
















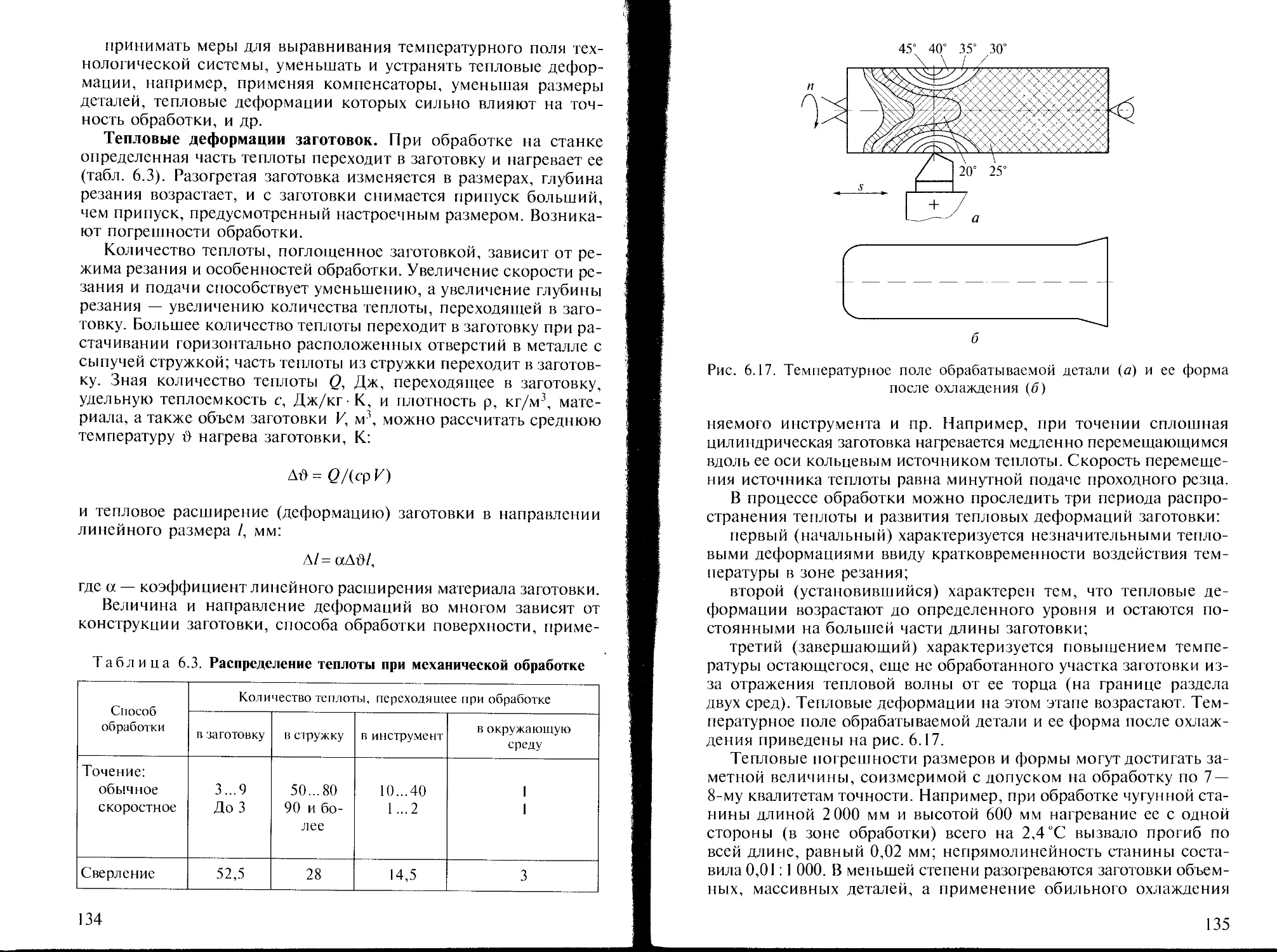
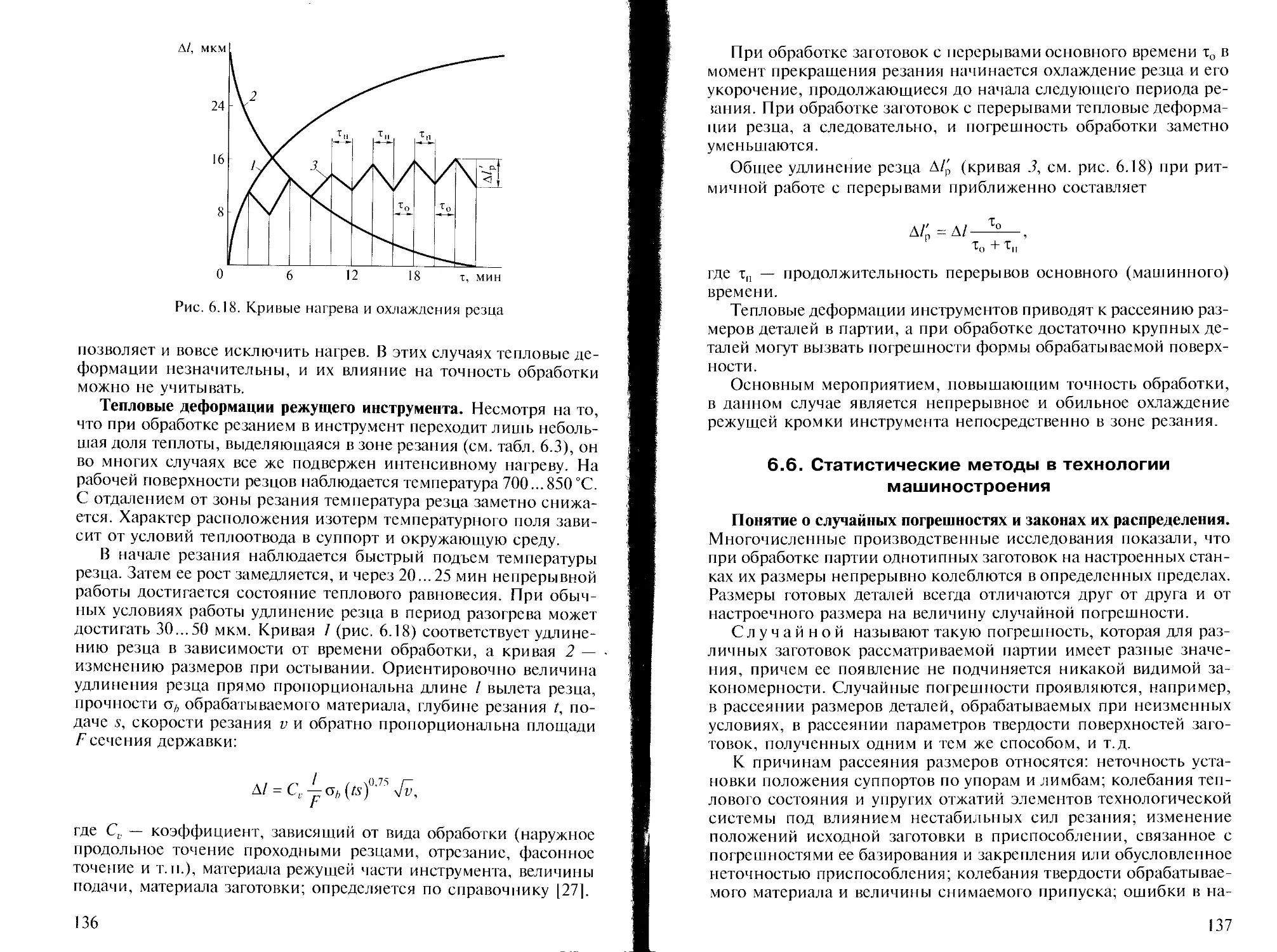
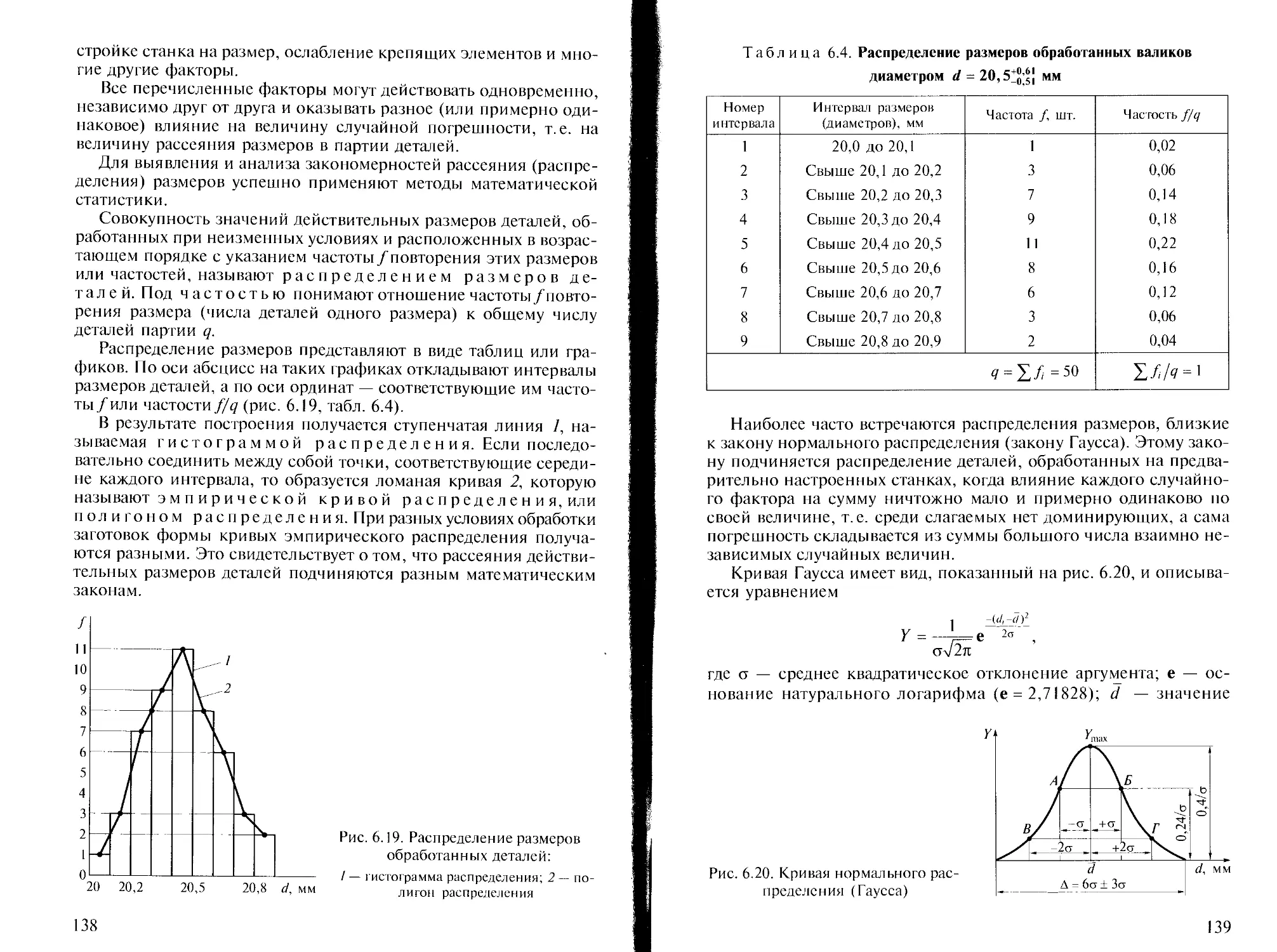
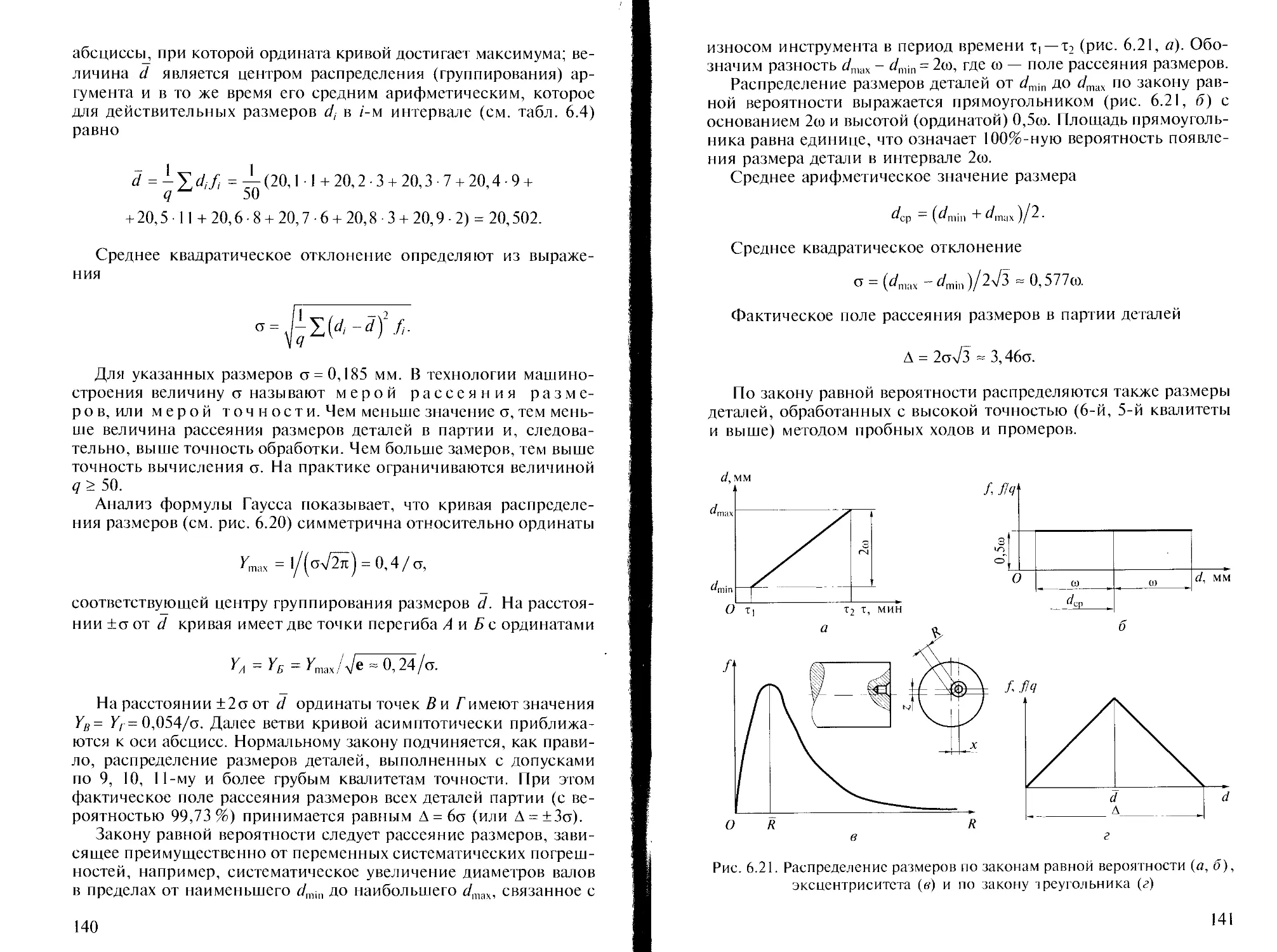






































Автор: Лебедев Л.В. Мнацаканян В.У. Погонин А.А.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы общее машиностроение машиноведение машиностроение
ISBN: 5-7695-2291-7
Год: 2006




ВЫСШЕЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
ТЕХНОЛОГИЯ
МАШИНОСТРОЕНИЯ
Учебник
Допущено
Министерством образования и науки Российской Федерации
в качестве учебника для студентов высших учебных заведений,
обучающихся по специальности «Технология машиностроения»
направления подготовки «Конструкторско-технологическое
обеспечение машиностроительных производств»
УДК 621.9(075.8)
ББК 34.4я73
Т384
Авторы:
Л. В.Лебедев, В. У. Мнацаканян, А.А. Погонин, А. Г.Схиртладзе,
В. А. Тимирязев, И. В. Шрубченко
Рецензенты:
профессор кафедры «Технология машиностроения и сертификация в нефтяной
и газовой промышленности» Российского государственного университета
нефти и газа им. И.И. Губкина, д-р техн, наук О.А.Новиков;
генеральный директор ОАО «Электромашина», д-р техн, наук,
проф. Н.А.Пелипенко
Технология машиностроения: учебник для студ. высш. учеб.
Т384 заведений / [Л. В.Лебедев, В.У.Мнацаканян, А.А. Погонин
и др.]. — М.: Издательский центр «Академия», 2006. — 528 с.
ISBN 5-7695-2291-7
Рассмотрены теоретические основы технологии изготовления и сборки
изделий машиностроения. Изложены основные принципы построения ти-
повых технологических процессов изготовления деталей машин. Приведена
методика проектирования технологии изготовления деталей и сборки.
Для студентов вузов, обучающихся по специальностям «Технология,
оборудование и автоматизация машиностроительных производств», «Ав-
томатизация и управление», «Технология машиностроения», «Металло-
режущие станки и инструменты», «Машиностроительные технологии и
оборудование», «Автоматизация технологических процессов и производств
(по отраслям)» и «Автоматизация и управление».
/
УДК 621.9(075.8)
ББК 34.4я73
Оригинал-макет данного издания является собственностью
Издательского центра «Академия», и его воспроизведение любым способом
без согласия правообладателя запрещается
© Лебедев Л. В., Мнацаканян В.У., Погонин А.А.,
Схиртладзе А. Г., Тимирязев В. А,
Шрубченко И. В., 2006
© Образовательно-издательский центр «Академия», 2006
ISBN 5-7695-2291-7 © Оформление. Издательский центр «Академия», 2006
ВВЕДЕНИЕ
Технология машиностроения — отрасль науки, занимающая-
ся изучением закономерностей, действующих в процессе произ-
водства изделий, в целях использования этих закономерностей
для обеспечения требуемого качества продукции при наимень-
шей ее себестоимости.
Под технологией машиностроения принято понимать научную
дисциплину, в рамках которой рассматриваются преимуществен-
но процессы механической обработки деталей и сборки изделий
(машин) и попутно затрагиваются вопросы выбора и изготовле-
ния заготовок, а также проектирования и использования средств
технологического оснащения. Самостоятельное значение в маши-
ностроении имеют технологии литейного, кузнечно-прессового,
сварочного и других производств, изучение которых осуществля-
ется в соответствующих курсах.
Начало изучения технологических процессов механической
обработки заготовок деталей относится к первому десятилетию
XIX в. В 1807 г. акад. В.М.Севергин сформулировал основные по-
ложения о технологии процессов; в 1808 г. проф. Московского уни-
верситета И. А.Двигубский издал книгу «Начальные основания
технологии или краткое показание работ, на заводах и фабриках
производимых». Первым капитальным трудом по технологии ме-
таллообработки следует считать трехтомник проф. И. А. Тиме «Ос-
новы машиностроения. Организация машиностроительных фаб-
рик в технологическом и экономическом отношениях и произ-
водство механических работ», изданный в 1885 г.
Однако несмотря на определенные успехи технология маши-
ностроения до 1930-х гг. развивалась медленно. Отдельные дости-
жения отрасли находили отражение в литературе, издававшейся
главным образом в США. В 1946 г. проф. А. П. Соколовский отме-
чал, что «технология обработки деталей машин до сих пор явля-
ется искусством, а не наукой. Еще недавно это искусство находи-
лось почти целиком в руках мастеров и рабочих». Руководители
предприятий не вникали в ее тонкости, а на заводах не было тех-
нологических служб.
Огромный импульс в развитии данная наука получила в период
индустриализации СССР и особенно в конце 1930-х гг. Прогресс
различных отраслей промышленности сопровождался выработкой
3
теоретических основ технологии машиностроения на базе резуль-
татов многочисленных экспериментальных исследований. Благо-
даря этому технология машиностроения постепенно сформирова-
лась как научная дисциплина, развитию которой способствовали тру-
ды Н. А. Бородачева, А. Б.Яхина, Ф. С.Демьянюка, А. И. Кашири-
на, В. М. Кована, Э.А.Сателя, А. П. Соколовского, Б. С. Балакши-
на, М.Е. Егорова, А А. Маталина, С. П. Митрофанова, С. А. Кар-
тавова, М.П. Новикова, В. С. Корсакова и других видных ученых,
а также коллективов многих научно-исследовательских и проект-
но-технологических институтов и передовых машиностроитель-
ных предприятий.
В течение сравнительно небольшого периода технология ма-
шиностроения прошла путь от простой систематизации произ-
водственного опыта механической обработки деталей и сборки
машин до создания научно обоснованных положений, разрабо-
танных с использованием аппарата фундаментальных наук: мате-
матики, физики, кибернетики, электроники, металлофизики и др.
Дальнейшее развитие технологии машиностроения связано с
автоматизацией производственных процессов, реализацией мето-
дов «безлюдной технологии», управлением процессами от ЭВМ,
а также с более широким внедрением новых технологий, исполь-
зующих последние достижения науки и техники.
Для современного этапа развития технологии машинострое-
ния характерно объединение технологического проектирования,
изготовления и эксплуатацйи изделий. В настоящее время разраба-
тываются научные основы создания новых методов обработки,
позволяющих обеспечить необходимые эксплуатационные свой-
ства деталей машин, с использованием модульного принципа проек-
тирования технологических процессов.
Технология машиностроения, являющаяся профилирующей
дисциплиной для многих машиностроительных специальностей,
определяет уровень профессиональной подготовки инженеров в
данной области. При изучении этой дисциплины выделяют следую-
щие самостоятельные, но тесно взаимосвязанные разделы: осно-
вы технологии машиностроения; методы обработки поверхностей
деталей машин и нанесения покрытий; технология обработки ти-
повых деталей; технология сборки; технология ремонта машин и
механизмов.
В качестве дополнительных дисциплин рассматриваются опти-
мизация технологических процессов; основы технологии гибких
производственных систем; автоматизация производственных про-
цессов, проектирование технологической оснастки и др.
В учебнике излагаются теоретические основы технологии ма-
шиностроения, рассматриваются технологии обработки типовых
деталей и сборки, а также обработки крупногабаритных деталей с
использованием приставных станков и пр.
При написании учебника использованы работы, ставшие клас-
сическими в данной области. К ним относятся «Основы техноло-
гии машиностроения» под ред. В. С. Корсакова, «Технология ма-
шиностроения» А. А. Маталина, «Технология машиностроения» под
ред. М. Е. Егорова, «Основы технологии машиностроения» Б. С. Ба-
лакшина, «Групповая технология машиностроительного произ-
водства» С. П. Митрофанова, «Технология машиностроения»
А.А. Гусева, Е. Р. Ковальчука, И. М. Колесова, «Научные основы
технологии машиностроения» А. Г. Суслова и А. М. Дальс^ого и др.
РАЗДЕЛ I
ОСНОВЫ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ МАШИН
ГЛАВА 1
ПРОИЗВОДСТВЕННЫЙ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССЫ
1.1. Общие понятия
Предметом изучения в технологии машиностроения являются
процессы изготовления изделий заданного качества в установлен-
ном программой выпуска количестве при наименьшей себестои-
мости и высокой производительности труда.
Изделием называется предмет или совокупность предме-
тов производства, подлежащих изготовлению на предприятии.
Изделие — единица промышленной продукции, например бу-
лавка, чайник, подъемный кран, станок и т.д. К изделиям не
относят непромышленную продукцию, включая штучную (туши,
шкуры и др.), а также промышленную нештучную (сырье, хими-
каты и др.).
Деталь — изделие, изготовленное из однородного материала
без применения сборочных операций, например шплинт, гайка,
литой или штампованный корпус и т. п. Каждая деталь, участвую-
щая в сборке, имеет сопрягающиеся и несопрягающиеся поверх-
ности. Те и другие могут быть функциональными (исполнитель-
ными или рабочими), например эвольвентные поверхности зуб-
чатых колес, посадочные поверхности шейки вала и отверстия
ступицы, поверхность турбинной лопатки, соприкасающаяся с
водой или паром, и т. п. Несопрягающиеся и нефункциональные
поверхности детали называют свободными. Эти поверхности слу-
жат лишь для оформления конфигурации детали, их обрабатыва-
ют с пониженной точностью или не обрабатывают совсем.
Сборочная единица — изделие, составные части кото-
рого подлежат соединению между собой на предприятии-изгото-
вителе в процессе сборочных операций (сварки, клепки, напрес-
совки и др.). Например, сборочными единицами токарного стан-
ка являются коробка скоростей, суппорт, задняя бабка, шпин-
дельный узел и др., их собирают независимо друг от друга и затем
передают на общую сборку станка. Такие сборочные единицы в
технологии машиностроения называют узлами. В общем случае
6
сборочная единица (узел) — это разъемное или неразъемное со-
единение, состоящее из деталей.
Производственный процесс представляет собой со-
вокупность взаимосвязанных действий людей и орудий производ-
ства, в результате которых исходные материалы или полуфабри-
каты превращаются в готовые изделия, соответствующие своему
назначению. Производственный процесс охватывает технологичес-
кую подготовку производства; организацию обслуживания рабо-
чих мест; получение, хранение и транспортирование материалов,
полуфабрикатов, заготовок, готовых изделий и их элементов; из-
готовление деталей, сборку узлов и изделий, технический конт-
роль на всех стадиях производства; разборку (если необходимо),
упаковку и другие действия, связанные с изготовлением выпус-
каемых изделий. В производственном процессе участвует весь пер-
сонал и все службы предприятия.
Под технологической подготовкой производства
(ТПП) понимают следующие взаимосвязанные этапы:
• разработка конструкции изделия и оформление на него пол-
ного комплекта чертежей, спецификаций и других документов в
соответствии с требованиями ЕСКД — конструкторская
подготовка производства (к выпуску нового изделия);
• отработка изделия на технологичность, проектирование всех
технологических процессов изготовления и сборки, а также про-
ектирование и изготовление средств технологического оснаще-
ния (приспособлений, инструмента и пр.) — технологиче-
ская подготовка п р о и з в о д с т в а (к запуску нового изде-
лия на предприятии);
• календарное планирование производственного процесса изго-
товления изделия в установленные сроки в необходимых объемах
выпуска и затрат — организационно-экономическая
подготовка производства.
Весь комплекс работ по ТПП регламентируют ГОСТ Р 50995.3.1—
96 «Технологическое обеспечение создания продукции. Технологи-
ческая подготовка производства»; ГОСТ Р 50995.0.1—96 «Техноло-
гическое обеспечение создания продукции. Основные положения»;
ГОСТ Р 15.000—94 «Система разработки и постановки продукции
на производство. Основные положения»; ГОСТ Р ИСО 9001—96,
ГОСТ Р ИСО 9002-96 и ГОСТ Р ИСО 9003-96 «Системы каче-
ства», а также рекомендации Р 50—54—94—88 «Правила органи-
зации и управления процессом ТПП» и Р 50—297—90 «Техноло-
гическая подготовка производства. Основные положения».
Ответственной частью ТПП является технологическое проек-
тирование, на которое приходится 30...60 % общей трудоемкости
технологической подготовки.
Технологический процесс — часть производственно-
го процесса, содержащая целенаправленные действия по измене-
7
нию и (или) определению состояния предмета труда. В машино-
строении различают технологические процессы изготовления ис-
ходных заготовок (литье, ковка, сварка и др.), их термической,
механической или другой обработки, нанесения покрытий, сбор-
ки узлов и изделий, контроля и пр.
В общем случае технологический процесс — это часть произ-
водственного процесса, включающая в себя последовательное из-
менение размеров, формы, внешнего вида или внутренних свойств
предмета производства и их контроль. Технологический процесс
механической обработки предусматривает последовательное из-
менение состояния исходной заготовки: ее геометрических форм,
размеров и качества поверхностей до получения готовой детали
(изделия), соответствующей предъявляемым к ней требованиям.
Технологические процессы выполняют на рабочих местах.
Рабочее место — элементарная единица структуры пред-
приятия, где размещаются исполнители работы, обслуживаемое
ими технологическое оборудование, часть конвейера, на ограни-
ченное время оснастка и предметы труда.
В технической литературе рабочее место — это участок произ-
водственной площади, оборудованной в соответствии с работой,
выполняемой на нем одним или одновременно несколькими ра-
бочими. Например, рабочее место токаря оборудуют соответству-
ющим токарным станком, шкафом для хранения режущего, кон-
трольно-измерительного и прочего инструмента и приспособле-
ний.
Технологическая операция — это законченная часть
технологического процесса, выполняемая на одном рабочем мес-
те. В условиях механосборочного производства технологическая опе-
рация осуществляется непрерывно на одном рабочем месте над
одним или несколькими одновременно обрабатываемыми или со-
бираемыми изделиями одним или несколькими рабочими. В опе-
рацию входят все действия как оборудования, так и рабочих, об-
служивающих данное рабочее место.
Технологические операции подразделяют на основные и вспо-
могательные. Основными называют технологические операции, в
процессе которых изменяются геометрическая форма, размеры и
свойства изделия. При выполнении вспомогательных операций из-
делия таких изменений не претерпевают. К вспомогательным опе-
рациям относят контрольные, транспортные, моечные, марки-
ровочные, упаковочные и др.
Технологическая операция является основной единицей про-
изводственного планирования и учета. По числу операций опре-
деляют трудоемкость изготовления изделий, устанавливают нор-
мы времени и расценки, рассчитывают требуемое количество пер-
сонала, оборудования, приспособлений и инструментов. На ос-
нове операций определяют себестоимость обработки, осуществ-
8
ляют календарное планирование производства и контролируют
качество и сроки выполнения работ. Время и себестоимость слу-
жат критерием целесообразности построения технологической опе-
рации в условиях заданной производственной программы.
Пример. Станочная технологическая операция охватывает все
действия рабочего на станке и автоматические действия станка,
осуществляемые в процессе обработки поверхностей заготовки до
момента снятия ее со станка и перехода к обработке следующей
(установить заготовку, закрепить, включить станок, подвести ин-
струмент, включить автоматическую подачу, отвести инструмент
в исходное положение, раскрепить и снять деталь, уложить ее в
тару, выключить станок и т.п.).
Установ — часть технологической операции, выполняемая
при неизменном закреплении обрабатываемой заготовки или со-
бираемой сборочной единицы.
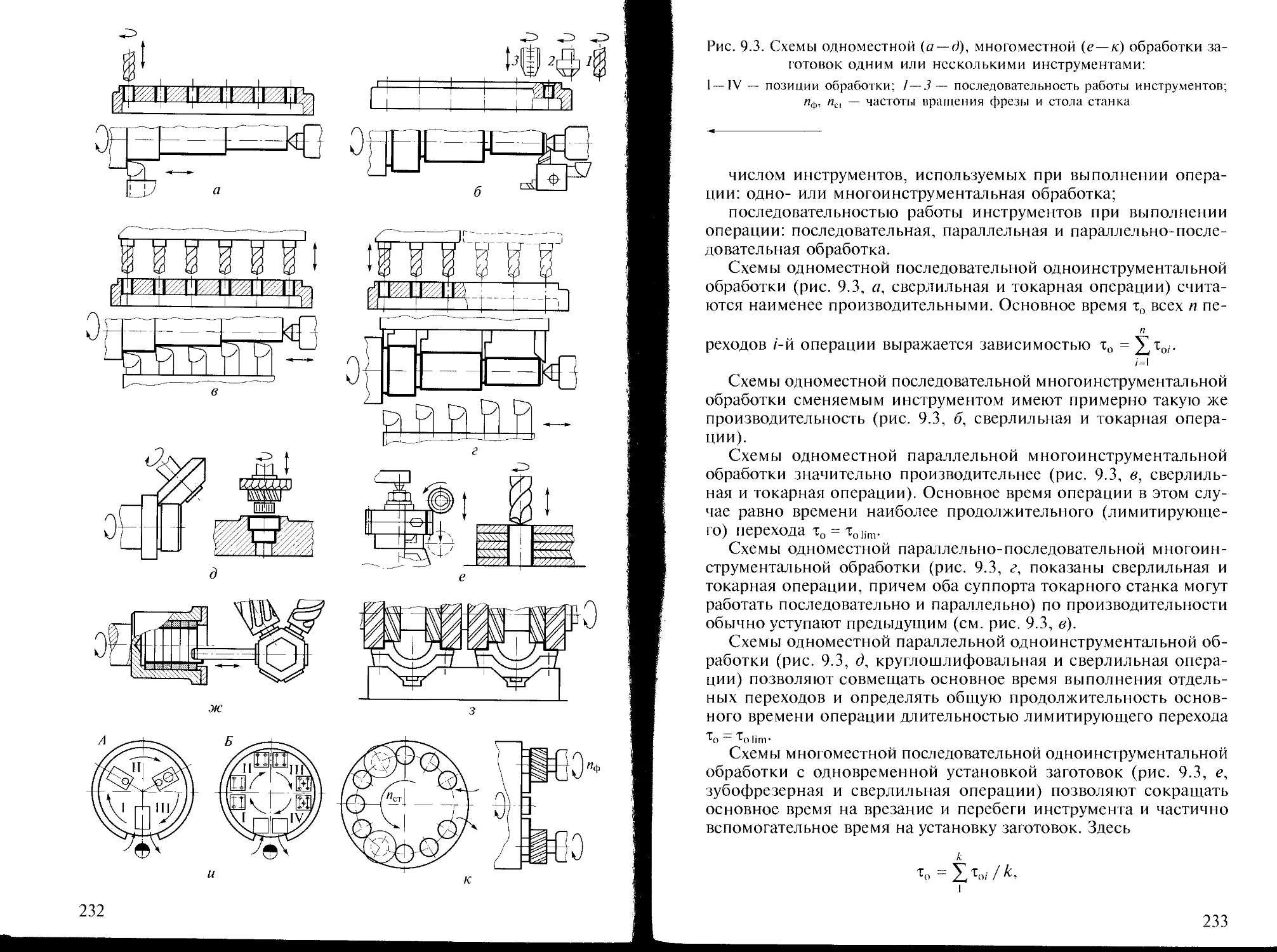
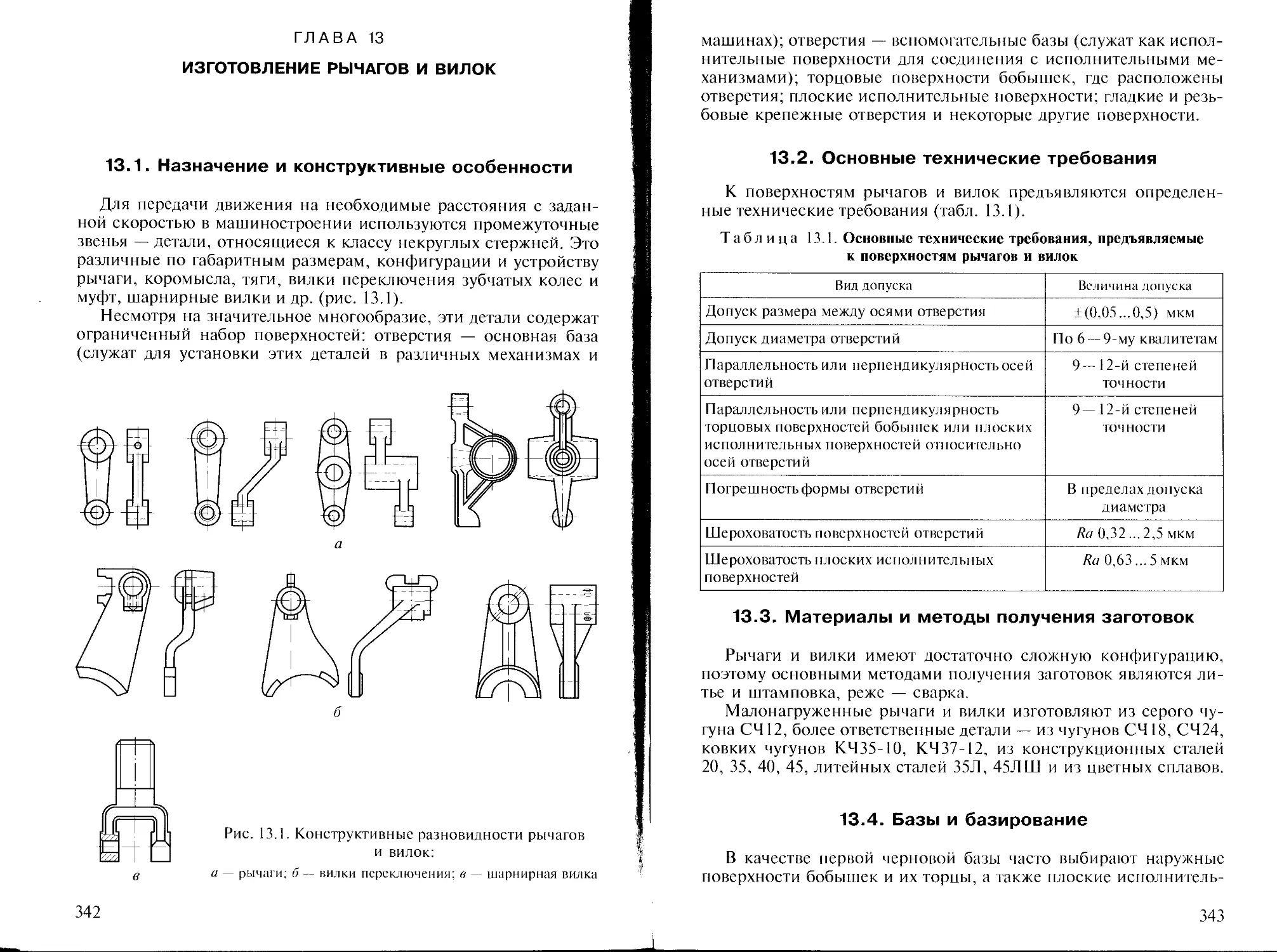
П р и м е р. На рис. 1.1, а приведена схема параллельного фрезе-
рования торцов валика на фрезерно-центровальном полуавтомате.
Валик закреплен в самоцентрирующих призмах. Схема одновре-
менного сверления на обоих торцах центровых отверстий (цент-
рования) показана на рис. 1.1, б. Обработка ведется без переза-
крепления заготовки. Схемы последовательного центрования тор-
цов того же валика на вертикально-сверлильном станке приведе-
ны на рис. 1.1, в. После обработки одного торца валик переуста-
навливают (перезакрепляют) и со второго установа выполняют
центровое отверстие на другом торце. Дальнейшую токарную об-
работку валика производят в центрах. С первого установа обтачи-
вают один конец (рис. 1.1, г). Затем поводковый хомут переставля-
ют на обточенный конец. Валик снова устанавливают на станок
(рис. 1.1, д) и со второго установа обтачивают другой конец. Опе-
рация выполняется в два установа.
Позиция — фиксированное положение, занимаемое неиз-
менно закрепленной заготовкой или собираемой сборочной еди-
ницей совместно с приспособлением относительно инструмента
или неподвижной части оборудования для выполнения опреде-
ленной части операции. Смену позиций называют индексацией.
Например, на фрезерно-центровальном полуавтомате заготовки
обрабатывают на двух позициях: I — фрезерование торцов, II —
центрование (см. рис. 1.1, а и б). На шестишпиндельном горизон-
тальном прутковом автомате заготовка (пруток), закрепленная в
цанговый патрон, при обработке последовательно занимает шесть
различных позиций. При изготовлении деталей на токарно-револь-
верном полуавтомате револьверная головка с инструментами мо-
жет занимать шесть различных положений (позиций) относительно
заготовки и т.д.
Технологический переход — законченная часть тех-
нологической операции, характеризуемая постоянством приме-
9
Позиция I
Установ I Установ II
О п О п
в
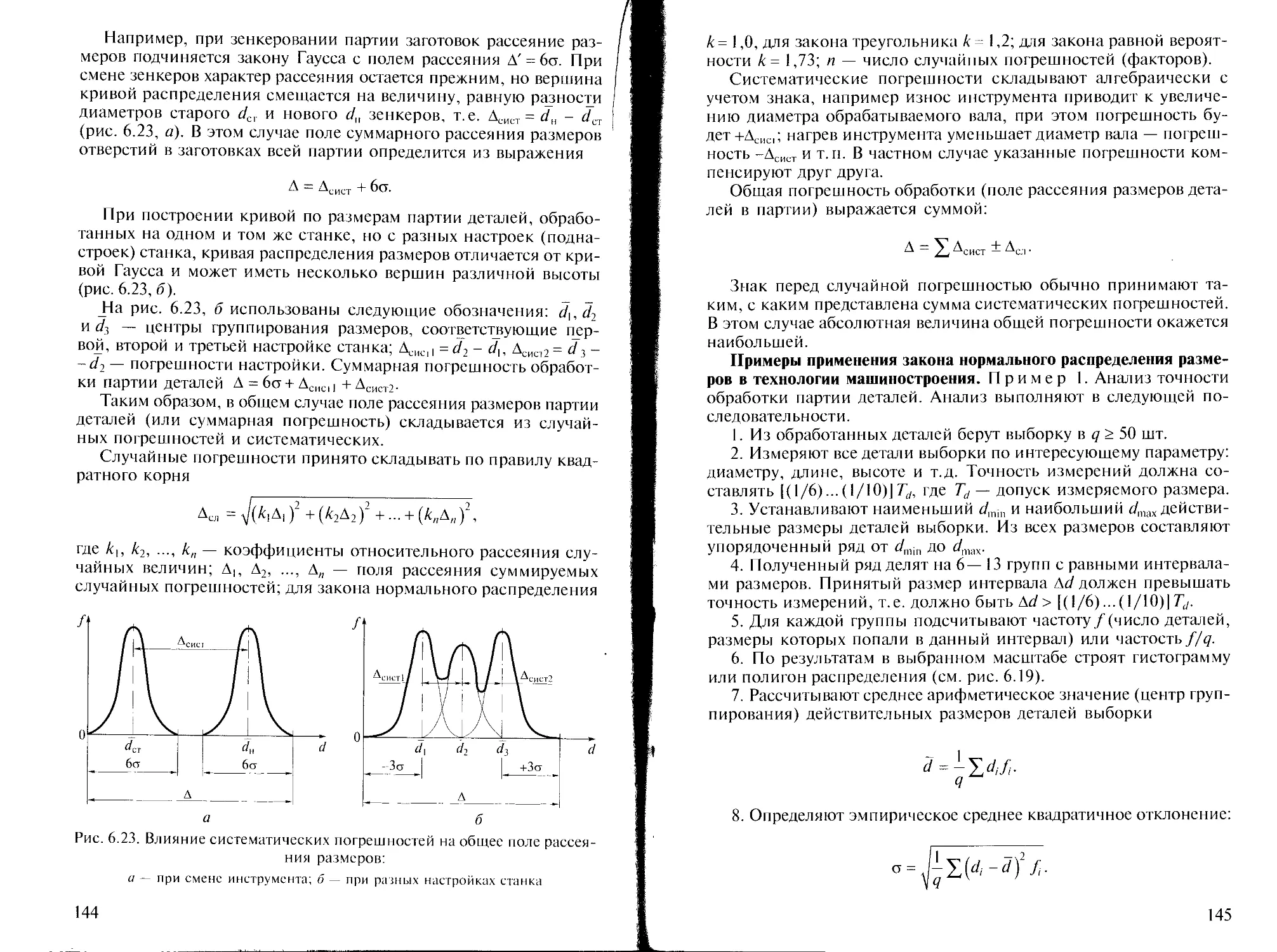
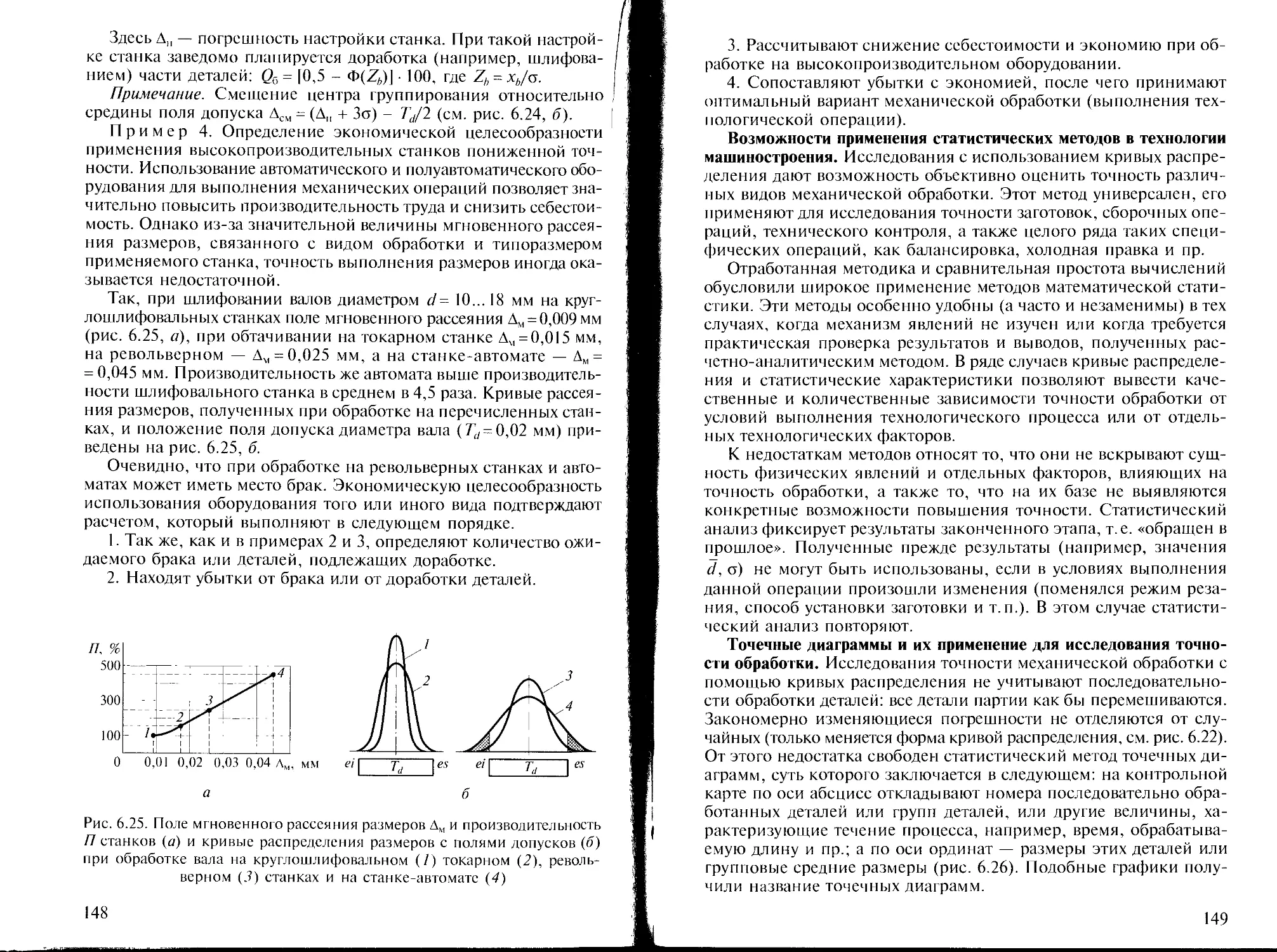
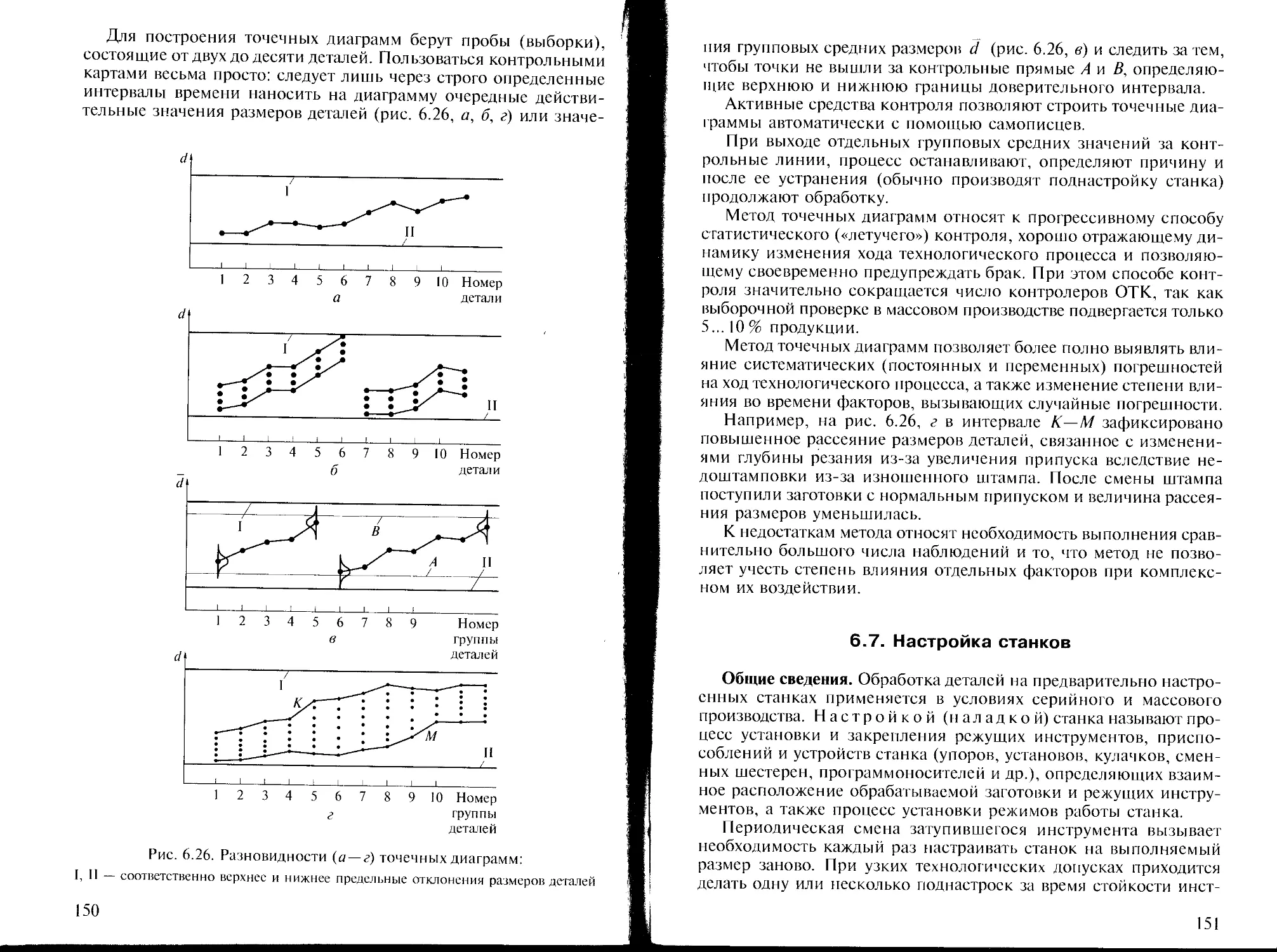
Рис. 1.1. Схемы обработки валика на фрезерно-центровальном полуавто-
мате (а, б), вертикально-сверлильном (в) и токарном (г, д) станках:
5 — подача; п — частота вращения
няемого инструмента и поверхностей, образуемых обработкой или
соединяемых при сборке.
При обработке на металлорежущих станках технологический
переход представляет собой законченную часть технологической
операции, выполняемую над одной или несколькими поверхно-
стями заготовки одним или несколькими одновременно рабо-
тающими инструментами без изменения (или при автоматичес-
ком изменении, например на станках с ЧПУ) режимов работы
станка.
10
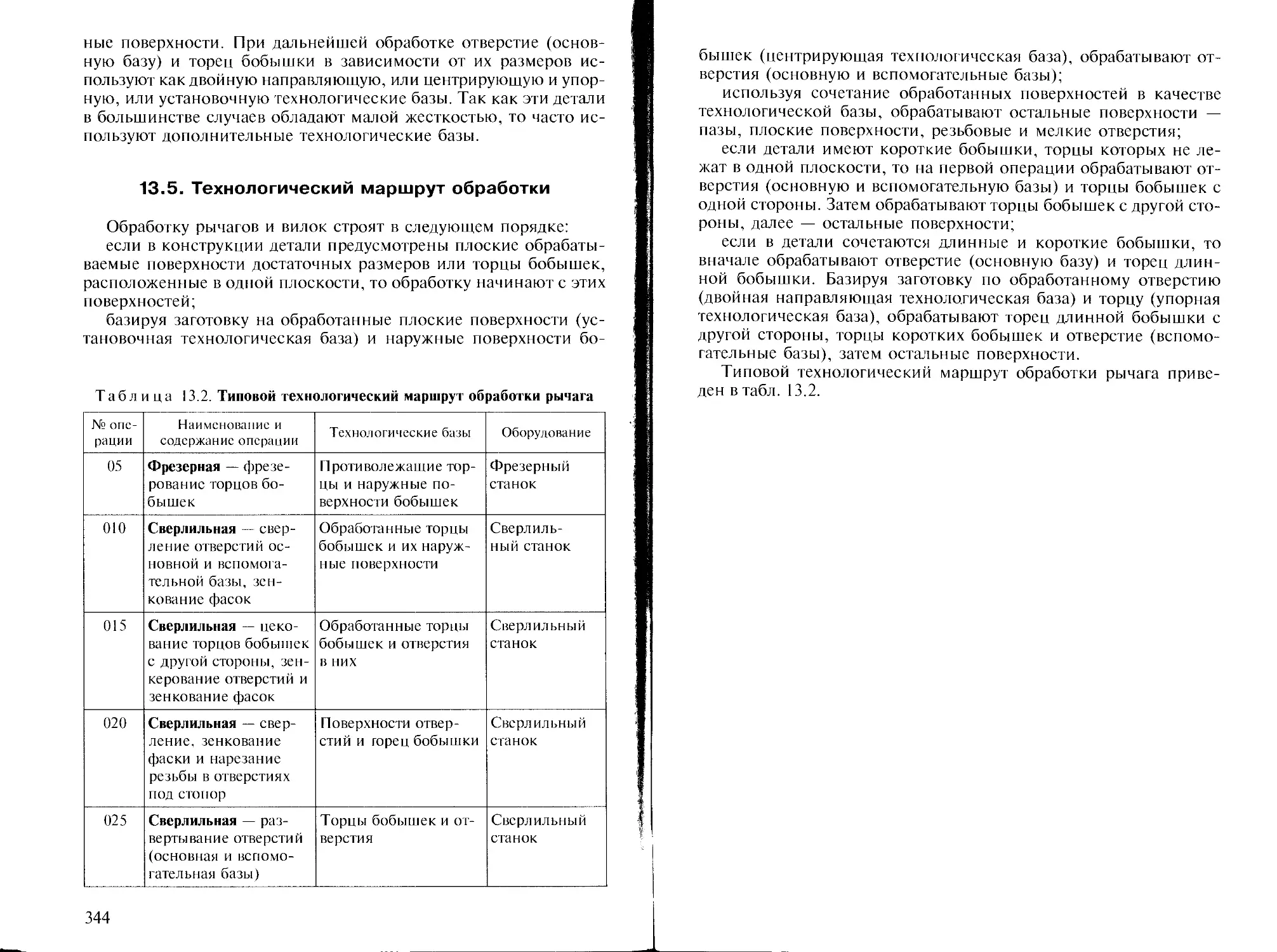
Пример. Отверстие может быть обработано за три перехода
последовательно: I — сверление, II — зенкерование, III — раз-
вертывание (рис. 1.2, а). Схема технологического перехода одно-
временной обработки поверхностей 7, 2 и 3 двумя инструмента-
ми (резцом и комбинированным сверлом-зенкером) показана
на рис. 1.2, б. Схемы технологических переходов обработки двух
поверхностей одновременно двумя инструментами приведены на
рис. 1.1, а, б. Схема перехода, предусматривающего одновремен-
ную обработку трех поверхностей двумя инструментами, дана на
рис. 1.1, д.
Таким образом, переходом является не только часть операции,
относящейся к обработке одной поверхности одним (простым или
фасонным) инструментом, но и одновременная обработка не-
скольких поверхностей комплектом режущих инструментов (ком-
плектом фрез, многорезцовая обработка и пр.).
Для удобства проектирования технологических операций и рас-
чета времени обработки на станках с ЧПУ проф. А. А. Маталин
ввел понятие элементарного перехода — части технологического
перехода, выполняемой одним инструментом над одним участ-
ком поверхности заготовки за один рабочий ход без изменения
режима работы станка.
Вспомогательным переходом называется закончен-
ная часть технологической операции, включающая в себя дей-
ствия человека и (или) оборудования, которые не сопровожда-
Рис. 1.2. Схемы последовательной (а) и параллельной (б) обработки
отверстия:
I —III — переходы; 1—3 — обрабатываемые поверхности
11
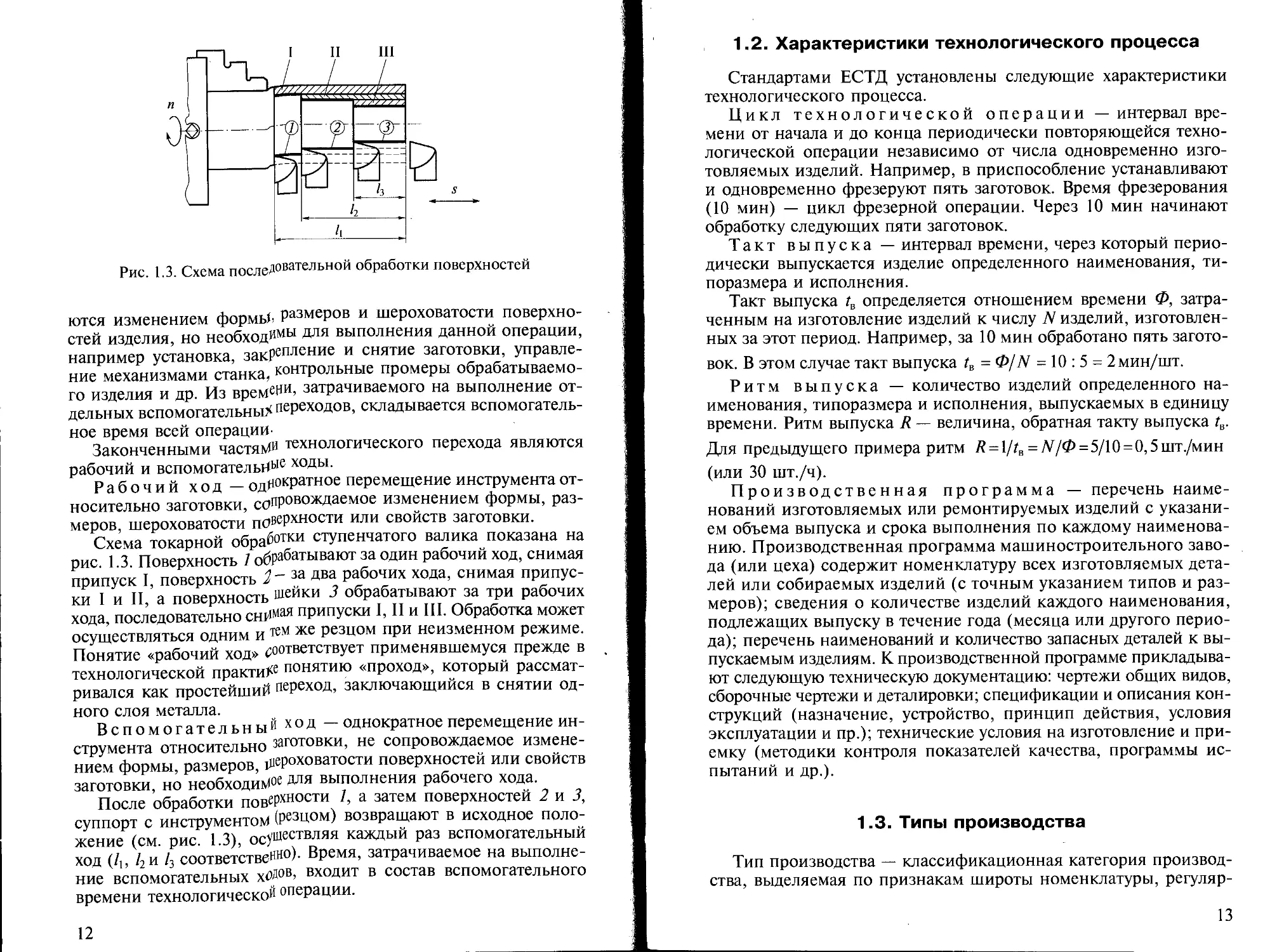
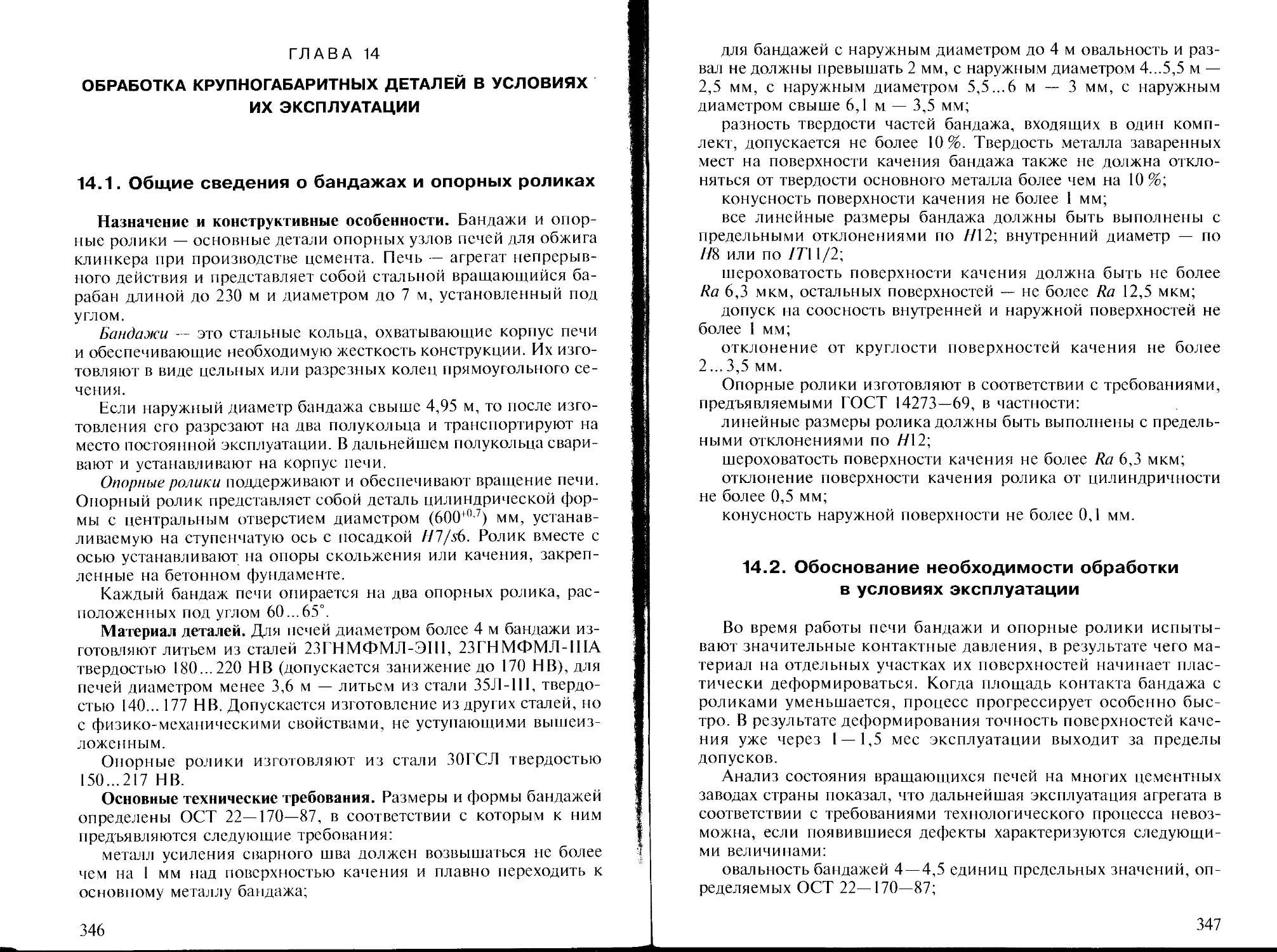
Рис 1 3 Схема последовательной обработки поверхностей
ются изменением формь»- размеров и шероховатости поверхно-
стей изделия но необходимы для выполнения данной операции,
например установка, закрепление и снятие заготовки, управле-
ние механизмами станка, контрольные промеры обрабатываемо-
го изделия и др Из времени, затрачиваемого на выполнение от-
дельных вспомогательный переходов, складывается вспомогатель-
ное время всей операции-
Законченными частями технологического перехода являются
рабочий и вспомогательные ХОДЬ1-
Рабочий ход — одй0КРатное перемещение инструмента от-
носительно заготовки, сопровождаемое изменением формы, раз-
меров, шероховатости повеРхности или свойств заготовки.
Схема токарной обраб°тки ступенчатого валика показана на
рис 1 3 Поверхность 1 обрабатывают за один рабочий ход, снимая
припуск I поверхность 2' за Два рабочих хода, снимая припус-
ки I и II ’а поверхность шейки 3 обрабатывают за три рабочих
хода, последовательно снимая припуски I, II и III. Обработка может
осуществляться одним и тем же резцом при неизменном режиме.
Понятие «рабочий ход» соответствует применявшемуся прежде в
технологической практик понятию «проход», который рассмат-
ривался как простейший переход, заключающийся в снятии од-
ного слоя металла.
Вспомогательный Х°Д— однократное перемещение ин-
струмента относительно заготовки, не сопровождаемое измене-
нием формы, размеров, шероховатости поверхностей или свойств
заготовки но необходим02 лля выполнения рабочего хода.
После обработки пов2Рхности Л а затем поверхностей 2 и 3,
суппорт с инструментом (резцом) возвращают в исходное поло-
жение (см рис 1.3), осУш0СТВЛЯЯ каждый раз вспомогательный
ход (А /2 и А соответственно)- вРемя, затрачиваемое на выполне-
ние вспомогательных х^ов, входит в состав вспомогательного
времени технологической операции.
12
1.2. Характеристики технологического процесса
Стандартами ЕСТД установлены следующие характеристики
технологического процесса.
Цикл технологической операции — интервал вре-
мени от начала и до конца периодически повторяющейся техно-
логической операции независимо от числа одновременно изго-
товляемых изделий. Например, в приспособление устанавливают
и одновременно фрезеруют пять заготовок. Время фрезерования
(10 мин) — цикл фрезерной операции. Через 10 мин начинают
обработку следующих пяти заготовок.
Такт выпуска — интервал времени, через который перио-
дически выпускается изделие определенного наименования, ти-
поразмера и исполнения.
Такт выпуска tB определяется отношением времени Ф, затра-
ченным на изготовление изделий к числу N изделий, изготовлен-
ных за этот период. Например, за 10 мин обработано пять загото-
вок. В этом случае такт выпуска tB = Ф/N = 10 : 5 = 2мин/шт.
Ритм выпуска — количество изделий определенного на-
именования, типоразмера и исполнения, выпускаемых в единицу
времени. Ритм выпуска R — величина, обратная такту выпуска tB.
Для предыдущего примера ритм R = i/tB = 1Ч/Ф =5/10 = 0,5 шт./мин
(или 30 шт./ч).
Производственная программа — перечень наиме-
нований изготовляемых или ремонтируемых изделий с указани-
ем объема выпуска и срока выполнения по каждому наименова-
нию. Производственная программа машиностроительного заво-
да (или цеха) содержит номенклатуру всех изготовляемых дета-
лей или собираемых изделий (с точным указанием типов и раз-
меров); сведения о количестве изделий каждого наименования,
подлежащих выпуску в течение года (месяца или другого перио-
да); перечень наименований и количество запасных деталей к вы-
пускаемым изделиям. К производственной программе прикладыва-
ют следующую техническую документацию: чертежи общих видов,
сборочные чертежи и деталировки; спецификации и описания кон-
струкций (назначение, устройство, принцип действия, условия
эксплуатации и пр.); технические условия на изготовление и при-
емку (методики контроля показателей качества, программы ис-
пытаний и др.).
1.3. Типы производства
Тип производства — классификационная категория производ-
ства, выделяемая по признакам широты номенклатуры, регуляр-
13
ности, стабильности и объема выпуска изделий. В зависимости от/
сочетания указанных признаков (показателей) современные про-;
изводства подразделяют на следующие типы: массовое, серийное
и единичное.
Массовое производство характеризуется узкой номен-
клатурой и большим объемом выпуска изделий, непрерывно из-
готовляемых или ремонтируемых в течение продолжительного вре-
мени. Типичным признаком массового производства является вы-
полнение на каждом рабочем месте только одной, закрепленной
за ним непрерывно повторяющейся технологической операции.
Оборудование (станки и другие средства технологического осна-
щения) располагают в последовательности выполнения операций
технологического процесса в виде поточных линий, на каждой из
которых изготовляются детали одного типа. Рабочие места осна-
щают специальным или специализированным высокопроизводи-
тельным оборудованием, приспособлениями и инструментом. Во
многих случаях их связывают транспортирующими устройствами
и конвейерами с постами промежуточного контроля. Организует-
ся так называемый принудительный поток. Средняя квалифика-
ция рабочих в поточном производстве невысокая. Настройкой и
поднастройкой станков и другого оборудования в цехе занимают-
ся высококвалифицированные наладчики, а работают на них ра-
бочие-операторы низкой квалификации.
Если длительность операций на всех рабочих местах одинакова
или равна такту выпуска, то работа на линии выполняется непре-
рывным потоком. В таком случае заготовки находятся в постоян-
ном движении от одного рабочего места к другому (без хранения
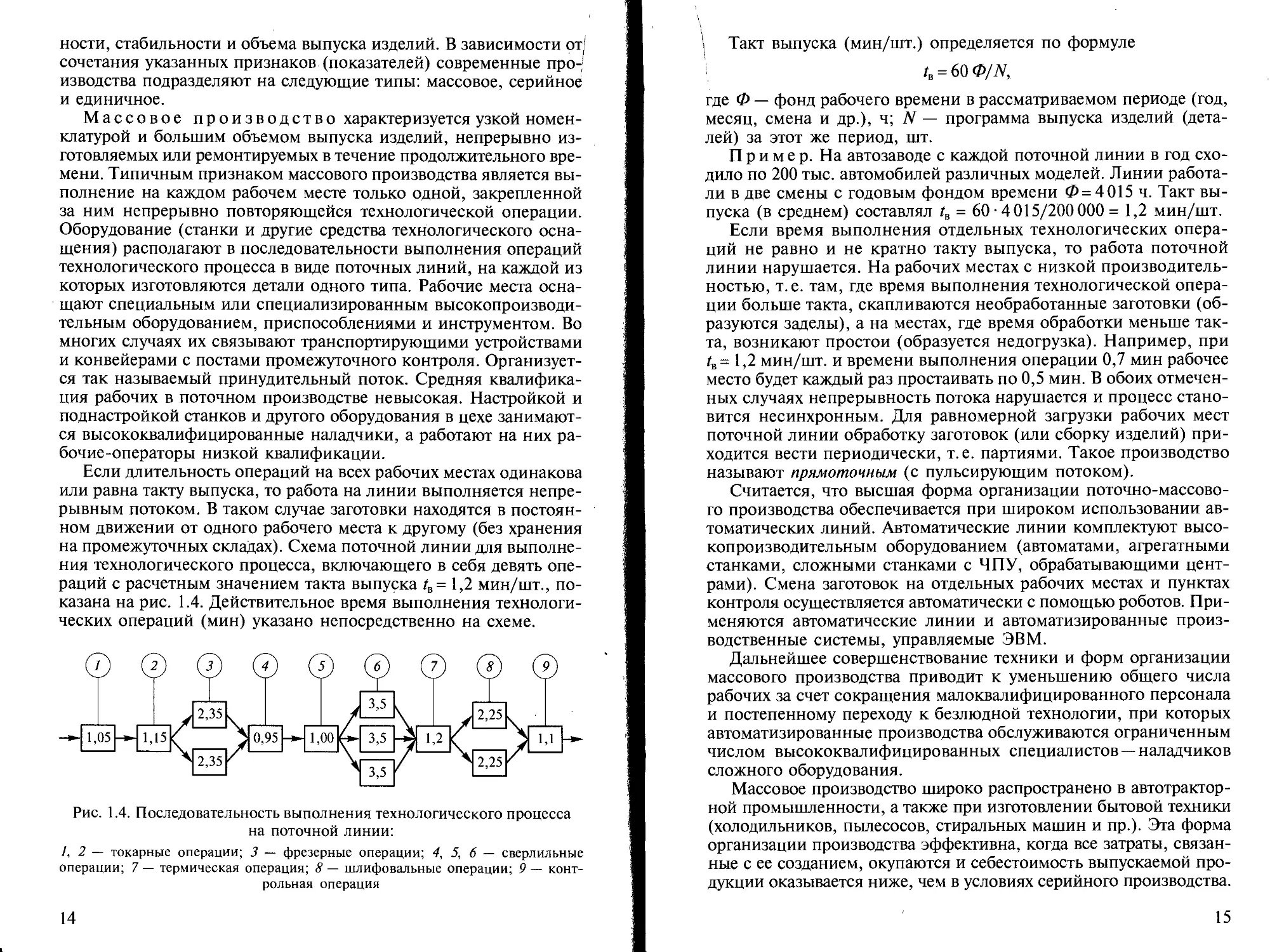
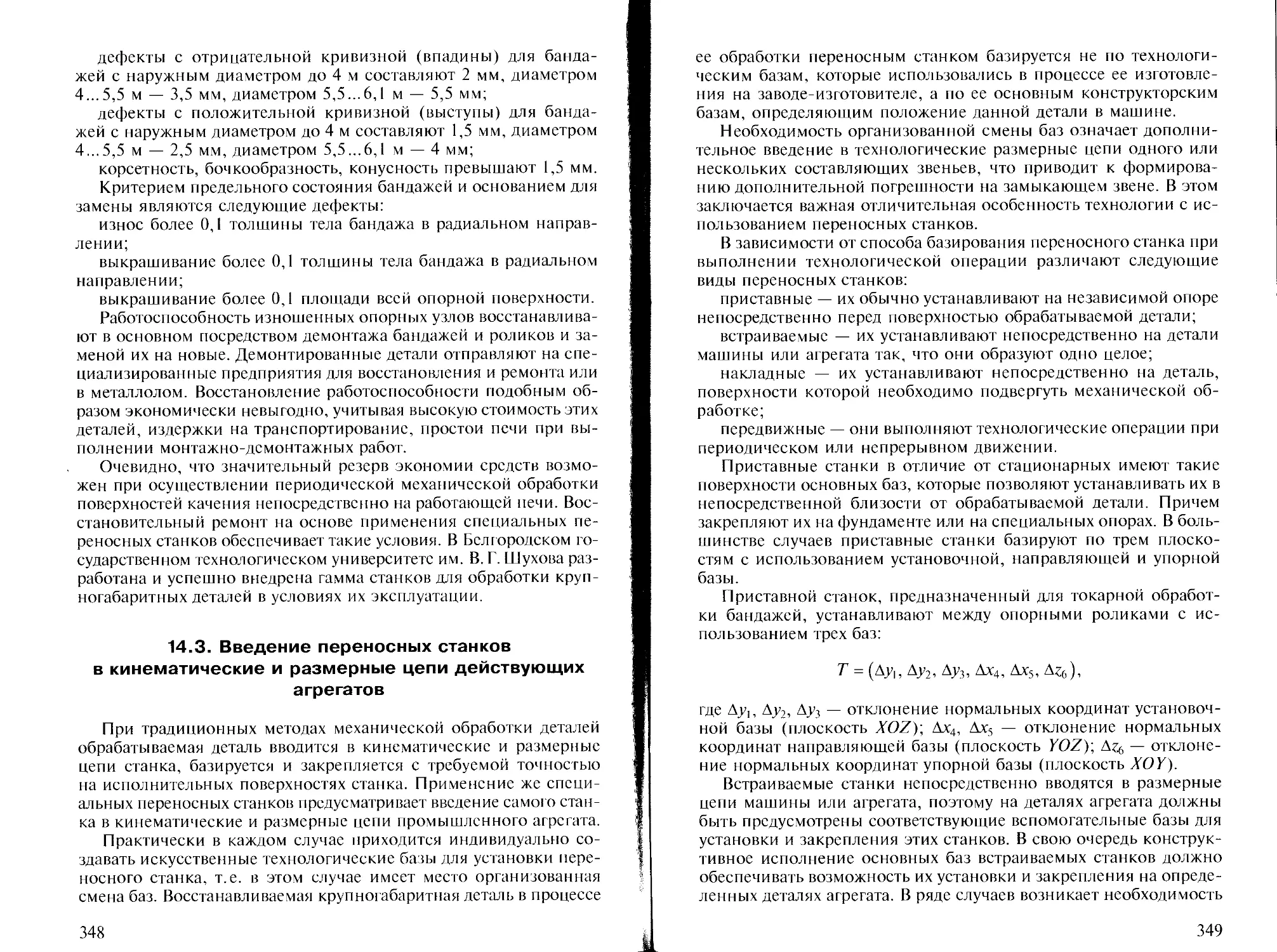
на промежуточных складах). Схема поточной линии для выполне-
ния технологического процесса, включающего в себя девять опе-
раций с расчетным значением такта выпуска /в= 1,2 мин/шт., по-
казана на рис. 1.4. Действительное время выполнения технологи-
ческих операций (мин) указано непосредственно на схеме.
Рис. 1.4. Последовательность выполнения технологического процесса
на поточной линии:
1,2— токарные операции; 3 — фрезерные операции; 4, 5, 6 — сверлильные
операции; 7 — термическая операция; 8 — шлифовальные операции; 9 — конт-
рольная операция
14
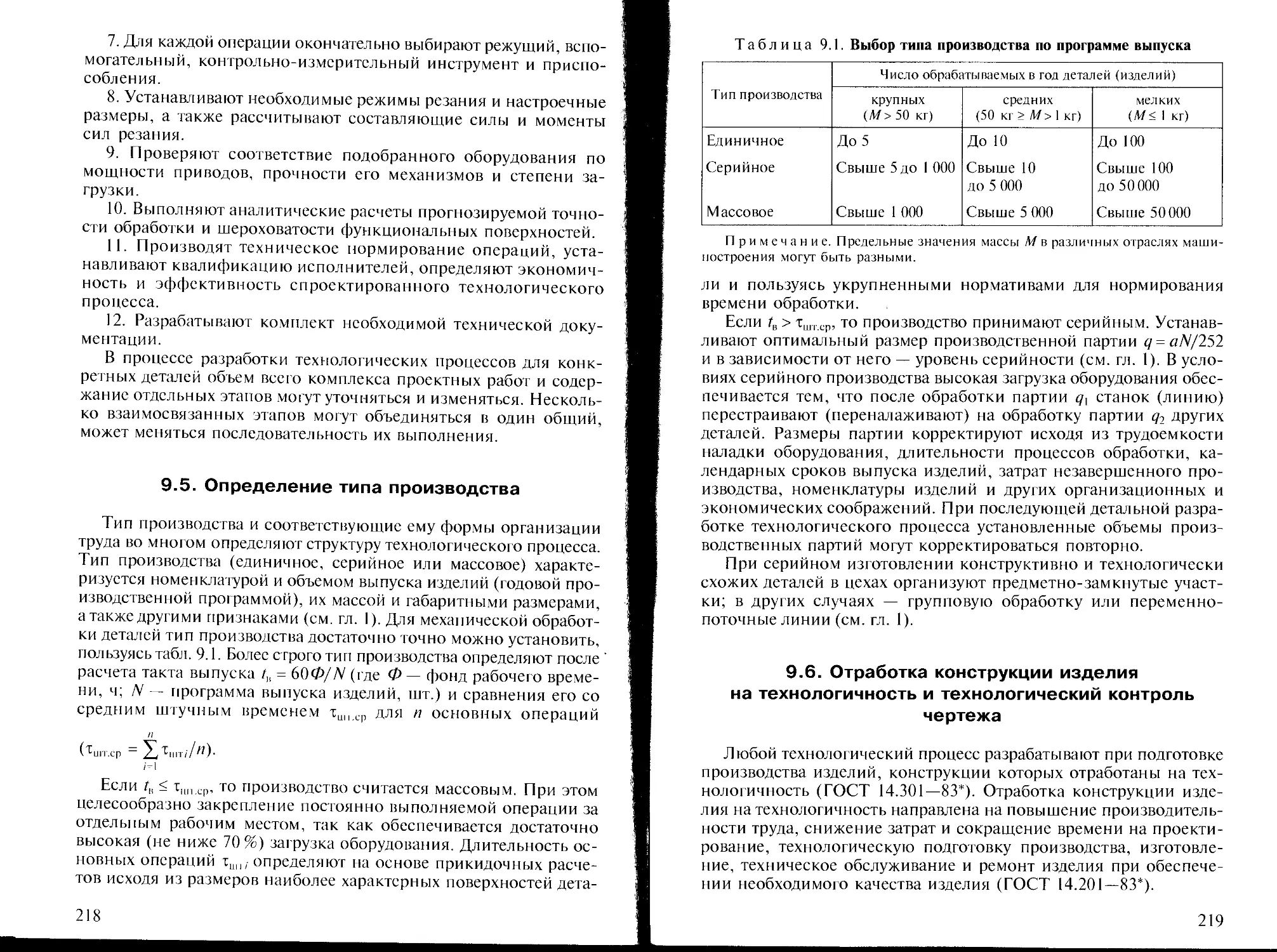
Такт выпуска (мин/шт.) определяется по формуле
i 4 = 60Ф/М
где Ф — фонд рабочего времени в рассматриваемом периоде (год,
месяц, смена и др.), ч; N — программа выпуска изделий (дета-
лей) за этот же период, шт.
Пример. На автозаводе с каждой поточной линии в год схо-
дило по 200 тыс. автомобилей различных моделей. Линии работа-
ли в две смены с годовым фондом времени Ф = 4015 ч. Такт вы-
пуска (в среднем) составлял /в = 60-4015/200 000 = 1,2 мин/шт.
Если время выполнения отдельных технологических опера-
ций не равно и не кратно такту выпуска, то работа поточной
линии нарушается. На рабочих местах с низкой производитель-
ностью, т.е. там, где время выполнения технологической опера-
ции больше такта, скапливаются необработанные заготовки (об-
разуются заделы), а на местах, где время обработки меньше так-
та, возникают простои (образуется недогрузка). Например, при
/в= 1,2 мин/шт. и времени выполнения операции 0,7 мин рабочее
место будет каждый раз простаивать по 0,5 мин. В обоих отмечен-
ных случаях непрерывность потока нарушается и процесс стано-
вится несинхронным. Для равномерной загрузки рабочих мест
поточной линии обработку заготовок (или сборку изделий) при-
ходится вести периодически, т. е. партиями. Такое производство
называют прямоточным (с пульсирующим потоком).
Считается, что высшая форма организации поточно-массово-
го производства обеспечивается при широком использовании ав-
томатических линий. Автоматические линии комплектуют высо-
копроизводительным оборудованием (автоматами, агрегатными
станками, сложными станками с ЧПУ, обрабатывающими цент-
рами). Смена заготовок на отдельных рабочих местах и пунктах
контроля осуществляется автоматически с помощью роботов. При-
меняются автоматические линии и автоматизированные произ-
водственные системы, управляемые ЭВМ.
Дальнейшее совершенствование техники и форм организации
массового производства приводит к уменьшению общего числа
рабочих за счет сокращения малоквалифицированного персонала
и постепенному переходу к безлюдной технологии, при которых
автоматизированные производства обслуживаются ограниченным
числом высококвалифицированных специалистов—-наладчиков
сложного оборудования.
Массовое производство широко распространено в автотрактор-
ной промышленности, а также при изготовлении бытовой техники
(холодильников, пылесосов, стиральных машин и пр.). Эта форма
организации производства эффективна, когда все затраты, связан-
ные с ее созданием, окупаются и себестоимость выпускаемой про-
дукции оказывается ниже, чем в условиях серийного производства.
15
Для массового производства установлен нормативный коэф-
фициент К1А, загрузки оборудования: при работе в две смены
А'зн > 0,65...0,75. При недостаточной программе выпуска продук-
ции коэффициент загрузки оборудования ниже нормативного зна-
чения (< 0,65). В таких случаях производство должно быть органи-
зовано как серийное.
Серийное производство характеризуется ограниченной
номенклатурой изделий, изготовляемых и ремонтируемых перио-
дически повторяющимися партиями, и сравнительно большим
объемом выпуска.
Под производственной партией понимают группу за-
готовок одного наименования и типоразмера, запускаемых в об-
работку одновременно или непрерывно в течение определенного
интервала времени.
Объем серии — общее число изделий определенных наи-
менований, типоразмера и исполнения, изготовляемых или ре-
монтируемых по неизменной конструкторской документации, как
правило, одновременно.
Серийно производят металлорежущие станки, гидротурбины,
катера, насосы, самолеты и многие другие изделия, общий объем
которых составляет 70...80% всей продукции машиностроения.
Число изделий в серии и деталей в партии может быть различным.
Объем выпуска колеблется от десятков и сотен до тысяч регуляр-
но повторяющихся изделий.
В механосборочных цехах серийного производства наряду с уни-
версальным (стандартным) оборудованием, приспособлениями и
инструментом применяют специализированные и специальные
средства технологического оснащения.
В серийном производстве широко используются автоматы, по-
луавтоматы, агрегатные станки, станки с ЧПУ, обрабатывающие
центры и гибкие производственные системы (ГПС) из станков с
ЧПУ, управляемые от ЭВМ, что позволяет легко перестраивать
производство на обработку очередной партии деталей других ти-
поразмеров или другой конфигурации. Предусматриваются также
переналаживаемые автоматические линии из станков различных
типов.
Технологические операции в серийном производстве проекти-
руют состоящими из нескольких технологических переходов, т. е.
концентрированными.
Партии деталей между операциями хранят у станков, перио-
дически транспортируя их на другие рабочие места. Иногда партии
деталей хранят на промежуточных складах или на специальных
площадках. Число деталей, хранящихся на промежуточном скла-
де, должно обеспечивать бесперебойную сборку. Объем запаса за-
висит от вида производства и уровня организации работы в цехе.
Рассчитать этот объем можно, используя формулу
16
q = aN/252,
I
где q — число деталей в партии; а ~ число дней, на которое
необходимо иметь запас деталей на складе, обычно а = 3 —6 для
крупных деталей, а = 6— 12 для средних и а = 12 — 24 для мелких
деталей; N — число деталей годовой программы выпуска (вместе
с запасными частями); 252 — среднее число рабочих дней в году.
Расчетное число деталей в партии корректируют с учетом
реальных условий производства.
Длительность Т1( цикла обработки партии деталей определяют
исходя из формы организации производства. Так, при непоточ-
ном методе и последовательной передаче деталей
ти = + тхр^ + Тт (2/г +1);
1
одной детали для тех же условий
Та =2Х + тхрК + тт(2К + 1);
1
одной детали при поточном методе
Т = т /
2П VUIT*4
где £тшт — сумма значений штучного времени тШ1. по всем i опе-
।
рациям технологического процесса механической обработки дан-
ной детали; тхр — время хранения партии деталей на промежуточ-
ном складе; тт — время транспортирования деталей от станка на
склад (или обратно); К — число завозов партий деталей на проме-
жуточный склад. В самом неблагоприятном случае К- z; выраже-
ние (2К + 1) учитывает одну перевозку партии окончательно из-
готовленных деталей на сборку.
В зависимости от числа изделий в серии или в партии, их мас-
сы и размеров различают крупносерийное, среднесерийное и мел-
косерийное производство (табл. 1.1).
Формы организации серийного производства рассматриваются
далее.
Предметно-замкнутые участки, на которых обраба-
тывают конструктивно и технологически сходные заготовки. Для
нескольких деталей, требующих одинакового порядка обработки,
станки располагают в последователйносй^ВЦттрлтепия*л®хнолр-
гических операций. Детали обрабатывают на стиках партиями; при
этом время выполнения операций на отдельных станках моДет
быть не согласовано между собой. Детали, ожидающие поступке-
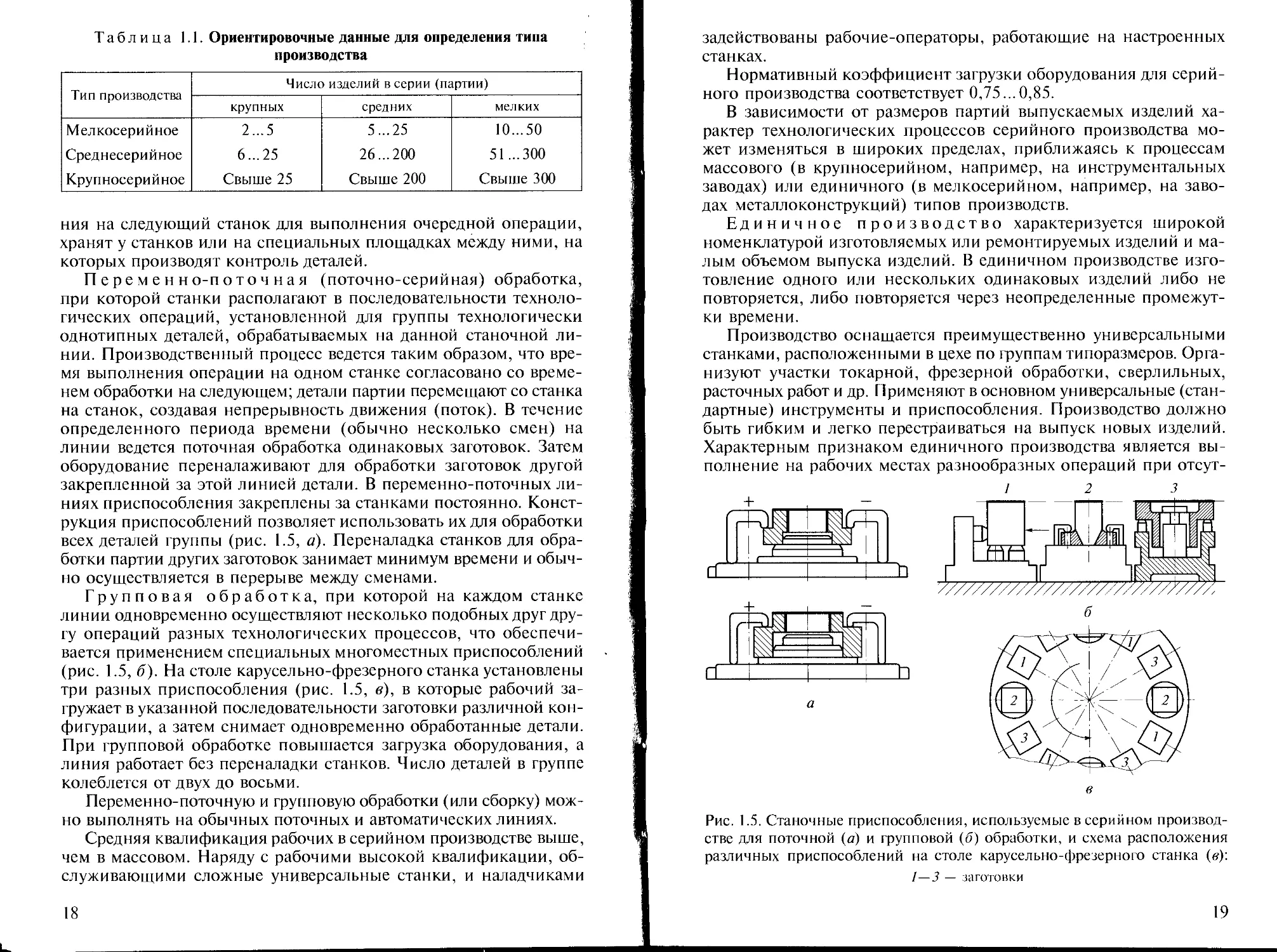
Таблица 1.1. Ориентировочные данные для определения типа
производства
Тип производства Число изделий в серии (партии)
крупных средних мелких
Мелкосерийное Среднесерийное Крупносерийное 2...5 6...25 Свыше 25 5...25 26...200 Свыше 200 10...50 51...300 Свыше 300
ния на следующий станок для выполнения очередной операции,
хранят у станков или на специальных площадках между ними, на
которых производят контроль деталей.
Переменно-поточная (поточно-серийная) обработка,
при которой станки располагают в последовательности техноло-
гических операций, установленной для группы технологически
однотипных деталей, обрабатываемых на данной станочной ли-
нии. Производственный процесс ведется таким образом, что вре-
мя выполнения операции на одном станке согласовано со време-
нем обработки на следующем; детали партии перемещают со станка
на станок, создавая непрерывность движения (поток). В течение
определенного периода времени (обычно несколько смен) на
линии ведется поточная обработка одинаковых заготовок. Затем
оборудование переналаживают для обработки заготовок другой
закрепленной за этой линией детали. В переменно-поточных ли-
ниях приспособления закреплены за станками постоянно. Конст-
рукция приспособлений позволяет использовать их для обработки
всех деталей группы (рис. 1.5, а). Переналадка станков для обра-
ботки партии других заготовок занимает минимум времени и обыч-
но осуществляется в перерыве между сменами.
Групповая обработка, при которой на каждом станке
линии одновременно осуществляют несколько подобных друг дру-
гу операций разных технологических процессов, что обеспечи-
вается применением специальных многоместных приспособлений
(рис. 1.5, б). На столе карусельно-фрезерного станка установлены
три разных приспособления (рис. 1.5, в), в которые рабочий за-
гружает в указанной последовательности заготовки различной кон-
фигурации, а затем снимает одновременно обработанные детали.
При групповой обработке повышается загрузка оборудования, а
линия работает без переналадки станков. Число деталей в группе
колеблется от двух до восьми.
Переменно-поточную и групповую обработки (или сборку) мож-
но выполнять на обычных поточных и автоматических линиях.
Средняя квалификация рабочих в серийном производстве выше,
чем в массовом. Наряду с рабочими высокой квалификации, об-
служивающими сложные универсальные станки, и наладчиками
18
задействованы рабочие-операторы, работающие на настроенных
станках.
Нормативный коэффициент загрузки оборудования для серий-
ного производства соответствует 0,75...0,85.
В зависимости от размеров партий выпускаемых изделий ха-
рактер технологических процессов серийного производства мо-
жет изменяться в широких пределах, приближаясь к процессам
массового (в крупносерийном, например, на инструментальных
заводах) или единичного (в мелкосерийном, например, на заво-
дах металлоконструкций) типов производств.
Единичное производство характеризуется широкой
номенклатурой изготовляемых или ремонтируемых изделий и ма-
лым объемом выпуска изделий. В единичном производстве изго-
товление одного или нескольких одинаковых изделий либо не
повторяется, либо повторяется через неопределенные промежут-
ки времени.
Производство оснащается преимущественно универсальными
станками, расположенными в цехе по группам типоразмеров. Орга-
низуют участки токарной, фрезерной обработки, сверлильных,
расточных работ и др. Применяют в основном универсальные (стан-
дартные) инструменты и приспособления. Производство должно
быть гибким и легко перестраиваться на выпуск новых изделий.
Характерным признаком единичного производства является вы-
полнение на рабочих местах разнообразных операций при отсут-
Рис. 1.5. Станочные приспособления, используемые в серийном производ-
стве для поточной (а) и групповой (5) обработки, и схема расположения
различных приспособлений на столе карусельно-фрезерного станка (в):
1 — 3 — заготовки
19
ствии периодического их повторения. Большое разнообразие опе-
раций требует высокой квалификации рабочих. Для изготовления
деталей используют простейшие заготовки (отливки, поковки, го-
рячекатаный прокат и др.) с малой точностью и большими при-
пусками на обработку. При их обработке широко пользуются раз-
меткой и выверкой положения заготовки на станке. Резко возрас-
тает вспомогательное время операции. Производительность труда
низкая, а себестоимость изделий высокая.
Единичное производство характерно для заводов тяжелого ма-
шиностроения (например, изготовление шагающего или ротор-
ного экскаватора по единичному заказу карьера), при создании
опытных образцов (самолетов, генераторов и пр.), для ремонтных
и инструментальных цехов машиностроительных заводов и т.д.
Деление заводов и цехов по типам производств условно. В од-
ном цехе могут массово изготовляться детали для серийно выпус-
каемых изделий. Отдельные методы массового и серийного произ-
водства успешно используют в единичном производстве (напри-
мер, расчленение сборки на узловую и общую). Заключение о типе
производства на заводе или в цехе дают по преобладающей форме
организации технологических процессов и обязательно с учетом
баланса трудоемкостей работ, выполняемых методами массового,
серийного и единичного производства.
ГЛАВА 2
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ В МЕХАНОСБОРОЧНОМ
ПРОИЗВОДСТВЕ
2.1. Методы технического нормирования
Техническое нормирование в широком смысле этого понятия
представляет собой установление технически обоснованных норм
расхода производственных ресурсов. Под производственны-
ми ресурсами понимают энергию, сырье, материалы, инст-
румент, рабочее время и пр. В этой главе рассматриваются вопро-
сы, связанные с нормированием труда.
Техническое нормирование труда — это совокуп-
ность методов и приемов выявления резервов рабочего времени
и установления необходимой меры труда. Как отмечалось ранее,
основным элементом технологического процесса является опе-
рация. Именно для выполнения операции устанавливают норму
времени.
Норма времени — регламентированное время выполне-
ния технологической операции в определенных организационно-
технических условиях одним или несколькими исполнителями со-
ответствующей квалификации. Технически обоснованной нормой
времени считают время выполнения технологической операции в
наиболее благоприятных для данного производства условиях. Норма
времени — это время, необходимое для выполнения некоторого
объема работ, рассчитываемое исходя из наиболее рационального
использования труда рабочих (живого труда) и возможностей дей-
ствующего оборудования, имеющейся оснастки и других орудий
труда (овеществленного труда) с учетом достижений науки, тех-
ники и передового производственного опыта. На основе нормы
времени устанавливают расценки для расчета заработной платы
рабочих, определяют производительность и требуемое количество
оборудования, осуществляют календарное планирование работы
участка (цеха), выявляют потребность в рабочей силе и др.
Для установления технически обоснованной нормы времени
пользуются следующими методами.
Метод расчета норм времени по нормативам (аналитический
метод), при котором технологическая операция разбивается на
элементы (машинные, машинно-ручные и ручные), на переходы,
ходы, приемы и движения. При этом каждый элемент анализиру-
ют как в отдельности, так и в сочетании со смежными элемента-
ми. Для каждого из элементов по справочнику устанавливают вре-
мя исполнения. Время всей операции складывается из суммы вре-
21
мен, затрачиваемых на отдельные ее элементы с учетом возмож-
ностей параллельного или параллельно-последовательного их вы-
полнения.
Пример. В условиях единичного производства фрезерная опе-
рация может состоять из следующих технологических и вспомога-
тельных переходов и ходов: взять заготовку и установить ее на
станок, выверить положение заготовки и закрепить, включить ста-
нок, подвести заготовку к инструменту, фрезеровать участок по-
верхности, отвести заготовку в исходное положение, измерить вы-
полняемый размер, с помощью лимба корректировать положение
заготовки относительно фрезы, снова подвести заготовку и вклю-
чить автоматическую подачу, фрезеровать поверхность заготовки
в заданный размер, по окончании обработки выключить станок,
раскрепить и снять заготовку, уложить ее в тару, стол станка от-
вести в исходное положение и очистить от стружки. Продолжи-
тельность выполнения отдельных элементов операции в зависи-
мости от схемы установки, массы и размеров заготовки, приме-
няемого оборудования и оснастки, от точности обработки и дру-
гих факторов устанавливают по общемашиностроительным спра-
вочникам для нормирования станочных работ.
Метод определения нормы времени на основе изучения затрат
рабочего времени наблюдением непосредственно в производствен-
ных условиях. Различают два способа изучения рабочего времени
наблюдением: хронометраж и фотография рабочего дня.
Хронометраж изучает затраты времени на выполнение цикли-
чески повторяющихся ручных и машинно-ручных элементов опе-
рации для установления их оптимальной продолжительности, а
также для разработки на этой основе нормативов. С этой целью
нормировщик цеха, предупредив оператора станка, многократно
с помощью секундомера фиксирует время, затрачиваемое на уста-
новку и снятие заготовок, время подвода и отвода инструмента
и т.д., затем обобщает результаты наблюдения и рассчитывает
среднее время для выполнения этих вспомогательных переходов
(приемов).
Фотографией рабочего дня называют наблюдение с последова-
тельным измерением всех затрат рабочего времени в течение од-
ной или нескольких смен. Основное назначение этого способа —
определение потерь рабочего времени (например, простоев обо-
рудования из-за опоздания рабочего на работу, отсутствия заго-
товок, аварии в электросетях и т.п.), а также установление време-
ни на обслуживание рабочего места и перерывы.
Определение нормы времени наблюдением имеет особое зна-
чение для изучения и обобщения передовых приемов труда, вы-
явления резервов производительности. Данный метод позволяет
рационально организовать обслуживание оборудования и наибо-
лее полно реализовать его возможности. Метод применяют для
22
разработки нормативов, необходимых для установления техни-
чески обоснованных норм времени расчетным путем.
Метод сравнения и расчета нормы времени по типовым нормати-
вам позволяет нормировать операцию приближенно. При этом
используют укрупненные типовые нормативы, разработанные на
основе сопоставления и расчета времени выполнения типовых опе-
раций и процессов по отдельным видам работ. Этот метод при-
меняют в единичном и мелкосерийном производстве. Например,
в таблице типовых нормативов указано время вспомогательных
переходов и ходов при точении валика диаметром 50 и длиной
200 мм. Умножая это время на соответствующие коэффициенты,
определяют вспомогательное время, необходимое для обработки
валика диаметром 40 и длиной 150 мм и т.п.
Существует также опытно-статистический метод нормирова-
ния, который в отличие от трех рассмотренных ранее не предпо-
лагает аналитического расчета времени выполнения отдельных эле-
ментов и суммирования этих времен. Норму времени устанавлива-
ют на всю операцию в целом путем сравнения с нормами и фак-
тическим временем выполнения в прошлом аналогичной работы.
Статистические данные и данные различных отчетов о фактиче-
ском времени выполнения аналогичных операций в прошлом вме-
сте с личным опытом нормировщика (а также мастера) являются
основой этого метода нормирования. Этим методом не устанавли-
вают технически обоснованные нормы времени, но его применя-
ют в ремонтных цехах, при изготовлении опытных образцов изде-
лий и в прочих условиях, преимущественно единичного и мелко-
серийного производства.
Технически обоснованную норму времени устанавливают на
каждую операцию, для чего рассчитывают штучное время.
2.2. Структура штучного времени
Штучное время — это отношение календарного времени
технологической операции к числу изделий, одновременно изго-
товляемых на одном рабочем месте. Для неавтоматизированного
производства штучное время
Т11, = Тз + Тв + Торг + Т +Тп,
где то, тв — основное (технологическое) и вспомогательное вре-
мя; торг, тт — время организационного и технического обслужива-
ния рабочего места соответственно; тп — время перерывов в работе.
Основным (технологическим) называется время, в течение
которого непосредственно осуществляется изменение размеров,
формы и качества поверхностного слоя заготовки или взаимного
23
расположения отдельных частей сборочной единицы и их крепле-
ние и т.д.
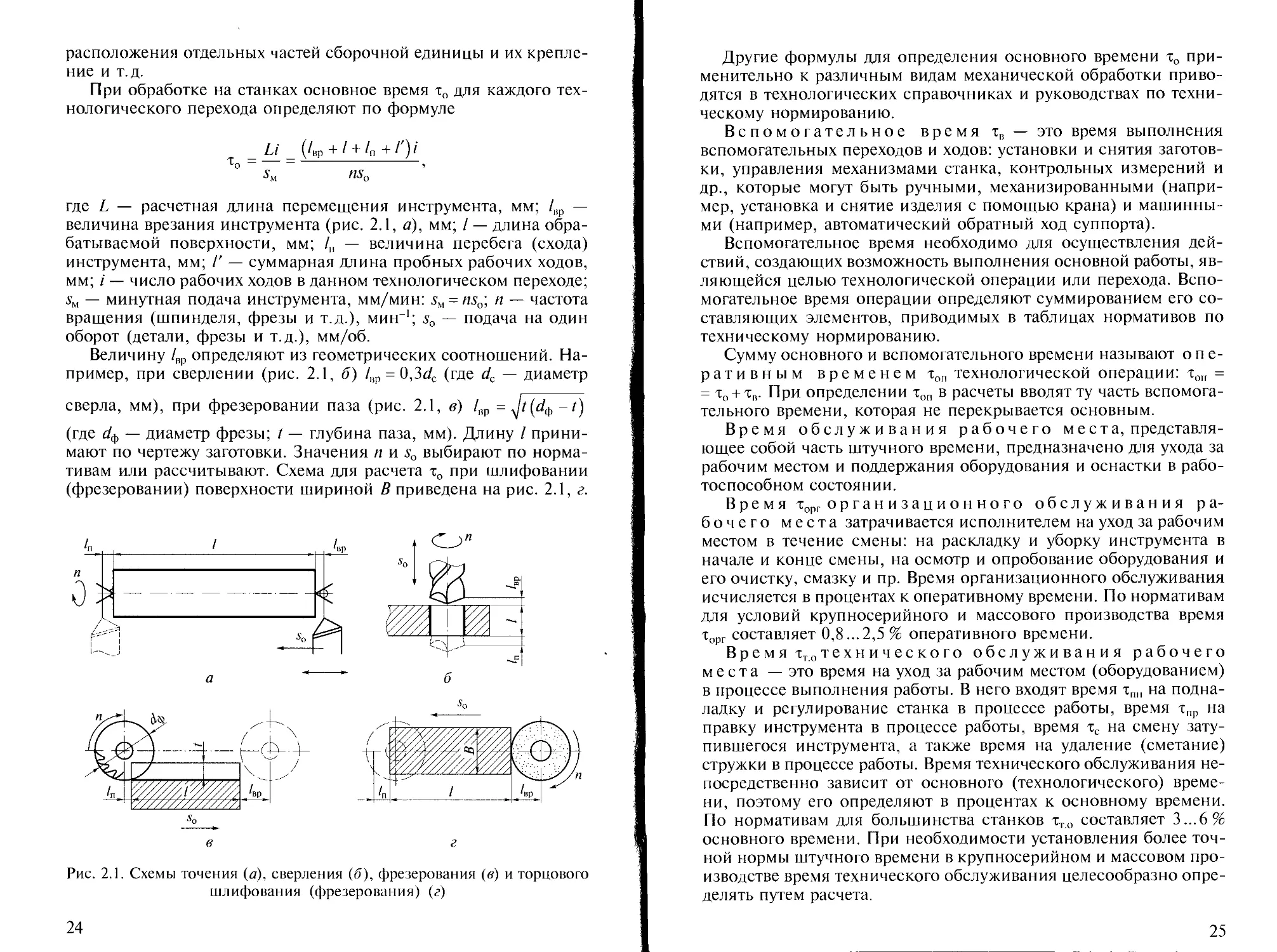
При обработке на станках основное время то для каждого тех-
нологического перехода определяют по формуле
_ Ы _ (^вр + / + 41 + I) i
•Ум
где L — расчетная длина перемещения инструмента, мм; /вр —
величина врезания инструмента (рис. 2.1, а), мм; / — длина обра-
батываемой поверхности, мм; /„ — величина перебега (схода)
инструмента, мм; /' — суммарная длина пробных рабочих ходов,
мм; i — число рабочих ходов в данном технологическом переходе;
.у, — минутная подача инструмента, мм/мин: sM-nso; п — частота
вращения (шпинделя, фрезы и т.д.), мин '; у, — подача на один
оборот (детали, фрезы и т.д.), мм/об.
Величину /вр определяют из геометрических соотношений. На-
пример, при сверлении (рис. 2.1, б) /вр = О,ЗД. (где dc — диаметр
сверла, мм), при фрезеровании паза (рис. 2.1, в) /вр = - /)
(где бф — диаметр фрезы; t — глубина паза, мм). Длину / прини-
мают по чертежу заготовки. Значения п и у, выбирают по норма-
тивам или рассчитывают. Схема для расчета т0 при шлифовании
(фрезеровании) поверхности шириной В приведена на рис. 2.1, г.
Рис. 2.1. Схемы точения (а), сверления (5), фрезерования (в) и торцового
шлифования (фрезерования) (г)
24
Другие формулы для определения основного времени т0 при-
менительно к различным видам механической обработки приво-
дятся в технологических справочниках и руководствах по техни-
ческому нормированию.
Вспомогательное время тв — это время выполнения
вспомогательных переходов и ходов: установки и снятия заготов-
ки, управления механизмами станка, контрольных измерений и
др., которые могут быть ручными, механизированными (напри-
мер, установка и снятие изделия с помощью крана) и машинны-
ми (например, автоматический обратный ход суппорта).
Вспомогательное время необходимо для осуществления дей-
ствий, создающих возможность выполнения основной работы, яв-
ляющейся целью технологической операции или перехода. Вспо-
могательное время операции определяют суммированием его со-
ставляющих элементов, приводимых в таблицах нормативов по
техническому нормированию.
Сумму основного и вспомогательного времени называют опе-
ративным временем топ технологической операции: т01| =
= т0 + тв. При определении топ в расчеты вводят ту часть вспомога-
тельного времени, которая не перекрывается основным.
Время обслуживания рабочего места, представля-
ющее собой часть штучного времени, предназначено для ухода за
рабочим местом и поддержания оборудования и оснастки в рабо-
тоспособном состоянии.
Время торг организационного обслуживания ра-
бочего места затрачивается исполнителем на уход за рабочим
местом в течение смены: на раскладку и уборку инструмента в
начале и конце смены, на осмотр и опробование оборудования и
его очистку, смазку и пр. Время организационного обслуживания
исчисляется в процентах к оперативному времени. По нормативам
для условий крупносерийного и массового производства время
торг составляет 0,8...2,5 % оперативного времени.
Время тт0технического обслуживания рабочего
места — это время на уход за рабочим местом (оборудованием)
в процессе выполнения работы. В него входят время тП|| на подна-
ладку и регулирование станка в процессе работы, время тпр на
правку инструмента в процессе работы, время тс на смену зату-
пившегося инструмента, а также время на удаление (сметание)
стружки в процессе работы. Время технического обслуживания не-
посредственно зависит от основного (технологического) време-
ни, поэтому его определяют в процентах к основному времени.
По нормативам для большинства станков тт0 составляет З...6%
основного времени. При необходимости установления более точ-
ной нормы штучного времени в крупносерийном и массовом про-
изводстве время технического обслуживания целесообразно опре-
делять путем расчета.
25
При черновой обработке
Т,.о =тс/<7,
где q — число заготовок, обработанных за период стойкости Т
инструмента: q = Т/ха.
При чистовой обработке
_ ^пн^пи + ^пр^пр +
где Кт, Кцр — число подналадок и правок инструмента за период
его стойкости соответственно.
Пример. Период стойкости резца (табличное значение) Т =
= 60 мин; основное время операции то = 0,5 мин; время подналад-
ки станка тпн = 0,7 мин, время правки резца тпр = 0,4 мин, число
подналадок станка за период стойкости резца Knii = 1, число пра-
вок резца оселком Knv = 2, время смены притупившегося инстру-
мента тс= 1,5 мин. Для этих условий время технического обслужи-
вания, мин:
0,7-1 + 0,4-2 + 1,5 ....
ттп = —------------— - 0,025,
то 60/0,5
что соответствует 5 % основного времени.
Время тп перерывов работы затрачивается человеком
на личные физиологические потребности и на дополнительный
отдых. Время перерывов на отдых вводится в состав тп только в
случае физически тяжелых, особенно утомительных, отличающих-
ся большим грузооборотом или производимых ускоренным тем-
пом работ.
Кроме отмеченного может быть предусмотрено дополнитель-
ное время на перерывы для отдыха. Время перерывов в работе
исчисляется суммарно по нормативам в процентах к оперативно-
му времени; в единичном и серийном производстве тн составляет
4...5 %, в крупносерийном и массовом 5...8 % в зависимости от
типа оборудования. Обычно это время не превышает 2 % продол-
жительности рабочей смены.
По величине штучного времени нормируют продолжительность
технологических операций в условиях массового и крупносерий-
ного производства. При расчете штучного времени для автомати-
зированных производств, обслуживаемых, как правило, наладчи-
ками, время на перерывы и организационное обслуживание ра-
бочего места не учитывают.
При обработке заготовок партиями (серийное и единичное
производство) рабочий сам получает наряды на работу, знако-
26
мится с технологической документацией, чертежами и техниче-
скими требованиями, проходит необходимый инструктаж, полу-
чает материалы, инструменты, приспособления, подготавливает
и налаживает оборудование, устанавливает приспособления и инст-
рументы, меняет программоносители, по окончании работ он пе-
редает на склад приспособления и инструмент, сдает готовую про-
дукцию и полученную ранее документацию. Для выполнения этих
работ дополнительно устанавливают подготовительно-заключи-
тельное время.
Подготовительно-заключительное время тп_3 — это
время подготовки рабочих мест и средств производства к выпол-
нению технологической операции и приведение их в первона-
чальное состояние после ее окончания. В серийном производстве
при периодически повторяющихся операциях, а также на перена-
лаживаемых групповых и автоматических станочных линиях время
т„_3 используется главным образом на наладку оборудования. Под-
готовительно-заключительное время затрачивается один раз на всю
партию обрабатываемых деталей, изготовляемых без переналадки
по данному рабочему наряду. Его величина зависит от оборудова-
ния и оснастки, на которых выполняется работа, характера вы-
полняемой работы, степени сложности наладки и не зависит от
размера партии.
С учетом подготовительно-заключительного времени норма
времени Т на обработку партии деталей составит
Е = тшт<7 + 'Сп-з,
где q — число деталей в партии.
Штучно-калькуляционное вр е м я обработки одного
изделия
Tin-К = T/q = (^шт +
Штучно-калькуляционным временем пользуются при нормиро-
вании времени технологических операций, выполняемых в усло-
виях единичного и серийного производства.
Параллельно с определением нормы времени для каждой тех-
нологической операции отдельно устанавливают норму выра-
ботки.
Норма выработки — это регламентированное количество
изделий, которое должно быть обработано или изготовлено в за-
данную единицу времени в определенных организационно-тех-
нических условиях одним или несколькими исполнителями соот-
ветствующей квалификации.
Техническая норма выработки Нв — величина, обратная норме
времени, определяемая отношением количества изделий к еди-
27
нице времени. Например, норму выработки в смену рассчитыва-
ют по формуле
//в ^см /^шт >
где Тсм — продолжительность рабочей смены.
Если принять Гсм = 480 мин, а штучное время операции тшт =
= 2 мин, то норма выработки на этом рабочем месте составит Нп =
= 480/2 = 240 шт./см.
При сравнении и оценке эффективности технологических про-
цессов и расчетах производственных мощностей пользуются таки-
ми понятиями, как трудоемкость, станкоемкость, производитель-
ность труда и др.
Трудоемкость — это количество труда в человекочасах,
затрачиваемое на технологический процесс изготовления едини-
цы продукции (деталь, узел, изделие).
Трудоемкость продукции — показатель экономический, харак-
теризующий затраты рабочего времени на изготовление единицы
продукции или выполнение определенной работы. Чем меньше
трудоемкость, тем выше производительность труда.
Станкоемкость — это время работы технологического обо-
рудования (станков) в станкочасах, затрачиваемое на выполне-
ние технологического процесса изготовления единицы продук-
ции (детали). Иногда удобно пользоваться понятием станкоемкость
партии деталей, подразумевая время работы станков, необходи-
мое для обработки всех деталей одной партии.
В условиях автоматизированных производств трудоемкость со-
ставляет часть станкоемкости. По трудоемкости определяют необ-
ходимое число рабочих соответствующих квалификаций (сверлов-
щиков, фрезеровщиков, токарей и др.), по станкоемкости — но-
менклатуру и число станков.
Одновременно с определением норм времени обычно устанав-
ливают и разряд рабочего нужной квалификации. Разряд и квали-
фикацию устанавливают по тарифно-квалификационному спра-
вочнику соответствующей отрасли промышленности. В справоч-
никах для каждой рабочей специальности приводится перечень
требований к знаниям, навыкам и умениям рабочих соответству-
ющих разрядов. В настоящее время многие предприятия разраба-
тывают собственные квалификационные требования и устанавли-
вают тарифные ставки.
ГЛАВА 3
ОСНОВЫ ТЕОРИИ РАЗМЕРНЫХ ЦЕПЕЙ
3.1. Назначение размерных цепей
При конструировании изделий, проектировании технологиче-
ских процессов их изготовления, выборе средств и методов изме-
рений возникает необходимость в проведении размерного анали-
за, с помощью которого достигается правильное соотношение
взаимосвязанных размеров и определяются допустимые ошибки
(допуски). Подобные геометрические расчеты выполняют с ис-
пользованием теории размерных цепей. Применение теории раз-
мерных цепей в технологии машиностроения достаточно полно
изложено в работах Б. С. Балакшина. Терминология и методы рас-
четов размерных цепей стандартизованы.
Расчет размерных цепей является необходимым этапом кон-
струирования, производства и эксплуатации широкого класса
изделий (механизмов, машин, приборов, аппаратов и т.п.). С по-
мощью теории размерных цепей на практике решают следую-
щие задачи:
установление геометрических и кинематических связей между
размерами деталей, расчет номинальных значений, отклонений и
допусков размеров звеньев;
расчет норм точности и разработка технических требований на
машины и их составные части;
оценка правильности простановки размеров и отклонений на
рабочих чертежах деталей;
расчет межоперационных размеров, припусков и допусков,
перерасчет конструкторских размеров в технологические (при не-
совпадении конструкторских и технологических баз);
обоснование последовательности выполнения технологических
операций при изготовлении и сборке изделий;
обоснование и расчет необходимой точности технологической
оснастки; выбор средств и методов измерений, расчет достижи-
мой точности измерений.
3.2. Классификация размерных цепей
Размерной цепью называется совокупность взаимосвязан-
ных размеров (звеньев), образующих замкнутый контур и опреде-
ляющих взаимное положение поверхностей или осей одной дета-
29
ли или нескольких деталей (в сборочном соединении). Звенья раз-
мерной цепи подразделяют на замыкающее и составляющие.
Замыкающее, или исходное, звено — это размер,
непосредственно связывающий поверхности или оси, относитель-
ные расстояния или угол поворота которых необходимо обеспе-
чить или определить. Каждая размерная цепь может содержать толь-
ко одно замыкающее звено. Это звено обычно непосредственно не
выполняется, а представляет собой результат выполнения (изго-
товления) всех остальных звеньев цепи. Исходным называют зве-
но в тех случаях, когда с него начинается построение размерной
цепи. Замыкающее (исходное) звено обозначают буквой с индек-
сом Д, например Ал.
Составляющими являются все остальные звенья размер-
ной цепи, с изменением которых изменяется и замыкающее (ис-
ходное) звено.
Увеличивающее звено — звено, с увеличением кото-
рого возрастает замыкающее (исходное) звено. Над обозначением
увеличивающего звена сверху ставят стрелку, направленную впра-
во, например Л,.
Уменьшающее звено — звено, с увеличением которого
уменьшается замыкающее (исходное) звено. В этом случае стрелка
над обозначением звена направлена влево, например А}.
По области применения различают конструкторские, измери-
тельные и технологические размерные цепи.
Конструкторскими называют размерные цепи, с помо-
щью которых решается задача обеспечения точности при конст-
руировании изделий. Такие цепи определяют расстояния между
поверхностями или осями деталей в изделии или угол их относи-
тельного поворота (рис. 3.1). При разработке технологических про-
цессов сборки конструкторские размерные цепи иногда называют
сборочными.
Пример. На рис. 3.1, а зазор в шарнирном соединении равен .
Аа = Д - Л2; на рис. 3.1, б высоту выступающей части фиксатора
определяют как разность ВА = В\ - В2, а на рис. 3.1, в несоосность
центров Сд = (С2 + Сз) - G, принятая в качестве замыкающего раз-
мера для правильной работы станка, должна быть минимальной
(G^O).
Измерительные размерные цепи — это размерные цепи,
с помощью которых измеряют те или иные параметры, характе-
ризующие точность детали или изделия. Для чего измерительный
инструмент вводят между функциональными поверхностями из-
делия или контролируемую деталь помещают между исполнитель-
ными поверхностями измерительного инструмента. Например, раз-
мер детали А (измеряемый размер детали принят в качестве замы-
30
Рис. 3.1. Конструкторские размерные цепи для определения зазора
в шарнирном соединении (а), высоты выступающей части фиксатора
(б) и несоосности центров станка (в)
кающего звена) вместе со всеми другими размерами, непосред-
ственно участвующими в процессе измерения, образуют размер-
ную цепь со звеньями Я2, Л3 и Ал (см. рис. 4.9, в).
Технологические размерные цепи позволяют решать за-
дачи, связанные с обеспечением точности при изготовлении из-
делий. Такие цепи соединяют межпереходные размеры и углы от-
носительных поворотов поверхностей обрабатываемых деталей, так
же как и размерные цепи станков и других видов оборудования, с
помощью которых эти размеры получают. Технологическая раз-
мерная цепь позволяет определять расстояния между поверхно-
стями изделия при настройке станка или расчете межоперацион-
ных размеров и припусков (рис. 3.2). Примеры расчетов техноло-
гических размерных цепей рассмотрены далее.
По месту в изделии размерные цепи делят на сборочные и де-
тальные.
Сборочные размерные цепи определяют точность относи-
тельного положения поверхностей или осей деталей, входящих в
сборочную единицу. В таких цепях исходным называют звено, к
которому предъявляются основные требования точности. Это зве-
Рис. 3.2. Технологическая размерная
цепь:
/min, Сах — минимальная и максималь-
ная длина заготовки; Z — припуск
31
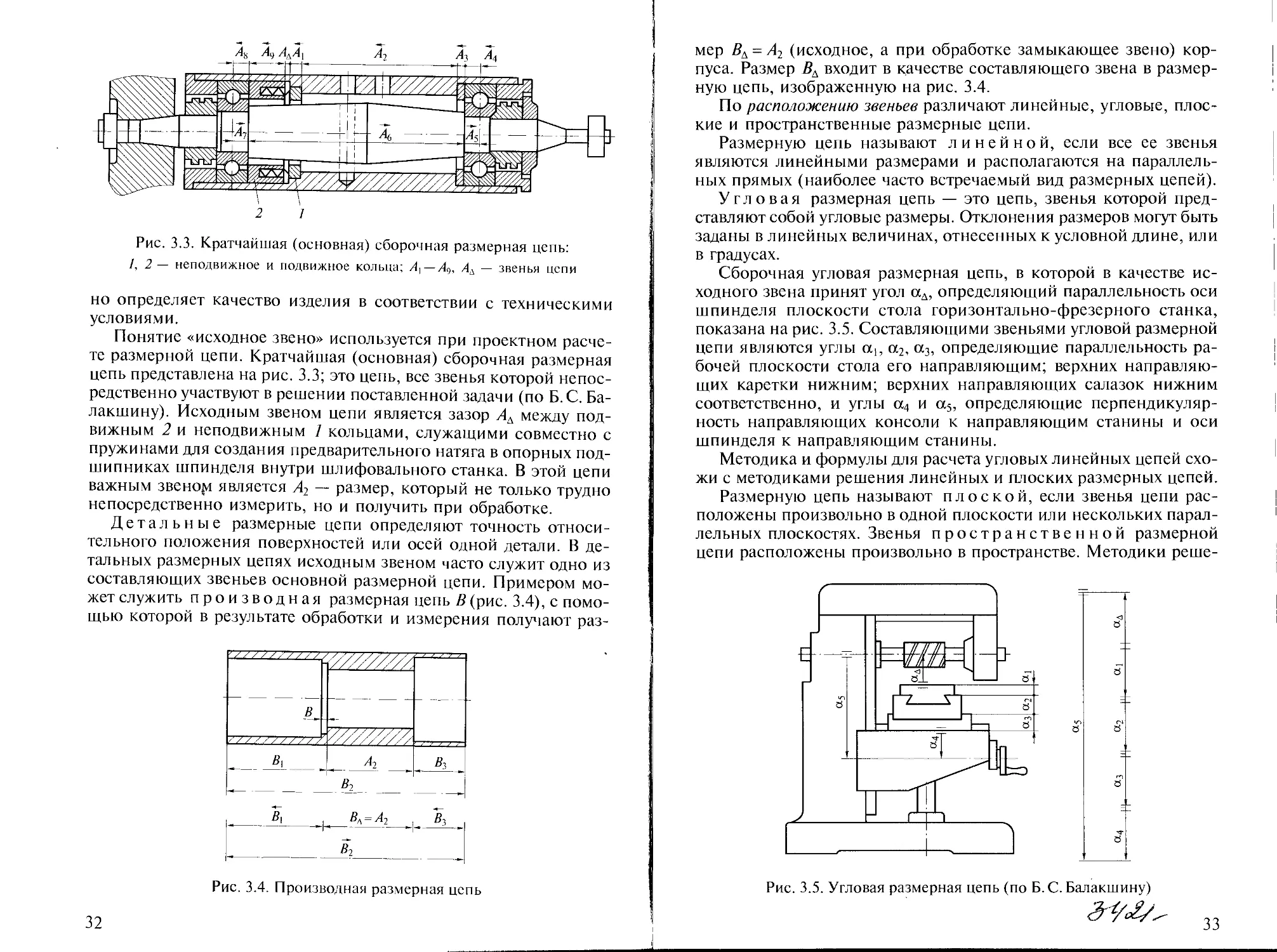
Рис. 3.3. Кратчайшая (основная) сборочная размерная цепь:
1, 2 — неподвижное и подвижное кольца; At — Л9, Ал — звенья цепи
но определяет качество изделия в соответствии с техническими
условиями.
Понятие «исходное звено» используется при проектном расче-
те размерной цепи. Кратчайшая (основная) сборочная размерная
цепь представлена на рис. 3.3; это цепь, все звенья которой непос-
редственно участвуют в решении поставленной задачи (по Б. С. Ба-
лакшину). Исходным звеном цепи является зазор Аа между под-
вижным 2 и неподвижным 1 кольцами, служащими совместно с
пружинами для создания предварительного натяга в опорных под-
шипниках шпинделя внутри шлифовального станка. В этой цепи
важным звеном является А2 — размер, который не только трудно
непосредственно измерить, но и получить при обработке.
Детальные размерные цепи определяют точность относи-
тельного положения поверхностей или осей одной детали. В де-
тальных размерных цепях исходным звеном часто служит одно из
составляющих звеньев основной размерной цепи. Примером мо-
жет служить производная размерная цепь В (рис. 3.4), с помо-
щью которой в результате обработки и измерения получают раз-
Рис. 3.4. Производная размерная цепь
32
мер бд = А2 (исходное, а при обработке замыкающее звено) кор-
пуса. Размер входит в качестве составляющего звена в размер-
ную цепь, изображенную на рис. 3.4.
По расположению звеньев различают линейные, угловые, плос-
кие и пространственные размерные цепи.
Размерную цепь называют линейной, если все ее звенья
являются линейными размерами и располагаются на параллель-
ных прямых (наиболее часто встречаемый вид размерных цепей).
Угловая размерная цепь — это цепь, звенья которой пред-
ставляют собой угловые размеры. Отклонения размеров могут быть
заданы в линейных величинах, отнесенных к условной длине, или
в градусах.
Сборочная угловая размерная цепь, в которой в качестве ис-
ходного звена принят угол осд, определяющий параллельность оси
шпинделя плоскости стола горизонтально-фрезерного станка,
показана на рис. 3.5. Составляющими звеньями угловой размерной
цепи являются углы ос2, «з, определяющие параллельность ра-
бочей плоскости стола его направляющим; верхних направляю-
щих каретки нижним; верхних направляющих салазок нижним
соответственно, и углы ос4 и ос5, определяющие перпендикуляр-
ность направляющих консоли к направляющим станины и оси
шпинделя к направляющим станины.
Методика и формулы для расчета угловых линейных цепей схо-
жи с методиками решения линейных и плоских размерных цепей.
Размерную цепь называют плоской, если звенья цепи рас-
положены произвольно в одной плоскости или нескольких парал-
лельных плоскостях. Звенья пространственной размерной
цепи расположены произвольно в пространстве. Методики реше-
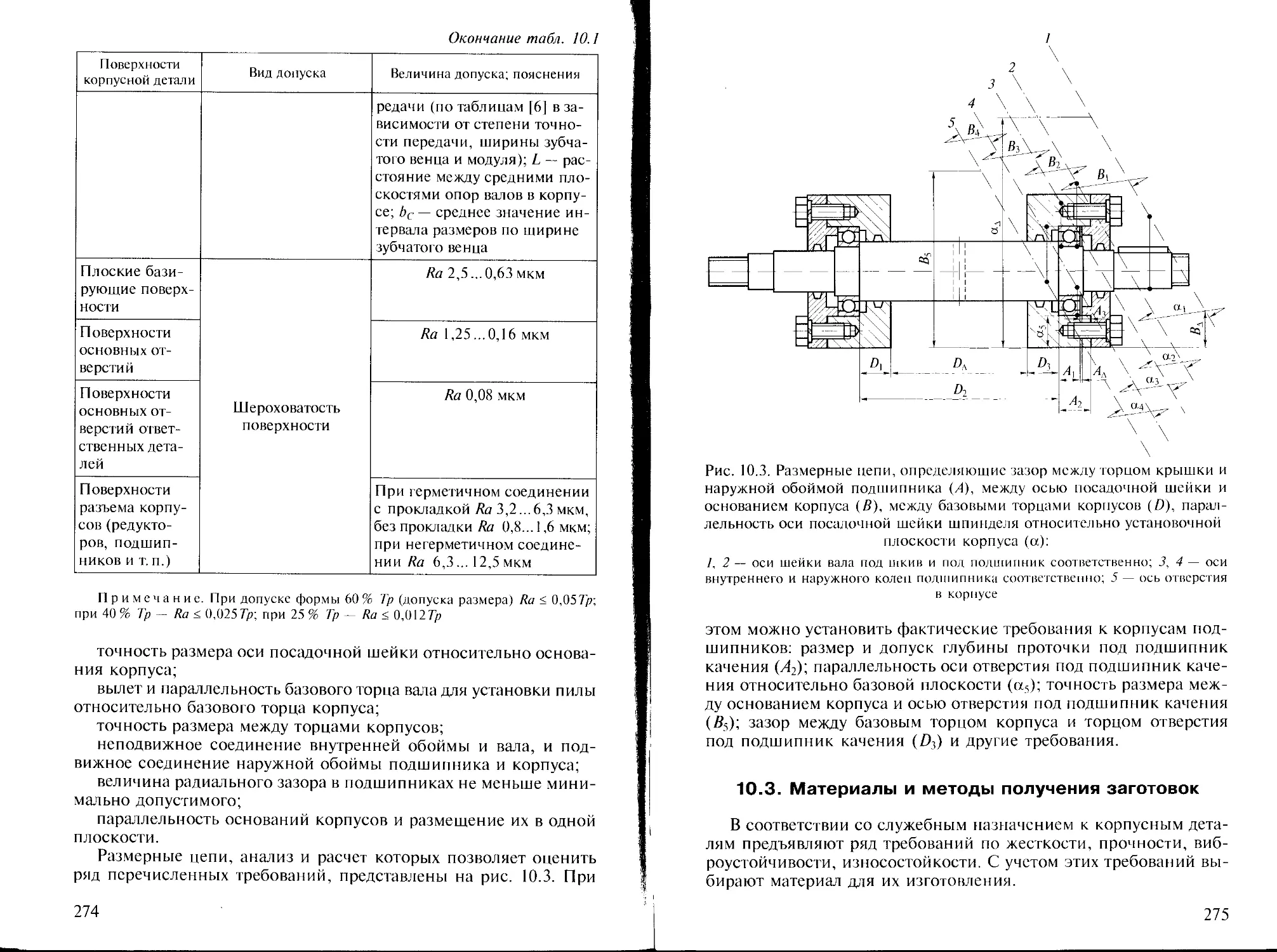
Рис. 3.5. Угловая размерная цепь (по Б. С. Балакшину)
Рис. 3.6. Параллельно связанные
размерные цепи А, В и С
В$ = С.-! Вл — Ci
ния уравнений плоских и пространственных размерных цепей из-
ложены в подразд. 3.3.
По характеру взаимных связей различают независимые и парал-
лельно связанные размерные цепи.
Независимые размерные цепи — это цепи, не имеющие
общих звеньев. Параллельно связанными называют раз-
мерные цепи (две или более), имеющие одно или несколько об-
щих звеньев (рис. 3.6). В параллельно связанных размерных цепях
составляющий или замыкающий размер одной цепи может быть
одновременно составляющим или замыкающим другой цепи, на-
пример, 4Д = Вр В5 = С2 и В4 = С3 (см. рис. 3.6).
На практике приходится иногда решать уравнения последова-
тельно связанных размерных цепей, из которых каждая последу-
ющая имеет одно общее звено с предыдущей, а также комбини-
рованные размерные цепи.
В размерном анализе наиболее трудно правильно и четко сфор-
мулировать задачу и построить кратчайшую (основную) размер-
ную цепь. Иногда в размерные цепи ошибочно включают звенья,
непосредственно не участвующие в решении поставленной зада-
чи. Расчет такой цепи не имеет смысла. Каждую неверно состав-
ленную размерную цепь принято называть псевдоцепью.
3.3. Методы расчетов размерных цепей
Для проведения размерного анализа, кроме расчетной схемы,
составляют уравнение размерной цепи (вытекающее из условия
замкнутости). Это уравнение в общем случае имеет следующий
вид:
+ ^2^2 + ^з4з + • • • + ^,т+пАт+п = О,
где А}, А2, ..., Ат+„ — номинальные значения всех звеньев размер-
ной цепи; т — число звеньев размерной цепи, включая замыкаю-
щее; п — число увеличивающих звеньев; ^2, ^з, •••, — ко-
эффициенты, характеризующие расположение звеньев по вели-
чине и направлению или передаточные отношения.
34
Передаточные отношения показывают степень влияния разме-
ра и отклонения составляющего звена на размер, а также откло-
нение замыкающего звена. В размерных цепях с параллельными
звеньями (линейных цепях)
Для цепей с непараллельными звеньями передаточные отно-
шения изменяются в пределах: 0 < ^ < 1 — для увеличивающих
составляющих звеньев; -1 < ^ < 0 — для уменьшающих составляю-
щих звеньев. При решении линейных размерных цепей коэффи-
циенты обычно опускают.
При решении прямой и обратной задач размерного анализа
расчеты размерных цепей выполняют:
методом максимума — минимума, при котором учитывают только
предельные отклонения составляющих звеньев. Метод обеспечи-
вает полную взаимозаменяемость изделий. Данный метод эконо-
мически целесообразен для цепей с небольшим числом звеньев
(3...5), составленных из размеров пониженной точности (с боль-
шими полями допусков);
теоретико-вероятностным методом, при котором учитывают-
ся законы рассеяния размеров деталей и случайный характер их
сочетания при сборке.
Пример. По расчетам проф. А. А. Бородачева при равной ве-
роятности получения составляющих звеньев с размерами, соот-
ветствующими любым точкам полей их допусков, вероятность наи-
худших сочетаний размеров (всех наибольших или всех наимень-
ших) у девятизначной размерной цепи составляет Р-2-101’. Это
значит, что если ежедневно выпускать по миллиону комплектов
изделий, то крайние сочетания размеров, рассчитанных методом
максимума — минимума, будут встречаться в среднем один раз в
10— 15 тыс. лет.
Теоретико-вероятностным методом следует пользоваться при
расчете многозвенных размерных цепей, составленных из разме-
ров с ограниченными допусками. Он позволяет в два и более раза
увеличить поле допусков размеров деталей, что снижает стоимость
их изготовления и удешевляет изделие в целом.
Пример. При обработке по методу автоматического получе-
ния размеров заготовку устанавливают в патрон по двойной направ-
ляющей В и опорной С базам (рис. 3.7, а). Размер А\ = (Ю0_046) мм
заготовки соответствует длине детали. При обработке снимают при-
пуск на длине А2, при этом конструкторский размер А.,= (6О_о 2) мм
должен получаться автоматически. Необходимо определить номи-
нальное значение и предельные отклонения для технологическо-
го размера А2.
35
Составим трехзвенную размерную цепь А (рис. 3.7, б). Раз-
мер, подлежащий выполнению, включим в нее в качестве за-
мыкающего, т.е. Лд = (бО-од) мм. Из выражения Лд = Л - А2 следу-
ет, что Л2 = Л] - Ал = 100 - 60 = 40 мм. Допуск ТА& = Т\ + 7^, откуда
TAi = Тл. ~ТА2 =0,2- 0,46 = -0,26 мм. Допуск отрицательной вели-
чиной быть не может. Примем Д, = (1 ОО_о,) мм, тогда ТА2 = 0,2 - 0,1 =
= 0,1 мм. Далее определим предельные значения размера Д2:
Лтах = Дтах _ ^min jmin = ^тах _ jmax = Ю0 - 60 = 40 ММ;
= Дтт _ jmax jmax = дтт _ ^rnin = 99,9 _ 59 g = 4^1 мм
Из этих уравнений имеем Д2 = (4О+01) мм. Заметим, что техно-
логический размер А2 получился с односторонним предельным
отклонением (+0,1); с полем допуска, направленным в тело дета-
ли, что удобно при настройке станка и в работе.
Пример. Корпусная деталь шпинделя внутри шлифовального
станка и производная размерная цепь показаны на рис. 3.4. Отме-
чалось, что для правильной работы узла необходимо строго со-
блюдать размер (равный А2). Детали изготовляют в условиях
серийного производства. При поочередном растачивании на то-
карном станке гнезд под подшипники торцы заготовки исполь-
зуются в качестве технологических баз (от них определяют глу-
бину растачивания — размеры В{ и й3). Допустим, что по чертежу
Дд= (120 ± 0,2) мм, В\ = (35+0’13) мм и 83 = (25+0J3) мм. Требуется
рассчитать длину заготовки (размер й2) и технологический до-
пуск этого размера.
Из основного уравнения линейной размерной цепи б *
б
Рис. 3.7. Схема обработки заготовки (а) и ее размерная цепь (б)
36
В. = 5Д + (Д + В3) = 120 + (35 + 25) = 180 мм
Лзд - Л?! + Тв +
при условии, что
тВз
= 0,4-0,13-0,13 = 0,14 мм.
Предельные значения замыкающего размера
В™* = В?'м
^min = gmin
Отсюда
В2 “ 1 Вл ~ 1 в, ' в, -
- (В™11 + B3min);
- (B,max + В3тах).
В2тах = Вдтах + (C’in + B3mm) = 120,2 + (35 + 25) = 180,2 мм;
B2min = 5™" +(В,тах + В2тах) = 119,8+ (35,13+ 25,13)= 180,06 мм.
Таким образом, длина заготовки — размер В2 = (180^’^) мм.
Для удобства настройки станка и увеличения продолжитель-
ности его работы без подналадки на технологическом эскизе сле-
дует проставить размер В2 = (180,2_014) мм.
Для технологических размеров рекомендуется (принято) ука-
зывать односторонние предельные отклонения: для валов — с
минусом, для отверстий — с плюсом, всегда направляя поле до-
пуска в тело детали. На размеры между базой и осью отверстия
или между осями отверстий проставляют двусторонние предель-
ные отклонения: плюс — минус, обычно симметричные относи-
тельно номинального значения размера. В неявных случаях отвер-
стия от валов следует различать по инструменту, с помощью ко-
торого может быть определен (проконтролирован) размер (на-
пример, шаблон-скоба или шаблон-пробка; штангенциркуль или
штангенглубиномер и т.п.).
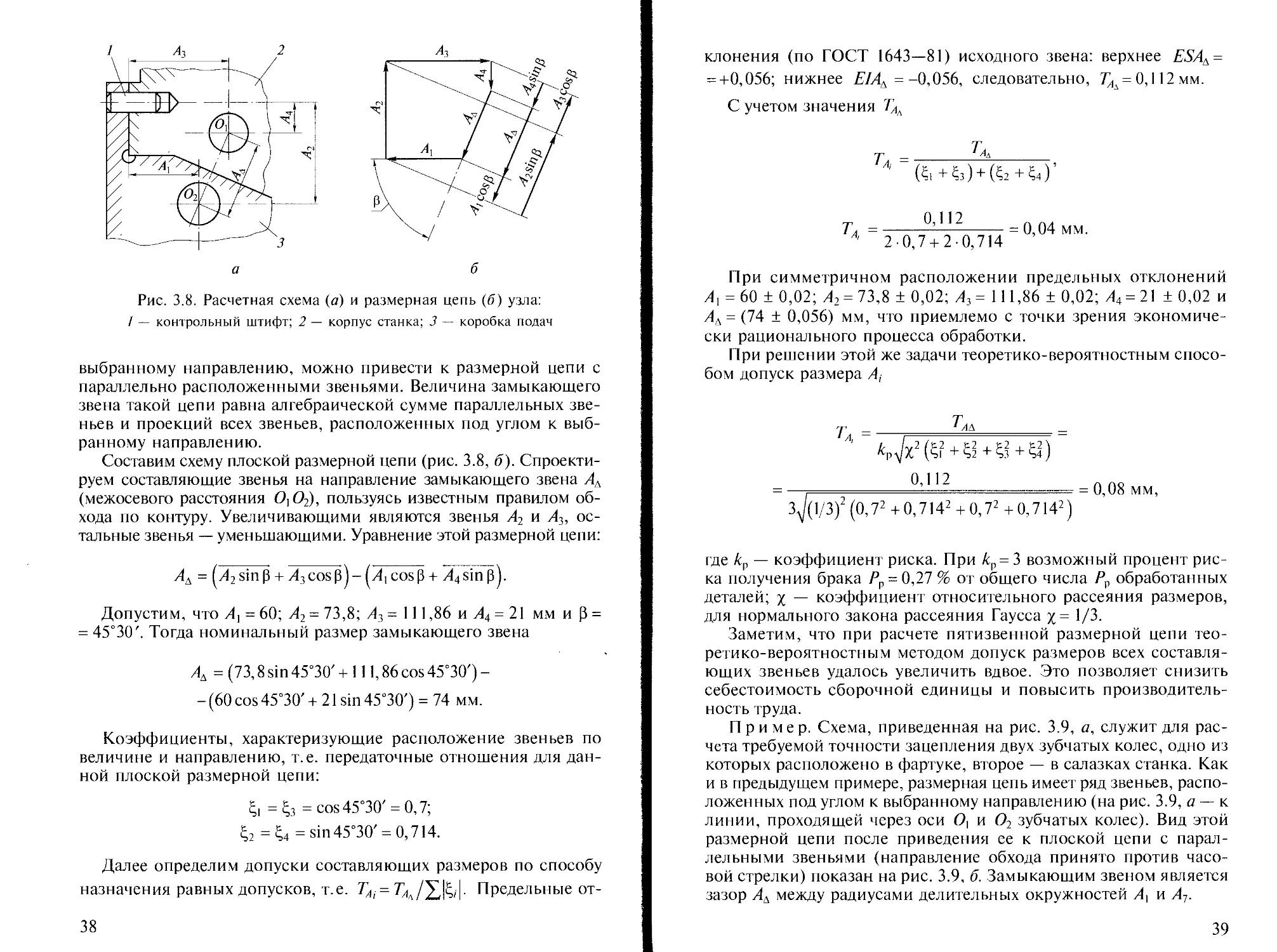
Пример. К корпусу 2 станка присоединена коробка подач 3
(рис. 3.8, а). Кинематическая связь осуществляется с помощью ци-
линдрических зубчатых колес с осями О, и О2. Положение короб-
ки подач относительно корпуса фиксируют контрольными штиф-
тами I. Требуется рассчитать плоскую размерную цепь, определя-
ющую межосевое расстояние.
В плоской размерной цепи каждое из звеньев, расположенных
под углом к выбранному направлению, можно заменить его про-
екцией на это направление. Поэтому любую размерную цепь, имею-
щую одно или несколько звеньев, расположенных под углом к
37
Рис. 3.8. Расчетная схема (а) и размерная цепь (б) узла:
/ — контрольный штифт; 2 — корпус станка; 3 — коробка подач
выбранному направлению, можно привести к размерной цепи с
параллельно расположенными звеньями. Величина замыкающего
звена такой цепи равна алгебраической сумме параллельных зве-
ньев и проекций всех звеньев, расположенных под углом к выб-
ранному направлению.
Составим схему плоской размерной цепи (рис. 3.8, б). Спроекти-
руем составляющие звенья на направление замыкающего звена Ал
(межосевого расстояния О}О2), пользуясь известным правилом об-
хода по контуру. Увеличивающими являются звенья А2 и А2, ос-
тальные звенья — уменьшающими. Уравнение этой размерной цепи:
Ал = (4 sin Р + 4 cos р) - cos р + А4 sin р).
Допустим, что Л, = 60; А2 = 73,8; А2 = 111,86 и А4 = 21 мм и 0 =
= 45°30'. Тогда номинальный размер замыкающего звена
4 = (73,8 sin 45°30' + 111,86 cos 45°30') -
- (60 cos 45°30' + 21 sin 45°30') = 74 мм.
Коэффициенты, характеризующие расположение звеньев по
величине и направлению, т.е. передаточные отношения для дан-
ной плоской размерной цепи:
=£3 = cos45°30'= 0,7;
=^4 = sin 45°30' = 0,714.
Далее определим допуски составляющих размеров по способу
назначения равных допусков, т.е. TAl = 7дЛ/^|^,-|. Предельные от-
38
клонения (по ГОСТ 1643—81) исходного звена: верхнее £'Х4Д =
= +0,056; нижнее £/Лд =-0,056, следовательно, 7^д = 0,112мм.
С учетом значения ТА/1
Та,
fc+^) + fe+^)’
0,112
ТА =------11 -------= 0,04 мм.
1 2-0,7 + 2-0,714
При симметричном расположении предельных отклонений
А{ = 60 ± 0,02; Л2 = 73,8 ± 0,02; А3 = 111,86 ± 0,02; Л = 21 ± 0,02 и
А& = (74 ± 0,056) мм, что приемлемо с точки зрения экономиче-
ски рационального процесса обработки.
При решении этой же задачи теоретико-вероятностным спосо-
бом допуск размера А/
___________ТА&___________
£рд/х2 (^1 + ^2 +^3 + ^4)
-- . ’...........= 0,08 ММ,
3д/( 1/3)2 (0,72 + 0,7142 + 0,72 + 0,7142)
где кр — коэффициент риска. При кр = 3 возможный процент рис-
ка получения брака Рр = 0,27 % от общего числа Рр обработанных
деталей; % — коэффициент относительного рассеяния размеров,
для нормального закона рассеяния Гаусса %= 1/3.
Заметим, что при расчете пятизвенной размерной цепи тео-
ретико-вероятностным методом допуск размеров всех составля-
ющих звеньев удалось увеличить вдвое. Это позволяет снизить
себестоимость сборочной единицы и повысить производитель-
ность труда.
Пример. Схема, приведенная на рис. 3.9, а, служит для рас-
чета требуемой точности зацепления двух зубчатых колес, одно из
которых расположено в фартуке, второе — в салазках станка. Как
и в предыдущем примере, размерная цепь имеет ряд звеньев, распо-
ложенных под углом к выбранному направлению (на рис. 3.9, а — к
линии, проходящей через оси О, и О2 зубчатых колес). Вид этой
размерной цепи после приведения ее к плоской цепи с парал-
лельными звеньями (направление обхода принято против часо-
вой стрелки) показан на рис. 3.9, б. Замыкающим звеном является
зазор А& между радиусами делительных окружностей А} и Л7.
39
>12
Рис. 3.9. Расчетная схема (я) и размерная цепь (б) зубчатой передачи
4 = >hcosa; 4 = Acosa;
4 = Л5 sina
б
Уравнение размерной цепи имеет следующий вид:
4 + Д + 4 cos а - Д sin а - 4 cos а - 4 sin а - 4 c°s а + 4 = О
или 4 = (Д sin а + 4 cos а + 4 sin а + 4 cos а) - (Д + Д cos а + 4 )•
Дальнейшее решение этой размерной цепи аналогично реше-
нию, рассмотренному в предыдущем примере.
В ряде случаев бывает удобно решать задачу по двум коорди-
натным осям. При этом в размерные цепи по каждой из коорди-
натных осей включают проекции звеньев, расположенных к ним
под углами, т.е. пользуются равенствами
Aix = Aj cos a,; Aiy = Д sin a,,
где Aix и Д, — проекции звеньев А, на координатные оси X и Y;
0^ — угол, под которым звено Д- расположено к оси X.
Пространственные размерные цепи содержат звенья, располо-
женные под углами к выбранному направлению. Для удобства рас-
четов пространственные размерные цепи обычно приводят к плос-
ким с параллельно расположенными звеньями, выбирая в каче-
стве направлений три перпендикулярные оси (X, Y, Z). Для рас-
чета пользуются следующими равенствами:
4х = 4 cos а, ;
Aiy = A, cosp,-;
Дг = 4 cos у,,
где 4x, Aiv, Дг — проекции Д-го звена на координатные оси; р„
у,- — углы между 4,-м звеном и соответствующими координатны-
ми осями.
40
Поскольку задача сводится к плоским размерным цепям с па-
раллельными звеньями (линейным размерным цепям), то и вели-
чина замыкающего звена равна алгебраической сумме параллель-
ных звеньев и проекций звеньев, расположенных под углами к
выбранному направлению.
Таким образом, во всех случаях или при решении любых раз-
мерных цепей, задача (после соответствующих преобразований)
сводится к решению линейных размерных цепей, т. е. цепей с па-
раллельными звеньями, лежащими в одной плоскости.
ГЛАВА 4
ЭЛЕМЕНТЫ ТЕОРИИ БАЗИРОВАНИЯ
4.1. Основные понятия
Для проектирования, изготовления, эксплуатации и ремонта
изделий машиностроения установлены термины и определения
основных понятий базирования и баз. При этом каждое поня-
тие имеет согласно ГОСТ 21495—76 один стандартизированный
термин.
Наиболее полно теория базирования изложена в работах Б. С. Ба-
лакшина и А.А. Маталина. По утверждению А. А. Маталина, для
правильной работы каждой машины необходимо обеспечить оп-
ределенное взаимное расположение ее деталей и узлов. При обра-
ботке деталей на станках заготовки также должны быть правильно
ориентированы относительно механизмов и узлов станка, опре-
деляющих траектории движения подачи инструмента (направля-
ющих суппортов, фрезерных и резцовых головок, упоров, копи-
ровальных устройств и др.). Решать задачи ориентировования за-
готовок при обработке на станках, а также деталей и сборочных
единиц в машинах при их сборке и позволяет теория базирования.
В общем случае базирование — придание заготовке или
изделию требуемого положения относительно выбранной систе-
мы координат. При проектировании или сборке под базировани-
ем понимают придание детали или сборочной единице требуемо-
го положения относительно других деталей изделия. При механи-
ческой обработке заготовок на станках базированием называют
придание заготовке требуемого положения относительно элемен-
тов станка, определяющих траектории движения подачи обраба--
тывающего инструмента.
База — это поверхность или сочетание поверхностей, линия
(ось), или точка, принадлежащие заготовке или изделию и ис-
пользуемые для базирования при механической обработке, изме-
рении или сборке.
Заготовка своими базами контактирует (соприкасается) с опре-
деленными элементами (опорами) станка или приспособления и
получает при этом требуемое для обработки положение, для со-
хранения которого в процессе обработки заготовку прижимают к
опорам — закрепляют.
Таким образом, процесс установки заготовки на станок или в
приспособление складывается из двух этапов: базирования, в ре-
зультате чего заготовку ориентируют относительно элементов стан-
42
ка (технологической системы) и закрепления, что обеспечивает
неизменность положения заготовки, полученного при базирова-
нии, на весь период ее обработки.
Согласно положениям теоретической механики требуемая ори-
ентация твердого тела в пространстве или в заданной системе ко-
ординат достигается наложением на него определенных связей. На
абсолютно твердые (недеформируемые) и абсолютно гладкие (без
шероховатости поверхностей) тела налагают жесткие двусторон-
ние идеальные (т.е. без трения) связи, создаваемые силами и ре-
акциями сил. Для реальных тел (например заготовки, устанавли-
ваемой в приспособление) характерно наложение идеальных свя-
зей в сочетании с фрикционными, порождаемыми трением (ка-
сательным взаимодействием в точках контакта).
При ориентировании деталей в узле машины или заготовок
при обработке жесткие двусторонние связи представляют в виде
опорных точек. Под опорной точкой подразумевают идеаль-
ную точку контакта базы заготовки и опоры приспособления, ли-
шающую заготовку одной степени свободы — возможности пере-
мещения в направлении, перпендикулярном к опорной поверх-
ности вдоль оси Z(рис. 4.1). В реальных условиях базирования опор-
ная точка О приспособления при приложении к заготовке силы
зажима Qs фактически лишает заготовку (после закрепления) трех
степеней свободы. При этом не только ограничивает возможные
перемещения заготовки по нормали к опорной поверхности (плос-
кости), но и под воздействием сил трения Flp исключается воз-
можность перемещений заготовки вдоль осей ОХ и OY.
Рис. 4.1. Схема точечного контакта
заготовки (/) и опоры (2) при-
способления:
I — база заготовки (плоскость)
43
Таблица 4.1. Обозначения опор, зажимов и установочных устройств
Наименование Обозначение Наименование Обозначение
Неподвижная опора или непо- движный люнет Подвижная опо- ра или подвиж- с рифленой рабочей по- верхностью (пневматиче- ский) Центры: плавающий 7
ный люнет Плавающая жесткий
опора Регулируемая вращающийся
опора Опора со сфери- ческой выпуклой рабочей поверх- ностью Опоры с призма- тической рабо- чей поверхно- стью: неподвижная подвижная Зажимы: одиночный 1 1 рифленый Патроны (зажи- мы): пневматиче- ский гидравличе- ский электриче- ский Патроны двух-, трех- и четырех- х in jaj-o T vvv 0
(механический) сблокирован- ный двойной (механический) кулачковые с механическим зажимом Патроны и оп- равки гидро- пластовые 4 Г
44
Окончание табл. 4.1
Наименование Условное обозначение Наименование Условное обозначение
Патроны: цанговый магнитный и электромаг- нитный поводковый (хомутик) Оправки: цилиндриче- ская гладкая IF 1:11 шариковая (роликовая) шлицевая коническая роликовая
Для изображения опорных точек в теоретических схемах бази-
рования используют символы J\_ (на видах спереди и сбоку) и
Л- (на виде сверху). Невидимые опорные точки обозначают та-
кими же символами, но пунктиром.
Схему расположения опорных точек на базах называют схе-
мой базирования. Эта схема определяется формой поверхно-
стей заготовок (плоских, цилиндрических, конических).
При разработке технологических процессов и проектировании
технологической оснастки технологи и конструкторы руководству-
ются правилом шести точек, из которого следует, что для полно-
го базирования заготовки в приспособлении или на станке (т.е.
базирования с лишением ее всех шести степеней свободы) не-
обходимо и достаточно создать в нем шесть опорных точек, рас-
Рис. 4.2. Примеры использования обозначений опор и зажимов на схемах
точения (я), фрезерования (б, д) и растачивания (в, г)
45
положенных определенным образом относительно баз заготовки.
К этим точкам заготовка плотно прижимается своими базовыми
поверхностями, чем надежно имитируются жесткие двусторон-
ние связи. Для прижима используются внешние зажимные уст-
ройства, число которых может быть неограниченным.
В технологической документации согласно ГОСТ 3.1107—81 при-
меняют обозначения опор, зажимов и установочных устройств,
приведенные в табл. 4.1 и на рис. 4.2.
4.2. Классификация баз
Все многообразие поверхностей деталей машин можно свести
к четырем видам: исполнительные поверхности, с помощью ко-
торых деталь исполняет свое служебное назначение; основные
поверхности; вспомогательные (функциональные) поверхности;
свободные поверхности, не соприкасающиеся с поверхностями
других деталей.
В соответствии с видами поверхностей в ГОСТ 21495—76 «Ба-
зирование и базы в машиностроении. Термины и определения»
принята следующая классификация баз.
А. По назначению: конструкторская (основная и вспомогатель-
ная); технологическая; измерительная.
Б. По лишаемым степеням свободы: установочная; направляю-
щая; опорная; двойная направляющая; двойная опорная.
В. По характеру проявления: скрытая; явная.
Конструкторской базой называется поверхность, ли-
ния или точка детали, по отношению к которым определяются на
чертеже расчетные положения других деталей или сборочных еди-
ниц изделия, а также других поверхностей и геометрических эле-
ментов данной детали. Конструкторские базы служат для опреде-
ления положения детали или сборочной единицы в изделии.
Основной называется конструкторская база, которая исполь- .
зуется для определения положения детали (сборочной единицы)
в изделии, вспомогательную конструкторскую базу исполь-
зуют для определения положения присоединяемого изделия от-
носительно данной детали.
Конструкторские базы выявляют при расчете размерных це-
пей механизмов и машин. В качестве конструкторских баз могут
выступать не материальные поверхности, а геометрические эле-
менты деталей, такие как осевые линии, плоскости симметрии,
диаметры делительных окружностей, биссектрисы углов, точки
и т.д. Перечисленные и другие геометрические элементы, в от-
личие от материальных поверхностей — явных баз, называют-
ся скрытыми базами. Использование скрытых конструктор-
ских баз удобно при оформлении чертежа, например, при про-
46
Рис. 4.3. Одноступенчатый редуктор
становке межцентровых расстояний, диаметров делительных ок-
ружностей и пр.
Пример. Необходимо определить межосевой размер зубчатой
передачи одноступенчатого редуктора (рис. 4.3). Номинальное рас-
стояние между осями зубчатых колес
А - R\ + R2 + 8,,
где /?, и R2 — радиусы делительных окружностей зубчатых колес;
§1 — зазор в зацеплении.
Поскольку зазор в зацеплении является замыкающим звеном
размерной цепи зубчатой передачи, то его допуск равен сумме
допусков составляющих звеньев, т.е.
Т», = ТА + TR} + TRr
Расстояние от плоскости //основания редуктора до оси перво-
го колеса
Н\ = R\ + 82 + 83,
где 82 — зазор между колесом и корпусом; 83 — толщина корпуса
редуктора.
Расстояние от плоскости П до оси второго колеса
Н2 = R2 + 82 + 83.
Межосевой размер в вертикальной плоскости
АН = Н2-Н{ = R2~Rt,
в горизонтальной плоскости
AL = L2-L},
где Л, и L2 — расстояния от базы Б (оси установочного штифта)
до осей зубчатых колес.
Из прямоугольного треугольника О,О2/С(см. рис. 4.3)
47
положенных определенным образом относительно баз заготовки.
К этим точкам заготовка плотно прижимается своими базовыми
поверхностями, чем надежно имитируются жесткие двусторон-
ние связи. Для прижима используются внешние зажимные уст-
ройства, число которых может быть неограниченным.
В технологической документации согласно ГОСТ 3.1107—81 при-
меняют обозначения опор, зажимов и установочных устройств,
приведенные в табл. 4.1 и на рис. 4.2.
4.2. Классификация баз
Все многообразие поверхностей деталей машин можно свести
к четырем видам: исполнительные поверхности, с помощью ко-
торых деталь исполняет свое служебное назначение; основные
поверхности; вспомогательные (функциональные) поверхности;
свободные поверхности, не соприкасающиеся с поверхностями
других деталей.
В соответствии с видами поверхностей в ГОСТ 21495—76 «Ба-
зирование и базы в машиностроении. Термины и определения»
принята следующая классификация баз.
А. По назначению: конструкторская (основная и вспомогатель-
ная); технологическая; измерительная.
Б. По лишаемым степеням свободы: установочная; направляю-
щая; опорная; двойная направляющая; двойная опорная.
В. По характеру проявления: скрытая; явная.
Конструкторской базой называется поверхность, ли-
ния или точка детали, по отношению к которым определяются на
чертеже расчетные положения других деталей или сборочных еди-
ниц изделия, а также других поверхностей и геометрических эле-
ментов данной детали. Конструкторские базы служат для опреде-
ления положения детали или сборочной единицы в изделии.
Основной называется конструкторская база, которая исполь- .
зуется для определения положения детали (сборочной единицы)
в изделии, вспомогательную конструкторскую базу исполь-
зуют для определения положения присоединяемого изделия от-
носительно данной детали.
Конструкторские базы выявляют при расчете размерных це-
пей механизмов и машин. В качестве конструкторских баз могут
выступать не материальные поверхности, а геометрические эле-
менты деталей, такие как осевые линии, плоскости симметрии,
диаметры делительных окружностей, биссектрисы углов, точки
и т.д. Перечисленные и другие геометрические элементы, в от-
личие от материальных поверхностей — явных баз, называют-
ся скрытыми базами. Использование скрытых конструктор-
ских баз удобно при оформлении чертежа, например, при про-
46
Рис. 4.3. Одноступенчатый редуктор
становке межцентровых расстояний, диаметров делительных ок-
ружностей и пр.
Пример. Необходимо определить межосевой размер зубчатой
передачи одноступенчатого редуктора (рис. 4.3). Номинальное рас-
стояние между осями зубчатых колес
А = /?| + /?2 + §1,
где /?, и /?2 — радиусы делительных окружностей зубчатых колес;
§! — зазор в зацеплении.
Поскольку зазор в зацеплении является замыкающим звеном
размерной цепи зубчатой передачи, то его допуск равен сумме
допусков составляющих звеньев, т.е.
= ТА + TRl + TR1.
Расстояние от плоскости //основания редуктора до оси перво-
го колеса
Ну = /?| + §2 + 83,
где §2 — зазор между колесом и корпусом; 83 — толщина корпуса
редуктора.
Расстояние от плоскости П до оси второго колеса
//2 = ^2 + §2 + 83.
Межосевой размер в вертикальной плоскости
\Н = Н2 -Ну = R2 -Ry,
в горизонтальной плоскости
. \= L2
где Ly и L2 — расстояния от базы Б (оси установочного штифта)
до осей зубчатых колес.
Из прямоугольного треугольника О,О2^(СМ- рис. 4.3)
47
\L = J А2-кН2 = + /?2 + 5, )2 - (R2 - /?, )2.
Далее, задаваясь размером £, (принимая конструктивно),
определяют размер
/. 2 ” L\ “Ь
Здесь основание редуктора — плоскость П — является явной
базой; все остальные базы — скрытые.
При сборке машин в качестве баз служат только материальные
поверхности деталей. Скрытые базы материализуют с помощью
разметочных линий и точек, наносимых на поверхности детали.
Даже при попытке использования в качестве баз осевых линий
они всегда материализуются нитями отвесов, лучами оптических
коллиматоров, лазеров и других устройств.
Технологическая база — это база, используемая для
определения положения заготовки или изделия в процессе изго-
товления или ремонта. Согласно ГОСТ 3.1109—82 технологичес-
кая база — поверхность, сочетание поверхности, линия (ось) или
точка, используемые для определения положения изделия в про-
цессе изготовления.
При механической обработке технологической базой называют
поверхность заготовки, относительно которой ориентируют те ее
поверхности, которые обрабатывают при данном установе. В каче-
стве технологических баз используют также разметочные линии и
точки, нанесенные на поверхности заготовок для выверки их по-
ложения на станках относительно траектории движения режущих
инструментов. Различают контактные, настроечные и провероч-
ные технологические базы [17].
В крупносерийном и массовом производствах в качестве техно-
логических баз широко используются поверхности заготовки, не-
посредственно соприкасающиеся с опорами приспособления или
станка. Их применение полностью исключает разметку и выверку
заготовок и обеспечивает высокую точность обработки по методу
автоматического получения заданных размеров.
Пример. Для получения размеров а и b при фрезеровании заго-
товок контактными являются установочная А и направляющая В
базы (рис. 4.4, а). Размер а получают непосредственно при установ-
ке инструмента относительно плоскости А, а размер b — как раз-
ность расстояния с от плоскости В до оси фрезы и ее радиуса:
/> = с-(г/ф/2),
где г/ф — диаметр фрезы.
При точении заготовки, установленной в патроне, размер а
обеспечивается при настройке станка путем закрепления упора 2
48
Рис. 4.4. Схемы настройки станка при фезеровании (а) и точении (б):
/ — резец; 2 — упор; п — частота вращения; 5 — подача
на расстоянии f от опорной (контактной) базы А, причем f=a + т
(см. рис. 4.4, б).
В условиях серийного производства при обработке деталей на
многоинструментальных станках в качестве технологических баз
часто используют поверхность заготовки, по отношению к кото-
рой ориентируются обрабатываемые поверхности, связанные с ней
непосредственными размерами, при этом все поверхности могут
обрабатываться при одном установе.
Пример. Заготовку обрабатывают в трехкулачковом пневма-
тическом патроне на многоинструментальном токарном (или ре-
вольверном) станке (рис. 4.5). Поверхностью М заготовка опира-
ется на торцы кулачков. При обработке торца N поверхность М
служит опорной базой. Между ними выдерживается размер f Об-
рабатываемая поверхность N связана с другими обрабатываемыми
(при данном установе) поверхностями А, В, С и D непосредствен-
ными размерами а, Ь, с и d. Положение всех перечисленных по-
Рис. 4.5. Схема настройки для многоинструментальной обработки
49
верхностей на детали зависит от положения поверхности N, кото-
рая и является для них в этом случае базой.
Использование таких баз несколько усложняет настройку стан-
ка, но упрощает конструкции приспособлений, способствует по-
вышению концентрации технологических операций и сокраще-
нию их общего числа. Применение указанных баз эффективно при
обработке заготовок на автоматах и полуавтоматах, на многорез-
цовых и копировальных станках, станках с ЧПУ, на обрабатыва-
ющих центрах и других высокопроизводительных станках, кото-
рыми оснащают серийное и крупносерийное производство. При
этом требуемая точность обработки достигается без ужесточения
допусков на технологические размеры заготовок; отсутствует по-
грешность закрепления.
Аналогичные способы базирования используют при растачи-
вании нескольких отверстий с координированным взаимным рас-
положением их осей и при выполнении других операций, при
которых режущий инструмент последовательно перемещается от
одной поверхности к другой (например на координатных или рас-
точных станках). Иногда применяют не одну, а несколько таких
баз, связанных с другими поверхностями заготовки непосредствен-
ными размерами, в том числе и в разных направлениях.
В других случаях в качестве технологической базы выбирают
поверхность, линию или точку, по отношению к которым при
изготовлении деталей выверяют положение заготовки на станке,
устанавливают на размер режущий инструмент, а при сборке —
положение других деталей или сборочных единиц изделия.
Пример. При растачивании гнезд под подшипники в корпус-
ной детали требуется обеспечить параллельность между осью рас-
тачиваемых отверстий и плоскостью А (рис. 4.6). Поверхность А из-
за ограниченных размеров и недостаточной жесткости не может
служить установочной базой. Для обработки заготовку поверхно-
стью вставят на опоры 2стола горизонтально-расточного станка.
По точным уровням выверяют горизонтальность плоскости А.
Между поверхностью В и опорами устанавливают клиновые про-
кладки /ив таком положении все закрепляют. Затем на расстоя-
нии а от плоскости А растачивают отверстия. В этом примере по-
верхность А используется как технологическая база, а поверхность
В — просто как опорная поверхность (но не база).
В целях достижения концентричности поверхности А заготовки
относительно поверхности би ее оси (рис. 4.7) отливку закрепля-
ют в четырехкулачковом патроне (с независимым перемещением
кулачков). При установке положение заготовки выверяют с помо-
щью индикатора, добиваясь совпадения оси отверстия в отливке
с осью вращения шпинделя X- X. При токарной обработке с по-
верхности В снимают минимальный припуск и полностью выво-
дится чернота, а обработка с одного установа обеспечивает тре-
50
Рис. 4.6. Схема растачивания гнезд
под подшипники в корпусной
детали:
/ — прокладка; 2 — опора стола
Рис. 4.7. Схема установки и выверки
заготовки для обработки концент-
рических поверхностей
буемую концентричность поверхностей А и В. В этом случае в ка-
честве технологической базы используется поверхность В растачи-
ваемого в отливке отверстия.
Подобные технологические базы широко используют в усло-
виях единичного и мелкосерийного производства. В качестве таких
баз могут выступать геометрические элементы: оси, точки, углы,
материализуемые в виде рисок, кернов и т.п. По разметке ориен-
тируют режущий инструмент при обработке деталей.
Распространенным случаем использования таких технологичес-
ких баз в крупносерийном производстве является базирование за-
готовок по заранее изготовленным (отлитым, проштампованным
или обработанным) отверстиям с помощью специальных устано-
вочных штырей (рис. 4.8). После закрепления силой Q} штырь 2 из
отверстий выводят и приступают к обработке заготовок /. При
этом обеспечивается равномерное снятие припуска на обработку
отверстий, а также правильное расположение других обработан-
ных поверхностей относительно оси базирующего отверстия. За-
Рис. 4.8. Базирование пакета заготовок (/) с помощью установочного
штыря (2)
51
мена выверки базированием с помощью центрирующих штырей
значительно сокращает время на установку заготовок, что делает
применение этого способа базирования экономически целесооб-
разным.
Пример. На Белгородском заводе фрез этим методом пользо-
вались при установке пакета заготовок отрезных фрез для одно-
временного шлифования в них посадочного отверстия.
Измерительной базой называют поверхность, линию
или точку, от которых отсчитывают выполняемые размеры при
обработке или измерении заготовок, а также при проверке взаим-
ного расположения поверхностей деталей или элементов изделия:
перпендикулярности, параллельности, соосности и др. (рис. 4.9, а).
При использовании в качестве измерительных явных баз изде-
лия проверку производят обычными прямыми методами измере-
ния; при использовании скрытых баз измерительные базы мате-
риализуются с помощью вспомогательных деталей (штырей, паль-
цев, натянутых струн), оптических установок и других устройств.
Пример. Схема контроля расстояния между осями отверстий
О, и О2 с помощью двух технологических штырей 1 и 2 и микро-
метра 4 (MK-75-I1) дана на рис. 4.9, б. Допускаемая погрешность
микрометра Тн = 0,008 мм (±0,004 мм). Штыри плотно (без зазора)
вводят в отверстия детали 3. Считается, что погрешность измере-
Рис. 4.9. Измерительные базы, используемые при нанесении размеров
(а) и измерении межосевого расстояния (б), и измерительная размер-
ная цепь (в):
1,2 — технологические штыри; 3 — измеряемая деталь; 4 — микрометр
52
ния не должна превышать 10... 30 % допуска контролируемого раз-
мера.
Составим измерительную размерную цепь (рис. 4.9, в), в кото-
рой в качестве замыкающего звена А& принят контролируемый
размер А. Будем считать, что допуск ТА& составляет 20 % допуска
ТА, т. е. ТА& = 0,20,1 = 0,02 мм (±0,01 мм). В размерной цепи умень-
шающие звенья Ах = d{ /2 = 5_0 0045 и А3 = d2/2 - 10 ()>0065 (допуск радиуса
принят равным половине допуска соответствующего диаметра).
Увеличивающее звено А2 = L — это расстояние между измеритель-
ными поверхностями микрометра (неподвижной и подвижной
пятой).
Проверим возможность контроля размера А по принятой схеме.
Уравнение линейной размерной цепи (по ГОСТ 16319—70):
4 - д2 + 4 + А = о,
откуда
А2 =Д + А3 + Ал = 5 + 10 +55 = 70 мм,
далее
Л max _ Jmax jmin Jmin . jmax _ Jmax . jmin . Jmin _
/1Д — zi2 — + i] — -^*2 — ^1 —
= 50,01 + 4,9955 + 9,9935 = 69,999 мм;
= ^min _ max _ Д max Д min = ^min + Дтах + Дтах =
= 50,01 + 4,9955 + 9,9935 = 69,999 мм.
Допуск A2 - TA2 = Л2тах - 4m,n = 69,999 - 69,99 = 0,009 мм превы-
шает значение Тк и, следовательно, принятая схема контроля пра-
вомерна. На эскизе в контрольной карте (для контролера) следует
указать размер L = 70_o,oi (с погрешностью в 1 мкм).
4.3. Основные схемы базирования заготовок
при механической обработке
Схемы базирования призматических заготовок. Для лишения приз-
матической заготовки трех степеней свободы при базировании ис-
пользуют ее поверхность, соприкасающуюся с приспособлением
в трех опорных точках. Эти точки должны располагаться на наи-
большем расстоянии друг от друга и не лежать на одной прямой.
Поверхность, контактирующую с тремя опорными точками (Ах,
А2 и А3) приспособления, называют установочной базой
(рис. 4.10, а). Заготовка лишается возможностей перемещения вдоль
оси OZ и поворотов вокруг осей ОХ и OY. Применение только
53
Z‘
Рис. 4.10. Схемы базирования и закрепления призматических (а — е),
цилиндрических (ж—л) заготовок и заготовки (детали) с длинным
конусом (м)
54
одной установочной базы позволяет при обработке согласно схе-
ме (рис. 4.10, б) выполнить один технологический размер а1. По
этой схеме заготовка, соприкасавшаяся в начальный момент с
тремя опорными точками приспособления, после включения элек-
тромагнитного зажима (ЕМ) лишается всех степеней свободы,
оставаясь на электромагнитной плите в положении, полученном
при базировании.
Для лишения призматической заготовки пяти степеней свобо-
ды при базировании используют две поверхности заготовки: уста-
новочную базу, контактирующую с приспособлением в точках А\,
А2 и Л3, и поверхность, соприкасающуюся с опорами приспособ-
ления в двух точках В. и В2, называемую направляющей ба-
зой (рис. 4.10, в). В качестве направляющей базы выбирают наи-
более протяженные поверхности заготовки.
Направляющая база лишает заготовку дополнительно двух сте-
пеней свободы: возможности перемещения вдоль оси ОУ и пово-
рота вокруг оси OZ.
Одновременное использование установочной и направляющей
баз позволяет при обработке по схеме, показанной на рис. 4.10, г,
выполнить два технологических размера а и Ь. Оставшаяся (шес-
тая) степень свободы допускает при базировании некоторый сдвиг
заготовки 8 в направлении рабочего движения инструмента, что
для принятого метода обработки несущественно. При закреплении
заготовки пневматическими зажимами Р она лишается всех степе-
ней свободы, оставаясь в положении, полученном при базирова-
нии, на весь период обработки.
Для лишения призматической заготовки шести степеней сво-
боды при базировании используют три ее поверхности: устано-
вочную базу, контактирующую с приспособлением в точках А},
А2 и А], направляющую базу с опорными точками S, и В2 и поверх-
ность, соприкасающуюся с приспособлением в одной опорной
точке С, называемую опорной базой (рис. 4.10, д'). Для опор-
ной базы может быть использована любая поверхность при усло-
вии достаточно хорошего ее состояния и постоянства формы (от-
сутствие литников, литейных швов, заусенцев, облоя и т.п.).
Опорная база лишает заготовку одной степени свободы — воз-
можности перемещения вдоль оси ОХ. Одновременное использо-
вание полного комплекта баз позволяет при обработке по схеме
(рис. 4.10, е) выполнить три технологических размера: а, b и с.
В этом случае заготовка полностью ориентирована относительно
приспособления или узлов станка. Полученное при базировании
положение заготовки фиксируется на весь период обработки гид-
равлическими зажимами Н.
1 Технологический размер — размер между базой и обрабатываемой поверх-
ностью. Технологические размеры проставляют от баз.
55
Схемы базирования цилиндрических заготовок. На рис. 4.10, ж,
з, и приведены схемы базирования длинных цилиндрических заго-
товок. Образующая цилиндра, контактирующая с четырьмя опор-
ными точками Л| иЛ2в плоскости XOY и В{ и В2 в плоскости XOZ
приспособления, называют д в о й н о й направляющей ба-
зой (см. рис. 4.10, ж).
Применение при базировании только одной двойной направ-
ляющей базы лишает заготовку четырех степеней свободы: воз-
можностей перемещения вдоль осей OY и OZ, и поворота вокруг
тех же осей. Торец заготовки, контактирующий с одной опорной
точкой С приспособления, рассматривают как опорную базу, ко-
торая при базировании лишает заготовку еще одной степени сво-
боды (пятой): возможности перемещения вдоль оси ОХ. Для ли-
шения заготовки шестой степени свободы — возможности пово-
ротов вокруг собственной оси — должна быть предусмотрена ше-
стая двусторонняя связь заготовки с приспособлением, напри-
мер, контакт поверхности шпоночного паза (или другой поверх-
ности) с опорой приспособления в точке D. В этом случае по-
верхность шпоночного паза будет служить второй опорной
базой.
Для лишения шести степеней свободы короткой цилиндричес-
кой заготовки (например шкива, фланца, диска, у которых длина
меньше диаметра) при базировании используют следующие по-
верхности (рис. 4.10, к, л): торец заготовки, соприкасающийся с
тремя опорными точками С,, С2 и С3 приспособления, служащий
установочной базой, цилиндрическую поверхность, контактиру-
ющую с двумя опорными точками А и В приспособления, являю-
щуюся двойной опорной (или центрирующей) ба-
зой, и еще одну поверхность (например боковую поверхность
шпоночного паза), контактирующую с опорой приспособления в
точке D, называемую опорной базой.
Контакт установочной базы с опорами приспособления ли-
шает заготовку трех степеней свободы: возможности перемеще-
ния вдоль оси ОХ и поворота вокруг осей OY и OZ, контакт с
центрирующей базой отнимает две степени свободы: возмож-
ность перемещения вдоль осей OYи OZ; использование опорной
базы D лишает заготовку возможности поворота вокруг собствен-
ной оси ОХ.
Схемы базирования конических заготовок. При базировании длин-
ных конических заготовок или деталей с малым конусом (напри-
мер хвостовик инструмента с конусом Морзе) коническая поверх-
ность в контакте с приспособлением или станком лишает деталь
пяти степеней свободы: возможности перемещения вдоль осей ОХ,
OYh OZи поворота вокруг осей ОХи OZ(pnc. 4.10, ш). Эта поверх-
ность называется опорно-направляющей базой ) 17]. Для
лишения детали шестой степени свободы (возможности поворота
56
z-
Рис. 4.11. Схема базирования заготовки в центрах
вокруг собственной оси OY) дополнительно используют опор-
ную точку С на поверхности лыски, паза, лапки и пр.
Таким образом, полное базирование длинной конусной заго-
товки или детали, лишающее ее всех шести степеней свободы,
достигается при использовании комплекта двух баз: опорно-на-
правляющей и опорной.
Схема базирования заготовки по короткой конической поверх-
ности со значительным углом конуса (например при точении или
шлифовании заготовки в центрах) показана на рис. 4.11.
Поверхность переднего (левого) центрового отверстия заго-
товки, соприкасающаяся с неподвижным в осевом направлении
жестким центром шпиндельной бабки, выполняет функции цент-
рирования (исключает перемещения вдоль осей ОУ и OZ) и оп-
ределяет положение заготовки в осевом направлении (лишает воз-
можности перемещения вдоль оси ОХ). Таким образом, заготовка
лишается трех степеней свободы и несет на себе три опорные точ-
ки А[, Л2 и А3. По выполняемой функции поверхность переднего
центрового отверстия называют о п о рн о-це нтр и ру ю ще й
базой [17].
Поверхность заднего (правого) центрового отверстия, контак-
тирующая с подвижным в осевом направлении центром задней
бабки, несет на себе две опорные точки S, и В2 и лишает заготовку
двух степеней свободы — возможности поворота вокруг осей ОУ и
OZ. Поверхность заднего центрового отверстия называют цент-
рирующей базой. Одновременное использование опорно-цен-
трирующей и центрирующей баз лишает заготовку пяти степеней
свободы. В случае необходимости лишения заготовки шестой степе-
ни свободы — возможности поворота вокруг оси ОХ (например
при точении шлицов, нарезании многозаходных резьб и т.п.), сле-
дует использовать одну из поверхностей заготовки в качестве до-
полнительной опорной базы, вводя ее в контакт с шестой опорной
точкой (на рис. 4.11 показан контакт с хомутиком в точке С).
57
Рассмотрены основные схемы базирования заготовок для их
обработки. Следует отметить, что в зависимости от технологичес-
кой задачи при базировании заготовки в приспособлении или на
станке могут быть использованы (одновременно) одна, две или
три базы, несущие на себе в общей сложности три, четыре, пять
или шесть опорных точек. База заготовки не должна включать в
себя более трех поверхностей, несущих на себе (в сумме) шесть
опорных точек.
4.4. Искусственные технологические базы
и дополнительные опорные поверхности
Если конфигурация заготовки не позволяет выбрать техноло-
гическую базу, разрешающую удобно, устойчиво и надежно ори-
ентировать и закреплять ее в приспособлении или на станке, при-
бегают к созданию искусственных технологических баз.
Искусственными принято называть технологические
базы, которые создают исключительно для установки заготов-
ки в приспособление или на станок. Примерами искусственных
технологических баз служат центровые отверстия валов, техно-
логические приливы (платики) на корпусах, различные бобыш-
ки, отверстия для базирования на установочные пальцы, цент-
рирующие пояски и др. После обработки детали их оставляют,
если они не влияют на работу детали в сборочной единице,
или удаляют (срезают), если они мешают при эксплуатации
изделия.
К искусственным технологическим базам относят также базы,
которые в целях повышения точности базирования заготовки в
приспособлении предварительно обрабатывают с более высокой
точностью, чем это требуется по чертежу. Искусственные техно-
логические базы часто способствуют соблюдению при обработке
принципа постоянства баз (например, технологические отверстия
в корпусных деталях для базирования их на позициях автомати-
ческой линии).
При обработке заготовок, отличающихся малой жесткостью и
большими размерами, базирование по шести опорным точкам
иногда оказывается недостаточным. Под действием силы тяжести
и сил резания они деформируются, что затрудняет достижение
требуемой точности. В таких случаях приходится использовать до-
полнительные опорные п о в е рх н о ст и, несущие на себе
дополнительные опорные точки (сверх шести теоретически не-
обходимых). Такие поверхности могут быть естественными или
создаваться искусственно.
Пример. При точении вала в центрах заготовку лишают пяти
степеней свободы (угловая ориентация не требуется). При обра-
58
Рис. 4.12. Схема базирования нежест-
ких заготовок при точении в центрах
(а), в патроне (б) и при фрезерова-
нии (в)
ботке длинных нежестких валов для исключения прогиба ис-
пользуют люнет (подвижный или неподвижный), контактиру-
ющий с поверхностью вала дополнительно в двух опорных точках
(рис. 4.12, а).
При точении вала в патроне (с упором в торец) заготовка так-
же лишается пяти степеней свободы. Для предотвращения проги-
ба длинного вала используют дополнительную опорную поверх-
ность — центровое отверстие, специально для этого созданное и
несущее на себе две опорные точки (рис. 4.12, б).
Для фрезерования (шлифования) пера лопатки турбины ее
комель базируют по шести опорным точкам (рис. 4.12, в). Для по-
вышения жесткости системы при обработке на конце пера пред-
усматривают прилив-бобышку, который контактирует с опорой
приспособления в седьмой (дополнительной) опорной точке. После
механической обработки лопаток бобышки отрезают.
Дополнительные опорные поверхности всегда располагаются с
некоторым смещением с (в пределах допусков) относительно тех-
нологических баз (см. рис. 4.12, в), вследствие чего создается не-
определенность положения заготовки и снижается точность обра-
ботки. Для повышения точности дополнительные опорные поверх-
ности рекомендуется тщательно обрабатывать, а установочные эле-
менты приспособлений (опоры) выполнять регулируемыми (под-
водимыми).
4.5. Принцип единства (совмещения) баз
При высоких требованиях к точности обработки в качестве тех-
нологических баз следует принимать те поверхности заготовок,
которые одновременно являются конструкторскими и измеритель-
ными базами детали, а также используются в качестве баз при
сборке изделий.
59
Рис. 4.13. Схемы базирования зубчатого колеса при нарезании зубьев (а)
и шлифовании посадочного отверстия (б)
При совмещении технологических баз с конструкторскими и
измерительными обработку заготовок осуществляют по размерам,
проставленным на рабочем чертеже с использованием всего поля
допуска размера, предусмотренного конструктором.
Пример. При нарезании зубьев технологическая база заготов-
ки — поверхность посадочного отверстия в ступице зубчатого
колеса — совмещена с конструкторской базой (рис. 4.13, а). При
шлифовании посадочного отверстия D в ступице зубчатого коле-
са (например после термической обработки) технологическая
база — делительная окружность dt, — совмещена с конструктор-
ской (рис. 4.13, б). Заметим, что эти примеры демонстрируют
также принцип обратимости баз.
Если технологическая база не совпадает с конструкторской или
измерительной, то для удобства обработки размеры на рабочих
Рис. 4.14. Последовательность обработки заготовки (а, б, в), ее размерная
цепь (г) и поля допусков (d)
60
чертежах проставляют не от конструкторских и измерительных баз,
а от технологических. Размеры пересчитывают с помощью соот-
ветствующих размерных цепей, которые при несовпадении баз
удлиняются; в них появляются дополнительные звенья, а это при-
водит к ужесточению допусков размеров, выдерживаемых при об-
работке заготовок, к удорожанию процесса обработки и сниже-
нию его производительности.
Изложенное проиллюстрируем классическим примером. На
детали высотой Ь = 50Л14( О,62> согласно чертежу требуется выпол-
нить паз глубиной а= 1 ОН 14(+0’36) (рис. 4.14, а).
На первой операции заготовку устанавливают в простейшее
приспособление, базируя по поверхности В; настраивают фре-
зу диаметром d на размер k = b + (J/2) и фрезеруют в размер b
(рис. 4.14, б). На следующей операции в том же приспособле-
нии с помощью трехсторонней фрезы диаметром /)ф выполня-
ют паз, предварительно настроив станок на размер к = с + (£>ф/2)
(рис. 4.14, в), где с = b - а = 50 - 10 = 40 мм — технологический
размер, полученный при решении уравнения размерной цепи,
показанной на рис. 4.14, г: а = Лд, b = Аъ с = Д.
Заметим, что при выполнении первой операции технологи-
ческая установочная база, поверхность 5, совпадала с конст-
рукторской и измерительной. На второй операции поверхность
А, конструкторская и измерительная база, от которой задан
размер а, с технологической базой не совпадает. В этом случае
для определения предельных значений настроечного размера к
приходится решать указанную размерную цепь, в которой раз-
мер а, подлежащий выполнению, рассматривают в качестве
замыкающего звена, а настроечный размер с — как составляю-
щее звено.
Согласно теории размерных цепей допуск замыкающего зве-
на должен быть равен сумме допусков составляющих звеньев
7\ = TAl + ТЛ, откуда TAl = ТАл-ТА2. Подставив в выражение чис-
ловые значения, имеем 7\ =0,36-0,62 = -0,26 мм. Допуск — ве-
личина существенно положительная. Отрицательное значение
допуска свидетельствует о том, что при заданных значениях до-
пусков размеров а и b и принятой схеме обработки получить
размер с с требуемой точностью невозможно. Слишком велики
допуски на составляющие звенья А{ и Д2; 0,36 и 0,62 мм соот-
ветственно.
Для решения уравнения следует или увеличить допуск ТА[ умень-
шаемого или уменьшить допуск ТДг вычитаемого (увеличиваю-
щего) звена. Величина ТА& = 0,36 мм задана чертежом и уменьше-
на быть не может, т. е. размер b должен быть выполнен с повы-
шенной точностью. Примем b = Л = 50А11(_О,16)- Тогда расчетный
допуск технологического размера = 0,36 - 0,16 = 0,2 мм. При-
61
няв для с поле допуска по h\ 1, будем иметь Ь = Л2 = 50А1 l(_o,i6) 14
с = Я, = 40Й11(_() |6). В таком случае
<ах = Дтах _ ^min = 50 _ 39, 84 = I 0, 16;
дтт = ^min _ ^тах = 49,84 _ 4() 9,84;
7\ =<ах -<in = 10,16-9,84 = 0,32;
а = А& = 10 ±0,16.
Расчетное значение допуска ГЛх близко к конструкторскому,
но поле допуска оказалось смещенным (рис. 4.14, д). Уменьшим
номинальный размер с на 0,16 мм, примем с = Д = (39,84_0 )6) мм.
Согласно ГОСТ 25347—82 «Единая система допусков и посадок.
Поля допусков и рекомендуемые посадки» ближайшее поле до-
пуска b\ 1, при котором с = 4 = 40М 1 (ion)- ® этом случае
^тах = Дтах _ ^min = 50 _ 39 67 = 10,33;
дгпт = ^min _ Дтах = 49,84 - 39, 83 = 1 0, 01;
7\ = <ах - = 10,33- 10,01 = 0,32;
а - лд - iu+00|.
Теперь поле допуска на месте (см. рис. 4.14, Э), но его значение по
сравнению с конструкторским уменьшилось на 40 мкм. Вместо конст-
рукторского размера b= 50А14 приходится устанавливать техноло-
гический Ь= 50Л11 с разностью в допусках ЪТь =620-160 = 460 мкм,
что усложнит обработку и приведет к удорожанию процесса.
Размеры для настройки фрезы при фрезеровании паза:
Лтах = 39,67+ £)ф/2; £min = 39,83 + £)ф/2
с допуском настройки
Тк = ктлх -kmin = 39,83-39,67 = 0,16 мм.
Аналогичные расчеты выполняют в тех случаях, когда техно-
логические базы не совпадают с конструкторскими и измеритель-
ными.
Может оказаться целесообразным использование специально-
го приспособления, позволяющего фрезеровать паз непосредствен-
но от поверхности А (рис. 4.15, а). Несмотря на то, что приспособ-
ление малоудобно, размер а = 10//14 легко выдерживается, так
62
a
Рис. 4.15. Схемы обработки и паза с использованием контактной (а)
и настроечной (б) баз
как в этом случае технологическая база совпадает с конструктор-
ской и измерительной. Настроечный размер А: = (£>ф/2) - а.
При использовании поверхности А в качестве технологиче-
ской базы, с которой поверхность С связана размером а, требу-
ется создать специальный инструмент или подобрать комплект
фрез с разностью диаметров -£>ф, - Пф2- 2а (рис. 4.15, б).
В любом случае каждый из возможных вариантов технологи-
ческого процесса обработки должен быть тщательно проанали-
зирован с учетом конкретных производственных условий, и на
основании технико-экономических расчетов принят наиболее це-
лесообразный.
4.6. Принцип постоянства баз
При разработке технологического процесса следует стремиться
к использованию одной и той же технологической базы при вы-
полнении всех технологических операций, не допуская без осо-
бой необходимости смены технологических баз (не считая смены
черновой базы).
Всякая смена технологических баз увеличивает погрешность
расположения обрабатываемых поверхностей, в том числе и по-
грешность взаимного расположения самих технологических баз,
от которых производилась обработка.
Для исключения или минимизации названных погрешностей
технологам приходится пересчитывать размеры и ужесточать до-
пуски.
63
Пример. В пластине длиной Ь = (1ОО о4(|) мм (рис. 4.16, а) сна-
чала сверлят центральное отверстие, а затем — два отверстия мень-
шего диаметра, расположенные на расстоянии с= (20 ±0,1) мм от
центрального.
Вариант 1. Центральное отверстие сверлят на расстоянии а =
= (5О+о’°4 5) мм от поверхности А, принятой за технологическую
базу. Малые отверстия выполняют на расстоянии d (и d + 2с) от
поверхности В, принятой за другую технологическую базу. Для
настройки станка (или проектирования сверлильного приспособ-
ления — кондуктора) требуется определить номинальное значе-
ние и допуск размера d, являющегося составляющим звеном А\
четырехзвенной размерной цепи А (рис. 4.16, б). Замыкающим зве-
ном Ал в этой размерной цепи следует считать размер с, заданный
на чертеже. Очевидно, что номинальное значение размера
4 = Л - (Л + А) = 100-(50 + 20) = 30 мм.
Допуск размера d определим из условия
TAfi = Т\ + ТАг + ТАз,
откуда 7\ = ТА. - 1\ -1\ = 0,2 - 0,05 - 0,46 = -0,31 мм.
Допуск отрицательным быть не может. При заданных допусках
размеров обработка от базы В невозможна. Сократим допуск дли-
ны пластины в 4,5 раза, приняв Ь= 1ОО о । мм, тогда
TAj = 0,2-0,05-0,1 = 0,05 мм.
Вариант 2. При сверлении центрального и обоих боковых от-
верстий используют одну и ту же технологическую базу — поверх-
ность А. Для расчета номинального значения и допуска техноло-
64
гического размера d решим уравнение трехзвенной размерной
цепи й(рис. 4.16, в):
В~. = Вх -В, =50-20 = 30 мм.
Из условия TBi = TBl - ТВ1 следует, что
ТВ2 = ТВл-TBl =0,2-0,05 = 0,15 мм.
Таким образом, при соблюдении принципа постоянства баз
допуск технологического размера получился в 3 раза больше, а
точность изготовления длины пластины (допуск размера Ь) вооб-
ще не играет никакой роли.
Сохранение постоянной технологической базы при обработке
заготовок на различных операциях снижает погрешность взаим-
ного расположения обрабатываемых поверхностей. На практике
встречаются случаи, когда сохранение постоянства баз приводит
к чрезмерному усложнению конструкции приспособления и их
удорожанию. В этих случаях технолог вынужден заменять техноло-
гические базы, выбирая наиболее удобные, одновременно выпол-
няя соответствующие расчеты точности технологических и других
размеров.
4.7. Особенности выбора технологических баз
при обработке заготовок
Вопрос о выборе технологических баз для механической обра-
ботки заготовок считается одним из наиболее сложных и принци-
пиальных при проектировании технологического процесса. От
правильного его решения в значительной степени зависят фак-
тическая точность выполнения размеров, заданных конструкто-
ром, правильность взаимного расположения обрабатываемых
поверхностей, степень сложности конструкций необходимых при-
способлений, режущих и измерительных инструментов, общая
производительность, рентабельность и эффективность обработ-
ки и др. Правильный выбор баз особенно важен при проектиро-
вании технологических процессов для автоматизированных про-
изводств, при использовании гидрокопировальных устройств,
станков с ЧПУ и обрабатывающих центров, работающих по прин-
ципу автоматического получения размеров. В этих случаях техно-
логические базы выбирают в самом начале технологического проек-
тирования.
Для повышения точности обработки и создания условий для
определенности ориентирования заготовок в приспособлении или
на станке в качестве баз выбирают поверхности простейшей фор-
65
мы: плоскости, цилиндры, конусы и пр. Использование в каче-
стве баз поверхностей со сложным контуром вносит дополнитель-
ную погрешность и неопределенность в установку заготовок, так
как сами всегда имеют погрешности взаимного расположения от-
дельных элементов фасонных контуров.
В зависимости от числа и направления выдерживаемых при дан-
ной операции размеров можно использовать одну, две или три
базы, при этом заготовка лишается соответственно трех, четы-
рех, пяти или шести степеней свободы. Увеличение числа баз ус-
ложняет конструкцию приспособления и ведет к удорожанию об-
работки. В связи с этим следует ограничиваться наименьшим чис-
лом технологических баз, достаточным для выполнения всех за-
данных размеров.
Выбранные в качестве баз поверхности должны удовлетворять
условиям базирования при выполнении максимально возможно-
го числа технологических операций. Во избежание увеличения
погрешностей расположения поверхностей детали смену баз про-
изводят в крайних случаях (желательно с обоснованием такой не-
обходимости).
Обработку отливок, поковок и прочих заготовок деталей начи-
нают обычно с предварительной обдирочной обработки их поверх-
ностей на так называемых черновых технологических операциях.
Технологические базы, используемые при выполнении первых
черновых операций, получили название черновых техноло-
гических баз.
В качестве черновых технологических баз выбирают поверхно-
сти, относительно которых на первой операции могут быть обра-
ботаны другие поверхности, используемые при дальнейшей обра-
ботке как технологические базы. Выбранные поверхности должны
обеспечивать точность обработки и надежность закрепления заго-
товки, иметь достаточные размеры и возможно более высокую
степень точности (отклонения формы и взаимного расположения
поверхностей различных заготовок должны быть минимальными)
и наименьшую шероховатость. При изготовлении заготовки эти
поверхности получают в одной пресс-форме, опоке или матрице.
На поверхностях не должно быть облоя, заусенцев, следов литни-
ковой системы, прибылей и прочих дефектов. Для обеспечения
правильного расположения обработанных поверхностей деталей
относительно необработанных в качестве черновых технологичес-
ких баз часто выбирают поверхности, остающиеся необработан-
ными.
Пример. На рис. 4.17 изображен корпус подшипника. Комп-
лексу требований, предъявляемых к черновым технологическим
базам, в наибольшей степени отвечает поверхность А корпуса. От-
носительно этой поверхности (остающейся необработанной) об-
рабатывают плоскость подошвы В корпуса. В дальнейшем поверх-
66
Рис. 4.17. Черновые технологические базы корпуса подшипника
ность В используют в качестве технологической установочной базы
для цекования бобышек в размер Ь, растачивания отверстия D
под подшипник и др.
Поскольку точность необработанных поверхностей, использу-
емых как технологические базы, ниже, а шероховатость выше,
чем у обработанных поверхностей, черновые базы при обработке
заготовок следует применять только один раз — при выполнении
первой операции. Дальнейшая обработка должна производиться с
чистых обработанных поверхностей — баз. Исключения составля-
ют случаи обработки особо точных заготовок, полученных литьем
под давлением, точным прессованием, чеканкой, или заготовок,
обрабатываемых на автоматических линиях в приспособлениях-
спутниках.
На рис. 4.18, а показана схема установки заготовки при фрезе-
ровании шатуна. Базирование по боковым плоскостям шатуна в
самоцентрующих зажимах обеспечивает равномерность снятия при-
пуска с торцов А, В, С и D головок и симметричное расположе-
ние их относительно оси. Схема установки заготовки при растачи-
вании отверстий Е и Fприведена на рис. 4.18, б. Для центрирова-
ния головок шатуна применяют черновые базы — наружные кон-
турные поверхности головок, закрепляемых в призмах. В этом при-
мере черновые технологические базы применяют дважды, при-
чем в качестве баз использованы разные поверхности заготовки.
Иногда в качестве черновых технологических баз служат скры-
тые базы (осевые линии, точки и т.п.), материализуемые размет-
кой. Использование разметки в качестве черновых технологичес-
ких баз с последующей выверкой заготовки на станке позволяет
равномерно распределить припуск на обработку и устранить опас-
ность появления брака (например при наличии дефектов, допу-
щенных в заготовительных цехах).
При чистовой обработке используют любые из рассмотренных
ранее технологических баз. Предпочтение отдают поверхностям,
которые являются одновременно конструкторскими и измеритель-
ными базами. Соблюдение принципа единства баз позволяет об-
67
Рис. 4.18. Схема установки шатуна при фрезеровании торцов головок (а)
и растачивании отверстий (б):
Q — сила зажима заготовки
ходиться без пересчетов конструкторских размеров в технологи-
ческие и использовать при обработке все поле допуска размера,
предусмотренного рабочим чертежом.
Поверхности заготовок, контактирующие с опорами приспо-
собления или станка, широко используют как технологические базы
в условиях крупносерийного и массового производства, для кото-
рых характерна максимальная дифференциация технологических
операций. При этом операции состоят из одного или двух перехо-
дов. При обработке по методу автоматического получения размеров
такие технологические базы обеспечивают заданную точность и по-
зволяют существенно сократить вспомогательное время благодаря
исключению разметки и выверки заготовок при их установке.
Поверхности заготовок, относительно которых ориентируются
другие обрабатываемые поверхности, наиболее целесообразно и-
удобно использовать в качестве технологических баз при построе-
нии технологического процесса по принципу концентрации опе-
раций, когда заготовку обрабатывают за небольшое число слож-
ных по своему содержанию (состоящих из значительного количе-
ства технологических переходов) операций с применением ком-
бинированного и фасонного инструмента и сложных настроек стан-
ков при многопозиционной обработке, при обработке на стан-
ках-автоматах и полуавтоматах, станках с ЧПУ и при групповой
обработке. Эти технологические базы удобны при изготовлении
деталей со значительным числом линейных размеров, заданных
от одной поверхности (координатным методом — «лесенкой»). При
последовательной простановке размеров (цепочкой) наладка стан-
ков сильно затрудняется и использование указанных поверхно-
68
стей как технологических баз оказывается нерентабельным. По-
добные технологические базы используются преимущественно в
серийном и крупносерийном производствах.
Поверхности, относительно которых выверяют заготовки на
станке, чаще используют как технологические базы в единичном
и мелкосерийном производствах. При проектировании техноло-
гических процессов изготовления крупных и точных деталей, ког-
да затраты времени на установку и выверку заготовок составля-
ют лишь незначительную часть основного времени обработки, а
создание крупных и сложных специальных приспособлений, не-
обходимых для использования других баз, экономически не оп-
равдано, именно эти поверхности выбирают в качестве техноло-
гических баз. В крупносерийном производстве такие базы (в част-
ности разметку) применяют для того, чтобы обеспечить наиболее
равномерное снятие припуска с заготовки и сохранить рациональ-
ную структуру обрабатываемой поверхности, а также в тех случа-
ях, когда приходится устранять брак заготовительных цехов (из
дефектных дорогих заготовок «выкраивать» детали).
При работе с новейшими измерительными и управляющими
устройствами, ускоряющими и автоматизирующими выверку за-
готовок на станках, применение подобных технологических баз
оказывается оправданным в условиях серийного и даже массового
производства.
Учитывая взаимосвязь конструкторских, технологических и
измерительных баз, технолог при выборе баз и построении техно-
логического процесса должен анализировать не только рабочие,
но и сборочные чертежи изделия. Конструктору же следует проек-
тировать детали с учетом возможности реализации принципа сов-
мещения баз при обработке.
ГЛАВА 5
КАЧЕСТВО МАШИН И ИХ ЭЛЕМЕНТОВ
5.1. Общие сведения
Под качеством промышленной продукции пони-
мают совокупность свойств продукции, обусловливающих ее при-
годность удовлетворять определенные потребности в соответствии
со своим назначением.
В нашем случае речь пойдет о технологическом обеспечении
показателей качества изделий машиностроения: станка, тракто-
ра, редуктора и др. Показатели качества изделий, характеризую-
щие одно их свойство, называют частными, два свойства или
более — комплексными. Они могут быть абсолютными и от-
носительными, или удельными. Уровнем ка ч е ст в а называ-
ют относительную характеристику качества машины, основанную
на сравнении ее показателей качества с базовыми значениями
соответствующих показателей.
Показатели качества изделия, установленные ГОСТ 15467—79,
обычно разделяют на три группы: определяющие технический
уровень, эксплуатационные и производственно-технологические.
К показателям, определяющим технический уровень, относят
мощность, точность работы и производительность (например стан-
ка), КПД, удельный расход горюче-смазочных материалов (на-
пример двигателя), степень механизации и автоматизации, эко-
номичность, экологичность и т.д.
Эти показатели, используемые при сравнении изделия с луч-
шими отечественными и зарубежными образцами-аналогами,
часто называют коммерческими, характеризующими потреби-
тельские свойства изделий машиностроения. Технический уро-
вень машин закладывается на начальной стадии их создания, и
так же, как технические возможности промышленности, в зна-
чительной степени зависит от компетентности и способностей
разработчиков. Технический уровень создаваемых машин непо-
средственно влияет на их моральную долговечность: свойство
изделия считаться «совершенным», быть конкурентоспособным
и успешно эксплуатироваться в течение максимально длитель-
ного срока. Примером поразительной моральной долговечно-
сти служит разработанный в 1947 г. Конструкторским бюро О. Ан-
тонова и до сих пор успешно эксплуатируемый в России и мно-
гих странах мира универсальный транспортно-пассажирский
самолет АН-2.
70
Однако в машиностроении известно множество случаев, когда
изделие стареет моральна прежде, чем промышленность освоит
его выпуск. Это значит, что показатели качества такого изделия
уступают аналогичным показателям изделий-аналогов, произво-
димых другими предприятиями и фирмами.
Относительными показателями качества изделий, характери-
зующими их технический уровень, считают количество энергии,
расходуемой на выпуск единицы продукции, отношение массы
транспортного средства к его грузоподъемности, удельный рас-
ход горючего (отношение объема истраченного топлива к прой-
денному пути) и др.
Показатели качества изделия с течением времени изменя-
ются. В длительно работающем двигателе, например, возрастает
расход топлива, а мощность его при этом падает; снижается точ-
ность металлорежущих станков, появляются утечки в гидроагре-
гатах и т. п.
Важнейшим эксплуатационным показателем качества изделия
является надежность. Надежность — свойство изделия выпол-
нять заданные функции, сохраняя свои эксплуатационные пока-
затели в определенных пределах в течение требуемого промежутка
времени или наработки. Например, отечественные заводы гаран-
тируют бесперебойную работу холодильников в течение трех лет;
автомобилей — в течение одного года эксплуатации или 20 тыс. км
пробега и т.д. Это значит, что в процессе наработки или в ука-
занные периоды эксплуатации все показатели качества изделия
должны находиться в пределах, указанных в гарантийных обяза-
тельствах.
Надежность машин во многом определяется прочностью и же-
сткостью их конструкций: правильным выбором схемы нагруже-
ния, рациональной расстановкой опор, приданием конструкци-
ям жестких форм и т. п.
Надежность — это комплексный показатель, который в за-
висимости от назначения изделия и условий его эксплуатации
может включать в себя безотказность, сохраняемость, ремонто-
пригодность и долговечность изделия и его частей.
Безотказность — свойство изделия сохранять работоспо-
собность в заданных условиях эксплуатации в течение некоторого
времени или при выполнении определенного объема работы без
вынужденных перерывов. В технологии машиностроения под ра-
ботоспособностью понимают состояние изделия, при котором в
данный момент времени его основные (рабочие) параметры на-
ходятся в пределах, установленных требованиями технической до-
кументации.
Сохраняемость — свойство изделия сохранять исправное
и работоспособное состояние в течение и после хранения и (или)
транспортирования.
71
Ремонтопригодность — свойство изделия, заключаю-
щееся в его приспособленности к предупреждению, отысканию и
устранению в нем отказов и неисправностей путем проведения
технического обслуживания и ремонтов. Ремонтопригодность ха-
рактеризуется затратами труда, времени и средств на поддержа-
ние и восстановление работоспособности машин и оборудования.
Например: нормальная работа современных ЭВМ быстро восста-
навливается, путем замены отказавших блоков; колесо автомоби-
ля с проколотой шиной тут же заменяют другим. Для поддержа-
ния оборудования в работоспособном состоянии на машинострои-
тельных предприятиях составляют, а затем строго выполняют гра-
фик планово-предупредительных ремонтов и т.д.
Эти и другие примеры свидетельствуют о том, что конструкто-
ры, как правило, достаточно заботятся о ремонтопригодности
своих изделий.
Долговечность — свойство изделия сохранять работоспо-
собность до наступления предельного состояния при установлен-
ной системе технического обслуживания и ремонтов. Понятию
долговечности тождественно понятие ресурса машины (изделия),
т. е. общее время работы в часах до первого капитального ремонта.
К основным факторам, снижающим долговечность и надеж-
ность изделий, относятся: износ трущихся поверхностей; повреж-
дение поверхностей в результате действия контактных напряже-
ний; наклеп, коррозия и старение; пластическое деформирова-
ние деталей, вызываемое местным и общим переходом напряже-
ния за предел текучести или ползучести (при повышенных темпе-
ратурах).
Качество и надежность изделий непосредственно зависят от
точности их изготовления. Под точностью в технологии ма-
шиностроения понимают степень соответствия производимых
изделий их заранее установленным эталонам или образцам. Точ-
ность — понятие комплексное, которое характеризует не только
геометрические параметры изделий и их элементов, но и едино-
образие различных свойств: упругих, динамических, электриче-
ских и т.д. Одним из основных показателей, определяющих точ-
ность машины, является точность относительных движений ра-
бочих органов, т.е. максимальное приближение действительного
характера движения исполнительных поверхностей к теоретиче-
скому закону движения, выбранному исходя из служебного на-
значения изделия.
Точность характеризует единообразие и многих других каче-
ственных показателей машин, например, развиваемой мощнос-
ти, давления, производительности, КПД, и чем уже разброс этих
показателей, тем точнее они выдерживаются.
За меру точности принимают величину отклонений отдельных
показателей (параметров) от их заранее установленных значений.
72
Разность между действительными (фактическими) и теоретиче-
скими (расчетными) значениями каких-либо показателей назы-
вают погрешностью.
Сокращение погрешностей или повышение точности изготов-
ления часто способствует повышению надежности и долговечно-
сти изделий. Например, установлено, что повышение точности
изготовления деталей подшипника и сокращение зазора между
телами качения и беговыми дорожками с 20 до 10 мкм способ-
ствует увеличению срока службы подшипника почти вдвое (с 740
до 1 210 ч). Одновременно всякое повышение точности влечет за
собой рост производственных затрат. Поэтому подход «чем точ-
нее, тем лучше» в общем случае считается ошибочным, свиде-
тельствующим об отсутствии знаний действительных условий эк-
сплуатации изделия.
Задача установления показателей точности решается конструк-
тором на основе результатов теоретических и экспериментальных
исследований с учетом опыта эксплуатации прототипов и эконо-
мически обосновывается. Обширный материал с необходимыми
требованиями к точности изделий, соединений и отдельных дета-
лей машин приводится в справочниках для конструкторов и в дру-
гой технической литературе. Технологи на всех этапах изготовле-
ния изделий должны стремиться к последовательному достиже-
нию точности и выполнению всех других технических требова-
ний, определенных технической документацией.
К прочим эксплуатационным показателям качества изделия
относят эргономические показатели, характеризующие степень уче-
та антропометрических, биохимических, физиологических и дру-
гих свойств человека в системе человек — машина — среда (удоб-
ство, простота и безопасность обслуживания, уровень шума, виб-
раций и др.), и эстетические показатели (композиция, внешнее
оформление и пр.).
Производственно-технические показатели, или показатели тех-
нологичности конструкции, устанавливают эффективность кон-
структивных решений с точки зрения обеспечения оптимальных
затрат труда и средств на изготовление изделия, его эксплуата-
цию, техническое обслуживание и ремонт. Более подробно эти
показатели рассмотрены в подразд. 5.3.
Качество изделия, заложенное в конструкцию на стадии про-
ектно-конструкторских разработок, обеспечивается на заданном
уровне при производстве и поддерживается в течение определен-
ного времени при эксплуатации. Каждый показатель качества дол-
жен тщательно прорабатываться методически. Всякое ужесточе-
ние допусков показателей качества вызывает увеличение затрат
на изготовление и эксплуатацию изделий. Рациональное значе-
ние допуска устанавливают на основе технико-экономических
расчетов.
73
Например, исследование работы компрессора ГАВ-8 показало,
что зазор между поршнем и цилиндром должен быть 0,093... 0,7 мм.
Меньший зазор не позволяет компенсировать тепловые дефор-
мации поршня и цилиндра, имеющих различную температуру,
их силовые деформации, порождаемые нагрузками и др. При
зазоре более 0,7 мм компрессор теряет производительность. Была
установлена посадка поршня в цилиндр диаметром 80//8/<78 с
наименьшим зазором 100 мкм, что близко к расчетной величи-
не. При этих условиях на увеличение зазора, связанного с изно-
сом деталей, остается около 0,5 мм. Если за год эксплуатации
компрессора зазор возрастает на 0,08...0,12 мм, то это значит,
что до максимально допустимого зазора компрессор должен про-
работать 5 — 6 лет вместо 3 — 4 лет при существовавшей практике
назначения допусков. Экономичность такого решения не вызы-
вает сомнений. Заметим, что часть допуска может идти на изго-
товление, сборку и регулирование, а другая — на компенсацию
износа.
Следует отметить, что требования к точности в последние годы
резко возросли. Ужесточение параметров точности деталей маши-
ностроения постепенно становится нормой. При конструирова-
нии прецизионных деталей допуски на различные геометриче-
ские параметры изделий назначают в микрометрах и долях мик-
рометра. В работе [15] приводятся примеры, когда для таких дета-
лей, как золотники, роторы, подпятники и прочие, допуски фор-
мы (круглость, прямолинейность, плоскостность и др.) и распо-
ложения поверхностей (параллельность, перпендикулярность, со-
осность и т.д.) назначают в пределах 1 ...5 мкм. Еще меньшие до-
пуски устанавливают на размеры и показатели шероховатости по-
верхностей (Ra, Rz) прецизионных деталей.
Указанную точность все труднее обеспечивать резанием. Дело в
том, что режущий клин инструмента (лезвийного и абразивного)
имеет скругления режущей кромки с радиусами в единицы и де-
сятки микрометров, и не может обеспечить требуемой точности.
При изготовлении прецизионных деталей все чаще отказываются
от резания, связанного с удалением материала, и все чаще для
достижения точности размеров, форм и расположения прибегают
к наращиванию поверхностей.
Наращивание выполняют разными методами. В одном случае
на подложку наносят тонкий слой жидкого материала, который
затем затвердевает, в другом — слой порошка, который преобра-
зуется в монолит под действием лазерного излучения. Входит в
обиход термин «выращивание». Проблему размерной точности ре-
шают с помощью ионной обработки: напыление на деталь тон-
чайших слоев изменяет размер, исчисляемый с точностью до ты-
сячных долей микрометра. Такие процессы составляют суть на-
нотехнологии.
74
Производство прецизионных деталей требует особой организа-
ции производства и больших материальных затрат. Окончатель-
ную доводку таких деталей производят в термоконстантных поме-
щениях (цехах) со среднегодовой температурой (20 ±0,5) °C, как
правило, при отсутствии дневного света, и при повышенных тре-
бованиях к содержанию пыли в воздухе и т.п.
Основные показатели качества изделия вместе с техническими
условиями и нормами точности на приемку изделий могут ут-
верждаться в виде государственных стандартов, например госу-
дарственные стандарты на подшипники, электродвигатели, ме-
таллорежущие станки и др. Качество изделий во многом опреде-
ляется качеством деталей и сборочных единиц, а также качеством
сборки.
5.2. Качество деталей машин
В отличие от качества изделий качество отдельной детали ква-
лифицируют по степени ее соответствия чертежу, техническим
требованиям и условиям на ее приемку. При этом в самом общем
случае используют следующие показатели качества: точность из-
готовления; рельеф поверхностей (микрогеометрию); физико-хи-
мическое и физико-механическое состояние материала; действи-
тельное состояние поверхностных слоев всех функциональных (в
первую очередь) и прочих поверхностей.
Под точностью изготовления понимают степень при-
ближения действительных (фактических) параметров детали к их
теоретическим (расчетным) значениям. Точность изготовления де-
тали по геометрическим параметрам оценивают величиной рас-
хождения ее действительных размеров, форм и взаимного распо-
ложения поверхностей с их заданными значениями, указанными
на рабочем чертеже и в технических требованиях или установлен-
ными эталоном (эталонной деталью). Отступление геометричес-
ких параметров реальных деталей от проектных (теоретически не-
обходимых) значений называют погрешностями. Погрешности мо-
гут возникать на всех стадиях изготовления, хранения и эксплуа-
тации деталей в результате структурных превращений материала,
его старения, износа и других причин.
Пример. Чертеж конца ступенчатого вала с размерами d} и d2
и 1\ и 12 изображен на рис. 5.1, а. Символами, установленными
ЕСКД, обозначены технические требования к точности форм и
расположения поверхностей (указаны допуски круглости шеек и
предельные значения биений поверхностей относительно базы А).
В результате исполнения неудачно спроектированного технологи-
ческого процесса механической обработки исходной заготовки на
шейках вала / и 2образовались погрешности формы в виде вогну-
75
Рис. 5.1. Исходные размеры и базы заготовки (а), макрогеометрические (б)
и микрогеометрические (в) отклонения профиля обработанной детали
тостей (седловидности) J, max - d} min и d2тах - d2min соответствен-
но (рис. 5.1, б); поверхности 1 и 2 оказались на величину е несо-
осными (эксцентричными) друг к другу, а их торцы 3 и 4 непа-
раллельны между собой и неперпендикулярны к оси вала. От зна-
чений эксцентриситета е и углов <р, и <р2 перекоса торцов будут
зависеть действительные значения радиальных и торцовых бие-
ний этих поверхностей относительно базы А.
Достичь абсолютной точности при обработке не удается, по-
этому в целях ограничения предельных значений погрешностей
конструкторы устанавливают допуски размеров и отклонений форм
и расположения поверхностей, соответствующие требуемым ква-
литетам и степеням точности.
Идеально ровные поверхности и поверхности с макрогеомет-
рическими отклонениями представлены на рис. 5.1, а и б. К мак-
рогеометрическим отклонениям в машиностроении относят в пер-
вую очередь все погрешности формы: некруглость, нецилиндрич-
ность, выпуклость, вогнутость, непрямолинейность и пр., а так-
же погрешности в расположении поверхностей.
Для реальных поверхностей деталей машин, кроме макрогео-
метрических отклонений, характерны и так называемые микроге-
ометрические отклонения теоретического профиля.
Микрогеометрия определяет рельеф поверхностей детали в
целом и на отдельных участках. Основными показателями рельефа
поверхности служат шероховатость и волнистость.
76
Шероховатость поверхностей согласно ГОСТ 2789—73 харак-
теризуется высотой профиля R, (Ra, Rz, RmaK), шагом неровнос-
тей Sj (рис. 5.1, в) и другими параметрами.
Волнистостью называют совокупность периодически по-
вторяющихся неровностей поверхности, которые образуются глав-
ным образом из-за вибраций или относительных колебательных
движений в технологической системе станок — приспособление —
инструмент — заготовка. Волнистость измеряют в сечениях, пер-
пендикулярных к поверхности.
Согласно рекомендациям по стандартизации PC 3951—73 вол-
нистость характеризуется средним шагом 5ц/ и высотой Wt (И4.
или Жтах) волн. Считается, что параметры волнистости (средний
шаг и высота волн) значительно больше аналогичных параметров
шероховатости, а их отношение (Sw/ И<) находится в пределах
40... 1 000.
Рельеф поверхностей часто оказывает решающее влияние на
долговечность, износостойкость и несущую способность поверх-
ностей деталей машин. В ответственных случаях наряду с норми-
рованием шероховатости ограничивают допусками и волнистость
поверхностей, а также указывают требуемые направления неров-
ностей. В других случаях волнистость рассматривают как часть от-
клонения формы поверхностей, а рельеф поверхности в целом —
как элемент геометрической точности детали.
Физико-химические свойства материала, например состав спла-
ва, т.е. число и процентное содержание входящих в него компо-
нентов и их взаимосвязь в кристаллической решетке, жидкотеку-
честь, красноломкость и др., определяются техническими требо-
ваниями, установленными государственными стандартами на со-
ответствующую марку используемого материала.
Физико-механическое состояние материала (прочность, твер-
дость, упругость или хрупкость и другие характеристики) во мно-
гом зависит от вида термической обработки, применяемого к
данной марке материала, и определяется главным образом на-
значением и условиями работы детали. Например, корпуса ре-
дукторов, отлитые из серого чугуна или алюминия, термообра-
ботке, как правило, не подвергают; оси, валы, зубчатые колеса
из конструкционных сталей 45 или 40Х обязательно подвергают
термообработке, добиваясь нужного физико-механического со-
стояния сплава (твердость 40...45 HRC и более и т.д.).
Особое значение для длительной и надежной работы детали в
изделии имеет состояние ее поверхностей. Механические свой-
ства поверхностного слоя любой детали чаще всего отличаются от
свойств основного материала.
В результате выполнения различных заготовительных техноло-
гических процессов, таких как литье, горячая и холодная штам-
повка, ковка, волочение и др., на поверхностях заготовок могут
77
оставаться следы формовочной земли, отбел, перлитная корка,
окалина, обезуглероженные зоны и др. После механической обра-
ботки на поверхностях детали образуется слой измененной струк-
туры с повышенной или пониженной твердостью, остаются рас-
тягивающие или сжимающие напряжения, возникают наклеп (уп-
лотненный слой) и прижоги, существенно изменяющие свойства
металла.
Возможные изменения свойств металла в поверхностных слоях
по-разному сказываются на работоспособности детали: одни спо-
собствуют повышению долговечности и циклической прочности,
увеличивают износостойкость; другие снижают предел усталости
и несущую способность, приводят к увеличению потерь на тре-
ние и т.д.
Обоснование комплекса технических требований к состоянию
функциональных и других поверхностей деталей при проектиро-
вании и строгое их выполнение при изготовлении позволяют су-
щественно повысить показатели качества многих деталей.
Таким образом, для получения детали с заданными показателя-
ми качества нужно правильно выбрать материал, научиться управ-
лять точностью обработки и формированием рельефа поверхно-
сти с необходимыми физико-механическими свойствами.
5.3. Технологичность конструкций изделий
Основные понятия. Под технологичностью конструкции
изделия понимают совокупность свойств конструкции, обеспечи-
вающих изготовление и эксплуатацию изделия (в том числе ре-
монт и техническое обслуживание) по наиболее эффективным
технологиям с наименьшими производственными затратами.
Рассматривая технологичность изделия как один из показате-
лей качества, всегда связывают ее с конкретными условиями про-
изводства: типом и формой организации труда; наличием соот-
ветствующих условий и оборудования; программой, продолжи-
тельностью и повторяемостью выпуска изделий и другими факто-
рами.
Принято различать производственную, эксплуатационную и
ремонтную технологичность.
Производственную технологичность конструкций изде-
лий связывают с сокращением средств и времени:
на конструкторскую подготовку производства, включающую в
себя разработку (изготовление) всей проектно-конструкторской
и рабочей документации к изделию;
на технологическую подготовку производства, предусматрива-
ющую проектирование всех видов технологических процессов, а
также разработку, изготовление или приобретение необходимого
78
оборудования и технологической оснастки (приспособлений,
режущих, сборочных, контрольно-измерительных инструментов
и др.) для их выполнения;
на изготовление, контроль и испытания изделий.
Под эксплуатационной технологичностью конструкции
изделия понимают сокращение средств и времени на подготовку
к использованию изделия по назначению, его техническое обслу-
живание, текущий ремонт и утилизацию (по окончании срока
эксплуатации).
Ремонтная технологичность проявляется в сокращении
средств и времени на все виды ремонта изделия, кроме текущего
(планово-предупредительного).
Далее рассматриваются вопросы, преимущественно связанные
с обеспечением производственной технологичности конструкций
изделий.
Существует два вида оценки технологичности конструкции
изделия: качественная и количественная.
Качественные оценки технологичности конструкции из-
делия субъективны. Оценки этого вида распространены на всех
стадиях проектирования, когда осуществляется выбор лучшего
варианта конструкции изделия.
Качественные оценки «хорошо — плохо», «допустимо — не-
допустимо» и пр., как правило, предшествуют количественным
оценкам и при этом совершенно необязательно определять сте-
пень технологичности сравниваемых вариантов. Иногда преиму-
щества конструкции, выявленные в результате качественного ана-
лиза технологичности, столь очевидны, что полностью исключа-
ют необходимость количественных оценок.
Количественные оценки технологичности конструкции
изделий устанавливают по показателям, числовые значения кото-
рых характеризуют степень удовлетворения требований к техно-
логичности по существенным для конкретного изделия показате-
лям (подробнее этот вид оценки качества изделия рассматривает-
ся далее).
Оценки технологичности конструкции обычно устанавливают
в результате анализа выполнения комплекса технологических тре-
бований, предъявляемых к изделиям и сборочным единицам, к
деталям и отдельным их поверхностям, к конструкциям исходных
заготовок деталей.
Технологические требования к изделиям машиностроения. Про-
изводственная технологичность конструкции изделий и сбороч-
ных единиц проявляется в возможности построения высокопро-
изводительных технологических процессов общей и узловой сборки.
Технологический анализ конструкции (изделия) выполняют на
стадии проектирования, при составлении технического задания,
разработке технического проекта и рабочей документации, в пе-
79
риод технологической подготовки производства, а также во вре-
мя изготовления и испытаний опытных и серийных образцов.
Для повышения производительности сборочных работ и сни-
жения их себестоимости к изделиям и сборочным единицам
предъявляют комплекс технологических требований, основные из
которых приводятся далее.
Изделие должно иметь простую компоновку и состоять из ми-
нимального числа деталей и сборочных единиц; конструктивные
решения также должны быть простыми. Следует максимально ис-
пользовать стандартные, нормализованные и унифицированные
детали и сборочные единицы, что способствует сокращению их
общей номенклатуры и типоразмеров, повышению серийности
изготовления, снижению общей трудоемкости и себестоимости,
созданию возможностей приобретения их по кооперации у спе-
циализированных производств.
Для повышения точности сборки желательно ограничить ки-
нематические и сборочные размерные цепи, совместить техноло-
гические базы с измерительными, от которых задаются размеры,
выдерживаемые при сборке. Соблюдение этих требований повы-
шает уровень взаимозаменяемости изделий, сокращает объем руч-
ных пригоночных работ и исключает необходимость применения
компенсаторов.
Конструкция изделия должна позволять выполнять общую сбор-
ку из предварительно собранных составных частей и одновремен-
ную параллельную их сборку, в результате чего значительно со-
кращается цикл сборки изделия, появляется возможность тща-
тельного контроля качества каждой сборочной единицы и исклю-
чается необходимость разборки.
При сборке должны быть обеспечены удобный подвод инстру-
мента к местам соединения деталей и последующая быстрая и
точная его установка. Приспособления, используемые в процессе
сборки, не должны быть сложными. Сборка должна производить-
ся без поворотов базовой детали, путем осуществления простых
движений для относительной установки сопряженных деталей и
сборочного инструмента.
Для серийного и массового производства должна быть преду-
смотрена возможность механизации и автоматизации сборочных
работ.
Для быстрой и точной фиксации при сборке единственно вер-
ного положения составных частей друг относительного друга на
входящие детали наносят контрольные метки, предусматривают
на них штифты (их конфигурации могут быть асимметричны).
Отдельные технологичные конструкции сборочных соедине-
ний показаны на рис. 5.2. Другие специфические требования, по-
вышающие технологичность сборки резьбовых, заклепочных,
прессовых, клеевых, паяных, сварных и прочих соединений, при-
80
водятся в разделе «Основы технологии сборки в машинострое-
нии».
Технологические требования к деталям машин. Прорабатывая
конструкцию детали, стремятся обеспечить возможность ее изго-
товления в определенных организационно-технических условиях
производства наиболее производительными способами и с наи-
меньшими затратами. Это удается, если конструктор сумеет учесть
комплекс производственно-технических требований, повышаю-
щих технологичность детали, среди которых отметим следующие.
Материал детали должен обеспечивать получение заготовок за-
данной точности наиболее дешевыми и эффективными метода-
ми; он должен хорошо обрабатываться с помощью имеющихся
средств производства.
В целях снижения материалоемкости и объема механической
обработки желательно, чтобы конфигурация заготовки максималь-
но соответствовала формам и размерам детали или приближалась
к ним. В условиях серийного и массового производства детали иногда
конструируют с учетом имеющихся видов проката (специально-
го, профильного и периодического), что обеспечивает при даль-
нейшей обработке значительный экономический эффект и мини-
мальный расход материала.
Заготовки деталей машин должны иметь поверхности, обес-
печивающие их удобное и надежное базирование при обработке;
при отсутствии таковых предусматривают возможность создания
искусственных технологических баз в виде бобышек, платиков,
поясков, отверстий и т.п. (рис. 5.3, а).
Конструкция детали должна обеспечивать ее надежное удоб-
ное и быстрое закрепление на станке или в приспособлении. Жест-
кость крепления должна быть достаточной для выполнения обра-
ботки одним или одновременно несколькими инструментами с
использованием интенсивных режимов.
Размеры на чертеже детали проставляют так, чтобы в процессе
обработки соблюдался принцип постоянства и единства баз и чтобы
учитывались предполагаемая последовательность выполнения и
содержание технологических операций (рис. 5.3, б).
В условиях серийного и массового производства конструкция
детали должна позволять одновременно устанавливать и обраба-
тывать несколько заготовок (рис. 5.3, в).
Конструкция детали должна учитывать возможность ее обра-
ботки высокопроизводительным инструментом, обеспечивая его
удобный подвод, врезание и выход, а также эффективное охлаж-
дение с помощью СОЖ или другими способами (рис. 5.3, г, д).
Требования к точности и шероховатости функциональных по-
верхностей детали должны соответствовать требованиям, установ-
ленным на основе аналитических и экспериментальных исследо-
ваний, опыта эксплуатации аналогичных деталей и зафиксиро-
81
82
3
Рис. 5.2. Технологичные (приведены справа) и нетехнологичные
(приведены слева) сборные конструкции
83
I) >D,
г
д
84
Рис. 5.3. Конструкции деталей машин — технологичные в производстве
(приведены справа) и нетехнологичные (приведены слева)
85
ванным в стандартах, указанным в машиностроительных спра-
вочниках и рекомендуемым в научно-технической литературе. Для
того чтобы уменьшить объем механической обработки, сокраща-
ют число и протяженность обрабатываемых поверхностей. Все не-
сопрягаемые («свободные») поверхности оставляют без обработ-
ки с точностью размеров, соответствующих 16—17-му квалите-
там (рис. 5.3, е).
Конфигурация детали должна быть образована из элементов
простых геометрических форм (цилиндров, плоскостей, конусов
и т.п.), что позволяет использовать высокоэффективные типовые
технологические процессы обработки, применять высокопроиз-
водительное оборудование, оснастку, средства механизации и ав-
томатизации производства (рис. 5.3, ж).
Рассмотреть возможность разделения сложной детали на
простые с последующим их соединением, например сваркой
(рис. 5.3, з), или возможность замены сборной конструкции моно-
блочной (рис. 5.3, и, к) с одновременным уменьшением объемов
обработки резанием. Целесообразность подобных решений всегда
подтверждают соответствующими экономическими расчетами.
Технологические требования к поверхностям деталей машин.
Важное значение для повышения технологичности конструкции
детали в целом имеет соблюдение технологических требований к
отдельным ее поверхностям и элементам. Многие из таких требо-
ваний, установленные, как отмечалось ранее, на основе анализа
и обобщения опыта изготовления и эксплуатации деталей ма-
шин, отражены в отраслевых и государственных стандартах, при-
ведены в справочно-информационной литературе и различных
нормативных изданиях по машиностроению. Технологические тре-
бования распространяются на линейные размеры, углы и кону-
сы, фаски, галтели, канавки и радиусы закругления; сбеги и
выходы резьб; конструкцию и размеры шпоночных пазов, от-
верстий под конусы, крепежные детали; центровые гнезда, мес-
та под гаечные и торцовые ключи, посадочные поверхности ста-
нин, корпусов и валов и многие другие элементы различных дета-
лей. Кроме этих требований при конструировании детали необхо-
димо учитывать следующие рекомендации, повышающие техно-
логичность:
выполнять сферические выпуклые (вогнутые) поверхности со
срезом, перпендикулярным к оси (рис. 5.4, а), исключая обработ-
ку сферы вблизи оси, где скорость резания близка к нулю;
предусматривать в конструкции деталей сквозные отверстия.
При необходимости использования глухих отверстий увязывать
их конструкцию с конфигурацией обрабатывающего инструмен-
та (рис. 5.4, б, в);
располагать отверстия под крепежные детали не ближе опре-
деленного расстояния А от стенки: А = R + 0,5Z), где D — диа-
86
метр головки болта, заклепки, шайбы, гайки или другой детали
(рис. 5.4, г);
располагать отверстия на расстоянии друг от друга с учетом
возможности использования многошпиндельных насадок к свер-
лильным станкам;
во избежание поломки сверл и их увода, входные и выход-
ные поверхности отверстий выполнять перпендикулярными к оси
(рис. 5.4, д);
плоские поверхности обрабатывать на проход, обеспечивая рав-
номерный съем припуска по всей площади (рис. 5.4, е). Ширину
поверхности иногда увязывают с размерами инструментов (фре-
зой, протяжкой и др.);
предусматривать литые поверхности (см. рис. 5.4, е), так как
обработка канавок и выточек на сверлильных и агрегатных стан-
ках создает определенные трудности;
пазы предпочтительно обрабатывать на проход дисковыми фре-
зами; если это невозможно, то переходная часть паза должна со-
ответствовать радиусу фрезы, радиусы закругления у гнезд и вые-
мок — радиусам пазовых фрез (рис. 5.4, ж);
при расположении нескольких отверстий на одной оси реко-
мендуется для одновременной обработки уменьшать последова-
тельно размеры отверстий на величину, превышающую припуск
на обработку предшествующего отверстия (рис. 5.4, з);
использовать стандартные резьбы с диаметром d > 6 мм, что
позволяет избегать частых поломок и быстрого изнашивания мет-
чиков (см. рис. 5.4, б).
Другие случаи улучшения технологичности конструкции и по-
верхностей деталей машин приводятся на рис. 5.4, и—п.
Основные показатели технологичности заготовок деталей ма-
шин. Технологические требования, предъявляемые к заготовкам,
тесно связаны со способами их получения, которые зависят от
типа производства и технологических возможностей заготовитель-
ных цехов предприятия.
В массовом или крупносерийном производстве при наличии
литейных и кузнечно-прессовых цехов или при хорошо отлажен-
ной кооперации со специализированными заготовительными пред-
приятиями предпочтение отдают заготовкам, получаемым различ-
ными способами литья, ковки и штамповки. Широко используют
специальный профильный и периодический прокат.
В единичном и мелкосерийном производстве преобладают заго-
товки из сортового проката: полосы, листа, круга и т.п.; а также
сварные конструкции из этих же и других видов проката. Техноло-
гичность заготовки зависит от конструкции, объема и содержания
предъявляемых к ней производственно-технических требований.
К формам и конструкциям литых заготовок деталей машин (от-
ливкам) предъявляются следующие технологические требования:
87
d> Мб
а б
в
88
3
Рис. 5.4. Конструкторское оформление поверхностей деталей машин:
технологичные в производстве (приведены справа) и нетехнологичные
(приведены слева)
89
конструкция заготовки должна обеспечивать беспрепятствен-
ное удаление литниковой системы, прибылей, напусков, стерж-
ней и каркасов, а также извлечение моделей из формы и стерж-
ней из стержневых ящиков (рис. 5.5, а—д)\
литейные радиусы и уклоны, толщины наружных и внутрен-
них стенок, ребер жесткости и прочих элементов должны нахо-
диться в пределах, рекомендуемых для данного способа литья;
переходы от одного сечения к другому должны быть плавны-
ми; недопустимы резкие изменения толщины стенок и острые
углы, нарушающие принцип направленного затвердевания и кри-
сталлизации металла в литейной форме (рис. 5.5, е);
охлаждение отливки по возможности должно быть равномер-
ным, конструкция заготовки должна обеспечивать ее свободную
усадку без торможения формой и стержнями;
конфигурация заготовки должна допускать возможность уп-
рощения, позволяющего снизить стоимость моделей, стержне-
вых ящиков, кокилей, пресс-форм и прочей литейной оснастки
(рис. 5.5, «);
крупные и сложные стальные отливки должны разделяться на
части, соединяемые впоследствии друг с другом сваркой;
базовые поверхности заготовки желательно получать в одной
опоке, что исключает влияние смещения опок и стержней на точ-
ность отливки (рис. 5.5, ж, з); ответственные поверхности загото-
вок должны занимать в форме нижнее положение, что способ-
ствует повышению плотности металла, исключает раковины и
другие литейные пороки.
Прочие специфические требования к технологичности отли-
вок, получаемых литьем в кокиль, в оболочковые формы, по вы-
плавляемым моделям, под давлением и другими способами, под-
робно рассмотрены в специальной литературе.
Технологичные конструкции горячекованых и штампованных
заготовок деталей должны отвечать следующим основным требо-
ваниям:
иметь простые симметричные формы. Несимметричные фор-
мы способствуют боковым сдвигам штампов и появлению брака
(рис. 5.5, л);
не иметь длинных узких выступов в плоскости разъема штампа
и в перпендикулярных к ним плоскостях. Основные поверхности
должны быть гладкими без бобышек и выступов (рис. 5.5, jw);
Рис. 5.5. Заготовки деталей машин:
а —з — отливки; и—н — объемные штамповки; о — листовая штамповка (рас-
крой); справа приведены технологичные конструкции, слева — нетехнологичные
90
91
не допускать большой разницы в сечениях заготовки, приводя-
щей к различным скоростям остывания металла на отдельных ее
участках и к неравномерному изнашиванию частей штампа, что
влечет за собой брак по недоштамповке;
обеспечивать плавный переход от одной поверхности заготовки
к другой благодаря правильному выбору радиусов закругления;
форма заготовки должна позволять свободно извлекать ее из
штампа, для чего на поверхностях заготовки предусматривают
штамповочные уклоны. Выемка должна производиться только в
направлении движения штампа;
допускать разъем штампа по горизонтальной плоскости заготов-
ки с наибольшими габаритными размерами; нежелательны разъе-
мы по ломаным, наклонным и криволинейным поверхностям;
обеспечивать полное заполнение полостей формы металлом и
не допускать перерезания его волокон;
допускать получение всей заготовки в одной половине штам-
па, что существенно повышает ее точность (рис. 5.5, к);
позволять производительно и экономично выполнять предва-
рительную обработку (обрубку облоя, зачистку окалины, правку,
центрование, грунтование поверхностей и др.).
Заготовки сложных по конфигурации деталей часто заменяют
сварными конструкциями (рис. 5.5, н), состоящими из простых
штампованных элементов, сваренных между собой, а иногда и с
заготовками из проката (круга, полосы, уголка и др.).
Конструкция заготовок, полученных методами холодной листо-
вой штамповки, должна позволять использование ленты при
толщине /> = 2...2,5 мм, полосы — при b < 10 мм или листа — при
b > 10 мм. Конфигурация заготовки должна обеспечивать малоот-
ходный или безотходный раскрой материала (рис. 5.5, о).
Рис. 5.6. Деталь, полученная холодной листовой штамповкой
92
Таблица 5.1. Минимально допустимые размеры элементов заготовок,
получаемых методами холодной листовой штамповки
Обозначе- ния раз- мера эле- мента за- готовки на рис. 5.6 Минимальные размеры элементов заготовки в зависимости от материала
Сталь Медь, латунь Титано- вые сплавы Алюми- ний, ЦИНК Пласт- масса Картон, бумага
мягкая твердая
D (0,7... 1,2)5 (0,9... 1,5)5 (0,6... 0,9)5 (1,75... 2)5 (0,5... 0,8)5 (0,4... 0,7)5 (0,3... 0,6)5
R 15 (0,5 ...2)5 (0,3... 0,5)5 (2... 3,5)5 (0,35... 0,5)5 — —
е (0,7... 1,5)5
f (0,7... 1,5)5
t D+ е
н R + 4AS
с >25+ (0,3...0,4)
Минимально допустимые размеры пробиваемых отверстий
(круглых, овальных, прямоугольных и пр.), расстояния между
ними и краями заготовки (перемычки), размеры отгибаемых сте-
нок, радиусов и другие геометрические параметры заготовки,
представленной на рис. 5.6, указаны в табл. 5.1. Предельные откло-
нения габаритных А и функциональных В размеров составляют
//15...//17 (h 15...h 17) и //12...//14 (/z 12...7z 14) соответственно.
Во всех случаях выбранный способ получения заготовки дол-
жен учитывать программу выпуска и сроки исполнения заказа,
соответствовать материалу, массе и конфигурации заготовки, обес-
печивать необходимую точность и качество поверхностей.
К заготовкам конкретных деталей могут предъявляться другие
специфические требования, повышающие эффективность техно-
логического процесса изготовления и снижающие их себестои-
мость, а также способствующие упрощению и снижению стоимо-
сти последующей обработки деталей и сборки.
Количественная оценка технологичности конструкции. Объек-
тивно оценить технологичность конструкции изделия можно пу-
тем расчета количественных показателей технологичности.
Отработка конструкции изделия на технологичность начинает-
ся с выбора базовых показателей, относительно которых опре-
деляют уровень технологичности при разработке изделия и срав-
нении различных вариантов его конструкции. Одновременно до-
пускается продолжать анализ и отработку технологичности по дру-
гим показателям, не являющимся базовыми, но влияющими на
технологичность конкретного изделия или его составных частей.
93
К базовым показателям относят трудоемкость изделия (нормо-ч),
его материалоемкость (кг) и технологическую себестоимость (руб.);
а также ряд показателей, учитывающих степень унификации кон-
струкции, точность обработки, шероховатость поверхности дета-
лей и др.
Для определения значений базовых показателей за основу при-
нимают статистические данные о ранее созданных конструкциях,
имеющих общие конструктивно-технологические признаки с про-
ектируемым изделием, или о типовых представителях, а также
аналитические данные1. Значения базовых показателей техноло-
гичности конструкции изделия могут приводиться в техническом
задании на проектирование.
Уровень технологичности конструкции изделия К определяют
как отношение достигнутого проектного уровня технологичности
Ка к базовому (или наоборот):
К = Ка/К6.
Обычно принимают 0 < К < 1.
Уровень технологичности определяют по одному или несколь-
ким частным и комплексным показателям, принятым в качестве
критериев оценки технологичности конструкции в техническом
задании на изделие.
Ниже приводятся формулы для расчета некоторых показателей
технологичности конструкции изделия.
Уровень технологичности конструкции изделия по абсолютной
трудоемкости изготовления характеризуется отношением абсолют-
ной достигнутой (проектной) трудоемкости Тид к базовой Т„,б:
Кт„ = Ги.д/Ти.б.
Абсолютную трудоемкость изготовления 7И любого изделия, •
нормо-ч, рассчитывают по формуле
Тн = Х^А + Х^JnJ + ^сб + ^ис’
где Т, — трудоемкость /-й сборочной единицы в изготовлении; 7} —
трудоемкость j-й детали, не вошедшей при подсчете в состав 7);
и,, п, — число /-х сборочных единиц и j-х деталей соответственно;
Тсб, Тнс — трудоемкость изделия в общей сборке и в испытании
соответственно.
1 Студенты обычно используют в качестве базовых показатели технологично-
сти конструкции изделия, рассчитанные на предприятии, где они проходят про-
изводственную или преддипломную практику.
94
Относительная трудоемкость изготовления изделия — отноше-
ние двух величин: в знаменателе — абсолютная трудоемкость Ти
как общая трудоемкость изготовления, в числителе — некоторая
часть от общей, например, относительная трудоемкость, нормо-ч,
всех заготовительных работ в изделии:
Т =Т IT
где Тзр= Тл + Тк_п + Тс + ... — трудоемкость заготовительных работ:
литейных Т„, кузнечно-прессовых Тк_п, сварочных Тс и др.
Материалоемкость Ми изделия характеризует общее количество
затраченного материала (кг) на производство одного изделия.
Уровень технологичности изделия по материалоемкости опре-
деляется отношением достигнутой проектной материалоемкости
изделия Л/Ид к базовой М„ 6:
К— Л/Ид/Л/И.б •
При оценке технологичности заготовки применяется коэффи-
циент использования материала — отношение массы детали Л/цет
к массе заготовки Мзаг:
^и.м — ^дет/^заг-
Массу заготовки рассчитывают после выбора способа ее по-
лучения и определения общих припусков на механическую об-
работку.
Степень унификации материалов изделия оценивают по коэф-
фициенту применяемости материала
^пр.м/ = HJH,
где Hh Н — норма расхода /'-го материала и всех материалов на
изготовление изделия соответственно, кг (Н = Ми).
Сумма значений Л^.м,для всех z-x материалов равна единице:
Х^ПР.М/ =1.
Анализ значений KnpMi позволяет принимать решения по от-
дельным группам материалов. В целях повышения технологичнос-
ти изделия стремятся к сокращению номенклатуры используемых
материалов, т.е. к максимально возможному увеличению значе-
ний ^пр.м/.
Технологическая себестоимость изделия Ст складывается из
суммы затрат на материалы и осуществление технологических
процессов изготовления единицы изделия. В расчетах значение Ст
часто принимают равной цеховой себестоимости.
95
Уровень технологичности конструкции по технологической
себестоимости
*сг =ст.д/ст.б,
где Стд, Стб — достигнутая (проектная) и базовая технологиче-
ская себестоимость изделия соответственно, руб.
Дополнительные показатели технологичности конструкции из-
делия. Коэффициент унификации деталей изделия определяется
как отношение числа Ду этих деталей к общему числу деталей в
изделии Д’.
*,д = Ду/Д-
Величину, обратную Кул, называют степенью унификации.
Конструкции изделий с более высокой степенью унификации
деталей признаются более технологичными в производстве.
Коэффициент унификации конструктивных элементов
Ку.э = (?у.э/(?э>
где Qy3 — число унифицированных типоразмеров конструктив-
ных элементов (резьб, галтелей, фасок, проточек, отверстий и
др.); (2э — общее число типоразмеров конструктивных элементов
в изделии. Целесообразность повышения значения Куз решают в
каждом конкретном случае.
Коэффициент применения типовых технологических процес-
сов Ку п определяют как отношение числа типовых технологиче-
ских процессов изготовления (сборки) Q, п к общему числу при-
меняемых при этом технологических процессов Qn:
^т.п = &.п/0п-
Уровень технологичности конструкции по точности обработки
КГЧ ~’ ^тч.б/^тч.д?
где Л"тч б, Л"тч д — базовый и достигнутый коэффициенты точности
обработки соответственно.
Коэффициент точности обработки определяют по формулам:
а) для деталей
где Тср — средний квалитет точности обработки изделия: Гср =
= Х^7ХИ'’ ni ~~ число размеров соответствующего квалитета
точности; Т = IT — квалитет точности обработки;
96
б) для изделий и сборочных единиц
^( = 1-(Лч/Д),
где Дтч — число деталей (без учета крепежа) с точностью не выше
10-го квалитета; Д — общее число деталей в изделии (точность
устанавливают по среднему квалитету Тср).
Уровень технологичности конструкции по шероховатости по-
верхности
Кш ~ ^Ш.б/^ШДИ
где Кш б, Кт д — базовый и достигнутый коэффициенты шерохова-
тости поверхности соответственно.
Коэффициент шероховатости поверхности
= 1/ шср,
где Шср — среднее числовое значение параметра шероховатости:
///ср - ~ число поверхностей с соответствующим
числовым значением параметра шероховатости; Ш — числовое
значение параметра шероховатости по ГОСТ 2789—73: Ш= Ra.
Значения достигнутых уровней технологичности конструкции
по точности обработки и шероховатости определяют после завер-
шения технологического контроля чертежа детали (изделия) и
внесения в него рациональных изменений. Если чертеж изделия
после завершения технологического контроля не подвергался пе-
ресмотру и изменению, то Кт и Кш равны единице.
Кроме рассмотренных, в машиностроении для получения ко-
личественных (объективных) оценок технологичности конструк-
ции изделия, могут использоваться и другие показатели, характе-
ризующие производственную технологичность изделия.
Пример. Оценить технологичность оси (рис. 5.7), изготавли-
ваемой по типовому технологическому процессу из круглого про-
Рис. 5.7. Пример чертежа детали (оси) с требованиями к точности обра-
ботки
97
ката (вариант 1) и из штампованной заготовки (вариант II). Назо-
вем вариант 1 базовым, вариант II — проектным (достигнутым).
1. На оси из штампованной заготовки (вариант II) обтачивают
цапфы и подрезают торцы; на заготовке из проката (вариант I)
дополнительно протачивают среднюю часть оси и поверхности
обоих буртиков. Очевидно, что время механической обработки по
варианту И будет меньше, а производительность выше.
2. Зная массы штампованной заготовки Л/загл = 0,471 кг, заго-
товки из проката МЗЯ1 .б = 0,67 кг и массу детали Л-/.1СТ = 0,393 кг
(установлена расчетами), определяют коэффициент использова-
ния материала.
Вариант 1
М 0 393
К., м б = = = о, 59 (низкий).
А/заг.б 0,67
Вариант II
М 0 393
К = = = о, 83 (хороший).
ММ1Л 0,471
Уровень технологичности конструкции оси по материалоем-
кости
Км = Адмл= 0159 = 0 71
" *„.м.д 0,83
3. Технологическая стоимость оси, изготовленной из проката,
составляет Стб= 1,55 руб. (цеховая себестоимость в ценах 1989 г.).
Стоимость штампованной заготовки на 0,22 руб. меньше стоимо-
сти заготовки из проката. Кроме того, в варианте 11 исключается
обработка поверхностей по d3, и R (см. рис. 5.7), технологиче-
ская себестоимость которой составляет 0,13 руб. Достигнутая техно-
логическая себестоимость оси Стл= 1,55 - (0,22 + 0,18)= 1,15 руб.
Уровень технологической конструкции по технологической
себестоимости
С 115
К =^ = Ь22 = 0,74.
с1б 1,55
4. Обработка заготовки из проката включает в себя протачива-
ние пяти цилиндрических поверхностей, подрезку четырех тор-
цов, а также прорезку двух канавок, снятие двух фасок и двух
радиусов. Последние шесть элементов унифицированы. При этом
базовый коэффициент унификации конструктивных элементов
Qy.3 _ 2 + 2 + 2
Q., ~5 + 4 + 2 + 2 + 2
= 0,4.
98
Таблица 5.2. Точность размеров и шероховатость поверхностей оси
Вариант dt !Т Ra Ф //' Ra IT Ra Ф IT Ra R IT Ra
I 2 6 0,63 2 14 10 2 14 10 1 14 10 2 14 10
11 2 6 0,63 2 14 10 2 17 60 1 17 60 2 17 60
Вариант !Т Ra А !Т Ra R IT Ra A IT Ra f IT Ra
I 2 12 10 2 14 1,25 2 14 10 1 14 — 2 14 10
II 2 12 10 2 17 1,25 2 14 10 1 14 — 2 14 10
Изготовление детали из штампованной заготовки сводится к
протачиванию двух цилиндрических поверхностей, подрезке че-
тырех торцов, снятию двух фасок и протачиванию двух канавок.
В этом случае достигнутый коэффициент унификации конструк-
тивных элементов
2Уз
а
2Z
Лу.Э.Д
----—--------= 0,4.
2 + 4 + 2 + 2
Вывод: коэффициенты унификации конструктивных элемен-
тов деталей, изготовленных по варианту I и II, — одинаковы.
В заключение определим показатели технологичности, харак-
теризующие точность изготовления оси и шероховатость ее по-
верхностей. Сведения о шероховатости всех 17 поверхностей оси
и точности всех 18 размеров, связывающих их между собой (см.
рис. 5.7), приводятся в табл. 5.2.
Средний квалитет точности размеров:
т 6-2 + 12-2 + 14 14 ,,00
/ со 5 ~ --------------- — 12,
ср.б 18
_ 6-2 + 12-2 + 7-14 + 7-17
' срл - 1g -14,05.
Коэффициенты точности обработки соответственно:
Кб = 1------— = о, 922; К„ „ = 1-----— = о, 929.
12,88 1 14,05
Уровень технологичности по точности обработки оси
= К^ = 0.922 =
К.пл 0,929
99
Среднее числовое значение параметра шероховатости:
0,63-2+1,75-2 + 10-13 п о,о
///срб =----------—----------= 7,868 мкм;
17
0,62 2 + 1,25 2 + 10 8 + 60 5
шсрд = —-------------—--------------= 22,574 мкм.
17
Коэффициенты шероховатости поверхностей:
/С,б = 1----— = 0,873; Кшд = 1--------!— = 0,956.
' 7,868 д 22,574
Уровень технологичности оси по шероховатости поверхностей
кш =£^ = 2Л22 = о,9.
Кш.д 0,965
Полученные значения различных показателей технологичнос-
ти конструкции объективно свидетельствуют о том, что изготав-
ливать ось из штампованной заготовки экономически и техноло-
гически целесообразнее, чем вытачивать ее из круглого проката.
ГЛАВА 6
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
6.1. Погрешности механической обработки
и методы достижения точности
Обеспечение точности обработки деталей всегда являлось од-
ной из актуальных проблем технологии машиностроения. Повы-
шение точности изготовления деталей дает возможность выпол-
нять сборку машин без дополнительных затрат труда на их при-
гонку, позволяет реализовать принцип взаимозаменяемости дета-
лей и узлов, осуществлять поточную сборку, что не только сокра-
щает трудоемкость последней, но и облегчает и удешевляет ре-
монт машин в условиях их эксплуатации.
При построении технологических процессов обработки каких-
либо деталей можно говорить лишь о большей или меньшей точ-
ности их изготовления, учитывая, что достижение абсолютных
размеров практически неосуществимо, поэтому в качестве меры
точности принимают допустимые отклонения размеров, форм и
расположения поверхностей деталей от номинальных значений в
соответствии с заданным квалитетом.
Конструктор назначает допуски, исходя из служебного назна-
чения детали и условий ее работы в изделии. Допуски промежу-
точных размеров заготовок устанавливает технолог. Эти допуски
обычно называют технологическими (операционными).
Для обоснованного назначения технологических допусков и
увязки их с технологией изготовления детали необходимо знать
причину образования погрешностей, их числовые значения и ха-
рактер распределения этих значений. Механизм возникновения по-
грешностей весьма сложен и разнообразен. В обычных условиях
обработки одновременно действует комплекс факторов, приво-
дящих к возникновению отдельных элементарных погрешностей.
Однако для практики машиностроения важную роль играет сум-
марная погрешность Д. На величину А, т. е. на ожидаемое отклоне-
ние от точности обработки, существенно влияют погрешности,
вызываемые следующими причинами:
неточность изготовления и деформация оборудования (стан-
ков) и его износ;
неточность изготовления и износ режущего инструмента;
упругие деформации технологической системы станок — при-
способление — инструмент — заготовка под действием сил резания;
деформации технологической системы под влиянием нагрева в
процессе обработки;
101
погрешности, зависящие от теоретической схемы обработки
(методические), появляющиеся из-за упрощений и определенных
допущений, возникающих при конструировании специального ин-
струмента, построения кинематических цепей и в других случаях
117].
При выполнении определенной механической операции над
партией однотипных заготовок (деталей) числовые значения эле-
ментарных погрешностей остаются примерно постоянными или
изменяются по какому-либо закону. Такие погрешности называют
систематическими, соответственно постоянными и перемен-
ными, их предельные значения поддаются прогнозированию с
помощью предварительных достаточно точных аналитических рас-
четов.
Случайные погрешности не имеют определенной законо-
мерности. К ним относят погрешности, возникающие при настрой-
ке (поднастройке) станка, при установке заготовок в приспособ-
ление (или на станок); погрешности, связанные с конкретным
методом обработки, вызываемые перераспределением внутренних
напряжений в заготовке в процессе ее обработки, а также по-
грешности, обусловленные кинематической неточностью станка,
и др.
Элементарные погрешности по-разному влияют на точность об-
работки: одни приводят к возникновению или увеличению по-
грешностей форм, другие изменяют расположение поверхностей,
третьи оказывают доминирующее влияние на точность выполняе-
мых размеров.
Систематические погрешности складывают со случайными и
получают суммарную погрешность Д.
Для получения деталей заданной точности считают, что сум-
марная погрешность Л должна укладываться в границы поля тех-
нологического допуска /', выполняемого размера, т.е. Л < 7).
Глубокое понимание физики происходящих явлений и знание
причин образования элементарных погрешностей и законов сум-,
мирования позволяют технологам-машиностроителям сводить сум-
марную погрешность к минимуму и обеспечивать изготовление
деталей требуемой точности (управлять точностью обработки).
Следует подчеркнуть, что требования к точности деталей по-
стоянно возрастают. В настоящее время для некоторых точных из-
делий допуски размеров детали составляют несколько микромет-
ров или даже десятых долей микрометра. Например, в плужнер-
ных парах для двигателей допуск зазора установлен в 3...5 мкм,
что потребовало от каждой из сопряженных деталей точности,
ограниченной допуском в 2...3 мкм. Цапфы осей гироскопов из-
готовляют с отклонениями номинальных размеров ±0,8 мкм, а в
сопряжениях ответственных деталей теодолитов допускается ко-
лебание зазора 0,6... 1 мкм. Для достижения точности, заданной
102
рабочим чертежом, используют два принципиально разных мето-
да: метод пробных ходов и промеров и метод автоматического по-
лучения размеров на предварительно настроенных станках.
Метод пробных ходов и промеров. Этот метод широко практи-
куется в условиях единичного и мелкосерийного производства. За-
готовки путем индивидуальной выверки или без выверки уста-
навливают на станок. Затем к обрабатываемой поверхности под-
водят режущий инструмент и с короткого участка поверхности
снимают пробную стружку. Станок останавливают, измеряют по-
лученный размер, определяют величину его отклонения от задан-
ного на чертеже значения и корректируют положение режущего
инструмента по шкале лимба станка. Вновь производят рабочий
ход на пробном участке заготовки и снова — контроль получив-
шегося размера. Таким образом, путем последовательного при-
ближения с помощью пробных ходов и промеров устанавливают
правильное положение инструмента относительно заготовки, при
котором выполняется заданный размер. После этого обрабатыва-
ют всю поверхность заготовки. Для обработки следующей заготов-
ки процедуру пробных ходов и промеров повторяют.
В условиях серийного и массового производства метод пробных
ходов и промеров применяют иногда при настройке станка на
обработку партии однотипных деталей, а также при шлифова-
нии, так как он позволяет компенсировать износ абразивных ин-
струментов, вызывающий потерю точности.
Метод пробных ходов и промеров позволяет:
достигать высокой точности на неточном оборудовании (рабо-
чий высокой квалификации путем измерений определяет и уст-
раняет погрешности, возникающие при обработке на неточном
станке);
исключить или уменьшить влияние износа режущего инстру-
мента на точность обработки партии заготовок (рабочий опреде-
ляет и вносит поправку в положение инструмента, требуемую в
связи с его износом);
получать годные детали из неточных заготовок; путем соответ-
ствующей разметки удастся правильно распределить припуски на
обработку и предотвратить появление брака;
сокращать номенклатуру приспособлений типа кондуктор, по-
воротное или детальное устройство; положение центров отвер-
стий и взаимное расположение обрабатываемых поверхностей
предопределяется разметкой.
Среди недостатков метода можно отметить следующие:
высокая трудоемкость (низкая производительность), связанная
с большими потерями времени на выверку заготовки и корректи-
рование положения режущего инструмента;
точность обработки сильно зависит от квалификации рабоче-
го; точность ограничивается минимально возможной толщиной /с
103
снимаемой стружки: при токарной обработке доведенными резца-
ми /с > 0,005 мм, обычно заточенными резцами гс > 0,02 мм; при
шлифовании кругом средней зернистости tc > 0,001 мм и т.д.;
возможность появления брака, связанного с ошибками рабочего;
высокая себестоимость обработки деталей вследствие низкой
производительности в сочетании с повышенной оплатой труда
высококвалифицированного рабочего.
Рассмотренный метод достижения точности распространен в
опытном производстве, в ремонтных и инструментальных цехах,
весьма часто применяется в тяжелом машиностроении. В условиях
серийного производства метод пробных ходов и промеров исполь-
зуют иногда для «спасения» брака литых и штампованных загото-
вок, т.е. для получения годных деталей из частично бракованных
исходных заготовок.
Метод автоматического получения размеров на предварительно
настроенном станке. Этот метод применяют в условиях серийного
и массового производства, его сущность заключается в следую-
щем: заготовку без разметки и выверки устанавливают в специ-
альные приспособления на заранее выбранные базовые поверх-
ности; обработка ведется за один рабочий ход заранее настроен-
ным на размер режущим инструментом. Настройку станка на раз-
мер для обработки партии заготовок (деталей) и его поднастрой-
ку по эталону (эталонной детали) или методом пробных ходов и
промеров, а также смену изношенного режущего инструмента осу-
ществляют наладчики — рабочие высокой квалификации.
Станок настраивают таким образом, чтобы требуемая точность
обработки достигалась автоматически, т.е. почти независимо от
квалификации рабочего-оператора. Точность размеров обработан-
ных деталей проверяют контролеры, при этом простые детали кон-
тролируют выборочно методами статистического, предупредитель-
ного, так называемого летучего контроля, а сложные и дорогие —
все подряд, т.е. осуществляют 100%-ный контроль.
По методу автоматического получения размеров работают ав- •
томаты и полуавтоматы, револьверные, агрегатные и копироваль-
ные станки, станки с ЧПУ и другое высокопроизводительное
оборудование.
Преимущества данного метода следующие.
Исключаются потери времени на разметку и выверку заготовок
на станке, а также на осуществление пробных ходов и промеров.
Повышается точность обработки и снижается процент брака.
Теперь точность обработки не зависит ни от квалификации и утом-
ляемости исполнителя, ни от минимально возможной толщины
снимаемой стружки, так как необходимый припуск на обработку
устанавливают заранее.
Рационально используется рабочая сила. Рабочие высокой ква-
лификации делают настройку, обслуживая одновременно до 8 —
104
12 станков. Работают на настроенных станках и выполняют произ-
водственную программу рабочие низкой квалификации, в том
числе и ученики.
Работа на настроенном станке по упорам (без промеров)
ослабляет напряжение исполнителя, делает ее более спокойной;
у него появляются навыки последовательного выполнения целе-
сообразных и продуманных движений, что способствует сниже-
нию утомляемости и росту производительности труда.
Пример. Операция обработки заготовки (рис. 6.1, а) состоит
из следующих переходов: первый — точить поверхность / на дли-
не L - (Ь + с); второй — зенкеровать отверстие 2, выдерживая
размер 3; третий — снять фаску 4; четвертый — подрезать торец,
выдерживая размер 5; пятый — проточить канавку в размеры 6 и 7;
шестой — снять фаску 8.
Схема настройки револьверного станка для выполнения этой
операции показана на рис. 6.1, б. Первый переход осуществляют
резцом /; для второго и третьего используют комбинированный
инструмент — зенкер-зенковку 2; резец 6 выполняет одновремен-
но четвертый и пятый переходы, а резец 4 — шестой. Работа ве-
дется на настроенном станке по упорам. Конечное положение ре-
вольверной головки определяет упор 3, расположенный от базы Б
на расстоянии /, = а + е (е — расстояние от торца зенкера 2 до
плоскости упора). Одновременно на расстоянии т (см. рис. 6.1, а)
от торца зенкера располагают режущую кромку резца /. Для вы-
полнения четвертого и пятого переходов резец 6 располагают на
расстоянии /2 = b от базы Б и на расстоянии /3 = + /4 от оси
Рис. 6.1. Последовательность обработки заготовки (а) на револьверном
станке и схема его наладки (б):
I, 4, 6 — резцы; 2 — зенковка; 3, 5, 7 — упоры
105
(/4 — вылет резца, закрепленного в блоке поперечного суппорта).
Положение резца 7, выполняющего шестой переход относитель-
но резца 6. определяют расчетом.
Настройка станка упрощается, если ее выполняют по эталону
или эталонной детали, установленной в патрон. В этом случае инст-
рументы подводят к соответствующим поверхностям эталона
(в конечное положение) и закрепляют. Одновременно регулиру-
ют и фиксируют все упоры (5, 5 и 7).
Другие методы достижения точности обработки. Затраты, свя-
занные с организацией обработки по методу автоматического по-
лучения размеров в условиях единичного и мелкосерийного про-
изводства, часто не оправдываются. В таких случаях после настройки
станка методом пробных ходов и промеров или по эталону поверх-
ности обрабатывают за один рабочий ход с установкой инстру-
мента по лимбу, при этом точность полученной детали сильно
зависит от навыков и умений исполнителя.
В автоматизированном производстве для обеспечения точности
обработки в станок встраивают измерительное и регулирующее
устройство — автоподналадчик, который в случае выхода выдер-
живаемого размера из поля допуска автоматически поднастраива-
ет (корректирует) систему на заданный размер. Автоподналадчик
полностью исключает влияние субъективного фактора и при пра-
вильном его регулировании гарантирует 100%-ную годность дета-
лей. Автоподналадчики используют на операциях торцового фре-
зерования, чистового или тонкого растачивания и др., когда об-
работку выполняют за один рабочий ход. При обработке поверх-
ностей за несколько рабочих ходов (например при наружном круг-
лом и внутреннем шлифовании) применяют устройства активно-
го контроля, с помощью которых измерения выполняют в про-
цессе обработки. При достижении заданного размера устройства
сигнализируют об этом рабочему или автоматически выключают
подачу станка. Использование этих устройств позволяет повысить
точность и производительность операций.
Любой из рассмотренных методов обеспечения точности не
исключает возникновения целого ряда тех или иных погрешно-
стей, снижающих производительность и точность обработки.
6.2. Погрешности обработки, возникающие
вследствие геометрических погрешностей станка
Станок, как большинство изделий, состоит из сборочных еди-
ниц (узлов) и деталей. Одни узлы связаны с заготовкой, другие —
с режущим инструментом. Погрешности взаимного расположения
неподвижных или относительно перемещаемых узлов станка, вы-
званные ошибками его сборки, служат причиной образования по-
106
грешностей обработки. Погрешности взаимного расположения
узлов станка (геометрические погрешности станка) влияют на
форму и расположение обрабатываемых поверхностей заготовки,
но не оказывают непосредственного влияния на их размеры.
Геометрические погрешности станка являются следствием не-
точности изготовления его основных деталей и ошибок сборки,
износа отдельных деталей (станин, направляющих, ходовых вин-
тов и др.), а также ошибок, допущенных при монтаже и связан-
ных с оседаниями фундаментов и пр. Погрешности изготовления
и сборки станков регламентированы нормами точности государ-
ственных стандартов, определяющих допуски и методы проверки
геометрической точности станков, т.е. точности станков в нена-
груженном состоянии. Допустимые значения параметров (мм),
характеризующих геометрическую точность станков средних раз-
меров нормальной точности приводятся ниже:
Радиальное биение на конце шпинделей
токарных и фрезерных станков............................0,01...0,015
Торцовое (осевое) биение шпинделей......................0,01...0,02
Прямолинейность и параллельность
направляющих токарных и продольно-
строгальных станков:
надлине 1000 мм...................................0,01...0,02
на всей длине.....................................0,05...0,08
Прямолинейность продольных направляющих
и столов фрезерных станков на длине 1 000 мм............0,03...0,04
Перпендикулярность осей шпинделей
вертикально-сверлильных станков
относительно плоскости столов надлине 300 мм ...........0,06...0,1
Требования к точности различных станков содержатся в соот-
ветствующих стандартах и справочниках технолога. С увеличением
степени точности станка геометрические погрешности сокраща-
ются, но быстро возрастает трудоемкость (и стоимость) его изго-
товления (табл. 6.1).
При выполнении конкретных операций над партиями одина-
ковых заготовок геометрические погрешности станка полностью
или частично переносятся на обрабатываемые поверхности в виде
систематических постоянных погрешностей. Эти погрешности под-
даются предварительному анализу и расчету.
Пример. Непараллельность оси шпинделя токарного станка
направляющим станины в горизонтальной плоскости приводит при
точении к образованию погрешности в виде конусности /=2«//
(рис. 6.2, а), при этом а ~ tga = а/1.
Биение передних центров токарных и круглошлифовальных
станков при правильном положении оси шпинделя и заднего цент-
ра вызывает перекос оси обрабатываемой поверхности, при со-
хранении правильной окружности в поперечном сечении заго-
107
Таблица 6.1. Соотношение допустимых геометрических погрешностей
станков и трудоемкости их изготовления
Класс точности станка Погрешность, % Трудоемкость, %
Н — нормальной точности 100 100
П — повышенной точности 60 140
В — высокой точности 40 200
А — особо высокой точности 25 280
С — особо точные (прецезионные) 16 450
товки, р ~ sinp = e/£ (рис. 6.2, б). В частном случае при обтачива-
нии за два установа (с перевертыванием для перестановки по-
водкового хомутика) обрабатываемая заготовка получается двуос-
ной с наибольшим углом пересечения осей, равным а = 180° - 2р
(рис. 6.2, в).
Неперпендикулярность оси шпинделя вертикально-сверлиль-
ного станка к плоскости стола приводит к неперпендикулярности
оси просверленного отверстия к базовой поверхности заготовки
(рис. 6.2, г), а биение оси конуса отверстия шпинделя по отноше-
нию к оси вращения шпинделя вызывает возрастание диаметра
просверливаемого отверстия в связи с его «разбивкой».
Рис. 6.2. Схемы образования погрешностей при точении (а — в)
и сверлении (г):
п — частота вращения шпинделя; s, ,s-np — подача; (Г — сила зажима заготовки
108
Рис. 6.3. Схемы образования погреш-
ностей при обработке заготовок на
вертикально-фрезерном (а) и токар-
ном (б) станках
Неперпендикулярность оси вертикально-фрезерного станка к
плоскости его стола в поперечном направлении (рис. 6.3, а) вы-
зывает непараллельность обрабатываемой поверхности установоч-
ной (базовой) Б, а неперпендикулярность в продольном направ-
лении — вогнутость f обрабатываемой поверхности, зависящую
от угла р наклона шпинделя, диаметра фрезы d$, ширины обра-
батываемой поверхности и взаимного расположения фрезы и за-
готовки.
Износ трущихся (контактных) поверхностей станка, и особен-
но неравномерный их износ, приводит к изменению взаимного
расположения отдельных узлов станка, следствием чего является
возникновение дополнительных погрешностей обрабатываемых
деталей. В первую очередь на точность обработки влияет износ на-
правляющих. Непрямолинейность направляющих токарного станка
в горизонтальной плоскости непосредственно влияет на точность
диаметральных размеров, а их местные искривления влекут за собой
образование поверхностей с криволинейной образующей.
Исследования, выполненные в ЭНИМСе, показали, что зад-
няя направляющая токарного станка изнашивается в 5 раз мень-
ше передней, а максимальный износ образуется на расстоянии
400 мм от торца шпинделя. При двухсменной работе в условиях
единичного и серийного производства передняя направляющая
109
изнашивается за год: при обдирке стальных (90%) и чугунных
(10%) заготовок на 0,1...0,12 мм; при чистовой и обдирочной
обработке стальных (80%) и чугунных (20%) заготовок на
0,06...0,03 мм и при чистовой обработке стальных деталей до
0,04...0,05 мм. Установлено, что износ возрастает с увеличением
диаметра деталей, достигая наибольших значений при обдирке
заготовок из чугуна. В результате непропорционального изнаши-
вания направляющих резец (с резцедержателем и суппортом) от-
клоняется на угол р, что приводит к увеличению диаметра (в се-
чении) на величину 2у =2сН/В (рис. 6.3, б).
Деформации станков при их неправильном монтаже, под дей-
ствием масс и при оседании фундаментов (искривления станин и
столов, извернутость направляющих) вызывают дополнительные
систематические погрешности обработки заготовок.
Так, оседание фундаментов продольно-строгальных и продоль-
но-фрезерных станков приводит к возникновению отклонений от
прямолинейности направляющих станин длиной 8... 11 м, дости-
гающих 3...4 мм (по нормативам <0,08 мм — см. с. 107), а при
неправильном монтаже токарного станка мод. 1 К.62 извернутость
станин достигает ±0,5 мм. Искривления направляющих станин пе-
редаются обрабатываемым заготовкам, вызывая непрямолиней-
ность и неплоскостность обрабатываемых поверхностей.
Кроме геометрической погрешности станка на точность обра-
ботки влияют и его кинематические погрешности, обусловлен-
ные ошибками в передаточных числах различных передач кинема-
тической цепи. При коротких и простых кинематических цепях и
при наличии жесткого упора для каретки (суппорта, стола, ре-
вольверной головки) станка точность повышается. Большие зазо-
ры в кинематических цепях и сопряжениях станка снижают точ-
ность обработки. Точность малых перемещений (например, при
регулировании положения инструмента) повышают путем созда-
ния натягов между винтами и гайками, а также в подшипниковых
узлах.
6.3. Погрешности, вызываемые неточностью
изготовления и износом режущего инструмента
На погрешности обработки значительное влияние оказывает
неточность изготовления режущего инструмента. Такое наблюда-
ется при использовании мерных и фасонных (профильных) инст-
рументов.
К первым относят дисковые и концевые фрезы для обработки
шпоночных пазов, сверла, зенкеры, развертки и протяжки для
обработки отверстий, канавочные резцы для производства кана-
вок под поршневые кольца и др.; ко вторым — фасонные резцы и
110
фрезы, специальные протяжки, резьбонарезной и зубообрабаты-
вающий (модульный) инструмент, профильные абразивные кру-
ги и пр. Работа режущих инструментов обоих типов основана на
методе копирования, так как их размер и профиль непосредственно
передается обрабатываемой детали.
При использовании шпоночных и дисковых фрез на точность
ширины прорезаемых канавок влияет также осевое и радиальное
биение зубьев инструмента, возникающее в результате его непра-
вильной заточки или установки на станок. При прорезании коль-
цевой прямоугольной канавки канавочным резцом ширина ее все-
гда оказывается несколько больше (примерно на 0,01...0,03 мм)
ширины резца.
Точность просверленных отверстий определяется допусками
диаметров спиральных сверл и погрешностями, возникающими в
результате «разбивки» диаметра отверстий из-за неуравновешен-
ности радиальной силы резания при несимметричной заточке свер-
ла. Погрешность возрастает вместе с глубиной сверления из-за од-
новременного снижения радиальной жесткости инструмента. При-
чинами «разбивки» отверстия могут быть несоосность рабочей
части сверла и хвостовика или расположение режущих кромок
под разными углами к оси сверла и их разное положение по высоте.
Из-за наличия обратной конусности диаметр сверла при переточке
уменьшается, одновременно изменяется точность сверления. При
сверлении, зенкеровании и развертывании по кондуктору на точ-
ность диаметров и расположение осей отверстий существенно вли-
яют конструкция и качество изготовления направляющих втулок.
При обработке заготовок фасонным инструментом точность
профилируемых поверхностей зависит от точности изготовления
инструмента и в значительной степени от правильной его уста-
новки (ориентации) относительно баз заготовки или системы
координат станка. Например, изготовленный с высокой точно-
стью резец для нарезания метрической резьбы (угол при вершине
а = 60°), но установленный с ошибками относительно оси враще-
ния заготовки (шпинделя), нарежет резьбу с несимметричным
профилем: ос| а2 (рис. 6.4).
В связи с тем, что точность изготовления режущего инструмен-
та на специализированных заводах или в инструментальных цехах
обычно достаточно высока, погрешности его изготовления прак-
тически мало отражаются на точности обработки большинства де-
талей. Значительно большее влияние на точность механической
обработки в целом оказывают погрешности вызываемые износом
режущего инструмента.
В процессе резания инструмент непрерывно изнашивается по
передней и задней поверхностям. Причиной износа служит тре-
ние этих поверхностей о стружку и поверхность заготовки. Износ
только по передней поверхности наблюдается у инструментов во
111
Рис. 6.4. Схема образования погрешности при нарезании резьбы
время предварительной (черновой) обработки, когда резание про-
исходит на относительно невысоких скоростях без охлаждения, а
глубина резания превышает 0,5 мм (рис. 6.5, а). На передней по-
верхности появляется лунка. Прочность режущего клина падает,
но на точности обработки такой износ не сказывается. При тол-
щине срезаемого слоя более 0,1 мм наблюдается одновременный
износ по передней и задней поверхностям, а при чистовой или
отделочной обработке — преимущественно по задней поверхнос-
ти инструмента (рис. 6.5, б, в).
Износ, вызываемый трением инструмента о заготовку, с тече-
нием времени прогрессирует. Результатом его является постепен-
ное изменение расстояния между режущей кромкой и установоч-
ной (базовой) поверхностью заготовки. Первоначальные настро-
ечные размеры /гн и d,, изменяются. Появляется погрешность Ди,
связанная с износом инструмента, равная величине размерного
износа и, а при точении, растачивании и параллельной обработке
поверхностей — 2и: h- /гн + и и d-dH + 2и (см. рис. 6.5, б, в).
Изнашивание инструмента подчиняется тем же общим за-
кономерностям, что и контактные тела при трении скольже-
ния. В начальный период происходит приработка режущего лез-
вия, сопровождающаяся выкрашиванием отдельных неровностей
Рис. 6.5. Схемы чернового точения (а), чистового строгания (б)
и точения (в)
112
Рис. 6.6. Зависимости износа и инструмента от длины резания / (а)
и от скорости резания v (б)
и заглаживанием рисок — следов заточки режущих граней. Ше-
роховатость обрабатываемой поверхности в этот период обычно
несколько уменьшается. Период начального (наиболее интенсив-
ного) изнашивания инструмента (участок I) непродолжителен
(рис. 6.6, а). Для инструментов из твердого сплава износ ин в этот
период образуется на длине резания /, = 0,5...2 км. Чем лучше зато-
чен и доведен инструмент, тем меньше значения /t и ин.
Второй период (участок П) характеризуется нормальным из-
носом инструмента. На этом участке износ прямо пропорциона-
лен пути резания, который в этом случае достигает длины /2 =
= 30...50 км. Интенсивность изнашивания инструмента на этом уча-
стке принято характеризовать тангенсом угла наклона у кривой
этого участка к оси абсцисс или отношением Износ инстру-
мента на этом участке получил название относительного (или
удельного):
«о = tg у = и2//2,
где м2 — размерный износ инструмента, мкм, зафиксированный
во второй период работы, т.е. на пути резания /2, км.
Третий период (участок 111) характеризуется быстрым изна-
шиванием инструмента; через короткий промежуток времени про-
исходит выкрашивание режущей кромки и поломка. В условиях
нормальной эксплуатации доводить инструмент до периода ката-
строфического износа нельзя.
Зная для конкретных условий обработки значения и„ и м0, опре-
деляют размерный износ инструмента и, мкм, на всей длине ре-
зания /:
и = мн + мо//106.
Для расчета размерного износа инструмента в конкретных усло-
виях общую зависимость представляют в виде:
113
для продольного точения
ndl vn
и - и.,+ и0 —— или и = и., + и„ —
ю65 103
для цилиндрического и торцового фрезерования прямоуголь-
ной площади т/ф/ а и = и.,+ип ——! ; н ° 106szZ 360°
для строгания IB m = w»+m°To^;
для протягивания lq
где d — диаметр обрабатываемой детали, мм; I — длина обрабаты-
ваемой поверхности, мм; 5 — подача, мм/об; v — скорость реза-
ния, м/мин; т — время обработки поверхности (т = то — основное
время), мин; d^ — диаметр фрезы, мм; sz — подача на один зуб
фрезы, мм; z — число зубьев фрезы; В — ширина обрабатываемой
поверхности, мм; q — число деталей в партии, шт.
Угол у (см. рис. 6.6, а) определяют из выражений:
при торцовом фрезеровании
sin у/ 2 = B/d*,
при цилиндрическом фрезеровании
cos у = 1 - 2?/^ф,
где t — глубина резания, мм.
Значения мн и и0 для разных способов обработки приводятся в.
справочниках технолога-машиностроителя.
В некоторых случаях размерный износ инструмента рассчиты-
вают по эмпирическим формулам, например:
для точения стали 45 резцами с пластинами из сплава Т15К.6
и = 107 • 10~6г/,’12то°’87 ;
для чистового растачивания серого чугуна (160 НВ) резцами с
пластинами из сплава ВК8
и = 0,191г1’02л0'79/0’7,
В табл. 6.2 приведены средние значения wH и и0 при чистовом
точении и растачивании.
114
Таблица 6.2. Средние значения износа инструментов при чистовом
точении и растачивании
Материал Износ
обрабатываемый режущего инструмента начальный мкм относительный wo, мкм/км
Стал ь углеродистая и легированная Т30К4, Т15К.6 2...8 4... 10
Серый чугун ВК.6, ВК8 3... 10 6... 14
Цветные сплавы Алмаз (при тонком точении) — 0,0005-0,001
При точении углеродистых сталей наименьший относительный
износ зафиксирован у резцов с пластинами из Т30К4; у резцов из
быстрорежущих сталей этот показатель в 1,5 — 2 раза больше. При
отделочном торцовом фрезеровании серого чугуна износ минера-
локерамических пластин ЦМ-332 в 8 раз меньше, чем пластин из
твердых сплавов ВК2 и ВК6.
Определенное влияние на величину относительного износа
оказывают режим резания и геометрия режущей части инстру-
мента. Так, при точении наименьшая величина наблюдается при
скорости резания 100...200 м/мин (рис. 6.6, б); увеличение пода-
чи от 0,1 до 0,3 мм/об или глубины резания от 0,3 до 1,5 мм при-
водит к возрастанию относительного износа на 20... 50 %; при уве-
личении переднего угла резца от 8 до 15° из-за ухудшения усло-
вий теплоотвода и ослабления режущей кромки значение и0 по-
вышается в пределах 30 %.
Следует отметить, что в целом вопросы, связанные с влияни-
ем различных факторов на величину относительного износа инст-
румента, исследованы недостаточно.
Рассмотрим виды погрешностей, связанные с износом инст-
румента, и способы их сокращения.
При обработке деталей больших размеров износ инструмента
приводит к образованию погрешности формы их поверхности.
Например, при точении длинного вала большого диаметра или
растачивании глубоких отверстий износ инструмента приводит к
образованию конусности:
где Ди — погрешность, вызванная износом инструмента; d и L —
диаметр и длина вала (отверстия) соответственно, мм; у|р — про-
дольная подача, мм/об.
115
При строгании длинных и широких деталей обрабатываемая
поверхность в результате износа резца получается непараллель-
ной базовой (установочной) поверхности.
Если на настроенном станке обрабатывают партию небольших
деталей, то искажение формы поверхностей отдельных деталей
невелико. Износ инструмента в этом случае сказывается на не-
прерывном изменении размеров каждой последующей детали
партии (например, диаметры валов увеличиваются, а отверстий —
уменьшаются). При значительном объеме партии размеры диамет-
ров могут выйти за границы полей допусков.
Влияние размерного износа инструмента на точность деталей
при обработке методом пробных ходов и промеров невелико. Бла-
годаря индивидуальной установке инструмента и своевременной
корректировке положения его режущей кромки при обработке
больших поверхностей влияние этого фактора на точность выдер-
живаемого размера исключается практически полностью.
При обработке на настроенных станках износ режущих инст-
рументов контролируют косвенно по результатам периодических
проверок размеров обрабатываемых деталей. Такой контроль по-
зволяет своевременно произвести поднастройку станка или смену
инструмента. В условиях автоматизированного производства под-
настройку станка, т.е. регулирование положения режущего инст-
румента, могут осуществлять автоподналадчики. Схема работы ав-
топодналадчика приведена на рис. 6.7. По оси ординат отложены
приращения и размера детали в результате изнашивания инстру-
мента, а по оси абсцисс — время т его работы или путь / резания.
Если размер обрабатываемой детали выходит за границы поля
допуска Т, то подналадчик корректирует положение режущего
инструмента. Работа автоподналадчика на схеме показана пилооб-
разной линией.
При точении, строгании и растачивании резцами с широкими
режущими кромками влияние износа на точность сильно снижа-
ется. В таких случаях пользуются большими подачами, и путь реза-
ния, а следовательно, и износ оказываются малыми.
116
Размерное изнашивание абразивных кругов исследовано недо-
статочно. При работе в режиме без самозатачивания износ круга
незначителен и на точность почти не влияет. При работе в режиме
с самозатачиванием износ круга примерно пропорционален пути
резания. Установлено, что на один объем материала круга, теряе-
мого при изнашивании, приходится в среднем двадцать объемов
удаляемого металла. В таком случае интенсивность изнашивания
круга зависит от его диаметра. Правку круга и подналадку станка,
например при круглом шлифовании, рекомендуется производить
через каждые 15...20 мин работы. При шлифовании без использо-
вания средств активного контроля и автоподналадчиков знание
скорости размерного изнашивания круга позволяет компенсиро-
вать потерю его размера, а также находить поправку к величине
наладочного деления лимба в процессе обработки.
Износ жесткого нерегулируемого мерного инструмента (сверл,
зенкеров, разверток и пр.) компенсировать не удается. Изношен-
ный, потерявший размер по диаметру инструмент в лучшем слу-
чае удается перетачивать для обработки отверстий меньших раз-
меров. Повышению стойкости таких инструментов способствует
их обильное охлаждение или смазка. Например, исследования
Т. Ф.Терликовой на Таганрогском комбайновом заводе показа-
ли, что обильное охлаждение зенкеров, оснащенных пластина-
ми из сплава ВК8, повысило их износоустойчивость более чем в
30 раз.
Износ и притупление кромок сверл, зенкеров и разверток при-
водят, как правило, к «разбивке» обрабатываемых отверстий.
Вместе с износом инструмента резко возрастают силы резания
(особенно радиальная составляющая Ру), что приводит к увеличе-
нию упругих отжатий инструмента от заготовки. Настроечные раз-
меры между базой заготовки и режущей кромкой инструмента на-
рушаются, точность обработки падает. Погрешности обработки,
связанные с упругими отжатиями инструмента могут достигать
значений погрешностей Ди и даже превзойти их.
6.4. Погрешности обработки, связанные
с деформациями технологической системы
под действием сил резания
Понятие о жесткости и податливости технологической системы.
Технологическая система станок — приспособление — инстру-
мент — заготовка (далее — технологическая система) не является
абсолютно жесткой, а деформируется под влиянием усилий, воз-
никающих в процессе обработки.
Жесткостью технологической системы принято называть
ее способность сопротивления упругим отжатиям под действием
117
внешних сил. Упругие отжатия технологической системы обуслов-
лены собственными упругими деформациями элементов систе-
мы, например деталей шпиндельной бабки, суппорта, задней баб-
ки, станины и др.; контактными деформациями соприкасающих-
ся поверхностей и наличием зазоров в стыках и соединениях дета-
лей и узлов, например, для фрезерного станка — между направ-
ляющими стола и каретки, между нижними направляющими ка-
ретки и салазками, между нижними направляющими салазок и
консолью и т.д. (рис. 6.8).
Многочисленные исследования жесткости, выполненные в
ЭНИМСе, СПб ГПУ, МГТУ «Станкин», МГТУ им. Н.Э. Баумана
и в других организациях, однозначно показали, что собственные
упругие деформации деталей технологической системы весьма не-
значительны. По этой причине в практике расчетов жесткости ими,
как правило, пренебрегают. Величина деформации стыков зави-
сит от формы, размеров и качества контактных поверхностей (на-
личия на них погрешностей форм, волнистости и шероховатости,
состояния поверхностных слоев); от степени предварительной за-
тяжки стыков; от величины, направления и места приложения
внешних сил и других факторов. В общем случае величину стыко-
вых (или контактных) деформаций у (мкм) определяют по эмпи-
рической зависимости
У = Срт,
где р — давление в стыке, Па (или сила Р, Н); т — эмпиричес-
кий показатель степени: 0,3 < т < 1; С — коэффициент, характе-
рно. 6.8. Схема к расчету жесткости
фрезерного станка:
/ — стол; 2 — каретка; 3 — салазки; 4 —
консоль; Ру — радиальная составляю-
щая силы резания; у,— Уз — упругие
отжатия
Рис. 6.9. Зависимость деформации
стыка от нагрузки:
/, 2 — разгрузочная и нагрузочная
кривые
118
ризующий форму, материал и качество контактных поверхностей.
Отжатия технологической системы — деформации у, рассчитан-
ные по этому выражению, следуют закону параболы (рис. 6.9). Это
связано с тем, что с повышением нагрузки Р поверхность сопри-
косновения увеличивается, жесткость стыка возрастает и отжатие
у постепенно уменьшается (нагрузочная кривая 2). С уменьшени-
ем нагрузки происходит обратное явление. Однако разгрузочная
кривая 1 не совпадает с нагрузочной ввиду наличия пластических
деформаций. Поэтому возникают остаточные деформации Ау0. По-
добному закону следуют деформации любых стыков, в том числе
стыков многозвенных систем. Эмпирические значения Си т при-
водятся в машиностроительных справочниках и научно-техничес-
кой литературе.
В технологии машиностроения жесткостью технологической
системы принято называть отношение радиальной составляющей
Ру силы резания к смещению у лезвия инструмента относительно
детали, отсчитываемому в том же направлении: jc= Ру/у, или, что
несколько точнее, приращением силы &Ру к приращению отжа-
тий системы Ау, т.е. ус = А/^./Ау, Н/мм. Чем выше значение жест-
кости и чем меньше приращение силы, тем меньше взаимные
отжатия инструмента и заготовки (Ay = &Pv/jc) и, следовательно,
выше точность обработки.
Опыты показали, что составляющие силы резания Рх и Pz на
точность обработки в большинстве случаев почти не влияют, вслед-
ствие чего их действие учитывают крайне редко.
Жесткость технологической системы — величина переменная.
При обработке на станке она изменяется вместе с изменениями
величины, направления и места приложения внешних сил, а так-
же зависит от упругих характеристик станка, приспособления,
инструмента и заготовки.
Например, при токарной обработке в центрах под действием
силы Ру заготовка отжимается у задней бабки на величину узб
(рис. 6.10). По мере продвижения резца влево величина отжатия
Рис. 6.10. Упругие отжатия в технологической системе
119
Рис. 6.11. Схема образования бочкообразности при точении
j36 уменьшается, но одновременно увеличивается отжатие заго-
товки у передней бабки jn6 и собственный прогиб заготовки —
деформация у., упругой линии. Максимальный прогиб yjarm;ix заго-
товка получает при положении резца посредине. Одновременно с
отжатиями заготовки в противоположную сторону отжимается ин-
струмент (резец) с резцедержателем и суппортом, причем чаще
всего на постоянную величину уИ|1С.
Взаимные отжатия заготовки и инструмента приводят к увели-
чению действительного диаметра da детали в i-м сечении по срав-
нению с настроечным диаметром t/H на величину, равную удвоен-
ной сумме значений всех отжатий:
dn = d„ + 2£у,-,
где = Уп ы + У>ы + Ь.б/ + Кнс-
Неравномерные отжатия по длине обработки = var) вы-
зывают следующие погрешности формы детали:
бочкообразность — когда жесткость заготовки значительно.
ниже жесткости опор станка (например, при обработке длинных
тонких валов без люнета, рис. 6.11). При обработке такой заготов-
ки глубина резания изменяется от максимального значения /тах в
начале и конце обработки до минимального /min посредине. Оче-
видно, что разность ?тах - А™ = Китах, т.е. равна наибольшей де-
формации упругой линии заготовки. В результате с цилиндриче-
ской заготовки по краям снимается больший слой металла и по-
верхность детали приобретает бочкообразную форму;
седловидность (вогнутость) — когда жесткость детали зна-
чительно выше жесткости опор станка (обработка в нежестких
центрах короткой заготовки большого диаметра);
конусообразность с криволинейной образующей — ког-
да жесткости передней и задней бабок различны.
120
Изложенное позволяет сделать следующие выводы:
существенно повысить точность обработки и, в частности, точ-
ность формы детали можно путем выравнивания жесткостей заго-
товки и опор станка и корректированием настроечного размера
dH с учетом отжатий инструмента уинс;
величина суммарных отжатий у, входящая в формулу для рас-
чета жесткости технологической системы, в общем случае скла-
дывается из отжатий станка ус, приспособления уп, инструмента
уинс и заготовки узаг:
У = Ус + У„ + Уине + Узш •
П од атл и вость ю технологической системы называют ее спо-
собность упруго деформироваться под действием внешних сил.
Податливость со, мм/Н, — величина, обратная жесткости:
1/Л = У/Ру
В связи с тем, что сумма деформаций отдельных звеньев упру-
гой технологической системы, приведенных к точке и направле-
нию, принятым при изменении жесткости, равна суммарной де-
формации системы у = У1 + Уг + Уз + ... + у4, где к — число звеньев
технологической системы (см. рис. 6.8 и 6.10), можно вычислить
суммарную податливость системы:
(У1 +У2 + • + № )/Ру = ®1 + «2 + ... + СО*.
В этом случае суммарная жесткость системы
1/ j = 1/ j\ + 1//г + • • • + 1/ jk
По этим формулам определяют жесткость и податливость тех-
нологической системы, если известны отдельные составляющие,
например, жесткость передней /,б и задней /зб бабок, жесткость
суппорта усуп, заготовки у.!аг и пр.
Значения жесткостей станков и отдельных их узлов приводятся
в технологических справочниках и паспортах оборудования. Сред-
ние значения жесткостей новых станков нормальной точности со-
ставляет (2...5)-104 Н/мм, а отдельных узлов — (4... 10)-104 Н/мм.
Жесткость изношенных станков обычно в 2 —4 раза ниже.
Методы расчета погрешностей обработки. С увеличением жест-
кости уменьшается величина упругих отжатий (у= Ру/jc) и возрас-
тает точность обработки. На практике упругие перемещения заго-
товки и режущего инструмента нарушают установленную наладкой
станка закономерность их относительного движения (рис. 6.12).
До начала обработки при настройке станка устанавливают нуж-
ную глубину резания В процессе обработки заготовка упруго
121
Рис. 6.12. Упругие отжатия заготовки / и инструмента 2
отжимается на величину у,, а инструмент — в противоположную
сторону на величину у2 (см. рис. 6.12).
В результате заданная глубина резания уменьшается до значе-
ния /ф. Разность между заданной и фактической назовем остаточ-
ной глубиной резания:
t0 = Р ~ty-
Из рис. 6.12 следует, что
= У> + У1-,
причем
У\ = Py/j^v и У1 = РуЦШК,
гдеуиг - жесткость системы заготовка — приспособление — узлы
станка; уИ||С — жесткость системы инструмент — приспособление —
узлы станка. Жесткость jiM иу'инс измеряют в направлении получа-
емого размера, т.е. в направлении действия нормальной составля-
ющей сил резания Ру. Жесткость технологической системы ус в
том же направлении определяют из выражения
1/л =(1/а1г)+(1/;И1.с).
Нормальная составляющая сил резания
Ру = Cpt^'sy'’vn (НВ)",
где 5 — подача; НВ — твердость материала по Бринеллю; Ср, хр,
ур, п — коэффициент и показатели степени, зависящие от конк-
ретных условий обработки (свойств обрабатываемого материала и
материала режущей части инструмента, от вида обработки и т.п.),
их значения определяют по справочникам.
Обозначив величину Cpsy,‘v" (НВ)" через С, получим Ру = Ct^’.
122
Используя развернутые выражения yh у2 и Ру, получим
- (с/ф' /у3;|| ) + (СУф' /у'инс j = (cy //с ) •
Пренебрегая влиянием упругих деформаций технологической
системы на изменение силы Ру, т.е. считая, что С/ф" = СРр, полу-
чим
к = CtXp/jc.
Зная разность между наибольшей и наименьшей величинами /3
или поле допуска на размер заготовки (?ЗП1ах - /)min = Тмг), можно
получить соответствующее поле рассеяния выполняемого размера
как разность между полученными наибольшими и наименьшими
значениями /о:
С I Р1’ — Р1’ )
^‘jmax *3min )
~' 4>max — A>min — : •
к
На практике твердость (НВ) поверхностей заготовок изменя-
ется от минимального до максимального значения. Вместе с при-
туплением инструмента растет сила Ру при этом значение коэф-
фициента Ср также изменяется от минимального до максималь-
ного. Следовательно, и коэффициент С нельзя рассматривать как
постоянную величину.
С учетом изложенного
С Р1’ -С Рр
Ду — ^тах'зтах ^mmSniin
Ус
По этой формуле рассчитывают погрешности размеров дета-
лей партии. Ввиду нестабильности жесткости технологической
системы величину Ду рекомендуется определять в тех сечениях
заготовки, где жесткость ус минимальна.
Принимая при обработке отдельной заготовки величины гЗП1ах и
Стах постоянными, определяют наибольшую погрешность формы
обрабатываемой поверхности, возникающую под влиянием изме-
нения жесткости в различных сечениях:
Заметим, что при выравнивании жесткости по всем сечениям
заготовки (разность в квадратных скобках стремится к нулю) по-
123
Рис. 6.13. Схемы копирования погрешностей формы (а) и расположения
поверхностей (б) заготовки на обработанной детали
грешность формы уменьшается, чем подтверждается вывод, сде-
ланный прежде.
В технической литературе приводятся зависимости, позволяю-
щие рассчитывать величину Ду для различных схем, в том числе
при многоинструментальной обработке.
Колебания припуска на обработку заготовок, связанные с по-
грешностями их формы и расположения поверхностей при посто-
янной жесткости по всей длине резания, приводят к колебаниям
глубины резания /, что влечет за собой изменения сил резания Ру
и, как следствие, упругих отжатий у = Py/jc. Величина у изменяется
пропорционально величине снимаемого припуска (глубине реза-
ния /). В таком случае погрешность формы исходной заготовки
копируется в меньшем масштабе на поверхности детали. Напри-
мер, при точении в центрах заготовки с погрешностью формы в
виде конусности (рис. 6.13, а)
Ддаг 2(f3niax
6 min /^) ’
на проточенной поверхности детали также образуется конус-
ность
А дет 2(/отах 4, min/^),
где L — длина обрабатываемой поверхности.
Аналогично при наличии погрешностей расположения базо-
вой и обрабатываемой поверхностей (например, эксцентриситет,
непараллельность и др., рис. 6.13, б) они также копируются в
уменьшенном масштабе.
Отношение Кум = Дде|/Д.!а| в технологии машиностроения назы-
вают коэффициентом уменьшения погрешностей.
Как правило, значение Куя меньше единицы и зависит от жест-
кости технологической системы:
124
is 4) max A) min \ 3 m,iX J min J -
Лум “ ----—----- - ~7~~7~-—----C = < 1 •
Gmax Gmin Jc (Gmax Ginin J
Принимая с незначительной погрешностью xp = 1, получим
^ум = C/jc. Увеличение жесткости технологической системы спо-
собствует уменьшению масштаба копирования погрешностей на
поверхности деталей или значений остаточных погрешностей.
При обработке поверхностей в несколько рабочих ходов об-
щий коэффициент уменьшения погрешностей
^ум.обш — ^ум! ^ум2 ' ’ ’ ^ум/,
где i — число рабочих ходов.
Из выражения следует, что чем больше значение /, тем мень-
ше Куы общ, т.е. погрешности заготовки «почти» исправляются на
поверхности детали. Именно поэтому для достижения высокой точ-
ности последовательно выполняют черновую (предварительную),
чистовую (промежуточную) и отделочную (окончательную) об-
работку поверхности, проектируя механическую операцию в не-
сколько технологических переходов (или рабочих ходов).
Величину, обратную Ку>л, называют уточнением:
е _ 1 Дзаг _ 7с .
Л ум ^дет
Уточнение (повышение точности) прямо пропорционально
жесткости технологической системы.
До определенного z-го рабочего хода погрешность детали мо-
жет быть выражена как часть погрешности заготовки
Ддсг — Ддаг^ум/ — Дзаг/^i*
В тех случаях, когда погрешность детали Ддст становится весьма
малой, общая погрешность обработки А оказывается равной
наименьшей погрешности, достигаемой при обработке на дан-
ном станке, и не может быть снижена путем дальнейшего увели-
чения числа рабочих ходов.
Упругие деформации (отжатия) вала, установленного в цент-
рах токарного или шлифовального станка, при нахождении инст-
румента (резца или шлифовального круга) на расстоянии х от
переднего центра:
Узаг
= Cpt7sy' (НВ)
(£-х)2 1 х2 1 x2(L-x)2
[ L ) Л? + ' Z7 + ЗЕ/Л
1
+ -—
7суп
125
Рис. 6.14. Схема образования погрешностей при низкой жесткости заго-
товки
где L — длина вала, мм; Е — модуль упругости первого рода мате-
риала, Н/мм2; J — момент инерции вала, мм4; /пб, узб, усуп (или
/Ш11 г>) — жесткость передней и задней бабок, суппорта (или шпин-
дельной бабки шлифовального станка) соответственно, Н/мм.
При обработке длинного вала малого диаметра из твердого
материала без люнета и при малой жесткости станка и инстру-
мента уточнение может оказаться меньше единицы (^ < 1), а коэф-
фициент уменьшения погрешностей — больше единицы (Кум > 1).
В таком случае при каждом новом рабочем ходе шлифования (или
обтачивании) вала погрешность формы заготовки не только не
уменьшится, но и возрастет.
Максимальные отжатия ут;1Х при постоянной силе Ру возника-
ют согласно формуле при х = 0,5£. При постоянной радиальной
подаче шлифовального круга на глубину, устанавливаемую полим-
бу станка (/3, = /,2 = /з3 = ...), и абсолютной жесткости технологиче-
ской системы будут сниматься слои, ограниченные контурными
линиями (рис. 6.14). Тонкими линиями указаны фактические про-
фили заготовки после отдельных рабочих ходов. Из рис. 6.14 следу-
ет, что действительная глубина резания /Л после каждого рабочего
хода будет больше заданной /3, так
Gi = Go fa2 = Та + Ji; ?лз = Сз + .М т.д.
Увеличение гд, и соответственно Ру при одновременном сни-
жении жесткости заготовки (с уменьшением ее диаметра) после
каждого хода приводит к прогрессирующему увеличению оста-
точной глубины резания: < /о2 < го3 < Толщина слоя металла
Гф, фактически снимаемого при каждом новом рабочем ходе, по-
степенно уменьшается, т.е. при > Гф2 > /ф3 > погрешность
обработки возрастает. В таких случаях для сокращения погрешно-
сти формы рекомендуется каждый последующий рабочий ход про-
изводить с уменьшением заданной глубины резания (по лимбу)
126
па величину, превосходящую прогиб заготовки после предыду-
щего хода:
Б/ а,
где а — некоторая постоянная величина, зависящая от жесткости
технологической системы (устанавливают экспериментально). При
шлифовании с выхаживанием (без радиальной подачи круга) по-
грешность обработки при каждом последующем рабочем ходе бу-
дет уменьшаться и при достаточной жесткости системы достигнет
минимальных значений.
Методы определения жесткости технологической системы. Ра-
нее отмечалось, что в специальной литературе по технологии ма-
шиностроения приводятся зависимости погрешностей, связанных
с упругими отжатиями, от жесткости технологической системы
для различных видов и схем обработки: обтачивания при кон-
сольном креплении заготовки и с поджимом ее задним центром,
обтачивания валов с подвижным и неподвижным люнетом, рас-
тачивания тонкостенных деталей, обработка отверстий и плоских
корпусных деталей и многих других. Чтобы пользоваться этими
зависимостями, нужно знать жесткость конкретных технологиче-
ских систем и отдельных их частей (узлов). Существующие методы
определения жесткости станков носят экспериментальный харак-
тер. На практике чаще других применяют два из них: статический
и производственный.
При статическом методе с помощью динамометров, мес-
доз или других устройств нагружают отдельные узлы станка (шпин-
дель, суппорт, стол, заднюю бабку и т.д.), имитируя силы реза-
ния и прочие внешние силы. Одновременно, используя различ-
ные измерительные приборы, фиксируют перемещения этих уз-
лов. В расчет вводят силы, нормальные к обрабатываемой поверх-
ности. Последовательно нагружая систему от нуля до максимума,
строят зависимость y=f(Py) и рассчитывают жесткость. Этим спо-
собом пользуются при разработке нормативов жесткости для
станков различного типа. Статический метод применяют при
контроле качества новых станков, а также станков и узлов после
ремонта. Однако данные, полученные статическим методом, не-
достаточно точны. Определяя жесткость на неработающем стан-
ке, не учитывают толчки и вибрации, которые в действительности
увеличивают деформации технологической системы и снижают ее
жесткость.
Более точные значения жесткости, пригодные для расчетов
точности обработки, дает производственный метод. На ис-
пытуемом станке обрабатывают ступенчатую заготовку или заго-
товку, при обработке которой возникает биение (эксцентриси-
тет). Ступени рассматривают как погрешность Д.заг заготовки. Пос-
127
ле обработки в один рабочий ход на обработанной поверхности
образуются уступы, копирующие в уменьшенном виде погреш-
ность исходной заготовки и представляемые как погрешность Ддст
детали.
По величине уточнения = Дла,/Ддет, пользуясь формулой
А. П. Соколовского, рассчитывают жесткость станка в динамике.,
т. е. при его работе
Л = XCps°^,
где "к- Ру/Рг — отношение составляющих сил резания (принима-
ют по справочникам).
При использовании заготовок и инструмента повышенной же-
сткости, исключающие их собственные упругие деформации, же-
сткость, определенная производственным методом в 1,2 — 1,5 раза
ниже установленной статическим методом. Простота и высокая
точность производственного метода объясняют его широкое рас-
пространение на предприятиях машиностроения.
Способы повышения жесткости технологической системы. Жест-
кость технологической системы станок—приспособление — инст-
румент-заготовка является величиной переменной и зависит от
величины, направления и места приложения сил, а также от кон-
струкции и свойств самой системы. Значения внешних сил, в част-
ности сил резания, меняются вместе с колебаниями припуска на
обработку, твердости обрабатываемой поверхности, состояния ре-
жущих кромок инструмента и др.
Выравнивание жесткости технологической системы по длине
обработки и повышение жесткости системы в целом способствуют:
сокращению погрешности обработки Ду, т.е. повышению точ-
ности размеров, форм и расположения поверхностей делали;
росту производительности труда, в частности сокращению
основного времени то, благодаря возможности использования более
интенсивных режимов резания, применения параллельной мно-.
гоинструментальной обработки и т.д.;
повышению качества обрабатываемых поверхностей, снижению
их волнистости и шероховатости за счет уменьшения колебаний и
вибраций в более жестких системах.
Существуют следующие способы повышения жесткости техно-
логической системы:
• создание жесткой конструкции, изменение размеров отдель-
ных узлов станка (например, уменьшение вылетов и увеличение
диаметров валов), использование более прочных и твердых мате-
риалов и т.д. Новые тяжелые станки, как правило, обладают высо-
кой жесткостью и позволяют обрабатывать с высокой точностью;
• сокращение общего числа звеньев технологической системы.
Поскольку податливость системы определяется суммой податли-
128
востей входящих в нее звеньев, то уменьшение числа звеньев по-
нижает податливость и повышает жесткость системы. Сокращают
число промежуточных приспособлений: оправок, держателей, пе-
реходных втулок и др. Взамен нескольких мелких деталей проек-
тируют одну сложную и массивную, сводя к минимуму число по-
верхностей стыков;
• повышение качества механической обработки деталей стан-
ка, и в первую очередь поверхностей стыков. Первоначальный кон-
такт двух поверхностей происходит по вершинам микронеровно-
стей. С увеличением сжимающих сил фактическая площадь кон-
такта возрастает и жесткость стыка, увеличивается;
• повышение качества поверхности стыков, уменьшение вол-
нистости и шероховатости соприкасающихся поверхностей путем
их шлифования, шабрения, притирки, обкатки роликами, а так-
же термической обработкой;
• повышение качества сборки. Жесткость изделий в значитель-
ной степени зависит от качества сборки, тщательности пригонки
сопрягаемых поверхностей, величины зазоров в соединениях и
предварительных натягов. При сборке соединений с плоскими ба-
зирующими поверхностями с использованием крепежных дета-
лей рекомендуется при предварительной затяжке создавать давле-
ние в стыках неподвижных соединений не ниже 1,5 МПа, а в
подвижных (например, направляющие станины —салазки суппор-
та) - 0,1...0,2 МПа;
• правильный выбор режимов эксплуатации оборудования. Уже
отмечалось, что жесткость технологической системы является ве-
личиной переменной, зависящей от многих факторов, в том чис-
ле от рабочей температуры, количества и состояния смазки, ха-
рактера приложения нагрузки и пр. Стабильные условия эксплуа-
тации, при которых жесткость остается постоянной или достигает
наибольшей величины, обеспечивают путем предварительного про-
грева технологической системы, непрерывной и равномерной
подачи смазки в трущиеся части, созданием постоянных зажим-
ных усилий всех механизмов и узлов системы и др.;
• организация технического обслуживания и проведение свое-
временных планово-предупредительных ремонтов эксплуатируе-
мого оборудования. Жесткость станков в процессе эксплуатации
из-за различных производственных причин (износа, разрегули-
ровки и пр.) постепенно уменьшается. Путем шабрения и при-
тирки трущихся поверхностей и поверхностей стыков, регулиро-
вания соединений, устранения зазоров удается восстанавливать
потерянную жесткость станков.
Влияние жесткости технологической системы на производитель-
ность обработки. Производительность механической обработки
находится в непосредственной связи с жесткостью технологиче-
ской системы. Выше была установлена зависимость между точно-
129
стью обработки (величиной уточнения £) и жесткостью техноло-
гической системы:
£ = jc/[cpsy" (НВ)"].
Решим это выражение относительно подачи
„ _ ( jc 1
Id [c/;(HB)"]l/?"
Основное время обработки связано с подачей следующей за-
висимостью:
где L — длина обрабатываемой поверхности, мм; пш — частота
вращения шпинделя, мин1.
Подставляя вместо 5 ее значение, выраженное с учетом точно-
сти и жесткости системы, получим:
L ( Fir /urV'F"
то =— 4 сР (нв)
L J
Заметим, что величина \/ур > 1 и всегда положительна (при
точении ^ = 0,5...0,8).
Из приведенных зависимостей следует, что для получения за-
данной точности обработки (^ = const) подача может быть увели-
чена пропорционально увеличению жесткости и что для тех же
условий время обработки обратно пропорционально жесткости,
т.е. с увеличением жесткости оно уменьшается.
По данным А. П. Соколовского при токарной обработке заго-.
товок резцами из быстрорежущей стали за один рабочий ход с
заданной точностью (уточнением) продолжительность обработки
единицы поверхности, выраженная основным технологическим
временем то, будет обратно пропорциональна корню квадратному
из значения ус. Другими словами, повысив жесткость системы в
4 раза, можно вдвое уменьшить машинное время.
Таким образом, одним из основных способов повышения точ-
ности и производительности обработки является уменьшение уп-
ругих отжатий технологической системы путем повышения ее
жесткости.
Пример. На рис. 6.15 приведены кривые y=f(Py), характери-
зующие изменение жесткости двух технологических систем: у) и
у2, причем у, >у2. При обработке партии одинаковых заготовок из-
130
Рис. 6.15. Зависимость упругих отжатий у технологической системы
от составляющей Ру силы резания при жесткости системы Р
(кривая 7) и (кривая 2)
за колебаний припуска и твердости их поверхностей составляю-
щая сил резания Ру непрерывно колеблется в пределах APy, что
вызывает изменение упругих отжатий Ау = АР,,//С. Величина Ау —
часть общей погрешности обработки, связанной с упругими от-
жатиями системы. Для рассматриваемого случая Ау, < Ду2- Умень-
шению Ду может способствовать также переход на более мягкий
(щадящий) режим обработки, например с уменьшенной пода-
чей. При этом точность будет достигнута, но производительность
снижена. Заметим, что для обработки без брака Аг < Td (здесь
Td — допуск размера обрабатываемой детали). Из графика следует
ДИ < Т<1 < Д1-Т т.е. во втором случае может иметь место брак.
6.5. Погрешности, обусловленные тепловыми
деформациями технологической системы
Общие сведения. В процессе механической обработки звенья
технологической системы нагреваются. Температурные процессы
обусловлены действием внутренних и внешних тепловых нагрузок.
Внутренние тепловые нагрузки — это теплота, образующаяся в
зоне резания, теплота, выделяющаяся из-за трения в подвижных
механизмах (подшипниках, зубчатых передачах) и при работе
гидро- и электроприводов или других электроустройств. Внешние
тепловые нагрузки связаны с тепловым излучением от оборудова-
ния, от естественного и искусственного освещения, от системы
отопления цеха и др.
Тепловое состояние технологической системы может быть ста-
ционарным и нестационарным. В первом случае имеет место теп-
ловое равновесие системы — количество подводимой теплоты
равно количеству теплопотерь. Такое состояние характерно для
обработки небольших деталей на станках, прошедших период пред-
131
варительного разогрева теплотой, возникающей от трения и от-
водимой из зоны резания охлаждающей жидкостью. Нестационар-
ное тепловое состояние наблюдается в период пуска станка после
его длительной остановки. В производственных условиях вследствие
колебаний температуры окружающей среды, варьирования режи-
мов резания, остановов, связанных с обслуживанием и налад-
кой, и других причин тепловые процессы в станках носят, как
правило, неустановившийся характер.
Точный учет всех тепловыделений в узлах станка и потерь теп-
лоты сложен. Для упрощения задачи по выявлению влияния теп-
ловых деформаций на точность механической обработки можно
рассматривать два периода в состоянии технологической систе-
мы: от начала работы станка до момента наступления теплового
равновесия (период нестационарного теплового состояния) и от
момента наступления теплового равновесия до окончания работы
станка (период стационарного теплового состояния).
Тепловые деформации узлов станка. Нагрев станин столов, суп-
портов, шпиндельных бабок и других элементов станка происхо-
дит из-за трения в различных подвижных сочленениях, в резуль-
тате действия вихревых токов в электрических устройствах (элект-
ромагнитных плитах, выпрямителях и др.), а также вследствие
обвода теплоты из зоны резания смазочно-охлаждающей жидко-
стью и теплового воздействия внешних источников и пр.
Станины из-за своих конструктивных особенностей нагрева-
ются в большинстве случаев неравномерно. Разность температур
отдельных их элементов достигает 10 °C. В этих условиях правиль-
ная форма станины и положение основных элементов станка на-
рушаются. При конструировании станка стремятся выравнивать
температурное поле станины и обеспечивать ее охлаждение.
Значительное влияние на точность обработки оказывает разо-
грев шпиндельных бабок, в результате которого температура в раз-
личных точках корпуса бабки может изменяться в пределах
10...50°C. Наиболее высокие температуры наблюдаются в местах
расположения подшипников шпинделя и быстроходных валов. Тем-
пература валов и шпинделя на 30...40 % выше средней температу-
ры корпусных деталей, в которых они смонтированы. Если задняя
опора шпинделя зафиксирована, а передняя опора имеет возмож-
ность осевого смещения для компенсации тепловых деформаций,
то при длине шпинделя /= 800 мм и разности температур между
корпусом и шпинделем ДФ = 10 °C осевое смещение патрона с за-
готовкой составит
Д/= осДгТ/= 0,000012 - 10 800 = 0,1 мм,
где а — коэффициент линейного расширения материала шпинде-
ля, 1/°С, для сталей а = 0,000012.
132
Э, °C
Рис. 6.16. График разогрева и охлаждения станка:
Г) — температура; т — время
Такое значение погрешности не позволит обработать заготов-
ки с необходимой точностью осевых размеров, поэтому в ме-
таллорежущих станках переднюю опору шпинделя обычно фик-
сируют в осевом положении относительно корпуса коробки ско-
ростей.
Общий разогрев технологической системы в период пуска и,
особенно, неравномерный нагрев отдельных ее частей вызывают
тепловые деформации, приводящие к раскоординации узлов станка.
Тепловые деформации корпусов, опор и шпинделей передних ба-
бок служат причиной смещения оси шпинделя до 0,05 мм в вер-
тикальной и до 0,01 мм в горизонтальной плоскостях.
Нагрев ходового винта резьбошлифовального станка всего на
1... 3 °C вызывает погрешность шага до 0,008 мм на длине 450 мм, а
в неудачных конструкциях, когда длина рабочего участка ходового
винта велика, погрешности шага могут достигать 0,03...0,05 мм.
Тепловые деформации вносят погрешности в настроечные раз-
меры, а также вызывают погрешности формы и расположения
поверхностей, соизмеримые по величине с допуском на чисто-
вую и отделочную обработки. График изменения температуры при
нагревании и охлаждении станка показан на рис. 6.16. На графике
различают три стадии: I — нагрев, нестационарное тепловое со-
стояние, которое длится 4... 5 ч с начала работы; П — стационар-
ное тепловое состояние системы при неизменной температуре
продолжается до окончания работы; 111 — медленное охлаждение
станка, продолжающееся 20 ч и более.
Для частичного устранения погрешностей, связанных с тепло-
выми деформациями станка, рекомендуется:
настраивать станок на размер (или производить поднастройку)
в стадии 11 теплового режима. С этой целью станок разогревают на
холостых оборотах заранее;
ограждать станок от неблагоприятного теплового воздействия
окружающей среды. Например, высокоточные станки устанавли-
вают в специальных термоконстантных помещениях со строгим
соблюдением температурного режима, обычно (20±0,3) °C;
133
принимать меры для выравнивания температурного поля тех-
нологической системы, уменьшать и устранять тепловые дефор-
мации, например, применяя компенсаторы, уменьшая размеры
деталей, тепловые деформации которых сильно влияют на точ-
ность обработки, и др.
Тепловые деформации заготовок. При обработке на станке
определенная часть теплоты переходит в заготовку и нагревает ее
(табл. 6.3). Разогретая заготовка изменяется в размерах, глубина
резания возрастает, и с заготовки снимается припуск больший,
чем припуск, предусмотренный настроечным размером. Возника-
ют погрешности обработки.
Количество теплоты, поглощенное заготовкой, зависит от ре-
жима резания и особенностей обработки. Увеличение скорости ре-
зания и подачи способствует уменьшению, а увеличение глубины
резания — увеличению количества теплоты, переходящей в заго-
товку. Большее количество теплоты переходит в заготовку при ра-
стачивании горизонтально расположенных отверстий в металле с
сыпучей стружкой; часть теплоты из стружки переходит в заготов-
ку. Зная количество теплоты Q, Дж, переходящее в заготовку,
удельную теплоемкость с, Дж/кг-К, и плотность р, кг/м3, мате-
риала, а также объем заготовки И, м3, можно рассчитать среднюю
температуру О нагрева заготовки, К:
ДД = Q/(cp V)
и тепловое расширение (деформацию) заготовки в направлении
линейного размера /, мм:
Л / = аДД/,
где а — коэффициент линейного расширения материала заготовки.
Величина и направление деформаций во многом зависят от
конструкции заготовки, способа обработки поверхности, приме-
Таблица 6.3. Распределение теплоты при механической обработке
Способ обработки Количество теплоты, переходящее при обработке
в заготовку в с тружку в инструмент в окружающую среду
Точение: обычное скоростное 3...9 ДоЗ 50...80 90 и бо- лее 10...40 1 ...2 1 1
Сверление 52,5 28 14,5 3
134
б
Рис. 6.17. Температурное поле обрабатываемой детали (а) и ее форма
после охлаждения (б)
няемого инструмента и пр. Например, при точении сплошная
цилиндрическая заготовка нагревается медленно перемещающимся
вдоль ее оси кольцевым источником теплоты. Скорость перемеще-
ния источника теплоты равна минутной подаче проходного резца.
В процессе обработки можно проследить три периода распро-
странения теплоты и развития тепловых деформаций заготовки:
первый (начальный) характеризуется незначительными тепло-
выми деформациями ввиду кратковременности воздействия тем-
пературы в зоне резания;
второй (установившийся) характерен тем, что тепловые де-
формации возрастают до определенного уровня и остаются по-
стоянными на большей части длины заготовки;
третий (завершающий) характеризуется повышением темпе-
ратуры остающегося, еще нс обработанного участка заготовки из-
за отражения тепловой волны от ее торца (на границе раздела
двух сред). Тепловые деформации на этом этапе возрастают. Тем-
пературное поле обрабатываемой детали и ее форма после охлаж-
дения приведены на рис. 6.17.
Тепловые погрешности размеров и формы могут достигать за-
метной величины, соизмеримой с допуском на обработку по 7 —
8-му квалитетам точности. Например, при обработке чугунной ста-
нины длиной 2 000 мм и высотой 600 мм нагревание ее с одной
стороны (в зоне обработки) всего на 2,4°C вызвало прогиб по
всей длине, равный 0,02 мм; непрямолинейность станины соста-
вила 0,01:1 000. В меньшей степени разогреваются заготовки объем-
ных, массивных деталей, а применение обильного охлаждения
135
Al, мкм
Рис. 6.18. Кривые нагрева и охлаждения резца
позволяет и вовсе исключить нагрев. В этих случаях тепловые де-
формации незначительны, и их влияние на точность обработки
можно не учитывать.
Тепловые деформации режущего инструмента. Несмотря на то,
что при обработке резанием в инструмент переходит лишь неболь-
шая доля теплоты, выделяющаяся в зоне резания (см. табл. 6.3), он
во многих случаях все же подвержен интенсивному нагреву. На
рабочей поверхности резцов наблюдается температура 700...850°C.
С отдалением от зоны резания температура резца заметно снижа-
ется. Характер расположения изотерм температурного поля зави-
сит от условий теплоотвода в суппорт и окружающую среду.
В начале резания наблюдается быстрый подъем температуры
резца. Затем ее рост замедляется, и через 20...25 мин непрерывной
работы достигается состояние теплового равновесия. При обыч-
ных условиях работы удлинение резца в период разогрева может
достигать 30...50 мкм. Кривая 1 (рис. 6.18) соответствует удлине-
нию резца в зависимости от времени обработки, а кривая 2 —
изменению размеров при остывании. Ориентировочно величина
удлинения резца прямо пропорциональна длине I вылета резца,
прочности <тЛ обрабатываемого материала, глубине резания t, по-
даче s, скорости резания v и обратно пропорциональна площади
Л1 сечения державки:
А/ = СL.j<3h (to)0,75 4v,
где Cv — коэффициент, зависящий от вида обработки (наружное
продольное точение проходными резцами, отрезание, фасонное
точение и т.п.), материала режущей части инструмента, величины
подачи, материала заготовки; определяется по справочнику [27].
136
При обработке заготовок с перерывами основного времени т0 в
момент прекращения резания начинается охлаждение резца и его
укорочение, продолжающиеся до начала следующего периода ре-
шния. При обработке заготовок с перерывами тепловые деформа-
ции резца, а следовательно, и погрешность обработки заметно
уменьшаются.
Общее удлинение резца А/' (кривая 3, см. рис. 6.18) при рит-
мичной работе с перерывами приближенно составляет
а/' = а/—,
т() + т„
где т„ — продолжительность перерывов основного (машинного)
времени.
Тепловые деформации инструментов приводят к рассеянию раз-
меров деталей в партии, а при обработке достаточно крупных де-
талей могут вызвать погрешности формы обрабатываемой поверх-
ности.
Основным мероприятием, повышающим точность обработки,
в данном случае является непрерывное и обильное охлаждение
режущей кромки инструмента непосредственно в зоне резания.
6.6. Статистические методы в технологии
машиностроения
Понятие о случайных погрешностях и законах их распределения.
Многочисленные производственные исследования показали, что
при обработке партии однотипных заготовок на настроенных стан-
ках их размеры непрерывно колеблются в определенных пределах.
Размеры готовых деталей всегда отличаются друг от друга и от
настроечного размера на величину случайной погрешности.
Случайной называют такую погрешность, которая для раз-
личных заготовок рассматриваемой партии имеет разные значе-
ния, причем ее появление не подчиняется никакой видимой за-
кономерности. Случайные погрешности проявляются, например,
в рассеянии размеров деталей, обрабатываемых при неизменных
условиях, в рассеянии параметров твердости поверхностей заго-
товок, полученных одним и тем же способом, и т.д.
К причинам рассеяния размеров относятся: неточность уста-
новки положения суппортов по упорам и лимбам; колебания теп-
лового состояния и упругих отжатий элементов технологической
системы под влиянием нестабильных сил резания; изменение
положений исходной заготовки в приспособлении, связанное с
погрешностями ее базирования и закрепления или обусловленное
неточностью приспособления; колебания твердости обрабатывае-
мого материала и величины снимаемого припуска; ошибки в на-
137
стройке станка на размер, ослабление крепящих элементов и мно-
гие другие факторы.
Все перечисленные факторы могут действовать одновременно,
независимо друг от друга и оказывать разное (или примерно оди-
наковое) влияние на величину случайной погрешности, т.е. на
величину рассеяния размеров в партии деталей.
Для выявления и анализа закономерностей рассеяния (распре-
деления) размеров успешно применяют методы математической
статистики.
Совокупность значений действительных размеров деталей, об-
работанных при неизменных условиях и расположенных в возрас-
тающем порядке с указанием частоты/повторения этих размеров
или частостей, называют распределен ием размеров де-
талей. Под частостью понимают отношение частоты/повто-
рения размера (числа деталей одного размера) к общему числу
деталей партии q.
Распределение размеров представляют в виде таблиц или гра-
фиков. По оси абсцисс на таких графиках откладывают интервалы
размеров деталей, а по оси ординат — соответствующие им часто-
ты /или частости f/q (рис. 6.19, табл. 6.4).
В результате построения получается ступенчатая линия 1, на-
зываемая гистограммой р ас и р ед ел е н и я. Если последо-
вательно соединить между собой точки, соответствующие середи-
не каждого интервала, то образуется ломаная кривая 2, которую
называют эм и и ри чес кой кривой ра с п ред е л е н и я, или
полигоном распределения. При разных условиях обработки
заготовок формы кривых эмпирического распределения получа-
ются разными. Это свидетельствует о том, что рассеяния действи-
тельных размеров деталей подчиняются разным математическим
законам.
138
Таблица 6.4. Распределение размеров обработанных валиков
диаметром d = 20,5^;^ мм
Номер интервала Интервал размеров (диаметров), мм Частота /, шт. Частость f/q
1 20,0 до 20,1 1 0,02
2 Свыше 20,1 до 20,2 3 0,06
3 Свыше 20,2 до 20,3 7 0,14
4 Свыше 20,3 до 20,4 9 0,18
5 Свыше 20,4 до 20,5 И 0,22
6 Свыше 20,5 до 20,6 8 0,16
7 Свыше 20,6 до 20,7 6 0,12
8 Свыше 20,7 до 20,8 3 0,06
9 Свыше 20,8 до 20,9 2 0,04
q = =50 х./;л=1
Наиболее часто встречаются распределения размеров, близкие
к закону нормального распределения (закону Гаусса). Этому зако-
ну подчиняется распределение деталей, обработанных на предва-
рительно настроенных станках, когда влияние каждого случайно-
го фактора на сумму ничтожно мало и примерно одинаково по
своей величине, т.е. среди слагаемых нет доминирующих, а сама
погрешность складывается из суммы большого числа взаимно не-
зависимых случайных величин.
Кривая Гаусса имеет вид, показанный на рис. 6.20, и описыва-
ется уравнением
1 -М-йф
У = —4==е
<ту2л:
где о — среднее квадратическое отклонение аргумента; е — ос-
нование натурального логарифма (е = 2,71828); d — значение
Рис. 6.20. Кривая нормального рас-
пределения (Гаусса)
139
абсциссы, при которой ордината кривой достигает максимума; ве-
личина d является центром распределения (группирования) ар-
гумента и в то же время его средним арифметическим, которое
для действительных размеров d, в z-м интервале (см. табл. 6.4)
равно
d =]qYd>fi = ^(20,1-1 + 20,2-3 + 20,3-7 + 20,4-9 +
+ 20,5 -11 + 20,6 - 8 + 20,7 - 6 + 20,8 3 + 20,9 - 2) = 20,502.
Среднее квадратическое отклонение определяют из выраже-
ния
Для указанных размеров о = 0,185 мм. В технологии машино-
строения величину о называют мерой рассеяния разме-
ров, или мерой точности. Чем меньше значение о, тем мень-
ше величина рассеяния размеров деталей в партии и, следова-
тельно, выше точность обработки. Чем больше замеров, тем выше
точность вычисления о. На практике ограничиваются величиной
q> 50.
Анализ формулы Гаусса показывает, что кривая распределе-
ния размеров (см. рис. 6.20) симметрична относительно ординаты
Гтах = 1/(ох/2л ) = 0, 4 / О,
соответствующей центру группирования размеров d. На расстоя-
нии ±<т от d кривая имеет две точки перегиба А и Б с ординатами
Уд = Уб = ГтахА/е ~ 0,24/о.
На расстоянии ±2о от d ординаты точекВиГ имеют значения
YB = ъ = 0,054/0. Далее ветви кривой асимптотически приближа-
ются к оси абсцисс. Нормальному закону подчиняется, как прави-
ло, распределение размеров деталей, выполненных с допусками
по 9, 10, 11-му и более грубым квалитетам точности. При этом
фактическое поле рассеяния размеров всех деталей партии (с ве-
роятностью 99,73%) принимается равным Д = 6о (или Д = ±3о).
Закону равной вероятности следует рассеяние размеров, зави-
сящее преимущественно от переменных систематических погреш-
ностей, например, систематическое увеличение диаметров валов
в пределах от наименьшего z/mjn до наибольшего Jmax, связанное с
140
износом инструмента в период времени т1 — т2 (рис. 6.21, а). Обо-
значим разность dmM - <7min = 2®, где ® — поле рассеяния размеров.
Распределение размеров деталей от <7П|]П до dmM по закону рав-
ной вероятности выражается прямоугольником (рис. 6.21, б) с
основанием 2® и высотой (ординатой) 0,5®. Площадь прямоуголь-
ника равна единице, что означает 100%-ную вероятность появле-
ния размера детали в интервале 2®.
Среднее арифметическое значение размера
^ср (^min + ^max )/2•
Среднее квадратическое отклонение
= («'max - «'min )/2^3 = 0, 577®
Фактическое поле рассеяния размеров в партии деталей
А = 2ох/3 ~ 3,46о.
По закону равной вероятности распределяются также размеры
деталей, обработанных с высокой точностью (6-й, 5-й квалитеты
и выше) методом пробных ходов и промеров.
Рис. 6.21. Распределение размеров по законам равной вероятности (а, б),
эксцентриситета (в) и по закону треугольника (г)
141
По закону эксцентриситета (закону Релея) происходит рас-
пределение таких существенно положительных величин, как оваль-
ность, биение, разностенность, непараллельное^, неперпенди-
кулярность, конусность, эксцентриситет и др. Распределение по
закону эксцентриситета образуется, например, в тех случаях, когда
случайная величина является радиусом-вектором R, представля-
ющим собой геометрическую сумму двух случайных величин х и z
(рис. 6.21, в), распределение которых подчиняется закону Гаусса
с параметрами dx - dz = dK'. сц = о. = о; R = \jx- + z2-
Закон эксцентриситета — однопараметрический и уравнение
его кривой распределения имеет следующий вид:
у =
о2
где о — среднее квадратическое отклонение значений х и z-
Из уравнения следует, что начало кривой распределения совпа-
дает с началом координат (А = 0 и У=0). Далее следует крутой
подъем восходящей ветви, перегиб и более пологий спуск нисхо-
дящей ветви. Это означает, что деталей с нулевой погрешностью,
например, эксцентриситетом, нет: большая часть деталей имеет
средний эксцентриситет; деталей с большим эксцентриситетом мало.
Среднее арифметическое R переменной, случайной величи-
ны (эксцентриситета, биения и др.), ее среднее квадратическое
отклонение ой связаны со среднеквадратическим отклонением о
координат х и z соотношениями
os= 0,655o и R = 1,92од.
Фактическое поле рассеяния А определяют из выражений
А = 5,252ий и А = 3,44о.
Если на выполняемый размер влияет закономерно изменяю-
щаяся погрешность, возрастающая сначала замедленно, а затем
ускоренно, то распределение размеров происходит по закону тре-
угольника (закону Симпсона, рис. 6.21, г). Распределение по зако-
ну треугольника встречается при обработке деталей по 7, 8 и 9-му
квалитетам точности при наличии больших погрешностей, свя-
занных с недостаточной жесткостью технологической системы и
прогрессирующим изнашиванием и затуплением инструмента, осо-
бенно в начальный период.
Закон Симпсона графически изображается равнобедренным
треугольником (см. рис. 6.21, г) с полем рассеяния
А = 2<тТб ~ 4,9<т,
142
где а — среднее квадратическое отклонение определяют по такой
же формуле, как и при законе Гаусса.
На практике могут встретиться и другие законы распределения
погрешностей обработки.
Композиции законов распределения и правила суммирования
погрешностей. При обработке заготовок на точность размеров од-
новременно могут воздействовать разные факторы, приводящие к
появлению как случайных погрешностей, следующих определен-
ным законам, так и систематических (постоянных или перемен-
ных) погрешностей. В подобных случаях закон распределения раз-
меров обработанных деталей будет представлять собой компози-
цию нескольких законов распределения. Преобладание одного из
сочетающихся законов определяет форму кривой распределения
и величину суммарной погрешности обработки.
Например, композиция законов Гаусса и равной вероятности
создает кривые различной формы, зависящие от степени воздей-
ствия на конечное распределение размеров каждого из составля-
ющих законов (рис. 6.22). Форма кривой распределения определя-
ется в этом случае отношением к = со (6<т), где к — коэффициент
относительного рассеяния размеров обработанных деталей; со —
приращение размера детали за счет переменной систематической
погрешности. Все кривые симметричны, имеют плоские вершины
и изменяют свой вид от кривой нормального распределения (при
со —> 0 и к —> 0) до прямоугольника распределения равной вероят-
ности (при к = оо _> 0).
Систематические постоянные погрешности не влияют на фор-
му кривой распределения, но смещают центр группирования раз-
меров на величину, равную систематической погрешности Дсист и
на такую же величину увеличивают погрешность (рассеяние) раз-
меров деталей партии (рис. 6.23).
Рис. 6.22. Распределение размеров d обработанных деталей, полученное
при сочетании законов Гаусса и равной вероятности (/ — частота
повторения размеров)
143
Например, при зенкеровании партии заготовок рассеяние раз-
меров подчиняется закону Гаусса с полем рассеяния Д' = бет. При
смене зенкеров характер рассеяния остается прежним, но вершина
кривой распределения смещается на величину, равную разности
диаметров старого dcr и нового d„ зенкеров, т.е. Лсист = dH - d„
(рис. 6.23, а). В этом случае поле суммарного рассеяния размеров
отверстий в заготовках всей партии определится из выражения
Л = Асист + 6о.
При построении кривой по размерам партии деталей, обрабо-
танных на одном и том же станке, но с разных настроек (подна-
строек) станка, кривая распределения размеров отличается от кри-
вой Гаусса и может иметь несколько вершин различной высоты
(рис. 6.23, б).
_На рис. 6.23, б использованы следующие обозначения: d\,d2
и г/3 — центры группирования размеров, соответствующие пер-
вой, второй и третьей настройке станка; АСИС1| -d2 - dy, ^ксл2 = d з ~
-d2 — погрешности настройки. Суммарная погрешность обработ-
ки партии деталей Д = 6о + ДСИС1, +Лсист2.
Таким образом, в общем случае поле рассеяния размеров партии
деталей (или суммарная погрешность) складывается из случай-
ных погрешностей и систематических.
Случайные погрешности принято складывать по правилу квад-
ратного корня
Лсл = ^(Л|А|) + (£2Лг) + ... + (Л„А„) ,
где А:,, к2, ..., к„ — коэффициенты относительного рассеяния слу-
чайных величин; А,, Д2, ..., А„ — поля рассеяния суммируемых
случайных погрешностей; для закона нормального распределения
а б
Рис. 6.23. Влияние систематических погрешностей на общее поле рассея-
ния размеров:
а — при смене инструмента; б — при разных настройках станка
144
к = 1,0, для закона треугольника к = 1,2; для закона равной вероят-
ности к = 1,73; п — число случайных погрешностей (факторов).
Систематические погрешности складывают алгебраически с
учетом знака, например износ инструмента приводит к увеличе-
нию диаметра обрабатываемого вала, при этом погрешность бу-
дет+АСИС|; нагрев инструмента уменьшает диаметр вала — погреш-
ность -Дсист и т.п. В частном случае указанные погрешности ком-
пенсируют друг друга.
Общая погрешность обработки (поле рассеяния размеров дета-
лей в партии) выражается суммой:
А - Асист ± Ас.| •
Знак перед случайной погрешностью обычно принимают та-
ким, с каким представлена сумма систематических погрешностей.
В этом случае абсолютная величина общей погрешности окажется
наибольшей.
Примеры применения закона нормального распределения разме-
ров в технологии машиностроения. Пример 1. Анализ точности
обработки партии деталей. Анализ выполняют в следующей по-
следовательности.
1. Из обработанных деталей берут выборку в q > 50 шт.
2. Измеряют все детали выборки по интересующему параметру:
диаметру, длине, высоте и т.д. Точность измерений должна со-
ставлять [(1 /6)... (1 /10)] Td, где Td — допуск измеряемого размера.
3. Устанавливают наименьший t/1T)ill и наибольший dma действи-
тельные размеры деталей выборки. Из всех размеров составляют
упорядоченный ряд от t/min до dmm.
4. Полученный ряд делят на 6— 13 групп с равными интервала-
ми размеров. Принятый размер интервала Ad должен превышать
точность измерений, т.е. должно быть Ad> [(1/6)...(1/10)]Td.
5. Для каждой группы подсчитывают частоту/(число деталей,
размеры которых попали в данный интервал) или частость f/q.
6. По результатам в выбранном масштабе строят гистограмму
или полигон распределения (см. рис. 6.19).
7. Рассчитывают среднее арифметическое значение (центр груп-
пирования) действительных размеров деталей выборки
d^-^dJi.
q
8. Определяют эмпирическое среднее квадратичное отклонение:
145
9. Для особо ответственных случаев (например при выполне-
нии научных исследований) выборку проверяют на случайность
полученных результатов измерений.
10. Проверяют соответствие эмпирического распределения рас-
пределению Гаусса. Для этого пользуются критериями согласия
Романовского, Колмогорова, Пирсона, Вестеграда или др. На-
пример, по Вестеграду, при нормальном распределении размеры
25 % обработанных деталей должны лежать (или попадать в интер-
вал) в пределах ±0,3<т, 50 % деталей — в пределах ±0,7о, 75 % — в
пределах ±1,1о и 99,27 % (или 100 %) — в пределах ±3о. При обра-
ботке деталей по 9-му и более грубым квалитетам точности про-
верку соответствия обычно не производят.
11. Определяют зону практического рассеяния размеров А = 6о =
= 4j>max “ *4|>min> ГДе 4j>min> ^фтах ~ НаИМбНЬШИЙ И Наибольший фаК-
тические размеры соответственно (рис. 6.24, а) или при наличии
и систематической погрешности Д = 6о + ДСИС|. Для обработки без
брака должно соблюдаться условие Д < Td.
12. Проверяют надежность обеспечения требуемой точности
обработки деталей по величине так называемого коэффициента
запаса точности ц/= Td/\. При *|/ > I считают, что обработка идет
без брака, при < 1 — будет (может) иметь место брак. Для
распределений, показанных на рис. 6.19 и рис. 6.20 Д=6о=6 • 0,185 =
= 1,11 мм; Td=es - el = 0,61 - (-0,51) =1,12 мм и >|/ = 7^/Д = 1,12:
: 1,11 > 1. При у > 1,2 процесс обработки считают надежным.
Пример 2. Определение процента брака. При рассеянии раз-
меров, соответствующем закону нормального распределения, с
погрешностью в 0,27 % считают, что все детали выборки имеют
действительные размеры в пределах поля рассеяния:
Рис. 6.24. Кривые распределения размеров обработанных деталей с цент-
ром группирования посредине поля допуска (а) и со смещенным при
настройке центром группирования (б):
ха, xh — предельные размеры детали по чертежу (заштрихованные области —
бракованные детали)
146
A — fa* ^фтах ^cpmini
а площадь, ограниченная кривой Гаусса и осью абсцисс, равна
единице и определяет 100 % деталей выборки.
На рис. 6.24, а площадь заштрихованных участков представляет
собой количество (в долях единицы или процентах) деталей, раз-
меры которых выходят за пределы поля допуска. При совпадении
середины поля допуска с центром группирования размеров, для
определения количества годных деталей необходимо найти пло-
щадь, ограниченную кривой и осью абсцисс на длине, равной
допуску Td=dmm - dmm. Это количество определяют, пользуясь из-
вестной функцией Лапласа:
Ф(7) = -4= fe~z2/2dZ,
где Z — нормированный параметр распределения или коэффици-
ент риска, который находят из выражения
% _d, -d
G
Значения функции <I>(Z) табулированы в зависимости от зна-
чения Z и приводятся в специальных таблицах. С увеличением Z
растет число деталей, размеры которых находятся в пределах поля
допуска 7^, а процент ожидаемого брака Q;, уменьшается. Вели-
чину Q6, %, определяют (для рассматриваемого случая) по фор-
муле
Q, = 2[0,5-0>(Z)]-100 или G, =[1-20>(Z)]100.
Пример 3. Расчет количества деталей, требующих доработки.
Потребность в доработке может возникнуть, например, при вы-
полнении срочного заказа на высокопроизводительном оборудо-
вании (станки-автоматы, полуавтоматы и т.п.), не обладающем
необходимой точностью. В этом случае размеры части деталей мо-
гут выйти за границы поля допуска.
Для исключения неисправимого брака при настройке станка
заранее смещают центр группирования размеров относительно
середины поля допуска при обработке валов вправо, а при обра-
ботке отверстий — влево. Так, при обработке валов координату,
соответствующую наибольшему предельному размеру по черте-
жу, определяют из выражения (рис. 6.24, б):
Xb = Td -(Зо + Ан).
147
Здесь Ан — погрешность настройки станка. При такой настрой-
ке станка заведомо планируется доработка (например, шлифова-
нием) части деталей: (2б = [0,5 - O(Zz,)J • 100, где Zh-xhl<s.
Примечание. Смещение центра группирования относительно
средины поля допуска Асм = (Д„ + Зо) - Td/2 (см. рис. 6.24, б).
Пример 4. Определение экономической целесообразности
применения высокопроизводительных станков пониженной точ-
ности. Использование автоматического и полуавтоматического обо-
рудования для выполнения механических операций позволяет зна-
чительно повысить производительность труда и снизить себестои-
мость. Однако из-за значительной величины мгновенного рассея-
ния размеров, связанного с видом обработки и типоразмером
применяемого станка, точность выполнения размеров иногда ока-
зывается недостаточной.
Так, при шлифовании валов диаметром d= 10... 18 мм на круг-
лошлифовальных станках поле мгновенного рассеяния Ам = 0,009 мм
(рис. 6.25, а), при обтачивании на токарном станке Ам = 0,015 мм,
на револьверном — Ам = 0,025 мм, а на станке-автомате — Ам =
= 0,045 мм. Производительность же автомата выше производитель-
ности шлифовального станка в среднем в 4,5 раза. Кривые рассея-
ния размеров, полученных при обработке на перечисленных стан-
ках, и положение поля допуска диаметра вала (7^ = 0,02 мм) при-
ведены на рис. 6.25, б.
Очевидно, что при обработке на револьверных станках и авто-
матах может иметь место брак. Экономическую целесообразность
использования оборудования того или иного вида подтверждают
расчетом, который выполняют в следующем порядке.
1. Так же, как и в примерах 2 и 3, определяют количество ожи-
даемого брака или деталей, подлежащих доработке.
2. Находят убытки от брака или от доработки деталей.
Рис. 6.25. Поле мгновенного рассеяния размеров Дм и производительность
П станков (а) и кривые распределения размеров с полями допусков (б)
при обработке вала на круглошлифовальном (/) токарном (2), револь-
верном (.?) станках и на станке-автомате (4)
148
3. Рассчитывают снижение себестоимости и экономию при об-
работке на высокопроизводительном оборудовании.
4. Сопоставляют убытки с экономией, после чего принимают
оптимальный вариант механической обработки (выполнения тех-
нологической операции).
Возможности применения статистических методов в технологии
машиностроения. Исследования с использованием кривых распре-
деления дают возможность объективно оценить точность различ-
ных видов механической обработки. Этот метод универсален, его
применяют для исследования точности заготовок, сборочных опе-
раций, технического контроля, а также целого ряда таких специ-
фических операций, как балансировка, холодная правка и пр.
Отработанная методика и сравнительная простота вычислений
обусловили широкое применение методов математической стати-
стики. Эти методы особенно удобны (а часто и незаменимы) в тех
случаях, когда механизм явлений не изучен или когда требуется
практическая проверка результатов и выводов, полученных рас-
четно-аналитическим методом. В ряде случаев кривые распределе-
ния и статистические характеристики позволяют вывести каче-
ственные и количественные зависимости точности обработки от
условий выполнения технологического процесса или от отдель-
ных технологических факторов.
К недостаткам методов относят то, что они не вскрывают сущ-
ность физических явлений и отдельных факторов, влияющих на
точность обработки, а также то, что на их базе не выявляются
конкретные возможности повышения точности. Статистический
анализ фиксирует результаты законченного этапа, т.е. «обращен в
прошлое». Полученные прежде результаты (например, значения
d, о) не могут быть использованы, если в условиях выполнения
данной операции произошли изменения (поменялся режим реза-
ния, способ установки заготовки и т.п.). В этом случае статисти-
ческий анализ повторяют.
Точечные диаграммы и их применение для исследования точно-
сти обработки. Исследования точности механической обработки с
помощью кривых распределения не учитывают последовательно-
сти обработки деталей: все детали партии как бы перемешиваются.
Закономерно изменяющиеся погрешности не отделяются от слу-
чайных (только меняется форма кривой распределения, см. рис. 6.22).
От этого недостатка свободен статистический метод точечных ди-
аграмм, суть которого заключается в следующем: на контрольной
карте по оси абсцисс откладывают номера последовательно обра-
ботанных деталей или групп деталей, или другие величины, ха-
рактеризующие течение процесса, например, время, обрабатыва-
емую длину и пр.; а по оси ординат — размеры этих деталей или
групповые средние размеры (рис. 6.26). Подобные графики полу-
чили название точечных диаграмм.
149
Для построения точечных диаграмм берут пробы (выборки),
состоящие от двух до десяти деталей. Пользоваться контрольными
картами весьма просто: следует лишь через строго определенные
интервалы времени наносить на диаграмму очередные действи-
тельные значения размеров деталей (рис. 6.26, а, б, г) или значе-
а детали
123456789 10 Номер
о детали
г группы
деталей
Рис. 6.26. Разновидности (а —г) точечных диаграмм:
I, II — соответственно верхнее и нижнее предельные отклонения размеров деталей
150
пия групповых средних размеров d (рис. 6.26, в) и следить затем,
чтобы точки не вышли за контрольные прямые А и В, определяю-
щие верхнюю и нижнюю границы доверительного интервала.
Активные средства контроля позволяют строить точечные диа-
граммы автоматически с помощью самописцев.
При выходе отдельных групповых средних значений за конт-
рольные линии, процесс останавливают, определяют причину и
после ее устранения (обычно производят поднастройку станка)
продолжают обработку.
Метод точечных диаграмм относят к прогрессивному способу
статистического («летучего») контроля, хорошо отражающему ди-
намику изменения хода технологического процесса и позволяю-
щему своевременно предупреждать брак. При этом способе конт-
роля значительно сокращается число контролеров ОТК, так как
выборочной проверке в массовом производстве подвергается только
5... 10 % продукции.
Метод точечных диаграмм позволяет более полно выявлять вли-
яние систематических (постоянных и переменных) погрешностей
на ход технологического процесса, а также изменение степени вли-
яния во времени факторов, вызывающих случайные погрешности.
Например, на рис. 6.26, г в интервале К—М зафиксировано
повышенное рассеяние размеров деталей, связанное с изменени-
ями глубины резания из-за увеличения припуска вследствие не-
доштамповки из-за изношенного штампа. После смены штампа
поступили заготовки с нормальным припуском и величина рассея-
ния размеров уменьшилась.
К недостаткам метода относят необходимость выполнения срав-
нительно большого числа наблюдений и то, что метод не позво-
ляет учесть степень влияния отдельных факторов при комплекс-
ном их воздействии.
6.7. Настройка станков
Общие сведения. Обработка деталей на предварительно настро-
енных станках применяется в условиях серийного и массового
производства. Настройкой (н ал ад к о й) станка называют про-
цесс установки и закрепления режущих инструментов, приспо-
соблений и устройств станка (упоров, установов, кулачков, смен-
ных шестерен, программоносителей и др.), определяющих взаим-
ное расположение обрабатываемой заготовки и режущих инстру-
ментов, а также процесс установки режимов работы станка.
Периодическая смена затупившегося инструмента вызывает
необходимость каждый раз настраивать станок на выполняемый
размер заново. При узких технологических допусках приходится
делать одну или несколько поднастроск за время стойкости инст-
151
румента путем регулирования положения его режущей кромки отно-
сительно баз заготовки в целях компенсации размерного износа.
Задача настройки и поднастройки заключается в том, чтобы
выполняемые размеры всех деталей данной партии находились в
пределах поля допуска. При каждой смене режущего инструмента
или при каждом его регулировании невозможно, чтобы инстру-
мент занимал одно и то же постоянное положение на станке. Для
каждой последующей партии заготовок положение инструмента
будет другим.
Расстояние между предельными положениями инструмента, или
поле рассеяния его положений, называют погрешностью на-
стройки станка. Эту величину, создающую дополнительную
погрешность выдерживаемого размера при обработке нескольких
партий деталей, обозначают Ан.
В настоящее время пользуются двумя методами настройки стан-
ков: по пробным деталям (динамический) и по эталонам (стати-
ческий).
Величина Дн зависит от метода настройки и представляет со-
бой разность между максимальным и минимальным настроечны-
ми размерами. Величина погрешности настройки определяется
квалификацией наладчика, т.е. зависит от субъективного факто-
ра, а также точностью и качеством изготовления применяемого
измерительного инструмента и эталонов. При динамической на-
стройке погрешность Д„ дополнительно является функцией не-
точности расчета, свойственной данному методу.
Рассмотрим оба метода подробнее.
Настройка станков по пробным деталям. Этот метод настрой-
ки станков распространен преимущественно в условиях единич-
ного и мелкосерийного производства. Сущность метода заключа-
ется в том, что с помощью пробных ходов и промеров устанав-
ливают положение режущих инструментов и упоров станка, обес-
печивающее получение заданных размеров детали. Последователь-
ной обработкой нескольких пробных деталей, сопровождаемой
необходимыми измерениями, удается установить рабочие настро-
ечные размеры, гарантирующие точность обработки деталей всей
партии. Точность выполнения размеров (длин и диаметров) при
этом методе настройки, а также расположение поверхностей
(например, осей при растачивании отверстий) зависит от тща-
тельности установки инструмента и заготовки и определяется
квалификацией и добросовестностью рабочего-наладчика. На эти
погрешности доминирующее влияние оказывает субъективный
фактор.
Погрешности формы связаны преимущественно с силовыми и
тепловыми деформациями технологической системы, с размер-
ным изнашиванием инструмента, с копированием погрешностей
формы заготовок и их деформациями при закреплении. При обра-
152
ботке перечисленные и другие факторы нарушают кинематиче-
ские связи относительных движений инструментов и заготов-
ки. В случае образования погрешностей формы определяющим яв-
ляется объективный фактор. Например, при обработке крупнога-
баритных валов гидротурбин и стационарных двигателей внутрен-
него сгорания погрешность формы (конусность) составляет до
60 % поля допуска диаметра вала.
При динамической настройке станков — настройке по проб-
ным ходам и промером с использованием универсальных изме-
рительных средств или калибров — на расчетный настроечный
размер </н р устанавливают допуск Tdi . При этом учитывают вли-
яние на точность обработки всех перечисленных выше факто-
ров, т.е. силовые и тепловые деформации системы, износ инст-
румента и пр.
Для настройки станка без учета переменных систематических
погрешностей в качестве настроечного принимают средний меж-
ду предельными размерами (по чертежу) или, в целях увеличения
продолжительности работы станка без поднастройки, близкий к
наименьшему при обработке валов и к наибольшему при обработ-
ке отверстий (рис. 6.27):
д _ ^max + ^min _j_ у
п.р 2 ^н.р
где dmn и dmin — предельные размеры по чертежу. Знак «плюс»
перед допуском 7ур настроечного размера при растачивании от-
верстий, знак «минус» — при обтачивании валов.
Для настройки станка с учетом переменных систематических
погрешностей в расчетную формулу вводят поправки (вопрос из-
лагается в специальной литературе).
Величина погрешности настройки Д„ зависит от квалифика-
ции настройщика, возможности регулирования станка, точности
измерительных инструментов и пр. Во всех случаях она не должна
Рис. 6.27. Допуск и погрешность на-
строечного размера
153
превышать допуска на настройку, т.е. должно выполняться
А„ - ^11Р-
О точности динамической настройки судят по результатам из-
мерения обработанных (пробных) деталей. Обычно среднее ариф-
метическое d полученных размеров принимают за центр группи-
рования размеров партии деталей, обрабатываемых при данной
настройке. При разности измеренного d и расчетного dnp значе-
ний настроечных размеров, превышающей допуск 7^нр настроеч-
ного размера, выполняют поднастройку станка (корректируют или
регулируют положение инструментов).
Погрешности измерения ДИ!М пробных заготовок и погрешно-
сти регулирования ДрС1 положения инструмента приводят к тому,
что центр группирования кривой распределения для каждой партии
заготовок смещается относительно настроечного размера. Посколь-
ку погрешности ДИ)М и Дрс, являются случайными, значение по-
грешности настройки рассчитывают по правилу квадратного кор-
ня. При точении
Ан = 2Л7Аи!ы + А2рсг,
где к — коэффициент, учитывающий закон рассеяния значений
погрешностей измерения и регулирования; для нормального за-
кона к= 1... 1,2.
Расчет значения d (центра группирования размеров) по дан-
ным небольшой выборки (обычно 5—10 обработанных деталей)
не дает точных результатов.
Если учесть, что определение величины необходимого смеще-
ния инструмента связано с погрешностью самого метода ее рас-
чета, то погрешность настойки возрастает до
Дн — 2/сд)ЛйзМ + АрС| + Драсч •
Здесь Др.11;1| — погрешность метода расчета смещения инстру-
мента, значение которой определяется погрешностью вычисле-
ния среднего арифметического размера для пробных деталей. Как
известно, эта погрешность
Арасч = ±о/77,
где о — среднее квадратическое отклонение размеров, характери-
зующее точность данного метода обработки; / — число пробных
деталей.
Если о неизвестно, то приближенно принимают
о = Td/f>,
154
где Td — допуск выдерживаемого размера; с учетом значений о:
при /=5 Драсч = ±0,45<т = 0,075 при /= 10 Др.1СЧ = ±0,032о = 0,0537^.
Чем больше значение/, тем меньше погрешность вычисления сред-
него арифметического для пробных деталей, при этом точность наст-
ройки станка (точность определения d) соответственно возрастает.
Разновидностью рассмотренного метода настройки станков
является метод с применением жестких предельных и нормаль-
ных калибров. С помощью калибров также удается определить центр
группирования d, т.е. необходимый настроечный размер. Послед-
ний метод настройки более сложен и эффективен при большом
числе проверяемых деталей.
Настройка по пробным деталям обеспечивает высокую точность,
но трудоемка. При настройке многоинструментальных станков и
автоматов на нее затрачивают до 20 % общего фонда времени. Часть
пробных заготовок может быть при настройке забракована, что
неприемлемо при обработке крупных и дорогих деталей. Этот ме-
тод чаще применяют для станков с относительно простой налад-
кой и при ограниченных размерах обрабатываемых заготовок. Ме-
нее трудоемкой является настройка станка по эталонам, которая
позволяет более рационально использовать оборудование.
Настройка станков по эталонам. В серийном и массовом произ-
водстве обработка деталей ведется методом автоматического по-
лучения размеров на настроенных станках. В этих условиях широко
распространена статическая настройка, при которой режущий
инструмент выставляют по эталонным деталям (эталонам), ис-
пользуя угловые и высотные установочные устройства и специ-
альные калибры, на неработающем станке. Эталон располагают
на станке вместо заготовки (рис. 6.28). Инструмент доводится до
соприкосновения с поверхностью эталона и закрепляется.
Рис. 6.28. Схема настройки станка по эталону:
dt — d4 — выполняемые размеры
155
При настройке между поверхностями установочных устройств
или эталонов и режущих инструментов часто устанавливают щупы,
плитки концевых мер или просто листы тонкой плотной бумаги
(типа кальки), исключающие возможность порчи поверхностей
эталона во время работы инструмента. При статической настройке
станка в связи с упругими и тепловыми деформациями техноло-
гической системы и другими факторами размеры обрабатываемых
охватываемых поверхностей (валов) получаются больше, а охва-
тывающих поверхностей (отверстий) — меньше требуемых. Для
компенсации изменения действительных размеров обрабатывае-
мых деталей эталоны и калибры для статической настройки изго-
товляют с отступлениями от чертежа детали на величину некото-
рой поправки Д„. В этом случае расчетный настроечный размер
эталона определяют по формуле
^н.р ~ ^ср ± .
Здесь — средний размер детали по чертежу: t/ep = (t/m;lx + </min)/2;
An = Л, + Д2 + Д3 + ... + Д„ где / — число составляющих, зависящее
от конкретных условий обработки; А, = РуЦу — учитывает упругие
отжатия технологической системы (при двусторонней обработке
значение А] удваивают); Д2 = Rz. — составляющая, зависящая от
шероховатости, поверхности детали и точности станка (при дву-
сторонней обработке значение А2 также удваивается); Д3 — по-
правка, равная величине отжатия шпинделя (возможная за счет
зазоров в подшипниках). Величину Д3 принимают равной 0,04 мм
для станков нормальной точности и 0,02 мм для станков повы-
шенной точности.
Средние значения Д„ для различных случаев обработки приво-
дятся в справочниках технолога.
Точность настройки станка по эталону зависит от точности
изготовления самого эталона, степени его износа и точности ус-
тановки инструмента. Считают, что погрешность настройки в этом
случае
ди = ^д/а^ + А|,,
где Аи э — погрешность изготовления эталона (обычно Ли ,= 10...
20 мкм); ДуЭ — погрешность установки эталона (при использова-
нии щупа или полосок бумаги Ау) = 20...50 мкм). При £=1,2 по-
грешность Л„ ~ 25...60 мкм.
Настройка станка по эталону занимает минимальное время и
особенно эффективна для многорезцовых автоматов и полуавто-
матов, револьверных и агрегатных станков, а также для автомати-
ческих линий. Точность статической настройки обеспечивает ста-
бильное получение размеров деталей с допусками по 8 — 9-му ква-
156
литетам. При более высоких требованиях к точности обработки в
некоторых случаях статическую настройку дополняют динамиче-
ской, регулируя положение инструмента и упоров при обработке
первых заготовок партии.
Часто характер работы связан с периодическими отводами
инструментов. Возвращение их в исходное положение осуще-
ствляют обычно по жестким или индикаторным упорам. В таких
случаях возникают дополнительные погрешности. Для обычных
условий погрешность установки по жесткому упору составляет
20...25 мкм (для квалифицированных рабочих не менее 10 мкм).
Погрешность установки по индикаторным упорам значительно
меньше: 10...20 мкм.
Настройка станка по эталону надежно обеспечивает стабиль-
ную точность обработки, исключая расход пробных заготовок.
Этот метод проще метода настройки по пробным деталям, не
требует высокой квалификации наладчика. Статическую настройку
можно выполнять вне станка при наличии сменных резцедержа-
телей, инструментальных блоков, суппортов, револьверных го-
ловок и т. п.
6.8. Погрешности установки заготовок
Рассеяние размеров, связанное с погрешностью установки. При
установке заготовки в приспособление или на станке для обра-
ботки методом автоматического получения размеров достигаемая
точность размеров зависит от положения измерительной базы за-
готовки относительно режущего инструмента. Вспомним, что и з-
мерительной базой называют поверхности, линии или точки
заготовки, от которых отсчитывают размеры при измерении или
изготовлении (обработке). Колебания положения измерительной
базы заготовки являются причиной возникновения погрешности
установки е, вызывающей рассеяние размеров деталей в партии.
Погрешность установки заготовки, как одна из составляющих об-
щей погрешности выполняемого размера, состоит из погрешнос-
ти базирования е6, погрешности закрепления е,, погрешности е„р,
вызываемой неточностью приспособления.
Погрешности базирования. Отклонение фактического положе-
ния заготовки от требуемого, возникающее при несовмещении
измерительной базы с технологической (установочной), называ-
ют погрешностью базирования. Погрешность е6 представ-
ляет собой расстояние между предельными положениями проек-
ций измерительной базы на направление выполняемого размера.
Эта погрешность всегда определяется для конкретного выполняе-
мого размера при данной схеме установки. Поэтому величине е6 в
расчетах присваивают индекс соответствующего размера. Значе-
157
ния погрешности базирования для любого выполняемого размера
определяют с помощью элементарных геометрических вычисле-
ний. Следует запомнить, что при совпадении установочной базы
с измерительной погрешность базирования всегда отсутствует (вб-
= 0).
Пример 1. Схема фрезерования паза в призматической заго-
товке приведена на рис. 6.29, а. Положение фрезы при настройке
станка определено относительно плоскостей А и В, являющихся
технологическими базами заготовки. Контроль (измерение) раз-
меров а и b выполняют от тех же поверхностей, выступающих те-
перь в качестве измерительных баз. Как отмечено выше, при со-
впадении установочных и измерительных баз погрешности бази-
рования для размеров а и b отсутствуют, т.е. вбв = 0 и вбЛ = 0.
Поверхность С, служащая измерительной базой при выполне-
нии размера с, не совпадает с установочной базой А. В этом случае
погрешность базирования (см. рис. 6.29, а)
Ебс — max ~ Gnin — Дпах — Атп ~
т.е. погрешность базирования заготовки для выполнения размера
с равна допуску размера h — высоты заготовки. Аналогично рас-
считывают значение еб и для других размеров:
ЕбД — ^max “ ^min — Алах ~ Anin —
т.е. погрешность базирования для размера d равна допуску 7} дли-
ны заготовки.
Пример 2. Схема фрезерования шпоночного паза на валу,
установленном в призму, дана на рис. 6.29, б. При выдерживании
размеров А,, /г2 и h3 установочными базами служат образующие
К\(К2), измерительными соответственно At(A2), О}(О2) и В](В2).
Проектируя предельные положения этих баз на направление вы-
Рис. 6.29. Схемы для расчета погрешностей базирования призматиче-
ской (а) и цилиндрической (о) заготовок
158
полняемых размеров, определим погрешности базирования для
каждого из выполняемых размеров.
Так, погрешность базирования для размера А, (см. рис. 6.29, б)
определим как
ебЛ| - К max - К min - (^2^1 + О\ М ) - (Д<9| + О{ М ) - Л2 О, ~ Д (9| -
Г) Г) т
= Л2О2+О1О2-Л1О1=^-^ + О1О2=-^ + (СО1-СО2) =
Тр , ( охкх
2 ^sina/2
О1К2\ Тр ( Ртяк Dmin '
sina/2 J 2 (^2 sin а/2 2 sina/2
/ \
= 7Д J j
2 • a
sin —
I 2 J
где TD= Dmax - Dmin — допуск диаметра заготовки; £>miiX, £min —
максимальный и минимальный диаметры.
Аналагичным образом рассчитывают погрешности базирования
для других размеров:
_ Тр 1 _ Тр ( 1 J
2 sin а/2 2 (^sina/2 J
В рассмотренных примерах погрешности базирования выраже-
ны в виде разности предельных размеров (или допуска) заготовки.
При этом значения погрешностей — наибольшие из возможных.
При обработке партии заготовок погрешность базирования для
каждой отдельной заготовки является случайной, зависящей от
действительного размера заготовки и редко достигает своего мак-
симума. Формулы для расчета погрешностей базирования при раз-
личной форме базирующих поверхностей заготовок и установоч-
ных элементов приспособлений, т.е. для различных схем базиро-
вания, приведены в технической литературе.
Погрешности закрепления. Перед обработкой заготовку устанав-
ливают в приспособление и плотно прижимают ее базовыми по-
верхностями к установочным элементам (опорам) приспособле-
ния. Сила Q3 закрепления должна быть достаточной, чтобы ис-
ключить в процессе обработки сдвиг, колебания или вибрации
заготовки. Одновременно под действием силы Q3 возникают упру-
гие деформации заготовки, опор и других деталей приспособле-
ния, а также контактные деформации стыков поверхностей, че-
рез которые передаются силы зажима. Названные деформации
приводят к смещению установочных и измерительных баз отно-
159
сительно выставленного на размер инструмента. Настроечные раз-
меры изменяются.
Многочисленные исследования показали, что наибольшее сме-
щение заготовки вызывают контактные деформации стыка заго-
товка — опоры. Остальные деформации невелики, и в практике
расчетов ими чаще всего пренебрегают.
Погрешность е3 закрепления заготовки представляет собой раз-
ность проекций наибольшего и наименьшего смещения у измери-
тельной базы на направление выполняемого размера при прило-
жении к заготовке силы закрепления (рис. 6.30):
^з — (.Утах — .Vaiin ) COS СХ,
где а — угол между направлением выполняемого размера и на-
правлением смещения измерительной базы.
Смещение у измерительной базы (величина контактных дефор-
маций стыка заготовка — опоры) в общем виде выражается нели-
нейным законом
У = CQT,
где С — коэффициент, характеризующий вид контакта (конст-
рукцию стыка), материал заготовки, шероховатость и структуру
ее поверхностного слоя; т — эмпирический показатель степени:
0,3 < т < 1.
Для партии заготовок при данной схеме установки коэффи-
циент С изменяется от Cmjn до Стах, а сила Q3 закрепления в при-
способлениях с ручными зажимными устройствами — от Qjmin до
Qjmax- С учетом возможных изменений Си Q,
С = (Стахах -CminQ.;”mill)cOSa.
Рис. 6.30. Схема для расчета погрешности закрепления заготовки:
А. В — измерительные базы
160
Величина е3 представляет собой расстояние между предельны-
ми положениями измерительной базы. Очевидно, что погрешность
закрепления для размеров а и с (см. рис. 6.30) не равна нулю (а=0),
при этом Gmill = а + _ymi„, omax = а + _ymax. Погрешность закрепления
для размера b равна нулю, так как боковая (измерительная) база
В перемещается при зажиме заготовки в собственной плоскости
(а = 90°).
Значения Сит для разных условий закрепления заготовок
приводятся в литературе по технологии машиностроения. Для
партии заготовок с тщательно обработанной базовой поверхно-
стью, закрепляемых пневматическими, гидравлическими или дру-
гими механизированными приводами, можно принять С= const и
Qi - const. В этом случае согласно основному уравнению должно
быть Е; = 0. Физически это означает, что смещение у измеритель-
ной базы вследствие деформаций стыка для всей партии загото-
вок одинаково. Соответствующей корректировкой настроечного
размера удается компенсировать упругие перемещения заготов-
ки, возникающие при закреплении, и выполнять размер в преде-
лах допуска. В других случаях погрешность закрепления следует счи-
тать случайной величиной, изменяющейся в пределах от нуля до
расчетного значения.
Погрешности установки заготовки, вызываемые неточностью
приспособления. Эта погрешность епр определяется погрешностя-
ми при изготовлении и сборке еия. установочных элементов при-
способления, а также их износом еИ11| и ошибками установки при-
способления на станке ЕуС|.
Погрешность еиз, характеризует неточность положения устано-
вочных элементов приспособления. При использовании одного
приспособления — это систематическая постоянная погрешность,
которую частично или полностью устраняют настройкой станка.
При использовании нескольких одинаковых приспособлений,
например на автоматических линиях, компенсировать погрешность
еИ)1 не удается. Она полностью входит в состав епр в качестве слу-
чайной погрешности.
Погрешность изготовления приспособлений обычной точно-
сти составляет 10... 15 мкм, высокоточных приспособлений —
5... 10 мкм.
Составляющая еИЗ|1 характеризует износ установочных элемен-
тов (опор) приспособления. Величина износа опор зависит от про-
граммы выпуска изделий (времени работы приспособления), их
конструкции и размеров, материала и массы заготовки, состоя-
ния ее базовой поверхности, а также от условий установки (тра-
ектории движения) заготовки в приспособлении и снятия ее. Кон-
структоры технологической оснастки износ опор ограничивают
расчетной допустимой величиной. При эксплуатации износ конт-
ролируют в период планово-предупредительных ремонтов. Если
161
износ достигает предельно допустимой величины, производят сме-
ну опор.
Составляющая ЕуСГ выражает погрешность установки приспо-
собления, обусловленную смещением его корпуса относительно
расчетного (предусмотренного чертежом) положения на станке.
В массовом производстве при неизменяемом положении приспо-
собления на станке погрешность еуст доводят выверкой до опреде-
ленного минимума. Эта погрешность может быть компенсирована
настройкой станка. В серийном производстве приспособления пе-
риодически сменяют на станках; величина еуст становится при этом
некомпенсируемой случайной. Смещения приспособлений на стан-
ке уменьшают применением направляющих элементов (шпонок
для пазов стола, центрирующих поясков, фиксаторов), а также
равномерной затяжкой крепежных деталей. Значение еуст не долж-
но превышать 10...20 мкм.
Величины еизг, еИЗ||, Еуст — это расстояния между предельными
проекциями измерительной базы обрабатываемых заготовок на
направление выполняемого размера. В проектных технологических
расчетах их рассматривают как поля рассеяния случайных вели-
чин, распределение которых в первом приближении следует нор-
мальному закону. При этом условии Епр = y^,ir + е^зн +еуст.
Погрешность установки заготовки как суммарное поле рассея-
ния выполняемого размера
Е = д^Е-| + Е3 + Ерр .
Анализ составляющих погрешности установки заготовки по-
зволяет обосновать конструкцию приспособления и сформулиро-
вать технические условия на его изготовление, что весьма важно
для точной обработки.
В зависимости от конкретной схемы обработки общее выраже-
ние для расчета погрешности установки заготовки е может изме-
няться. Для размеров, определяющих взаимное положение поверх-
ностей, обработанных при одном закреплении заготовки, погреш-
ность установки как составляющая общей погрешности равна нулю.
Этот случай наблюдается при обработке заготовок из прутка на
токарно-револьверных станках, автоматах, при обработке на аг-
регатных и других станках. Во всех случаях погрешность установки
в приспособление (или на станок) может быть рассчитана исходя
из геометрических связей и анализа схемы установки и закрепле-
ния заготовки.
Погрешность установки заготовки необходимо учитывать при
проектировании сборочной и контрольно-измерительной оснаст-
ки. При этом методика определения погрешностей та же.
162
6.9. Погрешности, вызываемые
перераспределением внутренних напряжений
в заготовках при обработке
Остаточными (или внутренними) называют напряжения,
которые существуют в заготовке или готовой детали при отсут-
ствии внешних нагрузок. Остаточные напряжения полностью вза-
имно уравновешиваются и внешне ничем не проявляются до тех
пор, пока это равновесие не будет нарушено. С нарушением рав-
новесия, вызываемым удалением припуска, обработкой без сня-
тия стружки или термическим воздействием, деталь начинает де-
формироваться до тех пор, пока перераспределение (релаксация)
напряжений не приведет к новому равновесному состоянию. В ре-
зультате таких деформаций появляются погрешности формы (от-
клонения от плоскостности, прямолинейности плоскостей и т. п.),
а также поворота поверхностей (отклонения от параллельности,
перпендикулярности и т.п.).
Различают три рода остаточных напряжений:
первого рода, уравновешивающихся в больших объемах мате-
риала, соизмеримых с размерами заготовки;
второго рода, образующихся в микроскопических объемах,
соизмеримых с размерами зерен и кристаллов материала;
третьего рода, возникающих в ультрамикроскопических объе-
мах, уравновешивающихся в пределах нескольких ячеек кристал-
лической решетки вещества.
Технологов-машиностроителей интересуют в основном напря-
жения первого рода, которые возникают вследствие неоднород-
ного (неравномерного) нагрева или охлаждения; фазовых или
структурных превращений металла, а также происходящих в нем
диффузионных процессов; пластической деформации при накле-
пе и по другим причинам.
Знать характер распределения, а также качественную и коли-
чественную характеристики остаточных напряжений необходимо
для повышения качества деталей и правильного построения тех-
нологических процессов их изготовления. Например, для многих
деталей желательно создание сжимающих напряжений в поверх-
ностных слоях, способствующих повышению их усталостной проч-
ности и т.п.
В зависимости от применяемого технологического метода раз-
личают остаточные напряжения: литейные, ковочные, термиче-
ские, сварочные, от наклепа, образующиеся при механической
обработке, электролитических покрытий и др.
Литейные напряжения влияют на точность обработки загото-
вок-отливок. При охлаждении отливки остаточные напряжения
возникают вследствие сопротивления материала форм и стерж-
ней свободному протеканию усадки отливки (механическое тор-
163
можение) и, главным образом, вследствие неравномерности
охлаждения отдельных частей отливки при разной толщине сте-
нок или различии условий охлаждения (термическое торможе-
ние).
Наибольших значений остаточные напряжения достигают в от-
ливках, имеющих сложные конструктивные формы с резкими пе-
реходами от местных скоплений металла к тонким стенкам, реб-
рам и т.д. Примерами таких деталей служат станины станков, рамы,
различные корпусные детали, кронштейны и пр.
В процессе предварительной обработки после снятия поверх-
ностных слоев отливки, и особенно при неравномерном снятии
припуска, происходит перераспределение остаточных напряже-
ний, сопровождаемое короблением заготовки. С целью заверше-
ния процесса релаксации напряжений и окончания коробления
заготовки после обдирки подвергают естественному или искусст-
венному старению.
При естественном старении заготовок остаточные напряже-
ния оост в них убывают по характерной кривой, показанной на
рис. 6.31, а. Естественное старение может длиться несколько суток
(например, для станин станков нормальной точности), месяцев
или даже лет (например, для деталей высокоточных станков).
Заготовки мелких и средних деталей, габаритные размеры ко-
торых позволяют помещать их в печи, подвергают искусственно-
му старению. При искусственном старении заготовки из черных
металлов в течение 3...4 ч (рис. 6.31, б) разогревают до темпера-
туры 0 = 600...650°C, выдерживают при такой температуре 4...6 ч
и затем медленно охлаждают вместе с печью до 200 °C в течение
20...24 ч (с последующим охлаждением на воздухе).
Известны механические способы снятия остаточных напря-
жений с заготовок. К ним относятся обработка на дробеструйных
аппаратах, голтовка во вращающихся барабанах вместе с други-
ми деталями или небольшими кусками чугуна, механические
встряхивания и простукивания пневматическими молотками, по-
средством высокочастотных колебаний и вибраторов. Эффектив-
ным мероприятием, позволяющим снизить внутренние напря-
жения, является правильный выбор способа литья, а также тща-
тельная конструктивная проработка форм деталей, исключаю-
щая разностейность, резкие переходы, острые углы и отвечаю-
щая требованиям равномерного остывания и затвердевания.
Сварочные напряжения возникают в результате неравномерного
нагрева и остывания металла в процессе сварки. При перемеще-
нии источника теплоты вдоль шва металл в зоне наплавки интен-
сивно нагревается. Смежные участки металла, имеющие более
низкую температуру, препятствуют расширению нагретого металла
и создают в нем напряжения сжатия. При остывании в наплавлен-
ном слое возникают остаточные напряжения растяжения, так как
164
Рис. 6.31. Графики изменения остаточных напряжений аос| в заготовках
при естественном (а) и искусственном (б) старении
окружающий металл тормозит уменьшение его объема. Величина
остаточных напряжений может достигать предела текучести ме-
талла. Эти напряжения приводят к деформациям и короблению
сварных соединений, величина которых нередко превосходит до-
пуски размеров изделия. Остаточные деформации зависят от рас-
положения швов, свойств материала, режима сварки, а также от
последовательности наложения швов.
Снятию или уменьшению сварочных напряжений способ-
ствуют:
все мероприятия, применяемые для снятия остаточных напря-
жений в отливках. При этом следует помнить, что высокотемпе-
ратурный отпуск (600...650°C) не способствует восстановлению
правильной формы изделия из-за новых деформаций, которые
могут превышать имеющиеся;
конструирование сварных соединений со швами, симметрич-
ными относительно геометрических осей;
обеспечение правильной последовательности наложения свар-
ных швов и выбор необходимой интенсивности сварочных режи-
мов;
применение последующей термической правки деталей путем
местного нагрева или наложения специальных «фальшивых» швов
(валиков) и др.
Ковочные напряжения в кованых (штампованных) заготовках и
заготовках из проката, возникающие из-за неравномерного де-
формирования и остывания различных элементов (например, по-
лок, стенок, ребер и пр.), порождают при определенных обстоя-
тельствах остаточные деформации обрабатываемых деталей. Оста-
точные напряжения в заготовках из проката нередко достигают
предела текучести. Например, если заготовку из швеллера разре-
зать вдоль, то ее концы разойдутся.
Остаточные напряжения возникают (или перераспределяются)
в заготовках при холодной их правке, которую применяют для
устранения искривления заготовок и готовых деталей (таких, как
гладкие и ступенчатые валы, планки, пластинки и пр.). При хо-
лодной правке заготовка (деталь) получает деформации, проти-
165
воположные по направлению существующим (рис. 6.32, а). Сила Р
в средней части заготовки вызывает напряжения, не превосходя-
щие предел пропорциональности, а на крайних участках напря-
жения выше предела текучести материала. Образуются зоны плас-
тической деформации (рис. 6.32, б).
После снятия силы заготовка упруго деформируется (восстанав-
ливается) под действием напряжений в средней части до наступ-
ления нового равновесия внутренних сил и моментов (рис. 6.32, в).
Выправленные заготовки с оставшимися внутренними напряже-
ниями поступают на механическую обработку. После снятия по-
верхностных слоев происходят дальнейшие перераспределения
остаточных напряжений, и полученные детали вновь деформиру-
ются. Деформации могут продолжаться неопределенно долго, ска-
зываясь в виде потери точности детали при ее работе в машине.
Поэтому при изготовлении ряда деталей, например прецизион-
ных ходовых винтов, холодная правка в процессе изготовления
категорически запрещается, необходимая точность в таких случа-
ях достигается путем снятия больших припусков.
Остаточные напряжения в поверхностных слоях металла воз-
никают также в результате наклепа заготовок и деталей давлением
в холодном состоянии — холодной прокаткой, волочением, раз-
вальцовкой, калибровкой отверстий с помощью прошивок, ша-
риков и др.
Снятие поверхностного слоя металла (особенно с одной сто-
роны заготовки) приводит к перераспределению остаточных на-
пряжений и деформациям детали. Например, прорезание шпо-
Рис. 6.32. Схема холодной правки заготовки (а) и распределение в ней
остаточных напряжений при действии силы Р (б) и после ее снятия (в)
166
ночного паза в длинном валике, изготовленном из холоднотяну-
того материала, приводит к искривлению его оси.
Технологи должны уметь так строить технологический процесс
обработки, чтобы остаточные напряжения в готовой детали ока-
зывались бы минимальными.
6.10. Суммарная погрешность механической
обработки
Суммарная погрешность при обработке на предварительно настро-
енном станке. Обрабатывается большая партия заготовок. Заготовки
устанавливают в приспособление, и обработка ведется с большим
числом настроек станка. Для этих условий суммарную погреш-
ность или поле рассеяния выполняемого размера можно выразить
в общем виде следующей функциональной зависимостью:
А = /(Ду, Д„,е, Ди, Дт, Аф).
Каждая из стоящих в скобках величин не зависит одна от дру-
гой и для данного конкретного случая определяется условиями
построения операции.
Погрешность Ду связана с упругими отжатиями технологичес-
кой системы под влиянием нестабильности сил резания (см. под-
разд. 6.4). При указанных пределах колебания припуска (глубины
резания), твердости материала и сил резания в результате затуп-
ления инструмента значение Ду можно рассчитать по вышеприве-
денным зависимостям. Наибольшее значение Ду будет в тех сече-
ниях заготовки, где жесткость технологической системы мини-
мальна. Текущее значение Ду при обработке каждой заготовки (из
партии однотипных заготовок) представляет собой величину
случайную, распределение которой подчиняется нормальному за-
кону.
Погрешность настройки станка Д„ для данного метода обра-
ботки регламентируется определенной величиной (см. подразд. 6.7);
зависит от метода настройки станка, квалификации наладчика
и т.д. Величину Дн считают постоянной в пределах партии деталей,
обработанных без поднастройки станка. В условиях массового про-
изводства, когда имеют место многочисленные настройки и под-
настройки станка, Дн является величиной случайной, распреде-
ление которой подчиняется нормальному закону или закону, близ-
кому к нему.
Погрешность установки заготовки е складывается из погреш-
ностей базирования, закрепления и положения заготовки в при-
способлении. Для обработки индивидуальной заготовки погреш-
ность е будет выражена конкретным значением. Для партии заго-
167
товок будет иметь место рассеяние значений этой величины, обыч-
но подчиняющееся закону нормального распределения. Одновре-
менно для каждой индивидуальной заготовки в партии положе-
ние измерительной базы будет случайным (см. подразд. 6.8), в свя-
зи с чем рассеяние значений е в большинстве случаев подчиняет-
ся нормальному закону.
Погрешности Ди, связанные с износом инструмента, относят
к систематическим закономерно изменяющимся погрешностям.
При обработке небольших и средних деталей рассеяние их разме-
ров следует закону равной вероятности (см. подразд. 6.3). Размеры
деталей постоянно изменяются, достигая предельных значений,
после чего нужно осуществлять подналадку станка или смену ин-
струмента.
Погрешности Лт, связанные с тепловыми деформациями, наи-
более полно проявляют себя в период разогрева технологической
системы. Изменение (рассеяние) размеров деталей партии ориен-
тировочно следует закону равной вероятности (см. подразд. 6.5):
имеет место систематическая закономерно изменяющаяся погреш-
ность.
После наступления в системе теплового равновесия изменения
размеров деталей замедляются или прекращаются вовсе, а вели-
чина рассеяния Дт оказывается минимальной. В этот период по-
грешность Д, рассматривают как величину систематическую, по-
стоянную.
Перечисленные погрешности представляют собой пределы из-
менения погрешностей, вызываемых теми или иными технологи-
ческими факторами.
Величина Дф есть сумма погрешностей формы данного эле-
мента детали, вызываемая геометрическими неточностями стан-
ка, деформациями заготовки при закреплении, неравномерными
отжатиями технологической системы по пути резания (или в раз-
ных сечениях заготовки). В процессе выполнения технологической
операции над партией заготовок величина Дф практически не из-
меняется, т.е. одинакова для всех обработанных деталей.
Задача определения суммарной погрешности механической
обработки подобна задаче нахождения допуска замыкающего раз-
мера в размерном анализе. При решении ее методом максимума и
минимума
Д - Ду + Дн + £ + Ди + Л, + Д(|> •
При одновременной параллельной обработке двух противоле-
жащих элементов или при выполнении диаметральных размеров
погрешность установки отсутствует (е = 0). Величину Дф определя-
ют с учетом взаимной компенсации ее отдельных составляющих.
Например, при консольном обтачивании валика из-за упругих
168
отжатий возникает конусность его поверхности с вершиной со
стороны передней бабки. Если направляющие станка не парал-
лельны оси шпинделя (см. рис. 6.2, а), то при обработке образует-
ся конусность с вершиной со стороны задней бабки станка. Обе
погрешности компенсируют друг друга.
Расчет суммарной погрешности Л методом максимума и мини-
мума прост, но значения получаются завышенными. Даже при очень
большом числе обрабатываемых заготовок предельные значения
(наибольшие или наименьшие) суммы слагаемых погрешностей
встречаются редко. Технологический допуск, принятый по вели-
чине Д(7’, > Л), увеличивает промежуточные и общие припуски на
обработку. По этой причине в технологии машиностроения при-
нято рассматривать первые пять погрешностей как случайные ве-
личины и суммировать их по законам математической статистики
(см. подразд. 6.6):
А' = £РЛ/Х1А2 + /2Д2 + хзс2 + /4Д2 + /5ЛТ,
где кр — коэффициент, определяющий процент риска Рр полу-
чения брака при обработке; при кр = 1 вероятность возникнове-
ния брака составляет 32 %, при кр = 2 она снижается до 4,5 %, при
кр = 3 — до 0,27% (рассеяние размеров в пределах ±3о); Х1---Х5 —
коэффициенты, зависящие от формы кривых распределения со-
ответствующих элементарных погрешностей. Для кривых распре-
деления по закону Гаусса (нормальное распределение) х = 1/9, по
закону равной вероятности и в случае, когда о форме кривой рас-
пределения ничего неизвестно, % = 1/3, по закону Симпсона (форма
треугольника) % = 1/6.
Распределение величин Ду, Д„ и е близко к нормальному, тогда
Xi =Х2 = Хз= 1/9- Распределение Д„ следует закону равной вероят-
ности, а распределение Д, изучено недостаточно. Поэтому прини-
мают = Xs = 1/3. Приняв кр = 3 (Рр = 0,27 %), получают расчетную
зависимость
д = д/д2 + Д2 + е2 + зд2 + зд2.
С учетом погрешностей формы суммарная погрешность выпол-
няемого размера
д = + Д„ + е2 + ЗД2 + ЗД2 + Дф.
Если операцию обработки партии однотипных деталей выпол-
няют на нескольких станках, то систематическая погрешность Дф
переходит в случайную и при определении суммарной погрешно-
сти Д квадрат Дф вводится слагаемым под знак радикала.
169
При определении суммарной погрешности обработки диамет-
ральных размеров погрешность установки заготовки е исключают.
При обработке небольших партий деталей без поднастройки станка
(без смены и поднастройки инструмента) Дн —> 0. При обработке
малых партий мелких деталей погрешность Аи оказывается мень-
ше заранее регламентированного (расчетного) значения; одно-
временно уменьшается разность предельных значений припусков
и твердости материала заготовок, для которых определяется вели-
чина Ду.
Суммарная погрешность при обработке методом пробных ходов
и промеров. При обработке заготовок указанным методом суммар-
ная погрешность выполняемого размера
Д = Ду + еинс + е3 + Ди + Дт + Дст,
где Ду — погрешность формы обрабатываемой поверхности, полу-
чаемая в результате копирования элементарных погрешностей за-
готовки, в условиях упругой технологической системы, жесткость
которой различна в различных сечениях; еиис — погрешность ус-
тановки режущего инструмента на размер (погрешность провер-
ки), зависящая от квалификации рабочего и вида применяемого
измерительного инструмента; е, — погрешность закрепления за-
готовки или погрешность ее положения относительно измеритель-
ной базы в результате деформации технологической системы от
сил зажима; Ди — погрешность формы поверхности из-за размер-
ного изнашивания режущего инструмента; Дт — погрешности фор-
мы, вызываемые тепловыми деформациями технологической си-
стемы в процессе обработки одной детали; Дсг — погрешность фор-
мы обрабатываемой поверхности, возникающая из-за геометри-
ческих неточностей станка.
В данном случае суммирование элементарных погрешностей вы-
полняют алгебраически, учитывая возможность их частичного или
полного перекрытия и взаимной компенсации.
6.11. Пути повышения точности механической
обработки
Задачи технологических служб. Точность обработки обеспечи-
вается на всех этапах производства: от получения заготовок до
сборки изделий. Весьма важно технологическое обеспечение точ-
ности в поточно-массовом производстве. Еще большее значение и
актуальность приобретает задача повышения точности в условиях
автоматизированного производства, где заданная точность долж-
на обеспечиваться надежной и устойчивой работой технологиче-
ского оборудования. Для выявления возможности повышения точ-
170
ности обработки спроектированный технологический процесс ана-
лизируют. Зная условия выполнения операций технологического
процесса, можно определить и оценить значения элементарных
погрешностей, а также установить возможность их уменьшения
или взаимной компенсации. В производственных условиях точность
обработки удается повысить путем:
расчетов параметров первоначальной настройки станков (см.
подразд. 6.7) с их последующей экспериментальной проверкой;
определения для конкретных условий оптимальных режимов
обработки;
сокращения или исключения элементарных погрешностей, и
как следствие, минимизации суммарной погрешности обработки;
своевременной точной поднастройкой станка;
жесткого постоянного контроля за ходом технологического
процесса и соблюдением технологической дисциплины.
Последний пункт относится в большей степени к администра-
тивно-технической деятельности и зависит от уровня организа-
ции производства на предприятии, в цехе или на участке. Другие
пути достижения точности рассмотрим подробнее.
Расчет режимов резания, обеспечивающих необходимую точность
обработки. Важным элементом настройки металлорежущих стан-
ков является выбор оптимальных режимов резания, т.е. таких ре-
жимов, которые кроме обеспечения высокой производительно-
сти и экономичности обработки позволяли бы вести ее с требуе-
мой точностью.
Ранее отмечалось (см. подразд. 6.4), что фактическая точность
размеров и геометрической формы поверхностей обработанных
деталей зависит от отжатий в упругой технологической системе,
связанных с колебаниями нормальной составляющей силы реза-
ния Ру. Колебания Pv в пределах АРУ в свою очередь зависят от
величины колебания припуска (или глубины резания /), твердо-
сти поверхности (в единицах НВ), пределов изменения подачи (s,
мм/об) и других факторов.
Например, А.А. Маталин указывает, что при обработке стали
твердостью 170 НВ и при одинаковой степени затупления резца
вследствие износа абсолютная величина приращения АРу при t=
= 0,2 мм и 5 = 0,06 мм/об почти в 30 раз меньше, чем при t= 2 мм
и 5 = 0,3 мм/об. Аналогично этому при повышении твердости заго-
товки на 30 НВ и точении с подачей 5 = 0,06 мм/об приращение
ЛРу в 4,5 раза меньше, чем при точении с подачей 5 = 0,2 мм/об.
Эти и другие исследования позволяют сделать вывод о том,
что для получения точных (с наименьшим рассеиванием) раз-
меров обработку следует вести с минимальными значениями t и
5. При этих условиях наименьшей будет и переменная системати-
ческая погрешность, связанная с затуплением режущего инст-
румента.
171
Однако для обеспечения роста производительности обработки
и снижения ее себестоимости требуется всемерное повышение
режимов резания. Примером успешного решения этой задачи при-
менительно к токарной обработке служит формула А. П. Соколов-
ского для расчета подачи в зависимости от требуемой точности
Лдет детали и жесткости системы ус:
' 1
/С,
А/з
=
U/3
( Але,
Ам,
-Л/З
Л4/3,
7
где Ру/Рг, при точении А. = 0,4 (см. подразд. 6.4).
По расчетам К. С. Колева оптимальную величину подачи мож-
но рассчитать по формуле
где А, — заданное (допустимое) значение погрешности размера
детали; ц — динамический коэффициент (отношение отжатий тех-
нологической системы в рабочем состоянии к отжатиям в ста-
тическом состоянии уС1 при одних и тех же силах): ц = у;шн/уС1-
В технической литературе приводятся математические зависи-
мости, выведенные и другими авторами, связывавшие точность и
производительность разных методов обработки с жесткостью тех-
нологической системы, элементами режимов резания и другими
факторами. Исследования в этом направлении продолжаются.
Сокращение элементарных погрешностей механической обработки.
Это наиболее распространенный в производственных условиях
способ повышения точности обработки. Овладев методиками рас-
чета элементарных погрешностей и анализа их влияния на сум-
марную погрешность обработки, технологи намечают пути сокра-
щения их значений.
Уменьшение погрешности Ау, связанной с величиной упругих'
отжатий технологической системы, достигается уменьшением
допуска на изготовление заготовок, выравниванием качества по-
верхности (в первую очередь, твердости), увеличением жесткости
технологической системы, особенно в сечениях наибольших про-
гибов, а также выравниванием жесткости по всей длине резания.
Например, при окончательной токарной обработке длинного не-
жесткого вала, после чистовой обработки, по всей поверхности
снимается стружка почти одинаковой толщины. Поверхность за-
ранее освобождена от таких дефектов, как обезуглероженный слой,
перлитная корка или отбел, и имеет везде примерно одинаковую
прочность и твердость. Обработка вала с подвижным люнетом обес-
печивает постоянство жесткости по всей длине резания. В таких
172
условиях колебания радиальной составляющей /-(силы резания будут
незначительны, и не вызывут сколько-нибудь заметных измене-
ний размеров, связанных с изменениями Ау (jc = const, АРу —> min
и Ду 0).
Погрешность настройки станков Ан в серийном и массовом
производствах сокращают применением для настройки станка
более точных измерительных приборов, более тонких средств ре-
гулирования положения инструментов, использованием в каче-
стве наладчиков рабочих высокой квалификации, в совершен-
стве овладевших техникой настройки, а также правильным ис-
пользованием и надлежащим хранением применяемой эталон-
ной оснастки (эталонов, эталонных деталей, калибров, шабло-
нов и пр.).
Погрешность в установки заготовки сокращают или исключа-
ют вовсе путем совмещения установочных (технологических) баз
с измерительными (при этом вб = 0), качественной предваритель-
ной обработкой установочных базовых поверхностей заготовки и
применением механизированных приводов к зажимным устрой-
ствам (пневматических, гидравлических и пр.), обеспечивающих
постоянство сил зажима (в, = 0); качественным изготовлением и
уходом за станочной оснасткой и тщательной установкой при-
способлений на станок (впр 0). Погрешности формы, образую-
щиеся из-за деформаций при обработке тонкостенных и нежест-
ких деталей, сокращают правильным выбором и рациональным
расположением опор и зажимных устройств.
Износ инструмента при обработке партии небольших деталей
влияет в основном на точность их размеров. Величину погрешно-
сти Ди сокращают путем выбора или повышения стойкости инст-
румента. Например, из теории резания известно, что при точении
где То, v0 — табличная стойкость инструмента и соответствующая
ей табличная скорость резания; v, — скорость резания, при кото-
рой будет обеспечена необходимая (расчетная) стойкость инстру-
мента Т\, ш — эмпирический показатель степени; для расчета ско-
рости резания т = 0,2...0,4.
Снижая несколько скорость резания, т.е. при щ > Vi добивают-
ся быстрого возрастания стойкости инструмента Т\.
Уменьшение погрешностей А,, связанных с тепловыми дефор-
мациями технологической системы, достигают корректировкой
положения режущего инструмента относительно заготовки, т.е.
поднастройкой станка в процессе и после разогрева технологи-
ческой системы, а также такой организацией выполнения техно-
логической операции, при которой основное время обработки и
173
время перерывов были бы примерно равны (см. подразд. 6.5). Рит-
мичность обработки без длительных перерывов способствует со-
кращению величины рассеяния размеров партии деталей.
Величина погрешности Дф зависит от состояния оборудования.
Правильный монтаж, своевременное выполнение технических
осмотров и соблюдение графиков планово-предупредительных
ремонтов способствуют повышению точности конкретных стан-
ков.
Доля элементарных погрешностей в общем балансе (суммарной
погрешности) непостоянна и зависит от выполняемой операции
(предварительной или чистовой), метода обработки, типа и состоя-
ния станка, его жесткости и других факторов. Ориентировочно счи-
тают: Ду = ОДД при черновой обработке и значительно меньше при
чистовой; Дн = (0,3...0,4)Д при чистовой и Дн = (0,2...0,3)Д при пред-
варительной обработке; е= (0,2...0,3)Д при нерациональных схемах
базирования; Ди = (0,1 ...0,2)Д для инструментов из твердого сплава
при чистовой и предварительной обработке; Дт = (0,1 ...0,15)Д и Дф
= (0,1 ...0,2)Д.
Значительному сокращению систематических погрешностей
способствуют высокая жесткость и точность кинематических свя-
зей (передач, рычагов, кулачков, упоров и пр.), а также повыше-
ние собственной жесткости инструмента и своевременная кор-
ректировка настроечных размеров.
Управление точностью обработки. Точностью обработки можно
управлять по выходным данным (поднастройка станка), по вход-
ным данным и путем управления упругими перемещениями в тех-
нологической системе. Рассмотрим каждый способ отдельно.
Под влиянием систематических переменных погрешностей
мгновенный центр группирования размеров при обработке партии
деталей постепенно смещается на величину А (рис. 6.33). Через
промежуток времени Т| центр группирования размеров сместил-
ся на величину Аъ и суммарная кривая рассеяния размеров при-
Рис. 6.33. Влияние переменных систематических погрешностей на форму
и положение кривой рассеяния размеров при обработке партий деталей
(по Б. С. Балакшину)
174
няла форму растянутой параболы с полем рассеяния А! = 6о + А\.
Через любой промежуток времени т, поле рассеяния составит
А, = 6о + А,. Постепенно с увеличением А, граница поля рассеяния
(на рис. 6.33 показана пунктиром) будет приближаться к грани-
це поля допуска Td. В этот момент и необходимо выполнить под-
настройку (подналадку) станка, т.е. восстановить первона-
чальное положение вершины инструмента относительно обраба-
тываемой заготовки.
Для предотвращения появления брака важно своевременно ус-
тановить момент требуемой поднастройки и продолжительность т,
обработки заготовок между поднастройками. Чем чаще произво-
дят поднастройку станка (чем меньше т,), тем меньше величина
Атах в партии деталей.
Вместе с тем ручная поднастройка станка требует определен-
ных затрат времени. Станок останавливают для выполнения изме-
рений и регулирования, в связи с чем производительность падает.
Поэтому стремятся сократить число простоев станка из-за подна-
стройки, например, повышая размерную стойкость инструмента.
Эта проблема успешно решается путем автоматизации конт-
рольных измерений обрабатываемых заготовок и самого процесса
поднастройки. Для этих целей используют устройства активного
контроля с автоподналадчиками, которые могут работать по за-
данной программе, т.е. через заданное время или путь резания
подавать сигнал специальному регулирующему устройству для пе-
ремещения инструмента на определенную величину (А или Л/2)
для компенсации систематической переменной погрешности
(например, связанной с износом резца). Момент регулирования
устанавливают заранее на основе эксперимента. Конструкция ав-
топодналадчиков этого типа достаточно проста и надежна, их эф-
фективно используют при условии высокой степени однороднос-
ти размеров и свойств материалов заготовок, а также качества
режущего инструмента (стойкости). В противном случае точность
деталей получается низкой.
Другой метод управления точностью по выходным данным за-
ключается в непрерывном измерении обрабатываемых или обра-
ботанных заготовок с запоминанием результатов в специаль-
ном суммирующем устройстве. Станки при этом не останавливают.
В момент, когда значение погрешности обработки приближается
к границам поля допуска, на исполнительные органы станка по-
ступает команда на поднастройку (рис. 6.34, а). Обработанная де-
таль (или группа деталей) передастся на измерительное устрой-
ство 2. Результаты измерения в виде команды передаются на ре-
гулирующее устройство 3, корректирующее настройку станка 1.
Этот метод применяют при круглом и внутреннем шлифовании,
чистовом и тонком точении и некоторых других видах обработки.
Автоподналадчики, работающие на основе данного метода, весь-
175
ма точны, сложны по конструкции и дороги, их эффективно
использовать лишь в условиях массового и крупносерийного про-
изводства.
Управление точностью по входным данным позволяет сокра-
тить поле рассеяния случайных погрешностей, связанных с ко-
лебаниями припуска и твердости поверхностей заготовок. Схема
управляющего устройства, состоящего из измерительного устрой-
ства 2 для заготовок, поступающих на станок /, представлена на
рис. 6.34, б. Данные измерения размеров и твердости каждой заго-
товки сравниваются с эталонными (заданными). Величина рас-
согласования в виде сигнала поступает на регулирующее устрой-
ство 3, осуществляющее предварительное (перед обработкой дан-
ной конкретной обмеренной заготовки) корректирование настрой-
ки станка, т.е. изменение расстояния между режущей кромкой
инструмента и базой заготовки. В результате этого влияние слу-
чайных погрешностей, возникающих из-за непостоянства припуска
на обработку, неоднородности материала заготовок и погрешно-
стей установки заготовок на станке могут быть в значительной
степени уменьшены.
Следует заметить, что, измерив предварительно размеры и твер-
дость всех заготовок партии, их можно рассортировать на группы
с пониженной, нормальной и повышенной твердостью и с умень-
шенными, нормальными и завышенными припусками. С учетом
полученных значений можно уточнять (корректировать) настро-
ечные размеры станка перед обработкой заготовок каждой отдель-
ной группы, т.е. осуществлять механическую обработку, исполь-
зуя методы селекции. Недостатки этого метода, ограничивающим
его практическое применение, — трудоемкость и организацион-
ная сложность.
Значительно большие удобства управления точностью обработки
предоставляют адаптивные методы, развитые в трудах Б. С. Балак-
шина. Эти методы основаны на принципе компенсации упругих
отжатий в технологической системе, вызванных колебаниями при-
пуска и твердости заготовки, упругими перемещениями элемен-
тов системы в противоположных направлениях.
Рис. 6.34. Схемы работы автоподналадчика с обратной связью (а) и с пред-
варительным регулированием (0:
1 — станок; 2, 3 — измерительное и регулирующее устройство соответственно
176
Рис. 6.35. Схема фрезерования заготовки с системой для контроля отжатий:
/— фреза; 2 - заготовка; 3 — измерительный прибор: Д1, Д2 — датчики
Схема фрезерования заготовки в размер А показана на рис. 6.35.
В процессе обработки под действием нормальной составляющей
Р}, силы резания фреза / отжимается влево, а заготовка 2 вместе с
приспособлением и столом — вправо. Величина упругих отжатий
на протяжении всего процесса резания контролируется измери-
тельными (индуктивными или другими) датчиками Д1 и Д2. Элект-
рические импульсы, поступающие от двух датчиков, суммируют-
ся в измерительном приборе 5, на отсчетном устройстве которого
отображаются значения упругих перемещений, нарушающих пер-
воначальный настроечный размер А.
По показаниям приборов можно осуществить поднастройку
станка. Для этого стол станка вместе с приспособлением переме-
шают на необходимую величину влево или вправо. Серьезным
недостатком этого способа являются трудности в осуществлении
малых перемещений стола с помощью механизма поперечных
подач.
Этого недостатка лишен способ управления упругими переме-
щениями посредством системы автоматического управления1
(САУ), в основу которого положена возможность непрерывного
изменения продольной подачи. При постоянной жесткостиус тех-
нологической системы величина упругих отжатий у = Py/jc зави-
сит от колебаний силы Ру. В свою очередь ру = CptXpsyi’vn (НВ)".
Сохранить значение Ру и, следовательно, у постоянными при ко-
лебаниях припуска (t* const), твердости (НВ const) и притупле-
В литературе встречается система апгоматического регулирования (САР).
177
нии инструмента (Ср const) можно лишь соответствующими из-
менениями подачи 5.
При обработке участков поверхностей заготовок с увеличен-
ными припусками и твердостью подача s уменьшается; при об-
работке участков с малой твердостью и незначительным при-
пуском подача увеличивается. Подачу регулируют непрерывно
(гидравлически) или дискретно (скачкообразно, ступенчато). Сиг-
налы на изменение подачи поступают от датчиков, контролиру-
ющих упругие отжатия у. Таким образом, в САУ упругие переме-
щения технологической системы сами управляют подачей s, при
этом механизм регулирования получается весьма тонким и чувст-
вительным.
Проверив работу САУ на станках всех групп и при всех видах
обработки, кроме обработки фасонных поверхностей, проф.
Б. С. Балакшин установил, что использование САУ позволяет в
3 — 9 раз уменьшить поле рассеяния размеров. Например, при
точении на станке мод. IK62 валиков длиной 100 и диаметром
38...45 мм с припуском на диаметр 3... 10 мм рассеяние размеров
в среднем составляет Д = 0,052 мм. При использовании САУ рассея-
ние сократилось до величины Дтах = 0,006 мм, т.е. в 9 раз.
Кроме уменьшения поля рассеяния размеров деталей, регули-
рование подачи в процессе обработки позволяет повысить точ-
ность формы. Например, при точении (шлифовании) в центрах
длинного тонкого валика из-за переменной величины упругих
отжатий заготовки по длине резания возникает погрешность фор-
мы — бочкообразность (см. подразд. 6.4). Исключить возможность
образования погрешности формы выравниванием значений от-
жатий заготовки от инструмента по всей длине обработки удается
путем изменения по определенной программе сил резания, что в
свою очередь обеспечивается соответствующим регулированием
продольной подачи. В частном случае рассматриваемого примера
продольную подачу резца (шлифовального круга) первоначально
замедляют (сила Ру и упругие отжатия у уменьшаются), а затем
снова ускоряют. Погрешность формы детали исчезает или умень-
шается.
Управление упругими перемещениями путем изменения про-
дольной подачи в общем случае позволяет:
повысить точность обработки за счет сокращения рассеяния
размеров и уменьшения погрешностей формы, т.е. в значитель-
ной степени компенсировать влияние случайных факторов и фак-
торов, действующих систематически (износ инструмента и т.п.);
увеличить производительность большинства технологических
систем благодаря интенсификации режимов обработки и, в част-
ности, прохождения режущим инструментом холостых ходов и
участков с минимальными припусками и твердостью поверхнос-
тей при максимальной подаче;
178
использовать чрезвычайно тонкий и чувствительный механизм
регулирования технологической системы для сохранения посто-
янного размера статической настройки станка;
создать измерительную систему, которая в любой момент вре-
мени позволит получать объективные показатели, отражающие
весь ход технологического процесса;
обеспечить обработку заготовок с равномерной нагрузкой тех-
нологической системы, что способствует более экономичному
использованию системы, повышает долговечность ее элементов и
снижает затраты на их эксплуатацию;
в сочетании с активным контролем автоматически управлять
технологической системой по входным и выходным данным.
Системы автоматического управления точностью обработки
нашли применение в ряде конструкций станков, выпускаемых
отечественной промышленностью.
Вместе с тем САУ имеют и ряд недостатков. Так, в условиях
многоинструментальной обработки эти системы практически те-
ряют свои преимущества. Оснащение станков САУ приводит к су-
щественному росту их стоимости. Усложняется и дорожает налад-
ка станков с САУ, а также их обслуживание и ремонт.
С изменением величины продольной подачи по длине обра-
ботки на отдельных участках поверхности детали шероховатость
неоднородна (увеличение шероховатости примерно прямо про-
порционально квадрату величины подачи, т.е. Rz=f(s2)).
Управлять упругими перемещениями технологической систе-
мы можно, изменяя жесткость ее элементов. Из равенства у =
- Py/Jc следует, что для сохранения постоянными упругих отжа-
Рис. 6.36. Резцедержатель с регулируемой жесткостью:
1 — резец; 2 — плоская пружина; 3 — винт
179
тий (у = const) при изменяющейся силе резания нужно изменить
жесткость/с. Для этого Б. С. Балакшин предлагает, например, ис-
пользовать специальный резцедержатель (рис. 6.36). Резец / опира-
ется на плоскую пружину 2, имеющую две опоры. Расстояние между
опорами может изменяться вручную или автоматически при по-
мощи электродвигателя, который вращает винт 3 с левой и пра-
вой нарезкой. При сближении опор жесткость системы повышает-
ся, при удалении — падает. При нарастании силы резания, напри-
мер, вследствие увеличения припуска на обработку для сохране-
ния у = const, необходимо сближать опоры и повышать тем самым
жесткость системы на требуемую величину. Опыты показали, что
использование резцедержателя позволяет сократить погрешнос-
ти, связанные с деформациями технологической системы, при-
мерно в 5 раз и обеспечить стабильную шероховатость по всей
обрабатываемой поверхности детали.
Недостаток способа — значительные сложности в создании
малоинерционных систем мгновенного изменения жесткости на
требуемую величину.
ГЛАВА 7
КАЧЕСТВО ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
7.1. Основные понятия
Эксплуатационные свойства и долговечность деталей машин в
значительной степени зависят от состояния их поверхностей. На
реальных поверхностях в отличие от теоретических, представлен-
ных на чертежах, в процессе обработки возникают неровности
различной формы и высоты.
Понятие «поверхность» подразумевает поверхностный слой, не-
посредственно соприкасающийся с внешней средой (граничный
слой), и нижележащий деформированный слой, отличающийся от
основной части металла строением, механическими, физическими
и химическими свойствами. Известно, что в процессе изготовления
детали в поверхностном слое изменяются структура, фазовый и
химический состав, твердость, возникают остаточные напряжения.
Качество реальных поверхностей деталей машин характеризу-
ется шероховатостью, волнистостью и физико-химическими и фи-
зико-механическими свойствами поверхностных слоев.
Макрогеометрические отклонения формы (бочкообразность,
вогнутость, выпуклость и др.) характеризуют точность изготовле-
ния деталей. Эти отклонения рассматривают на больших участках
реальной поверхности деталей.
Микрогеометрия оценивается на малых участках поверхности
с длиной стороны квадрата I...0,01 мм.
Отклонения формы поверхностей условно различают в зависи-
мости от отношения шага S к высоте неровностей R:
а) при S : R > \ ООО — макрогеометрические отклонения;
б) при Л*: R= 40... I 000 — волнистость поверхности;
в) при .S': R < 50 — микрогеометрические отклонения (шеро-
ховатость).
Высота неровностей у шероховатой и волнистой поверхностей
изменяется от долей микрометра до одного миллиметра и более.
Шероховатость рассматривают в пределах базовой длины /.
Под волнистостью поверхности понимают совокуп-
ность периодически чередующихся возвышенностей и впадин, об-
разующих неровности поверхности, у которых расстояния между
смежными возвышенностями или впадинами, т.е. шаг волны, пре-
вышают базовую длину I. Волнистость занимает промежуточное
положение между отклонениями формы и шероховатостью по-
верхности (между макро- и микроотклонениями, см. подразд. 5.2).
I8I
Рис. 7.1. Профиль шероховатости и его параметры
Шероховатостью поверхности называют совокуп-
ность неровностей поверхности с относительно малыми шагами.
Величину шероховатости определяют по профилю, который об-
разуется в сечении этой поверхности плоскостью, перпендику-
лярной к номинальной поверхности (рис. 7.1). При этом профиль
рассматривают на длине базовой линии, в качестве которой слу-
жит средняя линия т профиля, имеющая форму номинального
профиля и проведенная так, что в пределах базовой длины Iсред-
нее квадратичное отклонение до этой линии минимально.
Расстояние от средней линии до высшей точки выступа про-
филя и до низшей точки впадины профиля называют соответ-
ственно высотой выступа Атах и глубиной впадины Л'тах профиля.
Шероховатость поверхности всегда оценивают в пре-
делах базовой длины /, при этом используют следующие
показатели:
Sm — средний шаг неровностей профиля (среднее значение шага
неровностей профиля по средней линии);
S' — средний шаг местных выступов профиля (среднее значе-
ние шага местных выступов, см. рис. 7.1);
Rz — высоты неровностей профиля по десяти точкам (сумма
средних абсолютных значений высот h, пяти наибольших высту-
пов профиля и глубин к] пяти наибольших впадин профиля в пре-
делах базовой длины, мкм):
Rz = ХА +
( 5
Ra — среднее арифметическое отклонение профиля (среднее
арифметическое абсолютных значений отклонений профиля, мкм):
1г 1 "
Ra = -j|y,|dx приближенно Ra = —
/ о п /=1
где у, — расстояние от средней линии до линии профиля, изме-
ренное в пределах базовой длины / через интервал х\ п — число
измерений ординат _у,;
182
Rq — среднее квадратическое отклонение профиля, мкм:
(x)dx приближенно Rq =
д/(У|2 + уГ+- + г„2)/«;
/?тах ~ наибольшая высота неровностей профиля (расстояние
между линиями выступов и впадин профиля).
Числовые значения параметров шероховатости должны соот-
ветствовать ГОСТ 2789—73 (приводятся в справочниках).
Измерение или оценку величины микронеровностей осуще-
ствляют с помощью пневматических и электрических профило-
метров и профилографов, оптических приборов (интерферомет-
ров, микрометров и др.), а также визуально — путем сравнения
обработанных поверхностей с образцами — эталонами шерохова-
тостей.
При нормировании шероховатости поверхностей предпочте-
ние отдают показателю Ra, широко используют показатель Rz,
реже — Rm.dX. Между отдельными показателями высоты неровно-
стей профиля существуют следующие ориентировочные зависи-
мости: Rz ~ 4/?о и Ra<= Q,8Rq.
Исследования показывают, что форма и размеры неровностей
одной и той же поверхности, измеренные в разных направлениях,
оказываются различными и не связанными определенными соот-
ношениями.
В технологии машиностроения при изучении механизмов обра-
зования неровностей различают шероховатости: продольную — в
направлении вектора скорости резания и поперечную — в на-
правлении, перпендикулярном к этому вектору (рис. 7.2).
При точении, строгании и многих других видах механической
обработки поперечная шероховатость обычно больше продольной.
При торцовом фрезеровании, хонинговании, доводке продоль-
Рис. 7.2. Схемы резания (а) и образования поперечной Rzn в плоскости
W (б) и продольной Rznp в плоскости V (в) шероховатостей:
t, v — глубина и скорость резания; ,v — подача
183
ная и поперечная шероховатости могут иметь одинаковые значе-
ния. При возникновении в системе колебаний и вибраций, при
обработке вязкого и пластичного материала продольная шерохо-
ватость может превысить поперечную. При оценке качества по-
верхности измерения следует выполнять в направлении большей
шероховатости.
К многочисленным факторам, от которых зависят шерохо-
ватость поверхности и форма отдельных микронеровностей, от-
носят вид и режим механической обработки, материал и гео-
метрические параметры инструмента, состав СОЖ и методику
ее применения, жесткость и фактическое состояние технологиче-
ской системы станок —приспособление —инструмент —заготов-
ка, химический состав и свойства обрабатываемого материала
и др.
Все многообразие факторов условно можно распределить по
трем группам, характерными признаками которых являются:
I) геометрия инструмента и режим обработки (копирование
на обрабатываемой поверхности траектории движения и формы
лезвий инструмента);
2) свойства обрабатываемого материала (пластические и упру-
гие деформации и др.);
3) вибрации инструмента относительно обрабатываемой по-
верхности.
В конкретных случаях любая из отмеченных групп может ока-
зывать решающее влияние на образование шероховатости. Однако
наблюдается и одновременное, почти равное воздействие всех пе-
речисленных причин, вследствие чего четко выраженные законо-
мерности теряются.
7.2. Взаимосвязь параметров шероховатости
поверхности деталей с условиями их обработки
Влияние геометрии инструмента на параметры шероховатости
при лезвийной обработке. В процессе точения и строгания инстру-
мент непрерывно перемещается по обрабатываемой поверхнос-
ти со скоростью подачи. При перемещении резца на величину
подачи на обрабатываемой поверхности остаются гребешки. Ве-
личина и форма этих гребешков определяются значением 5 и
геометрическими параметрами резца: главным гр и вспомогатель-
ным <р( углами в плане, а также радиусом г закругления верши-
ны (рис. 7.3).
Исследования показывают: увеличение подачи влечет за собой
значительный рост высоты неровностей; высота неровностей воз-
растает с увеличением значений гр и ср,. Увеличение радиуса г при-
водит к снижению высоты неровностей.
184
<Pl xpf
Рис. 7.3. Влияние геометрических параметров инструмента на параметры
шероховатости обрабатываемой поверхности
Ориентировочное значение шероховатости, исходя из геомет-
рических соображений, определяют по формуле Чебышева:
Лг = ^7(8г).
Кроме отмеченных факторов на величину неровностей влияют
затупление и выкрашивание режущих кромок. Образующиеся на
режущем лезвии неровности и зазубрины частично или полно-
стью копируются на обрабатываемой поверхности. При этом вы-
сота неровностей увеличивается: при точении до 60%, при ци-
линдрическом фрезеровании до 110%, при торцовом фрезерова-
нии до 45%, при сверлении и развертывании на 30...40 %.
Увеличение радиуса закругления режущего лезвия при его за-
туплении повышает степень пластических деформаций металла
поверхностного слоя, что тоже приводит к росту шероховатости.
В целях снижения дальнейшего роста шероховатости из-за отме-
ченных причин рекомендуется выполнять тщательную заточку и
доводку (желательно алмазом) режущих поверхностей инстру-
мента, своевременную их правку. Шероховатость лезвия должна
быть в 2 —4 раза меньше шероховатости обрабатываемой поверх-
ности. Так, при требовании к шероховатости поверхности дета-
ли Ra 1,6 мкм шероховатость лезвия должна быть Ra 0,8... 0,4 мкм.
При этом одновременно повысится стойкость инструмента.
При цилиндрическом фрезеровании на величину продольной ше-
роховатости доминирующее влияние оказывает подача. При фре-
зеровании с биением фрезы (эксцентриситет е установки фрезы
на оправку равен половине зазора) высота неровностей профиля
может быть ориентировочно определена по следующей формуле:
Rz = (7)/[8(гф +<?)],
где z — число зубьев фрезы; s. — подача на один зуб, мм; гф —
радиус фрезы, мм; е — эксцентриситет, мм.
185
Расчетные зависимости для определения шероховатости поверх-
ности при других видах обработки приводятся в справочнике тех-
нолога-машиностроителя [28] и в другой научно-технической ли-
тературе.
Влияние режима на шероховатость поверхности при лезвийной
обработке. При обработке резанием пластичных материалов по-
верхностный слой детали деформируется и приобретает специфи-
ческое волокнистое строение. Одновременно изменяется геомет-
рическая форма неровностей, шероховатость поверхности обыч-
но увеличивается. При обработке хрупких металлов наблюдается
выкрашивание отдельных зерен, что также приводит к увеличе-
нию шероховатости.
Скорость резания v оказывет существенное влияние на шерохо-
ватость поверхности. При обработке углеродистых сталей (типа ста-
лей 30, 40, 50) с малой скоростью резания (г < 2...5 м/мин) легко
отделяется элементная стружка и размеры неровностей поверхно-
стей получаются незначительными. При скорости 20...40 м/мин
процесс резания сопровождается увеличенным количеством вы-
деленной теплоты и значительными давлениями, вызывающими
пластическое течение металла вдоль передней и задней поверхно-
стей режущего клина. Коэффициент трения стружки об инстру-
мент возрастает. Периодические приваривания частиц металла к
инструменту ведут к образованию наростов. В результате наросто-
образования поверхность инструмента становится менее чистой,
что приводит к резкому увеличению шероховатости обрабатывае-
мой поверхности. В этом случае шероховатость может многократно
превосходить расчетную величину (рис. 7.4, а, заштрихованная
область).
При интенсивном нагреве и трении о стружку приваренные
частички периодически скалываются и уносятся вместе со струж-
кой. С повышением скорости резания наростообразование прекра-
Рис. 7.4. Влияние скорости резания v (а) и подачи 5 (б) на шероховатость Rz
поверхности (по П. Е. Дьяченко)
186
тается и в интервале скоростей 60...80 м/мин полностью исчеза-
ет. В зоне скоростей (v> 70 м/мин), при которых нарост не обра-
зуется, шероховатость поверхности получается наименьшей. Даль-
нейшее увеличение скорости резания не приводит к заметному
снижению шероховатости (см. рис. 7.4, а).
Увеличение скорости резания сокращает глубину пластиче-
ских деформаций поверхностного слоя, и размеры шероховато-
сти приближаются к расчетным. В случае обработки хрупких мате-
риалов (например, чугуна) с повышением скорости резания ска-
лывание частиц происходит реже и обрабатываемая поверхность
становится более гладкой.
Подача s имеет решающее значение для образования шерохо-
ватости, что связано не только с геометрией рабочей части инст-
румента, но и в значительной степени с пластическими и упруги-
ми деформациями в поверхностном слое. С повышением подачи
эти деформации увеличиваются, а это приводит к увеличению
шероховатости, на что указывает экспериментальная зависимость
проф. П. Е. Дьяченко (рис. 7.4, б). Согласно этой зависимости наи-
более рациональными подачами с точки зрения получения чис-
тых поверхностей при обработке стали проходными резцами, яв-
ляются подачи s = 0,05...0,12 мм/об (см. рис. 7.4, б, заштрихован-
ная область). При меньших подачах увеличивается продолжитель-
ность силового воздействия инструмента на материал. Это приво-
дит к дополнительному деформированию поверхностного слоя и
некоторому росту шероховатости. При точении резцами с широ-
кой режущей кромкой шероховатость поверхности почти не зави-
сит от подачи, что позволяет повысить производительность отде-
лочных операций. При сверлении и зенкеровании отверстий,
цилиндрическом и торцовом фрезеровании и других методах об-
работки подача незначительно влияет на шероховатость поверх-
ности.
Глубина резания t не оказывает заметного влияния на шерохо-
ватость поверхности, если жесткость технологической системы
достаточно велика. В отдельных случаях (при снятии корки или
удалении наклепанного слоя) увеличение глубины резания умень-
шает шероховатость, так как инструмент работает по основному
металлу. При работе с t< 0,02...0,03 мм процесс резания стано-
вится неустойчивым; имеет место царапанье материала, в резуль-
тате чего шероховатость поверхности ухудшается.
На величину шероховатости влияют физико-механические свой-
ства и структура обрабатываемого материала. Мягкие малоуглеро-
дистые, вязкие и пластичные стали дают при обработке грубые
шероховатые поверхности. Повышение твердости всегда способ-
ствует улучшению шероховатости поверхности, при этом одно-
временно уменьшается влияние скорости резания. Во всех случаях
снижение вязкости материала следует рассматривать как резерв
187
возможности снижения шероховатости поверхности при обработ-
ке резанием.
Влияние геометрии инструмента и режима на шероховатость
поверхности при абразивной обработке. При шлифовании каждое
абразивное зерно шлифовального круга, участвующее в процессе
резания, оставляет на поверхности металла (заготовки) канавку,
соответствующую его форме и размерам. Чем меньше зерно, чем
больше радиус его закругления и чем теснее зерна находятся в
связке, тем меньше получаются неровности профиля.
На шлифуемой поверхности могут отражаться изъяны шлифо-
вального круга. Например, при правке круга алмазным каранда-
шом с подачей 0,1 ...0,4 мм/об круга на его поверхности остаются
винтовые канавки, которые переносятся на металл, а при правке
круга с подачей 0,01 ...0,02 мм/об круга влиянием спиральных ка-
навок можно пренебречь.
При увеличении скорости круга (скорости шлифования) бес-
порядочно расположенные зерна абразива (совокупность зерен)
все больше создают эффект сплошного лезвия как в осевом на-
правлении, так и по окружности. Зерна все в большей степени
срезают металл между канавками (при одной и той же продоль-
ной подаче заготовки), в результате чего продольная и попереч-
ная шероховатости выравниваются и уменьшаются по высоте. По
этой причине всегда стремятся использовать максимальную ско-
рость шлифования, допускаемую шлифовальным кругом (вели-
чину допустимой скорости обычно указывают на поверхности
круга).
Уменьшению высоты неровностей профиля способствует уве-
личение числа i рабочих ходов, при котором
Rz = fa™ .0,75'-',
где Вг"ач — шероховатость, полученная при первом рабочем ходе,
мкм. Значение i при шлифовании с выхаживанием обычно огра-
ничивают номером рабочего хода, при котором гаснет искра. Ча-
стота вращения детали при круглом (и внутреннем) шлифовании
оказывает влияние, противоположное частоте вращения круга,
т.е. с ее увеличением шероховатость поверхности возрастает.
Снижению высоты неровностей профиля способствует умень-
шение продольной подачи. По этой причине при чистовом шли-
фовании принимают продольную подачу на один оборот детали
$пр < 0,3В, где В — ширина шлифовального круга, мм, при черно-
вом (предварительном) 5„р = (0,5... 1) В. Шлифование без продоль-
ной подачи аналогично шлифованию с выхаживанием.
Одновременно при шлифовании наблюдается пластическая
деформация поверхностных слоев материала. Увеличение глубины
шлифования, продольной подачи, частоты вращения изделия при-
188
водит к росту усилий и трения. Возрастание усилий и трения в
зоне резания вызывает вытягивание кристаллических зерен, об-
рывы вытягиваемых волокон и создание на обрабатываемой по-
верхности поперечных (по отношению к направлению резания)
уступов и трещин.
Высота шероховатости зависит от степени пластичности мате-
риала, его химического состава и структуры, остроты абразивных
зерен круга, условий охлаждения и обычно бывает больше высо-
ты, обусловленной геометрическими причинами. С повышением
твердости разница уменьшается.
При шлифовании выделяется большое количество теплоты.
В локальных зонах контакта зерен абразива со шлифуемой поверх-
ностью мгновенные температуры достигают 1 000... 1 400 °C. Это при-
водит к развитию пластических деформаций, структурным изме-
нениям и появлению остаточных напряжений в поверхностном слое
заготовки. Иногда размягченный металл размазывается по обраба-
тываемой поверхности, затекая и полностью покрывая обработоч-
ные риски (канавки). Неровности профиля уменьшаются, сгла-
живаются, но появляются прижоги. Наличие прижогов на поверх-
ности деталей определяют по характерным цветам побежалости.
Влияние смазывающе-охлаждающей жидкости. Применение
СОЖ предотвращает схватывание, уменьшает трение и облегчает
процесс стружкообразования. Одновременно снижается шерохо-
ватость обработанной поверхности, уменьшаются силы резания,
увеличивается стойкость инструмента и улучшается отвод тепло-
ты из зоны резания. Применение СОЖ не только позволяет сни-
зить шероховатость поверхности, но и способствует повышению
точности обработки. В зависимости от состава СОЖ может прева-
лировать то или иное качество.
Применение в качестве охлаждающих жидкостей минеральных
осерненных масел (сульфофрезолов) и эмульсий позволяет при
чистовой обработке уменьшить высоту неровностей профиля на
15...20 % и более по сравнению с обработкой всухую. Осерненное
масло образует прочную масляную пленку между инструментом и
обрабатываемым материалом. Масло препятствует образованию на-
роста на инструменте и наслоению частиц нароста на обработан-
ную поверхность. На шероховатость поверхности при механичес-
кой обработке чугуна весьма эффективно влияет применение ке-
росина. Эффективным способом считают охлаждение туманом, при
котором СОЖ под давлением распыляют непосредственно в зоне
резания.
Влияние вибраций технологической системы на формирование
рельефа поверхности. В процессе резания возникают колебания тех-
нологической системы станок—приспособление —инструмент —
заготовка. Различают два вида колебаний: вынужденные и автоко-
лебания.
189
Причиной вынужденных колебаний являются дефек-
ты отдельных механизмов станка (плохая балансировка, чрезмер-
ные зазоры в подшипниках и др.), приводящие к динамической
неуравновешенности быстро вращающихся деталей, режущего ин-
струмента или заготовки; колебания припуска и твердости подлине
обрабатываемой поверхности, вызывающие колебания сил и мо-
ментов сил резания; изменение жесткости по пути резания; коле-
бания других работающих машин и оборудования и пр. Вынуж-
денные колебания характеризуются амплитудой и частотой, зави-
сящими от амплитуды и частоты воздействующих сил и от пара-
метров колеблющейся технологической системы.
Автоколебания — это самовозбуждающиеся колебания си-
стемы, поддерживаемые постоянно действующим источником
энергии. Автоколебания связывают с колебаниями инструмента,
вызываемыми периодически изменяющимися условиями трения
или резания, с периодическим упрочнением (наклепом) срезае-
мого слоя и другими причинами. Механизм их возникновения изу-
чен недостаточно1. Иногда автоколебания возникают при отсут-
ствии внешней видимой возбуждающей силы. Их амплитуда и ча-
стота, а также моменты возникновения и исчезновения зависят
от свойств колеблющейся системы.
Параметры колеблющейся системы определяются, в частно-
сти, частотой собственных колебаний, которая в общем случае
выражается следующими зависимостями:
®кр = slje/J ИЛИ Щкр = Jjc/M,
где сокр — критическая частота собственных колебаний, с_|; /с —
угловая или линейная жесткость системы, Н/м; J — момент
инерции колеблющихся элементов, кг/м2; М — колеблющаяся
масса, кг.
В процессе работы станка колебания разной частоты и ампли-
туды (различных гармоник) накладываются друг на друга и могут
вызывать резонанс технологической системы.
Вибрации режущего инструмента периодически изменяют по-
ложение режущей кромки относительно обрабатываемой поверх-
ности, создавая на ней выступы и впадины, что увеличивает ше-
роховатость обрабатываемой поверхности. Шероховатость получа-
ется тем значительнее, чем больше удвоенная амплитуда колеба-
ния лезвия инструмента относительно поверхности заготовки. Боль-
шое влияние на шероховатость оказывают жесткость и степень
износа станка, а также жесткость станочного приспособления,
режущего и вспомогательного инструментов.
1 В настоящее время существует ряд гипотез возникновения автоколебаний, в
том числе гипотезы А. П. Соколовского, А. И. Каширина — Л. С. Мурашкина,
И. С. Амосова, И. И. Ильницкого и др.
190
В зависимости от частоты и амплитуды колебаний изменяются
форма и размеры неровностей. При относительно низкой частоте
и большой амплитуде колебаний на обрабатываемой поверхности
образуется волнистость. На отдельных участках поверхности она
изменяется в зависимости от жесткости системы в данном сече-
нии. Низкочастотные колебания технологической системы счита-
ются основной причиной образования на обрабатываемой поверх-
ности волнистости, хотя волнистость может возникать и в резуль-
тате копирования волнистости поверхности исходной заготовки,
из-за остаточных напряжений в нежестких заготовках и др.
Установлено, что при колебаниях технологической системы вол-
нистость и продольная шероховатость возрастают с увеличением
усилий резания.
Уменьшить влияние колебаний на качество обработанной по-
верхности позволяют:
целенаправленное уменьшение возмущающих сил (центробеж-
ных инерционных и пр.);
увеличение жесткости и правильное расположение главных осей
жесткости отдельных узлов и технологической системы в целом;
выбор режимов обработки, при которых частота возмущающих
сил (частота вращения или возвратно-поступательных перемеще-
ний элементов) далека от частоты собственных колебаний техно-
логической системы;
изменение частоты собственных колебаний системы (напри-
мер, путем изменения массы М или моментов инерции J колеб-
лющихся элементов);
изоляция технологической системы от внешних воздействий (ко-
лебаний работающих двигателей, молотов, других станков и т.п.),
например, с помощью монтажа станков на специальные фунда-
менты;
увеличение демпфирующей способности технологической си-
стемы (например, применением универсальных виброгасителей);
автоматическое управление динамической жесткостью станка и др.
Зная влияние технологических, конструкторских и организа-
ционных факторов на повышение виброустойчивости технологи-
ческой системы, можно назначить такие условия обработки, ко-
торые обеспечат заданный рельеф поверхности (шероховатость и
волнистость).
7.3. Физико-механические свойства поверхностного
слоя заготовок и деталей
Состояние поверхностного слоя заготовок. Поверхностный слой
заготовок из стали, полученных ковкой или штамповкой, состоит
из зоны обезуглероживания и переходной зоны, в которой на-
191
блюдается частичное обезуглероживание. У горячештампованных
заготовок глубина обезуглероженного слоя в зависимости от массы
поковок составляет 150...300 мкм; при свободной ковке (на моло-
тах) глубина обезуглероженного слоя может быть 500... 1 000 мкм,
а у калиброванного проката (серебрянки) глубина этого слоя не
превышает 50 мкм.
Поверхностный слой стальных отливок имеет зону обезуглеро-
живания глубиной до 200 мкм и далее переходную зону с частич-
ным обезуглероживанием.
Отливки из серого чугуна обычно имеют перлитную корку на
глубину до 300 мкм (перлитная зона) и за ней — зону со значи-
тельным содержанием перлита, переходящую постепенно в основ-
ную структуру (переходная зона).
Отмеченные отклонения свойств поверхностных слоев от
свойств основного металла рассматривают в технологии машино-
строения как дефекты поверхностей, связанные с методами по-
лучения заготовок. Для получения деталей с заданным качеством
поверхности эти дефекты устраняют во время механической об-
работки.
Состояние поверхностного слоя деталей. Свойства поверхнос-
тей деталей (их твердость, структура и пр.) изменяются под влия-
нием одновременного воздействия силовых и температурных фак-
торов, возникающих в процессе обработки.
При обработке лезвийным инструментом преобладающее воз-
действие оказывают силовые факторы. Их результатом при плас-
тическом деформировании являются разрушение структуры, по-
вороты и смещение кристаллов и образование наклепа (уплотне-
ния) поверхностного слоя обрабатываемой детали.
В поверхностном слое стальных деталей наблюдают три зоны:
I — зона резко выраженной деформации, характеризуемая зна-
чительными искажениями кристаллической решетки, измельчен-
ными зернами, завихренным строением структурных составляю-
щих и резким повышением микротвердости (рис. 7.5, о);
II — зона деформации, характеризуемая вытянутыми зернами,
наволакиванием одних зерен на другие и значительным снижени-
ем микротвердости сравнительно с верхним слоем;
III — переходная зона, представляющая собой зону влияния
деформации и постепенного перехода к нормальному строению
основного металла.
В процессе механической обработки стали под действием уси-
лий в зоне резания происходит упрочнение (наклеп) поверхност-
ного слоя металла, а под влиянием повышенных температур —
возврат к исходному состоянию (разупрочнение металла). Преоб-
ладание наклепа или разупрочнения зависит от режима обработ-
ки. Так, при точении наклеп поверхностного слоя увеличивается
с повышением подачи s, глубины резания /, радиуса г закругле-
192
Рис. 7.5. Границы наклепанного слоя (а) и кривая распределения остаточ-
ных напряжений в заготовке (б)
ния вершины резца и при переходе от положительных передних
углов резца к отрицательным, т.е. к силовому резанию.
При чистовой и черновой обработке деформация распрост-
раняется на глубину h = 50... 300 мкм, а при обдирке — до h -
= 500... 1 000 мкм.
С повышением скорости резания продолжительность силового
воздействия инструмента на поверхность заготовки сокращается;
одновременно увеличивается тепловое воздействие, приводящее
к уменьшению степени наклепа, а в некоторых случаях к закалке.
Для шлифования характерна высокая температура, возникаю-
щая в тонком поверхностном слое, и распространение теплоты в
условиях нестационарного температурного поля. При этом состоя-
ние этого слоя в значительной мере определяется тепловыми яв-
лениями и в меньшей степени силовым воздействием. В поверхност-
ном слое происходят структурные преобразования, и на границах
зерен образуются карбиды, появляются зоны закалки и отпуска,
возникают положительные или отрицательные остатоточные на-
пряжения (рис. 7.5, б). Уровень напряжений может достигать и
даже превышать напряжения предела текучести материала заго-
товки.
Глубина поверхностных слоев с четко выраженными измене-
ниями при черновом шлифовании составляет 20...30 мкм, а при
чистовом и тонком — до 5 мкм; остаточные напряжения распрост-
раняются на глубину до 150 мкм и более.
Остаточные напряжения в поверхностных слоях деталей. Воз-
никновение остаточных напряжений в поверхностном слое при
обработке заготовок объясняют следующими причинами.
1. В момент контакта инструмента с поверхностью заготовки
(например, при шлифовании) выделяется теплота, приводящая
к высокому мгновенному локальному нагреву поверхности. По-
верхностный слой стремится к расширению, которому препят-
ствуют лежащие ниже более холодные слои материала. Однако в
разогретом слое нет внутренних напряжений, так как модуль
193
упругости металла снижается до минимума, а пластичность воз-
растает. После охлаждения детали в поверхностном слое из-за его
стремления сжаться возникают напряжения растяжения, а в ни-
жележащих слоях — уравновешивающие их напряжения сжатия.
2. При контакте инструмента с заготовкой в процессе обработ-
ки в поверхностном слое металла возникает пластическая дефор-
мация, сопровождающаяся упрочнением и изменением некоторых
его физических свойств. Деформация приводит к уменьшению плот-
ности металла и к повышению его удельного объема (м3/кг). Уве-
личение удельного объема распространяется только на глубину
проникновения пластической деформации и не затрагивает слоев
металла, лежащих ниже.
Увеличению удельного объема пластически деформированно-
го металла поверхностного слоя препятствуют связанные с ним
недеформированные нижележащие слои. В результате этого в на-
ружном слое возникают сжимающие, а в нижележащих слоях —
растягивающие остаточные напряжения.
3. Режущий инструмент (например, резец), снимающий с обра-
батываемой поверхности стружку, вытягивает кристаллические
зерна металла подрезцового слоя, которые при этом претерпева-
ют упругую и пластическую деформацию растяжения. Трение зад-
ней поверхности инструмента об обрабатываемую поверхность
также способствует растяжению кристаллических зерен металла
поверхностного слоя. После удаления режущего инструмента ра-
стянутые верхние слои металла, связанные как единое целое с
нижележащими слоями металла, приобретают остаточные напря-
жения сжатия. Соответственно этому в нижележащих слоях разви-
ваются уравновешивающие их остаточные напряжения растяже-
ния.
4. При обработке металлов, склонных к фазовым превращени-
ям, нагрев в зоне резания может вызвать структурные изменения.
Например, при шлифовании закаленной стали в связи с непра-
вильным режимом, засаливанием круга и недостаточным охлаж-
дением происходят прижоги, приводящие к образованию на от-
дельных участках структур троостита или сорбита, имеющих мень-
ший удельный объем, чем структура мартенсита. В отожженных
слоях развиваются остаточные напряжения растяжения, а в смеж-
ных с ними — уравновешивающие их напряжения сжатия.
Любая из рассмотренных или другая причина при обработке
может преобладать над остальными и определять характер напря-
женного состояния поверхности. Если все причины одновремен-
но влияют в равной мере, то обрабатываемая поверхность ока-
зывается в сложном напряженном состоянии.
В общем случае следует считать, что изменение методов и ре-
жимов обработки, способствующих увеличению силового поля и
пластических деформаций, продолжительности силового воздей-
194
ствия при обильном охлаждении, приводит к образованию на
поверхности остаточных напряжений сжатия. Изменения же ре-
жимов резания и условий обработки, влекущих за собой повыше-
ние мгновенных температур нагрева поверхностного слоя, обу-
словливают рост остаточных напряжений растяжения (иногда пре-
вращение сжимающих остаточных напряжений в растягивающие).
Повышение мгновенных температур может быть связано с увели-
чением скорости резания, засаливания абразивного круга при
шлифовании, длительности контакта инструмента с участками
обрабатываемой поверхности и снижениями их теплопроводнос-
ти, ухудшением условий охлаждения и др.
7.4. Методы исследования свойств поверхностных
слоев
Для определения глубины и общей характеристики поверхно-
стных слоев необработанных заготовок и при грубых методах меха-
нической обработки пользуются обычным методом исследования
микрошлифов. Микротвердость поверхностных слоев исследуют
методом вдавливания алмазной пирамиды на приборе ПМТ-3.
Наиболее удобно применять микрошлифы, выполненные в виде
косого среза под углом у (см. рис. 7.5, а). Косой срез получают
притиркой, используя пасту ГОИ, что уменьшает возможные из-
менения поверхностного слоя. Глубина наклепанного слоя h = /tgy.
Микрошлифы в виде косого среза используют также для оценки
шероховатости с помощью микроскопа. Измеренная при этом вы-
сота микронеровностей имеет масштаб увеличения М1 : tgy.
Для исследования изменений поверхностного слоя после тон-
кой обработки пользуются рентгеноструктурным анализом. Оста-
точные напряжения в поверхностном слое металла при этом
определяют, стравливая с поверхности образца слои толщиной
5... 10 мкм, и после каждого стравливания снимают рентгенограмму.
Данный способ длителен и трудоемок.
Микротрещины в поверхностном слое определяют различны-
ми методами дефектоскопии (магнитной суспензии, магнитной
индукции, ультразвуком, флюоресценцией и др.).
Остаточные напряжения в поверхностных слоях после предва-
рительной и чистовой обработки исследуют, используя методы
Н. Давыденкова или Г. Закса. При этом напряжения определяют
расчетом по величине деформации образца после снятия с него
напряженного слоя.
Все методы исследования поверхностного слоя трудоемки и
требуют тщательного изготовления образцов. Исследования про-
водят в лабораторных условиях. На поверхности деталей возможно
лишь измерение микротвердости и шероховатости.
195
7.5. Влияние качества поверхностей
на эксплуатационные свойства деталей машин
Основная причина (80 %) выхода из строя машин — износ
рабочих поверхностей сопряженных деталей. Реже наблюдаются
поломки деталей из-за их некачественного изготовления или кон-
структивного несовершенства. Уменьшение износа деталей повы-
шает долговечность машин, сохраняет заданную конструктором
точность и существенно сокращает расходы на ремонт.
Шероховатость поверхности существенно влияет на трение и
износ трущихся пар, усталостную прочность деталей, прочность
прессовых посадок, коррозионную стойкость и др.
В начальный момент контакт сопряженных поверхностей тел А
и Б происходит по вершинам отдельных неровностей профиля
(рис. 7.6, а), в результате чего фактическая площадь стыка Бф ока-
зывается значительно меньше расчетной Fp и номинальной Бф =
= (0,1 ...0,9)Fp.
В точках контакта возникают давления, превышающие предел
текучести, а иногда и предел прочности материала поверхностей.
Под действием этих давлений при неподвижных поверхностях в
точках контакта происходят упругое сжатие и пластическая де-
формация смятия неровностей или их выкрашивание (при кон-
такте хрупких материалов, см. рис. 7.6, б).
При взаимном перемещении поверхностей происходит срез,
отламывание и пластический сдвиг вершин неровностей, приво-
дящий к интенсивному начальному изнашиванию трущихся дета-
лей и увеличению зазоров в трущихся парах. Высота неровностей
профиля в период начального изнашивания (приработки деталей)
может уменьшаться на 65...75 %. Фактическая площадь контакта
поверхностей возрастает, а удельное давление падает. Вместе с
изменением размеров меняется и форма неровностей, а также на-
а б
Рис. 7.6. Схемы контакта тел А и Б в начальный момент (а) и после
сжатия (б)
196
Рис. 7.7. Схемы контакта тел А и Б при совпадении (а) и несовпаде-
нии (б) обратных рисок:
1>л, vh — скорости тел А и Б; Rz,t, Rzb — шероховатость контактирующих поверх-
ностей
правление обработочных рисок. Интенсивность изнашивания де-
талей уменьшается.
Шероховатость поверхностей, образовавшаяся в результате
приработки, получила название оптимальной. Уменьшение вы-
соты неровностей по сравнению с оптимальным значением при-
водит к быстрому возрастанию износа. Это объясняется возникно-
вением молекулярного сцепления и заедания плотно соприкаса-
ющихся поверхностей повышенной гладкости, чему способству-
ют выдавливание смазки и плохая смачиваемость смазкой зер-
кально-чистых поверхностей. Происходят взаимные схватывания
металлов, сопровождающиеся местными вырывами частиц. Ше-
роховатость поверхностей увеличивается и приближается к опти-
мальной.
Конструкторы и технологи стремятся посредством механичес-
кой обработки создавать поверхности с шероховатостью, близкой
к оптимальной для данных условий трения. Такая шероховатость в
процессе изнашивания почти не меняется, а время приработки и
изменение начальных зазоров оказываются наименьшими.
На величину износа, кроме высоты неровностей, оказывают
влияние форма их профиля и взаимное расположение. Опыты по-
казывают, что тонкие и многочисленные неровности обеспечива-
ют большую износоустойчивость, чем крупные неровности боль-
шого шага. С увеличением числа неровностей, приходящихся на
единицу площади, несущая способность поверхности повышает-
ся, а величина контактных деформаций стыков сокращается.
Со взаимным расположением неровностей (обработочных ри-
сок) на контактирующих поверхностях связывают величину ко-
эффициента трения. При сочетании поверхностей, имеющих оди-
наковое направление неровностей, и при их перпендикулярном к
197
направлению движения направлении коэффициент трения до-
стигает наибольшего значения (рис. 7.7, а). При взаимно-перпен-
дикулярном направлении неровностей трущихся поверхностей
(рис. 7.7, б) или при их хаотичном расположении, что наблюда-
ется при суперфинишировании, коэффициент трения минима-
лен. Поэтому в ответственных соединениях направление неровно-
стей может быть оговорено в технических условиях или указано
символами, регламентированными ЕСКД.
В ответственных соединениях весьма важно в период приработ-
ки сохранить требуемый характер посадок. Для этого рекоменду-
ется рассчитывать высоту микронеровностей исходя из требуемой
точности проектируемого сопряжения, пользуясь эксперименталь-
но-статистическими зависимостями:
Диаметр сопряжения, мм:
менее 18.............................................Rz = (0,2...0,25)7
18...50 ...............................................Rz~ (0,15...0,2)7
более 50.............................................Rz = (0,1 ...0,15)7
Здесь поле допуска Г и высота неровностей профиля Rz выра-
жены в микрометрах.
Величиной шероховатости во многом определяется прочность
сопряжений с натягом. При запрессовке происходит сдвиг не-
ровностей и фактический натяг уменьшается по сравнению с
расчетным. Опыты показали, что увеличение шероховатости вдвое
(с Rz 18 до 36,5 мкм) снизило прочность прессового соединения
ось —ступица вагонного колеса на 40 %. При запрессовке с тепло-
вым воздействием неровности профиля не сдвигаются. Прочность
таких соединений выше, чем при обычной запрессовке с тем же
натягом.
Шероховатость поверхности влияет на прочность деталей, ра-
ботающих в условиях циклической и знакопеременной нагрузок.
Впадины профиля выполняют функцию надрезов поверхности и
в значительной степени влияют на концентрацию напряжений и
образование усталостных трещин, особенно в местах переходов,
канавок, галтелей и других, которые сами по себе являются кон-
центраторами. С увеличением шероховатости предел выносливос-
ти падает (рис. 7.8).
С уменьшением шероховатости прочность сталей при ударной
нагрузке повышается на 15...20 % и до 50 раз снижается их хлад-
ноломкость. Одновременно повышается коррозионная стойкость
деталей. Коррозия в атмосферных условиях возникает легче и рас-
пространяется быстрее на грубообработанных поверхностях. С уве-
личением неровностей профиля резко возрастает площадь кон-
такта поверхности детали с окружающей средой; одновременно
во впадинах накапливаются водные растворы электролитов, при-
водящие к образованию локальных очагов электрохимической кор-
198
Рис. 7.8. Зависимость предела выносливости о_| от высоты неровностей Rz
розии. Коррозия, быстро развиваясь, в дальнейшем охватывает
всю грубообработанную поверхность. На полированных зеркаль-
ных поверхностях электролит не задерживается, а площадь кон-
такта с атмосферой мало отличается от номинальной. Коррозион-
ная стойкость таких поверхностей значительно выше.
Существенное значение для эксплуатационных свойств дета-
лей имеет деформационное упрочнение (наклеп) металла поверх-
ностного слоя. Наклеп уменьшает сжатие и истирание поверхнос-
тей при их непосредственном контакте и взаимное внедрение по-
верхностных слоев, возникающее при их механическом и молеку-
лярном взаимодействиях. Упрочнение увеличивает диффузию кис-
лорода воздуха в металл поверхностного слоя, создавая в нем твер-
дые химические соединения FeO, F2O3 и Fe3O4, характерные для
окислительного изнашивания, протекающего с наименьшей ин-
тенсивностью.
Упрочнение поверхностных слоев повышает их микротвердость
и препятствует развитию совместной пластической деформации и
адгезии металлов контактирующих деталей, что в целом снижает
их износ. Наклеп, возникающий в результате обработки резани-
ем, уменьшает износ поверхностей в 1,5 —2 раза. В зависимости от
свойств материала, величины удельного давления на поверхность
может происходить переупрочнение (перенаклеп) и охрупчива-
ние, зоны металла отслаиваются от его основной массы, начина-
ется шелушение и ускоренное изнашивание.
Упрочнение металла до определенных пределов препятствует
росту существующих и возникновению новых усталостных тре-
щин. Такой слой может значительно нейтрализовать вредное влия-
ние наружных дефектов и шероховатости поверхности, при этом
заметно повышаются усталостная и циклическая прочность дета-
лей машин (на 20...30 %).
Наклеп поверхности ускоряет коррозию в 1,5 — 2 раза. Это обу-
словлено тем, что при пластической деформации поликристал-
лического материала в нем возникают микроскопические неодно-
родности, способствующие образованию часто расположенных
199
очагов коррозии. Наиболее интенсивно коррозия распространяет-
ся в зонах плоскостей сдвигов и мест выхода дислокаций на по-
верхность.
При наклепе поверхностей роликами или обдувке их дробью
происходит завальцовывание путей проникновения коррозионных
сред внутрь металла. Это частично нейтрализует развитие корро-
зионных процессов и вызываемое ими снижение усталостной проч-
ности деталей.
При нагреве деталей в пластически деформированных слоях с
увеличенными удельными объемами и уменьшенной плотностью
быстрее протекают диффузионные процессы, интенсивнее выго-
рают легирующие элементы, что снижает сопротивление металла
поверхностных слоев отрыву. По этой причине при рабочей тем-
пературе свыше 600...800°C наклеп поверхностного слоя во мно-
гих случаях ухудшает эксплуатационные качества машин.
Остаточные напряжения в поверхностных слоях деталей ма-
шин влияют на их усталостную прочность. Многочисленные ис-
следования показали, что усталостная прочность сильно зависит
от величины, знака и глубины распространения остаточных на-
пряжений поверхностного слоя. Установлено, что сжимающие
напряжения поверхностного слоя увеличивают предел усталости,
а растягивающие — снижают.
Например, для твердых сталей сжимающие напряжения спо-
собны повысить предел усталости на 50 %, а растягивающие —
снизить его до 30 %.
Изложенное относится к поверхностям, испытывающим при
работе циклические и знакопеременные нагрузки. В парах трения
уже после 2 000 циклов происходит перераспределение остаточ-
ных напряжений на контактных поверхностях. Возникшие при об-
работке, упругие по своей природе остаточные напряжения сжа-
тия или растяжения снимаются. В результате трения на поверхно-
стях возникают остаточные напряжения сжатия. Величина новых
остаточных напряжений зависит от условий трения и пластичес-
ких свойств трущихся металлов. Они не влияют на скорость и ве-
личину износа при трении скольжения, т.е. на работу деталей.
7.6. Понятие о технологической
наследственности
Технологической наследственностью называют
перенесение на готовое изделие в процессе его обработки погреш-
ностей, механических и физико-химических свойств исходной
заготовки или свойств и погрешностей, сформировавшихся у за-
готовки на отдельных операциях изготовления изделия [17]. Ранее
указывалось, что важнейшие эксплуатационные качества деталей
200
машин (прочность, долговечность, сохранение заданных точнос-
ти и посадки, коррозионная стойкость и пр.) зависят не только
от конструктивных форм и точности изготовления деталей, со-
става, свойств и структуры их материала, но и от отдельных пара-
метров, характеризующих состояние поверхностного слоя, кото-
рые сформировались в процессе механической обработки.
Изменения видов и режимов механической обработки оказы-
вают воздействие на отдельные характеристики состояния поверх-
ностного слоя, а соответственно, и на эксплуатационные свой-
ства деталей. В этом смысле под технологической наследствен-
ностью понимают изменение эксплуатационных свойств изде-
лия под влиянием технологии его изготовления: методов и ре-
жимов обработки, применяемого оборудования, приспособле-
ний и инструмента, их состояния, условий охлаждения, разме-
ров операционных припусков, последовательности выполнения
операции и др.
Различные способы обработки одной и той же поверхности
позволяют получить разную долговечность при эксплуатации
сборочной единицы. Например, при обработке зеркала гидроци-
линдра шлифованием в его поверхность внедряются частички аб-
разивов, которые в дальнейшем снижают срок службы резиновых
уплотнений поршня. При дорновании или раскатывании рабочая
поверхность цилиндра получается гладкой с завальцованными не-
ровностями, при этом соединение поршень — цилиндр служит
намного дольше.
При шлифовании образуются прижоги и зоны вторичной за-
калки. На границах разных структур развиваются значительные
остаточные напряжения, снижающие долговечность деталей, а
иногда вызывающие появление шлифовочных трещин. Выбор пра-
вильного режима и обильное охлаждение исключают описанные
явления.
Влияние предыдущей обработки наблюдается в случаях короб-
ления лопаток паровых турбин во время их эксплуатации при
высоких температурах, способствующих релаксации остаточных
напряжений, возникших при фрезеровании, строгании или руч-
ном шлифовании лопаток и не устраненных полированием.
Технологическая наследственность может проявляться в улуч-
шении или ухудшении эксплуатационных свойств деталей, а вме-
сте с ними и изделий в целом.
В целях рационального использования явления технологичес-
кой наследственности стремятся установить непосредственные
связи между эксплуатационными характеристиками деталей (из-
носостойкостью, усталостной прочностью и пр.) и режимами
основных методов обработки заготовок. Эти связи иногда описы-
вают с помощью эмпирических зависимостей: характеристику по-
верхностного слоя — как функцию режима обработки, надеж-
201
ность (или износостойкость) — как функцию физико-механичес-
ких свойств поверхностного слоя и т.п. Совместное решение на-
званных зависимостей позволяет установить прямые связи типа
эксплуатационная характеристика — функция режима (или мето-
да) обработки. Такую зависимость можно непосредственно исполь-
зовать для определения режимов резания, обеспечивающих за-
данные в чертежах и технических требованиях эксплуатационные
характеристики изделия.
Более подробно вопросы технологической наследственности при
изготовлении деталей машин и при сборке изложены в работе [15].
ГЛАВА 8
ПРИПУСКИ НА ОБРАБОТКУ ПОВЕРХНОСТЕЙ
8.1. Общие сведения
Припуск — слой материала, удаляемый с поверхности заго-
товки в целях достижения заданных свойств обрабатываемой по-
верхности детали. Операционный припуск — слой мате-
риала, удаляемый с заготовки при выполнении одной технологи-
ческой операции. Операционный припуск равняется сумме про-
межуточных припусков, т.е. припусков на отдельные переходы,
входящие в данную операцию. Промежуточный припуск
определяют как разность размеров заготовки, полученных на смеж-
ном предшествующем (/ - 1)-м и выполняемом /-м технологиче-
ских переходах. Общим припуском называют сумму проме-
жуточных припусков по всему технологическому маршруту обра-
ботки данной поверхности. Общий припуск равен разности раз-
меров исходной заготовки и готовой детали, измеренных от од-
ной базы.
На практике крайне важно установить оптимальные значения
припусков. Если припуски занижены, то невозможно удалить с
заготовки дефектные поверхностные слои и получить требуемую
точность и шероховатость поверхностей детали. В отдельных случа-
ях создаются неприемлемые условия для работы режущих инстру-
ментов (например, по окалине или литейной корке), что служит
причиной образования брака. Это ведет к повышению себестои-
мости изготавливаемых деталей. Завышенные припуски приводят
к перерасходу материала, энергии и режущего инструмента, тре-
буют введения дополнительных технологических переходов или
рабочих ходов, что увеличивает трудоемкость процессов и повы-
шает себестоимость обработки деталей. Кроме того, при увели-
ченных припусках иногда удаляется наиболее износостойкий слой
с функциональных поверхностей детали.
Одновременно с назначением припусков устанавливают допус-
ки размеров тех же поверхностей заготовки, причем слишком
широкие поля допусков служат причиной снижения точности об-
работки методом автоматического получения размеров и затруд-
няют использование станочной оснастки.
Определение оптимальных припусков на обработку и предель-
ных промежуточных и исходных размеров заготовки необходимо
для конструирования приспособлений, специальных режущих
инструментов, пресс-форм, штампов, моделей, стержневых ящи-
203
ков, для настройки металлорежущих станков, для расчета массы
исходной заготовки, а также для установления норм времени на
выполнение технологических операций.
8.2. Методы назначения припусков
В машиностроении припуск на обработку поверхностей дета-
лей устанавливают двумя методами: опытно-статистическим и
расчетно-аналитическим.
При опытно-статистическом методе значения общих и про-
межуточных припусков принимают по справочным таблицам и
государственным стандартам, составленным на основе обобще-
ния и систематизации производственных данных. Использование
таблиц припусков ускоряет проектирование технологических про-
цессов. Данный метод широко применяют в условиях единичного
и серийного производства.
Недостаток метода состоит в том, что припуски назначают без
учета конкретных условий выполнения технологического процес-
са: маршрута обработки данной поверхности — при назначении
общих припусков; схемы установки заготовки и величины погреш-
ностей на предшествующей операции — при назначении проме-
жуточных припусков.
Технологи, не анализируя условий выполнения операции,
устанавливают табличные значения припусков, которые во мно-
гих случаях завышены, так как ориентированы на условия обра-
ботки, для которых во избежание брака припуск должен быть наи-
большим.
Расчетно-аналитический метод назначения припусков, раз-
работанный проф. В. М. Кованом, учитывает конкретные усло-
вия выполнения технологических операций. По В. М. Ковану при-
пуск должен позволять исправлять погрешности обработки и уда-
лять дефекты поверхностного слоя, полученные на предшеству-
ющих технологических операциях (или переходах), а также по-
грешности установки заготовки, возникающие на выполняемом
переходе. При расчете допуска учитываются следующие основ-
ные факторы.
1. Высота шероховатости Rz,..\, полученная на смеж-
ном предшествующем переходе обработки данной поверхности.
При выполнении первой операции величину Rz:-\ принимают
по исходной заготовке, при второй — снимают неровности, об-
разовавшиеся на поверхности при выполнении первой операции,
и т.д. Значение Rz, , зависит от методов, режимов и условий вы-
полнения предшествующго перехода обработки.
2. Состояние и глубина/?,. । поверхностного слоя
после смежной предшествующей технологической операции или
204
Рис. 8.1. Параметры поверхностного слоя заготовки
перехода. Поверхностный слой отличен от основного металла, на-
пример: перлитная корка, следы формовочного песка у отливок
из серого чугуна, обезуглероженный слой у заготовок из стали
и др. Этот слой подлежит полному или частичному удалению. Стре-
мятся сохранить, например, отбел на поверхностях отливок рас-
пределительных валов двигателей; наклеп (упрочненный износо-
стойкий слой), образовавшийся при предварительной обработке
резанием, твердый поверхностный слой после поверхностной за-
калки и пр. Параметры поверхностного слоя заготовки приведены
на рис. 8.1. За удаляемой частью //, поверхностного слоя следуют
неудаляемая часть Н2 и основная структура.
3. Суммарное (пространственное) отклонение
расположения обрабатываемой поверхности относительно
базовых поверхностей заготовки (отклонения от параллельности,
перпендикулярности, соосности, симметричности, пересечения
осей и пр.) и в некоторых случаях отклонения формы поверхно-
сти (отклонения от плоскостности, прямолинейности и т.п.), об-
разовавшиеся на предшествующей операции или переходе. Такие
погрешности возникают из-за неточного выполнения заготовок,
погрешностей механической обработки, в том числе из-за копи-
рования первичных погрешностей в уменьшенном масштабе, и
по другим причинам.
Пример. Заготовка втулки с эксцентрично расположенным от-
верстием диаметром d своей наружной (базовой) поверхностью
установлена в трехкулачковый самоцентрующий патрон для раста-
чивания отверстия до диаметра D (рис. 8.2, а). Очевидно, что со-
ставляющая промежуточного припуска (на диаметр), компенсиру-
ющая несоосность поверхностей втулки, равна 2с, т.е. Д2(/_)) = 2с.
Диаметр отверстия d заготовки с учетом влияния только одной
этой составляющей следует взять равным d = D - Д1(,-_ n = D - 2с.
Для компенсации изогнутости р оси заготовки вала, обраба-
тываемой в центрах (рис. 8.2, б), приходится снимать суммарный
припуск:
205
A£(/-i) - Pi + р2 - 2р.
Диаметр заготовки diar = d№T + Ay (,_n , где d)ieJ — диаметр детали
(вала).
Иногда наличие пространственных отклонений учитывают при
составлении маршрута обработки детали. Так, при обработке де-
талей типа дисков рекомендуется сначала расточить отверстие D с
базой на наружной поверхности диска, а затем после устранения
несоосности обработать наружную поверхность с базой на отвер-
стии (рис. 8.3). При обратной последовательности обработки с на-
ружной поверхности будет снято значительно больше металла,
производительность операции снизится, а расходы на инструмент
и энергию возрастут.
4. Погрешность е, установки заготовки, возникающая
на z-м переходе, которая в данном случае характеризуется вели-
чиной смещения обрабатываемой поверхности относительно ба-
зовой, происходящего при закреплении заготовки из-за неточно-
сти ее базовых поверхностей, в результате неточности изготовле-
ния и износа установочных деталей приспособления или в ре-
Рис. 8.2. Погрешности расположения поверхностей (а) и формы (d)
исходной заготовки
206
II
Рис. 8.3. Целесообразная последовательность обработки поверхностей
дисков:
I — растачивание отверстия; II — обработка наружной поверхности
зультате погрешностей выверки при индивидуальной установке
заготовок и др. Для компенсации этих смещений и поворотов тре-
буется дополнительная часть припуска е,. Так, при обработке по
схеме, приведенной на рис. 8.4, е, = 2с. Здесь е— эксцентриситет:
е = 0,5(5 + + 7^ + 7}и),
где 5 — минимальный зазор между заготовкой и оправкой: 5 =
= Dmil, - б/тах; £)min, cfmax — минимальный диаметр отверстия заго-
товки и максимальный диаметр оправки соответственно; TD, Td —
допуски диаметров отверстия и оправки; Td„ — допуск на износ
оправки. (Недостаток схемы — после обработки между обточен-
ной и базовой поверхностями получается несоосность в пределах
значения е.)
Рис. 8.4. Схема обработки заготовки на оправке с зазором
207
Пространственные отклонения и погрешность установки име-
ют не только величину, но и направление. По этой причине их
суммирование часто выполняют по правилам сложения векторов.
8.3. Расчет минимального припуска
Минимальное значение промежуточного припуска Z)min полу-
чают суммированием составляющих 4_н Д^р-ц и е/- Для
различных случаев обработки величину 2^min определяют из сле-
дующих выражений:
припуск на сторону при последовательной обработке противо-
положных или отдельно расположенных поверхностей
Z’/min = + 4-1 ) + (Д^р-!) +е/)
(в данном случае Д^р-ц и е, рассматривают как колинеарные век-
торы);
припуск на две стороны при параллельной обработке противо-
лежащих плоскостей
2Z,min = + hj__\) + (Д^(,-1) + е/)]’
припуск на диаметр при обработке наружных или внутренних
поверхностей вращения
2Z/min = 2 + 4-1) + +е'2_| •
На основе приведенных структурных формул рассчитывают
припуск для конкретных случаев обработки, например:
при точении в центрах погрешность установки отсутствует (база —
ось заготовки), и припуск на диаметр
2Z,min = 2^(/?z, _) + 4~i) + Д^р-р];
при протягивании или развертывании отверстия «плавающей»
разверткой увод и смещение его оси не исправляются; отсутствует
и погрешность установки, т.е.
2Z(min = 2(/?г,_1 +4-i);
при полировании или суперфинишировании цилиндрической
поверхности достигают лишь уменьшения ее шероховатости; при-
пуск на обработку для этого случая
208
2Z,.min =
Формулы для расчета Z, min для других случаев и значения пара-
метров ^(/-1) и е/ приводятся в справочной и норма-
тивной литературе [9].
При расчете значений минимальных припусков следует иметь
в виду:
1) значения Z^ min для валов всегда отсчитывают от их наимень-
ших размеров, а для отверстий — от наибольших;
2) погрешности размеров и формы заготовок, полученные на
предшествующем технологическом переходе (конусность, бочко-
образность, выпуклость и пр.), находящиеся не всегда в пределах
допуска, величиной Z,niin не учитываются, так как сами способ-
ствуют увеличению ее значения;
3) принятое для дальнейших расчетов значение Z^min не долж-
но быть меньше такого, при котором процесс резания становится
неустойчивым.
8.4. Промежуточные и исходные размеры
заготовок
Установив значения минимальных припусков, приступают к
расчетам промежуточных и исходных размеров заготовки (мини-
мальных, номинальных и максимальных). В основу расчетов поло-
жены следующие предпосылки.
При обработке поверхности за один рабочий ход на предвари-
тельно настроенном станке в результате упругих отжатий и копи-
рования погрешностей (см. с. 124), в зависимости от действитель-
ных размеров а заготовок, изменяющихся в пределах от наимень-
шего amjn до наибольшего атах, размеры b деталей будут также
изменяться от наименьших Z>min до наибольших 6тах (рис. 8.5).
Рис. 8.5. Схема для расчета промежуточных размеров заготовки
209
Значение минимального промежуточного припуска представ-
ляется как разность
min — ^min ~ ^min,
а величина наибольшего припуска
max ^max — ^max-
С учетом того, что
^тах “ ^min + И 6тах — ^min Ть,
будем иметь
Zj max — ^min + — ^min — ^’b ~ min + — C/,,
где Ta — допуск размера заготовки; Tb — допуск выполняемого
размера.
Таким образом, наибольший промежуточный припуск Z, тах
равен наименьшему плюс разность допусков размеров заготовки
и детали.
Далее на каждый переход выполняемой операции устанавли-
вают технологический допуск, значение которого назначают с уче-
том экономической точности и технических возможностей при-
нятого метода обработки (сведения приводятся в справочной тех-
нологической литературе).
С учетом значений Z, min, Z, max и допусков, назначенных на
каждый технологический переход, определяют размеры заготов-
ки по всему технологическому маршруту обработки поверхности.
Методика определения размеров проста.
Схема расположения припусков и допусков на промежуточные
и исходные размеры заготовки валика, обрабатываемого по мар-
шруту: черновое, чистовое и тонкое точение, показана на рис. 8.6.
На схеме использованы следующие обозначения: d3 min, d3 max —
предельные размеры детали; =d3mm -dJmm — допуск размера
детали (конструкторский, указанный на чертеже); Z3 min, Z3 max —
наименьший и наибольший припуск, оставленный для тонкого
точения; ^min, ^2 max — предельные размеры заготовки вала после
чистового точения; Td2 = d2mm -d2mm = Z3max -Z3min + Td2 — допуск
на чистовое точение; Z2nlin, Z2max — наименьшая и наибольшая
величина припуска, необходимого для чистового точения; tZImin,
d{ max — предельные размеры заготовки вала после чернового точе-
ния; т;, = tZlmax -d[mi„ = Z2max -Z2min + Td2 — допуск на черновое
точение; Z|min, Z|max — наименьшая и наибольшая величина при-
пуска на исходную заготовку вала; dsm nlin, tZ)ar max — предельные
размеры исходной заготовки вала; Td>,u =dMrm.a -tZjaimin = Z)max -
210
Рис. 8.6. Схема расположения полей припусков и допусков на обработ-
ку вала
-Zimin+Td[ — допуск размера заготовки. Значение Tdiн зависит от
способа получения самой заготовки.
Схему (см. рис. 8.6) строят в следующей последовательности:
I) min + Zj п11п — гД min’ dj max — ^2 min -A/?’
2) ^2 min + Z-} nlin — d[ r/| n1;)x - d\ min + А/, i
3) d\ mjn + Z\ nijn — d,ar nijn, d... Iliax — dja, mjn + 7jiai •
Общий (суммарный) припуск на обработку заготовки:
минимальный
Ziy min — Z\ min + Z2 ]njn + Z. mjn — diar min — d3 min,
максимальный
Za max — Z\ max + Z~t m.u + Zy m.|X - i/Jal nlax — dy lllax,
ИЛИ
Из рис. 8.6 также следует, что промежуточный максимальный
припуск для выполнения /-го перехода равен разности между наи-
большими предельными размерами заготовки на предшествую-
щем и выполняемом переходах {Zimax=-d, । max - dt 111ах). Общий при-
пуск на заготовку, максимальный или минимальный, определя-
ют как разность соответственно между наибольшими или наи-
меньшими размерами заготовки и готовой детали.
211
Номинальным припуском при выполнении /-го тех-
нологического перехода (операции) называется разность между
номинальными размерами d заготовки, полученными на смеж-
ном предшествующем (/- 1)-м и на выполняемом /-м переходах:
Z, - d> । - d,.
Зная минимальный припуск Z, min и предельные отклонения
размеров — нижние ej для валов и верхние ES для отверстий,
значение Z, можно рассчитать по следующим формулам:
~ ^/min *“c4'-i — e.h или 2Z,- — 2Z,min + с/Д ,
Z,- = Z/min + ESiA - ES, или 2Z, = 2Z,min + ESDi I - ESDi,
где ejD: p ejD,, ESDi ,, ESDt — отклонения диаметральных размеров.
Общий номинальный (расчетный) припуск на обработку заго-
товки равен сумме номинальных припусков на все технологичес-
кие переходы (операции) и (или) определяется как разность но-
минальных размеров исходной заготовки и готовой детали, т.е.
п
4, ~ У, Zj ~ ^ЗЯГ ~ daeJ,
/=1
где п — общее число технологических переходов (операций) об-
работки детали.
С учетом значений номинальных припусков рассчитывают массу
заготовки. Изложенной методикой пользуются при расчете при-
пуска на обработку деталей по методу автоматического получения
размеров. Для других случаев, например, при обработке поверх-
ности всего за один рабочий ход или при обработке методом проб-
ных ходов и промеров, расчетную схему следует уточнять, хотя
значение общего припуска практически не изменяется.
Обработку отдельных заготовок, например в единичном про- •
изводстве, ведут после их выверки на станке. В этом случае в рас-
четных формулах под погрешностью установки е, понимают по-
грешность выверки заготовки, величина которой зависит от мето-
да выверки.
В качестве пространственных отклонений Дх у кованых загото-
вок принимают несоосность ступеней валов, общую и местную
изогнутость, неконцентричность поверхностей у заготовок дис-
ков, колец, втулок. Для отливок пространственные отклонения в
основном зависят от смещения стержней, образующих внутрен-
ние поверхности и отверстия, а также смещения опок; для заго-
товок из проката пространственные отклонения представляются
погрешностями центрования и изогнутостью.
212
Полученные наименьшие размеры заготовок по всем техноло-
гическим переходам принято округлять. Размеры наружных по-
верхностей (валов) увеличивают, а внутренних поверхностей (от-
верстий) — уменьшают. Округление выполняют до того же знака
десятичной дроби, с каким дан допуск размера для каждого пере-
хода.
Расчетно-аналитическим методом назначения припусков пользу-
ются главным образом при проектировании технологических про-
цессов для крупносерийных и массовых производств, процессов
для станков-автоматов и полуавтоматов, для автоматических ли-
ний. Особое значение этот метод имеет при расчете припусков на
обработку тяжелых дорогих заготовок, когда завышение припуска
ведет к существенному перерасходу металла и увеличению трудо-
емкости, а занижение — к неисправимому браку уникальной де-
тали.
В условиях единичного и серийного производства мелких и сред-
них деталей простой конфигурации чаще применяют опытно-ста-
тистический метод назначения припусков.
Значения припусков устанавливают по нормативным таблицам
для всей заготовки, составленным на основе обобщения и систе-
матизации опытных данных.
ГЛАВА 9
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
9.1. Классификация технологических процессов
Согласно ЕСТД (ГОСТ 3.5 509—82) различают три вида техно-
логических процессов (ТП): единичный, типовой и групповой.
Каждый ТП разрабатывают при подготовке производства изде-
лий, конструкции которых отработаны на технологичность. Тех-
нологические процессы разрабатывают для изготовления нового
изделия или совершенствования выпускаемого.
Единичный ТП — это ТП изготовления или ремонта изде-
лия одного наименования, типоразмера и исполнения независи-
мо от типа производства. Единичные ТП разрабатывают для изго-
товления оригинальных изделий (деталей, сборочных единиц), не
имеющих общих конструктивных и технологических признаков с
изделиями, ранее изготовленными на предприятии.
Типовой ТП — это ТП изготовления группы изделий с об-
щими конструктивными и технологическими признаками, харак-
теризующийся общностью содержания и последовательности вы-
полнения операций и переходов. Типовой ТП используют как
информационную основу при создании рабочих ТП и как рабо-
чий ТП при наличии всей необходимой информации для произ-
водства изделий. На базе этих ТП разрабатывают стандарты пред-
приятий (СТП) для типовых технологических процессов.
Групповой ТП — это ТП изготовления группы изделий с
разными конструктивными, но общими технологическими при-
знаками; это процесс обработки заготовок различной конфигура-
ции, состоящий из комплекса групповых технологических опера-
ций, выполняемых на специализированных рабочих местах в по-
следовательности технологического маршрута изготовления оп-
ределенной группы изделий. Групповые ТП разрабатывают для всех
типов производств только на уровне предприятия.
Типовые и групповые ТП являются унифицированными ТП,
относящимися к группе изделий с общими конструктивными и
(или) технологическими признаками. Эти ТП широко применя-
ют в мелкосерийном, серийном и реже в крупносерийном произ-
водствах.
По классификации ЕСТД каждый из рассмотренных ТП может
быть перспективным или рабочим.
Перспективным называют технологический процесс, со-
ответствующий современным достижениям науки и техники, ме-
214
юды и средства которого полностью или частично предстоит
освоить на предприятии.
Рабочий ТП — это ТП, выполняемый по рабочей техноло-
гической и (или) конструкторской документации. Их разрабаты-
вают на предприятиях для изготовления различных изделий. Рабо-
чие ТП могут быть проектными, стандартными и временными.
Проектный ТП — это ТП, выполняемый по предваритель-
ному проекту технологической документации.
Стандартный ТП — это установленный стандартом ТП,
который выполняют по рабочей технологической и (или) конст-
рукторской документации, оформленной стандартом (ОСТ, СТП)
и относящейся к конкретному оборудованию, режимам обработ-
ки и технологической оснастке.
Временный ТП — это ТП, применяемый на предприятии в
течение ограниченного периода времени из-за отсутствия необ-
ходимого оборудования или в связи с аварией до замены на более
современный и экономичный.
При создании автоматических линий, гибких автоматизирован-
ных производств и в других случаях разрабатывают комплекс-
н ы е ТП, в состав которых кроме основных механических опера-
ций включают операции перемещения, термической обработки,
контроля и очистки обрабатываемых заготовок и пр.
Разрабатываемый ТП должен обеспечивать повышение произ-
водительности труда и качества изделия, снижение трудовых и
материальных затрат, сокращение вредных воздействий на окру-
жающую среду. ТП должен соответствовать требованиям техники
безопасности и промышленной санитарии, установленным сис-
темой стандартов безопасности труда (ССБТ), инструкциями и
другими нормативными документами. Основой для разработки ТП
обычно служат имеющиеся типовой или групповой ТП, а при их
отсутствии — действующие единичные ТП изготовления анало-
гичных изделий.
9.2. Исходная информация для проектирования
технологических процессов
Исходную информацию для разработки ТП подразделяют на
базовую, руководящую и справочную.
Базовая информация — это данные, содержащиеся в черте-
жах и технических условиях на изготовление и приемку изделия,
а также объем программного задания и срок его выполнения (по
этапам).
Руководящая информация содержи! закрепленные госу-
дарственными и отраслевыми стандартами требования к техноло-
гическим процессам и методам управления ими, к оборудованию
215
1
и оснастке, документацию на действующие единичные, типовые I
и групповые ТП, производственные инструкции, документацию 1
по технике безопасности и промышленной санитарии, материа- i
лы по выбору технологических нормативов (режимов обработки, |
припусков, норм расхода материалов) и др. |
Справочная информация состоит из описаний прогрессив- 1
ных методов изготовления, каталогов, паспортов, справочников, j
альбомов компоновок средств технологического оснащения, пла- |
нировок производственных участков и пр.
При проектировании ТП для действующих предприятий тех-
нолог должен быть знаком со структурой предприятия, принятой I
системой планирования, возможностями заготовительных и вспо- 1
могательных цехов. Технолог должен учитывать общую произвол- i
ственную обстановку (состав и степень загрузки оборудования,
возможности комплектования инструментом и приспособления-
ми, обеспеченность предприятия квалифицированной рабочей '
силой и др.).
9.3. Технико-экономические принципы
проектирования технологических процессов
Цель проектирования ТП механической обработки — подроб-
ное описание процессов изготовления детали с необходимыми
технико-экономическими расчетами и обоснованиями принятого
варианта. В основе разработки ТП обычно лежат два принципа:
технический и экономический.
В соответствии с техническим принципом — спроектированный
ТП должен полностью обеспечить соблюдение всех требований ра-
бочего чертежа и технических условий на изготовление данного
изделия. ТП должен выполняться с наиболее полным и правиль-
ным использованием всех технических возможностей оборудова-
ния, инструментов и прочих средств технологического оснащения.
В соответствии с экономическим принципом изделия должны
быть изготовлены с минимальными затратами труда и издержка-
ми производства при наименьшей затрате времени и наименьшей
себестоимости изделия. Эффективность и рентабельность проекти-
руемого ТП выявляют по всем элементам, из которых ТП склады-
вается, либо определяют расчетом по укрупненным показателям.
Оптимизация ТП заключается в том, что в установленный про-
межуток времени необходимо обеспечить выпуск требуемого ко-
личества изделий заданного качества при возможной минималь-
ной себестоимости их изготовления. В простейшем случае оптими-
зируют основные лимитирующие операции, в более сложных слу-
чаях — все операции. В качестве целевых функций при оптимиза-
ции чаще всего принимают достижение минимальной себестои-
216
мости изделия, реже — достижение наибольшей производитель-
ности или наивысшего качества и др.
Из имеющихся вариантов технологических процессов изго-
товления одного и того же изделия предпочтение отдают наибо-
лее производительному и рентабельному. При равной произво-
дительности сопоставляемых вариантов выбирают наиболее рен-
табельный, а при равной рентабельности — наиболее произво-
дительный. В исключительных случаях (срочный выпуск важной
продукции, ликвидация возникающих «узких мест» производ-
ства и т.п.) в рамках данного предприятия на определенный
период за основу может быть принят наиболее производитель-
ный (но менее рентабельный) вариант ТП. Тогда для изготовле-
ния изделий составляют временный рабочий единичный техно-
логический процесс.
9.4. Последовательность технологического
проектирования
Разработку технологических процессов начинают с изучения
и технологического контроля исходных данных (чертежей, опи-
саний, технических условий и прочей конструкторской докумен-
тации), а также программных заданий на выпуск изделия. По
этим материалам знакомятся с назначением и конструкцией из-
делия, его техническими характеристиками, требованиями к
качеству, сроками его изготовления и условиями эксплуатации.
Дальнейшая работа складывается из следующих основных эта-
пов:
1. Определяют возможный тип производства (единичное, се-
рийное или массовое).
2. С учетом установленного типа производства анализируют тех-
нологичность конструкции изделия и разрабатывают мероприя-
тия по ее повышению. Отработку изделия на технологичность счи-
тают обязательным этапом технологического проектирования.
3. Выбирают, а затем подтверждают соответствующими расче-
тами наиболее технологичный и экономичный метод получения
заготовки.
4. Подбирают эффективные способы и последовательность об-
работки поверхностей, определяют технологические базы.
5. Составляют технологический маршрут обработки детали. Для
каждой операции предварительно подбирают оборудование и
технологическую оснастку, определяют величину припусков на
обрабатываемые поверхности.
6. Уточняют структуру и степень концентрации операций: уста-
навливают содержание и последовательность выполнения всех
переходов.
217
7. Для каждой операции окончательно выбирают режущий, вспо-
могательный, контрольно-измерительный инструмент и приспо-
собления.
8. Устанавливают необходимые режимы резания и настроечные
размеры, а также рассчитывают составляющие силы и моменты
сил резания.
9. Проверяют соответствие подобранного оборудования по
мощности приводов, прочности его механизмов и степени за-
грузки.
10. Выполняют аналитические расчеты прогнозируемой точно-
сти обработки и шероховатости функциональных поверхностей.
11. Производят техническое нормирование операций, уста-
навливают квалификацию исполнителей, определяют экономич-
ность и эффективность спроектированного технологического
процесса.
12. Разрабатывают комплект необходимой технической доку-
ментации.
В процессе разработки технологических процессов для конк-
ретных деталей объем всего комплекса проектных работ и содер-
жание отдельных этапов могут уточняться и изменяться. Несколь-
ко взаимосвязанных этапов могут объединяться в один общий,
может меняться последовательность их выполнения.
9.5. Определение типа производства
Тип производства и соответствующие ему формы организации
труда во многом определяют структуру технологического процесса.
Тип производства (единичное, серийное или массовое) характе-
ризуется номенклатурой и объемом выпуска изделий (годовой про-
изводственной программой), их массой и габаритными размерами,
а также другими признаками (см. гл. 1). Для механической обработ-
ки деталей тип производства достаточно точно можно установить,
пользуясь табл. 9.1. Болес строго тип производства определяют после
расчета такта выпуска /„ = бОФ/N (где Ф — фонд рабочего време-
ни, ч; N — программа выпуска изделий, шт.) и сравнения его со
средним штучным временем тШ| ср для п основных операций
('Сщт.ср — У'. 'Бит//^)-
Если < тнп.ср, то производство считается массовым. При этом
целесообразно закрепление постоянно выполняемой операции за
отдельным рабочим местом, так как обеспечивается достаточно
высокая (не ниже 70%) загрузка оборудования. Длительность ос-
новных операций ти||, определяют на основе прикидочных расче-
тов исходя из размеров наиболее характерных поверхностей дета-
218
Таблица 9.1. Выбор типа производства по программе выпуска
Тип производства Число обрабатываемых в год деталей (изделий)
крупных (Л/> 50 кг) средних (50 кг > М> 1 кг) мелких (М< 1 кг)
Единичное Серийное Массовое До 5 Свыше 5 до 1 000 Свыше 1 000 До ю Свыше 10 до 5 000 Свыше 5 000 До 100 Свыше 100 до 50000 Свыше 50000
Примечание. Предельные значения массы М в различных отраслях маши-
ностроения могут быть разными.
ли и пользуясь укрупненными нормативами для нормирования
времени обработки.
Если /в > тШ1 ср, то производство принимают серийным. Устанав-
ливают оптимальный размер производственной партии q = aN/'lSl
и в зависимости от него — уровень серийности (см. гл. 1). В усло-
виях серийного производства высокая загрузка оборудования обес-
печивается тем, что после обработки партии qt станок (линию)
перестраивают (переналаживают) на обработку партии q2 других
деталей. Размеры партии корректируют исходя из трудоемкости
наладки оборудования, длительности процессов обработки, ка-
лендарных сроков выпуска изделий, затрат незавершенного про-
изводства, номенклатуры изделий и других организационных и
экономических соображений. При последующей детальной разра-
ботке технологического процесса установленные объемы произ-
водственных партий могут корректироваться повторно.
При серийном изготовлении конструктивно и технологически
схожих деталей в цехах организуют предметно-замкнутые участ-
ки; в других случаях — групповую обработку или переменно-
поточные линии (см. гл. 1).
9.6. Отработка конструкции изделия
на технологичность и технологический контроль
чертежа
Любой технологический процесс разрабатывают при подготовке
производства изделий, конструкции которых отработаны на тех-
нологичность (ГОСТ 14.301—83*). Отработка конструкции изде-
лия на технологичность направлена на повышение производитель-
ности труда, снижение затрат и сокращение времени на проекти-
рование, технологическую подготовку производства, изготовле-
ние, техническое обслуживание и ремонт изделия при обеспече-
нии необходимого качества изделия (ГОСТ 14.201—83*).
219
Показатели технологичности и методики отработки изделий и
их составных частей на технологичность подробно рассмотрены в
гл. 5. С их помощью осуществляют технологический контроль чер-
тежей, технических условий и прочей конструкторской докумен-
тации для конкретных производственных условий — типа произ-
водства и принятой формы организации труда.
Цель технологического контроля — улучшить технологичность
конструкции изделий, например, до минимума сократить разме-
ры обрабатываемых поверхностей; для многоинструментальной
обработки на интенсивных режимах резания повысить жесткость
конструкции; для сокращения номенклатуры применяемого ин-
струмента унифицировать размеры пазов, канавок, фасок, пере-
ходных поверхностей, отверстий и прочих элементов; обеспечить
надежное и удобное базирование заготовок с возможностью со-
вмещения конструкторских технологических и измерительных баз
и др. Одновременно проверяют достаточность видов проекций,
разрезов и сечений на рабочих чертежах, а также достаточность и
правильность простановки размеров. Анализируют обоснованность
требований к точности размеров и шероховатости функциональ-
ных и других поверхностей. Весьма часто конструкторы завышают
требования к точности размеров и занижают регламентируемую
шероховатость поверхностей детали, что усложняет технологиче-
ский процесс ее изготовления.
Результаты технологического контроля и анализа конструктор-
ской документации вместе с предложениями по повышению техно-
логичности конструкции технологи обсуждают с конструкто-
рами. Следствием подобных обсуждений нередко является улуч-
шение технологичности конструкции изделия и получение зна-
чительных эффектов от снижения трудоемкости и себестоимости
выполнения процессов его изготовления и сборки.
9.7. Выбор заготовок для деталей машин
Заготовка — предмет производства, из которого изменени-
ем формы, размеров, шероховатости поверхностей и свойств ма-
териала изготовляют деталь или неразъемную сборочную единицу
(ГОСТ 3.1109-82*).
Исходной заготовкой называется заготовка перед пер-
вой технологической операцией.
Одно из основных направлений развития технологии механи-
ческой обработки — использование заготовок с такими конструк-
тивными формами, которые позволяют применять наиболее ра-
циональные и экономичные способы их обработки на металлоре-
жущих станках, т.е. способы, обеспечивающие наивысшую про-
изводительность и наименьшие отходы металла.
220
Выбрать заготовку — это значит установить ее рациональную
форму и размеры, допуски и припуски на обработку, способ по-
лучения, а также ряд других параметров, обусловленных допол-
нительными техническими требованиями и условиями.
В поточно-массовом и серийном производстве стремятся при-
близить конфигурацию заготовки, точность ее размеров и каче-
ство поверхностей к готовой детали, что резко сокращает объем
механической обработки; коэффициент использования металла Кк м
достигает 0,7...0,8 и более. В условиях мелкосерийного и единич-
ного производства требования к конфигурации заготовки менее
жесткие, а желательная величина Кнм > 0,6.
В машиностроении в качестве заготовок наиболее часто упот-
ребляют отливки, поковки, заготовки, получаемые непосредствен-
но из проката и с применением сварки, сварные комбинирован-
ные, металлокерамические и пр.
Способ получения заготовки определяется следующими фак-
торами:
технологической характеристикой материала, его физико-ме-
ханическими и физико-химическими свойствами, способностью
термообрабатываться, пластически деформироваться, его литей-
ной способностью и др.;
конструктивными формами и размерами детали (и заготовки);
требованиями к точности выполнения размеров заготовки, к
шероховатости поверхностей и к качеству поверхностных слоев;
объемом программы выпуска и сроками ее выполнения;
техническими возможностями заготовительных цехов, в том
числе сроками изготовления технологической оснастки (штампов,
моделей, пресс-форм и пр.);
наличием оборудования и желаемой степенью механизации и
автоматизации процессов механической обработки;
соображениями экономического характера и прочими факто-
рами.
Считают, что выбранный способ должен обеспечить получе-
ние такой заготовки, которая позволила бы изготовить деталь
(включая издержки на материал, полный цикл механической,
термической и прочей обработки, а также все другие расходы) с
наименьшей себестоимостью. Например, небольшие заготовки
простейшей формы из сплава АЛ9 могут быть получены литьем в
землю, в кокиль, в оболочковые формы, по выплавленным мо-
делям, под давлением, способом вакуумного всасывания, штам-
повкой из жидкого металла и пр. Каждому способу присущи оп-
ределенные технические возможности по обеспечению точности
формы и расположения поверхностей, выполняемых размеров,
по шероховатости и глубине дефектного слоя поверхностей; тре-
бования к допустимой толщине стенок, к величине литейных
(штамповочных) радиусов и уклонов, к размерам и расположе-
221
нию получаемых отверстий и пр. Технические возможности раз-
личных способов производства заготовок широко представлены
в справочниках технолога-машиностроителя, технолога кузнеч-
но-прессового производства, литейщика, в многочисленных по-
собиях и другой технической литературе. В справочниках приво-
дятся также зависимости, необходимые для экономического обо-
снования выбора способа получения заготовки. Выбрав наиболее
рациональный метод получения заготовки, разрабатывают ее
чертеж.
Чертеж исходной заготовки связывает работу заготовительно-
го и механического цехов, являясь для первого чертежом готового
изделия, а для второго — исходным документом для построения
технологического процесса изготовления детали.
Заготовки вычерчивают с необходимым количеством проек-
ций, разрезов и сечений, обычно в том же масштабе, в котором
выполнен чертеж соответствующей детали. На каждую обрабаты-
ваемую поверхность устанавливают припуск, который принима-
ют по таблицам, содержащимся в государственных стандартах или
справочниках. При необходимости на ответственные и функцио-
нальные поверхности величину припуска определяют расчетно-
аналитическим методом (см. подразд. 8.2). Номинальные размеры
заготовок получают суммированием (для отверстий вычитанием)
номинальных размеров деталей с величиной принятого припуска.
Предельные отклонения (или допуски) размеров устанавливают
исходя из достигаемой (экономической) точности получения за-
готовки принятым способом. Эти данные приводятся в тех же спра-
вочниках.
На чертежах заготовок обычно указывают основные техничес-
кие требования: твердость материала; состояние поверхностного
слоя и способы устранения дефектов поверхностей; методы и сте-
пень очистки; допустимые погрешности формы и расположения
поверхностей; номинальные значения и предельные отклонения
технологических уклонов, радиусов и переходов; методы предва-
рительной обработки (обдирка, обрезка, правка, центрование) и
ее качество; поверхности, принимаемые за базы на первых меха-
нических операциях; способы контроля и др.
На чертежах заготовок, изготовляемых из проката, указывают
его профиль, габаритные размеры и массу. В контуры чертежа за-
готовки тонкими линиями часто вписывают контуры детали. Чер-
теж и технические требования должны содержать достаточно ин-
формации для разработки рабочей документации на изготовление
заготовок в заготовительных цехах. В реальных производственных
условиях чертеж исходной заготовки может представлять собой
результат совместной работы технологов заготовительного и ме-
ханического цехов (иногда к этой работе привлекают и конструк-
торов изделия).
222
9.8. Выбор способов обработки поверхностей
и назначение технологических баз
Каждая деталь может быть представлена в виде сочетания эле-
ментарных поверхностей, таких как плоскость, цилиндр, конус,
гор, а также более сложных фигурных поверхностей, например:
винтовых, шлицевых, зубчатых и пр. В результате многолетней
практики установлены наиболее рациональные (типовые) спосо-
бы механической обработки для каждой элементарной поверхно-
сти. На выбор того или иного способа влияют конфигурация, га-
баритные размеры, материал и масса детали, объем выпуска,
принятый тип и форма организации производства, характеристи-
ки оборудования и оснастки, имеющихся в распоряжении, и др.
К главным факторам, определяющим выбор способа обработки,
относят также его точность, производительность и рентабельность.
Например, плоскую поверхность небольшой площади на детали
из чугуна можно получить цилиндрическим (встречным и попут-
ным) и торцовым фрезерованием, строганием, точением и про-
тягиванием, плоским (периферийным или торцовым) и ленточ-
ным шлифованием; шабрением и т.д. Качество поверхности бу-
дет примерно одинаковым.
Выбор способа обработки тесно связан и со стадией (этапа-
ми) технологического процесса изготовления детали. Обдироч-
ная, предварительная (черновая), промежуточная (чистовая) и
окончательная (отделочная, тонкая) обработка одной и той же
поверхности чаще выполняется разными способами, например,
черновое и чистовое зенкерование отверстия, а затем его раз-
вертывание или шлифование (после закалки детали). На практи-
ке при разработке технологических процессов изготовления кон-
кретных деталей, при выборе способов обработки, кроме изло-
женных соображений, руководствуются рекомендациями по сред-
ней экономической точности различных способов обработки,
представленными в виде таблиц в справочниках и другой лите-
ратуре по машиностроению.
Параллельно с выбором способа обработки конкретной поверх-
ности решают вопросы базирования и закрепления (установки)
заготовки в приспособлении или на станке.
Выбор технологических баз — это важный этап разработки
любого технологического процесса. Исходными данными в этом
случае являются чертежи и технические условия на изготовление
детали и заготовки. Следует четко представлять общий план обра-
ботки заготовки.
В зависимости от конструкции обрабатываемой детали возмож-
ны разные варианты базирования, например:
простые детали полностью обрабатывают за одну или несколь-
ко операций с одного установа на автоматах, агрегатных станках
223
или в приспособлениях-спутниках на автоматических линиях. За-1
готовку часто базируют по необработанным поверхностям; 1
детали обрабатывают за несколько установов (возможно на раз- I
личных станках). При выполнении большей части операций со- 1
блюдается принцип постоянства баз, т.е. заготовку базируют на 1
одни и те же предварительно обработанные поверхности. Обеспе- 1
чивается однотипность приспособлений и схем установки;
сложные детали повышенной точности обрабатывают с соблю- |
дением принципа постоянства баз. Перед заключительным этапом 1
технологического процесса, т.е. отделочной обработкой, поверх- ;
ности, используемые в качестве баз, подвергают повторной (от-
делочной) обработке;
принцип постоянства баз не соблюдается. Заготовку базируют
на различные последовательно сменяемые обработанные поверх-
ности. Для отдельных операций применяют одновременное бази-
рование по обработанным и необработанным поверхностям. Та-
кой вариант обработки требует повышенного внимания и приво-
дит к необходимости пересчета конструкторских размеров. В про-
тивном случае несоблюдение принципа постоянства баз приводит
к возникновению или увеличению погрешностей расположения
поверхности, снижающих точность обработки;
обработка деталей с последовательной (многократной) сме-
ной одних и тех же баз (например, при последовательном черно-
вом и чистовом шлифовании на магнитной плите с последова-
тельным перевертыванием заготовки).
В условиях единичного и мелкосерийного производства поло-
жение заготовки на станке определяют с помощью разметки и
выверки, а для закрепления широко применяют ручные механи-
ческие зажимы.
В серийном и массовом производстве в основном пользуются
заранее установленными технологическими базами. Поверхность,
относительно которой ведется настройка, особенно эффективно
используют в качестве базы при многоинструментальной обра,-
ботке на станках-автоматах и полуавтоматах, на автоматических
линиях и станках с ЧПУ (см. подразд. 4.7).
Для закрепления заготовок здесь чаще применяют пневмати-
ческие, гидравлические и прочие высокопроизводительные зажим-
ные устройства, обеспечивающие надежное закрепление загото-
вок с постоянными силами.
Во всех случаях стремятся совместить технологические базы с
конструкторскими и измерительными, что позволяет исключить
погрешность базирования и выполнять размеры с использовани-
ем всего поля допуска, установленного конструктором.
Технологические базы назначают на стадии проработки вари-
антов выполнения технологической операции, т.е. на этапе пред-
варительного рассмотрения и сравнения между собой возможных
224
способов обработки поверхностей заготовки, а также ориентиро-
вочного выбора оборудования и оснастки, необходимых для реа-
лизации этих способов. Например, подрезка торца шестигранной
готовки может осуществляться точением, фрезерованием, про-
тягиванием, шлифованием и другими способами. Для каждого из
них при базировании заготовки используют свой комплект баз.
Гак, для подрезки торца на токарном станке заготовку устанавли-
вают в трехкулачковый самоцентрирующий патрон. В базировании
участвуют две направляющие (двойная направляющая) и опор-
ная базы (рис. 9.1, а). Заготовка лишается пяти степеней свободы.
Для фрезерования торца заготовку зажимают в тиски (со спе-
циальной губкой), при этом грань заготовки служит установоч-
ной, ребро — направляющей, а торец — опорной базой (рис. 9.1, б).
Используют полный комплект баз с лишением заготовки всех
шести степеней свободы. Аналогично базируют заготовку при об-
работке торца в специальном приспособлении к вертикально-про-
тяжному станку (рис. 9.1, в).
Короткие заготовки шлифуют на магнитной плите плоско-
шлифовального станка (рис. 9.1, г). Заготовку базируют на про-
тиволежащий торец, используемый в качестве установочной
базы. Лишение заготовки всего трех степеней свободы для дан-
ного варианта выполнения технологической операции вполне
достаточно.
Для того чтобы сократить число вариантов схем базирования,
рекомендуется по возможности использовать типовые схемы
Рис. 9.1. Схемы (а—г) базирования заготовок (а, б, г — слева базы
указаны по ГОСТ 21495—76, справа — опоры технологической
оснастки по ГОСТ 3.1107—81)
225
установки. При выборе баз учитывают удобство установки и сня- Я
тия заготовки, удобство и надежность ее закрепления, возмож-
ность подвода режущих инструментов и СОЖ с различных сторон V
заготовки и пр. С учетом выбранных баз формируют и требования Я
к точности и шероховатости поверхностей. Выбирая базы, имеют
в виду возможность их реставрации в случае повреждения.
9.9. Составление технологического маршрута 1
обработки I
Технологический маршрут — последовательность |
(план или порядок) обработки изделия. Рассматривают маршрут |
обработки отдельных поверхностей детали и маршрут изготовле- I
ния детали (или обработки заготовки) в целом. |
Исходными данными для составления маршрутов обработки I
отдельных поверхностей служат чертежи и технические требова- 1
ния к деталям и заготовкам, а также сведения о производственно- |
технических возможностях и организационных условиях. По за- !
данным квалитету точности и шероховатости данной поверхнос- <
ти и с учетом размера, массы и формы детали выбирают возмож- |
ные методы окончательной обработки. Зная вид заготовки, таким 1
же образом выбирают первый начальный метод маршрута. Бази- |
руясь на завершающий и первый методы обработки, устанавлива- 1
ют промежуточные. При этом придерживаются следующего пра- I
вила: каждый последующий способ обработки должен быть точнее J
предыдущего. Это значит, что каждая очередная операция, переход 1
или рабочий ход должны выполняться с меньшим технологичес- 1
ким допуском, обеспечивать повышение качества и снижение ше- |
роховатости обрабатываемой поверхности. ]
При определении количества промежуточных операций исхо- |
дят из технических возможностей выбираемых методов обработки |
с точки зрения достигаемых экономической точности и качества
поверхностей. Технологический допуск на промежуточный размер
и качество поверхности, полученные на предшествующем этапе j
обработки, должны находиться в пределах, при которых можно S
использовать намеченный последующий метод обработки (реко-
мендуется технологический допуск принимать в 2 —4 раза мень-
ше припуска на последующую операцию). Нельзя, например, после
сверления производить чистовое развертывание: нужно сначала
перед чистовым развертыванием выполнить зенкерование или
черновое развертывание и т.д.
Число возможных вариантов маршрута обработки данной по-
верхности может быть значительным. При выборе варианта учи-
тывают некоторые ограничения: необходимость обработки дан-
ной поверхности совместно с другой (например, растачивание
226
посадочных отверстий в корпусе и крышке корпуса подшипника
или редуктора); низкую жесткость заготовки, препятствующую
применению высокопроизводительных методов; необходимость об-
работки поверхности с одного установа за несколько последова-
тельных переходов в целях сокращения погрешностей расположе-
ния поверхностей и др. Из имеющихся вариантов стремятся вы-
брать маршрут, обеспечивающий наименьшую трудоемкость и ми-
нимальную суммарную себестоимость обработки. Оптимизацию по
чтим параметрам выполняют, ориентируясь на типовые маршру-
ты обработки основных поверхностей, рекомендуемые в справоч-
ной и научно-технической литературе.
Знать маршрут обработки отдельных поверхностей следует так-
же для того, чтобы иметь возможность рассчитать промежуточные
и общие припуски на обработку и промежуточные размеры заго-
товки по технологическим переходам.
Более сложная задача — составление маршрута изготовления
детали. Главные задачи при этом — определение содержания каж-
дой технологической операции и составление общего плана (по-
следовательности) выполнения. Одновременно выбирают типы
оборудования, назначают припуски на обработку и пр. От
логичности порядка выполнения операций во многом зависят и
качество, и производительность, и экономичность обработки
детали. В общем случае последовательность технологических опе-
раций устанавливают, пользуясь следующими методическими ре-
комендациями:
сначала обрабатывают поверхности, служащие в дальнейшем
технологическими базами;
затем обрабатывают те поверхности, с которых снимается наи-
больший слой металла, что позволяет своевременно обнаружить
и устранить внутренние дефекты, не допуская дальнейшей обра-
ботки бракованных заготовок;
обработку остальных поверхностей ведут в последовательности,
обратной степени их точности;
заканчивают обработку теми поверхностями, которые являют-
ся наиболее точными и наиболее важными для нормального функ-
ционирования детали;
обработку легкоповреждаемых поверхностей (например, наруж-
ных резьб) рекомендуется выносить в конец маршрута;
вспомогательные операции (сверление мелких отверстий, про-
резание канавок и галтелей, снятие фасок, зачистка заусенцев
и т.п.) выполняют на стадии чистовой обработки;
отделочные операции, такие как шлифование, хонингование,
притирка и пр., выполняют в последнюю очередь, обычно после
термической, химико-термической и других немеханических опе-
раций, делящих, как правило, весь технологический процесс на
части;
227
технический контроль проводят после тех операций, на кото-
рых возможно повышение брака, после сложных дорогостоящих
операций, после законченного цикла, а также по окончании из-
готовления детали.
В маршруте обработки точных деталей различают черновую,
чистовую и отделочную стадии. На первой снимают основную массу
металла в виде припусков и напусков. Обработку ведут рабочие
невысокой квалификации на станках пониженной точности. По-
грешности обработки возникают из-за значительных деформаций
технологической системы, вызванных большими силами закреп-
ления заготовки, ее интенсивным разогревом, а также из-за ко-
робления заготовки вследствие перераспределения внутренних на-
тяжений. Во время чистовой обработки значительная часть погреш-
ностей устраняется. Группируя обработку по отмеченным стади-
ям, увеличивают разрыв во времени между черновой и отделоч-
ной обработкой и позволяют более полно проявиться деформаци-
ям до их устранения на последней стадии обработки.
Изложенная последовательность в большей степени подходит
для массового производства, однако противоречит принципу кон-
центрации операций, когда черновую и чистовую обработки жест-
ких заготовок деталей средней точности успешно выполняют с
одного установа (например, обработка на автоматах и полуавто-
матах, револьверных и агрегатных станках).
Иногда последовательность обработки зависит от системы про-
становки размеров. Например, при обработке поверхностей дета-
ли, показанной на рис. 9.2, сначала обрабатывают поверхность Н,
далее — поверхности А, Б и В, связанные с нею размерами а, б и
в, затем поверхности Д и Е, заданные размерами д и е от поверх-
ности Б, или поверхность Г, связанную непосредственным разме-
ром г с поверхностью В.
При проектировании технологического процесса для существу-
ющего цеха учитывают наличие, возможности и расположение
обрабатывающего оборудования (наличие поточных линий, участ-
ков групповой обработки и т. п.), а также оснащенность транспорт-
ными средствами и прочие условия. Последовательность обработ-
Рис. 9.2. Схема простановки разме-
ров на чертеже для обработки раз-
личных поверхностей
228
ки устанавливают с учетом возможного сокращения путей и вре-
мени транспортирования деталей.
Разрабатывая маршрут обработки детали, сначала намечают (или
уточняют) технологические операции (без подробной проработ-
ки их содержания). Предварительно объединяют те переходы на
данной стадии обработки, которые могут быть выполнены на од-
ном станке. В массовом производстве содержание операций опре-
деляют из условия, чтобы их длительность была равна или кратна
такту выпуска изделия. В тяжелом машиностроении стремятся со-
кратить число перестановок заготовок со станка на станок, что
также сказывается на содержании операций.
При составлении маршрута обработки заготовки по отдельным
операциям устанавливают также тип станков и другого техноло-
гического оборудования, их характеристики, размеры и модели
уточняют и корректируют при детальной проработке технологи-
ческих операций.
Каждый раз при разработке технологического маршрута прин-
ципиально правильно ориентироваться на типовые технологичес-
кие процессы обработки деталей данного класса, разработанные
в различных отраслях машиностроения.
Итоги технологического проектирования по данному этапу (пе-
речень и содержание операций, тип оборудования и виды оснаст-
ки, нормы времени и пр.) заносят в маршрутные карты (ГОСТ
3.1118—82), карты технологического процесса (ГОСТ 3.1404—86)
и в другие технологические документы в соответствии с ГОСТ
3.1102—81 «ЕСТД. Комплектность документов в зависимости от
типа производства».
9.10. Назначение припусков и уточнение чертежа
заготовки
После завершения работы над проектом технологического мар-
шрута обработки детали появляется возможность более точно ус-
тановить величину промежуточных и общих припусков на все об-
рабатываемые поверхности исходной заготовки.
Если детали изготовляют серийно или массово, а их функцио-
нальные поверхности обрабатывают в несколько технологических
операций, переходов или рабочих ходов (обычно при выполне-
нии размеров по 10, 9, 8-му и более точным квалитетам и с тре-
бованиями к шероховатости Ra <3,2... 1,6 мкм), промежуточные
и общие припуски на обработку рекомендуется назначить, поль-
зуясь расчетно-аналитическим методом (см. гл. 8).
При единичном и мелкосерийном производстве простых дета-
лей с размерами по 11-му, 12-му и более грубым квалитетам точ-
ности и с шероховатостью поверхностей Ra > 6,3 мкм (обычно
229
достигаются однократной обработкой) технологические припус-
ки на обработку поверхностей чаще назначают по таблицам, т.е.
пользуясь опытно-статистическим способом.
Установив тем или иным способом величину общих номиналь-
ных припусков на все обрабатываемые поверхности, уточняют чер-
теж исходной заготовки. Коррекции в основном подлежат значе-
ния номинальных размеров и расчетная масса.
9.11. Проектирование технологических операций
Построение технологических операций механической обработки
является ключевым этапом создания всего технологического про-
цесса, от которого зависят и точность, и качество, и экономич-
ность обработки. Для построения операций следует располагать
сведениями, изложенными в подразд. 9.2, 9.5—9. Ю. Кроме того,
нужно знать, какие поверхности и с какой точностью должны
быть обработаны и какие поверхности и как были обработаны на
предшествующих операциях. В процессе проектирования устанав-
ливают степень концентрации или дифференциации операций и
их структуру.
Концентрацией (укрупнением) операций назы-
вают соединение нескольких простых технологических переходов
в одну сложную операцию. Технологический процесс, построен-
ный по принципу концентрации операций, состоит из неболь-
шого числа сложных многопереходных операций.
Дифференциацией (раздроблением) операции
называют построение операций из небольшого числа (обычно
1 —2) простых технологических переходов. Технологический про-
цесс, построенный по принципу дифференциации операций, со-
стоит из большого числа простых операций.
Концентрация позволяет объединить в одной операции один
или несколько предварительных (черновых) и окончательных (чи-
стовых) переходов, заменить несколько установов позициями и
простых одноинструментальных переходов сложными с многоин-
струментальной (многолезвийной) обработкой сразу нескольких
поверхностей. Обработка с одного установа обеспечивает повы-
шение точности расположения поверхностей. Многоинструмен-
тальная обработка вместе с сокращением числа установов (пере-
закреплений) способствует сокращению основного и вспомога-
тельного времени, а также времени хранения заготовок на проме-
жуточных складах. Сокращается общее число операций и упроща-
ется календарное планирование. Одновременно повышаются тре-
бования к точности и технологическим возможностям станков, а
также и к квалификации рабочих. Концентрированные операции
проектируют для условий единичного и серийного производства,
230
,Т1я многопозиционных станков и станков с ЧПУ. Такие операции
широко распространены на предприятиях тяжелого машинострое-
ния.
Дифференциация технологических операций, чаще применяе-
мая в крупносерийном и массовом производстве, позволяет раз-
делить обработку на черновую, выполняемую на обычных высо-
копроизводительных станках рабочими низкой квалификации, и
чистовую, требующую высокой квалификации рабочих и высоко-
точных станков. В условиях массового производства дифференциа-
ция операций позволяет выполнять все операции технологичес-
кого процесса в едином ритме на простых узкоспециализирован-
ных станках, связанных конвейером или встроенных в автомати-
ческую линию.
При проектировании конкретной операции уточняют ее со-
держание, устанавливают последовательность и возможное совме-
щение переходов, окончательно выбирают инструмент, оборудо-
вание и приспособления (при отсутствии удовлетворяющих тре-
бованиям составляют задание на их конструирование), назначают
режимы резания, устанавливают настроечные размеры, вычерчи-
вают схему наладки станка, определяют норму времени и норму
выработки.
Прорабатывая возможные варианты построения операций, стре-
мятся добиться наибольшей производительности и экономичнос-
ти. В этом аспекте главнейшей задачей является сокращение опе-
ративного времени топ = т0 + тв. Уменьшить основное время т0 мож-
но благодаря использованию высокопроизводительных режимов
резания и режущих инструментов, сокращению числа переходов
и рабочих ходов и пр.
Уменьшения вспомогательного времени тв достигают сокраще-
нием времени установки заготовки и съема ее со станка, времени
управления станком, времени индексации на многопозиционных
станках, времени на смену инструмента, на контрольные измере-
ния и времени на выполнение других вспомогательных переходов.
Стремятся сократить время холостых ходов, применять устано-
вочные приспособления с быстродействующими зажимными уст-
ройствами.
Обычно степень концентрации операций определяют при раз-
работке схемы ее выполнения (структуры). Стремятся макси-
мально совместить во времени выполнение технологических и
вспомогательных переходов, добиваясь при этом полного или
частичного совмещения элементов основного и вспомогатель-
ного времени и тем самым сокращения общей трудоемкости
операции.
Схемы технологических операций (рис. 9.3) определяются:
числом заготовок, одновременно устанавливаемых в приспо-
собление или на станок: одно- и многоместная обработка;
231
232
Рис. 9.3. Схемы одноместной (а—-д), многоместной (е — к) обработки за-
готовок одним или несколькими инструментами:
1 — IV — позиции обработки; 1 — 3 — последовательность работы инструментов;
Лф, «с, — частоты вращения фрезы и стола станка
числом инструментов, используемых при выполнении опера-
ции: одно- или многоинструментальная обработка;
последовательностью работы инструментов при выполнении
операции: последовательная, параллельная и параллельно-после-
довательная обработка.
Схемы одноместной последовательной одноинструментальной
обработки (рис. 9.3, о, сверлильная и токарная операции) счита-
ются наименее производительными. Основное время т0 всех п пе-
реходов /-й операции выражается зависимостью т0 =
/=1
Схемы одноместной последовательной многоинструментальной
обработки сменяемым инструментом имеют примерно такую же
производительность (рис. 9.3, б, сверлильная и токарная опера-
ции).
Схемы одноместной параллельной многоинструментальной
обработки значительно производительнее (рис. 9.3, в, сверлиль-
ная и токарная операции). Основное время операции в этом слу-
чае равно времени наиболее продолжительного (лимитирующе-
го) перехода т0 = тоИт.
Схемы одноместной параллельно-последовательной многоин-
струментальной обработки (рис. 9.3, г, показаны сверлильная и
токарная операции, причем оба суппорта токарного станка могут
работать последовательно и параллельно) по производительности
обычно уступают предыдущим (см. рис. 9.3, в).
Схемы одноместной параллельной одноинструментальной об-
работки (рис. 9.3, д, круглошлифовальная и сверлильная опера-
ции) позволяют совмещать основное время выполнения отдель-
ных переходов и определять общую продолжительность основ-
ного времени операции длительностью лимитирующего перехода
Схемы многоместной последовательной одноинструментальной
обработки с одновременной установкой заготовок (рис. 9.3, е,
зубофрезерная и сверлильная операции) позволяют сокращать
основное время на врезание и перебеги инструмента и частично
вспомогательное время на установку заготовок. Здесь
к
т<> =
I
233
где к — число последовательно обрабатываемых заготовок; т0, —
основное время обработки каждой заготовки.
Схемы многоместной последовательной многоинструменталь-
ной обработки с одновременной установкой заготовок (рис. 9.3, ж,
показаны рассверливание, зенкерование и растачивание отвер-
стия в кольцах на токарно-револьверном станке), как и в преды-
дущем случае, позволяют сократить штучное время операции.
Схемы многоместной параллельной многоинструментальной
обработки с одновременной установкой заготовок (рис. 9.3, з,
цилиндрическое фрезерование посадочных поверхностей крышек
корпусов подшипников) существенно сокращают основное и вспо-
могательное время операции:
То — Toijm/к И Тв - (Туст + ТуПр)//с,
где туст, тунр — время на установку и снятие заготовок и время на
управление станком соответственно.
Схемы многоместной последовательной А и параллельно-по-
следовательной Б многоинструментальной обработки с раздель-
ной установкой заготовок (рис. 9.3, и, показаны сверление двух и
пяти отверстий на трех- и четырехпозиционных агрегатных стан-
ках соответственно) позволяют полностью перекрывать время на
установку и снятие заготовок основным временем. Вспомогатель-
ное время операции весьма незначительно и включает в себя только
время управления ту|]р и время индексации тинл, т.е. тв = тупр + тинд.
Схемы многоместной параллельно-последовательной многоин-
струментальной обработки с непрерывной установкой и сменой
обрабатываемых заготовок на станке (рис. 9.3, к, показано пред-
варительное и чистовое фрезерование торцов деталей на двухшпин-
дельном карусельно-фрезерном станке) обеспечивают наивысшую
производительность обработки благодаря полному перекрытию
вспомогательного времени основным. Для такой схемы тв = 0, а
основное время
_ Время одного оборота планшайбы (стола), мин
0 Число установленных на стол заготовок, шт.
Схемы обработки на многошпиндельных многоинструменталь-
ных автоматах позволяют многократно перекрывать основное вре-
мя, что обеспечивает им более высокую производительность, чем
при работе любой из рассмотренных схем.
Для количественной оценки принятой структуры операции
пользуются коэффициентами совмещения основного Ксо и опе-
ративного Ксоп времени обработки. Их рассчитывают по следую-
щим формулам:
234
/ к 1( к к
^с.о = Т°/ X То, И = (Х‘> + Т« у ^Х То/ + X Тв/ ,
где т0, тв — основное и вспомогательное неперекрываемое время,
к к
входящее в штучное время; ^т0, и £тв/- — суммы всех элементов
I ।
основного и вспомогательного времени, совмещенных и несов-
мещенных переходов операции.
Значения Ксо и Ксо„ изменяются в пределах 0 < КС1< 1, причем
при повышении степени совмещения переходов операции их значе-
ния уменьшаются, а при отсутствии совмещений — равны едини-
це. Например, при сверлении шести отверстий по схеме, приве-
денной на рис. 9.3, а, основное время операции то = 6т0/, где т0, —
время сверления /-го отверстия. Коэффициент совмещения основ-
ного времени Кса =т0/^т0, =1, т.е. никакого совмещения нет.
При выполнении той же1 операции по схеме, представленной на
/ 6
рис. 9.3, в, то = т0, и Ксо =то/^то, =0,166. Эффективность схе-
мы очевидна. При обработке по схеме, показанной на рис. 9.3, з,
^с.о = г()Дто/ =0,125 и т.д.
В то же время увеличение числа инструментов в наладке повы-
шает время простоев станка, связанных с техническим обслужива-
нием: заправкой, регулированием, сменой инструмента из-за его
износа или поломки и пр. В целях увеличения продолжительнос-
ти работы станка без подналадок или для увеличения стойкости
инструмента приходится уменьшать скорость резания. В обоих слу-
чаях производительность технологической операции падает (рис.
9.4), поэтому при проектировании многоинструментальных нала-
док с параллельными и параллельно-последовательными схема-
ми обработки, должен быть решен вопрос об оптимальной степе-
ни концентрации операций.
Рис. 9.4. Зависимость штучного
времени т|||Т от числа кк инструмен-
тов в наладке:
^и.опт ~ оптимальное число инструмен-
тов
235
На степень концентрации операции влияют габаритные разме-
ры и масса заготовок, их конфигурация и взаимное расположение
обрабатываемых поверхностей, размещение инструментов в зоне
обработки и возможность удаления из нее стружки, величина про-
межуточных припусков и пр. Недостаточная жесткость заготовки
может служить причиной отказа от параллельной ее обработки
несколькими инструментами. Обработку с высокой точностью и
малой шероховатостью поверхностей часто выделяют в самостоя-
тельную операцию.
Максимальная концентрация операций достигается при обра-
ботке заготовок на автоматических линиях. Здесь могут параллель-
но-последовательно обрабатывать заготовку несколько сотен ин-
струментов. Вспомогательное же время операции включает время
транспортирования заготовки на следующую позицию тинд, время
установки туст заготовки и время подвода и отвода инструментов
тупр (обычно ту11р < 0,15...0,25 мин).
При обработке тяжелых крупногабаритных заготовок в услови-
ях единичного и мелкосерийного производства, как отмечалось
выше, стремятся сократить вспомогательное время благодаря
уменьшению числа перестановок, выверок и закреплений (откреп-
лений) заготовки и инструментов, а также использованию средств
механизации для транспортирования заготовок и др. При обра-
ботке таких заготовок на простых и многооперационных станках с
программным управлением штучное время сокращается в связи с
исключением пробных ходов, промежуточных промеров, умень-
шением длин врезания и перебегов инструментов, из-за автома-
тической их смены и других причин.
Определив структуру технологической операции, делают окон-
чательный выбор оборудования, инструмента и другой техноло-
гической оснастки, пользуясь при этом сведениями из паспор-
тов, каталогов, справочников и прочей информацией. Затем рас-
считывают настроечные технологические размеры, режимы реза-
ния, точность и качество обрабатываемых поверхностей, силы
резания и их моменты. Принятые режимы резания должны вос-
производиться кинематикой станка и должны обеспечивать со-
гласованную работу всех инструментов. Далее разрабатывают схе-
му технологической наладки оборудования — схему установки
заготовки, размещения инструмента и другой технологической
оснастки в рабочей зоне станка. Составляются наладочные карты
с указанием сменных зубчатых колес, копиров, упоров и прочих
элементов наладки. Затем рассчитывают штучное время и себестои-
мость операции, и при наличии нескольких возможных вариан-
тов ее выполнения выбирают наиболее производительный и эко-
номичный. Одновременно составляют задание на проектирование
специального инструмента, станочных и контрольных приспособ-
лений.
236
Проектирование технологической операции заканчивают оформ-
лением всех необходимых документов, соответствующих требова-
ниям действующих стандартов ЕСТД, обязательными являются
операционная карта или карта технологического процесса (ГОСТ
3.1404—86), а также карта эскизов (ГОСТ 3.1105—84).
9.12. Выбор оборудования и приспособлений
Тип оборудования (станка) и станочного приспособления окон-
чательно устанавливают при проектировании операции. Они долж-
ны обеспечивать: заданные точность обработки, качество поверх-
ностей изготовляемой детали и другие технические требования к
ней; производительность обработки, позволяющую выполнить про-
грамму выпуска в условиях принятого типа производства (в поточ-
ном производстве с учетом такта выпуска); наименьшую техноло-
гическую себестоимость детали, т.е. максимальную экономичность
и эффективность. При окончательном выборе станка учитывают:
соответствие главного параметра станка, в наибольшей степе-
ни выявляющего его технические возможности, размерам обра-
батываемых заготовок или нескольких одновременно обрабатыва-
емых заготовок;
соответствие производительности станка числу деталей, под-
лежащих изготовлению в заданный период времени;
возможность работы на оптимальных режимах резания, при
которых загрузка станка по мощности должна быть не менее 80 %,
а по времени работы 60...90 %;
время изготовления детали или партии деталей и их себестои-
мость должны быть минимальными;
наличие оборудования в цехе или реальную возможность его
приобретения по минимальной цене.
При высокой степени концентрации операции выбирают мно-
госуппортные или многошпиндельные станки. Решающим факто-
ром при выборе того или другого станка является экономичность
процесса обработки, определяемая по отношениям основных вре-
мен, штучных времен и приведенных затрат на выполнение работ
различными методами. Лучшим вариантом считают тот, значения
показателей которого минимальны.
При выборе варианта оборудования учитывают также макси-
мальное сокращение срока окупаемости затрат на механизацию и
автоматизацию. По сведениям проф. А. А. Маталина, размер эко-
номически целесообразной партии заготовок, при которой следу-
ет переводить их обработку с токарного станка на револьверный,
составляет 5...25 шт., с револьверного станка на одношпиндель-
ный автомат — 150...700 шт., с одношпиндельного автомата на
многошпиндельный — от 150 шт. и более (зависит от массы и
237
конфигурации заготовки, степени концентрации операции и про- I
чих факторов). I
Более сложным является вопрос об экономичности примене- I
ния станков с ЧПУ. При обработке специальных заготовок особо |
сложной конфигурации целесообразность применения этих стан- 1
ков не вызывает сомнений несмотря на их высокую стоимость. 1
При обработке обычных деталей машиностроения использование |
станков с ЧПУ взамен токарных, револьверных, фрезерных, рас- ।
точных и других в каждом конкретном случае должно быть обо-
сновано тщательным экономическим анализом. t
В условиях крупносерийного и массового производства часто I
представляется целесообразным выполнение операции на специ-
альном станке. В таких случаях должно быть разработано задание ,
на его проектирование. Одновременно необходимо учитывать воз-
можности изготовления такого станка на самом предприятии или
размещения заказа на специализированном заводе (например, на
заводе агрегатных станков и т.п.).
Выбор технологической оснастки — станочных и контрольных
приспособлений, вспомогательного инструмента и др. — во мно-
гом определяется типом производства. В условиях единичного и
мелкосерийного производства пользуются преимущественно уни-
версальными стандартными приспособлениями (машинными тис-
ками, самоцентрирующими патронами и пр.), а также универ-
сально-сборными приспособлениями (УСП). В условиях мелкосе-
рийного и серийного производства, кроме УСП, применяются
сборно-разборные приспособления (СРП) и универсально-нала-
дочные приспособления (УНП), позволяющие быстро перестра-
иваться на обработку партии других деталей. В крупносерийном и
массовом производстве оправдывают себя дорогие механизиро-
ванные и автоматизированные специальные приспособления с
быстродействующими приводными системами, обеспечивающие
высокую точность и производительность.
9.13. Выбор режущего инструмента
При выборе режущего инструмента для выполнения каждой
проектируемой операции руководствуются прежде всего тем, что
инструмент должен обеспечивать требуемые точность и качество
обработанных поверхностей, а также необходимую производитель-
ность и рентабельность.
Применение того или иного инструмента определяется следу-
ющими факторами: методом обработки поверхности, типом станка
и технологической оснастки, конфигурацией и размерами заго-
товки, свойствами обрабатываемого материала, типом и уровнем
организации производства и пр. В единичном и серийном произ-
238
водстве предпочтение отдают более дешевому универсальному (по-
купному) инструменту; в крупносерийном и массовом широко
используют дорогой, но более производительный специальный
инструмент, изготовляемый в инструментальном цехе предприя-
тия. В реальных условиях считаются с наличием или возможно-
стью приобретения необходимого (подходящего) инструмента.
Режущие свойства инструмента подбирают с учетом условий и
стадии выполнения операции. Для окончательной и отделочной
обработки конструкционных или легированных сталей и чугунов
наиболее эффективны инструменты из сверхтвердых материалов,
применяют, например оксидную (белую), оксидно-карбидную (чер-
ную) или оксидно-нитридную минералокерамику, а также компо-
зиты на основе синтетических поликристаллических материалов,
позволяющих вести обработку на скорости резания 1 000 м/мин и
выше. Для отделочной обработки цветных металлов и сплавов и
других безуглеродистых материалов широко используют инстру-
мент из синтетических и естественных алмазов. Применение для
окончательной обработки инструмента из сверхтвердых материа-
лов позволяет достигать необходимой точности и минимальной ше-
роховатости поверхностей, не прибегая к шлифованию.
Для предварительной и чистовой обработки сталей при срав-
нительно спокойных процессах резания применяют титано-воль-
фрамовые твердые сплавы (Т15К.6, Т5К10 и др.), а при наличии
толчков и вибраций и при обработке чугуна — вольфрамовые спла-
вы (ВК4, ВК8 и пр.).
Инструментальные быстрорежущие стали типа Р6М5, Р9К5
(реже Р9 и Р18) используют при низких скоростях резания и не-
достаточной мощности станка, а также для изготовления слож-
ных фасонных инструментов, таких как метчики, червячные и
модульные фрезы, протяжки и др. Углеродистые инструменталь-
ные стали (типа У7А, У10А и пр.) применяют при изготовлении
инструмента для ручных работ, например крейцмейселей, напиль-
ников и др.
Сведения о выбранном для выполнения операции инструмен-
те заносят в технологические карты, указывают наименование,
характеристику и номер стандарта инструмента, а также матери-
ал его режущей части. Например: сверло спиральное, левое 010,5
ГОСТ 10902—77, Р6М5. При использовании нестандартного ин-
струмента в технологической карте приводят номер его чертежа.
9.14. Расчет параметров режима резания
При назначении режимов резания для одноинструменталънои
обработки обычно учитывают характер обработки, требования к
точности и шероховатости обрабатываемых поверхностей, тип и
239
состояние оборудования, материал и состояние заготовки (ее проч-
ность, твердость и пр.), тип и размеры инструмента, материал
его режущей части и др. Параметры режима резания принято на-
значать в приведенной ниже последовательности.
1. Первоначально устанавливают глубину резания Л При одно-
кратной или черновой (предварительной) обработке глубину ре-
зания принимают по возможности максимальной, равной всему
припуску на обработку или большей его части, что сокращает
число рабочих ходов. При чистовой и окончательной обработке
значение t устанавливают в зависимости от требований к точнос-
ти размеров и шероховатости обрабатываемой поверхности.
2. Далее назначают подачу 5. При черновой обработке подачу вы-
бирают максимально возможной исходя из прочности и жесткости
технологической системы, мощности привода станка, прочности
режущего инструмента и других ограничивающих факторов.
Значение подачи рассчитывают по формуле
* = Ъ/М
где Р.<д — допустимая величина тангенциальной составляющей сил
резания, Н; Ср — коэффициент, характеризующий свойства мате-
риала заготовки.
При чистовой обработке подачу выбирают в зависимости от
требований к точности размеров и шероховатости обрабатывае-
мой поверхности (см. подразд. 7.2). Однако чаще значения 5 прини-
мают по справочным таблицам. Табличные значения подач согла-
суют с возможностями их реализации на станке и окончательно
назначают ближайшее меньшее значение 5.
3. Последней по эмпирическим формулам, выведенным для
каждого вида обработки, рассчитывают скорость резания v. Рас-
четная экономическая скорость резания
vp=CvKv/{T'^s^
где Т — экономическая стойкость инструмента, мин; С,„ Kv, т,
xv, yv — коэффициенты и показатели степеней принимают по спра-
вочным таблицам [29].
4. По расчетным значениям vp определяют частоту оборотов
шпинделя, мин1:
пр - 1 ОООг’р / (лД)
или число двойных ходов инструмента (или заготовки) в минуту
пр = 1000гр/(2/),
240
где d и I — диаметр обрабатываемой поверхности и длина хода
инструмента (заготовки), мм, соответственно. Расчетные значения
пр сравнивают со значениями которые могут быть реализованы
па станке, и принимают ближайшие меньшие значения. С учетом
такой коррекции, окончательно устанавливают скорость резания
v = ndnc /1 000. Иногда значение v сравнивают с допустимым зна-
чением по мощности станка, которое определяют из выражения
г, =4 500/V,/(C;/s’4).
где Nj — эффективная мощность станка, кВт (по паспорту или
каталогу). Должно соблюдаться неравенство v <
Принятые значения t, s и v заносят в соответствующие графы
операционных карт.
В других случаях для конкретных видов обработки, элементы
режимов резания могут устанавливаться по соответствующим нор-
мативным таблицам [24].
Режимы резания для многоинструментальной обработки уста-
навливают в зависимости от структуры операции, используемых
станков, инструментов и другой технологической оснастки. Раз-
личные методики оптимизации элементов режимов для возмож-
ных вариантов подобной обработки рассматриваются в научно-
технической, справочной и учебной литературе по технологии ма-
шиностроения.
Рассмотрим случай, когда обработку производят комплектом
инструментов, закрепленных в одном или нескольких блоках (суп-
портах, державках, скалках). Инструменты, установленные в од-
ном блоке, имеют единую подачу на один оборот шпинделя стан-
ка, но разную скорость резания в зависимости от размеров обра-
батываемых поверхностей. Продолжительность работы каждого
инструмента может быть разной. Такие варианты встречаются при
обработке на многорезцовых токарных полуавтоматах, токарно-
револьверных, расточных и прочих станках. В этом случае глубину
резания и подачу для каждого инструмента назначают по той же
методике, что и для одноинструментальной обработки.
Для каждого блока инструментов выбирают наименьшую тех-
нологически допустимую (лимитирующую) подачу. При наличии
нескольких инструментальных блоков выбирается общая лимити-
рующая подача. Подачу лимитирующего блока согласовывают с
паспортными данными станка и принимают ближайшее меньшее
значение, по которому рассчитывают основное время т0. Для удоб-
ства расчетов формуле придают следующий вид:
*О — ^р/^м — — (^р/^б )/^ш — ^б/^ЦП
где /р — расчетная длина хода блока с инструментами, мм; sM —
минутная подача блока, мм/мин; пш — частота вращения шпин-
241
деля, соответствующая выбранной скорости резания, мин4; s5 —
лимитирующая подача блока на один оборот шпинделя (за один
двойной ход стола или один оборот фрезы); п5 — частота вращения
шпинделя за время рабочего хода блока с инструментами, мин1.
Для каждого из одновременно работающих блоков по значе-
нию s5 определяют частоту вращения шпинделя за время рабочего
хода блока
«б = /р/^б-
Из всех расчетных значений пб выбирают лимитирующую наи-
большую частоту вращения. По найденному значению выравнива-
ют п5 для остальных блоков путем уменьшения подач, не ухудшая
условий резания. Таким образом добиваются примерно одновре-
менного начала и окончания обработки поверхностей заготовки
всеми инструментами наладки.
Далее рассчитывают скорость резания с учетом числа одновре-
менно работающих инструментов, их стойкости и степени отно-
сительной загрузки, износа, затрат на переточку и смену зату-
пившихся инструментов. Чем больше инструментов в наладке, тем
больше затраты, связанные с заменой инструмента (производи-
тельность наладки падает, см. рис. 9.4).
Стойкость наладки можно увеличить путем соответствующей
корректировки скорости резания, прежде всего лимитирующих
инструментов наладки. Лимитирующими называют инстру-
менты, которые обрабатывают участки наибольшего диаметра и
наибольшей длины. Для нескольких предположительно лимитиру-
ющих инструментов находят коэффициенты времени резания Квр=
= 1,/ 1Р, т.е. отношение пути резания /, данным (z-м) инструментом
к расчетной величине перемещения /р при подаче инструменталь-
ного блока. Затем определяют условно-экономическую стойкость
предположительно лимитирующих инструментов Тл, мин:
Тл = КЛрТы,
где Ты — условно-экономическая минутная стойкость инструмен-
тов данной наладки при условии их равномерной загрузки, мин.
Значения Гч для наладок средних по равномерности загрузки ин-
струментов приводятся ниже.
Число р инструмен-
тов в наладке........ I 3 5 8 10 16 20 Свыше 20
Условно-экономиче-
ская стойкость лимити-
рующих инструментов
Ты, мин............. 60 100 140 200 230 260 300 350
Анализ большого числа действующих многоинструментальных
наладок на предприятиях автомобильной промышленности, вы-
242
полненный НИИавтопром, показал, что условно-экономическую
стойкость инструментов Т„ с достаточной для практики степенью
точности можно определить по формуле
Т№ = Кы± TMi,
/=|
где Кы — коэффициент многоинструментальности, учитывающий
число р инструментов в наладке, неравномерность их загрузки, вид
обработки, затраты на смену затупившихся инструментов и пр.;
Т’м,- — условно-экономическая стойкость каждого (/-го) инстру-
мента в условиях одноинструментальной обработки. Значения Км
приводятся ниже.
Число р инструмен-
тов в наладке.....1 2 3 4 5 6 —8 9—12 Свыше 12
Коэффициент мно-
гоинструменталь-
ности Км..........1 0,8 0,7 0,6 0,55 0,5 0,45 0,4
Пример. Схема многоинструментальной обработки торца
вала показана на рис. 9.5. На продольный суппорт установлен
блок I с тремя проходными /, 2, 3 и одним расточным 4 резцом, а
на поперечный суппорт — блок II с тремя канавочными 5, 6. 7 и
одним фасочным 8 резцом. Подачи суппортов с блоками инструмен-
тов обозначены хб1 и 5б11. Принятые по таблицам и согласованные с
паспортными данными станка, они имеют следующие значения:
хб| = 0,08 мм/об; 5бц = 0,06 мм/об.
Остальные исходные данные для расчета режимов резания ин-
струментов наладки приводятся в первых шести графах табл. 9.2.
Рис. 9.5. Схема многоинструментальной обработки торца вала
243
Таблица 9.2. Исходные данные и результаты расчетов режимов резания
НИИ ‘°1 1,59 1,85 1,16 1 2,92 1 0,76 0,76 0,76 0,19
лгс, мин О [0Щ О о О О 440 О
V, м/мин 82,9 1124,41 165,8 55,3 207,3 1 165,8 124,4 82,9
гпи J 10557 1187381 । 15456 12 943 9424 7539 5 654 942
о. мп о |0,631 11 0,398 О о о 1,000 О о о 1,000 0,250
пъ„ мин-1 о о 813 512 11 288 1 333 333 333 So
км 0,132 10,230 1 0,193 0,162 0,141 1 0,110 0,079 0,016
7/„ мин 09 09 09 09 О о 40 о
%,-, мм/об 0,08 0,08 \ f 0,08 00 о o' 0,06 0,06 0,06 0,06
2 чО мп I— О 20 20 20 мп
i 09 06 120 о О МП 120 06 09
Номер инстру- мента гч СП мп 40 Г- 00
Обозна- чение блока >— х:
244
Условно-экономическая стойкость инструментов, мин:
тм = км f TMi = 0,5 [ £ 60 + f 401 = 200.
1 I । 5 J
Лимитирующим инструментом наладки будем считать резец 2
(см. рис. 9.5). Для обеспечения шероховатости шейки Ra 1,25 мкм
для этого резца принята подача 5б| = 0,08 мм/об, общая для всех
инструментов блока I. С другой стороны, резец 2 проходит наи-
больший путь резаная /р2 = 0,23 км и обрабатывает наибольшую
площадь Fповерхности детали: F2 = ji:^24 = 18 738 мм2 (см. табл. 9.2).
Общая длина перемещения продольного суппорта с блоком 1
определяется длиной /4 = 103 мм растачиваемого отверстия. Для
резца 2 коэффициент времени резания Кар = /2//4 = 65/103 = 0,631,
а его лимитирующая стойкость Тл = А/.рГм = 0,631 200 = 126 мин.
Скорость резания (м/мин) для резца 2 определяется по фор-
муле из теории резания; значения коэффициентов установлены
по справочнику технолога-машиностроителя [28]:
rpjI = CvKv/{T^^s^) = 360 • 0,88/(126°-2 • 1,50'25 • О,О80-15) = 158,4,
где t>pjI — расчетное лимитирующее значение скорости резания;
Т, — лимитирующая стойкость инструмента (табличное значение).
Частота вращения шпинделя (мин '), соответствующая скоро-
сти vpjl:
п = \ 000гр.л/(га/2) = 1 000158,4/ (3,14 90) = 580.
Для дальнейших расчетов примем ближайшую меньшую час-
тоту вращения, соответствующую паспортным данным станка —
пс = 440 мин На этой частоте будет производиться обработка за-
готовки всеми резцами обоих блоков, при этом скорость резания,
м/мин, для резца 2
v2 = Kd2nc/\ 000 = 3,14 90 440/1 000 = 124,4.
Скорости резания для других инструментов наладки приведены в
табл. 9.2. Максимальная скорость резания резцом 5(г5 = 207,3 м/мин)
кратковременна.
Определив таким образом параметры /, s5i, г, режима работы
каждого инструмента наладки, рассчитывают составляющие силы
резания Pxh Pyi, Pzi и необходимую каждому инструменту мощ-
ность резания N,.
По суммарным значениям Pxi (Рх = У. Д,) проверяют прочность
механизмов подач станка. По значениям силы Pyi (и жесткости
245
технологической системыу'с) рассчитывают погрешности обработ-
ки, связанные с упругими деформациями системы. По максималь-
ной величине Р- = определяют необходимый крутящий мо-
мент на шпинделе и общую мощность резания Nx =^7V,. Эф-
фективная мощность привода Л/ = (здесь — мощность дви-
гателя станка; г] — КПД передач) должна быть не меньше расчет-
ной, т.е. должно соблюдаться неравенство N3> Nx.
Основное время для многоинструментальных схем обработки
рассчитывают по лимитирующей длине обработки и подаче ли-
митирующего суппорта. Так, для рассмотренного выше примера
лимитирующей длиной является /4= 103 мм (см. табл. 9.2), при этом
то4 = или хо = пм/пс - 1 288/440 = 2,92 мин (аналогично
определяют основное время для остальных инструментов на-
ладки).
Вспомогательное время, связанное с основными и (или) вспо-
могательными переходами, устанавливают по нормативам. Затем
вычисляют оперативное и штучное время технологической опе-
рации.
При технических расчетах и нормировании многоинструмен-
тальных технологических операций особенно внимательно следят
за степенью взаимного перекрытия во времени основных и вспо-
могательных переходов, т.е. за совмещением отдельных этапов
работы, составляющих цикл операции и определяющих штучное
время.
9.15. Выбор экономичного варианта
технологического процесса
Наиболее экономичный вариант технологического процесса
чаще всего выбирают по результатам сравнения себестоимости об-
работки заготовок, в которой отражаются затраты живого и ове-
ществленного труда. Существуют различные методы расчета себе-
стоимости.
Наиболее точным считается метод прямого калькулирования —
элементный метод, — при котором сравнивают технологическую
себестоимость С, обработки. В общем случае величина СТ соответ-
ствует цеховой себестоимости и складывается из следующих эле-
ментов:
С =с +с +с +с +с +
' v'3.ll ~ ' VzB.M ~ V~zp.H л
+Ск.и + Cof, + Ср + С„ + CnJI + Сц + Сзаг,
где Сзр, С311 — соответственно заработная плата рабочих и налад-
чиков с начислениями; С3 — затраты на силовую электроэнер-
246
гию; Свм — затраты на вспомогательные материалы (СОЖ, обти-
рочные и др.); Сри, Ски — затраты на эксплуатацию и амортиза-
цию режущего инструмента, контрольно-измерительного инст-
румента и приборов соответственно; Соб — затраты на амортиза-
цию оборудования; Ср — затраты на ремонт и эксплуатацию обо-
рудования; Сп — затраты на эксплуатацию и амортизацию станоч-
ных приспособлений; Спл — затраты на эксплуатацию и аморти-
зацию производственных помещений; Сп — общецеховые расхо-
ды (заработная плата вспомогательных рабочих, инженерно-тех-
нического персонала, служащих, а также затраты на эксплуата-
цию и ремонт оргтехники и пр.); Сиг — стоимость исходной заго-
товки (ее изготовление, материал за вычетом стоимости реализу-
емых отходов — стружки).
Если в сравниваемых вариантах значения отдельных элементов
себестоимости не изменяются, то их из расчета можно исклю-
чить. Например, если прежней остается организационная струк-
тура участка или цеха, если используются одни и те же исходные
заготовки, то в расчетную зависимость можно не вводить значе-
ния Сц и СИ1.
Метод прямого калькулирования является основным методом
сопоставления экономичности технологических процессов во всех
ответственных случаях проектирования, особенно в условиях мас-
сового и крупносерийного производства. Этот метод точен, но тру-
доемок, вследствие чего в цехах действующих производств исполь-
зуется редко.
Более часто, особенно в серийном производстве, применя-
ют метод на основе укрупненных нормативов затрат — норма-
тивный метод. В этом случае С, рассчитывают по той же форму-
ле, но отдельные слагаемые себестоимости находят не прямым
расчетом по точным зависимостям, а по соответствующим таб-
лицам нормативов затрат, отнесенных к часу или к минуте ра-
боты станка.
Нормативы устанавливают с учетом некоторых средних усло-
вий выполнения операций, наиболее характерных для данного
типоразмера станка.
Элементы себестоимости, отнесенные к единице времени, скла-
дывают, а затем умножают на фактическое время работы станка и
получают приближенное значение технологической себестоимос-
ти операции. Нормативный метод значительно сокращает объем
расчетов.
В качестве примера в табл. 9.3 приведены данные о технологи-
ческой себестоимости обработки на токарных станках 1К62 и
16К20ФЗ с ЧПУ (наибольший диаметр обрабатываемой детали
400 мм) в условиях серийного производства. При расчете слагае-
мых себестоимости С,, использовались нормативы затрат, отне-
сенные к одному часу работы станка.
247
Таблица 9.3. Технологическая себестоимость обработки (усл. ед.)
Модель станка Ср С.„ с, С„.ч Ср.и ск.„ Соъ ср с„ спл Сц ст
1К62 92,7 — 7,1 1,2 11,2 5,0 3,9 9,3 4,1 5,2 19,8 159,5
16К20ФЗ 35,3 14,5 3,8 1,7 26,5 — 19,3 21,2 5,8 5,0 10,5 143,6
При бухгалтерском методе расчета технологической себестои-
мости обработки Ст используют следующую формулу:
с = с + С +с
Vzt '-'за г “ '-'з.р “ '-'ц.р,
где Сцр — сумма цеховых расходов, не учтенных другими слагае-
мыми. Эти расходы выражают в процентах (Z) от заработной пла-
ты производственных рабочих: Сцр = C3pZ/100. Значение С11р зави-
сит от типа и степени автоматизации производства и колеблется
от 150 % в массовом до 800 % и более в единичном производстве.
С учетом значений Сцр технологическая себестоимость
Ст= сзаг+ СхрЦ + (Z/100)].
Этот метод определения себестоимости прост, но непригоден
для оценки различных вариантов технологического процесса, так
как не учитывает разницы расходов на эксплуатацию и амортиза-
цию оборудования и средств технологического оснащения зави-
симости от их сложности.
Более точную оценку вариантов технологических процессов
можно получить, сравнивая их по трудоемкости механической об-
работки и коэффициентам основного времени, использования ма-
териала и загрузки оборудования.
Трудоемкость всего технологического процесса равна сумме тру-
доемкости ZilIT/ всех п операций, составляющих данный процесс:
л.п = fu,-
7 = 1
В поточном производстве трудоемкость технологического про-
цесса равна произведению такта выпуска /в на число всех опера-
ций: Ттп = tBn.
Иногда варианты сравнивают по станкоемкости изготовления
партии деталей.
Коэффициент основного времени представляет собой отноше-
ние основного времени к штучному Ао = то/ти1Т; чем он выше, тем
производительнее используется станок.
Коэффициент KWM использования материала по ГОСТ 3.1404—86
определяют отношением массы готовой детали Л/дсг к массе заго-
товки Л/заг:
248
К. = М1КГ/М.аг.
Его рекомендуемые значения: Ккм > 0,5...0,6 — для единично-
го, Ким> 0,7 — для серийного и > 0,85 — для массового про-
изводства.
Коэффициент К3 загрузки оборудования характеризует отно-
шение расчетного числа станков к фактически принятому. Этот
коэффициент стремятся приблизить к единице. В массовом произ-
водстве К3 = 0,85... 0,90, в серийном К. = 0,6 ...0,7. При оценке ва-
риантов технологических процессов коэффициент загрузки пред-
ставляет собой среднее арифметическое значений А', для всех стан-
ков, на которых выполняют обработку.
Относительные критерии используют в дополнение к абсолют-
ным. Самостоятельного значения для оценки экономичности тех-
нологических вариантов эти критерии не имеют. Иногда в качестве
критериев оценки экономичности технологических процессов ис-
пользуют величины основного то или штучного т|11Т времени и др.
9.16. Технологическая документация
Разработка технологической документации является заключи-
тельным этапом проектирования технологического процесса. Стан-
дартами ЕСТД предусмотрены следующие виды технологической
документации.
Маршрутная карта (МК) — технологический документ,
содержащий описание всех технологических операций в последо-
вательности их выполнения без указания переходов и технологи-
ческих режимов. МК применяют в серийном, мелкосерийном и
опытном производстве в качестве основного самостоятельного до-
кумента. Вместо МК технологический маршрут можно указывать
в картах технологического процесса (КТП). МК или заменяющие
его КТП являются обязательным документом любого технологи-
ческого процесса.
Операционная карта (ОК) содержит полное описание
технологических операций с указанием переходов и технологи-
ческих режимов. Операционное описание технологического про-
цесса предусматривает описание всех технологических операций в
последовательности их выполнения; его применяют в серийном и
массовом производстве, а для особо сложных деталей — в мелкосе-
рийном и даже единичном. Взамен ОК могут использоваться КТП.
Карты эскизов (КЭ) — документы, содержащие графи-
ческую информацию о технологическом процессе в целом и об
отдельных его элементах. Для механической обработки в КЭ при-
водят эскизы наладок в виде схемы установки заготовок. На схе-
мах обозначают базы, выполняемые размеры с допусками, а также
249
шероховатость обрабатываемых поверхностей. КЭ применяют в со-
четаниях с ОК, МК и КТП.
Кроме перечисленных, для оформления технологических про-
цессов применяют расчетно-технологические карты для обработ-
ки деталей на станках с ЧПУ, материальные ведомости, ведомо-
сти оснастки, технологические инструкции, спецификации тех-
нологических документов и пр.
В серийном, мелкосерийном и опытном производстве, когда
изготавливаемое изделие включает в себя отдельные сложные и
точные детали, рекомендуется выполнять маршрутно-операцион-
ное описание технологического процесса, при котором дается
сокращенное описание технологических операций в маршрутной
карте в последовательности их выполнения с полным описанием
отдельных операций в других технологических документах (напри-
мер, ОК).
Выбор комплекта и форм документов для технологического
процесса проводят технологи в зависимости от типа и характера
производства и видов разрабатываемых и применяемых техноло-
гических процессов. В технологической документации следует чет-
ко излагать содержание и условия выполнения предписываемой
работы (операции). Соблюдение технологической дисциплины на
производстве, т.е. точное выполнение всех указаний, содержащихся
в технологической документации, обеспечивает выпуск качествен-
ной продукции.
9.17. Разработка типовых технологических процессов
Типовой технологический процесс — это техно-
логический процесс изготовления группы изделий с общими кон-
структивными и технологическими признаками (ГОСТ 3.1109—82*).
Нередко детали, схожие конструктивно, изготовляют на раз-
ных заводах, в разных цехах (иногда и в одном цехе) на различ-
ном оборудовании, из разных исходных заготовок, различными
технологическими методами. На разработку технологического про-
цесса каждый раз затрачивают много средств и времени. Произво-
дительность и эффективность таких процессов зависят от опытно-
сти технического персонала и местных производственных усло-
вий. Устранение многообразия технологических процессов обосно-
ванным сведением их к ограниченному числу типов — одна из
главных задач типизации. Кроме этого, типизация является базой
для разработки стандартов на типовые технологические процессы
(ГОСТ 14.303—82). Типизация технологических процессов осуще-
ствляется в трех направлениях: 1) обработка отдельных поверхно-
стей; 2) обработка отдельных (типовых) сочетаний поверхнос-
тей; 3) обработка деталей.
250
Идея типизации технологических процессов предложена в конце
1930-х гг. А. П. Соколовским. Дальнейшее развитие эта идея нашла
в работах Ф. С.Демьянюка, А. Я. Малкина и других русских уче-
ных. Типизацией технологических процессов, по А. П. Соколовс-
кому, называется такое направление в деле изучения и построе-
ния технологических процессов, которое занимается классифи-
кацией деталей машин и комплексным решением задач, возника-
ющих при осуществлении процессов обработки каждой класси-
фикационной группы [27]. Таким образом, первым этапом типи-
зации является классификация, основная задача которой — при-
ведение всего многообразия деталей, поверхностей и их сочета-
ний к минимальному количеству типов, для которых можно раз-
работать типовые технологические процессы обработки. Класси-
фикационными признаками служат конфигурация детали, ее раз-
меры, требования к точности и шероховатости ее поверхностей,
а также материал. Кроме того, учитывают объем производствен-
ного задания, размер партии обрабатываемых заготовок, произ-
водственные условия (наличие оборудования и его расположе-
ние, наличие инструмента, система организации производства
и др.).
Все многообразие деталей в технологической классификации
разбито на классы. К отдельным классам (по А. П. Соколовскому)
относят валы, втулки, диски, зубчатые колеса, рычаги, плиты,
бабки, ходовые винты и червяки, мелкие крепежные детали и т.д.
Каждый класс делится на подклассы, затем на группы и подгруп-
пы, при этом учитываются определенные конструктивные при-
знаки деталей.
Разбивка классов на подклассы, группы и подгруппы заканчи-
вается типом. Под типом подразумевают совокупность деталей
одного класса, имеющих в определенных производственных усло-
виях одинаковый маршрут типовых операций. При этом типовая
технологическая операция характеризуется единством содержания
и последовательности технологических переходов для группы из-
делий с общими конструктивными и технологическими призна-
ками (ГОСТ 3.1109-82*).
Таким образом, типовая деталь объединяет признаки совокуп-
ности деталей, имеющих одинаковый маршрут типовых опера-
ций, осуществляемых на однотипном оборудовании с использо-
ванием однотипных приспособлений и инструментов.
Классификацию деталей сочетают с унификацией и стандар-
тизацией их конструкций или отдельных элементов. Это позволя-
ет укрупнить партии деталей, применить при их изготовлении более
прогрессивную технологию, сократить номенклатуру режущих
инструментов и другой технологической оснастки.
Заключительным этапом типизации является разработка прин-
ципиально общего технологического процесса с установлением
251
Последовательность основных технологических операций обработки валов - 001
KBHqirodiHON 56
кеньэодо об
KEHcteoaifo эд
КЕНЧ1ГВЯ -офи[Ш1иа±Хня 08
КЕНЧ1ГВЯ -офшгтодХг
КВЯОЮИЬ КЕНЧ1ГВЯ -офиггпошХсЫ о/,
Пиит hSl enitbnec ИЯЯЭЭЬИМбЭ! 59
епнэя олотЕьдЛс h81 ENLTXEE KEXDShHIXdSl Q9
ENITBMEE КЕНЕОЯЛЭ ивмээьииаэ! 55
квнЕЭОвнодчсэД ()С
KEHbOJLOEd 5t?
кянчиигбэяэ ot7
квибэсэбф -оньоноцгп 5£
К1’н1юп?нэпи1лп о£
ИВПЮи<Г1л0мВ! О0.\( <7
квнбЭЕэйфодЛЕ (%
КЕЯохэиьЛиои КЕН -ч1гвяофи[гто[пЛс1я 51 •<^1
(КЕЯОЮИЬ И КЕЯ -онбэь) KEHdEMOl 0]
КЕНЧКЕЖХПНЭП -oнdэ£эdф 50
Валы ступенчатые. Эскизы и краткая характеристика Исходная заготовка ступенчатого вала Л==Х щ 1 Гладкий полый Шлицевый вал-шестерня Шлицевый вал Вал-шестерня со ступенчатым r-4WT^Z^PC™eM Типовая деталь |Х J
252
Рис. 9.6. Примерная схема типового технологического процесса обработ-
ки группы деталей (вал ступенчатый)
типовых последовательностей и содержания операций, типовых
схем базирования и типовых конструкций оснастки. Типовые тех-
нологические процессы, разрабатываемые на основе анализа и
обобщения опыта передовых предприятий, предусматривают ис-
пользование высокопроизводительного оборудования, средств
механизации и автоматизации и применение прогрессивных ме-
тодов получения и обработки заготовок.
В условиях предприятия (завода) типовой технологический
процесс рекомендуется разрабатывать в двух вариантах: рабочем,
составленном с учетом имеющегося оборудования и производ-
ственных условий, и перспективном, учитывающем последние до-
стижения в области создания оборудования, методов обработки и
организации производства, при которых уровень технологии мо-
жет быть значительно выше.
Типовые технологические процессы оформляют в виде техно-
логических карт. Если детали достаточно полно унифицированы,
то на них составляют одну технологическую карту с нормами вре-
мени. Если детали отличаются друг от друга только размерами, то
типовой технологический процесс для них оформляют в виде тех-
нологических карт-слепышей, в которых не указывают режимы
обработки и нормы времени. При меньшей степени унификации
разрабатывают принципиальный технологический процесс, на базе
которого составляют технологические процессы для конкретных
деталей данного класса (рис. 9.6). Такие технологические процес-
сы при наличии всей необходимой информации для изготовле-
ния деталей используют в качестве обязательного образца при
создании единичных рабочих технологических процессов или в
качестве базы для разработки стандартов на типовые технологи-
ческие процессы. По мере совершенствования технологии маши-
ностроения типовые технологические процессы периодически кор-
ректируют.
9.18. Основы проектирования групповых
технологических процессов
Групповой технологический процесс — это тех-
нологический процесс изготовления группы изделий с разными
конструктивными, но общими технологическими признаками
(ГОСТ 3.1109-82*).
Метод групповой обработки, разработанный проф. С. П. Мит-
рофановым, является дальнейшим развитием идей типизации тех-
253
нологических процессов применительно к условиям единичного
и серийного производства. Под групповой организацией
производства понимают форму организации производства,
характеризуемую совместным изготовлением или ремонтом групп
изделий различной конфигурации на специализированных рабо-
чих местах (ГОСТ 14.004—83). Внедрение групповой обработки тре-
бует большой подготовительной работы, включающей классифи-
кацию деталей (группирование), разработку технологического про-
цесса для групп деталей, проектирование групповых приспособ-
лений и инструментальных наладок, модернизацию оборудова-
ния и создание специализированных станков, организацию груп-
повых потоков.
Внедрение групповой обработки всегда начинают с классифи-
кации деталей.
Группой называется совокупность деталей, характеризуемая
при обработке общностью оборудования, оснастки, наладки все-
го технологического процесса или отдельных операций. Группа
является основной технологической единицей. При создании групп
учитывают габариты деталей, определяющие тип оборудования и
размеры технологической оснастки. Кроме того, учитывают общ-
ность геометрической формы и поверхностей, подлежащих обра-
ботке (например, плоскости лысок, уступов, пазов, гладких по-
верхностей и пр.), их точность и шероховатость, однородность
заготовок, серийность и др.
При разработке групповых технологических процессов детали
группируют по следующим принципам:
по конструктивно-технологическому сходству (шестерни, втул-
ки, валики, рычаги и др.); этот принцип чаще применяют в се-
рийном и иногда в крупносерийном производстве;
по элементарным поверхностям (плоскостям, цилиндричес-
ким, коническим и пр.), позволяющим устанавливать варианты
технологических процессов их обработки, а из комбинации этих
процессов получать технологический процесс обработки любой
детали;
по преобладающим видам обработки (типам оборудования),
единству технологического оснащения и общности наладки стан-
ка; этот принцип получил наибольшее распространение в серий-
ном и мелкосерийном производстве.
Групповую обработку применяют для деталей, цикл обработ-
ки которых ограничивается только одной операцией (заготови-
тельной, револьверной, автоматной, отделочной и др.), а также
для деталей, которые после данной групповой операции прохо-
дят обработку по единичным (индивидуальным) технологичес-
ким процессам или входят в новые группы заготовок, формируе-
мые для других групповых операций, и для деталей, объединен-
ных общим многооперационным технологическим процессом,
254
выполняемым на разнотипном оборудовании. Все детали послед-
ней группы проходят либо последовательно через все деталь-опе-
рации группового технологического процесса, либо только через
те деталь-операции, которые для них необходимы, а остальные
операции маршрута пропускаются (подобно схеме, показанной
на рис. 9.6).
Разработку группового технологического процесса начинают с
проектирования групповых операций (деталь-операций).
Г рупповой называют такую технологическую операцию, ко-
торая является общей для группы различных деталей и выполня-
ется с использованием групповой оснастки, обеспечивающей об-
работку заготовок на данном оборудовании. Группа деталей с об-
щей (групповой) фрезерной операцией представлена на рис. 9.7.
Групповые операции (токарные, фрезерные, сверлильные,
револьверные, агрегатные и др.) разрабатывают с учетом возмож-
ности обработки всей группы деталей на одном и том же оборудо-
вании, одними и теми же (общими) режущими инструментами в
групповых станочных приспособлениях.
Различные детали группы можно обрабатывать без переналад-
ки или с незначительной переналадкой оборудования. В первом
случае все детали группы (2 — 8), закрепленные за станком, одно-
временно устанавливают и обрабатывают в специально спроекти-
рованных непереналаживаемых групповых станочных приспособ-
лениях (см. рис. 1.5). Для обработки партий деталей других групп на
станок устанавливают новое групповое приспособление, одновре-
менно изменяя другие составляющие технологической наладки
(инструменты, параметры режима и пр.).
Рис. 9.7. Детали, объединенные групповой операцией фрезерования
255
Во втором случае после обработки партии одних деталей вы-
полняют незначительную переналадку станка для обработки партии
следующих деталей группы. При переналадке регулируют упоры,
установочные элементы, переставляют вкладыши, кулачки и дру-
гие сменные детали приспособления, меняют метчики, разверт-
ки и т.д. Все сменные элементы технологической оснастки, необ-
ходимые для обработки всех деталей группы (до 80 шт. и более)
хранятся непосредственно на рабочем месте. Каждая переналадка
оборудования занимает, как правило, 3...5 мин.
Схему групповой наладки станка разрабатывают для наиболее
сложной детали группы. На этой детали должны быть все те по-
верхности, которые встречаются у остальных деталей группы, на-
пример, для тел вращения это наружные и внутренние цилинд-
рические и конические поверхности, наружные и внутренние вы-
точки, резьбы, фаски и прочие. Такую деталь называют комп-
лексной. На рис. 9.8 комплексная деталь показана в рамке.
Если среди более простых деталей группы встречаются отдель-
ные поверхности, отсутствующие на комплексной детали, то эти
16 1 3 2 6 7
Рис. 9.8. Комплексная деталь (в рамке) и детали группы:
1—18— обрабатываемые поверхности
256
поверхности искусственно добавляют в ее чертеж. Следовательно,
комплексная деталь (реальная или условная) должна содержать в
себе все геометрические элементы деталей данной группы. Со-
ставленный на комплексную деталь технологический процесс с
небольшими дополнительными подналадками оборудования при-
меним при изготовлении любой другой детали данной группы.
Такой технологический процесс получил название техноло-
гического процесса групповой операции.
После разработки схем групповой наладки и уточнения содер-
жания технологических переходов групповой операции, проекти-
руют и изготовляют групповую оснастку (приспособления и ин-
струменты). Одновременно осуществляют целевую модернизацию
станков, а в обоснованных случаях создают специализированные
станки для групповой обработки.
Групповые технологические процессы являются основой для
создания подетально-групповых участков с замкнутым циклом
(предметно-замкнутых), а при наличии групповых технологичес-
ких маршрутов — для строительства групповых переналаживае-
мых переменно-поточных и автоматических линий обработки.
Организация групповой обработки по всем возможным ее на-
правлениям позволяет получить большой экономический эффект.
По данным А.А. Маталина при групповой обработке объем вы-
пуска продукции, приходящийся на одного работающего, повы-
шается на 33%; продолжительность наладки сокращается на
60...70%, подготовки производства — на 20%; производственно-
го цикла — на 70 %; загрузка оборудования увеличивается на 30 %
и др. Кроме того, упрощается и удешевляется проектирование и
изготовление специальной оснастки (заменяемой групповой) и
целевая модернизация станков для обработки определенных групп
деталей; в условиях мелкосерийного и серийного производства
создаются высокопроизводительные многопредметные поточные
автоматические линии; возрастают техническая культура и уро-
вень организации производства.
В целом типизация технологических процессов и групповая
обработка деталей позволяют перенести высокопроизводительные
методы массового производства в условия серийного.
9.19. Особенности проектирования технологических
процессов для оборудования с ЧПУ
Общие сведения. Эффективность применения оборудования с
ЧПУ обусловлена:
• повышением точности размеров и форм обрабатываемых по-
верхностей, особенно сложных фасонных, с большим числом
выдерживаемых размеров (здесь точность определяется только пра-
257
вильностью разработки управляющей программы и точностью
станка);
• повышением производительности обработки, связанной с
уменьшением доли вспомогательного времени на 30... 50 % по срав-
нению с обычными станками с ручным управлением, а в некото-
рых случаях с интенсификацией режимов резания (в общем слу-
чае производительность обработки возрастает в 2 —6 раз);
• снижением себестоимости обработки, связанной с пониже-
нием требований к квалификации станочника и сокращением за-
трат на приспособления, так как обработка ведется в основном с
использованием одного приспособления;
• снижением затрат на специальный и специализированный
инструмент, так как применяется, как правило, универсальный
режущий инструмент.
Одновременно из-за большой стоимости, сложности наладки
и обслуживания оборудования далеко не все заготовки деталей,
подлежащих изготовлению на предприятии, целесообразно обра-
батывать на станках с ЧПУ.
Технологию обработки деталей для станков с ЧПУ проектиру-
ют в основном в той же последовательности, что и для станков с
ручным управлением. В качестве отличительных особенностей рас-
сматривают отбор номенклатуры деталей для обработки; техноло-
гические требования к чертежам деталей и заготовкам; проекти-
рование технологических операций; выбор оборудования, инст-
румента и приспособлений; разработку и оформление технологи-
ческой документации и пр.
Предварительный отбор и группирование заготовок для обра-
ботки на станках с ЧПУ. Критерием предварительного отбора за-
готовок являются технологические возможности обработки на
данном станке с ЧПУ.
Предварительно отобранные заготовки разбивают на типы, для
которых можно составить общий типовой технологический про-
цесс, и заносят в типовой классификатор. Классификатор содер-
жит эскиз заготовки («слепыш» с соответствующими размерами),
номер заготовки, основные размеры, число заготовок для станка,
норму времени, расценку (стоимость обработки на данном обору-
довании в единицу времени).
Далее устанавливают технико-экономическую целесообразность
обработки отобранных заготовок на станках с ЧПУ. В первую оче-
редь отбирают сложные и трудоемкие заготовки с криволинейны-
ми участками поверхности.
Отобранные в результате технико-экономического анализа за-
готовки подвергают дальнейшей классификации по признаку груп-
повой обработки. Формируют конкретный набор режущего инст-
румента и технологической оснастки для каждой заготовки. Све-
дения об инструменте и оснастке заносят в специальную таблицу.
258
По данным этой таблицы отбирают заготовки, для обработки ко-
торых требуются одинаковые инструменты и приспособления, и
на их основе комплектуют группы.
Для каждой группы проектируют заготовку комплексной дета-
ли, содержащую все геометрические элементы заготовок данной
группы, и заполняют групповой классификатор, в который зано-
сят размеры элементарных поверхностей заготовок каждой груп-
пы.
Для каждого типового представителя группы заготовок разра-
батывают типовой технологический процесс.
Для компьютерной технологической подготовки и сокращения
сроков проектирования технологии используют также технологи-
ческую классификацию деталей (ТКД).
ТКД создает предпосылки для решения следующих основных
задач:
анализ номенклатуры деталей по их конструктивно-технологи-
ческим характеристикам;
группирование деталей по конструкторско-технологическому
подобию для разработки типовых и групповых технологических
процессов с использованием ЭВМ;
подетальная специализация производственных подразделений
(участков, цехов, заводов);
повышение серийности и концентрации производства деталей;
унификация и стандартизация деталей и технологических про-
цессов их изготовления;
рациональный выбор типов технологического оборудования;
тематический поиск и использование ранее разработанных ти-
повых или групповых технологических процессов;
автоматизация проектирования деталей и технологических про-
цессов их изготовления.
Исходной информацией при технологической подготовке про-
изводства являются конструкторско-технологические коды дета-
лей, которые содержат их конструктивные и технологические ха-
рактеристики. Структура полного конструкторско-технологичес-
кого кода детали представлена на рис. 9.9.
Технологические требования к чертежам и заготовкам деталей.
На стадии технологической подготовки производства выполняет-
ся подробный анализ конструкторской документации.
Основная цель технологического анализа чертежа детали, об-
рабатываемой на станке с ЧПУ, — упрощение геометрических
форм ее контура, унификация отдельных элементов, обеспече-
ние условий жесткости и устойчивости при обработке, проверка
правильности простановки размеров и удобства расположения для
облегчения программирования.
В качестве основных признаков технологичности конструкции
детали можно выделить:
259
Обозначение детали по ГОСТ 2.201—80
Код организации-
разработчика
Код классификационной
характеристики по ЕС КД
Технологический код детали
Порядковый
регистрационный
номер
И 12 13
XXX
Код классификационных
группировок
основных признаков
14
16
15
17
18
19
X
X
X
X
X
X
Код классификационных признаков,
характеризующих вид детали
по технологическому методу изготовления
20
21
22
23
24
25
26
27
X
X
X
X
X
X
X
X
Размерная \
характеристика \
Группа материала
Вид детали
по технологическому
методу изготовления
Вид исходной заготовки
Квалитет
Параметр шероховатости
Характеристика технологических требований
Характеристика термической обработки
Характеристика массы
Рис. 9.9. Структура конструкторско-технологического кода детали
возможность полной обработки заготовки с минимальным чис-
лом переустановок;
унификацию технологических баз, что облегчает установку и
закрепление заготовки;
особенности конструкции, способствующие уменьшению тру-
доемкости обработки и упрощению подготовки управляющих про-
грамм при минимальном числе инструментов;
260
достаточную жесткость детали и такую ее конфигурацию, ко-
торая позволяет применять при обработке производительный на-
бор инструментов (т. е. допускающий высокие скорости и боль-
шие подачи);
рациональную простановку размеров, облегчающую кодиро-
вание при программировании.
Для облегчения программирования необходимо упрощать гео-
метрические образы и типизировать повторяющиеся основные
геометрические элементы. Желательно, чтобы обрабатываемые
криволинейные поверхности были образованы сочетанием пря-
мых с дугами окружностей. Это позволит использовать оборудова-
ние с контурными системами ЧПУ, обеспечивающими линейно-
круговую интерполяцию, и не прибегать дополнительно к более
сложным методам аппроксимации поверхностей.
Технологичными считают заготовки, обработка которых осу-
ществляется по непрерывному автоматическому циклу (за исклю-
чением возможных остановов для ручной смены инструмента, кон-
троля и т.д.). Целесообразно использовать стандартный режущий
инструмент, оснащенный многогранными неперетачиваемыми
пластинами.
В целях облегчения программирования размеры на чертеже сле-
дует представлять в прямоугольной системе координат от единых
конструкторских баз заготовки (желательно, чтобы они совпада-
ли с осями координат станка). В отдельных случаях приходится
отказываться от принятой в соответствии с ЕСКД системы про-
становки размеров. Например, крепежные отверстия на опреде-
ленном диаметре и их число также удобно задать в прямоугольной
системе координат (рис. 9.10).
Если обрабатывается сложный криволинейный профиль, то
необходимо указать размеры дуг криволинейных участков, цент-
ры этих радиусов и точки сопряжения дуг с заданными радиусами.
Размеры на чертеже могут быть заданы от единых конструктор-
ских баз, а могут — и цепочкой. В общем случае размеры должны
быть проставлены так, чтобы исключить их пересчет с целью об-
легчения программирования. Для повышения эффективности об-
работки на станке с ЧПУ базовые поверхности должны быть пред-
варительно обработаны.
Проектирование технологических операций. При разработке
структуры операции нужно учитывать некоторые отличия в опре-
делении технологической операции для станка с ЧПУ.
Технологическая операция считается единой, если, например,
при обработке с переустановкой заготовки не требуется дополни-
тельной наладки станка и используется одна управляющая про-
грамма, в которой предусмотрен останов для переустановки заго-
товки и автоматическая настройка «плавающего нуля». В против-
ном случае операция разбивается на две и более.
261
040 ±0,3
Рис. 9.10. Изменение простановки размеров для обеспечения удобства
программирования
Установление последовательности обработки начинают с опреде-
ления числа установов и позиций заготовок, необходимых для
полной обработки.
Первый установ используют в основном для получения полно-
го комплекта технологических баз (однако полный комплект тех-
нологических баз желательно получить до обработки на станке с
ЧПУ, например на станке с ручным управлением).
Дальнейшую структуру операции строят таким образом, чтобы
обеспечить обработку всех предусмотренных операцией поверх-
ностей без смены технологических баз (с одного установа) либо
при минимальном числе таких смен.
После назначения числа установов определяют последователь-
ность обработки по зонам, образованным конструктивными осо-
бенностями заготовки (внутренние и наружные контуры, прили-
вы, окна и др.). В каждой зоне выделяют отдельные элементы (то-
рец, крепежные отверстия, окна), для которых устанавливают
стадии обработки (черновая, чистовая) и требуемые типоразме-
ры инструмента.
Отдельные элементы, обрабатываемые в пределах одной или
нескольких зон, группируют по однотипности используемого ин-
струмента. Это позволяет выбрать необходимый комплект инстру-
ментов, определить вместимость магазина, резцедержателя или
револьверной головки, а также обеспечить полную обработку за-
готовки за одну операцию. Последовательность обработки в пре-
делах каждой зоны устанавливают исходя из конструкции заго-
товки. Однако в любом случае необходимо обеспечить максималь-
ную жесткость на каждом участке обработки.
Несмотря на разнообразие форм обрабатываемых поверхнос-
тей, можно установить общую типовую схему обработки, напри-
262
мер для токарных станков с ЧПУ: центрование (если диаметр свер-
ла меньше 20 мм); сверление; подрезание торца; черновая обра-
ботка основных и дополнительных форм поверхностей; чистовая
обработка этих же дополнительных форм поверхностей (так как
она может выполняться тем же режущим инструментом, что и
черновая обработка); чистовая обработка дополнительных форм
поверхностей, не требующая черновой обработки; чистовая обра-
ботка основных форм поверхностей.
Поверхности, окончательная обработка которых может произ-
водиться проходным или расточным контурным резцом (вспомо-
гательный угол в плане <р, = 27...30°), относят к основным. По-
верхности, для формообразования которых необходим режущий
инструмент, отличающийся от контурного резца, относят к до-
полнительным.
При обработке заготовки в центрах первые три перехода следу-
ет исключить.
При обработке сверлом заготовки, установленной консольно в
патроне, рекомендуется соблюдать следующий порядок:
перед сверлением заготовки диаметром менее 20 мм отверстие
предварительно обработать центровочным сверлом или сверлом
большего диаметра с углом заточки 60...90°;
сначала использовать инструмент большего диаметра, а затем
меньшего.
При проектировании операций для фрезерных станков с ЧПУ
соблюдают примерно такую же последовательность. Однако при
этом учитывают, что на фрезерных станках с ЧПУ обрабатывают
относительно сложные заготовки, отдельные поверхности кото-
рых ограничены плоскими или пространственными контурами,
обработку осуществляют многолезвийным инструментом с воз-
можностью программирования центра его перемещения, управ-
ление ведется по трем координатам.
Базирование заготовок осуществляется либо по трем плоско-
стям, образующим координатный угол, либо по плоскости и двум
технологическим отверстиям.
Приспособления должны обеспечивать достаточную жесткость
и быстродействие, сила закрепления должна быть стабильной.
В качестве режущих инструментов чаще всего используют паль-
цевые фрезы, причем конструкция инструмента зависит от осо-
бенностей обрабатываемых заготовок. Например, для обработки
глубоких глухих колодцев необходимы фрезы с большим углом со
наклона стружечной канавки; при обработке тонких и плоских
заготовок составляющая сила резания должна прижимать заготов-
ку к установочным элементам приспособления, для этого исполь-
зуют праворежущие с левой спиралью и леворежущие с правой
спиралью фрезы; зубья фрезы должны располагаться несиммет-
рично для уменьшения вероятности возникновения вибраций.
263
Диаметр фрезы Д() при обработке криволинейного профиля вы-
бирают с учетом вогнутого участка минимального радиуса /?min:
t/ф = 2(0,8...0,9)/?min.
Угол со определяют из условия равномерности фрезерования,
обеспечивающего постоянную площадь среза:
С = Bztg^-,
где С — любое число (1, 2, 3, ...); В — высота профиля или шири-
на фрезерования; z — число зубьев фрезы.
Длину режущей части фрезы выбирают на 5... 10 мм больше
высоты профиля.
Число технологических переходов и последовательность их вы-
полнения зависят от конфигурации заготовки, требований к точ-
ности, шероховатости и т.д.
Технологическая документация для оборудования с ЧПУ. Для
операций, выполняемых на станках с ЧПУ, в соответствии с
ГОСТ 3.1404—86 заполняют операционную карту (формы 2, 2а, 3)
так же, как и для станков с ручным управлением. Кроме того,
составляют карту наладки инструмента (формы 4 и 7а по ГОСТ
3.1105—84) и карту кодирования информации (форма 5).
Возможности автоматизации технологических процессов с при-
менением оборудования с ЧПУ. Современные производства харак-
теризуются выпуском изделий широкой, часто изменяемой но-
менклатуры и сравнительно небольшими по объему программами.
С одной стороны, это требует широкой универсальности приме-
няемого оборудования, а с другой, — значительной производи-
тельности при условии получения высокой точности и сокраще-
ния затрат ручного труда.
Современное автоматизированное оборудование, оснащаемое
многоинструментальными магазинами, устройствами для быст-
рого ввода управляющих программ, компьютерными устройства-
ми ЧПУ, значительно расширяет технологические возможности
по обработке деталей машин. Широкоуниверсальное оборудова-
ние обеспечивает полную автоматизацию цикла технологических
операций, в том числе возможность загрузки заготовок и выгруз-
ки готовых деталей при использовании промышленных роботов,
тактовых столов и других устройств. Значительные диапазоны из-
менения частот вращения и подач, а также возможность управле-
ния сразу по нескольким координатам с высокой точностью от-
счета, позволяют обрабатывать детали различных типоразмеров в
режимах как предварительной, так и окончательной обработки.
264
Высокая концентрация технологических переходов дает возмож-
ность значительно сократить количество оборудования, необхо-
димое для реализации технологических процессов.
Большое количество оборудования с ЧПУ, работающее в пол-
ном автоматическом цикле и располагаемое на отдельных участ-
ках, создает условия для многостаночного обслуживания.
9.20. Модульная технология
В последние годы получил распространение модульный прин-
цип разработки технологических процессов, заключающийся в
использовании блоков типовых способов обработки сочетаний эле-
ментарных поверхностей, имеющих сходное служебное назначе-
ние. Такое сочетание поверхностей называют модулем поверхно-
стей (МП) [3].
Поверхности делят на исполнительные и связующие, причем
исполнительные в свою очередь могут быть базирующими и рабо-
чими. Базирующие служат опорой для других деталей, а рабочие
участвуют в процессе, например передают крутящий момент. Свя-
зующие объединяют исполнительные поверхности в тело-деталь.
Те и другие могут быть представлены как отдельные поверхности
или как их комплект.
В соответствии со служебным назначением все МП можно раз-
делить на три класса: модули поверхностей базирования, модули
рабочих поверхностей и модули связующих поверхностей. Подоб-
ное деление позволяет однозначно представить все поверхности
любой детали как сочетание этих поверхностей, для которых и
разрабатывают модульный технологический процесс (МТП).
В основе проектирования МТП лежит банк типовых технологи-
ческих процессов изготовления МП, разработанных с использова-
нием последних достижений науки и техники. За одну операцию
МТП может обрабатываться несколько МП одного или нескольких
наименований. Для такой обработки вводится понятие типовой тех-
нологический блок — совокупность технологических и вспомога-
тельных переходов изготовления одного МП. Типовой технологи-
ческий блок должен включать метод обработки, последовательность
технологических переходов и инструментальную наладку.
Пример. Если в качестве первого блока принять обработку
комбинированным инструментом сочетания поверхностей, пока-
занных на рис. 9.3, д, то в качестве второго можно выделить по-
следовательную обработку этих же МП двумя разными зенкерами
и зенковкой (цековкой).
При использовании типовых технологических блоков, разра-
ботка МТП сводится к назначению последовательности обработ-
ки МП деталей.
РАЗДЕЛ II
ИЗГОТОВЛЕНИЕ ТИПОВЫХ ДЕТАЛЕЙ МАШИН
ГЛАВА 10
ОБРАБОТКА КОРПУСНЫХ ДЕТАЛЕЙ
10.1. Назначение и конструкция
Корпусные детали служат в большинстве случаев как базовые
изделия. Они должны обеспечивать заданную точность относи-
тельного расположения деталей и сборочных единиц, устанав-
ливаемых внутри или снаружи. В отдельных случаях корпусные
детали должны обеспечивать точность относительного переме-
щения сопрягаемых деталей или сборочных единиц, а также обес-
печивать при эксплуатации плавность работы, достаточную жест-
кость, износостойкость, герметичность, препятствовать вибра-
ции и т.п.
Корпусные детали в машиностроении достаточно разнообраз-
ны по конструкции и размерам, что определяется их служебным
назначением.
Основными базами этих деталей могут быть три плоскости,
образующие координатный угол; плоскость и два технологиче-
ских отверстия; плоскость и центрирующее отверстие (наружная
цилиндрическая поверхность).
Поверхности главных отверстий совместно с торцовыми по-
верхностями образуют комплекты вспомогательных баз. Обычно
это основные исполнительные поверхности, предназначенные для
установки различных опор валов, шпинделей, пинолей и т.п.
В отверстия могут быть установлены непосредственно подшипни-
ки скольжения, качения или стаканы, несущие такие опоры.
Корпусная деталь может содержать одно отверстие (опору),
например, как у ведущей ступени конического редуктора, или
несколько соосно расположенных отверстий (опор), как у ведо-
мой ступени конического редуктора.
Иногда корпусная деталь может содержать внутренние точно
обработанные отверстия, как у двигателя внутреннего сгорания
или поршневого компрессора, которые служат для непосредствен-
ной установки и направления движения поршней или для уста-
новки гильз.
266
Корпусные детали могут содержать вспомогательные отверстия,
которые служат для установки механизмов переключения зубча-
тых передач, муфт и т.п. Кроме того, они имеют крепежные от-
верстия: глухие и сквозные, резьбовые и гладкие. Эти отверстия
служат для крепления корпусной детали к другой базовой детали,
а также для крепления других изделий (механизмов переключе-
ния передач, муфт, крышек, смотровых люков и т.п.).
Габаритные размеры и форма корпусных деталей, наличие об-
рабатываемых поверхностей и требования по точности и шерохо-
ватости во многом определяют структуру и содержание проекти-
руемого технологического процесса. В справочной литературе при-
водится достаточно много типовых технологических маршрутов
механической обработки корпусных деталей, структура которых
зависит от их конструкции. Поэтому все многообразие корпусных
деталей условно делят на несколько групп (рис. 10.1) [32].
Первая группа (рис. 10.1, а) — корпусные детали коробчатой
формы в виде параллелепипеда, габаритные размеры которых яв-
ляются величинами одного порядка: корпуса редукторов, коро-
бок скоростей, коробок подач, шпиндельных бабок. В большин-
стве случаев основными базами таких корпусов служат плоские
поверхности, а вспомогательными — главные отверстия и торцы,
предназначенные для установки валов и шпинделей.
Рис. 10.1. Группы корпусных деталей:
а — коробчатой формы (цельные и разъемные); б — с гладкими внутренними
цилиндрическими поверхностями; в— сложной пространственной геометриче-
ской формы; г — с направляющими поверхностями; д — типа кронштейнов,
угольников, стоек, плит и крышек
267
Конструкция и размеры корпусов диктуются условиями разме-
щения в них необходимых деталей и механизмов. Они имеют стен-
ки, ребра и перегородки, обеспечивающие повышение их жест-
кости. По этой же причине высота бобышек и приливов, на кото-
рых расположены главные отверстия, составляет приблизительно
2,5...3 толщины стенки, а наружный диаметр — 1,4... 1,6 диамет-
ра отверстий.
Вторая группа (рис. 10.1, й) — корпусные детали с гладкими
внутренними цилиндрическими поверхностями, протяженность
которых превышает их диаметральные размеры. К этой группе от-
носят блоки цилиндров, двигателей и компрессоров, корпуса раз-
личных цилиндров и золотников, пневмо- и гидроаппаратуры,
корпуса задних бабок, обеспечивающих базирование выдвижной
пиноли и заднего центра. В соответствии со служебным назначе-
нием к внутренним цилиндрическим поверхностям предъявляют
повышенные требования по точности диаметральных размеров и
геометрической формы. Эти поверхности обычно работают на из-
нос, поэтому требования к ним по шероховатости и износостой-
кости также очень высоки.
Третья группа (рис. 10.1, в) — корпусные детали сложной про-
странственной геометрической формы. К ним относят корпуса
паровых и газовых турбин, центробежных насосов, коллекторов,
тройников, вентильных кранов. Сложная пространственная фор-
ма и геометрические размеры таких корпусов продиктованы не-
обходимостью формирования требуемых потоков движения газов
или жидкостей. К этой группе относятся также сложные по форме
корпусные детали ходовой части машин: картер заднего моста,
корпус поворотного рычага и др.
Четвертая группа (рис. 10.1, г) — корпусные детали с направ-
ляющими поверхностями: столы, столы-спутники, каретки, са-
лазки, суппорты, ползуны, планшайбы, которые в процессе ра-
боты совершают возвратно-поступательное или вращательное дви-
жение по направляющим поверхностям, обеспечивая точное от-
носительное перемещение исполнительных механизмов. Такие кор-
пуса входят в состав несущей системы большинства станков. Жест-
кость этих деталей достигается внутренними перегородками и реб-
рами. Отношение высоты к ширине плоских столов, салазок, сто-
лов-спутников, находится в пределах 0,1...0,18.
Пятая группа (рис. 10.1, д) — корпусные детали типа крон-
штейнов, угольников, стоек, плит и крышек, т.е. наиболее про-
стые по конструкции корпусные детали, которые выполняют функ-
ции дополнительных опор для обеспечения требуемой точности
относительного положения отдельных механизмов, валов, зубча-
тых колес.
Проектирование технологии механической обработки корпус-
ных деталей начинают с анализа конструкторской документации:
268
Рис. 10.2. Чертеж корпуса редуктора
269
Рис. 10.2. Окончание
достаточности и правильности расстановки размеров, требований
к точности размеров, формы и взаимного расположения поверх-
ностей, требований к качеству поверхностей и т.д. Пример оформ-
ления чертежа корпуса редуктора представлен на рис. 10.2.
10.2. Основные технические требования
В отношении точности обработки поверхностей к корпусным
деталям предъявляют ряд технических требований, некоторые из
них приведены в табл. 10.1. Остальные технические требования в
зависимости от служебного назначения и конструкции изделия
регламентируются таблицами [6].
Некоторые технические требования для той или иной корпус-
ной детали наиболее точно можно установить после анализа их
сборочных чертежей. Построив необходимые размерные цепи, вы-
полнив их анализ и расчет, можно установить фактические вели-
чины этих требований. Например, шпиндельный узел маятнико-
вой пилы должен отвечать следующим требованиям:
наличие зазора между торцом крышки и наружной обоймой
подшипника (правая опора);
параллельность осей посадочных шеек шпинделя относитель-
но установочных плоскостей корпусов;
Таблица 10.1. Основные технические требования, предъявляемые
к корпусным деталям
Поверхности корпусной детали Вид допуска Величина допуска; пояснения
Плоские базирующие поверхности Плоскостность или прямолинейность плоскостей в опреде- ленных направлениях При номинальной длине 400...630 мм и 7 — 8-й степе- ни точности допуск составит 0,03...0,05 мм
Плоские базирующие поверхности Плоскостность по- верхностей относи- тельно общей приле- гающей плоскости При номинальной длине 160...250 мм и 7 —8-й степе- ни точности допуск составит 0,02...0,03 мм
Плоские базирующие поверхности Параллельность и перпендикулярность При номинальной длине 160...250 мм и 7 —8-й степе- ни точности допуск составит 0,03...0,05 мм
Между плоскими поверхностями Точность размера 0,02... 0,5 мм для деталей обычной точности; 0,005...0,01 мм для деталей повышенной точности
272
Продолжение табл. 10.1
Поверхности корпусной детали Вид допуска Величина допуска; пояснения
Основные от- верстия под ра- диальный под- шипник каче- ния в цельном или разъемном корпусе(наруж- ное кольцо име- ет возможность осевого переме- щения) Точность диамет- рального размера При нормальных и тяжелых режимах (в электродвигате- лях, насосах и т.д.) для под- шипников классов точности РО иР6 — Jsl, классов точно- сти Р5 и Р4 — Js6; при дина- мической нагрузке различной величины (большинство под- шипников общего машино- строения) для подшипников классов точности РО и Р6 — Jsl и Н1 (по ГОСТ 3325-85)
Основные от- верстия под подшипники скольжения в цельном или разъемном кор- пусе Точность диамет- рального размера //8
Основные от- верстия под подшипники качения Погрешность формы (допуск круглости, цилиндричности) (0,25...0,5)5, где 5 — допуск диаметрального размера (по ГОСТ 3325-85)
Основные от- верстия под подшипники скольжения (втулки, вкла- дыши) Погрешность формы (допуск круглости, цилиндричности) Допуск по 7-й степени точно- сти (ГОСТ 24643-81)
Между осями отверстий в кор- пусе для ци- линдрической зубчатой пере- дачи Точность размера Величина допуска ±/; = ±о,8/а, где fa — предельные отклоне- ния межосевого размера пере- дачи (по таблицам [6] в зави- симости от величины межосе- вого размера, вида сопряже- ния и модуля)
Оси отверстий в корпусе для ци- линдрической зубчатой пере- дачи Допуск перекоса f'y и непараллельное™ /х Величина допусков Л' = 0,8/х^и/; = 0,8Л^-, Ьс Ьс где fxwfy— непараллельное!!, и перекос осей зубчатой пе-
273
Окончание табл. 10.1
Поверхности корпусной детали Вид допуска Величина допуска; пояснения
редачи (по таблицам [6] в за- висимости от степени точно- сти передачи, ширины зубча- того венца и модуля); L — рас- стояние между средними пло- скостями опор валов в корпу- се; Ьс— среднее значение ин- тервала размеров по ширине зубчатого венца
Плоские бази- рующие поверх- ности Шероховатость поверхности Ra 2,5...0,63 мкм
Поверхности основных от- верстий Ra 1,25...0,16 мкм
Поверхности основных от- верстий ответ- ственных дета- лей Ra 0,08 мкм
Поверхности разъема корпу- сов (редукто- ров, подшип- ников и т. п.) При герметичном соединении с прокладкой Ra 3,2... 6,3 мкм, без прокладки Ra 0,8... 1,6 мкм; при негерметичном соедине- нии Ra 6,3... 12,5 мкм
Примечание. При допуске формы 60 % Тр (допуска размера) Ra < 0.05Тр;
при 40% Тр — Ra < 0,025 Тр; при 25 % Тр Ra < 0,012 Тр
точность размера оси посадочной шейки относительно основа-
ния корпуса;
вылет и параллельность базового торца вала для установки пилы
относительно базового торца корпуса;
точность размера между торцами корпусов;
неподвижное соединение внутренней обоймы и вала, и под-
вижное соединение наружной обоймы подшипника и корпуса;
величина радиального зазора в подшипниках не меньше мини-
мально допустимого;
параллельность оснований корпусов и размещение их в одной
плоскости.
Размерные цепи, анализ и расчет которых позволяет оценить
ряд перечисленных требований, представлены на рис. 10.3. При
274
Рис. 10.3. Размерные цепи, определяющие зазор между торцом крышки и
наружной обоймой подшипника (Л), между осью посадочной шейки и
основанием корпуса (В), между базовыми торцами корпусов (D), парал-
лельность оси посадочной шейки шпинделя относительно установочной
плоскости корпуса (а):
1,2— оси шейки вала под шкив и под подшипник соответственно; 3, 4 — оси
внутреннего и наружного колен подшипника соответственно; 5 — ось отверстия
в корпусе
этом можно установить фактические требования к корпусам под-
шипников: размер и допуск глубины проточки под подшипник
качения (J2); параллельность оси отверстия под подшипник каче-
ния относительно базовой плоскости (а5); точность размера меж-
ду основанием корпуса и осью отверстия под подшипник качения
(Я5); зазор между базовым торцом корпуса и торцом отверстия
под подшипник качения (Z)3) и другие требования.
10.3. Материалы и методы получения заготовок
В соответствии со служебным назначением к корпусным дета-
лям предъявляют ряд требований по жесткости, прочности, виб-
роустойчивости, износостойкости. С учетом этих требований вы-
бирают материал для их изготовления.
275
Корпусные детали относятся к изделиям достаточно сложной
формы, со стенками, ребрами жесткости, приливами и другими
конструктивными элементами, поэтому литье представляется наи-
более приемлемым способом получения заготовок. Относительно
дешевым видом черного литья, но и наименее прочным является
серый чугун. При невысокой стоимости он обладает хорошими
литейными свойствами и легко обрабатывается. В машинострое-
нии часто применяют чугуны с физико-механическими свойства-
ми, повышенными за счет модификации, легирования, специ-
альной термической обработки.
Наиболее ответственные корпусные детали (например, блоки
цилиндров двигателей ЗМЗ-24, 3M3-53), изготовляют из чугунов
СЧ24; блоки цилиндров двигателей ВАЗ-2101, -2102, -2103 — из
чугунов СЧ26; корпусные детали строительных, дорожных и
подъемно-транспортных машин — из чугунов СЧ15, СЧ18, СЧ21;
малонагруженные детали (крышки, плиты, поддоны) — из чугу-
на СЧ12; корпусные детали с направляющими, к которым предъяв-
ляются повышенные требования по износостойкости — из моди-
фицированных чугунов СЧ32 и СЧ35.
Изделия из чугуна обладают значительной массой, поэтому в
последнее время широко применяются более легкие цветные спла-
вы: алюминиевые, магниевые и др. Так, блоки цилиндров двига-
телей МЗМА-412 изготовляют из алюминиевого сплава АЛ9, дви-
гателей МЕМЗ-968 — из магниевого сплава МЛ5; картер сцепле-
ния автомобиля ГАЗ и его модификаций — из сплава АЛ4. Из этих
материалов получают отливки достаточно высокой точности, что
значительно сокращает трудоемкость их механической обработки.
Для изготовления корпусных деталей, работающих с больши-
ми нагрузками, используют ковкие и специальные ковкие чугуны.
Картер главной передачи автомобиля ГАЗ и его модификаций
выполняют из ковкого чугуна КЧ35-10, автомобилей ВАЗ — из
специального ковкого чугуна (нормаль 52220).
Корпуса высоконапорных насосов, компрессоров изготовляют
из чугунов повышенной прочности СЧ24 и СЧ28. Применяют так-
же литейные стали 15Л — для изготовления корпусов электродви-
гателей, 35Л — для изготовления паровых турбин.
Коррозионно-стойкие стали 12Х18Н9Т, 20Х23Н13 используют
для изготовления корпусных деталей, работающих в агрессивных
средах (кислотах, щелочах, морской воде). Для сварных конструк-
ций корпусных деталей используют листовые малоуглеродистые
стали СтЗ, Ст4 и др.
Отливки различают по способу их получения: обычные, получа-
емые в песчано-глинистых формах, и специальные, получаемые
специальными методами литья (в кокиль, центробежным способом,
под давлением и т. п.). Наиболее распространено обычное литье (при-
мерно 90 % от общего количества отливок). Преимущества обычного
276
литья: возможность получения отливок из любых металлов и спла-
вов, любой массы и сложности при минимальной себестоимости;
недостатки: низкая точность и качество поверхностей, сложность
процесса, низкий коэффициент использования материала.
Так, при наибольших габаритных размерах отливок 630... 1 600 мм
получают класс размерной точности /Г 8—13. Степень коробле-
ния элементов отливок при отношении наименьшего размера эле-
мента отливки к наибольшему (толщины или высоты к длине эле-
мента отливки) 0,05...0,1 получают: 3 — 6 — при использовании
многократных форм и 5 —8 — при использовании разовых форм.
Степень точности поверхностей отливок при наибольших габа-
ритных размерах отливок 630... 1 600 мм получают 13—19, при
этом шероховатость поверхностей составляет от Ra 32 мкм до
Rz 500 мкм. Класс точности массы отливок при номинальной их
массе 10... 1 000 кг получают 1Т 7 — 14.
Допуск линейных размеров для классов размерной точности
составляет IT 8— 13, для номинальных размеров 100... 160 мм —
0,8...2,4 мм.
Допуски формы и расположения элементов отливки при но-
минальном размере нормируемого участка 125... 160 мм и 3 —6-й
степени коробления элементов отливки в пределах 0,24...0,5 мм.
Из-за низкой точности отливок, получаемых в песчано-глинис-
тых формах, требуется увеличение объемов механической обра-
ботки.
Специальные методы литья позволяют повысить класс размер-
ной точности отливок, степени коробления, степени точности
поверхностей, класс точности массы отливок, уменьшить шеро-
ховатость поверхностей. Благодаря этому уменьшаются припуски
и значительно сокращаются объемы механической обработки.
С целью улучшения свойств отливок их можно подвергать тер-
мической обработке: отжигу — для снятия остаточных напряже-
ний (отливки из стали, чугуна, магниевых сплавов); высокотем-
пературному отпуску — для выравнивания структуры по сечению
(отливки из стали, медных сплавов); закалке — для увеличения
прочности и твердости (отливки из стали, чугуна, медных и алю-
миниевых сплавов); отпуску — для увеличения пластичности и
снятия напряжений (отливки из стали, чугуна, медных и алюми-
ниевых сплавов); нормализации — для измельчения структуры
(отливки из стали, чугуна, медных сплавов). Существуют и другие
виды термической обработки отливок.
10.4. Базы и базирование
Анализируя размерные связи между отдельными поверхностя-
ми корпусной детали, выявляют поверхности, относительно ко-
277
Рис. 10.4. Типовые схемы базирования корпусных деталей:
а — по трем плоскостям, образующим координатный угол; б — по плоскости и
двум технологическим отверстиям; в — по торцу фланца и наружной (или внут-
ренней) центрирующей проточке: 1—6 — номера опорных точек
торых задано положение большинства других поверхностей. Эти
поверхности и являются основными базами детали. Их, как пра-
вило, используют в качестве технологических баз при обработке
большинства поверхностей. К ним обычно относятся поверхности
основания, с помощью которых корпусная деталь устанавливает-
ся на другую базовую деталь. Несмотря на значительное многооб-
разие конструктивных форм корпусных деталей, можно выделить
наиболее часто используемые схемы их базирования (рис. 10.4).
Выбор первой черновой базы для первой операции также яв-
ляется ответственной задачей, от решения которой зависит:
установление связей, определяющих точность расположения
обрабатываемых поверхностей относительно необрабатываемых
свободных поверхностей заготовки;
обеспечение равномерного распределения припуска на поверх-
ностях, подлежащих обработке.
В качестве черновых баз у корпусных деталей часто выбирают
поверхности отлитых основных отверстий и боковую поверхность
либо плоскость разъема, поверхности полуотверстий и боковую
поверхность.
10.5. Технологический маршрут обработки
Структура и содержание технологического маршрута обработ-
ки резанием корпусной детали зависят от ее конструктивного ис-
полнения, от геометрической формы, размеров, массы и вида
заготовки, от сложности предъявляемых технических требований
и характера производства.
Конструктивные исполнения корпусных деталей весьма мно-
гообразны: детали отличаются друг от друга геометрическими фор-
мами и размерами; предъявляемые к ним технические требования
также различны. Тем не менее в разработке и построении техно-
логического маршрута их обработки резанием имеются общие за-
278
кономерности. Эти закономерности относятся к задачам выбора
технологических баз, к определению последовательности обра-
ботки поверхностей в соответствии с намеченными технологи-
ческими базами, к определению необходимого количества пере-
ходов по обработке определенных поверхностей заготовки, к вы-
бору оборудования и формированию операций.
Технологический маршрут обработки корпусной детали состо-
ит из следующих этапов:
обработка полного комплекта технологических баз, которые в
дальнейшем будут использованы при обработке других поверхно-
стей;
черновая и получистовая обработка плоскостей и других на-
ружных поверхностей;
черновая и чистовая обработка главных отверстий;
обработка мелких и резьбовых отверстий;
чистовая и отделочная обработка плоских поверхностей и глав-
ных отверстий.
В зависимости от технических требований, предъявляемых к
детали, между этапами черновой и чистовой обработки могут быть
предусмотрены операции термической обработки для улучшения
структуры и физико-механических свойств материала, для снятия
внутренних остаточных напряжений и т.п.
При построении технологического маршрута обработки кор-
пусных деталей следует исходить из некоторых принципов:
для корпусных деталей в качестве первой операции назначают
обработку поверхностей, которые при дальнейшей обработке долж-
ны быть использованы как технологические базы (обработка с
одного установа: трех плоскостей образующих координатный угол;
плоскости и двух технологических отверстий; торца фланца и цент-
рирующего отверстия). Если дальнейшая обработка корпусной
детали предусматривается на станке с ЧПУ или в автоматизиро-
ванном производстве, то базовые поверхности желательно полу-
чить до обработки на этом оборудовании;
черновую обработку заготовок следует начать с обработки при-
валочных плоскостей, а затем основных отверстий, чтобы обеспе-
чить лучшие условия работы консольного инструмента для обра-
ботки отверстий (особенно при врезании инструмента);
после выполнения черновой обработки поверхностей и съема
основного припуска для перераспределения внутренних остаточ-
ных напряжений заготовки наиболее ответственных деталей должны
пройти старение (естественное или искусственное);
после выполнения черновой обработки поверхностей не реко-
мендуется сразу же на них выполнять чистовую обработку, так
как обильное тепловыделение при черновой обработке может зна-
чительно изменить размеры и форму заготовки и нужно время,
чтобы она успела остыть (можно предусмотреть обработку мелких
279
участков поверхностей, мелких крепежных отверстий, желатель-
но с обильным охлаждением);
рекомендуется после выполнения черновой обработки поверх-
ностей и термической обработки заготовки улучшить точность и
качество поверхностей, используемых в дальнейшем в качестве
технологических баз;
чистовую обработку поверхностей следует выполнять на дру-
гом оборудовании, более точном, также выполняя сначала обра-
ботку плоскостей, а затем отверстий;
окончательную обработку плоскостей, а также основных от-
верстий следует выполнять после обработки крепежных отверстий
на них или вблизи них, поскольку их обработка приводит к воз-
никновению погрешности формы;
на окончательных этапах обработки необходимо соблюдать ус-
ловие, чтобы поверхности (основные базы детали и основные ис-
полнительные поверхности) были взаимоувязаны схемой базиро-
вания и обработки, т.е. используя в качестве технологических баз
основные базы детали, обработать основные исполнительные по-
верхности;
для корпусных деталей повышенной точности все промежуточ-
ные этапы технологического процесса разделяют на черновую, по-
лучистовую (одно- или многократную) и чистовую обработку, каж-
дая из которых сопровождается старением, термообработкой с по-
следующим улучшением точности и качества базовых поверхностей;
в условиях единичного и мелкосерийного производства после
получения полного комплекта технологических баз рекомендует-
ся выполнить обработку по черновому переходу возможно боль-
шего количества поверхностей, используя для этого многоцеле-
вые станки с ЧПУ, универсальные с ручным управлением (мак-
симально концентрировать технологические переходы в пределах
одной операции, что в целом сократит общее количество обору-
дования и обслуживающего персонала);
для обработки прерывистых плоских поверхностей корпусных
деталей необходимо выбирать методы обработки, исключающие
сколы при выходе режущего инструмента из зоны резания, т.е.
методы, сопровождаемые минимальными силами резания или ис-
ключающими прерывистость обработки, или вести обработку вдоль
прерывистой поверхности, обходя ее по контуру, используя сис-
тему ЧПУ станка;
обработку отверстий, лежащих на одной оси и расположенных
в нескольких параллельных плоскостях, на обрабатывающих цен-
трах лучше вести с двух сторон, осуществляя поворот заготовки,
что дает возможность применять короткие оправки большей жест-
кости ;
если необходима обработка отверстий в сплошном материале
нежестким сверлом, то рекомендуется предварительно выполнить
280
засверливание коротким центровочным сверлом или коротким
сверлом большего диаметра (причем оставшийся след после этого
можно использовать как фаску);
первый технологический переход по обработке отверстий, име-
ющихся еще у заготовки, лучше выполнять расточным резцом,
установленным в борштангу, или фрезеровать концевой фрезой
по контуру отверстия, чтобы уменьшить отжатие инструмента;
при фрезеровании плоских поверхностей корпусных деталей
лучше выполнять обработку фрезами малого диаметра последова-
тельными проходами, чтобы уменьшить силы резания и отжатие
технологической системы.
Типовой технологический маршрут обработки корпусной де-
тали приведен в табл. 10.2. Для обработки поверхностей корпусных
деталей применяют методы, приведенные в табл. 10.3.
Таблица 10.2. Типовой технологический маршрут обработки
корпусной детали
№ опе- рации Наименование и содержание операции Технологические базы Оборудование
05 Фрезерная — фрезе- рование базовой по- верхности и обра- ботка двух техноло- гических отверстий Противобазовая плоскость и поверх- ность отлитых отвер- стий Универсальный фрезерный станок
010 Фрезерная — черно- вое фрезерование плоских поверхно- стей Плоскость и два тех- нологических отвер- стия Фрезерный станок
015 Расточная — черно- вое растачивание отверстий Плоскость и два тех- нологических отвер- стия Расточный станок
020 Термическая — ста- рение — Электрическая печь
025 Фрезерная — чисто- вое фрезерование базовой плоскости и исправление двух технологических от- верстий Поверхности основ- ных отверстий и об- работанные плос- кости Универсальный фрезерный станок
030 Фрезерная — полу- чистовое фрезеро- вание плоских по- верхностей Плоскость и два тех- нологических отвер- стия Фрезерный станок
281
Окончание табл. 10.2
№ опе- рации Наименование и содержание операции Технологические базы Оборудование
035 Расточная — полу- чистовое растачива- ние отверстий Плоскость и два технологических отверстия Расточный станок
040 Сверлильная — свер- ление крепежных отверстий, зенкеро- вание фасок, наре- зание резьбы Плоскость и два тех- нологических отвер- стия Сверлильный станок
045 Фрезерная — чисто- вое фрезерование плоских поверхно- стей Плоскость и два тех- нологических отвер- стия Фрезерный станок
050 Расточная — чисто- вое растачивание от- верстий Плоскость и два тех- нологических отвер- стия Расточный станок
055 Шлифовальная — шлифование (отдел- ка) плоских поверх- ностей Противолежащие плоские поверхно- сти Плоскошлифо- вальный станок
060 Внутришлифоваль- ная — шлифование (отделка отверстий) Плоскость и два тех- нологических отвер- стия Внутришлифоваль- ный станок
Таблица 10.3. Методы обработки поверхностей корпусных деталей
Метод обработки Шероховатость поверхности Ra, мкм Квалитсты точности
экономические достижимые
Обработка плоских поверхностей
Строгание Черновое 12,5*...25 12-14
Чистовое 3,2*...6,3 11-13(10)** —
Тонкое (0,8)...1,6 8-10 у**
Фрезерование цилиндриче- ской фрезой Черновое 25...50 12-14(11)** —
Чистовое 3,2*...6,3 11(10)** —
Тонкое 1,6 8; 9 6; 7**
282
Продолжение табл. 10.3
Метод обработки Шероховатость поверхности Ra, мкм Квалитеты точности
экономические достижимые
Фрезерование торцовой фрезой Черновое 6,3...12,5 12-14(11)** —
Чистовое 3,2*...6,3(1,6) 11 10**
Тонкое (0,8)...1,6 8; 9 6; 7**
Фрезерование скоростное Черновое 3,2 12-14 11
Чистовое 0,8...1,6* 11-13 8; 9
Протягивание Пол уч исто- вое 6,3 8; 9 —
Чистовое 0,8*...3,2 7; 8 —
Отделоч- ное 0,2.„О,4 7 6
Шлифование плоское Получисто- вое 3,2 8-11 —
Чистовое 0,8*...1,6 6-8 —
Тонкое 0,2*...0,4(0,1) 6-7 6
Точение торцовое Черновое 6,3...12,5 14-15 —
Чистовое 3,2...5 11-13 —
Тонкое 0,8...1,6 8-10 7
Обработка отверстий
Сверление До 15 мм 6,3...12,5* 12-ЕЗ 10;(П)
Свыше 15 мм 12,5...25* 12-[Ц 10;(П)
Рассверлива- ние Свыше 20 мм 12,5...25*(6,3) 12-14 10; 11
Зенкерование Черновое (по корке) 12,5...25 12-15 —
Ч истовое 3,2*...6,3 10-11 8; 9
Растачивание Черновое 50... 100 15-17 —
Получисто- вое 12,5...25 12-14 —
Чистовое 1,6*...3,2(0,8) 8; 9 7
Тонкое 0,4*...0,8(0,2) 7 6
283
Окончание табл. 10.3
Метод обработки Шероховатость поверхности Ra, мкм Квалитеты точности
экономические достижимые
Растачивание скоростное Свыше 40 мм 0,4... 1,6 8 7
Разве ртыва- ние Пол уч исто- вое 6,3... 12,5* 9; 10 8**
Чистовое 1,6*...3,2 7; 8 (8)** —
Тонкое (0,4)...0,8 7 6**
Протягивание Черновое 6,3 8; 9 —
Чистовое 0,8*...3,2 7 —
Отделоч- ное 0,2...0,4 6-8 6
Шлифование Получисто- вое 3,2...6,3 5 —
Чистовое 0,8*...1,6 7-9 6
Тонкое 0,2*...0,4(0,1) 6; 7 Выше 5-го
Прошивание Чистовое 0,4...1,6 14-15 —
Тонкое 0,05...1,6 8-10 —
Примечания: I. В скобках указаны предельно достижимые значения пара-
метра шероховатости Ra.
2. Одной звездочкой отмечены оптимальные значения для данного вида обра-
ботки; двумя — экономическая точность изготовления чугунных деталей.
3. Значком | |отмечены квалитеты при сверлении отверстий без кондуктора,
знаком О — по кондуктору.
10.6. Контроль
Контроль корпусных деталей осуществляют как при выполне-
нии наиболее ответственных операций технологического процес-
са, так и после изготовления детали. При этом контролируют
точность размеров и относительного положения плоских поверх-
ностей и главных отверстий, точность геометрической формы и
шероховатость поверхностей детали, правильность положения резь-
бовых и других мелких отверстий.
В условиях единичного и мелкосерийного производства конт-
роль выполняют с помощью универсальных измерительных средств.
Точность размеров, относительных поворотов и геометрической
формы плоских поверхностей контролируют с помощью линеек,
284
угольников, уровней, концевых мер, индикаторов и различных
шаблонов. Для контроля точности размеров, относительного по-
ложения и геометрической формы отверстий дополнительно при-
меняют микрометрические и индикаторные приборы (штихмасы,
пассиметры, микрометры), штангенинструменты (штангенцирку-
ли, штангенрейсмасы, штангенглубиномеры), контрольные оп-
равки и предельные калибры (пробки).
Таблица 10.4. Методы измерения отклонения относительного
поворота поверхностей
Метод измерения
Схема
Отклонение от параллельности плоскостей
Координатно-измеритель-
ным прибором (трехкоор-
динатной измерительной
машиной)
По углу наклона измери-
тельной головкой и пове-
рочной плитой: плоско-
параллельной планкой
(/) или плоской планкой
(2)
Отклонение от параллельности прямых в плоскости
Прямомером с измери-
тельной головкой для из-
мерения в горизонтальной
плоскости и поверочной
плитой
285
Продолжение табл. 10.4
Метод измерения
Измерительной головкой
и поверочной плитой:
плоскопараллельной
планкой (/) или плоской
планкой(2)
Схема
Отклонение от параллельности оси (прямой) и плоскости
Координатно-измеритель-
ным прибором (трехко-
ординатной измеритель-
ной машиной)
Поверочной плитой и из-
мерительной головкой (/)
или концевыми мерами
длины (2) и оправкой
Поверочной плитой и из-
мерительной головкой без
оправки
286
Окончание табл. 10.4
Метод измерения
Схема
Отклонение от параллельности осей (прямых) и общей плоскости
Измерительной головкой,
поверочной плитой и оп-
равками
Перекос осей (прямых)
Измерительной головкой,
поверочной плитой и оп-
равками
В крупносерийном и массовом производстве контроль геомет-
рической точности корпусных деталей выполняют на специаль-
ных приборах, обеспечивающих автоматическое измерение одно-
временно нескольких параметров. Измерительная система таких
приборов основана обычно на применении пневматических, ин-
дуктивных или электроконтактных датчиков. При выборе измери-
тельных средств необходимо учитывать требования к точности
контролируемой детали и допустимые предельные погрешности
измерительного прибора. Предельная погрешность измерительных
средств, как правило, не должна превышать 0,1...0,2 допуска на
контролируемый параметр. Лишь в отдельных случаях, при малом
допуске, разрешается погрешность измерения в пределах 0,3 до-
пуска. Некоторые методы и схемы измерения отклонений относи-
тельного поворота поверхностей приведены в [20J и табл. 10.4.
287
10.7. Особенности изготовления станин
Назначение и конструкция. Станины являются основными ба-
зовыми деталями станков. В зависимости от конструкции станка и
расположения его координатных осей станины выполняют гори-
зонтальными (продольные станины — основания для крупных
токарных, продольно-фрезерных, строгальных и других станков),
вертикальными и короткими (для зубофрезерных, бесконсольно-
фрезерных станков), Т-образными (для шлифовальных станков).
Ряд поверхностей станин аналогичны поверхностям корпус-
ных деталей: плоские поверхности (основные или вспомогатель-
ные базы), отверстия для установки опор, шпинделей или валов,
крепежные отверстия.
Основная отличительная особенность станин по сравнению с
другими базовыми деталями — наличие в большинстве случаев
направляющих. В металлорежущих станках обычно используют на-
правляющие скольжения, качения или комбинированные. Их вы-
полняют цельными со станиной или накладными, прикреплен-
ными к станине винтами.
По форме поверхностей направляющие бывают плоские, приз-
матические, комбинированные (плоские и призматические), в виде
ласточкина хвоста, круглые, многогранные и др.
Основные технические требования. Ранее приведенные техни-
ческие требования к поверхностям корпусных деталей примени-
мы и к поверхностям станин. В отношении поверхностей направ-
ляющих к станинам предъявляют еще ряд технических требова-
ний, приведенных ниже.
Вид допуска Величина допуска
Прямолинейность и параллель-
ность направляющих, мм.....................0,012...0,02/1 000
Извернутость направляющих
(по всей длине), мм.............................0,025...0,05
Допуск плоскостности поверх-
ностей направляющих, мм.............................0,003
Шероховатость поверхностей
направляющих Ra, мкм.............................. 1,25...0,5
Материалы и методы получения заготовок. Большинство станин
изготовляют из серого чугуна СЧ21, СЧ25, СИЗО. С целью умень-
шения металлоемкости, повышения износостойкости и жесткости
применяют серые легированные чугуны.
Заготовки из чугуна получают различными методами: литьем в
почву с верхом (до 200 т), в крупные опоки (до 100 т), в съемные
опоки со стержнями (до 35 г), в почву с верхней опокой и обли-
цовочным слоем из быстротвердеющей смеси (в основном с руч-
ной формовкой).
288
Таблица 10.5. Типовой технологический маршрут обработки станины
№ опе- рации Наименование и содержание операций Технологические базы Оборудование
05 Фрезерная — черно- вое фрезерование основания и боко- вых поверхностей Привалочная плос- кость и поверхности направляющих Продольно-фре- зерный станок
010 Фрезерная — черно- вое фрезерование поверхностей на- правляющих Основание и боко- вые поверхности Продольно-фре- зерный станок
015 Фрезерная — черно- вое фрезерование привалочных по- верхностей Поверхности на- правляющих Торцефрезерный станок
020 Расточная — черно- вое растачивание от- верстий под опоры шпинделя или валов Основание и боко- вые поверхности Расточный станок
025 Термическая — ста- рение — Электрическая печь
030 Фрезерная — чисто- вое фрезерование основания и боко- вых поверхностей Поверхности на- правляющих Продольно-фре- зерный станок
035 Строгальная — чис- товое строгание на- правляющих и дру- гих плоских поверх- ностей Основание и боко- вые поверхности Продольно-строга- льный станок
040 Фрезерная — чисто- вое фрезерование привалочных по- верхностей Поверхности на- правляющих Продольно-фре- зерный станок
045 Сверлильная — свер- ление крепежных и других мелких от- верстий, цекование торцов, зенкование фасок, нарезание резьбы Основание и боко- вые поверхности Радиально-свер- лильный станок
289
Окончание табл. 10.5
№ опе- рации Наименование и содержание операций Технологические базы Оборудование
050 Расточная — чисто- вое растачивание от- верстий под опоры шпинделя или валов Основание и боко- вые поверхности Горизонтально- расточный станок
055 Шлифовальная — шлифование поверх- ностей направляю- щих Поверхности на- правляющих Станок для шли- фования направ- ляющих
060 Внутришлифоваль- ная — шлифование отверстий под шпиндель Поверхности на- правляющих Специальное при- способление
065 Термическая (или продольно-фрезер- ная) — упрочнение поверхностей на- правляющих Основание и боко- вые поверхности Электрическая печь(или продоль- но-фрезерный ста- нок, оснащенный специальным при- способлением — упрочнителем)
070 Шлифовальная — отделка поверхно- стей направляющих Поверхности направляющих Станок для шлифования направляющих
075 Внутришлифоваль- ная — отделка от- верстий под шпин- дель Поверхности направляющих Специальное приспособление
Литые станины после отливки остывают неравномерно, по-
этому возникают значительные внутренние остаточные напряже-
ния, которые могут приводить к деформациям в процессе изго-
товления, а также и в дальнейшем при эксплуатации. Для снятия
внутренних остаточных напряжений после черновой обработки
поверхностей проводят естественное или искусственное старение
станин: термообработку, виброобработку, дробеструйную обра-
ботку. С этой же целью применяют галтовку мелких сварных ста-
нин. Станины изготовляют также из сталей СтЗ, Ст4 и Ст5. После
заготовки отдельных элементов, сборки и сварки станины под-
вергают термической обработке для снятия внутренних остаточ-
ных напряжений. Сварные станины широко применяют для не-
больших переносных станков — такие станины позволяют значи-
290
Таблица 10.6. Методы измерения отклонения формы поверхностей
Метод измерения Схема
Отклонение от плоскостности
Интерференцион- ная проверка с при- менением плоско- параллельной стек- лянной пластины и прибора для по- верки плоскостно- сти, основанного на интерферен- ционном методе / / / / . у\/\/ / / А
\ /
Поверочной пли- той «на краску» (по красочному пятну) —
Линейным компа-
ратором с несколь-
кими измеритель-
ными головками
и уровнем
Плоскостным ком-
паратором с не-
сколькими измери-
тельными голов-
ками
Плоскостным ком-
паратором с аэро-
статическими опор-
ными элементами
с несколькими из-
мерительными пре-
образователями
или головками
G q □ t
291
ГЛАВА 11
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ
11.1. Обработка ступенчатых валов
Назначение и конструкция. В различных конструкциях машин и
механизмов основными деталями, передающими крутящие мо-
менты, являются валы. Валы, применяемые в машиностроении,
весьма разнообразны по форме и размерам: гладкие, ступенча-
тые, с фланцами, с буртиками, сплошные и с отверстием —
сквозным или глухим (ступенчатым или гладким). В зависимости
от служебного назначения валы могут иметь различные поверх-
ности (рис. 11.1): опорные шейки для установки в опоры сколь-
жения или качения, посадочные шейки для установки зубчатых
колес, звездочек, шкивов, маховиков и др. Поверхности могут
быть цилиндрическими и коническими; со шпоночным пазом или
шлицами; резьбовые поверхности с ходовыми или крепежными
резьбами (метрическими, дюймовыми, трапецеидальными или
прямоугольными). Кроме того, вал может иметь вспомогательные
поверхности: лыски, фаски, канавки и др.
Основные технические требования. В зависимости от служебно-
го назначения и конструкции вала к его поверхностям предъявля-
ются соответствующие технические требования (табл. 11.1).
Материалы и методы получения заготовок. В процессе работы
валы испытывают значительные знакопеременные нагружения,
сложные деформации на кручение, изгиб, растяжение, сжатие.
Поэтому материал, из которого изготовляют валы, должен быть
высокопрочным, малочувствительным к концентраторам напря-
жений, но хорошо обрабатываемым и недорогим.
Этим требованиям отвечают конструкционные и легирован-
ные стали ЗОХ, 35, 35Х, 40, 45, 40Г, 50Г и др. Легированные
стали по сравнению с конструкционными применяют реже, вви-
ду их более высокой стоимости и повышенной чувствительности
к концентраторам напряжений.
В отечественном автомобилестроении валы для коробок пере-
дач изготовляют из разных сталей. Например, ведущие валы из
стали ЗОХ изготовляют для автомобилей ГАЗ, 35Х — для «Моск-
вича», 19ХГН и 20ХГНМ — для автомобилей ВАЗ; ведомые валы
из стали ЗОХ изготовляют для автомобилей ГАЗ, 40Х — для «Моск-
вича».
В единичном и мелкосерийном производстве штучные заготов-
ки для валов получают путем резки проката. Для гладких валов и
294
валов с небольшими перепадами диаметров ступеней — также из
проката, даже в других типах производств, где объемы выпуска
изделий достаточно велики. В серийном производстве большое рас-
пространение получила горячая штамповка в открытых или за-
крытых штампах. В крупносерийном и массовом производстве, где
коэффициент использования материала приближается к 0,75...0,95,
заготовки получают поперечно-винтовой прокаткой, электровы-
садкой, а также на ротационно-ковочных машинах и другими спо-
собами. Заготовки тяжелых валов получают свободной ковкой.
Базы и базирование. Основными базами для большинства валов
являются поверхности опорных шеек, однако, использование их
в качестве технологических баз весьма ограничено, так как невоз-
можна полная обработка наружных поверхностей с одного уста-
нова. Поэтому чаще всего используют искусственные технологи-
111 (1 : 4)
Рис. 11.1. Чертеж ступенчатого вала с некоторыми требованиями поточ-
ности, форме, расположению и шероховатости поверхностей
295
Таблица 11.1. Основные технические требования по точности
обработки поверхностей валов
Вид допуска Величина допуска Пояснения
Поля допусков для поса- дочных шеек вала под подшипники качения (условия: вращается вал; режим нагружения цир- куляционный; режим ра- боты тяжелый, ударные нагрузки) «6; mb Подшипники всех диаметров
h8; h9 Подшипники на за- креп ител ьно-стяж- ных втулках всех диа- метров
h8; h9' hll Подшипники на ко- нических закрепи- тельных втулках всех диаметров
Поля допусков для поса- дочных шеек вала под подшипники качения (условия: вращается кор- пус; режим нагружения местный; режим работы легкий или нормальный) g(> Подшипники всех диаметров
Поля допусков для поса- дочных шеек вала под подшипники качения (условия: вращается кор- пус; режим нагружения местный; режим работы нормальный или тяжел ый) g6;f6; h6 Подшипники всех диаметров
Допустимое отклонение формы 8 посадочной шейки вала под подшип- ник качения 0,58 Подшипники 0-го и 6-го классов точности
0,258 Подшипники 5-го и 4-го классов точности
Шероховатость посадоч- ной шейки под подшип- ник качения /?« 1,25 мкм Подшипники 0-го класса точности при диаметре до 80 мм
Ra 0,63 мкм Подшипники 6-го и 5-го классов точно- сти при диаметре до 80 мм
Шероховатость заплеч и- ков вала для установки подшипников качения Ra 2,5 мкм Подшипники 0-го класса точности
Ra 1,25 мкм Подшипники 6-го и 5-го классов точности
296
Продолжение табл. 11.1
Вид допуска Величина допуска Пояснения
Допуск биения заплечи- ков вала для установки подшипников качения 20 мкм Подшипники 0-го класса точности при диаметре до 50 мм
10 мкм Подшипники 6-го класса точности при диаметре до 50 мм. Для других условий — по ГОСТ 3325-85
Поля допусков для шпо- ночных пазов по ширине при свободном (I), нор- мальном (II) и плотном (III) соединении I II 111 Н9 N9 Р9 - N9 Р9 Под призматическую шпонку Под сегментную шпонку
Предельные отклонения глубины пазов и связан- ных с ней размеров (для призматических шпонок) 0 d~t\ t2 или d —
+0,1 0 0 -0,1 +0,1 0 При высоте шпонки 2... 6 мм
+ 0,2 0 0 -0,2 +0,2 0 При высоте шпонки 6... 18 мм. Для других условий — по ГОСТ 23360-78
Предельные отклонения глубины пазов и связан- ных с ней размеров (для сегментных шпонок) +0,2 0 0 -0,2 +0,1 0 При высоте шпонки 3,7...7,5 мм
+0,3 0 0 -0,3 +0,1 0 При высоте шпонки 7,5 ... 10 мм. Для дру- гих условий — по ГОСТ 24071-80
Поля допусков для уста- новки зубчатых и червяч- ных колес s7; s6 Для тяжело нагру- женных передач, ра- ботающих с ударны- ми нагрузками при п > 1 800 мин L От- носительное положе- ние деталей сохраня- ется при всех режи- мах работы. Допуска- ется большое осевое усилие
рб; гЬ При отсутствии зна- чительных крутящих
297
Продолжение табл. 11.1
Вид допуска Величина допуска Пояснения
Поля допусков для уста- новки зубчатых и червяч- ных колес рб; г 6 моментов, но для до- статочно прочных соединений, незна- чительные ударные нагрузки и вибрации. Дополнительное крепление, воспри- нимающее осевые нагрузки, чаще не требуется. Сопряже- ние с тонкостенны- ми деталями
пб; тб Точное центрирова- ние при ударных на- грузках и вибрациях, при редком снятии колес. Требуется до- полнительное креп- ление
k6'Js6 При частом снятии колес и неудобной разборке в трудно- доступных местах ма- шины
/16 При высоких требо- ваниях к соосности и частом снятии колес
/18; /19 При невысоких тре- бованиях к соосности
g(> При легкой установ- ке сменных колес и обеспечении свобод- ного перемещения вдоль оси вала при точном центрирова- нии
fT,f9; е9 Ручное перемещение шестерни вдоль вала. Шестерни, свободно вращающиеся на ва- лахи шестерни, вклю- чаемые муфтами
298
Окончание табл. 11.1
Вид допуска Величина допуска Пояснения
Поля допусков для ус- тановки зубчатых и чер- вячных колес е8 При большой длине ступицы, когда тре- буется легкое враще- ние колеса относи- тельно вала
Рекомендуемые поля до- пусков размеров Dub шлицевых поверхностей при центрировании по D /8;ух6 Размера D при поле допуска для втулки нп
Размера b при поле допуска для втулки F8
Рекомендуемые поля до- пусков размеров dub при центрировании по d Размера d при поле допуска для втулки Н7
h9,jsT, kl Размера d при поле допуска для втулки D9
f9;js7 Размера b при поле допуска для втулки F\Q
Рекомендуемые поля допусков размера b при центрировании по b jsl При поле допуска для втулки /'8
e8;/8 При поле допуска для втулки D9
t/9;/8 При поле допуска для втулки F\0
Шероховатость поверх- ностей зубьев Ra 0,63 мкм Для 3—6-й степеней точности
Ra 1,25 мкм Для 7-й степени точ- ности
Rz20 мкм Для 8-й степени точ- ности
Rz40 мкм Для 9-й степени точ- ности
ческие базы — например, поверхности центровых отверстий с
обоих торцов заготовки (рис. 11.2, о). Поверхности опорных или
посадочных шеек могут быть использованы в качестве двойной
направляющей технологической базы на операциях по обработке
299
Рис. 11.2. Схемы установки заготовок валов с использованием в качестве
технологических баз поверхностей центровых отверстий с обоих торцов
заготовки (а), опорных или посадочных шеек (б), посадочной шейки у
центрового отверстия и наружной поверхности — дополнительная тех-
нологически база (в)
лысок, поперечных и продольных отверстий, шпоночных пазов
и т. п. (рис. 11.2, б). При этом одну из торцовых поверхностей сту-
пени вала, откуда задан размер в осевом положении до обрабаты-
ваемой поверхности, назначают в качестве упорной (опорной)
технологической базы.
При обработке длинных, нежестких валов используют допол-
нительную технологическую базу — например, поверхность поса-
дочной шейки, которую устанавливают в люнет (рис. 11.2, в).
Технологический маршрут обработки. Технологический процесс
обработки вала обычно включает в себя выполнение следующих
основных операций:
обработка торцовых поверхностей и центрование;
черновая токарная обработка наружных поверхностей;
получистовая токарная обработка наружных поверхностей,
прорезание канавок, нарезание наружных резьб;
фрезерование шлицов, шпоночных пазов, сверление попереч-
ных отверстий;
чистовая токарная обработка поверхностей шеек;
шлифование поверхностей шлицов;
шлифование шеек.
В зависимости от технических требований, предъявляемых к
тому или иному валу, между этапами лезвийной и абразивной
обработки могут быть предусмотрены операции термической об-
работки: улучшение, цементация, закалка с высоким или низким
отпуском.
При построении технологического маршрута обработки сту-
пенчатого вала необходимо исходить из следующего:
300
в качестве первой операции назначают обработку торцовых
поверхностей и центровых отверстий для получения полного ком-
плекта технологических (искусственных) баз под последующую
обработку;
после термической обработки поверхностей вала (закалки и
отпуска) и получения твердости более 40 HRC, обработку поверх-
ностей следует вести абразивным инструментом;
если в технических требованиях на изготовление вала преду-
смотрено повышение твердости (55...60 HRC) отдельных элемен-
тов посредством их цементации и последующей закалки, то эти
поверхности насыщают углеродом. Остальные поверхности требу-
ют применения некоторых методов защиты: омеднения, повыше-
ния припуска на глубину цементации, который удаляется после
цементации и до закалки;
если в конструкции детали заданы требования по точности вза-
имного расположения поверхностей (соосности, концентрично-
сти, биению и т.п.), то при проектировании технологии необхо-
димо предусмотреть обработку этих поверхностей в пределах од-
ной операции с одного установа или обработку остальных поверх-
ностей с одного установа, используя основную базовую поверх-
ность в качестве установочной технологической базы;
технологический процесс механической обработки вала начи-
нают с черновой обработки всех поверхностей — удаления основ-
ного припуска, что обеспечивает максимальное устранение по-
грешностей размеров и формы заготовки, равномерный съем при-
пуска на последующую чистовую обработку, своевременное вы-
явление дефектов заготовок;
после выполнения черновой обработки в технологическом про-
цессе может быть предусмотрено применение промежуточной тер-
мообработки (нормализации — для улучшения обрабатываемости
малоуглеродистых и легированных малоуглеродистых сталей; ста-
рения — для снятия внутренних остаточных напряжений в круп-
ных отливках и т.п.);
при чистовой обработке в целом завершается обработка отдель-
ных поверхностей, требуемые точность и качество которых уже
достигнуты, или происходит подготовка отдельных поверхностей
к последующей более точной обработке;
шлицевые поверхности, которые будут подвергнуты закалке,
следует фрезеровать с оставлением припуска под шлифование тех
из них, по которым будет осуществляться центрирование. Обра-
ботка шлицевых не закаливаемых поверхностей ограничивается
чистовым фрезерованием после чистовой обработки наружной по-
верхности;
наибольшая точность по глубине и параллельности боковых по-
верхностей относительно оси вала при обработке шпоночных па-
зов достигается при базировании по центровым отверстиям. Если
301
же в качестве двойной направляющей технологической базы ис-
пользуется наружная поверхность, то необходимо учесть возмож-
ную погрешность установки и сопоставить ее с заданной точно-
стью паза;
обработку шлицов, шпоночных канавок, лысок, поперечных
отверстий на ранее обработанных поверхностях следует выделить
в отдельные операции;
отделочные операции следует предусмотреть в конце техноло-
гического процесса, так как окончательно обработанные поверх-
ности могут быть повреждены при возможной последующей об-
работке или транспортировании;
для обработки на токарных станках с ЧПУ можно выделить
следующий порядок [17]: черновая обработка основных форм
поверхностей (наружных и внутренних цилиндрических, кониче-
ских и фасонных, неглубоких канавок и выточек до 1 мм, кото-
рые можно обработать проходными или расточными контурными
резцами); черновая обработка дополнительных форм поверхно-
стей, для которых необходим инструмент, отличающийся от кон-
турного резца; чистовая обработка этих же дополнительных форм
поверхностей, так как она может производиться тем же инстру-
ментом; чистовая обработка дополнительных форм поверхностей,
не требующих черновой обработки; чистовая обработка основных
форм поверхностей;
после операций термической обработки следует вводить опера-
ции по исправлению базовых поверхностей (центровых отверстий);
для достижения точности линейных размеров ступеней вала
необходимо обеспечить точное положение заготовок в осевом на-
правлении, что требует в свою очередь повышения точности вы-
полнения центровых отверстий (рис. 11.3). Обычно величина TD
составляет 0,2...0,4 мм, при этом погрешность осевого положе-
ния составит 0,17... 0,35 мм. Погрешность осевого положения цент-
рового отверстия, показанного на рисунке, — 0,3...0,2 мм. Одна-
ко проставленный таким образом размер а позволяет непосред-
ственно увязать любую торцовую поверхность с центровым отвер-
стием (базовой поверхностью), тем самым исключив все проме-
а б
Рис. 11.3. Схемы центровых отверстий вала с указанием допуска диаметра
(а) и допуска осевого размера (б)
302
Таблица 11.2. Типовой технологический маршрут обработки
ступенчатого вала
№ опе- рации Наименование и содержание операции Технологические базы Оборудование
05 Фрезерно-центроваль- ная — фрезерование торцов и центрование Поверхности опорных шеек и торец Фрезерно-центро- вальный станок
010 Токарная — черновая токарная обработка наружных поверхностей Поверхности центровых отверстий Токарный станок
015 Термическая — отжиг в вертикальном поло- жении — Электрическая печь
020 Токарная — исправле- ние центровых отвер- стий Поверхности опорных шеек Токарный станок
025 Токарная — получ ис- товая токарная обра- ботка поверхностей. Обработка канавок. Обработка резьб Поверхности цент- ровых отверстий Токарный станок
030 Токарная — чистовая токарная обработка поверхностей шеек Поверхности центровых отвер- стий Токарный станок
035 Фрезерная — фрезеро- вание шпоночных ка- навок Поверхности опорных шеек Шпоночно-фре- зерный станок
040 Шлицефрезерная — фрезерование шлицов Поверхности цент- ровых отверстий Шлицефрезерный станок
045 Термическая — закал- ка — Электрическая печь
050 Центрошлифовальная — восстановление цент- ровых отверстий Поверхности ше- ек и центровых отверстий Центрошлифо- вальный станок
055 Шлифовальная — пред- варительное шлифова- ние шеек Поверхности центровых отвер- стий Круглошл ифовал ь- ный станок
060 Шлицешлифовальная — шлифование поверхно- стей шлицов Поверхности ше- ек и центровых отверсти й Шл и це шл и фо вал ь- ный станок
065 Шлифовальная — чис- товое шлифование шеек Поверхности ше- ек и центровых отверстий Круглошлифоваль- ный станок
303
Таблица 11.3. Методы обработки поверхностей валов
Методы обработки Значение параметра Ra. мкм Квалитеты точности
экономические достижимые
Обтачивание с продоль- ной подачей Обдирочное 25... 100 15 17 —
Получ исто- вое 6,3... 12,5 12—14 —
Чистовое 1,6*...3,2 (0,8) 7-9 6
Тонкое 0,4*...0,8 (0,2) 6 5
Обтачивание с попереч- ной подачей Обдирочное 25... 100 16-17 —
Пол уч исто- вое 6,3... 12,5 14-15 —
Ч истовое 3,2* 11-13 8; 9
Тонкое (0,8)...1,6 8-11 7
Обтачивание скоростное Ч истовое (0,4)...1,6 11 8; 9
Шлифование круглое Получисто- вое 3,2...6,3 8-11 —
Чистовое 0,8*...1,6 6-8 6
Тонкое 0,2*...0,4 (0,1) 5 Выше 5-го
Полирова- ние Обычное 0,2... 1,6 6 —
Тонкое 0,05...0,1 5 —
Хонингование 0,05... 0,2* 6; 7 —
Суперфиниширование 0,5*...0,4 (0,05) 5 и точнее —
Нарезание резьб Плашкой, метчиком 3,2... 12,5* 6-8 —
Резцом, гребенкой 3,2*...6,3(1,6) 6-8 4-5
Фрезой 3,2*...6,3(1,6) 8 —
Шлифование резьб Чистовое 1,6*...3,2 (0,4) 4-6 —
Накатывание резьб роли- ками 0,4 ...0,8 6-8 4
Вихревое нарезание резьб 0,8...6,3 6-8 —
304
Окончание табл. 11.3
Методы обработки Значение параметра Ra, мкм Квалитеты точности
экономические достижимые
Шлицсфре- зерование Черновое 4... 10 [9—11] —
Чистовое 1,25 ...4 18-9] 7
Шлицестро- гание Чистовое 1 ...2,5 [8-9] 7
Шлицепро- тягивание Чистовое 0,8... 1,6 [6-7] —
Шлифование ШЛИЦОВ Черновое 1,6...3,2 [6-7] —
Чистовое 0,4... 1,25 |5-6] Выше 5-го
Накатывание шлицов 0,8... 1 [8-9] 7
Фрезерова- ние шпоноч- ных канавок Чистовое 4...6,3 9-10 8
Примечания: 1. В круглых скобках приведены предельно допустимые зна-
чения Ra.
2. Звездочкой отмечены оптимальные значения Ra.
3. В квадратных скобках приведены степени точности поверхностей.
жуточные размеры, влияющие на точность осевого положения за-
готовки;
при установке заготовок в центрах и патронах линейные разме-
ры можно выдерживать от любого торца, даже если его положение
колеблется при установке различных заготовок, т.е. эту торцовую
поверхность используют как настроечную технологическую базу.
Типовой технологический маршрут обработки ступенчатого вала
приведен в табл. 11.2.
Методы обработки поверхностей. Для обработки наружных ци-
линдрических, конических, торцовых поверхностей, резьб, шпо-
ночных пазов и шлицевых поверхностей валов используют раз-
личные методы, наиболее распространенные из которых приве-
дены в табл. 11.3.
11.2. Обработка шпинделей
Назначение и конструкция. Шпиндель металлорежущего станка
является выходным валом коробки скоростей и предназначен для
непосредственной передачи вращательного движения обрабаты-
ваемой заготовке или режущему инструменту.
305
Рис. 11.4. Чертеж шпинделя токарно-винторезного станка с некоторыми требованиями по точности, форме, распо-
ложению и шероховатости поверхностей
306
Рис. 11.5. Некоторые типы концов шпинделей металлорежущих станков:
а — токарных; б сверлильных и расточных; в — агрегатных и многошпиндель-
ных сверлильных; г — шлифовальных; д, е — фрезерных
В зависимости от конструкции станка изготовляют шпиндели
с фланцами и без фланцев, с отверстием и сплошные. Как и
ступенчатый вал, шпиндель (рис. 11.4) содержит поверхности
опорных шеек (К, Е) для установки подшипников качения или
скольжения, посадочные шейки (3, Д) для установки зубчатых
колес, резьбовые поверхности (Ж) для установки регулировоч-
ных гаек, поверхности для установки патрона (В) и переднего
конуса (С).
Концы шпинделей стандартизованы и могут быть разнообраз-
ными: короткий наружный конус или фланец с отверстиями и
внутреннее коническое отверстие для установки приспособле-
ний, как на рис. 11.5, а (у токарных станков); коническое отвер-
стие с конусом Морзе и поперечным пазом для установки хвос-
товика инструмента или приспособления, как на рис. 11.5, б
(у сверлильных и расточных станков); цилиндрическое отвер-
стие для установки скалок с коническим отверстием для крепле-
ния инструмента, как на рис. 11.5, в (у агрегатных и многошпин-
307
дельных сверлильных станков); наружный конус и резьбу, как
на рис. 11.5, г (у шлифовальных станков); внутреннее коничес-
кое отверстие, наружную резьбу или поперечный шпоночный
паз, как на рис. 11.5 д, е (у фрезерных станков) и другие конст-
рукции.
Основные технические требования. Шпиндель относится к
классу валов, поэтому некоторые технические требования (см.
табл. 11.1) применимы и для шпинделей. Это требования к по-
Таблица 11.4. Основные технические требования по точности
обработки шпинделей
Вид допуска Величина допуска Точность стан ков
Точностьдиаметраль- них размеров шеек По 6-му квалитету Нормальная
По 5-му квалитету Повышенная; преци- зионные
Отклонение от круг- лости и цилиндрично- сти шеек 0,58 Нормальная
0,258 Повышенная
0,18 Прецизионные
Шероховатость по- верхностей опорных шеек Ra 1,25...0,32 мкм Нормальная (на под- шипниках качения)
Ra 0,32...0,08 мкм Повышенная (на под- шипниках качения)
Ra 0,16... 0,64 мкм Прецизионные (на под- шипниках скольжения)
Радиальное биение опорных шеек 0,01 мм Нормальная
0,003...0,005 мм Повышенная
0,001 ...0,003 мм Прецизионные
Торцовое биение опорных фланцев (на диаметре 200 мм) 0,008... 0,01 мм Нормальная
0,005...0,008 мм Повышенная
0,003...0,005 мм Прецизионные
Отклонение от соос- ности опорных шеек (на длине 300 мм) 0,015 ...0,02 мм Нормальная
0,01 ...0,015 мм Повышенная
0,005 ...0,001 мм Прецизионные
Отклонение от соос- ности резьбовых по- верхностей (по сред- нему диаметру резьбы) 0,025 мм Нормальная
0,02 мм Повышенная
0,015 мм Прецизионные
308
Таблица 11.5. Технологический маршрут обработки шпинделя
токарного станка
№ опе- рации Наименование и содержание операции Технологические базы Оборудование
05 Фрезерно-центроваль- ная — фрезерование торцов, сверление центровых отверстий Поверхности ше- ек и торец Фрезерно-центро- вальный станок
010 Токарная — черновая токарная обработка наружных поверхностей Поверхности центровых отвер- стий Токарный станок
015 Сверлильная — сверле- ние осевого отверстия Поверхности опорных шеек Станок для глубо- кого сверления
020 Термическая — отжиг в (вертикальном положении) — Электрическая печь
025 Токарная — чистовая токарная обработка переднего и заднего конических отверстий Поверхности опорных шеек Токарный станок
030 Токарная — чистовая токарная обработка на- ружных поверхностей Поверхности центровых отвер- стий пробок Универсальный токарный станок
035 Токарная — чистая то- карная обработка по- садочных цилиндриче- ских или конических шеек Поверхности центровых отверстий пробок Универсальный токарный станок
040 Шпоночно-фрезерная — фрезерование шпоноч- ных канавок Поверхности центровых отвер- стий пробок Шпоночно-фре- зерный станок
045 Шлицефрезерная — фрезерование шлицов Поверхности центровых отверстий пробок Шл и цефрезерный станок
050 Сверлильная — сверле- ние отверстий во флан- це, зенкерование фасок, нарезание резьб Поверхности опорных шеек Горизонтально- сверлильный станок
055 Термическая — закалка шеек, наружного и внутреннего конусов — Установка ТВЧ
309
Окончание табл. 11.5
№ опе- рации Наименование и содержание операции Технологические базы Оборудование
060 Токарная — чистовая токарная обработка на- ружных (не термообра- ботанных) поверхно- стей, нарезание резьб Поверхности центровых отвер- стий пробок Токарный станок с ЧПУ
065 Шлифовальная — отде- лочная обработка на- ружных поверхностей Поверхности центровых отверстий пробок Круглошлифоваль- ный станок
070 Внутришлифовальная — отделочная обработка внутренних поверхно- стей Поверхности опорных шеек Внутри шлифоваль- ный станок
075 Слесарная — калибро- вание и проверка резьб — —
верхностям шпоночных пазов, шлицов, резьб, к посадочным
шейкам. Однако к некоторым поверхностям шпинделей предъяв-
ляют более жесткие технические требования, основные из кото-
рых приведены в табл. 11.4.
Материалы и методы получения заготовок. В соответствии со
служебным назначением шпиндели должны обладать достаточной
жесткостью, виброустойчивостью, повышенной износостойко-
стью, что в основном и определяет выбор материала заготовки.
Шпиндели изготовляют из сталей 45, 40Х, 20Х, 40ХЮ, 35ХЮА,
50Г2 и др. Шпиндели тяжелых станков с отверстиями изготовляют
из чугунов СЧ15, СЧ21 и из модифицированных чугунов.
Для единичного и мелкосерийного производства стальные
заготовки получают из проката или свободной ковкой. В круп-
носерийных производствах заготовки получают на горизонталь-
но-ковочных машинах (с горячей высадкой фланца) и на рота-
ционно-ковочных машинах. Чугунные заготовки получают ли-
тьем.
Технологический маршрут обработки. Технологический про-
цесс обработки шпинделя содержит значительное число опера-
ций, аналогичных операциям обработки ступенчатых валов. Од-
нако более жесткие требования к отдельным поверхностям
шпинделей предполагают их многопереходную обработку, че-
редующуюся с несколькими видами термической обработки.
Наличие операций по обработке осевого отверстия (для полого
шпинделя) и его поверхностей, операций отделочной обработ-
ки также вносит некоторые отличия в маршрут обработки шпин-
деля (табл. 11.5).
310
11.3. Обработка ходовых винтов
Назначение и конструкция. В металлорежущих станках, прессах
и других машинах, где винтовые механизмы служат для преобра-
зования вращательного движения в поступательное, применяют
ходовые винты.
В станкостроении применяют винты пяти классов точности: 0;
I; 2; 3 и 4: 0 —2-го классов точности — для прецизионных станков
и станков повышенной точности (координатно-расточных, резь-
бошлифовальных, зубообрабатывающих); 3-го класса точности —
для станков нормальной точности (токарно-винторезных, резь-
бофрезерных); 4-го класса точности — для выполнения устано-
вочных перемещений в станках.
Ходовые винты могут содержать различные поверхности
(рис. II.6): опорные шейки (Б, В) и упорные буртики (Г), ко-
торые служат для установки ходового винта в отверстие выход-
ного вала коробки подач и в подшипник скольжения (правая опо-
ра); резьбовую поверхность (Д), которая служит для непосред-
ственного соединения с сопряженной гайкой и преобразования
Е(2:1)
Рис. 11.6. Чертеж ходового винта металлорежущего станка с некоторыми
требованиями по форме, расположению и шероховатости поверхностей
311
движения; посадочные шейки (А) для установки зубчатых колес
и шкивов, которые служат для передачи крутящего момента на
винт посредством шлицевых поверхностей, шпоночных пазов, по-
перечных отверстий.
Различают ходовые винты скольжения с прямоугольной, тра-
пецеидальной и треугольной резьбой и ходовые винты качения
полукруглой или арочной формы.
Основные технические требования. Ранее приведенные техни-
ческие требования к поверхностям ступенчатых валов могут быть
предъявлены и к аналогичным поверхностям ходовых винтов. Ос-
новное конструктивное отличие ходового винта — наличие на его
поверхности ходовой резьбы, поэтому ниже приведен ряд техни-
ческих требований, которые предъявляют к таким поверхностям
(табл. 11.6).
Материалы и методы получения заготовок. Ходовые винты О —
2-го классов точности без термического упрочнения изготовляют
из сталей У10А, А40Г, с термическим упрочнением — из сталей
ХВГ, 7ХГ2ВМ, 40ХФА. Ходовые винты качения изготовляют из
сталей ХВГ, ЗОХЗВА с закалкой до твердости 59...63 HRC.
Таблица 11.6. Основные технические требования по точности
обработки ходовых винтов
Вид допуска Величина допуска Класс точности
Отклонение наружного диаметра винта, мкм По 6-му квалитету 0-2
По 7-му квалитету 3
По 8-му квалитету 4
Погрешность шага резьбы, мкм ±2 0
±3 1
±6 2
+ 12 3
±25 4
Накопленная погрешность шага на всей длине винта, мкм 8 0
20 1
40 2
80 3
150 4
Отклонение половины угла профиля резьбы (при шаге 6... 10 мм), мин 10 0
12 1
312
Окончание табл. 11.6
Вид допуска Величина допуска Класс точности
Отклонение половины угла профиля резьбы (при шаге 6... 10 мм), мин 18 2
25 3
— 4
Овальность сечения по среднему диаметру резьбы (на длине винта 1 000...2000 мм), мкм 40 0
60 1
100 2
150 3
250 4
Шероховатость поверхности резьбы Ra, мкм 0,16...0,08 0
0,32...0,16 1
1,25...0,63 2
2,5...1,25 3-4
Шероховатость опорных шеек Ra, мкм 0,63...0,32 2
Заготовки получают разрезкой прутка с последующей правкой
на правильных станках. Заготовки для ходовых винтов 0—2-го клас-
сов точности правке не подвергают. Их получают резкой калибро-
ванного проката. Допуск биения наружной поверхности заготовки
при этом не должен превышать 0,5 мм на всей длине.
Базы и базирование. Основными базами ходовых винтов, как
большинства валов, являются поверхности опорных шеек, а вспо-
могательной базой — резьбовая поверхность. На первой операции
в качестве черновой базы используют наружную поверхность прутка
(двойная направляющая технологическая база) и торец (упорная
технологическая база). На последующих операциях по обработке
наружных поверхностей технологическими базами служат поверх-
ности центровых отверстий (искусственные технологические базы),
а наружную поверхность используют как дополнительную техно-
логическую базу, поскольку заготовка не является жесткой в по-
перечном сечении.
Технологический маршрут обработки. Недостаточная жесткость
ходовых винтов, связанная с особенностью их формы, может при-
вести к значительным деформациям при обработке. Поэтому, как
и базирование, технологические маршруты обработки ходовых
винтов и валов отличаются. В табл. 11.7 приведен типовой техноло-
гический маршрут обработки ходового винта.
313
Таблица 11.7. Технологический маршрут обработки ходового винта
№ опе- рации Наименование и содержание операции Технологические базы Оборудование
05 Токарная — обработка торцовых поверхностей и центрование Наружная по- верхность и торец Токарный станок
010 Токарная — черновое точение наружных поверхностей Поверхности центровых отвер- стий и наружная поверхность Токарный станок
015 Термическая — старение — Электрическая печь
020 Токарная — срезка цент- ровых отверстий и цент- рование Наружная по- верхность Токарный станок
025 Токарная — чистовая токарная обработка на- ружных поверхностей Поверхности центровых отвер- стий и наружная поверхность Токарный станок
030 Шпоночно-фрезерная — фрезерование шпоноч- ного паза Наружная по- верхность Шпоночно-фре- зерный станок
035 Шлифовальная — предварительное шлифование шеек Поверхность центровых отвер- стий и наружная поверхность Круглошлифо- вальный станок
040 Токарная — предвари- тельное нарезание резьбы Поверхности центровых отвер- стий и наружная поверхность Токарно-винто- резный станок
045 Термическая — старение - Электрическая печь
050 Токарная — исправле- ние центровых отвер- стий Наружная по- верхность Токарный станок
055 Шлифовальная — полу- чистовое шлифование наружных поверхностей Поверхности центровых отвер- стий и наружная поверхность Круглошлифо- вальный станок
060 Шлифовальная — полу- чистовое шлифование поверхностей резьбы Поверхности центровых отвер- стий и наружная поверхность Резьбошлифо- вальный станок
314
Окончание табл. 11.7
№ опе- рации Наименование и содержание операции Технологические базы Оборудование
065 Шлифовальная — чис- товое шлифование на- ружных поверхностей Поверхности центровых отвер- стий и наружная поверхность Круглошлифо- вальный станок
070 Шлифовальная — чис- товое шлифование по- верхностей резьбы Поверхности центровых отвер- стий и наружная поверхность Резьбошлифо- вальный станок
075 Токарная — доводка поверхностей опорных шеек Поверхности центровых отвер- стий и наружная поверхность Токарный станок
11.4. Контроль поверхностей
В процессе изготовления, а также по окончании обработки про-
изводят контроль поверхностей валов. Диаметральные размеры кон-
тролируют штангенциркулями, микрометрами, посредством от-
счетного устройства скобы рычажной (СР) и другими приборами.
Правильность формы поверхностей (отклонение от круглости и
цилиндричности) и их относительного положения контролируют
по схемам, приведенным в [20] и в табл. 11.8.
Наиболее сложной у валов является резьбовая поверхность, осо-
бенно ходовые резьбы. Для контроля среднего диаметра наружной
резьбы применяют микрометры со вставками: МВМ — для изме-
рения метрических и дюймовых резьб, МВТ — для измерения
трапецеидальных резьб и фасонных деталей (ГОСТ 4380—81). По-
грешность измерения таким прибором составляет 0,1...0,15 мм.
Таблица 11.8. Методы и схемы контроля валов
315
Продолжение табл. 11.8
Метод измерения
Координатно-измерительным
прибором — двух- или трехко-
ординатным (трехкоординатной
измерительной машиной)
Измерительным преобразовате-
лем с базированием измеряемой
детали в центрах
Схема
Измерение отклонений от цилиндрнчности
С базированием измеряемой де-
тали в центрах (измерительной
головкой — а, поверочной пли-
той — б и несколькими измери-
тельными головками — в)
Измерение радиального биения
С базированием измеряемой де-
тали в центрах(измерительной
головкой)
316
Окончание табл. 11.8
Метод измерения
С базированием измеряемой де-
тали в патроне, имеющем преци-
зионное вращение (измеритель-
ной головкой)
Схема
С базированием измеряемой де-
тали в призме (измерительной го-
ловкой)
Наиболее точным при измерении среднего диаметра d2 резьбы
является метод с использованием трех проволочек (рис. 11.7, о),
когда во впадины резьбы вкладывают цилиндрические калибры —
проволочки, диаметр d„ которых определяют по формуле
-а , ,.
где р — шаг резьбы, мм; - — половина угла профиля. При этом
проволочки будут касаться боковой поверхности резьбы в зоне
Рис. 11.7. Измерение среднего диаметра резьбы с использованием трех (а),
двух (б) и одной (в) проволочек
317
Рис. 11.8. Схема прибора для контроля погрешности шага резьбы ходового винта:
передняя и задняя бабки для крепления винта; 2, 5 — образцовый и контролируемый винты; 3, 4 — кинематическая пере-
дача; 7 — рычаг; 8 — индикатор; 9 — корпус прибора; 10 — щуп образца
318
среднего диаметра. Измерив размер по проволочкам, определяют
средний диаметр резьбы по формуле
d2 = М - А,
где М размер, замеренный с проволочками; А — поправка (мо-
жет быть выбрана по таблицам): А = 3d„ - 0,866/?.
При измерении с использованием трех проволочек резьб с уг-
лами подъема более 7° дополнительно определяют поправку ме-
тодом последовательных приближений. Этот метод при диаметре
резьбы 18...50 мм дает погрешность измерения 0,008...0,03 мм.
Применяют также методы с использованием двух или одной прово-
лочек (рис. 11.7 б, в). Тогда Р — размер, замеренный с использо-
ванием двух проволочек, Q — с использованием одной прово-
лочки.
Средний и внутренний диаметр резьбы можно измерить на уни-
версальном или инструментальном микроскопе теневым спосо-
бом или с помощью ножей. На этих же микроскопах контролиру-
ют элементы профиля резьбы: шаг, угол профиля.
Для определения погрешности шага резьбы ходового винта ис-
пользуют прибор БВ-542, схема которого представлена на рис. 11.8.
Принцип работы этого прибора основан на непрерывном сравне-
нии винтового движения образующих контролируемого и образ-
цового винтов.
ГЛАВА 12
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ЗУБЧАТЫХ ПЕРЕДАЧ
12.1. Обработка цилиндрических зубчатых колес
Назначение и конструкция. Цилиндрические зубчатые колеса
служат для передачи вращательного движения между валами с
параллельными или перекрещивающимися осями и с заданным
передаточным отношением. Колеса содержат разные поверхности:
посадочные отверстия (гладкие или ступенчатые, шлицевые,
конические и др.) служат для установки зубчатых колес на поса-
дочные шейки вала. В сочетании с торцовой поверхностью образу-
ют основные базы колеса;
зубчатая поверхность (с эвольвентным или круговым зубом,
прямозубые, косозубые, с криволинейными зубьями, шеврон-
ные, с внешним или внутренним расположением зубьев) входит
непосредственно в зацепление с зубчатой поверхностью сопря-
женного колеса и передает движение. Эта поверхность является
вспомогательной базой колеса;
вспомогательные поверхности (резьбовые отверстия для уста-
новки стопоров, гладкие отверстия для установки штифтов, ка-
навки для установки стопорных колец и т.п.).
Значительный диапазон конструктивной формы и габаритных
размеров цилиндрических зубчатых колес, применяемых в маши-
ностроении, определяется разнообразием их назначения. Можно
выделить пять основных типов колес (рис. 12.1):
I — одновенцовые колеса с достаточно длинным базовым от-
верстием — l/d > 1. У этих колес посадочное отверстие при изго-
товлении может быть использовано как двойная направляющая
технологическая база, а торец — как опорная (упорная) техноло-
гическая база;
II — многовенцовые колеса с длиной базового отверстия зна-
чительно больше его диаметра — l/d > 1, поэтому они могут бази-
роваться так же, как колеса типа I;
III — одновенцовые колеса типа дисков с l/d < 1. Значительная
по величине торцовая поверхность при изготовлении таких колес
может быть использована как установочная технологическая база,
а отверстие — как двойная опорная (центрирующая) технологи-
ческая база;
IV — венцы с посадочными отверстиями, близкими по диа-
метру к наружной поверхности. После изготовления их устанавли-
вают и крепят на ступице зубчатого колеса;
320
V — зубчатые колеса —палы, в качестве основных баз которых
используются посадочные шейки (двойная направляющая техно-
логическая база) и торец (опорная технологическая база).
Кроме того, зубчатые колеса подразделяются на размерные
группы. Основные размерные группы для колес I —V типов сред-
них размеров приведены в табл. 12.1.
Основные технические требования. Требования устанавливают-
ся в зависимости от назначения зубчатого колеса и определяются
в основном степенью точности. В соответствии с ГОСТ 1643—-81
установлено 12 степеней точности цилиндрических зубчатых ко-
лес (и передач): 1; 2; 3; 4; 5; 6; 7; 8; 9; 10; И; 12 (порядковый
номер возрастает с убыванием точности). Для 1-й и 2-й степеней
точности допуски и предельные отклонения не приводятся. Точ-
Рис. 12.1. Основные разновидности цилиндрических зубчатых колес
по типам
321
Таблица 12.1. Основные типы и размерные группы цилиндрических
зубчатых колес
Тип Наименование колес Разно- видно- сти (см. рис. 12.1) Размерные группы колес по диаметру, мм
I Одновенцовые со ступицей, l/d> 1 а — д 25...50 50... 200 200... 300 —
II Многовенцовые со ступицей, l/d > 1, без вы- точек и с выточ- кой в отверстии а — д 25 ...50 50... 200 — —
III Одновенцовые типа дисков, без ступицы, l/d < 1: среднего диа- метра большого диа- метра а —в 25 ...50 50... 200 200... 300 300... 500 и более
IV Венцы: гладкие без выемок, l/d > 1 с выемками, l/d< 1 а —б в 50... 200 50... 200 200... 300 200... 300 300... 500 300... 500 и более
V Зубчатые коле- са — вал ы: без отверстия с отверстием в торце а б По длине вала, мм
150... 300 300... 500 Свы ше 500 —
ность обработки зубчатых колес задается степенью по нормам ки-
нематической точности, плавности работы и контакту зубьев в
передаче, а требования к боковому зазору — видом сопряжения и
видом допуска бокового зазора. В соответствии с заданной степе-
нью точности к поверхностям цилиндрических зубчатых колес
предъявляется ряд технических требований, основные из которых
приведены в табл. 12.2.
Материалы и методы получения заготовок. Большинство зубча-
тых колес изготовляются из стальных кованых заготовок без пред-
варительного формирования зубьев, а также из литых стальных и
чугунных заготовок или заготовок из цветных сплавов.
322
Таблица 12.2. Основные технические требования по точности обработки цилиндрических зубчатых колес
323
Продолжение табл. 12.2
№ Вид допуска Величина допуска Пояснения
3 Допуск ширины b зубча- того венца Й14...Й17 —
4 Допуск торцового биения базового торца F, Степень точности по нормам контакта зубьев в передаче Допуск F„ мкм, при d - 100 мм и разной ширине зубчатого колеса, мм По табл. 5.27 [6]
До 40 40... 100
6 20 10
7 24 12
8 40 20
^(±0,0181 я-у -.rzA v/j Ь ( ) ЛЛ032Я8(+О'О39)/У-/ 4 У- 7F8C°o:“b lo.z) “
5 Допуск диаметра поса- дочного отверстия 777; /78; 779 По рекомендуемым посад- кам при установке зубчатых колес на валы и оси (по табл. 5.25 [6])
6 Допуск ширины шпоночного паза под призматическую шпонку 7)10 При свободном соединении
Л9 При нормальном соединении
Р9 При плотном соединении
7 Допуск ширины шпоноч- ного паза под сегментную шпонку JT-) При нормальном соединении
Р9 При плотном соединении
8 Допуски размеров прямо- бочных шлицов
8.1 Допуск размера D нт, т При центрировании по D
8.2 Допуск размера b F8; 7)9; ПО; ЛЮ
Центр 028Я7С°-021)^ 028Я7(т0-013) 032Я12(+О'°25)0 у уу 7f8(-0.°22) ^Р7О9(Л°46) ирование по d Центрирование по Ь
8.3 Допуск размера d 776; 777; 7/8 При центрировании по d
8.4 Допуск размера b F8; 7/8: 7)9; НО; ЛЮ
8.5 Допуск размера b F8; 7)9; 7)10; НО; ЛЮ При центрировании по b
Продолжение табл. 12.2
№ Вид допуска Величина допуска Пояснения
8.6 Допуск нецентрирую- щего диаметра d ЯП При центрирования по D или b
8.7 Допуск нецентрирую- щего диаметра D Я12 При центрирования по d или b
е 7ЯС§д15) X 0 ж4® 032Я7С0-25) Центрирование по D,
9 Допуски размеров эвольвентных шлицов
9.1 Допуск ширины впади- ны е 1Н, 9Н;ИН При центрировании по бо- ковым поверхностям эволь- вентных шлицов — по табл. 4.65 [6]
9.2 Допуск радиального бие- ния Fr нецентрирующих элементов относительно центрирующих Степень точности (квалитет) Модуль т Fr, мкм, при диамет- рах делительной ок- ружности, мм Для других степеней точно- сти и диаметров — по табл. 4.66 [6]
25...100 50...100
8 2...4 5...10 25 28 28 32
9 2...4 5...10 36 40 40 45
9.3 Поле допуска размеров Dj и е Df — FIT, Я8 е —9Я; 11Я При центрировании по большему диаметру эвольвентных шлицов
9.4 Поле допуска размеров Da и е Da - НТ, Я8 е—9Я; ИЯ При центрировании по меньшему диаметру эвольвентных шлицов
9.5 По не центрирующим диаметрам для различных способов центрирования эвольвентных шлицов (при центрировании по боковым поверхностям) Df— Я16 Форма дна впадины — плос- кая
Df = D Форма дна впадины — закруг- ленная
Da - Я11 —
То же (при центриро- вании по наружному диаметру) Da - Я11 —
То же (при центриро- вании по внутреннему диаметру) Df— Я16 Форма дна впадины — плос- кая
Df = D + 2,2m J max ’ Форма дна впадины — закруг- ленная
Продолжение табл. 12.2
№ Вид допуска Величина допуска Пояснения
ill OjI — II [> s А з I ) 8 ив „ f аСРАФ -?'1 A^A A1 - 1 / ocA tET © X ArA A /p—
10 Допуск радиального бие- ния зубчатого венца Fr (для колес 7-й степени точности) Модуль т Fn мкм, при диамет- рах делительной окружности, мм Для колес других степеней точности и диаметров дели- тельной окружности — по табл. 5.7 [6]
80...125 125...200
1 ...2 2...3,55 3,55...6 6...10 38 40 42 48 48 50 53 60
ii.i Постоянная хорда Sc и высота до постоянной хорды К- (т„ — модуль нормальный) т„ 5С 4 При других модулях — по табл. 5.29 [6]
1 1,25 1,5 1,75 2 1,387 1,734 2,081 2,427 2,774 0,748 0,934 1,121 1,308 1,495
11.2 Длина общей нормали W Число зубьев коле- са z Число зубьев, охва- тываемых при изме- рении Zn Длина об- щей нор- мали при модуле т = 1 мм При т = 1 мм, а = 20°; х = 0 — по табл. 5.3 [6]; при mt 1 мм W= IV, т: для колес с коррегированным зубом Аор - W+ 2xmsina
80 81 82 84 9 9 10 10 26,21352 26,22752 29,19366 29,22167
11.3 Допуск длины общей нормали А Вид сопряжения Вид до- пуска бо- кового зазора Допуск А, при разных значениях Fr Для других сопряжений, до- пусков бокового зазора и до- пусков Fr— по табл. 5.20 [6]
32...40 40...50
Н, Е D С h d с 24 34 48 26 38 56
11.4 Наименьшее отклонение средней длины общей нормали Ак,„, при т > 1 Вид сопряжения Степень точности по нор- мам плав- ности AWme при диаметрах делительной окружности, мм По табл. 5.19 [6]
125...180 180...250
Н 3...6 7 И 12 12 14
Е 3...6 7 27 30 32 34
Окончание табл. 12.2
330
Структура материала заготовки должна быть однородной, что
позволяет уменьшить неравномерность ее деформации при тер-
мической обработке. Твердость материала также должна быть рав-
номерной, чтобы при механической обработке размеры отдель-
ных поверхностей получились более стабильными. Коробление
материала при термической обработке должно быть минималь-
ным. Кроме того, необходимое свойство материала заготовок зуб-
чатых колес — повышенная теплостойкость, которая позволит на
шлифовальных операциях уменьшить вероятность прижогов и из-
менения свойств поверхности. Свойства материала должны обеспе-
чивать минимальные остаточные напряжения при температурном
воздействии и исключать вероятность появления микротрещин.
Зубчатые колеса, применяемые в отечественных автомобилях,
изготовляют из сталей 20ХН2М и ЗОХ для ГАЗ-24; 35Х (М412ИЭ),
19ХГН и 20ХГНМ для автомобилей ВАЗ; 40Х и 25ХГМ для авто-
мобилей УАЗ. Обычно эти зубчатые колеса подвергают газовому
цианированию или цементации, закалке и низкотемпературно-
му отпуску с обеспечением поверхностной твердости зубьев
56...64 HRC.
Рекомендуемые типы заготовок цилиндрических и конических
зубчатых колес и червяков, изготовляемых из сталей методом пла-
стического деформирования, приведены в табл. 12.3.
Наиболее ответственными поверхностями зубчатых колес яв-
ляются поверхности зубьев. Поэтому к заготовке, устанавливае-
мой на зубонарезной станок, предъявляются особые требования
по величине радиального и торцового биения. Например, для вы-
верки установки зубчатого колеса на станок допуск радиального
биения вершин зубьев определяют по формуле
= 0,6/7,
где Fr — допуск радиального биения зубчатого венца (выбирают
для заданной степени точности колеса, модуля и диаметра дели-
тельной окружности по соответствующим таблицам [6]).
Величину торцового биения /' определяют по формуле
/' = г'JL
т т 100’
где /7 — допуск торцового биения базового торца цилиндричес-
кого зубчатого колеса (выбирают в зависимости от степени точ-
ности колеса и ширины зубчатого венца по таблицам [6]).
Технологический маршрут обработки. Технологические марш-
руты обработки цилиндрических зубчатых колес строят на основе
следующих принципов:
в качестве первой операции обычно назначают обработку по-
верхностей, которые при последующей обработке будут исполь-
зованы как технологические базы. Это следующие опрерации: для
331
Таблица 12.3. Рекомендуемые типы заготовок стальных зубчатых
колес и червяков
Тип зубчатого колеса или червяка Тип производства
Массовое и крупносерийное Серийное Единичное
Цилиндрические и ко- нические колеса-валы; червяки-валы Штампованные Штампован- ные, поковки, из прутка Поковки, из прутка
Цилиндрические и ко- нические насадные ко- леса; насадные червяки Штампован- ные, поковки, из прутка Поковки, из прутка
Цилиндрические и ко- нические насадные ко- леса с выточками и ступицей Штампован- ные, поковки Поковки, из прутка
Цилиндрические и плоские колеса Штампован- ные, поковки, из прутка Поковки, из прутка
Цилиндрические и ко- нические венцовые колеса Штампован- ные, поковки Поковки
Бандажи цилиндриче- ских колес Штампован- ные, поковки Поковки
зубчатых колес I и II типов — обработка отверстия (двойная на-
правляющая технологическая база) и базового торца (упорная
технологическая база); для зубчатых колес III и IV типов — обра-
ботка базового торца (установочная технологическая база) и от-
верстия (центрирующая технологическая база); для зубчатых ко-
лес-валов (V тип) — обработка торцовых поверхностей и сверле-
ние центровых отверстий;
для зубчатых колес 7 —8-й степеней точности нормализацию и
отпуск в большинстве случаев можно проводить в самом начале
технологического процесса, до черновой токарной обработки. Для
колес 5 —6-й степеней точности предусматривают нормализацию
и стабилизирующий отпуск после черновой токарной обработки,
второй стабилизирующий отпуск — после цементации и закалки,
а в ряде случаев даже третий стабилизирующий отпуск — перед
отделочными операциями шлифования;
токарную обработку наружных поверхностей колес с достаточ-
ной глубиной отверстия выполняют с базированием по поверхности
отверстия (например, на оправках гладких, шлицевых, цанговых
и др.), плоских колес — с базированием по торцовой поверхности
332
(например, в кулачковые патроны), колес-валов — в центрах (по-
водковые патроны, рифленый центр, плавающий центр и т.п.);
для зубчатых колес необходимо обеспечить высокую точность
взаимного расположения центрирующих поверхностей посадоч-
ного отверстия, базового торца и зубьев. Для этого в технологи-
ческих процессах до термической обработки последовательно вы-
Таблица 12.4. Типовой технологический маршрут обработки
цилиндрического зубчатого колеса
№ опе- рации Наименование и содержание операции Технологические базы Оборудование
05 Токарная — черновая токарная обработка наружных поверхно- стей и отверстия Наружная поверх- ность и торец Токарный станок
010 Термическая — отжиг — Электрическая печь
015 Протяжная — протяги- вание отверстия (шли- цевого, шпоночного и т. п.) Поверхность от- верстия и торец Протяжный станок
020 Токарная - получис- товая токарная обра- ботка наружных по- верхностей Поверхность от- верстия и торец Токарный станок
025 Токарная — чистовая токарная обработка наружных поверхно- стей Поверхность от- верстия и торец Токарный станок
030 Зубофрезерная - черновое нарезание зубьев Поверхность от- верстия и торец Зубофрезерный станок
035 Термическая — закалка — Установка ТВЧ
040 Шлифовальная - шлифование отверстия и базового торца Делительная ок- ружность и торец Внутришлифо- вальный станок
045 Шлифовальная — шлифование противо- базового торца Базовый торец Плоскошлифо- вальный станок
050 Шлифовальная — шлифование зубьев Поверхность от- верстия и торец Зубошлифоваль- ный станок
333
полняют ряд операций: базируясь по центрирующим поверхнос-
тям отверстия, обрабатывают наружный диаметр под венец и
базовый торец; базируясь по наружному диаметру венца и базово-
му торцу, обрабатывают отверстие по меньшему диаметру шли-
цов (центрирующая поверхность); базируясь по меньшему диа-
метру шлицов и базовому торцу, выполняют зубонарезание. Пос-
ле термической обработки: базируясь по наружному диаметру
венца и базовому торцу, обрабатывают отверстие по центрирую-
щим поверхностям; базируясь по делительной окружности коле-
са, обрабатывают отверстие по центрирующей поверхности окон-
чательно;
для колес 6-й степени точности выполняют предварительное и
чистовое шлифование зубьев;
для колес грубее 7-й степени точности не предусматривают
шлифование зубьев после термообработки, а ограничиваются зу-
бошевенгованием до термообработки;
при обработке колес точнее 6-й степени точности для прове-
дения чистовых и отделочных операций необходимо использовать
оборудование высокого или особо высокого класса точности.
Типовой технологический маршрут обработки зубчатого коле-
са приведен в табл. 12.4.
12.2. Обработка конических зубчатых колес
Назначение и конструкция. Конические зубчатые колеса служат
для передачи вращательного движения между валами с пересека-
ющимися или скрещивающимися под определенным углом ося-
ми. Конические зубчатые колеса бывают с прямыми, косыми или
спиральными зубьями и имеют примерно такой же набор поверх-
ностей, как и цилиндрические. Основное отличие составляет зуб-
чатый венец с конической поверхностью и неодинаковой по дли-
не зуба толщиной. Кроме того, базовый торец этих колес имеет
значительно более жесткий допуск на осевой размер относительно
элементов зубчатой поверхности (вершины делительного конуса).
В соответствии с ГОСТ 1758—81 на конические зубчатые коле-
са (и передачи) установлено I2 степеней точности. Для колес 1 —
3-й степеней точности допуски не установлены. Принципы вы-
бора степеней точности для конических колес практически те
же, что и для цилиндрических. При комбинировании норм раз-
личных степеней точности, нормы плавности работы зубчатых
колес могут быть не более чем на две степени точнее или одну
степень грубее норм кинематической точности. Нормы контакта
зубьев в передаче могут назначаться по более грубым степеням
точности, чем нормы плавности. Показатели кинематической точ-
ности, плавности работы, вида зацепления и норм контакта зу-
334
бьев в передаче для конических зубчатых колес приведены в таб-
лицах [6].
Так, для комплекса № 3 зубчатых колес 7-й и 8-й степеней
точности показателем кинематической точности является накоп-
ленная погрешность шага Fpr по зубчатому колесу или накоплен-
ная погрешность к шагов — Fpkr Для комплекса № 2 зубчатых ко-
лес 4 —8-й степеней точности показателями плавности работы яв-
ляется отклонение шага fptr и области зубцовой частоты — f.r.
Показатели, определяющие контакт зубьев колес 4— 12-й сте-
пеней точности в паре (ведущее и ведомое колеса), — отклонения
относительных размеров суммарного пятна контакта Fsh. и Fshr по
длине зуба.
Основные технические требования. Конические зубчатые ко-
леса имеют примерно такие же поверхности, как и цилиндри-
ческие колеса, поэтому ряд технических требований, приведен-
ных в табл. 12.2, может быть предъявлен и к ним. Требования,
касающиеся норм кинематической точности, плавности работы и
контакта зубьев в передаче, существенно отличаются из-за спе-
цифики зубчатой поверхности конических колес. Для колес неко-
торых степеней точности и типоразмеров основные технические
Таблица 12.5. Основные технические требования по точности
обработки конических зубчатых колес
Вид допуска Величина допуска Пояснения
Нормы кинематической точности
Допуск биения зубчатого венца Fr, мкм, при сред- нем делительном диаметре d= 125...400 мм для колес 8-й степени точности 63 При т„ = 1 ...3,5 мм
71 При т„ = 3,5...6,3 мм
Допуск на накопленную по- грешность к шагов Frk, мкм, для колес 8-й степени точ- ности 40 При т„ = 1 ...25 мм и дли- не дуги средней делитель- ной окружности 20...32 мм
45 При т„ = 1 ...25 мм и дли- не дуги средней делитель- ной окружности 32...50 мм
Нормы плавности работы
Предельные отклонения ша- га 7^,, мкм, при среднем де- лительном диаметре d = 125... 400 мм для колес 8-й степени точности ±22 При т„ = 1... 3,5 мм
±28 При т„ = 3,5 ...6,3 мм
335
Окончание табл. 12.5
Вид допуска Величина допуска Пояснения
Допуск погрешности обката зубцовой частоты fc, мкм 13 При тп = 1 ... 3,5 мм
15 При т„ = 3,5 ... 6,3 мм
Нормы контакта зубьев в передаче
Относительный размер сум- марного пятна контакта по длине зуба (для немодифици- рованных колес) > 50 % Для колес 8-й и 9-й сте- пеней точности
>60 % Для колес 6-й и 7-й сте- пеней точности
Относительный размер сум- марного пятна контакта по вы- соте зуба >55% Для колес 8-й и 9-й сте- пеней точности
>65% Для колес 6-й и 7-й сте- пеней точности
Наименьшее отклонение сред- ней постоянной хорды зуба (при среднем делительном диаметре d= 125...400 мм, угле делительного конуса 5 > 45°, для колес 7-й степени точности по нормам плав- ности, при виде сопряже- ния — Н), мкм 30 При т„ = 3,5 ... 6,3 мм
34 При т„ = 6,3... 10 мм
Допуск на среднюю постоян- ную хорду при допуске биения зубчатого венца Fr= 20...25 мкм, МКМ 32 При виде допуска боко- вого зазора — h
42 При виде допуска боко- вого зазора — d
требования приведены в табл. 12.5, для других условий — в табли-
цах [6].
Технологический маршрут обработки. Некоторые конические
зубчатые колеса по форме близки к цилиндрическим, поэтому до
обработки зубьев технологический маршрут их обработки анало-
гичен (см. табл. 12.4). В качестве технологических баз используют
посадочное отверстие и торец или центровые отверстия (вал-шес-
терня), опорные шейки и торец. В качестве первой черновой базы
используют коническую поверхность зубчатого венца.
Нарезание зубьев конических колес выполняют в две стадии —
черновую и чистовую. Для чернового фрезерования прямых зубьев
используют специальные зубофрезерные полуавтоматы, для чис-
товой обработки — зубопротяжные станки с круговой подачей и
336
зубострогальные станки, для фрезерования спиральных зубьев —
специальные зубофрезерные полуавтоматы.
12.3. Особенности обработки червячных
зубчатых колес
Червячные передачи относятся к передачам с перекрещиваю-
щимися осями, обычно с углом 90°. Различают кинематические и
силовые червячные передачи. Кинематические служат для дости-
жения высокой точности поворота при передаче движения. Сило-
вые — для передачи значительных крутящих моментов, а также
применяются при больших передаточных отношениях.
В ГОСТ 3675—81 предусмотрено 12 степеней точности червяч-
ных зубчатых передач, однако нормы точности приведены только
для передач степеней точности с 3-й по 9-ю, так как передачи
других степеней точности в машиностроении практически не ис-
пользуют.
Нормы по кинематической точности, плавности работы, а также
нормы, определяющие контакт зубьев в передаче (см. табл. 12.2 и
12.5), как и методика их назначения, мало отличаются от анало-
гичных норм для цилиндрических зубчатых колес, поэтому ос-
новные технические требования по точности их изготовления в
данном разделе не приводятся.
Особенности обработки связаны с тем, что многие червячные
колеса выполняют составными — биметаллическими. Зубчатый
венец при этом выполняют из чугунов СЧ15, СЧ21 (при скорос-
тях менее 2 м/с), из бронз БрОБ10-1, БрОНФ (при скоростях
более 5 м/с) и других цветных сплавов. Ступицу изготовляют из
недорогих конструкционных сталей или чугунов.
Венец и ступицу составных колес вначале обрабатывают раздель-
но, с окончательной обработкой поверхностей соединения и с ос-
тавлением припуска на остальные поверхности, а окончательную
обработку выполняют в сборе. В остальном технологический марш-
рут обработки червячного зубчатого колеса сходен с технологиче-
ским маршрутом обработки цилиндрического колеса (см. табл. 12.4).
Для обработки зубьев применяют фрезерование червячной
фрезой с радиальной или тангенциальной подачей. Окончатель-
ную обработку выполняют червячным шевером.
12.4. Методы обработки поверхностей
зубчатых колес
Для обработки поверхностей всех зубчатых колес наиболее ча-
сто применимы методы, приведенные в табл. I2.6.
337
Таблица 12.6. Методы обработки поверхностей зубчатых колес
Обработка Шероховатость поверхности Ra, мкм Степень точности ко- лес (квалитет точно- сти поверхностей)
Обработка отверстий
Сверление 12,5 ...25 12-14
Рассверливание 12,5 ...25 12-14
Зенкерование черновое 12,5 ...25 12-14
Зенкерование однократное литого отверстия 12,5 ...6,3 12-14
Зенкерование прошитого отверстия 12,5...6,3 11-12
Зенкерование чистовое 3,2...6,3 10-11
Развертывание получистовос 6,3... 12,5 9-10
Развертывание чистовое 1,6...3,2 7-8
Развертывание тонкое 0,4...0,8 7
Протягивание черновое литого или прошитого отверстия 2,5... 1,6 8-9
Протягивание чистовое после чернового или после сверления 0,8...3,2 7-8
Растачивание черновое 40...80 11-12
Растачивание чистовое 2,5...5 8-9
Растачивание тонкое 0,1 ...0,63 7-6
Шлифование предварительное 2,5... 1,6 8-9
Шлифование чистовое 1,25...0,63 7-8
Шлифование тонкое 0,63...0,1 5-6
Притирка, хонингование 0,32...0,04 6-7
Раскатывание, калибрование, алмазное выглаживание 0,63...0,05 8-7
Обработка зубьев
Зубофрезерование модульной фрезой 12,5...6,3 1Ю; 9|
Зубофрезерование червячной фрезой 6,3...3,2 [10-8]
Зубодолбление 3,2... 1,6 [8; 7]
338
Окончание табл. 12.6
Обработка Шероховатость поверхности Ra. мкм Степспьточности ко- лес (квалитст точно- сти поверхностей)
Зубострогание 3,2... 0,8 [7-5]
Зуботочение 3,2... 1,6 [8; 7]
Зубопротягивание 3,2... 0,8 [7; 6]
Зубошевингование 1,25...0,63 17; 6]
Хонингование зубьев 0,5...0,1 [6; 5]
Шлифование зубьев 1,25...0,5 16; 5|
Обкатывание зубьев 1,0...3,2 |7-5|
Накатывание зубьев 2,0... 0,8 [9; 8|
12.5. Особенности обработки червяков
В машиностроении применяют цилиндрические и глобоидные
зубчатые червячные передачи, следовательно, форма винтовой по-
верхности в осевом сечении может представлять собой рейку с
прямолинейным (цилиндрическая передача) или криволинейным
(глобоидная передача) расположением зубьев (рис. I2.2).
По форме винтовой поверхности червяки делятся на четыре
вида: архимедов, эвольвентпый, конвалютный и нелинейчатый,
которые отличаются друг от друга формой винтовой поверхно-
сти в различных сечениях червяка. Кроме того, различают червя-
ки-валы и червяки-втулки (насадные).
Рис. 12.2. Червячные передачи:
а — цилиндрическая; б — глобоидная
339
Набор поверхностей червяка аналогичен набору поверхностей
ходового винта или ступенчатого вала, поэтому технические тре-
бования, предъявляемые к поверхностям этих деталей, также ана-
логичны (см. табл. 11.1 и 11.6).
Для изготовления червяков в качестве материала используют
низкоуглеродистые легированные стали 15Х, 15ХА, 20Х, 20ХНВА,
20ХВ, а также качественные углеродистые и легированные стали
40, 45, 40Х, 40ХН. Глобоидные червяки изготовляют из сталей
ЗЗХГН, 35ХМА. Червяки для быстроходных и высоконагруженных
передач подвергают закалке до твердости 48...57 HRC. Для менее
ответственных передач достаточно обеспечить твердость 270 НВ.
Для построения технологического маршрута обработки червяка
можно использовать типовой технологический маршрут изготовле-
ния ступенчатого вала или ходового винта (см. табл. 11.2 и 11.7).
12.6. Контроль деталей зубчатых передач
Параметры, характеризующие кинематическую точность, плав-
ность работы и нормы контакта зубьев в передаче для цилиндри-
ческих, конических и червячных колес, а также червяков, во мно-
гом сходны (см. табл. 12.2 и 12.5), поэтому и для контроля этих
параметров применяют одинаковые средства.
Для контроля кинематической погрешности зубчатых колес
применяют прибор БВ-5058, погрешность которого (без погреш-
ности измерительного колеса) в зависимости от диапазона изме-
рения составляет 4... 12 мкм. Для контроля накопленной погреш-
ности и неравномерности шага применяют прибор ШМ-1 или
накладной шагомер 21501 (БВ-1080). Контроль колебания дли-
ны общей нормали выполняют с использованием нормалеме-
ров БВ-5045 и БВ-5046. Для измерения длины общей нормали слу-
жат зубомерные микрометры ЗЙМ-6. Контроль величины ради-
ального биения зубчатого венца проводят на биениемерах 25002 и
Б-10М.
Плавность работы колес является одной из основных характе-
ристик эксплуатационного качества передачи и характеризуется
зубцовой частотой. Основными источниками зубцовой и кратных
ей частот являются погрешность шага зацепления, погрешность
профиля зуба и волнистость поверхности зуба. Для определения
действительного шага зацепления применяют шагомеры, кото-
рыми определяют расстояния между двумя параллельными плос-
костями, касательными к двум одноименным активным боковым
поверхностям соседних зубьев колеса. Для контроля погрешности
профиля зуба применяют эвольвентомеры БВ-5032, а для контро-
ля волнистости поверхности зуба — волномеры БВ-5024. Контакт
поверхностей зубьев колес в передаче проверяют с целью обеспе-
340
чения прилегания поверхности зубьев по всей длине для рассре-
доточения нагрузки на всю длину зуба, чем обеспечивается его
прочность и долговечность.
Для контроля суммарного пятна контакта в процентах по дли-
не и высоте зуба используют универсальный контактомер БВ-5028.
На форму и расположение пятна контакта оказывает влияние по-
грешность направления зуба. Контроль этой величины выполняют
ходомерами БВ-5034.
Параметры, входящие в нормы бокового зазора: толщина зуба
по постоянной хорде на определенной высоте, наименьшее от-
клонение средней длины общей нормали, наименьшее дополни-
тельное смещение исходного контура. Для их контроля использу-
ют штангензубомеры ШЗ, хордовые зубомеры БВ-5038 и другие
приборы. Наиболее подробно со схемами и приборами для конт-
роля различных параметров зубчатых колес можно ознакомиться
в учебнике [10] и в каталоге измерительного инструмента и при-
боров.
Для контроля различных параметров червяка также применя-
ют специальные приборы. Например, для контроля отклонений
винтовой поверхности от теоретической классической винтовой
поверхности на рабочей длине проверяемого червяка, отклоне-
ний профиля витков в осевой плоскости, отклонений окружных
шагов — прибор БВ-5012.
ГЛАВА 13
ИЗГОТОВЛЕНИЕ РЫЧАГОВ И ВИЛОК
13.1. Назначение и конструктивные особенности
Для передачи движения на необходимые расстояния с задан-
ной скоростью в машиностроении используются промежуточные
звенья — детали, относящиеся к классу некруглых стержней. Это
различные по габаритным размерам, конфигурации и устройству
рычаги, коромысла, тяги, вилки переключения зубчатых колес и
муфт, шарнирные вилки и др. (рис. 13.1).
Несмотря на значительное многообразие, эти детали содержат
ограниченный набор поверхностей: отверстия — основная база
(служат для установки этих деталей в различных механизмах и
Рис. 13.1. Конструктивные разновидности рычагов
и вилок:
а — рычаги; б — вилки переключения; в — шарнирная вилка
342
машинах); отверстия — вспомогательные базы (служат как испол-
нительные поверхности для соединения с исполнительными ме-
ханизмами); торцовые поверхности бобышек, где расположены
отверстия; плоские исполнительные поверхности; гладкие и резь-
бовые крепежные отверстия и некоторые другие поверхности.
13.2. Основные технические требования
К поверхностям рычагов и вилок предъявляются определен-
ные технические требования (табл. 13.I).
Таблица 13.1. Основные технические требования, предъявляемые
к поверхностям рычагов и вилок
Вид допуска Величина допуска
Допуск размера между осями отверстия + (0,05...0,5) мкм
Допуск диаметра отверстий По 6— 9-му квалитетам
Параллельность или перпендикулярность осей отверстий 9— 12-й степеней точности
Параллельность или перпендикулярность торцовых поверхностей бобышек или плоских исполнительных поверхностей относительно осей отверстий 9— 12-й степеней точности
Погрешность формы отверстий В пределах допуска диаметра
Шероховатость поверхностей отверстий Ra 0,32 ... 2,5 мкм
Шероховатость плоских исполнительных поверхностей Ra 0,63... 5 мкм
13.3. Материалы и методы получения заготовок
Рычаги и вилки имеют достаточно сложную конфигурацию,
поэтому основными методами получения заготовок являются ли-
тье и штамповка, реже — сварка.
Малонагруженные рычаги и вилки изготовляют из серого чу-
гуна СЧ12, более ответственные детали - из чугунов C4I8, СЧ24,
ковких чугунов К.Ч35-Ю, K437-I2, из конструкционных сталей
20, 35, 40, 45, литейных сталей 35Л, 45ЛШ и из цветных сплавов.
13.4. Базы и базирование
В качестве первой черновой базы часто выбирают наружные
поверхности бобышек и их торцы, а также плоские исполнитель-
343
ные поверхности. При дальнейшей обработке отверстие (основ-
ную базу) и торец бобышки в зависимости от их размеров ис-
пользуют как двойную направляющую, или центрирующую и упор-
ную, или установочную технологические базы. Так как эти детали
в большинстве случаев обладают малой жесткостью, то часто ис-
пользуют дополнительные технологические базы.
13.5. Технологический маршрут обработки
Обработку рычагов и вилок строят в следующем порядке:
если в конструкции детали предусмотрены плоские обрабаты-
ваемые поверхности достаточных размеров или торцы бобышек,
расположенные в одной плоскости, то обработку начинают с этих
поверхностей;
базируя заготовку на обработанные плоские поверхности (ус-
тановочная технологическая база) и наружные поверхности бо-
Табл и ца 13.2. Типовой технологический маршрут обработки рычага
№ опе- рации Наименование и содержание операции Технологические базы Оборудование
05 Фрезерная — фрезе- рование торцов бо- бышек Противолежащие тор- цы и наружные по- верхности бобышек Фрезерный станок
010 Сверлильная — свер- ление отверстий ос- новной и вспомога- тельной базы, зен- кование фасок Обработанные торцы бобышек и их наруж- ные поверхности Сверлиль- ный станок
015 Сверлильная — цеко- вание торцов бобышек с другой стороны, зен- керование отверстий и зенкование фасок Обработанные торцы бобышек и отверстия в них Сверлильный станок
020 Сверлильная — свер- ление, зенкование фаски и нарезание резьбы в отверстиях под стопор Поверхности отвер- стий и горец бобышки Сверлильный станок
025 Сверлильная раз- вертывание отверстий (основная и вспомо- гательная базы) Торцы бобышек и от- верстия Сверлильный станок
344
бышек (центрирующая технологическая база), обрабатывают от-
верстия (основную и вспомогательные базы);
используя сочетание обработанных поверхностей в качестве
технологической базы, обрабатывают остальные поверхности —
пазы, плоские поверхности, резьбовые и мелкие отверстия;
если детали имеют короткие бобышки, торцы которых не ле-
жат в одной плоскости, то на первой операции обрабатывают от-
верстия (основную и вспомогательную базы) и торцы бобышек с
одной стороны. Затем обрабатывают торцы бобышек с другой сто-
роны, далее — остальные поверхности;
если в детали сочетаются длинные и короткие бобышки, то
вначале обрабатывают отверстие (основную базу) и торец длин-
ной бобышки. Базируя заготовку по обработанному отверстию
(двойная направляющая технологическая база) и торцу (упорная
технологическая база), обрабатывают торец длинной бобышки с
другой стороны, торцы коротких бобышек и отверстие (вспомо-
гательные базы), затем остальные поверхности.
Типовой технологический маршрут обработки рычага приве-
ден в табл. 13.2.
ГЛАВА 14
ОБРАБОТКА КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ В УСЛОВИЯХ
ИХ ЭКСПЛУАТАЦИИ
14.1. Общие сведения о бандажах и опорных роликах
Назначение и конструктивные особенности. Бандажи и опор-
ные ролики — основные детали опорных узлов печей для обжига
клинкера при производстве цемента. Печь — агрегат непрерыв-
ного действия и представляет собой стальной вращающийся ба-
рабан длиной до 230 м и диаметром до 7 м, установленный под
углом.
Бандажи — это стальные кольца, охватывающие корпус печи
и обеспечивающие необходимую жесткость конструкции. Их изго-
товляют в виде цельных или разрезных колец прямоугольного се-
чения.
Если наружный диаметр бандажа свыше 4,95 м, то после изго-
товления его разрезают на два полукольца и транспортируют на
место постоянной эксплуатации. В дальнейшем полукольца свари-
вают и устанавливают на корпус печи.
Опорные ролики поддерживают и обеспечивают вращение печи.
Опорный ролик представляет собой деталь цилиндрической фор-
мы с центральным отверстием диаметром (6ОО+0-7) мм, устанав-
ливаемую на ступенчатую ось с посадкой А/7/.\6. Ролик вместе с
осью устанавливают на опоры скольжения или качения, закреп-
ленные на бетонном фундаменте.
Каждый бандаж печи опирается на два опорных ролика, рас-
положенных под углом 60...65°.
Материал деталей. Для печей диаметром более 4 м бандажи из-
готовляют литьем из сталей 23ГНМФМЛ-Э111, 23ГНМФМЛ-111А
твердостью 180...220 НВ (допускается занижение до 170 НВ), для
печей диаметром менее 3,6 м — литьем из стали 35Л-1Н, твердо-
стью 140... 177 НВ. Допускается изготовление из других сталей, но
с физико-механическими свойствами, не уступающими вышеиз-
ложенным.
Опорные ролики изготовляют из стали 30ГСЛ твердостью
150...217 НВ.
Основные технические требования. Размеры и формы бандажей
определены ОСТ 22—170—87, в соответствии с которым к ним
предъявляются следующие требования:
металл усиления сварного шва должен возвышаться не более
чем на 1 мм над поверхностью качения и плавно переходить к
основному металлу бандажа;
346
для бандажей с наружным диаметром до 4 м овальность и раз-
вал не должны превышать 2 мм, с наружным диаметром 4...5,5 м —
2,5 мм, с наружным диаметром 5,5...6 м — 3 мм, с наружным
диаметром свыше 6,1 м — 3,5 мм;
разность твердости частей бандажа, входящих в один комп-
лект, допускается не более 10%. Твердость металла заваренных
мест на поверхности качения бандажа также не должна откло-
няться от твердости основного металла более чем на 10%;
конусность поверхности качения не более 1 мм;
все линейные размеры бандажа должны быть выполнены с
предельными отклонениями по //12; внутренний диаметр — по
/78 или по 1Т{ 1/2;
шероховатость поверхности качения должна быть не более
Ra 6,3 мкм, остальных поверхностей — не более Ra 12,5 мкм;
допуск на соосность внутренней и наружной поверхностей не
более 1 мм;
отклонение от круглости поверхностей качения не более
2... 3,5 мм.
Опорные ролики изготовляют в соответствии с требованиями,
предъявляемыми ГОСТ 14273—69, в частности:
линейные размеры ролика должны быть выполнены с предель-
ными отклонениями по //12;
шероховатость поверхности качения не более Ra 6,3 мкм;
отклонение поверхности качения ролика от цилиндричности
не более 0,5 мм;
конусность наружной поверхности не более 0,1 мм.
14.2. Обоснование необходимости обработки
в условиях эксплуатации
Во время работы печи бандажи и опорные ролики испыты-
вают значительные контактные давления, в результате чего ма-
териал на отдельных участках их поверхностей начинает плас-
тически деформироваться. Когда площадь контакта бандажа с
роликами уменьшается, процесс прогрессирует особенно быс-
тро. В результате деформирования точность поверхностей каче-
ния уже через 1 — 1,5 мес эксплуатации выходит за пределы
допусков.
Анализ состояния вращающихся печей на многих цементных
заводах страны показал, что дальнейшая эксплуатация агрегата в
соответствии с требованиями технологического процесса невоз-
можна, если появившиеся дефекты характеризуются следующи-
ми величинами:
овальность бандажей 4 — 4,5 единиц предельных значений, оп-
ределяемых ОСТ 22—170—87;
347
дефекты с отрицательной кривизной (впадины) для банда-
жей с наружным диаметром до 4 м составляют 2 мм, диаметром
4...5,5 м — 3,5 мм, диаметром 5,5...6,1 м — 5,5 мм;
дефекты с положительной кривизной (выступы) для банда-
жей с наружным диаметром до 4 м составляют 1,5 мм, диаметром
4...5,5 м — 2,5 мм, диаметром 5,5...6,1 м — 4 мм;
корсетность, бочкообразность, конусность превышают 1,5 мм.
Критерием предельного состояния бандажей и основанием для
замены являются следующие дефекты:
износ более 0,1 толщины тела бандажа в радиальном направ-
лении;
выкрашивание более 0,1 толщины тела бандажа в радиальном
направлении;
выкрашивание более 0,1 площади всей опорной поверхности.
Работоспособность изношенных опорных узлов восстанавлива-
ют в основном посредством демонтажа бандажей и роликов и за-
меной их на новые. Демонтированные детали отправляют на спе-
циализированные предприятия для восстановления и ремонта или
в металлолом. Восстановление работоспособности подобным об-
разом экономически невыгодно, учитывая высокую стоимость этих
деталей, издержки на транспортирование, простои печи при вы-
полнении монтажно-демонтажных работ.
Очевидно, что значительный резерв экономии средств возмо-
жен при осуществлении периодической механической обработки
поверхностей качения непосредственно на работающей печи. Вос-
становительный ремонт на основе применения специальных пе-
реносных станков обеспечивает такие условия. В Белгородском го-
сударственном технологическом университете им. В. Г. Шухова раз-
работана и успешно внедрена гамма станков для обработки круп-
ногабаритных деталей в условиях их эксплуатации.
14.3. Введение переносных станков
в кинематические и размерные цепи действующих
агрегатов
При традиционных методах механической обработки деталей
обрабатываемая деталь вводится в кинематические и размерные
цепи станка, базируется и закрепляется с требуемой точностью
на исполнительных поверхностях станка. Применение же специ-
альных переносных станков предусматривает введение самого стан-
ка в кинематические и размерные цепи промышленного агрегата.
Практически в каждом случае приходится индивидуально со-
здавать искусственные технологические базы для установки пере-
носного станка, т.е. в этом случае имеет место организованная
смена баз. Восстанавливаемая крупногабаритная деталь в процессе
348
ее обработки переносным станком базируется не по технологи-
ческим базам, которые использовались в процессе ее изготовле-
ния на заводе-изготовителе, а по ее основным конструкторским
базам, определяющим положение данной детали в машине.
Необходимость организованной смены баз означает дополни-
тельное введение в технологические размерные цепи одного или
нескольких составляющих звеньев, что приводит к формирова-
нию дополнительной погрешности на замыкающем звене. В этом
заключается важная отличительная особенность технологии с ис-
пользованием переносных станков.
В зависимости от способа базирования переносного станка при
выполнении технологической операции различают следующие
виды переносных станков:
приставные — их обычно устанавливают на независимой опоре
непосредственно перед поверхностью обрабатываемой детали;
встраиваемые — их устанавливают непосредственно на детали
машины или агрегата так, что они образуют одно целое;
накладные — их устанавливают непосредственно на деталь,
поверхности которой необходимо подвергуть механической об-
работке;
передвижные — они выполняют технологические операции при
периодическом или непрерывном движении.
Приставные станки в отличие от стационарных имеют такие
поверхности основных баз, которые позволяют устанавливать их в
непосредственной близости от обрабатываемой детали. Причем
закрепляют их на фундаменте или на специальных опорах. В боль-
шинстве случаев приставные станки базируют по трем плоско-
стям с использованием установочной, направляющей и упорной
базы.
Приставной станок, предназначенный для токарной обработ-
ки бандажей, устанавливают между опорными роликами с ис-
пользованием трех баз:
Т = (Ду,, Лу2, Ауз, Дх4, Дх5, Аг6),
где Aj,, Aj2, Ал — отклонение нормальных координат установоч-
ной базы (плоскость XOZ)-, Дх4, Дх5 — отклонение нормальных
координат направляющей базы (плоскость YOZy, Az6 — отклоне-
ние нормальных координат упорной базы (плоскость XOY).
Встраиваемые станки непосредственно вводятся в размерные
цепи машины или агрегата, поэтому на деталях агрегата должны
быть предусмотрены соответствующие вспомогательные базы для
установки и закрепления этих станков. В свою очередь конструк-
тивное исполнение основных баз встраиваемых станков должно
обеспечивать возможность их установки и закрепления на опреде-
ленных деталях агрегата. В ряде случаев возникает необходимость
349
демонтажа отдельных деталей агрегата: защитных кожухов, верх-
ней части подшипника скольжения опоры и т.п.
Влияние погрешности установки переносных станков на точ-
ность обработки крупногабаритных деталей можно оценить путем
расчета приведенной погрешности установки соув, которая опре-
деляет влияние составляющих вектора погрешности установки соу
станка на отклонение координатной системы режущего инстру-
мента XnYKZK (связанной с калибрующей частью инструмента)
относительно основных баз %CKCZC станка. Положение координат-
ной системы режущего инструмента XHYHZH относительно основ-
ных баз станка XCYBZC определяет вектор к:
к
(X„Y„ZM)^(XCYVZC)
Я
к (А, Б, Г, к, ₽, у),
где А, Б, Г — параметры смещения; X, р, у — параметры поворота.
Верхнее и нижнее предельные значения приведенной погрешно-
сти установки определяются соответствующими векторами со(в и соув:
f.-Ji .. / „)) АВ Л В ^В (ЭВ VB
шув “ \“ув, Cyin Л'УВЧ Ру|И Уув р
< = (С, Ь"в, с”„ ру„, у('„).
Составляющие предельных значений приведенной погрешнос-
ти установки можио рассчитать по следующим матричным фор-
мулам:
со"„ = иу + Пу • к; wyB = со" + Г1у к,
где Пу и П(! —- блочные матрицы преобразования размерностью
6x6:
П"
Лв
О
° • П" = л" 0
Лв ’ У 0 л"
Диагональные блоки л” и л" этих матриц компонуются из угло-
вых элементов Ху, РУ, уу вектора погрешности установки станка:
0 “Уу Ру 0 -Y" РуН
Пу = Yy 0 ; лу = Yy 0
-Ру М! 0 -Ру А.у 0
350
14.4. Обработка поверхностей переносными станками
Для обработки бандажей и опорных роликов применяют спе-
циальный приставной станок УСП-1. Станок выполнен на базе
силового стола 1УЕ4536-05, обеспечивающего ход платформы
до 1,25 м. Схема наладки станка на обработку поверхностей каче-
ния опорного ролика приведена на рис. 14.1, а, бандажа — на
рис. 14.1, б, конической поверхности под гидроупор — на рис. 14.1, в.
в
Рис. 14.1. Схемы наладок на обработку на приставном станке поверхно-
сти качения опорного ролика (а) и бандажа (б), а также конической по-
верхности под гидроупор (в):
/ — суппорт; 2 — стойка; 3 — силовой стол; 4 — пустотелые опоры; Л, В —
размерные цепи, определяющие достижение требуемой точности радиального
размера бандажа
351
На платформе силового стола 3 расположена стойка 2, имею-
щая возможность фиксированного поворота относительно вер-
тикальной оси Y. Суппорт /, установленный на торце стойки, имеет
также возможность фиксированного поворота относительно оси X.
Таким образом может осуществляться настройка станка на обра-
ботку бандажа или опорных роликов печи.
Станок может устанавливаться между опорными роликами, под
бандажом печи или за пределами опорных роликов, для чего в кон-
струкции предусмотрены пустотелые опоры 4 коробчатой формы.
На рис. 14.1, б, кроме того, представлены схемы простран-
ственных размерных цепей, определяющих достижение требуемой
точности радиального размера бандажа:
/1д — — /1| — /Р — 4 ~ 4 — 4 — 4 Т 4 + ^8 + 4 ч
Вл = —Bi — В2 — в3 — В, — В3 — В(у + B-j + В3 + Вд.
Здесь радиус обрабатываемой поверхности бандажа /?Л определяет-
ся двумя параллельно связанными технологическими цепями:
4 = 4 = 4,
которые проходят соответственно через первый и второй ролики.
Общими составляющими звеньями этих цепей являются раз-
меры деталей приставного станка: 4 = Bf, А2 = В2; А3 = В3, А4 = В3.
А5 = В5; А6 = Вь. Анализ этих размерных цепей показывает, что
точность получаемого радиального размера бандажа /?д оказывает
влияние на точность первой и второй опоры Аъ В-. на точность
радиальных размеров двух опорных роликов 4 = Рб 4 = Рг> на
точность текущих радиальных размеров бандажа R2 под каж-
дым из двух опорных роликов 4 = 4 4 = 4-
Таким образом, достижение требуемой точности бандажа R& =
= 4 = 4 требует учета отклонений всех составляющих звеньев
двух параллельно связанных технологических размерных цепей,
определяющих точность станка и его установки, точность опор-
ных роликов и текущие отклонения радиуса бандажа в опорных ;
точках.
Для обработки бандажей и опорных роликов печей применяют
также специальный встраиваемый станок УВС-01 (рис. 14.2). Ста- :
нок состоит из двух стоек /, внутри которых установлена направ-
ляющая 2, по которой перемещается суппорт 3 с двумя плоско-
стями для установки поперечного суппорта 4. На левой стойке
станка расположен привод 6 продольных подач.
Основные особенности данного станка:
наличие сменных наладок (специальные переходные опоры 5),
посредством которых станок может встраиваться в опорные узлы
любой конструкции;
352 1
Рис. 14.2. Схема специального встраиваемого станка для обработки бандажей и опорных роликов:
стойки; 2 — направляющая; 3 — суппорт; 4 — поперечный суппорт; 5 — переходные опоры; 6 — продольный привод подач
353
возможность регулирования положения правой стойки станка,
что позволяет обрабатывать практически все существующие типо-
размеры опорных роликов и бандажей;
схема установки станка относительно обрабатываемых деталей
и наличие двух плоскостей продольного суппорта для установки
поперечного суппорта, что позволяет вести обработку опорного
ролика и бандажа с одного установа.
На рис. 14.2 показаны также размерные цепи А и В, определя-
ющие достижение требуемой точности радиального размера опор-
ного ролика. Введение в эти цепи точности текущих радиальных
размеров бандажа /?, и /?2 под каждым из двух опорных роликов
позволяет определить достижение требуемой точности и радиаль-
ного размера бандажа.
РАЗДЕЛ III
ОСНОВЫ ТЕХНОЛОГИИ СБОРКИ
В МАШИНОСТРОЕНИИ
ГЛАВА 15
ОСНОВНЫЕ ПОНЯТИЯ СБОРКИ
15.1. Классификация соединений деталей машин
Сборочные работы являются заключительным этапом в произ-
водственном процессе, когда из отдельных деталей и других сбо-
рочных единиц собирают готовое изделие. Качество сборки во
многом определяет качество изделия, его надежность и долговеч-
ность, поэтому ей уделяют особое внимание. Основные виды ра-
бот при сборке — соединение деталей различными способами.
Сборку двух или нескольких деталей можно выполнить в виде
подвижного или неподвижного их соединения (рис. 15.1). При не-
подвижном соединении детали сохраняют неизменное относитель-
ное положение, при подвижном имеют возможность определен-
ного перемещения.
Неподвижные и подвижные соединения могут быть неразъем-
ными или разъемными.
355
В неподвижных разъемных соединениях детали соединяются
путем посадки с натягом, посадки на конус, а также с использо-
ванием разьбовых крепежных деталей.
Неподвижные неразъемные соединения выполняют сваркой,
пайкой, склеиванием, клепкой, посадкой под прессом с боль-
шими натягами и с температурным воздействием. Такие соедине-
ния применяются в тех случаях, когда в процессе эксплуатации
разборка изделия не предусматривается (комплектные подшип-
ники качения, масленки и т.п.).
При подвижном разъемном соединении детали соединяются
путем посадок с гарантированным зазором, а также с использо-
ванием шаровых, винтовых и других поверхностей.
15.2. Точность сборки
При соединении двух и более изделий необходимо обеспечить
точность их взаимного положения.
Под точностью сборки понимают свойство процесса сборки
обеспечивать соответствие значений параметров изделия задан-
ным в конструкторской документации (ГОСТ 23887—79).
В результате сборки необходимо обеспечить такое положение
деталей и сборочных единиц, чтобы их исполнительные поверх-
ности в своем относительном движении и в статичном положе-
нии не выходили за пределы установленных допусков при сборке
и эксплуатации.
При выборе метода достижения требуемой точности сборки,
часто используют теорию размерных цепей.
Существуют следующие методы достижения точности замыка-
ющего звена, применяемые при сборке: полная взаимозаменяе-
мость, неполная взаимозаменяемость, групповая взаимозаменяе-
мость, пригонка, регулирование, сборка с применением компен-
сирующих материалов.
Метод полной взаимозаменяемости заключается в том, что тре-
буемая точность замыкающего звена размерной цепи достигается
у всех объектов путем включения в нее составляющих звеньев без
выбора, подбора или изменения их величин. Использование этого
метода экономично в условиях достижения высокой точности при
малом числе звеньев размерной цепи, подлежащих сборке.
Метод неполной взаимозаменяемости отличается от предыдущего
тем, что требуемая точность замыкающего звена достигается у за-
ранее обусловленной части объектов без выбора, подбора или из-
менения их величин. Использование этого метода целесообразно
для достижения точности в многозвенных размерных цепях. До-
пуски составляющих звеньев при этом больше, чем в предыду-
щем методе, что повышает экономичность изготовления сбороч-
356
ных единиц. У части изделий погрешность замыкающего звена
может оказываться больше допустимой, т.е. возможен брак.
Метод групповой взаимозаменяемости состоит в том, что требу-
емая точность замыкающего звена достигается путем включения в
размерную цепь составляющих звеньев, принадлежащих к одной
из групп, на которые они предварительно рассортированы. Этот
метод применяют для достижения наиболее высокой точности
замыкающих звеньев малозвенных размерных цепей. При этом
необходима четкая организация сортировки деталей на размер-
ные группы и их маркировка, а также хранение и транспортиро-
вание деталей в специальной таре.
Метод пригонки заключается в том, что требуемая точность
замыкающего звена достигается изменением размера компенси-
рующего звена путем удаления с компенсатора определенного слоя
материала. Такой метод используют при сборке изделий с боль-
шим числом звеньев. Детали могут быть изготовлены с экономи-
ческими допусками, но необходимы дополнительные затраты на
предварительную сборку и разборку, на пригонку компенсатора.
Экономичность в значительной мере зависит от правильного вы-
бора компенсирующего звена, которое не должно принадлежать
нескольким связанным размерным цепям.
Метод регулирования отличается от предыдущего тем, что тре-
буемая точность замыкающего звена достигается изменением раз-
мера или положения компенсирующего звена без удаления мате-
риала с компенсатора. Этот метод аналогичен методу пригонки,
но имеет большее преимущество — при сборке не требуется вы-
полнять дополнительные работы со снятием слоя металла. Этот
метод обеспечивает достаточно высокую точность и позволяет пе-
риодически восстанавливать ее в процессе эксплуатации машины.
Метод сборки с компенсирующими материалами состоит в том,
что требуемая точность замыкающего звена достигается примене-
нием компенсирующего материала, вводимого в зазор между со-
прягаемыми поверхностями деталей после их установки в задан-
ное положение. Использование этого метода наиболее целесооб-
разно при соединении деталей с базированием по плоскостям (при-
валочные плоскости станин, рам, корпусов и т.п.), а также в
ремонтной практике для восстановления работоспособности из-
делий.
15.3. Методы расчета размерных цепей
и их допусков
Расчет на максимум —минимум, обеспечивающий полную вза-
имозаменяемость. При решении обратной задачи — расчете поля
рассеяния (допуска) замыкающего звена — все составляющие
357
Рис. 15.2. Размерная цепь Л, определяющая величину теплового зазора
ведущей ступени редуктора в осевом направлении
звенья размерной цепи известны, требуется найти замыкающее
звено.
Номинальный размер замыкающего звена Ай размерной цепи А,
определяющей величину теплового зазора ведущей ступени ре-
дуктора в осевом направлении (рис. 15.2)
?4д = А5 — + А2 + А3 + Ац + А^ j
или в общем виде для любого количества составляющих звеньев
цепи
4 = (4 + 4? +... + Д,) - (Дй+1 + Д,+2 +... + A„,_t j;
4 = J 4 - Ё 4’
/=1 i=n+\
где Д, A, — увеличивающие и уменьшающие размеры составляю-
щих звеньев; т — общее количество составляющих звеньев раз-
мерной цепи, включая и замыкающее; п — количество увеличи-
вающих звеньев цепи.
Наибольший предельный размер замыкающего звена для раз-
мерной цепи А
дтах = Дтах _ (Дпип + ^min + Дгпт + ^rnin + Дгтп j
358
или для любого количества составляющих звеньев
Л max _ ( a max , jmax , , J max \ / /(min , Amin , , л min )
Лх ^(/ll + /(2 +••• + /*„ j ^„+| + /i„+2 + ... + Zlm_| )
Наименьший предельный размер замыкающего звена для раз-
мерной цепи А
^min _ Дгтп _ (Дтах _|_ Дтах _|_ yjjnax _|_ Дтах _j_ Д^тах j
или для любого количества составляющих звеньев
= ( Д min + Дтт + + Дтт ) _ (Дтах + Дтах + _ + Дтах ).
Разность наибольшего и наименьшего предельных размеров
замыкающего звена определяет величину его допуска 7Д, т.е.
7' _ дтах дтт
Подставим значения ДГах и А""" и выполним группировку вна-
чале для размерной цепи А
тА/ = (Дтах - 4min)+(дтах - Дтт)+р2тах - A2min) + (л™х - а;|,|п)+
+р;,ах - A4min) + (Я- Д™")
или в общем виде для любого количества составляющих звеньев
тд =(дп1ах -4min)+p2max -4>min) + ... + (Л„тах -Л™п) +
. ( дтах дтт \ . / дтах дтт \ . . / дтах Дтт \
+ ^Л+1 “ Л+1 ,1 + ^+2 "" Л+2 J + + l “ Лт-\ ) ’
т.е.
т-1
ц,=^1+^г+...+щь = £?;,.
/=!
Допуск размера замыкающего звена равен сумме допусков со-
ставляющих звеньев размерной цепи.
Если известны предельные отклонения составляющих звеньев
размерной цепи, то можно определить верхнее предельное откло-
нение ESAi замыкающего звена:
ESa =^ESa - X ЕЕа
л—л А, А,
/=1 i=n+\
359
и нижнее предельное отклонение EfA. замыкающего звена:
п т-1
Ил, =1ЯЛ- I
7=1 Z=w+1
где EIА., ESa. — нижние и верхние предельные отклонения со-
ставляющих звеньев.
Предельные отклонения замыкающего звена можно также оп-
ределить, если известны координаты середины полей допусков
EcAt составляющих звеньев (рис. 15.3):
п т-\
/=1 7=я+1
Координату середин полей допусков составляющих звеньев
можно определить, если известны предельные отклонения ESA. и
Eh;
EcAi = (ESAi + El А. )/2.
По известным координатам середин полей допусков и величи-
нам допусков составляющих звеньев можно определить предель-
ные отклонения:
ESAi =EcAi + ТА./2 и EI а = ЕсА. -TaJ2.
Прямая задача — расчет допусков размеров составляющих звень-
ев размерной цепи по величине допуска размера замыкающего (исход-
ного) звена — часто решается методами пробных расчетов, когда
на все составляющие звенья размерной цепи назначаются эконо-
мические допуски для заданных условий производства. Затем оп-
ределяют ожидаемую величину поля допуска (рассеяния) сод и
Рис. 15.3. Основные параметры допуска составляющего звена
360
ожидаемую координату поля допуска (рассеяния) £СШд по фор-
мулам
т-1 п т-1
^ = TAi = ^TAi И
/=1 /=1 /=л+1
Полученные значения сод и ЕС(„л сравнивают с требуемыми в
анализируемом или проектируемом изделии. Если характеристи-
ки ожидаемого поля допуска выходят за пределы требуемого, то
производят корректировку (изменение величины поля допуска или
координаты середины поля допуска) одного или нескольких со-
ставляющих звеньев цепи.
Для ускорения процедуры расчетов по этому способу эконо-
мические допуски назначаются на все составляющие звенья раз-
мерной цепи, кроме регулирующего (зависимого), необходимая
величина допуска которого выражается формулой
т-2
/=|
Необходимая координата середины поля допуска регулирую-
щего звена, если оно является увеличивающим,
(п—1 т-1
у/=1 i=n+l
если оно является уменьшающим,
' п т-2 у
ЕсАр = 21 ^сД “ 21 ^сД “ •
^/=1 /=//+1 ?
В качестве регулирующего звена обычно выбирают звено, воз-
можное ужесточение допуска которого не вызовет значительных
затруднений.
Для облегчения процедуры назначения допусков составляю-
щих звеньев определяют величину их среднего допуска:
г^ = тАл/(т-Г).
Полученная величина, отнесенная к среднему номинальному раз-
меру, позволит определить средний квалитет точности, по кото-
рому назначают допуски всех составляющих звеньев, пользуясь
правилом «допуск в металл», после чего рассчитывают ожидаемое
361
поле допуска и координату его середины и сравнивают их с за-
данными значениями.
Метод расчета на максимум —минимум, обеспечивающий пол-
ную взаимозаменяемость, имеет следующие преимущества:
простота, высокая производительность и экономичность сбор-
ки, сводящейся к соединению и фиксации отдельных деталей и
не требующей высокой квалификации рабочих;
простота нормирования сборочных операций, их синхрониза-
ция во времени и возможность организации поточной сборки;
возможность специализации и кооперирования предприятий,
выпускающих детали и сборочные единицы;
сокращение простоев машин при их ремонте и упрощение ре-
монта за счет быстрой замены изношенных изделий без пригонки.
Недостаток данного метода расчета: ужесточение допусков со-
ставляющих звеньев зависит напрямую от их количества, что зна-
чительно влияет на экономичность изготовления.
Вероятностный метод расчета при неполной взаимозаменяемо-
сти. При расчете размерных цепей с количеством звеньев более
трех для достижения точности целесообразно применять метод не-
полной взаимозаменяемости с использованием вероятностного рас-
чета. В этом случае допуски размеров составляющих звеньев оп-
ределяются принципиально так же, как и при расчете на макси-
мум — минимум, но арифметическое суммирование заменяют гео-
метрическим.
При использовании способа пробных расчетов назначают до-
пуски всех составляющих звеньев размерной цепи и определяют
• ожидаемое поле рассеяния замыкающего звена:
I (йл
7/ = -,Ух?л2,
А Мм 4
где X,-, Хд — коэффициенты относительного среднеквадратичного
рассеяния размеров составляющих звеньев и замыкающего звена
соответственно. Рассеяние размеров замыкающего звена часто мож-
но считать подчиняющимся закону нормального распределения,
т.е. Хд = 1/3, тогда
1^л
= з Дх/г2.
\ /=1
При предварительных расчетах коэффициенты X, принимают
следующими:
X2 = 1/3 — если ничего неизвестно о характере кривой рассе-
. яния размеров (для изделий мелкосерийного и единичного про-
изводства);
362
X? = 1 / 6 — если рассеяние размеров близко к закону треуголь-
ника;
X? =1/9 — если предполагается, что рассеяние будет иметь
нормальный характер (для изделий крупносерийного и массового
производства).
Так же определяют ожидаемую координату середины поля до-
пуска замыкающего звена
п
ТеА,
= 1 E^+cJf
( Тл\
~ X. £с4+а/-у-
/=и+1
Та,
2 ’
где а, — коэффициент относительной асимметрии, который мож-
но ориентировочно определить по формуле
а _ Еща, ЕсА.
TaJ2 ’
где EmAi — координата центра группирования размеров.
Если законы рассеяния составляющих звеньев симметричны,
то а, = 0 и ад = 0.
Если число составляющих звеньев с однородными по величи-
не допусками и любыми законами рассеяния не менее пяти, то ад
также равно нулю. Тогда ожидаемая координата середины поля
допуска будет равна
П W-1
ЕсА, = X ^сД. “ X ^сД •
/=1 i=n+\
Полученные значения ТАх и ЕсЛд сравнивают с заданными в
исходном звене. При необходимости делают корректировку одно-
го или нескольких составляющих звеньев.
При решении прямой задачи способом равных допусков вна-
чале определяют средний допуск Тс составляющего звена:
Ес = Та'
tyjk2 (m-V)’
где t — коэффициент риска.
Если по результатам расчета средняя точность составляющих
звеньев соответствует 11 —12-му квалитетам, то метод неполной
взаимозаменяемости считают подходящим для решения данной
размерной цепи и определенный в результате расчета квалитет
принимается в основу при установлении допусков размеров всех
составляющих звеньев.
363
Если по результатам расчета средняя точность соответствует
7 —9-му квалитетам, то метод неполной взаимозаменяемости не
подходит и следует применить метод пригонки или регулирова-
ния.
После назначения допусков составляющих звеньев определяют
ожидаемое поле допуска TA/i и координату середины поля допуска
замыкающего звена £сЛ, и сравнивают их с исходными значени-
ями.
Если полученный допуск замыкающего звена не соответствует
исходному его значению, то рекомендуется определить возмож-
ный процент Р риска и оценить его применимость. Для этого
рассчитывают коэффициент t риска:
/т-1 9
N /=i
затем определяют процент риска Р.
Соотношение коэффициентов Ри г для нормального распреде-
ления размеров замыкающего звена приводится ниже.
Р, %....0,01 0,05 0,1 0,27 0,5 1 2 3 5 10 32
1.......3,89 3,48 3,29 3 2,81 2,57 2,32 2,17 1,96 1,65 1
Если значения ожидаемого поля допуска и координата его се-
редины выходят за пределы исходных значений, то по величине
Гс могут быть назначены допуски всех составляющих звеньев,
кроме регулирующего (зависимого).
1 I w-2
Та =—JTa2 - Ук,2Т2
лр V /=1
где кр, к,- — коэффициенты относительного рассеяния регулирую-
щего и составляющих звеньев размерной цепи. Этот коэффициент
характеризует степень отличия данного закона рассеяния разме-
ров от нормального, следовательно, для различных законов рас-
пределения к, будет равен:
для нормального закона распределения при 771, = 6о,
, 6о, 6о, ,
к,- = —- = —- = 1:
ТА, 6о,
для закона равной вероятности при ТА = 2л/3о,
6о, /у.
2Ло
364
J
для закона треугольника при 1\ = 2\/бо,
6о, _ \/б
2л/бо,- 2
Для регулирующего (зависимого) звена определяют также ко-
ординату середины поля допуска ЕсАр:
^с/1д + ад 2
т-1 ( ТА
+ Ё +«/^-
i-n+\I
Е^ =
( Тл\
“Ё +а( -у-
/=1
°'р 2 ,
если регулирующее звено выбрано из числа увеличивающих зве-
ньев, и
я ( Т-. \ т- (
ЕсАр =Ё ^сЛ +«/V Г
/I z I /=я+1
если регулирующее звено выбрано из числа уменьшающих зве-
ньев.
Далее определяют предельные отклонения ESAft и Е1Ар регу-
лирующего звена и выполняют проверочный расчет. Необходи-
мый размер регулирующего звена, полученный в результате рас-
чета, вносят в конструкторскую документацию.
Пример 1. Установить допуски и предельные отклонения раз-
меров составляющих звеньев ведущей ступени редуктора для обес-
печения теплового зазора (см. рис. 15.2) в пределах от 1 до 1,8 мм.
Номинальные значения размеров составляющих звеньев: = А3 =
= 20 мм; А2 - 100 мм; /14 = Аь = 5 мм; А5 = 151 мм.
Решение. Исходным звеном является зазор А^. Определим но-
минальный размер исходного звена:
А, = А5 -(Д +Д+Д+Д + Л) = 151 -(20 + 100 + 20 + 5 + 5)= 1 мм.
В соответствии с условием задачи [ДГах] = 1,8 мм, а [ДГ'П] =
= 1 мм; тогда [Е5/1д] = +0,8 мм, [Е//1д] = 0, [ Ес/)д ] =+0,4 мм, [7Д] =
= 0,8 мм.
365
Определим средний допуск составляющего звена при условии
равных допусков:
т ТА 0,8
Т = —— = —-— = 0,133 мм.
т-1 7-1
Такая величина соответствует допускам примерно 11-го квали-
тета точности. Назначаем допуски по Н\ 1 и hll для всех состав-
ляющих звеньев: А{ = А3 20 013; А2 = Ю0_0 22; Аа = Ab = 5_0 07si А =
= 151+0’25.
Ожидаемое поле допуска составит
т-1
=(0,13+ 0,13+ 0,22+ 0,075+ 0,075+ 0,25) = 0,88 мм.
/=|
Полученная величина превосходит значение поля допуска ис-
ходного звена [7^] = 0,8 мм.
Выберем регулирующее звено А5 = 151 мм.
т-1
^=TAi-^TAi =
/=1
= 0,8-(0,13+ 0,13+ 0,22+ 0,075+ 0,075) = 0,17 мм;
т-1
Е. = EcA+jEj =0,4 + (-0,065-0,065-0,11-0,11-
С/15 4^ С/1/ ’ х 7 7 ’ 7
-0,0375-0,0375) =+0,085;
0 17
ESA = 0,085 +-2—= 0,17 мм;
5 2
0 17
EIA. =0,085-^12 = 0.
2
Таким образом, размер А5 = 151+017.
Проверим решение:
У^тах _ yj^mix _ (y5m,n | yjm'n । у^ min । ^|min । y^uin ) =
= 151,17-(19,87+ 99,78+ 19,87+ 4,925+4,925)= 1,8 мм;
ypnin _ yjmm _ ^^jrnax । Дтах । у^тах । Дтах । Д^аах j _
= 151-(20+ 100+ 20+5 + 5)= 1 мм.
366
Пример 2. Установить допуски и предельные отклонения ли-
нейных размеров ведущей ступени редуктора (по условию преды-
дущего примера), пользуясь вероятностным методом расчета.
Решение. Принимаем, что рассеяние размеров звеньев близ-
ко к нормальному закону, т.е. X ~ 1/3. При коэффициенте риска
Р = 0,27 % величина t = 3 (см. с. 364).
Определим средний допуск составляющего звена:
(т-1)
Такая величина допуска соответствует примерно 12-му квали-
тету точности. Назначаем допуски всех составляющих звеньев раз-
мерной цепи по //12 и h\2:
4 - А3 = 2О_о,2|; 4 = 1 ОО„о,35; 4=4= 5_(),|2; 4 = 15Г4.
Определим ожидаемое поле рассеяния замыкающего звена:
/1 у (1У (1 у (1 у
Та =3J - I - 0,212 2+1 — 0,352 + - -0,122-2+ - • 0,42 =0,6 мм.
Ал l3J
Эта величина не выходит за пределы значений исходного зве-
на, следовательно ужесточение полей допусков составляющих зве-
ньев не требуется.
Определим ожидаемую координату середины поля допуска за-
мыкающего звена. Примем коэффициент относительной асиммет-
рии а, = 0, тогда
п т-\
=+<и~
-(-0,105 - 0,175 - 0,105 - 0,06 - 0,06) = +0,705 мм.
В соответствии с заданием координата середины поля допуска
исходного звена должна быть +0,4 мм. Поэтому завышенными ока-
жутся и предельные отклонения ESA, и Е1Лл.
Чтобы приблизить расчетное значение координаты к заданно-
му, целесообразно принять для размера 42 поле допуска по /712,
т.е. 42 = 1ОО+0’35 мм.
Тогда
£с/1д =+0,2-(-0,105 + 0,175-0,105-0,06-0,06) =+0,355 мм;
367
ESAi = EcA„ + = 0,355 + ^ = 0,655 мм;
E/A=EcA -^- = 0,355-^ = 0,055 мм.
е/*д Э 5 O’
Полученные значения поля допуска замыкающего звена не
выходят за пределы заданного, следовательно задача выполнена.
Сравнительный анализ решения приведенной задачи двумя ме-
тодами показывает, что при вероятностном методе допуски со-
ставляющих звеньев являются более широкими, что сказывается
на себестоимости изделий.
Расчет количества размерных групп и групповых допусков при
групповой взаимозаменяемости. Этот метод применяется для раз-
мерных цепей, состоящих из небольшого числа звеньев (не более
трех-четырех), для сборочных соединений особо высокой точно-
сти, недостижимой методом полной взаимозаменяемости (под-
шипники качения, плунжерные пары, детали поршневой группы
и т.п.). В результате расчета определяют количество размерных
групп, на которые должны быть рассортированы собираемые де-
тали, и предельные отклонения каждой из размерных групп, а
также производственные допуски изготовления деталей.
Допуск замыкающего звена соединения при поставленных на
чертеже широких экономических допусках составляющих звеньев
TAl и ТА2 определяется выражением
= Атах “ Amin = А, + ТА1.
Для повышения точности соединения без ужесточения эконо-
мически достижимых допусков составляющих звеньев Э, и А2 поля
их допусков делятся на п частей (групп), образуя групповые до-
пуски ТА,Р и ТАгр (рис. 15.4).
В соответствии с этим все детали, изготовленные по допускам
7л, и ТАг, сортируют по группам в пределах групповых допусков и
подают на сборку групповыми комплектами (комплект валов и
втулок первой группы, комплект второй группы и т.д.). При этом
соединение деталей одной группы производится без всякого до-
полнительного подбора, т.е. по принципу взаимозаменяемости.
Если по условиям эксплуатации изделия наибольший зазор
соединения Атах должен быть уменьшен до величины дт’.1Х, то не-
обходимая величина группового допуска
Т - Лгр — Л - т
1 ^тах amm 1 А\ ’
где Amin — наименьший зазор соединения, определяемый эксплу-
атационными требованиями.
368
Рис. 15.4. Расчетная схема определения допусков и зазоров в соединении
Необходимое количество размерных групп определяют по фор-
муле
п = Тлг/ТА^-
Для обеспечения равномерности соединений в разных группах
необходимо, чтобы 7\ =ТЛ,. Тогда ТА.„ -ТА^.
Так как в результате применения метода групповой взаимоза-
меняемости повышается точность соединения, то в технических
требованиях на изготовление соединяемых деталей необходимо уже-
сточить допуски погрешности формы и уменьшить шероховатость
поверхностей.
Этот метод реально применим в условиях крупносерийного и
массового производства, где количество деталей достаточно ве-
лико. Однако при изготовлении изделий некоторых видов этот ме-
тод является единственно применимым, независимо от количе-
ства выпускаемых деталей.
Расчет наибольшей возможной компенсации при пригонке и ре-
гулировании. Для достижения требуемой точности сборки изделия
в пределах заданных отклонений исходного звена размер одного
из звеньев, называемого компенсирующим, преднамеренно из-
меняется. Остальные детали размерной цепи изготовляют с широ-
кими экономическими допусками.
369
Однако при достижении точности замыкающего звена мето-
дом пригонки требуется провести предварительную сборку и раз-
борку, механическую обработку (шлифовку, подрезку, шабрение
и т. п.) в сборочном цехе, а затем окончательную сборку. В связи с
этим метод пригонки применяют в условиях единичного и мелко-
серийного производства.
Метод регулирования лишен этих недостатков, но наличие ком-
пенсаторов для регулирования несколько усложняет конструкцию.
При обеспечении точности сборки методом пригонки и регу-
лирования расчет размерных цепей сводится к определению наи-
большей необходимой компенсации 7’к:
Т’к =Т\ -[ГЛд],
где ТАл — производственный допуск замыкающего звена, получа-
емый при широких экономических допусках составляющих звень-
ев с учетом допуска компенсирующего звена; [7\] — заданное
поле допуска исходного звена.
Определяют также размер и предельные отклонения компен-
сирующего звена.
Рассмотрим методику расчета на примере.
Пример. Рассчитать размерную цепь А, определяющую осе-
вое положение торца зубчатого колеса (рис. 15.5) механизма пода-
чи переносного сверлильного станка. По служебному назначению
Рис. 15.5. Размерная цепь А, определяющая осевое положение торца
зубчатого колеса
370
механизма требуется, чтобы осевое положение зубчатого колеса отно-
сительно базовой плоскости корпуса было равно (8 ±0,08) мм. Рас-
чет размерной цепи выполним методом расчета на максимум —
минимум.
Решение. 1. Исходным звеном является звено Ал, для которого
[Л] = (8±0,08) мм;[<ах] = 8,08 мм; [Amin] = 7,92 мм;
[£5^] =+0,08 мм; [ £/Лд] =-0,08 мм;[£сЛд] = 0.
2. Составляем размерную цепь А и выполняем ее анализ. Разме-
ры Л, иЛ2- уменьшающие, а размеры А3 и А4 — увеличивающие.
3. Составляем основное уравнение данной размерной цепи,
определяем (например непосредственным замером) номинальные
размеры составляющих звеньев, а также замыкающего звена:
Ал =(Я3 + Л)-(Я, + А2) = (5 + 17)- (2 + 12) = 8 мм.
4. Определяем средний допуск составляющего звена:
т [ГлЛ] 0,16
Тс = —— =-----= 0,04 мм,
w-1 5-1
что соответствует примерно 9-му квалитету точности, следова-
тельно, для решения данной размерной цепи приемлем метод при-
гонки.
5. Выбираем компенсатор для пригонки — звено А3. Требуемая
точность исходного звена будет обеспечена за счет подрезки тор-
ца втулки, прилегающей к заплечику вала.
6. Назначаем допуски размеров составляющих звеньев (эконо-
мические):
4=(12±0,1) мм; А3 =(2±0,05) мм; Л3 = (5+о-3) мм; А4 = (17±0,1) мм.
7. Находим ожидаемое поле допуска замыкающего звена:
ГЛд = ^£д =0,2+ 0,1+ 0,3 + 0,2 = 0,8 мм.
/=1
8. Рассчитываем наибольшую необходимую компенсацию:
Тк =ТАл -[7\] = 0,8 -0,16 = 0,64 мм.
9. Рассчитываем размер заготовки компенсатора, предвари-
тельно вычислив координату середины поля допуска замыкаю-
щего звена:
п т-\
) - 2 (Е.Л.) = (+0,15 + 0) - (0 + 0) = 0,15 мм.
/=1 /=л+1
371
Тогда средний размер заготовки компенсатора:
Аз = А + ^сЛз + + 2 Гк = 11
= 5 + (+0,15) + 0 - (+0,15) +1 • 0,64 = 5,32 мм. I
10. Находим предельные размеры заготовки компенсатора: I
АТ-Аз+|'/+ =5,32 + 1-0,3 = 5,47 мм; I
АТ = Аз ~^TAi = 5,32-1-0,3 = 5,17 мм. I
Проверим решение. Определим наибольший и наименьший
размеры замыкающего звена при установленной заготовке ком-
пенсатора и предварительной сборке: В
max _ । ^тах j _ । ^min j _ Ki
= (5,47 + 17,1)-(11,9- 1,95) = 8,72 мм; I
дгтп = pmin + Дтт ) _ ртах + Дтах ) =
= (5,17 + 16,9) - (12,1 + 2,05) = 7,92 мм. I
Так как величина наибольшей необходимой (возможной) ком-
пенсации составляет 7’. = 0,64 мм, то
дтах _Гк =8,72-0,64 = 8,08 мм =[А"ах]. I
В данном примере рассмотрен случай, когда компенсирующее
звено является увеличивающим и при его пригонке размер ком-
пенсатора уменьшается. Формулы расчета для других условий при
достижении точности методами пригонки и регулирования при-
ведены в таблицах [6].
ГЛАВА 16
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
СБОРКИ
16.1. Структура процесса сборки
Технологический процесс сборки — это часть про-
изводственного процесса, предусматривающая действия по уста-
новке составных частей изделия и образованию соединений из
них. Выделяют узловую и общую сборку изделия. Объектом узло-
вой сборки является составная часть изделия, общей сборки —
изделие в целом. Технологический процесс сборки состоит из опе-
раций, переходов, ходов, приемов, установов, позиций. Опреде-
ление этих терминов приведены в гл. I.
Каждый технологический процесс сборки имеет структуру,
состоящую из вышеприведенных частей. В зависимости от серий-
ности производства, специализации и загрузки рабочих мест, вида
и производительности оборудования и других факторов структура
технологического процесса для одного и того же изделия может
различаться. В задачу технолога входит разработка наиболее рацио-
нального технологического процесса для данных производствен-
ных условий.
16.2. Исходная информация для проектирования
Приступая к разработке технологического процесса сборки не-
обходимо в качестве исходной информации иметь сборочные чер-
тежи изделия; спецификации деталей по сборочным единицам;
технические условия на сборку изделия, его испытания и приемку;
рабочие чертежи деталей, входящих в сборочную единицу; базо-
вый или типовой технологический процесс сборки такого или ана-
логичного изделия; годовую или общую программу выпуска — ко-
личество изделий, которое необходимо выпустить до снятия дан-
ной модели с производства; чертежи сборочных и контрольных при-
способлений для сборки такого или аналогичного изделия; вспо-
могательные материалы (каталоги, паспорта, технические харак-
теристики сборочного оборудования и инструмента, государствен-
ные стандарты и нормали различного уровня, альбомы типовых
сборочных приспособлений, альбомы универсально-сборных при-
способлений (УСП или УСПО), нормативные справочники для
технического нормирования сборочных работ, бланки операцион-
ных карт на слесарно-сборочные работы, карты эскизов и др.).
373
16.3. Последовательность проектирования
Разработка технологических процессов сборки включает в себя
элементы изучения и анализа исходной (базовой) информации и
непосредственно технологического проектирования. Можно в це-
лом выделить следующие основные этапы:
изучение и анализ исходной информации;
определение типа производства и организационной формы
сборки;
анализ технологичности конструкции изделия;
анализ существующего технологического процесса;
выбор методов обеспечения точности сборки;
разработка и анализ технологической схемы сборки;
установление необходимого перечня работ для сборки изделия
и проектирование сборочных операций;
назначение технологических баз;
выбор оборудования и средств технологического оснащения;
расчет режимов работы сборочного оборудования;
проверка качества сборки соединений;
расчет норм времени для выполнения сборки;
разработка схем и выбор оборудования для контроля;
оформление технологической документации.
В процессе разработки технологии сборки в зависимости от
конкретных условий (наличия и достаточности исходной инфор-
мации; типа производства; конструкции изделия и др.) содержа-
ние и последовательность выполнения отдельных этапов проек-
тирования могут уточняться и изменяться.
16.4. Изучение и анализ исходной информации
Изучение назначения и конструкции изделия. Приступая к про-
ектированию технологии сборки, разработчик должен детально
изучить собираемое изделие и его назначение. Для максимального
уменьшения вероятности появления брака на каждой стадии про-
ектирования необходим подробнейший анализ конструкции из-
делия, правильности простановки размеров, назначения допус-
ков и посадок.
Грамотный и всесторонний анализ невозможен без знания слу-
жебного назначения изделия, отдельных его деталей, сочленений
и поверхностей, без учета воспринимаемых и передаваемых ими
нагрузок. Сборка предполагает в основном выполнение операций
по соединению и взаимной фиксации отдельных деталей, поэто-
му особое внимание следует уделять сочленениям, в частности,
учитывать характер присоединения или закрепления узлов и дета-
лей друг с другом. По этому признаку различают подвижные, не-
374
подвижные, разборные, неразборные, винтовые, прессовые, кле-
паные, сварные и другие соединения.
Разработчик также должен четко представлять режим работы
изделия, характер и последовательность движений узлов и дета-
лей, крутящий момент или усилие, скорость или частоту враще-
ния и т.п.
Анализ конструкторской документации и технических условий.
Сборка является заключительным этапом в изготовлении изде-
лия, поэтому от ее качества во многом зависит качество готового
изделия. Недопустимо, чтобы брак, связанный с ошибками в кон-
структорской документации и в документации проектирования
предыдущих процессов производства изделий, обнаружился уже
после сборки — это приводит к лишним (и не маленьким) произ-
водственным затратам.
Анализу чертежа изделия следует уделять особое внимание с
тем, чтобы свести к минимуму вероятность ошибок в конструк-
торской документации. При анализе чертежа проверяют:
правильность оформления и достаточность проекций, видов и
сечений, дающих полное представление о конструкции собирае-
мого изделия;
достаточность и правильность простановки размеров.
В общем случае сборочный чертеж должен содержать габарит-
ные, присоединительные размеры, размеры в сочленениях и ряд
технических требований.
С учетом устройства и служебного назначения изделия реко-
мендуется выявить все замыкающие звенья, которые необходимо
выдержать при сборке, и определить методы достижения их точ-
ности, предусмотренные конструктором и отраженные в черте-
жах. Все замыкающие звенья условно делят на две группы.
В первую группу включают те звенья, метод достижения задан-
ной точности которых при ознакомлении с чертежом не вызывает
сомнений и которые легко проверить по справочной литературе.
К ним можно отнести зазоры и натяги в гладких цилиндрических
и резьбовых соединениях.
Точность этих звеньев обычно выдерживают методами полной,
неполной или групповой взаимозаменяемости. Боковые зазоры и
контакт боковых поверхностей зубьев при сборке пары цилинд-
рических шестерен выдерживают методами полной или неполной
взаимозаменяемости. Совпадение вершин начальных конусов, бо-
ковой зазор в зацеплении, форму и расположение пятна контакта
у конических зубчатых передач выдерживают обычно методом при-
гонки или регулирования.
Во вторую группу включают звенья, метод достижения задан-
ной точности которых после ознакомления с чертежами остает-
ся неясным или вызывает сомнение. К ним можно отнести замы-
кающие звенья многозвенных размерных цепей, состоящих из
375
продольных (осевых) размеров; замыкающие звенья, образую-
щиеся в результате присоединения друг к другу двух собранных
узлов.
При выявлении таких замыкающих звеньев составляют размер-
ные цепи, выполняют их анализ и решение. Зная детально работу
изделия, разработчик должен критически оценивать заданные тех-
нические условия на сборку с точки зрения их содержания и пол-
ноты. При этом рекомендуется продумать, какие технические тре-
бования должны быть выполнены, чтобы узел или изделие нор-
мально работали; все ли эти требования указаны конструктором;
когда в процессе сборки эти требования выдерживаются; какие
проверки нужно провести в процессе сборки.
Если в результате анализа чертежа возникает необходимость во
внесении дополнений и изменений, то разработчик согласовыва-
ет их с конструктором и вносит в чертежи.
16.5. Определение типа производства
и организационной формы сборки
Тип производства и организационная форма сборки могут быть
определены ориентировочно еще на первой стадии проектирова-
ния технологического процесса. Для этого можно воспользоваться
табл. 16.1.
Уточнить выбранный тип производства можно после опреде-
ления такта сборки и ориентировочной продолжительности опе-
рации. Если такт значительно превышает среднюю предваритель-
но найденную продолжительность операции, то сборку следует
вести по принципу серийного производства. Если такт сборки бли-
зок к средней продолжительности операций, то сборку следует
вести по принципу массового производства. При малом такте сбор-
ки процесс дифференцируют, разбивая на небольшие по содер-
жанию операции.
Такт сборки tB можно определить по формуле
_60РС(Тсмт]р-Тоб-Тотд)
/V,.
где D — число рабочих дней в году; С — число рабочих смен за
день; Тс„ — длительность рабочей смены, ч; т]р — коэффициент,
учитывающий потери времени на ремонт оборудования (0,98 при
односменной и 0,97 при двухсменной работе); Тоб — потери вре-
мени в течение смены на обслуживание рабочих мест, ч; Тотд —
потери времени на перерывы в работе для отдыха и естественных
надобностей рабочих в течение смены, ч; Nr — годовая программа
выпуска изделий.
376
Организационная форма сборки Стационарная непоточная сборка без расчленения процесса Стационарная непоточная сборка без расчленения и с расчленением процесса ! Стационарная и подвижная сборки с расчленением про- цесса и регламентированным тактом выполнения работ при большой продолжительности оперативного времени
Тип производства (серийность) Единичное Мелкосерийное 1 Серийное
Ориентиро- вочная трудоемкость сборки, ч 5 ° 8 О 1Л V, СЧ «"> <-м ГЧ см о : о Л : : in m _ И О in ' см .0 If) CN с—Г ^4 5 Свыше 2 500 250...2 500 25...250 2,5...25 0,25...2,5 До 0,25 Свыше 2 500 250...2 500 25...250 2,5-25 0,25-2,5 До 0,25
Номенклатура Различная Изделия, выпускае- мые мелкими сериями (партиями), система- тически не повторяю- щимися 1 Изделия, выпускае- мые партиями (серия- ми), повторяющими- ся через определен- ные промежутки вре- мени
Программа выпуска (среднемесячный выпуск изделий), шт. —< сс ю оо о о о о | | 4444 7 °° ® ® °° 1 1 । | ° 1 Свыше 5 9-10 31-350 51-600 81-800 -
377
Окончание табл. 16.1
Организационная форма Подвижная поточная сборка с расчленением процесса на операции и передачей соби- раемого объекта от одной по- зиции к другой с помощью механизированных транс- портных средств То же при строго регламенти- рованном такте сборки
Тип производства (серийность) 1 Крупносерийное Массовое
Ориентиро- вочная трудоемкость сборки, ч Свыше 2 500 250...2 500 25...250 2,5...25 0,25...2,5 До 0,25 Свыше 2 500 250...2 500 25...250 2,5...25 0,25...2,5 До 0,25
Номенклатура : Изделия, выпускае- мые крупными пар- тиями (сериями), си- стематически повто- ряющимися Постоянная
Программа выпуска (среднемесячный выпуск изделий), шт. я О о S о о Q О о «X О ш 2111^ 40 Ю О о о Г<Т КО 00 , 1 500-3 000 3 000-4 500 4 500 - 6 000 Свыше 6 000
378
Для определения организационной формы сборки в качестве
исходных данных необходимы тип производства, конструкция из-
делия, его габаритные размеры и масса, срок выпуска изделий.
Для одного и того же изделия может быть выбрано два и бо-
лее вариантов организационных форм сборки. В таком случае для
окончательного выбора необходимы экономические расчеты. Вы-
бирают вариант, при котором себестоимость сборки будет ми-
нимальна.
Основных организационных форм сборки две — стационарная
и подвижная [31].
Стационарная сборка может выполняться одним рабочим или
бригадой (причем объект сборки располагается постоянно на од-
ном рабочем месте), с расчленением процесса и без расчленения.
При расчленении процесса предполагается деление его на узло-
вую сборку основных групп и общую сборку изделия в одно и то
же время несколькими сборщиками.
При подвижной сборке объект сборки последовательно пере-
мещается от одного сборочного поста к другому. На каждом сбо-
рочном посту рабочие выполняют определенные операции. В за-
висимости от типа производства перемещение объекта сборки мо-
жет быть свободным (собираемое изделие перемещают сами сбор-
щики на тележках или рольгангах) или принудительным (объект
сборки перемещается при помощи механизированных транспорт-
ных средств непрерывного или периодического действия). Под-
вижная сборка со свободным перемещением объекта применяет-
ся в мелкосерийном и серийном производстве, с принудитель-
ным — в крупносерийном и массовом.
С увеличением выпуска изделий процесс сборки может быть
более дифференцирован и расчленен таким образом, что каждую
операцию выполняет только один рабочий. В таком случае объект
сборки должен последовательно перемещаться при помощи транс-
портных средств от одного рабочего к другому. Такую организаци-
онную форму сборки называют поточной.
К основным факторам, характеризующим поточный метод сбор-
ки относятся: закрепление за каждым сборочным постом вполне
определенных операций, чередующихся по ходу технологическо-
го процесса; передача объекта сборки на последующую опера-
цию сразу же после выполнения предыдущей; ритмичная синх-
ронная работа на всех рабочих местах сборочной линии; слажен-
ная, четкая работа всех смежных или обслуживающих поток уча-
стков производства; возможность широкого внедрения средств ме-
ханизации.
При принудительном перемещении объектов сборки и прину-
дительном регулировании такта используют конвейерную сборку.
При такой организационной форме сборки все пригоночные опе-
рации должны быть устранены за исключением тех случаев, когда
379
по технико-экономическим соображениям это невозможно осу-
ществить. Тогда пригоночные операции выносят на специальные
посты.
16.6. Анализ технологичности конструкции изделия
На всех стадиях проектирования, включая конструкторскую и
технологическую подготовку, разработчик анализирует техноло-
гичность конструкции изделия (ТКИ).
Цель анализа ТКИ — придание конструкции сборочной еди-
ницы такого комплекса свойств, чтобы она удовлетворяла требо-
ваниям изготовления, эксплуатации и ремонта наиболее произ-
водительными и экономичными способами при заданных услови-
ях производства, эксплуатации и ремонта.
Уровень ТКИ определяют для всех сборочных единиц, для ко-
торых в техническом задании установлены базовые показатели
технологичности.
Различают следующие группы показателей ТКИ:
технологическая рациональность конструкции;
преемственность конструкции;
ресурсоемкость изделия;
производственная ТКИ;
эксплуатационная ТКИ;
ремонтная ТКИ;
общая ТКИ.
Каждая группа показателей ТКИ характеризуется системой
коэффициентов [34], вычисляя которые разработчик выполняет
количественную оценку ТКИ. Разрабатывая конструктивные, тех-
нологические и другие мероприятия, необходимо стремиться к
увеличению значения этих коэффициентов (К, I). При необхо-
димости приводят расчеты, доказывающие целесообразность пред-
лагаемых изменений и то, что они не ухудшают качество изделия.
При анализе ТКИ необходимо иметь некоторые требования к
конструкции:
возможность произвести наиболее полное расчленение сборки
на узловую и общую. В этом случае возможна параллельная сборка
узлов и параллельная общая и узловая сборка, обеспечивающая
сокращение цикла; повышение производительности и качества
сборки за счет закрепления за сборщиками одних и тех же или
аналогичных работ, а также за счет совершенствования рабочих
мест и улучшения организации труда; проведение испытания со-
бранного узла перед подачей его на общую сборку и исправление
выявленных дефектов;
возможность сведения пригоночных работ к целесообразно не-
обходимому минимуму и максимальное их упрощение. Конструк-
380
ции, которые можно собрать методом взаимозаменяемости, при-
гоночных работ не требуют, но точность деталей может оказаться
достаточно высокой. Сборка конструкций с пригонкой и регули-
рованием позволяет расширить поля допусков изготовления дета-
лей, но требует выполнения предварительной сборки и разборки;
возможность максимального снижения трудоемкости выпол-
нения соединений деталей и узлов. Рациональное уменьшение
количества деталей, входящих в узел, может значительно упрос-
тить сборку, однако не должно приводить к ухудшению качества
узла и значительному усложнению оставшихся деталей и повы-
шению трудоемкости выполнения соединений. Кроме того, необ-
ходимо сопрягать соединяемые детали по минимальному количе-
ству поверхностей, однако достаточному для обеспечения задан-
ного взаимного их расположения.
Значительному сокращению трудоемкости сборочных работ
способствует применение конструкций, уменьшающих вспомога-
тельное время, использование средств механизации, в частности,
для подвода сборочного инструмента к месту выполнения соеди-
нений.
Область применения средств механизации расширяется, если
в одном изделии элементы крепежных деталей нормализованы и
унифицированы (сведены к одному размеру).
Как правило, количественная оценка ТКИ дополняется каче-
ственной по принципу «хуже — лучше», «удобно — неудобно»,
«требуется применение дополнительных мероприятий по сборке —
не требуется», «требуется специальное оборудование и средства
технологического оснащения или можно применить универсаль-
ные» и т.п. На основании анализа ТКИ разрабатывается комплекс
мероприятий по изменению конструкции изделия, технологии из-
готовления деталей, их сборки. После согласования с конструкто-
ром в соответствующую документацию вносятся изменения.
16.7. Анализ базового технологического
процесса
С целью сокращения затрат на проектирование технологии сле-
дует использовать существующие (базовые) технологические про-
цессы сборки таких же или аналогичных изделий или типовые
технологические процессы.
Для удобства анализа базовый технологический процесс лучше
представить в виде отдельной таблицы, в которой указывают но-
мер операции, ее содержание с указанием отдельных переходов,
операционный эскиз и схему сборки с указанием баз, метод обес-
печения точности сборки при выполнении операции, оборудова-
ние и средства технологического оснащения, режимы сборки.
381
Анализируя базовый технологический процесс, разработчик
стремится к снижению трудоемкости, уменьшению количества
необходимого оборудования или замене устаревшего более совер-
шенным и производительным, сокращению количества обслужи-
вающего персонала, т.е. к снижению себестоимости сборки изде-
лия при заданном его качестве.
Рекомендуется выполнять анализ в виде отдельных пунктов:
а) соответствие методов обеспечения точности сборки данным
условиям;
б) правильность и целесообразность расчленения изделия на
отдельные сборочные единицы и порядок комплектования отдель-
ных сборочных единиц и изделия в целом;
в) правильность выбора баз на всех сборочных операциях;
г) соответствие оборудования и средств технологического ос-
нащения требованиям по точности, производительности, габа-
ритным размерам;
д) правильность назначения режимов сборки по операциям.
Выполняя анализ базового технологического процесса, разра-
ботчик по каждому пункту указывает его недостатки и намечает
мероприятия, которые будут детально проработаны при дальней-
шем проектировании технологии сборки.
16.8. Выбор методов обеспечения точности сборки
При анализе чертежа и технических условий изделия разработ-
чиком определены все замыкающие звенья, точность которых не-
обходимо обеспечить при сборке. Это позволяет выбрать методы
обеспечения точности сборки одновременно с анализом сбороч-
ного чертежа. Выбор метода обеспечения точности связан с рядом
условий: точностью замыкающего или составляющих звеньев раз-
мерной цепи, количеством составляющих звеньев, возможным
процентом несобираемости, конструкцией изделия и др. Ориен-
тировочно метод обеспечения точности сборки можно установить,
используя табл. 16.2.
Таблица 16.2. Применение методов обеспечения точности сборки
Метод обеспечения точности сборки Область применения Дополнительные условия, необходимые для применения
Полная взаимо- заменяемость Достижение точности в малозвенных размерных цепях при достаточно большом количестве объ- ектов сборки Количество составляю- щих звеньев не более трех-четырех
382
Продолжение табл. 16.2
Метод обеспечения точности сборки Область применения Дополнительные условия, необходимые для применения
Неполная взаи- мозаменяемость Достижение заданной точности в многозвенных размерных цепях(более трех звеньев) с широки- ми экономическими до- пусками; допустима несо- бираемость (выход разме- ра замыкающего звена за пределы допуска) Допустимый процент брака от несобираемости
Групповая взаи- мозаменяемость Достижение особо высо- кой точности в малозвен- ных размерных цепях, ко- торую невозможно до- стичь методом полной взаимозаменяемости Достаточно большое ко- личество деталей. Сорти- ровка на размерные груп- пы. Хранение и транспор- тирование в отдельной та- ре. Повышенные требова- ния поточности формы и шероховатости
Пригонка Достижение заданной точности в многозвенных размерных цепях с широ- кими экономическими допусками Требуется предваритель- ная сборка и разборка, обработка компенсатора. Необходим правильный выбор компенсирующего звена (не должно принад- лежать нескольким свя- занным размерным цепям; обработка не должна вы- з ы вать з н ач ите л ьн ы х труд - ностей и т.п.)
Регулирование Достижение заданной точности в многозвенных размерных цепях с широ- кими экономическими допусками, где в процес- се эксплуатации необхо- димо периодически вос- станавливать заданную точность Наличие компенсатора, позволяющего изменять размер без съема слоя материала
С использовани- ем компенсирую- щих материалов Достижение заданной точности соединений, ба- зирующихся на плоско- стях; восстановление ра- Необходимо предвари- тельно установить детали сборочной единицы в тре- буемое положение. Пред-
383
Окончание табл. 16.2
Метод обеспечения точности сборки Область применения Дополнительные условия, необходимые для применения
ботоспособности сбороч- ных единиц (в ремонтной практике); изготовление технологической оснастки вар и тельная подготовка поверхностей, контакти- рующих с компенсирую- щим материалом, приго- товление компенсирую- щего материала
После ориентировочного выбора метода обеспечения точности
сборки для замыкающих звеньев многозвенных размерных цепей
их расчетом окончательно устанавливают метод обеспечения точ-
ности сборки.
16.9. Разработка и анализ технологической схемы
сборки
Технологическая схема сборки показывает, в какой последова-
тельности необходимо присоединять друг к другу и закреплять
элементы — детали и сборочные единицы, — из которых собира-
ют изделие. Все сборочные единицы, входящие в изделие, услов-
но делят на группы, а их — на подгруппы 1-го, 2-го и так далее
порядков. При этом группой считают сборочную единицу, непо-
средственно входящую в изделие; подгруппой 1-го порядка — сбо-
рочную единицу, входящую в группу; подгруппой 2-го порядка —
сборочную единицу, входящую в подгруппу 1-го порядка и т.д.
При разбиении изделия на отдельные сборочные единицы не-
обходимо исходить из следующих принципов:
сборочная единица не должна быть слишком большой по габа-
ритным размерам и массе или состоять из значительного количе-
ства деталей и сопряжений. В то же время излишнее дробление
изделия на сборочные единицы нерационально, так как усложня-
ет процесс комплектования при сборке и создает дополнитель-
ные трудности в организации сборочных работ;
если в процессе сборки требуется проведение испытаний, об-
катка, специальная пригонка сборочной единицы, то она должна
быть выделена в особую сборочную единицу;
сборочная единица при последующем монтировании ее в изде-
лии не должна подвергаться какой-либо разборке, а если этого
избежать нельзя, то соответствующие работы необходимо преду-
смотреть в технологии;
большинство деталей машины (исключая ее главные базовые
детали: станину, раму и пр.), а также детали крепления должны
384
войти в те или иные сборочные единицы с целью сокращения
количества отдельных деталей, подаваемых непосредственно на
общую сборку;
трудоемкость сборки должна быть примерно одинакова для
большинства сборочных единиц. Расчленение каждой группы на
подгруппы доводят до того порядка, после которого схема сборки
состоит только из деталей.
Вначале составляют схему общей сборки, а затем технологи-
ческие схемы узловой сборки. Для облегчения процедуры состав-
ления схем сборки рекомендуется, пользуясь чертежом изделия,
сначала мысленно разобрать его па группы и отдельные детали,
потом записать эту последовательность. При разборке элементы,
которые можно снять в неразобранном виде, представляют собой
группы; к деталям относят те элементы, которые нельзя снять в
составе группы. Произведя запись в обратном порядке, получают
технологическую схему общей сборки. Аналогично поступают с
каждой группой и подгруппой.
При расчленении изделия на сборочные единицы необходимо
помнить, что один из характерных признаков сборочной едини-
цы — возможность сборки независимо от других элементов изде-
лия. Сборочная единица считается незавершенной, если детали
присоединены друг к другу, но не закреплены. При транспорти-
ровании сборочная единица не должна самопроизвольно разби-
раться.
Технологическая схема сборки многошпиндельной сверлиль-
ной головки представлена на рис. 16.1.
В зависимости от конструкции и сложности изделия возможны
несколько вариантов схем сборки, что объясняется несколькими
причинами:
возможностью расчленения изделия по-разному — на разное
количество сборочных единиц и деталей;
возможностью нескольких вариантов очередности установки де-
талей и сборочных единиц;
возможностью применения для одних и тех же размерных це-
пей изделия различных методов обеспечения точности сборки.
Полученные варианты схем сборки анализируют и выбирают
оптимальный. Как правило, лучшим оказывается тот, который
обеспечивает заданную точность, более удобную сборку и, следо-
вательно, производительнее и экономичнее.
Удобство сборки предполагает сокращение общего количества
сборочных операций, возможность применения конструктивно
более простых сборочных приспособлений и инструмента, исполь-
зование универсальных приспособлений и инструмента, сокра-
щение или полное исключение пригоночных и регулировочных
работ, возможное снижение точности отдельных элементов изде-
лий и ряд других условий.
385
•в»
a
головки
При анализе приходится выполнять отдельные точностные рас-
четы с использованием размерных цепей, проверочные прочно-
стные расчеты, расчеты норм времени и др. Наряду с количе-
ственной оценкой вариантов схем сборки, может выполняться и
качественная (не предполагающая расчетов).
16.10. Определение необходимого
перечня работ
Технологическая схема сборки, как правило, не содержит пол-
ной информации о содержании и характере всех видов работ, не-
обходимых для сборки изделия. Поэтому при разработке техноло-
гического процесса прежде всего необходимо выявить все рабо-
ты, которые должны быть выполнены. Эти работы весьма разно-
образны, многие из них нигде не указаны и не отражены в сбо-
рочных чертежах и чертежах деталей. Их можно определить только
при учете и анализе конкретных условий, в которых выполняется
сборка: полнота и степень точности механической обработки де-
талей, поданных на сборку; принятые при сборке методы дости-
жения заданной точности замыкающих звеньев; принятые техно-
логические способы выполнения соединений; необходимые ме-
тоды проверки выполненных соединений и др.
По целевому назначению выполняемые работы условно под-
разделяются на несколько групп:
а) механическая обработка, которую выполняют в сборочном
цехе: зачистка заусенцев, опиловка, вырубка канавок, сверление
мелких отверстий, нарезание мелких резьб, зенкерование и раз-
вертывание отверстий для установки штифтов, шабрение плоско-
стей, притирка поверхностей и др.;
б) распаковка, освобождение от консервации, промывка, про-
дувка, протирка, смазка, осмотр, проверка соответствия узлов и
деталей техническим требованиям и др.;
в) изготовление отдельных простых деталей: прокладок, пру-
жин, гладких цилиндрических штифтов; гибка труб и др. Эти ра-
боты допустимы в сборочных цехах единичных и мелкосерийных
производств;
г) соединение деталей и сборочных единиц. Эта группа охва-
тывает работы по выполнению разъемных и неразъемных, под-
вижных и неподвижных соединений всеми технологическими спо-
собами. Следует иметь в виду, что работы по выполнению соеди-
нения представляют собой сборочный переход, состоящий из ос-
новного приема (действия) и одного или нескольких вспомога-
тельных приемов (действий);
д) работы, обусловленные методами пригонки и регулирова-
ния: измерение размера замыкающего звена, частичная разборка
388
узла, пригонка компенсатора, подбор и постановка регулировоч-
ных колец, прокладок и др.;
с) работы по проверке правильности выполнения соединений
деталей и узлов в процессе сборки: проверка свободного враще-
ния вала, размера запрессованной втулки, соосности втулок, ра-
диального и торцового биения зубчатых колес и др.:
ж) дополнительные работы, не относящиеся ни к одной из
перечисленных групп и вызванные конструктивными, технологи-
ческими или эксплуатационными особенностями изделия: мар-
кировка, окраска с целью предохранения от коррозии и др.
При проектировании технологии из всего перечня работ выде-
ляют такие, которые можно и целесообразно выполнить вне об-
щей или узловой сборки как подготовительные. Остальные рабо-
ты: выполнение соединений, работы, обусловленные методами
пригонки и регулирования, проверка правильности выполнения
соединений и узлов в процессе сборки — составляют основное
содержание узловой и общей сборки.
Из полученного перечня работ и составляют технологический
маршрут сборки, или операционный технологический маршрут,
который необходим, как правило, в условиях серийного и массо-
вого производства, а также при выпуске наиболее ответственных
и сложных изделий.
От типа производства также зависит структура и содержание
операций. При этом необходимо, чтобы:
операция заканчивалась сборочной единицей с фиксирован-
ным положением соединенных деталей (при передаче на другую
операцию недопустима самопроизвольная разборка);
можно было комплектовать однотипные переходы в пределах
одной операции;
количество комплектующих подаваемых на рабочее место не
было очень большим;
количество оборудования, приспособлений и инструмента было
минимальным;
обеспечивалась возможность специализации рабочих мест;
перечень не содержал работ, требующих высокой квалифика-
ции сборщиков;
характер выполняемых работ не требовал сложного (уникаль-
ного) и дорогостоящего оборудования и средств технологическо-
го оснащения.
Разработанная структура сборочных операций может быть
представлена в виде операционных технологических схем сборки
(рис. 16.2). При дальнейшем проектировании технологии состав и
структура сборочных операций могут изменяться и дополняться в
зависимости от назначения технологических баз, выбора обору-
дования, назначения режимов работы сборочного оборудования,
расчета норм времени, а также проверки качества сборки.
389
Крышка
Крышка
2С.Б-25 | 1
053 Я7/»6
Рис. 16.2. Пример операционной
390
Операция 030
2СБ-28
| JI 025 Н1/М>
2СБ-28 I 4
Операция 040
технологической схемы сборки
391
16.11. Назначение технологических баз
При сборке детали или сборочные единицы должны быть оп-
ределенным образом ориентированы относительно друг друга, от-
носительно оборудования или сборочных приспособлений. Это
особенно важно для условий, когда необходимая точность сборки
достигается автоматически. Задача решается правильным выбором
(назначением) баз.
По назначению базы подразделяются на проектные, конструк-
торские, измерительные и технологические.
Проектные базы определяют расчетное положение детали от-
носительно других деталей или частей изделия и выбираются или
назначаются при проектировании изделия.
Конструкторские базы используются для определения положе-
ния детали или сборочной единицы в изделии. Изделие собирают,
сопрягая конструкторские базы его элементов друг с другом без
выверки.
Измерительные базы используются для определения относитель-
ного положения изделия и средств измерения.
Технологической базой называют поверхность, линию или точ-
ку детали (сборочной единицы), относительно которых ориенти-
руются другие детали (сборочные единицы).
Исходными данными для назначения баз служат сборочный
чертеж изделия, технические условия на сборку и приемку, тех-
нологический маршрут сборки. При назначении баз необходимо
учитывать заданную точность сборки, удобство сборки, возмож-
ность использования наиболее простых средств технологического
оснащения, а также удобство установки детали (сборочной еди-
ницы), надежность закрепления, возможность присоединения де-
талей и подведения сборочного инструмента с различных сторон
и другие условия.
При выборе технологических баз необходимо стремиться к со-
блюдению принципов совмещения и постоянства (как и при ме-
ханической обработке деталей).
Анализируя правильность назначения баз, рассчитывают по-
грешность установки, технологические размеры и допуски, а так-
же определяют допуски размеров технологических баз в зависи-
мости от того, какую задачу необходимо решить при выполнении
конкретного соединения деталей.
В общем случае погрешность установки Е определяют по фор-
муле
Е = Еь +
где Е6, Е3, Е„р — погрешность базирования, закрепления и поло-
жения изделия из-за неточности приспособления.
392
Погрешностью базирования называют разность предельных рас-
стояний от измерительной базы изделия до поверхности присо-
единяемой детали, положение которой задано размером. В случае
совмещения измерительной и технологической баз погрешность
базирования равна нулю.
Погрешностью закрепления называют разность предельных рас-
стояний от измерительной базы собираемого изделия до задан-
ной поверхности присоединяемой детали, образующуюся в ре-
зультате смещения изделия под действием сил закрепления.
Погрешность положения изделия из-за неточности сборочного
приспособления определяется ошибками изготовления и сборки
его установочных элементов Еус, их прогрессирующим износом
Еп, а также ошибками установки и фиксации приспособления на
сборочном оборудовании Ес.
Эти величины характеризуют расстояние между предельными
проекциями измерительной базы собираемого изделия на направ-
ление выдерживаемого размера. Их значения можно рассматри-
вать как поле рассеяния случайных величин. Поэтому для условий
серийного производства
Е„р = +Х2Е^ + Еус,
где t — коэффициент риска получения брака при сборке (обычно
t - 3); А.,, Х2 — коэффициенты, зависящие от формы кривой
распределения (Л_ = 1/3 — подчиняется закону равной вероятности,
к = 1/9 — подчиняется закону Гаусса). Величину Еус можно рас-
сматривать как постоянную величину для данных условий.
Таким образом:
Е11р = 73Еи2 + Е/ + Еус.
Для одноместного приспособления величины Еус и Ес можно
принять равными нулю, так как они могут быть компенсированы
поднастройкой оборудования. Поэтому Епр = Еи.
Для многоместного приспособления
£ПР = V£yc +3£/.
При использовании приспособлений-спутников на автомати-
ческой линии
Е„р = +£е-
393
Рис. 16.3. Схема для расчета погрешности базирования при сборке веду-
щего вала с запрессовкой валика в отверстие зубчатого колеса (а) и со
стороны поверхности А (б):
/ — валик; 2 — зубчатое колесо
В общем случае погрешность установки как суммарное поле
рассеяния размера
Е = El + £2 + Е^р.
Величину Е определяют с целью оценки точности технологи-
ческого размера и возможного изменения погрешности сборки.
Кроме того, анализ составляющих погрешности позволяет бо-
лее правильно спроектировать или выбрать сборочное приспо-
собление, сформулировать технические условия на изготовле-
ние.
Две возможные схемы расчета погрешности базирования при
сборке ведущего вала в зависимости от способа запрессовки пока-
заны на рис. 16.3. При сборке необходимо обеспечить заданную
точность размера Е.
На рис. 16.3, а показана запрессовка валика 1 в отверстие зуб-
чатого колеса 2. Поверхность А является измерительной базой для
размера Е и поэтому выбрана в качестве установочной технологи-
ческой базы, поверхность Б валика — в качестве упорной техно-
логической базы. В партии собираемых изделий размер Е будет
постоянным и равным расстоянию между установочными элемен-
тами приспособления, контактирующими с поверхностями А и Б.
Погрешность базирования для размера Е отсутствует: Еъ = 0. По-
грешность закрепления не равна нулю, так как сила закрепления
направлена в сторону выполняемого размера.
Возможна запрессовка валика со стороны поверхности А
(рис. 16.3, б). В качестве установочной технологической базы для
зубчатого колеса 2 выбрана та же поверхность А, а в качестве упор-
ной технологической базы для валика / — поверхность С. Здесь
394
измерительная и технологическая базы валика не совмещены, сле-
довательно, имеет место погрешность базирования Еб = 77, т.е.
допуску размера / валика. Сила закрепления здесь направлена пер-
пендикулярно выполняемому размеру, следовательно, погрешность
закрепления будет равна нулю.
16.12. Выбор оборудования и средств
технологического оснащения
Оборудование и средства технологического оснащения выби-
рают в соответствии с задачами механизации и автоматизации
выполнения сборочных работ и оснащения слесарно-сборочных
операций.
При сборке резьбовых соединений в зависимости от требуемой
производительности и качества сборки применяют обычный руч-
ной инструмент (ключи, отвертки и др.) или механизированный
(электрические или пневматические гайковерты и др.).
Использование механизированного инструмента позволяет по-
высить производительность труда в 2 — 3 раза. Важной характерис-
тикой для выбора инструмента является относительная неравно-
мерность затяжки — максимальное отклонение величины затяж-
ки от ее среднего значения в большую или меньшую сторону.
Например, при механизации сборки прессовых соединений в
зависимости от конкретных конструктивных особенностей исполь-
зуют:
ручные прессы или молотки (штифты, втулки, пальцы, стака-
ны и т.п.) — для запрессовки некрупных деталей, не требующей
больших усилий, в условиях единичного и мелкосерийного про-
изводства;
домкраты, скобы и другие винтовые приспособления — для
запрессовки деталей, расположенных в труднодоступных местах;
оправки, втулки и т.п. — для обеспечения взаимного направле-
ния сопрягаемых деталей;
стационарные прессы и устройства с гидро- и пневмоприво-
дом — для запрессовки крупных изделий, требующей больших
усилий;
газовые или электрические печи, масляные ванны и другие
устройства для нагрева или охлаждения деталей — при сборке с
температурным воздействием.
При выборе оборудования и средств технологического осна-
щения учитывают:
соответствие рабочей зоны оборудования собираемому изделию;
производительность оборудования;
технические характеристики оборудования (усилие запрессов-
ки, величина крутящего момента и т.п.);
395
наличие оборудования или возможность его приобретения по
минимальной цене, или возможность изготовления его с мини-
мальными затратами.
16.13. Расчет режимов работы сборочного
оборудования
После выбора оборудования для оснащения сборочных опера-
ций необходимо определить режимы его работы.
В зависимости от вида соединений и применяемого оборудова-
ния выполняют некоторые расчеты:
при сборке резьбовых соединений определяют силу затяжки,
необходимый крутящий момент, дополнительный поворот гайки
на расчетный угол, относительное удлинение стержня болта или
шпильки;
при сборке прессовых соединений определяют усилие запрес-
совки, а при запрессовке с температурным воздействием — необ-
ходимую температуру нагрева или охлаждения деталей;
для соединений, получаемых методами пластического дефор-
мирования, определяют усилие клепки и т.д.
Полученные значения режимов с учетом коэффициента запаса
сравнивают с технической характеристикой оборудования. При
необходимости выбирают другой типоразмер.
16.14. Проверка качества сборки соединений
Известно, что детали, поступающие на сборку, характеризу-
ются определенными погрешностями размеров, формы и распо-
ложения поверхностей. При сборке в зависимости от величины
прикладываемого усилия или крутящих моментов у таких сбороч-
ных единиц могут возникнуть значительные погрешности.
При затяжке соединения с неперпендикулярными (в пределах
допуска) торцовыми поверхностями может возникнуть искривле-
ние оси вала, что повлечет за собой увеличение радиального и
торцового биения.
При запрессовке втулки на вал происходит увеличение ее на-
ружного диаметра или уменьшение диаметра отверстия, если вал
пустотелый. Причем изменение диаметра может происходить на
локальных участках поверхностей, где выполняется соединение с
натягом. Это дополнительно приводит к погрешности формы [5].
При высоких требованиях к качеству сборки возникающие по-
грешности оказываются сопоставимыми с допусками, заданны-
ми в соответствующей конструкторской и технологической доку-
ментации. При проектировании сборочных операций наиболее
396
ответственных соединений необходимо предусмотреть проверку
их качества. На основании результатов расчета делают заключение
о правильности назначения точностных параметров деталей и о
необходимости их изменения.
16.15. Расчет норм времени для выполнения сборки
Нормы времени на выполнение слесарных и слесарно-сбороч-
ных работ рассчитывают в соответствии с нормативами времени
на слесарную обработку деталей [21, 22].
Расчет норм времени производят суммированием оперативно-
го времени с учетом поправочных коэффициентов, подготови-
тельно-заключительного времени, времени на обслуживание ра-
бочего места, отдых и личные потребности по следующим фор-
мулам:
для массового и крупносерийного производства
МХЬ+X^IN +
для среднесерийного производства
//,.Р = (X гоп.,, + х . /< + X . .V) р +’+ + — ,
где — сумма оперативного времени на выполнение при-
емов и комплексов приемов слесарно-сборочных работ, мин; ан_3,
аобс, «отд — подготовительно-заключительное время, время на об-
служивание рабочего места, время на отдых и личные потребнос-
ти, % от оперативного времени; к — коэффициент, учитывающий
тип производства; к{ — коэффициент, учитывающий число при-
емов и комплексов приемов, выполняемых одним рабочим; к2 —
коэффициент, учитывающий число деталей в партии; к2 — коэф-
фициент, учитывающий условия выполнения работ.
Перечень деталей, входящих в сборочную единицу, составля-
ют в виде таблицы, где должны быть отражены номер детали по
порядку, ее наименование и количество деталей.
Кроме того, заполняют таблицу нормирования сборки, содер-
жащую номер операции, содержание работ, выполняемых в пре-
делах сборочной операции, факторы, влияющие на продолжи-
тельность сборки (масса деталей, диаметр, длина, ширина и т. п.),
номер карты и позицию в общемашиностроительных нормати-
вах, оперативное время, мин, на выполнение соответствующих
работ.
397
При проектировании технологического процесса сборки необ-
ходимо стремиться к тому, чтобы трудоемкости выполнения от-
дельных операций были примерно равны или кратны между со-
бой. Это в дальнейшем значительно облегчит организацию труда.
После нормирования времени для всех операций выявляют те из
них, которые необходимо корректировать, совмещая с другой
операцией или с несколькими другими, разделяя их на части,
совмещая с контрольными операциями, упрощая сложные выде-
лением части операции в самостоятельную операцию.
Одновременно с этим необходимо учитывать возможности тех-
нологического оборудования и технологическое оснащение на
каждой операции, однородность выполняемых работ и т.д. При
анализе вариантов выполнения сборочных операций целесообразно
воспользоваться типовыми технологическими процессами сборки
аналогичных изделий.
16.16. Разработка схем и выбор оборудования
для контроля
При выполнении сборочных операций необходимо установить
степень соответствия относительного положения или перемеще-
ния исполнительных и других поверхностей техническим требо-
ваниям чертежа. Контроль обычно выполняют с использованием
технических средств — универсальных, специальных и др. При
этом широко используют типовые схемы и методики контроля
или специально разработанные.
Возможен также визуальный контроль, т.е. контроль без ис-
пользования технических средств измерения: контроль состояния
поверхностей, стыков, формы и расположения пятен контакта,
отсутствия задиров и трещин и т. п. Этот метод не позволяет полу-
чить количественную оценку, а только качественную, поэтому он
применим лишь в сочетании с другими методами.
Типовые средства контроля выбирают по соответствующей спра-
вочной литературе и каталогам, а специальные или специализи-
рованные разрабатывают и изготовляют в условиях инструмен-
тальных производств предприятий.
Точность контроля зависит от погрешности средств контроля,
от правильности установки измерительного инструмента или при-
способления на контролируемой сборочной единице, от точно-
сти настройки и других систематических или случайных факторов.
При разработке средств контроля иногда составляют размерные
цепи, определяют фактическую погрешность и анализируют от-
дельные ее составляющие. В качестве измерительной базы обычно
используют установочную базу, что позволяет уменьшить погреш-
ность измерения.
398
К основным видам контроля, выполняемым при сборке, мож-
но отнести контроль зазоров, проверку на биение (радиальное
или осевое), контроль относительного положения деталей и их
поверхностей (параллельность, перпендикулярность), усилие за-
тяжки, плотность посадки и др.
При выборе средств контроля учитывают точность контроли-
руемой величины и допустимую погрешность измерения. Послед-
няя характеризуется разностью между показателями контрольно-
го приспособления и фактическими значениями контролируемо-
го параметра. Относительная погрешность измерения может быть
задана в технических условиях на сборку. Обычно она составляет
15... 20 % допуска контролируемого параметра.
16.17. Оформление технологической документации
Комплектность технологических документов на единичные тех-
нологические процессы зависит от типа производства, стадии раз-
работки документов, степени детализации описания технологи-
ческих процессов, применяемых технологических методов изго-
товления изделий и выбирается разработчиком.
По степени детализации описания для документов единичного
технологического процесса различают маршрутное, маршрутно-
операционное и операционное описание.
Маршрутное описание применяется на стадиях «Предваритель-
ный проект» и «Опытный образец (партия)» и выполняется на
формах маршрутных карт в виде краткой записи содержания по
всем операциям в технологической последовательности их выпол-
нения, без указания переходов и технологических режимов. В тек-
сте краткого содержания операции следует указывать действия,
выполняемые исполнителем, данные по исполнительным разме-
рам (окончательным), по применяемым комплектующим, состав-
ным частям изделия, вспомогательным материалам и т.п.
Маршрутно-операционное описание применяется на стадии
«Опытный образец (партия)».
Операционное описание следует применять для документов се-
рийного и массового производства.
При маршрутно-операционном и операционном описании ука-
зывают данные по технологическим режимам.
Выбор документов соответствующих видов и требования к их
заполнению регламентированы ГОСТ 3.1407—86. Запись операций
и переходов следует выполнять по ГОСТ 3.1703—79 для слесарных
и слесарно-сборочных работ, по ГОСТ 3.1704—81 для пайки и
лужения, по ГОСТ 3.1705—81 для сварки.
f
ГЛАВА 17
ТЕХНОЛОГИЯ СБОРКИ СОЕДИНЕНИЙ
17.1. Сборка разъемных соединений
Резьбовые соединения. Широко применяются резьбовые соеди-
нения общего назначения: для скрепления деталей и регулиро-
вочных устройств, для преобразования движения в различных ти-
повых устройствах, для плотного соединения изделий. Существу-
ют и специальные резьбовые соединения.
По профилю витков резьбы резьбовые соединения подразде-
ляются на треугольные, трапецеидальные, упорные, прямоуголь-
ные, круглые; по количеству заходов — на однозаходные и мно-
гозаходные; по направлению вращения — на левые и правые; по
принятой единице измерения линейных размеров — на метриче-
ские и дюймовые.
Основные допуски (ГОСТ 1.6093—70) метрических резьб диа-
метром I ...600 мм для скрепления деталей и регулировочных уст-
ройств:
наружные — 4/z; 6g; 6/z; бе; 6с/; Ihbh', 7g6g; 7е6е; 8/z; 8g;
внутренние - 47/577; 577677; 6/7; 66; 7//; 1G.
На чертежах эти допуски обозначают, например, как 74720—6/7;
Л/20—6g; Л/20—7g6g~40; А/20—6 7//6g. Для других резьбовых соеди-
нений допуски и их обозначения приведены в таблицах [6].
В машиностроении неподвижные и подвижные разъемные со-
единения очень часто выполняются посредством винтов, болтов
с гайками и шпилек (рйс. 17.1).
Технология сборки таких резьбовых соединений состоит в по-
следовательном выполнении следующих операций: установка и
взаимная ориентация скрепляемых изделий; установка в отвер-
стие крепежных деталей и их наживление (на 2 — 3 витка резьбы);
завинчивание и затяжка с заданной осевой силой или крутящим
моментом; контроль затяжки и стопорение крепежных деталей (при
необходимости).
Такая последовательность наиболее полно подходит для сбор-
ки винтовых соединений (рис. 17.1, а). При сборке болтовых со-
единений (рис. 17.1, б) после установки болта в гладкое отвер-
стие его необходимо удерживать от выпадения и проворачивания.
Затем надевают шайбу, наживляют гайку и далее выполняют сборку
в соответствии с вышеприведенной последовательностью. При
сборке шпилечных соединений (рис. 17.1, в) в одно из скрепляе-
мых изделий ввинчивают с натягом шпильки, контролируют мо-
400
Рис. 17.1. Резьбовые соединения:
а — винтовое; б — болтовое; в — шпилечное
мент затяжки и перпендикулярность относительно плоскости разъе-
ма. Дальнейшая последовательность сборки аналогична сборке бол-
товых соединений.
Для ввинчивания шпилек в скрепляемые детали применяют ти-
повые патроны, которые по способу захвата бывают шариковые,
роликовые и резьбовые, а по способу вращения — реверсивные и
нереверсивные. Конструкция роликового патрона для ввинчивания
шпилек показана на рис. 17.2, реверсивного — на рис. 17.3.
Корпус / реверсивного патрона устанавливается и крепится на
шлицевом конце оправки при помощи гайки 2. С корпусом жестко
соединен стакан 3 компенсационной муфты 7, передающей дви-
жение ступенчатому валу 5 и обеспечивающей ему необходимые
повороты и смещение. В отверстие вала установлен винт 6, кото-
рый вместе с валом приводится во вращение с помощью наклон-
ных упоров стакана и кольца 7. Далее посредством пальца 5дви-
Рис. 17.2. Схема роликового патрона для ввинчивания шпилек:
/ — сепаратор; 2 — ролики; 3 — наружная обойма; 4 — гайка; 5 — пружина; 6 —
корпус
401
Рис. 17.3. Схема реверсивного патрона для ввинчивания шпилек в изде-
лие с натягом:
/ — корпус патрона; 2— шйка; 5— стакан компенсационной муфты; 4— компен-
сационная муфта; 5 — ступенчатый вгы; 6 — винт; 7— кольцо; 8 — палец; 9 —
упор; 10 — головка; 11 — шести) ранная гайка; 12 гайка со сменными кольца-
ми; /5, 14 — сменные кольца
жение передается через наклонные упоры к головке 10, навинчи-
ваемой на резьбовую часть шпильки. В головку устанавливается
сменная шестигранная гайка //, навинчиваемая на свободный
резьбовой конец шпильки до упора 9. На головку устанавливается
гайка 12 со сменными кольцами 13 и 14, обеспечивающими на-
ладку на установку шпильки по высоте [8, 16].
Ввинчиваемая шпилька должна быть установлена в скрепляе-
мой детали с натягом, который может быть обеспечен различны-
ми способами; натягом по резьбе, посадкой шпильки на сбег резь-
бы, упором шпильки в дно резьбового отверстия, посадкой на
клей, ввинчиванием шпильки в гладкое отверстие (только для
алюминиевых и магниевых сплавов), постановкой шпильки со спи-
ральной проволочной вставкой, упором буртом шпильки в плос-
кость разъема скрепляемых деталей.
Сборка резьбовых соединений достаточно трудоемка, поэтому
одним из основных направлений рационализации сборки являет-
ся сокращение числа резьбовых соединений и их типоразмеров в
изделии и дальнейшее совершенствование конструкции крепеж-
ных деталей.
В настоящее время в машиностроении широко применяют само-
нарезающие винты (рис. 17.4), не требующие нарезания резьбы в
предварительно обработанных отверстиях (рис. 17.4, а) и предвари-
тельного сверления отверстий в скрепляемых деталях (рис. 17.4, б, в).
Это позволяет вывести из технологии такие операции, как свер-
ление отверстий и нарезание в них резьб, особенно с малыми диа-
метрами (до 6 мм), когда возможна поломка инструмента. В целом
трудоемкость сборки изделий может быть снижена на 40 % при
использовании такой конструкции крепежных деталей. Кроме того,
402
Рис. 17.4. Конструкция
самонарезающих винтов:
а — для установки в предварительно об-
работанное отверстие; б — для соедине-
ния тонкого листового материала без
сверления отверстий; в для соедине-
ния стальных деталей толщиной до 12 мм
без предварительного сверления отвер-
стий
а б в
прочность и надежность соединения повышается за счет уплотне-
ния материала и практического отсутствия зазоров между скреп-
ляемыми и крепежными деталями.
При сборке резьбовых соединений необходимо предотвратить
возможность их самопроизвольного отвинчивания и ослабления
соединения в условиях эксплуатации. Существует три основных
способа стопорения резьбовых соединений:
повышение трения в резьбе путем постановки контргаек или
пружинных шайб, применения резьбы с натягом и т.п.;
жесткое соединение стержня болта или шпильки с гайкой с
применением проволочной обвязки, шплинта и т.п.;
жесткое соединение гайки или головки болта со скрепляемой де-
талью за счет специальных шайб, накернивания, точечной сварки.
Однако приведенные способы сами по себе трудоемки, поэто-
му в современном машиностроении широко применяют раз-
личные конструкции самостопорящихся резьбовых крепежных
деталей, повышающих производительность и надежность сборки.
К таким изделиям можно отнести болты-шайбы, у которых сто-
порный элемент устанавливается на стержень винта до накатки
резьбы. После накатки резьбы ее наружный диаметр оказывается
больше внутреннего диаметра стопорной детали и образуется под-
вижное неразъемное соединение. Это позволяет исключить из тех-
нологии установку шайбы на винт и не требует дополнительной
тары для хранения шайб и винтов раздельно. Применяют также
специальные самостопорящиеся гайки (рис. 17.5), в конструкцию
которых вводится элемент, повышающий трение в резьбовой паре.
Стопорение резьб возможно также с использованием крепеж-
ных деталей с предварительным искажением профиля (измене-
нием шага резьбы на определенном участке, увеличением диа-
метра на отдельном участке и т.д.). После сборки резьбового со-
единения необходимо выполнить его затяжку.
Затяжка резьбовых соединений. Надежность работы резьбовых
соединений в значительной мере определяется тем, насколько
403
Рис. 17.5. Самостопорящиеся гайки:
а — с деформированным верхним пояском; б — с пластиковым вклады-
шем; в — с зубчатой поверхностью на торце
правильно произведена его предварительная затяжка при сборке,
которая должна обеспечивать в соединении усилие, превышаю-
щее переменные рабочие нагрузки.
Напряжение предварительной затяжки определяют по формуле
где Q, — усилие затяжки; F, — площадь сечения крепежной де-
тали.
Низкий предел напряжения предварительной затяжки ojmin
устанавливают исходя из условия герметичности и плотности (жест-
кости) стыка:
O,min =Ор(1-%),
где ор — номинальное напряжение от наибольшей внешней (рабо-
чей) нагрузки Р, возникающее в стержне болта (шпильке) при
работе: о, = P/F\, / — коэффициент основной нагрузки: / = 0,2...0,4,
поскольку в затянутом соединении внешняя нагрузка на крепеж-
ную деталь передается лишь частично.
При эксплуатации резьбового соединения в результате времен-
ных повышений рабочих нагрузок, вибраций и других факторов
происходит снижение напряжения предварительной затяжки,
поэтому его увеличивают на коэффициент v:
о3 =vop(l-x).
Значение коэффициента v зависит от различных факторов эксплуа-
тации резьбового соединения: для постоянных нагрузок v = 1,25... 2;
для переменных v = 2,5...4; по условиям герметичности назначают
v = 1,2...2,5 при мягких прокладках; v = 2,5...3,5 — при металли-
ческих фасонных прокладках; v = 3...4 — при плоских металли-
ческих прокладках.
Верхний предел напряжения затяжки ограничивается макси-
мально допустимым запасом прочности:
max — (0, 5...0, 9)<JT,
где о, — предел текучести материала крепежной детали.
404
Однако в процессе сборки практически невозможно непосред-
ственно измерить усилие затяжки и о его величине судят по дру-
гим параметрам, косвенно связанным с ним: по крутящему мо-
менту, углу поворота гайки, удлинению стержня крепежной де-
тали, температуре нагрева.
Контроль усилия затяжки по ограничению предельного крутяще-
го момента при ручной затяжке соединений осуществляется ди-
намометрическими или предельными ключами.
Динамометрический ключ ДК-25 (рис. 17.6) предназначен для
тарированной затяжки правых и левых резьбовых соединений, а
также для определения крутящих моментов в пределах 0...25 Н м.
Габаритные размеры ключа 430x51x59 мм, масса 0,9 кг. Ключ
состоит из силовой торсионной части 2, индикатора 4, корпуса 3.
Перед началом работы необходимо на хвостовике 1 торсиона
установить головку или насадку, установить на ноль индикатор 4.
В дальнейшем динамометрическим ключом работают, как обыч-
ным гаечным ключом. Момент затяжки контролируют по показа-
нию индикатора, тарированного на величину крутящего момента
М, при затяжке.
При использовании механизированных и автоматизированных
устройств контроль усилия затяжки осуществляется с помощью
предельных устройств (фрикционных и других муфт, торсионов
и т.п.), которые после достижения заданного крутящего момента
разрывают силовую цепь.
Величина Л/, связана с усилием затяжки зависимостью
М3 = k^Q.d,
где к\ — коэффициент трения в резьбовом соединении; (9. — уси-
лие затяжки; d — наружный диаметр резьбы.
Исследованиями установлено, что в зависимости от твердости
деталей, шероховатости сопрягаемых поверхностей, вида покры-
тия, смазки, требуемый крутящий момент при затяжке может от-
личаться от расчетного в пределах ±20%. Кроме того, не всегда
удается обеспечить заданный крутящий момент из-за погрешнос-
Рис. 17.6. Динамометрический ключ ДК-25:
/ — хвостовик торсиона; 2 — силовая торсионная часть; 3 — корпус; 4 — индикатор
405
тей, связанных с конструктивными особенностями применяемо-
го инструмента. Например, при использовании гайковертов с муф-
тами ударного действия разброс крутящего момента составляет
±25%; при использовании гайковертов с фрикционными муфта-
ми ±10%; при использовании более сложных автоматизирован-
ных систем с тензодатчиками может быть достигнут разброс ± 1 %.
Контроль усилия затяжки по повороту крепежной детали на оп-
ределенный угол основан на линейной характеристике зависимос-
ти между усилием затяжки и углом поворота гайки. Гайку вначале
затягивают обычным ключом, чтобы создать плотность в стыке.
Затем ее ослабляют и вновь затягивают до соприкосновения торца
с опорной поверхностью. После этого гайку с помощью наклад-
ного градуированного диска поворачивают на расчетный угол <р,
который определяют по формуле
где L — длина болта (шпильки) между опорными плоскостями;
р — шаг резьбы; £б, £, — модули упругости материала болта и
скрепляемой детали; £б, /', — площадь сечения болта и скрепляе-
мой детали.
Для соединений с короткими крепежными деталями этот спо-
соб контроля усилия затяжки неприменим, так как расчетное зна-
чение угла получается небольшим и возможна значительная по-
грешность.
Контроль усилия затяжки по относительному удлинению стер-
жня крепежной детали обусловлен конструктивными особеннос-
тями некоторых изделий. Удлинение стержня 2с связано с усилием
затяжки зависимостью
? _ Q.L
E6F6'
Удлинение стержня крепежной детали измеряется специаль-
ными устройствами. Схема измерения представлена на рис. 17.7.
В настоящее время широко применяют крепежные детали со
встроенными индикаторами деформаций (иногда даже оптичес-
кого типа), меняющими цвет при напряженном состоянии кре-
пежных деталей.
В ряде случаев контроль усилия затяжки осуществляется по из-
мерению деформаций промежуточных деталей — индикаторных
шайб, устанавливаемых под гайку или головку болта.
Контроль усилия затяжки после температурного воздействия
производят при больших диаметрах крепежных деталей (свы-
ше 50 мм). В этом случае их стержни предварительно нагревают до
406
Рис. 17.7. Схема измерения относительного удлинения стержня крепеж-
ной детали при затяжке
определенной температуры. Необходимая температура t нагрева
определяется по формуле
где а — коэффициент линейного расширения материала крепеж-
ной детали; — температура окружающей среды.
Для ответственных соединений, где требуется обеспечение точ-
ности усилия и равномерности затяжки (например, для крепле-
ния абразивных кругов шлифовальных станков) применяют гид-
равлические крепежные гайки (рис. 17.8). Такая гайка содержит
корпус 7, поршни 2, передающие равномерно усилие при кре-
Рис. 17.8. Гидравлическая крепежная гайка:
1 — корпус; 2 — поршни; 3 — клапан; 4 — ручной пресс
407
Рис. 17.9. Очередность (1—8) затяжки в
многошпилечном резьбовом соединении
пеже, систему каналов и клапан 3. Гайка навинчивается на со-
прягаемую деталь, затем ручным прессом 4 в системе создается
необходимое давление и поршнями 2 — необходимое усилие за-
тяжки.
Для сборки ответственных резьбовых соединений с нескольки-
ми крепежными деталями в технических условиях на сборку ука-
зывают очередность их предварительной и окончательной затяж-
ки (рис. 17.9).
Необходимая величина крутящих моментов для резьбовых со-
единений приводится в справочной литературе. Величина крутя-
Таблица 17.1. Крутящие моменты при затяжке
болтовых соединений
Резьба Размер под ключ го- ловки болта или гайки Класс прочности по ГОСТ 1759-81 Величина крутящего момента, Н м, при затяжке для болтов и гаек
без покрытия оцинко- ванных кадмиро- ванных
Мб 10 5,8 5 4,5 4
8,8 7,5 7 6
10,9 11 10,5 8,5
М8 13 5,8 15,5 15 12,5
8,8 24,5 23,5 19,5
10,9 34,5 33,6 27,5
М10х1,25 17 5,8 33 31,5 26
8,8 52,5 50,5 41,5
10,9 74 71 58,5
М12х1,25 19 5,8 58 56 45,5
8,8 93 89,5 73
10,9 130 125 105
408
Окончание табл. 17.1
Резьба Размер под ключ го- ловки болта или гайки Класс прочности по ГОСТ 1759-81 Величина крутящего момента, Н м, при затяжке для болтов и гаек
без покрытия оцинко- ванных кадмиро- ванных
М12х1,5 19 5,8 58 56 44,5
8,8 93 89,5 73
10,9 130 125 105
М14х1,5 22 5,8 92,5 90 73
8,8 150 145 120
10,9 210 200 165
М16х1,5 24 5,8 105 100 82
8,8 220 215 175
10,9 310 300 245
М 18x1,5 27 5,8 150 145 120
8,8 325 310 250
10,9 455 440 355
щих моментов при затяжке для наиболее распространенных бол-
товых соединений приведена в табл. 17.1.
Шпоночные соединения. Шпоночные соединения применяют для
передачи крутящих моментов в сочленениях вал — шкив, вал —
зубчатое колесо, вал — муфта и др. Их применение ограничено в
тяжелонагруженных конструкциях ввиду малой несущей способ-
ности или ослабления конструкции пазом.
Наиболее распространены соединения с призматическими и
сегментными шпонками. Соединения с клиновыми шпонками
встречаются реже, так как при сборке ступица смещается на валу
в радиальном направлении.
Технология сборки шпоночного соединения состоит в после-
довательном выполнении рабочих переходов: установка шпонки в
паз вала; контроль плотности посадки и точности расположения
шпонки в пазу вала; установка сопряженной детали; фиксация
положения сочленения.
Плотность посадки шпонки в пазу вала или втулки определяет
тип соединения: I тип — свободное; II тип — нормальное; III тип —
плотное.
Для соединений с призматическими шпонками (рис. 17.10) трех
типов (1, 11, 111) установленные поля допусков по ширине пазов
валов и втулок приведены далее.
409
I II
По ширине паза вала................/£9 /V9
По ширине паза втулки............ £>10 Js9
III
Р9
Р9
Для размеров шпонок установлены следующие поля допусков:
Л9 — по ширине />; //9 — по высоте h при высоте шпонки 2...6 мм
и h\ I при высоте шпонки более 6 мм; h 14 — по длине I. Формы и
размеры призматических шпонок и сечений пазов валов и втулок
приводятся в справочниках.
При анализе конструкторской документации на чертеже долж-
ны быть указаны посадки в сочленениях паз втулки — шпонка и
паз вала — шпонка, а также посадка в сочленении вал — втулка.
Например:
/vq Л9
]82IZ±LZx11x100 ГОСТ 22360-78.
h9 h9
Необходимо проанализировать соединение на смятие осм и срез
тср шпонки:
осм = ^M^I(hld) < [асм]; тср = 2A/Kp/(WJ) < [тср],
где [осм] и [тср] — допустимые напряжения смятия и среза соот-
ветственно.
У стандартных шпонок размеры b и h подобраны таким обра-
зом, что нагрузку соединения ограничивает не напряжение сре-
за, а напряжение смятия, поэтому расчет в основном выполняют
Рис. 17.10. Расчетная схема соединения с призматический шпонкой
410
Рис. 17.11. Расчетная схема соединения с сегментной шпонкой
для осм. Длинные направляющие шпонки (по ГОСТ 8790—79) кре-
пят в пазу вала винтами.
В массовом и крупносерийном производстве сборку ведут по
методу взаимозаменяемости, в других типах производства допус-
кается подбор и пригонка шпонок по пазу. После посадки шпон-
ки на вал насаживают ступицу сопряженной детали — с зазором
(для подвижных соединений), чаше с натягом. Последняя фикси-
руется во избежание осевого смещения гайкой, винтом, стопор-
ным кольцом или другими способами в зависимости от конструк-
ции собираемого изделия.
Соединения с сегментными шпонками (рис. 17.11) применяют в
основном при сравнительно коротких ступицах сопрягаемых дета-
лей. Относительно большая глубина шпоночного паза уменьшает
прочность вала, поэтому такие соединения чаще располагают на
концах вала и применяют для передачи небольших крутящих мо-
ментов. Поля допусков для соединений трех типов (1, 11, 111) с
сегментными шпонками по ширине пазов валов и втулок приве-
дены ниже.
I П III
По ширине паза вала............... — /V9 Р9
По ширине паза втулки............. — ./\9 Р9
Для размеров шпонок установлены следующие поля допус-
ков: Л 9 — по ширине />; /И 1 — по высоте Л; /И2 — по диаметру d
шпонки.
При анализе соединения проверяют наличие размеров в сочле-
нениях на сборочном чертеже и выполняют проверочный расчет
на смятие:
осм - 2M^I(kld{)< [асм].
411
Рис. 17.12. Соединения с круглой (а) и тангенциальной (б) шпонками
В машиностроении применяют также соединения с круглыми и
тангенциальными шпонками (рис. 17.12).
Шлицевые соединения. Шлицевые (зубчатые) соединения яв-
ляются разъемными и служат для передачи значительных по ве-
личине крутящих моментов, когда необходимо обеспечить отно-
сительно высокие требования по соосности. Различают шлицевые
соединения с прямобочными, эвольвентными и треугольными
шлицами.
Шлицевые соединения с прямобочными шлицами обычно охва-
тывают валы с наружным диаметром от 14 до 125 мм. С целью
обеспечения возможности передачи различных по величине кру-
тящих моментов применяют легкие, средние и тяжелые серии
шлицевых соединений (ГОСТ 1139—80).
В соответствии со служебным назначением, а также по конст-
руктивным и технологическим особенностям различают три спо-
соба центрирования шлицевых соединений с прямобочными шли-
цами (рис. 17.13):
по большему диаметру D — применяют для точного центриро-
вания, когда охватывающая деталь не должна подвергаться тер-
Рис. 17.13. Способы центрирования шлицевых соединений с прямобоч-
ными шлицами:
а — по большему диаметру; б — по меньшему диаметру; в — по боковым поверх-
ностям
412
мообработке и чистовая обработка по большему диаметру воз-
можна без особых сложностей (например протягиванием). Этот
способ технологически прост и экономичен и подходит для не-
подвижных соединений или подвижных соединений при неболь-
ших воспринимаемых нагрузках;
по меньшему диаметру d — подходит для точного центрирова-
ния, когда охватывающая деталь подвергается термообработке и
чистовая обработка по большему диаметру D будет затруднена. При-
меняют обычно как подвижные соединения;
по боковым поверхностям b — подходит в тех случаях, когда к
соединению не предъявляются высокие требования по сооснос-
ти, но предполагается передача значительных по величине крутя-
щих моментов, с реверсированием и знакопеременными нагру-
жениями. В машиностроении этот способ центрирования приме-
няется значительно реже, чем другие.
Предпочтительными при центрировании шлицевого соедине-
г Н7 Н7
ния по большему диаметру являются посадки -и---- для диа-
/7 js6
n F8 F8 /'8
метра £>, посадки —— и — для размера Ъ.
Предпочтительными при центрировании шлицевого соедине-
Н7 Н7
ния по меньшему диаметру являются посадки -и---- для раз-
77 g6
, D9 D9 D9 F10 F10
мера d, — —— и —- для размера Ь.
h9 js7 к7 f9 js7
Предпочтительными при центрировании шлицевого соедине-
, F8
ния по ширине шлицов для размера b являются посадки ---,
js7
D9 D9 /10 /10
—, —,------и----.
е8 /8 d9 /8
Пример обозначения шлицевого соединения с прямобочными
шлицами на сборочном чертеже: D-8х42х48-^х8у|.
В шлицевых соединениях с эвольвентными шлицами профиль
шлица вала и паза втулки является эвольвентным. Такие шлице-
вые соединения имеют ряд преимуществ перед соединениями с
прямобочными шлицами:
более высокую технологичность изготовления за счет приме-
нения относительно простых, производительных и точных мето-
дов обработки, аналогично обработке зубьев колес;
413
Рис. 17.14. Способы центрирования шлицевых соединений с эвольвент-
ными шлицами:
а — по боковым поверхностям зубьев; б — по большему диаметру
более высокую прочность шлицов, обусловленную постепен-
ным утолщением зубьев к основанию и отсутствием концентрато-
ров напряжений;
более высокую точность соединения, благодаря лучшему цент-
рированию и самоцентрированию под нагрузкой эвольвентной
поверхности.
Наиболее распространенные способы центрирования шлице-
вых соединений с эвольвентными шлицами показаны на рис. 17.14.
Центрирование по боковым поверхностям зубьев (рис. 17.14, а)
применяют для большей экономичности, центрирование по боль-
шему диаметру (рис. 17.14, б) для большей точности по соосно-
сти. Центрирование по меньшему диаметру применяется сравни-
тельно редко.
При центрировании по боковым поверхностям зубьев пред-
7Н 7Н 7Н 7Н 7Н 9Н 9Н 9Н
почтительны посадки —, —, —, ур ур уу, уу, 9g ,
9Н 9Н \\Н п
——и-——. Величины полей допусков этих посадок в зави-
9п 8/< 10а
симости от величины модуля и диаметра делительной окружнос-
ти приведены в таблицах [6].
При центрировании по большему диаметру чаще всего приме-
Н7 Н7 Н7 Н7 Н7
няют посадки ур И
Поля допусков для де-
лительной окружной толщины зуба вала — 9h, 9g, 9d, Нс и На,
впадины втулки — 9h и 11//.
На сборочном чертеже шлицевые соединения с эвольвентны-
ми шлицами должны иметь следующие обозначения:
при центрировании по боковым поверхностям зубьев 50x2x9H/9g
ГОСТ 6033-80;
414
при центрировании по большему диаметру шлицов 50 х /-/7/"6х2
ГОСТ 6033-80;
при центрировании по меньшему диаметру шлицов /50 х 2 х Hl/gty
ГОСТ 6033-80.
Шлицевые соединения с треугольными шлицами (уте. 17.15) при-
меняют в машиностроении как неподвижные при тонкостенных
охватывающих деталях. Такие соединения способны передавать зна-
чительные крутящие моменты. Однако в машиностроении такие
соединения применяют крайне редко.
Сборку шлицевых соединений выполняют методом полной или
(при повышенных требованиях) групповой взаимозаменяемости.
Сборке предшествует тщательная очистка сопрягаемых дета-
лей, их контроль и внешний осмотр на предмет выявления дефек-
тов поверхности (выбоин, сколов и т.п.).
При сборке подвижных соединений детали должны иметь воз-
можность плавных осевых перемещений от руки. Величины зазо-
ров в радиальном и окружном направлениях не должны выходить
за пределы допусков.
Сборку неподвижных шлицевых соединений выполняют чаще
всего на прессах.
При высоких требованиях по соосности деталей после их сбор-
ки осуществляют контроль, при этом сборочные единицы уста-
навливают в центры или на призмы.
Конические соединения. Существует несколько способов обес-
печения требуемых посадок при фиксации деталей (рис. 17.16)
в конических соединениях:
совмещением конструктивных элементов соединяемых ко-
нусов, например, доведением встык торцовых поверхностей
(рис. 17.16, «);
полученные при достижении заданного базового расстояния /
(рис. 17.16, б). В зависимости от размеров конических элементов
могут быть посадки такими же, как и в предыдущем способе;
заданным осевым смещением Еа сопрягаемых конусов от их на-
чального положения (рис. 17.16, в);
Рис. 17.15. Шлицевое соединение с треугольными шлицами
415
Рис. 17.16. Обеспечение посадок конических соединений при различных
способах фиксации деталей и их обозначение на чертежах {а —г)
фиксацией с заданным усилием запрессовки Fx наружного ко-
нуса на внутреннем (рис. 17.16, г).
Соединения посадкой на конус применяют в основном для
установки и закрепления деталей на концах валов. При передаче
значительных крутящих моментов в конструкции предусматрива-
ют шпонки. В соединении принимают обычно стандартную конус-
ность 1/10, при этом угол а = 2°5Г40". Такие соединения обеспе-
чивают сборку деталей с полной выборкой поперечного зазора.
Они надежны в работе, хорошо центрируют сопрягаемые детали,
но не обеспечивают их точного положения в осевом направлении.
Поскольку к сопрягаемым поверхностям предъявляют повы-
шенные требования по точности изготовления, необходимо про-
водить проверку по глубине посадки и пятну контакта, а также
проверку «на качку». Сборку выполняют вручную затяжкой кре-
пежных деталей (завинчиванием гаек или винтов, ударами мягко-
го молотка, усилием пресса).
С целью проверки возможности передачи коническим соеди-
нением заданного крутящего момента Л/кр при заданных размерах
и усилии затяжки Q, и проверки силы затяжки для обеспечения
передачи требуемого крутящего момента необходимо провести
анализ конструкторской документации.
Расчетная схема соединения посадкой на конус приведена на
рис. 17.17. Так как угол а < 3°, то равнодействующие нормальных
давлений (?н и силы трения (//располагаем на окружности сред-
него диаметра /р. Из условия равновесия получим
0s/O,5<7cp/(sin а + /cosа) > кМ кр,
416
Рис. 17.17. Расчетная схема соединения посадкой на конус
где/— коэффициент трения (0,11 ...0,13); к — коэффициент запа-
са (1,2... 1,5); Л/кр — расчетный (максимальный) крутящий мо-
мент; Q. — усилие затяжки: Q, = Mjk^d, где Л, — коэффициент
трения в резьбовом соединении; Mt — крутящий момент при за-
тяжке: Л/, = QJ, где Q, — сила на ключе: Ок = 150...200 Н; /= 15<7 —
длина стандартного ключа.
Если вышеприведенные условия равновесия не соблюдаются,
то соединение может быть усилено шпонкой. Расчет шпоночного
соединения выполняют по полному крутящему моменту Л/кр.
Соединения с плоскими пружинными кольцами. Для закрепле-
ния подшипников качения, зубчатых колес и подобных им дета-
лей на валах и в отверстиях корпусных или других деталей приме-
няют упорные плоские пружинные кольца: концентрические и
эксцентрические, наружные или внутренние.
Технологический процесс сборки таких соединений состоит из
двух этапов:
установки двух или более сопрягаемых изделий;
установки упорного плоского кольца в канавку.
При автоматической установке различных колец необходимо
соблюдение соответствующих условий (рис. 17.18). Для автомати-
ческой установки наружных колец (рис. 17.18, а, б) в канавки
валов необходимо, чтобы в процессе сборки ось отверстия кольца
перекосилась относительно оси посадочной поверхности не более
чем на угол уд:
уд = arctg(/>/</„),
где b — минимальная в пределах допуска ширина канавки на ба-
зовой детали; dK — максимальный диаметр посадочной поверхно-
сти (диаметр вала).
417
Рис. 17.18. Условия автоматической установки колец:
а — упорных наружных; б — замковых наружных; в — упорных внутренних; г —
замковых внутренних
Численные значения допустимых углов уд приведены в табл. 17.2 —
17.5 для валов диаметром 20...32 мм, для остальных диаметров —
приведены в книгах [3, 4].
При автоматической установке внутренних колец (рис. 17.18, в, г)
в канавки базовых корпусных деталей условия сборки будут иные:
Ул = arctg (b/dA),
где dA — минимальный диаметр посадочной поверхности (диа-
метр отверстия), значения которого приведены в табл. 17.6, 17.7.
Таблица 17.2. Значение углов уд, у4, (уд—у4) для установки наружных
замковых колец
Диаметр вала мм Диаметр шейки ва- ла 4|, мм Радиус канавки г, мм Ширина канавки Ь. мм Диаметр проволо- ки мм ±?4 ±(Тл“Т4)'
20 18,8 1,2 2,078 7’56' 2,0 0’47' 7’9'
22 20,8 5’24' 0’43' 4’41'
25 23,8 4’35' 0’38' 3’57'
28 26,8 4“ 15' 0’34' 3’41'
30 28,8 3’58' 2,5 — —
32 30,5 1,6 2,71 1 4’50' 0’30' 4’20'
418
Таблица 17.3. Значение углов уд, у4, (уд—у4) для установки наружных
упорных плоских эксцентрических колец (ГОСТ 13942—86)
в канавки валов
Диа- метр вала du, мм Ши- рина канав- ки ЬА, мм На- руж- ный диа- метр коль- ца Р], мм ±7г ±7л ±(7д-7г)
для групп плоскостности колец
А Б В А Б В
20 1,4 28,8 4° 0’9' 0’18' — 3’51' 3’42' —
22 31,4 3’38' 0’8' 0’16' — 3’30' 3’22' —
24 33,8 3’20' 0’8' 0’15' — 3’12' 3’5' —
25 34,8 3’12' 0’7' 0’15' — 3’5' 2’57' —
28 38,4 2’52' 0’6' 0’14' 0’18' 2’46' 2’38' 2’34'
30 41 2’40' 0’6' 0’12' 0’17' 2’34' 2’28' 2’23'
32 43,4 2’30' 0’6' 0’12' 0’16' 2’24' 2° 18' 2° 14'
Таблица 17.4. Значение углов уд, у4, (уд—у4) для установки наружных
упорных плоских пружинных концентрических колец (ГОСТ 13940—86)
в канавки валов
Диаметр вала </„, мм Ширина канавки Ь, мм Наруж- ный диаметр кольца Z)i, мм Толщина кольца 5, мм ±7л ±74 ±(7л-74)
для групп плоскостности колец
А Б А Б
20 1,4 18,2 6,4 4° 040' 0’2 Г 3’50' 3’39'
22 20,2 6,4 3’38' 0’9' 0’19' 3’29' 3’19'
24 22,1 6,4 3’20' 0’8' 0’18' 3’12' 3’2'
25 23,1 6,4 3’12' 0’8' 0’17' 3’4' 2’55'
28 25,8 8 2’52' 0’7' 0’15' 2’45' 2’37'
Примечание. Необхолимая точность базирования кольца для трех групп
плоскостности колец: для группы A tgy = (0,05 + 0,02)/(</, + 2/?); для группы Б
tgу, = (0,1 + 0,05)/(</| + 2Ь); для группы В tgy4 = (0,015 + 0,05)/(t7, + 2b).
419
Таблица 17.5. Значение углов уд, у4, (уд—у4) для установки
наружных упорных плоских пружинных концентрических колец
(ГОСТ 13942—86) в канавки валов
Диа- метр вала dn, мм Шири- на ка- навки Ь, мм Диа- метр шей- ки ва- ла d\, мм Тол- щина кольца 5, мм </, + 2b ±Yx ±Т + СА—Тл)
для групп плоскостности колец
А Б в А Б В
30 1,4 27,8 8 35,8 2’40' 0’6' 0’14' 0’19' 2’33' 2’26' 2’20'
32 29,5 8 37,5 2’30' 0’6' 0’14' 0’18' 2’24' 2’16' 2’12'
34 31,4 8 39,4 2=2()' 0’6' (Г 13' 0’17' 2’15' 2’80' 2’4'
35 32,2 10 42,2 2’6' 0’6' 0’12' 0’16' 2’30' 2’54' 2’50'
36 1,9 33 10 43 2’52' 0’6' 0’12' 0’16' 2’55' 2’49' 2’45'
38 35 10 45 2’40' 0’5' 0’1 Г 0’15' 2’40' 2’40' 2’30'
40 36,5 10 46,5 2’30' 0’5' 0’11' 0’15' 2’38' 2’32' 2’28'
Таблица 17.6. Значение углов уд, у2, (Уд —Тг) ДДя установки внутренних
упорных пружинных колец (ГОСТ 13941—86) в канавки отверстий
базовых деталей
Диаметр отверстия вала dA. мм Ширина канавки Ь. мм +т +у. ±(т~т)
для групп плоскостности колец
А Б В А Б В
20 1,2 3’26' 0’12' 0’26' — 3’14' 3° —
22 3’7' 0’11' 0’23' — 2’56' 2’44' —
23 1,4 3’26' 0’10' 0’22' — 3’16' 3’4' —
24 3’20' 0’10' 0’21' — 3’10' 2’59' —
25 3’12' 0’10' 0’2 Г — 3’2' 2’51' —
26 3’5' 0’9' 0’20' — 2’56' 2’45'
28 2’52' 0’9' 0’18' — 2’43' 2’34' —
30 2’40' 0’8' 0’17' 0’23' 0’32' 2’23' 2’17'
32 2’30' 0’7' 0’16' 0’21' 0’23' 2’14' 2’9'
Примечание. Необходимая точность базирования кольца для трех групп
плоскостности колец: для группы A tgy2 = (0,05 + 0,02)/г/л; для группы Б tgу2 =
= (0,1 + 0,05)/^; для группы В tgy2 = (0.015 + 0,05)/rf4.
420
Таблица 17.7. Значение углов уЛ, у2, (Уд-Тг) Для установки внутренних
замковых колец в канавки отверстий базовых деталей
Диаметр отверс- тия d4. мм Диаметр расточки di, мм Радиус канавки мм Ширина канавки Ь, мм Диаметр проволоки Д). мм ±72 + (уА--у2)
20 21,2 1,2 2,078 5°56' 2 0°29' 5 27'
22 23,2 1,2 2,078 5°54' 2 0’26' 4’58'
25 26,2 1,2 2,078 4’45' 2 0’23' 4’22'
30 31,2 1,2 2,078 3°58' 2 0’18' 3’40'
32 33,5 1,6 2,711 4’50' 2,5 0’17' 4°33'
П р и м е ч а п и с. Необходимая точность базирования кольца: tg у, = (0.1 + 0,05):
: (— <7()).
На рис. 17.19 показаны схемы соединения деталей и действую-
щие размерные связи при автоматической установке пружинных
колец. Для выполнения условий автоматической установки опре-
деленной точностью должны обладать все составляющие звенья
технологической системы |3, 4|:
Тл = Yi + Y? + Уз + ?4,
Рис. 17.19. Схемы соединения деталей и действующие размерные связи
при автоматической установке пружинных колен:
и — па валах; б— в отверстиях корпусных деталей
421
где у, — допустимый угол перекоса посадочной поверхности от-
носительно базового вала или наружной поверхности внутренне-
го кольца; у2, ?4 — допустимые углы перекоса при базировании
вала и втулки; у3 — допустимый угол изменения положения ис-
полнительных поверхностей базирующих устройств для соединяе-
мых деталей.
Используя предыдущую формулу и зная значения уд, у] (из ра-
бочих чертежей соединяемых деталей), можно определить точность
их базирования и значение допустимого угла у3, при котором воз-
можно соединение детали.
Для сборочного процесса необходима сборочная сила F, до-
статочная для изменения размеров упругой детали и для ее авто-
матической установки. Величина F зависит от параметров уста-
навливаемых колец и их физико-механических свойств.
Важно, чтобы при разжатии колец под действием сборочной
силы F изнашивание разжимающего конуса технологической ос-
настки было равномерным. Условие, при котором это возможно,
определяют при проецировании на одну из координатных осей
действующих на конус сил от разжимаемого кольца (рис. 17.20):
Рис. 17.20. Схемы действующих на пружинные кольца разжимающих (а)
и сжимающих (б) сил
422
P\ cos<pK - Р\ цsin<рк = 2(Р2 cos<pK - Р2 рsin<рк)cos(180° -т),
где Рн Р2, Рт, — силы, действующие в точках контакта конуса с
отверстием: Р, = Р> = Р3; р — приведенный коэффициент трения
скольжения в местах контакта наружного (р = 0,61) и внутреннего
(р = 0,68) колец с конусом; <рк — угол наклона конусной поверх-
ности, обеспечивающий изменение размеров колец; (180°- т) —
угол приложения сил Р2 и Р3.
Равномерное изнашивание возможно только при равенстве
действующих сил Р, = Р2 = Р3, что обеспечивается при Р, = 2P2cost,
т.е. при cost = 0,5. Следовательно, точки контакта кольца и конус-
ной части технологической оснастки должны располагаться под
углом 120°.
При проецировании действующих сил на ось получаем
F = 3Psin <рк + 3Ppcos<pK = 3P(sin <рк + pcos<pK),
где Р = Р| = Р2 = Р3.
На кольцо действуют силы ЗР и ЗрР, а также силы трения F
между торцом разжимаемого или сжимаемого кольца и устано-
вочной базой пуансона.
P = 3P(cos<pK -psin<рк)//,
где f — приведенный коэффициент трения между установленным
кольцом и торцом пуансона: /=0,15.
Значения сборочной силы и сил Р зависят от величины допу-
стимого напряжения на изгиб оИЗ| материала кольца и от размеров
его сечения (толщины s и ширины Ь\):
2Р cos <рк cos (90° - т) = Ои )^1 .
Отсюда
р _ ____<^3, ____
6d cos<pK cos 30" ’
где d — диаметр наружной поверхности сжимаемого кольца: d -- d„
для колец, сжимаемых в свободном состоянии, d = dA для колец,
разжимаемых в сечении против замка до допустимых напряжений
на изгиб.
В результате значение сборочной силы можно определить, если
подставить в формулу для определения F значение силы Р, полу-
ченное из предыдущей формулы (табл. 17.8, 17.9):
F _ Оиз, (tg <рк +Ц)
2d cos 30
423
Таблица 17.8. Значение силы F, необходимой для разжатия наружного
кольца
Диаметр вала d„, мм Сила Л Н, для колец
по ГОСТ 13943-86 по нормали автомобилестроения
20 563 253
21 524 —
22 734 —
23 782 —
24 754 —
25 878 292
26 812 —
28 699 —
29 494 —
30 556 412
32 761 422
При автоматической установке пружинных колец в канавки
базовых деталей может образоваться смятие или срез металла. Воз-
можность среза зависит от расстояния от торца до канавки (или
от канавки до торца) базовой корпусной детали с отверстием.
Опасность смятия краев канавки базовой детали зависит от глуби-
ны канавки. Правильный выбор размеров канавок под пружинные
наружные и внутренние кольца в базовых деталях из сталей с пре-
Таблица 17.9. Значение силы F, необходимой для сжатия внутреннего
кольца
Диаметр отверстия d^ мм Сила F, Н, для колец
по ГОСТ 13943—86 но нормали автомобилестроения
20 — 1 088
21 — 981
22 523 —
22,5 — 1 116
23,5 — 1 004
24 500 —
25 — 1113
26 476 982
27,5 — 825
29 470 —
30 — 1 063
31 — 780
32 481 —
424
Таблица 17.10. Ограничение по величине сборочной силы
в зависимости от прочности соединяемых деталей
Диаметр вала dK, мм Сборочная сила [\ кН. для наружных колеи Диаметр отверстия с/.|, мм Сборочная сила /\ кН, для внутренних колец
концентри- ческих по ГОСТ 13940—86 эксцентри- ческих ио ГОСТ 13942-86 концентри- ческих но ГОСТ 13941-86 эксцентри- ческих по ГОСТ 13943-86
20 7,97 7,25 20 9,16 7,64
22 8,73 7,94 21 9.52 7,94
24 10,6 9,64 22 10,36 8,64
25 11 10 23 10,83 9,03
28 15,51 14,1 24 13,68 11,4
30 16,72 15,2 25 14,16 11,8
32 21,56 19,6 26 14,76 12,3
28 15,86 15,4
30 16,99 16,5
32 22,14 21,5
делом прочности > 300 МПа и с рекомендуемыми расстояния-
ми от торца до канавок обеспечивает сохранение качества соеди-
няемых деталей. Это подтверждается сопоставлением величины сбо-
рочной силы Fc ее допустимым значением (табл. 17.10), найден-
ным исходя из прочности соединяемых деталей.
Также необходимо проверить, не нарушается ли качество тех-
нологической оснастки.
Для контакта колец в заданных местах оснастки ее наружная
посадочная поверхность должнг, иметь диаметр, равный мини-
мальному диаметру из числа всех типоразмеров устанавливаемых
колец, а отверстие — dKm.tx в данном устройстве. Направляющие
элементы и кожух технологической оснастки нс должны быть
разрушены под действием сжимающих или разжимающих сил
(рис. 17.21).
Неблагоприятное положение устанавливаемых колец в техно-
логической оснастке будет там, где наиболее тонки стенки кожу-
ха и максимальна нагрузка: Ртм = /’cos<pK при <рк = 0.
Среза кожуха не произойдет, если минимальный диаметр на-
ружной посадочной поверхности технологической оснастки будет
больше расчетного значения:
425
Рис. 17.21. Схемы расчета размеров технологической оснастки, обеспе-
чивающих сохранение ее качества при разжатии пружинных колеи (а)
и сжатии внутренних упругих деталей (б)
где Рт.м — максимальная нагрузка на одну из трех или четырех
частей направляющей конусной поверхности технологической
оснастки; [тср] — допустимое напряжение на срез материала тех-
нологической оснастки.
Найденные для заданных устанавливаемых колец максималь-
ные значения сборочной силы F позволяют выбрать пневмо- или
гидроцилиндр (табл. 17.11, 17.12). Гидроцилиндры типов 7021 —
0061 ...7021—0064 одностороннего действия с давлением 10 МПа
обеспечивают установку колец любого типоразмера.
При известных массах подвижных частей привода (поршня,
штока и др.) и устанавливаемых колец с учетом физико-меха-
нических свойств соединяемых деталей можно рассчитать мак-
симально допустимую (предельную) скорость ^движения сжи-
маемого или разжимаемого автоматически устанавливаемого
кольца:
И = 72Му]/ш,
где [Лу] — допустимая энергия единичного удара для соединяемых
деталей (табл. 17.13); т — суммарная масса подвижных частей при-
вода и устанавливаемого кольца.
426
Таблица 17.11. Выбор силового пневмоцилиидра для установки
внутренних упорных колец
Диаметр, мм Сила на штоке, Н, при давлении 0,4 МПа, не менее
отверстия базовой детали dA поршня штока
По ГОСТ 13942-86
4...6 25 12 160
8, 15...19 40 14 400
10, 13 32 12 250
22...32 50 18 640
35...60 63 18 1 000
62...98 80 25 1 750
По нормали автомобилестроения
6,5... 16 50 18 640
17,5... 18,5; 21; 63 18 1 000
26; 31; 27,5;
32,5; 35; 36
20; 22,5...25; 30; 80 25 1 750
37,5...50
Таблица 17.12. Выбор силового пневмоцилиндра для установки
наружных упорных колец
Диаметр, мм Сила на штоке, Н, при давлении 0,4 МПа, не менее
посадочной ступени базового вала dK поршня штока
По ГОСТ 13943-86
13; 14; 16; 19; 22...28; 32; 35...38; 45; 47; 48; 58...62; 70...88; 95... 100 63 18 1 000
15; 17...21; 29; 30; 34; 65; 68 50 18 640
По нормали автомобилестроения
12...16 32 12 250
17...25 40 14 400
30...45 50 18 640
50... 80 63 18 1 000
85... 100 80 25 1 750
427
Таблица 17.13. Величина энергии | Д| единичного удара,
обеспечивающая сохранение качества соединяемых деталей
Ско- рое'! ь дви- жс и ИЯ КОЛЬ- | Д I//77, 141. Н м. при разных значениях т, ki
Н м/кг
ЦД 72, м/с 0,1 0,2 0,3 0.4 0,5 0.6 0,7 0,8 0,9 1
1 0,5 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5
2 2 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
3 4,5 0,45 0,9 1,35 1,8 2,25 2,7 3,15 3,6 4,05 4,5
4 8 0,8 1,6 2,4 3,2 4 4,8 5,6 6,4 7,2 8
5 12,5 1,25 2,5 3,75 5 6,25 7,5 8,75 10 1 1,25 12,5
6 18 1,8 3,6 5,4 7,2 9 10,8 12,6 14,4 16,2 18
7 24,5 2,45 4,9 7.35 9,8 12,35 14,7 17,2 19,6 22,05 24,5
8 32 3,20 6,4 9,6 12.8 16 19,2 22,4 25,6 28,8 32
9 40,5 4,05 8,1 12,2 16,2 20,3 24,3 28,4 32,4 36,45 40,5
10 50 5 10 15 20 25 30 35 40 45 50
Из табл. 17.13 видно, что, если скорость в 10 раз меньше ука-
занной, то материал детали будет выдерживать в 100 раз большую
ударную нагрузку; с увеличением массы подвижных частей в 10
раз во столько же раз большую ударную нагрузку должен выдер-
живать материал детали либо в 100 раз должна быть уменьшена
скорость.
Из технических характеристик выбранного пневмо- или гид-
роцилиндра известна скорость движения его подвижных частей.
Для рекомендуемых пневмоцилиндров скорость поступательного
движения штока составляет 1 м/с. Поэтому ранее рассчитанную
скорость необходимо корректировать в сторону ее уменьшения
или принимать решение о применении специального ппевмоци-
линдра с большей скоростью движения штока.
Полученные зависимости обеспечат достаточную прочность
технологической оснастки и сохранение качества соединяемых де-
талей при максимальной производительности сборки.
Соединения с натягом. Для передачи значительных осевых сил
и крутящих моментов в машиностроении широко применяют со-
единения с натягом, которые по условиям эксплуатации можно
разделить на три группы: легкие, нормальные, тяжелые. У этих
соединений отношение среднего натяга к диаметру посадки со-
ставляет 0,00025; 0,0005; 0,001 соответственно.
Легкие соединения рекомендуется применять в тех случаях, ког-
да осевые силы и крутящие моменты незначительны и когда в
процессе эксплуатации возможны незначительные осевые смете -
428
ния, а также для тонкостенных деталей, не допускающих дефор-
маций.
Нормальные соединения рекомендуется применять при пере-
даче средних нагрузок и крутящих моментов без дополнительного
крепления.
Тяжелые соединения рекомендуется применять при тяжелых
динамических нагрузках также без дополнительного крепления.
В зависимости от размеров сопрягаемых деталей соединения с
натягом делятся еще на три группы: малого (до 3 мм), среднего
(3...500 мм) и большого (500...3 150 мм) диаметров.
При одном и том же натяге прочность соединения может быть
разной, в зависимости от материала и размеров сопрягаемых по-
верхностей, от способа соединения, формы и размеров центри-
рующих фасок, от смазки и скорости запрессовки, от условий
нагрева или охлаждения. Таким образом, технолог при анализе
конструкторской документации в ходе проектирования техноло-
гии сборки должен учитывать не только геометрические парамет-
ры, физико-механические свойства материалов и натяг, но и тех-
нологию выполнения соединения, а также метод сборки 118].
Различают продольно-прессовые и поперечно-прессовые со-
единения с натягом. В продольно-прессовом соединении охваты-
ваемую деталь (вал) под действием прикладываемых вдоль оси
сил запрессовывают в охватывающую деталь (втулку). В результате
натяга в соединении возникают силы трения, обеспечивающие
относительную неподвижность деталей. В поперечно-прессовых
соединениях сближение сопрягаемых поверхностей происходит
радиально или по нормали к поверхности (например при помощи
температурного воздействия или пластической деформации).
Для анализа правильности назначения посадки технолог дол-
жен иметь следующие исходные данные: величину передаваемого
крутящего момента Л/кр; силу Р, действующую в осевом направ-
лении; номинальный диаметр duc сочленения; диаметр ф отвер-
стия охватываемой детали; диаметр г/2 охватывающей детали; дли-
ну / запрессовки; материал запрессовываемых деталей; способ за-
прессовки.
Анализ начинают с определения эксплуатационного давления
Р, на поверхность контакта при условии обеспечения прочности
соединения по следующим формулам [9]:
при действии осевого сдвигающего усилия /?ос, Н:
при действии крутящего момента Л/кр, Н м:
р _ 2М^к
' nd^Jf'
429
Таблица 17.14. Коэффициент трения f при установившемся процессе
распрессовки или провертывании
Материал сопрягаемых деталей Коэффициент трения f Примечание
Сталь — сталь 0,06...0,13 При сборке с тепловым воз- действием коэффициент/ увеличивают в 1,5 — 1,6 раза. Для стальных и чугунныхде- талей часто принимают /=0,14
Сталь — чугун 0,07...0,12
Сталь — магниевые, алюминиевые сплавы 0,03...0,05
Сталь — латунь 0,05...0,1
Сталь — пластмассы 0,15...0,25
при совместном действии осевого сдвигающего усилия /?11С и
крутящего момента Л-/кр:
р =к^^+(2Мкр/^^2
nd„.Klf
где / — длина контакта сопрягаемых поверхностей, м; /— коэф-
фициент трения при установившемся процессе распрессовки или
провертывании (табл. 17.14); к — коэффициент запаса прочности
соединения на возможные перегрузки: к = 1,5...2.
Устанавливают характер деформации, вызываемой давлением,
для чего определяют отношение эксплуатационного давления к
пределу текучести материала: Рэ/от, затем по графику (рис. 17.22)
в зависимости от этого отношения при разных отношениях диа-
метров dJdHA. и dn Jd-i устанавливают характер деформации дета-
лей соединения.
Зная, для каких материалов какие деформации допускаются
(например, для хрупких материалов — только упругие деформа-
ции, для стальных — упруго-пластические и т.д.), пользуясь со-
Рис. 17.22. Характер деформации
охватываемой И охватывающей де-
талей соединения:
I — зона упругих деформаций; II — зона
упруго-пластических деформаций; III —
зона недопустимых пластических дефор-
маций; / — граница упругих деформа-
ций; 2 — граница пластических дефор-
маций
430
Рис. 17.23. Зависимость коэффициента увеличения удельного давления
Ху от отношения l/dH с и
d\/dnc = 0 (кривая /), 0,2 (кривая 2), 0,5: 0,6; 0,7 (кривая .?), 0,8 (кривая 4),
0,9 (кривая 5)
ответствующей кривой (см. рис. 17.22), определяют наибольшее до-
пустимое контактное давление при известных отношениях d\/dnx
и dH Jd2. Умножив полученное значение ординаты на от материа-
ла, получают наибольшее допустимое контактное давление. Далее
по графику, приведенному на рис. 17.23, определяют коэффици-
ент увеличения удельного давления %у на сопрягаемые поверхно-
сти по известным отношениям /Д/||С и d\/dHC.
Таким образом, наибольшее допустимое контактное давление
Ри5а с учетом коэффициента %у будет равно
^пб.д — ^пбХу •
Затем рассчитывают предельные значения натягов /Vminp и /Vmaxp
по формулам:
/V
11 тт р
_ Р ,/
1 иб.Ди1
Ел Ев )'
где Ев, ЕА — модули упругости материалов соединяемых деталей;
Св, СА — коэффициенты Ляме:
, _1+(Ф/Ф,.с)2 „ 1+(Г/11С /б/2 )2
й - ---------2 - Нй , СЛ - ------2 + й Л ,
1-(4М,.с) 1-Ке/^2)
где Цв, (м — коэффициенты Пуассона для соединяемых деталей.
431
Таблица 17.15. Значения Е и ц для некоторых материалов
Материал Е, МПа В
Сталь и стальные отливки (1,96...2)- 105 0,3
Чугун и чугунные отливки (0,74... 1,05)- 10s 0,25
Оловянистая бронза 0,84- К)5 0,35
Латунь 0,78- ПР 0,38
Пластмассы (0,005...0,35)- 10s 0,38
Значения Е и р для некоторых материалов приведены в
табл. 17.15.
Для сплошного вала (когда = 0) С, = 1 - ц; для массивного
корпуса (когда d2 °<>) С2 = 1 + ц; значения коэффициентов Ляме
в зависимости от коэффициентов ц и d\/dlic или dnJd2 можно
также найти в справочной литературе.
Далее рассчитывают поправки и на смятие микронеровностей
сопрягаемых поверхностей по формулам:
для материалов с различными механическими свойствами
и = 2(K{Rz{ + K2Rz2)\
для материалов с одинаковыми механическими свойствами
и = IK (Rz.] + Rz.2),
где К, К,- коэффициенты, учитывающие смятие неровно-
стей отверстия, втулки и вала; Rzt, Rz2 — высота неровностей
поверхностей отверстия и вала. Значения коэффициентов К, и
К2 можно определить по табл. 17.16.
С учетом конкретных эксплуатационных условий можно оп-
ределить поправки: U, — поправка, учитывающая разницу рабо-
чей температуры и температуры при сборке; UIV — поправка, учи-
тывающая ослабление давления на поверхности контакта от дей-
ствия значительных центробежных сил (например, для стальных
деталей диаметром до 500 мм, вращающихся со скоростью 30 м/с,
(ф = 1 ...4 мкм). При необходимости могут быть определены и дру-
гие поправки [9|.
Далее определяют натяг для выбора посадки:
N' = N +IJ- N' = N + U
По полученным значениям проверяют назначенную в конст-
рукторской документации посадку для конкретного сочленения и
делают при необходимости корректировку, принимая другую, бли-
жайшую по значению посадку.
432
Таблица 17.16. Значения коэффициентов К, К, и А2 в зависимости
от материала и метода сборки соединения
Метол сборки к К,
для деталей из стали 45 или чугуна для деталей из бронзы или стали 45
Механическая запрес- совка при нормальной температуре: без смазывания со смазыванием 0,25 ...0,5 0,25...0,35 0,1 ...0,2 0,6...0,8
Сборка с температур- ным воздействием: с нагревом охваты- вающей детали с охлаждением охватываемой детали 0,4... 0,5 0.6 ...0,7 0,3...0,4 0,8...0,9
Механическая запрессовка выполняется на ручных, механиче-
ских, пневматических, гидравлических и других прессах.
В конструкцию прессов или приспособлений включают меха-
низмы для калибровки или притирки отверстий. Ударом молотка
можно запрессовывать небольшие детали с малыми натягами. Уси-
лие Рпри запрессовке в продольно-прессовых соединениях опре-
деляют по формуле
р = TuL.Jpf,
где г/„е, / — диаметр и длина запрессовываемой (охватываемой)
детали; р — удельное давление на поверхности сопряжения; f —
коэффициент трения при запрессовке.
Удельное давление на поверхности сопряжения вычисляют по
формуле
1 Л
где Е|, /:2 — модули упругости материалов сопрягаемых деталей,
Па; Л величина натяга в сочленении; С,, С2 — коэффициенты
Ляме (табл. 17.17).
По полученному усилию запрессовки с учетом поправочного
коэффициента (1,5) выбирают устройство для запрессовки. При
433
Таблица 17.17. Коэффициенты Ляме в зависимости от отношения
диаметров сопрягаемых деталей
rfi с 7„ с d2 Ci а/, 4, с —— И -Hi 4, е 7, С) G
0 0,7 — 0,5 1,37 1,97
0,1 0,72 1,32 0,6 1,83 2,43
0,2 0,78 1,38 0,7 2,62 3,22
0,3 0,89 1,49 0,8 4,25 4,85
0,4 1,08 1,68 0,9 9,23 9,83
этом необходимо учитывать, что ручными прессами достигают
усилия до 30 кН, пневматическими — до 50 кН, гидравлически-
ми — более 2 000 кН.
При высоких требованиях ио точности размеров d\ и d2 необхо-
димо предварительно выполнить проверочный расчет на увеличе-
ние диаметра охватывающей или уменьшения диаметра охватыва-
емой детали:
£,«а;,-<А!>’
Фактический диаметр отверстия d^ - dl: A.d{ или диаметр
наружной поверхности г/ф2 = d2 + Дг/2 сопоставляют с размерами,
заданными в конструкторской документации и при необходимо-
сти вводят соответствующие коррективы или назначают оконча-
тельную обработку этих поверхностей в сборе.
Сборку с температурным воздействием применяют в основном
при больших диаметрах и незначительных длинах сочленений, когда
при посадке под прессом из-за неточности направления могут
возникнуть перекосы, а также при тонкостенных охватывающих
деталях; для деталей небольших и средних размеров применяют
общий или местный нагрев охватывающей детали; для крупнога-
баритных — местный нагрев поверхности, примыкающей к поса-
дочной.
Необходимое увеличение посадочной поверхности при нагреве
“ A mux + б
где Дтах — наибольший натяг в сочленении; / — гарантированный
зазор, обеспечивающий свободную посадку (рекомендуется, как
для посадки /77/g6). Если нагрева охватывающей детали недоста-
точно для полной компенсации величины натяга, то охватывае-
мую деталь дополнительно охлаждают.
434
Необходимая температура нагрева или охлаждения определя-
ется по формуле
т bd\(V
В ad
где а — коэффициент линейного расширения материала детали.
При перегрузке деталь изменяет температуру, поэтому, с уче-
том температуры окружающей среды, температура нагрева
где Т — температура окружающего воздуха; к — коэффициент,
зависящий от размеров, конфигурации, материала и метода на-
грева; t — время перемещения детали.
Из вышеприведенной зависимости можно вычислить необхо-
димое время перемещения
По этой величине вычисляют необходимую скорость для меха-
низированного или автоматизированного перемещения.
Для нагрева подшипников, втулок и подобных деталей широ-
ко используется масляная ванна типа 3384-М2, техническая ха-
рактеристика которой приведена ниже.
Вместимость бака, л......................................200
Рабочая темпера гура, °C................................ 120
Нагреваемая среда............................ Масло индустри-
альное И-20А
Регулирование температуры нагрева.............Бесступенчатое
Потребляемая мощность, кВт..............................9,45
Для нагрева подшипников, втулок, зубчатых колес диамет-
ром 20...350 мм используют терморадиационные шкафы типа
СР 3055.04 со следующими техническими характеристиками.
Общий объем нагревательных камер, м3..................0,12
Число камер...............................................3
Габаритные размеры камеры, мм ................. 440х365х 100
Температура нагрева деталей, °C..........................90
Для охлаждения охватываемых деталей применяют различные
методы: охлаждение в твердой углекислоте до -70 °C; воздушно-
вихревой до -60 °C; охлаждение в жидком азоте до -195 °C.
435
Для охлаждения деталей диаметром 750 мм и высотой 724 мм в
жидком азоте в теплоизолированном резервуаре предназначена
ванна Псб-808.
В сборочных производствах применяют также термокамеры
ТКСИ-0,2-80, в которых возможен нагрев деталей до +100 °C и
охлаждение до -80 °C. Рабочий объем этой термокамеры 0,2 м\
мощность 7,9 кВт.
Применяют также и другие устройства для нагрева или охлаж-
дения деталей, подвергающихся при сборке температурному воз-
действию.
17.2. Сборка неразъемных соединений
Пластическое деформирование. Этот метод сборки широко рас-
пространен в машиностроении. Деформированию подвергается
одна (реже две) из соединяемых деталей, выполняемых из листо-
вого материала, труб, полос или проволоки. Обычно деформиру-
емая деталь в месте сопряжения имеет тонкие стенки. Примеры
выполнения таких соединений приведены на рис. 17.24 и описаны
в учебном пособии 115]. Все они позволяют получить плотные гер-
Рис. 17.24. Схемы сборки соединений пластическим деформированием:
а — вальцевание роликовой вальцовкой для получения плотного и герметичного
соединения трубы с базовой деталью; б — отбортовка роликовой вальцовкой для
прочного соединения втулки с базовой деталью; в — завальцовывание ролико-
вой вальцовкой; г — дорпование втулки шариком или дорном для повышения
плотности ее посадки в отверстии; д — отгибка для скрепления группы деталей;
е —- соединение деталей скручиванием выступающих элементов; ж — соедине-
ние листовых деталей в фальц; з кернение деталей
436
метичные соединения, способные передавать необходимую осе-
вую нагрузку и крутящий момент.
Сборка может выполняться вручную на сверлильных станках с
использованием специального инструмента.
Приведенные примеры неразъемных соединений широко при-
менимы и в автоматизированных производствах, так как они не
содержат дополнительных крепежных деталей, выполняются
элементарными движениями с использованием простого инстру-
мента.
Качество сборки таких соединений зависит от свойств матери-
ала, от шероховатости и точности обработки поверхностей (ше-
роховатость Ra < 2,5 мкм; точность -—11-й квалитет).
Качество соединений проверяют на герметичность и плотность,
а также на способность передавать необходимую осевую силу или
момент.
Клепка. Соединение клепкой применяют при сборке деталей,
материал которых плохо сваривается, а также в конструкциях,
где важно растянуть во времени развитие процесса разрушения.
Такие соединения называются заклепочными.
По назначению заклепочные соединения разделяют на проч-
ные (в металлоконструкциях), прочпонлотные (в котлах и резер-
вуарах с высоким давлением) и плотные (в резервуарах с неболь-
шим внутренним давлением). Если зоны действия соседних закле-
пок пересекаются, то соединение считают плотным. Для обеспе-
чения плотности шва могут выполнять чеканку вокруг заклепок и
на кромках листов. По конструктивному признаку различают за-
клепочные соединения внахлестку и встык, однорядные и много-
рядные, односрезные и многосрезные. Некоторые из них приве-
дены на рис. 17.25.
Клепку применяют в неразъемных соединениях, нагрев кото-
рых нежелателен (сепараторы подшипников качения, крепления
плоских пружин и т.п.), в соединениях, где детали выполнены из
разнородного материала (сталь —чугун, металл — пластмасса), в
других соединениях, где соединяемые детали изготовлены из ли-
стового материала.
Рис. 17.25. Некоторые виды заклепочных соединений:
а — однорядный односрезный шов внахлестку; d — однорядный двухсрезный
шов встык с двумя накладками; <тсм, тч, — напряжение смятия и среза соответ-
ственно: Р — внешняя нагрузка
437
Обычно используют стандартные заклепки с головками раз-
личного вида, специальные (пустотелые, трубчатые) из сталей
Ст2, СтЗ, 10, 15, иногда легированных, из латуни, алюминия и
других материалов.
Клепке предшествует подготовка отверстий и сжатие соединя-
емых деталей. Отверстие получают пробивкой и сверлением (для
ответственных соединений). Повышение точности расположения
отверстий обеспечивается многошпиндельным сверлением или
одновременной пробивкой несколькими пуансонами. Прижатие
склепываемых деталей повышает прочность соединения на
15...20%.
Способы формирования замыкающей головки заклепки пока-
заны на рис. 17.26. При прямой клепке закладную головку вводят в
углубление поддержки и замыкающая головка образуется обжим-
кой [8]. При обратной клепке, применяемой для склепывания в
труднодоступных местах, удары наносят по закладной головке и
замыкающая головка образуется поддержкой. При комбинирован-
ном воздействии усилие примерно в К) раз меньше, чем при уда-
рах и прессовании.
В качестве технологического оборудования применяют клепаль-
ные пневматические молотки, клепальные прессы, полуавтоматы
и автоматы.
Клепку клепальным пневматическим молотком (рис. 17.27)
выполняют двое рабочих. При зажиме в тисках склепываемых де-
талей (рис. 17.27, а) один рабочий прижимает поддержкой за-
кладную головку, а другой молотком расклепывает замыкающую
головку. При зажиме в тисках поддержки (рис. 17.27, б) второй
рабочий поддерживает и перемещает склепываемые детали.
Используют также клепальные установки (рис. 17.28), оснащен-
ные гидроскобой с усилием на штоке от 15 до 100 кН и сменными
Рис. 17.26. Методы формирования замыкающей головки заклепки:
а — прямая клепка обжимкой; б — обратная k.iciiku поддержкой; в — комбини-
рованное воздействие давлением и раскатыванием; г — орбитальный метод
438
Рис. 17.27. Применение клепального пневматического молотка при
клепке изделий двумя способами (а, б)
наладками 10 и /2 для выполнения клепки заклепками различных
типоразмеров, а также для запрессовки штифтов, подшипников,
втулок и т. п.
Установка представляет собой консольно-поворотный кран 4,
оснащенный пневмогидроусилителем /, шкафом 2 электрообору-
дования, шкафом 3 пневмооборудования, гидроскобой //, под-
вешенной на шарнирной подвеске 9 с балансиром 8 к тележке 7,
которая перемешается по двутавровой балке 6. Пневмогидродви-
гатель и гидроскоба соединены гибким рукавом 5. Установка осна-
щается поворотным столом 13 с фиксатором 14.
В условиях автоматизированных производств процесс клепки
включает в себя операции установки скрепляемых деталей в сбо-
рочное приспособление, вставки заклепок в отверстия скрепляе-
мых деталей, формирования замыкающей головки, удаления со-
бранного изделия.
Клепка может осуществляться с последовательной вставкой и
клепкой заклепок в установленной очередности либо с последо-
вательной вставкой и одновременной клепкой всех заклепок. Встав-
ка заклепок может производиться двумя способами: вставкой в
предварительно обработанные (пробитые) отверстия или пробив-
кой отверстия заклепкой.
При проектировании операций автоматической кленки рассчи-
тывают силу Р, необходимую для образования замыкающей го-
ловки:
Р =
где к — коэффициент формы замыкающей головки (для сфери-
ческих головок к = 51, для потайных 46, для плоских 27, для труб-
439
Рис. 17.28. Клепальная установка:
/ — пневмогидроусилитель; 2- шкаф электрооборудования; 3 — шкаф пневмо-
оборудования; 4— консольно-поворотный кран; 5— гибкий рукав; 6 — двутав-
ровая балка; 7 — тележка; 8 — балансир; 9 — шарнирная подвеска; К), 12 —
сменные наладки; II — гидроскоба; 13 — поворотный стол; 14— фиксатор пово-
ротного стола
чатых заклепок 7,7); d — диаметр стержня заклепки, мм; ов —
предел прочности материала заклепки, МПа.
Для обеспечения герметичности клепки листы сжимают силой
в пределах 10... 15% от силы Робразования замыкающей головки.
Сила, развиваемая прессующим устройством клепального авто-
мата, должна быть на 30... 50 % больше расчетной.
При контроле качества клепки путем внешнего осмотра выяв-
ляют дефекты замыкающих головок, выпучивание или подсечку
листов; простукиванием обнаруживают слабо затянутые заклепки.
В условиях автоматизированной клепки качество контролируют
по силе образования замыкающей головки и по величине хода
штока, равной высоте головки.
Необходимо, чтобы все конструктивные элементы и размеры
шва клепаного соединения были приведены на чертеже в конст-
440
Таблица 17.18. Условное обозначение клепаных соединений
на чертеже но ГОСТ 2.313—82
Тип заклепки И юбражение соединения Условное обозначение
в сечении на виде
Заклепкой с полукруглыми, плоскими или скругленны- ми головками 1 й
Заклепкой с потайной го- ловкой и с полукруглой, плоской или скругленной замыкающей головкой А т 1 ж 23 _ь—
Заклепкой с потайными головками —1— ) А \
Заклепкой с полуиотайной головкой и с потайной за- мыкающей головкой Й
Специальными заклепками 1
рукторской документации. Размещение заклепок указывают условно.
Примеры условного изображения клепаных соединений на черте-
же приведены в табл. 17.18.
Если предмет, изображенный на сборочном чертеже, имеет
многорядные клепаные соединения, то одну-две заклепки в сече-
нии или на виде следует показать условно (см. табл. 17.18), а ос-
тальные — центровыми или осевыми линиями (рис. 17.29).
При анализе конструкторской документации можно выполнить
проверочный расчет прочности по напряжениям среза и смятия
(тср и осч):
Т-р = У У р2/ < [Тср],
Рис. 17.29. Варианты условного обозначения клепаных соединений
441
где i — число плоскостей среза; d — диаметр заклепки; Р — вне-
шняя нагрузка; |тср| — допустимое напряжение заклепки на срез;
для средней детали (и при соединении только двух деталей)
о™ = P/(t/62)<[0CM];
для крайней детали
асм =P/(2J5,)<[aCM],
где 5| и 52 — толщина скрепляемых деталей; [осм] — допустимое
напряжение заклепки на смятие.
.При соединении клепкой широких листов (рис. 17.30) за рас-
четную нагрузку принимают силу Р„, действующую на фронте од-
ного шага п. Значение Р„ определяют по напряжениям о' растяже-
ния в сечении а—а, не ослабленном отверстиями под заклепки.
Напряжение о' полагают известным из основных расчетов конст-
рукции (расчета прочности стенок резервуара и т.д.):
Р„ - п'пб.
Прочность о листа в сечении b - Ь\
о= Л,/(л7 ~ i/)5 < [о].
Отношение
о'/о = (« “ г/)/« = ф
называют коэффициентом <р прочности заклепочного шва — он
выражает уменьшение прочности листов в процентном отноше-
нии. Если в результате расчета оказалось, что прочности соедине-
ния недостаточно, то следует приме-
нить многорядныс и многосрезные
швы.
Сварка. Соединение образуется пу-
тем сваривания материалов деталей в
зоне стыка без применения каких-
либо крепежных или других деталей и
элементов. Наиболее распространена
электрическая сварка: электродуговая
и контактная.
Рис. 17.30. Расчетная схема соединения
клепкой широких листов
442
Электродуговая сварка основана на использовании высокой
температуры (2 500...6 000 К) электрической дуги для расплавле-
ния материала соединяемых деталей. Для защиты расплавленно-
го материала шва на поверхность электрода наносят обмазку или
применяют флюс, которые при расплавлении образуют слой шла-
ка и газ, препятствующие взаимодействию атмосферного возду-
ха с металлом. При ручной электродуговой сварке применяется
электрический ток силой 200...500 А, а при автоматической —
1000...2000 А, что значительно повышает качество и скорость
сварки, а также расход присадочного материала (проволоки или
электродов).
Контактная сварка основана на использовании повышенного
омического сопротивления в стыке деталей. Существует несколь-
ко способов контактной сварки: стыковая, точечная и шовная.
Сварку применяют и как технологический способ изготовле-
ния самих деталей или их заготовок. Возможны следующие схемы
сборки с использованием сварки:
заготовка элементов сборочной единицы с их окончательной ме-
ханической обработкой; сборка; сварка; правка сборочной единицы;
заготовка элементов с их предварительной механической обра-
боткой; сборка; сварка; термообработка; окончательная механи-
ческая обработка изделия;
заготовка элементов без их механической обработки; сборка;
сварка; термообработка; механическая обработка изделия.
Классификация способов сварки по основным физическим,
техническим и технологическим признакам приведена в ГОСТ
19521-74.
В табл. 17.19 приведены типы сварных соединений в зависи-
мости от расположения свариваемых деталей.
При сварке встык элементов разной толщины без скоса
(рис. 17.31, а) наибольшая допустимая разность (5, - А) по ГОСТ
5264—80 зависит от толщины S тонкого элемента:
А, мм........................До 3
4...8 9...II 12...25 25
.S’, - S, мм................................................ 0,7
1,6 4 5 7
При разности толщины, превышающей указанные пределы,
на толстом элементе делают пологий скос различной длины: L =
= 5(А| - S) для одностороннего скоса (рис. 17.31, б), L = 2,5(5, - 5)
для двустороннего (рис. 17.31, в).
При сборке допускается смещение свариваемых кромок в зави-
симости от толщины свариваемых элементов: 0,5 мм при 5 < 4 мм;
I мм при 5 = 4... 10 мм; 0,15 при 5> 10 мм.
При ручной дуговой сварке выбирают диаметр электрода d., в
зависимости от толщины 5 свариваемого материала:
5. мм...................... 1...2 3...5 4...К) 12...24 30...60
ф, мм...................... 2...3 3...4 4...5 5...6 5...8
443
Таблица 17.19. Типы сварных соединений ГОСТ 2601—74
Вид соединения Толщина .У тонкого элемента, мм Эскиз
Соединения встык
С отбортовкой двух кромок 1 ...3
Без скоса кромок 1 ...6 ‘о! ^1 Т ) / .'/А г-'.' .V \ 1 Д
Со скосом одной кромки 4...26 ‘Cl 1 < У +' 7 - _ (50± 5)° 1 Эх. j
С двумя симметричными скосами одной кромки 12...60 ^1 [ г у j (50+5)° =’
Со скосом двух кромок 8... 50 (27±3) । л; / А =:
С криволинейным скосом двух кромок 15... 100 (10± ЧГ1
С двумя симметричными скосами двух кромок 12...60 ( 27 + 3)° <=':
С двумя симметричными криволинейными скосами двух кромок 30... 100 (10+2)° Ен
Угловые соединения
Без скоса кромок 1 ...6 nL_
444
Окончание табл. 7 7.19
Вид соединения Толщина 5 гонкого ллсмеша, мм Эскиз
Со скосом одной кромки 4...26 .V
J V/////A
Т50±5)°
Сдвумя скосами одной кромки 12...60 (50+ 5)°
Со скосом двух кромок 12...50 1 5 (50±5)°
Х<ХХХХ>
Тавровые соединения
Без скоса кромок 2...20
Со скосом одной кромки 4...30 (50 ± 5)°
С двумя скосами одной кромки 12...60 : 5 Ы/\(50 + 5)°
^х^ххХх^ТхХ1)
Соединение внахлестку
Без скоса кромок 2...20
С удлиненным отверстием 1,5...25 E>-GZ>
445
Рис. 17.31. Подготовка кромок при сварке встык элементов различной
толщины:
а — без скоса (при допустимой разности толщины); б — с односторонним ско-
сом; в — с двусторонним скосом
В соответствии с диаметром электрода выбирают необходимую
силу тока /св. Для электродов диаметром 3...6 мм
/св = (20 + 6с/, )</э
Сварочные электроды подразделяются на типы и марки. Тип
электрода обозначается буквой Э и цифрой, указывающей предел
прочности наплавленного металла (Э42, Э55). Марки электродов
отличаются по химическому составу металла и покрытия.
Ручную дуговую сварку применяют при монтаже в труднодо-
ступных местах. При вертикальном и потолочном положении швов
используют электроды диаметром не более 4 мм и уменьшают
силу тока на 20 %.
Болес подробно о различных видах сварки и особенностях сварки
конструкционных материалов изложено в справочнике [12].
По характеру расположения швы делятся на односторонние и
двусторонние, сплошные и прерывистые; по пространственному
положению — на нижние, вертикальные, горизонтальные и по-
толочные.
Основные типы, конструктивные элементы, размеры и услов-
ные обозначения сварных соединений стандартизованы (табл. 17.20).
При анализе конструкторской документации следует руковод-
ствоваться ГОСТ 2.312—72. Чертежи сварных деталей оформляют
как сборочные чертежи. Обозначения сварных швов показаны на
рис. 17.32.
Сварной шов независимо от способа сварки изображают на
чертеже соединения: видимый — сплошной основной линией,
невидимый — штриховой линией.
От изображения шва проводят линию-выноску, заканчиваю-
щуюся односторонней стрелкой. При точечной сварке видимую
одиночную сварную точку изображают знаком «+», невидимые не
изображают (рис. 17.32, а).
На изображении сечения многопроходного шва допускается
выносить контуры отдельных проходов, при этом их обозначают
прописными буквами русского алфавита (рис. 17.32, б). Нестан-
446
Таблица 17.20. Стандарты, регламентирующие основные типы,
конструктивные элементы, размеры и условные обозначения сварных
соединений
Номер ГОСТа 11аимеповаиис
5264—80 Ручная дуговая сварка. Соединения сварные
8713-79 Сварка под флюсом. Соединения сварные
11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами
11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами
14771-76 Дуговая сварка в защитном газе. Соединения сварные
14776-79 Дуговая сварка. Соединения сварные
14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные
15164-78 Электрошлаковая сварка. Соединения сварные
15878-79 Контактная сварка. Соединения сварные
16310-80 Соединения сварные из полиэтилена, полипропилена, винипласта
23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами
23792-79 Соединения контактные электрические сварные
дартные швы изображают с указанием размеров конструктивных
элементов (рис. 17.32, в), конструктивные элементы кромок в гра-
ницах шва обозначают сплошными тонкими линиями.
Условное обозначение лицевого стандартного шва наносят над
полкой линии-выноски, оборотного шва — под полкой линии-
Рис. 17.32. Обозначение сварных швов:
а — любого (стандартного); о — многопроходного; в — нестандартного
447
ГОСТ 14806-80 Т5-РнЗ- L6-50ZI00
Рис. 17.33. Структура обозначения стандартного (а) и нестандартного (б)
сварных швов, а также пример обозначения шва на чертеже (в)
выноски. Лицевой стороной считают: для одностороннего шва ту,
с которой производится сварка, для двустороннего шва ту, с ко-
торой производится сварка основного шва, если разделка кромок
листов под сварку несимметричная, и любую сторону, если раз-
делка симметричная.
Структура обозначения различных швов и пример их обозначе-
ния на чертеже приведены на рис. 17.33.
Структура условного обозначения стандартного шва, или оди-
ночной сварной точки (рис. 17.33, д):
/ — номер стандарта на типы и конструктивные элементы швов
сварных соединений (см. табл. 17.20);
2 — буквенно-цифровое обозначение шва по стандарту на типы
и конструктивные элементы швов сварных соединений;
3 — условное обозначение способа сварки по стандарту на типы
и конструктивные элементы швов сварных соединений (допуска-
ется не указывать);
4 — знак 1S и размер катета по стандарту на типы и конструк-
тивные элементы швов сварных соединений;
5 — для прерывистого шва — длина провариваемого участка
(знак 4 — для цепного шва, знак 5 — для шахматного шва) и шаг;
для одиночной сварной точки — ее расчетный диаметр; для шва
контактной точечной сварки или электрозаклспочного шва — рас-
четный диаметр точки (знак 4) или электрозаклепки (знак 5) и
шаг; для шва контактной роликовой сварки — расчетная ширина
шва; для прерывистого шва контактной роликовой сварки — рас-
четная ширина шва, знак умножения, длина провариваемого уча-
стка (знак 4) и шаг;
6 — вспомогательные знаки: ZZZI — шов по незамкнутой линии
(применяют, если расположение шва неясно из чертежа), —
наплывы и неровности шва обработать с плавным переходом к
основному металлу, Q — усиление шва спять;
448
7 — вспомогательные знаки: О — шов по замкнутой линии
(диаметр знака 3...5 мм), ~] — шов выполнить при монтаже изде-
лия, т.е. при установке его по монтажному чертежу на месте при-
менения.
Для нестандартных сварных швов структура условного обозна-
чения более проста (рис. 17.33, б). Требования к обозначениям
при упрощенном изображении швов приведены в справочниках.
После вспомогательных знаков, если осуществляется механи-
ческая обработка, указывают шероховатость поверхности шва.
Пример обозначения шва на чертеже приведен на рис. 17.33, в.
При необходимости может быть выполнен проверочный рас-
чет на прочность соединения.
Для соединения встык условие прочности рассчитывают по
формулам:
на растяжение
о'= Р/(/>8) <[</];
на изгиб
о,н, =6Л7/(№)2 <[о],
где Р — действующая в соединении сила; b — длина сварного
шва; 8 — толщина свариваемых деталей; М — действующий изги-
бающий момент; |о'| — допустимое напряжение для сварных со-
единений.
Для соединения внахлестку (или шахматного) при наложении
фланговых швов (рис. 17.34) условие прочности записывают в виде
тк = Р/(2/-0,7£ )<[<],
где 0,7 к — размер шва в сечении а—а (по биссектрисе); [т'к] —
допустимые касательные напряжения для сварного соединения.
Допустимые напряжения в швах при растяжении, сжатии и
срезе приведены в табл. 17.21.
Пайка. Для получения прочных и герметичных соединений де-
талей из различных материалов, особенно из листового, приме-
няют пайку.
Пайку выполняют твердыми или мягкими стандартизованны-
ми припоями (табл. 17.22). Температура плавления твердых при-
поев выше 550 °C и предел прочности овдо 500 МПа, мягких при-
поев — до 400°C и 50...70 МПа.
Технология сборки пайкой включает в себя:
очистку поверхностей соединяемых деталей от оксидов и по-
сторонних частиц и обезжиривание;
промывку и сушку горячим воздухом;
сборку изделия;
нанесение флюса и припоя в место соединения деталей;
449
Таблица 17.21. Допустимые напряжения в швах
Вид технологического процесса сварки Допустимые напряжения в швах
при растяже- нии |о'| при сжатии |осж| при срезе IVp|
Автоматическая под флю- сом, ручная электродами Э42А и Э50А, контактная сты ковая Ф'1 |о'1 0,65 |<У |
Ручная дуговая электродами Э42 и Э50, газовая сварка 0,91 о'| Ф'1 0,6[о']
Контактная точечная и шовная — — 0,5|о'|
Примечание. |о'] = aJS — допустимое напряжение на растяжение для
материала соединяемых деталей при статических нагрузках, где 6’ — запас проч-
ности (для металлических конструкций S- 1,4... 1,6).
местный или общий нагрев изделия;
охлаждение изделия;
промывку изделия для удаления остатка флюса.
Эти операции частично или полностью могут выполняться ав-
томатически. Очистку и обезжиривание поверхности чаще всего
производят в ваннах методом погружения. Конструкция ванны долж-
на обеспечивать свободное проникание моющего раствора к по-
верхностям сопряжения и стекание его с детали после ее очистки.
Точное взаимное расположение деталей при пайке достигается в
конструкции за счет наличия элементов (отверстий, центрирую-
щих буртиков) для взаимного центрирования соединяемых дета-
лей или использования приспособлений и соответствующих схем
базирования деталей в соединениях.
Припой в зону пайки подается в виде пасты, проволочных ко-
лец, шайб или пластинок (рис. 17.35) [15]. Его можно наносить,
Рис. 17.34. Расчетная схема соединения внахлестку (шахматного)
450
Рис. 17.35. Соединения, выполняемые пайкой с припоем в виде пасты (а),
проволочного кольца (б, г), шайбы или пластинки (в)
погружая изделия в ванну с расплавленным припоем, или непо-
средственно паяльником.
В конструкции детали необходимо предусматривать фаски и дру-
гие элементы, способствующие хорошему формированию шва.
В паяных соединениях очень большое значение имеет величина
зазора. При пайке сталей твердыми припоями величина зазора дол-
жна составлять0,03...0,05 мм, мягкими припоями — 0,05...0,2 мм;
при пайке медных сплавов — 0,08...0,35 мм.
Для обеспечения указанных зазоров необходима точная обра-
ботка поверхностей деталей и учет тепловых деформаций при на-
греве.
Условные обозначения на чертежах паяных соединений пока-
заны на рис. 17.36. Шов обозначают линией толщиной 25, т.е. в
2 раза толще сплошной основной линии. Условный знак пайки С
наносят сплошной линией на линии-выноске. Линия-выноска
заканчивается стрелкой, показывающей непосредственно шов
(рис. 17.36, а). При указании невидимых плоскостей соединения
стрелка не ставится (рис. 17.36, б). Швы, ограниченные опреде-
ленным участком, показывают, как на рис. 17.36, в.
Швы, выполненные пайкой по периметру, обозначают окруж-
ностью диаметром 3...5 мм, расположенной на конце линии-вы-
носки (рис. 17.36, г). На изображении паяного соединения при
необходимости указывают размеры шва и обозначение шерохова-
тости поверхности.
Рис. 17.36. Условные обозначения на чертежах паяных соединений:
а — непосредственно июв; б — невидимая плоскость; в — шов, ограниченный
определенным участком; г — размеры шва и шероховатость поверхности
451
Таблица 17.22. Технические характеристики припоев
При пой Температура плавления, “С о„, МПа Относи тельное удлинение, %
Оловяно-свинцовый ПОССу 40-2 (ГОСТ 1499-70) 230 45 48
Медно-цинковый ПМЦ 54 (ГОСТ 1534-42) 860 350 20
Серсбряно-медный ПСр 45 (ГОСТ 8190-56) 720 400 25
Обозначение припоя указывают ио соответствующим стандар-
там или техническим условиям в технических требованиях черте-
жа записью по типу: «ПОС 40 ГОСТ...» (см. табл. 17.22). При необ-
ходимости в том же пункте технических требований приводят тре-
бования к качеству шва. Ссылку на номер пункта следует поме-
щать на полке линии-выноски (см. рис. 17.36, в).
При анализе конструкторской документации может быть вы-
полнен проверочный расчет прочности о паяных соединений:
для соединения встык (рис. 17.37, а)
о =
для соединения внахлестку (рис. 17.37, б)
где [о'| и [т'| — допустимые напряжения в паяном шве; 8, b —
толщина и ширина деталей соединения; / — длина нахлестки.
При соединении стальных деталей прочность материала дета-
лей обычно больше прочности материала шва. В этих случаях усло-
Рис. 17.37. Расчетные схемы паяных соединений встык (а) и внахлестку (б)
452
вие равнопрочное™ можно обеспечить только для соединений
внахлестку. Длина нахлестки по условию равнопрочное™
И5
’ М ’
где [о] — допустимое напряжение для материала деталей.
Склеивание. Для получения прочных и герметичных соедине-
ний в машиностроении применяют склеивание. Эти соединения
хорошо работают на сдвиг (до 40 МПа), хуже — на отрыв, одна-
ко, при температуре более 100 °C их прочность значительно сни-
жается.
Технология сборки соединений склеиванием включает в себя
следующие операции:
подготовка поверхностей под склеивание (очистка и обезжи-
ривание механическим или химическим способом);
приготовление клея;
нанесение клея на поверхности;
соединение склеиваемых поверхностей с определенным уси-
лием;
удаление излишнего клея;
выдержка в соответствии с установленным режимом;
контроль качества соединения.
Наиболее распространенные клеи, применяемые при сборке:
эпоксидные (одно- и двухкомпонентные холодного или горячего
отверждения); цианакрилатные, акрилатные, анаэробные [33|.
Эпоксидные двухкомпонентные клеи обычно отверждаются под
действием катализатора при нормальной температуре в течение
24 ч. Однокомпонентные клеи, как правило, отверждаются при
нагревании. Эпоксидные клеи обеспечивают наиболее прочные
соединения, характеризуются хорошим заполнением зазора в шве
благодаря достаточной текучести в нсотвержденном состоянии.
Ускорителями отверждения цианакрилатных и акрилатных клеев
являются оксиды многих металлов. Склеиваемые изделия должны
иметь беспористую шероховатую поверхность. Зазоры для запол-
нения клеем могут составлять 0,75 мм. Предварительное грунтова-
ние позволяет склеивать и пористые материалы. Акрилатные клеи
отверждаются при нагревании. Зазоры для заполнения клеем мо-
гут составлять 0,75...6 мм.
Анаэробные клеи, отверждаемые под действием ультрафиоле-
товых лучей, используются для склеивания стеклянных поверх-
ностей. Операция нанесения клея при склеивании открытых и
больших поверхностей может выполняться пульверизацией, не-
больших прерывистых поверхностей — накатыванием контактны-
ми роликами, малых изделий — окунанием.
453
Рис. 17.38. Условные обозначения клеевых соединений:
а — непосредственно шов; б - невидимая плоскость; в — шов, выполненный по
периметру; г — шов, ограниченный определенным участком
На чертежах изделий для обозначения склеивания применяют
условные знаки (рис. 17.38). Сплошная линия толщиной 25 (т.е. в
2 раза толще сплошной основной линии) обозначает шов; на ли-
нии-выноске, заканчивающейся стрелкой, размещают условный
знак С (рис. 17.38, а). При указании невидимых плоскостей соеди-
нения стрелка не ставится (рис. 17.38, б). Швы, выполняемые по
периметру, обозначаются окружностью диаметром 3...5 мм, рас-
положенной на конце линии-выноски (рис. 17.38, в). Швы, ог-
раниченные определенным участком, показывают, как на рис. 17.38, г.
Обозначение клея указывают в технических требованиях чер-
тежа в соответствии со стандартами или техническими условиями
записью по типу: «Клей БФ-2 ГОСТ...». Ссылку на номер пункта
помещают на полке линии-выноски, проведенной от изображе-
ния шва (см. рис. 17.38, а, в).
Проверочный расчет на прочность клеевых соединений при
анализе конструкторской документации проводят по тем же фор-
мулам, что и для паяных соединений.
ГЛАВА 18
СБОРКА ТИПОВЫХ СБОРОЧНЫХ ЕДИНИЦ
18.1. Сборка изделий с базированием по плоскостям
Возможны три схемы установки изделий с базированием по
плоскостям при сборке (рис. 18.1): одно изделие базируется на
плоскости другого, одно изделие базируется на нескольких плос-
костях другого, на плоскости или нескольких плоскостях одного
изделия базируются несколько взаимоувязанных изделий (сбороч-
ных единиц).
В соединениях первого типа (рис. I8.I, а) необходимо обеспе-
чить точность размера А и точность относительного поворота а
отдельных элементов деталей или сборочных единиц, а также обес-
печить необходимую площадь контакта плоских поверхностей.
В соединениях второго типа (рис. 18.I, б) дополнительно
необходимо обеспечить точность положения плоских поверхно-
стей Б и Г.
В соединениях третьего типа (рис. I8.1, в) необходимо, кроме
вышеуказанных требований, обеспечить еще точность взаимного
положения деталей (размерные цепи А и В, а и |3) или сборочных
единиц, или их отдельных элементов (валов, осей, фланцев).
Точность сборки изделий, базирующихся по плоскостям, мо-
жет быть обеспечена методом взаимозаменяемости — детали обра-
ботаны окончательно в механических цехах с допусками, уста-
новленными на основании расчета линейных и угловых размер-
ных цепей; возможно обеспечение точности методом пригонки —-
сборку начинают с пригонки контактирующих поверхностей та-
ким образом, чтобы они имели необходимую площадь пятна кон-
такта. От этого зависит не только точность сборки соединений, но
и контактные деформации в стыке. Для двух жестких деталей уп-
ругое сближение 8 плоского стыка выражается зависимостью
6 = Cq'\
где С — коэффициент, зависящий от площади пятна контакта со-
прягаемых поверхностей: на площади 25x25 мм при Ю— I2 пят-
нах С = 1,8...2,0; при 20 — 25 пятнах С= 0,3; q — давление на поверх-
ности стыка; т — эмпирический показатель степени: т = 0,3...0,5.
Пригонку плоских поверхностей выполняют шлифованием,
шабрением и притиркой. Качество пригонки для ответственных
соединений контролируют по пятну контакта, которое получится
455
при соприкосновении плоской поверхности с контрольной пли-
той, предварительно смазанной краской; менее точных — щупом
по периметру стыка. Пригонкой достигается не только необходи-
мая площадь пятна контакта, но и определенный размер компен-
сирующего звена, обеспечивающий точность положения изделия
в вертикальной плоскости.
В условиях единичного и серийного производства требуемую
точность замыкающих звеньев линейных и угловых размерных пе-
ней обеспечивают методом регулирования — введением компенса-
тора в виде регулировочных прокладок (см. рис. 18.1, в, звено Л3).
Точность компенсации в этом случае зависит от точности изго-
товления или подбора регулировочных прокладок и может со-
ставлять 0,015...0,15 мм. Количество регулировочных прокладок
должно быть не более шести, так как при большем их количе-
стве снижается качество стыка и увеличивается трудоемкость сбор-
Рис. 18.1. Схемы установки изделий с базированием по плоскостям:
а — одно изделие на плоскости другого: о — одно изделие па нескольких плоско-
стях других; в — несколько изделий на одной или нескольких плоскостях одного
пли нескольких
456
Рис. 18.2. Компенсация othochicjiwio-
го поворота в вертикальной плоскости
ки. Регулировочные прокладки можно также использовать для
компенсации относительного поворота в вертикальной плоско-
сти (рис. 18.2).
Однако такая схема компенсации значительно ухудшает про-
цесс сборки, поэтому применяют сборку с использованием
компенсирующих материалов (рис. 18.3). Детали (сборочные едини-
цы) предварительно устанавливают в исходное положение. При
этом используют регулировочные винты 2, клинья, домкраты
и т. н. По контуру стыка и вокруг отверстий устанавливают уплот-
нения / (резиновые шнуры, манжеты и т.п.). В крепежное или
технологическое отверстие устанавливают штуцер 3. Для обеспе-
чения герметичности детали можно предварительно закрепить вин-
тами 4, установленными в некоторые из крепежных отверстий.
Через штуцер нагнетается пластмасса, и после заполнения отвер-
стия изделие выдерживается 25...30 мин, затем изделие можно
окончательно закреплять крепежными деталями.
Во избежание просачивания масел в плоские стыки, их уплот-
няют тонким асбестовым шнуром или шелковой ниткой диамет-
ром 0,5... I мм либо используют специальные пасты-герметики.
После установки крепежных деталей иногда возникает необхо-
димость регулирования положения изделия в горизонтальной плос-
кости .
Рис. 18.3. Сборка с использованием компенсирующих материалов:
/ — уплотнение; 2 — регулировочный виш; 3 — штуцер; 4 — крепежный винт
457
Рис. 18.4. Схема болтового соеди-
нения
Возможность регулирования в этом случае будет зависеть от
разницы диаметра D отверстия и диаметра d крепежной детали
(D - d), а также от величины допуска расстояния между осями
крепежных отверстий — А.
Для болтовых соединений (рис. 18.4) величину возможного ре-
гулирования 5Р определяют по формуле
5Р =±[(Д-d)- Д,-Д2];
для винтовых соединений
(D-d)
2
- А, -- А2
для соединений с большим количеством крепежных деталей в фор-
мулу дополнительно вводятся А3, А4 и т.д.
Из приведенных формул следует, что, если величины разности
диаметров будут меньше суммы допусков на межосевос расстоя-
ние, т.е. (D - d) < (А, + А2) или ((/) - г/)/2) < (А, + А2), то
многоболтовое соединение может стать несобираемым.
Обеспечить регулирование положения изделий или относитель-
ного их поворота в горизонтальной плоскости в больших пределах
можно путем увеличения разности диаметров (D - d) и уменьше-
ния величины допусков межосевых расстояний. Если требования
к точности взаимного расположения изделий высокие и в про-
цессе эксплуатации осуществляется частая их сборка-разборка, то
после окончательной установки деталей или сборочных единиц в
требуемое положение обрабатывают отверстия и устанавливают
штифты (цилиндрические или конические).
18.2. Сборка изделий с подшипниками
Подшипники качения. Подшипники качения подразделяются:
по форме тел качения — на шариковые и роликовые; по направ-
лению воспринимаемой нагрузки — на радиальные, упорные, ра-
диально-упорные и упорно-радиальные. Основные типы подшип-
ников представлены на рис. 18.5.
458
Наиболее распространены радиальные шариковые подшипни-
ки — они допускают незначительный перекос вала (до 15') и
могут воспринимать незначительные осевые силы. Радиальные
роликовые подшипники допускают значительно большие нагруз-
ки, однако они не воспринимают осевые нагрузки и плохо рабо-
тают при перекосах валов.
По нагрузочной способности подшипники качения подразде-
ляются на семь серий: сверхлегкую, особо легкую, легкую, лег-
кую широкую, среднюю, среднюю широкую и тяжелую.
Различают пять классов точности подшипников: 0 (нормаль-
ный), 6 (повышенный), 5 (высокий), 4 (особо высокий), 2 (сверх-
высокий).
По числу рядов тел качения различают однорядные, двухряд-
ные и четырехрядные подшипники.
По способу компенсации перекосов вала подшипники каче-
ния делятся на несамоустанавливающисся и самоустанавливаю-
щиеся.
По ширине различают подшипники узкой, нормальной, ши-
рокой и очень широкой серий.
Технология сборки изделий с подшипниками качения вклю-
чает в себя:
очистку подшипника от консервации (6%-ным раствором ми-
нерального масла, бензином, горячим антикоррозионным раство-
ром воды, ультразвуком и др.);
проверку подшипника на легкость вращения и шум. Удерживая
за внутреннее кольцо в горизонтальном положении, легко и плавно
вращают наружное кольцо;
Рис. 18.5. Основные тины подшипников качения:
/ — радиальные шариковые; 2 — самоусгапавливающиеся шариковые двухряд-
ные; 3 — радиально-упорные шариковые; 4 - радиальные роликовые; 5 — кони-
ческие роликовые; 6 — самоустанавливаюшиеся роликовые; 7— игольчатые; 8—
упорные
459
Рис. 18.6. Запрессовка одновременно двух
колец подшипника с использованием спе-
циальной оправки:
/, 3 — наружное и внутреннее кольца подшип-
ника соответственно; 2 — оправка
наружный осмотр. Не должно быть следов коррозии, забоин,
задиров, царапин, трещин и т.п. на поверхностях подшипника, а
также на посадочных поверхностях валов (шейках и заплечиках)
и корпусов;
запрессовку подшипника. При посадке усилие следует прикла-
дывать к тому кольцу подшипника, которое устанавливается с
натягом.
Во избежание перекосов прикладываемое усилие должно быть
равномерно распределено по всему торцу кольца. Если запрессо-
вывают одновременно два кольца, то усилие прикладывают одно-
временно к торцам обоих колец, используя специальную оправку
(рис. 18.6).
Запрессовку подшипников чаще всего выполняют на прессах
или с использованием специальных приспособлений (гидро- и
пневмоскоб, винтовых устройств и т.п.) или мягких молотков.
При выборе оборудования необходимо выполнить расчет уси-
лия Р запрессовки, Н:
2N ’
где 5ф — фактический натяг в сочленении; Е — модуль упругости
материала; В — высота запрессовываемого кольца; /— коэффици-
ент трения (при запрессовке f= 0,1... 0,15, при распрессовке f=
= 0,15...0,25); коэффициент N = 1/(1 - d/di}y'\ где d — номиналь-
ный диаметр отверстия внутреннего кольца, dQ — приведенный
средний диаметр подшипника: d{} ~ d + (D - </)/4, D — наружный
диаметр подшипника.
Фактический натяг 5Ф подшипника всегда меньше номиналь-
ного натяга 8„ в сопряжении и может быть определен как
5Ф
где /?<,, Rzu — шероховатость сопрягаемых поверхностей детали и
подшипника соответственно.
460
Приблизительно можно считать, что
8Ф = 0,85н.
По полученному значению усилия запрессовки с учетом коэф-
фициента запаса подбирают соответствующее оборудование.
Установку подшипника можно облегчить, нагрев его в масля-
ной ванне при температуре не более 100 °C в течение 15...20 мин.
При этом величина натяга уменьшается на
А5„ = А/схг/В11,
где А/ — разность температур подшипника и вала; а — коэффици-
ент линейного расширения материала подшипника; dgll — диа-
метр внутреннего кольца подшипника.
Если нагрева подшипника недостаточно для полной компен-
сации величины натяга, то используют дополнительно охлажде-
ние вала. При запрессовке подшипников на вал с большими натя-
гами происходит уменьшение зазора е между беговыми дорожка-
ми и телами качения или даже их защемление. Величину А'е, на
которую уменьшается зазор при запрессовке, определяют по фор-
муле
А, 0,85,,^
А е =--------,
</н +5,85(1-£2)
где d — номинальный диаметр посадочного отверстия; к = d[d",
г/,, — наружный диаметр приведенного внутреннего кольца под-
шипника, имеющего сечение прямоугольной формы при той же
высоте и площади, равной площади реального кольца (рис. 18.7).
Приближенно считают, что при запрессовке внутреннего кольца
изменение зазора составляет
А'е = (0,55...0,6) 5(|;
при запрессовке наружного кольца
Ае = (0,65...0,7)5„.
Рис. 18.7. Определение наружного диаметра приве-
денного внутреннего кольца подшипника:
/ — внутреннее кольцо подшипника; 2 — желоб бего-
вой дорожки
461
Если в процессе эксплуатации возможен неравномерный нагрев
внутреннего и наружного колец, то в расчете необходимо учесть
дополнительное изменение величины зазора в подшипнике:
Л"<? = 1,1 10 5фА/,
где d\ — диаметр дорожки качения внутреннего кольца подшип-
ника (см. рис. 18.7); А/ разность температур внутреннего и на-
ружного колец.
Фактический зазор в подшипнике еф = е - А'е - Л"<? всегда
должен быть больше нуля. Если значение получается отрицатель-
ным, то возможно защемление тел качения и при анализе конст-
рукторской документации вероятнее всего нужно назначить дру-
гую посадку в этом сочленении.
Фактическую величину зазора нужно проконтролировать пос-
ле запрессовки подшипника, используя схему контроля, приве-
денную на рис. 18.8.
При контроле фактической величины зазора индикатором в
осевом направлении, используют зависимость
4(2г-г/ш)’
где /0 — величина осевого перемещения кольца, контролируемая
индикаторной головкой в осевом направлении; г — радиус жело-
ба беговой дорожки (см. рис. 18.7); dm — диаметр тела качения.
Контролируют также плотность прилегания торца обоймы к
заплечику вала при помощи щупов.
Рис. 18.8. Схема контроля фактической вели-
чины зазора в подшипнике:
/, 3 — индикаторы измерения зазора в радиальном
и осевом направлениях соответственно; 2, 4 — на-
ружное и внутреннее кольца подшипника соответ-
ственно
462
При проектировании техноло1ии на стадии анализа конструк-
торской документации возникает необходимость контроля пра-
вильности назначения посадок при установке подшипников ка-
чения на вал и в корпус.
При выборе полей допусков для установки внутреннего или
наружного кольца подшипника необходимо учитывать: какое коль-
цо вращается (внутреннее или наружное), вид нагрузки, режим
работы, тип и размеры подшипника, класс точности подшипни-
ка, скорость вращения кольца, условия монтажа и эксплуатации
и т.д. Для вращающегося кольца обеспечивают неподвижное со-
единение. Другое кольцо устанавливают с незначительным натя-
гом или с зазором.
С зазором или по переходной посадке обычно устанавливают
неподвижное кольцо, воспринимающее местное нагружение. Та-
кая посадка позволяет кольцу периодически проворачиваться и
обеспечивает более равномерный износ его беговой дорожки. Коль-
цо, испытывающее циркуляционное или колебательное нагруже-
ние, устанавливают неподвижно.
Для облегчения процедуры назначения полей допусков от-
верстий корпусов и валов можно воспользоваться табл. 18.1 и
табл. 18.2.
При циркуляционном нагружении колец подшипника качения
правильность назначения посадки на вал или в корпус можно
проверить по интенсивности радиальной нагрузки PR на посадоч-
ные поверхности:
PR=^k,FFA,
о
где R — радиальная реакция опоры на подшипник, кН; b — рабо-
чая ширина посадочного места, м: b = В - 2г, где В — ширина
подшипника, г — радиус закругления или ширина фаски кольца
подшипника; — динамический коэффициент посадки, завися-
щий от характера нагрузки (при перегрузке до 150%, умеренных
толчках и вибрациях к„ = 1; при перегрузках до 300%, сильных
ударах и вибрации ки = 1,8): F — коэффициент, учитывающий
степень ослабления посадочного натяга при полом вале или тон-
костенном корпусе (при сплошном вале F= I, табл. 18.3); FA —
коэффициент неравномерности распределения радиальной нагруз-
ки PR между рядами роликов в двухрядных конических ролико-
подшипниках или между сдвоенными шарикоподшипниками при
наличии осевой нагрузки на опору. Значения FA, зависящие от
д
— ctgP, (где Р - - угол контакта тел качения с дорожкой качения
R
наружного кольца, зависящий от конструкции подшипника) при-
463
464
Таблица 18.1. Рекомендуемые поля допусков отверстий корпусов для установки подшипников качения
Что вращается (вал или корпус) Вид нагружения наружного кольца Режим работы Поля допусков Применение
Корпус Циркуляционное Тяжелый (корпус тонкостенный) Р1 Передние и задние колеса автомоби- лей и тракторов
Нормальный Ml; KJ Ролики ленточных транспортеров; сельскохозяйственные машины
Нормальный или тя- желый (для точных изделий) N7 (Мб; Кб) Ролики рольгангов; подшипники ко- ленчатых валов компрессоров; ходо- вые колеса мостовых кранов
Вал Местное Нормальный Js6; Js7 Центробежные насосы, вентиляторы, центрифуги, шпиндели металлорежу- щих станков
Нормальный или тя- желый (без переме- щения вдольоси) М7; KI; Js7 Конические роликоподшипники ко- робок передач, задних мостов автомо- билей и тракторов
Нормальный или тя- желый H7 Большинство подшипников общего маш и нострое ния
Местное или колебательное Нормальный или тя- желый Кб: Js6 Подшипники шпинделей шлифо- вальных станков, коренные подшип- ники коленчатых валов двигателей
Легкий или нормаль- ный (разъемные кор- пуса) KI; Js7 Трансмиссионные валы и утлы, не тре- бующие точного вращения, сельско- хозяйственные машины
Таблица 18.2. Рекомендуемые поля допусков валов для установки подшипников качения
Что вращается (вал или корпус) Вид нагружения внутреннего кольца Режим работы Диаметры отверстий внутреннего кольца Поля допусков Применение
радиальных подшипников радиально-упорных подшипников
шарико- вых ролико- вых шарико- вых ролико- вых
Вал Циркуля- ционное Легкий или нормальный До 40 k6;js5; Js6 Сельскохозяйственные маши- ны, центрифуги, центробеж- ные насосы, вентиляторы. । электродвигатели, редукторы, коробки скоростей станков
До 100 к5; кб; js6
До 250 тб
Нормальный или тяжелый До 100 До 40 До 100 к5; кб; Js6 Электродвигатели мощностью i до 100 кВт, станки, турбины, подшипники кривошипно-ша- тунных механизмов, коробки передач автомобилей и трак- торов, редукторы, шпиндели металлорежущих и шлифо- вальных станков
Свыше 100 До 100 Свыше 100 До 180 т5; тб
— До 250 — До 250 п5; пб
Тяжелый (ударные нагрузки) Все диаметры пб; тб Дробильные машины, колен- чатые валы двигателей, же- лезнодорожные и трамвайные буксы, ходовые колеса мосто- вых кранов
Все диаметры подшипников на закрепительно-стяжных втулках | Л8; Л9
Окончание табл. 18.2
Применение Трансмиссионные валы и уз- лы, не требующие точного вращения, сельскохозяйст- венные машины Ролики ленточных транспор- теров, конвейеров и подвес- ных дорог Передние и задние колеса ав- томобилей и тракторов, коле- са вагонеток Натяжные ролики, блоки, ролики рольгангов и других механизмов
Поля допусков Л8; //9; ЛИ 40 с
Диаметры отверстий внутреннего кольца радиально-упорных подшипников шарико- ролико- вых вых Все диаметры подшипников на конических закрепительных втулках Все диаметры |
радиальных подшипников 1 шарико- ролико- вых вых
Режим работы L _ Нормальный Легкий или нормальный Нормальный или тяжелый
Вид нагружения внутреннего кольца Циркуля - ционное Местное I
Что вращается (вал или корпус) CQ Корпус
466
Таблица 18.3. Значения коэффициентов F
б/ОП( D или d ^корц Значения коэффициентов А
для вала с соотношением D/d для корпуса (для всех подшипников)
свыше до < 1,5 1.5...2 >2...3
— 0,4 1
0,4 0,7 1,2 1,4 1,6 1,1
0,7 0,8 1,5 1,7 2 1,4
0,8 — 2 2,3 3 1,8
Таблица 18.4. Допустимые интенсивности нагрузок на посадочные
поверхности валов и корпусов
Диаметр внут- реннего коль- ца подшип- ника с/в, мм Допустимые значения РКу кН/м, при полях допусков для вала
,/х6 кЬ mb пЬ
18...80 До 300 300... 1 350 1 350... 1 600 1 600... 3 000
80... 180 До 550 550... 2 000 2 000... 2 500 2 500...4 000
Диаметр наружного кольца /Л мм при полях допусков для корпуса
А7 М7 N7 /7
50... 180 До 800 800... 1 000 1 000... 1 300 1 300... 2 500
180... 360 До 1 000 1 000... 1 500 1 500... 2 000 2 000... 3 300
ведены в таблицах [6] . Для радиальных и радиально-упорных под-
шипников с одним наружным или внутренним кольцом FA = I.
Допустимые значения PR для различных посадок приведены в
табл. 18.4, более полно в таблицах [6].
В том случае, когда выбрать динамический коэффициент за-
труднительно, можно определить посадку внутреннего кольца на
вал по минимальному натягу
/у' = * ^Кк
min />106’
где R — наибольшая радиальная нагрузка на подшипник, кН; к —
коэффициент, принимаемый приближенно: для подшипников
легкой серии к = 2,8; средней 2,3; тяжелой 2; b — рабочая ширина
кольца подшипника (за вычетом фасок), мм.
467
По найденному значению A7nin уточняют посадку из числа пред-
усмотренных для циркуляционно нагруженных колец по табли-
цам [6] с учетом отклонения отверстия кольца подшипника (по
этим же таблицам).
Выбранную посадку следует также проверить по допустимой
прочности кольца, чтобы Атах не превышал значения
Н,4МИ
L J (2Л-2)103’
где |<У] — допустимое напряжение на растяжение, МПа (для под-
шипниковой стали |о' | = 400 МПа); de— диаметр внутреннего коль-
ца подшипника, мм.
Подшипники скольжения. Подшипники скольжения подразде-
ляются следующим образом:
по воспринимаемым усилиям - осевые и радиальные;
по режиму смазки — гидродинамические, гидростатические, с
твердой смазкой, самосмазывающиеся, без смазки и др.;
по конструкции — самоустанавливающиеся, сегментные.
Подшипник скольжения состоит из таких элементов, как шей-
ка вала, корпус, втулка или вкладыш (или полувкладыш), или
подушка и др.
В большинстве случаев в машиностроении применяют цельные
и разъемные подшипники скольжения. Цельный подшипник пред-
ставляет собой втулку, которая устанавливается в корпус или дру-
гую деталь. Для подшипников скольжения используют стандарти-
зованные втулки общего назначения: металлические по ГОСТ
1978—81, биметаллические по ГОСТ 24832—81, из спекаемых
материалов по ГОСТ 24833—81. В настоящее время чаще всего ис-
пользуют втулки из биметаллических и из спекаемых материалов.
Два типа биметаллических втулок показаны на рис. 18.9: глад-
кая (тип А) и с буртиком (тип В).
Предельные отклонения размеров биметаллических втулок на-
значают по ГОСТ 25347—82, согласно которому наиболее ответ-
Тип А
Рис. 18.9. Основные типы биметаллических втулок
468
Тип А
Гии В
Тип С
Рис. 18.10. Основные типы втулок из спекаемых материалов
ственные поверхности имеют следующие параметры точности:
d — FT, D — rb; D\ — d\\, L — h\3. Пример условного обозначе-
ния для записи в спецификации сборочного чертежа биметалли-
ческой втулки типа В с диаметром отверстия d = 20 мм, наружным
диаметром D = 60 мм и длиной L = 20 мм: втулка В 20/26x20
ГОСТ 24832-81.
Три типа втулок показаны на рис. 18.10: гладкие (тип А), с
буртиком (тип В), сферические (тип С) из спекаемых материалов
(порошков железа или бронзы).
Предельные отклонения диаметров втулок типов А и В: для
диаметра отверстия в корпусе — 777; для наружного диаметра D —
гТ, для внутреннего диаметра d втулки после запрессовки — 777;
для наружного диаметра установочной оправки — по т5.
Предельные отклонения втулок типа С: для внутреннего диа-
метра d — 777; для диаметра Z)s сферы — All; для диаметра сфери-
ческой поверхности корпуса — 7710; (для легкоподвижного сочле-
нения — 6710 или другие); Л — от + 0,1 до ± 0,25 мм.
В качестве опор скольжения иногда используют стандарт-
ные корпуса (разъемные и неразъемные по ГОСТ 25106—82)
и втулки или вкладыши к ним. В соответствии с ГОСТ 25106—82
установлен ряд требований; основными из них являются сле-
дующие:
корпуса изготовляют из чугуна СЧ 15 (ГОСТ 1412—79) или дру-
гих материалов с механическими свойствами нс ниже свойств чу-
гуна СЧ 15; допускается применение корпусов из стального литья
и сварных;
допуск перпендикулярности торцов относительно оси рас-
точки и опорной плоскости корпуса — 7-й степени точности
(ГОСТ 24643-81);
допуски овальности, конусности, бочкообразное™ расточек под
втулки (вкладыши) — 7-й степени точности;
допуски плоскостности опорных поверхностей лап — 7-й сте-
пени точности.
469
Втулки и вкладыши для корпусов подшипников скольжения
должны быть изготовлены в соответствии с техническими требо-
ваниями по ГОСТ 25105—82, основные из которых:
втулки и вкладыши должны быть изготовлены из чугуна АЧС-1
или АЧК.-2 (ГОСТ 1585—79) или других с аналогичными свой-
ствами;
допуск перпендикулярности оси втулки (вкладыша) относи-
тельно ее торцов и торцовое биение — 8-й степени точности
(ГОСТ 24643-81);
овальность, конусность, бочкообразность отверстия — 7-й сте-
пени точности;
для диаметра d втулок (вкладышей) допускается предельное
отклонение по Н1.
Технология сборки включает в себя запрессовку, фиксацию втул-
ки и возможную пригонку отверстия. Так как втулки выполнены в
основном из сравнительно мягких антифрикционных материалов,
то запрессовку чаще всего выполняют с использованием приспо-
соблений, обеспечивающих точное направление (рис. 18.11) и прес-
сов, а также винтовых, пневматических или других устройств, обес-
печивающих плавное равномерное запрессовывание.
Если запрессовка выполняется с большими натягами (//9/х8;
Н9/и8', //9/5'8), то происходит изменение внутреннего диаметра:
он становится значительно больше допуска, что приводит к необ-
ходимости дополнительной обработки отверстия методами лез-
Рис. 18.11. Схема запрессовки подшипника-втулки с использованием при-
способления:
/ — приспособление для запрессовки; 2 — подшипник-втулка; .? корпус изделия
470
вийной обработки и методами пластического деформирования. По-
этому на стадии проектирования технологии выполняют прове-
рочный расчет по формуле
_ 03
°
где р — среднее удельное давление на поверхность контакта; d0 —
диаметр отверстия втулки; d — номинальный диаметр сопряже-
ния; Е, — модуль упругости втулки.
С учетом А^() определяют фактический диаметр отверстия и срав-
нивают его с заданным в конструкторской документации. При
необходимости назначают обработку в зависимости от требуемой
точности и шероховатости отверстия подшипника-втулки: чисто-
вое растачивание, развертывание или калибрование.
Н1 Н1
Если подшипник-втулку устанавливают по посадкам
то незначительная величина возможного натяга исключает необ-
ходимость пригонки отверстий после запрессовки. Но тогда воз-
никает необходимость в обязательном стопорении втулок от осе-
вых смещений или проворачивания. Некоторые конструкции сто-
поров представлены на рис. 18.12: резьбовые, гладкий, кониче-
ский.
К подшипникам-втулкам предъявляются следующие техничес-
кие требования:
отверстие втулки следует изготовлять с допусками, исключаю-
щими его пригонку к валу;
смазочные канавки и отверстия должны иметь плавные закруг-
ления на кромках;
несовпадение маслоподводящих отверстий во втулке и корпусе
не более 0,2...0,5 мм;
углубление фиксирующих штифтов или винтов относительно
рабочей поверхности втулки — 0,5...2 мм;
Рис. 18.12. Стопор подшипников-втулок:
а, б, в — резьбовые; г - малкий; д — конический
471
Таблица 18.5. Шероховатость посадочных поверхностей подшипников
скольжения
Поверхность Шероховатость поверхности для квалитстов точности Жидкостный режим трения
6-9 10-12
Вала 0,4...0,8 0,8...3,2 6,1 ...0,4
Отверстия 0,8... 1,6 1,6...3,2 0,2...0,8
отклонение от круглости и цилиндричности отверстия не бо-
лее половины допуска на отверстие;
отклонение от соосности двух соседних втулок не более 0,05 мм.
При анализе конструкторской документации может возникнуть
вопрос о проверке правильности назначения посадок в подшип-
нике скольжения.
Если известны номинальный диаметр сочленения dHC, длина
рабочей поверхности подшипника /, радиальная нагрузка на цап-
фу R, угловая скорость вала со или его частота вращения п, дина-
мическая вязкость смазочного масла ц при рабочей температуре
подшипника /,,, то расчет выполняют в последовательности, при-
веденной ниже.
I. Определяют среднее удельное давление р, Н/м2;
R
Р М,.с '
2. Вычисляют допустимую минимальную толщину масляного
слоя по упрощенной формуле
l/'min ] = (4/?ow + ^Rad + v(/),
где к — коэффициент запаса надежности по толщине масляного
слоя: к > 2; v(/ — добавка на неразрывность масляного слоя: vd =
= 2...3 мкм; Ra,) и Rad - шероховатость поверхностей подшипни-
ка скольжения (рекомендуется назначать в соответствии с табли-
цами |6| или по табл. 18.5).
3. Задают рабочую температуру /„ подшипника. Для предвари-
тельных расчетов принимают llt = 50 °C.
В соответствии с принятой температурой и маркой масла опре-
деляют динамическую вязкость ц:
М — М габл (50/’
где цтаб1| — динамическая вязкость при = 50 °C (определяют по
таблицам [6] или по табл. 18.6).
472
Таблица 18.6. Динамическая вязкость некоторых смазочных масел
Марка масла Динамическая вязкость и 1()\ Н•с/м2 Область применения
Среднее индустриаль- ное И-20 А (И-20) 15,3...20,7 Малые и средние станки, ра- ботающие при повышенных скоростях; гидросистемы ме- ханизмов средней мощности
И-25А (ИС-25) 21,6...24,2
И-30 А (И-30) 25,2...29,7 Крупные и тяжелые станки; основной смазочный материал в среднем машиностроении
И-40 А (И-45) 31,5...40,5 Тяжелые станки, работающие с малыми скоростями
4. Рассчитывают величину Ah, зависящую от относительного
эксцентриситета X и отношения при заданной толщине мас-
ляного слоя:
^ = _2[М_
г/„сЛ/ЩО/Р
5. В соответствии с величиной Ah по таблицам |6] или по
табл. 18.7 (при данном l/d„ A определяют минимальный относи-
тельный эксцентриситет %min, при котором толщина масляного
слоя равна .
По найденному значению %mill рассчитывают минимальный
допустимый зазор [Smill|:
I С I - 2 [Anin ]
I ^niin 1 “ t _ у
* min
6. По величине Ah в соответствии с таблицами |6| или по
табл. 18.7 определяют максимальный относительный эксцентри-
ситет yVm.lx, при котором толщина масляного слоя равна [/zmin|, и
находят максимальный допустимый зазор |3111ач]:
Ге |_ 2 [Anin]
L3max 1 — 1 у
* Л max
7. Зная максимальный и минимальный допустимые зазоры,
проверяют выбранную посадку для подшипника скольжения.
Если температура деталей подшипника и коэффициенты ли-
нейного расширения его материалов в процессе эксплуатации
473
Таблица 18.7. Значение Ah для подшипников
Значение Ah при различных значениях отношения //4Н С гч — ЧО 04 — 04 о ЧО ЧО ЧО — 40 04 — 04 о 40 40 чО 0,479 0,437 0,384 0,318 0,284 0,229 0,164 0,105
г- ЧО оо ТГ ЧО '/4 1/4 1/4 '/4 — г- тг 04 о оо '/4 '/4 Tf g | | 0,305 0,274 0,222 0,16 0,103
0,509 0,531 0,527 i 0,504 0,484 1 0,463 04 QO Tf 04 04 '/4 тГ 04 04 г- QO Г- 04 чО 04 04 04^ 0,158 0,102
1,2 0,488 0,51 0,508 . 1 0,488 0,469 0,45 — 04 Г- 04 QO Tf тГ 04^ Г4 04 04 чо —’ 04^ 04 04^ ЧО 04 '/4 О
—7 тг г- г-- 40 QO ОО ’Г тГ 0,469 0,452 0,434 0,408 0,378 0,339 ЧО 04 — QO 1/4 —’ 04^ 04 04^ 0,154 0,101
— 00 — 04 г*4 40 40 ТГ тГ ТГ QO 04 Г" тГ 04 — 'Т *тГ o' o' o' ОЧ Г- 04 04 40 04 04 СО 04 04 Г- Г- 1/4 О 04 04^ 04 0,152 0,1
0,9 QO —н тг *4 *4. rn _ чО q ч $ И0,375 0,35 0,317 г. ЧО 04 04 ° '“Ч 04 QO о
0,8 0,375 0,397 0,402 0,394 0,383 0,372 — 04 04 '/4 04 О Оч Г- ЧО 1/4 04 Оч 04 04 — ЧО ЧО 8
0,7 S' 40 04 40 0,361 0,352 0,344 ОО Tf 04 ОО со о" 0,246 0,226 0,188 — 1/4 8
0,6 04 ел г- 04 —' 04 ГЧ 04 04 0,324 0,317 0,31 QO 04 — 04 QO 40 04^ 04 04 0,228 0.212 0,178 0,135 0,091
О •Т4 Tf- Г4 '/4 г-. QO 04 гч гч — ЧО QO 0- Г" ГЧ ГЧ 04 04 Г- Tf 40 IT) 04 04 04 04 0,206 0,193 0,164 0,127 0,087
0,4 04 ’С гч о 04 со 04 04 04 R. 4 Гч) 00 О 04 2 S 0.179 0,169 0,145 0,115 0,081
Относи- тельный эксцент- риситет 0,3 0,4 0,5 о' 2 0.75 0,8 0,85 >/4 04 04 04 о О 0,975 0,99
474
оказываются различными, то расчетные величины зазоров кор-
ректируют с учетом температурного изменения посадки по фор-
муле
Af =4.c(aDA/p -а^),
где Af — температурные изменения посадки для зазоров; с/.д, ad —
коэффициенты линейного расширения материалов втулки и вала;
A/d, Atd — разность между рабочей температурой детали с отверсти-
ем или вала (tn, td) и нормальной температурой (Аф = - 20 °C;
Atd = td - 20 °C).
Если известен минимальный допустимый запас на износ Т„.и1,
то расчетный максимальный зазор также корректируют:
•Snax — [^max ] ~ + R(ld ) — 7фц.
Кроме этих проверочных расчетов может выполняться еще и
упрощенный тепловой расчет, приведенный в таблицах [6].
Разъемные подшипники скольжения выполняют в виде тонко-
стенных или толстостенных вкладышей. Тонкостенные вкладыши
(рис. 18.13) являются взаимозаменяемыми, причем верхний и ниж-
ний вкладыши составляют комплект. Для предотвращения осево-
го смещения и проворачивания вкладыш фиксируется посредством
специального уса (рис. 18.13, а).
Требуемая точность сборки обеспечивается методом полной вза-
имозаменяемости, и никакой пригонки деталей не выполняется.
Тонкостенные вкладыши не обладают высокой жесткостью,
поэтому очень чувствительны к погрешности формы поверхнос-
тей для их установки. В связи с этим к поверхностям корпусов и
крышек предъявляют следующие технические требования:
овальность посадочных гнезд не более 15...20 мкм;
конусность не более 10... 15 мкм на 100 мм диаметра;
шероховатость поверхности /?а0,63... 1,25 мкм.
Рис. 18.13. Тонкостенный вкладыш (а) и его установка в корпус (б):
/ — ус; 2 — вкладыш; 3 — корпус изделия
475
Вкладыши подбирают по размеру, указанному в маркировке.
Тонкостенные вкладыши устанавливают в гнезда таким образом,
чтобы края их выступали над плоскостью стыка на величину Д/г =
= 0,05... 0,1 мм (рис. 18.13, б). Благодаря этому при затяжке болтов
подшипника создается посадка с натягом.
При сборке подшипников с толстостенными вкладышами к
подшипникам предъявляют следующие требования:
смазочные канавки и отверстия должны иметь плавно закруг-
ленные кромки;
несовпадение маслоподводящих отверстий во вкладыше и кор-
пусе допускается не более 0,2...0,5 мм;
углубление фиксирующих штифтов должно быть не менее
0,2...0,3 мм;
прилегание вкладыша к корпусу не менее 80 % площади; при-
легание вкладышей к шейкам вала проверяют по краске;
болты следует затягивать динамометрическим ключом с задан-
ным крутящим моментом;
температура подшипника при работе не более 60 °C.
18.3. Сборка составных валов
Валы с муфтами. В машиностроении часто машины компонуют
из ряда отдельных частей, имеющих входные и выходные валы. Для
передачи крутящих моментов концы валов иногда соединяют муф-
тами. Муфты могут иметь и другое назначение: включение и вы-
ключение исполнительного механизма при непрерывно работаю-
щем двигателе, предохранение машины от перегрузки, компен-
сация вредного влияния нссоосности валов, уменьшение дина-
мических нагрузок и т.д. Применяемые для разных целей муфты
различаются по конструкции, принципу действия и управления.
По принципу действия различают механические, электриче-
ские и гидравлические муфты; по способу управления — неуправ-
ляемые (постоянно действующие), управляемые и самоуправляе-
мые (автоматические). Неуправляемые муфты по способу компен-
сации подразделяются на глухие и компенсирующие (жесткие и
упругие), управляемые — на кулачковые и фрикционные, авто-
матические — на самоуправляемые по частоте вращения (центро-
бежные), по направлению вращения (свободного хода) и по зна-
чению момента (предохранительные). По конструкции муфты
бывают втулочные и фланцевые.
Втулочные муфты применяют в легких машинах при диаметрах
валов до 60...70 мм. Вал может скрепляться с втулкой шлицами,
шпонками, штифтами (рис. I8.I4) — в зависимости от требова-
ний к соосности валов в конкретной конструкции. Обычно для
муфт со шлицами и шпонками используют посадку Н/к, а для
476
Рис. 18.14. Втулочные муфты со шлицами (а), со шпонками (б) и со штиф-
тами (в):
/ — втулка; 2 — соединяемые валы
муфты со штифтами — Н/п\ Н/г\ Н/р. При необходимости муфты
предварительно нагревают для облегчения сборки.
Последовательность сборки:
установка валов (в конструкцию машины или в приспособле-
ния) с их взаимной ориентацией (соосность, расположение шпо-
ночных канавок или шлицов). При необходимости регулирование
положения, контроль и закрепление валов;
запрессовка муфты на конец одного из валов;
соединение и запрессовка конца второго вала;
обработка отверстий под стопоры и установка стопоров.
Если в конструкции используется резьбовой стопор, то после
запрессовки муфты в резьбовое отверстие втулки устанавливают
кондукторную втулку и сверлят отверстие на валу.
В конструкциях глухих муфт иногда предусматривают ком-
пенсацию возможных осевых перемещений валов за счет зазора
е = 1,5...2 мм.
Фланцевые муфты, представленные на рис. 18.15, а, передают
крутящий момент за счет сил трения, возникающих между тор-
Рис. 18.15. Фланцевые муфты с болтами, поставленными с зазором (а)
и с натягом (б)
477
Рис. 18.16. Контроль торцового и радиального биения рабочих и центри-
рующих поверхностей полумуфт:
/ — контролируемая полумуфта; 2. .? индикаторы контроля центрирующей и ра-
бочей поверхностей соответственно
новыми поверхностями полумуфт при затяжке болтов поставлен-
ных с зазором. При этом валы центрируются благодаря наличию
центрирующих буртиков, выточек или колец.
У фланцевых муфт, представленных на рис. 18.15, б, крутящий
момент передается за счет болтов, поставленных с натягом и ра-
ботающих на срез и смятие. При этом центрирование может осу-
ществляться непосредственно болтами или аналогично предше-
ствующей конструкции.
Последовательность сборки:
подбор полумуфт по диаметру центрирующих элементов;
запрессовка полумуфт на шейки вала;
контроль торцового и радиального биения рабочих и центри-
рующих поверхностей (рис. 18.16). Сборка на три временных бол-
та, установленных под углом 120°;
контроль взаимного расположения валов;
регулирование (относительный взаимный поворот полумуфт),
совместная обработка отверстий под остальные болты или поста-
новка остальных болтов в свободные отверстия.
Составные коленчатые валы. Эти валы могут быть выполнены в
виде простого кривошипа или коленчатого вала с коренными и
шатунными шейками.
Последовательность сборки кривошипа (рис. 18.17, а):
запрессовка пальца / в щеку 2;
установка эталонного валика 3 с разжимной цапфой и конт-
роль;
запрессовка вала 4;
обработка отверстий и установка штифтов 5 (Hl/sT, HI/и!)',
478
Рис. 18.17. Кривошип (а) и коленчатый вал (б):
/ — палец; 2— щека; 3 — эталонный валик; 4, 7, 8 — валы; 5— штифт; 6— шатун
окончательный контроль на параллельность осей пальца кри-
вошипа и вала в двух взаимно-перпендикулярных плоскостях.
Последовательность сборки коленчатого вала (рис. 18.17, б):
запрессовка пальца / в щеку 2 (с нагревом до 170... 180 °C);
установка шатуна 6 в сборе с подшипником (если шатун имеет
неразъемную кривошипную головку);
запрессовка второй шеки;
для обеспечения соосности отверстий в щеках под цапфы ва-
лов используют отверстия А; обеспечивают также необходимый
размер Л;
запрессовка валов 7 и 8 в щеки;
контроль соосности опорных шеек валов, параллельности их в
двух взаимно-перпендикулярных плоскостях; биения шеек и по-
верхностей щек, радиуса R кривошипа;
балансировка коленчатого вала.
При сборке составных коленчатых валов с высокими техничес-
кими требованиями для обеспечения точности применяют метод
групповой взаимозаменяемости. При этом щеки разбивают на не-
сколько размерных групп по размеру R. На группы разбивают так-
же пальцы и цапфы (по диаметру).
18.4. Сборка шатунно-поршневых групп
Шатунно-поршневая группа включает в себя шатун, поршне-
вой палец и поршень, а также поршневые кольца.
Так как требования к изделию достаточно высоки, то точность
обеспечивается методом групповой взаимозаменяемости и сбо-
рочные единицы комплектуют из соответствующих размерных
479
21,970
2
3
21,974 ЬТ
21,974 2?
21378
2)378
21,982
I 475
49(1
25,965
25;975
75,985
75,995
76,005
76,015
121.982
21386
! 21386
| 21390'
21390
21.994
Рис. 18.18. Основные размеры шатунно-поршневой группы
двигателя
групп. На рис. 18.18 представлены основные размеры шатунно-
поршневой группы двигателя 21083. Каждая размерная группа имеет
свое клеймо, которое наносится на завершающих операциях при
изготовлении деталей. Так как шатунно-поршневые группы эксп-
луатируются в двигателях или компрессорах, работающих с боль-
шими частотами вращения, то поршень и шатун дополнительно
сортируют но массе еще на несколько групп.
На клейме может быть указана и другая информация: группа
поршня по массе, стрелка для ориентирования поршня в цилин-
дре, ремонтный размер, класс поршня, класс отверстия под пор-
шневой палец и класс пальца (краской: синяя метка — первый,
зеленая — второй, красная — третий) (рис. 18.19). На шатун нано-
сят клеймением номер цилиндра.
Рис. 18.19. Маркировка поршня и шатуна двигателя 21083:
/ — класс пальца (краской): 2 — номер цилиндра; 3 — класс отверстия в поршне
пол палец: 4 — класс поршня; 5 — ремонтный размер; 6 — ориентирование
поршня в цилиндре; 7— (руппа поршня по массе
480
Диаметр поршня подбирают таким образом, чтобы расчетный
зазор между поршнем и цилиндром был равен 0,025...0,045 мм.
Номинальный зазор между поршневыми пальцами и канавками
для верхнего компрессионного кольца 0,04...0,075 мм, для ниж-
него — 0,03...0,065 мм, для маслосъемного — 0,02...0,055 мм. При
износе предельно допустимые зазоры 0,15 мм.
Необходимо обеспечить также зазор в замке поршневых колец —
0,25...0,45 мм. Замки должны быть ориентированы относительно
оси пальца и друг друга. Так, для двигателя 21083 замок верхнего
компрессионного кольца располагают под углом 30...45° к оси
поршневого пальца, замок нижнего компрессионного кольца —
под углом 180° относительно замка первого кольца, замок мас-
лосъемного кольца — под углом 30...45° к оси поршневого пальца
между замками компрессионных колец.
Порядок сборки шатунно-поршневой группы следующий (на
примере двигателя 21083):
подбор пальца к отверстию поршня по диаметру (поршневой
палец свободно вращается в отверстиях поршня);
нагрев шатуна до 240 °C (15 мин в электропечи);
сборка шатуна с поршнем и запрессовка пальца;
установка компрессионных и маслосъемного колец.
18.5. Сборка зубчатых передач
Цилиндрические зубчатые передачи. Цилиндрические передачи
составляют до 80 % от общего числа применяемых в машиностро-
ении зубчатых передач.
Сборку цилиндрической зубчатой передачи начинают с уста-
новки колеса на посадочную шейку вала. При этом правильность
назначения посадки в сочленении зубчатое колесо —вал при ус-
тановке на гладкие цилиндрические поверхности можно прове-
рить по табл. I8.8. При установке зубчатых колес на шлицевые
поверхности валов для разных размеров и в зависимости от спосо-
ба центрирования назначают следующие посадки:
при центрировании по D, для размера D
Н2_. Н7_. /78.
/36 ’ пб ’ е8 ’ hl
при центрировании по /), для размера b
Н7~\ Н1. Н1.
fl J’ g6 ’ hb ’
( F8 \ F8
[t/9 J’ eS
F8
/7
F81 F8. F8.[ F81 £>9. D9 D9 D9. D9 CIO CIO. Л0.Л10.
78 ’ lb' 7/8 ’ [./37 J’ ~d9 ’ e8 ’ /7’ Л8 ’ jsl ’ e9 ’ fl ' h9 ’ t/10 ’
481
О
s
Таблица 18.8. Рекомендуемые посадки для установки зубчатых колес на валы или оси
Посадки Условия, определяющие выбор посадки Область применения Способ сборки и разборки
/78. Н7 s7 ’ .$6 Колеса, тяжелонагруженные и работаю- щие с ударными нагрузками или при частоте вращения п > 1 800 мин-1. Сохра- няется относительное положение деталей при всех режимах работы. Допускается большое осевое усилие Тихоходные ступени редукторов средних и крупных размеров с дополнительным креплением шпонкой; шестерни постоянного зацепления и шестерни третьей скорости на промежуточном валу коробки передач грузового автомобиля с дополнительным креплением сегментными шпонками; шестерни на валах масляных насосов тракторов; шестерни на валах сверлильных машин Под прессом с на- гревом или без на- грева
//7. Н7 рб ' гб При отсутствии значительных крутящих моментов, но для достаточно прочных соединений, при незначительных удар- ных нагрузках и вибрации. Дополнитель- ное крепление, воспринимающее осевые нагрузки, в большинстве случаев не тре- буется. Сопряжение с тонкостенными деталями Шестерни передней бабки токарных станков; втулки муфт на валах редукторов Под прессом без нагрева
Н7 Н7 пб шб Точное центрирование при ударных на- грузках и вибрациях, при редких съе.мах колес. Все переходные посадки для зуб- чатых колес, воспринимающих осевые нагрузки. Требуют дополнительных креплений Шестерни на валах ковочных машин, камнедробилок, вибрационных устройств; конические колеса и шестерни редукто- ров Под прессом, съем- никами и молотка- ми; сборка и раз- борка требуют зна- чительных усилий
483
Окончание табл. 18.8
Способ сборки и разборки Под прессом, съем- никами, деревян- ными ручниками; сборка и разборка требуют незначи- тельных усилий Вручную Вручную ... Вручную Вручную
Область п ри мене ния Из переходных посадок наиболее часто применяют 7/7/Л6; посадка конических и цилиндрических зубчатых колес редукто- ров при спокойной работе; в приборо- строении для всех видов зубчатых колес; посадка сменных шестерен, шестерен на шпинделе станка Для сменных шестерен на валах 1 металлорежущих станков Передвижение шестерни перебора Посадки свободно вращающихся шесте- рен со средней скоростью — со значительной скоростью — Блок шестерен заднего хода коробки пе- редач грузовых автомобилей
Условия, определяющие выбор посадки При необходимости часто снимать коле- со и при неудобной разборке в труднодо- ступных местах машины. При значитель- ной длине соединения посадка Н8/к6 обеспечивает центрирование При необходимости хорошей соосности часто снимаемых зубчатых колес — IH/hb. при невысоких требованиях к соосности — 7/8/Л9, PF)/h% При легкой установке сменных колес и обеспечении свободного перемещения вдоль оси вала при точном центрировании Перемещение шестерни от руки вдоль вала. Шестерни, свободно вращающиеся на валах, и шестерни, включаемые муф- тами При большой длине ступицы, когда тре- буется легкое скольжение колеса отно- сительно вала
Посадки /77. /77. /<6 ’ js6 ’ 7/8 кб оо loo ? 5; | -С 53 |-= г~~ |чо 22 |<^ 9£ LH оо I '^22 Iе* 83 LH
484
Рис. 18.21. Контроль величины торцового
и радиального биения ступени редуктора:
1,2— приборы контроля радиального и юрно-
ного биения соответственно
Наиболее распространенные способы установки колес на валы
или оси показаны на рис. 18.20.
Далее сборочную единицу устанавливают в центры и контро-
лируют величину радиального и торцового биения (рис. 18.21),
которые не должны превышать для установленной степени точ-
ности значений, приведенных в ГОСТ 1643—81. Эти величины
могут быть получены в результате суммирования радиального би-
ения посадочной шейки и радиального биения зубчатого колеса,
а также торцового биения зубчатого колеса и заплечика вала.
Конструктор на стадии проектирования в зависимости от вели-
чины окружной скорости, передаваемой мощности, режима рабо-
ты, требований к кинематической точности, плавности и бесшум-
ности работы, долговечности и других факторов назначает степени
точности зубчатой передачи. В задачу технолога, проектирующего
технологический процесс сборки, входит проверка правильности
этих назначений, прежде всего точности зубчатой передачи.
Для выбора и назначения степеней точности рекомендуется при-
менять расчетный, опытный или табличный методы [6].
При расчетном методе (наиболее предпочтительном) кинема-
тические погрешности /;•' звеньев могут быть найдены при изве-
стной (заданной) линейной погрешности А5|1М на радиусе гвм ве-
домого выходного звена:
при алгебраическом сложении
А5|1М =0,5£[f;;, sin/;1 (<р + ₽„)+ F',tl sin-1 i„+l (гр +)]i„+l
п ?п+\
при сложении модулей векторов
Д5ВЧ =±0,5£(Л' + Л;и)/п+1Х
П | I
где п — номер ведущего звена в кинематической цепи: л = 1, 3,
5, ...; /„ — передаточное отношение передачи от звена л до ведо-
мого выходного звена; г„ — радиус звена л; ср — действительный
485
угол поворота колеса на один угловой шаг; р — угол наклона
линии зуба.
Угловая погрешность Д<рвч на ведомом выходном звене, с:
Дфвм -—'-206.
Г
'вм
При опытном методе степень точности проектируемой переда-
чи принимают аналогичной степени точности работающей пере-
дачи, для которой имеется положительный опыт эксплуатации.
При табличном методе выбора степеней точности пользуются
справочными таблицами (табл. 18.9).
При т > I мм нормы плавности работы зубчатых колес и пере-
дач могут быть нс более чем на две степени точнее или на одну
грубее норм кинематической точности; нормы контакта зубьев
могут назначаться по любым степеням, более точным, чем нор-
мы плавности работы зубчатых колес и передач; для передач с
коэффициентом осевого перекрытия ер < 1,25 могут быть на одну
степень грубее норм плавности.
Если величины радиального или торцового биения ступеней
редуктора или другие точностные параметры, заданные в соот-
ветствии с номерами комплексов [6| для зубчатых колес, не вы-
ходят за пределы допусков, то сборочные единицы устанавлива-
ют в корпусную деталь.
При сборке цилиндрических зубчатых передач необходимо обес-
печить требуемую величину зазора в зацеплении. На стадии про-
ектирования передачи или при технологическом анализе конст-
рукторской документации необходимые для нормальной эксплу-
атации минимальную и максимальную величины бокового зазора
можно ориентировочно определить расчетом.
Минимальный гарантированный боковой зазор j„mm определя-
ют по формуле
J/i) 1
где — величина бокового зазора, соответствующая возможной
температурной компенсации:
j„t =tf[ap) (z, - 20°) - ар2 (/, -20°)] 2sin а,
где а — межоссвое расстояние передачи, мм; ар], ар2 — коэффи-
циенты линейного расширения материалов колес и корпуса, ко-
торые находят по таблицам |6|; 6 и /2 — предельные значения
температуры колес и корпуса, для которых рассчитывается боко-
вой зазор; а — угол профиля; у„, — величина бокового зазора,
необходимая для размещения слоя смазки:
486
Си
Д
S
ю
Си
Н
Окончательная обработка рабочих поверхностей зубьев Тщательное шлифова- ние; для больших колес фрезерование преци- зионными и червячны- ми фрезами, далее при- тирка или шевингова- : ние I 1 Для сырых зубчатых ко- лес рекомендуется, а для закаленных обяза- тельна отделка точным инструментом: шлифо- вание, шевингование, шевинг-обкатка, притир- ка, хонингование
Метод нарезания зубьев Обкатка на 1 прецизионных станках с ма- лой цикличе- |Ской ошибкой 1 Обкатка на 1 точных станках
КПД, не ниже 0,99 (0,985)*** 0,98 (0,975)***
Окружная скорость, м/с косозубых колес До 30 До 15
прямозу- бых колес До 15 ! ! 1 До 10 1
Условия работы и применение зубчатых колес Колеса для плавной работы на высоких скоростях, тре- бующие наиболее высокого КПД и бесшумности*; колеса делительных механизмов*; особо ответственные колеса (авиастроение); особо точные передачи на устройства с от- счетом Колеса, работающие при повышенных скоростях и умеренных мощностях или наоборот*; колеса коробок подач в металлорежущих стан- ках, где требуется согласо- ванностьдвижений**; колеса скоростных редукторов; передачи на устройства с отсчетом
Степень точности 6 (высо- коточ - ные) 7 (точ- ные)
487
Окончание табл. 18.9
Окончательная обработка рабочих поверхностей зубьев Шлифование не требу- ется; при необходимо- сти зубья отделываются или притираются Специальные отделоч- ные операции не тре- буются
Метод нарезания зубьев Обкатка или копирование инструментом, профилирован- ным в соответ- ствии с дейст- । вительным числом зубьев ’колеса 1 Любой
КПД, не ниже 1 0,97 (0,965)*** 1 0,96 (0,95)***
Окружная скорость, м/с косозубых колес До 10 До 4
прямозу- бых колес 1 । До 6 1 До 2
Условия работы и применение зубчатых колес 1 Колеса общего маши нострое- । ния, не требующие особой точности; колеса передач стан- ков, не входящие в делитель- ные цепи; неответственные колеса авиа-, автостроения; колеса грузоподъемных меха- низмов; ответственные колеса сельскохозяйственных машин; колеса нормальных редукторов Колеса, предназначенные для грубой работы, к которым не предъямяются требования нормальной точности; нена- груженные передачи, выпол- ненные по конструктивным соображениям большими, чем следует из расчета
Степень 1 точности 8 (сред- ней точ- ности) 9 (по- нижен- ной точно- сти)
Кинематическая точность может быть на одну степень грубее, если передача не многопоточная.
Точность по нормам плавности работы может быть на одну степень грубее.
* КПД в готовом редукторе, т.е. с подшипником.
488
j„2 = (l()...3())mn,
где 10 — соответствует тихоходным передачам, 30 — особо высо-
коскоростным; т„ — нормальный модуль.
Наибольший возможный боковой зазор определяют с учетом
допусков на смещение исходного контура шестерни THl и колеса
ТН2 и предельных отклонений межосевого расстояния /, по фор-
муле
Jn max ~ 7/7 min + (^//| + + 2/,) 2 SIH ОС,
или при а = 20°
Л max ~ jnmm + + '^Н +2/,) 0,684.
Величины допусков ТН], THi и f, определяют по таблицам [6J.
Фактическую величину бокового зазора при сборке контроли-
руют щупом (если имеется доступ со стороны торца) или прока-
тыванием в зацеплении свинцовых П-образных скоб, надеваемых
на зуб. Диаметр d проволоки принимают равным (1,4... 1,5)/nmill.
Величину бокового зазора можно проверить также по свобод-
ному повороту колеса при заторможенном втором.
На валу одного из колес укрепляют поводок так, чтобы его
конец упирался в щуп индикаторной головки, установленной на
корпусе или плите. Если второе колесо удерживать от вращения, а
поводок слегка поворачивать в том и другом направлении, то по-
ворот возможен только на величину зазора в зацеплении, кото-
рый может быть определен по показанию индикатора, приведен-
ному к радиусу начальной окружности (рис. 18.22).
Рис. 18.22. Схема определения величины бокового зазора в зацеплении:
/ — поводок; 2 — щуп индикаторной головки; 3 — индикатор
489
Расчетное значение углов поворота определяют по формулам:
наименьший свободный угловой поворот зубчатого колеса, с:
Афт„, = 2—"—2()6;
mzcos а
наибольший свободный угловой поворот зубчатого колеса:
ЛФи1|Х =2^1^206.
mz cos а
Некоторые величины гарантированного бокового зазораy„mill и
предельные отклонения межосевого расс тояния +fa при модуле т > I
(по ГОСТ 1643—81) приведены в табл. 18.10.
К цилиндрической зубчатой передаче предъявляются также тре-
бования по расположению осей:/х и Д — допуски по параллель-
ности осей в двух взаимно-перпендикулярных плоскостях приве-
дены в табл. 18.11.
В зависимости от степени точности передачи ГОСТ 1643—81
предусматривает требования по форме и расположению суммар-
ного пятна контакта в зацеплении между зубьями колеса и шес-
терни — по высоте и по длине зуба (%).
Табл и ца 18.10. Гарантированный боковой зазор,/„min и предельные
отклонения межосевого расстояния ±fa (по ГОСТ 1643—81) при т > 1
Обозна- чение отклоне- ния Вид сопряже- ния зубьев Значенияпри разном межосевом расстоянии, мм
Свы- ше 50 ло 80 Свы- ше 80 до 125 Свы- ше 125 до 180 Свы- ше 180 до 250 Свы- ше 250 до 315 Свы- ше 315 до 400 Свы- ше 400 до 500 Свы- ше 500 до 630 Свы- ше 630 до 800
Jfl ПИ!) н 0 0 0 0 0 0 0 0 0
Е 30 35 40 46 52 57 63 70 80
D 46 54 63 72 81 89 97 1 10 125
С 74 87 100 115 130 140 155 175 200
В 120 140 160 185 210 230 250 280 320
А 190 220 250 290 320 360 400 440 500
±с Н, Е + 15 ±18 ±20 ±23 ±26 ±28 ±32 ±35 ±40
D 23 27 32 36 40 45 48 55 63
С 37 43 50 58 65 70 78 88 100
В 60 70 80 92 105 115 125 140 160
А 95 1 10 125 145 160 180 200 220 250
490
Для обеспечения требований по точности расположения осей
передачи в пределах, указанных в табл. 18.10 и 18.11, необходимо,
чтобы корпусная деталь имела допуски:
на межосевое расстояние
±Л' = ±0,8/,;
на параллельность осей
Г(Х) = 0,8/хА; Г(у) = 0,8,/уА
где L — расстояние между средними плоскостями опор корпуса;
Ьс — среднее значение интервала ширины зубчатого венца.
Эти параметры корпусной детали необходимо проконтролиро-
вать перед установкой зубчатой передачи, используя схемы, при-
веденные в справочнике [201.
Погрешность расположения осей зубчатых колес является важ-
нейшим фактором для обеспечения требуемой работоспособно-
сти передачи.
Погрешность расположения осей зубчатой передачи может быть
проверена соответствующими размерными цепями (рис. 18.23).
Размерная цепь А определяет величину межосевого расстояния в
цилиндрической зубчатой передаче. Если в данной размерной цепи
Таблица 18.11. Суммарное пятно контакта и допуски параллельности
осей в двух взаимно-перпендикулярных плоскостях
Сте- пень точ- ности Мо- дуль т, мм Допуск при ширине зубчатого венца, мм Суммарное пятно контакта, %, не менее
До 40 Свы- ше 40 до 100 Свы- ше 100 до 160 Свыше 160 до 250 Свыше 250 до 400 Свыше 400 до 630 по высоте но длине
6 1... 16 10/5 12/6 12/8 19/10 24/12 28/14 50 70
7 1 ...25 12/6 16/8 20/10 24/12 28/14 34/17 45 60
8 1 ...56 20/10 25/13 32/16 38/19 45/22 55/28 30 40
9 1 ... 16 32/16 40/20 50/25 60/30 75/38 90/45 20 25
10 1... 16 50/25 63/32 80/40 105/53 120/60 140/71 Нс норми- руется
Примечание. В числителе условной дроби — допуск для плоскости /х, в
знаменателе — для плоскости /¥.
491
Рис. 18.23. Цилиндрическая зубчатая передача с размерными цепями, оп-
ределяющими величину межосевого расстояния в передаче (/1), величину
теплового зазора ступени редуктора в осевом направлении (В) и взаимное
расположение зубчатого колеса и шестерни в осевом направлении (С):
/ — ось делительной окружности колеса: 2 — ось посадочной поверхности коле-
са; 3. 4 - оси посадочных поверхностей внутренней и наружной обойм соответ-
ственно; 5 - ось посадочной поверхности шестерни; 6 — ось делительной ок-
ружности шестерни
между осями элементов зубчатой передачи ввести параметры, оп-
ределяющие их относительный поворот, то можно проверить вы-
полнение точности по параллельности расположения осей в двух
взаимно-перпендикулярных плоскостях/х и /у- Размерная цепь В
определяет величину теплового зазора ступени редуктора в осе-
вом направлении. Размерная цепь С определяет взаимное распо-
ложение зубчатого колеса и шестерни в осевом направлении.
Перекос в зацеплении часто бывает причиной обломов, ско-
лов, выкрашивания зубьев и снижения долговечности колес в
целом.
492
В процессе сборки могут возникнуть следующие дефекты в за-
цеплении.
I. Недостаточный зазор в зацеплении по всему венцу. Причина:
все зубья на одном или обоих колесах выполнены с превышением
толщины; межосевое расстояние меньше допустимого.
2. Превышенный зазор в зацеплении. Причина: все зубья на
одном или обоих колесах выполнены с заниженной толщиной;
межосевое расстояние больше допустимого.
3. Неравномерный зазор в зацеплении. Причина: эксцентриси-
тет зубчатого венца относительно посадочных шеек; перекос оси
отверстия или шейки вала.
При возникновении вышеуказанных дефектов в зацеплении
отдельные сборочные единицы, детали и элементы деталей под-
вергают более тщательному контролю. По возможности эти де-
фекты устраняют либо заменяют соответсвующие сборочные еди-
ницы или детали.
Окончательно выполняют контроль величины зазора в зацеп-
лении, проверяют плавность хода, форму и расположение пятна
контакта.
Собранные передачи подвергают обкатке на специальных стен-
дах с измерением передаваемых крутящих моментов, температу-
ры и звукового давления. В результате обеспечивается приработка
поверхностей, улучшается КПД передачи и т.д.
Конические зубчатые передачи. Конические передачи выполня-
ют с парой спиральных конических, прямозубых конических,
косозубых (тангенциальных) или гипоидных колес, которые ус-
танавливаются, как правило, на конических роликоподшипниках.
Подшипники обладают определенной податливостью под нагруз-
кой, которая может составлять до 80 % осевого смещения веду-
щей конической шестерни. Величина податливости оказывает су-
щественное влияние на изменение положения зубчатых колес, а
следовательно, пятна контакта, уровня звукового давления и в
целом работоспособности передачи.
При сборке конической зубчатой передачи (рис. 18.24) необхо-
димо обеспечить требуемое пятно контакта, которое выбирают в
зависимости от степени точности передачи. Относительные раз-
меры суммарного пятна контакта приведены ниже. В скобках ука-
заны предельные отклонения этих размеров для колес с продоль-
ной модификацией.
Степеньточности.......................................6 — 7 8 — 9
Относительные размеры
пятна контакта, %, не менее:
по высоте зубьев ...............65(±10) 55(± 15)
по длине зубьев.................60(± 10) 50(±15)
Также необходимо обеспечить допустимое значение бокового
зазора /„min (табл. 18.12). Эти параметры достигаются точностью
493
Рис. 18.24. Схемы конической (я) и гипоидной (б) зубчатых передач
изготовления шестерен и их подшипниковых опор, а также регу-
лировкой предварительного натяга в подшипниках.
В основе регулировочных работ лежит расчет размерных цепей
для определения таких размеров компенсаторов, которые позво-
ляют обеспечить необходимое осевое положение колес (цепь А) и
предварительный натяг в подшипниках (цепь В).
Таблица 18.12. Гарантированный боковой зазор j„ mi„ и предельные
отклонения ±/:'х межосевого угла
Значение параметров при среднем конусном расстоянии Л, мм
Вид соп- ря- До 50 Свыше 50 го 100 Свыше 100 до 200 Свыше 200 до 400
же- и разных углах 8, делительного конуса зубчатого колеса
НИЯ До 15 15...25 Свы- ше 25 До 15 15...25 Свы- ше 25 До 15 15...25 Свы- ше 25 До 15 15...25 Свы- ше 25
Гарантированный боковой зазор Jn min
н 0 0 0 0 0 0 0 0 0 0 0 0
Е 15 21 25 21 25 30 25 35 40 30 46 52
D 22 33 39 33 39 46 39 54 63 46 72 81
С 36 52 62 52 62 74 62 87 100 74 115 130
В 58 84 100 84 100 120 100 140 160 120 185 210
А 90 130 160 130 160 190 160 220 250 190 290 320
Предельные отклонения ±FX межосевого угла
Н.Е 7,5 10 12 10 12 15 12 17 20 15 24 26
D 1 1 16 19 16 19 22 19 26 32 22 36 40
С 18 26 30 26 30 32 30 45 50 32 56 63
В 30 42 50 42 50 60 50 71 80 60 90 100
А 45 63 80 63 80 95 80 НО 125 95 140 160
494
Рис. 18.25. Схемы установки ведущего колеса конической зубчатой переда-
чи с регулированием предварительного натяга подшипников (я) и регу-
лирование ведомого колеса (б):
/, 2, 6 — компенсаторы; 3 — подшипники; 4— ведомое колесо; 5— ведущее колесо
495
а б в г д
Рис. 18.26. Форма и расположение пятна контакта в неправильном (а—г)
и в правильном (д) зацеплении в конической зубчатой передаче
Сборку конических зубчатых передач обычно начинают с уста-
новки шестерни, которая будет являться технологической базой
для достижения необходимой точности зацепления.
Различные конструктивные схемы установки ведущей шестер-
ни с опорами на конических роликовых подшипниках и компен-
саторами для обеспечения положения ведущей шестерни и пред-
варительного натяга подшипников |8| приведены на рис. 18.25, а.
В результате затяжки крепежных деталей с заданным крутящим
моментом устанавливается требуемый натяг в подшипниках 3.
Величину предварительного натяга (1,6...2 Н м) можно конт-
ролировать динамометрическим ключом при вращении ведуще-
го колеса 5. Далее устанавливают ведомое колесо 4. Величина за-
зора в зацеплении регулируется посредством компенсаторов /, 2
или 6 (рис. 18.25, б) в зависимости от конструкции зубчатой
передачи.
Аналогичными компенсаторами регулируется предварительный
натяг в подшипниках ведомого колеса. Величину зазора в зацепле-
нии контролируют одним из трех способов: при помощи щупа,
(если имеется доступ); прокатыванием свинцовой проволочки или
пластинки в зацеплении; индикатором, как при контроле цилин-
дрических зубчатых передач (см. рис. 18.22).
Возможен также контроль зацепления по форме и расположе-
нию пятна контакта при помощи краски. Относительные размеры
суммарного пятна контакта и предельные отклонения его относи-
тельных размеров приведены ранее. Форма и расположение пятна
контакта могут косвенно показывать характерные дефекты в за-
цеплении (рис. 18.26).
Если кинематическая точность зубчатых колес относительно
рабочей оси соответствует стандарту и селективная сборка не пред-
полагается, то контроль кинематической точности передач и пар
не обязателен. В соответствии с таблицами |6| показатели кинема-
тической точности колес можно выбирать для одного из комп-
лексов. Например, для 4 —8-й степеней точности это может быть
биение Frr зубчатого венца и погрешность обката; для 9—12-й
степеней точности — только биение Fir зубчатого венца (табл. 18.13).
Показатели плавности работы конических и гипоидных пере-
дач можно выбирать по таблицам |6) для одного из комплексов.
496
Таблица 18.13. Допуски биения Frr зубчатого венца
Степень точности Средний нормальный модуль мм Допуски мкм. при среднем делительном диаметре d, мм
До 125 Свыше 125 до 400 Свыше 400 до 800
1 ...3,5 25 36 45
6 3,5...6,3 28 40 50
6,3... 10 32 45 56
1 ...3,5 36 53 63
7 3,5...6,3 40 56 71
6,3... 10 45 63 80
1 ...3,5 45 63 80
8 3,5...6,3 50 71 90
6,3... 10 56 80 100
1 ...3,5 56 80 100
9 3,5...6,3 63 90 112
6,3... 10 71 100 125
Таблица 18.14. Предельные осевые смещения ± /д„ зубчатого венца
Сто- Средний + при среднем конусном расстоянии Л', мм
50... 100 100... 200 200...400
пень ный
гоч - п разных углах Ь, , делительного конуса зубчатого колеса
модуль
пости Свы- До 20 Свы- Свы-
мм
До 20 20...45 шс 45 20...45 HIC 45 До 20 20...45 ше 45
6 1 ...3,5 43 40 17 105 90 38 240 200 85
3,5...6,3 26 22 9,5 60 50 21 130 105 45
6,3... 10 17 15 6 38 32 13 85 71 30
7 1 ...3,5 67 56 24 150 130 53 340 280 120
3,5 ...6,3 38 32 13 80 71 30 180 150 63
6,3... 10 24 21 8,5 53 45 19 120 100 40
8 1 ...3,5 95 80 34 200 180 75 480 400 170
3,5...6,3 53 45 17 120 100 40 250 210 90
6,3... 10 34 30 12 75 63 26 170 140 60
9 1 ...3,5 140 120 48 300 260 105 670 560 240
3,5...6,3 75 63 26 160 140 60 360 300 130
6,3... 10 50 42 17 105 90 38 240 200 85
497
Форма и расположение пятна контакта могут косвенно пока-
зывать характерные дефекты сборки — прежде всего неправильно
отрегулированное осевое положение ведомого и ведущего колес.
Показатели, характеризующие кинематическую точность переда-
чи, можно выбрать для одного из комплексов по таблицам [6].
Например, для 4 —8-й степеней точности по комплексу № 2 —
циклическая погрешность зубцовой частоты в передаче/,zor и осе-
вое смещение зубчатого венца/Лт,:, для 9— 12-й степеней точности
по комплексу № 3 —./„^(табл. 18.14). Показатели, определяющие
контакт зубьев в конической или гипоидной зубчатой передаче
также можно выбрать по таблицам [6|.
К ним относят для 4— 12-й степеней точности отклонения от-
носительных размеров суммарного пятна контакта по длине и вы-
соте зуба — Fsll. и FShl..
Биение Frr зубчатого венца определяется в направлении, пер-
пендикулярном образующей делительного конуса примерно на
среднем конусном расстоянии.
18.6. Сборка червячных передач
Червячные передачи представляют собой зубчато-винтовые
передачи с перекрещивающимися осями. Угол перекрещивания
обычно равен 90° и значительно реже — отличный от 90°. Червяч-
ные передачи подразделяются по разным признакам: по форме
червяка — на цилиндрические и глобоидные (рис. 18.27); по фор-
ме профиля витков червяка — архимедовы, эвольвентные, кон-
волютные и нелинейчатые; по расположению червяка относительно
колеса — с нижним, верхним и боковым; по конструктивному
оформлению — открытые и закрытые; по назначению — силовые
(5 —9-я степени точности) и кинематические (3 —6-я степени точ-
ности); по точности — 12 степеней точности. Наиболее часто в
машиностроении применяют архимедовы передачи как наиболее
технологичные в изготовлении.
Рис. 18.27. Цилиндрическая (а) и глобоидная (4) червячные передачи
498
Таблица 18.15. Норма кинематической точности (показатель FPk)
Степень точности Модуль /д, мм FPK, мкм, при разной длине Л делительной окружности дуги, мм
До 1 1,2 Свыше 11,2 до 20 Свыше 20 до 32 Свыше 32 до 50 Свыше 50 до 80 Свыше 80 до 160 Свыше 160 до 315
1 1... 10 U 1,6 2 2,2 2,5 3,2 4,5
2 1,8 2,5 3,2 3,6 4 5 7
3 2,8 4 5 5,5 6 8 11
4 4,5 6 8 9 К) 12 18
5 1... 16 7 10 12 14 16 20 28
6 1 1 16 20 22 25 32 45
7 1 ...25 16 22 28 32 36 45 63
8 22 32 40 45 50 63 90
Примечание. FPk — допуск па накопленную погрешность к шагов; Fn = FP
при к = ~ (или ближайшему большему целому числу), |де Z, — число витков
червячного колеса. При отсутствии специальных требований назначается допуск
Fn для длины дуги средней делительной окружности, соответствующей 1/6 от
числа зубьев червячного колеса (или дуги, соответствующей ближайшему цело-
му числу зубьев).
Червячные передачи более чувствительны к погрешностям в
зацеплении по сравнению с другими зубчатыми передачами, по-
этому при сборке предусматривают более жесткие допуски на
основные параметры червяка, червячного колеса и червячной
передачи в целом. В соответствии с ГОСТ 3675—81 для червяч-
ных передач, как и для цилиндрических и конических зубчатых
передач, установлены комплексы, определяющие требования к
червякам, червячным колесам и передачам. Показателем, харак-
теризующим кинематическую точность передачи или червячной
пары, является наибольшая кинематическая погрешность чер-
вячной передачи F'or — наибольшая алгебраическая разность зна-
чений кинематической погрешности червячной передачи за пол-
ный цикл изменения относительного положения червячного ко-
леса и червяка (т.е. в пределах числа оборотов червячного коле-
са, равного частному от деления числа витков червяка на общий
наибольший делитель числа зубьев червячного колеса и числа
витков червяка).
499
Табл и ца 18.16. Норма плавности работы (показатель/,,,,)
Уровеньточ- пости по функциональ- ному показа- телю плавно- сти работы f.-or Модуль/и, мм мкм, при разной частоте к циклической погрешности за оборот колеса (к = Z2)
До 16 Свыше 16 до 32 Свыше 32 до 63 Свыше 63 до 125 Свыше 125 до 250
5 Свыше 1 до 3,5 6,7 7,1 7,5 8 8,5
Свыше 3,5 до 6,3 8 8,5 9 10 10,5
Свыше 6,3 до 10 10 10,5 1 1 12 13
6 Свыше 1 до 3,5 10 10,5 1 1 12 13
Свыше 3,5 до 6,3 12 13 14 15 16
Свыше 6,3 до 10 14 16 17 18 19
7 Свыше 1 до 3,5 15 16 17 18 19
Свыше 3,5 до 6,3 18 19 20 22 24
Свыше 6,3 до 10 22 24 24 26 30
Примечание. — допуск на циклическую погрешность зубцовой часто-
ты в передаче.
Допуск F'o наибольшей кинематической погрешности переда-
чи определяется как
Fi'o = FP+ f,-,,,
где FP — допуск накопленной погрешности шага червячного ко-
леса, назначается в зависимости от степени кинематической точ-
ности по табл. 18.15;/.,,, — допуск циклической погрешности зуб-
цовой частоты в червячной передаче, назначается в соответствии
со степенью плавности работы по табл. 18.16. В этой и последую-
щих таблицах приведены нормы не для всех степеней точности и
типоразмеров червячных передач. Более полно эти данные приве-
дены в ГОСТ 3675-81.
Показатели плавности работы червячной передачи определе-
ны допуском f-.o циклической погрешности зубцовой частоты г,
передаче (см. табл. 18.16) и допуском f^,, циклической погрешно-
500
сти передачи (табл. 18.17). В табл. 18.17 приведены данные для пе-
редач 7-й степени точности.
Уровень точности передачи по функциональному показателю
плавности ее работы/,,,,,. устанавливают по табл. 18.18 в зависимо-
сти от сочетания степеней точности по геометрическим показате-
лям и величине эффективного коэффициента осевого перекры-
тия Ер,..
Эффективный коэффициент осевого (по колесу) перекрытия
может определяться по приближенной формуле
7Т
где Ks — отношение размера суммарного пятна контакта по длине
зуба червячного колеса (без учета разрыва пятна контакта) к ши-
рине зубчатого венца колеса; Кг — отношение ширины зубчатого
венца колеса к диаметру делительной окружности червяка; Z, —
число витков червяка.
Нормы контакта для червячных передач со 2 по 12 степени точ-
ности определены показателями (рис. 18.28): fir — отклонение меж-
осевого расстояния в передаче, fr — смешение средней плоскости
Таблица 18.17. Нормы плавности работы (показатель//,)
Частота к циклической погрешности за оборот червячного колеса Допуск f:k„ циклической погрешности передачи в зависимости от величины делительного диаметра d,, мм
До 125 Свыше 125 до 400
При рн 1НЫХ модулях ///, мм
1 ...6,3 Свыше 6.3 до 10 Свыше 1 до 6,3 Свыше 6,3 до 10
Свыше 2 до 4 17 26 25 34
Свыше 4 до 8 13 19 18 25
Свыше 8 до 16 10 14 13 18
Свыше 16 до 32 8 1 1 10 14
Свыше 32 до 63 6 9 9 12
Свыше 63 до 1 25 5,3 7,5 7,5 10
Свыше 125 до 250 4,5 6,7 6,7 9
Свыше 250 до 500 4,2 6 6 8
Свыше 500 до 1000 4 5,6 5,6 7,5
Свыше 10(H) 3,8 5,6 5,6 7,1
501
Таблица 18.18. Соответствие уровней точности
по функциональному показателю faor степеням точности
по геометрическим показателям
Эффективный коэффициент осе- вого перекрытия e!ic Уровеньточности по функциональному показателю/.,,,, в зависимости от степени точности по геометрическим показателям
3 4 5 6 7 8
До 0,45 3 4 5 6 7 8
0,45 ...0,58 2 3 4 5 6 7
0,58...0,67 1 2 3 4 5 6
Свыше 0,67 — 1 2 3 4 5
Таблица 18.19. Нормы контакта (показатель far)
Степень точности Отклонение ±/„., мкм, мсжосевого расстояния в передаче при разных значениях межосевого расстояния яш, мм
До 80 Свыше 80 до 120 Свыше 120 до 180 Свыше 180 до 250
4 1 1 13 15 17
5 18 20 24 26
6 28 32 38 42
7 45 50 60 67
8 71 80 90 105
9 110 130 150 160
а
Рис. 18.28. Показатели точности, ха-
рактеризующие нормы контакта пе-
редачи:
а — отклонение межосевого расстояния
(/„,.) и смешение средней плоскости (/„.);
б — отклонение мсжосевого угла
502
Таблица 18.20. Нормы контакта (показательf„)
Степень ТОЧ ности Смешение ±Л-п мкм, средней плоскости передачи при разных значениях межосевою расстояния ам, мм
До 80 Свыше 80 до 120 Свыше 120 до 180 Свыше 180 до 250 Свыше 250 до 315
4 8,5 10 1 1 13 14
5 14 16 18 20 22
6 22 25 28 32 36
7 34 40 45 50 56
8 53 63 71 80 90
9 85 100 НО 130 140
Таблица 18.21. Нормы контакта (показатель fa_r)
Ширина зубчатого ненца червячного колеса, мм Отклонение мм, мсжосевого угла передачи при разной степени точности
4 5 6 7 8 9
До 63 6 7,1 9 12 16 22
Свыше 63 до 100 7,5 9,5 12 17 22 28
Таблица 18.22. Нормы контакта (по суммарному пятну контакта)
Сто пень точности Относительные размеры суммарного пятна контакта, %
Высота Допустимое отклонение Длина Допус ти мое отклонение
4...5 75 -10 70 -10
6...7 65 -10 60 -10
8...9 55 -15 50 -15
в передаче, Дг — отклонение межосевого угла передачи. Величины
допусков этих показателей приведены в табл. 18.19— 18.21.
При изготовлении деталей червячной передачи и при входном
контроле на сборке следует учитывать, что предельные отклоне-
ния facfa-, fxe ПРИ обработке не должны превышать 0,75 /„ 0,75
и 0,75Л.
Нормы контакта содержат также требования по суммарному
пятну контакта для червячной передачи (табл. 18.22).
Для различных видов сопряжения червячных передач установ-
лены соответствующие нормы бокового зазора. В табл. 18.23 приве-
503
Таблица 18.23. Нормы бокового зазора
Вид сопряжения Величина гарантированного бокового зазорапри разном межосевом расстоянии ам, мм
До 80 Свыше 80 до 120 Свыше 120 до 180 Свыше 180 до 250
н 0 0 0 0
Е 30 35 40 46
D 46 54 63 72
С 74 87 100 115
В 120 140 160 185
А 190 220 250 290
дены значения гарантированного бокового зазора y„min в зависи-
мости от межосевого расстояния и вида сопряжения передачи.
Технология сборки червячной передачи включает в себя:
сборку червячного колеса (если оно должно быть составным);
сборку червячного колеса с валом;
монтаж вала в сборе с колесом в корпус, регулирование поло-
жения средней плоскости червячного колеса и зазора в подшип-
никах ступени;
монтаж червяка в корпус, регулирование осевого положения и
зазора в подшипниках;
контроль, регулирование и обкатку передач.
Венец составного червячного колеса напрессовывают на сту-
пицу с помощью пресса или приспособлений. Для облегчения
напрессовки и исключения повреждения деталей операцию про-
водят при температурном воздействии. После запрессовки выпол-
няют контроль на биение зубчатого венца.
Далее сверлят отверстия под стопоры, нарезают в них резь-
бу, устанавливают стопоры с последующим их раскерниванием
(рис. 18.29, о). Если венец червячного колеса крепится к ступице
б
Рис. 18.29. Сборные конструкции чер-
вячных колес с резьбовым стопором
(а) и со стяжными болтами (б)
504
Л А
Рис. 18.30. Червячная передача механизма поворота манипулятора:
1. 2 — подшипники; 3 — червяк; 4 — червячное колесо: 5 — выходной вал; 6 —
корпус
505
Рис. 18.31. Форма и расположение пятна контакта в неправильном (а, б)
и в правильном (я) зацеплении в червячной передаче
болтами (рис. 18.29, б), то последовательность сборки аналогична
сборке муфт со стяжными болтами.
Монтаж червячного колеса на вал выполняют примерно так
же, как и монтаж цилиндрических зубчатых колес. В некоторых
конструкциях предусматривают регулирование средней плоско-
сти червячного колеса относительно базового торца вала. Поэтому
возможно регулирование средней плоскости колеса при сборке
выходной ступени передачи. Для контроля положения средней
плоскости применяют шаблоны или специальные контрольные
приспособления.
На рис. 18.30 приведена схема червячной передачи механизма
поворота манипулятора. Устанавливая выходной вал 5 в корпус 6,
регулируют положение средней плоскости П червячного колеса 4
и одновременно регулируют зазоры в подшипниках 1. При уста-
новке червяка 3 также регулируют его осевое положение и зазор в
подшипниках 2.
Контроль червячной передачи выполняют по форме и распо-
ложению пятна контакта (рис. 18.31), по величине бокового зазо-
ра в зацеплении и по величине крутящего момента. Эти три пока-
зателя косвенно отражают обеспечение точности всех раннее при-
веденных для передачи показателей контакта. Форму пятна кон-
такта контролируют с использованием краски. При неудовлетво-
рительном пятне контакта необходимо более тщательно проконт-
ролировать показатели far, fxr, fYr, характеризующие нормы кон-
такта; если возможно, то отрегулировать или заменить соответ-
ствующую деталь (сборочную единицу).
Величину бокового зазора контролируют по свободному пово-
роту червячного колеса или по углу свободного поворота червяка
при заторможенном колесе. При этом величина бокового зазора
будет связана с углом поворота зависимостью
/„ = 8,7(pt/sinXcosa/in,
506
где <р — свободный угол поворота червяка; d — диаметр дели-
тельного цилиндра червяка; X — угол подъема витка червяка на
делительном цилиндре; адп — профильный угол прямобочной
рейки, сцепляющейся с эвольвентным червяком в нормальном
сечении.
Окончательно собранную передачу контролируют на легкость
вращения, используя специальные стенды или упругие ключи. Для
передач обычной точности отклонение крутящего момента от сред-
него значения не должно превышать 25%, а для передач повы-
шенной точности — 10%.
Затем передачи подвергают обкатке, постепенно доводя на-
грузку до рабочих значений.
18.7. Сборка цепных передач
Цепные передачи применяют при значительных межосевых
расстояниях, а также для передачи движения от одного ведущего
вала нескольким ведомым, когда зубчатые передачи не примени-
мы, а ременные недостаточно надежны. Основные конструктив-
ные элементы цепных передач — приводные цепи / и звездочки 2
(рис. 18.32).
Основные типы приводных цепей: шарнирные (роликовые и
втулочные) и зубчатые.
У роликовой шарнирной цепи (рис. 18.33, а) валик запрессо-
ван в отверстие внешнего звена, а втулка — в отверстие внутрен-
него звена. На втулку надет ролик, причем соединения валик-
втулка и втулка —ролик являются подвижными (имеют возмож-
ность относительного поворота). Применение втулки позволяет
более равномерно распределить нагрузку по длине валика, а при-
менение ролика частично заменит при работе трение скольжения
трением качения. Все это улучшает эксплуатационную надежность
Рис. 18.32. Цепная передача:
/ — приводная пепь; 2 — звездочки
507
б
Рис. 18.33. Шарнирная (а) и зубчатая (б) приводные цепи
передачи. Роликовые шарнирные цепи выполняют одно-, двух-,
трех- и четырехрядными.
Втулочные шарнирные цепи по конструкции аналогичны ро-
ликовым, но у них отсутствует ролик. Цепь получается менее на-
дежной, но значительно легче и дешевле.
Зубчатые цепи (рис. 18.33, б) состоят из набора пластин каж-
дая с двумя зубообразными выступами, торцовые поверхности
которых зацепляются с зубьями звездочек. Такие цепи хорошо ра-
ботают при больших скоростях (до 35 м/с) и благодаря значитель-
ной ширине способны передавать большие нагрузки.
Звездочки для шарнирных цепей выполняют по пяти группам
точности, которые назначают в зависимости от скорости цепи и
условий работы:
1-я группа — v > 8 м/с для работы без реверса и сильных уда-
ров; v > 6 м/с для работы с реверсом или с сильными ударами;
2-я группа — v = 6...8 м/с для работы без реверса и сильных
ударов; v = 5...6 м/с для работы с реверсом или с сильными
ударами;
508
3-я группа — v < 6 м/с, передача общего назначения;
4-я группа — v < 5 м/с, передачи общего назначения и уст-
ройства ответственного назначения;
5-я группа — v < 3 м/с, передачи нестационарных машин и
устройства общего назначения.
Звездочки для зубчатых цепей изготовляют двух классов точно-
сти: 1-й класс — v > 5...8 м/с; 2-й класс — v < 5 м/с.
Перед монтажом цепной передачи выполняют контроль основ-
ных параметров звездочек. Допустимые отклонения основных па-
раметров звездочек для шарнирных цепей приведены в табл. 18.24.
Таблица 18.24. Допустимые отклонения основных параметров
звездочек для шарнирных цепей
Парамет-р Допуск по группам точности
1 2 3 4 5
Разность шагов од- ной звез- дочки или поле до- пуска на шаг звез- дочки о.ооюТт 0,0047г 0,017т 0,017/- / т 0,0257?, /да
Допуск ок- ружностей впадин 8// ЛЮ Л1 1 Л12 -0,0327Л- / ltl -0,087т / т
Диаметр окружно- стей вы- ступов SDe Л1 1 Л12 Л14 Л15 h\6
Радиаль- ное бие- ние окруж- ности впа- дин §,. и торцовое биение зубчатого венца 8, 0,00347т 0,0177 0,02477 0,0247т/« о,об7т /т
Ширина зуба Л11 Л12 Л14 Л11 Л16
Примечание, т — число звеньев цепи, сцепляющихся с зубьями звездоч-
ки на дую обхвата.
509
Рис. 18.34. Схемы образования недопустимых (а, г) и допустимых (б, в)
погрешностей при монтаже цепных передач
Точность по шагу зубьев в большой степени влияет на работо-
способность цепной передачи в целом. Шаг /7 звездочки для цепей
всех видов должен удовлетворять условию нормального зацепле-
ния, т.е. t, < tn, где /„ — шаг цепи.
В связи с этим допустимое отклонение по шагу зубьев 8/ сле-
дует принимать для скоростных передач (v > 10 м/с) отрицатель-
ными, для тихоходных цепных передач и устройств — симметрич-
ными, т.е. ±8/,/2 или с увеличенным отрицательным значением и
уменьшенным положительным +2/38г?/(-1/3)8/7.
При монтаже передачи возникают погрешности расположения
осей звездочек в горизонтальной и вертикальной плоскостях, а
также общего смещения ДД;, торцов звездочек относительно сре-
динной плоскости передачи (рис. 18.34).
Из-за погрешностей изготовления деталей цепной передачи и
погрешностей, возникающих при сборке, цепь движется по тра-
ектории, обозначенной точками 4. Очевидно, что углы
9i, 92, 9з и 94 поворота звена цепи должны быть меньше [9] —
допустимого угла разворота звена цепи (табл. 18.25).
Значения углов 9|, 02, 6,з и 04 поворота можно определить по
следующей зависимости:
510
03 =-arctg(A5n / Л);
0i = -0, cos у - 0В sin у;
02 =-(9, +0з);
04 = 0Г sin V|/ - 0В cos у,
где АА0 — общее смещение звездочек относительно срединной
плоскости; А — межосевое расстояние; 0,, 0В — углы расположе-
ния осей звездочек в горизонтальной и вертикальной плоскостях
соответственно; ц/ — угол наклона оси передачи к горизонтали.
Различают три метода контроля монтажа цепной передачи.
1-й метод основан на том, что погрешности угла 0| и общего
смещения AAj) рассматриваются как независимые. Нормальные ус-
ловия работы цепи лимитируются лишь погрешностью угла 02. При
этом должны быть выполнены условия:
—О,5[0] < 0} < О,5[0];
-[0]< 02 < [0];
-0,5[9] < 03 < 0,5(0].
2-й метод основан на том, что учитывается взаимосвязь лишь
одной погрешности угла 0| (непараллельности валов) и общего
смещения А50. Нормальные условия работы лимитируются погреш-
ностями одновременно трех углов: 0Ь 02, 03. При этом должны
быть выполнены условия:
при 0| > О
О<0, <[0];
[0]< 02 <[е1;
-[0]<03 <0;
Таблица 18.25. Допустимый угол [0| разворота звена для шарнирных
цепей
Скорость цепи v, м/с Допустимый угол |0| разворота звена цени,
для стационарных машин для нестационарных машин
ДоЗ 0,1 ...0,15 0,2...0,3
3...8 0,075... 0,105 0,15...0,21
Свыше 8 0.038...0,06 0,075... 0,1
511
при 0] < О
-[0] < 0, < О;
-[О]<02<[0];
о <е3 <[е].
3-й метод основан на том что учитывается взаимосвязь полной
погрешности угла 0| (включая его направление и величину) и
общего смещения A5(l. Нормальные условия работы передачи ли-
митируются погрешностями углов 02 и 03. При этом необходимо
выполнить условия:
при 0| > 0
О<0, <[0];
-[0]<02 <fO]-0,;
-[о]<е, <[е]-е,;
при 0, < 0
-[0] < 9, <0;
-([е]+е,)<02 < [е];
_([0]+01) < 0з <[е].
Технология сборки цепной передачи включает в себя:
сборку звездочки с валом, контроль величины радиального и
торцового биения;
монтаж валов в сборе со звездочками на базовой детали, кон-
троль положения звездочек;
установку цепи и постановку соединительного звена;
натяжение цепи.
Монтаж цепной передачи начинают с проверки соответствия
цепи и звездочек путем укладки цепи на зубья звездочки по дуге
охвата более трех четвертей длины окружности. При этом цепь
должна свободно без ощутимых зазоров располагаться на зубьях
звездочки. Если это условие нс выполняется, то необходим конт-
роль звездочки или цепи.
После монтажа валов в сборе со звездочками контролируют их
параллельность в горизонтальной и вертикальной плоскостях. Ве-
личину отклонения 5В целесообразно принять в вертикальной и
горизонтальной плоскостях и определить по формуле
5„ =0,707 Kjg[0],
где К.. — коэффициент, учитывающий метод контроля монтажа:
для 1-го метода К,, = 0,5; для 2-го и 3-го методов Кы = I. Допусти-
512
Таблица 18.26. Отклонение 5„ от параллельности валов в сборе
со звездочками в вертикальной и горизонтальной плоскостях
для шарнирных цепей
Скорое ГЫ ICII и V, м/с Отклонение 6lt oi параллельности при различных методах контроля
для стационарных машин для нестационарных машин
1 -м 2-м, 3-м 1 -м 2-м, 3-м
Доз 0,06... 0,1 0,12...0,19 0,13...0,19 0,25...0,37
3...8 0,05 ...0,07 0,09...0,13 0,09...0,13 0,19...0,26
Свыше 8 0,03... 0,04 0,05...0,07 0,05...0,06 0,09...0,12
мне значения непараллельное™ валов в сборе со звездочками для
шарнирных цепей приведены в табл. 18.26.
Далее необходимо обеспечить установку обеих звездочек в од-
ной плоскости и отрегулировать осевые зазоры.
Допустимое смещение 8У звездочек относительно срединной
плоскости зубчатых венцов зависит от метода контроля монтажа
и определяется формулой
Ф Ф Ф -
где 5Л|, 8Л- — соответственно верхнее и нижнее допустимое сме-
щение звездочек в одной плоскости.
Величины всех этих смещений приведены в табл. 18.27.
При контроле монтажа по 1-му методу (см. табл. 18.27)
= /1arctg^'; 6Л; = (-Л )arctg .
При контроле монтажа по 2-му методу (см. табл. 18.27):
если 0| < 0, то 8Si = 0; 8,S|| = (-A) arctgl01;
если 0, > 0, то 8S|i = A arctg[0|; 8S|| = 0.
При контроле монтажа по 3-му методу (см. табл. 18.27):
если 0| > 0, то 8?i = A arctg|0J; 8S|| = ( /1)arctg(|0| -0,);
если 0, < 0, то фв = 3arctg(|0] +0|); 8?ii = (-А)arctg[0].
Наибольшую величину общего смещения торцов звездочек от
срединной плоскости передачи без снижения работоспособности
цепной передачи можно допустить при контроле монтажа по 2-му
и 3-му методам.
Общее смещение Л50 торцов звездочек относительно средин-
ной плоскости передачи является комплексной погрешностью из-
513
Таблица 18.27. Величина допустимых отклонений звездочек, мм: смещения относительно срединной плоскости
зубчатых венцов (8S), верхнего (5Лв) и нижнего (3Лн) смещений в одной плоскости
Место Межосепое §5 6Л •Jft Ss -Зн 8д 5^,, 8л 8 s -’в
установки расстояние А, при разных скоростях цепи v, м/с
передачи ММ
Доз 3...8 Свыше 8
При контроле монтажа по 1-му методу
Стационарные 300 0,54 0,27 -0.27 0,4 0,2 -0,2 0,2 0,1 -0,1
машины 500 0,9 0,45 -0,45 0,66 0,33 -0,33 0,34 0,17 -0,17
700 1,2 0,6 -0,6 0,9 0,45 -0,45 0,46 0,23 -0,23
1 000 1,76 0,88 -0,88 1,36 0,68 -0,68 0,66 0,33 -0,33
1 500 2,6 1,3 -1,3 2 1 -1 1 0,5 -0,5
Нестационар- 300 1,06 0,53 -0,53 0,8 0,4 -0,4 0,4 0,2 -0,2
ные машины 500 1,76 0,88 -0,88 1,3 0,65 -0,65 0,66 0,33 -0,33
700 2,46 1,23 -1,23 1,8 0,9 -0,9 0,92 0,46 -0,46
1 000 3,5 1,75 -1,75 2,6 1,3 -1,3 1,3 0,65 -0,65
1 500 5,24 2,26 -2,62 3,9 1,95 -1,95 2 1 -1
При контроле монтажа по 2-му методу
Стационарные 300 0,53 0,53 — 0,4 0,4 — 0,2 0,2 • —
машины 500 0,88 0,88 — 0,65 0,65 — 0,33 0,33 —
700 1,2 1,2 — 0,9 0,9 — 0,46 0,46 —
1 000 1,75 1,75 — 1,35 1,35 — 0,65 0,65 —
1 500 2,6 2,6 — 1,45 1,95 — 1 1 —
Нестационар- 300 1,05 1,05 — 0,8 0,8 — 0,4 0,4 —
ные машины 500 1,75 1,75 — 1,3 1,3 — 0,65 0,65 —
700 2,45 2,45 — 1,8 1,8 — 0,92 0,92 —
1 000 3,5 3.5 — 2,6 2,6 — 1,3 1,3 —
1 500 5,25 5.25 ' — 3,9 3,9 — 1,95 1,95 —
При контроле монтажа по 3-му методу
Стационарные 300 1,06 0,53 -0,53 0.8 0,4 -0,4 0,4 0.2 -0,2
машины 500 1,76 0,88 -0,88 1,3 0,65 -0,65 0,66 0,33 -0,33
700 2,4 1,2 -1,2 1,8 0,9 -0,90 0,92 0,46 -0,46
1000 3,5 1,75 -1,75 2,7 1,35 -1,35 1,3 0,65 -0,65
1 500 5.2 2,6 -2,6 3,9 1,95 -1.95 2 1 -1
Нестационар- 300 2,1 1,05 -1.05 1,6 0,8 -0.8 0,8 0,4 -0,4
ные машины 500 3,5 1,75 -1,75 2,6 1,3 -1.3 1,3 0,65 -0,65
700 4,9 2.45 -2,45 3,6 1,8 -1.8 1,84 0,92 -0,92
1 000 7 3.5 -3,5 5,2 2.6 -2.6 2.6 1.3 -1,3
1 500 10.5 5,25 -5,25 7,8 3,9 -3,9 3,9 1,95 -1,95
Примечания: 1. Допустимые отклонения при 3-м методе контроля приведены для случая 6, > 0.
2. При 0 < 0 5S- = 8Su. а 8Л| = 8Vi.
Рис. 18.35. Схема контроля верхнего .8',. и нижнего .S'H смещения звездочек
в одной плоскости:
О,, О2 — положение торца ведущей и ведомой звездочек
готовления и монтажа элементов цепной передачи и определяет-
ся зависимостью
Л50 = Л5С + Л5„ ± | (ДД„ + Л Д;2 - Sk),
где ЛДС — смещение центра ведомой звездочки; ЛД„ — погреш-
ность наклона звездочек, характеризуемая углом 04: ЛД„ = 0,25(г/Д1 +
+ г/д2)5>п94; A*Si и ЛД,2 — осевое смещение торцов звездочек в сбо-
ре с валом: ASI} = Дт1 + Дв), ЛД,2 = ЛТ2 + дв21 Лц и ЛТ2 — торцовое
Рис. 18.36. Приспособления для соединения и натяжения шарнирных (а, б)
и зубчатых (в) цепей
516
биение соответственно ведущей и ведомой звездочек; Ав, и А„2 ~
осевой зазор соответственно ведущей и ведомой звездочек в сборе
с валом; S- — компенсирующий боковой зазор между внутренни-
ми пластинами цепи и торцами зубьев звездочки.
Контроль величины верхнего и нижнего смещения звез-
дочек в одной плоскости выполняют по схеме, приведенной на
рис. 18.35, используя следующие зависимости:
Л5В = ЛА,. - 0,5АК < 8S ; А5„ = ЛА,, + 0,5АК > 8S ,
где Ак - величина бокового зазора между зубом и внутренней
пластиной цепи. Для однорядных передач с шарнирными цепями
при работе со звездочками по ГОСТ 591—69 Ак составляет 7 % от
расстояния между внутренними пластинами цепи; для звездочек
по ГОСТ 592—75 — 10...20 %; для натяжных звездочек — до 30 %.
После выверки передачи на звездочки накладывают отрезок
цепи с соответствующим числом звеньев, концы соединяют пе-
реходным соединительным звеном и натягивают цепь, используя
приспособления, приведенные па рис. 18.36.
18.8. Сборка ременных передач
Ременные передачи являются передачами трением с гибкой
связью. Их преимущества по сравнению с зубчатыми или цепны-
ми передачами: хорошие амортизирующие и демпфирующие свой-
ства, бесшумность, способность служить предохранительным зве-
ном при перегрузках, простота конструкции, пониженные требо-
вания к точности изготовления и монтажа, возможность передачи
вращения па значительные расстояния.
В зависимости от вида ремня различают передачи плоскоремен-
ные, клиноременные, гюликлиновые и круглоременные (рис. 18.37).
Передачи клиновым ремнем нормального сечения наиболее
распространены в машиностроении, поскольку могут передавать
Рис. 18.37. Ременные передачи:
а — плоскоременная; б — клиноремепная; « — иоликлиноиая; г — круглоременная
517
крутящие моменты просто и относительно бесшумно в достаточ-
но большом диапазоне скоростей и мощностей.
Применяют ремни кордотканевые и кордошнуровые. Кордо-
тканевые обеспечивают большую долговечность. Клиновые ремни
нормальных сечений изготовляют в семи сериях с углом профиля
Таблица 18.28. Сечение клиновых ремней и минимальные диаметры
шкивов
Обозначе- ние сече- ния ремня (ф />о (1-Е) нсгп) Минималь- ный (рас- четный) диаметр шкива, мм
Номи- нальное Предель- ное откло- нение Справоч- ное Номи- нальное Предель- ное откло- нение
O(Z) 8,5 +0,4 -0,3 10 6 ±0,3 63
А (А) 11 + 0,6 -0,4 13 8 +0,4 90
Б (В) 14 + 0,7 -0,5 17 10,5 ±0,5 125
В (С) 19 + 0,8 -0,5 22 13,5 ±0,5 200
Г (Д) 27 +0,9 -0,6 32 9 (20) ±0.6 315
Д (Е) 32 + ,1,0 -0,7 38 (40) 23,5 (25) ±0,7 500
Е 42 + ,1,0 -0,8 50 30 ± 0,8 800
А- _ _.А . О \(40± 1)/ Л т V 1 Н
Примечания: 1. В скобках приведены обозначения по ISO.
2. б,, — размер ремня в рабочем сечении; btl — максимальный размер ремня в
осевом сечении; Н — высота рабочей поверхности ремня.
518
Таблица 18.29. Размеры канавок профиля шкивов, мм
Обозначение сечения ремня (/„) Н. не менее ho (/’) /(е) Г <р(а) -40° Ре коменлуется
Номинальный Предельное отклонение 1 Номинальный п 1 Предельное отклонение . D(d„) ho d /7Х (А)
Номинальный Предельное отклонение
О 8,5 10 2,5 12 ±0,3 8 ±1 0,5 >180 10,3 9 ±0,01 6
А 11 12,5 3,3 15 ±0,3 10 +2 -1 1 >450 13,5 1 1,6 ±0,015 7,6
Б 14 16 4,2 19 ±0,4 12,5 + 2 -1 1 >560 17.6 14.7 ±0,015 9,6
В 19 21 5,7 25,5 ±0,5 17 + 2 -1 1,5 >710 23,3 20 ±0.02 13,1
Г 27 28,5 8,1 37 + 0,6 24 + 3 -1 2 > 1 000 33,2 28,5 ±0.02 18,8
д 32 34 9,6 44,5 ±0,7 29 +4 -1 2 > 1 250 39,3 33,8 ±0,03 22,3
Е 42 43 12,5 58 ±0,8 38 + 5 - 1 2.5 > 1 600 51,1 44,5 ±0,04 29,6
V /\ t , д Ч Ад у -=1 J а]
519
(40±1)° по ГОСТ 1284—68. Размеры этих ремней приведены в
табл. 18.28.
Расчетные длины ремней с учетом натяжения приняты по
40-му ряду предпочтительных чисел для сечения (по серии рем-
ней): О - (400... 2 500) мм; А - (560... 4 000); Б - (800... 6 300); В -
(1 800... 11 600); Г - (3 150... 15 000); Д - (4 500... 18 000); Е -
(6 300... 18 000) мм. В передаче следует использовать ремни только
одной группы.
В табл. 18.29 приведены размеры канавок профиля шкивов и их
допустимые отклонения.
Рабочие поверхности шкивов должны иметь шероховатость не
более Ra 2,5 мкм; допустимое отклонение по углу канавки ±30'.
При скоростях до 30 м/с шкивы балансируют статически, при
более высоких скоростях — динамически.
Технология сборки ременной передачи включает в себя:
сборку шкива с валом;
монтаж валов в сборе на базовой детали; контроль положения
шкивов;
установку ремней и их натяжение.
Сборка шкивов с валом осуществляется аналогично сборке звез-
дочек или зубчатых колес.
При монтаже валов в сборе необходимо обеспечить непарал-
лельность осей шкивов не более 1 мм на длине 1 000 мм и смеще-
ние рабочих поверхностей не более 2 мм на 1 000 мм межцентро-
вого расстояния.
СПИСОК ЛИТЕРАТУРЫ
I. Балабанов А. И. Краткий справочник технолога-машиностроителя /
А. Н. Балабанов. — М. : Изд-во стандартов, 1992. — 459 с.
2. Балакшин Б. С. Основы технологии машиностроения / Б. С. Балак-
шин. — М. : Машиностроение, 1969. — 559 с.
3. Гусев А. А. Автоматизация сборки зубчатых передач //Технология и
оборудование механосборочного производства: итоги науки и техники /
ВИНИТИ. - М., 1990. - С. 45-50.
4. Гусев А.А., Гусева И.А. Выбор способа автоматической установки
упругих колец для серийной сборки изделий // Автоматизация и совре-
менные технологии. — 1997. — № 12. — С. 2— 11.
5. Дальский А. М. Технологическая наследственность в сборочном про-
изводстве : учеб, пособие для слушателей заочн. курсов / А. М. Дальский. —
М. : Машиностроение, 1978. — 45 с.
6. Допуски и посадки : справочник / под ред. В. Д. Мягкова. — Д. :
Машиностроение, Денингр. отд-е, 1978. — 543 с.
7. Егоров М.Е. Основы проектирования машиностроительных заводов /
М. Е. Егоров. — М. : Высш, шк., 1969. — 480 с.
8. Замятин В. К. Сборочные процессы в автотракторном и сельскохо-
зяйственном машиностроении : учеб, пособие для слушателей заочн. кур-
сов / В. К. Замятин. — М. : Машиностроение, 1981. — 79 с.
9. Зенкин А. С. Технологические основы сборки соединений с натягом :
учеб, пособие для слушателей заочн. курсов /А. С. Зенкин. — М. : Маши-
ностроение, 1982. — 49 с.
10. Иванов А. Г. Измерительные приборы в машиностроении : учебник
для вузов / А. Г. Иванов. — М. : Изд-во стандартов, 1981. — 496 с.
11. Картавое С. А. Технология машиностроения : учебник для вузов (спе-
циальная часть) / С. А. Картавов. — Киев : Вища шк., 1984. — 272 с.
12. Качество машин : справочник : в 2 т. / А. Г. Суслов, Э.Д. Браун,
И. А. Виткевич. — М.: Машиностроение, 1995. — Т. 1. — 256 с. — Т. 2. — 430 с.
13. Ковшов А.Н. Технология машиностроения : учебник для вузов /
А. Н. Ковшов. — М. : Машиностроение, 1987. — 320 с.
14. Колев К. С. Технология машиностроения : учеб, пособие для студ.
вузов / К. С. Колев. — М. : Высш, шк., 1977. — 256 с.
15. Корсаков В. С. Автоматизация сборочных работ : учеб, пособие
для слушателей заочн. курсов / В. С. Корсаков. — М. : Машиностроение,
1985. - 56 с.
16. Косилов В. В. Средства механизации и автоматизации сборки : учеб,
пособие для слушателей заочн. курсов / В. В. Косилов, А. Г.Холодкова. —
М. : Машиностроение, 1980. — 726 с.
521
17. Маталин А. А. Технология машиностроения : учебник для вузов /
А. А. Маталин. — Л. : Машиностроение, 1985. — 512 с.
18. Новиков М.П. Основы технологии сборки машин и механизмов /
М. П. Новиков. — М. : Машиностроение, 1980. — 592 с.
19. Оболенский В.Н. Механизация и автоматизация процессов сбор-
ки резьбовых соединений : учеб, пособие для слушателей заочн. курсов /
В. Н. Оболенский, А. И. Золотухин, Б. В. Гусаков. — М. : Машинострое-
ние, 1983. - 47 с.
20. Обработка металлов резанием : справочник технолога / под ред.
А. А. Панова. — М. : Машиностроение, 1988. — 736 с.
21. Общемашиностроительные нормативы времени на слесарную об-
работку деталей и слесарно-сборочные работы по сборке машин. Мелко-
серийное и единичное производство. — М. : Машиностроение, 1976. —
219 с.
22. Общемашиностроительные нормативы времени на слесарную об-
работку деталей и слесарно-сборочные работы по сборке машин и при-
боров в условиях массового, крупносерийного и среднесерийного типов
производства. — М. : Машиностроение, 1991. — 159 с.
23. Основы технологии машиностроения : учебник для вузов / под ред.
В. С. Корсакова. — М. : Машиностроение, 1977. — 416 с.
24. Прогрессивные режущие инструменты и режимы резания метал-
лов : справочник / под ред. В. И. Баранчикова. — М. : Машиностроение,
1990. - 400 с.
25. Проектирование технологии / под ред. Ю. М. Соломенцева. — М. :
Машиностроение, 1990. — 376 с.
26. Режимы резания металлов : справочник / под ред. Ю. В. Баранов-
ского. — М. : Машиностроение, 1972. — 408 с.
27. Соколовский А. П. Научные основы технологии машиностроения /
А. П. Соколовский. — Л. : Машгиз, 1956. — 467 с.
28. Справочник технолога-машиностроителя : в 2 т. / под ред. А. Г. Ко-
силовой, Р. К. Мещерякова. — М. : Машиностроение, 1985. — Т. 1. — 656 с.
29. Справочник техполша-машиностроителя : в 2 т. / под ред. А. Г. Ко-
силовой, Р. К. Мещерякова. — М. : Машиностроение, 1985. — Т. 2. — 496 с.
30. Справочник технолога по автоматическим линиям / под ред.
А. Г. Косиловой. — М. : Машиностроение, 1982. — 320 с.
31. Технология машиностроения : учебник для втузов / М.Е. Егоров,
В. И .Дементьев, В. Л. Дмитриев. — М. : Высш. шк„ 1976. — 534 с.
32. Технология машиностроения (специальная часть) : учебник для
вузов / А. А. Гусев, Е. Р. Ковальчук, И. М. Колосов и др. — М. : Машино-
строение, 1986. — 480 с.
33. Тарасевич О. М. Основные направления сокращения ручного труда
при механической обработке и сборке : учеб, пособие для слушателей
заочн. курсов / О. М. Тарасевич. — М. : Машиностроение, 1986. — 34 с.
34. Технологичность'конструкции изделий : справочник / под ред.
Ю.Д. Амирова. — М. : Машиностроение, 1990. — 367 с.
35. Точность обработки, заготовки и пропуски в машиностроении :
справочник технолога / А. Г. Косилова, Р.К. Мещеряков, М. А. Кали-
нин. — М. : Машиностроение. 1976. — 288 с.
м
ОГЛАВЛЕНИЕ
Введение ................................................... 3
РАЗДЕЛ I. ОСНОВЫ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ МАШИН
Глава 1. Производственный и технологический процессы........ 6
1.1. Общие понятия.......................................... 6
1.2. Характеристики технологического процесса...............13
1.3. Типы производства......................................13
Глава 2. Техническое нормирование в механосборочном
производстве..............................................21
2.1. Методы технического нормирования.......................21
2.2. Структура штучного времени.............................23
Глава 3. Основы теории размерных цепей......................29
3.1. Назначение размерных цепей ............................29
3.2. Классификация размерных цепей..........................29
3.3. Методы расчетов размерных цепей .......................34
Глава 4. Элементы теории базирования........................42
4.1. Основные понятия.......................................42
4.2. Классификация баз .....................................46
4.3. Основные схемы базирования заготовок при механической
обработке....................................................53
4.4. Искусственные технологические базы и дополнительные
опорные поверхности .........................................58
4.5. Принцип единства (совмещения) баз .....................59
4.6. Принцип постоянства баз................................63
4.7. Особенности выбора технологических баз при обработке
заготовок....................................................65
Глава 5. Качество машин и их элементов......................70
5.1. Общие сведения.........................................70
523
5.2. Качество деталей машин..................................75
5.3. Технологичность конструкций изделий ....................78
Глава 6. Точность изготовления деталей......................101
6.1. Погрешности механической обработки и методы достижения
точности ....................................................101
6.2. Погрешности обработки, возникающие вследствие
геометрических погрешностей станка...........................106
6.3. Погрешности, вызываемые неточностью изготовления
и износом режущего инструмента...............................110
6.4. Погрешности обработки, связанные с деформациями
технологической системы под действием сил резания ...........117
6.5. Погрешности, обусловленные тепловыми деформациями
технологической системы.....................................131
6.6. Статистические методы в технологии машиностроения......137
6.7. Настройка станков......................................151
6.8. Погрешности установки заготовок........................157
6.9. Погрешности, вызываемые перераспределением внутренних
напряжений в заготовках при обработке.......................163
6.10. Суммарная погрешность механической обработки..........167
6.11. Пути повышения точности механической обработки .......170
Глава 7. Качество поверхностей деталей машин................181
7.1. Основные понятия........................................181
7.2. Взаимосвязь параметров шероховатости поверхности деталей
с условиями их обработки.....................................184
7.3. Физико-механические свойства поверхностного слоя
заготовок ц деталей.........................................191
7.4. Методы исследования свойств поверхностных слоев........195
7.5. Влияние качества поверхностей на эксплуатационные
свойства деталей машин......................................196
7.6. Понятие о технологической наследственности.............200
Глава 8. Припуски на обработку поверхностей.................203
8.1. Общие сведения.........................................203
8.2. Методы назначения припусков............................204
8.3. Расчет минимального припуска...........................208
8.4. Промежуточные и исходные размеры заготовок ............209
Глава 9. Проектирование технологических процессов...........214
9.1. Классификация технологических процессов................214
9.2. Исходная информация для проектирования технологических
процессов...................................................215
9.3. Технико-экономические принципы проектирования
технологических процессов...................................216
524
9.4. Последовательность технологического проектирования......217
9.5. Определение типа производства...........................218
9.6. Отработка конструкции изделия на технологичность
и технологический контроль чертежа......................219
9.7. Выбор заготовок для деталей машин......................220
9.8. Выбор способов обработки поверхностей и назначение
технологических баз..........................................223
9.9. Составление технологического маршрута обработки........226
9.10. Назначение припусков и уточнение чертежа заготовки ...229
9.11. Проектирование технологических операций...............230
9.12. Выбор оборудования и приспособлений...................237
9.13. Выбор режущего инструмента............................238
9.14. Расчет параметров режима резания......................239
9.15. Выбор экономичного варианта технологического процесса..246
9.16. Технологическая документация .........................249
9.17. Разработка типовых технологических процессов..........250
9.18. Основы проектирования групповых технологических
процессов....................................................253
9.19. Особенности проектирования технологических процессов
для оборудования с ЧПУ.......................................257
9.20. Модульная технология..................................265
РАЗДЕЛ II. ИЗГОТОВЛЕНИЕ ТИПОВЫХ
ДЕТАЛЕЙ МАШИН
Глава 10. Обработка корпусных деталей.......................266
10.1. Назначение и конструкция..............................266
10.2. Основные технические требования ......................272
10.3. Материалы и методы получения заготовок................275
10.4. Базы и базирование....................................277
10.5. Технологический маршрут обработки.....................278
10.6. Контроль..............................................284
10.7. Особенности изготовления станин.......................288
Глава 11. Изготовление деталей типа тел вращения............294
11.1. Обработка ступенчатых валов...........................294
11.2. Обработка шпинделей...................................305
11.3. Обработка ходовых винтов..............................311
11.4. Контроль поверхностей.................................315
Глава 12. Изготовление деталей зубчатых передач.............320
12.1. Обработка цилиндрических зубчатых колес...............320
12.2. Обработка конических зубчатых колес...................334
12.3. Особенности обработки червячных зубчатых колес........337
12.4. Методы обработки поверхностей зубчатых колес..........337
525
12.5. Особенности обработки червяков.......................339
12.6. Контроль деталей зубчат ых передач...................340
Глава 13. Изготовление рычагов и вилок.....................342
13.1. Назначение и конструктивные особенности..............342
13.2. Основные технические требования .....................343
13.3. Материалы.и методы получения заготовок...............343
13.4. Базы и базирование...................................343
13.5. Технологический маршрут обработки....................344
Глава 14. Обработка крупногабаритных деталей в условиях
их эксплуатации..........................................346
14.1. Общие сведения о бандажах и опорных роликах..........346
14.2. Обоснование необходимости обработки в условиях
эксплуатации ..............................................347
14.3. Введение переносных станков в кинематические и размерные
цепи действующих агрегатов ................................348
14.4. Обработка поверхностей переносными станками.........351
РАЗДЕЛ 111. ОСНОВЫ ТЕХНОЛОГИИ СБОРКИ
В МАШИНОСТРОЕНИИ
Гл а в а 15. Основные понятия сборки.......................355
15.1. Классификация соединений деталей машин.................355
15.2. Точность сборки ......................................356
15.3. Методы расчета размерных цепей и их допусков.........357
Г л а ва 16. Проектирование технологических процессов сборки.373
16.1. Структура процесса сборки ...........................373
16.2. Исходная информация для проектирования ..............373
16.3. Последовательность проектирования ...................374
16.4. Изучение и анализ исходной информации................374
16.5. Определение тина производства и организационной
формы сборки...............................................376
16.6. Анализ технологичности конструкции изделия ..........380
16.7. Анализ базового технологического процесса............381
16.8. Выбор методов обеспечения точности сборки............382
16.9. Разработка и анализ технологической схемы сборки.....384
16.10. Определение необходимого перечня работ..............388
16.11. Назначение технологических баз......................392
16.12. Выбор оборудования и средств технологического
оснащения..................................................395
16.13. Расчет режимов работы сборочного оборудования.......396
16.14. Проверка качества сборки соединений.................396
16.15. Расчет норм времени для выполнения сборки...........397
526
16.16. Разработка схем и выбор оборудования для контроля...398
16.17. Оформление технологической документации ............399
Глава 17. Технология сборки соединений.....................400
17.1. Сборка разъемных соединений .........................400
17.2. Сборка неразъемных соединений .......................436
Глава 18. Сборка типовых сборочных единиц..................455
18.1. Сборка изделий с базированием по плоскостям .........455
18.2. Сборка изделий с подшипниками........................458
18.3. Сборка составных валов...............................476
18.4. Сборка шатунно-поршневых групп ......................479
18.5. Сборка зубчатых передач ..............................481
18.6. Сборка червячных передач.............................498
18.7. Сборка цепных передач................................507
18.8. Сборка ременных передач..............................517
Список литературы .........................................521
1
1
г
I
1
1
1
I
г
I
1
1
I
Учебное издание
f Лебедев Леонид Викторович,
Мнацаканян Виктория Умедовна,
I Погонин Анатолий Алексеевич,
1 Схиртладзе Александр Георгиевич,
1 Тимирязев Владимир Анатольевич,
Шрубченко Иван Васильевич
Г
Технология машиностроения
1 Учебник
Редактор Г. Г. Андреева
Технический редактор Н. И. Горбачева
Компьютерная верстка: Р.Ю. Волкова
Корректоры С. Ю. Свиридова, Т. И. Морозова
Изд. № А-1141-1. Подписано в печать 24.03.2006. Формат 60x90/16.
Гарнитура «Таймс». Бумага тип. № 2. Печать офсе1Ная. Усл. псч. л. 33,0.
Тираж 4000 экз. Заказ № 5511.
Издательский центр «Академия», www.academia-moscow.ru
Санитарно-эпидемиологическое заключение № 77.99.02.95.3.Д.004796.07.04 от 20.07.2004.
117342, Москва, ул. Бутлерова, 17-Б, к. 360. Тел./факс: (495)330-1092, 334-8337.
Отпсчаганос электронных носителей издательств.
ОАО "Тверской полиграфический комбинаГ. 170024, i. Тверь, пр-1 Ленина. 5.
Телефон: (4822) 44-52-03, 44-50-34, Телефон/факс (4822) 44-42-15
Интернет/Home page - www.tverpk.ru Электронная почта (Г-mail) - salesC«4vcrpk.ru
Ж