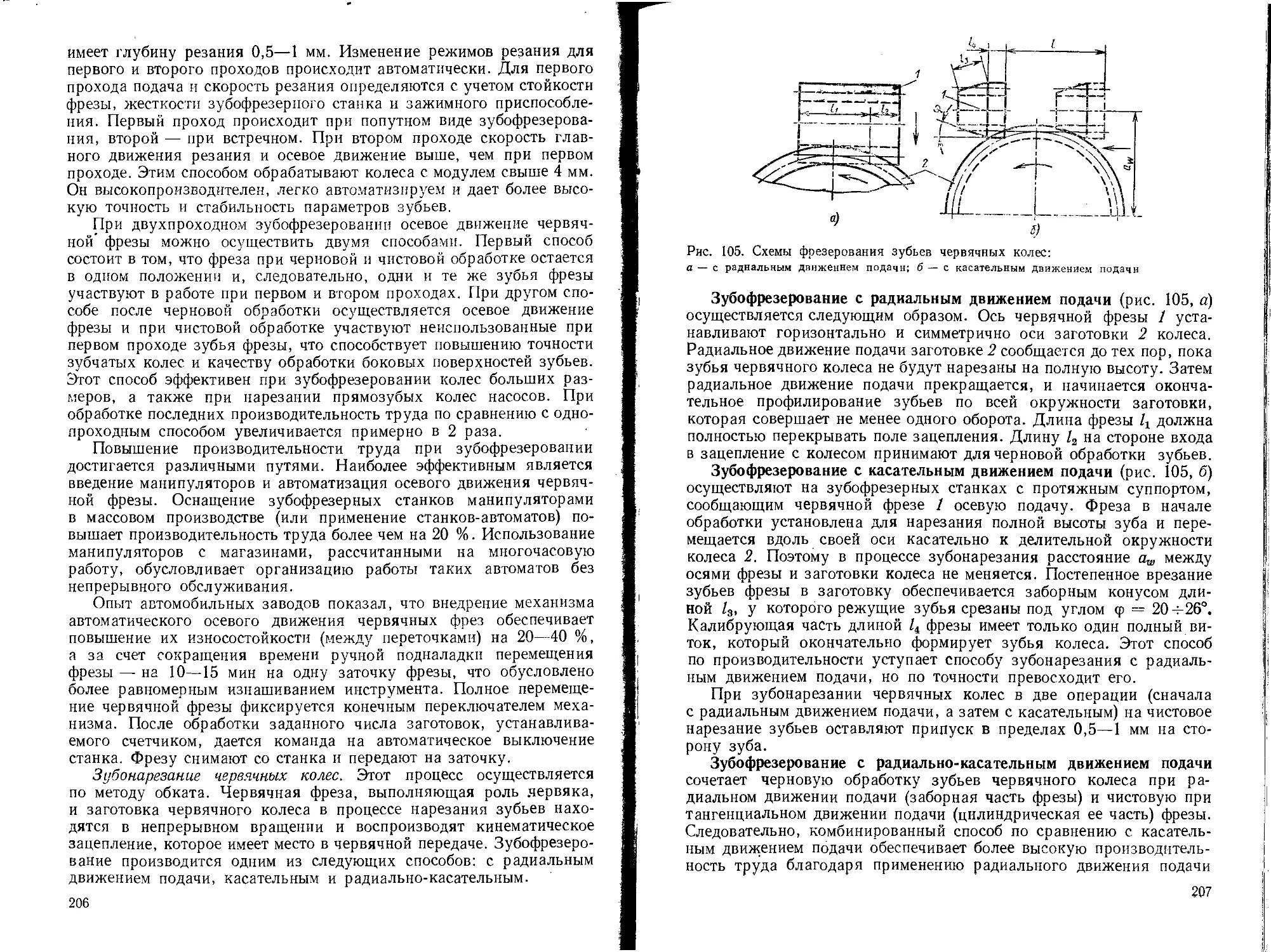
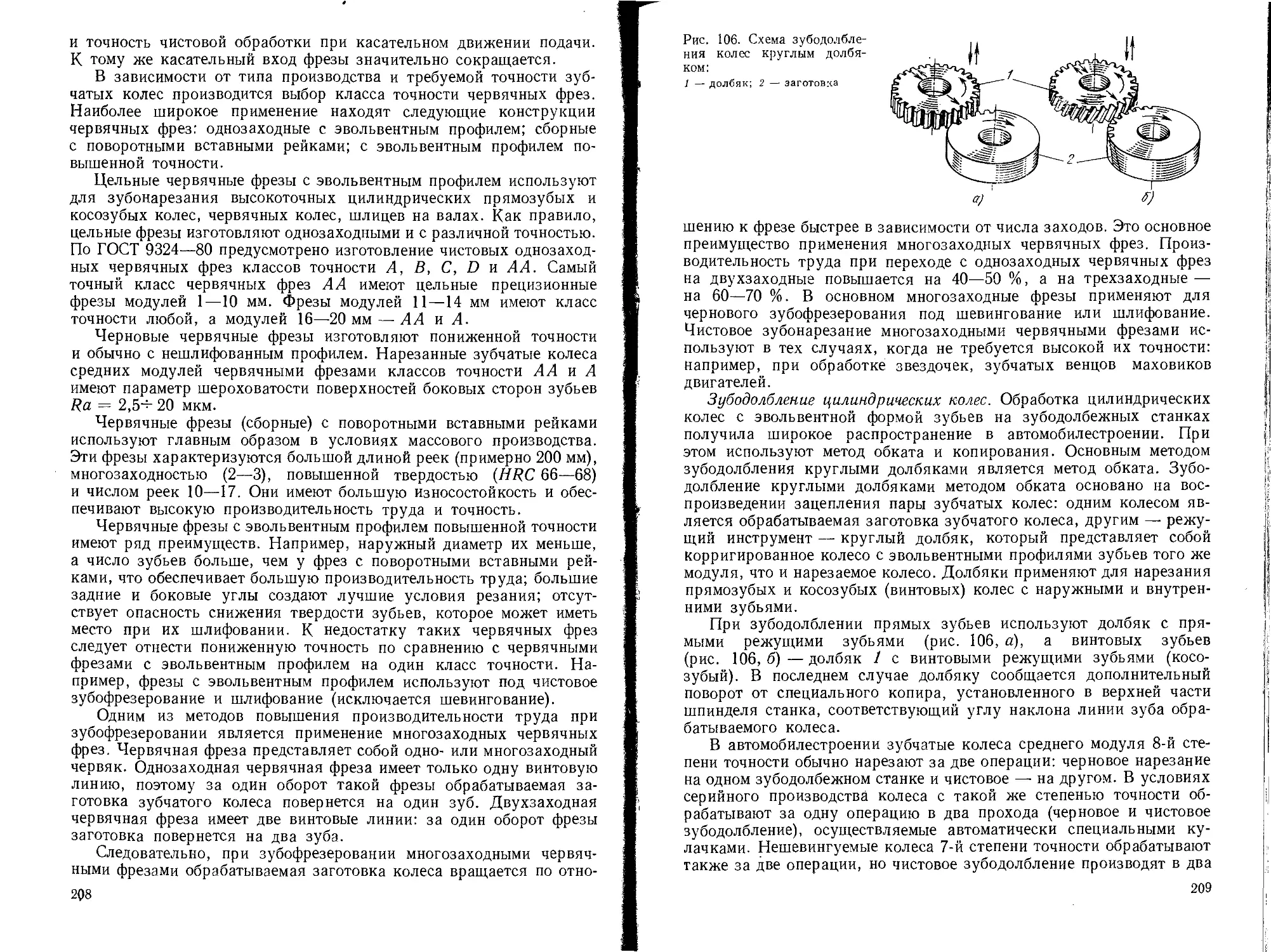
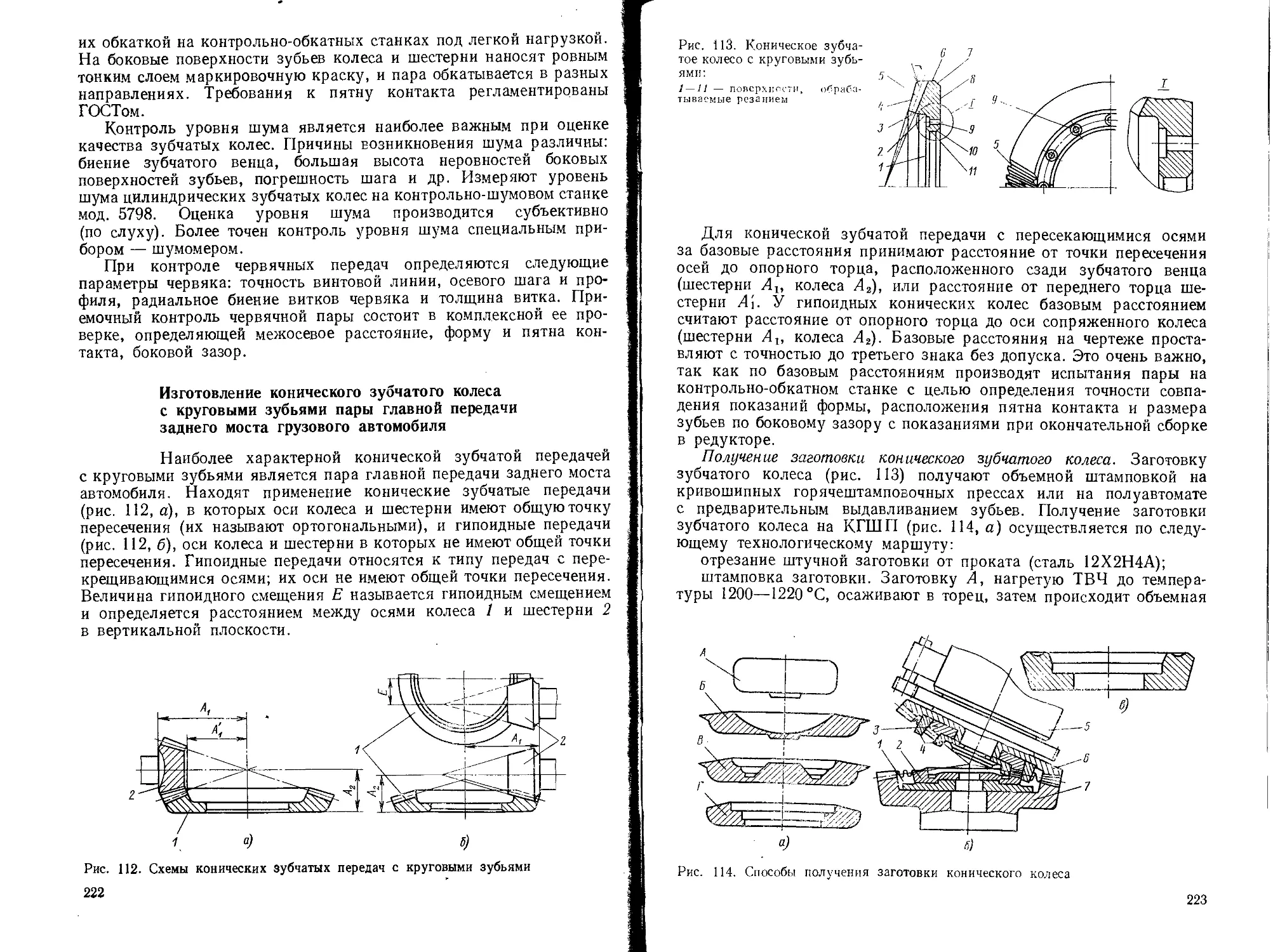
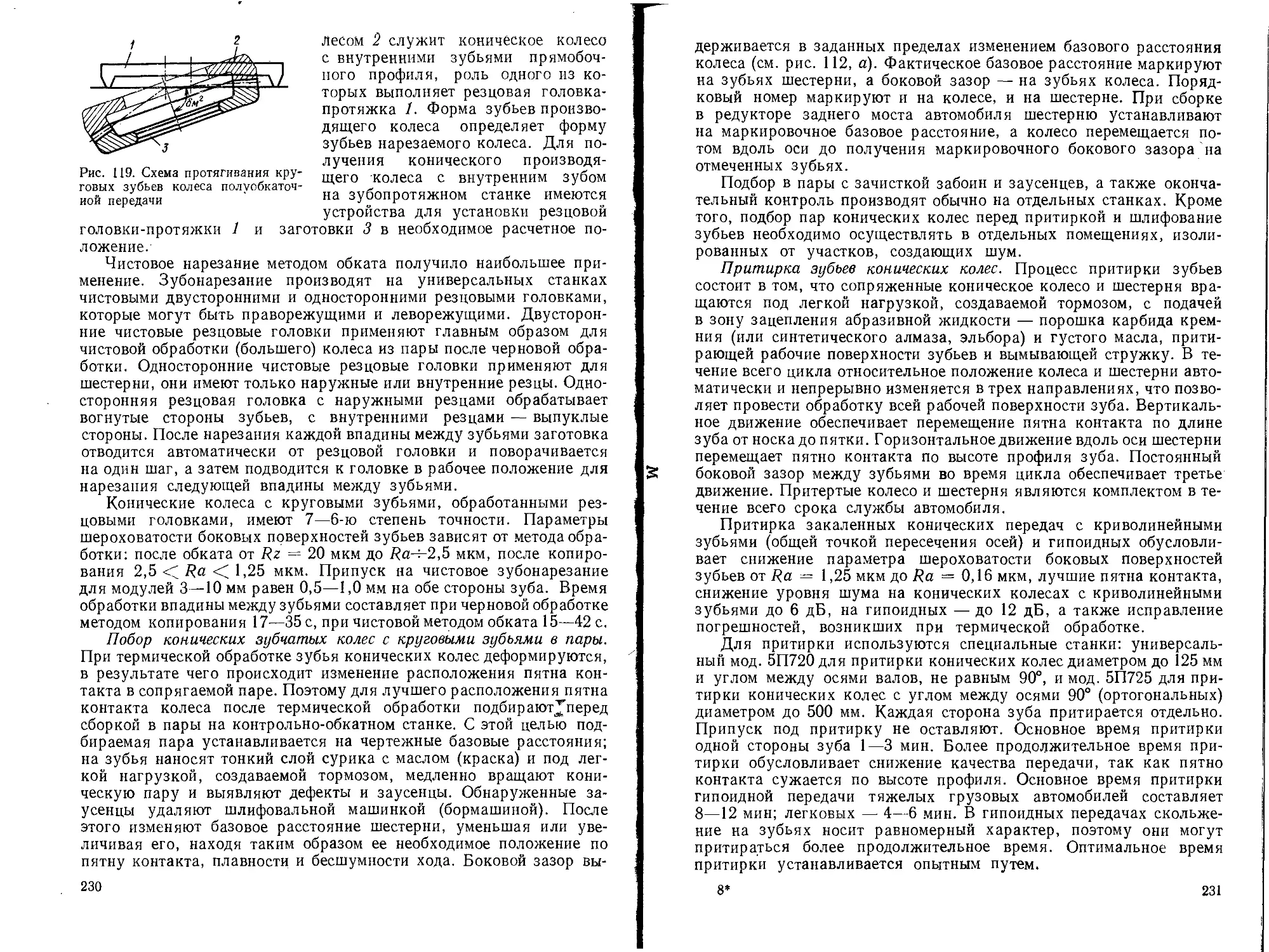
/












































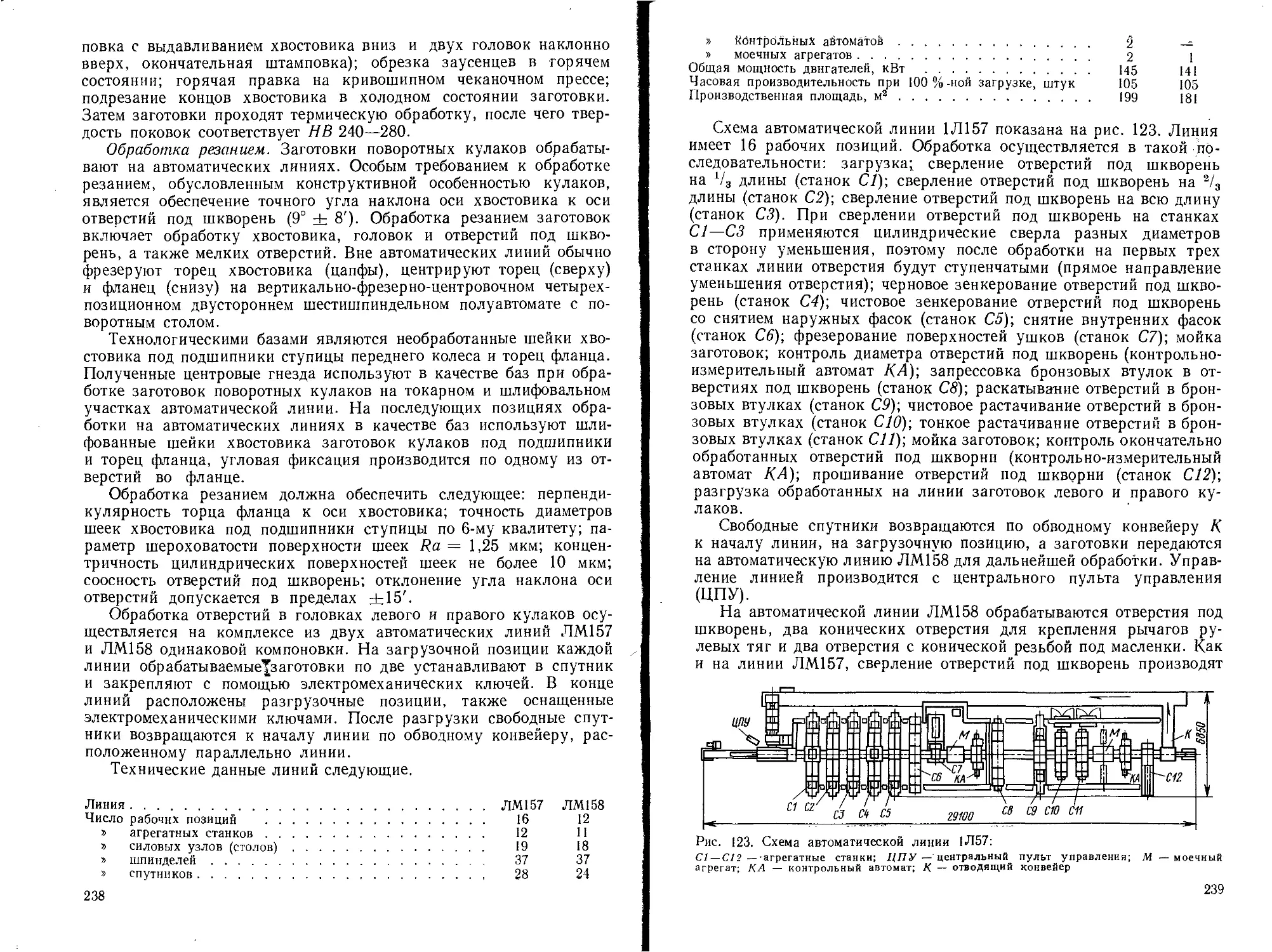

















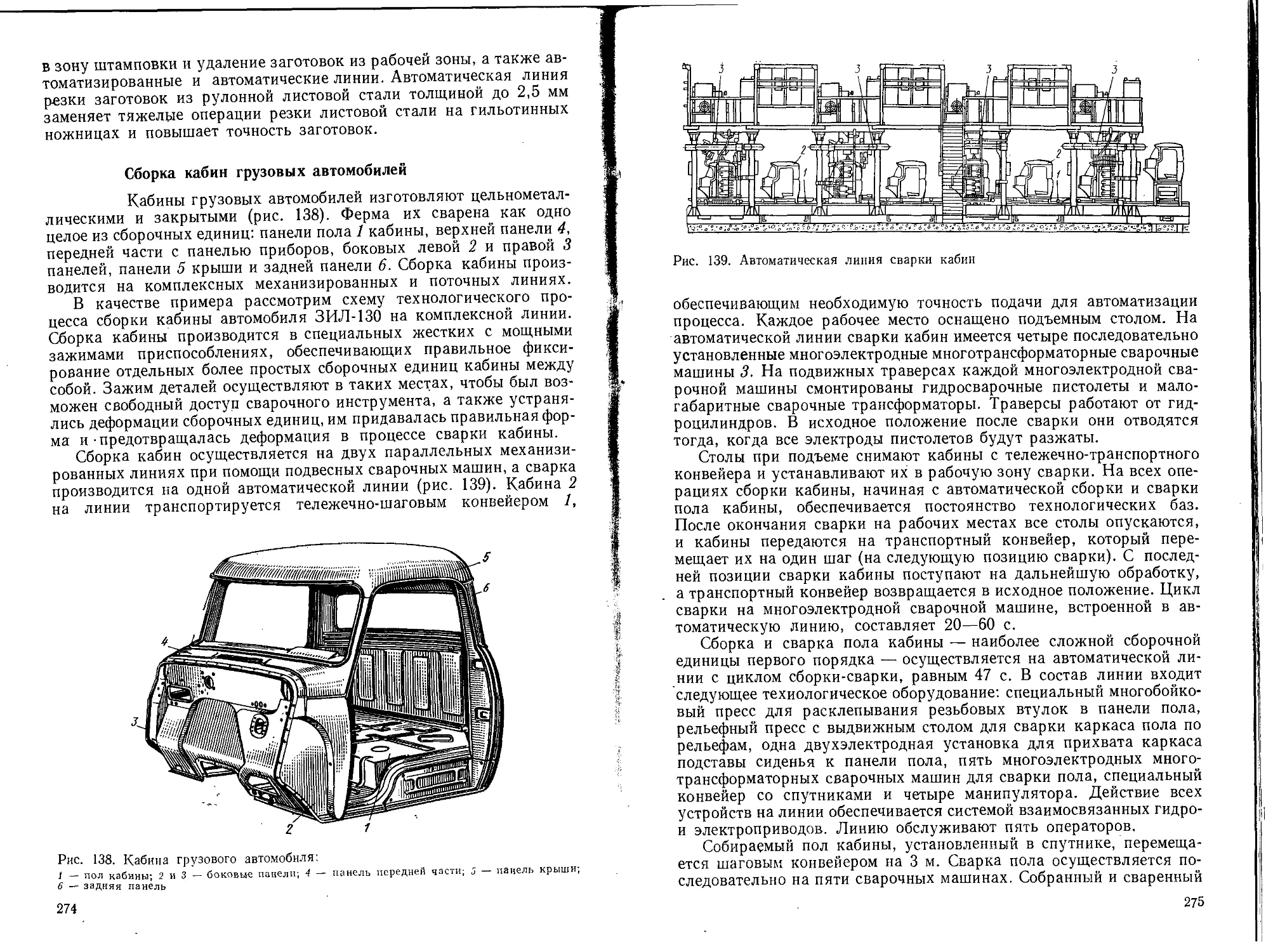




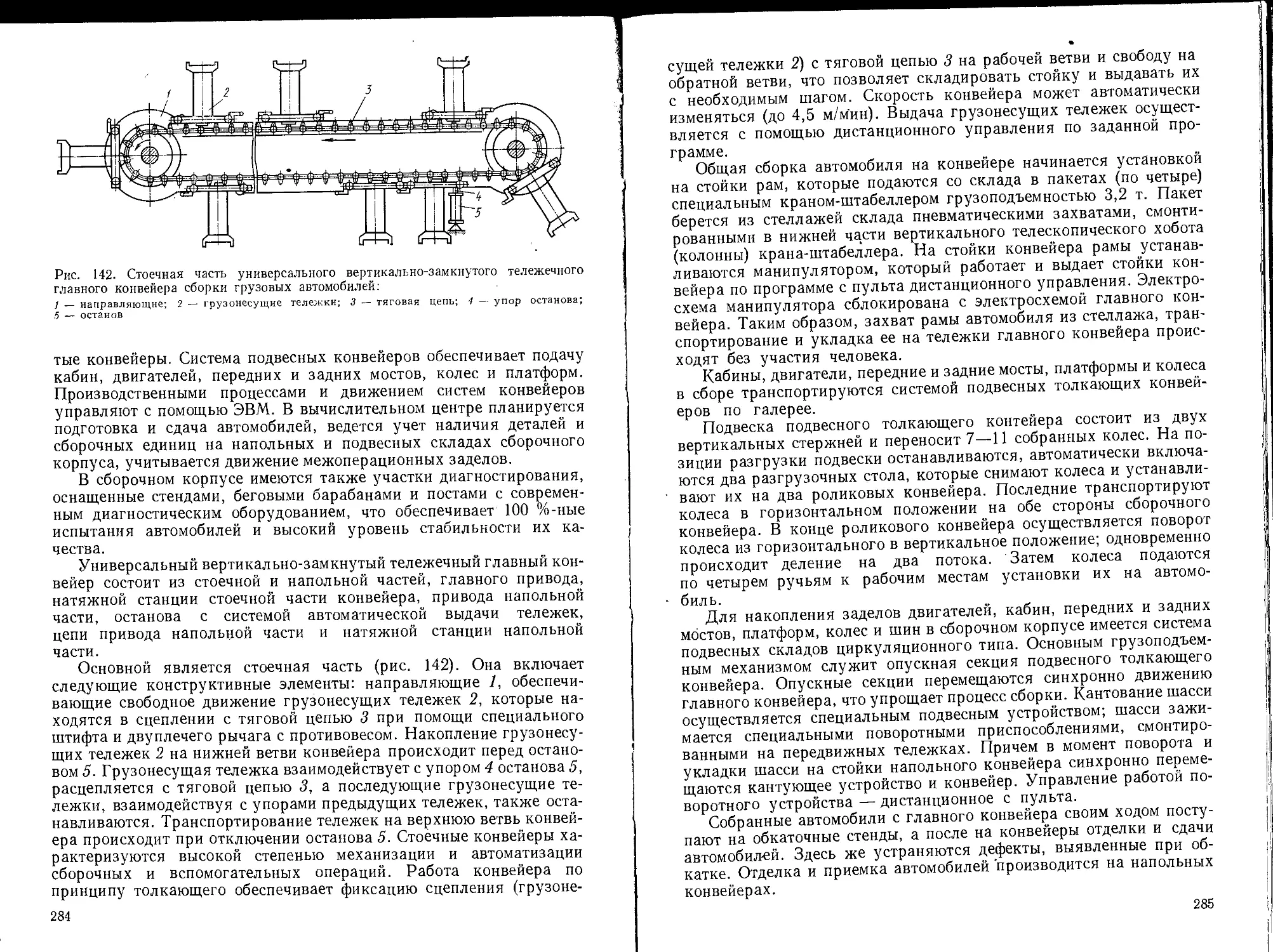







Текст
ББК 39.33
Г95
УДК 629.113.002
Рецензент цикловая комиссия специальных дисциплин
Кременчугского вечернего автомеханического техникума
Гурин Ф. В., Гурин М. Ф.
Г95 Технология автомобилестроения: Учебник для машино-
строительных техникумов по специальности «Автомобилестрое-
ние». — М.: Машиностроение, 1986. — 296 с., ил.
В пер.: 95 к.
Изложены основы проектирования высокоэффективных технологических про-
цессов изготовления автомобилей. Рассмотрены принципиально новые малоотходные
технологические процессы получения заготовок деталей автомобилей.
Во втором издании (1-е изд. 1975 г.) рассмотрены автоматизированные про-
цессы изготовления деталей с применением промышленных роботов.
2203000000-306
Г~ 038 (01)-86 ЗО6~86
ББК 39.33
6Т2.1
© Издательство «Машиностроение», 1975 г.
© Издательство «Машиностроение», 1986 г., с изменениями
ВВЕДЕНИЕ
Развитие отечественного автомобилестроения связано с систематиче-
ским совершенствованием выпускаемой продукции, обновлением парка оборудова-
ния, широким внедрением механизации и автоматизации производства, строитель-
ством новых и реконструкцией действующих предприятий.
Дореволюционная Россия не имела автомсбильной промышленности как спе-
циализированной отрасли производства. С 1908 по 1915 гг. был выпущен 451 легко-
вой автомобиль и небольшое количество грузовых и специальных автомобилей.
В конце 1915 г. было начато строительство пяти автомобильных заводов, в том числе
в Москве завода Автомобильного московского общества (АМО) и под Москвой завода
правления «Руссо-балта». Ни один из заводов ие был введен в эксплуатацию к наме-
ченному в 1916 г. сроку.
Создание отечественной автомобильной промышленности началось после Ок-
тябрьской революции. В первый период развития автомобилестроения СССР (1924—
1930 гг.) выпускались в основном грузовые автомобили индивидуального и серий-
ного производства в небольших количествах. С 1924 г. завод АМО начал выпуск
отечественных грузовых автомобилей грузоподъемностью 1,5 т. В 1925 г. вступил
в действие Ярославский автомобильный завод.
Второй период (1931—1941 гг.) характеризуется организацией крупносерий-
ного и массового производства автомобилей, созданием специализированного авто-
мобильного производства. В 1928—1929 гг. были приняты решения о строительстве
автозаводов в Москве и Горьком. В 1931 г. был введен в строй Московский авто-
завод, ныне автомобильный завод им. Лихачева (ЗИЛ), в 1932 г. вошел в строй
Горьковский автомобильный завод.
Оборудование, технология и организация производства были для того времени
передовыми в отечественном машиностроении. В заготовительных цехах использо-
вались машинная формовка и конвейерная заливка опок, здесь работали паровоз-
душные молоты, горизонтально-ковочные машины и другое оборудование. В меха-
носборочных цехах применялись поточные линии, специальные и агрегатные станки,
оснащенные высокопроизводительными приспособлениями и специальным режущим
инструментом. Общая и узловая сборка производилась поточным методом иа кон-
вейерах.
В годы Великой Отечественной войны начал выпускать автомобили Ураль-
ский (в Миассе) автомобильный завод. В конце 40-х гг. в стране наряду с ре-
конструкцией и расширением действующих заводов построены и начали производ-
ство Минский автомобильный завод, рассчитанный на выпуск двухосных грузовых
автомобилей грузоподъемностью 6—7 т, Кутаисский — грузовых- автомобилей,
Ульяновский — автомобилей повышенной проходимости, Московский завод мало-
литражных автомобилей. На этих заводах с каждым годом совершенствовалось
производство и увеличивался выпуск автомобилей. Шел процесс качественного
совершенствования отечественной автомобильной промышленности.
В 50-х гг. продолжалось увеличение производственных мощностей автомобиль-
ных заводов и переход к массовому производству ряда новых, более совершенных
грузовых и легковых автомобилей. Заводы оснащались новым оборудованием. Повы-
шался технический уровень автомобильной отрасли.
С 1956 г. начат выпуск автобусов иа Львовском и с 1953 г, на Павловском (Горь-
ковская область) автобусных заводах. С конца 50-х гг, автомобилестроение полу-
!• 3
ЧИло дальнейшее развитие. Были созданы Кременчугский автомобильный завод
для производства тяжелых самосвалов грузоподъемностью 10—12 т., Белорусский
автомобильный завод — для выпуска карьерных самосвалов грузоподъемностью
25—40 т. С 1959 г. было организовано производство автобусов ЛИАЗ-158 в г. Ликино-
Дулево (Московская область). Освоено производство легкового автомобиля на ГАЗе,
легковых автомобилей высшего класса на ЗИЛе. С 1960 г. Запорожский завод
«Коммунар» был реконструирован на массовый выпуск микролитражных легко-
вых автомобилей «Запорожец».
В последующие годы значительно увеличены производственные мощности
ряда автомобильных заводов. Закончена реконструкция ЗИЛа и Московского завода
малолитражных автомобилей (ныне Автомобильного завода им. Ленинского комсо-
мола). Введены в строй заводы по производству отдельных агрегатов автомобилей.
В 1966 г. началось строительство крупнейшего Волжского автомобильного за-
вода (ВАЗ) в г. Тольятти по выпуску легковых малолитражных автомобилей,
а в 1970 г. была введена уже первая очередь по выпуску малолитражных автомоби-
лей «Жигули». В 1975 г. закончено строительство ВАЗа, созданного с учетом пос-
ледних достижений отечественного и зарубежного автомобилестроения. По тех-
нической оснащенности цехов, уровню механизации и автоматизации основного и
вспомогательного производства и по производительности труда ВАЗ является од-
ним из передовых предприятий автомобилестроения.
Важнейшей стройкой автомобильной промышленности в девятой и десятой пя-
тилетках явился Камский комплекс заводов по производству большегрузных авто-
мобилей (КамАЗ). В этот период налажено производство большегрузных и спе-
циальных автомобилей сельскохозяйственного назначения. Продолжены работы
по дальнейшему повышению надежности и увеличению ресурса автомобилей.
В настоящее время автомобилестроители, как и весь советский народ, успешно
претворяют в жизнь решения Партии и Правительства. Главными направлениями
в работе являются повышение эффективности общественного производства и
качества работы, ускорение научно-технического прогресса в автомобилестро-
ении, экономия трудовых и материальных ресурсов.
В гл. 1 учебника даны научные основы технологии автомобилестроения, вклю-
вающие методы малоотходной технологии получения заготовок и базирования их
при обработке резанием с обеспечением высокой точности и качества; методика опре-
деления эффективности технологического процесса, методы расчета высокопроизво-
дительных приспособлений, повышающих эффективность процесса и облегчающих
ручной труд.
В гл. 2 и 3 рассмотрены вопросы повышения эффективности производственных
процессов в результате внедрения новых автоматизированных и автоматических
линий и комплексов с рациональным использованием исходных материалов, при-
способлений, режущего и измерительного инструмента.
ГЛАВА 1
ОСНОВЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
§ 1. ПРОИЗВОДСТВЕННЫЙ И ТЕХНОЛОГИЧЕСКИЙ
ПРОЦЕССЫ
Основное термины и определения
Изделие — единица промышлен <ой продукции, коли-
чество которой может исчисляться в штуках или экземплярах. В за-
висимости от назначения различают изделия основного и вспомо-
гательного производства/Изделия основного производства предна-
значены для их реализации. Изделия вспомогательного производства
предназначены только для собственных нужд предприятия. К ним
относится продукция инструментального цеха, ремонтно-механиче-
ского цеха и т. д. Изделием является и сборочная единица.
Сборочная единица — это изделие, составные части которого
соединены между собой, например, сваркой, клепкой и др.
Полуфабрикат — это предмет труда, подлежащий дальнейшей
обработке на предприятии-потребителе.
Комплектующее изделие — изделие предприятия-поставщика,
применяемое как составная часть изделия, выпускаемого предприя-
тием-изготовителем. В автомобильной промышленности комплек-
тующими изделиями являются карбюраторы, стартеры, подшип-
ники, коробки передач и др.
В машиностроении различают исходную заготовку и заготовку.
Исходная заготовка — это заготовка перед первой технологи-
ческой операцией.
Заготовка является предметом труда, из которого изменением
формы, размеров, свойств поверхности и (или) материала изготов-
ляют деталь.
Производственный процесс включает подготовку средств произ-
водства и организацию обслуживания рабочих мест, получение
и хранение материалов, полуфабрикатов и комплектующих изделий,
все стадии изготовления деталей, различные виды обработки загото-
вок деталей (резание, термическая и др.); транспортировку загото-
вок, деталей, сборочных единиц в процессе производства и их хра-
нение, технический контроль, сборку, испытание, регулировку,
окраску и упаковку .Производственный процесс является цикличе-
ским.
Производственный цикл — интервал времени от начала до окон-
чания производственного процесса изготовления или ремонта изде-
лия.
Технологический процесс — часть производственного процесса,
содержащая целенаправленные действия по изменению и последу-
g
ГЛAB A 3
КОМПЛЕКСНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ХАРАКТЕРНЫХ ДЕТАЛЕЙ
АВТОМОБИЛЯ
§ 11. КОРПУСНЫЕ ДЕТАЛИ
Конструктивные и технологические особенности
В корпусных деталях автомобилей размещаются отдел]
ные сборочные единицы. Корпусные детали отличаются сложно
конструктивной формой. У них нет надежных поверхностей, которь
могли бы служить базами при установке их в станочные приспосо(
ления. Загрузка, обработка и транспортировка от станка к станк
заготовок корпусных деталей происходит в приспособлении-спутнию
За технологические базы при обработке резанием обычно принимаю
два цилиндрических отверстия с параллельными осями и перпенди
кулярную к ним плоскость. Соблюдение постоянства этих баз н
большинстве технологических операций обеспечивает высокую то1
ность обработки и использование приспособлений одинаковой ког
струкции. В случае недостаточной протяженности базовых поверх
ностей заготовки корпусной детали или отсутствия в ней базовых oi
верстий создают дополнительные (технологические) площадки с от
верстиями и заготовку обрабатывают от этих технологических баг
Наибольшее распространение для обработки заготовок корпус
ных деталей получили автоматические линии, на которых выполни
ются разнообразные технологические операции обработки резанием -
фрезерование, сверление, развертывание, растачивание, протягивг
ние, резьбонарезание, хонингование и др. Кроме этого, на автомата
ческих линиях выполняют отдельные сборочные операции (запрес
совку втулок, затягивание болтов), промывку, контроль и испытание
Заготовки корпусных деталей получают в виде отливок из серог
и ковкого чугуна или из алюминиевых сплавов или в виде стальны
штампосварных конструкций (картер заднего моста малолитраж
ных автомобилей, картер двигателя автомобиля ЗИЛ-131, корпу
ведущего переднего моста грузовых автомобилей и др.). Размер!
и масса литых корпусных деталей, материал и способ получения за
готовки являются важными характеристиками, определяющими тол
щину.стенок деталей. Штампосварные корпусные детали по сравне
нию с отливками из чугуна более компактны, имеют меньшие масс^
и размеры. Кроме того, отдельные части штампосварной конструкци!
могут быть изготовлены из различных конструкционных материалов’
наиболее нагруженные (по условиям работы) — из высокопрочный
легированных сталей, менее нагруженные — из малолегированньи
или углеродистых сталей. При этом могут быть использованы фасош
ный и сортовой прокат, штампованные части и отливки.
140 1
Конструктивные формы и размеры корпусных деталей весьма
разнообразны. Поэтому технологические процессы изготовлёния де-
талей этого класса, несмотря на некоторую их аналогичность, все же
различны. В качестве примера рассмотрим изготовление блока ци-
линдров V-образного двигателя и крышки коренного подшипника
коленчатого вала.
Изготовление блоков цилиндров
Конструктивные и технологические особенности блоков
цилиндров. Блок цилиндров автомобильного двигателя является
основным его узлом. Он представляет собой сложную конструкцию,
включающую кривошипно-шатунный механизм, масляный насос
и др. К блоку цилиндров крепятся головка блока, картер сцепле-
ния, крышка распределительных зубчатых колес, водяной насос,
поддон картера и т. д.
По расположению цилиндров различают два вида блоков: ряд-
ные (рис. 67, а) и V-образные (рис. 67, б). Изготовляют блоки Ци-
линдров из чугуна или алюминиевых сплавов. Двигатели с малым
рабочим объемом выполняют обычно рядными с сухими полугиль-
зами. Двигатели со средним и большим рабочим объемом имеют
V-образные блоки цилиндров, изготовленные из чугуна или алюми-
ниевых сплавов, с мокрыми чугунными гильзами и с верхним рас-
положением клапанов. В чугунных блоках цилиндров обычно при-
меняют для выпускных клапанов вставные седла из жаропрочных
легированных сплавов.
Особенностью технологического процесса обработки резанием
блоков цилиндров является обеспечение высокой размерной точности
и точности взаимного расположения плоскостей и посадочных от-
верстий, обрабатываемых при одном положении блока с двух сторон:
например, точность размеров и формы зеркала цилиндров и гнезд
под вкладыши коренных подшипников коленчатого вала, точность
расположения плоскости под головку блока цилиндров к оси корен-
ных подшипников.
141
Г ЛАВA 3
КОМПЛЕКСНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ХАРАКТЕРНЫХ ДЕТАЛЕЙ
АВТОМОБИЛЯ
§11. КОРПУСНЫЕ ДЕТАЛИ
Конструктивные и технологические особенности
В корпусных деталях автомобилей размещаются отдель-
ные сборочные единицы. Корпусные детали отличаются сложной
конструктивной формой. У них нет надежных поверхностей, которые
могли бы служить базами при установке их в станочные приспособ-
ления. Загрузка, обработка и транспортировка от станка к станку
заготовок корпусных деталей происходит в приспособлении-спутнике.
За технологические базы при обработке резанием обычно принимают
два цилиндрических отверстия с параллельными осями и перпенди-
кулярную к ним плоскость. Соблюдение постоянства этих баз на
большинстве технологических операций обеспечивает высокую точ-
ность обработки и использование приспособлений одинаковой кон-
струкции. В случае недостаточной протяженности базовых поверх-
ностей заготовки корпусной детали или отсутствия в ней базовых от-
верстий создают дополнительные (технологические) площадки с от-
верстиями и заготовку обрабатывают от этих технологических баз.
Наибольшее распространение для обработки заготовок корпус-
ных деталей получили автоматические линии, на которых выполня-
ются разнообразные технологические операции обработки резанием —
фрезерование, сверление, развертывание, растачивание, протягива-
ние, резьбонарезание, хонингование и др. Кроме этого, на автомати-
ческих линиях выполняют отдельные сборочные операции (запрес-
совку втулок, затягивание болтов), промывку, контроль и испытание.
Заготовки корпусных деталей получают в виде отливок из серого
и ковкого чугуна или из алюминиевых сплавов или в виде стальных
штампосварных конструкций (картер заднего моста малолитраж-
ных автомобилей, картер двигателя автомобиля ЗИЛ-131, корпус
ведущего переднего моста грузовых автомобилей и др.). Размеры
и масса литых корпусных деталей, материал и способ получения за-
готовки являются важными характеристиками, определяющими тол-
щину, стенок деталей. Штампосварные корпусные детали по сравне-
нию с отливками из чугуна более компактны, имеют меньшие массу
и размеры. Кроме того, отдельные части штампосварной конструкции
могут быть изготовлены из различных конструкционных материалов:
наиболее нагруженные (по условиям работы) — из высокопрочных
легированных сталей, менее нагруженные — из малолегированных
или углеродистых сталей. При этом могут быть использованы фасон-
ный и сортовой прокат, штампованные части и отливки.
140
Конструктивные формы и размеры корпусных деталей весьма
разнообразны. Поэтому технологические процессы изготовлёния де-
талей этого класса, несмотря на некоторую их аналогичность, все же
различны. В качестве примера рассмотрим изготовление блока ци-
линдров V-образного двигателя и крышки коренного подшипника
коленчатого вала.
Изготовление блоков цилиндров
Конструктивные .и технологические особенности блоков
цилиндров. Блок цилиндров автомобильного двигателя является
основным его узлом. Он представляет собой сложную конструкцию,
включающую кривошипно-шатунный механизм, масляный насос
и др. К блоку цилиндров крепятся головка блока, картер сцепле-
ния, крышка распределительных зубчатых колес, водяной насос,
поддон картера и т. д.
По расположению цилиндров различают два вида блоков: ряд-
ные (рис. 67, а) и V-образные (рис. 67, б). Изготовляют блоки ци-
линдров из чугуна или алюминиевых сплавов. Двигатели с малым
рабочим объемом выполняют обычно рядными с сухими полугиль-
зами. Двигатели со средним и большим рабочим объемом имеют
V-образные блоки цилиндров, изготовленные из чугуна или алюми-
ниевых сплавов, с мокрыми чугунными гильзами и с верхним рас-
положением клапанов. В чугунных блоках цилиндров обычно при-
меняют для выпускных клапанов вставные седла из жаропрочных
легированных сплавов.
Особенностью технологического процесса обработки резанием
блоков цилиндров является обеспечение высокой размерной точности
и точности взаимного расположения плоскостей и посадочных от-
верстий, обрабатываемых при одном положении блока с двух сторон:
например, точность размеров и формы зеркала цилиндров и гнезд
под вкладыши коренных подшипников коленчатого вала, точность
расположения плоскости под головку блока цилиндров к оси корен-
ных подшипников.
141
Сложная форма блока цилиндров обусловливает деформацию
литой заготовки при ее остывании. Поэтому для выявления дефек-
тов литья и уменьшения деформации заготовки при чистовой обра-
ботке на первых технологических операциях обработки резанием
удаляют припуск с поверхностей наибольшей длины и площади.
Для рядного блока (рис. 67, а) к поверхностям, наибольшим по
площади и длине, относятся верхняя и нижняя, передняя и задняя
плоскости. Нижнюю (прилегания к поддону) и верхнюю (прилега-
ния к головке блока) плоскости обрабатывают на барабанно-фре-
зерных или протяжных станках. Переднюю (прилегания к крышке
блока распределительных зубчатых колес) и заднюю (прилегания
к картеру сцепления) плоскости фрезеруют на продольно- или ба-
рабанно-фрезерных станках. При обработке верхней и нижней пло-
скостей заготовку блока цилиндра устанавливают по вспомогатель-
ным технологическим базам в виде четырех установочных платиков —
боковых приливов 1 и 2, попарно лежащих в одной плоскости. Пла-
тики предварительно фрезеруют на специализированных много-
шпиндельных фрезерных станках; блоки базируют по двум крайним
гнездам вкладышей под коренные подшипники и опирают на два
подпружиненных установочных призматических сухаря. Ориенти-
рование блока вдоль оси коленчатого вала осуществляется кониче-
ской срезанной пробкой, фиксирующей отверстие последнего ци-
линдра. Этой же пробкой, а также плоским прихватом блок прижи-
мается нижней плоскостью к планкам плиты приспособления.
При фрезеровании технологических платиков заготовки блоков
небольших размеров н малой массы иногда устанавливают на две
разжимные оправки, вводимые в последние цилиндры. Два отвер-
стия — вспомогательные технологические базы — сверлят и развер-
тывают при базировании блока цилиндров по двум нижним плати-
кам и нижней плоскости. Также базируют блок и при фрезеровании
передней и задней плоскостей.
При обработке на автоматической линии используют постоян-
ные чистовые базы — нижнюю плоскость блока с двумя установоч-
ными отверстиями (вспомогательные технологические базы).
Заготовка V-образного блока цилиндров (рис. 68) базируется
по нижним плоскостям 1 и двум установочным отверстиям 5 (вспомо-
гательным технологическим базам). Эти поверхности обрабатывают
на автоматической линии; в качестве баз используют плоскости 2
технологических платиков и поверхности 3 и 4 гнезд коренных под-
шипников. Предварительное ориентирование блока на автоматиче-
ской линии происходит по торцам приливов на боковых плоскостях.
Получение заготовок блоков цилиндров. Блок цилиндров является
сложной и трудоемкой литой деталью. Большое число поверхностей
сложной конфигурации, относительно тонкие наружные и внутрен-
ние стенки, резкие переходы, ребра жесткости, а также высокие тре-
бования к качеству заготовки детали определяют сложность техно-
логии изготовления стержней и их увязки, формовку блока. Для
обеспечения точности размеров и формы сложных стержней их склеи-
вают в специальных приспособлениях. Монтируют стержни в верх-
142
линдров
ней и нижней полуформах также при помощи специальных приспо-
соблений.
Заготовки блоков цилиндров получают из серого чугуна СЧ 18,
СЧ 21 и других марок литьем в песчаные формы машинной фор-
мовки. Форму заливают при температуре чугуна не ниже 1340 °C.
Учитывая сложность заготовки блока, чугунную отливку выбивают
из опоки при температуре не выше 500 °C, а стержни — не выше
400 °C. Отливка должна иметь мелкозернистую плотную структуру.
Не допускаются раковины, трещины и другие литейные дефекты.
Основные поверхности и боковые площадки должны быть ровными.
Места удаления литников, выпоров, прибылей и заусенцев зачи-
щаются в дробеметных камерах; в них же тщательно очищаются от
земли и песка внутренние полости блока. Заготовки подвергают
старению при температуре 150—200 °C в течение 5 ч.
Толщина стенок цилиндров, водяной рубашки и газопроводов
выполняется с отклонениями не более 2 мм от номинального размера.
Не указанные в чертеже литейные радиусы принимаются равными
5 мм, а литейные уклоны — не более 2°. Твердость чугунных заго-
товок НВ 143—289, она зависит от марки серого чугуна. Каждую
заготовку блока (водяную рубашку) подвергают гидроиспытаниям
под давлением (3—5) • 105 Пав течение 3 мин; при этом не допускаются
течи и запотевание. Припуск на обработку резанием чугунных бло-
ков составляет 3—5 мм на сторону.
Блоки цилиндров из алюминиевых сплавов получают литьем в ме-
таллические формы (кокиль) или под давлением (металлические
пресс-формы). Они более легкие, с меньшими припусками на меха-
ническую обработку (2—3 мм на сторону) по сравнению с чугунными.
В заготовке блока из алюминиевого сплава обрабатывают поверх-
ности точных соединений и плоскости сопряжения.
Литье под давлением производится в вертикальном положении
на специальных машинах [давление (10—12)-106 Па] при нагреве
пресс-формы до температуры 250 °C и алюминиевого сплава до тем-
пературы 650 °C. При литье алюминиевых блоков в кокиль исполь-
зуют стержни, изготовляемые на автоматических или полуавтомати-
143
ческих пескодувных машинах с последующей сушкой в печах. Свя-
зующим материалом стержневых смесей является формальдегидная
смола.
Перед заливкой алюминиевого блока под давлением в пресс-
форму в ней монтируют полуобработанные чугунные гильзы цилин-
дров, две стальные втулки с алюминиевой трубкой для маслопровода,
расположенного вдоль оси распределительного Вала, две стальные
втулки в нижней плоскости блока, в которых в механическом цехе
по кондуктору развертывают отверстия, используемые в качестве
вспомогательных технологических баз.
После затвердевания отливки металлическую форму (кокиль)
рас.крывают, заготовку выталкивают и охлаждают в течение 2 ч.
Затем стержни выбивают, а литники отрезают на специальных стан-
ках.
Технические условия на обработку резанием. При обработке реза-
нием основные поверхности блока цилиндров изготовляют с высокой
точностью размеров, взаимного расположения и малой высотой
неровностей. Точность обработки основных поверхностей должна
соответствовать следующим требованиям.
Отклонение от плоскостности поверхностей, мм:
верхней и нижней блока (длиной 100), не более..................0,02—0,08
передней и задней торцов (длиной 50), не более ............. 0,05
боковых, не более........................................... 0,15
Точность размеров, квалитет:
цилиндров и гнезд под гильзы.................................... 7—8
гнезд под вкладыши коренных подшипников коленчатого вала 6
отверстий под шейки распределительного вала ................ 7—8
отверстий направляющих втулок клапанов ..................... 7—8
Конусообразность и овальность:
по всей длине поверхности цилиндров, мм........................0,01—0,025
гнезд под вкладыши коренных подшипников коленчатого ва-
ла, % .................................................... 50—70
Отклонение от соосности гнезд вкладышей коренных опор, мм, не более 0,02—0,04
Отклонение от перпендикулярности, мм:
осей цилиндров к осям коренных опор.........................0,03—0,05
заднего торца блока к оси коленчатого вала (на 100 мм длины
торца) ..................................................... 0,07
Отклонение от параллельности осей отверстий под коленчатый и рас-
пределительный валы, мм ........................................0,05—0,08
Биение конических поверхностей седел клапанов по отношению к оси
втулок, мм, не более .............................................. 0,04
Параметр шероховатости поверхности Ра, мкм:
цилиндра.........................................................0,16—0,08
гнезда под гильзу...........................................0,32—0,16
гнезда под вкладыш коренного подшипника ....................0,32—0,16
отверстия под шейку распределительного вала.................1,25—0,63
Блоки цилиндров разбивают по диаметрам на группы. Например,
у блоков цилиндров двигателя автомобиля ГАЗ цилиндры делят на
пять групп. Учитывая отклонение формы в поперечном и продоль-
ном (конусообразность) направлениях, за диаметр цилиндров прини-
мают его наименьший размер.
Автоматизация обработки резанием блоков цилиндров N-образ-
ных двигателей. Наиболее автоматизирован технологический про-
144
цесс обработки резанием блоков цилиндров V-образных двигателей.
Комплексы из пяти автоматических линий выполнены по сложной
структурной схеме и объединены в автоматизированный участок.
На участке происходит полная обработка V-образных блоков ци-
линдров бензинового и дизельного двигателей.
Полная обработка резанием восьмицилиндровых блоков цилин-
дров V-образных бензиновых двигателей и дизелей производится
без переналадки линий, что позволяет осуществлять загрузку заго-
товок блоков обоих двигателей в произвольной последовательности.
При поступлении заготовок соответствующего блока цилиндра на
обработку (бензинового двигателя или дизеля) подается сигнал и
в работу включаются силовые головки дополнительных рабочих
позиций в линиях. Этим исключается необходимость выделения от-
дельного оборудования и дополнительных производственных пло-
щадей под склад заготовок.
Участок автоматических линий состоит из 147 станков, на которых
установлено 312 силовых узлов с общим числом шпинделей 1554.
На линиях работает 455 электродвигателей общей мощностью
2216 кВт. Площадь, занимаемая комплексом автоматических линий
(автоматизированного участка), составляет 3605 м2. Общая масса
оборудования —около 1688 т.
В ПО «Автодизель» работает комплекс, включающий автома-
тические линии. Он предназначен для полной обработки резанием
V-образных блоков цилиндров дизелей автомобилей большой грузо-
подъемности. Построение линий во многом сходно с построением
линий, работающих на ЗИЛе. Вместе с тем имеются отличия, вызван-
ные тем, что на линиях обрабатывают шести- и восьмицилиндровые
блоки цилиндров. Обработка производится в произвольной последо-
вательности, так как предусмотрена автоматическая переналадка
рабочих позиций без останова линий.
В процессе обработки резанием заготовок блоков цилиндров на
комплексе автоматических линий осуществляется многократный
поворот их вокруг вертикальной и горизонтальной осей. Силовые
узлы автоматических линий, поворотные механизмы, транспортные
устройства и механизмы зажима и фиксации заготовок блоков ци-
линдров в приспособлениях станков приводятся в действие от гидро-
приводов гидростанций. Для управления работой вспомогательных
механизмов предусмотрена контрольно-регулирующая и распредели-
тельная аппаратура, установленная на вертикальных щитах гидро-
станций, расположенных рядом с линиями. Постоянство температуры
масла в системах гидроприводов поддерживается терморегуляторами
и водяными теплообменниками, которые установлены в масляных
резервуарах гидростанций.
Для принудительного смазывания всех трущихся поверхностей
в линиях имеются дозирующие насосы, которые включаются авто-
матически через определенное число циклов. Рядом с линиями рас-
положены инструментальные шкафы, в которых хранятся запасные
комплекты режущих инструментов. Наладка режущих инструментов
на размер производится в специальных приспособлениях вне линии.
145
Рассмотрим технологический процесс обработки резанием на !
комплексе автоматических линий заготовок V-образного блока ци- ;
линдров двигателя ЗИЛ-130. Технические данные автоматических
линий, составляющих автоматизированный участок, приведены ниже.
Автоматическая линия 1Л95 1Л96 1Л97 1Л99 1Л98
Число участков на линии . 2 3+2+1 4+2 1 1
» потоков на участке 2 2 2 2 3
» станков в линии 18 85 20+4 12 12
» силовых узлов 46 190 30 22 24
» шпинделей 58 1254 76 22 144
» электродвигателей 76 233 66 33 47
Общая мощность электродвигателей, кВт 607 1055 252 131,5 171
Площадь, занимаемая линией, м2 Размеры линии, м: 688 1820 545 280 272
длина 34 35 34,6 27,3 14,4
ширина 24 51,8 20 10 19,4
высота 3,17 3,17 2,4 2,9 2,7
Масса линии, т 285 760 300 153 190
Технологический маршрут обработки резанием на комплексе
автоматических линий (1Л95—1Л99) представлен в табл. 4 и под-
робно рассмотрен ниже. После окончательного контроля заготовки
блоков цилиндров передаются на конвейер сборки двигателей.
Операция I. Автоматическая линия 1Л95. Заготовки V-образного
блока цилиндров двигателя подаются на первую автоматическую
линию 1Л95 из литейного цеха с обработанными плоскостями на
пяти технологических платиках. Операционный эскиз V-образного
блока цилиндров, обрабатываемого на этой линии, показан на
рис. 69.
Линия 1Л95 (рис. 70) состоит из двух последовательных участков
с двумя независимыми параллельными потоками и пультами управ-
ления (ПУ) в каждом. В каждом потоке участка 1 установлены по
Рис. 69 Оперативный
эскиз V-образного
блока цилиндров, об-
рабатываемого на
линии 1Л95
146
Таблица 4
Содержание позиции Оборудование линии н его обозначение
Операция I. Автоматическая линия 1Л95 Контроль формы и размеров заготовок Предварительное и окончательное фрезеро- вание нижней плоскости Фрезерование (цекование) технологических платиков с двух сторон блока, сверление и зенкование трех технологических отвер- стий в нижней плоскости и развертывание двух (переднего и заднего) технологических отверстий Продувание отверстий и маркировка Промежуточный контроль Поворот блока на 180° вокруг-горизонталь- ной оси Предварительное и окончательное фрезеро- вание верхней плоскости блока Предварительное и окончательное фрезеро- вание торцовых плоскостей блока цилиндров Поворот блока на 90° вокруг вертикальной оси Черновое и чистовое фрезерование двух верхних наклонных плоскостей под головки цилиндров Вытряхивание стружки Протягивание поверхностей под вкладыши и крышки коренных подшипников Контроль Поворот блока на 90° вокруг горизонталь- ной оси Операция II. Автоматическая линия 1Л96 Предварительное и окончательное фрезеро- вание торцов под коренные подшипники и замков под вкладыши Поворот блока на 90° вокруг горизонталь- ной оси Черновое и чистовое фрезерование площа- док под масляный насос и привод механизма газор аспределени и Черновое и получистовое растачивание вы- точки, верхней и нижней направляющих под гильзы Вытряхивание стружки Поворот блока на 90° вокруг вертикальной оси Сверление продольных масляных каналов с обоих тордов, зенкерование и цекование отверстий под заглушки, сверление, зенке- рование и развертывание отверстий под установочные штифты Контрольный автомат Продольно-фрезерные двухпози- ционные четырехшпиндельные аг- регатные станки С1 и С2 Сверлильно-фрезерные станки СЗ и С4 Специальный агрегат Контроль автомат Поворотный барабан маятнико- вого типа Продольно-фрезерные двухшпин- дельные двусторонние станки С5 Продольно-фрезерные двухшпин- дельные двусторонние станки Св и С7 Поворотный стол Продольно-фрезерные двусторон- ние станки С8 и С9 Поворотный барабан Горизонтально-протяжные станки Контрольный автомат Поворотный стол Специальные двухшпиндельные горизонтально-фрезерные станки С1 и С2 Поворотный стол Специальные горизонтально-фре- зерные двухшпиндельные двусто- ронние станки СЗ и С4 Расточные восьмишпиндельньге станки С5 и С6 Установка для встряхивания ви- брированием Поворотный стол Сверлильные двух- и трехсто- ронние двухпозиционные агре- гатные станки С7—СЮ
147
Продолжение табл. 4
Содержание позиции Оборудование линии и его обозначение
Сверление, зенкерование и развертывание отверстия под штангу привода топливного насоса и других отверстий Вытряхивание стружки с поворотом блока на 90 и 180”; поворот блока на 90° Проверка наличия и глубины продольных масляных каналов Поворот блока на 90° вокруг горизонтальной и вертикальной осей Сверление отверстий под масляный насос, наклонного масляного канала, под привод механизма газораспределения и др. Зенкерование отверстий под масляный на- сос и привод механизма газораспределения Поворот блока на 90° вокруг горизонталь- ной оси нижней плоскостью вверх Сверление отверстий под резьбу для крепле- ния нижнего картера и крышек коренных подшипников, трех отверстий для крепления масляного насоса и других отверстий со сто- роны нижней плоскости Опрокидывание блока для вытряхивания стружки Контроль наличия и глубины отверстий Поворот блока на 180° вокруг горизонталь- ной оси Сверление отверстий сливных масляных каналов в подшипниках распределительно- го вала, отверстий под резьбу, под уста- новочные штифты для крепления головок блока цилиндров, центрование Сверление и зенкерование отверстий под толкатели клапанов, чистовое растачивание гнезд под гильзы цилиндров и других отвер- стий Вытряхивание стружки Контроль отверстий под резьбу Срезание пяти технологических приливов Зенкерование отверстий под резьбу для крепления головки цилиндров и разверты- вание двух отверстий под установочные штифты, зенкование и зенкерование отвер- стий под толкатели клапанов Поворот блока на 90° вокруг горизонталь- ной осн Зенкование отверстий под резьбу для крепле- ния нижнего картера, крышек коренных подшипников и других отверстий Резьбонарезаиие в отверстиях для крепле- ния нижнего картера, крышек коренных подшипников и в других отверстиях Вытряхиватель двойного действия Контрольный автомат Кантователь Сверлильные агрегатные много- шпиндельные станки СП—С15 Сверлильные четырехшпиндель- ные станки С16 Поворотный барабан Сверлильные многошпиндельные двусторонние агрегатные станки С17—С2О Установка для встряхивания Контрольный автомат Поворотный стол Сверлильные и расточные много- шпиндельные двусторонние стан- ки С21—СЗЗ Установка для вытряхивания стружки Контрольный автомат Специальные фрезерные пяти- шпиндельные двусторонние стан- ки С34 Сверлильные многошпиндельные двусторонние станки С35—С37 Поворотный стол Сверлильные многошпиндельные станки С38 и С39 Резьбонарезные многошпиндель- ные станки С40 и С41
148
Продолжение табл. 4
Содержание позиции
Оборудование линии и его
обозначение
Поворот блока на 180° вокруг горизонталь-
ной оси
Резьбонарезание в отверстиях для крепле-
ния головок цилиндров, привода механизма
газораспределения и в других отверстиях
Поворот блока на 90“ вокруг горизонтальной
оси
Сверление отверстия в пятом подшипнике
распределительного вала и резьбонареза-
ние в отверстиях для крепления крышки
распределительных зубчатых колес, картера
сцепления и в других отверстиях
Мойка, сушка и продувка блока
Сборка блока с крышками коренных под-
шипников и завертывание болтов вручную
Операция III. Автоматическая линия 1Л97
Завертывание и затягивание болтов крышек
коренных подшипников
Двукратное и однократное растачивание
отверстий под вкладыши коренных подшип-
ников и втулки опор распределительного
вала
Развертывание отверстий под втулки опор
распределительного вала
Контроль отверстий под втулки
Запрессовывание втулок опор распредели,
тельного вала
Окончательное растачивание отверстий под
вкладыши коренных подшипников и втулки
опор распределительного вала и разверты-
вание четырех отверстий под штифты с обоих
торцов заготовки блока
Контроль
Растачивание канавок под уплотнительные
кольца и подрезание торцов с двух сторон
в отверстиях под коленчатый вал
Поворот блока на 90° вокруг горизонталь-
ной оси
Операция IV. Вне линии
Хонингование отверстий под вкладыши ко-
ренных подшипников
Поворот блока на 90° вокруг горизонталь-
ной оси
Мойка, продувка, сушка и охлаждение
блока до 20 °C
Операция V. Автоматическая линия 1Л99
Чистовое последовательное фрезерование
двух наклонных плоскостей под головки
блока цилиндров
Поворотный стол
Резьбонарезные многошпиндель-
ные станки С42 и С43
Поворотный стол
Вертикально-резьбонарезные мно-
гошпиндельные станки С44
Моечный агрегат
Агрегат для сборки на конвейере
Десятишпиндельные автоматиче-
ские установки Р1 и Р2
Расточный четырехшпиндельный
двухпозиционный станок С1 и
расточный четырехшпиндельный
однопозиционный станок С2
Сверлильные одношпиндельные
станки СЗ
Контрольный автомат
Специальная установка РЗ
Сверлильно-расточные горизон-
тальные станки С4
Контрольный автомат
Расточные горизонтальные четы-
рехшпиндельные двухпозиционные
станки С5
Поворотный стол
Вертикально-хонинговальный ста-
нок
Поворотный стол
Моечный агрегат
Продольно-фрезерные двухшпин-
дельные станки С1 и С2
149
Продолжение табл.
Содержание позиции Оборудование линии и его обозначение
Поворот блока на 90° вокруг горизонталь- ной оси Окончательное фрезерование площадок под привод распределителя зажигания и масля- ный насос Чистовое растачивание и развертывание от- верстий под привод механизма газораспре- деления и масляный насос Продувка отверстий сжатым воздухом Контроль отверстий Цекование внутреннего опорного гнезда под привод распределителя зажигания Поворот блока на 90₽ вокруг горизонталь- ной оси Поворотный стол Горизонтально-фрезерные двух- шпиндельные двусторонние стан- ки СЗ Расточные горизонтальные двух- шпиндельные станки С4 и С5 Специальный агрегат Контрольный автомат Сверлильные горизонтальные од- ношпиндельные станки Сб Поворотный стол
Операция VI. Автоматическая линия 1Л98
Окончательное растачивание отверстий в блоке под бурты гильз с одновременным под- резанием торцов Окончательное растачивание отверстий под гильзы цилиндров Контроль отверстий Последовательное растачивание и разверты- вание отверстий под толкатели клапанов Контроль отверстий под толкатели Специальные многошпиндельные расточные станки С1 Специальные многошпиндельные расточные станки С2 Контрольный автомат Расточные шестнадцатишпиндель- ные двусторонние станки СЗ и С4 Контрольный автомат
Операция VII—XI. Вие линии
Мойка, продувка сжатым воздухом и сушка Моечный агрегат
Установка на два контрольных штифта и привертывание картера, сцепления, ввер- тывание пробок и установка заглушек в во- дяную рубашку Растачивание центрального отверстия в кар- тере сцепления в сборе с блоком и подреза- ние плоскости картера сцепления Мойка, продувка сжатым воздухом, сушка и охлаждение до 20 °C Окончательный контроль Стенд сборки Специальный горизонтально-рас- точный станок Моечный агрегат Контрольный пункт
две цепочки с пятью станками (С1—С5), участка 2 — по две цепочк®
с четырьмя станками (С6—С9). Перед каждым потоком находятся
контрольные автоматы КА со специальными щупами, здесь провв'
ряется величина и равномерность припуска на протягивание в полу
отверстиях гнезда под коренные подшипники и высота внутренней
свода блока. Проверка величины и равномерности припуска в полу
отверстиях гнезда вызвана опасностью поломки фасонного режущего
инструмента (протяжки) в случае увеличенного припуска, а проверка
внутреннего свода блока цилиндров необходима для обеспечения
ввода кронштейнов с опорами для борштанг при растачивании от-
верстий под коленчатый и распределительный валы на линии 1Л97.
150
JWOO
Рис. 70. Компоновка автоматической линии 1Л95
Контрольный автомат для проверки размеров двух заготовок
V-образного блока цилиндров показан на рис. 71. Заготовки 3 уста-
навливаются на технологические платики 1. Вертикальный цилиндр
4 перемещает плиту 6, на которой смонтированы десять специальных
щупов 5 (пять на каждую заготовку) для проверки припуска в полу-
отверстиях гнезда и восемь щупов 2 (четыре на каждую заготовку)
для проверки внутреннего свода. Если при движении плиты 6 вниз
какой-нибудь щуп коснется заготовки, то при дальнейшем движении
плиты вниз он останется неподвижным и верхним концом повернет
рычаг 7 вокруг оси 8. На этой же оси закреплен рычаг 9, связанный
с микропереключателем 10, который сигнализирует о браке заготовки.
Подача заготовок к контрольному автомату и удаление бракованных
осуществляется реверсивным конвейером с автоматическим управ-
лением.
Обработку заготовки блока на линии начинают с предваритель-
ного и окончательного фрезерования нижней плоскости на четырех-
шпиндельных продольно-фрезерных станках С1 и С2 портального
типа (см. рис. 70). Заготовки устанавливают и закрепляют в четырех-
местном приспособлении, смонтированном на горизонтальном по-
движном столе, который осуществляет движение подачи. Неподвиж-
ные фрезерные бабки, закрепленные на портале по две с каждой его
стороны, обеспечивают вращательное движение режущих инструмен-
тов. Жесткость таких станков повышена путем уменьшения вылета
шпинделей, что позволяет обрабатывать заготовки с повышенными
151
Рис. 71. Контрольный автомат для проверки размеров двух заготовок V-образно-
го блока цилиндров
режимами резания. После обработки на станках С2 заготовки по-
падают на укладчик, перекладывающий их из двух ручьев в один.
На станках СЗ и С4 сверлят, цекуют (три) и развертывают (два)
технологические отверстия в нижней плоскости и фрезеруют техно-
логические платики с обеих сторон заготовки. После станков С4
заготовки передаются в маятниковый поворотный барабан, который
поворачивает их вокруг горизонтальной оси на 180°. Верхнюю пло-
скость блока фрезеруют последовательно за два прохода на продоль-
но-фрезерном двухшпиндельном станке С5. На первом участке закан-
чивается обработка заготовок блоков цилиндров, и они с продоль-
ного конвейера передаются на поперечный.
На участке 2 на продольно-фрезерных станках С6 и С7 с горизон-
тальными фрезерными бабками предварительно и окончательно
фрезеруются торцовые плоскости блока цилиндров, после чего с по-
мощью поворотного стола заготовки поворачиваются на 90° вокруг
вертикальной оси и транспортируются на продольно-фрезерные
станки С8 и С9 с наклонными фрезерными бабками, где в два пере-
хода фрезеруются наклонные плоскости под головки цилиндров.
Блоки установлены и закреплены на обработку в приспособлениях,
смонтированных на горизонтальных столах, которые в процессе
фрезерования перемещаются перпендикулярно направлению движе-
ния продольного конвейера.
Фрезерные бабки закреплены неподвижно по обе стороны по-
движных столов.
152
Рис. 72. Приспособление для фрезерования торцов V-образного блока цилиндров
Приспособление для фрезерования торцов блока приведено на
рис. 72. Заготовка 10 блока подается конвейером 1 автоматической
линии на подвижный стол 5, совершающий возвратно-поступательное
движение в направлении, перпендикулярном направлению переме-
щения конвейера. При этом заготовка обрабатывается с двух сторон
торцовыми фрезами, установленными в шпинделях неподвижных
фрезерных бабок. Базирование заготовки в приспособлении, смонти-
рованном на подвижном столе 5, осуществляется планками 2 и 4 и
выдвижными фиксаторами 3 со стационарным приводом, размещен-
ным на позиции пересечения подвижного стола и конвейера 1. Для
ограничения подъема заготовки при случайном непопадании фикса-
торов в базовые отверстия предусмотрены планки 6 и 11, в которые
упираются платики. Заготовка крепится на подвижном столе с по-
мощью двух гидроцилиндров 8, установленных на крышке 9 приспо-
собления на четырех колонках 7. Для исключения деформации об-
рабатываемой заготовки под действием сил резания она дополни-
тельно поджимается.
Блоки вдоль линии на фрезерных участках перемещаются по-
движными столами. На остальных участках линии и между участ-
153
ками заготовки блоков перемещаются шаговыми конвейерами с
храповыми собачками. После обработки на станках С9 (см. рис. 70)
заготовки блока поступают в вытряхиватель стружки—поворотный
барабан с гидравлическим вибратором. В конце линии 1Л95 уста-
новлены два параллельно работающих протяжных станка, на ко-
торых протягиваются полуотверстия гнезда под коренные подшип-
ники. Передача блоков с любого фрезерного станка на любой
протяжной осуществляется реверсивным поперечным конвейером.
С протяжных станков заготовки блоков цилиндров поступают
на конвейеры, связывающие автоматическую линию 1Л95 с автома-
тической линией 1Л96, или в механизированный склад обработан-
ных заготовок (МСЗ). В конце линии находится моечная станция
для обработанных заготовок блоков цилиндров. Отвод стружки с
автоматических линий выполняется скребковыми конвейерами, рас-
положенными под станками.
Операция II. Автоматическая линия 1Л96. На второй автомати-
ческой линии (рис. 73) имеется наибольшее число позиций. Линия
включает четыре двухпоточные секции, между которыми располо-
жены поперечные конвейеры-накопители заделов. Секция I линии
1Л96 состоит из двух потоков, образующих три участка. В каждом
потоке имеется десять станков. Обрабатываемые заготовки блоков
цилиндров поступают непосредственно с линии 1Л95 или из МСЗ на
поворотный стол, которым оператор управляет при помощи гидро-
клапана. С поворотного стола блоки поступают на поперечный кон-
вейер и передаются на один из потоков секции I. Толкатели подают
заготовки блоков цилиндров к поворотным барабанам, где они по-
ворачиваются на 90° вокруг горизонтальной оси, принимая положе-
ние, требуемое для обработки на участке 1. Затем заготовки переме-
щаются на боковых технологических платиках конвейером к фрезер-
ным станкам С1 и С2, на которых производится последовательное
черновое и чистовое фрезерование торцов под коренные подшипники
соответствующим набором фрез. Фрезерные головки установлены
неподвижно и сообщают фрезам только вращательное движение,
а приспособления зажаты с заготовками на подвижном силовом столе.
В конце участка 1 заготовки поступают на поворотный стол, где
поворачиваются на 90° и передаются на участок 2. На этом участке
на станках СЗ—С6 производится фрезерование плоскостей под мас-
ляный насос и привод механизма газораспределения и черновое и чи-
стовое растачивание отверстий под гильзы цилиндров.
В конце участка 2 в каждом потоке расположен вибрационный
вытряхиватель стружки, в который поступает заготовка блока с по-
следнего станка участка 2. Для обработки на участке 3 заготовки
блоков цилиндров транспортируются на поворотный стол, где проис-
ходит их поворот на 90° вокруг вертикальной оси.
На участке 3 имеются четыре сверлильных двух- и трехсторон-
них двухпозиционных агрегатных станка С7—СЮ, на которых обра-
батываются отверстия с торцов заготовки. В конце участка 3 распо-
ложен вытряхиватель двойного действия, который поворачивает
заготовку на 90° (стружка вытряхивается из отверстий в заднем тор-
154
s:
CX
155
це), затем на 180° (стружка вытряхивается из отверстий в переднем
торце) и еще на 90°, в результате чего блок занимает исходное поло-
жение. После контроля наличия и глубины просверленных отверстий
блок перемещается поперечным конвейером в секцию II линии 1Л96.
Параллельно этому конвейеру установлен двухпоточный накопи-
тель Н1, объем которого соответствует часовой производительности
линии.
Секция II линии 1Л96 также имеет два параллельных независи-
мых потока, причем каждый поток состоит из двух участков с де-
сятью станками каждый. С поперечного конвейера заготовки посту-
пают в кантователи, где они поворачиваются на 90° вокруг горизон-
тальной и вертикальной осей, после чего транспортируются на уча-
сток 1 для обработки отверстий со стороны верхней и нижней пло-
скостей блока и плоскостей под привод распределителя зажигания,
наклонного масляного канала, масляного насоса и др. (станки СИ —
С16). Затем барабан поворачивает заготовки блоков нижней пло-
скостью вверх, и они поступают на участок 2 для обработки на стан-
ках CI7—С20: сверления отверстий со стороны нижней плоскости
и со стороны плоскостей масляного насоса и привода распределителя
зажигания.
Передача заготовок блоков цилиндров поперечным конвейером
на следующую секцию III линии 1Л96 происходит после проверки
наличия и глубины отверстий и поворота блока на 180°. Секция III
имеет два параллельных потока по четырнадцать станков в каждом
(C2I—С34). Здесь происходит сверление отверстий сливных масля-
ных каналов, под резьбу, под установочные штифты для крепления
головок блока цилиндров, сверление и зенкерование отверстий под
толкатели клапанов, гнезд под гильзы цилиндров, а также отрезка
технологических платиков.
Перед отрезкой технологических платиков (приливов) на станке
С34 в блоках контролируются отверстия под резьбу. Между сек-
циями III и IV линии 1Л96 установлен накопитель Н2, рассчитан-
ный на 45 блоков.
В секции IV станки С35—С39 установлены в один поток, они
предназначены для сверления, зенкерования, снятия фасок и раз-
вертывания отверстий в заготовке блоков цилиндров. На станках,
расположенных в один поток, выполняют кратковременные опера-
ции, применяемый инструмент характеризуется большой стойкостью,
поэтому ограничиваются одним потоком. Далее поток делится на два,
в каждом потоке установлено по шесть многошпиндельных станков
С40—С45 для резьбонарезания крепежных отверстий с различных
сторон заготовки блока. Резьбонарезные станки С40—С45 выделены
в конце линии в отдельный участок, чтобы не засорять механизмы
предыдущих участков стружкой, которая смывается с обрабатывае-
мых заготовок блоков керосином. Поэтому после нарезания резьбы
заготовки блоков цилиндров подвергаются мойке, сушке и продувке.
Особенностью этой линии является автоматическая переналадка
на обработку заготовок блоков цилиндров любой модификации (бен-
зинового или дизельного). Достигается это отключением той части
156
силовых головок, которая не участвует в обработке данных загото-
вок.
Операция III. Автоматическая линия 1Л97 (рис. 74). Она пред-
назначена в основном для завертывания и затяжки болтов, растачи-
вания отверстий под вкладыши коренных подшипников, запрессовки
втулок.
Линия состоит из двух секций. Участок 1 секции I однотипный
и включает две установки Р1 и Р2. Заготовки блоков, собранные
с крышками коренных подшипников, с завернутыми на три-четыре
оборота болтами, подаются конвейером на участок 1, где на установ-
ках Р1 и Р2 завертываются окончательно болты крепления крышек
коренных подшипников моментом ПО—130 Н-м.
Участок 2 секции I состоит из четырех параллельных потоков
с двумя станками С1 и С2 в каждом потоке; На станке CI одновре-
менно в двух заготовках блоков производится двукратное растачи-
вание отверстий под коленчатый и распределительный валы с одной
стороны, а на однопозиционном станке С2 —однократное растачива-
ние отверстий под коленчатый вал и под втулки распределительного
вала.
Заготовки блоков цилиндров поджимаются к верхней плите при-
способления, и одновременно вводятся во внутрь заготовки блоков
кронштейны, направляющие расточные оправки — борштанги.
Резцы, закрепленные в этих оправках, вводятся через продольные
пазы в направляющих втулках. Точная угловая фиксация расточных
оправок, в эти моменты обеспечивается специальными механиз-
мами.
Участок 3 секции I имеет два параллельно работающих станка
СЗ, на которых производится развертывание отверстий под втулки
опор распределительного вала. Отверстия контролируются автома-
тами КА. На участке 4 происходит запрессовка пяти втулок в отвер-
стия под распределительный вал двумя параллельно работающими
установками РЗ. В конце секции I имеется четырехрядный накопи-
тель Н.
Секция II автоматической линии 1Л97 имеет десять станков,
установленных в пять параллельных потоков по два станка в каж-
дом (С4 и С5). На сверлильно-расточных горизонтальных станках С4
окончательно растачиваются отверстия 1 под подшипники коленча-
того вала и отверстия 2 в запрессованных на установках РЗ втулках
3 распределительного вала, а также развертываются отверстия под
штифты с обоих торцов заготовки (рис. 75). Порядок обработки сле-
дующий: подъем заготовки, быстрый подвод головки без вращения
шпинделей, зажим заготовки, рабочая подача силовой головки, вы-
держка на упоре, предварительный быстрый отвод головки, проме-
жуточный останов, доводка и фиксация шпинделещв угловом поло-
жении, быстрый отвод головки без вращения шпинделей, останов
в исходном положении, опускание заготовки.
На горизонтальных четырехшпиндельных двухпозиционных
станках С5 .растачивают канавки под уплотнительные кольца и под-
резают торцы в отверстиях под коленчатый вал с двух сторон. После
157
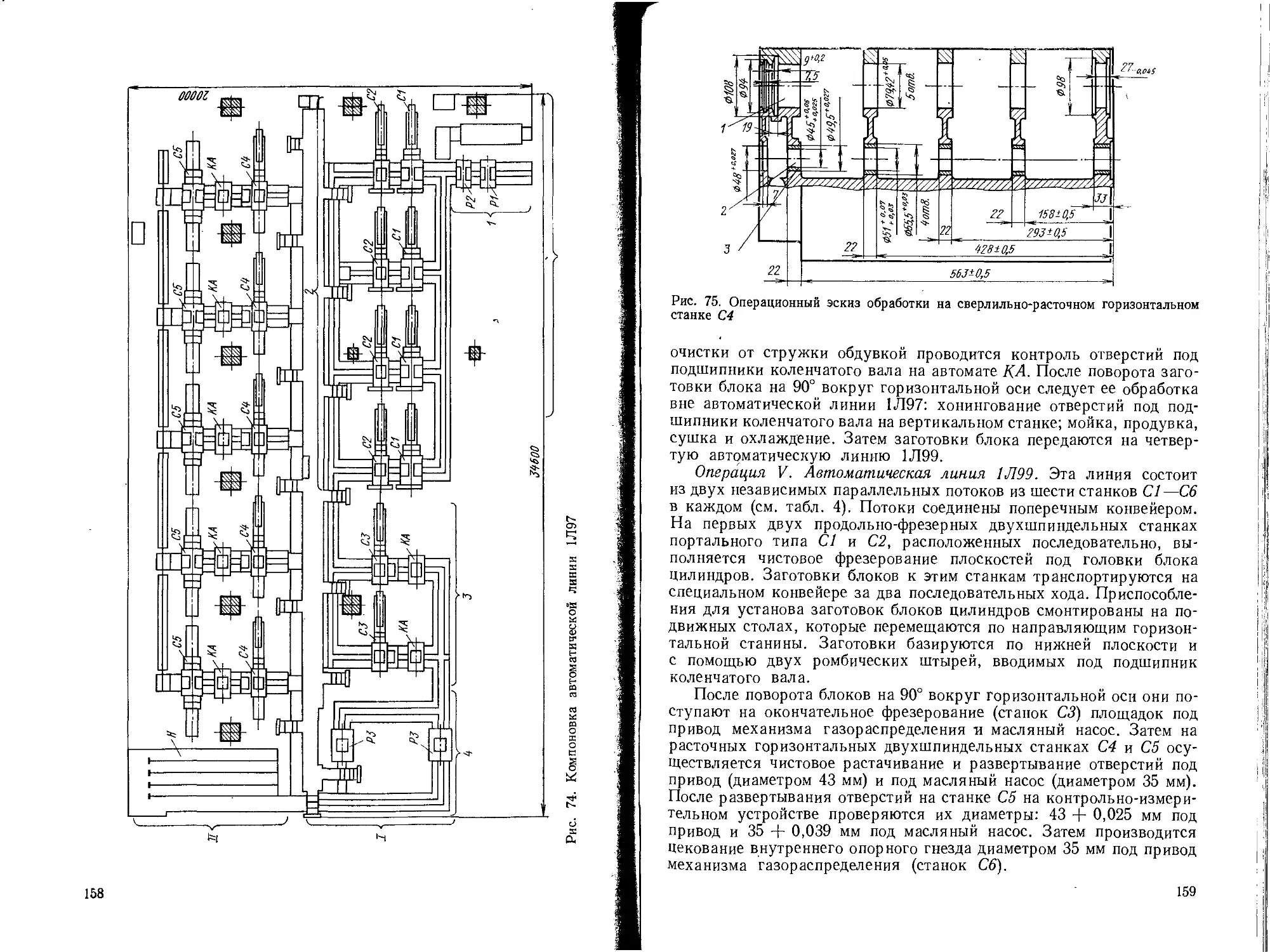
Рис. 74. Компоновка автоматической линии 1Л97
158
Рис. 75. Операционный эскиз обработки на сверлильно-расточном горизонтальном
станке С4
очистки от стружки обдувкой проводится контроль отверстий под
подшипники коленчатого вала на автомате КА. После поворота заго-
товки блока на 90° вокруг горизонтальной оси следует ее обработка
вне автоматической линии 1Л97: хонингование отверстий под под-
шипники коленчатого вала на вертикальном станке; мойка, продувка,
сушка и охлаждение. Затем заготовки блока передаются на четвер-
тую автоматическую линию 1Л99.
Операция V. Автоматическая линия 1Л99. Эта линия состоит
из двух независимых параллельных потоков из шести станков С1—С6
в каждом (см. табл. 4). Потоки соединены поперечным конвейером.
На первых двух продольно-фрезерных двухшпиндельных станках
портального типа С1 и С2, расположенных последовательно, вы-
полняется чистовое фрезерование плоскостей под головки блока
цилиндров. Заготовки блоков к этим станкам транспортируются на
специальном конвейере за два последовательных хода. Приспособле-
ния для установи заготовок блоков цилиндров смонтированы на по-
движных столах, которые перемещаются по направляющим горизон-
тальной станины. Заготовки базируются по нижней плоскости и
с помощью двух ромбических штырей, вводимых под подшипник
коленчатого вала.
После поворота блоков на 90° вокруг горизонтальной оси они по-
ступают на окончательное фрезерование (станок СЗ) площадок под
привод механизма газораспределения и масляный насос. Затем на
расточных горизонтальных двухшпиндельных станках С4 и С5 осу-
ществляется чистовое растачивание и развертывание отверстий под
привод (диаметром 43 мм) и под масляный насос (диаметром 35 мм).
После развертывания отверстий на станке С5 на контрольно-измери-
тельном устройстве проверяются их диаметры: 43 + 0,025 мм под
привод и 35 + 0,039 мм под масляный насос. Затем производится
цекование внутреннего опорного гнезда диаметром 35 мм под привод
механизма газораспределения (станок С6).
159
365
Рис. 76. Операционный эскиз блока цилиндров, обрабатываемого на автоматической
линии 1Л99
Эскиз блока цилиндров, обрабатываемого на линии 1Л99, пред-
ставлен на рис. 76.
Ряд станков линии 1Л99 оснащен ощупывающими устройствами,
определяющими тип обрабатываемой заготовки. На станках СЗ, С4,
С5 (см. табл. 4) заготовки блоков цилиндров дизельного двигателя
не обрабатываются. Ощупывающие устройства отключают силовые
головки этих станков, если на станок поступает заготовка блока
цилиндров дизельного двигателя.
После обработки на четвертой линии заготовки блоков поворачи-
ваются на 90° вокруг горизонтальной оси и поступают с параллель-
ных потоков на разгрузочный конвейер, с которого подаются на авто-
матическую линию 1Л98.
Операция VI. Автоматическая линия 1Л98. Одна секция линии
показана на рис. 77. На этой линии завершается обработка заготовок
блоков цилиндров. Линия состоит из трех независимых параллель-
ных потоков по четыре станка и два контрольных автомата в каждом.
Потоки соединены параллельно-последовательно с помощью продоль-
ных и поперечных конвейеров. На контрольных автоматах КА про-
веряются диаметры отверстий под гильзы и толкатели, глубина вы-
точек под бурты гильз.
На специальных многошпиндельных станках С1 растачиваются
отверстия под бурты гильз и одновременно подрезаются торцы (от-
дельными расточными головками, установленными на силовом столе).
160
Рис. 77. Компоновка одной секции автоматической линии 1Л98
Шпиндели головок приводятся во вращение от одного электродви-
гателя посредством редуктора. Инструмент работает с упором в за-
готовку, что позволяет получить выточку глубиной 5 ± 0,05 мм
(рис. 78). На станке С2 (см. рис. 77) растачивают отверстия под
гильзы цилиндров диаметром 125 и 122 мм. Каждый шпиндель осна-
щен механизмом точного останова и фиксации положения, что пред-
отвращает повреждение обработанной поверхности. Имеются также
устройства автоматической подналадки резцов при их износе.
На шестнадцатишпиндельных двусторонних станках СЗ и С4
растачивают и развертывают отверстия (диаметром 25 мм) под толка-
тели, которые затем проверяются на автоматах. Развертывание от-
верстий на станке С4 происходит при применении в качестве смазоч-
ного материала керосина.
Рнс. 78. Операционный эскиз блока цилиндров, обрабатываемого на автоматиче-
ской линии 1Л98
6 Гурин Ф. В. 161
После обработки и контроля на линии заготовки блоки цилин-
дров транспортируются в моечный агрегат.
Все автоматические линии комплекса оснащены ленточными и
скребковыми конвейерами: от станков линий стружка транспорти-
руется ленточными конвейерами, которые ссыпают ее в скребковый
конвейер, расположенный ниже уровня пола.
Контроль блоков цилиндров. Контроль является трудоемким про-
цессом, автоматизация его в отдельных случаях затруднительна.
Помимо межоперационного контроля, в процессе обработки загото-
вок блоков на комплексе автоматических линий проводится оконча-
тельный контроль после ее завершения.
Контроль блоков заключается во внешнем осмотре и проверке
точности взаимного расположения и соосности плоскостей. При об-
работке блока на автоматических линиях для контроля отверстий
под коренные подшипники и подшипники распределительного вала
наиболее часто используют контрольные устройства с пневмоэлек-
трическими датчиками. Эти устройства измеряют отверстия по трем
параметрам: верхним и нижним предельным отклонениям диаме-
тров отверстий, по условному браку, при котором отклонение от наи-
меньшего диаметра отверстия находится еще в заданном пределе.
Если диаметр отверстия вышел за установленные пределы, то дается
соответствующий световой сигнал, при повторении которого авто-
матическая линия останавливается.
Для контроля отверстий под гильзы цилиндров и глубины выто-
чек в них используется специальное устройство с электроконтакт-
ными датчиками светофорного типа. Сигнализация о неточности диа-
метров и о невхождении пробок в контролируемые отверстия осущест-
вляется с помощью микропереключателей; при подаче сигнала на
останов линии на измерительном устройстве включается светофор.
Пробки, диаметры которых на 0,1 мм меньше номинального диаметра
отверстий, имеют пазы для размещения измерительных контактов.
Контакты связаны с датчиками рычажной системой.
Проверка перпендикулярности положения отверстий под корен-
ные подшипники относительно оси отверстия цилиндров осущест-
вляется при помощи индикаторного приспособления со скалками
следующим образом. Конические втулки, через которые пропущена
скалка, вставлены в отверстия крайних коренных опор. На скалке
размещена призма с кронштейном, в котором смонтирован инди-
катор. При помощи упора, расположенного на кронштейне, и кон-
тактора, соприкасающегося со стенкой цилиндра, фиксируют пока-
зания индикатора. Затем поворачивают призму с кронштейном на
180° и вновь фиксируют показания индикатора. Разность показаний
индикатора равна удвоенному значению погрешности в расположе-
нии отверстий под коренные подшипники относительно оси зеркала
цилиндра.
Индикаторные приспособления со скалками используются для
контроля положения осей толкателей относительно оси подшипни-
ков распределительного вала и для проверки расстояния от оси рас-
пределительного вала до плоскости крепления масляного насоса.
162
При проверке параллельности осей отверстий под коленчатый и рас-
пределительный валы с помощью индикаторного приспособления
каждую ось вводят в группу отверстий по оправке. Обе оправки уста-
навливают без зазоров, расстояние между осями оправок измеряют
индикатором, который воспринимает угловые перемещения измери-
тельного рычага, соприкасающегося с образующей оправки.
Наличие и глубину просверленных отверстий под резьбу прове-
ряют в автоматических линиях (например, в линии 1Л96 рассмотрен-
ного комплекса) устройствами, представляющими собой контрольно-
выдувные многошпиндельные головки с полыми цилиндрическими
щупами. Стружку из отверстий выдувают сжатым воздухом. Внеш-
ний вид такого устройства напоминает многошпиндельную свер-
лильную головку,- в которой вместо сверл установлены щупы.
Все блоки цилиндров подвергают гидроиспытанию на специаль-
ных стендах.
Изготовление крышек коренных подшипников
коленчатого вала легкового автомобиля
с малым рабочим объемом двигателя
Исходные заготовки крышек коренных подшипников ко-
ленчатого вала двигателей легковых автомобилей получают из серого
чугуна литьем в песчаные формы одноразового пользования. Се-
рый чугун характеризуется хорошими технологическими свойст-
вами и достаточно высокой механической прочностью. Наиболее
распространенным в автомобильной промышленности способом яв-
ляется получение литой заготовки в виде блока (бугеля) в комплекте
из пяти крышек (рис. 79). В разовой песчаной форме можно получать
до двенадцати блоков массой 4,45 кг. Припуск на обработку реза-
нием по полуотверстию и плоскостям стыка составляет 4,5 мм по
боковым замковым плоскостям 4 мм, по опорным плоскостям (под
головки болтов крепления) не более 3 мм.
Обработка резанием различных блоков заготовок крышек ко-
ренных подшипников коленчатого вала двигателей легковых авто-
Рис. 79. Заготовка в виде блока (бугеля) в комплекте из пяти крышек коренных
подшипников коленчатого вала:
I — метки (отсчет опор от передней чести двигателя)
6* / 163
Рис. 80. Компоновка автоматизированного участка обработки заготовок крышек
коренных подшипников коленчатого вала легкового автомобиля с малым рабочим
объемом двигателя
мобилей осуществляется по сходным технологическим процессам,
основанным на широкой автоматизации с использованием автомати-
ческих линий. Различие состоит лишь в комплексности процессов.
В технологических процессах операция протягивания полуокруж-
ности, плоскостей стыка, боковых замковых плоскостей, под головки
болтов и бобышек обычно выполняется перед обработкой резанием
на автоматической линии.
На рис. 80 показана компоновка автоматизированного участка
обработки крышек коренных подшипников коленчатого вала легко-
вого автомобиля с малым рабочим объемом двигателя. Участок вклю-
чает два протяжных станка I, три параллельно работающие автома-
тические линии II—IV, моечный агрегат и пункт окончательного
контроля КА. Автоматические линии II и III имеют по 14 позиций
каждая, автоматическая линия IV включает 26 позиций. Число
силовых головок во всех трех автоматических линиях одинаковое.
Характеристика четырнадцатипозиционной автоматической линии
приведена ниже.
Число станков....................................................... 5
» силовых головок ............................................... 6
» шпинделей .................................................... 35
» позиций....................................................... 14
» рабочих позиций ............................................... 7
» поворотных устройств........................................... 1
» электродвигателей ............................................ 15
Общая мощность электродвигателей, кВт ............................. 95
Часовая производительность, штук................................... 58
Одновременно обрабатываемые заготовки (блоки)....................... 1
Размеры линии, мм ............................................ 12 500X7 500
Масса линии, т .................................................... 33
Из четырнадцати позиций автоматической линии семь — рабо-
чих. Это объясняется следующим. Станки линии соединены между
собой жесткой транспортной системой. Перемещение обрабатывае-
мой заготовки с одной позиции на другую осуществляется после
окончания обработки резанием и возвращения силовых головок
с режущими инструментами в исходное положение на всех рабочих
позициях линии. Следовательно, время обработки на рабочих по-
зициях должно быть одинаковым или почти одинаковым, что исклю-
164
чает простои на отдельных пози-
циях. Поскольку это условие вы-
полнить невозможно, для обеспече-
ния высокой производительности
линии предусмотрены свободные
позиции после наиболее длитель-
ных технологических операций.
Рассмотрим последователь-
ность обработки блоков заготовок
крышек коренных подшипников
коленчатого вала на автоматизи-
рованном участке (рис. 80).
Операция I. Протягивание вы-
полняется на двустороннем двух-
позиционном протяжном станке
a) 6)
Рис. 81. Операционный эскиз блока
коренных подшипников, обрабатывае-
мых на двухпозиционном протяжном
станке туннельного типа:
а — первая позиция; б — вторая позиция
туннельного типа. Жесткость ста-
нины обеспечивается ее П-образной формой. С боковых сторон ста-
нины расположены два ползуна с закрепленным на каждом из них
комплектом протяжек. Станок оснащен двумя откидными приспо-
соблениями с автоматическим закреплением и откреплением обра-
ботанной заготовки, а также шаговым конвейером-накопителем.
Протягивание осуществляется при прямом и обратном ходах. Блок
(бугель) из тары загружается на конвейер станка и автоматически
подается на откидное приспособление первой позиции, которое с за-
груженной заготовкой поднимается в рабочую зону. Ползун пере-
мещается слева направо, и нижним комплектом протяжек обрабаты-
ваются плоскости стыка 1, полуотверстие 2, боковые поверхности
под замок 4 и фаски 3 (рис. 81). В этот момент происходит установ и
закрепление обработанной на первой позиции заготовки в приспо-
соблении второй позиции. В конце хода ползуна приспособление
второй позиции поднимается в рабочую зону, и при обратном ходе
ползуна обрабатываются плоскости 5 и 6 соответственно под головки
крепежных болтов и бобышки. Скорость обработки равна 30 м/мин.
С протяжных станков обработанные заготовки крышек корен-
ных подшипников коленчатого вала транспортируются к автомати-
ческим линиям.
Операция II. Схема обработки на четырнадцатипозиционной авто-
матической линии следующая.
Загрузка.
Сверление отверстий 1—6 (рис. 82) на глубину 29 мм (справа),
сверление отверстий 7—10 на глубину 29 мм (слева), фрезерование
вырезов на торцах для транспортировки заготовки.
Сверление сквозных отверстий 1—6 и 7—10. Позиции выпол-
няются на многошпиндельном двустороннем агрегатно-сверлильном
станке С1 (см. рис. 80).
Развертывание отверстий 7—10 (ей. рис. 82).
Развертывание отверстий 1—6. Позиции выполняются на много-
шпиндельном одностороннем агрегатном сверлильном станке С2
(см. рис. 80).
165
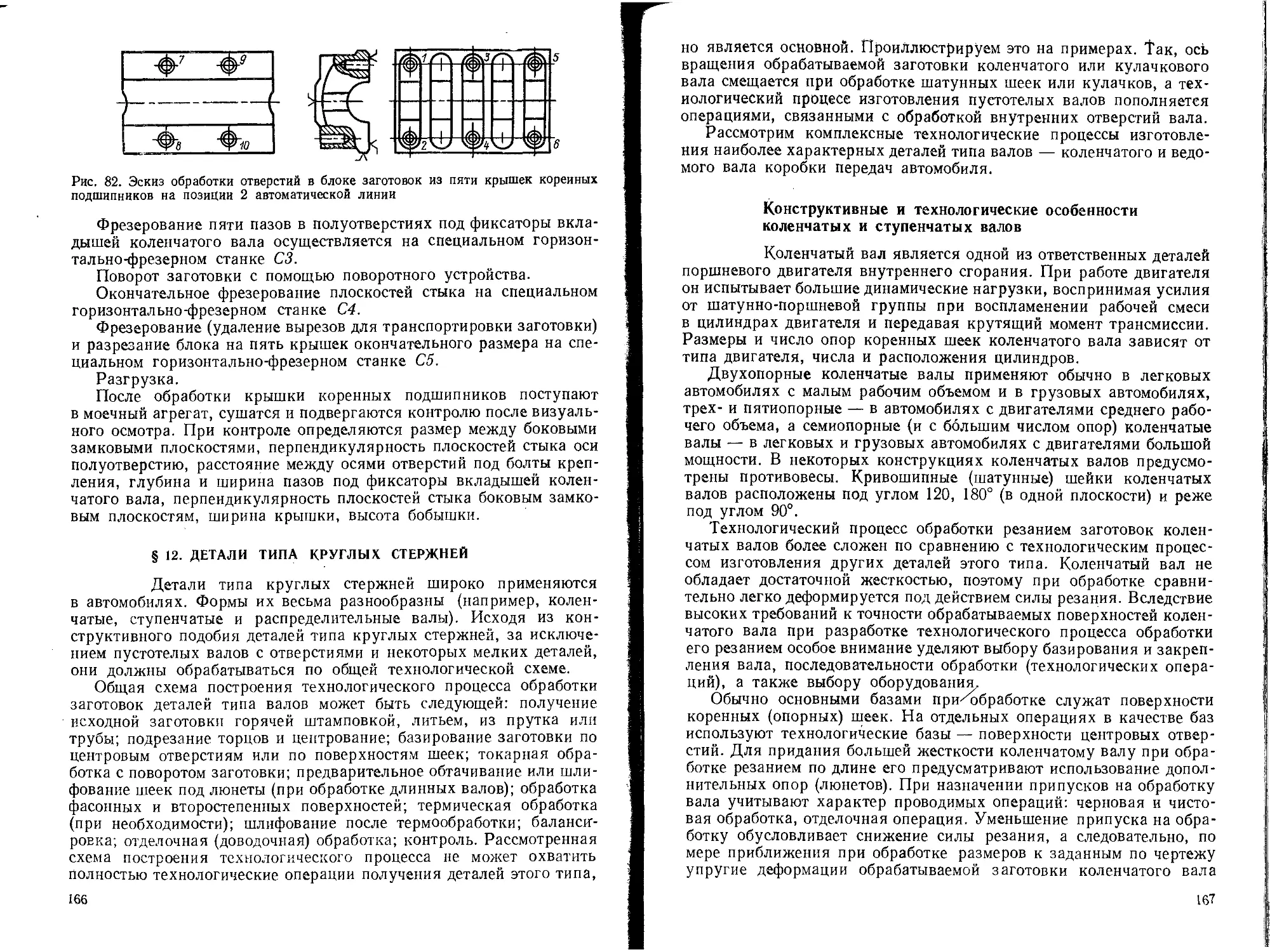
Рис. 82. Эскиз обработки отверстий в блоке заготовок из пяти крышек коренных
подшипников на позиции 2 автоматической линии
Фрезерование пяти пазов в полуотверстиях под фиксаторы вкла-
дышей коленчатого вала осуществляется на специальном горизон-
тально-фрезерном станке СЗ.
Поворот заготовки с помощью поворотного устройства.
Окончательное фрезерование плоскостей стыка на специальном
горизонтально-фрезерном станке С4.
Фрезерование (удаление вырезов для транспортировки заготовки)
и разрезание блока на пять крышек окончательного размера на спе-
циальном горизонтально-фрезерном станке С5.
Разгрузка.
После обработки крышки коренных подшипников поступают
в моечный агрегат, сушатся и подвергаются контролю после визуаль-
ного осмотра. При контроле определяются размер между боковыми
замковыми плоскостями, перпендикулярность плоскостей стыка оси
полуотверстию, расстояние между осями отверстий под болты креп-
ления, глубина и ширина пазов под фиксаторы вкладышей колен-
чатого вала, перпендикулярность плоскостей стыка боковым замко-
вым плоскостям, ширина крышки, высота бобышки.
§ 12. ДЕТАЛИ ТИПА КРУГЛЫХ СТЕРЖНЕЙ
Детали типа круглых стержней широко применяются
в автомобилях. Формы их весьма разнообразны (например, колен-
чатые, ступенчатые и распределительные валы). Исходя из кон-
структивного подобия деталей типа круглых стержней, за исключе-
нием пустотелых валов с отверстиями и некоторых мелких деталей,
они должны обрабатываться по общей технологической схеме.
Общая схема построения технологического процесса обработки
заготовок деталей типа валов может быть следующей: получение
исходной заготовки горячей штамповкой, литьем, из прутка или
трубы; подрезание торцов и центрование; базирование заготовки по
центровым отверстиям или по поверхностям шеек; токарная обра-
ботка с поворотом заготовки; предварительное обтачивание или шли-
фование шеек под люнеты (при обработке длинных валов); обработка
фасонных и второстепенных поверхностей; термическая обработка
(при необходимости); шлифование после термообработки; баланси"-
ровка; отделочная (доводочная) обработка; контроль. Рассмотренная
схема построения технологического процесса не может охватить
полностью технологические операции получения деталей этого типа,
166
но является основной. Проиллюстрируем это на примерах. Так, ось
вращения обрабатываемой заготовки коленчатого или кулачкового
вала смещается при обработке шатунных шеек или кулачков, а тех-
нологический процесс изготовления пустотелых валов пополняется
операциями, связанными с обработкой внутренних отверстий вала.
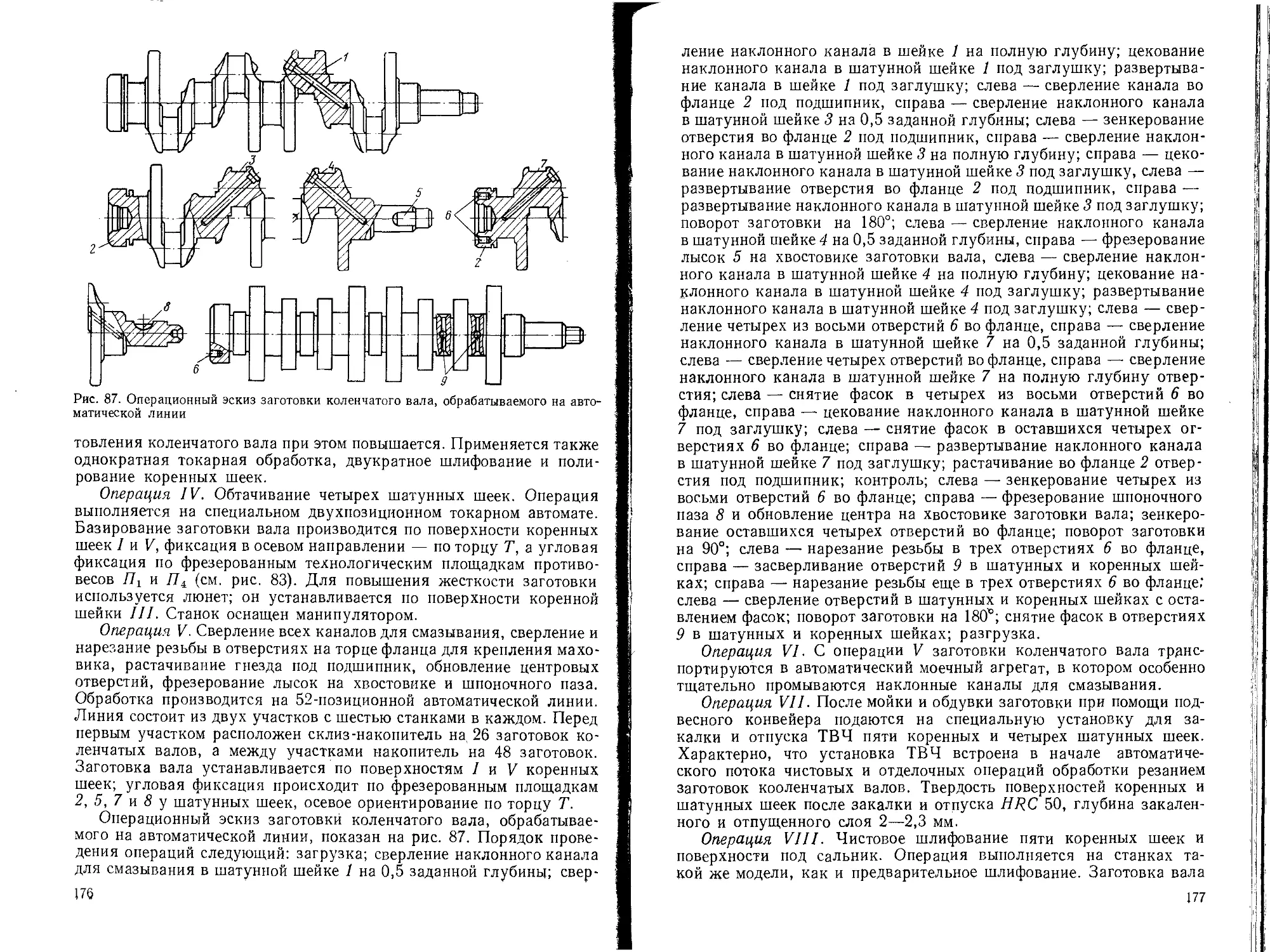
Рассмотрим комплексные технологические процессы изготовле-
ния наиболее характерных деталей типа валов — коленчатого и ведо-
мого вала коробки передач автомобиля.
Конструктивные и технологические особенности
коленчатых и ступенчатых валов
Коленчатый вал является одной из ответственных деталей
поршневого двигателя внутреннего сгорания. При работе двигателя
он испытывает большие динамические нагрузки, воспринимая усилия
от шатунно-поршневой группы при воспламенении рабочей смеси
в цилиндрах двигателя и передавая крутящий момент трансмиссии.
Размеры и число опор коренных шеек коленчатого вала зависят от
типа двигателя, числа и расположения цилиндров.
Двухопорные коленчатые валы применяют обычно в легковых
автомобилях с малым рабочим объемом и в грузовых автомобилях,
трех- и пятиопорные — в автомобилях с двигателями среднего рабо-
чего объема, а семиопорные (и с большим числом опор) коленчатые
валы — в легковых и грузовых автомобилях с двигателями большой
мощности. В некоторых конструкциях коленчатых валов предусмо-
трены противовесы. Кривошипные (шатунные) шейки коленчатых
валов расположены под углом 120, 180° (в одной плоскости) и реже
под углом 90°.
Технологический процесс обработки резанием заготовок колен-
чатых валов более сложен по сравнению с технологическим процес-
сом изготовления других деталей этого типа. Коленчатый вал не
обладает достаточной жесткостью, поэтому при обработке сравни-
тельно легко деформируется под действием силы резания. Вследствие
высоких требований к точности обрабатываемых поверхностей колен-
чатого вала при разработке технологического процесса обработки
его резанием особое внимание уделяют выбору базирования и закреп-
ления вала, последовательности обработки (технологических опера-
ций), а также выбору оборудования,
Обычно основными базами при^обработке служат поверхности
коренных (опорных) шеек. На отдельных операциях в качестве баз
используют технологические базы — поверхности центровых отвер-
стий. Для придания большей жесткости коленчатому валу при обра-
ботке резанием по длине его предусматривают использование допол-
нительных опор (люнетов). При назначении припусков на обработку
вала учитывают характер проводимых операций: черновая и чисто-
вая обработка, отделочная операция. Уменьшение припуска на обра-
ботку обусловливает снижение силы резания, а следовательно, по
мере приближения при обработке размеров к заданным по чертежу
упругие деформации обрабатываемой заготовки коленчатого вала
16?
снижаются. Поверхности, регламентированные точными допусками
на их изготовление, проходят чистовую и отделочную операции.
Полная автоматизация технологического процесса обработки
резанием заготовок коленчатых валов связана с большими трудно-
стями.
В настоящее время обработку резанием этих деталей осущест-
вляют на частично автоматизированных участках с применением
на ряде технологических операций высокопроизводительных авто-
матических и полуавтоматических станков.
Конструкция ведомого вала коробки передач характеризуется
двусторонним уменьшением диаметров к торцам при отношении
длины к диаметру более 8—10, что свидетельствует о недостаточной
его жесткости и вызывает необходимость ввода дополнительных опор
при обработке резанием. К ведомым валам коробок передач предъяв-
ляются высокие требования по механической прочности, обрабаты-
ваемости, малой чувствительности к концентрациям внутренних
напряжений. С целью повышения износостойкости ведомые валы под-
вергают термической обработке.
Заготовки ведомых валов коробки передач получают горячей
штамповкой, из проката, обжатием на ротационно-ковочных маши-
нах, электровысадкой и др. Полученная одним из этих методов за-
готовка по форме и размерам близка к готовой детали, что снижает
расход металла и трудоемкость обработки резанием. Коэффициент
использования материала при получении заготовок ступенчатых
валов составляет более 0,7.
Конструктивные особенности ведомого вала и масштаб произ-
водства определяют технологический процесс обработки его реза-
нием. Схема технологического процесса следующая: фрезерование
торцов и центрование; токарная обработка; шлифование; фрезеро-
вание (или накатывание) шлицев; фрезерование (или накатывание)
резьбы; термическая обработка (цементация, закалка и отпуск);
полирование поверхностей; шлифование шлицев; окончательный
контроль.
За основные базы при обработке резанием принимают поверх-
ности опорных шеек вала. Но при обработке наружных поверхностей
использовать их в качестве технологических баз трудно. Поэтому
в качестве технологических баз в основном выбирают поверхности
центровых отверстий. Это дает возможность обрабатывать почти все
основные наружные поверхности вала на единых технологических
базах с установкой его заготовки в центрах.
Изготовление коленчатого вала легкового автомобиля
с малым рабочим объемом двигателя
Коленчатый вал двигателя легкового автомобиля с малым
рабочим объемом двигателя является полноопорным с пятью корен-
ными и четырьмя шатунными шейками. Номинальный диаметр ко-
ренных шеек 51 мм, шатунных 48 мм. Щеки коленчатого вала, при-
легающие к" коренным шейкам I, III и V, имеют развитые противо-
168
Рис. 83. Коленчатый вал двигателя легкового автомобиля ВАЗ-2101 и его литая
заготовка:
1~8 — опорные технологические площадки; .Пх —— противовесы; I — V — коренные
шейки; VI —IX — шатунные шейки /
весы /71—/74 (рис. 83). Шатунные (кривошипные) шейки расположены
под углом 180°. В вале просверлены наклонные отверстия, по которым
к шатунным шейкам подводится смазочный материал. Так как вал
является полноопорным, обеспечивается нормальная подача масла
к шатунным шейкам VI—IX от коренных шеек I—V и исключаются
неблагоприятные условия подачи масла, которые имеют место у не-
полноопорных валов (рис. 83, а). Технологические выходы каналов
заглушены четырьмя запрессованными и раскерненными в трех точ-
ках пробками, которые вынимают при ремонте для удаления отложе-
ний.
На переднем конце коленчатого вала имеется сегментная шпонка
Ш, на которую устанавливаются ведущая звездочка цепного привода
механизма газораспределения и шкив генератора, затягиваемые
храповиком на торце вала. На заднем конце (хвостовике) коленчатого
вала имеется^фланец Т, к торцу которого привернут шестью само-
го
стопорящимися болтами с общей прокладкой чугунный маховик,
фиксируемый по центральному отверстию. В центральном отверстии
О заднего торца сделано гнездо под шариковый подшипник. Во вну-
треннее кольцо шарикового подшипника входит конец ведущего вала
коробки передач.
Получение заготовки. Коленчатый вал отливают из специального
высокопрочного чугуна с шаровидным графитом, свойства которого
соответствуют свойствам высококремнистых сталей, содержащих
свободный шаровидный графит. Чугун с шаровидным графитом жид-
котекуч, а температура его заливки ниже, чем стали. Заготовки
(рис. 83, б) из этого чугуна имеют более плотную структуру и лучше
обрабатываются на металлорежущих станках. Коленчатые валы,
изготовленные из чугуна с шаровидным графитом, имеют высокие
эксплуатационные качества.
Заготовку коленчатого вала массой 12,8 кг получают литьем
в песчаные формы при машинной формовке. Припуски на обра-
ботку резанием по средним коренным (опорным) и шатунным
шейкам составляют 2—3 мм, а по остальным шейкам 1,5—2 мм.
Полученные заготовки должны удовлетворять следующим тех-
ническим условиям:
твердость заготовки после нормализации НВ 235—265;
смещение по линии разъема не более 0,5 мм;
заусенец по линии разъема до 1 мм, за исключением зоны проти-
вовесов;
допуски на припуски +1-=-----0,5 мм;
точность размеров без допусков +1ч---0,5 мм;
размеры, не указанные в чертеже заготовки, берутся из чертежа
на готовую деталь.
Схема технологического маршрута получения заготовки колен-
чатого вала легкового автомобиля представлена в табл. 5.
После окончательного 100 %-кого контроля заготовки колен-
чатого вала транспортируются в механический цех.
Технические условия на обработку резанием. При обработке ко-
ленчатого вала резанием должна быть выдержана высокая точность
размеров основных поверхностей, их взаимного расположения и по-
лучена малая высота неровностей, значения которых приведены
ниже.
Точность диаметра, квалитет:
коренных и шатунных шеек.......................................... 5
шейки под ведущие звездочку и шкив........................... 6
фланца под сальник................................................. 6
Овальность, конусообразность и вогнутость шеек, мм.................. 0,004
Отклонение от параллельности осей шатунных и крайних коренных
шеек, мм............................................................. 0,03
Отклонение от плоскостности торца фланца, к которому крепится махо-
вик, мм........................................................ . 0,05
Биение по длине радиуса маховика, мм, не более................. 0,03
Значение дисбаланса коленчатого вала, г-см....................... 12
Параметр шероховатости поверхности Ра, мкм:
коренных и шатунных шеек.........................................0,32—0,16
шейки под ведущую звездочку и шкив........................... 2—1,2
170
Таблица^)
Операция Оборудование
Формовка стержня Окончательная обработка стержня Визуальный контроль Формовка, установка стержней в форму и заливка. Выбивка форм Удаление стержней из отливок Отрезание литников Первая очистка Абразивная обработка мест литников Абразивная обработка по линии разъема Термическая обработка (нормализация) Вторая очистка Шлифование мест для контроля твер- дости Контроль твердости Контроль степени сфероидизации гра- фита Магиитоскопи чески й контроль Окончательный визуальный контроль (100 %) Двухпозиционная стержневая ма- шина Стол Автоматическая линия То же » Дробеметная установка Двухкамневын обдирочно-шлифо- вальный станок Обдирочно-шлифовальный станок Печь непрерывного действия Дробеметная установка Обдирочно-шлифовальный станок Прибор Бринелля Специальный прибор Магннтоскоп Стол
Кроме того, на поверхности под сальник должны отсутствовать
следы воздействия режущего инструмента.
Комплексный технологический процесс обработки резанием за-
готовок чугунных коленчатых-валов выполняется на автоматизиро-
ванном участке. Обработку заготовок начинают с подготовки техно-
логических баз. Подрезание торцов, центрование с двух сторон и
фрезерование восьми технологических бобышек выполняются на три-
надцатипозиционной автоматической линии. Линия состоит из трех
станков, связанных жесткой транспортной системой. На линии пре-
дусмотрен загрузочный склиз на 17 заготовок коленчатых валов и
автоматический контроль (три позиции). Техническая характери-
стика линии следующая.
Часовая производительность, штук...................................... 62
Число станков ...................................................... 3
» силовых головок ............................................... 5
» шпинделей...................................................... 9
» позиций линии................................................. 13
» рабочих позиций................................................ 3
» контрольных позиций............................................ 3
» электродвигателей ............................................ 18
Общая мощность электродвигателей, кВт................................ 685
Размеры линии, мм.................................................. 11,5X3,5
Масса, т............................................................. 18,6
Заготовки для обработки подаются с загрузочного склиза, рас-
положенного в'начале каждой линии в приспособлении, где устанав-
171
ливаются в самоцен-
трирующие призма-
тические губки по по-
верхности коренной
шейки 1 и поверхно-
сти С под сальник
Рис. 84. Комбинирован-
ные режущие инстру-
менты
(см. рис. 83). Фикса-
ция в осевом направлении происходит по торцу Т, от которого в чер-
теже детали заданы размеры до коренных и шатунных шеек.
Операция I. Схема обработки резанием на линии следующая:
загрузка; предварительное подрезание торцов; контроль длины;
окончательное подрезание торцов, центрование с двух сторон, рас-
тачивание выточки; контроль; поворот заготовки с новым базиро-
ванием. В качестве баз используются центровые отверстия, фиксация
заготовки в осевом направлении производится по торцу коренной
шейки /7; угловая фиксация происходит по первому противовесу
/71, а зажим по шатунной шейке в самоцентрирующих призматиче-
ских губках; фрезерование технологических бобышек; разгрузка.
В отличие от широко применяемых на автомобильных заводах
фрезерно-центровальных станков в данном процессе на первой его
операции используются торцеподрезные центровальные станки и
специальный фрезерный станок с перемещающейся вертикальной
головкой. На торцеподрезном центровальном станке применяются
специальные комбинированные инструменты, позволяющие подре-
зать торцы, центровать и растачивать выточку.
На рис. 84 показаны комбинированные режущие инструменты,
применяемые на автоматической линии: специальный зенкер для
предварительного подрезания торцов (рис. 84, а), одновременного
окончательного подрезания торца, головка для центрования и раста-
чивания выточки на торце (рис. 84, б). Специальный зенкер имеет
четырехгранные неперетачиваемые пластины /, которые крепятся
172
Рис. 85. Операционный эскиз
заготовки коленчатого вала
при обтачивании пяти корен-
ных шеек на автоматическом
участке (операция II)
при помощи клина 2 во
вставках 4, установлен-
ных и закрепленных в
корпусе 3. Торцовое би-
ение по режущим кромкам не превышает 0,01 мм, что достигается
использованием особо точных неперетачиваемых пластин.
В корпусе 9 головки для центрования и растачивания выточки
на торце закреплены центровочное сверло 6 и вставка 8. Клином 7
при помощи винта удерживается четырехгранная неперетачиваемая
твердосплавная пластина 5.
Операция II. Обтачивание пяти коренных шеек I—V и поверх-
ности 1 под самоподвижный сальник с протачиванием маслосгонной
канавки 3 и снятием фасок 2 (рйс. 85). Операция выполняется на ав-
томатическом участке, включающем специальные токарные много-
резцовые автоматы. Автоматы имеют центральный привод и оснащены
манипуляторами, автоматизированным управлением, специальным
инструментально-наладочным столом и счетчиком деталей. В отличие
от обычного двукратного обтачивания коренных шеек применяется
однократное, вследствие чего снижаются припуски на обработку
резанием и трудоемкость изготовления коленчатого вала.
Заготовка устанавливается в центрах с осевой фиксацией по
торцу фланца Т, а угловая ориентация при этом проводится по фре-
зерованным площадкам противовесов шатунных шеек 4.
Технологическая характеристика автомата следующая.
Часовая производительность, штук......................... 63
Размеры обрабатываемого изделия, мм:
диаметр.................................................. 52— 165
максимальная длина ................................... 560
Максимальное перемещение поперечных суппортов, мм ... 127
Общая мощность двигателей, кВт ................................ 20,5
Размеры автомата, мм...................................... 2454X1930X2270
Масса, т........................................................ 28,3
Перемещаемый манипулятор (рис. 86, а) опирается на ферму,
оснащен гидроприводом и электрической системой управления
с клеммной коробкой 9. Манипулятор состоит из каретки 1 и двух
рабочих органов 3 и 6. Каретка 1 перемещается по балке 2, смонтиро-
ванной над автоматом на двух балках, опирающихся на колонны
10. Каретка приводится в движение гидроцилиндром 7 через систе-
му цепей 8. Каждый рабочий орган поднимается и опускается под
действием гидропривода.
173
Последовательность ра-
боты перемещаемого ма-
нипулятора следующая
(рис. 86, б). После обра-
ботки заготовки коленча-
того вала на автомате и
размещении каретки в по-
зиции над ним подается
сигнал. Рабочий орган.?,
находящийся в позиции I,
перемещается вниз, за-
жим 4 захватывает обра-
ботанную заготовку и воз-
вращается в исходное по-
ложение; затем зажим 5
также перемещается с за-
хваченной заготовкой
вниз, в рабочую зону, и
устанавливает ее на авто-
мате для обработки. После
этого рабочий орган воз-
вращается вверх (пози-
ция II) в исходное поло-
жение, и подается команда
на следующий цикл ра-
боты автомата.
Во время работы станка
каретка автоматического
устройства перемещается
к подающему заготовку
конвейеру. Рабочий ор-
ган, находящийся в пози-
ции IV, опускается вниз,
захватывает новую заго-
товку на обработку и под-
нимается в исходное поло-
жение. После этого карет-
ка перемещается к конвей-
еру, подающему обработан-
ную заготовку на следу-
ющую операцию — чис-
товое шлифование пяти
коренных шеек и поверх-
174
ности под сальник. Рабочий орган, находящийся в позиции III,
опускается, оставляет обработанную заготовку и возвращается в
исходное положение. Устройство находится без движения до мо-
мента получения команды об окончании обработки заготовки на
станке. При получении команды цикл работы автомата-манипулятора
повторяется.
Операция III. Чистовое шлифование одновременно пяти корен-
ных шеек и поверхности под сальник коленчатого вала. Шлифование
производится на специальных круглошлифовальных автоматах.
Окружная скорость всех шести шлифовальных кругов сохраняется
постоянной, независимо от их износа. Правка кругов автоматическая,
осуществляется алмазным роликом по копиру через 15—20 мин.
Каждый станок оснащен манипулятором, при помощи которого про-
исходит загрузка на обработку и разгрузка по окончании обработки
коленчатого вала. Припуск на обработку составляет 0,5 мм.
Техническая характеристика автомата следующая.
Часовая производительность, штук...................................... 30
Число шлифовальных кругов ............................................. 6
Окружная скорость шлифовальных кругов, м/с............................ 43
Окружная скорость заготовки вала, м/мин.............................11,6
Поперечная подача, мм/мин:
врезание..........................................................0,4
резание...........................................................0,25
Точность размера обеспечивается в пределах 20 мкм, точность
формы — 10 мкм.
Цикл работы станка включает ускоренный подвод круга до кон-
такта с обрабатываемой поверхностью заготовки вала, врезание на
увеличенной подаче, измерение детали, отвод круга для снятия на-
тяга, подвод круга, шлифование.
Для активного контроля автомат оснащен соответствующим при-
бором. В момент, когда шлифовальный круг входит в контакт с обра-
батываемой поверхностью, подключается измерительная головка,
управляемая реле времени. При достижении заданного размера изме-
рительная головка подает сигнал на отвод шлифовального круга,
затем отводится вместе с кареткой круга. Прибор активного контроля
снабжен двухконтактной рычажной скобой и работает как индуктив-
ный датчик. Если размеры обработанной заготовки выходят за уста-
новленные пределы, ток индуктивности изменяется, и реже срабаты-
вает, подавая сигнал на останов автомата.
Измерительная головка, укрепленная на каретке шлифовального
круга, перемещается вместе с ним в рабочее положение и отводится
в исходное положение в конце рабочего цикла, когда следующая за-
готовка устанавливается на шлифование. Этими движениями управ-
ляет специальный механизм, присоединенный к гидравлической го-
ловке, обеспечивающей необходимые перемещения каретки шлифо-
вального круга.
В практике автомобилестроения иногда производится двукрат-
ное обтачивание, трехкратное шлифование, суперфинишная обра-
ботка и полирование коренных шеек, вследствие чего назначаются
повышенные припуски на обработку резанием. Трудоемкость изго-
175
Рис. 87. Операционный эскиз заготовки коленчатого вала, обрабатываемого на авто-
матической линии
товления коленчатого вала при этом повышается. Применяется также
однократная токарная обработка, двукратное шлифование и поли-
рование коренных шеек.
Операция IV. Обтачивание четырех шатунных шеек. Операция
выполняется на специальном двухпозиционном токарном автомате.
Базирование заготовки вала производится по поверхности коренных
шеек I и V, фиксация в осевом направлении — по торцу Т, а угловая
фиксация по фрезерованным технологическим площадкам противо-
весов П1 и Я4 (см. рис. 83). Для повышения жесткости заготовки
используется люнет; он устанавливается по поверхности коренной
шейки III. Станок оснащен манипулятором.
Операция V. Сверление всех каналов для смазывания, сверление и
нарезание резьбы в отверстиях на торце фланца для крепления махо-
вика, растачивание гнезда под подшипник, обновление центровых
отверстий, фрезерование лысок на хвостовике и шпоночного паза.
Обработка производится на 52-позиционной автоматической линии.
Линия состоит из двух участков с шестью станками в каждом. Перед
первым участком расположен склиз-накопитель на, 26 заготовок ко-
ленчатых валов, а между участками накопитель на 48 заготовок.
Заготовка вала устанавливается по поверхностям I и V коренных
шеек; угловая фиксация происходит по фрезерованным площадкам
2, 5, 7 и 8 у шатунных шеек, осевое ориентирование по торцу Т.
Операционный эскиз заготовкй коленчатого вала, обрабатывае-
мого на автоматической линии, показан на рис. 87. Порядок прове-
дения операций следующий: загрузка; сверление наклонного канала
для смазывания в шатунной шейке 1 на 0,5 заданной глубины; свер-
176
ление наклонного канала в шейке 1 на полную глубину; цекование
наклонного канала в шатунной шейке 1 под заглушку; развертыва-
ние канала в шейке 1 под заглушку; слева — сверление канала во
фланце 2 под подшипник, справа — сверление наклонного канала
в шатунной шейке 3 на 0,5 заданной глубины; слева — зенкерование
отверстия во фланце 2 под подшипник, справа — сверление наклон-
ного канала в шатунной шейке 3 на полную глубину; справа — цеко-
вание наклонного канала в шатунной шейке 3 под заглушку, слева —
развертывание отверстия во фланце 2 под подшипник, справа —
развертывание наклонного канала в шатунной шейке 3 под заглушку;
поворот заготовки на 180°; слева — сверление наклонного канала
в шатунной шейке 4 на 0,5 заданной глубины, справа — фрезерование
лысок 5 на хвостовике заготовки вала, слева — сверление наклон-
ного канала в шатунной шейке 4 на полную глубину; цекование на-
клонного канала в шатунной шейке 4 под заглушку; развертывание
наклонного канала в шатунной шейке 4 под заглушку; слева — свер-
ление четырех из восьми отверстий 6 во фланце, справа — сверление
наклонного канала в шатунной шейке 7 на 0,5 заданной глубины;
слева — сверление четырех отверстий во фланце, справа —• сверление
наклонного канала в шатунной шейке 7 на полную глубину отвер-
стия; слева — снятие фасок в четырех из восьми отверстий 6 во
фланце, справа — цекование наклонного канала в шатунной шейке
7 под заглушку; слева — снятие фасок в оставшихся четырех от-
верстиях 6 во фланце; справа — развертывание наклонного канала
в шатунной шейке 7 под заглушку; растачивание во фланце 2 отвер-
стия под подшипник; контроль; слева —• зенкерование четырех из
восьми отверстий 6 во фланце; справа — фрезерование шпоночного
паза 8 и обновление центра на хвостовике заготовки вала; зенкеро-
вание оставшихся четырех отверстий во фланце; поворот заготовки
на 90°; слева — нарезание резьбы в трех отверстиях 6 во фланце,
справа — засверливание отверстий 9 в шатунных и коренных шей-
ках; справа — нарезание резьбы еще в трех отверстиях 6 во фланце;
слева — сверление отверстий в шатунных и коренных шейках с оста-
влением фасок; поворот заготовки на 18O10; снятие фасок в отверстиях
9 в шатунных и коренных шейках; разгрузка.
Операция VI. С операции V заготовки коленчатого вала транс-
портируются в автоматический моечный агрегат, в котором особенно
тщательно промываются наклонные каналы для смазывания.
Операция VII. После мойки и обдувки заготовки при помощи под-
весного конвейера подаются на специальную установку для за-
калки и отпуска ТВЧ пяти коренных и четырех шатунных шеек.
Характерно, что установка ТВЧ встроена в начале автоматиче-
ского потока чистовых и отделочных операций обработки резанием
заготовок кооленчатых валов. Твердость поверхностей коренных и
шатунных шеек после закалки и отпуска HRC 50, глубина закален-
ного и отпущенного слоя 2—2,3 мм.
Операция VIII. Чистовое шлифование пяти коренных шеек и
поверхности под сальник. Операция выполняется на станках та-
кой же модели, как и предварительное шлифование. Заготовка вала
177
устанавливается по центровым отверстиям; фиксация в осевом напра-
влении производится по предварительно шлифованному торцу Т
(см. рис. 83); вращение заготовки вала передается поводком через
отверстие во фланце. Техническая характеристика станка следую-
щая.
Часовая производительность, штук.................................. 30
Стойкость шлифовального круга (число обрабатываемых детален) ... 15
Общая стойкость................................................... 45 000
Диаметр круга, м ................................................. 1,067
Окружная скорость шлифовального круга, м/с........................ 43
Частота вращения заготовки вала, об/мин............................. 75
Поперечная подача, мм/мин:
врезание........................................................ 0,4
шлифование .................................................... 0,25
Параметр шероховатости обработанной поверхности Ra, мкм...........0,63—0,5
Техническими условиями на обработку резанием коленчатого
вала предусматривается допуск на диаметр коренной шейки 20 мкм;
на овальность и конусность 4 мкм. Станок обеспечивает точность
формы (овальность и конусность) в пределах 2 мкм.
Операция IX. Чистовое шлифование опорного торца фланца под
маховик. Обработка производится на угловом круглошлифовальном
автомате с манипулятором. Заготовка вала устанавливается по
центровым отверстиям с фиксацией в осевом направлении по торцу Т;
вращение передается через шейку I вала. Параметр шероховатости
обработанного торца фланца Ra = 1,6 мкм.
Операция X. Шлифование цилиндрической поверхности перед-
него конца вала под ведущую звездочку и шкив до размера по чер-
тежу. Операция выполняется на угловом круглошлифовальном
станке, оснащенном манипулятором той же модели, что и на пред-
шествующей операции.
Операция XI. Чистовое шлифование цилиндрической поверхно-
сти, торцов и галтелей четырех шатунных шеек осуществляется на
автоматической линии, состоящей из одношпиндельных шлифо-
вальных автоматов. Характерной особенностью этой операции
следует считать последовательное шлифование четырех шатунных
шеек коленчатого вала. Манипулятор осуществляет загрузку на об-
работку и выгрузку после обработки заготовок коленчатых валов.
На автомате обеспечивается активный контроль при помощи специ-
ального прибора, точная осевая установка заготовки на обработку
относительно шлифовального круга и тонкая очистка и охлаждение
смазочно-охлаждающей жидкостью (СОЖ). Предусмотрено также
сохранение постоянства окружной скорости шлифовального круга
независимо от величины его износа (бесступенчатое регулирование
частоты вращения). Правка круга производится автоматически ал-
мазным роликом по копиру. Техническая характеристика кругло-
шлифовального автомата следующая.
Часовая производительность, штук............................... 15
Окружная скорость шлифовального круга, м/с................... 42
Диаметр шлифовального круга, мм................................... 1066
Поперечная подача на оборот, мм/мин............................... 0,85
178
Частота вращения заготовки, об/мин ................................... 1000
Окружная скорость заготовки, м/мин................................... 15,3
Основное (технологическое) время обработки шейки, с .............. 48
Отклонение формы, мкм................................................... 2
Параметр шероховатости обработанной поверхности Ra, мкм . . . 0,63—0,5
Мощность влектродвигателя шлифовального круга, кВт................ 18,4
Размеры автомата, м ...........'..................................3,5X3,9X2,5
Масса автомата, т................................................. 13,7
Последовательное шлифование шатунных шеек в автоматическом
цикле осуществляется следующим образом. После шлифования одной
шатунной шейки при переходе на другую, подлежащую шлифова-
нию, происходит смещение центра бабки заготовки. Затем на эту
шейку вала находят наконечники скобы прибора автоматического
контроля, на котором смонтирован локатор, определяющий и ориен-
тирующий заготовку вала в осевом направлении по торцам шеек.
Локатор корректирует перемещение заготовки вала в осевом направ-
лении, и галтели шлифуемой шатунной шейки точно устанавли-
ваются относительно шлифовального круга. Установ заготовки вала
на шлифование производится по коренным шейкам I и V (см. рис. 83),
а осевая фиксация по каждой шлифуемой шейке. Припуск на шлифо-
вание шейки равен 0,5 мм на диаметр, основное (технологическое)
время обработки шейки 48 с. Автомат обеспечивает точность размера
10, формы 2 мкм. Параметр шероховатости обработанной поверх-
ности = 0,634-0,5 мкм.
Следует отметить, что шлифование шатунных шеек на станках,
расположенных только в одной плоскости, менее производительно,
чем последовательное шлифование шеек.
После выполнения шлифовальных операций валы подвергаются
дефектоскопическому контролю (100 %-ному) и размагничиванию,
а затем динамической балансировке на автоматической линии.
Балансировка валов. Неуравновешенность устраняется путем вы-
сверливания металла в противовесах. Если после балансировки при
контроле окажется, что значение дисбаланса превышает 12 г-см, то
вал повторно балансируют вне автоматической линии, а неуравнове-
шенность устраняют зачисткой противовесов абразивным кругом.
Автоматическая линия для балансировки коленчатых валов состоит
из устройств для предварительной и окончательной балансировки,
контрольного устройства, механизма сортировки уравновешенных
коленчатых валов, двух цепных транспортных устройств для подачи
на балансировку и разгрузки валов с автоматической линии. Управ-
ление линией осуществляется с пульта.
Загрузка коленчатых валов на линию для балансировки, кон-
троль начального значения дисбаланса и его устранение сверлением
в двух плоскостях, контроль значения остаточного дисбаланса, а так-
же выгрузка коленчатых валов с линии производятся автоматически.
Техническая характеристика автоматической линии для баланси-
ровки коленчатых валов следующая.
Часовая производительность, штук...................................... 103
Масса детали, кг ........................................................ 10
Угол дисбаланса, °....................................................... 10
179
Частота вращения вала при балансировке, об/мин...................... 673
Диаметр сверла, мм ................................................... 11
Радиус сверления, мм ............................................... 60
Максимальная глубина отверстия, мм................................. 20,5
Значение дисбаланса, г-см:
максимально устранимое ......................................... 348
заданное.......................................................... 12
Чувствительность установки, г-см:
измерение....................................................... 1,9
контроль......................................................... 0,34
Расход воды, м3/ч .............................................. 5
Напряжение сети, В.................................................... 380
Частота тока, Гц...................................................... 50
Общая потребляемая мощность, кВт...................................... 525
Доводочные операции. После балансировки валы транспорти-
руются на специальный токарный многорезцовый станок, на котором
осуществляется доводка торцов и образуются галтели на коренных
шейках I—V (рис. 88). Затем на таком же станке окончательно
подрезаются торцы на коренной шейке V и опорный торец 1 ведущей
звездочки цепного привода механизма газораспределения. На от-
дельном столе зачищаются заусенцы каналов, места под пробку,
заплечики шатунных шеек, отверстия после балансировки и др.
После общей обдувки на автоматическом ленточно-полироваль-
ном станке полируются поверхности пяти коренных и четырех ша-
тунных шеек и поверхности под сальник С. Деталь базируется по
центровым отверстиям. После этой операции валы поступают в моеч-
ный агрегат конвейерного типа. На отдельном стенде запрессовы-
ваются заглушки с последующим их раскерниванием, шпонки и под-
шипник, устанавливается ведущая звездочка привода распредели-
тельного вала.
При обработке заготовки стального коленчатого вала, в отличие
от чугунного, производится упрочняющее обкатывание галтелей.
Принципиально новым в рассмотренном комплексном технологи-
ческом процессе изготовления чугунного коленчатого вала является
следующее: термическая обработка на специальной установке ТВЧ,
встроенной в автоматическую линию; обтачивание коренных и ша-
тунных шеек на токарных станках, оснащенных манипуляторами;
окончательное шлифование заготовок валов в автоматической линии.
Рис. 88. Схема наладки доводки торцов галтелей на пяти коренных шейках
180
Изготовление ведомого вала коробки передач
легкового автомобиля с двигателем
малого рабочего объема
Получение заготовки. Ведомый вал изготовляют из стали
20ХГНМ. Исходную заготовку (рис. 89) получают из пруткового
материала. Сталь характеризуется следующими механическими
свойствами: предел прочности при растяжении ств = 1400ч-1600 МПа;
предел текучести стт = 95 МПа; относительное удлинение 6=7%;
ударная вязкость ап = 60 МПа.
К прутковому материалу, который разрезают на штучные заго-
товки, предъявляют особые технические требования: кривизна
прутков не должна превышать 2,5 мм на 1 м длины; длина прутка
должна составлять 4,5—6 м (кратна длине исходной штучной заго-
товки); точность диаметра прутка 34± 0,2 мм; поставляемые прутки
должны быть упакованы.
Исходные заготовки ведомого вала получают горячей штамповкой
на многопозиционной механизированной ковочной машине. Они
должны удовлетворять следующим техническим условиям:
кривизна не должна превышать 1 мм;
внешние дефекты по глубине допускаются не более 0,5 мини-
мального припуска на сторону;
высота заусенцев по линии разъема штампов не превышает 1 мм;
штамповочные уклоны допускаются не более 0° 40';
торцовая поверхность буртика 2 со стороны заднего конца заго-
товки вала должна быть чистой, так как она используется в качестве
черновой технологической базы на первой операции обработки реза-
нием.
Подвергнутые дробеструйной обработке, правке и контролю
заготовки транспортируются на автоматизированную линию для
обработки резанием.
Рассмотрим более подробно схему комплексного технологиче-
ского процесса обработки заготовки ведомого вала коробки передач.
Рис. 89. Исходная заготовка ведомого вала:
1 — 3 — базы обработки и контроля
181
2 6
Рис. 90. Схема наладки обработ-
ки технологической базы заго-
товки ведомого вала
Характеристика первого участка. Обработка исходных заго-
товок производится на автоматической линии, состоящей из 12 стан-
ков: двух торцовочно-центровочных станков с манипуляторами и
десяти гидрокопировальных токарных станков, каждый из которых
имеет по два копировальных суппорта и манипулятора. Точность
обработки обеспечивается в пределах 0,1 мм. Транспортировка обра-
батываемых заготовок от одного станка к другому обеспечивается
шаговым конвейером, состоящим из двух горизонтальных параллель-
ных ветвей. По наружному конвейеру перемещаются^ необработан-
ные, а по внутреннему — обработанные заготовки.
Заготовки вала, обработанные вначале со стороны заднего конца
(сцепления) на первых пяти гидрокопировальных станках, поступают
на перегрузочно-поворотное устройство, которое поворачивает за-
готовку на 180° относительно вертикальной оси и передает ее на на-
чало наружной ветви шагового конвейера, обслуживающего следую-
щую группу из пяти гидрокопировальных станков, обрабатывающих
заготовку вала со стороны переднего конца (ведущего вала). Пол-
ностью обработанная заготовка на гидрокопировальных станках от
каждого из них транспортируется по внутренней ветви шагового
конвейера.
Операция I. Обработка технологической базы — подрезание
торцов и центрование заготовки — осуществляется с двух сторон.
Обработка производится на торцовочно-центровочных станках с ма-
нипулятором. На рис. 90 показана схема наладки обработки техно-
логической базы с самоцентрирующими зажимами 5. Исходная за-
готовка ведомого вала базируется по черновым поверхностям на две
самоцентрирующие призмы 7. Продольное базирование 4 происходит
по торцу буртика. Торцовое подрезание резцами 2 заготовки проис-
ходит с одновременным сверлением центровых отверстий сверлами 3
с помощью специальных комбинированных зенкеров 1 и 6. Скорость
главного движения резания при подрезании равна 89 м/мин; при свер-
лении — 23,2 м/мин, а скорость движения подачи — 49,2 м/мин.
182
После обработки технологической базы заготовки направляются
по конвейеру на гидрокопировальные токарные станки для выпол-
нения операции II.
Операция II. Обтачивание поверхностей и прорезание канавок
со стороны заднего конца (сцепления) заготовок ведомого вала вы-
полняется на первых пяти гидрокопировальных станках с манипу-
лятором. Обтачиваются поверхности до разделительного буртика
между шейками для шестерен второй и третьей передач. Прорезаются
канавки для выхода шлифовального круга при шлифовании шеек
под шестерню спидометра и под фланец эластичной муфты, при обра-
ботке места под центрирующее кольцо и под стопорное пружинное
кольцо фланца эластичной муфты. Заготовка вала устанавливается
на центровые отверстия. Передний центр подпружинен. Осевое ба-
зирование заготовки происходит по торцу переднего конца (со сто-
роны ведущего вала). Передача крутящего момента осуществляется
посредством самокомпенсирующих кулачков. Скорость главного
движения резания проходных резцов 180 м/мин, а подача 520 мм/мин.
После обработки перегрузочно-поворотное устройство переносит
обработанные со стороны заднего (длинного) конца заготовки с вну-
треннего конвейера, обслуживающего первые пять гидрокопиро-
вальных токарных станков, на наружный конвейер, обслуживающий
следующие пять гидрокопировальных токарных станков, для выпол-
нения операции III.
Операция III. Обтачивание заготовки со стороны переднего
конца (ведущего вала) до разделительного буртика шеек под зубча-
тые колеса второй и третьей передач, включая обтачивание раздели-
тельного буртика. Окончательное обтачивание шеек под зубчатые
колеса второй и третьей передач. Прорезание канавок для выхода
круга при шлифовании шеек (посадочных мест) под зубчатые колеса
второй и третьей передач и под колесо первой передачи; обтачива-
ние посадочных мест под ступицы скользящих муфт.
Схема наладки гидрокопировальной обработки переднего конца
заготовки ведомого вала (со стороны ведущего вала) на гидрокопи-
ровальных токарных станках представлена на рис. 91. Заготовка
устанавливается на центровые отверстия технологических баз 9 и 11,
передний центр подпружинен. Зажим заготовки осуществляется
самоцентрирующим патроном по обточенной на предыдущей опе-
рации шейке I (диаметр 25,3 мм). Осевое (продольное) базирование
заготовки вала осуществляется плавающим упором в торец раздели-
тельного буртика 10 шеек под зубчатые колеса второй и третьей пере-
дач (на схеме размер 221,9 ± 0,1 мм). Линиями со стрелками пока-
зано движение каждой каретки с установленными на ней резцами
1—8.
Обтачивание поверхностей короткого конца заготовки вала до
разделительного буртика 10 шеек под зубчатые колеса второй и
третьей передач, включая обтачивание наружной поверхности раз-
делительного буртика, осуществляется резцами 1 и 2, установлен-
ными на поворотной верхней правой каретке, в два прохода. После
первого прохода — предварительного обтачивания резцом 1 —
183
Рис. 91. Схема наладки гидрокопировальной обработки переднего конца заготовки
ведомого вала
верхняя правая каретка (копировальный суппорт) быстро возвра-
щается в исходное положение. Поворотная головка с резцами совер-
шает поворот на 180°, затем начинается чистовое обтачивание рез-
цом 2. На верхней правой каретке предусмотрена автоматическая
замена изношенных резцов 1 и 2. Происходит это во время поворота
головки при переходе на другой режим обработки.
Нижняя левая каретка, с закрепленным в ней резцом 5, обеспе-
чивает обтачивание поверхностей до места посадки ступицы сколь-
зящей муфты. Резцы 3 и 4 нижней правой каретки прорезают канавки:
резец 3 — для выхода шлифовального круга при шлифовании шейки
под зубчатое колесо третьей передачи: резец 4 — для выхода шли-
фовального круга при обработке поверхности под ступицу скользя-
щей муфты.
С верхней левой каретки с резцами 6—8 происходит прорезание
канавок для выхода шлифовальных кругов при шлифовании шейки
под зубчатое колесо первой передачи (резец 6), шейки под зубчатое
колесо второй передачи (резец 7), места под ступицу скользящей
муфты (резец 8).
Операция IV. Правка заготовки после токарной обработки про-
изводится на двух автоматических прессах мощностью 100 кН каж-
дый. Заготовка вала устанавливается на колеблющиеся центры спе-
циального приспособления. Точность правки контролируется в че-
тырех сечениях (см. рис. 92): биение не более 0,05 мм допускается
в сечении I—I шейки (поверхности) под зубчатое колесо второй пере-
дачи; биение 0,1 мм допускается в сечениях II—II шейки под зубча-
184
тое колесо первой передачи, III—111 — шейки под зубчатое колесо
заднего хода и IV—IV — шейки под шестерню привода спидометра
и поверхности под фланец эластичной муфты.
С участка I, технологический процесс которого заканчивается
правкой, обработанные заготовки подаются подвесным конвейером
на участок II для дальнейшей обработки.
Характеристика второго участка- Участок включает 12 единиц
основного технологического оборудования. Здесь осуществляется
фрезерование шлицевого профиля, накатывание канавок для смазы-
вания, фрезерование шпоночных пазов и шлифование шеек (поса-
дочных мест) под зубчатые колеса второй и третьей передач. Схема
технологического процесса обработки заготовок ведомого вала ко-
робки передач на втором участке приведена ниже.
Операция V. Фрезерование шлицевого профиля под фланец эла-
стичной муфты карданного вала происходит на автоматической ли-
нии, состоящей из трех специальных двухшпиндельных шлицефре-
зерных горизонтальных полуавтоматов с делительной головкой и
манипулятором. На каждом автомате одновременно обрабатываются
по две заготовки ведомого вала. Транспортировка заготовок от станка
к станку осуществляется шаговым конвейером. Заготовка устанав-
ливается по центровым отверстиям с упором торца переднего конца
заготовки (со стороны ведущего вала) и поддерживается упором,
препятствующим прогибу заготовки при фрезеровании шлицев.
Нарезание шлицев осуществляется методом единичного деления при
помощи головки. Скорость фрезерования шлицев 123 м/мин, подача
310 м/мин. Полуавтомат встроен в автоматическую линию.
Техническая характеристика полуавтомата приведена ниже.
Частота вращения шпинделя, об/мин ........................... 112—710
Скорость движения подачи, мм/мин............................. 63—800
Максимальный диаметр дисковой фрезы, мм...................... 95
Перемещение стола, мм:
горизонтальное ............................................... 400
вертикальное................................................... 100
Расстояние от оси шпинделя до рабочей поверхности, мм:
максимальное ................................................. 250
минимальное................................................... 150
Мощность электродвигателей, кВт.................................. 19,7
Размеры станка, м.............................................9,42X4,6X3,25
Масса станка, т..................................................... 4
Операция VI. Накатывание канавок осуществляется на накатном
автомате с манипулятором и двумя зубчатыми рейками. Зубчатые
рейки, имеющие заборную и калибрующие части, совершают встреч-
ное возвратно-поступательное движение. Накатывание производится
за один двойной ход зубчатых реек. Заготовка устанавливается на
центровых отверстиях. Угловое положение заготовки обеспечивается
по боковым поверхностям шлицев. Это необходимо для выполнения
особых требований взаимного углового расположения шлицевой
поверхности под фланец эластичной муфты карданного вала, кана-
вок для смазывания и шпоночных под ступицы скользящих муфт.
Скорость возвратно-поступательного движения реек 8,7 м/мин.
185
Техническая характеристика автомата приведена ниже.
Часовая производительность, штук................................ 300
Максимальный ход, мм ........................................... 760
Максимальная длина реек, мм..................................... 610
Максимальный наружный диаметр накатываемой заготовки
мм....................................................... 38
Подача, м/мин:
салазок.................................................. 20,3
реек........................................................ 16
Отвод салазок, м/мин............................................ 17
Полуавтоматический цикл (включая о с на загрузку и выгруз-
ку), с ......................................................... 11,9
Модуль, мм............................................... 0,635—1,27
Мощность главного электродвигателя, кВт......................... И
Размеры автомата, мм....................................... 2130X2000X 1750
Операция VII. Фрезерование со стороны переднего конца за-
готовки пазов под шпонки для ступиц скользящих муфт производится
на двух автоматических линиях. Линия состоит из трех двухшпин-
дельных горизонтально-фрезерных станков с делительной голов-
кой и манипулятором на каждом станке. На рис. 92 показана схема
наладки фрезерования канавок под шпонки 1. На одном станке
одновременно обрабатываются по две заготовки вала. Транспорти-
ровка заготовок от станка к станку осуществляется шаговым кон-
вейером. Заготовка устанавливается в центрах 2 и 4 приспособления
с угловой ориентацией по боковым поверхностям двух смежных
шлицев. Для повышения жесткости заготовки вала предусмотрено
специальное приспособление 3 вибрационной защиты, захватыва-
ющее заготовку по диаметру шейки под зубчатое колесо первой
передачи V-образной колодкой. Окружная скорость фрез диаметром
75 мм равна 44 м/мин, подача стола — 78 мм/мин.
186
Операция VIII. Промывка заготовок в камерном моечном агре-
гате.
Операция IX. Фрезерование паза под шпонку зубчатого колеса
заднего хода. Зцсверливание места под шарик спидометра. Для
выполнения этой операции применяется специальный агрегатный
трехпозиционный станок с поворотным столом. Последовательность
позиций такая: загрузка двух заготовок; фрезерование паза под
шпонку; сверление места под шарик спидометра; разгрузка. Перед
обработкой заготовку устанавливают по центровые отверстия. Перед-
ний центр подпружинен. Базирование в осевом направлении осу-
ществляется по торцу буртика со стороны заднего конца (сцепления).
Скорость главного движения резания при фрезеровании паза
28 м/мин, подача 64 мм/мин. При сверлении места под шарик спидо-
метра скорость резания равна 16 м/мин, подача — 57 мм/мин.
Операция X. Снятие заусенцев на пазах для шпонок под ступицы
скользящих муфт и на пазу под'шпонки для(зубчатого колеса заднего
хода. Операция выполняется на верстаке.
Операция XI. Шлифование шеек под зубчатые колеса второй
и третьей передач для снятия наплывов (излишков) после накатыва-
ния канавок для смазывания. Снятие наплывов производится на
круглошлифовальном станке с манипулятором.
Операция XII. Промывка заготовок в камерном моечном агре-
гате.
Операция XIII. Промежуточный контроль. Осуществляется на
столе для контроля предельными скобами. Транспортировка загото-
вок на втором участке с одной операции на другую производится
подвесным конвейером, который одновременно является межопера-
ционным накопителем. Со второго участка обработанные заготовки
вала направляются в термический цех на термообработку, после чего
транспортируются на третий участок для окончательной обра-
ботки.
Характеристика третьего участка. На третьем участке произ-
водится очистка центровых отверстий, правка после термической
обработки, шлифование шеек; нарезание резьбы и полирование шейки
под игольчатый подшипник переднего конца ведомого вала (со сто-
роны ведущего). На участке установлено 23 единицы основного
технологического оборудования.
Операции шлифования шеек (посадочных мест) торцов и канавок
со стороны переднего и заднего (соответственно короткого и длин-
ного) концов заготовки вала выполняются на двух автоматизиро-
ванных линиях, каждая из которых состоит из десяти шлифовальных
станков, оснащенных манипулятором и приборами активного кон-
троля. Транспортирование заготовок вала от станка к станку в авто-
матизированной линии осуществляется шаговым конвейером.
Операция XIV. Очистка центровых отверстий у заготовок. Опе-
рация выполняется на’станке для шлифования отверстий.
Операция XV. Правка заготовок осуществляется на гидравли-
ческих прессах мощностью 100 кН каждый. Контроль после правки
проводится по сечениям 1—1—IV—IV (см. рис. 92).
187
Рис. 93. Схема наладки одновременного шлифования шейки под игольчатый под-
шипник и других поверхностей со стороны переднего конца заготовки вала (опе-
рация XVII):
1 — шейка; 2 — поводок; 3 — неподвижный центр; 4 — неподвижный люнет; 5 — автома-
тическое продольное базирование; 6 — обрабатываемые поверхности
Операция XVI. Проводится окончательное шлифование трех
шеек: под втулку зубчатого колеса первой передачи диаметром
30,05_0iO16 мм, под средний (центральный) подшипник диаметром
30_о,о21 мм, под зубчатое колесо заднего хода диаметром 29,95_0)02i мм.
Заготовка вала устанавливается в центрах и поддерживается не-
подвижным люнетом. Крутящий момент передается поводком через
боковую поверхность шлица заготовки. Шлифование трех шеек
проводится одновременно широким кругом, профиль которого ав-
томатически поддерживается правкой однокристальным алмазным
наконечником по копиру. Окружная скорость шлифовального круга
равна 36 м/с. Параметр шероховатости обработанных поверхностей
шеек Ra = 0,63-4-0,32 мкм.
Операция XVII. Поверхности обрабатывают со стороны переднего
(ведущего вала) конца заготовки: чистовое шлифование шейки под
игольчатый подшипник диаметром 19,420_Oi025 мм, шлифование шейки
диаметром 43,5_0,025 мм и торцов под зубчатое колесо третьей пере-
дачи, шейки диаметром 38_о,оз мм, под ступицу скользящей муфты
включения третьей и четвертой передач, радиусной канавки диа-
метром 42,5 мм. Заготовка вала устанавливается в центрах, базиро-
вание ее в осевом направлении производится автоматически по торцу
разделительного буртика со стороны переднего конца. Для повыше-
ния жесткости заготовки в наладке предусмотрен неподвижный
люнет. Шлифование осуществляется на торцовых круглошлифоваль-
ных автоматах двумя шлифовальными кругами, расположенными
под углом 30°. На рис. 93 приведена схема наладки одновременного
шлифования шейки / под игольчатый подшипник и другие поверх-
ности 6 со стороны переднего конца заготовки вала.
188
Техническая характеристика торцового круглошлифовального
автомата следующая.
Часовая производительность, штук.........................
Число шлифовальных кругов ...............................
Окружная скорость шлифовальных кругов, м/с...............
Поперечная (радиальная) подача круга, мм/мин:
врезание .................................................
резание ..............................................
Припуск, мм:
диаметр...................................................
торец ................................................
Отклонение формы шеек, мкм...............................
Параметр шероховатости обработанной поверхности Ra, мкм
Мощность электродвигателя шлифовальных кругов, кВт . . .
Размеры автомата, мм.....................................
60
2
36
1 25
0,25 ’и 0,14
0,3
0,15—0,2
13
0,80—0,63
11
3100X2900X2300
Данный автомат может быть использован для одновременного
шлифования нескольких наружных и торцовых поверхностей заго-
товок других деталей, например поворотного кулака.
Шлифовальная бабка автомата установлена на его станине под
углом. Станок оснащен электроиндуктивным прибором активного
контроля с двухконтактной рычажной скобой и механизмом ком-
пенсации износа шлифовальных кругов. Правка кругов произво-
дится автоматически однокристальным алмазным наконечником
по копиру. Стойкость круга между правками определяется обработ-
кой 10 деталей, до полного износа круга — 10 тыс. деталей. Кон-
центричность диаметров обеспечивается в пределах 40 мкм. Откло-
нение от формы шеек не превышает 3 мкм, а рассеивание размеров
шлифованных шеек составляет 5 мкм.
Совмещенное шлифование производительнее последовательного
в 3—4 раза.
Операция XV111. При шлифовании двух шеек и торцов со стороны
заднего (сцепления) конца вала заготовка устанавливается в центрах
с осевым базированием по шлифованному на предшествующей опера-
ции торцу разделительного буртика. После окончательного шлифо-
вания шейки диаметром 43,5_о,о25 мм и торцов под зубчатое колесо
второй передачи и шейки диаметром 38„0>03 мм под ступицу скользя-
щей муфты включения первой и второй передач параметр шерохо-
ватости обработанных поверхностей Ra = 0,63-1-0,32 мкм.
Операция XIX. Шлифование двух канавок — под стопорное
кольцо ступицы скользящей муфты синхронизатора (включает еще
блокирующее кольцо и пружину) третьей и четвертой передач, ка-
навка под стопорное кольцо зубчатого колеса заднего хода — вы-
полняется на круглошлифовальных станках с манипулятором. За-
готовка устанавливается в центрах с осевым базированием
по торцу разделительного буртика. Профиль каждого шлифоваль-
ного круга поддерживается автоматической правкой. Жесткость
заготовки повышается за счет применения поддерживающего люнета.
Часовая производительность станка равна 77 деталям. Ширина
каждой канавки составляет 2,3 ± 0,2 мм, глубина 1 мм. Окружная
скорость кругов равна 60 м/с.
189
Рис. 94. 'Ведомый вал коробки передач легкового автомобиля с двигателем малого
рабочего объема:
1 — шейка под передний игольчатый подшипник; 2 — место под скользящую муфту синхро-
низатора второй и четвертой передач; 3, 4 н 6 — шейки под зубчатые колеса передач соответ-
ственно первой, второй н третьей; 5 — место под скользящую муфту синхронизатора первой
н второй передач; 7 — шейка под средний шариковый радиально-упорный подшипник; 8 —
шейка под зубчатое колесо заднего хода; 9 — шейка под шестерню привода спидометра;
10 — шейка под задний шариковый однорядный подшипник; 11 — место под фланец упру-
гой (эластичной) муфты с гайкой крепления фланца, уплотнительным кольцом, центриру-
ющим кольцом и стопорным пружинным кольцом; ТП — термически обработанные поверх-
ности
Операция XX. Окончательное шлифование шейки и торца под
шестерню привода спидометра диаметром 25_о)О21 мм, шейки под
задний подшипник диаметром 25_01021 мм, шейки под фланец эластич-
ной муфты диаметром 25_0,ог1 мм и шейки под центрирующее кольцо
диаметром 14 ± 0,005 мм выполняется на торцовых круглошлифо-
вальных автоматах, оснащенных манипуляторами. Шлифовальные
круги расположены под углом 30°. Заготовка устанавливается в цен-
трах с осевым базированием по торцу поверхности диаметром 29,5 мм
(рис. 94). Параметр шероховатости обработанных поверхностей
7?д= 0,63"0,32 мкм, окружная скорость шлифовальных кругов 60 м/с.
Операция XXI. Контроль проводится на столе.
Операция XXII. Фосфатирование против заедания выполняется
на специальной установке для фосфатирования.
Операция XXIII. Твердость шейки под игольчатый подшипник
переднего конца вала проверяе!ся с помощью соответствующего
прибора.
Операция XXIV. Чистовое шлифование шейки под игольчатый
подшипник диаметром 19,28 + 0,02 мм (припуск на чистовое шлифо-
вание 0,14 мм на диаметр) выполняется на круглошлифовальном
станке с осциллирующим движением шлифовального круга и осна-
щенным манипулятором.
Операция XX V. Полирование шейки под игольчатый подшипник
осуществляется на ленточном двухшпиндельном полировальном
станке.
Операция XXVI. Резьбонарезание под гайку крепления фланца
эластичной муфты карданного вала производится на резьбошлифо-
вальном станке соответствующим профилированным кругом.
Операция XXVII. Мойка заготовки происходит в камерном моеч-
ном агрегате.
Операция XXVIII. Правка заготовки осуществляется по мере
необходимости на гидравлическом прессе мощностью 63 кН после
проверки концентричности.
190
Операция XXIX. Окончательный контроль.
После окончательного контроля ведомый вал передается на
сборку коробки передач (рис. 94).
§ 13. ДЕТАЛИ ТИПА ПОЛЫХ ЦИЛИНДРОВ
Конструктивные и технологические особенности
К полым относятся детали, для которых характерно кон-
центричное расположение цилиндрических поверхностей. Детали
этого типа имеют форму не только полого цилиндра (например,
поршневые пальцы, направляющие втулки клапанов, гильзы ци-
линдров двигателей и др.), но и цилиндрических тел вращения со
сложной наружной и внутренней поверхностью (ступица колеса,
тормозной барабан, чашки сателлитов дифференциала, поршень
двигателя и др.). Несмотря на большое разнообразие конструктивных
форм деталей типа полых цилиндров, для всех их заготовок харак-
терна обработка резанием только основных наружных и внутренних
цилиндрических поверхностей. Обработка осуществляется обычно
при вращении заготовки, но возможна обработка неподвижной
заготовки вращающимся режущим инструментом, например, рас-
тачивание отверстий под поршневой палец в поршне.
За установочные базы при обработке резанием принимают один
из торцов заготовки и ее внутреннюю или наружную цилиндрические
поверхности. Заготовки деталей сложной формы в некоторых слу-
чаях базируют по фасонной наружной поверхности. При последу-
ющей обработке заготовки резанием обработанные поверхности- —
торец и цилиндрическая поверхность — используются в качестве
постоянных баз. Угловая фиксация заготовки при этом обеспечи-
вается одним из ее выступов или отверстием в торце.
Технологическая схема обработки резанием заготовок деталей
типа полых цилиндров (за исключением таких мелких деталей, как
втулки и вкладыши) может быть представлена в такой последова-
тельности: 1) черновая обработка наружных и внутренних поверх-
ностей с подрезанием торцов с одной стороны; 2) то же, с другой
стороны; 3) чистовое и доводочное обтачивание наружных и растачи-
вание внутренних поверхностей с подрезкой торцов с одной стороны;
4) то же, с другой стороны; 5) фрезерование небольших плоскостей
на выступе; 6) сверление, цекование, развертывание и резьбонареза-
ние в отверстиях малых диаметров в выступах и фланцах; 7) до-
водочное обтачивание наружных цилиндрических, фасонных и кони-
ческих поверхностей и растачивание внутренних поверхностей.
Изготовление ступицы заднего колеса
грузового автомобиля
Ступицу заднего колеса (рис. 95) изготовляют из ковкого
чугуна. Заготовку ступицы получают литьем в разовые песчаногли-
нистые формы на поточно-механизированных линиях. Твердость
заготовки НВ < 163.
191
Рис. 95. Ступица заднего
колеса грузового автомо-
биля:
1 — 19 — обрабатываемые по-
верхности
Технические условия на обработку резанием. При обработке реза-
нием заготовок деталей — полых цилиндров — должна быть обеспе-
чена высокая точность размеров и взаимного расположения отдель-
ных поверхностей. Поверхности 5 и 11 — места под подшипники —
обрабатываются с точностью 0,04 мм. Биение торца 3 относительно
поверхности 11 — места под подшипник — и торца 12 не должно
превышать 0,08 мм. Биение поверхности 5 — места под подшипник —
относительно поверхности 11 — места под подшипник — и торца 12
не должно быть более 0,06 мм. Мнение торца 1 относительно поверх-
ностей 5 та 11 — не более 0,1 мм. Биение торца 18 — не более 0,1 мм.
Отверстия 6 обрабатываются с точностью 0,045 мм. К основным
поверхностям следует отнести внутренние цилиндрические поверх-
ности 4, 5, 8 и 11 и торцы 1, 3, 12 и 18.
Особый интерес представляет комплекс автоматических линий
обработки и сборки ступиц и тормозных барабанов задних мостов
грузовых автомобилей (рис. 96). Часовая производительность ком-
плекса при коэффициенте загрузки 0,75 составляет 145 единиц,
180 тормозных барабанов, 120 ступиц в сборе с тормозным барабаном.
Управление комплексом из автоматических линий осуществляется
при помощи ЭВМ.
Комплекс автоматических линий полностью исключает тяжелый
физический труд, при этом достигаются высокие показатели точности
и качества изготовления. Токарная обработка производится высоко-
производительным многолезвийным режущим инструментом с меха-
ническим креплением многогранных неперетачиваемых пластин твер-
дого сплава на мощных и тяжелых агрегатных станках, соединенных
в автоматические линии. Все это упростило автоматизацию загрузки,
выгрузки и межоперационной транспортировки заготовок. Автома-
тизировано также накопление межоперационных заделов.
Работают автоматические линии на участке без спутников при
обработке резанием ступиц тормозных барабанов, сборке и обра-
ботке тормозной (рабочей) поверхности барабана после сборки.
Стружка из зоны резания удаляется и транспортируется водой.
Вода применяется не только с целью охлаждения для обеспечения
192
Рис. 96. Компоновка комплекса автоматических линий обработки и сборки ступиц
и тормозных барабанов
высокой износостойкости режущего инструмента, смыва и транс-
портировки стружки, но и (что не менее важно) как способ удаления
чугунной пыли, образующейся при обработке резанием.
Комплекс автоматических линий для изготовления ступиц и тор-
мозных барабанов состоит из пяти участков (рис. 96).
Обработка резанием заготовок ступицы. Черновая и чистовая
токарная обработка отверстий (мест) под подшипники с подрезкой
базового торца проводится на участке 1 с тремя параллельно работа-
ющими автоматическими линиями, состоящими из агрегатных стан-
ков, связанных жесткой транспортной системой. Оборудование
каждой линии соединено транспортной системой с цилиндрическими
специальными накопителями и элеваторами. Перед линиями имеется
специальный конвейер, автоматически выдающий заготовки сту-
пицы.
Обработанные заготовки ступицы на участке 1 поступают на
общий конвейер К1 и по нему в накопители Н1. Из накопителей
заготовки транспортируются на участок 2 для окончательного рас-
тачивания отверстий под подшипники, сальники и посадочной по-
верхности под тормозной барабан.
Окончательная токарная обработка поверхностей (мест) под под-
шипники и тормозной барабан производится на специальных двух-
шпиндельных вертикальных прецизионных расточных станках за
один установ заготовки. Обработкой обеспечивается соосность по-
верхностей 5 и И под подшипники (см. рис. 95), перпендикуляр-
ность их общей оси относительно базового торца 1 и биения поверх-
1 Гурин Ф. В.
193
Рис. 97. Схема наладки окончательного раста-
чивания отверстий под подшипники и подреза-
ния торца под тормозной барабан на двухшпин-
дельных вертикальных прецизионных расточных
станках автоматических линий
пости (места) 18 под тор-
мозной барабан [^'’преде-
лах технических требова-
ний на обработку реза-
нием ступицы. Ступица
закрепляется на нижнем
вращающемся ^шпинделе.
Расточная оправка с рез-
цами имеет вертикальное
перемещение и поворот
в обе стороны вокруг оси,
расположенной эксцент-
рично относительно оси
верхнего шпинделя, в ко-
тором она закреплена.
На рис. 97 показана
схема наладки (одной из
позиций) окончательного
растачивания отверстий
под подшипники и под-
резания торца под тор-
мозной барабан на двух-
шпиндельных вертикаль-
ных прецизионных рас-
точных станках автома-
тических линий. Цикл
обработки следующий: перемещение вертикальной головки вниз
(ускоренный подвод 3); переключение на рабочую подачу 4\ оконча-
тельное растачивание отверстия 2 под сальник и отверстия 9 под
подшипник верхними резцами; поворот головки на величину экс-
центриситета Е (ход 5) с одновременным подрезанием торцов 1 и 10',
растачивание отверстия 12 под подшипник и отверстия 13 под саль-
ник нижними резцами (рабочий ход 6); обратный поворот головки
на величину эксцентриситета Е (ход 7) с одновременным подреза-
нием торцов 11 и 14\ ускоренный отвод шпиндельной головки (ход 8)
в исходное положение.
После окончательного растачивания отверстий и подрезания
торцов резцами поперечного суппорта 15 производится подрезание
базового торца и обтачивание посадочного пояска под тормозной
барабан. На станках предусмотрена автоматическая подналадка
режущего инструмента, которая осуществляется по сигналу изме-
рительного устройства, расположенного за позицией обработки.
После этого заготовки поступают в накопители Н2 (см. рис. 96)
и на участок 2 автоматической линии, которая состоит из двух агре-
гатных станков С1 и С2. Здесь сверлятся и цекуются отверстия 6
(см. рис. 95) для крепления тормозного барабана к ступице, отвер-
стия под резьбу и нарезается резьба в торце 1 заготовки.
Затем заготовки транспортируются в моечный агрегат Ml (см.
рис. 96) и далее на балансировочный станок для определения значе-
194
ния и угла дисбаланса в каждой ступице. Допустимые значения
дисбаланса классифицированы на четыре группы, каждая из которых
маркируется на ступице соответствующей краской в указанном угле
дисбаланса. После раскатывания отверстий под подшипники на
установке заготовки ступицы поступают в накопитель НЗ и на
участок 4 сборки ее с тормозным барабаном.
Тормозные барабаны обрабатываются на участке 3 с шестью
автоматическими линиями (потоками), состоящими из мощных тяже-
лых агрегатных станков, связанных жесткой транспортной си-
стемой. Обработанные заготовки поступают на общий конвейер К2,
а затем в моечный агрегат М2.
Поверхности барабана (наружные и внутренние) обрабатываются
режущими инструментами, оснащенными многогранными непере-
тачиваемыми пластинами твердого сплава, что сокращает техноло-
гическое (основное) время и потребное количество оборудования.
Обработка резанием наружных поверхностей заготовок тормозного
барабана применяется для уменьшения его неуравновешенности.
Крепежные отверстия обрабатываются на двухстороннем агрегатном
станке за два перехода. На следующей позиции проверяется наличие
этих отверстий.
После мойки в агрегате М2 заготовки барабана перемещаются на
балансировочный станок, здесь определяются значение и угол дис-
баланса. Как и на заготовках ступицы, допустимые значения дис-
баланса заготовки тормозного барабана делятся на четыре группы,
каждая группа маркируется соответствующей краской и транспорти-
руется в четыре накопителя Н4 и на участок 4.
Сборка ступицы с тормозным барабаном. Сборка на участке 4
сочетает максимальную автоматизацию операций, рациональную
планировку сборочных мест и обеспечение связи с позициями об-
работки резанием посредством системы накопителей. Автоматическая
линия обеспечивает следующее: передачу обрабатываемых заготовок
по позициям; ориентирование и совмещение ступицы с барабаном;
подачу шпилек и гаек напольным питателем в чаши вибробункеров;
ориентирование шпилек и гаек, их разделение на потоки и подачу
в зону сборки; запрессовку шпилек; завинчивание восьми гаек спе-
циальными индивидуальными приводами с последующим уравно-
вешиванием крутящего момента для всей группы с точностью ±1 %;
запрессовку наружных колец подшипников, контроль и отбраковку
их на последующих позициях с помощью запоминающего устройства.
Линия состоит из пяти автоматических и одной ручной позиции,
которые соединены шаговым конвейером грейферного типа. Ступицу
после обработки и балансировки оператор ориентирует в опре-
деленном угловом положении на шаговом конвейере, а цвет марки-
ровки фиксируется в запоминающем устройстве. Сборка осуще-
ствляется следующим образом..Ступица из накопителя НЗ транс-
портируется на позицию 3 для запрессовки двух колец подшипников
и устанавливается осью в горизонтальном положении. Кольца двух
подшипников подаются в распределительный механизм конвейером
КЗ элеваторного типа. Если кольца запрессованы с дефектом, то
7» 195
на пульте управления ПУ появляется световой сигнал и дается
команда о прекращении сборки на последующих позициях.
Затем в ступицы запрессовываются резьбовые шпильки, которые
подаются в вибробункеры Б элеваторами Э. По мере накопления
элеваторов подается команда на останов. Из вибробункеров на по-
воротный кондуктор в ориентированном положении одновременно
подаются две шпильки. Контроль наличия шпилек в кондукторе
осуществляется пневматическими датчиками. По сигналу, поступа-
ющему от датчиков, кондуктор перемещается в зону запрессовки,
после чего восемь штоков, захватив шпильки, поднимаются вверх,
кондуктор возвращается в исходное положение, и происходит про-
цесс запрессовки шпилек. На этой позиции осуществляется контроль
качества запрессовки шпилек. В случае неправильной запрессовки
позиция автоматически отключается, и с помощью световой сигнали-
зации определяется, какая из шпилек запрессована с дефектом.
В случае невозможности устранения дефекта в ручном режиме, по
команде компьютера происходит выбраковка, а линия продолжает
работать в автоматическом режиме. Ступица с запрессованными
шпильками транспортируется в кантователь, который поворачивает
ее на 180°, после чего она подается на позицию С сборки с тормозным
барабаном.
По программе, которую задает оператор, барабан, взятый из
одного накопителя Н6 в соответствии с группой (по неуравновешен-
ности ступицы), подается манипулятором в зону сборки. Оператор
совмещает цветные маркировки, барабан устанавливается на сту-
пицу и фиксируется шпильками. Маслоотражатель с резиновым
уплотнением фиксируется по шпилькам вручную.
На позиции С1 осуществляется автоматическое навинчивание
гаек на шпильки. Подача гаек в вибробункеры, наполнение поворот-
ного кондуктора и перемещение в зону сборки производятся анало-
гично этим же операциям для шпилек. В зоне сборки гайки захва-
тываются цанговыми зажимами многошпиндельного гайковерта,
после чего кондуктор возвращается в исходное положение и дается
команда на завинчивание гаек. Гайковерт опускается до упора
цанговых зажимов в торцы шпилек, зажимы выходят из гаек, вклю-
чаются приводы, и происходит завинчивание гаек. На позиции С1
смонтировано табло, по которому осуществляется контроль крутя-
щего момента затяжки гаек (номинальный, заниженный, повышен-
ный) .
Цифровой индикатор показывает одновременно фактическое зна-
чение крутящего момента. Приводы многошпиндельного гайковерта
работают до достижения номинального крутящего момента на всех
восьми шпинделях. При дефекте резьбового соединения шпиндели
гайковерта отрабатывают заданное время, контролируемое реле
времени, и возвращаются в исходное положение с выдачей команды
на выбраковку. Данная позиция является сложной, поэтому в линии
предусмотрена дублирующая позиция. На позиции (^происходит
кернение гаек, предохраняющее их от отвинчивания. Эта операция
выполняется без команды от предыдущих позиций о поступлении
196
сборочной единицы, собранной с дефектом, дефектные сборочные
единицы транспортируются на участок исправления дефектов. Год-
ные сборочные единицы транспортируются в накопитель Н5.
Центральный пульт управления автоматической линии сборки,
расположенный в начале линии, имеет световую сигнализацию,
что обеспечивает получение исчерпывающей информации о работе
линии и оперативное обнаружение неисправности.
Из накопителя Н5 (см. рис. 96) ступица с тормозным барабаном
в сборе поступает на участок 5, состоящий из специальных вер-
тикальных расточных станков. В качестве режущего инструмента
используются резцы, оснащенные многогранными неперетачива-
емыми пластинами твердого сплава. После растачивания рабочая
(тормозная) поверхность барабана подвергается хонингованию на
специальных двухшпиндельных хонинговальных станках СЗ с по-
следующей мойкой в агрегате М3. Собранные барабаны (левый
и правый) со ступицей после мойки навешиваются автоматически'
на цеховой подвесной конвейер и подаются на сборку задних мостов.
Особенности изготовления поршневых пальцев
Ниже рассмотрен комплексный технологический процесс
изготовления поршневых пальцев легковых автомобилей с двигате-
лями малого рабочего объема.
Обработка давлением. Заготовку поршневых пальцев получают
методом выдавливания на комплексной поточной линии из стали
12ХН2. Исходным материалом является пруток диаметром 21_0>1 мм,
поставляемый в бунтах.
Отрубка на штучные заготовки поршневых пальцев осущест-
вляется на прессе усилием 21,5 кН, часовой производительностью
2740 штук. Штучные заготовки по ленточному конвейеру поступают
на контрольно-сортировочный автомат для деления на три группы
по массе (нормальной, пониженной и повышенной) с точностью
50 ± 1 г. С контрольно-сортировочного автомата заготовки по лен-
точному конвейеру подаются на пресс часовой производительностью
1370 штук для осадки. Контрольное устройстве пресса проверяет
высоту заготовки. При отклонении от заданного значения подается
команда на останов пресса. Для включения пресса необходимо
изъятие негодной заготовки. После осадки заготовки поступают на
промывку, отжиг и фосфатирование. Отжиг заготовки происходит
в печи толкательного типа при температуре 650—850 °C в защитной
атмосфере. Фосфатирование осуществляется в агрегате, в последней
ванне которого заготовки подвергаются омыливанию при темпера-
туре 75—80 °C в течение 3 мин. Выдавливание производится на прессе
часовой производительностью 1480 штук.
На рис. 98 показана последовательность получения заготовок
поршневого пальца обработкой давлением. Пресс оснащен штампом-
автоматом револьверного типа с двумя загрузочными устройствами.’
Таким образом, одновременно штампуются две заготовки. Обработка
давлением каждой исходной заготовки пальца проводится за три
197
$22,25-w Ф22
а) е)
Рис. 98. Последовательность получения детали поршневого пальца обработкой
давлением:
а — исходная заготовка; б — осадка; в — выдавливание; г — пробивка отверстия; д — ка-
либровка по наружному диаметру; е — операционный эскиз обрабатываемой заготовки иа
агрегатном станке с поворотным столом
перехода. Конструктивной особенностью пуансона является большое
отношение высоты h к диаметру d {hid Ю).
После операции выдавливания, пробивки отверстия и калибровки
по наружному диаметру заготовки поршневых пальцев проходят
контроль, мойку в агрегате шнекового типа и подаются конвейером
на два агрегатных станка с поворотным столом каждый.
Обработка резанием. На двух агрегатных станках (рис. 98, г)
производится подрезание торцов, снятие наружных и внутренних
фасок и растачивание отверстия диаметром 9 мм. Часовая^произво-
дительность каждого станка 640 штук. Затем заготовки передаются
в термический цех для цементации, закалки и отпуска. Глубина
цементированного слоя равна 0,6—0,8 мм, твердость наружной
поверхности ^HRC 60; твердость сердцевины HRC 21—30. За-
готовки подвергаются 100 %-ному контролю по наружной поверх-
ности. Глубина цементированного слоя и твердость сердцевины
контролируются с каждого четвертого поддона.
Черновое и чистовое шлифование наружной поверхности загото-
вок поршневых колец производится на трех автоматических линиях,
каждая из которых состоит из трех бесцентрово-шлифовальных
станков. Часовая производительность каждой автоматической линии
составляет 425 штук.
На ряде автомобильных заводов окончательной операцией об-
работки наружной поверхности поршневых пальцев является поли-
рование ее на бесцентрово-шлифовальном станке с использованием
широкого круга (примерно 500 мм). Параметр шероховатости поверх-
ности при этом Ra = 0,1-Ю,08 мкм. В технологическом процессе
применяется также суперфинишная обработка наружной поверх-
ности поршневых пальцев. Операция выполняется на бесцентрово-
суперфинишном станке. Принципиальной особенностью этого станка
198
Рис. 99. Схема суперфинишной^обработки наружной поверхности заготовок поршне-
вого пальца на станке с пятью суперфинишными головками
является наличие пяти суперфинишных головок (рис. 99), в которых
установлены абразивные бруски различной зернистости. В качестве
СОЖ используется смесь керосина и масла. Параметр шероховатости
обработанной поверхности Ra = 0,4-М),2 мкм. Техническая харак-
теристика станка следующая.
Часовая производительность, штук................................... 330
Число суперфинишных головок ........................................ 5
Число абразивных брусков ........................................... 5
Диаметр обработки, мм ....................................... 5,5—70
Частота вращения валков, об/мин.............................. 64—386
Окружная скорость заготовки, м/мин........................... 20—120
Продольная подача заготовки, м/мин........................... 0,2—3,32
Амплитуда колебаний, мм ........................................... 3—6
Давление на бруски, МПа...................................... 0—4
Мощность электродвигателя, кВт..................................... 1,4
Размеры станка, м......................................... . 0,6X1,57X1,4
Масса, т.......................................................... 1,05
После мойки поршневые пальцы подвергаются окончательному
контролю длины, некруглости, конусности, наружного диаметра
(рис. 100) в двух сечениях с сортировкой на пять групп (три группы:
годные через 4 мкм, исправимый брак, неисправимый брак) и марки-
ровкой по цвету. Контроль осуществляется на автомате, в котором
происходит сортировка поршневых колец на следующие группы
Группа ....................... 1 2 3
Диаметр, мм................... 21,972—21,976 21,976—21,98 21,98—21,984
Максимально допустимая разность температур между индуктив-
ным датчиком автомата и контролируемым поршневым пальцем
не превышает 3 °C. При большей разности температур автомат оста-
Рис. 100. Схема окончательного контроля поршневых пальцев:
а — длины; б — отклонения от круглости; в — конусности; г — наружного диаметра
199
навливается. Часовая производительность автомата равна
1800 штук.
После сортировки поршневые пальцы подаются ленточным кон-
вейером на пакетировочный автомат, где они попарно упаковываются
во влагостойкую бумагу и на них ставится клеймо соответствующей
группы. Упакованные и маркированные поршневые пальцы транс-
портируются на склад готовой продукции.
§ 14. ДЕТАЛИ ТИПА ДИСКОВ. СПОСОБЫ ПОЛУЧЕНИЯ
ЭЛЕМЕНТОВ ЗУБЧАТЫХ ПЕРЕДАЧ
И ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Конструктивные и технологические особенности
деталей типа дисков
Детали типа дисков широко применяются в автомобиле-
строении. К ним относят маховики, диски сцепления, цилиндриче-
ские, конические и другие зубчатые колеса. Конструктивной особен-
ностью деталей этого типа является то, что они имеют форму тела
вращения и диаметр у них превышает высоту (или длину) в 2 раза
и более. Наиболее характерными деталями типа дисков являются
зубчатые колеса.
С повышением требований к надежности автомобилей возрастают
требования к качеству зубчатых колес. Поэтому по ряду геометри-
ческих параметров их изготовляют с высокой степенью точности
и малой высотой неровностей поверхностей профиля зуба (Ra с
< 0,32 мкм). Качество колес оценивается также с точки зрения бес-
шумной работы пары и контактной прочности зубьев.
Изготовление цилиндрических зубчатых колес
Материалом для изготовления цилиндрических зубчатых
колес-дисков автомобилей служат стали 18ХГТ, 12Х2Н4А, 38ХС
и другие легированные стали.
Получение заготовки. Наиболее распространенным методом полу-
чения заготовок цилиндрических зубчатых колес на автомобильных
заводах является объемная штамповка на кривошипных горяче-
штамповочных прессах, механических ковочных прессах и горизон-
тально-ковочных машинах.
Заготовку цилиндрического зубчатого колеса получают на криво-
шипном горячештамповочном прессе следующим образом: исходную
заготовку осаживают в торец, выполняют объемную штамповку,
прошивают отверстие и обрезают облой. Внутренние напряжения
заготовки колес снимаются при последующей нормализации или
отжиге. При контроле заготовок определяются твердость, основные
размеры и положение ее внешних поверхностей относительно цен-
трального отверстия. Форма и размеры заготовки, степень ее при-
ближения по форме и размерам к готовой детали во многом опре-
200
3
4
5
6 7
Рис. 101. Схема выдавливания зубьев цилиндрических колес-дисков на станке
мод. ЗПС-350
деляют структуру технологического процесса обработки резанием
и его трудоемкость. В случае обработки на автоматических линиях
предъявляют повышенные требования к припуску на обработку и
предельно допустимым его отклонениям.
Метод выдавливания зубьев цилиндрических зубчатых колес. При-
менение выдавливания зубьев ведущих задних мостов автомобиля
ЗИЛ-130 вместо чернового зубофрезерования обусловливает сни-
жение расхода металла на одну деталь на 4,5 кг. При выдавливании
зубьев цилиндрических колес-дисков на канатном станке
мод. ЗПС-350 (рис. 101) поковка 5, полученная на механическом
ковочном прессе, устанавливается в зажимном приспособлении
и закрепляется двумя стаканами — верхним 6 и нижним 7. После
подвода и включения индуктора заготовка нагревается ТВЧ до
температуры ковки. Выдавливание зубьев осуществляется в два
этапа. Сначала гладкими роликами 1 и 9 с ребордами а калибруют
штампованную заготовку по наружному диаметру и ширине зуб-
чатого венца до размеров, необходимых для выдавливания зубьев.
Для обеспечения лучшего заполнения формы при выдавливании
зубьев, особенно вершин, наружная поверхность заготовки 5 после
калибровки гладкими роликами 1 и 9 имеет вогнутую форму. За-
готовка 5 в закрепленном состоянии вместе с индуктором переме-
щается при помощи гидропривода в положение для выдавливания
зубьев. После вторичного подогрева заготовки до указанной темпе-
ратуры начинается процесс обработки под давлением роликами 2
и 8 с ребордами б, установленными в головках на втулках 3. Процесс
заканчивается в тот момент, когда головки с зубчатыми роликами 2
и 8 войдут в контакт с механическим упором. По команде на отвод
(радиальный) зубчатые ролики возвращаются в исходное положение.
Заготовка освобождается от закрепления и выгружается.
Гладкие ролики с ребордами а и зубчатые ролики с ребордами б
собраны в единый узел на втулках 3 головок и стянуты гайками 4.
Диаметры реборд больше наружного диаметра гладких роликов, что
ограничивает течение металла заготовки в осевом направлении.
201
Рис. 102. Зубчатое колесо-диск
Такую же функцию выполняют реборды зубчатых ро-
ликов.
Размеры и форму заготовки под обработку рассчи-
тывают, а затем корректируют по полученным опытным
данным таким образом, чтобы объем металла, вытеснен-
ный из впадин при формировании зубьев, был равен
объему металла, необходимого для заполнения вершин
зубьев. Установлено, что диаметр заготовки при обра-
ботке давлением должен быть приблизительно на два
модуля меньше диаметра готового зубчатого колеса.
Станок при описанном цикле работы обрабатывает в час 25—
30 заготовок. Если оснастить его устройством предварительного
нагрева поковок и манипулятором, то его производительность
существенно возрастет.
Характеристика обработки резанием. Заготовки с выдавлен-
ными зубьями после отжига транспортируются в механический цех,
где обрабатываются на токарном станке по контуру для последу-
ющего чистового зубофрезерования и зубошевингования. В табл. 6
приведена последовательность операций изготовления зубчатого
колеса-диска (рис. 102) коробки передач грузового автомобиля.
Таблица 6
Содержание позиции Оборудование
Токарная обработка заготовки по кон- туру Предварительное хонингование отвер- стия Мойка заготовок Тонкая обработка точением базовых по- верхностей Контроль базовых поверхностей Зубофрезерование Зубозакругление Мойка заготовки Зубошевингованне Мойка заготовок Контроль параметров зубьев Термическая обработка Зубошлифование Хонингование отверстия Мойка заготовки Шлифование торца ступицы Зубохонинговапие Мойка заготовок Окончательный контроль Одно-, двух или многошпиндельные полуавтоматы Хонинговальный полуавтомат Моечный агрегат Одно- или двухшпиндельный токар- ный полуавтомат Контрольные приборы Зубофрезерный автомат (или полу- антомат) Зубозакругляющий полуавтомат Моечный агрегат Зубошевинговальный автомат (или полуавтомат) Моечный агрегат Контрольные приборы Цементационно-закалочная печь Специальный станок Хонинговальный полуавтомат Моечный агрегат Плоскошлифовальный полуавтомат Зубохонинговальный автомат Моечный агрегат Контрольные приборы
202
Рис. 103. Схема наладки обработки заготовки цилиндрического зубчатого колеса-
диска на одношпиндельных токарных полуавтоматах
Прогрессивным процессом токарной обработки цилиндрических
зубчатых колес-дисков следует считать обработку на одно- и двух-
шпиндельных токарных полуавтоматах, оснащенных несколькими
крестовыми и гидрокопировальными суппортами, включая копиро-
вальные суппорты с револьверной головкой на два — четыре режу-
щих инструмента. На таких полуавтоматах, обладающих повышен-
ной жесткостью, обеспечивается комплексная обработка заготовок
цилиндрических зубчатых колес с торцовым биением (базовых по-
верхностей для нарезания зубьев), не превышающим 50 мкм, и по-
следующее хонингование отверстия. Параметр шероховатости по-
верхности Ra = 4—2,5 мкм.
На рис. 103 приведена схема наладки обработки заготовки ци-
линдрического зубчатого колеса-диска на одношпиндельных токар-
ных полуавтоматах.
На первой операции (рис. 103, а) обрабатываются наружная
поверхность 2 заготовки до кулачков и торец 3 зубчатого венца,
предварительно и окончательно растачиваются отверстия У, под-
резается внутренний торец 4 зубчатого венца и снимаются фаски.
Заготовку крепят в патроне с базированием ее по наружной поверх-
ности.
На второй операции (рис. 103, б) заготовку базируют по обрабо-
танным на первом полуавтомате поверхностям внутреннего зубчатого
венца и торца. Закрепление заготовки происходит также в патроне.
Окончательно обтачивается заготовка по наружной поверхности 5,
подрезаются торцы 6 зубчатого венца и ступицы, окончательно
растачивается ступица 7, снимаются наружные и внутренние фаски.
На полуавтоматах применяются резцы (схемы их движения по-
казаны штриховыми линиями со стрелками), оснащенные много-
гранными неперетачиваемыми пластинами из твердых сплавов,
установленные в резцовых блоках. Время изготовления на каждом
станке составляет 3,2—3,5 мин.
203
Таблица 7
Диаметр заготовки, мм Торцо- вое бие- ние Откло- нение формы Ради- альное биение
До 25 8—13 5-8 80
25—100 10—20 8—13 130
100—200 15—30 10—15 130
200-300 25—50 13—18 130
После нарезания одной впадины
Методы зубонарезания и зубо-
обработки цилиндрических колес.
Зубонарезание является’важной и
наиболее трудоемкой операцией,
которая во многом предопределяет
точность и качество изготовления
колес.
Зубонарезание дисковыми и
пальцевыми модульными фрезами
осуществляется методом копиро-
вания (фасонное фрезерование),
заготовка при помощи делительного
механизма поворачивается на один зуб, и фреза нарезает следующую
впадину. Метод копирования малопроизводителен и имеет невысокую
точность, поэтому его применение ограничено (единичное и мелко-
серийное производство неответственных зубчатых передач, предва-
рительное зубонарезание при массовом производстве на много-
шпиндельных фрезерных станках).
Для каждого модуля имеется набор дисковых модульных фрез,
чаще используют набор из восьми фрез. Для повышения производи-
тельности труда и- точности обработки на полуавтоматах применяют
дисковые модульные фрезы, многошпиндельные делительные головки
и т. д. Пальцевые модульные фрезы устанавливают на специальных
станках для обработки крупномодульных цилиндрических и шеврон-
ных колес и в тех случаях, когда изготовление червячными фрезами
неэкономично.
Зубонарезание червячными фрезами происходит по методу обката
и широко применяется не только в автомобильной промышленности,
но и в различных отраслях машиностроения. Метод обката обеспечи-
вает высокую точность обработки и производительность труда
вследствие непрерывности процесса резания.
Зубофрезерование, осуществляемое на зубофрезерных станках
червячными фрезами, занимает особое место среди способов зубо-
нарезания. К заготовке, обрабатываемой зубофрезерованием, предъ-
являют высокие требования по точности, особенно ее базовых по-
верхностей.
Конусообразность отверстия для всех заготовок длиной 25 мм
допускается в пределах 5—8 мкм. Указанные в табл. 7 допуски
(в мкм) обеспечиваются последовательностью построения техноло-
гического процесса.
После токарной обработки заготовки по всему контуру следует
хонингование отверстия с допуском 10—20 мкм, которое исполь-
зуется в качестве базы при обработке на специальном токарном
станке наружного диаметра и одновременно обоих торцов с устано-
вом заготовки на прецизионной разжимной оправке. Так как зубо-
нарезание производится обычно пакетом, то отклонение от парал-
лельности торцов не должно превышать 10—25 мкм.
В настоящее время наибольшее распространение получили спо-
собы зубофрезерования, схемы которых приведены на рис. 104.
204
а) О
Рис. 104. Схемы способов фрезерования зубьев цилиндрических колес:
1 — осевое движение; 2 — вспомогательное движение; 3 — радиальное движение; 4 — каса-
тельное движение; 5 — диагональное движение; 6 — вспомогательное движение; 7 — ра-
диальное движение; 8 — первый проход; 9 — отвод фрезы; 10 — второй проход
Зубофрезерование с осевым движением подачи (рис. 104, а) осу-
ществляется червячной фрезой, устанавливаемой на полную высоту
зуба и движущейся параллельно оси обрабатываемой заготовки.
Этот универсальный способ, выполняемый на обычных зубофрезер-
ных станках, имеет существенный недостаток: инструмент пере-
мещается на большую длину I (до полной высоты зуба). Она увели-
чивается с повышением диаметра заготовки и угла наклона линии
зуба колеса относительно оси.
Зубофрезерование с радиально-осевым движением подачи (чер-
вячной фрезы) в период врезания до получения полной высоты зуба
происходит радиально к оси обрабатываемой заготовки (рис. 104, б).
При получении полной высоты зуба касательным движением авто-
матически выключается и включается осевое движение. Зубонареза-
ние происходит на специальных зубофрезерных станках с исполь-
зованием обычных червячных фрез. При таком движении инстру-
мента сокращается время врезания по сравнению с осевым движе-
нием. Учитывая повышенный износ червячных фрез, подачу на обо-
рот ограничивают 0,7—0,9 мм/об. Данный способ целесообразно
применять при зубофрезеровании зубчатых колес, например с боль-
шим наклоном линии зуба, при работе червячными фрезами боль-
шого диаметра, при двухпроходном зубофрезеровании.
Зубофрезерование с диагональным движением подачи (рис. 104, в)
совмещает осевое движение с касательным. В результате результи-
рующим движением червячной фрезы является диагональ параллело-
грамма. Фреза работает более спокойно, ее зубья изнашиваются
равномерно по всей рабочей длине, что существенно повышает износо-
стойкость инструмента. Способ эффективен при обработке колес
с широкими зубчатыми венцами, пакетом или при повышенной
твердости материала, когда требуется увеличенный период износо-
стойкости фрезы. В этом случае следует применять длинные (160—
180 мм) и точные червячные фрезы.
Двухпроходное зубофрезерование (рис. 104, г) отличается тем,
что первый (черновой) и второй (чистовой) проходы совершаются
последовательно за один установ обрабатываемой заготовки; второй
205
имеет глубину резания 0,5—1 мм. Изменение режимов резания для
первого и второго проходов происходит автоматически. Для первого
прохода подача и скорость резания определяются с учетом стойкости
фрезы, жесткости зубофрезерного станка и зажимного приспособле-
ния. Первый проход происходит при попутном виде зубофрезерова-
ния, второй — при встречном. При втором проходе скорость глав-
ного движения резания и осевое движение выше, чем при первом
проходе. Этим способом обрабатывают колеса с модулем свыше 4 мм.
Он высокопроизводителен, легко автоматизируем и дает более высо-
кую точность и стабильность параметров зубьев.
При двухпроходном зубофрезеровании осевое движение червяч-
ной’ фрезы можно осуществить двумя способами. Первый способ
состоит в том, что фреза при черновой и чистовой обработке остается
в одном положении и, следовательно, одни и те же зубья фрезы
участвуют в работе при первом и втором проходах. При другом спо-
собе после черновой обработки осуществляется осевое движение
фрезы и при чистовой обработке участвуют неиспользованные при
первом проходе зубья фрезы, что способствует повышению точности
зубчатых колес и качеству обработки боковых поверхностей зубьев.
Этот способ эффективен при зубофрезеровании колес больших раз-
меров, а также при нарезании прямозубых колес насосов. При
обработке последних производительность труда по сравнению с одно-
проходным способом увеличивается примерно в 2 раза.
Повышение производительности труда при зубофрезеровании
достигается различными путями. Наиболее эффективным является
введение манипуляторов и автоматизация осевого движения червяч-
ной фрезы. Оснащение зубофрезерных станков манипуляторами
в массовом производстве (или применение станков-автоматов) по-
вышает производительность труда более чем на 20 %. Использование
манипуляторов с магазинами, рассчитанными на многочасовую
работу, обусловливает организацию работы таких автоматов без
непрерывного обслуживания.
Опыт автомобильных заводов показал, что внедрение механизма
автоматического осевого движения червячных фрез обеспечивает
повышение их износостойкости (между переточками) на 20—40 %,
а за счет сокращения времени ручной подналадки перемещения
фрезы — на 10—15 мин на одну заточку фрезы, что обусловлено
более равномерным изнашиванием инструмента. Полное перемеще-
ние червячной фрезы фиксируется конечным переключателем меха-
низма. После обработки заданного числа заготовок, устанавлива-
емого счетчиком, дается команда на автоматическое выключение
станка. Фрезу снимают со станка и передают на заточку.
Зубонарезание червячных колес. Этот процесс осуществляется
по методу обката. Червячная фреза, выполняющая роль .червяка,
и заготовка червячного колеса в процессе нарезания зубьев нахо-
дятся в непрерывном вращении и воспроизводят кинематическое
зацепление, которое имеет место в червячной передаче. Зубофрезеро-
вание производится одним из следующих способов: с радиальным
движением подачи, касательным и радиально-касательным.
206
4 _i j I
Рис. 105. Схемы фрезерования зубьев червячных колес:
а — с радиальным движение?.! подачн; б — с касательным движением подачн
Зубофрезерование с радиальным движением подачи (рис. 105, а)
осуществляется следующим образом. Ось червячной фрезы 1 уста-
навливают горизонтально и симметрично оси заготовки 2 колеса.
Радиальное движение подачи заготовке 2 сообщается до тех пор, пока
зубья червячного колеса не будут нарезаны на полную высоту. Затем
радиальное движение подачи прекращается, и начинается оконча-
тельное профилирование зубьев по всей окружности заготовки,
которая совершает не менее одного оборота. Длина фрезы 1Х должна
полностью перекрывать поле зацепления. Длину /2 на стороне входа
в зацепление с колесом принимают для черновой обработки зубьев.
Зубофрезерование с касательным движением подачи (рис. 105, б)
осуществляют на зубофрезерных станках с протяжным суппортом,
сообщающим червячной фрезе 1 осевую подачу. Фреза в начале
обработки установлена для нарезания полной высоты зуба и пере-
мещается вдоль своей оси касательно к делительной окружности
колеса 2. Поэтому в процессе зубонарезания расстояние Оц, между
осями фрезы и заготовки колеса не меняется. Постепенное врезание
зубьев фрезы в заготовку обеспечивается заборным конусом дли-
ной /8, у которого режущие зубья срезаны под углом <р = 20 ч-26°.
Калибрующая часть длиной /4 фрезы имеет только один полный ви-
ток, который окончательно формирует зубья колеса. Этот способ
по производительности уступает способу зубонарезания с радиаль-
ным движением подачи, но по точности превосходит его.
При зубонарезании червячных колес в две операции (сначала
с радиальным движением подачи, а затем с касательным) на чистовое
нарезание зубьев оставляют припуск в пределах 0,5—1 мм на сто-
рону зуба.
Зубофрезерование с радиально-касательным движением подачи
сочетает черновую обработку зубьев червячного колеса при ра-
диальном движении подачи (заборная часть фрезы) и чистовую при
тангенциальном движении подачи (цилиндрическая ее часть) фрезы.
Следовательно, комбинированный способ по сравнению с касатель-
ным движением подачи обеспечивает более высокую производитель-
ность труда благодаря применению радиального движения подачи
207
и точность чистовой обработки при касательном движении подачи.
К тому же касательный вход фрезы значительно сокращается.
В зависимости от типа производства и требуемой точности зуб-
чатых колес производится выбор класса точности червячных фрез.
Наиболее широкое применение находят следующие конструкции
червячных фрез: однозаходные с эвольвентным профилем; сборные
с поворотными вставными рейками; с эвольвентным профилем по-
вышенной точности.
Цельные червячные фрезы с эвольвентным профилем используют
для зубонарезания высокоточных цилиндрических прямозубых и
косозубых колес, червячных колес, шлицев на валах. Как правило,
цельные фрезы изготовляют однозаходными и с различной точностью.
По ГОСТ 9324—80 предусмотрено изготовление чистовых однозаход-
ных червячных фрез классов точности А, В, С, D и АА. Самый
точный класс червячных фрез А А имеют цельные прецизионные
фрезы модулей 1—10 мм. Фрезы модулей 11—14 мм имеют класс
точности любой, а модулей 16—20 мм — А А и А.
Черновые червячные фрезы изготовляют пониженной точности
и обычно с нешлифованным профилем. Нарезанные зубчатые колеса
средних модулей червячными фрезами классов точности АА и А
имеют параметр шероховатости поверхностей боковых сторон зубьев
Ra = 2,5~^- 20 мкм.
Червячные фрезы (сборные) с поворотными вставными рейками
используют главным образом в условиях массового производства.
Эти фрезы характеризуются большой длиной реек (примерно 200 мм),
многозаходностью (2—3), повышенной твердостью (HRC 66—68)
и числом реек 10—17. Они имеют большую износостойкость и обес-
печивают высокую производительность труда и точность.
Червячные фрезы с эвольвентным профилем повышенной точности
имеют ряд преимуществ. Например, наружный диаметр их меньше,
а число зубьев больше, чем у фрез с поворотными вставными рей-
ками, что обеспечивает большую производительность труда; большие
задние и боковые углы создают лучшие условия резания; отсут-
ствует опасность снижения твердости зубьев, которое может иметь
место при их шлифовании. К недостатку таких червячных фрез
следует отнести пониженную точность по сравнению с червячными
фрезами с эвольвентным профилем на один класс точности. На-
пример, фрезы с эвольвентным профилем используют под чистовое
зубофрезерование и шлифование (исключается шевингование).
Одним из методов повышения производительности труда при
зубофрезеровании является применение многозаходных червячных
фрез. Червячная фреза представляет собой одно- или многозаходный
червяк. Однозаходная червячная фреза имеет только одну винтовую
линию, поэтому за один оборот такой фрезы обрабатываемая за-
готовка зубчатого колеса повернется на один зуб. Двухзаходная
червячная фреза имеет две винтовые линии: за один оборот фрезы
заготовка повернется на два зуба.
Следовательно, при зубофрезеровании многозаходными червяч-
ными фрезами обрабатываемая заготовка колеса вращается по отно-
208
Рис. 106. Схема зубодолбле-
ния колес круглым долбя-
ком:
1 — долбяк; 2 — заготовка
шению к фрезе быстрее в зависимости от числа заходов. Это основное
преимущество применения многозаходных червячных фрез. Произ-
водительность труда при переходе с однозаходных червячных фрез
на двухзаходные повышается на 40—50 %, а на трехзаходные —
на 60—70 %. В основном многозаходные фрезы применяют для
чернового зубофрезеровании под шевингование или шлифование.
Чистовое зубонарезание многозаходными червячными фрезами ис-
пользуют в тех случаях, когда не требуется высокой их точности:
например, при обработке звездочек, зубчатых венцов маховиков
двигателей.
Зубодолбление цилиндрических колес. Обработка цилиндрических
колес с эвольвентной формой зубьев на зубодолбежных станках
получила широкое распространение в автомобилестроении. При
этом используют метод обката и копирования. Основным методом
зубодолбления круглыми долбяками является метод обката. Зубо-
долбление круглыми долбяками методом обката основано на вос-
произведении зацепления пары зубчатых колес: одним колесом яв-
ляется обрабатываемая заготовка зубчатого колеса, другим — режу-
щий инструмент — круглый долбяк, который представляет собой
корригированное колесо с эвольвентными профилями зубьев того же
модуля, что и нарезаемое колесо. Долбяки применяют для нарезания
прямозубых и косозубых (винтовых) колес с наружными и внутрен-
ними зубьями.
При зубодолблении прямых зубьев используют долбяк с пря-
мыми режущими зубьями (рис. 106, а), а винтовых зубьев
(рис. 106, б)—долбяк 7 с винтовыми режущими зубьями (косо-
зубый). В последнем случае долбяку сообщается дополнительный
поворот от специального копира, установленного в верхней части
шпинделя станка, соответствующий углу наклона линии зуба обра-
батываемого колеса.
В автомобилестроении зубчатые колеса среднего модуля 8-й сте-
пени точности обычно нарезают за две операции: черновое нарезание
на одном зубодолбежном станке и чистовое — на другом. В условиях
серийного производства колеса с такой же степенью точности об-
рабатывают за одну операцию в два прохода (черновое и чистовое
зубодолбление), осуществляемые автоматически специальными ку-
лачками. Нешевингуемые колеса 7-й степени точности обрабатывают
также за две операции, но чистовое зубодолбление производят в два
209
прохода. Под шевингование чистовое зубодолбление производят
за один проход (проход — один оборот заготовки в процессе нареза-
ния зубьев). Параметр шероховатости поверхности боковых сторон
зубьев Ra = 20 ч-1,25 мкм. Зубчатые колеса с мелким модулем (1 —
2 мм) обрабатывают долбяками за один проход, а колеса средних
и крупных модулей — за два-три прохода.
Зубчатые колеса с внутренним зацеплением, колеса-блоки с вен-
цами, расположенными один от другого на расстоянии 3—5 мм, что
недостаточно для выхода червячной фрезы, обрабатывают только
долбяками. Зубодолбление производится строганием при возвратно-
поступательном движении, причем процесс резания происходит при
рабочем ходе. При вспомогательном ходе (вверх) инструмент отво-
дится от заготовки (или наоборот). В процессе резания долбяк и
заготовка вращаются вокруг своих осей согласованно, с определен-
ным передаточным отношением, совершая для придания эвольвент-
ного профиля зубьям обрабатываемой заготовки колеса движения
обката. Поворот долбяка на один зуб соответствует повороту за-
готовки также на один зуб.
Для осуществления врезания в начале обработки долбяку сооб-
щается радиальное движение подачи. Если обработка производится
за один проход, то при достижении полной высоты зуба колеса
врезание выключается и начинается подача на оборот, т. е. обкат.
Обкат осуществляется до тех пор, пока заготовка колеса не совер-
шит после врезания полного оборота, после чего станок автомати-
чески останавливается. Как отмечалось выше, зубонарезание может
происходить за один и несколько проходов. По сравнению с червяч-
ными фрезами круглый долбяк является более универсальным зубо-
резным инструментом. Помимо указанных примеров применения
долбяков они широко используются для нарезания стандартных
зубчатых колес высокой точности и более высокого качества поверх-
ностей зуба.
Чистовые долбяки изготовляют трех классов АА — для колес
6-й степени точности, А — для колес 7-й степени точности и В —*для
колес 8-й степени точности.
Зубозакругление и снятие фасок с торцов зубьев цилиндрических
колес. С целью повышения срока службы переключаемых на ходу
передач, а также облегчения входа в зацепление зубчатые колеса
должны иметь на торцах зубьев закругление. Форма закругления
определяется эксплуатационными условиями, технологическими
возможностями и параметрами зубчатого колеса. Метод закругления
должен быть универсальным, обеспечивать высокую производитель-
ность и хорошее качество. Эту операцию выполняют на зубозакруг-
ляющих станках. Наибольшее распространение получили способы
закругления пальцевой фрезой, чашечной и торцовой.
Зубозакругление цилиндрических колес пальцевой фрезой
(рис. 107, а) используют для закругления торцов зубьев цилиндри-
ческих колес внешнего и внутреннего зацепления, а также зубчатых
муфт и торцов шлицев. Этот способ обеспечивает разнообразную
форму закругления и хорошее качество обработки. В процессе за-
210
Рис. 107. Зубозакругление цилиндрических колес:
а — пальцевой фрезой; б — чашечной фрезой
кругления обрабатываемая заготовка 1 непрерывно вращается,
а пальцевая фреза 2 одновременно совершает вращение вокруг
своей оси и синхронное возвратно-поступательное перемещение вдоль
зуба колеса от специального копира. Профиль копира определяет
форму закругления торцов зуба и величину перемещения фрезы
вдоль зуба. За один оборот копира происходит закругление торца
одного зуба. Торцы зубьев колес иг < 3 мм закругляют за один
проход, т = 3-4-5 — за два прохода и т > 5 мм — за три и более
проходов. К недостаткам этого способа следует отнести малую произ-
водительность и низкие режущие свойства пальцевой фрезы, так как
скорость резания на малом диаметре режущей части близка к нулю.
Преимуществом является универсальность способа закругления,
простота и небольшая стоимость режущего инструмента.
Зубозакругление чашечной (полой) фрезой применяют для ци-
линдрических колес внешнего и внутреннего зацепления. Чашечные
фрезы обрабатывают торцы зубьев внутренними режущими кром-
ками прямолинейной или криволинейной формы. При закруглении
торцов зубьев с укороченной высотой фреза с криволинейной формой
режущей кромки последовательно обрабатывает правую и левую
сторону одного зуба, обеспечивая бочкообразную форму закругле-
ния. При закруглении торцов зубьев с нормальной высотой криво-
линейные режущие кромки чашечной фрезы последовательно обра-
батывают правую и левую сторону двух смежных зубьев колеса,
обеспечивая при этом бочкообразную форму закругления торца
с криволинейными боковыми поверхностями.
В процессе зубозакругления (рис. 107, б) заготовка / непо-
движна, а чашечная фреза 3, вращаясь, совершает поступательное
движение вдоль своей оси в зону обработки с небольшой выдержкой
в конце хода. В исходное положение фреза отводится из зоны об-
работки на ускоренной подаче. При обратном ходе фрезы заготовка
совершает деление на шаг для обработки следующего зуба. Таким
образом, обработка производится методом единичного деления.
Зубозакругление чашечными фрезами характеризуется высокой
производительностью. Например, время обработки зубьев колеса
т = 3 мм и z = 18 за два прохода составляет 14 с.
При зубонарезании и зубодолблении на торцах зубьев обра-
зуются острые кромки и заусенцы, которые снижают качество за-
211
цепЛения (вызывают повышенный шум, уменьшают срок службы <
зубчатой пары) в результате скола острых кромок и т. п. Поэтому
заусенцы и острые кромки с торцов зубьев необходимо уда-
лить.
Образование заусенцев на кромках зубьев особенно характерно
при зубонарезании колес из вязких металлов и при зубофрезерова-
нии многозаходными червячными фрезами с малым числом стру-
жечных канавок. У косозубых колес образуется большой заусенец
на стороне зуба, имеющей острый угол. Попутная подача при зубо-
фрезеровании способствует уменьшению заусенца. Снятие заусенцев ’
можно производить на зубофрезерном станке в процессе зубонареза-
ния, оснастив его приспособлением. Заусенец снимают резцом,
закрепленным в резцедержателе. Резец прижимается к торцу об- ’
рабатываемой заготовки колеса снизу и снимает фаску на торце зуба
во время вращения заготовки. По направляющим державки резце-
держатель с резцом перемещается радиально к оси заготовки в зави-
симости от ее диаметра, а кронштейном обеспечивается перемещение
резцедержателя параллельно оси заготовки колеса.
В большинстве случаев для снятия фасок с торцов зубьев колес
применяют специальные станки.
Чистовая обработка зубьев цилиндрических колес. Ответственные
цилиндрические зубчатые колеса, передающие большие нагрузки
и работающие на высоких скоростях, должны работать бесшумно
и плавно. Поэтому их изготовляют с высокой точностью и малой
высотой неровностей боковых поверхностей зубьев, что достигается
чистовой обработкой.
Основными методами чистовой обработки зубьев незакаленных
зубчатых колес являются зубошевингование и калибровка, для
закаленных — зубошлифование и зубохонингование.
Зубошевингование колес — широко применяемый и эффективный
метод чистовой обработки цилиндрических колес твердостью HRC <
<: 32 после зубофрезерования или зубодолбления. Наибольшее
распространение получили дисковые шеверы, которые изготовляют
трех классов: А — для колес 6-й степени точности; В — для колес <
7-й степени точности и С — для колес 8-й степени точности.
Шевер 1 представляет собой закаленное корригированное зубча-
тое колесо, на боковых поверхностях которого образованы режущие
кромки (рис. 108, а). Угол наклона линии зуба шевера устанавли-
вается в зависимости от угла скрещивания осей шевера и заготовки :
колеса. Для прямозубых колес угол скрещивания осей составляет
5—15°, для косозубых колес 5—12°. Если угол наклона линии зуба
у косозубого колеса равен 5—18°, то может быть принят прямозубый
шевер. Диаметр шевера выбирается максимально возможным, до-
пустимым шевинговальным станком. Конечно-делительный диаметр
шевера устанавливается в соответствии с ГОСТами. С увеличением
внешнего диаметра шевера повышается точность обработки и стой-
кость инструмента. Повышение точности обработки достигается
за счет некратности отношения числа зубьев шевера к числу зубьев
обрабатываемой заготовки колеса.
212
Рис. 108. Схемы зубошевингования цилиндрических колес
Шевер 1 и обрабатываемая заготовка колеса 2 находятся в без-
зазорном зацеплении и образуют винтовую передачу с перекрещива-
ющимися осями в одной точке. Перекрещивание осей инструмента
и заготовки колеса при зацеплении вызывает скольжение профилей
в направлении длины зуба (скорость которого будет являться ско-
ростью резания) и снятие стружки режущими кромками шевера 1.
Снятие стружки осуществляется со скоростью результирующего
движения резания. Стружка, срезаемая с боковых поверхностей
зубьев колеса, имеет тонкую волосовидную форму.
Шевингованием исправляется до 60—80 % погрешностей колеса,
полученных после зубофрезеровании или зубодолбления. Суще-
ственно исправляются погрешности шага и профиля зубьев; в мень-
шей степени- погрешности направления зуба, радиальное биение
и погрешности общей длины нормали.
У зубчатых колес средних модулей шевингованием обеспечивается
следующая точность: отклонение измерительного межосевого рас-
стояния за один оборот колеса 0,02—0,04 мм и на одном зубе 0,01 —
0,015 мм. Отклонение направления зуба на длине 25 мм не пре-
вышает 0,005—0,04 мм, основного шага 0,005—0,01 мм, колебание
длины общей нормали в пределах 0,02—0,04 мм, радиальное биение
зубчатого венца 0,01—0,025 мм, параметр шероховатости боковых
поверхностей зубьев = 2,5 4-0,63 мкм.
Основными способами зубошевингования является параллельное,
диагональное, касательное и врезное.
При параллельном шевинговании подача sn совершается парал-
лельно оси обрабатываемой заготовки колеса 2 (рис. 108, б). Этот
способ обработки зубьев универсален, широкие колеса можно об-
рабатывать узким шевером. К недостатку параллельного шевингова-
ния следует отнести более низкую производительность по сравнению
с другими способами обработки зубьев.
Заготовка колеса 2, установленная на оправке в центрах станка,
совершает возвратно-поступательное движение в направлении своей
оси и в конце каждого хода перемещается на шевер, который при-
213
водится во вращение (с реверсированием) от привода. В конце про-
цесса несколько возвратно-поступательных ходов совершается без
радиальной подачи (без подъема стола станка) — калибрующие ходы.
Таким образом, схема технологической операции следующая: ра-
диальная подача — рабочий ход и т. д., до снятия всего припуска
под шевингование. Затем следуют калибрующие ходы и обратный
ход стола с заготовкой.
Следует отметить новое направление в обработке на шевинговаль-
ных станках, которое заключается в том, что последние калибру-
ющие ходы происходят при небольшом увеличении межосевого
расстояния между шевером и обрабатываемой заготовкой колеса
(для уменьшения зацепления между зубьями). Таким образом, при
выхаживании устраняются следы режущих кромок шевера на боко-
вых поверхностях зубьев колеса и, следовательно, уменьшается
высота неровностей поверхностей. Величина опускания стола с за-
готовкой для увеличения межосевого расстояния не превышает
0,05 мм.
При параллельном шевинговании продольная подача заготовки
при всех ходах стола одинаковая Sn =0,15-4-0,3 мм. Следует отме-
тить шевингование с черновой и чистовой подачей. В новых кон-
струкциях шевинговальных станков при помощи специального
приспособления первые несколько ходов совершаются с черновой
подачей, которая превышает в 1,5—2 раза чистовую, применяемую
на' последних ходах. В результате сокращается время обработки
до 25 %.
При диагональном шевинговании зубьев (рис. 108, в) движение
подачи направлено под углом бк расположения оси заготовки колеса
к направлению движения стола станка. Этот угол называют диаго-
нальным углом. Преимущество диагонального шевингования по
сравнению с параллельным заключается в сокращении пути подачи
(хода стола), так как она совершается под углом к оси заготовки
колеса. Точка А скрещивания осей шевера и заготовки перемещается
вдоль зуба шевера, что способствует более разномерному изнаши-
ванию, чем при параллельном шевинговании, и, следовательно,
повышает износостойкость шевера. Угол диагонали бк можно опре-
делить по формуле
1g Д, Sin фск/(^и COS фск)>
Ви COS <рск = Вк.
Чем больше угол 6К, тем меньше основное время. Оптимальное
значение угла 6К = 304-60°, а оптимальные условия диагонального
шевингования, обеспечивающие высокое качество обработки, соот-
ветствуют углу диагонали бк =35-4-40°.
Длина хода стола
/ = Вк sin фск/sin (6К <рск).
Бочкообразная форма зуба, исключающая концентрацию на-
грузки на концах зубьев во время ее передачи, достигается качанием
214
стола станка от копира, как и при параллельном шевинговании
зубьев.
При касательном шевинговании угол диагонали 6К = 90°, а по-
дача ST направлена перпендикулярно к оси обрабатываемой за-
готовки колеса (рис. 108, г). Этим способом можно шевинговать
зубчатые колеса с узкими и закрытыми венцами. Ширина шевера 1
должна перекрывать ширину зубчатого венца заготовки колеса 2.
Касательное шевингование осуществляется при постоянном меж-
осевом расстоянии между инструментом и заготовкой, но процесс
можно производить и за несколько ходов стола станка.
Бочкообразная форма зуба колеса обеспечивается шевером,
зубья которого в продольном направлении имеют вогнутую форму.
Кроме того, шеверы для касательного шевингования имеют сме-
щенные режущие кромки на боковых поверхностях от зуба к зубу
в плоскости вращения по винтовой линии; этим компенсируется
отсутствие осевой подачи при срезании тонкой стружки.
Длина хода стола
/ = Вк tg <рск.
Касательное шевингование производительнее параллельного в 2—
2,5 раза, а диагонального в 1,3—1,5 раза. Однако шероховатость
боковых поверхностей зубьев колеса после тангенциального шевин-
гования несколько повышается.
Врезное шевингование отличается следующим. Подача в пло-
скости оси заготовки колеса 2 отсутствует, шевер 1 перемещается
к заготовке только в радиальном направлении (рис. 108, б). Для
обеспечения полного прилегания к поверхности зуба заготовки
зубья шевера в продольном направлении имеют вогнутую форму;
при необходимости также учитывается бочкообразность формы
зубьев. При этом способе шевингования одновременно обрабаты-
вается вся поверхность зуба заготовки. Для исключения появления
необработанных участков на боковых поверхностях зубьев заготовки
колеса режущие кромки шевера, как и для касательного шевинго-
вания, расположены по винтовой линии. Ширина шевера Ви больше
ширины зубчатого венца колеса Вв.
Цикл врезного шевингования следующий. Ускоренный подвод
шевера к заготовке и врезание на заданное межосевое расстояние
между инструментом и заготовкой, выдержка для реверсирования
шевера, продолжение подачи врезания, выхаживание. Выхаживание
сопровождается отводом шевера назад на величину до 0,04 мм, а за-
тем происходит быстрый отвод инструмента в исходное положение.
Реверсирование шевера (изменение вращения) обеспечивает снятие
одинакового слоя металла с обеих боковых поверхностей зубьев
обрабатываемой заготовки колеса. Перед отводом инструмента
в исходное положение подача еще раз выключается, и происходит
увеличение межосевого расстояния на малую величину; шевер
продолжает вращаться, и в это время удаляются следы режущих
кромок шевера с боковых поверхностей зубьев колеса.
215
Рис. 109. Схема калибровки зубьев на автомате
Производительность врезного шевингования в 2—4 раза выше
диагонального. Обрабатываются колеса модулем менее 5 мм и ши-
риной зубчатого венца не более 40 мм. Шевингованием может быть
обеспечена 7—6-я степень точности. Перед шевингованием зубчатые
колеса обрабатывают по 8-й степени точности.
Особенность шевингования с черновой и чистовой подачей за-
готовки состоит в том, что на нескольких первых ходах стола подача
в 1,5—2 раза больше, чем на последующих ходах чистовой обработки.
Переключение с черновой обработки на чистовую происходит авто-
матически. Число ходов на каждую подачу выбирают в зависимости
от требуемой точности. При переключении с черновой обработки на
чистовую можно увеличить частоту вращения шевера и уменьшить
величину вертикальной подачи стола с заготовкой. Максимальная
вертикальная подача задается на первом ходе, а затем постепенно
уменьшается, и последние два хода выполняются обычно без подачи.
Благодаря этому достигается сокращение основного времени об-
работки: например, если из шести ходов стола два осуществлять
для черновой обработки, то основное время сокращается на 17 %,
три — на 25 %, четыре — на 34 %, пять — на 42 %. Износостой-
кость шевера при этом способе шевингования повышается примерно
на 25 %. Это объясняется тем обстоятельством, что за малое время
режущие кромки на шевере выполняют меньшее число ходов. Шевин-
гование с черновой и чистовой обработкой широко применяется при
обработке зубчатых колес коробки передач.
Калибровка зубьев — окончательная обработка боковых поверх-
ностей зубьев цилиндрических колес без снятия стружки обработкой
давлением. Этот метод отделки зубьев применяют вместо шевинго-
вания цилиндрических колес небольших модулей (до 3 мм). Схема
калибровки зубьев на автомате показана на рис. 109. Процесс осу-
216
ществляется двумя эталонными зубчатыми колесами. Двухъярусный
магазин-накопитель 1 имеет по 150 заготовок в каждом ярусе. В верх-
ний ярус с пятнадцатью штырями 6 загружаются колеса, а в нижний
на штыри 2 поступают заготовки после фрезерования зубьев.
Между магазином-накопителем и зоной обработки заготовок
расположена восьмипозиционная поворотная револьверная головка
9. Заготовки 10 направляются толкателем 12 на свободную пози-
цию 11 головки, а толкатель 8 снимает обработанные детали 7 и
устанавливает их на штыри верхнего яруса. Револьверная головка
подает заготовки в зону обработки. Подвижная бабка, перемещаясь,
вводит вращающее эталонное зубчатое колесо 5 в зацепление с вра-
щающейся заготовкой 4, а затем продолжает его перемещение к ко-
лесу 3, закрепленному в неподвижной бабке. При зацеплении колес 3
и 5 процесс прикатки осуществляется с определенной силой. Меж-
центровое расстояние эталонных колес постепенно уменьшается
до получения требуемого размера зубьев обрабатываемого колеса.
Параметр шероховатости боковых поверхностей зубьев Ra =
= 0,32 мкм. Калибровка зубьев применима и для зубчатых колес
большого модуля.
По сравнению с шевингованием калибровка зубьев позволяет
повысить производительность труда в 4—5 раз, уменьшить высоту
неровностей боковых поверхностей зубьев, существенно повысить
износостойкость инструмента (от 250 тыс. до 1 млн. деталей), по-
высить прочность и износостойкость обрабатываемых зубчатых
колес.
Зубо шлифован не колес является малопроизводительным процес-
сом с высокой стоимостью, но обеспечивает высокую точность об-
рабатываемых колес большой твердости (закаленных) и является
для них единственным видом обработки. Следует отметить некоторые
преимущества этого метода шлифования: точность зубчатых колес
после шлифования самая высокая по сравнению с другими методами,
независимость от точности предшествующей обработки.
Практически все способы шлифования зубьев цилиндрических
колес устраняют погрешности эвольвенты и профиля зуба, что спо-
собствует повышению долговечности зубчатых колес. Наибольшее
применение на практике имеют три способа зубошлифования: копи-
рования, обката с периодическим делением и непрерывного шлифо-
вания обкатом.
Зубошлифование копированием (рис. ПО, а) имеет большую
производительность, но является менее точным вследствие неравно-
мерного изнашивания шлифовального круга 1, профиль которого
соответствует впадине зубьев колеса 2. Данный способ применяется
в массовом и крупносерийном производстве обычно для обработки
прямозубых колес.
Шлифуемое колесо, установленное на оправку, после каждого
двойного хода шлифовального круга автоматически поворачивается
на один или несколько шагов зубьев, и цикл повторяется. Припуск
на сторойу 0,1—0,12 мм удаляется за три-четыре прохода круга
по каждой впадине зуба. Этот способ обеспечивает 6-ю степень
217
точности, а параметр шероховатости боковых поверхностей зубьев
Ra = 1,254-0,63 мкм.
Правку шлифовального круга по эвольвентному профилю осу-
ществляют с помощью пантографов и копиров. Время на шлифование
одного зуба колеса среднего модуля составляет 6—12 с. Полный
профиль впадины между двух рядом расположенных зубьев шлифуют
обычно одним кругом. Эвольвентная или модифицированная форма
зуба на шлифовальном круге образуется правкой специальным
приспособлением. Профилирование шлифовального круга для
обработки косозубых колес вызывает большие трудности, так как
при изменении параметров колеса (числа зубьев, угла их наклона,
модуля и др.) заново создается профиль шлифовального круга.
Зубошлифование зубьев обкатом с периодическим делением
(рис. 110,6) обычно производится двумя тарельчатыми шлифоваль-
ными кругами 1, расположенными один относительно другого так,
что плоскости их образуют профиль зуба воображаемой рейки, по
которой происходит качение заготовки зубчатого колеса 2 при его
шлифовании. При этом обрабатываемая заготовка зубчатого колеса
получает обкаточное движение через обкатной сектор и обкатные
стальные ленты, размеры которых соответствуют параметрам эволь-
венты. Изнашивание шлифовальных кругов компенсируется авто-
матической правкой. При обработке колеса с малым и средним моду-
лем невозможно разместить два шлифовальных круга во впадине
между смежными зубьями, поэтому одновременно шлифуют разно-
именные стороны двух соседних впадин.
Этот способ обеспечивает высокую точность эвольвенты и на-
правление зуба, но по сравнению со способом копирования недоста-
точно производителен: после каждого двойного хода стола обрабаты-
ваемая заготовка колеса автоматически поворачивается на один зуб.
Кроме того, технологическая оснастка имеет высокую стоимость
218
(для каждого зубчатого колеса необходимо иметь свой обкатной
сектор). Обработка зубьев перед шлифованием производится червяч-
ными фрезами высокой стоимости с «усиками». Шлифованные спо-
собом обката колеса имеют 5-ю степень точности и параметр шеро-
ховатости боковых поверхностей зубьев Ra = 0,63 мкм. Припуск
на шлифование двух сторон зуба составляет 0,1—0,12 мм и снимается
за два прохода и более.
Непрерывное зубошлифование обкатом абразивным червяком по
кинематике аналогично зубофрезерованию, но вместо червячной
фрезы используется однозаходный или двухзаходный абразивный
червяк (круг) 1, имеющий профиль рейки (рис. 110, в). При шлифо-
вании вращающийся со скоростью 30—35 м/с абразивный червяк 1
находится в зацеплении с зубьями вращающейся обрабатываемой
заготовки колеса 2 и непрерывно врезается в ее зубчатый венец,
совершая большое число огибающих резов и формируя эвольвентный
профиль.
Шлифование зубьев абразивным червяком характеризуется высо-
кой производительностью, особенно при обработке зубчатых колес
с модулем до 5 мм. Высокая производительность достигается за счет
непрерывности процесса обработки резанием и одновременной об-
работки обеих боковых поверхностей зуба при движении заготовки
вверх и вниз. Способ обеспечивает высокую точность обработки по
шагу зубьев, погрешности профиля и направления зуба испра-
вляются в меньшей степени.
Шлифованием зубьев двусторонним коническим абразивным кру-
гом (рис. НО, а), применяемым в зарубежной практике, обрабаты-
вают заготовки колеса 2 по прямобочному профилю шлифовального
круга 1, являющегося как бы зубом воображаемой рейки. Движение
обката состоит из возвратно-поступательного движения обрабатыва-
емой заготовки колеса 2 вокруг своей оси и продольного его
перемещения от центра. Это движение обката осуществляется смен-
ными зубчатыми колесами «гитары» деления и «гитары» обката.
В зависимости от точности и производительности можно шлифовать
боковые поверхности зуба одновременно или поочередно. Способ
обеспечивает высокую точность и произво-
дительность, время переналадки станка не-
большое, универсален, но наибольшая эф-
фективность достигается при изготовлении
зубчатых колес больших модулей, начиная
с 5 мм.
Зубохонингование колес (рис. 111) произ-
водится, когда заготовка колеса / вращается,
находясь в плотном зацеплении с вращаю-
щимся абразивным зубчатым хоном 2 при
угле скрещивания осей 10—15°. Для повы-
шения скорости скольжения сопрягаемых
профилей (заготовки и инструмента) заго-
товке кроме вращения сообщают еще воз-
вратно-поступательное движение вдоль оси.
2
1
Рис. 111. Схема зубохо-
нингования цилиндриче-
ских колес
219
Направление вращения абразивного зубчатого хона изменяется при
каждом ходе стола. Параметр шероховатости боковых поверхностей
зубьев при зубохонинговании уменьшается с Ra = 2,5 мкм до
Ra = 1,254-0,32 мкм.
Погрешности элементов зацепления зубохонингованием умень-
шаются незначительно. Припуск на зубохонингование не оставляют,
снимаемый слой металла по толщине зуба обрабатываемой заготовки
колеса равен 0,01—0,03 мм.
Зубохонингование осуществляется на специальных станках
двумя основными способами: с радиальным нагружением, при кото-
ром заготовка и инструмент находятся в плотном зацеплении;
с окружным нагружением, когда заготовка и инструмент установлены
с боковым зазором при постоянном межосевом расстоянии. Наи-
большее распространение получил способ с радиальным нагруже-
нием. Бабка, несущая инструмент, поджимается к обрабатываемой
заготовке колеса пружинами усилием 350—450 Н, что обеспечивает
плотное зацепление. В процессе зубохонингования вершина зуба
обрабатываемой заготовки колеса 1 находится в постоянном кон-
такте с впадиной зуба хона 2, поэтому на вершине зуба колеса обра-
зуются скругления, обеспечивающие более плавный вход зубьев
в начале зацепления.
Станки для зубохонингования изготовляют двух типов: с гори-
зонтальной компоновкой и с вертикальной. Станок мод. 5913 имеет
горизонтальную компоновку и предназначен для обработки зубчатых
колес диаметром 30—320 мм и модулем до 6 мм. Ведущим, является
инструмент; на бабке с установленной заготовкой имеется тормоз,
при помощи которого производят зубохонингование с окружным
нагружением. Станок мод. 5915 имеет вертикальную компоновку
и обрабатывает зубчатые колеса диаметром 40—500 мм и модулем
до 10 мм. Привод осуществляется от заготовки.
Зубчатый абразивный хон изготовляют одного модуля с обраба-
тываемой заготовкой колеса. Внешний диаметр хона равен 220—
250 мм, а ширина 25 мм. Число зубьев хона не должно быть кратным
числу зубьев колеса, поэтому хон проектируют для каждого зубча-
того колеса. У нового хона контролируют радиальное биение зубча-
того венца, которое не должно превышать 0,07—0,1 мм. При изго-
товлении хоны получают на основе эпоксидных смол с добавлением
карбида кремния в разных пропорциях. После зубохонингования,
например колес коробки передач автомобиля, износостойкость хонов
составляет 1500—3000 деталей. Частота вращения хона равна 180—
200 об/мин, количество ходов стола 4—6. Время зубохонингования
зубчатого колеса автомобиля 30—60 с. Если зубохонингование про-
водить после зубошлифования, то повышается срок службы зубчатых
колес, а также их нагрузочная способность (на 30 %). Этому способ-
ствует и малая высота неровностей боковых поверхностей зубьев
колес: параметр шероховатости поверхности Ra =. 0,2 мкм. Следует
отметить, что после шлифования боковых поверхностей зубьев
Ra = 0,44-0,8 мкм. Прижогов при зубохонинговании не наблюдается,
твердость и микроструктура поверхностного слоя сохраняются.
220
Контроль цилиндрических зубчатых колес. Зубчатые колеса
подвергаются операционному и приемочному контролю. Приемочный
контроль происходит после отделочной обработки зубьев в паре
с сопряженным или эталонным (измерительным) колесом.
Операционный контроль включает производственный и лабора-
торный. Производственный контроль осуществляется оператором
или наладчиком на рабочем месте, непосредственно у зубообрабаты-
вающего станка. Контроль происходит при помощи простейших
и быстродействующих приборов или приспособлений, позволяющих
проверять комплексные показатели точности: например, колебания
измерительного межосевого расстояния за один оборот колеса и на
одном зубе, размер зубьев, припуск и т. д. Периодически контро-
лируется правильность наладки станка и точность установки режу-
щего инструмента. Контроль осуществляется в начале смены, после
подналадки и замены инструмента и обязательно через каждые 1,5—
2 ч работы станка по первым двум обработанным зубчатым колесам
с каждого зубообрабатывающего станка.
Лабораторный контроль производится в специальных помеще-
ниях, размещенных непосредственно на производственном участке
изготовления зубчатых колес. Поэлементное измерение зубчатых
колес по ходу технологических операций зубообработки позволяет
своевременно выявить внезапно возникшие производственные не-
поладки и быстро их устранить. Контролируют точность профиля
зуба и его направление, колебания длины общей нормали, точность
шага, уровень шума и др.
Приемочный контроль — 100 %-ная проверка суммарной по-
грешности комплекта сопряженных зубчатых колес при совместной
обкатке в близких к эксплуатационным условиям. Точность изго-
товления зубчатых колес регламентирована допусками, указанными
в стандартах. Каждым стандартом для цилиндрических колес (как
и конических) предусмотрено 12 степеней точности: первые номера
для точных зубчатых колес, последние — для менее точных. В каж-
дой степени точности имеется три группы норм: кинематическая
точность, плавность работы и пятна контактов зубьев в различных
видах передач.
Кинематическая точность зубчатого колеса проверяется на спе-
циальных приборах для комплексного однопрофильного контроля
обкатом контролируемого зубчатого колеса с эталонным зубчатым
колесом. Кинематическая точность при однопрофильном контроле
определяется наибольшей погрешностью угла поворота контроли-
руемого зубчатого колеса за один оборот с эталонным колесом.
Контроль плавности работы зубчатых колес состоит в определе-
нии циклической погрешности, под которой понимают составляющую
кинематической погрешности колеса, многократно повторяющуюся
за один его оборот. Именно эта составляющая кинематической
погрешности вызывает в передаче удары, вибрацию, повышенный
шум.
Контроле пятна контакта — контроль поверхности касания про-
филей зубьев сопрягаемых зубчатых колес — производится взаимной
221
их обкаткой на контрольно-обкатных станках под легкой нагрузкой.
На боковые поверхности зубьев колеса и шестерни наносят ровным
тонким слоем маркировочную краску, и пара обкатывается в разных
направлениях. Требования к пятну контакта регламентированы
ГОСТом.
Контроль уровня шума является наиболее важным при оценке
качества зубчатых колес. Причины возникновения шума различны:
биение зубчатого венца, большая высота неровностей боковых
поверхностей зубьев, погрешность шага и др. Измеряют уровень
шума цилиндрических зубчатых колес на контрольно-шумовом станке
мод. 5798. Оценка уровня шума производится субъективно
(по слуху). Более точен контроль уровня шума специальным при-
бором — шумомером.
При контроле червячных передач определяются следующие
параметры червяка: точность винтовой линии, осевого шага и про-
филя, радиальное биение витков червяка и толщина витка. При-
емочный контроль червячной пары состоит в комплексной ее про-
верке, определяющей межосевое расстояние, форму и пятна кон-
такта, боковой зазор.
Изготовление конического зубчатого колеса
с круговыми зубьями пары главной передачи
заднего моста грузового автомобиля
Наиболее характерной конической зубчатой передачей
с круговыми зубьями является пара главной передачи заднего моста
автомобиля. Находят применение конические зубчатые передачи
(рис. 112, а), в которых оси колеса и шестерни имеют общую точку
пересечения (их называют ортогональными), и гипоидные передачи
(рис. 112, б), оси колеса и шестерни в которых не имеют общей точки
пересечения. Гипоидные передачи относятся к типу передач с пере-
крещивающимися осями; их оси не имеют общей точки пересечения.
Величина гипоидного смещения Е называется гипоидным смещением
и определяется расстоянием между осями колеса 1 и шестерни 2
в вертикальной плоскости.
Рис. 112. Схемы конических зубчатых передач с круговыми зубьями
222
Рис. 113. Коническое зубча-
тое колесо с круговыми зубь-
ями:
1 — 11 — nonepxHOVTH, обраба-
тываемые резанием
Для конической зубчатой передачи с пересекающимися осями
за базовые расстояния принимают расстояние от точки пересечения
осей до опорного торца, расположенного сзади зубчатого венца
(шестерни колеса А2), или расстояние от переднего торца ше-
стерни А'1. У гипоидных конических колес базовым расстоянием
считают расстояние от опорного торца до оси сопряженного колеса
(шестерни Alt колеса Л2). Базовые расстояния на чертеже проста-
вляют с точностью до третьего знака без допуска. Это очень важно,
так как по базовым расстояниям производят испытания пары на
контрольно-обкатном станке с целью определения точности совпа-
дения показаний формы, расположения пятна контакта и размера
зубьев по боковому зазору с показаниями при окончательной сборке
в редукторе.
Получение заготовки конического зубчатого колеса. Заготовку
зубчатого колеса (рис. 113) получают объемной штамповкой на
кривошипных горячештамповочных прессах или на полуавтомате
с предварительным выдавливанием зубьев. Получение заготовки
зубчатого колеса на К.ГШП (рис. 114, а) осуществляется по следу-
ющему технологическому маршуту:
отрезание штучной заготовки от проката (сталь 12Х2Н4А);
штамповка заготовки. Заготовку А, нагретую ТВЧ до темпера-
туры 1200—1220 °C, осаживают в торец, затем происходит объемная
Рис. 114. Способы получения заготовки конического колеса
223
штамповка, сначала предварительная Б и В, а потом окончатель-
ная Г}
отжиг заготовки;
контроль твердости;
очистка от окалины;
приемочной контроль.
По данному технологическому маршруту получают заготовки
без формообразования зубьев колеса.
Наиболее прогрессивным является метод получения заготовок
конических колес с дуговыми зубьями предварительным их выдавли-
ванием. В этом случае исключается черновое зубонарезание, а сле-
довательно, уменьшается расход металла (около 20 %) и снижается
трудоемкость. Кроме того, улучшается структура металла и повы-
шается его прочность (на 15 % и выше) и износостойкость (на 25 %).
Перед выдавливанием зубьев (взамен чернового зубонарезания) за-
готовку колеса, полученную горячей штамповкой на КГШП, обра-
батывают резанием, придав ей соответствующую форму (рис. 114, в).
Выдавливание зубьев с подогревом заготовок ТВЧ до температуры
1100—1150 °C (материал—сталь 12Х2Н4А) производят на полу-
автомате. Он представляет собой комплексный агрегат, на котором
осуществляется нагрев обработанной под выдавливание заготовки,
выдавливание и обкатывание зубьев.
Выдавливание конических колес с круговыми зубьями на полу-
автомате (рис. 114, б) производится в такой последовательности.
Обработанная резанием перед накатыванием зубьев заготовка 2
устанавливается в патрон, закрепляется, и включается вращение
стола 1. Индуктор ТВЧ перемещается в зону обработки; после на-
грева заготовки до определенной температуры (зависящей от марки
стали заготовки) индуктор возвращается в исходное положение,
а верхний суппорт 5 с вращающимся накатником 3 и коническим
синхронизатором 6 быстро перемещается вниз до вхождения в за-
цепление верхнего синхронизатора с нижним 7. При зацеплении
синхронизаторов ведущим элементом становится стол 7; накатник
контактирует с заготовкой, и начинается процесс выдавливания
зубьев.
При обработке давлением накатник 3 перемещается по наклон-
ным направляющим верхней станины до упора, после чего проис-
ходит процесс обкатывания полученных зубьев на заготовке, кото-
рое обеспечивает требуемую геометрию зубьев, до остывания зубьев,
до температуры 600 °C. Затем накатник 3 отходит в исходное поло-
жение, и вращение заготовки прекращается. Съем заготовок с полу-
автомата автоматизирован. Полный цикл образования зубьев,
включая нагрев заготовки (примерно 55 с), составляет около
3 мин.
В конструкции инструмента-накатника имеются реборды 4, фор-
мирующие торцовые поверхности зубьев заготовки. Накатники
изготовляют из стали ЗХ2В8Ф, стойкость их 1500—2500 штук.
После выдавливания зубьев заготовки контролируют, затем под-
вергают термической обработке в проходной двухкамерной печи:
224
высокий отпуск при температуре 630—660 °C и охлаждение до тем-
пературы 20—30 °C, твердость НВ 157—207.
Точность зубьев, полученных выдавливанием, следующая: бие-
ние зубчатого венца 0,1—0,2 мм, наибольшая разность соседних
окружных шагов 0,02—0,04 мм. Припуск на чистовое нарезание
зубьев равен 0,4—0,7 мм на сторону зуба.
Внедрение выдавливания зубьев взамен чернового зубонареза-
ния повышает производительность в 3—4 раза, дает экономию вы-
соколегированной стали и повышает долговечность зубчатых ко-
лес на 20—30 %.
Обработка резанием. Технологический маршрут обработки ре-
занием с выдавливанием конического колеса главной пары авто-
мобиля приведен ниже.
Токарная обработка поверхностей с одной стороны на верти-
кально-токарном шестишпиндельном полуавтомате. Черновое и
чистовое растачивание отверстия 11, подрезание торцов 8 и 1 и сня-
тие фаски 10 (см. рис. 113).
Токарная обработка поверхностей с другой стороны на верти-
кально-токарном шестишпиндельном полуавтомате. Растачивание
конического отверстия 3 и обтачивание конусов 4 и 6, растачивание
отверстия 2, обтачивание радиуса г, снятие фаски 7 с торца 8, под-
резание торца 1.
Контроль.
Выдавливание круговых зубьев с нагревом ТВЧ на полуавто-
мате. Заготовка, обработанная резанием под выдавливание зубьев,
показана на рис. 114, в.
Контроль.
Термическая обработка: высокий отпуск, НВ 157—207.
Чистовая токарная обработка заготовки с двух сторон на верти-
кально-токарном восьмишпиндельном полуавтомате.
Контроль.
Сверление и цекование 12 отверстий 9 (см. рис. 113) на специаль-
ном сверлильном 24-шпиндельном полуавтомате.
Шлифование торца 8 на карусельном плоскошлифовальном по-
луавтомате непрерывного действия.
Контроль.
Снятие фасок с выдавленных зубьев на зубофасочном полуавто-
мате.
Чистовое нарезание круговых зубьев на зуборезном полуавто-
мате.
Мойка заготовок в горячем содовом растворе.
Контроль колес по зазору, контакту и шуму на контрольно-
обкатном полуавтомате.
Термическая обработка: цементация и закалка в штампах.
Шлифование отверстия 11 на внутришлифовальном станке.
Подбор зубчатых колес в пары и снятие заусенцев на зубокон-
трольном полуавтомате с бормашиной.
Притирка зубчатых колес в парах на зубопритирочном полу-
автомате.
1,/2^ Гурин Ф. в. 225
Рис. 115. Схема наладки об-
работки заготовок кониче-
ского колеса с круговыми
зубьями иа вертикально-то-
карном шестишпиндельном
полуавтомате
Мойка в керосине и содовом растворе.
Окончательный контроль на контрольно-обкатном полуавтомате.
Омеднение зубчатых колес.
Технологический маршрут обработки резанием заготовок ко-
леса с круговыми зубьями без предварительного накатывания
зубьев отличается на первых операциях от рассмотренного техно-
логического маршрута обработки заготовок колеса с накатыванием
зубьев
На первой операции (рис. 115) заготовка базируется по кони-
ческим поверхностям А и Б, поэтому применяют зажимные губки
конической формы, соответствующей форме конусообразного ко-
леса. Схема наладки обработки заготовок конического колеса с кру-
говыми зубьями на вертикально-токарном шестишпиндельном по-
луавтомате следующая.
1. Загрузка и зажим заготовки, а также снятие обработанной
детали.
2. Черновое и чистовое растачивание отверстия В.
3. Черновое обтачивание торца Г с одновременным подрезанием
внутреннего торца Д и снятие фаски.
4. Чистовое обтачивание торца Г и снятие наружной фаски
в отверстиях.
5. Чистовое обтачивание внутреннего торца Д и снятие внутрен-
ней фаски отверстий.
6. Растачивание поверхности Е.
На последующих операциях обработки резанием базовыми по-
верхностями служат обработанное отверстие 11 и опорный’торец 8
(см. рис. 113). Исключением является шлифование отверстия 11
после термической обработки, когда за базовые поверхности при-
нимают боковые поверхности 5 круговых зубьев. Это обусловлено
тем, что при сборке редуктора заднего моста установочными поверх-
ностями детали являются отверстие 11 и торец 8. Следовательно,
правильность зацепления зубьев будет определяться их положением
относительно этих установочных поверхностей. В качестве базовых
поверхностей используется также внутренняя цилиндрическая по-
верхность 2 и торец 1.
226
Рис. 116. Схема зубонарезания мето-
дом обката
Боковые поверхности круговых
зубьев не шлифуют, поэтому
после шлифования базового от-
верстия 11 и опорного торца 8
конические шестерню и колесо
подбирают и притирают. Подбор
пар и обработку заусенцев про-
изводят на полуавтоматах, снаб-
женных бормашиной. Часовая
производительность полуавтомата
около 28 пар. Пары сортируют
на группы по величине смещения
монтажного зазора. Для удобства
подбора и притирки пары главной
передачи поточные линии обра-
ботки резанием заготовок этих
деталей располагают рядом. При-
тирочные полуавтоматы встроены
в поточную линию ведущего ко-
леса-вала, не нарушая поточности
обработки и обеспечивая удоб-
ную передачу колес на операцию притирки. При этом сохраняется
общий такт работы обеих поточных линий.
Нарезание зубьев конических колес с круговыми зубьями. В авто-
мобилестроении основным методом зубонарезания конических ко-
лес с общей точкой пересечения осей и гипоидных (см. рис. 112)
является метод обката. В процессе зубонарезания этим методом
прямолинейные режущие кромки резцов 1 (рис. 116) резцовой го-
ловки 2 воспроизводят зубья воображаемого плоского производя-
щего колеса 3. Резцовая головка 2, установленная на люльке 4
станка, вращается вокруг своей оси и одновременно качается вокруг
оси вращения воображаемого производящего колеса 3, которое на
станке отожествляет люлька 4 станка вращением вокруг своей оси.
Вращение заготовки 5 согласовано с вращением люльки 4. Траекто-
рия движения режущей кромки каждого резца 1 головки соответ-
ствует форме впадин воображаемого плоского колеса, отклоняю-
щегося в процессе резания на определенный угол в обе стороны.
Нарезаемое колесо устанавливают так, чтобы вершина его началь-
ного конуса совпала с центром воображаемого плоского колеса 3. При
повороте люльки 4 начальный конус нарезаемого колеса катится
по плоскому колесу. Это движение (обкат) не связано с вращением
резцовой головки вокруг своей оси.
После нарезания каждой впадины между зубьями обрабатывае-
мое колесо автоматически отводится от резцовой головки и повора-
чивается на один шаг, затем вновь подводится к резцовой головке
и устанавливается в рабочее положение для нарезания следующей
впадины между зубьями. Люлька 4 в это же время приводится в дви-
жение с помощью червяка в направлении, обратном направлению
при резании, и занимает исходное положение.
1/28*
Рис. 117. Профиль зубьев полу-
обкатной конической пары с кру-
говыми зубьями
Если передаточное число кони-
ческой пары с круговыми зубьями
3 : 1 и выше, что применяют пере-
дачи, получаемые полуобкатом.
Преимущество полуобката заклю-
чается в том, что чистовое нареза-
ние круговых зубьев колеса про-
исходит методом копирования, обе-
спечивающим повышение произво-
дительности в 3—5 раз, а зубья
шестерни получают методом обката,
как и в передаче с пересекающи-
мися в одной точке осями. Таким об-
разом, зубья колеса 1 (рис. 117) имеют реечный профиль 3 и в от-
личие от криволинейного профиля зуба 2, полученного методом
обката, имеют увеличенную ширину головки и ножки зуба. На-
резание зубьев производится специальными резцовыми головками-
протяжками.
Зубья сопряженной шестерни-заготовки 5 (см. рис. 117) полу-
чают методом обката с применением стандартных резцовых головок
(ГОСТ 11902—77* — ГОСТ 11906—77*) и обычной технологии
обработки зубьев. Компенсация отсутствия кривизны профиля
зубьев колеса достигается срезанием части металла 4 с головки и
ножки зуба шестерни, полученной полуобкатом. Для этого приме-
няется специальная наладка станка.
Черновое зубонарезанне осуществляют при согласованном вра-
щении обрабатываемой заготовки и люльки станка с резцовой го-
ловкой. Для чернового зубонарезания применяют двух- и трехсто-
ронние стандартные резцовые головки. Зубонарезанне осуще-
ствляется обычно в одном направлении (вверх), и впадина зубьев
имеет постоянную ширину. Применяют головки правого и левого
вращения. Более высокая стойкость инструмента достигается,
когда направление вращения резцовой головки обратно направ-
лению линии зуба обрабатываемой заготовки. Для устранения ка-
сания вершины чистовых резцов дна впадины при черновом
зубонарезании снимается слой на 0,2—0,25 мм больше, чем при
чистовом.
Двусторонние резцовые головки имеют наружные и внутренние
резцы, расположенные поочередно в пазах корпуса; используют
их в основном при формировании зубьев методом обката. Трехсто-
ронние, резцовые головки снабжены наружными, внутренними и
средними резцами и формируют круговые зубья методом копирова-
ния. Эти головки производительнее, чем двусторонние. Наружные
и внутренние резцы обрабатывают боковые стороны зуба и не ка-
саются впадины, поэтому количество их по сравнению с двусторон-
ними головками уменьшено наполовину. Средние резцы образуют
впадину, и количество их равно половине общего числа резцов в го-
ловке. Высота средних резцов выше наружных и внутренних рез-
цов на 0,20—0,25 мм.
228
Рис. 118. Резцовая головка-протяжка со вставными резцами
Чистовое зубонарезанне осуществляется двумя методами — копи-
рования и обката. Метод копирования применяют для обработки
зубьев (большего из пары колеса) полуобкатной передачи на спе-
циальных зубопротяжных станках. Круговые зубья нарезают спе-
циальными резцовыми головками — протяжками, которые за один
оборот обрабатывают впадину зуба колеса. Точность обработки
при методе копирования выше по сравнению с методом обката на
10—20 %, а износостойкость инструмента выше в 2—3 раза.
Одна из конструкций резцовых головок-протяжек показана на
рис. 118. Резцы 1 установлены в корпусе 3 и закреплены винтами 6.
Клиньями 5 и винтами 4 проводят регулировку резцов в радиаль-
ном направлении. Под калибрующими резцами 7 и 8 клинья закреп-
лены шпилькой 2, они не регулируются. Радиус расположения бо-
ковых режущих кромок наружных резцов, начиная с первого, рав-
номерно возрастает, а радиус внутренних резцов, наоборот, равно-
мерно уменьшается.
Припуск, снимаемый одним резцом, составляет 0,02—0,04 мм,
а припуск на обработку одной стороны зуба в зависимости от мо-
дуля равен 0,2—0,5 мм. Последние два калибрующие резца 7 и 8
устанавливают таким образом, чтобы каждый из них начинал обра-
ботку после того, как предшествующий закончит ее. Высота калиб-
рующих резцов на 0,05—0,1 мм меньше высоты режущих. Между
первым режущим и последним калибрующим резцом имеется про-
межуток 9, который позволяет обрабатываемому колесу повернуться
на один зуб без отвода инструмента.
На рис. 119 показана схема протягивания круговых зубьев ко-
леса полуобкаточной передачи. Производящим воображаемым ко-
8 Гурин Ф. В.
229
Рис. 119. Схема протягивания кру-
говых зубьев колеса полуобкаточ-
иой передачи
Лесом 2 служит коническое колесо
с внутренними зубьями прямобоч-
ного профиля, роль одного из ко-
торых выполняет резцовая головка-
протяжка 1. Форма зубьев произво-
дящего колеса определяет форму
зубьев нарезаемого колеса. Для по-
лучения конического производя-
щего колеса с внутренним зубом
на зубопротяжном станке имеются
устройства для установки резцовой
головки-протяжки 1 и заготовки 3 в необходимое расчетное по-
ложение.
Чистовое нарезание методом обката получило наибольшее при-
менение. Зубонарезание производят на универсальных станках
чистовыми двусторонними и односторонними резцовыми головками,
которые могут быть праворежущими и леворежущими. Двусторон-
ние чистовые резцовые головки применяют главным образом для
чистовой обработки (большего) колеса из пары после черновой обра-
ботки. Односторонние чистовые резцовые головки применяют для
шестерни, они имеют только наружные или внутренние резцы. Одно-
сторонняя резцовая головка с наружными резцами обрабатывает
вогнутые стороны зубьев, с внутренними резцами — выпуклые
стороны. После нарезания каждой впадины между зубьями заготовка
отводится автоматически от резцовой головки и поворачивается
на один шаг, а затем подводится к головке в рабочее положение для
нарезания следующей впадины между зубьями.
Конические колеса с круговыми зубьями, обработанными рез-
цовыми головками, имеют 7—6-ю степень точности. Параметры
шероховатости боковых поверхностей зубьев зависят от метода обра-
ботки: после обката от Rz — 20 мкм до ^ан-2,5 мкм, после копиро-
вания 2,5 < Ra < 1,25 мкм. Припуск на чистовое зубонарезание
для модулей 3—10 мм равен 0,5—1,0 мм на обе стороны зуба. Время
обработки впадины между зубьями составляет при черновой обработке
методом копирования 17—35 с, при чистовой методом обката 15—42 с.
Побор конических, зубчатых колес с круговыми зубьями в пары.
При термической обработке зубья конических колес деформируются,
в результате чего происходит изменение расположения пятна кон-
такта в сопрягаемой паре. Поэтому для лучшего расположения пятна
контакта колеса после термической обработки подбирают^перед
сборкой в пары на контрольно-обкатном станке. С этой целью под-
бираемая пара устанавливается на чертежные базовые расстояния;
на зубья наносят тонкий слой сурика с маслом (краска) и под лег-
кой нагрузкой, создаваемой тормозом, медленно вращают кони-
ческую пару и выявляют дефекты и заусенцы. Обнаруженные за-
усенцы удаляют шлифовальной машинкой (бормашиной). После
этого изменяют базовое расстояние шестерни, уменьшая или уве-
личивая его, находя таким образом ее необходимое положение по
пятну контакта, плавности и бесшумности хода. Боковой зазор вы-
230
держивается в заданных пределах изменением базового расстояния
колеса (см. рис. 112, а). Фактическое базовое расстояние маркируют
на зубьях шестерни, а боковой зазор — на зубьях колеса. Поряд-
ковый номер маркируют и на колесе, и на шестерне. При сборке
в редукторе заднего моста автомобиля шестерню устанавливают
на маркировочное базовое расстояние, а колесо перемещается по-
том вдоль оси до получения маркировочного бокового зазора на
отмеченных зубьях.
Подбор в пары с зачисткой забоин и заусенцев, а также оконча-
тельный контроль производят обычно на отдельных станках. Кроме
того, подбор пар конических колес перед притиркой и шлифование
зубьев необходимо осуществлять в отдельных помещениях, изоли-
рованных от участков, создающих шум.
Притирка зубьев конических, колес. Процесс притирки зубьев
состоит в том, что сопряженные коническое колесо и шестерня вра-
щаются под легкой нагрузкой, создаваемой тормозом, с подачей
в зону зацепления абразивной жидкости — порошка карбида крем-
ния (или синтетического алмаза, эльбора) и густого масла, прити-
рающей рабочие поверхности зубьев и вымывающей стружку. В те-
чение всего цикла относительное положение колеса и шестерни авто-
матически и непрерывно изменяется в трех направлениях, что позво-
ляет провести обработку всей рабочей поверхности зуба. Вертикаль-
ное движение обеспечивает перемещение пятна контакта по длине
зуба от носка до пятки. Горизонтальное движение вдоль оси шестерни
перемещает пятно контакта по высоте профиля зуба. Постоянный
S боковой зазор между зубьями во время цикла обеспечивает третье
движение. Притертые колесо и шестерня являются комплектом в те-
чение всего срока службы автомобиля.
Притирка закаленных конических передач с криволинейными
зубьями (общей точкой пересечения осей) и гипоидных обусловли-
вает снижение параметра шероховатости боковых поверхностей
зубьев от Ra = 1,25 мкм до Ra = 0,16 мкм, лучшие пятна контакта,
снижение уровня шума на конических колесах с криволинейными
зубьями до 6 дБ, на гипоидных — до 12 дБ, а также исправление
погрешностей, возникших при термической обработке.
Для притирки используются специальные станки: универсаль-
ный мод. 5П720для притирки конических колес диаметром до 125 мм
и углом между осями валов, не равным 90°, и мод. 5П725 для при-
тирки конических колес с углом между осями 90° (ортогональных)
диаметром до 500 мм. Каждая сторона зуба притирается отдельно.
Припуск под притирку не оставляют. Основное время притирки
одной стороны зуба 1—3 мин. Более продолжительное время при-
тирки обусловливает снижение качества передачи, так как пятно
контакта сужается по высоте профиля. Основное время притирки
гипоидной передачи тяжелых грузовых автомобилей составляет
8—12 мин; легковых — 4—6 мин. В гипоидных передачах скольже-
ние на зубьях носит равномерный характер, поэтому они могут
притираться более продолжительное время. Оптимальное время
притирки устанавливается опытным путем.
8*
231
Контроль конических колес с круговыми зубьями. Как и для ци-
линдрических зубчатых колес, на конические зубчатые колеса уста-
новлено также 12 степеней точности (ГОСТ 1758—81). Для каждой
степени точности введены три нормы: кинематической точности, плав-
ности работы и пятна контакта зубьев зубчатых колес и передач.
Указанные три группы норм точности, а также сопряжение по бо-
ковому зазору имеют несколько комплексов, которые являются
равноправными. Контроль производится различными измеритель-
ными приборами и приспособлениями как операционный, так и
приемочный (обработанных конического колеса и шестерни). При-
емочный контроль конических колес с круговыми (криволинейными)
зубьями осуществляют обычно на контрольно-обкатном станке по
основным элементам: форме и расположению пятна контакта;
уровню шума; боковому зазору; параметрам шероховатости боко-
вых поверхностей зубьев.
Сопряженные зубчатые колеса проверяют, как правило, путем
обкатывания их между собой, с максимальным приближением
к эксплуатационным условиям. Обкатку производят под нагрузкой
и при частоте вращения, соответствующей условиям работы зуб-
чатой передачи. При контроле конических колес с круговыми
зубьями для грузовых автомобилей основное внимание уделяют
форме и расположению пятна контакта (передачи больших нагру-
зок); для легковых — плавности и бесшумности хода передачи.
Обычно притертые пары перед окончательным контролером на под-
весном конвейере проходят многОсекционный моечный агрегат,
в котором их промывают, сушат и охлаждают до нормальной темпе-
ратуры. Контрольно-обкатные станки устанавливают в бесшумном
изолированном помещении с разделительными легкими перегород-
ками, с отдельным входом к каждому станку. Требуемые форма и
расположение пятна контакта обеспечиваются изменением базо-
вого расстояния шестерни и колеса; при этом вертикальное смеще-
ние не изменяется, оно соответствует гипоидному смещению или
нулю для обычных конических пар с круговыми зубьями, имею-
щими общую точку пересечения осей (см. рис. 112).
Шум пары зубчатых колес в большинстве случаев контролируют
субъективно после того, как получено требуемое пятно контакта.
На некоторых заводах используют метод сравнения: отобранная
из числа производственных пара по уровню шума и пятну контакта
используется как эталон.
Боковой зазор между зубьями пары измеряют в точке, перпенди-
кулярной направлению линии зуба на равнорасположенных по
окружности четырех зубьях. На рис. 120 показана схема измерения
бокового зазора в нормальной плоскости на контрольно-обкатном
станке мод. 5Б725. Индикатор 1 наконечником установлен перпен-
дикулярно поверхности зуба колеса 3 в крайней точке пятки (со
стороны большего диаметра зубчатого венца). Шестерня 2 закреп-
лена в ведущем шпинделе неподвижно. При повороте колеса 3
в обоих направлениях индикатор покажет величину зазора между
зубьями. Полученные наибольшие и наименьшие значения измере-
232
ний в четырех равнорасположенных
по окружности точках будут указы-
вать колебания бокового зазора. При
измерении бокового зазора пара уста-
навливается на чертежные базовые
расстояния. Боковой зазор обеспечи-
вает безопасную и бесшумную работу
конической зубчатой передачи. Если
боковой зазор мал, то повышается
шум и возможны задиры боковых по-
верхностей зубьев. При большом бо-
ковом зазоре нарушается правильное
зацепление, что является причиной
поломки зубьев, а также появления
стука. Минимальная величина боко-
вого зазора необходима для компенса-
ции погрешностей зацепления (биение
зубчатого венца, погрешности обката,
нагрев, неточность монтажа, отклоне-
ние шага и др.).
Параметры шероховатости боковых
поверхностей зубьев контролируют
постоянно визуально путем сравнения
с эталоном, а периодически на про-
Рис. 120. Схема измерения бо-
кового зазора в нормальной
плоскости иа контрольно-обкат-
ном станке мод. 5Б725
филометре.
Для выявления кинематической погрешности конической зуб-
чатой передачи (или колеса) применяется однопрофильный кон-
троль. Он заключается в том, что сопряженная пара или измеряе-
мое зубчатое колесо с эталонным (измерительным) колесом, уста-
новленные на приборе, приводятся во вращение. Погрешность
вращения при непрерывном их обкате (отклонение от равномерного
вращения) в однопрофильном зацеплении будет характеризовать
кинематическую погрешность сопряженной пары или проверяемого
колеса.
Применяемый двухпрофильный метод контроля погрешности
уступает по точности однопрофильному методу контроля. Это обу-
словлено рядом причин. Контролируемая пара находится в безза-
зорном зацеплении на измененных базовых расстояниях. Одно-
профильный метод контроля осуществляют при постоянных базо-
вых расстояниях и при небольшой частоте вращения, во время
обката происходит касание только одного профиля проверяемого
колеса и сопряженной шестерни при небольшой нагрузке. В двух-
профильном зацеплении во время обката правый и левый профили
находятся в зацеплении одновременно, оказывая взаимное
влияние.
На практике двухпрофильный метод находит широкое приме-
нение. Конструкции измерительных приборов просты, надежны
в работе, имеют низкую стоимость, а время, затрачиваемое на кон-
троль, очень мало.
233
Образование шлицев на валах
Шлицевые соединения валов и ступиц находят широкое
применение для передачи крутящего момента и фиксации поло-
жения подвижных соединений. Формы профиля шлицевых соеди-
нений разнообразны. Основными из них являются прямобочные,
эвольвентные, трапецеидальные и треугольные. Наиболее широко
используются прямобочные профили.
Центрирование прямобочных шлицевых соединений может
происходить тремя способами: по внешнему диаметру шлицевого
вала, внутреннему диаметру вала и боковым поверхностям шлицев.
На технологические методы изготовления шлицевых соединений
существенное влияние оказывает способ центрирования вала в от-
верстии сопряженной детали.
Образование шлицев на валах возможно фрезерованием червяч-
ной шлицевой фрезой методом обката, фрезерованием профильной
дисковой фрезой методом единичного деления, долблением и выдав-
ливанием. Шлицевые валы высокой точности, применяемые в под-
вижных соединениях, после термической обработки шлифуют.
Шлицефрезерование червячными шлицевыми фрезами методом
обката. Эта операция на валах производится на зубофрезерных стан-
ках. Шлицефрезерование на валах червячными шлицевыми фре-
зами подобно обработке зубчатых колес на зубофрезерных станках
червячными модульными фрезами. При обработке шлицев в окон-
чательный размер по точности и параметрам шероховатости боко-
вых поверхностей шлицев режимы резания выбирают в следующих
пределах: скорость главного движения резания 40—50 м/мин, по-
дача на оборот 0,8—1,5 мм/об. Точность шлицев при нарезании фре-
зой со шлифованным профилем по толщине зубьев составляет 0,04—
0,05 мм и ниже; параметр шероховатости боковых поверхностей
шлицев уменьшается от Rz = 40 мкм до Rz = 10 мкм.
Шлицефрезерование профильными дисковыми фрезами. Этими фре-
зами нарезают шлицы методом единичного деления на шлицефрезер-
ных полуавтоматах. Профиль дисковой фрезы соответствует про-
филю впадины между шлицами вала. При обработке фреза вра-
щается, а заготовка, закрепленная в делительной головке и под-
жатая центром передней бабки, перемещается вдоль своей оси вместе
со столом. При завершении обработки одной впадины между шли-
цами стол на ускоренной подаче возвращается назад, а в конце
хода происходит деление для обработки следующей впадины. После
обработки всех шлицев на валу станок автоматически останавли-
вается.
Метод единичного деления позволяет обработать шлицевые валы
с любой формой шлицев. Кроме того, производительность обра-
ботки этим методом по сравнению с методом обката выше на 20—
30 %, возможна обработка валов с числом шлицев 18—20, параметр
шероховатости Rz боковых поверхностей шлицев меньше, а точность
по шагу выше, режущий инструмент проще в изготовлении и имеет
меньшую стоимость. Точность по толщине шлицев 0,03—0,05 мм,
234
2
параметры шероховатости боковых поверхностей шлицев Rz =
= 204-10 мкм, Ra = 2,5-М,25 мкм.
Выдавливание шлицев. В последние годы метод обработки давле-
нием — выдавливания — получил широкое применение как более
производительный и эффективный (высокое качество обработанной
поверхности, экономия металла, низкая стоимость инструмента).
Наибольшее применение находят два способа выдавливания
шлицев: планетарными роликами (рис. 121, а) и зубчатыми рей-
ками (рис. 121, б).
Выдавливание шлицев планетарными роликами (рис. 121, а)
производится двумя расположенными друг против друга под 180°
накатными головками 2 и- 5, в которых вмонтированы один или
эксцентрично несколько небольших по размерам свободно вра-
щающихся роликов 3 и 4. Рабочий профиль роликов выполнен
в соответствии с формой впадины между шлицами вала. При выдав-
ливании головки 2 и 5 синхронно вращаются в противоположных
направлениях, а ролики при этом периодически соприкасаются
с обрабатываемой заготовкой 1 и внедряются в нее, образуя таким
образом впадины между шлицами требуемой формы. Заготовка /,
вращаясь, совершает поступательное перемещение в осевом направ-
лении. За один оборот роликов вокруг оси головки заготовка 1
поворачивается на один шаг, в результате образуются две впадины
между шлицами, внешний диаметр вала при этом увеличивается.
Производительность труда больше в 3—4 раза, параметр шерохо-
ватости боковых поверхностей шлицев Ra = 1,25-4-0,63 мкм.
Выдавливание шлицев зубчатыми рейками (рис. 121, б) осу-
ществляется двумя рейками 8 и 6, закрепленными соответственно
на верхнем и нижнем ползунах, за один ход ползунов в одном на-
правлении. Обрабатываемая заготовка вала 7 устанавливается
в центрах, верхняя 8 и нижняя 6 рейки, передвигаясь синхронно
от гидроцилиндров в противоположных направлениях, выдавли-
вают металл на заготовке 7, в результате внешний диаметр заго-
товки шлицевого вала увеличивается до заданного размера. Рейки
235
сконструированы подобно некоторым видам резьбообразующего
инструмента с заборными конусами, поэтому высота зубьев кону-
сов 9 и 10 последовательно увеличивается в направлении калибрую-
щих зубьев на длине /к. Калибрующие зубья реек производят про-
филирование боковых поверхностей шлицев. Заготовка 7 должна
сделать 1,25—1,5 оборота в контакте с калибрующими зубьями,
а длина /к участка калибрующих зубьев реек должна быть не меньше
длины делительной окружности шлицевого вала. Внешний диаметр d
заготовки под накатку шлицев изготовляют с точностью 0,04—
0,06 мм. Наладка и обслуживание станка простые. По сравнению
с процессом шлицефрезерования производительность труда выше
в 10 раз и более. Параметр шероховатости боковых поверхностей
шлицев Ra = 0,63-4-0,32 мкм.
Окончательный контроль. Шлицевые соединения проверяют ка-
либрами, которые можно разделить на две основные группы: эле-
ментные проходные и непроходные калибры-пробки и скобы, слу-
жащие для контроля элементов шлицевого профиля (О, d, b, s);
комплексные шлицевые проходные калибры-пробки (для шлице-
вых отверстий) и кольца (для шлицев на валах), с помощью которых
проверяют расположение элементов профиля шлицев.
§ 15. ДЕТАЛИ ТИПА НЕКРУГЛЫХ СТЕРЖНЕЙ
(РЫЧАГОВ)
Конструктивные и технологические особенности
деталей типа некруглых стержней (рычагов)
К этому типу деталей относят прямые и кривые стержни
с некруглым поперечным сечением и длиной, превышающей размер
поперечного сечения более чем в 2 раза (балки передней оси грузо-
вого автомобиля, шатуны двигателей, поворотные кулаки, реактив-
ный рычаг передней подвески и т. д.). По массе, форме и длине их
делят на четыре группы: 1) простые и коробчатые балки массой
более 20 кг длиной более 800 мм; 2) прямые рычаги массой 3—20 кг
длиной 300—800 мм; 3) кривые рычаги массой 1—3 кг длиной 150—
300 мм и 4) простые бруски массой не более 1 кг длиной менее 150 мм.
Конструктивные формы рычагов разнообразны, и технологи-
ческие процессы изготовления отдельных типов их имеют свои осо-
бенности, однако для всех деталей этого типа обрабатываемыми
поверхностями обычно служат площадки на концах стержня и от-
верстия на этих площадках. В некоторых случаях, когда при полу-
чении заготовки не обеспечиваются необходимые размеры, произ-
водят обработку стержня резанием. Обработка рычагов с точными
параллельными отверстиями (например, шатунов) наиболее тру-
доемка.
Черновыми технологическими базами при обработке заготовок
рычагов обычно служат торцы основных отверстий и наружные
контуры бобышек этих отверстий. При дальнейшей обработке основ-
ные отверстия и их торцы используют в качестве постоянных тех-
236
дологических баз. Технологические операции выполняются при
неподвижном положении детали. Обработка резанием осуществляется
на агрегатных станках и автоматических линиях.
Наиболее типичными деталями типа рычагов являются поворот-
ные кулаки грузового автомобиля, изготовление которых рас-
смотрено ниже.
Изготовление поворотных кулаков
грузовых автомобилей
Поворотные кулаки (левый и правый) связывают перед-
ние колеса автомобиля с балкой переднего моста. При движении
автомобиля поворотные кулаки несут большую динамическую на-
грузку. На рис. 122 показан поворотный кулак грузового автомо-
биля. Он имеет хвостовик (цапфу) 1 с двумя цилиндрическими шей-
ками под подшипники ступицы переднего колеса, шейку 2 под
втулку сальника ступицы и массивный фланец 3 с буртиком для
центрирования щита тормоза. К фланцу поворотного кулака при-
креплен щит тормоза переднего колеса. Сверху и снизу фланец
переходит в две массивные головки 4 с цилиндрическими отвер-
стиями 6 для прохода шкворня и коническими отверстиями 5 для
крепления рычагов рулевых тяг. В цилиндрические отверстия 6
головок кулака запрессованы бронзовые втулки 7, в которых он
вращается относительно шкворня. Для смазывания бронзовых вту-
лок предусмотрены два отверстия 8 с конической резьбой под мас-
ленки.
Получение заготовок. Заготовки кулаков получают объемной
штамповкой на кривошипных горячештамповочных прессах, мате-
риалом служит сталь ЗОХ и 40Х. Последовательность получения
поковок такая: отрезка штучной заготовки; нагрев до температуры
ковки; штамповка в три перехода (осадка, предварительная штам-
Рис. 122. Поворотный кулак грузового автомобиля
237
повка с выдавливанием хвостовика вниз и двух головок наклонно
вверх, окончательная штамповка); обрезка заусенцев в горячем
состоянии; горячая правка на кривошипном чеканочном прессе;
подрезание концов хвостовика в холодном состоянии заготовки.
Затем заготовки проходят термическую обработку, после чего твер-
дость поковок соответствует НВ 240—280.
Обработка резанием. Заготовки поворотных кулаков обрабаты-
вают на автоматических линиях. Особым требованием к обработке
резанием, обусловленным конструктивной особенностью кулаков,
является обеспечение точного угла наклона оси хвостовика к оси
отверстий под шкворень (9° ± 8'). Обработка резанием заготовок
включает обработку хвостовика, головок и отверстий под шкво-
рень, а также мелких отверстий. Вне автоматических линий обычно
фрезеруют торец хвостовика (цапфы), центрируют торец (сверху)
и фланец (снизу) на вертикально-фрезерно-центровочном четырех-
позиционном двустороннем шестишпиндельном полуавтомате с по-
воротным столом.
Технологическими базами являются необработанные шейки хво-
стовика под подшипники ступицы переднего колеса и торец фланца.
Полученные центровые гнезда используют в качестве баз при обра-
ботке заготовок поворотных кулаков на токарном и шлифовальном
участках автоматической линии. На последующих позициях обра-
ботки на автоматических линиях в качестве баз используют шли-
фованные шейки хвостовика заготовок кулаков под подшипники
и торец фланца, угловая фиксация производится по одному из от-
верстий во фланце.
Обработка резанием должна обеспечить следующее: перпенди-
кулярность торца фланца к оси хвостовика; точность диаметров
шеек хвостовика под подшипники ступицы по 6-му квалитету; па-
раметр шероховатости поверхности шеек Ra = 1,25 мкм; концен-
тричность цилиндрических поверхностей шеек не более 10 мкм;
соосность отверстий под шкворень; отклонение угла наклона оси
отверстий допускается в пределах ±15'.
Обработка отверстий в головках левого и правого кулаков осу-
ществляется на комплексе из двух автоматических линий ЛМ157
и ЛМ158 одинаковой компоновки. На загрузочной позиции каждой
линии обрабатываемые^заготовки по две устанавливают в спутник
и закрепляют с помощью электромеханических ключей. В конце
линий расположены разгрузочные позиции, также оснащенные
электромеханическими ключами. После разгрузки свободные спут-
ники возвращаются к началу линии по обводному конвейеру, рас-
положенному параллельно линии.
Технические данные линий следующие.
Линия .....................................................
Число рабочих позиций .....................................
» агрегатных станков....................................
» силовых узлов (столов)................................
» шпинделей.............................................
» спутников ............................................
ЛМ157 ЛМ158
16 12
12 11
19 18
37 37
28 24
238
» контрольных аётоматой.................................... 2 —
» моечных агрегатов........................................ 2 1
Общая мощность двигателей, кВт .............................. 145 141
Часовая производительность при 100%-ной загрузке, штук 105 105
Производственная площадь, м2................................. 199 Щ1
Схема автоматической линии 1Л157 показана на рис, 123. Линия
имеет 16 рабочих позиций. Обработка осуществляется в такой по-
следовательности: загрузка; сверление отверстий под шкворень
на х/3 длины (станок СУ); сверление отверстий под шкворень на 2/3
длины (станок С2); сверление отверстий под шкворень на всю длину
(станок СЗ). При сверлении отверстий под шкворень на станках
С1—СЗ применяются цилиндрические сверла разных диаметров
в сторону уменьшения, поэтому после обработки на первых трех
станках линии отверстия будут ступенчатыми (прямое направление
уменьшения отверстия); черновое зенкерование отверстий под шкво-
рень (станок С4); чистовое зенкерование отверстий под шкворень
со снятием наружных фасок (станок С5); снятие внутренних фасок
(станок С6); фрезерование поверхностей ушков (станок С7); мойка
заготовок; контроль диаметра отверстий под шкворень (контрольно-
измерительный автомат /(Л); запрессовка бронзовых втулок в от-
верстиях под шкворень (станок С<$); раскатывание отверстий в брон-
зовых втулках (станок С9); чистовое растачивание отверстий в брон-
зовых втулках (станок СЮ); тонкое растачивание отверстий в брон-
зовых втулках (станок С11); мойка заготовок; контроль окончательно
обработанных отверстий под шкворни (контрольно-измерительный
автомат КД); прошивание отверстий под шкворни (станок С12);
разгрузка обработанных на линии заготовок левого и правого ку-
лаков.
Свободные спутники возвращаются по обводному конвейеру К
к началу линии, на загрузочную позицию, а заготовки передаются
на автоматическую линию ЛМ158 для дальнейшей обработки. Управ-
ление линией производится с центрального пульта управления
(цпу).
На автоматической линии ЛМ158 обрабатываются отверстия под
шкворень, два конических отверстия для крепления рычагов ру-
левых тяг и два отверстия с конической резьбой под масленки. Как
и на линии ЛМ157, сверление отверстий под шкворень производят
Рис. 123. Схема автоматической линии 1Л57:
Cl — С12 — агрегатные станки; ЦПУ — центральный пульт управления; М — моечный
агрегат; КА — контрольный автомат; К — отводящий конвейер
239
Рис. 124. Спутник для обработки заготовок поворотных кулаков на автоматических
линиях 1Л57 и 1Л58
на трех станках, отверстия для рычагов сверлятся на линии ЛМ158
также на трех станках С1—СЗ. Затем отверстия на станках С4—С6
дважды зенкеруются (черновое и чистовое зенкерование) и развер-
тываются на конус. После этого обрабатываются отверстия под
масленки — сверлений (станок С7), зенкерование (станок С8), цеко-
вание со снятием фасок (станок С9) и резьбонарезание (станок СЮ).
После мойки в моечном агрегате заготовки поступают на станок СИ,
где раскатываются конические отверстия для крепления рычагов
рулевых тяг. Обработка на автоматических линиях правого и ле-
вого кулаков производится в спутниках.
Спутник для установа и закрепления двух заготовок поворотных
кулаков на автоматических линиях 1Л57 и 1Л58 показан на
рис. 124. Заготовки 3 устанавливают обработанными фланцами на
опоры 5, а .шейками хвостовиков во втулки 2 и фиксируют в угловом
положении по отверстию во фланце штифтом 4 Поворотом электро-
механического ключа через ось 6 и коническую зубчатую пару и
двустороннего резьбового пальца 7 производят закрепление заго-
товки прихватами 7. Открепление обработанных заготовок осу-
ществляется также электромеханическими ключами поворотом
в обратную закреплению сторону. При вращении конической зуб-
чатой пары рычаг 9, связанный с парой посредством двустороннего
резьбового пальца 7 и коромысел 8, поднимает стойки прихватов
с одновременным их поворотом благодаря имеющемуся на стойках
наклонному пазу.
ГЛАВА 4
ОСНОВНЫЕ ПРИНЦИПЫ СБОРКИ АВТОМОБИЛЕЙ
§ 16. ОБЩИЕ ПОЛОЖЕНИЯ О ПРОЦЕССЕ СБОРКИ
Изделие и его составные части
В автомобильном производстве единицей продукции (изде-
лия) может быть автомобиль и отдельные его части. Это определяется
объектом производства. Например, для карбюраторного завода
изделием являются карбюраторы, для завода карданных валов —
карданные валы. Изделие состоит из отдельных сборочных единиц.
Каждую сборочную единицу собирают самостоятельно, отдельно
от других сборочных единиц изделия. Однако не все сборочные еди-
ницы изделия могут быть собраны отдельно. Деление изделия на
составные части производится главным образом по технологиче-
скому признаку. Но в некоторых случаях деление происходит по
функциональному признаку (например, механизм газораспределе-
ния двигателя, смазочная система и др.). Части, имеющие опре-
деленное функциональное назначение и являющиеся составными
частями изделия, не являются сборочными единицами с техноло-
гической точки зрения.
При проектировании технологических процессов сборки сбо-
рочные единицы классифицируют по их сложности на единицы
первого порядка, второго порядка и т. д. Более сложные сборочные
единицы состоят из нескольких простых сборочных единиц, собран-
ных при помощи соединительных деталей. Простые сборочные еди-
ницы получают соединением отдельных деталей. Детали изготов-
ляют из однородного по наименованию и марке материала без при-
менения сборочных операций, что встречается наиболее часто, или
с использованием сварки, пайки, склеивания, запрессовки и т. п.
Примером могут служить сварной выпускной клапан, маховик и т. д.
Сборочная единица, входящая непосредственно в сборочную единицу
первого порядка, называется сборочной единицей второго порядка
и т. д.
Рассмотрим пример. Для автомобильного завода им. Ленинского
комсомола (АЗЛК) изделием является легковой автомобиль «Моск-
вич». Двигатель в сборе со сцеплением и коробкой передач, посту-
пающий на общую сборку как сборочная единица, состоит из трех
сборочных единиц первого порядка: двигателя, сцепления и ко-
робки передач. Двигатель, являющийся сложной сборочной еди-
ницей, собирается из более простых сборочных единиц, собранных
самостоятельно. До сборки двигателя — сборочной единицы пер-
вого порядка — собираются простые сборочные единицы второго
241
порядка: масляный насос, коленчатый вал с маховиком, шатун
с крышкой, втулкой в малой головке, вкладышами и бол-
тами с гайками, поршень с поршневыми кольцами, поршневым
пальцем и двумя пружинными (стопорными) проволочными коль-
цами.
Сборочные единицы шатуна и поршня, собранные в одну, более
сложную шатунно-поршневую сборочную единицу, образуют сбо-
рочный комплект. Сборочный комплект иногда требует полной или
частичной разборки при его окончательной установке в более слож-
ную сборочную единицу. Например, при сборке двигателя крышку
шатуна снимают для соединения его с шатунной шейкой коленча-
того вала. Технологическая схема комплектной сборки составляется
Так же, как и для любой сборочной единицы, но при этом включается
ряд операций разборки: отвертывание гайки крепежных болтов,
снятие крышки шатуна, соединение шатуна с шатунной шейкой ко-
ленчатого вала, проверка прокладки, посадка на болты крышки
шатуна, навертывание и затягивание гайки крепежных болтов.
Технологический процесс сборки и его части
Основные понятия и определения применительно к тех-
нологическому процессу сборки рассмотрены ниже.
Сборка — образование соединений составных частей изделия.
Сборкой обеспечивается необходимая взаимосвязь отдельных де-
талей и сборочных единиц. По объекту сборки различают узловую
и общую сборку. Процесс сборки составных частей изделия представ-
ляет узловую сборку. Процесс сборки непосредственно изделия
является общей сборкой.
Этап сборки изделия — законченная часть технологического
процесса изделия или его составной части, выделяемая в соответ-
ствии со схемой сборки.
Технологический процесс сборки содержит действия по уста-
новке и образованию соединений составных частей заготовки или
изделия.
Сборочная операция — технологическая операция установки
и образования соединений составных частей заготовки или изделия.
Сборочная операция охватывает все действия, совершаемые над
одной сборочной единицей. Так, напрессовку на вал подшипников,
расположенных на его концах, можно осуществлять в одну или две
операции. Напрессовка подшипников с одной и с другой стороны
последовательно будет означать одну операцию, выполненную в два
перехода. Если же в партии валов, собираемых с подшипниками,
сначала напрессовать подшипники с одной стороны всех валов, а
затем с другой, то это будет сборка в две операции, каждая из кото-
рых выполняется за один переход. Приемы при сборке выполняются
часто одновременно. Например, завертывание колесных гаек много-
шпиндельными гайковертами.
242
Технологичность изделия в сборке
Технологичность изделия в сборке — совокупность
свойств изделия, определяющих его приспособленность к техноло-
гической подготовке сборочного производства и сборке и характе-
ризуемых отношениями затрат труда, средств, материалов и вре-
мени на их выполнение к значениям соответствующих показателей
изделий-аналогов, определяемых в принятых условиях производства.
Сборочная единица должна иметь минимальное число деталей.
Это достигается выбором наиболее простой схемы сборки и объеди-
нением нескольких деталей в одну более технологичную.
Простота и удобство сборки, доступность мест сборки дости-
гаются рядом конструктивных решений. Так, сборка упрощается,
если в конструкциях сопрягаемых и запрессовываемых деталей пре-
дусмотреть фаски или заходную часть.
При сборке детали, устанавливаемой по двум разным поверх-
ностям, посадку целесообразно производить не одновременно по
двум поверхностям d и D, как показано на рис. 125, а, а последова-
тельно (рис. 125, б). При соединении деталей с натягом перемеще-
ние деталей по участкам с неподвижной посадкой будет в этом слу-
чае минимальным.
В массовом и серийном производстве не допускается дополни-
тельная обработка отдельных деталей, а также совместная сопря-
гаемых деталей. Технологичность изделия в сборке должна отвечать
принятому типу производства. При любом методе сборки следует
стремиться к максимальной взаимозаменяемости соединений. Это
упрощает процесс сборки и ремонт автомобиля. Конструкцией
должны быть предусмотрены монтажные зазоры и натяги с учетом
экономической целесообразности. Слишком жесткие требования
усложняют сборку и обработку резанием, а увеличение допусков
может привести к снижению эксплуатационных показателей авто-
мобиля. Анализом размеров находят оптимальное решение этого
вопроса, и довольно часто по его результатам вносятся конструк-
тивные изменения в сборочную единицу, изменяется система про-
становки размеров и допуски, вводятся компенсаторы и др.
Технологичным способом сборки, обеспечивающим надежность
соединения деталей, является фиксирование шлицевыми соедине-
Рис. 125. Схема сборки ступенчатого вала
с корпусом:
/ — вал; 2 — корпус
Рис. 126. Фиксирование подшипников
качения в расточенном отверстии кор-
пусных деталей
243
Рис. 127. Варианты сборки вала
на упорных шарикоподшипниках
ниями. Обработку шлицев на валах и
у присоединяемых деталей производят
обычно высокопроизводительными мето-
дами. Наиболее технологичным из су-
ществующих видов шлицевых соедине-
ний следует считать посадку (центри-
рование) по наружному диаметру, так
как точная обработка наружного диа-
метра у втулки и вала менее трудоемка,
чем при посадке по внутреннему диа-
метру.
В конструкциях широкое распро-
странение получили подшипники каче-
ния. Установка и фиксирование подшипников качения в кор-
пусных деталях осуществляются по уступу в отверстии корпуса
пружинными кольцами (рис. 126). Фиксирование подшипников
по уступу в расточенном отверстии 1 (рис. 126, а) удобно с позиции
сборки, но нетехнологично с позиции обработки резанием. Более
технологично фиксирование пружинным кольцом 2 (рис. 126, б)
или двумя пружинными кольцами 2 и кольцом 3 (рис. 126, в).
При сборке валов на конических подшипниках необходимо учи-
тывать деталь вращения: вал (вращается в корпусе) или корпус.
В этих вариантах наружные и внутренние кольца устанавливают
по одной из переходных посадок, а парные им кольца — по сколь-
зящей посадке. Натяг подшипников регулируют перемещением
колец.
'Особенность сборки валов на упорных шариковых подшипниках
состоит в том, что необходимо предусмотреть независимую уста-
новку упорного и радиального подшипников (рис. 127). Свободная,
независимая установка упорного 1 и радиального 2 шариковых
подшипников обеспечивает нормальную их работу (рис. 127, а).
Совершенно нетехнологична конструкция, представленная на
рис. 127, б. В ней предусмотрено жесткое центрирование обоих
подшипников: по валу 3 и по корпусу 4, что очень затрудняет нор-
мальную работу сборочной единицы.
При проектировании сборочных единиц автомобилей (и других
машин) особое внимание должно быть уделено технологичности
регулировочных устройств зацепления червячных и конических
зубчатых передач, при изготовлении которых необходимо обеспе-
чить точность зацепления прежде всего за счет точности обработки
резанием. Зацепление таких пар, как правило, регулируется в про-
цессе сборки, что более технологично. При сборке червячных и зуб-
чатых конических передач регулирование зазора производится ре-
гулировочными прокладками или регулировочной втулкой.
Размерные цепи
Чертежи сборочных единиц автомобилей, как и любой
машины, разрабатываются на основе динамического, кинемати-
ческого и размерных расчетов. Размерный расчет позволяет уста-
244
Рис. 128. Схема размерной цепи
Рис. 129. Сборочная размерная цепь
с неподвижным компенсатором
новить размеры деталей и допустимые отклонения взаимного их
положения, а также взаимосвязь размеров сборочных единиц и де-
талей, входящих в сборочную единицу. Совокупность размеров,
образующих замкнутый контур, непосредственно участвующих в ре-
шении поставленной задачи, называют размерной цепью. Схема
размерной цепи (рис. 128) — графическое изображение в виде зам-
кнутого контура. Каждый размер, образующий размерную цепь,
называют звеном. Звенья обозначают буквами с порядковым но-
мером (например, Лх, А2, ...). Размер, непосредственно связываю-
щий поверхности или оси, относительное расстояние или поворот
которых необходимо обеспечить или определить, называют исход-
ным, а при сборке — замыкающим. Звено, с которого начинается
построение размерной цепи при проектировании, называют исход-
ным звеном. Звено, которое выявляется в размерной цепи последним
при сборке, называют замыкающим звеном. Все эти звенья обозна-
чаются с индексом «А» (рис. 128). К исходному и замыкающему
звеньям предъявляют основные требования точности сборочной
единицы. В каждой размерной цепи имеется только одно замыкаю-
щее или исходное звено.
Следует отметить другие звенья размерной цепи: составляющее
(увеличивающее, уменьшающее), компенсирующее и общее. При
изменении составляющего звена изменяется исходное или замы-
кающее звено. Составляющие звенья бывают увеличивающими и
уменьшающими. Увеличивающее звено — звено размерной цепи,
с увеличением которого увеличивается исходное или замыкающее
звено. Увеличивающие звенья на чертежах обозначаются величи-
нами со стрелками, направленными вправо (например, Лх, А2 и т. д.).
Уменьшающее звено — звено (размер), с увеличением которого
уменьшается исходное или замыкающее звено. На чертежах они
обозначаются также величинами со стрелками, но направленными
влево (например, Лх, Л2 и т. д.).
Компенсирующее звено выбирается предварительно, его изме-
нением устраняются отклонения вне поля допуска и достигается
245
заданная точность замыкающего звена. Обозначается замыкающее
звено величиной с индексом «к», например, Л5к (рис. 129). В ка-
честве компенсаторов могут быть использованы специальные шайбы,
установочные кольца, набор прокладок и др.
Общее звено — звено, одновременно принадлежащее нескольким
размерным цепям. Обозначается на чертежах буквами всех размер-
ных цепей, в состав которых оно входит, со знаками равенства
между ними.
Виды размерных цепей. В зависимости от поставленной задачи
размерные цепи делят на конструкторские, технологические и изме-
рительные. Выявлением и решением конструкторской размерной
цепи устанавливаются условия обеспечения требуемой точности
при конструировании изделия и его частей, технологической раз-
мерной цепи — условия обеспечения точности при изготовлении
изделий, измерительной размерной цепи — условия измерения ве-
личин, определяющих точность изделия и его составных частей.
Различают также основные, производные, параллельные, после-
довательные и комбинированные размерные цепи. Для основной
размерной цепи характерно непосредственное участие всех звеньев
ее в решении поставленной задачи. В производной размерной цепи
исходным звеном является одно из составляющих звеньев основной
размерной цепи. Параллельно связанные размерные цепи имеют
не менее одного общего звена. Последовательно связанные размер-
ные цепи характеризуются одной общей базой. Размерные цепи
с комбинированной связью имеют общие звенья и базы. В каждой
сборочной единице имеется всегда несколько сборочньЙ: цепей,
находящихся в определенной связи между собой.
По расположению звеньев в пространстве размерные цепи делят
на линейные и угловые, плоские и пространственные. В линейной
размерной цепи все звенья ее являются линейными размерами;
в угловой размерной цепи — угловыми размерами; в плоской раз-
мерной цепи звенья расположены в одной или нескольких парал-
лельных плоскостях, но некоторые звенья не параллельны между
собой. В пространственной размерной цепи звенья расположены
в непараллельных плоскостях. При расчете пространственной раз-
мерной цепи она приводится к трем плоским размерным цепям пу-
тем проектирования звеньев на три координатные плоскости.
Расчет плоских размерных цепей. Если при проектировании
сборочной единицы установлены требования к величине исходного
звена выявленной размерной цепи, то решается прямая задача:
определяются номинальные размеры, величины и координаты се-
редины полей допусков и предельные отклонения всех составляющих
размерную цепь звеньев. Если установлены величины составляющих
звеньев, то решается обратная задача: определяются величина но-
минального размера, величина и координата середины поля рассея-
ния и предельные отклонения замыкающего звена. Правильность
решения прямой задачи зависит от решения обратной.
Расчет размерных цепей производится вероятностным методом
или методом максимума-минимума. Если экономически целесооб-
246
разно назначать расширенные допуски на составляющие звенья
сборочной цепи, считая при этом, что у некоторой небольшой части
изделий замыкающее звено будет выходить за пределы поля до-
пуска, то размерную цепь рассчитывают вероятностным методом.
В технических условиях на изготовление изделия указывают ве-
роятностный процент изделий, у которых замыкающее звено выхо-
дит за пределы допуска, и технологические методы по выполнению
замыкающего звена в пределах заданного допуска. При установле-
нии 100%-ной взаимозаменяемости размерные цепи рассчитывают
по методу максимума-минимума.
Номинальный размер исходного (замыкающего) звена
tn—I
Лд = Е ZiAi,
1=1
где — передаточное отношение г'-го звена; в размерных цепях
с параллельными звеньями для увеличивающих составляющих
звеньев £г = 1, для уменьшающих составляющих звеньев £г = —-1;
Лг — номинальный размер г-ro составляющего звена размерной
цепи; т — число звеньев размерной цепи; i — порядковый номер
звена.
Координата середины поля допуска замыкающего звена (рас-
стояние середины поля допуска от номинального размера)
т—I
Лод = Zj
Z=1
где Лог — координата середины поля допуска z-го составляющего
звена.
Координата середины поля рассеяния замыкающего звена (раз-
ность между наибольшим и наименьшим измеренными размерами
в партии изделий)
т—1
А(оД = »
t=l
где Лиг — координата середины поля рассеяния Z-го составляющего
звена.
Коэффициент относительного рассеяния, характеризующий за-
кон распределения размеров,
Хг = 2Rqi/a)i,
где Rqt — среднее квадратическое отклонение; со, — поле рассея-
ния /-го составляющего звена.
Предельные отклонения замыкающего звена
ЛвД = Лоа '; 0,5бд; Днд — Лод — 0,5бд,
где ЛоД — координата середины поля допуска замыкающего звена;
бд — допуск замыкающего звена.
247
При расчете по методу максимума-минимума допуск замыкаю-
щего звена
т — I
бд- sum.
1=1
где 6г—допуск /-го составляющего звена.
При расчете по вероятностному методу
/ т—1
где t — коэффициент риска, характеризующий процент выхода
расчетных отклонений за пределы допуска; — коэффициент отно-
сительного рассеяния, характеризующий закон распределения раз-
меров; 6; — допуск /-го составляющего звена.
Коэффициент риска t зависит от принятого процента риска Р
(при условии совпадения центра группирования с координатой
центра отклонения). Ниже приведены их значения.
Риск Р, %........................... 32 10 4,5 1 0,27 0,1 0,01
t.................................... 1 1,65 2 2,57 3 3,29 3,89
При расчетах коэффициент Л, принимают, следующим: при неиз-
вестном характере кривой рассеяния размера (например, при мелко-
серийном производстве) X? = 1/3; в предположении, что кривая
рассеяния подчиняется нормальному закону распределения разме-
ров (массовое и крупносерийное производство), Af = 1/9.
Для прямой задачи (установлены требования к исходному за-
мыкающему звену) средняя величина допуска составляющих звеньев
при расчете по методу максимума-минимума
бСр = 5д/(/7? - 1),
при вероятностном методе расчета
I / ,
бСр = 6д/ /1/ •
/ \ ' 1=1 /
Методы достижения заданной точности замыкающего
звена
В машиностроении сборку осуществляют различными
технологическими методами: полной взаимозаменяемости, неполной
взаимозаменяемости, групповой взаимозаменяемости, пригонки и
регулирования.
Сборка с полной взаимозаменяемостью обеспечивает заданную
точность замыкающего звена без дополнительной обработки или
выбора и подбора составляющих звеньев (деталей). Все сборочные
единицы собраны при этом методе с требуемой точностью для всех
выпускаемых автомобилей. Следовательно, установленные кон-
структором допуски на размеры сопрягаемых деталей, входящих
248
в сборочную единицу, равны производственным допускам на те же
размеры. Сборка с полной взаимозаменяемостью упрощает органи-
зацию производства и облегчает перевод его на поточный метод,
создает возможность кооперирования и удобства эксплуатации
(простота замены изношенных или поломанных деталей новыми).
Сборка с неполной взаимозаменяемостью состоит в том, что тре-
буемая точность замыкающего звена размерной цепи обеспечивается
не у всех собранных объектов, а только у части, заранее обусловлен-
ной. Таким образом, в отличие от сборки с полной взаимозаменяе-
мостью устанавливаются более широкие допуски на все составляю-
щие звенья размерной цепи. В результате этого у некоторой части
объектов отклонение замыкающего звена может выйти за пределы
установленного (монтажного) допуска, т. е. имеет место определен-
ный риск (до 5—7 %).
Сборка с групповой взаимозаменяемостью используется в мало-
звенных сборочных размерных цепях, характеризующихся высокой
точностью замыкающего звена. Заданная точность замыкающего
звена размерной цепи достигается включением в нее составляющих
звеньев, принадлежащих к одной из групп, на которые они предва-
рительно поделены. Экономически целесообразный средний про-
изводственный допуск
бср = ибср,
где п — число групп, на которые следует делить составляющие
звенья; бср — средний допуск.
Внутри каждой из п групп требуемая точность замыкающего
звена обеспечивается методом полной взаимозаменяемости. Харак-
терным примером может служить шатунно-поршневая группа дви-
гателя автомобиля. Следовательно, рассчитав среднее значение
производственного допуска б'р за счет увеличения в п раз среднего
значения допуска бср, подсчитанного для метода полной взаимоза-
меняемости, определяем расширенные (экономические целесообраз-
ные) допуски на размер для каждого составляющего звена.
Сборка с пригонкой заключается в том, что заданная точность
замыкающего звена размерной цепи достигается изменением компен-
сирующего звена путем снятия слоя металла. Основными операциями
являются шабрение, опиливание, полирование, притирка, сверле-
ние отверстий по месту. Среднее значение допуска компенсирующего
звена
бк = бд — бд,
где бд — расширенный допуск замыкающего звена, определяемый
экономически достижимыми допусками составляющих звеньев раз-
мерной цепи; бд — заданная точность замыкающего звена, установ-
ленная конструктором, исходя из служебного назначения сборочной
единицы.
Сборка с регулированием состоит в том, что требуемая точность
замыкающего звена обеспечивается без снятия металла. Обуслов-
лено это следующим. Рассчитанный допуск* замыкающего звена ока-
249
зывается больше заданного допуска, а ужесточение допусков состав-
ляющих звеньев экономически нецелесообразно. При установлении
увеличенных допусков на составляющие звенья размерной цепи
необходимо определить, как и при методе пригонки, величину ком-
пенсации. Компенсаторы могут быть подвижными и неподвижными.
К подвижным компенсаторам относятся, например, втулки и кольца,
которые фиксируются винтом. Если точность замыкающего звена
обеспечивается введением в размерную цепь подвижного компенса-
тора, то допуски на составляющие звенья устанавливаются макси-
мально свободными. В качестве неподвижных компенсаторов исполь-
зуют кольца, шайбы, прокладки и др.
При расчете размерных цепей с неподвижными компенсаторами
требуется рассчитать число ступеней компенсатора
N = 6.Ж + 1; N' = \/^д - бУ + 1 -
где 6К — величина компенсации; бд — допуск замыкающего звена;
ЛГ — уточненное число ступеней компенсатора с учетом погреш-
ностей компенсаторов; &к — допуск на изготовление компенсатора.
Для каждой сборочной единицы определяется величина компен-
сирующего звена, и в зависимости от этого для размерной цепи
выбирается неподвижный компенсатор ближайщей ступени раз-
меров. Если компенсирующее звено увеличивающее, то нужно брать
компенсатор ближайшей меньшей ступени, если компенсирующее
звено уменьшающее, то выбирается компенсатор ближайшей боль-
шей ступени. Этим обеспечивается частичная компенсация износа,
появляющегося в процессе работы сборочной единицы.
В автомобилестроении сборка осуществляется главным образом
методами полной взаимозаменяемости, пригонки и регулирования.
Виды соединений
Соединения деталей могут быть по возможности относи-
тельного перемещения подвижными и неподвижными, а по сохра-
нению целостности при разборке разъемными и неразъемными.
Разъемные соединения можно разобрать без нарушения составных
частей изделия. Неразъемные соединения невозможно разобрать
без нарушения целостности составных частей изделия.
Подвижные разъемные и неразъемные соединения. Для получения
подвижных соединений сопрягаемые детали изготовляют по до-
пускам посадок, обеспечивающих подвижность соединений (зазор).
К таким посадкам относятся h, g, f, е и d (скольжения, движения,
ходовая, легкоходовая и широкоходовая). Посадка h может дать
наименьший зазор, равный нулю, например, когда охватывающая
деталь (цилиндрическое отверстие втулки) получено по наимень-
шему, а охватываемая (гладкий вал) — по наибольшему предель-
ным размерам. Величина зазора соединения устанавливается кон-
структором при проектировании сборочной единицы. Технолог
обязан разработать такой технологический процесс, выполнение
которого обеспечит соблюдение установленных допусков на размеры,
250
форму отклонения. Подвижные соединения выполняют главным
образом разъемными.
Неподвижные разъемные соединения. К ним относят резьбовые,
шпоночные и шлицевые, выполненные с посадками п, т, k, js (глу-
хая, тугая, напряженная, плотная) и посадками на конус, а также
штифтовые соединения.
В резьбовых соединениях применяют шпильки, болты и винты.
Шпильки используют обычно при непосредственном соединении
плоских поверхностей или при установке между поверхностями
прокладок. Такому соединению предшествует ввертывание шпилек
в базовую деталь с помощью различных устройств. Ручные устройства
для ввертывания шпилек являются малопроизводительными. Высо-
кую производительность обеспечивает применение электрошпилько-
вертов с самораскрывающейся головкой. При завинчивании шпилек
должна быть обеспечена перпендикулярность их осей к плоскости
сопряжения и необходимая высота выступающей над этой пло-
скостью части шпильки. Допускаемое отклонение выступающей
части от перпендикулярности не превышает 2 мкм на 1 мм длины.
Болты применяют в случае, когда в сопрягаемых деталях имеются
сквозные отверстия. Винты устанавливают при частой разборке
изделия в эксплуатации. По этой причине для винтовых соединений
выполняется резьба посадок с зазорами, а не посадок скольжения,
как в резьбовых соединениях шпильками.
При выполнении соединений с помощью болтов и винтов широко
используются механизированные переносные устройства — электро-
и пневмогайковерты, подвешиваемые к пружинным противовесам
(блокам). Применение средств механизации при сборке значительно
повышает производительность труда и качество резьбового соеди-
нения вследствие равномерной затяжки. Электрогайковерты бы-
вают одно- и многошпиндельными. Многошпиндельные гайковерты
позволяют завертывать одновременно несколько гаек (например,
при установке колес), однако они имеют большую массу, и поэтому
в ряде случаев их помещают на сверлильные станки. Величину кру-
тящего момента при затяжке болтов, шпилек и винтов проверяют
градуированным инструментом или ключами с динамометром.
В шпоночных соединениях используют клиновые, призматические
и сегментные шпонки. При сборке с помощью клиновой шпонки
происходит смещение оси охватывающей детали относительно оси
вала. Это смещение обусловлено зазором и является причиной ра-
диального биения охватывающей детали. К тому же имеют место
погрешности в уклонах шпонки и паза охватывающей детали, что
приводит к перекосу сопрягаемых деталей. 13 соединениях с призма-
тическими или сегментными шпонками сборка шпонки с валом про-
изводится с натягом; шпонка запрессовывается в паз вала при по-
мощи пресса или винтовыми струбцинами.
Неподвижные шлицевые соединения выполняют с различными
посадками центрирующих элементов и бывают туго- и легкоразъем-
ными. Туторазъемное шлицевое соединение выполняют с нагревом
охватывающей детали (шлицевой втулки) до температуры 80—
251
120 °C. В результате уменьшается усилие напрессовки и обеспечи-
вается более правильная посадка. Напрессовка на вал производится
в специальном приспособлении; после напрессовки охватывающая
деталь проверяется на осевое и радиальное биение. При сборке легко-
разъемных шлицевых соединений больших усилий напрессовки
не требуется.
Штифтовые соединения выполняют при помощи конических и
цилиндрических штифтов. Кроме соединения, штифты используются
также для обеспечения необходимого взаимного положения соби-
раемых деталей. При сборке деталей с сопрягаемыми коническими
поверхностями отверстия под штифты должны обрабатываться
в сборе с охватывающей деталью. В самой детали это отверстие мо-
жет быть выполнено до сборки.
Неподвижные неразъемные соединения. К этим видам соединения
относят прессовое, развальцованное, клепаное, сварное, клееное.
Прессовое соединение выполняют с применением прессовых по-
садок или теплового воздействия на собираемые детали. Детали,
изготовленные по допускам посадок s, и, х (прессовых), собирают
под давлением на прессе. Охватывающая деталь при этом напрес-
совывается отверстием на вал, или, наоборот, охватываемая деталь
запрессовывается в отверстие охватывающей детали (например,
запрессовка поршневого пальца в отверстие поршня двигателя).
В результате такого соединения деталей на их сопряженных поверх-
ностях возникают значительные давления. Прочность соединения
и усилие запрессовки характеризуются главным образом натягом.
Усилие запрессовки
Рп = nfndLp,
где fn — коэффициент трения при запрессовке; d — номинальный
диаметр сопрягаемых поверхностей, мм; L — длина сопрягаемых
поверхностей, мм; р — давление на контактируемых поверхностях.
При запрессовке используют специальные приспособления в виде
стационарных и переносных прессов, домкратов, струбцин и различ-
ного типа скоб, обеспечивающих правильную установку и устра-
няющих перекосы сопрягаемых деталей.
|Если условия работы сопрягаемых деталей тяжелые, то сборку
осуществляют путем теплового воздействия на них. Прочность по-
садки при этом в 2 раза превышает прочность обычных прессовых
посадок. При осуществлении посадки тепловым воздействием на
сопрягаемые детали микронеровности сцепляются, а не сглажи-
ваются, как это имеет место при обычных соединениях. Тепловые
посадки целесообразно применять при больших диаметрах и малых
длинах сопрягаемых деталей, так как при их соединении под прес-
сом могут возникнуть перекосы. Примером тепловой посадки для
такого типа деталей является соединение заготовок зубчатого венца
и маховика двигателя.
Развальцованное соединение получают в том случае, когда тре-
буется обеспечить плотное и герметичное соединение деталей. Оно
выполняется на сверлильных станках и специальных установках
252
специальным инструментом — развальцовкой — путем пласти-
ческого деформирования одной из сопрягаемых деталей. Поэтому
очень важен правильный выбор материалов деталей, от сочетания
которых зависит качество соединения. В автомобильной промышлен-
ности этот вид соединения применяется в трубопроводах тормозной
системы и смазочной двигателя.
Клепаное соединение применяют в конструкциях, подвергаю-
щихся воздействию высоких температур и коррозии, а также испы-
тывающих ударные и вибрационные нагрузки. Процесс клепки
механизирован: применяются пневмо- и электроклепальные молотки,
полуавтоматические и автоматические прессы. При клепке с исполь-
зованием полуавтоматов заклепки вставляются подающим устрой-
ством. В автоматах выполняется автоматически весь процесс: про-
бивка отверстий, вставка заклепок и обжатие замыкающих головок.
Сварное соединение находит все более широкое применение при
сборке автомобиля, при этом сокращается использование клепаных
соединений. Применением сварки уменьшается расход материала и
снижается трудоемкость изготовления. Технологическая особенность
процесса сварки позволяет встраивать электросварочные машины
непосредственно в поточные линии сборки (и обработки резанием).
Наибольшее распространение получили дуговая автоматическая и
полуавтоматическая сварка. Пайку в технологии изготовления авто-
мобилей- используют для устранения обнаруженных дефектов: на-
пример, течи в трубках радиатора.
Автоматизация процессов сборки
В автомобилестроении преобладает массовое производство,
поэтому по сравнению с другими отраслями машиностроения имеются
более благоприятные условия для комплексной механизации и авто-
матизации процессов сборки, а следовательно, сокращения ручного
труда. Однако внедрение механизированной и автоматизированной
сборки отстает от внедрения автоматических линий для обработки
деталей резанием, что определяет еще высокую трудоемкость сбо-
рочных процессов. В автомобилестроении трудоемкость сборки со-
ставляет 28 % общей трудоемкости изготовления автомобиля. Зна-
чительное снижение трудоемкости сборки достигается применением
в автоматизированных сборочных линиях различных транспорти-
рующих устройств: бункеров, магазинов, разделителей потоков,
виброконвейеров и др.
Важным требованием, предъявляемым сборкой к конструкциям
автомобилей, является возможность подвижной сборки без при-
гонки отдельных сборочных единиц. Конструкция должна быть
с минимальным числом деталей, не должна быть чрезмерно сложной
или иметь большую массу. При автоматической сборке положение
собираемого изделия по возможности должно быть постоянным,
с минимальным числом его ориентаций. Упрощает автоматическую
сборку наличие в конструкциях сопрягаемых деталей фасок и боль-
шое количество полностью взаимозаменяемых соединений.
253
Организационные формы сборки
В машиностроении применяют следующие виды сборки
машин в зависимости от перемещения изделия: стационарную и под-
вижную.
Стационарная сборка осуществляется на одной позиции.
Подвижная сборка связана с перемещением изделия или его со-
ставной части по позициям. Выбор вида сборки обусловлен главным
образом объемом выпуска машин.
В автомобилестроении применяется подвижная сборка (сборка
на конвейре). Собираемое изделие передается от одного сборочного
места к другому при помощи транспортирующих устройств, кото-
рые предназначены только для межоперационного перемещения
объекта. В некоторых случаях при узловой сборке передача объекта
от одного сборочного места к другому осуществляется посредством
пластинчатых и тележечных конвейеров.
При использовании конвейера с периодическим перемещением
сборочной единицы или изделия сборка производится в периоды
останова конвейера. При каждом перемещении собираемого объекта
на сборочное место (пост) с последнего места конвейера сходит сбо-
рочная единица (изделие).
При сборке на непрерывно движущемся конвейере собираемый
объект перемещается от одного сборочного места к другому с такой
заданной скоростью, которая обеспечивает выполнение сборочных
операций на протяжении каждого сборочного места. Подвижную
сборку характеризует действительный темп сборки, который опре-
деляет период времени равномерного выпуска собранных изделий.
§ 17. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ СБОРКИ
Общие положения
При разработке технологического процесса сборки прежде
всего необходимо составить схему расчленения изделия. Для этого
нужны следующие исходные данные: описание служебного назна-
чения изделия и сборочных единиц; технические условия на их
изготовление и приемку; сборочные чертежи изделия и сборочных
единиц; данные о программе выпуска изделия.
Разработка технологического процесса сборки начинается с изу-
чения служебного назначения и конструкции изделия или сбороч-
ной единицы, условий работы и технических условий его приемки.
При изучении конструкции одновременно производится технологи-
ческий анализ сборочных чертежей (правильность простановки раз-
меров, необходимых для сборки, обоснованность назначения до-
пуска и т. д.). Кроме того, необходимо с помощью рабочих чертежей
деталей, входящих в рассматриваемый сборочный чертеж, полнее
представить характер сборочных работ. На основе анализа сбороч-
254
ных чертежей можно упростить технологический процесс сборки
с учетом служебного назначения изделия.
Глубина разработки технологического процесса сборки зависит
от типа производства и программы выпуска. При малых выпусках
изделий разработанный процесс представляет собой лишь общую
последовательность сборочных операций. При большом выпуске
изделий процесс сборки разрабатывается детально, с возможно
более полной дифференциацией сборочных операций. Технологу
необходимо знать условия, в которых будет выполняться разрабо-
танный технологический процесс. Он может осуществляться на вновь
проектируемом заводе и на действующем предприятии. Если в пер-
вом случае выбор и разработка варианта технологического процесса
свободные, то в условиях действующего предприятия они зависят
от ряда факторов: наличия оборудования и его загрузки, перспектив
установки нового оборудования, производственных возможностей
инструментального цеха и цеха приспособлений и т. д.
На основании анализа исходных данных составляется схема
сборки изделия и сборочных единиц. Эта работа значительно облег-
чается, если имеется образец, пробная разборка которого упро-
щает составление этапов сборки. Элементы, демонтируемые в не-
разобранном виде, представляют собой технологические сборочные
единицы, на которые должны быть составлены схемы сборки. Послед-
ние определяют взаимосвязь сборочных элементов изделия или сбо-
рочной единицы, показывают порядок их комплектования, упро-
щают разработку технологических процессов сборки, а также позво-
ляют произвести технологическую оценку конструкции. Таким
образом, схема сборки является основой разработки этапов сборки
изделия. Для сложных изделий на основании схем сборки разра-
батывают технологические процессы сборки отдельных групп и
подгрупп, а затем процесс сборки изделия.
Для каждого технологически неделимого элемента, выявленного
при расчленении изделия или сборочной единицы, определяют опе-
ративное время, необходимое для сборки. Сумма оперативного вре-
мени каждой последовательной операции должна быть равна дей-
ствительному такту сборки
тд = Тем Г 0бС см >
где Тсм — длительность рабочей смены; То5с — время на обслужи-
вание рабочих мест; Т^р — время на регламентированные пере-
рывы на отдых; 7VCM — заданный объем выпуска в смену.
Если оперативное время окажется больше такта, то его стре-
мятся сделать кратным такту и выполняют данную операцию па-
раллельным дублированием сборочных мест. При поточной сборке
операцию выполняют раздвоением потока (рис. 130, а). При кон-
вейерной сборке дублирование сборочных рабочих мест произво-
дится удвоением их длины по сравнению с длиной остальных ра-
бочих мест.
На рис. 130, б представлена схема дублирования четвертой опе-
рации конвейерной сборки. Сборочное место, которое обслуживают
255
Рис. 130. Схема дублирования четвертой операции конвейерной сборки:
1 — 6 — сборочные места
двое сборщиков, имеет длину h =- 2. К началу выполнения опера-
ции первым сборщиком на сборочном месте 4, а второй сборщик
выполнил ее на 50 % и находится в середине места 4, б. При пере-
ходе второго сборщика вместе с движущимся конвейером к сбороч-
ному месту 5 первый сборщик приближается к середине сборочного
места 4, б и передает собираемое изделие на сборочное место 5.
Второй сборщик переходит на сборочное место 4, а, а в это время
первый находится в середине сборочного места 4, б, и цикл повто-
ряется. На сборочных местах 1—3 работают по одному сборщику.
Особенности проектирования автоматической сборки
В автоматических и автоматизированных линиях сборки
ориентация собираемых деталей или сборочных единиц осуще-,
ствляется с помощью различных устройств и механизмов, обеспе-
чивающих необходимое взаимное положение сопрягаемых поверх-
ностей. Для подачи деталей к рабочим местам сборки применяются
бункерные устройства, магазины, различные конвейеры. Соедине-
ние производится универсальными и специальными механизирован-
ными электрическими, пневматическими и гидравлическими инстру-
ментами и устройствами. Особое внимание обращается на механи-
зацию и автоматизацию выполнения резьбовых соединений, кото-
рые составляют до 25 % трудоемкости сборки.
При автоматической сборке важную роль играют параметры
шероховатости обработанных поверхностей и точность заготовки,
обеспечиваемая процессом обработки резания, что является осно-
вой возможности осуществления автоматического соединения дета-
лей. При автоматической сборке особое значение имеет длительность
позиций, определяющая возможность осуществления процесса
сборки на потоке с определенным тактом. Поэтому по длительности
выполнения автоматической сборочной позиции рассчитывают про-
изводительность сборочных станков, механизмов и агрегатов. Дли-
тельность сборочной позиции.
4б- а == Ч~ 4” 4~ 41. с>
256
где /п — время, необходимое для перемещения собираемых деталей
к сборочной позиции; /0 — время ориентации деталей; /0—время
сборки деталей; tn. с — время перемещения собранных деталей на
следующую сборочную позицию.
Составляющая tn определяется из соотношения
4 = l/v,
где I — длина участка от лотка магазина до сборочной позиции, м;
v — скорость перемещения собираемых деталей или скорость дви-
жения подающего механизма, м/мин.
Аналогично определяется составляющая tn. 0- Время на ориентацию
to — ^м/^>
где /м — длина рабочего хода ориентирующих механизмов, м; v —
скорость движения механизмов, м/мин.
Время tc (мин) определяется характером сопряжения (с зазо-
ром, с натягом и винтовое). При сопрягаемых деталях, входящих
свободно (с зазором) одна в другую под собственным весом, время
4 = / 2h/g,
где h — высота падения детали, м; g — ускорение свободного па-
дения (в технических расчетах принимают 9,81 м/с2).
Если сопряжение осуществляется с натягом под прессом, то
tc 1/^д. х>
где Пд. х —число двойных ходов пресса в минуту.
Время, необходимое на сопряжение винтового соединения,
/с == lB/(ns),
где /в — длина резьбового соединения (завинчивания), мм; п — ча-
стота вращения завинчиваемой детали, об/мин; s — шаг резьбы, мм.
Таким образом, длительность автоматической сборочной пози-
ции определяется скоростями перемещения различных механизмов,
используемых в автоматическом сборочном процессе.
Проектирование технологического процесса автоматической и ав-
томатизированной сборки завершается расчетом и составлением
его циклограммы.
Оценка эффективности разработанного процесса сборки
Разработанный технологический процесс сборки должен
быть эффективным для заданных условий. Оценку его эффективности
можно производить по следующим показателям.
1. Коэффициент загрузки сборочного рабочего места
k — t/tt^B)', 4 =
где t — время выполнения одной сборочной операции; В — число
рабочих на сборочном месте.
257
2. Производительность сборочного рабочего места (часовая, смен-
ная)
Q = TB/t,
где Т — рабочее время, к которому «отнесена производительность.
3. Средний коэффициент загрузки сборочной линии
пр. м
= S *₽-мя’
где пр. м —число рабочих мест на линии; £р. мп— коэффициент
загрузки п-го рабочего места.
4. Коэффициент трудоемкости сборочного процесса
ксб = Тс6/^Тя,
где Тс6 — трудоемкость процесса сборки; ^Тд — суммарная трудо-
емкость технологических процессов, входящих в сборочную еди-
ницу.
Этот показатель очень важен, так как характеризует изготовление
сборочной единицы в целом. Обычно он составляет 0,1—0,4.
5. Сравнение себестоимостей вариантов технологического про-
цесса сборки.
Суммируя себестоимость выполнения отдельных сборочных опе-
раций, получаем общую себестоимость сборки узла или изделия для
различных технологических вариантов и выбираем наиболее эко-
номичный вариант. Себестоимость является основным критерием,
который в совокупности с другими технико-экономическими пока-
зателями служит основанием для выбора оптимального варианта
технологического процесса сборки.
Пути повышения производительности труда процесса
сборки
Как уже отмечалось, повышение производительности
сборки достигается в результате дифференциации, механизации и
автоматизации технологических операций. Дифференциация опера-
ций позволяет параллельно выполнять узловую и общую сборку
и применять высокопроизводительное сборочное оборудование, что
сокращает длительность цикла сборки и, следовательно, повышает
производительность труда.
Механизация сборочных работ (использование пневматических,
гидровинтовых и электрогайковертов, самораскрывающихся голо-
вок для механизированного завинчивания шпилек, электрических
и пневматических сверлильных и шлифовальных машин и др.) сок-
ращает основное и вспомогательное время сборки. Удельный вес
пригоночных работ, которые являются нежелательными, можно
уменьшить, применяя метод взаимозаменяемости, который позволяет
использовать высокопроизводительные методы сборки на линии и
сократить цикл процесса сборки.
258
Подвижная сборка с автоматизацией сборочных процессов явля-
ется наиболее эффективной для повышения производительности
труда.
§ 18. сборка двигателя автомобиля
Общие положения
Конструктивная особенность и техническая характери-
стика двигателя (число цилиндров, степень сжатия, мощность, масса,
частота вращения коленчатого вала и крутящий момент) определяют
технологический процесс сборки двигателя. Так, сборка рядных и
V-образных автомобильных двигателей различна, так как эти дви-
гатели отличаются конструкцией блока, креплением шатунов и т. д.
Сборка двигателей с воздушным охлаждением отличается от сборки
двигателей с жидкостным охлаждением, который имеет монолитные
блоки цилиндров. Блоки двигателей с воздушным охлаждением со-
стоят из отдельных цилиндров, прикрепляемых в процессе сборки
к картеру двигателя.
В автомобильных двигателях внутреннего сгорания важнейшей
сборочной единицей является кривошипно-ползунный механизм.
Этот механизм испытывает переменные температурные и силовые
нагрузки, а поэтому на его сборку устанавливаются жесткие тре-
бования, особенно на зазоры и натяги в сопрягаемых деталях.
Необходимая точность сопряжения достигается методом предвари-
тельной группировки деталей по фактическим размерам и их соответ-
ствующей маркировки. Например, поршни, поршневые пальцы и
цилиндры сортируют на несколько групп и маркируют. Маркировку
делают краской: на поршне — на нижней поверхности бобышки,
на поршневом пальце — на его внутренней поверхности, а на ша-
туне — у верхней головки.
Поршневую и ползунную сборочные единицы подбирают по массе,
а вращающиеся детали — коленчатый вал и маховик—подвергают
балансировке. Различие масс зависит от быстроходности двигателя.
Например, для автомобиля «Москвич» колебания в массе поршней
не превышают 4 г, а шатунов 8 г; для автомобилей ГАЗ колебания
в массе поршней составляют до 6 г, а для комплекта поршня с пол-
зуном — 14 г. Подобранные по массе поршни и ползуны подразде-
ляют на группы и маркируют порядковыми номерами.
Маховики и коленчатые валы балансируют при их изготовлении
отдельно, а в ряде случаев в сборе. Значение дисбаланса зависит
от типа двигателя. Для двигателей автомобилей «Жигули» значение
дисбаланса коленчатого вала не превышает 12 г-см; для двигателей
автомобилей ГАЗ значение дисбаланса маховика перед сборкой со-
ставляет не более 35 г см, а в сборе с коленчатым валом и сцепле-
нием — до 70 г-см.
Основными сборочными единицами двигателя являются шатунно-
поршневая, блок цилиндров, головка блока, коленчатый вал, мас-
ляный насос.
259
Особенности сборки сборочных единиц двигателя
Сборка шатунно-поршневого узла. Поршень, шатун и
поршневой палец комплектуются из соответствующих размерных
групп. Поршни подбирают по наружному диаметру юбки в зависи-
мости от размерных групп гильз цилиндров и по отверстиям под
поршневые пальцы в зависимости от их диаметров, а шатуны — по
диаметру отверстий в малой головке (верхней) в зависимости от
диаметра пальца.
Сборку шатунно-поршневого узла обычно выполняют на автома-
тических и автоматизированных линиях. Сборочные линии включают
моечно-сушильный агрегат и сборочные автоматы, расположенные
последовательно. Сначала собирают поршень с шатунным и поршне-
вым пальцем, собранный шатун с поршнем транспортируется к сле-
дующему сборочному автомату, на котором стопорится поршневой
палец в поршне кольцами. Затем собранный поршень с шатуном
поступает на сборочный автомат для надевания на поршень компрес-
сионных и маслосъемных колец.
Автоматическую сборку производят также на многопозиционных
автоматах. Собираемые детали, за исключением шатуна, подаются
с помощью конвейера, магазинов, кассет. Шатун устанавливается
на палец отверстием в большой головке и фиксируется двумя штиф-
тами. Поршень подается на сборочную позицию из моечно-сушиль-
ного агрегата, примыкающего к линии. Поршневые пальцы поступают
на позицию по лотку. Поршень получает вращение от ролика, к кото-
рому он прижимается вторым роликом, действующим от гидропри-
вода. После занятия поршнем нужного углового положения он по-
ступает на позицию сборки. Стол с шатуном также поворачивается
и поступает на сборочную позицию, где при помощи подъемного
механизма поднимается, и шатун входит в поршень. Затем в со-
вмещенные отверстия поршня и шатуна запрессовывается поршневой
палец, после чего шатун с поршнем опускается, а стол поворачива-
ется.
В следующей позиции запрессованный в поршень палец фикси-
руется одновременно двумя стопорными кольцами, поступающими
из магазина с помощью двух механизмов. После чего на поршень
надеваются поршневые кольца. Для исключения сцепления стопор-
ных колец при их подаче к месту сборки (что иногда происходит)
в других автоматических линиях стопорные кольца получают из
бунта при сборке.
Сборка блока цилиндров. Сборка блока цилиндров осуществля-
ется на автоматических и автоматизированных линиях. На автома-
тизированных линиях выполняются обычно операции установки
направляющих втулок, сборки блока с коренными подшипниками
и завертывания болтов. Крышки коренных подшипников ориенти-
руются относительно блока цилиндров направляющими втулками,
которые запрессовываются в отверстия блока и крышек. Автомати-
ческая линия для сборки блока цилиндров с крышками коренных под-
шипников включает четыре агрегата. На первом агрегате в блок
260
Рис. 131. Головка блока цилиндров рядного двигателя
цилиндров устанавливаются крышки коренных подшипников, на вто-
ром — болты для крепления крышек, на третьем агрегате произво-
дится завинчивание болтов с заданным моментом затяжки, а на
четвертом на крышках ставится клеймо. Одновременно происходит
продувка отверстия под болты, контроль глубины завинчивания
болтов.
Сборка головки блока цилиндров. В автомобилестроении для сборки
головки блока цилиндров применяются автоматизированные техно-
логические процессы. Автоматизированный процесс сборки узла
головки блока цилиндров (рис. 131) обычно выполняется по следу-
ющей схеме: ввод заглушек в технологические отверстия 7 и 11.
Головка блока устанавливается в приспособлении, в котором она
фиксируется в различных положениях; запрессовка направляющих
втулок 5 клапанов; поворот головки на 180° вокруг горизонтальной
оси; установка в направляющие втулки 5 впускных и выпускных
клапанов 4; притирка всех клапанов одновременно; промывка го-
ловки блока и клапанов; установка клапанов и контроль их герметич-
ности, вставок 12 камер сгорания и их закрепление винтами 13’,
завинчивание шпилек 6, шпилек 10 крепления трубопроводов, шпи-
лек 8 крепления форсунок, угольника 9 маслоотводящей трубки;
окончательная установка клапанов 4, надевание на их стебли пру-
жин 1, тарелок 3 и установка сухарей 2; контроль собранного
узла.
Сборка головки блока на автоматической линии, включающая
не только сборочные позиции, но и вспомогательные операции, осу-
ществляется в такой последовательности: установка комплекта впу-
скных и выпускных клапанов, контроль посадки, маркировка, при-
тирка, мойка и сушка головки и клапанов; установка вставок ка-
мер сгорания; контроль выступов камер сгорания; установка комп-
лекта пружин клапанов; сборка клапанов с пружинами; завертыва-
ние шпилек, свечей и штуцера.
Сборочные позиции выполняются на автоматах, а перемещение
головки блока и подача деталей к месту сборки производятся кон-
вейерами и вибрационными питателями, действующими от гидро-
и электроприводов. Линия имеет систему электроавтоматического
управления.
261
Общая сборка двигателя
Наиболее характерным примером автомобильного двига-
теля является автоматизированная линия для сборки V-образных
двигателей автомобиля ЗИЛ-130 (рис. 132). Основным преимущест-
вом данной сборочной линии является возможность обработки V-
образных двигателей различных типоразмеров. Линия состоит из
трех участков I—III, каждый из которых включает 31 сборочную
позицию. Всего на линии 93 позиции. Часть сборочных операций
двигателя выполняется на автоматических сборочных станках,
а часть вручную на сборочных агрегатах. Все позиции автоматиче-
ских сборочных станков и операции, выполняемые на сборочных
агрегатах, связаны транспортными устройствами, оборудованы по-
воротными столами и поворотными барабанами. Собираемые двига-
тели перемещаются вдоль участков линии автоматически с помощью
шаговых конвейеров по следующему циклу: перемещение—останов—
перемещение. На первом и втором участках автоматизированной ли-
нии сборки двигатели перемещаются без спутников, и фиксация их
на сборочных позициях осуществляется фиксаторами, входящими
в технологические отверстия блока цилиндров.
Собираемый двигатель на участках I и II перемещается по
конвейеру штангой с подпружиненными собачками. При движении
штанги вперед собачки захватывают двигатель и перемещают его по
неподвижным планкам на следующую позицию; при обратном дви-
жении штанги подпружиненные собачки, упираясь в двигатель, по-
ворачиваются на своих осях, и скользя по нижней поверхности
двигателя, проходят под ним.
На участке III линии двигатели устанавливаются в спутники,
перемещение которых происходит по роликам, закрепленным на не-
подвижных планках с помощью поворотных круглых штанг с жест-
кими собачками. В конце участка собранный двигатель снимается
Рис. 132. Компоновка автоматизированной линии общей сборки двигателей авто-
мобиля ЗИЛ-130
262
ч-
Рис. 133. Схема автоматического перемещения и положение двигателя иа участках
автоматизированной линии сборки двигателей автомобиля ЗИЛ-130:
1—5, 7 — места сборки: 4, б и 3 " плоскости транспортирования; 9 — поворотная штанга;
10 — жесткий упор; 11 — круглая штанга; 12 — собачка; 13 — спутник
и передается в окраску, а спутники возвращаются в исходное поло-
жение специальным конвейером, смонтированным в траншее под
линией. Ориентация двигателя относительно продольной оси авто-
матизированной линии сборки производится с помощью поворотных
столов и кантователей (барабанов).
Система управления автоматизированной сборочной линией обе-
спечивает выпуск изделий с заданным тактом сборки.
На рис. 133 показана схема автоматического перемещения и по-
ложение собираемого двигателя на участках автоматизированной
сборочной линии.
На участках I и III ось двигателя расположена перпендикулярно
направлению транспортировки, а на участке II — параллельно
(на схеме показано стрелками). Рассмотрим технологическую схему
сборки двигателей на автоматизированной линии (см. рис. 132),
места сборки показаны на рис. 133.
263
Участок I. В начале участка двигатели в сборе с картером сцеп-
ления подаются на двухпозиционный конвейер, который перемещает
блоки на следующие сборочные позиции. На этом участке происходит
установка на станке С1 распределительного вала (рис. 133, место
сборки 5); установка гильз цилиндров (места сборки 5 и 6); от-
вертывание болтов крышек коренных подшипников и крышки
картера сцепления на станке С2 (место сборки 2); съем крышек ко-
ренных подшипников; установка вкладышей и сальника в блок
цилиндрв; установка коленчатого вала (станок СЗ, см. рис. 132);
завертывание болтов крышек коренных подшипников (станок С4)',
завертывание болтов передней крышки и крышки картера сцепления.
Перед станками С2 и С4 производится поворот блока на 180°. Ко-
ленчатый вал устанавливается в блок цилиндров с помощью подъ-
емно-поворотного устройства. После сборки на станке С2 место
сборки не меняется. Затем надеваются упорная шайба, зубчатое
колесо и шкив на коленчатый вал (место сборки 3, см. рис. 133).
После этого устанавливаются вилка включения сцепления, щиток
и крышка картера сцепления (место сборки 1). С участка I (см.
рис. 132) подсобранные двигатели транспортируются на участок II.
Участок II. На участке II производится автоматическая очистка
гильз цилиндров (станок С6)', сборка и установка левой (станок С7)
и правой (станок С8) поршневых групп (места сборки 5 и 6, см.
рис. 133); установка перегородки масляного насоса (станок С9,
рис. 132), масляного картера и масляного насоса и завертывание бол-
тов крепления (место сборки 2, см. рис. 133). Для установки левой
и правой поршневых групп предусмотрено два кантователя.
Участок III (см. рис. 132). Выше отмечалось, что двигатели
собираются в спутниках. Перемещение спутника производится по
роликам, закрепленным в неподвижных планках при помощи по-
воротных круглых штанг 11 (см. рис. 133) с жесткими собачками 12.
Перед перемещением штанги 11 поворачиваются таким образом, чтобы
собачки 12 заняли вертикальное положение. Собачки, упираясь
в спутник 12, перемещают его на один шаг. Затем штанги 11 с собач-
ками 12 совершают поворот в обратном направлении и занимают ис-
ходное положение. На позициях сборки фиксация спутников проис-
ходит при повороте штанги 9 с жесткими упорами 10, входящими
в гнездо спутников.
Загрузка, транспортировка и разгрузка собранных двигателей |
на участке III осуществляются универсальным манипулятором
(рис. 134). Установленный в конце участка II линии барабан-канто-
ватель 2 поворачивает собранный двигатель на участках I и II
на 180° так, чтобы он выгружался из барабана-кантователя масляным
картером вниз; затем двигатель перемещается конвейером 1 по на-
правлению стрелки К. За один ход конвейера 1 через шестерни и рей-
ку толкатель выводит из барабана 2 перевернутый на 180° двигатель
10 и вводит другой двигатель 11 для поворота. Перевернутый дви-
гатель 10 устанавливается на неподвижные планки 9 подъемника 3,
имеющего подвижную платформу 7, перемещаемую по вертикали
гидроприводом. Спутник 8 загружается на подвижную платформу
264
цепным конвейером 6 возврата спутника. Платформа 7, поднимаясь
вверх со спутником 8, подводит его под двигатель с картером сцепле-
ния и фиксируется двумя пальцами 4, входящими в отверстия картера
сцепления. Базовые площадки в картере сцепления и передней
крышке опираются на соответствующие опорные площадки на спут-
нике. После фиксации блока двигателя в’спутнике конвейер 5 зах-
ватывает спутник и передает его на следующую позицию сборки.
В конце участка III собранный^двигатель снимается и поступает
на окраску, а спутник перемещается на подвижную площадку, ко-
торая может занимать верхнее и нижнее положения, аналогичные
платформе 7.
Конвейер 5 перемещения спутников загружает спутники 8 на
подвижную платформу, находящуюся в верхнем положении. После
этого^платформа со спутником опускается, и спутник цепным кон-
вейером 6 перемещается к началу участка III линии сборки, к подъ-
емнику для загрузки.
На участке III устанавливаются’’толкатели и головки блоков в
в сборке с выпускным коллектором” (см. рис. 133, места сборки 5
hJ6), впускная труба' в сборе с фильтром? и центрифугой (место
сборки 2), насос гидроусилителя рулевого управления в сборе,
компрессор, водяной насос в сборе (место сборки 7). На участке (см.
рис. 132) расположено семь автоматизированных станков: С12 и
С13 для сборки левой головки блока; С14 и С15 для сборки правой
головки блока; С16 и С17 для завертывания болтов головки блока
и CI8 для завертывания гаек впускного трубопровода. Вне линии
расположены два станка С/О^и’СЙ’для’отвертывания гаек шатунов.
Остальные операции сборки^выполняются вручную.
F t Таким образом, спутники на участке III перемещаются в верти-
кальной плоскости по замкнутому прямоугольнику, на верхней
части которого производится сборка и перемещение спутников
с собираемыми двигателями конвейером в направлении стрелки /С. На
нижней части конвейера спутники возвращаются цепным конвейером
9
Гурин Ф. В.
265
В направлений стрелки Ё>. В начале Линии спутники поднимаются На
необходимую высоту, а в конце ее опускаются на ту же величину.
На автоматизированной линии сборки предусмотрен контроль
(КА). Если собранный двигатель не был снят на разгрузочной по-
зиции, то сработает конечный выключатель, и платформа с собранным
двигатеЛем не опустится.
§ 19. СБОРКА ТРАНСМИССИИ АВТОМОБИЛЯ
Основные положения
Трансмиссия передает крутящий момент от коленчатого
вала двигателя к ведущим колесам. В большинстве автомобилей
ведущими являются задание колеса, что требует применения транс-
266
миссии, состоящей из нескольких частей. У некоторых моделей ав-
томобилей ведущими и управляемыми являются передние колеса.
В этом случае передний мост выполняется так же, как и ведущий
задний мост, но кожухи полуосей снабжены фланцами, к которым
крепятся шаровые опоры специальной передачи. При движении по
ровной дороге ведущий передний мост отключается от раздаточной
коробки рычагами.
Одной из ответственных частей трансмиссии автомобиля является
задний (ведущий) мост. Надежность его работы определяет эксплу-
атационные показатели и межремонтный пробег автомобиля. Сборка
заднего моста представляет собой заключительный этап его изготов-
ления, а качество выполнения сборки определяет его эксплуатаци-
онную надежность.
Задний мост состоит из картера редуктора заднего моста
(рис. 135) и дифференциала. Дифференциал в свою очередь включает
коробку 6, зубчатые колеса полуоси 23, сателлиты 24, оси сателли-
тов 25 и штифт 26. Собранный дифференциал проходит контроль:
визуальный по комплектности, отсутствию забоин на торце фланца
коробки, величине крутящего момента для проворота зубчатых ко-
лес полуосей. Проверяется также угловой зазор зубчатых колес
в собранном дифференциале, который не должен превышать 14'
при одном заторможенном колесе полуоси. После этого дифференциал
передается на сборку редуктора заднего моста.
Рассмотрим схему технологического процесса сборки редуктора
заднего моста автомобиля «Москвич-1500».
Сборка редуктора заднего моста
Сборка редуктора заднего моста производится на поточ-
ной линии с использованием различных рабочих приспособлений,
стендов, измерительных и контрольных устройств.
Операция I. Обдувка картера производится сжатым воздухом.
Операция II. Измерение монтажного размера Аг картера’осущест-
вляется на стенде (рис. 136). Картер устанавливают в приспособле-
ние по базовым торцу 1 и двум отверстиям 3 под подшипники диф-
ференциала. Затем в отверстия 3 вводят пробки 4 и по индикатору 2
проверяют отклонения от заданного размера Лх. Точность измерения
0,01 мм. Индикатор 2 устанавливают на 0 по эталону, который изго-
товлен с точностью 5 мкм. Отклонение от размера Лх с учетом знака
записывают на картере.
Операция III. Напрессовка на хвостовик шестерни 2 (см. рис. 135)
внутреннего кольца заднего роликого подшипника 12 до упора в ба-
зовый торец головки колеса.
Операция IV. Измерение монтажного расстояния Ла шестерни
2 с задним подшипником 12 в сборе проводится на специальном
стенде, работающем по циклу: обжим наружного кольца’подшипника
радиальными нагрузками с одновременным его вращением. Осевое
нагружение наружного кольца подшипника производится с помо-
щью пресса. Отклонение размера Л2 (см. рис. 135) фиксируется по-
9* 267
б
Рис.136.Схема для измерения монтажного размера Ах картера редуктора заднего моста
казанием индикатора 2, установленного на 0 по эталону. Измерить
монтажное расстояние А3 положения головки шестерни, величину
п знак поправки монтажного расстояния Аа можно по положению
свободного торца шестерни. Отклонение размера Аа определяют че-
рез отклонение монтажного расстояния Аг картера от эталона (ко-
ордината Л().
Регулирование монтажного расстояния А3, характеризующего
положение шестерни 2 (см. рис. 135) в картере редуктора до требу-
емого размера, осуществляется введением компенсатора 13. Про-
верка действительного размера компенсатора под нагрузкой про-
исходит путем повторного измерения на стенде. Осевая нагрузка при
этом составляет 3000 ± 10 Н, а радиальное усилие обжима наруж-
ного кольца подшипника должно быть равно среднему диаметраль-
ному натягу (0,03 мм) в соединении наружное кольцо — картер
редуктора. В комплекте компенсатора не должно быть более двух
одинаковых регулировочных прокладок (0,05 , 0,08 , 0,12 мм).
Операция V. Прессование наружных колец переднего 16 и зад-
него 12 подшипников шестерни (см. рис. 135) в картер редуктора
до упора в буртик производят выдержкой монтажного расстояния Н.
Данная операция выполняется на специальном прессе. Перед за-
прессовкой наружных колец подшипников их покрывают двигатель-
ным маслом. Наружное кольцо переднего подшипника 16 устанав-
ливают на коническую оправку приспособления, а наружное кольцо
заднего подшипника 12 на коническую концевую часть плунжера
пресса. Установленный по двум отверстиям на выдвижную под-
ставку картер редуктора специальным устройством перемещается
в зону запрессовки, где фиксируется и прикрепляется по базовому
фланцу к базовой плите приспособления. После включения пресса
оба наружных кольца подшипника, перемещаясь навстречу друг
другу, запрессовываются в гнезда. Усилие запрессовки передается
через торцы колец.
268
Рис. 137. Схемы измерения и регулирования преднатяга подшипников на шестерни:
а — измерение преднатяга подшипников; б — регулирование преднатяга подшипников
Операция VI. Определение величины преднатяга подшипников
шестерни редуктора и набор соответствующего комплекта прокла-
док 15 по толщине для регулирования преднатяга выполняют в че-
тыре перехода на стенде.
В переходе 1 шестерня в сборе с внутренним кольцом заднего
подшипника устанавливается в центре стенда для регулирования
преднатяга подшипников. На хвостовик шестерни 2 надевается рас-
порная втулка 1 (см. рис. 137) и внутреннее кольцо переднего под-
шипника 3 (см. рис. 137). Включают пресс 4 стенда, кольцо и вту-
лку прижимают к базовому торцу головки шестерни, а стрелку
индикатора 5 устанавливают на 0, затем стенд выключают.
В переходе 2 шестерню выпрессовывают из внутреннего кольца
переднего подшипника 3.
В переходе 3 шестерню, собранную с внутренним кольцом зад-
него подшипника и распорной втулкой, вставляют в картер,
который устанавливают на стенд для регулирования преднатяга
подшипников. На хвостовик шестерни надевают внутреннее кольцо
переднего подшипника, включают пресс и механизм вращения кар-
тера и фиксируют отклонение стрелки индикатора от положения 0.
Затем механизм вращения картера и пресс выключают.
В переходе 4 определяют необходимую толщину комплекта про-
кладок для регулирования преднатяга подшипников шестерни. Она
должна быть равна среднему отклонению стрелки индикатора на
стенде при вращении картера с учетом поправки +0,03 мм. Эта
поправка учитывает суммарную величину упругой деформации рас-
порной втулки и картера редуктора под действием усилия, возника-
269
ющего при завинчивании гайки 19 (см. рис. 135) на хвостовике ше-
стерни.
При прессовке внутреннего кольца переднего подшипника до
упора в торец распорной втулки 14 с усилием 3—3,5 кН картер
должен совершить не менее трех—четырех оборотов при нагружен-
ных подшипниках.
Операция VII. Установка комплекта регулировочных про-
кладок 15 на хвостовик шестерни между торцами распорной втулки 14
и внутреннего кольца переднего подшипника 16 производится после
выпрессовки шестерни из внутреннего кольца переднего подшип-
ника 16; на хвостовик надевается комплект прокладок 15 для регу-
лирования преднатяга подшипников и внутреннее кольцо переднего
подшипника.
Операция VIII. На выступающую часть хвостовика шестерни из
картера редуктора насаживается упорная шайба 17, сальник 18
и фланец 21. Операция выполняется на специальном прессовом при- \
способлении. Собранный с шестерней картер устанавливают в при- '
способление. На хвостовик шестерни надевают упорную шайбу 17,
а на шток пресса сальник 18, предварительно смазанный двигатель-
ным маслом, и запрессовывают его вместе с внутренним кольцом
переднего подшипника 16 до упора. Затем на выступающую из кар-
тера редуктора часть хвостовика шестерни 2 устанавливают фла-
нец 21 для крепления карданного вала, совмещая его шлицы со шли-
цами на хвостовике шестерни, и запрессовывают до упора в торец
упорной шайбы. |
Операция IX. На конец хвостовика шестерни надевается шайба 1
20, и гайка 19 завертывается моментом 145—160 Н*м. Операция ]
производится на специальном стенде. Завертывание гайки проис- 1
ходит при вращении шестерни моментом 1,5—2,5 Нм. |
Операция X. Проверка монтажного расстояния от свободного |
торца головки шестерни до оси отверстий в проушинах картера j
редуктора выполняется при включенном контрольном приспособле- >
нии. Предварительная установка индикатора приспособления про-
изводится по эталону. Отклонения стрелки индикатора от положе-
ния 0 должно совпадать с отклонением (величиной и знаком), ука- i
занным на торце головки шестерни. Допускается несовпадение в пре- ]
делах +0,02-;—0,05 мм. Если монтажное расстояние превышает j
указанные пределы, то редуктор необходимо разобрать и устранить |
дефект, после чего повторно собрать.
Операция XI. Проверка биения фланца шестерни осуществляется
на специальном стенде при ее вращении. Биение буртика и торца
фланца на радиусе 35 мм не должно превышать 0,1 мм. ;
Операция XII. Проверяется перпендикулярность осей отверстий j
в проушинах картера относительно оси шестерни: отклонение от I
перпендикулярности осей допускается не более 0,03 мм.
Операция XIII. Прессование коробки 6 дифференциала в колесо
3 редуктора до упора в торец фланца осуществляется на прессовом i
приспособлении. Дифференциал в собранном виде транспортируется
к месту сборки конвейером. При установке коробки дифференциала
270
В посадочное отверстие колеса J отверстия на ее фланце соймещйю!
с резьбовыми отверстиями колеса, а затем проводят операцию.
Операция XIV. Завернув гайковертом восемь болтов 10 с под-
ложенными под них шайбами 11, выполняют соединение колеса с ко- •
робкой 6 дифференциала. Крутящий момент, прикладываемый к бол-
там, равен 50—65 Н-м.
Операция XV. При проверке и регулировке торцового биения
колеса 3 относительно оси опорных шеек коробки 6 дифференциала
коробка дифференциала устанавливается посадочными шейками
на призмы приспособления, а поворот дифференциала осуществля-
ется вручную. При превышении допуска 0,03 мм происходит регули-
рование торцового биения.
Операция XVI. Одновременное прессование внутренних колец
подшипников 5 на шейки коробки 6 дифференциала выполняется на
специальном прессовом приспособлении.
Операция XVII. Проверка торцового биения колеса относительно
торцов внутренних колец подшипников 5 дифференциала осуществля-
ется на специальном приспособлении. Относительное торцовое
биение не более 0,05 мм.
Операция XVIII. Сборка картера редуктора с ведомым колесом
выполняется на специальном приспособлении в такой последователь-
ности (см. рис. 135). Картер, собранный с шестерней 2, устанавливают
горловиной вниз, отвинчивают четыре болта крышек 22 подшипни-
ков 5 дифференциала и снимают крышки подшипников с болтами
(крышки не взаимозаменяемые). Затем дифференциал в сборе с коле-
сом и подшипниками устанавливают подшипниками в проушины
картера редуктора с боковым зазором в зацеплении шестерни с коле-
сом (последние скомплектованы) и вставляют в резьбовую полуци-
линдрическую поверхность проушины, а в картер редуктора — ре-
гулировочные гайки 4. Поставив проушины и закрепив каждую двумя
болтами, регулируют боковой зазор зубчатого зацепления. Индика-
тор подводят к зубу колеса и проверяют наличие бокового зазора
главной пары. В случае, если боковой зазор отсутствует или мал,
он регулируется. Для этого ослабляют крышки подшипников диф-
ференциала на оборота резьбы вращением регулировочной гайки 4
со стороны колеса 3 до получения необходимого бокового зазора ко-
нической главной пары в зацеплении (0,05—0,10 мм). При этом про-
тивоположная регулировочная гайка 4 не должна касаться кольца
подшипника 5. Завернув болты крепления крышки подшипника
отрегулированной стороны моментом 68—75 Н-м, вращают проти-
воположную регулировочную гайку. Ее затягивают тем же моментом
так, чтобы после затяжки болтов крышки 22 подшипников боковой
зазор на том же зубе составлял 0,12—0,17 мм. Боковой зазор глав-
ной пары может находиться в пределах 0,1—0,22 мм. Увеличение
бокового зазора должно быть плавным. Допускаемая разность боко-
вых зазоров двух смежных зубьев равна 0,05 мм, наибольшая —
0,08 мм.
Операция XIX. Испытание редуктора проводят на стенде. Уста-
новленный и закрепленный редуктор заднего моста на специальном
271
стенде подключают к приводному валу. С обеих сторон в редукФор
вставляют технологические полуоси. После смазывания зубьев ко-
леса пастой проверяют работу дифференциала с каждой стороны по-
очередно. Испытывают редуктор с постепенным нарастанием частоты
вращения до 1500 об/мин. Работу главной пары проверяют по уровню
шума (100 %) на режиме холостого хода и под нагрузкой.
Проверка пятна контакта осуществляется при малой частоте
вращения вала и изменении нагрузки от нулевого значения до мак-
симального.
Операция XX. На этой операции устанавливают стопоры регули-
ровочных гаек 7 и закрепляют болтами 9 с пружинными шайбами 8.
Собранный редуктор заднего моста, прошедший испытания и
контроль, транспортируется конвейером на общую сборку заднего
моста.
§ 20. ИЗГОТОВЛЕНИЕ КАБИН И КУЗОВОВ
АВТОМОБИЛЕЙ
Требования к деталям и материала для изготовления
кабин и кузовов
Детали кабин грузовых и кузовов легковых автомобилей
должны отличаться высоким качеством поверхности, так как на них
будут наноситься тонкие декоративные покрытия. На поверхностях
заготовок не должно быть вмятин, царапин, складок и других де-
фектов. Детали изготовляют штамповкой из листового проката
или штамповкой с последующим соединением деталей сваркой или
клепкой. Как уже отмечалось, штампованные детали характеризу-
ются малой массой при высокой прочности, большим коэффициентом
ипользования материала и малой трудоемкостью изготовления.
Штамповка деталей без вытяжки затруднений в выборе металла
обычно не вызывает. Для обработки давлением (глубокой вытяжкой)
необходим высокопластичный материал: большое относительное
удлинение, поперечное сужение и разность между пределами проч-
ности и текучести. Обычно выбирают стали с содержанием углерода
0,05—0,15 % и твердостью HRB <36—48.
На качество поверхности штампованной детали влияет размер
зерен исходного металла; при мелкозернистой структуре, как пра-
вило, обеспечивается высокое качество поверхности детали. Уста-
новлены следующие оптимальные размеры зерен в сталях с содержа-
нием 0,05—0,15 % С в зависимости от толщины листа.
Толщина листа, мм....................... 0,8—2 2—5 5—6
Размер зерна, мкм....................... 26— 37 37— 52 70— 80
Стали с мелкой зернистой структурой имеют меньшую пластич-
ность и большую упругость по сравнению со сталями крупнозерни-
стой структуры. Однако детали, полученные глубокой вытяжкой
из сталей крупнозернистой структуры, имеют шероховатость по-
верхности, непригодную для декоративной отделки. Для деталей
автомобиля с высоким качеством поверхностей, получаемых вытяж-
272
кой, следует применять стали с соотношением предела текучести
к пределу прочности от/ов = 0,6, с относительным удлинением 6 =
= 44 % и твердостью HRB 38.
Качественная конструкционная тонколистовая- сталь холодно-
и горячекатаная выпускается трех групп: ВГ — для деталей, полу-
чаемых очень глубокой вытяжкой; Г — глубокой вытяжкой; Н —-
нормальной вытяжкой. По группе ВГ выпускаются стали от 05
до 20; группе Г — от 08 до 35; группе Н — от 08 до 50. Холоднока-
таные стали более высокого качества по сравнению с горячекатаными
имеют большее относительное удлинение. Они имеют жесткие до-
пуски по толщине листа и отличаются высококачественной отделкой
поверхностей, поэтому их используют для изготовления облицовоч-
ных автомобильных деталей.
По состоянию поверхности листовые стали разделяют на четыре
группы: с особо высокой отделкой поверхности; с высокой отдел-
кой поверхности; с повышенной отделкой поверхности; с нормаль-
ной отделкой поверхности. Холоднокатаные листы с особо высокой
отделкой поверхности на лицевой стороне не должны иметь поверх-
ность дефектов, на противоположной стороне допускаются неболь-
шие дефекты — легкие царапины, рябь, не превышающие допу-
ска на толщину листа. Так, при толщине листа 0,2—1,2 мм допуск
на толщину составляет ± (0,03—0,09) мм. Лицевая сторона холод-
нотянутой стали с высокой отделкой поверхности может иметь
дефекты в пределах V2 допуска на толщину листа. На обратной сто-
роне возможны отпечатки от валков, царапины, мелкие поры, рако-
.вины, не превышающие Ч2 допуска на толщину листа.
Холодно- и горячекатаные стали с повышенной отделкой по-
верхностей могут иметь царапины, следы от валков, мелкие риски
и другие дефекты на лицевой стороне в пределах % допуска на тол-
щину листа, на противоположной стороне — дефекты в пределах
допуска на толщину листа. Для горячекатаных листов с нормальной
отделкой поверхностей допускаются дефекты на обеих сторонах,
аналогичные дефектам предыдущей группы, в пределах допуска на
толщину листа. Например, для горячекатаных листов 0,5—1,2 мм
допуск на толщину равен + (0,05—0,11) мм. Параметр шерохова-
тости поверхности холоднотянутой листовой стали полированной
Ra = 0,32 мкм, неполированной Ra = 1,25 мкм.
Снижение трудоемкости и повышение производительности труда
при изготовлении деталей кабин и кузовов и их сборки обеспечива-
ется выбором рациональной формы деталей, совмещением операций,
механизацией и автоматизацией процессов, применением поточных
и автоматических линий листовой штамповки и сварки. Детали,
получаемые глубокой вытяжкой, должны быть по возможности
упрощенной формы. Глубину отдельных конструктивных элементов
детали следует проектировать из условий обработки давлением.
При назначении радиусов сопряжений отдельных поверхностей не-
обходимо пользоваться нормативными данными.
При выполнении процессов чистовой штамповки используются
прессы-автоматы, устройства, автоматизирующие подачу материала
273
в зону штамповки и удаление заготовок из рабочей зоны, а также ав-
томатизированные и автоматические линии. Автоматическая линия
резки заготовок из рулонной листовой стали толщиной до 2,5 мм
заменяет тяжелые операции резки листовой стали на гильотинных
ножницах и повышает точность заготовок.
Сборка кабин грузовых автомобилей
Кабины грузовых автомобилей изготовляют цельнометал-
лическими и закрытыми (рис. 138). Ферма их сварена как одно
целое из сборочных единиц: панели пола 1 кабины, верхней панели 4,
передней части с панелью приборов, боковых левой 2 и правой 3
панелей, панели 5 крыши и задней панели 6. Сборка кабины произ-
водится на комплексных механизированных и поточных линиях.
В качестве примера рассмотрим схему технологического про-
цесса сборки кабины автомобиля ЗИЛ-130 на комплексной линии.
Сборка кабины производится в специальных жестких с мощными
зажимами приспособлениях, обеспечивающих правильное фикси-
рование отдельных более простых сборочных единиц кабины между
собой. Зажим деталей осуществляют в таких местах, чтобы был воз-
можен свободный доступ сварочного инструмента, а также устраня-
лись деформации сборочных единиц, им придавалась правильная фор-
ма и предотвращалась деформация в процессе сварки кабины.
Сборка кабин осуществляется на двух параллельных механизи-
рованных линиях при помощи подвесных сварочных машин, а сварка
производится на одной автоматической линии (рис. 139). Кабина 2
на линии транспортируется тележечно-шаговым конвейером 1,
Рис. 138. Кабина грузового автомобиля:
I — пол кабины; 2 и 3 — боковые панели; 4 — панель передней части; 5 — панель крыши;
6 — задняя панель
274
Рис. 139. Автоматическая линия сварки кабин
обеспечивающим необходимую точность подачи для автоматизации
процесса. Каждое рабочее место оснащено подъемным столом. На
автоматической линии сварки кабин имеется четыре последовательно
установленные многоэлектродные многотрансформаторные сварочные
машины 3. На подвижных траверсах каждой многоэлектродной сва-
рочной машины смонтированы гидросвар очные пистолеты и мало-
габаритные сварочные трансформаторы. Траверсы работают от гид-
роцилиндров. В исходное положение после сварки они отводятся
тогда, когда все электроды пистолетов будут разжаты.
Столы при подъеме снимают кабины с тележечно-транспортного
конвейера и устанавливают их в рабочую зону сварки. На всех опе-
рациях сборки кабины, начиная с автоматической сборки и сварки
пола кабины, обеспечивается постоянство технологических баз.
После окончания сварки на рабочих местах все столы опускаются,
и кабины передаются на транспортный конвейер, который пере-
мещает их на один шаг (на следующую позицию сварки). С послед-
ней позиции сварки кабины поступают на дальнейшую обработку,
а транспортный конвейер возвращается в исходное положение. Цикл
сварки на многоэлектродной сварочной машине, встроенной в ав-
томатическую линию, составляет 20—60 с.
Сборка и сварка пола кабины — наиболее сложной сборочной
единицы первого порядка — осуществляется на автоматической ли-
нии с циклом сборки-сварки, равным 47 с. В состав линии входит
следующее технологическое оборудование: специальный многобойко-
вый пресс для расклепывания резьбовых втулок в панели пола,
рельефный пресс с выдвижным столом для сварки каркаса пола по
рельефам, одна двухэлектродная установка для прихвата каркаса
подставы сиденья к панели пола, пять многоэлектродных много-
трансформаторных сварочных машин для сварки пола, специальный
конвейер со спутниками и четыре манипулятора. Действие всех
устройств на линии обеспечивается системой взаимосвязанных гидро-
и электроприводов. Линию обслуживают пять операторов.
Собираемый пол кабины, установленный в спутнике, перемеща-
ется шаговым конвейером на 3 м. Сварка пола осуществляется по-
следовательно на пяти сварочных машинах. Собранный и сваренный
275
пол кабины попадает на платформу гидроподъемника, находящуюся
в верхнем положении, затем он снимается со спутника манипулятором
и передается на поперечный конвейер, а с него вручную подвешива-
ется на подвесной конвейер толкающего типа линии общей сборки
кабины. Спутник опускается гидроподъемником в нижнее поло-
жение и перемещается шаговым конвейером к начальной позиции
сборочной линии.
Сборка и сварка дверей кабины производится на двух автомати-
ческих линиях (забортовка внутренних и наружных панелей двери
и сварка по периметру забортовки). Каждую линию обслуживает
один оператор. Он предварительно собирает внутреннюю и наруж-
ную панели в автоматизированном сборочном приспособлении. За-
бортовка панелей происходит последовательно за две операции на
гидравлическом прессе усилием 1,5 МН. Сварка выполняется в 32
точках на специальной многоэлектродной многотрансформаторной
сварочной машине.
Сборка, подготовка к окраске и окраске кузовов
легковых автомобилей
Кузов легкового автомобиля выполняется в виде цельно-
металлической закрытой достаточно жесткой пространственной кон-
струкции, состоящей из шести предварительно собранных сборочных
единиц более низкого порядка и отдельных деталей (рис. 140):
основания 1 с передней частью и панелью задней части в сборе, пе-
редних правого 2 и левого 6 крыльев, правой 3 и левой 5 боковин
с задними крыльями, крыши 4 в сборе. Такой кузов используется
в легковых автомобилях с продольным расположением двигателя
и ведущими задними колесами.
Общая сборка кузова производится на сборочном конвейере
по следующей схеме. Основание кузова в сборе устанавливают в ста-
пель, смонтированный на тележке сборочного конвейера, и базируют
по отверстиям в нижней панели при помощи штырей. В стапель
подают правую и левую боковины в сборе, передние и задние стойки
Рис. 140. Кузов легкового автомобиля в металле
276
Рис. 141. Схема процесса грунтовки кузова легкового автомобиля:
1 — ванна электроосаждеиня; 2 —зона стекания грунтовки с дополнительным брошеиием
деминерализованной водой; 3 — зона промывки технической водой; 4 — зона прсмывки
деминерализованной водой; 5—обдувка горячим воздухом
кузова для навешивания дверей; их скрепляют и сваривают точечной
сваркой. К этим частям кузова приваривают некоторые другие
панели. После этого с нижним основанием кузова сваривают ниж-
нюю обвязку, а с боковинами в сборе — заднюю полку. Затем при-
варивают передние и задние брусья, передние крылья, крышу
в сборе с верхними брусьями и другие элементы кузова.
В процессе изготовления кузова места, через которые могут про-
никать пыль или влага, уплотняют специальной водостойкой масти-
кой. В зазоры между панелями, где возможно появление посторон-
них звуков, ставят противоскрипные прокладки.
После сборки кузова его подготавливают к декоративно-защитной
отделке. Перед подготовкой кузова в металле к окраске его поверх-
ности подвергаются внешнему осмотру. Окрашиваемые, поверхно-
сти должны быть хорошо отрихтованы, места сварки тщательно за-
чищены. На поверхности не должно быть забоин, вмятин, крупных
рисок, царапин и грубых шлифовальных следов, а также следов мас-
тики, грунта и прожогов от сварки. Поверхности, залитые мягким
припоем или пластмассой, должны быть гладкими и сплошными и
не должны иметь видимых пор. Сцепление основного металла с при-
поем или пластмассой должно быть прочным. Поверхности кузова
не должны иметь следов коррозии.
Технологический процесс подготовки к окраске и окраска кузова
выполняются по следующей схеме.
Фосфатирование. Очистка поверхностей от загрязнений (корро-
зии, старой краски и др.) и промывка. Обезжиривание поверхностей
окунанием в ванну или струйной обработкой. Промывка. Фосфати-
рование наружной и внутренней поверхностей. Промывка и сушка
кузова.
Электрофорез. Очистка поверхностей кузова от коррозии (вы-
полняется при ее наличии). Грунтовка кузова методом электроосаж-
ждения, промывка и обдувка горячим воздухом. На рис. 141 пока-
зана схема грунтовки. Установка снабжена системой фильтрации,
теплообменниками, мешалками для интенсивного перемешивания
лакокрасочного материала в ванне, системой промывки деминерали-
зованной водой. Транспортирование кузова осуществляется подвес-
ным конвейером толкающего типа со скоростью 5,5 м/мин. Шаг
подвесок конвейера равен 6 м, объем ванны — 117 м3. Продолжитель-
ность выдержки кузова в ванне составляет 2 мин. Максимальные
размеры окрашиваемых изделий'4,03 X 1,625 X 1,4 м.
277
Сухое шлифование и нанесение мастик. Герматизация стыка пола
кузова мастикой. Установка битумных и картонных шумоизоляци-
онных накладок на внутренней поверхности кузова. Сухое шлифо-
вание лицевой поверхности кузова. Герметизация наружных и вну-
тренних стыков соединений в кузове мастикой.
Изолирование кузова. Нанесение антикоррозионного состава и
противошумной мастики (распылителем) на поверхность кузова.
Протирка поверхности кузова и сушка.
Вторичная окраска кузова грунтом, покрытие эмалью и мокрое
шлифование. Протирка кузова лаком. Окраска пульверизатором
внутренних поверхностей кузова эмалью. Окраска черной эмалью
поверхности на задней панели кузова, кронштейна номерного знака,
юбки багажника. Окраска в электростатическом поле наружной ли-
цевой поверхности кузова эмалью. Нанесение в электростатическом
поле на наружную лицевую поверхность кузова второго слоя смеси
эмали и синтетической эмали (1 : 1). Сушка кузова. Мокрое шлифо-
вание наружной поверхности. Мойка и сушка кузова.
Окончательная окраска кузова. Прикатывание накладки листовой
мастики на потолок кузова. Обдув и протирка поверхности кузова,
протирка лаком. Окраска наружной лицевой поверхности кузова
синтетической эмалью в три слоя. Сушка кузова в сушильной ка-
мере. Окраска нитроэмалью черного цвета щитов радиатора, крон-
штейнов крепления стеклоочистителя, фар, мест на панели ветрового
окна кузова.
Окраска кузова металлизированными эмалями. Обдув сжатым
воздухом и протирка кузова. Окраска металлизированной эмалью
и сушка. Окраска кузова бесцветным лаком и сушка. Окрас-
ка кузова металлизированными эмалями производится в ок-
расочной камере на подвесном конвейере с помощью краскораспы-
лителей под давлением 0,15—0,2 МПа. Окраска бесцветным лаком
выполняется при тех же условиях, что и металлизированной эмалью.
Сушка кузова происходит при температуре 60—80 °C в течение 30—
32 мин. Затем кузов охлаждают в камере до температуры 40 °C.
Технологический процесс подготовки к окраске и окраска ку-
зова легкового автомобиля высоко механизированы и автоматизи-
рованы. Применяются транспортирующие напольные, подвесные и
передающие конвейеры, ориентирующие устройства, манипуляторы
и другие технологические установки и устройства. Действия кон-
вейеров и манипуляторов сблокированы специальными автоматиче-
скими средствами.
Окончательно изготовленный кузов проходит контроль по ка-
честву окраски. Затем он транспортируется на сборку.
§ 21. ОБЩАЯ СБОРКА АВТОМОБИЛЕЙ
Общие положения
Общая сборка автомобилей осуществляется на главных
сборочных конвейерах, поэтому технологический процесс сборки
максимально дифференцирован, механизирован и автоматизирован.
278
Дифференциация процесса общей сборки обеспечивает равномерную
загрузку сборочных мест в пределах такта выпуска, повышает про-
изводительность труда и качество сборочных операций.
Механизация сборочных операций основана на использовании
многошпиндельного слесарно-монтажного инструмента. При меха-
низации вспомогательных работ широко применяются конвейеры,
пневмо- и гидроподъемники и другие средства. Питание главного
конвейера сборки обычно осуществляется транспортными конвейе-
рами, имеющими значительную протяженность и являющимися одно-
временно своеобразным складом сборочных единиц. Последние по-
ступают на главный конвейер сборки автомобиля с участков узло-
вой сборки непосредственно к соответствующим его рабочим ме-
стам. Такт выпуска и скорость движения транспортного конвейера
синхронизированы.
При применении автоматических средств для питания главного
конвейера крупными сборочными единицами с центрального пульта
управления дается команда на подачу соответствующей сборочной
единицы. Манипулятор устанавливает сборочную единицу на кон-
вейер, который направляет ее на главный конвейер. Транспортирова-
ние сборочных единиц контролируется с помощью системы светя-
щихся табло или телевизионных изображений.
Технологические процессы общей сборки автомобилей являются
многооперационными. Ограничимся рассмотрением технологиче-
ских схем на примерах общей сборки автомобилей «Москвич-2140»
и ЗИЛ-130.
Сборка автомобиля «Москвич-2140»
Окрашенный и обитый кузов в сборе, прошедший конт-
роль, транспортируется подвесным толкающим конвейером на об-
щую сборку автомобиля, выполняемую на главном конвейере. Сборка
на главном конвейере осуществляется по следующей технологической
схеме.
1. Установка и закрепление правого и левого грязезащитных щит-
ков передних крыльев болтами с простыми и пружинными шай-
бами.
2. Установка и прикрепление к кронштейнам на кузове левого и
правого фартуков задних крыльев болтами с простыми и пружинными
шайбами.
3. Монтаж гидротрубок тормозов и коллектора с гидротруб-
ками на кузове. Закрепление топливопровода по днищу кузова.
Трубопровод задних тормозов проходит по левой стороне кузова
и закрепляется скобами последовательно с предварительно надетыми
резиновыми прокладками. При монтаже трубопровода от главного
цилиндра к коллектору и от коллектора к тормозам не допускается
вмятин и острых углов на изгибах по профилю днища кузова, а резь-
бовые соединения трубопроводов гидросистемы тормозов должны
быть плотно затянуты. Перед монтажом трубопроводы гидросистемы
должны быть продуты сжатым воздухом,
279
Прокладка топливопровода от топливного бака к гибким рука-
вам на днище кузова выполняется с правой стороны днища, закреп-
ляется скобами с резиновыми прокладками, а концы топливопровода
заправляются *в специальное отверстие в днище кузова и в отвер-
стие брызговика. Затем топливопровод закрепляется скобой на пра-
вом лонжероне. Перед монтажом топливопровод необходимо продуть
сжатым воздухом.
4. Установка на кузове переднего и заднего буферов.
5. Установка задних амортизаторов. Задние амортизаторы пред-
варительно растягивают на специальном приспособлении, после чего
в зафиксированном положении устанавливают и закрепляют верх-
ними проушинами на кузове. При этом в отверстие верхнего конца
амортизатора вставляют с двух сторон резиновые втулки, имеющие
внутренние металлические втулки. Амортизатор монтируют в про-
ушине кронштейна'на днище кузова, совмещают отверстия и за-
крепляют болтами/под головки которых поставлены пружинные
шайбы с гайками.
6. Установка и закрепление маятникового рычага на правом лон-
жероне. Совместив отверстия, закрепляют рычаг болтами с простыми
и пружинными шайбами и гайками.
^7. Монтаж механизма управления коробки передач.
8. Установка и закрепление наднище кузова регулятора давления
задних тормозов.
9. Сборка кузова с шасси автомобиля. Выполнение данной опе-
рации проводят с помощью спаренных конвейеров сборки: кузов
транспортируется верхним подвесным главным конвейером сборки,
а нижним напольным конвейером, расположенным под верхним и
параллельным ему, транспортируется в том же направлении шасси
автомобиля. Согласованное перемещение кузова и шасси обеспе-
чивает в определенный момент подъем шасси гидроподъемником
напольного конвейера до совмещения с кузовом. Так происходит
предварительная установка готового шасси на кузов. Сборка кузрва
и шасси начинается с регулирования его положения на шасси, а
дальнейшее соединение и крепление шасси с кузовом выполняется
на операциях общей сборки автомобиля. Регулирование кузова на
шасси осуществляется плавными перемещениями кузова в горизон-
тальной плоскости (исключается задевание рамы кузова за двигатель,
приборы и детали, установленные на двигателе).
На втором напольном конвейере производится сборка шасси.
Он расположен параллельно напольному конвейеру подачи готового
шасси на главный сборочный конвейер автомобиля. К напольному
конвейеру сборки шасси по подвесным конвейерам подаются следую-
щие сборочные единицы: моторный агрегат (двигатель в сборе со
сцеплением и коробкой передач), заполненный маслом, установлен-
ный и закрепленный на передней подвеске автомобиля по двум опо-
рам (левой и правой); задний мост, собранный с тормозами и листо-
выми рессорами; собранный карданный вал; глушитель выпуска
дополнительной первой ступени; штанга стабилизатора поперечной
устойчивости. Здесь выполняются операции общей сборки шасси
280
автомобиля: монтаж глушителя выпуска дополнительной правой
ступени; монтаж штанги стабилизатора поперечной устойчивости со
стойками; сборка карданного вала с задним мостом. Задний конец
карданного вала соединяется с задним мостом по фланцам болтами
с пружинными шайбами; затяжка гаек производится крутящим
моментом 20—25 Н-м. Передний конец карданного вала вводят
в удлинитель коробки передач. После этого происходит заливка
масла в картер коробки передач.
10. Установка и закрепление поперечины передней подвески.
Момент затяжки гаек равен 44—62 Н-м.
11. Монтаж задней опоры двигателя.
12. Прикрепление верхних опор рессор к кузову. В переднюю
проушину рессоры с внутренней стороны вставляют резиновую
втулку, а в заднюю проушину рессоры с двух сторон две резиновые
втулки. После этого на палец надевают втулку ушка рессоры, про-
ушину, рессоры вставляют в передний кронштейн на основании ку-
зова с левой стороны, палец — в отверстия кронштейна и резиновых
втулок проушины рессоры заднего моста. Те же операции выполняют
с правой стороны. Затем закрепляют пальцы с внутренней стороны
гайкой с пружинными шайбами, подложенными под них. Момент
затяжки гаек пальцев крепления передней точки рессоры составляет
45—60 Н-м.
Крепление рессоры к заднему кронштейну на кузове осуществля-
ется щекой серьги с соединительными пальцами в сборе. Пальцы
щеки одновременно вставляются в отверстие резиновых втулок про-
ушины рессоры и кронштейна в кузове. Предварительно кузов опу-
скается подъемником до совмещения пальцев с отверстиями в про-
ушине и кронштейне. Те же операции выполняются с правой стороны.
Концы пальцев щеки серьги выступают с внутренней стороны.
На них надевают шайбы и завинчивают гайки, после чего кузов опу-
скают на шасси полностью. Затяжка гаек крепления задних точек
рессоры соответствует 45—60 Н-м. После закрепления рессор зад-
него моста на кузове контролируется правильность расположения
кузова на передней подвеске шасси (соединение передней подвески
с рамой кузова).
13. Установка гибких рукавов гидротормозов.
14. Крепление верхнего рычага передней подвески к поперечине
моментом затяжки 79—85 Н-м. Крепление производится двумя бол-
тами с правой и левой стороны через отверстия в поперечине передней
подвески и лонжеронах. Затем при помощи домкрата регулируют
положение задней поперечины двигателя и коробки подачи и при-
крепляют поперечину к днищу кузова болтами с пружинными шай-
бами.
15. Монтаж пальца шарового шарнира с кронштейном передней
подвески.
16. Монтаж рулевой трапеции. Закрепление шарового пальца
поперечной тяги рулевой трапеции к сошке рулевого колеса и к со-
шке маятникового рычага производится моментом 50—62 Н-м.
17. Монтаж трубок гидросистемы.
281
18. Прикрепление задних амортизаторов нижними проушинами
к заднему мосту. Сначала в отверстие нижнего конуса каждого амор-
тизатора с двух сторон вставляют резиновые втулки; на палец на-
кладки задней рессоры надевают простую шайбу и напрессовывают
на палец нижний конец амортизатора в сборе с втулками. После этого
с наружной стороны на палец надевают вторую шайбу и завертывают
гайку.
19. Монтаж основного глушителя в сборе с выпускной трубой
и глушителя выпуска дополнительной второй ступени. Основной глу-
шитель в сборе с выпускной трубой устанавливают на кузове с по-
мощью кронштейнов. Приемный патрубок основного глушителя со-
единяют с глушителем выпуска дополнительной первой ступени,
а выпускную трубу основного глушителя соединяют с приемным
патрубком глушителя выпуска дополнительной второй ступени,
прикрепляемой также к кузову автомобиля.
20. Регулировка угла поворота передних колец в пределах 35 + 2°.
21. Установка гибкого вала спидометра и гибкого троса стояноч-
ной тормозной системы. После подключения гибкого вала спидо-
метра ставят пломбу. При укладке гибкого вала спидометра под
скобу не допускаются петли и перегибы вала. При сборке подвиж-
ных соединений стояночной тормозной системы резиновые и пласт-
массовые втулки смазывают маслом. Тормозную систему регулируют
таким образом, чтобы при полном торможении рычаг выходил из
корпуса не более чем на 160 мм, а в крайнем переднем положении
рычага колеса должны вращаться свободно.
22. Прокачка тормозов. Заполнив резервуар главного цилиндра
тормозной жидкостью, прокачку тормозов производят согласно ин-
струкции. Тормозной ход панели должен быть равным 2/3 общего
его хода. После этого к гидросистеме подключают сцепление, глав-
ный цилиндр гидросистемы сцепления заполняют тормозной жидко-
стью и систему прокачивают согласно инструкции. Затем проверяют
включение первой передачи. Если при этом происходит удар, то
проверяют и регулируют величину полного хода толкателя вилки
включения сцепления.
23. Монтаж топливного бака и датчика уровня бензина в баке
и закрепление шумоизоляционной накладки на топливный бак.
24. Установка и закрепление водяного радиатора. Монтаж водя-
ного радиатора происходит на кронштейне кузова в проеме между
двигателем и щитом радиатора. Подводящий патрубок двигателя
соединяют с верхним патрубком водяного радиатора и закрепляют
щитки. Затем соединяют радиатор с водяным насосом и отводящим
рукавом радиатора.
25. Монтаж пола и обивка багажника.
26. Установка и закрепление аккумуляторной батареи в сборе
и провода от нее. Ее устанавливают на площадке левого переднего
брызговика и соединяют проводом со стартером.
27. Монтаж и регулировка тяг карбюратора и крана отопителя
на головке блока. При выполнении данной операции педаль управ-
ления дроссельной заслонкой соединяют с рычагами карбюратора.
282
Привод управления Дроссельной заслонкой должен обеспечивать
полное ее закрытие без рЫвков, заеданий и стука. После этого под-
ключают провода прибора автомобиля, прикрепляют трос к рычагам
открывания жалюзи радиатора , и прикрепляют тягу к рычагу воз-
душной заслонки.
28. Установка, присоединение и закрепление выключателя за-
жигания.
29. Установка и закрепление колонки рулевого управления;
перекос колонки не допускается.
30. Монтаж расширительного бачка к водяному радиатору.
31. Установка козырька фонаря на заднем буфере.
32. Монтаж колес на тормозных барабанах. Монтаж и наживле-
ние гаек выполняется вручную, а окончательное их завертывание
многошпиндельным гайковертом с моментом затяжки 60—80 Н-м.
Запасное колесо закрепляют в багажнике. После этого производят
выравнивание давления воздуха в шинах всех четырех колес. Дав-
ление в шинах передних колес должно соответствовать 0,17 +
+ 0,1 МПа, а задних колес 0,25 + 0,1 МПа.
33. Установка воздушного фильтра и рукава вентиляции картера.
34. Закрепление брызговиков двигателя к поперечному лонже-
рону кузова.
35. Монтаж водяных рукавов на двигателе и водяном радиа-
торе. Заправка системы охлаждения двигателя.
36. Заправка бака автомобиля, карбюратора и топливного насоса
бензином.
37. Установка рулевого колеса с помощью специального приспо-
собления. При этом обеспечивается симметричное расположение спиц
относительно колонки рулевого управления. После напрессовки
колесо закрепляют.
38. Подключение аккумуляторной батареи, регулировка света
фар.
39. Установка облицовки радиатора и монтаж системы очистки фар.
40. Пуск двигателя, проверка приборов автомобиля, проверка
включения передач. Проверку и регулировку работы двигателя
производят на режиме холостого хода, на средней и большой частоте
вращения коленчатого вала полностью прогретого двигателя, пред-
варительно проверив правильность установки момента зажигания
по инструкции. Затем оценивают качество крепления агрегатов на
автомобиле, их работу и действие рычагов управления, проверяют
с помощью щупов количество смазочного материала в двигателе
и коробке передач. После такого контроля автомобиль осматривают
и подают на смотровую канаву, где проверяют тормозную систему,
регулировку света фар. Затем проводят приемочный контроль
автомобиля и его направляют на беговые испытания.
Особенности сборки грузового автомобиля ЗИЛ-130
Сборка автомобилей ЗИЛ-130 выполняется в сборочном
корпусе, в котором смонтированы два главных конвейера тележеч-
ного вертикально-замкнутого типа, а также напольные пластинча-
283
Рис. 142. Стоечная часть универсального вертикально-замкнутого тележечного
главного конвейера сборки грузовых автомобилей:
] — направляющие; 2 — грузонесущие тележки; 3 — тяговая цепь; 4 — упор останова;
5 — останов
тые конвейеры. Система подвесных конвейеров обеспечивает подачу
кабин, двигателей, передних и задних мостов, колес и платформ.
Производственными процессами и движением систем конвейеров
управляют с помощью ЭВМ. В вычислительном центре планируется
подготовка и сдача автомобилей, ведется учет наличия деталей и
сборочных единиц на напольных и подвесных складах сборочного
корпуса, учитывается движение межоперационных заделов.
В сборочном корпусе имеются также участки диагностирования,
оснащенные стендами, беговыми барабанами и постами с современ-
ным диагностическим оборудованием, что обеспечивает 100 %-ные
испытания автомобилей и высокий уровень стабильности их ка-
чества.
Универсальный вертикально-замкнутый тележечный главный кон-
вейер состоит из стоечной и напольной частей, главного привода,
натяжной станции стоечной части конвейера, привода напольной
части, останова с системой автоматической выдачи тележек,
цепи привода напольной части и натяжной станции напольной
части.
Основной является стоечная часть (рис. 142). Она включает
следующие конструктивные элементы: направляющие 1, обеспечи-
вающие свободное движение грузонесущих тележек 2, которые на-
ходятся в сцеплении с тяговой цепью 3 при помощи специального
штифта и двуплечего рычага с противовесом. Накопление грузонесу-
щих тележек 2 на нижней ветви конвейера происходит перед остано-
вом 5. Грузонесущая тележка взаимодействует с упором 4 останова 5,
расцепляется с тяговой цепью 3, а последующие грузонесущие те-
лежки, взаимодействуя с упорами предыдущих тележек, также оста-
навливаются. Транспортирование тележек на верхнюю ветвь конвей-
ера происходит при отключении останова 5. Стоечные конвейеры ха-
рактеризуются высокой степенью механизации и автоматизации
сборочных и вспомогательных операций. Работа конвейера по
принципу толкающего обеспечивает фиксацию сцепления (грузоне-
284
сущей тележки 2) с тяговой цепью 5 на рабочей ветви и свободу на
обратной ветви, что позволяет складировать стойку и выдавать их
с необходимым шагом. Скорость конвейера может автоматически
изменяться (до 4,5 м/мин). Выдача грузонесущих тележек осущест-
вляется с помощью дистанционного управления по заданной про-
грамме.
Общая сборка автомобиля на конвейере начинается установкой
на стойки рам, которые подаются со склада в пакетах (по четыре)
специальным краном-штабеллером грузоподъемностью 3,2 т. Пакет
берется из стеллажей склада пневматическими захватами, смонти-
рованными в нижней части вертикального телескопического хобота
(колонны) крана-штабеллера. На стойки конвейера рамы устанав-
ливаются манипулятором, который работает и выдает стойки кон-
вейера по программе с пульта дистанционного управления. Электро-
схема манипулятора сблокирована с электросхемой главного кон-
вейера. Таким образом, захват рамы автомобиля из стеллажа, тран-
спортирование и укладка ее на тележки главного конвейера проис-
ходят без участия человека.
Кабины, двигатели, передние и задние мосты, платформы и колеса
в сборе транспортируются системой подвесных толкающих конвей-
еров по галерее.
Подвеска подвесного толкающего контейера состоит из двух
вертикальных стержней и переносит 7—11 собранных колес. На по-
зиции разгрузки подвески останавливаются, автоматически включа-
ются два разгрузочных стола, которые снимают колеса и устанавли-
вают их на два роликовых конвейера. Последние транспортируют
колеса в горизонтальном положении на обе стороны сборочного
конвейера. В конце роликового конвейера осуществляется поворот
колеса из горизонтального в вертикальное положение; одновременно
происходит деление на два потока. Затем колеса подаются
по четырем ручьям к рабочим местам установки их на автомо-
биль.
Для накопления заделов двигателей, кабин, передних и задних
мостов, платформ, колес и шин в сборочном корпусе имеется система
подвесных складов циркуляционного типа. Основным грузоподъем-
ным механизмом служит опускная секция подвесного толкающего
конвейера. Опускные секции перемещаются синхронно движению
главного конвейера, что упрощает процесс сборки. Кантование шасси
осуществляется специальным подвесным устройством; шасси зажи-
мается специальными поворотными приспособлениями, смонтиро-
ванными на передвижных тележках. Причем в момент поворота и
укладки шасси на стойки напольного конвейера синхронно переме-
щаются кантующее устройство и конвейер. Управление работой по-
воротного устройства — дистанционное с пульта.
Собранные автомобили с главного конвейера своим ходом посту-
пают на обкаточные стенды, а после на конвейеры отделки и сдачи
автомобилей. Здесь же устраняются дефекты, выявленные при об-
катке. Отделка и приемка автомобилей производится на напольных
конвейерах.
285
§ 22. ПЕРСПЕКТИВЫ РАЗВИТИЯ ТЕХНОЛОГИИ
АВТОМОБИЛЕСТРОЕНИЯ
Дальнейшее совершенствование производства автомоби-
лей связано с разработкой и внедрением высокоэффективной ма-
лоотходной технологии получения заготовок деталей на базе ме-
ханизации и комплексной автоматизации, развитием и совершенство-
ванием технологических процессов обработки резанием и сборки, а
также совершенствованием системы организации и управления про-
изводством.
Разработка и внедрение высокоэффективной
малоотходной технологии получения заготовок на базе
комплексной механизации и автоматизации процессов
Литейное производство. Способ литья в земляные формы
является очень трудоемким процессом, поэтому важное значение
приобретает внедрение пескодувных и пескострельных автоматиче-
ских и полуавтоматических машин. Механизация и комплексная ав-
томатизация технологии получения стержней позволяет сократить
время их отвердевания до 3 мин.
Повышения качества и точности литых заготовок можно достичь
при использовании автоматических линий для изготовления литей-
ных форм обработкой давлением (прессового формообразования)
вместо метода встряхивания. Автоматизация изготовления литейных
форм обработкой давлением повышает стабильность их размеров, а
также снижает массу на на 8—10 %.
В литейных цехах автомобильных заводов следует более широко
применять прежде всего литье в оболочковые формы и по выплав-
ляемым моделям.
В настоящее время все шире применяются методы малоотходной
технологии. Создаются автоматизированные линии для отливки за-
готовок в оболочковые формы. Замена кованых заготовок литыми
уменьшает расход металла до 20 %, а трудоемкость процессов об-
работки резанием на 15 % и более.
• В производстве заготовок литьем по выплавляемым' моделям
основные операции (приготовление модельного состава, восковых
моделей, литейных форм, очистка и термическая обработка отливок
и др.) автоматизированы примерно на 80 %. Расширение области
применения точного литья по выплавляемым моделям позволяет
получить стальные заготовки массой до 1,5 кг, которые изготовля-
лись штамповкой.
Дальнейшее развитие литья цветных сплавов под давлением
и в кокиль связано с автоматизацией технологических процессов.
Создание автоматических литейных комплексов с использованием
автоматических линий, дозирующих устройств, карусельных ко-
кильных машин, высокопроизводительных плавильных агрегатов,
средств автоматической заливки, промышленных роботов для извле-
286
чения отливок и передачи их на транспортирующее устройство повы-
сит качество и значительно увеличит объем производства литых за-
готовок.
Тяжелой и трудоемкой операцией в литейном производстве явля-
ется очистка литья в дробеметных агрегатах. Использование меха-
низированных и автоматизированных установок очистки литья
повышает производительность труда и снижает трудоемкость, зна-
чительно улучшает условия работы в очистных отделениях литей-
ных цехов.
Кузнечно-штамповочное производство. В автомобилестроении по-
ковки получают на автоматических штамповочных агрегатах и комп-
лексно-механизированных линиях. Резервом повышения производи-
тельности труда в кузнечном производстве является внедрение
комплексных автоматических линий производства заготовок, начи-
ная от их резки и кончая термической обработкой. Более эффектив-
ными являются технологические процессы малоотходного получения
поковок, например, методом выдавливания (истечения) на прессах-
автоматах, высадкой на горизонтально-ковочных машинах и др.
Весьма преспективным направлением является замена обработки
резанием обработкой давлением. Так, при использовании выдавли-
вания зубьев зубчатых колес производительность повышается по
сравнению с обработкой резанием в 10 раз, расход металла сокраща-
ется на 10 %, а прочность зубьев и шлицев возрастает в 1,5 раза.
Широко следует использовать объемную штамповку зубчатых колес
с формированными зубьями. Увеличение объема производства по-
ковок повышенной точности обусловливает необходимость широкого
применения механизированных кривошипных горячештамповочных
прессов и средств нагрева ТВЧ и скоростного газового нагрева.
Расширяется область применения штамповки из периодического
проката и вальцованных заготовок. Предварительное профилирова-
ние заготовок снижает расход металла на 8—10 %. Внедрение гну-
тых и штампованных из листа и ленты профилей позволяет снизить
расход проката черных металлов.
Широкое использование порошковой металлургии позволяет по-
лучить значительную экономию металла. Новые технологические
процессы упрочнения порошковых материалов обеспечивают произ-
водство деталей стабильного качества с повышенной механической
прочностью. При такой технологии не требуются значительные до-
водочные операции шлифования или хонингования, а в ряде случаев
последующая обработка резанием исключается совсем.
Метод объемной высадки, широко применяемый в основном для
изготовления крепежа, позволяет довести коэффициент использова-
ния материала почти до единицы. Этот процесс легко автоматизируем
и является практически безотходным.
Весьма перспективным является высокоэффективный процесс
холодного выдавливания фасонных деталей (шаровых пальцев, та-
релок пружин клапана, толкателей клапана, стаканов пружин,
штуцеров и др.) на гидравлических и механических прессах повы-
шенной жесткости.
287
Развитие и совершенствование процессов
обработки резанием и сборки автомобилей
В технологии автомобилестроения обработка заготовок де-
талей резанием составляет до 30 % трудоемкости изготовления ав-
томобиля. Современные методы получения заготовок позволяют
значительно сократить объем обработки резанием и вносят качест-
венные изменения в эти процессы. Литые и штампованные заготовки,
полученные прогрессивными методами, исключают ряд операций
обработки режущим инструментом.
Шире внедряются в основное производство современные высоко-
эффективные процессы обработки новым инструментом с твердо-
сплавными многогранными неперетачиваемыми пластинами с изно-
состойким покрытием и с повышенными скоростями резания; обыч-
ное и непрерывное протягивание твердосплавным протяжным инст-
рументом; чистовая и доводочная обработка инструментом из син-
тетических сверхтвердых материалов; хонингование отверстий вза-
мен шлифования, абразивное шевингование и др.
Возможность использования квантовых генераторов (лазеров)
для промышленных целей открывает новые перспективы в технологии
обработки материалов (получение отверстий малого диаметра и
мелких пазов в труднообрабатываемых материалах; резание ме-
таллических и неметаллических материалов; плавление, легирование;
сварка; термообработка рабочих частей деталей машин).
Одним из направлений дальнейшего развития технологии механо-
обрабатывающего производства в настоящее время является раз-
работка и внедрение гибких автоматизированных производственных
систем (ГПС), основанных на широком использовании промышленных
роботов, микропроцессорной техники и электроники. Применение
гибких производственных систем особенно эффективно в массовом
производстве автомобилей.
Внедрение ГПС в автомобильное производство — это осущест-
вление более эффективной автоматизации механической обработки
с использованием высокопроизводительного оборудования, станков
с числовым программным управлением и станков обрабатывающих
центров, управляемых от ЭВМ. Гибкая производственная система
позволяет обрабатывать заготовки деталей, объединенные в группы
по технологической общности и габаритам обрабатываемых поверх-
ностей. В станках обеспечивается автоматическая смена многошпин-
дельных силовых головок при переходе на обработку другого типо-
размера деталей, компенсация износа режущего инструмента, за-
мена изношенного режущего инструмента, а также предусмотрены
устройства обнаружения поломок инструментов.
На рис. 143 показана схема гибкой производственной системы для
обработки четырех типоразмеров картеров с максимальными раз-
мерами 600X600X600 мм и крышек коробок передач грузовых авто-
мобилей. Исходные заготовки картеров и заготовки крышек с обра-
ботанными торцовыми поверхностями транспортируются в ячейки
системы, которая состоит из семи станков с ЧПУ: четырех обрабаты-
288
вающих центров, двуд
станков со сменными мно-
гошпиндельными сило-
выми головками и свер-
лильно-расточного станка.
Четырехкоординат н ые
обрабатывающие центры
1, 3, 4 и 11, соединен-
ные по два для повыше-
ния гибкости системы,
производят сверление,раз-
вертывание, алмазное рас-
тачивание, резьбонареза-
ние, цекование и фрезеро-
вание. На станках 1 и 3
выполняется черновая об-
работка, на других стан-
ках 4 и 11 — чистовая
обработка. Каждый обра-
батывающий центр имеет
60-позиционный инстру-
ментальный магазин для
автоматической замены
изношенных режущих ин-
струментов.
Каждый станок 9 и 10
со сменными многошпин-
дельными силовыми го-
ловками (каждой обраба-
тываемой заготовке соот-
ветствует определенная
головка) оснащен кон-
вейером-накопителем на 45
головок, который обеспе-
чивает подачу головок
в соответствующей по-
-----inn------
Рис. 143. Схема гибкой производственной си-
стемы для обработки картеров и крышек коро-
бок передач грузовых автомобилей
следовательности. На станках предусмотрена автоматическая
компенсация износа режущих инструментов.
Станки — обрабатывающие центры и станки со сменными сило-
выми головками имеют устройства для сигнализации о поломке ре-
жущего инструмента. Контроль обработанных заготовок осуществ-
ляется на каждом станке.
Специальный трехкоординатный сверлильно-расточный станок 2
предназначен для обработки сферических поверхностей и цилиндри-
ческих отверстий. Он имеет инструментальный магазин на 12 режу-
щих инструментов и устройство автоматического выборочного
контроля.
Непрерывная подача заготовок к станкам обеспечивается семью
накопителями, каждый из которых рассчитан на одну заготовку.
289
Загрузка заготовок в спутники, установленные на роботах-тейё>К-
ках, и разгрузка обработанных деталей производится на четырех
позициях загрузки-разгрузки 5. При установке заготовок на обра-
ботку осуществляется ручной контроль. Восемь роботов-тележек,
рассчитанных на массу 2500 кг, транспортируют обрабатываемые
заготовки между станками со скоростью 0,75 м/с.
В’рассмотренной гибкой системе предусмотрены мойка 6 и про-
мывочная станция туннельного типа 8, а также контрольная и ин-
струментальная комнаты 7 и станция 12 автоматической замены ба-
тарей на роботах-тележках.
Система управления ГПС состоит из 25 программируемых контро-
ролеров, 13 микроЭВМ и сдвоенной центральной микроЭВМ. Цент-
ральная микроЭВМ координирует весь технологический процесс
обработки и составляет отчет от его выполнении; контролирует
работу режущих инструментов; печатает в журнале остановки, не-
обходимые для подналадки, а также простои из-за поломок. Каж-
дый станок оснащен двумя программируемыми контроллерами, один
из которых опознает спутники и вызывает соответствующую управ-
ляющую программу, второй обеспечивает контроль за работой ре-
жущих инструментов.
Гибкая система работает в три смены. В каждой смене занято
5 человек: двое — на позиции 5 загрузки-разгрузки, трое — по уходу
за системой, включая подготовку инструментов.
При переходе к обработке коробки передач другой конструкции
переналадка системы занимает 4 ч.
Применительно к ГПС приняты термины и определения, являю-
щиеся развитием и детализацией общепромышленной системы терми-
нов и определений. Некоторые из них приведены ниже.
Гибкий производственный модуль — гибкая производственная
система, состоящая из единицы технологического оборудования,
оснащенная автоматизированным устройством программного управ-
ления и средствами автоматизации технологического процесса,
автономно функционирующая, осуществляющая многократные циклы
и имеющая возможность встраивания в систему более высокого
уровня.
Гибкая автоматизированная линия — гибкая производственная
система, состоящая из нескольких гибких производственных моду-
лей, объединенных автоматизированной системой управления, в ко-
торой технологическое оборудование расположено в принятой по-
следовательности технологических операций.
Гибкий автоматизированный участок — гибкая производствен-
ная система, состоящая из нескольких гибких проивзодственных
модулей, объединенных автоматизированной системой управления,
функционирующая по технологическому маршруту, в котором преду-
смотрена возможность изменения последовательности использова-
ния технологического оборудования.
Гибкий автоматизированный цех— гибкая производственная си-
стема, представляющая собой совокупность гибких автоматизиро-
ванных линий и (или) гибких автоматизированных участков, пред-
290
назначенная для изготовления изделий заданной номенклатуры.
Совершенствование процесса сборки возможно на основе широ-
кого применения транспортных конвейеров с автоматической пода-
чей (адресованием) деталей и узлов к местам сборки.
Процесс сборки кабин, кузовов, металлических платформ осу-
ществляется сваркой. В производстве автомобилей удельный вес
сварочных работ в общей трудоемкости изготовления автомобиля
не превышает 10 %. Широкое внедрение процессов сварки оцинкован-
ных и окрашенных деталей, плазменной сварки, электронно-лучевой
и других видов, а также высокопроизводительных сварочных авто-
матов и полуавтоматов позволит снизить трудоемкость процесса
сборки.
Значительно возрос технический уровень окраски и металло-
покрытий деталей и сборочных единиц автомобилей. Применение
новых лакокрасочных материалов и внедрение прогрессивных высо-
коэффективных процессов покрытий улучшило внешний вид машин
и значительно повысило их антикоррозионную стойкость.
Окраска деталей и узлов в электростатическом поле, автомати-
зация грунтовки и окраски кабин с использованием толкающих
конвейеров с автоматической подачей, применение для окраски по-
точных линий ванн должны найти широкое применение на автомо-
бильных заводах.
Применение автоматов, полуавтоматов и автоматических линий
для металлопокрытия (цинкование, меднение, хромирование и др.)
обеспечивает высокое качество этого процесса. Дальнейшее более
широкое распространение должны получить блестящие покрытия,
исключающие полирование деталей.
СПИСОК ЛИТЕРАТУРЫ
Беляннн П. Н. Промышленные роботы и их применение. М..- Машино-
строение, 1983. 312 с.
Калашников С. Н., Калашников А. С. Изготовление зубчатых колес. М.: Выс-
шая школа, 1980. 304 с.
Корсаков В. С. Основы конструирования приспособлений. М.: Машинострое-
ние, 1983. 280 с.
Прогрессивные технологические процессы в автостроении: Механическая обра-
ботка, сборка/Под ред. С. М. Степашкина. М.: Машиностроение. 1980. 320 с.
Рекомендации по применению в автостроении инструментов, оснащенных ре-
жущей керамикой и синтетическими сверхтвердыми материалами. М.: НИИТавто-
пром, 1981. 86 с.
УКАЗАТЕЛЬ ТЕРМИНОВ
Автоматизация технологических про-
цессов 113
Автоматизированное проектирование
технологических процессов 112
Автоматизированная система управ-
ления технологическими процессами
118
База 27
— измерительная 29
— конструкторская 28
— технологическая 29
Безотказность 133
Виды соединений 250
Волнистость поверхности 57
Вспомогательный переход 7
— ход 8
Высадка 21
Выдавливание 21
Гибкая автоматизированная линия 290
— производственная система 118
Гибкий автоматизированный участок
290
--- цех 290
— производственный модуль 290
Долговечность 133
Единичное производство 10
Жесткость системы СПИД 36
Заготовка 5
Зубозакругление 210
Зубонарезанне 204
— дисковыми и пальцевыми модуль-
ными фрезами 204
— червячными фрезами 204
— черновое 228
— чистовое 229
Зубофрезерование. 204
— двухпроходное 205
— с диагональным движением подачи
205
— с касательным движением подачи
207
— с осевым движением подачи 205
— с радиально-касательным движе-
нием подачи 207
— с радиально-осевым движением по-
дачи 205
— с радиальным движением подачи
207
Зубохонингование колес 219
Зубошевингование колес 212
Зубошлифование колес 217
Изделие 5
Исходная заготовка 5
Калибровка 18
— зубьев 216
Карта технологического процесса 108
— эскизов 108
Комплексная автоматизация 118
Комплектовочная карта 108
Комплектующее изделие 5
Коэффициент использования материа-
ла 12
Литье по выплавляемым моделям 15
— под давлением 14
— в земляные формы 12
— в кокиль 13
— в оболочковые формьГ14
— центробежное 13
Манипулятор 134
Маршрутная карта 108
Массовое производство 10
Надежность 133
Наладка 8
Обработка давлением 16
Объем выпуска 9
293
Объемная штамповка 18
Операционная карта 108
Податливость системы СПИД 37
Подналадка 8
Погрешность обработки 48
Полуфабрикат 5
Порошковая металлургия 25
Поточное производство 10
Припуск на обработку 63
Приспособление 83
— для обработки резанием 83
Программа выпуска 9
Производственный процесс 5
— цикл 5
Промышленный робот 134
Протяжка 18
Рабочее место 9
Рабочий ход 7 '
Радиальное обжатие 19
----на ротационно-ковочных маши-
нах 20
Размерные цепи 244
Ремонтопригодность 133
Ритм выпуска 9
Сборка 242
— с групповой взаимозаменяемостью
249
— с неполной взаимозаменяемостью
249
— подвижная 254
— с полной взаимозаменяемостью 248
— с пригонкой 249
— с регулированием 249
Сборочная операция 242
Серийное производство 10
Станкоемкость 8-
Стационарная сборка 254
Ступени автоматизации технологиче-
ских процессов 114
Такт выпуска 9
Технологическая операция 6
— оснастка 8
Технологический переход 7
Технологический процесс 5
-----дифференцированный 6
----- концентрированный 6
Технологическое оборудование 8
Технологичность изделия в сборке 243
Точность обработки резанием 33
Трудоемкость 8
Установ 7 '
Цикл технологической операции 113
Шероховатость поверхности 49
Штамповка на молотах и прессах 17
Этап’сборки изделия 242
ОГЛАВЛЕНИЕ
Введение............................................................
Глава 19 Основы технологических процессов изготовления деталей....
§ 1. Производственный и технологический процессы........
§ 2. Способы получения исходных заголовок...............
§ 3. Понятие о базах....................................
§ 4. Точность обработки резанием........................
§ 5. Качество поверхности деталей.......................
§ 6. Припуски на обработку резанием.....................
§ 7. Технологичность конструкций........................
§ 8. Приспособления для обработки резанием..............
Глава 2* Проектирование и автоматизация технологических процессов об-
работки резанием....................................................
§ 9. Проектирование технологических процессов..........
§ 10. Автоматизация технологических процессов ..........
Глава 3* Комплексные технологические процессы изготовления характер-
ных деталей автомобиля .............................................
§ 11. Корпусные детали..................................
§ 12. Детали типа круглых стержней........................
§ 13. Детали типа полых цилиндров.......................
§ 14. Детали типа дисков. Способы получения элементов зуб-
чатых передач и шлицевых соединений.....................
§ 15. Детали типа некруглых стержней (рычагов)..........
Глава 4» Основные принципы сборки автомобилей ......................
§ 16. Общие положения о процессе сборки.................
§ 17. Проектирование технологических процессов сборки. . .
§ 18. Сборка двигателя автомобиля.......................
§ 19. Сборка трансмиссии автомобиля ....................
§ 20. Изготовление кабин и кузоров автомобилей..........
§ 21. Общая сборка автомобилей ....'....................
§ 22. Перспективы развития технологии автомобилестроения
Список литературы...................................................
Указатель терминов..................................................
3
5
5
11
27
33
49
63
70
83
103
103
113
140
140
166
191
200
236
241
241
254
259
266
272
278
286
292
293