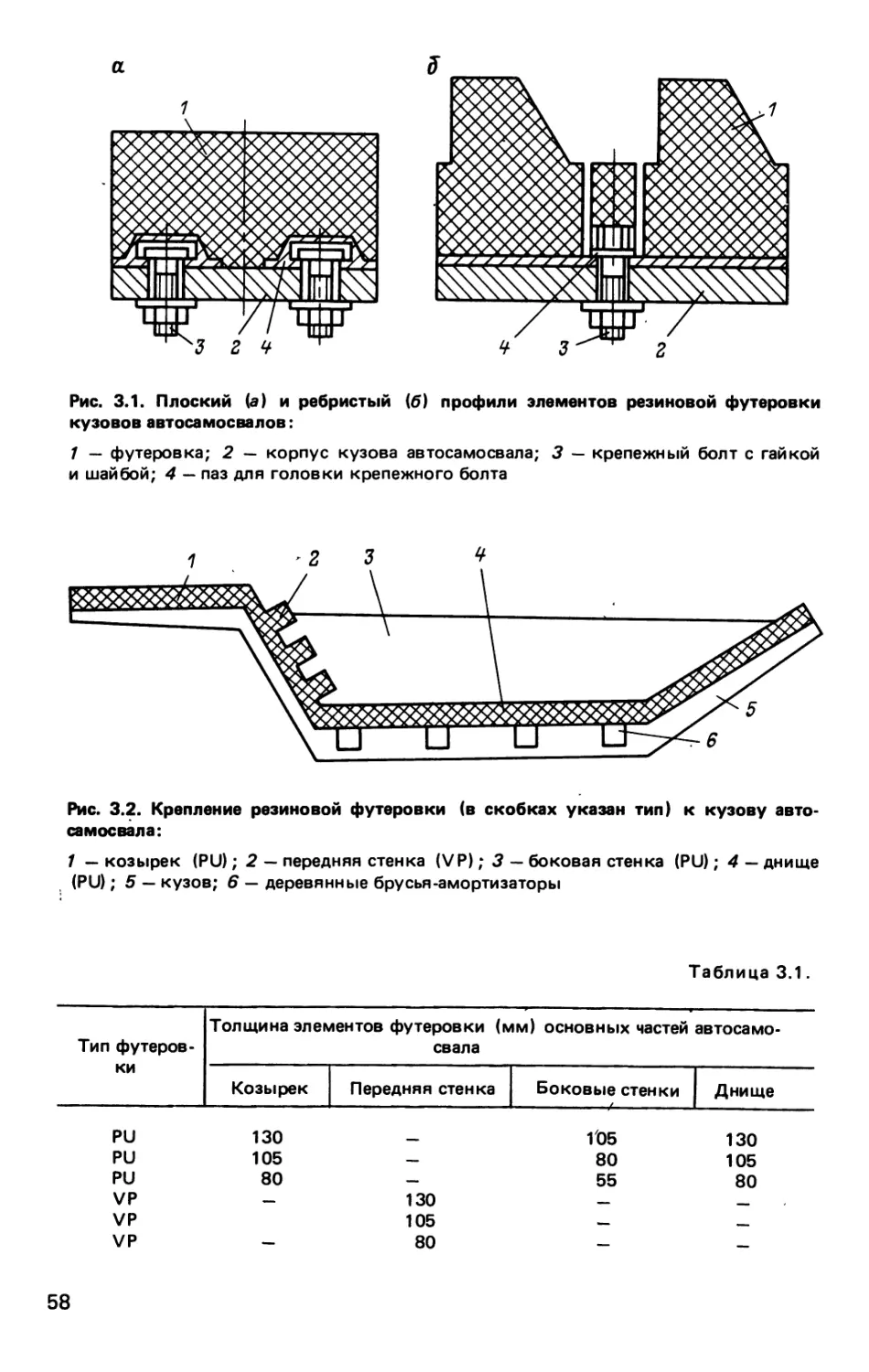
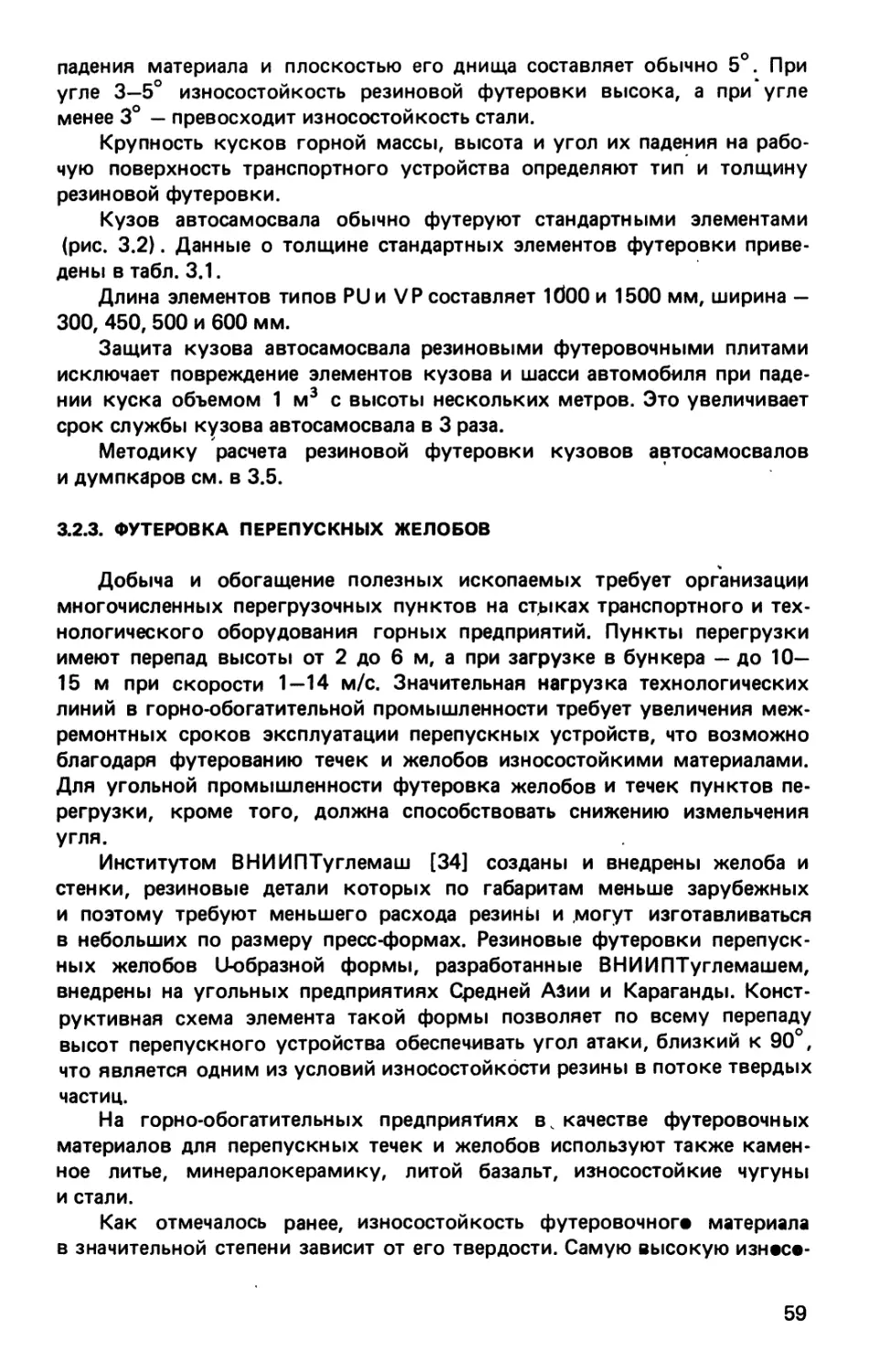
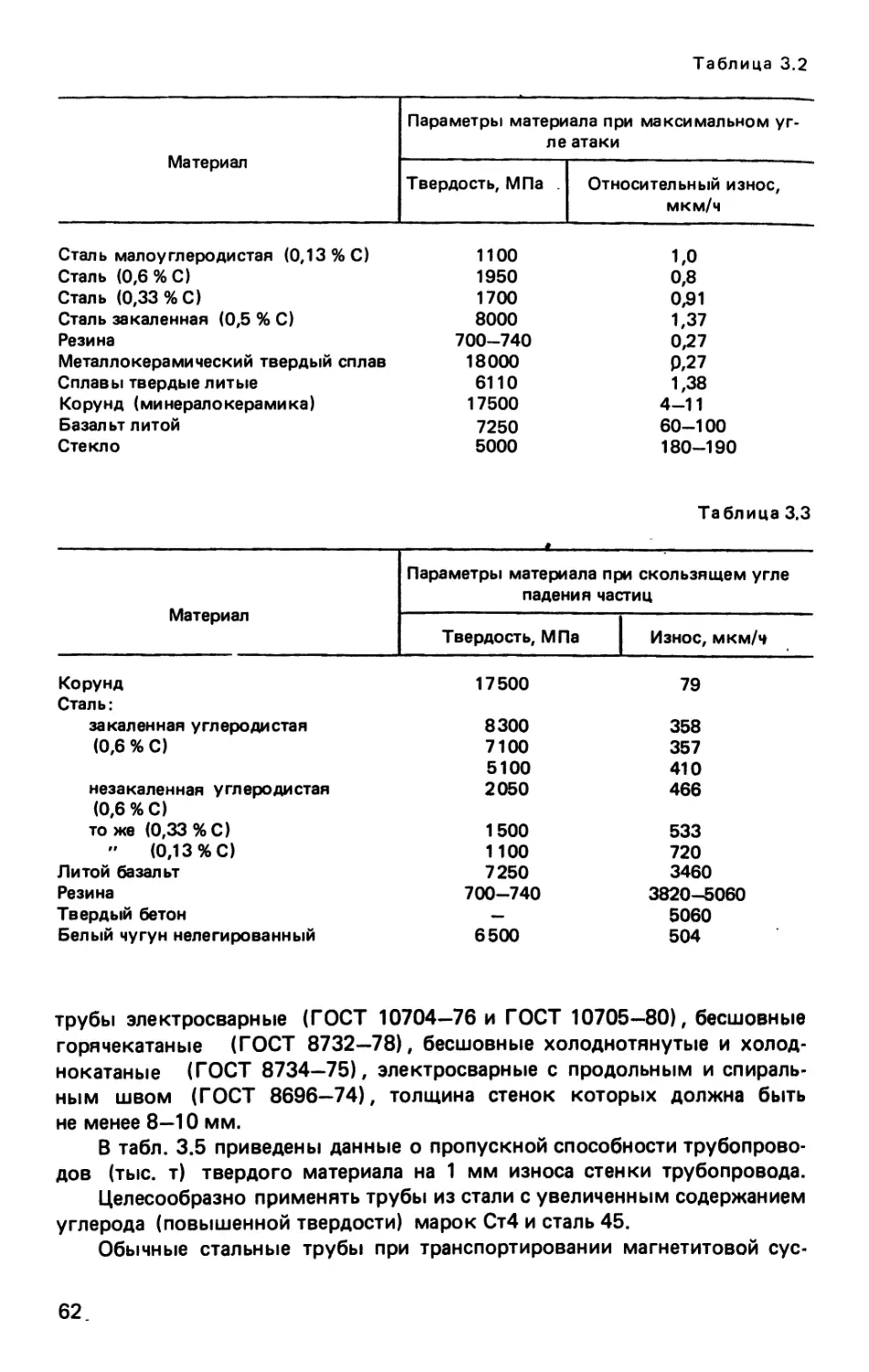
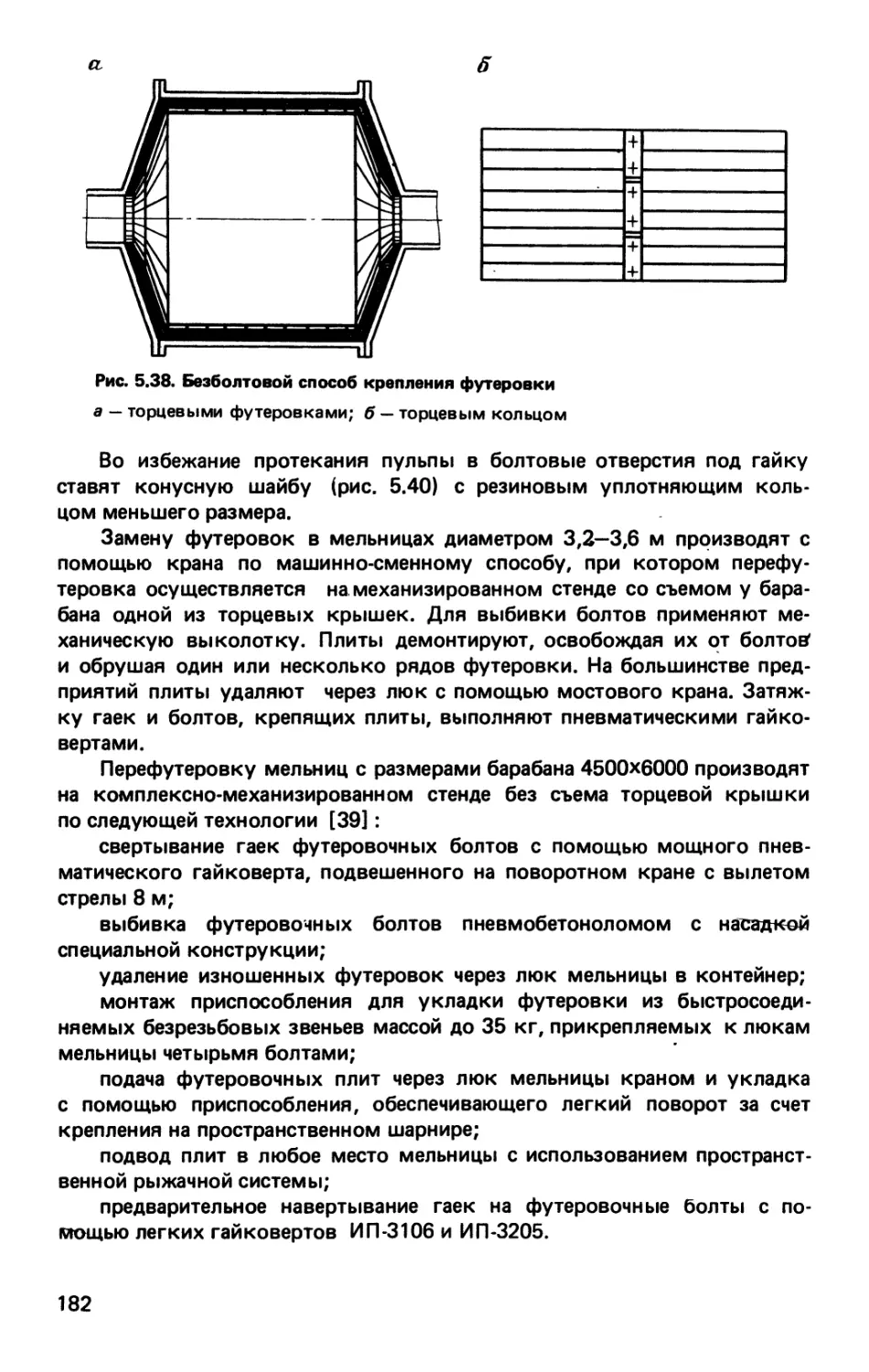
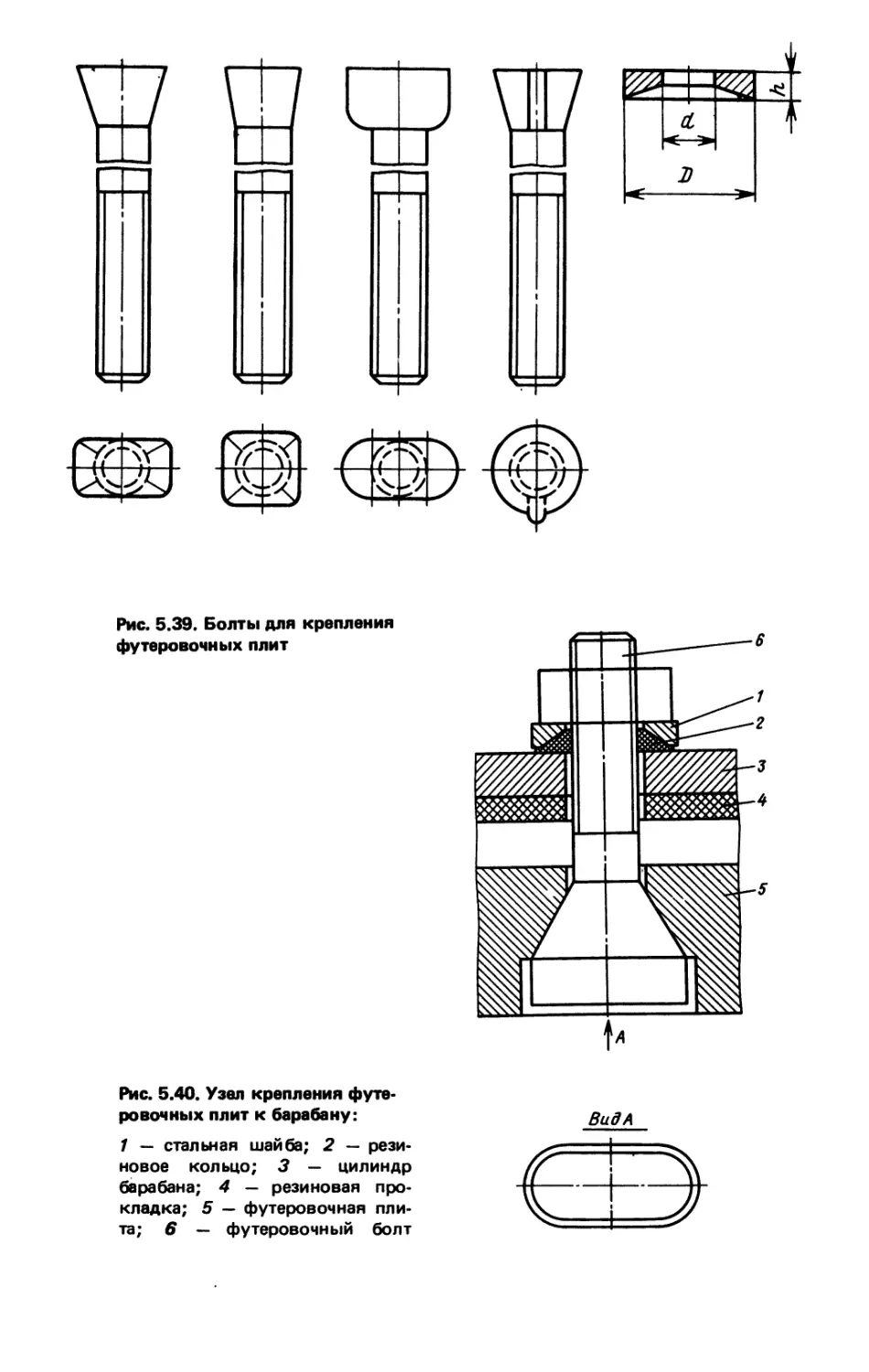
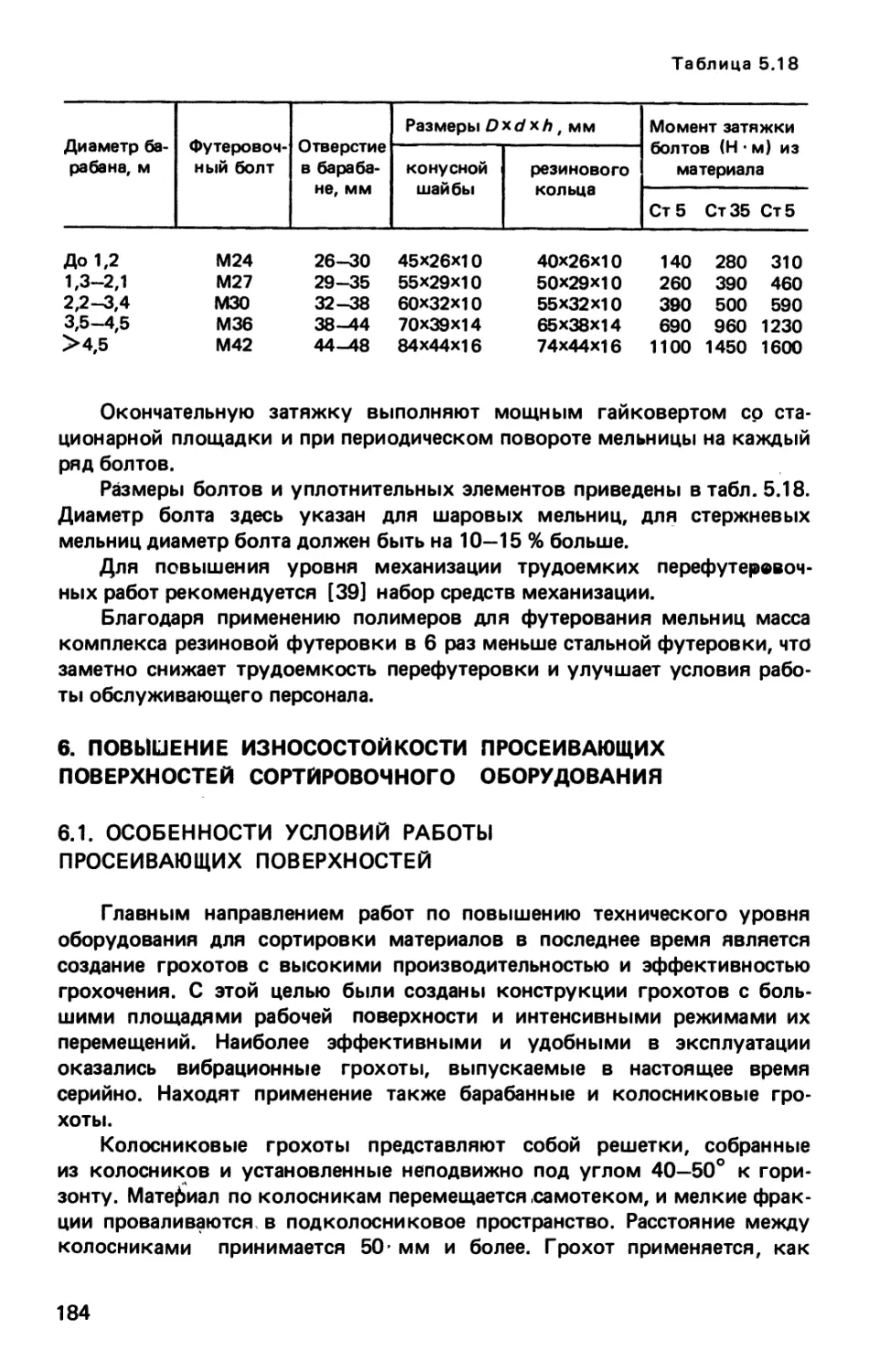
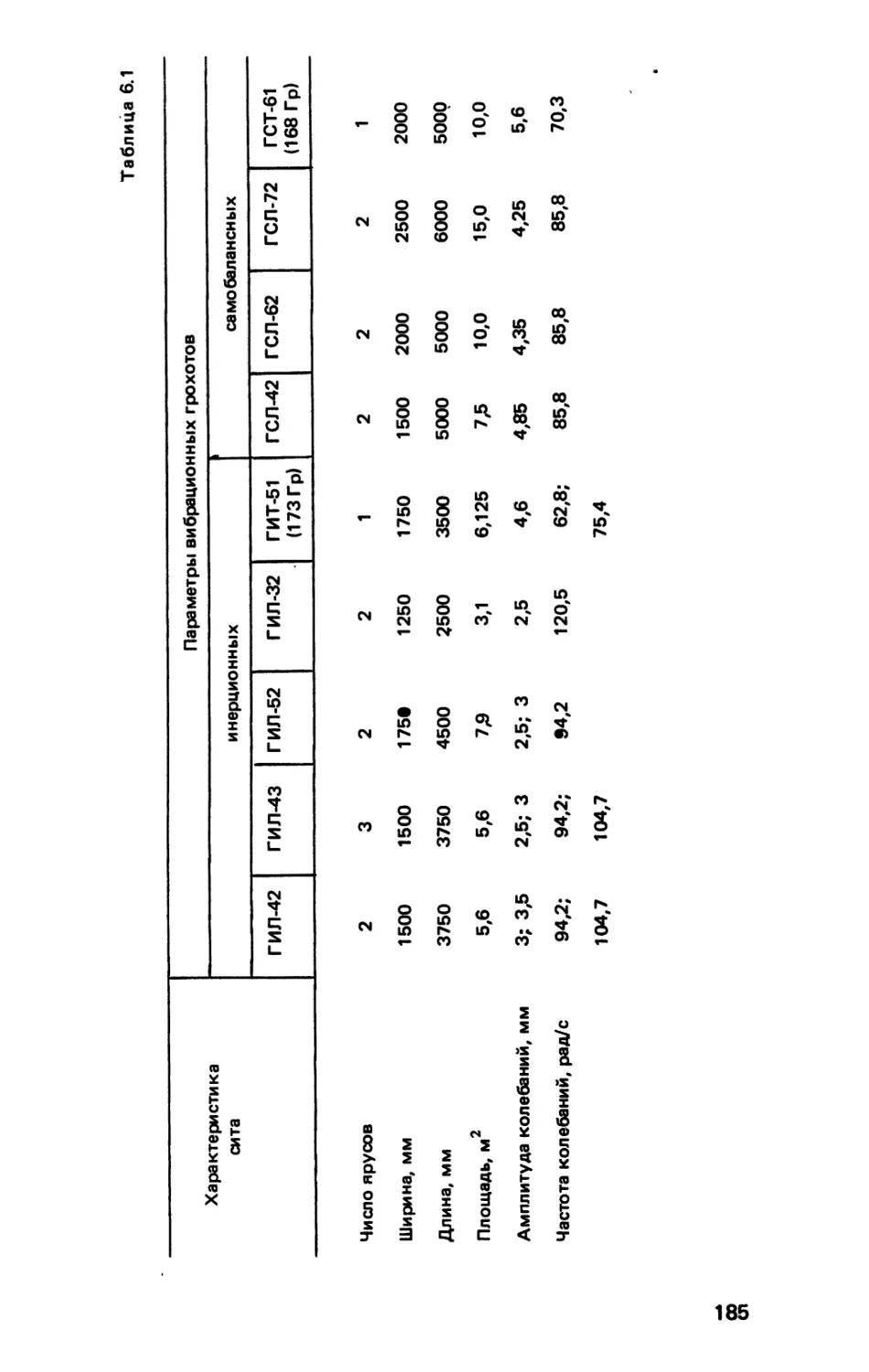
/








































































Текст
задтыв
футеровки
И ПОКРЫТИЯ
ГОРНО-
ОБОГАТИТЕЛЬНОГО
ОБОРУДОВАНИЯ
МОСКВА „НЕДРА" 1985
ПРЕДУПРЕЖДЕНИЕ разрушения деталей забойного оборудования/Шубина Н.Б.,
Грязнов Б.П, Шахтин И.М. и др. 1985. — 15 л. — (Надежность и качество). — 75 к.
Рассмотрены особенности условий эксплуатации очистного оборудования,
фактические показатели надежности очистных комбайнов, забойных конвейеров,
механизированных крепей, насосных станций и их основных сборочных единиц.
Приведены основные причины, Вызывающие снижение надежности очистного обо-
рудования. Описана методика анализа разрушенных деталей. Даны рекомендации
по повышению надежности очистного оборудования при изготовлении и ремонте
и по поддержанию надежности в эксплуатации. Рассмотрен порядок организации
входного контроля качества оборудования и оформления актов рекламаций на
шахте.
Для механиков шахт, конструкторов и технологов горного оборудования.
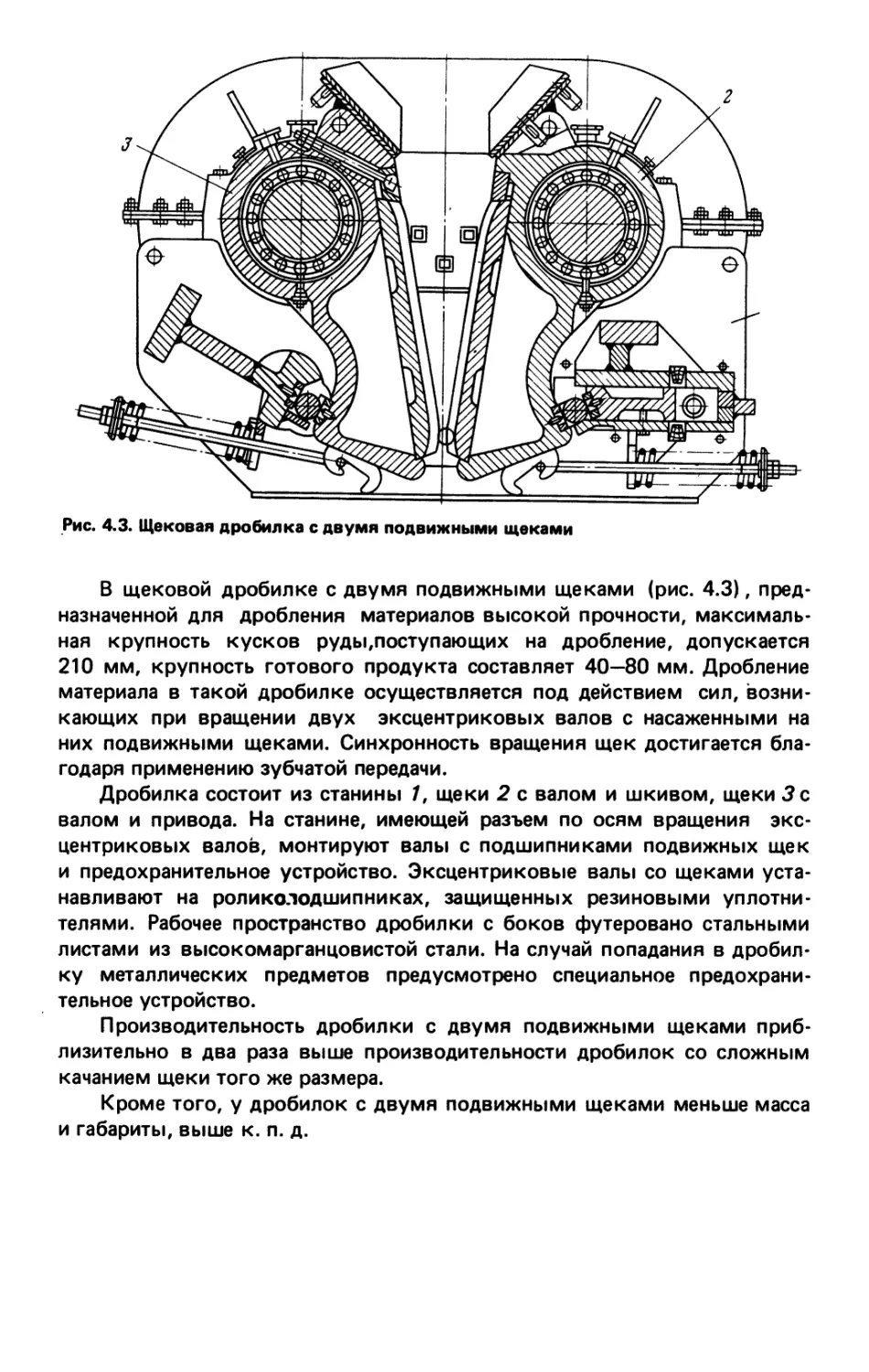
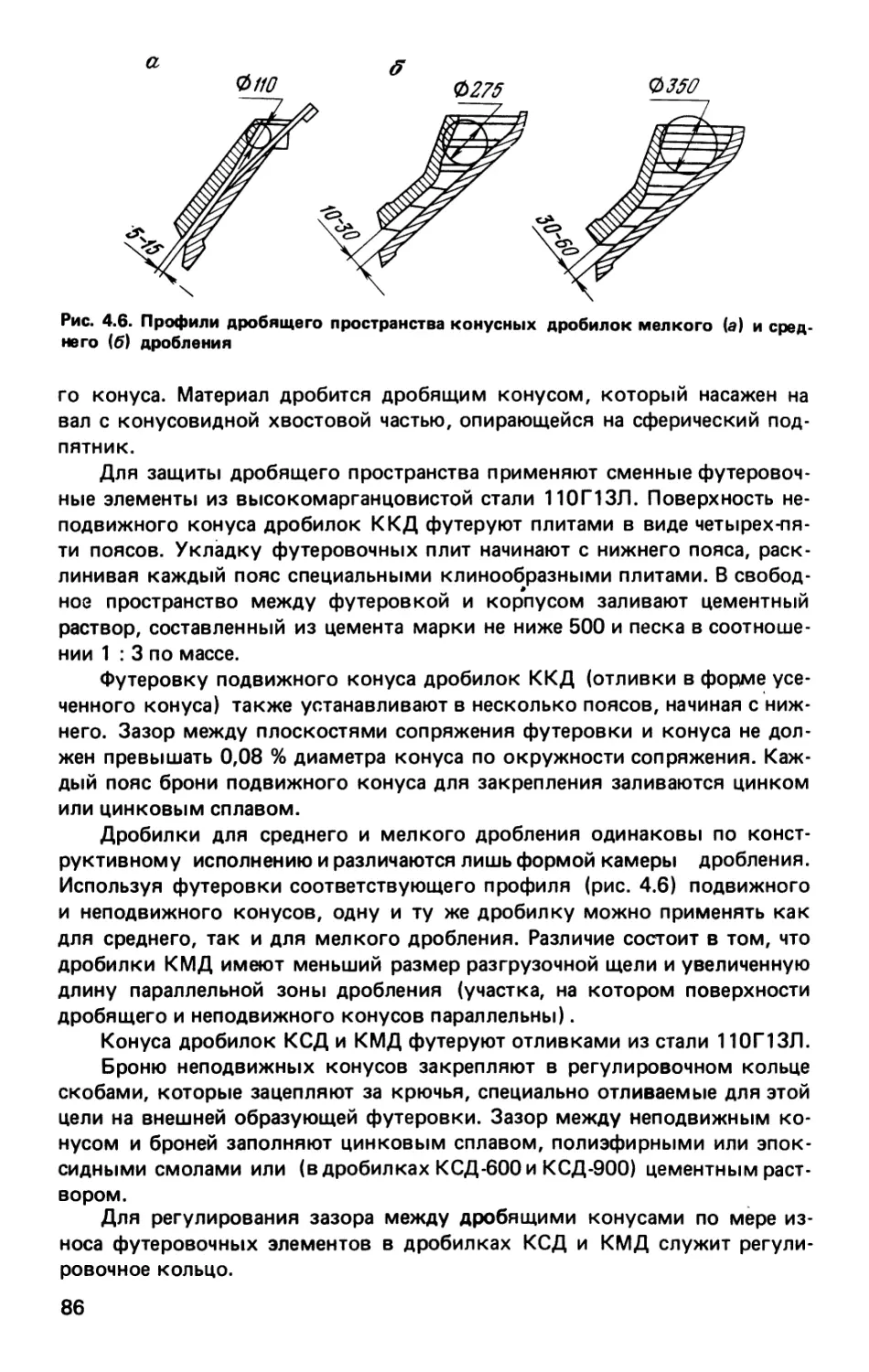
СЕРГО Е.Е. Дробление, измельчение и грохочение полезных ископаемых: Учеб-
ник вузов. 1986. — 20 л. — 1 р. 10 к.
Изложены основы теории процессов дробления, измельчения и грохочения по-
лезных ископаемых. Рассмотрено наиболее распространенное современное оборудо-
вание. Даны рекомендации по выбору и расчету схем дробления, измельчения и
грохочений, а также соответствующего оборудования. Показаны основные направле-
ния совершенствования и повышения эффективности процессов рудоподготовки.
Значительное внимание уделено их автоматизации и регулированию. Приведены
основные правила эксплуатации оборудования.
Для студентов горных и горно-металлургических вузов, обучающихся по спе-
циальности "Обогащение полезных ископаемых".
Интересующие Вас книги Вы можете приобрести в местных книжных
магазинах, распространяющих научно-техническую литературу, или зака-
зать через отдел "Книга—почтой" магазина:
№ 17 — 199178, Ленинград, В.О..Средний проспект, 61;
Издательство "Недра'
УДК 622. 7.002.5-761
Защитные футеровки и покрытия горно-обогатительного оборудования/А.А. Та-
расенко, Е.Ф. Чижик, А.А. Взоров и др. — М., Недра, 1985, 204 с.
Рассмотрены типы защитных футеровок и покрытий, применяемых при эксплу-
атации горно-обогатительного оборудования.
Изложены закономерности износа рабочих поверхностей машин под воздейст-
вием технологической нагрузки. Приведена классификация защитных футеровок и
покрытий, дан сравнительный анализ эксплуатационных показателей оборудования
в зависимости от конструкции футеровок и материалов.
Рекомендованы апробированные методики выбора конструктивных параметров
футеровок. Уделено внимание монтажу и правилам эксплуатации футеровок в про-
мышленных условиях, вопросам применения резины при футеровке рабочих поверх-
ностей технологического оборудования горно-рудных предприятий.
Для инженерно-технических работников горно-обогатительных комбинатов и
предприятий нерудной промышленности.
Табл. 47, ил. 82, список лит. — 49 назв.
Авторы: АД. Тарасенко, Е.Ф. Чижик, А.А. Взоров, В.А. Настоящий.
Рецензент — проф., д-р техн, наук Н.Г. Бедрань (Днепропетровский горный
институт).
2501020000-200 ~
3---------- ”—свод. пл. подписных изд. 1985 г. ^Издательство Недра", 1985
043(01) -85
ВВЕДЕНИЕ
В соответствии с "Основными направлениями экономического и со-
циального развития СССР на 1981—1985 годы и на период до 1990 года"
проводятся мероприятия, направленные на повышение производства
меди на 20—25 % и алюминия на 15—20%, наращивание выпуска цинка,
свинца, титана, магния, драгоценных металлов, вольфрамовых, молиб-
деновых и других легирующих элементов, повышение извлечения ком-
понентов из добываемых руд, увеличение содержания железа, марганца
и хрома в концентратах, освоение в промышленном масштабе технологии
обогащения и окомкования окисленных железистых кварцитов.
Эти вопросы решаются на основе внедрения прогрессивной тех-
ники и технологии горно-обогатительных процессов, дальнейшего улуч-
шения качественных и технико-экономических параметров оборудо-
вания по подготовке, обогащению и переработке минерального сырья.
Различие физических, физико-механических и физико-химических
свойств перерабатываемых материалов, а также многообразие способов
получения товарной продукции определяют множество различных кон-
структивных исполнений горно-обогатительных машин и оборудования.
В настоящее время нет единой классификации обогатительных машин
и аппаратов, что затрудняет их выбор, сравнительную оценку, анализ
преимуществ и недостатков. Наиболее удобной является общая классифи-
кация машин и аппаратов по их видовым и конструктивным признакам
[40], согласно которой все обогатительное оборудование (общего и кон-
кретного назначения) делится на три группы: для подготовительных,
основных (обогатительных) и вспомогательных процессов переработки
минерального сырья.
Большое значение на горно-обогатительных предприятиях имеет
горно-транспортное оборудование, без которого практически невозмож-
на ни одна технологическая операция.
Производство современных горно-обогатительных предприятий, в вы-
сокой степени оснащенных оборудованием, приобретает вид поточного.
В поточном производстве, где отказ любого из звеньев технологической
цепи может привести к нежелательной остановке либо всего потока,
либо его отдельных участков, надежность работы машин и оборудования
подготовительных процессов для обеспечения бесперебойности работы
технологической цепи является наиболее важным. Оборудование подго-
товительных процессов является наиболее энергоемким и дорогостоя-
щим: капитальные затраты достигают 60 %, а эксплуатационные — 70 %
от общих расходов. Это обусловлено как экстремальными условиями
эксплуатации, так и интенсивным воздействием на его рабочие поверх-
ности агрессивных оборотных вод при мокрых процессах переработки
и абразивной среды, которой являются практически все виды минераль-
ного сырья.
В связи с тем что влиянию абразивной среды и агрессивных оборот-
ных вод в наибольшей степени подвергается оборудование подготовитель-
3
ных процессов горно-обогатительных предприятий, в книге рассмотрены
вопросы защиты и футерования транспортного, дробильно-измельчитель-
ного и сортировочного оборудования. Однако приведенные рекоменда-
ции могут быть использованы также при выборе конструкций, материа-
лов, защитных футеровок, покрытий и других видов горно-обогатитель-
ного оборудования.
В последнее время в связи с понижением содержания полезных ком-
понентов в исходном сырье в производство вовлекается труднообогати-
мое сырье, поэтому необходимо повышение производительности сущест-
вующего и вновь создаваемого оборудования за счет экстенсификации
технологических процессов.
Способ экстенсификации, предусматривающий количественное воз-
растание производительности за счет увеличения рабочих органов машин,
в настоящее время практически эффекта не дает, и дальнейшее увеличе-
ние конструктивных параметров нецелесообразно.
Необходимо создавать оборудование, позволяющее значительно
увеличить производительность благодаря внедрению новых технических
решений за счет увеличения напряженности (интенсивности) воздействия
на обрабатываемый продукт. Однако при повышении интенсивности об-
работки продукт в еще большей степени воздействует,на рабочие поверх-
ности. Долговечность и надежность работы оборудования в этих условиях,
а также вероятность безотказной работы всей технологической цепи под-
готовки и обогащения полезных ископаемых и стабильность производст-
венного процесса в целом могут быть достигнуты при применении смен-
ных износостойких футеровок.
1. ВИДЫ ПОВРЕЖДЕНИЙ ДЕТАЛЕЙ И РАБОЧИХ ПОВЕРХНОСТЕЙ
1.1. КЛАССИФИКАЦИЯ ВИДОВ ПОВРЕЖДЕНИЙ ДЕТАЛЕЙ
И РАБОЧИХ ПОВЕРХНОСТЕЙ
Согласно ГОСТ 13377—75, под повреждением понимается нарушение
исправности объекта или его составных частей вследствие влияния внеш-
них воздействий, превышающих установленные нормативно-технической
документацией уровни на объекте.
При эксплуатации горно-обогатительного оборудования его детали
и рабочие поверхности взаимодействуют с твердыми частицами, жидки-
ми и газообразными потоками и подвергаются различным повреждени-
ям: деформациям, изломам, изнашиванию, коррозии.
Деформации. Наиболее характерным повреждением этого вида
является необратимая деформация детали. Постепенное изменение началь-
ных размеров деталей и их конфигурации при определенных условиях
может привести к отказу.
Изменение размеров детали во времени связано обычно с возникно-
вением на отдельных ее участках пластических деформаций, которые
усложняют процесс перегруппировки внутренних сил и обусловливают
возникновение остаточных деформаций.
В статически неопределимых системах, работающих в услови-
ях периодического изменения температуры, остаточные деформации де-
талей приводят к их разрушению. В механике тако^ тип повреждения,
характеризующий постепенное, от цикла к циклу, нарастание пластичес-
ких деформаций, называют прогрессирующей деформацией. Этот вид
деформаций был исследован на грохотах, используемых для рассева го-
рячих материалов.
Пластические деформации деталей, изменяющиеся во времени, осо-
бенно при повышенных температурах, называются ползучестью. Ползу-
честь может явиться причиной изменения рабочих зазоров, взаимных
начальных 'положений, формы деталей и т. д. и вследствие этого вызвать
нарушение работы оборудования.
Деформация деталей может происходить при напряжениях, не превы-
шающих предел упругости, за счет перераспределения внутренних напря-
жений. Эти напряжения могут возникнуть в результате структурных пре-
вращений при отливке детали в процессе термообработки. Вызванное пе-
рераспределением напряжений коробление футеровочных плит и других
массивных деталей дробильно-размольного оборудования может повли-
ять на технологические показатели переработки минерального сырья.
Кроме того, для некоторых материалов, обладающих низкими теплопро-
водностью и пластичностью, деформации при охлаждении приводят к об-
разованию трещин — основной причины брака при литье [8].
Для эластомерных материалов (например, наполненных резин) ха-
рактерно свойство релаксации — постепенный переход системы из нерав-
новесного состояния, вызванного внешним воздействием, в равновес-
5
ное. Примером релаксационных процессов является постепенное само-
произвольное снижение напряжений, т. е. потеря упругих свойств материа-
ла. В этом случае нарастание абсолютной деформации происходит без из-
менения внешней нагрузки.
Излом — разрушение материала детали — относится к недопустимым
видам повреждения. Разрушение материала детали может произойти
как при возникновении недопустимых статических или динамических
нагрузок, так и при длительном действии переменных нагрузок, приводя-
щих к усталостным разрушениям. В зависимости от свойств материала
и характера нагружения различают вязкий, хрупкий и усталостный изло-
мы.
Вязкий излом возникает при перегрузке детали и сопровождается
значительной макропластической деформацией.
Хрупкий излом вызывает ударные нагрузки, дефекты термической
обработки, низкое качество материала, повышенное содержание водоро-
да и фосфора в металлах, наличие концентраторов напряжений. Разру-
шение происходит при незначительной макропластической деформации.
Причинами усталостного излома являются концентраторы напря-
жений (надрезы, неметаллические включения, микротрещины и др.),
а также циклические температурные напряжения. Усталостному излому
присущи зоны постепенного развития трещины и ускоренного (аварий-
ного) разрушения металла, сопровождающегося нарушением целостное-
Ти детали.
Изнашивание— процесс постепенного изменения размеров тела при
трении, проявляющийся в отделении с поверхности трения материала
и остаточной деформации тела. Согласно ГОСТ 23002—78, все виды изна-
шивания в машинах разделены на три группы: механическое, коррози-
онно-механическое и изнашивание при действии электрического тока.
При механическом изнашивании вследствие механического воздейст-
вия изменяются форма и объем трущихся поверхностей без сущест-
венных физических и химических изменений.
Коррозионно-механическое изнашивание* возникает при одновремен-
ном действии коррозииа механических факторов.
Электроэрозионное изнашивание поверхности происходит в резуль-
тате воздействия разрядов при прохождении электрического тока.
Коррозионные повреждения металла возникают при его кон-
такте с коррозионной средой. В зависимости от характера коррозионных
сред коррозия металла разделяется на атмосферную, газовую и электро-
химическую.
Виды повреждений деталей машин и рабочих поверхностей приведены
в табл. 1.1. Классификация не является полной, так как не может охва-
тить все виды повреждений, возникающих в процессе эксплуатации обору-
дования, особенно при одновременном воздействии нескольких факто-
ров.
6
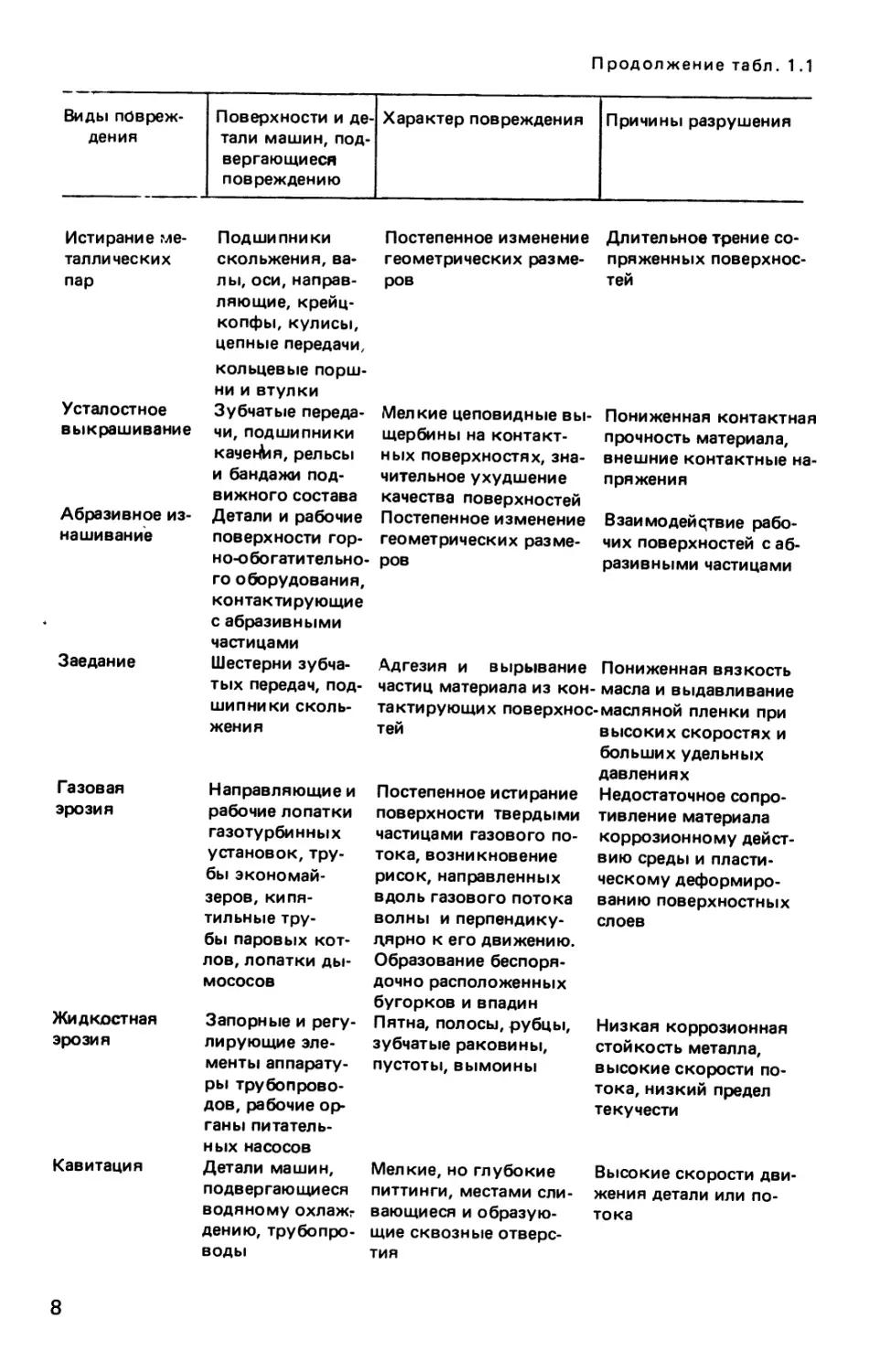
Т аблица 1 .1
Виды повреж- дения Поверхности и де- тали машин, под- вергающиеся повреждению Характер повреждения Причины разрушения
Остаточная де- Поверхности ка- Изменение геометри- Длительное действие пе-
формация тания бандажей, рельсов, напря- женные болты, сосуды, подшип- ники скольже- ния ческой формы (удли- нение, изгиб, вмятина и т. д.) ременных контактных и растягивающих напря- жений, повышение тем- пературы металла
Вязкий излом Связи и анкер- ные болты, несу- щие элементы ферм и других пространствен- ных конструк- ций, напряженные болты Разрушения значитель- ной макропласти ческой деформацией. Поверх- ность излома матовая без кристаллического блеска, на площадке разрушения имеются скосы, строчечные не- ровности, волокнис- тость Значительные перегруз- ки при нарушении нор- мальных условий экс- плуатации
Хрупкий из- Сварные соедине- Разрушение при незначи- Значительные ударные
лом ния, фасонные детали, болты, а также валики и пальцы, имею- щие высокую твердость, чугун- ные отливки тельной макропласти- ческой деформации (от- носительное сужение гладких образцов ме- нее 5 %). Поверхность излома перпендикуляр- на к направлению мак- симальных растягиваю- щих напряжений, имеет кристаллическое строе- ние, часто с рубцами, лучами, расходящими- ся из зоны начала раз- рушения нагрузки, дефекты тер- мической обработки, низкое качество матери- ала, повышенное содер- жание фосфора, водоро- да, наличие концентра- торов напряжений (тре- щин), хладноломкость стали
Усталостный Валы, оси, шату- Трещины или разруше- Пониженная прочность
излом ны, болты, свар- ные соединения, работающие при длительном дей- ствии многократ- но повторяющих- ся нагрузок ния. Поверхность изло- ма имеет разные зоны: постепенного развития трещины и ускоренно- го развития излома в зону долома материала, длительное действие знакоперемен- ной нагрузки и цикли- ческих температурных напряжений (надрезы, неметаллические вклю- чения, микротрещины)
Ползучесть Трубы паропро- водов, паропере- гревателей котлов Медленная и непрерыв- ная пластическая де- формация Нагрев выше темпера- туры рекристаллиза- ции, напряжение в ма- териале выше предела упругости при данной температуре
7
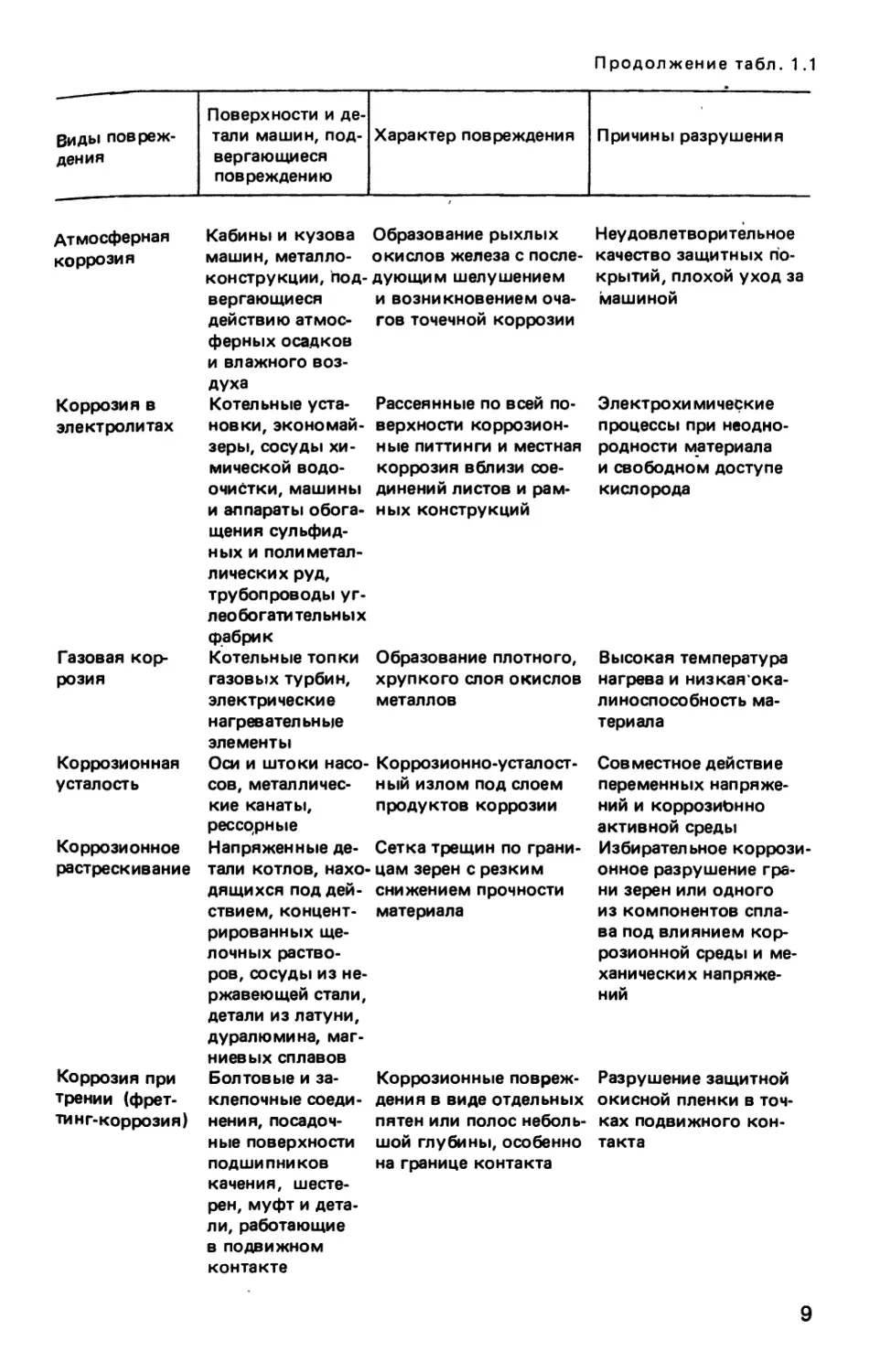
Продолжение табл. 1.1
Виды повреж- дения Поверхности и де- тали машин, под- вергающиеся повреждению Характер повреждения Причины разрушения
Истирание ме- Под ши пники Постепенное изменение Длительное трение со-
таллических скольжения, ва- геометрических разме- пряженных поверхнос-
пар лы, оси, направ- ляющие, крейц- копфы, кулисы, цепные передачи, кольцевые порш- ни и втулки ров тей
Усталостное Зубчатые переда- Мелкие цеповидные вы- Пониженная контактная
выкрашивание чи, подшипники каче^я, рельсы и бандажи под- вижного состава щербины на контакт- ных поверхностях, зна- чительное ухудшение качества поверхностей прочность материала, внешние контактные на- пряжения
Абразивное из- Детали и рабочие Постепенное изменение Взаимодействие рабо-
нашивание поверхности гор- но-обогатительно- го оборудования, контактирующие с абразивными частицами геометрических разме- ров чих поверхностей с аб- разивными частицами
Заедание Шестерни зубча- тых передач, под- шипники сколь- жения Адгезия и вырывание частиц материала из кон- тактирующих поверхнос тей Пониженная вязкость - масла и выдавливание -масляной пленки при высоких скоростях и больших удельных давлениях
Газовая Направляющие и Постепенное истирание Недостаточное сопро-
эрозия рабочие лопатки газотурбинных установок, тру- бы экономай- зеров, кипя- тильные тру- бы паровых кот- лов, лопатки ды- мососов поверхности твердыми частицами газового по- тока, возникновение рисок, направленных вдоль газового потока волны и перпендику- лярно к его движению. Образование беспоря- дочно расположенных бугорков и впадин тивление материала коррозионному дейст- вию среды и пласти- ческому деформиро- ванию поверхностных слоев
Жидкостная Запорные и регу- Пятна, полосы, рубцы, Низкая коррозионная
эрозия лирующие эле- менты аппарату- ры трубопрово- дов, рабочие ор- ганы питатель- ных насосов зубчатые раковины, пустоты, вымоины стойкость металла, высокие скорости по- тока, низкий предел текучести
Кавитация Детали машин, подвергающиеся водяному охлажг дению, трубопро- воды Мелкие, но глубокие питтинги, местами сли- вающиеся и образую- щие сквозные отверс- тия Высокие скорости дви- жения детали или по- тока
8
Продолжение табл. 1.1
Виды повреж-
дения
Поверхности и де- тали машин, под- вергающиеся повреждению Характер повреждения Причины разрушения
Атмосферная коррозия Кабины и кузова Образование рыхлых Неудовлетворительное машин, металле- о кислое железа с после- качество защитных по- конструкции, под- дующим шелушением крытий, плохой уход за вергающиеся и возникновением оча- машиной действию атмос- гов точечной коррозии ферных осадков и влажного воз- духа
Коррозия в электролитах Котельные уста- Рассеянные по всей по- Электрохимические новки, экономай- верхности коррозион- процессы при неодно- зеры, сосуды хи- ные питтинги и местная родности материала мической водо- коррозия вблизи сое- и свободном доступе очистки, машины динений листов и рам- кислорода и аппараты обога- ных конструкций щения сульфид- ных и полиметал- лических руд, трубопроводы уг- леобогатительных фабрик
Газовая кор- розия Котельные топки Образование плотного, Высокая температура газовых турбин, хрупкого слоя окислов нагрева и низкая ока- электрические металлов линоспособность ма- на грев ательные териала элементы
Коррозионная усталость Оси и штоки насо- Коррозионно-усталост- Совместное действие сов, металличес- ный излом под слоем переменных напряже- ние канаты, продуктов коррозии ний и коррозиОнно рессорные активной среды
Коррозионное растрескивание Напряженные де- Сетка трещин по грани- Избирательное коррози- тали котлов, нахо- цам зерен с резким онное разрушение гра- дящихся под дей- снижением прочности ни зерен или одного ствием, концент- материала из компонентов спла- рированных ще- ва под влиянием кор- лочных раство- розионной среды и ме- ров, сосуды из не- ханических напряже- ржавеющей стали, ний детали из латуни, дуралюмина, маг- ниевых сплавов
Коррозия при трении (фрет- тин г-коррозия) Болтовые и за- Коррозионные повреж- Разрушение защитной клепочные соеди- дения в виде отдельных окисной пленки в точ- нения, посадоч- пятен или полос неболь- ках подвижного кон- ные поверхности шой глубины, особенно такта подшипников на границе контакта качения, шесте- рен, муфт и дета- ли, работающие в подвижном контакте
9
1.2. МЕХАНИЧЕСКОЕ ИЗНАШИВАНИЕ
1.2.1. АБРАЗИВНОЕ ИЗНАШИВАНИЕ
Изнашивание под действием абразивных частиц характеризует-
ся высокой степенью контактных напряжений в поверхностном слое,
сильно выраженной дискретностью и взаимной независимостью фрикци-
онных контактов. Однако если дискретность свойственна всем видам
контакта твердых тел, то независимость — только взаимодействию с аб-
разивными частицами. Формирование площадок контакта в этом случае
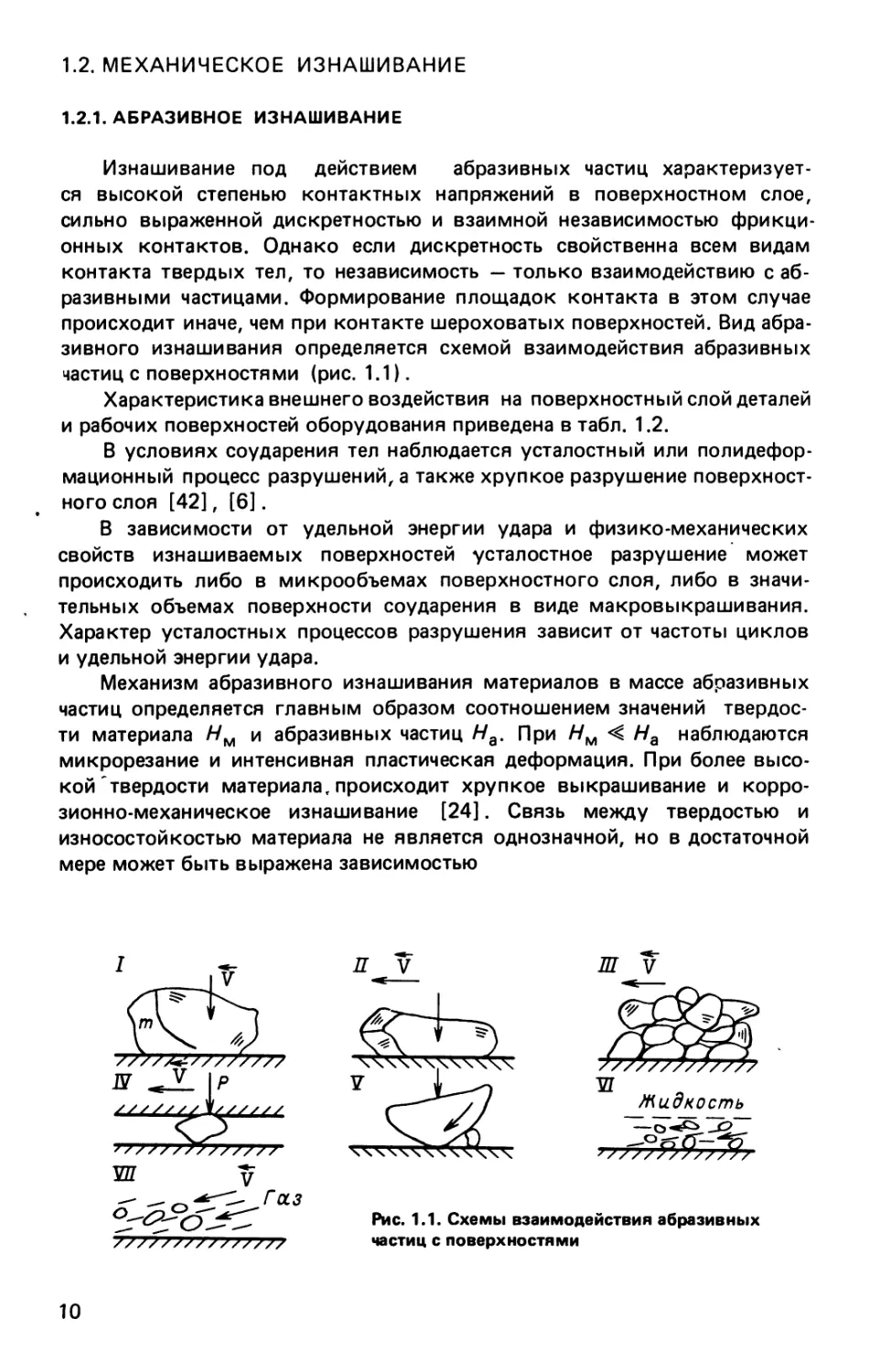
происходит иначе, чем при контакте шероховатых поверхностей. Вид абра-
зивного изнашивания определяется схемой взаимодействия абразивных
частиц с поверхностями (рис. 1.1).
Характеристика внешнего воздействия на поверхностный слой деталей
и рабочих поверхностей оборудования приведена в табл. 1.2.
В условиях соударения тел наблюдается усталостный или полидефор-
мационный процесс разрушений, а также хрупкое разрушение поверхност-
ного слоя [42], [6].
В зависимости от удельной энергии удара и физико-механических
свойств изнашиваемых поверхностей усталостное разрушение может
происходить либо в микрообъемах поверхностного слоя, либо в значи-
тельных объемах поверхности соударения в виде макровыкрашивания.
Характер усталостных процессов разрушения зависит от частоты циклов
и удельной энергии удара.
Механизм абразивного изнашивания материалов в массе абразивных
частиц определяется главным образом соотношением значений твердос-
ти материала Нм и абразивных частиц На. При Нм < На наблюдаются
микрорезание и интенсивная пластическая деформация. При более высо-
кой твердости материала, происходит хрупкое выкрашивание и корро-
зионно-механическое изнашивание [24]. Связь между твердостью и
износостойкостью материала не является однозначной, но в достаточной
мере может быть выражена зависимостью
10
Таблица 1.2
Схема контак-
та (см. рис. 1.1)
Вид и условия изнашивания
Изнашивающиеся детали машин
и рабочих органов
/ Изнашивание поверхностного
слоя в результате ударного воз-
действия со стороны контртела
(второй детали или постороннего
тела), сопровождающегося
упрочнением материала, ростом
внутренних напряжений
// Изнашивание поверхностного
слоя при трении о монолитный
(закрепленный) абразив или
твердые частицы. Возможны зна-
чительное упрочнение поверх-
ностного слоя при механическом
воздействии и разупрочнение в
результате нагрева или физико-
химического действия жидкой
среды, если она вводится для
охлаждения, промывки и т. д.
Ш Изнашивание при перемещении
деталей в абразивной массе,
твердые частицы которой сла-
бо связаны между собой. Воз-
можны упрочняющее действие
абразивных частиц и значитель-
ное разупрочняющее действие
вследствие нагрева или физико-
механического действия жидкой
фазы, входящей в состав абра-
зивной массы
Детали дробеструйного и дро-
бильного оборудования, зубья
экскаваторов при выемке
скальных пород, рабочие по-
верхности колосниковых
грохотов
Ковши экскаваторов, рудо-
спуски, загрузочные цапфы
мельниц
Ковши экскаваторов и кана-
вокопателей, спирали класси-
фикаторов, рабочие поверхнос-
ти дро бил ьно-раз мольного
оборудования, торцевые решет-
ки барабанных мельниц, поверх-
ности барабанных грохотов
(бутар)
/V Изнашивание при трении сколь- Шарнирные соединения цепей,
жения сопряженных поверхностей дробящие плиты
и наличии между ними абразив-
ных частиц. Деформирование
и разрушение материала при раз-
дроблении или внедрении в по-
верхностный слой одной из со-
пряженных деталей. При боль-
шом количестве абразивных
частиц в контакте разупрочняю-
щее действие внешней среды
ограничено
V Изнашивание при трении качения Шестерни открытых передач, кат-
и наличии абразивных частиц. ки гусеничного хода
Деформирование и разрушение
материала при раздроблении или
внедрении в поверхностный слой.
Процесс изнашивания интенсифи-
цируется при увеличении.степе-
ни проскальзывания
11
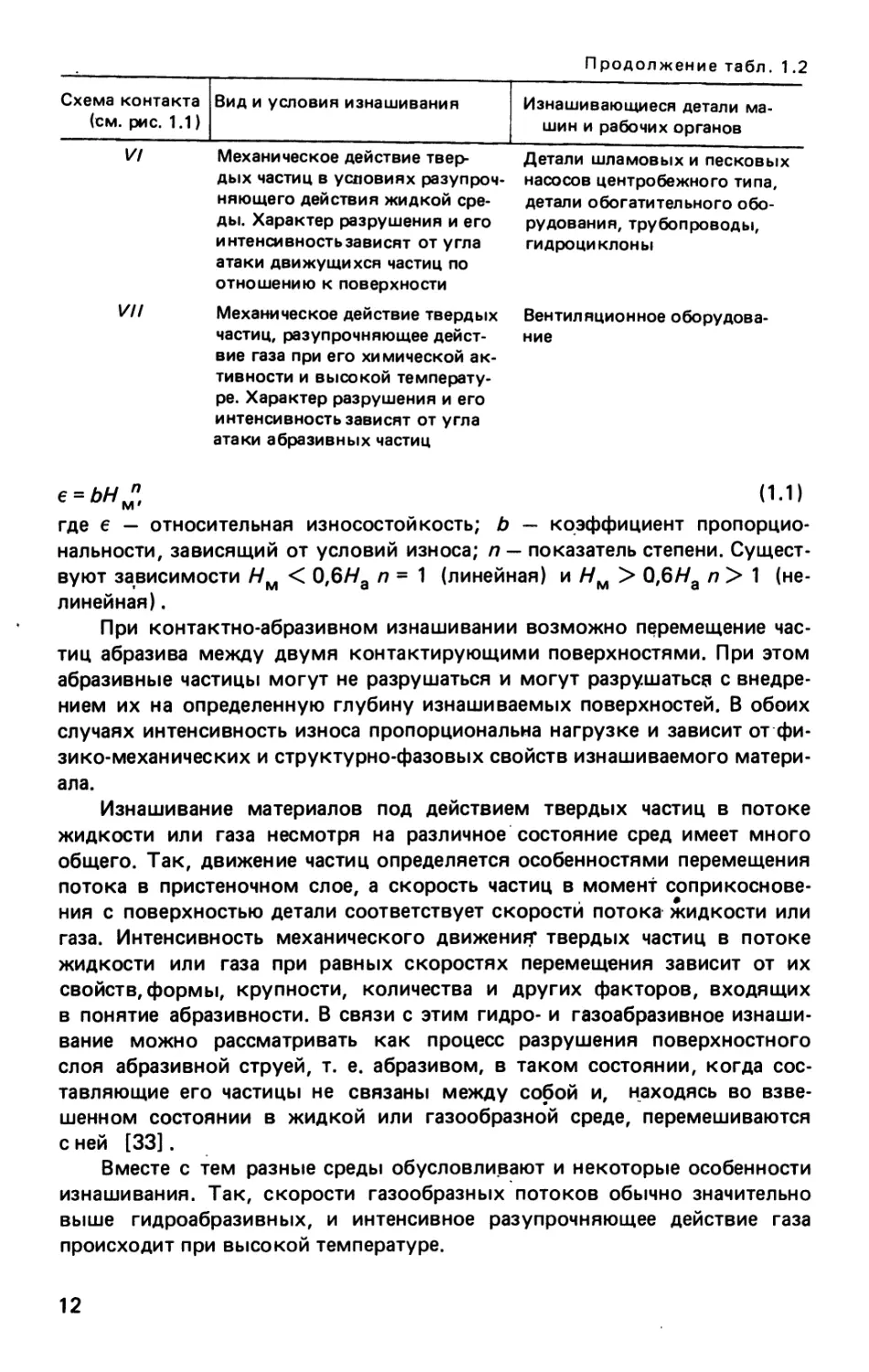
Продолжение табл. 1.2
Схема контакта (см. рис. 1.1) Вид и условия изнашивания Изнашивающиеся детали ма- шин и рабочих органов
VI Механическое действие твер- дых частиц в условиях разупроч- няющего действия жидкой сре- ды. Характер разрушения и его интенсивность зависят от угла атаки движущихся частиц по отношению к поверхности Детали шламовых и песковых насосов центробежного типа, детали обогатительного обо- рудования, трубопроводы, гидроци клоны
VH Механическое действие твердых частиц, разупрочняющее дейст- вие газа при его химической ак- тивности и высокой температу- ре. Характер разрушения и его интенсивность зависят от угла атаки абразивных частиц Вентиляционное оборудова- ние
е = ЬН£ (1.1)
где е — относительная износостойкость; b — коэффициент пропорцио-
нальности, зависящий от условий износа; п — показатель степени. Сущест-
вуют зависимости Н.. < 0,6/Уя п = 1 (линейная) и Нм > 0,6/7я п > 1 (не-
линейная).
При контактно-абразивном изнашивании возможно перемещение час-
тиц абразива между двумя контактирующими поверхностями. При этом
абразивные частицы могут не разрушаться и могут разрушаться с внедре-
нием их на определенную глубину изнашиваемых поверхностей. В обоих
случаях интенсивность износа пропорциональна нагрузке и зависит от фи-
зико-механических и структурно-фазовых свойств изнашиваемого матери-
ала.
Изнашивание материалов под действием твердых частиц в потоке
жидкости или газа несмотря на различное состояние сред имеет много
общего. Так, движение частиц определяется особенностями перемещения
потока в пристеночном слое, а скорость частиц в момент соприкоснове-
ния с поверхностью детали соответствует скорости потока жидкости или
газа. Интенсивность механического движенияг твердых частиц в потоке
жидкости или газа при равных скоростях перемещения зависит от их
свойств, формы, крупности, количества и других факторов, входящих
в понятие абразивности. В связи с этим гидро- и газоабразивное изнаши-
вание можно рассматривать как процесс разрушения поверхностного
слоя абразивной струей, т. е. абразивом, в таком состоянии, когда сос-
тавляющие его частицы не связаны между собой и, находясь во взве-
шенном состоянии в жидкой или газообразной среде, перемешиваются
с ней [33].
Вместе с тем разные среды обусловливают и некоторые особенности
изнашивания. Так, скорости газообразных потоков обычно значительно
выше гидроабразивных, и интенсивное разупрочняющее действие газа
происходит при высокой температуре.
12
Рис. 1.2. Характер взаимодействия абразивной частицы с поверхностью
Основным кинематическим параметром при гидро- и газоабразивном
износе является угол атаки а0 — угол наклона вектора скорости к изна-
шиваемой поверхности. Различают два граничных случая: угол атаки
близок к нулю (ао^О°) и к 90° (aQ & 90°). Переход от 90° к нулю сопро-
вождается изменением условий внешнего воздействия на поверхност-
ный слой и соответственно количественными и качественными изменения-
ми процесса изнашивания. При малых углах атаки (рис. 1.2) касательные
напряжения в процессе изнашивания являются определяющими. В резуль-
тате ударов абразивных частиц на металлической поверхностй образуют-
ся характерные вытянутые лунки с отвалами по краям, свидетельству-
ющими об интенсивности протекания процесса пластической деформации.
При таких условиях взаимодействия абразивных частиц с поверхностью
износа интенсивность изнашивания зависит от твердости материала. При
этом с ростом сопротивления пластической деформации уменьшаются
глубина внедрения абразивных частиц, степень и глубина наклепа, увели-
чивается износостойкость материала.
При малых углах атаки разрушение поверхностного слоя происхо-
дит путем среза или отрыва либо как полидеформационный процесс с
образованием коротких царапин.
При углах атаки, близких к нормальным, механизм изнашивания
имеет иную природу. При прямом динамическом воздействии абразивных
частиц основное влияние оказывают нормальные напряжения. В этом
случае пластическая деформация от ударов абразивных частиц локали-
зуется в малых объемах металла, ориентированных не под прямым углом
к вектору скорости. Наиболее деформированными оказываются частицы
металла, выдавленные или сдинутые при ударе абразивного зерна. При
ударном воздействии абразивных частиц пластическое деформирование
происходит за счет локальных сдвиговых процессов под действием мест-
ных касательных напряжений. Вследствие этого происходит более интен-
сивное локальное увеличение наклепа и неоднородных микроискажений,
чем при скользящих углах атаки. Начальная стадия разрушения вязких
и пластических металлов носит полидеформационный характер. Частицы
износа образуются в результате многократных ударов абразивных частиц
и исчезновения пластичности материала. Разрушение распространяется
по зародившимся в поверхностом слое микротрещинам. Образование
микротрещин и отделение частиц износа в вязких материалах с высоким
запасом пластичности происходит после большего числа ударов абразив-
ных частиц, чем в твердых и хрупких материалах.
13
При промежуточных, средних углах атаки в поверхностном слое
материала под ударами абразивных частиц возникают как касательные,
так и нормальные напряжения. Значительная пластическая деформация
и наклеп, а также микротрещины на поверхности металла в этих условиях
свидетельствуют о действии двух механизмов износа: скользящего и удар-
ного. В данных условиях материал должен обладать сопротивлением
как пластическому деформированию, так и хрупкому разрушению [6].
Интенсивность износа IV зависит от скорости взаимодействия частиц
с поверхностью [42] :
W-kvm, (1.2)
где к — коэффициент пропорциональности; у — скорость соударения;
т = 1,54-1,4.
С повышением скорости взаимодействия происходит уменьшение
угла атаки и увеличение износа. Повышение уровня местных напряжений
обусловливает охрупчивание материала.
Механизм абразивного изнашивания металлов можно представить
как сумму единичных актов, создающих в отдельных микрообъемах
определенный спектр напряжений.
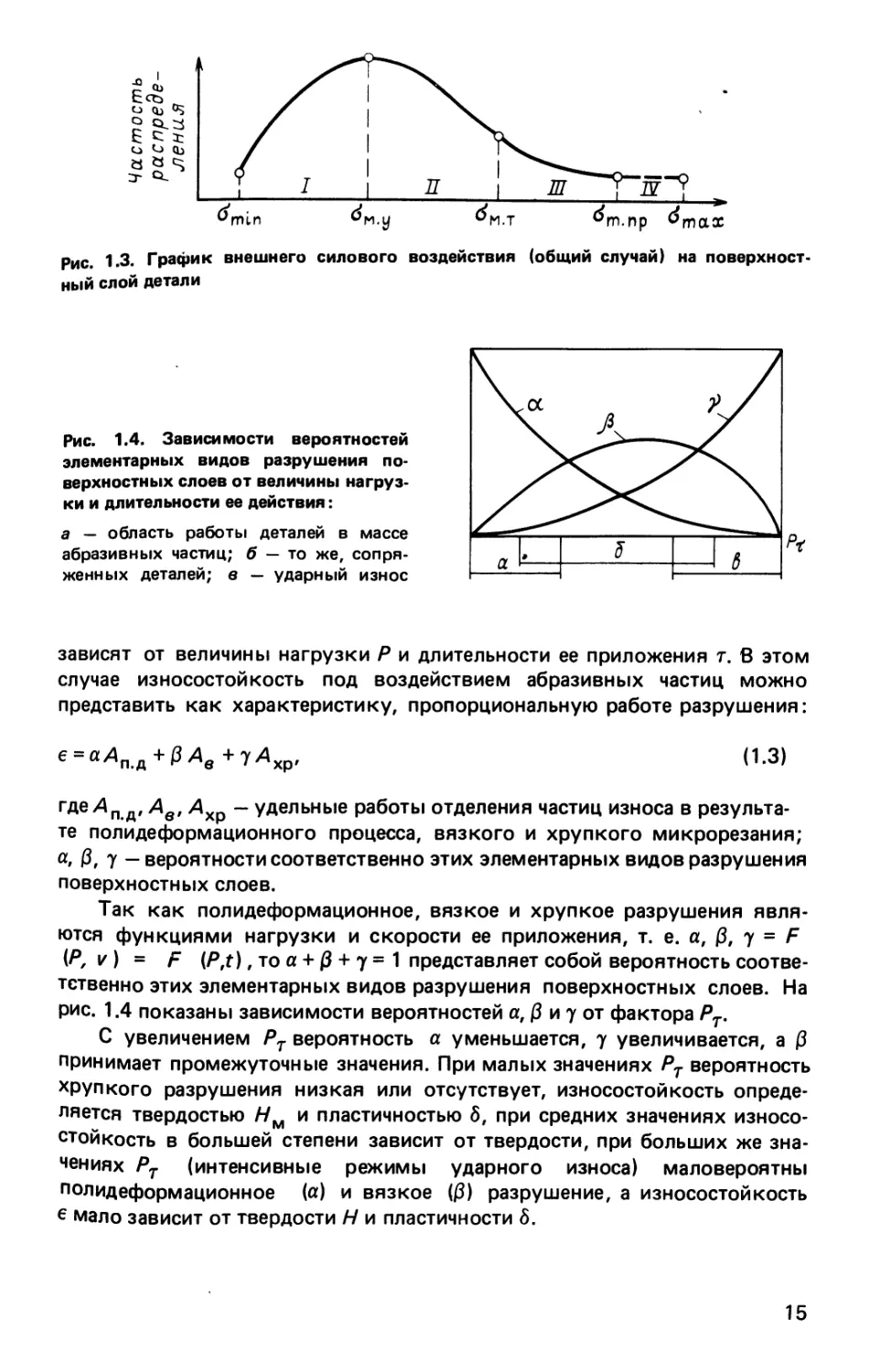
Общий случай внешнего силового воздействия на поверхностный
слой детали приведен в [42]. Если за время t на поверхности возникло
rij контактов, в прилегающих к ним микрообъемах материала мгновенно
действуют напряжения ам, значения которых распределяются по опре-
деленному закону (рис. 1.3) : ом у — предел усталости материала поверх-
ностного слоя при данном виде силового воздействия; ом т — предел
текучести микрообъемов поверхностного слоя; ом пр — предел прочнос-
ти микрообъемов‘поверхностного слоя при срезе или отрыве.
В области / диаграммы распределения напряжений микрообъемы по-
верхностного слоя упруго деформируются, в области.// при напряжениях
больше а ло меньше ом в микрообъемах поверхностного слоя обус-
ловливается ' протекание усталостных процессов. Чем выше уровень
напряжений в этом диапазоне, тем за меньшее число циклов нагружения
произойдет разрушение материала. Область /// характеризуется полиде-
формационным процессом разрушения. С ростом напряжений процесс
ускоряйся, при этом возможно увеличение объемов единичных разру-
шений. В области IV каждый контакт завершается разрушением микро-
объемов поверхностного слоя путем отрыва или среза. По количеству
контактов области // и III на несколько порядков превышают значения
области /У; возможно также отсутствие области IV.
В производственных условиях чаще всего протекают смешанные
прцессы: наряду с отдельными актами микрорезания развиваются поли-
деформационный или усталостный процессы. При изнашивании под дейст-
вием абразивных частиц в поверхностных слоях в зависимости от их фор-
мы и размеров, а также характера нагруженности возникает спектр кон-
тактных напряжений. Интенсивность и глубина напряженного состояния
14
Рис. 1.3. График внешнего силового воздействия (общий случай) на поверхност-
ный слой детали
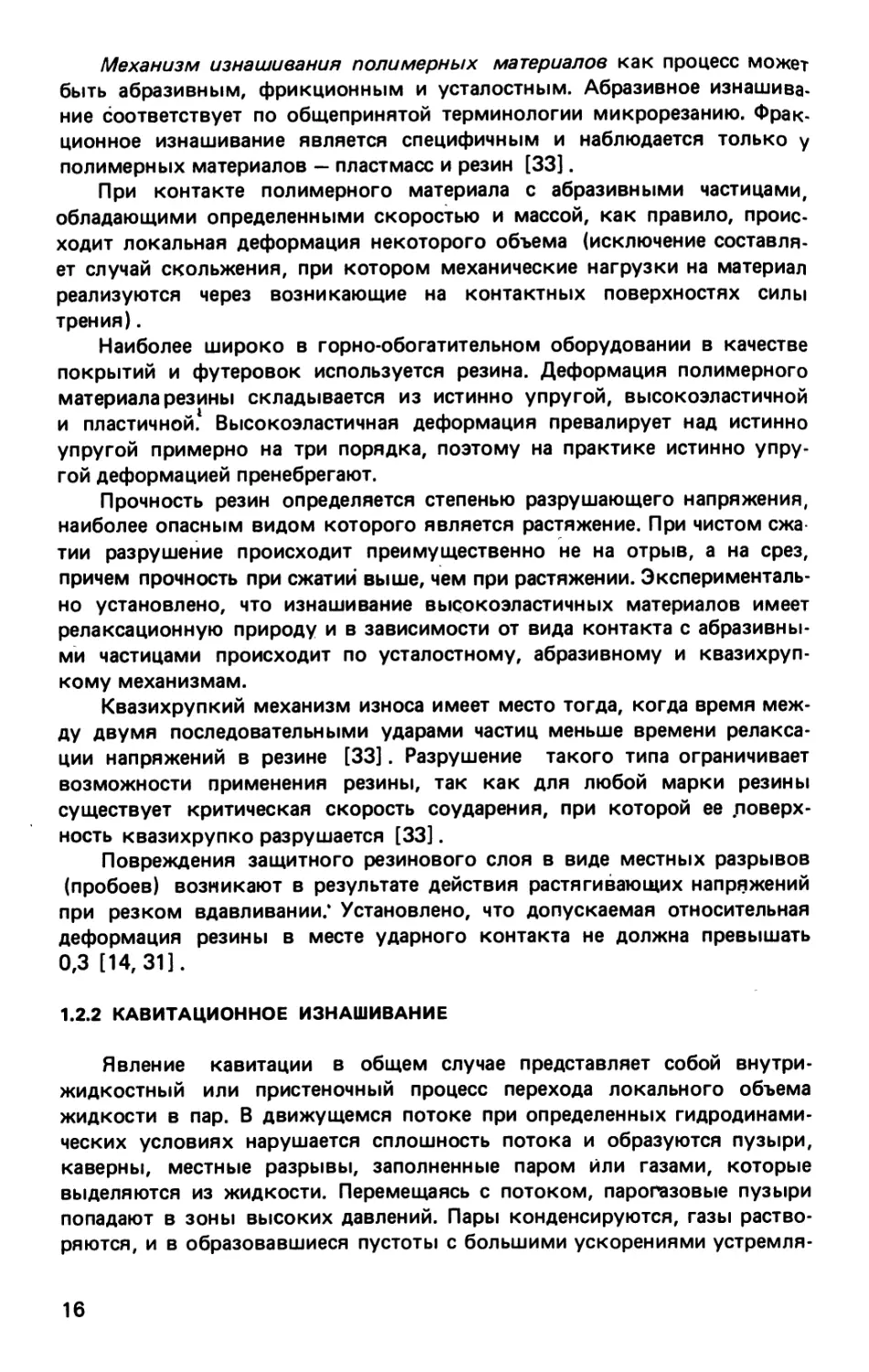
Рис. 1.4. Зависимости вероятностей
элементарных видов разрушения по-
верхностных слоев от величины нагруз-
ки и длительности ее действия:
а _ область работы деталей в массе
абразивных частиц; б — то же, сопря-
женных деталей; в — ударный износ
зависят от величины нагрузки Р и длительности ее приложения т. в этом
случае износостойкость под воздействием абразивных частиц можно
представить как характеристику, пропорциональную работе разрушения:
е=аАп.Л + &Ав+УА*р’ <1-3>
где Ап д, Дв, Дхр - удельные работы отделения частиц износа в результа-
те полидеформационного процесса, вязкого и хрупкого микрорезания;
а, 0, у — вероятности соответственно этих элементарных видов разрушения
поверхностных слоев.
Так как полидеформационное, вязкое и хрупкое разрушения явля-
ются функциями нагрузки и скорости ее приложения, т. е. а, 0, у = F
(Р, v ) = F (P,t), то а + 0 + у = 1 представляет собой вероятность соотве-
тственно этих элементарных видов разрушения поверхностных слоев. На
рис. 1.4 показаны зависимости вероятностей а, 0 и у от фактора Рт.
С увеличением Рт вероятность а уменьшается, у увеличивается, а 0
принимает промежуточные значения. При малых значениях Рт вероятность
хрупкого разрушения низкая или отсутствует, износостойкость опреде-
ляется твердостью Нм и пластичностью 6, при средних значениях износо-
стойкость в большей степени зависит от твердости, при больших же зна-
чениях Рт (интенсивные режимы ударного износа) маловероятны
полидеформационное (а) и вязкое (0) разрушение, а износостойкость
е мало зависит от твердости Н и пластичности 6.
15
Механизм изнашивания полимерных материалов как процесс может
быть абразивным, фрикционным и усталостным. Абразивное изнашива-
ние соответствует по общепринятой терминологии микрорезанию. Фрак-
ционное изнашивание является специфичным и наблюдается только у
полимерных материалов — пластмасс и резин [33].
При контакте полимерного материала с абразивными частицами,
обладающими определенными скоростью и массой, как правило, проис-
ходит локальная деформация некоторого объема (исключение составля-
ет случай скольжения, при котором механические нагрузки на материал
реализуются через возникающие на контактных поверхностях силы
трения).
Наиболее широко в горно-обогатительном оборудовании в качестве
покрытий и футеровок используется резина. Деформация полимерного
материала резины складывается из истинно упругой, высокоэластичной
и пластичной. Высокоэластичная деформация превалирует над истинно
упругой примерно на три порядка, поэтому на практике истинно упру-
гой деформацией пренебрегают.
Прочность резин определяется степенью разрушающего напряжения,
наиболее опасным видом которого является растяжение. При чистом ежа
тии разрушение происходит преимущественно не на отрыв, а на срез,
причем прочность при сжатий выше, чем при растяжении. Эксперименталь-
но установлено, что изнашивание высокоэластичных материалов имеет
релаксационную природу и в зависимости от вида контакта с абразивны-
ми частицами происходит по усталостному, абразивному и квазихруп-
кому механизмам.
Квазихрупкий механизм износа имеет место тогда, когда время меж-
ду двумя последовательными ударами частиц меньше времени релакса-
ции напряжений в резине [33]. Разрушение такого типа ограничивает
возможности применения резины, так как для любой марки резины
существует критическая скорость соударения, при которой ее .поверх-
ность квазихрупко разрушается [33].
Повреждения защитного резинового слоя в виде местных разрывов
(пробоев) возникают в результате действия растягивающих напряжений
при резком вдавливании; Установлено, что допускаемая относительная
деформация резины в месте ударного контакта не должна превышать
0,3 [14, 31].
1.2.2 КАВИТАЦИОННОЕ ИЗНАШИВАНИЕ
Явление кавитации в общем случае представляет собой внутри-
жидкостный или пристеночный процесс перехода локального объема
жидкости в пар. В движущемся потоке при определенных гидродинами-
ческих условиях нарушается сплошность потока и образуются пузыри,
каверны, местные разрывы, заполненные паром или газами, которые
выделяются из жидкости. Перемещаясь с потоком, парогазовые пузыри
попадают в зоны высоких давлений. Пары конденсируются, газы раство-
ряются, и в образовавшиеся пустоты с большими ускорениями устремля-
16
ютсй частицы жидкости. В результате восстанавливается сплошность
потока и возникают значительные локальные механические силы, под
воздействием которых поверхности деталей получают повреждения в
виде кратеров, напоминающих вмятины от ударов сферических частиц.
По данным С.П. Козырева, при скорости потока 90 м/с давление на кон-
тактирующую поверхность достигает 126 МПа [17].
Значительные местные давления и высокая частота ударов (103 —
104 Гц) обусловливают усталостный и полидеформационный процессы
разрушения поверхностного слоя.
Крутообтекаемая форма и неровности поверхностей, в том числе
образовавшиеся при кавитационном разрушении, являются причиной
вихреобразования и отставания струй от стенок рабочих каналов, что
вызывает возникновение или интенсификацию кавитационных процессов.
Кавитация усиливается также при повышении температуры жидкости
и увеличении скорости потока.
Явления кавитации наблюдаются в трубопроводах, гидромониторах
и потоках, обтекающих лопатки центробежных насосов, гидравлических
турбин и импеллеров фотомашин. Наличие в потоке жидкости твердых
частиц и пониженное давление жидкости на всасывающем патрубке ич>
циируют возникновение кавитации. Механическое действие твердых час
тиц усиливает процесс изнашивания скорости повреждения деталей [2] .
Большое значение в процессе кавитационного изнашивания имеют
коррозионные явления. Так, интенсивность разрушения в морской воде
во много раз выше, чем в пресной (при прочих равных условиях). Однако
основная роль принадлежит механическим воздействиям, что подтверж-
дается низкой кавитационной стойкостью как лакокрасочных, цинковых
и алюминиевых покрытий, имеющих низкую мехническую прочность,
так и эбонита и органического стекла, являющихся коррозионно-стойки-
ми неметаллическими материалами. Скорость кавитационного изнашива-
ния может на два порядка и более превышать скорость чисто корро-
зионного разрушения поверхностного слоя.
1.2. Х ЭРОЗИОННОЕ ИЗНАШИВАНИЕ
Эрозионному изнашиванию подвергаются детали машин и рабочие
поверхности при механическом воздействии высокоскоростного потока
жидкости, газа и пара, складывающегося из трения сплошного потока
и его ударов о поверхность. Под действием трения расшатываются и вы-
мываются отдельные микрообъемы материала. Скорость износа в этом
случае мала. Несравненно значительнее динамическое действие потока
или струи. В зависимости от свойств изнашиваемого материала в нем
возможны вырывы отдельных объемов или групп зерен по границам
спаек. В пластичных материалах сначала накапливаются микропластичес-
кие деформации отдельных участков, а затем, когда способность к упроч-
нению исчерпывается, эти участки разрушаются и вымываются. Жидкость,
внедряющаяся при ударах в образующиеся микротрещины, действует
подобно клину, расширяя боковые стенки.
17
В начальный период жидкостная эрозия материалов на гладкой по-
верхности развивается весьма медленно, а усиливается после появления
пораженных мест. Это объясняется усилением ударного действия из-за
большого вихреобразования жидкости вблизи неровностей.
Поверхностный слой различных деталей насосов, гидравлических
турбин, трубопроводов и их арматуры, сит грохотов, центрифуг и т. п.
размывается потоком, воды, содержащим абразивные частицы. Изнаши-
вание имеет эрозионно-абразивный характёр и с увеличением количества
абразивных частиц переходит в газо- или гидроабразивный. Очень часто
процессы эрозии и коррозии протекают совместно, тогда повреждения
представляют собой разновидность коррозионно-механического изнаши-
вания. Роль одного и другого фактора зависит от соотношения механи-
ческого и химического воздействия на материал.
1.3. КОРРОЗИОННО-МЕХАНИЧЕСКОЕ ИЗНАШИВАНИЕ
При взаимодействии твердых материалов с "мягкими" абразивными
частицами (Нм > На) процесс изнашивания может быть вызван истирани-
ем окисной пленки, которая непрерывно восстанавливается в атмосфер-
ных условиях. При корродирующем действии среды может проявлять-
ся коррозионно-механическое изнашивание и усиливать кавитационное
и эрозионное виды изнашивания. В этом случае роль того и другого факто-
ра (особенно в начале процесса) зависит от соотношения механического
и химического воздействий на материал. Оба эти вида относятся к группе
окислительного изнашивания, их общим признаком является образование
на поверхности изнашиваемого материала пленок окислов, разрушающих-
ся и вновь образующихся в процессе трения. Продуктами износа являют-
ся окислы. Интенсивность изнашивания может быть весьма значительной;
но без ярко выраженных следов разрушения на поверхности.
При окислительном износе промежуток времени между последова-
тельными разрушениями пленки должен быть достаточен для образования
ее относительно большой толщины.
Особым видом коррозионно-механического изнашивания является
фретинг-коррозия, т. е. процесс разрушения металла на поверхностях
плотно контактирующих пар "металл—металл" или "металл—неметалл"
в результате повторяющихся относительно тангенциальных микросме-
щений. Перемещения с амплитудой 0,025 мкм оказываются достаточ-
ными для образования фретинг-коррозии. Разрушение заключается з об-
разовании на поверхностях взаимного контакта деталей лунок и продук-
тов коррозии в виде налета, пятен, порошка. Фретинг-коррозии подвер-
жены например, сопряженные поверхности валов и напрессованных
на них деталей, посадочные места конусных дробилок, опорные поверх-
ности пружин [29].
Поврежденные фретинг-коррозией поверхности являются концент-
раторами напряжений и снижают предел выносливости.
Фретинг-коррозия представляет собой процесс периодического раз-
рушения и последующего восстановления защитной окисной пленки
18
в точках контакта, особенно на границах контактирующих поверхностей.
Скорость процесса разрушения тем выше, чем больше частота и амплиту-
да относительных перемещений, чем больше давление в контакте.
фретинг-коррозия может быть вызвана вибрацией, что наблюдается
на контактирующих поверхностях бездействующего оборудования, но
испытывающего влияние вибрации работающего оборудования через
пол цеха и фундаменты или при транспортировании машин.
1.4. КОРРОЗИОННЫЕ ПОВРЕЖДЕНИЯ
В основе процессов коррозии металлов лежит явление окисления.
По электрохимическому механизму, т. е. в присутствии электролита,
коррозионный процесс осуществляется по схеме
Me->Mez + ze д)
п ох + ze red,
где z — валентность металла; ох — окислитель; red — восстановленная
форма металла; т,п — коэффициенты.
Скорость коррозии металлов может контролироваться каждой из
этих реакций. Этот механизм коррозии действует в случае контакта
материалов с водными растворами кислот, солей и щелочей, а также с
другими жидкостями, проводящими электрический ток. Атмосферная
и грунтовая коррозия при наличии в среде хотя бы небольшого количест-
ва влаги также осуществляется электрохимическим путем.
Если окислитель не является электролитом, то окисление разрушаю-
щего металла происходит как непосредственный обмен электронами
между ним и окислителем по реакции
т Me + пох -* Мел? (red) п. (1.5)
Такой процесс называется химической коррозией. Типичный случай
химической коррозии — это окисление стали при повышенной темпе-
ратуре в сухом воздухе, продуктах сгорания топлива, жидких неэлектро-
литах (нефть, бензин и др.).
Для коррозионных повреждений характерно начало разрушения ме-
талла с поверхности окисления; превращение металла в окислы или гид-
раты окислов; изменение внешнего вида поверхности.
Атмосферная коррозия представляет собой разновидность электро-
химической коррозии, при которой растворение металла происходит
под весьма тонкими слоями влаги и скорость коррозии зависит от сте-
пени увлажнения поверхности металла.
Электрохимическую атмосферную коррозию обычно разделяют на
мокрую и влажную. Мокрая атмосферная коррозия происходит при нали-
чии на поверхности пленки влаги толщиной 1 мкм — 1 мм и возникает
либо в условиях 100 %-ной влажности при капиллярной конденсации,
либо при непосредственном попадании влаги (атмосферные осадки и
19
Табл ица 1.3
Балл и кор, мм/год Группа стойкости
1 ол Сильно стойкие
2 0,10-1,0 Стойкие
3 1,1-3,0 Г 1о ни жен ностой ки е
4 3,1-10 Малостойкие
5 10,1 Нестойкие
т. д.). Этот вид атмосферной коррозии по механизму близок к электро-
химической коррозии с полным погружением в электролит.
Влажная атмосферная коррозия возникает при относительной влаж-
ности менее 100 % с образованием пленки влаги толщиной 10—100 нм
вследствие адсорбционных сил на поверхности металла с возможной
последующей хемосорбцией или эффекта капиллярной конденсации.
В качестве критерия коррозионной стойкости принимают скорость
коррозии v кор (мм/год). В табл. 1.3 приведена пятибальная шкала корро-
зионной стойкости материалов.
Атмосферная коррозия развивается при нормальном давлении и тем-
пературе не более 80 °C. Мельчайшие частицы воды, содержащие соли,
щелочи и кислоты, оседают на поверхности металла и создают условия
для возбуждения микрогальванических элементов. Катодом и анодом
могут быть различные структурные составляющие сплавы: граница и
тело зерна, напряженный и ненапряженный участки металла, чистый
металл и его окислы. Иначе говоря, если на поверхности металла имеются
участки с различными электронными потенциалами, то образуются микро-*
гальванические элементы. При этом анодные участки всегда имеют более
высокий электронный потенциал и подвергаются растворению.
Гидратированные ионы, взаимодействуя с водой, образуют окислы
металла (FeO; Fe3O4; Fe2O3; А12О3; Сг2О3 и др.), которые обычно осе-
дают на поверхности металла в виде плотной или рыхлой пленки продук-
тов коррозии. В начальной стадии коррозионное повреждение имеет точеч-
ный характер, затем в присутствии значительного количества влаги, осо-
бенно при переменном смачивании поверхности металлов, интенсифици-
руется и принимает сплошной характер.
Газовая коррозия является частным случаем химической коррозии,
где внешней средой является газ, горячий воздух или пар. Этот вид корро-
зии поражает поверхности оборудования, работающего при повышенных
температурах в контакте с агрессивными газами.
Коррозия металлов в электролитах, представляющая собой случай
электрохимической коррозии, проявляется как разрушение внутренней
поверхности трубопроводов и деталей насосов, работающих в системах
транспортирования сульфатных сред.
Процесс коррозии может развиваться весьма интенсивно: 0,3—0,5 мм
в глубину и более в течение месяца. Наиболее опасным видом является
питтинговая коррозия, в результате которой при малых потерях массы
20
металл получает глубокие местные поражения, приводящие в короткий
срок к сквозным дефектам. Возникновение питтингов в коррозионных
средах происходит в присутствии галоидных ионов, чаще Всего ионов
хлора, содержащегося в водопроводной и морской воде.
Одновременное воздействие растягивающих напряжений и коррози-
онной среды вызывает коррозионное растрескивание.
Растягивающие напряжения появляются при рабочих нагрузках;
напряжениях вследствие температурного градиента или фазовых пре-
вращений; напряжения, возникающего в сварном соединении, и т. п.
Процесс разрушения, протекающий в результате быстрого распростране-
ния трещин без видимой или весьма малой макропластической деформа-
ции при напряжениях, меньших пределов прочности, развивается достаточ
но быстро.
2. ЗАЩИТНЫЕ ПОКРЫТИЯ И ФУТЕРОВКИ
2.1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ ЗАЩИТНЫХ
ПОКРЫТИЙ И ФУТЕРОВОК
Для защиты деталей и рабочих поверхностей горно-обогатительного
оборудования, подверженных механическому, коррозионно-механическо-
му и коррозионному повреждениям, применяются защитные покрытия
и футеровки.
Под покрытием понимается слой или несколько слоев материала,
искусственно полученных на покрываемой поверхности.
Футеровка в отличие от покрытия представляет собой облицовку
внутренних и наружных поверхностей оборудования и отдельных деталей,
предназначенную для их предохранения от возможного повреждения.
Футеровка заменяется по мере изнашивания, благодаря чему продлевает-
ся срок службы основных элементов. Во многих случаях экономически
целесообразно для изготовления основных элементов применять более
дешевые и недефицитные материалы, а для формирования их рабочей
зоны использовать материалы с необходимыми физико-механическими и
технологическими характеристиками, осуществляя известный в техни-
ке принцип взаимного дополнения качества. Этот принцип полностью
относится и к защитным покрытиям, а в случае применения футеровок
позволяет обеспечивать высокие технологические показатели процессов
за счет придания оптимальных конструктивных форм рабочим зонам и
поверхностям и их периодического восстановления при перефутеровке.
Применительно к условиям работы горно-обогатительного оборудо-
вания защитные покрытия и футеровки по назначению делятся на износо-
стойкие и антикоррозионные.
Некоторые защитные покрытия и футеровки выполняют эргоно-
мические функции, например, снижение уровня шума, гашение вибрации
оборудования и т. п.
Наибольшее распространение для футеровок и покрытий получили
металлы, металлические сплавы и наплавочные материалы на их основе.
21
резина, полиуретан и другие полимеры, а также силикатные покрытия,
композиционные материалы и лакокрасочные покрытия [25, 27, 34, 37].
Детальная классификация защитных покрытий и футеровок приведе-
на в соответствующих разделах книги, посвященных использованию
и назначению конкретного вида оборудования.
Некоторые материалы в силу своих физико-механических и химичес-
ких свойств могут использоваться и как износостойкие, и как антикорро-
зионные. Так, износостойкий чугун при содержании 12—24 % хрома обла-
дает высоким сопротивлением износу в абразивных средах, а при содер-
жании около 34%, кроме того, и хорошей коррозионной стойкостью в
окислительных средах.
Технологические особенности некоторых материалов позволяют
использовать их как для защитных покрытий, так и для футеровок. На-
пример, резиновые покрытия, нанесенные на поверхности методами гум-
мирования, выполняют роль износо- и коррозионно-стойких, а формовые
и литьевые резиновые детали используются как футеровки.
2.2. ИЗНОСОСТОЙКОСТЬ МАТЕРИАЛОВ
ПРИ АБРАЗИВНОМ ИЗНАШИВАНИИ
Под износостойкостью понимают свойство материала оказывать сопро-
тивление изнашиванию в определенных условиях взаимодействия с твер-
дой, жидкой и газообразной средами. При решении вопросов повышения
износостойкости материала в основном решается материаловедческая
задача — создание или подбор материалов с такими физико-механичес-
кими свойствами и структурно-фазовым состоянием, которые при данном
конкретном виде изнашивания будут обеспечивать максимальное сопро-
тивление ему.
2.2.1. ИЗНОСОСТОЙКОСТЬ МЕТАЛЛИЧЕСКИХ СПЛАВОВ
Все применяемые металлические сплавы в зависимости от назначе-
ния, определяемого уровнем напряжений и видом абразивного изнашива-
ния, можно в основном разделить на три группы: I — для изнашивающих-
ся деталей и рабочих поверхностей с высокими сжимающими и ударными
нагрузками при незначительном абразивном истирании; II — для изнаши-
вающихся деталей и рабочих поверхностей с высоким абразивным исти-
рающим фактором при средних сжимающих или ударных нагрузках;
ill — для изнашивающихся деталей и рабочих поверхностей с черезвычай-
но высоким абразивным истиранием при незначительных или умеренных
механических нагрузках.
Первая группа объединяет аустенитные высокомарганцовистые
стали, вторая — мартенситные стали, легированные хромом, марганцем,
никелем, молибденом и ванадием; третья — износостойкие чугуны [43].
Аустенитные высокомарганцовистые стали обладают способностью
упрочняться при наклепе, износостойки и незаменимы при изготовлении
деталей и целых узлов машин и оборудования, работающих в сложных
22
условиях комбинированного воздействия истирающих и ударных нагру-
зок или значительных удельных статических давлениях. Самой распростра-
ненной в отечественном машиностроении является высокомарганцовистая
сталь 110Г13Л, применяемая для производства сельскохозяйственных
и транспортных машин, на заводах горнорудного, обогатительного и тран-
спортного оборудования.
Согласно ГОСТ 2176—77, сталь 110Г13Л должна иметь следующий
химический состав, %: углерод 0,90—1,30; марганец 11,5—14,5; кремний
0,40—1,0; сера < 0,050; фосфор <0,10; хром < 0,50; никель < 0,50;
медь < 0,30.
Комплекс механических и эксплуатационных характеристик металла
зависит от содержания в нем примесей. При установлении оптимального
химического состава стали для тех или иных отливок необходимо учиты-
вать конкретные условия их эксплуатации. Так, при больших ударных
или статических нагрузках содержание углерода должно быть в преде-
лах от 0,9 до 1,10—1,15 %, марганца от 12,0 до 13,5 %, кремния менее
0,6 % и фосфора не более 0,08 %. Для отливки, работающей в условиях
преимущественного истирания, концентрацию углерода в металле следует
повысить до 1,2—1,3 %. Достаточно высокие показатели ударной вязкос-
ти, прочности и пластичности обеспечиваются при соотношении Мп: С> 10.
Понижение содержания фосфора способствует увеличению износо-
стойкости, ударной вязкости, хладостойкости, укреплению аустеническо-
го зерна и транскристаллического строения, заметно уменьшает образо-
вание трещин.
В отливке сталь 110Г13Л имеет аустенитную структуру с включени-
ями карбидов, снижающих механические и эксплуатационные свойст-
ва. Кроме карбидов, в структуре этой стали иногда присутствует перлит
и тройная фосфидная эвтектика [8] . При этом марганец между струк-
турными составляющими распределяется неравномерно. Наиболее обога-
щены им фосфидная эвтектика (~ 23 %) и карбиды эвтектического
происхождения (~ 27 %). Чем выше в литой стали содержание углерода
и кремния, тем больше в ней карбидов. Количество карбидов в металле
возрастает также с увеличением массы и толщины стенок отливок и с
уменьшением скорости их охлаждения в форме.
Для растворения образовавшихся карбидов и получения чисто аусте-
нитной структуры отливки из этой стали подвергают закалке в воде при
температуре 850—1000 °C или для ускорения растворения карбидов и вы-
равнивания концентрации марганца при 1050—1150 °C.
Учитывая пониженную теплопроводность стали 110Г13Л и высокий
коэффициент ее линейного расширения, нагрев отливок под закалку
следует вести осторожно, особенно до 700—750 °C, так как при ускорен-
ном нагреве (особенно в области низких температур) в металле возника-
ют значительные внутренние напряжения, обусловливающие образование
в отливках трещин. Поэтому нагрев отливки из стали 110Г13Л до темпе-
ратуры 700 °C рекомендуется вести со скоростью не более 50 °С/ч. Даль-
нейший нагрев разрешается вести со скоростью 150 °С/ч и более [8].
Работы над повышением износостойкости стали 110Г13Л в настоящее
время ведутся в следующих направлениях:
23
1. Улучшение физико-механических характеристик стали путем пони-
жения содержания фосфора (до 0,04 %), модифицирования и легирования
титаном, хромом, ванадием [43].
2. Совершенствование технологии отливок благодаря тщательной под-
готовке шихтовых материалов к плавке, соблюдению строгого темпера-
турного режима, улучшению обработки и т. п.
3. Выбор рациональных конструкций литых деталей.
При производстве высокомарганцовистой стали из всех элементов-
модификаторов наиболее эффективен титан, который примерно в 2 раза
измельчает зерно отливок и способствует повышению устойчивости
стали к трещинам, а также улучшению ее механических свойств и износо-
стойкости.
Износостойкость высокомарганцовистой стали увеличивается при
легировании хромом в количестве 0,8—1,2 % благодаря появляющимся
в аустенитной матрице хромистым карбидам, обладающим высокими
твердостью и прочностью.
Мелкую структуру крупных отливок получают легированием вана-
дием, способным образовать в высокомарганцовистой стали тугоплав-
кие и твердые частицы нитридов и карбидов, регулирующие процесс крис-
таллизации. Особенно эффективно легирование стали 110Г13Л ванадием,
если в ней присутствует титан в количестве 0,04—0,07 %. Совместное
действие присадок ванадия и титана измельчает структуру стали и по-
вышает ее способность к наклепу.
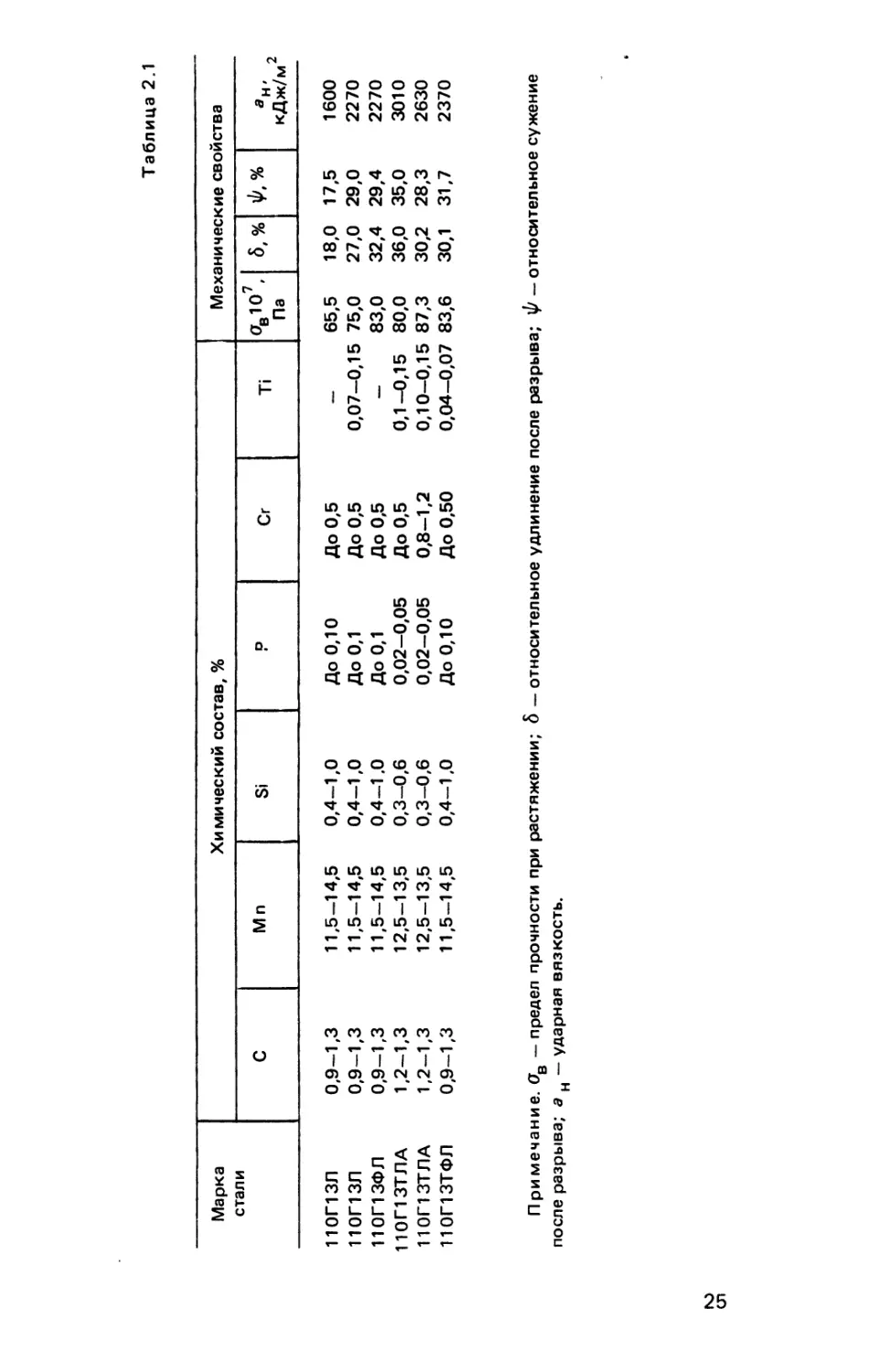
В табл. 2,1 приведены составы сплавов на основе стали 110Г13Л,
широко применяемые для изготовления футеровок.
Мартенситные стали в условиях работы ударно-абразивного и абра-
зивного изнашивания не обладают высокой стойкостью. Поэтому приме-
няется модифицирование и легирование элементами, обеспечивающими
при кристаллизации выделение тугоплавких химических соединений —
карбидов, боридов или нитридов. Обладая высокой твердостью и износо-
стойкостью, тугоплавкие соединения не расслаиваются при термической
обработке и хорошо растворяются в аустените.
Применяемые для получения износостойких сталей все легирующие
элементы можно разделить на две группы:
основные, или базовые, способствующие образованию карбидных
фаз, которые, растворяясь в аустените, упрочняют его, как и получающий-
ся из аустенита мартенсит. К таким элементам относятся в основном
хром и марганец;
дополнительные — обеспечивающие образование карбидов, боридов,
нитридов с возможным одновременным измельчением металлической
основы. Такими элементами, например, являются металлы титан, молиб-
ден, цирконий и неметаллы бор, азот.
Наибольшим сопротивлением изнашиванию из всех низколегирован-
ных сталей обладает сталь мартенситной структуры с высоким содержа-
нием углерода (0,6—0,8 %), прошедшая термообработку до твердости
500 НВ (отпуск при 230 °C). Для улучшения вязкости следует увеличить
температуру отпуска (более 370 °C). В этом случае перлитная структура
обладает большим сопротивлением изнашиванию, чем мартенситная.
24
Таблица 2.1
Марка стали Химический состав, % Механические свойства
С Мп Si о Сг Ti авю7, Па 6, % ф, % аН' 2 кДж/м
110Г13Л 0,9—1,3 11,5-14,5 0,4-1,0 До 0,10 До 0,5 65,5 18,0 17,5 1600
110Г13Л 0,9-1,3 11,5-14,5 0,4-1,0 До 0,1 До 0,5 0,07-0,15 75,0 27,0 29,0 2270
110Г13ФЛ 0,9-1,3 11,5-14,5 0,4-1,0 До 0,1 До 0,5 — 83,0 32,4 29,4 2270
110Г13ТЛА 1,2-1,3 12,5-13,5 0,3-0,6 0,02-0,05 До 0,5 0,1-0,15 80,0 36,0 35,0 ЗОЮ
110Г13ТЛА 1,2-1,3 12,5-13,5 0,3-0,6 0,02-0,05 0,8-1,2 0,10-0,15 87,3 30,2 28,3 2630
110Г13ТФЛ 0,9-1,3 11,5-14,5 0,4-1,0 До 0,10 До 0,50 0,04-0,07 83,6 30,1 31,7 2370
Примечание. Ов — предел прочности при растяжении; 6 — относительное удлинение после разрыва; 1Д —относительное сужение
после разрыва; а — ударная вязкость.
(Л
Стали с бейнитной структурой сопротивляются изнашиванию так
же, как и мартенситные с той же твердостью и тем же содержанием угле-
рода, прошедшие отпуск при более высоких температурах. Бейнитные
структуры часто наблюдаются у сталей, легированных молибденом.
Сопротивление изнашиванию зависит в первую очередь от структуры
как функции легирующего состава и термообработки, а не твердости.
Вместе с тем скорость изнашивания для данной структуры увеличивает-
ся с уменьшением твердости.
Износостойкие чугуны. При интенсивном абразивном и гидроабразив-
ном износах с небольшими динамическими и статическими нагрузками
используются металлы, обладающие высокой износостойкостью. К таким
металлам относятся белые износостойкие чугуны, износостойкость ко-
торых благодаря наличию в их структуре карбидной составляющей более
чем в 5—10 раз превосходит износостойкость конструкционных сталей.
Для изготовления износостойких отливок применяют белые чугуны
с содержанием углерода 2,5—3,6 %. При этом, чтобы не допустить графито-
образования, содержание кремния регулируют в пределах 10 % и вводят
карбидообразующие легирующие элементы, чаще всего хром.
По характеру ^микроструктуры и типу карбидов износостойкие чу-
гуны могут быть разделены на три следующие группы.
1. Перлитные и мартенситные чугуны с карбидами М3С. Однако
сравнительно мягкая перлитная металлическая основа относит их к наи-
менее износостойким из всех белых чугунов.
Более высокой (в 1,5—2,5 раза) износостойкостью, чем у белого
перлитного чугуна, обладает белый мартенситный чугун нихард с содер-
жанием 3—5 % Ni и 1,5—2,5 % Сг. В литом состоянии нихард имеет мартен-
ситную матрицу с участками остаточного бейнита или аустенита и сложные
доэвтектические и эвтектические карбиды железа и хрома. Мартенситная
структура матрицы литого нихарда обусловлена наличием никеля и
хрома. Однако низкая температура конца превращения является причи-
ной того, что в микроструктуре металлической основы наряду с мартен-
ситом имеется остаточный аустенит. Для получения мартенситной структу-
ры в деталях с массивными сечениями необходимо повысить содержание
никеля. Однако при этом возрастает опасность появления графита, и поэто-
му для обеспечения более высокой износостойкости и придания деталям
лучших механических и эксплуатационных свойств для отливок с мас-
сивными сечениями снижают содержание никеля до 1,5—3,25 % и вво-
дят 0,4—1,1 % молибдена. Молибден, как и никель, предотвращает обра-
зование перлита при охлаждении в форме, но в отличие от никеля не яв-
ляется графитизатором. Уменьшение содержания никеля снижает склон-
ность к образованию графита в толстостенных деталях и повышает изно-
состойкость остаточного аустенита, который при износе превращается
в более твердый и, следовательно, более износостойкий мартенсит.
Для нихарда рекомендуется сравнительно низкое (0,3—0,5 %) со-
держание кремния в связи с его влиянием на устойчивость аустенита.
В тонкостенных отливках содержание кремния следует повысить до
0,75 %, если при этом не образуется свободный графит. Содержание мар-
26
ганца надо поддерживать на относительно низком уровне (0,3-4),7 %),
так как его присутствие вызывает образование устойчивого аустенита,
превращающегося при термической обработке и в процессе изнашивания
в мартенсит и бейнит, что снижает стойкость деталей.
Количество серы и фосфора в чугунных отливках должно быть мини-
мальным, так как оба элемента снижают прочность. Никель — основной
элемент в нихарде — определяет твердость и прочность матрицы. Недос-
таточное его содержание приводит к образованию низкотемпературных
продуктов распада аустенита — троостита или даже перлита, чрезмерное
содержание обусловливает появление остаточного аустенита, но в обоих
случаях происходит снижение износостойкости.
Хром внихарде выполняет три функции: стабилизирует карбид и
подавляет графитизацию; повышает твердость карбидов; стабилизирует
аустенит. Никель, являющийся графитизатором, в нихарде должен нахо-
диться в соотношении с хромом примерно 3:1.
2. Белые чугуны с карбидами М7С3 и М4С. Увеличение в белых чу-
гунах содержания хрома до 10 % и выше приводит к образованию в их
структуре первичного карбида с формулой (Cr, Fe)7 С3. При кристаллиза-
ции хромисто-карбидной эвтектики карбиды М7С3 в отличие от леде-
бурита с карбидами М7С3 не образуют непрерывную фазу, а располага-
ется в виде изолированных тригональных карбидов в аустенитной основе.
Карбиды М7С3 более тверды и дисперсны, чем карбиды М3С, поэтому
чугуны с карбидами первого типа более износостойки и прочны. Микро-
твердость карбидов (Cr, Fe) 7 С3 составляет 12 000—15 000 МПа, что
значительно превышает микротвердость кварца (10 000 МПа), тогда
как твердость карбидов цементитного типа Fe3C или (Fe, Сг)3С близка
к микротвердости кварца и составляет 8000—11 000 МПа. Обычно при-
меняют доэвтектические и эвтектические чугуны, так как в заэвтекти-
ческих чугунах при кристаллизации образуются крупные иглообразные
карбиды, снижающие износостойкость и особенно прочность отливок.
Поэтому химический состав сплава следует подбирать так, чтобы он не
был заэвтектическим. При содержании 12—18’% Сг и 3,6 % С в чугунах
сплавы становятся заэвтектическими. При содержании 25—30 % Сг и «
% 2,7 % С подавление перлитного превращения обеспечивается без добав-
ки других легирующих элементов только в тонкостенных отливках.
При содержании в чугуне ~ 34 % Сг и 1,5—2,2 % С металлическая основа
состоит из феррита, обеспечивая сплаву сравнительно низкую износостой-
кость в абразивных средах и хорошую коррозионную стойкость в различ-
ных видах окислительных сред.
3. Ванадиевые чугуны с карбидами типа VC. При определенных соот-
ношениях углерода и ванадия образуются карбиды шаровидной формы.
В зависимости от содержания марганца и других элементов, а также от
термической обработки структура их металлической основы может
быть аустенитной, ферритной или мартенситной. Эти чугуны обладают
сравнительно хорошей износостойкостью, однако при аустенитной или
Ферритной матрице их главным преимуществом является относительно
высокая для износостойких чугунов пластичность. Детали из чугуна с
27
аустенитной структурой подвергаются нагреву до 1100 °C и охлаждению
на воздухе.
Износостойкость белых чугунов определяется не твердостью, а коли-
чеством, размерами и формой структурных составляющих и их микро-
твердостью. Основные структурные элементы белых чугунов — это кар-
биды и металлическая основа.
Износостойкость белых чугунов зависит от свойств и характеристики
карбидной фазы: микротвердости карбидной составляющей, формы
и расположения карбидов, типа, количества и размера карбидов, коли-
чества карбидообразующих компонентов [49] .
В условиях абразивного изнашивания, соответствующего схемам
контактов III, VI и VII (см. рис. 1.1 и табл. 1.2), при малых углах атаки
износостойкость будет тем выше, чем больше карбидов содержится в
сплаве. Увеличение твердости карбидной фазы в этих условиях изнашива-
ния приводит к повышению износостойкости сплава.
Форма и расположение карбидов также оказывают влияние на изно-
состойкость сплавов: при равном их количестве сплав с карбидами плас-
тинчатой и скелетообразной формы более износостоек, чем сплав с кар-
бидами шаровидной формы.
От количества хрома и углерода в чугуне зависит образование
определенного типа карбидов. Так, содержание хрома 12—24 % приводит
к образованию карбидов М7С3 и резкому повышению износостойкости
сплава. Дальнейшее увеличение содержания хрома вызывает снижение
износостойкости сплава, так как в чугуне появляются крупные хрупкие
иглы заэвтектических карбидов.
Величина карбидов зависит в основном от размеров отливок, так как
с увеличением толщины стенок замедляется скорость первичной крис-
таллизации сплава и увеличиваются размеры карбидов. С ростом карби-
дов износостойкость сплава уменьшается, однако до достижения некото-
рой скорости кристаллизации, так как затем размеры карбидов сущест-
венного влияния на износостойкость уже не оказывают.
Даже значительное количество твердых карбидов в сплаве не опреде-
ляет высокого сопротивления материала изнашиванию, если металли-
ческая основа, в которой закреплены карбиды, имеет низкую прочность.
В таких случаях процесс изнашивания можно представить как выдавли-
вание твердых карбидных частиц из непрочной металлической основы и
разрушение карбидов. Высокая износостойкость карбидов, обусловли-
вающая преимущество белых чугунов над сталями, при этом не проявля-
ется, так как карбиды удаляются с рабочей поверхности. Высокая изно-
состойкость белых чугунов обеспечивается только при мартенситной
и в отдельных случаях мартенситно-аустенитной структуре основы. Нали-
чие в структуре основы даже небольшого количества мягких продуктов
распада аустенита резко снижает износостойкость чугуна.
Наплавочные материалы. Все наплавочные материалы по химическому
составу могут быть разделены на пять групп: 1) стали — углеродистые,
марганцовистые, хромомарганцовистые, хромистые, высокоуглеродис-
тые, хромоникелевые низкоуглеродистые, высоковольфрамовые, молиб-
28
новые; 2) сплавы на основе железа — высокохромистые чугуны, воль-
41 амовые и молибденовые чугуны, сплавы с бором и хромом,-сплавы
кобальтом и молибденом или вольфрамом; 3) сплавы на основе никеля
и кобальта — нихромы и нимоники, сплавы с бором и хромом (колмо-
нои), сплавы с молибденом (хастенои), сплавы кобальта с хромом и
вольфрамом (стеллиты); 4) карбидные псевдосплавы — с карбидом воль-
фрама, с карбидом хрома; 5) сплавы на основе меди — алюминиевые
и оловянно-фосфористые бронзы.
Марку наплавочного материала выбирают исходя из условий работы
упрочняемых деталей и особенностей метода наплавки. Наплавки первой,
второй и четвертой групп применяются в качестве упрочняющих.
Металлургические процессы при наплавке сложны и отличаются от
обычных металлургических процессов кратковременностью протекания,
малым объемом расплавленного металла, высокой температурой источ-
ников тепла. Расплавленный металл малого объема в соприкосновении
с холодным твердым металлом быстро кристаллизуется — в течение не-
скольких минут или секунд.
Коэффициент термического расширения легированного металла на-
плавок больше коэффициента термического расширения углеродистой
стали, поэтому при остывании наплавки в ней всегда возникают попереч-
ные трещины. Трещины неизбежны, но можно уменьшить их количество
или предотвратить проникновение трещины, пронизывающей наплавлен-
ный слой, внутрь металла детали.
Состав проволоки для механизированной наплавки регламентирован
ГОСТ 10543—75, в котором приведены также ориентировочные твер-
дость и примерное назначение. Для наплавки широко используется также
стандартная сварочная проволока (ГОСТ 2246—70). Углеродистые леги-
рованные сварочное проволоки применяют для восстановления размеров
различных изношенных деталей. Высокохромистые проволоки Св-10Х13,
Св-08Х14ГТ, Св-10Х17Т обеспечивают повышенную коррозионную стой-
кость и износостойкость наплавленного металла. Хромоникелевыми
аустенитными проволоками Св-06Х19Н9 и Св-06Х18Н9Т наплавляют
детали, подверженные коррозии и кавитации. Кроме сварочной и наплавоч-
ной проволоки для наплавки используют пружинную (ГОСТ 9389—75,
ГОСТ 1071—81) и пружинную легированную проволоку, а также материа-
лы, сходные по химическому составу с тестированными сварочными
наплавочными проволоками.
Марганцовистые наплавки наиболее доступны благодаря простоте
получения сырья — доменного ферромарганца.
Ударная вязкость наплавленного металла, легированного с помощью
Доменного ферромарганца, составляет (0,84-1,02)-105 Дж/м2. Несмотря
на такую незначительную вязкость марганцовистая наплавка толщиной
До 3 мм выдерживает в 2 раза больший срок работы, чем детали из стали
110Г13Л. При большей толщине наблюдались откалывания наплавки,
причем поверхность скола проходила по самой наплавке. Вязкость повы-
шали присадкой никеля из расчета его содержания в наплавленном ме-
талле 1,5—2 %. В этом случае ударная вязкость составляла (1,54-2,2) х
Ю5 Дж/м2.
29
Марганцовистые наплавки, особенно с добавлением никеля, можно
рекомендовать для защиты от абразивного износа щек, бандажей и кону-
сов дробилок, зубьев и днищ ковшей экскаваторов, деталей пластинча-
тых питателей, опорных катков и беговых дорожек гусениц и др.
При большом объеме наплавочных работ вместо проволоки применя-
ют ленты: стальную холоднокатаную из конструкционной стали, сталь-
ную холоднокатаную из инструментальных и пружинных сталей (ГОСТ
2283-69).
Свойства наплавленного металла и область применения лент опреде-
ляются их химическим составом и соответствуют маркам аналогичного
химического состава наплавочной и сварочной проволоки. Особенностью
применения лент является меньшая глубина проплавления основного
металла и в связи с этим лучшее качество наплавленных слоев.
Ленты из высокоуглеродистых материалов и высоколегированных
сплавов изготовляют методом бесслиткового проката толщиной 0,4—
1,0 мм и шириной 20—100 мм.
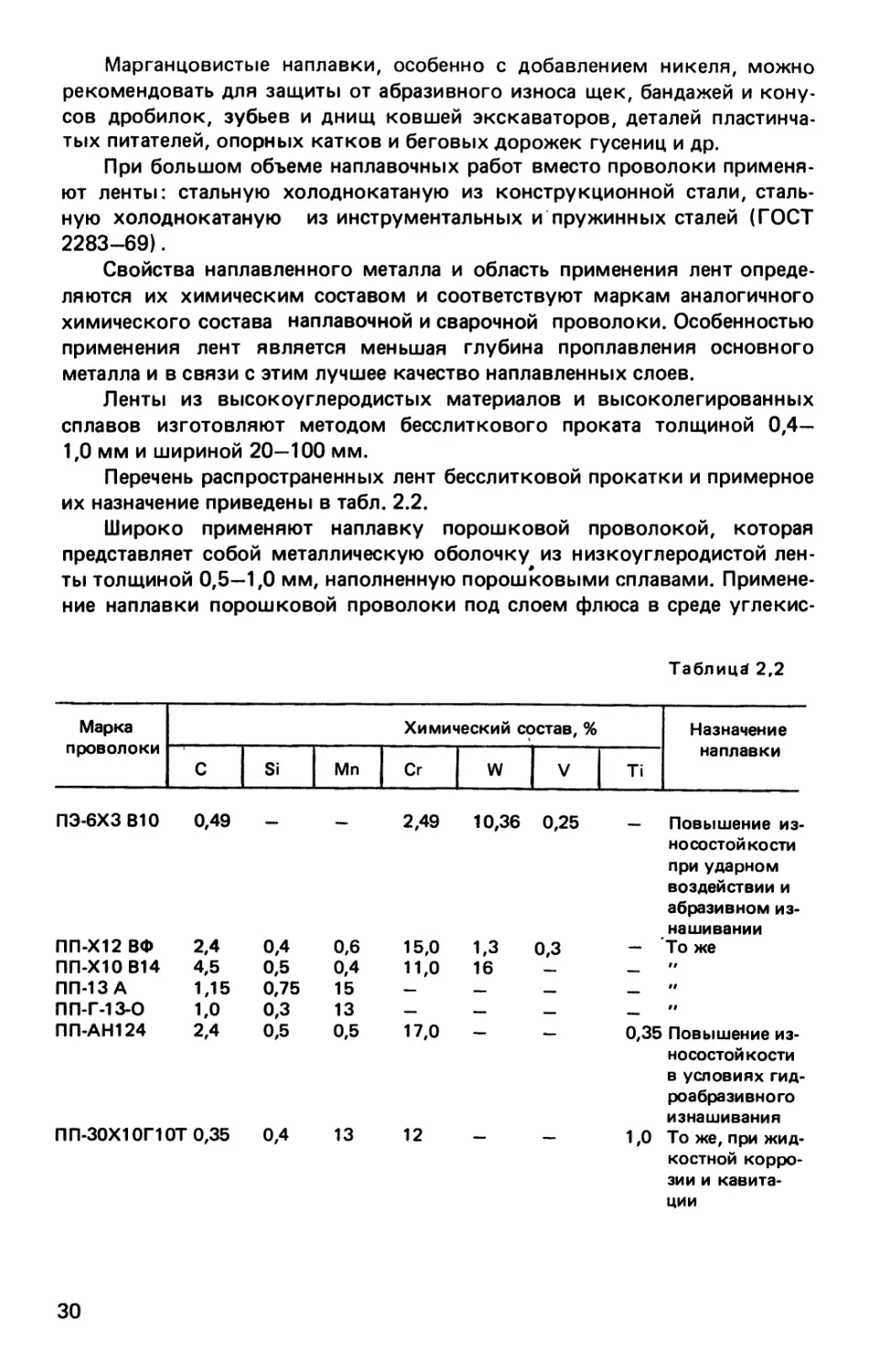
Перечень распространенных лент бесслитковой прокатки и примерное
их назначение приведены в табл. 2.2.
Широко применяют наплавку порошковой проволокой, которая
представляет собой металлическую оболочку из низкоуглеродистой лен-
ты толщиной 0,5—1,0 мм, наполненную порошковыми сплавами. Примене-
ние наплавки порошковой проволоки под слоем флюса в среде углекис-
ТаблицЗ 2,2
Марка проволоки Химический состав, % Назначение наплавки
С Si Мп Сг W V Ti
ПЭ-6ХЗ B10 0,49 — — 2,49 10,36 0,25 — Повышение из- носостой кости при ударном воздействии и абразивном из- нашивании
ПП-Х12 ВФ 2,4 0,4 0,6 15,0 1,3 0,3 — То же
ПП-Х10В14 4,5 0,5 0,4 11,0 16 — ••
ПП-13 А 1,15 0,75 15 — — Ч
ПП-Г-13-0 1,0 0,3 13 — — ••
ПП-АН124 2,4 0,5 0,5 17,0 0,35 Повышение из- носостойкости в условиях гид- роабразивно го изнашивания
ПП-30Х10Г10Т0,35 0,4 13 12 1,0 То же, при жид- костной корро- зии и кавита- ции
30
Таблица 2.3
Электрод Химический состав наплавленного металла, % Твердость HRC Назначение наплавки
С Мп Сг Si S Р другие ком- поненты
03Н-250 0,15 2,4 следы 0,03 0,03 22-25 Повышение износостойкос-
03Н-300 0,15 3,2 — — — 0,02 0,035 — 27-36 ти в условиях высоких кон-
33 Н-400 0,20 4,2 — _ __ 0,02 0,03 — 39-47 тактных напряжений и удар- ных нагрузок
ЭН-50 0,95 0,8 2,6 0,90 0,012 0,016 — 56-62 То же, при абразивном изна- шивании
13КН/ЛИВТ 0,8 0,8 4,2 0,95 0,027 0,016 — 52-62
Т546А 1,22 0,79 7,2 2,1 0,024 0,008 1,43Ti 46-52 Для наплавки деталей из стачли
ОМ Г-Н 0,5 0,8 10 12 — 2,5 3,5 Ni 25-33 ли 110Г13Л, работающих при абразивном изнашивании
Т-590 ЗД 3,0 1,2 24 26 2,2 — — 1,0 55-62 Повышение износостойкос- ти при абразивном изнаши- а. вании без ударных нагрузок
Т-620 4,8 5,0 1/2 19 22 2,2 — — 1,3Ti 1,5В 52-59 То же и умеренных ударных нагрузках
Таблица 2.4
Сплав Химический состав порошковых сплавов, % Твердость после на- плавки HRC
С Si Мп Сг Ni Fe Дру- гие эле- мен- ты
У35Х28Н4С4 (сормайт 1) 2,5—3,5 2,8-4,2 0,5-1,5 25-31 3-5 ос- таль ное 46-54
У45Х35ГЗР2С 3,5-5,5 1,0-2,5 1,5-4,0 32-37 — . 1,5-54-58 2,2 Ti
Сормайт 2 1,5—2 1,5-2,2 1,0-13,5 1,5-17,5 2,5 — — . — 56-62
У50Х40Н2С2Г 4,5-5,5 1,8-2,8 2,5 38 1,0— 1,8 _ - — —
Станилит 8,0-10 3,0 13,0-17 16-20 — - — —
лого газа позволяет повысить производительность наплавки при высо-
ком легировании наплавленного металла.
Порошковая проволока с внутренней защитой кроме легирующих
элементов содержит газо- и шлакообразующие материалы, которые за-
щищают зону наплавки в момент плавления.
Характеристики наплавленного металла некоторых наплавочных
порошковых проволок приведены в табл. 2.2.
Широкое распространение получила наплавка металлическими элект-
родами для ручной дуговой и газовой наплавки [24].
Регулирование химического состава и свойств наплавленного метал-
ла при наплавке электродами открытой дугой производится через обмаз-
ку или электродный стержень.
В зависимости от назначения наплавки электроды можно разделить
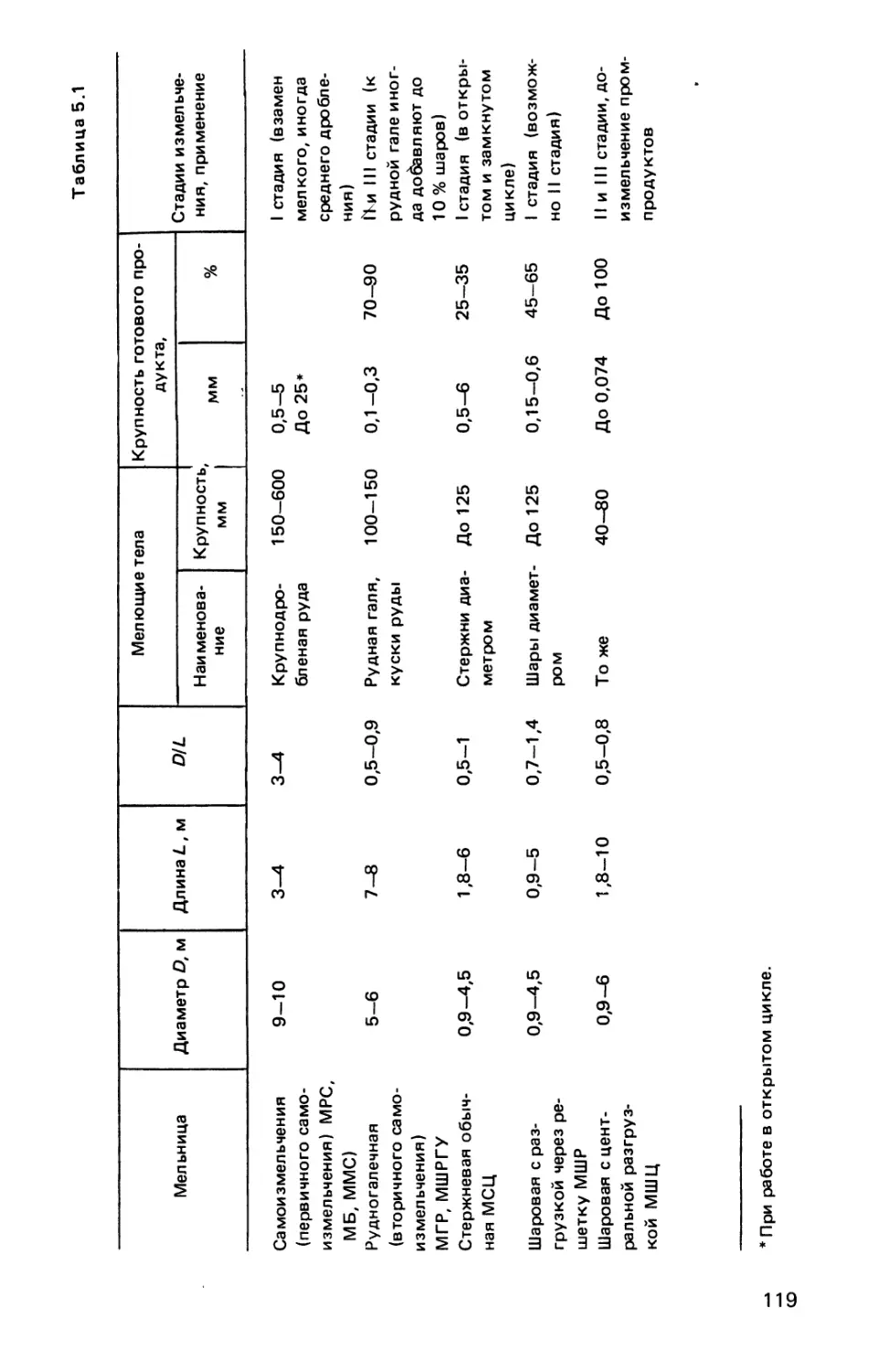
на несколько групп (табл. 2.3).
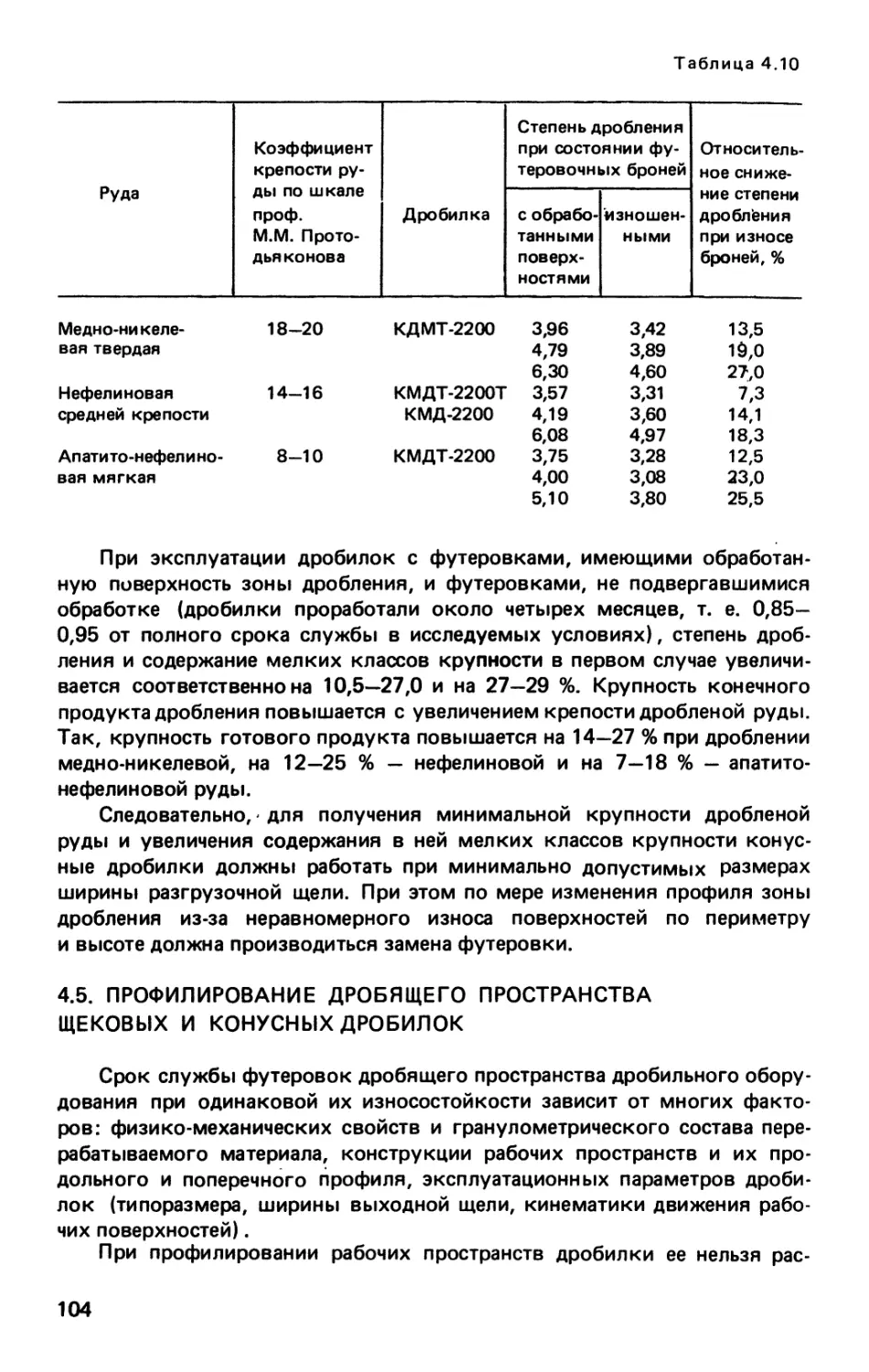
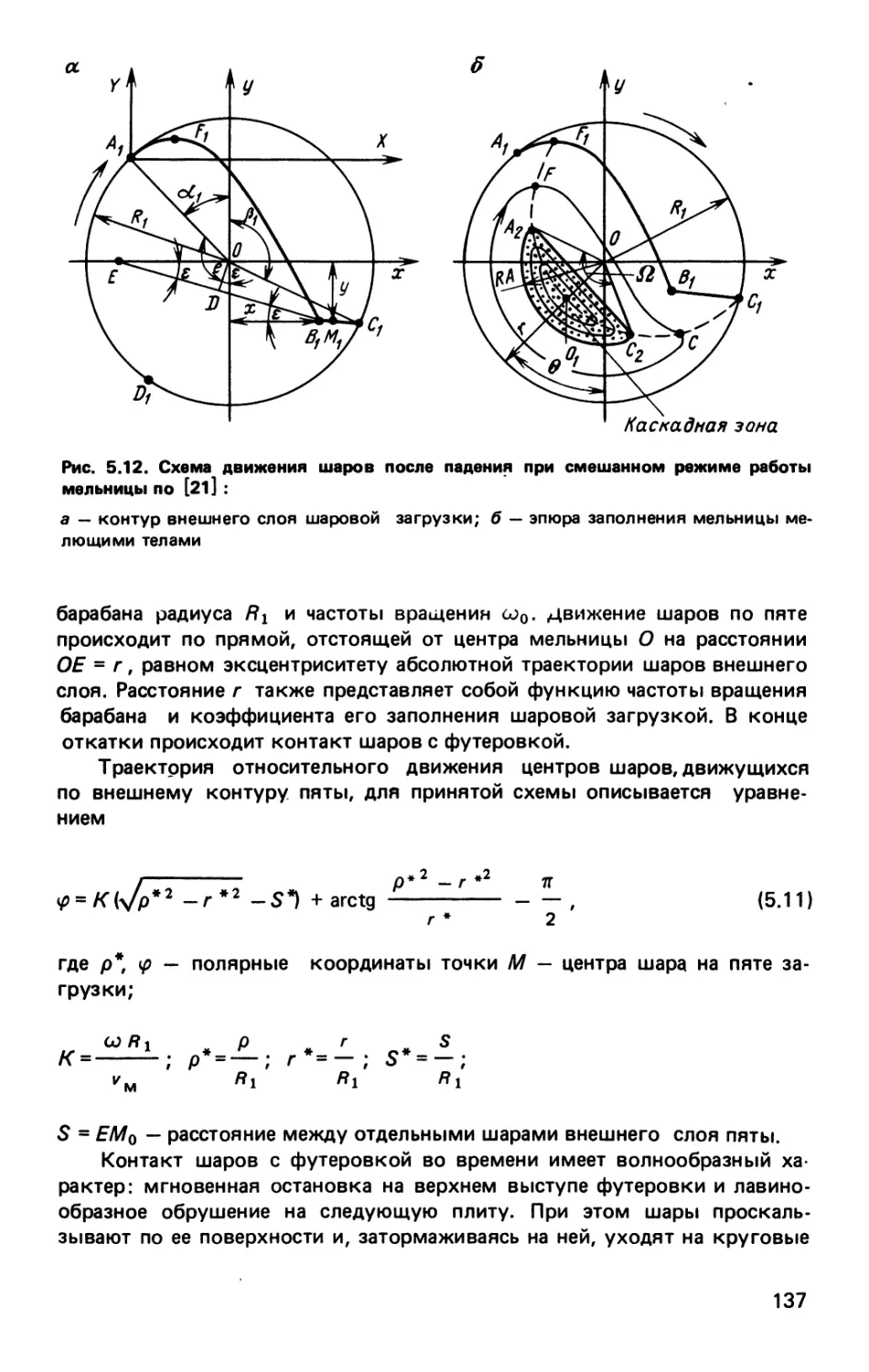
Так, при наплавке электродами Т-590, в обмазку которых входит
феррохром, структура металла характеризуется высоким содержанием
углерода (3—3,5 %) и хрома (22—27 %). Наплавленный слой представ-
ляет собой высокохром истый чугун. Поэтому электроды Т-590 нельзя ре-
комендовать для защиты деталей, подверженных ударным нагрузкам.
Несколько большей ударной вязкостью обладает наплавка электродами
Т-620, содержащая 3-5 % С, 22-24 % Сг, 1,0-1,5 % Мп, 1-2 % Si. Эту на-
плавку можно рекомендовать для деталей, подвергающихся небольшим
ударным нагрузкам.
Высоколегированные хромистые, вольфрамовые и молибденовые
чугуны, главной структурной составляющей которых являются карби-
ды хрома, вольфрама и молибдена, имеют высокие твердость и изно-
состойкость. Подобные свойства характерны для сплавов с высоким со-
держанием хрома и бора.
32
Наплавка легированных чугунов осуществляется порошковой прово-
локой, покрытыми электродами и расплавленной поршневой «шихтой.
Шихта для наплавки может применяться в виде механических смесей
железо- и углеродсодержащих порошков с химическими соединениями
легирующих элементов. В качестве компонентов используют порошки
чугуна и железа, феррохрома, ферромарганца, бориды хрома, карбиды
титана, хрома, нефтяной кокс, серебристый графит и др.
Для упрочнения деталей машин, работающих в абразивной среде,
широко применяют литые порошковые твердые сплавы У35Х28Н4С4
(сормайт 1), У45Х35ГЗР2С (ФБХ-6-2) и У50Х40Н2С2Г, химический
состав которых приведен в табл. 2.4.
2.2.2. ИЗНОСОСТОЙКОСТЬ СИЛИКАТНЫХ МАТЕРИАЛОВ
Каменным литьем называют материалы кристаллического строения,
искусственно получаемые из горных пород, главным образом из диа-
базов или базальтов. Изделия из каменного литья используют для за-
щиты от коррозии и преждевременного износа оборудования, подвергаю-
щегося абразивному изнашиванию. Шихта каменного литья состоит в
основном из окислов материалов, в различной мере влияющих на кристал-
лизационную способность, начальную температуру плавления и начала
выделения минералогических фаз. Большое влияние на качество фасон-
ного каменного литья оказывают такие технологические параметры,
как жидкотекучесть и усадка расплава. Жидкотекучесть обеспечивает
нормальное заполнение расплавом всех рельефов формы и так же, как и
кристаллизационная способность, характеризуется вязкостью расплава. С
повышением температуры и увеличением содержания в расплаве окислов,
образующих простые кристаллические решетки, жидкотекучесть растет.
Хорошую жидкотекучесть и высокую кристаллизационную способ-
ность имеет расплав при шихте следующего состава: Si Оз 45—55 %,
А12О3 11-18%; СаО 8-24 %; MgO+ FeO 7-15%; Na2O 2-5 % [5].
Особенностью силикатных расплавов является значительная усад-
ка (около 17 %), что осложняет производство каменных изделий, осо-
бенно сложной конфигурации. При определении химического состава
литья и выбора шихтовых материалов главными факторами являются:
кристаллизационная способность, вязкость, жидкотекучесть и усадка,
скорость охлаждения отливки.
Между кристаллизационной способностью и вязкостью существу-
ет взаимосвязь. Так, при содержании окиси кремния более 50 % снижа-
ется кристаллизационная способность и увеличивается вязкость при од-
ной и той же температуре. С увеличением содержания Мд О, FeO и СаО
вязкость снижается, а кристаллизационная способность расплава повы-
шается. Для повышения кристаллизационной способности расплава необ-
ходимо давать изотермическую выдержку при температурах, близких
к температуре разливки.
Величина объемной усадки повышается от 8 (при содержании СаО
10 %) до 1.1,4 % (при увеличении СаО до 23 %).
33
В камнелитейном производстве в качестве шихтовых материалов
все шире используют доменные шлаки и шлаки производства ферромар-
ганца. Наиболее целесообразно применение глиноземистомагнезиальных
доменных шлаков и горных пород с большим содержанием полевых
шпатов (гранодиориты, альбитофиты), а также соответствующих доба-
вок, нейтрализующих окись кальция (тальковые сланцы).
Каменное литье благодаря высокой химической стойкости и значи-
тельному сопротивлению абразивному воздействию находит все боль-
шее применение при производстве крупногабаритных изделий. Особенно
эффективны диабазовые изделия для оборудования, работающего в силь-
но агрессивных и одновременных абразивных средах.
Для производства крупногабаритного фасонного литья при заливке
в металлические формы наиболее оптимальным является состав: SiO2
45-47 %; А12О3 12-15%; MgO7-10%; Са0 8-10%; FeO6-8%; Fe2O3
4-6%; Na2O 2-3 % [5].
При применении камнелитых изделий для антикоррозионных покры-
тий следует иметь в виду, что с повышением температуры сопротивление
воздействию неорганических кислот значительно снижается. В растворах
щелочей и солей это явление не наблюдается.
Технологический процесс плавки шихты, состоящей из 91 % базаль-
та, 7 % горнблендита и 2 % хромита, осуществляется в печах. Из плавиль-
ной зоны, где поддерживается температура 1350—1400 °C, расплав посту-
пает в зону гомогенизации и дегазации, где происходит усреднение распла-
ва по химическому составу, расплавление и растворение твердых кусков
породы, захваченных в зоне плавления движущимся расплавом. В зоне
гомогенизации, дополнительно обогреваемой инжекторной горелкой,
поддерживается температура 1280—1300 °C. Далее расплав поступает
в копильник, выложенный хромомагнезитовым кирпичом. Через летку,
расположенную возле подины, расплав выпускается в ковши, из кото-
рых производится заливка в специальные формы, собранные из жарб-
прочной стали.
Температура расплава в копильнике понижается по мере приближения
к нижним слоям за счет постоянного отбора тепла стенками и подиной.
Подогрев расплава со стороны зеркала ванны из-за увеличения толщи-
ны слоя затруднен, поэтому целесообразно производить электроподогрев.
Для этого в копильнике на высоте 50—100 мм от подины устанавлива-
ют стальные электроды диаметром 80—150 мм на расстоянии 1500 -
18С0 ....и друг от друга. Питание электродов может осуществляться от
автотрансформатора мощностью 150 кВт с регулировкой напряжения
0—380 В и по силе тока от 0 до 200 А. Регулируя величины напряжения
и тока, можно изменять температуру расплава в копильнике до пределов,
необходимых по технологии заливки для конкретного типа деталей.
После заливки расплава в металлические формы, подогретые до 200-
250 °C, и его охлаждения в течение 5—10 мин (в зависимости от объема)
полученные изделия освобождают от кокиля и загружают в специальные
печи, где происходит кристаллизация отливок при температуре 850-
900 ° С.
34
Выкристаллизованная отливка подвергается медленному охлажде-
нИю до 100-150 0 С в течение 8—15 ч.
В процессе производства крупногабаритного фасонного каменного
литья необходимо применять технологические приемы по регулированию
скорости охлаждения отливки в зависимости как от толщины стенки
отливки и кокиля, так и от начальной температуры металлической фор*
мы. От интенсивности теплообмена между формой и отливкой зависит
строение поверхностных слоев изделия: оно может быть кристаллическим
и стеклообразным.
При затвердевании каменного литья кроме формирования конфигу-
рации изделия и свойств литого материала происходит образование дефек-
тов структуры и самой отливки — усадочные раковины, рыхлоты и др.
Причиной неоднородности структуры и образования раковин в отливке
является химический состав расплава и механизм затвердевания в коки-
ле. Например, при заливке гидроциклонов в холодные металлические
формы кокиль нагревается после первой заливки до 120 °C, а после вто-
рой — до 250 °C. При этом поверхность первых отливок на глубину до
10 мм представляет собой слой стекла. Поверхность последующих изде-
лий менее остеклована, но вблизи внутренней поверхности конуса гидро-
циклона имеются значительные усадочные раковины. Это объясняется
более поздним процессом кристаллизации вследствие высокой тем-
пературы стержня по сравнению с кокилем. Затвердевание ртвлив-
ки в этом случае происходит как последовательное нарастание твердой
корки в направлении от кокиля к стержню. При эксплуатации таких де-
талей износ рабочей поверхности на 7—10 мм вскроет усадочные ракови-
ны и рыхлоты, вслед за чем последуют местный интенсивный износ и вы-
ход из строя гидроциклона в целом.
Для равномерности кристаллизации технологический процесс дол-
жен быть построен таким образом, чтобы обеспечивалось объемное
затвердевание. Это достигается за счет подогрева отдельных частей ко-
киля или установки теплоизоляции на элементы, в наибольшей мере от-
дающие тепло.
Процесс затвердевания отливки в металлических формах оказывает
существенное влияние на соотношение минералогических фаз, структуру,
механические и термофизические свойства литья.
Литье из базальтов и шлаков — эффективный антикоррозионный
материал с хорошим сопротивлением агрессивным кислотам, щелочам
и соляным растворам. Благодаря этим свойствам камнелитые изделия
Успешно заменяют изделия из свинца и металлических сплавов из черных
металлов.
Вторым, наиболее ценным свойством каменного литья является его
высокая твердость и сопротивляемость истиранию: детали из него в
5-8 (и даже более) раз превышают срок службы изделий из чугуна, угле-
родистой и легированной сталей.
Применение каменного литья для деталей горно-обогатительного
°борудования обеспечивает экономию большого количества чугуна и ста-
Ли/ в том числе марганцовистой.
35
Износостойкость камнелитых изделий, используемых для транспор-
тирования абразивных материалов, зависит от угла падения движущихся
абразивных частиц на рабочую поверхность. При угле атаки до 15° износ
интенсивно возрастает из-за влияния скалывающих усилий.
Каменное литье имеет сравнительно высокий предел прочности на
сжатие, а обладая низкой тепло- и электропроводностью, в ряде случаев
заменяет фарфор, стекло и другие диэлектрические и теплоизоляцион-
ные материалы. Камнелитые изделия хорошо противостоят выветрива-
нию, действию воды и температурным колебаниям, поэтому их успешно
применяют в строительстве, где они заменяют гранит, мрамор и другие
дорогостоящие отделочные материалы.
Однако наряду с положительными свойствами каменное литье имеет
и существенные недостатки: малую термостойкость, хрупкость, не под-
дается обработке (за исключением шлифовки), неудовлетворительно
работает на растяжение, изгиб и ударную нагрузку.
Металлические изделия, предназначенные для обкладки, должны
иметь жесткую конструкцию и не деформироваться при нагрузке. Допус-
каемые же напряжения для диабазовой плитки значительно ниже, чем
для стали или железобетона, а недостаточная жесткость конструкции
может привести к образованию трещин в швах обкладки.
Обкладку следует вести только после установки изделий на постоян-
ное рабочее место.
Не допускается жесткое соединение футерованных аппаратов с пло-
щадками, на которых работают движущиеся механизмы, и приспособ-
лениями, вызывающими удары или вибрацию [20].
Не рекомендуется стучать металлическими предметами по готовой
обкладке. При замене диабазовых плиток всЪ сопрягаемые поверхности
должны быть хорошо очищены.
Наиболее широкое применение каменное литье получило для футе-
ровки лотков, гидроциклонов, отсадочных машин, мультициклонов,
колен, желобов, пульпопроводов и др.
Перспективным является применение каменного литья для футеров-
ки шламовых трубопроводов большого диаметра. В целях снижения тру-
дозатрат целесообразно футерование элементов шламопроводов на заво-
дах каменного литья.
Карбид кремния. Для защиты от износа рабочих поверхностей обору-
дования, работающего в наиболее неблагоприятных условиях гидро-
абразивного изнашивания, эффективным является применение износо-
стойкого материала монолитного поликристаллического карбида кремния
(МПК). Износостойкость карбида кремния в 60—80 раз больше, чем у
сталей обыкновенного качества. Материал обладает высокой термичес-
кой и химической устойчивостью.
В состав МПК кремния входят: карбид кремния — не менее 77 %;
кремний свободный — 18—21 %; углерод свободный 1—2 %; железо
2-3 %.
Физико-механические свойства характеризуются следующими по-
казателями: плотность 2900—3100 кг/м3; микротвердость основной
36
фазы (карбида кремния) 2,8 • 104 — 3,0 104 МПа; микротвердость
фазы кремния (1,0 -г 1,2) • 104 МПа; предел прочности при сжатии
35 000 МПа, пористость общая 0,5—3,0 %.
Высокая износоустойчивость футеровок из МП К позволяет в течение
длительного времени поддерживать неизменными геометрические пара-
метры изделия в рабочей зоне и обеспечивать благодаря этому устойчивые
технологические показатели работы оборудования и увеличения меж-
ремонтных сроков (например, гидроциклонов от 6—8 мес до 5—7 лет).
Наряду с высокой износостойкостью карбид кремния, как и все твер-
дые материалы, имеет низкую ударную прочность, что несколько ограни-
чивает область его применения в горно-обогатительной отрасли. Футеров-
ки^ детали из карбида кремния целесообразно применять для оборудо-
вания, подвергающегося абразивному и гидроабразивному изнашиванию
при высоких скоростях потока. Так, срок службы задвижек запорно-
регулирующей арматуры технологических трубопроводов, для транспор-
тирования шлаков и магнетитовых суспензий, футерованных карбидом
кремния, увеличивается в 10—15 раз по сравнению со стальными, а срок
службы осевых и центробежных импеллеров флотомашин составляет
5—6 лет.
2.2.3. ИЗНОСОСТОЙКОСТЬ РЕЗИН И ПОЛИУРЕТАНОВ
Значительная часть оборудования испытывает одновременно высо-
кие ударные нагрузки и истирающие воздействия. До настоящего време-
ни в металлических сплавах не удалось совместить два таких важных
показателя физико-механических свойств — твердость и пластичность,
т. е. создать материал, обладающий одновременно и высокой износостой-
костью при ударных или больших статических нагрузках, и сопротивле-
нием изнашиванию при абразивном воздействии, которое сопровожда-
ется кавитационным, коррозионным и другими смешанными видами
износа.
Такими свойствами обладают эластомерные материалы при пра-
вильном подходе к их использованию.
Применение износостойких эластичных материалов, в первую очередь
резин и полиуретанов, является одним из наиболее эффективных направ-
лений в области повышения надежности и долговечности работы оборудо-
вания.
Резина представляет собой сложную многокомпонентную систему
из каучука и 10—15 (иногда более) разнообразных веществ (ингредиен-
тов) . Свои ценные технические свойства резина приобретает в заверша-
ющем цикле ее производства — вулканизации.
Основным сырьем для изготовления резины являются каучуки,
тип которых определяют технические и технологические свойства ре-
зиновой смеси. Все каучуки — синтетические и натуральные — представля-
ют собой высокомолекулярные соединения.
Способность каучуков и резин на их основе к большим обратимым
высокоэластичным деформациям, проявляющимся в широком интерва-
ле температур, позволяет отнести эти материалы к особой группе высоко-
молекулярных соединений — эластомерам.
37
Если основные параметры металлических сплавов определяются
микроструктурой и химическим составом, то основные свойства резин —
прочность, эластичность, износостойкость, коррозионная стойкость —
молекулярной структурой каучука и ингредиентов, входящих в резино-
вую смесь, а также технологией ее изготовления.
Резина — более сложный материал, чем металлические сплавы, и эф-
фективность ее применения в тех или иных условиях эксплуатации зави-
сит от правильного использования ее свойств.
Резины благодаря своему многообразию не только сочетают свойства
различных по характеристикам материалов, но и превосходят по качест-
ву применяемые в горно-обогатительной промышленности сплавы и ком-
позиционные материалы.
Для правильной оценки свойств резины и полимерных материалов
и изготавливаемых из них деталей необходимо иметь представление о
характеристиках каучука и компонентов, входящих в состав резиновой
смеси.
Натуральный каучук (НК). Резины из натурального каучука облада-
ют прочностью, эластичностью, высоким сопротивлением истиранию
и морозостойкостью, но имеют невысокую масло-, озоно- и теплостой-
кость. Резины на основе НК хорошо крепятся к металлам большинством
известных методов и поэтому широко применяются для изготовления от-
ветственных резинометаллических деталей.
Из множества синтетических каучуков ниже рассмотрены лишь те,
которые используются при изготовлении ответственных силовых деталей.
Изопреновые каучуки (СКИ). Изопреновый каучук СКИ-3 по хими-
ческой структуре и физико-механическим свойствам практически рав-
ноценен натуральному каучуку. Он имеет высокую прочность, хорошую
клеящую способность, сохраняет свои свойства при повышенных темпе-
ратурах, стоек к окислению. По комплексу технических свойств СКИ-3
может быть использован для изготовления конвейерных лент, напорных
рукавов, резинотехнических изделий, защитных футеровок и т. д. В пос-
леднее время применяют каучук СКИ-ЗНТ с повышенными физико-ме-
ханическими свойствами и меньшим содержанием летучих веществ. На
его основе изготавливают резины для изделий, работающих при экстре-
мальных нагрузках и знакопеременных режимах нагружения.
Бутадиен-стирольные каучуки (СКС, СКМС). Резины на основа бута-
диен-стирольных каучуков по прочности близки к резинам на основе
НК. Они достаточно эластичны, имеют хорошее сопротивление истира-
нию, удовлетворительную морозо- и теплостойкость, но низкую масло-
стойкость. Хорошая адгезия к металлам позволила применять резины на
основе СКС при изготовлении резинометаллических изделий. СКС и СКМС
являются каучуками общего назначения и широко используются в шин-
ной, обувной, кабельной промышленности и т. д.
Бутадиеновые каучуки (СКД) обладают высокой эластичностью,
морозостойкостью (температура стеклования —110 °C) и высоким со-
противлением износу. Благодаря этим качествам их широко применяют
для изготовлений шин, резинотехнических изделий, обуви и т. п. СКД
38
хорошо сочетается с натуральными и бутадиен-стирольными каучуками
в любых соотношениях, сохраняя при этом свои индивидуальные* качест-
ва и придавая резинам повышенные эластичность износо- и морозостой-
кость.
Карбоксилатные каучуки. В зависимости от состава различают:
карбоксилатный бутадиеновый (СКД-1), карбоксилатный бутадиен-
стирольный (СКС-30-1) и карбоксилатный бутадиен-нитрильный каучук
(СКН-26-1). Резины на их основе, обладающие высокими эластичностью
и прочностью, стойкостью к тепловому старению и разрастанию трещин
при многократных деформациях, а также повышенной стойкостью к ис-
тиранию, используются для изготовления резинотехнических изделий,
протекторов шин и т. д.
Бутадиен-нитрильные каучуки (СКН) характеризуются маслобензо-
стойкостью и высокой стойкостью к истиранию. Это позволяет использо-
вать их в производстве изделий для авиационной, нефтяной, тракторной,
автомобильной и других отраслей промышленности. Кроме того, вулка-
низаты на основе СКН обладают высокой теплостойкостью и в зависимос-
ти от рецептуры смесей могут использоваться при температурах до 120—
140 °C. Резины на основе СКН хорошо крепятся к металлам и применя-
ются для изготовления бензомаслостойких и стойких к действию агрес-
сивных сред изделий: конвейерных лент, шлангов, топливных баков,
диафрагм, различных прокладок и уплотнителей, сальников, оболочек
кабелей, обрезиненных валов, обуви, износостойких покрытий подшип-
ников скольжения и т. д.
Хлоропреновые каучуки по сопротивлению разрыву (3—6 МН/м2)
близки к натуральному каучуку. Они имеют повышенную свето-, озоно-
и огнестойкость, а также хорошую стойкость к действию топлива и масел.
Хлоропреновые каучуки имеют невысокую морозо- и теплостойкость,
но обладают высокой клейкостью, и получаемые из них резины хорошо
присоединяются к металлам. Применяются эти каучуки для изготовления
деталей, которые должны быть высокоэластичными и стойкими к маслам
и бензину, т. е. прокладок и диафрагм насосов для перекачки нефтепро-
дуктов, рукавов, сальников и т. д.
Силоксановые каучуки.. Основной особенностью резин на основе
силоксановых каучуков является очень высокая термо- и морозостой-
кость, позволяющая сохранять основные физико-механические свойства
вулканизата в диапазоне температур от —60 до +250 °C. В некоторых
случаях этот диапазон может быть расширен как в сторону низких темпе-
ратур (до —110 °C), так и высоких (до +350 °C). Силоксановые каучу-
ки обладают очень высокими диэлектрическими свойствами, сопротив-
лением к действию озона, различных окислителей и ультрафиолетовых
лучей. Резины на их основе используются для изготовления деталей, рабо-
тающих в условиях низких и высоких температур при значительной кон-
центрации озона и наличии агрессивных сред; это прокладки, уплотни-
тели, диафрагмы, сальники и герметизаторы для авиационной .промышлен-
ности, вибропоглощающие устройства и элементы протезирования в меди-
цине, детали для машин пищевой промышленности и т. д.
39
Фторкаучуки (СКФ) по сравнению с другими каучуками значительно
более стойки к различным агрессивным средам, в том числе к бензину
и маслам. Резины на основе СКФ обладают высокой термостойкостью
и могут применяться в интервале температур от —30 до +250 °C. По этим
свойствам резины из фторкаучуков приближаются к силоксановым
резинам, но значительно превосходят их по прочности, износостойкос-
ти и устойчивости к различным органическим растворителям. Из таких
резин изготовляют термостойкие, маслобензостойкие и антикоррозион-
ные изделия для химической и авиационной промышленности: рукава,
трубки, уплотнения, прокладки, диафрагмы и т. д.
Уретановые (изоцианатные) каучуки (СКУ) предназначены для из-
готовления резин, обладающих повышенной износостойкостью, масло-
и озоностойкостью, а также вибро- и радиационностойкостью. Уретановые
эластомеры могут длительное время работать в диапазоне температур
от —35 до +100 °C и кратковременно (до 120 ч) при +130 °C в присутст-
вии озона и различных масел в условиях абразивного износа. Однако
каучуки СКУ нестойки к действию горячей воды и концентрированных
щелочей и кислот. Эластомеры СКУ-6, СКУ-7, СКУ-7П и СКУ-8 применя-
ются для изготовления изделий для угольной, автотранспортной и других
отраслей промышленности, когда наряду с эластичностью требуется повы-
шенная стойкость к истиранию в агрессивной среде. Так, СКУ-6, СКУ-7
и СКУ-8 применяются для изготовления различных уплотнений, клапанов
карбюраторов, тормозных и направляющих роликов, шестерней бесшум-
ных передач, а также износостойких и эластичных покрытий деталей
пневмоинструмента, прядильных машин.
Каучук СКУ-6, кроме того, является оптически активным материалом
и используется для изучения напряжений в различных конструкциях
методом фотоупругости.
Каучук СКУ-7П широко используется в углеобогатительной промыш-
ленности при изготовлении просеивающих карт грохотов, износостойкой
футеровки мельниц, центрифуг, в качестве противоабразивной футеровки
рудных спусков, для изготовления различных технических деталей: про-
кладок, манжет, подшипников скольжения, мембран, вкладышей, руле-
вых тяг автомобилей, деталей лентопротяжных механизмов магнито-
фонов, демпферов и т. д.
Тиокаучуки (тиоколы) применяются в основном в виде замазок и по-
крытий, стойких к различным растворителям.
Для придания резине требуемых свойств каучуки смешивают с раз-
личными ингредиентами: вулканизирующими веществами, ускорителя-
ми вулканизации, активаторами ускорителей вулканизации, наполните-
лями, пластификаторами, противостарителями и красителями. К вулка-
низирующим веществам относятся сера, некоторые полисульфидные
ускорители, органические перекиси, хиноны и их производные, окислы
некоторых металлов (цинка, свинца, кадмия, магния), различные смолы
и т. д. В последнее время получает распространение радиационная вулка-
низация резины, осуществляемая действием ионизирующих излучений.
Одним из наиболее распространенных вулканизирующих веществ являет-
40
сЯ сера, которая, взаимодействуя с каучуком, придает ему ряд ценных,
специфических для резины свойств: высокую эластичность, прочность,
химическую стойкость и т. д. Мягкие резины содержат обычно 1—4 массо-
вые части (мае. ч.) серы на 100 мае. ч каучука. Для получения полутвер-
дых резин в смеси вводят около 15—20 мае. ч. серы, а для получения
эбонита — 30—50 мае. ч.
Для сокращения времени процесса вулканизации в резиновую смесь
добавляют ускорители: тиурамы, дитиокарбаматы, тиазолы, сульфана-
миды, гуаниды, ксантогенаты, производные тиомочевины, продукты кон-
денсации альдегидов с аминами и ускорители специального назначения.
Ускорители, которые вводят обычно в небольшом количестве (0,5—2 %),
оказывают активное действие в присутствии некоторых окислов металлов
(активаторов вулканизации) : окиси цинка, свинца, магния, кальция,
кадмия и др. Активаторы не только существенно ускоряют вулканиза-
цию, но и улучшают свойства вулканизаторов, повышают предел проч-
ности при растяжении и сопротивлении раздиру, увеличивают динамичес-
кую выносливость.
Для защиты резин от старения, основной причиной которого является
окисление, в них вводят специальные вещества (антиоксиданты, инги-
биторы) — противостарители, замедляющие реакции окисления резины.
Противостарители представляют собой, как правило, сложные органи-
ческие соединения, такие, как фенолы, аминофенолы, продукты конден-
сации альдегидов с аминами и ацетона с анилином, вторичные нафтила-
мины, стеараты, полимерные вторичные ариламины, различные воски, со-
ли поливалентных металлов и т. д.
В состав резиновой смеси вводят также пластификаторы (называемые
иногда смягчителями), повышающие ее пластичность. Присутствие таких
пластификаторов, как продукты переработки нефти, каменноугольные
и растительные смолы, облегчает приготовление резиновых смесей, их
формирование, заполнение смесями форм, уменьшает теплообразование
в процессе смешения.
Для повышения прочности, износостойкости, сопротивления химичес-
ким воздействиям и т. д. в резиновую смесь добавляют наполнители,
наиболее распространенным из которых является сажа.
Благодаря приведенным свойствам каучуков и ингредиентов резино-
вых смесей современная химическая промышленность может выпускать
резины и изготовлять резиновые детали с самыми разнообразными физи-
ко-механическими свойствами.
Исходя из условий применения резины можно разделить на следую-
щие группы:
1. Теплостойкие. К этой группе относятся паро- и огнестойкие рези-
ны, а также резины, предназначенные для эксплуатации в условиях тро-
пического климата.
2. Морозостойкие.
3. Пористые.
4. Специальные. Это маслобензостойкие, кислотостойкие, электро-
проводящие, рентгенозащитные, и износостойкие резины.
41
100
Рис. 2.1. Зависимости уровня шума при работе шаровых мельниц со стальной (7)
и резиновой (2) футеровками
Рис. 2.2. Зависимости рекомендуемой толщины резиновой футеровки от высоты
падения и массы кусков
5. Твердые (эбониты).
Из всех перечисленных резин для футеровок и покрытий наиболее
широко применяют износостойкие резины, объемы производства и раз-
работка составов которых с каждым годом все больше увеличиваются.
В горно-обогатительной отрасли промышленности резина использу-
ется в качестве износостойких и коррозионных покрытий для изготовле-
ния деталей и футеровок.
С помощью износостойких резин для тяжелонагруженного обору-
дования, работающего с ударными и знакопеременными нагрузками,
добиваются снижения уровня шума и вибраций опорных оснований.
На рис. 2.1. показаны зависимости уровня шума при работе рудоизмель-
чительной барабанной мельницы с резиновой и металлической футеров-
кой. В области низких и средних частот, особенно вредных для человека,
наблюдается снижение уровня шума. Если уровень шума на частоте 250 Га
42
при стальных футеровках составляет 85—88 дБ, то при резиновой футе-
ровке — 70 дБ, что ниже допустимого уровня на заданной частоте.
При выборе толщины резины как футеровочного материала необхо-
димо учитывать размер и форму кусков, угол и высоту падения материа-
ла, амортизационные свойства резины.
Если размеры резиновой плиты выбраны правильно, то при падении
куска перпендикулярно к поверхности футеровки с высоты не более
3—4 м износа резины практически наблюдаться не будет. При недостаточ-
ной толщине резины в месте удара она не будет полностью поглощать
энергию за счет упругих свойств, и из-за недопустимых растягивающих
напряжений будет происходить разрыв ("пробой") резины. На рис. 2.2
показаны зависимости рекомендуемой толщины резиновой футеровки
от высоты падения материала и массы кусков.
Высокая износостойкость резины проявляется при угле падения ма-
териала свыше 40—50 °, что особенно важно учитывать при выборе формы
резинового износоустойчивого элемента. Зависимости абразивного и
усталостного износа стальной и резиновой футеровок от угла падения
материала показаны на рис. 2.3.
Износ резиновых элементов зависит также от скорости потока мате-
риала, соприкасающегося с резиной. Резины твердостью 60 ед. по Шору
при скорости потока минерального сырья более 6 м/с не успевают по-
глотить энергию удара и работают как твердый материал.
Мягкие резины с повышенными энергопоглощающими свойствами
могут успешно работать в песковых и грунтовых насосах при скорости
потока до 25 м/с, а в отдельных случаях при малых размерах частиц
(—1,0 мм), — до 30 м/с [33].
Интенсивность износа стали в значительной степени зависит от крепос-
ти перерабатываемого материала в отлична от резины, влияние крепости
на интенсивность износа которой сказывается мало (при условии, что
твердость резины значительно меньше крепости перерабатываемого мате-
риала) .
На рис. 2.4 показаны зависимости износа стали и резины от крепости
сырья, перерабатываемого в горной промышленАости (в диапазоне, обоз-
наченном пунктирными линиями).
При переработке таких материалов, как кварц и пирит, имеющих кре-
пость, превышающую твердость стали, резиновые футеровки имеют преи-
мущества перед стальными. Однако при переработке таких материалов,
как известняк, износ резиновых деталей значительно выше стальных.
Резина в зависимости от марки применяемого каучука и ингредиен-
тов обладает различными износостойкостью, эластичностью, амортизи-
рующей способностью, механической прочностью, стойкостью к воздей-
ствию химических и агрессивных веществ.
Как правило, наибольший эффект дает применение резины, разрабо-
танной с учетом конкретных условий эксплуатации. Так, разработанная
Свердловским заводом РТИ щелочностойкая резина марки 4-54 при рабо-
те в среде с концентрацией щелочи до 320 г/л и температурой +105 °C
43
120
Угол падения, градус
Рис. 2.3. Зависимости абразивного
(----) и усталостного (— — —) из-
носа стальной {1, 1*} и резиновой
{2,2?) футеровок от угла падения
материала
Рис. 2.4. Зависимости износа стали
(7) и резины (2) от крепости сырья,
перерабатываемого *в горной промыш-
ленности
имеет стойкость в 1,5 раза выше резины 1801-6, используемой для изго-
товления футеровок рудоизмельчительных мельниц.
Резина марки 10954 для футеровки шкивов шахтных подъемных
машин имеет срок службы в 2—3 раза больше, чем резина 34-РИ-12, при-
менявшаяся ранее для изготовления этих футеровок.
Шведская фирма "Скега" для футеровки мельниц в зависимости
от крупности исходного продукта, размеров шаров и диаметра мельниц
применяет три различные марки резины (6160001, 6160002 и 6170006).
Важным условием эффективного применения резиновой футеровки,
особенно в шаровых мельницах, является эластичность ее крепления.
Как показывает опыт эксплуатации, срок службы резиновой футеров-
ки с эластичным креплением на 50 % выше, чем футеровки, прикреплен-
ной к каркасу методом вулканизации.
По физико-механическим и технологическим свойствам полиурета-
ны близки к резинам. Наиболее широкое распространение получили лить-
евые полиуретаны благодаря простоте технологического процесса изго-
товления из него деталей и снижения требований к точности пресс-форм.
Синтезируются полиуретаны на основе сложных и простых полиэфиров
в присутствии различных сшивающих агентов. Особенностью процесса
44
является практически одновременное протекание их синтеза из полиэ-
фира и диизоуионата, осуществляемого в реакторе под вакуумом при
70—80 °C, и образование поперечных связей после заливки в формы.
Главное преимущество литьевых полиуретанов состоит в возмож-
ности изготовления изделий непосредственно на месте их потребления
методом свободного вакуумного или центробежного литья в формы. При-
меняются полиуретаны для изготовления крупногабаритных изделий
сложного профиля, массивных шин поддерживающих отжимных валков
тонколистовых прокатных станов, просеивающих поверхностей и т. д.
[37].
Изделия из литьевых полиуретанов обладают эластичностью, хорошей
стойкостью к удару, истиранию, набуханию в растворителях, к действию
кислорода и озона.
В отдельных случаях литьевые полиуретаны несмотря на их высокую
стоимость (в 10 раз большую стоимости износостойких резин) успешно
конкурируют с деталями из резин. Так, разработанные и внедренные
гидроциклоны диаметром 75 и 150 мм для дешламации и сгущения пуль-
пы перед касситеритовой флотацией (крупность слива 7—80 мкм) позво-
лили увеличить межремонтный период в 8—10 раз и снизить потери олова
в 1,7 раза при эффективности классификации 65 % по зерну — 15 мкм.
Благодаря жесткости полиуретана гидроциклоны выполнены без металли-
ческого каркаса. Сборка осуществляется с применением металлических
фланцев. Масса гидроциклона диаметром 150 мм составляет 20 кг, что в
6 раз меньше массы гидроциклона, изготовленного из отбеленного чугу-
на [19].
Положительные результаты получены при внедрении изделий из по-
лиуретана на Норильском горно-металлургическом комбинате для вкла-
дышей дозирующих устройств закладочной смеси горных выработок,
сбрасывающих ножей концентратного конвейера, шин роликовых направ-
ляющих скиповых подъемников [37].
Таким образом, проведенные испытания подтверждают перспектив-
ность применения нового, освоенного промышленностью износостой-
кого материала полиуретана. За рубежом также накоплен опыт приме-
нения полиуретанов и разработан ассортимент этих материалов: вулко-
ланы, адипрены, вибраторы, мольтопрены и др. Полиуретаны использу-
ются для изготовления и покрытия деталей песковых насосов, футеро-
вания трубопроводов, емкостей, резервуаров, роликов, скребков. Их
применяют также в качестве’покрытий для защиты от коррозии метал-
локонструкций, фасадов промышленных зданий и др.
2.3. АНТИКОРРОЗИОННЫЕ ПОКРЫТИЯ
2.3.1. РЕЗИНОВЫЕ АНТИКОРРОЗИОННЫЕ ПОКРЫТИЯ
В горнорудной промышленности широко применяют резины как
антикоррозионные и износостойкие покрытия и футеровки. По своему
химическому составу резина в основном не подвержена действию оборот-
45
ных вод и технологических растворов горно-обогатительных предприятий,
поэтому защитные покрытия каучуковыми растворами или пастами, а
также тонколистовой резиной являются надежной основой для предо-
хранения основных рабочих поверхностей' и конструкций от коррозион-
ного повреждения, но при условии отсутствия других видов механическо-
го изнашивания — абразивного, кавитационного, гидроэрозионного и т. п.
Для защиты рабочих поверхностей применяют наложения защитных
покрытий из каучуковых растворов или паст с последующей вулканиза-
цией пленки. Такие покрытия не имеют стыков, швов, более плотны и
однородны. Покрытия из каучуковых растворов или паст допускают
работу как при давлении, так и при вакууме.
Применяются технологически простые антикоррозионные покрытия
латексами. В диспергированные водные растворы на основе натурального
или синтетического каучука (латексы) добавляют ингредиенты (также
во взвешенном состоянии), которые улучшают состав смеси и способст-
вуют вулканизации. Соответствующий подбор химического состава кау-
чука и ингредиентов позволяет получать необходимые свойства покры-
тия для защиты от какого-либо вида окисления.
Наиболее широко применяются латексные эбонитовые смеси, раст-
вор которых наносится обычными краскораспылителями. Такие эбонито-
вые покрытия прочно удерживаются на стальной поверхности, предвари-
тельно обработанной дробеструйным способом.
Эффективными эмульсионными защитными покрытиями на осно-
ве хлоропреновых каучуков являются наириты. Технология приготовле-
ния составов и нанесения антикоррозионных покрытий выполняется с
учетом специальных отраслевых технических условий.
Большое распространение в настоящее время получило нанесение
антикоррозионного полимерного покрытия методом напыления. По тех-
нологическому исполнению различают газопламенное напыление и напы-
ление сухих полимеров в электростатическом поле.
Сущность газопламенного метода состоит в напылении на поверхность
оборудования с помощью специальной горелки автогенного типа порош-
кообразной смеси каучука, вулканизующих агентов и других ингредиен-
тов, необходимых для получения резины. Перед напылением поверхность
обрабатывают пескоструйным аппаратом и нагревают до 100—120 °C.
Соприкасаясь с горячей поверхностью, смесь расплавляется и образует
сплошное покрытие, прочно соединенное с поверхностью металла.
Для газопламенного напыления используют полису л ьфидные и уре-
тановые каучуки. Толщина резинового покрытия должна быть не менее
1 мм, так как при более тонких слоях хуже проявляются специфические
свойства резины — эластичность, стойкость к ударам, вибрации и износу.
Как оптимальная толщина покрытия рекомендуется 1—3 мм.
Сущность покрытия в электростатическом поле состоит в том, что из-
делия или детали с предварительно подготовленной поверхностью погру-
жают в слой порошкообразного полимера, находящегося под совмест-
ным воздействием электрического тока высокого напряжения и сжатого
46
воздуха. Для нанесения полимерного покрытия используют полиуретаны,
полиэтилен и др.
Процесс электростатического напыления состоит из подготовки по-
верхности: нанесения слоя в ионизированном поле, оплавлении полимера
и охлаждении изделия.
Продолжительность операции различная и зависит в основном от
свойств полимерного материала и толщины наносимого слоя. Так, нане-
сение полимера на изделие в ионизированном кипящем слое продолжа-
ется 0,5—3 с. Охлаждение гуммированных деталей осуществляется на воз-
духе или методом погружения в охлаждающую жидкость (вода, масло).
Основным оборудованием для нанесения полимерных покрытий
является ванна, высоковольтная аппаратура, оплавительная камера и
средства охлаждения.
Конструкция оплавительной камеры должна обеспечивать равномер-
ное распределение температуры в рабочей зоне.
Выпускаемые промышленностью установки по напылению сухих
полимеров в электростатическом поле обеспечивают производительность
от 3 до 70 м2/ч.
2.3.2. ПЛАСТМАССОВЫЕ АНТИКОРРОЗИОННЫЕ ПОКРЫТИЯ
В горно-обогатительной промышленности получили распространение
полиэтилены, винипласты, полиизобутилены, фторопласты, стеклопласти-
ки и древесно слоистые пластики.
Полиэтилены — термопластические массы, получаемые путем поли-
меризации этилена методом высокого, среднего и низкого давления.
В СССР освоен выпуск полиэтиленов низкого и высокого давления раз-
личных марок.
По объему производства в настоящее время полиэтилен среди других
видов пластмасс занимает первое место.
Недостатком полиэтилена является изменение его физико-химичес-
ких свойств (старение) под воздействием ультрафиолетовых лучей и под
нагрузкой в агрессивных средах.
Изделия из полиэтилена изготавливают формованием, сваркой,
механической обработкой, литьем под давлением.
Изделия из полиэтиленов высокого и низкого давления выпускают
в виде труб, листов, блоков и пленки.
Полиэтилен может быть нанесен на металлические поверхности мето-
дами газопламенного и вихревого напыления, что обеспечивает хорошее
беспористое коррозионно- и абразивностойкое покрытие.
Полиэтилен может быть использован как самостоятельный конструк-
ционный материал, так как хорошо поддается обработке на обычных
металлорежущих станках.
В настоящее время в СССР наиболее распространен метод изготовле-
ния изделий из полиэтилена литья под давлением. Наиболее целесообраз-
но его применять для полиэтилена с вязкостью 3—13,5 сСт.
Формование изделий непрерывным выдавливанием применяется
47
при производстве труб, шлангов, жгутов, пленок. В этом случае исполь-
зуется полиэтилен низкого давления с вязкостью 9,4—25,4 сСт.
Изделия и защитные покрытия из полиэтилена широко используют,
ся для изготовления деталей горно-обогатительного оборудования: цент,
робежных насосов, запорной арматуры и трубопроводов, транспортирую,
щих агрессивные технологические среды. Только на Норильском ГМК
эксплуатируется 30 км полиэтиленовых трубопроводов.
Полиэтилены низкого давления, обладающие высокой плотностью,
при транспортировке влажных сыпучих материалов защищают металли-
ческие поверхности бункеров, лотков и устройств для очистки ленты кон-
вейеров от залипания и износа.
Винипласт представляет собой твердую пластическую массу, получа-
емую путем горячего прессования полихлорвиниловой смолы при 155—
163 °C. Из винипласта выпускают трубы, листы толщиной 0,2—20 мм,
вентили, краны и другие фасонные изделия.
Винипласт обладает большой механической прочностью и поддает-
ся различным видам механической обработки.
К отрицательным свойствам винипласта следует отнести его недоста-
точную термостойкость: допустимая температура применения винипласта
как антикоррозионного материала не превышает 65 °C. При температуре
ниже нуля винипласт становится хрупким и разрушается при воздействии
ударных нагрузок. Кроме того, большой коэффициент линейного расши-
рения (почти в шесть раз больше, чем у стали) и неравномерная усад-
ка винипласта усложняют процесс футеровки им стальной аппаратуры.
По химической стойкости винипласт превосходит многие неметалли-
ческие антикоррозионные материалы, стоек к воздействию 50—98 %-ной
азотной кислоты, ароматических и хлорированных углеводородов, аце-
тона и треххлористого фосфора. Поэтому его с успехом используют вмес-
то цветных металлов (свинца, бронзы, меди) для защиты аппаратуры,
работающей в агрессивных средах.
При конструировании винипластовых изделий необходимо предупреж-
дать возникновение в них внутренних напряжений, избегать в деталях
резких переходов, лишних отверстий, пазов и надрезов, ослабляющих
материал. Нужно стремиться к минимальному количеству сварных
швов. В местах, где возможны перенапряжения, необходимо устанавли-
вать ребра жесткости.
Полиизобутилен — высокомолекулярный каучукоподобный про-
дукт, получаемый в результате полимеризации изобутилена при темпера-
туре 100 °C в присутствии катализаторов.
Для повышения механических и эксплуатационных свойств полиизо-
бутилен вальцуют с наполнителями (графит, сажа и др.).
Ценными свойствами полиизобутилена являются: морозостойкость
(до —50 °C), высокая сопротивляемость окислительному старению при
температуре до +100 °C; возможность сварки и покрытия без вулкани-
зации; прикрепление к металлу, дереву и бетону клеями, не требующими
горячей сушки или вулканизации; ремонтопригодность изделий; высокая
газо- и водонепроницаемость.
48
К недостаткам полиизобутилена относятся: повышенная пластичность
при температуре рабочей среды свыше +50—60 °C; холодная текучесть
(высокая остаточная деформация при длительном действии сжимающего
усилия); нестойкость к минеральным маслам, ароматическим растворите-
лям и некоторым другим органическим веществам.
Полиизобутилен применяется главным образом в качестве обкладоч-
ного материала для металла и бетона в целях защиты их от действия агрес-
сивных сред, а также в качестве прослоечного, эластичного и изолирую-
щего материала для перекрытий, полов и комбинированных футеровок.
Полиизобутилен можно использовать также для покрытия внутренних
стенок металлических труб. Для труб диаметром менее 400 мм использу-
ют шланги из композиции ПСГ, изготовленные на червячных прессах
или ручным способом.
При изготовлении шлангов вручную из листа выкраивают полосу
шириной на 2—3 см больше внутренней окружности обкладываемой тру-
бы и срезают кромки. Полосой обматывают металлическую трубу, внеш-
ний диаметр которой несколько меньше внутреннего диаметра заготовля-
емого шланга, смазывают кромки клеем и сваривают шов.
Полиизобутилен нашел большое распространение в так называемых
комбинированных футеровках химической аппаратуры как подслоеч-
ный материал.
Фторопласты — пластические массы, получаемые полимеризацией
фтористых производных этилена.
В антикоррозионной технике применяют фторопласт-4 (политетра-
фторэтилен) и фторопласт-3 (политрифторэтилен), обладающие высокой
химической стойкостью, хорошими антифрикционными свойствами и
высокой теплостойкостью. Фторопласт-4 при температурах от —60 до
+250 ° С по химической стойкости превосходит все известные материалы,
в том числе золото и платину. Фторопласт-3 по химической стойкости
несколько уступает ему и имеет более низкую теплостойкость (от
—195 до +125 °C). На фторопласт-4 разрушающе действуют только рас-
плавленные щелочные металлы и их растворы в аммиаке, элементарный
фтор и трехфтористый хлор.
Промышленность выпускает фторопласты закаленные и незакален-
ные. Закаленные фторопласты как более химически стойкие применяют-
ся при более высокой температуре.
Фторопласт-4 обладает невысокой твердостью и при длительном
нагружении подвержен ползучести. Изделия из него при нормальной
температуре выдерживают нагрузку не более 3 МПа. Фторопласт-3 плавит-
ся при +210 °C и не обладает текучестью на холоде.
Недостатки фторопластов: сложность изготовления из них изделий
(обычно применяют метод прессования с последующим спеканием и ме-
ханической обработкой полуфабрикатов), трудность сварки и склейки.
Фторопласты выпускаются в виде порошков, ленты толщиной 0,2—
3 мм и шириной до 100 мм, пластин толщиной до 20 мм, цилиндрических
и квадратных блоков диаметром до 220 мм и высотой до 100 мм, а также
стержней. Из фторопластов делают трубы, тонкостенные стаканы, гибкие
49
шланги, вентили, клапаны, краны, мембраны, наносы, плоские проклад.
ки для открытых фланцев, седла и тарелки клапанов и т. д„
Для получения химически стойких покрытий используют суспензии
из фторопласта-3, которые хорошо наносятся на поверхность при помощи
кисти, пульверизатора или погружением. Покрытие имеет хорошую проч-
ность сцепления с алюминием и его сплавами, с конструкционной и специ-
альными сталями, цинком и никелем. Однако на меди такое покрытие
не держится.
Покрытия из фторопласта-4 можно наносить на металл методами напы-
ления, как и полиэтилен, но они имеют чрезвычайно низкую адгезию к
металлам и другим материалам.
Малый коэффициент трения с металлом и высокая инертность фторо-
пласта-4 позволяют применять этот пластик в качестве сальниковой на-
бивки и в отдельных случаях (при малых нагрузках и скоростях) из-
готавливать небольшие самосмазывающиеся подшипники.
Стеклопластики — материалы, изготовляемые из термореактивных
полимерных составов: крезольные, фенольно-формальдегидных, моче-
виноформальдегидных, меламино-формальдегидных, полиэфирных и
кремнийорганических смол, а также их модификаций.
Основные методы получения и переработки стеклопластиков —
прессование, намотка с последующим термоотвердением, формирование
пропитанных листов наполнителя на матрицах или моделях.
Благодаря особенностям структуры стеклопластики получили широ-
кое распространение. Их используют для производства листов различных
размеров и толщины, изделий со сложной конфигурацией поверхности.
Древеснослоистые пластики (ДСП) — материал, состоящий из тон-
ких листов лущеной древесины (шпона), пропитанных синтетической
смолой и склеенных между собой при высокой температуре и под высо-
ким давлением. Производится несколько видов ДСП:
ДСП-А — с параллельным расположением волокон во всех слоях шпо-
на; обладает максимальной прочностью в одном направлении, применя-
ется для изготовления вкладышей подшипников, вальцов и других сильно
нагруженных деталей;
ДСП-Б — со смешанным расположением волокон, применяется для из-
готовления подшипников и силовых конструкций, ДСП-Б-Э — применя-
ется в электротехнической промышленности;
ДСП-В — с перекрестным расположением волокон в сложных слоях
шпона, используется в производстве подшипников и моделей, а ДСП-В-3,
кроме того, в электротехнической промышленности;
ДСП-Г — со звездообразным направлением волокон под углом 30°
в смежных слоях шпона, применяется для изготовления шестерен, фрик-
ционных шкивов, подшипников и др.
ДСП изготовляются в виде плит толщиной 15—60 мм и более, шири-
ной 900—1200мм, длиной 750—5700мм, в виде листов толщиной 1—12мм.
В горно-обогатительной отрасли промышленности из ДСП изготовля-
ют рессоры вибрационных мельниц, подшипники скольжения, зубчатые
колеса и др.
50
2.3.3. ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Наиболее широкое распространение получило нанесение на защищае-
мую поверхность покрытий, барьерно предохраняющих материал кон-
струкции от внешнего воздействия. Для этой цели применяют лакокра-
сочные материалы на органической или неорганической основе, представ-
ляющие собой жидкие или пастообразные составы с пленкообразующими
веществами. Лакокрасочные материалы содержат также растворители,
пигменты, наполнители, отвердители и различные добавки, придающие
необходимые свойства как исходным материалам, так и покрытиям.
Для лучшего сцепления покрытия с защищаемой поверхностью
и увеличения длительности его сохранения перед нанесением лакокрасоч-
ного покрытия с поверхности необходимо удалить загрязнения, обес-
пылить ее, обезжирить и просушить.
Пооперационно лакокрасочное покрытие состоит обычно из процессов
грунтовки, шпатлевки, нанесения краски или эмали, нанесения лака.
Если защищаемая поверхность достаточно ровная и не имеет дефектов,
шпатлевка необязательна.
Независимо от схемы покрытия должны быть обеспечены его моно-
литность и прочная адгезия к защищаемой поверхности, что достигается
подбором совмещаемых лакокрасочных материалов и соответствующим
режимом их нанесения на поверхность.
Совместимость различных материалов — смол — определяется свойст-
вами их основы.
Перхлорвиниловые грунтовки и эмали — это растворы перхлорвйни-
ловой смолы в смеси летучих органических растворителей с добавлением
пластификаторов, пигментов и других смол, а сополимерные грунтовки
и эмали — растворы сополимера винилиденхлорида с винилхлоридом
в смеси летучих органических растворителей с добавлением пигментов.
Перхлорвиниловые и сополимерные материалы стойки к действию
большинства минеральных кислот и щелочей различной концентрации
при температуре до 60 °C, но не стойки к окислителям, серной кислоте
с концентрацией 90 %, азотной кислоте с концентрацией выше 50 %, хлор-
производным и ароматическим углеводородам. Материалы являются
быстросохнущими, однокомпонентными, обратимыми. Пленка образует-
ся в результате улетучивания растворителя. Если растворитель вновь ввес-
ти в контакт с пленкой, то она растворится. Покрытия наносят по недо-
сушенному грунту.
Перхлорвиниловые и сополимерные материалы рекомендуется на-
носить при температуре не ниже 8 °C, так как, хотя свойства материалов
позволяют наносить их при отрицательной температуре, образующаяся
при этом пленка имеет худшие физико-механические и защитные свой-
ства.
Недостатком материалов этой группы является плохая адгезия к
металлу, недостаточная водостойкость, склонность к деструкции под
влиянием нагрева и ультрафиолетового излучения.
Не допускается нагревание этих материалов и покрытий на их основе
51
выше 60—80 °C, так как при этом может произойти разложение пленки
и выделение паров хлористого водорода, вызывающего интенсивную кор-
розию стали и других материалов и опасного для людей.
Материалы на эпоксидной основе — грунты, шпатлевки, эмали и ла-
ки — обладают прочной адгезией к металлу и неметаллическим матери-
алам, высокой твердостью и стойкостью к агрессивным средам, диэлект-
рическими свойствами, сравнительно малой усадкой.
Эпоксидные материалы — необратимые двухкомпонентные пленко-
образующие, для высыхания и полимеризации которых требуется вве-
дение отвердителя. Эти смолы делятся на лакокрасочные материалы
холодного и горячего отвердения. Покрытия наносятся по недосушен-
ному грунту.
Для материалов холодного отвердения должна быть обеспечена
температура воздуха не ниже 15 °C, иначе полимеризация и преобразова-
ние материалов в покрытие значительно замедляются.
Глифталевые смолы изготавливают с использованием глицерина
и фталевого ангидрида. В смеси с наполнителями, пигментами, сиккати-
вами и растворителями смолы образуют грунтовки, эмали и краски раз-
личных цветов, непигментированные смолы в сочетании с растворителями
образуют лаки.
Глифталевые лакокрасочные материалы применяют как для внутрен-
них, так и для наружных работ с холодной и горячей сушкой. Материалы
наносят обычно на загрунтованную поверхность, но некоторые из них
(термостойкие покрытия) могут наноситься и без грунта. Материалы
этой группы используют для защиты от коррозии металлических и неме-
таллических поверхностей.
Пентафталевые лакокрасочные материалы на основе фталевого ангид-
рида и пентаэритрита с пигментами, наполнителями и растворителями
образуют эмали, непигментированные растворы смол в растворителях
образуют лаки.
Пентафталевые покрытия обладают более высокой атмосферостой-
костью по сравнению с глифталевыми, и поэтому их используют для по-
крытия конструкций, эксплуатирующихся в сложных условиях. Покры-
тия эластичны, водоустойчивы, стойки к температурным колебаниям и
механическим воздействиям. К этой группе относятся и термостойкие
покрытия.
Нитроглифталевые лакокрасочные покрытия представляют собой
раствор нитроцеллюлозы (азотнокислые сложные целлюлозы) и глиф-
талевой смолы и летучих органических растворителях с добавлением
пластификаторов и пигментов. Входящие в состав данных материалов
нитраты целлюлозы самостоятельно образуют так называемые нитро-
лаки (на их основе — нитрокраски, нитроэмали) — быстросохнущие ма-
териалы. Из-за быстрого улетучивания растворителя время образова-
ния пленки при комнатной температуре у этих материалов измеряется
минутами. Пленки обратимы и быстро растворяются при воздействии
на них соответствующего растворителя.
При совмещении нитратов целлюлозы, главным образом коллок-
силина с высыхающими алкидными смолами, процесс высыхания мед-
52
ленее, но образуемые покрытия превосходят нитролаковые по защитным
свойствам.
Алкидно-стирольные смолы — это продукт сополимеризации стиро-
ла с алкидной смолой в среде ксилола. Растворы алкидно-стирольной смо-
лы в растворителях с добавлением пластификаторов, пигментов и сик-
катива представляют собой лакокрасочные материалы, которые применя-
ют для наружных и внутренних работ для покрытия поверхности метал-
ла и дерева. Материалы после очень быстрого высыхания при нормаль-
ной температуре образуют твердые глянцевые покрытия.
Фенольно-формальдегидные смолы являются продуктом поликонден-
сации фенола с формальдегидом и фурфуролом. Спиртовый раствор
на основе фенол-формальдегидных резольных (термореактивных) и но-
волачных (термопластичных) смол образует фенольно-формальдегид-
ный лак, в том числе бакелитовый (на основе резольных смол).
Для противокоррозионной защиты применяют преимущественно ба-
келитовый лак, который образует покрытия, отличающиеся высокой
твердостью, хорошими электроизоляционными свойствами, стойкостью
в воде, кислотах, солях, маслах и органических растворителях. Недостат-
ки лака — плохая адгезия к металлам, темный цвет, низкая стойкость
в щелочах и окислителях, хрупкость.
Акриловые покрытия, создаваемые на основе продуктов полимери-
зации эфиров акриловой или метакриловой кислоты, представляют со-
бой полиакриловые лаки, в состав которых могут вводиться пластифи-
каторы, грунтовки, эмалевые краски и эмали, отличающиеся прочной
адгезией к металлу. В зависимости от типа пленкообразующего вещества
материалы подразделяются на две группы: на основе высокомолекуляр-
ных термопластичных полиакрилатов (например, сополимеров метил-
метакрилата й бутиллакрилата) и на основе термореактивных олигоме-
ров — сополимеров акрилатов со стиролом и акриламидом. Материалы
первой группы образуют обратимые (растворимые) покрытия в резуль-
тате, улетучивания растворителей при комнатной температуре, вторые —
необратимые (нерастворимые) покрытия, которые формируются при
+125—150 °C.
Масляные краски — это суспензии неорганических пигментов и напол-
нителей в олифах, изготовляемых из растительных масел с достаточно
высокой способностью к высыханию или маслосодержащих алкидных
смол. В состав масляных красок вводят сиккативы — ускорители высы-
хания (растворимые в спиртах соли кобальта, марганца, свинца), а также
поверхностно-активные вещества, облегчающие диспергирование пигмен-
тов и наполнителей. Промышленность выпускает густотертые (пастооб-
разные) и готовые к употреблению (жидкие) масляные краски.
Масляные краски применяют для наружных и внутренних работ. Их
наносят на поверхность металла, бетона и других неметаллических ма-
териалов. Краски могут подвергаться как холодной, так и горячей
сушке.
Недостатком масляных красок является их медленное высыхание
при холодной сушке и использование в них пищевого сырья — натураль-
ной олифы.
53
Полиуретановые покрытия отличаются хорошей адгезией к металлу,
дереву, бетону, штукатурке, обладают высокой абразиво-устойчивостью
и электроизоляционными свойствами, стойки в воде (пресной и морс-
кой) , парах неорганических кислот и углеводородных растворителей.
Они предназначены для защиты металлических и железобетонных кон-
струкций, работающих в условиях химических агрессивных сред.
Промышленность выпускает полиуретановые одно- и двухупаковоч-
ные лаки на основе исходных веществ для синтеза полиуретанов и поли-
уретановые эмали.
Другие материалы для покрытий на основе полимеров (каучуков)
представляют особую группу (см. выше).
3. ЗАЩИТНЫЕ ФУТЕРОВКИ И ПОКРЫТИЯ
ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
ГОРНО-ОБОГАТИТЕЛЬНЫХ ПРЕДПРИЯТИЙ
3.1. КЛАССИФИКАЦИЯ ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
Интенсивность износа грузонесущего органа транспортирующего
устройства в значительной мере зависит от характера его взаимодействия
с транспортируемым материалом, т. е. от того, со смещением или без сме-
щения относительно 'грузонесущего органа перемещается материал.
К транспортирующим устройствам, г/еремещающим материал без
смещения, относятся ленточные и пластинчатые конвейеры (перегру-
жатели) , дисковые питатели, думпкары и автосамосвалы.
Транспортирующими устройствами, перемещающими материал со
смещением, являются гидро- и пневмотранспорт, перепускные желоба,
скребковые и винтовые конвейеры (классификаторы).
Особую группу составляет вибротранспорт (конвейеры, питатели,
грохоты-перегружатели), где характер взаимодействия транспортируемо-
го материала с грузонесущим органом зависит от кинематических и ди-
намических параметров машин [10] -
Грузонесущие органы транспортирующих устройств первой группы
испытывают наибольшие нагрузки при поступлении на них материала.
В связи с этим возникает вопрос о повышении срока службы грузонесу-
щих органов. Однако его увеличение за счет повышения запаса прочнос-
ти приводит к росту их материалоемкости и габаритов и, следовательно,
мощности приводов. Для предотвращения деформационных изменений
и механических повреждений элементов грузонесущих органов приме-
няют футеровки.
При выборе конструктивных параметров защитных футеровок и по-
крытий грузонесущих органов транспортирующих устройств второй
группы необходимо учитывать как нагрузки, возникающие от взаимо-
действия футеровки с транспортируемым материалом, так и нагрузки,
обусловленные интенсивным истиранием футеровки из-за смещения мате-
риала в процессе транспортирования относительно грузонесущего органа.
Выбор конструктивных параметров защитных футеровок и покрытий
54
грузонесущих органов выбрационных машин (питателей, грохотов-пере-
гружателей и т. д.) основывается на ударных нагрузках, возникающих
в процессе поступления транспортируемого материала на грузонесущий
орган [10].
3.2. ЗАЩИТНЫЕ ФУТЕРОВКИ И ПОКРЫТИЯ
ТРАНСПОРТИРУЮЩИХ УСТРОЙСТВ, ПЕРЕМЕЩАЮЩИХ
МАТЕРИАЛ БЕЗ СМЕЩЕНИЯ ОТНОСИТЕЛЬНО
ГРУЗОНЕСУЩЕГО ОРГАНА
3.2.1. ЗАЩИТНЫЕ ПОКРЫТАЯ КОНВЕЙЕРНЫХ ЛЕНТ
В конструкциях конвейерных лент резина используется как защитное
покрытие каркаса ленты в виде рабочей и нерабочей обкладок. Прочность
связи между обкладками и прокладками каркаса лент на хлопчатобумаж-
ной основе составляет 0,28—0,35 МПа. Предел прочности обкладочной
резины 14—20 МПа, а относительное удлинение при разрыве — 350—450 %.
Показатель истирания резиновых обкладок отечественных лент сос-
тавляет 500—700 см3/кВт • ч, но имеются опытные образцы обкладочных
резин с показателем истирания до 300 см3/кВт • ч. Модуль упругости
лент на хлопчатобумажной основе находится в пределах 270—550 кН/м2.
Для инженерных расчетов значение статистического модуля упругости
для лент на хлопчатобумажной основе можно принимать равным 300,
а на синтетической основе — 750 кН/м2.
Динамический модуль упругости лент примерно в 2 раза выше стати-
ческого.
Износ обкладок вызывается трением ленты о ролики очистного уст-
ройства, пробуксовкой на барабанах и истиранием транспортируемым
материалом при его поступлении на ленту.
Процесс истирания обкладок носит монотонный характер, а интен-
сивность износа зависит от условий эксплуатации. По ширине ленты
обкладки изнашиваются неравномерно. На рабочей стороне ленты в боль-
шей степени изнашивается средняя часть обкладки, а на нерабочей —
средняя часть и в местах контакта с боковыми роликами.
Износ обкладок резинотканевых лент сходен с износом обкладок
резинотросовых лент.
При определении срока службы конвейерных лент основным является
износ, который может быть выражен как потеря массы вследствие рабо-
ты сил трения или как абсолютный износ по толщине.
В этом случае срок службы ленты определяется по формулам
т _ BL25'7p____________
Р 23400 Л-и (u’ + J'+JI'+u_,v)'
D D D О
(3.1)
55
BL* 28"yp
Г“ 23400 nc v (u„ + "hV)
(3.2)
где 7“p и TH — срок службы ленты по условию износа соответственно ра-
бочей и нерабочей обкладок, мес.; В — ширина ленты, м; L — длина,
ленты, м; д' и д" — максимальный по ширине износ рабочей и нерабо-
чей прокладок, м; ур — объемная масса материала обкладок, кг/м3;
пс — время работы конвейера в сутки, ч; v — скорость движения ленты,
м/с; и* и ин 1 — износ верхней и нижней обкладок ленты при движении
по роликам за один пробег ленты по контуру конвейера, м3 :
uBl = 2,7 • 10”12ир (дл + </р) L и/cos/3; (3.3)
и* = 2,7 • 10“12 ир (<7 + <7л +Qp) L iv'cos0. (3.4)
Здесь ир — показатель удельного износа покрытия для контактной
пары ролик — обкладка в условиях конкретной среды, м3/кВт • ч; q —
расчетная масса материала на 1 м ленты, кг/м; qn — масса 1 м лен-
ты, кг/м; др и QpZ— масса вращающихся роликоопор на верхней и ниж-
ней ветвях, приходящаяся на 1 м ленты, кг/м; и/— коэффициент сопро-
тивления движению ленты; (3 — угол наклона конвейера, градус.
Износ обкладки при прохождении устройства для очистки ленты (м3)
и" =5,4- 10~’Fy f0Lu0t (3.5)
гдеРу — сила прижатия очистителя к ленте, кН; fQ — коэффициент трения
между очистителем и лентой; и0 — показатель удельного износа для кон-
тактной пары очиститель — обкладка в конкретных условиях, м3/кВт • ч.
Износ обкладок при загрузке материала на конвейер (м3)
III to Lf P (у н- И2)
uB = 5,4 • 10“l2u3-------[ -------------------~
v 2g {f cos(3 ± sin (3)
q _____ ,
—\/ 2gh х V 2qh ] х
3,6
(3.6)
y/2ff (Hr-fTLr)+^-K
X
2
где u3 — показатель удельного износа контактной пары транспортируе-
мый материал — обкладка, м3/кВт • ч; f — коэффициент трения между ма-
териалом и лентой; ин — средняя скорость скольжения материала по
ленте, м/с; /?п — высота падения материала на ленту, м; Ну и £т — соот-
ветственно вертикальная и горизонтальная проекции пути скольжения
материала на течке, м; v п — скорость поступления материала на теч-
ку, м/с; fy — коэффициент трения материала по течке; Q — производи-
те
тельность конвейера, т/ч ("+" перед sin 0 принимается при транспорти-
ровании груза вверх по уклону, а — вниз).
Износ верхней и нижней обкладок при огибании приводных бараба-
нов (м3) :
L s 2
ивУ=^^9Е1в%“ск-1^: (3-7)
/ .£2
„IV= —1 Сб2 „ (/срЯск _ n 2f (3.8)
3,6-109£
где $сб1 и Sc62 — натяжение ленты в точках сбегания соответственно с
первого и второго приводного барабанов, кН; Е — модуль упругости
ленты на растяжение, кН/м2; f — коэффициент трения между обклад-
ками ленты и защитным покрытием барабана; аск — дуга скольжения,
градус.
3.2.2. ФУТЕРОВКА КУЗОВОВ АВТОСАМОСВАЛОВ И ДУМПКАРОВ
Развитие открытого способа разработки полезных ископаемых обус-
ловливает расширенное применение большегрузного автомобильного
и железнодорожного транспорта. Подготовленная к погрузке горная мас-
са имеет размеры кусков от 100 до 1500 мм. При погрузке горной массы
происходят деформация и истирание элементов кузова, при разгрузке —
интенсивное истирание.
При погрузке в самосвал грузоподъемностью 105 т техническими
требованиями допускается падение куска массой до 3 т с высоты не бо-
лее 3 м. При более крупных кусках в элементах конструкции кузова
возникают значительные напряжения, приближающиеся к пределу теку-
чести.
Для футеровки горнотранспортного оборудования используются в
основном четыре вида резиновых элементов — листовой, плоский, изо-
гнутый и ребристый.
Листовыми и изогнутыми резиновыми элементами футеруют рабо-
чие поверхности, по которым происходит скольжение материала; ребрис-
тым (тип VP) — поверхности, испытывающие только ударные динамичес-
кие нагрузки; мощными плоскими элементами (тип PU) — поверхности,
подвергающиеся ударной и истирающей нагрузкам (рис. 3.1, а). Крепле-
ние футеровки к кузову производится с помощью Т-образных стальных
болтов, вставляемых в специальные пазы (рис. 3.1, б). Установка элемен-
тов не вызывает затруднений и не требует специальной квалификации.
Износ футеровки зависит от угла падения на нее кускового материа-
ла. При погрузке горной массы экскаватором в кузове автосамосвэла
(думпкара) угол атаки составляет 70—90° что позволяет наиболее подчо
использовать амортизирующие свойства резины. Оптимальным является
угол 90°.
При разгрузке автосамосвала (думпкара) угол между траекторией
57
Рис. 3.1. Плоский (а) и ребристый (б) профили элементов резиновой футеровки
кузовов автосамосвалов:
1 — футеровка; 2 — корпус кузова автосамосвала; 3 — крепежный болт с гайкой
и шайбой; 4 — паз для головки крепежного болта
Рис. 3.2. Крепление резиновой футеровки (в скобках указан тип) к кузову авто-
самосвала:
1 — козырек (PU); 2 — передняя стенка (VР); 3 — боковая стенка (PU); 4 — днище
(PU); 5 — кузов; 6 — деревянные брусья-амортизаторы
Таблица 3.1.
Тип футеров- ки Толщина элементов футеровки (мм) основных частей автосамо- свала
Козырек Передняя стенка Боковые стенки Днище
PU 130 105 130
PU 105 — 80 105
PU 80 — 55 80
VP — 130 —
VP 105 —
VP — 80 — —
58
падения материала и плоскостью его днища составляет обычно 5°. При
угле 3—5° износостойкость резиновой футеровки высока, а при* угле
менее 3° — превосходит износостойкость стали.
Крупность кусков горной массы, высота и угол их падения на рабо-
чую поверхность транспортного устройства определяют тип и толщину
резиновой футеровки.
Кузов автосамосвала обычно футеруют стандартными элементами
(рис. 3.2). Данные о толщине стандартных элементов футеровки приве-
дены в табл. 3.1.
Длина элементов типов PU и VP составляет 10ОО и 1500 мм, ширина —
300, 450, 500 и 600 мм.
Защита кузова автосамосвала резиновыми футеровочными плитами
исключает повреждение элементов кузова и шасси автомобиля при паде-
нии куска объемом 1 м3 с высоты нескольких метров. Это увеличивает
срок службы кузова автосамосвала в 3 раза.
Методику расчета резиновой футеровки кузовов автосамосвалов
и думпкаров см. в 3.5.
3.2.3. ФУТЕРОВКА ПЕРЕПУСКНЫХ ЖЕЛОБОВ
Добыча и обогащение полезных ископаемых требует организации
многочисленных перегрузочных пунктов на стыках транспортного и тех-
нологического оборудования горных предприятий. Пункты перегрузки
имеют перепад высоты от 2 до 6 м, а при загрузке в бункера — до 10—
15 м при скорости 1—14 м/с. Значительная нагрузка технологических
линий в горно-обогатительной промышленности требует увеличения меж-
ремонтных сроков эксплуатации перепускных устройств, что возможно
благодаря футерованию течек и желобов износостойкими материалами.
Для угольной промышленности футеровка желобов и течек пунктов пе-
регрузки, кроме того, должна способствовать снижению измельчения
угля.
Институтом ВНИИПТуглемаш [34] созданы и внедрены желоба и
стенки, резиновые детали которых по габаритам меньше зарубежных
и поэтому требуют меньшего расхода резины и могут изготавливаться
в небольших по размеру пресс-формах. Резиновые футеровки перепуск-
ных желобов U-образной формы, разработанные ВНИИПТуглемашем,
внедрены на угольных предприятиях Средней Азии и Караганды. Конст-
руктивная схема элемента такой формы позволяет по всему перепаду
высот перепускного устройства обеспечивать угол атаки, близкий к 90°,
что является одним из условий износостойкости резины в потоке твердых
частиц.
На горно-обогатительных предприятиях в качестве футеровочных
материалов для перепускных течек и желобов используют также камен-
ное литье, минералокерамику, литой базальт, износостойкие чугуны
и стали.
Как отмечалось ранее, износостойкость футеровочного материала
в значительной степени зависит от его твердости. Самую высокую износо-
59
Рис. 3.3. Перепускной желоб:
1 — футеровочный слой износостой-
кой стали; 2 — минералокерамическая
плитка высокой твердости; 3 — мяг-
кие упругие элементы (амортизаторы)
Рис. 3.4. Деревянный желоб треуголь-
ного сечения:
1 — желоб; 2 — футеровка из досок
толщиной 40 мм; 3 — лежак; 4 — под-
порки
стойкость при угле атаки а = 0 имеют металлокерамические плитки из ко-
рунда, карбида кремния и других материалов с высокой микротвер-
достью.
Перепускной желоб с учетом физико-механических свойств материа-
лов целесообразно конструировать по схеме, показанной на рис. 3.3.
Днище перепускного устройства на участке падения материала, в массе
которого могут быть крупные куски, футеруют износостойкой резиной,
а на участке поступательного перемещения материала — минералокера-
мической плиткой или другим износостойким материалом высокой твер-
дости. Для снижения динамического воздействия падающего материала
металлоконструкция желоба подвешивается или опирается на мягкие
упругие элементы (амортизаторы).
Гидротранспортирование материалов осуществляют по желобам
и лоткам, чаще всего прямоугольного сечения. Так как желоба использу-
ются при безнапорном перемещении материала, их укладывают под опре-
деленным уклоном. Так, уклон желобов для транспортирования руды
составляет от 0,02 до 0,3—0,5 в зависимости от размеров частиц и плот-
ности пульпы. Рекомендуемые ориентировочные уклоны железобетонных
сборочных хвостовых желобов и лотков даны в литературе [34].
Желоба и лотки изготовляют из различных материалов. Так, на Ка-
мыш-Бурунском ГОКе применяют железобетонные лотки. Днище желоба
для защиты от изнашивания выстилают конвейерной лентой. На Средне-
уральской ОФ Дегтярского месторождения при длине транспортирования
1 км для подачи хвостов применяют деревянные желоба треугольного
сечения с футеровкой из досок толщиной 40 мм (рис. 3.4). Такие жело-
ба имеют срок службы до 10 лет.
Ремонтные заводы угольной промышленности выпускают унифици-
рованные желоба для самотечного гидротранспортирования угля и породы
из листовой стали толщиной 3 мм, длиной 1500 мм, высотой 300 мм.
60
3.3. ЗАЩИТНЫЕ ФУТЕРОВКИ И ПОКРЫТИЯ
ТРАНСПОРТИРУЮЩИХ УСТРОЙСТВ, ПЕРЕМЕЩАЮЩИХ
МАТЕРИАЛ СО СМЕЩЕНИЕМ ОТНОСИТЕЛЬНО
ГРУЗОНЕСУЩЕГО ОРГАНА
3.3.1. ЗАЩИТНЫЕ ПОКРЫТИЯ ПУЛЬПОПРОВОДОВ
В горно-обогатительной промышленности широкое распространение
получили пульпопроводы благодаря высоким экономическим и техноло-
гическим показателям.
Этот вид транспорта имеет высокий коэффицент использования
(более 90 %), большую производительность, высокий уровень надежности
и долговечности; для его сооружения и эксплуатации требуются едино-
временные капитальные затраты и небольшой штат по обслуживанию.
Технологическими преимуществами пульпопроводов являются малый
диаметр при больших пропускных способностях, высокая концентрация
твердого материала (50—70 %) и небольшие скорости потоков (1,2—
2,1 м/с).
По экономическим показателям трубопроводный транспорт выгод-
нее железнодорожного и автомобильного. Вместе с тем из-за гидроабра-
зивного износа пульпопроводов при его эксплуатации имеют место значи-
тельные затрты. Основным методом борьбы с гидроабразивным износом
является применение эффективных износостойких материалов. При этом
существенное значение имеет угол атаки. Так, для среднеуглеродистых
сталей и других материалов, имеющих аналогичную способность сопротив-
ления скалыванию, ^максимальный износ имеет место при угле атаки
ао=90°. По мере снижения угла атаки до 0 интенсивность износа для этих
материалов уменьшается до минимума.
Для упругих.же материалов (например, резина, пластмасса) наиболь-
ший износ "соответствует меньшим углам и при = 0 износ максима-
лен. Зависимость относительного износа материала от твердости при а0 =
= 90° приведена в табл. 3.2. Стали с малым содержанием углерода при
а0 = 90° имеют наиболее высокий износ. Большую износостойкость
имеют резина и металлокерамический сплав. Это подтверждает влияние
угла падения частицы на изнашиваемую поверхность, когда кроме твер-
дости материала имеет значение и ее упругость.
Интенсивность износа различных материалов при скользящем ударе
(а0 = 0) частиц об изнашиваемую поверхность приведена в табл. 3.3.
Большое влияние на износ труб имеют такие свойства абразивных
частиц, как твердость, структурная спаянность, плотность. Характер
износа стали при транспортировании высокоабразивных горных пород
приведен в табл. 3.4.
Таким образом, основным средством увеличения долговечности
пульпроводов является повышение износостойкости материалов труб
или создание защитного слоя сежду изнашиваемой поверхностью стенки
трубы и абразивным потоком.
Для гидротранспортирования применяют, как правило, стальные
61
Таблица 3.2
Материал Параметры материала при максимальном уг- ле атаки
Твердость, МПа . Относительный износ, мкм/ч
Сталь малоуглеродистая (0,13 % С) 1100 1,0
Сталь (0,6 % С) 1950 0,8
Сталь (0,33 % С) 1700 0,91
Сталь закаленная (0,5 % С) 8000 1,37
Резина 700-740 0,27
Металлокерамический твердый сплав 18000 Р,27
Сплавы твердые литые 6110 1,38
Корунд (минералокерамика) 17500 4-11
Базальт литой 7250 60-100
Стекло 5000 180-190
Таблица 3.3
Материал 1 Параметры материала при скользящем угле падения частиц
Твердость, МПа Износ, мкм/ч
Корунд 17500 79
Сталь:
закаленная углеродистая 8300 358
(0,6 % С) 7100 357
5100 410
незакаленная углеродистая 2050 466
(0,6 % С)
то же (0,33 % С) 1500 533
" (0,13 % С) 1100 720
Литой базальт 7250 3460
Резина 700-740 3820-5060
Твердый бетон — 5060
Белый чугун нелегированный 6500 504
трубы электросварные (ГОСТ 10704—76 и ГОСТ 10705—80), бесшовные
горячекатаные (ГОСТ 8732—78), бесшовные холоднотянутые и холод-
нокатаные (ГОСТ 8734—75), электросварные с продольным и спираль-
ным швом (ГОСТ 8696—74), толщина стенок которых должна быть
не менее 8—10 мм.
В табл. 3.5 приведены данные о пропускной способности трубопрово-
дов (тыс. т) твердого материала на 1 мм износа стенки трубопровода.
Целесообразно применять трубы из стали с увеличенным содержанием
углерода (повышенной твердости) марок Ст4 и сталь 45.
Обычные стальные трубы при транспортировании магнетитовой сус-
62.
Таблица 3.4
Минерал Ми кротвердость, МПа Гидроабразив- ный износ ста- ли У8, мкм/ч Абразивный износ ста- ли У8, мкм/ч
Гипс 300 35
Барит 1000 — 120
Мрамор 1100 — 250
Известняк 1350-1800 17 19-22
Доломит 3250-4150 — 22-18
Роговая обманка 6500 — 36
Нефрит 6700, — 35
Оливинит 8000 — 34
Ортоклаз 7200 — 41
Халцедон 9250 — 82
Кремень 10000 — 29
Кварц 10500-10800 34 53-58
Топаз 15000 — 90
Корунд 23000 120 170
пензии служат от 0,2 до 0,4 года, отходов флотации — от 0,6 до 1 года,
угольных шламов — от 1 до 2 лет. Средняя потребность углеобогатитель-
ных фабрик в стальных трубах составляет 25 кг на 1000 т перерабатываемо
го угля, а годовая — около 7000 т.
Большой расход труб свидетельствует об их недостаточной износо-
стойкости.
Основным направлением по увеличению износостойкости труб явля-
ется их упрочнение посредством наклепа, закалки или химико-термичес-
кой обработки. Хорошо поддаются упрочнению трубы из сталей 45 и
36Г2С.
Для повышения износостойкости труб рекомендуются три способа
упрочнения:
1) непрерывнр-последовательная закалка методом индукционного
нагрева токами высокой частоты (износостойкость труб при этом увели-
чивается в 1,5 раза);
2) закалка по способу "Зебра" индукционным нагревом с помощью
специальной установки УВЗТ-4 конструкции Сибгипроуглемаша. В дан-
ном случае закаленные кольца чередуются с незакаленными с соотно-
шением ширины соответственно 2 : 1 и шагом закалки 37,5 мм;
3) наплавка внутренней поверхности концов труб твердыми сплавами
порошковых смесей сормайт и ФВХ6-2, а также электродами Т-590, Т-620
и др. Зоны наплавки каждого конца трубы составляют 0,8—0,85 величи-
ны ее внутреннего диаметра при толщине слоя 2—3 мм. Наплавка должна
иметь плавное сопряжение с внутренней поверхностью трубы, без порога.
Срок службы труб при этом способе увеличивается в 1,4 раза. ,
Стоимость труб из стали 45 и стали 36Г2С в состоянии поставки на 5 %
выше стоимости труб из СтЗ и после закалки увеличивается до 20 %,
но это окупается благодаря повышению их срока службы.
63
Таблица 3.5
Фабри ка Диа- метр тру- бы, мм Сред- няя ско- рость транс- порти- ров а- ния, м/с Содер- жание твердо- го в пульпе кг/м3 Транспор- тируе- мый ма- териал Круп- ность час- тиц, мм Плот- ность, кг/м3 Годовая произво- дитель- ность системы, тыс. м3/г Пропуск- ная спо- собность на 1 мм износа, тыс.т/мм
ЦОФ 300 1/8 1100 Отходы 0,4 1800 114 70
"Павлодарская" флотации
ЦОФ "Никитовс- кая" 250 1/5 260 То же 0,11 1950 5,5 80-100
ГОФ ‘"Красная звезда" 250 1,45 430 Антраци- товый 0,071 1850 5,5 85
шлам
Повышение износостойкости труб достигается также использованием
двух слоев: внутреннего из броневых или закаленных сталей с твердостью
до 600 НВ и наружного — в виде труб или обмотки из мягкой стали.
Трубы имеют внешнюю оболочку из Ст2 и СтЗ толщиной 3—5 мм. При
общей толщине стенки 10 мм толщина износостойкого слоя составляет
3—7 мм. Износостойкий слой (сплав типа Х18 или 300X12 — хромистый
чугун), который наносят центробежным способом, в 5—6 раз устойчивей
обычных сталей.
Трубы из термостойкого стекла выпускаются в основном Гомельс-
ким стекольным заводом длиной 3000, 2750, 2250, 1750 и 1500 мм, диа-
метром до 122 мм. Такие трубы устойчивы к кислым и щелочным средам,
обладают (по данным УкрНИИуглеобогащение) высокой износостой-
костью в условиях гидроабразивного износа. На ЦОФ "Кадиевская" в
течение десяти лет эксплуатируются стеклянные трубы диаметром 75 и
100 мм в условиях безнапорного транспортирования угольных суспензий.
Их износостойкость примерно в 20 раз выше, чем труб из углеродистых
сталей.
Стеклянные трубы, отличающиеся простотой изготовления (вытяжка,
выдувка, отливка в формы и штамповка), высокой стойкостью к гидро-
абразивной и агрессивной средам, низким гидравлическим сопротивлени-
ям, легко поддаются обработке.
Недостатками стеклянных труб являются образование трещин и по-
ломки при механических и тепловых нагрузках, плохое сопротивление из-
гибу и удару, чувствительность к местным напряжениям, разрушения при
небольших деформациях и вибрации в случае неисправного насоса.
Для устранения нарушений герметичности труб на стыках, обеспечения
надежной работы в напорных линиях с гидравлическими ударами рабочей
среды, содержащей твердые частицы, созданы конструкции труб и фасон-
64
ных деталей типа СИМ ("стекло и металл") диаметром 150 и 200 мм.
В них применена тонкостенная металлическая оболочка с фланцами. Коль-
цевой зазор между оболочкой и трубой заполняется цементом.
На ЦОФ "Павлоградская" успешно эксплуатируются трубы СИМ диа-
метром 200 мм на транспортировании магнетитовой суспензии и угольных
шламов. Срок службы в 10—12 раз больше, чем остальных.
Серийное производство труб СИМ освоено на двух заводах: Моспин-
ском РМЗ ПО Донецкуглеобогащение и Ворошиловградском РМЗ ПО
Ворошиловградуглеобогащение. Стоимость 1 м трубы 21—22 руб.
Износостойкость труб можно повысить за счет футерования камен-
ным литьем. Впервые трубы, зафутерованные каменным литьем, были
установлены на теплоэлектростанциях Мосэнерго в золопроводах трассы
гидрозолоудаления в конце пятидесятых годов. После успешной эксплуа-
тации (срок службы труб увеличился в 3—6 раз) защиту золопроводов
каменным литьем стали широко использовать и другие теплоэлектро-
станции: Старобешевская, Криворожская, Бурштынская, Дарницкая и др.
В шестидесятые и семидесятые годы камнелитые трубы стали широко
использовать на горно-обогатительных комбинатах Кривбасса для защи-
ты пульпопроводов диаметром 150—1480 мм и шламопроводов диамет-
ром 720—1220 мм. Футеровка трубопроводов большого диаметра камне-
литыми трубами производилась двумя способами.
1. В полевых условиях. Для этого в трубопроводах через определен-
ные промежутки (15—20 м) вырезали окна, с помощью троса и лебедки
трубопровод футеровали камнелитыми трубами. Пространство между
стальной и камнелитой трубами заполняли цементным раствором марки
100—150. Окна в стальной трубе заваривали электросваркой. Монтаж
камнелитых труб в полевых условиях связан с большими затратами руч-
ного труда и не обеспечивает необходимого качества футеровки.
2. В стационарных условиях. Металлическую трубу футеровали камне-
литой трубой с заполнением пространства между ними цементным раство-
ром. Трубы предварительно устанавливали коаксиально на специальную
вертикально установленную колонну. Этот способ дает лучшее качество
футеровки, но малопроизводителен. При длине трубы 6 м требуются
подъемно-транспортные устройства с высотой подъема до 15 м.
На Первоуральском заводе по ремонту горного оборудования для
получения двухслойных труб диаметром 720 мм использовали ролико-
вую центробежную машину. Во вращающуюся трубу заливали силикатный
расплав, и после формирования и затвердения камнелитого слоя трубу
помещали в отжиговую печь для снятия остаточных напряжений.
Одним из основных поставщиков труб из каменного литья является
Кондопожский завод камнелитых изделий и минерального сырья Мин-
стройматериалов РСФСР. Здесь освоено промышленное производство труб
из габбродиабаза с диаметром условного прохода 150—400 мм и длиной
2 м по ТУ 21-7-56-72. Изделия из каменного литья имеют плотность
2900—3010 кг/м3, водопоглощение не более 0,2 %, кислотостойкость в
серной кислоте не менее 0,7 %, истираемость по методу Баушингеде
не более 0,7 г/см2 и твердость по шкале Мооса — 7—8 единиц.
65
Основной недостаток камнелитых труб — высокий коэффициент
гидравлического сопротивления. Так, для базальта этот показатель дос-
тигает 0,03—0,033, что в 1,6—1,8 раза выше, чем для стальных труб. Про-
порционально увеличивается расход электроэнергии, затрачиваемой на
гидротранспортирование. Следует также иметь в виду, что с течением
времени шероховатость внутренней поверхности камнелитой трубы
практически не уменьшается, так как гидросмесь шлифует только ниж-
нюю часть трубы.
К недостаткам камнелитых труб относятся высокая стоимость (120—
175 руб/т), низкая точность изготовления и, следовательно, большие
допуски на отливку. Кроме того, при монтаже труб образуются пороги
высотой 5—10 мм, вызывающие образование пробок, местонахождение
которых обнаружить практически невозможно.
Одним из эффективных методов защиты от гидроабразивного износа
является корундирование внутренней поверхности труб и рабочих эле-
ментов насосов. Защитный слой создает условия для использования
труб с меньшей толщиной стенки. Основой служит эпоксидная смола с
абразивным наполнителем — корундом и маршалитом. Для ускорения
затвердевания облицовки эпоксидную смолу и дибутилфталат нагревают
до 60 ° С (труба нагревается до 50 ° С).
Рецептура наиболее эффективных составов № 1 и № 2 приведена в
табл. 3.6.
Одним из способов повышения износостойкости труб является их
эмалирование, благодаря которому существенно снижаются гидравличес-
кие сопротивления [34].
Всесоюзным научно-исследовательским институтом строительства тру-
бопроводов (ВНИИСТ) предложен новый метод расплавления эмалевого
шликера с помощью энергии электромагнитного поля, создаваемого тока-
ми высокой частоты. Прогрев изделия (трубы) при этом происходит на
небольшую глубину (от 0,1 до 1,0 мм) и отпадает необходимость нагревд
толстостенных изделий по всей толщине.
Метод позволяет также перевести процесс оплавления эмалевого пок-
рытия из закрытых камер обжиговых печей на открытые платформы
механических станков автоматического действия, что дает большой эф-
фект при эмалировании длинномерных изделий (труб). Стоимость 1 м2
поверхности трубы 6 руб. Эмалирование трубы длиной 10 м на одном
станке тремя слоями занимает 90 мин.
ВНИИСТ разработана рецептура износостойкой эмали марки 13-111.
Трубы, покрытые этой эмалью, в 5—6 раз превосходят по износостой-
кости трубы из СтЗ.
В промышленных условиях испытывались эмалированные трубы
длиной до 1 м.
Однократное эмалирование дает эффект от экономии металла в сред-
нем 10—12 руб. на каждый метр трубы при транспортировании одной из
наиболее гидроабразивных магнетитовой суспензии плотностью до
2000 кг/м3.
66
Таблица 3.6
Компоненты Состав,%
№1 №2
Эпоксидная смола ЭД5 34,5 35,6
Ди бути л фтал ат 10,2 7,1
Поли эти ленполиами н 4,1 4,3
Корунд 51,4 53,0
Опытная партия шлакоситалловых труб диаметром 150 мм была ис-
пытана на ЦОФ "Красный партизан". Трубы вставляли в металлические
оболочки с фланцами и закрепляли в них цементным раствором.
Износ футеровки после эксплуатации трубопровода (транспортиро-
вался антрацит класса 0—5 мм) в течение 1,5 лет не превышал 0,5 мм. За
этот же срок в аналогичных условиях стальные трубы изнашивались пол-
ностью.
Таким образом, интенсивность истирания шлакоситалла в 15—20 раз
меньше СтЗ, что близко к износоустойчивости стеклянных труб. Однако
стоимость шлакоситалловых труб и сложность их изготовления в усло-
виях РМЗ значительно выше, чем стеклянных, поэтому широкого приме-
нения они пока не нашли [34].
Испытания трубопровода, футерованного полиэтиленом, были прове-
дены в 1967—1979 гг. на ЦОФ "Чумаковская", "Михайловская" и "Брян-
ковская" при транспортировании шлама с содержанием твердого 300—
400 г/л.
Однако из-за непрочного контакта с трубой при износе полиэтилено-
вой футеровки до металла происходят ее отрыв и закупорка трубопрово-
да. Поэтому нельзя допускать износ полиэтилена до металла, но контро-
лировать его в условиях производства трудно, так как по всей длине
трубопровода износ неравномерен.
УкрНИИуглеобогащение рекомендует применять футерованные поли-
этиленом трубы для перекачки агрессивных жидкостей (например, скруб-
берных вод).
На Иршинском горно-обогатительном комбинате налажено изготовле-
ние колен, муфт и тройников из износостойких резин диаметром от 60
до 200 мм. Срок их службы в 4—6 раз превышает срок службы металли-
ческих элементов. При использовании резиновых фасонных элементов
требования к соосности соединяемых элементов трубопроводов ниже, не
нужны сварочные работы, а благодаря значительно меньшей массе элемен-
тов трудозатраты на замену одного элемента сокращаются в 3—7 раз. Кро-
ме того, применение этих элементов позволяет широко использовать стек-
лянные, асбестовые, камнелитые и керамические трубы вместо металли-
ческих. Техническая документация для централизованного изготовления
фасонных элементов из резины разработаны трестом Уралцветметремонт.
67
3.3.2. РАСЧЕТ ТРУБОПРОВОДОВ НА ИЗНОС
Износ трубопроводов гидротранспортных систем в значительной сте-
пени зависит от угла их наклона.
Интенсивность износа поверхности Д (кг/м2 • с) при соударении с ней
твердых абразивных частиц может быть определена по зависимости [9]
Д = fp1vn1S(\ -S) dsin 2а,
(3.9)
где f — коэффициент пропорциональности, зависящей от абразивности
частиц, с2/м3; рт — плотность твердых частиц, кг/м3; vny — скорость соу-
дарения частиц с изнашиваемой поверхностью (/7 = 3), м/с; S — объемная
консистенция гидровзвеси непосредственно у поверхности износа; d —
крупность твердых частиц, мм; а — угол соударения твердых частице из-
нашиваемой поверхностью, градус.
Для нисходящего потока
Л _ V □ .
Ут н=(|/П + и/2 + 2|/п и/sin0) ' '
ан = 0,5 arcsin
2и/ (и2п + w2s\n2P - 2ип w sin (3) °'5 cos (3
v2 + w 2 — 2 ип w sin (3
(3.11)
Для восходящего потока
ут.в = (‘'о2 +и/2 ~ 2ип vvs’n (3) °'5; (3.12)
ав = 0,5 arcsin
2w (у2 + и/2 sin2 Р — 2ип и/sin Р) 0/5cos Р
v2 + w 2 — 2 и пи/ sin Р
уп — скорость поступательного движения частицы в направлении потока,
обусловленного гидродинамическим взаимодействием частиц с жид-
костью, м/с; w— скорость перемещения частицы в направлении действия
веса; (3 — угол наклона трубы к горизонту, градус.
Объемная консистенция гидровзвеси
S - Scp + <Smax - 5ср> ~ cos 0- (3.13)
ср
Из выражения (3.13) можно определить $ср — осредненную консис-
тенцию гидровзвеси в нижней части наклонной трубы; Smax — возможную
консистенцию гидровзвеси и икр — критическую скорость транспортиро-
вания гидровзвеси, м/с.
При нисходящем потоке гидровзвеси не следует применять наклон
трубопроводов 20—60 °.
68
3.3.3. ЗАЩИТНЫЕ ПОКРЫТИЯ НАСОСОВ
Для перекачивания жидкостей с твердыми включениями существует
множество разнообразных по конструкции насосов, учитывающих харак-
тер перекачиваемых сред и требования конкретного производства [15].
Абразивные гидровзвеси — песчаные, гравийные, песчано-гравийные,
шлаковые, зольные и т.д. — перекачиваются грунтовыми и песковыми
насосами.
Гидровзвеси обычно имеют плотность до 1300 кг/м3, кислотность PH
до 8 и температуру до 70 ° С. Насосы для перекачивания таких гидровзве-
сей имеют подачу от 27 до 10000 м3/ч, напор от 10 до 80 м и мощность
привода от 10 до 3200 кВт при частоте вращения рабочего колеса 365—
1450 об/мин. Основной конструкцией насосов для перекачивания тяже-
лых пульп является двухкорпусная, отличающаяся высокой ремонтопри-
годностью, что очень важно при эксплуатации. Кроме того, двухкорпусная
конструкция позволяет применять закладные детали внутренних корпу-
сов из различных материалов и получать нужную комбинацию по требо-
ванию заказчика [15]. В табл. 3.7 и 3.8 приведены потребности быстро-
изнашиваемых деталей грунтовых насосов и сроки службы валов и под-
шипников.
Песковые насосы применяются для тех же целей, что и грунтовые,
но изготовляются в однокорпусном исполнении с боковым подводом.
Проточные части насосов выполняют из износостойких и долговечных
материалов — высокохромистых сплавов ИЧХ28Н2 и Х30Н2, позволяю-
щих получить твердость 500—550 НВ. Однако такие насосы очень дороги
из-за высокой цены сплава и трудоемкой обработки деталей большой
твердости. Поэтому внутренние корпуса насосов из высоколегированных
сплавов часто заменяют покрытием внутренних поверхностей наружных
корпусов корундом на бакелитовой основе. Этот способ облегчает, кроме
того, ремонт насосов на месте эксплуатации. Замена бакелитовой основы
на композицию из эпоксидной смолы увеличивает ресурс в 1,5—2 раза.
Перекачиваемые абразивные гидровзвеси изнашивают проточную
часть 'насосов и ухудшают все рабочие характеристики, поэтому основ-
ным направлением совершенствования грунтовых насосов является
повышение износоустойчивости и уменьшение влияния износа на их
параметры.
ВНИИгидромашем разработаны и выпускаются Бобруйским маши-
ностроительным заводом им. В.И. Ленина конструкции насосов, обладаю-
щие хорошими гидравлическими и энергетическими характеристиками.
Однако они не удовлетворяют некоторым эксплуатационным требова-
ниям гидромеханизации, так как имеют заниженные проходные сечения
и не имеют переднего уплотнения. Эти недостатки устранены при разра-
ботке конструкции насосов ВНИИстромсырье (модели 10ГруТ-8М,
16ГруЛ-8У, 16ГруТ-8М, 30ГруТ-8М), предназначенных для перекачива-
ния песчаных и песчано-гравийных пульп. Насосы оборудованы рабочими
колесами двух типов: для песка и гравия. Проточная часть насосов, под-
верженная износу, изготовлена из стали 55Л, а использование стали
40ХГСНЛ позволяет увеличить ресурс деталей в 3—5 раз.
69
Таблица 3.7
Наименование Потребность быстроизнашиваемых деталей грунтовых насосов (шт.) для перемещения 1 млн. м3 грунта
песчаного и глинистого с со- держанием гравия до 10 % песчано-гравийного с содер- жанием гравия от 10 до 40 % гравелистого с содержанием гравия свыше 40 %
при подаче насосов, м3/ч
850 1500 2200 4500 850 1500 2200 4500 850 1500 2200 4500
Корпус (или броневкладыш) 12 5 4 1,5 20 7 6 2,5 40 14 12 9
Колесо рабочее 20 7 6 3 28 10 8 6 60 22 20 13
Защитный диск всасывающей стороны 22 8 - 7 3 за 11 9 4 40 20 18 10
То же, с напорной стороны 16 6 4 2 20 8 6 3 30 12 11 6
Крышка всасывающей стороны 7 5 3 2 16 8 4 4 20 16 10 8
То же, с напорной стороны 4 2 1 0,5 8 4 2 1 10 8 6 2
Кольцо:
установочное 18 7 7 3 24 11 9 6 32 20 18 14
уплотнительное 18 7 7 3 24 11 9 6 32 20 28 14
сальника 3 1,8 1,6 0,9 5 3 2,4 1,4 8 6 3 2,7
Таблица 3.8
Наименование Срок службы валов и подшипников грунтовых насосов (ч) при подаче грунтовых насосов, м^/ч
850 1500 2200 4500
Вал рабочего колеса 7550 8400 10000 12000
Вкладыши подшипников скольжения 10000 10000 10000 10000
Радиальные роликовые подшипни ки 3000 10000 45000 30000
Упорный шариковый 3000 4500 900 3300
подшипник
Высокую износостойкость имеют также материалы сормайт Т590,
ИЧХ17, 15ОХ15М2, 4Х20РБ, ИЧХ19ОХЗОГЗ (ВУ-10) и др., минералоке-
рамика (синоксаль 49) и металлокерамика (ВК-8В).
Углы входа и выхода лопаток рабочего колеса составляют соответст-
венно 35 и 22°, при которых значительно повышается ресурс лопаток
и параметры насоса сохраняются практически до полного износа.
Насосы (модели 16ГруТ-8М) изготавливает Каширский механичес-
кий завод треста Трансгидромеханизация.
Дальнейшие работы по совершенствованию насосов перекачки абра-
зивных смесей направлены на:
снижение частоты вращения для уменьшения износа проточных час-
тей;
использование глубокого регулирования частоты вращения рабочего
колеса в целях подбора режима работы насоса в соответствии с гидравли-
ческой системой;
выбор оптимального (по условиям минимального износа) режима
работы насоса при 30—50 % недогрузки;
применение износостойких материалов проточных частей насосов
(сплавов, резин, полиуретана, корунда) для различных условий работы;
получение оптимальной геометрии проточных частей из* износостой-
кого сплава в целях усиления мест износа и возможности механической
обработки;
увеличение ресурса работы уплотнения с уменьшенным количеством
промывочной воды.
3.4. ФУТЕРОВКА ВИБРАЦИОННЫХ ПИТАТЕЛЕЙ
И КОЛОСНИКОВЫХ ГРОХОТОВ-ПИТАТЕЛЕЙ
Вибрационные питатели и колосниковые грохоты устанавливают
на перегрузочных пунктах технологических линий.
Для предупреждения разрушения рабочей поверхности вибропита-
теля (колосникового грохота-питателя) от ударных нагрузок кусками
падающего материала и абразивного износа рабочую поверхность футеру-
ют износостойким материалом.
71
Рис. 3.5. Схема вибропитателя
Рис. 3.6. Элемент футеровки вибропита-
теля
За рубежом в качестве футеровочного материала для рабочих поверх-
ностей вибропитателей используют износостойкие стали и резину, в оте-
чественной практике широкое распространение получили резиновые фу-
теровки. Экспериментальными и теоретическими исследованиями уста-
новлено, что с увеличением толщины резинового слоя напряжения в рабо-
чем органе вибропитателя по сравнению с нефутерованной поверхностью
уменьшаются в 6—8 раз; время контакта куска с футерованной поверх-
ностью возрастает в 3-4 раза, площадь контакта также увеличивается
в 7—9 раз, а нагрузка на упругие опоры вибропитателя уменьшается в
1,5—2 раза.
Увеличение объема переработки полезных ископаемых, освоение цик-
личной и поточной технологии ведения работ на горно-обогатительных
предприятиях требует использования на перегрузочных пунктах вибро-
питателей для перегрузки крупнокусковой горной массы с производи-
тельностью 1500—3000 т/ч и более. Конструктивно вибропитатель
(рис. 3.5) состоит из короба 1, который опирается на несущие конструк-
ции посредством упругих связей 4, и вибратора 5, установленного на под-
72
вибраторной балке, связывающей боковины короба. Днище 2 короба
покрыто резиновой футеровкой 3. Валы самобалансного вибратора
приводятся во вращение электродвигателем 6 через упругую муфту 7.
Элемент футеровки вибропитателя показан на рис. 3.6. Элемент футеров-
ки представляет собой резиновый блок 1 со специальным продольным
пазом, в который вставлена крепежная планка2, снабженная шпилькой,
шайбой 3 и гайкой 4 для прикрепления к днищу вибропитателя 5.
Ударный характер взаимодействия футеровки и короба питателя
с крупными кусками горной массы отражается как на несущей способ-
ности футеровки, так и на уровне напряжений в элементах конструкции
короба вибропитателя. Кроме того, перемещение большим слоем мате-
риала по грузонесущему органу вибропитателя вызывает абразивный
износ его бортов [14] ?
Футеровка лотка вибропитателя (рис. 3.7) покрывает лоток 7, дни-
ще 2 и борта 3. С помощью болтов 4 футеровка прикреплена к питателю
в врехней части бортов лотка. Футеровка днища и бортов выполнена
толщиной соответственно Л i и h2, причем в соотношении не более отно-
шения ширины днища В к высоте борта h, т. е.
hxlh2<Blh. (3.14)
Кроме защиты лотка питателя от абразивного износа футеровка со-
вершает изгибное колебание под воздействием вертикальной составляю-
щей возмущающего усилия привода питателя и способствует очистке
днища и бортов при транспортировании липкого материала [14].
3.5. ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ РЕЗИНОВОЙ
ФУТЕРОВКИ ГРУЗОНЕСУЩИХ ОРГАНОВ
ДЛЯ ТРАНСПОРТИРОВАНИЯ КРУПНОКУСКОВЫХ МАТЕРИАЛОВ
Параметры футеровок кузовов автосамосвалов, думпкаров и лотков
тяжелых питателей определяются нагрузками, возникающими при поступ-
лении крупнокусковых грузов на грузонесущий орган. Расчет динамичес-
ких нагрузок на футеровку в данном случае сводится к следующему.
При составлении расчетной схемы (рис. 3.8) грузонесущего органа
принято, что частота собственных поперечных колебаний кузова или коро-
ба значительно выше их собственной частоты на опорных упругих связях
как твердого тела и частоты собственных колебаний куска груза на ре-
зиновой футеровке днища. В связи с этим допущением при определении
нагрузки и закона движения короба в момент удара куска короб мож-
но принять за абсолютно твердое тело и рассматривать его напряженное
состояние под действием ударных и инерционных сил.
Для построения физической модели процесса взаимодействия при-
няты следующие допущения: в качестве модели куска рассматривается
материальная точка массы Мс радиусом поверхности контакта R, удар
куска по рабочей поверхности считается прямым, а движение системы
плоскопараллельным.
73
Рис. 3.8. Расчетная схема грузонесущего органа
Зависимость усилия Q от величины деформации футеровки h соот-
ветствует нелинейному упругонаследственному соотношению
Q(t,h) = Et f(h},
(3.15)
где Et — интегральный оператор, соответствующий Модулю нормальной
упругости футеровки.
В рамках детерминированного подхода эквивалентный радиус R кус-
ка определяется из предположения, что кусок М имеет форму шара.
Для упрощения решения уравнения с интегральным оператором
принято аппроксимировать его ядро экспонентой exp [—0О (t — т) ],
что позволяет с достаточной степенью точности учесть эффекты релакса-
ции и демпфирования. Формулы для пересчета реологических параметров
имеют вид:
0о = а>А/В;
(3.16)
a0 = w (B+A2/B),
(3.17)
где
A =
a>1+acos6 + 0
(3.18)
D
В
ш1+а sin0
D
(3.19)
D = w2 + 2 ш1+а0 cos 6 + /З2;
(3.20)
6 =0,5 я (1 +a).
(3.21)
74
Таблица 3.9
Шифр резины Реологические параметры износостойких резин
а 0 X Е, МПа
18 01 -0,788 0,33 1,0 10,98 62 52 -0,769 0,337 0,32 3,39 29 59 -0,60 4,1 0,58 5,28
В табл. 3.9 приведены реологические параметры некоторых резин.
Значение частоты со уточняется на каждом шаге метода последова-
тельных приближений, причем в качестве нулевого приближения прини-
мается соо = тг/т0, гДе ТЬ — время совместного движения куска и короба,
соответствующее идеальной упругости футеровки (oq = 0).
При достаточной толщине футеровки функция f(h) подчиняется-
зависимости Герца для случая контакта сферической поверхности с
упругим полупространством:
2
f(h)=~------Г.\/НЛ3/2, (3.22)
3 <? - м )
где д — коэффициент Пуассона для резин, принимаемый равным 0,5;
R — радиус сферы вдавливания, мм; h — глубина вдавливания, мм.
В этом случае с учетом описанной аппроксимации математическое
описание движения модели взаимодействия куска материала с грузо-
несущим органом в абсолютных координатах короба Z, у и груза (см.
рис. 3.8) представляет собой систему дифференциальных уравнений
вида:
M0Z+CzZ = — oM(V+g}; (3.23)
10ф + С,р^=-оХ1 (V + д); (3.24)
V г -0о (V + <7) - -^-<(1 -Z-Хцр [^{V-Z-Х^) +
+ (0о ~«о) {V-Z-X^H, (3.25)
где MqJq — соответственно масса и центральный момент инерции короба;
М - масса куска материала; Cz и - приведенные коэффициенты
вертикальной и поворотной жесткости опорных упругих связей; о — пе-
реключающая функция, равная единице на этапах совместного движения
куска и питателя и нулю на этапах полета куска.
В уравнении (3.25)
К = 2£0 %/Л/З (1 - м2), (3.26)
где Eq — мгновенный модуль нормальной упругости (см. табл. 3.9).
75
Начальные условия:
t (0) =0; Z(0) =0; <р (0) =0; (0) = 0;
4/(0) -д; V = ~у/2дН,
где Н; — высота падения груза; V (0) -д — ускорение свободного падения.
Методом поэтапного численного интегрирования уравнений (3.23) —
(3.25) вычисляют перемещения скорости и ускорения короба и груза
в функции времени. По допускаемой деформации сжатия резины, равной
0,3, и глубине вдавливания куска определяют необходимую толщину
резинового слоя. Принятая толщина футеровки должна учитывать запас
слоя на износ.
После определения усилий взаимодействия грузонесущего органа
с грузом элементы металлоконструкции проверяют на прочность, причем
кроме усилий взаимодействия, распределенного по зоне контакта, учи-
тывают инерционную нагрузку интенсивностью:
di = ~dm & +х ' (3.27)
где dm — элемент массы днища.
4. ЗАЩИТНЫЕ ФУТЕРОВКИ ДРОБИЛЬНОГО ОБОРУДОВАНИЯ
4.1. КЛАССИФИКАЦИЯ, НАЗНАЧЕНИЕ И КОНСТРУКЦИИ
ДРОБИЛЬНОГО ОБОРУДОВАНИЯ
Для крупного, среднего и мелкого дробления основной массы ми-
нерального сырья применяют машины, принцип работы которых основан
на механическом воздействии на разрушаемый материал. Это дробилки:
щековые с простым и сложным качанием щеки, конусные, валковые и
ударного действия.
Выбор типа дробилки определяется необходимой производитель-
ностью, гранулометрическим составом исходного и конечного продук-
тов дробления, крепостью минерального сырья и т. п. [12].
4.1.1. ЩЕКОВЫЕ ДРОБИЛКИ
Принцип работы щековых дробилок состоит в раздавливании кус-
ков минерального сырья при периодическом сближении дробящих плит.
Щековые дробилки применяются для дробления материалов с пределом
прочности при сжатии до 300 МПа. Из числа самых разнообразных кон-
струкций щековых дробилок преимущественное распространение полу-
чили дробилки с одной неподвижной и одной подвижной щеками.
По характеру движения подвижной щеки относительно оси ее под-
веса различают дробилки с простым (ЩПД) и сложным движением щеки
(ЩДС).
В зависимости от размеров загрузочного отверстия и ширины разгру-
76
зочной щели щековые дробилки используют для крупного и среднего
дробления.
В настоящее время наиболее часто применяют щековые дробилки
с простым движением щеки завода Волгоцеммаш (г. Тольятти). Эти дро-
билки выпускаются трех типоразмеров с размерами загрузочного отвер-
стия 900 х 1200, 1200 х 1500 и 1500 х 2100 мм и имеют незначительные
конструктивные отличия.
Из дробилок со сложным движением щеки наибольшее распростра-
нение получили дробилки Выксунского завода ДРО с размерами загрузоч-
ного отверстия 600 х 900.
Основными узлами щековых дробилок (рис. 4.1) являются стани-
на 1, подвижная щека 5 с футеровкой 4, приводной механизм, регулиро-
вочное 11 и замыкающее 10 устройства и привод 13. Передняя внутреняя
торцевая стенка станины 1 служит неподвижной щекой 2 дробилки. Не-
подвижная щека 2 вместе с подвижной щекой 5 и боковыми стенками 3
образует камеру дробления.
В дробилках с простым качанием щеки (рис. 4.1, а) подвижная ще-
ка 5 подвешена на оси 6, вокруг которой она может поворачиваться на
некоторый угол, и получает движение от привода 13 через шкив-махо-
вик 8, эксцентриковый вал 7, шатун 9, преобразующий вращательное
движение в возвратно-поступательное, и распорные плиты 12. Постоян-
ная связь между подвижной щекой, распорными плитами и шатуном соз-
дается посредством замыкающего устройства 10, состоящего из двух тяг
и двух пар мощных спиральных пружин.
При вращении эксцентрикового вала дробилки шатун совершает воз-
вратно-поступательные движения в вертикальной плоскости. В результате
этого подвижная щека приближается к неподвижной (при движении ша-
туна вверх) или с помощью пружины замыкающего устройства удаляет-
ся от нее (при движении шатуна вниз). Периодическое сближение щек
приводит к раздавливанию материала, а их удаление — к выпаданию разд-
робленного продукта через разгрузочную щель.
В щековых дробилках со сложным движением щеки (рис. 4.1, б)
подвижная щека 5 насажена непосредственно на эксцентрик главного при-
водного вала 7 и с помощью одной распорной плиты 12 совершает слож-
ное движение по эллиптической траектории. При этом кроме раздавлива-
ния происходит истирание материала.
Износ подвижной щеки в дробилках со сложным движением щеки
происходит активнее, чем у дробилок с простым движением, так как ма-
териал разрушается не только раздавливанием, но и истиранием. Дробя-
щие щеки футеруют сменными плитами (рис. 4.2) из стали 110Г13Л.
Плиты имеют вертикальное рифление, причем выступы плиты одной
щеки находятся против впадины плиты другой щеки, бладаря чему
кроме раздавливания происходят срез и изгиб в разрушаемом материале.
Боковые стенки в пределах камеры дробления футеруют клинообразны-
ми, составными по высоте плитами из углеродистой стали. Футеровоч-
ные плиты крепят болтами.
Футеровки подвижной и неподвижной щек эксплуатируют до истира-
77
Рис. 4.1. Щековая дробилка с простым (а) и сложным (б) качанием щеки
ния вертикальных выступов и затем заменяют. Для получения дробле-
ного продукта необходимой крупности и сохранения постоянной ширины
разгрузочной щели дробилки, изменяющейся в результате износа дро-
бящих плит, применяют регулировочное устройство.
Технические характеристики щековых дробилок крупного дробления
с простым движением подвижной щеки
-г- 3 /
Техническая производительность, м /ч
ЩДП 9X12
(СМ Д-111)
180
ЩДП 12X15
(СМД-118)
310
ЩДП 15x21
(СМД-117)
600
78
ЩДП 9X12 (СМД-111) ЩДП 12x15 (СМ Д-118) ЩДП 15X21 (СМД-117)
Размеры загрузочного отверстия, мм:
дли на 1200 1500 2100
ширина 900 1200 1500
Максимальный размер кусков в ис- ходном продукте, мм 750 1000 1300
Частота вращения эксцентрикового вала, об/мин 210 170 140
Ширина разгрузочной щели, мм 130 150 180
Мощность электродвигателя при- вода, кВт 90 160 250
Технические характеристики щековых дробилок со сложным движением
подвижной щеки
ЩДС-11 2,5X9 ЩДС-11 4x9 ЩДС-1 6x9
(СМ Д-108) (СМ Д-109) (СМД-110)
Техническая производительность, м3/ч (не менее) Размеры загрузочного отверстия,мм: 18. 30 62
длина 900 900 900
ширина 250 400 600
Максимальный размер кусков в ис- ходном продукте, мм 210 340 500
Частота вращения эксцентрикового вала, об/мин 325 290 275
Ширина разгрузочной щели, мм Мощность электродвигателя приво- 20-60 20-90 75-140
да, кВт 40 40 75
79
2
Рис. 4.3. Щековая дробилка с двумя подвижными щеками
В щековой дробилке с двумя подвижными щеками (рис. 4.3), пред*
назначенной для дробления материалов высокой прочности, максималь-
ная крупность кусков руды,поступающих на дробление, допускается
210 мм, крупность готового продукта составляет 40—80 мм. Дробление
материала в такой дробилке осуществляется под действием сил, возни-
кающих при вращении двух эксцентриковых валов с насаженными на
них подвижными щеками. Синхронность вращения щек достигается бла-
годаря применению зубчатой передачи.
Дробилка состоит из станины 1, щеки 2 с валом и шкивом, щеки Зс
валом и привода. На станине, имеющей разъем по осям вращения экс-
центриковых валов, монтируют валы с подшипниками подвижных щек
и предохранительное устройство. Эксцентриковые валы со щеками уста-
навливают на роликоподшипниках, защищенных резиновыми уплотни-
телями. Рабочее пространство дробилки с боков футеровано стальными
листами из высокомарганцовистой стали. На случай попадания в дробил-
ку металлических предметов предусмотрено специальное предохрани-
тельное устройство.
Производительность дробилки с двумя подвижными щеками приб-
лизительно в два раза выше производительности дробилок со сложным
качанием щеки того же размера.
Кроме того, у дробилок с двумя подвижными щеками меньше масса
и габариты, выше к. п. д.
4.1.2. КОНУСНЫЕ ДРОБИЛКИ
В конусных (гирационных) дробилках дробление материала про-
исходит в пространстве между внешним (неподвижным) и внутренним
(подвижным) усеченными конусами. При приближении внутреннего
(дробящего) конуса к поверхности неподвижного загружаемый материал
раздавливается и разгружается через кольцевую разгрузочную щель
под действием собственного веса.
Конусные дробилки применяются для крупного, среднего и мелкого
дробления материалов.
Конусные дробилки крупного дробления (ККД) предназначены для
первичного дробления материалов. Размеры этих дробилок определяют-
ся шириной загрузочного отверстия.
Технические характеристики конусных дробилок крупного дробления
ККД 500/75 Б ККД 900/140 ККД 1200/150 ККД 1500/180 Б ККД 1500/160—250
Техническая проиэг 180 330 550 1200 1450
водительность*при 420 680 1350 1650
дроблении материа- 480 800 1500 1850
ла средней крепости, 2000
м3 /ч 2300
Ширина загрузочно- 500 900 1200 1500 1500
го отверстия, мм Максимальный раз- мер кусков в исход- ном продукте дроб- 420 750 1000 1300 1200
ления, мм
Диаметр основания дробящего конуса, мм 1220 1700 1900 2520 2900
Ширина разгрузочной 75 110 130 160 160
щели, мм 140 150 180 180
160 180 200 200
220
250
Частота вращения 180 140 120 100 90
эксцентрикового стакана, об/мин Мощность электро- 110 250 320 400 320x2
двигателя, кВт Масса, т 41,2 148 240 403,2 516
Значения производительности соответствуют размерам разгрузочных щелей.
Конструктивно дробилки ККД различаются незначительно.
Основными частями ККД (рис. 4.4) являются основание станины 7,
конусная часть станины с футеровкой (неподвижный конус) 2, корпус
подвижного конуса с футеровкой 3, вал дробящего конуса 4, подвешен-
ный в колпаке 8 с помощью специального подвеса 7 и установленный
в нижней части в эксцентриковой втулке 9. Эксцентриковая втулка при-
Я1
Рис. 4.4. Конусная дробилка крупного дробления типа К КД
водится во вращение посредством конической передачи 10, 11 от при-
водного вала 12. Защита траверсы 5 от повреждений при загрузке рабо-
чего пространства производится сменными футеровочными плитами 6
из стали 110 Г13Л.
Конусные дробилки для среднего и мелкого дробления (соответ-
ственно КСД и КМД) используются на второй, третьей и последующих
стадиях дробления при переработке прочных абразивных горных пород.
Типоразмеры дробилок КСД и КМД устанавливают в соответствии
с диаметром основания дробящего конуса. Каждый типоразмер дробил-
ки может быть выпущен в исполнении Гр или Т (соответственно для гру-
бого и тонкого дробления).
В дробилках КСД и КМД дробящий конус опирается на сферический
подпятник или детали гидравлического устройства (рис. 4.5).
82
Направление загрузки на амортизиру-
ющую рудную подушку
1 — подпятник вала эксцентрика; 2 — фундаментная плита; 3 — вал-эксцентрик;
4 — вал дробящего конуса; 5 — станина; 6 — пружина; 7 — опорная чаша; 8 —опор-
ное кольцо; 9 — регулирующее кольцо с броней неподвижного конуса; 10 — кожух;
11 — распределительное устройство; 12 — загрузочное устройство; 13 — приемная
коробка; 14 — колонка; 15 — корпус подвижного конуса с броней; 16 — стопорное
устройство; 17 - сферический подпятник; 18 - приводной вал; 19 — муфта элас-
тичная; 20 — электродвигатель
Технические характеристики конусных дробилок среднего дробления
приведены в табл. 4.1, мелкого дробления — в табл. 4.2.
Основными частями конусных дробилок КМД и КСД (рис. 4.5)
являются станина 5, опорное кольцо 8, регулирующее кольцо с броней
неподвижного конуса 9, кожух 10, дробящий конус 15, опорная чаша со
сферическим подпятником 17, вал-эксцентрик 3, приводной вал 18 и за-
грузочное устройсто 12.
Опорное кольцо, на внутренней части.которого'имеется крупная тра-
пецеидальная упорная резьба, укладывается на верхний фланец станины
и закрепляется на ней болтами. Для создания необходимого усилия
дробления материала и защиты дробилки от перегрузок болты пропус-
кают через амортизационные пружины.
Дробящее пространство конусных дробилок образовано внутренней
поверхностью неподвижного конуса и наружной поверхностью подвижно-
83
Таблица 4.1
Параметры Технические характеристики конусных дробилок среднего дробления
КСД-бООГр (СМ-5 61 А) КСД-ЭООГр ' (СМ-560А) КСД-1200Т КСД-1200Гр КСД-1750Т КСД-1750Гр КСД-2200Т КСД-2200Гр
Техническая произво- До 35 30-45 38—85 70-105 100-190 170-320 180-360 360-610
ди тел ьность дроблени я кристаллических по- род средний твердости при работе в откры- том цикле, м3/ч Ширина загрузочного 75 130 125 185 200 250 275 350
отверстия, мм Максимальный размер 75 100 100 150 160 200 250 300
кусков в исходном продукте, мм Ширина разгрузоч- 12-35 15-40 10-25 20-50 15-30 25-60 15-30 30-60
ной щели, мм Диаметр основания 600 900 1200 1200 1750 1750 2200 2200
дробящего конуса, мм Частота вращения 350 330 260 260 260 260 242 242
эксцентрика, об/мин Мощность электро- 30 55 75 75 160 160 250 250
двигателя привода,
кВт
Таблица 4.2
Технические характеристики конусных дробилок мелкого дробления
Параметры КМ Д-1200Гр КМД-1200Т КМД-1750Гр КМД-1750Т КМД-2200Гр КМД-2200Т
Техническая производительность дробле- 70-40 Не менее 95-130 85-110 220-260 160-220
ния кристаллических пород срёдней проч- ности при работе в открытом цикле, м3/ч 24
Ширина загрузочного отверстия, мм 100 50 130 80 140 100
Максимальный размер кусков в исход- 80 40 100 70 110 85
ном продукте, мм Ширина разгрузочной щели, мм 5-12 3-12 9-20 5-15 10-20 5-15
Диаметр основания дробящего конуса, мм 1200 1200 1750 1750 2200 2200
Частота вращения эксцентрика, об/мин 260 260 260 260 242 242
Мощность электродвигателя привода, кВт 75 75 160 160 250 250
Рис. 4.6. Профили дробящего пространства конусных дробилок мелкого (а) и сред-
него (б) дробления
го конуса. Материал дробится дробящим конусом, который насажен на
вал с конусовидной хвостовой частью, опирающейся на сферический под-
пятник.
Для защиты дробящего пространства применяют сменные футеровоч-
ные элементы из высокомарганцовистой стали 110Г13Л. Поверхность не-
подвижного конуса дробилок К КД футеруют плитами в виде четырех-пя-
ти поясов. Укладку футеровочных плит начинают с нижнего пояса, раск-
линивая каждый пояс специальными клинообразными плитами. В свобод-
ное пространство между футеровкой и корпусом заливают цементный
раствор, составленный из цемента марки не ниже 500 и песка в соотноше-
нии 1 : 3 по массе.
Футеровку подвижного конуса дробилок ККД (отливки в форме усе-
ченного конуса) также устанавливают в несколько поясов, начиная с ниж-
него. Зазор между плоскостями сопряжения футеровки и конуса не дол-
жен превышать 0,08 % диаметра конуса по окружности сопряжения. Каж-
дый пояс брони подвижного конуса для закрепления заливаются цинком
или цинковым сплавом.
Дробилки для среднего и мелкого дробления одинаковы по конст-
руктивному исполнению и различаются лишь формой камеры дробления.
Используя футеровки соответствующего профиля (рис. 4.6) подвижного
и неподвижного конусов, одну и ту же дробилку можно применять как
для среднего, так и для мелкого дробления. Различие состоит в том, что
дробилки КМД имеют меньший размер разгрузочной щели и увеличенную
длину параллельной зоны дробления (участка, на котором поверхности
дробящего и неподвижного конусов параллельны).
Конуса дробилок КСД и КМД футеруют отливками из стали 110Г13Л.
Броню неподвижных конусов закрепляют в регулировочном кольце
скобами, которые зацепляют за крючья, специально отливаемые для этой
цели на внешней образующей футеровки. Зазор между неподвижным ко-
нусом и броней заполняют цинковым сплавом, полиэфирными или эпок-
сидными смолами или (в дробилках КСД-600 и КСД-900) цементным раст-
вором.
Для регулирования зазора между дробящими конусами по мере из-
носа футеровочных элементов в дробилках КСД и КМД служит регули-
ровочное кольцо.
86
4.1.3. ВАЛКОВЫЕ ДРОБИЛКИ
Валковые дробилки предназначены для среднего и мелкого дробле-
ния различных материалов. Они более экономичны по удельному расхо-
ду электроэнергии, чем конусные дробилки, работающие в аналогичных
условиях, но имеют меньшую производительность.
Валковые дробилки (рис. 4.7) изготовляют с одной или двумя пара-
ми валков. При работе дробилки кусок руды 3 захватывается валками
1 и 2, вращающимися навстречу друг другу. Валок 2 установлен в двух
неподвижных подшипниковых узлах, а валок 1 — в двух подвижных
подшипниковых узлах, перемещающихся в направляющих станины.
Между неподвижными и подвижными подшипниковыми узлами устанав-
ливают прокладки 6 для регулирования зазора между валками дробилок.
Подвижные подшипниковые узлы прижимаются к неподвижным с по-
мощью пружинного устройства 4. При попадании между валками метал-
лического предмета пружины 5 сжимаются, подвижный валок отодвигает-
ся от неподвижного, и предмет через увеличивающуюся щель проходит
между валками. Таким образом, пружинное устройство выполняет неко-
торую защиту дробилки от поломки. Однако динамические нагрузки,
возникающие при этом, отрицательно влияют на крепление деталей и вы-
зывают их повреждения. При попадании крупных металлических предме-
тов возможны аварии, сопровождающиеся изгибом и поломкой валков,
разрушением приводных шестерен и т.п.
В двухвалковой дробилке (рис. 4.8) ступица 2 закреплена на валу 1
шпонкой, а сменный бандаж 3 из износостойкой стали 110Г13Л, закреп-
ляется на ступице с помощью распорного кольца 4 и болтов 5. Конусные
заточки предохраняют бандаж от осевого смещения и способствуют цен-
тированию его относительно оси вращения.
Бандажи на валках диаметром до 600 мм заменяют после их износа
на величину 10—12 мм, а на валках свыше 600 мм — на величину 20—
25 мм (на сторону).
Изнашиваясь, рабочая поверхность валков теряет цилиндрическую
форму, что вызывает ухудшение качества дробленого продукта. Поэтому
рабочую поверхность необходимо систематически протачивать. Для это-
го дробилки последних выпусков снабжены специальными суппортами и
имеют особый механизм привода, позволяющий уменьшать частоту враще-
ния валков при обточке бандажей.
В табл. 4.3 приведены технические характеристики двух- и четырех-
валковых дробилок, выпускаемых отечественными заводами.
Новокраматорским машиностроительным заводом им. В.И. Ленина
разработана и изготовлена конусная валковая дробилка крупного дробле-
ния КВКД-900/180 и ведутся работы по созданию дробилки
КВКД-1200/180 [14].
Основными частями дробилки КВКД (рис. 4.9) являются чаша и дро-
бящий конус, размещенные в корпусе и закрытые крышкой, на которой
установлены три привода. Вал дробящего конуса в нижней части опирает-
ся на сферический универсальный шарнир, корпус которого с помощью
крестовины жестко прикреплен к чаше, а в верхней — на сферический
87
Рис. 4.7. Валковая дробилка
Рис. 4.8. Валок валковой дробилки:
1 — вал; 2 — ступица; 3 — футеровка (бандаж); 4 — кольцо распорное; 5 — болт
роликоподшипник, установленный в ступице крышки дробилки (в связи
с этим ширина выходной щели не регулируется). Конструктивной особен-
ностью дробилки является вращение с одинаковой частотой чаши и дробя-
щего конуса в одном направлении. Ось конуса наклонена к оси чаши под
углом 7°, поэтому рабочее пространство с одной стороны постоянно уве-
личено, а с другой — постоянно уменьшено, т.е. поддерживается минималь-
ное расстояние между дробящими поверхностями. Из-за наклона дробя-
щего конуса увеличены также размеры приемного отверстия до
900 х 1400 мм, что позволяет перерабатывать материал крупностью до
900 мм. Вращательное движение чаше сообщают три привода через инди-
видуальные валы-шрстерни и зубчатый венец самой чаши. В свою очередь
чаша с помощью крестовины и шарнира передает вращательное движение
дробящему конусу.
88
Таблица 4.3
Параметры Технические характеристики дробилок с гладкими валками
Двухвалковых Ч еты рехвал ков ых
1500x600 750x500 610x400 двг-з 600x300 ДВГ-2 400x250 900x700 950x700
Размер вал ков (диаметр х длина, мм) 1500x600 750x500 610x400 600x300 400x250 900x700 950x700
Производительность, т/ч Крупность материала, мм: 80 15 10 7,6-38 5-20 15 34
поступающего 80 35-50 30-50 30-40 20-30 40 40
дробленого 20 15 10 2-10 2-8 2 2
Частота вращения валков, об/мин 83 50 75 170-180 190-200 80-40 140
Мощность электродвигателя 85 28 28 7 4,5 46 46
привода, кВт
Рис. 4.9. Двухвалковая дробилка типа КВ КД:
1 — чаша; 2 — конус; 3 — шарнир сферический; 4 — корпус; 5 — венец зубчатый;
6 — привод; 7 — дно
Исходный материал поступает в широкую зону рабочего пространства.
Большие куски заклиниваются по высоте между конусом и чашей и
вследствие их вращения вовлекаются в узкую часть рабочей зоны. Здесь
они раздавливаются и по мере увеличения зазора разгружаются в виде*
дробленого продукта.
4.1.4. ДРОБИЛКИ УДАРНОГО ДЕЙСТВИЯ
Работа дробилок ударного действия основана на принципе разрушения
поступающего в дробилку материала механическим ударом бил ротора
и дробления отбрасываемых билами кусков материала об отбойные пли-
ты и колосники, установленные внутри камеры дробления.
Дробилки ударного действия просты по конструкции, надежны в ра-
боте, удобны в эксплуатации, имеют небольшой расход электроэнергии,
незначительные массу и стоимость, выдают качественный продукт дроб-
ления по форме зерна.
Дробилки изготовляют с одним или двумя роторами. Для крупного,
среднего и мелкого дробления малоабразивных материалов прочностью
до 200 МПа (известняк, доломит и т.п.) применяют однороторные дробил-
ки типов ДРК и ДРС (рис. 4.10).
90
Рис. 4.10. Однородные дробилки типов ДРК (а) и ДРС (б) :
1 — корпус; 2 — ротор; 3 — отражательные плиты; 4 — привод
Однороторные дробилки крупного дробления типа ДРК (рис. 4.10,
а} имеют одинаковую конструкцию и отличаются только размерами.
Корпус дробилки разъемный, состоит из станины и двух каркасов:
основного и откидного. Раскрывается корпус с помощью специального
механизма, что обеспечивает свободный доступ к ротору для осмотра и
замены износившихся деталей.
Внутренняя поверхность верхней части корпуса в зоне камеры дроб-
ления облицована сменными плитами из стали 45. Узел ротора представ-
ляет собой литой или сварно-литой барабан (корпус ротора) из стали 35Л,
жестко закрепленный на горизонтальном валу. В пазах корпуса ротора
установлены билы (три или четыре). По торцам к ротору болтами прик-
реплены стальные диски, располагаемые в одной плоскости с боковыми
футеровочными плитами. В верхней части корпуса дробилки шарнирно
подвешены две отражательные плиты, нижние части которых защищены
сменными футеровочными плитами. Плиты и футеровку изготовляют из
высокомарганцовистой стали. Отражательные плиты, шарнирно установ-
ленные в основном и откидном корпусах, снабжены устройством для ре-
гулирования выходной щели (расстояния между окружностью вращения
бил и плитой) и предохранения дробилки от поломки при попадании
недробимых предметов.
Конструктивной особенностью машин типа ДРК являются две каме-
ры дробления, в одной из которых происходит предварительное крупное
дробление горной массы, а в другой — дробление материала до требуемой
крупности. Производительность дробилки при равных условиях зависит
от размера выходной щели первой камеры дробления, а “крупность зерна
конечного продукта — от щели второй камеру и частоты вращения рото-
ра. Ниже приведены технические характеристики однороторных дроби-
лок крупного дробления Выксунского завода дробильно-размольного
оборудования (ДРО). Дробилки типа СМД-86 и СМ Д-87 эксплуатируются
на крупных щебеночных заводах страны.
Технические характеристики однороторных дробилок среднего
и мелкого дробления
ДРС-ЮхЮ (СМД-75) ДРС-12Х12 (СМД-94)
Техническая производительность, м3/ч Размеры загрузочного отверстия, мм : 125 200
продольный 1000 1250
поперечный 500 600
Максимальный размер куска в исход- ном продукте дробления, мм 300 375
Диаметр ротора, мм Регулируемые размеры зазоров выход- ных щелей, мм: 1000 1250
верхней 16-200 20-250
средней 16-175 20-250
нижней 16-130 20-100
Окружная скорость бил ротора, м/с 20-50 20-50
Мощность электродвигателя привода, кВт 125 200
Масса без электродвигателя, т 10 18,0
92
Технические характеристики однороторных дробилок крупного дробления
ДРК-8Х6 (СМД-85) ДРК-12ХЮ (СМД-86) ДРК-16Х12 (С МД-95) ДРК-20х16 (СМД--87)
Техническая^прои зводи- тельность, м3/ч Размер загрузочного отверстия, мм: 55 125 200** 370*
продольный 630 1000 1250 1600
поперечный 550 875 1100 1400
Максимальный размер куска в исходном про- дукте дробления, мм 400 600 800 1100
Диаметр ротора, мм Регулируемые размеры зазоров выходных ще- лей, мм: 840 1250 1600 2000
верхней 16-160 25-250 32-320 100-400
нижней 16-100 25-150 32-200 40-250
Окружная скорость бил ротора, м/с 20-35 20-35 20-35 20-35
Мощность электродви- гателя привода, кВт 40 100 160 250
Масса без электродви- 5,3 15,0 30,0 59,4
гателя, т
* Для известняка с пределом прочности при сжатии до 140 и растяжении 11 МПа,
плотности в массиве 2700 т/м3, средневзвешенной крупности дробимой породы
200 мм, окружной скорости бил ротора 20 м/с и размере выходной щели первой
камеры дробления 80 мм. Для других условий и режимов работы определяется в
соответствии с ГОСТ 12375—70.
* * При опытном дроблении известняков с пределом прочности при сжатии
до 140 и растяжении 11 МПа, крупности 200—400 мм, размерах выходной щели
первой и второй кайеры дробления от 205 до 132 мм, окружной скорости бил ро-
тора 19,9 м/с средняя производительность дробилки составила 376 т/ч.
Одноротор^ые дробилки среднего дробления типа ДРС (рис. 4.10, б)
имеют три камеры дробления, в которых осуществляется последователь-
ное дробление материала.
4.2. УСЛОВИЯ ЭКСПЛУАТАЦИИ ДРОБИЛЬНОГО ОБОРУДОВАНИЯ
Месторождения СССР характеризуются значительным разнообразием
по генезису, вещественному составу и текстурно-структурным особеннос-
тям минерального сырья. Их размещение в различных климатических
районах страны отражается на характере эксплуатации горно-обогатитель-
ного оборудования, в том числе дробильного [43].
Дробление материалов — сложный процесс, зависящий от целого ря-
да факторов, многие из которых плохо поддаются учету, но влияют на ра-
боту дробильного оборудования. Такими факторами являются крепость
или прочность материала, абразивность, вязкость дробимого продукта,
форма, размер, влажность, наличие глинистых включений, взаимное рас-
положение кусков, их плотность, однородность, характер движения ми-
нерального сырья и внешние условия — состояние погоды, от чего, напри-
мер, зависит смерзание руды. Важное влияние на эксплуатационную на-
93
a
Размер ячеек сит, мм
О 50 100 150 200 250500
Размер ячеек сит, мм
Рис. 4.11. Характеристики гранулометрического состава дробленых продуктов
в дробилках:
a — щековых (7 — СМД-111 при щели 130 мм и крепости материала 200 МПа, 2 —
СМД-118 при щели 150 мм и крепости материала 140—210 МПа, 3 — СМД-64А при
щели 180 мм и крепости материала до 250 МПа); б — конусных (7 — КСД-1750Гр
и КСД-2200Гр, 2 - КСД-1750Т и КСД-2200Т, 3 - КМД-1750Гр и К МД-2200Г р) ;
в — конусных КМД-1750Т и КМД-2200Т при дроблении крепких (7) и средней
крепости (2) материалов; г — ударного действия (7 — СМД-95 при щели 132—
205 мм, скорости вращения бил ротора 19,9 м/с и крепости материала до 140 МПа,
2 — СМД-94 при щели 62—145 мм, скорости вращения бил ротора 26,4 м/с и крепос-
ти материала 140 МПа, 3 — СМД-75 при щели 32—65 мм, скорости вращения бил ро-
тора 25 м/с)
дежность дробильного оборудования оказывает гранулометрический
состав дробимого материала, поступающего на переработку. Так, нали-
чие в продукте дробления большого количества мелочи приводит к интен-
сивному износу нижней части зоны дробления, а увеличение крупностй
94
Таблица 4.4
Катего- рия твер- дости матери- ала Количественные показатели избыточных классов дробленых продуктов дробилок
щековых круп-конусных ного дробления крупного дробления конусных среднего дробления конусных мелкого дробления
*изб-% R3 *изб-% R3 *изб-% R3 R3
Мягкие 15 1,3 10 1,1 15 1,3-1,5 25 1,7-2,0
Средней 25 1,5 20 1,4 32 1,8—2,0 45 2,2-2,5
крепости Крепкие 35 1,7 30 1,6 50 2,4-2,6 65 2,7-3,0
продукта дробления (в конусных и щековых дробилках крупного дроб-
ления) — к росту динамических нагрузок и интенсивному износу деталей
и узлов дробилок.
На рис. 4.11 показаны характеристики гранулометрического состава
дробленых продуктов щековых и конусных дробилок и дробилок удар-
ного действия для материалов твердых, мягких и средней крепости.
Как следует из приведенных характеристик, в конечном продукте всег-
да присутствует определенное количество избыточного класса (Ьизб)
размером больше размера выпускной щели, которое тем больше, чем
выше крепость дробимого материала. В табл. 4.4 приведены количествен-
ные показатели наличия избыточных классов дробленых продуктов.
При переработке твердых руд в дробилках с разгрузочной щелью
300 мм в дробленом продукте будет содержаться до 30 % (в ККД) и
35 % (в ЩКД) материала крупностью больше 300 мм с отдельными куска-
ми крупностью до 500 мм. Поэтому на стадиях крупного дробления
для второго приема устанавливают конусные редукционные дробилки
типа КРД. Степень дробления в дробилках этого типа не превышает 2—3
[1], но их установка регулирует работу оборудования стадий среднего
дробления.
Стадии среднего дробления оборудуются конусными дробилками
среднего дробления, обеспечивающими в зависимости от конструктивных
параметров прием продукта с максимальной крупностью до 200 мм (дро-
билка КДС-2200Гр). Эти дробилки работают со степенью дробления от
4 до 7 и выдают дробленый продукт с содержанием избыточного класса
и максимальной относительной крупностью кусков /?3 в соответствии
с данными табл. 4.4 [41]. Следовательно, чтобы не нарушать технологи-
ческий режим оборудования стадии мелкого дробления, нельзя на дро-
билках среднего дробления устанавливать максимальные разгрузочные
щели.
Стадии мелкого дробления комплектуют конусными дробилками
мелкого дробления, работающими, как и КСД, со степенью дробления
95
4—7 и доводящими дробленый продукт до состояния, характеризую-
щегося определенным гранулометрическим составом.
С увеличением крепости и абразивности дробимых материалов срок
службы деталей и узлов дробилок снижается, хотя точных зависимостей,
устанавливающих взаимосвязь между ними, пока нет. Однако ориентиро-
вочно износ футеровочных материалов (кг/т) дробильного оборудования
можно определить по формуле, предложенной П.П. Липовым [41],
q = 0,0065 ( -j^-) s,
где f — коэффициент крепости материала по шкале М.М. Протодьяконова.
4.3. ИЗНОС ФУТЕРОВОК ДРОБИЛЬНОГО
ОБОРУДОВАНИЯ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
Скорость процесса изнашивания футеровки зависит от физйко-ме-
ханических свойств дробимого материала (дробимости, крепости, абра-
зивности, крупности, влажности) и производительности оборудования.
Изнашиваемыми деталями дробилок являются футеровки неподвижной
и подвижной щек, боковая футеровка щековых дробилок, футеровки
траверсы, конуса и чаши, защитный колпак дробилок крупного дробле-
ния и распределительные тарели дробилок среднего и мелкого дробления,
элементы ротора, отражательные плиты и футеровка корпуса дробилок
ударного действия.
На рис. 4.12 показан износ футеровок рабочего пространства конус-
ной дробилки КРД-900/100 (НКГОК) и конусных дробилок среднего
и мелкого дробления. В табл. 4.5 приведены величины износа футеро-
вок дробилок среднего и мелкого дробления в различных сечениях
(рис. 4.13). Наиболее интенсивному износу подвержены нижние зоны
футеровочного пространства как в конусных дробилках крупного дроб-
ления, так и в щековых дробилках. Это подтверждается и данными
табл. 4. 6 о наработке футеровок конусных дробилок.
В конусных дробилках среднего и мелкого дробления максимальный
абсолютный износ футеровок дробящего конуса и чаши происходит
несколько выше нижнего основания. Графики зависимости износа S по
длине L образующей футеровок (рис. 4.14) показывают, что дробилки
с однотипными рабочими пространствами, работающие в различных ус-
ловиях, т. е. перерабатывающие материалы с различными физико-механи-
ческими свойствами, имеют идентичный качественный характер износа.
Однако скорость износа существенно зависит от физико-механичес-
ких свойств дробимых материалов. В табл. 4.7 приведены среднегодовые
(за период 1960—1975 гг.) и удельные показатели расхода высокомар-
ганцовистой стали по ГОКам Кривбасса [3].
Удельные расходы футеровок щековых дробилок в зависимости
от крепости руды по шкале М.М. Протодьяконова приведены в табл. 4.8.
Данные таблиц 4.7 и 4.8 взаимно подтверждаются, что закономерно, так
как принципиального различия в механизме дробления для обоих типов
дробилок нет.
96
Рис. 4.12. Износ футеровой ра-
бочего пространства дробилки:
а - КРД 900/100 обычной кон-
струкции; б — КРД 900/100
усовершенствованной ' конст-
рукции; в — КС Д-2200; г —
КМД-2200
Рис. 4.13. Износ футеровок
дробилок мелкого дробления:
а — неподвижной чаши; б —
дробящего конуса
Сравнительные расчетные данные по удельным расходам футеровок
конусной дробилки КМДТ-2200 и дробилки ударного действия ДМЭИР
1450x1300 при дроблении джезказганской и норильской руд приведены
в табл. 4.9.
Из приведенных данных видно, что в сравниваемых случаях удель-
ный расход футеровки при дроблении в дробилках ударного действия
на получение готового продукта одинаковой крупности значительно вы-
ше, а малая металлоемкость дробилок ударного действия по сравнению
с другими типами дробильных машин ограничивает их применение на ма-
териалах высокой крепости.
97
Таблица 4.5
Сечение бро- ни (см. рис. 4.13) Величина износа броней дробилки, мм
КСД-2200 КМД-2200
Регулирующего коль- ца Конуса Регулирующего кольца Конуса
Олене- гор- ский ГОК НК ГОК Михай- ловс- кий ГОК Олене- гор- ский ГОК НКГОК Михай- ловс- кий ГОК Оле- не- горс- кий ГОК НКГОК Михай- ловс- кий ГОК цгок 1 Оленегорс- кий ГОК 'нКГОКМи- хай- ловс- кий ГОК ЦГОК ссгок
I 19 29 35,5 24,5 45 57 47 51,5 55 59 13 22,5 24 32,5 35
II 26 42 49 32,5 52,5 53 48 53 58 62 18 26,5 30 40 42,5
III 28 45,5 52,5 38 57 66 46 51,5 55,5 58 23,5 32,5 34,5 46,5 47
IV 30 47,5 54,5 39 57 66 41,5 47,5 50 54 24,5 34 36 48 50
V 29,5 46,5 53,5 36 54 60 35 40,5 44 47 23 33 34,5 47 48
VI 24 40 46 30 46 57 25 30,5 33 37 20 30 31 42,5 44
VII 22 33 39 18 36 46 14 18 30 22,5 14,5 23,5 25 34,5 35
VIII 13 22 27 12 24 33 3 5 7Д 10 10 17,5 19,5 24,5 27
IX 6 12 16,5 6 12 24 — — — — — — — — —
Таблица 4.6
Дробилка, футеровка узла или детали Масса, кг Наработка футеровок дробильного оборудования комбинатов при 95- и 90 %-ном у-ре- сурсе, тыс. т
ИнГОК НКГОК ЦГОК Олене- горс- кий ГОК Михай- ловс- кий ЖРК ССГОК Качканар- ский ГОК Ковдор- ский ГОК Коршуновс- кий ГОК
К КД-1500/180:
колпак 6400 2540 2150 1590 4560 1850 5300 4300 — — 13300 14350 27400 18130 — 20200 14900
футеровка конуса: верхняя
нижняя и средняя 5725 1220 1240 3070 — — 9560 9800 10280
футеровка траверсы:
верхняя 1650 12800 12150 13100 — — 9000 13700 21000
средняя 1650 9760 10750 12150 — — 12500 6650 19450
футеровка чаши:
1—II поясов 205 1270 1360 7270 — —* 10310 11070 12790
III—IV поясов 300 5600 7950 6750 — — 15340 15990 17010
КРД-900/100:
футеровка конуса:
нижняя 4800 460 600 860 — — 3130 2120 2360 4400
верхняя 2250 1670 1860 2600 — — 8630 5930 6440 9690
8 футеров ка траверсы: 2500 750 630 900 — — 4130 4700 3280 5330
s
Продолжение табл. 4.6
Дробилка, футеровка узла или детали Масса, кг Наработка футеровок дробильного оборудования комбинатов при 95- и 90 %-ном у-ре сурсе, тыс. т
ИнГОК НКГОК ЦКОГ Олене- горс- кий ГОК Михай- ловс- кий ЖРК ССГОК Качканар- ский ГОК Ковдор- ский ГОК Коршуновс- кий ГОК
футеровка чаши: 1 пояса 800 1310 1520 1840 — 3460 2890 2150 4400
II пояса 1100 2770 ЗОЮ 2600 - — 8440 7120 2940 7870
КС Д-2200 футеровка конуса: нижняя 2900 150 260 450 320 3020 1650 2190 1950 2680
верхняя 260 150 260 450 660 3020 1650 2190 1950 2680
плита распределительная 350 180 330 510 390 3300 1840 2400 2100 2470
футеровка чаши 3280 150 210 450 320 1570 1660 1980 2040 2610
КМД-2200: футеровка конуса 2860 90 12Р 280 360 500 980 1200 1260 1910
футеровка чаши 2960 90 110 160 360 510 1110 1510 1700 1910
б
Рис. 4.14. Зависимости износа S по длине образующей L футеровок:
а, б — соответственно неподвижной чаши и подвижного конуса дробилки
КСД-2200; в, г — то же, КМ Д-2200; 1-1X - сечения по футеровке снизу вверх;
1 — Оленегорский ГОК; 2 — НКГОК; 3 — Михайловский ЖРК; 4 — ЦГОК; 5—ССГОК
Таблица 4.7
Комбинат Количество пе- реработанной руды Qt тыс. т Количество из- расходованной футеровочной стали Gf, т Коэффициент крепости ру- ды по шкале проф. М.М. Протодья ко- нова Удельный расход стали
на 1 т пе- реработан- ного про* дукта, г/т на 1 кВт • ч электроэнер- гии
Сев ГОК 248 195,0 7 073,6 12-14 28,5 34,6
ЦГОК 293 160,0 13 426,7 14-17 45,8 47,1
НКГОК 136 389,6 14 342,9 16-18 86,2 73,1
ЮГОК 428 729,6 37 386,4 16-20 87,0 70,0
Ин ГО К 74 960,0 6 7988,8 18-20 90,7 73,0
101
Таблица 4.8
Коэффициент крепости руды по шкале проф. М.М. Протодьяконова Удельный расход футеровок щековых дробилок, г/т
по формуле q = 0,0065 (-£.)5 фактический
8 2,11 2Д
9 3,8 —
9/5 4,7 V -5,5
10 6,5 —
10,5 8,2 7,2-8,2
11 10,5 9,3
11,5 13 —
12 16 —
13 24 —
14 35 —
15 49 —
16 62 50
17 92 96
Таблица 4.9
Тип руды Крупность РУДЫ, мм Удельные расходы футеровок дробилок
КМДТ-2200 ДМЭИР 1450x1300
Содержание крупности в разгрузке дробилки, % Удельный рас- ход металла, г/т Содержание крупности в разгрузке дробилки, % Удельный рас- ход металла, г/т
Джезказ- 25 95 10,9 95 69,3
ганская 20 84 15,2 87 93,8
15 64 20,0 74 110,6
12 48 28,3 63 137,2
10 38 36,0 53 163,8
Норильская 25 95 8,0 95 34,0
20 87 10,8 90 44,4
15 68 13,8 82 49,0
12 55 18,2 75 56,7
10 45 22,2 68 62,3
4.4. ВЛИЯНИЕ ИЗНОСА ФУТЕРОВОК КОНУСНЫХ ДРОБИЛОК
НА ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ ИХ РАБОТЫ
Номинальная ширина разгрузочной щели дробилок ККД-1500/180
и ККД-1500/300 составляет соответственно 180 и 300 мм, а допустимый
износ футеровок нижнего пояса этих дробилок — 40 и 60 мм [11]. С уче-
том закрупнения максимальная величина кусков продукта дробления
в случае предельного износа (см. табл. 4.4) составит 350—400 мм для
ККД-1500/180 и 500-550 мм - для ККД-1500/300.
102
Расчетный размер классов крупности-срf мм
Рис. 4.15. Гранулометрические характеристики исходного продукта (7) и продуктов
дробления медно-никелевых руд в КМДТ-2200 с обработанной (проточенной) по*
верхностыо футеровки (2) и с изношенными футеровками (3)
При трехстадийной схеме дробления наличие даже единичных кусков
такой максимальной крупности может нарушить технологический про-
цесс, так как конусные дробилки в стадиях среднего дробления принима-
ют материал крупностью не более 350 мм (дробилка КСД-2200Гр).
В четырехсгадийной схеме дробления износ футеровок дробиль-
ного оборудования первой стадии не оказывает существенного влияния
на технологические показатели, так как дробилки КРД (второй стадии
крупного дробления) способны принимать материал крупностью до
750 мм.
Непосредственное влияние на технологические показатели оказыва-
ет износ футеровок дробильного оборудования последней стадии дроб-
ления.
При дроблении продуктов различного фракционного по крупности
состава фракции с размерами более ширины разгрузочной щели дробят-
ся в конусных дробилках независимо друг от друга, а фракции с раз-
мером зерен менее ширины разгрузочной щели проходят рабочую зону,
не изменяя гранулометрического состава [11]. Это значит, что увеличе-
ние разгрузочной щели в связи с износом футеровок снижает степень
дробления, при этом количество мелких фракций (меньших или равных
по размеру номинальной разгрузочной щели) также уменьшается. На
рис. 4.15 и в табл. 4.10 приведены данные промышленных испытаний,
характеризующих влияние износа футеровок на степень дробления руд
различной крепости в дробильных машинах. Испытания проводились
в процессе переработки твердых медно-никелевых руд Ждановского
месторождения с коэффициентом крепости по шкале проф. М.М. Прото-
дьяконова 18—20 и сопротивлением сжатию 180—200 МПа [7].
103
Таблица 4.10
Руда Коэффициент крепости ру- ды по шкале проф. М.М. Прото- дьяконова Дробилка Степень дробления при состоянии фу- теровочных броней Относитель- ное сниже- ние степени дробления при износе броней,%
с обрабо- танными поверх- ностями изношен- ными
Медно-никеле- 18-20 КДМТ-2200 3,96 3,42 13,5
вая твердая 4,79 3,89 Ю,0
6,30 4,60 27,0
Нефелиновая 14—16 КМДТ-2200Т 3,57 3,31 7,3
средней крепости КМД-2200 4,19 3,60 14,1
6,08 4,97 18,3
Апатито-нефелино- 8-10 КМДТ-2200 3,75 3,28 12,5
вая мягкая 4,00 3,08 23,0
5,10 3,80 25,5
При эксплуатации дробилок с футеровками, имеющими обработан-
ную поверхность зоны дробления, и футеровками, не подвергавшимися
обработке (дробилки проработали около четырех месяцев, т. е. 0,85—
0,95 от полного срока службы в исследуемых условиях), степень дроб-
ления и содержание мелких классов крупности в первом случае увеличи-
вается соответственно на 10,5—27,0 и на 27—29 %. Крупность конечного
продукта дробления повышается с увеличением крепости дробленой руды.
Так, крупность готового продукта повышается на 14—27 % при дроблении
медно-никелевой, на 12—25 % — нефелиновой и на 7—18 % — апатито-
нефелиновой руды.
Следовательно, для получения минимальной крупности дробленой
руды и увеличения содержания в ней мелких классов крупности конус-
ные дробилки должны работать при минимально допустимых размерах
ширины разгрузочной щели. При этом по мере изменения профиля зоны
дробления из-за неравномерного износа поверхностей по периметру
и высоте должна производиться замена футеровки.
4.5. ПРОФИЛИРОВАНИЕ ДРОБЯЩЕГО ПРОСТРАНСТВА
ЩЕКОВЫХ И КОНУСНЫХ ДРОБИЛОК
Срок службы футеровок дробящего пространства дробильного обору-
дования при одинаковой их износостойкости зависит от многих факто-
ров: физико-механических свойств и гранулометрического состава пере-
рабатываемого материала, конструкции рабочих пространств и их про-
дольного и поперечного профиля, эксплуатационных параметров дроби-
лок (типоразмера, ширины выходной щели, кинематики движения рабо-
чих поверхностей).
При профилировании рабочих пространств дробилки ее нельзя рас-
104
сматривать как отдельную машину, так как она всегда занимает опреде-
ленное место в технологической схеме и связана с предыдущими й после-
дующими дробильными машинами и грохотами. При строгом согласо-
вании работы всей технологической цепи существенно улучшаются техно-
логические показатели процесса дробления и уменьшается износ футеро-
вок дробящих пространств.
45.1. ПРОФИЛИРОВАНИЕ ДРОБЯЩЕГО ПРОСТРАНСТВА
ЩЕКОВЫХ ДРОБИЛОК
На рис. 4.16 показан характер износа футеровок щековых дробилок
с разными кинематическими схемами. У дробилок со сложным движени-
ем щеки больше всего изнашиваются нижняя часть футеровки неподвиж-
ной щеки и средняя часть подвижной щеки. В дробилках с комбинирован-
ным движением щеки быстрее изнашивается нижняя плита, причем до-
вольно равномерно по высоте. Футеровки дробилок с двумя подвижными
щеками изнашиваются в меньшей степени и преимущественно в нижней
части камеры дробления.
В дробилке со сложным движением щеки различные точки подвиж-
ной плиты сложным образом перемещаются по высоте камеры дробления.
В верхней части траектория их движения представляет собой эллипс,
приближающийся по форме к окружности, а в нижней части — сильно
вытянутый.
Изменяя траекторию движения подвижной щеки, можно существен-
но изменять как величину, так и характер износа дробящих плит.
Меньшее относительное перемещение дробящих плит имеют дробил-
ки с простым движением щеки, и практически не имеют его дробилки
с двумя подвижными щеками. Характер износа дробящих плит этих дро-
билок обусловлен лишь действием нагрузки. Так как площадь пропус-
каемого отверстия камеры дробления уменьшается от верхних сечений
Рис. 4.16. Характер износа футеровок щековых дробилок со сложным (а) и комби-
нированным (б) движением щеки; с двумя подвижными щеками (в):
1 — неподвижная щека; 2 — подвижная щека
105
Таблица 4.11
Профиль плиты “I Завод-изготовитель Параметры работы моделей дробилок
№ Тип Назначение Производитель- ность, Q, т/ч Средневзве - шенный размер дробленого продукта Gfcp, мм Степень дроб- ления 7 Потребляемая мощность, кВт Комплексный показатель К
1 I/ Общее "Земаг" (ГДР), "Пегсон" (Анг- лия) , Выксунский ДРО 0,296 4,85 4,55 1,65 0,82
2 I/ Мелкое дроб- "Пегсон" (Анг- 0,316 5,42 4,10 2,20 0,59
ление лия) , "Пионер" (США)
3 I/ То же "Драгон" (Фран- ция) , "Лоро Па- ризини" (Италия) 0,292 4,94 4,46 1,48 0,88
4 1/ — — "Фак" (Франция), "Макрум" (ПНР) 0,256 4,74 4,64 1,55 0,80
5 1/ Среднее дроб- "Эш-Верке" (ФРГ) 0,320 6,00 3,68 2,00 0,59
1 л ление
6 1/ Крупное дроб- "Трайлор" (США), 0,285 4,90 4,50 1,75 0,73
ление "Кури мото" (Япония)
7 1/ То же Волгоцеммаш, "Трайлор" (США) 0,238 4,33 5,12 1,70 0,72
8* 1/ Общее ВНИИстройдор- 0,260 4,86 5,54 1,65 0,72
(дробление ока- танного матери- маш
9 1/ ала) То же То же 0,275 5,23 4,23 1,70 0,68
10 1/ — — 0,327 4,90 4,50 1,55 0,95
* Экспериментальный.
к нижним, а через каждые из них проходит одинаковое количество дроби-
мого материала, то интенсивность износа постепенно увеличивается к ниж-
ней части камеры дробления.
Во ВНИИстойдормаше были проведены исследования [16] плит с
различными продольными профилями и различными параметрами риф-
лений (табл. 4.11). Испытания проводили на дробилках с простым движе-
нием щеки, поэтому полученные выводы справедливы только для дро-
билок данного типа.
Плиты с профилем № 10 разработаны во ВНИИстройдормашена осно-
ве теоретических предпосылок. Нижняя часть этих плит описывается
кривой Гаусса и выполнена по профилю "с постоянным объемом", при
котором условные теоретические призмы материала, опускающиеся при
106
Рис. 4.17. Зависимость производительности Q и коэффициента дробления К щеко-
вых дробилок от высоты рифлений дробящих плит Н (равной для 1 и 4, 2 и 5, 3 и 6
соответственно 7,5 и 3 мм) при частоте вращения, об/мин:
а — 465; б — 650
Рис. 4.18. Зависимости интенсивности
линейного и массового износа дробя-
щих плит от высоты рифлений
каждом ходе щеки, имеют одинаковые объемы независимо от высоты
их расположения, что должно создавать оптимальные условия, исключаю-
щие забивание камеры и переизмельчение дробимого продукта. Плиты
по профилю "с постоянным объемом" не получили распространения,
так как углы, образуемые ими в верхних зонах, превышают допустимые
значения и не обеспечивают нормального захвата материала. Поэтому
нижнюю часть плиты выполняют криволинейной. Выше угол захвата
сохраняется постоянным, т. е. в верхней части плиты прямолинейные, бла-
годаря чему создаются нормальные условия захвата.
При экспериментах изменяли высоту рифлений Н, ход подвижной
щеки S и частоту вращения эксцентрикового вала п.
Результаты исследований (рис. 4.17) показали, что при одной и той же
ширине разгрузочной щели с увеличением высоты рйфлений Н независимо
от других параметров производительность дробилки и коэффициент
эффективности дробления К, как правило, уменьшаются, при этом круп-
ность дробленого продукта снижается на 15—25 %. Работа рифленых
плит по сравнению с гладкими при эквивалентной ширине разгрузочной
Щели и одинаковой максимальной крупности обеспечивает большую
производительность. Значительное преимущество плоских дробящих
плит по сравнению с рифлеными видно из рис. 4.18. Минимальный износ
соответствует нулевой высоте, т. е. гладкой поверхности. Расчеты показы-
вают, что гладкие плиты могут служить вдвое дольше равных по массе
107
рифленых плит. Производительность на гладких плитах профиля № 10
оказалась выше производительности на рифленых профилях № 10 и 7
соответственно на 42 и 98 % при одинаковой максимальной крупности
продуктов. Увеличение производительности при гладких плитах объяс-
няется уменьшением поверхности трения в нижней части камеры дробле-
ния, т. е. лучшими условиями прохождения раздробленного материала
через разгрузочную щель. При работе дробилки с минимальной щелью
энергоемкость дробления гладкими плитами намного ниже, чем рифле-
ными.
С увеличением щели и, следовательно, крупности готового продукта
эти значения энергоемкости сближаются, и при размере щели в 3—3,5 ра-
за большей, чем стандартная высота рифлений, они практически одина-
ковы.
Однако рифленая поверхность увеличивает концентрацию напряже-
ний, возникающих в дробимом продукте, и несколько снижает величину
усилий дробления и энергоемкости. Как показали опыты, раздавливание
одиночных камней рифлеными плитами снижает усилие на 15 % и более.
Но вместе с тем рифленая поверхность задерживает и спрессовывает мате-
риал, вследствие чего возрастают потери энергии на деформации, не при-
водящие к раскалыванию. Таким образом, если первый фактор (концент-
рация напряжений) снижает удельную энергоемкость дробления рифле-
ными плитами, то два последних (торможение и износ) увеличивают ее,
причем в случае относительно малых щелей влияние торможения и износа
преобладает.
К недостаткам гладких плит следует отнести невозможность строгого
контроля крупности продукта дробления. В связи с этим нецелесообраз-
но их использование для дробления слоистых материалов, например
сланцев, отдельные плоские куски которого могут закупорить течки
и загрузочные узлы дробилки последующих стадий.
4.5.2. ПРОФИЛИРОВАНИЕ ДРОБЯЩЕГО ПРОСТРАНСТВА
КОНУСНЫХ ДРОБИЛОК КРУПНОГО ДРОБЛЕНИЯ
В современных конусных дробилках крупного дробления применяют
два вида профилей: прямолинейный с постоянным по высоте углом
захвата и криволинейные с переменным по высоте углом захвата. С пря-
молинейным профилем выпускают дробилки иностранные фирмы "Баб-
битлесс", "Кеннеди" (США), "ЭШ-Верке" (ФРГ), а с криволинейным —
Уралмашзавод.
Опыт эксплуатации дробилок показал преимущества дробилок
с криволинейным профилем, так как дробилки с прямолинейным профи-
лем обладают меньшей пропускной способностью нижней зоны дробяще-
го пространства и часто забиваются дробимым материалом. В криволиней-
ном профиле дробящего пространства зона наименьшей пропускной спо-
собности смещена кверху, в область больших объемов, что позволяет
исключить забивание дробящего пространства в зоне разгрузочного
отверстия.
108
Для обеспечения интенсивного процесса дробления материала и рав-
номерного износа футеровочных броней предложена методика выбора
параметров дробящего пространства с криволинейным профилем [1],
согласно которой приемные отверстия дробилок определяются по фор-
муле
(4.1)
11 ЮЛ «э п
где Smax - максимальный размер разгрузочной щели дробилки преды-
дущей стадии дробления, мм; К3 — коэффициент закрупнения материала,
равный для конусных дробилок крупного дробления 1,7—1,9, среднего
2,7—2,9 и мелкого 4,6—5,0; Кн — коэффициент надежности захвата куска,
принимаемый в расчетах 0,80—0,85; а — уменьшение приемного отверстия
за счет более интенсивного износа по толщине в разгрузочной части (при
износе комплекта броней значение а для дробилок крупного дробления
незначительно — от 5 до 8 мм, им при расчетах можно пренебречь, для
дробилок среднего и мелкого дробления а равно 20—30 мм).
Размер приемного отверстия головной дробилки определяется из от-
ношения размера максимального куска в исходном продукте Dmax к
коэффициенту надежности захвата куска:
*=Dmax/*H- (4.2)
Размеры разгрузочных щелей в (мм) дробилок по стадиям определя-
ют по формуле
В = Q - Q'tqTkpn, (4.3)
где Q — плановая переработка руды по стадии дробления, т; Q* — коли-
чество подрешетного продукта перед дроблением по стадиям, т; q —
удельная производительность дробилки, т/ч на 1 мм щели; Т — продол-
жительность работы, ч; — коэффициент движения дробилки; л — число
одновременно работающих дробилок.
Толщина футеровочных плит конусов по высоте
/>1 ="р*х, (4.4)
где h j — толщина плиты в сечении расчетной зоны дробления, мм; Нр —
толщина плиты в разгрузочной части, принимаемая на практике при от-
ливке из стали 110Г13Л от 60 до 100 мм; кх — коэффициент хода конуса,
равный отношению хода конуса в расчетной зоне к наибольшему ходу
конуса в разгрузочной части.
На рис. 4.19 показаны профили броней с проектным прямолинейным
профилем (а) и построенным по изложенной методике усовершенство-
ванным профилем (б). Усовершенствованный профиль обеспечивает ин-
тенсивное дробление материала по всему пространству, что подтвержда-
ется равномерным износом броней конусов.
109
Рис. 4.19. Прямолинейный (а) и криволинейный (б) профили футеровок
Благодаря лучшему контакту раздробляемых кусков с дробящими
поверхностями, большему использованию объема дробящего пространст-
ва и соответствию объемов зон дробления количеству раздробляемого
материала повышается производительность дробилки и улучшается ис-
пользование футеровок.
Эффективное использование дробящего пространства обеспечивает-
ся при равномерной загрузке дробилки материалом по всему периметру
дробящего пространства. При неравномерном же распределении загру-
жаемый материал дробится только одной стороной дробилки в месте
расположения крупных кусков, что снижает производительность дробил-
ки и приводит к неравномерному износу броней.
4.5.3. ПРОЕКТИРОВАНИЕ ДРОБЯЩЕГО ПРОСТРАНСТВА
КОНУСНЫХ ДРОБИЛОК МЕЛКОГО И СРЕДНЕГО ДРОБЛЕНИЯ
Для обоснованного расчета и проектирования конусных дробилок
первостепенное значение имеет правильное представление о характере
движения материала и определение пропускной способности различных
поперечных сечений.
Принципы проектирования дробящее пространства конусных дроби-
лок мелкого дробления, сформулированные Э.Б. Саймонсом, сводятся
к следующему [23].
1. За единицу времени в дробещее пространство не должно поступать
материала больше, чем может быть в нем раздроблено и загружено за ту
же единицу времени.
2. Материал в дробящем пространстве ниже его приемной зоны дол-
жен располагаться с зазорами между отдельными кусками.
3. Куски материала, попавшие в зону дробления в какой-либо из
циклов приема, не должны опираться на куски, попавшие в зону дроб-
ления циклом раньше.
4. Дробящее пространство должно иметь зону дробления и зону
калибровки дробимого продукта.
Первый принцип является условием невозможности перегрузки
110
дробилки исходным продуктом, условием самозащиты от неправильной
эксплуатации. Это очень важный принцип, так как эксплуатационные
показатели дробилок значительно зависят от способа их загрузки. Извест-
но, например, что однородный продукт можно получить только в случае
подачи в дробилку одинакового по количеству и однородного по грануло-
метрическому составу потока материала по всей длине рабочей зоны дроб-
ления.
Если в щековых и валковых дробилках с прямолинейной разгрузоч-
ной щелью это требование выполняется с применением обычных пита-
телей, то в конусных дробилках, особенно среднего и мелкого дробления,
где рабочая зона представляет собой кольцевую щель, обеспечить рав-
номерную загрузку гораздо сложнее.
Применяемые для этой цёли распределительные тарели лишь частич-
но решают задачу. Неравномерное питание по длине рабочей зоны дробил-
ки неблагоприятно сказывается на качестве дробленого продукта и сро-
ке службы футеровок, что было установлено еще в первые годы примене
ния дробилок фирмы "Саймонс".
В последнее время разработаны специальные механические устрой-
ства для неравномерной подачи материала. Они широко применяются
[11] на обогатительных предприятиях, способствуя повышению качества
дробления и удлинению срока службы футеровок.
Методика проектирования дробящего пространства на основе прин-
ципов Э.Б. Саймонса [23, 44] заключается в следующем*.
Основными расчетными параметрами дробящего пространства
являются: п — частота вращения эксцентрикового стакана или число
качаний подвижного конуса, об/мин; Rn — радиус основания подвижного
конуса, м; а —угол процессии, градус; Е — место положения точки
качания подвижного конуса и размеры камеры дробления.
К вспомогательным величинам, присущим лишь конкретному типу
дробилок, исходя из которых определяются основные параметры дробя-
щего пространства, относятся тп — угол наклона образующей подвижно-
го конуса к горизонту в положении наибольшего сближения конусов
(для КМД т/ = 45° + 50°) и (3 — угол схода образующих конусов.
К основным исходным величинам, характеризующим технологичес-
кие параметры дробилки, относятся: V — производительность дробил-
ки, м3/ч; dmax — размер максимально допустимого куска исходного про-
дукта, мм; b — минимальный размер разгрузочной щели, мм; т — раз-
мер недробимого тела, мм.
Число качаний подвижного конуса следует рассчитывать с учетом
абсолютной разрушающей деформации дробимого материала ер (мм),
которая определяется экспериментально при дроблении образцов руд
неправильной формы на прессе.
Кусок руды с началом раскрытия щели из положения максимального
сближения конусов начинает свое движение в камере дробления с началь-
* Методика выполнена канд. техн, наук В.С. Ушаковым.
111
Рис. 4.20. Расчетная схема для определения числа качаний подвижного конуса и уг-
ла процессии КМД
ной скоростью, равной нулю, и за половину оборота эксцентрикового
вала, соответствующего полному раскрытию щели, занимает положение
при дроблении. Уверенное заклинивание и разрушение куска в камере
дробления в горизонтальной плоскости может быть достигнуто путем
обеспечения в этом сечении хода подвижного конуса, первышающего раз-
рушающую деформацию этого куска. Вертикальное смещение куска
в камере дробления должно быть (рис. 4.20)
в
Д/ =/rep/2tg — > (4.5)
где к — коэффициент, учитывающий максимальное отклонение значений
абсолютной разрушающей деформации от среднестатистического, определя-
ется экспериментально. Коэффициент к зависит от размеров куска, типа
руды и может быть принят равным 1,3—2,5.
Угол схода образующих подвижного и неподвижного конусов,
необходимый для уверенного захвата куска, может быть найден из выра-
жения
0 <2arctgf,
где f — коэффициент трения руды о металл, равный 0,35—0,4.
В конусных дробилках среднего и мелкого дробления на первом
этапе расчета можно принять, что кусок скользит по поверхности под-
вижного конуса и за половину оборота эксцентрикового стакана про-
ходит путь
112
tftj Г rv
I K = —— (sin rn -f cos rn), (4.6)
гдеg — ускорение свободного падения, см/с2; — время полуоборота
эксцентрика, с.
Время полуоборота можно записать
t1=30//?. (4.7)
Решая совместно уравнения (4.6) и (4.7), получим частоту вращения
эксцентрикового стакана, или число качаний подвижного конуса:
п = 30у-----(sin т'п —f cosт'п). (4.8)
к€Р
Если при раскрытии щели кусок свободно падает в дробящее прост-
ранство, то выражения (4.6) и (4.8) упрощаются.
Полученное выражение позволяет в начальной стадии расчета дробил-
ки, исходя из заранее известных величин, установить один из основных
ее параметров — число качаний подвижного конуса.
Определение геометрических размеров дробящего пространства
конусных дробилок начинается с определения диаметра неподвижного
конуса в наиболее узком сечении исходного профиля по заданной про-
пускной способности этого сечения. Движение руды в дробящем прост-
ранстве дробилки представляется как движение сплошной подвижной
массы подобно гидравлическому истечению.
Живое сечение дробящего пространства F (м2), обеспечивающее
беспрепятственный пропуск слоя руды, определяется по формуле
F = 1670 nV/Уд Г, (4.9)
где Л — коэффициент истечения руды, определяемый опытным путем
и зависящий от подвижности, влажности, типа и гранулометрического
состава руды (X = 0,6-Ю,9); Т — безразмерный коэффициент.
Для прямолинейной образующей подвижного конуса дробилки
Г = (360 — 1//) sin r^ — f (у? — 1//) cos т'п , (4.10)
где 0 — угол между плоскостью эксцентриситета и плоскостью обра-
зующей подвижного конуса, вдоль которой рассматривается движение
руды; — угол между плоскостью эксцентриситета и Плоскостью оси
дробилки и точки первоначального контакта куска руды с подвижным
конусом.
Пропускная способность сечения дробящего пространства определя-
ется площадью боковой поверхности усеченного конуса, образующая
которого соответствует наименьшему размеру разгрузочной щели в этом
сечении (рис. 4.21);
113
Рис. 4.21. Схема построения профиля камеры дробления КМД
Fi = irbj [2r н/ - bj sin (т'п + —) ],
(4.11)
где Ь/ — расстояние между дробящими конусами, исключающее образо-
вание подпрессовки; г н/ — расстояние от оси дробилки до точки, нахо-
дящейся на образующей неподвижного конуса в рассматриваемом се-
чении.
Так как наибольшая производительность дробилки достигается
перед началом образования подпрессовки, то, решая совместно уравне-
ния (4.9) и (4.10) относительно радиуса неподвижного конуса г н/, полу-
чим
1 1670лИ 0
ГН/ = V [ + bi sjn + —) ] •
н/ 2 ifKgb j Т 1 п 2
(4.12)
Вследствие наклона профиля дробящего пространства радиус подвиж-
ного конуса в этом сечении будет смещен вниз на величину
, Р
ДЛ =bj cos (т; + —). (4.13)
Радиус подвижного конуса в рассматриваемом сечении дробящего
пространства
р
rHi =rHi-bi^(r'n +yi. (4.14)
114
Таким образом, формулы (4.12) — (4.14) определяют геометрические
размеры наиболее узкого сечения дробящего пространства дробилки.
Каждый профиль дробящего пространства имеет отличия в конструк-
тивном исполнении, и поэтому расчет производится лишь для одного
типа, в данном случае — для профиля КМД.,
Эта часть расчета производится параллельно с графическим постро-
ением.
От вертикальной линии — оси дробилки — под прямым углом к ней
откладывают радиус неподвижного конуса г'н/, найденный по форму-
ле (4.12). Затем откладывают радиус подвижного конуса г'н/ по выраже-
нию (4.14), смещая его по вертикали на величину ДЛ, рассчитанную по
формуле (4.13). Получим точки А, В и В1, причем отрезок АВ равен
разгрузочной щели Ь.
Через точку А под принятым ранее углом наклона образующей к го-
ризонту т'п проводится прямая, принадлежащая подвижному конусу.
Параллельно ей из точки В вниз проводится другая прямая, являющая-
ся образующей неподвижного конуса. Зона дробящего пространства
располагается ниже прямой конуса. Зона дробящего пространства ниже
прямой АВ является зоной калибровки, длина которой для рассматрива-
емого профиля равна расстоянию пути куска за два оборота эксцентри-
кового стакана (два условных нажатия на кусок), т. е.
/з.к=/<н/ к' (4.15)
где Кн — число условных нажатий на кусок (для КМД К* = 2); / к — путь
куска за один оборот эксцентрикового стакана, мм, рассчитываемый по
формуле
/к = [(360- i/zpsinr^ -f (</?- ф) 2cos ]. (4.16)
Высота зоны калибровки
Л, к = KJ к sin т'п. (4.17)
«3» Гх П гх 99
Радиус неподвижной брони по нижнему торцу камеры дробления
Ян =r»i +^н/ксо$тп- (4.18)
Расчет приемной зоны дробящего пространства дробилки производит-
ся с учетом угла схода образующих /3. При этом от точки В вверх прово-
дится образующая неподвижного конуса под углом к образующей под-
вижного конуса.
Высота приемной зоны дробящего пространства из условия уверен-
ного захвата наибольшего куска питания
1 ,00
Лз.п= — Цпах-йЬ'п (тп +— )ctg — . (4.19)
2 2 2
115
Радиус неподвижного конуса го верхнему торцу камеры дробления
гн.в =гн/ -Лз.п<*9 (т'п + ₽). (4.20)
Рассматриваемый профиль дробящего пространства состоит из двух
зон, определяющих общую высоту дробящего пространства:
^ = Л3.п+Лз.к- (4.21)
Угол процессии, или угол наклона оси дробящего конуса к оси дро-
билки, является важнейшим параметром конусных дробилок. Он зависит
прежде всего от необходимости создания такого перемещения подвиж-
ного конуса, при котором бы разрушался с достаточной гарантией наи-
больший кусок, поступающий в дробилку. При этом должно обеспечи-
ваться и условие пропуска недробимых тел. Поэтому ход подвижного
конуса в сечении, где происходит заклинивание наибольшего куска, дол-
жен превышать величину его разрушающей деформации.
Расстояние от верхнего торца дробящего пространства до места поло-
жения куска в момент его заклинивания между конусами и последующе-
го разрушения определяется из выражения
1/3/3
Л' = "J^max cos (т; + у) + /к sin (т^ + —). (4.22)
Перемещение подвижного конуса в точке, отстоящей от верхнего
торца камеры дробления на расстояние /?', должно превышать*необходи-
мую разрушающую деформацию этого куска, и поэтому эксцентриситет
в сечении должен быть равен величине, вычисляемой по формуле
1 4 0
/тах=7^р(<+7)- W.23)
.Для определения угла процессии и координат точки качания подвиж-
ного конуса применительно к случаю пропуска недробимого тела необ-
ходимо найти перемещение (эксцентриситет) подвижного конуса в наи-
более узком месте камеры дробления со стороны раскрытой щели (в
КМД — начало зоны калибровки). Для этого необходимо, чтобы во время
раскрытия щели размер недробимого тела не превышал размер щели
на открытой стороне. Только в этом случае недробимое тело сможет
перемещаться к разгрузке за каждый последующий оборот эксцентрика.
Угол процессии определяется из треугольника АВС (см. рис. 4.20) :
^н.т^н.т 005 тп
а = arctg [ ----------------— ], (4.24)
2гн.т “ ^н.т^н.т + b) sin тп
где dH т — размер недробимого тела, мм; Агн т — коэффициент, учитываю-
щий гарантированное превышение щели с открытой стороны камеры
116
дробления, в плоскости эксцентриситета размер недробимого тела к* т =
= 1,5*2.
Диаметр подвижного конуса в начале зоны калибровки определя-
ется по формуле
гп = "Z Т н/ ~ ^н.т^н.т + b) s’n тп 1 • (4.25)
п 2 cos а
Восстановив из середины отрезка АС перпендикуляр, являющийся
осью подвижного конуса, получим течку пересечения этой оси с осью
дробилки, или точку качания подвижного конуса О.
Расстояние от верхней кромки неподвижного конуса до точки кача-
ния подвижного может быть найдено из выражения
Л = /п/ ~'п - гп sin а - h З.п - ДЛ. (4.32)
sm а
Угол наклона образующей подвижного конуса к основанию конуса
тп = тп'+а. (4.33)
Радиус основания подвижного конуса
*n=fn+*H/KC0S’’n- <434>
Если в результате проверки окажется, что эксцентриситет на уровне
дробления наибольшего куска dmax недостаточен для его разрушения,
то расчет по определению угла прецессии и координат точки качания необ-
ходимо вести в следующем порядке: перпендикулярно к биссектрисе
угла схода образующих конусов в приемной зоне через условный центр
куска, расположенного на закрытой стороне камеры дробления, прово-
дится прямая Д1£1 до пересечения с осью дробилки. Затем из точки Е
проводится симметричная прямая DXE до пересечения с образующей
неподвижного конуса на открытой стороне камеры дробления. Точки пе-
ресечения указанных вспомогательных прямых с образующими конусов
(точки Dx и являются точками передачи нагрузки на кусок.
Отложив на открытой стороне камеры дробления от образующей
неподвижного конуса (от точки Dr) вдоль вспомогательной линии размер
максимального куска питания <Утах, получим точку Ci — точку контак-
та куска и подвижного конуса в данном сечении. Тогда отрезок
будет диаметром подвижного конуса. Восставив перпендикуляр из
середины отрезка AiBi, получим ось подвижного конуса, которая сос-
тавляет с осью дробилки угол прецессии а. Точка пересечения указанных
осей О будет точкой качания подвижного конуса.
Уточнение характера движения материала в камере дробления конус-
ных дробилок мелкого и среднего дробления [4] выполнено на основе
117
теории вибрационного перемещения материала по поверхности футеровки
подвижного конуса, совершающей малые периодические колебания.
Благодаря этому получены дифференциальные уравнения, описывающие
скольжение материала и его свободный полет в камере дробления конус-
ных дробилок за период между двумя последующими зажатиями, и оп-
ределено перемещение материала за один цикл в различных сечениях,
что необходимо для установления пропускной способности отдельных
сечений и дробилки в целом.
Проведенное исследование и опыт эксплуатации конусных дробилок
мелкого и среднего дробления показывают возможности рационального
конструирования камеры дробления в целях существенного улучшения
технологических и эксплуатационных показателей этих машин. Одним
из способов уточнения закономерностей поведения материала в камере
дробления и оптимизации профилей дробящих конусов является теория
вибрационного перемещения.
5. ЗАЩИТНЫЕ ФУТЕРОВКИ ИЗМЕЛЬЧИТЕЛЬНОГО ОБОРУДОВАНИЯ
5.1. КЛАССИФИКАЦИЯ, НАЗНАЧЕНИЕ И КОНСТРУКЦИИ
БАРАБАННЫХ МЕЛЬНИЦ
Основными машинами для тонкого измельчения материалов различ-
ной крепости являются барабанные мельницы, разделяющиеся по видам
мелющих тел на шаровые, стержневые и самоизмельчения.
Области применения барабанных мельниц приведены в табл. 5.1.
В зависимости от способа разгрузки измельченного продукта разли-
чают шаровые мельницы с центральной разгрузкой (МШЦ) и разгрузкой
через решетку (МШР). У мельницы с центральной разгрузкой (рис. 5.1)
удаление измельченного продукта происходит свободным сливом через
пустотелую разгрузочную цапфу. Для этого необходимо, чтобы уровень
пульпы в барабане был выше уровня нижней образующей разгрузочной
цапфы, поэтому мельницы с центральной разгрузкой называют также
мельницами с высоким порогом разгрузки пульпы.
У мельниц с разгрузкой через решетку (рис. 5.2) в разгрузочной
части барабана расположена решетка (дифрагма), радиальные ребра ко-
торой делят пространство между решеткой и торцевой крышкой на ка-
меры. При вращении барабана ребра выполняют роль подъемных брусьев,
поднимая измельченный материал до уровня разгрузочной цапфы (мель-
ницы с разгрузкой через решетку называются мельницами с низким по-
рогом разгрузки пульпы). Барабаны шаровых мельниц, находящихся
в эксплуатации и выпускаемых серийно, имеют диаметры от 0,9 до 4,5
и длину от 0,9 до 6 м.
В промышленности строительных материалов применяют трубные
мельницы, у которых длина больше диаметра не менее чем в три раза.
Барабан трубных мельниц часто выполняют разделенным на две камеры,
в первой из которых происходит измельчение материала крупными шара-
ми, во второй — доизмельчение более мелкими, а также сушка или охлаж-
118
Таблица 5.1
Мел ьница Диаметр D, м Длина L, м DIL Мелющие тела Крупность готового про- дукта, Стадии измельче- ния, применение
Наи менова- ние Крупность мм । ММ %
Самоизмельчения (первичного само- измельчения) МРС, МБ, ММС) 9—10 3-4 3-4 Крупнодро- бленая руда 150-600 0,5-5 До 25* I стадия (взамен мелкого, иногда среднего дробле- ния)
Рудногалечная (вторичного само- измельчения) МГР, МШРГУ 5-6 7-8 0,5-0,9 Рудная галя, куски руды 100-150 0,1-0,3 70-90 ГКи III стадии (к рудной гале иног- да добавляют до 10 % шаров)
Стержневая обыч- ная МСЦ 0,9 -4,5 1,8-6 0,5-1 Стержни диа- метром До 125 0,5-6 25-35 I стадия (в откры- том и замкнутом цикле)
Шаровая с раз- грузкой через ре- шетку МШР 0,9-4,5 0,9-5 0,7-1,4 Шары диамет ром - До 125 0,15-0,6 45-65 I стадия (возмож- но II стадия)
Шаровая с цент- ральной разгруз- кой МШЦ 0,9-6 1,8-10 0,5-0,8 То же 40-80 До 0,074 До 100 II и III стадии, до- измельчение пром- продуктов
119
При работе в открытом цикле.
Рис. 5.1. Шаровая барабанная мельница с центральной разгрузкой:
1 — барабан мельницы; 2 — футеровка цилиндрической части барабана; 3 — тор-
цевые футеровки; 4 — загрузочный патрубок; 5 — питатель; 6 — люк; 7 — венцо-
вая шестерня; 8 — коренные подшипники
Рис. 5.2. Шаровая мельница с разгрузкой через решетку:
1 — барабан мельницы; 2 — футеровка цилиндрической части барабана; 3 — торце-
вые футеровки; 4 — загрузочный патрубок; 5 — питатель; 6 — люк; 7 — венцовая
шестерня; 8 — коренные подшипники; 9 — разгрузочная решетка; 10 — центральная
футеровка решетки; <7 7 — подъемные брусья
Рис. 5.3. Стержневая мельница с центральной разгрузкой:
1 — барабан; 2 — футеровка цилиндрической части; 3 — торцевые футеровки; 4 —
загрузочный патрубок; 5 — питатель; 6 — люк; 7 — венцовая шестерня; 8 — корен-
ные подшипники
дение материала при сухом измельчении. Длина барабанов трубных мель-
ниц достигает 15 м при диаметре 4 м.
Из стержневых мельниц (рис. 5.3) применяются мельницы с централь-
ной разгрузкой (МСЦ). Стержневые мельницы с центральной разгрузкой
отличаются от шаровых мельниц большими диаметрами цапф и плоской
поверхностью торцевых крышек барабана, ограничивающих продольные
перемещения стержней. Предельными размерами барабанов стержневых
мельниц, определяемыми технологией производства и механикой движе-
ния стержней, являются длина 6 м и диаметр 4,5 м.
Мельницы. с неметаллическими мелющими телами (куски руды,
рудная галя) для бесшарового измельчения материалов, используемые
на I стадии измельчения, выпускаются двух типов: мокрого (ММС) и
сухого (МСС) самоизмельчения.
Для II и III стадий самоизмельчения применяют мельницы рудно-
галечные с разгрузочной решеткой и низким порогом пульпы типа МГР
(рис. 5.4).
На рис. 5.5 и 5.6 показаны мельницы мокрого и сухого самоизмельче-
ния.
Барабан мельницы мокрого самоизмельчения диаметром 7—11 м из-
готовлен из двух половин, соединенных горизонтальными фланцами.
Измельченный материал удаляется из мельницы через разгрузочную ре-
шетку. К разгрузочной цапфе прикреплен съемный барабанный грохот-
бутара для выведения крупных кусков материала.
121
3 6 4
Рис. 5.4. Рудногалечная мельница самоизмельчения:
7 ~ загрузочная тележка; 2 — коренные подшипники; 3 — барабан; 4 — венцовая шестерня; 5 — питающий патрубок; 6 — футеровка
цилиндрической части барабана; 7 — разгрузочный патрубок
Рис. 5.5. Мельница мокрого само измельчения ("Каскад") :
1 — загрузочная тележка; 2 — коренные подшипники; 3 — барабан; 4 — .венцовая шестерня; 5 — электродвигатель; 6 — спираль
подачи измельчаемого материала; 7 — грохот-бутара
Рис. 5.6. Мельница сухого самоизмельчения ("Аэрофол"):
1 — дробящие»плиты; 2 — подъемные ребра /лифтеры/; 3 — барабан; 4 — отбойные
кольца
Мельница сухого самоизмельчения представляет собой короткий,
длиной 2—4 м барабан большого диаметра (7—11 м), на внутренней по-
верхности которого вдоль образующей укреплены балки — лифтеры,
поднимающие куски материала. Падая вниз, куски развибиваются и дро-
бят находящийся внизу материал. Кольца треугольного сечения (дифлек-
торы), установленные на торцах, направляют материал в середину бараба-
на. Мельница работает в замкнутом цикле с воздушным классификато-
ром.
Наиболее ответственным и дорогостоящим (до 60 % общей стои-
мости) узлом мельниц является барабан. Технические характеристики
и геометрические размеры барабанов шаровых и стержневых мельниц
мокрого измельчения приведены соответственно в табл. 5.2 и 5.3, а мель-
ниц самоизмельчения и трубных — соответственно в табл. 5.4 и 5.5..
124
Таблица 5,2
Технические характеристики барабанов шаровых мельниц
мокрого измельчения
Типоразмер Внутренние размеры (без футеровки), мм Рабочий объ-| Толщина ем, м° стенки, мм Частота вращения,, об/мин
мельницы Диаметр Длина
Мельницы с разгрузкой через решетку
МШР-900Х900 900 900 0,45 12 41,0 МШР-1200x1200 1200 1200 1,15 14-16 36,0 МШР-1500x1500 1500 1500 2,2 16-18 30,0 МШР-2100Х1500 2100 1500 4,3 20 24,1 МШР-2100x2200 2100 2200 6,3 18-20 24,6 МШР-2100x3000 2100 3000 8,5 20-22 24,6 МШР-2700Х2100 2700 2100 10,0 24 21,0 МШР-2700Х2700 2700 2700 13,0 24-26 21,0 МШР-2700Х3600 2700 3600 17,5 24-26 21,0 МШР-3200Х3100 3200 3100 22,0 26-28 19,8 МШР-3200Х4500 3200 4500 32,0 32 19,8 МШР-3600Х4000 3600 4000 36,0 32 18,1 МШР-3600Х5000 5000 3600 45,0 40 18,12 МШР-4000Х5000 4000 5000 55,0 50 17,18 МШР-4500Х5000 4430 5010 68,0 45 16,66 Мельницы с центральной разгрузкой МШЦ-900Х900 900 900 0,45 12 41,0 МШЦ-1500x3100 1500 3100 4,2 16-18 30,0 МШЦ-2100x2200 2100 2200 6,8 20 24,6 МШЦ-2100x3000 2100 3000 8,5 20-22 24,6 МШЦ-2700Х3600 2700 3600 17,5 24-26 21,0 МШЦ-3200Х3100 3200 3100 23,0 26-28 19,8 МШЦ-3200Х4500 3200 4500 32,0 32 19,8 МШЦ-3600ХЙ00 3600 5500 49,0 -40 18,12 МШЦ-3600*5000 3600 5000 46,0 40 18,12 МШЦ-4000Х5500 4000 5500 60,0 45 МШЦ-4500Х6000 4500 6000 83,0 45 * Проектируется. t Таблица 5.3
Типоразмер мельницы Технические характеристики барабанов стержневых мель- ниц мокрого измельчения
Внутренние размеры (без футеровки), мм Рабочий объем, м3 Толщина стенки, мм Частота вращения, об/мин
Диаметр Длина
МСЦ-900Х1800 900 \ 1800 ОД 14-16 32,0 МСЦ-1200x2400 1200 2400 22,0 16 27,0 МСЦ-1500x3100 1500 3100 4,2 16-18 20,0 МСЦ-2100x2200 2100 2200 6,8 18-20 18,7 МСЦ-2100x3000 2100 3000 8,5 20-22 18,7 МСЦ-2100x3000 2100 3000 8,5 20-22 18,7
125
Продолжение табл. 5.3
Типоразмер мельницы Технические характеристики барабанов стержневых мель- ниц мокрого измельчения
Внутренние размеры (без футеровки), мм Рабочий объем, м3 Толщина] стенки, мм Частота вращения, об/мин
Диаметр Длина
МСЦ-2700Х3600 2700 3600 18,0 24-26 15,6
МСЦ-3200Х4500 3200 4500 32,0 32 14,46
МСЦ-3600Х5500 3600 5500 49,0 34-40 13,71
МСЦ-4000Х5500 4000 5500 6р,0 45 13,02
МСЦ-4500Х6000 4430 6010 82,0 45 12,5
Таблица 5.4
Типоразмер
мельницы
Технические характеристики барабанов мельниц самоиз-
мельчения и рудногалечных
Внутренние размеры (без фу- теровки) , мм Рабочий объ- з ем, м Частота враще- ния, об/мин
Диаметр Длина
Мельницы мокрого самоизмельчения
ММС-5000x2300 5000 2300 37 18,4
ММС-7000Х2300 7000 2300 80 13,0
ММС-9000Х3000 9000 2960 160 11,1
Мельницы сухого самоизмельчения
ММС-5700Х1850 5700 1850 41 13-18
Рудногалечные мельницы
МГР-4000Х7500 4000 7510 83 17,8
МШРГУ-4500Х6000 4430 6100 82 16,7
Таблица 5.5
Технические характеристики трубных мельниц
Типоразмер мельницы Внутренние размеры (без футеровки), мм Рабочий _ 3 объем, м Частота вращения, об/мин
Диаметр Длина
1500x5600 1500 5600 10,0 29
2000X10500 2000 10500 33,0 20,83
2600x13000 2600 13000 69,0 17,63
3200x8500 3200 8500 68,0 18,67
3200x15000 3200 15000 122,0 16,3
4200X10000 4200 10000 138,5 16,53
4000x13500 4000 13500 169,5 16,2
126
5.2. ПРОФИЛИ ФУТЕРОВОК БАРАБАННЫХ МЕЛЬНИЦ
В мельницах всех типов измельчение частиц происходит под дейст-
вием как ударных импульсов, так и скалывающих усилий. В барабанных
мельницах при вращении барабана измельчающая среда (шары, стержни,
рудная галя) поднимается на некоторую высоту, а затем сползает, скаты-
вается или падает вниз. Материал измельчается под ударами падающей
измельчающей среды и от трения между слоями технологической загруз-
ки. Следовательно, и на внутреннюю поверхность барабана мельницы
действуют интенсивные ударные и истирающие нагрузки. Для защиты
барабана от изнашивающего и разрушающего действия применяют смен-
ные футеровочные элементы: цилиндрической поверхности барабана,
торцевые (в мельницах с разгрузкой через решетку она служит и торце-
вой футеровкой), цапф мельниц.
Кроме защиты внутренней поверхности от износа профиль футеровки
цилиндрической части барабана существенно влияет на механику дробя-
щей среды, которая определяет эффективность и производительность
мельницы. Это должно быть учтено при разработке профиля футеров-
ки [13].
Таким образом, при конструировании футеровок следует исходить
из двух основных требований: обеспечения режима движения измель-
чающей среды и максимальной износостойкости, а также следующих
условий:
максимальной унификации элементов футеровок для мельниц раз-
личных размеров и типов в целях сокращения номенклатуры запасных
частей, несложной их установки и замены, подбора футеровочных деталей
с одинаковым по возможности сроком службы для одновременной их
замены при ремонтах.
За счет рациональной формы футеровки могут быть повышены
технико-экономические показатели работы мельницы: срок службы
футеровки; расход футеровки (г/т материала); удельный расход электро-
энергии (кВт/т материала), производительность по готовому классу
—0,074 мм (т/ч • м3).
5.3. ПРОФИЛИ ФУТЕРОВОК ШАРОВЫХ МЕЛЬНИЦ
Шаровые мельницы, широко применяемые во многих отраслях про-
мышленности для измельчения материалов с различными свойствами
в различных условиях ведения процесса измельчения, снабжаются разно-
образными по конструкции и профилю футеровочными плитами.
В горно-обогатительной промышленности было испытано более
40 видов профилей металлических футеровочных плит [13] .
Профили футеровочных плит, используемых в настоящее время,
и рекомендуемые области их использования приведены в табл. 5.6. Приме-
няемые футеровки цилиндрической части барабанов шаровых мельниц
по геометрическим признакам поперечного сечения можно классифи-
цировать на три группы: 1) броневые плиты с углом подъема рабо-
127
Таблица 5. 6
Диаметр шара,
коэффициент заполнения
барабана V
125 мм, 40%
100-125 мм, 45%
Профили металлических футеровочных плит
Тип
Эскиз
Каскадный
Волновой
Ребристый
"Норильск-I II"
Д.К. Крюкова
Ячейковый
Ребристый
волновой
Ребристый с
наклоном ЦГОКа
128
Продолжение табл. 5.6
Диаметр шара,
коэффициент заполнения
барабана F
Профили металлических футеровочных плит
Тип
Эскиз
100-125 мм, 40-45%
Каскадный
Волновой
"Норильск-I II”
Каскадный обрат-
ного вращения
Ступенчатый
100-80 мм, 45-47%
Г орбатый
80 мм, 50%
60 мм, 50%
Пазовый
Волновой
129
Продолжение табл. 5.6
130
Рис. 5.7. Каблучковая футеровочная
плита
Рис. 5.8. Каскадный режим работы
мельницы
чих поверхностей больше 45" ("Норильск-III", "Норильск-IV", реб-
ристый) ; 2) броневые плиты с углом подъема рабочих поверхнос-
тей меньше 45° (волновой, горбатый, каскадный); 3) самофутеру-
ющиеся броневые плиты с пазами на поверхности, в которые в про-
цессе работы заклиниваются шары и предохраняют ее от износа (ячейко-
вый, шарошиповой). Все перечисленные бронеплиты используются как
при грубом помоле в мельницах I—II стадий измельчения, так и при тон-
ком измельчении.
В цементной промышленности сравнительно широко применяется
футеровка плитами с "каблуками" на рабочей поверхности (рис. 5.7),
увеличивающими сцепление поверхности барабана с шарами. Размеры
"каблуков" выбирают равными диаметру самых больших шаров, загру-
жаемых в мельницу.
Режим движения шаровой загрузки, определяющий способ ведения
процесса измельчения, прежде всего зависит от частоты вращения бара-
бана [1, 18].
При низкой частоте вращения барабана шары смещаются в сторону
вращения на угол 6 = 354-45° и при постоянной частоте вращения остают-
ся в том положении. Шары непрерывно циркулируют, поднимаясь по кон-
центрическим круговым траекториям и скатываясь параллельными слоями
каскадом вниз (рис. 5.8).
Измельчение материала при каскадном режиме происходит раздав-
ливанием и истиранием перекатывающимися шарами.
С увеличением частоты вращения мельницы угол поворота шаровой
загрузки увеличивается и, когда шары поднимутся до известной высо-
ты, определяемой частотой вращения барабана, они сойдут с круговых
траекторий и продолжат свое движение по параболическим траекториям
обратно на круговые траектории. Такой режим, называемый водопад-
131
м
a
5
Рис. 5.9. Водопадный режим работы
мельницы:
а — положение измельчающей среды
б — построение контура измельчающей
среды
Рис. 5.10. Схема к определению направ-
ления и скорости падения измельчаю-
щего шара
ным (рис. 5.9), обеспечивает измельчение в основном ударами падающих
шаров и отчасти истиранием (рис. 5.9, а).
Согласно теории работы измельчающих тел в водопадном режиме,
созданной Дэвисом [1], в мельнице происходят следующие процессы.
1. Измельчающие шары, увлекаемые барабаном на некоторой части
своих траекторий ВСА (рис. 5.9,6), движутся по окружностям с одинако-
вой частотой.
2. На некоторой высоте (точка А) действие веса уравновешивается
центробежной силой, и шар начинает свободное падение с начальной ско-
ростью, какую он имел вточке Д. Кривая AiAAq соответствует геомет-
рическим местам точек перехода шаров с круговых траекторий на пара-
болические.
132
На основании этих предположений зависимость между углом отрыва
шаров данного слоя и частотой вращения барабана имеет вид
cosa>co2fi/$,
где а - угол отрыва шаров, соответствующий углу между вертикальной
осью барабана и радиусом, проведенным через центр отрывающегося
шара, градус; со — частота вращения барабана, 1/с; R — радиус слоя ша-
ров.
Частота вращения барабана, при которой угол отрыва шаров внешне-
го слоя становится равным нулю, называют критической. В этом случае
cos а0 = L т. е. шары внешнего слоя, не отрываясь, вращаются вместе
с барабаном.
Критическая частота вращения определяется из уравнения
Г - 2,11 (5.2)
wK = v------'
Rq NdQ
где Ro, Dq — соответственно внутренние радиус и диаметр барабана, м.
Действительную рабочую частоту вращения барабана мельницы часто
выражают в относительных единицах (в долях или в процентах от крити-
ческой) :
i/z = cj/cjk. (5.3)
Из формул (5.1. и 5.3) следует, что ф = \/cosa и cos а = ф2.
Зная значения i//, можно определить угол отрыва а шаров внешнего
слоя и режим работы мельницы.
3. Шар, начавший свободное падение из точки А окружности ВСА,
падает по параболе АС^В на ту же окружность ВСА в точке В. Кривая
B^BBq является геометрическим местом точек перехода шаров. Скорость
движения шара по параболической траектории в момент падения в точке В
ир = v\J 1 + 8 sin2a, (5.4)
где и — окружная скорость движения центра шара по круговой траекто-
рии радиусом R. С учетом формулы (5.1)
v = Rq cos а. (5,5)
При падении шара какого-либо слоя на внутреннюю поверхность
барабана или на внешний (по отношению к данному) слой шаров направ-
ление конечной скорости шара v в момент удара в общем случае сос-
тавляет угол с линией удара (совпадающей с направлением радиуса ОВ,
проведенного через точку касания В}, шар производит косой удар. В
данном случае скорость ир можно разложить на две составляющие
(рис. 5.10): ип — радиальную, направленную по линии удара и vt — тан-
генциальную, направленную перпендикулярно к линии удара по касатель-
ной к круговой траектории. Радиальная скорость может быть определе-
на по формуле
ип = 8v sin3acosa. (5.6)
133
Угол между направлением радиальной составляющей и горизонталь-
л
нои осью х равен За — -у .
Тангенциальная составляющая скорости определяется как
v t = и (1 + 4 sin2 a cos 2 а}. (5.7)
Угол между тангенциальной составляющей i/f и горизонтальной
осью х равен За. Так как шары в мельнице падают на подвижную,
вращающуюся с окружной скоростью v поверхность, то тангенциальная
составляющая относительной скорости
v t = v + 4и sin2 а. (5.8)
Измельчение материала дробящим телом происходит при прямом
ударе, обусловленном скоростью ип, которая действует по линии удара,
нормального к поверхности барабана.
Шар перемещается вдоль круговой траектории со скоростью vt, дейст-
вующей по касательной к направлению удара. При этом материал может
измельчаться раздавливанием и истиранием катящимися или скользящи-
ми шарами.
Кинетическая энергия шара в конце параболического пути при водо-
падном режиме
Е = т v 2р/2, (5.9)
причем на измельчение ударом из этого количества тратится только часть:
£п=аи1/п2/2. (5.10)
Переход от каскадного режима к водопадному происходит постепен-
но, при перемежуточных частотах вращения мельница работает в смешан-
ном каскадно-водопадном режиме.
В рассмотренных положениях не отражено влияние на механику
шаровой загрузки футеровки барабанов мельниц, которое весьма сущест-
венно на всех этапах движения шаров. Так, при подъеме шаров, по мне-
нию отечественных и зарубежных специалистов, возможно скольжение
внешнего слоя шаров по футеровке, усиливающее износ футеровки и
расход электроэнергии на вращение барабана.
По исследованиям [1, 18], внешний слой шаров скользит по поверх-
ности барабана при шаровых загрузках менее 30 % и низком коэффициен-
те трения, зависящем от свойств измельчаемого материала, поверхности
футеровки и плотности пульпы. Однако при заполнении объема мельницы
шаровой загрузкой на 40—50 %, использовании шаров диаметром 80—
125 мм и относительной частоте вращения барабана ф = 0,7—0,8 сколь-
жения внешнего слоя шаров практически не бывает.
По теории Д.К. Крюкова скольжение внешнего слоя будет минималь-
134
Профиль норильский
Л
a
Профиль горбатый
' » *
Ж
QCj =103
cLf теоретический угол отрыва (поДэвису)
оС2 фактический угол отрыва
— Л» У* Я/5/// / У»
^36
О ''
oCj=jg
скорость движения шаров на круговых
траекториях в % от критической
— ^траектория движения шаров теоретическая(поДэвису} оСз ^угол падения
Рис. 5.11. Траектория движения шаров в лабораторной мельнице
ным при соотношении действующих на элементы футеровки тангенциаль-
ных и нормальных сил не более величины коэффициента трения сколь-
жения (сцепления) шаров по футеровке. Скольжение слоев шаров друг
по другу наблюдается всегда, и это определяет нелинейное распределе-
ние линейных скоростей шаров и при подъеме вдоль радиуса R.
Большой объем экспериментальных исследований влияния профиля
футеровки на движение шаровой загрузки подтверждает, что при лю-
бом профиле плит большая часть шаров на подъемной ветви неподвижна
относительно футеровки, следовательно, измельчения материала и из-
носа шаров в этой области не происходит.
На рис. 5.11 показаны траектории движения шаров в лабораторной
мельнице с высокими выступами ''Норильск-! I Г' (5.11, а) и с футеровка-
ми горбатого профиля (5.11, 6} при. частоте вращения барабана, сос-
тавляющей 80 % от критической [13].
При подъеме шаров их скорость независимо от профиля футеровки
не отстает от линейной скорости поверхности барабана, а скольжение
возникает только в верхней части подъемной ветви (80—70), где шары
начинают периодически отставать и вновь подхватываются выступом фу-
теровки. При этом область скольжения тем меньше, чем выше и чаще
расположены выступы футеровочных плит.
Интенсивное скольжение между шарами наблюдается за областью
80—70, где частота вращения слоев быстро уменьшается и составляет
30 % от критической. Отход крайнего шара от футеровки начинается в
тот момент, когда он проходит точку, соответствующую теоретическому
углу отрыва «х.
Таким образом, результаты экспериментов подтверждают, что теория
Дэвиса достаточно точно отражает движение шаров на подъеме, а профиль
футеровки оказывает влияние на высоту подъемной ветви.
Значительно больше влияние профиля футеровки на движение шаров
при их отрыве и падении. После отхода шара от футеровки в точке, соот-
ветствующей углу отрыва, он движется вдоль выступа футеровочной
плиты. Отрыв шара происходит тем выше, чем больше выступ. Поэтому
в некоторых случаях, при использовании футеровок с большими высту-
пами, может происходить забрасывание шаров на противоположную
стенку, что нежелательно, так как исключает их из работы.
Шары, падающие на прослойку пяты загрузки а3, вследствие инер-
ции, отсутствия помехи сверху и наклона пяты движутся по пяте в сторо-
ну, противоположную движению футеровки. Ширина пяты больше у фу-
теровок с непрерывным профилем без выступов, и это способствует бо-
лее тонкому помолу, так как с увеличением веера падения и расстояния
между падающими рядами шаров увеличивается длина свободного про-
бега шара вдоль пяты.
Движение шаров по пяте после падения рассмотрено в работах [21,
22] и сводится к следующим положениям.
Пройдя по параболическим траекториям А^Ву (рис. 5.12), шары
откатываются по внешнему контуру пяты к периферии с абсолют-
ной скоростью им, являющейся функцией коэффициента заполнения
136
Рис. 5.12. Схема движения шаров после падения при смешанном режиме работы
мельницы по [21 ] :
а — контур внешнего слоя шаровой загрузки; б — эпюра заполнения мельницы ме-
лющими телами
барабана радиуса R\ и частоты вращении со0- Движение шаров по пяте
происходит по прямой, отстоящей от центра мельницы О на расстоянии
ОЕ = г, равном эксцентриситету абсолютной траектории шаров внешнего
слоя. Расстояние г также представляет собой функцию частоты вращения
барабана и коэффициента его заполнения шаровой загрузкой. В конце
откатки происходит контакт шаров с футеровкой.
Траектория относительного движения центров шаров, движущихся
по внешнему контуру пяты, для принятой схемы описывается уравне-
нием
/— ------ р* - г я
<р = К(\/р*2 -г*2 — S*) + arctg --- - — , (5.11)
г * 2
где р* — полярные координаты точки М - центра шара на пяте за-
грузки;
vRi * Р * г * 5
К =----—; р* = — ; г =—; $* = -;
R\ Ri Ri
S = EMq — расстояние между отдельными шарами внешнего слоя пяты.
Контакт шаров с футеровкой во времени имеет волнообразный ха-
рактер: мгновенная остановка на верхнем выступе футеровки и лавино-
образное обрушение на следующую плиту. При этом шары проскаль-
зывают по ее поверхности и, затормаживаясь на ней, уходят на круговые
137
траектории. Износ футеровки барабана, происходящий при торможении
и скольжении шаров по ее поверхности, в области хвостовой части пяты,
обусловлен воздействием шаров (трение, удары) и резанием материала
футеровок абразивными частицами, получившими кинетическую энергию
от шаров.
Движение верхних шаров пяты и встречное движение- заторможен-
ных шаров по круговым траекториям создают условия для интенсивного
измельчения материала и износа шаров.
5.4. ПРОФИЛИ ФУТЕРОВОК СТЕРЖНЕВЫХ МЕЛЬНИЦ
Работа стержневых мельниц имеет специфические особенности, из-
мельчение материала в ней происходит в результате ударов и трения
по линейному контакту вдоль образующей соприкасающихся стержней,
поэтому к их футеровкам предъявляются определенные требования [18].
1. Профиль футеровки должен обеспечивать движение стержней
параллельно оси барабана, так как при перекосе стержни могут изгибать*
ся и ломаться, что вызывает снижение производительности и эффектив-
ности измельчения.
138
2. Профиль футеровки должен обеспечивать каскадный режим дви-
жения стержней с перекатыванием без подбрасывания, так как подбрасы-
вание неизбежно приведет к кострению стержней.
3. Поскольку стержни имеют укосы в сторону разгрузки, обусловлен-
ные наличием в загрузочной части мельницы крупного материала, посту-
пающего в мельницу, футеровка цилиндрической части барабана на раз-
грузочном конце изнашивается быстрее. Поэтому целесообразно выпол-
нять футеровку с постоянно увёличивающейся толщиной к разгрузочно-
му концу.
Перечисленным требованиям отвечают футеровки непрерывного про-
филя без выступов, приведенные в табл. 5.7.
5.5. МАТЕРИАЛЫ ФУТЕРОВОК БАРАБАНОВ ШАРОВЫХ
И СТЕРЖНЕВЫХ МЕЛЬНИЦ
Износостойкость и механическая прочность футеровок барабанов
мельниц значительно зависят от правильного выбора материала, так как
футеровки одновременно испытывают действие ударных сил дробящих
тел, высокого давления (раздрабливаемые частицы, получив кинетичес-
кую энергию от дробящих тел, разрушают материал футеровок царапи-
нами микроосколков материала) и сил низкого давлений (истирание
футеровочных плит в момент торможения и скольжения дробящих тел
по их поверхности). Для шаровых мельниц I—II стадий, где масса шаров
7,2 кг, скорость падения 8—10 м/с и энергия в момент удара 300— 350 Дж,
при выборе материала в первую очередь необходимо принимать во внима-
ние ударные нагрузки, для мельниц III—IV стадий, где происходит измель-
чение шарами диаметром 40—60 мм — истирание. Износ футеровок усили-
вает коррозия, обусловленная химическим й электрохимическим взаимо-
действием материала футеровки с пульпой, обладающей кислотными
или щелочными свойствами и имеющей температуру до+120 °C. Поэтому
материал футеровок шаровых и стержневых мельниц должен иметь вы-
сокую ударную вязкость (в мельницах диаметром 4 м, работающих с ша-
рами 125 мм, прочность футеровки обеспечивается при ударной вязкости
плит не менее 105 Дж/м2), абразивную стойкость, стойкость под ударными
нагрузками и постоянство свойств в процессе работы.
В настоящее время наибольшее распространение для изготовления
футеровок мельниц получила аустенитная высокомарганцовистая сталь
110Г13Л, основным достоинством которой является возможность на-
клепа поверхностного слоя при высоких удельных'давлениях.
Однако исследования снятых с эксплуатации плит показали [25],
что возможности повышения твердости поверхности плит за счет на-
клепа в мельницах реализуются не полностью. На мельницах с диаметром
до 3 м наклеп на рабочей поверхности плит распространялся на глубину
не более 1 мм, а поверхностная твердость не превышала 30 Rc в связи
с недостаточностью ударных нагрузок, усиливающих наклеп, особенно
при работе мельниц в каскадном режиме.
139
В мельницах I стадии твердость поверхностного слоя в результате
наклепа достигала 40 Rc и глубина наклепа 7 мм (причем твердость
поверхности выше там, где углы встречи мелющих тел с поверхностью
футеровки близки к 90°), а максимально возможная твердость стали
110Г13Л—55 Rc. Следовательно, еще есть резерв повышения стойкости
футеровочных плит из этой стали. Кроме того, при изготовлении массив-
ных отливок толщиной ТОО—150 мм не всегда учитывают свойства стали
110Г13Л, и это приводит к получению плит с неоднородной структурой
и образованием рыхлостей, с закалкой не на всю глубину. Повысить из-
носостойкость футеровочных плит из стали 110Г13Л можно выбором
профиля, обеспечивающего угол встречи между рабочей поверхностью
футеровки и мелющими телами, близкий 90°, и достижением равномер-
ной толщины по всему сечению, позволяющей получить однородную
структуру металла с закаливанием на всю глубину.
В связи с высокой стоимостью марганцовистой стали 110Г13Л неод-
нократно с целью их замены испытывали футеровочные плиты из различ-
ных сплавов, белых чугунов и стандартного проката. Результаты промыш-
ленных испытаний и эксплуатации футеровок из различных сплавов
(табл. 5.8) не показали преимуществ перед плитами из марганцовистой
стали [25]. Футеровки из белых чугунов с износостойкостью в абразив-
ной среде в 2—3 раза большей, чем из стали 110Г13Л, выходили из строя
вследствие раскалывания их шарами и в основном со стороны разгрузоч-
ного конца барабана, где футеровка не защищена слоем кусков материа-
ла, т. е. из-за склонности к образованию трещин и низкой ударной вяз-
кости [49].
В зарубежной практике при использовании для футеровок износо-
стойких чугунов нихард плиты армируют с1альной сеткой, что повыша-
ет их сопротивление ударным нагрузкам.
Способ изготовления футеровок из стандартного стального проката
не нашел применения из-за несовершенства крепления стержней к ба-
рабану.
Удовлетворительные результаты получены при испытании биметалли-
ческих футеровок "Тобол-1", отливаемых из стали 35 и армируемых
вставками-кубиками из износостойкого чугуна ВУ-4 размерами 70х70х
х70 мм. Однако область их применения ограничена типоразмерами мель-
ниц и размерами мелющих тел [49].
В отечественной практике основным материалом для изготовления
металлических футеровочных плит остается сталь 110Г13Л. В мельницах
с диаметром до 3 м, работающих с шарами диаметром до 80 мм, могут
использоваться стали 110ГСЛ и 100х2Г. Белые чугуны и биметалличес-
кие футеровки приемлемы для мельниц диаметром до 3 м, работающих
с шарами 40—60 мм. Более широкое применение белых чугунов возмож-
но после создания чугунов с удовлетворительной ударной вязкостью, хо-
рошими литейными и технологическими свойствами, невысокой стоимос-
ти, а также после разработки конструкций футеровочных плит, исклю-
чающих образование концентраторов напряжений.
140
Таблица 5.8
Горно-обогатител ьное предприятие Стадия измель- чения Типоразмер мельницы Диаметр мелющего тела (шара), мм Футеровка барабана Выводы Предприятия
Профиль Материал
Алмалыкский ГМК 1 II 3600x4000 3600X5000 125-100 80-60 Д.К. Крюкова 90ГСЛ Футеровки раскалыва- ли сь, не применяются Испытан один комплект
Джезказганский ГМК 1 II 3200x3100 3600x4000 125-100 60 Волновой 80ГСЛ Футеровки раскалыва- лись, не применяются Применяются с 1964 г.
Норильский ГМК 1 3200x3800 125-100 Каскадный 50ГЛ 100Х2Л Преимуществ перед сталью 110Г13Л не по- казано Футеровки раскалыва- лись, не применяются
Балхашский ГМК II 3600X4000 40-100 Утолщенный волновой 100ГСЛ 300x1275 Применяются с 1957 г. Вопрос о применении не решен из-за высокой стоимости
Среднеуральский 1 2800x3700 80-60 Д.К. Крюкова 100-2Г Применяются с 1961 г.
медьзавод II 2800x3600 60 100Х2Г t
ЦГОК 1 3600x4000 125 Волновой 100Х2Г Футеровки раскалыва- лись, не применяются
5.6. ОПРЕДЕЛЕНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
ФУТЕРОВОЧНЫХ ПЛИТ ЦИЛИНДРИЧЕСКОЙ ЧАСТИ
БАРАБАНА ШАРОВЫХ И СТЕРЖНЕВЫХ МЕЛЬНИЦ
Футеровочные плиты цилиндрической части барабана характеризу-
ются шириной ГА, длиной Z.A, толщиной и профилем рабочей поверх-
ности.
Ширина футеровочных плит должна позволять укладку целого числа
плит по развертке окружности внутренней поверхности барабана. Ниже
приведены рекомендуемые числа укладываемых плит с учетом их унифи-
кации и взаимозаменяемости в зависимости от диаметра барабана.
Диаметр бара- 1500 2100 2600 2700 3200 3600 4000 4500 5000 5500 6000
бана, мм
Ширина плит по 471 471 471 453 456 471 448 469 461 465 471
хорде окружнос-
ти, мм
Рекомендуемое 10 14 18 18 22 24 28 30 34 38 40
число укладыва-
емых плит
Для устранения в футеровке по образующей барабана зазоров и пред-
упреждения износа корпуса барабана пульпой плиты укладывают внах-
лестку, что, кроме того, упрощает монтаж, повышает допуски на изго-
товление плит и создает возможности для их взаимозаменяемости.
Длину футеровочных плит определяют из условий их раскладки по
внутренней поверхности барабана и удобств монтажа. Принятый в боль-
Рис. 5.13. Схема укладки взаимозаменяемых бронеплит в мельнице МШР-3600*
Х4000 мм
142
шинстве эксплуатируемых типоразмеров мельниц различный шаг свер-
ления отверстия в барабанах и укладки плит увеличивает их число и не
обеспечивает унификации.
Для выпускаемых в настоящее время и проектируемых мельниц из-
менение шага сверления отверстия в барабанах по их длине до 500 мм
между осями отверстий позволит сократить число типоразмеров футеро-
вок до двух (1000 и 1500 мм) с межцентровым расстоянием соответст-
венно 500 и 1000 мм. Изготовление только двух типоразмеров футеровоч-
ных плит упростит их раскладку и обеспечит их взаимозаменяемость
в мельницах различных типоразмеров.
На рис. 5.13 показана схема укладки взаимозаменяемых бронеплит
в мельнице с размерами барабана 3600x4000 мм.
Уртранение сплошного кольцевого зазора достигается благодаря че-
редованию двух типоразмеров плит при укладке в смежных рядах.
Металлические футеровочные плиты укладывают с зазорами 8—10 мм
с расчетом расклепывания их в процессе работы.
Толщина футеровочных плит влияет на диаметр помольной камеры
барабана Об, от которого зависят объем и производительность мельни-
цы [1]:
0 = *изм^ <5-12>
где /<изм — коэффициент измельчаемости материалов; L — внутренняя
длина барабана мельницы, мм.
Чрезмерное увеличение толщины плит увеличивает массу футеровки
и всего барабана, повышает потери мощности в главных подшипниках
и приводных механизмах мельницы. Однако слишком тонкие плиты не
обладают достаточной механической прочностью и разрушаются при
ударных нагрузках.. Ниже приведены рекомендуемые толщины плит в
зависимости от диаметра мельниц.
Диаметр барабана без футеровки, мм Толщина футеровочной плиты по
гребню (наибольшая), мм
900 70
1200, 1500, 2100 100
2700, 3200, 3600 120
4000, 4500 140
5000, 5500, 6000 180
5.7. ВЫБОР, ПРОЕКТИРОВАНИЕ И СРАВНИТЕЛЬНАЯ
ОЦЕНКА ПРОФИЛЕЙ ФУТЕРОВОЧНЫХ ПЛИТ
СТЕРЖНЕВЫХ И ШАРОВЫХ МЕЛЬНИЦ
В связи с трудностью теоретической оценки многообразных факто-
ров, влияющих на движение дробящей загрузки, при проектировании
профилей рабочих поверхностей футеровок за основу принимают экспе-
143
риментальные данные и определяют условия, удовлетворяющие двум
основным требованиями профилям бронеплит: максимальной износо-
стойкости и траектории движения дробящих тел, обеспечивающей интен-
сивный процесс измельчения материала.
Первое требование в отношении шаровых мельниц выполняется
при надежном захвате шаров, минимальном пути их скольжения по пли-
там после падения и отсутствии скольжения на подъемной ветви, что
осуществляется в шаровых мельницах с бронеплитами, имеющими ребра
или выступы.
Второе требование выполняется при падении шаров широким ве-
ером, их длинном пробеге по пяте и когда не происходит забрасывание
шаров на противоположную стенку барабана, что достигается использова-
нием плит с незначительным подъемом рабочих поверхностей.
Стремление выполнить перечисленные условия и привело к созданию
большого числа профилей бронеплит, представленных в табл. 5.6, боль-
шинство из которых построены на основе обработки экспериментальных
данных или путем модернизации ранее применявшихся профилей.
Метод теоретического построения непрерывного профиля броне-
плит, предложенных проф. Д.К. Крюковым, основан на условии сведения
до минимума скольжения шаровой загрузки: отношение действующих на
элементы футеровки нормальных сил к тангенциальным не должно пре-
вышать величину трения скольжения (сцепления) шаров о футеровку.
Профиль плит представляет собой в данном случае криволинейную по-
верхность, описываемую уравнением логарифмической спирали, каждый
элемент которой составляет с плоскостью, нормальной к радиусу, угол
вф. В свою очередь, угол зависит от относительной частоты вращения
барабана ф и коэффициента заполнения барабана измельчающими тела-
ми у [18].
В табл. 5.9. приведены технико-экономические показатели работы
футеровок стержневых мельниц, а в табл. 5.10 и 5.11 — шаровых мельниц
с профилями металлических бронеплит, эксплуатируемых на предприя-
тиях министерства черной и цветной металлургии СССР [41, 13].
Неодинаковые условия работы мельниц (различные типоразмеры
барабанов, изменяющиеся в больших пределах свойства перерабатывае-
мых материалов, параметры ведения процесса измельчения) не позволя-
ют дать точную количественную сравнительную оценку этих показателей
для определения наиболее рационального профиля, но позволяет сде-
лать следующие выводы.
1. В стержневых мельницах эксплуатируются в основном три профи-
ля футеровочных плит с углами подъема рабочей поверхности не более
45°: горбатый, волновой и каскадный. Наибольший срок службы и
минимальный расход футеровки и стержней получены в мельнице с футе-
ровкой каскадного профиля. Однако следует учесть, что эти показа-
тели получены в условиях Коршуновского ГОКа при измельчении руд
с невысокой крепостью 6—8 ед. по шкале М.М. Протодьяконова.
2. В шаровых мельницах всех стадий измельчения наибольшее рас-
пространение получили бронеплиты волнового и ребристого профилей,
144
Таблица 5.9
Горно-обогати- тельный ком- бинат Коэффици- ент кое пос- ти руды по шкале проф. М.М. Прото- дья конова Гипоразмер мель- ницы Профиль футеров- ки Произ- води тель- .ность мель- ницы, т/ч Диаметр стерж- ней, мм Срок служ- бы футе- ровки, ч Удельный расход стержней, кг/т
г по руде то готовому по готовому
классу 0,074 мм по руде классу 0,074 мм
Оленегорский 12-16 МСЦ-2700Х3600 Г орбатый 212 100 5138 0,211 2,120 0,027 0,270
Лисаковский 10-16 МСЦ-2700Х3600 Каскад- ный 326 100 6816 0,039 — 0,009 —
Качканарский 10-14 МСЦ-3600Х5000 Волновой 186 100 2806 0,340 2,030 0,028 0,188
Ковдорский 8-10 МСЦ-3200x4500 Г орбатый 234 100 4626 0,290 — 0,028 —
Коршуновский 6-10 МСЦ-3200x4500 Каскадный 218 100 10224 0,194 0,880 0,018 0,082
Соколовско-Сар- байский 10-16 МСЦ-3200Х4500 Волновой 194 100 9174 0,205 0,807 0,022 0,095
Южный МСЦ 16-20 МСЦ-3600Х4500 То же 128 90 100 3267 0,855 3,991 0,105 0,189
Ново криворожс- кий 14-18 МСЦ-3600Х4500 Г орбатый 200 100 110 4456 0,516 1,830 0,063 0,224
Полтавский 15-20 МСЦ-3600Х3600 Волновой 245 100 2809 0,684 — 0,120 0,894
Примечание. Мельницы МСЦ применяются только в I стадии дробления.
145
а также самофутерующиеся ячейковая и шарошиповая плиты с пазами
на рабочей поверхности, в которые в процессе работы заклиниваются
шары и предохраняют плиту от износа.
3. Самофутерующийся и ребристый профили (в том числе "Но-
рильск-! II") имеют на 10—15% больший срок службы по сравнению с вол-
новыми профилями благодаря равномерной толщине металла плит,
большой прокаливаемости и отсутствию рыхлостей в первом случае и
способности плит останавливать шары сразу после контакта без скольже-
ния во втором случае. Однако производительность.мельниц с футеровка-
ми этих профилей по готовому продукту ниже, чем мельниц с футеровка-
ми волнового профиля.
При использовании самофутерующихся футеровок имеет место
большой удельный расход шаров.
На рис. 5.14 показаны профили плит, обеспечивающие в настоящее
время наиболее высокие показатели: по сроку службы "Норильск-III"
(рис. 5.14, а) и по размолу двухволновый* (рис. 5.14, б), а также ступен-
чатый (рис. 5.14, в), принятый за основу для создания на предприятиях
Минцветмета СССР уницифированной футеровки шаровых мельниц.
Методика проектирования рациональных профилей футеровочных
плит для шаровых мельниц с применением ЭЦВМ, учитывающая как
приемлемую кинематику шаровой загрузки, так и обеспечение высо-
кой долговечности плит, предложена П.В. Маляровым [21].
Используя уравнение (5.11), предложено выполнять тыльные поверх-
ности плит, чтобы угол встречи нерабочих поверхностей плит с шарами
свести к нулю. Так как оптимальным для плит из стали 110Г13Л углом
встречи с измельчающими телами является угол, близкий к 90°, то рабо-
чие поверхности плит должны быть перпендикулярны к траекториям ша-
ров.
Траектории, ортогональные к траектории движения шаров по урав-
нению (5.11), в полярной системе координат описываются уравнением
Р* л*2 _ г*2
</> = J------------- dp*
а р*(Кр*+ г*)
(5.13)
где, как и в формуле (5.11), р и — полярные координаты центра шара,
перемещающегося по пяте загрузки;
Здесь/?! — радиус барабана мельницы; со — частота вращения барабана;
км — абсолютная скорость шара; г — эксцентриситет абсолютной траек-
*В США называется ' непрерывная волна”. Был признан одним из лучших среди 200
существующих профилей.
146
Рис. 5.14. Профили плит с высокими технико-экономическими показателями:
а — "Норильск-III"; б — двухволновый; в — ступенчатый
Относительная частота враще-
ния барабана мельницы рв7о
от критической.
Рис. 5.16. Зависимость эксцентрисите-
та траектории шаров внешнего слоя
от параметров механического режима
Рис. 5.15. Зависимость абсолютной
скорости шаров внешнего слоя от
параметров механического режима
A
00
Горно-обогати- тельный ком- бинат Ста дня на- мел i че- ния Коэффи- циент кре- пости ру- >- ды по шкале - проф. М.М. Про- то дьяко- нова Типоразмер мельницы Профиль футеров- ки Произ- води- тель- - ность мель- ницы, т/ч Срок службы, ч
Южный 1 16-20 МШЦ-3600Х4000 Ячейко- вый МШЦ-3600Х5500 То же 79 102 4200 4200
Новокриворожс- I 14-18 МШ Ц-3600х5500*Вол новой 204 3431
кий МШР-4500Х5000 Тоже 166 3431
Ингулецкий I 16-18 МШР-3600Х4000 Ребристый 95 3716
Центральный I 14-16 М Ш Р-3600Х4000** Вол новой 163 5083
МШР-3600х4000***То же 126 3936
Северный I 15-16 МШР-3600х4000 Волновой 113 4630
МШР-3600Х5000 Тоже 205 4259
Полтавский I 15-20 МШР-4000Х5000 -”- 243 3864
МШЦ-4500Х5000 Ребристый 150 4800
Михайловский I 10-14 МШР-4000Х5000 Волновой 114 3299
Южный II 16-20 МШЦ-3600Х4000 Ячейко- 47 11326
вый
МШЦ-3600Х4000 То же — 7563
МШЦ-3600Х4000 -"- — 11769
Таблица 5.10
Ди а- метр ша- ров, мм Удельный расход, кг/т
шаров футеровки
по руде по готово- му классу -0,074 по руде по готово- му классу -0,074
125 1,178 2,370 0,120 0,241
125 1,326 2,399 0,109 0,198
100 0,612 2,560 0,051 0,125
100 1,234 1,808 0,115 0,167
125 1,042 2,618 0,120 0,202
100 0,436 0,943 0,058 0,126
125 0,764 1,668 0,095 0,207
125 0,784 1,294 0,090 0,148
125 0,826 1,508 0,091 0,167
100 0,691 2,373 0,064 0,221
125 1,351 1,959 0,172 0,249
100 1,559 1,562 0,193 0,193
60 0,527 2,384 0,021 0,095
60 0,585 1,792 0,046 0,114
60 0,530 2,383 0,014 0,062
40
Ново кривороже- II 14-18 МШ 14-3600x5500 Ребристый — 13257 60 0,370 2,061 0,014 0,080
кий МШ 14-3600x5500 Волновой — 10554 60 0,515 2,073 0,030 0,122
Ингулецкий II 16-18 МШ 14-4500x6000 Ребристый — 13124 60 0,421 1,629 0,017 0,067
Северный II 15-16 МШЦ-3600Х5500 Шароши- 13890 60 0,362 2,450 0,017 0,118
ПОВОЙ
МШ 14-3600x5500 То же 13989 60 0,510 2,275 0,022 0,098
Полтавский II 15-20 МШЦ-4500Х5500 ШарЬши- 13639 60 0,461 1,110 0,015 0,036
ПОВОЙ
МШ 14-4500x6000 Волновой — 2698 60 0,562 1,602 0,137 0,391
Михайловский II 10-14 МШРГУ24500x6000 Тоже 4866 80 0,460 0,863 0,095 1,178
Коршуновский II 6-10 МШ 14-3600x5000 Ребристый — 10632 60 0,344 1,482 0,040 0,018
Соколовско- II 10-16 МШ 14-3600x5000 Волновой — 13468 80 0,718 1,806 0,043 0,108
Сарбайский МШ 14-3600x5000 Шароши- — 15595 80 0,359 1,039 0,057 0,164
повой
Южный III 16-20 МШ 14-3600x4000 Ячейковый — 11893 60 0,542 8,907 0,024 0,334
МШЦ-3600Х5000 То же - 10976 60 0,661 6,896 0,031 0,136
МШ 14-3600x5500 -"- 13679 60 0,417 6,171 0,014 0,203
Ново криворожс- III 14-18 МШ 14-3600x6000 Ребристый — 17309 50 0,247 4,223 0,018 0,303
кий МШ 14-4500x6000 Волновой — 12781 60 0,515 6,435 0,023 0,283
Ингулецкий ill 16-18 МШ Ц-3600Х5500 То же - 16464 40 0,433 7,400 0,009 0,147
Северный III МШ 14-3600x5500 Шароши- - 13981 40 0,331 8,788 0,017 0,461
повой
Полтавский ill 15-20 МШЦ-3600Х5000 То же 16833 50 0,984 2,861 0,015 0,111
Михайловский III 10-14 МШ Ц-4000х5500 Волновой — 4866 60 0,537 1,384 0,095 0,244
Соколовско- III 10-16 МШЦ-4500х6000 Шарошиповой 15595 60 0,352 2,214 0,043 0,269
Сарбайский
Качканарский III 10-14 МШЦ-3600Х5000 Ребристый - 12649 40 0,317 4,11 0,017 0,215
* После стержневых мельниц.
** Обожженная руда.
*** Магнетитовая руда.
149
Таблица 5.11
сл
о
Г орно-обогатитель- ное предприятие Ста- дия изме- льче- ния Крепость руды по шкале М.М. Про- тодьяко- нова Типоразмер мельницы Профиль футеровки Произво- дитель- ность, т/ч Срок службы, ч Диаметр шаров, мм Удельный расход футеров- ки, кг/т
по руде по готовому классу
Среднеурал ьский I 8-10 МШЦ-3800Х3700 Клиновой утол- 50,0 5000 80-100 0,076 0,25
щенный
медеплавил ьный "Норил ьск-П I" 48,5 7300 —"— 0,0528 0,165
завод
Норильский горно- I 15-17 МШР-3200Х3800 Д.К. Крюкова 49,0 2984 125 0,1293 0,275
металлургический Д.К. Крюкова, 50,5 4076 125 0,113 0,246
комбинат вариант II
Каскадный 51,5 4190 125 0,1205 0,272
Волновой 50,5 5628 125 0,0978 0,221
Ребристый 51,5 5627 125 0,0832 0,187
"Норильск-I II" 52,5 7812 125 0,05925 0,134
Алмалыкский гор- I 8-12 МШР-3600Х4000 Каскадный об- 132,6 4320 125 0,0523 0,149
но-обогатительный ратного вращения
комбинат "Норильск-111" 131,7 6600 125 0,0368 0,102
Г орбатый 122,2 6000 125 0,0498 0,1216
Рис. 5.17. Профилирование футеровочных плит для шаровых мельниц по методике
П.В. Малярова
тории шаров внешнего слоя; S — расстояние между отдельными .шарами
внешнего слоя пяты; р* — отличительный признак семейства ортогональ-
ных траекторий.
Дальнейшее проектирование профиля осуществляется следующим
образом. Для заданного режима работы по экспериментальным графикам
r/Ri = f (рф) vivMluRi =Цр1Ф) (рис. 5.15 и 5.16) определяют г *= r/Rr
Vi К = gj R\lvM .
По найденным значениям г * и К на ЭВМ решают уравнения (5.11)
и (5.13). Шаг для S* рекомендуется принимать равным 0,056, при этом
угловой шаг рассматриваемых траекторий составляет 5°.
На окружность единичного радиуса (рис. 5.17) наносят сетку из се-
мейства относительных 1 и ортогональных 2 траекторий в полярной сис-
теме координат. Сетку разбивают на центральные углы по числу футеро-
вочных плит в поперечном сечении барабана. Например, для мельниц
с 24 плитами углы будут 15°. Конструктивный размер "Ь", соответствую-
151
Рис. 5.18. Самофутерующаяся бронеплита с профилем, построенным по методике
П.В. Малярова
щий минимальной толщине футеровки, рекомендуется принимать не ме-
нее 30 % от начальной толщины плит, определяемой в зависимости от
диаметра барабана.
Профиль броней строят таким образом, чтобы поверхности футеро-
вочных плит повторяли линии нанесенной сетки, размеры выступов вы-
бирают в зависимости от диаметра наибольшего шара.
Конструкция бронеплиты с профилем, построенным по изпоженной
методике П.В. Малярова, показана на рис. 5.18. Для повышения эффек-
тивной работы футеровки использован эффект самофутерования плит.
Бронеплита состоит из поперечных 1 и продольных 2 и 3 ребер, образую-
щих ячейковую футеровку. Расстояния между поперечными ребрами
рекомендуются 0,85—0,95 диаметра самого большого шара, и при работе
мельницы шара с диаметром, близким к наибольшему, заклиниваются
в ячейках. Ширину переднего с и заднего d участков опорной поверхности
рекомендуется принимать равными соответственно (0,374-0,42) / и (0,2-4-
4-0,25) /, где / — ширина плиты, а угол наклона среднего участка опорной
поверхности — от 25 до 30°. При соблюдении таких соотношений разме-
ров заклиненные в ячейках шары дополняют профиль до полного, не
выступая и не проваливаясь в ячейках.
152
Преимуществами данной конструкции бронеплит являются кон-
такт падающих с шаров с заклинившимися тарами, а не с поверхностью
плит, что предохраняет ее от износа, остановка шаров сразу после контак-
та (без скольжения), отсутствие забрасывания шаров на противополож-
ную поверхность барабана и благоприятные технологические свойства
плит при литье, что подтвердилось промышленными испытаниями в ус-
ловиях Норильского горно-металлургического комбината.
Футеровка в мельнице МШР-3200х2400 после эксплуатации в те-
чении 10000 ч не имела существенных признаков износа (сравнительные
данные эксплуатации других профилей футеровок см. в табл. 5.11).
5.8. КОНСТРУКЦИИ РЕЗИНОВЫХ ФУТЕРОВОК
В БАРАБАННЫХ МЕЛЬНИЦАХ
В результате укрупнения измельчительного оборудования в целях
общего повышения производительности, улучшения качества продуктов
измельчения и сокращения обслуживаний и ремонтов в настоящее время
эксплуатируются шаровые мельницы диаметром 4500 мм, разрабатывают-
ся и осваиваются шаровые мельницы диаметром 6000 мм и мельницы са-
моизмельчения диаметром 9000 мм. Толщина футеровочных плит таких
мельниц составляет 180—200 и масса 500 кг. В связи с этим требуются
существенные затраты труда и времени при выполнении перефутеровоч-
ных работ, что, в свою очередь, вызывает производственные потери от
простоев оборудования.
Возникшее противоречие между необходимостью увеличения сро-
ка службы и уменьшением массы футеровки может быть решено пу-
тем изготовления плит из материалов, обладающих меньшей плотностью
и высокой износостойкостью. Такими материалами являются специаль-
ные износостойкие резины.
Наибольшее распространение для футерования мельниц получили сор-
та резин шведских фирм "Скега" и "Треллеборг". В 1973 г. за рубежом
эксплуатировалось 400 мельниц с диаметром до 6 м, футерованных ре-
зиной фирмы "Скега". Срок службы резиновой футеровки по сравнению
со сроком службы металлических плит выше не менее чем в 1,5 раза [33].
Производство резин 1801-6 по рецептурам и технологии фирмы
"Скега" освоено в СССР, и в 1981 г. на предприятиях Мин цветмета СССР
футеровка из резины этой марки была установлена на 85 % рудоразмоль-
ных мельниц II и последующих стадий измельчения. Благодаря этому
износостойкость футеровок по сравнению со стальными увеличилась
в 2—3 раза [47].
Износостойкость некоторых сортов резин отечественного производ-
ства [46] в гидроабразивной среде в 2-3 раза выше износостойкости
стали 110Г13Л. Для изготовления футеровок мельниц рекомендо-
ваны сорта резин 4-54 Свердловского завода РТИ и 2529 Куского заво-
да РТИ.
Проверку износостойкости марок резин (1801-6 фирмы "Скега",
4-54 Свердловского завода РТИ, 2529 Курского завода РТИ и 6252 завода
153
Таблица 5.12
Резиновая футеровка Металлическая футеровка
Марка Тип и количество каучука (вес в частях) Скорость изнаши- вания, мм/ч Материал Профиль Скорость изнашива- ния, мм/ч
4-54 СК И 3-100 0,0010-0,0012 Сталь 110Г13Л Шаро- шипо- вой 0,0078 0,0122
2529 СКИ 3-100 0,0012-0,0015 То же Кас- 0,0081
кад- ный 0,0100
6252 НК-100 0,0030-0,0035 — — Реб- 0,0080
рис- 0,0112
тый
1801-6 НК-50 С КД-50 0,0018-0,0025
"Каучук"), рекомендованных для изготовления футеровок мельниц,
в промышленных условиях проводили на ЦГОКе [28] на мельнице
МШЦ-3600 х5000. Шаровая загрузка составляла 90—95 т шарами диамет-
ром 80 и 60 мм (по 50 %). Крупность исходного продукта составила
30 % класса —1,0 + 0,52 мм при производительности мельницы 350—
380 т/ч.
Для испытаний из каждого типа резины были изготовлены 30 футе-
ровочных плит, которые закреплялись в мельнице поочередно рядами
по длине барабана.
Ввиду большого различия плотности резины и металла за критерий
износостойкости в этих условиях принимали скорость изнашивания,
т. е. уменьшение толщины футеровки за один час работы мельницы. Сред-
няя скорость изнашивания футеровок за период работы мельницы в те-
чение двух лет приведена в табл. 5.12. Самую высокую износостойкость
показала отечественная резина марки 4-54, несколько ниже резина мар-
ки 2529. Однако резина марки 2529 имеет ряд других преимуществ,
например, значительно лучше поддается технологической обработке при
изготовлении футеровочных плит литьевым способом. Резины 4-54 и 2529
более экономичны по сравнению с резиной марки 1801-9, так как в них
вместо натурального применен синтетический каучук.
Проведенные испытания подтвердили целесообразность использова-
ния резин марок 2529 и 4-54 для изготовления футеровок мельниц.
Первые предложения по использованию резиновых футеровок отно-
сятся к началу 30-х годов, однако из-за отсутствия надежных средств
крепления или чрезвычайно сильного износа они не нашли применения.
Пользуясь термином вычислительной техники, эти футеровки можно
назвать футеровками первого поколения.
В начале 60-х годов предложено решение крепления резиновых футе-
154
Рис. 5.19. Система креплений рези-
новых футеровок фирмы "Скега":
1 — цельно рези новый лифтер; 2 —
футеровочные плиты; 3 — прижим-
ная скоба; 4 ~ крепежный болт
ровочных плит резиновыми брусами (лифтерами), которые условно
можно назвать футеровками второго поколения.
В настоящее время применяются в основном две системы крепления
резиновых футеровочных плит лифтерами, предложенные шведскими
фирмами "Скега" и "Треллеборг". По системе "Скега" крепление осущест-
вляется прижимной скобой, вставляемой в Т-образную прорезь цельно-
резинового лифтера, который прижимает футеровочную плиту по всей
длине (рис. 5.19). Для крепления по системе фирмы "Треллеборг" приме-
няется металлическая планка, которая прикрепляется к цельнорезиновым
лифтерам клеевым способом в процессе вулканизации и прижимным
болтом (рис. 5.20). Вторая конструкция лифтера менее технологична
при изготовлении и находит ограниченное применение.
На рис. 5.21 показаны варианты профилей поверхности резиновых
футеровок плита-лифтер цилиндрической поверхности барабана: внахлест-
ку (рис. 5.21,а), обладающий высоким сцеплением с шаровой загрузкой;
волновой (рис. 5.21, б), обеспечивающий высокую производительность
размола [38]; сочетающий гибкие и жесткие лифтеры (рис. 5.21, в);
гладкий (рис. 5.21, г), применяемый в шаровых мельницах с большой
частотой вращения.
Опыт эксплуатации резиновых футеровок - плита-лифтер показал
[28], [38], [47], что большое значение для их долговечности и экономи-
ческих показателей измельчения имеют форма и размеры лифтеров.
На рис. 5.22 показаны конструкции лифтеров, применяемых в ре-
зиновых футеровках: квадратный (рис. 5.22, а), применявшийся в пер-
вых конструкциях резиновых футеровок; скошенный (рис. 5.22, б),
получивший преимущественное распространение, так как срок его служ-
бы в 1,5—2 раза больше, чем квадратного; сегрегирующий (рис. 5.22,в),
оказывающий избирающее воздействие на шаровую загрузку; асимметрич-
ный (рис. 5.22, г), показавший при испытаниях производительность на
30 % большую, чем квадратный.
Курским заводом РТИ освоено производство резиновых футеровок
по лицензии фирмы "Скега" со скошенными лифтерами. Опыт эксплуа-
тации этой футеровки показал ряд ее преимуществ перед металлически-
ми: в 2,4 раза меньшую стоимость эксплуатации; на 75 % меньшее
время монтажа и ремонта; на 85 % меньшую массу футеровки и на 90 %
ниже уровень шума.
155
Рис. 5.20. Система крепления рези-
новых футеровок фирмы "Трелле-
борг":
; _ футеровочная плита; 2 — рези-
новый лифтер; 3 — металлическая
планка; 4 — крепежный болт
Рис. 5.21. Профили резиновых футеровок типа плита-лифтер
Рис. 5.22. Конструкции лифтеров, применяемых в резиновых футеровках
Рис. 5.23. Металлический лифтер
Рис. 5.24. Одноэлементная резинб-
вая футеровка:
1 — резиновая? плита; 2 — крепеж-
ные элементы; 3 — барабан
Вместе с тем срок службы подъемных лифтеров в футеровках рас-
смотренных конструкций в 2—3 раза меньше срока службы футеровоч-
ных плит, и это вынуждает использовать с одним комплектом плит два-
три комплекта лифтеров. Частая замена лифтеров и связанные с ней
простои мельницы увеличивают эксплуатационные затраты.
Небольшой срок службы лифтеров объясняется тем, что при одно-
стороннем вращении мельницы происходит интенсивный износ выступаю-
щей над футеровочными плитами части лифтера. Основные нагрузки вос-
157
принимает боковая сторона, резиновый слой которой до кромки крепеж-
ного паза не превышает 30 мм, и из-за износа бокового слоя элементы
крепления изнашиваются до аварийного состояния.
Для достижения одинаковых сроков службы плит и лифтеров были
проведены испытания футеровок, состоящих из резиновых плит и закреп-
ленных лифтерами из стали 110Г13Л (рис. 5.23).
На Северном ГОКе в мельнице МШР-3600х5500 при крупности исход-
ного продукта 40 % класса —1 + 0,56 и шарах диаметром 60 мм срок служ-
бы резиновой футеровки с металлическими лифтерами составил 24 мес.
при равном сроке службы плит и лифтеров, что в 2,5 раза превышает срок
службы плит из стали 110Г13Л.
Дальнейшим развитием конструкций резиновых футеровок было
создание одноэлементных резиновых футеровок без резких выступаю-
щих частей, подобные лифтерам.
На рис. 5.24 показана конструкция одноэлементной резиновой футе-
ровки [46], в которой крепежные металлические элементы размещены
непосредственно в резиновых плитах, что предохраняет их от разрушения
до полного износа слоя резины на плите, упрощает конструкцию футе-
ровки и позволяет без переделок применять их в мельницах диаметром
от 3,2 до 4,5 м.
По данным лабораторных испытаний/ при работе мельницы с од-
ноэлементной резиновой футеровкой и профилем поверхности, построен-
ным по методике П.В. Малярова [21], нет заброса шаров на противопо-
ложную сторону барабана и, следовательно, выхода части шаров из про-
цесса измельчения. Увеличение в процессе измельчения числа ц/аров поз-
волило повысить производительность лабораторной мельницы с одноэле-
ментными резиновыми футеровками на 8 % по сравнению с использова-
нием футеровок плита-лифтер. Промышленные испытания одноэлемент-
ных резиновых футеровок с клиновым профилем поверхности на Здол-
буновском цементном заводе показали, что по сравнению с металличес-
кими плитами срок слуйсбы футеровок и удельная производительность
увеличились соответственно в 1,2 раза и на 5 %.
В дальнейшем совершенствование конструкций резиновых футеровок
барабаннных мельниц будет развиваться на основе одноэлементных фу-
теровочных плит.
5.9. ПРОЕКТИРОВАНИЕ РЕЗИНОВЫХ ФУТЕРОВОК
ЦИЛИНДРИЧЕСКОЙ ЧАСТИ БАРАБАНОВ МЕЛЬНИЦ,
ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
При разработке резиновых футеровок цилиндрической поверхности
барабанов мельниц главную задачу составляет выбор формы и геометри-
ческих параметров футеровки, обеспечивающих желаемый характер
движения измельчающей загрузки, высокие показатели процесса измель-
чения, заданную долговечность и механическую прочность плит в условиях
гидроабразивного износа и взаимодействия с мелющими телами.
В большинстве работ, направленных на решение поставленной задачи,
158
Рис. 5.25. Геометрические параметры резиновой футеровки типа плита-лифтер:
Н, а — высота и ширина плиты; S, Р, h — ширина, высота и выступающая часть
лифтера
определяются геометрические параметры конструкций резиновых футе-
ровок типа плита-лифтер, широко используемых в СССР и за рубежом.
Основными факторами, определяющими выбор геометрических
размеров футеровки, являются размеры барабана мельницы и частота
его вращения, крупность измельчаемого материала и размеры измель-
чающих тел.
На рис. 5.25 показаны геометрические параметры резиновой футе-
ровки типа плита-лифтер.
Как и при проектировании металлических бронеплит, толщину плит
резиновой футеровки определяют исходя из условия обеспечения макси-
мального объема помольной камеры при соблюдении механической проч-
ности резиновых плит.
В связи с трудностью учета многообразных факторов, влияющих
на процесс износа резиновых футеровок, геометрические размеры лифте-
ров определяли на основе экспериментальных исследований, в результате
которых были установлены закономерности влияния расстояния между
лифтерами и высоты лифтеров на скорость износа резиновых футеровок.
При низких и далеко друг от друга расположенных лифтерах плиты
подвергаются ударам с малыми углами атаки материала и шаров"при боль-
ших путях скольжения. Это приводит к ускоренному износу плит и лиф-
теров, так как резина чувствительна к скользящему удару. Чрезмерно
высокие лифтеры уменьшают полезный объем мельницы, а при близком
их расположении промежутки между ними могут заполняться измельчае-
мым материалом, и загрузка вместе с шарами будет скользить по верх-
ней части лифтеров, что также вызывает их быстрый износ.
На основании обобщения экспериментальных данных установлены
геометрические размеры элементов резиновой футеровки конструкции
плита-лифтер (табл. 5.13), выбираемые в зависимости от типоразмера
барабанов мельниц, частоты их вращения и условий ведения процесса
измельчения. Следует иметь в виду, что остаточная толщина изношен-
ных в процессе эксплуатации плит должна составить не менее 30 мм.
Для резиновых футеровок мельниц II и последующих стадий измель-
159
Таблица 5.13
Условия работы мельницы Диаметр барабана, м Размеры плит и лифтеров по рис. 5.25, мм
Н В Р
Частота вращения ба- Менее 1,4 40 70 95
рабана 80 % критичес- кой 1,4—4 50 100 100
Шары диаметром до 50 мм 4-6 50 140 135
Частота вращения ба- Менее 2,5 50 165 110
рабана 80 % критичес- кой 2,5-4 65 165 135
Шары диаметром 50— 80 мм 4-6 65 165 160
Частота вращения ба- рабана 74 % крити- ческой Менее 2 50 165 110
Шары диаметром 90—125 мм 2-3,5 65 165 135
чения предложено [33] соотношение Н> 1,2 d (Н — толщина резиновых
плит, d — диаметр наибольшего измельчающего шара).
Для определения ширины плиты можно использовать зависимость [11]
(1 -----)а = /У. (5.14)
100
Ввод в эксплуатацию мельниц диаметром 4,5 м и проектирование
мельниц больших размеров со скоростью падения измельчающих тел
более 10 м/с вызывает необходимость теоретического прогнозирования
долговечности резиновых футеровок.
Эффективность применения резины в измельчительном оборудовании
зависит от того, насколько правильно учтены особенности эксплуатации
мельниц и характер воздействия на материал футеровок измельчающей
среды.
Износ футеровок происходит из-за неизбежного скольжения загрузки
(эффекта контакта) и в результате действия ударных нагрузок при
сбрасывании и перекатывании дробящей и технологической загрузки
(каскадный эффект). Скорость износа резиновых футеровок зависит
от условий процесса измельчения, в том числе физико-механических
свойств перерабатываемого материала; конструкции и размеров футеро-
вок; типа применяемой резины.
Интенсивность изнашивания материала футеровок барабана мель-
ницы можно определить из выражения [46]
J = f (dM, ф, ф, </ш, с/и, у>и, Яи, pH, Ть, Г, К, A) , (5.15)
160
где dM — диаметр мельницы; i// — относительная скорость вращения ба-
рабана; — заполнение мельницы; — диаметр шаров; <УИ — крупность
исходного материала; уи — плотность материала; /Уи — твердость измель-
чаемого материала по шкале М.М. Протодьяконова; pH — агрессивность
пульпы; Ть — содержание твердого в пульпе; Т — температура пульпы;
К — профиль футеровки; А — энергоемкость* материала футеровки.
Анализ функциональной зависимости показывает, что величины
dM, Ф, с/ш, с/и, уи определяют скорость v и кинетическую энергию
И?ударов шаров и абразивных частиц о футеровку, а величины dM, i/z,
К — углы а соударения шаров и измельчаемых части с поверхностью
футеровочных элементов.
Экспериментальными исследованиями [46] установлена зависимость
интенсивности износа от величин, входящих в выражение (5.15), для ма-
рок резин, рекомендованных к изготовлению футеровок.
Так, максимальный износ имеет место при углах соударения абра-
зивных частиц с поверхностью, близких к 20—30°, и минимальный — при
углах, близких к 90°. Поэтому формой поверхности проектируемых
футеровок должны быть предусмотрены углы встречи с измельчаемым
материалом не менее 70°.
Скорость соударения v частиц и шаров с поверхностью оказывает
еще большее влияние на износ футеровок, интенсивность которого про-
порциональна скорости соударения в степени 10/3.
Установлено также, что объемный износ пропорционален крупности
измельчаемых частиц d* в третьей степени, плотности частиц уи в степени
5/3 и процентному содержанию твердого в пульпе Ть в степени 0,58.
Большое влияние на интенсивность изнашивания резиновой футеров-
ки оказывают агрессивность пульпы и особенно температура среды. На-
пример, работоспособность футеровки из резины на основе СКИ-3 при
испытаниях, на алюминиевом заводе [33] оказывалась низкой по при-
чине высокой температуры среды (105 °C) и водородного показателя
pH (250—280 г/л щелочи).
Для практических расчетов интенсивности изнашивания резиновых
футеровок мельниц рекомендуется использовать величину удельного из-
носа резиновой футеровки 6 за один километр пути, пройденного футе-
ровкой при вращении мельницы (5 = 0,6-г 0,8 мкм/км). Чем больше
типоразмер мельницы, тем больше скорость падения шаров, их кинети-
ческая энергия и ударные нагрузки на резиновые футеровочные плиты
и, следовательно, макроскопические повреждения резины.
Исследования влияния ударных нагрузок на механическую прочность
были выполнены на специальном стенде, моделирующем единичные
удары измельчающими шарами [28, 36]. Наблюдения показали, что по
мере увеличения энергии удара на поверхности резиновых плит появляют-
ся сначала отдельные пятна в виде шелушения (местное смятие), затем
мелкие трещины и далее явно выраженные сквозные трещины. Все виды
* Способность воспринимать контактную нагрузку без разрушения.
161
повреждений появлялись при определенной величине мгновенного сжатия:
местное смятие при сжатии резины на 30—35 % от ее номинальной толщи-
ны, микротрещин и явных трещин — соответственно при сжатии на 40—
45 и 45—50 %. При статическом нагружении необратимые деформации
имели место при сжатии на 80—90 % от начальной толщины. Следователь-
но, допустимая относительная деформация сжатия е резиновых футеро-
вочных плит под действием ударных нагрузок не должна превышать
0,3 [28]. Учитывая это значение допустимой относительной деформации,
минимальную толщину футеровки (м), способной без повреждений вос-
принимать ударные нагрузки, можно вычислять по формуле [31]
И/ //"С
Smin=7^_(1-e min,<
(5.16)
где w— максимальный прогиб резиновой плиты (м), определяемый на
основании решения задачи о внедрении шара в упругую полуплоскость:
225 И/(1 - Д2)2
64 Е2 R
(5.17)
И/ — кинетическая энергия шара, Дж; д — коэффициент Пуассона
материала футеровки; Е — модуль упругости материала футеровки, Н/м2;
R — радиус максимального измельчающего шара, м; — коэффициент,
учитывающий свойства материала футеровки. Для всех исследуемых
резин среднее значение коэффициента составило 71 м~1.
Уравнение (5.16) решается методом последовательных приближений.
Эластичная резиновая футеровка в отличие от металлической, не по-
вышает жесткости барабанов и передает на его корпус часть ударных
нагрузок. В результате исследования передачи ударных нагрузок резино-
выми футеровками корпусу барабана [8] и обработки полученных дан-
ных была установлена зависимость для расчета коэффициента передачи
энергии удара:
1 f
кп =T]W s°'5., (5.18)
где rj — коэффициент, зависящий от твердости резины, равный 0,1 при
твердости 58—62 по Шору; S — толщина резиновой футеровки, мм.
Энергия, переданная на металлическую инструкцию, вычисляется по
формуле
1
1
И/п =KnW = r]W
(5.19)
162
Из выражения (5.19) и экспериментальных данных следует, что при
начальном увеличении толщины резины происходит резкое уменьшение
коэффициента передачи энергии, а после достижения резиновыми образ-
цами толщины 25—30 мм — незначительное уменьшение.
Для практических расчетов толщины проектируемых резиновых
футеровок (м) цилиндрической части барабана предлагается формула
Sp = Smjn + 5И + 5К, (5.20)
где Smjn — минимально необходимая толщина футеровки, при которой
резина может без повреждений воспринимать удары измельчающей среды
согласно формулам (5.16) и (5.17); $и — необходимый запас футеровки
на износ:
6ОЯсГмл06
dM — диаметр мельницы, м; п — частота вращения мельницы, об/мин;
0 — проектируемая длительность работы, ч; 5 — удельный износ футеров-
ки на истирание за 1 км пути, пройденный при вращении мельницы
(6 = 0,6-г0,8 мкм/км); 2 • 109 — коэффициент, учитывающий холостой
ход футеровки при прохождении ее в верхней части; SK — запас толщины
резины для размещения крепежных элементов, принимаемый 0,02—0,03 м.
Принятая толщина резиновой футеровки должна быть проверена на
допускаемую величину передачи энергии удара по формуле (5.19).
Длину и ширину резиновых одноэлементных резиновых плит выбира-
ют в соответствии с рекомендациями по определению геометрических
размеров металлических бронеплит (см.5.8.).\
Анализ выражения (5.20) и результаты экспериментальных и про-
мышленных испытаний показали, что применение резиновых футеровок
известных конструкций, изготовленных толщиной не более толщины
металлических бронеплит, целесообразно при соблюдении определенных
граничных условий: энергия удара измельчающих шаров 100—120 Дж и
скорость соударения шаров с поверхностью футеровки 6—8 м/с.
Для мельниц диаметром до 4 м указанные условия выполняются при
относительной скорости вращения барабанов ф = Q, 784-0,8 и размерах
измельчающих шаров не более 80 мм.
Промышленные испытания на Новокриворожском ГОКе показали
возможность использования резиновых .футеровок в мельницах МШР
3600x5000 с шарами до 100 м. Обычная резиновая футеровка работо-
способна при температуре среды до 80 °C, устойчива к большинству
компонентов измельчающей среды за исключением минеральных масел
при концентрациях 0,5—1,5 кг/т измельчаемого материала. Применение
резиновой футеровки, изготовленной по лицензии фирмы "Скега", при
температурах свыше 100 °C положительных результатов не дало.
163
5.10. ИЗГОТОВЛЕНИЕ РЕЗИНОВЫХ ФУТЕРОВОК,
СОВЕРШЕНСТВОВАНИЕ РЕЦЕПТУР РЕЗИН
Эффективность использования резиновых футеровок значительно
зависит от качества резиновых элементов, получаемых при производст-
ве футеровок.
В настоящее время основная^ масса резиновых изделий изготавливает-
ся (вулканизируется) на прессах под давлением в формах в определенной
последовательности: приготовление резиновой смеси, заполнение ею фор-
мы, вулканизация и отделка готовых деталей.
Современная технология приготовления резиновых смесей на заводах
резино-технических изделий предусматривает одностадийный процесс при
следующих условиях: температура смещения не выше 115 °C, давление
0,1 МПа, продолжительность смешения 10—12 мин, частота вращения рото-
ров до 30 об/мин. Однако для таких крупных и ответственных деталей,
как футеровка, приведенный режим смешения не обеспечивает необходи-
мого качества смеси. Для более равномерного распределения в резиновой
смеси ингредиентов рекомендуется двухстадийный процесс. Все ингреди-
енты вводятся на первом этапе, и смешивание производится при темпера-
туре 140—160 °C, давлении 0,4—0,6 МПа и высокой частоте вращения
роторов. На второй, стадии вводятся сера, ускорители и антистарители.
Резины, изготовляемые способом двухстадийного смешивания, показы-
вают при абразивном изнашивании на 15—20 % лучшие фйзико-мёханичес-
кие свойства и износостойкость.
Пресс-форма для изготовления резиновых футеровочных плит
(рис. 5.26) представляет собой быстроразборную металлическую конст-
рукцию. Замочные соединения для уменьшения величины* выпрессовки
должны гарантировать зазоры между частями (формы не более 0,1 мм.
При конструировании пресс-форм необходимо учитывать рекомен-
дации, изложенные в работах [28, 11].
Приготовленной смесью форма заполняется путем формования
или литья под давлением. Процесс формования состоит из следующих
операций: резки заготовок из сырой резины, взвешивания (по массе
на 10—15 % больше изделия), закладки в пресс-форму, многократной
подпрессовки для правильного распределения смеси в форме и вулкани-
зации. Этот метод имеет существенные недостатки: большие потери сме-
си, значительные трудности в механизации при серийном изготовлении,
большие энергетические потери на разогрев смеси и форм при многоразо-
вом пользовании, малая производительность из-за длительности процес-
са вулканизации и низкое качество получаемых футеровочных деталей
(неоднородность по сечению, расслоения, анизотропия).
Более рациональным является метод изготовления резиновых футе-
ровок литьем смесей, разогретых до 80—100 °C, в формы под давлением.
К преимуществам этого способа следует отнести отсутствие процесса
приготовления заготовок для формования и связанных с ним трудовых
затрат, меньшие потери смеси благодаря тому, что объем, заполняющий
литниковую систему, как правило, меньше объема смеси, потерянной в
164
Рис. 5.26. Пресс-форма для изготовления резиновых футеровочных плит:
1 — верхняя плита; 2 — вкладыши для формирования ячеек; 3 — нижняя плита;
4 — закладная деталь; 5 — торцевая плита; 6 — стягивающая скоба
запрессовках. Метод литья осуществляется в настоящее время на спе-
циальных плунжерных и червячно-плунжерных прессах под давлением
120 МПа. Однако вместимость из литьевых камер не превышает 2 х
х Ю3 см3, что значительно меньше объема футеровочных плит (2-104—
6 - 104 см3). В связи с этим была поставлена задача исследовать воз-
можность применения для изготовления резиновых футеровок червяч-
ных машин (шприц-машин) с давлением 30 МПа и объемом литьевых
камер, достаточным для производства футеровочных плит. Для определе-
ния влияния.. давления смеси и параметров вулканизации на износостой-
кость резины были проведены лабораторные испытания [28] образцов
резин марок 4-54 и 2529 в гидроабразивной среде (табл. 5.14).
Данные табл. 5.14 показывают, что уменьшение давления смеси
от 120 до 30 МПа не оказывает существенного влияния на износостой-
кость резиновых образцов. Вместе с тем у резиновых деталей, изготовлен-
ных прямым формованием, ора оказалась в два раза меньше, чем у
деталей, полученных литьем под давлением 30 МПа.
Резиновая футеровка — это крупногабаритные детали, поэтому при
неправильно выбранных времени и температурах вулканизации в них
возможны перевулканизация поверхностных слоев и недовулканизация
сердцевины. Этот дефект, связанный с медленным прогревом футеровоч-
ных деталей по сечению, может ухудшить физико-механические свойст-
ва поверхностных и срединных слоев футеровки. Исследованиями уста-
новлено, что оптимальными параметрами вулканизации для резиновых
футеровок являются время 60 мин и температура 143 °C.
165
Таблица 5.1 4
Марка резины Температура | Время вул- вулканизации, канизации, Давление смеси, МПа Износ по мас- се, г Относитель- ная износо- стойкость
с I мин
4-54 143 60 30 0,2113 0,97
4-54 143 60 120 0,2063 1,00 (эталон)
4-54 143 40 120 0,3737 0,55
2529 143 60 120 0,3132 1,00 (эталон)
2529 143 60 30 0,3205 0,98
Положительно влияет на качество резиновых футеровочных деталей
предварительный нагрев резиновой смеси до 70—80 °C, что является
еще одним преимуществом изготовления резиновых плит литьевым
методом, обеспечивающим равномерную вулканизацию и монолитность
изделий.
После вулканизации проводится извлечение изделий из формы и обрез-
ка заусенцев и литников.
Кроме правильного определения и выдержки параметров изготовле-
ния резиновых деталей среди мер по повышению долговечности футе-
ровок большое значение имеет совершенствование рецептуры резины.
Так, в целях разработки термоизносостойких резин для футерова-
ния мельниц, работающих в режиме сухого помола, при измельчении
вяжущих материалов (цемент, известь) с температурой 100—120 °C
были проведены исследования по изучению влияния органосиланов,
кремний-органических изоцианатов, армирующих и других активных
добавок на свойства резин из эластомеров различной структуры.
Испытания футеровок из резиновых смесей на основе эластомеров
СКЭПТ-40 и СКН-26М, содержащих модифицирующие добавки, в мель-
нице СМ-1456, которая работает в таком режиме, показали возможность
их использования взамен металлических футеровок [33], так как при
равном сроке службы резиновая термостойкая футеровка позволяет
сократить затраты на монтаж и потребляемую мощность. При этом, кроме
того, снижаются температура корпуса барабана и уровень шума.
5.11. КОНСТРУИРОВАНИЕ РЕЗИНОВЫХ ФУТЕРОВОК МЕЛЬНИЦ
Важной задачей является создание рецептур резин и конструкций
футеровок для мельниц I стадии измельчения, работающих с шарами
диаметром 100—125 мм, я мельниц самоизмельчения диаметром более
9 м. Ударные нагрузки, возникающие в мельницах с диаметром 4 м и бо-
лее при падении шаров 100—125 мм, превосходят пределы прочности
резины и разрушают поверхности плит. В момент соприкосновения шара
с плоскостью резины происходит удар, при котором за очень короткий
промежуток времени движение шара принимает конечные изменения и
166
развиваются большие нагрузки Р на поверхности контакта шара с рези-
новой плитой:
т
f Pdt = -v2), (5.21)
о
где Р — усилие, развивающееся в процессе удара; М — масса шара; t — те-
кущее время; т — время удара; у2 — скорости шара до удара и после
удара;
|/2 = П (1
где — коэффициент восстановления при упруго-пластичном ударе для
резины, определяется ее эластичностью.
Из уравнения (5.21) следует, что развивающееся в процессе удара
усилие Р зависит огг времени удара — от момента возникновения напря-
женного состояния резины на контактной поверхности до достижения
максимальной деформации резиновой плиты.
Возникающие на поверхности плиты максимальные контактные
давления зависят от величины удельного импульса, т. е. импульса, при-
ходящегося на единицу контактной поверхности [28].
Согласно формуле (5.21),
M(vx - и2)
/ =------, (5.22)
где F — площадь контактной поверхности.
При одном и том же значении удельного импульса процесс удара
может протекать при разных уровнях нагрузок и напряженного состояния
поверхности, зависящих как от физико-механических свойств поверхнос-
ти, так и от временных параметров удара.
После того как произойдет максимальная деформация поверхности
плиты, начнется обратное движение шара до его отрыва от поверхности
со скоростью и2.
При рассмотрении процесса изнашивания эластомеров считают, что из-
нос и разрушение поверхности зависят от той части кинетической энергии,
которая была потеряна измельчающим телом при ударе [33]. Эту часть
кинетической энергии выражают коэффициентом потерь, представляю-
щим собой отношение потерянной кинетической энергии измельчающего
тела за время удара и кинетической энергии тела от удара [26],
7 = (И4 - И/2)/И4 =1 -W2IWi, (5.23)
где И/i = Mv2/2 — кинетическая энергия шара до удара; 1% = Mv\/2 —
кинетическая энергия отскока тела.
Для увеличения времени действия ударной нагрузки и снижения
остроты удельного импульса и максимальных контактных напряжений,
167
4
Рис. 5.27. Оболочковая резиновая футеровка:
1 — резиновая плита; 2 — герметичная плоскость; 3 — крепежная планка; 4 — углуб-
ления в резине; 5 — крепежный болт с клапаном
которые при падении шаров в мельницах I стадии измельчения превыша-
ют пределы прочности резины, а также для поглощения части кинетичес-
кой энергии падающих шаров в конструкцию резиновых футеровочных
плит предложено вводить герметическую воздушную полость, увеличива-
ющую эластичность плит при сохранении износостойкости поверхностно-
го слоя*.
Конструкция футеровки, получившей название оболочковой, состоит
из набора однотипных резиновых плит (рис. 5.27) с герметическими
полостями. Полости высотой 1/5—1/3 общей толщины плиты, заполня-
емые воздухом, снабжаются крепежными элементами, которые совме-
щаются с клапанами для подвода и удержания воздуха [36].
Теоретические и экспериментальные исследования оболочковых фу-
теровочных плит [27, 36] показали, что с введением воздушной полости
в конструкцию плит измельчающий шар проходит больший путь до пол-
♦А.С. 706114 [СССР]. Футеровка барабанной мельницы/Авт. изобрет. А.А. Тарасенко,
А. А. Взоров, Е.Ф. Чижик и др. — Опублк в Б.И., 1979, № 48.
168
ной остановки, чем при внедрении в сплошную резиновую плиту, что уве-
личивает время удара в 1,2—1,3 раза и снижает удельные импульсы и кон-
тактные нагрузки в 1,3—1,5 раза.
При этом часть кинетической энергии шара расходуется на обрати-
мую деформацию сжатия воздуха в герметической полости и уменьшает-
ся кинетическая энергия разрушения резиновой поверхности.
5.11.1. ФУТЕРОВКИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ШАРОВЫХ
БАРАБАННЫХ мельниц
В шаровых и стержневых мельницах с центральной разгрузкой футе-
ровка торцевых поверхностей является лишь средством защиты от износа
и не оказывает существенного влияния на технологические показатели
работы мельницы. В мельницах с разгрузкой через решетку футеровка
является торцевой. Так как решетка удерживает в рабочем пространстве
барабана шары и недостаточно измельченный продукт, то установка ре-
шеток позволила повысить производительность мельниц за счет прину-
дительной разгрузки готового продукта и регулирования степени измель-
чения материала.
Разгрузочная решетка (рис. 5.28) состоит из набора секторных плит,
центральной футеровки и радиальных клиньев, крепящих отдельные
секторы решетки.
Основной параметр разгрузочной решетки — "живое сечение" — яв-
ляется функцией от площади поперечного сечения барабана. Коэффициент
"живого сечения" решетки вычисляют как отношение площади отверстий
решетки к общей ее площади-в долях единицы или процентах:
a a Sb
Ср =JdT1°0% = 1'24 (5.24)
4
Рис. 5.28. Секторная плита разгрузочной решетки шаровой мельницы
169
Рис. 5.29. Расположение щеле-
видных отверстий в решетках:
а — радиальное; б — по хорде
Рис. 5.30. Сектор разгрузочной
решетки с износостойким реб-
ром
где а — ширина щелей решетки, м; Sb — общая длина щелей решетки, м;
Do — внутренний диаметр барабана, м.
Эмпирически установлено, что оптимальный коэффициент "живого
сечения" современных мельниц должен быть 20—30 % [18].
Ширина щелей ориентировочно принимается
а = (0,006 + 0,008) Do, (5.25)
на практике ширина отверстий от 20—30 до 25—35 мм.
Толщина решетки принимается по формуле [18]
h = (0,028 4-0,03) Dq
(5.26)
и хорошо согласуется с практикой.
Все решетки мельниц выпускаются заводами-изготовителями с от-
верстиями сопловидной формы с углом расширения в сторону разгрузоч-
ной цапфы. Расположение щелевидных отверстий в плоскости решетки
170
Таблица 5.15
Типоразмер мельницы Материал ре- шетки Толщи- на решет ки, мм Число и рас- положение отверстий Размер отверстий, мм Площадь отверстий, м2 Коэффици- ент "живо- го сечения", доли ед.
МШР-2100x1500 Сталь 110Г13Л 90 108 по ра- диусу, 16 по хорде 30—20 0,44 0,147
МШР-2100x2200 То же 90 108 по ра- ди усу, 10 по хорде 30-20 0,44 0,147
МШР-2700Х2100 — — 90 По биссек- трисе угла • 30-20 0,70 0,147
МШР-2700Х2700 99 90 То же 30-20 0,70 0,147
МШР-3200Х3100 ~ — 105 По радиу- су 35—25 о;14 0,158
МШР-3600Х4000 Сталь 60СХ2В 105 То же 35-25 1,56 0,177
МШР-3600Х5000 То же 105 — — 35-25 1,90 0,2 Г5
МШР-4000Х5000 *—11— 110 — — 35-25 1,60 0,145
влияет на производительность мельниц по готовому классу. Лаборатор-
ными и промышленными исследованиями [18, 41] показано, что решет-
ка с радиальным расположением щелей* (рис. 5.29, а) имеют меньшую
производительность по вновь образованным классам крупности, чем
решетки с щелевидными отверстиями, расположенными по хорде
(рис. 5.29, 6}.
Для изготовления решеток в основном применяют высокомарган-
цовистую сталь 11ОГ13Л. Однако упрочнение решеток за счет увеличения
толщины ведет к уменьшению пропускной способности ввиду увеличения
гидродинамического сопротивления движению пульпы, поэтому потре-
бовались материалы повышенной прочности; В больших мельницах начи-
ная с МШР-3200х3100 для изготовления решеток принята сталь 60СХ2В.
В табл. 5.15 приведены некоторые параметры разгрузочных решеток
шаровых мельниц.
Меньшему износу подвергается разгрузочная решетка, имеющая
конструкцию секторов с противоизносостойкими ребрами (рис. 5.30).
Конструкция такой разгрузочной решетки, разработанная на Алмалык-
ском ГМК [11], предусматривает защиту каждого из восьми секторов
решетки тремя радиально расположенными выступами (ребрами). Об-
ращенные внутрь мельницы ребра отливаются вместе с решеткой и дву-
мя распорными клиньями, которые тоже значительно выступают внутрь
корпуса мельницы. Система из двадцати четырех ребер жесткости и вось-
ми распорных клиньев позволяет повысить прочность решетки с сохране-
нием формы и размеров отверстий и улучшением пропускной способ-
ности. Особенно важное значение имеет пропускная способность, так как
у металлических решеток она не соответствует энергетическим возмож-
171
a
б
Рис. 5.31. Сектор футеровки торцевых крышек шаровых мельниц:
а — с гладкой поверхностью; б — с радиальным ребром
ностям, и у крупногабаритных мельниц с увеличением размеров бараба-
нов это противоречие усугубляется.
С экономической точки зрения наиболее целесообразным являет-
ся вариант, при котором срок службы решеток и торцевых футеровок
равен сроку службы цилиндрической поверхности барабана. В этом случае
перефутеровка всей мельницы производится одновременно, сокращают-
ся трудовые затраты и простой.
Торцевые футеровки загрузочных и разгрузочных крышек выпол-
няются из отдельных секторов с гладкой поверхностью (рис. 5.31, а)
или с радиальными ребрами (рис. 5.31, б) для увеличения износостойкости
и сцепления с измельчающей средой. Для мельниц с диаметром до 4 м
рекомендуется 16 свыше 4 м — 20 секторов.
В работе 118] показано, что износ торцевых футеровок по радиусу
неравномерен и зависит от степени заполнения барабана дробящей сре-
дой и режима работы.
При водопадном режиме в цементных мельницах с коэффициентом
заполнения барабана у « 0,254-0,3 большему износу подвергается удален-
ная от центра часть секторов. На рудоразмольных мельницах с коэффи-
циентом заполнения барабана = 0,354-0,5 больше изнашивается близкая
к центру часть секторов. При каскадном режиме профили износа глад-
ких торцевых крышек практически не зависят от коэффициента заполне-
ния барабана, так как при малых коэффициентах заполнения барабана
скольжение дробящей среды по торцам будет интенсивнее, чем при боль-
шом заполнении, но соответственно будут меньшими и контактные дав-
ления на торец от измельчающей среды.
Стремление повысить срок службы торцевых футеровок и решеток
мельниц и сделать его равным или кратным сроку службы футеровок
цилиндрической части барабана, а также применение метода коррек-
172
Рис. 5.32. Сектор торцевой футеровки
с профилем, построенным в соответствии
с фактическим износом
Рис. 5.33. Торцевая футеровочная плита
усовершенствованной конструкции
тировки профиля плит увеличением толщины наиболее изнашиваемой
части привело к созданию многообразных профилей торцевых футе-
ровок.
На рис. 5.32 показан сектор торцевой футеровки, применяемой на
Алмалыкском ГМК в мельницах диаметром 3,2 и 3,6 м (стадии измель-
чения с профилем, изменяющимся по радиусу в соответствии с фактичес-
ким износом и усиленным дополнительными ребрами.
Основным материалом для изготовления торцевых футеровок явля-
ется марганцовистая сталь 110Г13Л.
Допустимым остаточным размером плит торцевой металлической
футеровки является толщина 30 % от начальной. Однако несмотря на
173
Б~б
ММ
Рис. 5.34. Комплект резиновой торцевой футеровки шаровой мельницы с загрузкой
через решетку:
1 __ футеровка разгрузочного торца; 2 — разгрузочная решетка; 3 — уплотнитель-
ный сегмент; 4 — футеровка цилиндрической поверхности барабана; 5 — резиновые
лифтеры; 6 — прижимная скоба; 7 — радиальные лифтеры (черпаки); 8 — цилинд-
рическая часть барабана; 9 — торцевые крышки барабана; 10 — сегментный сектор
футеровки загрузочного торца
7
Таблица 5.16
Параметры работы шаро- вой мельницы Диаметр бараба- на, м Размеры плит и лифтеров, мм
крышки решетки
Частота вращения бараба- Менее 1,4 Н =40 Я = 40
на 80 % критической В = 70 В = 70
В = 90 В = 80 В =95
Шары диаметром до 50 мм 1,4—4 №50 №54
В = 100 В = 100
В = 110 Р = 110
4-6 №60 Я =54
№100 В =’100
№135 В = 135
Частота вращения бараба- Менее 2,5 Н = 50 Н = 54
на 80 % критической В = 100 B=F11O
В = 110 В =135
Шары диаметром 50— 2,5-4 Н = 60 №54
80 мм В = 100 В = 100
В = 135 В = 135
4-6 Н = 60 №90
В = 165 В = 140
В = 160 В = 160
Частота вращения бараба- Менее 2 Н =50 №54
на 74 % критической В = 100 В = 100
№110 В = 110
Шары диаметром 90— 2-3,5 №60 Н =90
125 мм В = 165 В = 140
В = 160 В = 160
многообразие форм торцевых футеровок срок службы не всегда соот-
ветствует сроку службы футеровок цилиндрической части, а в мельни-
цах III и IV стадий измельчения этот показатель меньше на 25 %. Большая
скорость изнашивания металлических торцевых футеровок объясняется
почти полным отсутствием значительных по величине ударных нагрузок,
способствующих наклепыванию плит из стали 110Г13Л, что характерно,
например, для усовершенствованной конструкции торцевой футеровоч-
ной плиты [18], показанной на рис. 5.33. В футеровочной плите усовершен-
ствованной конструкции угол между рабочей поверхностью и вектором
скорости падающих шаров способствует повышению наклепа рабочей
поверхности. Кроме того, здесь уменьшена толщина основной плиты,
и металл по сечению более однороден, что устраняет рыхлости и способст-
вует закалке металла на всю глубину.
Для изготовления торцевых футеровок и решеток успешно применя-
ют износостойкие резины марок 1801-6, 2529 и 4-54.
На рис. 5.34 показана торцевая резиновая футеровка мельницы с разг-
рузкой через решетку [11].
Футеровочные сегментные плиты 10, закрывающие торцевую крыш-
ку загрузочного патрубка до барабанной футеровки 4, имеют на длинной
176
стороне уступы для образования паза, в кото-
рый вкладывается резиновый лифтер (брус) 5 с
Т-образной прорезью для монтажа прижимной
скобы 6. При завертывании гаек скоба при-
жимает к барабану футеровочную плиту 4 по
всей ее длине и в таком состоянии удерживает
ее при работе. Разгрузочная решетка 2 также
набирается из сегментных плит, опирающихся
на радиальные лифтеры (черпаки) 7, и прижи-
мается брусами-лифтерами со скобами 6 к
крышке барабана. Сопряжение футеровок ба-
рабана и крышки уплотняется сегментом 3.
Для определения размеров элементов ре-
зиновой торцевой футеровки могут быть реко-
мендованы данные эксплуатации барабанных
шаровых мельниц с резиновыми футеровками
(табл. 5.16). В мельницах диаметром до 4 м,
как и при использовании металлической футе-
Рис. 5.35. Торцевая рези-
новая футеровка с жест-
кой крепежной планкой
ровки, рекомендуется устанавливать 16 секторов. Остаточная толщина
резиновых секторов должна быть 16—18 мм.
Проведенные в условиях Центрального и Южного горно-обогатитель-
ных комбинатов промышленные испытания позволили сделать вывод,
что износостойкость торцевых футеровок из.резины 2529 в 2,5—3 раза
выше металлических футеровок из стали 110Г13Л. На ЮГОКе торцевая
резиновая футеровка отработала 24 мес (против 15 мес срока службы
футеровки из стали 110Г13Л), и износ ее за это время составил 40—45%
первоначальной толщины. При испытаниях резиновых решеток не были
обнаружены забивания и закатки щелей, которые у металлических реше-
ток снижают ее "живое сечение" и производительность мельницы.
В то же время при испытаниях срок службы резиновых лифтеров
составил 12 мес, что значительно меньше срока службы плит торцевой
футеровки. Причинами является то же, что и для лифтеров цилиндричес-
кой части барабана (см. 5.8). Избежать этот недостаток можно благода-
ря закреплению резиновых секторных плит металлическими лифтерами,
а также применению резиновых торцевых футеровок со скрытыми эле-
ментами крепления.
На рис. 5.35 показана торцевая резиновая футеровка Уральского
машиностроительного завода с жесткими штампованными крепежными
планками, которые размещены в резиновых плитах. Перспективным ма-
териалом для торцевых футеровок и решеток является полиуретан, об-
ладающий высоким сопротивлением истирающим нагрузкам.
5.11.2. ФУТЕРОВКИ МЕЛЬНИЦ САМОИЗМЕЛЬЧЕНИЯ
В мельницах самоизмельчения куски материала должны подниматься
на большую высоту для создания в них при падениях усилий, необходи-
мых для разрушения. Поэтому футеровка мельниц самоизмельчения
177
включает плиты, защищающие поверхность барабана, и подъемные бру-
сы (лифтеры) для передачи энергии вращения барабана измельчаемому
материалу и подъема кусков на требуемою высоту (см. рис. 5.5 и 5.6).
Лифтеры служат также как крепление к барабану футеровочных плит.
Для удлинения периода перефутеровки на утолщенных плитах ребра
могут отливаться заодно с ними.
На характер износа плит и лифтеров и срок их службы влияют усло-
вия работы мельницы и ее размеры, а также форма, резмещение и мате-
риал лифтеров. В зарубежной практике хорошо показали себя в работе
футеровочные плиты из сплава "Нихард" в сочетании с лифтерами, изго-
товленными из хромомолибденовой (6 % Сг и 1 % Мо) или иной вязкой
легированной стали [1]. В отечественной практике футеровочные плиты'
изготавливают из стали 110Г13Л.
Размер кусков измельчаемого материала, изменяющийся в пределах
от 1 до 900 мм, существенно влияет на углы отрыва кусков, определяе-
мые зависимостью (5.1). Углы отрыва увеличиваются при уменьшении
размеров материала, и поэтому точки падения крупных кусков будут
лежать ближе к центральным областям вращающейся среды, что обусло-
вит их скопление в центре загрузки. В то же время мелкие частицы будут
скапливаться на периферии, заполняя межлифтерные пространства. Для
предотвращения сегрегации частиц материала смежные ребра выполня-
ют переменной высоты, благодаря чему снижаются ударные нагрузки
на часть лифтеров при их выходе в материал. /Хорошие результаты
по сроку службы были получены при использовании лифтеров в мель-
ницах сухого измельчения [38].
Высота высоких ребер над плитами h х в мельницах самоизмельче-
ния диаметром 7—9 м составляет 250—300 мм, низких h2 — 100 мм;
ширина лифтеров 200—210 мм. Из разных вариантов размещения лифте-
ров в зарубежной практике удовлетворительные результаты по сроку
службы достигались при их числе, вдвое большем числового значения,
внутреннего диаметра мельницы, выраженного в футах («310 мм).
Это соответствует в 6 раз большему числу лифтеров, чем диаметр
мельницы, выраженный в метрах. Например, для мельниц ММС-9000 х
3000 с диаметром барабана 9 м рекомендуется к установке 54 лифтера.
Футеровка торцевых крышек набирается из отдельных сегментных
секторов аналогично торцевой футеровке шаровых мельниц. Радиальные
лифтеры на торцевых крышках нужны только для защиты футеровок
от износа. Их рекомендуется [38] устанавливать из расчета три лифтера
на 1 м диаметра мельницы.
Дифлекторные кольца в мельницах сухого самоизмельчения, направ-
ляющие материал в середину барабана, имеют массу более 1 т и могут
выполняться из стального литья, так как не испытывают таких ударных и
истирающих нагрузок, как футеровка цилиндрической части барабана.
Для мельниц мокрого самоизмельчения диаметром 7 м рекоменду-
ется комплект футеровки [47], прошедший испытания на Ингулецком
ГОКе (рис. 5.36). Для футерования загрузочной крышки применяли
два элемента (рис. 5.36, а) с закреплением каждого одним болтом. Такой
178
Рис. 5.36. Футеровка мельниц мокрого самоизмельчения загрузочной крышки (а),
цилиндрической части барабана (б) и разгрузочная решетка (в):
1 — сектор разгрузочной решетки; 2 — пробковые клинья; 3 — разгрузочный торец
профиль способствует уплотнению материала в период контакта его с
рабочей поверхностью футеровки, так как измельчение в значительной
степени происходит за счет раздавливания и истирания материала.
Цилиндрическую часть барабана футеровали одноэлементными плита-
ми с закреплением их двумя болтами. Профиль плит (рис. 5.36, б) имел
переменное сечение в соответствии с интенсивностью износа.
Разгрузочную решетку формировали комбинированными элементами
(рис. 5.36, в), которые фиксировались пробковыми клиньями. Элементы
решетки верхнего ряда для упрощения разгрузки выполнялись с разгру-
зочным хоботом.
179
Рис. 5.37. Футеровка мельниц
самоизмельчения, работающих с
догрузкой шаров
Для обеспечения выхода кусков, размеры которых еще достаточно
велики для их разрушения более крупными кусками, но уже недостаточ-
ны для измельчения материала, целесообразны каналы различной ширины
в элементах нижнего ряда. Внутренняя поверхность разгрузочного торца
покрывается плитами.
В тех случаях, когда в измельчаемом материале недостаточно "собст-
венных" мелющих классов, для повышения эффективности измельчения
в мельницу догружают шары. Однако догрузка шаров в мельницы боль-
шого диаметра, например мельницы самоизмельчения, вызывает ряд труд-
ностей, связанных со значительным ударным действием шаров на лиф-
терную футеровку и вследствие этого ее разрушением.
В целях уменьшения отрицательного воздействия на футеровку
шаровой загрузки был предложен [41] корытообразный профиль
(рис. 5.37).
Элемент новой футеровки представляет собой плиту, имеющую
по краям выступы, которые в сочетании с крайними выступами располо-
женных рядом элементов образуют лифтеру необходимой толщины и
высоты. Болты, крепящие плиту к барабану, расположены на среднем
выступе. Зазоры между смежными плитами шириной 5—10 мм забивают-
ся измельчаемым материалом в процессе работы, и соседние выступы
превращаются в одно целое. Нагрузки, приходящиеся на лифтерные
выступы в момент их входа в компактную часть загрузки, компенсиру-
ются реакцией выступов соседней плиты.
Таблица 5.17
Параметры работы мель* ницы Диаметр барабана D, м Размеры плит и лифтеров, мм
барабана крышки решетки
Частота вращения ба- 2,5-3,5 Н = 65 Н = 60 Н =90
рабана 80 % 8 = 140 8 = 140 8 = 140
критической 8 = 135 8 = 160 8=160
Рудная гал1Я 3,5-5 №80 №80 №90
80—350 мм 8 = 140 8 = 140 8 = 140
8 = 160 8 = 160 8 = 140
8 = 210 8 = 210 8 = 160
180
Для футерования рудногалечных мельниц и мельниц самоизмельчения
небольших размеров (до 5 м) успешно применяются износостойкие ре-
зины. Конструкция резиновых футеровок (табл. 5.17) не дтличается
от конструкции футеровок типа плита-лифтер шаровых мельниц [1Ц.
Использование резин отечественных марок для футерования мель-
ниц самоизмельчения диаметром 7 и 9 м до настоящего времени не выяви-
ло их преимуществ перед металлическими. Промышленные испытания
комплекта резиновой футеровки шведской фирмы "Скега", проведенные
на Лебединском ГОКе на мельницах ММС-9000х3000, показали высо-
кую износостойкость данной футеровки и целесообразность проведения
работ по разработке рецептур резины и конструкций футеровок для фу-
терования мельниц самоизмельчения с размерами барабанов 7—9 м.
5.11.3. ФУТЕРОВКА БАРАБАННЫХ МЕЛЬНИЦ
Долговечная и безаварийная работа футеровок мельниц по многом
зависит от соблюдения правил и инструкций при укладке футеровоч-
ных плит в барабан. В настоящее время применяют безболтовой и бол-
товой способы крепления футеровочных плит. При безболтовом спосо-
бе крепления (рис. 5.38, а) футеровку набирают из резиновых брусьев
или комбинированных. В этом случае более высокие подъемные бруски
изготовляют из марганцовистой стали либо с деревянными брусками,
•бразующими пазы для заклинивания измельчающих тел.
В керетких (до 2 м) мельницах длину брусьев выбирают равной
длине барабана, в более длинных (свыше 2 м) — в 2 раза меньше длины
барабана. Брусья крепят торцевыми футеровками и посередине бара-
бана промежуточными кольцами (рис. 5.38, б). К преимуществам дан-
ного способа относятся устранение дорогостоящей операции сверления
отверстий под болты в барабане и отсутствие протекания пульпы.
Применение болтового крепления футеровок мельниц, несмотря
на относительную дороговизну (необходимость сверления до 360 от-
верстий в барабане) и постоянный контроль за затяжкой и уплотнением,
оправдывается простотой монтажа и изготовления плит, надежность их
крепления.
Прй болтовом креплении металлические футеровочные плиты ук-
ладывают внахлестку (для предотвращения расклепывания и расклини-
вания во время работы и упрощения расфутеровки) и с зазорами 8—
12 мм (для расклепывания плит в процессе работы). Зазоры между
плитами следует располагать вразбежку (смещенными один относительно
другого).
Для уменьшения шума и предохранения корпуса барабана от износа
пульпой между футеровкой и барабаном прокладывают листовую рези-
ну толщиной 6—8 мм в зависимости от размера мельницы.
Футеровочные плиты крепят болтами заклинивающей формы с раз-
личными видами головок (рис. 5.39). Конструкция плит должна обеспе-
чивать перпендикулярное положение болта по отношению к образующей
несущей детали (крышке или цилиндру барабана).
181
Рис. 5.38. Безболтовой способ крепления футеровки
а — торцевыми футеровками; б — торцевым кольцом
Во избежание протекания пульпы в болтовые отверстия под гайку
ставят конусную шайбу (рис. 5.40) с резиновым уплотняющим коль-
цом меньшего размера.
Замену футеровок в мельницах диаметром 3,2— 3,6 м производят с
помощью крана по машинно-сменному способу, при котором перефу-
теровка осуществляется на механизированном стенде со съемом у бара-
бана одной из торцевых крышек. Для выбивки болтов применяют ме-
ханическую выколотку. Плиты демонтируют, освобождая их от болтов’
и обрушая один или несколько рядов футеровки. На большинстве пред-
приятий плиты удаляют через люк с помощью мостового крана. Затяж-
ку гаек и болтов, крепящих плиты, выполняют пневматическими гайко-
вертами.
Перефутеровку мельниц с размерами барабана 4500x6000 производят
на комплексно-механизированном стенде без съема торцевой крышки
по следующей технологии [39]:
свертывание гаек футеровочных болтов с помощью мощного пнев-
матического гайковерта, подвешенного на поворотном кране с вылетом
стрелы 8 м;
выбивка футеровочных болтов пневмобетоноломом с насадкой
специальной конструкции;
удаление изношенных футеровок через люк мельницы в контейнер;
монтаж приспособления для укладки футеровки из быстросоеди-
няемых безрезьбовых звеньев массой до 35 кг, прикрепляемых к люкам
мельницы четырьмя болтами;
подача футеровочных плит через люк мельницы краном и укладка
с помощью приспособления, обеспечивающего легкий поворот за счет
крепления на пространственном шарнире;
подвод плит в любое место мельницы с использованием пространст-
венной рыжачной системы;
предварительное навертывание гаек на футеровочные болты с по-
мощью легких гайковертов ИП-3106 и ИП-3205.
182
Рис. 5.39. Болты для крепления
футеровочных плит
Рис. 5.40. Узел крепления футе-
ровочных плит к барабану:
1 — стальная шайба; 2 — рези-
новое кольцо; 3 — цилиндр
барабана; 4 — резиновая про-
кладка; 5 — футеровочная пли-
та; 6 — футеровочный болт
Таблица 5.1 8
Диаметр ба- рабана, м Футеровоч- ный болт Размеры Dхd х h, мм Момент затяжки болтов (Н * м) из материала
в бараба- не, мм конусной шайбы резинового кольца
Ст 5 Ст35 Ст5
До 1,2 М24 26-30 45X26X10 40x26x10 140 280 310
1,3-2,1 М27 29-35 55X29X10 50x29x10 260 390 460
2,2-3,4 М30 32-38 60x32x10 55x32x10 390 500 590
3,5-4,5 М36 38—44 70X39X14 65x38x14 690 960 1230
>4,5 М42 44—48 84x44x16 74x44x16 1100 1450 1600
Окончательную затяжку выполняют мощным гайковертом ср ста-
ционарной площадки и при периодическом повороте мельницы на каждый
ряд болтов.
Размеры болтов и уплотнительных элементов приведены в табл. 5.18.
Диаметр болта здесь указан для шаровых мельниц, для стержневых
мельниц диаметр болта должен быть на 10—15 % больше.
Для повышения уровня механизации трудоемких перефутеревоч-
ных работ рекомендуется [39] набор средств механизации.
Благодаря применению полимеров для футерования мельниц масса
комплекса резиновой футеровки в 6 раз меньше стальной футеровки, что
заметно снижает трудоемкость перефутеровки и улучшает условия рабо-
ты обслуживающего персонала.
6. ПОВЫШЕНИЕ ИЗНОСОСТОЙКОСТИ ПРОСЕИВАЮЩИХ
ПОВЕРХНОСТЕЙ СОРТИРОВОЧНОГО ОБОРУДОВАНИЯ
6.1. ОСОБЕННОСТИ УСЛОВИЙ РАБОТЫ
ПРОСЕИВАЮЩИХ ПОВЕРХНОСТЕЙ
Главным направлением работ по повышению технического уровня
оборудования для сортировки материалов в последнее время является
создание грохотов с высокими производительностью и эффективностью
грохочения. С этой целью были созданы конструкции грохотов с боль-
шими площадями рабочей поверхности и интенсивными режимами их
перемещений. Наиболее эффективными и удобными в эксплуатации
оказались вибрационные грохоты, выпускаемые в настоящее время
серийно. Находят применение также барабанные и колосниковые гро-
хоты.
Колосниковые грохоты представляют собой решетки, собранные
из колосников и установленные неподвижно под углом 40—50° к гори-
зонту. Материал по колосникам перемещается .самотеком, и мелкие фрак-
ции проваливаются в под колосниковое пространство. Расстояние между
колосниками принимается 50’ мм и более. Грохот применяется, как
184
Таблица 6.1
Характеристика сита Параметры вибрационных грохотов
инерционных само балансных
ГИЛ-42 ГИЛ-43 ГИЛ-52 ГИЛ-32 ГИТ-51 (173 Гр) ГСЛ-42 ГСЛ-62 ГСЛ-72 ГСТ-61 (168 Гр)
Число ярусов 2 3 2 2 1 2 2 2 1
Ширина, мм 1500 1500 1759 1250 1750 1500 2000 2500 2000
Длина, мм 3750 3750 4500 2500 3500 5000 5000 6000 5000
2 Площадь, м 5,6 5,6 7,9 3,1 6,125 7,5 10,0 15,0 10,0
Амплитуда колебаний, мм 3; 3,5 2,5; 3 2,5; 3 2,5 4,6 4,85 4,35 4,25 5,6
Частота колебаний, рад/с 94,2; 94,2; 94,2 120,5 62,8; 85,8 85,8 85,8 70,3
104,7 104,7 75,4
185
правило, для крупного грохочения материалов. Недостатком колоснико-
вых грохотов является низкая эффективность грохочения (не более 50 %).
Рабочая поверхность барабанного грохота представляет собой боко-
вую поверхность цилиндра или усеченного конуса, набираемую из пер-
форированных листов. Ось цилиндрического барабана наклонена к гори-
зонту под углом 4—7°, а конического — горизонтальна. Исходный продукт
подается внутрь барабана на загрузочном конце и увлекается поверх-
ностью вращающегося барабана на высоту, соответствующую углу естест-
венного откоса материала. Затем продукт скатывается вниз и вперед по
наклону барабана.
Барабанные грохоты применяются в основном для грохочения и
промывки минерального сырья, содержащего глинистые добавки, а так-
же в комплекте с барабанными мельницами (бутары).
Вибрационные грохоты выпускаются с двумя видами приводов —
инерционным и самобалансным, обеспечивающими соответственно эл-
липтическую форму перемещений точек короба и направленные колеба-
ния по прямолинейным траекториям под углом к поверхности короба
грохота. Инерционные грохоты устанавливают под углом 8—25°.
При колебательном движении грохотов материал, находящийся на
поверхностях, встряхивается, подбрасывается и продвигается вперед,
просеиваясь сквозь отверстия поверхности.
Процесс грохочения может вестись как сухим, так и мокрым спосо-
бом. Параметры некоторых вибрационных грохотрв, применяемых в про-
мышленности до настоящего времени, приведены в табл. 6.1. Контакти-
рующие с материалом просеивающие поверхности подвергаются различ-
ным видам абразивного изнашивания (см. табл. 1.2). Срок службы про-
сеивающих поверхностей в 2—4 раза ниже срока службы быстроизнашива-
ющихся узлов дробильного оборудования (броней конусных дробилок).
Срок службы просеивающих поверхностей зависит от количества пере-
рабатываемого материала, его крупности и абразивности. С увеличением
абразивности материала износ просеивающих поверхностей увеличивает-
ся, а влияние крупности материала однозначно и зависит от материала
просеивающей поверхности.
6.2. КЛАССИФИКАЦИЯ И КОНСТРУКЦИЯ
ПРОСЕИВАЮЩИХ ПОВЕРХНОСТЕЙ
Грохоты снабжаются просеивающими поверхностями разнообразных
типов и конструкций, предназначенных для выполнения различных тех-
нологических функций и улучшения условий эксплуатации и обслужива-
ния.
Применяемые в настоящее время просеивающие поверхности могут
быть объединены в три основные группы по назначению, конструктивно-
му исполнению и применяемым материалам.
По назначению просеивающие поверхности классифицируются для:
крупного, среднего и мелкого; мелкого и тонкого грохочения.
Конструктивно просеивающие поверхности выполняются следую-
щих типов:
186
Таблица 6.2
Материал Массовый износ, г Объемный износ, см3 Коэффициент относительной и зносостой кости
Сталь 20 21,326 2,790 1 (эталон)
Сталь 110Г13Л 10,330 1,314 2,12
Износостойкий чу- гун 300x12м Резина: 7,496 0,893 3,12
13825 3,973 3,612 0,77
8ЛТИ 1,168 1,025 2,72
СКТБ-2 1,207 0,998 2,79
6252 0,477 0,425 6,56
1801-6 0,447 0,389 7,79
2529 0,313 0,281 9,93
4-54 0,206 0,193 14,40
колосниковые решетки (см. 6.1);
листовые сита (решетки) из листового материала в виде карт длиной
500—5000 мм и шириной 400—3000 мм со штампованными квадратами
(со стороной от 5 до 150 мм) или сверлеными круглыми отверстиями;
металлические сетки для мелкого и тонкого грохочения из рифле-
ной проволоки с квадратными ячейками шириной 1000, 1250, 1500,
1750, 2000 и 2500 мм в виде прямоугольных карт или свернутых в ру-
лоны с номинальными размерами квадратных ячеек от 3 до 100 мм;
щелевые (шпальтовые) колосникообразные сита для тонкого гро-
хочения, выполняемые из проволоки трапециевидного сечения, в виде
плоских карт с гладкой рабочей поверхностью, скрепленных соедини-
тельными шпильками.
Материалы просеивающих поверхностей должны обладать высокой
абразивной износостойкостью и стойкостью при действии знакоперемен-
ных динамических нагрузок. Такими материалами являются углеродис-
тые и легированные стали.
Листовые сита (штампованые, сверленые и литые) изготовляют
из углеродистой, марганцовистой 110Г13Л и нержавеющих сталей
08Х18Н16, 12Х18Н9Т, 12Х18Н10Т.
Металлические сетки изготавливают из углеродистой пружинной
или высокомарганцовистой проволоки с пределом прочности 15000—
18000 МПа. Проволоку обычно канилируют, т. е. переменно изгибают
то в одну, то в другую сторону.
Детали из износостойких резин кроме хорошего сопротивления
абразивному износу обладают свойством выдерживать длительные зна-
копеременные нагрузки, воспринимать значительные обратные деформа-
ции растяжения и сжатия с сохранением прочности. Для выявления ма-
рок резин, наиболее пригодных для изготовления просеивающих поверх-
ностей, были проведены экспериментальные исследования [26] относи-
тельной износостойкости различных материалов и резин в условиях
187
работы классифицирующих аппаратов (табл. 6.2). Исследования прово-
дили при крупности абразивных частиц —64- +3 мм, плотности пульпы
40 % и скорости потока 25,7 м/с в течение 2,5 ч с полной заменой абрази-
ва через каждые 10 мин.
Некоторые резины обладают высокой износостойкостью. К про-
мышленному внедрению, в частности, для шпальтовых сит могут быть
рекомендованы резины 1801-6, 4-54 и 2529.
Для резиновых поверхностей при касательных ударах возрастает
вероятность механических повреждений острыми гранями абразива,
поэтому на износостойкость резиновых просеивающих поверхностей
в значительной степени влияет состояние и качество поверхностного слоя.
6.3. ПОВЫШЕНИЕ ИЗНОСОСТОЙКОСТИ
ПРОСЕИВАЮЩИХ ПОВЕРХНОСТЕЙ ГРОХОТОВ
Работы по усовершенствованию просеивающих поверхностей ведут-
ся по двум основным взаимосвязанным направлениям: повышению дол-
говечности и улучшению эффективности и удельной производительности
грохочения. Необходимо, чтобы меры, направленные на повышение
срока службы сит, не сказывались отрицательно на технологических по-
казателях грохочения.
Срок службы просеивающих поверхностей увеличивают конструк-
тивными, технологическими и эксплуатационными способами. С по-
мощью двух первых способов были созданы новые конструкции сит
с использованием материалов, не вошедших в приведенную выше (см. 6.2)
классификацию. Наиболее распространенным типом просеивающих по-
верхностей в отечественной практике являются плетеные проволочные
сита с отношением суммарной площади отверстий ко всей площади сита
("живое сечение") до М % и эффективностью грохочения до 95 %. Одна-
ко вследствие абразивного износа и появления усталостного излома
проволок срок службы при грохочении железных руд не превышает
30 сут, а иногда при сортировке высокоабразивных материалов — не-
скольких часов.
Решета имеют срок службы в 10—12 раз больше, однако их "жи-
вое сечение" не превышает 55 %, что обусловливает низкую эффектив-
ность грохочения.
В зарубежной практике для увеличения износостойкости стальные
решетки футеровались резиной. Футерование осуществлялось методом
набрызга с обеих сторон листа, т. е. резиной покрывалась внутренняя
поверхность цилиндрических отверстий сита. При грохочении руд и угля
на этих поверхностях износостойкость сита повышалась в 5 раз, но от-
верстия засорялись трудными зернами. Впоследствии этот недостаток
устранили, применив конусность отверстий (сверху вниз по ходу пере-
мещения зерна отверстие уширялось). В это же время осуществлялось
армирование резиновых сит стальной проволокой и тросами.
С середины 50-х годов производством износостойких резиновых
•сит для эксплуатации в железорудной промышленности занялись в Шве-
188
Рис. 6.1. Грохот с резиновым ситом "Дуеиеро"
Рис. 6.2. Резиновое сито, арми-
рованное металлом
ции. Первые модели сит представляли собой несущий перфорирован*
ный лист, покрытый сверху резиной. При этом отверстие в стальном
листе было выполнено большего размера, чем отверстие в резиновой
футеровке, и благодаря этому края отверстия (квадратного или круг-
лого) приобретали гибкость, улучшались условия прохождения трудных
зерен. Опыт показал, что такая конструкция сита хорошо работает при
толщине резинового слоя не более 10 мм.
К концу 50-х годов как элемент сита стали использовать слой твер-
дой резины, который привулканизировали к высокоизносостойкому
нижнему слою. Это значительно повысило упругость просеивающей по-
верхности и улучшило условия грохочения при высокой износостойкости.
В 1960 г. в Швеции были проведены сравнительные испытания раз-
личных материалов просеивающих поверхностей при грохочении по клас-
су 25 мм (табл. 6.3) при подаваемой руде крупностью 0—150 мм.
Как видно из таблицы, резиновая просеивающая поверхность при
грохочении железной руды имеет срок службы в 10—12 раз больше, чем
перфорированный стальной лист.
После подтверждения высоких показателей износостойкости рези-
новых листов сит стали широко применяться резиновые сита типа "Дуе-
неро" фирмы "Треллеборг" (рис. 6.1) и фирмы "Скега".
Таблица 6.3
Просеивающая поверхность Количество перера- ботанной руды до износа сита, т Относительные затра- ты, связанные с изна- шиванием сит, %
Перфорированный стальной лист (6=10 мм) 50 000 100
Сетка из фасонного прутка (6 = = 25 мм) 130 000 51
Перфорированный стальной лист (6=5 мм), футерованный рези- ной (6 = 12 мм) 600000 13
Резиновая рабочая поверхность (6 * 25 мм) 900 000 13
190
^^ШМЖШЖКЖЖЖа
4
л
ш
Рис. 6.3. Сито "Эластик"
В отечественной промышленности работы по повышению износостой-
кости сит первоначально велись на основе использования резиновых
покрытий.
На горно-обогатительных комбинатах Кривбасса были проведены
испытания армированных металлом резиновых сит на вибрационных
грохотах 173Гр перед дробилками мелкого дробления. Испытывались
армированные сварной решеткой из круглых прутков диаметром 8—
12 мм сита из резины (рис. 6.2) и сита из перфорированных металличес-
ких пластин толщиной 8—10 мм, покрытых слоем резины марок 6252 и
2959 толщиной 30 мм. Применение гуммированных сит позволило значи-
тельно увеличить срок службы просеивающих поверхностей и довести
его до семи месяцев по сравнению двумя месяцами для металлических
решеток. Однако эффективность грохочения на грохотах 173Гр, обору-
дованных этими ситами, не удовлетворяла требованиям технологии, так
как эффективность грохочения не превышала 60 % в связи с малым "жи-
вым сечением" сит (9—12 %) и вследствие этого с измельченностью над-
решетного продукта по граничному классу до 65 %, а также с интенсив-
ным забиванием рабочих ячеек "трудными" зернами клиновидной фор-
мы. 70 % ячеек сит забивается, и сито работает не как просеивающая
поверхность грохота, а как питатель [35].
Забивание сита "трудными" зернами можно устранить за счет эффек-
та самоочистки под действием упругих колебаний рабочей поверхности
грохота или относительных перемещений смежных элементов сита, обра-
зующих ячейку. Однако в рассмотренных конструкциях сит эффект
упругих колебаний практически отсутствует, так как из-за армирования
металлом и большой толщины они имеют значительную изгибную жест-
кость и, следовательно, не удовлетворяют технологическим требованиям
обогащения руды.
Лучшие показатели по долговечности и эффективности грохочения
выявлены у просеивающих поверхностей, набранных из карт "Эластик"
(рис. 6.3). Испытания просеивающей поверхности были проведены на Ин-
гулецком ГОКе в замкнутом цикле дробления на грохоте ГРЛ-61 [30,
32]. Отдельная карта сита имеет размеры 500x200 мм толщиной 25 мм
с квадратной ячейкой. Размер ячейки 25x25 мм, "живое сечение" 57 %.
191
Карты соединены между собой шарнирно посредством металлического
прутка диаметром 8 мм. Сито установлено на грохоте с небольшим пред*
верительным натяжением. За 850 ч испытаний износ карт составил около
10 % их первоначальной массы. Порывов карт и выхода из строя не наблю-
далось. Забивание сита "трудными" зернами не было. Эффективность
грохочения составила 95 %, что объясняется возможностью относительной
деформации просеивающих ячеек сита в процессе работы грохота. Ана-
логичное сито "Эластик" с круглой ячейкой в тех же условиях работы
в течение 3-4 ч забивалось "трудными" зернами до 50 % живого сечения,
особенно в местах жесткого крепления сита к подситнику.
Сита "Эластик" широко используются в угольной промышленности
при обогащении угля и имеют высокие показатели эксплуатаций [32].
На предприятиях цветной металлургии испытания резиновых сит
типа "Эластик" не дали ожидаемых результатов [19], так как большие
удельные нагрузки на шарнирные соединения карт вызывали провиса-
ние сита. Продолжительность работы сита составляла 800—1000 ч.
В 1968—1970 гг. трест Уралцветметремонт совместно с институтом Ме-
ханобр разработал и испытал на Джезказганском и Тырныаузском горно-
металлургических комбинатах, Среднеуральском медеплавильном заво-
де и других предприятиях конструкции резиновых сит грохотов с ячей-
ками 13x13, 13x35, 20x20, 35x35 и 50x50 мм при различных способах
их крепления.
Анализ промышленных испытаний резиновых сит грохотов показал
следующие их преимущества:
значительное увеличение срока службы просеивающих поверхностей
и межремонтного срока эксплуатации грохотов. По сравнению с прово-
лочными сетками с соразмерными ячейками резиновые сита показали
в 15—20 раз больший срок службы, а по сравнению с колосниковыми ре-
шетками и перфорированными листами — в 2—5 раз;
лучшие технологические показатели процесса грохочения и в целом
более высокую производительность дробильно-размольного оборудования
благодаря большой (80—90 %) эффективности грохочения, стабильности
ситовых характеристик продуктов грохочения и снижения забиваемости
отверстий "трудными" зернами;
существенное снижение уровня шума.
По технической документации треста Уралцветметремонт комбинат
Ачполиметалл в централизованном порядке изготавливает резиновые
сита прессовым методом в пресс-формах Востокмашзавода секциями
больших размеров с ячейками 13x35 мм, 15x15, 18x18, 20x20, 25x25,
30x30 и 35x35 мм для грохотов шириной 1000,1250,1500,1750, 2000 мм.
С 1975 г. ряд был дополнен ситами с ячейками 8x25 и 10x25 мм.
С 1 января 1975 г. на резиновые сита введены технические условия
"Сита резиновые" ТУ 48-22-39—74.
Получение требуемых технологических показателей работы грохо-
тов, оснащенных резиновыми ситами, зависит от правильности выбора
размеров и формы ячейки просеивающей поверхности, от соответствия
параметров резиновых сит условиям грохочения.
192
Наилучшие качественные и количественные показатели достигаются
на ситах с квадратными ячейками размерами более 20 мм. С уменьшением
размеров ячеек эффективность грохочения заметно снижается и на ситах
с ячейками менее 15 мм (особенно при влажном материале) становит-
ся недостаточной. Поэтому для классификации руд с частицами 10 мм
и меньше следует использовать сита с продолговатыми ячейками (8х
х25, 10x25, 10x25, 13x35 мм). При повышении влажности исходной ру-
ды с преобладанием зерен круглой или кубической формы необходимо
применение резиновых сит с продолговатыми ячейками. Резиновые
сита с квадратными ячейками размерами 15 и 18 мм могут эффективно
использоваться при грохочении сыпучего материала влажностью до 2 %
с преобладанием зерен продолговатой формы.
Опыт промышленной эксплуатации показывает, что с помощью
обрезиненных и резиновых сит можно лишь частично решить проблему —
в основном повысить срок службы. У сит с ячейками от 1 до 10 мм отно-
сительно небольшая площадь "живого сечения" и малая относительная
подвижность элементов ячеек не позволяют существенно улучшить удель-
ную производительность и эффективность самоочистки.
Одним из первых технических решений этого вопроса было создание
институтом УкрНИИуглеобогащение с учетом физико-механических
свойств резины ленточно-струнных сит для грохочения сыпучих материа-
лов. Сито (рис. 6.4) состоит из стационарных продольных опор 1, в кото-
рых нарезаны с заданным шагом пазы. Опоры сита устанавливают на
грохоте с определенным шагом по ширине грохота,-и между ними с неболь-
шим натягом, исключающим провисание, устанавливают ленты 2, имею-
щие периодические выступы 3, формирующие ячейки. Эта конструкция
сита широко применяется на углеобогатительных фабриках Донецкого
бассейна. Грохоты устанавливают, как правило, под углом к горизонту,
поэтому размер ячейки сита образуется горизонтальной проекцией высту-
пов и задней стенкой предыдущей ленты. Из-за небольшого расстояния
между опорами (150 мм) сито имеет относительно небольшую подвиж-
ность и, следовательно, относительно низкую удельную производитель-
ность (не более 20 т/ч • м2) и эффективность самоочистки, особенно при
влажном и липком материале.
Разработанные специальным конструкторско-технологическим бюро
института геотехнической механики АН СССР резонирующие ленточно-
струнные сита (РЛСС) значительно улучшены [45]; Основу этих просеи-
вающих поверхностей составляют ленточные сита УкрНИИуглеобога-
щения. Однако конструктивные параметры и натяжение лент-струн зада-
ются такими, чтобы при работе грохота под технологической нагрузкой
обеспечивалась бы близость частот основного тона свободных колебаний
струн с частотой колебаний грохота. Благодаря этому на сите возникают
значительные ускорения, повышающие технологические показатели
грохочения и сегрегацию материала. При этом напряженное состояние
элементов короба не изменяется, т. е. не изменяется режим его колебаний.
При реализации таких режимов работы просеивающих поверхностей
очень важен выбор марки резины для их изготовления. Наряду с высо-
193
A -A
1 — продольные опоры; 2 — ленты;
3 — выступы
Рис. 6.5. Установка ленточно-струнно-
го сита
кой износостойкостью резина должна иметь определенные физико-меха-
ническое характеристики, способствующие надежной работе сита с обес-
печением циклической долговечности и релаксации.
Новые конструкции испытывались в лабораторных и промышленных
условиях [451 в целях выработки рекомендаций по подбору марок
резин, проверке принятых конструктивных параметров и определению
факторов, от которых зависят высокие показатели грохочения. Лабора-
торными испытаниями было установлено, что на долговечность лент и
эффективность грохочения существенно влияют расстояние ме>Кду лента-
ми (1 мм), высота лент-струн, динамический режим работы грохота
и технологическая нагрузка. При отсутствии зазора мёжду лентами наблю-
дается повышенная замельченность надрешетного продукта, обусловлен-
ная забиванием ячеек сита. При расстоянии, между лентами 2 мм земель-
ченность надрешетного продукта близка к нулю, но резко возрастает
засорение подрешетного продукта. Явление забивания ячеек сита зернами
клиновидной формы при отсутствии между лентами зазора объясняется
сплошной установкой лент, при которых ленты не могут совершать от-
носительные упругие колебания и самоочистки сита не происходит. В ре-
зультате исследований были установлены значения частоты (45—60 рад/с)
и амплитуды колебаний, обеспечивающие высокую эффективность грохо-
чения. При частотах менее 45 рад/с уменьшение эффективности грохоче-
ния обусловлено значительной потерей "живого сечения" сита вследствие
забивания, так как на этих режимах ленты не обладают достаточной энер-
гией для выбивания "трудных" зерен. Режимы грохочения при частотах
более 60 рад/с характеризуются большой замельченностью надрешетного
194
продукта, причиной чего являются высокие скорости виброперемещений
грохотимого материала и невозможность полного просева отделяемого
класса, хотя забивания сита нет.
Изменение амплитуды колебаний от 4,5 до 6 мм в оптимальном ди-
апазоне частот не приводит к значительному изменению эффективности
грохочения, т. е. она остается достаточно большой (89—92 %), и это позво-
ляет считать амплитуды колебаний 4,5—6 мм оптимальными.
Наибольшие значения эффективности грохочения по граничной круп-
ности 6 мм обеспечивались при удельной нагрузке продукта грохочения
до 20 т/ч • м2. При увеличении нагрузки свыше 30 т/ч • м2 эффективность
грохочения резко уменьшалась.
Указанные оптимальные величины частоты и амплитуды колебаний,
обеспечивающие требуемые технологические показатели грохочения ис-
ходных материалов, находятся в интервале частот и амплитуд колебаний
серийных грохотов.
В процессе промышленных испытаний грохотов с РЛСС осуществле-
на сравнительная оценка показателей работы РЛСС и традиционных про-
сеивающих поверхностей, а также долговечности РЛСС из резин марок
6620 и’ 2959 и металлических сеток; установлена эффективность приме-
нения РЛСС для грохочения материала с высоким содержанием влажной
глины; изучена характеристика износа лент-струн в зависимости от физи-
ко-механических свойств сортируемого материала и места установки
в сите.
Промышленные испытания РЛСС, установленных на грохоте ГРЛ-72,
были начаты в 1974—1975 гг. на Ингулецком ГОКе в замкнутом цикле
мокрого самоизмельчения железных руд. Грохочение проводилось по
классу 5 мм, при этом была достигнута удельная производительность
более 60 т/ч • м2 при эффективности грохочения 95 %. Для определения
результатов длительных технологических и эксплуатационных показате-
лей грохочения на РЛСС и сравнительной их оценки с металлическими
сетками в 1979—1980 гг. проведены испытания в условиях ряда ПО
и обогатительных комбинатов. На одном из.грохбтов ГСЛ-72 I стадии
грохочения были установлены РЛСС с ячейками 5 мм, на другом — с ячей-
ками 5 и 10 мм взамен проволочных плетенных сит с ячейками 5 и 8 мм.
Ленточно-струнное сито устанавливается следующим образом (рис. 6.5).
К поперечным балкам 1 грохота скобами 2с болтами, крепежными при-
жимными планками 3 и гайками крепятся каркасы 4 с лентами 5. Каж-
дая лента располагается в пазах двух продольных гребенок. Вдоль боко-
вин коробка карты прижимаются брусьями и клиньями.
На грохотах РЛСС существенно улучшаются сегрегация и равномер-
ность распределения материала по длине сита. При максимальной загруз-
ке грохота, когда высота слоя превышает 300 мм, на РЛСС не нарушает-
ся рассев и основная масса подрешетного продукта выделяется на рас-
стоянии 1,5—1,7 м от места загрузки с понижением высоты слоя в разгру-
зочной части до 50—70 мм. На грохотах с металлическим ситом такая
нагрузка вызывает застои материала, забивание ячеек, т. е. уменьшение
пропускной способности сита. Скорость транспортирования на РЛСС в
195
1,2—1,4 раза выше, чем на сетке, за счет упругости просеивающей поверх-
ности. Усиление сегрегации материала позволило в процессе промышлен-
ных испытаний РЛСС на грохоте ГИС-52 по классу грохочения 10 мм в
условиях Гремячевского ГОКа при классификации доломита с высоким
содержанием глины влажностью 10—30 % получить эффективность гро-
хочения до 80 %, в то время как металлическая сетка и сита из резино-
вых карт в этих условиях полностью залипают.
В условиях Удачненского ГОКа ПО "Якуталмаз" проводились срав-
нительные испытания РЛСС, изготовленных из резины типа 2959 и ее
аналога 6620. По результатам испытаний рекомендуется резина 2959 на
натуральном каучуке, которая после испытания в течение года показала
незначительный износ и высокую надежность. Такие же результаты полу-
чены при испытаниях РЛСС при грохочении гранитного щебня в условиях
ПО Днепронерудпром.
Сравнительные промышленные испытания виброгрохотов с РЛСС
и металлическими сетками показали, что РЛСС имеет более высокую
эффективность (до 96 %) при повышении удельной производительности
в 1,5 раза. Срок службы сит составляет не менее одного года, а проволоч-
ных сит — около одного месяца. Уровень шума при работе грохота снижа-
ется на 8—10 дБ.
Таким образом, ленточно-струнные сита следует считать основой
для создания износостойких просеивающих поверхностей для мелкого
и среднего грохочения. Для тонкого грохочения [26] разработана новая
поверхность грохота, представляющая собой непрерывную волну. Сита,
изготовленные из листовой резины 1801-6 со щелями 0,5x18, 1x18, 2х
х18 мм, испытывались на полупромышленной установке и после 1200 ч
показали высокую надежность и технические показатели, не уступающие
показателям щелевидных сит. За этот период не наблюдалось забивание
сита благодаря эластичности поверхности.
Предложено много конструкций резиновых сит с элементами, интен-
сифицирующими колебания и поверхности сит для повышения эффектив-
ности грохочения. Так, в резиновых ситах по патентам № 1372686 Вели-
кобритании, № 1298396 ФРГ, и № 2016191 Франции имеются кордовые
и проволочные неупругие элементы, служащие для натяжения сита. Упру-
гие усилительные элементы применены в ситах из износостойкой резины
по патентам № 3456795 США и № 1507881 Франции.
Износостойкость просеивающей поверхности грохотов может быть
повышена также применением новых материалов. В практике грохо-
чения начинают использоваться сита из полиуретана: плоские на металли-
ческом каркасе и плоские бескаркасные, предварительно напряженные.
Полиуретановые сита показали значительно больший срок службы, чем
проволочные и листовые, особенно при грохочении высокоабразивных
материалов. Например, при грохочении пирита срок службы составил
10 мес, тогда как проволочные изнашивались за две недели [19]. Выпуск
полиуретановых сит осваивается отечественной промышленностью.
Ведутся разработки двухслойных просеивающих поверхностей, в
которых верхняя часть ^выполняется из эластомерных материалов. При
196
внедрении абразивных частиц эластомерный материал сжимается, уве-
личивая площадь контакта. При этом снижаются контактные нагрузки
и предотвращаются повреждения, а более жесткое основание поглоща-
ет ударные нагрузки. Образцы двухслойных просеивающих поверхностей
с использованием различных материалов защищены патентами № 206401
Франции, № 3811570 США и № 1336594 Великобритании.
Долговечность и надежность рассмотренных конструкций сит обеспе-
чивается их жестким и надежным креплением, не допускающим ударов
и трений сит об опорные поверхности при работе грохота.
7. КОНСТРУКТИВНЫЕ СПОСОБЫ ПОВЫШЕНИЯ
ИЗНОСОСТОЙКОСТИ ФУТЕРОВОК
Футеровочные элементы даже одного агрегата различаются интенсив-
ностью изнашивания, поэтому срок службы отдельных элементов и даже
различных участков одного элемента может быть различным. Неравномер-
ность изнашивания футеровочных деталей требует их замены при неис-
пользованном ресурсе работоспособности на значительных площадях
и приводит к необратимым потерям футеровочных материалов. При этом
изменяются параметры дробящего пространства дробилок,, помольных
камер мельниц, размеры просеивающих поверхностей и т. д., ухудшают-
ся технологические показатели агрегатов. Неодинаковый срок службы
различных футеровочных элементов обусловливает лишние ремонтные
остановки агрегата.
С экономической точки зрения оптимальны одинаковый или кратный
сроки службы всех футеровочных деталей, например, подвижных и непод-
вижных броней Дробилок, футеровок цилиндрических и торцевых поверх-
ностей барабанов мельниц, рабочих колес и улит насосов для их одно-
временной замены при ремонтных остановках.
Одним ив способов повышения срока службы наиболее интенсив-
но изнашиваемых футеровочных элементов является применение для
их изготовления материалов с повышенной износостойкостью. Однако
часто в связи с усложнением технологии и применением дорогостоящих
материалов затраты на изготовление превосходят экономию.
Другим способом повышения износостойкости футеровочных элемен-
тов могут быть конструкторские решения. Обобщение конструктивных
способов повышения износостойкости деталей машин (подшипников,
элементов механических передач, уплотнений клапанов), а также некото-
рых инструментов и почвообрабатывающих орудий приведено в работах
М.М. Тененбаума [42].
С учетом специфики взаимодействия перерабатываемого материала
с рабочими поверхностями дробильно-измельчительного, сортирующего
и горно-транспортного оборудования опыт конструктивных решений,
направленный на повышение износостойкости деталей машин, позволяет
расширить границы рационального конструирования футеровок этого
оборудования.
197
Идеальный результат исключения износа рабочих поверхностей тех-
нологических агрегатов дает замена внешнего трения между перерабаты-
ваемым или транспортируемым материалом и рабочей поверхностью
внутренним трением прослойки жидкости или газа, введенной между
ними.
Газовая смазка получила довольно широкое распространение в рабо-
чих органах землеройно-транспортных машин. В горно-транспортном обо-
рудовании трение материала по рабочим поверхностям иногда заменяют
трением по слою того же материала. При перекачке пульпы такой слой
может быть наморожен на наиболее изнашиваемых участках с помощью
холодильных элементов или намагничен, если твердые частицы пульпы
обладают магнитными свойствами.
В случаях, когда нельзя полностью устранить контакт материала с
рабочей поверхностью, интенсивность изнашивания снижают улучшением
условий трения. Например, предложено выполнять футеровочные элемен-
ты измельчительных устройств с антифрикционным покрытием.
Улучшить условия трения можно также снижением контактной на-
грузки и уменьшением работы трения. Для футеровочных покрытий
эти задачи решаются оптимизацией формы футеровочных элементов,
заключающейся в выявлении геометрических параметров, которые обес-
печивают максимальный ресурс элемента по параметру работоспособ-
ности при сохранении высоких технологических показателей ведения
процесса. Для правильного решения этой задачи необходимо знать зако-
номерности ведения технологических процессов и изнашивания при этом
рабочих поверхностей, а также влияния на эти закономерности геометри-
ческих параметров футеровок.
Так, для шаровых мельниц условиям длительной работоспособности
при высоких технологических показателях измельчения соответствуют
бронеплиты, спроектированные по методике П.В. Малярова (см. 5.7).
Неравномерность износа футеровочных элементов может быть ком-
пенсирована равностойкими профилями, проектируемыми по эпюре
фактического износа на основании замеров износа элементов. Так, напри-
мер, была построена торцевая футеровка (см. 5.12) с бронеплитами ци-
линдрической части барабана мельниц.
Ввостановление в определенных пределах размерных потерь и функ-
циональных нарушений футеровок, подверженных необратимым процес-
сам изнашивания, может быть осуществлено методами компенсации изно-
са с использованием трех принципиальных способов [42].
Первый способ — ручная компенсация — выполняется как обычная
регулировочная операция — путем перемещения частично изношенного
элемента на величину износа. При этом элемент должен иметь достаточный
запас на износ. Ручная компенсация широко применяется для сохранения
требуемых размеров рабочих камер щековых и конусных дробилок и
осуществляется перемещением клиньев, поворотом дробящей чаши вруч-
ную или гидродомкратами и т.д. В а.с. № 751420 МКИ ВО2С 17/22 предло-
жено рабочую поверхность футеровки образовывать торцами стержней,
установленных с возможностью перемещения по мере износа.
198
Второй способ — автокомпенсация (самокомпенсация) износа — осу-
ществляется перемещением элемента по мере изнашивания под действием
упругих деталей, гравитационной силы, гидравлического давления.
Третий способ — автоматическая компенсация износа — происходит
как фиксирование износа или его косвенного признака каким-либо датчи-
ком для корректировки, подающим команду исполнительному механиз-
му для корректировки положения изношенного элемента специальным
механизмом с собственным приводом.
Второй и третий способы широко в настоящее время не применяются.
Для компенсации износа в качестве футеровочных элементов возможно
использование гибких оболочек, заполняемых жидкостью или воздухом.
В а.с. № 1098588 МК В 07 В ,1/12 предложено просеивающую поверхность
валкового грохота выполнять из дисков в виде герметических эластичных
тороидальных оболочек, совмещенных с источником воздуха, и по мере
их износа подачей воздуха возобновлять требуемые размеры просеиваю-
щей поверхности.
В а.с. М874192 МК В 03 С 1/04 рабочий зазор магнитного сепаратора
также предложено регулировать изменением давления воздуха герметич-
ного гибкого элемента, навитого на барабан под слоем футеровочной рези-
ны.
При наличии ударных нагрузок циклического характера эффективен
способ повышения износостойкости футеровок с использованием в конст-
руции фтеровочных деталей демпфирующих элементов. Демпферы вызы-
вают энергетические потери ударных нагрузок, уменьшают силы взаимо-
действия между рабочими поверхностями и падающими телами, аморти-
зируют действие ударных сил, что уменьшает разрушение поверхностного
слоя футеровок.
В качестве демпфирующих элементов используются резиновые детали,
гасящие ударные нагрузки и выдерживающие значительные обратимые
деформации. В а.с. 1 337145 МКИ ВО2С 17/22 предложено футеровочные
плиты мельниц выполнять с фигурным, например трапециевидным, ме-
таллическим основанием, в котором упруго посажены металлические
элементы рабочей поверхности. Зазоры между основанием и металличес-
кими элементами заполнены прокладками из эластичного материала,
являющегося конструкционным демпфером. С появлением футеровок
из износостойкой резины для повышения износостойкости предложено
в их конструкци вводить демпфер в виде герметической полости, запол-
няемой воздухом ( см. 5.6).
СПИСОК ЛИТЕРАТУРЫ
1. Андреев С.Е., Перов В.А., Зверевич В.В. Дробление, измельчение и грохочение
полезных ископаемых. М., Недра, 1980.
2. Бедрань Н.Г. Обогащение полезных ископаемых. Киев, Вища школа, 1981.
3. Белецкий Е.П. Износ футеровочной стали в процессе дробления на горно-обо-
гатительных комбинатах Кривбасса. — Обогащение руд, 1978, № 2, с. 11 — 14.
4. Блехман И.И., Иванов Н.А. О пропускной способности и профилировании
камеры дроблений конусных дробилок. — Обогащение руд, 1979, № 1, с. 20 — 27.
5. Вагин В.В., Пирогов Б. И. Технология производства каменного литья на Юж-
ном ГОКе. — В сб.: Проблемы каменного литья. Изд. АН УССР, 1963.
6. Виноградов В.Н. Природа и основные закономерности ударно-абразивного
изнашивания. — В сб.: Влияние среды на взаимодействие твердых тел при трении.
Тезисы докладов Всесоюзной научно-технической конференции. Днепропетровск,
1981, с. 6-12.
7. Влияние износа футеровок дробилок КМД-2200и КМД-2200Т на технологи-
ческие показатели их работы/И.М. Костин, Я.П. Корниенко, Н.В. Бессон ни Кова и
др. — Обогащение руд. 1974, № 5, с. 20—25.
8. Давыдов Н.Г., Благих Б.М., Бигеев А.М. К вопросу повышения качества
отливок из высокомарганцовистой стали 110Г13Л. Изд. Томского университета,
1972.
9. Джваршеишвили А. Г. Системы трубного транспорта горно-обогатительных
предприятий. М., Недра, 1981.
10. Динамические нагрузки и напряженное состояние короба вибрационного
питателя тяжелого типа при загрузке крупнокусковой горной массы/А.Г. Червонен-
ко, А. А. Взоров, Ю.Я. О бодан и др. — В сб.: Механика горнотранспортных машин.
Киев, Наукова думка, 1979, с. 23 — 33.
11. Донченко А.С., Донченко В.А. Справочник механика рудообогатительной
фабрики. М., Недра, 1975.
12. Дробильно-размольное оборудование в СССР и за рубежом. Обзор, ЦНИИ
ТЭИ Тяжмаш, 1979.
13. Дун И.Ф., Цукерман В.А. Влияние профиля футеровки барабана на про-
цесс измельчения и износа в шаровой мельнице. — Обогащение руд, 1974, № 3,
с. 30 - 35.
14. Исследование и расчет защитных покрытий вибрационных горных питате-
лей/В.Н. Потураев, А.Г. Червоненко, В.П. Надутый и др. - В сб.: Проблемы повыше-
ния износостойкости и снижения металлоемкости промышленного оборудования
методом гуммирования. Тезисы докладов I Всесоюзной конференции. Ставрополь,
1981, с. 15-18.
15. Караханьян В.К. Совершенствование центробежных насосов для абразивных
гидросмесей. — В сб.: Труды ВНИИгидромаш. М., 1981,с. 68—72.
16. Клушанцев Б.В., Логак П.И., Богацкий А.И. Влияние конструкций дробя-
щих плит на эффективность работы щековых дробилок. — Строительные и дорож-
ные машины, 1971, №8, с. 28 — 31.
17. Козырев С.П. Гидроабразивный износ при кавитации. М., Машиностроение,
1964.
18. Крюков Д.К. Усовершенствование размольного оборудования горнообогати-
тельных предприятий. М., Недра, 1966.
19. Кярнер Х.П. Эффективность использования износостойких резин на пред-
приятиях цветной металлургии. — Цветная металлургия, 1979, № 11, с. 42 — 45.
20. Литовский И.Е., Дорофеев В.А. Камнелитейное производство. М., Металлур-
гия, 1965.
21. Маляров П.В. Проектирование износостойких профилей футеровочных
плит для шаровых мельниц. — Изв. вузов. Горный журнал. 1978, № 12, с. 120 —
123.
200
22. Маляров П.В., Степурин В.Ф. Кинематика шаровой мельницы при смешанном
режиме работы. — Обогащение руд, 1979, № 2, с. 29 — 32.
23. Масленников В.А. Проектирование дробящего пространства конусных
дробилок мелкого дробления. — Горный журнал, 1966, № 12, с. 39 — 41.
24. Методы повышения долговечности деталей машин/В.Н. Ткачев, Б.М. Фиш-
тейн, В.Д. Власенко и др. М., Машиностроение, 1971.
25. Михельсон И.Г. Требования к материалу барабана мельницы. — Цветные ме-
таллы, 1972, №11, с. 74-77.
26. О выборе материала для рабочей поверхности сит грохотов/А.Д. Юртаева,
Б.Ф. Захаров, А.И. Денисенко и др. — В сб.: Обогащение полезных ископаемых,
1980, Киев, Техн|ка, вып. 26, с. 63 — 66.
27. О возможности использования резиновых футеровок в рудоразмольных
мельницах первой стадии измельчения/А.А. Тарасенко, Б.И. Коротких, В.А. Настоя-
щий и др. — В.сб.: Добыча и переработка руд-цветных металлов. Норильск, 1980,
с. 134-139.
28. О некоторых результатах испытаний износостойких резиновых футеро-
вок/Е.Ф. Чижик, В.А. Настоящий, А.И. Коваленко и др. — В сб.: Проблемы повыше-
ния износостойкости и снижения металлоемкости промышленного оборудования
методом гуммирования. Краткие тезисы докладов I Всесоюзной конференции.
Ставрополь, 1981, с. 18 — 21.
29. О причинах разрушения поверхности сопряжения в узлах конусных дроби-
лок/Ю.В. Беляев, Н.М. Шолудько, В.П. Равишин и др*. — В сб.: Обогащение полезных
ископаемых, 1982, вып. 30, Киве, TexHiKa, с. 18—21.
30. О снижении крупности дробленой руды для увеличения производительности
обогатительных фабрик/В.Н. Потураев, А.Г. Червоненко, А.А. Тарасенко и др. -
Горный журнал, 1975, № 11, с. 64—66.
31. Определение рациональных параметров резиновых футеровок шаровых
мельниц/А.Ф. Миронюк, А.А. Тарасенко, Т.П. Хабло и др. — В ст.: Обогащение полез-
ных ископаемых, вып. 27, Киев, "Техника", 1980, с. 79 — 81.
32. Опытно-промышленные испытания замкнутого цикла дробления железных
руд/В.Н. Потураев, А.Г. Червоненко, А.А. Тарасенко и др. — Обогащение руд, № 5,
1974, с. 25 — 27.
33. Пенкин Н.С. Механизм и основные закономерности износа высоко эластич-
ных материалов в потоке твердых частиц — В сб.: Проблемы повышения износо-
стойкости и снижения металлоемкости промышленного оборудования методом гум-
мирования. (Всесоюзная конференция. Краткие тезисы докладов. Ставрополь,
1981, с. 6-8.
34. Петрухан В.И., ТрайнисВ.В. Оборудование гидротранспортныхсистем угле-
обогатительных фабрик. М., ЦНИЭИуголь, 1981.
35. Применение рабочих поверхностей межкаскадных грохотов предварительного
грохочения/ В.Н. Потураев, Н.М. Шолудько, А.А. Тарасенко и др. — Металлургичес-
кая и горнорудная промышленность, 1974, № 3, с. 57 —58.
36. Разработка конструкций оболочковых резиновых футеровок шаровых
мельниц и результаты испытаний моделей/А.А. Тарасенко, Е.Ф. Чижик, В.А. Настоя-
щий и др. — В сб.: Проблемы повышения износостойкости и снижения металлоем-
кости промышленного оборудования методом гуммирования. Краткие тезисы
докладов I Всесоюзной конференции. Ставрополь, 1981, с. 21 —24.
37. Расширение области применения полиуретановых сит. Экспресс-информа-
ция. — В сб.: Обогащение полезных ископаемых, 1976, вып. 38, Киев, Техжка, с. 2—4.
38. Резиновая футеровка специальной конструкции с лифтерами различной высо-
ты для мельниц самоизмельчения. Экспресс-информация Новости горной металлур-
гии за рубежом, 1976, № 54, с. 2 —4.
39. Рутовская Р.Н. Механизация работ при перефутеровке рудоразмольных
мельниц. — Цветная металлургия, 1980, № 17, с. 19 — 20.
40. Систематизированный словник к проекту стандарта. — Обогатительное обо-
рудование. Термины. Л., изд. Механобра, 1971.
43. Справочник по обогащению руд черных металлов. Под общей ред. С.Ф. Шин-
каренко. М., Недра, 1980.
201
42. Тененбаум М.М. Сопротивление абразивному изнашиванию. М., Машино*
строение, 1976.
43. Титиевский Е.М., Русихин В.И. Повышение эксплуатационной надежности
конусных дробилок на горно-обогатительных комбинатах. М., Недра,.1978.
44. Ушаков В.С. К вопросу о расчете и проектировании дробящего-пространст-
ва конусных дробилок среднего и мелкого дробления. — В сб.: Вопросы исследова-
ния и проектирования машин и оборудования. Изд. Университета Дружбы народов
им. П.Лумумбы. М., 1977, с. 128 — 139.
45. Червоненко А.Г., Надутый В.П., Морус В.Л. Промышленные испытания и
опыт эксплуатации резонирующих ленточно-струнных сит грохотов на горных пред-
приятиях. — В сб.: Проблемы повышения износостойкости и снижения металлоем-
кости промышленного оборудования методом гуммирования. Краткие тезисы док-
ладов I Всесоюзной конференции. Ставрополь, 1981, с. 11—15.
46. Чижик Е.Ф. Повышение износостойкости футеровки из мельчи тельного и
классифицирующего оборудования. — В кн.: Техника и технология обогащения руд.
М., Недра, 1975, с. 100-102.
47. Чижик Е.Ф. Технологические показатели работы мельницы с резиновой фу-
теровкой. — В сб.: Техника и технология обогащения руд. М., Недра, 1975, с. 74—78.
48. Южаков И.В. Абразивная износостойкость деталей автомобилей и ДСМ в раз-
личных условиях нагружения. "Проблемы трения и изнашивания", респ. межвед.
инженерно-технический сборник вып. 19, Киев, Техшка, 1981, с. 49—56.
49. Яшматов П.А., Остряков Г.В. Износостойкая футеровка шаровых мельниц
из белого чугуна. — 'Торный журнал", 1976, № 10, с. 48—50.
ОГЛАВЛЕНИЕ
Введение ...........................................................
1. Виды повреждений деталей и рабочих поверхностей..................... 5
1.1 Классификация видов повреждений деталей и рабочих поверхностей .... 5
1.2 Механическое изнашивание........................................... 10
1.3 . Коррозионно-механическое изнашивание............................. 18
1.4 . Коррозионные повреждения........................................ 19
2. Защитные покрытия и футеровки...................................... 21
2.1. Назначение и классификация защитных покрытий и футеровок.......... 21
2.2. Износостойкость материалов при абразивном изнашивании............. 22
2.3. Антикоррозионные покрытия......................................... 45
3. Защитные футеровки и покрытия транспортного оборудования горно-
обогатительных предприятий............................................. 54
3.1. Классификация транспортного оборудования......................... 54
3.2. Защитные футеровки и покрытия транспортирующих устройств, пере-
мещающих материал без смещения относительно грузонесущего органа .... 55
3.3. Защитные футеровки и покрытия транспортирующих устройств, пере-
мещающих материал со смещением относительно грузонесущего органа.... 61
3.4. Футеровка вибрационных питателей и колосниковых грохотов-питате-
лей ................................................................. 71
3.5. Определение параметров резиновой футеровки грузонесущих органов
для транспортирования крупнокусковых материалов........................ 73
4. Защитные футеровки дробильного оборудования........................ 76
4.1. Классификация, назначение и конструкции дробильного оборудова-
ния 76
4.2. Условия эксплуатации дробильного оборудования..................... 93
4.3. Износ футеровок дробильного оборудования в процессе эксплуатации . . 96
4.4. Влияние износа футеровок конусных дробилок на технологические по-
казатели их работы................................*................... 102
4.5. Профилирование дробящего пространства щековых и конусных дроби-
лок 104
5. Защитные футеровки измельчительного оборудования.................. 118
5.1. Классификация, назначение и конструкции барабанных мельниц..... 118
5.2. Профили футеровок барабанных мельниц............................. 127
5.3. Профили футеровок шаровых мельниц................................ 138
5.4. Профили футеровок стрежневых мельниц . ......................... 138
5.5. Материалы футеровок барабанов шаровых и стержневых мельниц..... 139
5.6. Определение геометрических параметров футеровочных плит цилиндри-
ческой части барабана шаровых и стержневых мельниц.................... 142
5.7. Выбор, проектирование и сравнительная оценка профилей футеровоч-
ных плит стержневых и шаровых мельниц................................. 143
5.8. Конструкции резиновых футеровок в барабанных мельницах........... 153
5.9. Проектирование резиновых футеровок цилиндрической части барабанов
мельниц, области их применения........................................ 158
5.10. Изготовление резиновых футеровок, совершенствование рецептур
резин 164
5.11. Конструирование резиновых футеровок мельниц..................... 166
2ПЯ
6. Повышение износостойкости просеивающих поверхностей сортировоч*
ного оборудования..................................................... 184
6.1. Особенности условий работы просеивающих поверхностей............. 184
6.2. Классификация и конструкция просеивающих поверхностей............ 186
6.3. Повышение износостойкости просеивающих поверхностей грохотов. ... 188
7. Конструктивные способы повышения износостойкости футеровок....... 197
Список литературы..................................................... 200
Александр Анатольевич Тарасенко
Евгений Федорович Чижик
Анатолий Анатольевич Взоров
Владислав Анатольевич Настоящий
ЗАЩИТНЫЕ ФУТЕРОВКИ И ПОКРЫТИЯ
ГОРНО-ОБОГАТИТЕЛЬНОГО ОБОРУДОВАНИЯ
Редактор издательства С.А. Моисеева
Обложка художника Б. К. Силаева
Художественный редактор О.Н. Зайцева
Технический редактор Л.С. Гладкова
Корректор К.И. Савенкова
Оператор Н.В. Бондаренко
ИБ № 4897
Подписано в печать 06.11.84. Т-21626. Формат 60x90 1/16. Бумага офсетная № 1.
Набор выполнен на наборно-пишущей машине. Гарнитура "Универе". Печать офсет-
ная. Усл. печ. л. 13,0. Усл. кр.-отт. 13,25. Уч.-изд. л. 14,0. Тираж 850 экз. За-
каз 1184 /8799—12. Цена 75 коп.
Ордена "Знак Почета" издательство "Недра",
103633, Москва, К-12, Третьяковский проезд, 1/19
Московская типография № 9 Союзполиграфпрома при Государственном комитете
СССР ло делам издательств, полиграфии и книжной торговли.
Москва Ж-33. Волочаевская, 40.
ВНИМАНИЮ ЧИТАТЕЛЕЙ!
В издательстве "Недра" готовятся к печати новые книги
БОРИСОВ Б.И. Несущая способность изоляционных покрытий подземных
трубопроводов. 1986. 10 л. — (Б-ка строителя магистральных трубопроводов). -
50 к.
Рассмотрена трехкомпонентная система: стальная т^уба — изоляционное покры-
тие _ грунтовая среда с точки зрения физико-химической механики материалов,
почвоведения и механики грунтов. Дано описание установок, имитирующих различ-
ные факторы, действующие на изоляции трубопроводов. Вскрыты причины возник-
новения дефектов в изоляции трубопроводов и даны рекомендации по повышению
несущей способности и долговечности покрытий.
Для инженерно-технических работников, занимающихся вопросами проектиро-
вания, строительства, эксплуатации и ремонта магистральных трубопроводов.
БУГАЙ Ю.Н. Надежность породоразрушающего бурового инструмента. 1985. -
18 л. — (Надежность и качество) — В пер.: 1 р. 20 к.
Освещено решение важнейшей народнохозяйственной задачи — повышения на-
дежности породоразрушающего бурового инструмента за счет оптимального исполь-
зования и рационального расположения твердого сплава на поверхности вооружения.
Приведен расчет элементов породоразрушающего инструмента с учетом их износа
и взаимодействия с горной породой. Проанализировано влияние износа вооружения
породоразрушающего бурового инструмента на технико-экономические показатели
бурения.
Для инженеров-бу ровиков нефтяной, газовой и горной промышленности.
МАСЛЕНИЦКИЙ Н.Н, БЕЛИКОВ В.В. Химические процессы в технологии пе-
реработки треднообогатимых руд. 1986. — 15 л. — 75 к.
Изложены закономерности процесса растворения минералов, позволяющие
прогнозировать наиболее рациональные возможности применения химической тех-
нологии при переработке минерального сырья. Обобщен промышленный опыт
химической доводки некондиционных богатых концентратов и переработки низко-
сортных концентратов и промпродуктов в вольфрамовой, молибденовой, медной,
никелевой, тантаПо-ниобиевой и серной промышленности. Рассмотрены технологи-
ческие процессы, технико-экономические показатели, примеры аппаратурного офор-
мления и регенерации реагентов. Освещены новые химические и термохимические
процессы с применением автоклавной, сорбционной и экстракционной технологии.
Для инженерно-технических работников — обогатителей, гидрометаллургов,
химиков-технологов.
ПОКРОВСКАЯ В.Н. Трубопроводный транспорт в горной промышленности.
1985. — 19 л. — 1 р. 40 к.
Обобщен опыт проектирования и эксплуатации трубопроводного транспорта
на горных предприятиях. Приведены конструкция и характеристика применяемого
гидротранспортного оборудования, методы его расчета и выбора. Освещены рабо-
та гидротранспортных установок в неустановившемся и установившемся режимах,
абразивный износ оборудования. Рассмотрены вопросы эксплуатации гидротранс-
портных систем при низких температурах, значительных перепадах высот, больших
расстояниях транспортирования. Даны сведения о трубопроводном контейнерном
транспорте. Определены направления повышения эффективности трубопровод-
ного транспорта.
Для инженерно-технических работников предприятий, научно-исследовательс-
ких и проектно-конструкторских организаций горно-добывающих отраслей про-
мышленности.