Построение темпера-
температурных полей стало возможным благодаря использованию метода
источников тепла, позволяющего сравнительно простыми матема-
математическими способами получать приемлемые инженерные решения
¦ 173, 74, 80]. Сущность метода источников состоит в следующем: тем-
температурное поле, возникающее в теплопроводном теле под действием
источника тепла любой формы, движущегося или стационарного,
действующего временно или непрерывно, можно получить как резуль-
155
тат той или иной комбинации температурных полей, возникающих
под действием системы точечных мгновенных источников.
На основании дифференциального уравнения теплопроводности
В. В. Томсоном (Кельвином) было найдено главное решение, описы-
описывающее процесс распространения тепла в неограниченном теле, в кото-
котором вспыхнул и мгновенно погас (t = 0) точечный источник, выде-
выделивший q калорий тепла. Предполагается, что до начала процесса
все точки тела имели одинаковую температуру, а влиянием тепло-
теплообмена наружных поверхностей тела с окружающей средой можно
пренебречь. Для этих условий уравнение, описывающее температур-
температурное поле, возникшее под действием мгновенного точечного источника,
имеет вид
(*и-*)г+&,-^)'+(*и-г)8
J.i- w , E8)
где 6 т (х, у, г, f) — температура любой точки тела с координатами
х, у, г, возникающая через * с после начала дейст-
действия мгновенного точечного источника тепла;
х«, Уп> гн — координаты мгновенного точечного источника;
Ко и со0 — соответственно коэффициенты теплопроводности
и температуропроводности материала обрабаты-
обрабатываемой детали.
Используя уравнение E8), можно получить выражения, описы-
описывающие температурные поля, возникающие под действием источников
различной формы (стационарных и движущихся) [73]. Приведем их для
некоторых источников, изображенных на рис. 117. Для стационар-
стационарного точечного источника тепла
етс(*, у, 2)=
где
— хJ — (#и — #J + (zh — zJ—расстояние от источника до
рассматриваемой точки тела.
Для мгновенного линейного источника тепла, расположенного
параллельно оси OZ и выделяющего qM тепла на единице его длины,
Для мгновенного плоского источника тепла, расположенного парал-
параллельно плоскости хог на расстоянии ук от последней и выделяющего
<7™ тепла на единице его площади,
156
У ш я у w
V
Рис. 117. Типы источников тепла:
/ _ точечный; // — линейный; /// — ли-
линейный ограниченный; IV — полосовой;
V — плоский; VI — объемный
Рис. 118. Источники и стоки тепла в зоне
резания
Для быстродвижущегося линейного источника тепла, движущегося
со скоростью v (быстродвижущимися называют такие источники,
скорость перемещения которых превышает скорость распростране-
распространения тепла.),
блин [X, У) =
Последним выражением температурное поле описано в подвижной
системе координат. Выражение описывает температуру различных
точек тела, каждая из которых в любой момент времени расположена
одинаково по отношению к движущемуся источнику. В неподвижной
системе абсцисса этих точек со временем меняется, а в подвижной
остается постоянной, так как рассматриваемая точка перемещается
вместе с подвижной системой координат, связанной с источником.
Для расчета температурных полей в стружке, детали и ре-
режущем клине инструмента можно принять следующую упрощен-
упрощенную схему расположения источников тепла, показанную на
рис 118 (для удобства изображения источников деталь, стружка
и инструмент раздвинуты). Сливную стружку можно рассматри-
рассматривать как бесконечный стержень толщиной ас. Температурное
поле в стружке образуется в результате наложения температур-
температурных полей возникающих под действием двух источников и одного
стока тепла. Первый плоский источник равномерной интенсив-
интенсивности Ьд расположен на условной плоскости сдвига. По отно-
отношению к стружке он является наклонным движущимся источником,
скорость которого равна скорости стружки vc. Его тепловая мощность
определяется работой пластической деформации и коэффициентом Б,
определяющим, какая часть тепла деформации остается в стружке.
Второй плоский источник тепла переменной интенсивности qT(t распо-
расположен на передней поверхности инструмента. По отношению к стружке
он также является движущимся со скоростью vc. Мощность источ-
источника определяется работой трения на передней поверхности инстру-
157
мента, а закон распределения интенсивности тепла — эпюрой распре-
распределения удельных касательных сил трения (касательных контактных
напряжений) по ширине С площадки контакта. В гл. III было показано,
что на участке пластического контакта C1=-g- контактные касатель-
касательные напряжения приблизительно постоянны, а за пределами этого
участка уменьшаются до нуля. Поэтому источник имеет постоянную
интенсивность тепла на участке Сх и постепенно убывающую интен-
интенсивность на остальной ширине площадки контакта. Поскольку между
стружкой и инструментом существуег теплообмен, то на контактной сто-
стороне стружки расположен сток тепла постоянной интенсивности qn.
Деталь можно рассматривать как полуограниченное пространство.
Температурное поле в детали образуется в результате наложения
температурных полей, возникающих от двух источников тепла
(I — ?) qa и 9тз и одного стока тепла q3. Источник на условной плоскости
сдвига является плоским, имеет постоянную интенсивность, и его
мощность зависит от количества тепла, переходящего в стружку.
По отношению к детали он является подвижным, перемещающимся
со скоростью, равной скорости резания. На площадке контакта зад-
задней поверхности с поверхностью резания действует второй плоский
источник переменной интенсивности, убывающей от лезвия к
концу площадки. По отношению к детали он также является дви-
движущимся со скоростью v. Его мощность определяется работой трения
на задней поверхности: На площадке контакта, кроме того, распо-
расположен сток тепла постоянной интенсивности q3, отражающий тепло-
теплообмен между деталью и инструментом.
Инструмент можно представить как неограниченный клин, на перед-
передней и задней поверхностях которого действуют два плоских источника
постоянной интенсивности qa и q3. По отношению к инструменту они
являются стационарными, так как теплообмен между деталью и
инструментом является постоянным в течение всего времени ре-
резания.
На примере вывода формулы для определения температуры резания
поясним технику использования метода источников. Чтобы облегчить
математическое оформление задачи, сделаем ряд упрощений, не зат-
затрагивающих понимания сущности метода. Эти упрощения следующие:
1) источник, имитирующий тепло трения на передней поверхности,
примем постоянной интенсивности на всей ширине площадки кон-
контакта; 2) переднюю поверхность инструмента будем считать не тепло-
проводящей. По формуле E5) для острого инструмента температура
резания
Температура деформации 6Д, равная температуре стружки на
условной плоскости сдвига, может быть определена следующим обра-
образом:
158
где бо — начальная температура срезаемого слоя;
? — коэффициент, учитывающий количество тепла, остающегося
в стружке;
abv — объем слоя, срезаемого в единицу времени;
Ро — объемная теплоемкость обрабатываемого материала.
Так как тепло деформации Qfl равно <2Д=--»-, где А — механи-
механический эквивалент тепла, то
Но
~~- — удельная работа деформации ел, а поэтому
гЙ
?' Определим среднюю температуру трения на передней поверхности.
:С учетом сделанных упрощений схема для определения средней тем-
температуры трения приведена на рис. 119. По адиабатической контакт-
?ной поверхности стружки АА в сторону, обратную ее движению, со
'^скоростью стружки vc перемещается плоский источник тепла постоян-
ЮНой интенсивности <7тп- Ширина источника равна ширине С площадки
^контакта, а длина вдоль оси Z—ширине срезаемого слоя Ь. Коли-
Количество тепла, выделяющегося в единицу времени на единицу площади
^.¦источника,
Ч™~ АСЬ '
Как показал Д. К. Иегер, при соотношениях -~, имеющих место
при резании, температура на поверхности трения плоского источника
тепла мало отличается от температуры полосового источника, ширина
которого равна С, а длина вдоль оси Z не ограничена. Поэтому при
определении температуры трения на передней поверхности можно
пользоваться уравнением установившейся температуры на поверх-
поверхности полосового источника.
Представим плоский источник
как сумму бесконечно большого
числа линейных источников J
с координатами хк и 0, движу-
движущихся одновременно с той же ско-
скоростью, что и плоский источник.
Согласно А. Н. Резникову [73], А
элементарное повышение темпера-
температуры в точке М тела с координа-
Рис. 119. Схема для определения температуры
трения на передней поверхности
159
тами х и у в подвижной системе координат ХОУ, возникающее под
действием линейного источника,
АЦх, у)--= g™V"B руГ[ ^
Сравнивая последнее выражение с выражением, описывающим
изменение температуры под действием быстродвижущегося линейного
источника, можно заметить, что в теле, ограниченном с одной стороны
нетеплопроводящей плоскостью, температура вдвое больше, чем в неог-
неограниченном теле, так как в первом случае из-за нетеплопроводности
границы отвод тепла затруднен.
Для определения полной температуры в точке М(х,у) под действием
всех линейных источников выражение необходимо проинтегрировать
по хн:
-^= ехр Г
\ х —хи L
Если 0 <; х ^ С, то интегрирование выражения ведется в пре-
пределах от 0 до х; если х S= С, то в пределах от 0 до С.
В общем случае
6 {х, y^SiulK \ -4^.ехр Г
где р = х при 0<х<С ир = С при х ^С.
Введем безразмерные критерии подобия, принимая за условную
единицу ширину С площадки контакта. Пусть х — ipC, хк = [хС,
Тогда при
<1 ... р="ф;
>1 ...р=1.
Подставляя, получим
6 (х, Й=^М С _^Е_ехР (- -2-).
Наибольшее значение интеграла равно 2. Оно имеет место при
= 0 и 1]з = 1. Если положить
то выражение запишется
160
В формуле 9™. Сии{ характеризуют конкретный источник тепла,
> а Кп и to0 — тело, подвергающееся нагреванию. Интеграл отображает
распределение температур по объему тела. Дробь, стоящая перед
функцией х, представляет собой максимально возможное значение
температуры, возникающей под действием источника тепла, а сама
функция т показывает, как температура изменяется по ширине пло-
площадки контакта.
Температуру для точек, расположенных на поверхности контакта,
можно получить, если в выражении функции т положить у = 0.
• При этом (р = 0 и р = "ф == -^г. Тогда T=jAj) и С (х, 0) =
Максимальной температура будет в конце площадки контакта,
['•т. е. при -ф =1 :
I Средняя температура бтп.сР в пределах площадки контакта будет
> При среднем значении j/ijj. Так как С j/ijj?fti>=—, то будем иметь
Таким образом, окончательно температуру резания можно опре-
определить по формуле
* При расчете температуры резания в конечную формулу необхо-
необходимо подставлять qm в кал/см2-с, С в см, vc в см/с и ед в г-см/см8.
Вычисленная таким способом температура резания будет несколько
отличаться от действительной, так как при выводе формулы были
сделаны допущения: отсутствие теплообмена с инструментом и посто-
постоянная интенсивность теплового источника по ширине площадки
контакта. Последнее допущение, в частности, и привело к тому, что
максимальная температура резания по расчету имеет место в конце
площадки контакта, а не в середине ее ширины, как это следует из экс-
экспериментов.
А. Н. Резников [73, 74] предложил точные формулы, учитывающие
как переменную интенсивность источника тепла на передней поверх-
поверхности и теплообмен с инструментом, так и наличие теплового источника
на задней поверхности, а также ряд других обстоятельств, не учтенных
при упрощенном выводе.
На рис. 120 изображены рассчитанные аналитически температур-
температурные поля в стружке, детали и резце в сечении главной секущей плоско-
плоскостью, проходящей через середину рабочей длины главного лезвия,
а на рис. 121 — температурное поле передней поверхности резца.
6 Бобров В. Ф. 161
Рис. 120. Температурные поля в стружке, де-
детали и резце при точении стали ШХ15 резцрм
из твердого сплава Т14К8 (? = 0; 6= 5,8 мм;
а — 0,35 мм; v = 80 м/мин) [73]
Рис. J2I. Температурное поле
передней поверхности резца при
точении стали ШХ15 резцом
из твердого сплава Т!<К8
(f = 4,1 мм; S = 0,5 мм/об;
v = 80 м/мин) 173]
Из рисунков видно, что различные места стружки нагреты весьма
неравномерно. Наибольшее количество тепла концентрируется в слоях
стружки, прилегающих к передней поверхности. Здесь температуры
особенно высоки и намного превышают температуру в зоне условной
плоскости сдвига. По мере удаления от передней поверхности темпе-
температура слоев стружки резко падает. В приконтактном слое максималь-
максимальная температура наблюдается на участке, расположенном приблизи-
приблизительно в середине ширины площадки контакта. От этой наиболее
нагретой области температура убывает как по мере приближения
к лезвию резца, так и к точке отхода стружки от передней поверхности.
Температура слоев материала, лежащих под поверхностью резания,
значительно ниже температуры приконтактного слоя стружки и резко
снижается при удалении в глубь детали.
Резец также нагрет неравномерно. Наибольшему нагреву подверг-
подвергнут участок передней поверхности, расположенный в середине ширины
площадки контакта; здесь концентрируется область максимальных
температур. У вершины клина температуры также значительны,
но меньше, чем в первой области. По мере приближения к лезвию
температуры как на передней поверхности, так и внутри клина все
время уменьшаются. В отличие от стружки по мере удаления от перед-
передней поверхности температура резца падает менее интенсивно и при
равных расстояниях нагрев слоев резца намного выше, чем стружки.
На передней поверхности (рис. 121) изотермы у вершины резца имеют
замкнутую форму, причем максимальные температуры концентри-
концентрируются в пределах площадки контакта стружки с инструментом.
По мере удаления от площадки контакта температурный градиент
в точках резца уменьшается.
"лава V
ИЗНАШИВАНИЕ
ИНСТРУМЕНТОВ
В ПРОЦЕССЕ РЕЗАНИЯ
ПЕШНЕЕ ПРОЯВЛЕНИЕ ИЗНАШИВАНИЯ
результате высокого давления, температуры и скорости относитель-
ого перемещения контактные поверхности инструмента в процессе
его эксплуатации изнашиваются. Независимо от типа и назначения все
^Инструменты изнашиваются только по задней поверхности (первый
?^ид износа) или по задней и передней поверхностям одновременно
({второй вид износа). Оба вида износа имеют место при работе с режи-
режимами резания, используемыми в производстве. При работе инстру-
^Ментами из быстрорежущих сталей со скоростями резания, превы-
превышающими допускаемые их теплостойкостью, возможен третий вид
^износа, при котором изнашивается только одна передняя поверхность.
Юднако практического значения этот случай не имеет.
\- При изнашивании по первому виду (рис. 122, а) на задней поверх-
поверхности инструмента образуется площадка износа шириной 6. Очерта-
[¦яия площадки износа в сечении главной секущей плоскостью прибли-
приблизительно копируют форму поверхности резания. Вдоль главного
Ыезвия ширина площадки износа в общем случае неодинакова. Как
правило, максимальная ширина площадки износа наблюдается на пере-
переходной задней поверхности или в месте перехода главного лезвия
во вспомогательное (рис. 123, а). В некоторых случаях в точке глав-
главного лезвия, соответствующей обрабатываемой поверхности, наблю-
наблюдается локальный износ в виде узкого языка (рис. 123, б).
При изнашивании по второму виду к износу задней поверхности
добавляется износ передней поверхности. Износ передней поверхности
выглядит по-иному. Под действием сходящей стружки на ней обра-
образуется лунка износа шириной 1Л и глубиной 6Л (рис. 122, б). Края
лунки располагаются приблизительно параллельно главному лезвию
инструмента, а длина лунки ЬЛ равна рабочей длине главного лезвия.
В зависимости от скорости резания, с которой работает инструмент,
изменяется расстояние между краем лунки и главным лезвием. При
работе с малыми и средними скоростями резания (инструменты из быст-
быстрорежущих сталей при резании конструкционных сталей) между глав-
главным лезвием и краем лунки остается расстояние (перемычка) /, умень-
уменьшающееся по мере развития лунки. Это связано с наростом, пре-
предохраняющим часть передней поверхности, прилегающей к главному
6*
163
а) V 6)
Рис. 122. Виды износа инструментов
лезвию, от истирающего действия стружки. При работе с высокими
скоростями резания (инструменты из твердых сплавов), когда нарост
отсутствует, край лунки сливается с изношенной задней поверхностью
(рис. 122, в), и на окончательно изношенном инструменте остается
только часть лунки.
Изнашивание твердосплавного инструмента может сопровождаться
осыпанием и выкрашиванием вершины режущего клина. Под осыпа-
осыпанием понимают частичное или сплошное разрушение лезвий размером,
не превышающим 0,3 мм. Под выкрашиванием понимают частичное
или сплошное разрушение лезвий и поверхностей инструмента разме-
размером от 0,3 до 1 мм. Более крупные повреждения лезвий (сколы) отно-
относятся к контактному разрушению режущей части инструмента.
При резании инструментами из твердых сплавов с очень высокими
силовой и тепловой нагрузками износу инструмента иногда предшест-
предшествует пластическое деформирование вершины режущего клина. Формо-
Формоизменение клина заключается в опускании части передней поверхности,
примыкающей к главному лезвию, на расстояние hx и выпучивании
задней поверхности с высотой /г2 (рис. 124). В результате искривления
задней поверхности на ней образуется нулевой или отрицательный
задний угол, способствующий интенсивному изнашиванию инстру-
инструмента.
Вид износа определяется главным образом родом материала обра-
обрабатываемой детали, толщиной срезаемого слоя (подачей) и скоростью
а) б)
Рис. 123. Износ инструментов вдоль лезвий
Рис. 124. Пластическое дефор-
деформирование режущего клина ин-
инструмента
164
¦резания. При обработке пластичных материалов (сталей) изнашивание
•инструментов по первому и второму видам износа встречается одина-
одинаково часто. При обработке хрупких материалов (чугунов) инструменты
по первому виду износа изнашиваются значительно чаще, чем по вто-
второму.
Толщина срезаемого слоя и скорость резания оказывают одинаковое
'влияние на вид износа. При малых толщинах срезаемого слоя (менее
0,1 мм) и низких скоростях резания преимущественному изнашиванию
'.подвергается задняя поверхность. По мере увеличения толщины сре-
срезаемого слоя и скорости резания помимо задней начинает изнаши-
изнашиваться и передняя поверхность, причем чем больше аи», тем передняя
поверхность изнашивается больше, а задняя меньше. Например,
при точении без СОЖ детали из стали 45 резцом из твердого сплава
Т15К6 в диапазоне скоростей резания 50—210 м/мин при подаче
0,08 мм/об доля износа задней поверхности составляет 60—80%, а доля
износа передней поверхности — 10—15% в общем износе резца. С уве-
увеличением подачи до 0,46 мм/об доля износа передней поверхности
увеличивается до 60—-90%, а задней поверхности уменьшается до
:5—7%. При подаче 0,24 мм/об и диапазоне скоростей резания
(-80—150 м/мин доли износа передней и задней поверхностей прибли-
приблизительно одинаковы.
Меньшее влияние на вид износа оказывают передний угол инстру-
инструмента и применяемая СОЖ- При увеличении переднего угла и исполь-
¦зовании СОЖ, обладающей высокой теплопроводностью, толщина
[срезаемого слоя и скорость резания, при которых первый вид
. износа переходит во второй, сдвигаются в область их больших
„Вначений.
I Мерой изношенности (затупления) инструмента могут служить
>линейный и массовый износы. Принимая за показатель линейный износ,
об изношенности задней поверхности судят по максимальной ширине
6 площадки износа, а передней поверхности -— по максимальной глу-
глубине 6Л лунки износа. При чистовой размерной обработке изношен-
изношенность инструмента удобно оценивать линейным размерным износом
6р (рис. 125), характеризующим смещение вершины или переходного
лезвия инструмента в направлении, перпендикулярном к обработанной
поверхности, в результате износа его задних поверхностей. Величина
размерного износа определяет увеличение или уменьшение размера
обрабатываемой детали по мере изнашивания инструмента.
Если за меру изношенности инструмента принят линейный износ,
то при этом измеряется только его максимальная величина и не учи-
учитывается ни местоположение максимального износа на лезвии инстру-
инструмента, ни то, что во время его работы в результате местного выкра-
выкрашивания инструментального материала максимальный износ может
перемещаться вдоль лезвия. Максимальный линейный износ может
быть достаточно надежной характеристикой при разработке промыш-
промышленных норм допускаемых износов и норм расхода инструмента на
переточки. Для исследования же физической природы изнашивания
инструментов более объективной характеристикой является массовый
износ — масса изношенной части инструмента в мг, которой пропор-
165
циональна работа сил трения, затрачиваемая на превращение инстру-
инструментального материала в продукты изнашивания.
Масса изношенной части инструмента равна произведению объема
W изношенной части и плотности ри инструментального материала,
т. е. М = №ри. Объем изношенной части задней поверхности может
быть вычислен на основании рис. 126. В сечении главной секущей
плоскостью площадь fa сечения истираемой части режущего клина
равна площади треугольника тпр (рис. 126, а).
При линейном износе б задней поверхности
Основание треугольника
а высота
u-..r tgacos(a+V)
Подставляя, получим
, _&-_ _ tg«cos(«+Y)
'б 2 cos a cosy
Линейный износ вдоль главного лезвия в общем случае переменный,
увеличивается или уменьшается по мере удаления от вершины инстру-
инструмента (рис. 126, б). Если линейный износ на вершине инструмента
обозначить через б0, то, как показал Г. И. Грановский [16], кривую
изменения величины линейного износа вдоль главного лезвия можно
аппроксимировать уравнением
где Ь — расстояние точки главного лезвия от вершины инструмента.
Показатель степени п и постоянную С находят по измеренным
Рис. 125. Размер-
Размерный износ инстру-
инструмента
Рис. 126. Схема для определения массы
наношенной части задней поверхности
166
У
ъ
¦1
—=з=*^ л
127. Схема для определения массы изношен-
части передней поверхности
помощью микроскопа значениям
«шейного износа б0, 6lf б2 ... 8„
точках изношенной части главного
звия с абсциссами bQ, bu b2 ... Ь„.
}нак «плюс» в уравнении соот-
тствует увеличению линейного износа при удалении от вершины
{шструмента, а знак «минус» — уменьшению. С учетом переменности
шейного износа объем изношенной части инструмента определится
сражением
ь
т, J _ tggcos(a+v)
~ 2 cos a cos у
и
Произведя интегрирование выражения и подставляя плотность
, получим формулу для определения массы изношенной ^части:
г ри6 . tgacos(a+v) Г
2 ' cos a cosy L2«+l
В том случае, когда линейный износ вдоль лезвия постоянен (с = О
п — 0), формула принимает вид
_ ри^б; tgacos(a + Y)
~ 2 cos a cosy
Масса изношенной части передней поверхности
Ьл — длина лунки вдоль главного лезвия.
Кривую, очерчивающую дно лунки в сечении главной секущей
носкостью, можно аппроксимировать уравнением параболы [16].
Гогда на основании рис. 127 имеем
2
Формула для определения массы лунки износа:
При исследовании влияния различных факторов процесса резания
на интенсивность изнашивания инструмента полезно пользоваться
так называемым относительным износом. Под относительным износом
понимают отношение линейного, размерного или массового износа
к какому-либо показателю, характеризующему производительность
инструмента до момента его затупления. Такими показателями могут
167
быть путь, пройденный инструментом, площадь обработанной поверх-
поверхности, объем срезанного слоя и т. п. Наиболее часто абсолютный
износ относят к пути L, пройденному инструментом, при этом отно-
относительный линейный износ Л определяют по формуле
Путь резания равен L = vT [м]. При точении путь резания в мет-
метрах можно подсчитать по формуле
"~~ 1000s '
где I — длина обработанной поверхности.
ФИЗИЧЕСКАЯ ПРИРОДА
ИЗНАШИВАНИЯ ИНСТРУМЕНТОВ
Несмотря на то, что износ инструмента является важнейшим показа-
показателем его работоспособности, физическая природа изнашивания изу-
изучена еще очень плохо вследствие исключительной сложности контакт-
контактных процессов, протекающих на передней и задней поверхностях
инструмента. Существует ряд гипотез, объясняющих физическую
природу-изнашивания- инструментов, работающих в различных усло-
условиях. По этим гипотезам основными причинами, приводящими к изна-
изнашиванию контактных поверхностей инструмента, являются: а) абра-
абразивное действие, оказываемое обрабатываемым материалом (абразивное
изнашивание); б) адгезионное взаимодействие между инструменталь-
инструментальным и обрабатываемым материалами (адгезионное изнашивание);
в) диффузионное растворение инструментального материала в обра-
обрабатываемом (диффузионное изнашивание); г) химические процессы,
происходящие на передней и задней поверхностях (окислительное
изнашивание).
Абразивное изнашивание. При трении поверхности резания о зад-
задние поверхности и стружки о переднюю поверхность инструмента
твердые микрокомпоненты материала обрабатываемой детали царапают
материал инструмента, постоянно разрушая его. Интенсивность абра-
абразивного изнашивания возрастает при увеличении содержания в сталях
цементита {ИВ 800) и сложных карбидов, в чугунах цементита и фос-
фосфидов, в силуминах карбида кремния, в жаропрочных сплавах интер-
металлидов, которые сохраняют высокую твердость даже при высоких
температурах резания. Контактные поверхности инструмента могут
также царапать частицы периодически разрушающегося нароста,
твердость которого значительно превосходит твердость материала
обрабатываемой детали. Особенно сильно изнашивается задняя поверх-
поверхность, на которой появляются углубления в виде канавок, перпенди-
перпендикулярные к главному лезвию.
Абразивное изнашивание усиливается при резании в химически
активных средах (например, в четыреххлористом углероде), ослаб-
168
ляющих сопротивляемость контактных поверхностей инструмента
Царапанию. Абразивное действие обрабатываемого материала стано-
становится тем сильнее, чем менее отношение ". Вследствие этого абразив-
абразивам
ное изнашивание заметнее проявляется при работе инструментами
из углеродистых и быстрорежущих сталей и в меньшей степени при
работе твердосплавными инструментами, твердость которых значи-
значительно выше.
Адгезионное изнашивание. Более глубокое исследование этого
механизма изнашивания стало возможным благодаря применению
Микрорентгеноспектрального анализа и электроноскопии [20, 21].
Микрорентгеноспектральный анализ основан на возбуждении харак-
характеристического рентгеновского излучения в анализируемом веществе
электронным зондом — сфокусированным до 1 мкм пучком электронов
больших энергий. Минимальное количество вещества, которое можно
обнаружить указанным методом, составляет 1Сг12 г. Использовав
микрорентгеноструктурный анализ, Г. И. Грановскому и Н. А. Шма-
Шмакову удалось установить, что на контактной поверхности стружки
и поверхности резания наблюдаются скопления частиц инструменталь-
инструментального материала. Продукты изнашивания инструмента имеют различ-
различную величину (для быстрорежущих сталей дисперсионного твердения
размеры по площади проекции колеблются от 1 до 100 мкм2) и распре-
распределяются весьма неравномерно с удалением друг от друга на расстоянии
от нескольких мкм до 1 мм. Частицы инструментального материала
расположены в местах, повышенных пластических деформаций и
локальных температур, о чем свидетельствуют окислы, их окру-
окружающие.
В основе переноса частиц инструментального материала на стружку
й деталь лежит явление адгезионного схватывания: На основании
исследований, проведенных с рядом чистых металлов, А. П. Семенов
[81, 82] установил, что схватывание металлов, т. е. появление прочных
временных соединений между соприкасающимися поверхностями,
образуется в твердом состоянии в результате совместного пластиче-
пластического деформирования химически чистых, находящихся в контакте
поверхностей, и может быть получено как при комнатной, так и при
повышенных температурах. Для наступления схватывания недоста-
недостаточно только сближения поверхностей на расстояние порядка пара-
параметра кристаллической решетки, а необходимо превышение определен-
определенного для каждой пары материалов энергетического порога. Схватыва-
Схватывание есть бездиффузионный процесс, близкий к мартенситному или
полиморфному превращению. Необходимое для схватывания энерге-
энергетическое состояние может достигаться как за счет повышения темпера-
температуры, так и за счет совместного пластического деформирования. Способ-
Способность материалов к адгезионному взаимодействию резко повышается
при температурах, близких к температуре рекристаллизации. При
контакте одноименных материалов схватывание начинается при тем-
температурах, равных @,3 ~ 0,4) Т„я, а при контакте разноименных —
при температурах, равных @,35 ч- 0,5) Тпл. При очень высоких темпе-
температурах термически активируемая адгезия по природе отличается
169
от адгезии при низких температурах и характеризуется способностью
контактируемых материалов к спеканию. Прочность адгезионных
связей оценивают коэффициентом адгезии, представляющим собой
отношение силы, необходимой для разделения контактируемых поверх-
поверхностей, к величине действующей нагрузки.
В процессе резания между инструментом и деталью имеются усло-
условия для образования адгезионного схватывания. Фактическая площадь
контакта между контактными поверхностями инструмента, стружкой
и поверхностью резания составляет незначительную часть от номиналь-
номинальной площади контакта. Вследствие высоких контактных давлений
в точках соприкосновения выступов фактических площадок контакта
инструмента, стружки и поверхности резания развиваются локальные
пластические деформации с высокой температурой. В результате этого
происходит соприкосновение химически чистых участков обрабатывае-
обрабатываемого и инструментальных материалов и их взаимное схватывание
с образованием очагов мостиков схватывания. При перемещении
инструмента по детали происходит непрерывное разрушение и возоб-
возобновление мостиков схватывания. Разрушение происходит под поверх-
поверхностью контакта в обрабатываемом материале детали как менее прочном
из материалов контактируемой пары. По мнению Н. Н. Зорева [34],
периодически повторяющееся схватывание и разрушение адгезионных
соединений вызывает циклическое нагружение поверхностного слоя
инструментального материала. | По сравнению с обрабатываемым
материалом материал ' режущей части инструмента является более
хрупким и указанный характер нагружения приводит к его локальному
разрушению. Вырванные с контактных поверхностей инструмента
объемы инструментального материала уносятся стружкой и передней
поверхностью, а на его контактных поверхностях образуются борозды
и кратеры. Масса инструментального материала, удаляемого с кон-
контактных поверхностей инструмента на единицу пути резания, зависит
от прочности и твердости обрабатываемого материала. При прочих
тт
равных условиях чем меньше отношение-^, тем сильнее изнашива-
изнашиваем
ние инструмента. Например, масса инструментального материала,
удаляемого с передней поверхности резца из твердого сплава ВК8,
на пути резания L = 1,5 м с площади 0,044 мм2 составляет: 16-10~5 г
тт
при обработке стали 40Х и ири-тг- — 2,5; 25-10" г при обработке
Н
жаропрочного сплава ХН77ТЮР и при -тг- = 2,33; 54- 10~5г ПРИ Обра-
Образы
w J
ботке жаропрочного сплава ЭИ929 при „"- = 1,93 [68.] Специфи-
ческий характер адгезионного изнашивания определяет сопротив-
сопротивляемость инструментальных материалов этому виду изнашивания.
Чем выше циклическая прочность и ниже хрупкость инструменталь-
инструментального материала, тем выше его износостойкость при равной теплостойко-
теплостойкости. Поэтому в зоне невысоких температур резания, когда теплостой-
теплостойкость инструментального материала не имеет решающего значения, из-
износостойкость твердых сплавов может быть ниже, чем быстрорежущих
170
усталей, имеющих более высокую прочность и лучше сопротивляю-
сопротивляющихся циклическим нагрузкам.
$¦ По интенсивности протекания адгезионного изнашивания инстру-
инструментальные материалы различно реагируют на изменение температуры
.резания. Относительный износ инструментов из быстрорежущих ста-
старей, хорошо сопротивляющихся циклическим контактным нагрузкам,
. о температур 500° С остается почти постоянным или уменьшается
¦при увеличении температуры резания. При нагреве твердых сплавов
Jmx хрупкость уменьшается, что способствует повышению сопротивляе-
сопротивляемости контактным нагрузкам. Поэтому в интервале температур
&00—750° С повышение температуры резания уменьшает относитель-
относительный износ твердосплавного инструмента.
> Адгезионный износ инструмента можно уменьшить, применяя
Жидкости, создающие на контактных поверхностях защитные пленки,
уменьшающие силы адгезии и препятствующие схватыванию обрабаты-
обрабатываемого и инструментального материалов. Например, применение
Мимически активных жидкостей, образующих пленки химических сое-
5^ршений, при работе твердосплавными резцами в зоне малых и средних
Скоростей резания повышает время работы резцов до переточки [34].
Этого нельзя сказать об инструментах из быстрорежущих сталей,
*гак как химически активные жидкости, ослабляя адгезионные явления,
Одновременно способствуют усилению химического изнашивания кон-
контактных поверхностей, связанного с химическим растворением мар-
1(бнситной основы стали.
Диффузионное изнашивание. Резкое увеличение абсолютного и
относительного износов при температурах резания выше 800—850° С
Позволило Т. Н. Лоладзе [48] выдвинуть гипотезу существования
Диффузионного изнашивания. По этой гипотезе изнашивание инстру-
1йеита при температурах выше 800—850° С происходит в результате
Диффузионного растворения инструментального материала в обра-
обрабатываемом. Возможность протекания диффузионного процесса между
[•инструментом и стружкой и деталью основывается на параболическом
Законе роста диффузионного слоя, по которому в начальный период
^Диффузии скорость растворения чрезвычайно велика, после чего
|йс течением времени эта скорость резко уменьшается. В процессе
урезания с контактными поверхностями инструмента вступают
\в соприкосновение все новые участки стружки и поверхности
резания, в результате чего постоянно поддерживается весьма вы-
.сокая скорость растворения, свойственная начальному периоду диф-
диффузии.
Различные компоненты твердого сплава диффундируют в обра-
обрабатываемый материал с различной скоростью. Наиболее быстро диф-
диффундирует углерод, медленнее — вольфрам, кобальт и титан. В резуль-
результате неодинаковой скорости растворения между инструментом, струж-
стружкой и поверхностью резания образуется три диффузионных слоя.
Наиболее удаленным от контактных поверхностей является наугле-
роженный слой, под ним лежит слой белого цвета, представляющий
собой твердый раствор углерода и вольфрама или углерода, вольфрама
и титана в -у-железе. Третий слой является интерметаллидом в виде
171
железовольфрамового или более сложного карбида. Структурные
превращения в этом слое, лежащем на границе раздела твердого сплава
и обрабатываемого материала, происходят в результате обеднения
контактных поверхностей инструмента углеродом и диффузии в твер-
твердый сплав железа из обрабатываемого материала. По сравнению
с основным массивом твердого сплава третий слой является более
хрупким и разупрочненным, что приводит к срезу с контактных
поверхностей инструмента слоев инструментального материала движу-
движущимися стружкой и поверхностью резания. Таким образом, в общем
случае изнашивание твердосплавного инструмента происходит вслед-
вследствие собственно диффузионного растворения и диспергирования
разупрочненных контактных поверхностей.
При резании инструментами из однокарбидных сплавов в изнаши-
изнашивании в той или иной степени участвуют оба указанных процесса.
Изнашивание же инструментов из двухкарбидных сплавов происходит
несколько по-другому. Титано-вольфрамовые карбиды в обрабатывае-
обрабатываемом материале растворяются значительно медленнее, чем вольфрамо-
вольфрамовые. Поэтому на контактных поверхностях образуются выступы
не полностью растворившихся зерен титано-вольфрамовых карбидов.
Контактные слои стружки и поверхности резания заполняют обраба-
обрабатываемым материалом впадины между зернами, создавая очаги застоя,
что увеличивает время диффузии и замедляет диффузионное растворе-
растворение. Поэтому при высоких скоростях (температурах) резания двух-
карбидные сплавы имеют большую износостойкость, нежели однокар-
бидные. При температурах же резания, при которых диффузионное
растворение еще не происходит F <800°С), износостойкость одно-
карбидных твердых сплавов мало отличается от износостойкости двух-
двухкарбидных, а иногда и превосходит ее. Интенсивность протекания
диффузионных процессов заметно уменьшается при применении
инструментальных материалов, химически инертных по отношению
к обрабатываемому материалу.
Окислительное изнашивание. Гипотеза окислительного изнаши-
изнашивания основывается на известном факте коррозии твердых сплавов
при нагреве их в среде кислорода и отсутствии изменения свойств
поверхностных слоев сплавов при нагреве их в инертных газах (аргоне,
азоте, гелии). Согласно этой гипотезе, при температурах резания
700—800° С кислород воздуха вступает в химическую реакцию
с кобальтовой фазой твердого сплава и карбидами вольфрама и титана,
причем наиболее сильно окисляется кобальт. Вследствие значительной
пористости металлокерамических твердых сплавов окислительным
процессам подвергаются не только сами контактные поверхности
инструмента, но и зерна твердого сплава, лежащие на некоторой глу-
глубине от этих поверхностей. Продуктами окисления кобальтовой фазы
являются окислы Со8О4 и СоО и карбидов WO3 и ТЮ2. Твердость
продуктов окисления в 40—60 раз ниже твердости твердых сплавов.
В результате значительного размягчения кобальтовой фазы нару-
нарушается монолитность сплава и ослабляются связи между зернами
карбидов вольфрама и титана и цементирующей связкой. Это создает
благоприятные условия для выравнивания карбидных зерен силами
172
трения, действующими на передней и задней поверхностях инстру-
инструмента, и изнашивания этих поверхностей.
Склонность твердых сплавов к окислению определяется их хими-
химическим составом. Однокарбидные сплавы окисляются сильнее, нежели
двухкарбидные. С увеличением содержания кобальта в твердом сплаве
интенсивность и скорость окисления возрастают. Развитию коррози-
коррозионных явлений в значительной степени препятствует применение при
резании инертных газовых сред. Применение аргона, гелия, азота
существенно уменьшает интенсивность изнашивания инструмента.
Наиболее сильными защитными свойствами обладает гелий, затем
аргон и азот. Однако, как показали опыты В. А. Жилина [27], влияние
газовой среды заметно только при температурах резания, не превы-
превышающих 900° С. При более высоких температурах окислительные и
защитные свойства газовых сред весьма мало влияют на интенсивность
изнашивания, что свидетельствует о том, что в суммарном механизме
изнашивания инструмента окислительные процессы имеют существен-
существенное значение только в интервале температур 700—900° С. Оценивая
достоверность различных гипотез изнашивания инструментов, сле-
следует отметить, что только абразивное и адгезионное изнашивание полу-
получило экспериментальное подтверждение. Прямых экспериментальных
доказательств, подтверждающих существование диффузионного и
окислительного изнашивания, нет.
Изменение скорости резания влияет на условия трения на контакт-
контактных поверхностях инструмента, так как при этом изменяются скорость
относительного перемещения трущихся поверхностей, температура
резания, контактные напряжения, сила и коэффициент трения. Все
это сказывается на характере и интенсивности изнашивания, а поэтому
влияние скорости резания на относительный износ весьма сложно и
выражается экстремальной формой. На рис. 128 показано влияние
скорости резания на интенсивность нарастания изношенной массы
М'3=—- задней поверхности резца из стали Р10М5К25 при постоянной
dL _
длине пути резания L = 2000 м и пути резания L при постоянной изно-
изношенной массе задней поверхности Л13=0,05 мг. На рис. 129 представлено
&-10-е
и
3
s
\
V
\
\*
\
\
%-
?
у
Л
\
и
Ч
/
/
/
1\
j I
50 v.n/пин
Рис. 128. Влияние скорости резания иа
интенсивность изнашивания задней по-
поверхности при точении стали 18ХНВА
резцом из стали Р10М5К25 (< =¦ 1 мм;
S = 0,25 мм/об) [21]
5 10 20 30 50 70 100 ПО 200-
V,M/MUH
Рис. 129. Влияние скорости резания
v на интеисивиость изнашивания зад-
задней поверхности при точении сплава
ВМ-1 резцом из твердого сплава ВК8
(t = I мм) [34]
173
г
__з ^
ч
X
-
¦MM B-/C* кгсм/мг
so
es
во
HV
220
32
2Ь
16
-200
-180
100
300
500
700
SOO 8°
Рис. 130. Влияние температуры резания 6 иа
относительный линейный износ резцов из стали
PI8 и твердого сплава ВК8 при точении спла-
сплава ВМ-1 (< — 1 мм; 5—0,1 мм/об; v —
= 8 — 140 м/мин):
I — твердость HRA BK8: 2 — А ВК8; 3 —
Л Р18; 4 — твердость Л/V ВМ-1
1
1
-/ 1
О 100 200 300 Vm,H/MUH
Рис. 131. Влияние скорости трения vT на
износостойкость В инструментальных ма-
материалов [18] :
/ — сталь Р18: 2 — сплав Т1БК6; S —
сплав ВК8
влияние скорости резания на относительный линейный износ задней
поверхности Д при точении молибденового сплава ВМ-1. резцом из
твердого сплава. Независимо от рода обрабатываемого и инструмен-
инструментального материалов кривые, выражающие изменение износа, имеют
точки минимума при определенных скоростях резания. При резании
резцом из стали Р10М5К25, начиная от скорости резания v = 10 м/мин
F = 365° С), интенсивность нарастания изношенной массы непрерывно
уменьшается, достигая минимума при v = 18 м/мин F = 505° С). При
дальнейшем увеличении скорости резания интенсивность нарастания
изношенной массы непрерывно возрастает до полного затупления
резца. Микрорентгеиоспектральным анализом поверхностного слоя
контактной поверхности стружки было установлено, что размеры и
плотность расположения частиц инструментального материала на еди-
нице поверхности стружки хорошо согласуются с изменением —^=2.
UL
При резании резцом из твердого сплава ВК8 относительный линейный
износ Д остается постоянным до скорости резания v = 60 м/мин при
s = 0,05 мм/об и до v = 35 м/мин при s = 0,1 мм/об, а затем при даль-
дальнейшем увеличении скорости резания уменьшается, достигая мини-
минимума при v = 120 м/мин и v = 160 м/мин.
На рис. 130 представлено влияние температуры резания на отно-
относительный линейный износ Д при точении молибденового сплава ВМ-1
резцами из быстрорежущей стали Р18 и твердого сплава ВК8 [34].
Там же нанесены кривые изменения твердости сплавов ВМ-1 и ВК8.
Из рисунка видно, что увеличение температуры резания по-разному
влияет на износостойкость этих инструментальных материалов. Отно-
Относительный износ резца из стали Р18 мало зависит от температуры
резания, если она не превышает 550° С. Дальнейшее, даже небольшое
повышение температуры вызывает резкое возрастание относительного
износа. Относительный износ резца из сплава ВК8 также почти не
меняется при повышении температуры до 500° С. Однако в отличие
174
jot стали Р18 дальнейшее повышение температуры резания вызывает
рост относительного износа, а его уменьшение. И только при тем-
эатурах, больших 750—800° С, относительный износ начинает резко
зрастать.
При температурах менее 500° С (рис. 130) износостойкость быстро-
быстрорежущей стали Р18 выше, чем твердого сплава ВК8, хотя по тепло-
*стойкости сталь Р18 значительно уступает сплаву ВК8. Повышенная
^износостойкость стали Р18 в этом интервале температур объяснима
jfowiee высокой ее прочностью и хорошей сопротивляемостью контакт-
'Ным циклическим нагрузкам.
Резкое возрастание интенсивности изнашивания быстрорежущих
'сталей при температурах, больших 500° С, и твердых сплавов при тем-
температурах, больших 750—800° С, некоторые исследователи C4, 48]
"объясняют диффузионными процессами на контактных поверхностях
• инструментов и их интенсификацией вследствие высокой температуры,
;а другие [21] считают, что это следствие нарастания термически акти-
активируемой адгезии.
Существование для различных видов инструментальных материа-
материалов оптимальных по износостойкости интервалов скоростей (темпера-
(температур) резания подтверждают опыты Г. И. Грановского по трению 118].
На специально разработанной испытательной установке, смонтиро-
смонтированной на токарном станке, образцы из различных инструментальных
.материалов подвергали трению в условиях, приближающихся к усло-
условиям трения и изнашивания в процессе резания. Установка с помощью
Гидравлического динамометра позволяла измерять силу трения F. Об-
.разцы прижимали к болванке из стали марки 45 с нормальной силой,
обеспечивающей постоянное нормальное напряжение р = Юкгс/мма.
За меру износостойкости В инструментального материала было при-
принято отношение работы ?т, совершаемой силой трения F на пути L,
к массе М изношенного материала образца, т. е.
Результаты опытов по истиранию стали Р18 и твердых сплавов
ВК8 и Т15К6 при различных скоростях трения представлены на рис.
131. Кривые В = f (vm) для всех материалов имеют горбообразную
форму с точками максимумов, соответствующими различным значе-
значениям скорости трения. Для исследованных инструментальных мате-
материалов наибольшую абсолютную износостойкость имеет сталь Р18,
а наименьшую — твердый сплав ВК8. Интервал скоростей трения,
в котором сталь Р18 имеет высокую износостойкость, составляет
20—80 м/мин. Для него износостойкость стали Р18 превосходит
износостойкость твердых сплавов. Однако уже при скорости трения
100 м/мин износостойкость всех исследованных материалов практи-
практически одинакова. В интервале же скоростей 100—340 м/мин износо-
износостойкость сплава Т15К6 выше износостойкости как сплава ВК8, так и
. стали Р18. Максимальную износостойкость сталь Р18 имеет при ско-
скорости трения 50 м/мин, сплав ВК8 — при 80 м/мин и сплав
175
Т15К6 — при 250 м/мин. Таким образом, из опытов следует, что мак-
максимальная износостойкость и скорость трения, при которой она имеет
место, для различных инструментальных материалов различны и
определяются их химическим составом и микроструктурой.
НАРАСТАНИЕ ИЗНОСА ЗА ВРЕМЯ РАБОТЫ
ИНСТРУМЕНТА
Изображение закономерности нарастания износа за время работы
инструмента называют кривой износа. Характерные кривые износа
задней поверхности инструмента представлены на рис. 132.
Если инструмент изнашивается одновременно по передней и задней
поверхностям, то кривая износа задней поверхности (рис. 132, а)
состоит из трех более или менее отчетливо выраженных участков.
Участок ОА кривой с интенсивным нарастанием ширины площадки
износа соответствует периоду приработки инструмента. При дальней-
дальнейшей работе инструмента нарастание износа замедляется, так как это
связано с уменьшением контактных касательных напряжений на
площадке износа по мере увеличения ее размеров. Участок АВ кривой
соответствует периоду нормального изнашивания инструмента. По
достижении некоторой величины линейный износ задней поверхности
вследствие роста температуры вновь начинает резко расти и кривая
износа идет круто вверх. Участок кривой за точкой В соответствует
периоду катастрофического изнашивания инструмента. В этом периоде
износ нарастает настолько быстро, что если не прекратить дальнейшую
работу, то это может привести к чрезмерно большому износу задней
поверхности, при котором резко сократится число переточек, допуска-
допускаемых инструментом, и увеличится время, затрачиваемое на переточку.
Поэтому рациональная эксплуатация инструмента исключает работу
в периоде катастрофического изнашивания.
При средних значениях скоростей резания период нормального
изнашивания составляет 85—90% периода стойкости инструмента.
По мере увеличения скорости резания период нормального изнаши-
изнашивания сокращается и при очень высоких скоростях резания становится
настолько малым, что после периода приработки почти сразу насту-
наступает период катастрофического изнашивания. Геометрические пара-
параметры инструмента должны быть такими, чтобы максимально увели-
6-
мм
е)
Т.мин
Рис. 132. Кривые износа при изнашивании инструмента: по передней и задней по-
поверхностям («, б), только по задней поверхности (в)
176
чить период нормального изнашивания и сократить или полностью
устранить период приработки.
При изнашивании инструмента преимущественно по задней поверх:
ности, когда износ передней поверхности незначителен, кривая износа
(рис. 132, б) вогнута относительно оси абсцисс. В этом случае период
приработки отсутствует и на участке АВ кривой износа, соответству-
соответствующем периоду нормального изнашивания, износ вначале медленно,
а затем более быстро возрастает до точки В начала периода катастро-
катастрофического изнашивания.
Если инструмент изнашивается только по задней поверхности,
то кривая износа имеет вид, изображенный на рис. 132, в. После
периода приработки период нормального изнашивания продолжается
значительно дольше, чем в первых двух случаях. Период нормального
изнашивания в последнем случае настолько велик, что, как правило,
работу инструмента прекращают ещё до перехода в период катаст-
катастрофического изнашивания.
На рис. 133 изображена схема износа передней поверхности ин-
инструмента. Образовавшаяся на ней лунка износа характеризуется
размерами: шириной /,, длиной Ьл и глубиной 6Л. По мере работы
инструмента первые следы износа появляются в точке О, соответствую-*
;щей максимальной температуре передней поверхности (см. рис. 115).
Ширина и глубина лунки постепенно увеличиваются, а радиус кривиз-
кривизны кривой, очерчивающей дно лунки, уменьшается. Одновременно
'сокращается перемычка / от края лунки до главного лезвия. Центр кри-
кривизны лунки по мере изнашивания передней поверхности отодвигается
ст главного лезвия, а поэтому по ширине лунка от главного лезвия
удаляется значительно быстрее, чем приближается к нему. Перемычка
/ между главным лезвием и краем лунки имеется только в том случае,
когда на передней поверхности образуется хорошо развитый и устой-
устойчивый нарост, отодвигающий стружку от главного лезвия инструмен-
инструмента. Когда нароста нет или он настолько мал, что- не может оказать
защитного действия по отноше-
отношению к инструменту, то перемычка
отсутствует и лунка полностью
не формируется (см. рис. 122, в).
Рис. 133. Схема износа перед-
передней поверхности инструмента
Т.мин
Рис. 184. Изменение размеров лунки
по мере работы инструмента
177
Изменение размеров лунки по мере изнашивания передней поверх-
поверхности изображено на рис. 134. Длина Ъв лунки, равная рабочей
длине главного лезвия, за все время работы инструмента остается
одинаковой. Глубина 6Л лунки вначале возрастает быстро, затем
ее рост замедляется и только после определенного периода работы
инструмента вновь интенсивно возрастает. Таким образом, на кривой,
характеризующей рост глубины лунки, наблюдаются периоды прира-
приработки, нормального и катастрофического изнашивания. Ширина
/л лунки, как и ее глубина, вначале возрастает быстро, а затем ее
рост замедляется. Перемычка /, если она имеется, интенсивно умень-
уменьшается при быстром росте ширины лунки. Когда же темп роста ширины
лунки замедляется, то замедляется и уменьшение перемычки.
Объективным количественным показателем протекания изнашива-
изнашивания инструмента является интенсивность нарастания износа, выра-
выраженная в миллиграммах за 1 м рабочего пути лезвия [16]. Масса
изношенного инструментального материала в зависимости от пути
резания L может быть выражена формулой М — Q.L", а интенсив-
интенсивность нарастания износа формулой
dL lU
Интенсивность изнашивания может быть также определена через
линейный износ на вершине инструмента. Для этого в формулу для
определения массы изношенной части подставим значение б0, выра-
выраженное через путь резания б0 = Cg?A Произведя дифференцирование,
получим
dM pJb tgacos(a+v) Г-i 2сСлкЬп rt-
dL 2 cosacosY L «+1
Используя понятие интенсивности изнашивания —-, можно срав-
сравнивать износостойкость различных, инструментальных материалов
и судить о влиянии на стойкость инструмента его геометрических
параметров и факторов режима резания.
Величина износа передней и задней поверхностей инструмента
(ширина площадки износа и глубина лунки) зависит от времени
работы инструмента, температуры резания и скоростей перемещения
поверхности резания и стружки относительно задней и передней
поверхностей. В результате обработки опытных данных, полученных
при изучении влияния времени Т работы инструмента, глубины
резания, подачи и скорости резания на ширину площадки износа
и глубину лунки износа, были составлены эмпирические формулы,
описывающие связь между величиной износа и факторами режима
резания для периода нормального изнашивания инструмента. Фор-
Формулы имеют вид
E9)
А. М. Даниеляном [24] для различных видов работ были получены
следующие формулы износа:
178
' 1) при точении детали из стали, имеющей сгв = 82 кгс/мм2, резцом
:.из твердого сплава Т5КЮ
\
2) при сверлении детали из стали 40Х сверлом из стали Р18
3) при фрезеровании детали из стали 40Х цилиндрической осевой
фрезой из стали Р18
Как видно из формул, величины показателей степени в зависимости
ст вида работ, рода обрабатываемого и инструментального материалов
Колеблются в широких пределах. Но во всех случаях и при любых
режимах резания /п^ > пЁ > q&, т. е. на величину износа наибольшее
влияние оказывает скорость резания, затем подача и наименьшее —
глубина резания. Из этого следует, что интенсивность влияния пара-
ров режима резания на величину износа задней поверхности
такая же, как и на температуру резания [см. формулу E7)]. Пара-
ы режима, которые оказывают большее влияние на температуру
ния, также сильнее влияют и на износ задней поверхности инстру-
нта и наоборот. Последнее подтверждает, что величина линейного
носа инструмента пропорциональна температуре резания.
2РИИ ИЗНОСА
1ри эксплуатации инструмента по мере его изнашивания наступает
Экой момент, когда дальнейшее резание инструментом должно быть
"рекращено, а инструмент отправлен на переточку. Момент затупле-
ия инструмента устанавливают с помощью критерия износа. Под
критерием износа понимают сумму признаков (или один решающий
эизнак), при которых работа инструментом должна быть прекращена.
Используют два критерия: 1) критерий оптимального износа и 2) кри-
Гтерий технологического износа. В обоих критериях за основу прини-
принимают линейный износ задней поверхности, так как задняя поверх-
поверхность инструмента изнашивается всегда, при обработке любых материа-
материалов и при любых режимах резания, и измерение ширины площадки
износа значительно проще, чем глубины лунки износа.
Критерий оптимального износа. Инструмент считают затупив-
затупившимся, когда линейный износ задней поверхности достигает значе-
значения, равного оптимальному износу. Под оптимальным износом пони-
понимают такой, при котором суммарный период стойкости инструмента
достигает максимальной величины. Суммарный период стойкости
с достаточной точностью определяют следующим образом:
TcyM^iT. - F0)
В выражении: i — число переточек, допускаемых инструментом
до его полной амортизации; Т — период стойкости — время резания
179
Рис. 135. Схема переточки инструмента при изнашива-
изнашивании только задней поверхности
инструментом между двумя заточками.
Таким образом, суммарный период стой-
стойкости численно характеризует срок службы
инструмента до того, как он будет напра-
направлен в утилизацию. Связь между суммар-
суммарным периодом стойкости и периодом стой-
стойкости инструмента немонотонна. С увели-
увеличением периода стойкости Тсум растет.
Однако при этом возрастает и ширина пло-
площадки износа задней поверхности, что
сокращает допускаемое число i переточек инструмента. Последнее же
уменьшает суммарный период стойкости. Поэтому вначале при увели-
увеличении периода стойкости rcyM также возрастает, достигая максимума
при некотором значении Т, а следовательно, и износа 6. Дальнейшее
увеличение Т (износа 6) уменьшает суммарный период стойкости.
Величину линейного износа 6, при котором суммарный период
стойкости наибольший, Н. Н. Зорев предложил находить следующим
образом. На рис. 135 изображена изношенная режущая часть резца
или другого инструмента с линейным износом 6. Чтобы инструмент
стал вновь работоспособным, с задней поверхности при переточке
должен быть сошлифбван слой твердого сплава толщиной h -\- АЛ.
Толщина слоя
ь к tgcccos(cc+y)
cosy
Введем обозначение gacos^ ¦ = с, тогда h = сб. Допол-
cos v
нительный слой Аи = 0,1 -ь 0;15 мм включает допуск на заточку
и слой твердого сплава, сошлифовываемый для удаления дефектов,
образующихся под изношенной частью задней поверхности.
Размер М, измеряемый вдоль передней поверхности, называется
дбпустимой величиной стачивания. Его конкретная величина обуслов-
обусловливается конструкцией инструмента. Тогда размер И слоя инстру-
инструментального материала, перпендикулярный к задней поверхности
и соответствующий допустимой величине стачивания, равен И =
—М cos (a -j- у). Допускаемое число i переточек и суммарный период
стойкости Тсум соответственно равны:
Н
h+Ah
Т —
1 сум—
НТ
НТ
cb+Ah"
Из последнего выражения видно, что суммарный период стойкости
является функцией износа 6. Для нахождения величины износа 6,
при котором 7сум будет наибольшим, необходимо решить задачу по
нахождению максимума функции:
dT,
сум
"Ж
= 0.
180
Так как период стойкости также является функцией износа 6, то
dTCVM
°=Н
~
-=0.
&Т
Решая относительно -«, , получим
йТ
сТ
cb+Ah
Выражение, обратное
dT
Aft
с-
do __
W f
представляет собой интенсивность нарастания износа в различных
точках кривой износа 6 = / (Т). Оптимальный износ, при котором
Тсун = Тсум твх, соответствует такой точке кривой износа, в которой
4^
интенсивность нарастания износа равна
-. Для нахождения этой
точки воспользуемся геометрическим смыслом производной -™. Про-
Проведем к кривой износа (рис. 136) касательную, тангенс угла наклона
которой к оси Т равен
Очевидно, касательная должна быть проведена из точки, лежащей
на отрицательной оси ординат, на расстоянии - от начала координат.
С
Ордината точки А касания касательной кривой износа дает вели-
величину оптимального износа инстру-
инструмента.
Критерий оптимального износа
широко применяют в лабораторных
условиях при установлении стой-
костных зависимостей для инстру-
инструментов, предназначенных для чер-
черновой и получистовой обработки.
Применение критерия в производ-
производственных условиях целесообразно
Рис. 136. Схема для определения оптималь-
оптимального износа
181
при массовом производстве и при эксплуатации дорогостоящего ин-
инструмента.
Критерий технологического износа. Применение критерия опти-
оптимального износа, обеспечивающего максимальный суммарный срок
службы инструмента, возможно не всегда. Им нельзя пользоваться
в случае, когда на кривой износа нет участка катастрофического
износа (см, рис. 132, е). Отсутствие точки перегиба не позволяет
провести касательную к кривой износа и определить величину 6ОПТ.
Если по каким-либо причинам износ инструмента нельзя доводить
до величины бопт, то применение критерия оптимального износа
также невозможно. В этих случаях используют критерий технологи-
технологического износа. Инструмент считают затупившимся, когда линейный
износ задней поверхности достигает значения, равного технологи-
технологическому износу.
Под технологическим износом понимают такой, при котором
работу инструмента прекращают по технологическим ограничениям:
резкое увеличение шероховатости обработанной поверхности, вызы-
вызываемое изнашиванием инструмента; потеря инструментом необходи-
необходимого размера; возникновение вибраций СПИД; чрезмерный нагрев
детали; поломка малопрочного инструмента и т. п. Критерий техно-
технологического износа в основном используют при исследовании и эксплу-
эксплуатации инструмента, предназначенного для чистовой (окончательной)
обработки.
ХАРАКТЕР ИЗНАШИВАНИЯ И СРЕДНИЕ
ВЕЛИЧИНЫ МАКСИМАЛЬНО ДОПУСТИМОГО
ИЗНОСА ИНСТРУМЕНТОВ
Токарные резцы с пластинками твердых сплавов при обработке
сталей и чугуна изнашиваются как по задней, так и по передней
поверхности (рис. 137). Чаще всего максимальную ширину площадка
износа имеет у вершины резца или на переходной задней поверхности,
т. е. в месте резца с наихудшими условиями теплоотвода. Допустимая
величина линейного износа 6 задней поверхности при обработке:
стали — 0,8—1 мм; чугуна с подачей sg 0,3 мм/об —1,4—1,7 мм;
чугуна с подачей > 0,3 мм/об — 0,8—1 мм.
Винтовые сверла при обработке сталей изнашиваются по передней
и задним поверхностям (рис. 138). Изнашивание перемычки считается
ненормальным; оно происходит или в результате неправильной заточки
сверла, или из-за недостаточной твердости инструментального мате-
материала после термообработки. Износ задней поверхности вдоль главного
лезвия неравномерен: ширина площадки износа непрерывно возрастает
по мере удаления от перемычки сверла. В отличие от резцов лунка
износа вдоль всего главного лезвия не образуется. Она возникает
у уголка сверла в том месте, где главное лезвие переходит во вспомо-
вспомогательное. Изнашиванию также подвергается вспомогательная задняя
поверхность (фаска), на которой появляются штрихи износа у уголка
сверла. Допустимая величина износа б сверл из быстрорежущих
182
сталей: при диаметре до 20 мм равна 0,6—0,8 мм и при диаметре свыше
20 мм — 0,8—1 мм. При обработке чугуна передняя поверхность
сверла не изнашивается. Износ задней поверхности «соединяется»
с износом фаски, что приводит к скруглению уголка сверла. Поэтому
лимитирующим износом является скругление 6у уголка. Допустимая
величина износа 6у сверл из быстрорежущих сталей при работе без
СОЖ при диаметре до 20 мм равна 0,5—0,8 мм и при диаметре свыше
20 мм —0,8—1,2 мм.
Метчики при обработке как сталей, так и чугуна изнашиваются
только по задней поверхности. Максимальный износ сосредоточивается
В месте перехода главного лезвия во вспомогательное. Допустимая
величина износа 6 машинных метчиков при обработке сталей равна
0,125 d0 и чугуна — 0,07 da.
Цилиндрические осевые, концевые и дисковые фрезы изнашиваются
только по задней поверхности. Площадка износа задней поверхности
расположена вдоль рабочего участка лезвия (рис. 139), постепенно
увеличиваясь по ширине от входящей точки лезвия к выходящей. До-
Допустимые величины износов 6 задней поверхности осевых фрез из
быстрорежущих сталей: при черновой обработке сталей равны 0,4—
0,6 мм, а при чистовой 0,15—0,25 мм и при черновой обработке чугуна
равны 0,5—0,8 мм, а при чистовой 0,2—0,3 мм.
Изнашивание торцовых фрез подобно изнашиванию резцов (рис. 140).
.Фрезы из быстрорежущих сталей и с пластинками твердых сплавов
при обработке сталей и чугуна изнашиваются по задней и передней
поверхностям. Фрезы из быстрорежущих сталей при обработке чугуна
'. изнашиваются только по задней поверхности. Допустимые износы
,6: фрез из быстрорежущих сталей при черновой обработке сталей
[и чугуна равны 1,5—2 мм, а при чистовой обработке — 0,3—0,5 мм;
'фрез с пластинками твердых сплавов при обработке сталей — 1—
,1,2 мм и при обработке чугуна — 1,5—2 мм.
N-N
Рис. 137. Схема износа токарного
резца
Рис. 138. Схема износа винтового сверла
183
N-N
N-N
Рис. 139. Схема износа осевой цилиндри-
цилиндрической фрезы
Рис. 140. Схема износа торцовой фрезы
Протяжки изнашиваются только по задней поверхности (рис.
141). С ростом ширины площадки износа одновременно растет радиус
округления клина. Ширина площадки износа вдоль главного лезвия
в общем случае неодинакова. .Наибольшая ширина наблюдается у
краев стружкоделительных канавок и в точках пересечения глав-
главного лезвия со вспомогательными. Допустимая ширина б пло-
площадки износа при обработке сталей и чугуна: у шпоночных и
шлицевых протяжек равна 0,3—0,4 мм, а у круглых протяжек —
0,2—0,3 мм.
Более объективным показателем изнашивания является округле-
округление зубьев протяжки. При достижении радиусом округления
определенного значения резко увеличивается шероховатость обра-
обработанной поверхности, а на лезвиях протяжки появляются следы
выкрашивания. При протягивании деталей с 5-м классом чи-
чистоты обработанной поверхности предельные величины радиуса
округления составляют р = 0,02 мм при подъёмах зубьев 0,01—
0,02 мм и р — 0,03 -V- 0,04 мм при подъемах зубьев 0,05—0,3 мм.
Использование радиуса округления как критерия
износа в производственных условиях связано с труд-
трудностями вследствие сложности измерения допусти-
допустимой величины р.
Превышение максимально допустимой величины
износа резко сокращает число переточек, допускае-
допускаемых инструментом. Последнее приводит к возрас-
возрастанию себестоимости операции, выполняемой ин-
инструментом, поскольку в сумме затрат, определяю-
определяющих себестоимость операции, доля расходов, свя-
связанных с эксплуатацией инструмента, велика. Поэтому
соблюдение в производственных условиях допусти-
допустимых норм износа является основой рациональной
эксплуатации инструмента.
Рис. 141. Схема износа протяжки
184
РАЗРУШЕНИЕ РЕЖУЩЕЙ
ЧАСТИ ИНСТРУМЕНТА
Помимо постепенного изнашивания инстру-
инструмент может выходить из строя вследствие
разрушения его режущей части. Разруше-
Разрушение может быть хрупким и пластичным.
Хрупкое разрушение происходит под дей-
действием наибольших растягивающих напря-
напряжений и является следствием зарождения
и развития трещин. Необходимо разли-
различать выкрашивание и сколы. Выкрашива-
Выкрашивание проявляется в отделении мелких частиц
клина около главного лезвия и чаще всего
связано с поверхностными дефектами ин-
инструментального материала, неоднородно-
неоднородностью микроструктуры и остаточными на-
напряжениями. Выкрашивание мало зависит
от размеров клина и может происходить
даже при очень малых толщинах срезае-
срезаемого слоя.
Сколы представляют собой отделение
сравнительно крупных объемов инструмен-
инструментального материала, превышающих объем
клина в пределах контакта передней по-
поверхности со стружкой. Сколы определяют-
определяются размерами клина и зависят от величины
переднего угла и угла заострения. Для
определенного инструментального материа-
материала сколы начинаются при достижении тол-
толщиной срезаемого слоя некоторого пре-
предельного значения, которое зависит от
прочности обрабатываемого материала,
уменьшаясь при увеличении последней.
Скорость резания при непрерывном реза-
резании не оказывает влияния на сколы.
Для определенного инструментального
материала и формы режущей части инстру-
инструмента сколы зависят от предела прочности
при одноосном растяжении при непрерыв-
непрерывном резании и предела выносливости и удар-
ударной вязкости при прерывистом резании.
Быстрорежущие стали, обладающие более
высокой прочностью и ударной вязкостью,
меньше подвержены хрупкому разрушению,
чем твердые сплавы. Среди последних пред-
предпочтение необходимо отдать однокарбидным
сплавам, чьи прочностные характеристики
выше, чем у двухкарбидных сплавов.
185
Рис. 143. Пластическое разрушение задней
поверхности инструмента из стали P1S [68]
Силовая нагрузка на инструмент
является не единственной причиной
хрупкого разрушения. При преры-
прерывистом резании не менее важное
значение имеют термические напря-
напряжения, особенно для инструментов,
оснащенных пластинками твердых
сплавов. Н. Н. Зорев и Н. П. Вирко
[31] показали, что при фрезерова-
фрезеровании торцовыми фрезами на контакт-
контактных поверхностях зубьев в период
резания возникают сжимающие тер-
термические напряжения. Во время
холостого хода зубьев вследствие
теплопроводности и вентиляционно-
вентиляционного эффекта температура контактных
поверхностей снижается до 1 /3 тем-
температуры рабочего хода. В резуль-
результате резкого снижения температуры
поверхностные слои твердого спла-
сплава оказываются менее нагретыми,
нежели внутренние, и на контактных поверхностях зубьев сжимающие
напряжения заменяются растягивающими. Перемена знака напряжений
имеет циклический характер с числом циклов в минуту, равным числу
оборотов фрезы. Изменение знака напряжений после определенного
числа циклов вызывает появление усталостных трещин, располагаю-
располагающихся на передней поверхности перпендикулярно главному лезвию и
переходящих на заднюю поверхность (рис. 142). Появление трещин
связано с определенными критическими скоростью и температурой
резания, а также с физико-механическими свойствами твердых спла-
сплавов. Двухкарбидные твердые сплавы как менее прочные и теплопро-
теплопроводные более склонны к образованию усталостных трещин, чем одно-
карбидные (рис. 142). Усталостное хрупкое разрушение инструментов
из быстрорежущей стали наблюдается сравнительно редко.
Пластическое разрушение характеризуется течением тонких слоев
инструментального материала преимущественно вдоль задней поверх-
поверхности (рис. 143). Одновременно при больших нормальных силах
наблюдается опускание части передней поверхности, примыкающей
к главному лезвию (см. рис. 124). Пластическое течение инструмен-
инструментального материала происходит при- определенных температурах,
зависящих от его физико-механических свойств. Поэтому пластическое
разрушение при непрерывном резании наступает при определенной кри-
критической скорости резания. При высоких скоростях резания вследствие
пластического разрушения клин инструмента теряет правильную форму
и главное лезвие не может срезать слой, оставленный под обработку.
Глава VI
СИЛЫ
РЕЗАНИЯ
СИСТЕМЫ СИЛ, ДЕЙСТВУЮЩИХ
НА ПЕРЕДНЕЙ И ЗАДНЕЙ ПОВЕРХНОСТЯХ
ИНСТРУМЕНТА
На рис. 144 изображен инструмент, срезающий с поверхности резання
слой толщиной а. Инструмент работает в условиях свободного резания,
а его режущий клин имеет передний угол у и угол наклона лезвия "к.
Со стороны срезаемого слоя на переднюю поверхность инструмента
действует нормальная к ней сила N. При перемещении стружки по
передней поверхности возникает сила трения F = \iN, где ц — сред-
средний коэффициент трения на передней поверхности. Так как инструмент
имеет угол наклона лезвия "к Ф 0, то стружка отклоняется от нормали
к лезвию в сторону от точки лезвия, первой вступающей в со-
соприкосновение со срезаемым слоем. Поэтому сила трения F,
совпадающая с направлением схода стружки, образует с нормалью
к лезвию угол rj, называемый углом схода стружки. По вели-
величине угол схода стружки приблизительно равен углу наклона
лезвия К.
На контактную площадку задней поверхности со стороны поверх-
поверхности резания действует сила Ыг упругого последействия, нормаль-
нормальная к поверхности резания. Сила Nt возникает в результате упругого
восстановления поверхности резання после перемещения по ней
Главного лезвия инструмента. Сила Nt вызывает касательную к поверх-
поверхности резания силу трения Fx — j^A^, где цх — средний коэффициент
трения на задней поверхности. Направление силы трения Fx совпадает
с траекторией относительного рабочего движения инструмента в дан-
данной точке лезвия. Физическая природа сил Nx и Fx обусловливает
их отличие от сил, действующих на передней поверхности инструмента.
Во-первых, при толщинах срезаемого слоя, больших 0,1 мм, величина
сил Nx и Fx во много раз меньше, чем сил N и F. Во-вторых, толщина
срезаемого слоя и углы -у и Я, от которых зависит величина сил, дей-
действующих на передней поверхности, практически не влияют на силы
Ыг и Fx. Основное влияние на величину этих сил оказывают упругие
свойства обрабатываемого материала и ширина срезаемого слоя. Чем
выше предел упругости обрабатываемого материала, тем больше
величины сил Nx и Fv Увеличение рабочей длины главного лезвия,
вызываемое увеличением ширины срезаемого слоя, приводит к пропор-
пропорциональному возрастанию сил Ni и Fx. Увеличение же рабочей длины
187
Рис. 144. Силы, действующие на передней и задней поверх*
ностях инструмента
главного лезвия за счет изменения угла "к существенного влияния на
силы Л^ и Fx не оказывает.
Геометрическую^ сумму сил N, F, Nt и Ft называют силой резания
Р — N-\- Ni + F + Ft. Сила трения F на передней поверхности может
быть разложена на нормальную к лезвию силу FN (нормальную состав-
составляющую силы трения) и силу, направленную вдоль лезвия F j (кара-
(карательную составляющую силы трения). Тогда Р — N -\~ FN -f- rr'-f
-f- Nt + Fv Как видно из рисунка, при угле К =f* 0 сила резания Р
не лежит в плоскости NN, нормальной к лезвию, а составляет с ней
угол ¦&. Относительно поверхности резания (плоскости YOZ) сила
резания расположена под углом я])жг. Величина силы Р и положение
ее в пространстве определяется величиной и соотношением нормаль-
нормальных сил и сил трения, зависящих от геометрических параметров
инструмента и режимов резания. Поэтому предпочитают использо-
использовать не саму силу резания, а три ее составляющие Pz, Pu и Рх, явля-
являющиеся проекциями силы Р на координатные оси Z, Y и X. Тогда при
изменении геометрических параметров инструмента и режима реза-
резания изменится только величина сил Рг,
в пространстве будет
составляющих Pz, Py
резания:
у
и их, а положение их
оставаться постоянным. Зная величины
и Рх, легко определить величину силы
F1)
188
Величины сил Pz, Ру и Рх, так же как и силы резания, определя-
определяются величинами нормальных сил и сил трения. На основании
рис. 144 имеем
Pz=Nyz cos к -f FT sin К -f Fu
Nyz=Pn sin v + Л' cos v;
FN=F cost]; FT=F smt].
Подставляя Л^, FN и FT, получим
Pe—(F cos т] sin y-\-N- cos y) cos к -f F sin tj sin к -f- i^.
Аналогичным образом найдем выражения для определения сил
Рв и Р.:
Ру=Nyg sin X — f r cos Я = (F cos t\ sin у + N cos v) sin X — F sin tj sin K;
px=FN cos v — N sin v + NX=F cos tj cos y — /V sin v+Л^г.
Положение силы резания относительно прямоугольного трехгран-
трехгранника XYZ можно определить углами tyxz и ipz.
> Угол Ф между проекцией Rxz силы резания Р на плоскость Y0Z
ш плоскостью NN, нормальной к лезвию, определяют следующим
>образом:
t. Fr+ Fslnh F sin n+F1 sin %
\ |я§ = —' = ¦
,• Б Nyg-^-FxCosK r cosrj sin Y+^Vcosy+FxCosA, "
l Тогда я];- = к — ¦&. Угол ч]5лг между силой резания и плоскостью
)Y0Z определяют по формуле
f В том случае, когда вектор скорости резания v перпендикулярен
^лезвию, формулы, выражающие связь между силами Рг, Ру и Рх
и нормальными силами и силами трения, значительно упрощаются.
При К — 0 стружка сходит нормально к лезвию, а поэтому угол
схода стружки ц = 0.
Тогда
р^ =^= f cos у — N sin y+Nt.
Так как угол €¦ также равен нулю, то сила резания расположена
в плоскости, перпендикулярной к лезвию, и образует с плоскостью
YOZ угол tyXz, равный
189
Задняя поверхность инструмента в стружкообразовании не участ-
участвует. Поэтому силы Nx и FL не оказывают влияния на напряженно-
деформированное состояние зоны деформации. Это состояние опреде-
определяют реакции нормальной силы N и силы трения F. Чтобы определить
указанные силы через силы Рг, Ру и Рх, которые могут быть измерены
динамометром, из составляющих Рг и Рх силы резания должны быть
исключены силы Nt и Fv
Из рис. 144 следует
Здесь P'z, P'y и Рх — суммы проекций на соответствующие оси сил,
действующих только на передней поверхности. Геометрическая сумма
сил Р'г, Р'у и Р'х является реакцией силы стружкообразования
Существует несколько методов экспериментального определения
сил, действующих на инструмент со стороны задней поверхности
[28, 77J. Наибольшее распространение получил метод экстраполяции
силовых зависимостей на нулевую толщину срезаемого слоя. Он
основан на том, что силы Л^ и Ft не зависят от толщины срезаемого
слоя, а силы N и F уменьшаются при его уменьшении.
При толщине срезаемого слоя а = 0 силы N и F также равны
нулю, а силы Рг и Рх вследствие наличия сил Nt и Fl будут отличны
от нуля. Поэтому при толщине срезаемого слоя, стремящейся к нулю:
а -> 0, имеем Рг — Fx и Рх = Л^.
Для отыскания сил Л^г и Ft экспериментально находят зависимости
Рг = h («) и Рх = U (й) ПРИ различных передних углах или углах
наклона главного лезвия (рис. 145). При экстраполяции кривых
Pz = h (°) на нулевую толщину срезаемого слоя точка пересечения
их с осью координат Z даст величину силы Fi, точка пересечения кривых
Рх = h (а) с осью координат X даст величину силы Nt.
Рис. 145. Экстраполяция составляющих силы резания на нулевую толщину
срезаемого слоя
190
АППАРАТУРА, ПРИМЕНЯЕМАЯ
ДЛЯ ИЗМЕРЕНИЯ СИЛ РЕЗАНИЯ
Связь между изменением факторов процесса резания и составляющими
силы резания обычно находят экспериментально. Аналитические
методы определения составляющих силы резания имеют преимущест-
преимущественно теоретический характер и для инженерных расчетов не при-
применяются.
Приборы, предназначенные для измерения составляющих силы
резания, называют динамометрами. Если динамометр измеряет одну
составляющую, то он называется однокомпонентным, две — двух-
¦ компонентным и три — трехкомпонентным.
Для исследования процесса резания: 1) при точении, растачивании,
нарезании резьбы резцом и круглом шлифовании применяют трех-
компонентные динамометры; 2) при сверлении, зенкеровании, развер-
развертывании, нарезании резьбы метчиком — двухкомпонентные, изме-
измеряющие составляющую силы резания, направленную вдоль оси инстру-
инструмента, и крутящий момент; 3) при фрезеровании плоскостей, фасонных
поверхностей, венцов зубчатых колес, плоском шлифовании — одно-
компонентные и трехкомпонентные динамометры; 4) при про-
протягивании, зубодолблении — в основном однокомпонентные динамо-
'метры.
К -динамометрам предъявляют следующие основные требования:
1. Точность измерения динамометром сил резания должна опреде-
определяться его назначением. При сравнительно грубых измерениях сил,
'необходимых для определения мощности, расходуемой на резание,
[расчетов на жесткость и прочность инструментов и деталей станков,
(точность должна составлять 2—3%. У динамометров, предназначенных
1-для исследования физических процессов резания, точность измерений
должна быть значительно выше и составлять 1—1,5%, а в некоторых
"Случаях доходить до 0,5%.
2. Для регистрации быстроизменяющихся в процессе резания сил
.Динамометры должны обладать малой инерционностью. Для этого
частота собственных колебаний динамометра должна значительно
превосходить частоту колебаний измеряемой силы.
3. Динамометры должны быть виброустойчивыми при любых ско-
скоростях резания. Для этого упругие звенья динамометров, вос-
воспринимающие действие сил, должны обладать максимальной жест-
жесткостью.
4. В динамометрах должно отсутствовать взаимное влияние сос-
составляющих силы резания. Для этого датчик динамометра, воспри-
воспринимающий действие одной из составляющих силы резания, не дол-
должен реагировать на действие остальных составляющих.
По принципу действия различают динамометры: упруго-меха-
упруго-механические, гидравлические и упруго-электрические [65, 71].
При использовании упруго-механических динамометров о вели-
величине измеряемой силы судят по упругому прогибу рабочей части
динамометра, возникающему под действием этой силы и регистри-
регистрируемому индикатором часового типа 128]. Динамометры просты по
191
конструкции, обладают высокой точностью и надежны в работе при
скоростях резания, не превышающих 2—3 м/мин, и при незначитель-
незначительном изменении силы во времени. При более высоких скоростях реза-
резания их использовать затруднительно вследствие высокой инерцион-
инерционности механической системы индикатора. Под действием изменяю-
изменяющейся силы или вследствие вибрации системы СПИД колебания
стрелки индикатора становятся настолько значительными, что это
исключает точность измерений. Динамометры применяют при иссле-
исследовании механики процесса резания с микроскоростями.
Основой гидравлических динамометров являются гидравличес-
гидравлические месдозы [14, 65]. Измеряемая сила через соответствующую меха-
механическую систему давит на поршень гидравлической месдозы, вытес-
вытесняя из ее полости рабочую жидкость (глицерин или касторовое масло)
в манометрическую пружину Бурдона. Пружина связана со стрел-
стрелкой гидравлического манометра или пером самописца. Так как жид-
жидкость практически несжимаема, то отклонение стрелки манометра
или пера самописца будет пропорционально величине измеряемой
силы. Гидравлические динамометры надежны и просты в обращении.
К их недостаткам следует отнести невысокую точность, инерцион-
инерционность и большие габариты. Точность измерения ими в зависимости
от предельной нагрузки составляет 10—20 кгс. Их применяют для
измерений сил и крутящих моментов при скоростях резания, не пре-
превышающих 80 м/мин.
В настоящее время наибольшее применение получили упруго-
электрические динамометры [65]. Их действие основано на преобра-
преобразовании перемещения или деформации упругих звеньев динамометра
в электрический сигнал с помощью электрических датчиков. Дина-
Динамометры имеют высокую точность измерения, практически безынер-
безынерционны и малогабаритны. Так как для возбуждения электрического
сигнала перемещение или деформация упругого звена динамометра
могут составлять несколько микрон или даже десятые доли микрона,
то динамометры обладают очень высокой жесткостью и вследствие
этого нечувствительностью к вибрациям. В качестве датчиков исполь-
используют емкостные, угольные, пьезоэлектрические, магнитоупругие,
индуктивные и проволочные датчики. Наибольшее распространение
нашли индуктивные и проволочные датчики, относящиеся к пара-
параметрическим электрическим датчикам. Эти датчики компактны и
позволяют в качестве показывающих и записывающих устройств
применять универсальные приборы (гальванометры, магнитоэлек-
магнитоэлектрические и электронные осциллографы).
Принципиальное устройство индуктивного датчика с перемен-
переменным воздушным зазором и включение его в измерительную схему
изображено на рис. 146. Датчик представляет собой катушку с желез-
железным сердечником. Магнитную цепь датчика замыкает якорь — упру-
упругое звено динамометра, на которое действует измеряемая сила. Работа
датчика основана на изменении реактивного сопротивления катушки
при изменении ее индуктивности, которое зависит от магнитного
сопротивления. Магнитное сопротивление Ryl определяется площадью
S поперечного сечения железного сердечника, его магнитной про-
192
Рис. 146. Схема индуктивного датчика (а) и включе-
включение его в измерительную схему {б):
Li — рабочий датчик; Lz — компенсационный датчик,
служащий для балансировки моста; Rt и Д2 — урав-
уравновешивающие сопротивления; R3 — потенциометр
для установки измерительного прибора на нуль
ницаемостью ц и величиной воздушного
зазора б между сердечником и якорем:
R 6
Таким образом, магнитное, а следо-
следовательно, и реактивное сопротивление
катушки пропорционально изменению
величины воздушного зазора б. Датчик
включен в измерительную мостовую схе-
схему, питаемую переменным током. При
равенстве воздушных зазоров между яко-
якорем и сердечником рабочего и компен-
компенсационного датчиков мост сбалансирован и разность потенциалов
между его узловыми точками отсутствует. Когда под действием
измеряемой силы произойдет перемещение упругого звена динамо-
динамометра или его деформация, то это вызовет изменение воздуш-
воздушного зазора и реактивного сопротивления рабочего датчика. Мост
выйдет из равновесия и измерительный прибор зафиксирует
ток, сила которого будет пропорциональна величине измеряемой
силы.
На рис. 147 изображен дифференциальный индуктивный датчик,
состоящий из двух отдельных датчиков. В корпус 1 вставлены два
датчика 5, состоящие из катушек, намотанных на сердечник из
трансформаторного железа. Между датчиками помещается устано-
установочное кольцо 4. В сердечнике датчиков имеется отверстие, сквозь
которое проходит стержень якоря 2. В конец стержня якоря заче-
канен стальной закаленный шарик 6, упирающийся в упругое звено
динамометра. Постоянный прижим стержня якоря к упругому звену
осуществляется пружиной 5. Оба датчика включены в дифференци-
дифференциальную мостовую схему (рис. 148), плечами которой являются катушки
датчиков и уравновешивающие сопротивления Rt и R2. Разность
потенциалов в узловых точках моста регистрируется гальванометром
постоянного тока. Так как измерительный мост через понижающий
трансформатор питается переменным током, то в мост включены
четыре диода по кольцевой схеме. Дополнительное сопротивление
Ra включается в зависимости от того, в каком интервале сил резания
должен работать динамометр. Установка гальванометра на нуль
(равенство воздушных зазоров между сердечниками датчиков и тарел-
тарелкой якоря) осуществляется вращением корпуса датчика в резьбовом
отверстии. По сравнению с простыми индуктивными датчиками диф-
дифференциальные датчики при равных перемещениях якоря обладают
более высокой чувствительностью моста, так как при перемещении
7 Бобров В. Ф,
193
якоря в одном направлении реактивное сопротивление одной из
катушек увеличивается, а другой уменьшается.
При применении индуктивных датчиков в динамометрах, как
правило, обходятся без усилителя тока, регистрируя электрический
сигнал с помощью микроамперметра или осциллографа. Поэтому
такие динамометры просты в обслуживании и надежны в работе.
Проволочные датчики относятся к датчикам омического сопро-
сопротивления. Датчик наклеивают на упругое звено динамометра, и при
его нагружении датчик претерпевает те же деформации, что и поверх-
поверхность, на которой он расположен. Растяжение или сжатие петель
проволоки изменяет омическое сопротивление датчика; это изменение
пропорционально величине действующей силы. Относительное изме-
изменение сопротивления R проволочного датчика можно определить
по формуле
где AR — абсолютное изменение сопротивления датчика;
Д/
-j относительная деформация проволоки датчика;
К — коэффициент тензочувствительности, величина которого
определяется родом материала проволоки; он уменьшается
при уменьшении длины / (базы) датчика.
Для увеличения жесткости динамометра относительная деформа-
деформация упругих звеньев не должна превышать 0,1—0,2%, что для про-
проволоки из константана дает относительное изменение сопротивления
датчика менее 0,5%. Столь малому изменению относительного сопро-
сопротивления соответствует такое же малое изменение силы тока, про-
Рис. 147. Дифференциальный
индуктивный датчик
Рис. 148. Включение дифференциального ин-
индуктивного датчика в измерительную схему;
Л\. Иг — датчики; Тр — трансформатор вклю-
включения
194
К усилите/пс
11
Рис. 150. Схема универсального динамометра
(УДМ)
Рис. 149. Схема включения
проволочного датчика в из-
измерительную схему:
Rt — рабочий датчик; Rs —
компенсационный датчик;
Rs и Ri — постоянные сопро-
сопротивления; Rt и Д„ — потен-
потенциометры
текающего через датчик, которое зафиксировать с помощью микро-
микроамперметра или вибратора осциллографа надежно не удается. По-
Поэтому, между измерительным мостом, в который включен датчик, и
регистрирующим прибором помещают электронный усилитель.
Измерительная схема для проволочных датчиков изображена на
рис. 149. Компенсационный датчик R3 не только уравновешивает
мост, но и служит для компенсации влияния температуры на сопро-
сопротивление проволоки датчика. Для этого компенсационный датчик
наклеивают рядом с рабочим датчиком, но так, чтобы его деформа-
деформация при деформации упругого звена была пренебрежимо мала.
Мост питается от специального генератора переменного тока с час-
частотой 1000—10 000 Гц. При столь высокой частоте емкостные сопро-
сопротивления соединительных проводов достаточно велики, и для их ком-
компенсации предусмотрена балансировка моста с помощью потенцио-
потенциометра Re и постоянного конденсатора, включенного параллельно
плечам Rs и /?4- Потенциометр R5 служит для балансировки актив-
активных сопротивлений плеч перед началом работы.
Среди динамометров с проволочными датчиками наибольшее рас-
распространение нашел универсальный динамометр УДМ конструкции
Б. И. Мухина, выпускаемый централизованно. Динамометр позво-
позволяет измерять три составляющие силы резания при точении, нареза-
нарезании резьбы резцом, фрезеровании и шлифовании, осевую силу и кру-
крутящий момент при сверлении, развертывании, зенкеровании и наре-
нарезании резьбы метчиком. В зависимости от максимальной величины
измеряемой главной составляющей Рг силы резания выпускают дина-
динамометры различной чувствительности: на силу Рг 100, 600 и 1200 кгс.
Схема динамометра изображена на рис. 150. Основой динамометра
является квадратная пластина (лодочка), установленная в корпусе
динамометра на упругих звеньях (опорах) 1—16 из термически обра-
7*
195
ботанной стали. Опоры имеют трубчатую форму и обладают высокой
жесткостью вдоль оси и малой жесткостью в направлении, перпенди-
перпендикулярном к оси. Для устранения зазоров и контактных деформаций
в стыках деталей динамометра опоры имеют предварительный натяг,
который несколько превышает половину максимальной нагрузки,
допускаемой опорой. На опоры строго вдоль оси наклеены проволоч-
проволочные датчики с базой 10 мм. На вертикальные опоры, воспринимающие
силы, действующие вдоль оси Z, наклеено по одному датчику; на
горизонтальные опоры, воспринимающие силы, действующие вдоль
осей Y и X, и крутящий момент, наклеено по два датчика. Первые
датчики служат для измерения горизонтальных сил, а вторые — кру-
крутящего момента. В измерительную схему датчики включены так,
что электрический сигнал на выходе схемы является алгебраической
суммой реакций опор. Это обеспечивает независимость показаний
динамометра от момента, создаваемого измеряемой силой, и, следова-
следовательно, от вылета резца. Расположение упругих опор и схема нак-
наклейки датчиков почти полностью устраняют влияние каждой силы на
датчики, воспринимающие действие остальных сил. Для усиления
электрического сигнала на выходе измерительной схемы между
динамометром 1 (рис. 151) и приборным щитом 3 с гальвано-
гальванометрами или осциллографом 4 предусмотрен электронный усили-
усилитель 2.
Благодаря усилителю динамометры с проволочными датчиками
по сравнению с индуктивными динамометрами имеют большую жест-
жесткость упругих звеньев, что повышает общую жесткость и виброустой-
виброустойчивость динамометров и сокращает их габариты. Однако включение
А-А
Рис. 151. Схема включения динамометра УДМ
и измерительной аппаратуры в сеть
Рис. 152. Схема динамометра для измерения
крутящего момента
196
в схему динамометра электронного усилителя усложняет экс-
эксплуатацию динамометра и требует его периодической тари-
тарировки.
Схема динамометра, предназначенного для измерения крутящего
гмомента при фрезеровании осевыми и торцовыми фрезами, представ-
ргена на рис. 152 [781. Упругим звеном динамометра являются 20
• радиально расположенных ребер 8, соединяющих верхний и нижний
,диски 5 и 7 корпуса. Верхний диск 5 присоединен к торцу шпинделя
:4 станка винтами 5. Нижний диск 7 туго посажен на коническую
(втулку 2, в которую вставляется оправка торцовой или осевой фрезы.
'Упругое смещение дисков относительно друг друга под действием
^крутящего момента резания регистрируется двумя индуктивными
датчиками / с переменным воздушным зазором. Датчики закреплены
на кольцах 6 так, что на каждом кольце расположен сердечник с катуш-
катушкой одного датчика и якорь другого датчика. Датчики включены
;В дифференциальную измерительную схему, поскольку при относи-
относительном смещении дисков 5 и 7 воздушный зазор в одном датчике
увеличивается, а в другом уменьшается.
ПОРЯДОК ПРОВЕДЕНИЯ
СИЛОВЫХ ЭКСПЕРИМЕНТОВ
И ОБРАБОТКА ОПЫТНЫХ ДАННЫХ
При установлении силовых зависимостей, как правило, используют
однофакторный эксперимент, когда варьируют только тот фактор
процесса резания, влияние которого изучают, а все остальные фак-
факторы за время опыта оставляют постоянными. Конечной целью экспе-
эксперимента является установление функциональной связи между неза-
независимой и зависимой переменными и описание этой связи матема-
математической формулой. Для того чтобы установить связь между изме-
изменением независимой переменной х — одного из параметров режима
резания /, s, v или одного из геометрических параметров инструмента
у, (р, Я, аи (ри одной из механических характеристик обрабатывае-
обрабатываемого материала и т. п. и изменением зависимой переменной у — одной
из сил Р'г, Ру и Рх, поступают следующим образом. Если, например,
устанавливают влияние подачи, то все остальные факторы: обра-
обрабатываемый материал, геометрические параметры инструмента, глу-
глубину резания, скорость резания, применяемую СОЖ оставляют посто-
постоянными. Необходимо принять все возможные меры для наилучшего
выполнения указанного условия, так как точность получаемых резуль-
результатов при однофакторном эксперименте главным образом зависит
от этого. Далее последовательно изменяют независимую переменную
х (увеличивают или уменьшают) и при каждом его значении изме-
измеряют динамометром соответствующую силу. Число наблюдений (дуб-
(дублей) п в каждом опыте определяется желательной точностью и надеж-
надежностью результатов экспериментов. Так, например, при уровне надеж-
надежности (доверительной вероятности) 0,9 минимальное число наблю-
наблюдений в каждом опыте должно быть равно пяти, при 0,95 — семи.
197
Таблица 12
№ опыта
X
У
1
*i
2
*2
У%
3
Хд
Уз
...
...
...
N
XN
UN
Среднее значение силы «/,- =— /. У« каждого опыта заносят в таб-
и = 1
лицу (см. табл. 12).
Результаты наблюдений, особенно при невысокой стабильности
экспериментов, полезно подвергнуть статистическому анализу (см.
гл. VII): 1) определение погрешности измеренной в каждом опыте
силы и установление доверительного интервала при заданном уровне
надежности; 2) оценка воспроизводимости результатов отдельных
опытов (однородности дисперсий опытов) по критерию Кохрена.
Полученные экспериментальные данные подвергают обработке
для получения формулы, описывающей связь между переменными
хну. При выборе аппроксимирующей функции руководствуются
следующим: выбранная формула должна с возможно большей точ-
точностью описывать устанавливаемую функциональную связь, быть
простой и обеспечивать быстроту обработки опытных данных. Мно-
Многолетние наблюдения показали, что если при изменении какого-либо
фактора процесса резания составляющая силы резания монотонно
возрастает или убывает, то такие зависимости хорошо изображаются
кривыми параболического и гиперболического типа. Указанные кри-
кривые наиболее удобно аппроксимировать степенной функцией вида
у = Схк, которая, будучи изображенной в декартовых координатах
с функциональными логарифмическими шкалами, представляет собой
прямую линию. Так как прямая линия является логарифмической
анаморфозой параболы и гиперболы, то это облегчает определение
неизвестных: показателя k и постоянной С формулы. Прологарифми-
Прологарифмировав степенную функцию, получим уравнение прямой с угловым
коэффициентом lg у — lg С + k lg x, в котором угловой коэффици-
коэффициент, равный показателю степени при х, определится как тангенс угла
наклона прямой к оси абсцисс. При немонотонной, зависимости у —
= f(x) такая аппроксимация непригодна.
Нахождение показателя степени k и постоянной С можно про-
производить графически и аналитически. При графической обработке
экспериментальные точки, соответствующие значениям х и у, наносят
в двойной логарифмической системе координат (рис. 153). Для постро-
построения графиков пользуются специальной логарифмической сеткой или
размечают в одинаковом масштабе шкалы по оси абсцисс и ординат
с помощью основной, квадратной или кубической шкал логарифми-
логарифмической линейки. Через опытные точки проводят прямую линию так,
198
Рис- 153. Графическая обработка
опытных данных при установлении
силовых зависимостей
чтобы возможно большее число точек равномерно группировалось
вокруг прямой. Тогда /e = tgvjj. Для нахождения постоянной решаем
выражение относительно
Г—M.L
xi
И подставляем в формулу значение х,- и у{ точки /, лежащей на пря-
прямой. Если ни одна из опытных точек не лежит на прямой, то можно
брать любое значение х и соответствующее ему значение у, опреде-
определяемое как расстояние от оси X до прямой.
Графическая обработка опытных данных дает хорошие по точности
результаты только в том случае, когда экспериментальные точки
лежат на одной прямой или достаточно плотно группируются вдоль
нее. При большом рассеивании точек вследствие погрешностей экспе-
эксперимента1 положение прямой между точками становится неопределен-
неопределенным. В этом случае для определения k и С прибегают к аналитичес-
аналитической обработке опытных данных, используя метод наименьших квад-
квадратов. В основе метода лежит следующее положение: наилучшее при-
приближение аппроксимирующей функции y = f(x) к эксперименталь-
экспериментальным данным будет в том случае, когда сумма квадратов отклонений
расчетных значений f(x^j,f{x^, f(x3), ...,f(xN) от экспериментальных ух,
Уъ, Уз> ••• > Ун является минимальной, т. е.
Разность //,-—f(xt) в выражении есть отклонение по ординате
экспериментальной точки от заменяющей кривой. Для уравнения
прямой в логарифмических координатах \gy-lgC-\-klgx основное
условие принимает вид
N
Сумма S* будет минимальной, если ее частные производные по
параметрам С и k равны нулю:
яс*
199
Произведя дифференцирование и соответствующие преобразова-
преобразования, получим систему нормальных уравнений
2 Ig^ = JgC V Ig f]
1 = 1 t - 1 t = 1
в которых N — число опытов в серии. Решая систему уравнений,
получим,формулы для определения искомых постоянной С и пока-
показателя k:
N N N N
X fe»i 2 ifi8*—2 te** 2 fewfe*
л/
2] igAV
Л7 N N
, i -=1 i= I i I
N I N
При известных С и k можно определить погрешность, возникаю-
возникающую при экспериментальном описании материала степенной функ-
функцией. Обозначим через yf значение силы, получаемое при вычисле-
вычислении ее по аппроксимирующей формуле у — Схк. Тогда основная
ошибка, характеризующая степень приближения заменяющей кри-
кривой к экспериментальным точкам,
Выражение у = Схк является математической моделью объекта
исследования. Поэтому после получения численных значений С и k
необходимо проверить степень соответствия (адекватность) принятой
математической модели описываемому объекту. Проверку адекват-
адекватности модели производят по F — критерию Фишера (см. гл. VII).
Если принятая аппроксимирующая функция не удовлетворяет кри-
критерию Фишера, то она должна быть заменена другой.
Полученные на основании обработки экспериментальных данных
зависимости вида у = Схк называют частными, так как они выражают
связь между силой и изменением только одного из факторов процесса
резания. В них влияние изучаемого фактора выражено изолированно,
вне связи с влиянием других факторов, оставшихся постоянными при
проведении какой-либо серии экспериментов. Показатель степени k
характеризует интенсивность влияния независимой переменной на
200
&ависимую — составляющую силы резания, а постоянная С — вли-
йние на зависимую переменную всех факторов процесса резания,
^остававшихся при проведении серии опытов неизменными. Очевидно,
частных зависимостей можно иметь сголько, сколько существует
факторов процесса резания, влияние которых хотят изучить.
Для получения общих зависимостей, выражающих влияние на
Вависимую переменную нескольких факторов, частные зависимости
^Объединяют. Методику нахождения общей формулы покажем на при-
призере объединения двух частных формул. Пусть в результате двух
:серий экспериментов получены зависимости
Обе серии экспериментов были проведены на одном обрабатывае-
обрабатываемом материале, при одинаковых геометрических параметрах инстру-
инструмента и при одной и той же скорости резания. Первая серия была
Выполнена при постоянной подаче s = sCOnsu а вторая — при
постоянной глубине резания / ===== 4onst- Общая формула, выражающая
одновременное влияние / и s на силу Рг, имеет вид
В ней неизвестна постоянная Cts, характеризующая влияние на
.силу Р~ всех факторов процесса резания, остававшихся постоянными
"при проведении обеих серий экспериментов. Общая формула стано-
становится частной в том случае, если в нее вместо любого значения подачи
подставить ту постоянную подачу s = sconbi, при которой проводили
первую серию опытов. Тогда
и полученная из опытов первой серии величина
*const
Используя вторую серию опытов, получим
Из опытов второй серии величина
const
Вследствие неизбежных погрешностей экспериментов величины C,s,
полученные из первой и второй серий, будут отличаться друг от
друга. Поэтому окончательное значение постоянной принимается как
среднее арифметическое двух значений:
Cts—- 2 * ¦
201
Аналогично можно получить общие формулы, содержащие любое
число независимых переменных.
Полученные описанным способом частные и общие зависимости
не являются физическими зависимостями, так как они были найдены
статистическими средствами и не имеют физической размерности.
Поэтому они имеют все недостатки, присущие подобным формулам.
Одним из них является то, что статистические формулы можно с уве-
уверенностью использовать только для того интервала изменения неза-
независимых переменных, для которого они были получены. Всякая
экстраполяция формул за указанные пределы может привести к сущест-
существенным ошибкам в расчетах.
СОСТАВЛЯЮЩИЕ СИЛЫ РЕЗАНИЯ
ПРИ ТОЧЕНИИ
Срезаемый слой давит на резец с силой резания Р (рис. 154), являю-
являющейся геометрической суммой нормальных сил и сил трения, дей-
действующих на его передней и задней поверхностях. В общем случае
сила резания не расположена в главной секущей плоскости NN,
а составляет с ней некоторый угол. При изменении обрабатываемого
материала, геометрических параметров резца и режима резания сила
резания Р изменяет не только свою величину, но и направление отно-
относительно детали и резца. Поэтому при определении расходуемой на
резание мощности, расчетах на прочность и жесткость резца и отдель-
отдельных деталей и узлов токарного станка силу резания Р раскладывают
на три координатные оси Z, Y, X, получая составляющие Pz, Pu
и Рх. Ось Z направлена вертикально, оси Y и X расположены в гори-
горизонтальной плоскости, соответственно перпендикулярно и парал-
параллельно оси детали. Составляющие силы резания имеют свои названия.
Силу Pz называют окружной силой или главной составляющей силы
резания, силу Ру — радиальной силой, силу Рх — осевой силой или
силой подачи. Реакция окружной силы
создает момент сопротивления резанию,
называемый крутящим моментом ре-
резания:
"~2000"КГС'М-
F2)
Для того, чтобы осуществлялся про-
процесс резания, крутящий момент Мст,
развиваемый станком при определенном
числе оборотов шпинделя, должен быть
больше крутящего момента резания, т. е.
Мст Ss M. Эффективная мощность стан-
станка Ne (мощность на шпинделе) склады-
Рис. 154. Сила резания при точении и се состав-
составляющие
202
бается из мощностей Ne. и Nex, затрачиваемых на преодоление сил Рг
и Рх, т. е, Ые = Л/ег + ЛГел.. Составляющие мощности (кВт)
ЯЛ->М
60-75-1,36 6120
Ю00-6120 •
Если предположить, что силы Рг и РЛ будут даже равны друг
другу, то при применяемых режимах резания составляющая мощ-
мощности Nex всегда во много раз меньше составляющей Nez. Поэтому
эффективную мощность станка рассчитывают только по окружной
силе:
?— к ion" КВТ?
F3)
а силу Pz вследствие этого называют главной составляющей силы
резания.
Сила Pz, действуя на резец, изгибает его в вертикальной плос-
плоскости, а ее реакция также в вертикальном направлении изгибает
деталь. Сила Pv стремится оттолкнуть резец от детали в направле-
направлении, перпендикулярном к ее оси, а реакция силы Pv изгибает деталь
в горизонтальной плоскости. Сила Рх противодействует продвиже-
продвижению суппорта станка вдоль оси детали. По ее величине рассчиты-
рассчитывают на прочность механизм подачи станка. Сила Рх изгибает резец
в горизонтальной плоскости. Таким образом, под действием изги-
изгибающих сил Pz и Рх резец испытывает косой изгиб. Реакция силы Рх
сдвигает деталь вдоль ее оси.
Силы Pz, Ру и Рх в общем случае неодинаковы. Величина силы Pz
главным образом определяется нормальной силой, действующей на
передней поверхности резца. Силы Ру и Рх зависят от величины и
направления силы трения. Поэтому соотношение между силами Pz,
Ру и Рх изменяется при изменении материала обрабатываемой детали,
геометрических параметров резца и режима резания. На рис. 155
и 156 показано влияние глубины резания и подачи на отношения
Ру/Р- и Рх/Рг при обработке деталей из стали. Если радиус пере-
переходного лезвия резца г — 0, то увеличение глубины резания до 2 мм
Ру/Рг_
0,8
0,6
СЛ
0,2
Рх/Рг
\^
\
-s=a
055 Mh
11
0,22
0
8S
1/0б—
ou
0,2
/
^—
0.055 п
-0.11-
0.22
п/об
2
Рис. 155. Влияние глубины резания
к подачи на отношение Ру/Р^ при
точении (сталь 40; V = 0е, К = 0";
<р = 45°: r = 0; v = ISO м/мии) [85]
о 1 г з ь г,мм
Рис 158. Влияние глубины резания
и подачи на отношение Рх/Рд при
точении (сталь 40; V = = 0°; К = 0е;
Ч> = 45°; г> = 150 м/мин) [85]
203
Рис. 157. Горизонтальные составляющие силы резания
при точении и их равнодействующая
уменьшает отношение PJPZ и увеличи-
увеличивает отношение PJPy. При t > 2 мм
дальнейшее увеличение глубины резания
на указанные отношения влияния не
оказывает. При любых глубинах резания
увеличение подачи уменьшает отношения
Ру/Рг И PJPZ 185].
Значительное влияние на изменение
соотношения между силами Pz, Ри и Рк
оказывают передний угол и главный угол в плане резца. Уменьше-
Уменьшение переднего угла и переход его в область отрицательных значений
увеличивает отношения PJPZ и РХ1Р-. Главный угол в плане вслед-
вследствие изменения положения главного лезвия относительно движения
подачи влияет на отношение РХ1РУ. Из рис. 157 видно, что
¦ = tg (ф
где угол t]xy является проекцией угла схода стружки на координатную
плоскость XY. Из выражения следует, что при увеличении главного
угла в плане отношение PjPy будет непрерывно возрастать, достигая
максимума при <р — 90°. При максимальном значении угла ф сила Рх
достигает максимального значения, а сила Р,, — минимального.
Численные данные о влиянии переднего угла и главного угла в плане
на соотношения между составляющими силы резания приведены
в 185]. При ф = 45°, Я = 0°, у = 15° и отношении - > 10 можно
пользоваться следующим приближенным соотношением:
Рг: Ру: Рх = 1 : @,4 ... 0,5): @,25 ... 0,3).
Из соотношения следует, что главная составляющая Pz по вели-
величине мало отличается от силы резания:
Р=
... 0,5)
,25 ... 0,3)Р,Р=A.1 ... 1,15) Р,
ВЛИЯНИЕ РЕЖИМА РЕЗАНИЯ
НА СОСТАВЛЯЮЩИЕ СИЛЫ РЕЗАНИЯ
При увеличении глубины резания и подачи растет площадь сечения
срезаемого слоя, что вызывает возрастание всех составляющих силы
резания. Однако результаты многочисленных экспериментов, про-
проведенных при точении различных материалов с прямыми срезаемыми
слоями в различных условиях, свидетельствуют, что во всех случаях
204
Таблица 13
Средние значения показателей степени в формулах для определения
вил Р„ Ру и Рх [86J
Материал режущей
части резца
Твердый сплав ....
Быстрорежущая сталь
Показатели степени в формулах
силы Pg
ХР
1
1
Ур
0,75
0,75
силы Р
ХР
0,9
0,9
Ур
0,6
0,75
силы Р^
ХР
1
1,2
Ур
0,5
0,65
глубина резания на составляющие силы резания влияет сильнее,
¦нежели подача. В формулах
F4)
определяющих связь между глубиной резания, подачей и состав-
составляющими силы резания, это обстоятельство выражается неравенством
показателей степени хр > ур. Значения показателей степени при
продольном точении сталей и чугунов приведены в табл. 13; они
являются средними при работе с прямыми срезаемыми слоями. В общем
случае показатели хр и ур не являются постоянными, а зависят от
значений глубин резания и подач, с которыми ведется обработка, т. е.
xP=fi(t; s) и yp=f2(t; s).
Как показал Н. Н. Зорев, при точении как с прямыми, так и с об-
обратными слоями формула для определения любой составляющей
силы резания имеет вид
где кит — некоторые константы, зависящие от рода обрабатыва-
обрабатываемого материала и переднего угла резца. При уменьшении отноше-
отношения '/s интенсивность влияния глубины резания на составляющие
силы резания уменьшается, а влияние подачи возрастает. Поэтому
при точении с обратными срезаемыми слоями показатель степени ур
при подаче может стать больше, чем показатель степени хр при глу-
глубине резания. Так, например, при k = 0,9 и т = 0,2 формула для
определения главной составляющей силы резания принимает вид
Тогда при точении — =10 (прямые слои)
205
а при точении с—=0,1 (обратные слои)
Вследствие неодинакового влияния t и s на составляющие силы
резания величина сил при постоянной площади сечения срезаемого
слоя txs, но при различных отношениях t/s будет неодинакова. По-
Поэтому при точении с прямыми срезаемыми слоями для того чтобы при
заданной площади сечения максимально уменьшить величину сил,
необходимо уменьшить глубину резания за счет увеличения подачи,
т. е. стремиться работать с возможно меньшим отношением t/s. Раз-
Различная интенсивность влияния глубины резания и подачи на главную
составляющую силы резания вызвана их неодинаковым действием
на степень деформации срезаемого слоя. Выразим формулу F4) через
физические размеры срезаемого слоя: ширину Ъ и толщину а. Так как
и s =
sirup '
то
Рг=СргЬХраУр (sin yfr-vp.
При ф = const формула принимает вид
p^qjb'pcf". ¦ F5)
Таким образом, ширина срезаемого слоя влияет на силу Рг более
сильно, чем толщина. Как было показано в гл. III, изменение ширины
срезаемого слоя не сказывается на изменении степени его деформации
(коэффициент усадки стружки остается постоянным). Увеличение же
толщины срезаемого слоя снижает величину коэффициента усадки
стружки, что уменьшает степень деформации срезаемого слоя. Глав-
Главная составляющая силы резания пропорциональна той степени дефор-
деформации, которую получил срезаемый слой при превращении его
в стружку. При увеличении ширины срезаемого слоя вследствие
увеличения площади сечения сила Рг должна увеличиваться во
столько раз, во сколько возросла величина Ь, так как при этом сте-
степень деформации срезаемого слоя не изменяется. Поэтому и пока-
показатель степени хр при ширине срезаемого слоя близок к единице.
Увеличение толщины срезаемого слоя также увеличивает его площадь,
но при этом степень деформации слоя уменьшается и рост силы Рг
отстает от роста толщины срезаемого слоя. Вследствие этого пока-
показатель степения ур при толщине срезаемого слоя не может быть рав-
равным единице, а всегда несколько меньше ее. Поскольку физические
и технологические размеры срезаемого слоя связаны друг с другом
только через главный угол в плане, то влияние t и s на силу Pz остается
таким же, как влияние Ь и с. Все сказанное относится к резанию как
с прямыми, так и с обратными слоями. Поэтому в формуле для опре-
определения силы Рг при точении с обратными слоями показатели сте-
степени при t и s меняются местами.
206
Более сильное влияние на силу Pz ширины срезаемого слоя, чем
толщины, имеет место не только при точении, но справедливо при
любых видах работ. Поэтому для уменьшения главной составляющей
силы резания при заданной площади сечения срезаемого слоя во всех
случаях необходимо стремиться работать с возможно меньшим отно-
отношением b/а, увеличивая толщину срезаемого слоя за счет уменьшения
его ширины.
Разделим силу Рг на площадь сечения срезаемого слоя аЪ. Полу-
Получившуюся величину р называют удельной силой резания:
Р—Чг кгс/мм2.
F6)
Подставим в формулу F6) силу Рг, выраженную формулой F5),
х 1
уу у
и, учитывая, что хр — 1, получим
Г
Г
F7)
где k = \—ур.
Из формулы F7) следует, что удельная сила резания не зависит
от ширины срезаемого слоя, уменьшаясь при увеличении его тол-
толщины. Удельную силу резания используют для определения главной
составляющей силы резания при различных видах работ.
Изменение скорости резания влияет на составляющие силы реза-
резания так, как оно влияет на изменение коэффициента усадки стружки.
При резании материалов, не склонных к наростообразованию, коэф-
коэффициент усадки монотонно убывает при увеличении скорости реза-
резания. Так же ведут себя и составляющие силы резания (рис. 158),
уменьшающиеся при увеличении v: вначале быстро, а затем более
медленно. При резании материалов, склонных к наростообразованию,
кривая Pz /,(w) так же, как и кривая /ft—/a(i>)» немонотонна (рис. 159),
причем обе кривые совпадают по фазам. Начиная от скорости vx
Р. лес.
1Б0
no
SO
X
л
A
Px
^^
Py
—X_
И
ьо ео по v,n/nuH
Рис. 158. Влияние скорости резания
v на составляющие силы резания
Рх, Рх, Ру при точении (титано-
(титановым сплав ВТ1; ч< = 70°; t =
= 2,5 мм; s = 0,47 мм/об) [66]
V, V2
Рис. 159. Схема влияния ско-
ргсти резании v на высоту на-
нароста Н. коэффициент усгдки
стружки /f? и силу Рг
ЯУГ
Рг.кгс
Ш v,ti/tiUH
Рис. 160. Влияние скорости резаиия на
силу Рг при точении (сталь 40; V = 10°;
ф = 60°; t = 4 мм) [281
до скорости v2, при которых
высота нароста растет, сила Рг
уменьшается, достигая мини-
минимума при максимально развитом
наросте. При скоростях реза-
резания от v2 до v3, при кото-
которых высота нароста умень-
уменьшается, сила Р, вновь возрастает. При скоростях резания, боль-
больших скорости v3, соответствующей исчезновению нароста, сила Рг
при увеличении скорости резания в дальнейшем непрерывно умень-
уменьшается. На рис. 160 показано влияние скорости резания на силу Рг
при различных подачах. Из рисунка видно, что чем меньше подача,
тем при большем значении скорости резания сила Рг достигает вто-
вторичного максимума. Последнее находится в полном соответствии
с влиянием подачи на скорость резания, соответствующую исчезно-
исчезновению нароста. Все сказанное относится и к изменению сил Ру и Рх.
Скорости резания, с которыми работают при точении твердосплав-
твердосплавными резцами, выше, чем скорость v3. Поэтому участок кривой сила —
скорость для v > v3 можно описать формулами
Для диапазона скоростей резания 50—350 м/мин показатели сте-
степени в зависимости от рода обрабатываемого материала, переднего
угла и подачи изменяются в следующих пределах: для силы Рг гр —
= 0,35 -г-0,1; для силы Ру гр = 0,5 -^ 0,25 и для силы Рх zD =
==0,5 -i- 0,3.
При скоростях резания, больших 400 м/мин, при резании любых
материалов скорость резания практически перестает влиять на состав-
составляющие силы резания, и показатель степени гр -> 0.
ВЛИЯНИЕ ГЕОМЕТРИЧЕСКИХ
ПАРАМЕТРОВ РЕЗЦА НА СОСТАВЛЯЮЩИЕ
СИЛЫ РЕЗАНИЯ
Главный угол в плане изменяет отношение Ыа и положение главного
лезвия относительно движения подачи. И то и другое при изменении
угла <р вызывает изменение составляющих силы резания.
Увеличение главного угла в плане при постоянных t и s вызывает
уменьшение отношения Ыа, что должно привести к непрерывному
уменьшению силы Pz. Это хорошо подтверждается экспериментом
при свободном точении любых материалов и при несвободном точении
чугуна. Как видно из-рис. 161, то же самое наблюдается и при несво-
несвободном точении стали резцом без переходного лезвия (кривая 2).
208
Рис. 161. Влияние главного угла в плане на силу п
Р при точении (сталь; t = 2 мм; s = 048 мм/об): г
Pg при точении (сталь; t
2 мм; s= 0,48 мм/об):
/ — несвободное точение резцом с г = 2 мм при
в = 40 м/мин; 2 — несвободное точение резцом с
г = 0 при v = 40 м/мин; 3 — свободное точение при
V = ii м/мин Ш
280
При несвободном точении резцом с пе- г60
реходным лезвием, начиная со значения
угла <р = 60°, сила Р, не уменьшается,
а вновь возрастает. Немонотонность
влияния угла <р на силу Рг связана
в этом случае с действием двух конку- 220
рирующих явлений: уменьшением отно-
отношения Ыа при увеличении угла <р и
увеличением отношения длины криво- 200^
линейного переходного лезвия к рабочей
длине главного лезвия.
Из рис. 162 видно, что bu<bi, аи>щ и —< — . Уменьшение
аи о,
отношения Ыа для прямолинейного главного лезвия вследствие уве-
увеличения угла <р снижает силу Р~. Однако вследствие увеличения
отношения пр/тп возрастает роль переходного дугового лезвия
с радиусом г, на котором условия деформирования и срезания стружки
значительно тяжелее, чем на главном лезвии. Продольные слои
стружки, перемещаясь по передней поверхности в направлениях,
перпендикулярных к переходному лезвию, мешают друг другу, уве-
увеличивают степень деформации срезаемого слоя, что, в конечном счете,
приводит к увеличению силы Рг. При резании пластичных матери-
материалов (сталей) для углов <р < 50—60° превалирует эффект от умень-
уменьшения отношения Ыа, а для углов <р > 60° — эффект от ухудшения
условий стружкообразования. При резании хрупких материалов
(чугунов) отрицательная роль переходного лезвия незначительна,
так как стружка ломкая и степень ее деформации невелика. Поэтому
Рис. 162. Влияние главного угла в плане на отношение длины пере-
переходного лезвия к длине главного лезвия
209
сила при увеличении угла <р уменьшается* за счет уменьшения отно-
отношения Ыа.
Силы Ру и Рх являются проекциями горизонтальной равнодей-
равнодействующей Рху (см. рис. 157) на оси Y и X. Поэтому при увеличении
угла <р сила Ри должна уменьшаться, а сила Рх возрастать (рис. 163).
Влияние главного угла в плане на составляющие силы резания опи-
описывается следующими формулами:
при обработке сталей
= 30-ь50°;
для ф = 50ч-90
= 30н-50°;
= 50-ь90°;
для ф = 30-5-90°;
при обработке чугунов
р = 30 ч-45°;
для ф = 45ч-90°.
Уменьшение переднего угла увеличивает коэффициент усадки
стружки и работу стружкообразования. Это приводит к увеличению
всех составляющих силы резания (рис. 164 и 165). Однако влияние
переднего угла резца на силы Рх, Ру и Рх неодинаково. Как видно
из рис. 165, уменьшение положительного и увеличение отрицательного
угла у наиболее сильно сказывается на росте осевой силы. Радиаль-
Радиальная и окружная силы возрастают в меньшей степени. Влияние перед-
Рис. 163. Влияние главного угла в
плане иа силы Ру к Рх при точении
(сталь 45; t=3 мм; s= 0,6 мм/об)
210
80 100 ПО К м/мин
Рис. 184. Влияние скорости резания v иа силу Рг
при различных передних углах резца V (точение
стали 40; ф = 60°; « = 4 мм; s = 0,285 мм/об) [28]
него угла на составляющие силы резания математически удобнее
описывать, используя угол резания бр = 90° — у.
Влияние угла резания на силы Рг, Ри, Рх выражают формулой
Показатели степени qp для сил Pz, Py, Рх соответственно равны:
0,95—1,05; 2 — 2,5; 2,5 — 3,5. Задняя поверхность инструмента
угла в стружкообразовании не участвует. Поэтому изменение заднего
угла не меняет величину нормальной силы и силы трения, действу-
действующих на передней поверхности. Следовательно, влияние заднего угла
на составляющие силы резания может проявляться только через
изменение сил, действующих на задней поверхности. Эксперименты
показывают, что если задний угол резца больше 8—10°, то составляю-
составляющие силы резания от величины заднего угла не зависят. При меньших
углах уменьшение заднего угла вызывает незначительное возраста-
возрастание сил Pz, Ру и Рх. Для диапазона задних углов 2—10° это возрас-
возрастание при обработке стали описывается формулами
рг=360-2,2а; Р„=И8-2а; Ря=96- 1,2а.
Угол наклона главного лезвия изменяет положение передней
поверхности резца отностительно системы координат XYZ, увели-
увеличивает рабочую длину главного лезвия и в зависимости от знака
угла Я. увеличивает или уменьшает коэффициент усадки стружки.
На главную составляющую силы резания (рис. 166) изменение угла Я,
влиябт сравнительно мало: увеличение отрицательного угла Я, прак-
практически не сказывается на изменении силы Рг; при увеличении поло-
положительного угла Я, сила Рг несколько возрастает, если Я, > 30°. Так
как у большинства токарных резцов
изменение угла Я, не выходит за пре-
пределы ±10°, то его влиянием на силу Рг
можно пренебречь. На силы Ри и Рх
угол Я, влияет значительно сильнее.
При переходе от отрицательных
Р.кгс
то
120
80
-SO' -IS
кг с
гво
гоо
160
по
во
/
У
А
/
{
i
т
I
I
/~Ру
\-Pz~
РУу
А
Л
Г- ^1
о
го ю
-10
15 30 А0
Рис. 165. Влияние переднего
угла на силы Рг, Ру и Рх при
точении (сталь 40; <р = 60°;
t = 4 мм; * = 0,285 мм/об;
в = 40 м/мин) [28]
Рис. 166. Влияние угла наклона
главного лезвия на силы Рг, Р~ и
Рх при точении (сталь 45; ф = 45°;
t = 3 мм; s = 0,307 мм/об; о =
= 143 м/мнн)
211
Таблица 11
Средние значения показателей степени рр
При точении стальных деталей
Сила
Рг
Ру
РХ
РР
0,1
0,3
0,3
При точении чугунных деталей
Сила
Ру
Рх
рр
0,07
0,2
0,2
углов.Я к положительным радиальная сила возрастает, а осевая
уменьшается. По данным А. П. Соколовского [85], влияние положи-
положительного угла К при обработке углеродистой стали выражается
формулами
Яг = Р,0A +0.007Я);
P, = P.vo A-0,01 Я),
в которых Рг0, Pll0, Рх0 — значения сил при Я = 0.
Увеличение радиуса г переходного лезвия вызывает уменьшение
переходных углов в плане в различных точках лезвия. Кроме того,
увеличение длины переходного лезвия ухудшает условия стружко-
образования у вершины резца. Вследствие этого силы Рг и Ру при
увеличении радиуса г возрастают, а сила Рх уменьшается. Влияние
радиуса переходного лезвия может быть описано формулой
Средние значения показателей степени приведены в табл. 14.
ВЛИЯНИЕ ОБРАБАТЫВАЕМОГО
И ИНСТРУМЕНТАЛЬНОГО МАТЕРИАЛОВ
НА СОСТАВЛЯЮЩИЕ СИЛЫ РЕЗАНИЯ
Механические свойства обрабатываемого материала весьма сложно,
и противоречиво влияют на составляющие силы резания. С одной
стороны, повышение прочности и твердости обрабатываемого мате-
материала увеличивает угол сдвига, что уменьшает коэффициент усадки
стружки и величину относительного сдвига. В результате этого умень-
уменьшаются работы деформации и стружкообразования и, как следствие,
составляющие силы резания. С другой стороны, с повышением проч-
прочности и твердости напряжения на условной плоскости сдвига воз-
возрастают, что увеличивает работы деформации, стружкообразования
и составляющие силы резания. В зависимости от того, что является
преобладающим, силы Рг, Ру и Рх при увеличении прочности обра-
212
60
UO
W —\
A
V
A
Ц
tf 1
x сталь 20Х
о сплав ВТ1
Л сплав ВТЗ
0,1 0,1 0,3 С.ММ
Рнс. 1в7. Влияние толщины срезаемого слоя а на силуРг. р д кгс/ММ
приходящуюся иа единицу длины главного лезвия при ~J~——
резании стали 20Х, сплавов ВТ1 и ВТЗ (V = 10°;
v = 2 м мин)
батываемого материала могут и возрастать
и уменьшаться. Если при увеличении проч-
прочности материала коэффициент усадки
стружки уменьшается сравнительно мало,
то силы Рг, Ри, Рх возрастают, а если уве-
увеличение прочности сопровождается значи-
значительным снижением коэффициента усадки,
то это приводит к уменьшениюсил (табл. 15).
Несмотря на то, что предел прочности на растяжение меди намного
уступает стали 20Х, сила Рг при резании обоих материалов одина-
одинакова. Это вызвано тем, что коэффициент усадки стружки для стали
20Х примерно во столько раз меньше, чем для меди, во сколько раз
больше касательные напряжения на условной плоскости сдвига.
Значительное увеличение силы Рг при резании стали 1Х18Н9Т по
сравнению со сталью 20Х связано с тем, что уменьшение коэффициента
усадки стружки для стали 1Х18Н9Т отстает от возрастания напря-
напряжений сдвига. На рис. 167 изображено влияние толщины срезаемого
слоя на силу Pz, приходящуюся на единицу рабочей длины главного
лезвия при обработке титановых сплавов ВТ1, ВТЗ и стали 20Х.
Несмотря на то, что пределы прочности сплавов ВТ1 и ВТЗ соответ-
соответственно равны 61 и 103 кгс/мм2, силы Pz при резании обоих сплавов
практически одинаковы. Причиной этого является то, что коэффициент
усадки стружки при резании сплава ВТЗ в 2 раза меньше, чем сплава
ВТ1. Сталь 20Х имеет предел прочности ов = 51 кгс/мм2, однако
при резании ее сила Рг выше, чем при резании более прочного сплава
ВТЗ, что также связано со значительно большим значением коэффи-
коэффициента Kl для стали 20Х. Приведенные примеры показывают, что
одни прочностные характеристики обрабатываемых материалов раз-
различного химического состава не могут служить объективным пока-
показателем при оценке сил, возникающих при резании.
Для групп материалов, однородных по своему химическому сос-
составу, увеличение напряжений сдвига при увеличении прочности,
Таблица 15
Влияние механических свойств обрабатываемого материала на величину
силы Pz (Y=20°; a = 0,22 мм; v =0,2 м/мин) [28]
Обрабатываемый материал
Сталь 00
Сталь 10
Сталь 20Х
Сталь 1Х18Н9Т
9°05'
11°50'
16°30'
17°40'
22°45'
г в кгс/мм8
32
46
49
58
103
6,2
4,3
3,5
3,3
2,6
Рg В КГС
500
570
450
500-
740
213
Таблица 16
Средние значения показателя степени в формулах для расчета
составляющих силы резания в зависимости от прочности
материала обрабатываемой детали [86]
Материал обрабаты-
обрабатываемой детали
Сталь:
ов «? 60 кгс/мм2
ов > 60 кгс/мм8
Чугун
Показатель степени га в формулах
Силы Рг
Твердый
сплав
0,35
0,35
0,4
Быстро-
Быстрорежущая
сталь
0,35
0,75
0,55
Силы Р
У
Твердый
сил an
1,35
1,35
1
Быстро-
Быстрорежущая
сталь
2
2
1,3
Силы Рх
Твердый
сплав
1
1
0,8
Быстро-
Быстрорежущая
сталь
1,5
1,5
1,1
как правило, значительно опережает уменьшение коэффициента
усадки стружки. Поэтому составляющие силы резания растут при
увеличении предела прочности при растяжении или твердости по
Бринелю. Это позволило получить приближенные формулы, которые
обеспечивают достаточную точность при инженерных расчетах состав-
составляющих силы резания. При резании пластичных материалов расчет
сил Р~, Ру и Рх ведут по ав или НВ; при резании хрупких материалов
за основу берется твердость НВ. Формулы имеют вид:
1) при обработке сталей Pt — С1ЬовПр;
2) при обработке чугунов Pi = Cie(HB)nP.
Средние значения показателя степени п,, при обработке конструк-
конструкционных углеродистых, легированных сталей и чугуна приведены
в табл. 16.
Материал режущей части резца на составляющие силы резания
влияет сравнительно слабо. Различные инструментальные материалы
имеют различный средний коэффициент трения на передней поверх-
поверхности, что при одинаковой нормальной силе дает различную ве-
величину силы трения и коэффициента усадки стружки. Поэтому
с уменьшением среднего коэффициента трения на передней поверх-
поверхности составляющие силы резания становятся меньше. Средние
коэффициенты трения при резании быстрорежущими сталями и
твердыми сплавами группы ВК. приблизительно одинаковы. Поэ-
Поэтому сила Pz при резании резцами из быстрорежущих сталей и одно-
карбидных твердых сплавов также одинакова. С увеличением содер-
содержания карбидов титана в твердом сплаве средний коэффициент трения
уменьшается, вследствие чего сила Pz при точении резцами, оснащен-
оснащенными пластинками из двухкарбидных сплавов, на 5—10% меньше,
чем оснащенными пластинками из однокарбидных сплавов. Наи-
Наибольшее снижение силы Рг дает сплав T3UK4 и наименьшее — сплав
Т5КЮ.
214
ВЛИЯНИЕ СТЕПЕНИ ЗАТУПЛЕНИЯ РЕЗЦА
И СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ
НА СОСТАВЛЯЮЩИЕ СИЛЫ РЕЗАНИЯ
По мере изнашивания резца изменяется форма передней и задней
поверхностей, а главное лезвие теряет свою остроту. Если на перед-
передней поверхности отсутствует хорошо развитый нарост, то затупление
инструмента сопровождается ростом составляющих силы резания.
При изнашивании резца только по задней поверхности силы Рг,
Ру и Рх растут непрерывно (рис. 168), причем особенно сильно уве-
увеличиваются горизонтальные составляющие Ру и Рх. Если одновре-
одновременно изнашиваются передняя и задняя поверхности, то при резании
сталей в начальный период изнашивания силы Р., Ру и Рх остаются
постоянными или даже несколько уменьшаются. Это объясняется
тем, что рост сил за счет увеличения площадки износа задней повер-
поверхности и притупления главного лезвия компенсируется увеличением
переднего угла вследствие образования лунки на передней поверх-
поверхности. При дальнейшем изнашивании резца силы Рг, Ру и Рх вновь
растут. Хорошо развитый нарост, выполняя функции режущего
клина, прикрывает контактные поверхности инструмента, и их изна-
изнашивание мало сказывается на росте составляющих силы резания.
Количественно влияние затупления резца на составляющие силы
резания учитывают поправочным силовым коэффициентом Кь, зна-
значения которого для силы Рг приведены в [86].
В гл. III было показано, что применение СОЖ, обладающих высо-
высокими смазочными свойствами, облегчает условия стружкообразова-
ния, уменьшает коэффициент усадки стружки и величину относи-
относительного сдвига. Это связано в основном с уменьшением среднего
коэффициента трения и силы трения на передней поверхности. Вслед-
Вследствие улучшений условий стружкообразования составляющие силы
резания при применении СОЖ уменьшаются. При этом в большей
степени снижаются горизонтальные проекции силы резания, в основ-
основном зависящие от силы трения. Например, если при применении
масляных жидкостей сила Рг в среднем снижается на 20%, то сни-
снижение силы Ру происходит на 30%. Эффективность СОЖ по снижению
составляющих силы резания зависит от способности жидкостей снижать
средний коэффициент трения и так назы-
называемой «грузоподъемности» жидкости —
свойства разделять трущиеся поверх- 200
ности граничным- слоем смазки при
определенном нормальном давлении.
Как видно из рис. 169 и 170, силу Рг
в наибольшей степени снижают хими-
химически активные жидкости (жидкости,
увеличивающие износ инструмента по
160
120
во
Рис. 168. Влияние затупления резца на силы Рг,
ру и "°л: "Ри изнашивании резца только по задней
поверхности (точение стяли 40; ф = 60°; t = 4 мм*
s = 0,106 мм/об; v = 196 м/мин) [28]
/,
>
Ру
0.1
о,в цвв;мм
215
Рг, кгс.
Рг. кгс
0,08 0,1ZSa,HM
Рис. 169. Влияние различных
СОЖ на силу Рг при точении
(сталь 20; v = 6,5 м/мин):
/ — всухую; 2 — с керосином;
3 — с эмульсией; 4 — с активи-
активированным керосином [4]
0.01 0.02 0.03 0.05 0.0S 0.1 O.t a.nn
Рис. 170. Влияние различных СОЖ
на силу Рг при резании .(сталь 20Х;
V- 20°; Ь— 10 мм; »= 0,75 м/мин)
[28]:
/ — всухую; 2 — с веретенным ма-
маслом; 3 —¦ с водой; 4 — с четырек-
хлористым углеродом
сравнению с резанием всухую) — четыреххлористый углерод, этило-
этиловый спирт, вода. Поверхностно-активные жидкости (олеиновая ки-
кислота, активированный керосин) также снижают силу Р:, но в мень-
меньшей степени. Эффект от применения СОЖ уменьшается при увели-
увеличении толщины срезаемого слоя (подачи) и скорости резания. При
увеличении толщины срезаемого слоя растут нормальные контактные
напряжения, что приводит к локальным разрывам слоя СОЖ и воз-
возникновению участков сухого трения между передней поверхностью
инструмента и стружкой. В соответствии с рис. 169 при толщине
срезаемого слоя 0,04 мм активированный керосин по сравнению
с резанием всухую снижает силу Р2 на 40%, а при толщине срезае-
срезаемого слоя 0,2 мм всего на 15%. При увеличении скорости резания
пленки СОЖ частично разрушаются вследствие высокой температуры
резания. Например, при резании стали А12 с подачей 0,04 мм/об
и скоростью резания v = 3,7 м/мин при применении поверхностно-
активной СОЖ уменьшение силы Рг составляет 40%, а при скорости
резания 93 м/мин только 6%.
Эффект уменьшения главной составляющей силы резания при
применении различных СОЖ оценивают поправочным силовым коэф-
коэффициентом Kw, значения которого при резании сталей в зависимости
от применяемой СОЖ колеблются в пределах 0,97—0,75 [92].
ФОРМУЛЫ ДЛЯ РАСЧЕТА СОСТАВЛЯЮЩИХ
СИЛЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ
До сих пор были рассмотрены частные зависимости, выражающие
связь между составляющими силы резания и каким-либо одним фак-
фактором процесса резания: глубиной резания, подачей, главным углом
в плане и т. п. Для различных расчетов необходимо иметь обобщенные
формулы, в которых составляющие силы резания связаны со всеми
216"
факторами одновременно. Построение обобщенных формул может
быть различное: влияние факторов процесса резания на составляющие
силы резания можно учитывать непосредственно, как в частных фор-
формулах, или косвенно с помощью поправочных коэффициентов. Прак-
Практика применения обобщенных формул показала, что факторы режима
резания: глубину резания, подачу, скорость резания наиболее удобно
учитывать непосредственно, а остальные факторы — косвенно. В фор-
формулу вводят только те поправочные силовые коэффициенты, которые
учитывают влияние достаточно сильно действующих на силы фак-
факторов и определение которых в производственных условиях не связано
со значительными трудностями. Так, например, формула для рас-
расчета главной составляющей силы резания имеет вид
Pz = CpJWWpKp, F8)
где Кр — обобщенный поправочный силовой коэффициент, равный
произведению поправочных коэффициентов, каждый из которых
выражает влияние условий резания на величину силы Рг, т. е.
Кр —
Поправочные силовые коэффициенты в формуле учитывают:
Км — прочность или твердость обрабатываемого материала;
ц, — величину главного угла в плане резца;
Ку — величину переднего угла;
Кг — радиус переходного лезвия;
Kw— применяемую СОЖ;
I Кй — степень изношенности задней поверхности резца.
' Постоянная Cpz учитывет влияние на силу Рг некоторых постоян-
постоянных условий резания и, в частности, тех, для которых поправочные
силовые коэффициенты приняты равными единице. Эти условия выби-
выбирают произвольно; например, в формулах, приведенных в [86], посто-
постоянная Ср; соответствует следующим условиям: 1) обработка сталей
с ов = 75 кгс/мм2, чугуна с НВ 190 и ковкого чугуна с НВ 150; 2) глав-
главному углу в плане резца ц> — 45"; переднему углу резца у -- уит;
3) радиусу переходного лезвия г = 3 мм; 4) степени износа задней
поверхности твердосплавного резца б = 0,8+1 мм, резца из быстро-
быстрорежущих сталей при обработке сталей 6 = 2 мм и при обработке
чугуна 6 = 4 мм; 5) работе без применения СОЖ- Для этих условий
поправочные коэффициенты приняты равными единице. Формулы
для определения сил./5,, и Р.- имеют аналогичный вид.
Значения постоянной С,,г и показателей степени гр, хр и ур при
обтачивании и растачивании резцом с пластинкой твердого сплава
приведены в табл. 17.
Поправочные силовые коэффициенты для тех факторов процесса
резания, между которыми и составляющими силы резания существует
математическая связь, находят следующим образом. В качестве при-
примера определим коэффициент /\м, учитывающий прочность материала
обрабатываемой детали при резании сталей. Для любого предела
217
Таблица 17
Значения постоянной CJJ2 и показателей в формуле для определения
силы Pz при обтачикании и растачивании твердосплавным резцом [86]
Материал обрабатываемой
детали
Сталь
Чугун
Постоянные и показатели степени
СР*
300
92
гР
-0,15
0
Примечание, i =1 И} = 0,75. Более подробные таблицы для различных видов
токарных работ приведены в [86].
прочности ов Р? —С1Бавр. При ав = 75 кгс/мм2 поправочный коэф-
коэффициент Км принят равным единице, тогда Рг7й — С15 75"р. Разделив
первое выражение на второе, получим
п ~ 75 •
Отсюда
-Р J°s.\np
-Гг7ь{75}
Очевидно, что искомый коэффициент
Для ускорения расчетов в справочниках по режимам резания имеются
таблицы, в которых приведены значения вычисленных поправочных
силовых коэффициентов. Помимо формальных недостатков эмпири-
эмпирических зависимостей для определения составляющих силы резания
существенным физическим недостатком всех частных формул явля-
является то, что они не учитывают взаимосвязанности влияния различ-
различных факторов на составляющие силы. Эксперименты показывают,
что в большинстве случаев влияние одного фактора может значительно
изменяться в зависимости от других факторов. Следовательно, для
того чтобы безошибочно судить о влиянии какого-либо фактора на
составляющие силы резания, нужно экспериментально получить
столько частных формул, сколько имеется возможных комбинаций
из частных значений других факторов. Практически это сделать невоз-
невозможно, а поэтому при построении эмпирических формул считают,
что влияние одного фактора не зависит от другого. В ряде случаев
такой подход приводит к существенным ошибкам, а попытки уточнить
частные формулы усреднением постоянных коэффициентов и показа-
показателей сгепени приводят только к более равномерному распределению
погрешности в диапазоне условий резания, описываемых эмпири-
эмпирическими формулами.
218
Несмотря на различие в методических приемах, примененных
В. А. Кривоуховым, Т. Н. Лоладзе, А. М. Розенбергом, Н. Н. Зоре-
вым и др. при выводе теоретических зависимостей, все они базируются
на том положении, что процесс резания является разновидностью
процесса пластического деформирования, подчиняющегося тем же
закономерностям, которые имеют место при растяжении, сжатии,
кручении и т. п. Это позволяет формулы, связывающие составляющие
силы резания с физико-механическими характеристиками обраба-
обрабатываемого материала и параметрами режима резания, строить на
основании законов пластического деформирования, общих для раз-
различных видов деформации.
Рассмотрим вывод зависимости для орпеделения главной состав-
составляющей силы резания, основанный на равенстве касательных напря-
напряжений при резании и при сжатии или растяжении при равной степени
эквивалентных деформаций [30]. При черновых и получистовых
работах силы, действующие на задней поверхности инструмента,
малы по сравнению с силами на передней поверхности инструмента,
и ими можно пренебречь. На основании рис. 84 запишем Pz — /?costo.
Выражая силу стружкообразования R через касательное напря-
напряжение т. на условной плоскости сдвига, углы действия ш и сдвига C
(см. гл.Ш), получим
D ab cos ш
sin p cos |
Так как
cos со _ cosf(to + P) —pj
ТО
. Углы действия и сдвига взаимосвязаны: увеличение угла дей-
действия ы всегда уменьшает угол сдвига р\ Многочисленными экспери-
экспериментами Н. Н. Зорев доказал, что вследствие этого при практически
применяемых условиях резания сумма углов ю+р" изменяется очень
мало, и ее можно считать постоянной, т. е. ю+C = с.
Так KaKctgp1 ——-—; , то с учетом этого выражение силы
Кт — siriY
Ь tec
cosy ь ,
Величина с имеет следующие значения: при резании углеродис-
углеродистых конструкционных сталей с содержанием углерода до 0,15%
с ~ 40° и с содержанием углерода 0,15 — 0,5% с — 46°. То же
значение имеет с при резании малолегированных сталей с зернистым
перлитом. При резании углеродистых сталей с содержанием углерода
свыше 0,25% и малолегированных сталей с пластинчатым или сор-
битообразным перлитом, высоколегированных сталей с мелкодис-
мелкодисперсными слабодифференцированными карбидами с = 50°. Если перед-
219
Г,кгс/ммг
50
30
so
10
so
30
¦о-
Я
А
>""
-м-
h*
»-
»-*•
да-
™*
я..
••
><
-
s>
•¦
¦""
¦~
i—
г
Ш'
и*1
¦Те"
П
-*^
70
SO
70
SO
OfiS 0,1 0.2 0,3 0,5 1 Z 3 e
Рис. 171. Сопоставление зависимостей между
касательными напряжениями и деформациями
сдви! а при механических испытаниях и при ре-
занин (< = 4 мм; t> =i 12 * 280 м/мин):
X—s=0,156 мм/об; о—s = 0,51 мм/об; Ц—опы-
Ц—опыты по растяжению; Щ — опыты по сжатию |28]
/ — сталь 60; 2 — сталь У8; 3 — сталь У12;
4 — сталь 18ХНВ
AZ.Sm, кгс/мм*
Рис. 172. Зависимость касательных
напряжений на условной плоскости
сдвига от сопротивления сдвигу обра-
обрабатываемого материала при относи-
относительном сдвиге, равном 2,5 [28J
ний угол у > 20°, а толщина срезаемого слоя а > 0,08 мм, то зна-
значения с следует уменьшить на 4е.
Таким образом, для-определения силы Рг необходимо знать коэф-
коэффициент усадки стружки Ki и касательное напряжение т на услов-
условной плоскости сдвига. Коэффициент усадки стружки находят из опы-
опытов по резанию, а величину т можно получить на основании меха-
механических испытаний обрабатываемого материала на растяжение или
сжатие. Связь между касательным напряжением т * и истинным
сдвигом е при механических испытаниях хорошо описывается поли-
политропической зависимостью т* — Агт. Если эту зависимость экстра-
экстраполировать в область деформаций, свойственных процессу резания
(рис. 171), то при е ~ 2,5 касательные напряжения при механичес-
механических испытаниях близки к касательным напряжениям при резании,
и для определения касательного напряжения на условной плоскости
сдвига можно пользоваться зависимостью т = А ¦ 2,5СТ. Эксперимен-
Экспериментальная проверка этого положения (рис. 172), проведенная для самых
разнообразных материалов при различных условиях резания, дает
удовлетворительные результаты. Обозначив А ¦ 2,5™ = Л.А6, будем иметь
(KL-smy
l2-4~cZs^
ab.
F9)
Величину А%ъ находят следующим образом. При растяжении
образцаиз обрабатываемого материала строят кривую истинных напря-
напряжений Si = /0ф), где ij; — относительное сужение поперечного сече-
сечения образца. Подсчитывают максимальные касательные напряжения
т* = -g-- и деформацию сдвига е= 1,5 In -=—г, по которым в двой-
220
ной логарифмической сетке строят зависимость т* = Де), имеющую
вид прямой линии. Искомая величина Ла,5 равна напряжению т* при
е = 2,5. Н. Н. Зорев дает также зависимость, позволяющую опре-
определить А2%ь по стандартным механическим характеристикам обраба-
обрабатываемого материала, не прибегая к механическим испытаниям.
Если известны предел прочности ов и равномерное относительное
сужение поперечного сечения образца ipB, то
й 0,6ав
При неизвестном ч})в приближенные соотношения между Л2>Б
и ов имеют вид: для отожженных конструкционных углеродистых
и аустенитНых сталей Л2>5 я; ов; для нормализованных и улучшен-
улучшенных углеродистых сталей, а также легированных сталей Л2,Б ~ 0,9ов;
для закаленных сталей Л2,5 ~ 0,8ов. Таким образом, для опре-
определения главной составляющей силы резания при известных тол-
толщине и ширине срезаемого слоя из опытов по резанию нужно опре-
определить коэффициент усадки стружки, а по кривой истинных напря-
напряжений при растяжении образца из обрабатываемого материала — меха-
механическую характеристику Л2,5. Имея главную составляющую силы
резания Рг, можно определить остальные составляющие Рц и Рх по
методике, изложенной в [30].
В отличие от эмпирических зависимостей формула F9) имеет вполне
определенный физический смысл. Сила Рг определяется размерами
срезаемого слоя, передним углом инструмента, механическими свой-
свойствами обрабатываемого материала и коэффициентом Kl, характе-
характеризующим степень деформации срезаемого слоя. При резании опре-
определённого материала инструментом с постоянным передни углом сила
Pz зависит не только от площади сечения срезаемого слоя, но и от
того, как а и Ъ, равно как и другие факторы процесса резания (ско-
(скорость резания, СОЖ и т. п.), влияют на коэффициент усадки стружки.
Все то, что увеличивает коэффициент усадки, увеличивает силу Pz
и наоборот. Поскольку в формулу F9) входят физические характе-
характеристики, она справедлива для любых значений толщины и ширины
срезаемого слоя и скорости резания.
ОСЕВАЯ СИЛА И КРУТЯЩИЙ МОМЕНТ
РЕЗАНИЯ ПРИ СВЕРЛЕНИИ
В отличие от точения при сверлении в срезании стружки принимают
участие не одно главное лезвие, а два и дополнительно перемычка.
На каждом из лезвий действует сила резания, которую можно разло-
разложить на три взаимно перпендикулярные составляющие (рис. 173).
Силу резания, действующую на главном лезвии, разложим на силу Pz,
касательную к окружности, на которой расположена точка лезвия,
на силу Ру, проходящую через ось сверла, и на силу Рх, параллель-
параллельную оси сверла. На другом главном лезвии действует аналогичная
система сил. Сила резания, действующая на половине перемычки,
221
Рис. 173. Силы, действующие на лезвиях винтового сверла
также может быть разложена на три силы. Однако
вследствие относительно малого влияния, оказы-
ваемого на силовые характеристики при сверлении
двух составляющих, кроме составляющей Рхп, их
во внимание не принимают. Вспомогательные лез-
лезвия в срезании стружки существенного значения
не имеют. Однако вследствие того, что на фасках
сверла вспомогательный задний угол равен нулю,
между ними и стенкой отверстия имеется трение.
Касательная, составляющая силы трения, обозна-
обозначена на рисунке силой Ргф. Составим сумму проек-
проекций действующих сил на ось X, совпадающую
с осью сверла:
Указанную сумму проекций называют осевой силой при сверлении.
Осевая сила противодействует движению подачи. По ней рассчиты-
рассчитывают на прочность детали механизма подачи сверлильного станка.
При больших вылетах осевая сила вызывает продольный изгиб сверла.
Составим сумму моментов действующих сил относительно оси X:
Указанную сумму моментов называют крутящим моментом сопро-
сопротивления резанию при сверлении (крутящим моментом резания).
Для осуществления процесса резания крутящий момент, развиваемый
станком при определенном числе оборотов шпинделя, должен быть
больше крутящего момента резания, т. е. Мст > М. Так как мощность
в кВт, расходуемая на осуществление движения подачи, так же, как
и при точении, очень мала, то эффективную мощность станка (мощность,
расходуемую на резание) определяют только по крутящему моменту
резания:
Мп
716,2- 1,36
Мп
974 -
G0)
По крутящему моменту резания рассчитывают на прочность и
жесткость шпиндель и детали механизма главного движения станка.
Под действием крутящего момента резания происходит скручивание
сверла.
Силы Р,/, действующие на обоих главных лезвиях сверла и направ-
направленные навстречу друг другу, теоретически должны уравновешиваться.
Однако вследствие неточности заточки сверла (неодинаковой величине
углов в плане <р и длин главных лезвий) силы Р,, не равны. Поэтому
появляется равнодействующая сила ЛР„, направленная в сторону
большей силы. Под действием равнодействующей происходит «разби-
«разбивание» отверстия (увеличение диаметра отверстия по сравнению с диа-
диаметром сверла). «Разбивание» отверстия вызывает другую макрогео-
222
метрическую погрешность — увод сверла от геометрической оси
отверстия, так как сверло перестает своими фасками центрироваться
в отверстии. «Разбивание» и увод отверстия от геометрической оси
всегда присущи сверлению отверстий двухлезвийнымн винтовыми
сверлами. Влияние конструктивных элементов сверла на силовые
характеристики процесса сверления различно. Как видно из табл. 18,
большая часть крутящего момента приходится на главные лезвия
сверла. На перемычку же приходится большая часть осевой силы.
По изменению величины осевой силы и крутящего момента можно
судить о состоянии сверла в процессе резания. Если наблюдается
резкое увеличение крутящего момента, то это соответствует преиму-
преимущественному износу главных лезвий сверла. Резкое возрастание осе-
осевой силы свидетельствует о преимущественном износе перемычки.
С увеличением подачи и диаметра сверла увеличивается площадь
сечения слоя, срезаемого главными лезвиями, вследствие чего осевая
сила и крутящий момент возрастают. Однако так же, как и при точении,
подача и диаметр сверла на Ро и М влияют неодинаково. Поскольку
s . , D—lh
c=-s-sincp и о— о .
2 v 2 sin (p
и при любых видах работ толщина срезаемого слоя на составляющие
силы резания влияет менее сильно, нежели ширина, то и подача на
осевую силу и крутящий момент также влияет слабее, чем диаметр
сверла. В формулах
Ро=СгОхР8ур и M = C2Dx«sF"
указанное обстоятельство выражается неодинаковой величиной пока-
показателей степени: хр > ур и хм > уы. Значения показателей степени при
обработке различных материалов колеблются в пределах: хр = 0,9 -ь
+ 1,4; ур = 0,7 -*- 0,9; хк = 2,0; ук = 0,8 -ь 0,9.
Таблица 18
Доля осевой силы и крутящего момента, приходящаяся JCOC
на лезвия сверла
Наименование
Осевая сила
Крутящий момент . .
Доля, приходящаяся в % на:
главные
лезЕия
40
80
вспомога-
вспомогательные
лезвия
3
12
перемычку
57
8
€00
Рис. 174. Влияние угла наклона .нитквой канавки ю на осевую
силу Ро и крутящий момент М (С. Паткай) при сверлении стали 200
сверлом диаметром 22 мм
223
Основное влияние на осевую силу и крутящий момент оказывают
угол наклона винтовой канавки, двойной угол в плане сверла и угол
наклона перемычки. Увеличение угла наклона винтовой канавки
(рис. 174) уменьшает как осевую силу, так и крутящий момент, но
осевая сила уменьшается интенсивнее. Из рисунка также видно, что
влияние угла га на Ро и М заметно только при углах га < 30 ¦*¦ 35°.
Дальнейшее увеличение угла га практически не сказывается на изме-
изменении РоиЛ1, Экспериментально установленное влияние угла га на
осевую силу и крутящий момент связано с тем, что увеличение угла га
вызывает увеличение переднего угла сверла (см. гл. II), что снижает
силу резания на главном лезвии и ее составляющие.
Влияние двойного угла в плане на Ро и М при сверлении анало-
аналогично влиянию утла ф на силы Рх и Рг при точении. При увеличении
угла 2ф отношение Ыа — ширины срезаемого слоя к толщине умень-
уменьшается. Это должно уменьшить силу Pz на главном лезвии и, как
следствие, величину крутящего момента. Так же, как при точении
увеличение угла 2ф при сверлении приводит к увеличению угла между
главным лезвием и направлением движения подачи, что увеличивает
осевую составляющую силы резания на главных лезвиях и осевую
силу (рис. 175).
Угол наклона перемычки на осевую силу и крутящий момент
влияет наиболее сложно. С одной стороны, увеличение угла -ф вызывает
уменьшение длины перемычки, что должно несколько уменьшить
крутящий момент и более значительно осевую силу. С другой стороны,
при увеличении угла \|э увеличивается длина главных лезвий и их
участков с малой величиной статического переднего угла. Последнее
должно привести к увеличению как М, так и Ро. Такое противоречивое
влияние угла \|э приводит к тому, что при его увеличении осевая сила
непрерывно растет (рис. 176), а крутящий момент вначале умень-
уменьшается, а затем возрастает. Минимум крутящего момента соответствует
углу \|> = 50 -*¦ 55°.
Так как оптимальные геометрические параметры сверла при обра-
обработке определенной группы материалов изменяются в весьма узких
Р0,кгс;М,кгс-см
800
700
еоо
soo.
К
1
Pay
Р„. кгс
2000
1800
/
¦"о
90
ПО
Рис. 175. Влияние угла
2ф на осевую силу Ро и
крутящий момент Л! при
сверлении стали
еоо.
Рис. 176. Влияние угла яр на
осевую силу Ро и крутящий
момент М при сверлении чу-
гуиа
224
Таблица 19
Значения постоянных и показателей в формулах для сверл
из быстрорежущих сталей с двойной заточкой и подточкой
перемычки [86]
Материал обрабатываемой детали
Постоянные и показатели степени в формулах
осевой силы Р„
крутящего момента М
Сталь углеродистая и легированная
@В = 75 кгс'мм2)
Чугун НВ 190
Чугун ковкий НВ 150
98,8
62
63
0,7
0,8
0,8
39
23,Ь
23,8
0,8
0,8
0,8
пределах, то в формулах для определения Рои М поправочными сило-
силовыми коэффициентами учитывают только механические свойства
обрабатываемого материала и применяемую СОЖ:
G1)
G2)
где Kp=KHKw.
Значения постоянных и показателей степени в формулах G1) и G2)
для сверл из быстрорежущих сталей приведены в табл. 19. Поправоч-
Поправочный силовой коэффициент Км, учитывающий влияние предела проч-
прочности при растяжении и твердости по Бринелю обрабатываемого
материала на Ро и М, находят из зависимостей, связывающих осевую
силу и крутящий момент с указанными механическими характери-
характеристиками.
При сверлении углеродистых и легированных конструкционных
сталей
При сверлении чугунов
; М=СЁ(НВ)°>*.
КРУТЯЩИЙ МОМЕНТ ПРИ НАРЕЗАНИИ
РЕЗЬБЫ МЕТЧИКОМ
Силовой характеристикой при нарезании резьбы метчиком является
крутящий момент. При прочих равных условиях его величина опре-
определяется суммарной площадью сечения слоя, срезаемого главными
лезвиями метчика, находящимися в работе. На рис. 177 и 178 изобра-
изображены диаграммы изменения крутящего момента при нарезании резьбы
машинными и гаечными метчиками. По мере входа в отверстие режущей
8 Бобров в. ф. 225
части машинного метчика (рис. 177) крутящий момент возрастает по
параболическому закону
Mx=i
соответствующему закону изменения суммарной площади сечения
срезаемого слоя (см. гл. II). В тот момент, когда вся режущая часть
войдет в отверстие, крутящий момент достигает своего максимального
значения Мх = М. Как правило, длина режущей части машинных
метчиков меньше длины L нарезаемого отверстия, а поэтому на пути
L — /р крутящий момент остается постоянным. Как только первый
виток режущей части начнет выходить из отверстия, крутящий момент
от максимального значения уменьшается до нуля.
Диаграмма для гаечных метчиков (рис. 178) имеет несколько иной
вид. У гаечных метчиков режущая часть длиннее нарезаемого отвер-
отверстия, и поэтому крутящий момент не достигает своего максимального
значения. При длине отверстия L\ крутящий момент равен М\, при
длине Ln равен Ми, и только, если длина отверстия Ьш — 1р, крутя-
крутящий момент становится максимальным. Если L < /р, то при выходе
первых витков режущей части из отверстия на пути lp — L происходит
уменьшение крутящего момента до определенного значения, а на пути L
до нуля.
Крутящий момент при нарезании резьбы метчиками различных
типов определяют по формуле [86]
= CBd(iMP M. (•")
Значения постоянной и показателей степени приведены в табл. 20.
Увеличение крутящего момента при увеличении шага Р нарезаемой
резьбы вызвано возрастанием суммарной площади сечения срезаемого
слоя, а при увеличении наружного диаметра dQ метчика — ростом
М
^ "А
пут/,
.ч.
Рис. 177. Изменение крутящего момен-
момента М по мере врезания машинного мет-
метчика в нарезаемое отверстие
Рис. 178. Изменение крутящего момента М по
мере врезания гаечного метчика в нарезаемое
отверстие
226
Таблица 20
Значения постоянной и показателей степени при нарезании
метрической резьбы метчиками из быстрорежущих сталей
Тип метчика
Гаечный
Машинный
Материал обраба-
обрабатываемой детали
Сталь 45
Силумин
Сталь 45
Чугун с НВ 140
Применяемая
сож
Сульфофрезол
Керосин
Сульфофрезол
Керосин
Постоянные и показатели
С«
0,41
0,22
97
~,'
1,3
степени
1,7
1,8
1,4
1,4
У»
1,5
1,5
1,5
1,5
радиуса инерции указанной площади. Постоянная См в формуле
помимо обрабатываемого материала и применяемой СОЖ учитывает
суммарное влияние, оказываемое на крутящий момент конструкцией
метчиков (числа зубьев, длины и угла наклона режущей части) и их
геометрическими параметрами. При таком построении формулы для
каждой комбинации du, z, lp и ф должно быть свое См. Это является
недостатком формулы, так как ограничивает область ее применения.
Л. А. Рождественским предложены более совершенные формулы;
например, при нарезании метрической резьбы гаечными метчиками
крутящий момент
.• Из нее может быть получена формула для машинных метчиков.
Так как при нарезании этими метчиками L > 1р и при полностью
вошедшей в отверстие режущей части крутящий момент остается
постоянным, то в формулу вместо длины отверстия можно подставить
длину режущей части /р. С учетом притупления вершин профиля
резьбы, равного 0,15 t0,
где t0 — высота профиля резьбы.
Для метрических резьб t0 = 0,695 Р, и поэтому 1Р = 0,58 щ.
При подстановке /р формула для машинных метчиков принимает вид
т-ът- (tg(p)Olg •
Значения Смм при обработке деталей из стали с эмульсией и чугуна
с керосином равны: для сталей 10, 20—2; 35, 45—1,5; 20Х — 1,8;
40Х — 1,5; для чугунов с НВ 120 + 140-1,1; с НВ 140 -н 180- 1,5;
с НВ 180 -5- 220—1,8; М-в кгссм.
Формулы Л. А. Рождественского позволяют установить влияние
на крутящий момент числа зубьев метчика и угла наклона режущей
части. При резании метчиками любого типа увеличение числа зубьев
8*
227
приводит к возрастанию крутящего момента, однако влияние числа
зубьев невелико, так как увеличение г во сколько раз увеличивает
число главных лезвий метчика и во столько же раз уменьшает тол-
толщину слоя, срезаемого одним лезвием.
Угол наклона режущей части у гаечных и машинных метчиков
на крутящий момент влияет по-разному. При увеличении угла <р
гаечных метчиков растут толщина и суммарная площадь сечения сре-
срезаемого слоя, что увеличивает крутящий момент. При нарезании
резьбы машинным метчиком вся режущая часть находится в отверстии
и суммарная площадь сечения срезаемого слоя при увеличении <р
не изменяется. Однако при этом увеличивается толщина срезаемого
слоя, что уменьшает удельную силу рез'ания. Уменьшение же удель-
удельной силы при постоянной площади сечения срезаемого слоя снижает
окружную силу резания и крутящий момент.
СИЛЫ, ДЕЙСТВУЮЩИЕ НА ЗУБЕ
ОСЕВОЙ ЦИЛИНДРИЧЕСКОЙ ФРЕЗЫ
На рис. 179 и 180 изображены системы сил, с которыми зуб осевой
цилиндрической фрезы действует на срезаемый слой при встречном
и попутном фрезеровании. Реакция силы резания Р разложена на три
составляющие Р:, Рх и Р,,, направленные по касательной к окруж-
окружности фрезы, по нормали, к ней и вдоль оси фрезы. Окружная сила Рг
(главная составляющая силы резания) создает крутящий момент,
преодолевающий момент сопротивления резанию; по ней же рассчиты-
рассчитывают эффективную мощность. Так как при продвижении зуба фрезы
Рис. 179. Силы на зубе цилиндриче-
цилиндрической фрезы при встречном фрезеро-
фрезеровании
Рис. 180. Силы на зубе цилиндри-
цилиндрической фрезы при попутном фрезе-
фрезеровании
228
Рис. 181. Влияние толщины срезаемого
слоя а и угла наклона винтовой канавки
иа отношение Рх1Рг при фрезеровании
(сталь; ов = 60 кгс/мм2, у = 10°) (по
данным А. М. Розеиберга)
0,8
0.6
0.3
п?
V
——
V'
0,02 0,030,0ft 0,0В 0,1 0,2 0,3симм
по поверхности резания площадь сечения срезаемого слоя изменяется,
то изменяются и все составляющие силы резания, а также крутящий
момент и эффективная мощность. Поэтому при расчете режима реза-
резания оперируют со средними крутящим моментом и эффективной мощ-
мощностью, определяемыми по средней окружной силе:
PZD.
и Ne со =
есР~6120*
'"Ч> 2000
Реакция силы Рг скручивает и изгибает оправку, на которой
насажена фреза. Радиальная сила Рх отталкивает деталь от фрезы
по направлению ее радиуса. Поскольку реакция силы Рх также изги-
изгибает фрезерную оправку, то расчет ее на прочность и жесткость ведется
по равнодействующей силе Рхг. Осевая сила Ри сдвигает деталь вдоль
оси фрезы, а ее реакция стремится сдвинуть фрезу вдоль оправки.
Для предотвращения сдвига на оправку насаживают прокладные
кольца. Реакция силы Ру должна быть направлена на шпиндель станка.
Чтобы исключить действие силы Ру, применяют фрезы с шевронными
зубьями с одинаковыми углами винтовой канавки на обеих половин-
половинках фрезы. Величина сил Рг, Ру и Рх неодинакова, и соотношения
между ними зависят от геометрических параметров фрезы и режима
резания. Отношение PXIPZ зависит от толщины слоя, срезаемого
зубьями фрезы, и угла наклона винтовой канавки (рис. 181). Оно
возрастает при уменьшении толщины срезаемого слоя и уменьшается
с увеличением угла со. Для фрез с углами ш = 25 -5- 35° и при при-
применяемых подачах на зуб среднее соотношение между силами имеет
вид Рх = @,4 ч- 0,6) Рг.
Отношение Ру1Рг в основном определяется углом наклона винто-
винтовой канавки, возрастая при увеличении последнего. У фрез с прямым
зубом сила Ру = 0. Между силами Ру и Рг среднее соотношение
Ру = @,2 -г- 0,4) Рг tg ш. Средние значения сил Рг, Ру и Рх при
встречном и попутном фрезеровании практически одинаковы. Поэтому
средний крутящий момент и среднюю эффективную мощность считают
независимыми от направления движения подачи.
Разложим равнодействующую Рхг на вертикальное и горизонталь-
горизонтальное направления. Силу Pv называют вертикальной силой, а силу Ph —
горизонтальной силой или силой подачи. Вертикальная сила в зави-
зависимости от ее направления стремится или приподнять деталь относи-
относительно опорной плоскости приспособления, на которой она покоится,
или, наоборот, прижать к ней. Если сила Pv направлена вверх, то ей
присваивают знак «минус», а если вниз, то знак «плюс».
229
При встречном фрезеровании в зависимости от отношения t/D
сила Pv может быть направлена вверх или вниз. При больших отно-
отношениях t/D (рис. 182) сила Рг, направлена вверх. При уменьшении
отношения t/D сила Pv также уменьшается, стремится к нулю, а затем,
изменив направление, непрерывно увеличивается. При попутном
фрезеровании вертикальная сила при любых отношениях t/D всегда
направлена вниз. При используемых отношениях t/D средние соотно-
соотношения между силами Pv и Рг таковы: при встречном фрезеровании
Pv =- @ ч- 0,25) Рг\ при попутном фрезеровании Pv = @,7 -*¦ 0,9) Рг.
Таким образом, сила Pv при попутном фрезеровании намного больше!
чем при встречном.
Горизонтальная сила Ph при встречном фрезеровании направлена
против движения подачи, а при попутном фрезеровании их направле-
направления совпадают; в первом случае присваивают ей знак «плюс» а во
втором — «минус». '
Горизонтальная сила Ph при встречном фрезеровании нагружает
механизм подачи фрезерного станка. По ней рассчитывают на проч-
прочность детали и узлы механизма подачи. Сила Ph стремится также
сдвинуть деталь в горизонтальном направлении, поэтому по ней рас-
рассчитывают зажимные устройства, удерживающие обрабатываемую
деталь в приспособлении. При попутном фрезеровании сила Ph помо-
помогает продвижению стола фрезерного станка. Однако при использо-
использовании попутного фрезерования в механизме подачи станка необходимо
иметь устройство для выбирания люфтов между винтом и маточной
гайкой. При отсутствии такого устройства в момент врезания фрезы
возможно увеличение подачи sz примерно на величину зазора между
винтом и гайкой, что может привести к поломке зубьев фрезы вслед-
вследствие их перегрузки.
0,8
0
-ОМ
-0.6
<r~i—1—¦
—л 1 1 —1
Sz=0.05hm s2 —
Bci
Поп
чречно
'/гттое
e
s *°
.
0,2 t/B
Рис. 182. Влияние отношения
t/D и подачи на зуб иа отноше-
отношение P.JP, при встречном и
попутном фрезеровании (сталь;
Св — 60 игс/гомг; -у = 10е; ы •=
= 30°) (no
ьснСерга)
данным А. М. Ро-
0,1 0Х 0,3 OJt t/B
Рис. 183. Влияние отношения t/D и
подачи на зуб на отношение PfJP
при встречном и попутном фрезеро-
фрезеровании (сталь; св = 60 кгс/ммЕ;
V = 10°; «о = 30») (по данным
Л. 1W. Розениерга)
230
Отношение t/D при встречном фрезеровании сравнительно мало
влияет на отношение Ph/Pz (рис. 183). При попутном фрезеровании
увеличение отношения t/D приводит к резкому уменьшению отноше-
отношения PhlPz- Средние соотношения между силами при употребительных
отношениях t/D таковы: при встречном фрезеровании Ph — A,1 -т-
+¦ 1,2) Рг; при попутном фрезеровании Ph = — @,8 ч- 0,9) Рг.
ОПРЕДЕЛЕНИЕ СУММАРНОЙ МГНОВЕННОЙ
ОКРУЖНОЙ СИЛЫ И СРЕДНЕЙ МОЩНОСТИ
ПРИ ФРЕЗЕРОВАНИИ ОСЕВЫМИ
ЦИЛИНДРИЧЕСКИМИ ФРЕЗАМИ
При динамических расчетах станков помимо средней окружной силы
часто необходимо знать значения мгновенной силы, соответствующей
мгновенным углам контакта зубьев фрезы. На рис. 184 изображена
развернутая поверхность резания с размерами В — шириной'фрезе-
шириной'фрезерования и -g 6m — развернутой дугой максимального угла контакта.
Мгновенное положение зуба фрезы определяется мгновенными углами
контакта 6г и 62 его крайних точек 1 к 2. Выделим элементарную
ширину фрезерования dB и определим мгновенную элементарную
. окружную силу dPz, соответствующую этой ширине. Опытами А. М. Ро-
зенберга, Н. Н. Зорева и др. установлено, что если угол наклона вин-
винтовой канавки со зубьев фрезы не превышает 45°, то удельная сила
резания и окружная сила практически не зависят от угла со. Некоторое
увеличение удельной и окружной сил при углах со > 45° можно
учесть поправочным коэффициентом Са (табл. 21).
На основании этого мгновенная элементарная окружная сила
равна удельной силе р, умноженной на элементарную площадь сече-
сечения срезаемого слоя adB, т. е. йРг = padB. Удельная сила резания
определяется выражением
Таблица 21
ак
Мгновенная толщина срезаемого слоя а = вг sin 6.
Значения коэффициента Сш, учитывающего увеличение
удельной и окружили игл при фрезеровании фрезами
с углами наклона винтовой канавки ш > 45"
(по данным А. М. Розенберга)
Материал
обрабатываемой
детали
Сталь
Чугун
Си при углах со°
0—50'
1
1
ББ°
1
1,05
60°
1,03
1,12
65°
1.16
1,22
70»
1,28
1,34
231
Рис. 184. Схема для определения мгновенной окруж-
окружной силы при фрезеровании цилиндрическими фре-
фрезами
Постоянная Ср и показатель сте-
степени k определяются родом и механи-
механическими свойствами материала обраба-
обрабатываемой детали: с увеличением его
прочности и твердости Ср возрастает,
a k уменьшается. По данным А. М. Ро-
зенберга для фрез cf = 10° значения
Ср и k соответственно равны: для ста-
• лей 10, 20, 20Х — 120 и 0,36; 35,
40—135 и 0,29; 50, 40Х — 155 и 0,28;
для чугунов с ИВ 100—44 и 0,4;
с ИВ 170—69 и 0,34; с ИВ 195—77 и 0,33.
Выразим элементарную ширину фрезерования через элементарный
мгновенный угол контакта. На основании рис. 184 имеем
со
ta
у
/
и /
7
%
¦«— ^
«0
1
Так как мгновенные углы контакта выбраны произвольно, то раз-
разность углов 6 2— 6i можно обозначить через 6- Тогда
В =Р ectgw и dfi==|-ctgtode.
Подставим выражения р, а и dB в исходную формулу и проведем
преобразования:
.- D
Сила, соответствующая полной ширине фрезерования,
Интеграл ^ sin1 kBdB в конечном виде не берется, так как степень
е,
при синусе дробная. Решим интеграл приближенно. Интеграл может
быть представлен в следующем виде:
= $ B sin II " cos-* I d B sin |).
По теореме о среднем значении функции имеем
е>
232
/
Следовательно,
J sin^ede = cos-*(|) ?-
%) - sin*-* (^
где ? — некоторая величина, лежащая в промежутке между пределами
интегрирования 6i и б2- Так как k = 0,26 -s- 0,4, а угол | сравнительно
невелик, то можно принять, что cos~fc ~ я%* 1. При фрезеровании осе-
осевыми цилиндрическими фрезами максимальный угол контакта и раз-
разность пределов интегрирования никогда не превышают 45°, а поэтому
приближенное решение интеграла дает ошибку, не превосходящую
1%. Таким образом,
Интеграл получил название фрезерного интеграла. Используя
решение фрезерного интеграла, получим формулу для определения
мгновенной силы Pz на одном зубе фрезы:
Так как в резании одновременно находятся не один зуб, а т зубьев,
то суммарная мгновенная окружная сила, действующая на фрезе,
определится выражением
т
Р
ctgcosj-*2[sin"-*(|) - sin2"ft( I¦)]¦
Часть выражения, стоящая под знаком суммы, в общем случае не
является постоянной величиной, а поэтому суммарная окружная
сила в процессе фрезерования все время изменяется (рис. 185) с ампли-
амплитудой колебания
А = Рг сум max — Рг сум min.
Постоянное изменение суммарной окружной силы нежелательно,
так как является возбудителем вынужденных колебаний фрезерной
оправки и всего станка. Колебания станка ухудшают чистоту и точ-
точность обработанной поверхности, вызывают преждевременный износ
зубьев фрезы и отдельных узлов и механизмов станка. Динамическая
неуравновешенность процесса резания является весьма серьезным
недостатком фрезерования, и необходимо стремиться к тому, чтобы
она была возможно меньшей.
Эффективная мощность при фрезеровании определяется как средняя
мощность. При выводе формулы средней мощности воспользуемся тем
обстоятельством, что ее величина практически не зависит от угла
наклона винтовой канавки зубьев фрезы. Это позволяет все выкладки
сделать для фрезы с прямым зубом (со = 0), что значительно упрощает
. 233
Ргл
Путь фрезы
Рис. 185. Изменение мгновенной
суммарной окружной силы РгСуЫ
при работе осевой цилиндрической
фрезы
Рис. 186. Схема для определения
средней мощности при фрезерова-
фрезеровании цилиндрическими фрезами
вывод. На рис. 186 изображена фреза с углом со = 0, положение
одного зуба которой на поверхности резания определено мгновенным
углом контакта 6. Определим мгновенную окружную силу Pz, с ко-
которой зуб фрезы действует на срезаемый слой. Так как при со = О
мгновенная площадь сечения срезаемого слоя равна аВ, то Рг = раВ.
Так как Р =—§ и а = Sj, sin 6, то получим после преобразований
Найдем работу dEz, которую совершит зуб фрезы при повороте его
на элементарный угол поворота:
~ гЙ =СР y
Работа зуба фрезы в пределах максимального угла контакта
е„
r> D
о
Интеграл является частным случаем фрезерного интеграла. Он
равен
™"b-2sin2-fe(^).
[ sin1-^
Используя решение, получим
Работа ?0, совершаемая фрезой за один ее оборот,
234
Чтобы получить работу Е, совершаемую фрезой за 1 мин, необ-
необходимо работу, соответствующую одному обороту, умножить на число
оборотов фрезы в минуту:
E—Ezzn кгс- мм/мин.
На основании этого средняя эффективная мощность в киловаттах
_
еср — 2_k
Формулой при расчетах пользоваться неудобно, так как она содер-
содержит максимальный угол контакта, неизвестный при назначении
режима резания. Поэтому выразим sin (-5-) через глубину резания
и диаметр фрезы. Так как
то
Тогда
ep — 2—k ' 1000-6120
Сделав приведение, окончательно получим
fe CD*B\-kt 2
tp— 2—A 1000-6120
2*~feC
Обозначим выражение B_м. юоо-6120 чеРез ^» тогДа
^ G4)
Определим среднее значение суммарной окружной силы Рг:
_6120Л/е ср _ 6120 • 1000Л/еГр
Подставляя выражение Necp, получим
* 1
D
Из формулы следует, что с увеличением диаметра фрезы средняя
окружная сила уменьшается. Это связано с уменьшением средней
толщины срезаемого слоя.
235
2ifc
Обозначим п B—k) ^p чеРез Ср*> тогДа
G5)
1-*-
4
^4
Формулы такого вида, как G4) и G5), используют для расчета
средних эффективной мощности и окружной силы. Значения постоян-
постоянных Cjf и Срг, а также показателей степени приведены в 114, 86].
УСЛОВИЕ ОСУЩЕСТВЛЕНИЯ -
РАВНОМЕРНОГО ФРЕЗЕРОВАНИЯ
Недостатком фрезерования является переменность во время работы
фрезы окружной силы и крутящего момента. Возникаег вопрос, нельзя
ли создать такие условия резания, при которых этот недостаток будет
отсутствовать, а окружная сила станет постоянной. Фрезерование
с постоянными окружной силой и крутящим моментом условились
называть равномерным.
Первопричиной силовой неравномерности при фрезеровании яв-
является непостоянство суммарной площади сечения срезаемого слоя
определяемой формулой'
т
s,D
="ж; 2 <cos 6i ~cos e*)-
Для того чтобы мгновенная окружная сила стала постоянной,
необходимо иметь FcyM = const. А для этого сумма разностей коси-
косинусов мгновенных углов контакта крайних точек зубьев фрезы, на-
находящихся в работе, также должна быть постоянной, т. е.
— cos 6.2)=const. Проанализируем, когда это возможно. На
1
рис. 187 изображены развернутая поверхность резания, соответствую-
соответствующая максимальному углу контакта Вт и ширине фрезерования В, и
мгновенное положение двух зубьев фрезы / и //. Крайние точки ра-
рабочих участков зубьев обозначены цифрами 1 и 2. Найдем сумму раз-
разностей косинусов мгновенных углов контакта точек 1 и 2 зубьев:
т
^ cos 6х — cos 62) = (cos Ь\ — cos 6') + (cos 6J1 — cos б'1).
1
Так как в* = бга и б" = 0, то
m
^ (cos 6i — cos 62) = (cos 6{ — cos 6m) + (cos 0 — cos 6'1) =
1
= (cos ei — cos e^1) + A — cos 6m).
236
Рис. 187. Схема для определения условий осущест-
осуществления равномерного фрезерования
Для того чтобы сумма была постоян-
постоянной, необходимо, чтобы выражение
в первой скобке было равно нулю, т. е.
чтобы углы е! = б". Последнее воз-
возможно при такой ширине фрезерова-
фрезерования В,„ при которой точка 2 зуба //
переместится в точку 2', расположен-
расположенную на одной параллельной оси фрезы
прямой с точкой / зуба /. Так как рас-
расстояние от точки / до точки 2' равно
осевому шагу to зубьев фрезы, то фре-
фрезерование будет равномерным при ши-
ширине фрезерования В = to. Нетрудно
доказать, что то же самое будет при
В = 2to, В = 3/о, .... B = Kpto, где ^"р —целое число. Таким обра-
образом, фрезерование будет равномерным, когда ширина фрезерования
больше осевого шага фрезы в целое число раз:
|-^/Ср; /Ср=1. 2, 3, 4...
Выражение носит название уравнения равномерного фрезерования,
а число /Ср называют коэффициентом равномерности.
Так как ширина фрезерования всегда задана размерами обрабаты-
обрабатываемой детали, то уравнение равномерного фрезерования можно
реализовать соответствующим подбором диаметра, числа зубьев
фрезы и угла наклона винтовой канавки. Для этого раскроем урав-
уравнение равномерного фрезерования следующим образом:
в
nD .
— ctgco
G6)
Наиболее просто равномерное фрезерование осуществить, конст-
конструируя фрезу, у которой угол наклона винтовой канавки определяется
выражением
. Вг
Коэффициент равномерности может быть любым целым числом,
но таким, при котором угол со sg 45'. Не рекомендуется делать фрезы
с большими углами наклона винтовой канавки вследствие резкого
снижения их стойкости.
Равномерное фрезерование теоретически обеспечивает постоянство
окружной силы и крутящего момента. Практически окружная сила
всегда будет несколько колебаться из-за неравномерности окружного
шага зубьев, неконцентричности зубьев относительно оси фрезы и
биения фрезерной оправки. Однако при равномерном фрезеровании
колебания силы и момента будут минимальными.
237
Определим мгновенную суммарную окружную силу при равно-
равномерном фрезеровании. На рис. 188 изображено мгновенное положение
четырех зубьев фрезы при ширине фрезерования В = 2to. Мгновенная
окружная сила для фрезы с to ^ 45е
21-*
ctgws*—*
+ [sin2-* ( ?jpj - sin2"* ^I -f [sin2-* (^f) - sin2 *
¦f sin2* ^ sina"fe ("V) 1} •
Так как e{ = 68" = 6m; 6}"= 8\v = 0; ej = 6jn и e," = 6'v,
TO
eos»-* 2 sin" (Y).
или в общем случае при коэффициенте равномерности
Подставив значение коэффициента равномерности, выраженное
через В, D, z и to, полуним
«уы ¦
ИЛИ
1—
Bz.
Как видно, суммарная окружная сила при равномерном фрезеро-
фрезеровании постоянна и равна среднему значению окружной силы, когда
в процессе резания она изменяет свою величину. При малой ширине
фрезерования осуществить равномерное фрезерование затруднительно.
В этом случае для уменьшения силовой неравномерности необходимо
поступать следующим образом. На рис. 189 изображено изменение
степени неравномерности фрезерования К в зависимости от отношения
/
A'l
/
J
/
/
7
V
/
7
I ,
E
A
7 7
'/'
A *
Рис. 188. Мгновенное положение
зубьев фрезы на поверхности ре-
резания
й5 и? 7.5 г,о г,в sfi з.в
Рис. 18S. Влияние отношения Blto па
степень неравномерности фрезерования
цилиндрическими фрезами
238
B/t6. Из рисунка видно, что при равенстве отношения В//о целому
иислу степень неравномерности К — О, а когда Blto равно 2,5; 3,5;
4,5 и т. д., степень неравномерности К достигает максимума, причем
тем большей величины, чем меньше это отношение. Таким образбм,
если осуществить равномерное фрезерование не удается, то нужно
стремиться к тому, чтобы отношение Blto приближалось к целому
числу и было возможно большим.
ОПРЕДЕЛЕНИЕ МГНОВЕННОЙ
ОКРУЖНОЙ СИЛЫ II СРЕДНЕЙ МОЩНОСТИ
ПРИ ФРЕЗЕРОВАНИИ ТОРЦОВЫМИ ФРЕЗАМИ
Система сил, с которыми зуб торцовой фрезы действует на срезаемый
слой, изображена на рис. 190. Рассмотрим случай полного фрезерова-
фрезерования, когда ширина фрезерования В равна диаметру фрезы, а макси-
максимальный угол контакта Вт = 180°. Если у торцовой фрезы угол
со = О, то сила резания на зубе фрезы может быть разложена на
окружную силу Рг и радиальную силу Рх. По аналогии с фрезерова-
фрезерованием осевыми цилиндрическими фрезами равнодействующую Рхг
можно разложить на вертикальную силу Pv и горизонтальную силу Ph
(название сил Pv и Ph в этом случае условно и принято только для
сохранения единства терминологии). Из рисунка видно, что одна
половина работающих зубьев фрезы режет в условиях встречного
фрезерования, а вторая — в условиях попутного. При этом по мере
движения зуба фрезы по поверхности резания силы Pv и Ph меняют
не только свою величину, но и направление.
Мгновенная окружная сила на одном зубе фрезы равна удельной
силе резания, умноженной на площадь сечения срезаемого слоя:
Рг = pat.
Торцовое фрезерование в отличие от фрезерования осевыми ци-
цилиндрическими фрезами является случаем несвободного резания, так
как помимо главных лезвий в работе
участвуют вспомогательные торцовые
лезвия.
Как показал А. М. Розенберг, удель-
удельная сила резания в этом случае зависит
не только от мгновенной толщины сре-
срезаемого слоя, но и от глубины резания
и выражается зависимостью
Величины Ср, k и \i зависят главным
образом от рода обрабатываемого мате-
материала и eFO механических свойств.
Показатель степени k — 0,2 -:- 0,3,
Рис. 190. Силы на зубе торцовой фрезы
239
a |i = 0,05 -г- 0,08. Средние значения Ср, k и ц для фрез с у = 10°
по данным А. М. Розенберга соответственно равны: для сталей
20,35—192,0,24 и 0,07; 40,50—195, 0,2 и 0,06; для чугунов с НВ 95—70,
0,27 и 0,05; с НВ 150—93, 0,32 и 0,09; с НВ 195—110, 0,25 и 0,08.
Подставляя удельную силу резания и выражая мгновенную тол-
толщину срезаемого слоя через подачу на зуб и мгновенный угол кон-
контакта, получим
Суммарная мгновенная окружная сила при числе т зубьев, нахо-
находящихся в работе,
Из выражения следует, что суммарная окружная сила при торцовом
фрезеровании непостоянна. Расчеты показывают, что при четном
|ОПс
числе зубьев фрезы она достигает максимума при 6 = , а при
нечетном — при 6=—,
Для определения средней мощности, расходуемой на фрезерование
торцовыми фрезами, воспользуемся тем же методом, что и при фрезе-
фрезеровании осевыми цилиндрическими фрезами. Элементарная работа
одного зуба фрезы при повороте его на элементарный угол de
ЛЕг=Рг -~ de = Cp g sl-4
Полная работа, совершаемая зубом фрезы при продвижении его
по дуге максимального угла контакта,
1В0°
Ег=ср \ s[
Как показал А. М. Розенберг, решение фрезерного интеграла
в пределах 0—180° тем способом, который был применен при фрезеро-
фрезеровании осевыми цилиндрическими фрезами, приводит к большим ошиб-
ошибкам. Если при максимальных углах контакта, не превышающих
40—50°, ошибка от приближенного решения менее 1 %, то при макси-
максимальных углах контакта, близких к 180°, ошибка возрастает до 20—
25%. Если при этом В <D, то ошибка может увеличиться до 57%.
Для уменьшения ошибки А. М. Розенберг предложил находить работу,
совершаемую зубом фрезы, следующим образом. За время прохожде-
прохождения зубом по поверхности резания, соответствующей максимальному
углу контакта бт = 180°, зуб срезает два равных по объему слоя
материала: слой, срезаемый при прохождении от 0 до 90е, и слой,
срезаемый при прохождении от 90 до 180°. Можно считать, что совер-
240
шаемые при этом работы равны. Тогда работа зуба фрезы на дуге кон-
контакта от 0 до 180° равна его удвоенной работе на пути от 0 до 90е:
180° 90°
Ег=Ср \\ s^-H1 -+ jj sin1-''ed6 = 2Cp J s^-H1 » \ sin1 -*6d6.
При таком способе вычисления работы ошибка при решении фре-
фрезерного интеграла уменьшается до 3—7%. Используя известное реше-
решение фрезерного интеграла, получим
D
Обозначим отношение точного решения фрезерного интеграла
к приближенному решению через
вт
91-в
42si
е=
Расчеты показывают, что при Ът = 90е для всех значении k произ-
21 *
ведение е2_. ^ 1. Таким образом,
е
sift»-*edB = е ^ 2 sin2"* (-^) = 2 sin2"* p
е
J si
что позволило значительно упростить выражение работы одного зуба
фрезы:
Ег=2Ср ~ sj-**!-^ sin2-* D5°) = 2 *
Произведя преобразование, получим
откуда средняя эффективная мощность определится выражением
к
лг * ^р sx-41VLDzn G7)
'v«cp— Ю00-6120 * l '
По средней эффективной мощности легко определить среднюю
окружную силу резания Р2. Так как
г, 61207Vfct) nDn
G8)
241
Рис. 191. Два случая торцового фрезерования:
а — неполное; 6 — лобовое
Из выражения следует, что средняя окруж-
окружная сила при полном фрезеровании не зави-
зависит от диаметра фрезы и возрастает с увели-
увеличением числа зубьев фрезы, подачи на зуб
и глубины резания. Поскольку 1 —ц> 1 —kt
глубина резания на Рг влияет сильнее,
нежели подача на зуб.
Помимо полного торцового фрезерования,
при котором В = D, возможны еще два слу-
случая, при которых В < D. Случай фрезерова-
фрезерования, изображенный на рис. 191, а, при котором
В < y , называют неполным торцовым фрезерованием, а изображен-
изображенный на рис. 191, б, при котором B<D и фреза расположена симмет-
симметрично относительно детали, лобовым фрезерованием. Для обоих ука-
указанных случаев выражение средней эффективной мощности нуждается
в поправках.
По аналогии с фрезерованием осевыми цилиндрическими фрезами
выражение для определения средней эффективной мощности Necp при
неполном торцовом фрезеровании может быть записано следующим
образом:
D
л/' - z
"есР — 2HV
Так как
¦гп
21
2—k
1000-6120
1, то
^-Cpd'
'гп
1Р 1000 .-6120
Разделим N'ecp на Necp:
Отсюда
G9)
ЕСЛИ Ьт = 90°, Т. е. Б = ~, ТО Necp^-^ecp.
При лобовом фрезеровании средняя эффективная мощность
-!
242
Так как Во ——„—, то
D--B
2
к k_
или
[Dy~T (80)
Расчеты и эксперименты показывают, что увеличение диаметра
фрезы при лобовом фрезеровании с постоянной шириной фрезерования
уменьшает среднюю эффективную мощность.
Из выражений G9) и (80) можно получить формулы для определе-
определения средней суммарной окружной силы при неполном и лобовом фре-
фрезеровании. Эмпирические формулы для определения средней суммарной
окружной силы при лобовом фрезеровании приведены в [86].
В отличие от фрезерования осевыми цилиндрическими фрезами
осуществить равномерное лобовое торцовое фрезерование невозможно.
При любых условиях суммарная окружная сила и крутящий момент
:во время работы фрезы будут переменными. Однако можно подобрать
такие условия, при которых неравномерность фрезерования будет
¦наименьшей. Неравномерность фрезерования оценивают коэффициен-
коэффициентом неравномерности |, являющимся отношением мгновенной суммар-
суммарной окружной силы к средней суммарной окружной силе ?= —p-SJL.
! При лобовом фрезеровании средняя суммарная окружная сила
Тогда коэффициент неравномерности определится выражением
1
['-(¦-II]"
22г|
I Из выражения следует, что коэффициент неравномерности является
! функцией отношения BID и числа зубьев фрезы, уменьшаясь при их
увеличении.
На рис. 192 представлено изменение коэффициента неравномер-
неравномерности при изменении числа зубьев фрезы и отношения BID. График
изменения | при изменении отношения BID имеет зубчатый вид со
скачкообразным возрастанием или уменьшением коэффициента нерав-
неравномерности. С увеличением числа зубьев фрезы число скачков увели-
'. чивается, но абсолютные величины коэффициента неравномерности
уменьшаются. Скачкообразный характер изменения коэффициента
неравномерности связан со следующими обстоятельствами. При по-
243
г
is
\
\
1=6
\
\
\
М
ч
2
0,1 0,2 0,3 ОЛ 0,5 0,7 BID
а)
\
\
у
\
N
i
j
\
i
\
'0,1 0,2 0,3 0,1*0,5 0,7 В/Л
6)
Рис. 192. Влияние отношения BID на коэффициент неравномерности при ло-
лобовом торцовом фрезеровании (по данным А. М. Розенберга):
а — г = 6; б — г = 10
стоя иной
с ростом ширины фрезерования коэффициент
неравномерности уменьшается до тех пор, пока в работу не войдет
новая пара зубьев фрезы. В этот момент коэффициент неравномерности
резко возрастает. Скачки коэффициента | происходят при значениях
BID, удовлетворяющих условию
в
т 360°
Число скачков коэффициента неравномерности для постоянного
числа зубьев фрезы равно ~— 1 при четном числе зубьев и —¦
при нечетном числе.
СИЛЫ ПРИ ПРОТЯГИВАНИИ
Сила резания, действующая на каждом зубе протяжки, находящемся
в работе (рис. 193), может быть разложена на силу Р$, направленную
в сторону, обратную движению протяжки, и на силу Рх, перпенди-
перпендикулярную к этому движению. Силу Рг сум, являющуюся суммой сил
Рг, действующих на т зубьях, находящихся в работе, называют сум-
суммарной силой. Суммарную силу преодолевает тяговый механизм станка,
и для осуществления резания необходимо, чтобы тяговая сила, созда-
создаваемая станком Рт, была больше Ргсум. По суммарной силе опре-
определяют мощность, расходуемую на резание:
' е 6120 '
а также рассчитывают элементы конструкции протяжки на прочность.
Сила Рх, создаваемая в основном нормальной силой, действующей
на задней поверхности протяжки, по величине значительно меньше
силы Рг. Если главные лезвия протяжки непрерывны или располо-
расположены друг против друга (круглые, квадратные, шлицевые протяжки
244
Рис. 193. Силы, действующие на зуб про-
протяжки
и т. п.), то силы Рх, действующие на них, уравновешиваются. Если
против главных лезвий расположены опорные части протяжки (шпо-
(шпоночные протяжки), то силы /Vдавят на опорные поверхности детали
или приспособления, по которым перемещается протяжка, увеличивая
трение между ними.
Так как на режущих зубьях протяжки имеются стружкоделитель-
ные канавки, обеспечивающие свободное свертывание частей стружки
в стружечные валики, то условия деформирования отдельных участков
срезаемого слоя между стружкоделительными канавками практически
одинаковы. Поэтому сила Pz почти не зависит от формы и кривизны
фасонных лезвий протяжку. Исключение составляют резкоочерченные
угловые переходы участков главных лезвий, где условия деформиро-
деформирования срезаемого слоя усложнены. Однако, поскольку протяженность
подобных участков мала по сравнению с протяженностью основных
частей главных лезвий, их роль в создании силы Рг невелика и силу Рг
определяют по единой методике, независимой от формы лезвий про-
протяжки. Как и для других видов работы, сила Pz зависит от удельной
силы резания р и площади ab сечения слоя, срезаемого одним зубом
протяжки, т.е. Рг = pab. Толщина срезаемого слоя а равна подъему Sz
зубьев протяжки, а ширина срезаемого слоя b — рабочей длине глав-
главного лезвия.
Удельная сила резания при протягивании определяется выраже-
выражением
„ ср „ к v к
где Ср — постоянный коэффициент, зависящий от рода и механических
свойств обрабатываемого материала, a /CY, Kai Kw и Кб — поправочные
коэффициенты, учитывающие соответственно величину переднего угла,
заднего угла, применяемую СОЖ и допустимый износ задней поверх-
поверхности зубьев протяжки. Показатель степени k в зависимости от рода
обрабатываемого материала лежит в пределах 0,15—0,3. Подставляя
выражение для р и произведя преобразования, получим
где
Суммарная сила
245
Ргсум
Рис. 194. Изменение суммарной силы Рг при
протягивании
Формула позволяет определить
суммарную силу в любой момент
резания протяжкой. Из нее следует,
что даже при постоянном подъеме
Sz зубьев суммарная сила во время
протягивания не будет оставаться
постоянной из-за изменения ши-
ширины срезаемого слоя и числа
зубьев т, одновременно находя-
находящихся в резании. Особенно сильно
влияет изменение числа зубьев т
(рис. 194). Так как ттах — тт-т — 1, то при малом числе одновре-
одновременно работающих зубьев уменьшение и возрастание силы при выходе
из резания одного зуба и входе другого может составить значительную
часть силы Ргсум. В результате этого протяжка будет работать неравно-
неравномерно, с рывками, что неблагоприятно сказывается на станке и точ-
точности обрабатываемой детали.
При подборе для определенной операции протягивания станка и
расчете протяжки на прочность необходимо знать максимальную
суммарную силу. Поэтому в последнем выражении суммирование
заменяют умножением; а переменную для каждого зуба ширину сре-
срезаемого слоя заменяют максимальной шириной. После преобразований
эта формула имеет вид
гсум max
— l^p^z #n
(81)
В формуле ур — 1 — k. Расчет по формуле (81) дает несколько
завышенное значение максимальной суммарной силы.
Применительно к конкретным типам протяжек общее выражение
(81) принимает вид:
1) для круглых протяжек
гсум max — l-.pS2 Dm
2) для шпоночных и шлицевых протяжек
гсум max :
р>
(82)
(83)
где и — число шлицевых впадин в отверстии.
Значения постоянных и показателей степени приведены в табл. 22.
Поправочные коэффициенты: Ку = 1,13 для у — 6 -г- 8°; Ку =
= 1,35 для у = 0 -5- 2е; Ка = 1,2 для a s=S 1° при обработке стали;
Ко. = 1Л2 для а г^ 1° при обработке чугуна; Kw = 1,13 при охлажде-
охлаждении 10%-ной эмульсией; Kw ~ 1.34 при протягивании без СОЖ;
Кб = 1.15 при ширине площадки износа задней поверхности зубьев
протяжки б = 0,3 мм.
246
Таблица 22
Значения С„ и ур для острых протяжек различных типов
(Y = 10-J-120; a = 2-f-3°; охлаждение сульфофрезолом) |86]
Материал
обрабатываемой
детали
Углеродистая
сталь
Легированная
сталь
Чугун
Механические свойства
ИВ
<200
200-230
>230
<200
200—230
>230
sS 200
>200
ов в кгс/мм2
<70
70-80
>80
<70
70-80
>80
С для протяжек различных тнпов
шпоноч-
шпоночная
177
202
250
202
250
282
115
137 ¦
шлицев аи
212
230
284
230
284
315
125
150
круглая
700
762
842
762
872
1000
300
354
ир
0,85
0,73
ВИБРАЦИИ В ПРОЦЕССЕ РЕЗАНИЯ
Обязательным условием получения высокой точности и низкой шеро-
шероховатости обработанной поверхности при применении высокопроиз-
1 водительных режимов является устойчивость движения при резании.
Для этого технологическая система СПИД должна быть виброустой-
виброустойчивой и не допускать существенных колебаний. Наблюдения показали,
\что в зависимости от условий работы возбужденные колебания детали
* и инструмента могут быть низкочастотными или высокочастотными;
i возникают они одновременно или независимо друг от друга. Как
; правило, низкочастотные колебания имеет деталь, а высокочастот-
высокочастотные — инструмент. Ухудшая качество обработки, возбужденные коле-
колебания определенной амплитуды и частоты могут одновременно снизить
\ стойкость инструмента.
? При всех известных видах обработки наблюдаются два вида коле-
I баний: вынужденные и самовозбуждающиеся. Вынужденные колеба-
колебания появляются из-за периодичности действия возмущающей силы.
Они могут возникнуть вследствие: 1) прерывистого характера процесса
резания; 2) дисбаланса вращающихся частей станка, детали и инстру-
инструмента; 3) дефектов в механизмах станка (в зубчатых и ременных
передачах, гидросистеме и т. п.); 4) неравномерности припуска, остав-
оставленного на обработку; 5) передачи колебаний станку от других рабо-
: тающих станков или машин, находящихся поблизости. Устранение
вынужденных колебаний не встречает принципиальных трудностей,
¦ так как при устранении обнаруженного источника колебаний вибрации
прекращаются.
Самовозбуждающиеся колебания или автоколебания возникают
при отсутствии видимых внешних причин. К ним относятся такие,
у которых переменная сила, поддерживающая колебательный про-
процесс, создается и управляется самими колебаниями. При устранении
колебаний исчезает и сила, возбуждающая и регулирующая колебания.
247
При резании возбудителем автоколебаний является неоднозначная
сила резания при врезании лезвий инструмента в деталь и отталки-
отталкивании от нее. При наличии в системе деталь—инструмент самовозбуж-
самовозбуждения случайно возникшее малое колебание усиливается до некоторой
установившейся величины с амплитудой, при которой наступает равно-
равновесие между энергией, поддерживающей колебания, и энергией рассеи-
рассеивания. Экспериментальные исследования вибраций, проведенные
А. И. Кашириным, А. П. Соколовским, Л. К. Кучмой и др., показали,
что частота колебаний не зависит ни от режима резания, ни от геомет-
геометрических параметров инструмента, а определяется жесткостью и
массой системы СПИД, возрастая при увеличении жесткости и
уменьшении массы. В то же время амплитуда колебаний в отличие от
частоты зависит не только от массы и жесткости колебательной системы,
но и от рода материала обрабатываемой детали, геометрических пара-
параметров инструмента и режима резания. Постоянство частоты и пере-
переменность амплитуды колебаний при изменении условий резания
свидетельствуют об автоколебательной природе вибраций.
Относительно природы первичного источника энергии возбуждения
автоколебаний при резании единой точки зрения до сего времени нет.
Опытом наиболее хорошо подтверждается гипотеза Н. И. Ташлиц-
кого [89] о запаздывании изменения силы резания при изменении
толщины срезаемого слоя вследствие сближения и удаления инстру-
инструмента и детали в процессе резания. На рис. 195, а изображена схема
расположения равнодействующих R и R± внешних и внутренних сил,
приложенных к стружке, соответствующих ширине С площадки кон-
контакта на передней поверхности. При постоянной толщине срезаемого
слоя равновесию соответствует определенная и постоянная сила реза-
резания. Зона вторичной деформации шириной Сг формируется не мгно-
мгновенно, и для установления равновесия сил требуется некоторое время.
Если автоколебательная система выведена из равновесия вследствие
случайной причины, то мгновенная толщина срезаемого слоя будет
непрерывно и периодически изменяться, и установление равновесного
состояния зоны вторичной деформации и ширины С площадки кон-
контакта не поспевает за изменением толщины срезаемого слоя. При уве-
увеличении толщины срезаемого слоя ширина площадки контакта дости-
достигает несколько меньшей величины, а при уменьшении толщины сре-
срезаемого слоя — несколько большей величины по сравнению с той
Отталкивание
инструмента
В
инструменте
а) ^С 6)
Рис. 195. Схема возбуждения автоколебаний при резании
248
0,8 а, мп
Рис. 196, Влияние толщины а и ширины Ь срезаемого
слоя на частоту / и амплитуду А колебаний при
точении (сталь 40Х; ф = 30°; V = 8°; t = 2 мм;
v = 45 м/мии) (по данным Л. К. Кучмы)
шириной, которая была бы при резании
с постоянной толщиной срезаемого слоя.
Поскольку изменение ширины площадки
контакта однозначно связано с измене-
изменением силы резания и при врезании лез-
лезвия инструмента в деталь толщина сре-
срезаемого слоя возрастает, а при отталки-
отталкивании уменьшается, то мгновенная сила
резания при врезании будет несколько
меньше, а при отталкивании несколько
больше величины мгновенной силы, со-
соответствующей мгновенной толщине сре-
срезаемого слоя (штрих-пунктирная линия
на рис. 195, б). Автоколебания не могут поддерживаться в результате
только изменения мгновенной толщины срезаемого слоя при сближении
и удалении детали и инструмента, так как при однозначности мгно-
мгновенной силы резания работа, совершаемая ею за цикл резания и отхода
лезвия, независимо от амплитуды и частоты колебаний равна нулю.
Таким образом, первичным источником энергии возбуждения автоколе-
автоколебаний при резании является неоднозначность силы резания вследствие
запаздывания ее изменения при изменении толщины срезаемого слоя.
Амплитуда автоколебаний зависит как от размеров срезаемого
слоя, так и от скорости резания. Размеры срезаемого слоя на ампли-
амплитуду влияют по-разному (рис. 196): увеличение толщины срезаемого
слоя, а следовательно, и подачи уменьшает амплитуду колебаний,
а ширины срезаемого слоя (глубины резания) — увеличивает ее.
Скорость резания на амплитуду колебаний влияет немонотонно
(рис. 197). Вначале при увеличении скорости резания амплитуда
возрастает, а после достижения определенного значения скорости
начинает уменьшаться. Скорость резания, соответствующая макси-
максимальной амплитуде, и ширина зоны скоростей, при которых вибрации
А,мкм
so
0
к
ж
\
V
л
\
ч
80
-10
\
Ч
^~
,
\
—
по
Ч
<^.
<
160 V, M/MUH
Рис. 197. Влияние скорости резания ч
и переднего угла резца V на амплитуду
колебаний А при точении (сталь 40Х;
Ф = 30°; t = 2 мм; s = 0,25 мм/об)
(по данным JI. К. Кучмы)
Рис. 198. Влияние главного угла в плане ф на
частоту /и амплитуду колебаний А при точении
(сталь 40Х; v = 8°; t — 2 мм; s = 0,25 мм/об;
v — 45 м/мии) (по данным Л. К. Кучмы)
249
существуют, определяются родом материала обрабатываемой детали
и условиями работы.
Очень сильное влияние на интенсивность вибраций оказывает
передний угол, при уменьшении которого и переходе в область отри-
отрицательных значений амплитуда колебаний резко возрастает (рис. 197).
Чем меньше передний угол, тем больше зона скоростей резания, при
которых возникают вибрации. С увеличением главного угла в плане
амплитуда колебаний уменьшается (рис. 198), что связано с уменьше-
уменьшением ширины срезаемого слоя и увеличением его толщины. Задний
угол, если он больше 8—10е, на интенсивность вибраций существенного
влияния не оказывает. Уменьшение заднего угла до значений, меньших
3°, уменьшает амплитуду колебаний.
Интенсивность вибраций можно снизить, уменьшая силы, возбуж-
возбуждающие колебания, и увеличивая сопротивление системы. Широкоиз-
Широкоизвестными способами повышения виброустойчивости процесса резания
является повышение жесткости технологической системы СПИД и
исправное состояние станка. При оптимальном зазоре в переднем
подшипнике шпинделя, устранении зазоров в гайке ходового винта,
правильной регулировке направляющих клиньями и т. п. можно
добиться того, что даже при работе со скоростями резания, соответст-
соответствующими зоне вибраций, интенсивность вибраций будет настолько
уменьшена, что это не отразится на качестве обработки и нормальной
эксплуатации инструмента.
При недостаточной жесткости детали или инструмента интенсив-
интенсивность вибраций может быть уменьшена применением виброгасителей
различных типов, из которых наибольшее распространение нашли
виброгасители ударного действия и основанные на введении в коле-
колебательную систему различных сопротивлений.
Глава VII
СТОЙКОСТЬ ИНСТРУМЕНТОВ
И ДОПУСКАЕМАЯ ИМИ
СКОРОСТЬ РЕЗАНИЯ
МЕТОДИКА ПРОВЕДЕНИЯ ЭКСПЕРИМЕНТОВ
И ОБРАБОТКА ОПЫТНЫХ ДАННЫХ
ПРИ УСТАНОВЛЕНИИ СТОЙКОСТНЫХ
И СКОРОСТНЫХ ЗАВИСИМОСТЕЙ
Способность режущего инструмента сохранять работоспособными свои
контактные поверхности и лезвия называют стойкостью инструмента,
а время Т, в течение которого это происходит, — периодом стойкости.
¦ Период стойкости равен времени работы инструмента между двумя
его заточками.
Период стойкости любого инструмента зависит от рода, механи-
механических и теплофизических свойств обрабатываемого и инструменталь-
инструментального материалов, геометрических параметров инструмента, факторов
режима резания и применяемой СОЖ. Стойкостные и скоростные
[зависимости в настоящее время устанавливают исключительно экспе-
экспериментально. Для установления зависимостей чаще всего используют
метод однофакторного эксперимента, по своему смыслу такой же, как
и при установлении силовых зависимостей.
Пусть необходимо найти связь между периодом стойкости Т и
! скоростью резания v. Для этого все факторы процесса резания, кроме
i скорости резания (обрабатываемый и инструментальный материалы,
(геометрические параметры инструмента, глубину резания, подачу,
СЮЖ), сохраняют строго постоянными. Затем последовательно изме-
изменяют скорость резания и при каждом ее значении изнашивают инстру-
[ мент, получая кривые износа Ь = f (T) (рис. 199). Число повторений
" (дублей) каждого опыта определяется допустимой относительной
| ошибкой результатов и надежностью (доверительной вероятностью).
I Кривые износа являются основным экспериментальным материалом
I для получения зависимости Т = f (v). Принимая равные или опти-
Р мальные величины износа задней поверхности, для каждой скорости
i резания по кривой износа находят соответствующее время работы
[.инструмента — его период стойкости. Окончательно период стой-
j кости Tt принимают как среднее значение результатов п наблюдений
в каждом опыте:
V2
VN
251
Ts тг т, t,muh
Рис. 199. Кривые износа инструмента
Рис. 200. Общая зависимость
периода стойкости Т инструмен-
инструмента от скорости резания v
После статистического анализа экспериментальные данные под-
подвергают математической обработке для получения формулы, связы-
связывающей v и Т.
Связь между скоростью резания и периодом стойкости может быть
монотонной, выражаемой непрерывно падающей кривой, близкой
к гиперболе, или немонотонной, выражаемой кривой с двумя пере-
перегибами (рис. 200). Если зависимость Т от v монотонна или на горбо-
образной кривой практический интерес представляют только нисходя-
нисходящие или восходящие ветви кривой об, бв и ег отдельно, то зависимость
периода стойкости от скорости резания наиболее удобно описать сте-
степенной функцией
Т =-5l.
m'
(84)
На основании линейной логарифмической аппроксимации показа-
показатель тх равен тангенсу угла яр наклона прямой к оси абсцисс, прове-
проведенной через опытные точки, нанесенные в двойной логарифмической
сетке (см. рис. 203). Постоянная d = Ttv™\ где vt и Tt — значения
скорости резания и периода стойкости точки, расположенной на
экспериментальной прямой. Как правило, вследствие неоднородности
инструментального материала (особенно твердых сплавов), погреш-
погрешностей заточки инструмента и т. п. экспериментальные точки при
стойкостных опытах имеют большой рассев и плохо укладываются на
заменяющую прямую. Поэтому tny и Су целесообразно находить ана-
аналитически, используя метод наименьших квадратов (см. гл. VI) и
производя статистическую проверку математической модели на адек-
адекватность.
Если опытные точки явно не укладываются на одну аппроксими-
аппроксимирующую прямую, то весь диапазон скоростей резания, использован-
использованных в опытах, делят на два и более интервала. Для каждого интер-
интервала строят свою прямую и находят для нее значения постоянной Сх
и показателя степени тх. Когда связь между периодом стойкости и
скоростью резания или каким-либо другим фактором немонотонна и
252
необходимо описать всю кривую, то искомую связь наиболее просто
аппроксимировать рядом Фурье [17]:
(85)
Для определения коэффициентов а0, alt а2, а3 ••• h, Ъ.г, Ь3 ... в ряде
Фурье достаточно в определенном интервале кривой задать 12 значе-
значений ординат иОг иъ ы2) и3, м4 ... wu, для которых абсциссы имеют
значения
„ я_ 2я_ Зл Ил,
'6' 6' о*"*" 6
Величину и знак коэффициентов Фурье находят с помощью при-
приближенного гармонического анализа по формулам Бесселя с приме-
применением специально разработанных вычислительных схем, облегчаю-
облегчающих технику расчета. Так, например, при аппроксимации зависимости
Т = / (v) расчет ведут по следующим схемам:
Скорость
резания
Аргумент
Функция
1(х) = Т
От м0 до щ
От ки до и7
Сумма от
go ДО ge
Разность от
a>i до ш6
От go До g3
От ge до gt
Ob
0
«0
Ol
in
«1
«0
go
«0
|.
o3
3
6 я
«3
«1
«11
gl
«i + Иц
Ш!
«1—«11
go
ge
4
?n
«4
«2
«10
ga
«2 +«in
Шг
«2—«10
5
oe
л
«6
«3
«a
gs
«3+И»
ffilg
«3 — «9
gl
go
Щ
7
-g-Jt
«7
o8
8
«8
«4
us
Si
«4+«8
«4 — «8
o9
9
-g-Я
«9
Olo
10
«10
«6
«7
gs
«5+«7
— «7
g2
g4
On
11
6""
«n
ме
ge
«e
ft!
253
Сумма от
Ро До р3
Разность от
Ро
go+ge
Че
go—ge
Pi
gi + ga
Qi
gi—ga
Pa
ft+ft
«
fe —g4
Рз
ОТ Wt ДО t№j
от ш5 до а>4
Сумма от
»i ДО г3
Разность от
«л ДО sa
wB
Щ + Щ
Si
Ш1 —Ш5
ш8
г*
Wo-\-Wi
S2
W2 — Wt
w3
r3
A
0.5Л
Б
0,866fi
Pi
ht
и
Pa
к
/и2
к
Si
«1
mx
s2
n2
Суыыа В
Сумма Е
Суыыа
Разность
JS
Ро
Рг
Е
Pi
''а
Ро + Рг
Pl + Pl
12п0
ZB + ZE
12с,
ZB-TE
В
Со
?
«» + /«
/.
6а,
ХВ + ТЕ
6ив
ХВ - ХН
В
Ро
Рз
?
Л,
Ро + Рг
fti + Лг
/
6а4
ZB -Z?
В
Ро
*i
?
Р»
hi
Po + ^i
Pe + h,
6а2
SB —Z?
В
rtii
Гг
?
mi + r,
m2
6b,
ZB + ZE
E66
ZB — ZE
Co
6c3
Co — Oi
«I
6b,
«l + «2
6b<
«l — «2
Г»
гг
6b,
f, — r8
254
Рис. 201. Схема влияния переднего
V и заднего а углов на период стой-
стойкости Т инструмента
аг аг аз
Из двух последних строк находят с0, аи a2, as, o4, о5, ae, bu b2, b3,
bt и Ъъ. При использовании приведенной вычислительной схемы расчет
без специальных преобразований может быть выполнен на ЭЦВМ.
Зависимость периода стойкости от геометрических параметров
инструмента во многих случаях экстремальна, а максимум периода
стойкости и соответствующая ему величина одного из параметров
зависят от значений других геометрических параметров. Например,
на рис. 201 показано принципиальное влияние заднего и переднего
углов на период стойкости, из которого видно, что значение оптималь-
оптимального заднего угла для различных величин передних углов также раз-
различно. Применение однофакторного эксперимента для нахождения
оптимального значения какого-либо из геометрических параметров
в этом случае связано с очень большим числом опытов, так как зави-
зависимость периода стойкости от одного параметра нужно повторять
столько раз, сколько имеется других геометрических параметров,
влияющих на стойкость. Кроме того, в рассматриваемом примере для
каждого значения переднего угла связь между величиной заднего
угла и периодом стойкости будет выражаться отдельной зависимостью.
Для решения подобных задач целесообразнее применять планирование
эксперимента. Сущность этого метода состоит в том, что опыты ставят
по определенной заранее подготовленной схеме и одновременно варьи-
варьируют все независимые' переменные 157]. Функцию у = / (xlt х2, xs
... Хь), характеризующую любой процесс, называют функцией отклика,
а независимые переменные xlt х2, xs, ... xh — ее аргументы — факто-
факторами. В многофакторном пространстве функции отклика соответствует
геометрический образ — поверхность отклика. При решении задач
оптимизации необходимо отыскать экстремум поверхности отклика.
Различные схемы планирования эксперимента подробно описаны
в [3, 57, 97]. Рассмотрим постановку опытов и обработку опытных
данных для наиболее простого случая — полного факторного экспе-
эксперимента, при котором все уровни одного фактора комбинируются со
всеми уровнями остальных факторов. Значения каждого фактора,
которые принимают при постановке опытов, называют уровнями варьи-
варьирования данного фактора. Уровни варьирования чаще всего находятся
в граничных точках интервала варьирования. Чтобы реализовать
модель первого порядка (полином первой степени), необходимо про-
проводить опыты на двух уровнях. При реализации модели второго по-
порядка (полином второй степени) каждый фактор меняют трижды и
255
дополнительно используют нулевой уровень (значение фактора в центре
интервала варьирования).
При составлении матрицы планирования натуральные значения
факторов переводят в кодированные. Для перевода применяют сле-
следующую формулу:
Zi=
В ней xi — значение фактора, взятое внутри интервала варьиро-
варьирования, в натуральных единицах измерения; zt — его кодированное
значение; хтак, xmm — граничные значения интервала варьирования.
Из формулы следует, что верхний уровень варьирования будет обо-
обозначен (+1), так как при х{ — xmsK ... zt = (+ 1). Нижний уровень
варьирования будет обозначен (—1), так как при xt = xmm -.-Zi = (—1).
Нулевой уровень, соответствующий
X -\-Х -
Xi = к , равен zt-=0.
Порядок проведения эксперимента определяется матрицей плани-
планирования. При использовании модели первого порядка число опытов TV,
которые необходимо поставить, определяется формулой TV = 2k,
в которой 2 — число уровней варьирования факторов; k — число
факторов. При двух-факторах число опытов равно четырем, а матрица
планирования 22 имеет вид:
№ опыта
1
2
3
4
Ч 1
+1
+1
+1
Независимые
г,
—1
+ 1
—1
+1
переменные
г2
— 1
-1
+ 1
ZiZj
+1
-1
+1
Вектор выхода
у
у2
Уз
У»
В первом столбце стоят значения фиктивной переменной г0 = (+1) =
= const, которая вводится во все строки матрицы. Это говорит о том,
что все опыты должны быть выполнены. Второй и третий столбцы
относятся к собственно планированию: в них представлены значения
переменных. В четвертом столбце даны произведения факторов. Пя-
Пятый столбец не относится к собственно матрице планирования: в нем
представлены результаты опытов. При таком планировании можно
вычислить коэффициенты регрессии bOl blt b2, fc12 линейного уравнения
У = t>0 + &iz,+62г2 + 6i2?iz2.
Уравнение учитывает взаимодействие факторов хх и х2 и более
полно отражает функцию отклика, чем линейное уравнение без по-
последнего члена. Однако при этом число опытов равно числу оцени-
256
ваемых параметров и при проведении статистического анализа модели
не остается степеней свободы для проверки адекватности модели.
Поэтому целесообразнее использовать неполное линейное уравнение
дающее одну степень свободы для проверки условия адекватности.
Вычисление коэффициентов полиномов производится по формуле,
полученной на основе метода наименьших квадратов:
2 Аи
где у„ — среднее значение выхода «-го опыта.
Статистический анализ математической модели состоит из: 1) оценки
дисперсии воспроизводимости; 2) проверки значимости коэффициентов
полинома; 3) проверки адекватности модели.
Для оценки дисперсии воспроизводимости используют критерий
Кохрена. В каждом опыте вследствие различных случайностей наблю-
наблюдается разброс значений выхода. Для каждой опытной точки дисперсия
подсчитывается по формуле
Su — п j ?^ (Уди Уи) •
В формуле: п — число дублей;
Уди — значение выхода ^-го дубля в и-и опыте;
Уи — среднее значение «-го опыта.
Критерий Кохрена представляет собой отклонение наибольшей
дисперсии, полученной в опытах, к сумме дисперсий всех опытов:
S2
G «max
=—л?
Л s%
Если G > GKpilT, то это значит, что в одном или нескольких опытах
рассеяние результатов, вследствие неучтенных факторов или случай-
случайных ошибок, слишком велико и опыты необходимо повторить. Значе-
Значения GKpm приведены в 18].
Проверку значимости коэффициентов полинома производят с по-
помощью /-критерия Стьюдента, представляющего собой отношение
абсолютной величины оцениваемого коэффициента к его дисперсии:
Дисперсия коэффициентов определяется по формуле
Sit,)-.
У
i/29 Бобров в ф, 257
где ?2 {Y} — средняя дисперсия, полученная при оценке дисперсий
воспроизводимости;
Л
2 si
Вычисленный критерий сравнивают с критическим, приведенным
в [3]. Критический коэффициент выбирают по числу степеней свободы
К = N (т — 1). Если вычисленное значение tt > tKpm, то коэффи-
коэффициент bi признают значимым. В противном случае его в уравнении
модели не учитывают.
Проверку адекватности модели производят с помощью F — кри-
критерия Фишера, представляющего собой отношение дисперсии адекват-
адекватности S%n к средней дисперсии опыта S2 \Y\:
Дисперсия адекватности определяется по формуле
ал —
-'ад
где у„ -— среднее значение ы-го опыта;
у„ — значение отклика, предсказанное моделью по условиям
ы-го опыта;
k — общее число значимых коэффициентов полинома, включая Ьо.
Вычисленный критерий сравнивают с критическим FKpm, приве-
приведенным в [3]. Критический критерий Фишера определяется по числу
степеней свободы; для дисперсии адекватности Аад = N — (k + 1) и
дисперсии опыта Ks = N (п — 1). Если F <c FKpV)T, то модель адек-
адекватна функции отклика. В противном случае модель должна быть
изменена: использованный полином должен быть заменен полиномом
более высокой степени. Адекватность модели означает конец решения
задачи, если необходимо получить только функцию отклика (интер-
(интерполяционную формулу). В том случае, когда решается задача оптими-
оптимизации, адекватность модели служит началом поиска оптимального
отклика.
Поиск оптимального отклика производят следующим образом.
Вначале ставится несколько опытов для описания участка поверхности
отклика полиномом первой степени. Если мы сразу попали (что бы-
бывает редко) в почти стационарную область, то от линейной модели
переходят к модели второго порядка. В противном случае оптимум
ищут, двигаясь по поверхности отклика в направлении градиента
линейного приближения. Такое движение по поверхности отклика
называют «крутым восхождением», так как движение в направлении
градиента является движением по кратчайшему (крутому) к экстре-
экстремуму пути. Движение по градиенту производят с определенными
258
шагами восхождения, пропорциональными соответствующим коэффи-
коэффициентам линейного полинома, умноженным на интервалы варьирова-
варьирования данных факторов. Шаги получаются, если к нулевому уровню
последовательно алгебраически прибавлять величины, пропорцио-
пропорциональные произведению коэффициента линейного полинома на интервал
варьирования. Опыты для каждого шага называют мысленными опы-
опытами, часть из которых реализуется. Восхождение прекращается,
когда все коэффициенты линейного полинома окажутся незначимыми.
Это свидетельствует о том, что мы вошли в область экстремума поверх-
поверхности отклика. В этой области функцию отклика описывают полиномом
второй степени и проверяют адекватность модели. Если модель аде-
адекватна, то для нахождения факторов, соответствующих экстремуму
поверхности отклика (оптимальному значению искомой функции),
необходимо взять частные производные функции отклика по всем
переменным факторам и приравнять их к нулю. Решая систему урав-
уравнений, получим значения факторов.
Если необходимо установить связь между скоростью резания и
ка'кими-либо факторами процесса резания, то предварительно ставится
серия стойкостных экспериментов. Допустим, что ищется зависимость
скорости резания от периода стойкости, глубины резания и подачи:
v = f (T, t, s). Для этого ставят три серии опытов: Т = f± (v); T =
Если указанные зависимости монотонны, то результаты экспери-
экспериментов аппроксимируют степенными функциями
у— ^ гр С^ гр Сз
и методом наименьших квадратов находят постоянные Clt C2, Cs и
показатели степени mlt q и р. Затем частные зависимости объединяют
в общую
т =—
v
и определяют постоянную С4 (см. гл. VI). Решая выражение относи-
относительно v, получим искомую зависимость
1
Обозначив
окончательно будем иметь
V — -
259
СВЯЗЬ МЕЖДУ СКОРОСТЬЮ РЕЗАНИЯ
И ПЕРИОДОМ СТОЙКОСТИ ИНСТРУМЕНТА
Связь между скоростью резания и периодом стойкости при обработке
чугуна инструментами из быстрорежущих сталей и однокарбидных
твердых сплавов выражается непрерывно убывающей кривой /
(рис. 202), напоминающей гиперболу. Такой же кривой изображается
связь между v и Т при обработке инструментами из быстрорежущих
сталей углеродистых и легированных конструкционных сталей. При
обработке конструкционных углеродистых и легированных сталей,
жаропрочных сталей и сплавов и некоторых других материалов ин-
инструментами из однокарбидных и двухкарбидных твердых сплавов
связь между v и Т изображается более сложной кривой 2, имеющей
несколько перегибов. Аппроксимацию кривой / и участков аб и вг
кривой 2 производят степенной функцией
"=¦?. (86)
в которой показатель степени m называют показателем относительной
стойкости. Постоянная С характеризует обрабатываемый и инстру-
инструментальный материалы, геометрические параметры инструмента, при-
применяемую СОЖ, а также глубину резания и подачу, с которыми
ведется обработка. Показатель относительной стойкости является
обратной величиной, показателя mlt найденного из стойкостных
опытов.
Величина показателя относительной стойкости в зависимости от
типа инструмента, обрабатываемого и инструментального материалов
и условий работы колеблется в широких пределах. Наиболее сильное
влияние на показатель m оказывают род обрабатываемого и инстру-
инструментального материалов, передний угол инструмента, подача (толщина
срезаемого слоя), скорость резания, время перерывов в работе инстру-
инструмента и степень изношенности его задней поверхности. Например,
при резании чугунов показатель m меньше, чем при резании сталей;
при резании инструментом, оснащенным двухкарбидным сплавом,
показатель m больше, чем при резании инструментом, оснащенным
однокарбидным сплавом, который больше, чем при резании инстру-
инструментом из быстрорежущей стали. По мере увеличения переднего угла
инструмента и допускаемой величины
износа задней поверхности показатель m
уменьшается, а при увеличении толщины
срезаемого слоя (подачи) — возрастает.
При монотонной связи между скоростью
резания и периодом стойкости показатель
относительной стойкости уменьшается по
мере увеличения скорости резания. Пре-
Рис. 202. Связь между скоростью резания v и периодом
стойкости Т инструмента в зависимости от рода обраба-
обрабатываемого и инструментального материалов
260
рывистость процесса резания характеризуют коэффициентом непре-
непрерывности
где Тр — время непрерывной работы лезвий инструмента иГ„- время
перерыва в резании. С уменьшением коэффициента непрерывности
показатель относительной стойкости возрастает. Поэтому у осевых
и торцовых фрез, самовращающихся резцов показатель относительной
стойкости больше, чем у резцов, сверл и других инструментов, лезвия
которых режут материал непрерывно.
Хотя показатель относительной стойкости является статистической
характеристикой интенсивности влияния периода стойкости на ско-
скорость резания, он, по-видимому, в какой-то мере характеризует усло-
условия, определяющие изнашивание задней поверхности инструмента,
и в первую очередь температуру резания. В большинстве случаев
чем выше температура резания, тем величина показателя относитель-
относительной стойкости меньше и наоборот. Поэтому если возрастание темпера-
температуры резания увеличивает относительный износ инструмента, то при
этом показатель относительной стойкости уменьшается, а если умень-
уменьшает, то показатель m возрастает. В табл. 23 приведены средние зна-
значения показателя m для наиболее употребительных инструментов,
полученные различными исследователями.
Как видно из табл. 23, величина m лежит в пределах 0,1—0,75, т. е.
в зависимости от вида обработки изменяется в 7,5 раз. Однако для
резцов, сверл, осевых и торцовых фрез и других черновых инстру-
инструментов величина показателя относительной стойкости невелика и не
Таблица 23
Значения гп для различных инструментов
Инструмент
Проходные резцы
Сверла
Зенкеры
•
Развертки
Фрезы:
осевые
торцовые
m
Круглые протяжки
Материал обрабаты-
обрабатываемой детали
Сталь (с охлажде-
охлаждением)
Чугун
Сталь
Чугун
Сталь
Чугун
Сталь
Чугун
Сталь
Чугун
Сталь
Чугун
Сталь
Чугун
Значения m для различного инструмента
Быстрорежу-
Быстрорежущая сталь
0,125
од
0,2
0,125
0,3
0,125
0,4
0,3-
0,33
0,25
0,2
0,15
0,62
0,5
ТьердыЯ
сплав Т1\
0,25
—
—
0,25
—
0,75
—
0,33
—
0,2
—
—
Твердый
сплав ВК
—
0,2
0,25
0,4
0,4
—
0,45
.—
—
—
0,35
—
9 Бобров В. Ф,
261
Т,мин
70
SO
W
30
го
15
то
в
Б
<
/
\
\
\
\
\
\
Рис. 203. Связь между скоростью резання v и периодом стойкости Т
резца из твердого сплава Т15К6 при точении стали 45 « = 2 мм;
s = 0.63 мм/об) [4]
превышает 0,35. Это накладывает своеобразный
отпечаток на взаимосвязь между скоростью реза-
резания и периодом стойкости инструмента. Например,
для случая обработки стали без СОЖ резцом из
быстрорежущей стали будем иметь
С г
Т8
100 150 ШО260
V,M/MUH
При увеличении периода стойкости в 2 раза зна-
знаменатель выражения увеличится в 1,09 раза,
а при увеличении скорости резания в 2 раза —
в 256 раз. Таким образом, изменение периода
стойкости весьма незначительно влияет на изме-
изменение скорости резания. Однако даже незна-
незначительное изменение скорости резания вызы-
вызывает очень большое изменение периода стойкости.
Исключительно сильное влияние, оказываемое скоростью резания
на период стойкости, приводит к тому, что постоянная С и показатель т
в формуле (86), как правило, справедливы для очень узкого интервала
скоростей резания. Например, формула
364
v у\Ь2 »
соответствующая рис. 203, справедлива для интервала скоростей
145—260 м/мин, т. е. при изменении скорости всего в 1,8 раза. Поэтому
формуле (86) в еще большей степени, чем силовым формулам, присущи
недостатки, характерные для всех эмпирических зависимостей. Пример
ограниченности формулы привел В. Д. Кузнецов. При обработке
стали с ов = 60 кгс/мм2 быстрорежущим резцом c/Xs=l ,59 X 5 мм2
связь между скоростью резания и периодом стойкости определяется
35 т-
выражением к=—у-. Если подсчитать периоды стойкости резца при
скорости резания 5 и 4 м/мин, то получатся совершенно невероятные
результаты: при v = 5 м/мин период стойкости Т = 5760000 мин ж
я» 11 лет, а при v = 4 м/мин еще больше — Т = 33900000 мин л;
» 66 лет. Такие фантастические цифры получились только потому,
что расчетная зависимость не предназначена для таких малых скоростей
резания, как 5 и 4 м/мин. Это необходимо иметь в виду при расчете
скорости резания и не допускать произвольную экстраполяцию зави-
зависимости за пределы v и Т, для которых эта зависимость спра-
справедлива.
С помощью формулы (86) можно переходить от одних v и Т к дру-
другим. Пусть, например, для периода стойкости 7\ известна скорость
резания i^. ¦ Требуется оиределить скорость резания щ, соответствую-
262
щую измененному значению периода стойкости У2. Для этого напишем
два выражения
С С
_ II 71 -— -
Деля второе выражение на первое, получим
Отсюда
При немонотонном изменении периода стойкости (рис. 204 и 205)
кривую Т = f (v) на всем ее протяжении аппроксимируют тригоно-
тригонометрическим рядом Фурье. Физические причины уменьшения, а затем
увеличения периода стойкости при возрастании скорости резания от
v0 до v2 и от tJ до t>3 полностью не выяснены. Имеется предположение,
что это связано с изменением относительного износа инструмента.
На участке скоростей резания v0 — v2, на котором относительный
износ не изменяется, происходит уменьшение периода стойкости. На
участке скоростей резания v2 — vs, соответствующем уменьшению
относительного износа, период стойкости возрастает. Наконец, резкое
увеличение относительного износа на участке скоростей va — v4 вы-
вызывает такое же резкое падение периода стойкости, более интенсивное,
чем на участке скоростей v0 —1>2. Очевидно, интервал скоростей
резания вблизи скорости v2 при эксплуатации твердосплавных инстру-
инструментов вследствие малого периода стойкости является невыгодным и
его нужно избегать.
Хмин
№
гоо
то
60
itO
20
10
1 Z S 710 20 SO v,m/muh
Рис. 204. Связь между скоростью резания v
и периодом стойкости Т резца из твердого
сплава ВК8 при точении (сталь 40Х;
t = 1 мм, S = 0,1 мм/об) [68]
SP
\
\
\
н
О
/
/
[
\°
\
к
\
Рис. 205. Схема влияния скорости ре-
резания v на относительный линейный
износ и период стойкости Т твердо-
твердосплавных инструментов при обработ-
обработке сталей
9*
263
ВЛИЯНИЕ ТОЛЩИНЫ И ШИРИНЫ
СРЕЗАЕМОГО СЛОЯ НА ПЕРИОД СТОЙКОСТИ
ИНСТРУМЕНТА И ДОПУСКАЕМУЮ ИМ
СКОРОСТЬ РЕЗАНИЯ
При установлении влияния скорости резания, подачи и глубины
резания при точении на период стойкости резца ставят три серии
опытов. На основании обработки опытных данных получим три част-
частные зависимости
у= ^1 • т ?ъ_. т ?$_
vmt » ' — tg ", 1 — -tfT,
которые объединим в общую зависимость
•р
Анализ показателей степени при v, t и s показывает, что при обра-
обработке любых материалов с прямыми срезаемыми слоями /т?3 > р > q,
т. е. наибольшее влияние на период стойкости оказывает скорость
резания, затем подача и наименьшее — глубина резания. Установлен-
Установленная закономерность физически легко объяснима. На ниспадающих
ветвях кривой Т — / (v) уменьшение периода стойкости связано с по-
повышением температуры резания. Температура резания также возра-
возрастает и при увеличении глубины резания и подачи вследствие увели-
увеличения работы резания и тепловыделения. Интенсивность влияния v, s
и / на период стойкости инструмента будет такой, какова степень влия-
влияния этих факторов на температуру резания. Из формулы E7) видно,
что наибольшее влияние на температуру резания оказывает скорость
резания, затем подача и наименьшее — глубина резания. Поэтому
в таком же порядке и, s и / влияют и на период стойкости инструмента.
Выразим глубину резания и подачу через ширину и толщину
срезаемого слоя. Тогда
v (sinip)p-e
Так как угол ф = const, то
С,
(87)
Из последнего выражения следует, что увеличение толщины сре-
срезаемого слоя уменьшает период стойкости сильнее, нежели равное
увеличение ширины срезаемого слоя.
Таким образом, для того чтобы период стойкости инструмента
был возможно большим, необходимо при постоянной площади сечения
срезаемого слоя увеличивать ширину слоя за счет уменьшения его
толщины, т. е. стремиться работать с возможно большим отноше-
отношением Ь/а. Установленная закономерность имеет универсальный харак-
264
тер и справедлива не только для точения, но и для любого другого
вида работ (сверления, торцового фрезерования, протягивания и т. д.).
Она позволяет наметить пути рационального конструирования и
эксплуатации инструмента.
Решим выражение (87) относительно
где
(88)
1
/n,
Х*~тх: ^""шх'
Так как р> q,iouy^> х^, откуда следует, что ширина и толщина
срезаемого слоя влияют неодинаково не только на период стойкости
инструмента, но и на допускаемую скорость резания.
Выразим в формуле (88) толщину и ширину срезаемого слоя через
подачу и глубину резания. Тогда
v Св „ ., ¦ (89)
v" (sin фГ* ¦»
Из выражений (88) и (89) следует, что для получения максимально
возможной при заданном периоде стойкости инструмента скорости
резания при определенной площади сечения срезаемого слоя необхо-
необходимо стремиться работать с возможно большим отношением Ыа и t/s.
При заданных технологически допустимых глубине резания и подаче
скорость резания можно повысить, уменьшая главный угол в плане
инструмента.
Величины показателей степени xv и yv не являются постоянными,
а зависят от типа инструмента, рода материала обрабатываемой детали
и факторов режима резания. Например, при токарных работах пока-
показатели xv и Уъ зависят от того, в каких диапазонах глубин резания и
подач работает резец. При работе с прямыми срезаемыми слоями с уве-
увеличением подачи показатель степени при подаче значительно возра-
возрастает; при увеличении глубины резания показатель степени при глу-
глубине резания также возрастает, но менее сильно. Показатели степени
при обработке углеродистой конструкционной стали резцом из быстро-
быстрорежущей стали приведены в табл. 24.
Таблица 24
Значения показателей степени в формуле скорости резания
Пределы изменения
s в мы/об
s>0,4
s = 0,2 -.=-0,4
s>0,4
/ в мм
t>\
t>\
t<l
0,26
0,26
0,18
vv
0,66
0,36
0,66
265
Так как увеличение показателя степени xv с ростом t происходит
значительно медленнее, чем увеличение показателя yv с ростом s,
то чем больше отношение —, тем величина показателей степени xv nyv
s
меньше и наоборот.
ВЛИЯНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
ИНСТРУМЕНТА НА ПЕРИОД СТОЙКОСТИ
И СКОРОСТЬ РЕЗАНИЯ
Передний угол является важнейшим из геометрических параметров
инструмента, определяющих процесс превращения срезаемого слоя
в стружку. От его величины зависят степень деформации срезаемого
слоя, работа стружкообразования, сила резания, количество выделяе-
выделяемого тепла и температура резания. Поэтому величина переднего угла
определяет стойкость инструмента.
С увеличением переднего угла условия стружкообразования облег-
облегчаются, уменьшаются работы деформации и трения на передней поверх-
поверхности, сила резания и, как следствие, количество выделяемого тепла.
Уменьшение тепловыделения способствует повьплению периода стой-
стойкости инструмента. Однако увеличение переднего угла приводит* при
постоянном заднем угле к уменьшению угла заострения рк клина
инструмента (рис. 206), от величины которого зависят прочность режу-
режущей части и условия отвода тепла от контактных площадок в тело
инструмента. С уменьшением угла (Зк теплоотвод ухудшается, а проч-
прочность падает, что ведет к снижению периода стойкости инструмента.
Уменьшение размеров клина особенно нежелательно для твердосплав-
твердосплавных инструментов, хрупкая прочность которых низка. При малых
углах рк наблюдаются микро- и макросколы вершины клина и глав-
главного лезвия инструмента.
Наличие двух конкурирующих процессов приводит к тому, что
зависимость Т = / (у) выражается горбообразной кривой (рис. 207
и 208). Величина оптимального переднего угла уот> обеспечивающего
максимальный период стойкости инструмента,
определяется родом и механическими свой-
свойствами обрабатываемого и инструментального
материалов. Для восходящей ветви кривой
Т = f (у) преобладающим при увеличении
\ ж » х угла у является уменьшение тепловыделения,
\ /\^Д \ v _^ B результате чего стойкость инструмента
""** растет. Для нисходящей ветви кривой пре-
преобладающим при увеличении угла у является
ухудшение теплоотвода и уменьшение проч-
прочности, что снижает стойкость инструмента.
Чем выше прочность и твердость обрабатывае-
Рис. 206. Нагруженне режущего клипа инструмента силовой
и тепловой нагрузками
266
Т. мин
100
•
и
к
\
/
А
/
¦А
N
-го -ю
w
Рис. 207. Влияние переднего
угла V иа период стойкости Т
резца из керамики ЦМ-332 при
точении (чугуи; t =¦ 1 мм; s =
= 0,3 мм/об; о= 300 м/мин) [36]
го
5 /5 25 35 у°
Рис. 208. Влияние переднего угла V
на период стойкости Т торцовой
фрезы на стали Р18 при фрезеро-
фрезеровании сплава ЭИ437А [37]
мого материала, тем больше количество выделяемого тепла и выше
температура резания. Поэтому с увеличением предела прочности и
твердости материала обрабатываемой детали величина оптимального
переднего угла уменьшается. С уменьшением прочности инструмен-
инструментального материала оптимальный передний угол также уменьшается,
что связано с необходимостью увеличения угла заострения клина.
Поэтому оптимальный передний угол инструментов из быстрорежу-
быстрорежущих сталей больше, чем твердосплавных, которые имеют больший
угол Yonr. чем инструменты из минеральной керамики.
М. Н. Лариным [47] были предложены приближенные формулы
для расчета оптимального переднего угла инструментов из быстроре-
быстрорежущих сталей и твердых сплавов, имеющих плоскую переднюю
поверхность. Для инструментов из быстрорежущих сталей
(90)
55
где Klc — «стандартный» коэффициент усадки стружки, определяе-
определяемый при следующих условиях: передний угол резца у — 10°, толщина
срезаемого слоя а = 0,5 мм, скорость резания v — 10 м/мин.
Для инструментов с пластинками из твердых сплавов при обра-
обработке сталей:
при ов<80
(91)
(92)
при св = 80 -*-120 кгс/мм2 - Тот = 5 • 1 fr-Moi;
при обработке чугунов
Топт=17,2-0,066ЯБ. (93)
Из приведенных формул следует, что при увеличении предела
прочности и твердости обрабатываемого материала величина положи-
положительного оптимального переднего угла уменьшается, а отрицательного
увеличивается.
Передний угол отрицательным по знаку делают только у инстру-
инструментов, оснащенных пластинками из твердых сплавов и минераль-
267
ной керамики. При этом отрицательный передний угол используют
в тех случаях, когда режущий клин инструмента при положительном
переднем угле не в состоянии выдерживать без разрушения напря-
напряжений, возникающих от сил, действующих на передней поверхности.
Применительно к твердым сплавам это наблюдается при черновой
обработке сталей с а„ > 80 кгс/мм2 и при прерывистом резании. Проч-
Прочность режущей части инструмента при отрицательном переднем угле
увеличивается по следующим причинам: 1) возрастает угол рк, что
увеличивает массу клина, и 2) напряженное состояние в большей
части клина становится таким, при котором в наилучшей степени
используются специфические механические свойства твердого сплава.
На рис. 209 и 210 изображена схема распределения радиальных напря-
напряжений оу в клине инструмента с положительным и отрицательным
передним углом. Прямой ОА изображена нейтральная линия, поло-
положение которой определяется углом #. Выше нейтральной линии
в области клина, примыкающей к передней поверхности, радиальные
напряжения растягивающие, а ниже нейтральной линии — сжимаю-
сжимающие. Как показали исследования А. И. Бетанели [6], величина угла #
зависит от угла г]з между силой резания Р и его горизонтальной состав-
составляющей Рх. Чем меньше угол ty, тем меньше угол ft, и нейтральная
линия приближается к передней поверхности. При отрицательном
переднем угле значительно возрастает сила Рх, в результате чего угол #
становится меньше, а поэтому уменьшается область клина с растяги-
растягивающими напряжениями и увеличивается область со сжимающими
напряжениями. В гл. Г указывалось, что твердый сплав, как всякий
хрупкий материал, плохо сопротивляется изгибающим и растягиваю-
растягивающим напряжениям и вполне удовлетворительно сжимающим. Напри-
Например, если предел прочности на изгиб твердого сплава Т15К6 в 2,6 раза
ниже, чем предел прочности на изгиб быстрорежущей стали Р18, то
пределы прочности на сжатие соответственно равны 370 и 410 кгс/мм2,
т. е. твердый сплав ненамного уступает быстрорежущей стали. Созда-
\
Рис. 209. Положение нейтральной
линии ОА в режущем клине ин-
инструмента при положительном пе-
переднем угле
Рис. 210. Положение нейтральной
линии ОА в режущем клине ин-
инструмента при отрицательном пе-
переднем угле
268
Рис. 211. Влияние заднего угла а на период стойкости Т
торцовой фрезы из стали Р18 при фрезеровании (сплав
ЦМ-2А; t = 1,5 мм; s, = 0,1 мм) [34]
Т, MUH
1Q
15
а"
вая за счет отрицательного переднего угла
напряженное состояние с преобладанием
сжимающих напряжений в большей части
клина, можно лучше использовать свойство
твердых сплавов хорошо сопротивляться
сжимающим напряжениям и повысить проч-
прочность инструмента. Грубой ошибкой является придание режущей части
инструмента отрицательного переднего угла, когда прочность клина
достаточна при положительном переднем угле. С увеличением отрица-
отрицательного переднего угла растут степень деформации срезаемого слоя,
составляющие силы резания, количество выделяемого тепла и темпе-
температура резания, что ухудшает условия эксплуатации инструмента.
Исходя из этого, инструменты из быстрорежущих сталей никогда не
конструируют с отрицательными передними углами.
Задний угол. Помимо обеспечения свободы перемещения задней
поверхности относительно поверхности резания задний угол умень-
уменьшает трение между ними. Задний угол не влияет на процесс стружко-
образования и контактные явления на передней поверхности инстру-
инструмента, но для острого инструмента от его величины зависят контактные
явления на задней поверхности. При изменении заднего угла изме-
нются величина сил, действующих на задней поверхности, ширина
площадки контакта и интенсивность изнашивания задней поверхности.
От величины заднего угла зависят величина радиуса округления клина
и прочность режущей части инструмента вследствие изменения угла
заострения.
Зависимость периода стойкости инструмента от изменения заднего
угла имеет экстремальный характер (рис. 211). Вначале, по мере уве-
увеличения заднего угла, уменьшаются ширина площадки контакта и
сила трения на задней поверхности, что уменьшает изнашивание
инструмента. Поэтому период стойкости инструмента возрастает.
При дальнейшем увеличении заднего угла уменьшается угол заостре-
заострения, что снижает прочность клина и ухудшает отвод тепла в тело
инструмента. Вследствие этого период стойкости при больших перед-
передних углах начинает уменьшаться. Величина оптимального заднего
угла, при котором период стойкости максимален, зависит в основном
от упругих свойств материала обрабатываемой детали и толщины слоя,
срезаемого главным лезвием инструмента. Из рис. 212 видно, что чем
больше упругое восстановление hy поверхности резания, тем больше
ширина С2 площадки соприкосновения инструмента с поверхностью
резания, в пределах которой фактический задний угол равен нулю.
Поэтому с увеличением предела упругости материала обрабатываемой
детали величина оптимального заднего угла становится больше.
Например, оптимальный задний угол токарного проходного резца
при обработке углеродистых конструкционных сталей равен 6—8°.
При обработке титановых сплавов, обладающих значительно ббльшим
269
пределом упругости, величина оптимального заднего угла составляет
10-12°.
На рис. 213 показаны ширина площадки износа б задней поверх-
поверхности и соответствующие ей массы Mi и Мп изношенного инструмен-
инструментального материала при значениях заднего угла «i и осц. С увеличением
заднего угла масса изношенного инструментального материала воз-
возрастает, и для ее диспергирования требуется более длительный срок
работы инструмента. Таким образом, если преобладающим является
изнашивание задней поверхности инструмента, то увеличение заднего
угла до определенного предела способствует повышению периода
стойкости. В гл. V было показано, что одним из важнейших факторов,
определяющих характер изнашивания инструмента, является толщина
срезаемого слоя. Чем тоньше срезаемый слой, тем относительно
больше изнашивается задняя поверхность инструмента и меньше
передняя, и, следовательно, для уменьшения ширины площадки
износа задний угол должен быть увеличен. На рис 214 изображена
зависимость оптимального заднего угла от толщины срезаемого слоя
для различных инструментов, из которой видно, что чем меньше тол-
толщина срезаемого слоя, тем больше величина оптимального заднего
угла. Эта закономерность была выражена М. Н. Лариным [47] зави-
зависимостью
Sin
(94)
Для различных конструкционных сталей и чугунов коэффициент
колеблется в узких пределах и составляет 0,1—0,13. Так как толщина
срезаемого слоя пропорциональна подаче, приходящейся на лезвие
инструмента, то инструменты, работающие с меньшей подачей, должны
иметь большую величину заднего угла. Например, оптимальный
задний угол проходнБ1х резцов осопт = 6 -з- 8°, а для резцов отрезных,
работающих с меньшей подачей, ссопт = 10 -з- 12°. Оптимальный
задний угол торцовых фрез с мелким зубом, работающих с подачами
на зуб еще меньшими, чем у отрезных резцов, ссопт = 16°, а для диско-
Рнс. 212. Схема контакта задней
поверхности инструмента с по-
поверхностью резания
Рис. 213. Схема влияния заднего
угла а на массу изношенного
инструментального материала
270
Рис. 214. Влияние толщины срезаемого слоя а на ве-
личину оптимального заднего угла аОпт различных
инструментов нз быстрорежущих сталей (/) н твер-
твердых сплавов B) (по данным Л. А. Рождественского) ни
вых прорезных фрез, подача на зуб ко- 30
торых не превышает 0,01 мм, осопт = 30°.
Главный угол в плане. Основной го
функцией главного угла в плане являет-
является изменение соотношения между шири- jo
ной и толщиной срезаемого слоя. При
увеличении угла <р отношение Ыа ши-
ширины срезаемого слоя к его толщине- 6
(рис. 215) непрерывно уменьшается и
достигает минимума при <р = 90°. Одновременно с этим уменьшается
угол заострения ек резца в плане. Вследствие уменьшения отноше-
отношения Ыа и угла ек температура резания растет, стойкость инструмента
падает, и инструмент допускает меньшую скорость резания (рис. 216).
Связь между главным углом в плане и скоростью резания прн точе-
точении может быть выражена степенной зависимостью
t
•2
x —¦?->
M
r
ОЛ 0,2 0,3 О.Ьа.мм
ф"о
При обработке сталей резцами из двухкарбидных сплавов «щ = 0,35,
и при обработке чугуна резцами из однокарбидных сплавов uv = 0,4.
Таким образом, для повышения периода стойкости инструмента и
допускаемой им скорости резания необходимо, чтобы инструмент имел
возможно меньший главный угол в плане. Однако имеются обстоя-
обстоятельства, не позволяющие уменьшать угол ф ниже определенных зна-
значений. Например, при обтачивании валика (рис. 217) он под действием
реакции радиальной силы Ру упруго прогибается. Тогда максимальная
стрела прогиба оси валика, соответствующая положению резца на
половине длины валика (по данным X. М. Сарбаша)
"ШЁЛ
где Е — модуль упругости; / — полярный момент инерции.
Рнс. 215. Схема влияния главного угла в плане на отноше-
отношение Ь/а
271
у. м/мии
360
300
zw,
\
\
\
4J
—-о
го w во во
Рис. 216. Влияние главного угла ф
в плане резца из твердого сплава
Т15К6 на допускаемую скорость
резания при точении (сталь 45;
t = 2 мм; s = 0,3 мм/об) Ш
Рис. 217. Упругий прогиб оси валика
под действием реакции радиальной
силы
Прогиб оси снижает точность обработки валика: чем больше стрела
прогиба, тем большую бочкообразность будет иметь валик после обра-
обработки, и для ее устранения необходим дополнительный чистовой про-
проход резца. Сила Ру увеличивается при уменьшении главного угла
в плане, а поэтому стрела прогиба/будет тем больше, чем меньше угол <р
и ниже жесткость валика, характеризуемая отношением 1/D его длины
к диаметру. Для того чтобы стрела прогиба не превосходила допу-
допускаемых условиями обработки пределов, минимально возможную
величину угла <р необходимо сообразовывать с жесткостью обрабаты-
обрабатываемой детали и всей системы СПИД. Таким образом, при определен-
определенном способе крепления детали (в центрах, в патроне с поддержкой
центром задней бабки, только в патроне) минимально допустимая
величина угла в плане определяется отношением IID: чем больше это
отношение, тем больше должен быть <рга1п и наоборот. Точно так же
с уменьшением жесткости технологической системы СПИД минимально
допустимую величину угла <р необходимо увеличивать.
Следует отметить, что при недостаточной жесткости системы СПИД
применение малых главных углов в плане может не только снизить
точность обработки, но и умень-
Т, мин шить пер иод стойкости инстр умента
вследствие возникновения вибра-
вибраций. Появление вибраций особенно
80
60
го
fV
N
10
го
60 ср°
Рис. 218. Влияние главного угла
в плане Ц> на период стойкости Т
резца из твердого сплава ВК8 при
точении (чугун; *= 0,5 мм; s =
— 0,1 мм/об; при малой жесткости
системы СПИД) [47]
V. M/MUH
300
250
200
о ю го зо ьо у°
Рис. 219. Влияние вспомогатель-
вспомогательного угла в плане <f>i на скорость
резания v, допускаемую резцом из
твердого сплава Т15К6, при точе-
точении (сталь 45; 1=! ш; s =.
= 6,3 мм/об) [4]
f
1
272
Т,мин
1Z0
110
100
, МАМ
90
\
1
/
\
\
о г
6 8
Рис. 220. Влияние вспомогатель-
вспомогательного угла в плане ф, на период
стойкости торцовой фрезы из
твердого сплава ВК8 при фрезе-
фрезеровании (чугунНВ 180; t= i мм;
ss = 0,12 мм; v= 147,3 м/мин)
[47]
о—<
О '
1—О "
„„@6J
flJJL-.
80
60
40
20
Рис. 221. Влияние вспомога-
вспомогательного угла в плане ф! на вы-
высоту шероховатостей Rz при
точении (сталь 45; v =
= 42 м/мин) [47]
опасно при работе твердосплавным инструментом, имеющим пони-
пониженную прочность. На рис. 218 показано влияние угла <р на период
стойкости твердосплавного резца при точении с невысокой жесткостью
системы СПИД. Уменьшение периода стойкости резца для углов
Ф < 40° вызвано увеличением амплитуды колебаний тем большим,
чем меньшее значение имеет главный угол в плане.
Вспомогательный угол в плане на стойкость инструмента влияет
двояко. При малых углах фх увеличивается рабочая длина вспомога-
вспомогательного лезвия, что. увеличивает силу трения на вспомогательной
задней поверхности и износ инструмента. Поэтому при увеличении
вспомогательного угла в плане до некоторого значения стойкость
инструмента возрастает. При дальнейшем увеличении угла фх период
стойкости не растет, а уменьшается вследствие ухудшения условий
теплоотвода от лезвий инструмента и уменьшения прочности вершины.
Кривые зависимостей v = /j (ф^ и Т = /2 (ф]) (рис. 219 и 220)
имеют горбообразный вид, и для них оптимальная величина угла фх
определяется типом инструмента и родом инструментального мате-
материала. Если угол фх больше оптимального, то скорость резания должна
быть снижена. Например, для углов ц>х > 6—10° связь между вспомо-
вспомогательным углом в плане и скоростью резания при точении может быть
Q
выражена зависимостью о = -$. Угол фх очень сильно влияет на
высоту шероховатостей обработанной поверхности (рис. 221). Желая
снизить шероховатость поверхности, необходимо уменьшать вспомо-
вспомогательный угол в плане до минимально допустимой величины. Имеются
инструменты, у которых угол щ = 0. На рис. 222 изображен резец
для работы с большими подачами, у которого на длина лезвия 1Х угол
фх = 0. Так как длина лезвия 1Х на 20—30% превышает подачу s,
с которой работает резец, то высота расчетных неровностей обрабо-
обработанной поверхности становится равной нулю и шероховатость обрабо-
обработанной поверхности уменьшается. При работе такими резцами с пода-
273
чами 3—3,5 мм/об можно получить 4 и 5-й классы чистоты [83]. Для
получения указанных классов чистоты обычными резцами с углом
Ф1 > 0 величина подачи должна быть примерно в 10 раз меньше.
Особенностью работы резцами является то, что применяемые
глубины резания меньше подачи на оборот детали. Поэтому резцы
работают с обратными срезаемыми слоями и лезвие длиной /, является
главным лезвием, а "лезвие, наклоненное под углом ф, — вспомогатель-
вспомогательным лезвием. Серьезным недостатком резцов для работы с большими
подачами, не позволившим им заменить обычные резцы, является
очень большая величина реакции радиальной силы Ру, изгибающей
деталь. Поэтому резцы могут производительно обрабатывать только
жесткие детали с отношением -^ <;5. На рис. 223 изображен зачистной
зуб торцовой фрезы, у которого вспомогательное лезвие 1г = D ¦*¦ 6) s
имеет угол фх = 0. Применение фрез с зачистными зубьями позволяет
на 1—2 класса снизить шероховатость обработанной поверхности.
Угол наклона главного лезвия А, на процесс превращения срезае-
срезаемого слоя в стружку влияет наиболее своеобразно. Изменение угла
наклона главного лезвия изменяет положение передней поверхности
инструмента относительно направления его движения и отношение
рабочей длины главного лезвия к толщине срезаемого слоя. Плоское
деформированное состояние в зоне резания при Я Ф 0 заменяется
объемным. Величина и знак угла наклона главного лезвия определяют
направление схода стружки по передней поверхности. Направление
схода стружки по передней поверхности характеризуется углом
схода стружки г\, т. е. углом между направлением движения стружки ¦
по передней поверхности и нормалью к главному лезвию.
При свободном прямоугольном резании, когда угол Я, = 0, а лезвие
инструмента составляет с вектором скорости резания угол 90°, стружка
по передней поверхности сходит перпендикулярно к лезвию и угол
схода стружки г\ = 0. Когда угол i^0 и вектор скорости резания
не перпендикулярен к лезвию, стружка отклоняется от нормали к лез-
лезвию в правую или левую сторону, образуя угол схода стружки г\ ф 0
(рис. 224). Если считать, что обрабатываемый материал недеформируем,
то при перемещении инструмента из положения / в положение // на
расстояние L развернутая на передней поверхности контактная поверх-
Рис. 222. Резец для рабо-
работы с большими подачами
[*,= A,2 * ».3) s]
Рис. 223. Зачистиой зуб торцовой
фрезы
274
Рис. 224. Схема превращения срезаемого слоя
в стружки при резании инструментом с углом
Кф О
ность стружки представляла бы
собой параллелограмм mnpq с осно-
основанием, равным рабочей длине лез-
лезвия, и высотой, равной расстоянию
по нормали LN между положения-
положениями лезвия. Боковые стороны парал-
параллелограмма, определяющие напра-
направление схода стружки по передней
поверхности инструмента, соста-
составили бы с нормалью к лезвию
угол, равный углу наклона лез-
лезвия К. При резании деформируе-
деформируемого материала в результате де-
деформирования срезаемого слоя
развернутая на передней поверх-
поверхности контактная поверхность
стружки представляет собой па-
параллелограмм mtfitfiq с высотой LCn>
меньшей, чем расстояние по нормали LN. Стороны этого параллело-
параллелограмма образуют с перпендикуляром к лезвию угол т), в общем
случае не равный углу К
Превращение параллелограмма mnpq в параллелограмм tn^n^pq
происходит следующим образом. Движение любой точки наклонного
л.езвия в направлении вектора v скорости резания может быть пред-
представлено состоящим из двух движений: одного в направлении, нор-
нормальном к лезвию, определяемого вектором vN, и другого в направле-
направлении, параллельном лезвию, определяемого вектором v?. При переме-
перемещении в направлении, нормальном к лезвию, на расстояние LN слои
материала, деформируясь по плоскости сдвига в направлении, перпен-
перпендикулярном к лезвию, вызовут укорочение срезаемого' слоя до раз-
размера LCn- При перемещении вдоль лезвия на расстояние Т слои обра-
образовавшейся стружки, параллельные лезвию, увлекаемые передней
поверхностью инструмента, сдвинутся вдоль лезвия так, что верхний
край стружки переместится на расстояние АТС. Сдвиг слоев стружки
вдоль лезвия подтверждается следующим опытом. Если на верхней
плоскости срезаемого слоя нанести риску mk, перпендикулярную
к лезвию инструмента, то на свободной стороне стружки эта риска
займет положение m2fe, отклонившись от перпендикуляра к лезвию
в направлении вектора vj на угол %. Экспериментально доказано [7],
что смещение слоев материала вдоль лезвий не вьвывает дополнитель-
дополнительной деформации этих слоев в направлении, перпендикулярном к услов-
условной плоскости сдвига, а поэтому точка пг стружки переместится
в точку /га, а точка тх в точку.щ.
Угол схода стружки х\ по величине несколько превышает угол
наклона главного лезвия (рис. 225), причем разность углов г\ и К
?75
60
—-i
—
—30-
15.
1
Рис. 225. Влияние угла л и толщины срезаемого слоя а
на угол схода стружки при свободном строгании
(сталь ИВ 170; v — 2 м/мнн)
0,7 0,2 0,3 0,Ьа,ММ
fyO\ '| |, —j—зо. I -к растет при увеличении угла к и толщины
срезаемого слоя. Наибольшая разность
углов не превышает 6—8°, и при углах
Я < 45° и толщинах срезаемого слоя
а < 0,3 мм можно считать, что угол
х\ = к. Задавая знак и величину угла на-
наклона главного лезвия, можно направить
стружку в желаемую сторону и транспортировать ее в определенном
направлении. На рис. 226 а, б, в показано направление схода стружки
по передней поверхности токарного резца при нулевом, отрицательном
и положительном угле наклона главного лезвия. Если отношение
— > 10, то так же, как и при свободном резании, при угле К = 0
стружка сходит перпендикулярно к лезвию, завиваясь в плоскую
спираль. При отрицательном угле К стружка отклоняется в сторону от
вершины резца, завиваясь в винтовую спираль. При положительном
угле к стружка отклоняется в сторону вершины резца, также зави-
завиваясь в винтовую спираль. Транспортировка стружки от вершины
резца в сторону передней бабки станка нежелательна, так как стружка
может коснуться рабонего, стоящего влево от суппорта, запутаться
во вращающихся частях станка (патроне или воротке). Транспорти-
Транспортировка стружки в сторону задней бабки более безопасна для рабочего,
а возможность запутывания стружки вокруг детали меньше. Таким
образом, при токарных работах положительный знак угла К резца
с точки зрения безопасности и удобства работы является предпочти-
предпочтительным.
Величина и знак угла к оказывают влияние на условия врезания
режущего инструмента в срезаемый слой при прерывистом резании.
Если угол К — 0 (рис. 227, а, б), то все точки главного лезвия вступают
в соприкосновение со срезаемым слоем одновременно и сила резания
возрастает мгновенно от нуля до максимума. При отрицательном угле К
точкой первоначального контакта является вершина инструмента
(точка /) — наиболее уязвимая точка главного лезвия.
В)
Рис. 226. Влияние знака угла ц наклона главного лезвия резца на направление схода
стружки
276
-А
Рис. 227. Влияние знака угла Л. на точку первоначального
контакта при соприкосновении лезвия инструмента со сре-
срезаемым слоем
При положительном угле Я, точкой первоначального контакта
является точка 3, удаленная от вершины инструмента и менее подвер-
подверженная хрупкому разрушению. В обоих случаях нагрузка на инстру-
инструмент нарастает не мгновенно, а постепенно, причем время нарастания
нагрузки тем больше, чем больше величина угла К. Чтобы избежать
повреждения вершины главного лезвия резцов, работающих в усло-
условиях прерывистого резания, торцовых фрез и других инструментов,
угол К делают положительным, особенно если инструмент оснащен
пластинками из твердого сплава. На рис. 228 показано влияние вели-
величины и знака угла к на период стойкости токарного резца. Как видно
из рисунка, максимальный период стойкости соответствует значениям
положительных углов 3—4°. Для одинаковой величины угла X период
стойкости резца при положительном знаке угла больше, чем при отри-
отрицательном.
На рис. 229 показано влияние угла наклона винтовой канавки со,
выполняющего функцию угла к, на стойкость осевой цилиндрической
фрезы. При высокой жесткости осевой фрезы и ее креплении на станке
увеличение угла наклона винтовой канавки до 30° практически не
влияет на период стойкости фрезы. При больших углах наклона
винтовой канавки период стойкости уменьшается тем сильнее, чем
Т.мии "
70
so
ЗОУ
10
(
/
\
1
-15
15' 30 А°
Т,мин
320
2W
160
,
'—^
15
SO
60
Рис. 228. Влияние величины
и знака угла h иа период стой-
стойкости Т резца из твердого
сплава Т15Кв при точении
стали 45 (а> = 90°; t = 2 мм;
s = 0,3 мм/об; и = 220 м/мии)
Рис. 229. Влияние угла @ иа период стойко-
стойкости Т однозубой осевой фрезы из стали Р18
при фрезеровании (сталь 40; t = 2 мм;
sx = 0,08 мм; В = 25 мм; о = 26 м/мин)
277
YМЦН Vnc. 230. Влияние угла ш на период стойкости конце-
концевой быстрорежущей фрезы при фрезеровании (сталь
45; D = 30 мм; г ~ 9; t = 3 мм; 4г = 0,057 мм;
180 I 1/ I Чт—I к = 41 м/мин) [46]
/
/
f
\
160
mi5 20 25 30 и"
больше угол со. По-иному влияет угол со на период стойкости конце-
концевых фрез (рис. 230), имеющих невысокую жесткость. Здесь при уве-
увеличении угла со период стойкости вначале растет вследствие улучше-
улучшения условий врезания фрезы в материал обрабатываемой детали и
уменьшения колебаний фрезы. Рост периода стойкости происходит
до углов со = 25 -г- ЗО"', после чего при увеличении угла наклона
винтовой канавки период стойкости так же, как и у осевых фрез,
снижается.
ВЛИЯНИЕ ПРЕРЫВИСТОСТИ РЕЗАНИЯ
НА СТОЙКОСТЬ ИНСТРУМЕНТА
И ДОПУСКАЕМУЮ СКОРОСТЬ РЕЗАНИЯ
Под прерывистым резанием понимают такой процесс резания, когда
через промежутки времени, измеряемые секундами или долями се-
секунды, рабочие ходы инструмента, при которых срезается стружка,
чередуются с холостыми ходами. Прерывистое резание свойственно
долблению, строганию, фрезерованию и реже точению. При преры-
прерывистом резании периодически повторяющиеся нагрузки и разгрузки
контактных поверхностей при определенных условиях сказываются
на стойкости инструментов.
Стойкость инструментов из быстрорежущих сталей практически
не зависит от того, в каких условиях резания (прерывистое или непре-
непрерывное) работает инструмент. Как видно из рис. 231, точки, получен-
полученные в опытах по точению и строганию, если исключить время, затра-
затрачиваемое на холостые ходы, лежат на одной прямой. Иное наблю-
наблюдается при работе инструментом из твердых сплавов, для, которых
в определенных условиях стойкость при прерывистом резании может
быть значительно ниже, чем при непрерывном. Например, период
стойкости резца из твердого сплава ТТ7К12, работающего со ско-
скоростью резания v — 35 м/мин (рис. 231), при строгании в 4 раза меньше,
чем при точении. Для менее прочных сплавов, чем сплав ТТ7К12,
снижение периода стойкости еще значительнее.
Основной причиной снижения стойкости твердосплавных инстру-
инструментов при прерывистом резании является появление микро- и макро-
макротрещин, у которых концентрируется износ передней и задней поверх-
поверхностей. Некоторое влияние на увеличение износа оказывает удар,
который испытывают контактные поверхности инструмента при перио-
периодическом врезании в срезаемый слой. Однако исследования [29, 33]
показали, что влияние удара не столь значительно, как это считалось
до последнего времени.
278
Рис. 231. влияние скорости резания v иа Период стойкости Т
резца при непрерывном точении (О) и строгании (Д) стали 50
\t = 10 мм; s = 2 мм иа оборот и двойной ход резца) L291
Г, MUH_
то
70
so
30
20
Н
10
7
5
\
\
\
\
\
\
X
x
P18
\~
>\
I
T
\
77
\
\
\
\
7K
12-
10 74
го зочо во
VjM/MUH
Возникновение и развитие трещин связано
с циклическим охлаждением контактных поверх-
поверхностей инструмента при холостом ходе лезвий
(см. гл. V). Все то, что усиливает охлаждение
передней и задней поверхностей при холостом
ходе, увеличивает растягивающие напряжения
в поверхностных слоях твердого сплава, способ-
способствует более интенсивному образованию трещин
и снижает стойкость инструмента. Применение
СОЖ при торцовом фрезеровании снижает пе-
период стойкости твердосплавной фрезы. Наоборот,
подогрев зубьев фрезы газовой горелкой во
время холостого хода способствует повышению
периода стойкости.
Быстрорежущие стали по сравнению с твердыми сплавами более
прочны и менее чувствительны к образованию трещин, вызываемых
термомеханическими нагрузками. Вследствие этого заметного сниже-
снижения стойкости быстрорежущих инструментов при прерывистом реза-
резании не наблюдается.
Степень уменьшения периода стойкости инструмента в первую
очередь определяется длительностью холостого хода. Чем больше
время холостого хода, тем сильнее прерывистость процесса резания
уменьшает стойкость инструмента. Например, при прерывистом точе-
лии стали 35Л резцом из твердого сплава Т5К10 с ^ = 6 мм и s =
= 1,42 мм/об скорость резания при времени холостого хода 5—6 с
в 4 раза меньше, чем при непрерывном точении, а при времени холо-
холостого хода 0,12 с — только в 2 раза.
Помимо продолжительности холостого хода на снижение периода
стойкости влияет и продолжительность рабочего хода, в течение кото-
которого происходит прогрев пластинки твердого сплава. При малом вре-
времени рабочего хода внутренние слои твердого сплава не успевают
достаточно прогреться, а поэтому растягивающие напряжения при
холостом ходе становятся значительно меньше, что приводит к мень-
меньшей потере стойкости. Подтверждением этого служат результаты
эксперимента, изображенные на рис. 232. При фрезеровании детали
шириной 130 мм фрезой диаметром 200 мм время холостого хода доста-
достаточно велико и составляет 0,3—0,4 с. Следовало ожидать существен-
существенного снижения стойкости фрезы по сравнению со стойкостью резца
при непрерывном точении. Однако, как видно из рисунка, периоды
стойкости практически совпадают, что связано с очень малым време-
временем рабочего цикла @,1 с).
Возрастание времени холостого и рабочего ходов главного лезвия
не может непрерывно сопровождаться уменьшением стойкости. Увели-
Увеличение продолжительности холостого и рабочего ходов будет приводить
к снижению периода стойкости только до тех пор, пока сохраняются
?,Мий
so
40
30
20
10
\ д
\
\
\
X
60
buc 232. Влияние скорости резания t> иа период стойкости Т инстру-
инструмента из твердого сплава Т5К10 при обработке стали НВ190 (t = 6 мм):
О — непрерывное точение (s = 1,1 мм/об); Д — фрезерование одно-
"мм) [29]
зубой торцовой фрезой (s, = 1,1
условия максимально возможного нагрева глубинных
слоев и максимально возможного охлаждения поверх-
поверхностных слоев пластинки твердого сплава. При даль-
дальнейшем увеличении времени холостого хода можно
ожидать не снижения стойкости инструмента, а уве-
увеличения вследствие уменьшения числа циклов нагрева
и охлаждения. По-видимому, стойкость инструментов
при прерывистом резании определяется не только
амплитудой изменения напряжений в поверхностном
слое твердого сплава, но и числом этих изменений.
Снижение стойкости инструмента при увеличении
времени холостого хода происходит тем сильнее,
чем меньшую прочность имеет инструментальный ма-
S0v,m/muh -териал. Например, при точении стали 35Л резцом из
наиболее прочного твердого сплава ТТ7К12 увеличение
времени холостого хода от 0 до 0,06 с не влияет на период стойкости.
Увеличение времени холостого хода до 5 с приводит к снижению ско-
скорости резания в 1,7 раза, а для резца из менее прочного сплава Т5КЮ —
в 4 раза. Таким образом, при прерывистом резании марку твердого
сплава необходимо выбирать, сообразуясь с длительностью холостого
хода. Чем больше это время, тем более прочный твердый сплав необ-
необходимо применять.
ОБРАБАТЫВАЕМОСТЬ МАТЕРИАЛОВ
И МЕТОДЫ ЕЕ ОПРЕДЕЛЕНИЯ
Под обрабатываемостью материалов в широком смысле этого слова
понимают способность материалов подвергаться резанию по ряду
технологических показателей. К ним относятся допускаемая скорость
резания, возникающие в процессе резания силы, шероховатость обра-
обработанной поверхности, тип стружки и условия ее отвода из зоны
резания и т. п. Таким образом, обрабатываемость является важ-
важнейшим технологическим свойством всех конструкционных мате-
материалов.
В зависимости от вида и характера обработки те или иные техноло-
технологические показатели становятся определяющими. Например, при
черновой обработке помимо получения максимально возможной про-
производительности большое значение имеют величина составляющих
силы резания и условия транспортировки стружки из зоны резания.
При чистовой обработке помимо производительности определяю-
определяющими являются шероховатость обработанной поверхности, глубина
наклепанного слоя, лежащего под обработанной поверхностью, и
степень его наклепа, величина и знак остаточных напряжений в ука-
указанном слое.
280
Комплексное определение показателей обрабатываемости позво-
позволяет подобрать материал, не только удовлетворяющий эксплуатацион-
эксплуатационным требованиям, предъявляемым к детали, но и обеспечивающий
минимальную стоимость механической обработки резанием.
Поскольку производительность и себестоимость обработки зависят
главным образом от допускаемой скорости резания, то для любого
вида и характера обработки основным показателем обрабатываемости
является скорость резания, величина которой определяется изнаши-
изнашивающим действием, оказываемым обрабатываемым материалом на
контактные поверхности инструмента. Поэтому в узком понимании
обрабатываемость материалов характеризуется допускаемой скоростью
резания. Считают, что лучшую обрабатываемость имеет тот материал,
который при прочих равных условиях допускает более высокую ско-
скорость рез'ания. Количественно обрабатываемость оценивают коэффи-
коэффициентом обрабатываемости, представляющим собой отношение ско-
скорости резания, допускаемой при резании определенного материала,
к скорости резания, допускаемой материалом, принятым за эталон-
эталонный/ Если коэффициент обрабатываемости больше единицы, то данный
материал обрабатывается лучше, чем эталонный, а если меньше еди-
единицы — то хуже.
Существуют различные методы определения обрабатываемости.
В основе «классического» метода лежит нахождение зависимости
v — f (T). Если сравнивают обрабатываемость двух материалов А и Б,
то для них при одинаковых условиях обработки экспериментально
находят связь между периодом стойкости и скоростью резания. При
немонотонной зависимости v — f (T) находят отношение скоростей
резания vA и vb, допускаемых материалами А и Б при определенном
значении периода стойкости инструмента, являющееся коэффициентом
обрабатываемости при выбранном периоде стойкости. Если зависи-
зависимость v = / (Г) монотонна и ее можно аппроксимировать степенной
функцией, то находят две зависимости
Задавшись периодом" стойкости Т = 60 мин, определяют соот-
соответствующие ему скорости резания vwa и и6Ов. Коэффициент обраба-
обрабатываемости
W °60А
А
Классический метод является наиболее точным и объективно отра-
отражающим влияние обрабатываемого материала на изнашивание инстру-
инструмента. Но он очень трудоемок и связан с большим расходом обра-
обрабатываемого материала и инструмента. Поэтому разработан ряд
ускоренных методов [72], [96]. Рассмотрим некоторые из них.
Метод торцовой обточки заключается в точении торца диска из
обрабатываемого материала от центра к периферии. Диск диаметром
D = 300 -г- 350 мм устанавливают в патроне токарного станка
10 Бобров В. Ф, 281
Рис. 233. Схема торцовой обточки
(рис. 233). В нем предварительно просверливают
отверстие диаметром Do для ввода проходного рез-
резца, устанавливаемого на глубину резания / —- 2 мм.
Шпиндель приводится во вращение с определен-
определенным числом оборотов п, а резец перемещается
с подачей s ¦¦== 0,3 мм/об. По мере перемещения
резца скорость резания непрерывно возрастает по
линейному закону, и при какой-то скорости v3,
соответствующей диаметру затупления D3, резец
вследствие износа выходит из строя. Резец в опы-
опытах доводят до полного затупления, характери-
характеризуемого резким свистом и почти мгновенным умень-
уменьшением глубины резания. Число оборотов, с ко-
которым вращается диск, должно быть таким, чтобы
диаметр затупления был больше 2D0 и меньше диаметра диска D.
Чем лучше обрабатываемость материала, тем больше будет диаметр
затупления D3 и соответствующая ему скорость резания и3. Произ-
Производя обточку двух дисков из эталонного материала А и испытуемого Б,
находят скорости резания затупления v3a и v3e, по которым и судят об
относительной обрабатываемости.
Помимо качественной оценки обрабатываемости метод торцовой
обточки позволяет найти значения постоянной С и показателя отно-
С 1
сительной стойкости т в формуле v—^- Приняв т — — , получим
7Ът» — Ст. Так как при торцовой обточке скорость резания пере-
переменна, то период стойкости можно выразить через среднее значение
скорости резания vcp. Тогда выражение принимает вид
Среднее значение при изменении скорости резания от v0 до v3
("mx
1 v3 — Vq ("Н + 1)@з—Vo)'
Время торцового точения от диаметра Do до диаметра D3 равно
Т=-
2ns '
Выражая диаметр через скорость резания и число оборотов, по-
получим
1ППП (п п ^
Л1 1UWVJ (^д—~ VQ/
Подставив Т в исходное выражение, будем иметь
1000 (.3-ео) «. + !-<"+')
282
Если D3 >¦ 2D0, то при значениях показателя относительной стой-
стойкости, имеющих место при точении, v^1*1 ^> и™1+1, а поэтому членом
с^1+1 можно пренебречь. Тогда, произведя сокращение, получим
Уравнение содержит два неизвестных С и mv Его можно решить,
производя обточку диска при двух числах оборотов пг и пг. Для полу-
получения надежных значений т и С необходимо, чтобы отношение чисел
оборотов было достаточно велико f^^8J. Решая совместно уравне-
уравнения для чисел оборотов пх и пг, получим
my D
— l;C=v3y 2nns(Д
Имея значения С и пг, для испытуемых материалов опре-
определяют скорости резания, соответствующие периоду стойкости
Т = 60 мин, %)A и v60b и по ним находят коэффициент обрабаты-
обрабатываемости.
Метод торцовой обточки очень прост, не требует больших затрат
по времени на проведение опытов и может быть легко осуществлен не
только в лаборатории, но и в производственных условиях. Однако
ему присущи недостатки, вследствие которых он может быть признан
только как приближенным. Во-первых, торцовое точение с непрерывно
возрастающей скоростью резания по характеру изнашивания резца
отличается от точения с постоянной скоростью резания, которое
используется при определении обрабатываемости классическим мето-
методом. Во-вторых, и это самое важное, доводя резец до полного износа
(пластического или хрупкого разрушения), мы нарушаем основное
правило рациональной эксплуатации инструментов в производствен-
производственных условиях. Поэтому абсолютные значения С и /и, полученные
методом торцовой обточки, будут иметь значительно меньшую точ-
точность, чем полученные классическим методом. При сравнительных
испытаниях обрабатываемости метод торцовой обточки дает удовлетво-
удовлетворительные результаты, так как указанные погрешности метода приво-
приводят к одинаковым ошибкам при резании обоих испытуемых мате-
материалов.
Метод А. С. Кондратова [40] основан на положении, что интенсив-
интенсивность износа резца практически можно считать независимой от вели-
величины износа. Сущность метода состоит в следующем. Болванку из
испытуемого материала при постоянных t a s обтачивают одним рез-
резцом с различными скоростями резания vlt v2, v3 ... vn. Для каждого
значения скорости резания фиксируют прирост линейного износа
задней поверхности резца 6Ь б2, б3 ... б„, соответствующий времени
работы резца 7\, Т2, Т3 ... Тп. Затем для каждой скорости
10* 283
U, шм/мин
Рис. 234. Связь между скоростью резания v и интенсивностью
износа U при определении обрабатываемости по методу А. С. Кон-
дратова
резания определяют интенсивность износа резца
V
va
j, &i^ 6a 63 6n
" v,m/huh U Tt T2 % '" Tn
Далее в двойной логарифмической сетке строят зависимость U — / (v)
(рис. 234), представляющую собой прямую линию, тангенс угла на-
наклона которой к оси U равен показателю относительной стойкости т
в формуле v = Tfm- Затем определяют эквивалентную за весь период
стойкости Т резца интенсивность износа:
По графику U = f (v). находят скорость резания v3KB, соответствую-
соответствующую эквивалентному, износу. Так как 1>8Кв=тт> гДе Т — ~
+ Т-2 + Т3 + ... Т„, то постоянная
" fm 1
Метод дает хорошую точность при резании твердосплавными
резцами и в 6—10 раз сокращает время опыта по сравнению с класси-
классическим методом. Метод легко использовать в производственных усло-
условиях, так как он не требует токарных станков с бесступенчатым регу-
регулированием чисел оборотов шпинделя, необходимым при классическом
методе для сохранения постоянной скорости резания в пределах опыта
при уменьшении после каждого прохода диаметра болванки.
ОБРАБАТЫВАЕМОСТЬ РАЗЛИЧНЫХ
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Обрабатываемость материалов, как технологическое свойство, опре-
определяется их химическим составом и структурным состоянием. Однако,
поскольку от химического состава зависят механические и теплофизи-
ческие свойства материала, эти свойства также оказывают влияние на
обрабатываемость. К ним следует отнести прочность, пластичность,
вязкость и теплопроводность материала. Обрабатываемость связана
с изнашивающим действием, оказываемым материалом на контактные
поверхности инструмента. Так как режим трения на этих поверх-
поверхностях зависит от толщины срезаемого слоя, скорости и температуры
284
трения, а сопротивляемость изнашиванию — от свойств инструмен-
инструментального материала, то обрабатываемость одного и того же материала
будет различной при резании его различными инструментами, изго-
изготовленными из разных инструментальных материалов. Поэтому коэф-
коэффициенты обрабатываемости для одного и того же материала отли-
отличаются друг от друга не только при точении, сверлении, фрезеровании
и т. д., но и в зависимости от того, из какого материала (быстрорежу-
(быстрорежущей стали или твердого сплава) изготовлен инструмент.
Химические элементы, входящие в состав современных конструк-
конструкционных материалов, по степени их влияния на обрабатываемость
можно условно разделить на три группы [68]. Для сталей на ферритной
основе в первую, наиболее сильно влияющую группу, входят углерод
и кремний. Сильнее всего изменяет обрабатываемость увеличение
содержания углерода до 0,5%. Если применить сфероидизирующий
отпуск, обеспечивающий структуру зернистого перлита и предотвра-
предотвращающий образование цементитной сетки, то дальнейшее увеличение
содержания углерода на обрабатываемость не влияет. Во вторую
группу, оказывающую значительно меньшее влияние на ухудшение
обрабатываемости, входят в порядке уменьшения степени влияния
хром, вольфрам, ванадий и молибден. В третью группу, практически
не влияющую на обрабатываемость, входят марганец и никель. Для
сталей и сплавов, имеющих аустенитную и хромоникелевую основу,
в первую группу входит углерод, увеличение содержания которого
непрерывно ухудшает обрабатываемость, алюминий, титан и кремний;
во вторую — молибден, кобальт, марганец, хром и вольфрам; в тре-
третью — никель, ниобий и ванадий.
Для удобства оценки обрабатываемости при расчете режимов
.резания все материалы разделяют на отдельные группы с приблизи-
приблизительно одинаковыми свойствами, кроме их механических характери-
характеристик. В пределах каждой группы коэффициент обрабатываемости
в основном определяется пределом прочности на растяжение или твер-
твердостью по Бринелю.
Обрабатываемость углеродистых и легированных конструкцион-
конструкционных и инструментальных сталей. Обрабатываемость углеродистых
сталей в первую очередь зависит от содержания в них углерода.
Наилучшую обрабатываемость имеют термически не обработанные
стали с содержанием углерода 0,2—0,3%; при меньшем и большем
содержании углерода обрабатываемость непрерывно ухудшается.
Сера и фосфор, ухудшая эксплуатационные свойства углеродистых
сталей, при определенном содержании улучшают их обрабатывае-
обрабатываемость. Например, добавки серы в количестве 0,08—0,3% и фосфора
до 0,15% значительно повышают обрабатываемость низкоуглероди-
низкоуглеродистых сталей. То же самое можно сказать и о марганце, если его содер-
содержание не превышает 1%. Вследствие этого автоматные стали, содер-
содержащие серы до 0,3—0,4%, фосфора до 0,15% и марганца до 0,7—1 %,
обрабатываются со скоростями резания в 1,5—2 раза более высокими,
чем те, которые допускают при резании малоуглеродистых сталей.
Влияние легирующих элементов на обрабатываемость определяется
ях способностью растворяться в феррите или образовывать карбиды.
285
Элементы, растворяющиеся в феррите, повышают его вязкость и ухуд-
ухудшают обрабатываемость. Добавка карбидообразующих элементов до
определенного предела обрабатываемости стали существенно не из-
изменяет.
Обрабатываемость конструкционных сталей в значительной степени
зависит от металлургических факторов: способов изготовления и
прокатки. Конверторные низкоуглеродистые стали, характерные боль-
большим содержанием серы и фосфора, обрабатываются значительно
лучше, чем стали, выплавленные в мартеновских и электрических
печах, в которых серы и фосфора меньше. Обрабатываемость спокой-
спокойных сталей с контролируемым размером зерна выше, чем полуспо-
койных и особенно кипящих. Значительно ухудшается обрабатывае-
обрабатываемость при использовании во время сталеварения в качестве раскис-
лителей алюминия и кремния, так как образующиеся алюминаты и
силикаты повышают истирающуюся способность стали. Холоднока-
Холоднокатаная углеродистая сталь с содержанием углерода до 0,3% имеет
обрабатываемость лучшую, нежели горячекатаная: обрабатываемость
горяче- и холоднокатаных сталей с содержанием углерода 0,3—0,4 %
одинакова; если содержание углерода превышает 0,4%, то холодно-
холоднокатаная сталь обрабатывается хуже, чем горячекатаная.
Очень сильное влияние на обрабатываемость сталей оказывают
термическая обработка и структура после закалки, отпуска и отжига.
Наилучшей обрабатываемостью обладает перлит. Однако обрабаты-
обрабатываемость перлита зависит от того, какую форму в нем имеет цементит.
В зернистом перлите цементит имеет форму мелких шарообразных
зерен, а поэтому истирающая способность стали ниже, чем при пла-
пластинчатом перлите, в котором цементит имеет форму пластинок раз-
различной толщины. Вследствие этого обрабатываемость стали ухуд-
ухудшается при переходе от точечного перлита к зернистому и пластин-
пластинчатому. Пластинчатый перлит обеспечиваег меньшую шероховатость
обработанной поверхности, и для отделочных операций эта структура
предпочтительнее. Еще более низкую обрабатываемость имеют сор-
битообразный перлит, сорбит, троостит и мартенсит. На обрабатывае-
обрабатываемость оказывает также влияние размер зерна. Крупнозернистые стали
на ферритной основе имеют лучшую обрабатываемость, чем мелкозер-
мелкозернистые. Это особенно заметно при выполнении таких сложных опера-
операций, как глубокое сверление, нарезание резьбы, протягивание и т. п.
Однако с увеличением размеров зерен растет шероховатость обрабо-
обработанной поверхности.
Малоуглеродистые стали должны иметь структуру феррита и пла-
пластинчатого перлита, обеспечивающую при содержании углерода до
0,3% удовлетворительную обрабатываемость. Феррит должен быть
равномерно распределен между зернами перлита; крупные скопления
феррита значительно ухудшают обрабатываемость,
Среднеуглеродистые стали с содержанием углерода 0,35—0,55%
также должны иметь структуру пластинчатого перлита^и феррита
в виде сетки, так как некоторое улучшение обрабатываемости при
переводе пластинчатого перлита в зернистый не окупает затрат,
связанных с более сложной сфероидизирующей термической обработ-
286
Таблица 25
Коэффициенты обрабатываемости различных сталей
Стали
Кспффициент К при видах обработки
Точение
Фрезеро-
Фрезерование
Обработка
отверстий
Углеродистые конструкционные (С sgO,6%)
Углеродистые конструкционные (С>0,6%)
Автоматные
Хромистые
Марганцовистые
Хромоникелевые
Хромомарганцовистые, хромокремнистые . .
Хромомолибденовые, хромоникельмолибде-
новые, хромоалюмнниевые
Хромоникельвольфрамовые
Инструментальные быстрорежущие
1
0,85
1,2
0,85
0,8
0,9
0,7
0,8
0,8
0,6
1
03
0,85
0,75
0,9
0,7
0,75
0,8
0,6
1
0,8
1,2
0,85
0,7
0,9
0,7
0,7
0,7
0,6
кой. Если же среднеуглеродистые стали имеют высокую степень
легирования, то перевод пластинчатого перлита в зернистый обеспе-
обеспечивает значительное улучшение обрабатываемости и этим пренебре-
пренебрегать не следует.
Чтобы максимально улучшить обрабатываемость высокоуглероди-
высокоуглеродистых сталей, они всегда должны иметь структуру зернистого перлита,
даже если это приводит к увеличению шероховатости обработанной
поверхности.
В инструментальных легированных и быстрорежущих сталях
содержание легирующих элементов весьма велико, что резко ухудшает
их обрабатываемость и увеличивает шероховатость обработанной
поверхности. Если содержание вольфрама более 10%, то обрабаты-
обрабатываемость ухудшается вследствие образования сложных карбидов.
Ванадий и кобальт растворяются в феррите, делая его более вязким.
Хром и молибден также растворяются в феррите и вместе с тем обра-
образуют карбиды. Наилучшей структурой инструментальной стали
является зернистый перлит с равномерно распределенными мелкими
карбидами. Такую структуру получают тщательной проковкой заго-
заготовок и сфероидизирующим отжигом.
В табл. 25 приведены средние значения коэффициентов обрабаты-
обрабатываемости различных сталей с пределом прочности на растяжение
ов = 75 кгс/мм2. Влияние изменения прочности на допускаемую
скорость резания в пределах одной марки или группы сталей учиты-
учитывают зависимостью.
(95)
о>
При точении резцом из быстрорежущих сталей деталей из углеро-
углеродистых, автоматных и хромистых сталей'«., = 1,75; из сталей хромо-
никелевых, никелевых, марганцовистых, хромомарганцовистых, хро-
287
мокремнемарганцовистых, хромокремниевых, кремнемарганцовистых,
хромоникельмарганцовистых nv =¦ 1,5; из сталей хромомолибдено-
вых, хромомолибденоалюминиевых, быстрорежущих nv — 1,25. При
точении деталей из перечисленных сталей резцом из твердых сплавов
Пу = 1.
Аналогичные таблицы для других видов металлорежущих работ
приведены в [86]. Приняв за эталонный предел прочности на растяже-
растяжение ов = 75 кгс/мм3, влияние механических свойств обрабатываемого
материала на скорость резания учитывают поправочным коэффициен-
коэффициентом
к —(Щп'°
Обрабатываемость нержавеющих, жаростойких и жаропрочных
сталей и сплавов. Наиболее распространенными представителями
этой группы материалов являются стали хромистые мартенситного
класса, деформируемые и коррозионностойкие. Их основным леги-
легирующим элементом является хром в количестве 12—14%, повышающий
коррозионную стойкость. Для повышения жаростойкости и жаропроч-
жаропрочности в стали в небольших количествах A,5—2,5%) вводят никель,
вольфрам, молибден и ванадий.
Стали хромистые аустенитно-мартенситного класса, жаростойкие
деформируемые содержат больше хрома A5—18%) и характеризуются
меньшей прочностью и большей пластичностью. Стали хромонйкеле-
вые аустенитного класса жаростойкие, жаропрочные и деформируе-
деформируемые сильно легированы хромом A7—19%) и никелем (8—11%). Они
содержат 1—2% марганца, а иногда небольшое количество титана.
Для повышения жаропрочности в стали дополнительно вводят туго-
тугоплавкие вольфрам, молибден и ниобий при некотором уменьшении
содержания хрома и никеля.
Сплавы на никелевой основе жаропрочные деформируемые помимо
никеля содержат 13—22% хрома, 1,1—2,8% титана, а иногда 2—7%
вольфрама и 2—6% молибдена. Сплавы на никелевой основе жаро-
жаропрочные литейные помимо никеля и хрома содержат молибден, воль-
вольфрам, титан и алюминий.
Введение в перечисленные материалы в больших количествах
хрома, молибдена, титана, вольфрама ухудшает их обрабатываемость
по сравнению с конструкционными легированными сталями. Понижен-
' ная обрабатываемость жаропрочных сталей и сплавов определяется
рядом особенностей их механических и теплофизических свойств.
Например, жаростойкие и жаропрочные стали аустенитного класса
отличаются высокой степенью упрочнения при превращении срезае-
срезаемого слоя в стружку. Способность материала к упрочнению характе-
характеризуется отношением о0,2/ов. Чем меньше это отношение, тем больше
работа пластического деформирования при резании и степень упроч-
упрочнения. Если для легированных конструкционных сталей отношение
^=0,6-4-0,65, то для аустенитных жаропрочных сталей — =
= 0,4 -г- 0,45. Некоторые марки жаропрочных сталей и сплавов
288
склонны в процессе пластического деформирования к структурным
превращениям, заключающимся в переходе аустенита в мартенсит и
в выделении карбидов и интерметаллидов. Все жаропрочные стали
и сплавы обладают низкой теплопроводностью и температуропровод-
температуропроводностью, что затрудняет отвод тепла из зоны резания в стружку и деталь,
повышает температуру резания и интенсивность изнашивания инстру-
инструмента. Присутствие в ряде сталей и сплавов сложных карбидов и ин-
интерметаллидов, отличающихся высокой твердостью, вызывает повы-
повышенное абразивное изнашивание контактных поверхностей инстру-
инструмента, особенно из быстрорежущих сталей. При резании большинства
жаропрочных сталей и сплавов образуется суставчатая или даже эле-
элементная стружка, вызывающая значительное колебание силы резания.
Последнее приводит к потере устойчивости движения резания и
возникновению вибраций, что также увеличивает изнашивание
инструмента, а иногда являегся причиной его хрупкого разру-
разрушения.
Особенностью резания жаропрочных сталей и сплавов является
и то,' что они, как правило, не могут обрабатываться двух карбидными
сплавами из-за их недостаточной прочности. Обработка же более проч-
прочными, но менее теплостойкими инструментальными материалами
(однокарбидными твердыми сплавами и быстрорежущими сталями)
связана со значительным снижением скорости резания.
Большое влияние на обрабатываемость жаропрочных сталей и
сплавов оказывает их термическая обработка. Обрабатываемость
аустенитных сталей может быть значительно улучшена отжигом и
отпуском, в результате которых происходит выделение из твердого
раствора и коагуляция карбидов, снижающие истинный предел проч-
прочности. В результате закалки и нормализации обрабатываемость ухуд-
ухудшается тем сильнее, чем выше содержание углерода, несмотря на то,
что многие аустенитные стали снижают свою твердость.
Жаропрочные деформируемые сплавы на никелевой основе ведут
себя по-иному. Вследствие растворения высокодисперсных интерме-
интерметаллических соединений и снижения истинного предела прочности
при закалке их обрабатываемость улучшается и, наоборот, ухудшается
при отжиге и отпуске, вызывающих выделение интерметаллидов и
упрочнение сплавов.
В табл. 26 приведены коэффициенты обрабатываемости нержавею-
нержавеющих, жаростойких и жаропрочных сталей и сплавов по отношению
к обрабатываемости углеродистой конструкционной стали 45, для ко-
которой /Со принят равным единице. Если за эталон принять жаростойкую
сталь Х18Н9Т, то коэффициенты обрабатываемости, приведенные в таб-
таблице, должны быть увеличены вдвое.
С увеличением предела прочности ов скорость резания, допускае-
допускаемая всеми перечисленными группами обрабатываемых материалов,
уменьшается. Однако значительно лучше обрабатываемость определяет
истинный предел прочности sB — истинное сопротивление растяжению
в момент возникновения шейки растягиваемого образца, характери-
характеризующий как сопротивление материала началу пластической дефор-
деформации, так и модуль упрочнения. Используя истинный предел нроч-
289
Таблица 26
Коэффициенты обрабатываемости нержавеющих жаростойких,
жаропрочных сталей и сплавов |62)
Материал
Стали хромистые ферритного и мартенситного
классов деформируемые, коррозионностойкис
Стали хромистые аустенитно-мартенситного
класса жаростойкие деформируемые
Стали хромоникелевые аустенитного класса
жаростойкие, жаропрочные деформируемые
Сплавы на никелевой основе жаропрочные
деформируемые
Сплавы на никелевой основе жаропрочные ли-
литейные
Марки
1X13
2X13
3X13
• 1Х17Н2
2Х17Н2
Х15Н9Ю
ЭИ811
Х18Н9Т
Х18Н10Т
ЭИ481
ЭИ437Б
ЭП202
ЭИ787
ЖС6К
жсздк
0,65
0,45-0,43
0,5—0,3
0,16-0,075
0,04
ности, Н. И. Ташлицким [90] при точении резцами из стали Р18 пред-
предложена формула
0
П
где К — коэффициент теплопроводности.
Обрабатываемость титановых сплавов. Прочностные и техноло-
технологические характеристики титановых сплавов зависят от химического
состава, структуры и термической обработки. Во все титановые сплавы
в количестве 2—7% входит алюминий, повышающий жаропрочность
сплавов и снижающий их пластичность. Он образует в сплаве а -струк-
-структуру, имеющую гексогональную плотноупакованную кристаллическую
решетку. Помимо алюминия в сплавы в различных количествах и
сочетаниях вводят ванадий, хром, молибден и марганец, повышающие
прочность сплавов. Ванадий повышает пластичность сплавов, марга-
марганец и молибден ее понижают, а хром ведет себя нейтрально. Хром,
молибден, ванадий и марганец содействуют образованию двухфазных
сплавов а + Р и однофазных сплавов с ^-структурой, имеющих по
сравнению с однофазными сплавами с а-структурой повышенную пла-
пластичность. Титановые сплавы можно разбить на четыре условные
группы: 1) сплавы повышенной пластичности (ов ^ 60 кгс/мм2) ОТ4-1
(а + р-сплав); 2) сплавы средней прочности (ав = 60 -s- 100 кгс/мм8)
290
0Т4, ВТ4, ВТ6 (а + Р-сплавы), ВТ5 (сс-сплав); 3) сплавы высокой
прочности (о„= 100-f-150 кгс/мм2) ВТ20 (а-сплав), ВТ14, ВТ22
(а + Р-сплавы), ВТ15 (Р-сплав); 4) жаропрочные сплавы (ов = 95-5-
-5- 125 кгс/мм2) ВТЗ-1, ВТ8, ВТ9 (а + Р-сплавы) [59].
Для титановых сплавов характерны малая пластичность и способ-
способность к упрочнению f^-==O,8-bO,9j. Снижение пластичности,
вызванное присадками алюминия, связано также со способностью
титановых сплавов интенсивно поглощадь водород, кислород и азот.
В отожженном состоянии относительное удлинение большинства
сплавов не превышает 25%. Стружка при резании большинства спла-
сплавов имеет ясно выраженное суставчатое или элементное строение.
В отличие от резания углеродистых и легированных конструкционных
сталей суставчатая стружка при резании титановых сплавов по мере
повышения скорости резания переходит не в сливную, а в элементную
стружку. Из-за суставчатого и элементного строения при высоких
скоростях резания наблюдается не укорочение, а удлинение стружки
по сравнению с длиной срезаемого слоя, и коэффициент усадки стружки
становится меньше единицы. Титановые сплавы мало склонны или не
склонны к нарастообразованию, что в сочетании с малым коэффициен-
коэффициентом трения способствует снижению шероховатости обработанной
поверхности. Ширина площадки контакта на передней поверхности
в 1,5—2 раза меньше, чем при резании углеродистых и легированных
конструкционных сталей с тем же пределом прочности, что в сочета-
сочетании с высокой прочностью титановых сплавов приводит к большим
контактным нормальным напряжениям. Поэтому для предотвращения
хрупкого разрушения инструментальный материал должен иметь доста-
достаточно высокую прочность. Малая склонность к упрочнению приводит
к тому, что, несмотря на более высокую прочность титановых сплавов,
сила резания не превышает, а иногда и меньше силы резания при
обработке сталей на основе железа. Титановые сплавы имеют очень
низкую теплопроводность, меньшую, чем у жаропрочных сталей и
сплавов. Коэффициент теплопроводности колеблется в пределах
0,02—0,025 кал/см• с• град, что в 5—6 раз меньше, чем например,
у углеродистой стали 40. Низкая теплопроводность и малая ширина
площадки контакта на передней поверхносги приводят к высоким
температурам резания, в 2—2,5 раза большим, чем при резании угле-
углеродистой стали 40. Вследствие меньшей прочности и химического
сродства с титаном, приводящих к повышенному схватыванию и изна-
изнашиванию контактных поверхностей, двухкарбидные твердые сплавы
для резания титановых сплавов непригодны. Поэтому обработку ведут
менее теплостойкими, но более прочными и инертными инструментами
из быстрорежущих сталей и однокарбидных твердых сплавов.
Особенностью титановых сплавов является то, что термической
обработкой (в частности, отжигом) не удается существенно повысить
обрабатьюаемость после ковки или прокатки. Наилучшая обрабаты-
обрабатываемость сплавов наблюдается после закалки при температуре 852 °С.
Скорости резания, допускаемые при точении не содержащих га-
газовых примесей деформируемых сплавов, резцами из быстрорежущих
291
сталей и твердого сплава ВК8, примерно такие же, как при точении
аустенитных жаропрочных сталей, с тем же истинным пределом проч-
прочности SB. Значительно хуже обрабатываются литые сплавы, а также
сплавы, которые при выплавке получили примеси азота, кислорода и
водорода. Допускаемая скорость резания при точении таких сплавов
в 1,5—2 раза ниже, чем при точении чистых деформируемых сплавов
той же твердости. Скорости резания при точении чистых деформируе-
деформируемых сплавов приближенно определяют по их твердости по Бринелю:
Си
где для резцов из быстрорежущих сталей nv — 1,7 а для резцов из
твердого сплава ВК8 л„ — 3,3.
Обрабатываемость чугунов. По обрабатываемости чугуны разде-
разделяют на четыре группы: 1) ферритные, содержащие феррит и графит;
2) перлитные ковкие и сверхпрочные, содержащие перлит и сферои-
сфероидальный графит; 3) перлитные, содержащие перлит и пластинчатый
графит; 4) белые, содержащие перлит и цементит.
Обрабатываемость чугунов зависит от того, в каком состоянии
в них содержится углерод: в связанном (в виде цементита) или в сво-
свободном (в виде графита). Чем больше в чугуне связанного углерода,
тем обрабатываемость хуже. При определенном химическом составе
микроструктура чугунных отливок зависит от скорости охлаждения.
При очень медленном охлаждении серого чугуна от температуры,
соответствующей расплавленному состоянию, до комнатной в нем
образуются феррит и графит. При возрастании скорости охлаждения
выделение графита из аустенита задерживается и образуется структура,
состоящая из графита, цементита и перлита. При высоких скоростях
охлаждения образуются перлит и свободный цементит. Увеличение
содержания углерода и кремния в чугуне влияет на изменение струк-
структуры таким же образом, как уменьшение скорости охлаждения. Уве-
Увеличение содержания марганца, хрома и других карбидообразующих
элементов равнозначно повышению скорости охлаждения.
Резание чугуна сопровождается образованием элементной и сустав-
суставчатой стружек, а при наличии в нем пластинчатого графита — стружки
надлома. Вследствие малой пластичности и склонности к упроч-
упрочнению чугуна силы при его резании меньше, чем при обработке
литых сталей на ферритной основе. Малая пластичность чугуна умень-
уменьшает ширину площадки контакта на передней поверхности, размеры
нароста (в зоне скоростей, при которых он образуется) и делает не-
неустойчивым заторможенный слой. Из-за малой ширины площадки
контакта нормальные контактные напряжения на передней поверхно-
поверхности достаточно велики и концентрируются у главного лезвия инстру-
инструмента. Поэтому при обработке чугуна следует применять более проч-
прочные однокарбидные твердые сплавы.
Температура резания при обработке чугуна с пластинчатым гра-
графитом ниже, чем при обработке ферритной стали той же твердости.
Несмотря на это, относительная обрабатываемость чугуна ниже.
292
Последнее связано с низким защитным действием, оказываемым затор-
заторможенным слоем и наростом на контактные поверхности инструмента.
Кроме того, при резании быстрорежущим инструментом контактные
поверхности сильно изнашиваются вследствие абразивного действия
цементита.
При одинаковой твердости обрабатываемость чугунов со сферо-
сфероидальным графитом выше, чем с пластинчатым графитом, что связано
с более высокой пластичностью первых, образованием при резании
суставчатой стружки и защитного заторможенного слоя. С уменьше-
уменьшением твердости разница в обрабатываемости уменьшается и при НВ <
< 120 становится несущественной. Обрабатываемость чугунов ухуд-
ухудшается при повышении содержания фосфора, образующего структуру
стэдита (эвтектики из железа, фосфидов железа и карбидов железа).
Также заметно ухудшается обрабатываемость при присадке молибдена,
марганца и хрома, связывающих углерод и способствующих образова-
образованию карбидов. Повысить обрабатываемость чугунов можно специаль-
специальной _термической обработкой: графитизирующим отжигом и отжигом,
сфероидизирующим графит.
Влияние твердости чугуна на допускаемую скорость резания при
точении выражается формулой
% (96)
(НВ) v
Показатель степени равен: при точении быстрорежущим резцом
nv = 1,7; при точении резцом из твердого сплава В Кб чугунов со
сфероидальным графитом nv = 1,5 и с пластинчатым графитом nv = 2,2.
Показатели степени для других видов работы приведены в [86].
Приняв твердость серого чугуна НВ 190 и ковкого чугуна НВ 150
за эталонные, получим формулы для определения коэффициента /(„,
учитывающего влияние на скорость резания твердости по Бринелю:
для серого чугуна
для ковкого чугуна
СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ,
ПРИМЕНЯЕМЫЕ ПРИ РЕЗАНИИ
Большинство операций механической обработки осуществляется с при-
применением смазочно-охлаждающих жидкостей (СОЖ). При резании
СОЖ должны оказывать смазочное, охлаждающее и моющее действие.
Под смазочным действием понимают способность СОЖ образовы-
образовывать на контактных поверхностях инструмента, на стружке и детали
293
прочные пленки, полностью или частично предотвращающие сопри-
соприкосновение передней поверхности со стружкой и задних поверхностей
с поверхностью резания. Смазочное действие жидкостей растет с повы-
повышением проникающей способности веществ, входящих в их состав,
и активности, с которой эти вещества вступают во взаимодействие со
свежеобразованными поверхностями инструмента, стружки и детали.
Проникающая способность зависит от размеров и подвижности молекул
и ионов веществ, а взаимодействие молекул и ионов со смазываемыми
поверхностями определяется физическими и химическими свойствами
жидкости и трущейся пары.
Защитные пленки, образуемые СОЖ, по своему происхождению
могут бытьфизическими, химическими и механическими [9]. Физические
пленки образуются вследствие молекулярной адсорбции. Условием
образования физических пленок является присутствие в СОЖ поверх-
поверхностно-активных веществ, понижающих поверхностное натяжение на
границе фаз материал — жидкость. В результате этого повышается
металлофильность жидкостей. Химические пленки образуются вслед-
вследствие хемосорбции, сопровождающейся химииеской реакцией между
СОЖ и смазываемыми поверхностями. Условием образования хими-
химических пленок является присутствие в СОЖ веществ, химически
активных по отношению к смазываемому материалу. Механические
пленки образуются вследствие содержания в СОЖ твердых веществ,
заполняющих впадины неровностей, имеющихся на контактных поверх-
поверхностях инструмента.
В качестве поверхностно-активных присадок применяют олеино-
олеиновую кислоту, нафтеновую кислоту (асидол), окисленный петролатум
и некоторые эфиры. К химически активным присадкам относятся
сера, фосфор, четыреххлористый углерод и соединения, содержащие
азот. Твердыми присадками, служат вещества, имеющие слоистое
строение: графит, дисульфид молибдена, сернистый титан, сернистый
цинк и др.
Образованные в результате применения СОЖ пленки имеют суще-
существенно отличные свойства. Физические пленки имеют относительно
высокое сопротивление сдвигу, но значительно хуже выдерживают
нормальные контактные напряжения и отличаются низкой термо-
термостойкостью. Химические пленки, наоборот, имеют низкое сопротивле-
сопротивление сдвигу, что уменьшает коэффициент трения скользящих пар, но
они лучше сопротивляются нормальным контактным напряжениям и
выдерживают, не исчезая, более высокие температуры. Механические
пленки имеют еще более низкое сопротивление сдвигу и соответственно
коэффициент трения.
Физические, химические и механические пленки в различной сте-
степени уменьшают силу трения и адгезионное взаимодействие между
инструментом и деталью. Это снижает силу резания и уменьшает
шероховатость обработанной поверхности. Кроме того, вследствие
уменьшения работы резания уменьшается тепловыделение, что приво-
приводит к снижению температуры резания.
Охлаждающее действие СОЖ заключается в основном в отборе
тепла от нагретых контактных поверхностей инструмента и поверхно-
294
стей обрабатываемой детали за счет конвективного теплообмена.
Способность СОЖ уносить с собой тепло, соприкасаясь с нагретыми
поверхностями, зависит от ее теплофизических свойств: чем ниже
кинематическая вязкость, выше теплопроводность и объемная тепло-
теплоемкость СОЖ, тем лучше жидкость отбирает тепло.
Теплообмен между нагретыми поверхностями и СОЖ зависит
также от условий испарения жидкости. Если над нагретой поверхно-
поверхностью образуется непрерывная паровая пленка испаряющейся СОЖ, то
теплообмен затрудняется. Быстрое и без затруднений происходящее
парообразование определяется способностью СОЖ смачивать металли-
металлические поверхности. Чем лучше смачивающая способность СОЖ,
тем легче протекает процесс парообразования и улучшаются условия
теплообмена. Теплообмен между нагретыми поверхностями инстру-
инструмента, . стружки, детали и СОЖ происходит тем интенсивнее, чем
холоднее СОЖ и выше скорость ее относительного движения. Охлаж-
Охлаждающее действие СОЖ проявляется в снижении температуры резания
и температуры нагрева инструмента и детали.
Под моющим действием СОЖ понимают способность жидкостей
удалять продукты изнашивания с поверхности резания и контактных
поверхностей инструмента. Моющая способность СОЖ улучшается
со снижением поверхностного натяжения жидкости. При малом по-
поверхностном натяжении молекулы жидкости обволакивают мелкие
частицы стружки и продукты изнашивания инструмента, предотвращая
их слипание. Моющее действие СОЖ проявляется в уменьшении абра-
абразивного изнашивания инструмента и снижении высоты шероховато-
шероховатостей на чистовых операциях. Смазочное, охлаждающее и моющее
свойства являются основными свойствами СОЖ. Помимо этого СОЖ
должна обладать стабильностью (не разлагаться при хранении и сохра-
сохранять свои свойства при продолжительной эксплуатации), не иметь
неприятного запаха и не вызывать заболеваний кожи и слизистых
оболочек, быть мало склонной к пенообразованию, не вызывать кор-
коррозии инструмента, детали и частей станка.
Все применяемые в настоящее время СОЖ можно разделить на
имеющие в своей основе воду (водные жидкости) и масло (масляные
жидкости). К первой группе относятся водные растворы электролитов
и поверхностно-активных веществ и масляные эмульсии; эти жидкости
имеют повышенные охлаждающие и пониженные смазочные свойства.
Ко второй группе относятся растительные масла, минеральные масла
чистые и с присадками; эти жидкости имеют пониженные охлаждающие
и повышенные смазочные свойства.
В водных растворах электролитов в качестве присадок используют
кальцинированную соду, буру, нитрит натрия, тринатрийфосфат,
фтористый натрий и др. Содержание одного или нескольких электро-
электролитов колеблется в пределах 1—596. Присадки, взаимодействуя с ато-
атомами металла, образуют на его поверхности очень тонкий и непрерыв-
непрерывный слой окисла, защищающий поверхность от коррозии. Таким обра-
образом, электролиты в СОЖ выполняют функции ингибиторов коррозии,
ослабляющих корродирующее действие воды. Электролиты повышают
смачиваемость водой металлических поверхностей, покрытых пленками
295
масел и других веществ, и способствуют ее растеканию по поверхности.
Кроме того, электролиты резко повышают проникающую способность
воды. Водные растворы электролитов являются химически активными
жидкостями, обладают высокими охлаждающими и моющими свойствами
и обеспечивают низкую шероховатость обработанной поверхности.
Однако они повышают интенсивность изнашивания инструмента.
В водных растворах поверхностно-активных веществ, кроме инги-
ингибиторов коррозии, в качестве присадок используют различные мыла
(хозяйственное мыло, калийное и натровое мыло, мыла олеиновой,
нафтеновой и других синтетических и жирных кислот). Добавки ука-
указанных присадок в количестве 2—5% значительно улучшают смазоч-
смазочные свойства жидкостей и способствуют повышению стойкости инст-
инструмента.
Масляными эмульсиями называют раствор эмульсола в воде опре-
определенной концентрации. Они имеют молочно-белый цвет и представ-
представляют собой сложную систему, состоящую из двух нерастворимых
жидкостей — воды и масла. Сильно диспергированное масло (внутрен-
(внутренняя дисперсная фаза) распределено в воде (внешняя дисперсная фаза).
Для предотвращения слияния капель масла в сплошной слой в эмуль-
эмульсии существует третий компонент — эмульгатор. Эмульгаторами яв-
являются поверхностно-активные вещества — мыла, растворимые в воде.
Таким образом, во внешней фазе, представляющей собой раствор
мыла в воде, распределены мельчайшие капельки масла, окруженные
мыльной оболочкой (внутренняя фаза).
Эмульсии изготовляют из змульсолов различных составов. Наибо-
Наиболее распространенными являются эмульсолы марок Э-2, ЭТ-2, НГЛ-205
и СДМУ, основой которых (около 75%) является минеральное масло
средней вязкости («Индустриальное 12» или «Индустриальное 20»)
с различными добавками. Например, в эмульсол Э-2 вводят масляный
асидол (низкомолекулярная нафтеновая кислота), являющийся высо-
высокоэффективным поверхностно-активным веществом и одновременно
эмульгатором, каустическую соду и этиловый спирт. В эмульсол ЭТ-2
входит смесь масляного асидола и таллового масла, в эмульсол
НГЛ-205 - сульфонат Натрия, пассивирующие добавки и водораствори-
водорастворимые ингибиторы коррозии, в эмульсол СДМУ — дисульфид молибдена.
Кроме товарных эмульсолов существуют специальные, активирован-
активированные олеиновой кислотой, касторовым маслом, канифолью и другими
поверхностно-активными веществами, масляным коллоидным графитом.
Если эмульсия предназначена для обработки труднообрабатываемых
материалов, то в состав эмульсола вводят присадки серы, хлора,
фосфора, цинка и азота, которые придают эмульсии способность сохра-
сохранять смазочные свойства в условиях высоких контактных давлений
и температур.
Масло в эмульсии в основном обеспечивает защиту станка, инстру-
инструмента и детали от коррозии, а смазочные свойства эмульсии придают
образующиеся в ней мыла, создающие на поверхностях инструмента
и детали прочные смазочные пленки. Сода смягчает воду, растворяю-
растворяющую эмульсол, и является ингибитором коррозии, а этиловый спирт
придает эмульсии стабильность при хранении и эксплуатации. Кон-
296
центрация эмульсола в эмульсии колеблется в пределах 1,5—10%.
• Чем выше содержание эмульсола, тем выше смазочные свойства
эмульсии и ниже охлаждающие и наоборот. Составы растворов электро-
электролитов, поверхностно-активных веществ и эмульсий на различных
эмульсолах приведены в [67], [92].
Среди чистых масел наилучшими смазочными свойствами обладают
жирные масла растительного и животного происхождения (подсол-
(подсолнечное, льняное и сурепное масла, рыбий жир и т. п.). Однако они
дороги и имеют невысокую стабильность. Поэтому наибольшее распро-
распространение получили минеральные масла средней вязкости «Индустри-
«Индустриальное 12» и «Индустриальное 20», хотя они имеют пониженные сма-
смазочные свойства. Для повышения смазочных свойств минеральных
масел к ним иногда добавляют (до 30%) растительные масла и живот-
животные жиры. Такие смеси называют компаундированными маслами.
Они обладают лучшими смазочными свойствами по сравнению с чис-
чистыми минеральными маслами и применяются при выполнении ответ-
ответственных операций. Значительно чаще минеральные масла активируют
поверхностно-активными и химически активными присадками, такими,
как олеиновая кислота, окисленный петролатум, керосин, четырех-
хлористый углерод и сера.
Большое распространение получили минеральные масла, акти-
активированные серой, — сульфофрезолы. Сульфофрезол состоит из осер-
ненного нигрола или масляного гудрона — основы, полученной вар-
варкой с 10—12% серы, смешанной с индустриальным маслом. Содержа-
Содержание серы в сульфофрезоле не должно быть меньше 1,7%. Благодаря
присутствию серы сульфофрезол хорошо сохраняет смазочные свой-
свойства при высоких контактных давлениях и температурах.
Наиболее высокими смазочными свойствами обладают чистые и
активированные минеральные масла и сульфофрезол. Однако вслед-
вследствие низкой теплопроводности и теплоемкости охлаждающее действие
этих жидкостей незначительно.
Выбор СОЖ определяется характером операции резания и родом
обрабатываемого и инструментального материалов. Строго говоря, для
каждой комбинации операция — обрабатываемый материал — ин-
инструментальный материал существует определенная, наиболее эффек-
эффективная жидкость. Однако для уменьшения номенклатуры СОЖ сход-
сходные по контактным процессам на поверхностях инструмента и тепловой
напряженности операции выполняются с применением жидкости
одного сорта.
Для черновых операций характерна высокая теплонапряженность,
и для них главным является снижение температуры резания. Поэтому
на черновых операциях обработки стальных деталей применяют жидко-
жидкости на водной основе: водные растворы электролитов и поверхностно-
активных веществ и масляные эмульсии. При обработке высокопроч-
высокопрочных, жаропрочных сталей и сплавов, а также углеродистых и леги-
легированных конструкционных сталей, но при тяжелом силовом режиме,
когда контактные давления на передней поверхности велики, приме-
применяют эмульсии, активированные веществами, увеличивающими сопро-
сопротивляемость защитных пленок нормальным контактным напряжениям.
297
Т.мин
200
160
120
80
UO
\
\
О 1
ч
л
XL
Рис. 235. Влияние смещения заготовки Вс на период стой-
стойкости Т торцовых фрез из твердого сплава ВК8 при фрезеро-
фрезеровании стали 2X13 всухую B) и с поливом эмульсией (/) [29]
Черновая обработка с пониженными скоро-
скоростями резания (например, на автоматах и
полуавтоматах) с меньшей интенсивностью
тепловыделения допустима при применении
СОЖ, обладающих пониженными охлаждаю-
охлаждающими и повышенными смазочными свойствами
(минеральных масел и сульфофрезола).
о 20 W 60Вв,мм При чистовой фасонной обработке, наре-
нарезании резьбы, венцов зубчатых колес и т. п.,
совершаемых с малыми и средними скоростями резания, главное зна-
значение приобретают смазочные свойства жидкостей. В этих случаях
применяют чистые и активированные минеральные масла и сульфо-
фрезол. При чистовой обработке с высокими скоростями резания
целесообразно применение эмульсий с раствором эмульсола 5—10%.
Черновую обработку чугуна на универсальных станках большей
частью ведут всухую вследствие недопустимого загрязнения рабочего
места и частей станка при применении СОЖ. При чистовой и фасонной
обработке чугуна (развертывании, протягивании, нарезании резьбы,
обработке зубьев) применяют керосин.
СОЖ при работе твердосплавным инструментом, работающим при
высокой скорости резания, из-за сильного разбрызгивания жидкости,
как правило, не применяют. При прерывистом резании (строгании,
точении, фрезеровании) применение СОЖ не только не улучшает
работу твердосплавного инструмента, но вызывает его повышенное
термоусталостное изнашивание и снижает стойкость (рис. 235). Кон-
Конкретные рекомендации по выботу СОЖ при различных видах обработки
конструкционных материалов даны в [67].
Подачу СОЖ в зону резания осуществляют поливом свободно
падающей струей или в распыленном состоянии. Полив свободно падаю-
падающей струей является наиболее старым, универсальным и достаточно
надежным способом подачи СОЖ в зону резания. Струю жидкости
направляют так, чтобы она омывала как стружку, так и инструмент.
Скорость падения струи должна составлять 60—80 м/мин, а расход
жидкости зависит от вида обработки. Например, расход жидкости
составляет: при точении — 10—15, при сверлении — 8—10, при наре-
нарезании резьбы метчиком — 2—3 и при фрезеровании ¦— 7—20 л/мин.
Этому способу присущи серьезные недостатки: 1) сильное разбрызги-
разбрызгивание жидкости при высоких скоростях вращения детали и инстру-
инструмента; 2) невозможность наблюдения за местом обработки; 3) большой
расход жидкости; 4) вследствие постоянной циркуляции в замкнутой
системе жидкость постепенно нагревается и частично теряет свои
охлаждающие свойства.
Подача СОЖ тонкой струей осуществляется со стороны задней
поверхности инструмента с низким и высоким давлением. При низком
давлении A—2 кгс/см2) струя жидкости выходит из насадка с отвер-
298
стием диаметром 2—3 мм. При высоком давлении A5—20 кгс/см2)
диаметр отверстия насадка составляет 0,5—1 мм. Во втором случае
повышается охлаждающий эффект от применения СОЖ и уменьшается
ее расход до U,3—U,5 л/мин. Общим недостатком струйной подачи
СОЖ является трудность обеспечения точного направления струи
в зону резания и необходимость тщательной очистки жидкости во из-
избежание засорения отверстия насадка. Струйную подачу жидкости
применяют только при работе на специальных станках.
Подачу распыленной жидкости осуществляют в зависимости от
типа инструмента как со стороны задней, так и передней поверхности.
Распыленная жидкость представляет собой прозрачную смесь мель-
мельчайших капелек жидкости с воздухом. Для образования воздухо-
'жидкостной смеси и подачи ее в зону обработки применяют специаль-
специальные установки, приводящиеся в действие сжатым воздухом давлением
2—4 кгс/см2. Распыленная водная или масляная СОЖ поступает
в зону резания из сопла, имеющего несколько отверстий диаметром
около 2 мм. Распыленная жидкость оказывает повышенное смазочное
и охлаждающее действие. Скорость струи распыленной жидкости
составляет около 300 м/с, что интенсифицирует отбор тепла от на-
нагретых поверхностей инструмента и детали. Высокая степень измель-
измельчения капелек жидкости приводит к тому, что, попадая на нагретые
поверхности инструмента, стружки и детали, частицы жидкости пре-
превращаются в пар и тем самым отбирают тепло не только путем кон-
конвективного теплообмена, но и за счет испарения. Температура воздухо-
жидкостной смеси при выходе из сопла падает и на расстоянии 20 мм
от него составляет 2т-10°, что также усиливает охлаждающее дей-
действие СОЖ- Измельченные капельки жидкости и ее пары вместе
с воздухом легче проникают на контактные поверхности инструмента,
усиливая смазочное действие.
Для распыления рекомендуют масло «Индустриальное 20»
и 1,5%-ную эмульсию. Расход масла составляет 0,5—3 г/ч, а эмуль-
эмульсии (в зависимости от вида обработки) 200—400 г/ч, что значительно
меньше, чем при других способах подачи СОЖ. Распыление жидкости
целесообразно применять в тех случаях, когда полив жидкостью
невозможен или когда он малоэффективен (например, на сложных
операциях обработки труднообрабатываемых материалов), а также
когда необходимо постоянное наблюдение за местом обработки (на-
(например, при фрезеровании по разметке).
Применение при резании СОЖ уменьшает силу резания, улучшает
качество обработанной поверхности и в большинстве случаев повы-
повышает стойкость инструмента.
Рассмотрим влияние СОЖ на стойкость инструмента. Уменьшение
работы резания и улучшение отвода тепла из зоны резания при при-
применении СОЖ способствует снижению температуры резания (рис. 236).
Последнее уменьшает интенсивность изнашивания инструмента
(рис. 237) и повышает период стойкости (рис. 238). Из рисунка также
видно, что для повышения стойкости инструмента более эффективными
являются СОЖ не на масляной, а на водной основе. Эффект ст при-
применения определенной СОЖ зависит также от рода обрабатываемого
299
?50
450
¦
г
3
,—¦
¦V
JO 35
«5 SO v,m/muh
Рис. 236. Влияние скорости резания
на температуру резания при точении
стали 45 резцом из стали Р18 всухую (/),
с поливом сульфофрезолом B), эмуль-
эмульсией C) [60]
S", мм
0,8
О 10 ?0 30 W Т,мин
Рис. 237. Влияние СОЖ на износ задней
поверхности резца из стали Р18 при
точении стали 45:
/ — точение без СОЖ; 2 — с поливом
сульфофрезолом; 3 — с поливом эмуль-
эмульсией [60]
1
V
/
и инструментального материалов и режима резания. Тепловыделение
при обработке хрупких материалов (чугунов) всегда меньше, чем при
обработке пластичных (сталей). Поэтому наблюдаемое повышение
стойкости от применения СОЖ при обработке чугунов также несколько
меньше, чем при обработке сталей. По тем же причинам охлаждающее
действие СОЖ при чистовых режимах с малыми сечениями срезаемого
слоя проявляется менее сильно, нежели при режимах черновых.
Твердые сплавы по сравнению с быстрорежущими сталями обла-
обладают более высокой теплостойкостью, а поэтому стойкость твердо-
твердосплавных инструментов при применении СОЖ возрастает меньше,
чем быстрорежущих.
По влиянию на стойкость инструментов из- быстрорежущих сталей
особое место занимают химически активные жидкости, создающие
химические пленки. Эти жидкости, значительно уменьшающие адге-
адгезионное взаимодействие инструментального и обрабатываемого мате-
материалов, уменьшают размеры и устойчивость нароста и заторможенного
слоя, 'выполняющих защитные функции по
отношению к передней и задней поверхностям.
Поэтому, несмотря на снижение температуры
резания, стойкость инструмента при примене-
применении химически активных жидкостей умень-
уменьшается. Этому также способствуют химические
реакции, происходящие между быстрорежущей
сталью и химически активной жидкостью.
Повышение стойкости инструментов при
применении СОЖ позволяет повысить скорость
резания. Повышение скорости резания коли-
количественно оценивают скоростным коэффициен-
коэффициентом /Сщ» который условно принимают равным
Т, ляда
ВО
so
45
W
35
JO
25
20
15
10
ш
АгЫ
\\\
11
30 40 SOv.n/riwi
Рнс. 238. Влияние скорости резания на период стойкости резца
из стали Р18 при точении стали 45 всухую (/), с поливом
сульфофрезолом B), эмульсией (J) [60]
300
единице при резании без СОЖ. При поливе 3—5%-ной эмульсией
коэффициент имеет следующие значения: при черновой обработке ста-
сталей /сш, - 1,2 v 1,3; при чистовой обработке сталей /Се,= 1,08 -т- 1,1
и при обработке чугунов /Сщ, == Ы ¦*¦ 1.12.
СКОРОСТЬ РЕЗАНИЯ ПРИ ТОЧЕНИИ,
СВЕРЛЕНИИ, НАРЕЗАНИИ РЕЗЬБЫ,
ФРЕЗЕРОВАНИИ II ПРОТЯГИВАНИИ
Скорость резания при обтачивании и растачивании резцами из твер-
твердых сплавов рассчитывают по формуле
^/С, м/мин, (97)
тщ'Ч
где-обобщенный скоростной коэффициент
Поправочные скоростные коэффициенты в формуле учитывают:
/Со — обрабатываемость материала при определенном значении
твердости или предела прочности на растяжение;
/См — твердость или прочность обрабатываемого материала;
/С„ — марку твердого сплава;
/Сф — величину главного угла в плане резца;
/Сб — степень изношенности задней поверхности резца;
/Сс — состояние поверхности заготовки детали перед обработкой.
Постоянная Cv учитывает влияние на скорость резания некоторых
постоянных условий резания и, в частности, тех, для которых попра-
поправочные скоростные коэффициенты приняты равными единице. Напри-
Например, в формулах, приведенных в [86], постоянная Cv соответствует
следующим условиям: обработке углеродистой конструкционной стали
(С <С 0,6%); пределу прочности стали с„ = 75 кгс/мм2; твердости
чугуна НВ 190; твердости ковкого чугуна НВ 150; марке твердого
сплава резца Т15К6 при обработке сталей и ВК6 при обработке чу-
чугуна; главному углу в плане резца <р = 45°; ширине площадки износа
задней поверхности резца б = 0,8 н- 1 мм; обработке заготовки
детали без литейной или штамповочной корки; работе без применения
СОЖ- Для перечисленных условий поправочные коэффициенты при-
приняты равными единице. Значения постоянной С„ и показателей степени
m, Xv и yv приведены в табл. 27.
Аналогичные формулы для резцов из быстрорежущей стали,
а также формулы для расчета скорости резания при отрезании и про-
протачивании пазов приведены в [86]. Там же даны таблицы поправоч-
поправочных скоростных коэффициентов.
Как видно из табл. 27, при точении резцом для работы с большими
подачами при t «с; s показатель степени при глубине резания больше,
чем при подаче. Это находится в полном соответствии с общей законо-
301
Рис. 239. Схема срезания слоя рез-
резцом для работы с большими пода-
подачами при t <.s
мерностью влияния толщины и ширины срезаемого слоя на скорость
резания, справедливой при работе любыми инструментами. При
резании резцом для работы с большими подачами (рис. 239) с i ^ s
вспомогательное лезвие, имеющее угол cpi = 0, выполняет функции
главного лезвия, срезая слой материала толщиной а, равной глубине
резания t, и шириной Ь, равной подаче s. Ив этом случае так же, как
и при резании с прямыми срезаемыми слоями, толщина срезаемого
слоя на скорость резания влияет сильнее, нежели ширина. Поэтому
показатель степени xv в формуле скорости резания становится больше,
чем показатель yv.
Таблица 27
Значения постоянных и показателей степени в формуле скорости
резания при обтачивании и растачивании твердосплавными резцами [86]
Материал обраба-
обрабатываемой детали
Углеродистая
конструкционная
сталь
Чугун
Вид обработки
Обтачивание:
S г? 0,75 ММ/об
s > 0,75 мм/об
Растачивание:
s s? 0,75 мм/об
s > 0,75 мм/об
Обтачивание резцом
для работы с боль-
большими подачами
(<h = 0):
<s?-S
t>s
Обтачивание
Растачивание
Обтачивание резцом
для работы с боль-
большими подачами
(ф1=0):
fs?S
t>s
349
340
314
304
292
292
262
236
324
324
т
0,2
0,2
0,2
0,2
0.18
0,18
0,2
0,2
0,28
0,28
0,15
0,15
0,15
0,15
0,3
0,15
0,2
0,2
0,4
0,2
0,35
0,45
0,35
0,45
0,15
0,3
0,4
0,4
0,2
0,4
302
Таблица 28
Значения постоянных и показателей степени в формуле скорости
резания при сверлении быстрорежущими сверлами [86]
Материал обрабатываемой
детали
Углеродистая конструкцион-
конструкционная сталь
Чугун
Подача
S E ММ/об
До 0,2
Св. 0,2
До 0,2
Св. 0,2
cv
8,9
12,4
17,6
20,6
т
0,2
0,125
xv
0,4
0,25
Яр
0,7
0,5
0,55
0,4
Скорость резания при сверлении подсчитывают по формуле
Tms!'t
Kv м/мин,
(98)
Kv
Кроме поправочных скоростных коэффициентов, упомянутых выше,
в формулу входят коэффициенты, учитывающие:
К[ — отношение глубины сверления к диаметру сверла UD;
Кк — конструкцию сверла;
Kw — применяемую СОЖ.
Постоянная С„ соответствует следующим условиям: обработке
конструкционной углеродистой стали (С > 0,6%); пределу прочности
стали ов = 75 кгс/мм2; твердости чугуна НВ 190, ковкого чугуна
НВ 150; сверлу из стали Р18; отношению -^-==^2,5; сверлу с двойной
заточкой и подточкой перемычки; поливу 5%-ной эмульсией. Значения
постоянных и показателей степени приведены в табл. 28.
Как видно из формулы (98), с увеличением диаметра сверла ско-
скорость резания может быть повышена по следующим причинам. Глу-
Глубина резания при сверлении равна половине диаметра сверла, и при
увеличении диаметра скорость резания должна снижаться. Однако
увеличение диаметра сверла сопровождается повышением его жест-
жесткости, улучшением условий теплоотвода из зоны резания в тело
сверла, относительно лучшими условиями размещения стружки
в стружечной канавке. Все это повышает стойкость сверла и компен-
компенсирует снижение стойкости за счет увеличения глубины резания.
При возрастании отношения IID условия резания ухудшаются
вследствие увеличения трения между фасками сверла и стенкой от-
отверстия, затрудненными выводом стружки из отверстия и попаданием
СОЖ в зону резания. Поэтому с увеличением этого отношения скорость
резания должна быть понижена тем сильнее, чем больше это отношение.
Снижение скорости учитывают поправочным коэффициентом: Ki = 1
при ^-^2,5; Ki ==0,9 при g- = 7,5 и /0 = 0,8 при ^-= 10. Для
303
гверления отверстий с отношением д-> 10 винтовые сверла, как
правило, не применяют.
Конструкция сверла может быть улучшена осуществлением ряда
мероприятий, повышающих стойкость сверла. К ним относятся двой-
двойная заточка, подточка перемычки и подточка фаски.
С уменьшением главного угла в плане стойкость сверла, как и
любого другого инструмента, возрастает, так как возрастает отноше-
отношение Ыа. Но одновременно с этим происходит увеличение крутящего
момента и непроизводительного пути врезания сверла, что нежела-
нежелательно. Затупление сверла лимитирует износ периферийной точки
главного лезвия. Для уменьшения интенсивности изнашивания кон-
контактных поверхностей в точке М (рис. 240) сверло на участке главного
лезвия длиной I затачивают под двойным углом 2ф0, меньшим, чем
угол 2ф стандартного сверла. В результате этого наиболее нагружен-
нагруженная и уязвимая точка главного лезвия будет работать с главным
углом в плане ф0 < <р и стойкость сверла повысится. Возрастание
крутящего момента и пути врезания, происходящее при этом, будет
значительно меньше, чем если бы все главное лезвие было располо-
расположено под углом ф0. Сверла, заточенные указанным образом, называют
сверлами с двойной заточкой. При двойном угле в плане 2ф = 116 -ь
-т- 120° принимают угол 2ф0 — 70°, а длину подточенного главного
лезвия / = @,2 -5- 0,25) D. Для сверл диаметром более 8—10 мм
двойная заточка увеличивает период стойкости сверла в 2—4 раза.
Неудачным конструктивным местом сверла является его пере-
перемычка. Перемычка (рис. 241) работает с очень большими отрицатель-
отрицательными передними углами (уп ~ Ф ~—60'), а поэтому она не столько
режет материал, сколько его сминает. Чем длиннее перемычка, тем
тяжелее условия работы сверла, больше осевая сила и ниже стой-
стойкость сверла. Укорачивать перемычку за счет уменьшения толщины
сердцевины нельзя, так как это уменьшает прочность и жесткость
сверла. Улучшить работу перемычки можно ее подточкой (рис. 242).
При способе подточки а длину перемычки 1а оставляют без изменения,
а передний угол уи доводят до нуля, тем самым облегчая условия
стружкообразования. При способе подточки б уменьшают длину пере-
перемычки до величины Га. Длина подточенной перемычки Гп зависит от
Рис. 240. Двойная за-
заточка сверла
Рис. 241. Передний угол ва пе-
перемычке сверла
304
a) 6)
Рис. 242. Способы подточки перемычки сверла
6-8'
Рис. 243. Подточка фаски
сверла
диаметра сверла и колеблется в пределах от 1,5 мм npHD — 12 -з- 15 мм
до 4 мм при D = 40 -5- 50 мм. Способ подточки б технологически
более прост, но на подточенной части главного лезвия образуются
большие отрицательные передние углы, ухудшающие стружкообра-
зование. Большее распространение получил способ подточки б. Под-
Подточка перемычки, сохраняя жесткость сверла, снижает осевую силу
и повышает период стойкости сверла в 1,5—1,7 раза.
Фаска (вспомогательная задняя поверхность) сверла работает
со вспомогательным задним углом аг = 0. Это увеличивает трение
между сверлом и стенкой отверстия, способствует налипанию частиц,
обрабатываемого материала и продуктов изнашивания на поверхность
фаски и повышает интенсивность изнашивания уголка сверла. Умень-
Уменьшать поверхность трения за счет сокращения ширины фаски по всей
длине сверла нельзя, так как это ухудшает центрирование сверла
в отверстии. Поэтому подтачивают фаску сверла только на участке
/ф (рис. 243), уменьшая на нем ширину фаски до размера /„ 0,2 ¦*¦
-е- 0,4 мм. Длина подточенной фаски /ф в зависимости от диаметра
сверла лежит в пределах 1,5—3 мм. Подточка фаски повышает период
стойкости сверла в 1,5 раза. Подточку фаски не рекомендуют делать
при сверлении заготовок деталей с неснятой литейной или штампо-
штамповочной коркой и при повышенной твердости материала обрабатывае-
обрабатываемой детали. В этих случаях узкая фаска быстро изнашивается и сверло
преждевременно выходит из строя.
Конструкцию сверла в формуле скорости резания учитывают
поправочным коэффициентом Кк. Для сверла с двойной заточкой
и подточкой перемычки принимают коэффициент Кк = 1- Для обыч-
обычного сверла без подточек коэффициент Кк = 0,87 при обработке
сталей и Кк = 0,84 при обработке чугуна.
Скорость резания при нарезании резьбы метчиками различных
типов рассчитывают по формуле
v М/МИН,
(99)
где Kv — K0KuKw'< P — шаг нарезаемой резьбы. Значения постоян-
постоянных и показателей степени для метчиков из стали Р18 при наре-
305
Таблица 29
Значения постоянных и показателен степени при нарезании
резьбы метчиками [86]
Материал обрабатываемой
детали
Сталь 45
Чугун {ИВ 140)
Тип
метчика
Машинный .
Гаечный
Машинный
64,8
53
8,5
т
0,9
0,9
0,6
1,2
1,2
1,2
0,5
0,5
0,9
зании резьбы в стальных деталях с применением сульфофрезола и
чугунных деталях с применением керосина приведены в табл. 29.
По структуре формула (99) аналогична формуле при сверлении.
Диаметр влияет на условия нарезания резьбы и стойкость метчика
так же, как и диаметр сверла на процесс сверления. Шаг резьбы
определяет нагрузку главных лезвий метчика. С увеличением шага
пропорционально возрастает высота профиля резьбы, что при посто-
постоянном угле наклона режущей части увеличивает толщину срезаемого
слоя. Поэтому при увеличении шага резьбы скорость резания, до-
допускаемая метчиком, должна быть уменьшена.
Скорость резания при фрезеровании осевыми цилиндрическими,
дисковыми, концевыми фрезами из инструментальных сталей рассчи-
рассчитывают по формуле
V —
TmtXvsVyB9vzPv
Kv М/МИН,
A00)
где Ki> = KoKmKmKw
Значения постоянных и показателей степени при встречном фре-
фрезеровании осевыми цилиндрическими фрезами из стали Р18 при
поливе 3—5%-ной эмульсией приведены в табл. 30.
Таблица 30
Значения постоянных и показателей степени лри встречном
фрезеринании осевыми цилиндрическими фрезами из стали Р18 [86]
Материал обрабатывае-
обрабатываемой детали
Углеродистая кон-
конструкционная сталь
(ов==75 кгс/мм2)
Чугун (НВ 190)
sz в мм
>0,1
а?0,1
>0,15
si 0,15
35,4
55
27
57,6
т
0,33
0,25
хъ
0,3
0,5
yv
0,4
0,2
0,6
0,2
0,45
0,7
0,1
0,3
"т.
0,1
0,3
306
Как видно из формулы, увеличение всех факторов режима резания,
характеризующих при фрезеровании размеры срезаемого слоя, умень-
уменьшает допускаемую скорость резания. Подача на зуб sr определяет
толщину срезаемого слоя, от величины которой зависят силовая
и тепловая нагрузка зуба фрезы. Поэтому с увеличением ss стойкость
фрезы уменьшается.
С увеличением глубины резания растут максимальная и средняя
толщины срезаемого слоя, а также путь резания зуба за один оборот
фрезы (дуга, соответствующая максимальному углу контакта). Все
это снижает стойкость фрезы.
С увеличением ширины фрезерования В растет площадь сечения
срезаемого слоя и количество выделяемого тепла. Однако при этом
одновременно увеличивается рабочая длина лезвия. Поэтому с увели-
увеличением ширины фрезерования количество тепла, приходящегося на
единицу длины лезвия, растет незначительно и стойкость фрезы
уменьшается сравнительно мало.
Влияние диаметра и числа зубьев фрезы противоположно. С уве-
увеличением диаметра растет путь резания зуба, но одновременно умень-
уменьшаются максимальная и средняя толщины срезаемого слоя и улуч-
улучшаются условия теплоотвода от лезвия фрезы. Последние обстоятель-
обстоятельства являются преобладающими, и с ростом диаметра стойкость фрезы
возрастает.
С увеличением числа зубьев при постоянном диаметре фрезы
увеличиваются число одновременно работающих зубьев и тепловая
нагрузка на фрезу. С увеличением числа зубьев уменьшаются размеры
стружечной канавки, что ухудшает отвод стружки и увеличивает
время контакта стружки с зубом фрезы. В результате этого увеличе-
увеличение числа зубьев сопровождается уменьшением стойкости фрезы.
Прочность и твердость обрабатываемого материала на скорость
резания при фрезеровании влияют несколько слабее, чем при точении.
Поправочный коэффициент равен:
при обработке углеродистых и легированных конструкционных
сталей
к _75
при обработке чугуна
„ _ 190
При попутном фрезеровании заготовок деталей, не имеющих по-
поверхностной корки, скорость резания, рассчитанная по формуле A00),
может быть увеличена на 30—50%. Повышение стойкости фрезы при
попутном фрезеровании вызвано следующими причинами. Вследствие
округления режущего клина зуб фрезы при встречном фрезеровании
(рис. 244) не может срезать слой, толщина которого меньше радиуса
округления р. Из-за этого зуб некоторое время скользит по поверх-
поверхности резания, не срезая стружки, и испытывает сильное давление
со стороны обрабатываемого материала на заднюю поверхность. При
307
Рис. 244. Схема срезания слоя при встречном (а) и попутном FГ) фрезе-
фрезеровании
попутном фрезеровании толщина срезаемого слоя в момент врезания
зуба авх максимальна, зуб проскальзывает на более коротком участке
поверхности резания у выхода, и задняя поверхность изнашивается
менее интенсивно.
Попутное фрезерование не повышает, а, наоборот, снижает стой-
стойкость фрезы, если на фрезеруемой заготовке имеется корка. В этом
случае зуб при попутном фрезеровании при каждом обороте фрезы
ударяет по уплотненной или засоренной корке. При встречном фрезе-
фрезеровании зуб врезается в материал детали под коркой.
При фрезеровании торцовыми твердосплавными фрезами скорость
резания подсчитывают по формуле
• Kv M/МИН,
A01)
где Kv — КоКмКиКфКс-
Коэффициент Кс учитывает положение фрезы относительно фрезе-
фрезеруемой поверхности. Значения постоянных и показателей степени
при симметричном фрезеровании без применения СОЖ заготовок без
корки фрезами с главным углом в плане ф — 60° приведены в табл. 31.
Значения постоянных и показателей степени при фрезеровании
торцовыми твердосплавными фрезами [86]
308
Таблица 31
Материал обрабатывае-
обрабатываемой детали
Углеродистая кон-
конструкционная сталь
(ав = 75 кгс/мм2)
Чугун (НВ 190)
Марка
твердого
сплава
Т15К6
ВК6
356
528
т
0,2
0,32
0,1
0,15
0,4
0,35
0,2
0,2
0,2
0,2
Зуб торцовой фрезы работает с теми же технологическими и физи-
физическими размерами срезаемого слоя и с той же формой сечения, как
токарный и строгальный резцы. Поэтому характер и интенсивность
влияния глубины резания и подачи при торцовом фрезеровании на
скорость резания принципиально такие же, как и при точении.
Увеличение ширины фрезерования сопровождается ростом пути
резания зуба за один оборот фрезы, что снижает ее стойкость. В от-
отличие от фрезерования осевыми фрезами увеличение диаметра торцо-
торцовой фрезы при симметричном фрезеровании увеличивает максимальную
и среднюю толщины срезаемого слоя и уменьшает путь резания зуба.
Поэтому хотя при увеличении диаметра фрезы скорость резания может
быть повышена, но в меньшей степени, чем при фрезеровании осевыми
фрезами. Число зубьев торцовой фрезы на стойкость и допускаемую
скорость резания существенного влияния не оказывает.
Коэффициент, учитывающий прочность или твердость обрабаты-
обрабатываемого материала:
при обработке сталей
к 75
при обработке чугуна
Существенное влияние на стойкость торцовых фрез оказывает
расположение .фрезы относительно фрезеруемой поверхности. Фрезе-
Фрезерование можно вести как при симметричном расположении детали
относительно фрезы, так и при несимметричном со смещением детали
в сторону врезания зуба или выхода зуба (рис. 245). При смещении
детали от симметричного положения уменьшается средняя толщина
срезаемого слоя и увеличивается путь резания зуба за один оборот
фрезы. При симметричном фрезеровании толщина срезаемого слоя
на входе и выходе зуба одинакова. Смещение детали в сторону входа
зуба уменьшает толщину срезаемого слоя на входе и увеличивает
на выходе. Смещение детали в сторону выхода зуба, наоборот, увели-
увеличивает толщину срезаемого слоя на входе и уменьшает на выходе.
Эксперименты, проведенные при обработке некоторых нержавеющих,
жаропрочных сталей и сплавов, титановых сплавов, показали, что
стойкость фрезы Повышается при смещении детали в сторону выхода
зуба. При фрезеровании стали 2X13 фрезой из сплава ВК8 (рис. 246)
период стойкости фрезы растет при уменьшении размера Во. При фре-
фрезеровании титанового сплава ВТ6 максимум периода стойкости наблю-
наблюдается при отношении ~- = 0,04 -5- 0,08 (рис. 247). Однако опыты,
проведенные Н. Н. Зоревым [31] на материалах с различными механи-
механическими свойствами, показывают, что для некоторых из них повышение
стойкости можно получить при смещении детали в сторону входа
зуба. Из рис. 248 видно, что при фрезеровании сталей 4Х14В2М,
309
во'
Рис. 245. Схема влияния смещения детали отно-
относительно торцовой фрезы на толщину слоя, сре-
срезаемого зубом при входе и выходе
ЭИ123, 2X13, 1Х18Н9Т уменьшение
отношения BJD увеличивает период
стойкости фрезы; при фрезеровании
сталей 9Х и 25ХНВА, наоборот,
увеличение периода стойкости фрезы
наблюдается t не при уменьшении,
а при увеличении отношения BJD;
при фрезеровании сталей 10, 45 и 50Г изменение отношения В0Ю
на стойкость фрез практически не влияет.
Наблюдение за изнашиванием зубьев торцовых твердосплавных
фрез показало, что стойкость фрезы во многом определяется интен-
интенсивностью выкрашивания главных лезвий в момент врезания зубьев
в срезаемый слой и выхода из него. Выкрашивание на входе зуба
связано с односторонним приложением силы на режущий клин со
стороны передней поверхности, так как задняя поверхность еще не
вступила в контакт со срезаемым слоем и уравновешивающая сила
на ней отсутствует. Выкрашивание на выходе зуба связано с разры-
разрывом заусенца, образующегося вследствие выдавливания передней
поверхностью связанного с ней тонкого несрезанного слоя материала
в сторону выхода зуба.
При фрезеровании высокопластичных материалов, обладающих
низким пределом текучести (например, стали 2X13), напряжения
в зубе на выходе невелики и не в состоянии вызвать интенсивного
выкрашивания лезвия. Поэтому стойкость фрезы почти не зависит
от условий врезания. Высокая пластичность материала способствует
Г, мин
Т. мин
200
160
120
80
ко
А
°ч
\
\\
Ч^
го
160
120
60
{
0-
г
у
\
ч
\ч
X}
Si
\
о
Рис. 246. Влияние смещения
детали относительно фрезы
на период стойкости торцо-
торцовой фрезы из твердого спла-
сплава ВК8 при фрезеровании
стали 2X13:
; — s2 = 0,049 мм: 2 — sz =
0,098 мм; S — sz=0,195 мм;
0,085 0.17 0.25 Во/В
Рис. 247. Влияние отношения во № на период
стойкости 7° торцовой фрезы при фрезеровании
сплава ВТ6:
/ — фреза из твердого сплава Б Кб; t — 2,5 мм;
ь2 = 0, 124 мы; v = 78 м/мин; 2 — фреза
из стали Р9К10; /=2,5 мм; sz — 0,16 мы;
v = 26 м/мин [53]
4 — гг
г
0,4 мм [31]
0,33 мм; 5 —
310
4* 0,5 Вв№
Рис. 248. Влияние отношения BJD на период
стойкости торцовых фрез при фрезеровании
сталей:
1 — 4Х14Ю4В2М; 2 — ЭИ123; 3 — 2X13;
4 — IX18H9T; 5 - SX; Й-25ХНВА: 7 — 10;
5 — 45; 9 — 50Г [31]
образованию большого заусенца
на выходе зуба, имеющего тем
большую прочность, чем больше
толщина срезаемого слоя йвых.
Здесь наблюдается преимуществен-
преимущественное влияние на стойкость фрезы
условий выхода, и для повыше-
повышения стойкости необходимо умень-
уменьшать толщину срезаемого слоя авых, т. е. уменьшать отношение BQID.
При фрезеровании материалов с низкой пластичностью и высоким
пределом текучести (например, стали 25ХНВА) большого заусенца
на выходе зуба не образуется, и поэтому влияние условий выхода
на стойкость фрезы незначительно. Здесь решающими являются усло-
условия врезания на входе зуба, и для уменьшения напряжений в зубе
необходимо уменьшать толщину срезаемого слоя аЙХ, т. е. смещать
деталь в сторону врезания зуба.
Влияние относительного смещения детали и фрезы на период
стойкости фрезы Н. Н. Зорев предложил учитывать следующей за-
зависимостью:
Т =
.-(?)'
где е — основание натуральных логарифмов, а коэффициент tj пока-
показателя степени при е выражаег интенсивность влияния BJD на период
стойкости; значения его приведены ниже.
Марка 4Х14Ю4В2М 2X13 1Х18Н9Т ЭИ123 25ХНВА 9Х 50Г 45 10
стали
т) —4,5 —6,5 —4 —1,8 6 0,9 0 0 0
Скорость резания при протягивании. Формула для расчета ско-
скорости цезания имеет вид
Q
V — ~KK М/МИН.
(Ю2)
Значения постоянных и показателей степени для протяжек из
стали Р18 при протягивании стальных деталей с поливом сульфо-
фрезолом и чугунных деталей всухую даны в табл. 32.
Поправочные коэффициенты, учитывающие род инструментального
материала, принимают: для стали Р9 t\K — 0,86 и для стали ХВГ
Ки = 0,72.
311
Таблица 32
Значения постоянной и показателен степени при протягивании
протяжками из стали Р18 [86]
Материал
обрабатываемой
детали
Углеродистая
конструкцион-
конструкционная сталь
Чугун
Тип
протяжки
Шпоночная
Шлицев ая
Круглая
Шпоночная
Шлицевая
Круглая
s2 в мм
«?0,07
>0,07
°в
в кгс/мм2
До 70
70—80
Св. 80
До 70
70—80
Св. 80
До 70
70-80
Св. 80
До 70
70—80
Св. 80
нв
s? 200
>200
s=200
>200
еб200
>200
9,8
8,8
6,3
7,7
7,0
5,0
15,5
14,0
10,2
16,8
15,5
11,2
6,2
5.1
17,5
14,7
14
11,5
т
0,87
0,87
0,87
0,87
0,87
0,87
0,6
0,6
0,6
0,62
0,62
0,62
0,6
0,6
0,5
0,5
0,5
0,5
1,4
1,4
1,4
1,4
1,4
1,4
0,75
0,75
0,75
0,62
0,62
0,62
0,95
0,95
0,6
0,6
0,6
0,6
При замене сульфофрезола эмульсией период стойкости протяжек
снижается на 20—30%.
Глава VIII
РАЦИОНАЛЬНЫЕ
РЕЖИМЫ РЕЗАНИЯ
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫБОРА ФАКТОРОВ
РЕЖИМА РЕЗАНИЯ
Режимом резания называют совокупность глубины резания, подачи,
скорости резания и периода стойкости инструмента. Рациональным
режимом резания называют такой, который при выполнении всех
требований, предъявляемых к качеству обрабатываемой детали,
обеспечивает при минимальной себестоимости операции максимально
возможную для данной себестоимости производительность. При на-
назначении режима резания для конкретной операции прежде всего
возникает вопрос: что целесообразнее увеличивать — глубину резания
за счет уменьшения подачи, или наоборот; работать с большим сече-
сечением срезаемого слоя и меньшей скоростью резания или увеличивать
скорость за счет уменьшения глубины резания и подачи. Решим
указанную задачу поэтапно.
Выясним, что выгоднее увеличивать в первую очередь: глубину
резания или подачу. Пусть при обтачивании валика длиной / (рис. 249)
необходимо срезать припуск размером Н. Произведем обработку при
двух режимах резания. При первом режиме глубина резания h —t
будет равна припуску на обработку Н, а подача si = s. При втором
режиме глубина резания h\=-^ будет равна Я/2, а подача su = 2s.
При обоих режимах резания площадь сечения срезаемого слоя будет
одинаковой и равной ts. Производительность обработки можно харак-
характеризовать основным технологическим временем обработки /0- Основ-
Основным технологическим временем называют время, затраченное на
непосредственное изменение геометрической формы и размеров обра-
обрабатываемой детали, являющееся целью данной операции. Если обра-
обработка ведется за один проход, то основное технологическое время
ts=± мин. A03)
В формуле L — расчетная длина обработки в направлении движе-
движения подачи, равная сумме, состоящей из длины I обрабатываемой
цетали, пути /вр врезания главного лезвия инструмента в срезаемый
слой и пути /„ перебега, необходимого для выхода инструмента из
соприкосновения с деталью, т. е. L = I + 1вр + 1а.
11 Бобров В. Ф. 313
Рис. 249. Два варианта срезания припуска
размером И
Чем меньше основное технологическое время, тем выше произ-
производительность обработки и наоборот. Определим основное технологи-
технологическое время для обоих режимов:
для первого режима
t
для второго режима
t ___2L L_
loll-nu2s-nus>
где числа оборотов детали при первом и втором режимах соответст-
соответственно равны:
IOOOdi 1000уц
Скорости резания для первого и второго режима зависят от глу-
глубины резания и подачи и соответственно равны:
и wa—
Для первого режима отношение глубины резания к подаче равно
t/s, а для второго t/4s, Так как — >^г, то скорости резания v\>vn
и п\ > пц. Поэтому основное технологическое время при первом ре-
режиме меньше, чем при втором. При работе со вторым режимом необ-
необходимо дополнительное время для возвращения резца в исходное
положение перед осуществлением второго прохода. Таким образом,
первый режим является более производительным, чем второй. Следо-
Следовательно, глубину резания увеличивать целесообразнее, нежели
подачу.
Выясним далее, что выгоднее в первую очередь увеличивать:
подачу или скорость резания. Производительность обработки можно
характеризовать количеством деталей Q, обрабатываемых за период
стойкости Т инструмента. Без учета времени холостых ходов
Q = ? шт. A04)
314
Так как t^L, а „«^ то
ПОООте
Для конкретных условий операции дробь ЮООТ/nDL постоянна.
Обозначим ее через С. Тогда Q = Cvs, откуда следует, что наибольшему
произведению us соответствует наибольшее Q. Однако это не означает,
что скорость резания и подача одинаково влияют на количество дета-
деталей, обрабатываемых за период стойкости инструмента. При постоян-
постоянном периоде стойкости скорость резания и подача связаны зависимо-
зависимостью txvsyvu —Cv и нельзя без изменения периода стойкости изменять,
например, подачу, оставляя постоянной скорость резания, и наоборот.
Выразим число обрабатываемых за период стойкости деталей
только через подачу. При t = const
где C'v=*%-
Тогда
Из выражения следует, что с увеличением подачи число деталей
Q возрастает. Например, если yv — 0,4, а подача увеличена в 2 раза,
то количество обработанных деталей возрастет в 1,32 раза. Выразим
.число обрабатываемых за период стойкости деталей только через s.
Так как
ТО
Vvv
Из выражения следует, что с увеличением скорости резания число
деталей Q не возрастает, а уменьшается. При xv = 0,4 и увеличении
Скорости резания в 2 раза количество обработанных деталей умень-
уменьшится на 60%. Таким образом, увеличивать подачу выгоднее, чем
скорость резания.
На основании изложенного можно сформулировать основные поло-
положения о назначении рационального режима резания. Для повышения
производительности при заданном периоде стойкости инструмента
ц* 315
необходимо работать с возможно большей площадью сечения срезае-
срезаемого слоя I' X s и соответствующей этому сечению скоростью резания.
При выбранной площади сечения срезаемого слоя необходимо увели-
увеличивать глубину резания за счет уменьшения подачи.
Таким образом, при назначении режима резания: 1) задаются
максимально возможной, технологически допустимой глубиной реза-
резания; 2) по выбранной глубине резания назначают максимальную, тех-
технологически допустимую подачу; 3) по выбранным глубине резания и
зодаче, задавшись определенной величиной периода стойкости инстру-
инструмента, определяют допускаемую скорость резания.
ПРЕДЕЛЬНЫЕ ГЛУБИНА РЕЗАНИЯ И ПОДАЧА
Максимально возможная глубина резания равна припуску, остав-
оставленному на обработку. Если нет ограничений по точности обработки,
го весь припуск срезают за один проход. В противном случае припуск
разбивают на черновые и чистовой проходы. При этом глубина реза-
резания черновых проходов должна быть возможно большей, а на
истовой проход следует оставлять такой минимальный припуск,
который обеспечит изготовление детали с заданным допуском. При
работе" на универсальных станках средней мощности (модели 1К62,
163, 6М12П, 6М82, 2Н125 и т. п.), даже при отсутствии ограничений
по точности обработки, максимальная глубина резания не должна
превышать: при точении 8—10 мм, при фрезеровании осевыми цилин-
цилиндрическими фрезами 10—12 мм и при фрезеровании торцовыми фре-
фрезами 12—15 мм.
Максимально допустимая подача, как правило, ограничивается:
1) эффективной мощностью или крутящим моментом станка; 2) проч-
прочностью слабого звена механизма подачи станка; 3) жесткостью обра-
обрабатываемой детали; 4) прочностью и жесткостью инструмента; 5) шеро-
шероховатостью обработанной поверхности.
Для осуществления процесса резания необходимо, чтобы NeCT > Ne,
причем
6120 6120-1000 '
Подставляя NeCT и решая относительно s, получим
мм/об.
DvfP )
Для безаварийной работы станка необходимо, -чтобы 2MCT2s 2M,
причем при точении
PZD cjxps"pd
ОД/f г _ _?
~~1000 ~ 1000 *
316
Подставляя 2МСТ и решая относительно s, получим
Smax=| 1s1 \ р MM/Об.
\CpDfp )
При сверлении 2М = 2CMDxnsyw, откуда
Smax =( ^А " MM/Об.
При фрезеровании осевыми фрезами
2М —^
откуда
2000Afcp
$zmax— I
I
1 — !
Для того чтобы не произошла поломка или преждевременный износ
слабого звена механизма подачи станка, необходимо, чтобы при точе-
точении Рмп ^ Рх, при сверлении Рмп S= Ро, при фрезеровании Рт ^ -Р/л
где Рмп — максимальная сила, допускаемая слабым звеном механизма
подачи станка. При точении Рх = Cpxtxpsyp. Подставляя максималь-
максимальную силу, допускаемую механизмом подачи станка, и решая относи-
относительно s, получим
Smax = f *^-\Ур MM/Об.
Предельные подачи при сверлении и фрезеровании находят анало-'
гичным образом.
Под действием реакций сил Рх и Ру обрабатываемая деталь упруго
изгибается. Результирующая сила, вызывающая прогиб детали,
Pzy=V~Pz + Pl- Силу Ру можно выразить через силу Рг, используя
коэффициент пропорциональности tj. Тогда Ргу =)/р|+ (т]Рг)а =
Максимальная стрела прогиба
I~K3EI'
где / — длина детали; / = 0,05d* — полярный момент инерции;
К3 — коэффициент, зависящий от способа закрепления детали.
На основании данных X. М. Сарбаша: при закреплении детали в цен-
центрах Ка - - ЮО, при закреплении в патроне и заднем центре К3 — 140,
при консольном закреплении в патроне Ка-— 2,4.
317
Выражая Pz через t и s, получим
' = tf3?0,05d4 = 0,05K3d4 '
Допускаемая стрела прогиба /доп определяется точностью обра-
обработки детали. Чтобы не выйти за пределы допуска на диаметр детали,
необходимо выполнить условие /доп 5э f. Подставляя допускаемую
стрелу прогиба и решая относительно s, получим
Smax —
Под действием составляющих силы резания инструмент упруго
деформируется. Упругий прогиб резца или оправки осевой фрезы
снижает точность обработки детали. Пренебрегая силой Ру, стрелу
прогиба / резца при точении можно определить по формуле
где / — вылет резца; /== -^ момент инерции; В и Н — соот-
соответственно ширина и высота державки резца.
Выражая Рг через t и s, получим
Чтобы не нарушить точность обработки, необходимо выполнить
условие /д0П ^ /• Подставляя /доп и решая относительно s, получим
мм/об.
Стрелу прогиба при фрезеровании осевыми цилиндрическими фре-
фрезами можно определить по приближенной формуле
f PP
4?d*
где Рх — реакция средней суммарной радиальной силы; I uD — соот-
соответственно длина и диаметр фрезерной оправки. i
Выразим силу Рх через среднюю суммарную силу Рг, т. е.
318
Подставляя faoa и решая относительно sz, получим
1 —ft
BzP
У большинства инструментов корпус имеет большой запас проч-
прочности, и его поломка наблюдается чрезвычайно редко. Исключение
составляют мерные инструменты небольшого размера (отрезные
резцы, сверла, метчики, концевые и шлицевые фрезы), когда они
работают при тяжелом силовом режиме. В этом случае следует огра-
ограничивать величину подачи. Например, при сверлении, где поломка
сверл наблюдается сравнительно часто, предельная подача умень-
уменьшается при уменьшении диаметра сверла и рассчитывается по фор-
формулам:
при сверлении стали
-H,81
мм/об;
при сверлении чугуна
^тг мм/об.
Численные значения предельных подач для ряда инструментов
приведены в [86].
При-работе твердосплавными инструментами их прочность в боль-
большинстве случаев лимитируется хрупким разрушением режущего
клина. Например, предельные подачи на зуб, определяемые проч-
прочностью клина торцовых фрез с углом ф = 60°, имеют значения, при-
приведенные в табл. 33.
Чтобы получить необходимый класс чистоты обработанной поверх-
поверхности, нужно выполнить условие ^гдОп ^== Rz. Используя формулу
для определения высоты неровностей при точении (см. гл. III), под-
Таблица 33
Максимальные подачи на зуб sz, допускаемые прочностью твердого
сплава при торцовом фрезеровании |4]
Материал обрабатываемой детали
Сталь Лзв = 70 -f- 80 кгс/мм2)
Марка твердого
сплава
Т5КЮ
Т14К8
Т15К6
Т30К4
0,23
0,18
0,145
0,055
Чугун (НВ 180—220)
Марка твердого
сплава
ВК8
ВК6
ВКЗ
ВК2
0,648
0,434
0,2
0,13
319
ггавляя допускаемую высоту неровностей и решая относительно s,
получим
[
)мм/о6-
Аналогичные формулы имеют вид:
при фрезеровании осевыми цилиндрическими фрезами
^_ мм;
при фрезеровании торцовыми фрезами
шах —
р —г.
R j Об
ВЫБОР ПЕРИОДА СТОЙКОСТИ
ПРИ ОДНОИНСТРУМЕНТНОЙ РАБОТЕ
Если период стойкости при увеличении скорости резания непрерывно
убывает и связь между ними выражается зависимостью v = j.-g, то
скорость резания нельзя определить, предварительно не задавшись
периодом стойкости инструмента. При выборе периода стойкости
могут быть два варианта: 1) принять большую величину периода
стойкости, редко переналаживать станок и перетачивать инструмент
и работать с малой скоростью резания; 2) принять малую величину
периода стойкости, работать с высокой скоростью резания, но часто
переналаживать станок и перетачивать инструмент. Решить, какой из
вариантов является более выгодным, можно, только задавшись кри-
критерием оптимальности. В большинстве случаев за критерий оптималь-
оптимальности принимают себестоимость операции.
При использовании указанного критерия оптимальности целесо-
целесообразно оперировать не со всей себестоимостью операции, а только
с переменной долей себестоимости операции, зависящей' от наладки
и режима резания. Переменная доля себестоимости операции при
резании одним инструментом определяется по формуле
C = t0E + ±E + 3fi, v A05)
где /0 — основное технологическое время;
Е — себестоимость 1 мин работы станка и станочника;
tc — время, затрачиваемое на снятие затупившегося инструмента,
установку переточенного и подналадку станка, т. е. время
простоя станка в связи с заменой инструмента;
320
5И — затраты, связанные с эксплуатацией инструмента за его
период стойкости;
Q — количество деталей, обработанных за период стойкости
инструмента.
Затраты, связанные с эксплуатацией инструмента за его период
стойкости:
Q f р ,Г | (СИН~ Сотх) Ку
Г+Т '
где Ен — номинальная заработная плата наладчика в 1 мин;
С3ат — стоимость заточки затупившегося инструмента;
С»а — первоначальная стоимость инструмента;
Сотх — стоимость отходов инструмента;
/Су — коэффициент, учитывающий случайную убыль инстру-
инструмента;
i — число переточек, допускаемых инструментом до его пол-
полного износа. -
Выразим переменную долю себестоимости через период стойкости
инструмента. Так как Q = t-, to
{0
Основное технологическое время
. _L
где
__ lOOOt)
п~ ло •
Тогда
~ lOOOts •
Так как v= >»=, то
*°~~ lOOOCs '
Для конкретной операции отношение nDL/1000 Cs постоянно.
Обозначив его через т], будем иметь t0 = r\Tm.
Формула себестоимости примет вид
С = Er\Tm + tcEr\Tm -1 + 9j\V*-\
Отсюда C-.f{T).
Найдем такое значение периода стойкости, при котором перемен-
переменная доля себестоимости операции будет минимальной. Для этого
321
[ужно, чтобы ^=0. Для удобства дифференцирования вынесем
[роизведение х\Е за скобки:
:=г\Е (Тт + ^Т-1 + ^ Т'"
Тогда
1)fc7* 2+(т
Так как ч\ЕТт-г ф 0, то:
(m-I)f?r-1+(«»-l)^-
Решая относительно Т, получим
A06)
Нетрудно показать, что ^>0, а поэтому период стойкости,
определяемый выражением A06), обеспечивает минимум себестои-
себестоимости операции. Период стойкости, при котором себестоимость опера-
операции минимальная, называют экономическим периодом стойкости.
По этому периоду стойкости определяют скорость резания, соответ-
соответствующую минимальной себестоимости операци^. Экономический
период стойкости должен быть возможно меньшим. Тогда соответ-
соответствующая ему скорость резания будет выше, и при минимальной
себестоимости операции будет повышена производительность обра-
обработки. Уменьшить экономический период стойкости можно, уменьшая
время tc простоя станка в связи с заменой инструмента и за-
затраты Эк, связанные с эксплуатацией инструмента. Время ^с может
быть уменьшено за счет бесподналадочной смены инструмента, а рас-
расходы Эи — за счет удешевления изготовления инструмента и механи-
механизации его заточки. Поскольку эти мероприятия определяются общей
технической культурой цеха и всего завода, то величина экономиче-
экономического периода стойкости для разных предприятий будет также раз-
различной. Чем выше техническая культура производства, тем меньше
экономический период стойкости.
Экономический период стойкости имеет различную величину для
различных типов инструментов. Чем сложнее конструкция инстру-
инструмента и выше его точность, тем инструмент дороже. Это увеличивает
затраты Эи и экономический период стойкости. Поэтому, например, Тж
для протяжек больше, чем для осевых цилиндрических фрез, Тш ко-
которых больше, чем для токарных и строгальных резцов. Для опреде-
определенного типа инструмента экономический период стойкости растет
с увеличением размеров инструмента, а поэтому его значение для рез-
резцов зависит от размеров державки; для сверл, зенкеров, метчиков,
фрез и т. п. — от их диаметра.
322
Рис. 250. Схема влияния периода стойкости инструмента иа
себестоимость С и производительность П операции
Если учитывать только прямые затраты
труда, связанные с выполнением операции,
то в формуле A06) необходимо положить Эк
равным нулю. Тогда
A07) ХГ% т
Период стойкости, определяемый по формуле A07), называют
периодом стойкости наибольшей производительности. Т1Ш меньше,
чем ТЭк, а поэтому скорость резания, ему соответствующая, больше
экономической скорости резания.
На рис. 250 показано влияние периода стойкости инструмента на
себестоимость С и производительность П операции, определяемую
через штучное время, как Мшт. Из рисунка видно, что по мере уве-
увеличения периода стойкости себестоимость операции вначале резко
уменьшается, а .затем, достигнув минимума, начинает сравнительно
медленно расти. Минимум себестоимости соответствует Тж- Произво-
Производительность операции, наоборот, вначале возрастает и достигает
максимума, а затем, при дальнейшем увеличении периода стойкости,
непрерывно уменьшается. Максимум производительности соответ-
соответствует Тии. Максимум производительности не совпадает с минимумом
себестоимости. Поэтому, работая со скоростью резания, соответ-
соответствующей Тэк, мы прогадываем в производительности, а работая со
скоростью, соответствующей Т„„, несколько повышаем себестоимость
операции. При нормальном ходе производственного процесса режим
резания должен соответствовать экономическому периоду стойкости.
Режим резания, соответствующий периоду стойкости наибольшей
производительности, используют в исключительных случаях, когда,
не считаясь с затратами, необходимо в единицу времени выпустить
максимальное количество деталей.
Как показал Г: И. Грановский [22], для определения нормативных
периодов стойкости формула A06) имеет ограниченное значение. Хотя
методика определения экономического периода стойкости корректна
в математическом отношении и формула A06) обеспечивает минимум
себестоимости операции, использование формулы для практических
расчетов во многих случаях дает такие значения Тш, которые отли-
отличаются от средних периодов стойкости, выработанных заводской
практикой и приводимых в справочной и нормативной литературе.
Это связано с тем, что для каждого типоразмера инструмента значение
экономического периода стойкости существенно изменяется в зависи-
зависимости от числа переточек, допускаемых инструментом до полной
амортизации, и точности, с которой могут быть заданы исходные
параметры, входящие в формулу A06).
Например, если число переточек, допускаемое инструментом, стои-
стоимость переточки и т. п. в конкретных условиях работы инструмента
отличаются от тех же данных, принятых при расчете нормативного,
323
жономического периода стойкости, то последний для этого случая
/же не будет являться экономическим. Таким образом, даже для
)дного вида и типоразмера инструмента нельзя назвать какую-либо
конкретную величину экономического периода стойкости, которая
1вляется достаточно обоснованной и обеспечивающей во всех случаях
минимум себестоимости операций.
Расчеты также показывают, что для таких инструментов, как мет-
метрики, развертки, имеющих большие величины показателя относитель-
относительной стойкости (т = 0,4 ч- 0,9), значения Тэк настолько малы, что
работа этими инструментами с высокими скоростями резания вслед-
вследствие ряда технических и технологических причин невозможна.
Необходимо также учитывать, что кривая С = f (Т) (см. рис. 250)
в окрестностях точки минимума имеет пологую форму." Поэтому
работа с такими режимами резания, при которых используемый период
стойкости инструмента даже вдвое меньше или больше экономического
периода стойкости, рассчитанного по формул (Ю6), незначительно
увеличивает себестоимость операции против ее минимального значения.
Достоинством формулы A06) является то, что хотя во многих
случаях она не может дать объективного значения Тэк, однако позво-
позволяет качественно оценить влияние на экономический период стойкости
параметров, определяющих себестоимость операции, и условий эксплу-
эксплуатации инструмента и наметить тенденции в выборе численной величины
периода стойкости.
ВЫБОР ПЕРИОДА СТОЙКОСТИ
ПРИ МНОГОИНСТРУМЕНТНОЙ РАБОТЕ (
На многорезцовых токарных станках и полуавтоматах, продольно-
фрезерных, многошпиндельных сверлильных и агрегатных станках
одновременно работают не один, а несколько инструментов, что уве-
увеличивает расходы, связанные с эксплуатацией инструмента. Поэтому
период стойкости инструмента при многоинструментной работе дол-
должен быть иным, чем тогда, когда на станке работает только один
инструмент. Рассмотрим несколько наиболее простых случаев много-
многоинструментной обработки [91].
Работа г одинаковых инструментов одного размера в одинаковых
условиях. При многоинструментной работе смену затупившегося
инструмента производят в обеденный перерыв или между сменами,
а поэтому в выражении переменной доли себестоимости время tc про-
простоя станка может быть принято равным нулю. Тогда формула себе-
себестоимости A05) принимает вид
По аналогии с одноинструментной работой легко получить фор-
формулу для определения экономического периода стойкости для много-
многоинструментной наладки:
Т 1—m ^Эи
'вкмн— m г Е.
324
Работа г одинаковых инструментов одного размера в различных
условиях. Формула A05) принимает вид
где t0 — основное технологическое время всей наладки;
tOl, tOa, tO3 — основное технологическое время каждого инстру-
инструмента в наладке, равное tOl = tJK^ tOs = ^
i=7 коэффициент времени резания, показывающий, ка-
*-раб.хода
кую часть основного технологического времени опе-
операции составляет основное время работы любого
инструмента в наладке,
где Lpe3 — длина пути резания любого инструмента в наладке;
?Раб.хода— длина рабочего хода всей наладки.
С учетом последнего
* р I g М?о i q ^2'o i g "З^о I
— 1о1^ "Т •-'и т "Г •-'и у Т •-'и ~у Г • • •
ИЛИ
1
По аналогии с однойнструментной работой получим
1=г
_ \-т _ Эк
Работа г инструментов с одинаковыми значениями показателя
относительной стойкости, но с различными величинами экономичес-
экономического периода стойкости при их одноинструментной работе. Условия
работы инструментов различны. Формула A05) принимает вид
С = tffi -f- 3Kl уг! -f- Эцг jr -\- 3us -jr -)-...,
где
tj — коэффициент, определяющий отношения между периодами
стойкости отдельных инструментов.
С учетом последнего •
или
325
По аналогии с одноинструментной работой получим
!П1 'V
В таком виде выражение для определения экономического периода
стойкости непригодно, так как неизвестен коэффициент г\ для отдель-
отдельных инструментов. Раскроем сумму и разделим обе части выражения
На /экмн!
zf! _ 4- — ¦ - 4- — -
т ' Е ' ^Гэкмн +' т ' Е ' т)аГ9КМН + m ' ? " тKГэкм
Выражение—^—--g ЭнЛ; ««Тэко, если бы каждый инструмент
работал при одноинструментной на^ройке, а ^Тжын = ТЖкщ- Тогда
Т Т Т
I ' ЭКО! . * ЭКОг , ЭКО3 ,
* ЭКМН] 3KMHt ЭКМН3
или
1
Уравнение можно решить следующим образом: так как
с _ п. с.
то
rp С\ . /XI ^1
* эко "ml. * экмн ml •
о 1мн
Деля первое на второе, получим
'экмн \vo/
Тогда для станков, на которых все инструменты работают с одина-
одинаковой скоростью резания &мн,
где v0 — скорость резания каждого инструмента наладки при его
одноинструментной работе.
Для станков, на которых все инструменты работают с одинаковым
числом оборотов шпинделя пмн,
V («-«)"*=!,
где По _ число оборотов шпинделя каждого инструмента в наладке
при его одноинструментной работе.
326
Для станков, на которых все инструменты работают с одинаковой
минутной подачей sMMH,
г
где sMO — минутная подача любого инструмента в наладке при его
одноинструментной работе.
Для станков, на которых все инструменты должны работать с оди-
одинаковым основным технологическим временем,
где to — основное технологическое время инструмента в наладке
при его одноинструментной работе.
На основании приведенных выражений можно написать расчетные
формулы для определения общего параметра режима резания много-
инструментной обработки без непосредственного определения эконо-
экономического периода стойкости:
для продольно-строгальных станков
С С »?,' »й
для токарных станков с зависимой подачей
= _L + J_ . JL + .
"lo o o
для сверлильных и фрезерных станков с независимой подачей
ьммн ьм1о ьм2о
для фрезерных станков с круговой подачей стола
* = t | 1 , ' , ....
„i „t „j „m,
"стмн "crlo "ct2o "стЗо
для агрегатных станков
>omh —'olo 1 'o2o ~T to3o 1~ • • •¦
По формулам определяют общую скорость резания, число оборотов
шпинделя, минутную подачу, число оборотов стола, основное техно-
технологическое время, если известны соответственно v, n, sm nCT, t0 для
каждого инструмента в наладке при работе этих инструментов в от-
отдельности (при одноинструментной наладке).
Для облегчения техники расчета умножим обе части выражения,
кроме последнего, на 1000ml, и, обозначив
/ЮООуп» w /ЮООуп, /1000>i w, /1000 .mi ™ .. ,m, w
[-г) =^> iirj =W7«' m =^s' ra ==««>to ==Wt'
327
получим
WmK = Wvl0
" BCTMH == " ПСТ1О 1 " ЛСТ2О 1 " ЯСТЗО T • • •»
Значения W при различной величине показателя относительной
стойкости для различных v, n, s,,, nCT, t0 приведены в специальных
таблицах [91, 98]. Расчет режима резания сводится к следующему:
1. Для каждого инструмента в наладке определяют значение ско-
скорости резания, числа оборотов, минутной подачи и т. д., считая, что
инструмент работает изолированно.
¦¦ 2. По таблицам для каждого инструмента определяют вспомога-
вспомогательное число Wv, Wn, Ws и т. д.
3. Находят сумму вспомогательных чисел 2W, по которой с по-
помощью тех же таблиц определяют общее для всех инструментов на-
наладки значение скорости резания, числа оборотов, минутной подачи
и т. д. Определение общего параметра режима резания при работе
двух и трех инструментов с различными значениями показателя отно-
относительной стойкости и с различными экономическими периодами стой-
стойкости при одноинструментной работе разобрано в 191].
НАЗНАЧЕНИЕ СКОРОСТИ РЕЗАНИЯ,
КОГДА СВЯЗЬ МЕЖДУ Г И о НЕМОНОТОННА
ИЛИ ВЕЛИЧИНА ПОКАЗАТЕЛЯ
ОТНОСИТЕЛЬНОЙ СТОЙКОСТИ т 5з 1
Показателями производительности обработки могут быть количество
деталей Q, обработанных за период стойкости инструмента, или путь L,
пройденный инструментом до затупления. Выразим Q и L через пе-
период стойкости инструмента. Число деталей
«-?¦
'о
Ранее было показано, что если связь между скоростью резания
и периодом стойкости выражается зависимостью^ v=~^, то to =
= т]7т. Тогда
Обозначив — = С0, будем иметь
Q — CqT1 m шт./мин.
Путь инструмента до затупления L — vT. Если v — ~^, то Ъ =
= СТ1- м.
328
Т,мин
50
40
30
20
10
5
2
1
N
—¦—¦
ч
L
т>
т<
-о-
\
/'
/-
г
I
I
J
-
I
1—
¦ 10 П 20 ЗОШ060
L,M
500
UOO
300
200
№
100
50
го
10
И-10~гчм; Г,мин
70
50
30
20
10
7
5
k
3
г
Л
Ч
ч
I—л
' ^
V
N
т=1'
—-L
:
Л
f
\
т<0^
\
7
/
/
т
/
Ч
/
I
1
1
Л
it
5 7 10 1U 20 30
50 70100 ПО
V M/MUH
Рис. 251. Зависимость периода
стойкости Г резца из стали Р18
и пути I, пройденного резцом до
затупления, при точении (сплав
ВМ-1; t = 1 мм; s = 0,1 мм/об)
[34]
Рис. 2S2. Зависимость периода стойкости Г резца
из твердого сплава ВК8 и пути L, пройденного рез-
резцом до затупления, при точении (сплав ВМ-1;
t = 1 мм; s = 0,1 мм/об) [34]
Из приведенных выражений следует, что если показатель относи-
относительной стойкости т < 1, то при увеличении периода стойкости коли-
количество обработанных деталей и путь инструмента до затупления воз-
возрастают. Если т — 1, то Q и L от периода стойкости не зависят,
а. если т> 1, то при увеличении периода стойкости Q и L не увели-
увеличиваются, а уменьшаются.
На рис. 251 показан случай обработки молибденового сплава
резцом из стали Р18. Для участка скоростей резания, на котором
т > 1, имеем: при vx — 11 м/мин Тг = 37 мин; при v2 = 45 м/мин
Т2 = 12,5 мин. Подсчитаем путь, пройденный до затупления, для
первой и второй комбинации _скорости резания и периода стойкости
резца. При Т = 37 мин путь L± = 406 м, а при уменьшении периода
стойкости до Т — 12,5 мин путь не уменьшился, а возрос до
Z = 562 м.
Таким образом, при m ^ 1 период стойкости инструмента теряет
всякий смысл как показатель целесообразности выбранной по нему
скорости резания. Еще сложнее обстоит дело, когда зависимость
Т = f (v) немонотонна (рис. 252). На участке скоростей резания,
соответствующем m — 1, производительность обработки, выраженная
через путь L до затупления инструмента, не зависит от изменения
периода стойкости. На участке скоростей при и<0 с увеличением
периода стойкости путь L также растет. Если скорость резания умень-
уменьшить от 100 до 4 м/мин, то период стойкости резца возрастет с 24 до
64 мин. Несмотря на это, путь L уменьшится с 2400 до 260 м, т. е.
стремление к шестидесятиминутному периоду стойкости снижает
производительность обработки приблизительно в 10 раз. И только
329
на участке скоростей резания, где т < 1, увеличение периода стой-
стойкости сопровождается увеличением пути резца до затупления.
Из рассмотренного следует, что рассчитывать скорость резания
по периоду стойкости можно при монотонно убывающей зависимости
между Т и v, и то только тогда, когда показатель относительной
стойкости пг < 1. В иных случаях скорость резания необходимо опре-
определять, не прибегая к периоду стойкости инструмента. Так как
1000s
nDL
nDL
IOOOds
то максимальная выработка в штуках за период стойкости инстру-
инструмента соответствует максимальному пути инструмента до затупления.
Поэтому по кривой Т — Ъ (v) (рис. 253) нужно построить зависимость
Т = /2 (vT) и по ней выбирать такое значение скорости резания, при
котором произведение vT, а следовательно, и выработка в штуках
достигают максимума.
Как видно из рисунка, скорость резания v2, при которой произ-
произведение vT максимально, больше скорости резания vlt соответствую-
соответствующей максимуму периода стойкости.
По данным исследований [18, 34, 50, 68], для определенной пары
обрабатываемый материал — инструментальный материал существует
температура резания, при которой относительный износ инструмента
достигает минимума, а путь резания vT инструмента до затупления —
максимума. Например, при точении стали 40Х резцом из твердого
сплава Т15К6 такой температурой является ~ 730° С (рис. 254).
Экстремальность при резании при изменении температуры есть прояв-
проявление общей закономерности сухого трения, при которой износостой-
износостойкость трущегося образца достигает максимума при определенной ско-
скорости (температуре) трения (см. vjn
рис. 131).Этазакономерностьможет
послужить основой для определения
скорости резания, соответствую-
соответствующей максимальному значению vT.
16000
T;vT
2
Г
f
// i.
\
\
\
\
Ш 600 /200 в'С
Рис. 253. Схема влияния скорости
резания v на период стойкости Т ин-
инструмента и на путь, пройденный
инструментом до затупления
№00
8000
W00
Рис. 264. Влияние температуры ре-
заиия на путь, пройденный до за-
затупления резцом из твердого сплава
TI5K6 (V = 0i Ф = 90°; а = 10°)
при точении стали 40Х:
/ — а = 0,037 мм; 2 — а = 0,1 мм;
3 — а = 0,3 мм; 4 —а = 0,5 мм [681
330
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ
С ПОМОЩЬЮ ЭЦВМ
Режим резания, рассчитанный по традиционной методике, заключаю-
заключающейся в последовательном определении глубины резания, подачи,
скорости резания, главной составляющей силы резания и т. д., не
может считаться оптимальным, так как он предназначен в основном
для максимального использования только режущих свойств инстру-
инструмента.
При работе за один проход, когда глубина резания равна при-
припуску на обработку, режим резания будет оптимальным при такой
комбинации подачи и числа оборотов шпинделя, при которой приня-
принятый критерий оптимальности достигнет минимума или максимума.
Оптимальный режим резания находят с учетом известных физических
связей между отдельными параметрами режима и заданных ограни-
ограничений, определяемых станком и технологическими требованиями
к обработке. В качестве критерия оптимальности принимают основное
технологическое время обработки, которое должно быть минимальным.
При использовании ЭВМ режим резания находят, используя метод
линейного программирования, суть которого состоит в сле-
следующем [11, 59].
Пусть имеется некоторый параметр, являющийся линейной функ-
функцией ряда переменных. Связь между переменными, с учетом наклады-
накладываемых ограничений, выражается системой линейных равенств или
неравенств. Нужно отыскать такие неотрицательные значения пере-
переменных, удовлетворяющих всем наложенным ограничениям, при
которых параметр достигает минимума или максимума. Поясним
расчет режима резания на примере продольного точения, приняв
следующие ограничения:
1) режущая способность резца
CVKV пРп
отсюда
2) эффективная мощность станка
Выразив скорость резания через D и п, получим
= ест'
6120 • 1000 **=
отсюда
у _ 195- 10*Л/Р
CpKpDt р
331
3) допускаемая высота шероховатостей обработанной поверхности
отсюда
4) максимальная сила, допускаемая прочностью слабого звена
механизма подачи станка,
Рх = CpxKptxp*sypx ^ РШ1,
отсюда
5) минимальная подача станка s S= sCTmin
6) максимальная подача станка s^sCTmax;
7) минимальное число оборотов шпинделя станка п ^ псг тт;
8) максимальное число оборотов шпинделя станка п ^ ncimax-
Для того чтобы to=~ было минимальным, необходимо иметь
произведение ns максимальным. Поэтому в качестве оценочной может
быть принята функция
Чтобы систему ограничений и оценочную функцию привести к ли-
линейной форме, прологарифмируем полученные выражения, предва-
предварительно умножив для удобства вычисления в первых шести и послед-
последнем выражениях подачу на 100. В результате этого получим
lnn + ^lnA00s) = ln u *'A"
DTmt v
In n + i/p In A005) ^195-104
С
<?/*<№)"*'
In A00s)^ In A00sCTmin); In A00s) ^ In (l00sCTmax);
lnn^lnncrmm; lnn<. ln«CTmax;
/=lnn+lnA00s) =
332
Обозначив Inn = xlt In A00s) - x2 и правые части выражений
через Ь с соответствующими индексами, получим математическую
модель оптимального режима резания:
А
Она состоит из восьми ограничивающих зависимостей А и десятой,
подлежащей оптимизации. Геометрическая интерпретация математи-
математической модели оптимального режима резания представлена на рис. 255.
В координатной системе х^ох^ линии /—VIII соответственно изобра-
изображают уравнения ограничивающих зависимостей. При пересечении
они дают число точек /, определяемое числом сочетаний из восьми
элементов по двум с вычетом четырех точек за счет невозможности
пересечения параллельных прямых. Таким образом,
В числе этих точек имеются такие, которые удовлетворяют всем
уравнениям поставленных ограничений. Штриховой линией IX, на-
наклоненной к оси абсцисс под углом 45°, изображена оценочная функ-
функция, подлежащая оптимизации. Если система ограничений не проти-
противоречива, то область возможных решений системы в координатах
х1ох2 очерчена выпуклым многоугольником. Координаты вершин мно-
многоугольника являются корнями совместного решения уравнений
системы, а точки, лежащие внутри многоугольника, удовлетворяют
всем ограничениям. Чтобы найти
оптимальное решение среди многих
решений системы ограничений, необ-
необходимо среди точек многоуголь-
многоугольника найти такие, для которых
линейная форма оценочной функ-
функции будет иметь максимальное зна-
значение. Пусть, например, многоуголь-
многоугольником решений является заштри-
заштрихованный многоугольник ABCDE.
Рис. 255. Геометрическая интерпретация мате-
математической модели оптимального режима резания
fianm
\
А
Л
6
ч т
1
1
\
Е
ИГ
т ^
Л?опт
333
Эн ограничен линиями минимального числа оборотов шпинделя и
минимальной подачи, линией подачи, допускаемой высотой шерохо-
затостей обработанной поверхности, линиями режущей способности
резца и эффективной мощности станка. Будем перемещать пря-
прямую IX от-начала координат параллельно самой себе. Когда прямая
топадет в точку А многоугольника, линейная форма оценочной функ-
функции будет иметь минимальное значение. При дальнейшем перемещении
линейная форма будет расти и достигнет максимума в точке с, коор-
координаты которой х1от и х2от, таким образом, будут соответствовать
эптимальному решению системы.
При решении задачи с помощью ЭЦВМ прежде всего определяют
координаты х1 и хг всех точек пересечения прямых по формулам для
корней системы уравнений. Далее выясняют, какие из значений хх
и х2 удовлетворяют всем уравнениям ограничений системы. В заклю-
заключение определяют координаты вершины многоугольника, для которой
их сумма имеет максимальную величину:
т — max.
Так как
Г1опт= I" «опт, *2опт = I" A00sonT),
го
и о*1опт с - . р*2опт
'ОПТ с » аОПТ JQQ c *
Алгоритмы определения оптимального режима резания приве-
приведены в [11]; там же даны методы расчета при обработке детали за
несколько проходов и для многоинструментных наладок.
СПИСОК ЛИТЕРАТУРЫ
1. Абуладзе Н. Г. Характер и длина пластического контакта стружки с перед-
передней поверхностью инструмента. В кн.: Обрабатываемость жаропрочных и титано-
титановых сплавов. Куйбышевское областное книжное издательство, 1962, с. 68—77.
2. Аваков А. А. Физические основы теорий стойкости режущих инструментов.
М., Машгиз, 1960, 307 с.
3. Адлер Ю. П., Маркова Е. В., Грановский К). В. Планирование эксперимента
при поиске оптимальных условий. М., «Наука», 1971, 283 с.
4. Аршинов В. А., Алексеев Г.А. Резание металлов. М., Машгиз, 1959, 490 с.
5. Беккер М. С. Наростообразование при точении алюминиевых сплавов. В кн.:
Трение и смазка при резании металлов. Чебоксары, издательство Чувашского госу-
государственного университета, 1972, с. 139—148.
6. Бетанели А. И. Хрупкая прочность режущей части инструмента. Тбилиси,
издательство Грузинского политехнического института, 1969, 319 с.
7. Бобров В. Ф. Влияние угла наклона главной режущей кромки инструмента
на процесс резания металлов. М., Машгиз, 1962, 149 с.
8. Большее Л. Н., Смирнов Н. В. Таблицы математической статистики. М.,
«Наука», 1965, 464 с.
9. Вопросы применения смазочно-охлаждающих жидкостей при резании метал-
металлов. Под ред. М. И. Клушина. Иваново, Верхне-Волжское книжное издательство,
1965, 179 с.
10. Геллер Ю. А. Инструментальные стали. М., «Металлургия», 1968, 567 с.
11. Горанский Г. К. Расчет режимов резания при помощи электронно-вычисли-
электронно-вычислительных машин. Минск, Государственное издательство БССР, 1963, 191 с.
12. Гордон М. Б. Исследование трения и смазки при резании металлов. В кн.:
Трение и смазка при резании металлов. Чебоксары, издательство Чувашского госу-
государственного университета, 1972, с. 7—137.
13. Гордон М. Б. Методика и некоторые результаты исследования закономерно-
закономерности распределения сил трения и касательных напряжений на длине контакта струж-
стружки с передней поверхностью резца. В кн.: Вопросы применения смазочно-охлажда-
смазочно-охлаждающих жидкостей при резании металлов. Иваново, Верхне-Волжское книжное
издательство, 1965, с. 64—82.
14. Грановский Г. И. Металлорежущий инструмент. М., Машгиз, 1952, 278 с.
15. Грановский Г. И. Кинематика резания. М., Машгиз, 1948, 199 с.
16. Грановский Г. И. О методике измерения и критерии износа режущих инстру-
инструментов. — «Вестник машиностроения», 1963, № 9, с. 51—95.
17. Грановский Г. И. О методике исследования и назначения режимов реза-
резания на автоматических линиях. — «Вестник машиностроения», 1963, № 10,
с. 46—55.
18. Грановский Г. И. Износостойкость твердых сплавов и закаленных инстру-
инструментальных сталей. В кн.: Резание металлов и инструмент. М., Машгиз, 1955,
с. 95—110.
19. Грановский Г. И., Баклунов Е.Д., Панченко К- П. Стабильность работы
режущего инструмента на автоматических линиях. В кн.: Автоматизация и механи-
335
зация производственных процессов в машиностроении. М., «Машиностроение»,
1967, с. 62—85.
20. Грановский Г. И.. Шмаков Н. А. Метод исследования характера износа
быстрорежущих сталей. — «Вестник машиностроения», 1971, № 3, с. 70—72.
21. Грановский Г. И., Шмаков Н. А. О природе износа резцов из быстрорежу-
быстрорежущих сталей дисперсионного твердения. —«Вестник машиностроения». 1971, № 1,
с. 65—70.
22. Грановский Г. И. О стойкости инструмента как исходном параметре для
расчета режимов резания. — «Вестник машиностроения», 1964, № 8, с. 59—64.
23. Губкин С. И. Пластическая деформация металлов. Т. 1. М., Металлург-
издат, 1960, 376 с.
24. Даниелян А. М. Теплота и износ инструментов в процессе резания метал-
металлов. М., Машгиз, 1954, 275 с.
25. Даниелян А. М. Тепловой баланс при резании металлов. В кн.: Передовая
технология машиностроения. М., изд-во АН СССР, 1955, с. 407—426.
26. Дерягин Б. В. Что такое трение? М., изд-во АН СССР, 1963, 229 с.
27. Жилин В. А. Субатомный механизм износа режущего инструмента. Ростов-
на-Дону, изд-во Ростовского университета. 1973, 165 с.
28. Зорев Н. Н. Вопросы механики процесса резания металлов. М., Машгиз,
1956, 367 с.
29. Зорев Н. Н. Обработка стали твердосплавным инструментом в условиях
прерывистого резания с большими сечениями среза. — «Вестник машиностроения»,
1963, № 2, с. 62—67.
30. Зорев Н. Н. Расчет проекций силы резания. М., Машгиз, 1958, 54 с.
31. Зорев Н. Н., Вирко Н. Н. Стойкость и производительность торцовых фрез
при смещении заготовки относительно оси фрезы. В кн.: Исследования в области тех-
технологии обработки металлов резанием. Книга 82. М., Машгиз, 1957, с. 57—81.
32. Зорев Н. Н. Исследование элементов механики процесса резания. М., Маш-
Машгиз, 1952, 363 с.
„ 33. Зорев Н. Н., Креймер Г. С. Высокопроизводительная обработка стали
твердосплавными резцами при прерывистом резании. М., Машгиз, 1961, 78 с.
34. Зорев Н. Н., Фетисова 3. М. Обработка резанием тугоплавких сплавов.
М., «Машиностроение», 1966, 224 с.
35. Ипполитов Г. М. Абразивно-алмазная обработка. М., «Машиностроение»,
1969, 357 с.
36. Исаев А. И., Зорев Н. Н., Кучума Л. К- Резание металлов керамическим
инструментом. М., Машгиз, 1952, 90 с.
37. Иткин М. Э. Исследование скорости резания и наклепа обработанной поверх-
поверхности при торцовом и цилиндрическом фрезеровании жаропрочных и титановых
сплавов марок ЭИ437Б, ЭИ437А, ЭИ617 и ВТ6. В кн.: Обрабатываемость жаро-
жаропрочных и титановых сплавов. Куйбышевское обл. книжное издательство, 1962,
с. 157—167.
38. Клушин М. И. Резание металлов. М., Машгиз, 1958, 453 с.
39. Клушин М. И., Тихонов В. М., Троицкая Д. Н. Охлаждение и смазка распы-
распыленными жидкостями при резании металлов. Горький, Волго-Вятское книжное
издательство, 1966, 121 с.
40. Кондратов А. С. Методика экспериментального установления режимов
скоростного течения в производственных условиях. — «Вестник машиностроения»,
1963, № 4, с. 59—60.
41. Кравченко Б. А., Светличное Б. П. Остаточные напряжения при обработке
жаропрочных материалов точением. В кн.: Обрабатываемость жаропрочных и тита-
титановых сплавов. Куйбышевское обл. книжное издательство, 1962, с. 385—397.
42. Креймер Г. С. Прочность твердых сплавов. М., «Металлургия», 1971, 246 с.
43. Кривоухов В. А. Деформирование поверхностных слоев металла в процессе
резания. М.-Свердловск, Машгиз, 1945, 89 с.
44. Круглое Г. А. Обработка алмазными резцами деталей приборов. М., «Маши-
«Машиностроение», 1968, 225 с.
45. Куфарев Г. Л., Океанов К. Б., Говорухин В. А. Стружкообразование и каче-
качество обработанной поверхности при несвободном резании. Фрунзе, «Мектеп»,
1970, 169 с.
46. Ларин М. Н. Основы фрезерования. М., Машгиз, 1947, 302 с,
336
47. Ларин М. Н. Оптимальные геометрические параметры режущей части
инструментов. М., Оборонгиз, 1953, 146 с.
48. Лоладзе Т. Н. Износ режущего инструмента. М., Машгиз, 1958, 355 с.
49. Лоладзе Т. Н., Бокучаева Г. И. Износ алмазов и алмазных кругов. М.,
«Машиностроение», 1967, 110 с.
50. Макаров А. Д. Износ и стойкость режущих инструментов. М., «Машино-
«Машиностроение», 1966, 263 с.
51. Маргулис Д. К. Протяжки переменного резания. М.-Свердловск, Машгиз,
1962, 268 с.
52. Маслов Е. Н. Основы теории шлифования металлов. М., Машгиз,
1951, 177 с.
53. Митряев К. Ф., Комиссаров В. И. Исследование обрабатываемости жаро-
жаропрочных и титановых сплавов при торцовом фрезеровании. В кн.: Обрабатываемость
жаропрочных н титановых сплавов. Куйбышевское обл. книжное издательство,
1962, с. 43—67.
54. Можаев С. С, Саромотина Т. Г. Скоростное и силовое точение сталей повы-
повышенной прочности. М., Оборонгиз, 1957, 273 с.
55. Надаи А. Пластичность и разрушение твердых тел. М., «Мир», 1969, 863 с.
56. Надеинская Е. П. Исследование износа режущего инструмента с помощью
радиоактивных изотопов. М., Машгиз, 1955, 135 с.
57. Налимов В. В., Чернова Н. А. Статистические методы планирования экстре-
экстремальных экспериментов. М., «Наука», 1965, 340 с.
58. Нормы стойкости металлорежущих инструментов при одноинструментной
работе. М., Машгиз, 1953, 63 с.
59. Обработка резанием жаропрочных, высокопрочных и титановых сплавов.
Под ред. Н. И. Резникова. М., «Машиностроение», 1972, 198 с.
60. Охлаждающе-смазывающие жидкости. Влияние на обрабатываемость
металлов резанием. Под ред. А. В. Панкина. М., Машгиз, 1954, 185 с.
61. Петрухин С. С. Общий метод определения кинематических параметров
режущей части металлорежущих инструментов. — «Известия вузов. Машинострое-
Машиностроение», 1962, № 10, с. 151—155.
62. Подураев В. Н. Обработка резанием жаропрочных и нержавеющих матери-
алов, М., «Высшая школа»,- 1965, 518 с.
63. Подураев В. Н. Обработка резанием с вибрациями. М., «Машиностроение»,
1970, 350 с. . .
64. Полетика М. Ф. Контактные нагрузки на режущих поверхностях инстру-
инструмента. М., «Машиностроение», 1969, 150 с.
65. Полетика М. Ф. Приборы для измерения сил резания и крутящих моментов.
М.-Свердловск, Машгиз, 1963, 105 с.
66. Полетика М. Ф. Исследование процесса резания титановых сплавов. В кн.:
Обрабатываемость жаропрочных и титановых сплавов. Куйбышевское областное
книжное издательство, 1962, с. 28—35.
67. Применение смазочно-охлаждающих жидкостей для обработки металлов
резанием в станкостроительной и инструментальной промышленности. Руководя-
Руководящие материалы. Научно-исследовательский институт информации по машинострое-
машиностроению. М., 1971, 173 с.
68. Развитие науки о резании металлов. Коллектив авторов. М., «Машинострое-
«Машиностроение», 1967, 415 с.
69. Ребиндер П. А. Влияние активных смазочно-охлаждающих жидкостей на
качество поверхности при обработке металлов. М., изд-во АН СССР, 1946, 29 с.
70. Режимы резания металлов инструментами из быстрорежущей стали. М.,
Машгиз, 1950, 338 с.
71. Резание металлов и инструмент. Под ред. А. М, Розенберга. М., «Машино-
«Машиностроение», 1964, 226 с.
72. Резание металлов и технологическая точность деталей в машиностроении
(часть I). Под ред. Ю. А. Розенберга и В. П. Пономарева. Курган, издательство
Курганского машиностроительного института, 1968, 235 с.
73. Резников А. Н. Теплообмен при резании и охлаждение инструментов. М.,
Машгиз, 1963, 199 с.
74. Резников А. Н. Теплофизика резания. М., «Машиностроение», 1969,
287 с.
337
75. Резников А. Н. Справочник по алмазной обработке изделий и инструментов.
Куйбышевское областное книжное издательство, 1967, 201 с.
76. Резников Н. И. Исследование обрабатываемости жаропрочных и титановых
сплавов. В кн.: Обрабатываемость жаропрочных и титановых сплавов, Куйбышев-
Куйбышевское областное книжное издательство, 1962, с. 5—23.
77. Розенберг А. М., Еремин А. Н. Элементы теории процесса резания металлов.
М.-Свердловск, Машгиз, 1956, 318 с.
78. Розенберг А. М., Куфарев Г. Л., Розенберг Ю. А. Динамометр для измерения
крутящих моментов при фрезеровании. — «Измерительная техника», 1960, № 8,
с. 13—15.
79. Русские ученые — основоположники науки о резании металлов. Общая
редакция и вступительные очерки К- П. Панченко. М., Машгиз, 1952, 478 с.
80. Рыкалин Н. Н. Расчет тепловых процессов при сварке. М., Машгиз,
1951, 206 с.
81. Семенов А. П. Исследование схватывания металлов при совместном пластиче-
пластическом деформировании. М., изд-во АН СССР, 1953, 117 с.
82. Семенов А. П. Трение и адгезионное взаимодействие тугоплавких материа-
материалов при высоких температурах. М., «Наука», 1972, 160 с.
83. Скоростное резание с большими подачами. Дом инженеров и техников им.
Ф. Э. Дзержинского. М., Машгиз, 1955, 218 с.
84. Смирнов-Аляев Г. А. Сопротивление материалов пластическому деформи-
деформированию. М.-Л., Машгиз, 1961, 463 с.
85. Соколовский А. П. Расчеты точности обработки на металлорежущих станках.
М.-Л., Машгиз, 1952, 286 с.
86. Справочник металлиста. Том 4. М., Машгиз, 1961, 778 с.
87. Справочник нормировщика. Вып. IX. Нормирование работ на шлифоваль-
шлифовальных станках. М., Машгиз, 1949, 132 с.
88. Сторожев М. В., Попов Е. А. Теория обработки металлов давлением. М.,
«Машиностроение», 1971, 424 с.
89. Ташлицкий Н. И. Первичный источник энергии возбуждения автоколеба-
автоколебаний при резании металлов. — «Вестник машиностроения», I960, № 2, с. 45—53.
90. Ташлицкий Н. И. Влияние механических свойств и теплопроводности ста-
сталей на их обрабатываемость. М., Машгиз, 1952, 86 с.
91. Темчин Г. И. Теория и расчет многоинструментиых наладок. М., Машгиз,
1957, 555 с.
92. Тимофеев П. В. Смазочио-охлаждающие жидкости, применяемые при реза-
резании металлов. М.-Киев, Машгиз, 1960, 114 с.
93. Тишин С. Д. Расчеты машинного времени работы на металлорежущих стан-
станках. М., Машгиз, 1959, 134 с.
94. Третьяков В. И. Металлокерамические твердые сплавы. Физико-химичес-
Физико-химические основы производства, свойства и области применения. М., Металл у ргиздат,
1962, 592 с.
95. Утешев М. X., Сенюков В. А. Напряженное состояние режущей части инстру-
инструмента с округленной режущей кромкой. — «Вестник машиностроения», 1972, № 2,
с. 70—73.
96. Фельдштейн Э. И. Обрабатываемость сталей. М., Машгиз, 1953, 254 с.
97. Хикс Ч. Р. Основные принципы планирования эксперимента. М., «Мир»,
1967, 406 с.
98. Шаскольский Б. В. Нормирование машинного времени многоинструмент-
ных работ. В кн.: Техническое нормирование в машиностроении. М., Машгиз, 1951,
с. 288—328.
99. Шишков В. А. Образование поверхностей резанием по методу обкатки. М.,
Машгиз, 1951, 150 с.
100. Щеголев А. В. Конструирование протяжек. М.-Л., Машгиз, 1960, 361 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Адгезионное взаимодействие инструмента
и детали 108, 121, 169.
Алмазы 28
Аппроксимация рядом Фурье 253
— степенной функцией 198, 252, 262, 264
В
Вектор истинной скорости резания 33, 42
— подачи 33
— скорости резания 33, 42
Вид деформированного состояния 85, 86,
95
Глубина резаиия при сверлении 60
— — точении 49
— — фрезеровании 71, 76
Д
Датчики индуктивные 193, 194. 196
— сопротивления 196
Движение подачи 31, 32, 49, 59, 64, 71
— резания 31, 32, 49, 59, 63, 71
Деформация среза.емого слоя 104, 105
Динамометр гидравлический 192
— упруго-механический 191
— упруго-электрический 192, 195
3
Зона деформации вторичная 96, 100
— — первичная 95, 97
И
Изнашивание абразивное 168
— адгезионное 169
— диффузионное 171
— окислительное 172
— метчиков 183
— протяжек 184
— резцов 1СЗ. 182
— сверл 183
— фрез 18-1
Износ задней поверхности 164
— линейный 164, 166
— массовый 166
— оптимальный 179
— относительный 168
— передней поверхности 164, 176, 177
— размерный 160
— технологический 182
Источник тепла линейный 156
— — плоский 156, 159
— — точечный 156
Карбидная неоднородность 17
Керамика минеральная 26
Кинематическая схема резания 31
Контактное напряжение касательное 119,
122
— — нормальное 119, 122
Коэффициент обрабатываемости материала
116
— поправочный силовой при протягива-
протягивании 245
— — — сверлении 225
— — — точении 217
— — — фрезеровании 231
— — скоростной при нарезании резьбы
метчиком 305
— — — протягивании 311
— — — сверлении 303, 305
— — — точении 301
— — — фрезеровании 306, 308
— треиия 58, 120, 126
— укорочения (усадки) стружки 113
— утолщения стружки 113
— ушнрення стружки 113
Кривые износа 176, 177
Критерий износа оптимальный 179
— — технологический 182
Крутящий момент при нарезании резьбы
метчиком 226
— — сверлении 222, 225
— — точении 202
— — фрезеровании 229
Кубический нитрид бора 29
Л
Лезвия метчиков 61
— протяжек 78. 82
— резцов 34, 51
— сверл 53
— фрез 67, 68
М
Методика проведения экспериментов сило-
силовых 197
— — — стойкостиых 251, 255
Метод определения обрабатываемости клас-
классический 281
— — — Кондрэтова 281
— — — торцовой обточки 282
— бегущей термопары 147
ЕЗУ
— визуального наблюдения 89
— делительной сетки 89
— естественно образующейся термопары
144
— измерения длины стружки 115
— измерения микротвердости SO
— калориметрический 142
— металлографического анализа 90
— механический 90
— микрорентгеиоспектральиого анализа 91
— подведенной термопары 143
— поляризационио-оптнческий 90
— разрезного резца 119
— рентгенографический 91
— скоростной киносъемки 89
— экстраполяции силовых зависимостей
на нулевую толщину срезаемого слоя 190
— электрического моделирования 147
Моментомеры 196
Мощность эффективная при протягивании
244
— — сверлении 222
— — точении 203
— — фрезеровании 233, 240
Н
Нгклеп поверхностного слоя 141
Напряжения остаточные 140
— сдвига касательные 95, 98
— — нормальные 99
Нарост 107. 112
Нормальная сила на задней поверхности
187 -
— — передней поверхности 97, 100, 187
Обрабатываемость нержавеющих, жаро-
жаростойких и жаропрочных сталей и сплавов
288
— титановых сплавов 290
— углеродистых и легированных конструк-
конструкционных и инструментальные сталей 285
— чугуиов 292
Параметры геометрические инструмента ра-
рабочие 34, 41
— — — статические 34
Период катастрофического изнашивания
176
— нормального изнашивания 176
— стойкости наибольшей производитель-
производительности 323
— — суммарный 60
— — физический 180, 251
— — экономический 322
Плоскость сдвига 94, 97
Площадь контакта стружки с передней по-
поверхностью 12, 95, 119
— сечения срезаемого слоя при нарезании
резьбы метчиком 65
— — — — протягивании 82
— — — — сверлении 60
— — — — точении 50
— — — — фрезеровании 72, 74, 76
Поверхность задняя метчиков 61
— — протяжек 78
— — резцов 34, 36
— — сверл 52
— — фрез 67, 68
Поверхность обрабатываемая 33
— обработанная 33
— резания 33
Поверхность Шредняя метчиков 60
— — протяжек 79
— — резцов 34, 36, 39
— — сверл 52
— — фрез 67. 63
Подача минутная 49, 59, 71
— на зуб 59, 64, 71, 81
— иа оборот 49, 71
Подача предельная по жесткости детали
317
— — прочности механизма подачи стайка
о 17
— — прочности н жесткости инструмента
318
— — шероховатости обработанной поверх-
поверхности 320
— — эффективной мощности и Крутящему
моменту стайка 316
Подъем зубьев 78
Показатель относительной стойкости 260
Прочность алмаза 29
— кубического нитрида бора 30
— минеральной керамики 27
— сталей 14, 16. IS, 19, 20
— твердых сплавов 23
абота деформирования 127
— резаиия 127
— стружкообразования 127
— треиия на задней поверхности 128
— трения на передней поверхности 128
Рабочая длина главного лезвия резца 35,
51
— — — — фрезы 73
Рабочее движение инструмента простое 32,
42, 63, 81
— — — сложное 32. 42, 59, 71, 75
Равномерность фрезерования 236
Разрушение инструмента пластическое 164,
— — хрупкое 185
Резание несвободное 34
— свободное 34
Сдвиг абсолютный 87, 97
— относительный 87, 102
— простой 86
Сила резания 188, 202, 221, 228, 244
— — удельная 207, 231, 239, 245
— сдвига 97, 120
— стружкообразования 97, 134
— трения иа задней поверхности 1?7
— — передней поверхности 97, 100, 120,
187
— осевая при сверлении 222
— — точении 202
— — фрезеровании 228
Скорость резаиия 31, 305, 311
— сдвига 105
— трения 105
Слой заторможенный 101
— срезаемый 35, 50, 60, 65, 72, 76, 82
Составляющие силы резания при протя-
протягивании 244
— — — сверлении 222
— — — точении 202
— — — фрезеровании 228, 239
Сплавы дисперсиоино-твердеющие 20
— твердые двухкарбидные 22, 25
— — однокарбидные 22, 25
— — трех карбидные 22, 25
Стали инструментальные высоколегиро-
высоколегированные 15
— — легированные 13
— — углеродистые 13
Стружка надлома 92
— сливная 92, 93, 97
— суставчатая 92
— элементная 92. 105
Схема резания генераторная S2
— — профильная 82
340
Твердость алмаза 29
— кубического нитрида бора 30
— минеральной керамики 27
стали 14, 16, 18, 19, 20
— твердого сплава 23
Текстура деформации 100
Температура деформации 152, 158
— трения 152, 159
— резания 152, 266, 271
— стружки 152
Теплота деформации 148
— треиия иа задней поверхности 148
— — передней поверхности 148
Термопара бегущая 147
— естественно образующаяся 144
— подведенная 143
Толщина срезаемого слоя при нарезании
резьбы метчиком 65
— — протягивании 82
— — сверлении 60
— — — точении 50, 51
— — — фрезеровании 72, 76
Траектория рабочего движения 33, S0, 71
Трение при резании 95, 101, 125
Угол вспомогательный в плане резцов 36,
274
— — — сверл 53
— — — торцовых фрез 69, 274
— главный в плане резцов 36
— — — сверл 52, 304
— — — торцовых фрез 69
— действия 98, 130
— задиий метчиков 62
— — протяжек 80
резцов 37, 38
— — сверл 56, 5S
— — фрез 68, 69
— контакта максимальный 72, -76
— — мгновенный 72, 75
— наклона главного лезвия метчиков 60
— — — — резцов 37
— — — — фрез 69
— — винтовой канавки сверл 53
фрез 67, 237
— — перемычки 53
— оптимальный вспомогательный в плане
273
— — главный в плане 271
— — задний 269
— — наклона главного лезвия 274
— — передний 266
— передний метчиков 62
— — протяжек 80
— — резцов 37, 38
— — сверл 54
— — фрез 68, 69
— переходный в плане резцов 41
— — — торцовых фрез 69
— рабочий задиий резца 43, 45
— — — сверла 57, 59
— — — фрезы 70
— — передний резца 43, 45
— — — сверла 56, 59
— — — фрезы 70
— — в плане 48
— сдвига 96, 103
— схода стружки 43, 187, 274
— текстуры деформации 100
— треиия 121
Ш
Шаг зубьев осевой 67
— — торцовый 67
Шероховатость обработанной поверхности
действительная 137
— — — расчетная 135
Элементы резания при нарезании резьбы,
метчиком 63
— — протягивании 81
— — сверлении 59
— — точении 49
— — фрезеровании 71
ОГЛАВЛЕНИЕ
Введение 3
Глава I. Инструментальные материалы, применяемые для изготовления
режущей части инструментов 11
Требования, предъявляемые к инструментальным материалам 11
Углеродистые и легированные инструментальные стали 13
Высоколегированные инструментальные стали и сплавы .... 15
Твердые сплавы 21
Минеральная керамика 26
Алмазы и кубический нитрид бора 28
Глава 11. Геометрические параметры инструментов, форма и размеры
срезаемого слоя 31
Основные понятия и определения 31
Элементы конструкции и геометрические параметры резца (углы
заточки) 36
Рабочие углы резца 41
Элементы резання и размеры срезаемого слоя при продольном
точении 49
Элементы конструкции, геометрические параметры винтового
сверла и размеры срезаемого слоя при сверлении 52
Элементы конструкции и геометрические параметры метчика . . 60
Элементы резания и размеры срезаемого слоя при нарезании
резьбы метчиком 63
Элементы конструкции и геометрические параметры осевой
цилиндрической и торцовой фрез 66
Элементы резания и размеры срезаемого слоя при фрезеровании
осевыми цилиндрическими фрезами 71
Элементы резания и размеры срезаемого слоя при фрезеровании
торцовыми фрезами 75
Элементы конструкции и геометрические параметры протяжки 77
""• Элементы резания и размеры срезаемого слоя при протягивании 81
Глава III. Стружкообраэование при резании 85
Некоторые сведения о пластической деформации металла .... 85
Экспериментальные методы изучения процесса образования
стружки и зобы деформации 80
Типы стружек при резании пластичных и хрупких материалов 91
Процесс образования сливной стружки 93
Механика образования сливной стружки при единственной
условной плоскости сдвига 97
" Процесс образования элементной стружки и нароста 10Г>
Изменение формы стружки по сравнению со срезаемым слоем ИЗ
342
Контактные процессы на передней поверхности 11В
Работа резания и ее составляющие 127
Взаимосвязь явлений в процессе резания 130
Качество обработанной поверхности 135
Глава IV. Тепловые явления в процессе резания 142
Экспериментальные методы изучения тепловых явлений .... 142
Источники образования тепла и распределение тепла между
стружкой, инструментом и деталью 14 b
Температура резания 152
Аналитический метод определения температуры резания, струж-
стружки и инструмента 155
Глава V. Изнашивание инструментов в процессе резания 163
Внешнее проявление изнашивания 163
Физическая природа изнашивания инструментов 168
Нарастание износа за время работы инструмента 176
Критерии износа 179
Характер изнашивания и средние величины максимально допус-
допустимого износа инструментов 182
Разрушение режущей части инструмента 185
Глава VI. Силы резания 187
Системы сил, действующих на передней и задней поверхностях
инструмента 187
Аппаратура, применяемая для измерения сил резания 191
Порядок проведения силовых экспериментов и обработка опыт-
опытных данлых 197
Составляющие силы резания при точении 202
Влияние режима резания на составляющие силы резания . . . 204
Влияние геометрических параметров резца на составляющие
силы резания 208
Влияние обрабатываемого и инструментального материалов на
составляющие силы резания 212
Влияние степени затупления резца и смазочно-охлаждающих
жидкостей на составляющие силы резания 215
Формулы для расчета составляющих силы резания при точении 216
Осевая сила и крутящий момент резания при сверлении.... 221
Крутящий момент при нарезании резьбы метчиком 225
Силы, действующие на зубе осевой цилиндрической фрезы .... 228
Определение суммарной мгновенной окружной силы и средней
мощности при фрезеровании осевыми цилиндрическими фрезами 231
Условие осуществления равномерного фрезерования 236
Определение мгновенной окружной силы и средней мощности
при фрезеровании торцовыми фрезами 239
Силы при протягивании 244
Вибрации в процессе резания 247
Глава VII. Стойкость инструментов и допускаемая ими скорость резания 251
Методика проведения экспериментов и обработка опытных дан-
данных при установлении стоимостных и скоростных зависимостей 251
Связь между скоростью резания и периодом стойкости инстру-
инструмента 260
Влияние толщины и ширины срезаемого слоя на период стой-
стойкости инструмента и допускаемую им скорость резания 264
Влияние геометрических параметров инструмента на период
стойкости и скорость резания 266
Влияние прерывистости резания на стойкость инструмента и
допускаемую скорость речания 278
Обрабатываемость материалов и методы ее определения .... 280
Обрабатываемость различных конструкционных материалов . . . 284
Смазочно-охлаждающне жидкости, применяемые при резании 293
Скорость резания при точении, сверлении, нарезании резьбы,
фрезеровании и протягивании 301
Глава VIII. Рациональные режимы резания 313
Последовательность выбора факторов режима резания 313
Предельные глубина резания и подача 316
Выбор периода стойкости при одной нструментной работе. . . . 320
Выбор периода стойкости при многоинструментной работе .... 324
Назначение скорости резания, когда связь между Гин немоно-
немонотонна или величина показателя относительной стойкости т ^ 1 328
Расчет режимов резания с помощью ЭЦВМ 331
Список литературы 335
Предметный указатель 339
Всеволод Фомич Бобров
«ОСНОВЫ ТЕОРИИ РЕЗАНИЯ МЕТАЛЛОВ»
Редактор издательства С. Л. Мартене
Технический редактор Т. И. Андреева
Корректор А. П. Озерова
Переплет художника А. Я. Михайлова
Сдано в набор 25/Х 1974 г. Подписано к печати 16/IV 1975 г. T-074U. Формат 60X90'/ie.
Бумага типографская № 2. Усл. печ. л. 21,5. Уч.-изд. л. 22,85. Тираж 40 000 экз. Заказ 1734.
Цена 1 р. 38 коп.
Издательство «Машиностроение» 107885, Москва, Б-78. 1-й Басманный пер., дом 3.
Ордена Трудового Красного Знамени Ленинградское производственно-техническое объеди-
объединение «Печатный Двор» имени А. М. Горького Союзполиграфпрома при Государственном
комитете Совета Министров СССР по делам издательств, полиграфии и книжной тор-
торговли. 197136, Ленинград, П-136, Гатчинская ул., 26.