/



















































































































































































































































































































































































































































































































































































































Автор: Иванов В.П. Ярошевич В.К. Савич А.С.
Теги: наземные средства транспорта (кроме рельсовых) автодорожный транспорт машиностроение автомобили ремонт автомобилей
ISBN: 978-985-471-239-0
Год: 2008


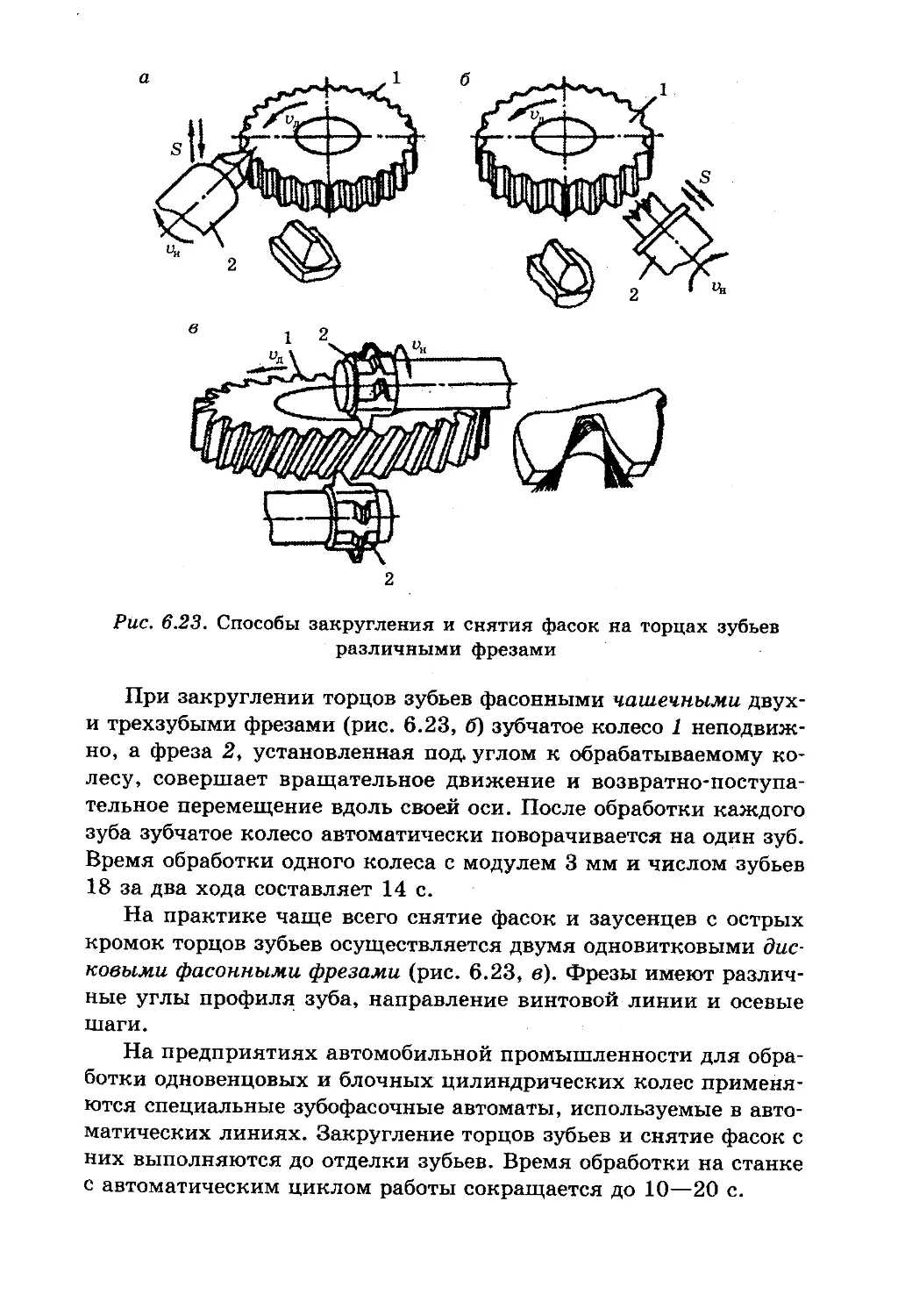
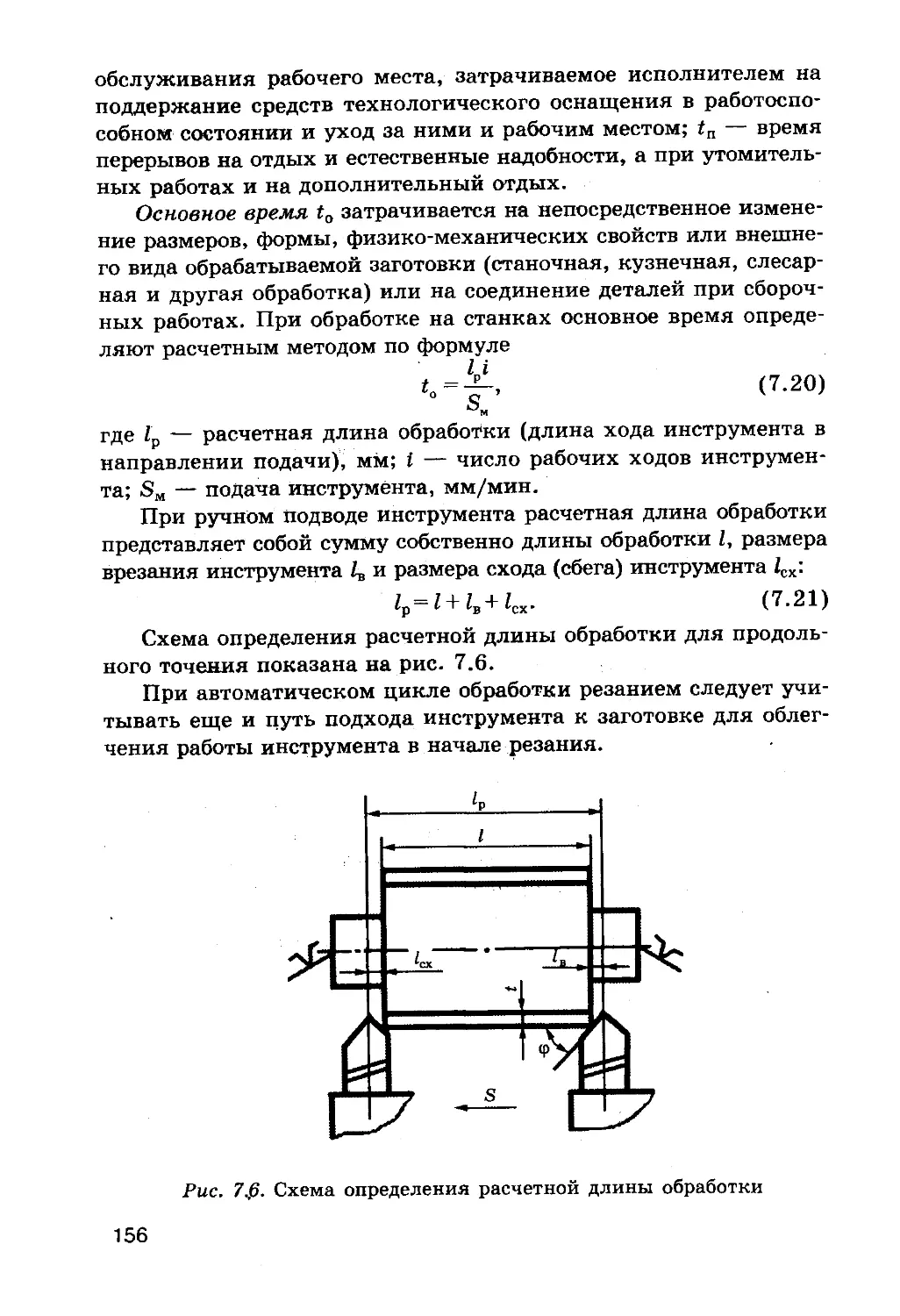
Текст
В. К. Ярошевич, А. С. Савич,
В. П. Иванов
Технология
производства и ремонта
автомобилей
Беларусь
Допущено Министерств
в качестве учебного п
обеспечивающих п
по Специальное тям~
«Техническая эксплуатация автомобилей», «Автосервис»
Минск
« Адукацыя i выхаванне»
'2008
УДК 629.33.078(075.8)
ББК 39.33-08я73
Я77
Рецензенты: кафедра ремонта машин Белорусского госу¬
дарственного аграрного технического университета (зав. кафед¬
рой В. С. Ивашко, д-р техн. наук, проф.); зав. кафедрой техни¬
ческой эксплуатации автомобилей Брестского государственного
технического университета С. В. Монтик, канд. техн. наук, до¬
цент.
Ярошевич, В. К.
Я77 Технология производства и ремонта автомобилей : учеб. по¬
собие / В. К. Ярошевич, А. С. Савич, В. П. Иванов. — Минск :
Адукацыя i выхаванне, 2008. — 640 с. : ил.
ISBN 978-985-471-239-0.
Изложены основы технологии автомобилестроения, освещены
вопросы базирования и закрепления заготовок при обработке на ме¬
таллорежущих станках, точности обработки, технология изготовле¬
ния деталей и принципы проектирования технологических процес¬
сов механической обработки. Рассмотрены процессы сборки и испы¬
тания автомобилей и их составных частей, а также современные
тенденции развития технологии производства автомобилей.
Описаны процессы потери автомобилем работоспособности, тех¬
нология типовых ремонтных процессов, способы восстановления и
упрочнения деталей, сборки и испытания агрегатов и автомобилей.
Приводятся основы управления качеством ремонта автомобилей, ре¬
сурсосбережения и охраны окружающей среды.
Учебное пособие предназначено для студентов вузов, осуществ¬
ляющих подготовку инженеров по специальностям «Техническая экс¬
плуатация автомобилей», «Автосервис», «Автомобилестроение» и др.
Может быть использовано учащимися колледжей соответствующих
специальностей, инженерно-техническими работниками авторемонт¬
ного производства.
УДК 629.33.078(075.8)
ББК 39.33-08я73
ISBN 978-985-471-239-0 © Ярошевич В. К., Савич А. С.,
Иванов В. П., 2008
© Оформление. РУП «Издательство
“Адукацыя i выхаванне”», 2008
Оглавление
Введение 7
Раздел I. Основы технологии производства автомобилей .... 15
1. Основные понятия и определения в технологии
производства автомобилей 16
1.1. Система разработки и постановки на производство
автомобильной техники 16
1.2. Производственный и технологический процессы 17
1.3. Структура технологического процесса 17
1.4. Типы производств и их характеристика 20
2. Получение заготовок автомобильных деталей 23
2.1. Требования к заготовкам 23
2.2. Основные методы изготовления заготовок 24
2.3. Экономическое обоснование выбора заготовки 36
3. Базирование деталей и точность механической обработки 38
3.1. Основные принципы выбора баз и погрешности
базирования 38
3.2. Факторы, влияющие на точность обработки 42
3.3. Методы обеспечения точности обработки 46
3.4. Достижимая и экономическая точность обработки 48
4. Качество поверхностей деталей 51
4.1. Геометрические характеристики поверхности 51
4.2. Физико-механические свойства поверхностного слоя 55
4.3. Формирование качества поверхности технологическими
методами 56
5. Технология изготовления деталей автомобилей 60
5.1. Методы обработки типовых поверхностей деталей 60
5.2. Припуски на обработку резанием 73
5.3. Приспособления для обработки резанием 79
5.4. Технология изготовления деталей на станках
с числовым программным управлением и в гибких
производственных системах 90
6. Технология изготовления типовых деталей 99
6.1. Изготовление корпусных деталей 99
6.2. Технология изготовления валов 113
6.3. Изготовление зубчатых колес 125
7. Основы проектирования технологических процессов
изготовления деталей автомобилей 142
7.1. Разработка технологических процессов обработки деталей . . 142
7.2. Расчет режимов обработки и нормирование
технологических операций 148
8. Технология сборки и испытания автомобилей 162
8.1. Технология сборки 162
8.2. Испытания деталей, агрегатов, автомобилей 171
3
9. Основные направления развития автомобильного
производства 179
9.1. Выбор рациональных методов организации и
управления производственными процессами 179
9.2. Совершенствование методов создания оптимальной
конструкции автомобиля 180
9.3. Обеспечение высокого качества автомобилей
при их производстве 183
9.4. Повышение качества сборочных процессов 186
Раздел II. Технология ремонта автомобилей 189
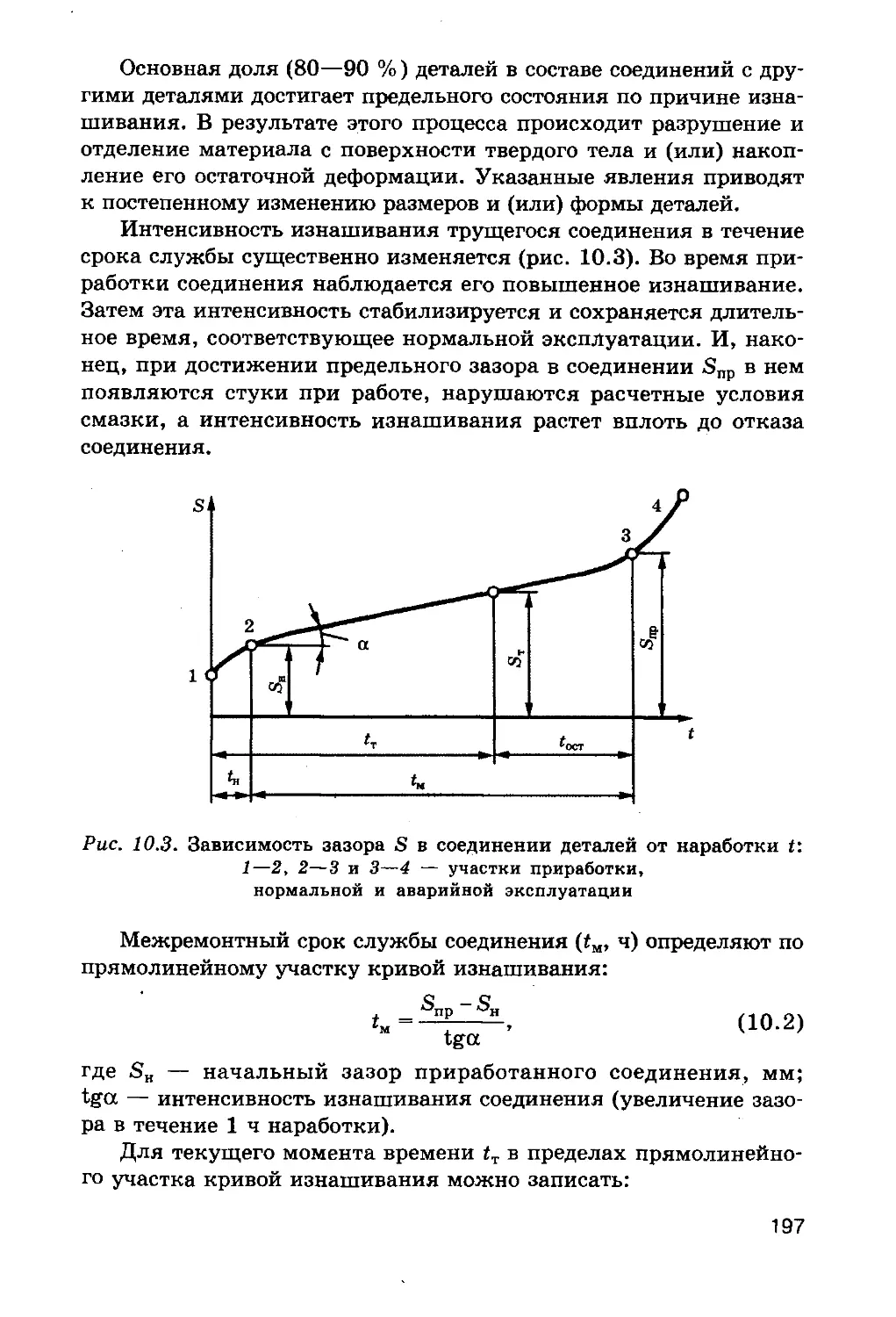
10. Общие положения по ремонту автомобилей 190
10.1. Ремонт автомобилей в их жизненном цикле 190
10.2. Ремонтный фонд автомобиля 196
10.3. Требования к отремонтированным автомобилям 204
11. Основы организации авторемонтного производства 207
11.1. Производственный процесс ремонта автомобилей 207
11.2. Авторемонтные предприятия и подразделения 214
11.3. Техническая документация 218
11.4. Организация производства 221
11.5. Технологическая и организационная подготовка
авторемонтного производства 227
11.6. Обеспечение послеремонтной надежности автомобилей ... 230
12. Приемка автомобилей в ремонт, их разборка и очистка .... 235
12.1. Приемка автомобилей в ремонт 235
12.2. Разборка и очистка автомобилей 240
13. Определение технического состояния деталей 264
13.1. Виды дефектов и их характеристика 264
13.2. Способы и средства определения дефектов 265
13.3. Сортировка деталей ремонтного фонда 275
14. Способы восстановления деталей 280
14.1. Структура и содержание процесса
восстановления деталей 280
14.2. Классификация способов восстановления деталей 283
15. Восстановление деталей слесарно-механической обработкой .... 287
15.1. Особенности обработки резанием восстанавливаемых
деталей 287
15.2. Восстановление деталей способом ремонтных размеров . . 289
15.3. Восстановление деталей способом дополнительных
ремонтных деталей 292
16. Восстановление деталей способом пластического
деформирования 297
16.1. Сущность процесса пластического деформирования . . . 297
16.2. Способы пластического деформирования
для восстановления изношенных поверхностей 299
16.3. Восстановление формы деталей 304
16.4. Восстановление механических свойств деталей 305
4
17. Восстановление деталей сваркой и наплавкой 308
17.1. Общая характеристика процессов сварки и наплавки.... 308
17.2. Газовая сварка и наплавка 311
17.3. Электродуговая сварка и наплавка 313
17.4. Восстановление сваркой деталей из серого
и ковкого чугуна 319
17.5. Восстановление сваркой деталей из алюминиевых
сплавов 323
17.6. Восстановление деталей автоматической наплавкой'
под флюсом 325
17.7. Восстановление деталей сваркой и наплавкой в среде
защитных газов 331
17.8. Восстановление деталей вибродуговой наплавкой 335
17.9. Перспективные способы наплавки 340
18. Восстановление деталей напылением 345
18.1. Сущность процесса и виды напыления 345
18.2. Напыляемые материалы 352
18.3. Структура и свойства напыленных покрытий 354
18.4. Технологический процесс напыления 356
19. Восстановление деталей электрохимическими
и химическими покрытиями 359
19.1. Сущность процесса электрохимического осаждения
металлов 359
19.2. Хромирование деталей 361
19.3. Интенсификация процесса восстановления деталей
хромированием 368
19.4. Восстановление деталей железнением 372
19.5. Восстановление деталей электроконтактным способом ... 376
19.6. Защитно-декоративные покрытия 379
19.7. Восстановление деталей химическим способом 380
20. Восстановление деталей припеканием металлических
порошков 385
20.1. Сущность способа и его разновидности 385
20.2. Получение пористых и самосмазывающихся
покрытий 387
20.3. Индукционное припекание металлических порошков.... 389
20.4. Восстановление деталей различной формы
электроконтактным припеканием 395
21. Электрофизическая обработка 402
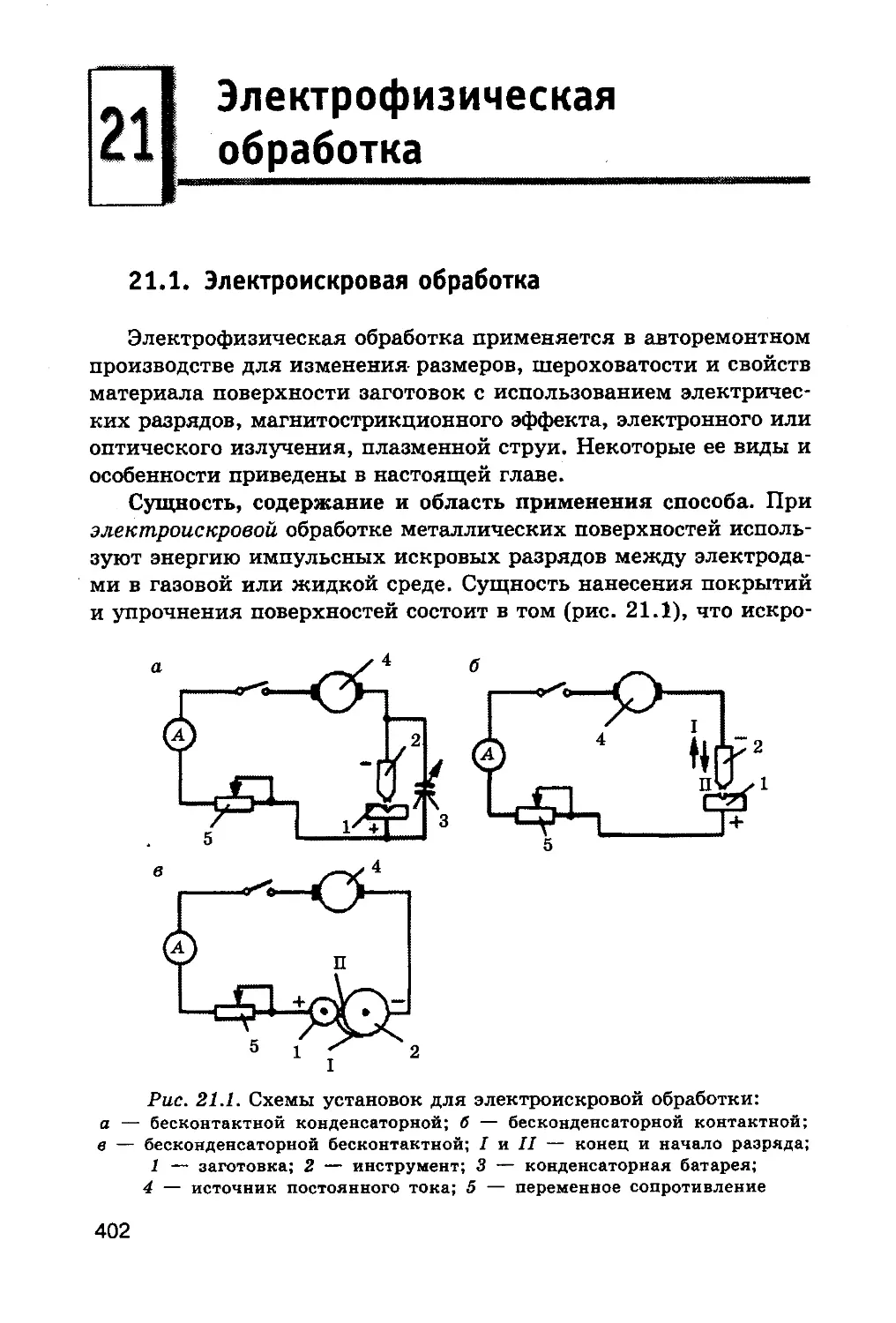
21.1. Электроискровая обработка 402
21.2. Электромеханическая обработка 409
21.3. Лазерная обработка 412
22. Применение синтетических материалов при ремонте
автомобилей 419
22.1. Виды и свойства материалов 419
22.2. Изготовление деталей и нанесение покрытий 422
22.3. Закрепление дополнительных ремонтных деталей
и заделка трещин 425
22.4. Клеевые композиции 427
5
22.5. Герметизация стыков и стенок 429
23. Проектирование технологических процессов восстановления
деталей 434
23.1. Разработка и оптимизация технологического процесса . . . 434
23.2. Пример выбора и оптимизации технологического
процесса 438
23.3. Техническое нормирование труда 441
23.4. Унификация технологических процессов 451
23.5. Технологическая документация 455
24. Восстановление типовых деталей автомобилей 462
24.1. Обоснование классов восстанавливаемых деталей 462
24.2. Восстановление корпусных деталей 462
24.3. Восстановление деталей класса «полые цилиндры» .... 466
24.4. Восстановление деталей класса «круглые стержни» . .. 469
24.5. Восстановление деталей класса «некруглые стержни» . . . 475
25. Ремонт узлов и приборов систем автомобилей 478
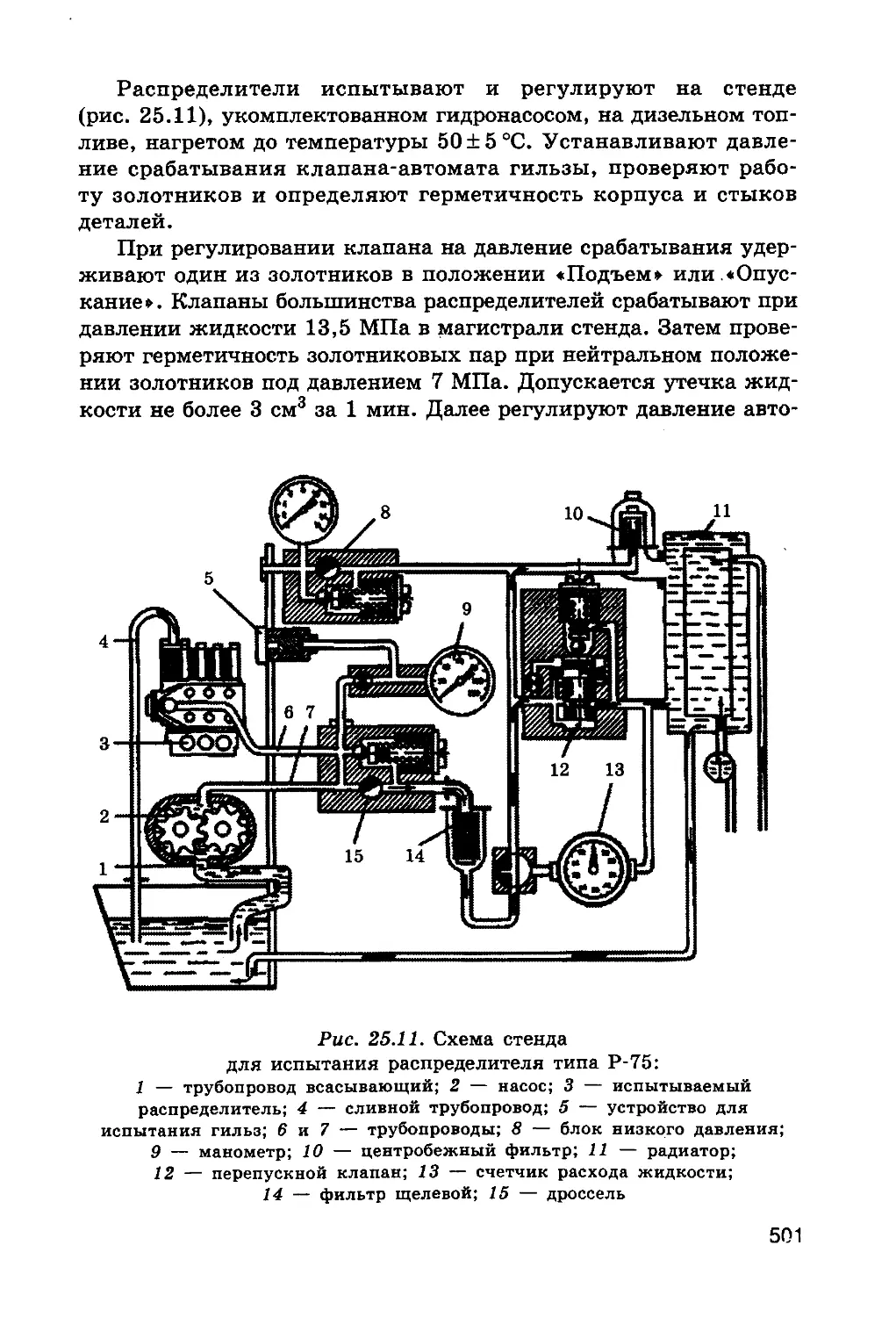
25.1. Ремонт топливной аппаратуры 478
25.2. Ремонт электрооборудования .. . 487
25.3. Ремонт гидравлических систем 495
26. Ремонт рам, кузовов и кабин 503
26.1. Ремонт рам грузовых автомобилей 503
26.2. Технологический процесс ремонта кузовов и кабин . . . 506
26.3. Технология выполнения окрасочных работ 512
27. Комплектование, сборка и обкатка автомобилей 529
27.1. Сборочные комплекты агрегатов 529
27.2. Балансировка деталей и сборочных единиц 537
27.3. Сборка агрегатов 546
27.4. Обкатка агрегатов 558
27.5. Общая сборка, обкатка и испытания автомобилей 568
28. Обеспечение качества ремонта автомобилей 574
28.1. Качество и технический уровень продукции 574
28.2. Показатели качества и методы его оценки 576
28.3. Информация о качестве отремонтированных
автомобилей 577
28.4. Мероприятия, обеспечивающие качество автомобилей. . . . 578
28.5. Система качества ремонта автомобилей 582
29. Ресурсосбережение и охрана окружающей среды 592
29.1. Ресурсосбережение в авторемонтном производстве .... 592
29.2. Снижение вредного влияния производства
на окружающую среду 604
30. Совершенствование авторемонтного производства 615
30.1. Опыт ремонта автомобилей за рубежом 615
30.2. Совершенствование специализации, структуры
и организации производства 623
30.3. Совершенствование процессов и средств ремонта 631
Заключение 635
Список литературы 637
6
Введение
Слово «технология» (образованное от двух греческих слов
techne — искусство, мастерство, умение и logos — слово, учение)
означает науку, систематизирующую совокупность процессов об¬
работки или переработки материалов в определенной отрасли
производства, а также научное описание способов производства.
В состав технологии также включается и технический контроль
изделий.
Дать будущим специалистам автомобильного транспорта зна¬
ния, позволяющие научно обоснованно и в соответствии с тех¬
нико-экономической целесообразностью решать вопросы как из¬
готовления, так и ремонта автомобилей, — главная задача дис¬
циплины «Технология производства и ремонта автомобилей».
Указанная дисциплина — комплексная, включает изучение ос¬
новных вопросов технологии изготовления автомобилей и их ка¬
питального ремонта и является основной профилирующей дис¬
циплиной в системе подготовки инженеров-механиков по специ¬
альностям 1-37 01 06 «Техническая эксплуатация автомобилей»
и 1-37 01 07 «Автосервис».
Рассмотрим кратко историю развития автомобилестроения и
этапы его становления в Беларуси. История возникновения ав¬
томобиля насчитывает уже более 125 лет.
До этого на протяжении веков верным спутником человека
был конь. Уже появились железные дороги, а на вокзал ездили
на лошадях. Первые конструкции «самобеглых колясок» были с
паровыми двигателями. Измерять мощность двигателя в лоша¬
диных силах стали с тех пор, когда английский изобретатель
Джеймс Уатт установил паровой двигатель на пивоваренном за¬
воде для привода насоса, заменив труд одной лошади. От паро¬
вых автомобилей осталось лишь слово «шофер» (по-французски
означает «кочегар»).
Кто является «отцом» автомобиля — неизвестно, на эту роль
претендуют более ста человек. Первые автомобили появились в
1885—1886 годы в Германии, Дании, Англии, Франции, США.
В 1900 году в мире было 8 тысяч автомобилей, в 1910 — 468
тысяч (в 50 раз больше).
Первый автомобиль в Россию «приплыл» на пароходе из
Франции. В 1891 году его купил редактор «Одесского листка»
В. В. Навроцкий. Первый российский автомобиль создали в
7
189& году отставной лейтенант военно-морского флота Е. А. Яков¬
лев и фабрикант конных экипажей П. А. Фрезе. Серийное про¬
изводство впервые было налажено на Русско-Балтийском вагон¬
ном заводе в Риге. С 1909 по 1915 год было выпущено 1200 ав¬
томобилей, достаточно надежных и высокого качества.
Первый автомобиль на дорогах Беларуси появился в 1895
году — его приобрел Ковенский округ путей сообщения. По его
примеру приобрели автомобили и другие ведомства. Были они и
в частных руках — два у Радзивиллов в Несвиже, два — у Пас-
кевичей в Гомеле. В Минском уезде автомобилем владел кресть¬
янин Г. Д. Раков, а в Витебском — другой крестьянин Г. А. Те¬
рехов имел «Бенц».
Обычно приводятся данные, что перед Первой мировой вой¬
ной в Беларуси было 250—300 автомобилей. В 1912 году для
армейских нужд было заказано за границей 400 автомобилей, а
в 1913—1914 годы — еще 4700. Однако Первая мировая война
не стала «войной моторов», но показала, что военные конфлик¬
ты также не могут обойтись без автомобиля.
Прошел еще добрый десяток лет, не способствовавший раз¬
витию автомобильной отрасли в Беларуси, — революция, граж¬
данская война, интервенция, разруха.
В 1924 году Экономический совет БССР утвердил устав об¬
щества «Белавтопромторг», в задачи которого входила покупка
и продажа автомобилей, тракторов, мотоциклов и велосипедов.
В этом же году в Минск прибыло 10 автобусов АМО (Автомо¬
бильное московское общество) для пассажирских перевозок.
К концу 1928 года в БССР было 139 легковых автомобилей
(68 марок), 97 грузовых (43 марки) и 144 специальных (38 ма¬
рок). Именно с первой пятилетки (с 1928—1929 годов) отсчиты¬
ваются первые шаги становления автомобильной отрасли. Начи¬
нается активное строительство предприятий (завод Октябрьской
революции имени Кирова, Борисовская бумажная фабрика, Го¬
мельский завод сельскохозяйственных машин, Могилевский за¬
вод искусственного шелка, Бобруйский деревообрабатывающий
комбинат). При строительстве нельзя было обойтись без автомо¬
бильной техники.
К 1935 году количество автомобилей достигает 2000 единиц,
а перед войной в 1941 году по статистическим данным была
21 тысяча различных автомобилей (82 % грузовиков, из них
95 % — ГАЗ-MM и ЗИС-5).
С 1919 до 1939 года руководство автотранспортом БССР осу¬
ществляется народными комиссарами внутренних дел и коммуналь-
ного хозяйства. В 1939 году создается Народный комиссариат ав¬
томобильного транспорта. Первым комиссаром стал Борис Никола¬
евич Степанов. К тому времени уже действовали Могилевский ав¬
торемонтный завод, Минская авторемонтная станция с пропускной
способностью 2120 текущих и 4500 профилактических ремонтов в
год. Автотранспортные и авторемонтные предприятия, автобусные
станции, специальные учебные заведения, краткосрочные курсы,
снабженческие учреждения — неполный перечень звеньев цепи,
именуемой Наркоматом автомобильного транспорта БССР.
Но 22 июня 1941 года началась Великая Отечественная вой¬
на. Транспорт и в этих условиях выполнил свою роль, эвакуи¬
руя военные и гражданские объекты, доставляя боеприпасы и
продовольствие, спасая раненых и перебрасывая войска.
После освобождения Беларуси создается сначала Гомельский,
а затем еще шесть автотрестов — Барановичский, Брестский, Ви¬
тебский, Гродненский, Минский и Могилевский, в состав кото¬
рых вошли 53 автохозяйства. Наркомат приступил к проектиро¬
ванию авторемонтного завода в районе г. Минска на базе быв¬
ших мастерских в деревне Красное Урочище.
С марта 1946 года Наркомат автотранспорта преобразован в
Министерство автомобильного транспорта БССР. В 1950 году
было введено первое «Положение о техническом обслуживании и
ремонте автомобилей».
В период оккупации немцы создали под Минском автосбороч¬
ный завод и на нем через 3 месяца после освобождения уже шла
сборка и ремонт автомобилей различных марок. Так рождался
Минский автозавод (МАЗ) — будущий гигант автостроения Бе¬
ларуси. В 1946 году МАЗ выпустил свою первую собственную
продукцию — более тысячи двухосных прицепов. В 1947 году на¬
чался выпуск первых самосвалов, а через 4 года — серийный вы¬
пуск автомобилей МАЗ-200.
Шестидесятые годы XX века стали переломными в автомо¬
бильной отрасли республики. Началось производство тягачей
МоАЗ-529Е на Могилевском автомобильном заводе, построенном
в 1935 году как авторемонтный.
Созданный в 1958 году на базе Жодинского «Дормаша» ав¬
томобильный завод (ныне БелАЗ) выпустил в 1959 году 25-тон-
ный карьерный самосвал МАЗ-525, а в 1961 году — 27-тонный
самосвал БелАЗ-540.
В июле 1961 года в Минске создается Научно-исследователь¬
ская лаборатория автомобильного транспорта (НИЛАТ), зарож¬
дается отраслевая автотранспортная наука.
9
В ряду гигантов отечественной автомобильной индустрии —
МАЗ, БелАЗ, МоАЗ, агрегатный завод в Барановичах, завод «Ав¬
тогидроусилитель» в г. Борисове, заводы карданных валов и ав¬
тоагрегатов в г. Гродно, шинный комбинат в г. Бобруйске. Впос¬
ледствии большинство из них вошло в производственное объеди¬
нение «БелавтоМАЗ», созданное в 1975 году.
В 1993 году создано Министерство транспорта и коммуника¬
ций Республики Беларусь, в которое вошли три департамента —
автомобильного транспорта, гражданской авиации, железнодо¬
рожного транспорта.
В 1993—1994 годы на МАЗе начался выпуск автобусов:
МАЗ-101, 103, 104, 105, 152. Более скромный белорусский ав¬
тобус «Нёман-ЛиАЗ-5256» начал выпускаться в г. Лиде на
опытном заводе «Нёман». Здесь идет сборка автобусов из ликин-
ских кузовов, ишимбайских мостов, львовских коробок передач,
двигателей КамАЗ. Первый автобус был выпущен в 1994 году.
Грузовые автомобили выпускают Могилевский автомобиль¬
ный завод и Минский завод колесных тягачей. Последний ранее
входил в МАЗ и выпускал в основном военную продукцию. В на¬
стоящее время Минский завод колесных тягачей (МЗКТ) явля¬
ется предприятием, специализирующимся на выпуске дорожных
и внедорожных автомобилей большой грузоподъемности и при¬
цепной техники к ним, а также специальных колесных шасси
под монтаж самого разнообразного оборудования для предприя¬
тий и транспортных организаций строительного, нефтегазового и
машиностроительного комплексов. Это автомобили-самосвалы
дорожного и внедорожного типа грузоподъемностью до 27 т с ко¬
лесной формулой 6x6, 8x4, 8x8; седельные и балластные тя¬
гачи, автопоезда грузоподъемностью до 250 т; специальные ав¬
томобильные шасси под монтаж кранового, бурового и другого
технологического оборудования грузоподъемностью до 80 т; при¬
цепы и полуприцепы.
Могилевский автозавод известен своими полноприводными
автомобилями-самосвалами для бездорожья, а также автопоезда¬
ми для работы в подземных рудниках и тоннелях, автобетоно¬
смесителями на шасси МАЗ и дорожно-строительными машинами.
Производственная программа БелАЗа довольно обширна — от
БелАЗ-540 до 180—250-тонных грузовиков. Завод работает под за¬
каз и по заявкам потребителей поставляет технику любой модифи¬
кации. Ведется работа над самосвалом грузоподъемностью 400 т.
Специалисты БелАЗа, как и их коллеги на МАЗе, МЗКТ, по¬
стоянно работают над созданием новых, оригинальных конструк-
10
дий. Замечательные возможности и высокое качество способству¬
ют устойчивому спросу и их экспорту во многие страны мира, в
том числе и в самые передовые автомобильные державы.
В процессе эксплуатации автомобиля из-за изнашивания де¬
талей, а также коррозии и усталости материала рабочие свойства
его постепенно ухудшаются. В автомобиле появляются отказы и
неисправности, которые устраняют при техническом обслужива¬
нии (ТО) и ремонте. Ремонт представляет собой комплекс опера¬
ций по восстановлению технически исправного состояния авто¬
мобиля. Необходимость ремонта автомобилей обусловлена преж¬
де всего неравнопрочностью их составных частей. Создать равно¬
прочный автомобиль с равномерным изнашиванием деталей и
одинаковым сроком их службы невозможно. Поэтому в процессе
эксплуатации поддержание автомобилей в технически исправном
состоянии осуществляется периодическим проведением ТО и при
необходимости текущего ремонта (ТР), который выполняют пу¬
тем замены отдельных деталей и агрегатов.
При длительной эксплуатации автомобили достигают такого
состояния, когда их ремонт в условиях автотранспортных пред¬
приятий (АТП) становится экономически нецелесообразным. В
этом случае они направляются в капитальный ремонт (КР) на
авторемонтное предприятие (АРП).
Капитальный ремонт должен обеспечивать полный (или близ¬
кий к полному) ресурс автомобиля или агрегата путем восстанов¬
ления и замены любых деталей, включая базовые. У автомобилей
базовой деталью является рама, у агрегатов — корпусная деталь,
например, блок цилиндров двигателя, картер коробки передач.
Основным источником экономической эффективности КР ав¬
томобилей является использование остаточного ресурса их дета¬
лей. Около 70—75 % деталей автомобилей, поступивших в КР,
могут быть использованы повторно без ремонта или после не¬
большого ремонтного воздействия. Себестоимость капитального
ремонта обычно не превышает 60—70 % стоимости новых изде¬
лий, при этом достигается значительная экономия металла и
энергетических ресурсов. Высокая эффективность централизован¬
ного ремонта обусловила развитие авторемонтного производства,
которое всегда занимало значительное место в промышленном
потенциале нашей страны.
История развития авторемонтного производства тесным обра¬
зом связана с историей развития отечественного автомобиле¬
строения. В 1935 году был построен первый авторемонтный за¬
вод в г. Могилеве. В последующие годы были созданы заводы в
11
Минске, Борисове, Гомеле, Гродно, Бресте, Полоцке, Слониме и
др. Однако практика директивного снижения нормативов трудо¬
емкости ремонта без соответствующего повышения уровня меха¬
низации и автоматизации технологических процессов привела к
снижению качества ремонта из-за уменьшения объемов восстанов¬
ления деталей и отказа от выполнения ряда технологических
операций. В результате повысились затраты потребителей на
поддержание работоспособности автомобилей.
Мировая практика характеризуется многообразием форм ре¬
монта машин, среди которого отчетливо проявляются три основ¬
ных направления: 1) все виды ремонтных работ выполняются
предприятиями или объединениями, эксплуатирующими технику;
2) ремонтные работы осуществляются организациями, которые
не производят и не эксплуатируют технику; 3) выполнение ре¬
монтных работ берут на себя машиностроительные предприятия.
В развитии авторемонтного производства нашей страны до
конца 1990-х годов преобладало первое направление. Различные
министерства и ведомства, эксплуатирующие автомобили, созда¬
вали свои сети АРП, в которых преобладали предприятия по КР
полнокомплектных автомобилей. Развитие этого вида ремонта
наносило вред применению других видов, в частности ремонта по
техническому состоянию, который позволяет сокращать объемы
ремонтных воздействий за счет большего использования остаточ¬
ного ресурса деталей и соединений.
При капитальном ремонте полнокомплектные автомобили на
длительный срок выбывают из эксплуатации. Стремление сокра¬
тить простои во время КР привело к практике строительства
АРП в местах высокой концентрации автомобильного парка с це¬
лью максимального их приближения к поставщикам ремонтного
фонда. Потери времени и затраты средств на их транспортиров¬
ку в ремонт при этом невелики, но получаемый эффект целиком
поглощается высокой себестоимостью и низким качеством ремон¬
та на универсальном предприятии с небольшой производственной
программой.
Одной из прогрессивных тенденций в отечественной практике
ремонта явилось распространение агрегатного метода при ТР ав¬
томобилей. Он осуществляется путем замены неработоспособных
агрегатов новыми или заранее отремонтированными, взятыми из
оборотного фонда. При ремонте автомобилей агрегаты в зависи¬
мости от их технического состояния подвергаются ТР или КР.
Агрегатный метод отделяет процессы индустриального ремонта
агрегатов от работ по их снятию и установке в эксплуатацион¬
12
ных условиях, чем сокращает простой автомобилей в ремонте и
способствует централизации работ как по капитальному, так и
по текущему ремонту агрегатов.
Постоянная и целенаправленная работа заводов-изготовите-
лей по повышению ресурса рам и кабин и приближению его к
сроку службы автомобиля привела к резкому сокращению сферы
применения КР полнокомплектных автомобилей. В последнее
время он неуклонно снижается, а для грузовых автомобилей пер¬
спективных моделей (МАЗ, КамАЗ, ЗИЛ) предусмотрен КР толь¬
ко агрегатов. Эта тенденция развития авторемонтного производ¬
ства вызывает изменение функций авторемонтных заводов, кото¬
рые становятся преимущественно предприятиями по КР агре¬
гатов.
Организационно-техническая перестройка АРП в последние
годы ускорилась в связи с изменением социально-экономических
условий хозяйствования. Наряду с развитием традиционных ве¬
домственных и самостоятельных АРП некоторые производствен¬
ные объединения автомобильной промышленности (например,
КамАЗ) создали и развивают фирменные системы обслуживания
и ремонта автомобилей новых моделей. Автоцентры КамАЗа в
зоне своего действия обеспечивают предприятия запасными час¬
тями, производят сбор и доставку ремонтного фонда и отремон¬
тированных изделий, в зависимости от производственных воз¬
можностей выполняют централизованное техническое обслужива¬
ние и текущий ремонт автомобилей, оказывают техническую по¬
мощь транзитным автомобилям, контрольно-диагностические,
инженерно-коммерческие и другие услуги.
Дальнейшее эффективное развитие АРП базируется на идеях
и принципах, которые порождаются интеграционными процесса¬
ми заводов-изготовителей новой техники с предприятиями, вы¬
полняющими услуги по централизованному ТО и ремонту этой
техники.
Необходимость систематизации и углубления знаний о ремон¬
те автомобилей повышает роль научных исследований в этой об¬
ласти. В 1930-х годах под руководством проф. В. В. Ефремова
была разработана планово-предупредительная система техничес¬
кого обслуживания и ремонта автомобилей. В дальнейшем зна¬
чительный вклад в формирование теоретических и практичес¬
ких основ ремонта автомобилей внесли профессора В. И. Казар-
цев, К. Т. Кошкин, Н. Н. Дорожкин, Л. В. Дехтеринский,
В. А. Шадричев, М. А. Масино, В. П. Суслов, В. С. Ивашко и
многие другие ученые.
13
Большое внимание уделяется подготовке специалистов по ре¬
монту автомобилей. В 1946 году в Белорусском политехническом
институте была организована кафедра «Ремонт и эксплуатация
автомобилей». За более чем 60-летнюю историю кафедрой подго¬
товлено более 6 тыс. инженеров, специализирующихся в облас¬
ти технической эксплуатации, ремонта автомобилей и автосерви¬
са. Среди выпускников кафедры министр и его первый замести¬
тель в Министерстве транспорта и коммуникаций Республики Бе¬
ларусь (В. Г. Сосновский и Н. П. Верховец).
На кафедре работают или работали известные ученые и спе¬
циалисты в области ремонта автомобилей — член-корреспондент
НАН Беларуси, лауреат Государственной премии Республики Бе¬
ларусь д-р техн. наук, профессор Н. Н. Дорожкин (восстановле¬
ние и упрочнение деталей напылением, активированной дуговой
металлизацией, припеканием и другими методами порошковой
металлургии), д-р техн. наук, профессор В. К. Ярошевич (импульс¬
ные технологии восстановления в ремонтном производстве — ин¬
дукционные, магнитно-импульсные, электроконтактные), канд.
техн. наук, доцент В. С. Апанасенко (информационные техноло¬
гии в производстве и проектировании авторемонтных предприя¬
тий), доцент А. С. Савич (организация авторемонтного производ¬
ства, восстановление ответственных автомобильных деталей),
канд. техн. наук, доцент В. И. Титков (восстановление прецизи¬
онных соединений в автомобилях, электролитические и химичес¬
кие процессы в АРП), доцент А. В. Казацкий (ремонтопригод¬
ность автомобилей, диагностирование технического состояния
ремфонда, восстановительные технологии).
Более 35 лет выпускает специалистов по ремонту и эксплуа¬
тации автомобилей Белорусско-Российский университет (г. Моги¬
лев), где работают известные среди специалистов ученые канд.
техн. наук, доцент Н. В. Вепринцев, канд. техн. наук, доцент
В. П. Лобах, канд. техн. наук, доцент Н. А. Коваленко. Немно¬
гим более пяти лет создана кафедра технической эксплуатации
автомобилей в Брестском техническом университете.
Значительные работы в области ремонта автомобилей прово¬
дятся в Полоцком государственном университете под руковод¬
ством д-ра техн. наук, профессора В. П. Иванова, прошедшего
путь от механика автобазы до технического директора авторемонт¬
ного завода. В. П. Иванов — специалист в области ремонтно¬
восстановительного производства, автор 15 книг (монографий,
учебников и учебных пособий).
14
Раздел I
Основы технологии
производства автомобилей
Основные понятия и
определения в технологии
производства автомобилей
Система разработки и постановки
на производство автомобильной техники
Новая автомобильная техника разрабатывается, как пра¬
вило, в соответствии с научно-техническими программами, ко¬
торые определяются на длительный срок. В них приведены на
основании разработок научно-исследовательских, конструктор¬
ских и других организаций перспективные технические сред¬
ства, в которых нуждается народное хозяйство для выполне¬
ния технологических процессов в производстве. В документах
по каждой подлежащей разработке машине приведены основ¬
ные параметры (грузоподъемность, мощность двигателя, рас¬
ход топлива на 100 км и др.), важнейшие эксплуатационные
показатели (производительность, эксплуатационные затраты и
т. п.).
Отдельные образцы автомобилей могут создаваться предпри¬
ятиями инициативным способом (так называемые инициативные
разработки). Стадии разработки и постановки на производство
автомобилей, разрабатываемых по государственным программам
или инициативным разработкам, как правило, одинаковые и в
общем случае предусматривают:
♦ разработку исходных требований;
♦ разработку технического задания на проектирование;
♦ разработку конструкторской и эксплуатационной докумен¬
тации;
♦ изготовление, испытание опытных образцов и приемку ре¬
зультатов разработки;
♦ постановку изделий на производство.
Отдельные из указанных работ можно совмещать, а также
менять их последовательность в зависимости от специфики про¬
дукции и организации производства.
1
1.1.
16
1.2. Производственный и технологический процессы
Основные понятия и определения. Производственным процес¬
сом называется совокупность действий людей и орудий производ¬
ства, необходимая на данном предприятии для изготовления из¬
делий, т. е. совокупность всех этапов, которые проходят материа¬
лы и полуфабрикаты на пути их превращения в готовое изделие.
Производственный процесс включает подготовку средств про¬
изводства и организацию обслуживания рабочих мест; получе¬
ние и хранение материалов, полуфабрикатов и комплектующих
изделий; все стадии изготовления деталей, включая механичес¬
кую, термическую и иную обработку; сборку сборочных единиц;
транспортировку материалов, заготовок, деталей, сборочных
единиц, агрегатов и автомобилей; технический контроль на всех
стадиях производства; испытание, регулировку, окрашивание и
упаковку готовой продукции, а также другие действия, связан¬
ные с изготовлением изделий.
Технологическим процессом называется часть производствен¬
ного процесса, непосредственно связанная с изменением формы,
размеров, качества поверхностей деталей и физических свойств
объекта производства (материала, заготовки, детали).
Средствами выполнения технологического процесса являются
технологическое оборудование, технологическая оснастка и
специальные устройства. Обычно технологический процесс рас¬
сматривается применительно к изделию, а производственный про¬
цесс — применительно к предприятию.
1.3. Структура технологического процесса
Элементы технологического процесса. Технологический про¬
цесс изготовления детали состоит из операций, установов, пози¬
ций, переходов, ходов. Операция является основным элементом
при проектировании и планировании технологического процесса
и определении стоимости обработки.
Технологической операцией называется законченная часть
технологического процесса, выполняемая на одном рабочем мес¬
те непрерывно над одним или несколькими одновременно обра¬
батываемыми объектами производства одним рабочим или груп¬
пой их. Операции технологического процесса выполняются на
рабочих местах с помощью различных технических средств.
Рабочим местом называют элементарную единицу структуры
предприятия, на которой размещены исполнители работы, обслу¬
17
живаемое технологическое оборудование, часть конвейера и пред¬
меты труда.
Технологическим оборудованием называются средства техноло¬
гического оснащения, в которых для выполнения части техноло¬
гического процесса размещаются материалы или ааготовки, сред¬
ства воздействиям них, а также технологическая оснастка (стан¬
ки* печи, гальванические ванны, испытательные стенды).
При выполнении операции заготовку обычно размещают на
стайке и закрепляют несколько раз, т. е. осуществляют с не¬
скольких установов.
Установом называется часть операции, при выполнении ко¬
торой обрабатываемая заготовка не изменяет своего положения,
будучи закрепленной на станке или в приспособлении. Например,
обработка вала с двух сторон в центрах выполняется с двух уста¬
новов. . ...
Обрабатываемая заготовка или базовая деталь собираемой
сборочной единицы, закрепленная в приспособлении, может за¬
нимать. вместе с ним несколько последовательных положений
(позиций) относительно инструмента или неподвижной части
оборудования для выполнения определенной части операции.
Позицией называется фиксированное положение детали, не¬
изменно закрепленной относительно инструмента или станка,
для последовательной ее обработки во время одной операции (на¬
пример, четырехпозиционная обработка детали на сверлильном
станке с поворотным столом (рис. 1.1)).
Позиция 2
Рис. 1.1. Обработка детали на сверлильном станке:
позиция 1 — установка заготовки; позиция 2 — сверление;
позиция 3 — зенкерование; позиция 4 — развертывание
18
Операция может состоять из нескольких переходов.
Переходом называется законченная часть операции, характе¬
ризуемая постоянством (неизменностью) обрабатываемой поверх¬
ности, режущего инструмента и режима работы станка (частоты
вращения детали, подачи). Обработка нескольких участков по¬
верхности детали одновременно несколькими, инструментами ус¬
ловно принимается за один переход. При изменении обрабатыва¬
емой поверхности или инструмента, илцк .режима работы станка
появляется новый переход. Переход может быть выполнен за
один или несколько ходов. > , v '
Ход — это часть перехода, осуществляемая при одном рабо¬
чем перемещении инструмента в направлении подачи. За один
ход снимается один слой металла постоянной или переменной
толщины. ....... ,|
Технологический процесс обработки детали может быть пост¬
роен по принципу дифференциации (раздробления) или
концентрации операций. <
Технологический процесс с дифференциацией операций состо¬
ит из ряда простых операций с малым количеством переходов и
применяемых инструментов в каждой из них. • < -
Технологический процесс с концентрацией операций состоит
из сложных операций каждая из которых включает обработку
многих поверхностей заготовки большим числом инструментов.
Концентрация операций в технологическом процессе может
осуществляться последовательным, параллельным и смешанным
способами. При последовательной концентрации входящие в на¬
стройку инструменты работают последовательно, т. е/ переходы
выполняются последовательно один за другим во время одной
операции. Параллельная концентрация операций технологичес¬
кого процесса предусматривает одновременвую обработку w
скольких поверхностей заготовки входящими в наладку инстру¬
ментами.
В крупносерийном и массовом производстве применяют так¬
же смешанный способ построения технологического процесса об¬
работки деталей.
Степень концентрации и дифференциации операций техноло¬
гического процесса определяется конструктивно-технологически¬
ми факторами: размерами и массой детали, программой выпуска,
применяемыми способами и трудоемкостью обработки детали на
станке, имеющимся оборудованием и др. Дифференциация опера-1
ций технологического процесса обеспечивает высокую гибкость
производства при частой смене выпускаемых изделий, так как
19
простое оборудование и оснастка способствуют сокращению сро¬
ка подготовки к выпуску новых изделий. Параллельная концен¬
трация операций сокращает трудоемкость изготовления изделия,
повышает точность обработки и производительность труда. При
малых объемах производства характерна последовательная кон¬
центрация операций технологического процесса.
1.4. Типы производств и их характеристика
Характеристика производств. В соответствии с ГОСТ
14i004—83 тип производства определяется регулярностью, ста¬
бильностью, номенклатурой и объемом выпуска изделий. Произ¬
водственные процессы в машиностроении могут быть организова¬
ны по принципу единичного, серийного и массового производства.
Единичное производство отличается широкой номенклатурой
изготавливаемых изделий и малым объемом их выпуска, причем
повторяемость этих изделий заранее не планируется.
Характерными признаками единичного производства являются:
♦ применение .универсального оборудования и технологичес¬
кой оснастки;
♦ построение технологического процесса изготовления дета¬
лей по.принципупоследоватедьной концентрации;
•;* групповое расположение оборудования ло типам станков;
♦ использование рабочих высокой квалификации;
♦ низкая производительность труда и высокая себестоимость
продукции; .
♦ гибкость производства (возможность частой перестройки на
изготовление новых изделий).
К единичному производству можно отнести изготовление опыт¬
ных образцов машин, производство уникального оборудования (мощ¬
ные гидротурбины, крупные металлорежущие станки и пр.).
Серийным называется такое производство, которое характе¬
ризуется ограниченной номенклатурой изделий, изготавливаемых
периодически повторяющимися партиями через определенные
промежутки времени, и сравнительно большим объемом выпуска.
В зависимости от количества деталей в партии, их конструктив¬
но-технологических особенностей и трудоемкости изготовления
различают мелко-v средне- и крупносерийное производство.
Серийное производство характеризуется следующими призна¬
ками:
♦ наличием заранее обусловленной повторяемости партий де¬
талей;
20
♦ дифференциацией технологических процессов изготовления
деталей;
♦ применением как универсального, так и специализирован¬
ного оборудования, специальных приспособлений и инструмен¬
тов;
♦ использованием рабочих более низкой квалификации;
♦ расположением оборудования как по групповому признаку,
так и по ходу технологического процесса обработки деталей;
♦ более высокой производительностью труда за счет специа¬
лизации рабочих.
Серийное производство обладает более высокими технико-эко-
номическйми Показателями по сравнению с единичным, так как
эффективнее используется оборудование и технологическая осна¬
стка, значительно уменьшается подготовительно-заключительное
время, приводящееся на одно изделие.
К серийному производству относятся авторемонтные заводы.
Массовым называется производство, которое характеризует¬
ся узкой номенклатурой и большим объемом выпуска изделий,
изготавливаемых в течение продолжительного времени, т. е. пу¬
тем выполнения нд рабочих местах одних и тех же постоянно
повторяющихся операций.
Отличительные признаки массового производства следующие:
♦ широкое применение высокопроизводительных станков,
автоматов и автоматических линий;
♦ применение специальной технологической оснастки;
♦ использование рабочих невысокой квалификации;
♦ расположение оборудования по технологическому процессу
изготовления детали.
Характерной особенностью массового производства является
поточный метод выполнения работ в сборочных и механообраба¬
тывающих цехах. Некоторые детали могут изготавливаться
крупными партиями непоточным методом. Широкому примене¬
нию поточного метода и автоматизации производства способству¬
ют унификация и стандартизация изделий машиностроения, спе¬
циализация производства, сужение номенклатуры изделий и уве¬
личение объема их выпуска.
В крупносерийном производстве в целях повышения загрузки
оборудования в механических цехах находят применение много¬
номенклатурные переменно-поточные линии для обработки груп¬
пы конструктивно подобных деталей. Переход от обработки од¬
ной детали к другой сопровождается переналадкой оснастки без
снятия ее со станка с минимальными затратами времени.
21
Переменно-поточные линии позволяют использовать в серий¬
ном производстве методы массового производства, что повышает
загрузку оборудования и эффективность его использования.
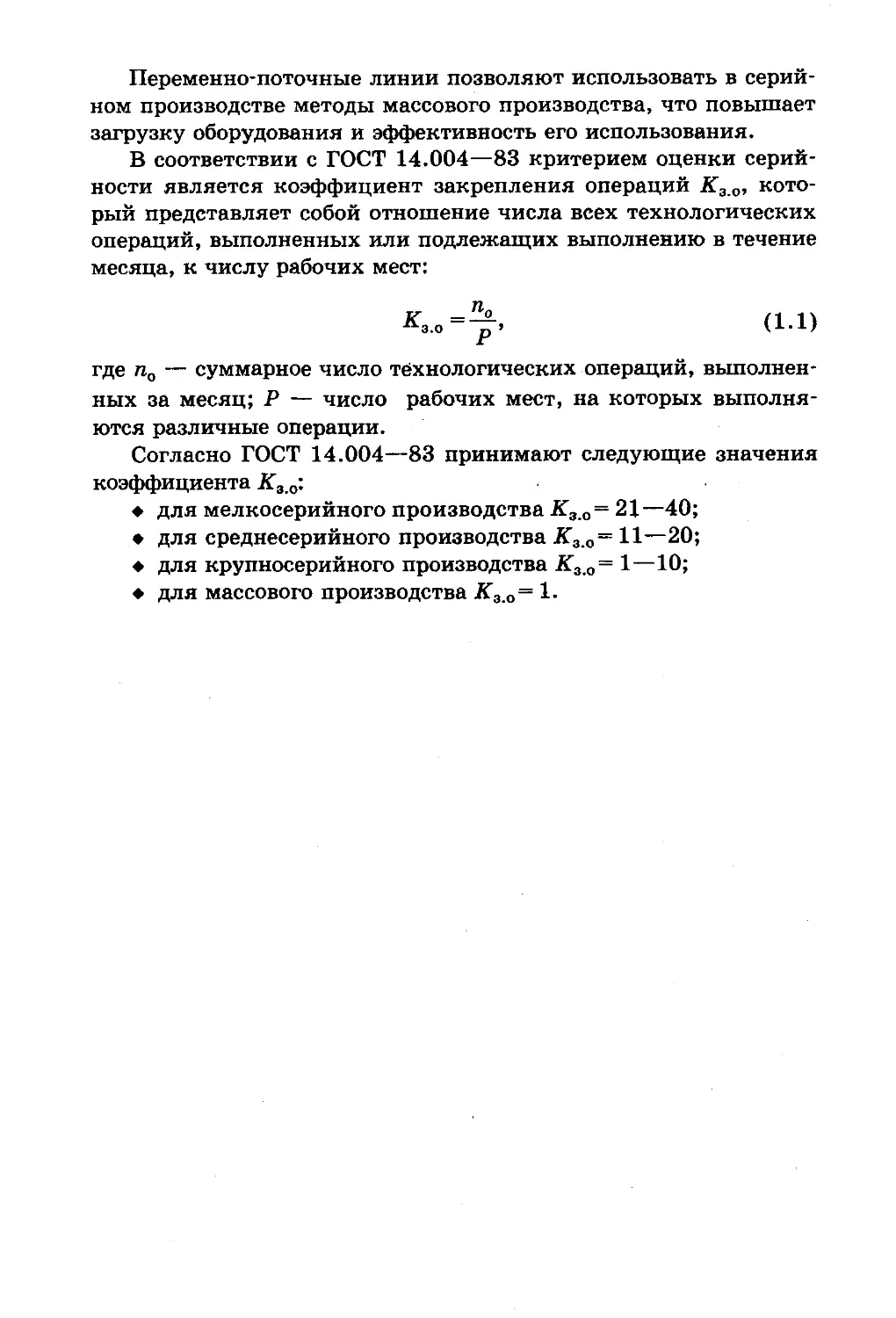
В соответствии с ГОСТ 14.004—83 критерием оценки серий¬
ности является коэффициент закрепления операций Кзл, кото¬
рый представляет собой отношение числа всех технологических
операций, выполненных или подлежащих выполнению в течение
месяца, к числу рабочих мест:
*3.0 =у. (1.1)
где п0 — суммарное число технологических операций, выполнен¬
ных за месяц; Р — число рабочих мест, на которых выполня¬
ются различные операции.
Согласно ГОСТ 14.004—83 принимают следующие значения
коэффициента К3 0:
♦ для мелкосерийного производства Кза= 21—40;
♦ для среднесерийного производства Кзл= 11—20;
♦ для крупносерийного производства K3Q= 1—10;
♦ для массового производства Кзл= 1.
Получение заготовок
автомобильных деталей
«
2.1. Требования к заготовкам
Выбор способа получения заготовок. Одна из главных задач
в машиностроении — применение малоотходного производства
заготовок.
Выбор способа получения заготовок деталей является важным
этапом в разработке технологического процесса изготовления дета¬
лей. От правильного выбора заготовки зависят трудоемкость и сто¬
имость обработки детали, а также ее эксплуатационные свойства.
Способ изготовления заготовки определяется назначением и
конструкцией детали, условиями ее работы, материалом, техни¬
ческими требованиями в отношении точности обработки, про¬
граммой выпуска изделий и экономической целесообразностью, а
также производственной возможностью заготовительных цехов.
Выбрать заготовку — значит установить способ ее получения,
наметить припуски на обработку каждой поверхности, рассчитать
размеры и указать допуски на неточность изготовления.
Основные требования к заготовкам сводятся к следующему:
♦ форма и размеры заготовки должны в максимальной степе¬
ни приближаться к параметрам готовой детали;
♦ физико-механические свойства материала заготовки не дол¬
жны вызывать затруднений при механической обработке;
♦ материал заготовки должен иметь свойства, обеспечиваю¬
щие требуемые эксплуатационные качества детали;
♦ толщина дефектного слоя заготовки и объем снимаемого при
обработке металла должны быть минимальными, однако необходи¬
мо, чтобы припуски были достаточными для последующей обработки;
♦ поверхности, принимаемые за черновые базы, должны быть
по возможности чистыми и гладкими.
Основными показателями, характеризующими экономичность
выбранного метода изготовления заготовки, являются коэффици¬
енты использования металла г|м и съема металла Кс:
(2.1)
где дд — масса детали, кг; Q3ar — масса заготовки, кг.
23
Практические значения коэффициента т|м для некоторых де¬
талей:
1. Чугунное литье, в земляные формы по металлическим моделям:
корпусные детали т|м= 0,8—0,9; гильзы, втулки Т|м=0,5 0,6;
2. Штамповка: рычаги и вилки Г)м= 0,80—0,95; гладкие валы
и зубчатые колеса Т1М = 0,35—0,55.
2.2. Основные методы изготовления заготовок
Изготовление заготовок литьем. Литьем в автомобилестрое¬
нии преимущественно изготавливаются корпусные детали (голов¬
ки, блоки и гильзы цилиндров, картеры различных агрегатов и
узлов), ступицы колес, коленчатые и распределительные валы.
Литье заготовок из черных и цветных металлов осуществля¬
ется различными способами (табл. 2.1).
Таблица 2.1
Характеристика способов получения заготовок литьем
Способы литья
Точность
(квалитет)
Шероховатость
поверхности
Ra, мкм
В земляные формы:
♦ по деревянным моделям с машин¬
ной формовкой
15
20—5
♦ по металлическим моделям с ма¬
шинной формовкой
14
20—5
В постоянные металлические формы
(кокили)
12—14
20,0—2,5
Центробежный
13—15
40—10
Под давлением
11 — 12
5,00—0,63
В оболочковые формы
13
10,0—2,5
По выплавляемым моделям
12
10,0—2,5
Литьем в земляные формы с машинной формовкой по метал¬
лическим или деревянным моделям отливают заготовки из серо¬
го, ковкого и модифицированного чугуна, стали, цветных метал¬
лов и сплавов.
Формы для заливки жидким металлом создаются в специаль¬
ной формовочной смеси с помощью моделей будущих отливок и эле¬
ментов литниковой системы (рис. 2.1). Основными компонентами
формовочных и стержневых смесей являются кварцевый или цир¬
кониевый песок, глина, 1,5—3,0 % дополнительных связующих
24
(сульфитно-спиртовая барда, битум, канифоль, жидкое стекло, тер¬
мореактивные смолы). На современных поточно-механизированных
и автоматизированных линиях засыпка формовочной смеси в верх¬
нюю и нижнюю опоки и ее уплотнение осуществляются параллель¬
но. Затем модель извлекается из формы, устанавливаются литей¬
ные стержни, происходит сборка формы и заливка ее металлом.
Основным показателем технологических возможностей литья в
земляные формы является минимальная толщина стенки заготов¬
ки, которая для серого чугуна составляет 5 мм, ковкого — 7 мм,
для стали — 7 мм, для бронзы — 3 мм.
Этот способ литья не обеспечивает высокой точности разме¬
ров и формы заготовки, но позволяет получать детали сложной
формы при относительно невысокой стоимости литых заготовок.
Рис. 2.1. Заливка металла в опочную форму:
1 — подопочная плита; 2 — нижняя опока; 3 — стержень;
4 — верхняя опока; 5 — заливочный ковш; 6 — литниковая система;
7 — верхняя полуформа; 8 — скобы для скрепления опок;
9• — нижняя полуформа
С целью повышения производительности изготовления отли¬
вок датской фирмой «DISA» разработаны технология и оборудо¬
вание для безопочной формовки.
Литье в постоянные металлические разъемные (рис. 2.2)
формы (кокили) происходит следующим образом. Перед залив¬
кой металла на рабочую поверхность наносят пульверизатором
разделительный слой (огнеупорную краску), а затем кокиль по¬
догревают до температуры 200—400 °С. Способ эффективен при
25
литье заготовок сложной конфигурации, так как за счет умень¬
шения припусков сокращается объем последующей механической
обработки. Производительность способа в 2—3 раза выше по
сравнению с литьем в земляные формы.
Рис. 2.2. Конструкции кокилей:
а — с вертикальным разъемом; б — с горизонтальным разъемом;
1 — гнездо для заливки металла; 2 — литниковая система
Литье в кокиль чаще выполняется из цветных сплавов и
реже из чугуна и стали. Высокая температура их плавления вы¬
зывает интенсивное изнашивание кокиля.
При центробежном литье металл заливают во вращающую¬
ся форму (рис. 2.3). Формирование отливок осуществляется под
действием возникающих при вращении центробежных сил до
полного затвердевания металла.
а
б
Рис. 2.3. Центробежное литье:
1 — центробежная изложница; 2 — расплавленный металл
26
Таким способом получают заготовки, имеющие форму тел
вращения с внутренними цилиндрическими поверхностями (гиль¬
зы цилиндров, втулки). Отливки имеют более высокую плотность
металла по наружной поверхности и более точный ее профиль.
Применение этого способа позволяет снизить расход металла из-
за меньшей материалоемкости литниковых систем и уменьшить
массу заготовки до 40 %, вследствие чего снижаются трудоем¬
кость и себестоимость последующей механической обработки.
Возможно также получение комбинированных заготовок.
Литье заготовок под давлением — наиболее производитель¬
ный способ получения литых заготовок, при котором жидкий ме¬
талл подается в пресс-форму под давлением 100 МПа. Этапы тех¬
нологического процесса литья заготовок под давлением с холод¬
ной камерой прессования приведены на рис. 2.4.
I этап
II этап
Рис. 2.4. Схема литья под давлением
В прессовальную камеру 1 подают расплавленный металл
(I этап), который под д^ствием поршня 2 заполняет полость ме¬
таллической пресс-формы (II этап). После затвердевания метал¬
ла извлекается стержень 4 и раскрывается пресс-форма (III этап),
из которой выталкивателем 3 удаляется отливка (IV этап).
27
Литье под давлением применяют для изготовления заготовок из
цветных сплавов со сложными тонкими стенками (блоков цилин¬
дров легковых автомобилей, корпусов масляных насосов). Проч¬
ность деталей, полученных литьем под давлением, на 20—-30 %
выше, чем в земляные формы, производительность — 200—400
отливок в час. Заготовки имеют незначительные припуски на ме¬
ханическую обработку.
Особенности литья в оболочковые формы, которые изготавли¬
ваются из песчано-смоляной смеси, состоящей из 90—95 % квар¬
цевого песка и 5—10 % термореактивной фенолоформальдегид-
ной смолы, следующие. При помещении металлической полумо-
дели, подогретой до температуры 150—200 °С, в формовочную
смесь образуется корка (оболочка) толщиной 5—15 мм. Для от¬
верждения корки модель помещают в лечь при температуре
300—350 °С. Затем модель извлекают и получают две полуфор-
мы, при соединении которых образуется оболочковая форма.
Форму изготавливают из двух или более частей.
На рис. 2.5 приведен один из вариантов технологического
процесса изготовления оболочковой формы. Нагретая модель 1
(рис. 2.5, а) помещается в бункер 2, в котором находится фор¬
мовочная смесь 3. После поворота модельной плиты с бунке¬
ром на 180° формовочная смесь насыпается на нее и выдержива¬
ется на нагретой модельной плите до образования оболочки
(рис. 2.5, б). Затем плита возвращается в исходное положение
а в
Рис. 2.5. Технология изготовления оболочковой формы
28
(рис. 2.5, в), а полученная оболочка прокаливается в печи.
Образованная таким образом твердая оболочка 4 снимается с
модели специальным выталкивателем 5 (рис. 2.5, г). Заливка
металла может осуществляться в форму, составленную из двух
оболочек, при расположении формы как в горизонтальном, так
и в вертикальном положении. В последнем случае для предох¬
ранения формы от преждевременного разрушения ее помещают
в опоку 6 и засыпают чугунной дробью 7 (рис. 2.5, д). Выбив¬
ка отливок из формы происходит на специальных вибрацион¬
ных установках.
Стоимость оболочкового литья в 2 раза выше по сравнению
с литьем в земляные формы, но объем механической обработки
на 30—50 % меньше, а расход формовочных материалов в
10 раз ниже. Процесс литья в оболочковые формы легко авто¬
матизируется, что значительно улучшает условия труда. Спо¬
соб применяется для получения отливок сложных деталей
(чугунных коленчатых и распределительных валов двигателей).
Последовательность процесса литья по выплавляемым моде¬
лям приведена на рис. 2.6. Формовочная смесь из легкоплавких
а б в г
Рис. 2.6. Изготовление формы при литье
по выплавляемым моделям
29
материалов (температура плавления 50—70 °С), состоящая из
воска, стеарина, а также других материалов (парафин, синте¬
тический церезин, буроугольный воск), подается под давлением
в пресс-форму 2 (рис. 2.6, а). После затвердевания состава по¬
лученную модель извлекают из пресс-формы и собирают в бло¬
ки 3 (рис. 2.6, б). Блок моделей покрывают жаропрочным сло¬
ем 4 при многократном окунании в специальную смесь, состоя¬
щую из маршаллита и связующего состава (жидкого стекла или
этилсиликата) (рис. 2.6, в). После чего блок моделей обсыпают
в несколько слоев мелким кварцевым песком 5 (рис. 2.6, г) и
просушивают на воздухе или в парах аммиака 6 (рис. 2.6, д).
Затем выплавляют состав из полученной оболочковой формы и
производят формовку ее в опоке путем засыпки кварцевым пес¬
ком 5 (рис. 2.6, е) с последующим прокаливанием в печи 7 при
температуре 850—950 °С (рис. 2.6, ж). Готовую форму 8 зали¬
вают жидким металлом (рис. 2.6, з). После охлаждения отлив¬
ки извлекают из формы, очищают и отделяют от литниковой
системы.
Описанный способ позволяет получать заготовки сложной
формы высокой точности (11-й, 12-й квалитеты) с шероховатос¬
тью поверхности Ra = 10,0—2,5 мкм (шлицевые валики, зубча¬
тые колеса, крыльчатки насосов и др.). Способ применяется для
получения заготовок из высоколегированных сталей и труднооб¬
рабатываемых сплавов;
Для повышения точности и качества отливок в НИИТавто-
проме разработан усовершенствованный метод литья заготовок
по выплавляемым моделям с бестигельной плавкой и заливкой
форм в вакууме. Сущность процесса заключается в том, что мер¬
ная цилиндрическая заготовка заданного химического состава и
размеров помещается в керамическую форму непосредственно пе¬
ред установкой на одну из рабочих позиций, после чего происхо¬
дит ее индукционная плавка с последующей заливкой расплава
в рабочую часть формы. Установка обеспечивает полную автома¬
тизацию процесса плавки и заливки форм в. вакууме, что обеспе¬
чивает повышение производительности в 2—3 раза и увеличение
выхода годных отливок (в 2,0—2,5 раза).
Изготовление заготовок пластическим деформированием ме¬
талла. В автомобильной промышленности применяются различ¬
ные способы получения заготовок методом пластического дефор¬
мирования металла (табл. 2.2).
30
Таблица 2.2
Характеристика способов получения заготовок
пластическим деформированием металла
Способы пластического
деформирования
Точность,
квалитет
Шероховатость
поверхности
Ra, мкм
Свободная ковка
17 и ниже
До 80
Ковка с подкладными штампами
14—17
80
Штамповка на молотах и прессах
13—14
80—20
Объемная штамповка на горизон¬
(безоблойная 9—11)
13—14
80—20
тально-ковочных машинах
Вальцовка на ковочных вальцах
14—15
80—20
Холодная высадка на автоматах
10—12
5,0—1,25
Поперечно-винтовая прокатка
14—15
40—J.0
Радиальное обжатие на ротацион¬
10—11
До 0,4
но-ковочных машинах
Штамповка выдавливанием
9—11
80—20
Свободная ковка осуществляется с подогревом углеродистых
сталей до температуры 1100—1250 °С. Полученные заготовки
имеют большие припуски на обработку резанием, точность их
низкая, а дефектный слой весьма значительный.
Заготовка, выполненная свободной ковкой, может быть улуч¬
шена по форме и размерам путем обжатия ее на подкладном
штампе. Применение подкладных штампов целесообразно при
размере партии 50—200 заготовок.
Горячая объемная штамповка осуществляется на молотах
или штамповочных прессах с открытыми и закрытыми штампа¬
ми при подогреве металла до температуры пластического дефор¬
мирования. Однако штамповка на молотах нерациональна, так
как окончательная форма заготовок получается за несколько уда¬
ров, что вызывает смещение верхнего штампа относительно ниж¬
него и увеличение припуска на обработку резанием.
Наибольшее распространение в автомобильной промышленно¬
сти получила объемная штамповка на кривошипных горяче¬
штамповочных прессах. Штамповка на них требует точного рас¬
чета объема металла, необходимого для изготовления отдельных
заготовок.
Горячая штамповка широко применяется для изготовления за¬
готовок стальных коленчатых и распределительных валов, поворот¬
ных цапф, зубчатых колес коробок передач и задних мостов, кресто¬
вин карданного вала и дифференциала, шатунов и других деталей.
31
При штамповке на горизонтально-ковочных машинах (ГКМ)
конструктивные формы заготовок должны допускать разделение
штампов на три части с двумя перпендикулярными плоскостями
разъема х—х и у—у. Схема штамповки на FKM приведена на
рис. 2.7. Материал подается на расчетную длину, после чего под¬
вижная часть матрицы 2 смыкается с ее неподвижной частью 1.
Затем пуансон 3, перемещаясь в горизонтальной плоскости, уда¬
ряет по выступающей части заготовки до заполнения матрицы
металлом по всему контуру. Стойкость штампов составляет 10
20 тыс. заготовок.
Способ является высокопроизводительным при изготовлении
Заготовок, имеющих форму тел вращения.
Рис. 2.7. Схема штамповки на горизонтально-ковочной машине
Вальцовкой на ковочных вальцах называется процесс обра¬
ботки давлением, при котором деформирование заготовки проис¬
ходит во вращающихся секторах — штампах, расположенных на
валиках (рис. 2.8). Валики вращаются синхронно и при замы¬
кании образуют профиль заготовки (рис. 2.8, б). Вальцовка при¬
меняется для предварительного или окончательного обжатия за¬
готовок из прутка или полосы (шатуны, ключи, вилки, рычаги).
у
7 / J ч4
2
У
Р
б
Рис. 2.8. Схема вальцовки на ковочных вальцах:
а — исходное положение; б — вальцовка
32
Процесс вальцовки длится 4—5 с, поэтому после вальцовки
можно выполнять последующую штамповку без дополнительно¬
го подогрева.
Такое сочетание вальцовки и штамповки повышает произво¬
дительность, снижает расход металла на 10—15 % и обеспечи¬
вает более благоприятное расположение волокон металла, чем
при штамповке на молотах и прессах.
Холодная объемная штамповка применяется в основном для
получения заготовок крепежных деталей и других мелких дета¬
лей (толкателей, клапанов) на специальных холодно-высадочных
прессах-автоматах (производительность до 400 шт./мин).
Широкое распространение получила электровысадка, обеспе¬
чивающая 11-й, 12-й квалитеты точности, экономию металла (в
2 раза) и меньшую трудоемкость (в 5 раз) по сравнению с меха¬
нической обработкой.
Холодная листовая штамповка состоит из формоизменяю¬
щих операций, посредством которых плоская заготовка превра¬
щается в пространственную деталь заданной формы и размеров
(гибка, отбортовка, вытяжка). Область применения — изготов¬
ление деталей кузова, дисков колес, поддонов картера, колпаков,
крышек и др. Пробивкой отверстий и вырубкой по замкнутому
контуру изготавливают плоские детали типа шайб, рычагов,
крышек, прокладок. Исходным материалом служат малоуглеро¬
дистая сталь, алюминиевые и магниевые сплавы, неметалличес¬
кие материалы (кожа, картон, резина).
Сущность формирования заготовки при поперечно-винтовой
прокатке заключается в обжатии ее тремя вращающимися вал¬
ками 2, имеющими радиальное перемещение с помощью поршне¬
вых гидроприводов 1, движениями которых управляет щуп 7,
скользящий по копиру 6 (рис. 2.9).
Осевое перемещение обрабатываемой заготовки 3 относитель¬
но валков осуществляется механической рукой 4 и поршневым
гидроприводом 5. Заготовку предварительно подогревают высоко¬
частотным индуктором, расположенным перед обрабатывающими
валками. Способ обеспечивает высокую точность заготовок и эко¬
номию металла до 20—30 %. Заготовки имеют более высокие
механические свойства за счет выгодного расположения волокон
металла.
Поперечно-винтовая прокатка применяется для изготовления
заготовок с поверхностями тел вращения (многоступенчатых ва¬
ликов, полуосей и других подобных деталей).
2- 135
33
К насосу ный бак g гид
Рис. 2.9. Схема поперечно-винтовой прокатки
В гидросистему
Схема радиального обжатия заготовки на ротационно-ковоч-
ных машинах приведена на рис. 2.10. В головке шпинделя 3 ро¬
тационной машины имеется паз, в котором размещены два пол¬
зуна 4, свободно перемещающиеся в радиальном направлении
(рис. 2.10, а). На внутренних торцах ползунов установлен штамп
5, а на внешних торцах — упорные ролики 6. В пазах обоймы 1
свободно расположены ролики 2. При вращении шпинделя (или
обоймы) ролики 6, набегая на ролики 2, будут перемещать ползу¬
ны к оси головки на смыкание штампа 5.
Удары половинами штампа по поверхности заготовки проис¬
ходят с интервалом 0,7 с.
Способ применяется для изготовления точных заготовок из
прутка или трубы (ступенчатые валики, оси и другие детали) с
предварительным подогревом или в холодном состоянии, обеспе¬
чивает получение заготовок с высокой точностью и высоким ко¬
эффициентом использования металла (0,85—0,95).
Рис. 2.10. Радиальное обжатие на ротационно-ковочных машинах:
а — поперечное сечение головки; б — схема получения заготовки
а
б
5
2
4
6
1
3
34
При штамповке холодным выдавливанием металл течет в
отверстие матрицы или в зазор между пуансоном и матрицей,
в результате чего обеспечивается получение заготовок сложной
формы из цветных металлов, сплавов или мягкой стали.
Существуют три вида холодного выдавливания: прямое, об¬
ратное и комбинированное (рис. 2.11).
При получении заготовок холодным выдавливанием обеспечи¬
ваются незначительные припуски на обработку, а коэффициент
использования металла составляет 0,90—0,98.
а б в
Рис. 2.11. Схемы холодного выдавливания:
а — прямое; б — обратное; в — комбинированное;
1 — пуансон; 2 — матрица; 3. — заготовка; 4 — неподвижный пуансон
Получение заготовок другими способами. Сортовой металл
(прокат) применяют при изготовлении гладких и ступенчатых
валов с небольшим перепадом диаметров ступеней, крепежных
деталей и деталей фасонного профиля.
Исходными материалами служат горячекатаные и холоднотя¬
нутые прутки, полоса, лист, труба, проволока, специальный
прокат из стали, цветных металлов и их сплавов. При получе¬
нии заготовок из стального калиброванного прутка 7—9-го ква-
литетов точности не требуется механическая обработка по на¬
ружному диаметру (или только финишная обработка). Поэтому
при изготовлении заготовок из проката сокращается расход ме¬
талла и объем механической обработки, которая ограничивается
сверлением отверстий, снятием фасок и другими нетрудоемкими
операциями.
35
Применение синтетических материалов позволяет изготав¬
ливать заготовки сложной формы с точными размерами и хоро¬
шим качеством поверхностей, требующих лишь незначительной
механической обработки.
Материалами для изготовления заготовок служат текстолит,
капрон, волокнит и др. Заготовки получают прессованием или
литьем под давлением. Из текстолита изготавливают зубчатые
колеса распределительных валов, из капрона — подшипники
скольжения, втулки, шайбы; из волокнита — подшипники
скольжения, крыльчатки водяного насоса. Благодаря разнообра¬
зию способов получения детали из пластмасс можно изготавли¬
вать комбинированными (на металлическом основании).
Применение синтетических материалов обусловливается их ма¬
лой плотностью, антикоррозионными, антифрикционными, тепло-
и электроизоляционными свойствами. Замена металлов синтети¬
ческими материалами в условиях крупносерийного и массового
производства снижает себестоимость деталей из черных металлов
в 1,5—3,5 раза, а из цветных металлов и сплавов — в 5—10 раз.
Метод порошковой металлургии заключается в прессова¬
нии смеси порошков (железомедных, медно-графитовых и др.)
под давлением 100—600 МПа и последующем их спекании при
температуре ниже точки плавления основного компонента. Точ¬
ность заготовок, полученных методом порошковой металлур¬
гии, соответствует 12-му, 13-му квалитетам, расход материалов
значительно сокращается (иногда требуется лишь финишная об¬
работка).
Материалами для получения заготовок служат порошки алю¬
миния, бронзы, конструкционной, легированной, быстрорежу¬
щей, коррозионно-стойкой сталей и твердых сплавов.
Метод порошковой металлургии дает возможность изготавли¬
вать заготовки с заданными физико-механическими свойствами
из тугоплавких металлов и сплавов, из сочетаний металлов и не¬
металлов (медь—графит; железо—пластмасса), получать порис¬
тые детали. Для деталей, работающих в условиях трения, заго¬
товки рекомендуется изготавливать с пористостью 8—10 % с
последующей пропиткой маслом.
2.3. Экономическое обоснование выбора заготовки
Методика расчета экономической эффективности. Способ по¬
лучения заготовки оказывает влияние на технологический про¬
цесс обработки детали и ее технологическую себестоимость.
36
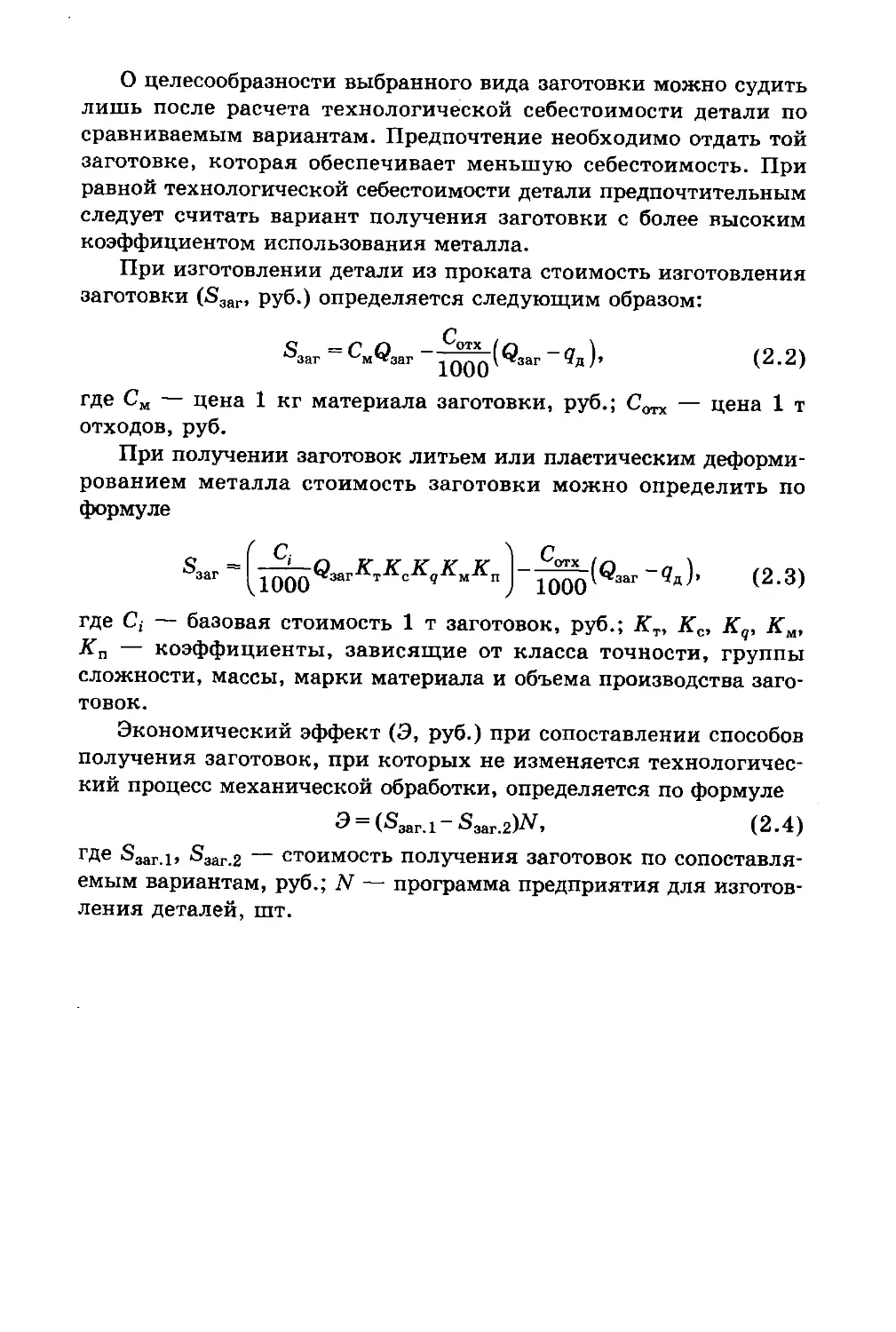
О целесообразности выбранного вида заготовки можно судить
лишь после расчета технологической себестоимости детали по
сравниваемым вариантам. Предпочтение необходимо отдать той
заготовке, которая обеспечивает меньшую себестоимость. При
равной технологической себестоимости детали предпочтительным
следует считать вариант получения заготовки с более высоким
коэффициентом использования металла.
При изготовлении детали из проката стоимость изготовления
заготовки (S3ar, руб.) определяется следующим образом:
где См — цена 1 кг материала заготовки, руб.; С^ — цена 1 т
отходов, руб.
При получении заготовок литьем или плаетическим деформи¬
рованием металла стоимость заготовки можно определить по
формуле
где С; — базовая стоимость 1 т заготовок, руб.; Кт, Кс, Kq, Км,
Кп коэффициенты, зависящие от класса точности, группы
сложности, массы, марки материала и объема производства заго¬
товок.
Экономический эффект (Э, руб.) при сопоставлении способов
получения заготовок, при которых не изменяется технологичес¬
кий процесс механической обработки, определяется по формуле
где S3ar l, S3ar 2 стоимость получения заготовок по сопоставля¬
емым вариантам, руб.; N — программа предприятия для изготов¬
ления деталей, шт.
(2.2)
/
С \ с
-i—a тс тс тс V ТС _±от\
1000 г (^-3)
S
Э — (S3CLTI — S3ar.2)iV,
(2.4)
Базирование деталей
и точность механической
обработки
3.1. Основные принципы выбора баз
и погрешности базирования
Способы установки и закрепления заготовки. Точность меха¬
нической обработки детали зависит от способа установки (бази¬
рования и закрепления) заготовки. Под установкой понимается
правильная ориентация заготовки относительно режущего инст¬
румента и надежная фиксация ее в данном положении. Правиль¬
ность установки определяется характером и точностью базирова¬
ния заготовки. В соответствии с ГОСТ 21495 76 под базирова¬
нием понимают придание заготовке требуемого положения отно¬
сительно выбранной системы координат.
Базой называют исходную поверхность, определяющую по¬
ложение заготовки в процессе обработки ее на станке или ориен¬
тирующую другие детали узла, агрегата при сборке. Базирование
необходимо на всех стадиях создания изделия.
По назначению различают конструкторские, технологические
и измерительные базы.
Конструкторские базы — это поверхности, линии или точки
на рабочем чертеже детали, относительно которых конструктор за¬
дает размеры и взаимное положе¬
ние других поверхностей, линий
или точек. Конструкторскими ба¬
зами на рабочем чертеже служат
оси отверстий и валов, оси сим¬
метрии и другие геометрические
элементы. Важным вопросом при
конструировании является пра¬
вильная простановка размеров на
чертеже, которая возможна цеп¬
ным или координатным способом.
При цепном способе суммирование
ошибок отдельных звеньев размер¬
ной цепи неизбежно (рис. 3.1, а).
а
Рис. 3.1. Способы простановки
размеров:
а — цепной; б — координатный
38
При координатном способе (от одной конструкторской базы) ис¬
ключается суммирование ошибок отдельных размеров в процессе
измерения детали (рис. 3.1, б).
Технологической базой называется поверхность, используе¬
мая для определения положения заготовки в процессе изготовле¬
ния детали. Технологической базой может быть рабочая поверх¬
ность детали или специально созданная поверхность у заготовки
для базирования при обработке, которая не выполняет служеб¬
ного назначения у детали (например: центровые отверстия валов,
приливы у деталей-корпусов).
Измерительной базой называется поверхность, которая ис¬
пользуется для определения относительного положения заготов¬
ки и средств измерения, т. е. от которой производят отсчет раз¬
мера обработки.
Базирование связано с частичным или полным лишением сте¬
пеней свободы заготовки в выбранной системе координат. Поэто¬
му установлены следующие разновидности технологических баз:
установочная, направляющая (двойная направляющая), опорная
(двойная опорная).
Установочной базой называют элементы детали, используе¬
мые в процессе обработки для установления взаимосвязи между
расположением режущей кромки инструмента и обрабатываемой
поверхностью и лишающие заготовку трех степеней свободы: пе¬
ремещения вдоль оси у и поворотов вокруг осей х и 2 (поверх¬
ность I в плоскости хОг, рис. 3.2, а).
Направляющая база лишает заготовку двух степеней свободы:
перемещения вдоль оси х и поворота вокруг оси у (поверхность
II в плоскости уОг, рис. 3.2, а).
Двойная направляющая база лишает заготовку четырех сте¬
пеней свободы: перемещений вдоль осей х и у и поворотов вок¬
руг этих осей (рис. 3.2, б).
Опорная база лишает заготовку одной степени свободы:
перемещения вдоль оси г (поверхность III в плоскости хОу на
рис. 3.2, а).
Двойная опорная база лишает заготовку двух степеней свобо¬
ды: перемещений вдоль координатных осей х и у (рис. 3.2, в).
При проектировании технологических процессов правильное
назначение технологических баз способствует повышению точно¬
сти обработки. Поэтому при выборе баз необходимо учитывать
следующие положения:
♦ поверхность заготовки или сборочной единицы, принятая
за технологическую базу, должна быть обработана с требуемой
39
Рис. 3.2. Схемы базирования деталей:
а — призматических; б — валов; в — дисков; 1—6 опорные точки;
1'—6’ — проекции опорных точек на координатные плоскости;
I—III — базы детали
точностью и шероховатостью; при обработке такой поверхности
заготовку базируют по черновым базам (т. е. необработанным по¬
верхностям); '
♦ при обработке заготовок сложной конструкции (блок ци¬
линдров) черновые базы должны быть гладкими и не иметь ли¬
тейных и штамповочных уклонов;
♦ за черновые базы следует принимать поверхности, располо¬
женные параллельно, перпендикулярно или концентрично техно¬
логической базе, так как при этом упрощается процесс базирова¬
ния и повышается точность обработки технологической базы;
♦ за технологическую установочную базу принимается боль¬
шая по площади поверхность заготовки, что позволяет дальше
разнести три опорные точки и повышает устойчивость заготовки
в процессе ее обработки;
♦ за направляющую технологическую базу принимается боль¬
шая по длине и меньшая по ширине поверхность заготовки, что
40
дает возможность расположить точки, определяющие направление
заготовки, на одной прямой и повысить точность базирования;
♦ для достижения высокой точности обработки необходимо со¬
блюдать принцип совмещения технологической, измерительной и
конструкторской баз, поэтому при разработке конструкции детали
необходимо предусматривать возможность использования конст¬
рукторской базы в качестве технологической и измерительной;
♦ при проектировании технологических процессов обработки
деталей сложной конструкции с большим количеством точных
взаимосвязанных поверхностей необходимо соблюдать принцип
постоянства технологической базы, который заключается в ис¬
пользовании одной и той же технологической базы при выпол¬
нении всех основных операций обработки заготовки.
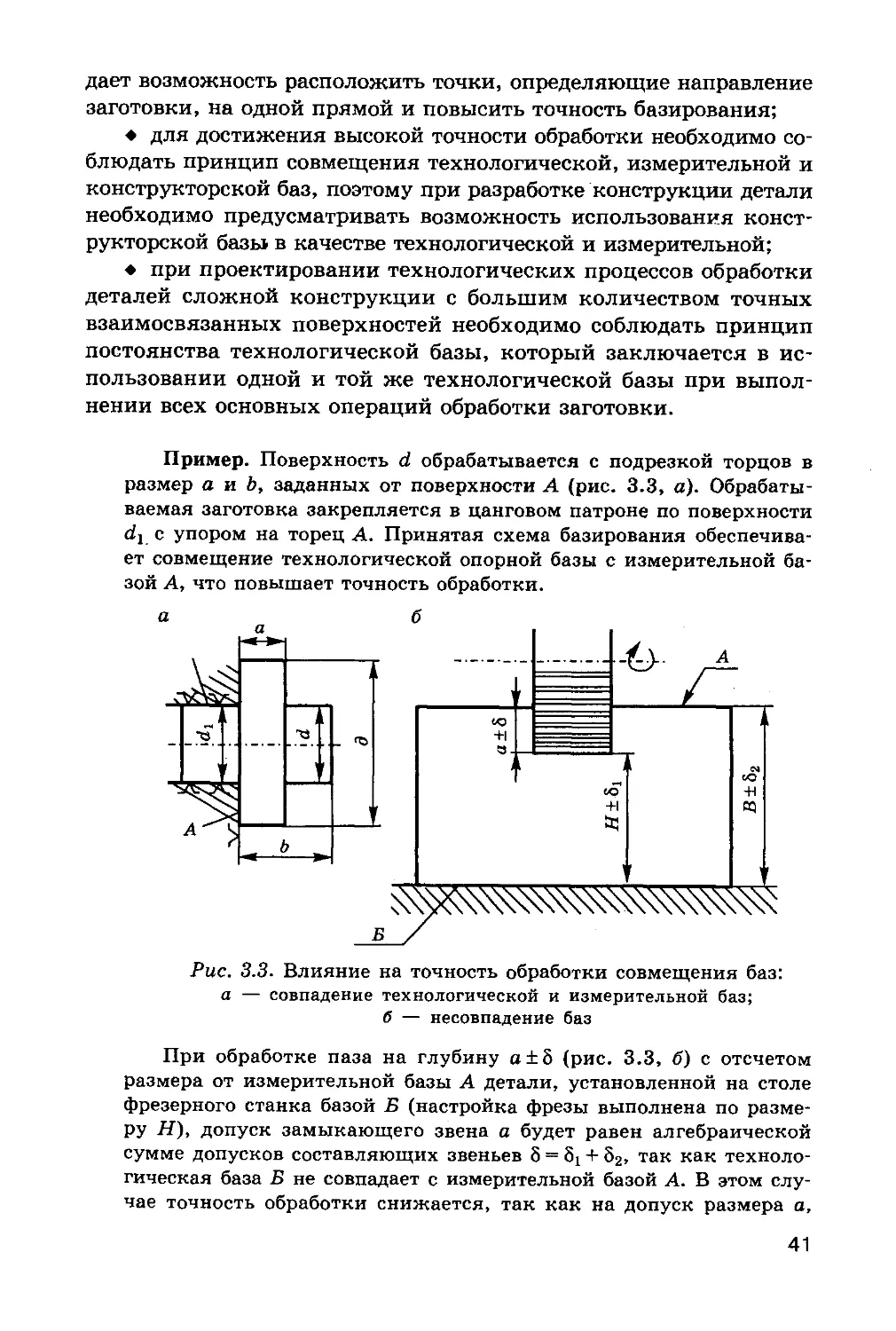
Пример. Поверхность d обрабатывается с подрезкой торцов в
размер а и Ь, заданных от поверхности А (рис. 3.3, а). Обрабаты¬
ваемая заготовка закрепляется в цанговом патроне по поверхности
d1 с упором на торец А. Принятая схема базирования обеспечива¬
ет совмещение технологической опорной базы с измерительной ба¬
зой А, что повышает точность обработки.
Рис. 3.3. Влияние на точность обработки совмещения баз:
а — совпадение технологической и измерительной баз;
б — несовпадение баз
При обработке паза на глубину а ±6 (рис. 3.3, б) с отсчетом
размера от измерительной базы А детали, установленной на столе
фрезерного станка базой Б (настройка фрезы выполнена по разме¬
ру Н), допуск замыкающего звена о будет равен алгебраической
сумме допусков составляющих звеньев 5 = 8! + 82, так как техноло¬
гическая база В не совпадает с измерительной базой А. В этом слу¬
чае точность обработки снижается, так как на допуск размера а,
41
кроме погрешности настройки, оказывает влияние и колебание
размера В, связывающего установочную и измерительную базы.
Следовательно, погрешность базирования представляет собой от¬
клонение фактического положения заготовки при базировании от
требуемого. Если технологическая база совпадает с измеритель¬
ной, погрешность базирования равна нулю.
Погрешность базирования равна нулю для всех размеров, оп¬
ределяющих взаимное положение поверхностей, обработанных
при данной установке заготовки.
При обработке поверхностей, которые одновременно служат
направляющими технологическими базами, погрешность базиро¬
вания также будет равна нулю. Например, при протягивании,
развертывании, притирке отверстий, а также при бесцентровом
шлифовании поверхность, подвергающаяся обработке, является
направляющей для инструмента.
Таким образом, для снижения погрешностей базирования не¬
обходимо использовать постоянные базы для различных опера¬
ций обработки. Каждая смена базы вносит новые погрешности,
зависящие от неточности взаимного расположения баз.
3.2. Факторы, влияющие на точность обработки
Точность изготовления деталей. Это один из основных парамет¬
ров, обеспечивающих высокое качество и надежность автомобилей.
Точность является относительным понятием и определяется откло¬
нениями поверхностей и осей детали от взаимного расположения
(несоосность, непараллельность, неперпендикулярность, неконцен-
тричность), отклонениями от заданной геометрической формы, дей¬
ствительных размеров детали от номинальных значений.
Точностью обработки называют степень соответствия вза¬
имного расположения поверхностей детали, ее формы и размеров
параметрам, заданным на рабочем чертеже.
Точность взаимного расположения поверхностей при обработ¬
ке детали в несколько операций зависит от погрешности базиро¬
вания детали на различных операциях.
Точность формы детали оказывает существенное влияние на ра¬
боту сопряженных поверхностей. На нее влияют профиль и уста¬
новка режущего инструмента, вид рабочих движений станка, износ
направляющих, неуравновешенность шлифовального круга и др.
Точность размера определяется точностью установки режуще¬
го инструмента, длиной прохода и размерами самого инструмен¬
та (мерного или профильного).
42
На точность обработки влияет большое количество факторов,
присущих самому процессу обработки, которые можно разделить
на статические и динамические.
К статическим относятся факторы, вызывающие погреш¬
ности, величина и характер которых не зависят от режимов об¬
работки.
К динамическим относятся факторы, вызывающие по¬
грешности в процессе обработки детали, т. е. зависящие от ре¬
жимов обработки.
Неточность изготовления и изнашивание деталей станка.
Технологическая точность металлорежущих станков регламенти¬
рована ГОСТом. Согласно этому ГОСТу радиальное биение токар¬
ных и фрезерных станков допускается в пределах 0,010—0,015 мм,
торцовое биение 0,01—0,02 мм, непрямолинейность и непарал-
лельность направляющих станин токарных станков — в преде¬
лах 0,02 мм на длине 1000 мм. Неточность кинематической схе¬
мы станка также влияет на точность обработанной на нем дета¬
ли (например, зубчатого колеса).
Неточность изготовления режущего инструмента и приспособ¬
лений. Точность изготовления инструмента существенно сказывает¬
ся на точности обработки при работе мерным и профильным инст¬
рументом, так как эти инструменты копируют профиль и свои раз¬
меры на поверхностях обрабатываемой заготовки. Приспособления
изготавливаются с учетом точности изготовления детали. При точ¬
ности обработки по 6—9-му квалитетам допуск на точные размеры
приспособления устанавливают в пределах 1/2—1/3 допуска на со¬
ответствующие размеры детали. При более грубой обработке (ниже
9-го квалитета) допуски на детали приспособления составляют
1/5—1/10 допуска на соответствующие размеры детали.
Погрешности установки заготовки на станке. Перед обработ¬
кой заготовку необходимо правильно скоординировать относи¬
тельно режущего инструмента и зафиксировать ее в этом поло¬
жении на время выполнения операции. При этом необходимо
учитывать жесткость заготовки и величину зажимного усилия,
которое может деформировать или сместить заготовку относи¬
тельно режущего инструмента. Поэтому усилие закрепления за¬
готовки, особенно на чистовых операциях, необходимо прини¬
мать с учетом обеспечения заданной точности обработки.
Изнашивание и деформация режущего инструмента в про¬
цессе обработки. Изнашивание инструмента характеризуется
уменьшением размера в нормальном направлении к обрабатывае¬
мой поверхности, что ведет к изменению размера и формы
43
обрабатываемой поверхности. Наибольшее влияние на изнашива¬
ние инструмента оказывает скорость резания, в меньшей степе¬
ни — подача и глубина резания.
Износ инструмента за время его работы между периодически¬
ми переточками (U, мкм) пропорционален пути резания:
£/ = *М>, (зл>
где U0 — относительный удельный износ (мкм), отнесенный к
пути резания , мкм/тыс.м; 1р — путь резания, тыс.м:
Jp=vT, (3.2)
где v — скорость резания, м/мин; Т — стойкость режущего ин¬
струмента, мин.
В начале работы инструмент изнашивается интенсивнее, по¬
этому с учетом начального износа размерный износ определяется
по формуле
U = U„ + U0(lp-1), (3.3)
где [/„ — начальный износ, соответствующий первой 1000 м
пути, мкм.
Износ лезвийного режущего инструмента можно компенсиро¬
вать периодической подналадкой станка или настройкой инстру¬
мента на размер.
Влияние износа абразивного круга на форму детали компен¬
сируется правкой алмазным инструментом, а на размер обработ¬
ки — автоматической подачей (у современных станков).
Деформация элементов системы СПИД. Способность техно¬
логической системы «станок—приспособление—инструмент—де¬
таль» (СПИД) противостоять действию силы резания, вызываю¬
щей деформацию элементов этой системы, характеризует ее жест¬
кость. Упругая деформация системы СПИД под действием силы
резания Ру, направленной по нормали к обрабатываемой поверх¬
ности, приводит к погрешности обработки.
Жесткостью системы СПИД (/, Н/мм) называют отношение
составляющей Ру силы резания к смещению режущей кромки ин¬
струмента в направлении действия этой составляющей:
j-Py/у, (3.4)
где Ру — составляющая силы резания, направленная по норма¬
ли к обрабатываемой поверхности, Н; у — взаимное смещение
инструмента и обрабатываемой поверхности, мм;
Ру =Ср- tX’ • SY’, (3.5)
где t — глубина резания, мм; S — подача, мм/об; Ср, Хр, Yp —
коэффициенты, характеризующие условия обработки.
44
Величина, обратная жесткости, называется податливостью
системы СПИД (W, мм/Н):
(3.6)
Следовательно, величина смещения режущей кромки инстру¬
мента у составит:
У ~~~~ PyW.
]
(3.7)
Если податливость системы переменна в точках приложения
силы Ру при перемещении инструмента, то имеет место отклоне¬
ние от заданной формы детали (рис. 3.4).
Ру/2
В-
ш
I Р,/2
т
Рис. 3.4. Влияние жесткости системы СПИД
на точность формы детали:
а — нежесткая передняя бабка; б — нежесткая задняя бабка;
в — нежесткая передняя и задняя бабки; г — нежесткая деталь
Для повышения точности обработки деталей необходимо по¬
вышать жесткость системы СПИД путем применения дополни¬
тельных опор, повышения жесткости закрепления обрабатывае¬
мой заготовки, а также контактной жесткости в сопряжениях
отдельных элементов системы СПИД (деталь типа вала считает¬
ся нежесткой, если отношение длины к диаметру более 10).
Температурные деформации возникают в обрабатываемой за¬
готовке, режущем инструменте или станке вследствие их нагрева
в процессе резания металла и в результате трения подвижных ча¬
стей станка.
На поверхности резцов из быстрорежущей стали или с плас¬
тинками из твердых сплавов в зоне резания развивается темпе¬
ратура 700—800 °С, а удлинение резца за счет температурных
деформаций достигает 30—50 мкм.
45
Для уменьшения влияния температурных деформаций на точ¬
ность обработки применяют следующие методы:
♦ используют охлаждающую жидкость при обработке;
♦ снижают усилия резания и тепловыделение при отделочной
обработке за счет разделения обработки на черновую и чистовую;
♦ применяют многорезцовую обработку (повышается равно¬
мерность распределения теплоты по поверхности обработки);
♦ повышают скорость резания, что улучшает отвод теплоты
стружкой.
Остаточные напряжения возникают в результате поверхностно¬
го наклепа при изготовлении заготовок методом давления, поверх¬
ностного упрочнения, при термообработке и сварке, механической об¬
работке и др. Остаточные напряжения у заготовки постепенно ста¬
билизируются и находятся в равновесии. При обработке резанием и
снятии определенной части напряженного металла (припуска) это
равновесие нарушается и происходит деформирование заготовки и
перераспределение остаточных напряжений. Для уменьшения влия¬
ния остаточных напряжений на точность обработки применяют ес¬
тественное и искусственное старение заготовок, пропускание через
них переменного тока, обстукивание заготовок и другие методы.
Технологическая наследственность (копирование погрешностей
предшествующей обработки) также влияет на точность обработки.
При снятии неравномерного припуска с поверхности заготовки пе¬
ременной будет сила резания Ру, следовательно, переменное смеще¬
ние системы СПИД вызовет погрешность формы детали. Чем бли¬
же форма заготовки к форме детали, тем равномернее снимаемый
слой металла и меньше погрешность обработки. Лучшей исправля¬
ющей способности операции можно добиться уменьшением подачи.
Неточность средств и методов измерения вынуждает сужать
поле допуска для непосредственной обработки, так как отклоне¬
ние размера по чертежу 5 должно включать погрешность обработ¬
ки Д^р и погрешность измерения Аизм.‘
8 = Добр + Дизм> (3.8)
откуда Добр = 8-Дизм. (3.9)
Поэтому рекомендуется выбирать средства измерения с таким
расчетом, чтобы погрешность измерения была не более 0,1 допус¬
ка исследуемого размера.
3.3. Методы обеспечения точности обработки
Метод пробных ходов и промеров. При этом методе, называ¬
емом также методом индивидуального получения размеров, ста¬
46
ночник подводит режущий инструмент к заготовке и снимает с
короткого участка пробную стружку. Толщину снимаемого слоя
он определяет как разницу между размерами заготовки и гото¬
вой детали. Измерив обработанный участок и сравнив получен¬
ный размер с требуемым, станочник в случае необходимости вно¬
сит коррективы в глубину резания. Число пробных ходов и кор¬
ректировок инструмента зависит от квалификации станочника и
требуемой точности детали. Только убедившись, что полученный
размер соответствует нормативно-технической документации, он
обрабатывает всю деталь.
Метод автоматического получения размеров. При этом мето¬
де станок настраивается таким образом, чтобы требуемые точ¬
ность и форма детали получались автоматически. Влияние
станочника на точность обработки в этом случае сводится к ми¬
нимуму.
На точность технологического процесса влияют различные
факторы, из которых в первую очередь рекомендуется учитывать
следующие: неточность станка в ненагруженном состоянии; си¬
ловые деформации системы СПИД; погрешность установки и др.
Эти элементарные факторы могут приводить как к систематичес¬
ким, так и к случайным погрешностям. Случайная погрешность
изготовления изделия — это составляющая погрешности произ¬
водства продукции, случайным образом принимающая при неиз¬
менных условиях различные модуль и (или) знак.
При тех же условиях систематическая погрешность — это со¬
ставляющая, сохраняющая или принимающая закономерно изме¬
няющиеся модуль и (или) знак. Всё зависит от конкретных усло¬
вий. Так, например, если анализируется точность деталей одной
партии, то погрешность, возникающая из-за неточности наладки,
будет систематической погрешностью, а если анализируют детали
из разных партий, то эта погрешность будет выступать как слу¬
чайная погрешность. Суммарная погрешность обработки
где Асист.; — систематическая i-я погрешность; ; — случайная j-я
погрешность; К, — коэффициент относительного рассеивания j-й
случайной погрешности; Т — допуск на анализируемый параметр.
где Оу — среднеквадратичное отклонение при j-м законе распреде¬
ления; он — то же при нормальном законе распределения.
(3.10)
Kj=Oj/a„,
(3.11)
47
Суммарную погрешность обработки можно определить, и не
анализируя элементарные факторы, а используя вероятностно¬
статистический метод. При этом методе на основании статисти¬
ческих данных устанавливаются закон распределения контроли¬
руемого параметра и его числовые характеристики (математичес¬
кое ожидание и среднеквадратичное отклонение). Полученные ха¬
рактеристики (с учетом процента риска) сравнивают с данными,
приведенными в нормативно-технической документации, и дела¬
ют заключение о точности технологического процесса. Но в боль¬
шинстве случаев при использовании только этого метода за¬
труднительно выявить влияние элементарных факторов на точ¬
ность обработки. Поэтому он часто используется совместно с ме¬
тодом расчета влияния элементарных факторов на точность об¬
работки. Иногда метод расчета точности с учетом элементарных
факторов называют расчетно-аналитическим.
3.4. Достижимая и экономическая точность обработки
Зависимость стоимости от точности обработки. Более высокая
точность изготовления деталей способствует повышению надежно¬
сти автомобилей, однако чрезмерное завышение точности приводит
к увеличению трудоемкости и стоимости их изготовления.
В машиностроении различают достижимую и экономическую
точность обработки.
Достижимой называют точность, которая может быть полу¬
чена при обработке деталей высококвалифицированным рабочим
на станке, находящемся в исправном состоянии при неограничен¬
ных затратах времени и труда.
При разработке технологического процесса изготовления де¬
тали с заданной точностью необходимо при назначении оборудо¬
вания и технологической оснастки руководствоваться понятием
экономической точности.
Стоимость обработки и требуемая точность находятся в об¬
ратно пропорциональной зависимости (рис. 3.5, а). Однако ха¬
рактер этой зависимости различен для разных методов.
При любом методе обработки и невысоких требованиях к точ¬
ности машинное время на обработку сокращается. Однако суще¬
ствует некоторое минимальное значение машинного времени,
ниже которого оно не может быть ни при каких условиях (если
не изменить самого метода обработки).
48
а
б
Рис. 3.5. Зависимость стоимости от точности обработки (а);
обоснование экономического варианта технологического процесса (б):
1 — черновое точение; 2 — чистовое точение; 3 — шлифование
Приближенная зависимость полного (калькуляционного) вре¬
мени (Т) обработки от точности будет следующей:
т = га+А (ЗЛ2)
где Та постоянная для данного метода обработки величина, со¬
ответствующая минимально возможной затрате времени; Айк —
постоянные величины; Дв — сумма погрешностей, зависящих от
нагрузки и обусловливаемых упругими отжатиями.
На рис. 3.5, а приведена постоянная погрешность Аа, свой¬
ственная данному методу обработки. Кривая стоимости (времени)
может быть разбита на три участка: А, Б, В. Работа в услови¬
ях, соответствующих участку А, является неэкономичной, так
как увеличение стоимости (времени) обработки мало влияет на
точность. Получаемая в результате данной обработки точность —
достижимая точность.
Участок Б кривой отражает возможность повышения точнос¬
ти за счет увеличения времени на обработку. Выбор соответству¬
ющего режима работы на данном участке кривой является тех¬
нико-экономической задачей, решаемой на производстве.
49
Участок В характеризует область гарантированной точности
данного метода, потому что даже незначительное увеличение вре¬
мени обработки приводит к резкому снижению погрешности.
Требуемая точность обработки может быть обеспечена разны¬
ми технологическими методами, но с различной экономической
эффективностью (рис. 3.5, б).
Пример. Сравним три различных метода обработки вала.
При допуске на обработку Д > целесообразно применить чер¬
новое точение. При Д<Д2 деталь целесообразно шлифовать. При
Д2 < Д < Aj — выгоднее чистовое точение. В этом случае величина
Д2 соответствует предельной экономической точности обработки на
токарном станке.
Экономическая точность обработки на заданном уровне раз¬
вития техники — это та точность, для достижения которой зат¬
раты времени и средств при применении данного способа обработ¬
ки не превышают затрат при применении другого сопоставимого
способа, пригодного для обработки той же поверхности.
Следовательно, понятие «экономическая точность обработки»
относительно. Оно применяется лишь при сопоставлении различ¬
ных методов обработки одних и тех же поверхностей.
Экономическая точность чистовой токарной обработки на
предварительно настроенном станке находится в пределах 7-го,
8-го квалитетов; шлифования — 6-го квалитета. Тонкое шлифо¬
вание, притирка, обработка инструментом из сверхтвердого син¬
тетического материала соответствует 4-му, 5-му квалитетам.
Для каждого метода обработки экономическая точность ниже
технологически достижимой. Средние значения экономической
точности обработки разными методами приведены в справочной
литературе по обработке металлов. Экономическая точность об¬
работки изменяется с развитием техники. Новые технологии спо¬
собствуют снижению затрат для обеспечения требуемой точности.
Качество поверхностей
деталей
4.1. Геометрические характеристики поверхности
Реальная поверхность детали. Качество поверхности деталей
машин определяется геометрическими характеристиками и физи¬
ко-механическими свойствами поверхностного слоя. К геометри¬
ческим характеристикам относятся: форма детали; волнистость
поверхности; шероховатость, направление неровностей.
Рассмотрим схему реальной поверхности детали (рис. 4.1).
Отклонение от правильной геометрической формы оценива¬
ется отношением длины неровностей L\ к их высоте hx и харак-
- U
теризуется величинои —>1000. Величина макронеровностей
К
(овальность, конусообразность, бочкообразность) обычно составля¬
ет 30—50 % допуска на размер детали.
Волнистость поверхности, т. е. наличие закономерно повто¬
ряющихся волнообразных отклонений, характеризуется отноше¬
на
нием = 50—1000. Волнистость вызывается вибрациями, воз-
h2
никающими в процессе обработки на станках при определенных
условиях (неуравновешенность вращающихся частей станка и де¬
тали, неравномерность процесса резания, автоколебания режуще¬
го инструмента).
51
Шероховатость поверхности характеризуется отношением
Шероховатость реальной поверхности объясняется как самой
природой атомно-молекулярного строения твердого тела, так и
следствием механической обработки резанием, в результате кото¬
рой на поверхности остаются следы воздействия режущей кром¬
ки инструмента в виде выступов и впадин. Шероховатость обра¬
зуется в направлении как главного рабочего движения (продоль¬
ная шероховатость), так и в направлении подачи (поперечная
шероховатость). Оценка шероховатости осуществляется в направ¬
лении ее наибольшего значения (обычно поперечная шерохова¬
тость в 2—3 раза превышает продольную).
Направление неровностей после механической обработки ока¬
зывает существенное влияние на износ при одинаковой шерохо¬
ватости. Поэтому для определенных условий эксплуатации необ¬
ходимо выбирать оптимальную направленность неровностей по¬
верхности по отношению к главному рабочему движению деталей
сопряжения.
В соответствии с ГОСТ 25142—82 шероховатость поверхнос¬
ти деталей оценивается следующими параметрами: средним ариф¬
метическим отклонением профиля Ra; высотой неровностей про¬
филя Rz; наибольшей высотой неровностей профиля -Rmax; сред¬
ним шагом неровностей Sm; средним шагом местных выступов
профиля S; опорной длиной профиля Г|р; относительной опорной
длиной профиля tp.
На рис. 4.2 приведен профиль реальной поверхности с обо¬
значением элементов параметров шероховатости.
Линия
I выступов
52
Рис. 4.2. Профиль реальной поверхности
Среднее арифметическое отклонение профиля Ra определяет¬
ся как среднее арифметическое абсолютных значений отклонений
профиля в пределах базовой длины I. Расстояние до средней ли¬
нии суммируется без учета алгебраического знака:
= или Ra = ^-\\y{x)\lx, (4.1)
i=l t о
где I — базовая длина (числовые значения базовой длины выбирают
из ряда: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8,0; 25 мм); уь — вели¬
чина i-ro отклонения профиля; п — число замеренных отклонений.
Параметр Ra изменяется от 100 до 0,008 мкм (всего 42 зна¬
чения).
Высота неровностей профиля по десяти точкам Rz — сред¬
нее расстояние между находящимися в пределах базовой длины
пятью наибольшими выступами профиля (#,тах) и пятью наи¬
большими впадинами
f 5 5
Rz = -
5
ЖтахЬЖпин! • (4-2)
'Vi=l i=1
Параметр Rz находится в пределах от 1600 до 0,025 мкм
(всего — 49 значений).
Наибольшая высота неровностей профиля -Rmax — расстояние
между линией выступов и линией впадин профиля в пределах ба¬
зовой длины.
Средний шаг неровностей Sm — среднее арифметическое зна¬
чение шага неровностей профиля Smt в пределах базовой длины:
,4.3)
Средний шаг местных выступов профиля S — среднее ариф¬
метическое шага неровностей профиля по вершинам S, в преде¬
лах базовой длины:
(4.4)
п м
Опорная длина профиля г|р — сумма длин отрезков bh отсе¬
каемых на заданном уровне р в материале профиля линией, эк¬
видистантной средней линии, в пределах базовой длины:
П P = ifr|- (4.5)
1=1
Относительная опорная длина профиля tp (в процентах) —
отношение опорной длины профиля к базовой длине:
*р=у-Ю0. (4.6)
53
Шероховатость поверхности может оцениваться качественно
или количественно.
Качественная оценка шероховатости осуществляется
рефлектометрами или пневматическими приборами. Принцип ра¬
боты рефлектометра основан на регистрации гальванометром ве¬
личины микротока, возникающего в фотоэлементе, на который
попадает отраженный от исследуемой поверхности луч света. Чем
более шероховата поверхность, тем хуже ее отражательные свой¬
ства. Сравнивая показания гальванометра при отражении света
от образца и от исследуемой поверхности детали, судят о степе¬
ни соответствия шероховатости детали эталону.
Пневматические приборы измеряют расход воздуха, проходя¬
щего через калиброванное отверстие наконечника, который при¬
жимается к исследуемой поверхности. Изменение расхода возду¬
ха отмечается по шкале прибора.
Количественная оценка шероховатости поверхности
заключается в измерении высоты микронеровностей и осуществ¬
ляется с помощью контактных (электрических) или бесконтакт¬
ных (оптических) приборов.
Контактные приборы подразделяются на профилометры и
профилографы. Профилометры являются электродинамическими
приборами и предназначены для определения численных значе¬
ний параметров высоты микронеровностей. Принцип действия
профилометра Киселева КВ-7М заключается в возбуждении ЭДС
в результате колебательных движений алмазной иглы, перемеща¬
емой по поверхности детали (рис. 4.3).
Величина ЭДС пропорциональна линейным перемещениям
индукционной катушки. Профилометры применяются для оцен¬
ки шероховатости с высотой микронеровностей 0,03—12 мкм.
Профилографы предназначены для изображения микропрофи¬
ля поверхности (профилограммы) на светочувствительной бумаге
или пленке.
После обработки профилограммы определяют параметры ше¬
роховатости.
Для количественной оценки шероховатости бесконтактным
способом применяется двойной микроскоп МИС-11 (конструкции
В. П. Линника).
Принцип работы прибора состоит в измерении искривления
изображения светящейся щели с помощью шкалы, нанесенной
на стекло микроскопа. Он предназначен для измерения шерохо¬
ватости Rz от 0,32 до 80 мкм.
54
Рис. 4.3. Схема работы профилометра:
1 — исследуемая деталь; 2 — алмазная игла; 3 — плоские пружины;
4 — индукционная катушка; 5 — постоянный магнит;
6 — усилитель тока; 7 — регистрирующий прибор
Для оценки шероховатости поверхности более высокого каче¬
ства с параметром Да = 0,16—0,01 мкм используют интерферен¬
ционные микроскопы.
4.2. Физико-механические свойства поверхностного слоя
Глубина н степень наклепа. Физико-механические свойства об¬
работанной поверхности зависят от структуры поверхностного слоя
металла и характеризуются глубиной и степенью наклепа, микро¬
твердостью, характером и величиной внутренних напряжений.
Поверхностная твердость при механической обработке в ре¬
зультате наклепа может повышаться в 2 и более раз. Глубина
наклепанного слоя в зависимости от метода обработки может из¬
меняться от нескольких микрометров до 1 мм (при точении —
0,1—1,0 мм, при протягивании — 0,01—0,05 мм).
Для определения глубины и степени наклепа применяются
методы: косых срезов; химического травления и электрополиро¬
вания; рентгеноструктурного анализа. Метод косых срезов за¬
ключается в том, что исследуемую поверхность срезают под
углом 1,0—2,5°, пересекая поверхностные слои металла на боль¬
шом расстоянии, что позволяет в 30—50 раз растянуть глубину
наклепанного слоя. После доводки и травления косого среза
замеряют микротвердость. Метод химического травления и
55
4
электрополирования заключается в постепенном удалении по¬
верхностных слоев и периодическом измерении твердости поверх¬
ности до выявления твердости исходного металла.
Метод рентгеноструктурного анализа является более точным,
так как на рентгенограммах искаженной кристаллической решетки
поверхности наклеп выявляется в виде размытого кольца.
Микротвердость может быть определена прибором ПМТ-3, с
помощью которого в поверхность образца вдавливается алмазный
наконечник в виде пирамиды. Давление на исследуемую поверх¬
ность составляет 0,2—5,0 Н в зависимости от материала детали.
Характер и распределение остаточных напряжений зависят от
скорости резания и подачи, геометрии и затупления режущего
инструмента, свойств обрабатываемого материала.
Например, при обработке стали 45 в тонких слоях поверхно¬
сти создаются остаточные растягивающие напряжения с последу¬
ющим переходом в сжимающие, изменение знака остаточных на¬
пряжений происходит на глубине 0,01—0,025 мм. При обработ¬
ке других материалов напряжения в разных слоях поверхности
слоя имеют различный характер.
4.3. Формирование качества поверхности
технологическими методами
Обеспечение требуемой шероховатости поверхности. Обычно
поперечная шероховатость больше продольной (вдоль действия
инструмента, в частности, резца), и поэтому, когда говорят о ше¬
роховатости поверхности, подразумевают поперечную шерохова¬
тость. Эта шероховатость зависит от большого числа факторов:
* вида и режима обработки, инструмента, станка, химического со¬
става и микроструктуры обрабатываемого материала и др.
Скорость резания в зависимости от материалов по-разному вли¬
яет на шероховатость. С увеличением скорости резания шерохова¬
тость поверхности у хрупких материалов уменьшается. У легко¬
плавких металлов при увеличении скорости шероховатость внача¬
ле уменьшается, а затем резко возрастает из-за значительного на¬
грева и оплавления поверхности. У конструкционных углеродистых
сталей шероховатость вначале увеличивается, а затем при достиже¬
нии скорости 20—30 м/мин начинает уменьшаться и при скорос¬
тях более 70 м/мин практически остается постоянной. При шли¬
фовании шероховатость с увеличением скорости уменьшается.
В общем случае при увеличении подачи шероховатость увели¬
чивается. При точении углеродистых сталей изменение подачи в
56
диапазоне 0,05—0,10 мм/об практически не влияет на шерохо¬
ватость. При увеличении подачи свыше 0,1 мм/об шероховатость
возрастает примерно по закону параболы.
При обработке деталей размерным инструментом (зенкер, раз¬
вертки и т. п.) увеличение подачи приводит к незначительному
повышению шероховатости. При увеличении подачи при шлифо¬
вании шероховатость возрастает.
Глубина резания при обработке лезвийным инструментом
практически не оказывает влияния на шероховатость. При шли¬
фовании шероховатость возрастает с увеличением глубины реза¬
ния. В диапазоне глубин 0,005—0,020 мм происходит интенсив¬
ный рост шероховатости, а при глубинах более 0,02 мм этот
процесс замедляется.
Форма резца оказывает значительное влияние на шерохова¬
тость. Увеличение главного и вспомогательных углов в плане
приводит к росту шероховатости. Затупление режущего инстру¬
мента и появление на нем зазубрин приводят к росту шерохова¬
тости: при обработке резцом — на 50—60 %, цилиндрическими
фрезами — на 100—115 %, сверлом — на 30—40 %, разверт¬
кой — на 20—30 %. При обработке заготовок абразивным инст¬
рументом шероховатость снижается с уменьшением зернистости.
Жесткость системы СПИД оказывает заметное влияние на ше¬
роховатость: с уменьшением ее шероховатость возрастает. Чем боль¬
ше вибрация системы СПИД, тем значительнее высота неровностей.
Применение смазочно-охлаждающей жидкости приводит к
снижению шероховатости. При использовании минеральных
осерненных и растительных масел высота микронеровностей
уменьшается на 25—40 %.
На шероховатость поверхности оказывает влияние способ по¬
лучения заготовки и ее химический состав. Заготовки с мелко¬
зернистой структурой и повышенной твердостью имеют меньшую
шероховатость, чем с крупнозернистой структурой и пониженной
твердостью. Заготовки из стали с повышенным содержанием серы
и стали с присадкой свинца имеют повышенную шероховатость
по сравнению с углеродистыми сталями.
Формирование физико-механических свойств. В процессе об¬
работки в поверхностном слое под действием сил резания проис¬
ходит упругое и пластическое деформирование, приводящее к на¬
клепу, одновременно происходит нагрев поверхностного слоя,
приводящий к потере упрочнения, т. е. постоянно действует ком¬
плекс силовых и тепловых факторов, и в зависимости от того,
какие факторы преобладают, получается упрочнение (наклеп)
или разупрочнение поверхностного слоя.
57
Степень и глубина распространения наклепа изменяются в за¬
висимости от вида и режима механической обработки, от геометрии
режущего инструмента. Степень наклепа повышается при увеличе¬
нии подачи. Влияние глубины резания на степень наклепа счита¬
ется спорным: одни специалисты считают, что при ее увеличении
наклеп возрастает из-за увеличения радиуса закругления лезвия,
другие же влияние глубины резания на степень наклепа отрицают.
Теоретически увеличение скорости резания должно приводить
к снижению твердости поверхности слоя, так как уменьшается
время силового воздействия инструмента на деталь и повышает¬
ся температура нагрева поверхностного слоя. Это утверждение
верно для металлов, не претерпевающих при резании структур¬
ных изменений. В противном случае при увеличении скорости ре¬
зания рост тепловыделения может вызвать поверхностную закал¬
ку, что приведет к повышению микротвердости поверхностного
слоя, но не за счет наклепа, а из-за структурных изменений.
Степень наклепа зависит от углов заточки режущего инстру¬
мента. Увеличение отрицательных значений переднего угла (от 15
до 45°) приводит к росту степени наклепа. При увеличении зад¬
него угла в пределах от 3 до 15° глубина наклепа уменьшается.
Увеличение радиуса скругления режущей кромки приводит к уве¬
личению степени и глубины наклепа. Аналогичная картина по¬
лучается при изнашивании режущего инструмента.
При шлифовании общие закономерности возникновения на¬
клепа сохраняются. Наклеп возрастает с увеличением глубины
резания, продольной подачи стола или частоты вращения изде¬
лия, размера и радиуса округления абразивных зерен. Скорость
резания или частота вращения абразивного круга действует по
тем же зависимостям, что и скорость при точении.
При доводке происходит наклеп поверхностного слоя, особен¬
но значительный в режиме полирования. Так, при хонинговании
наклеп возрастает на 30—40 %, а при суперфинишировании за¬
каленной стали — на 25—30%.
Снижение остаточных напряжений поверхностного слоя. Не
останавливаясь на физических процессах образования остаточных
напряжений в поверхностном слое, отметим, что виды обработ¬
ки и режимы резания, для которых характерны повышенные
силы резания и пластические деформации, вызывают рост оста¬
точных напряжений сжатия и снижение растягивающих напря¬
жений, за исключением обработки пластических металлов, ког¬
да повышение влияния силового поля может привести к усиле¬
нию растягивающих и уменьшению сжимающих напряжений.
58
При точении окончательная степень, глубина распростране¬
ния и характер эпюры остаточных напряжений поверхностного
слоя зависят от воздействия каждого из факторов, участвующих
в формировании остаточных напряжений.
При обработке пластических материалов с увеличением пода¬
чи происходит рост остаточных напряжений растяжения. При
точении малопластических материалов с увеличением подачи ра¬
стут сжимающие напряжения. При обработке закаленных сталей
при увеличении подачи возрастает температура поверхностного
слоя, которая может привести к появлению растягивающих на¬
пряжений.
При обработке пластических материалов с повышением ско¬
рости резания возрастают растягивающие напряжения, но если
металл воспринимает закалку, то повышение скорости может
привести к закалке металла поверхностного слоя, которая сни¬
жает растягивающие напряжения и превращает их в напряжения
сжатия. При обработке малопластических материалов увеличе¬
ние скорости приводит к снижению сжимающих напряжений и
даже появлению напряжений растяжения. При точении закален¬
ных металлов возможен отпуск поверхностного слоя, который
приводит к уменьшению сжимающих напряжений.
При уменьшении переднего угла инструмента (от положи¬
тельных значений до отрицательных) возрастают остаточные на¬
пряжения сжатия. Затупление режущего инструмента приводит
к возрастанию растягивающих напряжений при обработке плас¬
тических материалов и увеличению сжимающих напряжений при
обработке малопластических материалов.
При шлифовании возникают большие напряжения в поверх¬
ностном слое и высокая температура в зоне резания. В зависи¬
мости от того, какой фактор будет преобладать, могут получить¬
ся различные эпюры напряжений по знаку и значению. Таким
образом, ухудшение охлаждения обрабатываемого материала,
увеличение частоты вращения круга, затупление, засаливание
круга, повышение его твердости, увеличение глубины шлифова¬
ния и подачи, снижение частоты вращения изделия приводят к
тому, что остаточные напряжения растяжения растут, а сжатия
снижаются.
При доводке в поверхностном слое обычно возникают оста¬
точные напряжения сжатия, соизмеримые по значению с напря¬
жениями, появляющимися при других видах механической обра¬
ботки.
Технология изготовления
деталей автомобилей
5.1. Методы обработки типовых поверхностей деталей
Характеристика видов обработки. Для достижения заданно¬
го взаимного расположения поверхностей, формы и размеров де¬
талей, их шероховатости и физико-механических свойств при
производстве автомобилей применяют различные методы обработ¬
ки: резание лезвийным и абразивным инструментами; поверхно¬
стное пластическое деформирование; электрофизические, электро¬
химические и другие методы. По мере приближения размера об¬
рабатываемой поверхности к заданному размеру по чертежу об¬
работка заготовки может быть нескольких видов: обдирочная,
черновая, получистовая, чистовая, тонкая, отделочная.
Обдирочная обработка применяется для крупных поковок и
отливок 16—18-го квалитетов точности. Она уменьшает погреш¬
ности формы и пространственных отклонений грубых заготовок,
обеспечивая 15—16-й квалитеты точности, шероховатость поверх¬
ности Ra > 100 мкм.
Черновая обработка выполняется в большом диапазоне
точности (12—16-й квалитеты). Шероховатость поверхности
Да = 100—25 мкм.
Получистовая обработка применяется для заготовок, к точ¬
ности которых предъявляются повышенные требования. Этот
вид обработки обеспечивает 11-й, 12-й квалитеты точности. Ше¬
роховатость поверхности Ra = 50,0—12,5 мкм.
Чистовая обработка применяется как окончательный вид об¬
работки для тех заготовок, заданная точность которых уклады¬
вается в точность, достигаемую чистовой обработкой (8—11-й
квалитеты). Шероховатость поверхности обеспечивается в преде¬
лах Ra = 12,5—2,5 мкм.
Тонкая обработка применяется для окончательного формиро¬
вания поверхностей детали и при малых операционных припус¬
ках. Шероховатость поверхности находится в пределах значений
Ra = 2,5—0,63 мкм.
Отделочная (финишная) обработка используется для полу¬
чения требуемой шероховатости поверхности детали (на точность
60
обработки влияния почти не оказывает). Выполняется, как пра¬
вило, в пределах допуска предшествующей обработки. Отделоч¬
ная обработка обеспечивает получение шероховатости поверхно¬
сти Ra = 0,63—0,16 мкм.
В современном автомобилестроении наиболее распространены
обработка заготовок лезвийным и абразивным инструментами,
которые формируют точность и качество поверхностей деталей.
Лезвийным инструментом из сверхтвердых материалов можно об¬
рабатывать заготовки с твердостью до 45 HRC, а абразивным
инструментом целесообразно выполнять обработку металлов с бо¬
лее высокой твердостью.
Обработка лезвийным инструментом. Обработка лезвийным
инструментом используется как процесс чистовой и тонкой обра¬
ботки: тонкое точение, тонкое фрезерование, тонкое развертыва¬
ние, протягивание, прошивание.
Сущность тонкого точения заключается в снятии стружки
малого по толщине сечения при больших скоростях резания
(100—1000 м/мин): для чугунных заготовок скорость резания
составляет 100—150 м/мин; для стальных — 150—250 м/мин;
для цветных сплавов — до 1000 м/мин. Подача устанавливает¬
ся для предварительного хода — 0,15 мм/об, а для окончатель¬
ного — 0,01 мм/об. Глубину резания принимают 0,2—0,3 и
0,05—0,01 мм соответственно.
Малые по толщине сечения стружки не вызывают больших
усилий резания и значительных деформаций технологической си¬
стемы СПИД, что обеспечивает 6—8-й квалитеты точности (при об¬
работке цветных металлов и сплавов — 5—6-й квалитеты). Шеро¬
ховатость поверхности у заготовок из черных металлов Ra = 2,50—
0,63 мкм; цветных металлов — Ra = 0,32—0,16 мкм.
Тонкое точение применяется перед хонингованием, суперфи¬
нишированием, полированием и выполняется на высокооборот¬
ных станках (10—15 тыс. мин-1). Радиальное биение шпинделя
не должно превышать 0,005 мм. Все вращающиеся детали дол¬
жны быть точно отбалансированы.
Резцы оснащаются твердыми сплавами, алмазом, эльбором и
другими режущими материалами с высокой износостойкостью.
Тонкое обтачивание обеспечивает допуск размеров 5—80 мкм,
овальность и конусообразность не более 3 мкм.
Тонкое фрезерование осуществляется преимущественно торцо¬
выми фрезами при обработке плоских поверхностей. Фрезу уста¬
навливают с уклоном 0,0001, чтобы исключить контакт с по¬
верхностью зубьев, не участвующих в резании. При тонком
61
фрезеровании снимается припуск 0,2—0,5 мм, а отклонение от
плоскостности на 1 м длины составляет 0,02—0,04 мм. Шеро¬
ховатость поверхности Ra= 2,5—0,63 мкм.
Тонкое развертывание обеспечивает высокую точность и ма¬
лую шероховатость, однако не исправляет положения оси обра¬
батываемого отверстия, поскольку снимает равномерный припуск
по всей поверхности. Тонкое развертывание обеспечивает точность,
соответствующую 5—7-му квалитетам, Ra— 1,25 0,63 мкм, и
чаще всего выполняется после сверления и зенкерования или
чернового и чистового растачивания отверстий.
Протягивание применяется для обработки внутренних и на¬
ружных поверхностей. При чистовом протягивании цилиндричес¬
ких отверстий обеспечивается точность 6—9-го квалитетов (шеро¬
ховатость поверхности Да = 2,50—0,63 мкм), протягивание на¬
ружных поверхностей обеспечивает точность 11-го квалитета. Про¬
тягивание выполняется на горизонтальных и вертикальных стан¬
ках, универсальных и специальных полуавтоматах и автоматах.
Прошивание осуществляется специальным инструментом
(прошивкой), который проталкивают через обрабатываемое отвер¬
стие в заготовке с помощью пресса.
Обработка абразивным инструментом. Обработка абразивным
инструментом включает следующие виды: шлифование, хонинго¬
вание, притирку, полирование, суперфиниширование.
Шлифование применяется в машиностроении как метод пред¬
варительной и окончательной обработки цилиндрических, плос¬
ких и фасонных поверхностей по 5—7-му квалитетам точности с
шероховатостью Ra = 1,25—0,08 мкм. Обработка осуществляет¬
ся на шлифовальных станках различных типов: кругло- и плос¬
кошлифовальных, бесцентровых, наружно- и внутришлифоваль-
ных. Размерное шлифование может выполняться в одну опера¬
цию при снятии припуска 0,2—0,6 мм на диаметр или в две опе¬
рации при снятии припуска 0,6—0,8 мм. Тонкое шлифование
ограничивается припуском 0,04—0,08 мм на диаметр.
Предварительное шлифование выполняют кругами зернистос¬
тью 40—80, что обеспечивает шероховатость поверхности
Ra = 1,25—0,63 мкм; окончательное шлифование — кругами зер¬
нистостью 12—40 (Ra = 0,63—0,16 мкм); тонкое шлифование
кругами зернистостью 6—10 позволяет получить шероховатость
поверхности Ra = 0,08 мкм.
Наружное шлифование деталей, имеющих форму тел враще¬
ния, может выполняться с продольной (рис. 5.1, а) и с попереч¬
ной подачей (рис. 5.1, б). При шлифовании с продольной пода¬
62
чей обрабатываемая деталь совершает возвратно-поступательное
движение относительно шлифовального круга, который после
каждого продольного двойного хода имеет поперечную подачу в
пределах 0,005—0,200 мм.
При шлифовании с поперечной подачей обработка ведется широ¬
ким шлифовальным кругом по всей длине обрабатываемой поверх¬
ности. Этот способ является наиболее эффективным при совмещен¬
ном шлифовании нескольких поверхностей на одном станке.
Бесцентровое шлифование наружных поверхностей (рис. 5.1, в)
может осуществляться при продольной и поперечной подачах.
При бесцентровом шлифовании деталь 2 свободно размещается
на специальной опорной линейке 3 со скосами между двумя шли¬
фовальными кругами, один из которых — большего диаметра —
является шлифовальным, а другой (меньшего диаметра) — веду¬
щим. Сила трения между ведущим кругом и обрабатываемой де¬
талью больше, чем между последней и шлифовальным кругом, по¬
этому деталь увлекается ведущим кругом во вращение со скорос¬
тью, близкой к его окружной скорости. Ведущий и шлифоваль¬
ный круги вращаются в одном направлении, но с разными окруж¬
ными скоростями: скорость ведущего круга vB K = 20—30 м/мин,
а шлифовального иш к = 30—35 м/с.
я бег
Бесцентровое шлифование с продольной подачей применяется
для обработки деталей с гладкой цилиндрической поверхностью,
а шлифование с поперечной подачей — при обработке фасонных
поверхностей или деталей с буртиками. Для обеспечения про¬
дольной подачи детали оси ведущего и шлифовального кругов ус¬
танавливаются под углом друг к другу а= 1—5°. Глубина реза¬
ния назначается в пределах 0,05—0,10 мм для предварительных
проходов и 0,01—0,03 мм для окончательной обработки. При
шлифовании с поперечной подачей ведущий круг перемещается к
S
^вв
Рис 5.1. Схемы шлифования валов:
1 шлифовальный круг; 2 — обрабатываемая заготовка;
3 — нож; 4 — ведущий круг
63
шлифовальному кругу до тех пор, пока не будет получен задан¬
ный диаметр детали.
Шлифование внутренних поверхностей выполняют на внутри-
шлифовальных или бесцентрово-шлифовальных станках. При
обработке отверстий на внутришлифовальном станке обрабатыва¬
емая деталь, закрепленная в патроне, совершает вращательное
движение, а шлифовальный круг, кроме вращательного, совер¬
шает возвратно-поступательное продольное и поперечное движе¬
ния, снимая за каждый рабочий ход тонкий слой металла. При
этом направления вращения круга и обрабатываемой детали дол¬
жны быть противоположными. Диаметр шлифовального круга
составляет 0,8—0,9 диаметра обрабатываемого отверстия.
Планетарное шлифование применяется для обработки отверстий
больших диаметров. В процессе шлифования деталь неподвижно
крепится на столе станка, а шлифовальный круг совершает враща¬
тельное движение вокруг своей оси, а также вращение вокруг оси
отверстия и продольное возвратно-поступательное и поперечное
движения, осуществляя продольную и поперечную подачи.
При бесцентровом шлифовании отверстий деталь с предвари¬
тельно обработанной наружной поверхностью располагается меж¬
ду тремя роликами, один из которых (большего диаметра) явля¬
ется ведущим, а два других (меньшего диаметра) — опорными.
Шлифовальный круг располагается в отверстии консольно и со¬
вершает вращательное движение вокруг своей оси и возвратно¬
поступательное движение вдоль оси отверстия.
В условиях крупносерийного и массового производства тонкое
шлифование осуществляется по полуавтоматическому и автома¬
тическому циклам.
Хонингование служит для чистовой обработки отверстий аб¬
разивными брусками и обеспечивает получение высокой точнос¬
ти формы отверстия и низкую шероховатость. Однако хонинго¬
вание не исправляет положение оси отверстия. Хонинговальная
головка вместе с брусками совершает вращательное и возвратно¬
поступательное движения, в результате чего на обрабатываемой
поверхности образуется сетка мелких следов абразивных зерен,
которая способствует удержанию смазки при образовании пар
трения в механизмах машин (рис. 5.2).
Хонингование осуществляется при малом давлении брусков
на поверхность (0,2—-1,5) МПа и низкой температуре в зоне ре¬
зания (50—150 °С).
Точность формы отверстий по высоте обеспечивается величи¬
ной выхода брусков из отверстия 1пер (1пср= 1/3—1/4 длины брус-
64
Рис. 5.2. Схема хонингования отверстий:
1 — шпиндель станка; 2 — шарнирное устройство;
3 хонинговальная головка; 4 — гильза; 5 — хонинговальные бруски;
а — угол наклона следов абразивных зерен;
II, 111 — крайние положения бруска за один двойной ход
ка 1бр)- В зависимости от погрешности предшествующей обработки
припуск на хонингование составляет 0,005—0,080 мм на диаметр.
Окружная скорость хона для чугуна принимается 60—75 м/мин,
для стали — 45—60 м/мин. Скорость возвратно-поступательно¬
го движения — 10—20 м/мин.
Хонингование обеспечивает 4—6-й квалитеты точности; ше¬
роховатость обработанной поверхности Да = 0,16—0,04 мкм. Хо¬
нингование выполняется с подачей в зону обработки охлаждаю¬
щей жидкости (керосин, смесь керосина с парафином или мине¬
ральным маслом).
Алмазное хонингование из-за более высокой износостойкости
алмазных брусков обеспечивает большую точность формы отвер¬
стия. С целью повышения износостойкости внутренних поверх¬
ностей используется также алмазное плосковершинное хонинго¬
вание, при котором формируется микрорельеф в виде сетки уг¬
лубленных бороздок, способствующих образованию и удержанию
масляной пленки на рабочей поверхности. Для этого обработку
ведут в два этапа: вначале крупнозернистыми алмазными брус¬
ками, а затем мелкозернистыми на тех же режимах, но при
меньшем удельном давлении на бруски (0,3—0,5 МПа).
При хонинговании широко применяются устройства активно¬
го контроля размеров отверстия в процессе обработки.
Хонингованием обрабатывают цилиндры двигателей, отвер¬
стия в блоках цилиндров под вкладыши коренных подшипников
коленчатых валов и др.
3-135
65
Притирка — один из самых точных методов обработки (точ¬
ность 5-й квалитет и выше). При обработке цилиндрических по¬
верхностей можно получить точность по диаметру до 1 мкм, ше¬
роховатость Ra = 0,1 мкм и ниже. Притиркой можно обрабатывать
цилиндрические, конические и фасонные поверхности вручную или
на станках. Скорость притира при ручной притирке 2,6 м/мин, а
при механической — 10—30 м/мин. Давление инструмента на
обрабатываемую поверхность при предварительной притирке
0,2—0,4 МПа, а при окончательной — 0,10—0,15 МПа.
Притирка выполняется твердыми и мягкими абразивными ма¬
териалами, а также с помощью химически активных паст.
К твердым абразивам относятся электрокорунд, карбид кремния,
карбид бора, алмазная пыль. К мягким — крокус, венская из¬
весть, оксид хрома. В качестве связующей среды при притирке
применяют минеральное масло, керосин и др. При обработке
твердыми абразивными зернами используют притиры, изготовлен¬
ные из чугуна, бронзы, красной меди, свинца и др., на поверх¬
ности которых могут шаржироваться абразивные зерна. При об¬
работке мягкими абразивными зернами применяют притиры из
закаленной стали и других твердых материалов.
Обработка с помощью химически активных паст ГОИ в зна¬
чительной степени интенсифицирует процесс притирки. В состав
пасты ГОИ наряду с мягкими абразивными зернами входят стеа¬
риновая и олеиновая кислоты, которые размягчают вершины
микронеровностей, и снятие припуска осуществляется за счет ис¬
тирания размягченного слоя.
Полирование выполняется с помощью абразивных зерен, раз¬
мещенных на поверхности мягких полировальных кругов из вой¬
лока, фетра, ремня и других материалов. Полированием дости¬
гают шероховатости поверхности Да = 0,320—0,012 мкм, а при
использовании химически активных паст получают зеркальную
поверхность. В качестве абразивных материалов при полирова¬
нии применяют электрокорунд, оксид железа, оксид хрома, кар¬
бид кремния. Состав абразивной пасты для полирования черных
металлов, %: воск — 25, сало — 4, парафин — 25, керосин —
4, оксид железа — 42. Для цветных сплавов вместо оксида же¬
леза берут оксид хрома.
Полирование можно выполнять абразивной лентой на специ¬
альных станках-автоматах. Абразивная лента изготавливается на
полотняной или бумажной основе, а производительность процесса
зависит от зернистости абразива, скорости относительного переме¬
щения ленты и обрабатываемой детали и силы натяжения ленты.
66
Суперфиниширование — процесс обработки деталей абразивны¬
ми брусками, которые прижимаются к обрабатываемой поверхнос¬
ти с небольшим давлением (0,05—0,30 МПа). Бруски совершают
осциллирующие движения, срезая гребешки микронеровностей и
снижая шероховатость обрабатываемой поверхности (рис. 5.3).
Процесс осуществляется с применением СОЖ (смесь керосина с
10—20 % веретенного или турбинного масла). При суперфиниши¬
ровании припуск на обработку не задается и она выполняется в
пределах допуска на размер предшествующей обработки.
Рис. 5.3. Суперфиниширование наружной
цилиндрической поверхности:
1 — головка; 2— бруски; 3 — обрабатываемая деталь
Процесс обеспечивает шероховатость поверхности до
Ra = 0,08 мкм, площадь опорной поверхности увеличивается до
70—90 %. Окружная скорость вращения детали при черновой
обработке 10—13 м/мин, при чистовой — 26 м/мин. Скорость
колебательного движения брусков не превышает 10—20 м/мин.
Алмазное суперфиниширование повышает производитель¬
ность в 1,5—2,0 раза за счет повышения давления на 30—50 %
по сравнению с обычным суперфинишированием. В автомобиле¬
строении суперфинишированием чаще всего обрабатывают колен¬
чатые валы двигателей.
Микрофиниширование является прецизионным процессом,
подобным суперфинишированию, при котором снятие припуска
осуществляется осциллирующими брусками.
Конструкция головки (рис. 5.4) обеспечивает силовое замыкание
трех брусков, охватывающих заготовку, что обеспечивает обработку
поверхности до микронной точности. Верхняя оправка с бруском
имеет принудительное радиальное перемещение от гидравлического
привода, а две другие оправки с брусками — синхронное перемеще¬
ние с верхней оправкой. Высокая точность и качество обработки
микрофинишированием позволяют в некоторых случаях заменить
групповую сборку на сборку с полной взаимозаменяемостью.
67
Обработка поверхностным пла¬
стическим деформированием. Обра¬
ботка деформированием осуществ¬
ляется без снятия стружки, так как
основана на деформировании тонко¬
го поверхностного слоя с использо¬
ванием пластических свойств ме¬
талла. В настоящее время имеется
большое количество методов обра¬
ботки поверхностным пластическим
деформированием (ППД).
Калиброванием обрабатывают
отверстия с помощью калибрующих
оправок (дорнов) или шариков, ко¬
торые проталкиваются через обра¬
батываемое отверстие с установлен¬
ным натягом.
Инструменты для калиброва¬
ния изготавливают из твердых
сплавов ВК8 или ВК15М. Скорость
калибрования 5—10 м/мин для
черных металлов и 2—6 м/мин —
для цветных металлов. Точность калибрования для тонкостенных
заготовок 8—6-й квалитеты и 6-й, 5-й квалитеты — для толсто¬
стенных. Калиброванием можно снизить шероховатость с
Ra = 2,50—1,25 мкм до Ra = 1,25—0,16 мкм.
Обкатывание и раскатывание представляет собой процесс
пластического деформирования микронеровностей с помощью спе¬
циальных инструментов (обкатников и раскатников), у которых
рабочими элементами являются ролики или шарики высокой
твердости (рис. 5.5).
Рис. 5.5. Приспособление для обкатывания наружных
цилиндрических поверхностей:
1 — ролик; 2 — державка; 3 — пружина; 4 — корпус
Рис. 5.4. Головка
для обработки
микрофинишированием
68
В результате пластического деформирования снижается шерохо¬
ватость поверхности (с Ra = 2,50—1,25 мкм до Ra = 1,25—0,32 мкм)
и изменяются физико-механические свойства, т. е. происходит
наклеп (упрочнение) поверхностных слоев металла. При этом
точность повышается незначительно, так как процесс осуществ¬
ляется только в границах гребешков микронеровностей. Натяг
инструмента принимается в пределах 0,03—0,30 мм в зависимо¬
сти от исходной и требуемой шероховатости. В качестве смазы-
вающе-охлаждающей жидкости применяется машинное масло,
смесь машинного масла и керосина (1:1) или сульфофрезол. Об¬
работку желательно выполнять за один ход инструмента, чтобы
избежать перенаклепа.
Алмазное выглаживание осуществляется путем скольжения
алмазного инструмента, прижимаемого к обрабатываемой поверх¬
ности под определенным давлением (рис. 5.6).
Рис. 5.6. Схема устройства для алмазного выглаживания:
1 — регулировочный винт; 2 — пружина; 3 — индикаторная головка;
4 — наконечник с алмазом; 5 — заготовка
Алмазный инструмент представляет собой кристаллический
алмаз, закрепленный в специальной державке и шлифованный по
сфере радиусом 0,6—4,0 мм. Шероховатость поверхности после
выглаживания составляет Ra = 0,160—0,025 мкм, микротвер-
дость, повышается на 50—60 %. Скорость алмазного выглажи¬
вания принимают в пределах 10—80 м/мин (для мягких сталей
и цветных металлов) и 200—250 м/мин (для закаленных ста¬
лей). Алмазное выглаживание можно выполнять на универ¬
сальных и специальных станках. Обработанные алмазным
69
Рис. 5.7. Центробежная обработка
шариками:
1 — обрабатываемое изделие;
2 — шарики; 3 — сепаратор
выглаживанием поверхности обладают высокой износостойкос¬
тью и усталостной прочностью.
Наклепывание центробеж¬
но-ударным инструментом
(рис. 5.7) заключается в нане¬
сении ударов по обрабатывае¬
мой поверхности шариками,
помещенными в радиальные
пазы быстровращающегося дис¬
ка (сепаратора).
Натяг инструмента (выход
шариков над поверхностью
диска) принимается в пределах
0,010—0,025 мм; подача инст¬
румента — 0,02—0,20 мм/об.
Окружная скорость сепаратора
составляет 8—40 м/с, заготовки — 0,5—1,5 м/с. В качестве
смазывающе-охлаждающей жидкости применяется смесь машин¬
ного масла и керосина.
Шероховатость после обработки снижается на 1—2 класса;
твердость повышается на 30—80 % с образованием на поверх¬
ности напряжений сжатия до 400—800 МПа.
Электрофизические и электрохимические способы обработки.
В автомобильной промышленности наибольшее распространение
получили электроискровая, электроимпульсная, анодно-механичес¬
кая, ультразвуковая и светолучевая (лазерная) обработка.
Электроискровая обработка основана на разрушении металла
под действием электрического искрового разряда, возникающего
при прохождении электрического тока между инструментом и за¬
готовкой (рис. 5.8). Электроды разде¬
лены межэлектродным промежутком Инструмент
5—100 мкм, необходимым для возник¬
новения разряда. Процесс осуществля¬
ется в жидкой среде (керосин, маловяз¬
кое минеральное масло). Заготовка
подключается к положительному, а
электрод-инструмент — к отрицатель¬
ному полюсу генератора импульсов.
Электрод-инструмент изготавли¬
вают из алюминия, латуни, графита,
медно-графитовых сплавов. При ис¬
кровом разряде термическое воздей¬
Рис. 5.8. Схема
электроискровой обработки
70
ствие ограничивается участками площадью 0,05—1,00 мм2 с глу¬
биной поражения 0,005—0,300 мм. Плотность тока достигает
104 А/мм2. Точность обработки — 7—5-й квалитеты, достижи¬
мая шероховатость Ra = 1,25—0,63 мкм.
Электроискровым методом можно обрабатывать все токопрово¬
дящие материалы любой твердости и вести обработку отверстий
различных сечений и формы или прорезей размером 0,15—0,30 мм.
Для электроискровой обработки применяются специальные
станки с универсальным инструментом.
Электроимпулъсная обработка отличается от электроискро¬
вой длительностью и мощностью импульсного разряда и некото¬
рыми параметрами его формирования. Увеличение мощности раз¬
ряда позволяет повысить производительность при обработке
стальных заготовок до 20-103 мм3/мин (600 мм3/мин при элек¬
троискровой обработке). Этим методом можно обрабатывать от¬
верстия с точностью 0,01—0,02 мм и сложные фасонные поверх¬
ности. Качество поверхности зависит от электрических режимов
процесса обработки. При мягком чистовом режиме шероховатость
достигает Ra = 5,00—1,25 мкм. Метод применяется в автомо¬
бильной промышленности для изготовления пресс-форм для ли¬
тья под давлением, штампов и других изделий.
Анодно-механическая обработка деталей осуществляется в ре¬
зультате теплового и химического воздействия электрического
тока, протекающего между электродами, погруженными в жид¬
кую среду (рис. 5.9).
Рис. 5.9. Схема анодно-механической обработки:
1 — инструмент (катод); 2 — пазы, способствующие удалению продуктов
эрозии из зоны обработки; 3 — рабочая среда; 4 — заготовка (анод)
Под воздействием электрического тока и рабочей среды на по¬
верхности анода образуется пленка, электрическое сопротивление
которой выше сопротивления слоя рабочей жидкости. При отно¬
сительном перемещении инструмента (или заготовки) под давлени¬
ем 0,05—0,15 МПа происходит соприкосновение его с выступами
71
микронеровностей заготовки и разрушение пленки, где концентри¬
руется электрический ток (плотность тока составляет несколько
десятков ампер на 1 см2). При этом происходит мгновенное оплав¬
ление микровыступов поверхности заготовки.
В качестве рабочей жидкости применяется жидкое стекло,
разбавленное водой. Инструменты (диски) изготавливают из
красной меди, чугуна, стали, алюминия. Наиболее эрозионно
устойчивы диски из красной меди, износ которых составляет
20—30 % от объема снятого сплава ВК8. Скорость съема металла
составляет от 2—5 мм3/мин (при доводке) до 200—300 мм3/мин
(при грубых режимах обработки).
Метод применяется для обработки твердых сплавов, высоколе¬
гированных сталей, для отрезки материалов, заточки инструмента.
Ультразвуковая обработка представляет собой механический
процесс, в котором режущим элементом служат взвешенные в
жидкости абразивные зерна, получающие энергию от источника
ультразвуковых колебаний. Источником их может быть магни-
тострикционный или пьезоэлектрический излучатель.
Магнитострикционный эффект заключается в изменении раз¬
меров тел, выполненных из никеля, коррозионно-стойкой стали,
пермаллоя, пермендюра, под действием электрического тока или
магнитного поля.
Под воздействием ультразвуковых колебаний (20—30 кГц) аб¬
разивные зерна с большой скоростью и силой ударяют в обрабаты¬
ваемую поверхность и выполняют необходимую работу (рис. 5.10).
Скорость обработки зависит от частоты и амплитуды колебаний
Рис. 5.10. Схема ультразвуковой обработки:
1 — ультразвуковой генератор; 2 — магнитострикционный элемент;
3 — рабочий инструмент; 4 — профилирующий наконечник инструмента;
5 — заготовка
72
(10—100 мкм), твердости и размера абразивных зерен. Для ульт¬
развуковой обработки используют абразивные зерна карбида бора,
карбида кремния, алмазный порошок и другие твердые материалы.
Инструмент имеет форму, соответствующую форме заданного
отверстия по чертежу детали, и изготавливается из сталей 40,
45, 50, 40Х, 65Г.
Сквозные отверстия можно обрабатывать с точностью 0,01 —
0,02 мм; глухие — менее точно. Шероховатость поверхности за¬
висит от размера абразивных зерен и обеспечивается в пределах
Да = 0,63—0,16 мкм. Производительность при обработке круг¬
лых отверстий в 2—3 раза выше по сравнению с обработкой лез¬
вийным инструментом.
Лазерная обработка осуществляется концентрированной теп¬
ловой энергией, возникающей в результате сосредоточения спе¬
циально сформированного лазерного луча на обрабатываемом
участке заготовки. Преимущества ее — легкость фокусирования
и точность направления луча; отсутствие обрабатывающего ин¬
струмента и механических воздействий на обрабатываемую поверх¬
ность, легкость автоматизации процесса. Недостатки — низкий
КПД генераторов; затруднения в получении импульсов большой
длительности и более высокой частоты (свыше 10 в 1 с). Мощ¬
ность установки (0,5—3,0 кВт) для прошивки отверстий позво¬
ляет получать отверстия диаметром 2—10 мкм.
С помощью лазерной обработки можно сверлить, прошивать,
вести сварку, вырезать по контуру и выполнять другие операции.
5.2. Припуски на обработку резанием
Основные понятия о припусках. Припуском на обработку
называется слой материала, удаляемый с поверхности заготовки
для получения заданных свойств обрабатываемой поверхности.
При обработке деталей на автомобильных заводах потери ме¬
талла, удаляемые в стружку, составляют до 20—30 % от массы
деталей.
При назначении припусков на механическую обработку необ¬
ходимо руководствоваться следующими принципами. Припуски
должны быть достаточными для получения правильной формы,
размеров и требуемого качества поверхностей детали. С другой
стороны, припуски должны быть минимальными, так как это
снижает трудоемкость изготовления деталей, повышает произво¬
дительность труда, экономит металл. Следовательно, установле¬
ние оптимальных припусков на обработку резанием является
73
важной технико-экономической задачей. Оптимальным называет¬
ся такой припуск, который обеспечивает получение высококаче¬
ственных деталей с наименьшей себестоимостью.
При проектировании технологических процессов изготовления
деталей определяют промежуточные, операционные и общие при¬
пуски. Промежуточным припуском называют слой материала,
удаляемый при выполнении одного технологического перехода.
Операционный припуск — слой материала, удаляемый при вы¬
полнении одной технологической операции. Общим припуском
называется слой материала, удаляемый в процессе обработки по¬
верхности заготовки для получения готовой детали.
Промежуточные припуски на сторону для наружных ZB и
внутренних Z„ поверхностей тел вращения определяются следу¬
ющим образом (рис. 5.11):
(^п -£*д).
2
К-^п)
ZB =
(5.1)
(5.2)
где dn и <2Д — диаметры детали на предшествующем и выполняе¬
мом технологических переходах соответственно, мм.
При одновременной обработке противолежащих плоскостей:
„ ih-h)
или 2Z=li~l2,
(5.3)
где 1\ и /2 — размеры, полученные на предшествующем и выпол¬
няемом переходах, мм.
в К)
N
Рис. 5.11. Схемы расположения припусков на обработку резанием:
а — наружных поверхностей; в — внутренних поверхностей;
в — одновременно обрабатываемых противолежащих поверхностей;
г — независимо обрабатываемых противолежащих поверхностей
74
При последовательной независимой обработке противолежа¬
щих поверхностей
Общий припуск Z0 на обработку определяется суммировани¬
ем промежуточных припусков всех технологических переходов от
исходной заготовки до готовой детали:
где п — число технологических переходов.
При построении технологического процесса важным является
установление допусков на операционные размеры. Допуск на про¬
межуточный припуск определяет допустимые колебания как само¬
го припуска, так и операционного размера. Величины этих допус¬
ков должны быть увязаны с экономической точностью обработки.'
Малые допуски на операционные размеры увеличивают стоимость
обработки и вероятность получения брака деталей вследствие на¬
личия на их поверхности остаточного дефектного слоя.
Большие допуски затрудняют настройку станка на размер.
Промежуточные допуски устанавливают в соответствии с квали-
тетом точности, а также по величине припуска. Обычно величи¬
на допуска на операционные размеры находится в пределах 25—
40 % от среднего размера припуска. Как правило, допуски на
операционные размеры направлены в тело металла (для вала —
в минус, для отверстия — в плюс).
При обработке деталей с высокой точностью и качеством поверх¬
ности величину припуска необходимо перераспределять между пред¬
варительной и окончательной обработкой. В таких случаях рекомен¬
дуется на черновую обработку назначать до 60 % общего припуска,
на чистовую — до 40 % (или 45 % — на черновую, 30 % —
на получистовую и 25 % на окончательную обработку).
Методы определения припусков. В автомобилестроении при¬
пуск на обработку резанием определяется двумя методами: опыт¬
но-статистическим и расчетно-аналитическим. Опытно-статисти¬
ческий метод обычно не учитывает особенностей выполнения от¬
дельных элементов технологического процесса, а величина при¬
пуска устанавливается суммарно по опытным данным на полную
обработку поверхности заготовки и, как правило, является за¬
вышенной. Поэтому в крупносерийном и массовом производстве
припуск необходимо определять расчетно-аналитическим мето¬
дом, который разработан профессором В. М. Кованом и учитыва¬
ет конкретные условия выполнения технологического процесса.
Z\—^2?
(5.4)
П
(5.5)
75
Расчетно-аналитический метод основан на анализе погрешно¬
сти обработки резанием в каждом технологическом переходе и
позволяет рассчитать величину припуска для последующего пе¬
рехода. В соответствии с этим методом на каждом технологичес¬
ком переходе должны быть учтены:
♦ неровности поверхности заготовки, величина которых при¬
нимается равной высоте неровностей профиля;
♦ глубина дефектного поверхностного слоя (на первом техно¬
логическом переходе у литых заготовок — корка металла; у за¬
готовок, полученных давлением, — обезуглероженный наклепан¬
ный слой; после обработки резанием на предшествующем перехо¬
де — упрочненный слой с нарушенной структурой, который от¬
личается от основного металла по механическим свойствам,
структуре и наличию остаточных напряжений;
♦ пространственные отклонения в виде коробления поверхно¬
стей, непараллельности и неперпендикулярности осей, несоосно-
сти ступеней валов и отверстий;
♦ погрешности установки детали на станке, которая харак¬
теризуется величиной смещения обрабатываемой поверхности и
компенсируется увеличением припуска на обработку.
Схема поверхностного слоя обрабатываемой заготовки приве¬
дена на рис. 5.12.
I
Рис. 5.12. Схема поверхностного слоя обрабатываемой заготовки:
А — удаляемая часть дефектного слоя;
Б — неудаляемая часть дефектного слоя;
В — исходный металл заготовки
Пространственные отклонения и погрешность установки яв¬
ляются векторными величинами, их значения выбираются по со¬
ответствующим таблицам.
Величина минимального промежуточного (межоперационного)
припуска определяется исходя из условия устранения перечислен¬
ных выше погрешностей.
76
Припуск на диаметр при обработке наружных или внутрен¬
них поверхностей тел вращения определяется по выражению
2Zimm - 2 Дгг-1 + Ti-1 + yjpl-1 +£yi >
(5.6)
где — высота микронеровностей поверхности на предшеству¬
ющем переходе, мкм; Тнг — глубина дефектного поверхностного
слоя, мкм; — пространственные геометрические отклонения,
мкм; eyi — погрешность установки детали, мкм.
Так как между векторами погрешности расположения р;_х и
погрешности установки eyi может быть любой угол, то суммар¬
ное значение этих векторов определяется по правилу квадратно¬
го корня:
Припуск на параллельную обработку противолежащих поверх¬
ностей равен:
При обработке плоскостей направления векторов р,_! и еу;
совпадают, и они суммируются арифметически.
В ряде случаев некоторые составляющие припуска не долж¬
ны учитываться. При шлифовании вала в центрах погрешность
установки отсутствует (8^=0). При шлифовании поверхности
после химико-термической обработки дефектный слой можно
принять равным нулю.
При отделочных операциях (полирование, суперфиниширова¬
ние), когда необходимо лишь повысить качество поверхно¬
сти, припуск на обработку определяется только высотой неров¬
ностей Rz.
Методика расчета межоперационных размеров. Расчет меж-
операционных (промежуточных) размеров на всех технологических
переходах выполняется в определенной последовательности: вна¬
чале устанавливают порядок осуществления технологических
операций, а затем значения параметров Rzt-i; рь1 и eyi, пос¬
ле чего определяют расчетные величины припусков по всем тех¬
нологическим переходам.
На основании расчета промежуточных припусков определяют
предельные размеры обрабатываемых заготовок на всех стадиях
обработки — от готовой детали до исходной заготовки. При этом
промежуточные припуски, поля допусков и предельные разме¬
ры обрабатываемой заготовки удобно изображать графически
(рис. 5.13).
(5.7)
(5.8)
77
Рис. 5.13. Схема расположения припусков и допусков
для определения межоперационных размеров при обработке
наружной цилиндрической поверхности
В качестве примера рассмотрим расчет межоперационных раз¬
меров при обработке вала. Схема обработки включает обтачива¬
ние цилиндрической поверхности с припуском на шлифование и
шлифование ее в размер по чертежу. Исходными данными для
построения схемы являются наибольший и наименьший предель¬
ные размеры готовой детали.
Определение межоперационных размеров следует начинать с
номинального размера детали по чертежу в порядке, обратном
ходу технологического процесса, наращивая на каждую операцию
или переход межоперационный припуск и устанавливая на этот
припуск технологически необходимый допуск.
Допуск на изготовление детали:
8Д = -Одтах “ -Одтт- (5.9)
Определив минимальный припуск на шлифование, рассчита¬
ем минимальный размер обрабатываемой детали после точения:
-^Tmin — ^дтах + 22шл .min*
(5.10)
78
Максимальный размер детали после точения будет равен сум¬
ме А™,, и допуска на точение 5Т:
^Лшах ^ ^т' (5.11)
Прибавив к размеру DTmax величину припуска на токарную об¬
работку ZTmin, получим минимальный размер заготовки:
Arniin = -Оттах + ^ттт- (5.12)
Максимальный размер заготовки с учетом допуска 83 опреде¬
лим по формуле
-^зтах —-®згшп83. (5.13)
Определение припусков и промежуточных размеров заготовки
по технологическим переходам расчетно-аналитическим методом
позволяет выявить возможности экономии материала и снижения
трудоемкости обработки в процессе проектирования технологи¬
ческих процессов.
5.3. Приспособления для обработки резанием
Назначение и классификация приспособлений. При установ¬
ке детали на станке используют три способа: индивидуальную
выверку по поверхности; выверку по линиям предварительной
разметки; установку в приспособлении.
Два первых способа трудоемки и характерны для единичного
и мелкосерийного производства. В крупносерийном и массовом
производстве обычно применяется установка деталей в приспо¬
соблениях.
По назначению приспособления подразделяют на следующие
виды:
♦ станочные приспособления, применяемые для базирования
и закрепления на станках обрабатываемых заготовок;
♦ приспособления для установки и закрепления рабочего ин¬
струмента (вспомогательные приспособления);
♦ сборочные приспособления — для соединения сопрягаемых
деталей в узлы и изделия;
♦ контрольные приспособления, применяемые для промежу¬
точного и окончательного контроля деталей в процессе механи¬
ческой обработки, а также для контроля собранных узлов авто¬
мобилей.
Станочными приспособлениями называют дополнительные
устройства к металлорежущим станкам, которые обеспечивают
базирование, закрепление и ориентирование обрабатываемых
79
заготовок по отношению к режущему инструменту при выполне¬
нии технологической операции. Технологические приспособления
составляют 80—90 % от общего количества приспособлений.
Приспособления подразделяют на три группы:
♦ универсальные, применяемые для базирования и закрепле¬
ния разнообразных по форме и габаритам заготовок, обрабаты¬
ваемых на различных металлорежущих станках (кулачковые
патроны, планшайбы, люнеты, станочные тиски, делительные
устройства). Они изготовляются централизованно и поставляют¬
ся в готовом виде в комплекте со станком;
♦ нормализованные, предназначенные для обработки опреде¬
ленных заготовок путем использования дополнительных уст¬
ройств к универсальным приспособлениям в зависимости от кон¬
структивной формы и размеров обрабатываемой заготовки. Эти
приспособления можно легко переналаживать для выполнения
различных операций, и поэтому они применяются преимуще¬
ственно в серийном производстве;
♦ специальные, применяемые для выполнения определенных
технологических операций обработки резанием деталей одного
типоразмера (одноцелевого применения); при изменении объекта
производства изготавливаются новые приспособления.
Применение станочных приспособлений дает возможность по¬
высить режимы резания и производительность труда за счет со¬
кращения вспомогательного времени; повысить точность обработ¬
ки и расширить диапазон технологических возможностей станка;
снизить затраты на контроль.
При применении приспособлений облегчаются условия труда
станочников и имеется возможность использовать рабочих более
низкой квалификации, снижается трудоемкость обработки и се¬
бестоимость изготовления деталей.
Выбор приспособления зависит от вида и типа производства,
формы заготовок, точности их размеров и технических условий
на изготовление деталей. В единичном и мелкосерийном произ¬
водстве применяются универсальные приспособления, расширяю¬
щие технологические возможности оборудования, в крупносерий¬
ном и массовом — специальные приспособления.
Основные элементы станочных приспособлений. Эффектив¬
ность применения приспособлений предопределяется рядом фак¬
торов, которые необходимо учитывать при конструировании тех¬
нологической оснастки. К ним относятся: удобство и безопас¬
ность в работе; достаточная жесткость, обеспечивающая задан¬
ную точность обработки; высокая производительность; просто¬
80
та изготовления; доступность для ремонта и смены изношенных
элементов.
Основными элементами приспособлений являются:
♦ корпусы;
♦ опорные элементы;
♦ зажимные устройства;
♦ силовые приводы;
♦ вспомогательные элементы (поворотные и делительные ус¬
тройства, выталкиватели, ручки);
♦ направляющие для режущего инструмента.
Корпусы являются базовыми деталями любых приспособле¬
ний, на них монтируют все остальные элементы. Корпус должен
быть простым и дешевым в изготовлении, прочным и устойчи¬
вым. Силы зажима и резания при обработке передаются корпу¬
су, поэтому он не должен деформироваться и вибрировать при об¬
работке. Необходимо, чтобы он обеспечивал быструю установку
и снятие обрабатываемых деталей, был удобным для установки
на станок и очистки от стружки.
Заготовки для корпусов изготавливают литыми из серого чу¬
гуна, коваными из стали, сварными из стальных листов и сор¬
товых профильных материалов, сборными из отдельных норма¬
лизованных деталей.
Опорные элементы служат для придания правильного поло¬
жения обрабатываемой заготовке в приспособлении, что дости¬
гается контактом базовых поверхностей заготовки с опорами
приспособления. В зависимости от условий обработки применя¬
ется полная или частичная ориентация обрабатываемой заготов¬
ки в пространстве относительно режущего инструмента. При
полной ориентации заготовке придают вполне определенное и
единственно возможное положение в приспособлении. При этом
количество и расположение опор должно обеспечивать соблюде¬
ние неотрывности баз от опор, а обрабатываемая заготовка не
должна иметь сдвига и вращения относительно трех координат¬
ных осей (лишается всех степеней свободы). Однако такие при¬
способления часто оказываются сравнительно сложными и до¬
рогими, поэтому в определенных условиях используются упро¬
щенные схемы установки.
При частичной ориентации допустимо йроизвольное поло¬
жение заготовки относительно какой-либо оси. Заготовка, уста¬
новленная в трехкулачковом патроне, имеет две степени свобо¬
ды: перемещение вдоль горизонтальной оси и вращение вокруг
этой же оси. При установке в патроне с перевернутыми кулачками
81
а б в г ж з
Рис. 5.14. Опорные элементы приспособлений:
а, б, в, г — штыри; д, е — пластины; ж, з — призмы
заготовка имеет одну степень свободы — поворот вокруг горизон¬
тальной оси.
Основными опорными элементами приспособлений являются
постоянные (неподвижные) опоры, жестко связанные с корпусом
приспособления и выполненные в виде штырей, опорных плас¬
тин и призм (рис. 5.14).
Опорные штыри со сферической и рифленой головками
(рис. 5.14, а, б) применяют для установки заготовок в приспо¬
соблении необработанными поверхностями, что обеспечивает кон¬
такт опоры с установочной поверхностью, близкий к точечному,
и придает большую устойчивость заготовке.
При установке заготовки на обработанные поверхности приме¬
няют плоские опорные штыри и пластины (рис. 5.14, в, г, д, е).
Регулируемые опоры применяют в тех случаях, когда обрабаты¬
ваемые заготовки имеют разную форму установочной поверхнос¬
ти или когда последняя имеет припуск, удаляемый в последую¬
щих технологических операциях.
Для установки деталей по наружным цилиндрическим поверх¬
ностям служат призмы (рис. 5.14, ж, з). При установке загото¬
вок по отверстиям применяют установочные пальцы и оправки.
Общие требования к опорным элементам приспособлений:
количество и расположение опорных элементов должно обеспе¬
чивать необходимую ориентацию и устойчивость обрабатывае¬
мой заготовки; при базировании заготовки по черновым базам
опорные элементы следует выполнять с ограниченной опорной
поверхностью; опорные элементы должны быть жесткими и
износостойкими, особенно при установке детали на чистовые
базы на финишных операциях; опорные элементы желательно
82
выполнять легкосменными в целях упрощения ремонта приспо¬
соблений.
Зажимные устройства служат для надежного закрепления
заготовки и обеспечения ей заданного положения при установке
в приспособлении, не допуская смещения, деформации или виб¬
рации детали при обработке.
Зажимные устройства бывают простые и сложные. К простым
зажимам относятся: винтовые, эксцентриковые, клиновые, цан¬
говые, разжимные оправки, мембранные патроны (рис. 5.15).
Сложные зажимные устройства состоят из нескольких про¬
стых устройств, соединенных вместе. К ним относятся зажимные
устройства для станков непрерывного действия (многошпиндель¬
ных с вращающимся барабаном или столом) и автоматические,
исключающие ручной труд при закреплении заготовок в приспо¬
соблении.
83
Винтовые зажимы используют в приспособлениях с
ручным закреплением заготовок, механизированных и спутниках
на автоматических линиях (рис. 5.15, а). Для устранения смя¬
тия и смещения заготовки на торце зажимного винта предусмот¬
рен качающийся наконечник 1. Сила, с которой зажимается за¬
готовка, зависит от длины I плеча рукоятки 2 и приложенной к
ней силы, формы торца зажимного винта и вида резьбы. Кроме
показанного на рис. 5.15, а, торец винтового зажима может быть
сферическим и плоским.
Клиновые зажимы (рис. 5.15, б) применяют в качестве
промежуточного звена в сложных зажимных механизмах. Зажи¬
мы отличают простота, компактность и легкость размещения в
приспособлении. Клиновой зажим должен обладать самоторможе¬
нием, что обеспечивает надежность закрепления обрабатываемой
заготовки 1. Благодаря односкосному клину увеличивается ис¬
ходная сила механизированного привода приспособления. Для
обеспечения самоторможения клина необходимо, чтобы угол на¬
клона поверхности клина а не превышал 5°.
Эксцентриковые зажимы (рис. 5.15, в) относятся к
быстродействующим. Применяются эксцентрики с рабочим про¬
филем в виде окружности, логарифмической или архимедовой
спирали. Наиболее простыми являются круглые эксцентрики в
виде дисков. Наружный диаметр круглого эксцентрика равен
32—70 мм, а эксцентриситет — 1,7—3,5 мм. Круглые эксцент¬
рики изготовляют из стали 20Х, цементируют на глубину 0,8—
1,2 мм и закаливают до твердости 55—60 HRC.
При закреплении заготовки 1 в приспособлении круглый экс¬
центрик поворачивают на определенный угол вокруг оси, смещен¬
ной на величину эксцентриситета е (рис. 5.15, в). Эксцентрик
должен быть самотормозящим. Для этого угол подъема а эксцен¬
трика в определенном его положении не может превышать угол
трения. Самоторможение эксцентриковых зажимов обеспечивает¬
ся определенным отношением диаметра эксцентрика к его эксцен¬
триситету, которое должно быть равно 14—16.
Цанговые зажимы (рис. 5.15, г) представляют собой
разрезную пружинную гильзу 1, изготовленную из высокоуглеро¬
дистой инструментальной стали У10А, термически обработанной
в местах губок до твердости 58—62 HRC и в хвостовой части до
39—45 HRC. Изготовляют цанги и из легированных сталей, со¬
держащих 0,6 % С, 1 % Si, 1 % Мп и 0,5 % Сг. Угол конуса
цанги а =30—40°; при меньших углах возможно заклинивание
цанги. Угол конуса сжимающей втулки 3 изготовляют на 1°
84
меньше. Каждый лепесток 2 при зажиме заготовки, перемещаясь
по поверхности ab втулки 3, работает как односкосный клин.
Зажимные устройства должны обеспечивать надежность в ра¬
боте; простоту конструкции и удобство в обслуживании; мини¬
мальную затрату сил и быстродействие при закреплении и откреп¬
лении заготовок; равномерность закрепления заготовки, исключа¬
ющую деформацию и повреждение ее поверхностей; минимальную
силу зажима, но достаточную для надежного закрепления детали.
При обработке резанием на заготовку действуют силы реза¬
ния, определяющие силы зажима и реакции опор. Необходимая
сила зажима должна исключать возможность смещения заготов¬
ки в приспособлении. Величина силы зажима зависит от приня¬
той схемы установки заготовки, величины и направления сил ре¬
зания (рис. 5.16, а—е).
Ниже в качестве примера приведены зависимости для расчета
сил зажима в наиболее сложных случаях.
На рис. 5.16, в показана схема, когда силы Q и Рг действуют
на заготовку во взаимно перпендикулярных направлениях. Силе Рг
противодействует сила трения fiQ между зажимным элементом и
верхней плоскостью заготовки и сила трения f2Q между опорными
штырями приспособления и нижней базовой плоскостью заготовки:
fiQ + f2Q = kPz, (5.14)
Рис. 5.16. Схемы для расчета сил зажима
при различном установе заготовки
85
где k — коэффициент запаса (при черновой обработке k = 2,0;
при чистовой обработке k = 1,4).
hP
Откуда <? = -—у-- (5.15)
/1 +/2
Если принять /х = /2=0,1, то
Q = 5kPz. (5.16)
При закреплении заготовки в трехкулачковом патроне
(рис. 5.16, д) она подвергается действию составляющих силы ре¬
зания Рг (касательной) и Рх (осевой). Сила Рг создает момент ре¬
зания Mp=PzR, стремящийся повернуть заготовку вокруг ее оси,
а сила Рх — сместить заготовку вдоль ее оси.
Суммарная сила зажима тремя кулачками определяется из
выражения
kM
QLfR = kMp; Qz = -(5.17)
jn
где R — радиус заготовки; / — коэффициент трения между ку¬
лачками патрона и заготовкой.
Сила зажима одним кулачком:
Qk=—- (5.18)
г
где z — число кулачков патрона.
Отсутствие осевого сдвига заготовки проверяется по формуле
Ob ПЬРх, (5-19)
kP
откуда Q?.-—(5.20)
Силовые приводы, зажимных устройств по степени механи¬
зации подразделяются на ручные, механизированные и автомати¬
зированные.
В технологических приспособлениях чаще всего используют¬
ся механизированные силовые приводы, которые сокращают
время установки и снятия заготовки, облегчают условия труда,
повышают стабильность закрепления заготовок. В зависимости
от источников энергии наиболее широкое применение нашли
следующие виды силовых приводов: пневматические, гидравли¬
ческие, пневмогидравлические.
Пневматические приводы являются наиболее распро¬
страненными и подразделяются на пневмоцилиндры (односторон¬
него и двустороннего действия) и пневмокамеры (рис. 5.17).
Пневмоцилиндры одностороннего действия используют в тех слу-
86
чаях, когда открепление заготовки не требует больших усилий и
возврат поршня в исходное положение может осуществляться
пружиной. В этом случае усилие на штоке (Q, Н) равно:
jlD2
Q=pB—r\-Pnp, (5.21)
где рв — давление воздуха на поршень (0,4—0,5 МПа); D —
диаметр поршня, мм; Рпр — сопротивление возвратной пружины
в конце рабочего хода поршня, Н; т) — КПД, учитывающий по¬
тери за счет трения в цилиндре (г| = 0,85—0,95).
Для пневмоцилиндра двустороннего действия сила на штоке
равна:
я£>2
Q=P*~—Л- (5-22)
4
Пневмокамеры (диафрагменные силовые приводы) изготавли¬
ваются чаще всего одностороннего действия (рис. 5.17, б). Сила
d
на штоке пневмокамеры зависит от отношения — (d — диаметр
опорного диска, D — диаметр рабочей части диафрагмы).
Рис. 5.17. Пневматические приводы:
а — пневмоцилиндр; б — пневмокамера;
1 — диафрагма; 2 — крышка; 3 — опорный диск;
4 — шток; 5, 6 — пружины
На практике отношение = 0,7, длина хода штока (0,16—0,30)2).
Сила Q на штоке для пневмокамеры одностороннего действия
Q = PsF-Pnp; (5.23)
87
двустороннего действия —
Q=pBF, (5.24)
где рв — давление сжатого воздуха, МПа; F — активная пло¬
щадь диафрагмы, мм2:
F = j^(D2+Dd + d2). (5.25)
Пневмокамеры по конструкции проще, дешевле и выдерживают до
500 тыс. включений (пневмоцилиндры — до 50 тыс.), не требуют
высокой точности и качества обработки рабочей поверхности; ис¬
ключают утечку сжатого воздуха до разрушения диафрагмы.
Однако пневмокамеры имеют небольшую величину хода што¬
ка и нестабильное усилие на штоке при его перемещении.
Гидравлические силовые приводы по сравнению с
пневмоприводами имеют ряд преимуществ: высокое давление ра¬
бочей жидкости (что создает большую силу зажима); самосмазы-
ваемость трущихся деталей гидроцилиндра; меньшие масса и га¬
баритные размеры. Недостатки — сложность установки и боль¬
шая стоимость гидроприводов.
Сила Q на штоке гидроцилиндра зависит от давления рабо¬
чей жидкости и площади поршня и определяется по тем же фор¬
мулам, что и для пневмоцилиндров.
Пневмогидравлические силовые приводы при¬
меняют в тех случаях, когда нужно иметь большие усилия зажи¬
ма. Принцип действия пневмогидравлических приводов заключа¬
ется в следующем. Сжатый воздух из воздушной магистрали по¬
ступает в безштоковую полость пневмоцилиндра 6 (рис. 5.18), и
Воздух
Рис. 5.18. Пневмогидравлический привод
88
поршень 5 со штоком-плунжером 4 перемещается влево, созда¬
вая давление масла в гидроцилиндре 3. Под давлением масла
поршень 2 со штоком 1 перемещается влево и приводит в дей¬
ствие зажимное устройство приспособления. Давление масла в
гидроцилиндре во столько раз превышает давление воздуха в
пневмоцилиндре, во сколько раз площадь поршня пневмоцилин¬
дра больше площади штока-плунжера.
Условие равновесия между давлением воздуха и давлением
масла выражается равенством:
лD2 nd2 /F. Л„ч
РВ—^ = РМ—’ (5.26)
4 4
откуда давление масла (рм, МПа) в гидроцилиндре
DI
Ры=Р.-%-’ (5.27)
а
где ръ — давление воздуха в пневмоцилиндре, МПа; DB — диаметр
поршня пневмоцилиндра, мм; d — диаметр штока плунжера, -мм.
D2
Отношение называется коэффициентом усиления и при-
d
нимается равным 16—26.
Сила Q2 на штоке зажимного устройства
_ nD2
Ф2=А,-7^1> (5.28)
4
где DM — диаметр поршня гидроцилиндра, мм; т] — КПД пнев¬
могидропривода (г| = 0,8—0,85).
Подставив в формулу (5.28) значение рк, получим
Q2 = pM^4. (5.29)
d 4
Приняв Qj = рв получим
4
D2
Q2 = Qi—г-1!» (5.30)
d
где Qi — сила на штоке пневмоцилиндра, Н.
Пневмогидравлические силовые приводы чаще всего применя¬
ют в стационарных и вращающихся приспособлениях.
Вспомогательные элементы служат для удобства работы с при¬
способлениями. Наиболее распространенными из них являются
89
ручки, выталкиватели обработанных деталей, шпонки для уско¬
рения установки приспособления на станке, упоры для наладки
станка.
Для фиксации в определенном положении поворотной части
приспособления с закрепленной в ней обрабатываемой деталью
применяют делительные устройства, состоящие из диска, жест¬
ко закрепленного на поворотной части приспособления, и фикса¬
тора.
Направляющие элементы, называемые кондукторами, приме¬
няют при обработке отверстий сверлами, развертками, зенкера¬
ми, резцовыми скалками. Втулки кондукторов бывают постоян¬
ными (запрессованными в корпус), сменными (закрепляемыми
винтом в постоянных втулках корпуса) и быстросменными (при
применении разных инструментов в одной операции). Расстояние
от нижнего торца втулок до поверхности обрабатываемой детали
принимают 0,3—1,0 диаметра отверстия втулки, причем меньшее
расстояние принимают при обработке хрупких материалов, а
большее — вязких.
5.4. Технология изготовления деталей на станках
с числовым программным управлением
и в гибких производственных системах
Автоматизация технологических процессов обработки реза¬
нием. Автоматизация технологических процессов включает ком¬
плекс мероприятий, связанных с управлением, контролем техно¬
логических процессов или технологического оборудования, осу¬
ществляющих рабочие и вспомогательные процессы без непосред¬
ственного участия человека. Автоматизация и механизация тех¬
нологических процессов проводятся в целях улучшения условий
производства, сокращения трудовых затрат, повышения объема
выпуска и качества продукции.
Следует учитывать, что не каждый технологический процесс
может быть использован в качестве исходного при автоматиза¬
ции. Поэтому необходим анализ технологических процессов и
средств технологического оснащения, которые обеспечивали бы
заданные качество и точность при высокой производительности
труда.
Первая ступень автоматизации технологических процессов
охватывает лишь отдельные технологические операции обработ¬
ки. Высшей формой автоматизации производства на первом эта¬
90
пе автоматизации является сбздание поточных линий из автома¬
тов и полуавтоматов, характеризующихся автоматическим вы¬
полнением операции. Загрузка заготовок на обработку и снятие
обработанной детали, межстаночное перемещение, накопление за¬
дела, удаление стружки выполняются вручную.
Вторая ступень автоматизации характеризуется созданием ав¬
томатических линий, на которых выполняются разнообразные
операции обработки резанием, контроля, сборки без участия че¬
ловека. Автоматически выполняется также комплекс вспомога¬
тельных процессов, например, транспортировка обрабатываемых
заготовок между станками, складирование, уборка и переработ¬
ка стружки.
По принципу работы автоматические линии разделяют на син¬
хронные (с жесткой транспортной системой) и несинхронные (с
гибкой транспортной системой). В линиях первого типа обрабаты¬
ваемые заготовки передаются от станка к станку без транспорти¬
ровки в магазины — накопители или бункера. Станки в линии
связаны жестким конвейером и образуют прямоточную линию.
В несинхронных автоматических линиях каждый станок име¬
ет бункер или магазин-накопитель для хранения обрабатывае¬
мых заготовок и манипулятор. Благодаря гибкой связи станки в
линии могут работать независимо.
По типу применяемого металлорежущего оборудования авто¬
матические линии бывают из универсальных, специализирован¬
ных и специальных станков.
На третьей ступени автоматизации решается задача создания
автоматизированных технологических комплексов и гибких про¬
изводственных систем. Комплексная автоматизация технологи¬
ческих процессов характеризуется полной автоматизацией техно¬
логических процессов, включая управление технологическими
процессами получения заготовок, обработки резанием, термичес¬
кой обработки, сборки, контроля. Предусматривается автомати¬
зация внутрицеховой транспортировки, складирования и управ¬
ления производством.
Важнейшей принципиальной особенностью комплексной ав¬
томатизации является широкое применение вычислительной тех¬
ники.
Технологические возможности станков с ЧПУ. Станки с чис¬
ловым программным управлением (ЧПУ) самостоятельно с высо¬
кой производительностью и точностью выполняют различные тех¬
нологические операции (сверление, растачивание, фрезерование),
причем режущий инструмент при этом подается бесступенчато,
91
шпиндельная головка и салазки стола закрепляются в необходи¬
мом положении автоматически, нужное число оборотов шпин¬
дельной головки также устанавливается автоматически. Режу¬
щий инструмент, предварительно настроенный, закреплен в ко¬
нусе шпинделя.
Числовое программное управление станком основано на ис¬
пользовании чисел для задания программы перемещения испол¬
нительных органов станка в процессе обработки резанием. Всё,
что у рабочего связано со знаниями и опытом, в станок с число¬
вым программным управлением вкладывается в виде входной ин¬
формации-программы. Технолог-программист составляет програм¬
му на основании чертежа и технологического процесса обработки
заготовки. Сначала готовится технологическая информация, ко¬
торая математически преобразуется на электронных машинах,
кодируется и передается в цех.
Существуют системы автоматического программирования:
если собрать передовой опыт рабочих и технологов и ввести его
в виде специальной числовой программы в ЭВМ, то она будет в
состоянии самостоятельно разрабатывать высококачественные
программы для станков с числовым программным управлением.
Принцип действия программного управления заключается в
использовании считывающего устройства, которое обеспечивает
подачу соответствующего электрического сигнала, когда програм¬
моноситель проходит через считывающее устройство. Таким об¬
разом, устройство управления выдает предусмотренные програм¬
мой сигналы на автоматическое включение привода того или ино¬
го исполнительного механизма станка (шпиндельной или задней
бабки, каретки с суппортом, резцедержателя и др.).
Технологические возможности станков с ЧПУ обусловлены
их универсальностью, повышенными жесткостью, мощностью
привода и точностью, многоинструментальностью, автоматизаци¬
ей цикла технологических операций, широким диапазоном час¬
тот вращения шпинделя и подач, наличием корректоров положе¬
ния инструментов, возможностью ручной коррекции подач, режи¬
мов интерполяции, сокращением вспомогательного времени бла¬
годаря высоким скоростям вспомогательных ходов и малым зат¬
ратам времени на смену инструментов.
Полная автоматизация технологической операции на станках
с ЧПУ, в том числе загрузки-выгрузки при использовании про¬
мышленных роботов, поворотных столов и других устройств, по¬
зволяет применять многостаночное обслуживание. Технические
характеристики оборудования обеспечивают обработку заготовок
92
в широком диапазоне размеров из разных материалов с исполь¬
зованием режущих инструментов из твердых сплавов, эльбора,
бел бора, а также алмазных инструментов.
Дальнейшее расширение технологических возможностей стан¬
ков с ЧПУ неразрывно связано с совершенствованием системы
управления. Системы ЧПУ берут на себя функции автоматичес¬
кой компенсации зоны нечувствительности в приводах при нача¬
ле работы и реверсировании направления движения. При этом
повышается точность обработки.
Всё большее распространение находят самоприспосабливаю-
щиеся системы программного управления (с автоматическим ре¬
гулированием, адаптивные), изменяющие режимы работы станка
в зависимости от условий резания. Адаптивные системы управ¬
ления повышают производительность работы станка, точность
обработки, предохраняют режущие инструменты от случайных
поломок, исключая чрезмерные нагрузки на них.
Наиболее характерными являются многооперационные стан¬
ки с ЧПУ и автоматической заменой режущих инструментов, по¬
лучившие название «обрабатывающие центры». Типовая схема
комбинирования инструментов для токарных станков с ЧПУ
приведена на рис. 5.19.
Рис. 5.19. Пример схемы комбинирования инструментов на станке
В револьверную головку (или суппорт) 1 станка могут устанав¬
ливаться резцедержатель 2 или державки с цилиндрическим 3,
призматическим 4 хвостовиками. В свою очередь в них располага¬
ются резцовые вставки 5 с многогранными неперетачиваемыми
93
твердосплавными пластинами 6 различной формы. При необходи¬
мости в револьверную головку может быть установлено сверло 7.
Наличие комплекта различных инструментов на станке обеспечи¬
вает возможность более полной обработки заготовки.
Общим ограничением технологических возможностей станков
с ЧПУ, и особенно многооперационных, является состав режу¬
щих инструментов, установленных непосредственно в шпинделе
станка, револьверной головке или инструментальном магазине.
Изготовление деталей в гибких производственных системах.
Гибкая производственная система (ГПС) — это совокупность обо¬
рудования с ЧПУ в разных сочетаниях, роботизированных тех¬
нологических комплексов (РТК), гибких производственных моду¬
лей (ГПМ), отдельных единиц технологического оборудования и
систем обеспечения их функционирования в автоматическом ре¬
жиме в течение заданного интервала времени. ГПС обладает
свойством автоматизированной переналадки при производстве из¬
делий произвольной номенклатуры в установленных пределах
значений их характеристик.
Закономерность появления ГПС определяется тем, что они
разрешают противоречие между потребностями в новой разнооб¬
разной технике и длительными сроками и значительными затра¬
тами на ее проектирование, подготовку, переналадку производ¬
ства. В связи с этим ГПС должны быть ориентированы на мно¬
гономенклатурное, в том числе и опытное производство.
Основная цель создания ГПС состоит в том, чтобы обеспечить
автоматические непрерывные принципы поточного производства
при серийном выпуске продукции, всегда готовой быстро и без¬
убыточно прекратить изготовление одной продукции, в короткий
срок приступить к выпуску новых изделий. Эта важнейшая осо¬
бенность производства, называемая гибкостью, означает легкую
приспосабливаемость производства к удовлетворению потребностей
выпускать требуемую номенклатуру продукции путем смены уп¬
равляющих программ с сохранением оборудования и оснащения.
ГПС при минимальном числе работающих может осуществ¬
лять различные функции: обработку заготовок, сборку изделий
и др. Для выполнения этих задач интегрированную ГПС комп¬
лектуют следующим оборудованием: ЭВМ и другой микропроцес¬
сорной техникой; станками с ЧПУ; контрольно-измерительной
автоматической техникой, промышленными роботами для загруз¬
ки оборудования; межоперационным транспортом; автоматизиро¬
ванным складом инструментов; автоматизированной системой
стружкоудаления.
94
ГПС в зависимости от назначения и конкретных условий ра¬
боты имеют различную структуру и конструктивное выполнение.
По данным признакам различают следующие виды ГПС.
♦ Гибкий производственный модуль (ГПМ) — единица техно¬
логического оборудования для производства изделий произволь¬
ной номенклатуры в установленных пределах значений их харак¬
теристик с программным управлением, автономно функциониру¬
ющая, автоматически осуществляющая все функции, связанные
с их изготовлением, имеющая возможность встраивания в ГПС.
Средства автоматизации ГПМ могут включать накопители, спут¬
ники, устройства загрузки и выгрузки, устройства замены техно¬
логической оснастки, устройства удаления отходов, устройство
автоматизированного контроля, включая диагностирование.
♦ Робототехнический комплекс (РТК) представляет собой со¬
вокупность единицы технологического оборудования, промыш¬
ленного робота и средств оснащения, автономно функционирую¬
щую и осуществляющую многократные циклы. РТК, предназна¬
ченные для работы в ГПС, должны иметь автоматизированную
переналадку и возможность встраивания в систему. Средствами
оснащения РТК могут быть устройства накопления, ориентации
и другие устройства, обеспечивающие функционирование РТК.
Основными характеристиками ГПМ и РТК являются: способ¬
ность работать автономно или некоторое время без участия опе¬
ратора; автоматически выполнять все основные и вспомогатель¬
ные операции: обладать гибкостью, удовлетворяющей требовани¬
ям мелкосерийного производства; высокой степенью завершенно¬
сти обработки деталей с одного установа.
♦ Гибкие автоматизированные участки (ГАУ) — производ¬
ственная система, состоящая из одного или нескольких ГПМ,
объединенных автоматизированной системой управления произ¬
водством, и обеспечивающая автоматизированный переход на из¬
готовление новых изделий.
Системы обеспечения функционирования ГПС представляют
собой совокупность связанных автоматизированных систем, обес¬
печивающих проектирование изделий, технологическую подготов¬
ку их производства, управление ГПС с помощью ЭВМ и автома¬
тическое перемещение предметов производства и технологической
оснастки. Они могут работать в автоматическом или в автомати¬
зированном режиме.
Структура и технологические возможности гибкой производ¬
ственной системы механической обработки деталей типа валов
представлены на рис. 5.20.
95
Рис. 5.20. Гибкая производственная система:
1 — транспортная система; 2 — заготовка;
3 — станок фрезерно-центровальный МР1791; 4 — портал;
5, 6 — подвесные монорельсовые роботы; 7 автомат токарный 1Б732ФЗ,
8, 9 — станки круглошлифовальные ЗМ151Ф2;
10 — вертикально-фрезерный станок 654Ф8; 11 автомат токарный 1Б732ФЗ,
12 — системы управления; 13 — магазин-накопитель заготовок
Основу ее составляют металлорежущие станки с ЧПУ и про
мышленные роботы (ПР). ГПС оснащена необходимыми вспомо
гательными устройствами, в том числе специальным механизи¬
рованным столом-накопителем заготовок, межстаночными нако
пителями и ложементами — устройствами ожидания для загото
вок и полуфабрикатов, стружкоуборочным конвейером, а также
системой фотоэлементной защиты зоны работы роботов, обеспе¬
чивающей необходимые требования техники безопасности при ее
обслуживании.
Группу станков обслуживает подвесной монорельсовый про¬
мышленный робот, который имеет объемную рабочую зону и
большую грузоподъемность. Все механизмы на позициях работа¬
ют независимо друг от друга и подают сигналы об окончании за¬
жима заготовки. После получения сигнала дается команда на
пуск резцовой головки. Головка имеет автономную систему уп¬
равления, которая переключает его с быстрого подвода на рабо¬
чую подачу, а затем и на быстрый отвод в исходное положение,
в котором головка самовыключается и подает сигнал об оконча¬
нии цикла. Как только будет подан сигнал об окончании обра¬
ботки на позиции, включаются механизмы, освобождающие об¬
рабатываемые детали в приспособлениях. После завершения тех¬
нологического процесса изготовленные детали складывают в на¬
копителе.
Промышленные роботы. В течение длительного времени ав¬
томатизация производственных процессов в машиностроении раз¬
вивалась применительно к решению задач массового поточного
производства. В соответствии с этим большинство ГПС строились
в основном для производства одного типа изделия или с возмож¬
ностями переналадки на узкий диапазон однотипных изделий.
В настоящее время создаются устройства с большим числом
степеней свободы (до шести) с широким диапазоном переналажи¬
вания на различные скорости перемещений, величины ходов и
конструктивно независимые от основного технологического обо¬
рудования — промышленные роботы. Появление промышленных
роботов явилось дальнейшим закономерным этапом развития
механизмов и систем для автоматической загрузки и транспорти¬
рования изделий. Промышленные роботы — новое универсальное
средство комплексной автоматизации производственных процессов,
отличающееся способностью к быстрой переналадке последова¬
тельности, скорости и содержания манипуляционных действий.
Промышленные роботы обеспечивают наибольший эффект в усло¬
виях частой смены объектов производства, а также при автомати¬
зации ручного низкоквалифицированного труда. Как показывает
опыт, комплексное применение промышленных роботов позволяет
повысить производительность труда в среднем в 1,5—2 раза, смен¬
ность работы оборудования — в 1,5—1,8 раза, а также суще¬
ственно улучшить ритмичность и общую культуру производства.
Промышленный робот (ПР) состоит из исполнительного уст¬
ройства в виде манипулятора, имеющего несколько степеней под¬
вижности, и перепрограммируемого устройства управления для
выполнения в производственном процессе двигательных и управ¬
ляющих функций.
Управляемое устройство для выполнения двигательных функ¬
ций, аналогичных функциям руки человека, при перемещении
4-135
97
объектов в пространстве, оснащенное рабочим органом, называ¬
ется манипулятором.
Основными структурными составными частями ПР являются
исполнительное устройство, система управления и информацион¬
ная система. Исполнительное устройство ПР выполняет двига¬
тельные функции работы, в его состав входят манипулятор и ус¬
тройство передвижения. Система управления — совокупность
функционально взаимосвязанных и взаимодействующих средств
управления, обеспечивающих обучение (программирование), со¬
хранение программы и ее воспроизведение (считывание информа¬
ции и передачу управляющих сигналов исполнительным органам
ПР). Информационная система — совокупность взаимосвязанных
и взаимодействующих технических средств, обеспечивающих по¬
лучение, преобразование, обработку и передачу информации о со¬
стоянии ПР и внешней среды.
В зависимости от выполняемых функций ПР подразделяются
на подъемно-транспортные (вспомогательные), производственные
(технологические) и универсальные. Подъемно-транспортный
ПР предназначен для выполнения вспомогательных переходов
или операций перемещения; выполняет действия типа взять —
положить при обслуживании основного технологического обору¬
дования, а также на транспортно-складских операциях. Произ¬
водственный (технологический) ПР предназначен для выполне¬
ния технологических операций и переходов; он непосредственно
участвует в технологическом процессе в качестве производящей
или обрабатывающей машины, выполняющей основные техноло¬
гические операции (гибку, сварку, окрашивание, сборку и т. п.).
Универсальный ПР может выполнять функции подъемно-транс¬
портного (вспомогательного) и производственного (технологичес¬
кого) промышленных роботов.
б
Технология изготовления
типовых деталей
6.1.
Изготовление корпусных деталей
Особенности конструкции и обработки корпусных деталей.
Корпусные детали в большинстве случаев являются базовыми де¬
талями, на которые устанавливаются отдельные сборочные еди¬
ницы. К ним относятся: картеры коробок передач, редукторов,
блоки цилиндров и др. Для корпусных деталей характерно на¬
личие точно обработанных отверстий, координированных между
собой и относительно базовых поверхностей.
Корпусные детали при всем многообразии конструкций можно
разделить на две основные разновидности: призматические и флан¬
цевые. Корпуса призматического типа, например, картер короб¬
ки передач, блок цилиндров двигателя, характеризуются больши¬
ми наружными поверхностями и расположением нескольких отвер¬
стий на параллельных осях. У корпусов фланцевого типа базо¬
выми поверхностями служат торцовые поверхности основных от¬
верстий и поверхности центрирующих выступов или выточек.
Корпусные детали выполняются литыми. Материалом для из¬
готовления корпусных деталей обычно служит серый чугун ма¬
рок СЧ24; СЧ15; ковкий чугун КЧ35-10 или алюминиевые спла¬
вы марок AJI4, AJI6, AJI9. Для более мелких корпусных дета¬
лей используют цинковые и магниевые сплавы.
Корпусные детали ввиду их конструктивной сложности, как
правило, изготовляют литьем в песчано-глинистые и металличес¬
кие формы или литьем под давлением. Отливки должны обеспе¬
чивать герметичность корпуса. Твердость отливок из серого чу¬
гуна должна быть 160—240 НВ, а отливок из алюминиевых
сплавов — 50—70 НВ.
При изготовлении отливок большое значение придается их
качеству. До отправки в механический цех у отливок удаляют
литники и прибыли, термической обработкой снимают внутрен¬
ние напряжения, очищают поверхность, контролируют размеры.
Для корпусных деталей характерно наличие базовых поверх¬
ностей, а также основных и крепежных отверстий. Базовые
99
поверхности корпуса стыкуются с другими узлами или агрегатами
автомобиля. Основные отверстия предназначены для монтажа опор
валов. Точность диаметральных размеров основных отверстий соот¬
ветствует 7-му квалитету, реже — 8-му квалитету, шероховатость
поверхности Ra = 2,50—0,63 мкм. Отклонение отверстий от соосно¬
сти устанавливают в пределах половины допуска на диаметр мень¬
шего отверстия. Отклонение от параллельности осей отверстий до¬
пускается 0,02—0,05 мм на 100 мм длины. Отклонение от перпен¬
дикулярности торцовых поверхностей к осям отверстий допускает¬
ся 0,02—0,05 мм на 100 мм радиуса. Базовые поверхности обраба¬
тывают с допускаемыми отклонениями от прямолинейности 0,05—
0,20 мм на всей длине и с шероховатостью Ra = 4,0—0,63 мкм.
Базирование корпусных деталей выполняют с учетом их кон¬
структивных форм и технологии изготовления. Наиболее надеж¬
ными и простыми технологическими базами при обработке кор¬
пусных деталей являются одна из плоскостей наибольшей про¬
тяженности и два отверстия, расположенных на диагонали этой
плоскости (как можно дальше удаленных друг от друга), что
обеспечивает точное ориентирование деталей.
Заготовки деталей фланцевого типа базируют по торцу флан¬
ца и точно обработанной поверхности буртика. Вместо поверхно¬
сти буртика в качестве базы может быть принята поверхность
основного отверстия.
Если форма корпуса не позволяет эффективно использовать
его поверхности для базирования, то обработку целесообразно
выполнять в приспособлении-спутнике, при этом заготовка обра¬
батывается на различных операциях при постоянной установке
в приспособлении, но положение самого приспособления на раз¬
ных операциях меняется.
Технологические процессы изготовления корпусных деталей
различных автомобилей имеют общую последовательность вы¬
полнения операций механической обработки, однако могут иметь
и отличия, которые зависят от конструктивной формы, размеров,
вида заготовки, технических требований на их изготовление.
Типовой маршрут изготовления корпусной детали можно
представить в виде такой последовательности:
♦ обработка базовых и сопрягаемых поверхностей;
♦ фрезерование или протягивание других ответственных по¬
верхностей;
♦ черновое и чистовое растачивание основных отверстий;
♦ сверление, зенкерование, нарезание резьбы, развертывание
второстепенных отверстий;
100
♦ тонкое растачивание или хонингование точных отверстий;
♦ окончательная обработка поверхностей, требующих обеспе¬
чения высокой точности размеров.
Кроме перечисленных операций, в технологический процесс мо¬
гут входить запрессовка направляющих втулок, сборка сборочных
деталей из сопрягаемых деталей и их последующая совместная об¬
работка, а также мойка и автоматический контроль размеров.
Обработка корпусных деталей на непереналаживаемых (же¬
стких) линиях. Для изготовления корпусных деталей автомоби¬
лей МАЗ, ЗИЛ, ГАЗ до сих пор применяются частично автома¬
тизированные поточные линии, на которых выполняются разно¬
образные технологические операции обработки резанием — фре¬
зерование, сверление, развертывание, растачивание, протягива¬
ние, хонингование, резьбонарезание. Кроме этого, на автомати¬
ческих линиях выполняют отдельные сборочные операции (зап¬
рессовку втулок, сборку крышек коренных подшипников с бло¬
ком и затягиванием болтов), промывку, контроль и испытание.
В качестве примера рассмотрим изготовление блока цилинд¬
ров V-образного двигателя. Блок цилиндров является сложной и
трудоемкой деталью из-за наличия большого числа плоскостей и
отверстий, относительно тонких наружных и внутренних стенок,
резких переходов, ребер жесткости, а также высоких требований
к качеству заготовки детали.
Заготовки блоков цилиндров получают из серого чугуна
СЧ18, СЧ21 и других марок литьем в песчаные формы машин¬
ной формовки. Форму заливают при температуре чугуна не ниже
1340 °С. Учитывая сложность заготовки блока, чугунную отлив¬
ку выбивают из опоки при температуре не выше 500 °С, а стер¬
жни — не выше 400 °С. Отливка должна иметь плотную мелко¬
зернистую структуру, не допускаются раковины, трещины и дру¬
гие литейные дефекты. В дробеметных камерах зачищаются мес¬
та удаления литников, прибылей и заусенцев, в них же тщатель¬
но очищаются от земли и песка внутренние полости блока. За¬
готовки подвергают старению при температуре 150—200 °С в те¬
чение 5 ч.
Отклонение толщины стенок цилиндров, водяной рубашки и
газопроводов — не более 2 мм от номинального размера. Твер¬
дость чугунных заготовок 143—289 НВ в зависимости от марки
серого чугуна. Заготовки блоков подвергают гидроиспытаниям
под давлением 0,3—0,5 МПа в течение 3 мин. Наличие течи и
запотевания не допускается. Припуск на обработку резанием чу¬
гунных блоков составляет 3—5 мм на сторону.
101
Блоки цилиндров из алюминиевых сплавов получают литьем
в кокиль или под давлением. По сравнению с чугунными они бо¬
лее легкие, с меньшими припусками на механическую обработку
(2—3 мм на сторону).
При литье алюминиевых блоков в кокиль используют стерж¬
ни, изготовляемые на пескодувных машинах с применением фор-
мальдегидной смолы. После затвердевания отливки стержни вы¬
бивают, а литники отрезают на специальных станках.
Сложная форма блока цилиндров может вызвать деформацию
литой заготовки при остывании, поэтому при чистовой обработ¬
ке резанием на первых технологических операциях удаляют при¬
пуск с поверхностей наибольшей длины и площади.
Заготовка V-образного блока цилиндров базируется по ниж¬
ним плоскостям 1 и двум установочным отверстиям 5 (рис. 6.1).
Рис. 6.1. Базирующие поверхности блока цилиндров
Базирующие поверхности обрабатывают на автоматической
линии, где в качестве баз используют плоскости технологических
приливов 2 и поверхности гнезд коренных подшипников 3 и 4.
При обработке резанием основные поверхности блока цилин¬
дров изготовляют с высокой точностью взаимного расположения
поверхностей, размеров и малой высотой неровностей.
Обработка осуществляется на автоматических линиях. Ком¬
плексы из автоматических линий выполнены по сложной струк¬
турной схеме и объединены в автоматизированный участок, на
котором происходит полная обработка V-образных блоков цилин¬
дров. Участок автоматических линий завода ЗИЛ состоит из 147
станков, на которых установлено 312 силовых узлов с общим
числом шпинделей 1554. На линиях работает 455 электродвига¬
телей общей мощностью 2216 кВт. Площадь, занимаемая комп¬
102
лексом автоматических линий (автоматизированного участка),
составляет 3605 м2.
В ПО «Автодизель» работает комплекс, во многом сходный с
построением линий, работающих на ЗИЛе. Вместе с тем имеют¬
ся отличия, вызванные тем, что на линиях обрабатывают шес¬
ти- и восьмицилиндровые блоки цилиндров. Обработка выполня¬
ется в произвольной последовательности, так как предусмотрена
автоматическая переналадка рабочих позиций без остановки ли¬
ний. Заготовки блока подаются на первую автоматическую ли¬
нию на пяти технологических приливах.
В процессе обработки резанием заготовок блоков цилиндров на
комплексе автоматических линий осуществляются многократные
повороты их вокруг вертикальной и горизонтальной осей. Сило¬
вые узлы автоматических линий, поворотные механизмы, транс¬
портные устройства и механизмы зажима и фиксации заготовок
блоков цилиндров в приспособлениях станков приводятся в дей¬
ствие от гидроприводов. Для управления работой вспомогатель¬
ных механизмов предусмотрена контрольно-регулирующая и рас¬
пределительная аппаратура. Рядом с линиями расположены инст¬
рументальные шкафы, в которых хранятся запасные комплекты
режущих инструментов. Наладка режущих инструментов на раз¬
мер происходит в специальных приспособлениях вне линии.
Технологический маршрут обработки резанием на комплексе
автоматических линий представлен в табл. 6.1.
Таблица 6.1
Технологический процесс обработки резанием
У-образного блока цилиндров двигателя
Номер
операций
Содержание операций
Применяемое
оборудование
1
2
3
1
1-я автоматическая линия
Предварительное и окончательное
фрезерование нижней плоскости
Продольно-фрезерные
двухпозиционные че¬
тырехшпиндельные
агрегатные станки
2
Фрезерование технологических при¬
ливов с двух сторон блока, сверление
и зенкование трех технологических
отверстий в нижней плоскости и раз¬
вертывание двух (переднего и задне¬
го) установочных отверстий
Сверлильно-фрезер¬
ные станки
103
Продолжение таблицы 6.1
1
2
3
3
Предварительное и окончательное фре¬
зерование верхней плоскости блока
Продольно-фрезерные
дву хшпин дельные
двусторонние станки
4
Предварительное и окончательное
фрезерование торцов блока
Продольно-фрезерные
двухшпиндельные
двусторонние станки
5
Черновое и чистовое фрезерование
двух верхних наклонных плоскостей
под головки цилиндров
Продольно-фрезерные
двусторонние станки
6
Протягивание поверхностей под
вкладыши и крышки коренных под¬
шипников
Горизонтально-про¬
тяжные станки
7
2-я автоматическая линия
Предварительное и окончательное
фрезерование торцов под коренные
подшипники и замков под вкладыши
Специальные двух¬
шпиндельные гори¬
зонтально-фрезерные
станки
8
Черновое и чистовое фрезерование
площадок под масляный насос и
привод механизма газораспределения
Специальные гори-
зонтально-фрезерные
двухшпиндельные
двусторонние станки
9
Черновое и получистовое растачива¬
ние выточки, верхней и нижней на¬
правляющих под гильзы
Расточные восьми¬
шпиндельные станки
10
Сверление продольных масляных ка¬
налов с обоих торцов, зенкерование и
цекование отверстий под заглушки,
сверление, зенкерование и разверты¬
вание отверстий под установочные
штифты, под штангу привода топлив¬
ного насоса и других отверстий
Сверлильные двух- и
трехсторонние двух¬
позиционные агре¬
гатные станки
11
Сверление отверстий под масляный
насос, наклонного масляного канала,
под привод механизма газораспреде¬
ления и др.
Сверлильные агре¬
гатные многошпин¬
дельные станки
12
Зенкерование отверстий под масля¬
ный насос и привод механизма газо¬
распределения
Сверлильные четы¬
рехшпиндельные
станки
13
Сверление отверстий под резьбу для
крепления нижнего картера и кры¬
шек коренных подшипников, трех
отверстий для крепления масляного
насоса и других отверстий со сторо¬
ны нижней плоскости
Сверлильные много¬
шпиндельные дву¬
сторонние агрегат¬
ные станки
104
Продолжение таблицы 6.1
1
2
3
14
Сверление отверстий сливных масля¬
ных каналов в подшипниках распре¬
делительного вала, отверстий под
резьбу, под установочные штифты
для крепления головок блока цилин¬
дров; сверление и зенкерование от¬
верстий под толкатели клапанов, чи¬
стовое растачивание гнезд под гиль¬
зы цилиндров и других отверстий
Сверлильные и рас¬
точные многошпин¬
дельные двусторон¬
ние станки
15
Срезание пяти технологических при¬
ливов
Специальные фре¬
зерные пятишпин¬
дельные двусторон¬
ние станки
16
Зенкерование отверстий под резьбу
для крепления головки цилиндров и
развертывание двух отверстий под
установочные штифты, зенкование и
зенкерование отверстий под толкате¬
ли клапанов
Сверлильные много¬
шпиндельные дву¬
сторонние станки
17
Зенкование отверстий под резьбу
для крепления нижнего картера,
крышек коренных подшипников и
других отверстий
Сверлильные много¬
шпиндельные станки
18
Нарезание резьбы в отверстиях кры¬
шек коренных подшипников, для
крепления головок цилиндров и
нижнего картера, привода механиз¬
ма газораспределения и в других
отверстиях
Резьбонарезные мно¬
гошпиндельные стан¬
ки
19
Сверление отверстия в пятом под¬
шипнике распределительного вала и
нарезание резьбы в отверстиях для
крепления крышки распределитель¬
ных зубчатых колес, картера сцепле¬
ния и в других отверстиях
Вертикально-резьбо¬
нарезные многошпин¬
дельные станки
20
Сборка блока с крышками коренных
подшипников и завертывание болтов
вручную
Агрегат для сборки
на конвейере
21
З-я автоматическая линия
Завертывание и затягивание болтов
крышек коренных подшипников
Десятишпиндельные
автоматические ус¬
тановки
105
Продолжение таблицы 6.1
1
2
3
22
Черновое и получистовое растачива¬
ние отверстий под вкладыши корен¬
ных подшипников и втулки опор
распределительного вала
Расточный четырех¬
шпиндельный двух¬
позиционный станок
23
Развертывание отверстий под втулки
опор распределительного вала
Сверлильные одно¬
шпиндельные станки
24
Запрессовывание втулок опор распре¬
делительного вала
Специальная уста¬
новка
25
Окончательное растачивание отвер¬
стий под вкладыши коренных под¬
шипников и втулки опор распреде¬
лительного вала и развертывание че¬
тырех отверстий под штифты с обо¬
их торцов заготовки блока
Сверлильно-расточ-
ные горизонтальные
станки
26
Растачивание канавок под уплотни¬
тельные кольца и подрезание торцов
с двух сторон в отверстиях под ко¬
ленчатый вал
Расточные горизон¬
тальные четырех¬
шпиндельные двух¬
позиционные станки
27
Хонингование отверстий под вклады¬
ши коренных подшипников
Вертикально-хонин-
говальный станок
28
4-я автоматическая линия
Чистовое последовательное фрезеро¬
вание двух наклонных плоскостей
под головки блока цилиндров
Продольно-фрезер-
ные двухшпиндель¬
ные станки
29
Окончательное фрезерование площа¬
док под привод распределителя за¬
жигания и масляный насос
Горизонтально-фре¬
зерные двухшпин¬
дельные двусторон¬
ние станки
30
Чистовое растачивание и разверты¬
вание отверстий под привод меха¬
низма газораспределения и масля¬
ный насос
Расточные горизон¬
тальные двухшпин¬
дельные станки
31
Цекование внутреннего опорного
гнезда под привод распределителя
зажигания
Сверлильные гори¬
зонтальные одно¬
шпиндельные станки
32
5-я автоматическая линия
Окончательное растачивание отвер¬
стий в блоке под бурты гильз с од¬
новременным подрезанием торцов
Специальные много¬
шпиндельные рас¬
точные станки
33
Окончательное растачивание отвер¬
стий под гильзы цилиндров
Специальные много¬
шпиндельные рас¬
точные станки
106
Окончание таблицы 6.1
1
2
3
34
Последовательное растачивание и
развертывание отверстий под толка¬
тели клапанов
Расточные шестнад¬
цатишпиндельные
двусторонние станки
35
6-я автоматическая линия
Установка на два контрольных штиф¬
та и привертывание картера сцепле¬
ния, ввертывание пробок и установка
заглушек в водяную рубашку
Стенд сборки
36
Растачивание центрального отвер¬
стия в картере сцепления в сборе с
блоком и подрезание плоскости кар¬
тера сцепления
Специальный гори-
зонтально-расточный
станок
37
Мойка, продувка сжатым воздухом,
сушка и охлаждение до 20 °С
Моечный агрегат
38
Окончательный контроль
Контрольный пункт
Контроль блоков цилиндров после обработки заключается во
внешнем осмотре, проверке точности взаимного расположения
отверстий и плоскостей, диаметров отверстий под коренные под¬
шипники и во втулках распределительного вала, отверстий под
гильзы цилиндров и глубины выточек в них и т. д.
Все блоки цилиндров подвергают гидроиспытанию на специ¬
альных стендах. После окончательного контроля блоки цилинд¬
ров передаются на конвейер сборки двигателей.
Обработка корпусных деталей на гибких автоматических ли¬
ниях. Основным направлением технического прогресса современ¬
ного автомобилестроения является создание производства, обес¬
печивающего быструю переналадку оборудования для выпуска
широкой номенклатуры изделий. Данными свойствами обладают
гибкие производственные системы (ГПС), способные к быстрой
перенастройке за счет применения оборудования с ЧПУ, автома¬
тизированных средств межоперационного транспортирования и
накопления, систем автоматизированного управления.
Для обработки корпусных деталей в ГПС в основном приме¬
няют многоцелевые станки фрезерно-расточной группы с ЧПУ
типа обрабатывающего центра (ОЦ). Такое оборудование имеет
автоматизированную загрузку и разгрузку заготовок, снабжено
одним или двумя инструментальными магазинами.
На рис. 6.2 представлен гибкий производственный модуль моде¬
ли ИС 500 ПМ 1Ф4-01, предназначенный для обработки корпусных
107
деталей из чугуна, стали, алюминиевых и магниевых сплавов в ди¬
апазоне размеров от 50 х 50 х 50 мм до 700 х 700 х 700 мм.
Рис. 6.2. Гибкий производственный модуль
для обработки корпусных деталей
Станок снабжен шпиндельной бабкой 1 с двигателем, позво¬
ляющим бесступенчато изменять частоту вращения шпинделя,
имеющего возможность перемещаться в двух взаимно перпенди¬
кулярных направлениях. Цепной инструментальный магазин 2
расположен на своем фундаменте. Манипулятор смены инстру¬
мента установлен на корпусе магазина. Предусмотрена установ¬
ка многошпиндельных и угловых головок с переменным кодиро¬
ванием инструмента и двумя магазинами на 64 и 100 инструмен¬
тов. Это позволяет выполнять обработку плоских поверхностей,
гладких и резьбовых отверстий, цилиндрических выступов, вы¬
точек, наружных канавок, а также обточку торцов корпусных
деталей, закрепленных в специальных устройствах 3.
Для обработки сложных корпусных деталей, таких, как бло¬
ки цилиндров, картеры КПП, корпусы компрессоров, особенно
эффективно применение станков следующего поколения: трипои-
дов и гексапоидов (рис. 6.3). Особенностью этих станков явля¬
ется то, что они снабжены тремя (трипоид) или шестью (гекса-
поид) шарнирно соединенными телескопическими штангами со
108
встроенными линейно-измерительными системами. Шпиндель-мо¬
тор с инструментом устанавливается на телескопические штанги.
Таким образом, станки, снабженные инструментальными магази¬
нами, позволяют одновременно обрабатывать несколько поверх¬
ностей. Смена инструментов выполняется автоматически.
Рис. 6.3. Кинематическая схема трипоида (а) и гексапоида (б)
У трипоида стол станка неподвижен, а телескопические
штанги со шпинделями-моторами концентрично перемещаются
по круговой траектории относительно стола с закрепленной на
нем заготовкой. Такая компоновка позволяет обеспечивать на¬
клон шпинделей вплоть до получения горизонтального положе¬
ния и осуществлять обработку с управлением по пяти осям ко¬
ординат.
Гексапоид снабжен шестью телескопическими штангами. Ше¬
стистержневая система удерживает в рабочем пространстве плат¬
форму с инструментами, перемещая ее одновременно и согласо¬
ванно по шести степеням свободы (относительно осей х, у, г с
поворотом вокруг каждой оси). На платформе все шесть стерж¬
ней связаны посредством безлюфтовых шарниров. Опорой каждо¬
го стержня служит силовая рама с фрикционно-безлюфтовыми
приводами. Перемещение каждого стержня отслеживается лазер¬
ными интерферометрами с дискретностью 1 мкм. Данные переда¬
ются в компьютер, который в реальном режиме временно управ¬
ляет приводом.
Одним из наиболее важных факторов, влияющих на эксплу¬
атационную эффективность ГПС, является разработка оптималь¬
ного варианта технологического процесса под подобранную но¬
менклатуру деталей. Групповой технологический процесс должен
109
иметь общий технологический маршрут или набор технологичес¬
ких деталеопераций, обеспечивающих обработку любых деталей;
единство технологических баз; оптимальную загрузку оборудова¬
ния; минимальные потери на переналадку при переходе с одной
детали (группы деталей) на другую.
ГПС для групповой обработки корпусных деталей разрабаты¬
вают в несколько этапов. На первом этапе анализируют номенк¬
латуру деталей, обрабатываемых в цехе, и группируют их. На
втором этапе детали кодируют по конструктивно-технологичес-
ким признакам, разделяют на группы и разрабатывают группо¬
вые технологические процессы. На третьем этапе формируют со¬
став и производственно-технологическую структуру ГПС, т. е.
определяют оптимальный по технологическим возможностям
комплект оборудования и типаж, выбирают наиболее целесооб¬
разный уровень автоматизации производственного процесса, сред¬
ства и системы оснащения ГПС.
По такой методике была сформирована производственно-тех¬
нологическая структура комплекса для обработки 26 наименова¬
ний корпусных деталей автомобилей БелАЗ (разработка НИИТав-
топрома совместно с МГТУ и МАМИ) (рис. 6.4).
Комплекс состоит из автоматизированного склада 1, откуда
заготовки с помощью штабелера 2 грузоподъемностью 0,5 т по-
ioioididi I 1 I п I I I I I м I I ыоаа пп□ папой 9
I
У
Гг°^т
‘-Lxr—рЦ
Ш
п “а
mi
4=5
Ш
т
I м
/
II
1 и
/
12
□ в
В Q
□ в
в в
ш^ВВ-
-13
Рис. 6.4. Структура комплекса для обработки корпусных деталей
автомобилей БелАЗ
110
даются на двухсекционный промежуточный накопитель 3. Отсю¬
да они перемещаются робототележкой 4 на односекционный на¬
копитель 5. Затем манипулятор 6 подает заготовки на станции
загрузки 7 к приставочному накопителю 8 и к ленточному транс¬
портеру 9, который подает их на позиции обработки, где уста¬
новлено пять станков 10 типа ОЦ с ЧПУ, моечная машина 11 и
контрольное оборудование 12. Инструмент в магазины станков
автоматически подается с приставочных накопителей 13. Обра¬
ботанные детали поступают на транспортер 14 и станцию раз¬
грузки 15. Затем манипулятор 16 перемещает их на односекци¬
онный накопитель готовых деталей 17, откуда они подаются на
промежуточный накопитель 18 и на склад готовых деталей. Ра¬
ботой станков и транспортными системами управляет ЭВМ, раз¬
мещенная в специальном помещении.
На рассматриваемой ГПС изготавливаются такие корпусные
детали, как корпус обратных клапанов, корпус распределителя,
корпус редуктора и т. д.
Гибкие производственные системы с управлением ЭВМ следу¬
ет рассматривать как один из этапов на пути создания комплек¬
сно-автоматизированных производств, а в перспективе — автома¬
тизированных заводов.
Обработка деталей на линиях с переменной структурой. Гиб¬
кие производственные системы (ГПС), широко применяемые для
корпусных и других типов деталей, имеют значительное преиму¬
щество по сравнению с традиционными автоматическими линия¬
ми, созданными для автомобильных заводов с массовым и круп¬
носерийным производством. Каждая ГПС позволяет вести обра¬
ботку большой группы деталей, часто существенно отличающих¬
ся по размерам, форме, методам и маршрутам обработки поверх¬
ностей. Переналадка с одной детали на другую происходит авто¬
матически и требует минимального времени. Однако из-за того,
что в подавляющем большинстве случаев на каждом обрабаты¬
вающем центре (ОЦ) ГПС инструменты работают последователь¬
но, производительность таких систем оказывается существенно
ниже, чем традиционных (жестких) автоматических линий. Для
повышения производительности в ГПС включают по несколько
одношпиндельных параллельно работающих одинаковых ОЦ,
что существенно усложняет их компоновку и в несколько раз по¬
вышает стоимость оборудования.
В связи с тем что автомобильный рынок становится всё более
динамичным, конструкции многих узлов и деталей изменяются че¬
рез 3—4 года, а срок службы линий 10—12 лет, необходимо
111
создание станочных систем (с переменной структурой), которые
обеспечивали бы многоинструментальную высокопроизводительную
обработку, как жесткие линии, и в то же время позволяли перио¬
дически перекомпоновывать их, изменять методы и маршруты об¬
работки на отдельных позициях станочных систем при изменении
деталей. Линии с переменной структурой еще не нашли широкого
применения у нас в стране и в СНГ, однако широко используются
за рубежом и называются «реконфигурационные системы». Решаю¬
щим для системы с переменной структурой является дальнейшее
развитие метода агрегатирования станочного оборудования, суще¬
ственное повышение уровня стандартизации и унификации узлов и
элементов, из которых они компонуются. Одним из важнейших на¬
правлений унификации должно стать обеспечение возможности за¬
мены узлов разного назначения: многошпиндельных головок с раз¬
ным количеством шпинделей, силовых головок, встраиваемых ав¬
томатических загрузочных, измерительных и других компонентов.
Для этого сменные узлы должны иметь унифицированные устано¬
вочные размеры с базовыми узлами (например, станинами), тогда
время на их замену может быть минимизировано.
На рис. 6.5 показана компоновка линии с переменной струк¬
турой для обработки двух деталей.
Рис. 6.5. Линия для обработки двух корпусных деталей
Эта линия включает семь станков, транспортную систему для
деталей, устанавливаемых в спутники, позицию загрузки загото-
112
вок и съема готовых деталей. Одношпиндельный обрабатываю¬
щий центр 1 выполняет черновую обработку деталей фрезерова¬
нием и растачиванием. Станок 2 со сменными многошпиндель¬
ными коробками предназначен для выполнения сверлильных и
фрезерных работ. На обрабатывающих центрах 3, 4 и 5 проис¬
ходит традиционная для корпусных деталей обработка отвер¬
стий. Станок 6 выполняет чистовое растачивание отверстий в
корпусах в трех направлениях. Финишную обработку отверстий
в двух направлениях выполняет станок 7. На загрузочной пози¬
ции 8 устанавливают в спутники 9 заготовки и снимают гото¬
вые детали после обработки. Транспортно-конвейерное устрой¬
ство 10 передает обрабатываемые детали со спутниками от стан¬
ка к станку. Устройство 11 для кодирования и считывания ин¬
формации о детали, поступающей на обработку, передает эту ин¬
формацию в систему управления линией 12 для соответствующе¬
го изменения циклов обработки детали на каждом станке. Стан¬
ки могут работать независимо (каждый обрабатывает свою де¬
таль). Устройство 13 контроля линии позволяет оператору отсле¬
живать процесс обработки на каждом станке и контролировать
работу станочной системы в целом.
Приведенные в главе примеры обработки корпусных деталей —
наиболее сложных деталей автомобиля — показывают, насколь¬
ко сложна технологическая подготовка производства в автомоби¬
лестроении. Обеспечение заданного выпуска деталей с высоким
качеством и точностью обрабатываемых поверхностей требует
анализа большого количества вариантов технологического про¬
цесса, выбора технологических и транспортных систем, а также
систем управления.
6.2. Технология изготовления валов
Особенности конструкций валов. Конструкции валов обычно
имеют сложную форму и представляют собой сочетания гладких
шеек, резьб, фланцев, зубчатых венцов и т. д. Осевые отверстия
валов могут быть гладкими, ступенчатыми или фасонными. Не¬
которые валы имеют радиальные отверстия (для подвода смазки).
Наибольшее распространение получили ступенчатые валы. При пе¬
реходе от одной ступени к другой они имеют канавки или пере¬
ходные поверхности. К валам предъявляются высокие требования
по геометрической форме и взаимному расположению отдельных
поверхностей. Некоторые валы должны быть динамически сбалан¬
сированы. Дисбаланс валов не должен превышать 10—40 г-см.
113
С целью повышения износостойкости рабочих поверхностей
валы подвергают термической обработке. При изготовлении из
низкоуглеродистых сталей их цементируют или нитроцементиру-
ют на глубину 0,7—1,2 мм, затем закаливают и отпускают (твер¬
дость рабочих поверхностей 58—62 HRC). Термическая обработка
валов, изготавливаемых из высокоуглеродистых сталей, заключа¬
ется в поверхностной закалке с последующим низким отпуском.
Валы в основном изготавливают из конструкционных и леги¬
рованных сталей: 40, 45, 35Х, 40Х, 25ХГМ, 20ХГНМ, 19ХГН,
15ХГНТ2А.
Прогрессивные методы изготовления заготовок валов (штампов¬
ка в закрытых штампах, высадка на горизонтально-ковочных ма¬
шинах, поперечно-винтовая прокатка, объемная холодная штам¬
повка и др.) позволяют получить коэффициент использования ме¬
талла 0,7 и выше. Заготовки гладких и ступенчатых валов с не¬
большим перепадом ступеней изготавливают из горячекатаного или
калиброванного проката. После пластического деформирования для
снятия внутренних напряжений выполняют термическую обработ¬
ку заготовок валов: из низкоуглеродистых сталей — нормализа¬
цию, из стали 35Х — отжиг, из сталей 45, 40Х — улучшение.
Заготовки чугунных валов изготавливают литьем в оболочко¬
вые формы, что позволяет получать заготовки валов высокой
точности.
Типовые технологические процессы обработки валов. Не¬
смотря на большое разнообразие размеров и конструктивных
форм, валы обрабатываются по единой технологической схеме.
Типичными установочными базами являются центровые конус¬
ные отверстия. На некоторых операциях обработки при воздей¬
ствии значительных сил резания (при фрезеровании плоскостей,
сверлении радиальных отверстий) в качестве установочных баз
используют обработанные шейки.
В зависимости от конструкций валов технологический процесс
их изготовления может отличаться только последовательностью
обработки или введением дополнительных операций. Типовой
процесс обработки валов автомобилей можно представить в виде
такой последовательности технологических операций:
♦ подготовка технологических баз (подрезание торцов и цен¬
трование);
♦ черновая токарная обработка концов вала, подрезание тор¬
цов и уступов;
♦ чистовая токарная обработка (выполняется в той же по¬
следовательности, что и черновая);
114
♦ черновое шлифование шеек вала, служащих дополнитель¬
ными базами при фрезеровании, сверлении, растачивании отвер¬
стий на одном из концов вала;
♦ правка вала при обработке нежестких деталей;
♦ черновая и чистовая обработка фасонных поверхностей
(нарезание шлицев, зубчатых венцов, шлифование кулачков и
др-);
♦ обработка отверстий, резьб, канавок (сверление и разверты¬
вание отверстий, нарезание резьбы, фрезерование лысок, шпоноч¬
ных канавок);
♦ термическая обработка (всей детали или отдельных ее по¬
верхностей);
♦ правка вала;
♦ черновое и чистовое шлифование наружных поверхностей,
торцов отверстий;
♦ доводка точных поверхностей;
♦ контрольные операции.
Оборудование для выполнения процесса обработки валов мо¬
жет быть различным, однако порядок и характер операций со¬
храняются.
Рассмотрим отдельные операции обработки ступенчатых
валов.
Подрезание торцов и центрование — это первые технологи¬
ческие переходы при изготовлении ступенчатых валов, онЬ слу¬
жат для подготовки технологических баз.
В серийном производстве обработку ведут на фрезерно-цент-
ровальных полуавтоматах с установкой заготовки по наружному
диаметру в призмах и базированием в осевом направлении по
упору. Подрезку торцов выполняют раздельно от центрования на
продольно-фрезерных или горизонтально-фрезерных станках, а
центрование — на одностороннем или двустороннем центроваль¬
ном станке. В массовом производстве для фрезерования торцов и
центрования применяют специальные станки (рис. 6.6), в кото¬
рых установка детали осуществляется на две самоцентрирующие
призмы с осевой фиксацией упором 3 по торцу головки. Подрез¬
ка торцов с одновременным сверлением центровых отверстий вы¬
полняется головками 1 и 2, оснащенными комбинированным ин¬
струментом.
Обтачивание валов в зависимости от объема выпуска выпол¬
няют на универсальных токарных станках с программным управ¬
лением, на станках с многорезцовыми головками, на копироваль¬
ных токарных станках.
115
Обработка валов на станках с многорезцовыми головками
(рис. 6.7) требует относительно длительной их наладки, поэто¬
му данный метод применяют в серийном и массовом производ¬
стве. Черновая обработка контура и чистовое обтачивание хвос¬
товика вала осуществляются резцом 3. Резцами 2 yi 9 подрезают
торцовые поверхности головки вала, а резцом 8 прорезают канав¬
ку под стопорное кольцо. Резец 5 служит для чистовой обточки
поверхности под шлицы. Стрелками обозначены направления пе¬
ремещения резцов.
Рис. 6.7. Схема обтачивания вала на многорезцовом станке:
1, 4, 6, 7 — каретки; 2, 3, 5, 8 и 9 — резцы
116
Для обработки ступенчатых валов широко используют одно¬
шпиндельные копировальные полуавтоматы (рис. 6.8). Схема об¬
работки вала следующая: продольный суппорт обтачивает вал по
копиру 2, а поперечный образует выточки. Поперечным суппор¬
том можно выполнять и подрезку торцов. При обработке валов
на копировальных станках снижается время наладки инструмен¬
тов в 2—3 раза, обеспечивается при чистовом точении точность,
соответствующая 9-му квалитету, и повышенное качество обра¬
ботанной поверхности (отсутствуют уступы, характерные при об¬
работке на станках с многорезцовой головкой).
Рис. 6.8. Схема обработки ступенчатого вала на копировальном
полуавтомате:
1 — барабан; 2 — копир; 3 — щуп
В массовом и крупносерийном производстве широко использу¬
ют многошпиндельные многорезцовые полуавтоматы- В мелкосе¬
рийном производстве эффективно применение токарных станков с
гидросуппортами, а также станков с программным управлением.
Шлицевые поверхности на валах обрабатывают обкатывани¬
ем червячной фрезой на шлицефрезерных или зуборезных стан¬
ках. При диаметре вала более 80 мм шлицы фрезеруют за два ра¬
бочих хода. У закаливаемых валов, центрируемых по наружной
поверхности, обработка шлицев включает следующие операции:
шлифование наружной поверхности; фрезерование шлицев с при¬
пуском на шлифование боковых поверхностей; термическую об¬
работку; наружное шлифование; шлифование боковых поверхно¬
стей шлицев, которое выполняется одновременно двумя кругами
с применением делительного механизма для поворота заготовки.
У незакаливаемых валов обработка шлицев состоит только из
наружного шлифования цилиндрической поверхности и фрезеро¬
вания шлицев. Если шлицевое соединение центрируется по
117
поверхности внутреннего диаметра, то последовательность опера¬
ций до термообработки остается той же. После термической об¬
работки шлифование боковых поверхностей шлицев и шлифова¬
ние внутренних поверхностей по диаметру осуществляется либо
профильным кругом (одновременно по боковым поверхностям и
дну впадины), либо в две операции: шлифование двумя кругами
боковых поверхностей, а затем шлифование внутренней поверх¬
ности кругом, заправленным по дуге. Шлифование одним про¬
фильным кругом дает лучшие результаты по точности и произ¬
водительности.
Имеются и более производительные методы обработки шли¬
цев: на шлицестрогальных и шлицепротяжных станках, а так¬
же образование эвольвентных шлицев накатыванием при твердо¬
сти поверхности не более 220 НВ и модуле шлицев до 2,5 мм.
Шпоночные пазы в зависимости от их конструкции выполня¬
ют дисковой фрезой (если паз сквозной) или торцовой (пальце¬
вой) фрезой, если паз глухой. Вал устанавливают в центрах или
по наружной поверхности на призмы приспособления.
Шпоночные пазы выполняют на горизонтально- и вертикаль-
но-фрезерных станках. В серийном и массовом производстве для
получения глухих шпоночных пазов применяют шпоночно-фре¬
зерные полуавтоматы, работающие «маятниковым» методом:
двухзубая пальцевая фреза за один рабочий ход подается на глу¬
бину 0,2—0,3 мм и фрезерует паз на всю длину. Затем вновь по¬
дается на ту же глубину и фрезерует паз в другом направлении
(и так до получения полной глубины паза). В крупносерийном и
массовом производстве фрезеровать пазы целесообразно с приме¬
нением многоместных приспособлений комплектом фрез.
Резьбу на внутренних поверхностях валов нарезают машин¬
ными метчиками на сверлильных, револьверных и резьбонарез¬
ных станках в зависимости от типа производства. Наружные
резьбы нарезают резцами, гребенками, плашками, а также полу¬
чают фрезерованием, вихревым методом, накатыванием. В мел¬
косерийном и единичном производстве наружные резьбы изготов¬
ляют на токарно-винторезных станках с применением резьбовых
резцов или гребенок, обеспечивая 6—8-ю степени точности. Резь¬
бы 4-й степени точности нарезают на прецизионных токарно-вин-
торезных станках. Нарезание резьбы плашками и резьбонарезны¬
ми головками выполняют на револьверных, токарных и болто¬
резных станках, а также на токарно-револьверных автоматах.
В крупносерийном и массовом производстве резьбы выполня¬
ют накатыванием, при этом получают резьбу 6-й степени точно¬
118
сти. Накатывание резьбы производительнее нарезания ее резьбо¬
выми головками.
Если вал не подвергается закалке, то резьбу нарезают после
окончательного шлифования шеек. На закаливаемых шейках
резьбу изготовляют до термообработки.
Валы шлифуют на круглошлифовальных и бесцентрсво-шли-
фовальных станках. Для получения точности, соответствующей
6-му квалитету, шлифование выполняют в две операции (два пе¬
рехода). При обработке валов на круглошлифовальных станках
базой являются центровые отверстия. Шлифование напроход
применяют при обработке поверхностей значительной протяжен¬
ности, а врезное шлифование — при обработке коротких шеек.
В серийном и массовом производстве врезное шлифование ча¬
сто выполняется по автоматическому циклу, что повышает ка¬
чество обработки и производительность.
При шлифовании деталей размеры контролируют в процессе
обработки без остановки станка, а также используют измеритель¬
ные средства активного контроля, автоматически отключающие
поперечную подачу при достижении заданного размера.
Бесцентровое шлифование выполняют как с продольной, так
и с поперечной подачей (врезанием). Если вал гладкий, то при¬
меняют шлифование с продольной подачей напроход; если же
ступенчатый — шлифуют с продольной подачей до упора. Шли¬
фованием с поперечной подачей обрабатывают короткие буртики.
Бесцентровое шлифование применяют при обработке небольших
валов, обеспечивая точность, соответствующую 6—8-му квалите-
там. Этот метод по точности несколько уступает шлифованию на
круглошлифовальных станках.
Большой интерес представляет одновременное шлифование
нескольких поверхностей, выполняемое широким кругом, распо¬
ложенным под углом к оси детали (рис. 6.9).
Рис. 6.9. Схема одновременного шлифования пяти
поверхностей одним шлифовальным кругом
119
Профиль круга обеспечивается его периодической правкой ал¬
мазным инструментом.
При изготовлении штоков гидроузлов для окончательной об¬
работки применяют обкатывание поверхности роликами. В ре¬
зультате пластического деформирования повышается качество
поверхности и ее износостойкость.
В табл. 6.2 в качестве примера приведены технологические
процессы обработки первичных и вторичных валов коробок пере¬
дач грузовых и легковых автомобилей.
Анализ показывает, что ступенчатые шлицевые валы и валы
с зубчатыми венцами обрабатываются по единой технологической
схеме. Основное отличие при их изготовлении заключается в том,
что у шлицевого вала фрезеруют или накатывают шлицы, у
вала-шестерни нарезают зубчатый венец.
При изготовлении первичного вала коробки передач (КП) ав¬
томобиля ВАЗ проводится ряд сборочных операций (установка
медного кольца, диска, запрессовка зубчатого венца). Эти опера¬
ции не отражены в таблице, так как они характерны только для
данной детали. Для обеспечения заданной точности и шерохова¬
тости отдельных поверхностей вводятся доводочные операции:
микрофиниширование или полирование (например, при обработ¬
ке первичного вала КП автомобиля ЗИЛ-431411 и вторичного
вала КП автомобиля ВАЗ).
Механическая обработка деталей типа валов осуществляется
на автоматических и поточных линиях, состоящих из различных
специализированных и специальных станков.
Эти линии оснащены средствами механизации, приборами
активного контроля размеров в процессе обработки, устройства¬
ми для автоматической подналадки инструмента. Характерной
особенностью современных автоматических линий является их
комплексность, что позволяет в автоматическом цикле выпол¬
нять все виды обработки, предусмотренные технологическим
процессом: черновые и финишные операции резанием, термооб¬
работку, мойку, контроль, сборку, балансировку. Автоматиза¬
ция охватывает и вспомогательные операции (транспортировку,
загрузку и выгрузку обрабатываемых деталей, смену и настрой¬
ку инструментов).
Межоперационное транспортирование валов осуществляется с
помощью подвесных конвейеров, толкающих, тяговых, ленточ¬
ных и других транспортеров. Загрузка и выгрузка деталей, пере¬
мещение их на позиции обработки выполняются автооператора¬
ми, портальными загрузчиками или промышленными роботами.
120
Таблица 6.2
Технологические процессы обработки валов коробок передач
Операции
механической обработки
Первичный
вал
Вторичный
вал
Промежу¬
точный вал
20ХГМ
(ЗИЛ)
20ХГНМ
(ВАЗ)
20ХГНМ
(ВАЗ)
15ХГНТ2А
(КамАЗ)
Центровальная
+
+
+
+
Черновая токарная
+
+
+
+
Чистовая токарная
+
+
+
+
Правка
-
-
+
Черновое шлифование
+
-
+
—
шеек под подшипник
Токарная
+
Нарезание шлицев
+
н
+
_
Накатывание рифлений
-
-
+
_
Фрезерование зубьев
+
+
-
+
Долбление зубьев
-
-
-
+
Закругление зубьев
+
+
+
Шевингование зубьев
+
+
—
+
Калибрование зубьев
-
+
_
Сверление отверстий
+
+
+
+
Фрезерование шпоночных
-
-
+
+
пазов
Нарезание резьбы
+
+
Термообработка
+
+
+
+
Зачистка центров
-
+
+
+
Правка
-
+
+
+
Окончательное шлифова¬
+
+
+
+
ние шеек
Шлифование отверстия
+
+
под подшипник
Хонингование отверстия
+
п
под подшипник
Микрофиниширование
+
_
п
шеек вала
Хонингование зубьев
+
+
венцов
Обкатка с эталонной
+
+
+
шестерней
Мойка
+
+
+
+
Окончательный контроль
+
+
+
+
Примечание. Знак « + » означает наличие операции, знак
4-4 ее отсутствие, знак «Н» — операция накатывания, знак «П* —
полирование.
121
Технология изготовления коленчатых валов. У отечествен¬
ных двигателей применяются стальные и чугунные коленчатые
валы. Основным материалом являются стали 35, 40, 50, 40Г,
45Г, 50Г и др. (для мало- и среднеоборотных двигателей). Валы
высокооборотных и среднефорсированных двигателей при диа¬
метре цилиндров менее 200 мм обычно изготавливают из легиро¬
ванных сталей 40ХН, 35ХМ, 38ХМЮА, 40ХНВА. 25Х2Н4ВА,
38XH3BA и др. Применяются также литые коленчатые валы из
высокопрочного чугуна с шаровидным графитом ВЧ45-5,
ВЧ50-2, ВЧ60-2 и др. Распределение коленчатых валов по мате¬
риалам выглядит следующим образом: чугунные — 20 %, сталь¬
ные — 80 % (среднеуглеродистые стали — 45 %, легирован¬
ные — 35 %).
Коленчатые валы большинства зарубежных автомобилей —
литые из высокопрочного чугуна с шаровидным графитом. На
высокофорсированных двигателях применяются кованные валы
из высокопрочной легированной стали.
Технологический процесс обработки коленчатых валов более
сложен по сравнению с обработкой других деталей класса валов.
Коленчатый вал не обладает достаточной жесткостью, поэтому
при обработке сравнительно легко деформируется под действием
сил резания. Для разгрузки вала при его обработке задние бабки
станков делают приводными.
Основными базами при обработке коленчатых валов служат
поверхности коренных шеек, на отдельных операциях могут ис¬
пользоваться также центровые отверстия. Для повышения жест¬
кости вала при обработке предусматривается использование до¬
полнительных опор (люнетов). По мере приближения размеров
коленчатого вала к заданным по чертежу упругие деформации
обрабатываемой заготовки снижаются. Поверхности, регламенти¬
рованные узкими допусками на их изготовление, обрабатывают¬
ся в две операции (чистовую и отделочную).
В настоящее время обработку коленчатых валов осуществля¬
ют на частично автоматизированных участках с применением на
ряде технологических операций высокопроизводительных автома¬
тических и полуавтоматических станков.
В качестве примера рассмотрим технологию изготовления ко¬
ленчатого вала двигателя автомобиля ВАЗ (рис. 6.10).
Заготовку коленчатого вала отливают из специального высо¬
копрочного чугуна в песчаные формы при машинной формовке.
Припуски на обработку резанием составляют 2—3 мм (по сред¬
ним шейкам), а по остальным шейкам 1,5—2 мм.
122
Рис. 6.10. Коленчатый вал двигателя автомобиля ВАЗ:
1—S — опорные технологические площадки;
П! II4 противовесы; I—V — коренные шейки;
VI—IX — шатунные шейки
Обработка коленчатого вала резанием должна обеспечить пра¬
вильное взаимное расположение поверхностей, высокую точность
размеров и низкую шероховатость (табл. 6.3).
Таблица 6.3
Регламентируемые параметры обработки резанием основных
поверхностей коленчатого вала
Параметры
Единица
измерения
Значение
параметра
Точность размеров:
♦ коренных и шатунных шеек
♦ шейки под ведущие звездочку и шкив,
фланца под сальник
квалитет
5
6
Овальность и конусность шеек
мм
0,004
Отклонение от параллельности осей шатун¬
ных и крайних коренных шеек
мм
0,03
Отклонение от плоскостности торца фланца
маховика
мм
0,05
Биение фланца маховика
мм
не более 0,03
Дисбаланс коленчатого вала
г • см
12
Шероховатость поверхности Ra:
♦ коренных и шатунных шеек
♦ шейки под ведущую звездочку и шкив
мкм
0,32—0,16
2,0—1,2
Обработка коленчатых валов осуществляется на автоматизи¬
рованном участке. Заготовки подаются с загрузочной позиции и
устанавливаются в самоцентрирующие призматические губки по
коренной шейке 1 и поверхности С под сальник. Фиксация в
осевом направлении осуществляется по торцу Т (см. рис. 6.10).
123
Технологический процесс реализуется следующим образом.
1. Обработку заготовки начинают с подготовки технологичес¬
ких баз. Подрезание торцов, центрирование с двух сторон и фре¬
зерование восьми технологических бобышек выполняют на три¬
надцатипозиционной автоматической линии.
2. Обтачивание пяти коренных шеек, переднего конца вала и
поверхности под сальник с протачиванием маслосгонной канав¬
ки и снятием фасок выполняют в один проход на специальных
многорезцовых станках (заготовку устанавливают в центрах с
осевой фиксацией по торцу фланца Т, а угловую ориентацию осу¬
ществляют по площадке 4 противовеса П3).
3. Получистовое шлифование одновременно пяти коренных
шеек и поверхности под сальник выполняется на специальных
крутлошлифовальных автоматах с шестью абразивными кругами.
4. Обтачивание четырех шатунных шеек осуществляется на
специальном двухпозиционном токарном автомате. Базирование
заготовки вала выполняется по поверхностям I и V коренных
шеек, фиксация в осевом направлении — по торцу Т, а угловая
фиксация — по фрезерованным технологическим площадкам 1 и 6
противовесов Пх и ТТ4 (жесткость заготовки повышает люнет, ус¬
тановленный на III коренной шейке).
5. Обработка всех смазочных каналов, сверление отверстий и
нарезание резьбы в торце фланца для крепления маховика, рас¬
тачивание гнезда под подшипник, фрезерование лысок и шпоноч¬
ного паза на переднем конце вала выполняются на 52-позицион-
ной автоматической линии (заготовка устанавливается по поверх¬
ностям I и V коренных шеек, угловая фиксация происходит по
фрезерованным площадкам 2, 5, 7 и 8, осевое ориентирование
по торцу Т (см. рис. 6.1Q).
6. Промывка смазочных каналов для удаления из них струж¬
ки осуществляется в автоматической моечной установке.
7. Закалка и отпуск пяти коренных и четырех шатунных шеек
выполняются на специальной закалочной установке ТВЧ (твердость
шеек 50 HRC, глубина закаленного слоя 2,0—2,3 мм).
8. Чистовое шлифование пяти коренных шеек и поверхности
под сальник выполняется на том же оборудовании, что и полу¬
чистовое шлифование (допуск на диаметр коренной шейки
20 мкм, овальность и конусность 4 мкм).
9. Чистовое шлифование опорного торца фланца под маховик
осуществляется на угловом круглошлифовальном автомате (заго¬
товка устанавливается в центрах, фиксация в осевом направле¬
нии — по торцу Т, вращение передается через шейку 1 вала).
124
10. Шлифование цилиндрической поверхности переднего кон¬
ца вала под звездочку и шкив выполняется на угловом кругло¬
шлифовальном станке той же модели, что и на предыдущей опе¬
рации.
11. Чистовое шлифование цилиндрической поверхности, торцов
и галтелей четырех шатунных шеек осуществляется на автомати¬
ческой линии, состоящей из одношпиндельных шлифовальных ав¬
томатов (установка заготовки производится по коренным шейкам I
и V, а осевая фиксация — по каждой шлифуемой шейке).
12. Дефектоскопический контроль валов (100 %) и их по¬
следующее размагничивание.
13. Динамическая балансировка валов на автоматической
линии.
14. Доводка торцов и образование галтелей на I—V коренных
шейках выполняются на специальном токарном многорезцовом
станке. Зачищаются заусенцы каналов, места под пробки, зап¬
лечики шатунных шеек, отверстия после балансировки и др.
15. Полирование поверхности пяти коренных и четырех ша¬
тунных шеек и поверхности под сальник осуществляется на ав¬
томатическом ленточно-полировальном станке.
16. Мойка валов в машине конвейерного типа.
17. Запрессовка заглушек масляных каналов с последующим
раскерниванием, запрессовка шпонки и подшипника, установка
ведущей звездочки привода распределительного вала.
6.3. Изготовление зубчатых колес
Требования к зубчатым колесам. Зубчатые колеса являются
наиболее массовыми деталями автомобилей. С повышением тре¬
бований к надежности автомобилей возрастают и требования к
точности и качеству зубчатых колес, поэтому их изготовляют с
высокой степенью точности и низкими параметрами шероховато¬
сти профиля зубьев.
В зубчатых передачах автомобилей применяются в основном
цилиндрические зубчатые колеса, обладающие высоким КПД и
надежностью в эксплуатации. Для цилиндрических зубчатых ко¬
лес стандартом установлены 12 степеней точности. В автомобиль¬
ной промышленности чаще всего применяются зубчатые колеса
7-й и 8-й степеней точности.
Высокие требования к точности устанавливаются также при
обработке центральных посадочных отверстий зубчатых колес и
других базовых поверхностей.
125
Материалы для изготовления зубчатых колес выбирают в за¬
висимости от их назначения, условий эксплуатации и передавае¬
мых нагрузок. Чаще всего используют углеродистые стали
(40,45,50), хромистые (20Х, 40Х, 50Х), высоколегированные
хромоникелевые стали (12ХНЗА, 12Х2Н4А, 20ХН, 40ХН,
20ХН4А), хромомарганцево-титанистые стали (18ХГТ, ЗОХГТ),
хромомолибденовые (20ХМ), хромомолибденоалюминиевые
(38ХМЮА), хромомарганцево-никелевые с титаном и бором
(20ХНТР) и др. В связи с небольшим содержанием углерода по¬
верхностный слой зубчатых колес, изготовленных из легирован¬
ных сталей, подвергается цементации или нитроцементации, а из
среднеуглеродистых — азотированию.
Материалы для изготовления зубчатых колес должны обла¬
дать хорошей обрабатываемостью, незначительными деформаци¬
ями при термообработке, низкой стоимостью (стоимость матери¬
ала составляет 50—55 % общей стоимости зубчатого колеса).
Твердость рабочих поверхностей зубьев, цементованных на
глубину 1,1—2,0 мм, должна быть не ниже 50—63 HRC. Твер¬
дость остальных поверхностей 180—270 НВ.
Качество зубчатых колес оценивается также по контактной
прочности зубьев и параметрам бесшумной работы. Уровень
шума автомобильных зубчатых передач средних размеров при ок¬
ружной скорости вращения 10—12 м/с не должен превышать
80—85 дБ.
Для получения заготовок цилиндрических зубчатых колес
наиболее распространенными методами являются горячая объем¬
ная штамповка, штамповка на горизонтально-ковочных машинах,
спекание из порошковых материалов. Прогрессивным способом по¬
лучения зубчатых венцов является обработка методом пластичес¬
кого деформирования металла (так называемая накатка зубьев).
Этот процесс ведут на специальных станках с применением нагре¬
ва заготовки ТВЧ до температуры 1100—1150 °С. Получение за¬
готовок с формообразованием зубьев снижает расход металла,
уменьшает трудоемкость механической обработки и повышает эк¬
сплуатационные свойства зубчатых колес (прочность зубьев по¬
вышается на 15—35 %).
Технологический процесс получения заготовок должен обеспе¬
чивать мелкозернистую структуру и правильное расположение во¬
локон металла. Форма и размеры заготовки должны максималь¬
но приближаться к форме и размерам готовой детали, что во мно¬
гом определяет структуру и трудоемкость технологического про¬
цесса обработки резанием.
126
Типовая схема технологического процесса изготовления зуб¬
чатых колес. Технологический процесс изготовления зубчатых
колес зависит от ряда факторов, основными из которых являют¬
ся: конструктивная форма и назначение зубчатого колеса; форма
зуба и расположение зубчатого венца, предопределяющие выбор
метода обработки зубьев; материал колеса, влияющий на способ
получения заготовки и вид термической обработки; точность вы¬
полнения отдельных элементов зубчатого колеса.
Типовой технологический процесс изготовления цилиндричес¬
ких зубчатых колес состоит из следующих операций.
1. Черновая и чистовая токарная обработка торца и отвер¬
стия и черновая обработка наружной цилиндрической поверхно¬
сти. Установочными черновыми базами при этом являются торец
и наружная цилиндрическая поверхность заготовки.
Постоянными технологическими базами для последующих
операций являются обработанные на первой операции торец и
поверхность отверстия.
2. Черновая и чистовая токарная обработка детали по наруж¬
ному контуру на одношпиндельном многорезцовом полуавтомате.
3. Сверление и развертывание мелких отверстий, фрезерование
небольших поверхностей, протягивание шпоночных пазов и др.
4. Черновое нарезание зубьев при базировании заготовки по
отверстию и торцу.
5. Дополнительные операции, связанные с нарезанием зубьев
(закругление зубьев, сверление смазочных отверстий, зачистка
острых кромок и др.).
6. Чистовая обработка зубьев колес (шевингование зубьев)
при базировании по отверстию и торцу.
7. Термообработка зубьев.
8. Чистовая обработка центрального отверстия и торцовых
поверхностей.
9. Чистовая отделка зубьев зубчатых колес.
В крупносерийном и массовом производстве обработка зубча¬
тых колес выполняется на автоматических линиях с автомати¬
ческой загрузкой заготовок, позволяющих быстро переналажи¬
вать их на обработку однотипных деталей.
Методы нарезания зубьев цилиндрических колес. Наиболее
трудоемкой операцией при изготовлении зубчатых колес являет¬
ся зубонарезание, которое осуществляется двумя методами: ме¬
тодом копирования и методом обкатки.
Зубонарезание по методу копирования может осуществлять¬
ся дисковыми модульными фрезами, долблением фасонными
127
резцами, протягиванием фрезопротяжками и кругодиагональны¬
ми протяжками.
Зубонарезание по методу обкатки выполняется червячными
фрезами и долблением круглыми долбяками.
Нарезание зубьев дисковыми модульными фрезами осуществ¬
ляется последовательным образованием впадин между зубьями
модульными дисковыми фрезами. Режущие кромки фрезы изго¬
тавливают по форме впадины между зубьями колеса. После на¬
резания одной впадины заготовка с помощью делительного ме¬
ханизма поворачивается на один зуб, и фреза нарезает следую¬
щую впадину (рис. 6.11).
Рис. 6.11. Нарезание зубьев модульными дисковыми фрезами:
а — профиль зуба фрезы и впадины зубчатого колеса;
б — схема нарезания прямозубых колес;
в — схема нарезания косозубых колес
Дисковые модульные фрезы изготовляют для определенных
интервалов чисел зубьев и для каждого модуля (наборы диско¬
вых фрез из 3, 8, 15 и 26 шт.).
Метод копирования имеет низкую производительность и не¬
высокую точность, поэтому его применяют в единичном и мелко¬
серийном производстве при изготовлении неответственных зубча¬
тых передач или для предварительного нарезания зубьев при мас¬
совом производстве на многошпиндельных фрезерных станках.
Долбление многорезцовой головкой — более производитель¬
ный способ зубонарезания методом копирования (рис. 6.12).
Многорезцовая головка представляет собой корпус 3 в виде
диска с радиально расположенными пазами, в которых устанав¬
ливаются резцы 2. Профиль резцов соответствует профилю впа¬
дины обрабатываемого зубчатого колеса, а число резцов равно
числу впадин. В процессе обработки зубчатое колесо 1, закреп¬
128
Рис. 6.12. Многорезцовая зубодолбежная головка
ленное в приспособлении на шпинделе станка, совершает воз-
вратно-поступательное движение относительно многорезцовой го¬
ловки. За каждый двойной ход заготовки резцы перемещаются в
радиальном направлении к оси обрабатываемого колеса конусным
кольцом 4, осуществляя движение подачи.
После обработки впадин между зубьями на полную глубину
процесс заканчивается и резцы отводятся в исходное положение.
Благодаря одновременной работе большого числа резцов достига¬
ется высокая производительность. Скорость резания составляет
8—12 м/мин, подача резцов за один двойной ход колеса 0,8—
1,2 мм/дв.ход (в начале работы), 0,04 мм/дв.ход (в конце обра¬
ботки).
Однако точность нарезания зубьев колес многорезцовыми го¬
ловками невысокая (9-й, 10-й квалитеты). Кроме этого, конст¬
рукция головок сложна и требует высокой точности изготовле¬
ния всех деталей, что вызывает ограниченное применение данно¬
го способа даже в массовом производстве.
Нарезание зубьев кругодиагональным протягиванием являет¬
ся наиболее производительным способом нарезания прямозубых
цилиндрических колес. Кругодиагональная протяжка представля¬
ет собой круглый диск 1 (рис. 6.13, а), в пазу которого размещен
ползун 2. На диске 1 укреплены черновые режущие сегменты, а
на ползуне — чистовые. Во время работы протяжка вращается
вокруг своей оси, а ползун дополнительно совершает поступатель¬
ное прямолинейное движение в направлении его продольной оси,
5-135
129
проходящей через ось вращения протяжки, что обеспечивает
одинаковую толщину зуба по всей его длине (рис. 6.13, б). За
один оборот полностью обрабатывается одна впадина между
смежными зубьями колеса 3. В процессе нарезания впадин зубь¬
ев колеса оси протяжки и заготовки неподвижны.
Рис. 6.13. Кругодиагональное протягивание зубчатых колес
При прохождении мимо заготовки свободного от резцов секто¬
ра протяжки обрабатываемое колесо поворачивается делительной
головкой на один зуб и начинается новый цикл без прекращения
вращения протяжки. Скорость резания при нарезании зубьев
стальных колес средних модулей составляет 25—35 м/мин. Пода¬
ча при черновой обработке зубьев составляет 0,06—0,20 мм/зуб,
а при чистовой — 0,03—0,06 мм/зуб. Последний или предпос¬
ледний зуб инструмента для чистовой обработки является калибру¬
ющим, что обеспечивает высокую точность зубчатых колес
(7-я, 6-я степени точности). Шероховатость поверхности соответ¬
ствует 5-му, 6-му классам (#2 = 40—10 мкм). Производитель¬
ность процесса кругодиагонального протягивания в 2—3 раза
выше, чем при нарезании зубьев червячными фрезами (время об¬
работки одной впадины составляет 2—4 с).
Нарезание зубьев фрезопротяжкой осуществляется с помо¬
щью диска 1 (рис. 6.14), на периферии которого расположено не¬
сколько секций режущих блоков 2 для черновой и чистовой об¬
работки. Процесс нарезания зубьев фрезопротяжкой совмещает
круговое протягивание и фрезерование. Каждая секция режуще-
а
б
130
го инструмента выполняет определенную функцию при обработ¬
ке боковых поверхностей зубьев нарезаемого зубчатого колеса 3.
п. БП
С
Рис. 6.14. Фрезопротягивание цилиндрических зубчатых колес
В процессе резания сектором С1 фрезопротяжка вращается с
равномерной угловой скоростью, а нарезаемое колесо находится
в неподвижном положении. За это время прорезается впадина
между зубьями на полную глубину. Затем в момент резания сек¬
тором С2 нарезаемое колесо перемещается навстречу фрезопро-
тяжке в крайнее левое положение (направление П{). В этом по¬
ложении при неподвижном обрабатываемом зубчатом колесе осу¬
ществляется радиальное врезание чистового сектора СЗ. Наконец,
чистовое фрезерование впадины сектором С4 осуществляется при
перемещении обрабатываемого колеса в крайнее правое положе¬
ние (направление П2). В момент прохождения свободного от рез¬
цовых блоков сектора С5 происходит перемещение зубчатого ко¬
леса в исходное положение (направление БП) и поворот его на
один зуб. При этом зубчатое колесо автоматически отводится от
инструмента.
Точность обработки и шероховатость поверхности при наре¬
зании зубьев фрезо- и кругодиагональными протяжками одина¬
ковы, однако производительность кругодиагонального протягива¬
ния на 20—25 % выше.
Нарезание зубьев червячными фрезами выполняется по методу
обкатки, основанному на воспроизведении зацепления зубчатой
131
пары, одной из деталей которой является режущий инструмент,
а другой — нарезаемое зубчатое колесо. Способ применяется для
изготовления прямозубых, косозубых и червячных зубчатых ко¬
лес. Метод обкатки обеспечивает высокую точность и производи¬
тельность вследствие непрерывности процесса резания.
В зависимости от взаимного расположения фрезы и заготов¬
ки и направления подачи наибольшее распространение получили
следующие способы зубофрезерования (рис. 6.15).
Зубофрезерование с осевой подачей (рис. 6.15, а) осуществля¬
ется с предварительной установкой фрезы на полную высоту зуба
и движением ее параллельно оси обрабатываемой заготовки. Этот
способ зубонарезания является универсальным, но имеет суще¬
ственный недостаток: инструмент перемещается на большую дли¬
ну до получения полной высоты зуба.
При изготовлении зубчатых колес с модулем зубьев до 5 мм
применяют зубофрезерование с переменно-осевой подачей, когда
величина подачи возрастает только при входе и выходе фрезы из
зоны резания (рис. 6.15, б). При этом увеличивается производи¬
тельность процесса на 20—35 %, особенно при изготовлении зуб¬
чатых колес с большим углом наклона линии зуба к оси зубча¬
того колеса.
При зубонарезании с радиально-осевой подачей (рис. 6.15, в)
в начале процесса резания происходит врезание фрезы на полную
а
б
в
г
Рис. 6.15. Схемы нарезания зубьев червячной фрезой
132
глубину зуба, а затем фреза получает осевую подачу. С целью по¬
вышения стойкости инструмента и уменьшения нагрузок в про¬
цессе резания соотношение между значениями радиальной и осе¬
вой подачи должно быть 1: 2 или 1: 2,5. Производительность
процесса зубофрезерования при радиально-осевой подаче на 10 —
15 % выше, чем при осевой подаче фрезы.
Зубофрезерование с диагональной подачей (рис. 6.15, г) осу¬
ществляется на специальных зубофрезерных станках при подаче
червячной фрезы под углом к оси обрабатываемого зубчатого ко¬
леса. При этом осевая подача происходит одновременно с пере¬
мещением червячной фрезы вдоль своей оси со скоростью 0,2 мкм
за один оборот фрезы. Результирующим движением червячной
фрезы является диагональ параллелограмма. При диагональном
зубофрезеровании повышается стойкость режущего инструмента
(вследствие более равномерного изнашивания зубьев фрезы) и ка¬
чество обработанной поверхности. Способ наиболее эффективен
при обработке колес с широким зубчатым венцом и при повы¬
шенной твердости материала заготовки, при этом следует приме¬
нять более длинные червячные фрезы (160—180 мм).
Двухпроходное фрезерование зубчатых колес выполняется в
автоматическом режиме за один установ заготовки (рис. 6.16).
Первый (черновой) и второй (чистовой) ходы червячной фрезой
осуществляются последовательно один за другим. Первый ход
обычно выполняется при попутной подаче, а второй — при
встречной подаче, причем при чистовом ходе глубина резания со¬
ставляет 0,5—1,0 мм. Режимы резания при переходе от черно¬
вого к чистовому ходу изменяются автоматически. На первом
Рис. 6.16. Схема двухпроходного зубофрезерования:
1—2 — ускоренный подвод фрезы; 2—3 — медленная подача фрезы;
3—4 — рабочая подача первого хода; 4—6 — ускоренный отвод и
подвод фрезы; 7—8 — рабочая подача второго хода;
8—1 — ускоренный отвод фрезы
133
ходе значения скорости резания и подачи обусловлены стойкос¬
тью режущего инструмента и жесткостью технологической систе¬
мы СПИД. При чистовом ходе, сопровождающемся небольшой
глубиной резания, скорость резания и подача инструмента уве¬
личиваются по сравнению с первым ходом.
Двухпроходное зубофрезерование рекомендуется применять при
изготовлении зубчатых колес с модулем свыше 5 мм и малом чис¬
ле зубьев. Способ высокопроизводителен, легко автоматизируется
и обеспечивает более высокую точность и стабильность парамет¬
ров зубьев (7-й, 8-й квалитеты точности и Rz = 20—10 мкм).
Широкое распространение получили зубофрезерные станки с
ЧПУ. Программное обеспечение станка дает возможность регули¬
ровать подачу инструмента при рабочих и вспомогательных хо¬
дах, что сокращает время обработки.
Нарезание зубьев цилиндрических колес зубодолблением ос¬
новано на воспроизведении зацепления пары зубчатых колес, од¬
ним колесом которой является обрабатываемая заготовка, а дру¬
гим — режущий инструмент (круглый долбяк) (рис. 6.17). Дол-
бяк 1 в процессе резания совершает возвратно-поступательное
прямолинейное (для прямозубых колес) или винтовое движение
(для косозубых зубчатых колес) от специального копира. Кроме
того, долбяк совершает вращательное движение вокруг своей оси,
как и обрабатываемое зубчатое колесо 2.
Рис. 6.17. Схема зубодолбления круглым долбяком
Для обработки колеса на полную глубину долбяку сообщает¬
ся радиальная подача. После каждого рабочего хода заготовка
отводится от долбяка для уменьшения затупления его режущих
кромок. Нарезание зубьев круглым долбяком осуществляется на
внутренних венцах, блочных зубчатых колесах с близко распо¬
ложенными зубчатыми венцами, валах-шестернях с фланцами.
134
В этом случае применение червячных фрез невозможно ввиду от¬
сутствия пространства для выхода фрезы. Для выхода долбяка
из рабочей зоны в процессе обработки необходима канавка ши¬
риной не менее 2 мм.
Дальнейшим развитием метода долбления зубьев явилось
применение станков с планетарным долблением нескольких зуб¬
чатых колес одним долбяком одновременно.
Способы отделки зубьев цилиндрических колес. Наиболее рас¬
пространенными способами чистовой обработки зубчатых колес с
твердостью до 35 HRC (термически необработанных) являются ше¬
вингование и холодная прикатка. Чистовая обработка закален¬
ных зубчатых колес с твердостью рабочих поверхностей более
50 HRC осуществляется зубошлифованием и зубохонингованием.
Шевингование — наиболее распространенный и эффективный
способ чистовой обработки зубьев. В процессе шевингования ин¬
струмент (дисковый шевер) и обрабатываемое зубчатое колесо на¬
ходятся в зацеплении без зазора, представляющем собой винто¬
вую передачу со скрещенными осями (рис. 6.18).
Шевер представляет собой зубчатое колесо, на поверхности зу¬
бьев которого имеются канавки глубиной 0,6—1,0 мм и шириной
0,25 мм. Вследствие скрещивания осей под углом 5—15° при вра¬
щении инструмента и обрабатываемого зубчатого колеса в зацепле¬
нии их поверхности скользят одна
по другой, при этом острые кром¬
ки зубьев шевера срезают с поверх¬
ности зубчатого колеса тонкую
стружку толщиной 1—5 мкм.
В зависимости от ширины об¬
рабатываемого зубчатого венца
применяют различные способы
шевингования: продольное, диа¬
гональное, врезное, касательное
(тангенциальное) (рис. 6.19).
Шевингование с продольной
подачей обрабатываемого колеса 1
(рис. 6.19, а) осуществляется при
возвратно-поступательном движе¬
нии колеса вдоль своей оси и
Рис. 6.18. Шевингование зубьев с Радиальной подачей на шевер
дисковым шевером: в конде каждого рабочего хода
1 — шевер; 2 — обрабатываемое (на 0,025 0,040 мм за ОДИН
зубчатое колесо двойной ход). После окончания
135
Рис. 6.19. Схемы шевингования зубчатых колес
с различной подачей
рабочего хода шевер 2 получает вращение в обратную сторону
для обработки другой стороны зуба. Длина возвратно-поступа-
тельного перемещения зубчатого колеса равна ширине зубчатого
венца плюс один модуль. В конце обработки несколько рабочих
ходов совершается без радиальной подачи колеса.
Шевингование с диагональной подачей (рис. 6.19, б) осуще¬
ствляется под углом относительно оси обрабатываемого зубчато¬
го колеса (е = 20—60°), что позволяет сократить длину рабочего
хода и время обработки, повысить стойкость'инструмента (на
50—80 %) и производительность процесса (на 50 %). При каса¬
тельном шевинговании (рис. 6.19, в) подача осуществляется пер¬
пендикулярно к оси обрабатываемого зубчатого колеса. Шевин¬
гование с касательной подачей применяется для обработки зак¬
рытых или узких зубчатых венцов. Поэтому ширина шевера В
должна быть больше ширины зубчатого венца b обрабатываемо¬
го колеса. Режущие канавки на поверхности зубьев шевера рас¬
полагаются по винтовой линии, что позволяет обрабатывать зуб¬
чатые колеса без продольной подачи.
Шевингование с врезной подачей осуществляется при радиаль¬
ном перемещении инструмента относительно зубчатого колеса
136
(рис. 6.19, г). Для более полного охвата поверхности зубьев обра¬
батываемого колеса применяют шеверы с винтовым расположени¬
ем режущих кромок. При этом рабочая часть шевера должна быть
больше ширины зубчатого венца обрабатываемого колеса.
Продольное шевингование применяют при обработке зубчатых
колес с шириной зубчатого венца более 50 мм; диагональное —
для зубчатых венцов со средней шириной (не более 50 мм); врез¬
ное или касательное шевингование — для колес с узким зубча¬
тым венцом (до 30 мм).
Обработка зубьев шевингованием повышает точность обработ¬
ки и качество поверхности (шероховатость Ra снижается с 2,50
до 1,25 мкм). Припуск на обработку зависит от модуля зубьев
колеса и составляет 0,03—0,06 мм; средняя окружная скорость
шевера — 120 м/мин; продольная подача — 0,15—0,3 мм/об;
радиальная подача — 0,02—0,06 мм/ход; число рабочих ходов
в зависимости от припуска — от 6 до 10.
Холодная прикатка зубьев колес осуществляется без снятия
стружки для окончательной обработки боковых поверхностей зу¬
бьев незакаленных зубчатых колес вместо шевингования. Инст¬
румент для холодной прикатки представляет собой цилиндричес¬
кое зубчатое колесо 4-й, 5-й степеней точности, изготовленное из
сталей Р18, Р6М5, Х12Ф1 с твердостью 59—61 HRC. В услови¬
ях крупносерийного и массового производства наиболее широко
применяется прикатка двумя зубчатыми колесами, расположен¬
ными горизонтально или вертикально. Оси зубчатого колеса и
инструмента параллельны, расстояние между ними в процессе об¬
работки постепенно уменьшается, и при достижении беззазорно¬
го зацепления начинается процесс прикатки с определенным уси¬
лием. Припуск под прикатку составляет 0,02—0,04 мм, что в
1,5—2 раза меньше, чем при шевинговании.
Производительность прикатки выше шевингования (в 4—5 раз),
уровень шума при работе зубчатых колес уменьшается на 2—3 дБ,
а шероховатость прверхности зубьев достигает #а = 0,16 мкм.
Обработанные прикаткой зубчатые колеса имеют более высокую
твердость и износостойкость рабочих поверхностей. Основное вре¬
мя прикатки зубчатых колес с модулем 2,5 мм и числом зубьев
до 35 составляет 4—8 с.
Шлифование зубьев обеспечивает высокую точность обработ¬
ки закаленных зубчатых колес, так как позволяет устранить
не толькО неточности зубонарезания, но и неизбежные деформа¬
ции при термообработке. Существуют два метода шлифова¬
ния зубьев: метод обката и метод профильного шлифования
137
(копирования). Шлифование зу¬
бьев методом обката выполняет¬
ся червячным шлифовальным
кругом (рис. 6.20).
Зубчатое колесо в процессе
шлифования совершает враща¬
тельное и возвратно-поступа-
тельное движения вдоль своей
оси. Шлифование зубьев проис¬
ходит за несколько ходов и ха¬
рактеризуется высокой произво¬
дительностью за счет непрерыв¬
ности процесса и одновременной
обработки сразу двух боковых
поверхностей зуба. Точность об¬
работки соответствует 6-му
квалитету, а параметр шерохова¬
тости Ra = 0,63 мкм. Абразив¬
ный круг правят после обработ¬
ки около 70 зубчатых колес, а
полное его изнашивание наступает после обработки 10—15 тыс.
деталей.
Шлифование зубьев методом обката с периодическим делени¬
ем (рис. 6.21) выполняется с помощью шлифовального круга,
имеющего форму усеченного конуса (рис. 6.21, а), или двух та¬
рельчатых шлифовальных кругов (рис. 6.21, б).
Рис. 6.20. Обработка зубьев
цилиндрических колес шлифо¬
ванием червячным кругом:
1 — шлифовальный круг;
2 — зубчатое колесо; 3 — оправка
а а
138
Рис. 6.21. Шлифование зубьев методом обката
При шлифовании зубьев двусторонним коническим шлифо¬
вальным кругом 1 профиль зуба обрабатываемого колеса 2 обка¬
тывается по прямобочному профилю шлифовального круга и од¬
новременно имеет продольную подачу вдоль своей оси. Полная
обработка обычно осуществляется за два оборота колеса и при¬
меняется преимущественно при изготовлении зубчатых колес с
модулем 4—5 мм. При шлифовании зубьев двумя тарельчатыми
кругами каждый круг обрабатывает одну сторону зуба колеса, ко¬
торое совершает обкаточное движение по воображаемой рейке и
возвратно-поступательное движение вдоль своей оси. После обра¬
ботки одной впадины осуществляется автоматический поворот
зубчатого колеса для обработки следующей впадины (припуск на
шлифование составляет 0,05—0,06 мм).
На современных автомобильных заводах применяются шлифо¬
вальные полуавтоматы особо высокой точности с ЧПУ, позволяю¬
щие осуществлять при многостаночном обслуживании финишную
обработку зубьев двумя тарельчатыми кругами с точностью 4-й,
5-й степеней и параметром шероховатости Ra = 0,16 мкм.
Финишная обработка зубьев методом профильного шлифова¬
ния (копирования) заключается в обработке боковой поверхнос¬
ти зуба фасонным кругом с эвольвентным профилем при его про¬
дольной подаче вдоль зуба (рис. 6.22).
Зубчатое колесо, установленное на оправке, после каждого
двойного хода шлифовального круга автоматически поворачива¬
ется на один зуб, и цикл повторяется (припуск на сторону со¬
ставляет 0,10—0,12 мм). Шлифование впадин выполняется за
3—4 двойных хода. Для получЬния нужного профиля зуба шли¬
фовальный круг периодически правят с помощью специальных
устройств (пантографов и копиров).
Рис. 6.22. Шлифование зубьев методом копирования:
а ■— схема шлифования; б — профиль шлифовального круга;
1 — фасонный шлифовальный круг; 2 — обрабатываемое зубчатое колесо
а
1
139
Профильное шлифование зубьев по сравнению с методом об¬
ката обеспечивает большую производительность, но меньшую
точность вследствие неравномерного изнашивания шлифовально¬
го круга. Точность обработки соответствует 5-му, 6-му квалите-
там, а шероховатость поверхности Ra = 1,25—0,63 мкм. Время
на обработку одного зуба среднего модуля составляет 6—12 с.
Хонингование зубьев применяется для финишной обработки
закаленных прямозубых и косозубых зубчатых колес. Процесс
хонингования кинематически подобен шевингованию. Обрабаты¬
ваемое зубчатое колесо, находясь в плотном зацеплении с абра¬
зивным зубчатым хоном, вращается и совершает возвратно-по¬
ступательное перемещение при угле скрещивания осей 10—15°.
Направление вращения зубчатого хона изменяется при каждом
ходе стола. При хонинговании с обрабатываемых поверхностей
зубьев удаляется слой металла 0,01—0,03 мм (хотя специальный
припуск на хонингование не предусматривается), а шерохова¬
тость уменьшается до Ra = 1,25—0,32 мкм.
Зубчатый абразивный хон изготовляют с таким же модулем,
что и обрабатываемое зубчатое колесо, но большего диаметра
(220—250 мм при ширине зубчатого венца 25 мм). Число зубьев
хона не должно быть кратно числу зубьев обрабатываемого колеса.
Хонингование зубьев осуществляется хонами из карбида
кремния и основы из эпоксидных смол, а также изготовленными
из стали с гальваническим покрытием зубьев алмазными или
другими абразивными порошками.
Хонингование закаленных зубчатых колес после обработки
их шевингованием снижает нагруженность зубьев на 15—20 %
и уровень шума на 2—4 дБ. Долговечность зубчатых колес при
этом повышается примерно в 1,5 раза.
Закругление торцов зубьев осуществляется для облегчения за¬
цепления и повышения долговечности переключаемых зубчатых
колес. Торцам зубьев придается сфероидальная или остроугольная
форма. Закругление торцов зубьев может выполняться пальцевой,
чашечной торцовой и дисковой фасонной фрезами (рис. 6.23).
При закруглении торцов пальцевой фрезой (рис 6.23, а) зуб¬
чатое колесо 1 и инструмент 2 имеют вращательное движение.
Кроме того, инструмент еще перемещается вдоль зуба вверх и
вниз по специальному копиру, профиль которого соответствует
форме закругления. Торцы зубьев с модулем до 3 мм закругля¬
ются за один ход, а зубья с модулем более 3 мм — за два и бо¬
лее ходов. Скорость вращения фрезы — 780—1500 мин-1, время
обработки одного торца зуба — 1—3 с.
140
Рис. 6.23. Способы закругления и снятия фасок на торцах зубьев
различными фрезами
При закруглении торцов зубьев фасонными чашечными двух-
и трехзубыми фрезами (рис. 6.23, б) зубчатое колесо 1 неподвиж¬
но, а фреза 2, установленная под. углом к обрабатываемому ко¬
лесу, совершает вращательное движение и возвратно-поступа¬
тельное перемещение вдоль своей оси. После обработки каждого
зуба зубчатое колесо автоматически поворачивается на один зуб.
Время обработки одного колеса с модулем 3 мм и числом зубьев
18 за два хода составляет 14 с.
На практике чаще всего снятие фасок и заусенцев с острых
кромок торцов зубьев осуществляется двумя одновитковыми дис¬
ковыми фасонными фрезами (рис. 6.23, в). Фрезы имеют различ¬
ные углы профиля зуба, направление винтовой линии и осевые
шаги.
На предприятиях автомобильной промышленности для обра¬
ботки одновенцовых и блочных цилиндрических колес применя¬
ются специальные зубофасочные автоматы, используемые в авто¬
матических линиях. Закругление торцов зубьев и снятие фасок с
них выполняются до отделки зубьев. Время обработки на станке
с автоматическим циклом работы сокращается до 10—20 с.
Основы проектирования
технологических процессов
изготовления деталей
автомобилей
7.1. Разработка технологических процессов обработки
деталей
Исходные данные и последовательность разработки. Принято
различать три вида технологических процессов (ТП): единичный,
типовой и групповой. Каждый ТП разрабатывается при подготовке
производства изделий после отработки конструкции на технологич¬
ность (ГОСТ 14.201—83). Технологический процесс разрабатывает¬
ся для изготовления нового изделия или совершенствования выпус¬
каемого (в соответствии с достижениями науки и техники).
Основой для нового ТП обычно служит имеющийся типовой
или групповой технологический процесс. Если таковые отсут¬
ствуют, то за основу берут действующие единичные технологи¬
ческие процессы изготовления аналогичных изделий.
Работа по разработке технологических процессов начинается с
анализа исходных данных для разработки ТП (первый этап). Необ¬
ходимо по имеющимся сведениям о программе выпуска и конструк¬
торской документации на изделие ознакомиться с его назначением и
конструкцией, требованиями к изготовлению и эксплуатации.
Затем последовательно выбирают действующий типовой,
групповой ТП или аналог единичного процесса. Формируют тех¬
нологический код изделия по технологическому классификатору,
обрабатываемое изделие относится к соответствующей классифи¬
кационной группе на основе кода и к действующему единичному
или типовому процессу.
По классификатору заготовок, методике расчета и технико¬
экономической оценки выбора заготовок, стандартам и техничес¬
ким условиям на заготовку и основной материал выбирают ис¬
ходную заготовку и методы ее изготовления, дается технико-эко¬
номическое обоснование выбора заготовки.
142
Выбирают технологические базы, оценивают точность и надеж¬
ность базирования (используют классификаторы способов базиро¬
вания и существующую методику выбора технологических баз).
По документации типового, группового или единичного ТП
составляют маршрут обработки, определяют последовательность
технологических операций и состав технологического оснащения.
В основу построения маршрута обработки (плана операций)
должны быть положены следующие принципы:
♦ в первую очередь необходимо назначать те операции, при вы¬
полнении которых в наименьшей степени уменьшается жесткость
детали, а также те поверхности, при обработке которых легче выяв¬
ляются дефекты заготовки и в наибольшей степени перераспределя¬
ются внутренние напряжения, в связи с чем уменьшается возмож¬
ность деформации детали в последующих операциях;
♦ операции, при выполнении которых можно ожидать повышен¬
ного брака, следует выполнять в начале технологического процесса;
♦ в разрабатываемом технологическом процессе обработки де¬
тали необходимо предусмотреть раздельное выполнение черно¬
вых, чистовых и отделочных операций, в противном случае это
может привести к снижению точности обработки;
♦ точно скоординированные соосные отверстия необходимо
обрабатывать с одной установки;
♦ план операций механической обработки должен быть свя¬
зан с термообработкой, так как последняя влияет не только на
маршрут движения детали, но и на обрабатываемость металла и
качество обработанных поверхностей;
♦ отделочные операции обработки поверхностей следует вы¬
полнять в конце технологического процесса.
Важный этап — разработка технологических операций и рас¬
чет режимов обработки. На основании документации типовых,
групповых или единичных технологических процессов и класси¬
фикатора технологических операций составляют последователь¬
ность переходов в каждой операции, выбирают средства техноло¬
гического оснащения (СТО), в том числе средства контроля и ис¬
пытаний (используют стандарты, каталоги, альбомы).
. На этом же этапе выбирают средства механизации и автома¬
тизации процесса и внутрицеховые средства транспортирования.
Назначают и рассчитывают режимы обработки на основании тех¬
нологических нормативов.
Необходимо осуществить нормирование ТП: установить исходные
данные для расчета норм времени и расхода материалов, рассчитать
затраты труда и расход материалов, определить разряд работ и
143
профессии исполнителей операций (используют нормативы времени
и расхода материалов, классификаторы разрядов работ и профессий).
По методике расчета экономической эффективности процессов
(просчитывается несколько вариантов) выбирают оптимальный ТП.
На заключительном этапе на основании стандартов ЕСТД
технологический процесс оформляется документально, осуществ¬
ляется нормоконтроль технической документации.
Выбор технологического оборудования. Этот этап начинают
с анализа формирования типовых поверхностей деталей для оп¬
ределения наиболее эффективных методов их обработки, учиты¬
вая при этом назначение и параметры изделия. Результаты ана¬
лиза представляют в виде отношений затрат основного и штуч¬
ного времени и приведенных затрат на выполнение работ различ¬
ными методами. Лучшим вариантом считается тот, значения по¬
казателей которого минимальные.
Выбор оборудования осуществляют по-главному параметру, в
наибольшей степени выявляющему его функциональное значение
и технические возможности. Физическая величина, характеризу¬
ющая главный параметр, устанавливает взаимосвязь оборудова¬
ния с размером изготовляемого изделия.
При выборе оборудования учитывают также минимальный
объем приведенных затрат на выполнение технологического
процесса при максимальном сокращении периода окупаемости зат¬
рат на механизацию и автоматизацию. Годовая потребность в обо¬
рудовании определяется по годовому объему работ, устанавливаемо¬
му статистическим анализом затрат средств и времени на изготов¬
ление изделий. Годовые приведенные расходы на использование
оборудования определяются размерами затрат на его эксплуатацию.
Производительность оборудования определяют на основании
анализа времени изготовления изделия заданного качества.
Выбор технологической оснастки и средств контроля. При
выборе технологической оснастки и средств контроля предусмат¬
ривается проведение следующего комплекса работ:
♦ анализ конструктивных характеристик изготавливаемого
изделия (габаритные размеры, материалы, точность, геометрия и
шероховатость поверхностей и т. д.), организационных и техно¬
логических условий изготовления изделия (схема базирования и
фиксации,t вид технологической операции, организационная фор¬
ма процесса изготовления и т. д.);
♦ группирование технологических операций для определения
наиболее приемлемой системы технологической оснастки и повы¬
шения коэффициента ее использования;
144
♦ определение исходных требований к технологической оснастке;
♦ отбор номенклатуры оснастки, соответствующей установ¬
ленным требованиям;
♦ определение исходных расчетных данных для проектирова¬
ния и изготовления новых конструкций оснастки;
♦ выдача технического задания на разработку и изготовление
технологической оснастки.
Конструкцию оснастки определяют на основе стандартов и
типовых решений для данного вида технологических операций с
учетом габаритных размеров изделий, вида и материала загото¬
вок, точности параметров и конструктивных характеристик об¬
рабатываемых поверхностей, влияющих на конструкцию оснаст¬
ки, технологических схем базирования и фиксации заготовок,
характеристик оборудования и объемов производства.
При разработке процессов контроля выявляют характеристи¬
ки объекта контроля; показатели процесса контроля, определя¬
ющие выбор средств; уточняют методы и схемы измерений, для
чего требуется конструкторская документация на изделие, техно¬
логическая документация на его изготовление и контроль, мето¬
дика расчета показателей контроля.
Состав средств контроля должен обеспечивать заданные пока¬
затели с учетом метрологических и эксплуатационных характе¬
ристик (используются государственные, отраслевые стандарты и
стандарты предприятий на средства контроля, классификаторы и
каталоги средств контроля). Произведенный выбор средств конт¬
роля обосновывается экономически; выдаются исходные данные
и технические задания для проектирования недостающих
средств. Затем составляют ведомости отобранных средств. По ре¬
зультатам выбора средств контроля оформляют технологическую
документацию согласно требованиям стандартов .
Формы организации технологических процессов. Форма орга¬
низации технологических процессов изготовления изделия зави¬
сит от установленного порядка выполнения операций, располо¬
жения технологического оборудования, числа изделий и направ¬
ления их движения в процессе изготовления.
Существуют две формы организации ТП — групповая и по¬
точная.
Групповая форма организации ТП характеризуется однород¬
ностью конструктивно-технологических признаков заготовок,
единством средств технологического оснащения одной или не¬
скольких технологических операций и специализацией рабочих
мест. Группы заготовок для обработки в определенном структурном
145
подразделении (цехе, участке и т. д.) должны устанавливаться с
учетом трудоемкости обработки и объема выпуска. Окончательно
номенклатуру групп заготовок, подлежащих обработке на конк¬
ретном участке (цехе), следует устанавливать после расчета заг¬
рузки оборудования.
Поточную форму отличает специализация каждого рабочего
места на определенной операции, согласованное и ритмичное вы¬
полнение всех операций технологического процесса на основе по¬
стоянства такта выпуска и размещение рабочих мест в последо¬
вательности, строго соответствующей ТП.
При рассмотрении факторов, определяющих форму организа¬
ции ТП, сначала устанавливают виды изделий, затем их группи¬
руют по общности конструктивно-технологических признаков.
Это позволяет в каждом случае определить тип производства из¬
делий и их составных частей.
Учитывая заданную программу выпуска каждого изделия, на¬
мечают календарные сроки выполнения заданий на основе дли¬
тельности производственных процессов. Одновременно определя¬
ют необходимое оборудование, коэффициент его загрузки, а так¬
же показатель относительной трудоемкости.
Организация ТП должна обеспечивать ритмичный выпуск из¬
делий при условии их прохождения по всем операциям с наи¬
меньшими перерывами, т. е. максимально приближаться к по¬
точной форме. Поточная форма организации ТП в зависимости от
номенклатуры одновременно обрабатываемых заготовок может
реализовываться на однономенклатурных и многономенклатур¬
ных поточных линиях. Первая поточная линия характеризуется
обработкой заготовок одного наименования по закрепленному ТП
в течение длительного периода времени. На многономенклатур¬
ных поточных линиях обрабатывается группа конструктивно по¬
добных деталей с однородными операциями обработки, причем
каждая деталь имеет серийный выпуск.
Разработка типовых и групповых технологических процес¬
сов. Типовой технологический процесс характеризу¬
ется единством содержания и последовательности большинства
технологических операций для группы деталей, обладающих об¬
щими конструктивными признаками.
Типовые технологические процессы разрабатывают на основе
анализа множества действующих и возможных технологических
процессов на типовые представители групп деталей. Типизация
обеспечивает устранение многообразия технологических процессов
обоснованным сведением их к ограниченному числу типов. Типиза¬
146
ция технологических процессов основана на классификации объек¬
тов производства, она заключается в разделении их по конструк¬
тивным признакам на отдельные группы, для которых возможна
разработка общих технологических процессов или операций.
Начальным этапом разработки типовых технологических
процессов является классификация объектов производства. Затем
для каждого класса деталей разрабатывают основные маршруты
изготовления, включая заготовительные процессы. Затем выби¬
рают заготовку и методы ее изготовления. Руководствуясь клас¬
сификатором способов базирования и методикой выбора техноло¬
гических баз, выбирают схему базирования, оценивают точность
и надежность базирования.
Составляют технологический маршрут в порядке последова¬
тельности операций, определяют группы оборудования для вы¬
полнения операций.
При разработке технологических операций-выбирают их
структуру, последовательность переходов в операции, подбирают
оборудование и оснастку, обеспечивающие оптимальную произво¬
дительность при заданном качестве, рассчитывают загрузку обо¬
рудования, определяют оптимальные режимы резания, припуски
на обработку, а также нормы времени. Устанавливают разряд ра¬
бот и профессии исполнителей операций.
Оценка вариантов типовых технологических процессов для
выбора оптимального осуществляется по методикам расчета точ¬
ности, производительности и экономической эффективности.
Заключительным этапом разработки типовых технологичес¬
ких процессов является оформление их согласно требованиям
стандартов ЕСТД.
Групповой технологический процесс (ГТП) пред¬
назначен для совместного изготовления группы изделий различ¬
ной конфигурации в конкретных условиях производства на спе¬
циализированных рабочих местах. ГТП разрабатывается с целью
экономически целесообразного применения методов и средств
крупносерийного и массового производства в условиях единично¬
го, мелкосерийного и серийного производства. Групповой техно¬
логический процесс состоит из комплекса групповых технологи¬
ческих операций, разрабатываемых для выполнения на специа¬
лизированных рабочих местах согласно технологическому марш¬
руту изготовления определенной группы изделий.
При разработке групповой технологической операции следует
предусмотреть достаточную величину суммарной трудоемкости
технологически однородных работ для обеспечения непрерывной
147
загрузки средств технологического оснащения без их полной пе¬
реналадки в течение экономически целесообразного периода. Ос¬
новой разработки ГТП и выбора общих средств технологическо¬
го оснащения для совместной обработки группы изделий являет¬
ся комплексное изделие.
При выборе комплексного изделия следует учитывать, что его
конструкция должна содержать основные элементы всех изделий
группы, подлежащие обработке. Комплексное изделие может
быть одним из изделий группы, реально существующим или ис¬
кусственно созданным (т. е. условным).
При значительном разнообразии конструкций, затрудняющих
искусственное создание комплексного изделия, его заменяют дву¬
мя или несколькими характерными деталями группы. Групповые
технологические процессы и операции разрабатывают для всех
типов производства только на уровне предприятия в соответ¬
ствии с требованиями стандарта.
7.2. Расчет режимов обработки и нормирование
технологических операций
Расчет режимов обработки. Проектирование технологической
операции должно сопровождаться расчетами режимов резания и
ожидаемой точности обработки с учетом жесткости системы
СПИД, значений рабочих и вспомогательных ходов и др.
Для одноинструментной обработки резанием принят следую¬
щий порядок назначения режимов: сначала определяют глубину
резания, затем подачу и после нее скорость резания. Глубина ре¬
зания t и число ходов i определяются в зависимости от припуска
на обработку Z, точности обработки и шероховатости поверхнос¬
ти. При черновой обработке рекомендуется назначать максималь¬
ную глубину резания, по возможности соответствующую среза¬
нию припуска на черновую обработку за один ход. При недоста¬
точной мощности станка или жесткости системы «станок—при¬
способление—инструмент—деталь» припуск снимается за не¬
сколько ходов. При этом число ходов
Z
-у (7.1)
При чистовой обработке весь припуск следует снимать за
один ход.
Подача устанавливается по нормативам (нормативным табли¬
цам). При черновой обработке подача назначается максимально
допустимой в целях сокращения времени обработки и устранения
148
вибраций, возникающих в процессе резания. При чистовой и от¬
делочной обработке подачу устанавливают в зависимости от точ¬
ности обработки и шероховатости поверхности.
Скорость резания также устанавливается по нормативам в
зависимости от глубины резания, подачи, материала обрабатыва¬
емой детали и режущего инструмента. Для черновых ходов по
установленным режимам определяется мощность резания iVpc3,
которая должна удовлетворять требованию
Npe3<Nc Тт1, (7.2)
где N„ — мощность электродвигателя станка, кВт; Г| — коэф¬
фициент полезного действия станка.
Если выбранный режим не отвечает указанному условию, не¬
обходимо снизить скорость резания и соответственно частоту вра¬
щения детали (режущего инструмента) до значений, допускаемых
мощностью станка. При работе на современных станках допуска¬
емую мощность резания проверяют в исключительных случаях
(при использовании предельных сечений стружки или подач).
Рассмотрим порядок назначения режимов при различных ви¬
дах механической обработки.
Токарные работы. При обработке деталей на токарных стан¬
ках выполняются следующие основные работы: обтачивание на¬
ружных цилиндрических поверхностей; растачивание внутренних
поверхностей; обработка торцовых поверхностей; обработка ка¬
навок, выточек, фасок; нарезание резьбы. Схема резания при об¬
работке наружных поверхностей приведена на рис. 7.1.
Режимы резания при точении наружных и растачивании внут¬
ренних поверхностей рассчитывают в определенной последова¬
тельности.
Рис. 7.1. Схема резания при токарной обработке
наружных поверхностей
149
Рассчитывают глубину резания
* = (7.3)
£t
где d — диаметр поверхности детали до обработки (при растачи¬
вании — после обработки), мм; d\ — диаметр поверхности дета¬
ли посйе обработки (при растачивании — до обработки), мм.
Затем в зависимости от припуска на обработку Z назначают
число ходов по формуле (7.1).
Подача S определяется с учетом поправочных коэффициентов:
S^SJC, (7.4)
где ST — табличное значение подачи, мм/об; К — поправочные
коэффициенты (их произведение), учитывающие конкретные ус¬
ловия обработки.
Расчетное значение подачи корректируется по паспортным
данным станка и принимается ближайшее значение 5ф. После
определения подачи рассчитывают, скорость резания и. Ее рассчи¬
тывают с учетом поправочных коэффициентов:
v = vT-K, (7.5)
где vT — табличное значение скорости резания, м/мин; К — по¬
правочные коэффициенты (их произведение), учитывающие кон¬
кретные условия обработки.
Частота вращения детали, соответствующая расчетной скоро¬
сти резания,
ЮООу
п =——. (7.6)
, лd
Затем расчетное значение частоты вращения корректируется
по паспортным данным станка и принимается ближайшее значе¬
ние. На основании полученной фактической частоты вращения пф
уточняется скорость резания
(7-7)
* 1000
Режимы резания для черновых ходов проверяются по мощно¬
сти станка и должны удовлетворять условию (7.2),
Сверлильные работы. Основными видами сверлильных работ
являются: сверление, рассверливание, зенкерование и разверты¬
вание отверстий; нарезание резьбы и зенкование фасок в отвер¬
стиях (рис. 7.2).
Последовательность нормирования сверлильных работ анало¬
гична последовательности нормирования токарных работ. Глубина
резания при сверлении в сплошном металле равна половине диамет¬
ра сверла. При рассверливании, зенкеровании и развертывании от-
150
Рис. 7.2. Основные схемы резания при сверлильных работах:
а — сверление; б — зенкерование; в — развертывание;
г — зенкование конической зенковкой
верстий глубина резания t определяется, как и при растачивании
отверстий, по формуле (7.3). При сверлении сквозных отверстий с
целью предупреждения поломки сверл табличные значения подачи
уменьшают на 20—25 % или досверливание осуществляют с руч¬
ной подачей. При нарезании резьбы подача равна шагу резьбы.
Фрезерование. Основными видами фрезерных работ являют¬
ся фрезерование плоскостей цилиндрическими, торцовыми, дис¬
ковыми фрезами (рис. 7.3), а также фрезерование пазов диско¬
выми и концевыми фрезами.
Режимы резания рассчитывают в такой последовательности.
Глубину резания t и число ходов определяют в зависимости от
точности и шероховатости поверхности. При черновом фрезеро¬
вании весь припуск на обработку рекомендуется снимать за один
ход. При повышенных требованиях к точности и шероховатости
поверхности обработку ведут в два хода (черновой и чистовой).
Рис. 7.3. Основные схемы резания при фрезерных работах:
а, б, в — обработка плоскости цилиндрической,
торцовой и дисковой фрезами соответственно
Расчетное значение подачи S2 на один зуб фрезы
SZ=ST.3K, (7.8)
где ST 3 — табличное значение подачи, мм/зуб; К — поправоч¬
ные коэффициенты (их произведение), учитывающие конкретные
условия обработки.
Для чистового фрезерования нормативами предусматривается
подача на один оборот фрезы. В этом случае расчетная подача на
один зуб фрезы
«.=§-. (7.9)
где ST — табличное значение подачи, мм/об; Z — число зубьев
фрезы.
Скорость резания определяется по формуле (7.5), частота
вращения фрезы — по формуле (7.6) и фактическая скорость ре¬
зания — по формуле (7.7). При нормировании фрезерных работ
вводится понятие минутной подачи
SM = S2Zn^ (7.10)
где Пф — фактическая частота вращения фрезы, мин-1.
Расчетная минутная подача корректируется по паспортным
данным станка, и принимается ближайшее ее значение. Уточня¬
ется подача на зуб фрезы с учетом фактической минутной подачи:
(7Л1)
Выбранный режим резания для черновых ходов должен удов¬
летворять условию (7.2).
Шлифование. Основными видами шлифовальных работ явля¬
ется круглое наружное и внутреннее шлифование (рис. 7.4), бес¬
центровое шлифование (см. рис. 5.1), плоское шлифование пери¬
ферией круга. При всех видах работ в целях обеспечения требо¬
ваний к качеству обрабатываемой поверхности чистовое шлифо¬
вание рекомендуется вести со скоростью круга более 35 м/с, для
чернового шлифования — 50 м/с и выше.
Режимы резания при круглом наружном шлифовании с про¬
дольной подачей (рис. 7.4, а) определяют в такой последователь¬
ности.
Частоту вращения детали определяют по нормативам и уточ¬
няют по паспортным данным станка. Скорость вращения детали
ndn*
Уд 1000’ (7' }
где d — диаметр поверхности детали до обработки, мм.
152
Продольную подачу круга <SM определяют по нормативам с
учетом поправочных коэффициентов:
(7.13)
где ST — табличное значение продольной подачи, мм/мин; К —
поправочные коэффициенты (их произведение), учитывающие
конкретные условия обработки.
Поперечную подачу Stx также определяют по нормативам с
учетом поправочных коэффициентов:
Stx=ST.nK, (7.14)
где ST-n — табличное значение поперечной подачи, мм/мин.
Режимы резания только с поперечной подачей (рис. 7.4, б) оп¬
ределяют в такой же последователь¬
ности: частоту вращения, скорость
вращения и поперечную подачу.
Режимы резания при других видах
шлифования определяют аналогично
последовательности назначения их
при круглом наружном шлифовании.
Хонингование. Обработка отвер¬
стий хонингованием является зак¬
лючительной операцией для получе¬
ния высокой точности размеров и
минимальной шероховатости поверх¬
ности (рис. 7.5).
Режимы резания определяют в та¬
кой последовательности. Скорость
Рис. 7.5. Схема процесса
хонингования
153
вращения хонинговальной головки ивр определяют по нормативам.
Частоту вращения хонинговальной головки рассчитывают по фор¬
муле (7.6) и уточняют по паспортным данным станка. Удельное
давление р брусков на поверхность детали и скорость возвратно-по¬
ступательного движения хонинговальной головки ивп определяют
по нормативам. Значение величины ивп также уточняют по паспорт¬
ным данным станка.
Частота двойных ходов хонинговальной головки
1000и
(7Л5)
где Lp — длина рабочего хода хонинговальной головки, мм.
Рабочий ход головки
Lp=lx-l»+2lB, (7.16)
где 1Х — длина хонингуемого отверстия, мм; 1К — длина инстру¬
мента (брусков хонинговальной головки), мм; 1Ъ — длина выхо¬
да брусков за торцы обрабатываемой поверхности, мм (2„ = 1/3Z„).
При назначении режимов резания во время многоинструмен¬
тальной обработки следует обеспечить согласованную работу ре¬
жущих инструментов, применяемых в данной технологической
операции. При этом необходимо учитывать особенности оборудо¬
вания для выполнения этой операции.
Для блока режущих инструментов выбирают наименьшую по¬
дачу (ограничивающую), допускаемую механизмом подачи станка
или жесткостью обрабатываемой заготовки. В случае чистовой об¬
работки йодача регламентируется шероховатостью обработанной
поверхности. Лимитирующими режущими инструментами являют¬
ся инструменты, обрабатывающие участки с наибольшим диамет¬
ром и наибольшей длины. Выбранную подачу по нормативам со¬
гласовывают с йаспортными данными станка. Для лимитирующих
инструментов определяют коэффициент времени резания
Х = -^-, (7.17}
p.i
где 1р — длина резания данным инструментом, мм; /р х — длина
рабочего хода инструментного блока, мм.
Стойкость Т каждого инструмента наладки, на которую ве¬
дется расчет скорости резания,
Т = ТМ-Х, (7.18)
где Тм — условно-экономическая стойкость лимитирующих режу¬
щих инструментов данной наладки , при их равномерной загруз¬
ке, мин (выбирают по нормативным данным).
154
По стойкости принятых лимитирующих режущих инструмен¬
тов с помощью нормативных данных определяют скорости реза¬
ния (наименьшая из них у лимитирующего инструмента). По
этой скорости рассчитывают частоту вращения шпинделя и кор¬
ректируют ее по паспортным данным станка. Затем определяют
суммарные момент и мощность резания. Их сопоставляют также
с паспортными данными станка при установленной частоте вра¬
щения шпинделя и при необходимости корректируют, соответ¬
ственно изменив подачу и скорость резания.
Рассчитанные режимы резания записывают в технологичес¬
кую документацию на изготовление детали.
Трудоемкость технологических операций. Трудоемкость выпол¬
нения технологических операций является критерием эффективно¬
сти технологического процесса и определяется на основе техничес¬
ки обоснованных норм рабочего времени (ГОСТ 3.1109 — 82).
Норма времени — регламентированное время выполнения
операции в определенных производственных условиях.
Норма выработки — регламентированный объем работы, ко¬
торый должен быть выполнен в единицу времени в определенных
организационно-технических условиях (величина, обратная нор¬
ме времени).
Имеются три метода установления норм времени: на основе изу¬
чения затрат рабочего времени наблюдением; по нормативам; срав¬
нением и расчетом по Типовым нормам. При первом методе норму
времени устанавливают путем изучения затрат времени непосред¬
ственно в производственных условиях на рабочих местах. Этот ме¬
тод используют для обобщения передового опыта и для разработки
нормативов. При втором методе осуществляют расчет длительности
операции, используя нормативы длительности выполнения отдель¬
ных элементов работы (операции). При третьем методе нормирование
операции осуществляется приближенно с использованием типовых
норм. Два первых метода нормирования применяют в серийном и
массовом производстве, третий — в единичном и мелкосерийном.
Штучное время *шт для неавтоматизированного производства
состоит из элементов:
*шт= *0 + tB+tT+ *opr + *п> (7.19)
где t0 — основное (технологическое) время, затрачиваемое на из¬
менение и последующее определение состояния предмета труда;
*в — вспомогательное время, затрачиваемое на выполнение при¬
емов, необходимых для обеспечения изменения и последующего
определения состояния предмета труда; tT — время технического
обслуживания рабочего места; £орг — время организационного
155
обслуживания рабочего места, затрачиваемое исполнителем на
поддержание средств технологического оснащения в работоспо¬
собном состоянии и уход за ними и рабочим местом; tn — время
перерывов на отдых и естественные надобности, а при утомитель¬
ных работах и на дополнительный отдых.
Основное время t0 затрачивается на непосредственное измене¬
ние размеров, формы, физико-механических свойств или внешне¬
го вида обрабатываемой заготовки (станочная, кузнечная, слесар¬
ная и другая обработка) или на соединение деталей при сбороч¬
ных работах. При обработке на станках основное время опреде¬
ляют расчетным методом по формуле
*0 = -^-. (7-20)
м
где 1р — расчетная длина обработки (длина хода инструмента в
направлении подачи), мм; i — число рабочих ходов инструмен¬
та; SM — подача инструмента, мм/мин.
При ручном йодводе инструмента расчетная длина обработки
представляет собой сумму собственно длины обработки I, размера
врезания инструмента ^ и размера схода (сбега) инструмента 1СХ:
1Р=1 + lB+ lex- (7.21)
Схема определения расчетной длины обработки для продоль¬
ного точения показана на рис. 7.6.
При автоматическом цикле обработки резанием следует учи¬
тывать еще и цуть подхода инструмента к заготовке для облег¬
чения работы инструмента в начале резания.
Рис. 7Схема определения расчетной длины обработки
156
Вспомогательное время tB — время, затрачиваемое на различ¬
ные действия, обеспечивающие выполнение элементов работы,
относящихся к основному времени, например, на установку и
снятие заготовки, на пуск и остановку станка, на изменение ре¬
жимов обработки в процессе выполнения операции, на измерение
заготовок. Вспомогательное время может быть неперекрываемым
и перекрываемым. Если вспомогательные работы выполняют не
в процессе обработки (например, снятие обработанной заготовки
и установка другой), то такое вспомогательное время называют
неперекрываемым. Если же часть вспомогательных работ выпол¬
няют в процессе осуществления основной работы, то эта часть
вспомогательного времени называется перекрываемой. При расче¬
те нормы времени учитывают лишь ту часть вспомогательного
времени, которая не может быть перекрыта машинным временем.
Вспомогательное время рассчитывают в соответствии с действую¬
щими на данном предприятии нормативами по эмпирическим
формулам или на основании хронометражных наблюдений.
Часть штучного времени, равная сумме основного t0 и вспо¬
могательного времени fB, называется оперативным временем ton:
t0n=t0+tB. (7.22)
Оперативное время затрачивается на выполнение каждой
операции и представляет собой основную часть технической нор¬
мы времени.
Время обслуживания рабочего места (*об= *т + *оРг) включает
затраты времени на уход за рабочим местом в течение смены
(смазка станка, подготовка инструмента, уборка рабочего места).
Время обслуживания рабочего места устанавливают на осно¬
вании нормативов и во многих случаях определяют в процентах
(до 4—8 %) к оперативному времени.
Время на личные потребности tn регламентируется законо¬
дательством и исчисляется в процентах к оперативному времени
(для механических цехов tn~ 2,5 % от оперативного времени).
Штучное время рассчитывают по формуле
*шт=*оп(1 + а + Р + У), (7.23)
где а, р, у — коэффициенты, характеризующие время техничес¬
кого и организационного обслуживания и личные потребности
соответственно.
В серийном производстве при расчете нормы времени на
партию необходимо учитывать подготовительно-заключительное
время tn3. Оно затрачивается рабочим перед началом обработки
партии заготовок и после выполнения задания. К подготовительной
157
работе относится получение задания, ознакомление с работой,
наладка оборудования, в том числе установка инструмента и спе¬
циального приспособления. К заключительной работе относится
сдача выполненной работы, снятие приспособления и режущего
инструмента, приведение в порядок оборудования и т. д. Подго¬
товительно-заключительное время зависит от сложности задания,
в частности от сложности наладки оборудования, и не зависит
от размера партии.
В массовом производстве из-за повторяемости одной и той же
операции нет необходимости в работах, выполняемых в подгото¬
вительно-заключительное время. В единичном производстве под¬
готовительно-заключительное время включается в штучное вре¬
мя. В серийном производстве норму времени на обработку партии
заготовок рассчитывают по формуле
где п — размер партии; ta3 — подготовительно-заключительное
время.
Штучное время и подготовительно-заключительное время на
выполнение операции над одной деталью образуют норму штуч¬
но-калькуляционного времени
На основе норм времени определяют расценки выполняемых
операций, рассчитывают необходимое количество оборудования
для выполнения программы, осуществляют планирование произ¬
водственного процесса.
Технологическая документация. Комплект графических и
текстовых документов, которые определяют технологию изготов¬
ления изделия и содержат данные для организации производ¬
ственного процесса, называется технологической документаци¬
ей. В машиностроении государственными стандартами установле¬
на Единая система технологической документации (ЕСТД).
Основное назначение стандартов ЕСТД — установление на
всех предприятиях единых правил оформления и ведения техно¬
логической документации, обеспечение стандартизации обозначе¬
ний и унификации документации на различные виды работ, воз¬
можность обмена между предприятиями технологическими доку¬
ментами без их переоформления, что обеспечивает стабильность
комплектности документации, исключающую их повторную раз¬
работку предприятиями.
Основные технологические документы (ГОСТ 3.1102—84)
подразделяют на документы общего и специального назначения.
(7.24)
(7.25)
158
К первым относятся технологические документы, применяемые
на технологические процессы независимо от технологических ме¬
тодов изготовления изделий.
Документами общего назначения являются титульный лист,
карта эскизов (КЭ) и технологическая инструкция (ТИ).
Карта эскизов — технологический документ, содержа¬
щий эскизы, схемы и таблицы, предназначенные для пояснения
выполнения технологического процесса, операции или перехода
изготовления изделия.
Технологическая инструкция предназначена для
описания технологических процессов, методов и приемов, повто¬
ряющихся при изготовлении изделий, правил эксплуатации
средств технического оснащения. Формы документов общего на¬
значения устанавливаются ГОСТ 3.1105—84.
Документы специального назначения посвящены описанию тех¬
нологических процессов и операций в зависимости от типа и вида
производства и применяемых технологических методов изготовле¬
ния изделий. К числу обязательных документов такого рода отно¬
сится маршрутная карта (МК). В ней дается полное описа¬
ние технологического процесса, включая все технологические опе¬
рации, а также контроль и перемещение детали в технологической
последовательности ее изготовления с указанием данных об обору¬
довании, оснастке, материальных нормативах и трудовых затратах.
Карта технологического процесса (КТП) предназ¬
начена для операционного описания технологического процесса
изготовления или ремонта изделия по операциям одного вида ра¬
бот, выполняемых в одном цехе в технологической последова¬
тельности с указанием переходов, технологических режимов и
данных о средствах технологического оснащения, материальных
и трудовых нормативах.
Операционная карта (ОК) — технологический доку¬
мент, содержащий описание технологической операции с указа¬
нием переходов, режимов обработки, данных о средствах техно¬
логического оснащения. Эти карты выполняют по всем операци¬
ям в условиях серийного и массового производства и дополняют
маршрутной картой.
Формы документов специального назначения регламентиру¬
ются ГОСТ 3.1105—84 и ГОСТ 3.1404—86.
Технико-экономический анализ вариантов технологического
процесса. Технологический процесс обработки резанием может
быть разработан в двух-трех вариантах, и наиболее эффективный
из них выбирают на основании технико-экономического сравни¬
тельного анализа.
159
Операция технологического процесса является его основным рас¬
четным элементом. Норма времени tmx служит критерием целесооб¬
разности построения операции для конкретных условий. Величина,
обратная норме времени, называется нормой выработки:
Q = —. (7.26)
*шт
Сменная норма выработки
Q = ^k; (7.27)
t„
ШТ
где Тсм — продолжительность рабочей смены, ч.
Нормы времени и выработки характеризуют производитель¬
ность труда. Определив штучное время для разных вариантов
операции, можно сопоставить их по производительности.
По норме времени можно определить коэффициент основного
времени
11 = —, 1 (7.28)
*шт
где t0 — основное (технологическое) время.
Коэффициент основного времени может служить сравнитель¬
ной характеристикой вариантов аналогичных операций.
Для характеристики процесса изготовления детали в целом с
учетом метода получения заготовки можно применить коэффици¬
ент использования материала
(7-29)
т*
где тд — масса детали, кг; т3 — масса заготовки, кг.
Показателем правильного выбора оборудования является его
загрузка. Коэффициент загрузки оборудования
Лз =— > (7-3°)
где пр и пп — расчетное и принятое число станков на операции.
Расчетное число станков
t
где тл — такт линии, ч.
(7.31)
А, (7.32)
N
где F0 — годовой фонд времени работы оборудования, ч; N го¬
довой объем выпуска деталей, шт.
160
Коэффициент загрузки оборудования
(7.33)
Коэффициент загрузки линии
(7.34)
где т — число станков в линии.
Величина Г|3 л является средним коэффициентом загрузки от¬
дельных станков линии. Коэффициент загрузки поточной линии
должен быть в пределах 0,75—0,85.
Важным показателем при сопоставлении вариантов технологичес¬
кого процесса обработки деталей является трудоемкость, которая оп¬
ределяется как сумма штучного времени всех операций процесса:
где т0 — число операций в технологическом процессе.
Характеристикой сопоставляемых вариантов технологическо¬
го процесса по суммарным затратам живого и овеществленного
труда служит себестоимость детали. Для сравнительного анали¬
за можно использовать цеховую себестоимость детали
где М — стоимость материала за вычетом суммы, полученной за
реализацию отходов, руб; Зп — заработная плата станочников,
участвующих в изготовлении детали, руб; Нц — сумма цеховых
накладных расходов, руб.
Стоимость материала зависит от массы заготовки. Заработ¬
ная плата определяется суммированием заработной платы испол¬
нителей по операциям.
Определение цеховых накладных расходов, отнесенных к из¬
готовленной детали, осложняется необходимостью калькуляции
цеховых расходов, связанных с определенными станками, на ко¬
торых осуществляются варианты технологического процесса. Бо¬
лее простым методом является начисление цеховых накладных
расходов в процентах от заработной платы производственных ра¬
бочих (станочников) цеха.
Цеховая себестоимость детали как основной критерий в сово¬
купности с другими технико-экономическими показателями по¬
зволяет выбрать оптимальный вариант технологического процес¬
са изготовления детали.
(7.35)
1
сц=м+зп+нц,
(7.36)
6-135
Технология сборки
и испытания автомобилей
8.1. Технология сборки
Назначение и сущность процесса сборки. Надежность и дол¬
говечность автомобиля в значительной степени зависят от каче¬
ства сборки — процесса, доля которого в общей трудоемкости из¬
готовления автомобиля составляет 25—30 %. Сборку подразделя¬
ют на узловую и общую. Объектом узловой сборки являются сбо¬
рочные элементы, объектом общей сборки — сам автомобиль.
Детали поступают на сборку после их окончательного техни¬
ческого контроля. Процесс сборки состоит из двух основных час¬
тей: подготовки деталей к сборке и собственно сборочных опера¬
ций. К подготовительным работам относятся: различные слесар¬
но-пригоночные работы, выполняемые при необходимости; окра¬
шивание отдельных деталей; очистка и промывка деталей; смазы¬
вание сопрягаемых поверхностей, если это необходимо по техни¬
ческим условиям. Перед сборкой некоторые детали комплектуют
по размерным группам и по массе (например, поршни двигателей).
К собственно сборочным работам относится процесс соедине¬
ния сопрягаемых деталей и узлов (подузлов) с обеспечением пра¬
вильного их взаимного положения и определенной посадки.
Различают следующие виды соединений: неподвижные разъем¬
ные; неподвижные неразъемные; подвижные разъемные; подвиж¬
ные неразъемные. К неподвижным разъемным соединениям отно¬
сят те, которые можно разобрать без повреждения соединяемых и
скрепляющих их деталей (резьбовые, шпоночные, некоторые шли¬
цевые, штифтовые, конические, а также соединения с переходны¬
ми посадками); к неподвижным неразъемным такие, разъеди¬
нение которых связано с повреждением или полным разрушением
деталей. Такие соединения получают посадкой с гарантированным
натягом, развальцовкой и отбортовкой, сваркой, пайкой, клепкой,
склеиванием. К подвижным разъемным соединениям относят со¬
единения с подвижной посадкой, а к подвижным неразъемным
подшипники качения, втулочно-роликовые клепаные цепи и др.
К сборочным процессам относится также балансировка со¬
бранных узлов.
162
Технологические методы обеспечения точности сборки. При
выполнении сборочных работ возможны ошибки во взаим¬
ном расположении деталей и узлов, их повышенные дефор¬
мации, несоблюдение в соединениях необходимых зазоров или
натягов.
Погрешности сборки вызываются рядом причин: отклонени¬
ем размеров, формы и расположения поверхностей сопрягаемых
деталей; несоблюдением требований к качеству поверхностей де¬
талей; неточной установкой и фиксацией отдельных элементов в
процессе сборки; низким качеством пригонки и регулирования
сопрягаемых деталей; несоблюдением режима сборочной опера¬
ции, например, при затяжке резьбовых соединений; геометричес¬
кими неточностями сборочного оборудования и технологической
оснастки; неправильной наладкой сборочного оборудования.
Точность сборки соединений может быть обеспечена следую¬
щими методами: полной взаимозаменяемости, неполной (частич¬
ной) взаимозаменяемости, групповой взаимозаменяемости, регу¬
лирования и пригонки.
Сборка методом полной взаимозаменяемости сводится к со¬
единению сопрягаемых деталей и узлов без пригонки. Сборка осу¬
ществляется по принципу потока, так как отсутствие пригоноч¬
ных работ упрощает организацию поточной линии. Сборка этим
методом обеспечивает легкость замены деталей и узлов в маши¬
нах, находящихся в эксплуатации.
Метод полной взаимозаменяемости целесообразен при серий¬
ном и массовом производстве при коротких размерных цепях (на¬
пример, в соединении вал — втулка) и отсутствии жестких до¬
пусков на размер замыкающего звена. Для многозвенных размер¬
ных цепей такой метод экономически не выгоден, так как при¬
водит к необходимости назначения весьма жестких допусков на
размеры составляющих звеньев.
Сборка методом неполной (частичной) взаимозаменяемости
заключается в том, что допуски на размеры деталей, составляю¬
щих размерную цепь, преднамеренно расширяют для удешевле¬
ния производства. В основе метода лежит положение теории
вероятностей, согласно которому крайние значения погрешностей
составляющих звеньев размерной цепи встречаются значительно
реже, чем средние значения. Предполагая, что действительные
отклонения размеров составляющих звеньев будут случайными и
взаимно независимыми, их можно значительно увеличить.
Расширение допусков на обработку сопрягаемых деталей при¬
водит к экономии средств и труда.
163
Сборка методом неполной взаимозаменяемости целесообразна
в серийном и массовом производстве для многозвенных цепей.
При сборке методом групповой взаимозаменяемости детали
изготавливают с расширенными полями допусков, а перед сбор¬
кой их сортируют на размерные группы для обеспечения допуска
посадки, предусмотренного конструктором. При сборке соединя¬
ют между собой детали одной размерной группы. В серийном
производстве детали сортируют на размерные группы с помощью
калибров, а в массовом производстве — с помощью сортировоч¬
ных автоматов. Сборку деталей каждой группы ведут по методу
полной взаимозаменяемости.
Метод групповой взаимозаменяемости используют для дости¬
жения высокой точности сборки малозвенных размерных цепей:
блока цилиндров с поршнями и толкателями, шатуна с поршне¬
выми пальцами и др. Сборка этим методом требует четкой орга¬
низации сортировки деталей, их хранения и доставки на рабо¬
чие места сборки, а также усложняет ремонт в связи с увеличе¬
нием номенклатуры запасных частей пропорционально числу раз¬
мерных групп.
При сборке методом регулирования необходимая точность
размера замыкающего звена достигается путем изменения разме¬
ра заранее выбранного компенсирующего звена. Например, пере¬
мещением втулки 2 в осевом направлении достигается требуемый
размер А% замыкающего звена (рис. 8.1, а). После регулирования
втулка, называемая компенсатором, стопорится винтом 1. Для
достижения необходимого зазора в соединении в качестве компен¬
сатора может использоваться шайба К определенной толщины
(рис. 8.1, б). В качестве компенсаторов используют также про-
а б в
А.
Рис. 8.1. Схемы сборки узла методами регулирования (а, б)
и пригонки (в)
164
кладки, регулировочные винты, втулки с резьбой, эксцентрики
(при регулировке тормозных колодок) и др.
Сборка методом регулирования имеет следующие преимуще¬
ства: универсальность (метод применим независимо от числа зве¬
ньев в цепи, от допуска на замыкающее звено и масштаба вы¬
пуска); простота сборки при высокой ее точности; отсутствие
пригоночных работ; возможность регулирования соединения в
процессе эксплуатации автомобиля.
При сборке методом пригонки заданная точность сопряжения
достигается снятием с одной из сопрягаемых деталей необходи¬
мого слоя материала шабрением, притиркой или любым другим
способом. На рис. 8.1, в заданный зазор достигается пригон¬
кой по толщине детали 1, при изготовлении которой заранее ос¬
тавляют припуск Z на пригоночные работы.
Сборка методом пригонки трудоемка и целесообразна в еди¬
ничном и мелкосерийном производстве.
Основы проектирования технологических процессов сборки.
При проектировании технологических процессов сборки исходны¬
ми данными служат сборочные чертежи изделия, спецификация
входящих в узлы деталей, технические требования приемки из¬
делия и узлов, производственная программа, условия выполне¬
ния сборочных работ. В результате изучения сборочных и рабо¬
чих чертежей, служебного назначения изделия, размерного ана¬
лиза сборочных единиц основные этапы сборочного процесса на¬
значают с учетом программы выпуска изделия.
Степень углубленности проектирования технологического
процесса зависит от масштаба выпуска изделий: в единичном и
мелкосерийном производстве разрабатывают упрощенный вариант
без детализации содержания операций. При массовом производ¬
стве технологический процесс разрабатывают с его операционным
описанием.
В общем случае проектирование технологического процесса
сборки включает: расчет такта сборки и выбор организационных
форм сборочного процесса; составление технологических схем
сборки узлов и изделия в целом; проектирование технологиче¬
ских операций: определение состава контрольных операций и ис¬
пытаний; обоснование эффективности сборочного процесса; офор¬
мление технологической документации; проектирование спе¬
циальной технологической оснастки; разработку технологической
планировки сборочного цеха.
Такт сборки определяют как частное от деления расчетного
фонда времени (за смену, месяц или другой период времени) на
165
программу выпуска изделий за тот же период. В зависимости от
такта сборки определяют ее организационную форму. Организа¬
ционную форму сборки выбирают исходя из заданной программы
выпуска изделий: при единичном производстве обычно применяют
непоточную (стационарную) сборку, при серийном и массовом —
поточную.
Стационарная сборка характеризуется выполнением сбороч¬
ных операций на постоянном рабочем месте, к которому подают¬
ся детали и узлы собираемого изделия. При такой форме органи¬
зации требуется высокая квалификация сборщиков, а цикл сбор¬
ки отличается большой продолжительностью.
Поточная сборка может выполняться на подвижных и непод¬
вижных стендах. Поточная подвижная сборка осуществляется
путем перемещения собираемого объекта на непрерывно движу¬
щемся конвейере; на конвейере с периодическим перемещением;
путем последовательной передачи собираемых объектов по опера¬
циям с помощью механических устройств; с передачей объектов
сборки вручную — по роликовому конвейеру, на тележках, по
лотку. Подвижная поточная сборка применяется в серийном,
крупносерийном и массовом производстве. Поточная неподвиж¬
ная сборка характерна для серийного и мелкосерийного производ¬
ства при значительной длительности отдельных операций, осо¬
бенно в процессе сборки изделий большой массы. В этом случае
каждый рабочий (или бригада рабочих) выполняет определенную
операцию, переходя от одного сборочного стенда к другому.
При поточной сборке процесс должен быть разделен на опе¬
рации таким образом, чтобы время каждой операции было близ¬
ко или кратно такту сборки. Это необходимо для достижения
синхронизации операций, т. е. для приведения оперативного вре¬
мени в соответствие с тактом сборки. Если, например, оператив¬
ное время на одной из операций превышает такт сборки в два
раза, то работа на данной операции организуется соответственно
на двух параллельных рабочих местах.
Поточная сборка с применением транспортирующего устрой¬
ства (конвейера) может осуществляться при его непрерывном или
периодическом движении. При использовании конвейера с пери¬
одическим перемещением сборочной единицы или автомобиля
сборка выполняется в периоды остановки конвейера. Применяют¬
ся пластинчатые и тележечные конвейеры. При каждом переме¬
щении собираемого объекта на сборочное место (пост) с последне¬
го места конвейера сходит сборочная единица (изделие). При
сборке на непрерывно движущемся конвейере собираемый объект
166
перемещается с одного сборочного места на другое с такой скоро¬
стью, которая позволяет выполнить сборочные операции за вре¬
мя его перемещения с одного поста на другой. При организации
поточной подвижной сборки требуется четкая и слаженная рабо¬
та всех смежных и обслуживающих поточную линию участков.
Поточная сборка в результате дифференциации процесса приво¬
дит к специализации рабочих, повышает производительность
труда вследствие механизации сборочных операций, снижает
себестоимость сборочных работ.
Для определения последовательности сборки изделия и его
узлов разрабатывают технологические схемы сборки. Сборочные
единицы изделия в зависимости от их конструкции могут состо¬
ять либо из отдельных деталей, либо из узлов, подузлов и дета¬
лей. Различают подузлы первой, второй и более высоких ступе¬
ней. Подузел первой ступени входит непосредственно в состав
узла; подузел второй ступени входит в состав первой и т. д. Под¬
узел последней ступени состоит только из отдельных деталей.
Технологические схемы составляют отдельно для общей сбор¬
ки изделия и для сборки каждого из его узлов (подузлов). Рас¬
смотрим принцип составления технологических схем на примере
сборки узла муфты сцепления (рис. 8.2).
Технологическая схема сборки данного узла показана на
рис. 8.3, а, а технологические схемы сборки подузлов — на
Рис. 8.2. Узел муфты сцепления
167
рис. 8.3, б, в. На технологических схемах сборки муфты сцепле¬
ния каждый элемент узла обозначен прямоугольником, разделен¬
ным на три части. В верхней части прямоугольника указано наи¬
менование элемента детали, подузла или узла, в левой нижней
части — номер элемента, в правой нижней части — число соби¬
раемых элементов. Индексация элементов выполняется в соответ¬
ствии с номерами, присвоенными деталям и узлам (подузлам) на
сборочных чертежах изделия. Узлы (подузлы) обозначаются бук¬
вами «Сб» (сборка). Базовым называется элемент (деталь или
узел, подузел), с которого начинается сборка. Каждому узлу при¬
сваивается номер его базовой детали (например. «Сб.7» — узел с
базовой деталью № 7). Соответствующую ступень подузла (пер¬
вой, второй и более высоких ступеней) указывают цифровым ин¬
дексом перед буквенным обозначением «Сб.». В рассматриваемом
примере стакан в сборе имеет индекс «1С6.10», что означает под¬
узел первой ступени с базовой деталью № 10.
Распор¬
ное
кольцо
9
Вал
7
1
Зубчатое
колесо
2 = 18,
г = 8
8
Стакан
в сборе
1С6.10 1
Втул¬
ка
6 1
Под¬
шип¬
ник
№ 309
Проверить
на биение
5 1
Сто¬
пор¬
ная
шай¬
ба
4 1
Круг¬
лая
гай-'
ка
Напрессовать
3 1
Ста¬
кан
2 1
Пробка
Зафиксировать
Вал
сборе
Сб. 7 | 1
гайку усиками
шайбы
Уплотни¬
тельное
кольцо
12 1 1
Нагреть
Крышка
Крышка
Стак!
1Н
14
1
2С6.14
1
10
1
Под¬
шипник
№ 214
Резьбо¬
вой
стопор
11 2
13 | 1
Запрессовать
Крышка
в сборе
2С6.14
1
Стакан
в сборе
1С6.10
1
Рис. 8.3. Технологическая схема сборки муфты сцепления
168
Технологические схемы строят по следующему правилу. В ле¬
вой части схемы указывают базовый элемент (базовую деталь или
базовый узел, подузел), а в правой части схемы —изделие (узел,
подузел) в сборе. Эти две части соединяют горизонтальной лини¬
ей. Выше этой линии прямоугольниками обозначены все детали
в порядке последовательности сборки. Ниже линии указаны
узлы, входящие непосредственно в изделие: на схемах узловой
сборки обозначают подузлы первого порядка (1С6.10); на схеме
сборки подузла первого порядка — подузлы второго порядка (на¬
пример, 2С6.14) и т. д. Технологические схемы сборки узла со¬
провождают подписями, если таковые не очевидны из самой схе¬
мы (например, «Запрессовать», «Сварить» и т. д.).
Технологические схемы сборки одного и того же изделия мо¬
гут быть разработаны в нескольких вариантах с различной
последовательностью. Оптимальный вариант выбирают из усло¬
вия обеспечения заданного качества сборки, экономичности и
производительности процесса при определенном объеме выпуска
изделий. Технологические схемы значительно упрощают разра¬
ботку сборочных операций.
При разработке содержания сборочных операций следует учи¬
тывать, что при поточном методе трудоемкость операции должна
быть равна или несколько меньше такта сборки (либо кратна
ему). Проектируя сборочную операцию, уточняют содержание
технологических переходов и определяют схему базирования и
закрепления базового элемента (детали, узла), выбирают техно¬
логическое оборудование, приспособления, рабочий и измеритель¬
ный инструменты, устанавливают режимы работы, норму време¬
ни и разряд работы.
При проектировании сборочных операций выполняют необхо¬
димые технологические расчеты, позволяющие обосновать выбор
оборудования, технологической оснастки и режимов работы. В
технологические расчеты входят: определение силы запрессовки
для соединений с натягом, установление режима нагрева или
охлаждения при сборке деталей с тепловым воздействием, расчет
необходимой силы при клепке и др.
Оценку разработанных вариантов технологических процессов
осуществляют, используя абсолютные и относительные показате¬
ли. Абсолютные показатели — себестоимость отдельных опера¬
ций и процесса сборки в целом и трудоемкость сборки узлов и
изделия. Относительные показатели — коэффициент загрузки
каждого сборочного места, коэффициент загрузки сборочной ли¬
нии, коэффициент трудоемкости сборочного процесса.
169
Коэффициент трудоемкости сборочного процесса представляет
собой отношение трудоемкости сборки Teg к трудоемкости изго¬
товления деталей, входящих в сборочный комплект р:
Коэффициент Г|тр для единичного и мелкосерийного производ¬
ства составляет примерно 0,5; для серийного 0,3 0,4; для
массового — 0,25—0,30. Чем меньше этот коэффициент, тем
выше уровень механизации сборочных работ. С учетом того, что
автомобильный завод получает в порядке кооперации ряд дета¬
лей с других предприятий, более объективным будет не коэффи¬
циент трудоемкости Т|тр, а коэффициент себестоимости сборочно¬
го процесса Т|себ, который равен отношению себестоимости сборки
к себестоимости изготовления изделия: '
где Ссб и Сивд — себестоимость сборки и изготовления изделия
соответственно, руб.
Параллельно с разработкой технологического процесса сбор¬
ки проектируют необходимое технологическое оборудование и ос¬
настку: стенды, приспособления, специальный рабочий инстру¬
мент и измерительные средства, подъемно-транспортное оборудо¬
вание и др. Заканчивается проектирование сборочного процесса
разработкой плана расположения на участке сборки тех¬
нологического оборудования.
Технологическая документация сборочных процессов вклю¬
чает сборочные чертежи и технологические схемы узловой и об¬
щей сборки. В сборочной маршрутной карте приводится перечень
сборочных операций с указанием данных об оборудовании и ос¬
настке, норм времени, разряда работы и расчетных норм време¬
ни по технологическим переходам.
Технологическими мероприятиями, повышающими технико¬
экономические показатели процесса сборки, являются механиза¬
ция и автоматизация операций и достижение синхронизации опе¬
раций путем увязки операционного времени с тактом сборки.
Механизация и автоматизация процессов сборки. В автомо¬
билестроении преобладает поточно-автоматизированное производ¬
ство, поэтому по сравнению с другими отраслями машинострое¬
ния имеются более благоприятные условия для механизации и
автоматизации процессов сборки и, следовательно, сокращения
ручного труда. Однако внедрение механизированной и автомати¬
Т
обр
(8.1)
(8.2)
изд
170
зированной сборки отстает от внедрения автоматических линий
для обработки деталей резанием, что обусловливает высокую тру¬
доемкость сборочных процессов. Значительное снижение трудоем¬
кости сборки достигается применением в автоматизированных сбо¬
рочных линиях различных транспортирующих устройств: бунке¬
ров, магазинов, разделителей потоков, вибротранспортеров и др.
Важным требованием, предъявляемым сборкой к конструкци¬
ям автомобилей, является возможность поточной независимой и
параллельной сборки без пригонки отдельных сборочных единиц.
Необходимо, чтобы конструкция содержала минимальное число
деталей, она не должна быть чрезмерно сложной или иметь
большую массу. При автоматической сборке положение собирае¬
мого объекта по возможности должно быть постоянным, с мини¬
мальным числом его переориентаций.
Важное значение при сборке приобретает точность и шерохо¬
ватость обработанных поверхностей деталей. Упрощает автома¬
тическую сборку наличие в конструкциях сопрягаемых деталей
фасок, а также максимальное количество полностью взаимозаме¬
няемых соединений.
8.2. Испытания деталей, агрегатов, автомобилей
Классификация испытаний. Под испытанием понимают экс¬
периментальное определение количественных или качественных
характеристик свойств объекта испытаний при различных воздей¬
ствиях на него во время функционирования или при моделиро¬
вании реальной ситуации.
При испытаниях характеристики свойств объекта могут оцени¬
ваться (если задача — получение количественных или качественных
оценок) либо контролироваться (если задачей является установление
соответствия характеристик объекта заданным требованиям).
К основным видам испытаний автомобилей относятся (соглас¬
но ГОСТ 16504—81) предварительные, приемочные, квалификаци¬
онные, периодические, инспекционные, сертификационные.
В результате предварительных испытаний, которые проводит
само предприятие, определяется готовность опытного образца к
передаче на испытания следующего вида. Положительные резуль¬
таты испытаний являются основанием для присвоения конструк¬
торской и технологической документации литеры *0*.
Приемочные испытания проводит государственный орган. По
результатам этих испытаний принимают решение о постановке
продукции на производство.
171
Квалификационные испытания продукции проводят с целью
оценки готовности предприятия к выпуску этой продукции в за¬
данном объеме. Положительные результаты испытаний являют¬
ся основанием для присвоения конструкторской и технологичес¬
кой документации литеры «А».
Периодические испытания проводят через установленные про¬
межутки времени или по мере выпуска определенного объема
продукции с целью контроля стабильности качества и разработ¬
ки необходимых мероприятий по его поддержанию. Периодичес¬
ким испытаниям подвергают продукцию серийного производства,
образцы которой отбирают в соответствии с государственными
стандартами и техническими условиями из образцов, прошедших
сдаточно-приемочные испытания.
Инспекционные испытания проводят выборочно для контроля
стабильности качества образцов готовой продукции и продукции,
находящейся в эксплуатации. Их проводят специально уполномо¬
ченные органы (надзора, ведомственного контроля и др.).
Сертификационные испытания проводят перед принятием ре¬
шения о выдаче сертификата соответствия. Испытаниям подвер¬
гаются образцы продукции серийного производства.
Виды испытаний классифицируются по следующим призна¬
кам: по назначению, по уровню проведения испытаний, по ус¬
ловиям и месту проведения, по продолжительности (рис. 8.4).
По назначению испытания подразделяются на исследователь¬
ские, сравнительные, контрольные и определительные.
Исследовательские испытания проводятся для изучения оп¬
ределенных характеристик свойств объекта (например, испыта¬
ния на надежность).
При сравнительных испытаниях осуществляется сравнение
характеристик свойств одинаковых (или аналогичных по харак¬
теристике) объектов.
При контрольных испытаниях оценивается качество объекта
испытания.
Определительные испытания проводят для определения зна¬
чений характеристик объекта с заданной точностью и достовер¬
ностью.
По уровню проведения различают государственные, межве¬
домственные и ведомственные испытания, которые в большин¬
стве случаев являются приемочными. В первом случае испытания
проводятся для важнейших видов продукции государственной ко¬
миссией, во втором — представителями ведомств, в третьем — ко¬
миссией одного ведомства.
172
Рис. 8.4. Классификация видов испытаний
В рамках исследовательских испытаний по условиям и месту их
проведения различают лабораторные, стендовые, полигонные, на¬
турные, с использованием моделей, эксплуатационные испытания.
Лабораторные испытания проводятся в лабораторных усло¬
виях на специальных лабораторных установках, испытательных
машинах и т. д., а стендовые — на стендах, имитирующих ра¬
боту узла, агрегата, автомобиля.
Полигонные испытания проводятся на полигонах - специаль¬
но построенных объектах, имитирующих различные условия экс¬
плуатации автомобиля.
Натурные испытания проводят в условиях использования
объекта по прямому назначению с непосредственным оценивани¬
ем или контролем определяемых характеристик его свойств. Дан¬
ные натурных испытаний служат в качестве исходных данных
для проведения испытаний с использованием моделей.
Испытания с использованием моделей предполагают выполнение
расчетов на математических или физико-математических моделях.
Эксплуатационные испытания проводятся при эксплуатации
объекта. Одним из ее основных видов является опытная и под¬
контрольная эксплуатация, для чего разрабатывается документа¬
ция и подготавливается персонал.
173
В зависимости от задач, целей и сроков испытания могут
быть нормальными (информация о характеристиках свойств
объекта собирается за срок, предусмотренный условиями эксплу¬
атации), ускоренными (получение информации осуществляется
за более короткий срок) и сокращенными (в этом случае про¬
грамма испытаний сокращается).
Для проведения испытаний разрабатывают программу и ме¬
тодику испытаний. Программа испытаний — это организацион¬
но-методический документ, устанавливающий объект и цели ис¬
пытаний, виды, последовательность и объем проводимых экспе¬
риментов, порядок, условия, место и сроки проведения испыта¬
ний, обеспечение и отчетность по ним, а также ответственность
за обеспечение и проведение испытаний.
Методика испытаний — это организационно-методический до¬
кумент, включающий метод испытаний, средства и условия ис¬
пытаний, отбор проб, алгоритмы выполнения операций по оп¬
ределению одной или нескольких взаимосвязанных характерис¬
тик свойств объекта, формы представления данных и оценки
точности, достоверности результатов, требования техники безо¬
пасности, охраны труда и окружающей среды.
По результатам испытаний составляется протокол испыта¬
ний, который содержит необходимые сведения об объекте испы¬
таний, применяемых методах, средствах и условиях испытаний,
а также заключение по результатам испытаний.
Испытания деталей. Испытания деталей выполняются как на
этапе разработки метода изготовления, так и при серийном про¬
изводстве деталей. Детали испытывают на точность, прочность,
жесткость, теплостойкость, виброустойчивость.
Испытания деталей проводят на экспериментальных установ¬
ках, которые позволяют испытывать образцы, использовать фор¬
сированные режимы, проводить точные измерения, а в натурных
узлах и машинах — выполнять испытания в условиях, близких
к эксплуатационным.
Испытания деталей в условиях производства сводятся к про¬
верке точности обработки и неразрушающему контролю.
Испытания (исследования) деталей на точность проводят как
при разработке метода изготовления, так и в серийном производ¬
стве. Геометрическую точность проверяют универсальными инст¬
рументами для измерения длин, углов, шероховатости поверхно¬
сти, а также специальными приборами (для проверки зубчатых
колес, резьб, подшипников качения). Проверяется также непря-
молинейность, неплоскостность поверхностей.
174
Испытания на прочность проводятся в рамках исследователь¬
ских испытаний для определения напряженного состояния, а
также статической, циклической и ударной прочности, прочнос¬
ти при низких и высоких температурах и т. д. Целью испыта¬
ний на прочность является определение пределов выносливости
и построение кривых усталости. Ускорение получения результа¬
тов при усталостных испытаниях достигается за счет повышения
частоты напряжения и исключения тех напряжений в спектре,
которые практически не сказываются на усталости. Они позво¬
ляют снизить затраты времени, материалов и труда, а также
проводить ускоренную оценку усталостной прочности деталей.
Испытания деталей на изнашивание наиболее важны, так
как именно оно является одной из основных причин выхода де¬
талей из строя. Основная масса деталей работает в условиях гра¬
ничного, жидкостного или полужидкостного трения, поэтому при
испытаниях деталей необходимо учитывать эти виды трения.
Износ деталей оценивается при лабораторных, стендовых и
эксплуатационных испытаниях. Одним из наиболее распростра¬
ненных способов оценки износа деталей является микрометриро-
вание, при котором линейный износ определяется с помощью из¬
мерения размеров детали измерительным инструментом (микро¬
метром, индикатором).
Износ также можно определить взвешиванием, в результате
которого определяется суммарный износ по потере массы с поверх¬
ности трения.
Степень износа деталей агрегата можно оценить, используя
метод спектрального анализа. С этой целью осуществляется пери¬
одический отбор проб масла из картера испытываемого агрегата.
Износ деталей можно определить также с помощью радиоак¬
тивных индикаторов. Радиоактивный изотоп, предварительно
введенный в изнашиваемый материал, удаляется вместе с части¬
цами износа. Измеряемая при этом радиоактивность указывает
на значение величины износа.
Метод встроенных датчиков позволяет определять износ с по¬
мощью фиксации изменения линейных размеров, для чего ис¬
пользуют тензодатчики, выходные сигналы которых регистриру¬
ют осциллографом.
Метод искусственных баз дает возможность оценить значение
износа по определению размеров искусственно нанесенных углуб¬
лений, выполненных на изнашиваемых поверхностях. Углубле¬
ния выполняются нарезанием лунок, сверлением конических от¬
верстий, отпечатками в форме конуса или пирамиды.
175
Испытания агрегатов. Виды и режимы испытаний агрегатов ав¬
томобилей регламентированы государственными или отраслевыми
стандартами. Испытания, как правило, совмещаются с обкаткой (об¬
катка предшествует испытаниям) и выполняются на одном стенде.
Целью обкатки и испытания является подготовка агрегата к
восприятию эксплуатационных нагрузок, выявление дефектов,
связанных с качеством изготовления деталей и сборки агрегатов,
а также проверка соответствия характеристик агрегатов требова¬
ниям нормативно-технической документации.
Обкатка и испытание двигателей осуществляются на обкаточ¬
но-тормозных стендах переменного тока, включающих устрой¬
ство для вращения двигателя в период холодной обкатки и для
поглощения мощности двигателя во время горячей обкатки и ис¬
пытания, а также дополнительное оборудование, обеспечивающее
двигатель топливом, охлаждающей водой и смазкой.
В ходе контрольных испытаний проверяется, нет ли резких
стуков и шумов, течи масла, воды или топлива, пропуска отра¬
ботавших газов в местах соединений, подсоса воздуха через про¬
кладку впускной трубы и карбюратора. Допускается «потение»
(образование масляных пятен без падения капель) в местах саль¬
никовых уплотнений, выделение отдельных капель воды из дре¬
нажных отверстий водяного насоса.
Обкатка и испытание двигателя состоят из следующих этапов:
♦ холодная обкатка путем вращения от электромотора или
другого двигателя;
♦ горячая обкатка двигателя на холостом ходу;
♦ горячая обкатка под нагрузкой;
♦ приемка двигателя.
Режим обкатки устанавливается техническими условиями.
Для ускорения приработки трущихся поверхностей рекомен¬
дуется применять менее вязкие масла, чем заливаемые в картер
двигателя.
Большой практический интерес представляет перевод обкат¬
ки двигателя на автоматический режим. Автоматизация обкат¬
ки включает регулирование нагрузки и подачи топлива в процес¬
се испытаний. Работа оператора сводится к пуску стенда и на¬
блюдению за его работой.
Приемосдаточные испытания проходят все автомобильные
двигатели. Их целью является оценка качества сборки двигате¬
ля. На этом этапе проверяется его комплектность, затяжка всех
наружных резьбовых соединений, уровень масла в картере, от¬
сутствие течи воды и масла, проводится запуск двигателя. Режи¬
176
мы приемосдаточных испытаний зависят от используемого стен¬
да и модели двигателя (бензиновый или дизельный).
Целью испытания коробок передач является проверка каче¬
ства изготовления отдельных деталей и качества сборки в целом.
Испытания проводят как под нагрузкой, так и без нагрузки. Сна¬
чала коробка передач испытывается без нагрузки на всех переда¬
чах при частоте вращения первичного вала 900—1000 мин-1, за¬
тем при 1400—-1500 мин-1. Продолжительность испытания оп¬
ределяется временем, необходимым для прослушивания работы
коробки передач и выявления дефектов. На тех же частотах осу¬
ществляют испытание под нагрузкой в течение 2—3 мин на каж¬
дой передаче. В ходе испытаний проверяют наличие подтеканий
масла, самопроизвольного выключения передач, наличие шумов,
стуков, ударов. Для испытания коробок передач используются
стенды различной конструкции: электромагнитные, с синхрон¬
ным электродвигателем, с нагрузкой внутренними силами и др.
Задние мосты испытывают с нагрузкой и без нагрузки, как
правило, на стенде с асинхронными электродвигателями. Целью
испытаний является выявление шумов высокого тона, для чего
проводят испытание без нагрузки и под нагрузкой в течение 10—
15 мин. При испытаниях регулируют тормозные механизмы и
проверяют работу главной передачи и дифференциала.
Испытание автомобилей. На Минском автомобильном заводе
испытания проводятся в соответствии с «Инструкцией на сборку,
обкатку и приемку автомобилей семейства МАЗ». Инструкция ус¬
танавливает контрольные параметры, которые проверяются на ав¬
томобиле в сборе, собранном в условиях конвейера, а также мето¬
ды обкаточных испытаний перед сдачей в отдел сбыта.
Каждый собранный автомобиль перед проверкой контрольных
параметров и обкаткой подвергается наружному осмотру без сня¬
тия или разборки агрегатов или узлов. При осмотре проверяется
комплектность автомобиля, выявляются внешние дефекты, воз¬
никшие в процессе сборки и транспортировки.
При проверке контрольных параметров руководствуются дей¬
ствующей технической документацией и контролируют следующие
параметры и системы: давление в шинах; регулировку тормозов; ре¬
гулировку фар; водопыленепроницаемость кабины; герметичность
системы потребителей воздуха; антиблокировочную систему тормо¬
зов; электрооборудование, пневмоподвеску; электронную систему
управления двигателей MAN; настройку и пломбировку тахографа.
После осмотра и проверки контрольных параметров проводят
обкатку и испытание автомобиля, во время которых наблюдают
177
как за работой автомобиля в целом, так и за работой его агрега¬
тов и систем в отдельности. При этом проверяются агрегаты и
узлы в действии:
♦ прослушивается двигатель;
♦ проверяется действие привода тормозного крана, стояноч¬
ного тормоза, антиблокировочной системы тормозов и системы
ограничения скорости;
♦ проверяется работа рулевого управления, приводов сцепле¬
ния и управления коробкой передач;
♦ работа электрооборудования;
♦ работа световой и звуковой сигнализации;
♦ работа стеклоочистителя и вентиляторов отопителя кабины;
♦ герметичность системы охлаждения, подогрева и системы
промежуточного охлаждения воздуха;
♦ работа пневмоподвески (при ее наличии).
Обкатка автомобиля проводится на всех передачах при мак¬
симальной скорости 60 км/ч по спидометру или тахографу. Про¬
бег должен составлять не менее 30 км.
При замене двигателя, сцепления, коробки передач автомо¬
биль повторно обкатывается.
При замене карданного вала, передней оси, рулевого механиз¬
ма и цилиндра гидроусилителя, заднего или среднего моста ав¬
томобиль дополнительно обкатывается не менее 50 % от общего
объема, а при замене узлов и деталей в указанных выше агрега¬
тах пробег должен составлять не менее 25 % нормируемого.
После обкатки проводится окончательный осмотр автомоби¬
ля: проверяется затяжка крепления деталей и узлов, выявляют¬
ся течи масла, топлива и охлаждающей жидкости в любом из аг¬
регатов или соединений автомобиля.
Замеченные отклонения, выходящие за пределы, допускаемые
конструкторской документацией, или другие отклонения и неис¬
правности, нарушающие нормальную работу агрегатов и узлов
автомобиля, фиксируются в технологическом паспорте сборки,
испытания и сдачи автомобиля и должны быть устранены.
Каждый автомобиль, принимаемый представителем заказчи¬
ка или предназначенный на экспорт, должен пройти технологи¬
ческую обкатку в объеме 15 км, предъявительские испытания
ОТК в объеме 5 км и предъявительские испытания представите¬
ля заказчика также в объеме 5 км.
Основные направления
развития автомобильного
производства
9.1. Выбор рациональных методов организации
и управления производственными процессами
Разработка новых конструкций автомобилей. Производство ав¬
томобилей является ведущей отраслью машиностроения, оказыва¬
ющей существенное влияние на развитие ряда смежных отраслей и
экономику страны в целом. Такие отрасли промышленности, как
металлургическая, приборостроительная, электротехническая и
электронная, резинотехническая, тесно связаны с производством ав¬
томобилей, поэтому автомобилестроение стимулирует технический
прогресс в целом и способствует созданию новых рабочих мест.
Именно автомобилестроение способствовало превращению
США, Японии, Франции, Южной Кореи в высокоразвитые про¬
мышленные страны. Сейчас по этому пути идут Китай, Испания
и другие страны.
Производство автомобилей, так же как и военно-промышлен¬
ный комплекс, является отраслью, где разрабатываются и по¬
требляются наукоемкие технологии. Главным следствием отста¬
вания технологии производства автомобилей у нас в стране й в
СНГ в целом стало снижение качества и надежности автомоби¬
лей. Не соответствующая мировым стандартам экологическая бе¬
зопасность, высокие цены привели к существенному снижению
конкурентоспособности отечественной автомобильной продукции.
Поэтому усилия специалистов, работающих в автомобилестрое¬
нии, должны быть направлены прежде всего на повышение на¬
дежности автомобилей, сокращение материалоемкости, трудоем¬
кости и энергозатрат при их изготовлении, повышение экологи¬
ческой безопасности при эксплуатации и ремонте машин.
Указанные проблемы можно решить, разрабатывая новые
конструкции автомобилей, применяя прогрессивные технологии и
рациональные методы организации и управления производствен¬
ными процессами.
9
179
Конструктор должен уметь использовать новейшие достиже¬
ния науки и техники для получения требуемых параметров из¬
делия с наименьшими затратами при его изготовлении. Для это¬
го следует ориентироваться на малоотходные производства, при¬
менение современных технологий и автоматизированных средств
подготовки производства.
Совершенствование конструкций автомобилей требует и не¬
прерывного совершенствования технологии их производства, при¬
менения современного оборудования, новых средств механизации
и автоматизации производственных процессов. От технологии
производства во многом зависит надежность выпускаемой продук¬
ции и ее себестоимость. .
Особенность автомобилестроения заключается в том, что при
крупносерийном характере производства и многочисленности мо¬
дификаций машин существует необходимость в быстрой смене мо¬
делей для повышения конкурентоспособности продукции, что сле¬
дует учитывать еще на стадиях разработки конструкции автомо¬
биля и его узлов, проектирования технологии их производства.
Разделение задач проектирования и производства изделий
уже не соответствует современным требованиям, так как не мо¬
жет обеспечить ни высокого качества проектов, ни требуемого
уровня организации производства. Проектирование изделий, тех¬
нологий их изготовления и подготовку производства необходимо
вести практически одновременно. В процессе проектирования из¬
делий выделяется основная информация, которая одновременно
используется для подготовки и организации производства и раз¬
работки технологических процессов. Параллельная разработка
различных этапов создания изделия требует от проектанта хоро¬
ших технологических знаний. Возникает необходимость в подго¬
товке высококвалифицированных специалистов по проектирова¬
нию со знанием технологической науки.
9.2. Совершенствование методов создания
оптимальной конструкции автомобиля
Направления повышения эффективности производства. При
создании современных машин практика последовательной разра¬
ботки конструкции автомобиля и технологии производства заме¬
няется параллельным решением этих задач, начиная с отработ¬
ки конструкций каждого узла и детали на «технологичность» до
совместного решения многих проблем, определяющих качество
180
изделий, себестоимость их изготовления, максимальное удовлет¬
ворение индивидуальных требований потенциальных покупате¬
лей и полное обеспечение спроса на каждый тип и модификацию
автомобиля.
В области повышения эффективности производства в совре¬
менных условиях ведущими являются два направления:
1) проектирование конструкций изделий таким образом, что¬
бы они были максимально подготовлены к производству без
дальнейшей их доработки и внесения многочисленных измене¬
ний. Это направление получило название «конструирование для
производства» и интенсивно разрабатывается многими учеными
и специалистами за рубежом. Этот этап конструкторско-техноло¬
гической подготовки производства у нас называется отработка
конструкции изделия на технологичность;
2) широкое применение метода параллельного проектирова¬
ния изделий с использованием компьютерных информационных
технологий, т. е. параллельное, с некоторым сдвигом по време¬
ни, создание конструкции машины (и ее элементов) и проекти¬
рование производственных процессов их изготовления.
На многих зарубежных автомобильных заводах нет отдель¬
ных технологических служб и понятия «инженер-технолог».
Проектирование технологических процессов выполняет инженер-
производственник, который хорошо знает конструкцию автомо¬
биля и технологию его производства, а в целом проект разраба¬
тывается группой специалистов разного профиля.
Реализация этих двух направлений уменьшает время на под¬
готовку производства с 30 до 7 %, снижает число вносимых из¬
менений в проекты с 65 до 9 % (по данным' Института стандар¬
тов и технологий США).
Процесс проектирования конструкций, технологий производ¬
ства, проектирование технологической оснастки, инструмента,
технологических машин различного назначения, составление уп¬
равляющих программ для отдельных станков и гибких производ¬
ственных участков, диагностика инструмента и оборудования,
планирование производства и ряд других задач, связанных с ре¬
ализацией жизненного цикла изделий, выполняется с помощью
компьютерных программ, используемых различными службами
предприятия, объединенными в единую компьютерную сеть, по¬
стоянно взаимодействующую с внешними службами.
До начала проектирования нового изделия изучается рынок —
анализируется спрос на данное изделие и оценивается необходи¬
мая программа выпуска.
181
Жизненный цикл изделия, как правило, включает следую¬
щие этапы: 1) планирование продукта; 2) конструирование изде¬
лия и его узлов; 3) проектирование производственных процессов;
4) производство продукции; 5) маркетинг и распространение про¬
дукта; 6) использование продукта; 7) переработка и утилизация
продукта.
Для подготовки производства автомобилей очень важными
являются этапы 2 и 3, осуществление которых обеспечивает воз¬
можность максимального удовлетворения запросов потребителей,
эстетическую привлекательность, надежность, безопасность
(в том числе экологическую), снижение стоимости автомобиля,
т. е. те качества, которые обеспечивают успех продукции на рын¬
ке. С другой стороны, этапы 2, 3 и 4 существенно влияют на ус¬
пешное решение проблемы всех последующих этапов. Поэтому
только совместная работа конструктора и технолога может обес¬
печить необходимый успех.
Широкое использование информационных технологий при
конструировании автомобиля и проектировании процессов его из¬
готовления — это насущная необходимость, которая обеспечива¬
ет существенное сокращение времени на конструкторскую и тех¬
нологическую подготовку производства и повышение качества
проектных решений путем использования соответствующих ком¬
пьютерных программ, генерирования и анализа большого коли¬
чества вариантов проектных решений.
Сегодня многие фирмы работают над созданием интегрирован¬
ных производств, сочетающих в себе информационные и производ¬
ственные технологии, так называемые кибернетические системы
производства, где автоматизированы все элементы жизненного
цикла изделий — от маркетинга (включая анализ требований за¬
казчиков к будущей продукции) до хранения и сбыта продукции.
Цель кибернетической системы управления производством —
минимизация времени поступления на рынок продукции высоко¬
го качества с момента заказа изделий. Вся конструкторская, тех¬
нологическая, управленческая и экономическая информация че¬
рез центральную базу данных моментально становится доступной
всем отделам < Использование параллельного проектирования
обеспечивает минимальное время подготовки всех этапов произ¬
водства и снижает себестоимость продукции.
При таком управлении производством вся информация через
центральную базу данных может быть мгновенно получена лю¬
бым отделом завода: инженерным, производственным, отделом
сбыта и другими.
182
Использование информационных технологий и компьютерных
моделей позволяет минимизировать время от начала конструирова¬
ния изделия до его получения заказчиком, что повышает конкурен¬
тоспособность производителя и укрепляет его финансовое положение.
При данной организации производства возможно дистанцион¬
ное диагностирование машин, которые уже находятся в эксплуа¬
тации, а обобщенные результаты эксплуатации используются при
разработке новых конструкций автомобилей.
9.3. Обеспечение высокого качества автомобилей
при их производстве
Направления развития технологии изготовления деталей.
Проблема обеспечения высокого уровня потребительских свойств
автомобильной техники, в том числе ее прочностных свойств и
долговечности, непрерывно обостряется, и именно они всё в
большей степени будут определять судьбу отечественных автомо¬
билей в условиях конкуренции как внутри страны, так и со сто¬
роны зарубежных производителей. Для создания высоконадеж¬
ных автомобилей необходимо выполнить два условия: 1) создать
оптимальную конструкцию автомобиля и 2) обеспечить высокое
качество его изготовления. Между тем решение второй проблемы
зависит от большого числа факторов, в том числе и от результа¬
тов деятельности многих специалистов, и прежде всего конструк¬
торов. Именно они в первую очередь отвечают за малый ресурс,
поломки и другие дефекты автомобильной техники. В то же вре¬
мя хорошая работа конструкторов на стадии проектирования не
обеспечивает автоматически такие же успехи при эксплуатации
изделий. Об этом свидетельствует, в частности, большой разброс
долговечности деталей одного и того же наименования. Напри¬
мер, ресурс зубчатых колес автомобилей различается в 8—10 раз,
предел прочности цементованных сталей при статическом изгибе
изменяется от 1500 до 2400 МПа, износостойкость и контакт¬
ная выносливость таких сталей тоже изменяются в несколько
раз. Можно утверждать, что на стадии изготовления замыслы
конструкторов реализуются не в полной мере. Другими словами,
в создании автомобильной техники, обеспечении ее высоких экс¬
плуатационных свойств, прежде всего прочности и долговечнос¬
ти, значительная роль принадлежит технологии. При создании
новых изделий должны быть тщательно разработаны отдельные
технологические стадии изготовления автомобиля.
183
Основными направлениями развития технологии изго¬
товления деталей являются:
♦ получение наиболее точных заготовок с приближением их
по форме и размерам к готовым деталям, что целесообразно не
только с точки зрения экономии металла, но и значительного
уменьшения трудоемкости обработки и сокращения расходов на
производство готовой продукции;
♦ применение автоматизированных станков и многолезвий¬
ных инструментов, обеспечивающих внедрение наиболее произво¬
дительных методов обработки;
♦ внедрение современных механических и термохимических
методов упрочнения, что способствует повышению эксплуатаци¬
онных свойств деталей автомобилей и их надежности;
♦ разработка оптимальных технологических процессов и ши¬
рокое применение новых материалов;
♦ внедрение информационных технологий, резко сокращаю¬
щих сроки и повышающих качество проектирования технологи¬
ческих процессов.
Большое влияние на процессы формирования свойств поверх¬
ности и точность деталей оказывает их конструктивная форма.
Поэтому при проектировании новых деталей надо стремиться к
тому, чтобы они были технологичны: не имели резких переходов,
не обладали значительной разностью толщины, имели макси¬
мальную жесткость и т. д., что будет способствовать стабильно¬
му получению высокого качества при производстве заготовок, при
их механической обработке, при упрочнении деталей термической
обработкой, при сборке.
При изготовлении и упрочнении деталей действует принцип
технологической наследственности, который гласит, что оконча¬
тельные свойства деталей и изделий в целом формируются на
протяжении всего производственного процесса, начиная от выбо¬
ра материала, заготовки и заканчивая сборкой. Каждая техно¬
логическая операция и каждый технологический процесс влияют
на структуру и свойства материала, из которого изготавливается
деталь. И, как правило, эти воздействия проявляются на после¬
дующих операциях. Например, если зубчатое колесо штамповать
из неточной мерной заготовки, то это отразится на ее плотности
и точности. При механической обработке неточных штампован¬
ных заготовок из-за неравномерного снятия стружки происходит
неравномерный наклеп их поверхностных слоев, что при после¬
дующей термической обработке может привести к деформации го¬
товой детали. Если микроструктура заготовки после термической
184
обработки отличается грубым строением и неравномерным распре¬
делением структурных составляющих, то это, как правило, ве¬
дет к разбросу окончательных свойств (твердости, толщины уп¬
рочненного слоя) и влияет на стабильность геометрической точ¬
ности готовых деталей.
Учитывая, что получение требуемых свойств деталей зависит
от технологической наследственности используемых материалов,
практически важно сохранять и усиливать положительные при¬
знаки этой наследственности и, естественно, предотвращать или
уменьшать ее отрицательные последствия.
Для современного автомобилестроения характерна широкая
номенклатура изделий, отличающихся функциональными свой¬
ствами, техническими и экономическими параметрами. При этом
явно просматриваются две тенденции развития производства:
1) увеличение номенклатуры выпускаемых изделий для обеспече¬
ния всех требований потребителя и 2) сокращение сроков их об¬
новления. В первом случае поставленные задачи решаются созда¬
нием конструкций изделий по блочно-модульному принципу, по¬
зволяющему из набора типовых узлов компоновать машины с
различными потребительскими свойствами. Для решения задач
второго направления создаются технологии, обеспечивающие вы¬
пуск различных изделий с минимальными затратами ресурсов
и времени на переход от одной модели к другой (сложность
изделий машиностроения возрастает примерно вдвое каждые
15—20 лет). Учитывая быстроменяющиеся требования рынка,
необходимо обеспечить не только высокую производительность
технологического оборудования, но и возможность его переналад¬
ки под следующее поколение разрабатываемых автомобилей. В
связи с этим большое внимание необходимо уделять созданию
переналаживаемых производственных систем. До появления гиб¬
ких систем автоматизация производственных процессов ограни¬
чивалась, в основном, массовым производством. Однако с умень¬
шением жизненного цикла изделий в результате научно-техничес¬
кого прогресса и с увеличением номенклатуры изготовляемой
продукции возникла необходимость в создании таких произ¬
водств, которые обеспечивали бы изготовление деталей неболь¬
шими партиями при сохранении производительности, качества и
себестоимости, присущих крупносерийному производству. Такие
автоматизированные системы проектирования и изготовления из¬
делий особенно эффективны в условиях динамичного производ¬
ства, сопряженного с многократными переналадками технологи¬
ческого оборудования.
185
9.4. Повышение качества сборочных процессов
Анализ процессов сборки. Анализ производства автомобилей
показал, что имеются значительные диспропорции в развитии
различных технологических процессов, которые являются тормо¬
зом для комплексной автоматизации производства. Если в заго¬
товительном и обрабатывающем производствах произошли очень
большие изменения в структуре парка технологического оборудо¬
вания, что привело к существенному сокращению ручного труда
и повышению качества продукции путем внедрения полуавтома¬
тов, автоматов, автоматических линий и участков, то в сбороч¬
ном производстве ручной труд остался преобладающим.
Качество сборочного процесса непосредственно влияет на ка¬
чество продукции и лучше всего обеспечивается автоматической
сборкой. Она исключает монотонный, физически тяжелый ручной
труд, т. е. гуманизирует производственные процессы. Эти обсто¬
ятельства должны способствовать широкой автоматизации сбо¬
рочных процессов, однако до настоящего времени уровень авто¬
матизации их остается низким. Опыт промышленно развитых
стран показывает, что из-за проблем с обеспечением сборочного
производства квалифицированными кадрами предприятия вынуж¬
дены искать новые организационные формы сборки или проводить
комплексную автоматизацию. Детальный анализ процессов сбор¬
ки и различных аспектов ее автоматизации позволил выявить
главные проблемы в этой области:
♦ неприспособленность конструкций автомобилей и их со¬
ставных частей к требованиям автоматической сборки;
♦ неэффективность замены механизмами ручных операций
сборки без коренного изменения их содержания;
♦ жесткие требования к точности автоматических сборочных
машин и их высокая стоимость;
♦ трудности в обеспечении быстрой переналадки, гибкости,
надежности сборочного оборудования.
Есть немало примеров эффективного решения этих проблем,
однако при автоматизации сборки риск неудачного решения на¬
много выше, чем, например, в области обработки деталей. Мо¬
жет быть, поэтому число фирм, занятых в мире изготовлением
сборочных машин и линий, в десятки раз меньше, чем металло¬
обрабатывающих .
Сборка — заключительный этап производственного процесса
в автомобилестроении. Технологические процессы механической
обработки всегда являются подчиненными технологии сборки,
186
поэтому технология производства любого изделия начинается с
проработки технологии сборки. Только рассматривая двигатель
как законченный агрегат, можно определить назначение каждой
отдельной детали, установить для нее требуемые значения точ¬
ности размеров, шероховатость и другие требования к поверхно¬
стному слою, т. е. назначить технические условия на изготовле¬
ние и сборку агрегата. Изучив технологию сборки изделия и ра¬
боту его узлов и отдельных деталей, назначают допуски разме¬
ров на сопрягаемые поверхности и определяют метод сборки.
Трудоемкость сборки составляет 25—35 % от общей трудо¬
емкости изготовления автомобиля. Анализ путей развития авто¬
матизации сборки показал, что можно сократить трудоемкость
сборки на 50—55 %, улучшив технологичность конструкции со¬
бираемых изделий (17—20 %), повысив уровень автоматизации
сборочных процессов (15—17 %), использовав новые технологии
(Ю—12 %), усовершенствовав организационные формы сборки
(около 10 %).
Основные направления повышения производительности
сборки устранение пригоночных работ, рациональное постро¬
ение технологического процесса, его механизация и автомати¬
зация. Конструкция автомобиля должна обеспечивать его сбор¬
ку из предварительно собранных узлов, что позволяет осуществ¬
лять параллельную сборку и испытание узлов, сокращает про¬
должительность цикла сборки. На основе анализа конструкции
изделия предусматривают конструктивные изменения, упроща¬
ющие сборку, и прогнозируют перспективность производства из¬
делий (от этого зависит степень механизации и автоматизации
сборки).
Конструктор определяет методы обеспечения заданной точно¬
сти замыкающих звеньев размерных цепей, которые могут быть
изменены, если технолог предложит более рациональный метод
сборки. Уменьшение числа деталей и узлов, а также использова¬
ние стандартных деталей и узлов снижают стоимость изготовле¬
ния изделия. Нормализация крепежных и других деталей сокра¬
щает номенклатуру сборочных инструментов и позволяет более
эффективно использовать средства механизации сборочных работ.
Необходимо обеспечивать удобный подвод механизированцого
сборочного инструмента к местам соединения деталей и легкость
захвата их грузоподъемными устройствами.
Кадровые и сырьевые ресурсы страны, а также огромный
научно-технический потенциал Беларуси могут стать базой
создания высокоэффективных конструкций автомобилей новых
187
поколений, современных производственных и информационных
технологий.
Уникальное географическое положение Беларуси создает пред¬
посылки создания транспортной системы высокорентабельных
грузоперевозок из Европы в Россию, страны Ближнего Востока и
Азию на базе собственного транспорта и развитой инфраструкту¬
ры: дорог, терминалов, гостиниц, станций обслуживания автомо¬
билей.
Раздел II
Технология ремонта
автомобилей
Общие положения
10 по ремонту автомобилей
10.1. Ремонт автомобилей в их жизненном цикле
Система технического обслуживания и ремонта автомобилей.
Жизненный цикл автомобиля состоит из частей. Это поиск и
изучение рынка 1, составление технических требований к авто¬
мобилю 2, его проектирование 3 и подготовка технологических
процессов и средств технологического оснащения 4, материаль¬
но-техническое обеспечение 5, производство (изготовление, конт¬
роль, испытание) 6, хранение 7, продажа 8, использование по
назначению 9, техническое обслуживание 10, ремонт 11 и ути¬
лизация после использования 12 (рис. 10.1). Части жизненного
цикла 1—8 закреплены за предприятиями, изготавливающими
автомобили (автомобильными заводами), все остальные, в том
числе несложный ремонт, — за предприятиями, использующими
автомобили (автотранспортными предприятиями), и часть 11 в
деле выполнения сложного трудоемкого ремонта — за авторемонт¬
ными предприятиями. Наиболее важная часть жизненного цик¬
ла автомобиля — использование его по назначению (потребле¬
ние). В национальном хозяйстве Республики Беларусь использу¬
ются десятки тысяч, а в личном пользовании — сотни тысяч ав¬
томобилей, поэтому потребность в их ремонте велика.
8 7
Рис. 10.1. Схема жизненного цикла автомобиля
190
В отличие от продукции, которая расходуется при использо¬
вании сама, автомобиль относится к продукции, которая расхо¬
дует свою способность выполнять полезную функцию. При исчер¬
пании этой способности автомобиль перестает существовать как
средство производства и превращается во множество годных, под¬
лежащих восстановлению и негодных деталей. При этом исполь¬
зование первых двух групп деталей в качестве ремонтного фонда
для целей вторичного производства автомобилей при определен¬
ных условиях экономически оправдано.
Автомобиль может пребывать в исправном, неисправном, ра¬
ботоспособном, неработоспособном и предельном состояниях.
В исправном состоянии автомобиль соответствует всем требо¬
ваниям технической документации, а если автомобиль не соот¬
ветствует хотя бы одному из этих требований, то он признается
неисправным. Неисправное состояние автомобиля характеризует¬
ся накоплением критического числа повреждений в его частях.
Работоспособное состояние автомобиля такое, при котором зна¬
чения всех параметров, характеризующих его способность вы¬
полнять заданную функцию, соответствуют требованиям техни¬
ческой документации. Если значение хотя бы одного из этих па¬
раметров не соответствует требованиям технической документа¬
ции, то автомобиль признают неработоспособным.
Изменение состояния автомобиля в худшую сторону происхо¬
дит при его использовании. В автомобиле протекают рабочие и
разрушительные процессы. Рабочие процессы обеспечивают вы¬
полнение автомобилем своей основной функции. Для разработки
процессов восстановления исправного состояния автомобиля не¬
обходимы сведения о последствиях разрушительных процессов.
Интенсивность рабочих fi(t) и разрушительных f2(t) процес¬
сов, протекающих в автомобиле (рис. 10.2), может быть пред-
Рис. 10.2. Интенсивность рабочих fx(t) и разрушительных f2(t)
процессов, протекающих в автомобиле в течение наработки t
191
ставлена двумя штриховыми кривыми. Естественно, интенсив¬
ность рабочих процессов по мере наработки t автомобиля умень¬
шается, а интенсивность разрушительных процессов — увеличи¬
вается. Если не ограничивать разрушительные процессы, то ско¬
ро наступит момент tQ, после которого автомобиль будет неспо¬
собен выполнять заданную функцию. Сдерживают рост интенсив¬
ности разрушительных процессов и уменьшают падение кривой
рабочих процессов работы по техническому обслуживанию авто¬
мобилей, направленные на предупреждение и своевременное вы¬
явление неисправностей. Неисправности выявляются в результа¬
те осмотра, контроля и проверки действия механизмов, а предуп¬
реждаются за счет проведения уборочно-моечных, смазочных и
крепежно-регулировочных работ. Разрывы сплошных кривых в
точках графика t\, t2, •••, tt, ..., i, tn объясняются скачкооб¬
разным изменением интенсивностей обоих процессов за счет ре¬
монтных работ.
Однако наступает момент, когда разрушение начинает прева¬
лировать над полезными процессами. Автомобиль в этом случае
или не способен выполнять предназначенную функцию, или вы¬
полнение ее обусловлено затратами, превышающими пользу от
применения автомобиля. Такое состояние автомобиля называют
предельным.
Площадь, ограниченная осью ординат и кривыми fi(t) и f2(t),
характеризует способность А выполнять полезную функцию ав¬
томобилей, которая выражается интегралом
где inp — наработка, соответствующая предельному состоянию
автомобиля; п — число отрезков срока службы автомобиля.
В условиях автотранспортного предприятия исправное состояние
автомобилю из неисправного или неработоспособного возвращают
путем технического обслуживания или несложного ремонта.
При достижении автомобилем предельного состояния он мо¬
жет быть утилизирован или направлен на авторемонтное пред¬
приятие.
Функции авторемонтного производства сводятся к переводу
автомобилей из предельного состояния в исправное путем восста¬
новления показателей их надежности за счет наиболее полного
использования остаточной долговечности деталей.
Система технического обслуживания и ремонта автомоби¬
лей (согласно ГОСТ 18322—78) — это совокупность предприя¬
192
(Ю.1)
тий и подразделений, включающих здания, сооружения, техно¬
логическое оборудование и оснастку, исполнителей и документа¬
цию, необходимых для поддержания и восстановления исправно¬
го состояния автомобилей. Эта система имеет профилактическую
направленность и учитывает закономерности изнашивания авто¬
мобилей. Таким образом, в системе технического обслуживания
и ремонта автомобилей предусмотрены их диагностирование (оп¬
ределение технического состояния), техническое обслуживание и
ремонт, при этом техническое обслуживание осуществляется при¬
нудительно по плану, а ремонтные работы — преимущественно
по потребности.
Виды, методы и целесообразность ремонта автомобилей.
Ремонт, автомобилей или их составных частей (согласно
ГОСТ 18322—78) — это комплекс технологических операций по
восстановлению их исправного или работоспособного состояния
и ресурса.
Ремонт автомобилей разделяют на капитальный, средний и
текущий, в зависимости от степени восстановления их ресурса и
вида заменяемых деталей. Капитальный ремонт возвращает ав¬
томобилю исправное состояние и восстанавливает полностью или
близко к этому его ресурс с заменой или восстановлением любых
его деталей, включая базовые. Средний ремонт приводит автомо¬
биль в исправное состояние с частичным восстановлением ресур¬
са и заменой или восстановлением составных частей ограничен¬
ной номенклатуры. Текущий ремонт автомобиля служит для вос¬
становления его работоспособного состояния и состоит в замене
или восстановлении его неосновных частей.
В свою очередь указанные виды ремонта по признаку плани¬
рования могут быть плановыми и неплановыми, а по регламен¬
тации выполнения — регламентированными и по техническому
состоянию.
Система плановых (профилактических) ремонтов, назначае¬
мых через определенные сроки, действует, например, в авиации,
исходя из высоких требований к безотказности. Эту систему
применяют для пожарных автомобилей, подвижного состава, пе¬
ревозящего опасные грузы и работающего в экстремальных усло¬
виях. На автомобильном транспорте преимущественно действует
система ремонтов по потребности (при возникновении отказа),
называемая системой ремонтов по потребности. Получает разви¬
тие планово-диагностическая система ремонтов (с учетом техни¬
ческого состояния автомобиля), основанная на измерении диагно¬
стических параметров автомобиля, определении неисправностей
7-135
193
и остаточного ресурса и принятии решения о сроках и объеме ре¬
монтных работ.
Метод ремонта — это совокупность технологических и орга¬
низационных правил выполнения операций ремонта.
Метод ремонта, выполняемого с принудительным перемеще¬
нием автомобилей или их частей с одного специализированного
рабочего места на другое в определенной технологической после¬
довательности через установленные отрезки времени, называют
поточным. В противном случае ремонт является тупиковым.
Ремонт автомобилей выполняют силами автотранспортных
предприятий, авторемонтных заводов или технических центров
автомобильных заводов. Наиболее развита производственная
фирма «КамАЗ-автоцентр», которая образует единый хозяйствен¬
ный механизм фирменной системы содержания автомобилей в ис¬
правном состоянии и имеет в своем составе 4 завода по ремонту
агрегатов (двигателей, коробок передач, средних и задних мостов)
и около 200 станций. Фирма выполняет техническое обслужива¬
ние и текущий ремонт автомобилей, а также капитальный и
средний ремонт их агрегатов и систем. Головной завод по капи¬
тальному ремонту двигателей рассчитан на ремонт 100 тыс. дви¬
гателей в год, его технологическое оснащение не уступает луч¬
шим зарубежным ремонтным заводам. Станции на договорной ос¬
нове обеспечивают авторемонтные предприятия ремонтным фон¬
дом и запасными частями.
По признаку принадлежности восстанавливаемых составных
частей к определенному экземпляру автомобиля различают его
обезличенный или необезличенный ремонт. При необезличенном
методе ремонта сохраняют принадлежность частей автомобиля к
определенному его экземпляру, а при обезличенном — не сохра¬
няют. Обезличенный метод ремонта, при котором неисправные
агрегаты заменяют новыми или заранее отремонтированными,
называют агрегатным.
Необезличенный метод ремонта автомобилей становится востре¬
бованным при уменьшении объемов их ремонта и увеличении их
типов и видов. Этот метод ремонта требует маркирования состав¬
ных частей автомобиля, обеспечивает их прослеживаемость, повы¬
шает ответственность за качество ремонта и предусматривает оп¬
лату за действительно выполненный объем ремонтных работ.
Капитальный ремонт полнокомплектных автомобилей, требу¬
ющий их вывода из использования на длительный срок, в насто¬
ящее время ограничен. Это обусловлено тем, что рамы и кабины
грузовых автомобилей и кузова легковых автомобилей обладают
194
ресурсом, равным нормативной наработке автомобиля. Агрегат¬
ный метод ремонта предусматривает замену неисправного агрега¬
та на исправный при текущем ремонте автомобиля в условиях
автотранспортного предприятия. Неисправные агрегаты пройдут
капитальный ремонт на авторемонтном предприятии. Для грузо¬
вых автомобилей новых моделей МАЗ, КамАЗ, ЗИЛ предусмот¬
рен капитальный ремонт только агрегатов.
В зависимости от разнообразия работ, выполняемых на от¬
дельных рабочих местах, различают методы ремонта на универ¬
сальных и специализированных рабочих местах.
Уточним использование понятий, применяемых в литературе
по ремонту автомобилей: реставрация, восстановление и ремонт.
Реставрация (лат. restauratio) — означает преобразование в пер¬
воначальный вид художественных и архитектурных произведе¬
ний, возвращение свергнутого общественного строя. Вводить этот
термин в практику ремонта автомобилей нет необходимости. Тер¬
мин *восстановление» — приведение в прежнее состояние —
относится к детали. Ремонт — буквально означает «перемонти¬
ровать». В свою очередь «монтаж» (фр. montage) — это подъем,
сборка и установка машин и сооружений. Таким образом, ремонт
относится к автомобилю или его частям, над которыми выпол¬
няют разборочные и сборочные работы.
Целесообразность и необходимость ремонта автомобилей обус¬
ловлена рядом обстоятельств.
1. Ограниченные государственные запасы топлива и материа¬
лов в Беларуси не могут обеспечить достаточное воспроизводство
парка автомобилей силами автомобильных заводов и наряду с их
сохранением требуют развития авторемонтного производства, ко¬
торое сберегает много живого и овеществленного труда. Только
за счет исключения металлургического процесса при восстановле¬
нии одной тонны стальных деталей экономят 180 кВт-ч элект¬
роэнергии, 0,8 т угля, 0,8 т известняка и 175 м3 природного газа.
2. Различные детали и узлы автомобилей имеют неодинако¬
вую долговечность. Если автомобиль спроектирован как устрой¬
ство с равноресурсными элементами, то он не может реализовать
это свойство в разных условиях эксплуатации. Составные части
автомобиля отказывают в разные моменты времени, поэтому по¬
требность в ремонте возникает в различное время его использо¬
вания. Ремонт обеспечивает нормативную безотказность автомо¬
билей в течение срока их службы.
3. Ремонт автомобилей позволяет использовать сохранившую¬
ся потребительскую стоимость в виде остаточной долговечности их
195
деталей. Досрочная замена автомобиля приводит к потере его не¬
использованной стоимости.
4. Ремонт, проводимый совместно с модернизацией, позволя¬
ет значительно сблизить сроки физического и морального изна¬
шивания автомобилей, повысить их технический уровень или
приспособить к новым требованиям при использовании. Модер¬
низация заключается в использовании более совершенных агре¬
гатов или их частей, выпускаемых автомобильными заводами, и
проведении ряда мероприятий авторемонтным предприятием.
Примеры таких мероприятий следующие: замена карбюраторно¬
го двигателя дизелем для уменьшения эксплуатационных затрат;
установка более совершенных агрегатов системы питания, смаз¬
ки и электрооборудования для повышения экономичности и на¬
дежности; использование пятиступенчатой коробки передач вме¬
сто четырехступенчатой для повышения динамики легкового ав¬
томобиля; замена брезентового тента кузова легкового автомоби¬
ля высокой пластмассовой крышей для повышения комфорта¬
бельности; упрочнение быстроизнашиваемых деталей для уравни¬
вания их наработки с наработкой других деталей; коррозионная
защита элементов кузова для повышения его долговечности.
5. Ремонт автомобилей экономически целесообразен. Около
четверти деталей ремонтного фонда не изношены или изношены
в допустимых пределах и могут быть использованы повторно, а
около половины деталей могут быть использованы после восста¬
новления при его себестоимости 15—30 % от цены новых дета¬
лей. Восстановление деталей сохраняет большое количество ма¬
териалов, энергии и труда.
В учебнике приведены процессы и средства капитального ре¬
монта автомобилей. Элементы капитального ремонта присутству¬
ют при среднем и текущем ремонтах автомобилей.
10.2. Ремонтный фонд автомобиля
Изнашивание деталей во времени. Техническое состояние ав¬
томобиля в наибольшей степени определяется состоянием его ча¬
стей — деталей, которые во время его длительного использова¬
ния приобретают множество дефектов в результате действия раз¬
ных видов нагрузок и изнашивания, окружающей среды и вре¬
мени. Некоторые сочетания дефектов обусловливают предельное
состояние деталей. Знание природы достижения деталями этого
состояния позволяет обоснованно назначать мероприятия по по¬
вышению их долговечности.
196
Основная доля (80—90 %) деталей в составе соединений с дру¬
гими деталями достигает предельного состояния по причине изна¬
шивания. В результате этого процесса происходит разрушение и
отделение материала с поверхности твердого тела и (или) накоп¬
ление его остаточной деформации. Указанные явления приводят
к постепенному изменению размеров и (или) формы деталей.
Интенсивность изнашивания трущегося соединения в течение
срока службы существенно изменяется (рис. 10.3). Во время при¬
работки соединения наблюдается его повышенное изнашивание.
Затем эта интенсивность стабилизируется и сохраняется длитель¬
ное время, соответствующее нормальной эксплуатации. И, нако¬
нец, при достижении предельного зазора в соединении Snp в нем
появляются стуки при работе, нарушаются расчетные условия
смазки, а интенсивность изнашивания растет вплоть до отказа
соединения.
Рис. 10.3. Зависимость зазора S в соединении деталей от наработки t:
1—2, 2—3 и 3—4 — участки приработки,
нормальной и аварийной эксплуатации
Межремонтный срок службы соединения (fM, ч) определяют по
прямолинейному участку кривой изнашивания:
Snp-SH
*м=-^т ", (10.2)
tga
где S„ — начальный зазор приработанного соединения, мм;
tga — интенсивность изнашивания соединения (увеличение зазо¬
ра в течение 1 ч наработки).
Для текущего момента времени tT в пределах прямолинейно¬
го участка кривой изнашивания можно записать:
197
*т-Л=^-^> (Ю-З)
tga
где ST — текущее значение зазора в сопряжении; tH — наработка
соединения до достижения зазора SH.
Тогда остаточный ресурс соединения t0CT
<10-4>
tga
где tM — эксплуатационная наработка.
Значение tga можно определить по формуле
tga = . (10.5)
<*т-*н)
Виды изнашивания и коррозионных разрушений. До 85 % де¬
талей теряют работоспособность при износах, не превышающих
0,2—0,3 мм. В зависимости от условий трения и активности окру¬
жающей среды имеют место основные виды изнашивания: механи¬
ческое, коррозионно-механическое и молекулярно-механическое.
Механическое изнашивание происходит в результате механи¬
ческих воздействий. Основные виды этого изнашивания следую¬
щие: абразивное, усталостное, кавитационное и эрозионное.
Абразивное изнашивание материала происходит в результате
режущего или царапающего действия на него твердых частиц,
находящихся в свободном или закрепленном состоянии.
Абразивные частицы размером 1—30 мкм всегда присутству¬
ют в воздухе, смазочном материале и на трущихся поверхностях.
Такими частицами являются продукты изнашивания, твердые
частицы оксидов, частицы нагара и др. В зависимости от вида
среды (жидкость или газ), перемещающей эти частицы, различа¬
ют следующие виды абразивного изнашивания — гидроабразив¬
ное и газоабразивное.
Скорость абразивного изнашивания зависит от контактных
напряжений, относительной скорости частиц и направления их
потока к рабочей поверхности детали, твердости частиц и мате¬
риала изнашиваемой поверхности, структуры материала.
Технологические способы повышения стойкости к механичес¬
кому изнашиванию сводятся к выбору материала трущихся по¬
верхностей, его структуры и твердости.
Многие детали под действием знакопеременной нагрузки под¬
вергаются усталостному изнашиванию и разрушению и утрачи¬
вают в работе часть усталостной прочности. Критическим напря¬
жением при усталости является предел выносливости. Этот па¬
198
раметр, в отличие от других прочностных характеристик (преде¬
лов упругости, текучести и прочности), во многом зависит от со¬
стояния поверхности детали.
Разрушению металлических деталей при усталости предшеству¬
ют процессы зарождения и распространения усталостных трещин.
Первые микротрещины размером порядка 1 мкм появляются
в процессе циклического пластического деформирования матери¬
ала в результате его текучести и упрочнения. Это упрочнение
вызвано накоплением дислокаций, вакансий кристаллической ре¬
шетки и их перемещением к границам зерен. Циклическое упроч¬
нение завершается микротрещинами, размеры которых сопоста¬
вимы с размерами зерен материала. Повреждения на этой стадии
приобретают необратимый характер. Кроме того, происходят фа¬
зовые превращения (например, образование мартенсита деформа¬
ции в метастабильных аустенитных сталях), процессы возврата
или старения.
Распространение усталостных трещин включает медленный,
стабильный и ускоренный их рост.
Таким образом, начиная с первых циклов нагружения дета¬
ли, в ее материале происходит эволюция дислокационной струк¬
туры. Результат изменения проявляется в виде магистральной
трещины. В зависимости от расстояния от вершины этой трещи¬
ны до рассматриваемого участка материала изменяется его на¬
пряженное состояние и формируется новая структура. Эта струк¬
тура мелкоячеистая у самой вершины трещины, далее она имеет
вид дислокационных стенок и завершается полосовой и венной
структурами, дислокационными петлями и скоплениями.
В поверхностных слоях материала имеются и нераспростра-
няющиеся трещины размером 10—120 мкм.
Усталостное повреждение (рис. 10.4) возникает в локальной
зоне, близкой к точке возникновения начальной микротрещины
К этой зоне примыкает участок развития трещины с характер¬
ными линиями, волнообразно расходящимися от очага разрушения.
Следующий участок ускоренного развития трещины образуется в
течение нескольких циклов, предшествующих окончательному раз¬
рушению. Зона долома имеет признаки хрупкого разрушения.
Выделяют контактную усталость поверхностных слоев, кото¬
рая возникает при трении качения и называется «питтинг», и ус¬
талостное изнашивание при трении скольжения, хотя усталост¬
ная природа разрушения в обоих случаях одинакова.
Кавитационное изнашивание — это разрушение материала
при соприкосновении его с движущейся жидкостью, в которой
199
5
Рис. 10.4. Усталостный излом:
1 — фокус излома и очаг разрушения;
2 — вторичные ступеньки и рубцы; 3 — усталостные линии;
4 — зона ускоренного развития трещины; 5 — зона долома
возникают полости, заполненные паром, газом или их смесью.
Так изнашиваются крыльчатки насосов, водоохлаждаемые гиль¬
зы цилиндров и другие детали или элементы.
Интенсивность кавитационного изнашивания возрастает при
увеличении скорости жидкости.
При завихрении сплошной поток жидкости разрывается, из-
за локального уменьшения давления в нем образуются парогазо¬
вые пузыри размером порядка десятых долей миллиметра. За
0,002 с кавитационный пузырек может вырасти до 6 мм в диа¬
метре и разрушиться в течение 0,001 с. За одну секунду на пло¬
щади в 1 см2 могут образоваться и разрушиться более 30 млн та¬
ких пузырьков.
Исчезновение (захлопывание) пузырьков сопровождается по¬
вышением давления, конденсацией паров и растворением газов.
Движение жидкости с большим ускорением в полость исчезающе¬
го пузырька создает гидравлические удары с вибрацией поверх¬
ностей деталей.
Кавитационная стойкость материала определяется его соста¬
вом и структурой. Повышение содержания углерода в сталях до
0,8 % увеличивает ее. Пластинчатый перлит более стойкий к ка¬
витации, чем зернистый. Введение никеля и хрома в сталь по¬
вышает эту стойкость. Наиболее стойким является низколегиро¬
ванный чугун (1 % Ni и 0,3 % Мо) с шаровидным графитом. За¬
калка ТВЧ, цементация, поверхностное упрочнение, наплавка
твердых сплавов уменьшают кавитационное изнашивание.
200
Эрозионное изнашивание — это механическое изнашивание
поверхности в результате воздействия на нее потока жидкости и
(или) газа. Так разрушаются детали вентилей и клапанов.
Электроэрозионное изнашивание усложняется разрушением
поверхности детали в результате воздействия разрядов при про¬
хождении электрического тока. Изнашивание сопровождается пе¬
реносом ионов материала и появлением оксидных пленок. Интен¬
сивность изнашивания зависит от плотности тока, электрическо¬
го сопротивления и скорости перемещения контакта, механи¬
ческой нагрузки, температуры поверхностей и вида материала де¬
талей.
Коррозионно-механическое изнашивание происходит в резуль¬
тате механического воздействия, которое сопровождается хими¬
ческим и (или) электрическим взаимодействием материала со сре¬
дой. Так изнашиваются выпускные клапаны двигателей внутрен¬
него сгорания и другие детали.
Видами коррозионно-механического изнашивания является
окислительное изнашивание, при котором основное влияние на
изнашивание оказывает химическая реакция материала с кисло¬
родом или окисляющей средой, и изнашивание при фреттинг-
коррозии.
Окислительное изнашивание характеризуется образованием и
разрушением вторичных структур в поверхностных слоях детали
при их нагружении и трении. При этом на поверхности трения
образуются твердые растворы или химические соединения с кис¬
лородом, водородом или азотом.
Механизм окислительного изнашивания включает три ста¬
дии:
♦ непосредственный механический контакт трущихся поверх¬
ностей или через среду и образование тонкого слоя деформиро¬
ванного активированного металла;
♦ химическую реакцию образовавшегося слоя с активными
элементами среды и образование вторичных структур толщиной
0,01—0,02 мкм с низкой механической прочностью;
♦ механическое разрушение и удаление вторичных структур.
На ювенильных поверхностях практически мгновенно образуют¬
ся новые структуры, которые затем также разрушаются.
Повышение износостойкости в условиях окислительного из¬
нашивания происходит за счет повышения химической стойкос¬
ти и твердости поверхностного слоя деталей.
Изнашивание при фреттинг-коррозии — это вид изнашива¬
ния соприкасающихся тел при колебательных относительных
201
перемещениях, не превышающих размеров пятен фактического
контакта.
Механизм изнашивания при фреттинг-коррозии следующий:
♦ пластическое деформирование выступов шероховатости, по¬
вышение контактных температур, разрушение пленок оксидов,
адгезионное схватывание поверхностей, срезание образовавших¬
ся связей, усталостные явления. Разрушившиеся выступы быст¬
ро окисляются кислородом воздуха;
♦ инкубационное накопление усталостных повреждений,
уменьшение скорости изнашивания вследствие адсорбции на про¬
дуктах изнашивания кислорода и влаги;
♦ поверхностно-усталостное разрушение.
Фреттинг-коррозия развивается на поверхностях соединений
с натягом, контактных поверхностях шарнирных механизмов.
При этом ослабляется натяг поверхностей или происходит их
заклинивание, если продукты изнашивания не выходят из зоны
контакта.
Уменьшение или предотвращение фреттинг-коррозии достига¬
ется конструктивными и технологическими методами. Первое на¬
правление заключается в увеличении натяга в соединениях, ис¬
пользовании демпфирующих устройств, применении жидких и
твердых смазочных материалов. Второе направление включает
упрочнение поверхностей пластическим деформированием или
термической обработкой, нанесение электрохимических или по¬
лимерных покрытий.
Изнашивание при заедании — это вид молекулярно-механи-
ческого изнашивания в результате схватывания трущихся поверх¬
ностей, глубинного вырывания материала, переноса его с одной
поверхности трения на другую и абразивного воздействия возник¬
ших неровностей на сопрягаемую поверхность, сопровождающе¬
гося выделением теплоты. Обязательным условием этого вида из¬
нашивания является разрушение оксидных и масляных пленок,
разделяющих поверхности, сближение ювенильных поверхностей
до расстояния действия межатомных сил. Явление имеет место
при работе шеек валов в подшипниках скольжения при перегруз¬
ке и недостатке смазочного материала.
Заедание в неподвижных сопряжениях объясняется образовани¬
ем оксидных пленок и соединением их кристаллических решеток.
Деформация деталей проявляется в виде изменения формы
поверхностей и параметров их взаимного расположения. Это про¬
исходит под действием релаксации внутренних напряжений и в
результате длительных эксплуатационных нагрузок при рабочей
202
температуре механизма. Повреждение характерно для корпусных
деталей и длинных валов. Например, блоки цилиндров двигате¬
лей, поступившие на восстановление, имеют увеличенную несо-
осность коренных опор в 2—4 раза по сравнению с исходной.
Внутренние напряжения, возникающие при изготовлении, эк¬
сплуатации и восстановлении деталей, распределяются в объеме
детали неравномерно. При деформировании кристаллических тел,
приводящем к повышению внутренних напряжений, всё большее
число зерен участвует в процессе. Когда внешняя нагрузка сни¬
мается, зерна, оставшиеся в различном упругопластическом со¬
стоянии, не способны возвратить весь объем детали в исходное
состояние вследствие анизотропии кристаллов.
Коррозия поверхностей — это результат их химического или
электрохимического взаимодействия с коррозионной средой.
В зависимости от условий протекания различают много видов
коррозии: атмосферную, щелевую, питтинговую, контактную, ка¬
витационную и др. Коррозии подвержены детали кузовов, бунке¬
ров и др.
Атмосферная коррозия — это вид электрохимической корро¬
зии, возникающей при непосредственном воздействии влажной
атмосферы на металл. Щелевая коррозия имеет место по причи¬
не большого количества щелей и зазоров в конструкции кузова.
Питтинговая коррозия начинается в местах разрушения лако¬
красочного покрытия щебнем. Язвы коррозии занимают неболь¬
шую площадь, но имеют большую глубину. Контактная корро¬
зия приводит к разрушению металла в результате соприкоснове¬
ния деталей из разнородных материалов. Процесс ускоряется при
трении и вибрации. Прочность панели уменьшается при этом на
40 %. Кавитационному разрушению подвергаются те детали
(например, днища кузовов), которые оказываются под воздей¬
ствием воды.
По типу коррозионного разрушения различают общую и мест¬
ную коррозию. Общая коррозия протекает на большой поверхно¬
сти панелей с одной скоростью. Этот тип коррозии поражает уча¬
стки металла (надколесных дуг, стоек) с разрушенным покрыти¬
ем и увлажненных. Местная коррозия развивается с большой
скоростью и приводит к образованию сквозных отверстий, точек
или нитей.
Старение материала — это процесс изменения состава и стро¬
ения, а следовательно, и свойств материалов, происходящий в
течение длительного времени при рабочей температуре деталей.
Старение характеризуется переходом материала из метастабильного
203
состояния в стабильное. Старение металлов включает аллотро¬
пическое и мартенситное превращения, распад мартенситной
структуры, образование и распад пересыщенных твердых раство¬
ров, их упорядочение и разупрочнение и ряд других процессов.
Быстро стареют лакокрасочные покрытия и пластмассовые де¬
тали.
Дефекты деталей закономерно возникают под влиянием раз¬
личных факторов. Как правило, у одноименных деталей наблю¬
дается несколько различных дефектов, которые образуют статис¬
тически устойчивые сочетания.
В составе агрегатов автомобиля имеются также детали с за¬
боинами, обломами и трещинами аварийного характера как ре¬
зультат неумелой или небрежной его эксплуатации.
Объемы ремонтного фонда деталей. Только 6—8 % деталей
автомобилей с неустранимыми дефектами подлежат утилизации.
Эти детали подлежат обязательной замене. Остальные детали,
не имеющие дефектов (25—30 %), используют без восстанови¬
тельных воздействий, а детали, имеющие устранимые дефекты
(40—50 %), могут быть восстановлены. Большая доля деталей,
требующих восстановления, обусловливает целесообразность это¬
го процесса.
10.3. Требования к отремонтированным автомобилям
Автомобиль, прошедший ремонт, должен быть установленной
комплектности, а значения его основных параметров, описываю¬
щих состояние деталей, агрегатов и автомобиля в сборе, долж¬
ны соответствовать технической документации.
В большинстве случаев в ремонт принимают и соответствен¬
но выпускают из ремонта полнокомплектные автомобили. Одна¬
ко, например, для грузовых автомобилей установлены две комп¬
лектности: полная и неполная (без платформы, фургона и дета¬
лей крепления их к раме). Для двигателей также существуют две
комплектности: первая (полная) и вторая (неполная) без прибо¬
ров электрооборудования и питания.
Качество восстановленных деталей и отремонтированных сбо¬
рочных единиц, агрегатов и автомобилей определяется показате¬
лями (свойствами) (табл. 10.1), значения которых регламенти¬
рованы руководствами по капитальному ремонту автомобилей и
их агрегатов. Показатели качества деталей в большой степени
определяют показатели сборочных единиц и агрегатов, а послед¬
ние в свою очередь — показатели автомобилей.
204
Таблица 10.1
Восстанавливаемые свойства автомобилей
и их составных частей
Объекты
Восстанавливаемые свойства
Детали
Чистота поверхностей
Химический и структурный состав материала
Износостойкость поверхностей
Прочность элементов, воспринимающих статические на¬
грузки
Усталостная (циклическая) прочность
Жесткость
Герметичность стенок
Взаимное расположение и форма элементов
Линейные и угловые размеры
Шероховатость рабочих поверхностей
Масса и ее распределение относительно осей вращения
и инерции
Коррозионная стойкость
Сборочные
единицы
Замыкающие размеры
Масса и ее распределение относительно осей вращения
и инерции
Сборочные усилия и моменты
Агрегаты
Замыкающие размеры
Сборочные усилия и моменты
Герметичность стыков
Коррозионная стойкость
У равновешенность
Приработанность поверхностей трущихся соединений
Шум при работе
Температура стенок корпусной детали
Расход и давление сред
Параметры процессов (перемещение, скорость, ускоре¬
ние, время и др.)
Моменты на валах
Выделение вредных веществ
Автомобили
Относительное расположение частей
Сборочные усилия и моменты
Коррозионная стойкость листовых панелей
Толщина, состав, прочность и гладкость лакокрасочных
покрытий
Тяговые свойства
Топливная экономичность
Динамические свойства
Плавность хода
У правляемость
205
Показатели подразделяют на функциональные и ресурсные.
Функциональные показатели характеризуют работоспособность
изделий, а ресурсные — степень восстановления их ресурса. Нор¬
мативные значения функциональных показателей являются ог¬
раничениями, которые в свою очередь обеспечивают не менее чем
80%-ную послеремонтную наработку автомобилей от наработки
новых изделий.
Задачи технологов при разработке технологических процессов
ремонта автомобилей и цехового персонала при реализации этих
процессов состоят в достижении нормативных значений установ¬
ленных показателей с наименьшим расходом материальных, тру¬
довых и энергетических ресурсов.
Основы организации
авторемонтного
производства
11.1. Производственный процесс ремонта
автомобилей
Определение и содержание процесса. Производственный
процесс ремонта автомобилей — это совокупность всех действий
людей и средств ремонта, необходимых на данном предприятии
для превращения автомобилей из состояния ремонтного фонда в
состояние товарной продукции (рис. 11.1).
Производственный процесс авторемонтного завода охватыва¬
ет доставку, приемку, консервацию и хранение ремонтного фон¬
да, обеспечение производства материалами и запасными частями,
их складское хранение и распределение, работы по обеспечению
теплом, энергией, воздухом, холодом и другими ресурсами, а так¬
же по ремонту и обслуживанию зданий, сооружений и средств
технологического оснащения, все технологические воздействия
на ремонтируемые изделия, хранение и сбыт отремонтированных
агрегатов или автомобилей.
Технологические процессы ремонта — это части производ¬
ственного процесса, которые содержат действия по изменению со¬
стояний ремонтируемых изделий и последующему определению
этих состояний.
Под операцией ремонта понимают законченную часть техно¬
логического процесса, выполняемую на одном рабочем месте ра¬
бочими определенной специальности и квалификации.
Владелец автомобиля подготавливает его и доставляет на ав¬
торемонтное предприятие. Здесь определяют объем ремонтных ра¬
бот, назначают вид и метод ремонта и документально оформля¬
ют передачу автомобиля. Если отрезок времени между приемкой
автомобиля в ремонт и самим ремонтом превышает один месяц,
то автомобиль консервируют и направляют на склад (площадку)
ремонтного фонда.
207
В утиль
Рис. 11.1. Схема производственного процесса ремонта автомобилей
208
Затем автомобиль перемещают на разборочно-очистной учас¬
ток с помощью лебедки или тягача.
Перед очисткой с автомобиля снимают сидения, приборы
электрооборудования и питания, которые направляют на специ¬
ализированные участки их ремонта.
Очистные и разборочные технологические операции, сменяя
друг друга, превращают автомобиль во множество деталей, кото¬
рые подлежат сортировке на три группы: годные, требующие вос¬
становления и негодные. Сортировочные работы выполняют на
участке определения технического состояния деталей. Сортиров¬
ке подлежат все детали разобранного автомобиля, рассмотренные
соответствующим руководством по его капитальному ремонту.
Годные к использованию детали без дальнейшей доработки на¬
правляют на комплектовочный участок. Детали, которые имеют
устранимые дефекты и подлежат восстановлению, являются ис¬
ходными заготовками, их направляют в склад накопления. Де¬
тали, имеющие неисправимые дефекты, признают утильными и
направляют на участок переработки металлолома.
Исходные заготовки в складе накопления объединяют в груп¬
пы с одинаковыми сочетаниями дефектов и в виде партий направ¬
ляют на соответствующие участки восстановления деталей.
Восстановление деталей — основной источник эффективнос¬
ти авторемонтного производства и его основа.
На специализированных участках по восстановлению отдель¬
ных деталей исходные заготовки превращают в ремонтные заго¬
товки путем создания припусков на обработку восстанавливае¬
мых элементов. Припуски получают из материала исходной за¬
готовки или материала, закрепленного на ее поверхности. Мате¬
риал самой детали может быть использован для обработки под
ремонтный или номинальный размер. В последнем случае пред¬
варительно перемещают материал детали путем пластического де¬
формирования из неизнашиваемого объема в зону износа. Авто¬
ремонтное производство располагает различными способами со¬
здания припусков на обработку из материала, закрепленного на
восстанавливаемых поверхностях. Эти способы включают уста¬
новку дополнительных ремонтных деталей (ДРД), наплавку, на¬
пыление, нанесение химических и электрохимических покрытий
и другие. Создание припусков в отдельных случаях совмещают с
упрочнением восстанавливаемых элементов.
Ремонтные заготовки проходят механическую и термическую
обработку, в результате которой они превращаются в детали пу¬
209
тем обеспечения необходимых взаимного расположения, формы,
размеров и шероховатости поверхностей, а также требуемых
физико-механических свойств материала. В конце процесса
восстановления у деталей измеряют параметры, приведенные в
карте технического контроля.
Восстановленные детали поступают на комплектовочный уча¬
сток. Здесь формируют сборочные комплекты деталей, из кото¬
рых будут состоять отдельные агрегаты. В эти комплекты вхо¬
дят детали годные без восстановления, восстановленные, а так¬
же приобретенные запасные части. Детали, входящие в соедине¬
ния, подбирают друг к другу по размерам. Некоторые одноимен¬
ные детали должны иметь одинаковую массу. Ряд вращающихся
изделий проходит статическую или динамическую балансировку.
Целые сборочные комплекты деталей подают на универсаль¬
ные сборочные рабочие места, а части этих комплектов на по¬
зиции сборочного конвейера. При сборке обеспечивают точность
замыкающих размеров сборочных единиц с контролем значений
моментов затяжки резьбовых соединений, а в необходимых слу¬
чаях — усилий запрессовывания деталей.
Собранные агрегаты окрашивают с целью придания им товар¬
ного вида и защиты от вредного влияния окружающей среды.
Затем их направляют на участок обкатки. Двигатели, например,
приводят вначале от постороннего источника энергии, а затем
заводят, постепенно увеличивая нагрузку до максимальной по ус¬
тановленной программе. Соединения, таким образом, прирабаты¬
вают и готовят к эксплуатационному нагружению. В заключение
обкатки агрегаты испытывают под нагрузкой. При этом измеря¬
ют значения рабочих параметров и сопоставляют их с норматив¬
ными, а сами агрегаты осматривают и прослушивают.
На некоторые поверхности автомобильного кузова наносят
противокоррозионное покрытие, а затем кузов окрашивают.
Собранный автомобиль также обкатывают и испытывают. По
результатам испытаний принимают решение о его продаже. Если
были выявлены дефекты, то их устраняют, а автомобиль направ¬
ляют на повторные (возможно, сокращенные) сдаточно-приемоч¬
ные испытания. Автомобиль, принятый ОТК, консервируют и
сдают на склад готовой продукции.
Выше описаны технологические процессы производственных
участков, специализированных по технологическому признаку.
Однако ряд частей автомобиля (узлы и приборы систем питания,
электрооборудования, гидравлических систем, рамы, радиаторы,
сидения и др.) с разборочного участка направляют для ремонта
210
на производственные участки, специализированные по предметно¬
му признаку. Эти части после своего ремонта поступят на учас¬
ток общей сборки автомобиля.
Отличительные признаки ремонта автомобилей. Выяснение
общих признаков ремонта (вторичного производства) автомоби¬
лей и их изготовления (первичного производства), а также отЛи-
чий соответствующих производств друг от друга необходимо для
заимствования прогрессивных средств оснащения, технологичес¬
ких процессов и организационных форм и определения специфич¬
ных путей развития авторемонтного производства.
Особенности ремонта автомобилей обусловлены:
♦ наличием разборочного процесса;
♦ большим числом состояний деталей ремонтного фонда.
♦ определением технического состояния деталей ремонтного
фонда и их сортировкой;
♦ отличием способов восстановления деталей от способов их
изготовления;
♦ сборкой автомобилей в значительной мере из уже работав¬
ших деталей (восстановленных и годных без восстановления),
которые по значениям отдельных параметров отличаются от но¬
вых деталей.
Авторемонтное производство отличается от производства ав¬
томобилей исходными заготовками и меньшими производствен¬
ными мощностями (табл. 11.1).
Таблица 11.1
Сопоставление основных признаков предприятий
по изготовлению автомобилей и их ремонту
Признаки
Производство
автомобилей
Ремонт автомобилей
1
2
3
Цель
Создание парка автомо¬
билей (первичное про¬
изводство)
Устранение неисправно¬
стей и восстановление
ресурса парка автомоби¬
лей (вторичное произ¬
водство)
Исходный предмет
труда
Материалы, полуфабри¬
каты
Ремонтный фонд авто¬
мобилей
Источник заготовок
Заготовительные произ¬
водства: литейное, куз¬
нечное, штамповочное
Разборочно-очистной
участок
211
Окончание таблицы 11.1
1
2
3
Число состояний
Одно
Больше одного
Производственный
участок по определе¬
нию технологических
маршрутов изготовле¬
ния или восстановле¬
ния деталей
Отсутствует
Участок сортировки де¬
талей
Способ создания при¬
пуска на обработку
Формой заготовки
Нанесением покрытий,
перемещением материа¬
ла, использованием по¬
верхностного слоя детали
Объемы и тип произ¬
водства
Сотни тысяч единиц,
массовое
Десятки тысяч единиц,
серийное
Оборудование
Специальное, специали¬
зированное
Специализированное,
универсальное
Детали для сборки
автомобилей
После изготовления
Годные после разборки,
восстановленные, изго¬
товленные, приобретен¬
ные
Детали новых автомобилей изготавливают из материальных
полуфабрикатов, обладающих определенной формой и размерами.
Исходные заготовки ремонта — это загрязненные и изношенные
детали из ремонтного фонда автомобилей. Дефекты одноименных
элементов деталей описываются различными значениями пара¬
метров, которые могут быть допустимыми и предельными. Соче¬
тание этих дефектов и обусловливает различную остаточную дол¬
говечность деталей. Большое количество состояний деталей ре¬
монтного фонда требует группирования заготовок с подобными
сочетаниями дефектов, формирования партий заготовок с таки¬
ми сочетаниями и запуск их на восстановление партиями.
В ряде случаев исходные заготовки ремонта не имеют припус¬
ков на обработку не только под номинальные, но и под ремонт¬
ные размеры, что приводит к необходимости создания припусков
на изношенных поверхностях. Эти припуски необходимы для
восстановления физико-механических свойств, шероховатости,
размеров, формы и расположения поверхностей путем их меха¬
нической и термической обработки.
Ремонтируемые агрегаты предварительно комплектуют из де¬
талей, имеющих допустимые износы (без восстановления), восста¬
новленных и новых (запасных частей), а затем собирают.
212
Меньшие объемы выпуска продукции отдельными авто¬
ремонтными заводами объясняются большим количеством ав¬
торемонтных предприятий по сравнению с числом автозаводов
и их ведомственной разобщенностью. Этим в свою очередь
объясняется и недостаточная оснащенность операций ремонта
как по количеству, так и по техническому уровню оборудова¬
ния. Авторемонтные предприятия оснащены в 4—6 раз хуже
автозаводов. Распространенное оборудование в авторемонт¬
ном производстве — универсальное и специализированное. Спе¬
циальное оборудование здесь исчисляется единицами. На авто¬
заводах распространено оборудование специализированное и
специальное.
Таким образом, отличие авторемонтного производства от про¬
изводства автомобилей обусловливается следующими причинами:
♦ наличием специализированных производств (разборки, очи¬
стки, определения технического состояния деталей, создания ре¬
монтных заготовок, комплектования сборочных рабочих мест де¬
талями различных категорий), которым нет аналогов в автомо¬
бильной промышленности;
♦ необходимостью пред- и послеремонтного диагностиро¬
вания агрегатов, как неразрушающего и безразборного опреде¬
ления их неисправностей, качества ремонта и остаточного ре¬
сурса;
♦ наличием технологических процессов, присущих только ав¬
торемонтному производству (очистка от эксплуатационных заг¬
рязнений поверхностей деталей ремонтного фонда, разборка
агрегатов после их длительной эксплуатации, нанесение восста¬
новительных покрытий, восстановление жесткости, усталостной
прочности и герметичности деталей);
♦ большим количеством состояний исходных заготовок;
♦ отсутствием в авторемонтном производстве стадии отработ¬
ки изделий на технологичность, так как в качестве чертежей из¬
делий применяют разработки автозаводов с небольшими измене¬
ниями;
♦ различными производственными возможностями рассматри¬
ваемых предприятий, хотя значения показателей качества товар¬
ной продукции должны быть одинаковы;
♦ большой потребностью в создании переналаживаемых
средств технологического оснащения и необходимостью изготов¬
ления большого количества технологической оснастки на универ¬
сальное оборудование.
213
11.2. Авторемонтные предприятия и подразделения
Виды предприятий и подразделений по ремонту автомоби¬
лей. Отрасли машиностроения, как правило, не ремонтируют свои
выпущенные изделия. Сложившаяся практика использования
машин такова, что эту функцию выполняют отрасли, потребля¬
ющие машины.
В зависимости от структурной принадлежности, объемов про¬
изводства, видов ремонтируемых изделий, производственных воз¬
можностей и сложности выполняемых работ ремонтное производ¬
ство существует в виде:
♦ участков текущего ремонта техники ремонтных предприятий;
♦ универсальных или специализированных мастерских теку¬
щего и среднего ремонта;
♦ станций технического обслуживания и текущего ремонта;
♦ технических центров машиностроительных заводов по тех¬
ническому обслуживанию и ремонту своей техники;
♦ заводов по капитальному ремонту машин и их агрегатов.
Специализированное ремонтное производство Республики Бе¬
ларусь включает более чем 40 ремонтных заводов областного или
республиканского подчинения, по существу выполняющих вто-
ричное производство машин на принципах полной или групповой
взаимозаменяемости. Ремонтные предприятия специализированы
по предметному признаку, они ремонтируют технику определен¬
ного вида и комплектности. Различные заводы ремонтируют ав¬
томобили, тракторы, комбайны, тепловозы, вагоны, суда, само¬
леты, бронетехнику, металлорежущие станки и другие машины,
а также их агрегаты. Ремонтные заводы принадлежат министер¬
ствам сельского хозяйства и продовольствия, транспорта и ком¬
муникаций, обороны и другим ведомствам. Самое большое ремон¬
тно-обслуживающее производство в Республике Беларусь нахо¬
дится в составе Министерства сельского хозяйства и продоволь¬
ствия. Оно обслуживает около 30 % автомобилей общего пользо¬
вания.
Авторемонтное производство представляет собой множество
промышленных предприятий, которые осуществляют капиталь¬
ный ремонт автомобилей.
Авторемонтные заводы (предприятия), специализированные
по ремонту автомобилей отдельных марок, предназначены для
наиболее сложного и трудоемкого капитального ремонта и наи¬
более оснащены. На авторемонтных заводах имеются технологи¬
214
ческие процессы, действующие в ранее перечисленных зонах, ма¬
стерских, станциях и центрах.
Авторемонтное предприятие — это система производствен¬
ных зданий и сооружений, технологического оборудования и ос¬
настки, исполнителей и технической документации, способная
выполнять капитальный ремонт автомобилей одной или несколь¬
ких марок и (или) их агрегатов.
Структура авторемонтного предприятия. Производственная
структура авторемонтного предприятия — это состав его произ¬
водств, цехов, участков и служб с указанием связей между ними.
Назначение, структура, функции и производственная мощность
авторемонтного предприятия определяются видами, содержанием
и объемом выполняемых работ.
Для выполнения своих функций авторемонтное предприятие
имеет в своем составе основное, вспомогательное и обслуживаю¬
щее производства и заводоуправление.
Основное производство — это множество производственных
цехов (участков) с обеспеченными документацией исполнителя¬
ми и средствами технологического оснащения, которые непос¬
редственно воздействуют на ремонтируемые изделия. Основное
производство занято выпуском продукции для продажи или об¬
мена.
В основном производстве применяют цеховую, участковую
или комбинированную структуры. Структуру первого вида
используют на крупных предприятиях с числом работающих
свыше 500 человек. В этом случае предприятие, в зависимос¬
ти от его специализации и кооперации с другими заводами, со¬
стоит из 3—5 самостоятельных цехов с числом работающих в
каждом цехе 125—300 человек. Цехи состоят из участков.
В структуре управления цехом имеются начальник цеха, на¬
чальники смен, старшие мастера, мастера и бригадиры. Заво¬
ды с числом работающих менее 500 человек имеют в своем со¬
ставе только участки, которые возглавляются старшими мас¬
терами.
Организационная структура предприятия зависит от числен¬
ности работающих, стоимости производственных фондов, видов,
сложности и объемов выпускаемой продукции.
Производственный участок — это структурная составляю¬
щая предприятия или цеха, которая состоит из множества рабо¬
чих мест и предназначена для выполнения отдельного техноло¬
гического процесса или комплекса работ по ремонту отдельных
215
агрегатов. В первом случае производственный участок организо¬
ван по технологическому признаку, во втором — по предметно¬
му. Технологическая специализация участков более прогрессив¬
ная, чем предметная.
Состав производственных участков предприятия определя¬
ется видом изготавливаемых или ремонтируемых изделий,
технологическими процессами, объемом и организацией произ¬
водства.
Вспомогательное производство завода служит для обеспече¬
ния жизнедеятельности основного производства.
Во вспомогательном производстве изготавливают средства ре¬
монта, необходимые в основном производстве, приобретение ко¬
торых невозможно или нецелесообразно. Это производство содер¬
жит в исправном состоянии здания и сооружения, средства тех¬
нологического оснащения, энергосистемы и инженерные сети.
Оно обеспечивает основное производство ресурсами (теплом, хо¬
лодом, водой, сжатым воздухом, чистым воздухом, газами, элек¬
троэнергией и др.). Его службы — инструментальный участок
(ИУ), отделы главного механика (ОГМ) и энергетика (ОГЭ), ре¬
монтно-строительный участок (РСУ).
Обслуживающее производство обеспечивает материалами, по¬
луфабрикатами и услугами основное и вспомогательное производ¬
ства. В его составе имеются транспортный цех, службы снабже¬
ния и сбыта со складским хозяйством.
Заводоуправление состоит из администрации, отделов и лабо¬
раторий. Состав и функции заводоуправления зависят от мощно¬
сти и специализации предприятия. Заводские отделы — это от¬
делы главного технолога (ОГТ) и главного конструктора (ОГК)
(может быть объединенный из них — технический отдел), тех¬
нического контроля (ОТК), материально-технического снабжения
(ОМТС), планово-экономический (ПЭО), финансово-сбытовой
(ФСО), производственно-диспетчерский (ПДО), труда и заработ¬
ной платы (ОТиЗ), кадров (ОК). Основные функции заводских
лабораторий: химический и металлографический анализ матери¬
алов, ремонт и поверка средств измерений, сбор данных о надеж¬
ности проданной техники и др.
Функции производственных участков, входящих в состав ав¬
торемонтного предприятия, приведены в табл. 11.2.
216
Таблица 11.2
Состав участков авторемонтного предприятия и их функции
Наименование
участков
Выполняемые работы
1
2
Основное производство
Разборочно-
очистной
Диагностирование агрегатов, наружная очистка
автомобилей, разборка их на агрегаты, подразборка,
очистка подразобранных агрегатов, разборка агрега¬
тов на сборочные единицы^ очистка сборочных еди¬
ниц, разборка сборочных единиц, очистка деталей
Дефектации
деталей
Определение технического состояния и сортиров¬
ка деталей
Восстановления
деталей
Сварочные, наплавочные, нанесение электрохими¬
ческих покрытий, переработка резины и пласт¬
масс, механические, слесарные, кузнечные, тер¬
мические, прессовые, восстановление отдельных
деталей (корпусных, валов и др.) или их групп
Медницкий
Ремонт водяных и масляных радиаторов, топлив¬
ных баков, масляных фильтров, трубопроводов,
упорных шайб, втулок и др.
Термический
Термическая и химико-термическая обработка за¬
готовок
Деревообрабаты¬
вающий
Изготовление деревянных заготовок, ремонт дере¬
вянных кузовов грузовых автомобилей, упаковоч¬
ной тары, ремонт спинок и сидений
Шиноремонтный
Устранение местных повреждений шин, ремонт камер
Ремонта электро¬
оборудования
Проверка и ремонт электродвигателей, стартеров,
генераторов и реле-регуляторов, ремонт фар, элек¬
тропроводки, приборов (в т.ч. электронных), теку¬
щий ремонт и зарядка аккумуляторных батарей
Ремонта топливной
аппаратуры
Ремонт подкачивающих топливных насосов, карбю¬
раторов, инжекторов, топливных насосов высокого
давления и форсунок
Слесарно-механи¬
ческий
Подбор деталей и подгонка сопрягаемых поверхно¬
стей, работы на металлорежущем оборудовании,
изготовление деталей
Ремонта агрегатов
Работы по ремонту отдельных агрегатов
Окрасочный
Подготовка поверхностей, нанесение и сушка ла¬
кокрасочных покрытий
Комплектовочно¬
сборочный
Накопление деталей, образование и хранение сбо¬
рочных комплектов деталей, узловая и общая сбор¬
ка агрегатов и автомобилей
217
Окончание таблицы 11.2
1
2
Обкаточно-испы-
тательный
Заправка топливом и маслом, обкатка, испытания,
послеремонтное диагностирование, устранение не¬
исправностей, консервация и сдача агрегатов и
автомобилей
Вспомогательное производство
Отдел главного
механика
Планово-предуиредительный ремонт технологичес¬
кого и подъемно-транспортного оборудования
Инструменталь¬
ный участок
Изготовление оборудования, приспособлений и ин¬
струмента, ремонт приспособлений, содержание и
заточка инструмента
Отдел главного
энергетика
Ремонт и обслуживание силового, осветительного,
теплотехнического и вентиляционного оборудова¬
ния, содержание инженерных сетей, эксплуатация
компрессорной и котельной
Обслуживающее производство
Склад ремонтного
фонда
Приемка и хранение ремонтного фонда
Склад материаль¬
но-технического
обеспечения
Расконсервация и входной контроль деталей, учет
и хранение запасных частей, материалов, метал¬
ла, химикатов, баллонов со сжатым и сжиженным
газом, карбида кальция и др., выдача в цех
Склад готовой
гтодукции
Хранение и выдача готовой продукции
Транспортный
Эксплуатация межцехового транспорта
11.3. Техническая документация
Техническая документация на ремонт автомобилей включает
нормативные, организационные, конструкторские и технологичес¬
кие документы. Нормативные документы — это межгосудар¬
ственные или республиканские стандарты, которые определяют
общие технические требования к автомобилям, сдаваемым в ре¬
монт и выпускаемым из ремонта, их комплектность, а также дру¬
гие стандарты, на которые имеются ссылки в документации.
Применительно к автомобилям и их составным частям в
Беларуси действуют стандарты СТБ 928—93, СТБ 929—93 и
СТБ 930—93. Они устанавливают комплектность и состояние ав¬
томобилей, поступающих в ремонт, правила приемки и соответ¬
ствующую документацию, состояние автомобилей, сдаваемых
218
владельцу, и регламентируют их послеремонтную наработку.
Предполагается, что автомобиль проходит только один капиталь¬
ный ремонт в течение своего жизненного цикла.
Организационные документы — это технические условия
или руководства по капитальному ремонту отдельных автомо¬
билей и их агрегатов, разработанные отраслевыми специализиро¬
ванными проектно-конструкторскими организациями. Документы
определяют организацию ремонта, содержат сведения по приемке
и хранению ремонтного фонда, разборке изделий, технические
требования к сортировке и восстановлению деталей, сборке, ок¬
рашиванию, обкатке, испытанию, хранению и транспортирова¬
нию агрегатов и автомобилей, устанавливают порядок маркиро¬
вания и упаковки изделий, приводят гарантии авторемонтного
предприятия. Эти документы устанавливают обязательную заме¬
ну ряда ответственных или малоресурсных деталей (подшипни¬
ков качения и скольжения, прокладок, некоторых крепежных
деталей и др.).
Конструкторские документы включают ремонтные чертежи
изделий, каталоги деталей и нормы расхода запасных частей и
материалов.
Первичный конструкторский документ, который определяет ус¬
тройство, материал и размеры восстанавливаемой детали, устраня¬
емые дефекты и требования к качеству ее восстановленной, — это
ремонтный чертеж. Его разрабатывают по ГОСТ 2.604—2000 на
основании рабочего чертежа новой детали.
На ремонтном чертеже приводят изображение, название и
обозначение восстановленной детали, ее материал, размеры, па¬
раметры формы и расположения элементов и их допустимые от¬
клонения, шероховатость восстановленных поверхностей, другие
параметры, условия, при которых деталь не принимают на вос¬
становление, таблицу дефектов и способов их устранения, техни¬
ческие требования к детали. При необходимости приводят дан¬
ные по базированию и таблицы ремонтных (категорийных и при¬
гоночных) размеров. На ремонтном чертеже приводят информа¬
цию, необходимую только для восстановления детали и ее
контроля.
Таблица дефектов и способов их устранения располагается
слева на поле ремонтного чертежа. Она содержит коэффициенты
повторяемости и возможные сочетания дефектов, основной и до¬
пускаемые способы их устранения.
На ремонтном чертеже допускается указывать несколько ва¬
риантов восстановления одних и тех же элементов детали. На
219
каждый принципиально отличный вариант восстановления (на¬
пример, с применением пластического деформирования или элек¬
тромагнитной наплавки) выполняют отдельный ремонтный чер¬
теж. В обозначении этих чертежей добавляют через тире римскую
цифру I, II и др. (соответственно для первого, второго и последу¬
ющих вариантов восстановления). При этом первый вариант яв¬
ляется основным. При использовании сварки, наплавки, напы¬
ления и других способов создания ремонтных заготовок указы¬
вают материалы, флюсы и защитные среды.
В технических требованиях к детали указывают: химический
и фазовый состав материала, твердость рабочей поверхности и
разброс ее значений, допустимое наличие пор, раковин и отслое¬
ний, прочность соединения покрытия с основой и другие парамет¬
ры, обусловленные применением конкретного способа восстанов¬
ления детали.
Разрабатывают также ремонтные чертежи сборочных единиц
и агрегатов. В качестве таких чертежей могут быть использова¬
ны чертежи завода-изготовителя с измененными обозначениями
и значениями параметров.
Ремонтные чертежи разрабатывают в две стадии: для опытного
(литера «РО») и серийного (литера «РА») восстановления или ремон¬
та изделий. По ним подготавливают и организуют производство.
Каталоги деталей автомобилей в виде иллюстрированных
книг выпускают заводы-изготовители.
Укрупненные нормы расхода запасных частей, материалов и
инструментов на капитальный ремонт отдельных автомобилей, в
том числе их агрегатов, разрабатывают проектные организации.
Заводские инженерные отделы завода разрабатывают различ¬
ные технологические документы и уточняют материальные нор¬
мативы.
Комплект технологической документации содержит титуль¬
ный лист, карты эскизов, маршрутную или операционную кар¬
ту, или карту типовой (групповой) операции, ведомость деталей
(сборочных единиц) к типовому технологическому процессу, ве¬
домости технологических документов, оборудования, оснастки и
материалов.
Титульный лист относится к отдельному технологическому
процессу или группе процессов, содержит название комплекта
технологической документации с указанием изделия и процесса,
организации-разработчика, фамилий и подписей главного техно¬
лога и начальника ОТК. На титульном листе процесса имеется
утверждающая подпись главного инженера завода.
220
Карты эскизов — графический материал, содержащий эс¬
кизы, схемы и таблицы, необходимые для пояснения выпол¬
нения технологического процесса, операции или перехода вос¬
становления или ремонта изделия, включая контроль и пере¬
мещение.
Технологические карты (маршрутная и операционная карты,
карты технологического процесса, типового или группового тех¬
нологического процесса) содержат описания технологических опе¬
раций, включая контроль и перемещение, с указанием данных об
оборудовании, оснастке, технологических режимах, материаль¬
ных нормативах и трудовых затратах со ссылками на докумен¬
ты по охране труда. Маршрутная карта является основным и
обязательным документом, в котором описывают весь процесс в
технологической последовательности. При разработке типовых
или групповых процессов в маршрутной карте указывают только
постоянную информацию, относящуюся ко всей группе изделий.
Операционная карта предназначена для описания технологичес¬
кой операции с указанием переходов, технологических режимов,
оборудования, приспособлений, инструментов и основного време¬
ни. Состав сведений должен быть достаточным для выполнения
операции с необходимым качеством.
Ведомости деталей (сборочных единиц) к типовому техноло¬
гическому процессу содержат состав деталей или типоразмеров
поверхностей, восстанавливаемых по данному процессу, и пере¬
менные данные, которые представляют таблицами.
Ведомость технологических документов определяет их состав.
Ведомости оснастки и оборудования содержат их перечни, кото¬
рые необходимы для выполнения технологического процесса.
Технологическую документацию разрабатывают в две стадии:
для опытного (литера «РО») и серийного (литера «РА») восста¬
новления или ремонта изделий. Технологическая документация
и средства технологического оснащения, разработанные на заво¬
де, проходят технологическую экспертизу и нормоконтроль на
предмет обеспечения требований, установленных нормативными
документами.
11.4. Организация производства
Основные понятия и содержание организации производства.
Организация производства — это упорядоченность действий ра¬
ботников авторемонтного предприятия, обеспечивающая ритмич¬
221
ный выпуск продукции нормативного качества с необходимой
производительностью, надлежащими условиями безопасного тру¬
да, без загрязнения окружающей среды и с минимальным расхо¬
дом производственных ресурсов.
При организации производства различают: критерий, с ис¬
пользованием которого оценивают систему действий; ограниче¬
ния, которые должны быть выполнены неукоснительно; парамет¬
ры оптимизации, значения которых стремятся изменить в луч¬
шую сторону.
Критерий организации производства — это его ритмич¬
ность, которая определяется выпуском продукции через равные
отрезки времени. Ритмичность производства обусловлена его чет¬
ким планированием, работой оборудования без остановок, свое¬
временным обеспечением рабочих мест производственными ресур¬
сами, образцовой технологической и трудовой дисциплиной.
Ограничения — это установленные уровень качества продук¬
ции и объемы ее выпуска, требования охраны труда, режим ра¬
боты предприятия и его экологическая безопасность.
Параметры оптимизации при организации производства —
это расход производственных ресурсов.
Если технологические процессы излагают в виде описания
способов, то организационные мероприятия — в виде описания
инструкций и методов. Технологическая документация регламен¬
тирует действия рабочих и средств технологического оснащения
над ремонтируемыми объектами, а организационная документа¬
ция — деятельность руководителей и исполнителей и их взаи¬
модействие. Организационные мероприятия выполняются в рам¬
ках действующих технологических процессов.
Различают объекты и средства организации производства
(табл. 11.3). Производство и труд организуют руководите¬
ли предприятия, цехов, участков, смен, бригад, работники ПДО
и ОТиЗ.
Организация производства в пространстве и во времени.
Производство вначале организуют в пространстве, а затем — во
времени.
Организация производства в пространстве основана на реше¬
нии о месте его размещения на территории экономического райо¬
на и его частей на территории предприятия. Решение зависит от
вида ремонтируемых объектов, объемов их выпуска и характери¬
зуется размещением цехов внутри предприятия, участков внутри
цехов и рабочих мест, инженерных сетей, оборудования, транс-
222
Таблица 11.3
Объекты и средства организации авторемонтного производства
Объекты
организации
Средства организации
Рабочие
Начало и конец работы
Последовательное или параллельное выполне¬
ние работ
Поддержание плановой интенсивности труда в
течение смены
Соотношение труда и отдыха
Исполнение обязанностей и предписаний
Организация труда на рабочих местах
Средства технологи¬
ческого оснащения и
оргтехоснастка
Наличие табельного комплекта средств техноло¬
гического оснащения
Рациональное расположение средств технологи¬
ческого оснащения и оргтехоснастки на рабо¬
чих местах
Содержание средств технологического оснаще¬
ния в исправном состоянии
Производственная
среда на рабочем
месте
Скорость, температура и влажность воздуха
Содержание в воздухе вредных веществ
Интенсивность излучений (электромагнитных,
оптических и тепловых), шума и вибраций
Производственная эстетика
Ремонтируемые
(восстанавливаемые)
объекты
Обеспечение рабочих мест, создание запаса
Сохранность
Учет, использование и переработка отходов
Производственная
мощность предприя¬
тия и его частей
Расчет производственной мощности предприятия
Уравнивание производственной мощности пред¬
приятия и его частей
Производственные
ресурсы
Нормирование и учет
Контроль за расходованием
Своевременная подача на рабочие места
Учет и переработка отходов
Организационная
структура предприя¬
тия
Определение состава предприятия и отношений
между его частями
Система управления
Кадровый состав: количество, распределение по
специальностям, квалификация. Подготовка и
переподготовка
Анализ, совершенствование и оптимизация
структуры
Организационная
документация
Своевременная разработка
Наличие на рабочих местах
Непрерывное совершенствование
223
портных средств и оргтехоснастки внутри участков. Работы по
организации производства в пространстве выполняют единовре¬
менно при его организационной и технологической подготовке.
При этом стремятся сократить производственную площадь и
транспортную работу по перемещению ремонтируемых объектов и
их частей за счет оптимального расположения рабочих мест,
средств технологического оснащения, транспортных и инженер¬
ных сетей.
Организация производства во времени выполняется непрерыв¬
но в течение всего времени существования производства. Она
включает определение количества производственных ресурсов
на ремонт единицы продукции, распределение и своевременное
обеспечение ими рабочих мест, а также контроль их расходова¬
ния, содержание средств технологического оснащения в исправ¬
ном состоянии, управление перемещением изделий, обеспечение
надлежащих условий труда, переработку отходов, взаимодей¬
ствие работников, действие системы качества и др.
Основные принципы организации производства во времени:
дифференциация или концентрация операций, непрерывность,
гибкость, поточность и равенство производственных мощностей
предприятия и его частей.
Дифференциация операций предполагает разделение их на со¬
ставные операции или переходы. Чем на большее число частей
разделена операция, тем меньше требования к квалификации ра¬
бочих, зато выше производительность труда и более высокие тре¬
бования к организации производства. Рабочие места становятся
специализированными. Эта фррма организации применяется в
крупных ремонтных мастерских и на предприятиях средней и
большой мощности.
Концентрация операций — принцип, обратный их дифферен¬
циации. Технологические операции такого вида становятся мно¬
гопереходными и многоинструментальными и реализуются, на¬
пример, на оборудовании с ЧПУ. Квалификация рабочих при
этом высокая, зато организация работ простая. Рабочие места
становятся универсальными. Эта форма организации применяет¬
ся на предприятиях различных типов.
Непрерывность производства обеспечивают за счет исключе¬
ния или сокращения перерывов в его процессах.
Гибкость производства — это его способность за короткое
время и при минимальных затратах на одном и том же оборудо¬
вании, не прерывая производственного процесса, переходить на
224
ремонт машин нового вида. Создание гибкого производства ак¬
туально для ремонтного производства в настоящее время по при¬
чине выпуска продукции различных видов малыми объемами.
При прочих равных условиях издержки производства будут
наименьшими при полном использовании его производственной
мощности.
Производственная мощность предприятия определяется мак¬
симально возможным выпуском товарной продукции нормативно¬
го качества и необходимой номенклатуры при полном использо¬
вании технологического оборудования и производственной пло¬
щади.
Если производственная мощность рабочего места или участка
будет выше производственной мощности предприятия, то изли¬
шек этой мощности не будет востребован, а капитальные и те¬
кущие затраты будут больше необходимых. Мероприятия по
уравниванию производственной мощности отдельных рабочих
мест между собой включают передачу части работ с одного рабо¬
чего места на другое, параллельное выполнение работ, переста¬
новку рабочих или дополнительное оснащение рабочих мест сред¬
ствами ремонта. Трудоемкость работ, выполняемых на рабо¬
чих местах, должна быть пропорциональна численности рабочих
на них:
где ti и mt — трудоемкость работ (чел.-ч) и численность рабочих на
i-м рабочем месте; х — такт производства, мин.
Обеспечение условия (11.1) приводит к повышению произв.од-
ственной мощности предприятия в целом, улучшению использо¬
вания производственных фондов и снижению себестоимости про¬
дукции.
Для разработки мер по наращиванию производственной мощ¬
ности предприятия берут ее значение на начало планируемого
года и устанавливают ее значение на конец этого года. Разницу
между этими значениями мощности, т. е. ее прирост за год,
обеспечивают за счет реализации намеченных организационно¬
технических мероприятий.
Нормирование и учет производственных ресурсов. Производ¬
ственные ресурсы (в экономике — оборотные средства) — это ма¬
териалы, полуфабрикаты, запасные части, исходные заготовки
ремонта, энергоносители и рабочее время, необходимые для те¬
60ti_ 60*2
(li-i)
тг т2
кущего обеспечения производства. На ремонт, например, одного
автомобильного двигателя с рабочим объемом 4,8 л расходуют
60—140 кВт ч электроэнергии, 420—2000 МДж тепловой энер¬
гии и 25—70 чел.-ч трудозатрат.
Материальные ресурсы — это несколько сотен наименований
материалов, полуфабрикатов, заготовок и деталей. В этот пере¬
чень входят запасные части, детали ремонтного фонда, металло¬
прокат круглого и шестигранного сечений, листовой прокат, ла-
бомиды и едкий натр для очистки, порошки для напыления, на¬
плавочные проволоки и шнуры, хромовый ангидрид и серная
кислота для хромирования, кислота соляная для пайки и желез¬
нения, бензин и масло для обкатки, технологические (горючие,
инертные и окислительные) газы, СОЖ, пасты, смазочные мате¬
риалы, пластмассы, клеи, прокладочные, лакокрасочные и анти¬
коррозионные материалы, производственная и питьевая вода и
многое другое.
Энергетические ресурсы включают электрическую энергию,
энергоносители (пар, горячая вода, хладоносители), сжатый воз¬
дух — носитель потенциальной энергии давления и топливо
(твердое, жидкое и газообразное).
Трудовые ресурсы — это рабочее время работников.
Нормирование производственных ресурсов, учет и анализ их
потребления служат предпосылкой эффективности ремонтного
производства.
Техническое нормирование — это установление технически
обоснованных норм расхода производственных ресурсов.
Норма расхода производственных ресурсов — это необходи¬
мое их количество для ремонта единицы продукции в определен¬
ных производственных условиях, установленное расчетным или
экспериментальным путем.
Нормы расхода производственных ресурсов состоят из основ¬
ной и дополнительной частей. Основная часть нормы включает
научно обоснованное количество ресурсов, которое должно быть
затрачено на выполнение технологического процесса с учетом
объективных законов сохранения материи и преобразования
энергии. Дополнительная часть нормы учитывает несовершенство
процесса, оборудования и организации, а также прямые потери
ресурса. На предприятии создают комиссии и творческие коллек¬
тивы, деятельность которых направляют на подробный анализ
действующих норм, минимизацию их дополнительной части и
разработку соответствующих мер технологического и организаци-
226
онного характера. Затраты, связанные с выявлением и исполь¬
зованием этой части ресурсов, в 3—6 раз меньше затрат на при¬
обретение такого их количества.
Расходуемые ресурсы измеряют и учитывают. Например, рас¬
ход газов, холодной и горячей воды, электроэнергии и мазута из¬
меряют с помощью счетчиков. Нормы расхода материалов дово¬
дят до каждого рабочего места, а нормы расхода энергии — до
цеховых участков и энергоемкого оборудования.
Количественным показателем рационального использования
материалов является коэффициент их использования, равный от¬
ношению массы изделия к массе заготовки.
В зависимости от серийности производства и опыта нормиро¬
вания применяют нормы, установленные методом сравнения, и
технически обоснованные.
Нормы, установленные методом сравнения (опытно-статисти¬
ческие), назначают по аналогии с уже существующими нормами
на подобные работы. Метод применяют в единичном и мелкосе¬
рийном производстве, он основан на использовании статистичес¬
ких данных и личном опыте разработчика. Применение метода
крайне ограничено, потому что результаты, полученные с его по- '
мощью, не могут служить стимулом повышения эффективности
производства.
Технически обоснованные нормы устанавливают аналитичес¬
ким методом.
11.5. Технологическая и организационная
подготовка авторемонтного производства
Технологическая подготовка. Создание и непрерывное совер¬
шенствование участков или рабочих мест авторемонтного произ¬
водства происходят в результате его технологической подготов¬
ки. Она становится необходимой при освоении ремонта автомо¬
билей или агрегатов новых видов, увеличении объемов выпуска
освоенных изделий, уменьшении расхода производственных ре¬
сурсов, повышении производительности труда и качества продук¬
ции. Последняя потребность возникает в случае снижения пока¬
зателей качества изделий относительно их нормативных значе¬
ний или требований заказчика.
Технологическая подготовка авторемонтного производства
включает множество работ, которое приводит это производство
227
в состояние готовности к ремонту изделий определенной моде¬
ли и комплектности, заданного объема, к установленному сро¬
ку, с заданными показателями качества и наименьшими затра¬
тами.
Виды, объемы выпуска, показатели качества отремонтирован¬
ных изделий и сроки завершения подготовки являются ограни¬
чениями (они выполняются неукоснительно), а затраты и дли¬
тельность подготовки являются параметрами оптимизации (их
стремятся уменьшить).
Технологическая подготовка авторемонтного производства
требует больших материальных, трудовых и энергетических зат¬
рат на создание системы средств технологического оснащения.
Например, силами вспомогательного производства авторемонтно¬
го завода при освоении ремонта двигателя новой модели создают
100—200 единиц оборудования, которым почти полностью осна¬
щены разборочно-очистной, комплектовочно-сборочный, окрасоч¬
ный и испытательный участки. Благодаря нескольким тысячам
приспособлений расширяются технологические возможности при¬
обретенного оборудования. Необходимо еще большее число инст¬
рументов для обработки заготовок. Каждая технологическая опе¬
рация требует создания контрольных средств для измерения па¬
раметров расположения деталей и функциональных характерис¬
тик сборочных единиц. Трудоемкость изготовления такого коли¬
чества средств технологического оснащения составляет 50—350
тыс. чел.-ч, что соответствует более чем полугодовому объему
трудоемкости основного производства.
Связное множество работ по приведению авторемонтного про¬
изводства в состояние технологической готовности представлено
в виде схемы сетевого графика на рис. 11.2.
Технологическую подготовку производства выполняют сила¬
ми технологической и конструкторской служб завода и собствен¬
ного вспомогательного производства, при этом ответственными за
работы и события назначают: 1 и 7 — ОГК; 2 — 4, 8 — 16, 21,
22 и 23 — ОГТ; 5 — отдел маркетинга; 6 — научные организа¬
ции; 17 и 21 — ИУ; 18 — РСУ; 19, 20 и 21 — ОГМ, 18, 20 и
21 — ОГЭ.
Признаки технологической готовности производства:
♦ подготовлено производственное помещение с инженерными
сетями для подвода производственных ресурсов и отвода отходов,
вентиляцией, отоплением и освещением;
♦ смонтированы, установлены и введены в эксплуатацию
средства технологического оснащения;
228
♦ имеется комплект технологической документации на все
операции ремонта;
♦ отремонтирована первая партия изделий с заданной произ¬
водительностью и показателями качества, установленными ре¬
монтной документацией.
Факт технологической готовности производства оформляют
сдаточно-приемочным актом. ОГТ (разработчик технологическо-
Рис. 11.2. Схема сетевого графика технологической подготовки
авторемонтного производства:
Н и К — начало и конец технологической подготовки авторемонтного про¬
изводства; 1 — обеспечение конструкторской документацией; 2 и 3 — со¬
ответственно, изучение производства по изготовлению и капитальному ре¬
монту автомобилей; 4 — исследование технического состояния ремонтного
фонда; 5 — изучение рынка товарной продукции (маркетинг); 6 — науч-
но-исследовательская подготовка; 7 — обеспечение нормативной докумен¬
тацией; 8 — составление картотеки деталей и сборочных единиц предмета
труда; 9 — разработка технологической документации с литерой «РО»;
10 — разработка материальных нормативов; 11 — составление картотеки
технологических процессов, средств ремонта и рабочих мест; 12 — состав¬
ление ведомости покупных средств ремонта; 13 — составление ведомости
средств ремонта собственного изготовления; 14 — разработка технологи¬
ческих планировок; 15 — составление заявок на приобретение средств ре¬
монта; 16 — проектирование средств ремонта собственного изготовления;
17 — изготовление средств ремонта; 18 — подготовка производственной
площади под установку оборудования; 19 — приобретение средств ремон¬
та; 20 — монтаж средств ремонта; 21 — испытание, доводка и ввод в экс¬
плуатацию средств ремонта; 22 — доработка технологической документации
с присвоением литеры «РА»; 23 — уточнение материальных нормативов
229
го процесса, средств технологического оснащения и планировоч¬
ного решения) и службы вспомогательного производства, которые
подготовили помещение, смонтировали оборудование, изготовили
и установили оснастку, сдают участок (рабочее место) персоналу
основного производства, который принимает средства технологи¬
ческого оснащения и технологический процесс.
Организационная подготовка. Параллельно с технологичес¬
кой подготовкой выполняют и элементы организационной подго¬
товки производства, которая включает:
♦ обоснование производственной структуры авторемонтного
предприятия или его части;
♦ разработку системы управления заводом, в том числе его
структурными подразделениями (отделами, цехами, участками,
сменами и бригадами);
♦ распределение функций и установление взаимодействия
между подразделениями и работниками;
♦ безотказную работу оборудования;
♦ нормирование труда и его организацию на рабочих местах;
♦ разработку организационной документации и определение
внутрицеховой отчетности и прохождения заказа;
♦ текущее обеспечение производственными ресурсами и их
распределение между рабочими местами;
♦ повседневное обеспечение надлежащих условий труда;
♦ обеспечение кадрами и их подготовку.
Работы по организационной подготовке производства выпол¬
няют работники ПДО, ОТиЗ, OK, ОМТС, ОГМ, ОГЭ и цехов.
11.6. Обеспечение послеремонтной надежности
автомобилей
Требования к качеству отремонтированных автомобилей.
Нормативные документы на ремонт автомобилей ориентируют
специалистов на достижение 80 %-ной послеремонтной их на¬
работки от наработки новых машин. В качестве основного кри¬
терия надежности выступает долговечность отремонтированного
автомобиля или товарного агрегата. Указанная наработка будет
достигнута в том случае, когда состояние деталей, поступаю¬
щих на сборку агрегатов, значения замыкающих размеров в со¬
единениях и другие параметры будут соответствовать норматив¬
ным значениям.
230
Восстановленные детали входят составными частями в отре¬
монтированные агрегаты, из которых состоит автомобиль, поэто¬
му ресурс автомобиля зависит от ресурсов его частей, входящих
друг в друга. В идеальном случае ресурсы частей (деталей и агре¬
гатов) и целого (автомобиля) должны быть равны друг другу. Од¬
нако в реальных случаях это условие чаще не выполняется. Если
ресурс агрегата превышает нормативный ресурс автомобиля, а ре¬
сурсы деталей — ресурс агрегата, то излишние ресурсы состав¬
ных частей оказываются невостребованными. Чаще ресурсы со¬
ставных частей автомобиля оказываются недостаточными, что
обусловливает их трудоемкую замену в эксплуатации на новые,
отремонтированные или восстановленные. Если наработка дета¬
ли меньше нормативной и отстает от наработки остальных дета¬
лей агрегата, то возникает потребность в повышении долговеч¬
ности элементов этой детали (упрочнении) за счет повышения
износостойкости, твердости, усталостной прочности и других
свойств. В общем случае под упрочнением деталей понимают по¬
вышение значений их физико-механических и геометрических
свойств, которые являются определяющими для обеспечения на¬
дежности ремонтируемого агрегата.
Обеспечение нормативной надежности. Работа по обеспече¬
нию нормативной надежности автомобиля начинается с обеспе¬
чения долговечности его деталей. Эта работа включает:
♦ входной контроль поступающих на предприятие материа¬
лов, полуфабрикатов, деталей (запасных частей) и агрегатов.
Это мероприятие допускает в производство только те материалы
и изделия, состояние которых соответствует договорным требо¬
ваниям;
♦ использование в производстве аттестованной технологичес¬
кой документации, которая учитывает все требования норматив¬
ной и конструкторской документации, обеспечивающей норматив¬
ный уровень качества продукции;
♦ наличие на предприятии всех средств технологического ос¬
нащения, указанных в технологических документах;
♦ содержание средств технологического оснащения в исправ¬
ном состоянии;
♦ привлечение к работе исполнителей той квалификации, ко¬
торой требует технологическая документация;
♦ обеспечение всех требований технологической документа¬
ции в части выдерживания необходимых условий производства,
установленных технологических режимов, состава, давления и
температуры технологических сред и других параметров;
231
♦ действие на предприятии системы качества, направленной
на непрерывное его улучшение;
♦ постоянное ужесточение требований к товарной продук¬
ции, совершенствование технологических процессов и средств
технологического оснащения, повышение квалификации работ¬
ников.
Входной контроль поступивших на авторемонтный завод ма¬
териалов и полуфабрикатов с предприятий-изготовителей, за¬
пасных частей с автозаводов, отремонтированных агрегатов, по¬
ступивших по кооперации с других ремонтных предприятий,
выполняют контролеры ОТК. Объем выборочного контроля за¬
висит от репутации поставщика. При обнаружении брака объем
выборки увеличивают, к поставщику предъявляют санкции,
предусмотренные договорами. В исключительных случаях отно¬
шения с поставщиками расторгаются. Рабочие места входного
контроля оснащают измерительными и испытательными сред¬
ствами и обеспечивают необходимой технологической докумен¬
тацией.
На рабочие места производственных участков выдают только
утвержденную технологическую документацию, прошедшую нор-
мализационный и технологический контроль на предмет учета
требований нормативной и конструкторской документации.
Определяющее влияние на послеремонтную надежность про¬
дукции оказывают технологическое оборудование и оснастка.
Состав этих средств должен обеспечить выполнение всех техно¬
логических воздействий, указанных в технологических докумен¬
тах, с нормативной точностью. При ремонте автомобилей приме¬
няют следующее технологическое оборудование: диагностическое;
разборочное; очистное; для определения технического состояния
деталей; для нанесения покрытий; прессовое; для механической
обработки (металлорежущее); для термической обработки; изме¬
рительное; балансировочное; сборочное; окрасочное; обкаточное;
испытательное; для перемещения ремонтируемых изделий; для
переработки отходов.
Ремонт и обслуживание технологического оборудования с це¬
лью содержания его в исправном состоянии обеспечивает пла-
ново-предупредительная система. Осмотры и ремонты оборудо¬
вания завершают контролем его технологической точности. Для
выполнения контрольных работ в ОГМ имеется комплект соот¬
ветствующей оснастки. Сведения об осмотрах и ремонтах, а
также результаты контроля точности вносят в паспорта обору¬
дования.
232
Формуляры приспособлений хранятся на инструментальном
участке. Приспособления проходят проверку технологической
точности согласно графику. По результатам этой проверки может
быть назначен их ремонт.
На рабочих местах используют только те средства измере¬
ний, которые приведены в технологической документации. Цена
деления средств измерений согласована с допуском измеряемой
величины и погрешностью измерений. Используют только сред¬
ства измерений, прошедшие государственную, ведомственную
или заводскую лабораторную поверку (в зависимости от ее не¬
обходимого статуса). Факт поверки и срок использования при¬
бора удостоверяет штамп контролирующего органа на нем. Не
допускается наличие на рабочих местах средств измерений, не
указанных в технологических документах. Измерения ряда де¬
талей (поршней, вкладышей коленчатого вала, гильз цилинд¬
ров и др.), обрабатываемых с точностью 5—6-го квалитетов,
выполняют в термоконстантных помещениях. Температура воз¬
духа в них поддерживается в пределах 20 + 3 °С.
К работе привлекают исполнителей той квалификации, кото¬
рой требует технологическая документация. Более высокая ква¬
лификация работников необходима на операциях, связанных с
чистовой и отделочной обработкой, балансировкой, сборкой и ис¬
пытанием изделий.
На предприятии соблюдается технологическая дисциплина,
под которой понимают соблюдение точного соответствия техно¬
логических процессов требованиям технической документации.
Технология — закон производства. Соблюдаются технологичес¬
кие режимы в виде совокупности значений параметров процессов
в определенном отрезке времени.
Восстановление износостойкости деталей требует обеспечения
структуры поверхностных слоев, которая определяется составом
материала и содержанием механической и термической обработ¬
ки. Для контроля состава, структуры и свойств поверхностных
слоев деталей с отработкой технологических режимов создают за¬
водскую лабораторию.
Заводские технологи проверяют соблюдение технологической
дисциплины, а ее результаты оформляют актом. К нарушителям
дисциплины применяют меры административного и дисциплинар¬
ного характера.
Ресурс агрегатов и автомобиля в целом дополнительно обес¬
печивают соблюдением требований к точности замыкающих раз¬
233
меров в соединениях деталей и обкаткой изделий, а также отно¬
сительным расположением частей при сборке автомобиля.
Для завоевания места на рынке продукции коллектив пред¬
приятия должен учитывать возрастающие требования заказчика
к качеству и цене этой продукции. На предприятии создают сис¬
тему качества, цель которой — непрерывное улучшение качества
отремонтированных автомобилей или товарных агрегатов. Для
этого непрерывно обновляют материальную базу предприятия,
совершенствуют технологические процессы и организацию произ¬
водства и повышают квалификацию работников.
Приведенные требования к качеству отремонтированных ав¬
томобилей в части обеспечения нормативной послеремонтной на¬
работки обеспечивают теми средствами, процессами и организа¬
цией, которые изучаются в последующих главах учебника.
Приемка автомобилей
в ремонт, их разборка
и очистка
12.1. Приемка автомобилей в ремонт
Порядок приемки и ее оформление. Автомобили в ремонт до¬
ставляет на завод заказчик, а ремонтный фонд агрегатов, как
правило, централизованным порядком — авторемонтный завод.
С приемкой автомобиля в ремонт связаны его подготовка, до¬
ставка на ремонтное предприятие, предремонтное диагностировав
ние, документальное оформление, консервация и хранение.
Автомобиль, сдаваемый в ремонт, должен быть очищен сна¬
ружи от масла и почвенных загрязнений. Для этой цели, напри¬
мер, применяют струйную очистку холодной водой под давлени¬
ем 10—15 МПа с помощью мониторной установки. При этом
вначале автомобиль очищают сосредоточенной струей воды, со¬
здаваемой турбонасадком или регулируемым соплом, а затем —
веерообразной струей.
Автомобиль, принимаемый в капитальный ремонт, должен
быть в состоянии, обусловленном использованием его по назна¬
чению и естественным изнашиванием деталей. На автомобиле не
должно быть деталей с автомобилей других марок и сборочных
единиц со следами работ, исключающими возможность последу¬
ющего восстановления деталей (например, приваркой вместо за¬
крепления резьбой и др.). Все агрегаты, приборы, сборочные еди¬
ницы и детали должны быть закреплены так, как это предусмот¬
рено конструкцией. В ремонт принимают автомобили только со¬
ответствующей комплектности. Колеса и аккумуляторные бата¬
реи в ряде случаев не обезличивают.
Автомобиль поступает на ремонтное предприятие вместе с тех¬
ническим паспортом, справками о техническом состоянии и доре-
монтной наработке. Технический руководитель автотранспортно¬
го предприятия справкой о техническом состоянии подтвержда¬
ет, что автомобиль состоит из тех деталей, которые были в его
составе во время эксплуатации (т. е. автомобиль не подсобран).
235
Агрегаты, сдаваемые в ремонт, должны быть без жидкой
смазки, герметизированы пробками или заглушками, а неокра¬
шенные поверхности покрыты коррозионно-стойкими составами.
Автомобили в ремонт принимает представитель ремонтного
завода у заказчика. Приемщик составляет заключение о техни¬
ческом состоянии изделия в результате наружного осмотра и ди¬
агностирования. Заказчик с приемщиком составляют сдаточно¬
приемочный акт.
Предремонтное диагностирование агрегатов. Предремонтное
диагностирование агрегатов при поступлении их на разборочно-
очистной участок необходимо для определения объема ремонтных
работ и подготовки решений о методе их ремонта (обезличенном
или необезличенном). Результаты диагностирования вносят в
формуляр агрегата.
Параметры технического состояния — это физические вели¬
чины, значения которых характеризуют вид состояния изделия.
Различают структурные и диагностические, ресурсные и функци¬
ональные параметры.
Структурные параметры непосредственно обусловливают тех¬
ническое состояние изделия. Это, например, износ поверхностей,
мощность двигателя, твердость материала и др. В ряде случаев
измерение структурных параметров затруднено.
Диагностические параметры косвенно характеризуют струк¬
турные параметры. Так, например, вибрация стенок блока ци¬
линдров двигателя увеличивается, а давление масла в системе
смазки уменьшается по мере изнашивания подшипников колен¬
чатого вала.
Функциональные параметры — это параметры, выход за пре¬
дельное значение которых приводит к потере работоспособности.
Изделие в этом случае требует технического обслуживания. При¬
меры: зазор между клапаном и толкателем, цикловая подача
топлива.
Ресурсные параметры — это параметры, выход за предельное
значение которых связан с исчерпанием ресурса агрегата, кото¬
рый в этом случае требует ремонта. Примеры — зазоры в соеди¬
нениях: подшипник — шейка коленчатого вала двигателя, ци¬
линдр — поршень.
Агрегат при диагностировании приводят в движение. Спосо¬
бы и средства диагностирования выбирают в зависимости от ви¬
дов измеряемых величин. Наиболее распространены такие спосо¬
бы диагностирования, как кинематические, динамические, пнев¬
матические и оптические.
236
Кинематический способ диагностирования основан на изме¬
рении относительного перемещения деталей в пределах зазоров в
соединениях. По значениям зазоров в трущихся парах на графи¬
ке изнашивания (см. рис. 10.3) определяют остаточный ресурс
соединений и агрегата в целом. Для определения зазоров в кри-
вошипно-шатунном механизме двигателя внутреннего сгорания
применяют, например, устройство КИ-13933, предел и погреш¬
ность измерения равны 8 и 0,02 мм соответственно.
Динамический способ применяют при диагностировании двига¬
телей внутреннего сгорания. Он основан на использовании функци¬
ональной зависимости ускорения коленчатого вала двигателя на ус¬
тановленном отрезке его частоты вращения при полном открытии
дросселя или полной подаче топлива. Угловое ускорение является
диагностическим параметром, который косвенно характеризует
мощность двигателя. Угловое ускорение вращающейся Детали
определяют с помощью приборов ИМД-2М, ИМД-Ц, КИ-11331,
КИ-13009, КИ-13940 (Россия), JK-1 (Чехия), DS-205 (Германия).
Индуктивный датчик частоты вращения коленчатого вала, напри¬
мер, вырабатывает электрические импульсы от перемещающихся
зубьев венца маховика или зубчатого колеса, устанавливаемого на
время диагностирования на вал коробки отбора мощности.
Пневматический способ диагностирования применяют при
оценке герметичности замкнутых полостей (топливных баков, ра¬
диаторов, камер сгорания, внутренних полостей агрегатов транс¬
миссий и др.).
В качестве диагностических параметров используют время сни¬
жения давления воздуха в полости при заданных пределах его из¬
менения или расход среды под заданным давлением через течь. Точ¬
ную оценку герметичности, особенно при малых утечках, обеспечи¬
вают пневмокалибратором, схема которого приведена на рис. 12.1.
1 Рраб = Const
2
О
Рис. 12.1. Схема пневмокалибратора
237
Воздух под установленным давлением, которое поддерживает¬
ся регулятором, поступает в магистраль 6. Давление воздуха
контролируют манометром 1. В пневматическую сеть установле¬
но калиброванное отверстие 5. Трубопровод 4 соединяет пневмо¬
калибратор с проверяемым объектом 3 (например, с цилиндром
двигателя). Давление в трубопроводе 4 измеряют манометром 2.
Это давление зависит от значения течи из проверяемого объекта.
Для определения площади течи снимают тарировочную кри¬
вую калибратора. Она характеризует зависимость между давле¬
нием Риз„, измеряемым манометром 2, и площадью F0 тарировоч-
ного отверстия на выходе из трубопровода 4. Тангенс угла на¬
клона касательной к кривой графика по отношению к оси F0 оп¬
ределяет передаточное отношение измерительного устройства
(рис. 12.2). В процессе измерений по полученному значению риям
определяют площадь течи, которая является диагностическим
параметром.
Рис. 12.2. Характеристика пневмокалибратора
манометрического типа
Оптические способы диагностирования основаны на осмотре
частей изделий.
При обнаружении поверхностных дефектов в труднодоступ¬
ных местах, в том числе внутри механизмов, используют эндо¬
скопы. Эндоскопы бывают жесткой и гибкой конструкции. Эндо¬
скоп ЭЖО 16.1600 (эндоскоп жесткий охлаждаемый) имеет диа¬
метр цилиндрической части 22 мм, длину 1505 мм, обеспечивает
угол зрения 40° в направлении бокового осмотра под углом 90°
к оси эндоскопа. Цистоскопы диаметром 8 мм используют для ос¬
мотра полостей с глубиной погружения 200 мм при увеличении
238
изображения до двух раз. Бронхоскопы позволяют осматривать
глубокие полости с углом обзора 162—180°, обеспечивая при
этом изменение направления осмотра с 45 до 115°. Мини¬
эндоскопы имеют диаметр рабочей части менее 2 мм и передают
изображение по волоконному световоду, который заканчивается
линзовым окуляром.
С помощью оптических способов выявляют задиры, трещи¬
ны, сколы, изломы, прогары, эрозию и другие повреждения. На¬
пример, с помощью устройства с гибким волоконным световодом
можно оценить состояние днищ поршней, тарелок клапанов, зуб¬
чатых колес, подшипников и др. через отверстия, соответствен¬
но, под свечи, форсунки или для залива масла.
Диагностические средства могут быть в виде стационарных и
передвижных стендов и комплектов переносных приборов.
С помощью стендов измеряют, например, тягово-экономичес-
кие показатели автомобилей, определяют техническое состояние
цилиндропоршневых групп, кривошипно-шатунного и газораспре¬
делительного механизмов, топливной аппаратуры, трансмиссии,
колесных и стояночных тормозов, рулевого управления, гидравли¬
ческих систем, передней подвески автомобиля и др.
На стенде КИ-8877 диагностируют турбокомпрессоры двига¬
телей ЯМЗ-238НБ, а на универсальном стенде КИ-968 — агре¬
гаты электрооборудования. Стенд диагностический тормозной
КИ-8944 предназначен для одновременной проверки тормозов ав¬
томобиля с нагрузкой на ось до 1,5 тс. Измеряемые параметры и
их значения: тормозная сила на колесе (0—500 кгс), усилие на
тормозной педали (0—70 кгс), время срабатывания тормозного
привода (0—9,99 с). Стенд диагностический тормозной КИ-8964
предназначен для одновременной проверки тормозов автомобиля с
нагрузкой на ось до 5 тс. Измеряемые параметры и их значения:
тормозная сила на колесе (160—1600 кгс), усилие на тормозной
педали (7—70 кгс), время срабатывания тормозного привода (0—
9,99 с). Стенд КИ-8945 служит для диагностирования переднего
управляемого моста автомобиля, а стенд КИ-4998 — для провер¬
ки тормозов грузовых автомобилей. Стенд КИ-13944 для диагно¬
стирования гидравлических коробок передач определяет состояние
их гидравлической системы, а устройство КИ-13605 проверяет
предохранительные муфты путем измерения крутящего момента
при их срабатывании.
Применяют следующие приборы: осциллографы с датчиками
для снятия индикаторных диаграмм; анализаторы вибраций для
определения частот, виброскоростей и виброускорений; расходо¬
239
меры жидкостей и газов; спектрометры для определения металла
в масле; инфракрасные бесконтактные датчики для измерения
температуры деталей; торсиометры для измерения моментов на
выходных валах механизмов и др.
Мотор-тестор КИ-5524 предназначен для комплексного диагно¬
стирования карбюраторных двигателей. С его помощью измеряют
следующие параметры (в скобках приведены их значения): часто¬
ту вращения коленчатого вала (0—1000 и 0—5000 мин *), напря¬
жение (0—20 В), сопротивление (0—100 Ом и 0—1000 кОм) и
силу тока (0—100 и 0—1000 А) в сети электрооборудования,
угол замкнутого состояния контактов прерывателя (0—90°), дав¬
ление (0—0,005 МПа) и расход топлива (100—1000 см3/мин).
Переносное устройство КИ-13671 служит для измерения рас¬
хода газов, прорывающихся в картер, при диагностировании ци¬
линдропоршневой группы двигателей внутреннего сгорания. Пре¬
делы измерения 0—500 л/мин, цена деления шкалы 3,3 л/мин.
Масса устройства 0,38 кг.
Расход топлива измеряют с помощью устройства КИ-12371 в
комплекте с электронными средствами при диагностировании
двигателей внутреннего сгорания. Пределы измерений 5—25 и
12—63 л/ч. Основная приведенная погрешность 2,5 %. Расхо¬
домер топлива КИ-8955 содержит имитатор нагрузки КИ-5653.
С помощью устройства КИ-13943 проверяют топливные фильтры.
12.2. Разборка и очистка автомобилей
Разборочно-очистной процесс. Разборка автомобиля — техно¬
логический процесс последовательного разъединения его на агре¬
гаты, сборочные единицы и детали.
Очистка автомобиля — технологический процесс удаления
загрязнений с поверхностей автомобиля и его составных частей.
Загрязнения — это слои веществ внешней среды на поверхнос¬
тях деталей с прочными когезионными и адгезионными связями.
Загрязнения образуются при использовании и ремонте автомоби¬
лей. Загрязнения в зависимости от места и времени своего образо¬
вания подразделяют на эксплуатационные и технологические.
Автомобиль, поступивший в ремонт, несет на поверхностях
своих деталей десятки килограммов эксплуатационных загрязне¬
ний. На наружных поверхностях его находятся остатки матери¬
алов, которые он перевозил, масла и смазки, маслогрязевые от¬
ложения, остатки герметизирующих мастик, разрушенные ла¬
кокрасочные покрытия, продукты коррозии и др. Загрязнения на
240
внутренних поверхностях деталей представляют собой углеводо¬
родные отложения (в результате химико-термического превраще¬
ния топлива и смазочных материалов), продукты изнашивания
и накипь в виде солей кальция и магния.
Детали в процессе восстановления покрываются технологи¬
ческими загрязнениями (окалиной, стружкой, притирочными па¬
стами, смазочными маслами, очистными материалами, продукта¬
ми приработочного изнашивания и др.).
Основную массу загрязнений по химическому составу делят
на две большие группы — кремнеземные (минеральные) и угле¬
водородные (органические).
Кремнеземные загрязнения образуются на поверхностях дета¬
лей в результате их взаимодействия с почвой и почвенной пылью.
Углеводородные загрязнения образуются в результате взаимо¬
действия на поверхностях деталей топлив и масел с газами и
влагой при повышенной температуре. Они включают масла и
нейтральные смолы, оксикислоты, асфальтены, карбены и кар-
боиды, несгораемый остаток (золу). Комбинированные углеводо¬
родные загрязнения в зависимости от соотношения составляю¬
щих веществ подразделяют на масляные, асфальтосмолистые,
лаковые и нагар.
Отдельный вид загрязнений представляет накипь, которая от¬
кладывается на внутренних поверхностях стенок радиаторов и
рубашек охлаждения двигателей. Ее образование обусловлено со¬
держанием в воде растворенных солей кальция и магния. По хи¬
мическому составу накипь разделяют на карбонатную (СаС03,
MgC03 и Mg(HC03)2), некарбонатную (CaS04, MgSi03 и CaSi03)
и смешанную. Карбонатные соли обусловливают временную жест¬
кость воды, а некарбонатные — постоянную. Первую устраняют
нагреванием воды до 70—80 °С или ее кипячением, при этом из
нее выпадают соли в виде шлама. Вторая жесткость обусловлена
солями, не выпадающими в осадок при нагревании воды.
Продукты коррозии образуются в результате химического
или электрохимического разрушения металлов.
Разрушенные лакокрасочные покрытия необходимо удалять с
поверхности деталей, поэтому их относят к загрязнениям.
Принятый, например, в капитальный ремонт двигатель внут¬
реннего сгорания с рабочим объемом 4,8 л имеет на поверхнос¬
тях своих деталей 5—10 кг эксплуатационных загрязнений. Мас¬
лопочвенные загрязнения распределены на площади поверхностей
6 м2, их доля в общей массе загрязнений составляет 75—80 %,
асфальтосмолистые загрязнения, остатки лакокрасочных покры¬
241
тий, нагар и накипь распределены, соответственно, на площади
2,3; 1,5; 0,5 и 1,7 м2.
Операции по очистке и разборке автомобилей и агрегатов и
очистке их деталей следуют друг за другом и выполняются на од¬
ном производственном участке. При качественной очистке изде¬
лий повышается культура производства, становится более объек¬
тивным определение технического состояния, сортировки и кон¬
троля деталей. От соблюдения вышеперечисленных требований
зависит качество восстановления деталей и последующая после-
ремонтная наработка агрегатов. Загрязнения на поверхностях от¬
ремонтированных агрегатов вызывают:
♦ абразивное изнашивание трущихся поверхностей;
♦ повышение температуры трущихся соединений за счет уве¬
личения термического сопротивления стенок деталей;
♦ уменьшение площади сечений каналов, по которым переме¬
щаются охлаждающие среды, масла и топливо;
♦ отказы клапанных механизмов;
♦ отклонение хода рабочих процессов от расчетного из-за из¬
менения давления и расходов сред, изменения рабочих объемов
полостей, неуправляемого зажигания рабочих смесей и др.
Из-за указанных причин послеремонтная наработка агрегатов
снижается на 20—30 %.
Допускаемая загрязненность (остаточная масса загрязнений
на единице площади поверхности детали) зависит от значения
шероховатости очищаемой поверхности (табл. 12.1). Эталон про¬
мышленной чистоты поверхностей соответствует остаточной за¬
грязненности 0,5 г/м2. Хорошо очищенные агрегаты и сборочные
единицы требуют меньших усилий и моментов для своей разбор¬
ки и меньше повреждаются.
Таблица 12.1
Допустимая загрязненность поверхностей
в зависимости от класса шероховатости
Шероховатость очищаемой
поверхности, мкм
Допустимая загрязненность,
г/м2
Rz= 10—40
12,5
Ra = 0,63—2,5
7,0
Ra = 0,16—0,63
2,5
Разборочно-очистной участок является, по сути, заготовитель¬
ным, который полностью обеспечивает участки восстановления
242
деталей их заготовками и сборочный участок — частью годных де¬
талей. Трудоемкость очистных работ составляет 4—6 %, а разбо¬
рочных — 6—8 % от общей трудоемкости ремонта автомобилей.
Качественную очистку автомобилей обеспечивает пятиопера¬
ционный процесс (рис. 12.3). В промежутках между очистными
операциями выполняют разборку изделий. Во время первой очи¬
стной операции удаляют до 80 % по массе маслопочвенных и
масляных загрязнений с продуктами изнашивания. Затем авто¬
мобиль разбирают на агрегаты. После снятия головок, люков,
крышек и пробок очищают наружные и внутренние поверхности
ремонтируемых агрегатов. Затем выполняют их общую и узловую
разборку. После очистки и разборки узлов очищают все детали.
В конце технологического процесса некоторые детали очищают от
прочных загрязнений. Хотя их масса составляет не более 5 %
от общей массы загрязнений и они не являются источником за¬
грязнений рабочего места, но для своего удаления требуют боль¬
шого расхода энергии и применения оборудования, специализи¬
рованного по видам загрязнений и материала деталей. Наиболь¬
шие. 12.3. Схема технологического процесса очистки автомобилей
от эксплуатационных загрязнений и их разборки
(курсивом приведены разборочные операции)
243
шие трудности представляет очистка поверхностей от прочных
загрязнений в каналах и во внутренних полостях.
Таким образом, в результате последующих операций по очис¬
тке деталей обеспечивается снятие более прочных загрязнений.
Независимо от выбранного способа очистки изделий значи¬
тельного снижения расхода энергии добиваются за счет предва¬
рительной выдержки изделий в растворе ТМС. Асфальтосмолис¬
тые отложения, например, начинают разрыхляться в растворе
при выдержке 15—20 мин. За 8 часов пребывания поршней с на¬
гаром в растворе «Лабомид-203» отделяется 60—80 % массы
загрязнений.
Способы очистки. Применяют следующие основные способы
очистки поверхностей изделий в зависимости от состава и свойств
загрязнений:
♦ гидродинамическое разрушение и смывание струей воды с
образованием взвеси;
♦ растворение;
♦ эмульгирование;
♦ разрушение потоком металлической дроби, стеклянных ша¬
риков, кварцевого песка, пластмассовой или косточковой крошки;
♦ электрохимическая обработка;
♦ ультразвуковая обработка в жидкости;
♦ термическое разрушение;
♦ срезание скребками, щетками.
Гидродинамическую очистку поверхностей струей холодной
или горячей воды под давлением 0,5—20 МПа применяют для
наружной очистки изделий от непрочных кремнезёмных загряз¬
нений, смачиваемых водой.
Сила гидродинамического давления (Q, Н) струи воды на очи¬
щаемую поверхность равна
Q - 10pSu2sina, (12.1)
где р — средняя плотность аэрированной воды, кг/м3; S — пло¬
щадь поперечного сечения струи, соприкасающейся с очищаемой
поверхностью, м2; v — средняя скорость воды у очищаемой по¬
верхности, м/с; a — угол между осью струи и нормалью к по¬
верхности.
Скорость воды определяют из выражения
v = <$sj2gH, (12.2)
где ф — коэффициент скорости, принимает значения 0,96, 0,90
и 0,67, соответственно, для коноидальных, конических и цилин¬
дрических насадков; Н — напор перед насадком, м.
244
Растворение — это процесс образования однородной системы
из двух веществ (одно из которых загрязнение) с распределением
загрязнения в жидкой очистной среде. Загрязнения при этом виде
очистки переходят с поверхности очищаемой детали в раствор.
Наибольшей взаимной растворимостью обладают вещества со
сходным строением молекул — «подобное растворяется в подобном».
Растворимость загрязнений определяется электростатическим
взаимодействием полярных молекул. Молекулы воды, спиртов,
кислот, щелочей и ряда других веществ полярные, т. е. облада¬
ют дипольным моментом. У молекул некоторых веществ диполь-
ный момент может индуцироваться (наводиться) при соприкосно¬
вении с полярными молекулами. К таким веществам относят,
например, ароматические углеводороды. При введении растворя¬
емого вещества в растворитель их молекулы образуют агрегати-
рованные молекулы (сольваты). Последние равномерно распреде¬
ляются по всему объему растворителя. Растворение сопровожда¬
ется и диффузией. Последний механизм растворения типичен для
неполярных жидкостей. В этом случае вязкость смешиваемых ве¬
ществ имеет основное значение.
Углеводородные загрязнения при очистке деталей растворяют
в органических растворителях, ржавчину — в кислотном раство¬
ре, а лакокрасочные материалы —в щелочном.
Смачивание заключается в растекании жидкости по поверх¬
ности твердого тела. Это свойство зависит от поверхностного на¬
тяжения жидкости, сочетания свойств ее материала и материала
очищаемой поверхности. Смачивание — результат межмолеку-
лярного взаимодействия сред на границе соприкосновения трех
тел: твердого тела, жидкости и газа. Бели загрязнение смачива¬
ется раствором, то он проникает в поры и трещины твердого
тела. Углеводородные загрязнения не смачиваются водой, а ми¬
неральные частицы смачиваются при отсутствии жировых пленок
на поверхности.
Силы в поверхностном слое жидкости стремятся придать ей
такую форму, чтобы площадь ее поверхности была наименьшей.
На каждую элементарную частицу жидкости у ее края на поверх¬
ности твердого тела (рис. 12.4) действуют сила Рj на границе
твердое тело — газ, Р2 — твердое тело — жидкость и Р3 — жид¬
кость — газ. Жидкость растекается по поверхности при благо¬
приятном соотношении этих сил, зависящих от свойств взаимо¬
действующих веществ. Краевой угол смачивания ф определяют из
соотношения
созф = (Р2-Р;)/Р3. (12.3)
245
Рис. 12.4. Схема взаимодействия капли жидкости с поверхностью
твердого тела и газовой средой:
а — поверхность смачивается; б — поверхность не смачивается;
1 — капля жидкости; 2 — твердое тело; 3 — газовая среда (воздух)
Чем меньше значение угла ф, тем больше смачивающая спо¬
собность жидкости.
На границе очищающей среды имеется слой молекул раство¬
ра, не уравновешенных жидкостью, поэтому в единице объема
этого слоя сосредоточено энергии больше, чем в равном объеме
жидкости в глубине раствора. Этот слой обладает избытком сво¬
бодной энергии, которую измеряют работой для увеличения пло¬
щади поверхности жидкости на одну единицу, а произведение ее
на величину поверхности называют поверхностной энергией.
Имеются вещества, способные понижать поверхностную энер¬
гию раствора, которые называют поверхностно-активными веще¬
ствами (ПАВ). ПАВ представляют собой полярные органические
соединения. Полярность ПАВ обусловлена строением молекул,
состоящих из гидрофобной (водоотталкивающей) и гидрофильной
(букв. — любовь к воде) частей. Гидрофобная часть молекулы
(хвост) состоит из неполярного остатка углеводородной цепи
длиной 10—18 групп и способствует растворению ПАВ в масле.
Гидрофильная часть молекулы (голова) содержит полярные кар¬
боксильную СООН, гидроксильную ОН, сульфатную 0S03 или
аминогруппу NH2 и способствует растворению ПАВ в воде. Хвос¬
ты молекул выталкиваются из полярного растворителя, а голо¬
вы удерживают молекулы на границе раздела фаз.
Концентрация ПАВ в поверхностном слое на несколько поряд¬
ков выше, чем в объеме жидкости, поэтому даже при малом содер¬
жании ПАВ (0,01—0,10 % по массе) они значительно снижают по¬
верхностное натяжение среды (например, у воды при 20 °С от 72,8
до 25 МДж/м2). Поверхностная активность ПАВ возрастает с уве¬
личением их концентрации и длины углеводородной части молекул.
Наибольшее применение в очистных процессах имеют колло¬
идные (мылоподобные) ПАВ. В водных растворах они имеют вы¬
сокую активность и способны образовать коллоидные агрегаты-
мицеллы. Эта способность проявляется при концентрации ПАВ,
называемой критической концентрацией мицеллообразования
(ККМ), и выражается в резком изменении плотности, электричес¬
кой проводимости, поверхностного натяжения и моющего дей¬
ствия растворов. Щелочные добавки и повышение температуры
раствора значительно снижают ККМ, что обеспечивает очистное
действие раствора при меньшем расходе ПАВ. Для различных
ПАВ значения ККМ составляют 1—10 г/л.
Водные растворы коллоидных ПАВ при концентрации выше
ККМ способны поглощать значительное количество нераствори¬
мых в воде веществ с образованием прозрачных нерасслаиваю-
щихся со временем растворов. Такой процесс называют коллоид¬
ным растворением.
Несмачиваемые и нерастворимые загрязнения могут быть пе¬
реведены в жидкую среду в виде устойчивых дисперсных эмуль¬
сий. Эмульгирование — это процесс образования эмульсий.
Адсорбция ПАВ сопровождается образованием слоя сольвати-
рованных молекул, покрывающих поверхность загрязнений. Это
уменьшает как прочность самого загрязнения, так и прочность
его соединения с металлической поверхностью. Вещества, которые
способны адсорбироваться на поверхности гидрофобных материа¬
лов, называются эмульгаторами. Смачивание и адсорбция сопро¬
вождаются разрушающими загрязнение давлениями: расклинива¬
ющим, капиллярным и их комбинацией. Так, расклинивающее
давление в микротрещинах имеет значения 80—100 МПа, а ка¬
пиллярное — 150—260 МПа.
Загрязнения, как правило, состоят из жидкой (масла, смолы)
и твердой (пыль, асфальтены, карбены и др.) частей. Такие за¬
грязнения удаляют с поверхностей деталей путем эмульгирования
жидкой фазы (образования эмульсий) и диспергирования твердой
фазы (образования дисперсий). Механическое движение раствора
ускоряет очистку загрязненных поверхностей.
Стабилизация очистки заключается в способности очистного
раствора удерживать в своем объеме загрязнения, препятствуя
обратному осаждению их на очищенные поверхности деталей.
Очистку поверхности металла от загрязнения в жидком ра¬
створе ПАВ можно представить рядом стадий (рис. 12.5).
Вода обладает большим поверхностным натяжением, она не
смачивает гидрофобные загрязнения, а стягивается в отдельные
капли. Растворение в воде ТМС уменьшает поверхностное натя¬
жение раствора, что приводит к проникновению его в трещины
247
Рис. 12.5. Схема очистного процесса
в жидких технологических средах:
а, б, в, г — стадии процесса;
1 — капли воды; 2 — загрязнение; 3 — очищаемая деталь;
4 — очистной раствор; 5 — гидрофильная часть молекулы ПАВ;
6 — гидрофобная часть молекулы ПАВ; 7 — перевод частиц загрязнений
в раствор; 8 — частицы загрязнения, стабилизированные в растворе;
9 — адсорбированные молекулы ПАВ на очищенной поверхности
и поры загрязнения. Капиллярное и расклинивающее действие
раствора приводит к разрушению загрязнений. Отколовшиеся ча¬
стицы переходят в раствор. Молекулы ПАВ адсорбируют на час¬
тицах загрязнения и очищенных поверхностях деталей и препят¬
ствуют укрупнению частиц и оседанию их на поверхность. В ре¬
зультате частицы загрязнений вначале находятся в растворе во
взвешенном состоянии, а затем всплывают на поверхность ра¬
створа или оседают на дно ванны.
Электрохимическая обработка поверхности деталей заключа¬
ется в отрыве частиц загрязнений пузырьками водорода и кисло¬
рода, выделяющихся, соответственно, на катоде и аноде.
248
Ультразвуковая очистка основана на передаче энергии от из¬
лучателя через жидкую среду к очищаемой поверхности. Колеба¬
ния среды с частотой 20—25 кГц вызывают гидравлические уда¬
ры у поверхности детали, которые разрушают масляные пленки
за 30—40 с, а твердые углеводородные загрязнения — в течение
2—3 мин. Этот способ нашел применение при очистке прецизи¬
онных деталей сложной формы от прочных загрязнений.
Если приведенные процессы неэффективны при очистке дета¬
лей от прочных загрязнений, то последние разрушают потоком
твердых частиц, срезают или применяют огневую обработку.
Очистные среды. Широко применяют жидкие технологичес¬
кие среды на основе органических растворителей и технических
моющих средств. Однако эти среды не могут с необходимой про¬
изводительностью очистить детали от загрязнений всех видов,
поэтому используют и другие вещества.
Органические растворители обладают незначительным по¬
верхностным натяжением, они способны растворять загрязнения
с образованием однофазных растворов переменного состава. По¬
лученные растворы содержат не менее двух компонентов. Эти
очистные среды обладают высокой растворяющей способностью и
нейтральностью по отношению к материалам поверхностей. Их
можно регенерировать. Углеводородные растворители принадле¬
жат к слабополярным гидрофобным веществам, их применяют
для растворения неполярных и слабополярных загрязнений: ма¬
сел, жиров, простых эфиров и битумов. Органические раствори¬
тели по составу делят на две группы.
Первую группу образуют алифатические углеводороды, полу¬
ченные из нефти (керосин, уайт-спирит, бензин), ароматические
углеводороды, получаемые из каменноугольной смолы (бензол,
толуол, ксилол), неароматические кольцевые углеводороды (ски¬
пидар), спирты (метиловый, этиловый, изопропиленовый), кето-
ны (ацетон, циклогексанон) и эфиры (этилацетат, бутйлацетат).
Все они пожароопасны и умеренно токсичны.
Вторую группу составляют хлорированные углеводороды. По¬
чти все они негорючи, но токсичны. При взаимодействии с во¬
дой, светом и теплом нестабилизированные хлорированные ра¬
створители разлагаются, а продукты разложения (соляная кис¬
лота, хлор, фосген) вызывают коррозию металлов. Хлорирован¬
ные углеводороды работают при комнатной температуре.
Хлорированные углеводороды обеспечивают высокое качество
очистки деталей, но требуют больших затрат на обеспечение бе¬
зопасных условий труда, обеспечивающих исключение контакта
249
растворителя и продуктов его превращений с организмом опера¬
тора. Растворяющая способность органических растворителей
высокая. Для некоторых растворителей показатель имеет такие
значения (кг/м2-с): трихлорэтилен 3,10; ксилол 2,20; тетрахлор-
этилен 1,70; бензин 1,30; уайт-спирит 0,90; керосин 0,60.
Для облегчения снятия масляных, нитроцеллюлозных и пер¬
хлорвинил овых покрытий применяют смывки. Они представля¬
ют собой смеси органических растворителей, замедлителей испа¬
рения, загустителей, эмульгаторов и разрыхлителей.
При накоплении предельной массы загрязнений в органичес¬
ких растворителях очистка прекращается. Этот недостаток час¬
тично устраняют растворяюще-эмульгирующие средства (РЭС).
РЭС состоят из основного и дополнительного растворителей,
ПАВ и небольшой добавки воды. Основным растворителем слу¬
жат ксилол, уайт-спирит или хлорированные углеводороды. До¬
полнительный растворитель обеспечивает однородность и ста¬
бильность раствора с эмульгированным (диспергированным) за¬
грязнением. В качестве дополнительного растворителя применя¬
ют ализариновое масло, канифоль и трикрезол. Детали после из¬
влечения из РЭС помещают в воду или раствор ПАВ, где загряз¬
нения эмульгируются, а очистка деталей продолжается. РЭС
применяют при очистке деталей от асфальтосмолистых отложе¬
ний при температуре 20—50 °С.
Создание технических моющих средств (ТМС) на основе ще¬
лочных веществ и ПАВ — одно из важнейших достижений в об¬
ласти очистки техники. Щелочные компоненты в ТМС изменяют
химический состав загрязнений и повышают активность ПАВ.
Щелочную реакцию раствору придают как щелочи, так и щелоч¬
ные соли. Щелочная реакция раствора щелочей объясняется их
диссоциацией, а раствора щелочных солей — гидролизом.
Из щелочей применяют едкий натр, а в качестве щелочных
солей — кальцинированную соду, силикаты (метасиликат на¬
трия, жидкое стекло) и фосфаты (тринатрийфосфат, триполифос-
фат). Степень гидролиза солей возрастает с понижением их кон¬
центрации и повышением температуры раствора. Щелочные ве¬
щества умягчают воду, нейтрализуют свободные жирные кисло¬
ты, омыляют загрязнения и поддерживают необходимую концен¬
трацию водородных ионов (показатель pH).
Значение показателя pH раствора ограничивают во избежание
коррозии металлов. При очистке деталей из цинка и алюминия
pH составляет 9—10, олова — не выше 11, латуни — не выше
12,0—12,5, а сталь допускает очистку при pH до 14. Детали из
250
цветных металлов можно очищать при значительно больших
значениях pH, например, 11,5—12,8, однако в такие растворы
необходимо добавлять метасиликат натрия и жидкое стекло.
ТМС являются многокомпонентными смесями химических ве¬
ществ, каждое из которых выполняет определенные функции в
процессе очистки. Состав ТМС подбирают для применения в кон¬
кретном технологическом процессе очистки деталей из определен¬
ного материала от заданных загрязнений.
Большинство ТМС состоит из смесей щелочных неорганичес¬
ких веществ — кальцинированной соды, силиката натрия, солей
фосфорной кислоты с небольшими добавками ПАВ. К таким по¬
рошкообразным ТМС относят лабомид, МС, MJI, викол, темп и
другие. ТМС лабомид, МС, MJI и темп практически взаимозаме¬
няемы при очистке деталей.
Средства МС-6 и МС-8 представляют собой смеси неионогенных
ПАВ с неорганическими щелочными солями. МС-6 предназначено
для очистки деталей шасси автомобилей, их агрегатов и узлов,
МС-8 — для очистки деталей двигателей. MJI-51 и МЛ-52 — сме¬
си ПАВ с щелочными неорганическими солями. Средство МЛ-51
предназначено для очистки деталей от остатков горючесмазочных
материалов, маслогрязевых отложений и консервационных по¬
крытий. МЛ-52 служит для очистки деталей от остатков горюче¬
смазочных и асфальтосмолистых отложений. МС-15 — смесь не¬
ионогенных ПАВ с неорганическими щелочными веществами.
Средство предназначено для очистки автомобилей, агрегатов, уз¬
лов и деталей от масляных отложений в различных очистных
машинах погружного типа.
Концентрация ТМС в растворах составляет 15—30 г/л, а ра¬
бочая температура этих растворов равна 80—90 °С.
Необходимость уменьшить коррозионное воздействие на поверх¬
ность деталей из цветных металлов и сплавов обусловила приме¬
нение ТМС на основе неионогенных ПАВ в смеси с растворителя¬
ми и органическими добавками к ним. К ним относят средства:
Вертолин-74, Истра, Импульс, Фокус-74, ТМС-57, Омега и др.
Использование ТМС по сравнению с органическими раствори¬
телями обеспечивает снижение стоимости очистных растворов на
40—60 % и сокращение времени очистки в 5—7 раз.
Прочные неомыляемые загрязнения удаляют с поверхности
детали путем их механического дробления потоком твердых час¬
тиц (косточковой крошки фруктовых растений, стеклянными
шариками диаметром 0,3—0,8 мм, частицами полиэтилена или
полиамида, корундом, чугунной или стальной сферической дро¬
251
бью, кварцевым песком). Среда переноса этих частиц — сжатый
воздух, вода, растворы ТМС. Перспективно применение гранули¬
рованного сухого льда, который полностью испаряется после
очистки поверхностей.
Расплав щелочей и солей из едкого натра (NaOH), нитрата
натрия (NaN03) и хлорида натрия (NaCl) очищает поверхности
деталей практически от всех видов загрязнений.
Водные растворы серной и соляной кислот используют для
травления, очистки от продуктов коррозии, накипи и асфальто¬
смолистых отложений. Применяют также уксусную, щавелевую,
олеиновую, лимонную и нафтеновую кислоты. Коррозионная ак¬
тивность кислот уменьшается при введении в очистной раствор
ингибирующих добавок.
В установке ОМ-21605 для очистки чугунных деталей применя¬
ют 20 %-ный раствор, а для деталей из алюминиевого сплава —
8 %-ный раствор соляной кислоты с добавкой уротропина и
сульфата калия. Ополаскивающая среда — вода, а нейтрализую¬
щая — раствор кальцинированной соды.
Растворы каустической соды применяют в выварочных ван¬
нах для снятия старой краски.
Очистное оборудование. Наибольший объем общей очистки
автомобилей приходится на струйные или погружные машины
проходного или тупикового типа, заправленные жидкими техно¬
логическими средами.
Основные элементы струйной машины проходного типа
(рис. 12.6): очистная камера 7, ванна с раствором 6, фильтры
5 и 9, насосный агрегат 11, система гидрантов 8, транспорти¬
рующее устройство. Раствор нагревают паровыми или электри¬
ческими теплообменниками. При работе машины насос подает
очистную среду под давлением 0,2—1,0 МПа в систему гидран¬
тов, которые представляют собой фигурные трубопроводы с мно¬
жеством сопел. Форма гидрантов, число и направление сопел
обеспечивают формирование струй, направленных в наиболее
загрязненные места. В некоторых машинах гидранты выполне¬
ны подвижными, что позволяет струям раствора взаимодейство¬
вать с очищаемой поверхностью с разных направлений со ска¬
нирующим эффектом.
В процессе очистки изделия поступательно перемещаются на
транспортере или подвесном конвейере относительно гидрантов.
Перемещение деталей на подвесном конвейере обеспечивает луч¬
шее качество их очистки, а перемещение на решетчатом транс¬
портере исключает время их завешивания на подвески.
252
12 3 4
Рис. 12.6. Машина для струйной очистки изделий:
1 — тамбур; 2 — вентиляционный отвод; 3 — люк;
4 — флотационный отсек; 5 и 9 — фильтры напорные;
6 — ванна с раствором и нагревательными элементами;
7 очистная камера; 8 — система гидрантов;
10 — емкость подачи раствора; 11 — насосный агрегат; 12 — приборы
Устройство погружной машины крестово-роторного типа при¬
ведено на рис. 12.7. Внутри ванны 5 установлен вал 4 с кресто¬
винами на опорах. Вал приводится во вращение от электродви¬
гателя через клиноременную передачу и редуктор. На шипы кре¬
стовины устанавливают контейнеры 3 с изделиями. Теплообмен¬
ник 7 нагревает раствор. Маслосборник 6 и устройство для сбо¬
ра загрязнений 2 с насосом 8 поддерживают чистоту раствора.
Дно ванны выполнено с уклоном для облегчения удаления шла¬
ма. Производительность очистки повышает ротор-активатор 1.
Машина работает следующим образом. При открытой крыш¬
ке ванны устанавливают контейнеры с очищаемыми объектами
на шипы крестовин. Такими объектами могут быть автомобили,
агрегаты или детали. Закрывают крышку и включают привод
253
Рис. 12.7. Машина для погружной очистки изделий
от маслогрязевых и асфальтосмолистых загрязнений
вращения вала. Контейнеры с очищаемыми объектами с часто¬
той 3—10 мин”1 погружаются в очистной раствор и извлекаются
из него. Частоту вращения вала выбирают из расчета, чтобы ра¬
створ успевал заполнять полости деталей и вытекать из них во
время нахождения очищаемого объекта в растворе и над ним со¬
ответственно. Это обеспечивает высокую скорость и непрерывное
обновление раствора вблизи очищаемых поверхностей деталей.
Автомобиль для очистки может быть установлен на качающейся
платформе.
Производительность и качество погружной очистки увеличи¬
вают радиальные роторы-активаторы, осевые винты и ультразву¬
ковые излучатели.
Струйные машины легко приспосабливаются к конвейерной
очистке, они менее металлоемки, у них меньшая мощность ме¬
ханического привода, однако эти машины требуют большего рас¬
хода тепловой энергии на нагрев раствора.
Общая поверхность капель, образующихся при струйной очист¬
ке деталей, составляет 10—15 тыс. м2 на каждый литр раствора.
Высокая кратность перекачки очистного раствора (до 20 раз в час)
254
приводит к образованию стабильных эмульсий из загрязнений в
растворе, в результате чего растворы быстро истощаются. При
этом большая часть молекул ПАВ адсорбируется на отделивших¬
ся частицах загрязнения и в процессе дальнейшей очистки не уча¬
ствует. Такие эмульсии практически не поддаются расслоению, а
их слив в канализацию наносит большой ущерб природе. Макси¬
мальная активность раствора ТМС начинает проявляться не с мо¬
мента контакта раствора с загрязнением, а через 0,1—0,2 ч. Это
время необходимо для адсорбции молекул ПАВ на частицах за¬
грязнений, следовательно, энергия для механического воздействия
на загрязнение в начальный период очистки расходуется неэффек¬
тивно. Качественной очистке подвергаются только поверхности де¬
талей, имеющие непосредственный контакт со струями, а поверх¬
ности, находящиеся в «тени», не очищаются.
Погружные машины лишены ряда приведенных недостатков,
однако требуют больших трудозатрат на загрузку и выгрузку из¬
делий. Общие затраты на создание и эксплуатацию погружных
машин меньше, чем на создание струйных. Ряд передовых ремонт¬
ных заводов ведет очистку ремонтируемой техники только в по¬
гружных машинах. Имеется ряд погружных машин, специализи¬
рованных по очистке отдельных деталей от прочных загрязнений
различных видов.
Детали топливной аппаратуры очищают в установках УЗВ-15М,
УЗВ-16М, УЗВ-17М и УЗВ-18М с ультразвуковыми колебания¬
ми очищающей среды. Установки включают ванну и ультразву¬
ковой генератор. Наиболее часто для ультразвуковой очистки
применяют щелочные растворы с ПАВ. Режим очистки: продол¬
жительность 1—5 мин; частота колебаний 20—40 кГц, удельная
мощность 1—3 Вт/см2, температура раствора 40—60 °С.
Остатки лакокрасочных покрытий снимают с деталей из чер¬
ных металлов в течение 30—-60 мин в роторных погружных ма¬
шинах, заправленных 1,5—3,0 %-ным раствором каустической
соды. Этот способ очистки деталей требует последующего их опо¬
ласкивания в растворе ТМС.
Смывки при снятии красок наносят кистью или пульвериза¬
тором, спустя 20—40 мин покрытие набухает и его соскаблива¬
ют скребком или смывают раствором ТМС.
Детали очищают от накипи в 15 %-ном растворе соляной
кислоты, подогретом в ванне до температуры 60 °С. Процесс про¬
текает при включенной вентиляции. Для изготовления ванн при¬
меняют дорогие кислотостойкие материалы. Несмотря на просто¬
ту процесса, следует учитывать, что он требует больших затрат
255
на обеспечение безопасных условий труда. Необходима нейтрали¬
зация раствора, оставшегося на поверхностях очищаемых дета¬
лей и находящегося в виде паров в вентиляционных каналах.
Очистка деталей из алюминиевого сплава от углеводородных
отложений эффективна в расплаве щелочей и солей в четырех¬
секционных машинах. Непосредственно отделение загрязнений
протекает в первой секции с расплавом едкого натра (NaOH, 65 %),
нитрата натрия (NaN03, 30 %) и хлорида натрия (NaCl, 5 %),
нагретого до температуры 300 °С. В остальных секциях ведут
нейтрализацию остатков расплава, осветление и промывку поверх¬
ностей деталей. При очистке деталей из черных металлов допус¬
кается повышение температуры расплава до 400—420 °С. По этой
технологии, например, очищают коленчатые валы с прочными
загрязнениями во внутренних полостях в шатунных шейках.
Широко применяют очистку деталей из алюминиевого сплава
от прочных загрязнений потоком косточковой крошки, зернами
полиэтилена или полиамида в струе сжатого воздуха. Однако эта
очистка сопряжена с большими трудозатратами на непрерывное
относительное перемещение очищаемого изделия и эжекционно-
го пистолета. Кроме того, для установки оборудования требует¬
ся яма в полу. Большой расход сжатого воздуха для создания
разрежения в эжекционном пистолете сопряжен с большими экс¬
плуатационными расходами.
В производство внедрена очистка деталей стеклянными ша¬
риками диаметром 0,3—0,8 мм. Этот вид очистки по сравнению
с очисткой деталей косточковой крошкой более производитель¬
ный, здесь меньшая стоимость очистного агента, машина имеет
меньшие габариты, а процесс легче механизируется. Материал
шариков по сравнению с другими искусственными материалами
характеризуется наибольшим значением коэффициента восста¬
новления при ударе (15/16).
Установка для очистки от нагара поршней двигателей внут¬
реннего сгорания (рис. 12.8) включает корпус 1 с приводом, ка¬
меры 7 и сборник-фильтр 10.
На корпусе 1 установлены все узлы установки. Электродви¬
гатель 2 посредством клиноременной передачи 3 приводит в дви¬
жение червячный редуктор 4, который в свою очередь клиноре¬
менной передачей 5 соединен с двумя шкивами, установленными
на валах 6. На других концах валов закреплены стаканы, в ко¬
торые устанавливают очищаемые детали.
В сборнике-фильтре 10 находится запас стеклянных шари¬
ков, матерчатый фильтр 11 и фильтрующая сетка 12. Шланги
256
Рис. 12.8. Машина для очистки поршней потоком
стеклянных шариков
для подачи шариков к эжекционным форсункам 9 подключены к
основанию конусного дна сборника. Патрубок, по которому ша¬
рики возвращаются в сборник-фильтр, расположен тангенциаль¬
но его корпусу.
В два стакана на валах 6 устанавливают очищаемые детали
и закрывают двери 8. Эжекционные форсунки создают разреже¬
ние в подводных шлангах, что приводит к поступлению шари¬
ков к форсункам. Шарики из фильтра-отстойника попадают в
струю сжатого воздуха и приобретают необходимую энергию для
разрушения нагара в момент соударения с загрязнением. Верхние
форсунки, установленные в камерах 7, очищают днище поршня,
а боковые форсунки — канавки под поршневые кольца.
9-135
257
Шарики после соударения с нагаром попадают вместе с час¬
тицами загрязнений на наклонное дно камеры, а затем за счет
работы эжектора 13 — в сборник-фильтр. Шарики просыпаются
через сетку 12, на которой задерживаются частицы загрязнения.
Отработавший воздух через фильтр 11 выходит в атмосферу в
очищенном состоянии.
Для очистки крепежных деталей эффективны технологичес¬
кие машины, в которых дробление загрязнений происходит при
соударении деталей во время их перекатывания друг через друга
в барабане. Разновидностью таких машин является средство со
шнековым барабаном и автоматической выгрузкой метизов. Про¬
цесс очистки в нем протекает при непрерывном перекатывании и
осевом перемещении деталей в очистном растворе за счет враще¬
ния барабана.
Для очистки ремонтируемых машин и их частей ГосНИТИ
(Москва) разработал систему очистного оборудования, которая в
свое время непрерывно совершенствовалась. Применительно к ре¬
монту агрегатов с восстановлением их деталей эта система вклю¬
чает струйные машины ОМ-216Ю и ОМ-1578 для наружной очи¬
стки агрегатов. Для очистки подразобранных агрегатов и их уз¬
лов разработаны погружные машины ОМ-21602, ОМ-22608 и
ОМ-22609. Для очистки масляных каналов в блоках цилиндров
созданы машины ОМ-36СЮ и АКТБ-180, для очистки каналов в
коленчатых валах — ОМ-22601. Мелкие детали (толкатели, ко¬
ромысла, клапаны, пружины и др.) очищаются в колокольной
машине ОМ-6О68А производительностью 400 кг/ч с механизиро¬
ванной выгрузкой очищенных изделий.
Доля тепловой энергии на технологические нужды, затрачи¬
ваемой на очистку изделий, доходит до 70 %. Совершенствова¬
ние этого процесса в направлении уменьшения расхода тепловой
энергии актуально до настоящего времени.
Разборочные процессы и оборудование. Для уменьшения тру¬
доемкости процесса и совершенствования организации труда разбор¬
ку автомобиля делят на общую и узловую. В таком случае автомо¬
биль последовательно разбирают на агрегаты, а агрегаты — на сбо¬
рочные единицы на рабочих местах общей разборки, а затем в про¬
цессе узловой разборки сборочные единицы разбирают на детали.
При разборке автомобилей, агрегатов и сборочных единиц вы¬
полняют транспортные и технологические перемещения и разъе¬
динение резьбовых и прессовых соединений.
В качестве установочно-транспортного средства при общей раз¬
борке автомобилей и агрегатов применяют конвейер или эстакаду.
258
Тупиковую разборку ведут на стендах. Конвейерное перемещение
предмета ремонта между технологическими позициями и приме¬
нение специального оборудования для разборки резьбовых и
прессовых соединений уменьшают трудоемкость разборки.
Агрегат при общей разборке устанавливают на стенд. Разби¬
раемый агрегат имеет технологическое вращения вокруг верти¬
кальной или горизонтальной оси. Стенд (рис. 12.9) включает ос¬
нование 1, закрепленное с помощью фундаментных болтов на
полу, и вращатель, состоящий из электродвигателя 2, редуктора
3 и рамы 4 с прихватами. Рама с помощью ступицы закреплена
на ведомом валу редуктора. Если опорно-крепежные элементы до¬
пускают закрепление агрегата только за корпусную, деталь, то
возможно разъединение и снятие всех деталей и сборочных еди¬
ниц, относящееся к общей разборке.
259
Стенд работает следующим образом. Предмет труда базируют
с помощью грузоподъемных средств на опорных элементах рамы 4
и крепят резьбовыми прихватами. Включают электродвигатель 2,
а предмет труда устанавливают в удобное для разборки положе¬
ние путем поворота ведомого вала редуктора с рамой.
Вращатель стенда без электродвигателя применяют в составе
конвейера при поточной разборке. Ось вращения разбираемого аг¬
регата необходимо совместить с центром тяжести вращающихся
масс, в этом случае повороты предмета труда требуют наимень¬
ших моментов. На ведущем валу редуктора может быть установ¬
лен маховик с рукояткой, а конец этого вала выполнен в виде
шестигранника. Разбираемый агрегат в этом случае поворачива¬
ют за счет вращения ведущего вала редуктора за рукоятку вруч¬
ную или гайковертом за шестигранник. Корпус редуктора закреп¬
ляют на несущей части конвейера.
Наибольшую долю резьборазборочных работ выполняют при
общей разборке агрегата. Резьбовые соединения разбирают с по¬
мощью гайковертов. Их применение повышает производитель¬
ность труда в 3—5 раз и уменьшает число повреждений крепеж¬
ных деталей. Пневматические или электрические гайковерты бы¬
вают одношпиндельными или многошпиндельными.
Распространенный пневматический гайковерт УПГ-16 позво¬
ляет разборку соединений диаметром до 16 мм, развивает макси¬
мальный момент на ключе 200 Н • м, потребляет сжатый воздух
под давлением 0,3—0,6 МПа, обладает массой 3,5 кг.
Электрические гайковерты оснащены высокочастотными элек¬
тродвигателями, потребляющими ток частотой 200 Гц под на¬
пряжением 36 В.
Пневматические гайковерты (рис. 12.10) имеют малый КПД
(7—10 %) и издают сильный шум при работе. Электрические
гайковерты имеют сравнительно высокий КПД (50—60 %) и тре¬
буют меньших эксплуатационных расходов на использование.
В приводах шпинделей гайковертов применяют ударно-им-
пульсные муфты, которые увеличивают момент отворачивания и
уменьшают реактивный момент, передаваемый на руки рабочего.
Специализированные разборочные посты оснащают стацио¬
нарными одношпиндельными электрическими гайковертами, ус¬
тановленными на колоннах, или многошпиндельными гайковер¬
тами, которые устанавливают на подвеске. Применение много¬
шпиндельных гайковертов для разборки групп резьбовых соеди¬
нений повышает производительность труда в 6—8 раз по сравне¬
нию с применением одношпиндельных гайковертов.
260
Рис. 12.10. Гайковерт пневматический ударного действия:
1 — шпиндель; 2 — кулачок; 3 — пружина; 4 — ротор; 5 — корпус;
6 — рукоятка; 7 — кнопка; 8 — маховик; 9 — кожух
Прессоразборочные работы выполняют при узловой разборке
с помощью ручных винтовых, механизированных пневматичес¬
ких или гидравлических устройств.
При небольших объемах производства прессовые соединения
разбирают с помощью ручных винтовых съемников, которые раз¬
вивают усилие до 50 кН. Для разборки узлов автомобилей при¬
меняют, например, комплект съемников ОРГ-8947. Для выпрес-
совывания шарикового подшипника из торца коленчатого вала
двигателя используют, например, съемник 00Б-195-5-00. Меха¬
нические стенды повышают производительность труда в 3—5 раз
‘ по сравнению с ручными съемниками. Широкое применение по¬
лучили пневматические (давление сжатого воздуха 0,4—0,6 МПа)
и гидравлические (давление масла 10—25 МПа) приводы.
Устройство для снятия гильзы цилиндра (рис. 12.11) содер¬
жит гидроцилиндр 7 с заплечиками, которыми он устанавлива¬
ется на стенки блока цилиндров, и поршень 6 со штоком 5. На
261
Рис. 12.11. Устройство для снятия гильзы цилиндра
штоке соосно ему установлен клин 3 со штифтом 4. Клин нагру¬
жен пружиной 2, которая стремится поднять его. В нижней час¬
ти штока на осях установлены захваты 1 для гильзы.
При подаче масла под давлением в полость цилиндра 7 над
поршнем 6 последний движется вниз. Пружина 2 поднимает
клин до упора штифтом 4 в стенку штока, при этом усилие от
клина на захваты не передается.
Устройство вводят в отверстие гильзы цилиндра, захваты 1,
поворачиваясь на своих осях, этому не препятствуют. Когда ци¬
линдр 7 своими заплечиками касается блока цилиндров, захва¬
ты 1 под действием собственного веса располагаются горизон¬
тально и касаются площадок штока.
Затем подают масло под давлением в полость цилиндра под
поршнем. Сила давления от поршня 6 передается через захваты 1
к снимаемой гильзе. Штифт 4 клина после извлечения гильзы из
блока упирается в стенку штока. Остановившийся клин 3 дей¬
ствует на захваты 1, внешние концы которых, поднимаясь,
262
перемещаются к центру и освобождают гильзу. Устройство сни¬
мают с блока цилиндров.
Приложение вибраций к разбираемым соединениям уменьша¬
ет разборочные моменты и усилия. Принцип работы оборудова¬
ния для разрыхления прочных загрязнений и ослабления поса¬
док соединений (резьбовых и прессовых) основан на использова¬
нии высоковольтных разрядов в жидкости, заполняющей внут¬
реннюю полость агрегата. Мощные ударные волны создают коле¬
бания в разбираемых объектах, при этом соединения, поражен¬
ные ржавчиной, легко разбираются.
Сохранность деталей при разборке обеспечивается с помощью
применения специализированных стендов, учета деталей и вне¬
дрения системы оплаты труда разборщикам за сданные на рабо¬
чие места сортировки неразрушенные детали.
Технологические мероприятия, обеспечивающие сохранность
деталей, сводятся к исключению ручной или ударной разборки.
Последняя разборка приводит к обломам фланцев деталей, тре¬
щинам в корпусных деталях, погнутости листовых деталей, раз¬
рушению резьбы, забоинам на точных поверхностях, изогнутос¬
ти длинных деталей и др. Такие повреждения увеличивают
расход запасных частей на 15 % и объем восстановительных ра¬
бот — на 20 %.
Определение технического
состояния деталей
13.1. Виды дефектов и их характеристика
Дефект — это отдельное несоответствие продукции установ¬
ленным требованиям.
Повреждение — событие, заключающееся в нарушении
исправного состояния объекта при сохранении работоспособного
состояния.
По своим последствиям дефекты подразделяют на критические,
значительные и малозначительные, по месту расположения — на
наружные и внутренние, по возможности устранения — на испра¬
вимые и неисправимые, а по отражению в нормативной докумен¬
тации — на явные и скрытые. Критический дефект такой, при
наличии которого использование детали невозможно. Значитель¬
ный дефект существенно влияет на использование детали и (или)
на ее долговечность, а малозначительный — не оказывает тако¬
го влияния. Наружные дефекты выявляются осмотром или пу¬
тем измерений. Внутренние дефекты выявляются способами
структуроскопии или проникающими способами. Устранение ис¬
правимого дефекта технически возможно и экономически целесо¬
образно, а неисправимого — невозможно или нецелесообразно.
Если для выявления дефекта в технической документации пре¬
дусмотрены соответствующие правила и средства, то дефект счи¬
тается явным, в противном случае дефект признают скрытым.
В зависимости от того, какая стадия жизненного цикла авто¬
мобиля повлияла на возникновение дефектов, они бывают конст¬
руктивные, производственные и эксплуатационные. Конструктив¬
ные дефекты возникают в результате ошибок и просчетов конст¬
руирования, производственные — в результате нарушения техно¬
логического процесса изготовления или восстановления деталей, а
эксплуатационные — в результате использования автомобиля.
Состояние деталей определяется значениями параметров, в каче¬
стве которых применяют размеры (линейные и угловые) элементов
детали, их форму и взаимное расположение, наличие трещин, разме¬
ры трещин и пробоин, расход пробного вещества (воды, воздуха)
264
сквозь течи, механические характеристики. Эти значения могут
быть допустимыми и предельными. Детали с допустимыми зна¬
чениями параметров используют в дальнейшем без восстанови¬
тельных работ, а с предельными — выбраковывают. Если значе¬
ния параметров находятся в отрезке значений между допустимым
и предельным, то деталь подлежит восстановлению. У деталей из¬
меряют те параметры, которые изменяются при их использовании.
Техническое состояние деталей в основном определяется экс¬
плуатационными дефектами в виде износов, усталостных измене¬
ний, деформаций, изломов, трещин, пробоин, коррозии и старе¬
ния материала.
13.2. Способы и средства определения дефектов
Определение геометрических параметров. Данные операции
включают: простукивание и осмотр; измерение линейных и угло¬
вых размеров; измерение параметров формы и расположения по¬
верхностей; обнаружение поверхностных трещин; определение те¬
чей; измерение специальных характеристик.
Простукивание с прослушиванием применяют для определе¬
ния «ослабленных» посадок бандажей, штифтов, заклепок и др.,
а также контроля резьбовых соединений с натягом. Соединения
с малым натягом издают после удара более высокий звук. Резь¬
бы с натягом разбирают только при необходимости.
Обломы, разрушенные резьбы и большие наружные трещины
выявляют осмотром. Применяют лупы складные ЛП-1, ЛАЗ,
ЛПК-471 и штативные ЛШ, ЛПШ-25, ЛПШ-462, микроскопы
отсчетные МИР-1М, МИР-2 и бинокулярные БМИ.
Простукивание соединений и осмотр деталей относятся к
субъективным органолептическим способам, использующим слух
и зрение человека, остальные способы являются объективными
инструментальными.
Линейные размеры элементов деталей измеряют универсаль¬
ными и специальными средствами. К универсальным средствам
измерений относят штангенциркули (ГОСТ 166—89), штангензу-
бомеры, штангенглубиномеры (ГОСТ 162—90), гладкие микро¬
метры (ГОСТ 6507—90), индикаторные нутромеры (ГОСТ 868—
82 и 9244—75) и скобы (ГОСТ 11098—75). Для повышения
производительности измерений широко применяют специальные
средства — непроходные неполные предельные калибры, рабочие
размеры которых определены ГОСТ 2015—84.
Диаметры внутренних и наружных цилиндрических поверхно¬
стей измеряют в двух взаимно перпендикулярных плоскостях
265
или в плоскости наибольшего износа. Ответственные резьбовые
шейки измеряют резьбовыми калибрами.
Угловые размеры измеряют тригонометрическими устройства¬
ми или угломерами с нониусами (ГОСТ 5378—66).
Если деталь признают годной по линейным и угловым разме¬
рам, то проверку продолжают для выявления годности по пара¬
метрам формы и расположения поверхностей.
Отклонение от круглости измеряют кругломерами, от плоско¬
стности — с помощью линеек, щупов или оптико-механических
приборов.
Отклонения от взаимного расположения поверхностей изме¬
ряют с помощью специальных средств, оснащенных рычажно¬
зубчатыми головками (ГОСТ 577—68). Например, в блоке ци¬
линдров в сборе с картером сцепления двигателя измеряют несо-
осность коренных опор между собой и с отверстием под коробку
передач в картере сцепления, биение торца картера сцепления от¬
носительно оси коренных опор, параллельность торцов первой
коренной опоры между собой и перпендикулярность их к оси ко¬
ренных опор, совпадение и перпендикулярность осей цилиндров
и коренных опор, расстояния между осями цилиндров, парал¬
лельность осей коренных опор и отверстий под распределитель¬
ный вал и расстояние между ними, расстояние между осями ко¬
ренных опор и отверстия под стартер. Большую часть таких
средств создают в собственном вспомогательном производстве.
Определение трещин. Зрительно неразличимые поверхност¬
ные усталостные трещины в деталях ремонтного фонда опреде¬
ляют магнитным, капиллярным или звуковым способом. Пер¬
спективно применение рентгено- и гаммадефектоскопии.
Сущность магнитного способа заключается в том, что маг¬
нитный поток, встречая на своем пути повреждение с большим
магнитным сопротивлением, чем сопротивление ферромагнитного
материала, огибает его. Часть магнитного потока выходит за
пределы детали, образуя поток рассеяния. Поиск последнего со¬
ставляет содержание способа.
Магнитные способы применяют для контроля деталей из фер¬
ромагнитных материалов. Эти способы просты и надежны, поэто¬
му получили широкое распространение.
Для определения магнитного потока рассеяния применяют
магнитопорошковый, магнитографический, феррозондовый и дру¬
гие способы. Наибольшее распространение получил первый способ.
Магнитопорошковый способ включает: намагничивание за¬
готовки, нанесение на проверяемую поверхность магнитного
266
порошка или его взвеси, обнаружение повреждения, очистку и
размагничивание заготовки.
Железные магнитные порошки получают термическим разложе¬
нием пентакарбонила железа Fe(CO)5 или диспергированием железа
электрической дугой в керосине, а порошок ферромагнитного оксида
железа получают окислением магнетита. Наибольшее распростране¬
ние получил черный или темно-коричневый магнитный порошок,
представляющий собой измельченный оксид—закись железа Fe304, и
буро-красный порошок — оксид железа ГегОз. Для деталей с темной
поверхностью используют светлые порошки (с добавлением алюми¬
ниевой пудры) или люминесцирующие порошки, содержащие люми¬
нофор- люмоген светло-желтого цвета. Частицы порошка имеют раз¬
меры 0,1—60 мкм. Магнитные пасты, предназначенные для получе¬
ния взвесей в жидкости, содержат различные смачивающие, антикор¬
розийные и другие добавки. В качестве жидкости применяют смесь
керосина и трансформаторного масла в равных количествах. В 1 кг
жидкости содержится 30—50 г магнитного порошка.
Скопления порошка над трещинами намагниченных загото¬
вок выявляют форму и размеры этих трещин.
Повреждения обнаруживают при направлении магнитного по¬
тока перпендикулярно трещине. Простые заготовки намагничи¬
вают в одном направлении, а сложные — в нескольких. Приме¬
няют три способа намагничивания: циркуляционное, полюсное и
комбинированное.
Циркуляционное (поперечное) намагничивание осуще¬
ствляют пропусканием тока под напряжением -12 В через про¬
веряемую заготовку (рис. 13.1, а) или через проводник, помещен¬
ный'в ее отверстие. В этом случае хорошо обнаруживаются про¬
дольные трещины.
Полюсное (продольное) намагничивание ведут с помощью
электромагнитов или соленоидов (рис. 13.1, б), при этом заго¬
товку намагничивают вдоль своего наибольшего размера и на ней
обнаруживают трещины, расположенные под углом 65—90° к
продольной оси заготовки.
Значение силы тока (7, А), пропускаемого через обмотку со¬
леноида при полюсном намагничивании,
где Н — необходимая напряженность магнитного поля, А/м; Д. —
средний диаметр соленоида, м; I — длина соленоида, м; га — чис¬
ло витков соленоида.
(13.1)
267
Комбинированное намагничивание (рис. 13.1, в) состо¬
ит в одновременном намагничивании заготовки двумя или не¬
сколькими магнитными полями разного направления для обна¬
ружения трещин любого направления.
Для обнаружения трещин используют как постоянный, так
и переменный ток. Постоянный ток применяют только для вы¬
явления повреждений. Магнитное поле, создаваемое им, однород¬
но и достаточно глубоко проникает в заготовку. Переменный ток
служит для выявления трещин и размагничивания заготовок.
Напряженность магнитного поля в приложенном магнитном
поле на поверхности заготовки должна иметь значения 1590—
3980 А/м, а при использовании остаточной намагниченности —
7960—15920 А/м.
В приложенном магнитном поле определяют повреждения де¬
талей из магнитомягких материалов (Ст.2, Ст.З, от стали 10 до
стали 40), а в поле остаточной намагниченности — детали, из¬
готовленные из магнитожестких материалов (легированных и вы¬
сокоуглеродистых сталей).
а
б
в
h
% Г Г
“ TTV ц W I
о 6
Рис. 13.1. Схемы намагничивания деталей.
Обозначения: 1Ъ /2 — токи; Ф1; Ф2 — магнитные потоки
268
Значение силы тока для определения трещин в приложенном
поле при циркуляционном намагничивании определяют по фор¬
муле
/ = (6 - 8)d, (13.2)
а в поле остаточной намагниченности
/=(17-20)d, (13.3)
где d — диаметр заготовки, мм.
В ремонтном производстве применяют переносные и пере¬
движные магнитные дефектоскопы ПМД-68, ПМД-70, ПМД-77,
ПМД-ЗМ, М-217 и др.
Магнитографический способ заключается в намагничивании
заготовки и записи магнитного потока рассеяния на магнитную
ленту, которой покрывают заготовку, и последующей расшифров¬
ке полученной информации.
Для обнаружения повреждений феррозондовым способом при¬
меняют соответствующие преобразователи.
Заготовки из магнитожестких материалов должны быть раз¬
магничены в переменном магнитном поле с амплитудой, равномер¬
но уменьшающейся от максимального значения до нуля. Чем
больше магнитная проницаемость материала и поперечные разме¬
ры заготовки, тем меньше должна быть частота магнитного поля.
Заготовки с отношением длины к ширине, равным более пяти,
размагничивают перемещением их через открытый соленоид. Ко¬
роткие заготовки с большим поперечным сечением размагничива¬
ются плохо. Поэтому их предварительно собирают в пакет и рас¬
полагают вдоль оси соленоида. Степень размагниченности прове¬
ряют путем осыпания заготовки стальными опилками, на поверх¬
ностях размагниченных заготовок опилки не удерживаются. Для
контроля размагниченности применяют феррозондовый полюсоис-
катель ФП-1 или прибор контроля размагниченности ПКР-1.
Капиллярный способ является основным при работе с заго¬
товками из цветных материалов, а также дополнительным к
магнитопорошковому способу. С его помощью также определяют
шлифовальные и термические трещины, волосовины, поры и дру¬
гие дефекты при операционном контроле.
Содержание способа заключается в следующем. На очищен¬
ную поверхность с трещинами наносят проникающую жидкость
(пенетрант) путем погружения заготовки в ванну с этой жидко¬
стью на 10—15 мин, или нанесения ее пульверизатором либо
мягкой кистью. Пенетрант обладает низким поверхностным на¬
тяжением. Дают выдержку для проникновения жидкости в
269
полости повреждений. Затем заготовки очищают раствором ТМС
и просушивают подогретым сжатым воздухом, что способствует
выходу проникающей жидкости на поверхность заготовки и рас¬
теканию ее по краям трещины. Проникающую жидкость допол¬
нительно извлекают из трещины на поверхность заготовки сорб¬
ционным или диффузионным способом. В первом случае на по¬
верхность заготовки наносят сухой порошок силикагеля, каоли¬
на или мела (сухой способ), или суспензию порошка в воде либо
в органических растворителях (мокрый способ). Во втором слу¬
чае наносят покрытие, в которое диффундирует проникающая
жидкость из области повреждения. Этот способ более чувствите¬
лен, чем сорбционный, его применяют для обнаружения мелких
трещин. Чем глубже трещина, тем более широкая полоска жид¬
кости будет на поверхности заготовки. В конце операции заго¬
товку протирают ветошью или промывают струей холодной воды
под давлением 0,2 МПа с последующей сушкой.
Для лучшего выявления полоски проникающей жидкости над
трещиной в ее состав вводят цвето- и (или) светоконтрастные ве¬
щества. Если в пенетрант вводят красители, видимые при днев¬
ном свете на фоне белого проявителя, то способ называют капил¬
лярно-цветным, а если вводят вещества, способные флуоресци¬
ровать в ультрафиолетовых лучах, то способ называют капилляр¬
но-люминесцентным.
В качестве пенетранта при капиллярно-цветном способе слу¬
жат составы:
♦ керосин 800 мл, норил-А 200 мл и судан красный 5С 10 г/л;
♦ спирт 90 %, эмульгатор ОП-7 10 % и родамин С 30 г/л;
♦ керосин 65 %, трансформаторное масло 30 %, скипидар 5 %
и судан красный 5С 5 г/л.
Составы пенетранта для капиллярно-люминесцентного спосо¬
ба следующие:
♦ керосин 50 %, бензин 25 %, трансформаторное масло 25 %
и краситель-дефектоль зелено-золотистый 0,25 г/л;
♦ керосин 75 %, бензол 10 %, трансформаторное масло 15 %,
краситель-дефектоль зелено-золотйстый 0,25 г/л и эмульгатор
ОП-7 2—3 г/л.
Люминесцентный контроль ведут с помощью дефектоскопов
марок ЛЮМ-1, ЛЮМ-2, ЛДА-3 или ЛД-4. Пенетрант освещают
ультрафиолетовыми лучами с помощью ртутно-кварцевых ламп
ПРК-2, ПРК-4 или ПРК-7, свет от которых проходит через спе¬
циальные светофильтры типа УРС-3, УРС-6 и др. Под действи¬
ем облучения пенетрант ярко светится желто-зеленым цветом.
270
Освещенность рабочего места лампами накаливания должна
быть не менее 500 лк для выявления цвета Судана, а при исполь¬
зовании ультрафиолетового излучения с длиной волны 315—
400 нм — не менее 50 лк.
Поверхностные трещины на заготовках несложной формы оп¬
ределяют с помощью ультразвуковых дефектоскопов, использу¬
ющих звуковые волны частотой 0,5—15 МГц. Наибольшее при¬
менение нашли устройства, работающие по принципу излучения
и приема бегущих и стоячих акустических волн (рис. 13.2).
Устройства, в которых применяют бегущие волны, делят на
три группы: использующие прохождение и отражение волн и им-
педансные.
Способы прохождения волн подразделяют на теневой и времен¬
ной. Теневой-способ учитывает уменьшение амплитуды волны,
прошедшей сквозь повреждение, или ее затухание (рис. 13.3).
Временной способ основан на запаздывании импульса, вызванно¬
го огибанием повреждения волнами.
Способ отражения волн (эхоспособ) основан на сопоставлении
времени перемещения отраженных волн от повреждения и про¬
тивоположной поверхности изделия (рис. 13.4). Эхоспособ при¬
меняют в том случае, когда доступ к поверхности заготовки воз¬
можен с одной стороны.
Импедансный способ основан на анализе изменения механи¬
ческого импеданса поврежденного участка поверхности контроли¬
руемого объекта, с которым взаимодействует преобразователь.
Рис. 13.2. Классификация акустических способов определения трещин
271
Рис. 13.3. Схемы акустического теневого способа
определения повреждений:
а — повреждения нет; б — Повреждение есть; 1 — показывающий
прибор; 2 — усилитель; 3 — пьезоприемник; 4 — заготовка; 5 — излуча¬
тель; в — генератор ультразвуковых колебаний; 7 — повреждение
Рис. 13.4. Схема определения повреждения эхоспособом:
1 — заготовка; 2 — повреждение; 3 — совмещенный преобразователь;
4 — усилитель; 5 — генератор; 6 — синхронизатор; 7 — блок развертки;
I, II и III — импульсы зондирующий, от повреждения и донный,
соответственно; В — размер повреждения; h — толщина заготовки,
а — глубина расположения повреждения
272
Акустический импеданс определяется отношением акустического
давления к скорости распространения волн. Об изменении импе¬
данса судят по характеристикам колебаний преобразователя: ча¬
стоте, амплитуде или фазе.
Способы, основанные на использовании стоячих волн, делят¬
ся на сравнительный, резонансный и свободных колебаний.
Сравнительный ультразвуковой способ основан на сопостав¬
лении реальной ультразвуковой характеристики изделия с эта¬
лонной. В заготовке с помощью преобразователя возбуждают
вибрации в ультразвуковом диапазоне. По мере диссипирования
акустической энергии изменяется частота колебаний заготовки.
Полученные приемным преобразователем вибрационные сигналы
поступают в прибор и после усиления и фильтрации анализиру¬
ются блоком обработки. Значения амплитуд и частот сигналов,
а также некоторые спектральные характеристики (в первую оче¬
редь распределения частот) сравнивают с эталонными, хранящи¬
мися в блоке памяти прибора, и на основании этого сравнения
делают вывод о годности заготовки к восстановлению. Эталонные
значения вибрационных сигналов получают с заведомо годной
для восстановления детали.
Наличие повреждений или изменение свойств материала при
резонансном способе определяют по изменению резонансных час¬
тот по сравнению с этими частотами для годной детали.
Согласно способу свободных колебаний в части изделия уда¬
ром возбуждают механические колебания и анализируют спектр
возбуждаемых частот. В изделиях с трещинами спектр, как пра¬
вило, смещается в высокочастотную сторону.
Неразрушающий контроль внутренней структуры радиопроз-
рачных изделий, а также текстуры материалов ведут с помощью
радиоинтроскопов, работающих в режиме сканирования. Инфор¬
мация о внутренней структуре материалов содержится в ампли¬
туде, фазе и характере поляризации отраженной или прошедшей
волны. Физико-механические свойства материалов (величина зер¬
на, модуль упругости, твердость, текстура и др.) могут опреде¬
ляться акустическими средствами путем измерения скорости рас¬
пространения и коэффициента затухания упругих волн, характе¬
ристического импеданса и др.
Определение специальных характеристик. Внутренние поло¬
сти некоторых деталей или соединения их стыков проверяют на
герметичность. Это свойство определяет способность конструк¬
ции или материала препятствовать проникновению жидкости или
газа (ГОСТ 24054—80) через стенки или стыки. В качестве проб¬
273
ного вещества применяют воду, керосин или воздух. Количе¬
ственная характеристика герметичности выражается расходом
газа или жидкости, протекающими через течь, или падением дав¬
ления в полости от начального значения за единицу времени.
Наибольшее распространение в ремонтном производстве получи¬
ли газовые манометрические способы. С их помощью контроли¬
руют блоки, головки и гильзы цилиндров, впускные трубы и га¬
зопроводы, корпусы воздухоочистителей и другие изделия. Проб¬
ным веществом является сжатый воздух под давлением 0,4 МПа.
Деталь при испытании помещают в воду. Расположение и раз¬
мер течи определяют по выходу пузырьков воздуха.
Объективную сортировку винтовых пружин по их жесткости
обеспечивает стенд (рис. 13.5). Корпус 1 стенда крепят на вер¬
стаке. Скалки 2 и 5 установлены со скольжением в соосных
втулках, причем в верхнюю скалку 5 ввернут шток пневмокаме¬
ры 7, ход которого ограничен гайками 6. В нижней скалке 2 име¬
ется паз, в который входит одним концом поворотный рычаг 3
274
Рис. 13.5. Стенд для контроля жесткости пружин
(соотношение плеч 1 : 2), напрессованный на ось 4. На другом
конце рычага установлена призма 12 с грузом 14, вес которого ра¬
вен половине необходимого усилия сжатия контролируемой пру¬
жины. Нижняя часть рычага взаимодействует с упором 13, а верх¬
няя — с регулировочным болтом 9 и конечным выключателем 10
с нормально разомкнутыми контактами (момент его срабатывания
регулируют болтом 11). На корпусе стенда установлен световой
индикатор 8 с лампочками зеленого и красного цвета.
Проверяемую пружину устанавливают на опорную поверх¬
ность скалки 2 при поднятой скалке 5. Подают сжатый воздух
в пневмокамеру. При этом годная пружина передает на рычаг
усилие, достаточное для подъема груза 14, с касанием рычагом
болта 9 (загорается зеленая лампочка). Когда пружина не обла¬
дает необходимой жесткостью, рычаг остается неподвижным (го¬
рит красная лампочка). В последнем случае жесткость пружины
должна быть восстановлена.
13.3. Сортировка деталей ремонтного фонда
Организация работ. При сортировке деталей применяют, как
правило, качественный способ определения дефектов, т. е. уста¬
навливают факт их наличия или отсутствия. Исключение состав¬
ляет определение дефектов, способ устранения которых назначен
в зависимости от размера этих дефектов (значений износа, длин
трещин, площади пробоин и др.). В первую очередь находят де¬
фекты, при наличии которых деталь выбраковывают.
При сортировке деталей назначают сплошной контроль, по¬
тому что они могут иметь критические дефекты.
Дефекты на детали помечают, а в соответствующем поле ве¬
домости ставят знак «+». Отсутствие пометки означает годность
элемента детали. При технологической подготовке производства
определяют организацию учета деталей и способ пометки повреж¬
денных элементов. Возможны такие решения:
♦ поврежденные места помечают краской. Содержание дефек¬
та шифруют цветом краски и характером линий. Типовая техно¬
логия ГосНИТИ рекомендует помечать детали такими цветами: зе¬
леным — годные детали, желтым — детали, годные только для
соединения с новыми или восстановленными до номинальных раз¬
меров деталями, белым — детали, подлежащие восстановлению на
данном предприятии, синим — детали, подлежащие восстановле¬
нию на специализированном предприятии, красным — утиль;
♦ дефекты записывают на бланках установленной формы, а
бланки приклеивают к деталям. Детали поступают на рабочие
275
места их восстановления, где рабочие вычитывают дефекты и со¬
гласно технологической документации их устраняют. Контролер
на своем посту в конце линии восстановления определяет полно¬
ту и качество работ;
♦ на деталях выбивают порядковый номер. Дефекты каждой
детали шифруют и сведения о них в виде ведомости дефектов
вносят в память ПЭВМ. На каждом рабочем месте имеется мо¬
нитор. По данным запроса о состоянии детали устраняют дефек¬
ты на этом рабочем месте. Контролер в дальнейшем также вычи¬
тывает доремонтное состояние детали и определяет полноту и ка¬
чество восстановления. Такая организация перспективна при не¬
обезличенном методе ремонта агрегатов.
Два последних метода нанесения пометок относятся к указа¬
нию дефектов на крупных деталях. Мелкие детали перемещают
партиями в нумерованном контейнере.
Учет состояния отдельных крупных деталей и партий мелких
деталей служит основой прогноза трудоемкости и продолжитель¬
ности восстановления этих деталей.
Группирование деталей по маршрутам восстановления. Ста¬
новление авторемонтного производства характеризовалось ис¬
пользованием подефектной технологии восстановления деталей,
которая предполагала устранение отдельных дефектов этих дета¬
лей. Подефектная технология для авторемонтных предприятий с
большими объемами выпуска экономически неоправданна.
Партии восстанавливаемых деталей комплектуют только по наи¬
менованиям без учета имеющихся сочетаний дефектов. Организа¬
ция работ не позволяет восстановить эти детали по единому тех¬
нологическому процессу. В результате партия исходных загото¬
вок распадается, а учет деталей, трудовых и материальных зат¬
рат затрудняется. При этих условиях невозможен запуск в про¬
изводство больших партий заготовок и нецелесообразно примене¬
ние специализированного оборудования и оснастки.
Восстанавливаемые детали, имеют, как правило, устойчивые
сочетания дефектов, которые определяются условиями эксплуата¬
ции и выявляются в результате обследования большого числа де¬
талей ремонтного фонда. Маршрутная технология, предложенная
проф. К. Т. Кошкиным, служит для устранения реально существу¬
ющих сочетаний дефектов по установленным маршрутам. Эта тех¬
нология восстановления деталей по сравнению с подефектной обес¬
печивает более высокое их качество с меньшими затратами.
При организации маршрутной технологии восстановления де¬
талей учитывают следующие принципы:
276
♦ сочетание дефектов в каждом мар1цруте ДОЛжно быть
объективно существующим;
♦ количество маршрутов восстановлен*,* деталей должно
быть минимальным. Большое число маршрутов затрудняет орга¬
низацию производства и учет деталей, требует большой площади
складов;
♦ способ восстановления детали учитывает требования к точ¬
ности взаимного расположения поверхностей и определяет содер¬
жание маршрута. Например, в приливе б^ока ЦИЛиндров под
гильзу могут быть изношены поверхности рабочего торца и (или)
отверстия. Если принят способ восстановления этих поверхнос¬
тей установкой дополнительного ремонтного элемента, то в про¬
цесс восстановления включают устранение обоих дефектов неза¬
висимо от того, имеется один из них или об^ одновременно"
♦ восстановление детали по каждому отДельному маршруту
должно быть экономически целесообразным. 3 качестве критерия
эффективности выступают затраты на восстановление> а сравни¬
тельной базой является цена новой детали.
Возможное количество сочетаний дефект0в велико, например,
из семи дефектов можно составить 128 их сочетаний. Хотя ре¬
альное их число существенно меньше приведенного> однако орга.
низовать соответствующее количество техно^огических маршру¬
тов сложно. Число технологических маршрутов может быть со¬
кращено:
♦ путем исключения маршрутов с редко встречающимися со¬
четаниями дефектов;
♦ включения коротких маршрутов в 6ojjee ДЛИНные, напри¬
мер, т( 1) в т( 1, 2) или т( 1, 2) в т( 1, 2, 3), когда в маршрутах
присутствует устранение общих дефектов;
♦ объединения коротких маршрутов, нацример, т(1) и тп(2)
в т( 1, 2) или т( 1, 2) и т(3) в т( 1, 2, 3), когда в маршрутах
отсутствует устранение общих дефектов;
♦ объединения подобных сочетаний дефектов, отличающихся
друг от друга дефектами с небольшой трудоемкостью устранения;
♦ объединения маршрутов с операциями Qo устранению взаи¬
мосвязанных дефектов (восстановление соосцых отверстий, ори¬
ентированных относительно друг друга плос^остед и Др )
Сокращение числа маршрутов восстановления деталей обус¬
ловливает избыточность восстановительных работ. В МАДИ раз¬
работана методика оптимизации количества маршрутов восста¬
новления деталей путем последовательного объединения сочета¬
ний устраняемых дефектов в маршруте.
277
В качестве критерия целесообразности организации маршрут¬
ной технологии принимают допустимые экономические потери
П(г) от сокращения числа г технологических маршрутов:
Щг)<КвСя-^С}Кг (13.4)
/=1
где Къ — коэффициент, определяющий отношение стоимости вос¬
становления детали к цене , новой детали; Сн — стоимость новой
детали, руб.; С; — затраты на устранение дефектов у-го сочета¬
ния, руб.; Kj — частота появления j-vo сочетания дефектов вос¬
станавливаемых деталей.
Значение коэффициента Кв принимают в пределах 0,15—
0,30, при этом его меньшие значения соответствуют централизо¬
ванному восстановлению деталей.
Экономические потери при восстановлении детали по у'-му
технологическому маршруту равны разности затрат на устране¬
ние принятого числа дефектов и стоимости устранения их реаль¬
ного количества.
При определении минимального числа маршрутов восстановления
деталей последовательно сокращают это число на один. Исключае¬
мый маршрут вводят в один из оставшихся или объединяют с од¬
ним из них. Выбирают тот вариант, при котором потери П(г) мини¬
мальны. При каждом последующем сокращении эти потери возрас¬
тают и достигают максимального значения, когда все дефекты уст¬
раняют по одному технологическому маршруту. Та последняя опера¬
ция, при которой достигается условие (13.4), определяет оптималь¬
ное число технологических маршрутов восстановления детали.
По мере образования необходимого количества деталей фор¬
мируются их партии, которые направляются по соответствующе¬
му технологическому маршруту на рабочие места нанесения по¬
крытий, установки ДРД, пластического деформирования, терми¬
ческой и механической обработки.
Коэффициенты годности, восстановления и сменности дета¬
лей. Состав ремонтного фонда деталей определяется коэффициен¬
тами их годности, сменности и восстановления.
Коэффициент годности kT показывает, какая часть деталей
данного наименования может быть использована при ремонте аг¬
регата повторно без восстановительных воздействий:
К = (13.5)
«о
где пТ — число годных деталей; п0 — общее число деталей данно¬
го наименования, поступивших с разборочно-очистного участка.
278
Коэффициент сменности kc определяет количество деталей
данного наименования, нуждающихся в замене при ремонте аг¬
регата:
Ас=—, (13.6)
по
где пи — число заменяемых деталей новыми.
Коэффициент восстановления kB показывает, какая часть де¬
талей данного наименования будет направлена на восстановление:
К=—, (13.7)
«о
где «в — число деталей, требующих восстановления.
Сумма значений указанных коэффициентов равна единице:
kr + kc + kB=l. (13.8)
Знание численных значений этих коэффициентов позволяет
объективно планировать потребность в запасных частях и объем
работ по восстановлению деталей.
Способы восстановления
деталей
14.1. Структура и содержание процесса
восстановления деталей
Факторы, определяющие эффективность восстановления де¬
талей. Восстановление деталей — это технологический процесс
возобновления их работоспособности и технического ресурса пу¬
тем возвращения геометрических параметров и механических
свойств, изменившихся за время эксплуатации, и доведения их
до нормативных значений.
Восстановление деталей является основным источником эф¬
фективности авторемонтного производства. Детали утрачивают
свою работоспособность в результате изнашивания, механичес¬
ких и коррозионных повреждений, а также вследствие усталости
металла. Однако большинство из них имеет остаточный ресурс и
может быть использовано повторно в результате проведения
сравнительно небольшого объема работ по их восстановлению.
Затраты на восстановление деталей в условиях современных
АРП составляют в зависимости от конструктивно-технологичес¬
ких особенностей деталей и характера их дефектов 10—50 % от
стоимости новых деталей.
Экономическая эффективность восстановления деталей по
сравнению с их изготовлением определяется многими факторами,
основными из которых являются:
♦ при восстановлении деталей значительно уменьшаются за¬
траты на материалы. Затраты на материалы и получение загото¬
вок при производстве автомобилей составляют 70—75 % от их
стоимости, а при восстановлении деталей — 1—12 % в зависи¬
мости от способа восстановления;
♦ при восстановлении деталей значительно сокращаются
расходы, связанные с обработкой деталей, так как обрабатыва¬
ются лишь поверхности, имеющие износ или механические по¬
вреждения;
♦ восстановление деталей позволяет уменьшить потребности
в производстве запасных частей и сократить расходы на их
280
приобретение, которые составляют 40—60 % от себестоимости
капитального ремонта автомобилей.
Таким образом, при восстановлении деталей достигается значи¬
тельная экономия сырьевых, энергетических и трудовых ресурсов.
Технологический процесс восстановления деталей. Детали ре¬
монтируемых изделий во время своего превращения в восстановлен¬
ные пребывают последовательно в определенных состояниях: дета¬
ли ремонтного фонда, исходной и ремонтной заготовок и восстанов¬
ленной детали. Такое превращение связано с изменением геометри¬
ческих параметров, химического состава и структуры поверхност¬
ных слоев и внутренних напряжений. Качество восстановленных
деталей определяется совокупностью приобретаемых свойств в ре¬
зультате выполнения технологического процесса (рис. 14.1).
Исходная заготовка — это очищенная от загрязнений деталь
ремонтного фонда с устранимыми повреждениями. Исходная за¬
готовка превращается в ремонтную заготовку путем создания
припусков на восстанавливаемых поверхностях. Ремонтная заго¬
товка превращается в восстановленную деталь в результате на¬
несения различных покрытий, пластического деформирования,
механической и термической обработки.
Исходные заготовки выбирают из деталей ремонтного фонда при
определении их технического состояния и разделяют на группы с
одинаковыми сочетаниями устраняемых повреждений, которые
партиями направляют на соответствующие участки восстановления.
Некоторые детали допускают восстановление их рабочих по¬
верхностей обработкой под ремонтные размеры. В таком случае
исходные заготовки превращаются в ремонтные без нанесения
покрытий или перемещения материала.
Если ремонтные размеры не предусмотрены или они исчерпа¬
ны, то ремонтную заготовку создают или нанесением покрытия,
или установкой дополнительной ремонтной детали (ДРД), или пе¬
ремещением металла заготовки пластическим деформированием.
Геометрическую форму, размеры и шероховатость рабочих по¬
верхностей, а такз&е их взаимное расположение восстанавливают
обработкой резанием в большинстве случаев после нанесения вос¬
становительных покрытий.
Точность размеров и формы обеспечивают выбором техноло¬
гических баз и ориентированием заготовки относительно режуще¬
го инструмента, а также жесткостью технологической системы
«станок—приспособление—инструмент—деталь». Геометрические
параметры детали могут быть восстановлены и пластическим де¬
формированием.
281
Разборка агрегатов
^ Детали ремонтного фонда
На склад На сборку
Рис. 14.1. Схема технологического процесса восстановления деталей
282
Коррозионную стойкость деталей восстанавливают нанесени¬
ем защитных покрытий (металлических, лакокрасочных или
композиционных на полимерной основе).
Усталостную прочность деталей, воспринимающих цикличес¬
кую цагрузку, восстанавливают способом поверхностного или
объемного пластического деформирования (наклепом).
Восстановленные детали перед сборкой должны быть очище¬
ны от технологических загрязнений. Особое внимание необходи¬
мо уделять очистке масляных каналов и внутренних полостей.
Завершающей стадией процесса восстановления деталей явля¬
ется контроль геометрических параметров и физико-механических
свойств, который заключается в установлении соответствия всех
параметров восстановленной детали требованиям технической до¬
кументации.
14.2. Классификация способов восстановления
деталей
Методы восстановления посадки. В результате изнашивания
происходит изменение размеров и геометрической формы деталей,
что приводит к изменению посадки сопряженных деталей и, как
следствие, к нарушению работоспособности соединения.
Для полного восстановления работоспособности изношенных
деталей необходимо вернуть им первоначальные размеры, геомет¬
рическую форму и расположение поверхностей, а также физико¬
механические свойства материала.
Восстановление начальной посадки сопряженных деталей
можно осуществить двумя методами: 1) путем восстановления
размеров деталей до их номинального значения; 2) путем изме¬
нения начальных (номинальных) размеров деталей.
Первый метод основан на применении различных способов
наращивания металла на изношенные поверхности деталей тре¬
буемой толщины или его деформирование с последующей меха¬
нической обработкой поверхности под номинальный размер. На¬
несение металлопокрытий осуществляется различными способами
наплавки, электрохимическими и химическими покрытиями, на¬
пылением. При этом методе полностью восстанавливаются взаи¬
мозаменяемость деталей и посадка соединений.
При втором методе восстанавливается только посадка соеди¬
нения, при этом основная деталь соединения приобретает пра¬
вильную геометрическую форму и новый ремонтный размер, а со¬
прягаемая деталь заменяется новой. При этом методе взаимоза¬
283
меняемость сохраняется лишь частично, в пределах только дан¬
ного ремонтного размера, а при свободных ремонтных размерах
вовсе нарушается.
Современное авторемонтное производство располагает боль¬
шим количеством различных способов полного восстановления
работоспособности деталей, которые не только позволяют возвра¬
тить им геометрические параметры и физико-механические свой¬
ства, но в ряде случаев улучшить их.
Исходя из условий использования дополнительных материа¬
лов и энергоресурсов, ремонтные заготовки получают с вложени¬
ем или без вложения материалов в исходные заготовки.
Способы создания ремонтных заготовок. Классификация спо¬
собов создания ремонтных заготовок (способов восстановления)
приведена на рис. 14.2.
Наиболее широкое применение при восстановлении автомо¬
бильных деталей получили различные виды слесарно-механической
обработки. К ним относятся: собственно слесарная обработка при
подготовке деталей к нанесению покрытий и обработка после их
нанесения, обработка деталей под ремонтный размер, установка
ДРД, обеспечивающая восстановление изношенных поверхностей
до номинального размера.
Пластическое деформирование как способ восстановления де¬
талей основан на использовании пластических свойств материа¬
ла. Способ применяется с целью восстановления не только раз¬
меров изношенных поверхностей за счет перераспределения ме¬
талла самой детали, но также формы и физико-механических
свойств деталей. В зависимости от конструктивно-технологичес¬
ких особенностей деталей применяют следующие виды процесса:
осадка, раздача, обжатие, вытяжка, накатка, правка и др.
Сварка и наплавка являются наиболее распространенными спо¬
собами восстановления деталей. На АРП применяют как ручные,
так и механизированные способы сварки и наплавки, которые
занимают до 80 % общего объема наплавочных работ. Из меха¬
низированных способов наплавки наибольшее практическое при¬
менение нашли: автоматическая электродуговая наплавка под
флюсом, наплавка в среде защитных газов, вибродуговая и плаз¬
менная наплавки. К перспективным способам восстановления де¬
талей можно отнести такие способы сварки, как лазерная, элек¬
тромагнитная и намораживанием.
Напыление. Сущность способа восстановления деталей за¬
ключается в нанесении распыленного металла на изношенные по¬
верхности деталей. В зависимости от способа нагрева металла
284
Способы создания ремонтных заготовок
Нанесение покрытий
Наплавка: электродуговая, электромагнитная, плазменная,
газопламенная, намораживанием, индукционная, лазерная,
электронно-лучевая и др.
Напыление: электродуговое, газопламенное, плазменное,
детонационное, индукционное, вакуумное,
конденсационное и др.
Электроконтактная приварка металлического материала
из ленты, порошка или проволоки
Электролиз: железнение, хромирование, цинкование,
нанесение композиционных покрытий
Химическое нанесение:
олова, никеля, композиций
Заливка расплавленного материала:
металла, пластмассы
Пайка припоями:
твердыми, мягкими
Установка дополнительных ремонтных деталей:
напрессовыванием, приваркой, пайкой, приклеиванием,
силами упругости и упорами
Пластическое перемещение материала из неизнашиваемой
части детали в зону изнашивания: механическое,
термопластическое, гидродинамическое
Рис. 14.2. Классификация способов восстановления деталей
285
различают следующие виды напыления: электродуговое, газопла¬
менное, индукционное, плазменное, детонационное.
Применение электрохимических и химических покрытий при
восстановлении деталей основано на осаждении металла на по¬
верхности детали из растворов солей электрохимическим или хи¬
мическим методом. Электрохимические и химические покрытия
применяют при восстановлении изношенных поверхностей дета¬
ли, а также для защиты их от коррозии. С целью восстановле¬
ния изношенных деталей наиболее широкое применение получи¬
ли хромирование, железнение, химическое никелирование. Для
защиты деталей от коррозии применяют следующие электрохи¬
мические процессы: хромирбвание, никелирование, цинкование,
кадмирование, а также химические процессы оксидирования и
фосфатирования.
Пайка в авторемонтном производстве применяется в основ¬
ном при восстановлении герметичности и устранении механичес¬
ких повреждений деталей системы питания и охлаждения (тру¬
бопроводов, радиаторов и др.).
Синтетические материалы широко применяют как для ком¬
пенсации износа деталей, так и для устранения механических
повреждений (трещин, пробоин) в корпусных деталях.
Электрофизические способы применяют не только для восста¬
новления изношенных поверхностей, но и для упрочнения дета¬
лей за счет повышения их физико-механических свойств.
Вышеперечисленные способы восстановления деталей нашли
широкое применение в авторемонтном производстве и обеспечи¬
вают требуемый уровень качества и надежную работу деталей
при условии правильного выбора технологического способа и уп¬
равления процессами нанесения покрытий и последующей обра¬
ботки деталей. Основными управляющими факторами, оказыва¬
ющими влияние на качество восстановленных деталей, являют¬
ся свойства исходных материалов, применяемых при нанесении
покрытий, и режимы нанесения покрытий и обработки.
Восстановление деталей
слесарно-механической
обработкой
15.1. Особенности обработки резанием
восстанавливаемых деталей
Выбор режимов обработки, оборудования, режущего инстру¬
мента. В авторемонтном производстве слесарно-механическая об¬
работка применяется как самостоятельный способ восстановле¬
ния деталей, а также в качестве операций, связанных с подго¬
товкой или окончательной обработкой деталей, восстанавливае¬
мых другими способами.
Однако механическая обработка деталей, впсртявяялинярмцу
различными способами, имеет ряд особенностей вследствие высо¬
кой твердости поверхностей и в связи с необходимостью обработ¬
ки покрытий с различными физико-механическими свойствами,
полученными при восстановлении изношенных поверхностей на¬
плавкой, напылением, электрохимическими покрытиями и др.
В связи с этим необходимо более внимательно подходить к
выбору режимов обработки, оборудования, режущего инструмен¬
та и приспособлений-
В практике АРП нашли широкое применение такие способы,
как обработка изношенных поверхностей под ремонтный размер
и установка ДРД.
В связи с особыми физико-механическими свойствами покры¬
тий, применяемых при восстановлении изношенных деталей, и
неоднородностью этих свойств на различных участках восстанав¬
ливаемых поверхностей механическая обработка характеризует¬
ся переменной величиной припуска, ударами, резанием металла
с наклепом поверхностных слоев, что требует применения твер¬
досплавного инструмента соответствующей геометрии и обосно¬
ванных режимов резания.
Наплавленные и напыленные покрытия с твердостью менее
35 HRC обрабатывают всеми видами инструмента с уменьшени¬
ем скорости резания на 30 60 % — .при черновом точении и на
287
20—40 % — при чистовой токарной обработке по сравнению со
скоростью резания при обработке деталей из нормализованной
стали 45.
Инструментальные материалы. Наплавленные детали с твер¬
достью покрытий до 45 HRC обрабатывают резцами с пластин¬
ками из твердого сплава Т15К6. При необходимости получения
поверхности более высокого качества оставляют припуск на шли¬
фование 0,3 мм на диаметр. Возможна обработка наплавленных
покрытий твердостью 45—52 HRC лезвийным инструментом из
твердого сплава ВКЗМ, ВК6М и ВК60М на следующих режимах:
скорость резания 30—60 м/мин, подача 0,03—0,20 мм/об, глу¬
бина резания 0,05—1,00 мм.
Производительность обработки и качество поверхностей зна¬
чительно повышаются при использовании поликристаллических
сверхтвердых материалов (ПСТМ) на основе кубического нитри¬
да бора (50—98 %). Черновую обработку покрытий с высокой
твердостью выполняют инструментом из ПСТМ-киборита. Для
чистовой и отделочной обработки применяют инструменты с
режущей частью из композитов: 01 (эльбор-Р), 02 (белбор),
10 (гексанит-Р) и др. Наиболее высокой работоспособностью об¬
ладают резцы из киборита и гексанита-Р, износостойкость кото¬
рых сохраняется при скорости резания до 200 м/мин.
Механическую обработку напыленных покрытий, характери¬
зуемых повышенной хрупкостью, пористостью и твердостью,
необходимо вести на пониженных режимах резания: скорость
резания 60—80 м/мин, глубина резания 0,1—0,3 мм, подача
0,1—0,2 мм/об.
Для абразивной обработки применяют различные материалы,
зерна которых обладают высокой твердостью и режущей способ¬
ностью. Абразивные материалы подразделяют на естественные
(природные) и искусственные.
Из группы естественных абразивных материалов промыш¬
ленное значение имеют следующие: алмаз, корунд, гранит, кварц,
кремень и др.
К искусственным абразивным материалам относятся: синте¬
тические алмазы, эльбор, карбид бора, карбид кремния, элект¬
рокорунд и др.
Абразивные инструменты (круги, бруски, шкурки и др.) состо¬
ят из абразивных зерен, связанных органическим или неоргани¬
ческим веществом. К органическим связкам относятся: керамичес¬
кие (К), магнезиальные (М), силикатные (С). Неорганические
связки: бакелитовые (Б), глифталевые (ГФ) и вулканитовые (В).
288
По твердости шлифовальные круги индексируют: М — мяг¬
кие, СМ — средней мягкости, С — средние, СТ — средней твер¬
дости, Т — твердые, ВТ — весьма твердые и ЧТ — чрезвычайно
твердые.
Шлифование деталей, напыленных износостойкими покрыти¬
ями с высокой твердостью, рекомендуется выполнять алмазны¬
ми кругами на вулканитовой связке.
Изношенные поверхности детали, восстановленные хромиро¬
ванием, обрабатывают шлифованием. При выборе режима шли¬
фования необходимо учитывать пониженную теплопроводность
хрома и возможность перегрева покрытия, что может привести к
снижению микротвердости и образованию трещин в покрытии,
которые являются концентраторами напряжений и снижают ус¬
талостную прочность восстановленных деталей.
Шлифование следует проводить электрокорундовыми шлифо¬
вальными кругами при режиме: скорость резания — 30—35 м/с,
поперечная подача — 0,002—0,005 мм на двойной ход стола,
продольная подача — 2—10 мм/об, расход охлаждающей жид¬
кости — 25—30 л/мин.
При механической обработке восстанавливаемых деталей не¬
обходимо обеспечивать точность размеров, шероховатость, точ¬
ность формы и взаимного расположения рабочих поверхностей.
Указанные особенности и большое разнообразие типоразмеров
восстанавливаемых деталей требуют особого подхода при выборе
оборудования, приспособлений, измерительного и режущего ин¬
струментов, а также технологических баз.
При базировании деталей на поверхности с допустимой вели¬
чиной износа возникают погрешности базирования и снижается
точность обработки. Поэтому механическую обработку необходи¬
мо начинать с восстановления базовых поверхностей.
15.2. Восстановление деталей способом
ремонтных размеров
Виды ремонтных размеров деталей. Восстановление деталей
способом обработки под ремонтный размер заключается в том,
что одну из изношенных деталей сопряжения, обычно более
сложную и дорогую, подвергают механической обработке до ус¬
тановленного ремонтного размера, а другую деталь заменяют но¬
вой или восстановленной того же ремонтного размера.
В результате механической обработки удаляется поверхност¬
ный изношенный слой и деталь получает новый размер — ре¬
Ю-135
289
монтный, который может быть больше (для отверстий) или
меньше (для валов) номинального. На специализированных за¬
водах организовано изготовление заменяемых деталей.
В авторемонтном производстве используют три вида ремонт¬
ных размеров: стандартные, установленные заводом-изготовите-
лем; регламентированные, установленные ТУ на капитальный
ремонт автомобилей; свободные, предусматривающие обработку
до получения правильной геометрической формы и шероховатос¬
ти поверхности деталей.
Преимущество стандартных ремонтных размеров перед свобод¬
ными заключается в том, что они позволяют заранее иметь гото¬
вые детали и осуществлять- ремонт методом полной или группо¬
вой взаимозаменяемости, что сокращает продолжительность ре¬
монта.
Величина ремонтного размера зависит от износа рабочей по¬
верхности детали и припуска на обработку. Припуск на обработ¬
ку назначается с учетом вида обработки, типа оборудования, раз¬
мера и материала детали.
Определение ремонтных размеров деталей. Научное обосно¬
вание способа дал профессор В. В. Ефремов.
Методика определения ремонтных размеров основана на
сохранении первоначальной геометрической оси восстанавливае¬
мой детали (рис. 15.1).
Первые ремонтные размеры для валов dp и для отверстий
£>р определяют по формулам
^р, 2(^max + Z) ,
(15.1)
Рис. 15.1. Схема определения ремонтных размеров:
а — для вала; б — для отверстия
290
DPi=DH+2(imax+Z), (15.2)
где da и DH — номинальные диаметры вала и отверстия, мм;
imax — максимальный износ на сторону, мм; Z — припуск на ме¬
ханическую обработку на сторону, мм.
Максимальный износ определяют косвенным путем с помо-'
щью коэффициента неравномерности износа f, который представ¬
ляет собой отношение максимального износа на сторону к вели¬
чине общего износа i0 на диаметр:
/ = %*-• (15.3)
*0
Если минимальный износ детали на сторону обозначить че¬
рез imin, то общий износ будет равен сумме imax и imin и определя¬
ется по выражениям
i0 dH~ d\, iQ D\ Dn,
где di и Di — диаметры изношенных вала и отверстия, мм.
Тогда £тах = / • £0 и расчетные формулы для определения пер¬
вого и последующих ремонтных размеров примут вид (для валов):
dPi =4,-2(Д, + г), (15.4)
^рГйрГ2(^°+2) = с?н-4(/Л>+2)> (15-5)
dp^dH-2n{fi0+z) = dpr2{fi0+z). (15.6)
Обозначив величину 2{fi0 + z) = y, получим
dy^d^-ny, (15.7)
где у — ремонтный интервал.
Последние ремонтные размеры dp (для валов) и (для
отверстий) обусловливаются предельно возможным диаметром де¬
тали, определяемым прочностью и жесткостью, величиной удель¬
ных давлений, глубиной поверхностно-закаленного слоя, разме¬
ром сопряженной детали.
Количество ремонтных размеров п для шеек валов
dwi —— dr.
п — —- 5s.. (15.8)
Y
Для отверстий число возможных ремонтных размеров опреде¬
ляют аналогично, как и для валов, т. е.
п = (15.9)
Y
где Dp -— максимально допустимый диаметр отверстия.
291
Восстановление деталей способом обработки под ремонтный
размер является широко распространенным и общедоступным в
ремонтной практике. Этим способом восстанавливают коренные
и шатунные шейки коленчатых валов, опорные шейки распреде¬
лительных валов, гильзы цилиндров и другие детали.
К преимуществам этого способа восстановления деталей
следует отнести: простоту технологического процесса и применя¬
емого оборудования; высокую экономическую эффективность по
сравнению с другими способами; сохранение взаимозаменяемости
деталей в пределах ремонтного размера.
Недостатками способа являются: увеличение номенкла¬
туры запасных частей, поставляемых промышленностью; услож¬
нение процесса дефектации деталей, так как необходимо иметь
большой набор измерительного инструмента; усложнение органи¬
зации процессов комплектования деталей, сборки узлов и хране¬
ния деталей на складах.
15.3. Восстановление деталей способом
дополнительных ремонтных деталей
Использование дополнительных ремонтных деталей. Способ
установки ДРД применяют с целью компенсации износа рабочих
поверхностей деталей или замены изношенной или поврежденной
части детали.
В первом случае изношенная поверхность восстанавливается
путем установки специально изготовленной ДРД. В зависимости
от вида восстанавливаемой поверхности ДРД могут иметь форму
гильзы, кольца, шайбы, пластины, резьбовой втулки и др. Этим
способом восстанавливают отверстия под подшипники качения в
картерах коробок передач, задних мостах, ступицах колес, от¬
верстия с изношенной резьбой и другие элементы деталей.
Во втором случае детали сложной формы, имеющие износ от¬
дельных поверхностей, можно восстановить путем полного уда¬
ления поврежденной части и установки вместо нее заранее изго¬
товленной ДРД. Этот способ применяют при восстановлении кор¬
пусных деталей, блоков шестерен, при ремонте кузовов и кабин
автомобилей и в других случаях.
Особенности способа. Дополнительные ремонтные детали
обычно изготавливают из того же материала, что и восстанав¬
ливаемая деталь. Рабочая поверхность ДРД должна соответ¬
ствовать свойствам восстанавливаемой поверхности детали.
292
Поэтому ДРД при необходимости подвергаются соответствую¬
щей термической обработке.
Крепление ДРД чаще всего осуществляется за счет посадок с
гарантированным натягом.
Значение действительного (5р, мкм) натяга соединения опре¬
деляют по формуле
8p=ST-l,2 (RZi+R22) (15.10)
или
8р = 8Т -lAih^ + I^Raz), (15.11)
где 8Т — табличный натяг посадки, мкм; Rzi, Rz2 — высоты не¬
ровностей профиля, мкм; Rai, Ra2 — средние арифметические от¬
клонения профилей, мкм; klt k2 — коэффициенты, зависящие от
шероховатости поверхностей (5, 6-й кл. — k = 3; 7, 8-й кл. —
fe = 4; 10—14-й кл. — А = 5).
Условие прочности прессового соединения, воспринимаю¬
щего при эксплуатации статическую осевую силу S, выражают
неравенством S<P3. Усилие запрессовки (Р3, Н) определяется по
формуле
P3=fnpndl, (15.12)
где /п — коэффициент трения при запрессовке (принимается в
пределах 0,05—0,20 в зависимости от металла сопрягаемых де¬
талей); р — давление на контактной поверхности, Па; d и I —
диаметр и длина контактной поверхности, м.
П-.Д.10' (15.13)
Sl+SlV
Л Е2)
где Ег, Е2 — модули упругости материалов охватываемой и ох¬
ватывающей деталей, Па; Сх, С2 — коэффициенты, зависящие
от материала сопрягаемых деталей и отношения их диаметров
(рис. 15.2):
d2 +d% dn + d2
Cl = d^d2~il1'’ °2 = df^ + [L2; (15Л4)
d — диаметр сопрягаемых поверхностей, м; (J.j и р.2 — коэффи¬
циенты Пуассона материалов вала и втулки.
Значения коэффициентов Сг и С2 приведены в табл. 15.1.
293
Таблица 15.1
Значения коэффициентов Сг и С2
d
~Г или —
d da
Ci
с2
dt d
— ИЛИ —
d d2
Ci
с2
0
0,70
0,5
1,37
1,97
од
0,72
1,32
0,6
1,83
2,43
0,2
0,78
1,38
0,7
2,62
3,22
0,3
0,89
1,49
0,8
4,25
4,85
0,4
1,08
1,68
0,9
9,23
9,63
Р3
294
В тех случаях, когда детали соединения работают с больши¬
ми нагрузками или изготовлены из материалов, имеющих различ¬
ные коэффициенты линейного расширения, и соединение подвер¬
жено действию высокой температуры, запрессовку втулок целе¬
сообразно осуществлять с нагревом охватывающей детали или
охлаждением охватываемой. Прочность посадок с нагревом при
одних и тех же условиях в 3 раза больше прессовых посадок в
холодном состоянии, а средняя величина натяга в 2 раза боль¬
ше вследствие того, что неровности поверхностей деталей при го¬
рячей посадке не сглаживаются, как при холодной.
Температура нагрева t охватывающей детали или охлаждение
охватываемой определяется по формуле
8 + s
* = ^-±*п. (15.15)
где 8 — максимальная величина натяга посадки, мм; s — мини¬
мально необходимый сборочный зазор (для цилиндрических де¬
талей принимается s = 0,00Wd ), мм; а — коэффициент линей¬
ного расширения при нагреве или сжатия при охлаждении, град-1;
d — номинальный диаметр сопряжения, мм; tn — температура
помещения, °С (знак «+» при нагревании детали, знак «-» при
ее охлаждении).
В отдельных случаях применяют дополнительное крепление
ДРД приваркой по торцу, постановкой стопорных винтов или
штифтов. После установки ДРД осуществляют их окончательную
механическую обработку до требуемых размеров.
Восстановление деталей способом установки ДРД нашло ши¬
рокое применение при ремонте автомобилей вследствие простоты
технологического процесса и применения несложного оборудова¬
ния, а также возможности восстановления деталей со значитель¬
ным износом. Например, технологический процесс восстановле¬
ния гильзы цилиндров включает следующие операции: предвари¬
тельное растачивание и хонингование внутренней поверхности
гильзы, изготовление из стальной ленты пластин ДРД, сворачи¬
вание и запрессовывание двух ДРД в гильзу, снятие фаски и хо¬
нингование.
Длину пластин 1П определяют по формуле
ln =ji(d-/in+8) + AZ, (15.16)
где d — диаметр обработанного зеркала цилиндра, мм; hn — тол¬
щина пластины, мм; 8 — натяг в соединении, мм; ДI — величи¬
на смятия кромок пластины при запрессовывании ленты
(Ai=0,2—0,3 мм).
295
При восстановлении гильз цилиндров используют ленту из
стали У8А, У10А, 65Г толщиной 0,5 или 0,7 мм, шириной
75 или 80 мм.
К недостаткам способа относятся: невозможность восста¬
новления ряда деталей по конструктивным соображениям; сни¬
жение в отдельных случаях механической прочности детали; не
всегда оправдано применение способа с экономической точки зре¬
ния из-за больших расходов материала на изготовление ДРД.
Восстановление деталей
способом пластического
деформирования
16.1. Сущность процесса пластического
деформирования
Факторы, определяющие необходимое усилие деформирова¬
ния. Пластичность — это свойство твердых тел изменять свою
форму и размеры под действием внешних сил и сохранять их в
виде остаточной деформации после снятия нагрузки.
Способ основан на изменении размеров и формы детали
за счет перераспределения металла самой детали. Способ обра¬
ботки пластическим деформированием может быть приме¬
ним только для деталей, изготовленных из пластичных мате¬
риалов.
Сущность способа восстановления деталей пластическим
деформированием состоит в том, что металл под действием вне¬
шних сил перемещается в требуемом направлении к изношенной
поверхности детали, восстанавливая ее размеры и геометричес¬
кую форму без разрушения при напряжениях выше предела уп¬
ругости. Объем восстанавливаемой детали при этом остается без
изменений.
Степень и необходимое усилие деформирования зависят от
пластичности материала, температуры нагрева, скорости дефор¬
мирования и схемы главных напряжений.
Пластичность материала зависит от химического состава и
структуры металла. Наибольшей пластичностью обладают хими¬
чески чистые металлы. С увеличением содержания углерода в ме¬
талле пластичность уменьшается. Содержание кремния свыше
0,35 %, а марганца свыше 0,8 % также приводит к снижению
пластичности.
Размер зерна металла оказывает заметное влияние на плас¬
тичность при холодном деформировании. Чем меньше зерно, тем
16
297
прочнее металл, а следовательно, меньше его пластичность. При
горячем деформировании размер зерна не оказывает существенно¬
го влияния на пластичность, но оказывает влияние на прочность
детали, так как при определенной температуре и степени дефор¬
мирования для данного материала детали размер зерна достигает
максимального значения. Такую степень деформирования назы¬
вают критической, так как она приводит к понижению прочнос¬
ти детали.
Различают два вида пластического деформирования: холодное
и горячее.
Пластическое деформирование, протекающее при температуре
ниже температуры рекристаллизации и вызывающее упрочнение
(наклеп) металла, называется холодным.
Деформирование, протекающее при температуре выше темпе¬
ратуры рекристаллизации, при которой не происходит упрочне¬
ния металла, называется горячим. Температура, при которой
вследствие изменения структуры металла при нагреве происходит
резкое снижение твердости и повышение пластичности, называ¬
ется температурой рекристаллизации. Минимальная температу¬
ра рекристаллизации составляет примерно 0,4 от абсолютной
температуры плавления металла.
Нагрев детали до температуры ковки снижает сопротивле¬
ние деформированию в 10—15 раз по сравнению с процессом
холодного деформирования. Однако такой нагрев целесообра¬
зен только для значительных пластических деформаций.
Для углеродистых сталей целесообразен нагрев в интервале
350—750 °С.
Скорость деформирования оказывает ощутимое влияние на
пластичность. Увеличение скорости снижает пластичность в ус¬
ловиях горячего деформирования и оказывает незначительное
влияние на пластичность при холодном деформировании. Ско¬
рость деформирования на гидравлических прессах составляет
0,01—0,1 м/с; на механических — 0,25—0,5 м/с; на молотах
(в момент удара) — 4—8 м/с.
Пластическое деформирование может выполняться для вос¬
становления:
♦ размеров изношенных поверхностей деталей;
♦ первоначальной формы детали;
♦ механических свойств детали (усталостной прочности,
жесткости и др.).
298
16.2. Способы пластического деформирования
для восстановления изношенных поверхностей
Классификация способов пластического деформирования.
В зависимости от направления действующей силы Рд и тре¬
буемой деформации 8 различают следующие способы пластичес¬
кого деформирования: осадка, раздача, объемное редуцирование
(обжатие), вдавливание, протяжка или вытяжка и объемная
накатка.
Осадка применяется для увеличения размеров изношенных
наружных и уменьшения размеров внутренних поверхностей де¬
талей за счет уменьшения высоты детали. При осадке направле¬
ние действующей силы РД перпендикулярно направлению дефор¬
мации 8 (рис. 16.1, а).
Осадкой восстанавливают различные втулки из цветных ме¬
таллов, пальцы, короткие оси и другие аналогичные детали.
Изменение диаметра детали происходит за счет уменьше¬
ния ее высоты. Сильно нагруженные детали можно восста¬
навливать при условии, что их высота уменьшится не более
1,0 %; для средненагруженных деталей допускается уменьше¬
ние до 1,5 %.
а б в
г
д
Рис. 16.1. Принципиальные схемы восстановления деталей
пластическим деформированием
Давление (р, МПа) при восстановлении деталей способом
осадки определяется по формуле
где от — предел текучести материала, МПа; d и h — диаметр и
высота детали, м.
Раздача применяется для увеличения наружного диаметра из¬
ношенной поверхности детали при практически неизменяемой ее
высоте. Схема процесса восстановления деталей раздачей приве¬
дена на рис. 16.1, б.
Раздача характеризуется совпадением направления действую¬
щей силы Рд с направлением деформации 8. Изменение наружно¬
го диаметра детали происходит с помощью сферических, коничес¬
ких или цилиндрических прошивок (шарика, ролика, разрезной
конусной втулки и др.).
В зависимости от материала детали и ее термической обра¬
ботки раздача выполняется в холодном или горячем состоянии
детали.
Значение удельного давления (р, МПа) при раздаче определя¬
ют по формуле
где Dud — наружный и внутренний диаметры заготовки, м.
Увеличение диаметра детали при раздаче обычно не превыша¬
ет 1,0 мм.
К типовым деталям, подлежащим восстановлению раздачей,
относятся: поршневые пальцы, различные втулки, чашки диффе¬
ренциала, трубы полуосей и др.
Объемное редуцирование (обжатие) применяется при восста¬
новлении изношенной поверхности отверстия детали при практи¬
чески неизменяемой ее высоте.
При обжатии направления действующей силы РД и требуе¬
мой деформации 8 совпадают и направлены внутрь заготовки
(рис. 16.1, в).
Изменение внутреннего диаметра происходит за счет умень¬
шения наружного диаметра детали, обжимаемой с помощью мат¬
рицы.
Приемная часть матрицы имеет угол 7—8°, а выходная —
18—20°; высота цилиндрического пояска 3—5 мм. Диаметр ка¬
либрующего пояска матрицы принимают из расчета уменьшения
внутреннего диаметра на величину износа и припуска на меха¬
ническую обработку.
(16.1)
(16.2)
300
Вдавливание применяется для увеличения размеров изношен¬
ных частей детали посредством перемещения металла с ее нера¬
бочих поверхностей к изношенным. При вдавливании происхо¬
дит одновременно осадка и раздача (рис. 16.1, д).
Объемным вдавливанием можно восстанавливать клапаны,
зубчатые колеса, шлицевые валы, шаровые пальцы и другие де¬
тали. Обработку ведут при высокой температуре материала (для
стальных деталей 680—920 °С).
Вытяжка применяется для увеличения длины детали за счет
местного уменьшения площади ее поперечного сечения. При
вытяжке направление действующей силы Ра не совпадает с на¬
правлением деформации 6 (рис. 16.1, г). Способ применяют при
восстановлении длины сплошной детали с нежесткими требова¬
ниями к наружному диаметру. Типовыми деталями, которые
подлежат восстановлению вытяжкой, являются различные тяги
и стержни.
Объемная накатка. Сущность способа накатки состоит в из¬
менении размеров изношенной поверхности детали за счет вытес¬
нения металла из отдельных рабочих участков. Накатка выпол¬
няется зубчатым закаленным роликом (рис. 16.2). Рекомендует¬
ся применять накатывание при восстановлении деталей, которые
воспринимают контактное давление не более 7,0 МПа. Восстанов¬
ление деталей, имеющих твердость меньше 32 HRC, можно осу¬
ществлять в холодном состоянии при обильной подаче индустри¬
ального масла.
Рис. 16.2. Объемная накатка
301
Высота подъема металла на сторону при накатке не должна
превышать 0,2 мм, а потеря опорной поверхности — не более
50 %. При этом необходимо соблюдать условие
где п — число зубьев инструмента; t — шаг накатки, мм; d —
диаметр восстанавливаемой поверхности, мм.
Рекомендуемая скорость при накатке роликами среднеуглеро¬
дистой стали 8—20 м/мин; чугуна 10—15 м/мин; латуни и брон¬
зы 30—50 м/мин; алюминия до 90 м/мин.
Рекомендуемая поперечная подача для стали 0,15 мм/об,
продольная подача 0,4—0,6 мм/об. Число ходов зависит от ма¬
териала детали, шага и величины поднимаемого слоя металла.
Накатка применяется для восстановления изношенных по¬
верхностей валов под подшипники качения, цапф поворотных
кулаков и других деталей.
В зависимости от вида затрачиваемой энергии различают ме¬
ханическое, термопластическое и электрогидравлическое виды
пластического деформирования.
При механическом деформировании заготовку устанавливают
в приспособление, а усилие создают молотами или прессами.
Термопластическое деформирование (раздачу) применяют при
восстановлении деталей, имеющих форму «тел вращения» (порш¬
невых пальцев и других деталей). Сущность процесса заключа¬
ется в том, что деталь нагревают до температуры выше точки Ас3
и охлаждают изнутри потоком жидкости (рис. 16.3). При этом
nt = ltd,
(16.3)
1 2 3 4 5 6 7
t
t
Рис. 16.3. Схема стенда для термопластической раздачи
поршневых пальцев:
1 — плита; 2 — кронштейн; 3 —пружина; 4 — шток полый;
5 — индуктор; 6 — призма направляющая; 7 — пневмоцилиндр
302
1 J
U^jJrO^Oti
О
о
\
1 "
Г1
1
1
Puc. 16.4. Схема устройства для электрогидравлической раздачи:
1 — источник энергии; 2 — накопитель энергии; 3 — технологический
узел; 4 — положительный электрод; 5 — пластмассовый патрон;
6 — проводник; 7 — восстанавливаемая деталь;
8 — отрицательный электрод
внутренние слои металла, охлаждаясь, стремятся уменьшиться в
диаметре, но им препятствуют нагретые наружные слои. Поэто¬
му внутренние слои пластически растягиваются и увеличивают¬
ся в диаметре по сравнению с начальным размером в холодном
состоянии. Дальнейшее охлаждение внутренних слоев превраща¬
ет их в жесткую «оправку», которая препятствует уменьшению
наружного диаметра восстанавливаемой детали.
Сущность процесса электрогидравлической раздачи заключа¬
ется в инициировании в жидкости, заполняющей внутреннюю
полость заготовки, электрического разряда, создающего высокое
гидравлическое давление, которое вызывает пластическое дефор¬
мирование металла восстанавливаемой детали и обеспечивает
припуск на механическую обработку шлифованием.
На рис. 16.4 приведена схема устройства для электрогидрав¬
лической раздачи поршневых пальцев. В отверстие заготовки
устанавливают взрывной патрон с инициирующим алюминиевым
проводником диаметром 0,7 мм. Внутренняя полость заготовки
заполнена водой. С помощью батареи конденсаторов емкостью
6 мкФ в этой полости создают разряд под напряжением 37 кВ.
На приведенных режимах раздачи происходит увеличение диамет¬
ра поршневых пальцев из стали 15Х на 0,12 мм, а из стали
45 — на 0,2 мм.
303
После деформирования необходима механическая обработка
поверхности до требуемого размера.
16.3. Восстановление формы деталей
Способы правки. Восстановление формы деталей происхо¬
дит под действием внешней силы за счет остаточных напряже¬
ний и незначительных искажений только в поверхностных
слоях детали. Форму деформируемой детали восстанавливают
правкой.
Существуют два способа правки: статическим нагружением
(давлением) и объемной чеканкой (наклепом).
Правка давлением может выполняться в холодном состоянии
или с нагревом. Холодная правка снижает усталостную проч¬
ность детали и не всегда позволяет получить ее стабильную фор¬
му из-за обратного действия вследствие объемной неоднороднос¬
ти и асимметричного распределения остаточных напряжений.
Усталостная прочность уменьшается за счет образования в поверх¬
ностных слоях участков с растягивающими напряжениями.
Снижение ее достигает 15—40 %.
Для повышения качества правки применяют следующие спо¬
собы: выдерживание детали под прессом длительное время; двой¬
ную правку детали, которая заключается в первоначальном пе¬
регибе детали с последующей правкой в обратную сторону; ста¬
билизацию правки нагревом детали до 400—500 °С и выдержкой
в течение 0,5—-1,0 ч. Последним способом восстанавливают до
90 % несущей способности детали. Однако при этом возникает
опасность нарушения термообработки детали.
Усилие холодной правки (Р, МН) определяют по формуле
р_о,ооб8 (164)
где d — диаметр детали, м; I — расстояние между опорами или
призмами пресса, м.
Горячая правка выполняется, если необходимо устранить боль¬
шие деформации детали. При горячей правке деталь нагревают до
температуры 600—800 °С. Правка завершается отпуском.
Сущность правки объемной чеканкой (наклепом) заключает¬
ся в вытягивании поверхностного слоя металла под действием
ударов рабочего инструмента.
304
Правка наклепом обеспечивает высокое качество и имеет сле¬
дующие преимущества перед первым способом: стабильность гео¬
метрической формы детали во времени; возможность правки лю¬
бого участка детали; высокая точность правки (до 0,02 мм); про¬
цесс чеканки достаточно простой и производительный.
В качестве инструмента при чеканке применяются пневмати¬
ческие молотки с закругленным бойком путем нанесения ударов
по нетрущимся поверхностям детали.
16.4. Восстановление механических свойств деталей
Способы обработки деталей методом поверхностно-пласти¬
ческого деформирования. В процессе эксплуатации автомобиля
многие детали утрачивают свои механические свойства. С целью
восстановления этих свойств и прежде всего усталостной прочно¬
сти и износостойкости применяют следующие способы обработки
деталей методом поверхностно-пластического деформирования
(ППД): упрочняющее обкатывание и раскатывание; упрочняю¬
щую чеканку; обработку дробью; центробежную обработку; ка¬
либрование отверстий; алмазное выглаживание и др.
Упрочняющее обкатывание и раскатывание может приме¬
няться для обработки наружных и внутренних поверхностей вра¬
щения, галтелей, плоскостей и фасонных поверхностей.
В качестве рабочего инструмента применяют ролики и ша¬
рики, устанавливаемые в специальных приспособлениях с упру¬
гими элементами. При этом шероховатость поверхности дости¬
гает значений Ra=0,2—0,8 мкм при исходных значениях
Ra=0,8—6,3 мкм. Скорость обработки устанавливается в преде¬
лах 30—150 м/мин. Инструмент прижимается к заготовке уси¬
лием поперечной подачи.
Рабочее усилие Р принимают в пределах
где -Ро.05 — усилие, обеспечивающее получение наклепанного слоя,
равного 0,05 от радиуса упрочняемой поверхности детали, Н.
где от — предел текучести материала, МПа; т — поправочный
коэффициент;
(16.5)
р0;05 = 5ю-5ддЧ^2
(16.6)
(16.7)
305
где Rnp — профильный радиус ролика, мм; Dp — диаметр роли¬
ка, мм; Дд — радиус упрочняемой поверхности, мм.
Упрочняющая чеканка выполняется с помощью пневматичес¬
ких чеканочных приспособлений ЧМ-1, ЧМ-2, ЧМ-3, которые
позволяют наносить по поверхности многочисленные удары, вы¬
зывающие пластическое деформирование поверхностного слоя.
Применяются также пневматические чеканочные молотки МО-Ю,
СМ-3 и РМ-6.
Глубина наклепа при чеканке 3,0—3,5 мм, твердость поверх¬
ности повышается на 15—30 %; шероховатость поверхности
Да=20—160 мкм.
Чеканку целесообразно вести при условии
где dn — предельное значение отпечатка для данной стали, мм,
где di — диаметр отпечатка, мм; НВ — твердость по Бринеллю;
R — радиус сферы пуансона, мм.
Калибрование отверстий — это чистовая операция обработ¬
ки отверстий деталей пластическим деформированием, которая
выполняется перемещением с натягом деформирующего инстру¬
мента (шарика или цилиндра с фасками). При обработке отвер¬
стий в толстостенных деталях с начальным параметром шеро¬
ховатости Ra = 6,3—1,6 мкм получают Ra — 0,8—0,1 мкм (для
стали); Да = 1,6-^0,4 мкм (для чугуна); Да = 0,4—0,1 мкм —
для бронзы.
Калибрование гладких цилиндров позволяет получить точ¬
ность 8—9-го квалитетов, а в некоторых случаях — 6—7-го
квалитетов. Скорость обработки устанавливают в пределах
2,0—2,5 м/мин. Расчетные усилия для стали уменьшают на
30—35 % при обработке чугунных деталей и на 60—65 % —
при обработке бронзовых или алюминиевых деталей. Значение
натяга принимается в пределах 0,01—0,02 мм.
Алмазное выглаживание обеспечивает высокую износостой¬
кость поверхностей и усталостную прочность деталей.
Инструмент для выглаживания состоит из державки с алмаз¬
ным наконечником. Усилие для выглаживания не должно пре¬
вышать 300 Н. Оптимальное усилие, при котором обеспечивает¬
ся наиболее высокая износостойкость алмаза, — 250 Н. Обработ¬
ка с применением масла И-20А снижает износ алмаза в 5 раз по
сравнению с выглаживанием всухую.
(16.9)
dn = d i(l,54—0,001 НВ),
(16.10)
306
Скорость выглаживания для мягких сталей и цветных
металлов принимают равной 10—80 м/мин; для сталей с твер¬
достью 35—67 HRC скорость 200—280 м/мин, подача 0,02—
0,05 мм/об.
Шероховатость поверхности может достигать значений
Да = 0,1—0,05 мкм; микротвердость увеличивается на 50—60 %;
глубина наклепанного слоя до 400 мкм. Схема устройства для
алмазного выглаживания приведена на рис. 5.6.
Центробежная обработка отличается высокой производи¬
тельностью и не требует сложного оборудования (см. рис. 5.7).
При центробежной обработке размер детали практически не
изменяется, шероховатость детали уменьшается на 1—2 класса,
твердость увеличивается для стали на 25—45 %, чугуна — на
30—60 %. Сила удара шариков определяется по выражению
р = 0,00112mi?ra2, (16.11)
где т — масса шарика, кг; R — расстояние от оси вращения уп-
рочнителя до центра шарика, м; п — частота вращения сепара¬
тора, мин”1.
Режимы обработки для стали: скорость окружная: сепара¬
тора — 15—40 м/с, заготовки — 0,5—1,5 м/с; подача 0,04—
0,16 мм/об; натяг Л=0,10—0,25 мм; число ходов — 2—3.
Способ может применяться для упрочнения коленчатых валов,
торсионных валов, поршневых пальцев и других деталей.
Восстановление деталей
сваркой и наплавкой
17.1. Общая характеристика процессов
сварки и наплавки
Виды сварки и наплавки: Основными способами восстановле¬
ния деталей, широко применяемыми в авторемонтном производ¬
стве, являются сварка и наплавка, на долю которых приходится
до 40 % трудоемкости восстановительных работ.
Основоположником сварки неплавящимся электродом является
Н. Н. Бенардос (1882), а плавящимся — Н. Г. Славянов (1888).
Сваркой называется процесс получения неразъемного соедине¬
ния металлических изделий местным сплавлением или пластичес¬
ким деформированием (сварка давлением). Сварку применяют
также для устранения механических повреждений в деталях
(трещин, пробоин, отколов).
Наплавкой называется процесс нанесения на поверхность из¬
делия слоя расплавленного металла, предназначенного для вос¬
становления размеров или для повышения износостойкости по¬
верхности детали.
При восстановлении автомобильных деталей применяются
как немеханизированные (газовая сварка и наплавка, электроду-
говая сварка и наплавка), так и механизированные способы на¬
плавки деталей: под флюсом, в среде защитных газов, виброду-
говая, плазменная и др.
В процессе сварки и наплавки прилегающие к сварному шву
участки основного металла детали нагреваются до температуры
плавления. В результате в наплавленном и основном металле
происходят структурные изменения и образование внутренних
напряжений и деформаций, которые оказывают вредное влияние
на качество восстанавливаемых деталей.
Структурные изменения в основном металле детали возника¬
ют вследствие неравномерного нагрева детали в околошовной
зоне, которая называется зоной термического влияния.
Для обеспечения требуемой прочности и износостойкости вос¬
становленных деталей большую роль играют величина зоны тер¬
308
мического влияния, структура наплавленного слоя и качество его
поверхности, глубина проплавления основного металла и пр. По¬
этому долговечность восстановленных деталей определяется ре¬
жимами наплавки и возникающими при этом тепловыми воздей¬
ствиями на деталь, применяемыми электродными материалами,
флюсами и др.
Величина зоны термического влияния определяется количе¬
ством теплоты, введенной в единицу времени в металл детали.
Эффективная тепловая мощность дуги (<?Эф, Вт) может быть оп¬
ределена по выражению
Q*=IUf\, (17.1)
где I — сила тока дуги, А; ия — напряжение дуги, В; г| — эф¬
фективный КПД процесса нагрева
Фэф
(1Т.2)
где Q — полная тепловая мощность дуги, Вт.
Коэффициент Г) для некоторых способов сварки может
быть принят равным: при сварке открытой дугой — 0,50—
0,75; при сварке и наплавке в среде защитных газов —
0,50—0,60; при выполнении сварочных процессов под флюсом —
0,80—0,85.
Количество теплоты, передаваемой металлу детали
в единицу времени на единицу длины, зависит от режимов на¬
плавки. Это количество теплоты (qn, Дж/см) определяют по фор¬
муле (погонная энергия сварки)
©эф Шяц
==— • (17.3)
где ис — скорость сварки, см/с.
По площади сечения валика наплавленного металла погонная
энергия
?n=155F, (17.4)
где F — площадь сечения валика наплавленного .металла, мм2.
При восстановлении деталей сваркой и наплавкой в связи с
необходимостью обеспечения их эксплуатационной надежности и
прочности следует знать глубину проплавления основного метал¬
ла и величину зоны термического влияния, т. е. основные пока¬
затели, определяющие износостойкость детали и ее долговеч¬
ность.
309
Количество расплавленного металла (Gp) г) за время горения
дуги:
Gp=apIt0. (17.5)
Количество наплавленного на деталь металла GH будет мень¬
ше количества расплавленного вследствие потерь электродного
металла на испарение и разбрызгивание:
Gs=anIt0, (17.6)
где оср и ан — коэффициенты, соответственно, плавления элект¬
родного металла и наплавки, г/А ■ ч; t0 — основное время наплав¬
ки, ч.
Коэффициент потерь электродного металла определяется по
выражению
г \
Gn - GH an/fn - aAta
vif = -£ 1-100 = -^ ^-100 =
®p-^o
i_rj
a_
v p /
■100. (17.7)
Значения коэффициентов ap, aH, \|/ зависят от способа свар¬
ки (наплавки), марки электрода, плотности тока и других па¬
раметров.
Так, при ручной наплавке \|/ = 5—10%; автоматической на¬
плавке под флюсом \|/ = 1,0—1,5%; в среде углекислого газа
у = 5—15%.
При наплавке деталей из углеродистых и легированных ста¬
лей для предупреждения возникновения трещин требуется по¬
догрев деталей, что усложняет технологический процесс.
Необходимая температура подогрева определяется по формуле
Гпод= 350Vc;-0,25, (17.8)
где С' — полный эквивалент углерода:
С;=С 3+N, (17.9)
где Сэ — эквивалентное количество углерода, учитывающее вли¬
яние легирующих элементов:
С =C + i(Mn + Cr)+—Ni +—Mo. (17.10)
9 ' 18 13
В формуле (17.10) С, Mn, Cr, Ni, Мо — содержание элемен¬
тов, %; N — поправка к эквиваленту углерода Сэ:
N = 0,005ЛСЭ, (17.11)
где Л — толщина наплавляемой (свариваемой) детали, мм;
0,005 — коэффициент толщины (определен опытным путем).
310
Тогда полный эквивалент углерода равен
С; =СЭ +0,005ЛСЭ = СЭ(1 + 0,005Л). (17.12)
Пример. Определите температуру подогрева при восстановле¬
нии наплавкой шлицев полуоси автомобиля МАЗ (070 мм).
Решение. Материал полуоси — сталь 40 ХНМА следующего
химического состава: С = 0,36—0,44; Сг = 0,6—0,9; Ni = l,25—1,75;
Мп = 0,5—0,8; Мо = 0,15—0,25.
Определим эквивалент углерода по химическому составу ста¬
ли 40 ХНМА. Примем среднее значение содержания отдельных
элементов в процентах.
4+О65±0175+М+012
9 18 13
Поправка на толщину металла:
JV = 0,005-70 0,65 = 0,23.
Полный эквивалент углерода
С', = 0,65(1+0,005 • 70) = 0,88.
Температура подогрева материала перед наплавкой
Гпод = 350^/0,88-0,25 = 280 °С.
17.2. Газовая сварка и наплавка
Разновидности сварки. Газовая сварка и газопламенная на¬
плавка широко используются в авторемонтном производстве при
ремонте кузовов и других изделий из тонколистового металла, а
также для восстановления деталей.
При газовой сварке плавление металла происходит за счет
теплоты, выделяющейся при сгорании горючих газов в среде
кислорода. Такими газами являются: ацетилен, пропан, бутан,
метан и др.
Наибольшее распространение получила кислородно-ацетилено-
вая сварка. В зависимости от соотношения (по массе) кислорода и
ацетилена различают три вида пламени: нейтральное:
—9? =1,0 —1,2; восстановительное: —^— = 0,8—0,9; окислитель-
С2н2 с2н2
ное: =1,2 —1,5.
С2Н2
Обычно сварку и наплавку ведут нейтральным пламенем.
Сварка и наплавка деталей восстановительным пламенем приво¬
311
дит к повышению твердости и хрупкости металла и применяется
при сварке деталей из низкоуглеродистых сталей.
Сварка окислительным пламенем приводит к образованию
оксидов в расплавленном металле, которые ухудшают качество
соединения. Поэтому окислительное пламя непригодно для сварки
стали, а применяется лишь для резки металлов и сварки деталей из
латуни.
Для предохранения расплавленного металла от окисления,
особенно при сварке легированных сталей, применяются различ¬
ные флюсы. Вследствие неравномерного нагрева детали в около-
шовной зоне, которая составляет при газовой сварке 25—30 мм,
возникают структурные изменения в основном металле детали, сни¬
жающие механические свойства металла и способствующие возник¬
новению деформации детали. Для предотвращения или уменьшения
деформации деталей необходимо предварительно их подогревать и
медленно охлаждать.
При газовой сварке необходимо правильно выбрать режим
сварки, который зависит от свариваемого металла, размера дета¬
ли и пр. Так, расход горючего газа (ацетилена) (Q, л/ч) опреде¬
ляют по формуле
Q=A-S, (17.13)
где А — коэффициент, зависящий от металла детали, л/ч на
1 мм толщины детали (для углеродистых сталей А = 100 — 120,
высоколегированных сталей А = 75; чугуна, меди А = 150; алюми¬
ниевого сплава А = 100); S — толщина свариваемого металла, мм.
По величине расхода ацетилена выбирают номер наконечни¬
ка сварочной горелки (табл. 17.1). Наиболее широко применя¬
ются универсальные инжекторные горелки ГС-53 со сменными
наконечниками (№ 1—7).
Таблица 17.1
Наконечники к горелке ГС-53 для ручной газовой сварки
Параметры
Номер наконечника
1
2
3
4
5
6
7
Толщина
свариваемой
стали, мм
0,5—
1,5
1,0-
2,5
2,5—
4,0
4—7
7—10
10—18
17—30
Расход ацети¬
лена, л/ч
50—
125
125—
250
250—
400
400—
700
700—
1100
1050—
1750
1700—
2800
312
Вместо ацетилена в качестве горючего газа можно использо¬
вать пропан-бутановую смесь и другие горючие газы. Для этого
газа характерна малая скорость сгорания и незначительный диа¬
пазон взрывоопасности в смеси с воздухом.
В отличие от ацетилена (температура пламени 3100—3200 °С)
при сгорании пропан-бутановой смеси температура пламени не
превышает 2400—2700 °С. Поэтому для сварки применяются
специальные горелки (ГЗУ, ГЗМ), работающие с подогревом газа
для повышения температуры пламени. Однако подогреваемое ус¬
тройство не обеспечивает существенного повышения температуры
пламени. Поэтому НПО «Казтрансавтотехника» рекомендует для
этих целей обычные ацетиленовые горелки (ГС-53, ГСМ-53)
с рассверленными мундштуками (№ 3 — до 2,2 мм; № 4 —
до 2,5 мм; № 5 — до 2,5 мм) и инжекторами (№ 3 — до 0,7 мм;
№4 — до 0,95 мм; № 5 — до 1,5 мм).
Пропан-бутановая смесь применяется также при восстановле¬
нии наплавкой многих деталей специальной горелкой, снабжен¬
ной бункером для порошковых присадочных материалов.
Для газопламенной наплавки стальных и чугунных деталей
применяются порошковые материалы НПЧ-1, НПЧ-2, НПЧ-3.
Состав порошка НПЧ-1 в процентах: Si — 1,3—1,5; В — 1,2—
1,5; Fe — 0,1—0,7; С — 0,1—0,3; Сг — 4—5. Остальное — ни¬
кель.
Перед употреблением металлические порошки прокаливают
для обезвоживания при t = 200—300 °С в течение 1—2 часов.
Затем к порошку добавляют 2—5 % флюса, состоящего из
93—97 % (по массе) обезвоженной буры и 1—7 % силикокаль-
ция. На подогретую до f = 350—380 °С поверхность заготовки
сначала напыляют слой порошка, а затем его оплавляют
пламенем горелки. Пропано-кислородная наплавка металли¬
ческими порошками обеспечивает твердость поверхности
стальных деталей 35—55 HRC.
17.3. Электродуговая сварка и наплавка
Сущность процессов. При электродуговой сварке и наплавке
плавление металла происходит за счет теплоты, выделяющейся
в электрической дуге.
Питание дуги может осуществляться переменным или посто¬
янным током. При сварке постоянным током различают прямую
и обратную полярность. При сварке на прямой полярности
313
свариваемое изделие соединяется с положительным полюсом сва¬
рочного генератора, а электрод — с отрицательным полюсом.
При обратной полярности — наоборот.
При сварке на обратной полярности деталь нагревается мень¬
ше, чем при прямой полярности, что имеет большое практичес¬
кое значение. Электрическая дута состоит из трех частей: катод¬
ной и анодной областей и столба дуги (рис. 17.1).
Рис. 17.1. Строение электрической дуги:
1 — катодное пятно дуги; 2 — катодная область; 3 — столб дуги;
4 — анодная область; 5 — анодное пятно; 6 — расплавленный металл;
7 — электрод; Ьд — длина дуги
Температура металла в катодном пятне составляет 2600—
3000 °С, в то время как в анодном пятне — 3500—4000 °С. Тем¬
пература среды в столбе дуги достигает 6000—7000 °С.
На обратной полярности рекомендуется сваривать тонкостен¬
ные (до 2,5 мм) детали, а также детали из легированных сталей
некоторых марок, восстанавливать сваркой чугунные детали в
холодном состоянии, так как в этих случаях нежелателен нагрев
деталей до высокой температуры.
При сварке переменным током температура обоих полюсов
одинакова.
Применяемые материалы. При выполнении сварочных и на¬
плавочных работ применяются различные присадочные материа¬
314
лы, электроды, флюсы и защитные газы. Основой плавящегося
электрода является сварочная проволока.
Присадочные материалы применяются в виде проволоки и по¬
рошков. ГОСТ 2246—70 предусматривает 77 марок стальных
проволок для сварки диаметром от 0,3 мм до 12 мм. Сварочная
проволока обозначается буквами «Св*. По ГОСТ 10543—98 для
наплавки деталей применяется 30 марок проволоки диаметром
0,3—8,0 мм. Наплавочная проволока обозначается буквами
«Нп». Условное обозначение марки проволоки включает: за ин¬
дексом через дефис число, показывающее содержание углерода в
сотых долях процента. Затем буквенно-цифровое обозначение
легирующих элементов, степень чистоты материала и другие
сведения.
При содержании легирующих элементов до 1 % указывают
только букву этого элемента, а при их содержании более 1 %
после буквенного обозначения ставят цифру, указывающую со¬
держание элемента в целых единицах процентов.
Наплавочную проволоку изготавливают из углеродистых
(Нп-30, Нп-45, Нп-50 и др.), легированных (Нп-65Г, Нп-ЗОХГСА,
Нп-40ХЗГ2МФ и др.) и высоколегированных (Нп-40Х13,
Нп-45Х4ВЗГФ, Нп-Г13А и др.) сталей.
Для сварки и наплавки используется также порошковая про¬
волока, представляющая стальную оболочку (трубу), заполнен¬
ную порошкообразной шихтой, состоящей из металлического и
флюсующего компонентов.
Наиболее широко применяются порошковые проволоки диа¬
метром 1,6—3,0 мм. Порошковые проволоки предназначены для
механизированной сварки и наплавки стальных и чугунных де¬
талей как с дополнительной защитой от кислорода воздуха флю¬
сом или газом, так и без нее.
Порошковая проволока обозначается буквами «ПП». Пре¬
имуществом применения порошковой проволоки является воз¬
можность получения в широких пределах химического состава
и качества металла шва за счет подбора шихты. Порошковую
проволоку выпускают четырех типов: для наплавки под флю¬
сом, в среде защитных газов, в атмосфере воздуха и универ¬
сальную.
При ручной дуговой сварке применяются сварочные электро¬
ды, которые делятся на типы (по твердости наплавленного ме¬
талла) и марки (по химическому составу). Тип электрода обозна¬
чается буквой «Э» с указанием справа прочности металла свар¬
315
ного шва при растяжении, МПа. Например, тип стержня — Э46,
марка покрытия — У ОНИ-13/55.
В качестве электродной проволоки в АРП применяются сле¬
дующие марки: Св-08; Св-08А; Св-08Г; Св-08ГА; Св-10Г2 и др.
Электроды для наплавки поверхностей обозначают буквами
«ЭН» и числом, которое указывает твердость наплавленного
металла без термообработки.
По химическому составу согласно ГОСТ 10051—75 электро¬
ды разделены на 44 типа (например, электроды типа Э-16Г2ХМ,
Э-110Х14В13Ф2, Э-13Х16Н8М5С5Г4).
Для защиты расплавленного металла от окисления кисло¬
родом и насыщения азотом воздуха и введения в сварной шов
легирующих компонентов применяются электроды со специаль¬
ными покрытиями, которые по назначению подразделяются на
ионизирующие (тонкие) с толщиной покрытия 0,1—0,25 мм и
качественные (толстые) с толщиной покрытия 0,5—1,5 мм
на сторону.
Наиболее распространенным ионизирующим покрытием явля¬
ется меловая обмазка, состоящая из 80—85 % мела и 15—20 %
жидкого стекла. Тонкие ионизирующие покрытия электродов
служат для обеспечения устойчивого горения дуги.
В состав качественных покрытий входят следующие веще¬
ства: газообразующие (крахмал, целлюлоза, древесная мука);
шлакообразующие (полевой шпат, мрамор, кварцевый песок,
гранит, титановый концентрат, мраморная руда и др.); раскис¬
ляющие (ферромарганец, ферросилиций, Са, Al, Ti, имеющие
большее сродство к кислороду, чем железо); легирующие (фер¬
рохром, ферромолибден, ферротитан и др.); связующие (жидкое
стекло, декстрин и др.).
Для удаления оксидов и предохранения расплавленного ме¬
талла от вторичного окисления применяются флюсы, которые
можно разделить на три группы: плавленые, неплавленые и ке¬
рамические.
Для приготовления плавленого флюса его компоненты пе¬
ремешивают в необходимой пропорции, расплавляют и после
затвердевания измельчают до нужного размера. К этой груп¬
пе относятся флюсы: АН-348А, ОСЦ-45, АН-60, АН-10,
АН-20, АН-30, предназначенные для сварки углеродистых и
низкоуглеродистых сталей. Состав плавленых флюсов приве¬
ден в табл. 17.2.
316
Таблица 17.2
Состав сварочных плавленых флюсов
Марка
флюса
Содержание по массе, %
МпО
СаО
MgO
AI2O3
CaF2
S
Р
Fe203
SiC>2
АН-348А
34 —
38
6,5
5,0—
7,5
4,5
4—5,5
0,15
0,12
2
41—44
ОСЦ-45
38—
44
6,5
2,5
5,0
6—9
0,15
0,15
2
38—44
АН-60
36—
41
3—
11
0,5—3
5,0
5—8
0,15
0,15
1,5
Осталь¬
ное
ФЦ-9,
ОСЦ-45М
38—
41
6,5
2,5
10—
13
2—3
0,10
0,10
2
Осталь¬
ное
АН-10
29—
34
3—5
До 1,2
19—
21
18—24
0,15
0,20
1,2
20—23
АН-20
До
0,5
5
11
30
29
0,08
0,05
1,0
(FeO)
22
Неплавленые флюсы изготавливаются простым перемешива¬
нием исходных компонентов. Эти флюсы могут быть твердыми
или жидкими веществами. Типичным представителем данной
группы является флюс АФ-4А, применяемый для сварки алюми¬
ния и его сплавов (табл. 17.3).
Таблица 17.3
Содержание и характеристика неплавленых флюсов
Марка
флюса
Компоненты
Содержание, %
Назначение
Хлорид натрия
28
Хлорид калия
50
Кислородно-
АФ-4А
Фторид натрия
8
ацетиленовая
Фторид лития
14
сварка алюминия
Хлорид калия
50
АН-А4
Хлорид лития
20
Дуговая сварка
Криолит
30
алюминия
Керамические флюсы отличаются от плавленых тем, что пос¬
ле перемешивания компоненты флюса спекаются при температу¬
317
ре порядка 800 °С, что обеспечивает сохранность необходимых
свойств исходных веществ; тогда как при плавлении частично
снижается активность флюса.
К этой группе относятся флюсы: АНК-18, АНК-19, АНК-30,
ЖСН-1. Например, состав флюса АНК-18 (процент по массе)
следующий: СаСОз — 6—7, CaF2 — 26 28, MgO 26 30,
А1203 — 17—18, Si02 — 7—11, Na2S04 или К20 — 2,0—2,3,
Сг — 5,2—6,5, Мл — 2,0—2,5, С — 0,12—0,20, Ti — 0,2—0,3,
А1 — 1,9—2,0, Si — 0,2—0,3, Fe — 3—4, S и Р — до 0,15.
Режим электродуговой сварки и наплавки обусловливается
выбором типа, марки и диаметра электрода, силы сварочного
тока и полярности (в случае сварки на постоянном токе), поряд¬
ком наложения валиков и пр.
Тип и марку электрода выбирают в зависимости от химичес¬
кого состава и требуемых механических свойств восстанавливае¬
мой детали. Диаметр электрода (d3Jl, мм) принимают в зависимо¬
сти от толщины свариваемых деталей (5, мм):
d3JI = 0,55 + (1—2). (17.14)
Сила сварочного тока I ориентировочно может быть опреде¬
лена по эмпирической зависимости
I = kd, (17.15)
где k — коэффициент, зависящий от толщины свариваемого из¬
делия, А/мм (табл. 17.4); d — толщина материала или диаметр
стержня электрода, мм.
Таблица 17.4
Значения коэффициента k
в зависимости от диаметра электрода
d, мм
1—2
3—4
5—6
к, А/мм
25—30
30—45
45—60
Электроды для сварки выбираются в соответствии с ГОСТ
9466—75 и ГОСТ 9467—75.
В качестве сварочного оборудования при сварке переменным
током используются сварочные трансформаторы типа ТС-300,
ТС-500, ТД-300 и др.
При сварке постоянным током применяются сварочные
преобразователи: ПСО-ЗОО-З, ПС-500, САМ-300-2 и др.
318
При полуавтоматической сварке электродная проволока подает¬
ся в зону сварки с помощью сварочного полуавтомата, состоящего
из выпрямителя и механизма подачи проволоки. К таким полу¬
автоматам относятся: А-580М, ОКС-1252М, А-765, А-1197 и др.
При восстановлении деталей, имеющих форму тел вращения,
в качестве вращателей применяются специальные установки:
УД-133, УД-140, УД-143, УД-144, УД-209, УД-233, УД-299,
УД-302, УД-651, ОКС-11200, ОКС-11236, ОКС-11238,
СЖС-14408, ОКС-27432 и др.
17.4. Восстановление сваркой деталей
из серого и ковкого чугуна
Особенности сварки деталей из серого чугуна. Из серого чу¬
гуна изготавливают сложные корпусные детали: блоки цилинд¬
ров, головки блоков, картеры маховиков, коробок передач, глав¬
ной передачи, корпусы водяных и масляных насосов и другие де¬
тали. Основными дефектами данных деталей являются: трещи¬
ны, пробоины, отколы, повреждения резьбы в отверстиях и др.
Наиболее распространенным способом устранения этих дефектов
является сварка.
При восстановлении сваркой чугунных деталей необходимо
учитывать особенности чугуна, затрудняющие его сварку. Эти
особенности состоят в следующем:
♦ вследствие местного нагрева и быстрого охлаждения, при¬
водящих к неравномерности усадки отдельных компонентов чу¬
гуна в шве и околошовной зоне, возникают внутренние напря¬
жения, которые способствуют образованию трещин;
♦ в результате высокой скорости охлаждения расплавлен¬
ного чугуна происходит его отбеливание, так как углерод не
успевает выделиться в виде графита и превращается в цемен¬
тит Fe3C. Отбеленный чугун характеризуется высокой твердо¬
стью и хрупкостью, что снижает прочность сварного соедине¬
ния и затрудняет его последующую механическую обработку;
♦ в процессе сварки происходит выгорание углерода, сопро¬
вождающееся интенсивным газовыделением из сварочной ванны,
что приводит к образованию пор в металле шва; при этом чугун
при нагревании из твердого состояния быстро переходит в жид¬
кое, поэтому не успевают выделиться газы;
♦ вследствие повышенной жидкотекучести чугуна возника¬
ют трудности удержания расплавленного металла от вытека¬
ния и формирования шва;
319
♦ в результате образования тугоплавких оксидов кремния и
других элементов с температурой плавления около 1400 °С воз¬
можен непровар металла.
Несмотря на указанные трудности, разработана технология
восстановления чугунных деталей сваркой, обеспечивающая дос¬
таточно высокое качество сварного соединения. При этом исполь¬
зуются два основных вида сварки чугуна: горячая и холодная.
Горячая сварка применяется для деталей сложной формы
с предварительным их подогревом до температуры 600—650 °С
со скоростью 120—150°С/ч в нагревательных печах. В последнее
время успешно используются инфракрасные излучатели, обеспе¬
чивающие местный нагрев участка детали.
Горячая сварка осуществляется кислородно-ацетиленовым
пламенем с небольшим избытком ацетилена. Присадочным мате¬
риалом служат чугунные прутки марки А или Б с повышенным
содержанием кремния до 3,0—3,5 % (табл. 17.5) или латунная
проволока JI63.
Таблица 17.5
Присадочные прутки для сварки чугуна
Марка
прутка
Содержание элементов, %
С
Si
Ми
S
(не более)
Р
Ti
Сг
(не более)
Ni
А
3,0—
3,5
3,0—
3,4
0,5—
0,8
0,08
0,2—
0,4
—
0,05
0,03
Б
3,0—
3,5
3,5—
4,0
0,5—
0,8
0,08
0,3—
0,5
—
0,05
0,04
НЧ-1
3,0—
3,5
3,0—
3,4
0,5—
0,8
0,05
0,2—
0,4
0,03—
0,06
0,05
0,06
НЧ-2
3,0—
3,5
3,5—
4,0
0,5—
0,8
0,05
0,2—
0,04
0,03—
0,06
0,05
0,06
Сварка осуществляется с применением флюсов на основе
буры, так как температура плавления чугуна 1200 °С, а окси¬
дов 1400 °С. Рекомендуются следующие составы флюсов:
бура (Na2B407) — 100 %; бура — 50 %, гидрокарбонат натрия
(NaHC03) — 47 %, Si02 — 3 %; бура — 56 %, карбонат натрия
(Na2C03) — 22%, К2С03 — 22 %. Применяется также флюс
ФСЧ-1.
320
После сварки осуществляют низкотемпературный отжиг,
т. е. нагрев детали до 650—700 °С и ее охлаждение вместе с на¬
гревательной печью.
Горячая сварка чугуна обеспечивает высокое качество шва,
однако она требует больших энерго- и трудовых затрат при вос¬
становлении корпусных деталей. Поэтому на практике применя¬
ют холодную сварку, которая проще горячей.
Применяют следующие виды холодной сварки: газовую, руч¬
ную стальными электродами и электродами из цветных металлов
и сплавов и полуавтоматическую проволокой.
Газовую сварку тонкостенных деталей выполняют прутками
Пр-ЧН1, а толстостенных — Пр-ЧН2, химический состав кото¬
рых приведен в табл. 17.6.
Таблица 17.6
Состав прутков для холодной сварки чугуна
Марка
Содержание элементов, %
□рутка
С
Si
Мп
Ni
Ti
Р
S
Пр-ЧН1
Пр-ЧН2
3,0—3,5
3,0—3,4
3,5—4,0
0,5—0,8
0,4—0,6
0,03—0,06
0,2—0,4
0,05
В качестве флюсов применяют ФЧН-1 и ФЧН-2 (табл. 17.7),
а также буру или смесь буры и гидрокарбоната натрия.
Таблица 17.7
Состав флюсов для холодной сварки чугуна
Марка
флюса
Состав, %
(по массе)
Бура
техническая
Карбонат
натрия
Нитрат
натрия
Карбонат
лития
ФЧН-1
23
27
50
ФЧН-2
18
25
56,5
0,5
Холодная дуговая сварка деталей из серого чугуна осущест¬
вляется специальными электродами типа ОЗЧ-1, МНЧ-1, ЖНБ-1,
ЦЧ-4 и другими с фтористо-кальциевым покрытием типа
УОНИ-13/55.
Н-135
321
Стержень электрода ОЗЧ-1 изготавливается из меди М-2 или
М-3. Для электрода МНЧ-1 используется монель-металл (63%
Ni, 37 % Си), для электрода ЖНБ-1 — сплав, содержащий 55 %
Ni и 45 % Fe.
Сварка этими электродами осуществляется постоянным током
обратной полярности и небольшими (20—30 мм) участками ко¬
роткой дугой с проковкой каждого участка и возобновлением
сварки после охлаждения шва до 50—60 °С. Холодную сварку
чугуна рекомендуется выполнять электродами диаметром 3—4 мм
при напряжении 20—25 В и силе тока 120—150 А.
Полуавтоматическую сварку серого и ковкого чугуна можно
выполнять самозащитной электродной проволокой ПАНЧ-11 и
ПАНЧ-12 на основе никеля, разработанной Институтом электро¬
сварки имени Е. О. Патона АН Украины (табл. 17.8).
Таблица 17.8
Состав сварочной проволоки ПАНЧ-11 и ПАНЧ-12, %
(по массе)
Наименование компонентов
ПАНЧ-11
ПАНЧ-12
Никель
Медь
Марганец
Редкоземельные элементы
Железо
80
2—3
1—4
0,1—0,5
Остальное
Остальное
2—3
1—4
0,1—0,5
25—28
Для этой цели применяют сварочный полуавтомат А-547-У.
Диаметр проволоки 1,4 мм. Режим сварки: сила тока 100—140 А,
напряжение 14—18 В, скорость сварки 0,09—0,15 м/мин.
Особенности сварки деталей из ковкого чугуна. Ковкий чу¬
гун обладает наибольшей склонностью к отбеливанию, так как
при высокой температуре сварки происходит растворение углеро¬
да отжига в железе и при охлаждении детали — выделение его в
виде твердого карбида железа — цементита Fe3C, т. е. ковкий чу¬
гун переходит в белый, теряя пластичность и придавая шву
хрупкость.
Для предохранения ковкого чугуна от отбеливания сварку
нужно выполнять при более низкой температуре, чем температу¬
ра распада углерода' отжига, т. е. ниже 950 °С примерно
на 50 °С. Наиболее хорошие результаты могут быть получены
при применении пайки-сварки латунными электродами марок
322
ЛОМНА-54-10-4-0; ЛОК-59-1-03 и Л-62 (гпл=880°С) ацетилено¬
кислородным пламенем с использованием флюса ФПСН-2, содер¬
жащего 50 % борной кислоты, 25 % карбоната лития, 25 % кар¬
боната натрия. Температура подогрева — 700—750 °С.
17.5. Восстановление сваркой деталей
из алюминиевых сплавов
Способы сварки деталей из алюминиевых сплавов. Из алю¬
миниевых сплавов изготовляются сложные корпусные детали:
блоки и головки цилиндров автомобилей ГАЗ-ЗИО, ГАЗ-3307,
головки двигателей ЗИЛ-130 и другие детали.
Для литья указанных деталей применяется алюминиево¬
кремнистый сплав марки АЛ-4 (силумин), который относится к
числу модифицированных термически обработанных силуминов
(закалка в воде при температуре 535 °С с выдержкой 2—6 часов
и старение при температуре 175°С в течение 12 часов). Алюми¬
ниевые сплавы характеризуются плохой свариваемостью.
Характерными дефектами автомобильных деталей из алюми¬
ниевых сплавов являются трещины между гнездами под свечи,
между отверстиями под шпильки крепления головок, пробоины
в стенках и др.
Основные трудности восстановления деталей сваркой из алю¬
миниевых сплавов состоят в том, что А1 при сварке интенсивно
окисляется и на его поверхности образуется тугоплавкая пленка
оксида А1203, имеющего температуру плавления 2160 °С, тогда
как температура плавления самого алюминия — 659 °С.
Оксидная пленка препятствует сплавлению основного и на¬
плавленного металла и загрязняет шов. Кроме того, высокий ко¬
эффициент линейного расширения (в 2 раза больше, чем у ста¬
ли) и большая теплопроводность (в 3 раза больше, чем у стали)
способствуют появлению значительных остаточных напряжений
в свариваемых деталях и образованию трещин по шву или в
околошовной зоне. Большая растворимость водорода в расплав¬
ленном металле приводит к образованию в нем пор.
Затрудняет процесс сварки алюминия также его большая
жидкотекучесть и трудность определения начала плавления, так
как алюминий при нагревании не изменяет своего цвета.
Восстановление деталей сваркой из алюминиевых сплавов
осуществляется одним из следующих способов: аргонодуговой
сваркой, ручной дуговой сваркой плавящимся или неплавящим-
ся электродом, газовой сваркой с применением флюсов.
323
Аргонодуговая сварка вольфрамовым неплавящимся электро¬
дом на установках типа УДАР-500, УДГ-301, УДГ-501 получи¬
ла широкое распространение.
Аргонодуговая сварка основана на использовании теплоты,
выделяющейся при горении электрической дуги между основным
металлом изделия 1 (рис. 17.2) и вольфрамовым электродом 2,
имеющим температуру плавления около 3500 °С в защитной сре¬
де инертного газа аргона. Присадочным материалом может быть
алюминиевая проволока с содержанием 5—6 % кремния,
а также проволока Св-АК5 или Св-АК10. Сварку ведут чаще все¬
го на переменном токе или на постоянном токе обратной поляр¬
ности. В последнем случае ,из-за высокой температуры анода бу¬
дет повышенный расход вольфрамового электрода. Сила тока
30—50 А/мм диаметра электрода.
Для закрепления вольфрамового электрода и подачи за¬
щитного газа, в зону горения дуги применяются горелки типа
ГРАД-200 и ГРАД-400. Аргонодуговая сварка обеспечивает по¬
вышение производительности труда в 3—4 раза по сравнению с
ацетиленокислородной.
Восстановление деталей из алюминиевых сплавов (блоков и
головок цилиндров) по рекомендации НИИАТ можно выполнять
электродуговым способом на постоянном токе обратной полярно-
Рис. 17.2. Схема горения дуги в среде защитного газа аргона:
1 — деталь; 2 — вольфрамовый электрод; 3 — горелка;
4 — защитный газ; 5 — присадочная проволока
324
сти. При сварке алюминиевых сплавов А6, АДО, АД1, АД2 при¬
меняют электроды ОЗА-1 и флюс АФ-4А; при сварке сплавов
АМц и AJI9 — электроды А2; при сварке силуминов AJI2, AJI4,
AJI5, АЛ9П и АЛ11 используют электроды ОЗА-2. Сердечник
электрода ОЗА-2 изготавливается из проволоки Св-АКЗ или
Св-АК10 по ГОСТ 7871—75 с покрытием следующего состава:
65 % флюса АФ-4А, 25 % криолита Na3AlF6, 9 % хлорида
калия КС1, 1 % губчатого титана и связующего раствора карбо-
ксиметилцеллюлозы (12—14 %*к сумме компонентов). Состав
флюса АФ-4А: NaCl—28 %; КС1—50 %; LiCl—14 %; NaF—8 %.
Газовую ацетиленокислородную сварку выполняют нейтраль¬
ным пламенем с использованием флюсов АФ-4А, АН-4А и дру¬
гих с применением в качестве присадочного материала проволо¬
ки того же состава, что и основной металл. Мощность горелки
выбирают из расчета 100—120 л/ч горючего газа на 1 мм тол¬
щины металла.
Получила распространение также сварка деталей из алюми¬
ниевых сплавов с применением ультразвука, способствующего
разрушению оксидной пленки.
В ряде случаев детали из силумина п®РеД сваркой подогрева¬
ют до t = 200—250 °С, что предотвращает коробление и образо¬
вание трещин. После сварки детали подвергают отжигу при
t = 300—350 °С для снятия внутренних напряжений и улучше¬
ния структуры наплавленного металла.
17.6. Восстановление деталей
автоматической наплавкой под флюсом
Сущность процесса. Идея сварки под флюсом впервые была
предложена Н. Г. Славяновым. Теория и практика процесса ав¬
томатической сварки и наплавки были разработаны коллективом
Института электросварки под руководством академика Е. О. Па-
тона.
Схема электродуговой наплавки под флюсом приведена на
рис. 17.3.
При сварке и наплавке деталей под флюсом в отличие от на¬
плавки открытой дугой электрическая дуга горит под слоем рас¬
плавленного флюса, образуя на поверхности шва шлаковую кор¬
ку. При этом в зоне сварки создается избыточное давление газов,
которые вместе с расплавленным флюсом препятствуют доступу
воздуха к расплавленному металлу. На рис. 17.4 приведена схе-
325
Рис. 17.3. Принципиальная схема
электро дуговой наплавки деталей под флюсом:
1 — наплавочная головка; 2 — кассета с электродной проволокой;
3 — бункер с флюсом; 4 — электродная проволока;
5 — наплавляемая деталь; 6 — патрон токарного станка
ма формирования покрытия при наплавке цилиндрической поверх¬
ности под слоем флюса.
Наплавка под флюсом обеспечивает наиболее высокое каче¬
ство наплавленного металла, так как сварочная ванна защище¬
на от вредного влияния кислорода и азота воздуха. Кроме того,
медленное охлаждение металла под флюсом способствует наибо¬
лее полному удалению из жидкого металла газов и шлаковых
включений, что также способствует улучшению качества шва.
Медленное охлаждение наплавленного металла обеспечивает
более благоприятные условия для протекания диффузионных
процессов и легирования металла через электродную проволоку и
флюс.
Достоинством сварки и наплавки под флюсом является так¬
же отсутствие разбрызгивания металла благодаря статическому
давлению флюса и отсутствию реакции восстановления оксидов
железа углеродом с образованием углекислого газа, так как от¬
сутствует окисление металла. В результате выполнения флюсом
своих функций создаются условия для достижения высокого тер¬
мического КПД наплавки.
326
Рис. 17.4. Схема наплавки под слоем флюса:
1 — электрод; 2 — бункер с флюсом; 3 — оболочка расплавленного
флюса; 4 — газовый пузырь; 5 — наплавленный металл;
6 — шлаковая корка; е — смещение электрода с зенита; vn — скорость
подачи проволоки; (од — угловая частота вращения детали
Автоматическая наплавка под флюсом отличается высокой
производительностью процесса. Коэффициент наплавки
в 1,5 раза выше, чем при ручной наплавке, и составляет
ан= 14—15 г/А-ч. Производительность процесса в зависимости от
величины сварочного тока колеблется в пределах 1,5—10,0 кг/ч.
Толщина слоя наплавленного металла в зависимости от режима
может быть получена в пределах 0,5—5,0 мм.
Материалы и режим наплавки. Физико-механические свой¬
ства наплавленного металла под флюсом в значительной степе¬
ни зависят от выбора электродной проволоки и флюса. Для на¬
плавки деталей, изготовленных из углеродистых сталей 30, 40,
45, применяют углеродистую проволоку Нп-30, Нп-40, Нп-50,
Нп-65 или проволоку из низколегированной стали (Нп-ЗОХГСА).
Для наплавки ответственных деталей с высокой поверхностной
твердостью применяется проволока Нп-2Х14, Hn-3X13, Нп-
ЗОХТСА и др.
Наиболее употребительными флюсами являются: плавленые
АН-348А; АН-20; АН-30; ОСЦ-45 или керамические флюсы
АНК-18; АНК-19.
327
Легирование наплавленного металла через флюс осуществля¬
ется введением в него легирующих компонентов: феррохрома',
ферромарганца, ферросилиция, ферротитана. Однако этот способ
легирования, несмотря на его экономические преимущества, име¬
ет ограничения вследствие большой неравномерности наплавлен¬
ного металла по химическому составу и необходимости строго
выдерживать режим наплавки, так как возможно образование
наплавочных трещин в покрытии.
При легировании через порошковую проволоку наплавлен¬
ный металл получается с более равномерным химическим
составом.
Для наплавки деталей с большим износом рекомендуется при¬
менять автоматическую наплавку порошковой проволокой под
флюсом или открытой дугой без дополнительной защиты. При
этом рекомендуются следующие марки проволоки: ПП-АН106;
ПП-АН124; ПП-ЗХ5Г2М-0; ПП-ЗХ13-0; ПП-25Х5ФМС-0.
Наибольшее применение получил комбинированный способ ле¬
гирования через флюс и проволоку.
На физико-механические свойства наплавленного материала
существенное влияние оказывает режим наплавки, который оп¬
ределяется следующими параметрами: диаметром электрода, на¬
пряжением дуги, силой сварочного тока, скоростью наплавки,
скоростью подачи проволоки, вылетом электрода, шагом наплав¬
ки, смещением электрода с зенита.
Диаметр электродной проволоки выбирают в зависимости от
диаметра наплавляемой детали. При наплавке автомобильных
деталей применяют проволоку диаметром 1,6—2,5 мм.
Силу тока (7, А) выбирают в зависимости от диаметра элек¬
трода (d3, мм) по таблицам или приближенно по формуле
/ = 110Ч+10-<*э2. (17.16)
При восстановлении деталей применяют постоянный ток об¬
ратной полярности напряжением 25—35 В.
Скорость наплавки (ин, м/ч) выбирают в пределах 12—45 м/ч
или определяют по формуле
(17.17)
где G — масса 1 м наплавки, г.
С увеличением скорости наплавки уменьшается ширина на¬
плавляемого валика и глубина проплавления.
328
Скорость подачи проволоки (ип, м/ч или м/мин) выбирают в
зависимости от диаметра электрода и силы тока или определяют
по формуле
u„=—5- ИЛИ Vn= - „ , (17.18)
nd,y 15nd*y
где у — плотность наплавленного металла, г/см3.
Для электродной проволоки d3= 1,6—2,0 мм при силе тока
1= 140—360 А и ан= 14—16 г/А-ч, скорость подачи проволоки
изменяется в пределах 75—180 м/ч.
Вылет электрода зависит от силы тока и принимается рав¬
ным 10—25 мм.
Шаг наплавки s в пределах 3—6 мм выбирают в зависимос¬
ти от требуемой толщины слоя Л, силы тока и напряжения.
Смещение электрода е с зенита в сторону, противополож¬
ную направлению вращения детали, устанавливают в зависи¬
мости от диаметра детали: для деталей диаметром 50—150 мм
е = 3—8 мм.
Частота вращения детали
v d?
п = 250-н-г-Г|, (17.19)
hsD
где ип — скорость подачи электродной проволоки, м/мин; h —
толщина наплавленного слоя, мм; s — шаг наплавки, мм/об;
D — диаметр детали, мм; Г) — коэффициент перехода металла
электрода в основной металл. Для наплавки под флюсом можно
принять Т|= 1,0.
Повышение производительности процесса и меньшее выгора¬
ние легирующих элементов в исходных материалах обеспечивает
многоэлектродная наплавка под слоем флюса (рис. 17.5). При
этом блуждающая дуга горит между заготовкой и ближайшим к
ней электродом, что позволяет наплавлять детали со значитель¬
ным износом на большой площади.
Оборудование и характеристика способа. Автоматическая на¬
плавка деталей под флюсом выполняется на специальных уста¬
новках У-651, У-652, У-653 или наплавочными аппаратами
типа А-580М, ПАУ-1, УАНФ-3 НИНАТ и др. Для питания на¬
плавочных установок током применяются преобразователи посто¬
янного тока ПСО-500 (укомплектован аппарат А-580М) или
ПСУ-500 (укомплектован ПАУ-1). Наплавочные головки А-580М
и ПАУ-1 устанавливаются на суппорте переоборудованного то¬
329
карного станка, снабженного редуктором для понижения часто¬
ты вращения детали.
Институтом электросварки им. Е. О. Патона разработаны спе¬
циальные наплавочные станки: У-465 — для наплавки цилинд¬
рических и шлицевых поверхностей; У-427 — для наплавки
шеек коленчатых валов; У-425 — для наплавки наружных и
внутренних поверхностей.
Рис. 17.5. Многоэлектродная наплавка под слоем флюса:
1 — электроды; 2 — токоподводящий контакт; 3 — флюс;
4 — электрическая дуга; 5 — шлаковая корка; 6 — наплавленный
металл; 7 — восстанавливаемая деталь; 8 — газовый пузырь;
9 — оболочка расплавленного флюса; 10 — источник питания
Основными достоинствами способа восстановления дета¬
лей наплавкой под флюсом являются:
♦ повышение производительности процесса в 6—8 раз за счет
применения больших плотностей тока и более высокого, чем при
ручной наплавке, коэффициента наплавки;
♦ экономичность процесса из-за отсутствия потерь электро¬
энергии на излучение света и тепла и экономии электродного ма¬
териала (КПД электрической дуги под флюсом 0,86—0,92, поте¬
ри электродного материала на угар и разбрызгивание 5 %, в то
время как КПД открытой дуги 0,4, а потери металла — 25 %);
♦ возможность получения слоя металла большой толщины
(1,5—5,0 мм), что позволяет восстанавливать детали с большим
износом;
1
330
♦ равномерность слоя и небольшие припуски на обработку;
♦ высокое качество наплавленного металла благодаря на¬
дежной защите от воздействия воздуха и за счет легирования
металла;
♦ улучшение условий труда сварщиков за счет отсутствия
ультрафиолетовых излучений.
К недостаткам процесса следует отнести:
♦ интенсивный нагрев детали при наплавке, который изменя¬
ет результаты предыдущей термической обработки;
♦ невозможность наплавки деталей малого диаметра (менее
40 мм) из-за стекания металла и трудности удержания флюса;
♦ необходимость трудоемкого удаления шлаковой корки;
♦ снижение усталостной прочности деталей до 20—40 % за
счет остаточных напряжений, пористости и структурной неодно¬
родности.
17.7. Восстановление деталей сваркой
и наплавкой в среде защитных газов
Сущность способа. Сварка в среде защитных газов разработа¬
на в ЦНИИТМаше коллективом под руководством профессора
К. В. Любовского в 1952 г.
Сущность способа состоит в том, что в зону горения электри¬
ческой дуги под давлением подается защитный газ, который, от¬
тесняя воздух, защищает расплавленный металл сварочной ван¬
ны от вредного воздействия на него кислорода и азота.
Сварка в защитных газах может выполняться плавящимся и
неплавящимся электродами (угольным или вольфрамовым). В
авторемонтном производстве нашли применение автоматическая
и полуавтоматическая сварка и наплавка плавящимся и непла¬
вящимся электродами.
При сварке и наплавке плавящимся электродом электродная
проволока подается в зону горения дуги через специальную газо¬
электрическую горелку, к которой подводятся электрический ток
и защитный газ (аргон, гелий, углекислый газ, водород, водяной
пар и их смеси).
В качестве защитных газов наибольшее применение получи¬
ли углекислый газ (С02) и аргон. Схема наплавки в среде С02
приведена на рис. 17.6.
Сварку и наплавку в среде С02, как правило, ведут на по¬
стоянном токе обратной полярности. Это обеспечивает хорошую
331
Рис. 17.6. Схема наплавки в среде углекислого газа:
1 — мундштук; 2 — электродная проволока; 3 — горелка;
4 — наконечник; 5 — сопло горелки; 6 — электрическая дуга;
7 — сварочная ванна; 8 — наплавленный металл;
9 — восстанавливаемая деталь
устойчивость процесса. Питание углекислым газом осуществля¬
ется по схеме: баллон — подогреватель — осушитель — пони¬
жающий редуктор — расходомер — наплавочная головка (1 бал¬
лон углекислоты (25 л) дает 10—12 м3 С02; из 1 кг образуется
509 л С02).
Углекислый газ оказывает двоякое действие на качество свар¬
ного соединения.
С одной стороны, С02 защищает расплавленный металл от
вредного воздействия кислорода и азота воздуха, а с другой сто¬
роны, под действием высокой температуры дуги С02 диссоцииру¬
ет на оксид углерода СО и атомарный кислород О: С02 —> СО + О
и оказывает окисляющее действие на расплавленный металл.
Оксид углерода также частично диссоциирует на С и
О: СО -> С + О.
Атомарный кислород обладает высокой химической активно¬
стью и способен окислять все элементы, входящие в состав элек¬
тродной проволоки и основного металла, в том числе и железо.
332
В общем виде реакция окисления происходит по уравнению
Fe + С02 <=t FeO + CO. (17.20)
Материалы для сварки и наплавки. Для устранения вредно¬
го влияния реакций окисления возникает необходимость приме¬
нения при сварке раскислитёлей, в качестве которых выступают
кремний, марганец, титан, хром. Для этой цели применяется
специальная сварочная проволока с повышенным содержанием
кремния (Si >0,60%) и марганца (Мп>0,90%), которые явля¬
ются активными раскислителями, так как обладают боль¬
шим сродством с кислородом и восстанавливают железо из его
оксидов:
2FeO + Si -» Si02 + 2Fe, (17.21)
FeO + Mn —»MnO + Fe. (17.22)
Ввиду того, что при данном способе флюсы и покрытия от¬
сутствуют, задачу раскисления и легирования металла сварочной
ванны можно решить только подбором электродной проволоки
соответствующего химического состава. В связи с этим для свар¬
ки и наплавки поверхностей применяется проволока диаметром
0,5—2,0 мм следующих марок: Св-08ГС, Св-08Г2СА, Св-10ГС,
Св-12ГС, Св-18ХГСА, Св-ЗОХГСА, Нп-30ХГСА (для наплавле-
ния изношенных деталей). Кроме того, используется порошковая
проволока марок ПП-Р18Т, ПП-Р9Т, ПП-Х2В8Т и др. Ответствен¬
ные детали с твердостью рабочих поверхностей 45—55 HRC на¬
плавляют проволокой Нп-ЗОХГСФ диаметром 1,2—1,8 мм с по¬
следующей закалкой ТВЧ.
Оборудование. Для полуавтоматической сварки в среде С02
широко используются полуавтомату: А-537, А-547, А-547У,
А-547Р, А-1035М, ПДГ-301, ЩЩГ-500 и др.
В качестве наплавочных автоматов обычно используют пере¬
оборудованный аппарат А-580, который выпускается для наплав¬
ки под флюсом, а также наплавочные головки: ОКС-6569;
ОКС-1252А и ПАУ-1, комплектуемые источником тока ПСУ-500.
В качестве источников тока при сварке в среде защитных газов
рекомендуются также выпрямители ВСГ-ЗА, ВСГ-ЗМ и сварочные
преобразователи ПСГ-300, ПСГ-350, ПСГ-500.
Для наплавки наружных цилиндрических поверхностей дета¬
лей самозащитной порошковой проволокой ПП-АН-122 успешно
применяют установку УД-209.
333
Режимы и особенности. Режим сварки характеризуется силой
сварочного тока, напряжением дуги, диаметром электродной про¬
волоки, скоростью сварки и вылетом электрода.
Диаметр электродной проволоки и сила сварочного тока
выбираются в зависимости от толщины свариваемого металла.
Ориентировочные режимы сварки в среде С02 приведены в
табл. 17.9.
Таблица 17.9
Параметры сварки в углекислом газе
Толщина
основного
металла,
мм
Режим сварки
Сила
тока, А
Напряже¬
ние, В
Скорость
сварки,
м/ч
Расход
газа,
л/мин
Диаметр
проволо¬
ки, мм
Вылет
электро¬
да, мм
1
30—50
17—18
20—25
6—7
0,5—0,7
00
1
ю
2
110—140
19—20
20—30
6—7
0,8
7—12
3—4
140—160
20—21
20—30
7—9
1,0
8—13
5—8
180—220
23—26
20—35
12—15
1,6
15—20
9—12
280—300
28—30
25—30
15—17
2,0
20—25
При повышении напряжения увеличивается длина дуги, со¬
ответственно возрастает путь капельного переноса металла через
дуговой промежуток, что способствует интенсивности его окисле¬
ния и выгорания Si и Мп. Низкое напряжение дуги вызывает
чрезмерное усиление швов и высокие надрезы.
Твердость наплавленного металла проволокой Св-08Г2С
деталей из стали 40, 40Х и 45 составляет 230—290 НВ,
а после термообработки — 39—41 HRC. Наплавка проволокой
Св-10Х13 дает твердость без термообработки 48—50 HRC, про¬
волокой Нп-2Х14 — 50—52 HRC.
В авторемонтном производстве целесообразна полуавтомати¬
ческая и автоматическая наплавка в среде защитных газов при
восстановлении широкой номенклатуры деталей трансмиссии и
ходовой части автомобилей, а также сварка деталей из сплавов
алюминия и тонколистовой стали при ремонте кабин, кузовов.
Основными достоинствами сварки и наплавки в среде за¬
щитных газов являются: высокая производительность благодаря
хорошему использованию тепла сварочной дуги (в 1,2—1,5 раза
выше, чем при наплавке цод флюсом, и в 3—5 раз выше, чем
при ручной); высокое качество наплавленного металла и сварных
334
швов; не требуется очистки шва от шлака, что особенно важно
при многослойной наплавке; возможность сварки (наплавки) де¬
талей любой толщины и диаметра; возможность наблюдения за
ходом сварки и наплавки, что обеспечивает точность наложения
шва; значительно уменьшается коробление металла при восста¬
новлении деталей из тонколистовой стали благодаря охлаждаю¬
щему действию защитного газа.
Внедрение полуавтоматической сварки в среде С02 в производ¬
ство при ремонте кабин, кузовов снижает объем ручных работ
на 60 %.
К недостаткам способа можно отнести: потери металла до
5—10% за счет повышенного разбрызгивания; снижение устало¬
стной прочности на 10—20 % и пониженная в отдельных случа¬
ях износостойкость; ограниченные возможности легирования ме¬
талла наплавленного слоя (только за счет подбора электродной
проволоки).
Перспективным является способ автоматической наплавки де¬
талей в среде С02 с направленным охлаждением, при котором на
наплавленный металл, когда температура его равна или выше
температуры закалки, подается охлаждающая жидкость (5 % -ный
раствор кальцинированной соды в воде), что обеспечивает закал¬
ку нанесенного слоя.
17.8. Восстановление деталей вибродуговой наплавкой
Сущность процесса. Процесс вибродуговой наплавки представ¬
ляет собой разновидность автоматической наплавки металла виб¬
рирующим электродом в струе охлаждающей жидкости и впервые
был предложен инженером Г. П. Клековкиным в 1950—1952 гг.
Схема установки для вибродуговой наплавки деталей приве¬
дена на рис. 17.7. Сущность процесса наплавки заключается в
следующем. К наплавляемой поверхности вращающейся дета¬
ли 1 роликами 5 из кассеты 6 через вибрирующий мундштук 9
подается электродная проволока 10. Вибрация мундштука с час¬
тотой 50—100 Гц осуществляется с помощью электромагнитно¬
го вибратора 7 и пружины 8. Вследствие вибрации происходит
замыкание и размыкание сварочной цепи между электродной про¬
волокой и деталью и холостой ход.
В момент короткого замыкания сварочной цепи напряжение
резко падает до нуля, а сила тока возрастает до максимальной
величины. При размыкании сварочной цепи напряжение меж¬
ду электродами быстро повышается до 24—30 В и происходит
335
Рис. 17.7. Схема установки для вибродуговой наплавки деталей
дуговой разряд, в результате которого электродная проволока
оплавляется и в виде капель переносится на поверхность де¬
тали.
Электрический ток от источника 3 подводится к детали через
скользящий контакт. Для повышения устойчивости и длитель¬
ности дугового разряда в сварочную цепь включают индуктивное
сопротивление 2. В зону наплавки металла через канал 4 с по¬
мощью насоса 11 подается охлаждающая жидкость из фильтра-
отстойника 12, в результате чего происходит закалка наплавлен¬
ного металла. В качестве охлаждающей жидкости рекомендуется
применять 4—6-процентный раствор кальцинированной соды
или 10—20 % -ный водный раствор технического глицерина.
Для получения наплавленного металла более высокого каче¬
ства вибродуговую наплавку рекомендуется осуществлять на по¬
стоянном токе обратной полярности, так как прочность сцепле¬
ния наплавленного металла с основным металлом детали значи¬
тельно выше, чем при наплавке на переменном токе.
336
Основные параметры технологического процесса. Амплитуда
колебания (А, мм) электродной проволоки может быть определе¬
на из зависимости
А = (1,2—l,3)da, (17.23)
а вылет электрода
l = (5—8)d3. (17.24)
Диаметр электродной проволоки выбирается в соответствии с
толщиной наплавленного слоя, значение которой назначается в
зависимости от износа детали и припуска на последующую меха¬
ническую обработку. Чаще всего применяется проволока диамет¬
ром 1,2—2,0 мм.
Для обеспечения высокой твердости (51—56 HRC) и износо¬
стойкости поверхностного слоя восстанавливаемой детали приме¬
няют проволоку типа Нп-80, Нп-65Г, Нп-50Г; для деталей
с твердостью 35^-40 HRC — проволоку типа Нп-ЗОХГСА,
Нп-ЗОХЗВА, Нп-40, Нп-50, а для деталей с твердостью до
300 НВ — проволоку Св-10Г, Св-Г2С и др.
При восстановлении деталей, имеющих форму тел вращения,
применяется токарный станок с понижающим редуктором, кото¬
рый обеспечивает частоту вращения детали до 8 мин-1.
В авторемонтном производстве широкое распространение
получила наплавочная головка УАНЖ-6 конструкции НИИАТ,
которая снабжена сменными мундштуками для наплавки как
наружных поверхностей, так и шлицев и внутренних поверх¬
ностей. Для вибродуговой наплавки деталей применяются
также и другие конструкции головок: КУМА-5М, ВДГ-5М,
ОКС-1252А.
К числу важных параметров, характеризующих режим на¬
плавки, относятся также скорость подачи электродной проволо¬
ки, шаг наплавки (продольная подача головки), расход охлаж¬
дающей жидкости и др.
Скорость наплавки (ин, м/мин) можно определить по следую¬
щей формуле:
0.78М.ЧИ, (17.25)
hs
где ипр — скорость подачи проволоки, м/мин (может изменяться
в пределах 0,5—3,5 м/мин); т| — коэффициент перехода элект¬
родного металла в наплавленный слой (Т| = 0,85—0,90); Л —
337
толщина наплавленного металла, мм (может быть получена в
пределах 0,8—3,5 мм); s — шаг наплавки, мм/об. Шаг наплав¬
ки зависит от диаметра проволоки и обычно принимается в пре¬
делах 2,0—3,0 мм/об.
Хорошее качество наплавленного металла может быть полу¬
чено при скорости наплавки, определяемой из зависимости
ин =(0,4 0,7)ипр. (17.26)
Частота вращения детали при наплавке определяется по вы¬
ражению
» = (17.27)
7iD
где D — диаметр детали, мм.
Расход охлаждающей жидкости составляет 0,3—0,8 л/мин.
Основные параметры технологического процесса вибродуговой
наплавки деталей с применением охлаждающей жидкости приве¬
дены в табл. 17.10 и 17.11.
Таблица 17.10
Рекомендуемые режимы вибродуговой наплавки
стальных деталей
Диа¬
метр
детали,
мм
Тол¬
щина
слоя
наплав¬
лен¬
ного
метал¬
ла, мм
Диа¬
метр
элект¬
род¬
ной
прово¬
локи,
мм
Сила
тока,
А
Ско¬
рость
на¬
плав¬
ки,
м/мин
Ско¬
рость
подачи
элект¬
родной
прово¬
локи,
м/мин
Расход
охлаж¬
даю¬
щей
жидко¬
сти,
л/мин
Шаг
на¬
плав¬
ки,
мм/об
Ампли¬
туда
вибра¬
ции
прово¬
локи,
мм
Угол
подачи
прово¬
локи
к дета¬
ли, °
До 20
0,3
1,6
120—
150
2,2
0,6
0,2
1,0
1,5
35
20—
40
0,7
1,6
120—
150
1,2
0,4
0,4
1,3
1,8
35
40—
60
1,1
2,0
150—
210
1,0
0,8
0,5
1,6
2,0
45
60—
80
1.5
2,0
150—
210
0,6
1,0
0,6
1,8
2,0
45
80—
100
2,5
2,5
150—
210
0,3
1,1
0,7
2,0—
3,0
2,0
45
338
Таблица 17.11
Рекомендуемые режимы вибродуговой наплавки
чугунных деталей
Напла¬
вочный
материал
Толщина
наплав¬
ленного
слоя, мм
Скорость
подачи
электрод¬
ной
прово¬
локи,
м/мин
Сила
тока, А
Частота
вращения
детали,
мин-1*
Шаг
наплавки,
мм/об
Припуск
на меха¬
ническую
обработ¬
ку на
сторону,
мм
Проволока
01,6—
1,8 мм
0,6—0,7
1,5
2,5—3,0
1,3
1.7
1.7
120—140
160—190
160—190
382/D
318/D
118/D
1,8—2,2
2,3—2,8
2,8—3,5
0,4
0,8
1,0
Проволока
0 2,5 мм
2,5—3,0
1,7
300—350
64/2)
3,3—3,4
1,0
Лента
сечением
0,5 х 10 мм
2,5—3,0
1,7
320—340
64/D
7,9
1,0
* D — диаметр наплавляемой детали, мм.
Свойства покрытий могут быть улучшены при применении за¬
щитных сред (углекислого газа, флюсов, водяного пара и др.),
порошковой проволоки, последующей термической обработки де¬
талей, обкатки роликами или ультразвукового упрочнения.
В табл. 17.12 приведен режим вибродуговой наплавки в сре¬
де углекислого газа.
Таблица 17.12
Режим вибродуговой наплавки в среде углекислого газа
Толщина
наплавлен¬
ного слоя,
мм
Диаметр
электродной
проволоки,
мм
Сварочный ток, А,
для диаметра проволоки
Рабочее напряжение, В,
для диаметра проволоки
минималь¬
ного
максималь¬
ного
минималь¬
ного
максималь¬
ного
1,0
1,0—2,0
75—175
150—300
17—20
20—24
1,5
1,2—2,2
92—225
165—375
18—21
21—25
2,0
1,4—2,5
100—250
190—400
18—22
22—26
2,5
1,6—2,5
120—300
190—400
19—23
22—26
3,0
2,0—2,5
150—350
190—400
20—24
22—26
339
Применение защитной среды позволяет улучшить механи¬
ческие свойства наплавленного металла и условия работы свар¬
щика.
Основным достоинством способа восстановления изно¬
шенных поверхностей деталей вибродуговой наплавкой является
небольшой нагрев детали в процессе наплавки (около 100 °С),
малая зона термического влияния и возможность получения
наплавленного слоя металла с требуемой твердостью и износо¬
стойкостью без дополнительной термообработки. Производи¬
тельность в 4—5 раз выше, чем при ручной наплавке.
Однако наряду с достоинствами способ вибрационной на¬
плавки имеет и недостатки. К ним можно отнести неодно¬
родность структуры и твердости наплавленного металла, а
также возможность образования пор и микротрещин по грани¬
цам перекрытия отдельных валиков. Поэтому в покрытии воз¬
никают внутренние растягивающие напряжения, которые сни¬
жают усталостную прочность деталей на 30—40 %. Процесс
вибродуговой наплавки широко применяют при восстановлении
стальных деталей (осей, толкателей), работающих в условиях
изнашивания при невысоких требованиях к усталостной проч¬
ности.
17.9. Перспективные способы наплавки
Плазменная наплавка. При плазменной наплавке в качестве
источника тепловой энергии используется плазменная струя.
В качестве плазмообразующего газа применяют аргон или арго¬
новоздушную смесь, что значительно сокращает стоимость про¬
цесса наплавки. Аргонная плазменная струя имеет наиболее вы¬
сокую температуру до 15—20 тыс. °С. Скорость истечения струи
составляет 1000—1200 м/с.
Процесс протекает с малым проплавлением заготовки, а тол¬
щину покрытия можно получить 0,2—6,5 мм. Наплавку осуще¬
ствляют или по винтовой линии с непрерывной подачей плазмо¬
трона, или в виде широкослойной наплавки с колебаниями плаз¬
мотрона вдоль оси вращающейся детали.
Для плазменной наплавки используют высоколегированные
сплавы и инструментальные стали в виде проволоки, порошков
и в комбинации материалов. Широко применяют порошки само-
флюсующихся сплавов на основе никеля ПР-Н73Х16СЗРЗ или
ПР-Н70Х17С4Р4. Порошковый материал ПР-Х4Г2Р4С2ФЮД
обеспечивает твердость покрытия 58—60 HRC.
340
Применение порошков позволяет изменять в широких преде¬
лах толщину покрытия, ширину шва и состав покрытия, произ¬
водительность наплавки за счет выбора материалов и режимов их
нанесения. Температура поверхности наплавляемой детали изме¬
няется за счет теплоты предварительного подогрева и наносимых
валиков расплавленного металла. Термический КПД плазменной
наплавки в 2—3 раза выше, чем при электродуговой наплавке,
а производительность процесса составляет 0,4—5,5 кг/ч.
Плазменная наплавка применяется для нанесения тонкослой¬
ных покрытий при восстановлении коленчатых и распредели¬
тельных валов, крестовин карданных шарниров, валов турбоком¬
прессоров и других ответственных деталей.
Основными преимуществами плазменной наплавки являются:
довольно гладкая и ровная поверхность покрытия, что позволя¬
ет оставлять припуск на обработку 0,4—0,9 мм. Малая глубина
проплавления и небольшое вложение теплоты в заготовку не вы¬
зывает больших деформаций и термического воздействия на
структуру металла наплавляемой детали. При плазменной на¬
плавке обеспечивается высокая износостойкость поверхностей
восстановленных деталей. Однако наблюдается снижение устало¬
стной прочности деталей на 10—15 %, что значительно меньше,
чем при использовании других видов наплавки.
Электромагнитная наплавка. Сущность электромагнитной
наплавки заключается в нанесении покрытия из ферромагнитно¬
го порошка, удерживаемого силами магнитного поля, во время
пропускания через зОКы контакта частиц пороЩка между собой
и деталью постоянного тока большой силы.
К полюсному наконечнику и детали подводят напряжение.
Покрытие образуется за счет нагрева частиц порошка, их оплав¬
ления и закрепления на восстанавливаемой поверхности. При
этом удельная мощность достигает значений 50—5000 кВт/см2.
Покрытия из высокохромистого чугуна С-300 и из быстро¬
режущих сталей Р6М5К5 и Р6М5ФЗ имеют хорошую обрабаты¬
ваемость и высокую износостойкость.
На рис. 17.8 приведена схема устройства для электромагнит¬
ной наплавки. Для повышения стабильности и равномерности
покрытия в рабочий зазор подают пасту, состоящую из смеси
порошков со связующим (жидким стеклом) в соотношении (по
объему) 2:1. При увеличении плотности тока до 3 А/мм2 можно
получить покрытие толщиной около 2 мм.
Данный способ позволяет совмещать по времени процессы
нанесения покрытия и поверхностного пластического дефор-
341
а б
Рис. 17.8. Схема электромагнитной наплавки:
а — однополюсной; б — двухполюсной;
1 — наплавляемая деталь; 2 — порошок; 3 — бункер;
4 — наконечник; 5 — корпус; 6 — электромагнит; 7 — щётка
мирования, что позволяет в 1,2—1,4 раза увеличить устало¬
стную прочность и в 1,8—2,7 раза повысить износостойкость
покрытия.
Электромагнитную наплавку применяют для восстановления
деталей с износом до 0,6 мм в мелко- и среднесерийном произ¬
водстве, совмещая ее с поверхностным пластическим деформиро¬
ванием.
Индукционная наплавка. Способ индукционной наплавки
основан на использовании токов высокой частоты для нагрева
металла детали и присадочного материала. Индукционный на¬
грев обеспечивает значительную скорость роста температуры
(до 200 °С/с) и высокую цроизводительность процесса.
Восстанавливаемую поверхность детали предварительно об¬
рабатывают для получения требуемой формы и размеров. На
подготовленную поверхность наносят шихту из магнитного по¬
рошкообразного твердого сплава и немагнитного флюса со свя¬
зующим веществом. Затем деталь вместе с шихтой нагревают
в поле индуктора высокочастотной установки до полного рас¬
плавления шихты. Температура плавления шихты должна
быть на 100—150°С ниже температуры плавления основного ме¬
талла детали. Флюс шихты плавится, встуцает во взаимодей¬
ствие с оксидами и разрушает их как на поверхности основного
металла, так и на частицах порошка.
В качестве наплавочных материалов применяют высоколе¬
гированные твердые сплавы У30Х28Н4С4 (сормайт № 1),
У45Х35ГЗР2С (ФБХ-6-2), У35Х2Н5 (нихард), Ж4НДХ-15-7-2
342
(нирезист); сплавы на основе никеля, кобальта и вольфрама;
композиционные материалы на основе карбидов вольфрама и
хрома.
В зависимости от толщины наплавленного металла шихта
состоит из 10—16 % флюса, содержащего 43—62 % борной кис¬
лоты, 30—42 % буры и 5—15 % силикокальция. Индукционная
наплавка позволяет повысить в 2—5 раз износостойкость по¬
верхности, не требует сложной оснастки и обеспечивает высокую
культуру производства.
В качестве примера можно привести индукционную центро¬
бежную наплавку зеркала гильзы цилиндров в наиболее изнаши¬
ваемой верхней части. Гильзу располагают горизонтально на то¬
карном станке. Внутрь гильзы засыпают шихту из твердого спла¬
ва с флюсом, и деталь приводят во вращение. Затем в гильзу
вводят индуктор и подают на него высокочастотное напряжение.
В результате нагрева гильзы шихта расплавляется и за счет цен¬
тробежных сил равномерно распределяется по внутренней поверх¬
ности, образуя износостойкое покрытие. Аналогичным образом
восстанавливают и другие детали.
Основные преимущества процесса: высокое качество на¬
плавленного покрытия, высокая производительность, незначи¬
тельное проплавление основного металла при высокой прочности
соединения покрытия с основой.
Недостатками индукционной наплавки является энерго¬
емкость процесса и сложности при восстановлении деталей с не¬
равномерным износом.
Наплавка намораживанием. Сущность способа заключаётся в
затвердевании расплава на очищенной от оксидной пленки по¬
верхности детали, погруженной в расплав. При этом за счет раз¬
ности температур изделия и расплава на поверхности детали рас¬
плав затвердевает, образуя покрытие. После кратковременной
выдержки деталь с образовавшимся на ее поверхности покрыти¬
ем извлекают из расплава. Толщина покрытия зависит от тем¬
пературы детали и расплава, а также от продолжительности их
контакта и может достигать 1,5—3,0 мм.
Наплавка выполняется высоколегированным чугуном
У30Х28Н4С4 и У25Х26РС2, а также смесью КБХ и ФБХ-6-2
или псевдосплавами ПС-14-60, ПС-14-80. Исходные материалы
нагревают в индукционных печах до температуры на 30—50 °С
выше температуры их плавления.
Поверхности, подлежащие восстановлению, покрываются вод¬
ным раствором жидкого стекла и порошкообразного флюса, со¬
343
стоящего из 40 % буры (по массе) и 60 % борного ангидрида. Де¬
таль помещают в высокочастотный индуктор для активации на¬
плавляемой поверхности при температуре 850—900 °С. Процесс
активации длится 10—12 с. При этом флюс плавится и очищает
поверхность детали от оксидов, а также от последующего
ее окисления.
Невосстанавливаемые участки детали, соприкасающиеся
с расплавом, защищают тонким слоем меловой обмазки. Нагре¬
тую заготовку погружают в расплав и выдерживают в течение
0,8—1,2 с. Затем заготовку извлекают из расплава и охлажда¬
ют на воздухе.
Наплавка намораживанием обеспечивает высокую износостой¬
кость восстанавливаемых деталей, которая в 1,8—3,5 раза
выше, чем новых деталей. Производительность наплавки намо¬
раживанием превосходит производительность наплавки рассмот¬
ренных ранее видов.
Восстановление деталей
напылением
18.1. Сущность процесса и виды напыления
Характеристика и особенности процесса образования покры¬
тия. Напыление является одним из способов нанесения металличес¬
ких покрытий на изношенные поверхности восстанавливаемых де¬
талей. Способ изобрел австрийский инженер М. У. Шооп в 1906 г.
Сущность процесса состоит в напылении предварительно рас¬
плавленного металла на специально подготовленную поверхность
деталей струей сжатого воздуха или инертного газа. При этом ча¬
стицы расплавленного металла размером 0,002—0,2 мм, находясь
в пластическом состоянии с температурой 0,85—0,95 от темпера¬
туры плавления исходного металла, с большой скоростью
(140—300 м/с) достигают поверхности детали. При ударе о по¬
верхность детали они деформируются и, внедряясь в ее поры
и неровности, образуют покрытие (рис. 18.1).
Рис. 18.1. Схема процесса напыления:
А, Б, В — зоны плавления, распыления и переноса материала
соответственно; Г — зона образования покрытия; 1, 2, 3 — участки
максимального, среднего и минимального насыщения соответственно;
-D, — диаметр воздушной струи; Ln — размер очага плавления;
Д — перекрытие
345
В зависимости от вида энергии, используемой в аппаратах
для напыления, различают следующие способы напыления: газо¬
пламенное, электродуговое, индукционное (токами высокой час¬
тоты), детонационное и плазменное.
Газопламенное напыление. Выполняется с помощью специ¬
альных аппаратов, в которых плавление напыляемого металла
осуществляется ацетиленокислородным пламенем, а его распыле¬
ние — струей сжатого воздуха (рис. 18.2). В качестве горючего
газа применяется также пропан и др. Подача проволоки осуще¬
ствляется роликами, приводимыми в движение встроенной в ап¬
парат воздушной турбинкой через червячный редуктор. Металл
проволоки, попадая через центральное отверстие горелки в зону
пламени с наиболее высокой температурой, расплавляется и на¬
носится на поверхность детали воздушной струей под давлением
0,4—0.5 МПа.
Рис. 18.2. Распылительная головка газопламенного металлизатора:
1 — смесительная камера; 2 — канал подачи кислорода; 3 — проволока;
4 — направляющая втулка; 5 — канал подачи ацетилена;
6 — воздушный канал; 7 — ацетиленокислородное пламя;
8 — газометаллическая струя; 9 — напыляемая поверхность
В качестве напыляемого материала при газопламенном напы¬
лении применяются также металлические порошки и шнуры.
Порошок подают вдоль оси факела в его внутреннюю часть с
помощью транспортирующего газа. Газопламенное напыление по¬
зволяет наносить покрытие из шнуров. Проволоки и шнуры по¬
дают в восстановительную часть пламени. Газопламенное напы¬
ление может осуществляться без оплавления покрытия, с одно¬
временным оплавлением и с последующим оплавлением.
346
Активирование газопламенного напыления обеспечивают ин¬
тенсивным смешиванием рабочих газов, а также эффективным
теплообменом между пламенем и материалом.
Комплект оборудования для газопламенного напыления со¬
стоит из источников питания горючим газом и кислородом, ком¬
прессора с ресивером, масловлагоотделителя и аппарата для на¬
пыления.
Для газопламенного напыления проволокой применяются ап¬
параты МГИ-1-57, ГИМ-1, ГИМ-2 и др.
Преимуществами газопламенного напыления являются:
небольшое окисление металла, мелкое его распыление, достаточ¬
но высокая прочность покрытия.
Недостаток — сравнительно невысокая производитель¬
ность процесса (2—4 кг/ч) и более высокая стоимость восстанов¬
ления деталей по сравнению с электродуговым напылением.
Электродуговое напыление. Нанесение покрытия выполняет¬
ся аппаратами, в которых металл расплавляется электрической
дугой, горящей между двумя проволоками, изолированными друг
от друга (рис. 18.3).
Для электродугового напыления применяются аппараты:
ЭМ-3, ЭМ-9, ЭМ-14 (ручные) и ЭМ-6, ЭМ-12, МЭС-1 (станочные,
устанавливаемые на суппорте токарного станка).
Подача проволоки в ручных аппаратах осуществляется от
воздушной турбинки, а в станочных — от электродвигателя.
Аппараты для электродугового напыления питаются током через
понижающий трансформатор. Напряжение дуги 30 В, сила тока
90—100 А.
2 3 4 5
1-1^ЕЕ=5р-:
Рис. 18.3. Схема аппарата для электродугового напыления:
1 — восстанавливаемая деталь с покрытием; 2 — направляющие
наконечники металлизатора; 3 — воздушное сопло; 4 — ролики
подающего механизма; 5 — проволока; 6 — сжатый воздух
347
Для напыления применяют компактную или порошковую
проволоку. Если электроды подобраны из проволок разного вида,
то получают покрытие композиционного строения.
Основными преимуществами электродугового напыления
являются: высокая производительность (3—14 кг/ч и более),
сравнительная простота применяемого оборудования и экономич¬
ность процесса. Затраты на нанесение единицы массы покрытия
в два раза ниже, чем при электродуговой наплавке.
Кнедостаткам можно отнести повышенное окисление ме¬
талла, сравнительно большую пористость напыленного металла
и интенсивное выгорание легирующих элементов.
Индукционное напыление. Плавление проволоки при индук¬
ционном напылении основано на использовании принципа индук¬
ционного нагрева и расплавления исходного материала токами
высокой частоты. Частоту тока (/, Гц), необходимую для рас¬
плавления проволоки, определяют по формуле
f=4" (18.1)
а
где h — коэффициент, зависящий от материала проволоки и тем¬
пературы ее плавления; d — диаметр проволоки, см.
Токи высокой частоты получают с помощью машинных или
тиристорных генераторов. Головка высокочастотного аппарата
для напыления имеет индуктор, питаемый от генератора тока
высокой частоты, и концентратор вихревых токов, который обес¬
печивает повышение плотности электромагнитного поля у кон¬
ца проволоки. Распыление расплавленного металла осуществля¬
ется струей сжатого воздуха (рис. 18.4).
Преимуществами высокочастотного напыления являют¬
ся небольшое окисление металла благодаря возможности регули¬
рования температуры его нагрева и достаточно высокая механи¬
ческая прочность покрытия.
Недостатки — сравнительно невысокая производитель¬
ность процесса, а также сложность и высокая стоимость приме¬
няемого оборудования.
Детонационное напыление. Сущность процесса заключается
в расплавлении металла, его распылении и переносе на поверх¬
ность детали за счет энергии взрыва смеси ацетилена и кислоро¬
да. Установка детонационного напыления (рис. 18.5) включает
водоохлаждаемый открытый с одного конца ствол 5 длиной
1200—2000 мм и диаметром 8—40 мм. Внутренняя полость
ствола вблизи торцовой стенки образует взрывную камеру 3.
348
t I
Рис. 18.4. Распылительная головка индукционного аппарата
для напыления:
1 напыляемая деталь; 2 — газометаллическая струя;
3 — концентратор тока; 4 — индуктор, охлаждаемый водой;
^ воздушный канал; 6 проволока; 7 -— ролики подающего
механизма; 8 — направляющая втулка
В ее цилиндрической стенке установлены искровая свеча 2 и кла¬
панное устройство 4 для подачи горючего и окислительного га¬
зов. В торце ствола находится порошковый питатель 1. Восста¬
навливаемую поверхность детали 7 располагают на расстоянии
150 200 мм от среза ствола перпендикулярно его оси. При на¬
пылении металла в камеру охлаждаемого водой ствола аппарата
подаются в определенном соотношении ацетилен и кислород.
Рис. 18.5. Схема установки для детонационного напыления:
а — базовой; б — усовершенствованной
349
Затем во взрывную ка'меру вводится с помощью струи транспор¬
тирующего газа азота порция порошка массой 50—200 мг с раз¬
мером гранул 50—100 мкм.
Газовую смесь поджигают электрической искрой. Возникаю¬
щая при этом взрывная волна сообщает частичкам порошка вы¬
сокую скорость полета, которая на расстоянии 75 мм от среза
ствола достигает 800 м/с. При ударе о деталь кинетическая энер¬
гия порошка переходит в тепловую. При этом частички порошка
разогреваются до температуры 4000 °С.
После нанесения каждой дозы порошка ствол аппарата про¬
дувается азотом для удаления продуктов сгорания. Для получе¬
ния покрытия 6 требуемой толщины необходима серия взрывов.
Детонационный процесс повторяется автоматически с частотой
3—4 раза в секунду. За один цикл на поверхность детали нано¬
сится слой металла толщиной до 6 мкм и более.
В зависимости от назначения получаемые покрытия могут
быть износостойкими, коррозионно-стойкими, жаростойкими и со
специальными свойствами. Твердость износостойких покрытий из
твердых сплавов типа ВК, ТК и КХН достигает 10,5—14,5 ГПа.
Поэтому такие покрытия могут применяться для восстановления
деталей, работающих в условиях абразивного изнашивания при
высоких удельных нагрузках и повышенной температуре при
отсутствии смазки между трущимися поверхностями.
Преимущества этого способа напыления: большая произ¬
водительность процесса (при диаметре ствола 20—25 мм за
15 с можно нанести покрытие толщиной до 0,3 мм на площади
до 5 см2); высокая прочность сцепления покрытия с поверхнос¬
тью детали; температура на поверхности детали не более 200 °С.
Недостатки: высокий уровень шума (до 140 дБ), что обус¬
ловливает необходимость выполнения работ по нанесению по¬
крытия в отдельном звукопоглощающем помещении.
Плазменное напыление. Данный способ напыления основан
на нанесении металлических покрытий на поверхность детали
путем использования тепловых и динамических свойств плазмен¬
ной струи. В качестве плазмообразующего газа применяют азот,
гелий или аргон. Азотная плазма имеет сравнительно невысокую
температуру (до 10—15 тыс. °С), но обладает высоким теплосо¬
держанием (энтальпией).
Напыляемый материал в виде порошка с размером частиц
50—150 мкм вводится в сопло плазмотрона из дозатора с помо¬
щью транспортирующего газа (азота). Расход порошка можно
регулировать в пределах 3—12 кг/ч. Плазменную струю полу¬
350
чают в плазменной горелке (рис. 18.6), основные части которой
следующие: электрод-катод 1; водоохлаждаемое медное сопло-
анод 4; стальной корпус 2, устройства для подвода воды 3, по¬
рошка 5 и газа 6. Части корпуса, которые взаимодействуют с
катодом и анодом, изолированы друг от друга. Попадая в плаз¬
менную струю, металлический порошок расплавляется и, увле¬
каемый плазменной струей, наносится на поверхность детали,
образуя покрытие.
Свойства покрытия зависят от температуры нагрева частиц
и скорости их полета, которая определяется силой тока дуги
и расходом плазмообразующего газа. Она может достигать
Рис. 18.6. Плазменная горелка
для напыления порошкового материала
351
150—200 м/с. Высокая температура и скорость струи позволя¬
ют наносить покрытия из любых материалов без ограничений на
температуру плавления.
Режим плазменного напыления: сила тока 350—400 А,
напряжение 60—70 В; расход плазмообразующего газа
30—35 л/мин; расход порошка 5—8 кг/ч; дистанция напыле¬
ния 125—150 мм.
Плазменное напыление используют при восстановлении ко¬
ренных опор блоков цилиндров, шеек коленчатых валов из вы¬
сокопрочного чугуна, шеек и кулачков распределительных валов
и других деталей.
Для плазменного напыления применяют установки УН-115,
УН-120, УПМ-6, УПУ-ЗД, УПС-301, АПР-403, УПРП-201.
Достоинствами способа плазменного напыления являют¬
ся высокая производительность и экономическая эффективность
процесса, определяемая коэффициентом использования металла.
Его значение зависит от диаметра восстанавливаемой поверхнос¬
ти и напыляемого материала. Например, при напылении порош¬
ка ПГ-У30Х28Н4С4 на детали диаметром 25—30 мм коэффици¬
ент использования металла не превышает 65—70 %, а при на¬
пылении хромоникелевого порошка на деталь диаметром 50 мм
и более — повышается до 90—95 %.
К другим достоинствам плазменного напыления следует от¬
нести более высокие, чем при других способах напыления, ме¬
ханические свойства покрытия и более высокую прочность со¬
единения его с поверхностью детали. Износостойкость покры¬
тия, нанесенного плазменным напылением, в 1,5—2,0 раза
выше, чем у закаленной стали 45, а прочность сцепления по¬
крытия с деталью составляет 40—45 МПа. Плазменное напы¬
ление позволяет наносить покрытия из любых материалов и
обеспечивает полную автоматизацию управления процессом на¬
несения покрытия.
18.2. Напыляемые материалы
Состав и свойства. В качестве напыляемых материалов
при восстановлении автомобильных деталей применяют про¬
волоку или порошковые сплавы. При газопламенном, элект-
родуговом и индукционном напылении обычно применяется
проволока с повышенным содержанием углерода для обеспе¬
чения износостойких покрытий. При детонационном и плаз¬
352
менном напылении применяют порошковые сплавы на основе
никеля или более дешевые на основе железа с высоким содер¬
жанием углерода.
Порошковые сплавы на основе никеля ПГ-СР2, ПГ-СРЗ,
ПГ-СР4 обладают следующими ценными свойствами: низкой тем¬
пературой плавления (950—1050 °С), твердостью 35—60 HRC в
зависимости от содержания бора, жидкотекучестью, высокой из¬
носостойкостью и свойством самофлюсования благодаря наличию
в составе бора (Р) и кремния (С), которые активно отнимают
кислород от оксидов. Основным их недостатком является высо¬
кая стоимость. Характеристика порошковых сплавов на основе
никеля приведена в табл. 18.1 и 18.2.
Сплавы на основе железа с высоким содержанием углерода
типа ПГ-Cl, ФБХ-6-2, КБХ имеют твердость 56—63 HRC, вы¬
сокую износостойкость, недефицитны, но более тугоплавки (тем¬
пература плавления 1250—1300 °С). Сплавы на основе железа не
обладают свойством самофлюсования. Стоимость их в 2 раза де¬
шевле порошков на основе никеля.
Для восстановления поверхностей отверстий под подшипни¬
ки в чугунных корпусных деталях применяют стальной порошок
ПЖ-5М с добавкой 1—2 % порошка алюминия АКП. Такая же
порошковая смесь с добавкой 4—5 % медного порошка ПМС-2
или 2—3 % никелевого порошка может быть рекомендована для
плазменного напыления опор под вкладыши коренных подшип¬
ников в чугунных блоках цилиндров двигателей.
Для повышения прочности сцепления покрытия с поверхнос¬
тью детали рекомендуется напылять подслой из порошков
ПН-70Ю30; ПН-85Ю15; ПН-55Т45 (табл. 18.3).
Таблица 18.1
Состав и свойства порошковых сплавов на основе никеля
(по ГОСТ 21448—75)
Марка
порошка
Химический состав, % (по массе)
Твердость,
HRC
Железо
Хром
Кремний
Углерод
Бор
ПГ-СР2
<5,0
12—15
2,0—3,0
0,2—0,5
1,5—2,1
>35
ПГ-СРЗ
<5,0
13,5—16,5
2,5—3,5
О
1
о
00
eg
1
о
счГ
>45
ПГ-СР4
<5,0
15—18
СО
О
1
СЛ
0,6—1,0
00
со
1
00
счГ
>55
12-135
353
Таблица 18.2
Порошки самофлюсующихся сплавов на основе никеля
Марка порошка
Химический состав, % (по массе)
Твердость,
HRC
Хром
Кремний
Бор
Железо
ПР-Н80Х13С2Р
12—14
О
1
ю
00
1,2—1,6
<5,0
25—35
ПР-Н70Х17С4Р4
16—18
3,8—4,5
3,1—4,0
<5,0
>55
ПР-Н68Х21С5Р
20—27
О
1
СЛ
ъ
1,0—1,3
<5,0
>40
Таблица 18.3
Порошки на основе никеля, применяемые в качестве подслоя
Марка
порошка
Химический состав, %
(по массе)
Температура
плавления,
°С
Твердость,
HRC
Прочность
сцепления,
МПа
Титан
Алюминий
ПН-70Ю30
— '
28—33
1600
>40 '
30,0—35,0
ПН-85Ю15
—
12—15
1400
>40
40,0—45,0
ПН-55Т45
43—47
—
1240
50—60
45,0—50,0
18.3. Структура и свойства напыленных покрытий
Эксплуатационные свойства. Основными эксплуатационными
свойствами напыленных покрытий являются износостойкость и
прочность сцепления покрытия с основным металлом.
Износостойкость покрытия зависит от структуры напылен¬
ного слоя и его твердости. Структура напыленного покрытия от¬
личается от структуры литых металлов вследствие пористости
покрытия. Пористость покрытия зависит от способа его нанесе¬
ния, напыляемого материала, режима напыления и других фак¬
торов. Наибольшую пористость (15—20 %') имеют покрытия, на¬
пыленные электродуговым способом, а наименьшую (5—10 %) —
плазменные и детонационные покрытия.
Пористость возрастает с увеличением дистанции напыления и
уменьшается с повышением температуры нагрева и скорости по¬
лета частиц металла при встрече с подложкой.
Пористость покрытия играет положительную роль при жид¬
костном и граничном трении, так как поры хорошо удерживают
смазку, что способствует повышению износостойкости деталей.
Наиболее высокую износостойкость имеют покрытия, напылен¬
354
ные порошком на основе никеля, а также сплавом ПГ-Cl. Изно¬
состойкость покрытий плазменным напылением сплава ПГ-Cl в
1,5—2,0 раза выше износостойкости образцов из стали 45, за¬
каленной до твердости 58—60 HRC.
Твердость покрытия зависит от напыляемого материала и ре¬
жима нанесения покрытия. При газопламенном и электродуговом
напылении твердость покрытия увеличивается с увеличением со¬
держания углерода в стальной проволоке. При этом твердость
выше при газопламенном напылении, чем при электродуговом,
так как при электродуговом напылении имеет место более интен¬
сивное выгорание углерода.
Несмотря на выгорание углерода, твердость напыленного слоя
выше твердости исходного металла электродной проволоки. По¬
вышение твердости происходит в результате наклепа покрытия
из малоуглеродистой проволоки и местной закалки материала
частиц из высокоуглеродистой проволоки.
По данным исследований, наиболее высокая износостойкость
покрытия обеспечивается при использовании проволоки с содер¬
жанием углерода в пределах 0,7 %.
Прочность сцепления покрытия является одним из основных
параметров, определяющих возможность применения способа на¬
пыления при восстановлении деталей. Наибольшее влияние на
прочность сцепления оказывает метод подготовки поверхности
детали к напылению. Чем более шероховата поверхность детали,
тем выше будет смачиваемость поверхности полужидким метал¬
лом, что обеспечивает более прочную молекулярную связь частиц
с основой. Кроме того, при шероховатой поверхности возрастает
механическое сцепление частиц с поверхностью детали.
На прочность сцепления покрытия с поверхностью детали су¬
щественное влияние оказывает температура нагрева и скорость
полета металлических частиц в момент удара их о подложку.
Например, при нанесении покрытия из стали 45 на стальной
образец, подготовленный к покрытию дробеструйной обработкой,
прочность сцепления на отрыв при газопламенном напылении со¬
ставляет 15—16 МПа. при электродуговом напылении — около
30 МПа. При плазменном напылении сплава ПГ-Cl прочность
сцепления покрытия составляет 40—45 МПа за счет более высо¬
кой температуры нагрева частиц.
При увеличении дистанции напыления свыше 80—100 мм
прочность сцепления снижается при всех способах напыления.
Прочность сцепления напыленных покрытий с основным ме¬
таллом может быть повышена предварительным подогревом де¬
355
тали до температуры 200—300 °С, что способствует улучшению
условий смачиваемости при осаждении частиц на поверхность де¬
тали. Однако данный способ не рекомендуется для деталей, име¬
ющих высокую поверхностную твердость.
Повышение прочности сцепления напыленного покрытия с по¬
верхностью детали может быть обеспечено путем напыления на де¬
таль подслоя из тугоплавких металлов (например, молибдена с тем¬
пературой плавления 2620 °С). Прочность сцепления можно повы¬
сить также при напылении в среде защитных газов или в вакууме.
Применение подслоя с последующим оплавлением покрытия
позволяет повысить прочность сцепления в 2,0—2,5 раза. Одна¬
ко оплавление напыленного покрытия несколько снижает его ан¬
тифрикционные свойства, так как пористость покрытия при оп¬
лавлении уменьшается.
Оплавление покрытия может осуществляться различными
способами: ацетиленокислородным пламенем, плазменной струей,
токами высокой частоты и в нагревательных печах. Наиболее
приемлемым является оплавление токами высокой частоты, так
как при этом обеспечивается локальный нагрев, не нарушающий
термообработки всей детали.
Усталостная прочность детали зависит от способа подготов¬
ки поверхности к напылению и прежде всего от создания шеро¬
ховатости.
К методам создания шероховатости относятся дробеструйная об¬
работка, электроискровая обработка, накатка зубчатым роликом, на¬
резание рваной резьбы. Для деталей с высокой поверхностной твер¬
достью применяют дробеструйную и электроискровую обработку.
При применении дробеструйной обработки усталостная проч¬
ность детали почти не снижается.
18.4. Технологический процесс напыления
Режимы напыления. Процесс нанесения покрытий включает
подготовку детали к нанесению покрытия; нанесение покрытия
(напыление); обработку деталей после напыления.
Подготовка детали к напылению служит для обеспечения вы¬
сокой прочности сцепления покрытия с поверхностью детали. Она
включает обезжиривание и очистку детали от загрязнений, меха¬
ническую обработку и создание шероховатости на поверхности де¬
тали. При механической обработке с поверхности снимают такой
слой металла, чтобы после окончательной обработки на поверхно¬
сти детали оставалось покрытие толщиной не менее 0,5—0,8 мм.
356
Для получения на поверхности детали необходимой шероховато¬
сти ее подвергают дробеструйной обработке в специальных камерах
чугунной дробью ДЧК-1,5 при режиме: расстояние от сопла до де¬
тали — 25—50 мм; давление воздуха рв=0,5—0,6 МПа; угол на¬
клона струи к поверхности детали — более 45°; время обработ¬
ки — 2—5 мин.
После подготовки поверхности детали выполняют напыление.
Время между подготовкой и нанесением покрытия должно быть
минимальным и не превышать 1,5—2,0 ч.
Нанесение покрытия осуществляется на переоборудованных
токарных станках или в специальных камерах.
Качество покрытия и производительность процесса зависят от
режима напыления (табл. 18.4).
Таблица 18.4
Режимы напыления
Параметры
Газопламенное
Электродуговое
Плазменное
напыление
напыление
напыление
Расстояние напыления, мм
100—150
75—100
125—150
Скорость вращения
детали, м/мин
10—15
15—20
15—20
Продольная подача
аппарата, мм/об
1,5—2,0
1,5—2,0
1,5—2,5
Диаметр проволоки, мм
1,5—3,0
1,5—2,5
—
Сила тока, А
—
120—180
300—350
Напряжение, В
—
25—30
70—80
Размер гранул порошка
ПГ-СРЗ, ПГ-СР4, мкм
—
—
50—100
Скорость подачи
проволоки, м/мин
4,5—6,0
2—3
—
Производительность
напыления, кг/ч
2—3
6—8
6—8
Давление:
сжатого воздуха, МПа
0,3—0,5
0,5—0,6
—
ацетилена, МПа
0,01—0,06
—
—
кислорода, МПа
0,3—0,5
—
— -
Расход плазмообразующего
газа (азота), л/мин
— ■
—
25—30
Расход транспортирующего
газа, л/мин
—
—
2,5—3,0
357
Основное время tQ напыления цилиндрических поверхностей:
ndlhy-60 п ndlhy
^ТчГ=0Ж'-?Г' (18-2>
где d — диаметр детали, см; I — длина напыляемой поверхнос¬
ти, см; h — толщина покрытия, мм; у — плотность металла по¬
крытия, г/см3; q — производительность аппарата, кг/ч; k — ко¬
эффициент использования материала (ft = 0,7—0,8).
Обработка детали после нанесения покрытия. После нане¬
сения покрытия деталь медленно охлаждают до температуры
окружающей среды и обрабатывают до требуемого размера. В
зависимости от твердости покрытия, требуемой точности и ше¬
роховатости поверхности деталей применяют обработку резани¬
ем, шлифованием или анодно-механическую обработку. Обтачи¬
вание напыленного покрытия выполняется резцами с пластин¬
ками из твердых сплавов. Припуск на обтачивание принимает¬
ся в пределах 0,5—1,0 мм на сторону и на последующее шли¬
фование 0,15—0,20 мм. При обработке покрытия только шли¬
фованием припуск берется 0,3—0,7 мм на сторону в зависимо¬
сти от диаметра детали. Шлифование выполняется со скорос¬
тью резания 25—30 м/с, глубиной резания 0,01—0,02 мм.
Восстановление деталей
электрохимическими
и химическими покрытиями
19.1. Сущность процесса электрохимического
осаждения металлов
Технологические режимы электролиза. Процесс получения
электрохимических (гальванических) покрытий на изделиях был
разработан в 1838 г. русским ученым академиком Б. С. Якоби.
В авторемонтном производстве электрохимические покрытия
применяются для восстановления изношенных деталей, при на¬
несении на детали антикоррозионных и защитно-декоративных
покрытий. В ремонтной практике наибольшее применение полу¬
чили способы: хромирование, железнение, никелирование, цин¬
кование, меднение.
Электрохимические покрытия получают из электролитов, в
качестве которых применяют водные растворы солей тех метал¬
лов, которыми необходимо покрыть детали. ПрИ пропускании
электрического тока через электролит происходит химический
процесс, называемый электролизом, в результате которого поло¬
жительно заряженные Ионы металла перемещаются к катоду, от
него получают недостающие электроны, превращаются в нейт¬
ральные атомы и выделяются на катоде, т. е. имеет место про¬
цесс электровосстановления.
На аноде при этом происходит разряд отрицательно заря¬
женных ионов и выделение кислорода. Применяются два вида
анодов: растворимые и нерастворимые. Растворимые аноды
изготавливают из металла, который осаждается на детали.
Нерастворимые — из свинца.
В соответствии с объединенным законом Фарадея масса ме¬
талла тТ, выделившегося на катоде, пропорциональна количе¬
ству электричества, протекающего через электролит, и определя¬
ется по выражению
тт= с ■ I ■ t0,
(19.1)
359
где с — электрохимический эквивалент, г/А- ч; I — сила тока, А;
t0 — продолжительность электролиза, ч.
Электрохимический эквивалент представляет собой массу ме¬
талла, выделяющегося на катоде при пропускании через элект¬
ролит тока в один ампер в течение одного часа.
Фактическая масса металла, выделившегося на катоде, будет
меньше теоретической ввиду того, что при электролизе ток рас¬
ходуется не только на отложение металла, но и на другие про¬
цессы (электролиз воды, нагрев электролита, выделение на като¬
де водорода, восстановление металла до более низкой валент¬
ности и др.).
Отношение фактической массы отложившегося металла к
теоретической массе тТ, выраженное в процентах, называется ко¬
эффициентом выхода металла по току (а), который определяется
по выражению
а = ^Ф-100%= -100%. (19.2)
mT c-It0
Время (t0, ч), необходимое для нанесения слоя металла тре¬
буемой толщины, определяется по формуле
1000 у-Л
где у — плотность металла покрытия, г/см3; Л — толщина слоя
электрохимического осадка, мм; DK — катодная плотность тока,
А/дм2.
Электрохимические характеристики металлов, применяемых
при восстановлении деталей электрохимическими покрытиями,
приведены в табл. 19.1.
Таблица 19.1
Основные данные технологических режимов электролиза
Наносимый
металл
у, г/см3
с, г/А-ч
а, %
h, мм
(максимум)
Хром
6,9—7,1
0,324
11—32
0,3
Железо
7,7—7,8
1,042
85—95
1,0—1,5
Цинк
7,0
1,22
97—99
0,006—0,024
Медь
8,9
1,186
80—90
0,025
Никель
8,8
1,095
90—94
0,002—0,060
360
Электрохимические покрытия в ремонтном производстве при¬
меняются для восстановления деталей с небольшой величиной
износа, но с высокими требованиями к износостойкости, твердо¬
сти и прочности соединения покрытия с основой. По статистике
около 65 % деталей ремонтного фонда имеют износ на сторону до
0,14 мм. Поэтому электрохимическими покрытиями рекомендует¬
ся восстанавливать такие детали, как стержни клапанов, порш¬
невые пальцы, отверстия в нижних головках шатунов под вкла¬
дыши, отверстия под подшипники в корпусных деталях и др.
В ремонтном производстве наибольшее распространение полу¬
чили электрохимические процессы восстановления деталей хро¬
мированием, железнением и цинкованием.
19.2. Хромирование деталей
Свойства хрома и его применение. Электрохимическое хроми¬
рование применяют с 1922 г. Быстрое распространение в промыш¬
ленности хромирование нашло благодаря высоким эксплуатацион¬
ным свойствам хрома. Хром — твердый хрупкий металл, серебри-
сто-стального цвета с синеватым оттенком. Температура плавле¬
ния — 1615 °С, электролитически выделенный хром имеет микро¬
твердость 4—12 ГПа. Хромовое покрытие обладает малым коэффи¬
циентом трения, имеет высокую износостойкость, высокую химичес¬
кую стойкость, при обычных атмосферных условиях и температуре
почти не окисляется, отличается красивым внешним видом.
Процесс хромирования в отличие от других электрохимичес¬
ких процессов имеет следующие особенности.
1. Применение нерастворимых анодов (свинцово-сурьмянис¬
тые пластины) вследствие низкого выхода металла по току и
необходимости поддерживать определенную концентрацию ионов
хрома в электролите. Однако понижение концентрации хрома в
электролите требует периодического корректирования электроли¬
та путем добавления в него хромового ангидрида Сг03.
2. Необходима относительно высокая плотность тока (при¬
мерно 25—65 А/дм2). Высокая плотность и плохая проводимость
хромовых ванн требуют повышенного напряжения (6—10 В) вме¬
сто 3—4 В при других электрохимических процессах.
3. Плохая рассеивающая способность хромовых электролитов,
т. е. способность электролита давать равномерные по толщине по¬
крытия. Рассеивающая способность зависит от характера распре¬
деления силовых линий, пронизывающих электролит, которые
обычно концентрируются на краях и выступах анодов и катодов.
На характер распределения металла покрытия на детали ока¬
зывают влияние размеры, форма и расположение анодов относи-
361
тельно детали. Для обеспечения лучшей рассеивающей способно¬
сти и более высокого коэффициента выхода металла по току ос
соотношение СгОз/НгЭС^ должно быть 90 120.
Технологический процесс нанесения электрохимических
покрытий. Технологический процесс восстановления деталей
твердым хромированием содержит три блока операций: подготов¬
ка детали к хромированию, нанесение металла и обработка дета¬
ли после хромирования.
Типовая схема технологического процесса электрохимическо¬
го покрытия состоит из цикла операций, выполняемых в опреде¬
ленной последовательности (рис. 19.1).
Механическая подготовка заготовок
Очистка
в растворах ТМС
Предварительная
механическая
обработка
Промывка
органическими
растворителями
Обезжиривание
венской известью
Установка заготовок
на подвески
и изолирование
Промывка горячей
и холодной водой
Химическая (электрохимическая) подготовка заготовок
—
Химическое или
электрохимическое
обезжиривание
—
Промывка горячей
и холодной водой
-
Химическое
травление
р-
Промывка и прогрев
водой при темпера¬
туре 50—60 °С
-
Анодная обработка
в растворе
-
Промывка горячей
и холодной водой
Нанесение покрытий
Выдержка в ванне
без тока
«Разгон* — постепен¬
ное увеличение катод¬
ной плотности тока
-
Основная часть
электролиза
Обработка заготовок после нанесения покрытий
Промывка горячей
и холодной водой
Нейтрализация в
щелочном растворе
Промывка в дистил¬
лированной воде
—
Снятие заготовок
с подвесок,
снятие изоляции
с заготовок
Сушка заготовок
Термообработка
Рис. 19.1. Схема технологического процесса нанесения
электрохимических покрытий
362
Подготовительный этап включает следующие операции:
♦ механическую обработку поверхности детали в виде шли¬
фования для устранения следов изнашивания и придания ей пра¬
вильной геометрической формы. Эта операция обеспечивает рав¬
номерную толщину покрытия, необходимую шероховатость осно¬
вы и является важным условием прочного соединения покрытия
с поверхностью детали;
♦ промывка детали уайт-спиритом или другими органически¬
ми растворителями для удаления абразивных частиц после шли¬
фования и обдув сжатым воздухом;
♦ изоляция поверхностей детали, не подлежащих хромиро¬
ванию. Выполняется покрытием полихлорвиниловой лентой,
целлулоидной пленкой, цапон-лаком (раствор целлулоида в аце¬
тоне) в 2—3 слоя с просушиванием каждого слоя, а также тон¬
кой резиной и другими нерастворяющимися в электролите ма¬
териалами;
♦ монтаж деталей на подвески. Эта рперация должна обес¬
печить надежный электрический контакт в цепи подвеска—
деталь;
♦ обезжиривание детали с целью удаления жировой пленки с
поверхности, которая препятствует осаждению покрытия.
В практике применяют несколько способов обезжиривания де¬
талей, в том числе: органическими растворителями (трихлорэти-
леном, бензином, уайт-спиритом); химическое обезжиривание
в растворах щелочи главным образом NaOH с концентрацией
100—150 г/л и добавкой эмульгатора жидкого стекла Na2Si03
(продолжительностью 2—10 мин), а также венской известью
(смесь солей оксидов MgO и СаО).
Для электрохимического обезжиривания могут применяться
те же щелочные растворы, что и для химического обезжиривания,
но менее концентрированные: NaOH — 70—100 г/л и Na2Si03 —
2—3 г/л; режим: плотность тока DK= 5—7 А/дм2; температура
70—80 °С; время f = 5—10 мин. При электрохимическом обезжи¬
ривании деталь является катодом. При этом водород, интенсивно
выделяясь на катоде, способствует отрыву частиц жира и других
загрязнений с поверхности детали.
Для предохранения проникновения водорода в металл детали
(наводораживание) процесс обезжиривания проводят при периоди¬
ческом переключении изделия с катода на анод и заканчивают
процесс при анодном включении;
♦ промывка детали и подвески в горячей воде для удаления
продуктов расщепления жировых загрязнений. После обезжири¬
363
вания венской известью детали промывают холодной водой. Ка¬
чество обезжиривания проверяют на равномерную смачиваемость
поверхности детали чистой водой;
♦ декапирование — для окончательного удаления с поверх¬
ности деталей тончайшей оксидной пленки и выявления струк¬
туры основного металла детали непосредственно перед хромиро¬
ванием.
Декапирование может быть химическим и анодным. При
химическом декапировании стальные детали погружают на
1—2 мин в 5 %-ный раствор серной кислоты (H2S04).
Анодное декапирование более широко распространено и вы¬
полняется в основном электролите. Деталь выдерживается в ван¬
не 3—5 мин без тока для выравнивания температур детали и
электролита. Затем включают ток, чтобы деталь была анодом, и
выдерживают ее под током в течение 30—50 с при плотности
тока DK - 20—25 А/дм2.
Цель декапирования — получение прочного сцепления хромо¬
вого покрытия с основным металлом детали. После декапирова¬
ния, не вынимая детали из электролита, переключают ее на ка¬
тод и наносят покрытие.
Операции предварительной подготовки являются общими для
всех электрохимических процессов.
Нанесение покрытия. Основным этапом процесса хромирова¬
ния является осаждение металла. В качестве электролита при
хромировании применяется раствор хромового ангидрида (Сг03)
и серной кислоты (H2S04) в дистиллированной воде.
Концентрация хромового ангидрида в электролите может из¬
меняться в зависимости от требуемых свойств покрытия. При
этом содержание хромового ангидрида и серной кислоты должно
соответствовать отношению Cr03: H2S04= 100 :1.
Состав электролитов и рекомендуемые режимы для получения
хромовых покрытий приведены в табл. 19.2.
В зависимости от плотности тока и температуры электролита
можно получить три вида осадков, которые отличаются физико¬
механическими свойствами: молочные, блестящие и матовые (се¬
рые) (рис. 19.2).
Молочные покрытия имеют высокую износостойкость, боль¬
шую вязкость и сравнительно невысокую твердость.
Блестящие покрытия характеризуются высокой твердостью,
повышенной износостойкостью и хрупкостью.
364
Таблица 19.2
Состав электролитов и режимы хромирования
Электролит
Содержание,
г/дм3
Температура
электролита,
°С
Плотность
тока DK,
А/дм2
Скорость
осаждения,
мкм/ч
Сг03
H2S04
Низкой
концентрации
(разбавленный)
150
1,5
45—60
30—60
18—36
Средней
концентрации
(универсальный)
250
2,5
45—60
30—60
15—30
Высокой
концентрации
(концентри¬
рованный)
350
3,5
45—60
30—60
15—30
Серые покрытия отличаются высокой твердостью, хрупкос¬
тью и пониженной износостойкостью.
Хромирование деталей осуществляется в специальных ваннах
с покрытием внутренней поверхности кислотостойким материа¬
лом (свинцом, винипластом и др.). Ванна имеет бортовые отсосы
для вытягивания вредных испарений.
40 50 60 70 80 t. °С
Температура электролита
Рис. 19.2. Диаграмма расположения зон различных видов
хромовых покрытий в универсальном электролите:
1 — матовые покрытия; 2 — блестящие покрытия;
3 — молочные покрытия; 4 — нет покрытий
365
Устройство ванны для электрохимического хромирования
приведено на рис. 19.3.
12345612378 9 10
Рис. 19.3. Ванна для электрохимического хромирования:
I — штанги анодные; 2, 3 — анодные устройства; 4 — штанга катодная;
5 — восстанавливаемая деталь на подвеске; 6 приспособление для
установки штанг; 7 — электролит; 8 — футеровка ванны; 9 водяная
рубашка; 10 — бортовой отсос; 11, 12 корпус ванны; 13 пульт
управления; 14 — электронагревательные элементы;
15 — термодатчик; 16 — сигнализатор температуры
Необходимая температура электролита обеспечивается
электроподогревом воды, находящейся между двойными стен¬
ками корпуса ванны. Для поддержания температуры электро¬
лита на требуемом уровне ванна оснащается терморегулято¬
ром, а также устройством для автоматического регулирования
силы тока.
Обработка деталей после нанесения покрытий. После на¬
несения покрытия детали сначала промывают в дистиллиро¬
ванной воде (для улавливания электролита), а затем — в про¬
точной воде. Для нейтрализации остатков электролита дета¬
ли погружают на 0,5—1,0 мин в 3—5%-ный раствор каль¬
цинированной соды, после чего окончательно промывают в
теплой воде.
Затем осуществляется демонтаж детали с подвесного приспо¬
собления, снятие изоляции и сушка в сушильном шкафу при
температуре 120—130 °С. Для снятия внутренних напряжений в
хромовых покрытиях, а также с целью удаления водорода, по¬
366
глощенного хромом, детали подвергаются термообработке с на¬
гревом до температуры 180—200 °С в масляной ванне в тече¬
ние 1—2 ч.
Завершающим этапом восстановления деталей является меха¬
ническая обработка (шлифование) до требуемого размера.
Пористое хромирование. Пористое хромовое покрытие обла¬
дает некоторыми преимуществами по сравнению с гладким хро¬
мом, основными из которых являются: хорошо удерживает смаз¬
ку на своей поверхности, поэтому вызывает меньший износ со¬
пряженных деталей; имеет более низкий коэффициент трения,
высокую износостойкость в условиях повышенных удельных дав¬
лений и при температуре до 500 °С, а также в среде сероводород¬
ных соединений.
Сущность процесса получения пористого хрома основана на
свойстве хромовых электролитов при определенных режимах хро¬
мирования получ&ть на поверхности покрытия сетку микротре¬
щин, которые можно увеличить путем анодного травления хро¬
мового покрытия в электролите для хромирования.
В процессе анодного травления происходит разрушение хро¬
ма и имевшие место микротрещины продолжают углубляться и
расширяться по всем направлениям, образуя на поверхности сет¬
ку каналов.
В зависимости от режима хромирования и вида осадка мож¬
но получить два вида пористого хрома — канальчатый и точеч¬
ный. Канальчатый хром получают при анодном травлении мо¬
лочных и молочно-блестящих хромовых покрытий. Точечное
пористое покрытие получают при интенсивном травлении мато¬
вых и матово-блестящих покрытий. Точечное пористое покры¬
тие обладает большей маслоемкостью, чем канальчатое, поэто¬
му его применяют при восстановлении деталей, работающих в
тяжелых условиях.
Анодное травление выполняется при плотности тока 50 А/дм2,
температуре электролита 55—60 °С в течение 6—10 мин. Для
получения пористого хромового покрытия требуемого качества
интенсивность процесса анодного травления необходимо контро¬
лировать по параметру произведения плотности тока на время.
Рекомендуются следующие значения данного параметра: для по¬
крытий толщиной до 0,1 мм — 320 А-мин/дм2; для покрытий
толщиной 0,1—0,15 мм — 400 А-мин/дм2; для покрытий тол¬
щиной более 0,15 мм — 480 А-мин/дм2.
367
19.3. Интенсификация процесса восстановления
деталей хромированием
Способы хромирования. Наиболее существенными недостат¬
ками применяемых обычных электролитов при восстановлении
деталей хромированием являются: низкая производительность
вследствие малого коэффициента выхода металла по току, малая
рассеивающая способность электролита и необходимость его час¬
той корректировки из-за нарушения оптимального соотношения
количества хромового ангидрида и серной кислоты.
С целью интенсификации процесса хромирования применяют¬
ся различные способы. ,
Хромирование в саморегулирующемся электролите. Сущ¬
ность процесса заключается во введении в электролит вместо сер¬
ной кислоты труднорастворимых солей сульфата стронция
(SrS04) и кремнефторида калия (K^SiFg) в количестве, превыша¬
ющем их растворимость. При этом электролит становится устой¬
чивым и саморегулирующимся, так как при изменении концент¬
рации хромового ангидрида концентрация ионов S04 и SiF6 бу¬
дет автоматически поддерживаться постоянной за счет перехода
растворимых солей SrS04 и K2SiFg в твердую фазу (при уменьше¬
нии концентрации Сг03) или частичного растворения солей суль¬
фата стронция и кремнефторида калия (при повышении концен¬
трации хромового ангидрида). Таким образом, происходит авто¬
матическое регулирование электролита и отпадает необходимость
в его частых корректировках.
Применяется следующий состав электролита: хромовый ан¬
гидрид — 200—300 г/л; сульфат стронция — 5,5—6,5 г/л;
кремнефторид калия — 18—20 г/л.
Режим хромирования в саморегулирующемся электролите:
плотность тока £>к=50—100 А/дм2; температура электролита
t = 50—70 °С; напряжение тока — 12 В; выход металла по
току — 18—20%.
В саморегулирующемся электролите можно получить все три
вида осадков. При этом область получения более износостойких
блестящих осадков сдвигается в сторону повышения плотности
тока и температуры. Скорость отложения осадка при средних ре¬
жимах достигает 45—50 мкм/ч. Стоимость восстановления деталей
в саморегулирующемся электролите в среднем на 25—28 % ниже
по сравнению с хромированием в универсальном электролите.
Основными недостатками данного способа следует считать по¬
вышенную агрессивность электролита, в связи с чем усложняет¬
368
ся защита ванны и невосстанавливаемых поверхностей детали.
Поэтому в качестве материала для изготовления ванн может
быть рекомендована коррозионно-стойкая сталь* а для анодов
применяют свинцово-оловянные сплавы типа ПОС-Ю.
Саморегулирующиеся электролиты рекомендуется применять
для получения покрытий толщиной до 1,0 мм и при размерном
хромировании.
В настоящее время разработаны новые составы саморегули¬
рующихся электролитов. Например, в практике применяется
сульфатно-кремнефторидный электролит с добавкой бихромата
калия следующего состава: Сг03 — 250 г/л; SrS04 — 6—8 г/л;
K2SiF6 — 20 г/л; К2Сг207 — 110 г/л. Режим хромирования:
плотность тока £>к=30—100 А/дм2, температура электролита
£ = 40—70 °С; выход металла по току — 17—24%.
Применение данного электролита позволяет получать блестя¬
щие осадки при пониженных плотности тока и температуре. При
этом коррозионная активность электролита значительно ниже по
сравнению с хромированием в обычном саморегулирующемся
электролите без добавки бихромата калия.
Хромирование на токе переменной полярности. Применение
данного способа хромирования деталей основано на реверсиро¬
вании постоянного тока, т. е. автоматическом переключении
детали с катода на анод с помощью автоматов типа АРТ-1,
APT-2 и др.
Хромирование током переменной полярности может осуществ¬
ляться как в обычном электролите средней концентрации
(Сг03 — 250 г/л; H2S04 — 2,5 г/л), так и в саморегулирующем¬
ся электролите при следующем режиме: плотность тока
DK= 60—120 А/дм2, температура электролита £ = 50—60 °С; со¬
отношение между катодным и анодным периодами по времени
(tK', ta) допустимо в пределах 40—60, т. е. длительность катод¬
ного периода 1—5 мин, длительность анодного периода 1—5 с.
Способ хромирования током переменной полярности имеет
следующие преимущества по сравнению с хромированием на по¬
стоянном токе: улучшение структуры и свойств покрытия, воз¬
можность применения более высокой плотности тока, улучшение
рассеивающей способности электролита, осадки отличаются более
низкими внутренними напряжениями по сравнению с осадками
твердого хрома, выход металла по току 18—20 %.
Хромирование на токе переменной полярности позволяет по¬
лучать гладкие покрытия в размер, что исключает последующую
механическую обработку. Размерное хромирование может приме¬
369
няться при восстановлении прецизионных деталей топливной ап¬
паратуры дизельных двигателей.
Хромирование в тетрахроматном электролите. Основным
компонентом электролита является тетрахромовая кислота, об¬
разующаяся при повышенном содержании в электролите хромо¬
вого ангидрида (СгОз). Тетрахроматный электролит характеризу¬
ется еще введением в него едкого натра, необходимого для обра¬
зования тетрахромата натрия (Na20 • 4СгОз), что способствует по¬
лучению качественных осадков с максимальным выходом метал¬
ла по току.
Процесс образования тетрахромата натрия протекает по реак¬
ции:
2NaOH + 4Сг03 <=Ша20- 4Сг03 + Н20.
В состав тетрахроматного электролита входят следующие
компоненты: хромовый ангидрид (Сг03) — 350—400 г/л; серная
кислота (H2S04) — 2—2,5 г/л; едкий натр (NaOH) — 40—60 г/л;
сахар или глюкоза — 1—2 г/л.
Сахар или глюкоза вводятся в электролит для образования
трехвалентного хрома, который оказывает влияние на качество
осадка и его внешний вид.
Режим хромирования характеризуется повышенной плотнос¬
тью тока (£>к = 60—80 А/дм2) и низкой температурой электроли¬
та {t = 18—22 °С).
Хром, полученный из тетрахроматного электролита, имеет
гексагональную кристаллическую решетку, покрытие обладает
малой пористостью и высокой коррозионной стройкостью. Мик¬
ротвердость осадков, полученных из тетрахроматного электроли¬
та, не превышает 3,5—4,0 ГПа, поэтому они хорошо прираба¬
тываются.
Тетрахроматный электролит имеет высокую рассеивающую
способность и коэффициент выхода металла по току до 28—30 %,
что повышает скорость нанесения покрытия в 2,0—2,5 раза.
Вследствие незначительной агрессивности электролита хромиро¬
вание можно вести в обычных железных ваннах без какой-либо
футеровки при комнатной температуре.
Хромирование в тетрахроматном электролите рекомендуется
применять для восстановления деталей с невысокой поверхност¬
ной твердостью (например, шеек поворотных цапф, валов сошек
руля, поверхностей под подшипники качения и др.), а также
для получения защитно-декоративных покрытий.
370
Для авторемонтного производства практическую ценность
представляет саморегулирующийся тетрахроматный электролит
следующего состава: хромовый ангидрид (СгОз) — 380—420 г/л;
карбонат кальция (СаС03) — 60 г/л; сульфат кальция
(CaS04) — 12 г/л; оксид магния (MgO) — 0,8—1,0 г/л.
Режим электролиза: плотность тока DK— 100—140 А/дм2;
температура электролита t = 18—25 °С; выход металла по току —
32—35 %; скорость осаждения хрома — 150—200 мкм/ч; мик¬
ротвердость осадка — 10,0—11,0 ГПа.
Хромирование в проточном электролите. Процесс хромирова¬
ния ведется при движении электролита относительно детали со
скоростью 8—100 см/с и плотности тока до 150—200 А/дм2.
Хромирование в проточном электролите позволяет получить вы¬
ход металла по току до 20—22 %, а скорость отложения хрома
в зависимости от состава электролита и режима электролиза до
140—160 мкм/ч. Данный способ хромирования целесообразно
применять для восстановления внутренних рабочих поверхностей
крупногабаритных деталей, а также отверстий в корпусных де¬
талях под подшипники качения в условиях централизованного
восстановления деталей. Перемещение электролита у восстанав¬
ливаемой поверхности повышает производительность процесса до
четырех раз.
Установка для хромирования в проточном электролите, кро¬
ме ванны, включает насос для подачи электролита и систему тру¬
бопроводов, а также специальные цилиндрические аноды, кото¬
рые располагаются внутри хромируемой поверхности.
Состав электролита и режим хромирования назначают в за¬
висимости от требуемой толщины покрытия и качества восста¬
навливаемой поверхности детали.
Разновидностью хромирования в проточном электролите явля¬
ется струйное хромирование, которое применяется для восстанов¬
ления наружных цилиндрических поверхностей крупногабаритных
деталей (например, шеек коленчатых валов двигателей грузовых
автомобилей). При хромировании деталь вращается с частотой
5—50 мин-1. Ток подводится к детали с помощью щеток, а
электролит подается с помощью насоса к насадке, часть кото¬
рой одновременно является анодом. Насадка изготовляется из
свинцовой пластины, которая имеет прорези для протекания
электролита.
Струйный способ позволяет получить покрытие без погруже¬
ния детали в ванну и вести электроосаждение хрома при более
высоких плотностях тока, чем при обычном хромировании.
371
Хромирование в ультразвуковом поле. Применение ультра¬
звука оказывает значительное влияние на свойства хромового по¬
крытия и вызывает повышение твердости осадка. С помощью
магнитострикционных преобразователей в электролите возбужда¬
ются ультразвуковые колебания частотой 20—30 кГц, под дей¬
ствием которых разрушается оксидная пленка на поверхности де¬
тали, что обеспечивает высокую прочность сцепления покрытия
с основным металлом. Хромирование в ультразвуковом поле осо¬
бенно целесообразно для деталей, изготовленных из алюминие¬
вых сплавов, которые подвержены интенсивному окислению в
среде окружающего воздуха.
Хромирование в ультразвуковом поле позволяет применять
высокие плотности тока (до 180 А/дм2 и выше), что обеспечива¬
ет относительно высокую производительность процесса хромиро¬
вания.
19.4. Восстановление деталей железнением
Особенности процесса электрохимического железнения.
Практическое применение электрохимического покрытия железом
впервые было осуществлено в 1868 г. русскими учеными Б. С. Яко¬
би и Е. И. Клейном.
Процесс восстановления деталей железнением по сравнению с
хромированием характеризуется более высокими технико-эконо-
мическими показателями: применение более дешевых электроли¬
тов, растворимых анодов, более высоких плотностей тока и ско¬
ростей осаждения металла, т. е. процесс железнения отличается
значительно меньшей длительностью и стоимостью по сравнению
с хромированием. Поэтому железнением можно восстанавливать
детали с большой величиной износа.
Железнение может осуществляться в горячих и холодных
электролитах. Горячие электролиты с температурой 50 °С и бо¬
лее являются более производительными и получили широкое
распространение в производстве.
По химическому составу горячие электролиты делятся на
хлористые и сернокислые. Сернокислые электролиты по сравне¬
нию с хлористыми менее агрессивны по отношению к материалу
ванны и детали. Для приготовления хлористых электролитов
применяется хлорид железа (FeCl2 • 4Н20); для сернокислых элек¬
тролитов используют сульфат железа (FeS04 • 7Н20).
В производственных условиях приготовление хлористого
электролита осуществляется путем травления в соляной кислоте
372
стружки из малоуглеродистой стали 10 или 20, предварительно
обезжиренной в 10 %-ном растворе каустической соды и промы¬
той в горячей воде, в результате реакции
2НС1 + Fe + 4Н20 = FeCl2• 4Н20 + Н2. (19.4 )
Технологический процесс железнения. Как и при хромиро¬
вании, технологический процесс электрохимических покрытий
железом состоит из подготовительных операций, осаждения ме¬
талла и заключительных операций.
Подготовка детали для железнения такая же, как и для
хромирования, кроме анодного травления, которое осуществля¬
ется с целью удаления с поверхностей оксидной пленки; про¬
травливания поверхности для выявления кристаллической
структуры металла; для пассивирования поверхности, т. е. для
образования пассивной пленки, которая предохраняет поверх¬
ность от взаимодействия ее с электролитом при завешивании
детали в ванну железнения до момента включения тока, так
как электролит оказывает окисляющее действие на поверх¬
ность металла детали.
Анодное травление рекомендуется выполнять в электролите,
содержащем 30 % -ную серную кислоту (H2S04) и сульфат желе¬
за (FeS04*7H20) в количестве 10—30 г/л; плотность тока
Da = 60—80 А/дм2; температура электролита £ = 18—25 °С; про¬
должительность — 2,0—3,0 мин. Катодами служат свинцовые
пластины.
Железнение осуществляется в стальных ваннах, внутренняя
поверхность которых футерована кислотостойким мате¬
риалом. Учитывая повышенную агрессивность хлористых элект¬
ролитов, в качестве футеровки для ванн применяют
графитовые плитки, пропитанные смолой, а также углеграфито¬
вые плитки, материалом для которых является ангемит
АГМ-1, получаемый пропиткой графита фенолформальдегидной
смолой. Плитки крепятся с помощью замазкд арзамит 4 или 5.
Для футеровки ванн железнения может быть использован
полуэбонит, эбонит и диабазовые плитки на кислотоупорной за¬
мазке.
Ванны для железнения изготавливают также из фаолита
(фенолформальдегидная пластмасса).
В авторемонтном производстве применяются хлористые элек¬
тролиты трех типов: высококонцентрированные (№ 1); средне¬
концентрированные (№ 2); малоконцентрированные (№ 3), ха¬
рактеристика которых приведена в таблице 19.3.
373
Таблица 19.3
Состав электролитов и режимы получения
электрохимического покрытия железом
Наименование химикатов
и параметры режима
Единицы
измерения
Электролит
Ms 1
№ 2
№ 3
Хлорид железа
(FeCl2 • 4Н20)
г/дм3
600—800
400—450
200—220
Соляная кислота (НС1)
то же
2,0—3,0
1,0—2,0
1,0—1,5
Хлорид марганца
(МпС12 • 4Н20)
то же
—
8,0—12,0
8,0—12,0
Температура электролита
°С
75—95
65—85
60—80
Плотность тока (DK)
А/дм2
80—90
80—90
30—50
Микротвердость (Нц)
ГЛа
1,2—2,0
2,5—4,5
4,5—6,5
Толщина покрытия (Лтах)
мм
to
0
1
со
о
до 2,0
0,8—1,5
Плотность электролита
г/см3
4,3
1,23
1,19
При железнении применяются растворимые аноды, которые
изготавливают из малоуглеродистой стали 10 или 20, либо из
электротехнического железа марки А. Для уменьшения загрязне¬
ния электролита аноды помещают в чехлы из стеклоткани. На
1 дм3 рабочего объема ванны должна приходиться площадь вос¬
станавливаемых поверхностей деталей 0,015—0,025 дм2. Электро¬
химический эквивалент железа с = 1,042 г/А- ч; выход металла по
току а = 85—95 %; скорость осаждения — 150—200 мкм/ч.
Свойства железных покрытий зависят от режима их нанесе¬
ния. Твердость покрытия увеличивается с повышением катодной
плотности тока и понижением температуры (рис. 19.4). Элект¬
рохимическое железное покрытие имеет высокую прочность сцеп¬
ления с деталью (400—450 МПа). Износостойкость покрытия
приближается к износостойкости деталей, изготовленных из ста¬
ли 45, закаленной ТВЧ. Усталостная прочность деталей, восста¬
новленных железнением, снижается в зависимости от режима на
10—30 %, причиной чего являются растягивающие внутренние
напряжения в покрытии.
Для восстановления изношенных поверхностей корпусных де¬
талей применяют вневанное проточное железнение, которое по¬
вышает производительность в 10—15 раз и улучшает качество
покрытия. В качестве примера на рис. 19.5 приведена установка
374
10 20 30 40 50 60 DK, А/дм2
Рис. 19.4. Зависимость микротвердости железных покрытий
от плотности тока и температуры электролита
Рис. 19.5. Установка вневанного железнения в проточном электролите:
1 — вертикально-сверлильный станок; 2 — выпрямитель;
3 — кронштейн; 4 — щетки; 5 — анод; 6 — чехол;
7 — восстанавливаемая деталь; 8 — плита; 9 — поддон; 10 — стол станка;
11 — ванна; 12 — фильтр; 13 — насос; 14 — кран регулирования скорости
циркуляции электролита; 15 — токосъемник; 16 — шпиндель станка
375
для восстановления деталей способом вневанного железнения в
проточном электролите.
После нанесения покрытия выполняют заключительные опе¬
рации технологического процесса: промывка деталей в горячей
воде, затем нейтрализация от остатков электролита в 10%-ном
растворе каустической соды при t0= 70—80 °С в течение
5—10 мин, после чего снова промывают детали в горячей воде.
Наконец осуществляют демонтаж деталей с подвесных приспособ¬
лений, снятие изоляции, контроль качества покрытия и шлифо¬
вание под окончательный размер.
Железнение применяют при восстановлении поверхностей де¬
талей с износом более 0,2 мм. На практике железнением восста¬
навливают шейки валов и осей, входящие в подвижные и непод¬
вижные соединения, поверхности отверстий под подшипники
в корпусных деталях и другие элементы деталей.
19.5. Восстановление деталей
электроконтактным способом
Сущность процесса. Электроконтактный способ применяется
при восстановлении изношенных поверхностей деталей, имеющих
небольшой износ. Электроконтактным способом могут быть по¬
лучены покрытия медью, никелем, хромом, цинком, железоцин¬
ковым сплавом и другими металлами.
Схема процесса восстановления деталей электроконтактным
способом приведена на рис. 19.6.
Рис. 19.6. Схема установки для нанесения покрытий
электроконтактным способом:
1 — деталь; 2 — анод; 3 — шпиндель вертикально-сверлильного станка;
4 — реостат; 5 — выпрямитель; в — рубильник; 7 — ванночка
376
Сущность процесса электроконтактного способа заключается
в нанесении слоя металла на восстанавливаемую поверхность де¬
тали путем приведения в контакт с деталью специального элект¬
рода, состоящего из токопроводящего устройства и адсорбирую¬
щего материала. Адсорбирующий материал (ватно-марлевый там¬
пон, стекловолокно, хлопчатобумажная ткань и др.) насыщает¬
ся электролитом и играет роль электролитической ванны. При
включении тока в нем происходит процесс электролиза. Деталь
соединяется с отрицательным полюсом источника постоянного
тока, электрод — с положительным.
При включении тока на поверхности детали происходит от¬
ложение металла, соль которого находится в электролите. Для
восстановления чугунных и стальных деталей применяется цин¬
ковый электролит. Электролитический цинк обладает достаточ¬
ной твердостью и хорошо выдерживает рабочие нагрузки. Элект¬
ролит не вреден для организма человека.
Установка для нанесения покрытия электроконтактным спо¬
собом с целью восстановления размера посадочных отверстий чу¬
гунных и стальных корпусных деталей может быть смонтирова¬
на на вертикально-сверлильном станке. Электрод находится в
шпинделе станка. Электролит на электрод подается с помощью
насоса из бачка.
Процесс осуществляется при относительном перемещении
анода и катода со скоростью 10—20 м/мин.
Источником тока обычно служит селеновый выпрямитель
с выходным напряжением 24 В и током до 200 А.
Технологический процесс восстановления изношенных от¬
верстий состоит из нескольких операций, важнейшей из кото¬
рых является подготовка к восстановлению. Она включает
мойку и дробеструйную или абразивную обработку детали. За¬
тем деталь устанавливается на столе станка, совмещая ось
восстанавливаемого отверстия с осью вращения шпинделя
станка. Соответствующий размерам отверстия электрод закреп¬
ляют в шпинделе станка, вводят в отверстие и включают по¬
дачу электролита.
Наружный диаметр d3 токоподводящего элемента электрода
определяется по формуле
d3 = D0 _ 2(8 + Д), (19.5)
где Do — диаметр восстанавливаемого отверстия, мм; 5— тол¬
щина адсорбирующего слоя в сжатом состоянии, мм; А — зазор
между адсорбирующим слоем и поверхностью отверстия, мм.
377
Для отверстий диаметром 50—150 мм принимают:
5 = 2,5—3 мм; А =1,5—2,0 мм.
Перед нанесением покрытия поверхность очищается от окси¬
дов (при натирании цинком — анодное травление в течение
7—10 с, при натирании медью — зачистка наждачной бумагой и
обезжиривание венской известью).
Для нанесения покрытия из цинка применяется электролит,
состоящий из сульфата цинка (ZnS04) — 600—700 г/ли борной
кислоты (Н3В03) — 30 г/л. Плотность тока DK— 250—300 А/дм2.
Скорость нанесения покрытия составляет 8—10 мкм/мин. Вы¬
ход металла по току — 70—75 %; электрохимический эквива¬
лент — 1,220 г/А-ч. Температура анода поднимается до 100 °С.
Электролит является охлаждающей жидкостью.
Значение силы тока I для контроля процесса по амперметру
определяют по формуле
I = DK-S, (19.6)
где S — площадь восстанавливаемой поверхности детали, см2.
S = ^L, (19.7)
360
где D — диаметр восстанавливаемого отверстия, см; а — угол
контакта электрода, град; Н — высота цилиндра восстанавли¬
ваемого отверстия, см.
При нанесейии медного покрытия электролит состоит из
сульфата меди (CuS04-5H20) — 250 г/л; серной концентрирован¬
ной кислоты (H2S04) —1- 50 г/л; плотность тока — 200—250 А/дм2;
температура электролита — комнатная; выход по току — 90 %.
При нанесении покрытия из железа применяется хлористый
электролит высокой концентрации (до 600 г/л хлорида железа)
и плотностью тока 200 А/дм2. Твердость покрытия составляет
5,8—6,0 ГПа.
Электроконтактный способ позволяет восстанавливать поса¬
дочные отверстия, не прибегая к сложному технологическому
оборудованию, отличается небольшими трудовыми затратами,
высокой производительностью, сравнительной дешевизной элек¬
тролита и относительной безвредностью для организма человека.
Прочность сцепления цинка с металлом детали составляет
20 МПа.
На авторемонтных заводах электроконтактный способ нане¬
сения цинкового покрытия применяется для восстановления от¬
378
верстий под подшипники качения в коробках передач и ступи¬
цах колес автомобилей.
19.6. Защитно-декоративные покрытия
Сущность процесса. В автомобилестроении и в авторемонтном
производстве широко применяют электрохимические покрытия
как для защиты деталей от коррозии, так и для придания им де¬
коративного внешнего вида. По роду защитного действия элект¬
рохимические покрытия подразделяются на анодные и катодные.
При соединении двух металлов с различным электродным по¬
тенциалом в присутствии коррозионной среды образуется гальва¬
нический элемент, в котором более благородный металл (с более
высоким электродным потенциалом) становится катодом, а менее
благородный — анодом. Из двух металлов всегда разрушается
менее благородный металл, т. е. анод. На основании данных о
совместимости металлов с точки зрения развития коррозии со¬
ставляют электрохимические ряды, в которых металлы распола¬
гают в порядке убывания электродного потенциала — от наибо¬
лее благородного к наименее благородному металлу. Чем более
благороден один металл по отношению к другому, тем сильнее
склонность к коррозии соединения, находящегося в коррозион¬
ной среде.
На этом основана электрохимическая, или анодная, защита
металлов: менее электроотрицательный металл (например, желе¬
зо) покрывается более электроотрицательным (например, цин¬
ком). В этих условиях железо, покрытое цинком, не будет под¬
вергаться коррозии, так как корродирует цинк, защищая от
окисления железо.
При катодной защите на детали из более электроотрицатель¬
ного металла наносят менее электроотрицательный металл. Ка¬
тодные покрытия оказывают защитное действие в условиях изо¬
ляции деталёй от воздействия коррозионной среды. Для сталь¬
ных деталей катодными покрытиями являются никелевые, хро¬
мовые, медные.
Наибольшее применение нашли многослойные катодные за-
щитно-декоративные покрытия. Наибольшей стойкостью против
коррозии и декоративными свойствами обладают четырехслойные
покрытия, полученные путем последовательного нанесения слоев
никеля, меди, никеля и хрома. Первый слой никеля толщиной
около 5 мкм обеспечивает высокую прочность сцепления покры¬
тия с основным металлом детали. Затем наносят слой меди тол¬
379
щиной до 30 мкм, который благодаря небольшой пористости
меди обеспечивает хорошую защиту от проникновения коррози¬
онной среды. Второй слой никеля, толщиной порядка 20 мкм,
придает покрытию декоративные свойства и обеспечивает проч¬
ность сцепления наружного слоя хрома (толщиной 1—2 мкм),
который защищает никель от механических повреждений.
Технологический процесс нанесения защитно-декоративных
покрытий аналогичен нанесению износостойких покрытий. Одна¬
ко в процессе подготовки поверхности детали к нанесению по¬
крытия и обработки после нанесения покрытия необходимо осу¬
ществлять полирование поверхности, которое выполняют войлоч¬
ными кругами с пастой ГОИ.
Защитно-декоративные покрытия применяются при изготов¬
лении и ремонте кузовов легковых автомобилей для восстанов¬
ления декоративных элементов.
19.7. Восстановление деталей химическим способом
Химическое никелирование. Сущность химического способа
получения покрытия металлическим никелем основана на восста¬
новлении ионов никеля до металла под действием восстановите¬
ля — гипофосфита натрия. В последнее время в качестве восста¬
новителя предложены также боранат и боразан.
Основой химического никелирования является реакция вос¬
становления никеля из его хлоридов солями-восстановителями
гипофосфита натрия:
NiCl2 + 2NaH2P02 + 2HzO = Ni + 2NaH2P03 + Н2 + 2НС1. (19.8)
Процесс химического осаждения никеля является катали¬
тическим и происходит самопроизвольно только на металлах,
являющихся для него катализаторами (никель, кобальт, пал¬
ладий). На железе и алюминии происходит вытеснение из ра¬
створа никеля, который и служит катализатором. Химичес¬
кое никелирование медных и латунных деталей может быть
достигнуто в результате приведения их на 0,5—1,0 мин в
контакт с железом, никелем или алюминием. С этой целью
применяется также погружение деталей в раствор палладия,
образующаяся тонкая пленка которого выполняет каталити¬
ческое действие.
Химическим способом можно никелировать также неметалли¬
ческие детали (пластики, кварц, стекло, керамику). Для этого де¬
тали перед никелированием погружают на 1—2 мин в раствор, со¬
380
держащий 10 г/л хлорида олова (SnCl2) и 40 мл/л соляной кисло¬
ты (НС1) или в раствор SnCl2 в этиловом спирте (10 г/л), а затем
в раствор, содержащий 0,2—0,3 г/л PdCl2 • 2HzO на 3—5 мин.
Химическое никелирование позволяет получать твердое и
плотное покрытие на поверхностях деталей сложной формы, в
том числе и на внутренних поверхностях с целью их упрочнения
и восстановления (плунжерные пары топливных насосов, торцо¬
вые поверхности поршневых колец).
Для химического никелирования применяется эмалированная
ванна (сосуд) с раствором и подогревательное устройство. Подо¬
грев может осуществляться паром, газовыми и электрическими
нагревателями. Подготовка поверхности к покрытию заключает¬
ся в механической обработке, обезжиривании и мойке. Применя¬
ют следующие составы растворов и режим работы (табл. 19.4):
Таблица 19.4
Растворы для химического никелирования
Состав раствора
и основные
параметры
Концентрация компонентов, г/л
1
2
3
4
5
6
7
Хлорид никеля
(№С12-6Н20)
—
17
6
20
—
30
Сульфат никеля
(NiS04 • 7Н20)
20
—
—
20
—
50
Гипофосфит
натрия
(NaH2P02 • Н20)
10
8
24
24
20
72
Гипофосфит
кальция
(Са(Н2Р02)2 • Н20)
—
10
—
—
—
—
—
У ксуснокис лый
натрий
(NaC2H302-3H20)
8
8
5
—
10
—
40
2 5-процентный
раствор гидро¬
ксида аммония
(NH4OH)
—
—
—
50—60
—
—
60
мл/л
Щавелево¬
кислый аммоний
((NH4)2C204-H20)
—
—
—
—
—
—
150
381
Окончание таблицы 19.4
Состав раствора
Концентрация компонентов, г/л
1
2
3
4
5
6
7
Хлорид аммония
—
—
—
30
—
25
—
Лимоннокислый
натрий
(NaCH(0H)C02H)
—
—
—
45
—
150
—
Температура
раствора, °С
85—90
85—90
80—95
82—85
90—96
85—90
85—87
Кислотность, pH
4,5—5
4—5
4,5-
5,5
8—9
4,5—5
4,5—5
8,2
Скорость осажде¬
ния, мкм/ч
8—10
8—10
10—12
20—22
22—24
20—22
12
Полученное покрытие представляет собой сплав никеля
с фосфором, примерный состав которого 90—95 % никеля,
5—10 % фосфора.
Химические никелевые покрытия обладают следующими
свойствами: плотность 7,9 г/см3; температура плавления 890 °С;
прочность сцепления на среднеуглеродистой стали 185—370 МПа;
твердость покрытия без термической обработки — 45 HRC; при
нагреве до температуры 350 — 400 °С и часовой выдержке проч¬
ность повышается до 67 HRC. При этом прочность сцепления с
основным металлом увеличивается до 210—420 МПа. Однако на¬
грев не рекомендуется по причине нарушения термической обра¬
ботки детали. Повышение твердости при термической обработке
объясняется кристаллизацией фосфидов никеля.
Никель-фосфорное покрытие находит всё более широкое при¬
менение как износостойкое покрытие. По данным лабораторных
исследований, Ni—P-покрытие обладает в 2—3 раза меньшей из¬
носостойкостью по сравнению с хромовым покрытием, однако со¬
пряжённую стальную поверхность изнашивает в 2 раза меньше,
чем хромовое покрытие; имеет высокую плотность и равномер¬
ность по толщине.
Никель-фосфорное покрытие имеет высокую прочность
сцепления с алюминиевыми сплавами, что позволяет исполь¬
зовать его для повышения износостойкости трущихся деталей
из алюминиевых сплавов, их износостойкость увеличивается
в 10—15 раз.
382
В настоящее время получают химические сплавы никеля с
кобальтом и другими металлами, химические никелевые по¬
крытия с включениями бора, которые позволяют улучшить ме¬
ханические свойства никелевых покрытий, повысить твер¬
дость, увеличить стойкость в условиях знакопеременной на¬
грузки и т. д.
Основными достоинствами способа химического никелирова¬
ния являются: высокая твердость; исключительная равномер¬
ность покрытия; отсутствие потребности в электрооборудовании
и в площадях для его размещения; раствор для химического ни¬
келирования используется многократно.
Для обеспечения устойчивости процесса химического никели¬
рования за последнее время предложены щавелевокислые раство¬
ры. Стабилизирующее действие щавелевой кислоты на процесс
восстановления никеля выражается в устранении выпадения
осадков фосфита никеля (NiHP03). Ионы никеля связываются в
прочные комплексные соединения, и в результате предотвраща¬
ется их соединение с образующимися в процессе реакции ионами
фосфита.
Химическое хромирование. Способ получения износостойких
покрытий химическим хромированием пока не имеет широкого
практического применения и находится в стадии совершенство¬
вания. Однако развитие способа химического хромирования из-
за получения твердых и исключительно равномерных покрытий
хромом обусловливается большим практическим значением этого
вида покрытий.
В настоящее время достигнута небольшая скорость осаждения
хрома (2,5—8,0 мкм/ч).
Для получения покрытий стальных деталей может быть
рекомендован раствор следующего состава: лимоннокислый
натрий — 32 г; гипофосфит натрия — 32 г; фторид хрома
(CrF3-9H20) — 64 г; хлорид хрома (СгС13-6Н20) — 4 г; уксус¬
ная кислота — 40 мл; 20 %-ный раствор едкого натра — 40 мл;
вода — 3,75 л. Температура — 72—88 °С.
Растворение компонентов осуществляется в определенной
последовательности. Вначале 2/3 требуемого количества воды
подогревается до 66 °С, а затем добавляют фторид хрома (CrF3),
после его растворения добавляют хлорид хрома (СгС13), затем ли¬
моннокислый натрий, затем гипофосфит натрия и последними
добавляются уксусная кислота и едкий натр. Свежеприготовлен¬
ный раствор работает в течение 8 часов с добавкой около 2,8 г/л
гипофосфита натрия через каждый час.
383
В последнее время предложен раствор со скоростью отложе¬
ния хрома 25,4 мкм/ч следующего состава (в массовых частях):
уксуснокислый хром — 3 ч.; лимоннокислый натрий — 4 ч.;
гликолевокислый натрий — 4 ч.; уксуснокислый натрий — 2 ч.;
воды — 84—86 ч. Температура раствора — 100 °С. Кислотность
pH = 4—6.
Небольшое количество никеля присутствует в растворе в ка¬
честве активатора реакции, который входит в покрытие. Процесс
ведется в ваннах, облицованных фарфором, стеклом или поли¬
пропиленом. Трудность в работе ванны химического хромирова¬
ния заключается в неустойчивости ионов двухвалентного хрома,
при восстановлении которых должен осаждаться металлический
хром. Поэтому добавление гипофосфита имеет целью восстанов¬
ление трехвалентного хрома в двухвалентный, а добавление ща¬
велевокислых солей — связывание двухвалентного хрома в проч¬
ный комплекс, позволяющий затем восстанавливать двухвалент¬
ный хром до металлического.
В щавелевокислом растворе скорость осаждения достигает до
8 мкм/ч. Состав кислого раствора: CrF3 — 16 г/л; СгС13 —
1 г/л; щавелевокислый калий — 4,5 г/л; уксуснокислый нат¬
рий — 10 г/л; гипофосфит натрия — 10 г/л. Режим работы:
температура раствора — 74—90 °С, кислотность pH = 4—6.
В настоящее время предложены способы получения сплавов
хрома с ванадием.
Дальнейшее развитие и совершенствование способа восстанов¬
ления деталей химическим хромированием обусловливается
практическим значением этого вида покрытий.
20
Восстановление
деталей припеканием
металлических порошков
20.1. Сущность способа и его разновидности
Сущность способа. Известен метод порошковой металлургии,
заключающийся в формовании детали из смесей металлических
порошков и ее спекании, придающем детали не только необхо¬
димую форму, но и требуемые физико-механические свойства.
Для восстановления деталей используется метод, который близ¬
ко примыкает к технологии порошковой металлургии и называ¬
ется припеканием металлических порошков. Первые работы в
области припекания появились в 60-х годах прошлого века и
проводились в дальнейшем под руководством члена-корреспонден-
та НАН Беларуси Н. Н. Дорожкина. Припекание — технологи¬
ческий процесс получения покрытий, заключающийся в нанесе¬
нии на поверхность детали порошковой формовки или слоя по¬
рошка и нагреве их до температуры, обеспечивающей спекание
порошкового материала и образование прочной диффузионной
связи с деталью. Для припекания частиц к поверхности детали
требуются иные условия, чем при спекании порошков. Как пра¬
вило, обеспечение условий спекания (применение защитно-восста¬
новительной среды и достижение температуры спекания) еще не
приводит к припеканию. Это обусловливается рядом причин: раз¬
личием теплофизических свойств порошкового слоя и основы, об¬
разованием пленок, разделяющих соединяемые поверхности час¬
тиц порошка и детали, необходимостью создания надежного кон¬
тактирования частиц порошка с основой в процессе припекания
и т. д. Для получения на поверхности детали прочного слоя,
имеющего хорошее сцепление с основой, необходимо активиро¬
вать поверхность детали, порошка или того и другого одновре¬
менно. Технологически наиболее доступными и эффективными
считаются следующие процессы активирования: 1) химическое —
введение специальных добавок, уменьшающих окисление и раз¬
рушающих оксидные пленки; 2) температурное — ускоренный
В-135 385
нагрев и введение присадок, снижающих температуру плавления
на контактах; 3) силовое, обеспечивающее получение надежного
контакта соединяемых материалов (частиц порошка и основы).
При химическом активировании в шихту вводятся активные
присадки в основном в виде дисперсного порошка, чтобы неболь¬
шое по массе и объему количество его наиболее равномерно рас¬
пределилось по всей порошковой системе. Часто присадка наря¬
ду с восстанавливающим действием снижает температуру плавле¬
ния. Для разных порошковых композиций используют различ¬
ные присадки — бора, кремния, фосфора, никеля и др.
Температурное активирование заключается в ускоренном
нагреве, который сопровождается повышением активности
диффузионных процессов, созданием на некоторое время ло¬
кальных температур, превышающих температуру плавления, и
в снижении температуры жидкой фазы за счет присадок, обра¬
зующих легкоплавкую эвтектику. Наиболее технологичным яв¬
ляется ускоренный нагрев токами высокой частоты. Такой на¬
грев резко ускоряет диффузионные процессы и вследствие крат¬
ковременной выдержки, необходимой для обеспечения припе-
кания, уменьшает окисление порошка и детали, что позволя¬
ет исключить применение защитно-восстановительных сред
или вакуума.
Силовое активирование процесса необходимо во всех случа¬
ях, так как без надлежащего контакта частиц друг с другом и с
поверхностью детали отсутствуют условия припекания, потому
что нагрев разрозненных или находящихся в недостаточно тес¬
ном контакте частиц не обеспечивает получения спеченной сис¬
темы. Силовое активирование в значительной степени ускоряет
диффузионные процессы и наряду с температурным фактором яв¬
ляется главным для получения необходимых физико-механичес¬
ких свойств слоев. Имеется несколько технологических способов
силового активирования: статическое приложение нагрузки с од¬
новременным нагревом, спекание с приложением вибраций, дав¬
ление с использованием центробежных сил. Одновременное при¬
менение химического, температурного и силового активирования
является наиболее эффективным путем осуществления техноло¬
гического процесса припекания.
В зависимости от вида нагрева и характера прилагаемых
нагрузок припекание можно разделить на несколько видов:
припекание в печах, электроконтактное и индукционное при¬
пекание.
386
20.2. Получение пористых
и самосмазывающихся покрытий
Методы формования покрытий. Технология припекания с при¬
менением печного нагрева состоит, как правило, из двух стадий:
1) формования слоя на поверхности изделия и 2) спекания детали
со слоем на ее поверхности в печи. При печном нагреве в течение
длительного времени точно выдерживается температура, что обес¬
печивает протекание физико-химических процессов на контактах,
позволяет применять защитные атмосферы при спекании.
Формование покрытий осуществляется на прессах или маг¬
нитно-импульсным методом. Первым способом можно получать
пористые покрытия на плоских и внутренних поверхностях, а
магнитно-импульсным — еще и на деталях сложной формы. При
добавлении в порошковую шихту твердых смазочных материалов
(пластмасс, например, фторопласта) детали могут работать как
самосмазывающиеся, а также можно пропитывать их жидкими
смазочными материалами.
Перспективность способа магнитно-импульсного формования
обусловлена возможностью создания высоких (до 1000 МПа) ди¬
намических давлений на порошковый слой, возможностью нане¬
сения покрытий на изделия разнообразной формы, высокой про¬
изводительностью процесса. Прессование порошкового слоя по
данной технологии осуществляется на магнитно-импульсных ус¬
тановках, рабочим инструментом которых служит многовитко-
вый индуктор соленоидного типа, а формообразование осуществ¬
ляется с помощью электропроводящей (медной или алюминие¬
вой) оболочки, которая деформируется силами, возникающими
при взаимодействии магнитного поля индуктора и вихревых то¬
ков, наведенных в оболочке (рис. 20.1). После прессования обо¬
лочку удаляют, а последующее спекание и припекание слоя осу¬
ществляют в печах.
Метод магнитно-импульсного нанесения покрытий по своим
технологическим возможностям является универсальным. Он по¬
зволяет наносить покрытия на наружные, внутренние, плоские
и сложные поверхности деталей, использовать для получения по¬
крытий порошки чистых металлов, их композиции, цветные и
твердые сплавы. Изменяя технологические режимы нанесения
покрытий, можно получать как пористые слои (с пористостью
до 50 %), так и практически компактные материалы (с относи¬
тельной плотностью 97—98%).
387
1
Рис. 20.1. Технологические схемы магнитно-импульсной напрессовки
по методу «на обжатие» (а) и «на раздачу» (б):
1 — индуктор; 2 — электропроводящий элемент; 3 — порошок;
4 — деталь; 5 — заглушка; б — генератор импульсного тока
Получение антифрикционных покрытий высокой пористости
возможно как регулированием силовых параметров напрессовки,
так и применением порообразователей, добавляемых в шихту.
Лучшими порообразующими свойствами для покрытий, сформи¬
рованных в режиме холодной напрессовки, обладают хлорид ам¬
мония и тетрафторборат аммония, обеспечивающие линейное уве¬
личение пористости с повышением их объемного содержания.
Магнитно-импульсным методом можно получать слои с системой
каналов или карманов для работы их в качестве самосмазываю-
щихся подшипников скольжения. Для этого в камере засыпки
предварительно устанавливают медную проволоку определенных
размеров и формы. После напрессовки порошка в процессе его
спекания проволока расплавляется, ее материал за счет капил¬
лярного эффекта просачивается в поры покрытия, освобождая за¬
нимаемый объем.
Магнитно-импульсный метод успешно используется для вос¬
становления тонкостенных втулок, изготовленных из бронзы и
широко применяемых в автомобилестроении (втулки распредва¬
ла, верхней головки шатуна, поворотного кулака и др.). Износ
таких деталей составляет не более 0,15—0,30 мм, и их восста¬
навливают путем магнитно-импульсного отжатия на оправку, ди¬
аметр которой равен номинальному внутреннему диаметру новой
388
детали, с последующим нанесением на ее поверхность порошко¬
вого слоя определенной толщины.
Процесс восстановления втулок состоит из следующих опера¬
ций: 1) подготовки поверхности втулки; 2) ее термообработки
(отжига); 3) нанесения порошкового слоя на наружную поверх¬
ность детали; 4) магнитно-импульсного обжатия втулки на оп¬
равку; 5) механической обработки наружной и внутренней поверх¬
ностей втулки.
Порошковый слой на наружную поверхность втулки может
наноситься как до операции магнитно-импульсного обжатия, так
и после нее. Роль электропроводящего деформирующего элемен¬
та выполняет непосредственно сама восстанавливаемая деталь.
Восстановление внутренней поверхности втулок по предложенной
технологии может осуществляться многократно вплоть до пол¬
ного износа основного металла. Схема магнитно-импульсного де¬
формирования втулок через порошковый слой позволяет восста¬
навливать также свертные разрезные втулки, восстанавливать
которые другими методами невозможно.
20.3. Индукционное припекание
металлических порошков
Сущность и способы индукционного припекания. Индукцион¬
ное припекание является наиболее технологичным процессом,
так как ввиду значительного (на 2—3 порядка) ускорения диф¬
фузионных процессов при нагреве токами высокой частоты (ТВЧ)
резко уменьшается время выдержки для обеспечения припека¬
ния. Процессы окисления не успевают произойти, что позволяет
отказаться от применения защитно-восстановительных сред.
Индукционным припеканием способом обмазки можно получать
слои большой пористости, в основном для антифрикционных дета¬
лей. В качестве связующего применяются различные составы, наи¬
более эффективным является этилсиликат. Способ позволяет полу¬
чать слои из железных и медных порошков и композиций на их
основе. Необходимым условием для получения качественных слоев
является введение активирующих добавок бора и кремния (2,0—
2,5%) и приложение давления в процессе припекания (около
0,01—0,05 МПа), не уменьшающего исходную пористость, но
обеспечивающего получение достаточной прочности сцепления по¬
крытий с деталью (10—50 МПа). Такие покрытия, как правило,
обладают сквозной пористостью и хорошо пропитываются смазоч¬
ными материалами или легкоплавкими композициями.
389
Когда необходимо получить более плотное покрытие, вместо
обмазки лучше применять предварительное прессование слоя или
припекание с одновременным статическим нагружением. За счет
активирования давлением количество добавок бора и кремния
можёт быть снижено до 1,5% каждого. Указанным методом
можно восстанавливать толкатели двигателей, вилки переключе¬
ния коробок передач. За счет припекания шихты из легирован¬
ных материалов восстанавливаются не только размеры, но и ра¬
ботоспособность деталей (на 20—40 % в зависимости от матери¬
ала). Припекают железные порошки с легирующими добавками
хрома, углерода, никеля, а также такие материалы, как ШХ и
другие легированные порошки. Однако этот процесс неприемлем
для труднопрессуемых порошков (например, из хромоникелевых
сплавов). В этом случае активирующее давление прикладывается
в процессе припекания.
Индукционное припекание под давлением — наиболее эффек¬
тивный процесс. Механическое (силовое) активирование обеспе¬
чивает увеличение площади фактического контакта между по¬
рошком и основой, разрушение оксидных пленок и другие явле¬
ния, способствующие формированию слоев с высокой плотностью
и прочностью сцепления с основой.
Силовое активирование в процессе припекания осуществляют
приложением постоянной, переменной или импульсной нагрузки
(рис. 20.2). Статическое давление при припекании может быть
создано под действием веса груза, центробежными силами при
вращении детали вокруг своей оси, прокаткой роликом, электро¬
магнитом, постепенно уменьшающим нагрузку при повышении
температуры нагрева.
Внутренние цилиндрические поверхности подшипников
скольжения, гильз, направляющих втулок являются наиболее
быстроизнашивающимися деталями автомобилей. Для их вос¬
становления и упрочнения наиболее эффективным методом яв¬
ляется индукционное центробежное припекание порошков.
Вид нагрева оказывает существенное влияние на припекае-
мость порошковой системы, причем чем больше скорость на¬
грева, тем быстрее происходят диффузионные процессы в по¬
рошковом слое.
Для индукционного центробежного припекания в качестве ис¬
точника нагрева используют высокочастотные установки. Для
вращения деталей при получении покрытий на их внутренних
поверхностях могут использоваться токарные, сверлильные или
другие станки. Во внутреннюю полость деталей помещают поро-
390
Рис. 20.2. Способы индукционного припекания под давлением
шок, закрывают ее крышками, зажимают в патроне станка
и поджимают вращающимся центром задней бабки. Деталь при¬
водят во вращение. Предпочтительным является применение спе¬
циализированных установок, одна из которых представлена
на рис. 20.3. Установка представляет собой сварную станину 12,
391
Рис. 20.3. Универсальная установка
для центробежного индукционного припекания
на которую установлены две каретки 5 и 9. Левая каретка с дви¬
гателем привода 2 неподвижно закреплена на станине, а правая
имеет возможность перемещаться для восстановления деталей
различной длины. Правая каретка имеет маховик 10, с помощью
которого деталь (например, втулка с порошком внутри) зажима¬
ется между вращающимися центрами 6 двух кареток. Для ком¬
пенсации температурного расширения деталей установки и изде¬
лия в каретке 9 имеется упругий элемент. Каретки имеют тан¬
генциальные зажимы 4, при помощи которых они фиксируются
в любом положении на круглых направляющих 3, установлен¬
ных на опорах 1 и 11. Изменение частоты вращения вала ле¬
вой каретки осуществляется перестановкой ремня на ступенча¬
тых шкивах. Для нанесения покрытия деталь 8 помещают меж¬
ду двумя крышками (причем внутрь детали предварительно на¬
сыпают дозу порошка) и закрепляют в центрах кареток. Нагрев
осуществляется индуктором 7 с наружной стороны детали. Дли¬
на индуктора может быть равна или меньше длины детали. Во
втором случае обе каретки вместе с деталью перемещают отно¬
сительно индуктора. Детали с наружным диаметром до 200 мм
можно нагревать в охватывающем индукторе. Частота враще¬
ния для создания необходимого центробежного давления состав¬
ляет 500—1500 мин-1 в зависимости от диаметра детали. При
получении покрытий на поверхностях отверстий крупногаба¬
ритных деталей нагрев лучше осуществлять внутренним ин¬
дуктором.
392
На описанной выше установке можно наносить покрытия
также на торцовые, конические и сферические поверхности дета¬
лей. Для этих целей может быть использовано устройство, пред¬
ставленное на рис. 20.4, а. Оно состоит из опорного элемента 8,
металлической матрицы 4, направляющей втулки 2, источника
нагрева 6 (индуктора ТВЧ). В пазу опорного элемента 8 установ¬
лен прижим 7, выполненный в виде биметаллического элемента,
взаимодействующего с торцовой поверхностью детали 3. Дозу по¬
рошка 5 засыпают в полость, образованную деталью 3, втул¬
кой 2 и неметаллической матрицей 4. Устройство установлено в
центрах 1 установки с возможностью вращения. Работает оно
следующим образом. В опорный элемент 8 устанавливают де¬
таль 3, в неметаллическую матрицу 4 засыпают дозу металличес¬
кого порошка и устанавливают направляющую втулку 2 на хво¬
стовик детали. Устройство в сборе устанавливают в центрах 1
таким образом, чтобы индуктор 6 охватывал зону порошка и би-
Рис. 20.4. Устройство для нанесения покрытий на торцовые,
• сферические и конические поверхности деталей
393
металлического элемента. Включают вращение привода и индук¬
ционный нагрев. Металлический порошок 5 под действием тем¬
пературы и центробежных сил переместится в направлении пери¬
ферии детали. Одновременно тепло, воздействуя на биметалли¬
ческий элемент, изготовленный в виде разрезного цилиндра, рас¬
ширит его и он переместит деталь 3 вдоль оси вращения, до-
прессовывая порошок, предварительно сформированный центро¬
бежными силами. После выключения вращения и нагрева деталь
с покрытием возвратится в исходное положение. Время нанесе¬
ния покрытия на одну деталь с использованием разработанного
устройства 1,5—2,0 мин.
С целью повышения производительности и качества покры¬
тий используется устройство, позволяющее наносить покрытия
одновременно на две детали (рис. 20.4, б).
В некоторых случаях (при использовании порошков не¬
сферической формы для получения относительно тонких по¬
крытий) целесообразно применять установки с вертикальной
осью вращения, в которых порошок засыпают между деталью
6 и центрирующей втулкой 2 (рис. 20.5). Деталь устанавли¬
вают на центрирующей оправке 7, которая в свою очередь
крепится на теплоизолирующей трубе 1. Сверху деталь зак¬
рывают крышкой 4 и закрепляют винтом 5. Нагрев осуществ¬
ляют индуктором 3. Порошок помещается в зазор между де¬
талью и центрирующей втулкой в свободной засыпке или до¬
полнительно уплотняется, например, вибрациями. Нагрев по-
Рис. 20.5. Схема установки для индукционного припекания
с вертикальной осью вращения
394
рошка осуществляется посредством теплопередачи через уп¬
рочняемую деталь.
Покрытия наиболее высокого качества получают при припе-
кании с одновременным импульсным силовым активированием
механическими колебаниями (см. рис. 20.2). Сущность способа
заключается в следующем. На восстанавливаемой детали прота¬
чивают канавку, в нее засыпают порошок и устанавливают на
площадку с вибратором. Нагрев осуществляют от индуктора вы¬
сокочастотной установки. После достижения точки Кюри вклю¬
чают вибрацию (амплитуда 0,3—0,4 мм, частота колебаний
50 Гц). Колебания низкой частоты увеличивают на 15—25 %
скорость кристаллизации материала, способствуют удалению
шлаковых включений и пор, измельчают структуру покрытия.
Еще больший эффект достигается при виброударном активи¬
ровании процесса. Рассматриваемый способ представляет собой
замкнутую колебательную систему, включающую деталь с засы¬
панной дозой порошка и пуансон. Возбудителем колебаний яв¬
ляется механический вибратор, передающий воздействие на де¬
таль. Конструкция вибратора позволяет осуществлять движение
детали по гармоническому закону незатухающих колебаний.
Пуансон, вовлеченный в колебательный процесс, совершает сво¬
бодные полугармонические колебания с частотой, равной соб¬
ственной частоте его колебания. При этом в точке встречи с де¬
талью пуансон и деталь движутся с наибольшими, направлен¬
ными навстречу друг другу скоростями. Виброударное воздей¬
ствие значительно активирует процесс, так же как и импульс¬
ное воздействие магнитного поля на «предварительно нагретый
порошок (горячая магнитно-импульсная напрессовка), позволяя
получать практически беспористые покрытия при более низкой
температуре.
20.4. Восстановление деталей различной формы
электрокйнтактным припеканием
Сущность способа и технологические схемы нанесения по¬
крытий. Электроконтактное припекание предусматривает элек¬
тронагрев металлического порошка, засыпаемого между деталью
и электродом, с одновременным формированием порошка в слой
и спеканием его с поверхностью детали. Энергия, необходимая
для спекания порошка и припекания его' к поверхности дета¬
ли, при электроконтактном припекании выделяется электричес¬
ким током в виде теплоты непосредственно в порошковом слое,
395
в основном на контактах между частицами порошка, поверхно¬
стью детали и электрода. Процесс припекания обеспечивается
совместным действием высокой температуры (0,90—0,95 темпе¬
ратуры плавления порошка) и давления (до 100 МПа).
Нанесенные электроконтактным способом покрытия обладают
достаточно высокой прочностью сцепления с основой и низкой
пористостью, причем наличие оксидных пленок на поверхности
порошка или детали практически не сказывается на прочности
сцепления, так как пленка имеет наиболее высокое электричес¬
кое сопротивление и интенсивно нагревается импульсами тока
с последующим удалением из зоны соединения. Интенсивное си¬
ловое воздействие и высокая скорость нагрева при электрокон-
тактном припекании позволяют отказаться от применения хими¬
ческих активаторов и снизить необходимое время для осуществ¬
ления процесса приблизительно на два порядка по сравнению
с индукционным припеканием.
Режим нанесения покрытий зависит от формы поверхности
и используемого материала, но ориентировочно должен быть сле¬
дующим: напряжение холостого хода 3,5—4,0 В, усилие, прила¬
гаемое к ролику, 0,40—0,60 МН/м ширины ролика, скорость
припекания 25—35 мм/с, сила тока 1200—1500 А на 1 мм ши¬
рины ролика. Пористость получаемых покрытий 3—5 %, точ¬
ность нанесения слоя ±0,1 мм, прочность сцепления на отрыв
150—200 МПа.
В качестве материалов для электроконтактного припекания
используют порошки железа ПЖ1М, легированные стальные
порошки (например, IIIXJ5), твердые сплавы на основе желе¬
за ПГ-Cl (сормайт) или никеля (ПГ-СРЗ, ПГ-СР4) и ферро¬
сплавы.
Электроконтактное припекание в зависимости от формы вос¬
станавливаемой поверхности, размеров детали, а также требуе¬
мых свойств покрытий осуществляется по разным технологичес¬
ким схемам. При выборе их учитывается специфика каждой кон¬
кретной детали: ее конструктивные особенности, материал, из
которого она изготовлена, физико-механические свойства наноси¬
мого покрытия и т. д.
Рассмотрим технологические схемы и особенности нанесения
покрытий электроконтактным припеканием на цилиндрические,
плоские и торцовые поверхности деталей. Основные технологи¬
ческие схемы для нанесения покрытий на внешние и внутренние
поверхности цилиндрических деталей представлены на рис. 20.6.
Независимо от вида упрочняемой поверхности оборудование для
396
Рис. 20.6. Технологические варианты нанесения покрытий
на наружные (а) и внутренние (б) поверхности
цилиндрических деталей
нанесения покрытий состоит из следующих основных частей: ба¬
зового станка, контактного патрона с токосъемником, обеспечи¬
вающего вращение детали и подвод к ней электрического тока,
роликового электрода, источника тока, прерывателя и пульта
управления. Как правило, в качестве базового станка использу¬
ют токарно-винторезный. Подвод тока может осуществляться
или через токарный патрон с токосъемником, или через заднюю
бабку. Деталь 1 устанавливается в патрон 8 станка и зажимает¬
ся задней бабкой 2 (рис. 20.7).
Ролик 3, закрепленный на направляющих салазках 7, при¬
жимается к детали с помощью пиевмоцилиндра 6. Всё устройство
устанавливается на суппорте токарного станка и перемещается
вдоль оси детали с определенной подачей. Ток подводится шина¬
ми 4 к оси 5 ролика и задней бабки. Привод станка осуществля¬
ется через универсальный регулятор скорости, что дает возмож¬
ность изменять скорость припекания в широких пределах.
Подача ролика при ширине 7 мм не более 4 мм/об, а скорость
вращения детали и частота следования импульсов определяются ко¬
личеством точек соединения материала с деталью (для получения
сплошного слоя необходимо, чтобы отдельные точки перекрывались
на 1/3 своей величины). Усилие прижима ролика 800—900 Н,
сила тока 5—8 кА, время его протекания 0,05—0,08 с.
Более высокую производительность и качество покрытий по¬
лучают при использовании двухроликовой установки на базе ма-
397
Рис. 20.7. Схема электроконтактного припекания покрытий
на токарном станке
шины для шовной сварки МШП-150. Установка позволяет на¬
носить покрытия из различных порошков на железной основе:
КБХ, ФБХ-6-2, УС-25 и С-2Т.
Испытания валов коробок передач автомобилей ЗИЛ, восста¬
новленных припеканием порошкового твердого сплава КБХ, по¬
казали повышение их износостойкости в 5—6 раз по сравнению
с вибродуговой наплавкой.
Технология электроконтактного припекания порошковых
материалов используется также для восстановления таких от¬
ветственных деталей, как коленчатые валы автомобильных
двигателей. Для восстановления шеек коленчатых валов дви¬
гателей ЯМЗ-238 в качестве материала применялся порошко¬
вый сплав УС-25. Имеются сведения о возможности использо¬
вания для этих же целей цементированного железного порош¬
ка ПЖЗМ.
Возможно получение покрытий электроконтактным припека¬
нием порошков на изношенных коленчатых валах двигателей
ЗМЗ. Процесс осуществляется при температуре, исключающей
плавление порошка и основы, тем самым устраняется отбел чу¬
гуна и снижаются внутренние напряжения, усталостная проч¬
ность при этом снижается всего на 7—9 %. Технология восста¬
новления чугунных коленчатых валов отличается высокой про-
398
изводительностью (время припекания слоя на одну шейку не бо¬
лее 80 с), малыми припусками на обработку, низким расходом
присадочного материала (1,0—1,2 кг на один вал).
Одним из перспективных направлений восстановления кулач¬
ков и шеек распределительных валов является электроконтакт-
ное припекание порошков типа ФБХ-6-2, ПГ-УС-25, а также их
смеси с железным порошком ПЖ. Технология восстановления
включает подготовку кулачков к восстановлению, припекание
порошкового материала и последующую механическую обработ¬
ку. Износостойкость при этом повышается в 2—3 раза, умень¬
шается биение вала после восстановления.
Наиболее широко распространенной схемой упрочнения плос¬
ких поверхностей является прокатка порошкового слоя между
двумя электродами, присоединенными к источнику тока
(рис. 20.8, а). Покрытия на плоскую поверхность можно нано¬
сить и плоскими электродами — пуансонами. В качестве приме¬
ра на рис. 20.8, б приведена схема восстановления торцовой по¬
верхности цилиндрической детали. Деталь 9 с изношенной тор¬
цовой поверхностью устанавливают на нижней контактной пли¬
те 1 машинной рельефной сварки. Кольцевую рабочую камеру 7,
ширина которой соответствует размеру изношенного пояска, об¬
разуют внутреннее 6 и наружное 8 кольца из термостойкого элек¬
троизоляционного материала. В камеру помещают порошок, че¬
рез который пропускают ток от источника 3 посредством медно¬
го электрода 4. Уплотнение осуществляется перемещением верх¬
ней контактной плиты 5. С целью предотвращения образования
радиальных трещин в слое между медным электродом и порош-
а б
Рис. 20.8. Схема электроконтактного нанесения покрытий
на плоские (а) и торцовые (б) поверхности
399
ком помещают стальное кольцо 2 толщиной 1,5—2,0 мм. Оно
предохраняет электрод от налипания твердого сплава, в качестве
которого используются порошки СНГН-60 и ВСНГН-35.
Устройство, показанное на рис. 20.9, используется для при¬
пекания металлического порошка, находящегося в псевдоожи-
женном состоянии, на фаску клапана. Клапаны 5 помещают
в приспособление 3, при этом их восстанавливаемые поверхнос¬
ти (фаски) находятся в контакте с медным электродом 2. Псев-
доожиженный слой порошка 6 создается за счет прохождения
воздуха или инертного газа через газораспределительную решет¬
ку 1. Электрический ток подводится от источника питания 4
к электроду 2 и замыкается через восстанавливаемый клапан и
слой порошка, находящийся в месте контакта этих деталей. При
вращении приспособления 3 с установленными в нем клапанами
фаски последних обкатываются по скошенным поверхностям
электрода. Частицы порошка, попадающие в зазор, за счет элек¬
тросопротивления разогреваются и припекаются к поверхности
клапана. Необходимое усилие прижатия клапанов к электродам
создается пружиной 7.
I/
VI
Рис. 20.9. Установка для электроконтактного припекания
покрытия на фаску клапана
400
При достаточно большой емкости с псевдоожиженным порош¬
ком и небольших размерах деталей указанным способом можно
одновременно восстанавливать по десять и более деталей. Изме¬
няя режим псевдоожижения и время процесса, можно регулиро¬
вать толщину наносимого покрытия.
Преимуществами электроконтактного способа нанесения
покрытий являются: высокая производительность и низкая энер¬
гоемкость процесса, минимальная зона термического влияния
тока на деталь (вследствие малой длительности импульсов), от¬
сутствие необходимости в защитной среде ввиду кратковременно¬
го термического воздействия на присадочный материал, отсут¬
ствие светового излучения и газовыделения.
Сравнение экономических показателей процесса электрокон¬
тактного нанесения покрытий с другими способами восстановле¬
ния деталей показывает, что по ряду элементов затрат и по про¬
изводительности этот способ превосходит автоматическую на¬
плавку под флюсом, вибродуговую наплавку, электроискровое на¬
ращивание. Ориентировочная себестоимостъ восстановления ци¬
линдрических поверхностей деталей на 11—70% ниже, чем вос¬
становление другими способами.
Электрофизическая
обработка
21.1. Электроискровая обработка
Электрофизическая обработка применяется в авторемонтном
производстве для изменения размеров, шероховатости и свойств
материала поверхности заготовок с использованием электричес¬
ких разрядов, магнитострикционного эффекта, электронного или
оптического излучения, плазменной струи. Некоторые ее виды и
особенности приведены в настоящей главе.
Сущность, содержание и область применения способа. При
электроискровой обработке металлических поверхностей исполь¬
зуют энергию импульсных искровых разрядов между электрода¬
ми в газовой или жидкой среде. Сущность нанесения покрытий
и упрочнения поверхностей состоит в том (рис. 21.1), что искро-
Рис. 21.1. Схемы установок для электроискровой обработки:
а — бесконтактной конденсаторной; б — бесконденсаторной контактной;
в — бесконденсаторной бесконтактной; I u II — конец и начало разряда;
1 — заготовка; 2 — инструмент; 3 — конденсаторная батарея;
4 — источник постоянного тока; 5 — переменное сопротивление
5
2
I
402
вой разряд разрушает материал инструмента (катода), а продук¬
ты его эрозии переносятся в газовой среде на заготовку (анод).
На скорость разрушения катода влияют теплофизические
свойства его материала и режимы обработки. При постоянном ре¬
жиме обработки электрод расходуется во времени равномерно.
Импульсы разряда длятся до 10 мкс. Значение плотности тока
в среде переноса электродного материала достигает 104 А/мм2.
Температура среды в канале разряда составляет 5000—11000°С,
теплота вызывает плавление фрагментов электрода и их частичное
испарение. Пары металла расширяются и сбрасывают с поверх¬
ности катода расплавленный металл, который попадает в газо¬
вую среду, осаждается на аноде и затвердевает. Нанесенный ма¬
териал диффундирует в металл восстанавливаемого элемента де¬
тали и за счет быстрой кристаллизации жидкой фазы и локаль¬
ной закалки образует твердые растворы и мелкодисперсные кар¬
биды. При определенных режимах обработки сверхскоростная за¬
калка обеспечивает покрытию высокую твердость.
Перенос металла на поверхность заготовки формирует покры¬
тие химического состава, близкого к составу материала электро¬
да. Покрытие имеет прочную связь с основой, потому что его об¬
разование сопровождается диффузионными процессами при высо¬
кой температуре.
Покрытие состоит из трех слоев. Первый слой — это термо¬
диффузионная зона покрытия и основного металла. Перенесен¬
ный материал катода легирует материал заготовки и, соединяясь
с атомарным азотом воздуха и углеродом материала заготовки,
образует диффузионный износостойкий слой. В слое образуются
сложные химические соединения, нитриды и карбонитриды. Вто¬
рой нетравящийся (белый) слой представляет собой твердый ра¬
створ легирующих или карбидообразующих элементов, входя¬
щих в состав электродного материала. Слой обладает высоким
сопротивлением схватыванию и коррозии. Третий наружный
слой, подобный газотермическому покрытию, сформирован из
фрагментов застывшего металла и оксидов. Структура его напо¬
минает строение антифрикционного сплава — частицы мелкодис¬
персных карбидов включены в сравнительно мягкую основу.
Толщина покрытия увеличивается с ростом содержания угле¬
рода в материале заготовки и энергии единичного импульса и до¬
стигает максимального значения Лшах при значении времени tF.
Чем ближе время обработки io6 ко времени насыщения tF
(рис. 21.2), тем хуже качество покрытия. Растет шероховатость
и уменьшается его сплошность, оно окисляется, становится тем-
403
0 tD tB tA tp
to6> мин
Рис. 21.2. Зависимость разрушения электрода по высоте (1),
толщины покрытия А (2), роста толщины dh/dt (3) и изменения
сплошности покрытия Спл (4) от времени обработки to6.
Обозначения: 0—tD, tD—tF и tB—tA — отрезки времени, соответствен¬
но, линейных изменений характеристик покрытия, их нелинейных
превращений и оптимальных значений;
С*л — сплошность покрытия, соответствующая времени tD
404
ным, а дефектность структуры достигает предельного значения.
Обработку заканчивают в моменты времени, соответствующие
участку В—А графика.
Производительность процесса и качество обработанной поверх¬
ности зависят как от соотношения эрозионной стойкости мате¬
риалов инструмента и заготовки, так и от режима обработки.
Эрозионная стойкость металла выражается его массой, снимае¬
мой в единицу времени или за определенное число циклов. Более
стойкие к эрозии элементы располагаются ближе к концу ряда:
олово, свинец, цинк, алюминий, железо, никель, серебро, медь,
углерод, вольфрам.
Нанесение твердых износостойких покрытий толщиной
до 0,1 мм относят к упрочнению, а нанесение любых покрытий
большей толщины — к наплавке. При восстановлении поверх¬
ностей, участвующих в трении, можно наносить покрытия тол¬
щиной до 0,25 мм, а на поверхности неподвижных соедине¬
ний — до 1,5 мм. Если требуется нанести покрытие большей
толщины, то применяют катод из материала с меньшей эрозион¬
ной стойкостью или повышают значения режима обработки.
Глубина зоны термического влияния в материале заготовки
составляет 0,8—1,0 мм. Предел выносливости детали практичес¬
ки не изменяется.
Шероховатость и сплошность покрытий регулируются. На
черновых режимах обработки получают шероховатость поверхно¬
сти 3—4-го классов, а на чистовых — 5—6-го классов.
Формирование микрогеометрии и несущей способности по¬
крытий при электроискровой наплавке также имеет особенности.
Исходная шероховатость восстанавливаемой поверхности йе дол¬
жна превышать Дг=10 мкм. Поверхность после электроискровой
наплавки существенно отличается от поверхностей, полученных
другими способами. После снятия случайно прилипших частиц
расплавленного металла на поверхности остаются равномерно
расположенные сферические выступы. Микрорельеф имеет прак¬
тически одинаковые характеристики по всем направлениям вдоль
поверхности. Однако с увеличением толщины покрытий средняя
высота Rz, радиус закруглейий и средний шаг неровностей
растут.
При эксплуатации наплавленные поверхности показывают
лучшие результаты по сравнению с исходными. Механическую
обработку (полирование) наплавленного покрытия выполняют
после его пластического поверхностного деформирования. Для
достижения оптимальной площади опорной поверхности целесо¬
405
образно назначать как толщину слоя покрытия, изменяющуюся
при обкатывании или раскатывании (табл. 21.1), так и припуск
на абразивную обработку в долях толщины покрытия.
Таблица 21.1
Доля толщины покрытия,
участвующая в поверхностном пластическом
деформировании при упрочнении и восстановлении деталей
Рабочие поверхности
Упрочненные
Восстановленные
Легконагруженные в неподвижных
соединениях
0,05—0,10
0,1—0,2
Тяжелонагруженные в неподвижных
соединениях
0,1—0,3
О
со
1
о
Легконагруженные при трении
скольжения
О
СО
1
о
0,2—0,5
Тяжелонагруженные при трении
скольжения
0,4—0,6
О
со
1
о
Если поверхность обкатывают (раскатывают) роликами или
шариками при давлении 5—20 % от предела текучести материа¬
ла, то остаточные растягивающие напряжения, возникающие в
результате наплавки и снижающие усталостную прочность на
10—30%, практически снимаются. Опорная поверхность после
пластического деформирования увеличивается, а образовавшиеся
каналы удерживают около 0,02 мм3 масла на каждый 1 см2 пло¬
щади покрытия. Угол их раскрытия такой, что за счет поверхно¬
стного натяжения масла оно выступает над поверхностью трения.
В ремонтных чертежах деталей указывают параметры шеро¬
ховатости Дтах7 Rz или Sm, радиус закругления вершин г, длину
относительной опорной поверхности на трех уровнях профиля
*2о%> *40% и iso % > базовую длину 16, а также шероховатость по¬
верхности Ra между масляными каналами.
Процесс применяют для наращивания и упрочнения поверх¬
ности с износом до 0,2 мм при высоких требованиях к твердости
и износостойкости восстановленной поверхности и невысоких
требованиях к сплошности покрытия.
С помощью электроискровой обработки восстанавливают из¬
ношенные детали и упрочняют режущие кромки инструментов
(резцов, фрез, штампов и др.) нанесением твердых сплавов,
406
а также изменяют свойства поверхностей деталей путем прида¬
ния им противокоррозионных, жаростойких, фрикционных и
антифрикционных качеств. Восстанавливают шейки валов и
осей, поверхности отверстий под подшипники, упрочняют тру¬
щиеся поверхности вместо термообработки. Способ получил рас¬
пространение при восстановлении деталей топливной аппарату¬
ры дизелей и золотников гидрораспределителей, изготовленных
из стали 15Х и имеющих твердость 56—63 HRC. Стойкость ре¬
жущей части инструментов в результате упрочнения увеличива¬
ется до двух раз. Износостойкость деталей после электроискро¬
вого упрочнения повышается в 3—8 раз.
В ряде случаев после электроискровой обработки при восста¬
новлении поверхностей подшипниковых узлов последующая ме¬
ханическая обработка не требуется.
Материалы, режимы и оборудование. Для электроискрово¬
го упрочнения применяют материалы (электроды): металлоке¬
рамические твердые сплавы ВК6-ОМ, ВК-8, Т15К6, ТТ15КЮ-ОМ,
Т30К4, Т60К4, ТН-20 круглого и прямоугольного сечения;
медную проволоку; бронзу Бр.АЖ10-3, Бр.АЖМц10-3-1,5,
Бр.АЖН10-4-4, ВБр.5М и др.; аналог рэлита ДКВ; алю-
миниево-оловянисто-медный сплав АОМ; сплавы ВЖЛ-2,
ВЖЛ-2М, ВЖЛ-13, ВЖЛ-17, В56, ЖСН-Л; стали 65Г,
20X13, 95X18, ШХ-15 и др. Применяют также сормайт, стел¬
лит и вольфрам.
Для обеспечения требуемых эксплуатационных свойств вос¬
становленных поверхностей можно наносить покрытие в несколь¬
ко слоев из различных материалов. Например, на стальную или
чугунную поверхность поршневого кольца наносят молибден, на
него медь, а затем олово.
Покрытия, нанесенные из металлокерамики ВК6-ОМ или ста¬
ли 65Г, обладают такими свойствами. Микротвердость диффузи¬
онной зоны равна 6940—7270 МПа (45—50 HRC). Микротвер¬
дость покрытия из ВК6-ОМ равна 7990—8840 МПа (68 HRC),
а из стали 65Г — 6760—7590 МПа (57—59 HRC). Толщина
первого слоя (у поверхности) составляет 3—10 мкм, второго
(белого) — 40 мкм для ВК6-ОМ и 100 мкм для стали 65Г,
третьего (наружного) — примерно 43 мкм.
Покрытия наносят конденсаторными установками с электро¬
магнитными вибраторами, обеспечивающими периодический кон¬
такт инструмента и заготовки. Напряжение в момент разряда
конденсаторов достигает 100—150 В. Режимы нанесения покры¬
тий приведены в табл. 21.2.
407
Таблица 21.2
Режимы электроискровой обработки
Режим
Сила рабочего
тока, А
Сила тока
короткого замыкания, А
Напряжение, В
Чистовой
0,5—0,7
2,5
15
0,8—1,2
3,0
25
Средний
1,2—1,5
3,5
45
1,6—2,0
4,5
75
Черновой
to
0
1
Is3
СЛ
4,8
140
2,6—3,0
5,0
200
Наибольшее распространение получили установки моделей
ЭФИ-46А, -23М, -25М, -54А.
Имеется семь моделей модернизированных мобильных уста¬
новок типа «Элитрон» и две модели установок «Вестрон», с по¬
мощью которых можно наносить покрытия толщиной до 0,4 мм
(сплошностью 60—95 %) и толщиной 0,4—1,0 мм (сплошностью
25—60%).
Электроискровое наращивание и легирование на модернизиро¬
ванной установке «Элитрон-22БМ» ведут в безвибрационном ре¬
жиме. Проведена модернизация оборудования для электроискро¬
вого легирования «Элитрон-22А», «Элитрон-22Б» и «Элитрон-
52БМ» в соответствии с патентом России № 2119552. Установ¬
ка «Элитрон-52БМ» работает в механизированном режиме с ком¬
плектом устройств КМП-50М.
В установках «Вестрон-005» и «Вестрон-006» совмещены
транзисторно-тиристорный и резисторно-емкостной генераторы,
использованы новые вибровозбудители с вращающимися электро¬
дами и повышена частота импульсов тока со 100 до 800 Гц.
Установки «Вестрон» позволяют наносить покрытия толщиной
до 300 мкм со сплошностью более 80 %.
Технологические перемещения инструмента выполняют как
вручную, так и с применением средств механизации. В.обоих
случаях перемещение электрода, продолжительность обработ¬
ки, режимы по току, амплитуде и частоте вибрации электрода
выбирают так, чтобы покрытие имело максимальную сплош¬
ность, равномерную толщину и ровную поверхность, отражаю¬
щую свет.
408
21.2. Электромеханическая обработка
Сущность способа. Способ применяют при восстановлении
шеек валов, входящих в неподвижные соединения, и при подго¬
товке заготовок с высокой поверхностной твердостью к напыле¬
нию покрытий,.
Сущность способа заключается в том, что через контакт вра¬
щающейся заготовки с надавливающим на нее инструментом
пропускают ток большой силы, вследствие чего материал заготов¬
ки в месте контакта нагревается и пластически деформируется.
От сети напряжением 220/380 В (рис. 21.3) ток проходит че¬
рез понижающий трансформатор, а преобразованный ток через
подводящий провод площадью сечения ~ 300 мм2 — в место кон¬
такта инструмента с заготовкой. На патроне переоборудованного
токарного станка закреплен токосъемник в виде медного кольца
и медно-графитовой щетки. Второй провод от трансформатора
подводится к державке, закрепленной в резцедержателе суппорта
с рабочим инструментом из твердосплавной вдавливающей или
сглаживающей пластины. Державку изолируют от резцедержателя.
Усилие надавливания инструментом создают механизмом попе-
280 витков
Рис. 21.3. Схема установки для электромеханической обработки:
Р — пакетный выключатель; К — катушка и контакты магнитного
пускателя; КС — переносная кнопочная станция;
Tpl, Тр2 — трансформаторы; Пр1, Пр2 — предохранители;
В, — выключатель; 1 — заготовка; 2 — инструмент
409
речной подачи. Продольная подача инструмента происходит от
ходового валика. Центры передней поверхности инструментов на¬
ходятся на высоте центров.
Сила тока достигает 300—520 А под напряжением 1—5 В,
температура металла в месте контакта — 800—900 °С. Усилие
прижатия инструмента к поверхности заготовки составляет
300—1200 Н. Рабочая часть вдавливающего инструмента пред¬
ставляет собой равнобокую трапецию, меньшее основание кото¬
рой, обращенное к заготовке, равно 1 мм, а ее боковые стороны
образуют между собой угол 60—70°. Радиус рабочей части вы¬
глаживающего инструмента равен 80—100 мм.
Количество выделившейся теплоты Q определяют по формуле
Q = Qi+Q2=t(I2R+P2v), (21.1)
где Qx и Q2 — количество теплоты, полученной от действия
тока, а также от трения и деформирования металла, Дж; t —
время обработки, с; / — сила тока, A; R — электрическое со¬
противление, Ом; Рг — сила трения, Н; v — окружная скорость
поверхности заготовки, м/с.
Применение способа. На цилиндрической поверхности заго¬
товки диаметром D при обработке (рис. 21.4) выдавливается спи¬
ральный гребень диаметром D\. Затем инструмент для вдавлива¬
ния заменяют другим с твердосплавной сглаживающей пласти¬
ной. При этом верхняя часть гребня разогревается, а сглажива¬
ющая пластина деформирует его на заданный размер £>2, который
больше диаметра заготовки D.
1
Рис. 21.4. Схема вдавливания и выглаживания заготовки:
1 — заготовка; 2 — выглаживающий инструмент; 3 — вдавливающий
инструмент; п —угловая частота вращения заготовки, мин *;
S — подача инструментов, мм/об
410
При образовании спирального гребня, а затем при сглажива¬
нии его витков наблюдается нагрев небольших объемов металла
с последующим быстрым их охлаждением за счет отвода тепло¬
ты в глубь заготовки. При этом на поверхности заготовки
образуется закаленный слой повышенной твердости толщиной
0,2—0,3 мм.
Режим вдавливания материала следующий: окружная ско¬
рость поверхности заготовки 2—8 м/мин (в зависимости от ее
диаметра и твердости материала); усилие вдавливания инструмен¬
та 700—800 Н для заготовок из нетермообработанных сталей и
900—1200 Н для заготовок из закаленных сталей; сила тока
420—520 А; подача 1—2 мм/об; число ходов 2—3. Режим сгла¬
живания: окружная скорость поверхности заготовки 5—8 м/мин;
усилие на инструмент 300—400 Н; сила тока 300—400 А; пода¬
ча 0,4—1,5 мм/об; число ходов 1—2. В среднем увеличение
диаметра заготовки после вдавливания инструмента составляет
0,4 мм, а после выглаживания — 0,2 мм.
Увеличение диаметра шейки вала после выдавливания мате¬
риала (ADB, мм) равно
SAD„k
AD = s , (21.2)
в S-3,46ADC V ’
где S — подача инструмента при его вдавливании, мм/об;
ADC — необходимое увеличение диаметра шейки вала после сгла¬
живания, мм; k — коэффициент, для средних режимов обработ¬
ки, когда ADB = 0,45 мм и 5 = 2 мм/об, равен 1,46.
Естественно, что рассматриваемый способ не может обеспе¬
чить сплошного контакта шейки вала с поверхностью сопря¬
гаемой детали. Чтобы сохранить прочность посадки, можно
увеличить натяг (до 1,3 раза), не вызывающий недопустимой
деформации охватывающей детали. Для восстановления
сплошного контакта поверхностей используют два способа.
Первый способ заключается в том, что образовавшиеся канав¬
ки между витками гребня после прохода вдавливающего инст¬
румента заполняют припоем, композицией на основе эпоксид¬
ной смолы и др. При использовании второго способа в эти ка¬
навки наматывают очищенную стальную проволоку, которую
деформируют и закрепляют с помощью электроконтактной
приварки по следующему режиму: сила тока 1300—1500 А;
усилие 400—500 Н; окружная скорость вращения заготовки
0,8—1,9 м/мин.
411
Электромеханическая обработка шеек валов по сравнению
с их наплавкой исключает коробление, она более производитель¬
ная и дешевая.
Электромеханическую обработку рекомендуют для подготовки
заготовок с высокой поверхностной твердостью к напылению, по¬
тому что она незначительно снижает усталостную прочность де¬
талей. В этом случае вершины спирального гребня после вдавли¬
вания материала деформируют, чтобы они были сплющенными.
21.3. Лазерная обработка
Сущность способа. В качестве источника теплоты при восста¬
новлении деталей используют луч лазера. Лазер — это оптичес¬
кий квантовый генератор электромагнитного излучения.
Луч лазера обладает рядом свойств, отличающих его от обыч¬
ного светового луча. Такими свойствами являются направлен¬
ность, монохроматичность и когерентность. По своей направлен¬
ности лазерный луч в тысячи раз превышает, например, прожек¬
торный луч. Это позволяет концентрировать энергию на относи¬
тельно небольшом участке. В отличие от обычного белого луча,
несущего набор различных частот электромагнитных колебаний,
лазерный луч монохроматичен, т. е. обладает строго определен¬
ной длиной волны. Это позволяет хорошо его фокусировать раз¬
личными оптическими линзами, так как угол преломления луча
в линзе постоянен. Когерентность — это согласованное протека¬
ние во времени нескольких волновых процессов. Когерентные ко¬
лебания вызывают оптический резонанс, который усиливает
мощность излучения.
Оборудование и процессы. Лазеры различаются:
♦ способом создания в среде инверсионной заселенности, или
способом «накачки» (оптическим излучением, электронным пуч¬
ком, химической реакцией);
♦ лазерным веществом (газы, жидкости, твердые диэлектри¬
ки);
♦ конструкцией резонатора (плоский, кольцевой и др.);
♦ режимом работы (импульсный, непрерывный).
Лазеры характеризуются мощностью, КПД, способом преоб¬
разования какого-либо вида энергии в энергию излучения, энер¬
гией в импульсе и другими параметрами.
В качестве элемента обратной связи в лазере используют сис¬
тему зеркал, называемую резонатором. Простейший и наиболее
часто применяемый резонатор — это две обращенные друг к дру¬
412
гу поверхности. Между ними находится активное вещество, в ко¬
тором возникает процесс излучения.
Схема твердотельного лазера приведена на рис. 21.5. В каче¬
стве активного тела 3 используют стержни из рубина, алюмоит-
триевого граната, стекла, активированного ионами ниодима, ит¬
тербия, эрбия, гольмия и других элементов. Они размещаются в
осветительной камере 2. Для возбуждения атомов активного све¬
та применяют лампу накачки 4, создающую мощные вспышки
света. По торцам активного тела размещены зеркала — отража¬
ющее 1 и частично прозрачное 5. Луч лазера 6 проходит, много¬
кратно отражаясь и усиливаясь, внутри рубинового стержня и
выходит через зеркало 5. КПД твердотельных лазеров составля¬
ет 2—5 %, их характеристика приведена в табл. 21.3.
Рис. 21.5. Схема твердотельного лазера
Таблица 21.3
Характеристика твердотельных лазерных установок
Установки
Энергия
излучения,
Дж
Длитель¬
ность
импульса,
мс
"Частота
импульсов,
Гц
Диаметр
луча, мм
Потреб¬
ляемая
мощность,
кВт
Масса,
кг
Квант-9М
8
0,5
2
До 2
2,5
200
Квант-10
15
4
2
0,4; 1,4
6
350
Квант-12
3
1,5; 4
20
0,25; 1
6
600
Квант-16
30
4—7
гЧ
1
тН
О
2—5
—
350
Квант-17
8
4
10
2—5
12
550
Квант-18
(двух¬
лучевая)
10—130
8—10
1
2—5
5
400
413
Более мощными являются газовые лазеры, в которых в каче¬
стве активного тела используют смесь газов, обычно СО2 + Не + N2.
Расходимость луча в них составляет 1—5 мрад. Схема газового
лазера с продольной прокачкой газа приведена на рис. 21.6. Газ
из баллонов 7 прокачивается насосом 5 через газоразрядную
трубку 3. Для энергетического возбуждения газа используют
электрический разряд между электродами 2. Электроды подклю¬
чены к источнику питания 1. По торцам газоразрядной трубки
расположены зеркала 4 л 8. Лазер охлаждается водяной систе¬
мой 6. Недостатком лазера с продольной прокачкой газа явля¬
ются его большие габаритные размеры. Более компактны лазеры
с поперечной прокачкой. Их мощность достигает 20 кВт, что
дает, например, возможность сваривать металлы толщиной
до 20 мм со скоростью около 60 м/ч. Характеристика газовых
лазерных установок приведена в табл. 21.4.
Таблица 21.4
Характеристика газовых лазерных установок
Установка
Мощность
излучения,
кВт
Диаметр
луча, мм
Расходимость
излучения,
мрад
Потребляемая
мощность,
кВт
КПД,
%
Масса,
кг
ЛГН-702
0,8
45
2
18
5
1100
Гарпун-
5000
0,5—5
40
2
70
5—6
3000
Катунь
0,8
45
2
18
12
690
Иглан
2,5
96
2
60
4
3650
ЛТ1-2
До 5
45
5
80—100
5—7
5500
ЛТУ1-2
1,2
80
2
40—60
1
СО
2650
Рис. 21.6. Схема газового лазера с продольной прокачкой газа
414
Наиболее мощными являются газодинамические лазеры.
В них используют газы, нагретые до температуры 700—2700 °С.
Газ вытекает со сверхзвуковой скоростью через сопло Лаваля, в
результате чего происходит его адиабатическое расширение и ох¬
лаждение в зоне резонатора. При охлаждении возбужденных мо¬
лекул С02 происходит переход их на более низкий энергетичес¬
кий уровень с испусканием когерентного излучения. Для накач¬
ки может быть использован другой лазер или мощные источни¬
ки энергии. Газодинамический лазер мощностью 100 кВт позво¬
ляет сваривать сталь толщиной 35 мм со скоростью 200 м/ч.
Преимущества лазерной обработки:
♦ возможность очень точной дозировки энергии, что позволя¬
ет получить качественные соединения при изготовлении тонких
деталей;
♦ мощные лазеры дают возможность получить большую глу¬
бину проплавления при малой ширине шва, что позволяет умень¬
шить зону термического влияния, сократить сварочные деформа¬
ции и внутренние напряжения;
♦ легкость управления лазерным лучом с помощью зеркал и
волоконной оптики позволяет сваривать стыки, не находящиеся
в пределах прямой видимости.
Лазеры используют в составе лазерных установок, технологи¬
ческая часть которых служит для относительного перемещения
луча и обрабатываемой заготовки. При обработке неподвижных
тяжелых заготовок лазерный луч перемещается с помощью сис¬
темы зеркал, а для перемещения малогабаритных заготовок при¬
меняют приспособления.
Недостатком лазерной обработки является высокая сложность
и стоимость оборудования, а также его низкий КПД, однако по
мере развития лазерной техники эти недостатки, устраняются.
К процессам, в которых используют энергию лазерного луча,
относят: сварку, резку, плавление и испарение материалов; на¬
несение покрытий, локальную термическую обработку, легирова¬
ние, контроль качества изделий и др.
Эффективность лазерной обработки определяется коэффициен¬
том поглощения лазерного излучения поверхностью деталей. По¬
глощающая способность обрабатываемой поверхности зависит от
длины волны излучения, свойств и состояния поверхностей
заготовок, условий лазерного нагрева и составляет 20—30 %.
Одним из путей повышения коэффициента поглощения излуче¬
ния является нанесение на поверхности заготовок поглощающих
покрытий. Значение этого коэффициента должно составлять
415
0,8—0,9 и при воздействии излучения не оказывать влияния на
структуру и свойства материала заготовки. Наиболее часто при¬
меняют оксидирование и нанесение покрытий из вольфрама, ок¬
сида меди или в виде красок. В авторемонтном производстве ис¬
пользуют покрытия из сажи.
Сфокусированным лазерным лучом можно нагревать матери¬
алы со сверхвысокими скоростями (до 104—105°С/с) в малых
объемах. При этом за счет теплоотвода в основу материала обес¬
печиваются и скорости их охлаждения такого же порядка. Это
дает возможность фиксировать крайне неравновесные состояния
материала, при которых не успевают произойти фазовые и струк¬
турные превращения. Необходимый температурный режим нагре¬
ва материала определяется плотностью поглощаемого им тепло¬
вого потока. При плотности потока до 107—108 Вт/м2 происхо¬
дит нагрев материала без его плавления или испарения, при ее
повышении до Ю10—1011 Вт/м2 материал плавится, а при
большей плотности теплового потока наблюдается местное
испарение поверхностного слоя материала.
Виды лазерной обработки. В зависимости от плотности теп¬
лового потока и продолжительности воздействий организуют раз¬
личные виды технологических процессов.
Схема лазерной сварки га¬
зовым лазером приведена на
рис. 21.7. Сварку ведут в ат¬
мосферных условиях без созда¬
ния вакуума, поэтому необхо¬
дима защита расплавленного
металла от воздуха. Обычно
для защиты используют газы,
в частности аргон. Особеннос¬
тью сварки является то, что
вследствие высокой тепловой
мощности луча на поверхности
свариваемого изделия происхо¬
дит интенсивное испарение ме¬
талла. Пары ионизируются, что
приводит к рассеиванию и эк¬
ранированию луча лазера. По¬
этому в-зону сварки необходи¬
мо, кроме защитного газа, по¬
давать также плазмоподавляю¬
щий газ. В качестве последнего
Рис. 21.7. Схема лазерной сварки:
1 — луч лазера; 2 — фокусирующее
зеркало; 3 — отражающее зеркало;
4 — сегментная перегородка;
5 — плазмоподавляющий газ;
6 — заготовка; 7 — защитный газ
416
используют гелий, который значительно легче аргона и не рассе¬
ивает луч лазера. Применяют также смеси 50 % Аг и 50 % Не,
которые сдувают ионизирующий газ.
Формирование сварного соединения при лазерной сварке
аналогично электронно-лучевой сварке. Луч постепенно углуб¬
ляется в металл, оттесняя жидкий металл сварочной ванны на
заднюю стенку кратера. Это позволяет получать «кинжальное»
проплавление при большой глубине и малой ширине шва. Вы¬
сокая концентрация энергии в лазерном луче дает возможность
достигать высоких скоростей сварки, обеспечивая одновремен¬
но благоприятный сварочный цикл и высокую прочность ме¬
талла шва.
Лазерная закалка обладает рядом преимуществ по сравнению
с закалкой других видов:
♦ при закалке без оплавления не изменяется шероховатость
поверхности, поэтому такая закалка может быть финишной опе¬
рацией;
♦ имеет место разогрев только тонкого поверхностного слоя
материала, поэтому температура заготовки повышается незначи¬
тельно, а температурные деформации тонкостенных и крупных
заготовок отсутствуют;
♦ значительная экономия энергии;
♦ возможность упрочнения заготовок сложной формы;
♦ сверхвысокие скорости нагрева и охлаждения материала
при воздействии концентрированного лазерного луча обеспечива¬
ют твердость поверхностного слоя до значений, не достижимых
другими способами термической обработки.
Более широкое изменение физико-механических свойств по¬
верхностного слоя материала заготовки происходит при лазерном
легировании, которое позволяет получать слои с заданными свой¬
ствами. Его суть заключается в том, что на поверхность заготов¬
ки наносят тонкое покрытие из легирующих элементов, а затем
осуществляют совместное плавление лазерным лучом покрытия
и основы.
Легирующие покрытия наносят различными способами: на¬
пылением, намазыванием эмульсий, закреплением фольги, элек¬
трохимическим осаждением, электроискровой обработкой.
В результате совместного плавления материала покрытия с
основой образуется поверхностный слой нового химического со¬
става. Однако трудности с выделением избыточных фаз по при¬
чине быстрого охлаждения с высокой скоростью могут привести
к возникновению больших остаточных напряжений в слое и по¬
14-135
417
явлению в нем трещин. Толщина слоя зависит от мощности луча
и составляет 0,1—1,5 мм.
Обработка диффузионных покрытий. Диффузионное насыще¬
ние элементами, которые образуют в металлах и сплавах высо¬
котвердые химические соединения (бориды, карбиды, нитриды),
обеспечивает получение износостойких слоев детали. Однако они
имеют малую толщину (до 100 мкм) и высокую хрупкость.
Широко применяют лазерную наплавку, в частности газопо¬
рошковую, которая отличается подачей порошкового материала
из бункера с помощью инжекторного устройства непосредственно
в зону воздействия лазерного луча. На размеры и форму наплав¬
ленных валиков влияют энергетические параметры процесса, а
также массовый расход порошка, расстояние между питателем и
заготовкой, угол наклона оси питателя к лазерному лучу.
Лазерное плакирование — оплавление предварительно нане¬
сенных покрытий. Способ заключается в плавлении предвари¬
тельно нанесенного на поверхность заготовки материала, кото¬
рый после быстрого охлаждения образует покрытие.
На зарубежных и отечественных предприятиях применяют
лазерное упрочнение ряда деталей автомобилей (табл. 21.5).
Таблица 21.5
Быстроизнашивающиеся детали автомобиля,
которые проходят лазерное упрочнение
Наименование
детали
Материал
Глубина
упрочнения,
мм
Твердость,
HRC
Мощность
лазера, кВт
Гильза цилиндра
Серый чугун
0,25—0,35
60
5,0
Седло и втулка
клапана
Высокохро¬
мистый чугун
0,25
60
0,4
Зубчатые колеса
Сталь
О
V
1
О
<1
57—60
10,0
Кулачки распре¬
делительного вала
Высокопроч¬
ный чугун
1,25
60
6,0
Канавки поршней
Сталь
0^20—0,35
60—64
0,5
Применение
синтетических материалов
при ремонте автомобилей
22.1. Виды и свойства материалов
Разновидности синтетических материалов. Синтетические
материалы — это материалы на основе полимеров, способные
под влиянием повышенных температуры и давления принимать
заданную форму и сохранять ее в обычных условиях. Полиме¬
ры состоят из больших молекул, каждая из которых представ¬
ляет собой особое соединение молекул-мономеров. Полимеры в
пластмассе связывают все ее компоненты: наполнители, плас¬
тификаторы, отвердители, красители, катализаторы (ускорите¬
ли) и др.
Большинство полимеров получают искусственным путем в ре¬
зультате реакций синтеза — полимеризации или поликонденса¬
ции. Схема реакции полимеризации пМ —>Мп (побочные продук¬
ты не выделяются), а поликонденсации — пМ —»Мп + R (с вы¬
делением низкомолекулярных побочных продуктов — воды, ам¬
миака, спирта, хлорида водорода и др.). Полимерные материалы
имеют аморфную и кристаллическую составляющие структуры
(больше аморфную). С увеличением доли кристаллической состав¬
ляющей улучшается износостойкость материала, а с увеличени¬
ем доли аморфной состарляющей — эластичность.
По степени обратимости состояний в результате нагрева и ох¬
лаждения синтетические материалы делятся на термореактивные
и термопластичные. Термопластичные материалы сохраняют на¬
чальные свойства после расплавления и затвердевания, а термо¬
реактивные при нагревании необратимо разрушаются.
Промышленное значение имеют такие виды пластмасс: поли¬
амидная, полистирольная и полиэтиленовая крошка, мелкодис¬
персные порошки из полиамида, поливинилбутираля и полиэти¬
лена низкого давления, синтетические (конструкционные) клеи,
эпоксидные композиции. В авторемонтном производстве наиболь¬
шее применение получили пластмассы на основе полиамида, по¬
419
лиэтилена и фторопласта; волокнит, составы на основе эпоксид¬
ных смол, синтетические клеи и герметики.
Поликапроамид — представитель полиамидных смол, который
поставляют в виде гранул. Материал является стойким к щело¬
чам, маслам, ацетону, спирту, бензину и др. Он применяется для
изготовления подшипников и зубчатых колес и для нанесения из¬
носостойких и декоративных покрытий на металлические поверх¬
ности. При температуре ниже нуля становится жестким.
Полиэтилен — относительно твердый термопластичный по¬
лимер с температурой плавления 120—130°С. Он эластичен
даже при низкой температуре, применяется для изготовления
труб и защитных покрытий, а также как изоляционный и упа¬
ковочный материал.
Фторопласт (температура плавления 327 °С) — продукт по¬
лимеризации этилена, в котором все атомы водорода замещены
фтором. По химической стойкости превосходит все известные ме¬
таллы, в том числе золото и платину. Низкий коэффициент тре¬
ния и высокая износостойкость позволяют длительно эксплуати¬
ровать его при температуре до 250 °С. Область применения фто¬
ропласта ограничена практически нулевой адгезией к металлам.
Волокнит представляет собой пресс-материал, состоящий из
фенольно-формальдегидной смолы, волокнистого наполнителя
(например, хлопковой целлюлозы) и различных добавок. Из него
изготовляют крышки и корпусные детали. Стекловолокнит по
сравнению с целлюлозным волокнитом имеет более высокие ме¬
ханические и электроизоляционные свойства. Его наполнителем
является стекловолокно или стеклолента. Применяют для изго¬
товления деталей автомобилей с повышенной прочностью и теп¬
лостойкостью, например, шестерен распределительного вала.
Широкое применение в ремонте получили полимерные компо¬
зиции на основе эпоксидных смол, которые содержат в своих мо¬
лекулах эпоксидные группы СН2—С, обладающие высокой ре-
\0/
акционной способностью. Сырьем для производства смол служат
газы — продукты нефтепереработки. Наиболее часто применяют
смолы марок ЭД-16 и ЭД-20. Эпоксидные смолы обладают высо¬
кой адгезией к металлам и хорошо сочетаются с другими синте¬
тическими смолами. При взаимодействии с аминами и кислота¬
ми эти смолы твердеют и приобретают значительную теплостой¬
кость и прочность. Эпоксидные смолы до твердения растворяют¬
ся в ацетоне, толуоле и других растворителях.
420
Эпоксидные композиции включают, как правило, четыре вида
компонентов: эпоксидную смолу, пластификатор, наполнитель и
отвердитель. Пластификаторы обеспечивают снижение хрупкос¬
ти, повышение ударной вязкости и стойкости к температурным
колебаниям. В качестве пластификаторов применяют дибутил-
фталат (ДБФ), триэтиленгликоль (ТЭГ-1), синтетический (карбок-
силированный) каучук (СНК-10-10) и тиокол. Наполнители снижа¬
ют стоимость композиции, играют важную роль в сближении коэф¬
фициентов термического расширения композиции и покрываемого
материала, в повышении механической прочности, модуля упругос¬
ти и теплостойкости шва, в изменении вязкости и уменьшении
усадки. Например, чугунный порошок, закись железа, тальк, квар¬
цевая и слюдяная мука изменяют в необходимых пределах значе¬
ния коэффициента термического расширения покрытия, а графит и
дисульфид молибдена уменьшают скорость его изнашивания. Не¬
посредственно перед употреблением в композицию вводят отверди¬
тель. В качестве отвердителей применяют полиэтиленполиамин
(ПЭПА), аминофенол (АФ-2) и фторид бора (BF3). Последний от¬
вердитель переводит композицию в твердое состояние даже при от¬
рицательной температуре. Нехватка отвердителя удлиняет процесс
отверждения, а избыток вызывает хрупкость материала.
Особенности применения. Применение полимерных материа¬
лов в авторемонтном производстве обеспечивает снижение массы
деталей, сокращает трудоемкость и затраты на ремонт изделий.
При восстановлении деталей используют такие положительные
свойства пластмасс:
♦ небольшую плотность — пластмассы в среднем в два раза
легче алюминия и в 5—8 раз легче черных металлов;
♦ повышенную химическую стойкость к действию агрессив¬
ных сред (влаги, кислот, щелочей), что в ряде случаев позволя¬
ет отказаться от применения коррозионно-стойких сталей и
цветных металлов;
♦ высокие антифрикционные и фрикционные свойства (ма¬
лый или, наоборот, большой коэффициент трения, хорошую из¬
носостойкость и высокую способность к приработке), поэтому они
применяются в узлах трения и фрикционных муфтах;
♦ хорошие диэлектрические свойства — пластмассы являют¬
ся основными электроизоляционными и конструкционными ма¬
териалами в электропромышленности;
♦ шумопоглощающие и звукоизолирующие свойства;
♦ вибростойкость —пластмассы обладают способностью га¬
сить динамические колебания при знакопеременных нагрузках,
421
что способствует повышению долговечности деталей и узлов ав¬
томобилей.
Однако пластмассы по сравнению с металлами быстро старе¬
ют, имеют малую теплопроводность и небольшую прочность.
22.2. Изготовление деталей и нанесение покрытий
Изготовление деталей. Детали из термопластичных материа¬
лов изготавливают литьем под давлением на литьевых машинах,
а детали из термореактивных материалов получают прессовани¬
ем порошков в обогреваемых пресс-формах. Термореактивные по¬
рошки применяют для изготовления деталей, не испытывающих
значительных нагрузок. В обоих случаях материал нагревают до
плавления или до размягчения. Если необходимо нанести восста¬
новительное термопластичное покрытие на элемент изношенной
детали, то этот элемент помещают в пресс-форму.
Нанесение покрытий. Тонкослойные покрытия наносят в
псевдоожиженном слое и газопламенным напылением из термо¬
пластичных, сухих, некомкающихся порошков с размерами час¬
тиц 0,10—0,35 мм из полиэтилена, капролона, полиамида, по-
линивилбутираля и др. Преимущество нанесения порошков зак¬
лючается в возможности восстановления металлических деталей
сложной формы.
Сущность нанесения покрытия в псевдоожиженном слое зак¬
лючается в том, что очищенную предварительно нагретую деталь
помещают на определенное время в камеру 4 (рис. 22.1), в кото¬
рой находится во взвешенном состоянии порошок пластмассы.
При контакте с нагретой деталью порошок оплавляется и обра¬
зует тонкослойное покрытие. Азот или сжатый воздух из балло¬
на 1 через редуктор 2 поступает в нижнюю часть камеры 4, ко¬
торая разделена на две части пористой перегородкой 3. Газ, про¬
ходя через перегородку, образует взвесь, объем которой по срав¬
нению с объемом порошка, находящегося в спокойном состоя¬
нии, увеличивается более чем в два раза.
Первоначальный слой порошка в спокойном состоянии должен
быть не менее 80—100 мм. При толщине войлочной перегородки
40 мм давление газа должно быть около 0,4 МПа. Хорошо очи¬
щенный от масла и влаги азот применяют при использовании по¬
рошков полиамида и других пластмасс, склонных к окислению.
Толщина покрытия зависит от температуры нагрева заготов¬
ки, времени выдержки ее в рабочей зоне, температуры плавления
порошка и его теплопроводности.
422
1 2 3 4 5 6 7
Рис. 22.1. Схема устройства для нанесения полимерного покрытия
в псевдоожиженном слое:
1 — баллон со сжатым воздухом или азотом; 2 — редуктор;
3 — пористая перегородка; 4 — камера; 5 — вытяжное устройство;
6 — пылесос; 7 — заготовка
Процесс газопламенного напыления порошковых пластмасс
заключается в следующем. Струя сжатого воздуха со взвешенны¬
ми частицами порошка проходит через факел газокислородного
пламени. Частицы порошка оплавляются, увлекаются струей
сжатого воздуха, попадают на поверхность детали, подогретой до
температуры, близкой к температуре плавления материала, и
прочно соединяются с поверхностью изделия.
Способом газопламенного напыления можно наносить покры¬
тия на детали из стали, чугуна и цветных металлов, требующих
защиты от влаги или химически активной среды. Поверхность,
подлежащая газопламенному напылению, должна быть тщатель¬
но очищенной и шероховатой.
Освоен процесс газопламенного напыления полиэтилена, по¬
лиамида и битумов. Для нанесения покрытий из поливинилхло¬
рида в него добавляют такую же долю пластификатора (трикре-
золфталата). Напыляемая поверхность перед нанесением покры¬
тия покрывается клеем (раствором перхлорвиниловой смолы в
поливинил ацетате), который обеспечивает повышение прочности
покрытия. При нанесении композиции не требуется предвари¬
тельно подогревать поверхность изделия. Это дает возможность
использовать покрытия для защиты не только металлических
поверхностей, но и из других материалов.
423
При ремонте кузовных панелей для шпатлевания поверхнос¬
тей перед нанесением лакокрасочных покрытий применяют тер¬
мопластичные порошки ПФН-12 или ТПФ-37. Термопласт
ПФН-12 включает поливинилбутиралевую смолу (54%), графит
(23%), идитол (21%) и уротропин (2%). Температура плавле¬
ния материала составляет 210—220 °С, прочность его при растяже¬
нии — 40 МПа, содержание летучих веществ — не более 3,5 %.
Покрытие наносят с помощью установок УПН-4Л, УПН-6-63
и др. При этом на напыляемой поверхности создают шерохова¬
тость для увеличения площади соединения металла с пластмассой.
После механической очистки поверхность обезжиривают ацетоном
или уайт-спиритом и нагревают до температуры 210—260 °С.
Порошок подают в струе нагретого сжатого воздуха под давле¬
нием 0,4—0,6 МПа. Он расплавляется под действием теплоты
предварительно нагретого металла и пламени газокислородной
горелки и образует мягкую массу, которую тщательно укатыва¬
ют металлическим катком, предварительно охлажденным в воде.
Разновидностью процесса является теплолучевой способ, кото¬
рый основан на том, что в поток светотепловых лучей подают
струю порошкового полимера, частицы которого плавятся и
с большой скоростью наносятся на восстанавливаемую поверхность,
образуя покрытие (рис. 22.2). В качестве нагревателя применяют
кварцевые лампы 4 с параболическими излучателями НИК-200.
Воздушно-порошковую взвесь подают питателем 2 вибровихревого
Рис. 22.2. Схема установки
для теплолучевого нанесения полимерных покрытий
424
типа с насадкой для распыления. Смесь поступает по шлангу к ще¬
левому распылителю 3. При этом расход материала сокращается
на 25—30%, энергии — в 3,5—4,0 раза, а физико-механичес¬
кие свойства покрытия повышаются.
Способ применяют для нанесения декоративных покрытий на
детали внутреннего интерьера пассажирских транспортных
средств. Покрытия наносят на вращающиеся детали, после чего
они сушатся с помощью осветительных ламп с зеркальными
отражателями в течение 50—60 мин.
Применяют струйно-электрофоретический способ нанесе¬
ния порошковых полимерных покрытий. Сущность его зак¬
лючается в том, что заряженные частицы порошка под дей¬
ствием сил электрического поля перемещаются к противопо¬
ложно заряженному изделию и осаждаются на поверхности
ровным слоем.
Изношенные отверстия в корпусных деталях под подшипники
восстанавливают нанесением эпоксидной композиции на восста¬
навливаемую поверхность с последующей установкой полирован¬
ных оправок номинального диаметра, смазанных тонким слоем
масла. Оправки устанавливают в корпусе приспособления, обеспе¬
чивающем номинальное расстояние без перекоса между осями вос¬
станавливаемых отверстий. После отверждения композиции оправ¬
ки снимают. Восстановленные отверстия имеют нормативные рас¬
положение, форму, размеры и шероховатость поверхностей.
22.3. Закрепление дополнительных
ремонтных деталей и заделка трещин
Приготовление композиций. Операции выполняют с исполь¬
зованием эпоксидной композиции, процесс приготовления кото¬
рой следующий. Смолу разогревают при температуре 60—70 °С до
жидкого состояния и в нее вводят необходимое количество плас¬
тификатора (табл. 22.1). После тщательного перемешивания ве¬
ществ вводят наполнитель и непосредственно перед употреблени¬
ем — отвердитель. В течение 25—30 мин композиция должна
быть использована. Эпоксидные композиции относятся к термо¬
реактивным пластмассам, которые при отверждении переходят в
неплавкие и нерастворимые вещества. Токсичная композиция во
время приготовления становится безвредной после ее полного от¬
верждения.
Применение композиций. Области применения эпоксидных
композиций следующие. Составы 3, 4 и 8 применяют для зак-
425
Таблица 22.1
Составы композиций на основе эпоксвдных смол
№
Количество компонентов, масс. ч.
Свойства
Эпоксидная
смола
ДБФ
ПЭПА
Наполнитель
ЭД-16
ЭД-20
1
100
—
15—20
10—11
—
Маловязкая
композиция
2
—
100
10—15
12—13
—
То же
3
100
15—20
10—11
Молотая слюда, 40
Высоковязкая
композиция,
не стекающая
с наклонной
поверхности
4
100
20
10—11
Молотая слюда, 40;
алюминиевая
пудра, 5;
белая сажа, 35
То же
5
100
15
10—11
Графит, 40—50
Хорошая тепло¬
проводность,
низкий коэффи¬
циент трения,
высокий модуль
упругости
6
100
15—20
10—11
Железный
порошок, 120;
графит, 20
7
100
10
12—13
Стальной
порошок, 150;
графит, 25
8
100
15—20
10—11
Железный
(чугунный)
порошок, 150
Высокий модуль
упругости
9
100
45
9
Высокая
адгезионная
и когезионная
прочность
репления ДРД, заделки трещин на стенках корпусных деталей,
заделки трещин на стенках емкостных деталей (баков, радиато¬
426
ров) и герметизации мест сварки или пайки. Внутренние трущи¬
еся поверхности втулок и вкладышей восстанавливают состава¬
ми 5, б и 7. Изношенные шейки валов или опоры подшипников
в корпусных деталях восстанавливают составами 6, 7 и 8. Втул¬
ки и резьбовые вставки закрепляют составами 1, 2, 3 и 9. Тре¬
щины и пробоины в аккумуляторных батареях и электроизоли¬
рующих деталях заделывают составом 3.
Порядок устранения пробоин следующий. Изготовляют ме¬
таллическую накладку толщиной 0,5—0,8 мм из расчета, чтобы
она перекрывала границы пробоины на 15—20 мм со всех сто¬
рон. Вырезают также лоскут стеклоткани, размеры которого со¬
ответствуют размерам накладки. Зачищают поверхность наклад¬
ки и восстанавливаемой детали так, чтобы граница зачищенных
поверхностей детали выходила за контур накладки. На зачищен¬
ной поверхности детали делают насечки зубилом. Соприкасаю¬
щиеся поверхности обезжиривают и на них наносят композицию.
На мазеобразную пластмассу, покрывающую поверхность с тре¬
щиной, накладывают стеклоткань, которую закрывают наклад¬
кой из стали с нанесенным компаундом. Накладку прикатывают
роликом и оставляют соединение до отверждения состава.
22.4. Клеевые композиции
Виды клеев. Клеи в своем большинстве представляют раство¬
ры синтетических смол в растворителях (в том числе
в спиртах). Клеи применяют для склеивания металлов как меж¬
ду собой, так и с другими материалами. Клеевой слой является
изолирующей прокладкой, поэтому склеивание металлов с раз¬
личными электродными потенциалами не вызывает возникнове¬
ния очагов контактной коррозии.
Соединение поверхностей при склеивании обеспечивается
главным образом силами притяжения друг к другу полярных мо¬
лекул, которые стремятся занять такое положение, чтобы поло¬
жительные и отрицательные заряды их были нейтрализованы.
При этом условии потенциальная энергия на поверхности сопри¬
косновения материалов минимальная и всякое изменение этого
положения требует приложения значительных усилий. Для боль¬
шинства синтетических клеевых материалов наиболее распрост¬
ранена ковалентная связь.
Прочность клеевого соединения зависит от толщины его слоя:
прочность тем выше, чем тоньше клеевая пленка. Такое повы¬
шение прочности склеивания объясняется ориентирующим влия¬
427
нием твердой поверхности на формирование клеевых волокон.
Для большинства клеев оптимальная толщина пленки составля¬
ет 0,05—0,25 мм.
При ремонте автомобилей для склеивания металлов, неме¬
таллов и их сочетаний широко применяют следующие клеи:
♦ фенольно-поливинилацетальные БФ-2, БФ-4, а также
ВС-ЮТ и ВС-350 с кремнийорганическими и другими добавками;
♦ фенольно-каучуковые ВК-3, ВК-4, ВК-13, ВК-32-200;
♦ кремнийорганические ВК-2, ВК-8, ВК-10, ВК-15, К-300;
♦ эпоксидные ВК-32ЭМ, ВК-1, ВК-1МС, ВК-9, К-153, эпок¬
сиды П и Пр, KJIH-1;
♦ полиуретановые ПУ-2, ВК-5;
♦ метилполиамидно-фенольный МПФ-1;
♦ фенольно-формальдегидный ВИАМ-БЗ;
♦ на основе наиритового каучука и фенольной смолы 88НП.
Клеи выпускают в виде готовых составов или в виде компо¬
нентов, смешиваемых перед употреблением.
Применение композиций. Склеивание тканей и приклеива¬
ние различных материалов к металлам осуществляют клеями
ВК-32-200, 88ПН. Резину к металлам приклеивают клеями
88НП. Остальные клеи применяют для склеивания металлов
между собой и с неметаллами.
Процесс склеивания деталей включает такие операции: под¬
готовку склеиваемых поверхностей, нанесение клея в 2—3 слоя
с сушкой каждого из них, соединение склеиваемых поверхнос¬
тей, выдержку под давлением, выдержку вне пресса, обработку
шва, проверку качества.
Подготовка склеиваемых поверхностей заключается в подгон¬
ке их друг к другу, очистке, придании необходимой шероховато¬
сти и обезжиривании. Плотная подгонка поверхностей необходи¬
ма для молекулярного взаимодействия клея со склеиваемыми по¬
верхностями при оптимальной толщине клеевой пленки. Загряз¬
нения тщательно удаляют с поверхности органическими раство¬
рителями. Увеличения фактической площади склеивания дости¬
гают механической обработкой (резанием лезвийным инструмен¬
том или абразивной шкуркой, дробеструйной обработкой) или
травлением в водных растворах кислот и их солей.
Качество клеевого шва в значительной степени зависит от ус¬
ловий нанесения клея. Исходное состояние клеев различно: жид¬
кое, пастообразное, твердое, в виде пленки, порошка, прутка, а
поэтому и способы их нанесения на склеиваемые поверхности
разные.
428
Качество склеивания выборочно контролируют путем измере¬
ния механических характеристик шва.
22.5. Герметизация стыков и стенок
Сущность процесса. Герметизация стыков деталей или их
стенок — это обеспечение их непроницаемости.
При восстановлении деталей чаще применяют герметизирую¬
щие (разделительные) материалы, которыми заполняют зазоры в
контакте деталей или поры в их стенках. Разделительные мате¬
риалы исключают контакт несовместимых сред — герметизируе¬
мой и окружающей.
Стык уплотнения должен представлять собой неоднородное
тело с градиентом деформационно-прочностных характеристик.
Простейшая модель такого стыка (рис. 22.3) представляет собой
трехслойный элемент, обладающий свойствами жидкости, вязко-
упругой среды и твердого тела.
Толщина слоя жидкости Л, обеспечивающей герметичность,
составляет 0,1—60 мкм в зависимости от шероховатости сопря¬
женной детали.
Стенки деталей со сквозными трещинами и порами пропиты¬
вают герметизирующими составами.
а 1
Рис. 22.3. Модель трехслойного герметизирующего элемента:
а — устройство стыка; б — эпюра распределения давления о в стыке;
1 — сопрягаемая деталь; 2, 3 и 4 — участки герметизатора,
обладающего, соответственно, свойствами жидкости, вязкоупругой
среды и твердого тела; Нпмх — наибольшая высота микронеровностей
429
Материалы. В наибольшей мере требованиям, предъявляе¬
мым к герметизирующим материалам, отвечают полимерные
герметики. Применяют химически стойкие полимеры, непрони¬
цаемые для многих сред. По ряду показателей (прочности, уп¬
ругости, вязкости) они занимают промежуточное место между
жидкостью и твердым телом.
Герметики — пастообразные или вязкоте^сучие массы на ос¬
нове полимеров и олигомеров, в том числе отверждающиеся, об¬
разующие в зазоре слои, которые препятствуют утечке гермети¬
зируемых сред.
Герметики бывают термореактивными и термопластичными.
Термореактивные герметики необратимо переходят из исход¬
ного текучего состояния в эксплуатационное эластическое вслед¬
ствие образования химических связей. К ним относятся: вулка¬
низирующиеся материалы на основе каучуков; составы на основе
олигомеров с реакционными группами ОН, СООН, SH, NCO и
др.; анаэробные герметики на основе смол акрилового или мета-
крилового ряда, полимеризующиеся при отсутствии кислорода в
зазорах соединений или порах стенок.
Термопластичные герметики обратимо переходят из исходно¬
го вязкотекучего в пластическое или высокоэластическое состоя¬
ние. Они делятся на невысыхающие и высыхающие.
Невысыхающие герметики получают из высоко- и низко¬
молекулярных каучуков (полиизобутиленового, бутилового,
этиленпропиленового и др.), полностью насыщенных или с ма¬
лым количеством двойных связей в молекулах. Уплотняющие
материалы обладают противошумными и антикоррозионными
свойствами.
Невысыхающий герметик УН-01 выпускают на основе поли¬
изобутиленового каучука, а герметики 14НГ-1 и 14НГ-2 — на
основе этиленпропиленового каучука. Материал У-20А применя¬
ют для герметизации резьб, заклепочных соединений, резины со
стеклом, сопряжений типа «водяной патрубок — впускная тру¬
ба» и «корпус водяного насоса — крышка». Материал УН-25
повышает маслостойкость прокладок.
Для уплотнения стыков в узлах автомобилей служит новый
вид герметизирующего материала — жидкие уплотняющие про¬
кладки. Применение его повышает надежность соединений при
одновременном снижении расхода традиционных прокладочных
материалов. Он состоит из вязкой массы или пасты на основе по¬
лимеров (полиэтилена, полиизобутилена, поливинилхлорида, по-
ливинилбутираля, силиконовых или бутадиен-акрилонитриль-
430
ных каучуков), содержащих необходимые добавки. Прокладки
обладают высокой стойкостью к вибрациям и ударам, они могут
применяться в широких диапазонах температуры и давления, не
вызывая коррозии в процессе эксплуатации.
Прокладки ГИПК (Государственного института полимерных
клеев) не прикипают к уплотняемым соединениям, а после раз¬
борки узлов легко удаляются с поверхности разъема. Удельный
расход материала составляет 200—400 г/м2. Жидкие проклад¬
ки по сравнению с твердыми прокладками свободно меняют
свою форму и легко заполняют все микродефекты уплотняемых
поверхностей, тем самым обеспечивают полную герметизацию
стыка. Это уменьшает требования к пригонке сопрягаемых по¬
верхностей, снижает износ соединений и трудоемкость их вос¬
становления.
Жидкая уплотняющая прокладка ГИПК-242 предназначена
для герметизации неподвижных соединений стыков деталей, ра¬
ботающих в водяной, пароводяной и воздушной средах. Жидкая
уплотняющая прокладка ГИПК-244 применяется для герметиза¬
ции неподвижных соединений деталей и узлов, работающих
в воздушной, водяной, пароводяной, щелочной, кислотной и
маслобензиновой средах. Прокладка ГИПК-244А служит для гер¬
метизации фланцевых соединений под давлением до 0,6 МПа
и штуцерных соединений под давлением до 4 МПа. Прокладка
ГИПК-244Б уплотняет соединения под давлением 8—15 МПа,
при этом рабочие поверхности могут иметь коррозионный износ
и неустранимые зазоры более 0,2 мм.
Жидкие прокладки вначале разогревают до температуры
80 °С, а затем их наносят тонким 9лоем на одну из сопрягае¬
мых поверхностей с помощью шпателя. Составы наносят слоем
толщиной до 0,5 мм.
Жидкая прокладка ВАТТ-3 (промышленная марка KJIT-75),
разработанная на основе самовулканизирующегося низкомолеку¬
лярного силоксанового каучука, затвердевает в течение 10 мин.
Агрегат, в котором герметизировано соединение с помощью этого
материала, допускается к работе через 20—30 мин после его на¬
несения. Работоспособность прокладки сохраняется в течение
трех лет, а время хранения материала составляет пять лет. Она
надежно заменяет картонные, паронитовые и резиновые проклад¬
ки, а в отдельных случаях — асбестовые, пробковые и фибровые
материалы. Жидкая прокладка ВАТТ-3 позволяет восстанавли¬
вать поврежденные металлоасбестовые прокладки, шланги и изо¬
ляцию электрических проводов.
431
Высыхающие герметики представляют собой в исходном со¬
стоянии растворы эластомеров в органических растворителях.
После улетучивания последних они переходят в эластическое со¬
стояние, которое сохраняется в эксплуатации. Высыхающие гер¬
метики готовят на основе высокомолекулярных вулканизирую¬
щихся синтетических каучуков (бутадиен-стирольных, бутадиен-
нитрильных, полихлоропреновых и др.), а также термоэластоме¬
ров в сочетании со смолами.
По признаку отверждения различают вулканизирующиеся,
полимеризующиеся и нетвердеющие герметики.
К вулканизирующимся относят герметики на основе тиоко-
лов, силоксановых и фторсодержащих каучуков.
Посадку гильз в блоке цилиндров уплотняют силиконовым
герметиком KJIT-ЗОБ. Применение эластомера ГЭН-150 перспек¬
тивно для восстановления натягов и герметизации соединений.
Эластосил 137-83 вулканизируется при контакте с влагой возду¬
ха с образованием резиноподобного материала (отрезок рабочих
температур от -60 до +30 °С. Материал применяют для непод¬
вижных соединений, работающих в водяной, воздушной и мас¬
ляной средах.
Полимеризующиеся герметики — группа анаэробных материа¬
лов. Это многокомпонентные жидкие вещества, которые при хра¬
нении на воздухе длительно сохраняют исходное вязкотекучее
состояние, но быстро отверждаются при температуре 15—20 °С
в зазорах порядка 0,1 мм. Неотвержденные герметики легко про¬
никают в зазоры, а после полимеризации в них делают соедине¬
ния герметичными и прочными. Основу анаэробных герметиков
обычно составляют полимеризующиеся соединения акрилового
ряда. Отсутствие кислорода инициирует превращение этих соеди¬
нений в пространственно сшитые полимеры. Превращение проис¬
ходит с высокой скоростью, сопровождается резким увеличением
вязкости композиций и снижением диффузии кислорода. В состав
герметиков входят также инициаторы, ускорители и ингибиторы
полимеризации, пластификаторы, загустители, красители и дру¬
гие компоненты.
В России выпускают две группы анаэробных герметиков: ак¬
риловые — Анатерм и составы повышенной термической и хи¬
мической стойкости — Унигерм. Диапазон их рабочих темпера¬
тур от -60 до +200 °С. Они стойки в воде, нефтяных маслах,
органических растворителях, ряде кислот и щелочей.
Нетвердеющие герметики — это термопластичные пасты и
мастики, переходящие при нагревании в вязкотекучее состояние,
432
представляют собой высоконаполненные (50—75%) резиновые
смеси на основе полиизобутилена, бутилкаучука, этиленпропиле-
нового каучука и их сочетаний с полиэтиленом или полипропи¬
леном.
Замазки — это герметики высокой вязкости в исходном со¬
стоянии. Верхний предел рабочей температуры ~ 70 °С. При его
превышении герметик размягчается, а затем твердеет, практичес¬
ки лишаясь эластичности.
Мастики — высоковязкие герметики, имеющие после затвер¬
девания умеренную вязкость и небольшую эластичность. Ограни¬
ченно применяются мастики на основе термопластичных матери¬
алов (битумов, канифоли, церезина и др.), представляющие со¬
бой твердую массу, которую перед применением переводят в жид¬
кое состояние путем нагрева. ,
Компаунды имеют после отверждения высокие диэлектричес¬
кие параметры и обычно низкую эластичность. Они содержат в
качестве основы эпоксидные и ненасыщенные полиэфирные смо¬
лы, кремнийорганические каустики или исходные продукты син¬
теза полиметакрилатов и полиуретанов. В состав компаундов
входят пластификаторы, наполнители, отвердители, инициаторы
полимеризации и пигменты.
Для уплотнения стыков, резьбы и пропитки стенок с трещи¬
нами применяют импортные материалы Локтайт серии 500.
Локтайт 510 служит для уплотнения плоских поверхностей, Лок¬
тайт 542 — для уплотнения соединений гидравлических трубо¬
проводов, Локтайт 573 — это универсальный материал для уп-
лотнения различных поверхностей, а Локтайт 577 применяют
для уплотнения трубных резьб. Герметики выпускают в виде
компаундов, замазок и мастик.
Герметики в виде подвижных жидкостей с вязкостью 10—
20 Па - с наносят кистью, разбрызгиванием или окунанием. Пас¬
ты, замазки и мастики вязкостью 300—400 Па*с наносят шпа¬
телем или из тюбика.
Проектирование
технологических процессов
восстановления деталей
23.1. Разработка и оптимизация
технологического процесса
Исходные данные и последовательность проектирования тех¬
нологического процёсса. Исходные данные для разработки тех¬
нологического процесса (ТП) восстановления детали включают:
объемы выпуска продукции; ремонтный чертеж детали; ТП изго¬
товления детали на заводе-изготовителе; сведения о дефектах де¬
талей и их частоте.
При разработке ТП используют информацию, которая в зави¬
симости от обязательности применения и содержания делится на
базовую, руководящую и справочную.
Базовая информация включает сведения о видах и об объеме
выпуска продукции, технические условия, ремонтные чертежи,
данные об оборудовании и оснастке.
Руководящая информация 1— это государственные и отраслевые
стандарты, стандарты предприятия, руководства по капитально¬
му ремонту отдельных автомобилей или их агрегатов, классифи¬
каторы, нормативы и нормы, технологические и организационные
инструкции, документация по охране труда и окружающей среды.
Справочная информация — это отчеты о научно-исследова-
тельских работах, технологическая документация опытного про¬
изводства, справочники, каталоги оборудования, приспособлений
и инструмента, планировки участков, различные методические
материалы.
Проектирование ТП включает:
♦ анализ исходных данных;
♦ выбор аналога процесса из числа действующих и его анализ;
♦ выбор технологических баз;
♦ составление технологического маршрута восстановления де¬
тали;
♦ разработку технологических операций;
434
♦ нормирование ТП;
♦ определение требований охраны труда и окружающей среды;
♦ расчет экономической эффективности ТП;
♦ оформление ТП.
Структура технологического процесса и методы его проекти¬
рования. Структура ТП имеет три составляющие: временную,
функциональную и пространственную. Временная составляющая
определяет состав и последовательность элементов ТП; функцио¬
нальная — порядок преобразования изделия из одного состояния
в другое; пространственная — размерные и точностные связи
между базовыми и обрабатываемыми поверхностями.
Для оценки принимаемых решений используют локальные и
глобальные критерии. Первые критерии оценивают расход произ¬
водственных ресурсов (материальных, энергетических и трудовых),
синхронность операций по штучному времени, кратность стойкос¬
ти режущего инструмента, длину транспортных перемещений, ис¬
пользование унифицированных изделий и др. Вторые критерии —
себестоимость или время восстановления (ремонта) изделий.
Имеются два основных метода проектирования ТП: заимство¬
вания и синтеза. Метод заимствования основан на использова¬
нии процессов и их элементов, имеющихся в заводских архивах.
Хотя полученный процесс основан на проверенных решениях, од¬
нако новые решения в нем отсутствуют. Метод синтеза основан
на составлении ТП с использованием новых элементов процесса
и их связей с применением логических правил и аналитических
зависимостей. Синтез предполагает как использование аналогов,
так и возможность обходиться без них. При использовании ана¬
логов в ТП включают новые элементы или существенно изменя¬
ют последовательность операций. С помощью синтеза получают
новые технические решения.
Оптимизация технологического процесса. Под оптимизацией
понимают поиск наилучшего технического решения путем синте¬
за с позиций принятых критериев и с учетом ограничений.
Оптимизация ТП заключается в следующем: из числа воз¬
можных типов и видов технологических операций, образующих
процесс, находят такую их последовательность, которая обеспе¬
чивает установленные ограничения по производительности и ка¬
честву с наименьшими затратами.
При выборе варианта ТП одновременно ведут поиск как но¬
вых, так и наилучших технических решений. Связное множество
операций процесса восстановления (ремонта) изделия выбирают
из графа (рис. 23.1), составленного из вершин и дуг.
435
Создание
припусков
Другие операции
Предварительная
обработка
• • • • • • •
Консервация
Рис. 23.1. Граф вариантов технологического процесса
восстановления детали:
1, 2, ..., к — типы операций;
mi, тг, ..., т.к — количество видов операций каждого типа
Каждый горизонтальный ряд вершин графа — это i-e подмно¬
жество однотипных технологических операций (i = 1, k). Опе¬
рация первого типа представлена т.х ее видами, операция второ¬
го типа — т2 ее видами и т. д., а операция k-ro типа (нижняя
строка графа) — тк ее видами. Так, например, операция типа
«нанесение покрытия» при восстановлении детали может быть
представлена такими видами: наплавка, напыление, химическое
или электрохимическое нанесение и др. Виды технологических
операций выбираются из учебников и справочников, а также из
логических и эвристических представлений о различных спосо¬
бах преобразования энергии и материи, использования новых
материалов и различных физических эффектов и их разных со¬
четаний. В граф включают лишь те операции, которые обеспе¬
чивают установленные ограничения по качеству и производи¬
тельности.
Число рядов вершин в общем виде равно числу технологичес¬
ких операций, составляющих ТП. Однако следующие друг за
другом операции могут быть несовместимы или исключать друг
друга. Например, нанесение покрытий с высокой твердостью ис¬
ключает поверхностную закалку.
Каждая составляющая операция ТП необходима, а все вмес¬
те они достаточны для приведения восстанавливаемого (ремонти¬
руемого) изделия в состояние, которое определено конструк¬
торской документацией.
436
Длину каждой дуги графа определяют как затраты на подго¬
товку и выполнение последующей операции, отнесенные к одно¬
му изделию.
Таким образом, множество вершин графа, построенного по
правилам «морфологического» анализа, соответствует множеству
образующих его операций, а множество дуг — затратам на под¬
готовку и выполнение последующих операций.
Связное подмножество вершин, взятых по одной из каждого
ряда графа, определяет один вариант технологического процесса.
Множество вариантов процесса равно произведению mj • т2 •... • тк.
Несовместимость некоторых операций между собой сокращает ко¬
личество вариантов процесса.
Оптимизация процесса выражается в поиске кратчайшего
пути из вершины О в одну из вершин нижнего яруса графа, а
подмножество вершин на этом пути соответственно определяет
оптимальный состав операций технологического процесса.
Кратчайший путь Li + 1 между указанными вершинами нахо¬
дят с помощью принципа оптимальности Р. Веллмана, исполь¬
зуя свойство аддитивности целевой функции по составным час¬
тям процесса. Решают рекуррентное уравнение в каждой верши¬
не графа:
Ll + 1 = min (по всем вершинам графа) [l(i +1>-1 + 1Ц, (23.1)
где i — технологические операции; lt — затраты на выполнение i
операций при условии, что соответствующий участок графа выб¬
ран оптимальным образом; ll + i — затраты, отнесенные к i+ 1
операциям; i(i +х — затраты, отнесенные к присоединению
(i + 1)-й операции процесса к i его операциям.
Принцип оптимальности заключается в том, что каково
бы ни было состояние системы в результате определенного
числа шагов, последующее управление на ближайшем шаге
выбирается таким образом, чтобы оно в совокупности с опти¬
мальным управлением на всех последующих шагах приводи¬
ло к максимальному выигрышу на всех оставшихся шагах,
включая данный.
Выбранные на графе направления движения из его вершин
обозначают стрелками. Эти связи обусловливают оптимальные со¬
четания операций на предыдущих шагах с операцией на последу¬
ющем шаге. Расчеты при этом ведутся от вершин нижнего их
ряда к вершине О. В вершины графа вписывают значения Ll+1.
Двигаясь в найденных направлениях из вершины О графа че¬
рез одну из вершин каждого яруса графа, находят сочетание опе¬
437
раций, которое при прочих равных условиях обеспечивает наи¬
меньшие затраты на выполнение технологического процесса. Со¬
ответствующее значение целевой функции читают в верхней вер¬
шине графа.
23.2. Пример выбора и оптимизации
технологического процесса
Рассмотрим процесс восстановления гильзы цилиндра автомо¬
бильного двигателя 3M3-53. Материал детали — СЧ18 или из¬
носостойкий чугун ИЧГ-ЗЗМ. Устраняемые повреждения —
износы зеркала цилиндра и наружной цилиндрической поверхно¬
сти пояска. Требования к восстановлению: твердость поверхнос¬
ти 170—240 НВ, допуски на диаметр цилиндра +0,06 мм и диа¬
метр пояска -0,02 мм, нецилиндричность поверхности зеркала
цилиндра 0,008 мм, биение поверхности пояска относительно
поверхности цилиндра 0,08 мм.
Морфологическая матрица и соответствующий граф вариан¬
тов ТП с затратами на подготовку и выполнение операций при¬
ведены в табл. 23.1 и на рис. 23.2. Значения длин дуг графа
приведены в их разрывах. По существу — это значения затрат
^(i+D-i> которые входят составной частью в рекуррентное урав¬
нение (23.1).
Расчеты начинают с определения минимального значения
функции Li + i в вершинах предпоследнего 6-го яруса графа, по¬
тому что значения затрат lt ниже 7-го яруса графа формально
равны нулю.
Сравнение между собой длин дуг 6в — 76 и 6в — 7г дает ос¬
нование выбрать направление движения вдоль второй дуги и
ориентировать ее стрелкой в вершину 7г, а в вершину 6в впи¬
сать минимальное значение функции 7,4 руб.
Рассмотрим вершины 5-го яруса. Вариантов движения из
них нет, поскольку из каждой вершины выходит одна дуга.
Все дуги помечаем стрелками, а в вершины вписываем сумму
30,6 руб.
Из вершины 4в возможны три пути движения, но выбран
путь 4в — 56 — 6в — 7г, потому что он дает минимальное зна¬
чение Li + i= 54,6 руб. Дугу 4в — 56 помечаем стрелкой.
Результаты рассмотрения значений функции Хг+1 в вершинах
36 и Зг аналогичны полученным ранее результатам рассмотрения
вершин 5-го яруса.
438
Создание припуска
на обработку
зеркала цилиндра
Создание припуска
на обработку
центрирующего
пояска
Черновая
обработка
центрирующего
пояска
Черновая
обработка
зеркала цилиндра
Чистовая
обработка
зеркала цилиндра
Чистовая
обработка
центрирующего
пояска
Рис. 23.2. Граф вариантов технологического процесса
восстановления гильзы цилиндра
439
Таблица 23.1
Морфологическая матрица составляющих операций
технологического процесса восстановления гильзы цилиндра
Операции
Координаты
вершин
Затраты,
бел. руб.
Тип
Вид
Создание припус¬
ка на обработку
зеркала цилиндра
Использование поверх¬
ностного изношенного слоя
2а
0
Установка листовой ДРД
26
61,7
Термопластическое обжатие
2в
17,4
Индукционная наплавка
2г
104,7
Железнение
2д
67,3
Создание припус¬
ка на обработку
центрирующего
пояска
Электродуговое напыление
36
11,3
Железнение
Зг
23,4
Черновая обработ¬
ка центрирую¬
щего пояска
Точение
4в
8,1
Черновая
обработка зеркала
цилиндра
Растачивание
56
24,0
Хонингование
5в .
26,8
Шлифование
5г
31,5
Чистовая
обработка зеркала
цилиндра
Хонингование
6в
23,2
Чистовая обработ¬
ка центрирующе¬
го пояска
Шлифование
76
12,7
Точение резцами из сверх¬
твердых материалов
7г
7,4
Из каждой вершины 2-го яруса возможно движение в одну из
двух вершин 3-го яруса. Определим возможные пути движения
из вершин 2а, 26, 2в, 2г и 2д парным сопоставлением значений
функции I/j-ц. Эти значения учитывают длины дуг, исходящих
из этих вершин и направленных в вершины 36 и Зг. Все дуги со
стрелками сходятся в вершине 36.
Из вершины 1в возможны пять путей движения в вершины
2-го яруса, однако самый короткий путь в вершину последнего
яруса проходит через вершину 2а. Минимальное значение функ¬
440
ции Li + i, равное 74 руб., определяет стоимость восстановления
детали с применением технологического процесса, который описы¬
вается сочетанием операций 1в — 2а — 36 — 4в — 56 — 6в — 7г
и состоит из электродугового напыления и точения пояска,
растачивания и хонингования под ремонтный размер зерка¬
ла цилиндра и точения пояска резцами из сверхтвердых ма¬
териалов.
Припуск на механическую обработку зеркала цилиндра за
счет использования поверхностного изношенного слоя металла
имеется лишь на заготовках, которые не исчерпали ремонтных
размеров. В другом случае необходимо создавать припуск нанесе¬
нием покрытия, установкой ДРД или пластическим деформиро¬
ванием материала заготовки.
Мысленно исключим из графа вершину 2а и связанные с ней
дуги. Если повторить расчет сначала, то для графа нового содер¬
жания оптимальный технологический процесс описывается при¬
знаками 1в — 2в — 36 — 4в — 56 — 6в — 7г и состоит из тер¬
мопластического обжатия заготовки, электродугового напыления
и точения пояска, растачивания и хонингования под номиналь¬
ный размер зеркала цилиндра и точения пояска резцами из
сверхтвердых материалов. Стоимость восстановления гильзы ци¬
линдра в этом случае составляет 91,4 руб.
Таким образом, рассматриваемый метод выбора технологичес¬
кого процесса основан на учете многообразия освоенных и гипо¬
тетически возможных составляющих способов создания ремонт¬
ных заготовок, обработки и упрочнения, удовлетворяет установ¬
ленным ограничениям по качеству и производительности и обес¬
печивает наименьшие затраты на свою реализацию. Если произ¬
водственные возможности предприятия не позволяют внедрить
предложенный процесс, то путем исключения его неосуществи¬
мых признаков можно найти другой процесс, наиболее близкий
к оптимальному решению.
Изменяющееся соотношение затрат на материалы, энергию и
заработную плату и появление новых технических решений тре¬
бует периодического пересмотра результатов оптимизации.
23.3. Техническое нормирование труда
Определение и значение нормирования труда. Техническое
нормирование труда заключается в установлении технически
обоснованных норм времени или выработки. Труд нормируют на
уровне технологических операций.
441
Техническое нормирование оказывает большое влияние на се¬
бестоимость продукции, поскольку в нее входит как непосред¬
ственно заработная плата рабочих с начислениями, так и наклад¬
ные расходы, составляющие 200—900 % от заработной платы
производственных рабочих. Необходимое условие роста произво¬
дительности труда заключается в техническом перевооружении
производства новейшей техникой, внедрении мероприятий по со¬
вершенствованию оборудования, технологии и организации про¬
изводства, улучшении условий труда и повышении квалифика¬
ции работающих.
Виды норм и методы нормирования. В зависимости от вида
основного времени, серийности производства и опыта нормирова¬
ния применяют опытно-статистические и технически обоснован¬
ные нормы времени.
Опытно-статистические нормы времени устанавливают с
учетом существующих норм на подобные работы. Метод приме¬
няют в единичном и мелкосерийном производстве при нормиро¬
вании ручных и машинно-ручных работ (разборочных, слесар¬
ных, сборочных и др.), он основан на применении статистичес¬
ких данных и личном опыте нормировщика. Применение метода
крайне ограничено, потому что его результаты не служат стиму¬
лом повышения производительности труда.
Технически обоснованные нормы времени устанавливают ана¬
литическим методом. Он предусматривает: деление операции на
элементы (переходы или приемы); анализ факторов, влияющих
на продолжительность или возможность исключения рассматри¬
ваемого элемента; улучшение структуры операции; расчет нормы
времени по элементам операции; разработку мероприятий, обес¬
печивающих возможность внедрения установленной нормы. Ме¬
тод является основным в крупносерийном производстве.
Технически обоснованные нормы получают аналитически-ис-
следовательским и аналитически-расчетным методами.
Аналитически-исследователъский метод предусматривает не¬
посредственное наблюдение за операцией на рабочем месте или
в технологических лабораториях с помощью фотографии рабо¬
чего времени или хронометража. При этом тщательно анализи¬
руют организацию рабочего места и уточняют технологические
режимы. Область применения метода — нормирование ручных
или машинно-ручных работ в серийном и крупносерийном про¬
изводстве.
Фотография рабочего времени заключается в непосредствен¬
ном учете времени по частям операции. Наблюдения ведут за
442
всеми затратами времени на рабочем месте в течение несколь¬
ких рабочих смен, одной смены или некоторой ее части. Фото¬
графия рабочего времени служит в основном для накопления
материала для разработки нормативов на подготовительно-зак¬
лючительное время, время обслуживания рабочего времени, рег¬
ламентированных перерывов, отдыха и личных надобностей,
выявления потерь рабочего времени и их причин для целей пре¬
дупреждения.
Хронометраж применяют для измерения затрат рабочего вре¬
мени на выполнение операции или ее элементов. Хронометраж
необходим для подготовки материалов для разработки новых и
изменения действующих норм времени. С помощью хронометра¬
жа накапливают материал для разработки нормативов машинно-
ручного и вспомогательного времени в условиях массового и
крупносерийного производства, изучают методы выполнения ком¬
плексных приемов для выявления их лучших сочетаний и рас¬
пространения передового опыта.
Аналитически-расчетный метод предусматривает расчет нор¬
мы времени на основе использования заранее разработанных за¬
висимостей. Его применяют при нормировании станочных работ
с учетом заранее составленных в технологических лабораториях
нормативных данных по режимам обработки и хронометражным
исследованиям типового основного, вспомогательного и подгото¬
вительно-заключительного времени.
Опытно-статистические нормы менее точны по сравнению с
технически обоснованными нормами времени, потому что уста¬
навливаются укрупненно без разложения трудовых затрат на со¬
ставные элементы и базируются на заранее достигнутом уровне
производительности труда.
В нормах времени используют их прогрессивные значения,
которые выше уровня средних показателей, фактически достиг¬
нутых предприятием, но ниже максимальных, достигнутых пе¬
редовыми рабочими. Такие нормы стимулируют коллектив на
полное использование резервов производства и способствуют луч¬
шей его организации.
При расчете численности руководителей учитывают норму
управляемости, которая определяется как регламентированное
максимальное число работников, которыми может эффективно
руководить один человек в условиях данного предприятия.
К таким условиям относятся: организация рабочих мест, обес¬
печение материалами, квалификация подчиненных и руководи¬
теля и др.
443
Нормирование станочных работ. В авторемонтном производ¬
стве выполняют следующие основные виды станочных работ: то¬
чение, сверление, фрезерование и шлифование.
Определение норм времени начинают с расчета скорости реза¬
ния (и, м/мин), которая при точении равна
v = к, (23.2)
Tmtx°Sy•
где Cv — коэффициент, зависящий от условий работы инструмен¬
та, твердости и прочности материала; Т — стойкость инструмен¬
та, мин; t — глубина резания, мм; S — подача, мм/об;
m, xv, yv — показатели степеней; К — поправочный коэффици¬
ент, характеризующий условия процесса.
Частота вращения заготовки (п3, мин-1) при точении
_ _ ЮООу
п3-—-—, (46.6)
где d3 — диаметр обработки, мм.
Скорость резания при сверлении
Г Пг-
w=4£2l-, (23.4)
грТП
где Д. — диаметр сверления, мм; yv, zv — показатели степеней.
Скорость резания при фрезеровании
и = г, (23.5)
Tmtz‘Syz°Bl°2K
где Cv — постоянная величина, зависящая от обрабатываемого
материала, типа фрезы и подачи на один зуб; £>ф — диаметр фре¬
зы, мм; t — глубина фрезерования, мм; Sz — подача на один зуб
фрезы, мм/зуб; — ширина фрезерования, мм; q, ри, kv — по¬
казатели степеней; z — число зубьев фрезы.
Подача в минуту при фрезеровании (SM, мм/мин), подача на
один оборот фрезы (S0, мм/об) и подача на один зуб фрезы
(S2, мм/зуб) связаны зависимостями
= S0 Пф = S2ztify, (23.6)
где Пф — частота вращения фрезы, мин-1.
Продольную подачу на один оборот обрабатываемой заготов¬
ки при круглом шлифовании (Sm, мин/об) принимают в долях
высоты шлифовального круга
Sm —kmBK, (23.7)
где Вк — высота шлифовального круга, мм; km — коэффициент,
определяющий долю высоты шлифовального круга.
444
Линейная скорость (v3, м/мин) обрабатываемой поверхности
заготовки при шлифовании
С dh
v3=~ v3 , (23.8)
Tmtx- p"*
где Cv — постоянная величина, зависящая от обрабатываемого
материала, характеристики круга и вида шлифования; k — по¬
казатель степени; Р — коэффициент продольной подачи.
Машинное время обработки (t0, мин) в большинстве случаев
определяют по формуле
L .
Zsl ’ <23-9>
'*3'
где L = l + li + l2 + lз — длина пути, пройденного инструментом в
направлении подачи, мм; I — длина обрабатываемой поверхнос¬
ти, мм; li — длина врезания, мм; 12 — длина перебега инстру¬
мента, мм (принимают 0,5—2,0 мм); £3 — дополнительная дли¬
на для снятия пробной стружки, мм (принимают 2—5 мм в еди¬
ничном производстве); i — число рабочих ходов.
При точении, растачивании, подрезке торцов и отрезке вели¬
чину li определяют по формуле
h=—, (23.10)
tgq>
где ф — главный угол в плане.
При сверлении и центровании длину врезания определяют по
формуле
Д.
(23.11)
2tgcp ’
а при рассверливании, зенкеровании и развертывании напроход
D -Dc
h = --0 ctg(p, (23.12)
а
где Dpc — диаметр рассверливания, зенкерования или разверты¬
вания, мм.
При глухом зенкеровании и развертывании, а также зенкеро¬
вании фасок и цековании принимают равной 0,5—2,0 мм.
При нарезании резьбы метчиками в сквозном отверстии и на¬
ружной резьбы плашками
где li — длина, равная 1—3 шагам нарезаемой резьбы, мм;
1-2 — длина, равная 2—3 шагам нарезаемой резьбы, мм; ппр и
Под — частоты прямого и обратного вращения заготовки, мин-1.
При нарезании резьбы метчиком в глухом отверстии
l+R+lJ±L. (23.14)
nnpS no6S
При фрезеровании плоскостей цилиндрической фрезой, пазов
дисковой фрезой, уступов концевой фрезой, плоскостей конце¬
вой фрезой (ф = 90°) основное время обработки определяют по
формуле
/ + Z1 л-l о
*<,= ■■■ * . (23.15)
где li — величина врезания фрезы, равная ^D^t-t2 +
+ (0,5 - 3,0), мм, где £)ф — диаметр фрезы, мм; t — глубина фре¬
зерования, мм; 1% — величина перебега фрезы, равная (0,03 -
0,05)D, мм; SM — минутная подача фрезы, мм/мин.
При фрезеровании шпоночной канавки концевой фрезой, ког¬
да канавка закрыта с двух сторон,
to = hш + (O’.5~~1’0)+ hsLlRФ , (23.16)
^в.м ®г.м
где Лш — глубина шпоночного паза, мм; 1Ш — длина шпоночно¬
го паза, мм; — диаметр фрезы, мм; SB M — вертикальная ми¬
нутная подача, мм/мин; Sr м — горизонтальная минутная пода¬
ча, мм/мин.
Если канавка открыта с двух сторон или на ее концах про¬
сверлены отверстия на ее полную глубину, то
l + li +12
«м
где I — длина канавки, мм; 1г = 0,5D$ + (0,5 —1,0), мм;
l2 = 1—2 мм; SM — минутная подача, мм/мин.
При наружном и внутреннем круглом шлифовании методом
продольной подачи основное время определяют по формуле
t0=-±—?-K, (23.18)
Smn3 t
где L = l3-(0,2 - 0,4)БК при шлифовании напроход и L = l3 —
- (0,4 - 0,6)ВК при шлифовании в упор, мм; 13 — длина обраба¬
тываемого элемента, мм; Z — снимаемый припуск, мм; t — глу¬
446
бина резания за один рабочий ход, мм; К — поправочный коэф¬
фициент, зависящий от вида шлифования.
При наружном шлифовании в центрах и бесцентровом шли¬
фовании методом врезания
*,= — = ■ Z - К , (23.19)
ri3Snon
где Snon — поперечная подача круга, мм/об.
При наружном круглом бесцентровом шлифовании напроход
Lm + BK
0= S т • (23-20)
где 13 — длина обрабатываемой заготовки, мм; т — число
заготовок в партии, шлифуемых непрерывным потоком;
Sn3 = nDSKnBKsina — продольная подача заготовки, мм/мин;
D„.к — диаметр ведущего круга, мм; пв к — частота вращения ве¬
дущего круга, мин-1; а — угол наклона ведущего круга; i — чис¬
ло рабочих ходов, осуществляемых без изменения режимов
резания.
При плоском шлифовании периферией круга на станках с
прямоугольным столом
t = * JLK (23.21)
1000uCT Snon tm
где !,„= ZCT+(10 - 15) — длина хода стола, мм; lcr — длина сто¬
ла, занятого заготовками, мм; иСТ — скорость продольного пере¬
мещения стола с заготовками, мм/мин; Ьх к= (Ви п + Вк + 5)
длина хода круга в направлении подачи, мм; Бм п — ширина
магнитной плиты, занятой заготовками, мм; Snon — подача кру¬
га вдоль его оси, мм/мин; тп — число одновременно обрабатыва¬
емых заготовок.
При плоском шлифовании торцом круга на станках с прямо¬
угольным столом
t =lcT+li+h^_K (23.22)
0 ист1000 tm
где Zj = 0,5|l)K - yjLP - j; D — диаметр круга, мм; Вд — шири¬
на заготовки, мм; 12 = 5 - 10 мм.
При плоском шлифовании торцом круга на станках с круг¬
лым столом
t0=^—K, (23.23)
tnCTm
447
где nCT= 1000i>ct/7lDcp, мин-1; u„ — линейная скорость вращения
стола, м/мин; £>ср — диаметр окружности стола, на котором рас¬
положены заготовки, мм, т. — количество заготовок, размещае¬
мых на окружности стола.
При хонинговании отверстий основное время определяют по
формуле
*о=т^-. (23.24)
tnx
где пк — 1000ип/2(£ + 21п) — число двойных ходов в минуту, необ¬
ходимых для снятия припуска, мин-1; ип — средняя поступатель¬
ная скорость движения брусков, мм/мин; I — длина отверстия,
мм; 1Ш = 25 мм — дополнительная длина, характеризующая пре¬
дельные положения брусков, мм; t — радиальная подача на
двойной ход инструмента, мм/двойной ход.
При протягивании гладких и шлицевых отверстий
*+(5-10)
ta=—- -, (23.25)
ЮООи 1 '
где I — длина рабочей части протяжки, мм; v — скорость про¬
тягивания, м/мин.
Значения поправочных коэффициентов и рекомендации по их
применению в расчетах основного времени приведены в справоч¬
никах технолога. Там же имеются формулы машинного времени
для других видов обработки заготовок на автоматах, станках с
ЧПУ и многооперационных станках.
Время на наладку станка, вспомогательное время, связанное
с переходом, а также время на установку, снятие детали и об¬
служивание рабочего места выбирают из нормативов.
Нормирование механизированно-ручных работ. При выпол¬
нении работ, выполняемых вручную (слесарных, разборочных и
сборочных), как правило, применяют аналитически-исследова-
тельский метод нормирования труда.
Технологический процесс выполнения слесарных работ не де¬
лят на переходы и приемы для целей нормирования. Составля¬
ют лишь перечни дефектов заготовки и операций для их устра¬
нения, например: забоины и заусенцы на рабочих поверхностях,
полученные при разборке, — опиливание личным напильником;
погнутость стержневых деталей — правка на молоте; залом
шпилек — вывертывание экстрактором. Для технического нор¬
мирования приведенного перечня работ имеются соответствующие
нормативные таблицы. Они включают время на установку дета¬
448
ли в тиски и снятие ее из тисков, зачистку заусенцев и снятие
фаски личным напильником, зачистку кромки по цилиндричес¬
кой поверхности, снятие заусенцев после сверления в отверстиях
зенковкой вручную, опиливание открытых поверхностей, обра¬
ботку крейцмесселем, разметку, кернение, нарезание резьбы и
другие операции.
Процесс разборки или сборки изделий разбивают на однотип¬
ные технологические элементы (снятие или установка шплинтов,
отвертывание или завертывание гаек, шпилек, болтов, снятие
или установка крышек и др.). Для каждой такой части опера¬
ции выбираются трудовые нормативы, которые корректируют с
учетом условий труда и сложности конструкции и суммируют по
всей операции.
Часть времени разборки не поддается прямому учету. Это и
технологические перерывы для планирования предстоящей рабо¬
ты, и увеличение времени на разборку заржавленных, изношен¬
ных или деформированных соединений, и снижение интенсивно¬
сти труда при переходе от одной операции к другой.
Сборка включает регулировочные и пригоночные работы, ко¬
торые зависят от сложности агрегата или машины, но не подда¬
ются прямому расчету. Такие затраты труда устанавливаются пу¬
тем хронометража и статистической обработки.
Частные нормы основного и вспомогательного времени, учи¬
тывающие сложность конструкции, определяют по нормативным
таблицам для разборочных и сборочных работ.
Дополнительное и подготовительно-заключительное время
для разборочных и сборочных работ принимают равным 20 %
оперативного времени.
В течение основного времени электродуговой сварки и на¬
плавки происходит плавление металла электрода для образова¬
ния сварного шва или валика в течение горения дуги. Основное
время для нанесения одного погонного метра шва определяют
по формуле
*„=^7, (23.26)
где т — масса наплавленного шва или валика длиной 1 м, г;
ан — коэффициент наплавки, г/А • ч; I — сила сварочного тока, А.
При нанесении электрохимических покрытий возможно со¬
вмещение во времени основных и вспомогательных работ. Во вре¬
мя осаждения покрытия участие рабочего не требуется. Он мо¬
жет выполнять очистку деталей, изолировать поверхности
15-135
449
от действия электролита, устанавливать детали на подвески,
обезжиривать и промывать их.
Основное время нанесения покрытия определяют по формуле
t _бООЛу
(23.27)
где h — толщина покрытия, мм; у — плотность материала по¬
крытия, г/см3; с — электрохимический эквивалент, г/А-ч;
£>к — катодная плотность тока, А/дм2; а — выход металла по
току в долях единицы.
При нанесении покрытия во вращающихся барабанах или ко¬
локолах основное время, рассчитанное по приведенной формуле,
увеличивают на 25 %.
Необходимо учитывать, что время вспомогательное,-органи¬
зационного и технического обслуживания может полностью или
частично перекрываться основным временем.
Основное и вспомогательное время кузнечных работ опреде¬
ляют по таблицам нормативов, где дается оперативное время на
выполнение одного вида кузнечной работы (рубки, протяжки,
осадки и др.), в зависимости от размеров заготовки и окончатель¬
ных размеров поковки.
При нормировании этих работ в состав времени вводится
время, затрачиваемое на нагрев заготовки при ковке, и общая
формула определения штучно-калькуляционного времени
(Тшк, мин) принимает вид
Тшк = t0 + tB + ta + ta+ tm /2, (23.28)
где tB, tH, гд и tnз — время вспомогательное, нагрева, дополни¬
тельное и подготовительно-заключительное соответственно, мин;
г — число одновременно обрабатываемых заготовок.
Нормируемое время нагрева детали составляет примерно 35 %
оперативного времени.
Нормирование малярных работ связано с определением
нормативов времени на подготовку поверхности к окрашива¬
нию, нанесение лакокрасочных покрытий и обработку окра¬
шенной поверхности. Нормативное время учитывает такие ус¬
ловия: маляр освобожден от подноски к рабочему месту ма¬
териалов и деталей; лакокрасочные материалы поступают в
готовом для применения виде; перемещение окрашиваемых
деталей, их поворот и укладка в пределах рабочего места
(длиной до 5 м) входят в объем работ маляра и включены в
оперативное время.
450
Окрашиваемые поверхности в зависимости от их рельефа под¬
разделяются на три группы сложности. К первой группе относят¬
ся плоские или криволинейные поверхности без выступов и кар¬
манов (капоты, крылья, баки, борта, полы и др.). Вторую груп¬
пу составляют поверхности из труб, угольников, впадин (поверх¬
ности агрегатов, рам, радиаторов и др.). Наиболее сложные по¬
верхности машин с труднодоступными элементами (колесные
ниши, пространство под приборной панелью и др.) относятся
к поверхностям третьей группы.
При определении размеров поверхностей применяют способ
удвоенной суммы площадей трех проекций объекта. Эти проек¬
ции описывают простейшими геометрическими фигурами (прямо¬
угольником, квадратом, кругом и т. д.). Например, если габаритные
размеры двигателя 1200x1000x700 мм, то поверхность окра¬
шивания равна 2х(12х 10) + 2 х (10 х 7) + 2 х (12 х 7) = 548 дм2.
Время в нормативах дано для выполнения работ маляром в
удобном положении, в противном случае применяют поправочные
коэффициенты.
После того как определены нормативы времени на составля¬
ющие оперативного времени по стадиям окрашивания, штучно¬
калькуляционное время (Гщк, мин) вычисляют по формуле
Тшк = К tm, (23.29)
где К — коэффициент, учитывающий затраты на дополнитель¬
ное и подготовительно-заключительное время, ton — оперативное
время, мин.
23.4. Унификация технологических процессов
Виды технологической унификации. Преемственность техни¬
ческих решений в виде технологической унификации уменьшает
разнообразие процессов и СТО, исключает дублирование работ в тех¬
нологической подготовке ремонтного производства, уменьшает ее
трудоемкость и длительность, расширяет масштабы применения про¬
грессивных средств и процессов, реализует политику ресурсосбереже¬
ния и обеспечивает гибкость производства. Основное средство техно¬
логической унификации — это обоснование минимального числа раз¬
новидностей технологических процессов, близких по содержанию.
Существуют следующие виды технологической унификации:
типовая, групповая и модульная.
Первым видом технологической унификации обработки заго¬
товок была типовая. Разработка типовых процессов базируется
451
на классификации деталей. Класс представляет собой множество
деталей схожей формы, связанных общностью технологических
задач. Детали одного класса обрабатывают по типовым техноло¬
гическим процессам, которые характеризуются единообразием со¬
держания и последовательности выполнения большинства техно¬
логических переходов. Типовые технологические процессы для
обработки классов конструктивно подобных заготовок предложил
проф. А. П. Соколовский.
Этот вид унификации получил наибольшее распространение в
авторемонтном производстве в виде типовых технологических
процессов листовой штамповки, нанесения металлических и ла¬
кокрасочных покрытий, обработки заготовок резанием и сборки.
Групповая обработка устанавливает идентичные способы об¬
работки заготовок с одинаковыми технологическими, но разны¬
ми конструктивными признаками с использованием быстропере-
налаживаемых СТО. Групповую обработку заготовок предложил
проф. С. П. Митрофанов.
Сущность модульной технологии заключается в создании про¬
цессов из блоков (модулей), сочетание которых определяется
конкретными задачами и условиями производства. Модульная
технология основана на представлении детали совокупностью
геометрических модулей, под которыми понимают сочетание по¬
верхностей, предназначенных для совместного выполнения слу¬
жебной функции. Модульный принцип формирования техники
разработал проф. A. JI. Васильев, а модульную технологию пред¬
ложил и развил проф. Б. М. Базров.
Технологическую унификацию процессов выполняют на трех
уровнях: государственном, отраслевом и предприятия.
Принципиальное отличие типовой и групповой технологий
друг от друга заключается в том, что типовые процессы характе¬
ризуются общностью последовательности и содержания операций
при обработке класса заготовок, а групповая обработка — общ¬
ностью оборудования и оснастки при выполнении отдельных опе¬
раций или при восстановлении группы разнородных деталей.
Другими словами, множество изделий при обоих видах унифика¬
ции обладает одинаковыми технологическими признаками, одна¬
ко при типовой унификации это множество состоит из изделий с
одинаковыми конструктивными признаками, а при групповой
унификации — из изделий с разными конструктивными призна¬
ками. Кодирование изделий способствует их классификации и
группированию.
452
Работы по разработке типового технологического процесса на¬
чинаются с классификации изделий и количественной оценки по¬
лученных классов. Далее выбирают изделие-представитель, в ко¬
тором имеются все конструктивные элементы изделий класса.
Разрабатывают маршрут изготовления, ремонта или восстановле¬
ния типового изделия, при этом выбирают технологические базы,
виды обработки и оборудование. Разрабатывают технологические
операции с учетом выбора их структуры, рациональной последо¬
вательности переходов и оснастки. Оснастка должна обеспечи¬
вать возможность обработки на ней всех изделий класса. Опре¬
деляют припуски на обработку, ее режимы, материальные и тру¬
довые нормативы.
Правила разработки и применения типовых технологических
процессов регламентированы ГОСТ 14.303—83. Переменные све¬
дения по различным изделиям класса вводятся в технологичес¬
кую документацию в виде табличных данных.
Групповой технологический процесс предназначен для совме¬
стного изготовления или ремонта группы изделий различной фор¬
мы в конкретных условиях производства в последовательности
технологического маршрута на специализированных рабочих ме¬
стах. При обработке группы изделий возможна подналадка СТО.
Организация группового производства существенно повышает се¬
рийность производства.
Особенность образования групп обрабатываемых изделий раз¬
личной формы состоит в выявлении технологического подобия
изделий с учетом основных факторов организации производства.
Правила разработки групповых технологических процессов
определены ГОСТ 14.316—83. Основным элементом разработки
процесса является группирование изделий с выбором комплекс¬
ного изделия. Его конструкция должна содержать основные,
подлежащие обработке, элементы изделий группы. В качестве
комплексного изделия принимают: одно из изделий группы; ре¬
ально существующее изделие, но отсутствующее в группе; ус¬
ловное изделие. Комплексное изделие может быть заменено дву¬
мя или несколькими изделиями группы. Затем разрабатывают
маршрут изготовления комплексного изделия, определяют количе¬
ство и последовательность групповых технологических операций и
выбирают СТО. Рассчитывают точность, производительность и эф¬
фективность вариантов групповых технологических процессов, оп¬
ределяют трудовые и материальные нормативы. В заключение раз¬
рабатывают мероприятия для реализации, группового производства
и оформляют документацию.
453
Множество модулей поверхностей деталей ограничено 26 наи¬
менованиями, что открывает перспективы по унификации техно¬
логических процессов, оборудования и оснастки при обработке
различных деталей за счет разработки модульных технологичес¬
ких процессов.
Модульный технологический процесс представляет собой ряд
технологических операций восстановления одного модуля поверх¬
ностей. Каждая операция обеспечена соответствующим типо¬
вым оборудованием, приспособлениями, инструментами и сред¬
ствами измерений. Модульный процесс объединяет в себе пре¬
имущества единичного процесса (учитывает особенности конк¬
ретной детали), типового процесса (сохраняет идею типизации
на уровне восстановления модуля поверхностей) и группового
процесса (объединяет разные детали в группы даже в единич¬
ном производстве). Основная особенность модульной унифика¬
ции заключается в применении ограниченного количества мо¬
дульных технологических операций к восстановлению неогра¬
ниченного количества деталей. Технологические карты модуль¬
ного технологического процесса разрабатывают по стандартам
предприятия.
Модульная технология позволяет внедрить поточную органи¬
зацию восстановления деталей в мелкосерийном и единичном
производстве. Производство, построенное на модульном принци¬
пе, становится гибким, способным в кратчайшие сроки с наи¬
меньшими затратами перейти на восстановление деталей новых
видов с минимальной трудоемкостью технологической подготов¬
ки ремонтного производства.
Применение модульных технологий наиболее эффективно при
подготовке многономенклатурного производства. Это позволяет
широко использовать отдельные средства и процессы при ремон¬
те сложной техники. Особую актуальность это направление при¬
обретает в настоящих условиях при отсутствии централизован¬
ного финансирования и нежелании нарождающегося бизнеса
вкладывать средства в долгосрочные проекты.
Капитальные затраты на создание модульного комплекса обо¬
рудования ниже, чем на создание типового оборудования, рекон¬
струкция производства может выполняться поэтапно, средства,
полученные от эксплуатации первых модулей, могут быть ис¬
пользованы для изготовления нового оборудования. Возможно
перепрофилирование производства при его расширении, при этом
уменьшаются сроки освоения.
454
23.5. Технологическая документация
Виды и содержание технологических документов. Технологи¬
ческий документ — это документ, который отдельно или в со¬
вокупности с другими документами определяет технологический
процесс или операцию ремонта изделия.
Документы на технологические процессы оформляют в соот¬
ветствии с требованиями стандартов ЕСТ Д. Основные технологи¬
ческие документы бывают общего и специального назначения. К
первым относят: титульный лист, карту эскизов и технологичес¬
кую инструкцию. Ко вторым — карты маршрутную, технологи¬
ческого, типового (группового) процесса, операционную, наладки,
комплектовочную и другие, ведомости оснастки, оборудования и
материалов и другие.
Технологические документы делят на текстовые и графи¬
ческие.
Текстовые документы содержат в основном сплошной
текст или текст, разбитый на графы, разделы и подразделы.
При разработке текстовых документов в зависимости от вида
и характера производства применяют следующие виды описа¬
ния технологических процессов: маршрутное, операционное,
маршрутно-операционное. Маршрутное описание технологи¬
ческого процесса включает сокращенное описание всех техно¬
логических операций в маршрутной карте в последовательнос¬
ти их выполнения без указания переходов и технологических
режимов. Операционное описание технологического процесса
включает полное описание всех технологических операций в
последовательности их выполнения с указанием переходов и
технологических режимов. Маршрутно-операционное описание
технологического процесса включает сокращенное описание
технологических операций в маршрутной карте в последова¬
тельности их выполнения с полным описанием отдельных опе¬
раций в других технологических документах. При разработке
технологических процессов ремонта в основном применяют их
маршрутно-операционное описание.
Графические документы, содержащие изображение изделия,
служат наглядной дополнительной информацией к текстовым до¬
кументам для иллюстрации выполняемых действий.
К графическим документам относят эскизы на изделия или на
их составные части, технологические установы и позиции, тех¬
нологические схемы (кинематические, электрические, гидравли¬
ческие и т. п.), графики и др.
455
К документам маршрутного и маршрутно-операционного опи¬
сания допускается не разрабатывать эскизы, а применять соот¬
ветствующие конструкторские документы, оформленные в соот¬
ветствии с требованиями стандартов ЕСКД.
Совокупность технологических документов, необходимых и
достаточных для выполнения технологического процесса или
операции, представляет собой комплект документов технологи¬
ческого процесса (операции).
Технологический процесс ремонта (восстановления) изделия
содержит описание действий рабочих и СТО над этим изделием с
целью достижения параметров его качества, которые определены
конструкторской документацией. Технологический процесс разра¬
батывают на основе передовых и производительных способов об¬
работки с учетом типа производства и имеющегося оборудования.
Технолог обеспечивает ограничения по качеству продукции и
объему ее выпуска при минимальных затратах производственных
ресурсов.
Технологический документ содержит сведения о типе и моде¬
ли применяемого оборудования, последовательности операций и
переходов, базах и способах установки изделий, приспособлени¬
ях и инструменте. В нем определены мероприятия по охране тру¬
да, назначены технологические режимы, рассчитаны материаль¬
ные и трудовые нормативы.
Последовательность прохождения изделия по подразделениям
завода при выполнении технологического процесса ремонта (вос¬
становления) этого изделия представляет собой технологический
маршрут.
Технологические документы оформляют на бланках, соответ¬
ствующих типу производства и видам обработки изделий. Инфор¬
мацию излагают на листах стандартных формы и размеров. Пре¬
дусмотрены формы с вертикальными и горизонтальными полями
подшивки для описания единичных, типовых и групповых тех¬
нологических процессов, выполняемых различными методами об¬
работки.
Изображение изделия на эскизе содержит размеры, предель¬
ные отклонения, обозначения шероховатости, баз, опор, зажимов
и установочно-зажимных устройств, необходимых для выполне¬
ния операций, для которых разработан эскиз. Изделия на эски¬
зах изображают с примерным соблюдением пропорций в рабочем
положении на операции. Все размеры или конструктивные эле¬
менты нумеруют арабскими цифрами. Обрабатываемые поверхно¬
сти обводят линией двойной толщины. Номера размеров простав¬
456
ляют в окружности диаметром 6—8 мм и соединяют с размерной
или выносной линией. Номера проставляют по ходу часовой
стрелки, начиная с левой верхней части эскиза. При этом значе¬
ния размеров и предельных отклонений обрабатываемой поверх¬
ности в тексте содержания операции не указывают. Графические
обозначения опор, зажимов и установочных устройств приведены
в ГОСТ 3.1107—81.
Воздействия на ремонтируемый объект записывают в техно¬
логической последовательности операций, переходов, приемов ра¬
бот, а также физических и химических процессов. Операции ну¬
меруют числами ряда арифметической прогрессии (5, 10, 15 и т. д.),
допускается к числам слева добавлять нули, переходы — числа¬
ми натурального ряда (1, 2, 3 и т. д.), а установы — прописны¬
ми буквами русского алфавита (А, Б, В и т. д.) Для обозначе¬
ния позиций и осей применяют римские цифры.
Технические требования к изделию оформляют по ГОСТ
2.316—68.
При изложении технологических процессов информацию вно¬
сят построчно. Для изложения технологического процесса в мар¬
шрутной карте предусмотрен ряд типов строк, каждому из кото¬
рых соответствует свой служебный символ (табл. 23.2).
Таблица 23.2
Информация технологического документа, определяемая
служебными символами
Служебный
символ
Содержание информации, вносимой в графы,
расположенные на строке
1
2
А
Номер цеха, участка, рабочего места, номер, код и наи¬
менование операции (для форм с горизонтальным полем
подшивки)
Б
Код, наименование оборудования и информация о трудо¬
затратах (для форм с горизонтальным полем подшивки)
В
Номер цеха, участка, рабочего места, номер, код и наи¬
менование операции (для форм с вертикальным полем
подшивки)
Г
Обозначение документов, применяемых для выполнения
операции (для форм с вертикальным полем подшивки)
Д
Код, наименование оборудования (для форм с вертикаль¬
ным полем подшивки)
457
Окончание таблицы 23.2
1
2
Е
Информация о трудозатратах (для форм с вертикальным
полем подшивки)
К
Информация по комплектации изделия (для форм с го¬
ризонтальным полем подшивки)
М
Информация о материале
О
Содержание операции
т
Информация об оснастке
л
Информация по комплектности изделия (для форм
с вертикальным полем подшивки)
н
Информация по комплектности изделия с указанием,
откуда поступают его составные части (для форм с вер¬
тикальным полем подшивки)
Очередность заполнения служебных символов определена
ГОСТ 3.1118—82. Строки разделяют на графы вертикальными
отрезками прямой линии длиной 0,5—1,5 мм. Для различных
документов предусматривают графы разной длины, которые ну¬
меруют. Документ принимает структуру таблицы. Служебные
символы условно выражают состав информации, размещенной в
графах данного типа строки. В качестве обозначения служебных
символов приняты буквы русского алфавита, проставляемые пе¬
ред номером соответствующей строки и выполняемые прописны¬
ми буквами, например, М01, А12 и т. д. Эти символы простав¬
ляют на строках ниже граф, в которых указаны их наименова¬
ния и обозначения. Информация, которую вносят в соответ¬
ствующие графы документа, и последовательность заполнения
этой информации для каждой операции определены ГОСТ
3.1118—82.
Применительно к обработке резанием правила оформления
технологических документов изложены в ГОСТ 3.1404—86,
общие требования к формам, бланкам и документам — в ГОСТ
3.1104—81, а комплектность документов — в ГОСТ 3.1119—83.
Правила записи операций и переходов для обработки резанием
приведены в ГОСТ 3.1702—79.
Маршрутная карта содержит сведения обо всём технологиче¬
ском процессе. Информацию на строках, имеющих служебный
458
символ О, приводят в технологической последовательности по
всей длине строки с возможностью переноса на следующие стро¬
ки. Содержание операции включает действия исполнителя, окон¬
чательные параметры изделия и его комплектующие части. В
маршрутной карте название операций записывают в форме при¬
лагательного к слову «операция» и краткое содержание работ.
Операция получает название от наименования того оборудования,
на котором она выполняется. Краткую запись содержания опе¬
рации делают с указанием вида обработки и обрабатываемых по¬
верхностей. Информацию на строках, имеющих служебный сим¬
вол Т, приводят в такой последовательности: приспособления,
вспомогательный инструмент, режущий инструмент, средства из¬
мерений.
При разработке типовых и групповых технологических про¬
цессов в маршрутной карте указывают только постоянную инфор¬
мацию, относящуюся ко всей группе изделий.
Операционная карта описывает одну операцию. Применитель¬
но к механической обработке в ней указывают: наименование из¬
делия и детали; вид и материал заготовки, его твердость; наиме¬
нование и модель станка, сведения о приспособлениях; способ
установки заготовки; содержание переходов с указанием режимов
обработки; наименование режущего инструмента и средств изме¬
рений; машинное и вспомогательное время обработки. Состав све¬
дений должен быть достаточным для выполнения операции с не¬
обходимым качеством.
Запись содержания перехода включает:
♦ ключевое слово из рекомендуемых, характеризующее способ
обработки и выраженное глаголом в неопределенной форме (на¬
пример, точить, сверлить и т. д.);
♦ наименование обрабатываемой поверхности конструктив¬
ных элементов или предметов производства (например, цилиндр,
галтель и т. д.);
♦ информацию о размерах или их условных обозначениях и
конструктивных элементах;
♦ дополнительную информацию, характеризующую количе¬
ство одновременно или последовательно обрабатываемых поверх¬
ностей, характер обработки (например, предварительно, одновре¬
менно, по копиру и т. д.).
При записи содержания операции используют полную или со¬
кращенную форму. Полную форму записи выполняют при отсут¬
ствии графических изображений и для комплектного отражения
всех действий, выполненных исполнителями. Сокращенную за¬
459
пись выполняют при наличии графических изображений, кото¬
рые достаточно полно отражают всю необходимую информацию
по обработке.
Содержание перехода в документах приводят по всей длине
строки с возможностью переноса информации на последующие
строки. В записи информации или перехода не рекомендуется
указывать шероховатость обрабатываемых поверхностей.
Запись вспомогательных переходов выполняют в соответствии
с записью основных переходов.
Данные о технологической оснастке приводят с использовани¬
ем классификаторов, стандартов на ее кодирование с указанием
наименования. Информацию дают в последовательности, указан¬
ной для маршрутной карты. Технологические режимы приводят
после записи состава применяемой технологической оснастки.
В технологических документах для каждой операции обязатель¬
но приводят требования безопасности труда по ГОСТ 3.1120—83
со ссылками на действующие на данном предприятии инструкции
по охране труда (ИОТ), соответствующие требования стандартов
ССБТ, санитарные нормы и правила и другие документы. Конк¬
ретное изложение требований безопасности в документах зависит
от вида опасных и вредных производственных факторов и харак¬
тера их воздействия на работающих, возможности возникнове¬
ния пожара или взрыва при выполнении технологического про¬
цесса от применяемых материалов, СТО и действий, выполняе¬
мых исполнителями. Указывают средства индивидуальной.(рес¬
пираторы, наушники, пинцеты, щипцы и др.) и коллективной
(ограждения, экраны, вентиляционные устройства и др.) защи¬
ты. Сведения приводят в строках для записи технологической ос¬
настки. Допускается текстовое изложение этих требований.
Ссылки на ИОТ делают в графе строки О, следующей за наиме¬
нованием операции. В карте эскизов делают дополнительные
пояснения.
Оформление документов. Технологический процесс внача¬
ле разрабатывают для ремонта (восстановления) изделия но¬
вого вида, а затем этот процесс совершенствуют с учетом опы¬
та его применения и анализа, а также достижений науки и
производства.
Технологическую документацию разрабатывают технологи за¬
водского технологического (технического) отдела или цехового
технологического бюро. Работа отдела или бюро планируется и
подчинена технологической подготовке производства. Документа¬
цию учитывают и хранят в заводском архиве.
460
Оформление технологического документа включает комплекс
процедур, необходимых для его подготовки и утверждения в со¬
ответствии с порядком, установленным на предприятии.
Технологическую документацию разрабатывают в две стадии:
для опытного (литера РО) и серийного производства (литера РА).
На первой стадии обычно разрабатывают единичный процесс мар¬
шрутного описания. Маршрутная карта является основным и
обязательным документом, в котором описывается весь процесс
в технологической последовательности.
Маршрутное описание процесса с течением времени превраща¬
ется в маршрутно-операционное или операционное. Процедура
внесения изменений в технологическую документацию стандарти¬
зована.
По мере разработки и накопления технологических докумен¬
тов становится целесообразной технологическая унификация в
виде разработки типовых, групповых или модульных процессов.
Технологическая документация проходит технологическую
экспертизу и нормоконтроль на предмет обеспечения требований,
установленных нормативными и ремонтными документами.
На титульном листе имеется согласующая подпись начальни¬
ка ОТК и утверждающая — главного инженера завода.
Восстановление типовых
деталей автомобилей
24.1. Обоснование классов
восстанавливаемых деталей
Разнообразные по функциям и исполнению автомобильные
агрегаты становятся однородными на уровне их деталей. Ана¬
лиз деталей по форме, материалам, размерам и служебному на¬
значению показывает, что они могут быть отнесены к ограни¬
ченному числу классов. Каждому классу деталей, как прави¬
ло, соответствует свой участок восстановления, использующий
унифицированные технологические процессы. В авторемонтном
производстве применяют классификации деталей К. Т. Кошки¬
на и Г. А. Малышева. Наибольшее влияние на надежность отре¬
монтированных агрегатов оказывает качество восстановления та¬
ких классов деталей:
♦ неподвижных: корпусов, картеров, гильз;
♦ вращающихся: валов, дисков, зубчатых колес, кулачков,
эксцентриков;
♦ движущихся поступательно: поршней, штоков, ползунов,
клапанов;
♦ участвующих в преобразовании движений: рычагов, шату¬
нов, штанг.
Около 90 % трудоемкости и себестоимости работ приходится
на восстановление приведенных классов деталей. Рассмотренные
ниже детали (корпусные, валы, гильзы и стержни с отверстия¬
ми) составляют 60—80 % массы агрегата. Их техническое состо¬
яние в наибольшей мере определяет надежность отремонтирован¬
ных агрегатов. При изложении материала использованы сведения
по изготовлению одноименных деталей на автомобильном заводе.
24.2. Восстановление корпусных деталей
Основные дефекты и требования к восстановлению. К кор¬
пусным деталям относят блоки и головки цилиндров, картеры
сцеплений, крышки распределительных шестерен, корпусы кар¬
462
бюраторов, масляных водяных и топливных насосов и др. Мате¬
риал корпусных деталей, полученных из отливок, — серый чу¬
гун (СЧ18), алюминиевый (AJI4) или цинковый (ЦАМ) сплавы.
Наиболее распространен первый вид материала.
Корпусные детали ориентируют движущиеся детали агре¬
гата при его работе. Отличительные признаки корпусной де¬
тали: коробчатая форма, необходимая для образования зак¬
рытого рабочего объема с целью размещения различных меха¬
низмов агрегата; жесткие стенки, подверженные статическим
и динамическим нагрузкам с оребренными приливами, в ко¬
торых выполнены гладкие и резьбовые отверстия; наличие
длинных отверстий, выполненных в собранных деталях (в
том числе из разных материалов), когда плоскость соедине¬
ния проходит через ось отверстий; наличие стыковых плоско¬
стей; малая шероховатость и высокая точность размеров,
формы и расположения основных цилиндрических и плоских
поверхностей.
Основные дефекты корпусных деталей: трещины в стенках,
обломы, коробление или износ стыков, разрушение резьбы, де¬
формация или износ направляющих и опорных элементов, кор¬
розия. Детали с трещинами, проходящими через приливы с точ¬
ными отверстиями, подлежат выбраковке.
В корпусных деталях восстанавливают прочность и герметич¬
ность стенок и геометрическую точность элементов.
Одна из наиболее сложных в технологическом отношении
корпусных деталей — это блок цилиндров двигателя, который на
операциях изготовления собирается с крышками коренных под¬
шипников и картером сцепления. Эта сборочная единица не ра¬
зукомплектовывается при эксплуатации и ремонте. Точность раз¬
меров, формы и расположения стыковых поверхностей и отвер¬
стий оказывает решающее влияние на долговечность отремонти¬
рованного агрегата, поэтому эти показатели имеют малые допус¬
ки. Так, например (рис. 24.1), показатели точности элементов,
определяющие надежность подшипников коленчатого и распреде¬
лительного валов, имеют такие значения. Допуски на размеры
отверстий соответствуют 5-му или 6-му квалитету точности, сум¬
марный допуск круглости и профиля продольного сечения отвер¬
стий — 6-й или 7-й степени, параллельность осей отверстий под¬
шипников распределительного вала и отверстий в коренных опо¬
рах — 8-й или 9-й степени, соосность средней коренной опоры
относительно крайних — 5-й или 6-й степени. Шероховатость
обработанных отверстий Ra — 0,63 мкм.
463
Рис. 24.1. Основные повреждения блока цилиндров
двухрядного двигателя:
1, 20 и 21 — трещины; 2 — износ осей и штифтов; 3 — износ торца
подшипника распределительного вала; 4 и 8 — предельная несоосность
отверстий под распределительный вал и коренных опор; 5 — забоины
плоских поверхностей; 6 — износ торцов крышек коренных опор; 7 —
износ отверстий под штифты; 9 — износ боковых поверхностей крышек
коренных опор; 10 — деформация поверхностей отверстий коренных
опор; 11 — ослабление посадки оси в блоке; 12 — деформация поверхно-
стей отверстий под втулки распределительного вала; 13 — износ отвер¬
стий во втулках распределительного вала; 14, 22, 23 — деформация и
коррозия поверхности отверстий и торца под гильзу; 15, 17 — поврежде¬
ния резьбы; 16 — износ отверстий под толкатели; 18 — деформация
плоскости под головку цилиндров; 19 — износ боковых поверхностей под
крышки коренных опор
Процесс восстановления. Схема технологического процесса
восстановления корпусной детали следующая: предварительная
механическая обработка поврежденных элементов детали; изго¬
товление ДРД; сварочные (в том числе связанные с закреплени-
ем ДРД) и наплавочные работы; отжиг для снятия внутренних
напряжений от сварки; напыление поверхностей; механическая
обработка сварных швов; нанесение пластмассовых покрытий;
установка ДРД, закрепляемых силами упругости, клеем и
штифтами; черновая механическая обработка стыков и отвер¬
стий; нарезание резьбы номинального и ремонтного размеров и
установка спиральных резьбовых вставок; чистовая обработка
поверхностей; отделка поверхностей; очистка; контроль восста¬
новления.
Механическая обработка в начале технологического процесса
служит для удаления поврежденных элементов, придания восста¬
464
навливаемым поверхностям правильной геометрической формы,
разделки трещин, выполнения упоров и стыков под установку
ДРД.
Трещины разделывают, например, с помощью ручной шлифо¬
вальной машинки ИП-2002. В качестве инструмента используют ар¬
мированный абразивный круг. В концах трещин высверливают от¬
верстия диаметром 3 мм. Трещины в чугунных стенках заваривают
проволокой ПАНЧ-11 или -12, или штучными электродами ЦЧ-ЗА.
Сварной шов наносят участками длиной 20—25 мм, которые про¬
ковывают. Сварочные работы на деталях из алюминиевого сплава
выполняют с помощью установки для аргонодуговой сварки.
Сварочные и наплавочные работы связаны с вложением теп¬
лоты в материал детали и вызывают большие внутренние напря¬
жения и сопутствующие деформации. Деформации чугунных за¬
готовок могут быть уменьшены их нагревом перед сваркой, вы¬
держкой при температуре 600 °С во время сварки и охлаждением
вместе с печью. На место обломанных приливов корпусных дета¬
лей, выполненных из алюминиевого сплава, приваривают ДРД.
Корпусная деталь из алюминиевого сплава, изготовленная ко¬
кильным литьем, после сварки должна пройти нагрев и выдерж¬
ку при температуре 180 °С в течение 10 ч.
В следующей части технологического процесса наносят по¬
крытия напылением.
Трещины и пробоины в несиловых стенках детали гермети¬
зируют накладками с помощью эпоксидных компаундов на осно¬
ве смол ЭД16 или ЭД20.
Основные восстанавливаемые элементы корпусной детали —
это направляющие элементы и отверстия под подшипники. Опо¬
ры коренных подшипников в блоке цилиндров двигателя пред¬
ставляют собой точное прерывистое по.длине отверстие, выпол¬
ненное одновременно как в блоке цилиндров, так и в привинчен¬
ных крышках. В ремонтном производстве апробированы такие
способы создания припусков на восстанавливаемых поверхнос¬
тях: установка ДРД; нанесение эпоксидных композиций; проточ¬
ное холодное железнение; газопламенная наплавка латуни; элек-
тродуговое и плазменное напыление.
Изношенные резьбы восстанавливают нарезанием резьбы ре¬
монтного размера, или заваркой отверстий с последующим свер¬
лением отверстий и нарезанием резьбы номинального размера,
или ввинчиванием резьбовых вставок в предварительно нарезан¬
ную резьбу большего диаметра. Изношенные отверстия под
штифты разворачивают под ремонтный размер.
465
Коренные опоры и отверстия во втулках распределительного
вала растачивают в одном установе на специальном станке. За¬
тем коренные опоры хонингуют. В качестве технологических баз
используют нижнюю плоскость блока цилиндров и два техноло¬
гических отверстия на ней.
Блок цилиндров в конце восстановления собирают с картером
сцепления. Отверстие под коробку передач с припуском на обра¬
ботку растачивают с базированием сборочной единицы по окон¬
чательно обработанным коренным опорам и одному из их торцов.
Контрольные операции в конце процесса восстановления со¬
стоят из проверки чистоты детали, ее герметичности, размеров
геометрических элементов и их взаимного расположения, шеро¬
ховатости поверхностей. Размеры отверстий контролируют инди¬
каторными нутромерами, а шероховатость — профилометрами.
Взаимное расположение поверхностей измеряют индикаторными
средствами. Особое внимание уделяют чистоте и герметичности
масляных каналов. Герметичность стенок сборочной единицы
проверяют на стенде.
24.3. Восстановление деталей класса
«полые цилиндры»
Распространенный материал вставных гильз цилиндров
(рис. 24.2) — серый чугун СЧ24 или износостойкий чугун
ИЧГ-ЗЗМ твердостью 197—241 НВ. Наибольшему изнашиванию
/ 0,08 А / 0,08 А / 0,0
' ти* > > > '» ' Ч , ГГТ
ЗА*
rfTp
й
/////////////////////
О 0,01 1
////
- 0,01
,0,32/
. VI...
;7 7 /\
/А//////////////:
ч/л
Рис. 24.2. Гильза цилиндра
(размерными линиями указаны восстанавливаемые размеры)
466
подвержено зеркало цилиндра. Центрирующие пояски и стыко¬
вые плоскости деформируются.
Зеркало гильзы цилиндров при наличии припуска обрабаты¬
вают под ремонтный размер. Реже припуски под обработку зер¬
кала цилиндра создают установкой ДРД в виде закаленной сверт-
ной стальной ленты, индукционным напеканием порошков, элек-
троконтактной приваркой стальной ленты или термопластичес¬
ким обжатием заготовки.
Постановка ДРД в виде свертной ленты включает предвари¬
тельное растачивание восстанавливаемой детали, мерную отрез¬
ку стальной полосы, свертывание полосы в трубу в приспособле¬
нии на прессе, поочередное (по длине) запрессовывание ДРД
в гильзу, хонингование.
При центробежном индукционном напекании порошков гиль¬
зу устанавливают в патрон установки с горизонтальной осью
вращения, засыпают в гильзу порцию материала из композиции
порошков ПЖ1 и ПГ-10Н-01 в равных долях и включают при¬
вод с частотой вращения 350—450 мин-1. Порошок равномерно
распределяется по поверхности гильзы. В ее отверстие вводят вы¬
сокочастотный индуктор и включают напряжение. В течение
1,0—1,5 мин порошок нагревается и приваривается к гильзе.
Выключают нагрев, а спустя 1,2—2,0 мин и привод. Долговеч¬
ность обработанных гильз с таким покрытием в 2—3 раза выше,
чем у гильз без покрытия, расточенных под ремонтный размер.
Электроконтактная приварка стальной ленты на поверхность
цилиндра обеспечивает прочное соединение ленты с деталью, хо¬
роший теплоотвод от зеркала цилиндра в тело гильзы и отсут¬
ствие зазоров в стыках ленты. Преимущества приварки: неболь¬
шой нагрев детали, возможность приварки ленты с внедрением
твердых сплавов и высокая производительность.
Установка для термопластического деформирования гильзы
включает высокочастотный генератор, индуктор, спрейер, устрой¬
ство возвратно-поступательного и вращательного движений гиль¬
зы. Гильзу устанавливают на стол, которому сообщают враще¬
ние и поступательное движение снизу вверх. Подают ток высо¬
кой частоты на индуктор и охлаждающий раствор в спрейер.
Участок гильзы нагревают до температуры 840—880 °С.
Возможно нанесение на зеркало цилиндра хромовых, желез¬
ных, железофосфорных и железоникелевых покрытий электрохи¬
мическим способом.
Припуск на центрирующем пояске гильзы создают с помощью
электродугового напыления на установке модели 01.15.102.
467
Восстановление плоскостности рабочего торца гильзы возмож¬
но путем его подрезки на 1 мм под установку компенсирующего
кольца такой же толщины при узловой сборке гильз с блоком
цилиндров.
Механическая обработка зеркала гильзы состоит из ее раста¬
чивания и хонингования.
Заготовку при обработке устанавливают в пневматическом
приспособлении. Перпендикулярность оси отверстия гильзы к
опорной поверхности и допустимое биение ее центрирующего по¬
яска относительно зеркала цилиндра обеспечивают базированием
и обработкой.
Гильзу цилиндра диаметром 92 мм растачивают резцами с пла¬
стинками из твердого сплава ВК-3 или ВК-6 при частоте враще¬
ния шпинделя 300 мин-1 и его подаче 0,1 мм/об на алмазно-рас¬
точном станке 2Е78П. СОЖ — Аквол-11. Производительность об¬
работки увеличивается, а шероховатость поверхности уменьшает¬
ся за счет применения инструмента из сверхтвердых материалов,
например Эльбора-Р при частоте вращения шпинделя 750 мин-1
или гексанита-Р при 1200 мин-1. При обработке деталей инстру¬
ментом из сверхтвердых материалов
СОЖ не применяют.
Плосковершинное хонингование
гильз цилиндров состоит в том, что
два перехода обработки обеспечива¬
ют микропрофиль поверхности с
впадинами-рисками и чередующими¬
ся площадками. Впадины-риски по¬
лучают в первом переходе при ис¬
пользовании брусков с искусственны¬
ми алмазами АСК зернистостью 250/
160 или 200/160 на металлической
связке. Глубина впадин составляет
7—10 мкм. Во втором переходе при¬
меняют бруски с алмазами АСО зер¬
нистостью 28/20 или 20/14 на ме¬
таллической связке Ml. Шерохова¬
тость опорной поверхности между
рисками составляет Ra = 0,32 мкм.
Средство активного контроля
размера отверстия при хонинговании
(рис. 24.3) в своем составе имеет
жесткий калибр 1. Этот калибр дви¬
Рис. 24.3. Схема
измерительного устройства
хонинговального станка
468
жется вместе с хонинговальной головкой и при достижении за¬
данного значения диаметра обрабатываемого отверстия входит в
него и вызывает срабатывание электроконтактного преобразова¬
теля 2, который выдает сигнал на прекращение обработки.
Приработочный износ гильз уменьшается в 3 раза после ан¬
тифрикционного хонингования. Оно заключается в том, что пос¬
ле двух операций хонингования (чернового и чистового) поверх¬
ность обрабатывают брусками, содержащими приработочные ан¬
тифрикционные материалы (графит, дисульфид молибдена).
На контрольной операции перспективно применять пневмати¬
ческие длиномеры для измерения внутреннего диаметра и кону-
сообразности отверстий гильз цилиндров и сортировки их на раз¬
мерные группы.
24.4. Восстановление деталей класса
«круглые стержни»
Назначение деталей и основные повреждения. Основными
представителями деталей этого класса являются валы и оси.
Валы служат в агрегатах для передачи момента и преобразо¬
вания движений (поступательного во вращательное или наоборот).
Наиболее сложные детали из них — это коленчатые (рис. 24.4)
и распределительные валы. Детали имеют такие конструктивные
элементы: шейки, кривошипы, кулачки, шпоночные пазы, тор¬
цы, стыки и отверстия.
Оси в отличие от валов не передают крутящие моменты и на¬
гружены только поперечными силами и изгибающими момента¬
ми. Оси имеют часть перечисленных конструктивных элементов,
принадлежащих валам.
Коленчатые валы изготовлены из конструкционных (сталь
45) или легированных (18ХНВА, 18ХНЗА, 20ХГНМ и др.) ста¬
лей или высокопрочного чугуна (ВЧ50, ВЧ70). Распределитель¬
ные валы изготовлены из улучшаемых сталей 45, 40Г, 50Г или
цементуемых сталей 20, 20Г. Шейки и кулачки валов закалены
ТВЧ на глубину 1,5—3,5 мм до твердости 52—60 HRC.
Основные повреждения деталей: износ шеек, кулачков, пазов,
отверстий и торцов, деформации, износ резьб и усталостные тре¬
щины. У деталей восстанавливают расположение, форму, разме¬
ры и шероховатость элементов, износостойкость трущихся
поверхностей и усталостную прочность. При восстановлении осей
нет необходимости восстанавливать последнее свойство.
469
О
0,005
0,005|А
О
0,005
0,00б|А
—I/I 0,01 IaT
^CM
Р
0,005
\/
0,01 А
0,01 А
’—t/jo.oi \M\A 0,011 a
(s
центров
Puc. 24.4. Схема и основные требования
к качеству и расположению поверхностей коленчатого вала:
1 — щека, 2 — шейка
Точность обработки восстановленных шеек и кулачков 5—7-й
квалитеты, шероховатость поверхностей Да = 0,32—0,63 мкм,
точность углового расположения кулачков и кривошипов ±7,5',
допуск на радиус кривошипа +0,05 мм, соосность шеек
до 0,017 мм.
Процесс восстановления. Последовательность технологичес¬
ких операций восстановления деталей такая: определение места
расположения и размеров усталостных трещин и принятие реше¬
ния о целесообразности восстановления детали; правка; подго¬
товка поверхностей под нанесение покрытий или установку ДРД;
нанесение покрытий или установка ДРД; термическая обработка;
черновая механическая обработка; закалка шеек ТВЧ; чистовая
механическая обработка; упрочнение галтелей; отделка шеек.
Чугунные детали с усталостными трещинами подлежат выбра¬
ковке. Отдельные неопасные трещины в стальных валах могут
быть разделаны абразивным инструментом по всей длине с целью
образования канавки радиусом 1,5—2,0 мм и глубиной 0,2—0,4 мм.
Острые кромки притупляют по периметру. Материал в контуре
канавки пластически деформируют чеканкой.
470
Правка детали необходима для придания прямолинейности ее
оси, что в свою очередь позволяет уменьшить величину припус¬
ков на обработку, использовать все ремонтные размеры детали и
уменьшить ее дисбаланс. Стальные валы правят под прессом с
приложением статической нагрузки. Чугунные валы правят с на¬
гревом или созданием преимущественно сжимающих напряжений
в объеме одной шатунной шейки (поэлементная правка). При
правке статической нагрузкой возможно появление трещин, по¬
этому целесообразна правка наклепом — нанесением ударов кле¬
пальным молотком по поверхностям щек.
Установки 01.01.112 и 05.12.226 «Ремдеталь» для правки,
соответственно, коленчатых и распределительных валов обеспе¬
чивают точность 0,02 мм. Последняя установка позволяет прав¬
ку в автоматическом режиме.
В зависимости от твердости материала и толщины снимаемо¬
го слоя предварительную механическую обработку шеек ведут то¬
чением или шлифованием.
Шейки валов допускают обработку под ремонтные размеры.
Ремонтный интервал шеек составляет, как правило, 0,25 мм.
Восстановление деталей под ремонтные размеры обеспечивает ми¬
нимальную трудоемкость процесса. Кулачки при первом восста¬
новлении шлифуют «как чисто», а при последнем без нанесения
покрытий — до допустимого размера их цилиндрической части.
Затем необходимо наносить покрытия.
В процессе восстановления детали припуски под обработку
создают на шейках, их торцах и на поверхностях отверстий
под подшипники. Применяют установку ДРД, различные виды
наплавки и напыления. Ремонтные заготовки, например, рас¬
пределительных валов получают с применением оборудования
для наплавки или напыления шеек и кулачков. При газопла¬
менном напылении кулачков рабочий вращает приводной
барабан (рис. 24.5), от которого вращение через цепную
передачу передается на заготовку. Шейки коленчатого вала на¬
пыляют на установке с механическим вращением заготовки
(рис. 24.6).
Шейки с приваренными или припаянными ДРД окончатель¬
но шлифуют до номинального размера. Размер восстановленной
шейки с ДРД, закрепленными силами упругости по упорам, обес¬
печивают предварительным шлифованием и подбором толщины
ленты ДРД.
Припуск на обработку отверстия под подшипник создают зап-
рессовыванием ДРД или вибродуговой наплавкой. Отверстие об-
471
4
д
Sr-
777
Рис. 24.5. Схема устройства
для напыления кулачков распределительного вала:
1 — барабан; 2 — цепная передача; 3 — ведущий центр;
4 — прижимной центр
Рис. 24.6. Схема вращателя коленчатого вала
для напыления покрытий на его шейки:
1 — кожух; 2 — планшайба; 3 и 7 — зубчатые колеса; 4
5 — клемма; 6 — вал; 8 — корпус подшипника
диск;
472
рабатывают с базированием заготовки по коренным шейкам,
одна из которых — самая близкая к обрабатываемому отверстию.
В качестве технологических баз у распределительных валов
используют центровые отверстия и боковую поверхность шпоноч¬
ного паза, а у коленчатых валов — дополнительно коренные
шейки.
Шейки коленчатых валов шлифуют на специализированных
станках 3B423. Недостатком обработки является односторонний
привод заготовки со стороны передней бабки, что приводит к де¬
формированию детали во время ее обработки. Этот недостаток ус¬
транен в специальных станках ХШ2-01 и ХШ2-16 с двусторон¬
ним приводом обрабатываемого вала со стороны передней и зад¬
ней бабок. Последние станки обеспечивают равномерную попереч¬
ную подачу шлифовальной бабки. Нецилиндричность поверхности
шейки до 0,005 мм достигается обработкой в течение 5—7 по¬
следних оборотов заготовки без подачи шлифовальной бабки.
Уменьшение конусообразности, овальности и седлообразности
шеек коленчатого вала с 0,010 до 0,006 мм повышает срок
службы вкладышей в 2,5—4,0 раза. Повышение точности поверх¬
ностей деталей достигается применением средств активного кон¬
троля в процессе обработки. На рис. 24.7 показана скоба для
измерения диаметра шеек вала при их шлифовании.
1
Рис. 24.7. Скоба для измерения диаметра шеек вала
при их шлифовании
473
Скобу устанавливают на кожухе шлифовального круга с по¬
мощью кронштейна. Устройство ориентируют относительно об¬
рабатываемой заготовки с помощью опор 1 из твердого сплава.
Измерительное перемещение от заготовки передается посред¬
ством штанги с твердосплавными наконечниками к стержню ин¬
дикаторной головки 4 с ценой деления 0,001 мм. Измеритель¬
ное усилие значением 4—5 Н создает пружина 3. Усилие при¬
жима неподвижных наконечников обеспечивает пружина 6.
Скобу устанавливают напротив середины шлифовального круга.
Это положение регулируют с помощью опоры 5. Ослабив
винт 2, устанавливают размер между опорными элементами
скобы, который соответствует размеру обработки. Шейки обра¬
батывают при положении скобы, установленной на обрабатыва¬
емую заготовку. Диаметр шейки измеряют в процессе обработ¬
ки без остановки станка.
Шейки распределительного вала шлифуют в центрах на
станке ЗМ151, а кулачки — на специальном копировально¬
шлифовальном станке ЗМ433У. Установочно-копирная наладка
изготавливается отдельно для каждого типоразмера детали.
Угловое перемещение заготовки относительно ее оси вращения
перед шлифованием кулачков осуществляют с помощью делите¬
ля, который установлен на шейке под шестерню и ориентиро¬
ван шпонкой в пазу.
Усталостную прочность восстанавливают поверхностным пла¬
стическим деформированием. Операция обеспечивает создание ос¬
таточных сжимающих напряжений в поверхностном слое, в ко¬
тором уничтожаются субмикроскопические трещины, являющие¬
ся возможными источниками усталостного разрушения.
Полирование является отделочной операцией, на которую
оставляют припуск 0,005 мм. Для полирования коленчатых ва¬
лов применяют специальные станки СШ-4516. В качестве ин¬
струмента используют шлифовальную шкурку на тканевой ос¬
нове 0,2 Э 600x30 УГТ 23А М50-Н СФ Ж А ГОСТ 13344—79.
При отсутствии специального полировального оборудования при¬
меняют ленточно-полировальные головки, которые устанавливают
на шлифовальные станки, или изготавливают собственными сила¬
ми станки с войлочными кругами или жимками. В последнем слу¬
чае в качестве абразивного материала служит абразивная паста.
В заключение контролируют следующие параметры деталей:
твердость восстановленных поверхностей; размеры (диаметр и
длину) шеек и шероховатость их поверхностей; диаметры флан¬
ца и отверстий под болты и подшипник; длины от базового тор¬
474
ца до торцов шеек; ширину шпоночных пазов; биения всех соос¬
ных цилиндрических поверхностей относительно крайних шеек;
радиусы кривошипов и галтелей; ^угловое расположение всех кри¬
вошипов и кулачков относительно шпоночного паза.
Параметры расположения измеряют индикаторными прибора¬
ми собственного изготовления, остальные параметры — универ¬
сальными средствами или калибрами.
24.5. Восстановление деталей класса
«некруглые стержни»
К деталям класса «некруглые стержни» относят шатуны,
рычаги и коромысла. Шатуны участвуют в преобразовании посту¬
пательного движения во вращательное, а рычаги и коромысла —
в передаче поступательного движения. Детали этого типа снаб¬
жены втулками.
Шатуны двигателей изготовлены из сталей 40, 45, 40Х,
45Г2, 40ХМА, 18ХНМА и др. Материал втулок — бронза
ОЦС 4-4-2,5, АЖ 9-4, материал болтов — сталь 35ХМА, 38ХА,
40Х и др. Твердость материала шатуна 228—268 НВ.
Основные повреждения шатунов: трещины различного харак¬
тера, непараллельность осей отверстий, деформация и износ от¬
верстий кривошипной и поршневой головок, повреждение резь¬
бы болтов и гаек. Детали с повреждениями первого вида выбра¬
ковывают.
Рычаги и коромысла изготовлены из сталей 45, 45JI, мате¬
риал их втулок такой же, как и материал втулки шатуна. Твер¬
дость закаленного бойка коромысла составляет 52—56 HRC.
Повреждения коромысел и рычагов — износ отверстий и бойков.
Допуск на размер отверстий головок шатуна соответствует
5-му или 6-му квалитету, на размер между осями этих отвер¬
стий — 9-му или 10-му квалитету и на параллельность их осей —
8-й или 9-й степени точности. Шероховатость восстановленных
поверхностей отверстий и бойков Ra = 0,16.
Ремонтные заготовки восстанавливаемых деталей получают
нанесением электрохимических или газотермических покрытий
на поверхности отверстий и запрессовыванием новых втулок
в отверстия.
Механическая обработка отверстий заключается в хонингова-
нии отверстия нижней головки и растачивании отверстия во
втулке верхней головки.
475
Нормативную точность параметров расположения основных
поверхностей обеспечивает механическая обработка шатуна в та¬
кой последовательности. Отверстие в кривошипной головке с на¬
несенным покрытием двукратно хонингуют с ориентированием
инструмента по обрабатываемой поверхности, что обеспечивает
снятие наименьшего припуска. Заготовку 3 (рис. 24.8) при рас¬
тачивании отверстия под поршневой палец устанавливают на оп¬
равку 4, рабочий торец которой перпендикулярен к опорной ци¬
линдрической поверхности. Заготовку с оправкой 4 ориентируют
относительно шпинделя 1 с помощью центрирующей оправки 2
и в таком положении детали к ней и оправке 4 прикладывают
силы закрепления Р'3 и Р"3. Выводят оправку 2 из отверстия за¬
готовки и его поверхность растачивают за счет вращения шпин¬
деля 1 с резцами с угловой частотой вращения со = 3000 мин-1 и
подачей S = 0,05 мм/об.
Обработка шатуна по приведенной схеме обеспечивает снятие
равномерного припуска и параллельность осей отверстий в голов-
Рис. 24.8. Схема установки шатуна на горизонтально-расточной
станок КК-1454 при обработке отверстия в верхней головке
476
ках шатуна в пределах установленного допуска 0,04 мм на
100 мм длины.
Шатуны сортируют на размерные группы отверстия под пор¬
шневой палец. Эту операцию выполняют с помощью пневмати¬
ческого измерительного стенда. На автомобильных заводах (на¬
пример, КамАЗ и ЗИЛ) имеется оборудование для контроля ша¬
тунов, в котором пневматические пробки установлены на стани¬
не таким образом, что их оси параллельны и находятся друг от
друга на расстоянии, равном номинальному межосевому расстоя¬
нию между отверстиями шатуна. На таком оборудовании допол¬
нительно измеряют расстояние между осями в детали, а также
непараллельность осей в двух координатных плоскостях.
Нормативное значение массы головок шатунов обеспечивают
снятием металла с приливов.
Бойки коромысел при восстановлении наплавляют самофлю-
сующимися сплавами с последующим их шлифованием на заточ¬
ном станке в приспособлении. Отверстие в запрессованной втул¬
ке растачивают.
Ремонт узлов и приборов
25 систем автомобилей
25.1. Ремонт топливной аппаратуры
Элементы топливной аппаратуры и их повреждения. На¬
дежность, экономичность и пусковые качества двигателя, дина¬
мические качества автомобиля и объем вредных выбросов в ат¬
мосферу в значительной мере зависят от состояния топливной
аппаратуры. Например, от 20 до 50 % отказов во время эксплу¬
атации дизельного двигателя приходится на систему питания из-
за износа плунжерных пар, распылителей и нагнетательных кла¬
панов.
В топливную систему входят бак, трубопроводы, фильтры,
насосы низкого и высокого давления, форсунки, карбюраторы,
инжекторы.
Топливные баки изготовлены из листовой освинцованной ста¬
ли 08. Основные повреждения баков следующие: трещины и вмя¬
тины в стенках, трещины в местах крепления заливной горло¬
вины, штуцеров отстойника и кранов, нарушение соединений пе¬
регородок со стенками бака. Бак перед ремонтом тщательно очи¬
щают снаружи от эксплуатационных загрязнений, а изнутри про¬
мывают горячим раствором лабомида и ополаскивают водой. Для
выявления течи бака его горловину и отверстие под датчик ука¬
зателя уровня жидкости закрывают пробочными зажимами, по¬
дают в него сжатый воздух под давлением 0,025 МПа и помеща¬
ют в воду. Погружение бака в воду осуществляют с помощью по¬
воротного пневматического стенда.
Перед сваркой или пайкой топливный бак необходимо допол¬
нительно выпарить в течение 3 ч для полного удаления паров
органического вещества.
Трубопроводы низкого давления изготавливают из медных,
латунных или стальных трубок с противокоррозийным покрыти¬
ем. Трубопроводы высокого давления изготавливают из толсто¬
стенных стальных трубок.
Трубопроводы имеют такие повреждения: деформации или из¬
нос соединительных поверхностей, трещины, переломы и перети¬
478
рания стенок из-за их касания при вибрации, вмятины на стен¬
ках, деформации штуцеров и срывы резьбы на наконечниках.
У бензонасоса корродируют корпус, головка и крышка, изго¬
товленные из цинкового сплава, изнашиваются трущиеся части
корпуса и коромысла, отказывают клапаны, разрушается диаф¬
рагма, уменьшается упругость ее пружины.
Повреждения топливных насосов высокого давления (ТНВД):
износы корпусов и кулачковых валиков, потеря плотности пре¬
цизионными парами, потеря плотности клапанными парами и
износ отверстий в распылителях. Повреждения форсунок: износ
прецизионных соединений (плунжер — гильза, нагнетательный
клапан — седло, игла — корпус распылителя). По мере наработ¬
ки двигателей диаметральный зазор в прецизионных парах уве¬
личивается, повышается утечка топлива, что ухудшает равно¬
мерность подачи топлива по цилиндрам и приводит к запаздыва¬
нию момента начала его впрыскивания.
Клапанные пары изнашиваются по разгрузочному пояску и
конусу, а на конусе образуется кольцевая выработка. Недоста¬
точная плотность в паре уменьшает количество впрыснутого топ¬
лива, вызывает его подтекание и плохое распыливание. В про¬
цессе длительной работы изнашиваются направляющие и конус
иглы форсунки, а также седло иглы в корпусе распылителя. При
изнашивании увеличивается подъем иглы и, как следствие, уве¬
личивается объем впрыснутого топлива. Если суммарные площа¬
ди сопловых отверстий распылителей значительно отличаются
друг от друга, то увеличивается неравномерность подачи топли¬
ва по цилиндрам.
Повреждения карбюраторов: изменение пропускной способно¬
сти жиклеров, деформации, трещины или обломы корпусов, на¬
рушение герметичности поплавка, износ резьб, разрывы прокла¬
док и диафрагм. У инжекторов изменяется пропускная способ¬
ность дозирующих устройств.
Ремонт топливной аппаратуры бензиновых двигателей. Не¬
значительные трещины бака устраняют пайкой мягкими припо¬
ями. Большие трещины или пробоины ремонтируют наложением
заплат, предварительно засверлив концы трещины. Заплату при¬
паивают твердым припоем или приваривают.
Вмятины бака и соединения его перегородок со стенками ре¬
монтируют следующим образом. Напротив вмятины, на противо¬
положной стенке бака, вырезают прямоугольное окно по пери¬
метру с трех сторон и отгибают вырезанную часть так, чтобы
был свободный доступ инструмента внутрь бака. Перегородки
479
приваривают к стенкам. Вмятину выправляют с помощью оправ¬
ки и молотка. После устранения вмятины отогнутую часть стен¬
ки подгибают на место, заваривают или запаивают.
После ремонта бак испытывают на герметичность и окраши¬
вают.
Корпус и головку бензонасоса восстанавливают по технологи¬
ям восстановления корпусных деталей. Рабочие поверхности кла¬
панов притирают. На трущиеся части рычагов, соприкасающие¬
ся с эксцентриками, наносят покрытия газопорошковой наплав¬
кой с последующим шлифованием. Прокладки и диафрагмы за¬
меняют новыми.
Необходимым условием сборки бензонасоса является затяж¬
ка винтов, соединяющих головку с корпусом, при нажатом при¬
водном рычаге. При сборке широко применяют механические от¬
вертки. На авторемонтных заводах применяют механизирован¬
ные установки для контроля бензонасосов. На них определяют
герметичность рабочих полостей, создаваемые давление и разре¬
жение, производительность. В зависимости от марки насоса час¬
тота качаний рычага может изменяться.
Определяющее условие качественного ремонта карбюраторов и
инжекторов заключается в тщательной очистке жиклеров и топ¬
ливопроводящих каналов. Этому требованию удовлетворяет их
очистка в ультразвуковых ваннах УЭР-18М, заправленных три-
хлорэтиленом. Качественную очистку обеспечивают также приме¬
нением раствора фурфурола.
Основные элементы дозирующих систем карбюраторов и ин¬
жекторов — это жиклеры, пропускную способность которых оп¬
ределяют на стенде. В качестве рабочей среды применяют воду.
Используют автоматизированные установки для контроля жик¬
леров конструкции ЦНИИТА (Санкт-Петербург).
Более 90 % жиклеров имеют уменьшенную относительно нор¬
мативной документации пропускную способность, которую вос¬
станавливают обработкой специальными развертками. Предельно
изношенные жиклеры выбраковывают.
Герметичность поплавка восстанавливают пайкой мягким
припоем с доведением его массы до нормативной. Ремонт ускори¬
тельного насоса состоит в замене его изношенных элементов.
У смесительных камер карбюраторов заменяют подшипни¬
ки оси дроссельной заслонки, изломанные рычаги и изношен¬
ные винты. В конце ремонта с помощью прибора у смеситель¬
ных камер проверяют: плотность прилегания дроссельных зас¬
лонок к стенкам камер; размеры и чистоту переходных и ва¬
480
куумных отверстий и их взаимное расположение относительно
кромок дроссельных заслонок; герметичность посадки винта
холостого хода.
Карбюраторы собирают на стенде, который оснащен устано¬
вочными приспособлениями и механической отверткой.
Уровень топлива в поплавковой камере карбюратора измеря¬
ют с помощью стеклянной трубки с делениями, полость которой
сообщается с поплавковой камерой, а нулевое деление совмеща¬
ют с плоскостью разъема крышки и поплавковой камеры. Уро¬
вень топлива в поплавковой камере устанавливают восстановле¬
нием герметичности соединения «запорная игла — седло» и под¬
гибанием язычка поплавка. Работоспособность ускорительного
насоса определяют объемом топлива, которое подается за десять
полных ходов поршня.
Собранный карбюратор или инжектор контролируют на соот¬
ветствие расходов топлива и воздуха нормативным показателям
для различных режимов их р1аботы на безмоторной вакуумной ус¬
тановке, которая позволяет проверять работу на пяти режимах:
пусковом, трех дроссельных и внешнем. В качестве среды для
проверки изделий применяют керосин, который подают с помо¬
щью бензонасоса. Минимальный (максимальный) расход воздуха
через изделие будет при полностью закрытой (открытой) дрос¬
сельной заслонке. Расход топлива на всех режимах работы изде¬
лий контролируют с помощью ротаметра.
Разрежение в смесительной камере изделия создает вакуум¬
ный водокольцевой насос типа ВВН-12М. Работа насоса сопро¬
вождается сильным шумом, поэтому его устанавливают в отдель¬
ном помещении. Сглаживание пульсаций воздушного потока и
отделение керосина из этого потока осуществляют с помощью
ресивера.
Поочередно устанавливают необходимые значения расхода
воздуха через карбюратор или инжектор путем открытия дрос¬
сельной заслонки и фиксируют соответствующие значения расхо¬
да топлива, которые сопоставляют с нормативными. При обна¬
ружении несоответствий регулируют устройства или заменяют их
элементы.
Ремонт топливной аппаратуры дизельных двигателей. ТНВД
с форсунками и трубопроводами высокого давления направляют
в ремонт комплектами. Обезличивание изделий при ремонте дол¬
жно быть минимальным.
Вид ремонта и объем ремонтных работ определяют путем ди¬
агностирования. Техническое состояние плунжерных пар оцени¬
16-135
481
вают на стендах КИ-4802 или КИ-16301А путем измерения дав¬
ления, которое развивает насосная секция при частоте вращения
кулачкового вала 100—150 мин-1. Техническое состояние нагне¬
тательных клапанов определяют по герметичности запирающего
конуса путем создания давления топлива под клапаном. Износы
соединений оценивают осевым перемещением кулачкового вала,
валика рычага управлением регулятора, усилием перемещения
рейки и др.
Основное содержание ремонта ТНВД состоит в восстановле¬
нии корпуса и вала по технологиям восстановления деталей этих
классов (см. параграфы 24.2 и 24.4) и ремонте прецизионных
пар. Овальность и конусообразность сопрягаемых деталей не
должны превышать 2 мкм, а диаметральный зазор между дета¬
лями — 2—3 мкм.
Плунжерные пары, у которых течи превышают норму или не
обеспечивается необходимое давление впрыскивания, подлежат
ремонту — перекомплектовыванию (групповой метод) или восста¬
новлению изношенных поверхностей путем нанесения металли¬
ческих покрытий и соответствующей обработки.
Число размерных групп плунжерных пар достигает 20, поэто¬
му с учетом небольшого износа деталей удается составить их но¬
вые пары после притирки. Ремонт перекомплектовыванием состо¬
ит в раздельной притирке деталей, сортировке их на группы,
подборе и совместной притирке пар. Для перекомплектовывания
используют плунжерные пары, имеющие гладкую рабочую поверх¬
ность без трещин.
Гильзы предварительно притирают следующим образом. Де¬
таль устанавливают в патроне притирочного станка. Оправку с
чугунным притиром (рис. 25.1) устанавливают в шпинделе стан¬
ка и на поверхность притира наносят алмазную пасту из микро¬
порошка М10. Притир вводят в обрабатываемую деталь. Время
обработки 60 с, частота вращения детали 250 мин-1, число двой¬
ных ходов 100—150 в минуту, выход притира из гильзы 25 мм,
Рис. 25.1. Притир для гильз:
1 — инструмент; 2 — конусная оправка
482
давление на обрабатываемую поверхность 0,1—0,2 МПа. Окон¬
чательную притирку выполняют другим притиром микропорош¬
ком М3 при тех же режимах.
Торцы гильз притирают на чугунных плитах вначале микро¬
порошком М7, а затем М3.
Плунжер притирают с помощью регулируемой оправки
(рис. 25.2).
После обработки необходимого количества деталей их изме¬
ряют, сортируют на группы через 1 мкм в пределах допуска на
их восстановление и подбирают в пары с таким расчетом, чтобы
плунжер входил в гильзу на 2/3 длины от усилия пальца. За¬
тем притирают детали друг к другу с использованием микропо¬
рошка Ml в течение 1—2 мин при частоте вращения плунжера
100—150 мин-1 и числе двойных ходов 80—100 в минуту.
После промывки деталей в дизельном топливе при температуре
18—20 °С плунжер должен медленно под собственным весом вхо¬
дить в гильзу на всю длину.
Плунжеры, которые не удается подобрать к гильзам, вос¬
станавливают с нанесением покрытия. Для исключения абра¬
зивного изнашивания от частиц кварца и гранита в топливе
необходимо обеспечить твердость восстановленных поверхнос¬
тей 16—17 ГПа.
Технологический процесс ремонта плунжерных пар с по¬
мощью нанесения покрытия на поверхность плунжера вклю¬
чает такие операции: очистку; предварительную механичес¬
кую обработку плунжеров; нанесение покрытий; шлифование
и притирку. Ввиду небольших износов деталей и высокой
твердости их материала при восстановлении этих детглей
применяют способы нанесения тонких твердых покрытий
Рис. 25.2. Притир для плунжеров:
1 — шпиндель станка; 2 — оправка; 3 — инструмент
483
(хромирование, лазерную, плазменную или электроискровую
наплавку и др.).
Предварительная механическая обработка обеспечивает рав¬
номерную толщину покрытий, а окончательная — правильную
геометрическую форму, необходимые диаметр и шероховатость
рабочей поверхности. Предварительная обработка рабочей по¬
верхности плунжеров осуществляется чугунным притиром на
станке. Чистовую обработку деталей с применением тонкой па¬
сты оксида хрома или оксида алюминия выполняют на специ¬
альном плоскодоводочном станке между двумя взаимно притер¬
тыми чугунными дисками. Давление на деталь равно 4,5—5,0 Н
на 1 см длины. Продолжительность обработки 20—30 с.
Механическая обработка гильз включает: черновую и чисто¬
вую обработку отверстия, обработку торца, контроль и сортиров¬
ку гильз на группы.
Отверстия обрабатывают на притирочных станках. Торец
гильзы шлифуют предварительно, а затем притирают на доводоч¬
ной плите сначала средней, а затем тонкой пастой.
Коническая фаска корпуса распылителя должна быть соосной
с направляющим отверстием с точностью 2 мкм. Предваритель¬
ную обработку конусной фаски корпуса распылителей ведут элек¬
троискровым способом, а окончательную — чугунным притиром.
После комплектования распылительных пар осуществляют
их взаимную притирку. Сначала доводят цилиндрические поверх¬
ности пар «игла — корпус», а затем конические поверхности
«запорный клапан — гнездо», «игла — корпус».
Контроль пар заключается в определении плотности цилинд¬
рических соединений и герметичности конических соединений.
Проверку ведут на стенде. Проверяют качество распыливания,
которое должно быть туманообразным с резким началом и окон¬
чанием. Применяют приборы КИ-759 и КИ-3369 для контроля
плунжерных пар, прибор КИ-1086 для контроля клапанных пар
и гидравлической полости в области разгрузочного пояска и при¬
бор КИ-3333 для испытания и регулирования форсунок.
Участки трубопроводов с неустранимыми вмятинами, трещи¬
нами, перетираниями и переломами вырезают. Вмятины трубо¬
проводов низкого давления устраняют правкой или путем про¬
движения шарика. Трубопроводы низкого давления ремонтируют
путем установки на поврежденное место муфты из трубки боль¬
шего диаметра и припаивания (рис. 25.3, а). Концы поврежден¬
ных трубопроводов высокого давления сваривают встык газовой
сваркой после предварительной обработки на них фасок под уг-
484
а
б
Рис. 25.3. Схемы соединения при ремонте трубопроводов:
низкого (о) и высокого (б) давления
лом 45° (рис. 25.3, б). Изношенные штуцеры снимают и после
устранения повреждения на стенках трубопроводов устанавлива¬
ют новые штуцеры, а также развальцовывают концы трубопро¬
водов с помощью приспособлений. Если длина трубопровода при
ремонте уменьшится, то вставляют дополнительный участок тру¬
бы. Трубопроводы после ремонта тщательно промывают горячим
раствором каустической соды или лабомида и продувают сжатым
воздухом. Трубопроводы после ремонта проверяют на герметич¬
ность, а трубопроводы высокого давления, кроме того, — на про¬
пускную способность. Пропускная способность трубопроводов, ус¬
тановленных на один двигатель, отличается не более чем на
10 %, при этом они должны быть одинаковой длины.
ТНВД после восстановления деталей собирают, обкатывают и
испытывают. Во время обкатки прирабатываются трущиеся
и стыковые поверхности соединений. Для обкатки, испытаний
и регулирования ТНВД всех отечественных дизелей с числом
цилиндров до 12 используют стенды КИ-6251, КИ-6397,
КИ-15711, КИ-15716, КИ-15735, КИ-22205 и др. Система топ-
ливоподачи стенда КИ-15716 приведена на рис. 25.4. Первона¬
чальная обкатка ТНВД в течение 15 мин происходит без форсу¬
нок на смеси дизельного топлива с маслом, а затем в течение
30 мин на дизельном топливе совместно со стендовыми форсун¬
ками.
Топливный насос проверяют на стенде вместе с форсунками и
трубопроводами высокого давления. При испытаниях определя¬
ют гидравлическую плотность распылителей и форсунки, герме¬
тичность запирающих конусов, ход иглы распылителя форсунки,
пропускную способность форсунок, трубопроводов высокого дав¬
ления и фильтров. При этом отклонение средней цикловой пода¬
чи топлива (которая определяется секцией насоса, трубопроводом
высокого давления и форсункой) на номинальном режиме долж¬
но быть не более ±1,5% от номинального значения. Для на¬
стройки испытательного стенда используют систему эталонных
485
Рис. 25.4. Система топливоподачи стенда КИ-15716 для испытания
и регулирования дизельной топливной аппаратуры:
АК1 — фильтр-гидроаккумулятор; ДР1, ДР2 — дроссели; ДТ — датчик
температуры топлива; КП1' — напорный золотник; Ф — стендовая фор¬
сунка; МН1 — манометр высокого давления (4 МПа); МН2 — манометр
низкого давления (0,6 МПа); Н1 — стендовый топливоподкачивающий на¬
сос; А1 клапанная коробка; АН — предохранительный клапан;
А12, А13 обратные клапаны; А2 — блок дросселей; А21, А22 — дроссе¬
ли; АЗ основание стенда; А31 — топливный бак; А32, АЗЗ — топлив¬
ные фильтры; А34 теплообменник; А35 — бак загрязненного топлива;
А4 — ротаметр; А5 — блок с мензурками и устройством для отсечки по¬
дачи топлива; ВК1 вакуумметр; МНЗ — манометр топливоподкачиваю¬
щего насоса; 1 штуцер трубопровода высокого давления испытываемого
ТНВД; 2 штуцер подачи топлива в головку ТНВД; 3 — штуцер подачи
топлива от топливоподкачивающего насоса; 4 — штуцер подачи топлива
к топливоподкачивающему насосу; 5 — штуцер подачи топлива при ис¬
пытании топливоподкачивающего насоса; 6 и 7 — штуцеры сливного тру¬
бопровода; 8 и 9 — штуцеры слива загрязненного топлива
образцов топливной аппаратуры с отрегулированными насосны¬
ми секциями и фиксированным ходом плунжера и строго опреде¬
ленной пропускной способностью форсунок и трубопроводов вы¬
сокого давления.
486
25.2. Ремонт электрооборудования
Элементы электрооборудования и их повреждения. Электро¬
оборудование автомобилей состоит из источников питания (гене¬
раторной установки и аккумуляторных батарей), системы пуска
(стартера и подогревателей), световой и звуковой сигнализации,
наружного и внутреннего освещения, отопления и вентиляции,
системы зажигания. Электропроводка выполнена по однопровод¬
ной схеме. Для надежного электрического соединения агрегатов
и сборочных единиц между собой, двигателем и рамой, двигате¬
лем и кузовом, кабиной и рамой применяют дополнительные
плетеные провода.
Ремонту в основном подлежат источники питания, реже
другие части электрооборудования. Элементы электрооборудова¬
ния требуют особого обращения с ними ввиду непрочности кор¬
пусных деталей, в том числе пластмассовых, наличия реле, кон¬
денсаторов, транзисторов и др. с обмотками и полупроводника¬
ми. Ремонт таких изделий, в том числе очистку, организуют на
специализированных участках.
Генераторы и стартеры очищают в растворах лабомида, после
чего их сушат при температуре 90—100 °С в течение 3—4 ч при
включенной вентиляции. Реостаты, диоды, транзисторы и конден¬
саторы не очищают в жидких средах, а протирают ветошью.
Сложные и разнообразные повреждения элементов электрообо¬
рудования можно разделить на две группы. Первая группа — это
механические износы и поломки, вторая группа — это специфичес¬
кие повреждения токопроводящих частей (разрушение изоляции,
обрывы обмоток, пробои диодов и др.). Объем работ по устранению
повреждений второй группы составляет наибольшую часть трудоем¬
кости. Основные повреждения, например, ротора генератора приве¬
дены на рис. 25.5, а якоря стартера — на рис. 25.6.
Повреждения аккумуляторных батарей: трещины стенок ба¬
нок, отслаивание заливочной мастики, короткое замыкание
внутри батареи, сульфатация пластин. Признаки короткого за¬
мыкания: быстрое падение напряжения до нуля при испытании
нагрузочной вилкой, незначительное повышение напряжения и
плотности электролита при заряде, повышенный саморазряд ба¬
тарей. Признаки сульфатации: батарея плохо принимает заряд,
напряжение аккумулятора в конце зарядки невысокое; более ран¬
нее кипение, быстрое повышение температуры и малое повыше¬
ние плотности электролита при зарядке; значительное снижение
емкости и выпадение активной массы.
487
Рис. 25.5. Основные повреждения ротора генератора Г-250-А1:
1 — следы касания ротора с корпусом; 2 — износ шейки под подшипник;
3 — обрыв провода у контактных колец; 4 — пробой на массу,
межвитковое замыкание, обрыв и обгорание изоляции; 5 — износ
шейки со стороны привода; 6 — износ шпоночного паза;
7 — износ контактных колец
Неработоспособные диоды, транзисторы и конденсаторы, а
также катушки, имеющие межвитковые замыкания, выбраковы¬
вают.
Ремонт аккумуляторных батарей. В зависимости от объема
повреждений ремонт аккумуляторных батарей включает такие
работы: замену заливочной мастики, приварку межэлектродных
соединений, наварку выводных клемм, замену крышек аккуму¬
ляторов, замену моноблока и сепараторов, замену полублоков
5 12
Рис. 25.6. Основные повреждения якоря стартера СТ-130:
1 — следы касания якоря с полюсными башмаками; 2 и 3 — износ
и биение коллектора; 4 — износ шейки вала со стороны коллектора;
5 — разрушение соединения секции и коллектора; 6 — старение
изоляции; 7 — прогиб вала; 8 и 9 — износ шеек;
10 а 11 износ шлицев; 12 — замыкание обмотки
488
пластин одной из полярностей, замену полублоков обеих поляр¬
ностей.
Аккумуляторную батарею перед разборкой очищают и проти¬
рают ветошью. Батарею разряжают током, численно равным
0,1 емкости, до напряжения 1,7 В. Затем из батареи сливают
электролит и ее промывают водой. Разборку батарей начинают со
снятия выводных клемм и межэлементных перемычек. Для уда¬
ления мастики ее размягчают нагретым паяльником с долотооб¬
разным наконечником. Крышки аккумуляторов удаляют съемни¬
ком, после чего извлекают блоки пластин, которые разделяют на
полублоки положительных и отрицательных пластин и снимают
сепараторы. Детали разобранной батареи промывают в ванне с
проточной водой в течение 10—15 мин и просушивают.
Трещины в наружных и внутренних стенках определяют ос¬
мотром или измерением силы тока под напряжением 220 В, при¬
ложенного по разные стороны проверяемой стенки.
Трещины могут быть залиты различными пластическими ма¬
териалами после засверливания концов трещин и разделки их
под углом 90—120° на глубину, равную 2/3 толщины стенки.
Сепараторы из пористой пластмассы, не имеющие трещин и
изломов, могут быть использованы повторно.
Пластины, покрытые сульфатом свинца менее 50 % по пло¬
щади, могут быть восстановлены за 3—4 зарядно-разрядных
цикла слабым током. Пластины правят во влажном состоя¬
нии под прессом усилием до 30 кН при величине коробления
до 3 мм.
Положительные пластины с выпавшей активной массой ре¬
монтируют путем запрессовывания приготовленной активной
массы и ее сушки.
Обломанные ушки пластин наплавляют, а оторванные плас¬
тины от бареток приваривают угольным электродом с помощью
постоянного тока силой 100—125 А под напряжением 5—7 В.
В качестве присадочного материала применяют свинцовый стер¬
жень.
При сборке аккумуляторной батареи подбирают пластины с
одинаковым техническим состоянием. Комплект пластин с барет¬
ками собирают и сваривают в приспособлении. При сборке бло¬
ков между пластинами устанавливают сепараторы ребристой сто¬
роной к положительным пластинам. Собранные блоки устанав¬
ливают в отсеки бака, затем устанавливают предохранительные
щитки и крышки, канавки уплотняют резиновым или асбесто¬
вым шнуром и заливают разогретой мастикой. Заливочная мас¬
489
тика состоит из нефтяного битума (73—78 %) и смазочного мас¬
ла МК-22, МС-20 или МС-14 (остальное). Выступающие концы
штырей уплотняют и заливают расплавленным свинцом в фор¬
му, образуя полюсные наконечники. Свинец расплавляют в элек¬
трическим тигле.
Батареи заправляют электролитом и заряжают в соответствии
с руководством по эксплуатации.
Контроль изоляции. Изоляция электрооборудования — наи¬
менее надежный элемент, регламентирующий его ресурс, поэтому
значение ее сопротивления измеряют как при ремонте, так и пе¬
риодически при техническом обслуживании.
Измеряют только активное сопротивление изоляции, поэтому
применяют постоянный ток. Сопротивление изоляции большое, что
обусловливает применение высокого напряжения и чувствительных
приборов для измерения токов малой силы. Применяют мегоммет¬
ры, каждый из которых представляет собой комбинацию логометра
(двухрамочного магнитоэлектрического измерительного прибора) и
индуктора (генератора напряжения с ручным приводом).
Сопротивление изоляции обмоток измеряют на участке каж¬
дой независимой цепи (фазы) «корпус — обмотка». При этом
клемму мегомметра JI соединяют с выводом фазы, а клемму 3 —
с корпусом электрической машины. С корпусом машины соеди¬
няют также остальные фазы. Так измеряют сопротивление изо¬
ляции первой фазы относительно корпуса и двух других обмоток.
Затем аналогично измеряют сопротивление изоляции обмоток
второй и третьей фаз относительно корпуса и других фаз,
т. е. необходимо выполнить не более трех измерений.
Ремонт генераторов и стартеров. На современных автомоби¬
лях применяют трехфазные синхронные генераторы переменного
тока с независимым электромагнитным возбуждением и встроен¬
ными в крышку со стороны контактных колец кремниевыми
выпрямителями.
Обрывы в фазовых обмотках статора определяют последова¬
тельным включением их в цепь источника тока напряжением
12 В через контрольную лампу или омметр. Межвитковое замы¬
кание определяют путем расчета сопротивления R обмоток, из¬
меряя напряжение U и силу тока I (рис. 25.7): R = U/I. Сила
тока при измерении сопротивления не должна превышать 0,2 но¬
минального значения. Замыкание фазовой обмотки на корпус оп¬
ределяют путем приложения напряжения 220—380 В к корпусу
и одному из зажимов обмотки, при этом в цепь включают конт¬
рольную лампочку.
490
Рис. 25.7. Схема включения приборов
при определении межвиткового замыкания
Механические повреждения деталей электромашин устра¬
няют сваркой, наплавкой, гальваническими покрытиями,
пластическим деформированием с последующей механической
обработкой.
Обрыв выводов обмоток и обрыв наконечников устраняются
припайкой нового вывода и наконечника.
Замену обмоток в закрытых пазах или прочно закрепленных
пропиточным лаком осуществляют в такой последовательности.
Изоляцию обмоток выжигают в электрической печи в течение
3—4 ч. Удаляют старую обмотку и зачищают поверхности кор¬
пуса. Промывают и окрашивают корпус. Укладывают в пазы
изоляцию из электротехнического картона. Устанавливают вит¬
ки катушки в соответствии с ее обмоточными данными. Забива¬
ют в каждый паз клин, изготовленный из гетинакса или тексто¬
лита. Концы обмоток зачищают, лудят и припаивают к выводам.
Проверяют обмотку на предмет замыкания на корпус и межвит¬
кового замыкания под напряжением 220—500 В. Обмотку про¬
питывают лаком и сушат.
Биения поверхностей Aw. Б (см. рис. 25.5) относительно по¬
верхностей В и Г более 0,1 мм устраняют правкой вала после его
выпрессовывания из контактных колец и втулки обмотки воз¬
буждения.
Неисправности выпрямительного блока — пробой диодов и
нарушение контакта в переходах. При проверке диод подключа¬
ют в прямом и обратном направлениях к источнику тока напря¬
жением 12—15 В через последовательно включенную лампу мощ¬
491
ностью не более 15 Вт. Диоды проверяют при отсоединенной об¬
мотке статора.
После сборки генератор обкатывают в течение 10—15 мин и
испытывают без нагрузки, с номинальной нагрузкой и при мак¬
симальной частоте вращения ротора без нагрузки на стенде
КИ-968. Не допускаются стуки, не характерные для исправных
генераторов. Проверяют степень искрения щеток и электрическое
напряжение под определенной нагрузкой при установленной час¬
тоте вращения якоря.
Стартеры представляют собой электрические двигатели посто¬
янного тока с последовательным возбуждением. При их ремонте
дополнительно к приведенным выше работам протачивают и
шлифуют тонкой шкуркой коллектор и вырезают ножовкой изо¬
ляцию между его пластинами на глубину 0,5—0,8 мм.
При прогибе вала более 0,30 мм его выпрессовывают из яко¬
ря и правят. При предельном износе винтовых шлицев по шири¬
не и наружному диаметру якорь бракуют.
Обмотки якоря и катушки статора проверяют на обрыв и
межвитковое замыкание на приборе Э-202. Якорь укладывают на
призмы сердечника и наводят ЭДС в секции обмотки переменным
по значению и направлению магнитным потоком, создаваемым
первичной обмоткой прибора (рис. 25.8). При наличии межвит-
а б
Рис. 25.8. Схема проверки обмотки якоря стартера (а)
и обмотки возбуждения (б) на индукционном приборе:
1 — миллиамперметр; 2 — пластина; 3 — проверяемый якорь;
4 и 7 — индукционные приборы; 5 — испытуемая катушка;
6 — железный сердечник
(
7
3
220В
220В
492
нового замыкания (обрыва) в проверяемой секции ток в цепи не
обнаруживается. Если на якорь вдоль паза проверяемой секции,
имеющей межвитковое замыкание, положить стальную пластину
толщиной 0,2—0,4 мм, то она начинает вибрировать под дей¬
ствием местного переменного поля, создаваемого индуцируемым
переменным током.
Щетки с износом менее 1/3 ее первоначальной высоты при¬
тирают к коллектору с помощью стеклянной шкурки. Щетки с
большими износами заменяют. Площадь контакта щетки с кол¬
лектором должна быть не менее 80 % рабочей поверхности. Дав¬
ление пружины на щетку в момент отрыва ее от коллектора дол¬
жно составлять 10—15 Н.
После сборки стартера его якорь должен свободно вращаться
с осевым перемещением не более 0,8 мм.
Стартеры испытывают на стенде КИ-968 в режимах холосто¬
го хода и полного торможения. В первом случае измеряют силу
тока, потребляемого стартером, и частоту вращения якоря. Во
втором случае — момент на якоре, силу потребляемого тока и ра¬
ботоспособность муфты свободного тока.
Если стартер потребляет повышенный ток, а частота враще¬
ния якоря ниже нормативной, то причиной этого может быть ту¬
гая посадка подшипников, перекос вала в опорах или замыка¬
ние обмоток. Пониженные значения функциональных параметров
указывают на замасливание коллекторов или нарушение пайки
секций обмоток к пластинам.
Ремонт приборов зажигания и проводов. Ремонтируют реле-
регуляторы, индукционную катушку, прерыватель-распредели¬
тель и запальные свечи.
Повреждения реле-регуляторов: обгорание и выкрашивание
контактов, повреждения резисторов и диодов, обрывы и замыка¬
ния на корпус обмоток, увеличение зазора между якорем и сер¬
дечником и контактами, трещины в основании и обломы ушка
крепления реле-регулятора.
Обгоревшие и изношенные контакты зачищают шлифоваль¬
ной шкуркой или надфилем. Если высота контактов менее 0,3 мм,
то их заменяют. Обмотки с поврежденной изоляцией заменяют
или перематывают после восстановления изоляции.
Состояние диодов реле проверяют аналогично проверке дио¬
дов генераторов переменного тока. Работоспособность транзисто¬
ра (не снимая его с реле-регулятора) можно проверить на стенде
КИ-968 от аккумуляторной батареи (рис. 25.9). Для этого меж¬
ду зажимами Ш реле-регулятора и генератора дополнительно
493
D1
VD2
1
u
ее
GL
VD1
_r~l
I-
I
! GB
+
(PA^-H >—
SI
3^®1
ш
'КР
В
м
1
Puc. 25.9. Схема устройства для проверки
контактно-резисторного реле-регулятора с генератором:
GB аккумуляторная батарея; G — генератор; В1 — блок
выпрямителей; VD1, VD2 - выпрямители; РА1, РА2 - амперметры;
PV - вольтметр; GL - шунт; КР - реле-регулятор;
Ш, В, М зажимы; SI, S2 — переключатели; R — реостат
включают амперметр РА1. Затем при неработающем генераторе
подают напряжение на реле-регулятор от аккумуляторной бата¬
реи. Амперметр показывает силу тока 2,5—2,7 А, который про¬
ходит через обмотку возбуждения генератора. Если при замкну¬
тых контактах реле-регулятора ток не изменяется, то транзис¬
тор неисправен и его заменяют новым.
У индукционной катушки возможны: обрыв и замыкание
в цепи обмоток, повреждение изоляции, замыкание витков
на массу.
У прерывателя возможны износ контактов, потеря упругости
пружин, износы в узле управления углом опережения зажигания
и неисправность конденсатора. Неисправности запальных свечей:
отложения нагара на корпусе и изоляторе, облом бокового элек¬
трода, трещины и пробой изолятора.
494
Контакты прерывателя зачищают надфилем, а при значитель¬
ном износе перепаивают. Упругость пружины определяют дина¬
мометром, а при потере упругости ее заменяют новой. Электри¬
ческую прочность изоляции рычажка и соединительной пласти¬
ны прерывателя проверяют на пробой при разомкнутых контак¬
тах под напряжением 380—500 В.
Вакуумный регулятор, имеющий поврежденную диафрагму,
заменяют новым. Изношенные втулки в корпусе прерывателя за¬
меняют новыми с последующим разворачиванием под номиналь¬
ный размер. Изношенные шейки валика восстанавливают хроми¬
рованием или железнением с последующим шлифованием под но¬
минальный размер.
Собранный прерыватель-распределитель испытывают на стен¬
де, где проверяют бесперебойность искрообразования, чередование
искр, характеристику центробежного регулятора опережения за¬
жигания, герметичность и характеристику вакуумного регулято¬
ра опережения зажигания.
Неисправности конденсатора — это пробой изоляции или об¬
рыв цепи. На контрольно-испытательных стендах конденсаторы
испытывают методом сравнения с эталонным конденсатором по
интенсивности искрообразования.
Ремонт свечей заключается в очистке загрязненных элементов
в растворителях или струей песка и проверке работоспособности
на разряднике с параллельно включенной эталонной свечой.
Жгуты проводов, имеющих потертости или изломы, разбирают,
заменяют поврежденные провода и собирают с новой оболочкой.
25.3. Ремонт гидравлических систем
Состав гидравлических систем и их повреждения. Гидрав¬
лические системы применяются в рулевых управлениях, транс¬
миссиях, механизмах подъема самосвальных платформ и дру¬
гих механизмах автомобилей. Их основные части следующие:
баки, насосы, фильтры, гидроцилиндры, распределители, тру¬
бопроводы.
Баки для рабочей жидкости сварены из штампованного лис¬
тового материала.
Корпуса насосов, фильтров и распределителей изготовлены из
чугуна или алюминиевого сплава. Корпус цилиндра получают
из цельнотянутой стальной трубы. Движущие части механизмов
изготовлены из конструкционных углеродистых или легирован¬
ных сталей.
495
Фильтрующие элементы забиваются уплотнившимися загряз¬
нениями, что приводит к снижению их пропускной способности
или к отключению. В последнем случае гидроприводы питаются
неочищенным маслом.
Основные повреждения деталей гидравлических систем и их
причины следующие: износ в результате абразивного (в том чис¬
ле гидроабразивного), эрозионного и кавитационного изнашива¬
ния трущихся поверхностей; деформации стенок цилиндров из-
за высокого давления среды (0,2—1,5 МПа); изгиб штоков зна¬
чительными осевыми усилиями; старение резиновых изделий; ус¬
талостные трещины на поверхностях деталей, испытывающих
циклические нагрузки.
Повреждения деталей гидроусилителя рулевого управления,
например, приводят к увеличению усилия на рулевом колесе и
его свободного хода, вибрациям в приводе и нагреву масла, что
затрудняет управление автомобилем.
Содержание ремонта и его организация. Процесс ремонта
гидравлических систем включает:
♦ наружную очистку;
♦ диагностирование;
♦ разборку агрегатов и очистку деталей;
♦ восстановление деталей;
♦ сборку и испытание агрегатов.
Наружную очистку изделий выполняют предварительной вы¬
держкой их в очистном растворе с последующей обработкой в
струйных или погружных машинах.
Гидравлические системы создают с большим запасом долго¬
вечности, многие устройства поступают в ремонт, имея остаточ¬
ную долговечность, достаточную для очередного межремонтного
пробега. Детали гидравлических систем при ремонте не обезли¬
чивают. Поэтому предремонтное диагностирование этих систем на
испытательных стендах весьма актуально. При определении тех¬
нического состояния системы устанавливают необходимость ре¬
монта с обоснованием его объема. Например, в результате диаг¬
ностирования масляного насоса измеряют развиваемое им давле¬
ние среды при установленной частоте вращения ведущего вала и
нормативной нагрузке (гидравлическом сопротивлении отводяще¬
го участка системы). Если это давление превышает нормативное,
то насос обладает нужным запасом долговечности. В этом случае
проверяют работу клапанов, а при необходимости их разбирают,
очищают и притирают.
496
Резьбовые соединения агрегатов гидравлических систем разби¬
рают в приспособлениях с помощью гайковертов и механических
отверток, а прессовые соединения — на прессах.
Очистке элементов гидравлических систем придают особое
значение. Детали очищают в ваннах с циркуляцией среды, в па¬
рах растворителей или в ультразвуковых ваннах. Трубопроводы
и внутренние полости корпусных деталей очищают прокачкой
очистной среды со скоростью 35—30 м/с. В установках замкну¬
того типа используют эффективные, но токсичные жидкости
типа метиленхлорида. Ответственные детали окончательно очи¬
щают в ваннах с керосином или уайт-спиритом.
При измерении размеров на операциях определения техничес¬
кого состояния деталей, а также при их восстановлении приме¬
няют приборы с рычажно-зубчатыми головками (цена деления
1 или 2 мкм) и пневмоконтроль.
При восстановлении деталей широко применяют пайку, нане¬
сение покрытий небольшой толщины на трущиеся поверхности,
объемное и поверхностное пластическое деформирование, абразив¬
ную обработку.
Щелевые фильтры при ремонте промывают, а контактные —
заменяют.
Необходимую точность замыкающих размеров (зазоров) в под¬
вижных соединениях распределителей обеспечивают групповой вза¬
имозаменяемостью. При ремонте гидравлических систем добивают¬
ся герметичности их корпусных деталей и соединений.
Ремонт частей гидравлических систем завершают их испыта¬
нием на специализированных стендах.
Особенности ремонта гидравлических систем. Ремонт гидрав¬
лических систем организуют на отдельных участках, специали¬
зированных по предметному признаку. Резиновые трубопроводы
(шланги) и уплотнения (кольца, манжеты) при ремонте гидрав¬
лических систем заменяют новыми.
Повреждения и ремонт баков приведены ранее (см. параг¬
раф 25.1). Там же приведены повреждения и ремонт трубопроводов.
В гидравлических системах широко применяют шестеренча¬
тые насосы, ремонт которых заключается в восстановлении гео¬
метрических параметров корпуса и его крышки, восстановлении
или замене зубчатых колес.
В корпусе шестеренчатого насоса изнашиваются поверхности,
соприкасающиеся при работе с валами и зубчатыми колесами.
Корпус проходит технологические операции восстановления как
корпусная деталь. В нем комплексно восстанавливают колодцы
497
под зубчатые колеса и отверстия под валики. Глубину колодца
восстанавливают шлифованием его стыковой поверхности с
крышкой. Износ на крышке также устраняют путем шлифова¬
ния ее рабочей поверхности. Восстановление радиального зазо¬
ра между зубьями колес и корпусом насоса имеет несколько ре¬
шений. Первое заключается в смещении осей вращения колес в
сторону всасывания на 0,5—0,7 мм (при этом в отверстия под
валики устанавливают ДРД в виде втулки). Второе решение со¬
стоит в установке и закреплении ДРД в виде частей кольца на
цилиндрические поверхности колодца. Третье решение предпо¬
лагает нанесение металлических, керамических или полимерных
покрытий на изношенные поверхности колодцев с последующей
обработкой. Согласно четвертому решению цилиндрические по¬
верхности колодцев восстанавливают пластическим деформиро¬
ванием корпуса (рис. 25.10). Наконец, при износе цилиндри¬
ческой поверхности колодцев до 0,2 мм возможно их растачи¬
вание под ремонтный размер. Насос при сборке в последнем
случае комплектуют зубчатыми колесами с увеличенным диа¬
метром окружности выступов зубьев. Отверстия под валы вос¬
станавливают установкой ДРД (втулок) с последующим их ра¬
стачиванием.
Зубчатые колеса с износами зубьев по высоте и длине можно
шлифовать под ремонтный размер.
8 7
Рис. 25.10. Схема штампа
для обжатия корпуса гидравлического насоса на прессе:
1 — стол пресса; 2 — корпус штампа; 3 и 7 — рабочие части матрицы;
4 — восстанавливаемый корпус; 5 — пуансон;
6 — плита; 8 — выталкиватель
498
Наиболее интенсивно изнашиваются трущиеся поверхности
корпуса, поршня и штока гидроцилиндра. Внутренняя поверх¬
ность корпуса гидроцилиндра приобретает бочкообразную форму
из-за изнашивания и действия жидкости под высоким давлени¬
ем. Короткие цилиндры с износами до 0,1 мм или шлифуют, или
растачивают и хонингуют (хонингование лучше заменить раска¬
тыванием роликовой оправкой) с, достижением шероховатости
Ra = 0,16 мкм. При больших износах на трущуюся поверхность
наносят электрохимическое покрытие из хрома или железа и эту
поверхность шлифуют. Допускается увеличение размера соедине¬
ния на 0,3 мм. Раскатывание поверхности цилиндра увеличива¬
ет его диаметр на 0,04—0,05 мм, при этом производительность
повышается в 5—10 раз по сравнению с хонингованием.
Длинные предельно изношенные цилиндры заменяют новыми.
Изношенные отверстия в крышках гидроцилиндров восста¬
навливают установкой ДРД в виде бронзовых втулок, которые
затем растачивают.
Штоки при наличии трещин и прогибов более 0,15 мм заме¬
няют. Сорванную резьбу наплавляют с последующим нарезанием
резьбы номинального размера. Штоки с допустимыми прогибами
правят «с перегибом» под прессом в холодном состоянии. Што¬
ки с глубиной повреждений до 0,5 мм восстанавливают. Заготов¬
ку с хромовым покрытием предварительно шлифуют, поверх¬
ность травят, а затем наносят слой хрома толщиной не менее
0,2 мм. При большой толщине покрытия слой хрома наносят на
слой железа. Затем шток шлифуют и полируют.
Отклонение от прямолинейности образующей штока не более
0,03 мм на его длине 500 мм. Биение середины рабочей поверх¬
ности относительно крайних участков не более 0,01 мм, конусо-
образность и овальность — в пределах допуска на размер, а ше¬
роховатость поверхности Ra< 0,32 мкм.
Распределители содержат соединения с малыми зазорами, со¬
ставляющие детали которых перемещаются относительно друг
друга поступательно.
В большинстве распределителей имеются прецизионные пары с
большим количеством размерных групп (из число доходит до 20).
При незначительных их износах зазор в паре «корпус — золотник»
восстанавливают способом подбора золотника по отверстию —
перекомплектованием с последующей совместной притиркой.
Категорийные ремонтные размеры для трущихся соединений
распределителей, как правило, не предусмотрены, однако не ис¬
ключены пригоночные размеры (без заранее установленных ре¬
499
монтных интервалов). Отверстия в корпусе могут быть обработа¬
ны шлифованием или алмазным хонингованием до выведения
следов изнашивания. Общий припуск (на сторону) на хонинго-
вание должен быть 0,02—0,06 мм и на 30 % больше отклонения
геометрической формы восстанавливаемого отверстия. Припуск на
чистовое хонингование 0,005—0,008 мм. Время обработки одно¬
го отверстия 20—60 с.
На рабочую поверхность золотника наносят покрытие
(плазменной или лазерной наплавкой, электрохимическим хро¬
мированием и др. способами) с последующим шлифованием и
полированием. Перед нанесением электрохимического покры¬
тия восстанавливаемую поверхность шлифуют до выведения
следов изнашивания. Отсечные кромки золотника должны
быть острыми.
Конусные запорные поверхности клапанов шлифуют, а их
седла зенкуют. Затем пару совместно притирают. В клапанных
парах шарикового типа изношенные шарики заменяют новыми,
а их гнезда восстанавливают чеканкой новым шариком до полу¬
чения кругового пояска шириной 0,1—0,3 мм.
Узлы гидравлических систем собирают на стендах и направ¬
ляют на испытания.
Собранный, например, масляный насос обкатывают и испы¬
тывают на стенде КИ-5278. Стенд имеет механизм установки и
закрепления испытываемого насоса, привод вращения его веду¬
щего вала и систему хранения рабочей жидкости. Механический
вариатор привода позволяет плавно изменять частоту вращения
ведущего вала насоса от 147 до 2015 мин-1. Рабочая жидкость —
смесь масла с керосином или дизельным топливом. Вязкость
жидкости соответствует вязкости масла в работающем агрегате.
Обкатку насоса ведут в течение 10 мин, из них в первые
4 мин постепенно повышают частоту вращения ведущего вала от
минимальной до рабочей, а давление — от нуля до рабочего. Если
во время обкатки не обнаруживаются нагрев, заедание и излишний
шум, то насос испытывают на производительность, обычно на двух
частотах вращения ведущего вала. Противодавление на выходе из
насоса создают пропусканием жидкости через отверстие регламенти¬
рованного диаметра. При этом давление прокачиваемой жидкости
должно быть не меньше нормативного значения, установленного
для каждой марки насоса. При работе насоса определяют давление
рабочей жидкости, при котором срабатывает редукционный клапан.
Если это давление отличается от нормативного, то клапан регули¬
руют, изменяя осадку пружины винтом или прокладками.
500
Распределители испытывают и регулируют на стенде
(рис. 25.11), укомплектованном гидронасосом, на дизельном топ¬
ливе, нагретом до температуры 50±5°С. Устанавливают давле¬
ние срабатывания клапана-автомата гильзы, проверяют рабо¬
ту золотников и определяют герметичность корпуса и стыков
деталей.
При регулировании клапана на давление срабатывания удер¬
живают один из золотников в положении «Подъем» или.«Опус¬
кание». Клапаны большинства распределителей срабатывают при
давлении жидкости 13,5 МПа в магистрали стенда. Затем прове¬
ряют герметичность золотниковых пар при нейтральном положе¬
нии золотников под давлением 7 МПа. Допускается утечка жид¬
кости не более 3 см3 за 1 мин. Далее регулируют давление авто-
Рис. 25.11. Схема стенда
для испытания распределителя типа Р-75:
1 — трубопровод всасывающий; 2 — насос; 3 — испытываемый
распределитель; 4 — сливной трубопровод; 5 — устройство для
испытания гильз; б и 7 — трубопроводы; 8 — блок низкого давления;
9 — манометр; 10 — центробежный фильтр; 11 — радиатор;
12 — перепускной клапан; 13 — счетчик расхода жидкости;
14 — фильтр щелевой; 15 — дроссель
501
матического возврата золотников, для чего устанавливают золот¬
ник в положение «Подъем» или «Опускание» при давлении 11—
12,5 МПа. Золотник должен возвратиться в нейтральное поло¬
жение. В заключение проверяют герметичность корпуса и стыков
деталей, для чего золотники поочередно удерживают в положе¬
нии «Подъем» или «Опускание» в течение 2 мин при давлении
срабатывания предохранительного клапана. Подтекание жидко¬
сти не допускается.
Гидроцилиндры испытывают рабочим давлением среды при
крайних положениях штока. Подтекание жидкости не допус¬
кается.
Во время регулирования и испытания гидроусилителя руле¬
вого управления измеряют свободный ход рулевого колеса при
неподвижной сошке. Затем регулируют предохранительный кла¬
пан на давление срабатывания в крайних положениях золотни¬
ка с проверкой герметичности механизма. Далее определяют пол¬
ный ход золотника и усилия, необходимые для его перемещения
в обе стороны от нейтрального положения при давлении среды
5—6 МПа. В отремонтированном гидроусилителе ведомый вал
должен вращаться равномерно, усилие, приложенное к рулевому
колесу (при повороте его в обе стороны под нагрузкой), должно
быть 45—50 Н.
Ремонт рам,
кузовов и кабин
26.1. Ремонт рам грузовых автомобилей
Лонжероны рам изготовлены у автомобилей МАЗ из ста¬
ли 19ХГС, ЗИЛ — из стали ЗОТ, КамАЗ — из стали 15ГЮТ и
ГАЗ — из стали 25. Поперечины и раскосы рамы изготовлены
у автомобилей МАЗ из стали 20 кп, ЗИЛ — из стали 08 и 20,
КамАЗ — из стали 15ГЮТ и ГАЗ — из стали 08 кп. Части рамы
соединены друг с другом с помощью заклепок, изготовленных из
сталей Ст. 2, Ст. 3, 10 или 15.
Рамы имеют следующие повреждения: деформации и трещи¬
ны лонжеронов и поперечин, разрушение заклепок, ослабление
посадки заклепок за счет изнашивания отверстий под заклепки
и тела заклепок.
В зависимости от вида и числа повреждений, объемов ремон¬
та и принятой организации раму разбирают полностью или час¬
тично. Раму разбирают полностью при наличии значительного
числа дефектов (в том числе предельной деформации элементов)
и больших объемах выпуска. При отсутствии трещин и неболь¬
шом числе ослабленных заклепочных соединений (не более одной
в каждом соединении лонжерона с кронштейном или с поперечи¬
ной) раму разбирают частично.
Технологический процесс ремонта рам включает: очистку,
разборку, определение технического состояния деталей, восста¬
новление деталей, сборку, окрашивание и контроль.
Очистку с удалением старой краски ведут погружением из¬
делия на 1,0—1,5 ч в ванну с раствором каустической соды
(80—100 г/л) при температуре 80—90 °С. Для удаления остат¬
ков щелочного раствора раму промывают горячей водой.
Раму разбирают высверливанием заклепок или срезанием их
головок. Второй способ более эффективен при больших объемах
ремонта. Тело заклепки выбивают бородком.
Критериями для выбраковки балок являются их предельная
деформация и число трещин.
503
Балки правят в холодном состоянии на прессе с последую¬
щим контролем их формы линейками и шаблонами. Добиваются
неплоскостности каждой из стенок лонжерона не более 3 мм на
длине 1000 мм и неперйевдикулярности между стенками не бо¬
лее 0,5 мм на 100 мм длины.
Допускается заварка трещин и вырезание поврежденных час¬
тей с приваркой ДРД. Концы трещин засверливают (во избежа¬
ние их распространения) сверлом диаметром 6—8 мм, отступив
от концов трещин на 5—10 мм в направлении ихраспространения.
Трещину разделывают с одной или обеих сторон под углом 60°.
Места под сварку зачищают. Все сварные соединения выполня¬
ются встык или внахлестку при определенной последовательнос¬
ти швов. При трещинах, проходящих через отверстия для зак¬
лепок крепления поперечин, вырезают поврежденный участок и
приваривают ДРД, изготовленные из стали Ст. 3. Балки рамы
сваривают электродом ОЗС-6 #ли УОНИ ,13/55 диаметром 4 мм
постоянным током силой 150—200 А с одной или с двух сторон.
Сварной, шов не должен возвышаться над поверхностью основно¬
го металла более чем на 2,0 мм. Шов ц поверхность основного
металла на ширине 2Q мм очищают от шлака, при этом поверх¬
ность шириной 3—4 мм по обе стороны от оси ш^а упрочняют
наклепом с помощью пневматического молотка. Рабочая часть
молотка выполнена в виде сферы радиусом 4,5 мм. При этом
отпечатки бойка не должны сливаться в сплошную полосу,
каждый отпечаток диаметром не более 3,0 мм должен быть хо¬
рошо заметен. Между соседними Отпечатками не должно быть
ненаклепанного участка. Изношенные отверстия заваривают и
сверлят новые. Для предупреждения усталостных трещин по¬
верхность отверстий упрочняют проталкиванием шарика. При
обстукивании молотком сварного шва звук должен быть таким,
как н При обстукивании основного металла.
ЛОнжероны рамы при ее сборке устанавливают в кондуктор.
Поперечины рамы ориентируют относительно лонжеронов уста¬
навливаемыми заклепками. Раму собирают с помощью гидравли¬
ческой клепальной установки (рис. 26.1). Установка состоит из
гидравлической станции 3 с электродвигателем 2, арматуры и
скобы 6 с гидроцилиндром 1. Скоба с гидроцилиндром подвеше¬
на на монорельсе с помощью уравновешивающего груда. В гид¬
равлической станции с электрическим насосом имеются бак с за¬
пасом масла, реверсивный золотник с электромагнитами, реле
давления и другие приборы. Насос соединен с гидроцилиндром
шлангами.
504
Рис. 26.1. Установка для клепки рам:
1 — гидродалиндр; 2>— электродвигатель; 3 — гидравлическая станция;
4 — кнопочная станция; 5 — шланги; 6 — скоба
Заклепку деформируют в холодном состоянии. При этом сбо¬
рочное усилие деформирует как головку заклепки, так и ее тело,
материал которого полностью заполняет объем отверстия в со¬
единяемых деталях. Установленные заклепки остукивают, осмат¬
ривают, и с цомощью шаблонов проверяют размеры головок.
При ремонте рамы должны обеспечиваться следующие требо¬
вания:
♦ неперпендикулярностьгорнаонтальных полок к вертикаль¬
ным стенкам не более 1,25 мм на длине 100 мм;
♦ непрямолинейность вертикальной стенки в поперечном се¬
чении не более 0,5 мм;
♦ несоосность отверстий под заклепки в верхней и нижней пол¬
ках лонжеронов и поперечин швеллерного сечения не более 0,5 мм;
♦ на лонжероне не допускается более трех сварных соедине¬
ний или заваренных трещин;
♦ разность длин диагоналей, как расстояний между осями
технологических отверстий, не должна превышать 5 мм;
♦ разность стрел прогиба лонжеронов не должна превышать
6 мм. ..
Контроль выполняют после всех технологических операций.
Раму окрашивают пневматическим распылением лакокрасочного
материала или окунанием. Второй способ более производительный и
обеспечивает поступление этого материала ко всем местам изделия.
505
26.2. Технологический процесс ремонта
кузовов и кабин
Повреждения кузовов я кабин. Основные повреждения кузовов
легковых автомобилей и кабин грузсдаых автомобилей следующие:
коррозия листовых панелей, деформация или разрушения при дорож¬
но-транспортных происшествиях. Техническое состояние кузова оп¬
ределяет момент поступления автомобиля в капитальный ремонт.
Механические Повреждения кузовов наиболее часто происхо¬
дят при столкновениях автомобилей. Частота повреждений кузо¬
вов легковых автомобилей, приведена на рис. 26.2.
I—п
III—IV
IV
ЩЩГДШШ
£12%
53%
52%
дгшш
10%
ЕШЙГ
V—VI
VI
1ШПШПТ.
VII—vin
vm
32%
vm
vn
ш
vn
Puc. 26.2. Аварийные повреждения кузовов легковых автомобилей:
а — деление кузова по зонам повреждений, б — диаграммы
распределения числа повреждений (в процентах) кузовов по зонам
506
Процесс ремонта. Технологический процесс ремонта наиболее
сложных изделий рассматриваемого типа — кузовов легковых ав¬
томобилей — включает:
♦ приемку в ремонт;
♦ оценку технического состояния и определение объема ре¬
монта;
♦ разборку кузова с удалением старой краски;
♦ правку частей кузова;
♦ замену поврежденных частей;
♦ выравнивание поверхностей панелей;
♦ контроль размеров;
♦ окрашивание;
♦ сборку и окончательный контроль.
Перед приемкой в ремонт кузов очищают в растворах ТМС и
сушат, при этом удаляют противокоррозионные покрытия. Кузов
в ремонт принимают на основании технических условий на при¬
емку, ремонт и выпуск из ремонта кузовов и кузовных деталей
легковых автомобилей. Кузов с аварийными повреждениями, в
том числе с поврежденными заводскими номерами, принимают с
соответствующей справкой ГАИ.
Техническое состояние кузова определяют на рабочем месте,
оснащенном автомобильным подъемником и средствами измере¬
ний. При необходимости используют стенд для контроля основа¬
ния кузова.
Не принимают в ремонт кузова со сквозной коррозией по ли¬
нии соединения лонжеронов и усилителей с другими элементами;
с деформированными и корродированными силовыми элементами,
не поддающиеся правке; деформированные в результате пожара
со смещением двух и более контрольных точек в& расстояние бо¬
лее 80 мм от нормативного положения.
В зависимости от объема коррозионных повреждений и коли¬
чества деформированных элементов выделяют 6 видов ремонта
кузовов, включающих: .■■■»
♦ выправление повреждений с площадью поверхностей
до 20 % в легкодоступных местах;
♦ выправление повреждений со сваркой или деформированных
с площадью поверхностей до 50 % в легкодоступных местах;
♦ выправление повреждений с заменой панелей и сваркой на
площади до 30 % площади общей поверхности. Используют уст¬
ранение повреждений вытяжкой и правкой с усадкой металла,
вырезкой участков, не подлежащих ремонту. Изготавливают ре¬
монтные вставки из выбракованных деталей кузова или из лис¬
507
тового металла с приданием ему формы восстанавливаемой
детали;
♦ устранение повреждений восстановлением панелей на пло¬
щади поверхности свыше 30 %;
♦ замена поврежденной части детали кузова ремонтной встав¬
кой из номенклатуры запасных частей или изготовленной по чер¬
тежам завода-изготовителя;
♦ трудоемкий ремонт, предусматривающий замену поврежден¬
ных частей кузова блоками деталей от выбракованных кузовов
с разметкой, отрезкой, подгонкой, вытяжкой, рихтовкой и свар¬
кой последних.
В зависимости от вида ремонта кузов разбирают частично
или полностью. Частичную разборку выполняют в случаях,
когда требуется ремонт только отдельных частей кузова по
причине коррозии, ослабления креплений или небольших ава¬
рий. Полную разборку осуществляют при значительных ава¬
рийных повреждениях. При полной разборке снимают капот,
двери, крышки, кожухи, ^кронштейны, провода, обшивку и
другие элементы. После этого можно сиять старую краску в ра¬
створе каустической соды концентрацией 3—5 г/л при темпе¬
ратуре 80—90 °С, после чего необходима промывка в горячей
воде.
Вмятины в панелях кузова, металл которых не растянут, вы¬
равнивают выдавливанием или вытягиванием вогнутого участка
до придания ему необходимой кривизны. Выпучины, образующи¬
еся в панели при большом растяжении металла, нельзя выпра¬
вить рихтовкой, поскольку в процессе ее выполнения вершина
выпучины перемещается по листу.
Замена поврежденных частей кузова включает: разметку гра¬
ниц удаляемого участка, вырубку или вырезание поврежденных
элементов, изготовление ДРД в их приварку.
Границы восстанавливаемого участка панелей или силовых
коробчатых элементов определяют после приложения шаблонов
или сопряженных ДРД с учетом необходимых зазоров или на¬
хлестки.
В цельнометаллических кузовах сварной конструкции его
элементы соединены между собой различными видами сварки
(преимущественно контактной). Поврежденные части панелей
вырубают механическими зубилами, вырезают пилами, ножница¬
ми или газовыми резаками.
Угол заострения прямолинейной кромки зубила равен 60°.
Удар молотком по зубилу без его смещения вдоль линии реза
508
должен быть один, но сильный. После каждого удара режущую
кромку зубила смещают на 1/4 ее длины. Механическую выруб¬
ку осуществляют пневматическим молотком, оснащенным набо¬
ром режущих инструментов.
Поврежденные элементы вырезают ручными или механичес¬
кими ножовками или ножницами. Используют также газокисло¬
родную резку. Образовавшуюся кромку панели правят киянкой
и обрабатывают напильником или шлифовальным кругом.
Технология устранения деформаций (вмятин, выпучин, пе¬
рекосов) кузова зависит от их вида. Вмятины с верастянутым
металлом устравяют ручнойрихтоакой с использованием под¬
держивающих наковален или фасониык плит» Для доступа к
закрытым полостям выполняют незамкнутое разрезание пане¬
ли и отгибание ее элемента. Выпучины с растянутым металлом
выправить рихтовкой не удается. Устранить выпучину можно
путем нагрева материала и его быстрого охлаждения. Мягкая
сталь при нагреве до температуры около 800 °С (красный цвет)
становится пластичной. Металл нагревают электрической ду¬
гой от угольного электрода или газовым пламенем от горелки
№ 0. Расширению нагретого металла препятствует менее на¬
гретый окружающий металл, поэтому увеличение его объема
происходит за счет утолщения. Затем источник теплоты отво¬
дят. При охлаждении сжимающийся металл удерживается хо¬
лодным металлом, размеры которого не изменились. Процесс
охлаждения ускоряют наложением кольца из мокрого асбеста
на металл вокруг нагретого участка. Дополнительно самую на¬
гретую часть металла выстукивают рихтовочным молотком,
начиная у границы участка и заканчивая в центре. Допуска¬
ется не более трех нагревов.
Объемные деформации кузова в виде перекосов и прогибов ус¬
траняют путем приложения усилия, направленного противопо¬
ложно тому, которое действовало во время аварии. Усилие при¬
кладывают к кузову, установленному на стенд, с помощью меха¬
нических резьбовых или гидравлических растяжек (рис. 26.3). Уси¬
лие от гидравлических растяжек может передаваться на элемен¬
ты кузова непосредственно или растяжными цепями. Таким об¬
разом устраняют перекосы в проеме двери, или ветрового, или
заднего стекла, или в проеме для капота, или крышки багажни¬
ка и восстанавливают геометрические размеры, подлежащие кон¬
тролю (рис. 26.4). г?
После правки кузова необходимо снять внутренние остаточ¬
ные напряжения в металле (чтобы не произошло обратных пере-
509
Рис. 26.3. Стенд для устранения деформаций кузова
и контроля основания
мещений) посредством рихтовки участков с помощью молотка че¬
рез деревянную подкладку. Если выправляемый кузов не изменя¬
ет своей формы, то внутренние напряжения не превышают допу¬
стимых.
ДРД закрепляют с использованием сварки* вид которой вы¬
бирают в зависимости от требуемой производительности, фор¬
мы деталей и расположения шва. Применяют газовую, дуговую
в среде защитного газа и контактную сварку. Соединение де¬
талей с кузовом ведут встык или внахлестку. Поверхности
панелей покрывают токопроводящими пастами или грунтом
ГФ-021. Соединение встык ведут без подкладной ленты или с
ней, а также с отбортовкой кромок; Зазор в месте соединения
не должен быть более 1,5 диаметра сварочной проволоки. При
соединении внахлест соединяемые кромки сжимают струбци¬
ной, чтобы поверхности свариваемых деталей соприкасались.
Газовую сварку применяют при выполнении прихваток и
путем нанесения припоев в местах концентрации напряже¬
ний. Недостаток ее заключается в значительных короблениях
свариваемых деталей, их перегреве и большой трудоемкос¬
ти доводки поверхностей. Для сварки металлов толщиной
0,7—2,0 мм применяют горелки малой и средней мощности с
наконечниками № 1 или № 2.
510
0 Ф © (&
Рис. 26.4. Основные размеры контрольных точек .. .
основания кузова автомобилей ВАЗ-2101, ВДЗ-2107: t (
А — крепление стабилизатора поперечной устойчивости; Б ■— крепление
поперечины передней подвески; В — заднее крепление силового агрегата;
Г — креплен»» жижншя продольных штанг задней недвесКн;
Д — крепление верхних продольных штанг задней подвески;
Е — крепление поперечной штанги задней подвески;
Ж — технологические отверстия в панели заднего пола
(указанные размеры принимаются между осями отверсМй)
Горизонтальные сплошные швы выполняют, двигаясь к краю
детали, горизонтальные угловые — справа налево, а вертикаль¬
ные — снизу вверх.
Поверхность кузова Выравнивают нанесением синтетических
материалов (заполнением или напылением). Для выравнивания
крупных вмятин и заделки сквозных коррозионных повреждений
используют эпоксидную композицию. Полиэфирными шпатлевка¬
ми типа ПЭ-0085 выравнивают лицевые поверхности с мелкими
вмятинами.
511
Качественное выравнивание поверхностей панелей обеспечи¬
вает нанесение припоя. Лужение поверхности выполняют флюсом
из хлорида цинка. Большую коррозионную стойкость имеет пас¬
та следующего состава, %:
♦ 48 %-ный раствор хлорида цинка 10,0
♦ смачивающее вещество ОП-7 или ОП-Ю 10,0
♦ хлорид аммония 0,3
♦ оловянный мелкодисперсный порошок 23,8
♦ свинцовый мелкодисперсный порошок 55,9
Припой ПОС-18, расплавляют в ванночке. Затем нагревают
восстанавливаемую поверхность и деревянной лопаткой наносят
припой. Каждый слой припоя разравнивают лопаткой, смоченной
в вазелине.
Геометрические размеры основания и проемов кузова должны
соответствовать нормативным. Контроль размеров основания ве¬
дут на стенде.
Отдельно ремонтируют двери, капот, крышки и другие части
кузова. После окрашивания кузов поступает на сборку. Значения
зазоров по дверям, кацоту и крышке багажника нормированы и
составляют 4—1 мм. Двери, крышка багажника и капот долж¬
ны легко открываться и закрываться и не иметь перекосов. Их
лицевые поверхности могут выступать над поверхностью непод¬
вижной части кузова не более чем на 3 мм.
Верхний слой эмали наносят на собранный кузов, после чего
контролируют состояние этого слоя.
Ремонт кабин осуществляют аналогично ремонту кузовов.
26.3. Технология выполнения окрасочных работ
Лакокрасочные материалы. Окрашивание автомобилей — это
нанесение на подготовленные поверхности лакокрасочных мате¬
риалов и их сушка для защиты поверхностей от неблагоприят¬
ного воздействия внешней среды и придания товарного вида.
Противокоррозионная защита необходима для поверхностей ав¬
томобилей, подверженных интенсивному влиянию влаги и солей.
Лакокрасочные материалы (ЛКМ) представляют собой мно¬
гокомпонентные вещества, способные при нанесении тонким сло¬
ем на поверхность изделия затвердевать с образованием покры¬
тия, удерживаемого силами адгезии.
Основные компоненты ЛКМ — это пленкообразующие веще¬
ства, пигменты, растворители, разбавители и сиккативы. Кроме
того, в небольших количествах могут входить пластификаторы,
512
наполнители, катализаторы, отвердите ли, инициаторы и уско¬
рители полимеризации, эмульгаторы, добавки для растекания
и др.
Пленкообразующие вещества составляют основу покрытия и
образуют при его высыхании плотную коррозионно-стойкую
пленку. В качестве таких материалов применяют растительные
масла, природные и искусственные смолы и синтетические высо¬
комолекулярные соединения.
Растительные масла в качестре пленкообразующих веществ
ограниченно применяют при окрашивании деревянных изделий.
Естественные и искусственные смолы легко растворяются в
маслах. Пленки из смол имеют повышенную прочность и ста¬
бильность под действием света. Естественные смолы состоят из
канифоли, сандарака, шеллака, копалов. К искусственным смо¬
лам относятся твердые или жидкие продукты переработки нефти
(гудроны и пеки) и природных смол (например, эфиры канифо¬
ли). Широко применяют такие искусственные смолы: алкидные,
глифталевые, пентафталевые, мочевино-, меламино- и фенолфор-
мальдегидные, перхлорвиниловые и эпоксидные. Применяют так¬
же сочетания смол.
Ряд синтетических соединений получают в результате поли¬
меризации или поликонденсации исходных материалов, например
эфиров.
Пигменты (сухие краски) вводят в ЛКМ с целью придания
им необходимого цвета, повышения прочности пленки и улучше¬
ния ее адгезионных свойств. Пигменты представляют собой по¬
рошкообразные цветные оксиды или соли металлов, нераствори¬
мые в воде, растворителях и пленкообразующих веществах. Ос¬
новные свойства пигмента: цвет, укрывистость, интенсивность,
маслоемкость, светостойкость и стойкость к химическому воздей¬
ствию вещебтв.
Укрывистость — свойство пигмента, растертого в масле,
закрывать окрашиваемую поверхность так, чтобы не проступал
цвет ранее окрашенной поверхности.
Интенсивность — способность пигмента передавать свой све¬
товой тон другим веществам.
Маслоемкость пигмента — количество масла, необходимое
для получения густотертой краски-пасты.
Растворители применяют для растворения пленкообразую¬
щих веществ. В качестве растворителей используют: скипидар,
уайт-спирит, толуол, ксилол, сольвент, ацетон и сложные эфи¬
ры (метилацетат, этилацетат) и их составы.
17-135
513
Растворы пленкообразующих веществ в летучих органических
растворителях называют лаками.
Разбавители применяют для разжижения JIKM, загустевших
во время складского хранения, а также для доведения их до ре¬
комендуемой рабочей вязкости.
Наполнители — природные продукты, добавляемые в JIKM
для улучшения прочностных и защитных свойств покрытий,
а также для их удешевления. В качестве наполнителей приме¬
няют мел, барит, коалин, тальк и др. Некоторые наполнители
(слюда, асбест и др.) вводятся для повышения теплостойкости
покрытий.
Сиккативы применяются в JIKM для ускорения процесса их
сушки. Они представляют собой марганцевые, свинцовые или ко¬
бальтовые соли. Сиккативы вводят в состав JIKM в строго опре¬
деленном количестве. Избыток или недостаток сиккатива может
вызвать ухудшение качества пленки.
Лакокрасочное покрытие многослойное, каждый его слой иг¬
рает свою функциональную роль. Нижний грунтовочный слой на¬
носят на подготовленную поверхность с целы» обеспечения адге¬
зии и защиты металла от коррозии. Промежуточный пшатлевоч-
ный слой служит для заполнения неровностей и сглаживания ок¬
рашиваемой поверхности. Верхний эмалевый слой обеспечивает
получение необходимых цвета, прочности и шероховатости по¬
верхности. Таким образом, в зависимости от назначения ЛКМ
подразделяют на грунтовки, шпатлевки и эмали.
Грунтовки представляют собой ЛКМ с повышенным содержа¬
нием неорганических противокоррозионных пигментов. Грунтов¬
ки защищают металл от влияния влаги, пассивируют или фос-
фатируют его и обеспечивают катодную защиту. Адгезионная
прочность грунтовочного слоя обратно пропорциональна его тол¬
щине, поэтому ее ограничивают значением 45 мкм. Поверхность
грунтовки после высыхания матовая.
Шпатлевки — это ЛКМ, предназначенные для выравнивания
поверхности перед нанесением верхних слоев покрытий. Шпат¬
левки обладают большей вязкостью, чем остальные ЛКМ, за счет
большого количества минеральных наполнителей. Их наносят на
слой грунтовки. Предельная толщина слоя определяется усадкой
материала, которая составляет для полиэфирных и эпоксидных
шпатлевок до 0,1%, алкидных и пентафталевых — 2—4% и
нитрошпатлевок — 10—15%.
Эмали — это материалы верхнего слоя покрытия, который
представляет собой непрозрачную, прочную и гладкую пленку.
514
Эта пленка обладает необходимым цветом, свето- и влагостойко¬
стью. Если эмаль получают путем растирания пигментов с лака¬
ми, то ее состав представляет собой суспензию пигментов. В за¬
висимости от видов лака, на основе которого изготовлены эма¬
ли, они бывают масляные, глифталевые, пентафталевые, пер-
хлорвиниловые и др. Эмали выпускают разведенными, однако в
зависимости от способа нанесения вязкость их может быть изме¬
нена введением разбавителей.
Эмали горячей сушки высыхают при температуре свыше
110 °С, а эмали холодной сушки — при 18—25 °С.
Обозначение ЛКМ содержит 5—6 индексов. Первый индекс в
словесном выражении определяет его вид (грунтовка, шпатлевка,
эмаль, лак и др.). Затем следует буквенное обозначение, опреде¬
ляющее состав пленкообразующего вещества. Приняты следую¬
щие буквенные обозначения веществ: глифталевые — ГФ, пен¬
тафталевые — ПФ, меламиноалкидные — МЛ, мочевинные —
МЧ, фенольные — ФЛ, кремнийорганические — КО, дивинил-
ацетиленовые — ВН, каучуковые — КЧ, полиамидные — АД,
полиэфирные насыщенные — ПЭ, полиуретановые — УР, поли¬
акриловые — АК, сополимерно-акриловые — АС, нитроцеллю-
лозные — НЦ, этилцеллюлозные — ЭЦ, перхлорвиниловые —
ХВ, сополимерно-винилхлоридные — ХС, фенолоалкидные —
ФА, эпоксидные — ЭП, эпоксиэфирные — ЭФ, алкидно- и
масляностирольные — МС, фторопластовые — ФП, полинивил-
ацетатные — ВЛ, битумные — ВТ, канифольные — КФ, масля¬
ные — МА. После индекса через дефис следуют цифры, первые
из которых (одна или две) определяют назначение лакокрасоч¬
ных покрытий: 1 — атмосферостойкие, 2 — ограниченно атмос¬
феростойкие, 4 — водостойкие, 5 — специальные (например, све¬
тящиеся), 6 — маслобензостойкие, 7 — химически стойкие, 8 —
термостойкие, 9 — электроизоляционные. Грунтовки обознача¬
ются — 0, а шпатлевки — 00. После цифрового индекса может
быть несколько букв, характеризующих цвет или особенности
материалов, например, ГС — горячая сушка, ХС — холодная
сушка, НГ — негорючий, М — для матовых покрытий.
В ряде случаев необходимо защитить поверхность от контакта
с наносимыми ЛКМ. Эту функцию выполняют изолирующие соста¬
вы, которые должны легко наноситься на поверхность и удалять¬
ся тампоном без применения растворителей, не взаимодействовать
с металлом и покрытиями. При горячей сушке изолирующие со¬
ставы не должны гореть, растекаться и проникать в покрытие.
Составы некоторых изолирующих паст приведены в табл. 26.1.
515
Таблица 26.1
Составы изолирующих паст
Компоненты
Количество вещества (весовые части)
№ 1
№ 2
№ 3
Глицерин
30
10
—
Мел
40
35
35
Декстрин
20
5
10
Минеральное масло
20
30
—
Вода
10
30
25
Изолирующие составы удаляют пастой состава: хозяйствен¬
ное мыло — 6%, тринатрийфосфат — 2%, вода — остальное.
Паста выдерживает нагрев до температуры 110 °С.
Технология окрашивания. При ремонте автомобилей к окра¬
шенным поверхностям предъявляются высокие требования. Эта¬
лоном при этом является процесс окрашивания кузовов легковых
автомобилей на автозаводе, который включает:
♦ обезжиривание и фосфатирование поверхностей;
♦ нанесение первого слоя грунтовки электроосаждением;
♦ нанесение второго слоя грунтовки, который играет роль
грунтошпатлевки;
♦ нанесение уплотнительных мастик на сварные швы кузова
и противошумной мастики на днище кузова;
♦ мокрое шлифование кузова;
♦ нанесение трех слоев меламиноалкидной эмали способом
«мокрый по мокрому»;
♦ сушку в проходных терморадиационных камерах;
♦ исправление дефектов (правка, шлифование, протирка,
сушка, подкрашивание, полирование).
Толщина слоев покрытия (в микрометрах) составляет: фос¬
фатного — 5—8, электрофорезной грунтовки — 20—35, второй
грунтовки — 30—45, эмали — 35—45.
Качество лакокрасочного покрытия зависит от свойств при¬
меняемых ЛКМ, технологии их нанесения и сушки. Процесс ок¬
рашивания (рис. 26.5) включает подготовку окрашиваемых по¬
верхностей, нанесение слоев лакокрасочного покрытия с их суш¬
кой, обработку и очистку.
516
Подготовка поверхностей
Рис. 26.5. Схема технологического процесса
окрашивания автомобилей при ремонте
Подготовка металлических поверхностей перед окрашивани¬
ем состоит в очистке, полном или частичном снятии старого по¬
крытия, правке поверхностей, удалении ржавчины (травлении) и
фосфатировании. Часть этих операций выполняют на очистном
участке.
Окрашиваемые поверхности непосредственно перед нанесени¬
ем ЛКМ очищают в растворах ТМС под давлением 0,5—10 МПа
в струйных очистных машинах с последующей сушкой или пу¬
517
тем протирания поверхностей ветошью, смоченной органически¬
ми растворителями (например, бензином-растворителем или
сольвентом каменноугольным).
Фосфатирование — это процесс химической обработки сталь¬
ных изделий фосфорсодержащими веществами с целью получения
на их поверхности слоя нерастворимых в воде фосфорно-кислых
соединений Zn3(P04)2- Fe3(P04)2. Для фосфатирования в услови¬
ях авторемонтного предприятия применяют следующие составы
(табл. 26.2).
Таблица 26.2
Составы фосфатирования
Компоненты
Составы, % массы
№ 1
№ 2
Ортофосфорная кислота
40
—
Алюминий фосфорно-кислый однозамещенный
5
—
Хромовый ангидрид
10
—
Калий марганцевокислый
10
—
Этиловый спирт
20
—
Бутиловый спирт
5
' —
Цинк фосфорно-кислый однозамещенный
10
12
Нитрат натрия
—
0,25
Фторид натрия
—
0,75
Вода
—
87
Процесс фосфатирования протекает при температуре 18—22 °С
в течение 30—40 мин. Пористость фосфатной пленки уменьша¬
ется при нанесении на нее раствора основного бихромата хрома
концентрацией 0,7—1,5 г/л при температуре 30—50 °С. Промы¬
тая фосфатированная поверхность хорошо смачивается ЛКМ.
Основные способы нанесения лакокрасочных покрытий следу¬
ющие: пневматическое (без подогрева и с подогревом), безвоздуш¬
ное и аэрозольное распыление, струйный облив, окунание, рас¬
пыление в электростатическом поле высокого напряжения и
электроосаждение. Наиболее распространено пневматическое рас¬
пыление.
518
Температура окрашиваемых поверхностей перед нанесени¬
ем покрытий должна быть равной температуре воздуха в по¬
мещении.
Пневматическое распыление без подогрева применяют для
нанесения почти всех ЛКМ на различные поверхности (за исклю¬
чением внутренних). Материал при распылении дробится на час-
типы размером 10—60 мкм. При нанесении покрытия краскорас¬
пылитель перемещают со скоростью 300—400 мм/с параллельно
окрашиваемой поверхности на расстоянии 250—300 мм от нее.
Форма факела краски в сечении овальная, большая ось овала
около 300 мм. Однако процесс сопровождается образованием
вредного для здоровья работающих тумана с потерей 20—40 %
ЛКМ и требует применения специальных окрасочных камер со
сложными устройствами для вытяжки и очитки воздуха. Рас¬
пространены ручные краскораспылители ЭЙЯ е подводом краски
по шлангу, КРУ-1 с верхним бачком и С-512 с нижним бачком.
Пневматическое распыление с подогревом ЛКМ протекает
без дополнительного применения растворителей. Нагрев умень¬
шает вязкость и поверхностное натяжение ЛКМ. Примене¬
ние способа позволяет уменьшить расход расткорювелей на
30—40 %, применять материалы с высокой исходной вязкостью,
повышать укрывистость материала, уменьшать потери да его ту-
манообразование вследствие уменьшения содержания растворите¬
ля в ЛКМ, увеличивать глянец покрытия. Кроме того, обеспечи¬
вается распыление битумных лаков, глифталевых, нитроцеллю-
лозных и перхлорвиниловых лаков и эмалей. Для подогрева
ЛКМ применяют установку УГО-5М во взрывобезопасном испол¬
нении, мощность нагревателя которой 0,8 кВт, температура
материала при длине шланга 4 м составляет 70 °С и давление
0,1—0,4 МПа, температура воздуха равна 50 °С, а его давление
0,2—0,4 МПа.
Применение перегретого пара с температурой до 130 °С под
давлением 0,3—0,4 МПа вместо сжатого воздуха обеспечивает
экономию материалов на 10—20% и возможность использова¬
ния густых синтетических эмалей.
Безвоздушное распыление ЛКМ состоит В том, что ЛКМ на¬
гревают до температуры 40—100 °С и под давлением 4—10 МПа
подают к распылительному устройству. Факел распыления фор¬
мируется за счет перепада давления при выходе ЛКМ из сопла
распылителя и последующего быстрого испарения части нагрето¬
го растворителя, которое сопровождается значительным его рас¬
ширением. Потери материала при этом составляют только
519
5—12%. Производительность безвоздушного распыления почти
в два раза выше, чем пневматического.
Схема установки для безвоздушного распыления приведена
на рис. 26.6. В этой установке краску из емкости 1 насосом 2
подают через нагреватель 6 и фильтр 7 к краскораспылителю 9.
Температуру краски измеряют термометром 8, а давление — ма¬
нометром 3. Неиспользованную часть краски направляют через
клапан 4 обратно в емкость 1. После окончания работы краску
из системы сливают через кран 5.
1 2345678 9
Рис. 26.6. Схема установки
для безвоздушного распыления лакокрасочных материалов
Факел наносимых материалов при безвоздушном распылении
имеет четкие границы и защищен от окружающей среды оболоч¬
кой из паров растворителя. По сравнению с пневматическим рас¬
пылением способ обеспечивает уменьшение потерь на туманооб-
разование на 20—35% и расхода растворителя на 15—25 % с
сокращением времени окрашивания. Для безвоздушного распы¬
ления применяют установки УРБ-2, УРБ-3 и УРБ-150П с рас¬
пыляющими устройствами 1Б, 2Б, ЗБ, 4Г и 5А, дающие шири¬
ну окрасочного факела от 100 до 410 мм. Расход ЛКМ 320—
1000 г/мин. Распыление без нагрева осуществляют при темпера¬
туре ЛКМ 18—23 °С и давлении 10—25 МПа. Способ рекомен¬
дуется при окрашивании крупногабаритных изделий.
Производительность распыления ЛКМ повышают путем при¬
менения окрасочных роботов, например РБ-11.
520
Аэрозольное распыление позволяет осуществлять подкраши¬
вание техники, в том числе в полевых условиях.
Струйный облив заключается в том, что изделие покрывают
ЛКМ из сопел душевого устройства. Облив осуществляется как без
последующей выдержки в парах растворителя, так и с выдержкой.
Окрашиваемое изделие выдерживают*в парах растворителя при
температуре -20 °С в отдельной камере (паровом тоннеле), что
обеспечивает стекание материала и получение гладкого покрытия
одинаковой толщины. Расход материалов при этом в 2—3 раза
меньший, чем при нанесении пневматическим распылением.
Окунание — процесс нанесения ЛКМ при погружении изделий
в ванну, наполненную ЛКМ. После выдержки в ванне изделие вы¬
нимают из жидкости и выдерживают над ванной для стекания
лишнего материала. Способ обеспечивает окрашивание всей поверх¬
ности изделия с затеканием ЛКМ в зазоры, щели и карманы.
Покрытия, нанесенные способом окунания, по внешнему виду
хуже, чем нанесенные распылением.
Сущность распыления в электростатическом поле высокого
напряжения (рис. 26.7) заключается в переносе заряженных час¬
тиц ЛКМ в воздушной среде за счет разности потенциалов меж¬
ду электродами. В электростатическом поле наносят грунты, нит¬
роэмали, пентафталевые, глифталевые, меламиноалкидные и пер-
хлорвиниловые эмали. Анодом служит коронирующев краскорас-
Рис. 26.7. Схема установки для окрашивания изделий
в электростатическом поде:
1 — конвейер подвесной; 2 — камера; 3 — электродвигатель;
4 — редуктор; 5 — выпрямитель; 6 — трансформатор;
7 — распылительные головки; 8 — окрашиваемые изделия;
9 — насос шестеренчатый
1234 56 78 9
521
пылительное устройство, а катодом — окрашиваемое изделие.
Распылительные головки 7, которые приводятся во вращение
посредством электродвигателя 3 и редуктора 4, распыляют крас¬
ку в плоскости, перпендикулярной оси вращения. Раздробленные
частицы ЛКМ попадают в электростатическое поле, приобретают
положительный заряд, перемещаются и осаждаются на поверх¬
ности изделия. При напряжении между электродами 60—140 кВ
поддерживают напряженность 2,4—6,5 кВ/см и рабочий ток
20—70 мА на один распылитель. Расстояние от распылителя до
окрашиваемой поверхности 250—300 мм. Способ дает возмож¬
ность осадить 95—98 % материала, увеличить производитель¬
ность труда до 2,5 раз и улучшить его санитарно-гигиенические
условия. Окрашивание в электростатическом поле выполняется
в стационарных камерах или с помощью передвижных ручных
установок типа УЭРЦ-1, УЭРЦ-4.
Сущность электроосаждения водоразбавляемых ЛКМ основа¬
на на явлении электрофореза в жидкости и заключается в пере¬
носе заряженных частиц материала к одному из электродов (из¬
делию) в результате приложенного напряжения. Частицы ЛКМ
находятся в деминерализованной воде в виде взвеси. Способ при¬
меняют для нанесения грунтовок.
Шлифование нижних слоев покрытий перед нанесением верх¬
них слоев обеспечивает лучшую адгезию последних.
На неровную грунтованную поверхность наносят слой шпатлев¬
ки вручную шпателем или путем распыления. Этот слой сначала вы¬
равнивают шпателем, а затем обрабатывают абразивной шкуркой.
Сушка покрытия. Сушка лакокрасочного покрытия — это
процесс образован^ его пленки. Начало сушки характеризуется
интенсивным испарением растворителей, завершается она окис¬
лением, полимеризацией и поликонденсацией ЛКМ. Эти процес¬
сы переводят пленкообразующие вещества в твердое состояние.
Сушка лакокрасочных покрытий может быть холодной есте¬
ственной (температура 12—20 °С) и горячей с применением при¬
нудительного нагрева (температура 40—300 °С). При выборе вида
и режима сушки учитывают тип ЛКМ, толщину покрытия, тепло¬
проводность и толщину окрашиваемого материала,, температуру и
влажность воздуха и интенсивность теплообмена. При увеличении
толщины покрытия и окрашиваемого материала процесс сушки за¬
медляется. Необходимо учитывать, что при сушке маслосодержа¬
щих материалов необходим кислород для образования пленки.
Распространенные виды сушки: конвекционная, терморадиа¬
ционная и фотохимическая.
522
Конвекционная сушка заключается в нагреве изделий в сушиль¬
ной камере нагретым воздухом или продуктами сгорания топлива.
При этом быстро затвердевает верхний слой краски, а ее корка за¬
держивает испарение растворителя, что приводит к образованию пор
в покрытии. Увеличение интенсивности обдува изделий ускоряет
сушку, но уменьшает эластичность покрытия. Используют паровые,
газо- и жидкотопливные, электрические и светолучевые сушилки.
Терморадиационная сушка окрашенного изделия протекает в
инфракрасных лучах. Применяют темные и светлые излучатели.
Их выбор определяется видом применяемого лакокрасочного по¬
крытия. Покрытия, при одной и той же плотности падающего
потока от светлого излучателя, поглощают неодинаковое коли¬
чество энергии, поэтому пленки нагреваются до разной темпера¬
туры: светлые покрытия нагреваются и высыхают медленнее,
темные — быстрее. При использовании темных излучателей ко¬
эффициент поглощения инфракрасных лучей практически не за¬
висит от цвета лакокрасочного покрытия.
При тёрмОрадиационной сушке энергия поглощается метал¬
лом под краской, поэтому летучая часть покрытия сначала ис¬
паряется из нижнего слоя. Высыхание покрытия начинается ин¬
тенсивнее с поверхности металла и постепенно доходит до верх¬
него слоя, который затвердевает последним. Всё это повышает
прочность и другие свойства лакокрасочного покрытия.
Фотохимическая сушка (ультрафиолетовым излучением) при¬
меняется для ЛКМ (например, полиэфирных лаков) на основе
пленкообразующих смол, растворенных в мономере, когда име¬
ются ограничения температурного характера как для покрытия,
так и для окрашиваемой поверхности. Ультрафиолетовое облу¬
чение осуществляется в атмосфере, насыщенной озоном. Продол¬
жительность сушки сокращается в несколько раз.
Окончательная отделка покрытий заключается в придании
поверхности декоративного блеска. Для этого покрытие шлифу¬
ют шкуркой зернистостью 4—8 с последующей цромывкой водой
и обдувом. Затем слой покрывают разбавителем 648 для сглажи¬
вания штрихов и мелких царапин. После сушки поверхность по¬
лируют пастами с дисперсностью абразива 20—40 мкм, исполь¬
зуя полировальные машины, и протирают фланелью.
Особенности ремонтного окрашивания. В отличие от окраши¬
вания на специализированном ремонтном предприятии с полным
удалением старого лакокрасочного покрытия в ремонтных мастер¬
ских применяют частичное окрашивание при разрушении
до 50 % поверхности покрытий. Поврежденный участок шлифу¬
523
ют до грунта или до металла. Обнаженный металл грунтуют, по¬
верхность выравнивают шпатлевкой, шлифуют до выведения сле¬
дов перехода, а быстросохнущий слой эмали наносят из аэро¬
зольного баллончика или с помощью краскораспылителя. При
выборе ЛКМ должна быть обеспечена совместимость по составу
последующих слоев материала с предыдущими.
Для специальной защиты металла в особо неблагоприятных
условиях (солевой туман, сернистые и кислые газы) предназна¬
чены ЛКМ на основе эпоксидных, эпоксидоэфирных или хлорви¬
ниловых смол.
Для ремонтного окрашивания поверхностей применяют грунтов¬
ки с инертными пигментами (ГФ-021, ФЛ-ОЗК, ФЛ-ОЗКК,
НЦ-081), пассивирующие (ГФ-017, ФЛ-ОЗЖ, КФ-030), содержа¬
щие цинковый крон, хроматы и др., протекторные (ПС-1, ЭП-057),
содержащие металлический порошок с более отрицательным потен¬
циалом, чем железо, фосфатирующие (ВЛ-02, ВЛ-023) и преобразо¬
ватели ржавчины (Э-ВА-01ГИСИ, Э-ВА-0112, Э-ВА-013ЖТ).
Наибольшее применение нашли грунтовки — преобразовате¬
ли ржавчины и цинконаполненные. Первые содержат в своем со¬
ставе водные дисперсии полимеров (например, поливинилацета-
та), кислоты (фосфорную, щавелевую), танин или другие компо¬
ненты. Они взаимодействуют с гидратированными оксидами же¬
леза и переводят ржавчину в неактивное состояние с образова¬
нием нерастворимых соединений. По высушенному слою преобра¬
зователя ржавчины наносят обычную грунтовку, например,
ГФ-020. Вторые грунтовки содержат цинк, алюминий, магний,
никель и кремний. Их применяют и как самостоятельные покры¬
тия. Связующими в них могут быть любые органические или не¬
органические вещества (эпоксидная, поливинилбутиральная и си¬
ликоновая смолы, хлоркаучук, поливинилхлорид, полистирол,
материалы на силикатной основе). Наиболее широко применяют
цинконаполненные Композиции, которые по влаго- и паростой-
кости превосходят покрытия, полученные способом напыления,
горячего цинкования и электроосаждения.
Лучшими материалами для выравнивания поврежденной по¬
верхности являются двухкомпонентные полиэфирные шпатлевки
(в России налажен выпуск шпатлевки ПЭ-0085). Эти шпатлевки
легко разравниваются, практически не дают усадки и позволяют за
один раз Нанести слой толщиной 2—3 мм. Продолжительность их
отверждения при комнатной температуре составляет 5—60 мин.
Эмали, наиболее применяемые для ремонтного окрашивания
панелей кузовов и кабин, растворители и режимы сушки приве¬
дены в табл. 26.3.
524
Таблица 26.3
Эмали, применяемые для окрашивания кузовов и кабин
Режим сушки
Растворитель
Эмали
темпера¬
тура, °С
время,
мин
МЛ-197
разных цветов
100—110
30
Р-197 или 647
МЛ-1110
разных цветов
130
30
Р-197 или 547
МЛ-1121
130
30
Р-197 или смесь (%):
ксилол — 40,
бутилацетат — 20,
бутилцеллозольв — 20,
этилцеллозольв — 20
МЛ-1198
с металлическим
оттенком
130
30
Смесь ксилола
с бутилацетатом
1:1
МЛ-12
разных цветов
130
35
Р-198 или 646
МЛ-152
разных цветов
85—90
100—105
60
35
Сольвент
МЛ-1195
однопигментная
80
30
Ксилол
МЛ-1196 черная
100
30
Сольвент
МЧ-124 черная
110—120
30
Ксилол
или сольвент
НЦ-11
разных цветов
Промежуточные
слои
646, 647, 648
18—23
20—30
Последний слой
перед шлифованием
60
18—22
15—20
не менее
суток
-
НЦ-273
18—22
20
646
МС-17
18—22
30
Сольвент или ксилол
525
Двигатели рекомендуется окрашивать алюминиевой нитроцел-
люлозной эмалью НЦ-273 без грунта. Задний и передний мосты,
коробки передач и рулевое управление окрашивают водоразбавляе¬
мой грунтовкой ВЛМ-0143 и эмалью МЧ-123, НЦ-184 или МС-17
черного цвета. Карданные валы окрашивают грунтовкой ГФ-089 и
эмалью МЧ-123 или эмалью МС-17, а пружины передней подвески
и штанги амортизаторов — эмалью КЧ-190 или МС-17. Диски
колес легковых автомобилей окрашивают порошковой краской
П-ЭП-134. Большое распространение получили меламиноалкидные
эмали горячей сушки, среди которых МЛ-152 для окрашивания
кузовов автомобилей и для ремонтного окрашивания техники,
МЛ-1196 — для окрашивания шасси и радиаторов. Мочевинную
эмаль МЧ-124 применяют для окрашивания радиаторов и бензоба¬
ков. Из импортных материалов применяют финскую эмаль «Садо-
люн 012» и югославскую «Балкан» в аэрозольной упаковке. Фин¬
ская эмаль высыхает при комнатной температуре за 20 часов.
Нанесение противокоррозионных покрытий. Защита панелей
от коррозии достигается за счет уплотнения щелей и зазоров, в
которые поступает влага, и нанесения противокоррозионных со¬
ставов (табл. 26.4) на поверхности, подверженные абразивному
изнашиванию, скрытых полостей и других элементов. Эти рабо¬
ты выполняют сразу после грунтования.
Таблица 26.4
Материалы для противокоррозионной защиты
Материал
Состав
Назвачевие
1
2
3
Пластизоль Д-11
Дисперсия поливинил¬
хлорида в пластификаторе
с добавками стабилиза¬
тора и наполнителя
Для противокоррозион¬
ной и противошумной
защиты днища кузова
Пластизоль Д-4А
То же
Для наружной гермети¬
зации сварных швов и
фланцевых соединений
после грунтования
Мастика проти¬
вошумная би¬
тумная БПМ-1
Смесь раствора битума в
органических раствори¬
телях и наполнителей с
добавкой алкидной смо¬
лы и пластификаторов
Для противокоррозион¬
ной и противошумной
защиты днища кузова
526
Окончание таблицы 26.4
1
2
3
У плотнительная
мастика
Смесь полимеризованно-
го льняного масла и на¬
полнителя
Для внутренней гермети¬
зации швов кузовов, сва¬
ренных точечной сваркой
Одноупаковочный
эпоксидный клей
УП-5-207
Смесь эпоксидной смо¬
лы, отвердителя и напол¬
нителя
Для заклеивания панелей
дверей, капотов, крышек
по стыкам
Широко применяют поливинилхлоридные пластизоли для на¬
несения на наружные поверхности. Срок их защитного действия
составляет 3—7 лет. На автозаводах применяют пластизоль
Д-11А. Материал наносят способом безвоздушного распыления и
высушивают в течение 30 мин при температуре 130 °С. Покры¬
тия создают звукоизоляцию.
Битумную мастику БМП-1 толщиной 1,0—1,5 мм наносят на
днище кузова и внутренние поверхности крыльев, полы салона
и багажника. Этот материал выполняет также функцию шумо-
изоляции нижней части кузова.
Салон кузова дополнительно изолируют от шума специальны¬
ми прокладками, изготовленными из битума в смеси с маслом и
измельченным асбестом. При хранении эти прокладки перекла¬
дывают полиэтиленовой пленкой.
Закрытые полости кузова покрывают изнутри противокорро¬
зионным материалом. Этот материал наносят сплошной пленкой
на поверхности с помощью безвоздушного распыления. Состав
типа Tectyl-ML по технологии шведской фирмы Valvoline нано¬
сит фирма «Арлюсаро» (Минск). Известны и другие материалы
для противокоррозионных покрытий: Dinol, Noxutol, Rust-stop,
Алкип, Оксидол, Мовиль.
Для защиты днища автомобиля и колесных ниш от камеш¬
ков, почвы, влаги, соли и других предметов и веществ наносят
антикор «Hardwax» — один из препаратов швейцарской фирмы
Waxoyl, который исключает возможность коррозии. Для обработ¬
ки скрытых полостей в порогах и усилениях предлагается пре¬
парат Waxoyl 120-4. Одно из преимуществ этого препарата за¬
ключается в его способности проникать в микротрещины и в са¬
мые дальние уголки и щели. Обработка не требует дополнитель¬
ных сверлений в деталях кузова, а выполняется через имеющие¬
ся технологические отверстия. Обработка лакокрасочного покры¬
527
тия препаратом Waxoyl 100 plus обеспечивает двухгодичную
защиту.
Перед нанесением противокоррозионного покрытия кузов не¬
обходимо тщательно вымыть и высушить.
Промышленность выпускает ряд мастик под общим названи¬
ем антикоры, не требующих высокотемпературной сушки. Они
представляют собой композиции на основе битумов, наполните¬
лей, пластификаторов и органических растворителей. К этому
классу относятся каучуковые и битумно-каучуковые материалы,
которые в составе покрытия обладают длительным защитным
действием благодаря хорошей эластичности, высокой стойкости
к ударам щебня и действию низких температур. Битумйые по¬
крытия защищают металл в течение 1—2 лет. Они хорошо про¬
тивостоят действию влаги и соли, но недостаточно стойки к уда¬
рам щебня и действию низких температур.
Восковые составы хорошо проникают в щели, затекают в
кромки, карманы и другие труднодоступные места, но имеют низ¬
кую износостойкость и плохо противостоят ударным нагрузкам.
Поэтому их целесообразно применять для нанесения на другие
покрытия, например битумные, в период эксплуатация машины
в наиболее неблагоприятных условиях.
Комплектование, сборка
27 и обкатка автомобилей
27.1. Сборочные комплекты агрегатов
Назначение процесса комплектования агрегата. Сборочный
комплект (согласно ГОСТ 3.1109—82) — это множество состав¬
ных частей агрегата, которые необходимо подать на рабочее мес¬
то для его сборки.
Составными частями агрегата являются материалы и детали.
Материалы (клеи, герметики, набивку, шнлинтовочную проволо¬
ку и др.) включают в сборочный комплект с учетом норм их рас¬
хода. Детали сборочного комплекта удовлетворяют требованиям
номенклатурного, размерного и массового подбора.
Комплектование агрегата составными частями — это состав¬
ление его сборочного комплекта.
На участок сборки агрегатов поступают годные детали с сор¬
тировочного участка, восстановленные — с участков их восста¬
новления и запасные части — со склада. На пути их следования
располагают комплектовочный участок, который примыкает к
сборочному. Здесь накапливают, учитывают и непрерывно попол¬
няют трехсменный запас деталей. Комплектовочный участок раз¬
решает противоречие между вероятностным характером поступле¬
ния изделий и материалов на сборку и требованиями непрерыв¬
ности и ритмичности производства.
Комплектование агрегатов деталями и сборочными единица¬
ми является вспомогательным процессом сбйркй агрегатов. Он
высвобождает сборщиков от не свойственных им функций, повы¬
шает производительность и качество сборки. Влияние комплек¬
тования на качество ремонта автомобилей проявляется в боль¬
шей мере, чем при их изготовлении, поскольку агрегаты собира¬
ют из деталей различного технического состояния.
Подбор по массе деталей, движущихся при работе поступа¬
тельно, частично обеспечивает уравновешенность собранных
агрегатов.
Точность замыкающих размеров. Основное условие вхожде¬
ния деталей в сборочный комплект состоит в обеспечении норма¬
529
тивных значений замыкающих размеров (зазоров, натягов или
перекосов) в соединениях этих деталей.
Сборочная размерная цепь представляет собой замкнутый
контур взаимосвязанных составляющих Я замыкающего (линей-
ных или угловых) размеров, которые имеют численные значения
и допуски.
Составляющие размеры — это звенья размерной цепи, кото¬
рые вызывают изменение замыкающего размера. По характеру
воздействия на замыкающий размер составляющие размеры мо¬
гут быть увеличивающими или уменьшающими, т. е. при их уве¬
личении замыкающий размер увеличивается или уменьшается,
соответственно.
Замыкающий размер — это зазор или натяг в соединении,
или перекос осей деталей, которые определяются значениями со¬
ставляющих размеров.
Точность замыкающего размера определяется степенью совпа¬
дения его фактического значения с нормативным.
Требуемая точность замыкающего размера достигается пятью
способами: полной, неполной и групповой взаимозаменяемостью,
регулированием и пригонкой.
При полной взаимозаменяемости составляющих звеньев необ¬
ходимая точность замыкающего размера обеспечивается включе¬
нием в размерную цепь любого звена без подбора, выбора или из¬
менения его размера. Решают прямую задачу взаимозаменяемос¬
ти — назначают допуски составляющих размеров из расчета,
чтобы их сумма не превышала нормативный допуск замыкающе¬
го размера
т-1
£8л£[5Ад], (27.1)
i=1
где i — номер звена размерной цепи; т — число звеньев размер¬
ной цепи; 5д — допуск i-ro составляющего звена, мм; [5А ] —
нормативный допуск замыкающего размера, мм.
Полная взаимозаменяемость составляющих звеньев при обра¬
зовании соединения из них требует высокой точности обработки
деталей. Этот способ применяют при сборке распространенных
ответственных соединений: вкладыш — шейка, вкладыш — опо¬
ра, клапан — втулка я др.
Неполная взаимозаменяемость составляющих звеньев предус¬
матривает достижение нормативной точности замыкающего зве¬
на не у всех соединений, а у обусловленной их части при вклю¬
530
чении в размерную цепь любого звена без подбора, выбора или
изменения его размера. Условие такого вида взаимозаменяемое'
ти рассчитывается вероятностным методом:
lm-1
8aJ, (27.2)
где t — коэффициент, который определяется в зависимости от
принятого процента риска Р (табл. 27.1); — коэффициент от¬
носительного рассеяния (для нормального закона распределения
Таблица 27.1
Значения коэффициента t 6т процента риска Р
при распределении случайной величины по закону Гаусса
р
0,10
0,20
0,27
0,50
1,00
2,00
3,00
4,00
5,00
10,00
32,00
t
3,29
3,12
3,00
2,80
2,57
2*33
2,17
2,06
1,96
1,65
1,00
При увеличении допусков на составляющие размеры в 1,5—
2,0 раза по сравнению с допусками, обеспечивающими полную
взаимозаменяемость, процент риска, определяющий долю соеди¬
нений, замыкающие размеры которых выходят; за нормативные
пределы, примерна; равен одному. Это объясняется .тем, что зна¬
чения размеров тяготеют к центру группирования (пик кривой
нормального распределения случайной величины приходится над
этим центром). s
При групповой взаимозаменяемости составляющих звеньев
установленная точность замыкающего размера соединения дости¬
гается включением в размерную цепь звеньев, принадлежащих к
одной из размерных групп, на которые звенья предварительно
рассортированы. Так собирают поршни с гильзами цилиндров,
поршни с поршневыми пальцами, поршневые пальцы с шатуна¬
ми и другие двухзвенные соединения. Нормативный допуск замы¬
кающего звена соединения [8^ ] при этом равен
[5^] = 8л+8в> (27 3)
Л п
где 5д и Ьв — допуски на размер отверстия и вала соответствен¬
но, мм; п — число размерных групп.
531
Групповую взаимозаменяемость составляющих звеньев соеди¬
нения назначают в том случае, когда или невозможно, или эко¬
номически нецелесообразно обеспечить эту взаимозаменяемость
первыми двумя способами. В этом случае трудности обработки
превращаются в сложности сборки. Однако групповая взаимоза¬
меняемость обусловливает высокие требования к форме элемен¬
тов деталей, образующих соединения. Погрешности формы
в этом случае составляют долю допуска на размер детали, вхо¬
дящей в размерную группу, а не долю допуска на изготовление
детали.
Детали с отверстиями быстро сортируют на размерные груп¬
пы после их обработки с помощью пневматического измеритель¬
ного стенда (рис. 27.1). Работа стенда основана на использова¬
нии зависимости между расходом сжатого воздуха и значениями
зазора между деталью и калибром, через который воздух выхо¬
дит в атмосферу.
Рис. 27.1. Схема пневматического измерительного стенда:
1 — стабилизатор давления; 2 — влагоотделитель; 3 — шкала;
4 — кран; 5 — поплавок; 6 — стеклянная коническая трубка;
7 — обводная трубка; 8 — гофрированный шланг;
9 — пневматический калибр
Стенд снабжен вертикальной стеклянной конической трубкой 6
(широким концом вверх) с поплавком 5, который находится во
взвешенном состоянии в струе сжатого воздуха, подаваемого к
стенду под установленным давлением в пределах 0,3—0,5 МПа.
Высота, на которую поднимается поплавок, зависит от расхода
сжатого воздуха. Верхняя плоскость поплавка служит указате¬
лем при считывании размера. Цена деления шкалы 3 составляет
0,2—2,0 мкм. Постоянство давления подаваемого сжатого возду¬
ха обеспечивает стабилизатор 1.
С помощью стендов такого типа можно измерять диаметры
шеек валов, параметры формы и расположения поверхностей, а
также измерять несколько параметров одновременно.
Способ регулирования предусматривает достижение точнос¬
ти замыкающего размера без снятия слоя металла. Размер
компенсирующего звена изменяют двумя способами: путем вра¬
щения резьбовых деталей до достижения требуемого допуска
замыкающего звена (подвижные компенсаторы) или путем из¬
менения числа стальных прокладок в размерной цепи (непод¬
вижные компенсаторы). К подвижным компенсаторам относят¬
ся регулировочный винт вала рулевой сошки, регулировочные
винты коромысел клапанов и др. Неподвижные компенсаторы
применяют для достижения нормативного зазора в радиально¬
осевых подшипниках, в зацеплении конических зубчатых ко¬
лес и других узлах автомобиля путем включения в размерную
цепь необходимого числа регулировочных прокладок. Число
прокладок определяют после пробной сборки соединения и из¬
мерения полученного замыкающего размера. В наборе прокла¬
док как минимум одна из них должна иметь толщину, не пре¬
вышающую допуск замыкающего размера, а толщина осталь¬
ных прокладок, имеющих большую толщину, должна быть
кратной толщине тонкой прокладки. Толщина набора прокла¬
док должна соответствовать максимальному значению замыка¬
ющего размера.
Пригонка — способ достижения точности замыкающего зве¬
на путем изменения толщины компенсирующего звена за счет
снятия слоя металла, например, для достижения необходимого
температурного зазора в стыке поршневого кольца.
Содержание комплектовочных работ. Комплектовочные рабо¬
ты включают:
♦ номенклатурный подбор деталей и сборочных единиц, вхо¬
дящих в агрегат, а также материалов (мастик, герметиков и др.)
с разбивкой их для каждого рабочего места (позиции) сборки;
533
♦ подбор деталей, входящих в соединения, по ремонтным
размерам (поршень — цилиндр, коленчатый вал — вкладыши,
распределительный вал — втулки и др.);
♦ подбор деталей, входящих в соединения, по размерным
группам (поршень — цилиндр, поршень — поршневой палец,
поршневой палец — шатун и др.);
♦ подбор деталей по массе (шатуны, поршневые комплекты);
♦ подбор зубчатых колес, составляющих пару, по зазору в за¬
цеплении;
♦ выполнение пригоночных работ (например, поршневых ко¬
лец к цилиндру);
♦ подготовка соединений к сборке (ослабляют затяжку регу¬
лировочных винтов и болтов коромысел и толкателей, разбира¬
ют шатуны с крышками и др.).
Сборочный комплект агрегата удовлетворяет следующим ус¬
ловиям.
1. Количество деталей и масса материалов необходимы и до¬
статочны для сборки агрегата.
2. Одноименные соединения состоят из деталей одинаковых
ремонтных размеров (если такие предусмотрены).
3. Соединения, формируемые на принципах групповой взаи¬
мозаменяемости, состоят из деталей одних; размерных групп.
4. Разброс масс поступательно движущихся деталей не пре¬
вышает нормативных значений.
5. Межосевые расстояния отверстий в корпусных деталях для
установки валов превышают беззазорные межосевые расстояния
соответствующих зубчатых колес на величину нормативного ра¬
диального зазора в зацеплении. .
Пример комплектования деталями собираемого двигателя при¬
веден в табл. 27.2. В таблицу включены детали, которые подбира¬
ют друг к другу по размерам или масс». Остальные детали входят в
сборочный комплект по наименованию и количеству без подбора.
Способы комплектования. Сборочный комплект деталей агре¬
гата состоит из трех частей. Первая часть включает материалы
и многочисленные крепежные детали. Вторая часть комплекта
состоит из деталей, которые обрабатывали под ремонтные разме¬
ры или которые входят в соединения, составляющие размерные
группы, или были подобраны по массе. Третью часть комплекта
образуют остальные детали.
Первую часть деталей и материалов комплекта в сменном
объеме доставляют в начале смены на рабочие места сборщиков
и помещают в соответствующие ячейки. Вторую и третью части
534
Основные детали сборочного комплекта двигателя
вч
is!
<м
а
з-
з
>§
5 и
S £
8 &
об S
&
ив
s 3
- *
2 *
5 я
н ев
21 в
я
Ч Н
а> о
со a
CD
at
И
Е
>i
А
К
a* я
11
* $
к £
« 5
£ S § §
S S вв
g S Р в
««■S 8
>в
а
я
Ь
м
о
2
«
Он
f я £ §
П м 5 s
s £'в S
>> к я
Я & 9
Kt о о.
ьЗ
ф «
в Ч
S I?
а "
S я
* €
а Я
k|f Ь
Р£ <3
а
* я
I 5
К И
о. g
н 4
о
о
■S
м
ь
д
в8
11
Р. ОЙ
вЭ
Ё
St
ft Ф Ч
И К* >* ч
• О. н ©
11
S &
2 я
§ °
5 и
а а
л
и
ф
3
§*
с
сх
4>
>я
о
а
0>
я
а
В.
535
Окончание таблицы 27.2
536
комплектов формируют на комплектовочном участке и выдают из
расчета возможности сборки отдельных агрегатов. Количество де¬
талей, образующих первую и третью части сборочного комплек¬
та, должно быть достаточным для сборки агрегата.
Наибольшие трудности представляет формирование второй ча¬
сти комплекта деталей. На рабочих местах комплектования име¬
ются детали различных ремонтных размеров, размерных и массо¬
вых групп. Корпусные детали, как правило, входят в различные
размерные цепи. При комплектовании к базовой детали агрегата
добавляют детали, образующие с ней размерные цепи. Добавляе¬
мые одноименные детали, образующие сборочные единицы, долж¬
ны быть одного ремонтного размера (условия 1 и 2). Далее в ком¬
плект добавляют детали, образующие размерные цепи с предыду¬
щими деталями, при этом добиваются обеспечения условий 1—4,
т. е. число добавляемых деталей соответствует комплектовочной
ведомости, все они одного ремонтного размера и одной массовой
группы, детали в каждом соединении одной размерной группы.
Также последовательно добавляют в сборочный комплект детали,
образующие каждый раз с предыдущими деталями размерные цепи
до тех пор, пока все эти цепи не будут составлены.
Условие 5 обеспечивают во время сборки агрегата следующим
образом. После того как в агрегат установили валы, на которые
будут установлены зубчатые колеса, измеряют расстояния между
осями этих валов. От этого расстояния отнимают нормативный
зазор в зацеплении. Полученное значение равно беззазорному рас¬
стоянию между осями зубчатых колес. Последнее расстояние из¬
мерено при определении технического состояния пары колес ре¬
монтного фонда или при составлении пары новых колес и указа¬
но на их связке.
Комплектовочный участок оснащают оборудованием для раз¬
борки сборочных единиц, ранее обработанных в сборе, верстака¬
ми, стол аки, рольгангами, измерительно-сортировочными сред¬
ствами и шкафами для них, тарой, стеллажами и подъемно-
транспортными средствами. В помещении Цветка сосредоточены
значительные материальные ценности, поэтому оно имеет проч¬
ные стены, потолок и ворота, а также оснащено охранной сиг¬
нализацией.
27.2. Балансировка деталей и сборочных единиц
Условие уравновешенности агрегата. Отремонтированный аг¬
регат считается уравновешенным, если при его работе равнодей¬
537
ствующая всех сил, нагружающих опоры, и результирующий
момент этих сил остаются постоянными по величине и направ¬
лению.
Нагрузки на опоры работающего агрегата создают массы де¬
талей, в том числе и восстановленных, движущихся с ускорени¬
ем. Вращающиеся детали или движущиеся поступательно стано¬
вятся при эксплуатации неуравновешенными в результате накоп¬
ления загрязнений в их полостях, изнашивания и деформирова¬
ния. Это приводит к дополнительным нагрузкам в кинематичес¬
ких парах и накоплению усталостных повреждений в шейках ва¬
лов, что в свою очередь снижает долговечность агрегатов.
Уравновешивают двигатели, карданные передачи и колеса ав¬
томобиля. Уравновешивание агрегата состоит в комплектовании
его одноименными деталями, движущимися поступательно, оди¬
наковой массы и балансировки вращающихся деталей.
Точность массы деталей. Поступательно движущиеся детали
с большой массой создают значительные инерционные нагрузки
на корпус агрегата, а детали с малой массой теряют прочность.
Для деталей одного наименования, прошедших восстановление,
устанавливают наибольшую гга^.у и наименьшую предельную
их массу, допуск которой (Дтя, г)
Аш-д = — ?Лпцц. (27.4)
Если масса детали оказывается за пределами допуска, то при¬
бегают к срезанию лишнего металла или закреплению недоста¬
ющего. Первый вариант применяют чаще. Эту работу выпол¬
няют на участках восстановления; соответствующих деталей.
Имеются детали типа шатунов, части которых участвуют в
двух движениях, одно из них поступательное, поэтому отдель¬
но ограничивают массы верхней и нижней головок. При этом
одновременно взвешивают верхнюю и нижнюю головки ша¬
туна на двух весах. Лишний металл фрезеруют с приливов
на головках.
Однако детали одного агрегата должны обладать значитель¬
но меньшим допуском массы (А/пд к, г) одноименных деталей,
входящих в сборочный комплект:
Д/Пд.к = (0,1—0,2) Д/Пд. (27.5)
Значения массы деталей поршневой группы (поршня, порш¬
невого пальца, поршневых и стопорных колец), входящих в сбо¬
рочный комплект двигателя внутреннего сгорания, должны отли¬
чаться друг от друга не более чем на 2—4 г.
538
Детали сортируют на массовые группы, число пт которых
пт=Атл/АтДшК. (27.6)
Подбор деталей по массе выполняют на комплектовочном
участке.
Способы балансировки. Балансировка вращающейся детали
или сборочной единицы — это распределение массы изделия та¬
ким образом, чтобы результирующие сила и момент инерции при
его движении были равны нулю с целью устранения динамичес¬
ких нагрузок на опоры.
Условия полной уравновешенности вращающегося изделия
следующие:
i=k
Mrs = ^jm.iri =0 илиг, = 0; (27.7)
(=i
0, (27.8)
i=l
где М — масса изделия, г; г, — расстояние от центра масс изде¬
лия до оси его вращения, см; Jlr — центробежный момент инер¬
ции, г-см2; mt, г( и lt — масса (г) элемента детали, расстояние
(см) от центра его масс до оси вращения изделия и плечо (см)
действия центробежной силы элемента относительно оси, прохо¬
дящей через центр масс изделия, соответственно; i=L, ..., h —
число конструктивных элементов изделия.
Первое условие соблюдается в том случае, когда ось враще¬
ния изделия совпадает с одной из главных ее осей инерции. Пер¬
вое и второе условия соблюдаются тогда, когда ось вращения из¬
делия совпадает с одной из его главных центральных осей инер¬
ции, т. е. главной осью инерции, проходящей через центр масс.
Изделие является уравновешенным статически, если выполняет¬
ся первое условие, и уравновешенным динамически, если выпол¬
няется только второе условие.
В реальных условиях различают статическую, динамическую
и смешанную неуравновешенность вращающихся деталей или
сборочных единиц.
Статическая неуравновешенность (рис. 27.2, а) определяет¬
ся неуравновешенной силой инерции и наблюдается у дискооб¬
разных деталей малой длины (маховиков, нажимных и ведомых
дисков сцеплений, чугунных шкивов и др.). Способы статической
балансировки состоят в совмещении центра масс детали с осью
ее вращения путем снятия излишнего металла или установки
539
а
б
в
Рис. 27.2. Виды неуравновешенности деталей:
а — статическая; б — динамическая; в — смешанная
противовеса. Определяют направление дисбаланса — линию, ко¬
торая проходит через ось вращения детали и центр неуравнове¬
шенной массы. Затем излишний металл снимают в удобном на
этой линии месте, по одну сторону с неуравновешенной массой
от оси Вращения, или добавляют недостающий металл, если не¬
уравновешенная масса находится по другую сторону от оси вра¬
щения детали. Массу снимаемого (добавляемого) металла (т, г)
определяют по формуле
где R — расстояние от оси вращения до снимаемой (добавляе¬
мой) массы металла, см.
Балансировку ведут на роликах, горизонтальных призмах,
качающихся дисках и на станках.
Устройства для статической балансировки деталей на роли¬
ках и горизонтальных призмах приведены на рис. 27.3, а, б.
Деталь 1 устанавливают без зазора на оправку 2, которую в свою
очередь устанавливают на ролики 3 или призмы 4. Неуравнове¬
шенная деталь переместится в новое положение, при этом ее «тя¬
желая» часть окажется внизу. Балансировка на призмах дает бо¬
лее точные результаты, однако необходимо, чтобы рабочие поверх¬
ности призм располагались строго горизонтально. Эти устрой¬
ства показывают только направление дисбаланса, определение
его значения затруднено и требует практического навыка.
Устройство для статической балансировки деталей на качаю¬
щемся диске (рис. 27.4) лишено приведенного недостатка. Его
т = Mr, /R,
(27.9)
540
Рис. 27.3. Схема устройства для статической балансировки деталей:
а — на роликах; б — на призмах
Рис. 27.4. Схема устройства для статической балансировки деталей
на качающемся диске
541
статически уравновешенный диск 2 имеет опорно-установочные
элементы (цилиндрическую поверхность и плоскость) для балан¬
сируемой детали. Соосно цилиндрической поверхнрсти установле¬
но острие 3, которое соприкасается с ответным коническим уг¬
лублением опоры 4. Две стрелки 1 диска расположены во взаим¬
но перпендикулярных направлениях. Балансируемую деталь ус¬
танавливают на диск и ориентируют центрирующим пояском.
Если диск с деталью наклонился, то его приводят в горизонталь¬
ное положение путем перемещения по поверхности детали ком¬
пенсирующего груза. Место нахождения груза и его масса пока¬
зывают направление и величину дисбаланса.
Статическую балансировку изделий (маховиков, колес легко¬
вых автомобилей и др.) в динамическом режиме (при их враще¬
нии) выполняют, например, на станке модели 9765.
Динамическая неуравновешенность (см. рис. 27.2, б) имеет
место в том случае, если центр масс находится на оси враще¬
ния изделия, а во время его вращения возникает момент инер¬
ции S от двух равных сил Р на плече I. Момент инерции S вы¬
зывает переменные нагрузки на опоры изделия при его враще¬
нии. Динамическую неуравновешенность устраняют снятием
или добавлением двух равных масс в плоскости действия мо¬
мента S, чтобы появился новый момент, уравновешивающий
начальный. Этот вид неуравновешенности выявляют при вра¬
щении изделия.
Смешанная неуравновешенность (см. рис. 27.2, в) наиболее
часто встречается в реальных условиях, когда имеется сила инер¬
ции от неуравновешенной массы и момент инерции центробеж¬
ных сил. Этот вид неуравновешенности характерен для длинных
деталей.
Система любого числа неуравновешенных сил сводится к двум
силам, которые расположены в двух произвольно выбранных пер¬
пендикулярно оси детали плоскостях, удобных для балансиров¬
ки. Такие плоскости называют плоскостями коррекции. Напри¬
мер, у коленчатого вала эти плоскости проходят через крайние
противовесы.
Пусть имеются неуравновешенные массы mi и т2. Разложим
центробежные силы Pi и Р2 на их составляющие Р{ и Р’{ и Р% и
Р% в плоскостях коррекции, расположенных друг от друга на
расстоянии I. Сложим эти составляющие в каждой плоскости по
правилу параллелограмма и получим равнодействующие Tj и Г2.
В точке приложения силы Тг приложим две равные между собой,
но противоположно направленные силы Т2- В результате полу-
542
чаем две неуравновешенные силы Гг и Q в плоскостях коррек¬
ции. Сила Q является векторной суммой сил Т± и Т2. Момент Т21
определяет динамическую неуравновешенность, а- сила Q — ста¬
тическую. Полная балансировка изделия достигается установкой
противовесов гпа и /п4 на линиях действия сил Т2 и Тх.
Направление (фазу) и значение дисбаланса на каждом конце
вала определяют на балансировочных станках моделей, напри¬
мер, БМ-4У, КИ-4274, МС-9716 или фирмы Schenk (Германия).
Динамически балансируют детали и сборочные единицы (колен¬
чатые валы с маховиками, карданные валы и др.), установлен¬
ные в двух и более оцорах.
Принцип действия балансировочного станка (рис. 27.5) зак¬
лючается в следующем. Изделия устанавливают на упругие опо¬
ры (люльки) 1 и приводят во вращение от электродвигателя 6 с
частотой вращения 720—1100 мин-1. Под действием центробеж¬
ных сил инерции опоры будут колебаться вдоль горизонтальной
оси. С перемещающимися опорами здодно движутся и обмотки
датчиков перемещений 2, находящиеся в магнитном поле посто¬
янных магнитов. В каждой обмотке наводится ЭДС, значение ко¬
торой пропорционально амплитуде колебаний. Сигнал от датчи¬
ка поступает в блок усиления 3 ив измененном виде фиксирует¬
ся миллиамперметром 4, шкала которого приведена в единицах
дисбаланса (г-см). Сигнал об угле поворота шпинделя (фазе), при
котором опора переместилась на максимальное расстояние, по-
Рис. 27.5. Схема станка для динамической балансировки деталей
543
ступает также на безынерционную лампу 5 стробоскопа, которая
освещает небольшой участок обода вращающегося лимба 7. Де¬
ления (от 0 до 360°) с числами на лимбе показывают угол его
поворота. В течение одного оборота изделия лампа загорается в
момент наибольшего перемещения опоры и высвечивает соответ¬
ствующее значение угла (фазы). Рабочий воспринимает лимб ос¬
тановленным с неподвижными цифрами. Значение и направление
дисбаланса измеряют поочередно на каждой из опор.
После остановки станка высверливают лишний металл в
каждой из плоскостей коррекции. Для этого деталь ручным вра¬
щением за маховик 8 устанавливают в нужное угловое поло¬
жение. При отключенном электродвигателе люльки запираются
в неподвижном положении. С помощью радиально-сверлильного
станка или электрической дрели высверливают металл необходи¬
мой массы. Значение ее пропорционально показаниям миллиам¬
перметра.
Детали балансируют на участках их восстановления, сбороч¬
ные единицы — на сборочном участке.
Характеристика уравновешиваемых деталей и сборочных еди¬
ниц автомобильного двигателя с рабочим объемом 4,8 л приве¬
дена в табл. 27.3.
Таблица 27.3
Детали и сборочные единицы двигателя,
требующие балансировки
Детали и сборочные единицы
Вид балансировки:
С — статическая
Д — динамическая
Допустимый
дисбаланс, г • см
Диск сцепления ведомый
С
18
Диск сцепления нажимной
с
36
Маховик
с
36
Коленчатый вал
д
30
Ротор фильтра центробежной
очистки масла со стаканом
в сборе
д
10
Коленчатый вал с маховиком
и сцеплением
д
30
Двигатель в сборе
д
40
544
Перспективна балансировка V-образного двигателя в сборе
путем снятия металла с маховика (задняя балансировочная плос¬
кость) и со шкива коленчатого вала (передняя балансировочная
плоскость). Баланеировку ведут на обкаточном стенде, укомплек¬
тованном балансировочным прибором, с принудительным враще¬
нием коленчатого вала от электродвигателя при вывернутых све¬
чах зажигания.
Минский завод им. Октябрьской революции выпускает при¬
боры ПСБ-2 (табл. 27.4) для определения на обкаточных стен¬
дах направления и величины дисбаланса двигателя. В комплект
прибора входят вибродатчик, датчик опорного сигнала и элект¬
ронный блок. Прибор осуществляет измёрёния в одной плоско¬
сти коррекции.
Таблица 27.4
Техническая характеристика прибора ПСБ-2
Параметры
Размерность
Значения
Диапазон рабочих частот при
измерении параметров дисбаланса
Гц
5—45
Полоса пропускания фильтрующей
части измерительного пульта
Гц
0,1
Максимальное время, необходимое
для измерения параметров дисбаланса
в одном масштабе измерения,
без учета времени разгона
с
...Д-15
Количество масштабов измерения
(коэффициент масштабирования 10)
ед.
2
Форма представления параметров
корректирующего дисбаланса
при измерении (система координат)
полярная или
прямоугольная
Потребляемая мощность
Вт
60
Габаритные размеры
(длина х ширина х высота) мм
520x275x340
Масса
кг
36
18-135
545
27.3. Сборка агрегатов
Сборка типовых соединений и передач. Сборка — это после¬
довательная установка составных частей изделия, образование
разъемных и неразъемных соединений с достижением норматив¬
ных параметров точности (замыкающих размеров и моментов за¬
тяжки).
Сборка резьбовых соединений. Резьбовые соединения в авто¬
мобилях составляют 15—25 % от общего Количества соединений,
а трудоемкость их сборки составляет 25—35 % общей трудоем¬
кости сборочных работ.
При сборке резьбового соединения 12—17 % времени прихо¬
дится на предварительное ввертывание, 18—20 % — на завин¬
чивание и 5—8 % — на затяжку. В единичном и мелкосерий¬
ном производстве наживление детали на 2—3 нитки резьбы
чаще всего выполняют вручную, что исключает срыв резьбы и
порчу дорогостоящих корпусных деталей. В крупносерийном и
массовом производстве эти переходы механизированы или авто¬
матизированы." В" последнем случае добиваются совпадения осей
соединяемых деталей, затем прикладывают осевое усилие для
контакта детали с кромкой отверстия и только после этого со¬
общают детали вращательное движение со скоростью, обратно
пропорциональной диаметру резьбы. В конце сборки соединения
выполняют его затяжку нормированным моментом вручную и
механически. Примерно 80% энергии, затрачиваемой на сборку
резьбового соединения, приходится на преодоление сил трения
и около 20 % — на затяжку. Резьбовые соединения в группе
(например, гайки головки цилиндров) затягивают в установлен¬
ной последовательности, начиная с центрального соединения и
продолжая затяжку следующих соединений, расположенных
дальше от центра.
Особенности сборки шпилечных соединений. Неподвижность
шпильки, ввинченной в корпус, достигается натягом, создавае¬
мым одним из трех способов: коническим сбегом резьбы, упор¬
ным буртом или тугой резьбой (с натягом по среднему диамет¬
ру). Наибольшее применение получил третий вид соединений.
Для стальных шпилек с диаметром резьбы 10—30 мм при ус¬
тановке их в стальной корпус натяг составляет 0,02—0,06 мм,
в чугунный или алюминиевый корпус — 0,04—0,12 мм. Луч¬
ше, если резьба в этом случае выполняется накаткой. Резь¬
бы, полученные другими способами, склонны к заеданию и
схватыванию и плохо разбираются. Установлены шесть поса¬
546
док с натягом, из которых четыре посадки должны осуществ¬
ляться с сортировкой наружной и внутренней резьб на груп¬
пы по среднему диаметру.
Сборка прессовых соединений бывает продольно- или попереч-
но-прессовой. В первом случае сборочное усилие прилагают вдоль
оси образуемого соединения, при этом направление усилия совпа¬
дает с направлением сборочного перемещения. Во втором случае
нагревают охватывающую или охлаждают охватываемую деталь,
осевое относительное перемещение деталей происходит практичес¬
ки без осевого усилий;а сборочное усилие возникает при вырав¬
нивании температур деталей. Прочность посадки при этом в
2,0—2,5 раза выше прочности соединений, полученных без теп¬
лового воздействия. Объясняется это тем, что во время тепло¬
прессовой сборки микронеровности при формировании соединений
не разрушаются, а выступы поверхностей упруго взаимодейству¬
ют друг с другом.
Сборка с нагревом рекомендуется для соединений, у которых
предусмотрены значительные натяги, а также в случае, когда ох¬
ватывающая деталь выполнена из материала с высоким коэффи¬
циентом линейного расширения, а узел в агрегате нагревается.
Если такие соединения собрать без нагрева, то в процессе эксп¬
луатации их прочность значительно снижается. В процессе сбор¬
ки нагревают, например, венец маховика при установке его на
маховик и поршень — перед установкой поршневого пальца, а
седло клапана охлаждают в жидком азоте перед установкой его
в блок или головку цилиндров.
Температуру подогрева (охлаждения) (At, °С) одной из дета¬
лей определяют по формуле
t (27.10)
Kad
где Д — натяг посадки, мм; Ra0 и Ras — шероховатости поверх¬
ностей отверстия и вала, мм; Ка — коэффициент линейного рас¬
ширения, равный для стали 11 • 10_6, град-1; й — диаметр посад¬
ки, мм.
Седла клапанов и подобные им детали можно охлаждать при
сборке в твердой углекислоте (-78,5 °С) или жидком азоте
(-195,8 °С) в сосуде Дьюара.
Длй уменьшения усилия при сборке соединения больших
размеров с натягом в зону соприкосновения поверхностей пода¬
ют масло под давлением 150—400 МПа (гидропрессовый спо¬
соб). В этом случае необходима предварительная подготовка со¬
547
единения путем изготовления канавок и каналов для подвода
масла.
Сборка узлов с подшипниками качения и скольжения. Под¬
шипник качения перед сборкой промывают в 6 % -ном растворе
масла в бензине или в горячих (75—85 °С) противокоррозионных
водных растворах следующих составов (табл. 27.5).
Таблица 27.5
Растворы для промывки подшипников
Составляющие раствора
Процентное содержание
Раствор № 1
Раствор № 2
Триэтаноламин
0,5—1,0
0,5—1,0
Нитрит натрия
0,15—0,20
0,15—0,20
Смачиватель ОП
0,02—0,10
0,08—0,20
Вода
остальное
остальное
Наружное кольцо промытого подшипника должно легко и
равномерно вращаться, при этом подшипник удерживают за
внутреннее кольцо в горизонтальном положении. Затем подшип¬
ник нагревают в масляной ванне в течение 10—20 мин до тем¬
пературы 60—100 °С и после этого напрессовывают на вал.
Подшипники напрессовывают с применением оправок. Осе¬
вые силы при установке подшипника прикладывают через оп¬
равку к тому кольцу, которое при данной операции сопрягает¬
ся с базовой деталью. Если подшипник одновременно устанав¬
ливают на вал и в корпус, то усилие прикладывают к торцам
обоих колец.
Во избежание перекоса подшипника при его напрессовывании
применяют подставки, обеспечивающие хорошее центрирование
деталей сборочной единицы. Упорный буртик детали и торец
кольца в результате сборки должны соприкасаться. После уста¬
новки подшипника убеждаются в том, что тела качения не за¬
щемлены, для этого проворачивают наружную обойму.
При сборке конических подшипников добиваются норматив¬
ного радиального зазора между телами качения и обоймами с по¬
мощью подбора толщины регулировочных прокладок. Ввиду
того, что этот зазор измерить затруднительно, нормируют момент
вращения вала в подшипниках.
548
Бронзовые втулки запрессовывают в головки шатунов или
рычагов и в таком состоянии их растачивают. Тонкостенные
разъемные подшипники скольжения (вкладыши) двигателей пе¬
ред сборкой контролируют на предмет выступания стыка из эта¬
лонной постели, при этом длина полуокружности вкладыша дол¬
жна быть на 0,02—0,03 мм больше соответствующей длины по¬
стели. Это выступание необходимо для обеспечения нормативно¬
го натяга пары вкладышей в опоре двигателя.
При сборке шпоночных соединений следят за полной посад¬
кой шпонки в пазу и параллельностью осей шпонки в пазу и в
базовой детали.
Сборка цилиндрических зубчатых передач включает их уста¬
новку на валы и установку сборочных единиц в корпус. При
сборке конических зубчатых передач, кроме того, добиваются со¬
впадения вершин делительных конусов, а при сборке червячных
передач необходимо, чтобы средняя плоскость колеса совпадала
с осью червяка. Это совпадение контролируют по пятну контак¬
та зубьев. Правильного относительного положения деталей дос¬
тигают с помощью регулировочных прокладок между крышками
подшипников и их корпусом.
Организация сборки и применяемое оборудование. Требова¬
ния к качеству сборки при ремонте автомобилей и их изготовле¬
нии одинаковы, хотя объемы их производства и уровни техноло¬
гической оснащенности различны. Доля сборочных работ в об¬
щей трудоемкости ремонта автомобилей составляет 25—28 %.
Качество их выполнения оказывает большое влияние на после-
ремонтную наработку изделий, а производительность — на эко¬
номичность ремонта.
Объектом узловой сборки является составная часть агрегата
или автомобиля, а общей сборки — агрегат или автомобиль в це¬
лом. Узловую сборку ведут на специализированных стендах. Об¬
щая сборка бывает тупиковой или поточной. Тупиковую сборку
агрегата ведет, как правило, один сборщик на стенде, поворачи¬
вая при необходимости собираемое изделие вокруг вертикальной
или горизонтальной оси. При объемах ремонта агрегатов более
2,5 тыс. в год, а автомобилей — более 500 в год эффективна
конвейерная сборка, которая предполагает специализацию рабо¬
чих мест, оснащение их необходимыми средствами и распределе¬
ние рабочих по сборочным позициям, что снижает трудоемкость
процесса. При этом собираемый агрегат или автомобиль переме¬
щается по эстакаде или с помощью периодически движущегося
конвейера напольного или подвесного типа. С целью исключения
549
простоев сборочного конвейера на комплектовочном участке со¬
здают запасы деталей и сборочных единиц.
Сборочная операция содержит такие основные переходы
(рис. 27.6): загрузку комплектующих и крепежных деталей и пе¬
ремещение их на сборочные позиции, ориентирование относи¬
тельно корпусной детали и отсекание подаваемых деталей по од¬
ной, силовое смыкание (образование соединений) с контролем
прилагаемых моментов, внутри- и межпозиционное перемещение
собираемых изделий. Силовому замыканию подлежат резьбовые
и прессовые соединения. Ручные переходы подачи и ориентиро¬
вания деталей при сборке обладают большой трудоемкостью.
Бели автоматизировать, например, подачу и базирование шайб
и гаек и наживление последних при сборке коленчатого вала
с маховиком и сцеплением, то производительность сборки этого
узла повысится в 2,0—2,2 раза.
Агрегаты автомобиля собирают на участках их ремонта. Схе¬
ма технологического процесса сборки, например, двухрядного
двигателя приведена на рис. 27.7. Собранные агрегаты снимают
со стендов или с конвейера кран-балкой и направляют на учас¬
ток окрашивания, откуда они поступают на участок общей сбор¬
ки автомобиля*
Крепежная
деталь
Базовая
деталь
♦ загруЬка
♦ подача
♦ ориентирование
♦ отсекание
♦ наживление
♦ навертывание
♦ затяжка
♦ контроль момента затяжки
Сборочная
позиция
♦ подача
♦базирование
♦ закрепление
Сборочная
позиция
♦ загрузка
♦ подача
♦ базирование
J Перемещение
собираемого
изделия
Комплектующая
деталь
Рис. 27.6. Схема сборочной операции
550
I П
Рис. 27.7. Схема технологического
процесса сборки двухрядного двигателя:
I — узловая сборка: 1 — блока цилинд¬
ров с гильзами; 2 — сцеплевжя; 3 — колен¬
чатого вала с упорными шайбами, шестер¬
ней, маховиком и сцеплением; 4 — сальни-
кодержателя с уплотнением; 5 — распреде¬
лительного вала с фланцем, распорным
кольцом, эксцентриком и противовесом; 6 —
шатунно-поршневых групп; 7 — крышки
распределительных шестерен с сальником;
8 — водяного насоса; 9 — головки цилинд¬
ров с клапанами и осью коромысел; 10 —
дривода распределителя; 11 —■ впускной тру¬
бы; 12 — масляного насоса.
II — общая сборка: установка: 13 —
блока цилиндров на стенд или конвейер;
14 — шпилек; 15 —пробок, 16 — коленча¬
того зала, 17 — распределительного валр,
18 — шатунно-поршневых групп, 19 —
крышки распределительных шестерен, 20 —
водяного насоса, 21 — ступицы и храпови¬
ка коленчатого вала, 22 — толкателей,
23 — головки цилиндров, 24 — коллекто¬
ров, 25 — штанг толкателей; 26 — регу¬
лировка клапанного механизма; установка:
27 — привода распределителя; 28 — впуск¬
ной трубы, 29 — масляного насоса, 30 —
масляного картера и картера сцепления
(нижняя часть)
551
Технологический процесс сборки определяет состав оборудо¬
вания. В этом оборудовании имеются опоры, на которые бази¬
руют или устанавливают базовые элементы собираемого изде¬
лия. Опорные элементы с собираемыми изделиями при сборке
вращаются и (или) перемещаются поступательно. Вращатель¬
ное перемещение на сборочной позиции необходимо для при¬
дания удобного положения базовой детали для базирования и
закрепления комплектующих деталей при узловой и общей
как поточной, так и непоточной сборке. Собираемые объекты
перемещаются поступательно между сборочными позициями
при поточной сборке.
При узловой сборке двигателя применяют, например, стенды
для сборки сцепления, коленчатого вала с маховиком и сцепле¬
нием, распределительного вала с шестерней, фланцем и баланси¬
ром, сальникодержателя с набивкой, шатунно-поршневых групп,
головки цилиндров с клапанами и осями коромысел, масляного
и водяного насосов, ограничителя числа оборотов и др.
На рис. 27.8 представлен стенд для узловой сборки коленча¬
того вала с маховиком и сцеплением. На нем также измеряют
торцовое биение рабочей поверхности установленного маховика.
Стенд включает: корпус 1, шарнирно соединенную с ним пово¬
ротную раму 6 и пневмоцилиндр 2. На поворотной раме установ¬
лены призмы 8 для базирования детали, пнёвмоцилиндры 7
с рычагами 10 для ее закрепления, захват 9 и индикаторная го¬
ловка 3 на стойке 4, закрепленная рукояткой 5. Рабочие поверх¬
ности призМ, рычагов и захвата, соприкасающиеся с шейками
крленчатого вала, наплавлены латунью.
Стенд работает следующим образом. В начале цикла индика¬
торное устройство занимает вспомогательное положение, а пово¬
ротная рама — горизонтальное. Штоки пневмоцилиндров втяну¬
ты, а захват откинут. На призмах базируют коленчатый вал сво¬
ими коренными шейками. Захват сцепляют с шатунной шейкой.
Деталь закрепляют за счет подачи сжатого воздуха в пневмоци¬
линдры 7. На фланец коленчатого вала устанавливают маховик
и закрепляют его болтами с гайками. Захват препятствует вра¬
щению сборочной единицы при затяжке гаек. Затем раму с по¬
мощью пневмоцилиндра 2 поворачивают на 90° в вертикальное
положение, а индикаторное приспособление — в основное, при
котором измерительный стержень индикаторной головки касает¬
ся рабочей поверхности маховика. Усилия пневмоцилиндров 7
подобраны таким образом, что они не препятствуют вращению
сборочной единицы на призмах от руки за маховик в сторону, об-
552
10
Рис. 27.8. Стенд для узловой сборки коленчатого вала
с маховиком и сцеплением
ратную вращению гаек. При этом торец первой коренной шейки
и опорная поверхность призмы касаются друг друга. Биение тор¬
ца маховика измеряют с помощью индикаторной головки, ша¬
тунная шейка при этом освобождается от захвата. Далее инди¬
каторное устройство переводят во вспомогательное положение.
На маховик устанавливают ведомый диск сцепления и с помо¬
щью центрирующей оправки ориентируют его . относительно оси
коленчатого вала. Устанавливают остальные части сцепления, а
кожух сцепления крепят болтами к маховику. Снимают центри¬
рующую оправку, поворотную раму переводят в горизонтальное
положение, освобождают рычаги 10 и снимают собранный узел.
Оборудование для штучной псщачи и ориентирования деталей
взаимодействует с оборудованием для силового соединения деталей.
Подача деталей на технологические позиции узловой сборки
эффективна при помощи вибрационный бункеров (рис. 27.9) с
отсекателями и транспортными лотками. В вибрационном бунке¬
ре имеется чаша, установленная на трех наклонных стержнях.
553
Рис. 27.9. Схема вибрационного бункера:
1 — наклонный стержень; 2 — чаша; 3 — спиральный лоток;
а — угол наклона стержня к горизонту -45°;
ил — скорость перемещения лотка; и, — скорость перемещения заготовок
Чаша за счет импульсов энергии совершает крутильные (вокруг
вертикальной оси) и возвратно-поступательные (в вертикальном
направлении) колебания, которые приводят к перемещению де¬
талей вверх по спиральному лотку внутри чаши. Скорость пода¬
чи деталей зависит от зазора между сердечником магнита и яко¬
рем и напряжения, приложенного к обмотке. С помощью вибро¬
бункера но дают, например, тела качения игольчатого подшипни¬
ка при сборке оттяжного рычага сцепления. Разработан ттгораз-
мерный ряд бункеров с диаметром чаши от 60 до 630 мм для по*
дачи деталей с размерами от 4 до 70 мм соответственно. Со спи¬
рального лотка вибробункера детали под собственным весом по
гравитационному или принудительно по вибрационному лотку
подают на сборочную позицию.
Для автоматического соединения деталей их необходимо
подавать в строго определенном положении. Применяют пас¬
сивное и активное ориентирование. В первом случае с подаю¬
щего лотка сбрасываются неправильно ориентированные дета¬
ли и на нем остаются детали, ориентированные правильно.
Для этого используют конструктивные особенности лотков (на¬
личие прорезей, упоров, планок и др.), которые обеспечивают
подачу деталей: в ориентированном положении, например стер¬
354
жнем-винта вниз. Во втором случае детали переводят в требу¬
емое положение принудительно. Применяют электромагнит¬
ный, пневматический и другие способы активного ориентиро¬
вания деталей.
Для штучной подачи деталей на сборочные позиции служат
отсекатели, рабочие части которых совершают поступательное
или вращательное движение.
В качестве резьбозавертывающих средств применяют электро¬
механические гайковерты собственного изготовления или про¬
мышленные одношпиндельные гайковерты с электро- или пнев¬
моприводом. Электрогайковерты питаются переменным током
частотой 200 Гц. Для затяжки резьб с помощью ударно-враща¬
тельных импульсов применяют механизм»!, которое делятся
на частоударные (16—40 ударов в секунду) и редкоударные
(до 3 ударов в секунду)* Редкоударные гайковерты осуществляют
затяжку за 4—15 ударов. При затяжке частоударными гайковер¬
тами энергия меняется от удара к удару в течение 100—200 пе¬
риодов. У редкоударных инструментов энергия отдельного удара
не изменяется во времени.
Около 20 % резьбовых соединений агрегатов требуют затяж¬
ки нормированным моментом, значение которого определено Ру¬
ководством по капитальному ремонту. Это относится, наяример,
к сборке нижних головок шатуш>в, блока цилиндров крышка¬
ми коренных подшипников и с головкой цилиндров, Маховика с
коленчатым валом, картера заднего моста с крышкам* и др.
При ручной сборке ограничение момента затяжки обеспечива¬
ют применением специальных ключей, которые бывают двух ви¬
дов: предельные и динамометрические. В предельном ключе связь
между рукояткой и шпинделем разрывается при достижении не¬
обходимого момента затяжки. Динамометрический кЯгоч имеет
упругий элемент и шкалу со стрелкой, значения момента затяж¬
ки вычитывают на шкале.
В механизированных устройствах применяют следующие
способы ограничения момента затяжки: установку проскальзы¬
вающей муфты на валу шпинделя, измерение силы тока в цепи
электродвигателя или момента; на валу прйвода и отключение
питания электродвигателя цри достижении расчетных силы
тока или момента. Чем с большей частотой вращается шпин¬
дель с ключом, тем труднее обеспечить необходимый момент за¬
тяжки. Это противоречие разрешают применением двухскорост¬
ных приводов. Низкомоментный привод с большой частотой
вращения (200—300 мин-1) обеспечивает свободное навинчива¬
555
ние резьбовой детали, а высокомоментный — затяжку соедине¬
ния с малой частотой (до 20 мин-1) до нормативного момента.
При образовании соединений деталей с натягом следят, что¬
бы сборочное усилие не деформировало детали. Это усилие долж¬
но быть статическим, а не ударным и нагружать минимальный
объем материала деталей, В качестве прессосборочных агрегатов
при усилиях сборки до 2,5 кН целесообразно применять пневмо-
приводы с диаметрами цилиндров до 250 мм, а при больших
сборочных усилиях — гидроприводы с диаметром цилиндров
63—125 мм.
Стенд для теплопрессовой сборки шатунно-поршневых групп
(рис. 27.10) предназначен для нагрева поршней h сборки их с
шатунами и поршневыми пальцами. Механизированы технологи¬
ческие переходы: нагревание поршней до температуры 90 °С, пе¬
ремещение их на сборочную позицию, взаимное ориентирование
деталей, сборочное перемещение поршневого пальца. Переходы,
выполняемые вручную: загрузка поршней в лоток, предваритель¬
ные. 27.10. Стенд для сборки шатунно-поршневой группы:
— педальный привод; 2 — корпус; 3 — нагреватель; 4 — лоток;
5 — стеллаж; 6 — прессосборочный механизм; 7 — питатель;
8 и 9 — пневмоцилиндры; 10 — отсекатель
556
ное базирование деталей при сборке, снятие собранного узла, ус¬
тановка стопорных колец поршневого пальца.
Механизмы стенда — питатель 7, отсекатель 10, лоток 4,
нагреватель 3, прессосборочный механизм 6 — установлены на
корпусе 2, а электро- и пневмоаппаратура — внутри него. Запас
деталей хранится на стеллаже. Питатель выполнен в виде гра¬
витационного лотка. Отсекатель подает с помощью пневмоцилин-
дра 9 поршни в зону нагрева и сборки. Поверхность лотка на¬
гревается электрическими нагревателями, а ее температура конт¬
ролируется датчиком.
Прессосборочный механизм состоит из пневмоцилиндра 8 и
корпуса с опорно-базирующими элементами. Пневмоцилиндры
отсекателя и прессосборочного механизма включаются пневмокра¬
нами с педальным приводом.
Перед началом работы включают электрические нагреватели
и подают сжатый воздух. На лоток питателя устанавливают
комплект поршней (8 шт.). Поршни поочередно досылаются в
нагретый лоток с помощью пневмоцилиндра. На лотках поме¬
щается 24 поршня. В отверстие прессосборочного механизма
(в котором движется шток пневмоцилиндра) через окно укла¬
дывают поршневой палец. В соответствующую яче&ку днищем
вниз устанавливают нагретый поршень. В него вкладывают
шатун. Сквозь отверстия' в Деталях вставляют центрирующую
оправку до касания в торец поршневого пальца. Нажатием на
педаль включают пневмоцилиндр сборочного механизма, шток
которого перемещает поршневой палец в бобышки поршня.
Центрирующая оправка выходит из поршня, но осОДется в ле¬
вой части корпуса. Собранную шатунно-поршневую группу из¬
влекают из сборочного механизма вручную. Производитель¬
ность стенда — 400 сборок в смену.
Для перемещения собираемых объектов при поточной сборке
применяют эстакады, конвейеры и подъемники. По эстакаде из¬
делия перемещают вручную. Эстакаду ОПР-996 применяют, на¬
пример, для сборки двигателей. Конвейеры обеспечивают механи¬
ческое перемещение. Наибольшие удобства и наилучшее исполь¬
зование производственной площади обеспечивает вертикально¬
замкнутый тележечный конвейер (рис. 27.11). На каждой тележ¬
ке конвейера установлен сборочный стенд с возможностью техно¬
логического вращения собираемого изделия вокруг горизонталь¬
ной или вертикальной оси. Конвейер оснащен грузоподъемными
средствами, гайковертами и другими приспособлениями. Сборщи¬
ки находятся на пластинах, которые движутся вместе со стенда-
557
Рис. 27.11. Тедеясечный конвейер для сборки агрегатов и автомобилей:
1 — направляющие; 2 — грузонесущая тележка;
3 — тяговая цепь; 4 — останов
ми. Холостая ветвь цёНи с пластинами и тележками проходит
под полом. С помощью подъемников устанавливаемые изделия
(агрегаты, колеса и др.) приподнимаются й ориентируются отно¬
сительно корпусных изделий.
27.4. Обкатка агрегатов
. Содержание обкатки агрегатов и приработки их соединений.
Обкатка ремонтируемых агрегатов — это нодготовка их к пред¬
стоящему использованию. Основное содержание обкатки агрега¬
та состоит в, приработке его трущихся соединений. При обкатке
также проводят регулировочные работы и устраняют несложные
неисправности. Обкатывают двигатели, («редукторы, топливные
насоск высокого давления и другие агрегаты.
Приработка трущихся соединений агрегата — это самоорга¬
низующийся процесс их начального изнашивания, сопровожда¬
ющийся необходимыми изменениями как геометрических пока¬
зателей поверхностей трения, так и физико-механических
свойств материала поверхностных слоев* Начальная приработ¬
ка соединений протекает при обкатке агрегата на стенде авто¬
ремонтного завода.
Скорость начального изнашивания поверхностей зависит от
свойств их материалов; взаимного расположения деталей, достиг¬
нутого при сборке; нагрузки; скорости скольжения; температуры
поверхности трения и свойств смазочного материала.
Нагрузкой на трущиеся поверхности я скоростью их относи-
тблЬного перемещения при обкатке агрегата управляют. Измене¬
558
ния поверхностей трения проявляются в том, что контактирую¬
щие выступы шероховатости пластически деформируются, стано¬
вятся более плоскими, а их материал наклепывается. Шерохо¬
ватость поверхностей приближается к равновесной. Изменяются
волнистость поверхностей и в меньшей степени — их форы?а. Об¬
разуется новый микрорельеф. Изменяются также физико-механи¬
ческие свойства материала в поверхностных слоях: твердость,
пластичность, коэффициент трения и внутренние напряжения.
Приведенные изменения выражаются в уменьшении силы трения,
появлении устойчивого следа контакта на Поверхностях трения,
уменьшении и стабилизации температуры материала деталей и
уменьшении скорости их изнашивания.
Таким образом, изйейёние свойств поверхностей трения в
процессе приработки происходит в основном за счет поверхност¬
ного пластического деформирования материала деталей. Исходное
состояние Поверхностей трения переходит в эксплуатационное.
При этом:
♦ достигается шероховатость Поверхностей трения, близкая к
той, которая устанавливается в последующей эксплуатации, не¬
зависимо от того, какой онк была на поверхностях до сборки;
♦ обеспечивается упругий контакт поверхностей, разделенных
смазочным материалом, что в свою очередь приводит к мини¬
мальному изнашиванию;
♦ увеличивается площадь фактического контакта поверхнос¬
тей в соединениях;
♦ частично исправляются погрешности формы элементов де¬
талей.
Механической обработкой при изготовлений деталей нельзя
достичь тех свойств поверхностного слоя, которые достигаются
при приработке.
Наибольшей износостойкостью обладают Те поверхности тре¬
ния подвижного соединения, на которых упругое деформирование
их микровыступов сочетается с разрушением когезионных связей
между ними в тонких поверхностных слойх. Упругое деформиро¬
вание микровыступов достигается за счет правильного подбора
материалов Трущихся поверхностей и оптимального нагрузочно-
скоростного режима. Связи, образовавшиеся в поверхностных
слоях, разрушаются при нанесении на Ййвёркности трения более
мягкого пластичного материала (прирабоТочного покрытия) или
При образовании такого материала в результате взаимодействия
смазочного материала с основным матёриалом (при избиратель¬
ном переносе).
559
Избирательный перенос, например, при обкатке теплового
двигателя может быть организован за счет введения в масло оле-
ата меди (С17Н83СООСи) — 9 г/л, полученного из олеиновой кис¬
лоты (С^НззООН) и оксида меди (СиО). Время приработки соеди¬
нений при этом сокращается в два раза.
Мягкий пластичный материал между трущимися поверхнос¬
тями препятствует образованию сильных адгезионных связей,
которые могут привести к вырыванию материала из поверхност¬
ного слоя детали.
Обкаточные масла и присадки. Агрегаты обкатывают, как
правило, на эксплуатационных маслах с приработочными присад¬
ками. Присадки вводят также в топливо и во всасываемый воз¬
дух. Введение присадок ускоряет приработку соединений и умень¬
шает приработочный износ. Присадки делятся на инактивные,
поверхностно-активные, химически активные, трибополимеризу-
ющиеся, пластически деформирующие, реализующие избиратель¬
ный перенос и металлоплакирующие.
К инактивцым присадкам относят коллоидный графит, ди¬
сульфид молибдена, органозоли железа, порошок каолина,
порошковое олово и другие. Частицы этих веществ размером
до 1 мкм заполняют микронеровности поверхностей, увеличива¬
ют площадь фактического контакта поверхностей и уменьшают
скорость изнашивания.
Действие коллоидного графита, например, основано на том,
что его плоские кристаллы ^заполняют имеющиеся на трущихся
поверхностях неровности и препятствуют непосредственному кон¬
такту металлических поверхностей. Однако этот материал не по¬
лучил широкого применения из-за образования большого коли¬
чества отложений в двигателе и выпадения осадков.
Дисульфид молибдена обладает высокими противоизносными
и противозадирными свойствами, хорошей химической стабиль¬
ностью и образует на поверхностях трения пленку, способную
выдерживать высокие удельные давления. При наличии 4 % ди¬
сульфида молибдена в масле износ поршневых колец уменьшает¬
ся на 30—50%.
Однако при использовании таких присадок шероховатость по¬
верхности под слоем присадки не изменяется, а залитое затем в
агрегат чистое масло вымывает присадки.
К поверхностно-активным присадкам относят жирные кис¬
лоты (олеиновую, стеариновую, пальметиновую, сульфоциновую,
янтарную), эфиры органических кислот и спиртов, жирные ами¬
ны и другие. Механизм действия этих присадок связан с адсорб¬
560
ционным снижением прочности поверхностных слоев материалов.
Действие ПАВ уменьшается при повышении температуры, что
может вызвать снижение противозадирных свойств присадок.
К химически активным присадкам относятся соединения
хлора, фосфора, серы, металлоорганические соединения, соли ме¬
таллов и др. Хлорсодержащие присадки (например, совол), раз¬
лагаясь при рабочей температуре, выделяют атомарный хлор, ко¬
торый образует пленки хлорида железа, имеющие пластинчатое
строение и обеспечивающие заметное снижение трения. Фосфоро¬
содержащие присадки обладают противоизносным действием при
более низкой температуре.
При всей своей эффективности химически активные присад¬
ки токсичны, их активность при увеличении нагрузки и темпе¬
ратуры приводит к повышенному коррозионно-мехаиическому из¬
нашиванию деталей. В условиях авторемонтного завода эти при¬
садки трудно приготовить.
Трибополимеризующиеся присадки (ЭФ-357, ЭФ-262, Грете-
рин-4 и др.) применяют при холодной обкатке двигателей.
Механизм действия этих присадок основан на усилении адгези¬
онного взаимодействия прирабатываемых поверхностей с сокра¬
щением времени холодной обкатки до 6 раз. При горячей обкат¬
ке адгезионный эффект полимерных пленок исчезает. Присадки
применяют в технологических системах, предусматривающих
раздельное проведшие холодной и горячей обкатки.
Пластически деформирующие присадки содержат цинковые,
сурьмяные, свинцовые соли нафтеновых и диалкилдитирфоефор-
ных кислот, соединения бора, сульфиды олова* алквдсвинец и
комплексные соединения молибдена. Время стендодой обкатки
при их использовании сокращается в 2 раза, а эщдалуатацион-
ной — в 4 раза. ,
Механизм действия пластически деформирующих присадок
заключается в следующем. При деформировавши вершин шерохо¬
ватостей в их объеме аккумулируется тепловая энергия. Эта
энергия затрачивается на реакцию, которая приводит к освобож¬
дению из молекулярных соединений присадки атомов различных
металлов, ионов и органических радикалов. Эти вещества диф¬
фундируют в поверхностные слои ипереводятих материал в эв-
тектондное состояние. Температура плавления эвтектоида ниже,
чем исходных компонентов, вследствие чего микровыступы де¬
формируются без разрушения. Сглаживание вершин шероховато¬
стей приводит к перераспределению нагрузки на большей площа¬
ди и снижению удельного давления в соединении.
561
Пластически деформирующие присадки проявляют свои функ¬
циональные свойства только при обкатке под нагрузкой.
К присадкам, реализующим избирательный перенос, относят¬
ся смеси жирных кислот (стеариновой, олеиновой и др.), их со¬
единения с металлами (как правило, с медью) и глицерином.
Разработаны различные композиции приработочных масел.
Например, масло, содержащее 0,1—0,5% хлорида меди,
4,5—9,5% алифатического спирта Ст—Hj2, 1—4 % полиалке-
нйлсукцинимидтетраэтиленпентамина и в качестве основы мине¬
ральное масло, в 3 раза сокращает время обкатки so сравнению
с применением масла без присадок. Применение препарата
«Metal-5'» (Франция), представляющего собой дисперсию сплава
Си — Zn — Ag (размер Частиц 1—5 мкм), повышает компрес¬
сию двигателя, увеличивает размеры изношенных шеек валов.
Металлоплакирующие присадки уменьшают потери на трение
за счет их адгезии к трущимся поверхностям.
Присадка ОГМ-3, содержащая 95% олеиновой кислоты и
5 % хлороксида меди, позволяет сократить4 время стендовой об¬
катки и изнашивание деталей в 3 раза по сравнению с обкаткой
на чистых маслах. Присадка *Е&ка> (Венгрия) снижает скорость
изнашивания в 4,5 раза и расход топлива на 5,5 % < Недостаток
ее — плохая растворимость в маслах. ~
Использование присадок к топливу для улучшения приработ¬
ки деталей цилиндропоршневой группы позволяет точно дозиро¬
вать присадку и равномерно распределять ее по цилиндрам без
применения специальных устройств.
Большинство присадок к топливу представляют собой
слояенЫе металлоорганические соединения хрома или алюми¬
ний, полностью растворимые Втоп л иве. При сгорании топли¬
ва такие соединения образуют мелкодисперсные абразивные ча¬
стицы. Эти Частицы Попадают на стенки цилиндров и образу¬
ют притирочные пасты, которые благодаря высокой твердости
частиц при рабочей температуре ускоряют приработку соедине¬
ний. Заметного Шияния на изнашивание и приработку других
соединений двигателя, кроме цилиндропоршневой группы, эти
присадки не оказывают.
Наибольшее распространение получили металлоорганические
соединения алюминия на основе полиалюмооксанов (АЛП-2
и АЛП-3) и полиалюмофенолятов (АЛП-4).
В топливо вводят также противоизносные поверхностно- и
химически активные присадки. При добавке к топливу при об¬
катке 0,8—1,2 % присадки коллоидной серы мощность механи¬
562
ческих потерь снижается на 25—35 %, а изнашивание гильз ци¬
линдров — в 2,5 раза.
Присадки к воздуху оказывают наибольшее влияние на при¬
работку деталей цилиндропоршневой группы. Введение с возду¬
хом композиции присадок АЛП-4Д и 5 % ПМС-А, кроме того,
очищает детали» от нагара.
Режимы обкатод и средства ее интенсификации. При назна¬
чении режимов обкатки агрегатов учитывают следующее. В на¬
чале приработки площадь фактического контакта поверхностей
составляет ОД—10 % от номинальной. Даже небольшие нагруз¬
ки вызывают в соединениях значительные контактные давле¬
ния и интенсивное изнашивание. В течение приработки вместе
с увеличением площади фактического контакта трупдехся по¬
верхностей увеличивают скорость скольжения и нагрузку в со¬
единениях. При нарушении данных условий микровпадины за¬
полняются не металлом за счет его пластического течения, а
продуктами изнашивания и оксидами. В этом случае при уве¬
личении нагрузки приработка начинается снова .вследствие низ¬
кой несущей способности слоя. Приработку ведут в режиме,
обеспечивающем максимальную интенсивность пластического
деформирования микровыступов поверхностей без схватывания
и задиров.
Нормативное время заводской обкатки двигателей внутренне¬
го сгорания составляет 40—120 мин. Продолжительность обкат¬
ки коробок передач и раздаточных коробок — 40 мцн, при атом
агрегаты обкатывают на всех передачах. Ведущие мосты обкаты¬
вают в течение 20 из#их 15 мин на nej)f дн^м ходу и
5 мин — на заднеэд. Обкатка агрегатов продолжается в начале
использования автомобилей и длится 30—60 ч для двигателей
и 100—120 ч для агрегатов, передающих, вращательное движе¬
ние (редукторов). , . ; ,
Режим обкатки, установленный Руководством по капитально¬
му ремонту агрегатов, обеспечивает;
♦ равномерное или ступенчатое возрастаете удельного давле¬
ния и скорости относительных перемещений в соединениях;
♦ начало последующего перехода обкатки после окончания
приработки соединений на предыдущем переходе;
♦ достижение на последнем переходе .нагрузки, составляющей
80% от эксплуатационной.
Наиболее сложной является обкатка автомобильных двигате¬
лей, которая включает три части: холодную без нагрузки, горя¬
чую на холостом ходу, горячую под нагрузкой. Каждый техно¬
563
логический переход обкатки характеризуется частотой вращения
валов агрегата, моментом нагрузки и длительностью воздей¬
ствия.
Оптимальный режим обкатки рассчитывают на более полную
приработку основных соединений агрегата. Применительно к
двигателю внутреннего сгорания — это соединения цилиндропор¬
шневой группы и кривошипно-шатунного механизма.
Обкатку двигателя начинают при той минимальной частоте
вращения коленчатого вала, при которой обеспечивается надеж¬
ная подача масла к трущимся поверхностям и его разбрызгива¬
ние. В первые 5—7 мин происходит наиболее интенсивная при¬
работка цилиндропоршнёвой группы, главным образок поршне¬
вых колец.
Нагрузку на детали вь время холодной обкатки двигателя
создают в основном за счет инерционных сил, которые даже на
средних оборотах достигают больших значений. Следует отме¬
тить, что эти силы Нагружают один вкладыш трущейся опоры,
второй вкладыш будет нагружаться позже — при горячей об¬
катке.
Холодную обкатку заканчивают при небольшой частоте ко¬
ленчатого вала, чтобы ограничить нагрузку на соединения. Да¬
лее следует горячая обкатка со ступенчатым возрастанием часто¬
ты вращения коленчатого вала и нагрузки.
Применение стендов с программным управлением позволяет
обеспечить бесступенчатое изменение частоты вращения вала аг¬
регата. Перспективна обкатка двигателя с приложением нагруз¬
ки к его детаЛйм, по колебательному закону в режиме «разгон
выбег*. Обкатку ускоряют путем приложения к парам трения
электрического напряжения, достаточного для анодного раство¬
рения вершин шероховатости.
Обкаточное оборудование. Обкатку и испытание ремонтиру¬
емых агрегатов и автомобилей ведут на обкаточно-тормозных
стендах. Наиболее сложными являются стенды для двигателей.
Если мощность обкатываемого двигателя превышает 200 л. с.,
то соответствующий обкаточный стенд устанавливают в боксе
со Звуковой изоляцией. При холодной обкатке двигателя вра¬
щающий момент передают бт электромашины с фазным рото¬
ром, работающей в режиме электродвигателя, к обкатываемому
агрегату, а при горячей обкатке — наоборот (рис. 27.12). На¬
грузку на электромашину, работающую в режиме генератора,
при горячей обкатке агрегата создает жидкостный нагрузочный
реостат. Статор электромашины, установленный на подшипни-
564
Рис. 27.12. Схема стенда для обкатки и испытания двигателей:
ДТВ — датчик температуры воды; ДТМ — датчик температуры масла,
ДДМ — датчик давления масла
ках, воспринимает реактивный момент, равный моменту на ро¬
торе. Силоизмеритель при работе электромашины непрерывно
измеряет реактивное усилие (Р, кгс) на плече 1 = 0,7162 м.
Тахогенератор, получающий вращение от свободного конца
вала электромашины, измеряет его угловую частоту вращения
(п, мин-1).
Мощность (N, л. с.), развиваемую обкатываемым двигателем
при горячей обкатке, определяют с использованием показаний
силоизмерителя и тахометра по формуле
N=—-. (27.11)
1000
Например, один из распространенных обкаточно-тормозных
стендов КИ-2139Б включает электрическую балйнсйрную маши¬
ну АКБ 82-4 с фазным ротором, установочные элементы и меха¬
низм передачи крутящего момента (рис. 27.13). Стенд обеспечи¬
вает создание тормозной мощности до 150 л. с. и пределы
регулирования частоты вращения ротора электромашины
в рейсиме двигателя 500—1400 мин-1 И в режиме генератора
1600—3000 мин-1.
Автоматизация обкатки во времени по заданной программе
учитывает техническое состояние каждого отдельного двигателя,
565
Рис. 27.13. Стенд для обкатки и испытания двигателей:
1 — бак; 2 — двигатель; 3 — плита; 4 и 13 — решетки; 5, 9 и 29 —
вектили; 6, 8 и 12 — элементы крепления двигателя; 7 — крав;
10 — элементы крепления газоотводной трубы; 11 — стойка; 14 — элект¬
ромашина; 15 — реостат; 16 — рукоятка управления реостатом; 17 —
кнопки; 18 — шкала силоизмерителя; 19 — сигнализатор; 20 — тахометр;
21 и 22 — термометры; 23 — манометр; 24 — корпус; 25 — рычаг короб¬
ки передач; 26 — тяга; 27 — рычаг ручного тормоза; 28 -*■ педаль
так как для одних двигателей усредненная продолжительность
обкатки недостаточная, а для других — излишняя.
Программное управление, обеспечивает обкатку двигателя на
неустановившемся режиме, контроль и запись значений парамет¬
ров двигателя, при этом учитывают изменение от одного до пяти
независимых параметров (момента вращения вала,, температуры
воды и масла, утечки воздуха в цилиндре, прорыва газов в кар¬
тер и др.). Сигнал перехода на последующий переход обкатки по¬
ступает после завершения предыдущего перехода.
, Участки обкатки двигателей на авторемонтных заводах ос¬
нащены средствами подачи и учета расхода топлива, начально¬
го подогрева и последующего охлаждения подаваемой воды к
двигателям, очистки и подогрева масла. Смазочное масло очи-
566
Рис. 27.14. Стенд для обкатки и испытания коробок передач
щают отстаиванием, а также центрифугами и контактными
фильтрами.
В течение трех суток при отстаивании масла осаждаются вода
и крупные частицы продуктов изнашивания. Центробеясная очи¬
стка масла обеспечивает почти полное отсутствие в нем неорга¬
нических частиц размером более 1 мкм, в то время как при ис¬
пользовании контактных фильтров почти 20 % неорганических
частиц в масле имеют размер более 1 мкм, 6 том числе 3 % —
более 2,5 мкм.
Стенд для обкатки коробок передач (рис. 27.14) включает ус¬
тановленные на раме асинхронный электродвигатель 1, техноло¬
гическую коробку передач 4 и тормоз’генератор 5. Обкатываемая
коробка передач 3 установлена на кронштейне, крутящий мо¬
мент от электродвигателя передают к ней с помощью муфты 2
и вала с промежуточной опорой. Ведомый вал обкатываемого аг¬
регата соединяют промежуточным карданным валом со вторич¬
ным валом технологической коробки передач, которая служит
для повышения частоты вращения вала генератора. Корпус ге¬
нератора установлен на подшипниках и соединен рычагом с ве¬
совым механизмом. Агрегат обкатывают при постоянной частоте
его ведущего вала.
567
Аналогично устроены стенды для обкатки задних мостов с
той лишь разницей, что в стенде имеются два механизма нагру¬
жения агрегата, создающие нагрузку на каждую полуось.
В стендах для обкатки коробок передач, дополнительных и
раздаточных коробок и ведущих мостов нагрузку на прирабаты¬
ваемые соединения можно создать в замкнутом кинематическом
контуре, состоящем из валов и зубчатых передач двух обкатыва¬
емых агрегатов и механизма нагружения. Ведомые валы обкаты¬
ваемых агрегатов соединены жестко, а. ведущие валы — с меха¬
низмом нагружения. Приводной двигатель еоединев с ведущим
валом одного агрегата, в кинематический контур ok не входит.
Тормоз в стенде не применяют. Мощность приводного двигателя
в таком стенде на порядок меньше мощности двигателя в устрой¬
ствах с тормозом.
27.5. Общая сборка, обкатка и испытания
автомобилей
Сборка автомобиля. Автомобиль собирают из окрашенных и
обкатанных агрегатов. Общая сборка грузового автомобиля со¬
держит следующие основные операции:
♦ установку на опорные элементы конвейера рамы в положе¬
нии «низом вверх», установку на нее жестких трубопроводов и
пучков проводов, амортизаторов, всех мостов (ведущих и неведу-
щих) с рессорами;
♦ переворот рамы с установленными изделиями в положение
мостами вниз;
♦ установку тормозного крана или главного тормозного ци¬
линдра, тяг и тросов, баков, заправку и прокачку тормозной си¬
стемы;
♦ установку привода выключения сцепления, рулевого меха¬
низма;
♦ установку ресиверов, шлангов, масляных и топливных баков;
, ♦ установку силового агрегата (двигателя в сборе с коробкой
передач), приемных труб глушителя, глушителя, карданного
вала с опорой, водяного и масляного радиаторов;
♦ установку кабины с рулевой колонкой и колесом, аккуму¬
ляторных батарей, подсоединение педалей и рычагов, шлангов и
тяг, установку оперения;
♦ установку платформы и колес;
♦ заправку охлаждающей жидкостью, топливом и маслами.
568
Автомобиль при общей сборке устанавливают осями на стой¬
ки конвейера или подвижную цепь. На предпоследней позиции
устанавливают колеса, затем тележки со стойками или цепь дви¬
жущегося конвейера уходят под пол, а автомобиль своими коле¬
сами касается пола и перемещается самостоятельно.
Сборка легковых автомобилей безрамной конструкции имеет
такие особенности. На стенд-кондуктор устанавливают передний
мост с двигателем и коробкой передач в сборе и задний мост с
рессорами. Под стендом-кондуктором обеспечивают возможность
нахождения сборщиков. Отремонтированный (в том числе окра¬
шенный) кузов опускают на стенд-кондуктор с установленными
агрегатами с обеспечением точного расположения агрегатов отно¬
сительно кузова. Закрепляют агрегаты на кузове. Затем устанав¬
ливают колеса, автомобиль снимают со стенда-кондуктора и его
окончательно собирают.
Участок общей сборки автомобилей в значительной мере оп¬
ределяет технический уровень авторемонтного завода. Объемы
производства завода, как правило, позволяют организовать об¬
щую сборку не менее чем на трех позициях. Это обусловливает
экономическую эффективность поточной организации общей
сборки. Сборочный участок оснащают конвейером для перемеще¬
ния собираемых автомобилей, средствами для хранения т техно¬
логического перемещения устанавливаемых изделий, передвиж¬
ными средствами для сборки резьбовых соединений, устройства¬
ми для заправки топливом, маслами и технологическими жидко¬
стями, системами управления конвейером и учета выпущенных
автомобилей. Для исключения простоя конвейера предусматрива¬
ют заделы изделий.
Обкатка автомобиля. Несмотря на то, что автомобиль собран
из обкатанных агрегатов, его в сборе также обкатывают. Авто¬
мобиль можно обкатать пробегом на расстояние 30—50 км под
нагрузкой, равной 75 % от номинальной грузоподъемности, на
дороге с твердым покрытием со скоростью не более 40 км/ч на
высшей передаче. Однако выезд с заводской территории и движе¬
ние по городским улицам связаны с погодными и организацион¬
ными трудностями, требуют высокой квалификации водителей.
Недостатки процесса устраняют применением стендовой обкатки.
Стенд устанавливают в закрытом помещении. Он снабжен бе¬
говыми барабанами 1, электродвигателем 3 и карданной переда¬
чей 2 (рис. 27.15).
Автомобиль устанавливают на стенд колесами на беговые
барабаны 1, которые через муфты 4, редукторы 5 и карданную
569
i
+
Рис. 27.15. Схема стенда для обкатки автомобиля
передачу 2 соединены с асинхронным электродвигателем, кото¬
рый может работать в двух режимах: двигательном и генератор¬
ном (тормозном). При работе Двигателя на неподвижном авто¬
мобиле необходим принудительный обдув радиатора воздухом.
Автомобиль на обкаточном стенде закрепляют тягой за буксир¬
ный прибор.
Стенд с беговыми барабанами позволяет проверить под на¬
грузкой работу двигателя, агрегатов трансмиссии и ходовой час¬
ти, а также оценить основные параметры автомобиля (мощность
двигателя, тяговое усилие на ведущих колесах, расход топлива
на различных скоростных и нагрузочных режимах, время и силу
торможения и др.). На стенде также измеряют и регулируют ус¬
тановку управляемых колес.
При обкатке следят за температурой воды в системе охлаж¬
дения и давлением масла в системе смазки и контролируют по¬
тери мощности на трение в трансмиссии, работу амортизаторов,
тормозов и рулевого управления. Время обкатки на стенде —
20—60 мин.
В автотранспортном предприятии обкатка автомобиля про¬
должается в начале срока его использования. Например, для
автомобилей КамАЗ обкаточный период ограничен пробегом
570
в 4000 км. В это время ограничены масса перевозимого груза и
скорость движения.
Испытания агрегатов и автомобилей и сдача их заказчику.
Испытания агрегатов и автомобилей необходимы для подтверж¬
дения их технического состояния установленным техническим и
договорным требованиям. При испытаниях экспериментально оп¬
ределяют значения установленных показателей во время их при¬
менения по назначению. Сведения, полученные при испытаниях,
используют для совершенствования средств и процессов ремонта.
Чтобы эти сведения были достоверными, испытания должны
быть оснащены современными средствами измерений и прибора¬
ми, программами и методиками и проводиться квалифицирован¬
ными специалистами.
Сдаточно-приемочные испытания — это испытания обка¬
танных агрегатов и автомобилей в эксплуатационном режиме,
по результатам которых принимают решение об их исправнос¬
ти и пригодности к поставкам. Испытывают каждое выпущен¬
ное изделие (сплошным методом) или изделие, выбранное из
партии (выборочным методом). Отремонтированные агрегаты и
автомобили сдает цеховой персонал, а принимают их работни¬
ки ОТК.
Испытывают двигатели, генераторы, редукторы, рулевые ме¬
ханизмы, гидравлические приводы агрегатов, масляные, водяные
и топливные насосы, карбюраторы и инжекторные устройства,
форсунки, генераторы и другие агрегаты, а также автомобили в
сборе.
Испытательное оборудование служит для приведения отре¬
монтированных агрегатов или автомобилей в движение, прило¬
жения нагрузки в эксплуатационном режиме и измерения основ¬
ных параметров. Испытания в большинстве случаеввыполняют
на стендах для обкатки агрегатов или автомобилей. Оценка ис¬
правности продукции включает инструментальные измерения и
органолептические пробы. Исправность, например, двигателя
оценивается минимальной устойчивой частотой вращения колен¬
чатого вала, мощностью, развиваемой при заданной частоте вра¬
щения коленчатого вала, давлением масла в главной масляной
магистрали и расходом топлива при заданной нагрузке. Рйд де¬
фектов, выявляемых при испытании» -*1- это течи воды и масла,
шумы и стуки, повышенная температура стенок агрегатов. Течи
выявляют осмотром, шумы и стуки — в результате его прослу¬
шивания с помощью стетоскопа, а повышенную температуру сте¬
нок можно определить на ощупь.
571
Бели при испытаниях будут выявлены дефекты, то изделия
направляют на рабочие места их устранения. После необходи¬
мых работ агрегат или автомобиль направляют на повторную
(возможно сокращенную) обкатку, а затем они снова проходят
испытания.
Автомобили и товарные агрегаты, принятые ОТК, с сопрово¬
дительными документами направляют на склад готовой про¬
дукции.
Отремонтированные автомобили хранят на оборудованных
площадках под открытым небом, под навесом или в помещении
(отапливаемом или неотапливаемом). Отремонтированные агрега¬
ты хранят под навесом или в помещении. При длительном хра¬
нении автомобили устанавливают на козлы, разгружая колеса и
подвеску.
При сдаче отремонтированного автомобиля его владельцу
представитель завода оформляет акт, в котором отмечается соот¬
ветствие технического состояния и комплектности автомобиля
требованиям нормативной документации на ремонт. Технические
параметры и нормы, определяющие эксплуатационные свойства
автомобиля и качество его ремонта, должны соответствовать ре¬
монтной документации.
Владельцу автомобиля выдают следующие документы:
♦ паспорт с отметкой ремонтного предприятия о проведенном
ремонте, указанием даты ремонта, новых номеров шасси и дви¬
гателя, а также цвета окрашенного изделия;
♦ инструкцию по эксплуатации с указанием особенностей эк¬
сплуатации автомобиля в обкаточный и гарантийный периоды,
а также порядка устранения дефектов, обнаруженных в гаран¬
тийный период;
♦ гарантийный талон;
♦ сертификаты соответствия (если такой предусмотрен) и про¬
исхождения.
С отремонтированным двигателем выдают паспорт с указани¬
ем размеров основных соединений (номинальных или ремонтных)
и инструкцию по эксплуатации с указанием особенностей уста¬
новки и использования двигателя в обкаточный и гарантийный
периоды.
Ремонтный завод гарантирует исправную работу автомоби¬
ля в течение установленного срока или наработки с момента
ввода в эксплуатацию. Гарантии действительны при соблюде¬
нии заказчиком правил эксплуатации, установленных действу¬
ющими нормативными документами. Гарантийные обязатель¬
572
ства действуют в течение установленного календарного срока
(обычно один год) или наработки а отражаются в гарантийном
талоне на отремонтированный автомобиль. Если в течение ука¬
занного времени или наработки выявлены дефекты изделия по
вине авторемонтного предприятия, то оно своими силами уст¬
раняет эти дефекты. Работы по устранению дефектов ведутся
или у владельца автомобиля, или на ремонтном предприятии.
В последнем случае перевозка автомобиля туда и обратно осу¬
ществляется за счет ремонтного предприятия. Авторемонтный
завод также должен компенсировать убытки владельца из-за
потерянной выгоды.
Обеспечение качества
ремонта автомобилей
28.1. Качество и технический уровень продукции
Определение и структура качества. Совокупность характери¬
стик объекта, относящихся к его способности удовлетворить ус¬
тановленные и предполагаемые потребности (ИСО 8402), назы¬
вается качеством.
Качество автомобилей оценивают десятью группами показате¬
лей: назначения, надежности, безопасности, технологичности,
эргономическими, эстетическими, экологическими, стандартиза¬
ции и унификации, патентно-правовыми и экономическими.
Наиболее критичными показателями качества отремонтирован¬
ных автомобилей являются показатели назначения, надежности
и экономические.
Показатели назначения характеризуют способность авто¬
мобиля выполнять функцию (перевозку грузов или пассажи¬
ров), ради которой он создавался. В качестве показателей на¬
значения принимают самые важные и необходимые свойства
(грузоподъемность, вместимость, скорость движения и др.).
Оценка показателей назначения автомобиля входит в про¬
грамму его функциональных испытаний при постановке на
производство.
Надежность — одно из основных эксплуатационных свойств
автомобиля, определяющее его способность сохранять работо¬
способность. Под надежностью (ГОСТ 27.002—89) понимают
свойство автомобиля сохранять во времени и в установленных
пределах значения всех параметров, характеризующих способ¬
ность выполнять требуемые функции в заданных режимах и ус¬
ловиях применения, технического обслуживания, хранения и
транспортирования. Показатели надежности дополняют показа¬
тели назначения в части обеспечения их стабильности в тече¬
ние нормативной наработки. Большое влияние на надежность
автомобиля оказывает качество его ремонта. Оценка показате¬
лей надежности автомобиля входит в программу его испытаний
на надежность.
28
574
Надежность автомобиля — комплексное свойство, котррое
включает безотказность, долговечность, ремонтопригодность и
сохраняемость или сочетание этих свойств.
В свою очередь основным среди составляющих надежности
является безотказность. Это свойство определяет способность
автомобиля сохранять работоспособное состояние в течение неко¬
торого времени или наработки. Безотказность, например, может
быть оценена вероятностью безотказной работы автомобиля или
средней наработкой его до отказа.
Отказ определяют как переход автомобиля в неработоспособ¬
ное состояние. Причина отказа заключается в накоплении кри¬
тического множества повреждений в его элементах. Повреждения
проявляются в виде деформаций, механических разрушений и
коррозии деталей, изнашивания их поверхностей, старения и ус¬
талости материала и др.
Долговечность — свойство автомобиля сохранять работоспо¬
собность до предельного состояния с необходимыми перерывами
для технического обслуживания и ремонта. Долговечность авто¬
мобиля рассматривают как отрезок времени или наработки,, в те¬
чение которого оценивают его безотказность. Показателями дол¬
говечности служат срок службы и ресурс. Срок службы автомо-
биля — это календарная продолжительность его эксплуатации
до предельного состояния, а ресурс — это наработка до этого
состояния.
Ресурс деталей автомобиля по статической пр^^ности, как
правило, превышает их ресурс по износостойкости или цикличес¬
кой прочности, при этом масса изношенных деталей незначитель¬
но (на 1—3 %} отличается от массы новых деталей, Э^о положе¬
ние предполагает использование остаточной долговечности дета¬
лей путем восстановления их размеров и свойств до значений,
установленных ремонтными документами.
Ремонтопригодность — это приспособленность автомобиля
или его частей к предупреждению, обнаружению и устранению
отказов путем технического обслуживания или ремонта.
Сохраняемость — это свойство автомобиля сохранять исправ¬
ное состояние во время его хранения и транспортирования.
Экономические показатели в виде сопоставления эффекта от
использования автомобиля и затрат на его создание и эксплуа¬
тацию применяют на завершающей стадии оценки его качества.
Уровень качества — это отношение показателей качества рас¬
сматриваемого автомобиля к соответствующим показателям ка¬
чества автомобиля-аналога.
575
Технический уровень автомобиля. Под этим показателем
подразумевают относительную характеристику его качества, ос¬
нованную на сопоставлении, с одной стороны, значений пока-
зателёй, характеризующих ёго техническое совершенство, и,
с другой стороны, значений одноименных показателей лучшего
аналога.
Техйичеекий уровень автомобиля является частным показа¬
телем уровня его качества, потому что свойства, определяющие
его технический уровень, входят в общую совокупность свойств.
Во множество показателей технического совершенства входят по¬
казатели, определйющие существенное повышение полезного эф¬
фекта автомобилей от применения научно-технических достиже¬
ний. Техническое совершенство выражается показателями мате¬
риалоемкости и энергоемкости, эргономическими и безопасности
и др. Автомобиль становится более совершенным в результате
использования новых конструктивных решений, материалов,
прогрессивных технологических процессов, методов контроля и
испытаний.
Технический уровень автомобилей повышают при ремонте пу¬
тем их модернизации, которая состоит в замене отдельных со¬
ставных частей более совершенными, выпускаемыми автомобиль¬
ными заводами, а также в использовании деталей, упрочненных
при их восстановлении.
28.2. ПЬказатели качества и методы его оценки
• • • . х '
"Отремонтированные автомобили, агрегаты и сборочные едини¬
цы, а также восстановленные детали характеризуются отдельны¬
ми показателями (свойствами), которые проявляются при их Ис¬
пользовании (см. табл. 10.1). Эти свойства могут быть сложны¬
ми и простыми (не делящимися на другие свойства). Виды и зна¬
чения этих показателей обеспечивают заранее установленную
послеремонтную наработку изделий, они регламентированы соот¬
ветствующими Руководствами по капитальному ремонту.
Значения приведенных показателей при восстановле¬
нии (ремонте) изделий уступает соответствующим значе¬
ниям, установленным заводами-изготовителями при изготов¬
лении изделий. Например, при изготовлении предельная
несоосность коренных опор двухрядного блока цилиндров
с рабочим объемом 4,25 л установлена 0,017 мм, При ремон¬
те сборочной единицы значение этого показателя увеличено
до 0,03 мм.
576
Нормативная послеремонтная наработка автомобилей и их
агрегатов составляет, как правило, 80 % от наработки новых из¬
делий.
Отдельные свойства могут быть измерены и выражены абсо¬
лютными величинами. Каждое свойство может также выражать¬
ся относительным показателем, который определяется сопостав¬
лением значения абсолютного показателя со значением базового
показателя и своей весомостью среди остальных свойств. В каче¬
стве значений базовых показателей принимают характеристики
гипотетических или лучших образцов (аналогов) отрасли.
Качество ремонта автомобилей оценивают единичными, ком¬
плексными и интегральным показателями.
Единичные показатели относится к одному из свойств авто¬
мобиля, комплексные — к нескольким свойствам, а интеграль¬
ный — концентрирует в себе все свойства.
Каждый из комплексных Показателей выражается средневзве-
шенньйи, соответственно, или арифйетичееййя’ф, или геометри¬
ческим Vединичных показателей ^ S! ,
Q = Y,tn‘qi’ (28.1)
j=i
V = f[q?1, » (28.2)
|>=1, (28.3)
■ ■■,<. ■ - ■■ t±i • "
где rrii — коэффициент весомости; qt ■*— единичный показатель
качества; i = l,n; n — число показателей.
Интегральный показатель Пи выражает соотношение полез¬
ного эффекта Э от использования автомобиля * суммарных зат¬
рат 3 на его изготовление и эксплуатацию:
Яи-Э/3. (28.4)
28.3. Информация о качестве
отремонтированных автомобилей
Авторемонтный завод черпает, сведения о качестве ремонта
своей продукции из следующих источников:
♦ данных операционного контроля изделий;
1‘) 135
577
♦ ведомостей дефектов, обнаруженных во время сдаточно¬
приемочных испытаний агрегатов и автомобилей;
♦ списков дефектов, выявленных в гарантийный период экс¬
плуатации;
♦ данных опорных автохозяйств, в которых используют от¬
ремонтированные автомобили и собирают сведения об их отка¬
зах;
♦ данных о наработке и состоянии агрегатов и автомобилей,
поступивших в капитальный ремонт;
♦ сведений а послеремонтной наработке автомобилей, подле¬
жащих списанию. s
При операционном контроле в основном, выявляют*^ откло¬
нения геометрических параметров от их нормативных значений,
во время сдаточно-приемочных испытаний — течи воды и масла,
низкие значения функциональных показателей, в гарантийный
период эксплуатадцщ — ивносы и изломы деталей. 6 опорные ав¬
тохозяйства направляют ав«*шобили или товарные агрегаты с
деталями, восстановленными новыми не апробированными, спосо¬
бами. Сведения последних двух групп дают основания для при¬
нятия мер по повышению послеремонтной наработки изделий.
28.4. Мероприятия, обеспечивающие качество
автомобилей
Нормативной послеремонтной наработки достигают, напри¬
мер, только 40—60 % двигателей легковых автомобилей и
30—40 % двигателей грузовых автомобилей. При этом цена ре¬
монта достигает 60—90 % цены нового изделия. Долговечность
отремонтированных агрегатов может быть оценена долей пара¬
метров, значения которых находятся в нормативных пределах.
В настоящее время, например, при ремонте двигателей в нор¬
мативных пределах выдерживается меньше половины значения
параметров. Наиболее полно значения параметров выдерживают¬
ся при восстановлении распределительных валов, поршней и ша¬
тунов. У блоков цилиндров выдерживается примерно 50 % пара¬
метров, у гильз цилиндров 66 %, у головок цилиндров 25%,
поршневых пальцев и .толкателей по 50 %, коленчатых валов
30 %, клапанов 66 %, Маховиков 20 %. Достаточно полно вы¬
полняются требования к размерам, форме и шероховатости по¬
верхностей При обработке шеек валов, но с нормативной точнос¬
тью обрабатываются только 56 % отверстий. Часть геометричес¬
ких параметров восстановленных деталей, влияющих на после-
578
ремонтную наработку агрегата, вообще осталась вне поля зрения
разработчиков нормативной документации (например, отклоне¬
ние от перпендикулярности и пересечения осей1 коренных опор
блока цилиндров и отверстий под гильзы). Остаточная загрязнен¬
ность; поверхностей превышает допустимую в пять и более раз.
Не выдерживаются нормативные зазоры в соединениях «длина
коренной шейки — ширина коренной опоры с упорными шайба¬
ми», шестерни коленчатого и распределительного валов, «длина
гильзы цилиндра — высота блока цилиндров», тепловой зазор в
стыке поршневых кОлёц, «отверстие — толкатель*, * отвер¬
стие — стержень клапана* и натяги « соединениях «отверстие —
седло клапана». Сборочные моментыпри затяжке резьбовых со¬
единений находятся в нормативных пределах только у 30^—70 %
соединений. Сборочные усилия, как правило* яге контролируют¬
ся. Динамическая и смешанная неуравноййиййВЯость движущих¬
ся частей до 1,5*—2,0 раз превосходит норМ&¥и»Ную.
Функциональные выходные параметры^Нёкааатели назначе¬
ния) отремонтированных агрегатов (давление ж рабход сред, мощ¬
ность, скорость и др.) соответствуют нормативам; однако эксп¬
луатационный темп их изменения в худшую еторону превышает
соответствующий темп изменения в агрегатах, введенных в экс¬
плуатацию после их первичного изготовления.
Нормативной наработки достигают только'те отремонтиро¬
ванные агрегаты, значения всех параметров когорых находят-
ся в нормативных пределах. Необходимым условием этого яв¬
ляется наличие на предприятии1 множества р<Фн00бразных СТО
(оборудования, приспособлений и инструментов) нуя^ной точ¬
ности. Технические возможности СТО будут иСпоЛьяованы при
оптимальных режимам и базировании загоТОШок при их обра¬
ботке и наилучшей последовательности технологических опе¬
раций. ■
Чистоту поверхностей деталей обеспечивают в результате над¬
лежащего отделения эксплуатационных й технологических заг¬
рязнений с учетом разнообразия их свойств. Наименьший расход
материалов и энергии обеспечивает применение системы оборудо¬
вания погружного типа для 'очистки внутренних и наружных по¬
верхностей деталей от маслогрязевых И асфвльтосмолистых заг¬
рязнений с непрерывной фильтрацией очистного раствора и ма¬
шин ударно-диспергирующего типа для очистки поверхностей де¬
талей от нагара и накипи. В производство следует внедрить эф¬
фективные средства для очистки и контроля герметичности ка¬
налов масляной системы.
579
Запас остаточной долговечности деталей, необходимый для
их повторного применения, устанавливают на стадии определе¬
ния технического состояния этих деталей. Из-за отсутствия или
несовершенства средств для измерения этого параметра на восста¬
новление направляются и те детали, которые не обладают доста¬
точным запасом долговечности, что приводит к увеличению ко*
личества изломов деталей в эксплуатации. Технический уровень
контрольно-сортировочного оборудования недостаточен. Это от¬
носится, главным образом, к оборудованию для определения те¬
чей в стенках и в стыках и усталостных трещин в поверхност¬
ном слое металла. Применяемое оборудование для определения
трещин в шейках валов и в теле деталей типа шатунов не обес¬
печивает объективный контроль. Наиболее актуально совершен¬
ствование средств для определения опасных усталостных трещин
на. шейках чугунных коленчатых валов.
При нанесении покрытий получают распространение способы
с меньшим вложением; тепла в материал детали, создающие вы¬
сокую износостойкость поверхностного слоя, экономичные при*
пуски, не загрязняющие окружающую среду и обеспечивающие
благоприятные условиятруда нарабочих местах.
Износостойкость трущихся поверхностей и урталостная проч¬
ность деталей определяются химическим составом материала и
его структурой (в том числе дислокационной). Для одних и тех
же деталей рекомендуется много различных способов создания
ремонтных заготовок» в то же время каждому способу ставится
в соответствие необоснованно большая номенклатура деталей.
Рекомендации о применении различных способов восстановления
не согласованы с объемами производства. Низкое качество вос¬
становительных покрытий объясняется несоответствием действи¬
тельных и расчетных значений технологических режимов проте¬
кающих процессов, что в свою очередь связано с отсутствием или
большой погрешностью приборов, контролирующих значения
технологических параметров, и несовершенством оборудования.
Большая додя ремонтных работ связана с обработкой отвер¬
стий., В большинстве случаев поверхности отверстий должны
быть обработаны с точностью до 6-го квалитета и шероховатое-'
тыо до Да = 0,32 мкм. Кроме того, в корпусных деталях поверх¬
ности отверстий выполняют функции элементов, ориентирую¬
щих между собой соединяемые детали. Взаимное расположение
поверхностей различных деталей орределяет величину линейных
и угловых замыкающих размеров, недопустимые значения кото¬
рых приводят к нерасчетным режимам смазки, увеличенным на-
580
грузкам в соединениях и циркуляции мощности в кинематичес¬
ких контурах. Эти явления приводят к снижению послеремонт-
ной наработки агрегатов и перерасходу топлива и масла. Точ¬
ной обработке подлежат, например, отверстия в коренных опо¬
рах, втулках распределительного вала, под гильзы и толкатели
в блоках цилиндров двигателе^, в верхней и нижней головках
шатуна, под поршневой палец в поршне и другие. Анализ при¬
меняемого в авторемонтном производстве расточного оборудова¬
ния, например, станков 2Е78, РД-2, РД-53 и КИ-14574, пока¬
зывает невозможность получения параметров отверстий, уста¬
новленных нормативной документацией. Нормативную точность
обработки обеспечивают универсальные расточные станки повы¬
шенной точности Одерркрг.о ж Самарского, станкозаводов или
специальные станки. ...
При определении точностных возможн<щ^.с)Р(а^к^ согласу¬
ют допуск линейного размера обработанного. эле^М^та заготов¬
ки с ценой деления лимба станка. Разряд последней значащей
цифры допуска на размер должен быть не меньше цены деле¬
ния лимба.
К снижению ресурса отремонтированных агрегатов приво¬
дит недопустимая статически и динамическая неуравновешен-
цостъ вращающихся деталей. Точность распространенных в ре¬
монте балансировочных машин БМ-4У и $Й:4Д74 не соответ¬
ствует современным требованиям. Нормативную точность ба¬
лансировки обеспечивают стацки ДОС-9715 и МС-9716, работа¬
ющие в зарезонансном режиме. При ремонте агрегатов необхо¬
димо балансировать н? только их валы, но и сборочные еди¬
ницы и агрегаты в целом.
Недостаточная точность замыкающих размеров при группо¬
вой офорке соединений объясняется отсутствием или недоста¬
точной точностью измерительных средств, ^недостающим
средствам относят рычажно-зубчатые головки с цецой дудения
1—2 мкм и средства пневматического контроля. Наибольшие
трудности представляет обеспечение замыкающих размеров,
которые устанавлр^тся путем подгонки или дад|к>р% компен¬
сирующих элементов. Необходимо организовать наличие непре¬
рывно восполняемого до сменного объема запаса компенсирую¬
щих элементов и иметь индикаторные средству, для определе¬
ния размеров этих элементов.
Точность затяжки резьбовых соединений обеспечивают внедре¬
нием предельных и динамометрических ключей и устройств к
сборочным машинам для кинематического отключения привода
581
при достижении установленного крутящего момента и стендов
для контроля и поверки инструментов для сборки резьбовых со¬
единений.
Разработка единого методологического Подхода к созданию
сисТемы СТО » ремонтном производстве Обеспечивает экономичес¬
ки обоснованное и технически оправданное количество типов тех¬
нических устройств и их модулей. Это ведет к уменьшению вре¬
мени и средств на создание СТО, упрощает их техническое обслу¬
живание И реМОЙТ. < ■ ^ фКН'-
28.5. Система качества ремонта автомобилей
Определение и структура системы5 качества.' Нормативный
уровень качества отремонтированных автомобилей может быть
достигну*!? пу^тем разработки на П|>ёЙприятии системы качества
ремонта автомобиле'Й '(СК РА) и внёДрёЙЙя ее в производство.
Система качества ремонта автомобилей — это множество
регламентированных станДй^>тами предприятия Действий работни¬
ков, необходимых для достижения нормативного качества отре¬
монтированных автомобилей и его йепрерывнбго улучшения!.
Указанные стандарты предприятия определяют цель СК РА,
ее функПЯойальну|о и организационную Структуры, процессЫи
ресурсы, обеспечиЬй&щие руководство качеством ремонта автомо-
билёй. ' ” '
' Цель системы состоит в достижении показателей качества от¬
ремонтированных автомобилей не ниже нормативных и превы¬
шающих соответствующие показатели ведущих предприятий от¬
расли. Задачи системы заключаются в ёбздании условий для вы¬
пуска такой продукций. 4 '
Условия производства подразумевают обеспечение рабочих
мест качественными материалами, полуфабрикатами и комплек¬
тующими изделиями, использование аттестованных Исправных
СТО, соответствие режимов обработки ремонтируемых изделий
требованиям технологических процессов, привлечение к работе
обучёПного й аЙёбтованного пёрсонала и Контроль качества про-
ДУКЦИН^ ^ ' i'
Функциональная структура системы определяется множеством
функций работников'и их взаимодействием По обеспечению каче¬
ства продукции. Эти функции подчинены цели системы и вклю¬
чают: планирование, руководство/1 управление и непрерывное
улучшение качества продукции. Действиё системы связано с по-
треблением ресурсов и оценивается критериями.
582
Планирование качества заключается в определении требова¬
ний к продукции и разработке мероприятий, обеспечивающих
выполнение требований в вида значений показателей качества от¬
ремонтированных автомобилей.
Руководство качеством включает множество действий в со¬
ставе административного управления предприятием по достиже¬
нию дели системы. К работе по достижению этой цели привле¬
кают всех работников предприятия, однако ответственность за
общее руководство качеством несут руководители предприятия.
В их число входят директор, главный инженер, заместитель ди¬
ректора и главный бухгалтер* Эффективность руководства оцени¬
вают снижением числа дефектов и стоимости продукции, совер¬
шенствованием технологических, процессов к СТО.
Управление качеством — это виды и методы деятельности
оперативного характера, обеспечивающие выполнение требований
к качеству продукции. Эта деятельность предусматривает как уп¬
равление технологическими процессами, так и выявление, и уст¬
ранение причин неудовлетворительного качества. Уиравляемость
системы определяется изменчивостью управляемых параметров
под влиянием управляющего воздействия.
Управление технологическими процессами — это создание не¬
обходимых условий для протекаиия этих процессов в установлен¬
ной последовательности ^определенным обрасти, обор информа¬
ции о них, контроль ^ корректирование.
Улучшение качества — это постоянная д**г*дьаость работни¬
ков предприятия, направленная на повышение качества продукции,
совершенствование элементов производства иокст^мыначеств».
Организационная структура онредедяется отношениями и
взаимодействием работников предприятия, их ответственностью
И ПОЛНОМОЧИЯМИ. ..Vvt;.,;*,.!• -
В зависимости от места работников в структурной иерархии
предприятия различают ответственность* полномочия и взаимо¬
действие трех различных категорий работников: руководителей
предприятия, руководителей цехов и участков, рабочих, л-
Меру ответственности за качество и полномочия каждого
работниках описанием случаев, в которых работник должен вза¬
имодействовать с другими лицами* устанавливают положения о
подразделениях (цехах и отделах), должностные инструкции,
процедурные документы и матрицы распределения ответственно¬
сти и полномочий. J
В зависимости от отношения к технологическим процессам
ремонта автомобилей различают персонал, обеспечивающий каче¬
583
ство (конструкторы, технологи, руководители цехового звёна, ра¬
бочие) и его контролирующий (работники ОТК). Ответственны¬
ми за качество или выполнение определенных процедур, функций
и задач назначают тех работников, которые наиболее близко со¬
прикасаются с данными работами в своей деятельности. Автомо¬
били приобретают качество в процессе ремонта йо мере выполне¬
ния технологических процессов, а не-* результате их контроля.
Поэтому основную ответственность за качествоих ремонта воз¬
лагают на рабочих, мастеров, начальников цехов, заместителя
директора по производству, а не на ОТК.
Ответственность, полномочия и вЭаймодеЙствие персонала
четко и полностью определяют. Полномочия работника должны
позволить ему принятие мер для выполнения задач в рамках воз¬
ложенной на него ответственности.
Система сггамулированйи работников предприятия за качество
продукции учитывает меру ответственности за выполнение работ
и результаты этих работ.
Руководитель предприятия определяет и выделяет ресурсы
в необходимом объеме для действия СК РА. Ресурсы включа¬
ют: подготовленный персонал, СТО, средства измерен»*, нор¬
мативную документацию и справочную литературу, оргтехни¬
ку, средств* связи и программы^ Обевпечеаие необходимыми
ресурсами находит отражение в аланах опытно-ковструктор-
ских работ, постановки продукции на Производство, повыше¬
ния качества ремонта автомобилей и совершенствования сис¬
темы качества. X
Принципы разработки системы качества. Современная
СК РА строится в соответствии с требованиями стандартов серии
ISO 9000. Основные принципы создания и действия СК РА
заключаются в следующем.
Конкурентоспособность отремонтированных автомобилей, по¬
вышение производительности труда и улучшение экономических
показателей предприятия за счет расширения рынков сбыта и
повышения прибыльности от продажи продукции достигаются
путем непрерывного и планомерного совершенствования техноло¬
гических процессов и организации производства. Такому совер¬
шенствованию способствует современная концепция качества, ко¬
торая включает:
♦ наличие политики в области качества;
♦ замену многих поставщиков (по каждому виду закупаемых
материалов, полуфабрикатов и изделий) на Долгосрочные связи с
одним поставщиком; >
584
♦ непрерывное эволюционное улучшение качества за счет со¬
вершенствования системы качества» материальной базы и орга¬
низационной структуры л редцриятия, исключения количествен¬
ных показателей, плакатов и лозунгов;
♦ устранение внутренних и внешних барьеров, препятствую¬
щих непрерывному улучшению качества;
♦ исключение сплошного контроля качества продукции и
внедрение его выборочных методов;
t введение новых методов руководства предприятием и его
подразделениями и оценки личных качеств работников, устране¬
ние страха перед работой;» руководителями, чтобы каждый со¬
трудник мог приносить наибольшую пользу предприятию, разви¬
тие у работников чувства профессиональной гордости за предпри¬
ятие, и результаты его работы;
♦ систематическую подготовку и переподготовку всего персо¬
нала предприятия.
Политику в области качества высказывает руководитель
предприятия, который распределяет ответственность за функци¬
онирование элементов системы качества между всеми работника¬
ми завода. Каждый работник выполняет свои строго определен¬
ные функции, за что несет ответственность.
Политика в области качества — это описание цеди, задач и
основных принципов СК РА.
Средства достижения цели следующие: освоение ремонта ав¬
томобилей новых вида» $их модернизацией; внедрение новых
технологических процессов, обеспечивающих заданный уровень
качества р наименьшим: расходом производственных ресурсов;
обеспечение производства необходимыми СТО е последующим их
обновлением; подготовка кадров высокой квадификации с новым
отношением к вопросам качества; функционирование системы ка¬
чества., . . ‘ ■ . -
Политика, качества реализуется в цедевых. организационно-тех-
нических программах обеспечения цпов^лщения качества продук¬
ции, действу1рщих в течение одногоцгода иди большего числа лет.
При разработке СК РА считают, что основные требования к
качеству продукции выдвигает заказчик. На предприятии орга¬
низуют маркетинговые исследовании спроса и требований потре¬
бителя. Результаты исследований включаются в технические тре¬
бования к продукции. Действует принцип: не продавать произ¬
веденное, а производить то, что предается!
СК РА действует во взаимодействии с другими системами
подготовки и обеспечения производства — конструкторской, тех¬
585
нологической, организационной и снабженческо-сбытовой, кото¬
рые влияют на качество продукции. Эго означает, что СК РА
является неотъемлемой частью системы управления заводом и
функционирует как ее составляющая часть.
Действие СК РА распространяется нате стадии жизненного
цикла продукции, с которыми соприкасается предприятие: от
изучешжя спроса на рынке до утилизации ее в конце срока
службы.
Чтобы реализовать принцип непрерывного улучшения каче¬
ства, определяют его'содержание, мотивируют это улучшение,
стимулируют саму мотивацию и обучают персонал в области уп¬
равления качеством. н -
Внедрение СК< РА исключает обезличеяность ремонтируемых
автомобилей, в том числе их частей. Система направлена на
предупреждение пробл&м, а не на'их преодоление после возник¬
новения.
’ СК РА предусматривает аттестацию как работников, так и
самого предприятия. . ■ . п
СК РА оформляют в виде документов, в которых приведены
элементы системы, их функции и все требования к ним. Форму
документов системы устанавливает каждое предприятие самосто¬
ятельно. Документы доступны для пользователей, а их требова¬
ния — конкретны и однозначны. Отдельные документы находят¬
ся у тех работников, для которых они созданы. *
Все элементы СК РА являются предметом регулярного внут¬
реннего и внешнего аудита. Это необходимо для надежного функ¬
ционирования системы качества и уверенности руководства
предприятием в том, что намеченная Цель достигается. Аудитор¬
ская работа проводится по графику специально подготовленным
персоналам.
Директор назначает уполномоченного по качеству, который
подчиняется непосредственно директору и руководит разработ¬
кой, внедрением и совершенствованием СК РА. Уполномочен¬
ный по качеству создает на заводеслужбу качества, организует
его анализ, утверждает мероприятия Но устранению несоответ¬
ствий, выявленных при этом анализе внутренними и внешними
аудиторами по качеству, и оценивает общий эффект в области
качества. >
• СК РА подвергается также регулярному анализу и оценке со
стороны руководства предприятия. Основными источниками ин¬
формации о действии системы служат регулярные отчеты подраз¬
делений завода И отчеты об аудитах. Уполномоченный по каче-
586
ству обобщает эти ,отчеты и составляет доклад руководителю
предприятия не реже двух раз в год, Этот доклад содержит отэе-
ты на вопросы: соблюдаются ли основные положения политики
качества? удовлетворены ли потребители качеством продукции?
достигается ли цель предприятия S области качества? какова ре-
дутация предприятия на рынке? эффективна ли действующая си¬
стема выявления и устранения причин имеющихся или потенци¬
альных несоответствий? К докладу прилагаются предложения до
совершенствованию системы качества. >
Наблюдение за продукцией и меры по улучшению ее каче¬
ства. Наблюдение за,продукцией — сбор информации об ее со¬
стоянии в течение последующих стадий жизненного цикла вне
авторемонтного предприятия.
i Маркирование продукции процедура нанесения пометок
или этикеток на ремонтируемые изделия для целей их учета.
Маркируют автомобили, агрегаты и.лекоторыа детали. Март
кируют те детали, которые влияют на безопасность и надеж¬
ность отремонтированных агрегатов. Факт маркирования изде¬
лий отражают в технических требованиях конструкторской до¬
кументации к изделиям. В технологйческой документации отра-
жают опоеоб маркирования; шифр и вид пометок, формы мар¬
шрутного листа на детая» и типологического паспорта на аг¬
регат или автомобиль.
■ Маркирована»* продукция определенным образом учитывает¬
ся. Ответственность за оформление догумевтовпо маркированию
автомобилей и их частей возлагается на мастеров участков. Эти
документы хранятся в архиве ОТК в уечезде га^итийногя срока
службы изделий. Отдел сбыта ведет учет м«вта -и^иольаорания
продукции. Г Г ;• Я
Проелещиваемостъ продукции — до определение места и
времени выполнения, ремонтных работ» # реэультате которых
продукция выпущена с браком 4 а также установление личности
работников, выполнивших и оцеяивдаиж указанные работы.
Мероприятия маркирования и ирое#еашваемости дррдукции
устанавливают иснольаованиенди навождение изделия с дефек¬
тами. Прослеживаемость должна обвспечить ретроспективу по¬
ступления ремонтного фонда, материалов* полуфабрикатов и за¬
пасных частей, выполнение техэддоядосгсих операций ремонта,
а также определение места нахождения, условий и наработки из¬
делий. ' ..Г ■' .
Реальные дефекты опреддащют * устраняют с щелью исклю¬
чения их повторения с помощью корректирующих мероприятий,
587
а действия, направленные на исключение возможных дефектов,
являются предупреждающими (рис. 28.1).
Рис. 28.1. Порядок выявления причин дефектов
и реализации мер по их устранению и предупреждению
Устранение прйчин дефектов связано с изменением техничес¬
ких требований к Продукции, Материалам, технологическим про¬
цессам, хранению и транспортированию этой продукции.
Корректирующие и предупреждающие Мероприятий разраба¬
тывают на основании испытаний ВСёх видов; выявления дефек¬
тов в гарантийный срок эксплуатации, актов проверки техноло¬
гической дисциплины, результатов аудиторских проверок, пред-
ложений^по улучшению технологических процессов, протоколов
«Дня качества», актов списаний бракованной продукции, случа¬
ев выпуска продукции по особым санкциям.
Экономисты Оценивают эффективность намеченных мер с ис¬
пользованием сведений технического’ W экономического характе¬
ра. При поЛожительиой эффективности найденного технического
решения оно вносится в действующую документацию в виде из-
менеяия. При отсутствии этой эффективности необходим поиск
нового решевия.
588
Аттестация предприятия и организация контроля качества.
Аттестация предприятия представляет собой комплекс меропри¬
ятий по определению его возможности ремонтировать автомоби¬
ли в соответствии с требованиями Нормативной документации.
Аттестация бывает плановой и инспекционной.
Производство аттестуют при заводской или государственной
сертификации. Аттестуют отдельные рабочие места (операции),
по результатам чего принимают решение о состоянии производ¬
ственных участков, затем— цехов и, наконец, — всего предпри¬
ятия.
При аттестации производства проверяют конструкторскую
и технологическую документации, знания и умения рабочих,
оценивают производственный порядок на рабочих местах, со¬
стояние оборудования, оснастки (в том числе инструмента) и
средств измерений.
При проверке конструкторской документаций устанавливают
достаточность требований к качеству продукции. Далее устанав¬
ливают, все ли требования конструкторской документации учте¬
ны технологической, документацией й обеспечиваются ею.
Квалификационный разряд рабочего должен быть не ниже
разряда выполняемой работы. Проверяют знания в объеме ква¬
лификационных требований, а также знания устройства ремон¬
тируемого изделия, технологии его ремонта, возможных причин
дефектов и мер по их предупреждению. Рабочий должен показать
умение измерять велиЧинй, приведенные в технологической до¬
кументации. ' -
При контроле оборудований'Проверяют наличие графика пла¬
ново-предупредительных ремонтов и полноту их йроведейия. Вы¬
борочно проверяют технологическую Точность стайковпо разра¬
ботанным методикам и с применением имеющейся оснастки'. Ра¬
бочие вспомогательного производства должйй демонстрировать
умения, касающиеся проверки оборудования технологическую
точность и его ремонта. Проверяющи£ $брап$ают внимание на
смазку стайков и заправку их СОЖ.
При проверке технологической оснастки контролируют выпол¬
нение графика её контроля на технологическую точность, нали¬
чие методик и необходимых СТО длй 9той проверки. Выборочно
проверяют некоторые экземпляры оснастки.
Средства измерений должны пройти поверку по графику. На
рабочих местах не должно быть средё#в измерений, не указанных
в технологической документации или с истекшими сроками по¬
верки.
589
И, наконец, случайным образом отбирают экземпляр агрега¬
та или автомобиля, принятый ОТК и находящийся на складе го¬
товой продукции- V изделия измеряют значения контролируемых
параметров и сопоставляют их с нормативными значениями. В
этом случае возможна частичная разборка изделия.
Аттестация предприятия предполагает испытания продукции.
На заводе создают отдел технического контроля во главе с
Н4чиир»$иком, который подчиняется директору завода. Структур¬
ная схема ОТК приведена на рис. 28.2. ,
Рис. 28.2. Структурная схема отдела технического конт*ро!йя
Объекты технического контроля: ремонтируемые и восстанав¬
ливаемые изделия; оборудование, приспособления и инструмен¬
ты; средства измерений, испытаний и контроля; нормативная,
ремонтная и технологическая документация; материалы, полу¬
фабрикаты и запасные части. , ;».< > . <
ОТК проводит работу, во взаимодействии с цехами основного
производства, отделами заводоуправления, ОМТС, ПДО и ОГТ,
юридическим бюро и будалтерией.,:i / t <
Основные задачи ОТК: предотвращение выпуска продукции,
не соответствующей тр*ебованиям нормативной, ремонтной и тех¬
нологической документации, условиям поставки и договоров; ук¬
репление трудовой и технологической дисциплины; повышение
ответственности работников за качеству продукции; изучение
причин брака и реализация мероприятий по его предупреждению;
ведение учета. ,
Система технического контроля требует непрерывного анали¬
за ее эффективности и внедрения прогрессивных средств и про¬
цессов для повышения производительности труда и достовернос¬
ти контроля.
59Q
Силами ОТК организуют входной контроль изделий й мате¬
риалов с целью предотвращения запуска в производство Продук¬
ции, не соответствующей требованиям договоров на поставку. ..
Текущая работа1 контрольного аппарата заключается в прове¬
дении операционного контроля продукции Согласно технологи¬
ческим процессам контроля.
Важная функция ОТК заключается в изучении причин недо¬
статочного качества продукции и выработке мер по его повыше¬
нию. Повышение качества ремонта автомобилей приводит к
уменьшению числа дефектов, 'выявленных во время сдаточно¬
приемочных испытаний и в течение гарантийного срока ее эксп¬
луатации. t
. Начальник ОТК имеет право остановить приемку продукции,
которая выходит с повторяющимися дефектами, выполнена из
материалов, не соответствующих установленным требованиям, на
неисправном оборудовании и по документации, которая не учи¬
тывает требования нормативной документации.
Ресурсосбережение
и охрана окружающей среды
29.1. Ресурсосбережение
в авторемонтном производстве
Основные направления ресурсосбережения. Авторемонтное
производство по своей сути является ресурсосберегающим, одна¬
ко его резервы далеко Не исчерпаны, поэтому проблема наиболее
полного сбережение ресурсов непрерывно находится в поле зре¬
ния специалистов и ученых.
Экономное расходование производственных ресурсов при над¬
лежащем качестве и установленной производительности ремон¬
та — одна из составляющих его организации. Экономят произ¬
водственные ресурсы: финансовые (денежные), материальные (за¬
пасные части, полуфабрикаты, материалы для нанесения покры¬
тий, технологические среды, горючие и окислительные газы и
др.), энергетические (электроэнергию, тепло- и хладоносители,
сжатый воздух), трудовые (рабочую силу), потребительские (воду
питьевую, чистый воздух), информационные (программы, алго¬
ритмы) и наработочные (остаточную долговечность деталей). Пос¬
ледний вид ресурса характерен только для авторемонтного про¬
изводства, он в наибольшей степени определяет его эффектив¬
ность.
Экономия настоящего (живого) и овеществленного (прошло¬
го) труда в процессе ремонта автомобилей достигается сбереже¬
нием материалов, энергии, воды, сжатого воздуха.
Анализ структуры себестоимости ремонта техники обуслов¬
ливает определение направлений ресурсосбережения. Наиболь¬
шая часть цеховой себестоимости ремонта автомобилей в на¬
стоящее время приходится на запасные части (20—30 %), по¬
луфабрикаты и материалы (15—20 %), в то время как доля зат¬
рат на тепловую и электрическую энергию составляет 10—15 %,
а на заработную плату — 6—10%. Соотношение составляю¬
щих себестоимости ремонта автомобилей с течением времени
непрерывно изменяется. Увеличилась ее доля, связанная с
приобретением запасных частей и материалов, и сократилась
592
доля заработной платы'* Ка^^ая составляющая себестоимос¬
ти связана с расходом соотве’1'ст®Ук>Щих производственных ре,-
сурсов.
Экономия денег, труда, ч энергии заключается' в
первую очередь в бережном о<’ношении к ремонтному фонду де¬
талей (их остаточному ресурсу)» Ресурсосберегающие мероприятия
реализуют путем совершенствования организации и технологии
производства.,
Сбережение материалов и энергии. Расход материалов опре¬
деляет размеры, средств hr их приобретение и зависит от полное
ты или многократности их исИ0ЛЬ30Вания* Уменьшения расхода
средств на материалы досткгаразличными методами.
Обоснованная замена мат^Риалов более дещещми. Втулки из
бронзы БрОЦС 5-5-4 заменяю*1 * HanpnMepi втулками из алюми¬
ниевого сцдава АЛ-4, АЛ-30 и^и биметалдде*«*еими сталеалюми¬
ниевыми. Вместо напыляемы* самофлюсующихся порошков и
шнуровых материалов примей^^1 листовые «закаленные ДРД из
конструкционной стали,что снижает стоимость материалов до
10 раз. . ..--.i:,-; .iM
Один из эффективных цут^й ресурсосбереженияпримене¬
ние отходов производства в; качестве мат^рдалов восстанови¬
тельных покрытий. , -S ' . »Р' Г
Разработана концепции созДОния самофлюеддощихся сплавов
из порошков железа, чугуна, fiwprpopw“УЙ Ч$фЛЗ^уДР‘ЮР6М5
и др. Флюсующие элементы (^°Р> кремний или 'вояыло бор) вво¬
дит в поверхность кая^др^ ча^1?11*1* диффузионным путем, что
приводит к образованир едоя из самофлюзущферооя материала
эвтектического строении. ПокРЬ1ТИЯ из таки» чвгётиц характери¬
зуются высокой прочностью ооединенвчооововой, незначи-
тедьньши потерями. дегирующ*®1 элементов и щршвв боридных
или карбидных фаз с повыш^ННЫ1^и триботехническими свой¬
ствами.
В отходах» которые образу1^,т®я ПРН шлифовании заготовок из
стали ЩХ15., сдержатся леГирУ^ШИв эдем^ы (Gr, Mn, Si),
а также абразивные- зерна ^ связка шлифовальных кругрв
(до 8—10 % по марсе), После оетариредаивн шладю материал ис¬
пользуют для его электрокон'*'акт^0^ приварки на изношенные
поверхности.
При лезвийной обработке заготовок из серого чугуна образу¬
ется стружка, которую ивцол^®У*°т ® качестве материала для га¬
зотермического напыления. этой цели наиболее подходит
стружка после сверления и растачивания без СОЖ. Материал
593
проходит циклонную очистку от пылевидных фракций, затем его
измельчают » шаровой мельнице и рассеивают для выделения
фракции с размерами 40—160 мкм. Полученные порошки имеют
повышенное содержание графита и кислорода и значительное —
марганца и кремиия. Структура Покрытий, полученных йоздуш-
яо-плазмеиным напылением, отличается от Исходной и представ¬
ляет собой мартенсит, цементит, остаточный аустенит, а также
метастабильный е-карбид. Такой фазовый состав обусловливает
повышенную микротвердость покрытий по сравнении^ с исходным
порошком в 2,0—2,5* райа до значенийб—8 ГПа. Прочность со¬
единения покрытия с основой (сталь 45) при нормальном отрыве
составляет 20—25 МПа. В условиях граничного трения с контр-
телом из нормализованной стали 40Х при удельном давлении
5,1 МПа и скорости скольжения 1 м/с эти покрытия не уступа¬
ют по Износостойкости покрытиям из яикель-^итаяового сплава
ИН58Т4В.
Повторное применение вос&паноёленных, регенерированных
и фильтрованныХ материалов. Качество электролита1 восстанав¬
ливают фильтрованием. Для центробежной очистки электролитов
служитустайовка ДРГ2-0,80 е фильтром и насосом Производи¬
тельностью 2 м3/ч. Очиетку можно такжевести с помощью ионо¬
обменных смол, осаждением хромовых ионов в виде гидроксидов,
добавлением сахара в йлектроли* для получений растворимого
хроматина п|>и pH 2,2—2,6. Гидроксиды железа при этом оседа¬
ют на дно-’Лйёны;'”'-’ и-г?, v-
АО «КонверсиЛ» (Москва) вЬшускает универсальные установ¬
ки ЭКО-91 дляректификации отработАйших органических ра¬
створителей них йиесей: ацетона, бензина, ксилола.толуОла,
бензола, этилацетата, дйхлорэтилена, Трихлорэтилеиа, дихлорме-
танй!, Циклогеквана, смесевых растворителей 645, 646, Р4, Р9,
бутил ацетата, четыреххлорисЧ'ого углерода, этилового, метило¬
вого и изопропилового спиртов, изопропилового эфира, нефра-
са, фреона. Качество полученных материалов соответствует
требованиям стандартов к материалам в исходном состоянии.
Природоохранныйпроцесс обеспечивает многократное исполь¬
зование дорогостоящего сырья. Производительность установки
20 т/год, установленная мощность 7 кВт. Срок окупаемости
6—9 месяцев.
Из¥Ътовление металлоасбестовыхпрокладокйОпряжено с рас¬
ходом дефицитных материалов и большой трудоемкостью (число
технологических операций изготовления и сборки их элементов
превышает десять наименований). Прокладки, устанавливаемые
594
под головки цилиндров, в процессе работы прочно соединяются
с уплотняемыми стыками и повреждаются при разборке двигате¬
ля. Прокладка легко отделяется от стыка после длительной экс¬
плуатации, если на ее поверхность было нанесено противопри¬
гарное покрытие состава (% ма<есы):моторное масло 44* гра¬
фит — 29, каолин — 25 и клей ПВД 2* Для нанесения тако¬
го покрытия используют стенд (рис. 29Д). Вращение от электро¬
двигателя 8 передается на редуктор Я, а с егр ведомого вала .по¬
средством цеоной передачи 7(закрыт*иожухом 1) — на ведущий
валок 3. Опоры валка установлены на станине* а вращение от
него з>а счет сил трения передается на прижимной валок 2,
а также с помощью цецррй передачи ф-^гна,вал-рыхдитель 5.
Опоры вала-рыхлителя неподвижщ*,увтан0влены настанине;£,
а опоры валка 2 подпружинены относительно нее. В рачале
работы стенд несколько минут работает входос$ую дляразмеши-
, ■: ' Ч • . Щ ■ V </
Рис. 29.1. Стенд для наявсеиия противопригарного покрытия'
595
вания противопригарной массы* и пропитки ею губчатой резины
на Валках. Затем на- валки подают обрабатываемую прокладку,
которая уже с покрытием выходит на приемный стол.
ШдаесеПие противопригарного покрытия сокращает расход
про1сд&док при контрольных разборках двигателей, устранении
дефектов и текущих ремонтах.
Норма расхода масла ва обкатку одного двигателя составля¬
ет 2—Ю л. Для очистки масЛй применяют передвижную сепара¬
торную маслоочиетительную установку ПМС2-4 (рис. 29.2) про¬
изводительностью 4 м3/ч, при этом обеспечивают фактор разде¬
ления Ф500 и содержание воды в масле не более <0,3%.
6 пресс-фильтре масла ФПХ-4 (рис. 29.8) в качестве фильтрую¬
щих элементов использована фильтровальная бумага. Поверх¬
ность фильтрации составляет 2 м8, производительность— 4 м8/ч,
крупностьразделения твердой фазы < 0,01 мм.
Рациональный раскрой листовых материалов позволяет сни¬
зить норму их расхода до 30 %.
Электроэнергий потребляется для работы технологического
оборудования а освещения. Баланс расхода тепловой энергии
учитывает отопление и горячее водоснабжение производственных
и административцо*бытовых здани[й*|ф^<>К тепла на технологи¬
ческие нужды (нагрев сред и материвар», вушку и др.) и тепло¬
вые потери в сетях.На основании анализа расхода энергии оп-
Рие. 29.2. Установка сепараторная для очистки масла:
■ 1 т-г патрубок аодюджщий; 2 -*■ тарелка конусная; 3 ротор
596
А-А
12 3 4
Рис. 29.3. Пресс-фильтр:
1. — крышка: 2 перегородка; 3 — фильтрующий элемент; 4 — секция
ределяют оборудование, которое потребляет наибольшее ее коли¬
чество, и выявляют случаи ее нерационального расходования.
У Таких потребителей в первую очередь ищут резервы энергосбе¬
режения.
Существенный эффект дает оптимизациярежимов нанесения
покрытий, работы оборудования для термической обработки за¬
готовок и плавления металла и пластмасс.
Обкаточно-тормозные стенды бесцельно диссшшруют энергию
в нагрузочных реостатах, которая может быть использована для
нагрева технологических сред. Оборотные евстемыводопотребле-
ния;с>нагревом водыиспольауются нарабочйк местах определе¬
ния течей в стенках восстанавливаемых кррпусных деталейи с
охлаждением воды т- на рабочих местах аргонодуговой, вибро-
дуговой и контактной сварки, плазменного напыления, на галь¬
ваническом, термическом и обкаточном участках. Взаимодействие
нагревающего и охлаждающего оборудаважяя между собой ис¬
ключает бесцельные потери тепловой энергии.
Расход энергии уменьшается при сокращении времени про¬
текания технологических процессов; (очистных, приработочных
и др.).
Сбережение остаточной долговечности деталей. Остаточная
долговечность деталей представляет собой специфический ресурс
ремонтного производства. Наиболее полное ее использование при-
597
обретает особую актуальность в деле снижения стоимости ремон¬
та автомобилей за счет меньшего объема приобретаемых дорогих
запасных частей.
Тощщ детадь ремонтного форта обходится производству в
3—5 % от цейы новой детали эаВойаЬадготовИтеля, вйсстаровлен-
ная -т 8^10—30%, а приобретенная —• в 110—26сч|ет та¬
моженных сборов и начислений коммфчес&их $тр^т)ф.
По нормативам;ГосНЙТИ прй ремонте я&гафй^ёйг например,
нормативной замейе подлежат 9% блокови0Й% *Ьлрвок ци¬
линдров, однако цена такого комплекта дета4от,:1доЬт#Л лунных
из России, щ>евмщает сло)КЯВшуюся Цену :к*Нй$|л|а|>гЬ ремонта
двиг&*еля й ■."> ' ' .ж wf **
Углубленный поиск годных деталей ремонтного фонда. Об¬
следование деталей, которые согласно нормативной документа¬
ции подлежат при ремонте автомобиля замене новыми, показы¬
вает, что в 15—30 % случаев значения их параметров находятся
в пределах установленных Допусков.
Остаточный ресурс деталей — случайная величина. Измере¬
ния, например, деталей ремонтного фонда двигателей 3M3-53
дают такие результаты. Средние значения доли годных деталей
К'стандартные ошибки ее определения следующие (рис. 29.4):
поршней — 0,165 ±0,021*норп1невых .пальцев — 0;171 ±0,032,
шатунных вкладышей коленчатого вала — 0,258±0,053 и вту¬
лок распределительного вала 0,190 ± 0,041. Эти детали могут
быть использованы повторно. Доля годных накладок ведомых
дисков сцепления, которые-можно не енимать о дисков, состав¬
ляет 25—30 %. i ;
Оснащение постов определения технического состояния дета¬
лей1 необходимыми ередотвами и организация дополнительных
слесарных работ обвспе*чиваютвьмвлетгемножеетва деталей е
размерами, формой и расположением поверхностей, удовлетворя¬
ющими требованиям, предъявляемым к товарной продукции. На¬
званные работы экономически выгодны, начиная, с небольших
объемов ремонта 1,0—1,6 тыс. агрегатов в год. При объемах ре¬
монта 6,3 тыс. агрегатов в год уменьшение себестоимости их ре¬
монта составляет 15—20%.
Наличие деталей с допустимыми износами объясняется; мень¬
шей наработкой отремонтированных агрегатов по сравнению с
новыми; неодинаковой износостойкостью поверхностей деталей;
разными условиями эксплуатации агрегатов? наличием деталей,
установленных на агрегат перед сдачей его в капитальный ре¬
монт.
598
-0,02
0,05
шм
«■"' ,л« ».о»о
Рис. 29 А. Интегральные распределения р рпцпс^неций 5
от номинальных (ремонтных) размеров деталей ремонтного фонда:
а — поршня (диаметра юбки); б — поршневого пальца
(диаметра рабочей поверхности); в — вкладышей (толщины);
г — втулок распределительного вала (диаметра отверстий)
Учет технического состояния детали ремонтного фонда.
Действующая концепция восстановления деталей предполагает,
как правило, качественный принцип определения каждого по¬
вреждения, (оно есть или его нет) и одвоэндорфсть технологии его
устранения. При этом не учитывают состояние восстанавливае¬
мых элементов, а технология построена на устранении повреж¬
дения наибольшего размера, что сокращав? остаточную долговеч¬
ность деталей и приводит к повышенному расходу труда, энер¬
гии и материалов. • , ^
Дифференцированное назначение совокупности технологичес¬
ких воздействий по устранению повреждений с учетом размеров
этих повреждений даже при многовариантной восстановительной
599
технологии обеспечивает уменьшение потребления производствен¬
ных ресурсов.
Рассмотрим восстановление коренных опор корпусной детали
двигателя — блока цилиндров. В течение всего срока службы де¬
таль в среднем проходит три восстановления коренных опёр.
Базовый вариант предусматривает в течение жизненного цик¬
ла детали трехкратное нанесение цокрытия как на поверхности
коренных опор в блоке цилиндров, так и на поверхности кры¬
шек при каждом восстановлении. Перед первым йа&есением по¬
крытия на поверхности крышек, если они изготовлены из высо¬
копрочного чугуна ВЧ50, предусмотрено их предварительное рас¬
тачивание, чтобы при обработке покрытия исключить контакт
расточного резца с отбеленным чугуном.
Предлагаемый вариант восстановления коренных опор учиты¬
вает порядковый номер восстановления детали и основан на мак¬
симальном Использовании в качестве припуска поверхностного
слоя Металла за счет механической обработки стыков крышек.
Два первых восстановления коренных опор целесообразно осу¬
ществлять без унесения покрытия. Стыки опор, выполненные
на блоках и крышках, фрезеруют или шлифуют с целью умень¬
шения на 0,2—0,8 ММ диаметрального размера отверстия в на¬
правлении, перпендикулярном стыкам.' Припускна поверхности
отверстия 0,2—0,3 мм снимают хонингованием, а припуски боль¬
ших значений снимают растачиванием. При растачивании ось ко¬
ренных опор смещают в «тело!» блока цилиндров до 0,8 мм, а
восстановленные таким образом блоки при сборке комплектуют
укороченными шктунами. Исчерпание такой возможности восста¬
новления опор требует нанесения покрытия только при третьем
восстановлении.
При первом восстановлении коренных опор блока цилиндров
затраты в 1,71 раза меньше, чем при базовом процессе, при вто¬
ром — в 1,05 раза. При третьем восстановлении это соотноше¬
ние 1,18 в пользу базового варианта, однако суммарные затраты
по предлагаемому варианту в 1,37’раза Меньшие, ^ем по базово¬
му. Аналогичные результаты имеют место и при восстановлении
других деталей.
Таким ббр&зом, при первых восстановлениях деталей необхо¬
димо наиболее полно использовать поверхностный слой изношен¬
ного металла с внедрением необходимых СТО, а только затем
применять способы нанесения покрытий.
В ряде случаев целесообразно введение ремонтных размеров на
элемейты деталей с минимальным ремонтным интервалом. Пол¬
600
ному использованию ремонтных размеров способствует правка
длинных деталей (коленчатых и распределительных валов, осей
коромысел и др.), применение адаптивных схем базирования и
повышение точности обработки.
Для полного использования остаточного ресурса восстанавли¬
ваемых деталей нёобхбдимо их обрабатывать только под следую¬
щий ремонтный размер и обеспечивать производство сопрягаемы¬
ми деталями таких же ремонтных размеров.
С развитием технологии ремонта расширяется номенклатура
восстанавливаемых деталей и устраняемых повреждений, напри¬
мер 'Трещин, проходящих через натуженные элементы деталей.
Восстановление малоресурсных деталей. Результаты работы
передовых заводов отрасли показывают, что ряд деталей, кото¬
рые согласно Руководству по капитальному ремонту подлежат
замене новыми, могут бьт? восстановлены.
На Полоцком заводе «Проммашремонт», например, впервые
внедрены процессы и средства для восстановления сложных в
технологическом отношений деталей двигателей: поршней и
вкладышей коленчатого вала.
У поршней устраняют повреждения — изнашивание юбок, от¬
верстий под поршневой палец и поверхностей под поршневое
кольцЬ. Эти повреждения встречаются у 4?—57 %' поршней ре¬
монтного фонда. Процесс Восстановления включает: очистку де¬
тали, точение гойовки й канавок, создание^ехнойогических баз,
изготовление, установку и приварку ДРД, точение верхней
кана&Кй, копирное шлифование юбки до й^дыдуй^ето реубнтно-
гО (номинального) размера, развОрачиЬайие ЙЬД {Ремонтный раз¬
мер отверстия под поршневой палец. Здбсй способ установки и
закрепления ДРД (рис. 29.5) сочетается со способом ремонтных
размеров. ДРД применяют для выполнёйия канавки номиналь¬
ного размера под верхнее поршневое кольцЫ Йайосстанавливае-
мые поршни наносят хймичёскям способом слой Олова толщиной
5 мкм. 'и'
Вкладыши коленчатых валов карбюраторных двигателей
допускают одно растачивание под рёмонтвШЙ или номинальный
размер на станках повышенной точйости Одесского стайкозаво-
да. При исчерпании такой Возможности на рабочие поверхности
сталеалюминиевых вКЛадышей, выполненные из материала
АО-20-1 или А0-6, наносят электрохимические покрытия.
ПО техйологии НПО * НИИтракторосеЛьхозмаш» (Москва) тру¬
щиеся поверхности вкладышей, изношенные не менее чем на
0,03 мй, предварительно рйстаЧиваюТ и на них наносят покрЫ-
601
1 2
Рис. 29£. Схема установки ДРД
при восстановлении канавки поршня:
1 — восстанавливаемая деталь, 2 — ДРД; D — диаметр канавки; 1
D\ — диаметр проточки; Н — расстояние от канавки до днищщ -
Hi — длина проточки под ДРД
тие из сплава СОС-6-6 толщиной 0,125 мм. Сплав состоит из
олова (5,5—6,5 %), сурьмы (5,5—6,5 %) и свинца (остальное).
Затраты на восстановление поршней составляют 10—30 % от
стоимости новых деталей» для вкладышей это еоотношение рав¬
но 10—50%. ,
Организация необезличенного ремонта. Один из ключевых
вопросов организации ремонта автомобилей — сохранять или не
сохранять принадлежность деталей к конкретной машине при ее
ремонте? Несмотря на кажущуюся простоту проблемы, ее реше¬
ние определяет организационную форму, эффективность ремонта
и сбережение доремонтногр ресурса автомобилей.
Необезличенный ремонт был первой; организационной формой
ремонта. Индустриализация ремонта в 50—60-х годах прошлого
века привела к большим достижениям в централизованном вос¬
становлении деталей на поточно-механизированных линиях
с внедрением прогрессивных технологий, но также и к обезличи¬
ванию ремонтируемых агрегатов и автомобилей.
Однако обезличенный ремонт приводит к неполному исполь¬
зованию остаточного ресурса деталей, нарушению взаимного рас¬
положения их поверхностей, ^которое достигнуто в результате
приработки и эксплуатации агрегатов, стабилизации внутренних
напряжений в материале деталей, изменению параметров зацеп-
602
ления шестерен, увеличению дисбаланса и др. Обезличенный ре¬
монт не стимулирует заказчика беречь ремонтный фонд, а поощ¬
ряет сдачу его в ремонт в подсобранном виде и в состоянии ме¬
таллолома. Заказчик не сдает малоизношениую машийу в обез¬
личенный ремонт, а экономит на средствах, ремонтирует ее сам,
не имея на это надлежащих условий й базы. Только 4 % двига¬
телей ремонтного фонда приходят первый раз в заводской капи¬
тальный ремонт, а свыше 80 % двигателей поступают не менее
чем в третий ремонт.
С другой стороны, если заказчик сдаст в обезличенный ремонт
автомобиль с полностью израсходованным ресурсом и заплатит
за какой-то усредненный, хотя и дорогой ремонт, то получит
удовлетворительного состояния автомобиль, вобранный из запас¬
ных частей и выборки годных и восстановленных деталей налич¬
ного ремонтного фонда.
Противоречие может быть Преодолено путей организации не-
обезлиЧенного ремонта е назначением цены не за абстрактный ре¬
монт, а за фактический его объем, установленный путем диагно¬
стирования: Использование идей необезличенного ремонта в со¬
временных условиях целесообразно в сочетании их с принципа¬
ми поточного индустриального ремонта. ^и.
Различие в ресурсах деталей и узлов дела#г1юрациональным
применение полностью необезличенного ремДООДЮакие противо¬
речивые факторы способствуют и сДёрживаЮтВнеДрение ремонта
с сохранением принадлежности деталей к мШИЗД?1
Утверждают такую организацию ремонта: зйвнгервсованность
владельцев сдать автомобиль удовлетворительного технического
состояния, так как этот же автомобиль придется получить по
цене фактического реМонта, учитывающей трудоемкость ремонта
и стоимость запасных частей. • ■
Не способствуют внедрению ремонта с сохранением принад¬
лежности деталей к автомобилю усложненные делопроизводство
и учет деталей; необходимость применение контейнеров, подве¬
сок или стеллажей для перемещения и хранении комплектов де¬
талей;^ увеличение производственной площади насоздание участ¬
ков ремонта; увеличение срёков ремонта* большая трудоемкость
создания средств для безразборного определения неисправностей
и остаточного ресурса. :■?•> ■
При внедрении необезлич$здо?о р$мовха машин-определяют
множество деталей, входящих в сохраняемый комплект. Сохра¬
нение комплекта деталей во время ремонта автомобиля создает
немалую трудоемкость и требует вложения затрат, при этом со¬
603
хранение принадлежности к нему всех без исключения деталей не
имеет смысла.
Можно обезличивать детали:
♦ которые после ремонта агрегата не будут восстанавливать¬
ся при следующем ремонте. К ним относятся уплотнительные
элементы (прокладки, сальники, набивки), детали, исчерпавшие
ремонтные размеры, для которых на заводе не освоены способы
восстановления под номинальные размеры;
♦ на грани исчерпания остаточного ресурса (коленчатые и
распределительные валы, требующие второй наплавки, блоки ци¬
линдров, претерпевшие восстановление коренных опор с нанесе¬
нием покрытий, приварку ДРД и заварку трещин);
♦ имеющие большой ресурс, но малую стоимость (крепежные
и стопорящие детали, крышки и кронштейны),
Теряется смысл сохранения комплекта деталей агрегата, если
утрачена вследствие утери или выбраковки его корпусная деталь.
Какие детали должны входить в сохраняемый комплект? Это
детали:
♦ которые обрабатывались совместно на заводе-изготовителе
(например, блок цилиндров с крышками коренных опор и карте¬
ром сцепления, шатуны с крышками);
♦ соприкасающиеся необрабатываемыми при данном ремонте
стыками. TaK$te сочетания деталей могут составлять: блок ци¬
линдров — головки цилиндров — гильзы цилиндров — крышки
коренных подшипников — картер сцепления — упорные шайбы
коленчатого вала— крышка распределительных даеетерен; го¬
ловка цилиндров — впускная труба — выхлопнойколлектор —
стойки коромысел — втулки клапанов; коленчатый вад — ма¬
ховик и др.;
♦ дорогие, имеющие остаточные ресурсу, равнее не менее
двум, межремонтным наработкам;
♦ прошедшие динамическую балансировку.
Сохранение принадлежности комплекта деталей к ремонтиру¬
емому агрегату уменьшает объем обработки резанием и баланси¬
ровки. Область эффективного применения необезличенного ре¬
монта ограничена объемами 4,0—6,3 тыс. агрегатов в год.
29.2. Снижение вредного влияния производства
на окружающую среду
Отходы предприятия. При выпуске продукции одного вида и
объема на авторемонтных заводах образуется примерно в 20 раз
604
меньше отходов, чем на автозаводе. На изготовление одного
коленчатого вала двигателя с рабочим объемом 4,8 л расходуют
57 кг металла и 183 МДж энергии, масса отходов при этом рав¬
на 2,5. кг.
Однако авторемонтное производство должно исключить или
свести к минимуму загрязнение почвы, водного и воздушного бас¬
сейнов своими отходами. Опасность окружающей среде представ¬
ляют процессы очистки изделий, сварочные и наплавочные рабо¬
ты, нанесение электрохимических и лакокрасочных покрытий,
плавление металла, переработка резины и пластмасс, обкатка
двигателей и автомобилей, работа заводского транспорта, котель¬
ной и кузницы. ■ r-v
Лимит отходов, выбрасываемых в окружающую среду, уста-*
навливается комитетом по охране природы. За это количество
отходов предприятие платит экологический налог. Лимит отхо¬
дов каждый год уменьшается. • , r-X0;>V<
В результате производственной деятельности предприятия об¬
разуются опасные для окружающей среды отхода, которые в за¬
висимости от их агрегатного состояния делятся на газообразные,
жидкие и твердые. '
Газообразные вещества, выбрасываемые предприятием в ат¬
мосферу, состоят более чем из 40 ваименов&ки$т-£1 атмосферу
уходят пыль различного химического и разм«?рнэдо состава, дым,
сажа и копоть, аэрозоли масляные, поверхностно-актовые ве¬
щества, ароматические растворители, хромовый и сернистый ан¬
гидриды, хлориды водорода, оксиды углерода * адота, альдегиды
и др. Запыленный воздух сострит из взвеси намешивающихся
друг с друзгом твердрй дисперсией и гагарой фад.,
Химический состав отходов зависит от, видаисходных мате¬
риалов и технологии их переработки. Примерно# распределение
отходов котельной, использующей жидкое тодливо, следующее
(% массы): сернистый ангидрид — 62, оксид углерода — 23, уг¬
леводороды — б. диоксид азота — 5, тверды^ частицы — 1. Кар¬
бюраторные двигатели при обкатке выделяют свинец, бром и
иногда фосфор нз топлива и приработочнь^х присадок. Техноло¬
гические процессы основного производстцадают около 13 % об¬
щей массы газообразных выбросов и аэрозолей, остальные выб¬
росы обусловлены сжиганием топлива в, котельной.
В ремонтном производстве в течение года образуется
до 20 тыс. т нефтесодержащих сточных вод в виде отходов^ тех¬
нологических процессов: разборочно-очистного, восстановления
деталей, обкаточно-испытательного и других. Эти отходы пред-
605
ставляют опасность длй водного бассейна и почвы. В жидких
стоках содержатся моторные и трансмиссионные масла, консис¬
тентные смазки, топливные фракции, СОЖ, промывочные жид¬
кости и др. Сточные воды загрязняются минеральными маслами
при разборке и очистке маший, агрегатов и деталей, термообра¬
ботке деталей, обкатке двйгателей, утечках масел из гидравли¬
ческих сйстем, рЙВоте внутризаводского транёйорта. Промышлен¬
ное сточные воды по своему составу и свойствам значительно от¬
личаются от исходного состояния, отражая разнообразие техно¬
логических процессов, й кОЯбрЫХ воды принималйучастие. Со¬
держание Нефтяных фракций и взвешенных Вещёств в сточных
водах достигает 1100 мг/л. Хотя растворимость минеральных
Масел в воДе ничтожна, но устойчивые масленые эмульсий обра¬
зуются в них За счет высокой дисперсности и наличия эмульга¬
торов. Шавающее масло в стоках — это результат низкой куль¬
туры производства, слабой его oprami3&i$a& й плохого состояния
Оборудования. ! .г
На ремонтных предприятиях ббразуются твердые и желеоб¬
разные отходы. Это, например, металлургические отходы, окали¬
на, шлам, зола, древесина, пластмассы, резина, Мусор й' др. На
каждом из ремЬйтнЫх Ш10дов ^Жегойнё дбраа^ётйя 50—60 т
твердых оТХбдов, 'прймерный состав которых следующий (% мас-
сЫ):' твёрдые бытовые отходЫ — 18, прокладочные материалы —
16ц, древесные отходЫ — 15, резиновая обрезь 18, ветошь об-
тирочнай — 121, отработавший флюс — 10, шлифовальные от¬
ходы —8, изношенные шинЫ —- 6, йЛам гальВанйЧеского про¬
изводства — Г^1йлам окрасочный — ойбло 1г. " а
Процессы и средства для обёзвреживания отходов. Найбо-
леерайикальиая защита воздушного бассейна от производ¬
ственных отхоДой -^ совершенствование Те'хноЛогичёских про¬
цессов. В Остальных случаях загрязненные среды очищают хи¬
мическими, физическими или механическими способами. В ос¬
нову химических способов положено протекание каталитичес¬
ких реакций. Физическйё; сйособы используют явлений адсорб¬
ции и десорбции вещества, а механические — различие плот-
нбсти и размеров составляющих и их агрегатного состояния.
В результате этих процессов газы освобождаются от опасных
соединений или эТи соединения превращаются в неопасные ве¬
щества. - ■■■'"’ v
Наибольшее применение нашла механйческая очистка газов
от пыли, дыМа и тумана в фильтрах и циклонах. Фильтры тйпа
ФВГГ-1,1 задерживают 91—95% взвеси, находящейся в газах.
606
Очистка в циклонах происходит за счет вращательного движения
потока взвеси, которое приводит к перемещению дисперсных ча¬
стиц к его периферии, а очищенный газ отбирают из централь¬
ной части этого потока.
Российское НПП «Экоюрус-Веито* выпускает оборудование,
которое улавливает вредности.на неподвижных и подвижных ра¬
бочих местах и возвращает очищенный воздух в помещение. Об¬
разцы этого оборудования следующие.
Электростатические фильтры ФЭС очищают воздух от свароч¬
ного аэрозоля, масляного тумана и других мелкодисперсных часг
тиц. Принцип работыфильтра (рис. 29.6) основан на Фом* что
находящиеся в воздухе вредные частицы размером 0*3—100 мкм
твердых и жидких веществ заряжаются»■>проходя через иониза¬
ционную камеру 2, которая находится под напряжением около
1Я> кВ, а затем осаждаются на пластиках-осадительной каме¬
ры 4, находящейся иод напряжением примерно 6 кВ. Перед
ионизационной камерой устанавливают фильтр грубой очистки 1
для улавливания крупных частиц и выравниваниявоздушного
потока, поступающего в ионизационную камеру. -Осевшую пыль
удаляют промывкой пластин осадительнойвамерм моющим par
створом, после чего пластины сушат. Проивяюяительностъ очист¬
ки 1000—3000 м3/ч, степень очистки по тэддаой фазе сварочно-
2 - " .1'
Рис. 29.6. Схема электростатического фильтра для очистки воздуха
607
го аэрозоля 92—98 %, а по газообразной фазе (%): оксидов азо¬
та и углерода 70, фтористого водорода 80 иозона 60.
фильтровентиляциовные агрегаты ФВА 3 предназначены для
удаления с рабочих мест загрязненного воздуха с последующей
очисткой его от сварочного аэрозоля и других мелкодисперсных
частиц. Производительность фильтра 1000 а*3/ч.
- • ; Сорбционно-каталитические фильтры УЛОВ очищают газооб¬
разные выбросы с содержанием до 10 мг/м3 органических веществ
(стирола, фенола, формальдегида и др.). В качестве фильтрующе¬
го материала применяют алюмокромфосфатный сорбент-катаЛи-
затор. Фильтры обеспечивают очистку .воздуха дрикомнатной
температуре, а многократная и быстрая регенерация сорбента
происходит за 3Q—40 мин при температуре 350-^-400 °С( Произ¬
водительность фильтра 500, 1000 или 3000 м8/ч. Степень очист¬
ки по стиролу, метилстиролу, фенолу, формальдегиду, акролеи¬
ну и Метакрилату 80—©fr %, а по уксусной кислоте, ацетальде*
гиду, вииилацетату 60—70 %.
Пылеулавливающие агрегаты ПУА очищают воздух от пыли
я масляного тумана при работе шлифовального оборудования.
Производительность фильтров- 1000 м3/ч, степень очистки
88^-98 %s пылеемкоеть фильтрующего элемента 3 кг.
Водяные экраны в окрасочных камерах с гидрофильтрами
осаждают окрасочные аэрозоли. Препятствием для испарения
электролитов в гальванических ваннах служат плавающие поли¬
этиленовые шарики-поплавки на поверхности среды.
Большой объем выбросов в атмосферу дают заводские котель¬
ные. Перевод заводской котельной'^«сжигание газообразного
топлива вместо мазута Исключает в продуктах сернистый ангид¬
рид, что существенно снижает? дб$ем выбросов и размер экологи¬
ческого налога.
Воду для жизнедеятельности вд;ои$водства берут из рек, во¬
дохранилищ, озер или из-под земли. Подземные воды наиболее
чистые, однако запасы их небольшие, а добыча требует больших
затрат энергии.
Основные направлена^ .^снижения сбросов загрязненных
сточных вод заключаются в уменьшении расхода воды на еди¬
ницу продукции и в создании систем оборотного водоснабже¬
ния.
Водяные стоки предприятия могут быть сброшены в водоемы
в том случае, когда ПДК вредных веществ не превышают значе¬
ний, приведенных в табл. 29.1.
608
Таблица 29.1
ПДК вредных факторов в сточных водах предприятия
Вредные факторы
ПДК, мг/л .
Эквивалент биологического пвтребйений ййслорода
ВПК5
4,5
Взвешенные вещества (приращение к естественному
содержанию)
+0,75
Нефтепродукты
■ : :тг’. и г
,0,3
Сухой остаток г: . \nv
1000
Хлориды .1
' ; ' > ' 'П\
350
Сульфату
^ у;- ■ f tv
5000
ПАВ .
, iЯ'
0,6.
pH ‘
■
6,6—8,5
Воды, преднаййаченйме Длй дальнейй#еЛй«рименения или
сброса, должны Пройти механическую, хШ*$юевку*Ь, биохимичес¬
кую, термическую или другого вида обрЬбоТйу. Механическая
очистка в свою очередь включает ироцеййгйеивйВД отстаивание и
фильтрование. •*: * ; и ■.
Процеживание, как правило, применяют ДЯ#'й^16й*1^г1*дН1Ной
очистки жиДких сред с целью о^деленияКрувнЫэс твердых и во¬
локнистых загряаненйй; Процеживание Befty*'*№pesp«iieTKH и
сетчатые корзины, которые быстро засоряются задерживаемыми
загрязнениями. км.®©. ■
Отстаивание применяют как пассивный еМбёДОМюстии жидких
сред. При этом способезатруднено удаление оеевйги*’ минеральных
взйесей и всплывших нефтепродуктов. ОтсТййойййе раствора необ¬
ходимо в оборудований для: очистки майгаЖ "Иервая ступень
очистки загрязненных вод происходит на *це*в8ых очистных со¬
оружениях, а вторая — на очистных сооружениях предприятия.
Чтобы исключить залповые выброСы явфтё6ф*ержащих вод, на
очистных сооружениях вместо выходных перегородок применяют
сифоны. Нефтепродукты с зеркала очищаемых воД периодически
собирают, а затем после дополнительного отстаивания и эмульги¬
рования направляют на сжигание в котельную. Очистные соору¬
жения для производственно-ливиевьй# ^Точных вод требуют своего
совершенствования, чтобы довести содержание нефтепродуктов и
взвешенных веществ В водах до требуемых нормативов.
20- 135
609
Фильтрование применяют для очистки растворов, используе¬
мых для высокоточных деталей. Фильтровальные перегородки
выполняют иаг оеток, тканей или бумаги, между которыми поме¬
щают слои фильтровальных материалов. В качестве этих мате¬
риалов применяют целлюлозу, трепел, зернистые слои песка,
угля, диатомита, слои синтетде^еррсда и природных волокон, по¬
ристые перегородки из шамота, кварца, спекшегося стеклянного
или металлического порошка.
Центробежное фильтрование осуществляют в гидррциклонах
или центрифугах. Для осаждения твердых включений применя¬
ют напорные гидроциклоны, а для удаления всплывших загряз¬
нений и их осаждения — открытые безнапорные.
Способ ультрафильтрации получил распространение для раз¬
деления эмульсий как процесс фильтрования раствора через по-
лунепроницаемые мембраны шэд давлением, превышающим осмо¬
тическое. Мембрана в таком случае пропускает молекулы раство¬
рителя, задерживая растворенное вещество. В процессе нет фазо¬
вых переходов, что позволяет вести процесс с небольшими рас¬
ходами энергии цри комнатной температуре. Конструкция филь¬
тра простая. Недостатки процесса — небольшие производитель¬
ность и срок службы мембраны, необходимость поддержания в
полоети мембраны повышенного давления и предварительной
очистки раствора.
Коагуляция сопровождается укруцне*ием частиц загрязнений
и выпадением из коллоидного раствора хлопьевидного осадка.
Лучшими коагуляртами являются железный куиорос и гащеная
известь..., -
Флотация основана на прилипании частиц загрязнений к
воздушным пузырькам, переводе их в ценныйслой и удалении
этого сдоя. Флотацию применяют для удаления из сточных
вод нерастворимых эмульгированных примесей, например ма¬
сел, которые самопроизвольно плохо отстаиваются. Глубина и
время очистки зависят от исходной концентрации нефтепро¬
дуктов и взвесей, а также дисперсности пузырьков воздуха.
Однако вместе с загрязненцями удаляются и поверхностно-ак¬
тивные вещества. V
г, Технологические машины.реализующие способы отстаива¬
ние, коагуляции и флотации загрязненных сред, применяют для
создания цеховых пунктов регерерации очистных растворов. Эф¬
фективно применение самоочищающихся фильтров, которые ве¬
дут, непрерывную очистку раствора с выделением твердой и жид¬
кой фаз при постоянной работе очистного оборудования. Произ¬
610
водительность фильтров должна соответствовать объемам очища¬
емого вещества и интенсивности его загрязнения. Химические
способы основаны на обработке сточных вод химическими реаген¬
тами. Вредные вещества в результате реакций нейтрализации,
окисления или восстановления переходят в нетоксичные продук¬
ты или выпадают в осадок, который отделяется механическими
способами.
Отработавшие очистные растворы нейтрализуют реагент-
ным методом до pH 6,8—8,5 непосредственно в очистных ма¬
шинах в такой последовательности. Измеряют концентрацию
щелочи, или кислоты в растворе н егс объем. Рассчитывают
массы нейтрализующего вещества и реагента. Подают нейтра¬
лизующее Вещество с помощью кислотостойкого насоса в от¬
работавший раствор. Для нейтрализации щелочных растворов
применяют серную или соляную кислоту, а для кислотных
растворов — едкий натр, кальцинированную соду и 10 % -ный
раствор бисульфита натра. В течение 10 мин перемешивают ра¬
створ, например спомощыо поступающего в раствор сжатого воз¬
духа. Водородный показатель ореды определяютс помощью ,уни¬
версальной индикаторной бумаги. Длительность осветления
1,5—2,0 часа. ,
Физико-химические методы основаны на массообменных про¬
цессах адсорбции и десорбции. Они требуют дорогих реагентов и
сложного оборудования, поэтому не нашли в авторемсрряом про¬
изводстве широкого применения при очистке стоков от неболь¬
ших количеств токсичных веществ. ; s t
Отстоявшуюся воду после ояястки применяют татгорво или
сливают в заводскую канализацию, осадки шламшутилизируют.
Стоки с большим содержанием органических соединений сжига¬
ют вместе с. мазутом в паровы» котлах. При этом получают не¬
токсичные газообразные продукты и твердый осадок. Сжигание
сильно обводненных горючих отходов нефтепродуктов (18 %
воды) с мазутом при равномерном расдредеяейии воды по всему
объему материала в котле ДКВР-10г13 обеспечивает снижение
выбросов токсичных веществ по сравнению с их Количеством при
сжигании печного топлива. КПД, отопительных котлов малой
мощности повышается на 3—5 % . Достигнуто уменьшение сажи
на 85—@0%., оксида углерода и углеводородов на 75—80% и
оксидов ааота на 40—45 %. Горючие добавки в виде вторичного
энергоресурса из нефтяных фракций сточных вод позволяют
уменьшить потребление мдзуТа шй 3—-5 %. Отработавшие масла
также служат топливом для котельных агрегатов. Сжигание гид¬
611
рофобной эмульсии мазут — масло — вода снижает до 15 % рас¬
ход мазута на обогрев технологических сред.
Серьезную опасность окружающей среде представляют отхо¬
ды гальванического производства. Его сточные воды из ванн хи¬
мической и электрохимической обработка- и нанесения покрытий
содержат различные токсичные химические соединения — свобод¬
ные минеральные кислоты и щелочи, соединения шестивалент¬
ного хрома и др. Вещества проходят ионообменную очистку с об¬
разованием смешанных кристаллов и химических неактивных со¬
единений. .
Ионообменные (катионитовые и анионитовые) фильтры
применяют дЛя очистки стоков гальванического производства
с созданием замкнутых систем водопользования. Они не толь¬
ко очищают кислотные и щелочные стоки от ионов тяжел*ых
металлов, но. и значительно снижают общее содержание солей
в стоках. -.-р-’■
Промышленную очистку стоков от иоиов тяжелых металлов,
соединений шестивалентного хрома, кислоти щелочей обеспе¬
чивает автоматизированная установка РВК 50-032М, основное
назначение которой —- обезвреживание отходе» гальваническо¬
го и очистного участков. Установка включает блоки сбора
сточных вод и концентратов, отдеяеожя загрязнений, приготов¬
ления коагулянта и обезвоживания осадка. Блоки взаимодей¬
ствуют друг одругомпосредством системы трубопроводов и на-
сосянх агрегатов. Имеетсяпост управления. Основу установ¬
ки составляет реактор-акселератор (рис. 29.7); а котором про¬
исходит восстановление шестявалентного хрома, превращение
ионов тяжелых металлов в нерастворимые гидроксиды, нейт¬
рализация кислот и щелочей и коагуляция гидроксидов. Реак¬
тор-акселератор включает- камеры реакции 1, флокуляции 2
и фильтрации 3.
Отходы нейтрализуют с помощью коагулянта — гидрйта за¬
киси железа FeOH, получаемого из стальных отходов путем элек¬
тролиза. Щелочь или кислоту применяют для корректировки ве¬
личины pH, а 16 %-вый раствор полиакриламида — как флоку-
лятор. В камеру 1 подводят сточные воды, реагенты, а также ре¬
циркулируемые воды из камеры 2. Последняя разделена перего¬
родкой 4 на две камеры: флокуляции а и отстойную б. В камере
а установлен флокулятор 5, а в камере б — отражательный
фильтр 6 и тонкослойный отстойник 7. Фильтр 6 заполнен вспе¬
ненным полистиролом маркй ПСВ или ПСВ-С. Камера фильтра¬
ции 3 служит для финишного отделения взвесей гидроксидов из
612
Рис. 29.7. Схема установки
для обезвреживания отходов гальванического производства
обезвреженной воды при прохождении ее через слой вспененного
полистирола толщиной 0,8—0,9 м.
Процесс обезвреживания стоков начинается еще в сливном
трубопроводе, в котором соединения шестивалентного хрома вме¬
сте с кислотными и щелочными отходами, ионами двухвалент¬
ного железа преобразуются в соединения трехвалентного хрома и
гидроксидные соединения. Процесс продолжается в камере реак¬
ций 1, в которой составляющие при интенсивном перемешивании
взаимодействуют между собой. Состав перетекает через патрубок
в в камеру флокуляции 2, а затем в камере 3 выделяют взвешен¬
ные гидроксиды из обезвреженной воды.
В производство возвращают до 70 % обезвреженной воды.
Желеобразные обезвреженные отходы используют в производстве
строительной керамической плитки.
613
Проблема использования или обезвреживания твердых отхо¬
дов достаточно актуальна, поскольку в регионах нет специали¬
зированных полигонов и технологий переработки. Часть отходов
вывозится на полигоны твердых бытовых отходов для хранения,
а другая часть используется населением в качестве топлива. По¬
лигонный метод хранения отходов является; вынужденной и
неэффективной мерой.
Совершенствование
авторемонтного
производства
30.1. Опыт ремонтаавтомобилей за рубежом
Структура предприятий. Сведения, приведенные в литерату¬
ре, и отчеты специалистов, которые изучали на месте, зарубеж¬
ный рем9дт дв1рмо^йдей,^в*1дате4ь<^»ую^ р,том, что он выпол¬
няется на большом числе предприятий в, бол ыпцх объемах и яв-
ляетеяэффективным. Изучение структуры зарубежных ремонт:
ных предприятий, их организации, применяемых материалов,
технологических процессов и оборудования способствует внедре¬
нию прогрессивных технических ppg^efa^. а .отечественное про¬
изводство и повышению его техническиртф^уровня.
Только в США^асчитывадют бодее Д20 тыс. ремонтных пред¬
приятий различной мощности, из которых 50 тыс. специализи¬
рованы до ремонту автомобилей. Из числа приведенных 25 тыс.
предприятий ремрнтируют кузова, 3 тыс. — электрооборудова¬
ние, 7,5 тыр. — заняты восстановлением отдельных деталей. На
одном предприятии в среднем работает 15—20 человек. На круп¬
ных предприятиях выполняют окрло 29 % объемов капитально¬
го ремонта агрегатов, а на мелких — около 33%.
Фирма Northwest Mptor Welding (Лос-Анджелес) проводит ка¬
питальный, ремонт автотракторные двигателей фирм Cummins,
Caterpillar, и др., выпускаемы* в США и других странах. Приме¬
нение современного производительного очистного, диагностичес¬
кого и обрабатывающего оборудования (в том числе обрабатыва¬
ющих центров) и эффективной восстановительной технологии
позволяет выполнять необезличенный капитальный ремонт тех¬
ники в короткие сроки (до 14 дней) при достаточно низкой сто¬
имости. Двигатели ремонтируют не более одного раз$ в течение
их срока службы. Отмечается, что их послеремонтная наработка
не ниже наработки новых двигателей, а иногда и превышает ее
на 5—10 %. Кроме основного завода, фирма имеет еще 10 фили¬
алов в других городах.
615
В Чикаго имеется специализированный завод фирмы
International Harvester для ремонта агрегатов. На нем работают
200 человек. В цехах ежегодно реэдонтируфт.свыше 2 тыс. дви¬
гателей, 30 тыс. карбюраторов, 25 тыс. сцепЛеяйй,‘ 20 ■f|ecJ во¬
дяных насосов. Кроме того, восстанавливают 3 тыс. коленчатых
валов. Детали восстанавливают на поточных линиях. Стоимость
восстановления составляет 20—25 % of стоимости ИОвых дета¬
лей, а ресурсы их равные. Опыт фирмы получает всё большее
распространение, так как приносит значительную прибыль.
Завод в Шуази-Ле-Руа (Франция) выполняет в год до 80 тыс.
капитальных ремонтов двигателей автомобилей Renault. Двига¬
тели разбирают, комплектуют и собирают на специальных под¬
весках. Разборка и сборка организована на noctix непоточным
методом. Организована двухстадийная очистка двигателей перед
разборкой й четырехстадийная очитка деталей. Рабочие поверх¬
ности деталей Восстанавливаю# спёсобом ' ремонтных размеров,
при этом совершенно не прйМёнкгбт наплавку восстапав]1йв!аёмых
поверхностей. Сборкой Двигателей управляют со специального
пульта, Что обеспечивает ритмичную поДачу любых сборочных
единиц на сборочные позиций.
Фирма Daimler-Benz (Германия) имеет четыре завода По не-
обезлйченному капитальному ремонту Двигателей; Разборку,
комплектование деталями и сборку каждого двигателя ведут на
одной подвебйой транспортируемой раме. Приборы питания и
электрооборудования отправляют для специализированного ре¬
монта Па предприятия, которые их изготовйли. На заводе в
Маннгейме ежегодно ремон*йрук>т 15 тыс. дизельных двигате¬
лей после их Пробега 300—500 тыс. км. Ресурсосберегающие
способы ремонта с упрочнением восстанавливаемых деталей
обеспечивают отремонтированным двигателям ресурс, равный
ресурсу нового двигателя. Стоимость ремонта edtei1 авляе* 70%
от стоимости нового дВигаТеля Яри условии сдачи Покупателем
изношенного агрегата. Если покупатель не передает фйрме изно¬
шенный двйгатёль, то стоимость ремонта составляет 90 % сто¬
имости нового двигателя. Фирма считает, что она производит не
ремонт, а сборку новых двигателей с использованием деталей,
бывших в эксплуатации. <
В Великобритании на специализированных агрегатно-ремонт¬
ных предприятиях Выполняют основной объем по восстановле¬
нию деталей. На заводе London Transport Board ремонтируют бо¬
лее 15 видов агрегатов, а также узлы грузовых автомобилей и
автобусов. Ежегодно ремонтируют по 2 тыс. двигателей, коробок
616
передач, передних и задних мостов, рулевых управлений и др.
Особенность ремонта заключается в тщательном определении
технического состояния ремонтного фонда, использовании марш¬
рутной технологии восстановления деталей, обязательном пред-
сборочном их контроле» использовании современных контрольно¬
измерительных средств. Всё это обеспечивает высокое качество
отремонтированных агрегатов. Так же организовано производство
на другом специализированном авторемонтном заводе, Принадле¬
жащем фирме London Transport Cheerweek Works. Стоимость
отремонтированного двигателя составляет 60 % цены нового
изделия, коробки передач — 25%, заднего моста* -*■ 30 % при
90 % -ном ресурсе. «
• - Большое значение уделяют восстановлению таких дорогос¬
тоящих,. металлоемких и массовых деталей, как блоки цилин¬
дров двигателей и коленчатые валде. Номенклатура деталей не¬
прерывно расширяется и охватывает те детали, которые опре¬
деляют ресурс отремонтированного агрегата. Восстановление
деталей характеризуется, высоким техническим уровнем приме¬
няемого оборудования (высокоточныета&кис программным
управлением, автоматизацией процессов восстановления и кон¬
троля деталей) и качеством матер«адо*»:используемых для на-
несения покрытий. Это обеспечивает высокое качество восста¬
новления деталей, позволяет фирмам-рести полную ответствен-
ность за надежность машин с ввсстаыовлеснными деталями,
выдерживать конкурентную (борьбу нарынкахсбыта продук¬
ции. Многие фирмы создали неточные линии .восстановления
деталей на своих ремонтных заводах.
Существуют и узкоспециализированныеприбыльные фирмы.
Фирма United Gramding восстанавливает стальные и чугунные
коленчатые и распределительные валы с использованием тазо¬
пламенного напыления порошков. Стоимость восстановления
одного кулачка составляет около 1 долл. Цена нового распре¬
делительного вала г- 22—30 даымц» покупная цена изношенно¬
го -т-;4—5 долл.,' поэтому стоимость восстановленного вала не
превышает 50 % стоимости нового изделия.
Восстановление деталей является экономически выгодным де¬
лом во многих отраслях развитых стран. Так, на металлургичес¬
ком заводе фирмы Уоп Roll (Швейцария) на протяжении 20 лет
успешно восстанавливают детали металлургического оборудова¬
ния, авиакомпания Istery Airlines (США) организовала восстанов¬
ление деталей реактивны» двигателей. В Японии восстановлени¬
ем деталей занимается фирма Maruma. Расширение номенклату¬
617
ры восстанавливаемых деталей — одно из направлений деятель¬
ности фирм, производящих грузовые автомобили.
Специализация и концентрация восстановления деталей,
развитие кооперации между предприятиями и фирмами способ¬
ствуют созданию поточно-механизированных линий. В некото¬
рых странах существуют корпорации, специализированные на
восстановлении деталей. Примером служит швейцарская фирма
Gastolin Utectic с дочерними предприятиями в США, Германии
и других странах. На 34 заводах в различных странах органи¬
зовано восстановление и упрочнение деталей по технологиям,
разработанным в исследовательском центре. В атом центре ра¬
ботают около 2 тыс. специалистов, силами которых выполня¬
ют научно-исследовательские и онытно-конструкторские рабо¬
ты, разрабатывают технологические процессы и оборудование.
В состав фирмы входят заводы, изготавливающие средства тех¬
нологического оснащения и выпускающие сварочно-наплавоч¬
ные материалы.
Выставки в Телфорде (Великобритания), организованные
Federation о£ Engine Remanufacturers с целью показа ремонта дви¬
гателей Cummins, Detroit Diesel, Perkins и восстановления их де¬
талей, показали, что сфера ремонта превратилась, в 'высокооргани¬
зованное производство. На выставках было 'представлено оборудо¬
вание для ваанесения покрытий я обработки различных деталей
двигателей и их оборки, холодной правки коленчатых валов, ре¬
гулировки топливной аппаратуры и осмотра поверхностейг<захры-
тых мест с иаьфотографированием. Сообщается, что некоторые
фирмы, выпускающие новые -двигатели (например, фирма
Gardner), занимаются? их ремонтом, а высокого качества добива¬
ются за счет внедрения новейших технологий.
<- Многие крупнейшие производители техники (фирмы John-Dir,
Caterpillar, Kaise, Massey Ferpnsson, Klaas, Fiat, Volvo BM,
Misubisy, Kamatsu и др.) первоочередное внимание уделяют про¬
блеме упрочнения деталей на стадии изготовления машин, что
проявляется в показателях их надежности, на порядок превыша¬
ющих (особенно по наработке на отказ) значения этих показате¬
лей у отечественных машин.
Особенности зарубежного ремонта. За рубежом большое вни¬
мание уделяют организации и технологии восстановления дета¬
лей, постоянно увеличивают ассигнования на разработку новых
способов и оборудования.
Широко применяют полимеры. В США внедрена технология
восстановления изношенных поверхностей поршней и гильз на¬
618
пылением полимерного покрытия — тефлона. Восстановленные
соединения 35 дизельных двигателей эксплуатировались более
26 месяцев. Проверка после этого срока показала, что двигатели
находились в работоспособном состоянии. Новая технология
на 30 % Дешевле хромирования. Отмечено снижение расхода
топлива.
> Из полимерных материалов и клеев составляют различные
комплекты для проведения ремонтных работ вэксплуатацион¬
ных условиях,. Однокомпонентные анаэробные пластмассы приме¬
няют для стопорения резьбовых деталей.
Для закрепления ДРД в виде зубчатых венцов используют
электронно-лучевую сварку, глубина сварочного шва при этом
достигает 10 мм. С помощью электронного луча упрочняют бего¬
вые дорожки клиноременных шкивов.
Широко применяют пластическое деформирование материала*
например, для восстановления размеров фасок клапанов, звездо¬
чек сельскохозяйственных машин и верхних канавок поршней
под поршневое кольцо^ Для повышёвсиЯ усталостной прочности
восстанавливаемый деталей служат дробеструйная обработка.
Применяют как традиционную по^реад$ю^ так и ротационную
правку деталей. Восстановленный $вцЯ?авкрЙ валы имеют боль¬
шее рассеяние зм$енВД усталостНо® прочности, чем новые. Дро¬
беструйная обработав Галтелей ЦШр ЬФыша^т их усталостную
прочность и умецьп!ает рааб1^ ^|^чений.
Коленчатые валы прарят сразу после наплавки, используя
тепло остывающей заготовки, что облегчает сам процесс прав¬
ки и уменьшает внутренние напряжения в материале детали.
Добиваются биения коренных шеетс не более 0,1 мм. Время оп¬
ределения усталостных трещин, предварительной механической
обработки, правки, шлифования и полирования деталей состав¬
ляет 5—6 ч.
При восстановлении Шеек коленчатых валов применяют их
вибродуговую наплавку в среде диоксида углерода проволокой
DUR-650 (Германия) диаметром 1,2 мм состава, %: С — 0,36;
Сг — 5,1; Мо — 1,4; W — 1,15; V — 0,4; Si — 0,75; Мп —
0,40; S и Р — по 0,025 (не более); Си — 0,2; Fe — остальное.
Режим наплавки: сила тока 110 А, напряжение 19 В, скорость по¬
дачи проволоки 2 м/мин, частота вибрации электрода 75—80 Гц,
частота вращения заготовки 2,5 мин-1, подана проволоки
2,5 мм/об.
Расширяется область применения плазменной наплавки, ко¬
торая развивается за счет увеличения производительности и но-
619
менклатуры используемых порошков. Одно из направлений со¬
вершенствования процесса заключается в подогреве наплавочных
проволок (рис. 30.1). Проволоки подаются в плазменную дугу,
подогретые до температуры, близкой к температуре плавления»
независимым источником питания переменного тока. Использо¬
вание такого источника уменьшает влияние магнитного поля на
сварочную дугу, генерируемую током, протекающим по проволо¬
кам. Такая схема позволяет гибко управлять наплавкой. С по¬
мощью основного источника постоянного тока регулируют мощ¬
ность дуги, а посредством ее — провар основы и; форму наплав¬
ленного металла. Вспомогательный источник переменного тока
позволяет изменять интенсивность плавления проволок. Произ¬
водительность плазменной наплавки с подогревом материала до*
стигает 40—50 кг/ч, уступая наплавке под слоем флюса широ¬
кой лентой или несколькими-проволоками: , . *
, Рис. $0.1. Схема устройства, г
для плазменной наплавки горячей проволокой:
1 — источник питания; 2 к 3 — Полости для подачи защитного
и плазмообразующего тазов; 4 — наплавочные проволоки;
6 — источник подогрева проволок
В использовании материалов для плазменной наплавки про¬
слеживается следующая тенденция: кобальтовые сплавы заменя¬
ют никелевыми, а последние в свою очередь — сплавами на же¬
лезной основе для снижения стоимости материала. Иногда при¬
водят доводы экологического характера, считая, что кобальт и
никель относятся к канцерогенным веществам.
620
Применяют электроконтактное нанесение электрохимических
покрытий из электролита состава (т/л): сульфат никеля
(NiS04- 7Н20) — 250, хлорид натрия (NaCl2) — 42, борная кис¬
лота (Н8В03) 45, сульфат железа (Fe2S04 * 7Н20) — 16,4, нит¬
рат натрия (NaN03) — 10, сахарин — 4. Режим работы: частота
вращения анода 100 мин-1, катодная плотность тока 5 А/дм2,
температура электролита 40—50 “С, время нанесения покрытия
60 мин. Железоникелевый сплав содержит 18—25% железа*
твердость покрытия составляет 228—250 ИВ. Скорость его иа*
несения в 3 раза выше, чем при ванном способе.
Детали после напыления проходят дробеструйную обработку
частицами корунда размером 1 мм. Это необходимо для снятия
внутренних напряжений, удаления вайщтного слоя жидкого
стекла и контроля качестве псйввр13йй<к5ти; ; J :
При растачивании восстанавливаемых гильз цилиндров! им-
роко используют резцы Из Искусственных алмазов.
Детали динамически балансируют на трехопорных стёйдах,
которые позволяют уравнойёйШйАть вАлы, состоящие из'двух
частей.
Используют термопйастИЧёС#гЬ$Г реформирование заготовок,
которое создает осТаточйую деффйййцмо материала, что в свою
очередь приводит к увеличению изгИ1 У&еныпенйю размеров иэно-
шенйгых деталей Иа 0,1—0,2 мм в Зависимости от толщинй их
стенок. При этом исклкУчаюТ ^6|ШйчеСкую или химйко^рЙичее-
кую обработку, поскольку обез^*фожйванйе повёрхнЬсти не
происходит. 14<vv ,,ЙТ.. ^
Номенклатура йосстанавливае«й>ай£ деталей в промышленно
развитых странах кенрёрьййо^исй&^ется. Доля восстанавлййа-
емЫх деТаЛей в ббщем ci(hieiw ^о#ШЙния ^аСйвах частей дос¬
тигает в Японии 40% , США, »вй1йе0бриТаний, Гёрмаййи ^
30—35%. В СССР ‘эта ДоК в был4 17,8 %, в России
в 2000 гоДу она соОТаЬММ;$,!0% .; 5'дЫ
Интерес представляет организация сбора изношенных дета¬
лей. Используют три её формы: !
♦ силами широкой сети дилёров.Дйлеры создают стимул для
сдачи деталё# владельцами Техники на восстановление тем,
что при продаже запасйых ч#йШй йл# узлой снижают йёйы
на 20—25%. Такая форма пгёерМЬ распрострайека в США й
Германии; г
: ♦ путем обмена отказавших или требующих ремонта агрега¬
тов на новые или отремонтированные, при этом простои йашин
621
минимальные. Весь ремонтный фонд остается на специализиро¬
ванных предприятиях я используется для восстановления дета¬
лей. Такую форму tорганизации применяют ремонтные заводы
компаний Lucas & Parkins (Англия), Bosch (Германия) и Baerliette
(Франция); . ,ч>
♦ путем продажи мелкими ремонтными предприятиями из¬
ношенных дорогостоящих деталей, годных для восстановле¬
ния, крупным специализированным заводам. Для многих не¬
больших'ремонтных предприятий это мероприятие выгодно.
Например, на территории бывшей ФРГ коленчатые валы вос¬
станавливают только на трех специализированных предприя¬
тиях. .
Особенностями ремонта за рубежом являются сокращение
доли процессов создания ремоцт?аых заготовок с тепловложением
в материал эосстанавливаемых деталей, ограничение количества
ремонтов агрегатов одним капитальным ремонтом за весь срок
его службы,; ^ьдеодоя технологическая дисциплина и широкое
применение средств диащостирования. ,
Имеет место уменьшение доли всех видов аяектродуговой на¬
плавки в объеме восстановительных работ, увеличение объемов
плазменной неплавки, различных видов напыления, электрофи-
зических способов и испола^озания полимеров,
) На примере ра&йп* фирмь* Deimler Benz^, (Германия) видно,
что ремонт дизелей организуют нербевдичешшм методом с учетом
техническогр состояния деталей.Особре внимание уделяют опре¬
делению усталостных трещин, при наличии которых детали за¬
меняют новыми. Если их взносы и деформации невелики, то вос¬
становление организуют механической обработкой с минималь¬
ными припусками дрд ремонтные иди поминальные размеры. От¬
верстия в разъемных сборочных единицах (блоках цилиндров,
шатунах) вначале восстанавливают путем фрезерования плоско¬
стей разъема и последующего растачиранш? отверстия. Стыковые
поверхности шлифуют ср снятием припуска 0,10—0Д5?мм. На¬
несение покрытий применяют только ^при больших износах и де¬
формациях, трудно устраняемых цевкой. Опорные шейки рас¬
пределительных валов и трущиеся цилиндрически^ поверхности
толкателей, которые практически не изнашиваются, при восста¬
новлении не ^обрабатывают. Втулки распределительного вала за¬
меняют. Торцы толкателей клапанов шлифуют и упрочняют адо-
тированием. При шлифовании шеек валов применяют приборы
активного контроля Marposs.
622
При восстановлении валов используют их правку. Широко
применяют наплавку порошковыми материалами. Контролируе¬
мая наплавка тонких покрытий обеспечивает небольшой нагрев
материала заготовки. Средства' механизации и автоматизации
процессов уменьшают трудоемкость работ. В странах Восточной
Европы широко применяют электродуговое напыление, в том
числе для восстановления коленчатых валов двигателей 4VD
и 6VD и советских двигателей Д-50 и ЯМЗ-238. В качестве ма¬
териала для подслоя используют стальную проволоку марки
45CrSi34 (DUR-300) Диаметром 1,6 мм, которая обеспечивает
прочность соединения 17—21 МПа. Основной слой напыляют
из проволоки 110MnCrTi8 (DUR-600) диаметром 1,6 мм, обеспе¬
чивающей высокую износостойкость (микротвердость около
7,25 ГПа).
30.2. Совершенствование специализации, структуры
и организации производства
I
Изменение специализации производства. Специализация ав¬
торемонтного производства изменяется пОд влиянием потребнос¬
тей рынка. До конца 80-х годов прошлого века был востребован
капитальный ремонт полнокомплектных автомобилей. Сейчас за¬
воды перешли на капитальный. ремон.т. агрегатов. Обследование
деталей ремонтного фоВдк пой^ййае'Й что при поступлении аг¬
регата в капитальный ремонт они Обладают неодинаковой оста¬
точной долговечностью. Применительно к двигателям обычно ис¬
черпав ресурс уплотнительных деталей (например, поршневых
колец), близки к использованию jg«jcypca коленчатые валы и их
вкладыши, поршни и выцующые клапаны. У гйльз цилиндров и
поршневых палщев ресурс щсчера^ан на 50—70%, а у блоков
и головок цилиндров, толкателей;, распределительных валов
и шатунов -f- на 30—40 %. Этр обязывает ремонтные заводы вы¬
пускать в виде товарной продукции комплекты сборочных еди-1
Ниц и деталей. В комплекты входяТ основные сборочные едини-,
цы (цилиндропоршневые группы, ^йа^й^атыё валы с махоййка-
ми и сцеплениями), гильзы с прокладками и др., а такжз вос¬
становленные или изготовленные малоресурсные детали (поршни*
вкладыши коленчатого вала). Комплекты восстановленных и из¬
готовленных деталей (табл. 30.1) применяют в хозяйствах при
среднем или текущем ремонте автомобилей.
623
Таблица 30.1
Комплект деталей двигателя 3M3-53
для среднего (текущего) ремонта
Деталь *-i.. м
Повреждение
Наименование
{№ по каталогу)
Колй-'
чество
Ин¬
декс*
Наименование
- * i t.
Способ устранения
Ч -.Г" 1
2
- • *г
4 ■ <:
■.К г. - 5 ■
Гильза Цилиндра
(вб-1002020-03)
8
В
Изнашивание
Зеркала £
Растачивание
и хонингование
под следующий
ремонтный размер
Прокладка гильзы
цилиндра
(66-1002024)
1:.-li. ■ ■: ■ •
8
И
Прокладка кры¬
шки распредели¬
тельных шестерен
(66-1002064)
1
.И
. ■ 1 ■ Ч. ‘ 1 ■ ’
Прокладка голов¬
ки цилиндров
(06-01-10030^)
2
н
• -i
ч. г
Поршень
(ВК-53-100415-А)
V '(.f »
.8
в
Изцмпивадие
юбки
• ' ■ • \i \Л .1. г
Точение головки,
шлифование юбки
под предыдущий
ремонтный (номи¬
нальный) размер
Изнашивание
кайавож под
компрессионные
кольца
^Ьтаяовйа ДРД,
точевиепод
номинальный
размер
Изнашивание
отверстия под
поршневой палец
Разворачивание
под ремонтный
размер
Поршневой палец'
(21-1004020-А)
8
-ft'1
Изяашиь&яие
наружной’
цилиндрической
поверхности
Хромирование,
шлифование
Стопорное кольцо
(21-1004022)
16
н
1
—
624
Продолжение таблицы 30.1
1
2
3
4
5
Комплект
поршневых колец
(ВК-53 1004024-
АР, -БР, -ВР)
8
Н
Шатун в сборе
(66-1004045-02)
8
В
Изнашивание
отверстия
во втулке
Замена втулки,
растачивание
Вкладыши шату¬
на (комплект)
(ВК-13-1000104-
А, -БР1,—, КР)
1
Н
i
Коленчатый вал
(66-1005011-10)
1
В
Изнашивание
шеек
Напыление, шли¬
фование. полиро¬
вание
Вкладыши корен¬
ных подшипников
(комплект)
(ВК-53-1000102-
БР, —, КР)
1
Н
Набивка сальника
(24-1005154-01)
2
1 'Й* '
—
У плотнитедьвдя
прокца^рса,
заднего сальника
(13-1005162-Г1)
2
И
I :J .Я >V5i,.4r>'
г.. i . i ■ ' ' '
Маслоотража¬
тельный колпачок
впускного клапана
(21-1007014 Б)
8
и
! i-l1.'' < ,
1 -1 _ • 1 j »''
Выпускной клапан
(66-1007015)
8
в
Изнашивание
стержня
Железнение,
шлифование
ИзяапШаяйе
фаски *
Неплавка,
шлифование
Уплотнительная
прокладка
крышки
(13-1007243-Б)
4
и
1
625
Окончание таблицы 30.1
1
2
3
4
5
Прокладка
крышки
(13-1007245)
2
и
'
Задняя прокладка
впускной трубы
(66-1008079-Б)
1
и
—
Боковая прокладка
впускной трубы
(13-1008080-15)
2
и
Передняя проклад¬
ка впускной трубы
(66-100808Ы2)
, 1
и
* Обозначения: В — восстановленная; И — изготовленная; Н — но¬
вая {приобретенная) • - i.-
На некоторых заводах организовано изготовление новых де¬
талей из приобретенных поковок или отливок. Это сокращает де-:
фидит запасных частей, используемых взамен выбракованных
деталей, й уменьшает Дену ремонта. Ца ремонтном заводе, име¬
ющем литейный и кузнечно-штамповочный участки, может
быть налажено изготовление гильз цилиндров и уплотнительных
колец под них, поршней, шатунов, коленчатых я распредели¬
тельных валов, маховиков и их зубчатых венцЬв, шестерен мас¬
ляного насоса, распределительных шестерен коленчатого и рас¬
пределительного валов, втулок распределительного вала и на¬
правляющих клапанов, корпусов масляного и водяного насосов,
маслоотражательных колпачков, нажимных и Ведомых дисков
сцеплений, рычагов сцепления и других язделйй: Ремонтный за¬
вод на собственных литейных мощностях может получить отлад¬
ки поршней, маховиков, нажимных дисков сцеплений, различ¬
ных ДРД.
Изготовление и восстановление деталей на ремонтных заво¬
дах уменьшает различие в качестве.продукции машиностроитель¬
ных и ремонтных предприятий.
Изменение структуры производства. Структура авторемонт¬
ного предприятия (состав его производственных участков и их
отношения) зависит от его специализации и объемов выпуска.
Структуру производства изменяют в результате его реконструк¬
626
ции. Технический уровень отдельных участков повышают путем
их технического перевооружения.
Цель реконструкции производства состоит в изменении про¬
филя икоренном совершенствовании предприятия.
Реконструкция действующего предприятия включает полное
или частичное изменение или перестановку производственных
участков с заменой морально устаревшего и физически изношен¬
ного оборудования. Реконструкция производства необходима для
организации выпуска новой продукции, увеличения объемов ре¬
монта, повышения производительности труда и качества выпус¬
каемой продукции и снижения ее себестоимости. Реконструкция
предполагает изменение границ участков и дает более быстрые и
дешевые результаты, чем новое строительство. Реконструкция ос¬
новного производства предполагает также создание новых и рас¬
ширение действующих подразделений вспомогательного и обслу¬
живающего проиатодст.
К техническому перевооружению производства относят меро¬
приятия по повышению да современных требований техническо¬
го уровня отдельных производственных участков путем замены
оборудования о изменением технология', и организации произ-
водства. Техническое перевооружение ведут без строительных
работ. ... - ", .,
Об эффективности работ по реконструкции и техническому
перевооружению^ судят по статистическим данным. Если взять за
100 % затраты на техническое перевооружение, то затраты на ре¬
конструкциюдля достижения той же производственной мощнос¬
ти составят 108 %, на расширение действующих предприятий —
136 % и на новое строительство — 280 %.
Практика развития производства убеждает, что реконструк¬
ция и техническое перевооружение производства обоснованы и
повышают его эффективность при соблюдении трех обязатель¬
ных условий. Первое — состояние рынка позволяет в течение
длительного времени реализовывать выпущенную продукцию.
Второе — наличие,проверенных технических решений, которые
после реконструкции и технического перевооружения, гарантиру¬
ют повышение технического уровня производства. Третье -г
предприятие имеет полноценные основные фонды, целесообраз¬
ность дальнейшего использования которых подтверждена как
технически, так и экономически. • .
Совершенствование организации авторемонтного произ¬
водства. Мероприятия по совершенствованию организации
труда и управления авторемонтного завода приводят в одном
627
из разделов годового плана организационно-технических ме¬
роприятий.
Общие принципы организации ремонта автомобилей, который
в настоящее время всё больше становится многономенклатурным,
состоят в следующем.
На каждом ремонтном предприятии организуют виды и
объемы работ, соответствующие его технологическим возмож¬
ностям. Чем больше объемы ремонта и более полная загрузка
производственной мощности предприятия, тем большая эконо¬
мическая эффективность его деятельности. Это требует боль-'
шей концентрации ремонтного производства и специализации
как самого предприятия, так и его структурных подразделе¬
ний. Если при анализе использования производственной мощ¬
ности будет выявлена недостаточная загрузка производитель-)
ного и дорогого оборудования, то на основе кооперации и до¬
говоров с другими предприятиями необходимо загрузить это
оборудование.
На принципах кооперации, например, отдельные заводы орга¬
низуют хромирование и никелирование заготовок с обезврежива¬
нием отходов гальванического производства, аргонодуговую свар¬
ку на переменном токе деталей иэ'алюминиевого сплава, плаз¬
менною резку листов на заготовки, нанесение плазменных покры¬
тий на шейки коленчатых валов компрессоров с их механичес¬
кой обработкой, наплавку намораживанием и др. <
При крупных авторемонтных предприятиях создают цеха вос¬
становления деталей не только для нужд самого предприятия, но
и для восстановления деталей по кооперации.
Концентрация производства сопровождается заменой техноло¬
гии и оборудования на более современные. Одно из направлений
этого совершенствования — создание поточно-механизированных
линий (НМЛ).
Поточно-механизировацная линия — это система основного
и вспомогательного ремонтно-технологического и подъемно-
транспортного оборудования^ специализированного по выполне¬
нию операций технологического процесса и расположенного в по¬
рядке их следования.
На ПМЛ разбирают и очищают автомобили и агрегаты, вос¬
станавливают детали, собирают и окрашивают агрегаты и маши¬
ны. Чаще ПМЛ применяют для восстановления деталей. В этом
случае на ней наносят покрытия (кроме электрохимических),
закрепляют ДРД, осуществляют механическую и термическую об¬
работку заготовок, очистку от технологических загрязнений и
628
контроль. Очистные работы « определение технического состоя¬
ния деталей ремонтного фонда можно выполнять вне ПМЛ на со¬
ответствую щемучастке.
ПМЛ по восстановлению деталей организуют на основе пред¬
метной специализации. Если ПМЛ служит для восстановления
деталей одного типа (корпуоные, валы, гильзы и др.)*;то ее со¬
здают из переналаживаемого оборудования, а еслииа ПМЛ вое- f
станавлнвают детали одного вида (наименования), то ее оснаща¬
ют непедевалаживаемым оборудованием.
Использование ПМЛ, оснащенных снециализироваяным или
специальным точным и производительным оборудованием, позво¬
ляет: ■ , , х" " г."\ 1
♦ обеспечить нормативные значения показателей качества из-
делий, -* том числе достичь стабильности структуры и свойств на¬
носимых ПОКРЫТИЙ; ■ -TV.»
♦ добиться высокой производительности труда? . .
♦ достичь ври достаточны» объемах производства снижения
себестоимости продукция.
Создание ПМЛ цредполагаотиовользованивновыхсредств и
процессов для созданияремонтвмх заготовок, юь термической
и механической обработки, а тав*» с*»дот* церемещеда1Я, восста¬
навливаемых объектов. При этеж водучавт развитие принцип
дифференциации операций .•.'-io.3.x;n xkv.c. w:- ’.чг.ж-.
, При определен** целесообразвоетя -создания и внедрения
ПМЛ, например* довосстановлеяиюо-детали рассчитывают себес¬
тоимость восстановления детали, имеющей наибольшее чижло по¬
вреждений, и определяют мив*ИИаль*ы*об'ьемы выауск*. Этуце-
лесообразность определяют» «к^^оошашии анализа следующих
данных: ••• */Г70ф'ЛвС{'ЫК.*( Г ■■ ■' -.JT . -alVn
♦ соотношения между затратамина создание ПМЛ, оборот¬
ного ремонтного фонда и его: перевозку,. с одной стороны* и лни^
жением себестоимости восстановления деталей за счет увеличения
его объема, с другой стороны-,' ot-sv
♦ соотношения между затратами яа организациюПМД до
восстановлению деталей заданной номенклатуры и на их произ¬
водство на заводе-иаготовителе; . н-;,
♦ влияния срока службы восстановленных деталей на посдег
ремонтную наработку агрегатов,г-составными частями, которых
они ЯВЛЯЮТСЯ. , . . 7г!»'-^ > ;.'ч
Допустимое расстояние перевозки деталей ремонтного фонда
увеличивается вриi создании ПМЛ. Источники экономического
эффекта при этом заключены .в применении более совершенной
629
организации и технологии, что приводит к снижению себестои¬
мости восстановления и повышению долговечности деталей.
Объемы восстановления деталей увеличиваются яри расти*
рении области охвата потребителей; Эти объемы тем больше,
чем больше автомобилей в районе и их годовая, наработка.
Значительные объемы восстановления легче обеспечить для
многочисленных недолговечных деталей одного наименования
при большом их расходе в эксплуатации. Увеличение массы
восстанавливаемых деталей снижает величину целесообразно¬
го расстояния их перевозки. Особенно резкое снижение этого
расстояния наблюдается для деталей болыпой массы, себесто¬
имость восстановления которых небольшая. Однако большие
эксплуатационные затраты, связанные с малой долговечностью
деталей, восстановленных на комплексных участках, обуслов¬
ливают увеличение расстояния перевозки деталей на-их восста¬
новление на ПМЛ. '
ОрганйзацияПМЛцелесообразнавтом случае, если количе¬
ство техники в рассматриваемом регионе достаточно'для созда¬
нии крупносерийного или массового произвЬдства по восстанов¬
лению ее' деталей. Это приводит к повышению Качества восогв-
новлениядеталейпо сраваениюсуровнем качества, который до¬
стигнут на комплексных участках восстановления деталей.
Влияние межремонтных пробегов аррегатов, в которых вЗДео*-
дятся жоестановленные детали*, существенно сказывается на
объемах восстановления этих деталей 1Р®лькЬ при большой нара-
ботке^а^ратов^:^"' ' ;.'■■■ л ■■ ■иУи
Восстановлению 'деталей на ПМЛ в условиях высокой концен¬
трации производства подлежат наиболее изношенные и повреж¬
денные дефицитные детали распространенных моделей автомббй*
лей « высокой плотностью распределения их в рассматриваемом
регионе. Потребность этих деталей в эксплуатации и при ремон¬
те техники особенно велика. Наибольшая эффективность ПМЛ
достигается при создании специализированного Производства по
определенной номенклатуре этих деталей. Для этих деталей ха¬
рактерными являются значительные'з&траты н* замену их в эк¬
сплуатации и малые себестоимость восстановления и стоимость
перевозки. Особенно важно организовать Качественное восстанов-
леяие на специализированном производстве корпусных и других7
основных деталей, срок службы которых до предельного состоя¬
ния или отказа определяет послеремонтные ресурсы агрегатов.
’Такие многочисленные детали, как поршневые пальцы, тол¬
катели, крестовины кардана, муфты'и фланцы налов, шатуны,
630
гильзы цилиндров, шкворни и ряд других, допускают экономи¬
чески обоснованную перевозку и* на расстояние 300—500 км.
Для таких деталей может быть организована одваЛМЛ по их
восстановлению в республике или крупном регионе. ■
Восстановлению на ПМЛ подлежат и более металлоемкие
изделия. Допустимое расстояние перевозки карданных, колен*
чатых и распределительных валов, вилок и фланцев карданов,
валов коробок передач и других изделий меньше примерно в
два раза, чем в предыдущем случае. Восстановление их целе¬
сообразно организовать в областных регионах. Ряд сборочных
единиц, имеющих значительную массу (головки и блоки ци¬
линдров, картер» коробок передал и редукторов), целесообраз¬
но восстанавливать на НМЛ только при определенном сочета¬
нии повреждений. .
30.3. Совершенствование процессов
и средств ремонта
О техническом уровне предприятия судят по его производи¬
тельности, качеству |и себе^гаМСти йЫйускаемой продукции.
ПроизвбЙйтеяьв:6сть труда, например авторемонтных заводов,
в 3—5 раз уступаем соответствующему показателю автомобиль¬
ных заводов. Фактическая наработка отремонтированной техни¬
ки с восстановленными деталями сугцественно уступает норма¬
тивным показ$л^ии| и #аработке новых нчдзлрй*
Для ремонтного яихщзводств* характерна большая должруч-
ного труда. Производительность труда повышают внедрением
оборудования, потребляющего энергию неживой природы.
Низкая послеремонтная наработка машин объясняется тем, что
30—50% значений параметров не о^т#етст»з(ют нормативном
значениям из-за отсутствия или Аизкого технического уровня
применяемых средств технологического оедоще^яя; Эти причины
обусловливают и высокую себестоимость ремонта.
Таким образом, направления, ровершенствования процессов и
средств авторемонтного производства сводятся к внедрению npo-f
изводительных и точных средств технологического оснащения,
непрерывному повышению качества ремонта техники за счет вйе^
дрения новых процессов и материалов, разработанных в рез^ль*
тате научных исследований или используемых на передовых
предприятиях.
Некоторые средства, процёссы и методы, предлагаемые для
внедрения в авторемонтное производство в результате его тех*
631
нологической подготовки, и их сравнение с действующими
объектами и процессами приведены в табл. 30.2. Около поло¬
вины эффектаот применения предлагаемых технических реше¬
ний создают мероприятия по восстановлению > деталей, а осталь¬
ную долю — мероприятия по определению технического состоя¬
ния деталей^ совершенствованию резборочно-очистных, комп¬
лектовочных и сборочных, обкаточных и испытательных про¬
цессов.
Таблица 30.2
Действующие и предлагаемые в авторемонтном производстве
средства, процессы и методы
I .Hi
Технологические средства, процессы и методы
Источник получения
; аффекта
Базовые
Предлагаемые. 1 .'■> -
1
. ■ 3
Разборочно-очистной участок
Оборудование дла
струйной очист-'
ки изделий
Шрру^ед^ние едя погру^^;
о^ирт^и изделий с ацдоп**
цией очистного раствора ,
Повышение качества
Ч, да'^рдительное-
ТИ очистки
Ручн^й ,9Й9Р ме¬
тизов ,
Ленточный кокрвйер ддл^гбо-.
№ и , 9е^емевдени* мегщэоц , ,
^эденьшеииег затрат
живого труда
Машины для ба-
рабАМбЙ очистки
мвтнэав к ручно*
3*ГРУДК0Й И.вш-
щтф‘Г,!(-:ггь:\л:г,.
ШфябеЬгно-шиековая 칫<а
ГДЛ* ОЧИСТКИ М0ТЙ&ОВ ^ Ш
ввтоягатическойграз грузкой с
ЯовУйгйнйе качества
и' Производительнос¬
ти очистки О
Рйзб^на на ста*
ционарных стен¬
дах, иди эстакаде,
"Л
ЭТодрййборка и 0б1цяя раз¬
борка :на ‘ линейном кон¬
вейере ; J . :
Уменьшение затрат
живогбтруда
,. '. ' '■ • .т.»
Оптимальной сочетание раз-
борочных й очистных воз¬
действий
Повышение качества
и производительнос¬
ти вйзй^йс-йий ■
Гайковерты для
ручной разборки
Гайковерты для механизи¬
рованной разборки групп со¬
единений •
Уменьшение.^атрат
живого труда
\ .4 : '?
Ударная ручная
разборка
Средства блочно-модульного
типа для узловой разборки
прессовых соединений
Уменьшение затрат
живого труда
Сохранность деталей
632
Продолжение таблицы 30.2
1
2
3
Машины для очи¬
стки в растворах
лабомида, пото¬
ком косточковой
крошки
Машины для отделения
прочных загрязнений от по¬
верхностей деталей в рас-,
плаве щелочей и солей, пр-
т<?ком стеклянных шариков,
в растворе кислот
Повышение качества
и производительнос¬
ти очистки.
Средства для очи¬
стки сред отстаи-
ваяиём
Средства для регенераций
очистнйх сред флотацией,
коагуляцией, фильтрованием
Повышение ка^МУва
й производительнос¬
ти очистки
■ ■ , Сортировочный участок
Уййй^рсальные
средстьк
Машины для полуавтомати¬
ческой сортировки дета-
Лей — тел вращения
Машины для пневмоконтро¬
ля отверстий в корпусных
деталях и гильзах
Машины для комплексных
измерений размеров и пара¬
метров расположения деталей
Машины для полуавтомати¬
ческой сортировки пружин
по критерию их жесткости
Повышение произво¬
дительности труда,
использование оста¬
точной долговечнос¬
ти деталей ремонт¬
ного фонда, умень¬
шение расхода за¬
пасных частей
Участок восстановления деталей
Единичные маши¬
ны индивидуаль¬
ного проектирова¬
ния
Машины блочно-модульной
компоновки для нанесения по¬
крытий на поверхности основ¬
ных деталей
Уменьшение време¬
ни и затрат на со¬
здание машин
Оборудование с новыми схе¬
мами базирования деталей
при обработке резанием
Уменьшение трудо¬
емкости механичес¬
кой обработки, повы¬
шение точности рас¬
положения поверх¬
ностей
Недостаточное ко¬
личество исполь¬
зуемых видов про¬
цессов создания
ремонтных заго¬
товок
Внедрение современных про¬
грессивных процессов и тех¬
нологических машин по на¬
несению покрытий и плас¬
тическому деформированию
материала
Повышение качества
и производительности
восстановления дета¬
лей
633
Окончание таблицы 30.2
У
2
[ 3
Инженерные службы завода
Применение ме¬
тодов проектиро¬
вания единичных
машин и единич¬
ных и типовых
процессов
Применение системы мето¬
дов проектирования машин
и процессов: структурно-па-
рамеТричеСкого синтеза ис¬
полнительных агрегатов (Мо¬
дулей) и их рядов, компо¬
новки технологических ма-
шй^, разработки и оптими¬
зации технологических про¬
цессов' "
Уменьшение объе¬
ма; проектных работ,
уменьшение трудоем¬
кости изготовления
технологических ма¬
шин и объема техно¬
логической подготов¬
ки ремонтного произ¬
водства, повышение
качества ремонта тех¬
ник}! и создаваемых
средств технолргичсс-
крго оснащения
Заключение
Авторемонтное производство как любая производственная
система должно непрерывно развиваться. Маркетинговое наблю¬
дение за рынком продукции, местом и конкурентоспособностью
на нем своих товаров укажут направления этОгб развктия. Про¬
изведенная продукция попадает в поле зрения'покупателя, кбто-
рый вначале обращает внимание на ее качество, затем на цену
и, наконец, интересуется ее сервисным обслуживанием в эксплу¬
атаций.
Необходимое условие качественной продукции — нахожде¬
ние значений всех параметров,приведенных в конструкторской
документации, в нормативный пределах. Достаточное условие
заключается в том, чтобы значёнйя приведенных йараметров
были лучшими, чем у йродукции конкурируУэМйх предприя¬
тий. В таком соревной&йии Нет предела улучшения качества
продукций за счетсовершенствования технологических процес¬
сов производства, средс*В его технологического оснащения й
системы качества. 1 ' ’
Высокое качество продукции получЬют с применением совре¬
менных и точных средств технойотичейкого оснащения; Однако
иХ эффективное использйвание предполагаёт полнуй аагрузку.
Намного легче организовать эффективное производство, выпуска¬
ющее продукцию в больших объемах, что связано с его концент¬
рацией и специализацией. Только при этих условиях обеспечи¬
вают низкую цену единицы продукции при ее высоком качестве.
Большое значение имеет модернизация автомобилей во время их
капитального ремонта.
В хорошо организованном предприятии материалы, энергия и
труд используют без потерь. В нем ничто не пропадает и всё де¬
лается вовремя.
Ремонтное производство — часть системы технического сер¬
виса машин. Реформирование национального хозяйства Респуб¬
лики Беларусь и его многоукладность ‘требуют совершенствова¬
ния этой системы. Она должна быть мобильной и эффективной,
способной выполнять заявки потребителей с выездом на место в
кратчайшие сроки. Отказы техники по вине ремонтных предпри¬
ятий должны быть исключены.
Необходимо организовать покупку ремонтного фонда у его
владельцев. Это даст возможность самостоятельно торговать .от¬
635
ремонтированной продукцией, его определит ответственность за ее
исправность и послерёмонтвУй) ййработку, обеспечение запасны¬
ми частями и организацию технического сервиса в течение по¬
следующего срока ее службы.
^езс^^есдс^, сервис, следуем, оргацидов&ть на кооперативы*
ц^алах под руководством авторемонтных предприятий силами
тех^и^чских центров (дилеров), которые выполняют предпродаж¬
ную подготовку и продажу техники потребителям, реализацию
материалов, восстановленных и изготовленных деталей, техни¬
ческое обслуживание и текущий ремонт техники.
Формирование технической политики по созданию форм тех¬
нического сервиса и рыночных структур в новых условиях хозяй¬
ствования обеспечивает экономическую заинтересованнрсть и
юридическую ответственность, завода и дилера в материальцо-
техэдчеся^м о^деЦцир по^ёителя. . , ч
. (В; учебном .цотобии изложены основы ремонта автомобилей,
выполняемого на , специализированно^ предприятии. Приведён¬
ная литература позврляет студенту и специалисту приобрести до¬
полнительные сведения .по иртересуюркм вопросам.'
Изучение и применение в производстве'технологических
процессов,, средств технологического оснащения и форм орга¬
низации, изложенных в учебвдм пособии, будут способствовать
повышению технического уровня и эффективности авторемонт¬
ного производства.
Список литературы
1. Вазров, Б. М. Концепция модульного построения механо¬
сборочного производства / Б. М. Базров // Стандарты и качест¬
во. — 1989. — № 11. — С. 16—19.
2. Восстановление деталей машин: справочник / Ф. И. Пан*
телеенко [и др.}; под ред. В. П. Иванова. — М. : Машинострое¬
ние, 2003* 672 с.
3. ГОСТ 18822—78. Система технического обслуживания и
ремонта техники. Термины и определения. — М. : Издательство
стандартов; 1986. — 13 с.
4. Гурвич, И. Б. Эксплуатационная надежность автомобиль¬
ных двигателей / И. Б. Гурвич, П. Э. Сыркин. — М. : Транс¬
порт, 1984. — 141 с. ? '
б. Гурин, Ф. В. Технология автомобилестроения: учебник для
машиностройт. техникумов но спец. «Автомобилестроение^ /
Ф. В. Гурин, М. Ф. Гурин. — М. : Машиностроение, 1§86;. ^ 9
6. Единая система технологической подготовки производ¬
ства.— М. : Государственный комитет СССР по стандартам,
1984. — 360 с.
7. Зинченко, В. М. Инженерия поверхности зубчатых колес
методами химико-термической обработки / В, М. Зинченко. —
М. : МГТУ им. Н. Э. Баумана, 2001. — 176 с.
8. Иванов, В. П. Технология и оборудование восстановления
деталей машин: учебник / В. П. Иванов. — Минск г ЗАО «Тех¬
но перспектива», 2007. — 458 с.
9:. Ивашко, В. С. Электротермическая технология нанесе¬
ния защитных покрытий / В.С.Ивашко, И. Л. Куприянов,
А. И. Шевцов. — Минск : Навука i тэхтка, 1996. — 375 с.
10. Капитальный ремонт автомобилей: справочник / Л. В. Дех-
терннский [и др.]; под общ. ред. Р. Е. Есенберлина. — МГ :
Транспорт, 1989. — 335 с.
11. Кривенко, П. М. Ремонт дизелей сельхозназначения /
П. М. Кривенко, И. М. Федосов, В. Н. Аверьянов. — М. : Агро-
промиздат, 1990. — 271 с.
12. Ксеневич, И. П. Направления совершенствования мобильных
наземных машин (по материалам зарубежной печати) / И. П. Ксе¬
невич // Приводная техника. — 1999. — № 5. — С. 21—28.
13. Куликову В. П. Технология и оборудование сварки плавле¬
нием и термической резки: учеб. пособие / В. П. Куликов. —
Минск : Экоперспектива, 2003. — 415 с.
637
14. Ланцберг, И. Д. Ремонт приборов системы питания кар¬
бюраторных двигателей / И. Д. Ланцберг, Л. 3. Соколин. —
М. : Транспорт, 1985. — 109 с.
15. Manufacturing Technologies for Machines of the Future.
Berlin: Springer Verlag, 2003, Chapter 16. — P. 461—513.
16. Материаловедение и технология металлов: учебник для
студентов машиностроит. спец. вузов / Г. П. Фетисов [и др.]; под
ред. Г. П. Фетисова. — М. : Высшая школа, 2001. — 638 с.
17. Машиностроение: энциклопедия, том 5. Технология сбор¬
ки в машиностроении. — М. : Машиностроение, 2001.' — 638 с.
18. Моющие средства, их использование в машиностроении
и регенерация / А. Ф. Тельнов [и др.]. — М. : Машиностроение,
1993. — 208 с.
19. Пинчук, Л. С. Герметология / Л. С. Пинчук. — Минск :
Навука i тэхнша, 1992. — 216 с.
20. Проектирование технологических процессов обработки
металлов резанием : учеб. пособие / Э. Л. Жуков [и др.]. —
СПб, : СПбГТУ, 1995. — 60 с.
21. Производство зубчатых колес: справочник / под ред.
Б. А. Тайца [и др.]. — М. : Машиностроение, 1990. —* 278 с.
22. Савич, Е. Л. Техническое обслуживание и ремонт легко¬
вых автомобилей: учеб. пособие / Е. Л. Савич, М. М. Болбас,
В. К. Ярошевич; под общ. ред. Е. Л. Савича. — Минск :
Выш. шк., 2001. — 479 с.
23. СТБ 928 — СТБ 930. Автомобили, их составные части,
сдаваемые в капитальный ремонт и выпускаемые из капитально¬
го ремонта. — Минск : Белстандарт, 1993. -^- 37 с.
24. Стрельцов, В. В. Ресурсосберегающая ускоренная обкат¬
ка двигателей / В. В. Стрельцов, В. Н. Попов, В. Ф. Карпен-
ков. — М. : Колос, 1995. — 175 <?.
25. Таратута, А И. Прогрессивные методы ремонта ма¬
шин / А. И. Таратута, А. А. Сверчков. — Минск : Ураджай,
1986. — 376 с.
26. Теория и практика газопламенного напыления /
П. А. Витязь [и др.]. — Минск : Навука i тэхнша, 1993. — 295 с.
27. Технологическая подготовка гибких производственных
систем / С. П. Митрофанов [и др.]; под общ. ред. С. П. Митро¬
фанова. — Л. : Машиностроение. Ленинград, отд-ние, 1987. —
351 с.
28. Технология ремонта автомобилей: учебник / Л. В. Дех-
теринский [и др.]; под ред. Л. В. Дехтеринского. — М. : Транс¬
порт, 1979. — 342 с.
638
29. Технологические методы обеспечения надежности дета¬
лей машин / И. М. Жарский [и др.]. — Минск : Выш. шк.,
2005. — 299 с.
30. Технологические процессы пластического деформирова¬
ния в машиностроении / А. В. Алифанов [и др.]. — Минск : На¬
ука и техника, 1989. — 208 с.
31. Технология автомобилестроения: учеб. для вузов /
A. JI. Карунин [и др.]; под ред. А. И. Дащенко. — М. : Акаде¬
мический проект : Трикста, 2005. — 624 с.
32. Технология двигателесТроения: учебник для студ. вузов
по спец. «Двигатели внутреннего сгорания» / А. И. Дащенко
[и др.]; под ред. А. И. Дащенко. — М. : МГГУ МАМИ,
2001. — 496 с.
33. Технология машиностроения: в 2 т. Т. 1: Основы техно¬
логии машиностроения: учебник для вузов / В. М. Бурцев
[и др.]; под ред. !А?. М* Дальекого. — М. : Изд-во МГТУ им.
Н. Э. Баумана, 1999, — 564 с* ....
34. Технология м'айиностроения: в 2 т. Т. 2: Производство
машин: учебник для вузов / В. М. Бурцев [и др.]; под ред.
Г. Н. Мельникова. — М. : Изд-во МГТУ им. Н. Э. Баумана,
1999. — 640 с. >
35. Технология машиностроения: в 2 кн. Кн. 1: Основы тех¬
нологии машиностроения: учеб. пособие для вузов / Э. JI. Жу¬
ков [и др.]; под ред. С. JI. Мурашкина. — М. : Высш. шк.,
2003. — 278 с.
36. Технология доцшврстроения: в 2 кн. Кн. 2: Производство
деталей машин; учеб. пособие для вузов / Э. JI. Жуков [и др.]; под
ред.. С- Л. Мурашкина. — М. : Высш. шк., 2003. — 295 с.
37. Черкун, В. Е- Ремонт тракторных гидравлических систем /
B. Е. Черкун. — М.Колос, 1984. — 253 с.
38. Шадричев, В. А. Основы технологии автостроения и ре¬
монт автомобилей: учебник / В. А. Шадричев. — Л. : Машино¬
строение, 1976. — 560 с.
39. Шипко, А. А. Упрочнение сталей и сплавов с использова¬
нием электронно-лучевого нагрева / А. А. Шипко, И. Л. Поболь,
И. Г. Урбан. — Минск : Навука i тэхтка, 1995. — 280 с.
40. Ярошевич, В. К. Технология ремонта автомобилей.
Лабораторный практикум / В. К. Ярошевич, А. С. Савйч,
А. В. Казацкий. — Минск : Адукацыя i выхаванне, 2004. — 391 с.
41. Ярошевич, В. К. Коленчатые валы автомобильных двига¬
телей / В. К. Ярошевич, М. А. Белоцерковский, Е. Л. Савич. —
Минск : БИТУ, 2004. — 176 с.
639
Учебное издание
Ярошевич Владимир Кириллович
Савич Александр Семенович
Иванов Владимир Петрович
Технология
производст&а и ремонта
автомобилей
Учебное пособие
Редактор Е. В. Полянская
Художник обложки О. Е. Колескова
Художники Е. Э. ЗавЬрожная, В. Ю. ЗарецкаЛ
Компьютерный набор Е. Э. Задорожная, В. Ю. Зарецкйя
Компьютерная верстка Е. Э. Задорожная, В. Ю. Зарецкая
Корректор Е. В. Полянская
Подписано в печать 14.01.2008. Формат 60 x 90Vie-
Бумага офсетная № 1. Гарнитура Школьная.
Печать офсетная. Уел. печ. л. 40.5 Уч.-изд. л. 33,6.
Тираж 1000 экз. Заказ № 13$.
РУП «Издательство “Адукацыя i выхаванне”».
ЛИ № 02330/0131935 от 10.04.2007.
220070, г. Минск, ул. Буденного, 21.
Открытое акционерное общество
“Полиграфический комбинат имени Я. Кол аса”.
220600, г. Минск, ул. Красная, 23.