/


































































































































































































































































































































































Автор: Чижик Е.Ф.
Теги: горное дело горные предприятия (рудники, шахты, карьеры) добыча нерудных ископаемых промышленность
ISBN: 5-85458-110-8
Год: 2005
Текст
Чи/кик £.Ф.
Барабанные
рудоизмельчительные
мельницы с резиновой
футеровкой
Барнаул
2005
УДК 622 73 621 926 678 026
ББКЗЗ-5
Ч 593
Барабанные рудоизмельчительные мельницы с резино-
вой футеровкой - Барнаул, 2005 - 360 стр.
В монографии рассмотрены основные конструкции ба-
рабанных рудоизмельчительных мельниц; рассмотрены также
вопросы расчета, проектирования и эксплуатации резиновых
футеровок барабанных мельниц Изложена синергетическая
модель взаимодействия внутримельничной загрузки с рези-
новой футеровкой Исследованы различные модели усталост-
ного и абразивного разрушения резиновой футеровки Изло-
жен расчет долговечности резиновой фу!еровки шаровых
мельниц.
Для научных и инженерно-технических работников, за-
нимающихся вопросами расчета и конструирования футеро-
вок барабанных мельниц
Автор кандидат технических наук
Чижик Е.Ф.
Рецензенты: доктор технических наук, профессор
Дырда В.И.
кандидат технических наук
Титиевский Е.М.
ISBN 5-85458-110-8
© Чижик Е Ф
Светлой памяти брата моего
Ч и/кика Владимира Федоровича
работника Норильского
горно-металлургического комбината
(с ноября 1973 г. - ио 25 марта 2001 г.)
посвящается эта книга
Мой gftgz!
Jloica сердца для чеапи живы,
О/пчизпе посвятим
Эдиш п/гек/ъасные порывы
^4.С. Jlgiwam
Введение
В третьем тысячелетии к горно-металлургическому ма-
шиностроению и, в частности, к конструированию рудоиз-
мельчительных мельниц, предъявляются ряд специфических
требований, машины наряду с выполнением технологических
процессов должны обладать высокой надежностью и долго-
вечностью; должны позволять проведение автоматизации и
не требовать постоянного присутствия операторов; должны
быть удобны в обслуживании; не передавать вибраций и зву-
кового давления; не создавать условий для 1равматизма опе-
ратора; не загрязнять окружающую среду и т.д.
Такие требования заставили конструкторов обратить
серьезное внимание на принципы конструирования и расчета,
и, прежде всего, на длительную прочность и надежность ма-
шин, и осуществлять их проектирование с учетом динамиче-
ских и усталостных характеристик.
По мнению многих отечественных и зарубежных спе-
циалистов в ближайшие 20-30 лет основным способом рудо-
подготовки останется измельчение в барабанных мельницах.
Основные тенденции развития их конструкций сводятся к
следующему:
• преимущественному использованию резиновой футеровки
как одного из важнейших факторов повышения эффектив-
ности и качества работы барабанных мельниц;
• увеличению диаметра барабана и уменьшению его длины;
уже сейчас в эксплуатации находятся мельницы мокрого
самоизмельчения диаметром 10,5 м и 11,0 м, в перспективе
увеличение диаметра до 14,0 м;
• снижению частоты вращения барабана; современные мель-
ницы типа ММС 105x54 имеют частоту вращения
7,70-5-11,60 об./мин; при увеличении диаметра барабана ско-
рость вращения будет уменьшаться;
• оптимальному подбору геометрической конфигурации и
материала мелющих тел;
• оптимальному заполнению барабана мельниц, обеспечи-
вающему наибольшую производительность при максималь-
ном выходе конечного продукта
Все это вместе взятое призвано улучшить эффектив-
ность и качество существующих барабанных мельниц и спо-
собствовать созданию более перспективных их конструкций.
Как видно, важное место в рассматриваемом контексте зани-
мает защитная футеровка.
Рудоизмельчительные мельницы с защитными футеровка-
ми цилиндрической части барабана известны со второй полови-
ны XIX века. В первых конструкциях мельниц в качестве футе-
ровок использовали твердые породы дерева, позже металличе-
ские плиты нередко в сочетании с деревянными брусьями.
В XX веке в качестве футеровок использовали самые раз-
личные материалы: износостойкие чугуны, легированные ста-
ли, карбид кремния, пластмассы (полиэтилен высокого давле-
ния, фторопласт, древесно-армированные пластики, стекло-
пластики и т.д.), эластомеры (резины, полиуретаны) и др.
В последнее время наиболее востребованными износо-
стойкими материалами футеровок промышленных мельниц
являются металлы и резины. В некоторых случаях использу-
ется сочетание резиновых и металлических элементов.
Во всех случаях применения футеровок (за исключением
специальных мельниц) резина имеет ряд неоспоримых преиму-
ществ по сравнению с металлом: по скорости изнашивания, по
надежности и долговечности, по величине абразивного и уста-
лостного износа в зависимости от угла падения материала, по
простоте монтажно-демонтажных работ, по износу в зависимо-
сти от крепости материала, по уровню звукового давления и т.д
Более подробно этот вопрос рассматривается ниже.
В предлагаемой монографии автор последовательно из-
ложил конструкции наиболее используемых мельниц; конст-
рукции защитных футеровок; особенности взаимодействия
внутримельничной загрузки с резиновой футеровкой в бара-
банных рудоизмельчительных мельницах, рассмотрел дина-
мику движения внутримельничной загрузки в зоне контакта с
резиновой футеровкой, исследовал различные модели устало-
стного и абразивного разрушения резиновой футеровки и дал
расчет ее долговечности.
В процессе создания резиновых футеровок для барабан-
ных мельниц, а также при выполнении теоретических и экс-
периментальных исследований, возникали спорные, не всегда
поддающиеся логике суждения.
Некоторые специалисты настоятельно утверждали, что
резина, как конструкционный материал, не может быть ис-
пользована для производства футеровок. Другие относились с
большой осторожностью к доводам преимущества резиновых
футеровок, предлагали предоставить неоспоримые подтвер-
ждения, например, по возможности увеличения производи-
тельности мельниц, как по питанию, так и готовому классу.
Однако наиболее примечательно, что на разных этапах
разрешения этой проблемы как в научных, так и прикладных
аспектах, всегда встречались люди, которые по своей долж-
ности, инженерной эрудиции, более точно сказать - смелости,
воспринимали новизну и всячески содействовали продвиже-
нию в жизнеутверждении резиновых футеровок для мельниц.
Именно благодаря им стала возможной публикация настоя-
щей книги. Автор с благодарностью и искренней признатель-
ностью вспоминает этих людей. Среди них:
• заместитель главного инженера по новой технике НКГОКа
Горбач Борис Максимович;
• главный механик ПО «Укрруда» Заболотный Сергей Ва-
сильевич;
• главный механик ВПО «Союзруда» Титиевский Ефим Мар-
кович;
• начальник РИС НКГОКа Юртаева Алла Дмитриевна;
• специалисты Курского завода РТИ: начальник СКТБ Соко-
лов Владислав Иванович, технологи СКТБ Чекренева Лари-
са Сергеевна, Долженкова Лидия Михайловна, ведущий
конструктор Бирдус Ростислав Григорьевич;
• начальник ВПО «Союзрезинотехника» Павлов Вилитарий
Борисович;
• сотрудники Днепропетровского горного института- доцент
Миронюк Александр Федорович, доцент Тарасенко Алек-
сандр Анатольевич, профессор Потураев Валентин Ники-
тич, доцент Гасюк Иван Платонович; профессор Шилов Па-
вел Михайлович; доцент Хабло Григорий Петрович;
• заместитель главного конструктора ОГК ГРО НКМЗ Хара-
хаш Ирина Михайловна;
• сотрудники управления делами СовМина СССР Лешутин
Борис Гаврилович и Самошин Владимир Иванович;
• начальник обогатительной фабрики СП «Эрдэнэт» Сусли-
ков Борис Филиппович;
• главный инженер ОАО «Покровский рудник» Алексеев Ва-
лерий Николаевич.
Автор выражает благодарность рабочим, технологам и
сотрудникам предприятий, принимавших участие в освоении
и испытании конструкций резиновых футеровок, исследова-
нии технологических и экономических показателей. Это та-
кие предприятия как: Курский и Барнаульский заводы РТИ,
НКГОК, ЦГОК, СевГОК, Лебединский ГОК, Оленегорский
ГОК, СП «Эрдэнэт», ОАО «Покровский рудник». Автор так-
же выражает благодарность НПП «Механобр-Полимет» и
НПП «Алтайполимер» за помощь и поддержку при подготов-
ке материалов монографии и ее издании. Все замечания по
книге будут восприняты автором с благодарностью.
I Барабанные мельницы
1.1 Общие сведения
В горно-металлургической промышленности для измель-
чения полезных ископаемых наибольшее распространение по-
лучили барабанные мельницы: шаровые, стержневые и бесша-
рового измельчения, так называемые мельницы самоизмельче-
ния или полу-самоизмельчения (с небольшой добавкой шаров)
Конструкции таких барабанных мельниц, механика дробящей
среды, технология измельчения различного сырья на обогати-
тельных фабриках, способы защиты барабанов мельниц от
разрушения и другие важные вопросы, касающиеся процессов
измельчения полезных ископаемых, достаточно подробно из-
ложены в известной литературе [1-69]. Поэтому ниже будут
рассмотрены те из них, которые имеют непосредственное от-
ношение к теме настоящих исследований, т.е. к применению
резиновых футеровок в барабанных мельницах. Резиновая фу-
теровка в практике горно-металлургических предприятий (по-
мимо таких известных устройств как течки, рудоспуски, пуль-
попроводы, рабочие части насосов, скипы, и т.д., где исполь-
зуются резиновые футеровки для защиты от износа и корро-
зии) наибольшее распространение получила в шаровых мель-
ницах мокрого измельчения и мельницах мокрого самоизмель-
чения. Ниже именно конструкциям таких мельниц и уделяется
наибольшее внимание.
Принцип действия барабанных мельниц
Схема и принцип действия барабанной мельницы показа-
ны на рис. 1.1. Цилиндрический барабан с торцовыми крыш-
ками 1 и 4 вращается вокруг горизонтальной оси. В центре
крышек имеются полые цапфы 2 и 5, которые опираются на
подшипники скольжения. Через одну из цапф подается из-
мельчаемый материал, через другую разгружается измельчен-
ный продукт. При вращении барабана материал движется
вдоль оси вследствие перепада уровней загрузки и разгрузки и
напора от непрерывно подаваемого сырья. Загрузка барабана
Исходный
состоит из измельчаемого продукта, пульпы (для мельниц
мокрого измельчения) и дробящих тел. При вращении бараба-
на дробящие тела увлекаются его внутренней поверхностью на
определенную высоту, а затем, благодаря конструкции футе-
ровки (металлической или резиновой), свободно падают или
скатываются вниз. В зависимости от этого измельчение про-
дукта происходит вследствие раздавливания или от ударных
нагрузок при взаимодействии с дробящими телами.
Классификация барабанных мельниц
Классификация существующих конструкций барабан-
ных мельниц приведена в таблице 1.1; схемы их показаны на
рис 1.2. Конструктивно мельницы характеризуются внутрен-
ним диаметром Д барабана (без футеровки) и его рабочей
длиной L. В зависимости от формы барабана мельницы делят
на цилиндрические и цилиндроконические Цилиндрические
мельницы бывают трех типов: короткие, длинные и трубные.
Последние нашли широкое применение в горной промыш-
ленности. У коротких мельниц диаметр барабана больше его
длины; у длинных - длина равняется 2-3 диаметрам, у труб-
ных - не менее 3 диаметрам.
Рис 1 2 Схемы барабанных мельниц а - шаровая (и галечная) периодического
действия, б - шаровая с периферической разгрузкой, в - шаровая
(рудиогалечная) с центральной разгрузкой, г - шаровая (рудногалеч-
ная) с решеткой, д - шаровая с открытым концом, е - трубная однока-
мерная, ж - трубная многокамерная, з - коническая шаровая, и -
стержневая с центральной разгрузкой, к - стержневая с перифериче-
ской разгрузкой, л -бесшаровая для сухого рудного самоизмельчения
(типа «Аэрофол»), м - барабанная тихоходная роликовая мельница, н
- бесшаровая для мокрого рудного самоизмельчения, о - вибрацион-
ная барабанно-роликовая с периферической разгрузкой, п - центро-
бежная многокамерная с неподвижным вертикальным барабаном
(аблица 1 1
№ Тип мельниц Изме ib- чающие Форма барабана мельницы Способ
измельчения I разгру зки гото- | вого продукта
А. Вращающиеся барабанные мельницы (тихоходные)
1 Шаровая (и галечная) периодического дей- ствия (см рис 1 2, а) Стальные или фар- форовые шары (или Короткий горизон- тальный цилиндр Сухой(для лабораторных - сухой и мокрый) Периодическая (через зюк)
Шаровая с перифери- ческой разгрузкой (см рис 1 2, б) Стальные шары То же Сухой Через ци шнд- рическое сито
Шаровая (и руднога- лечная) с централь- ной разгрузкой (см рис 1 2, в) Стальные шары (или рудная галя) Сухой и мок- Центральная (непосредствен- но через цапфу)
4 Шаровая (и руднга- лечная) с решеткой (см рис 1 2, г) То же Мокрый Через решетку, а затем через цап- фу
5 Шаровая с открытым концом (см рис 1 3, д) Стальные шары Через решетку (без цапфы)
6 Трубная однокамер- ная (см рис 1 2, е) То же Длинный горизон- тальный цилиндр Сухой Центральная (через цапфу)
7 Трубная многока- мерная (см рис 1 2, ж) Шары и цилинд- рические -«- Между камера- ми - через ре- шетку, из по- следней камеры - центральная
8 Коническая шаровая (см рис 1 2, з) Стальные шары Барабан кониче- ской фор- Мокрый Центральная через цапфу
9 Стержневая с цен- тральной разгрузкой (см рис 1 2, и) Стальные стержни Длинный горизон- тальный цилиндр —«- Центральная через цапфу
10 Стержневая с пери- ферической разгруз- кой (см рис 1 2, к) То же То же Сухой Через окна в барабане
№ 1 ип метьнпц Измель- чающие Форма барабана мельницы Способ
измельчения разгрузки I ото- вого продукта
11 Мельница для сухого рудно, о самоизмель- чения типа «Аэро- фол» (см рис 1 2, л) Крупные куски измель- чаемой руды Короткий юризон- тальный цилиндр Сухой (с за- мыканием на воздушный сепаратор) Через цапфу
12 Барабанная тихоход- ная роликовая (типа «Баркер») (см рис 1 2, м) Массив- ный ролик Длинный горизон- тальный цилиндр Мокрый Через открытый конец
Мельница для мокро- го рудного самоиз- мельчения (см рис 1 2, н) Крупные измель- чаемой руды Короткий горизон- тальный цилиндр Через цапфу
Б. Вибрационные барабанные мельницы (быстроходные)
14 Вибрационная шаро- вая периодического и непрерывного дейст- Стальные шары Горизон- тальный цилиндр Сухой и мок- Периодическая (через люк) и непрерывная центральная (воздушным потоком)
15 Вибрационная стерж- невая непрерывного действия Стальные стержни Мульдо- образная камера То же Периферическая (через решетку)
16 Вибрационная бара- банно-роликовая пе- риодического и не- прерывного действия (см рис 1 2, о) Массив- ный ро- Горизон- тальный цилиндр Периодическая и непрерывная периферическая (через отверстия в цилиндре)
В. Центробежные барабанные мельницы (быстроходные)
17 Центробежная мно- гокамерная с непод- вижным вертикаль- ным барабаном (см рис 1 2, п) Ролики кальный цилиндр Сухой и мок- Непрерывная (через щель между диском и корпусом)
По режиму работы различают мельницы с вращающимся
барабаном, вибрационные, центробежные и башенные (см.
табл. 1.1). В настоящей работе рассматриваются конструкции
мельниц с вращающимся барабаном.
В зависимости от вида дробящей среды различают сле-
дующие конструкции мельниц: шаровые, дробящая среда -
13
металлические шары и цилиндры, стержневые, дробящая сре-
да - металлические стержни, галечные и рудно-галечные,
дробящая среда - окатанная кремневая галька или руда; са-
моизмельчения, дробящая среда - крупные куски руды.
По способу разгрузки измельченного продукта различа-
ют мельницы с центральной разгрузкой и разгрузкой через
решетку. У мельниц с разгрузкой через решетку уровень
пульпы может быть ниже уровня разгрузочной цапфы, у
мельниц с центральной разгрузкой уровень пульпы в бараба-
не всегда выше уровня нижней образующей разгрузочной
цапфы и измельченный продукт удаляется свободным сливом
через пустотелую цапфу.
12 Конструкции шаровых мельниц
Как уже отмечалось (см. рис. 1.1 и табл. 1.1), в практике
измельчения руд наибольшее распространение получили ша-
ровые мельницы мокрого измельчения с центральной разгруз-
кой и разгрузкой через решетку. Рассмотрим их раздельно
Шаровая мельница с центральной разгрузкой. Кон-
струкция мельницы включает в себя: цилиндрический бара-
бан 1 (рис. 1.3) с металлической или резиновой футеровкой,
торцевые крышки 2 и 8 с пустотелыми цапфами, которые
опираются на коренные подшипники 3 и 7. Привод барабана
осуществляется от электродвигателя через редуктор и зубча-
тую передачу 5. В качестве дробящей среды используется ме-
таллические шары диаметром от 15 до 125 мм. Исходный ма-
териал загружается в мельницу питателем 6 через загрузоч-
ную цапфу; измельченный материал разгружается через раз-
грузочную цапфу и воронку 4.
Для загрузки мельницы применяют барабанные, улитко-
вые и комбинированные питатели. Цилиндрическая часть ба-
рабана, торцевые крышки и разгрузочная воронка, как прави-
ло, футеруются металлическими или резиновыми плитами.
Шаровая мельница с решеткой. Конструкция мельни-
цы включает в себя: барабан 4 (рис. 1 4) с металлической или
резиновой футеровкой, торцевые крышки 3 и 7 с пустотелы-
14
Рис 1 3 Шаровая мельница с центральной разгрузкой (МШЦ) для мокрого
измельчения
ми цапфами, которые опираются на коренные подшипники 2
и 8. Привод барабана осуществляется от электродвигателя
через редуктор и зубчатую передачу 5. Исходный материал
загружается через левую цапфу питателем 1; исходный мате-
риал разгружается через загрузочную цапфу и воронку 9. На
разгрузочном конце барабана размещена решетка 6 с отвер-
стиями для разгрузки измельченного материала. За решеткой
имеются специальные желоба (элеваторы); при вращении ба-
рабана желоба поднимают пульпу до уровня разгрузочной
цапфы и тем самым позволяют постоянно поддерживать низ-
кий уровень пульпы в барабане.
Технические характеристики шаровых мельниц показа-
ны в табл. 1.2.
1.3 Конструкции мельниц самоизмельчения
Как уже отмечалось, в таких мельницах дробящей сре-
дой являются крупные куски руды: в процессе вращения ба-
Рис 1 4 Шаровая мельница с решеткой (МШР) для мокрого измельчения
рабана они измельчаются сами, и в то же время разрушают
более мелкие куски руды.
При рудном самоизмельчении дробленая руда крупно-
стью 300-0 мм после первой стадии дробления поступает в
мельницу самоизмельчения; для интенсификации процесса
измельчения используют большие куски руды: в крупных
мельницах мокрого самоизмельчения, например, в мельнице
изготовления Сызранского завода ММС 105x54, используют
куски руды размером до 1200 мм.
При рудном полу-самоизмельчении при недостатке
крупных кусков или для увеличения производительности
мельницы добавляют металлические шары диаметром 1 GO-
125 мм в количестве 6-10 % от объема барабана.
При рудно-галечном измельчении рудная галька отбира-
ется после второй стадии дробления руды или выделяется при
рудном самоизмельчении, и используются как дробящие тела
Удельная производительность мельниц самоизмельче-
ния ниже, чем у шаровых, а расход энергии на 30-40 % выше,
выше также расход футеровки.
Таблица 1
Типоразмер мельницы Технические характеристики барабанов шаровых мельниц мокрого измельчения
Внутренние размеры (без футеровки), мм Рабочий объем, м3 Толщина стенки, мм Частота вращения, об /мин
Диаметр Длина
Мельницы с разгрузкой через решетку
МШР-900х900 900 900 0,45 12 41,0
МШР-1200x1200 1200 1200 1,15 14-16 36,0
МШР-1500x1500 1500 1500 2,2 16-18 30,0
МШР-2100x1500 2100 1500 4,3 20 24,1
МШР-2100x2200 2100 2200 6,3 18-20 24,6
МШР-2100x3000 2100 3000 8,5 20-22 24,6
МШР-2700х2100 2700 2100 10,0 24 21,0
МШР-2700х2700 2700 2700 13,0 24-26 21,0
МШР-2700х3600 2700 3600 17,5 24-26 21,0
МШР-3200х3100 3200 3100 22,0 26-28 19,8
МШР-3200х4500 3200 4500 32,0 32 19,8
МШР-3600х4000 3600 4000 36,0 32 18,1
МШР-3600х5000 5000 3600 45,0 40 18,12
МШР-4000х5000 4000 5000 55,0 50 17,18
МШР-4500x5000 4430 5010 68,0 45 16,66
Мельницы с центральной разгрузкой
МШЦ-900х900 900 900 0,45 12 41,0
МШЦ-1500x3100 1500 3100 4,2 16-18 30,0
МШЦ-2100x2200 2100 2200 6,8 20 24,6
МШЦ-2100x3000 2100 3000 8,5 20-22 24,6
МШЦ-2700х3600 2700 3600 . 17,5 24-26 21,0
МШЦ-3200х3100 3200 3100 23,0 26-28 19,8
МШЦ-3200х4500 3200 4500 32,0 32 19,8
МШЦ-3600х5500 3600 5500 49,0 40 18,12
МШЦ-3600х5000 3600 5000 46,0 40 18,12
МШЦ-4000х5500 4000 5500 60,0 45 17,4
МШЦ-4500х6000 4500 6000 83,0 45 16,0
МШЦ-5000х8400 5000 8400 145 50 14,0
МШЦ-5500х6500 5500 6500 140 50 13,7
МШЦ-5500х8000 5500 8000 160 50 13,0
Барабаны мельниц мокрого самоизмельчения выполняют-
ся больших диаметров (на сегодняшний день мельницы типа
ММС 105x54 имеют диаметр 10,5 м, в перспективе планируется
до 14 м); длина барабана небольшая: D:L = 2:1, реже 3:1.
Общее представление о мельницах мокрого самоизмель-
чения дает рис. 1.5. Конструктивно мельница включает в се-
бя- цилиндрический барабан 2 с двумя торцевыми крышками
и футеровкой (металлической или резиновой); к торцевым
крышкам прикреплены полые цапфы, внутри которых разме-
щены втулки. Загрузочная втулка имеет спираль для подачи в
барабан измельчаемого материала. К разгрузочной цапфе
присоединена бутара для классификации твердого в пульпе.
Привод барабана осуществляется от одного или двух элек-
тродвигателей 4 через редуктор и зубчатую передачу 3.
Цилиндрическая часть барабана и торцевые крышки футе-
руются металлическими или резиновыми плитами. Рудногалеч-
ные мельницы самоизмельчения имеют аналогичное устройст-
во; общее представление об их конструкции дает рис. 1.6.
Технические характеристики мельниц самоизмельчения
представлены в табл. 1.3.
Таблица I 3
Типоразмер мельницы Технические характеристики барабанов мельниц само- измельчения и рудногалечных
Внутренние размеры (без футеровки), мм Рабочий объем,м Частота враще- ния, об/мин
Диаметр 1 Длина
Мельницы мокрого самоизмельчения
ММС-5000х2300 5000 2300 37 18,4
ММС-7000х2300 7000 2300 80 13,0
ММС-9000х3000 9000 2960 160 11 1
ММС 105x54 10500 5400 420 9,5
ММПС 70x70 7000 7000 212 12,9
Мельницы сухого самоизмельчения
МСС-5700х1850 | 5700 | 1850 1 41 | 13-18
Рудногалечные мельницы
МГР-4000х7500 4000 7510 83 17,8
МШРГУ-4500х6000 4430 6100 82 16,7
МРГ 5500x7500 5500 7500 150 14
- Рне 15
1 - загрузочная воронка, 2 - барабан, 3 - зубчатый венец привода, 4 - электродвигатель
Мельница для мокрого самоизмельчения
1 - загрузочная тележка, 2 - коренные подшипники, 3 - питающий патрубок, 4 - барабан, 5 - футеровка цилиндрической части
барабана, 6 - разгрузочный патрубок, 7 - венцовая шестерня
Рис 1 6 Рудногалечная мельница самоизмельчения
1.4 Некоторые вопросы механики барабанных
мельниц
1.4.1 Основные параметры движения барабана
Режим работы барабанной мельницы характеризуются
двумя основными параметрами: относительной скоростью
вращения барабана и относительным заполнением барабана
дробящими телами.
Относительное заполнение барабана ср представляет со-
бой отношение объема Иш,, занятого дробящими телами до
начала движения, к общему рабочему объему барабана V
Относительная скорость у/ вращения барабана представ-
ляет собой отношение действительной скорости вращения со
к некоторой критической сркр
=1100 —,%.
За критическую скорость вращения барабана принимают
такую скорость, при которой начинают центрифугировать
шары бесконечно малого диаметра, расположенные на внут-
ренней поверхности барабана [2, 3]. В общем случае
coKp = 3oJr,
где R - внутренний радиус (барабана.
В этом случае справедливо соотношение
со = codecs a ,
где a - угол отрыва шаров внешнего слоя.
В зависимости от скорости вращения барабана различа-
ют следующие режимы рабюты мельниц.
Каскадный режим. Такой режим называют также нека-
тарактным. Он реализуется при низкой скорости вращения
барабана; в этом случае шаровая загрузка поворачивается в
сторону движения на некоторый предельный угол в
(рис. 1.7, а) и в дальнейшем при постоянной скорости враще-
ния практически не изменяет своего положения. Шары не-
Рис 1 7 Схема движения шаров а - при режиме с перекатыванием (каскад-
ный некатарактный), б - при смешанном режиме, в - при режиме с
полетом (водопадный, катарактный)
прерывно циркулируют, поднимаясь по круговым траектори-
ям CDA и затем свободно скатываются параллельными слоя-
ми каскадом вниз, проходя путь AFBCDA. Поверхность есте-
ственного откоса шаровой загрузки FB имеет угол откоса
£~ в. В центре загрузки наблюдается малоподвижное ядро
(на рис. 1.7 часть шаров заштрихована), вокруг которого по
замкнутым траекториям циркулируют шары
Каскадный режим движения мельницы позволяет полу-
чить более тонкое измельчение: исходный продукт измельча-
ется в основном за счет раздавливания его и истирания пере-
катывающимися шарами. Каскадный режим характеризуется
повышенным износом футеровки.
Водопадный режим Такой режим называют также ка-
тарактным. При повышении скорое 1и вращения барабана
угол поворота шаровой загрузки увеличивается; шары поды-
маются на некоторую высоту, затем в точках А;, А2, Аз, А4
(рис 1.7, в) отрываются от барабана и совершают полет по
параболическим траекториям A1F1B1, A2F2B2 . A(F/B, При
этом траектория движения шаров представляет собой замкну-
тую кривую: для нижнего слоя, например, B1D1A1 является
дугой окружности, а верхний участок A(F,B, - параболой сво-
бодного полета. В центральной части шаровой загрузки также
образуется малоподвижное ядро При водопадном режиме
движения барабана измельчение материала происходит в ос-
новном за счет удара падающих шаров и истирания при их
движении. Этот режим используется преимущественно для
измельчения более крупного материала в первой стадии. Он
характеризуется также меньшим износом футеровки, особен-
но если удается обеспечить эффект самофутеровки.
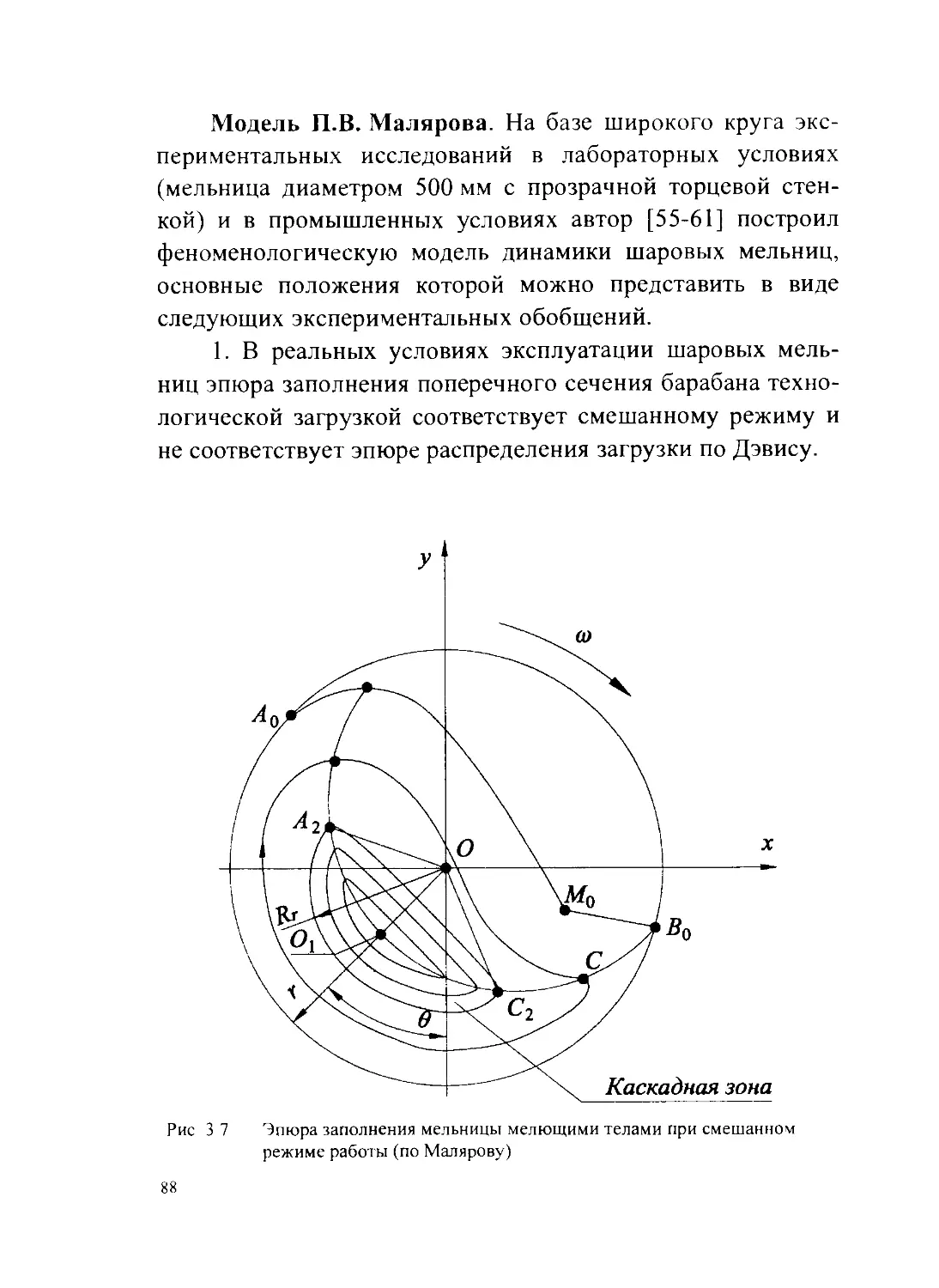
Смешанный режим. На практике резкой границы между
каскадным и водопадным режимом не существует. При опре-
деленных скоростях вращения барабана в мельнице реализует-
ся смешанный каскадно-водопадный режим, т.е. движение ша-
ров будет наблюдаться частично с полетом по кривой AFB
(рис. 1.7, б) и частично с перекатыванием по траектории
BCDA. Заштрихованные шары, как и прежде, представляют
собой малоподвижное ядро. При таком режиме внешние слои
шаров будут перемещаться по параболическим траекториям и
падать на внутренние слои, которые в свою очередь свободно
скатываются как в случае каскадного режима.
Многие исследователи отличают, что в современных
конструкциях барабанных мельниц реализуются исключи-
тельно смешанный режим, деление на водопадный и каскад-
ный режим имеет сугубо теоретическое значение.
Режим при сверхкритических скоростях. Если ско-
рость вращения барабана равна или превосходит критиче-
скую, то наружный слой шаров под влиянием центробежной
силы прижимается к поверхности барабана и будет двигаться
с ним как одно целое, т.е. центрифугировать. Нижние слои
шаров будут двигаться по водопадному режиму и в конце
свободного полета ударяться о поверхность барабана, что,
естественно, будет вызывать повышенный износ футеровки.
Если поверхность футеровки гладкая, а заполнение ба-
рабана незначительно (ср < 30 %), то даже при критических
скоростях движения возможна реализация каскадного ре-
жима: наружные шары не центрифугируют, а скользят по
поверхности барабана, что также вызывает повышенный
износ футеровки.
Следует подчеркнуть, что сверхкритический режим ра-
боты мельницы является весьма неустойчивым; при измене-
нии коэффициента трения (или точнее коэффициента взаимо-
действия технологической загрузки с футеровкой) мельница
может перейти на режим махового колеса и процесс измель-
чения прекратиться.
Режим махового колеса. При сверхкритических скоро-
стях вращения барабана и отсутствии скольжения шаров от-
носительно футеровки может наступить динамическое равно-
весие шаровой загрузки. Скорость движения шаров относи-
тельно барабана становится равной нулю, процесс измельче-
ния практически прекращается и шаровая загрузка превраща-
ется в кольцо, которое вращается совместно с барабаном. Та-
кой режим махового колеса характеризуется определенной
скорость <до движения барабана, которая определяется крити-
ческой скоростью а>кр и степенью заполнения <р барабана ша-
ровой загрузкой. В общем виде
Как видно, реализация конкретного режима измельчения
определяется принятой комбинацией основных параметров
мельницы: относительной скоростью вращения барабана и
относительным заполнением его объема шаровой загрузкой.
Рис 18 Оборачиваемость всей шаровой загр\зки в мельнице
1.4.2 Оборачиваемость шаров в мельнице
При вращении барабана шар проходит путь по круговой
и параболической траекториям, т.е. осуществляет замкнутый
цикл движения. Число циклов шара определяется углом от-
рыва а и зависит от скорости движения барабана. За один
оборот через сечение АВ барабана мельницы (рис. 1.8) по
круговым траекториям проходит определенное количество
шаров, объем которых будет равен
где К = Rb/Rh - отношение радиусов внутреннего Rb и на-
ружного Rh слоев шаров.
Если за время одного оборота барабана шаровая загрузка
обернулась п\ раз, то справедливо соотношение [7, 8]
Значения коэффициента К в известной литературе [2, 3]
табулированы.
1.4.3 Движение загрузки в проточной части
барабана
При вращении мельницы помимо поворотного движения
загрузки имеется также продольное движение материала, в ос-
новном пульпы. Скорость ее движения определяется пористо-
стью измельчаемой среды, вязкостью жидкости и разностью
напоров на загрузочном и разгрузочном концах барабана Рас-
смотрим движение пульпы в цилиндрическом барабане шаро-
вой мельницы мокрого измельчения. Для построения феноме-
нологической модели примем следующие допущения [7, 8].
1. Руслом потока будем считать внутреннюю (по плос-
кости футеровки) горизонтальную цилиндрическую поверх-
ность барабана.
2. Нормальные сечения будем считать плоскими и вер-
тикальными (уклон дна равен нулю).
3. Нижней линией потока будем считать дно русла, а
верхней - кривую депрессии.
С учетом этих допущений модель движения загрузки в
проточной части барабана мельницы можно представить в
виде, показанном на рис. 1.9.
При установившемся движении пульпы глубина потока
в месте загрузки будет равна Н\ и возле решетки Н2. Для про-
извольного сечения а-а с глубиной потока Н примем:
• скорость V фильтрации пульпы равной
V = KZ,
где Z - уклон кривой депрессии для рассматриваемого сече-
ния потока;
К - коэффициент фильтрации (скорость фильтрации при
Z=l);
• объемный расход Q пульпы через измельчаемую среду рав-
ным
Q = FKZ,
где F = 47/'’(£>-7/)°’ - общая площадь фильтрации в рас-
сматриваемом сечении потока.
26
Рис 1 9 Феноменологическая моде ib движения загрузки в проточной части
барабана
В этом случае уравнение движения пульпы через из-
мельчаемую среду можно представить в виде
Q = -KH4D-Hf' —,
3 dx
где х - координата рассматриваемого сечения (рис. 1.9).
При решении этого уравнения получаем
(2~(О-И,ГЯ,“Д. Д =1-1^0 .
15«| J
Во вращающемся барабане движение пульпы сквозь по-
ристую измельчающую среду осуществляется под действием
гравитационных и инерционных полей. Основные параметры
этого движения можно представить в виде следующих соот-
ношений [7, 8].
1. Скорость фильтрации.
^=F0/F-
у Pf O.5aT-nonp(g + j}\H
‘Р 20y/3pL 120V3^(l-w(1)Z
f _ та/ nltp(g + j)&H
24Од/Зл(1-^о)А
2. Коэффициент фильтрации.
к _ mi{}sd-p(g + j}
24Ол/Зл(1-^о)А '
3. Расход пульпы с уровнем Н\ в месте загрузки бараба-
на
тт'^ p(g +j\D-Hxf'Н~у р{
45oV3//(l-/noX
г де VLp - средняя скорость фильтрации пульпы,
по - коэффициент поверхностной пористости измель-
чающей среды, равный отношению площади просве-
тов F между телами к общей площади F фильтрации
пульпы;
р - разность давлений на концах барабана;
р - коэффициент динамической вязкости жидкости;
L - длина потока;
/и0 - коэффициент объемной пористости среды;
g - ускорение силы тяжести;
j - ускорение центробежной силы;
А// - разность напоров,
р - плотность пульпы;
d - диаметр шаров;
£- коэффициент, характеризующий площади просветов
между шарами.
Приведенные соотношения позволяют определить ос-
новные параметры потока пульпы в зависимости от диа-
метра мелющих гел, вязкости пульпы и пористости измель-
чаемой среды.
1.4.4 Дробящая среда
В мельницах самоизмельчения используется неметалли-
ческая дробящая среда, представляющая собой крупные кус-
ки руды, иногда добавляют метал гические шары больших
диаметров - 100-125 мм.
В шаровых мельницах используются эллипсоиды, кубы,
сдвоенные призмы и тела других форм, однако в практике
широкого распространения они не получили. Наиболее опти-
мальной формой признаны тела в виде шара; шары изготав-
ливаются в основном диаметром от 15 до 125 мм.
В процессе эксплуатации шары разрушаются в результа-
те ударного взаимодействия между собой, футеровкой и из-
мельчаемой средой, и в результате трения при скольжении в
среде абразивного материала, каким являются практически
все измельчаемые руды. Разрушение шаров происходит
вследствие абразивно-усталостного износа, т.е. при взаимо-
действии шара с другим шаром или куском измельчаемой ру-
ды происходит множественный кинетический процесс накоп-
ления микроповреждений в его поверхностном слое и неред-
ко отрыв частиц металла от основного массива за счет мик-
ропорезов. Важное значение при этом имеет активность
внешней среды, которая определяет различные химические,
адсорбционные и другие эффекты в поверхностных слоях из-
нашиваемых тел. Такие эффекты приводят к образованию
между контактирующими телами тонкой прослойки (так на-
зываемое «третье тело»), которая по своим физико-
химическим свойствам отличается от взаимодействующих
тел. При этом следует также учитывать, что абразивно-
усталостное изнашивание дробящей среды зачастую сочета-
ется с активным процессом коррозии; при мокром измельче-
нии доля коррозии в общем износе шаров может быть до-
вольно значительной.
Согласно гипотезе Дэвиса [1] скорость изнашивания ша-
ра в барабане мельницы пропорциональна его массе.
dm/dt = -K}nr, т = w, ехр(- К}(),
где т„ - начальная масса шара;
К\ - константа скорости износа
Более подробно этот материал можно посмотреть в из-
вестной литературе[31, 34]
Износ шаров будет проявляться в уменьшении их гео-
метрических размеров. Для компенсации износа шаров и
поддержании массы шаровой загрузки в некоторых постоян-
ных пределах по объему (или массе), в барабан периодически
добавляют дополнительно определенное количество шаров.
Поэтому в процессе эксплуатации в барабане мельницы все-
гда будут находится шары различного диаметра и самой раз-
личной формы. Соотношение массы крупных и мелких ша-
ров, крупных и мелких кусков руды (т.е. характеристика
крупности загрузки) оказывает существенное влияние на
процесс измельчения материала.
Таким образом, при установившемся режиме работы
мельниц мокрого измельчения (шаровых и самоизмельчения)
загрузка в барабане будет включать в себя: измельчаемый ма-
териал различной крупности, дробящую среду различной
крупности (шары или куски руды), продукты износа футе-
ровки (металл или резину) и пульпу с различным содержани-
ем твердого.
При движении барабана такая полифазная абразивная
загрузка будет активно взаимодействовать с футеровкой, ко-
торая в свою очередь будет испытывать различные виды раз-
рушения: абразивно-усталостный износ, разрушение от ди-
намических напряжений при ударных нагрузках, микропо-
вреждения массива и макроразрушения от внедрения контр-
тел, кавитационный износ и т.д. Сюда следует также добавить
активное воздействие внешней среды и достаточно высокую
температуру от диссипативного саморазогрева технологиче-
ской загрузки.
Поэтому при конструировании, расчетах и подборе ма-
териала защитной футеровки следует учитывать все эти со-
ставляющие, которые и определяют особенности взаимодей-
ствия футеровки и загрузки и, в конечном итоге, определяют
ее долговечность и технологическую эффективность.
30
II Защитные футеровки барабанных
мельниц
2.1 Общие сведения
Для защиты рабочих поверхностей барабанных мельниц
от ударных нагрузок, абразивно-усталостного износа и корро-
зии используются специальные футеровки, выполняемые из
самых различных металлических и неметаллических материа-
лов. Как правило, футеровки выполняют в виде сменных эле-
ментов; помимо защиты от механохимического воздействия
измельчаемой среды они выполняют также эргономические
функции - снижают шум, вибрацию оборудования и т.д.
Во вращающемся барабане мельницы футеровка и сег-
мент загрузки находится в постоянном взаимодействии С
одной стороны профиль футеровки и ее геометрические раз-
меры влияют на механику измельчения материалов; с другой
стороны - физико-механические свойства дробящей среды
определяют морфометрический механизм разрушения футе-
ровки. Поэтому выбор рациональных параметров футеровки
и режима движения барабана существенно влияют на основ-
ные технико-экономические показатели работы мельницы:
производительность по готовому классу - 0,074 мм (т/ч-мД;
удельный расход электроэнергии (кВт/т материала); расход
футеровки (г/т материала); срок службы футеровки.
В практике, при конструировании футеровок обычно
придерживаются следующих требований: футеровка должна
обеспечить заданный технологический режим движения сег-
мента загрузки в барабане; футеровка должна иметь макси-
мальную долговечность, простоту монтажно-демонтажных
работ и унификацию элементов
22 Материалы защитных футеровок
Рудоизмельчительные мельницы с защитными футе-
ровками цилиндрической части барабана известны со второй
половины XIX века. В первых конструкциях мельниц в ка-
честве футеровок использовали твердые породы дерева,
позже металлические плиты нередко в сочетании с деревян-
ными брусьями.
В XX веке в качестве футеровок использовали самые
различные материалы: износостойкие чугуны, легированные
стали, карбид кремня, пластмассы (полиэтилен высокого дав-
ления, фторопласт, древесно-армированые пластики, стекло-
пластики и т.д.), эластомеры (резины, полиуретаны) и др. [5].
Если не рассматривать специальные виды футеровок
(например, использование брекера изношенных крупногаба-
ритных шин, магнитные футеровки и т.д.), то наиболее вос-
требованными износостойкими материалами футеровок про-
мышленных мельниц являются металлы и резины. В некото-
рых случаях используется сочетание резиновых и металличе-
ских элементов.
Во всех случаях применения футеровок (за исключением
специальных мельниц) резина имеет ряд неоспоримых пре-
имуществ по сравнению с металлом: по скорости изнашива-
ния (табл. 2.1); по величине абразивного и усталостного из-
носа в зависимости от угла падения материала (рис. 2.1), по
износу в зависимости от крепости материала (рис. 2.2), по
Рис 2 1 Зависимости абразивного (-------) и усталостного (--) износа
стальной (1, Г) и резиновой (2, 2’) футеровок от угла падения мате-
риала
Таб 1ица 2 I
Резиновая футеровка Металлическая фут< бровка
Марка Тип и количе- ство каучука (вес в частях) Скорость изнашива- ния, мм/ч Ма 1 ериал Профиль Скорость изнашива- ния, мм/ч
4-54 СКИ-3-01 - 100 0,0010- 0,0012 Сталь 110Г13Л Шарошиповои 0,0078 - 0,0122
2529 СКИ-3- 100 0,0012 - 0,0015 То же Каскадный 0,0081 - 0,0100
6252 НК - 100 0,0030 - 0,0035 - «» - Ребристый 0,0080 - 0,0112
1801-6 НК 50, СКД -50 0,0018 - 0,0025
уровню звукового давления (рис. 2.3) и т.д. Более подробно
этот вопрос рассматривается в [4, 5].
2.3 Металлические футеровки барабанных
мельниц
В практике горно-металлургических предприятий ис-
пользуются мельницы для измельчения материалов с самыми
различными физико-механическими свойствами. Такое раз-
нообразие обусловило не только разнообразие геометриче-
ских размеров мельниц, режимов нагружения и параметров
шаровой загрузки (масса, диаметр шаров), но и выбор рацио-
нального профиля футеровочных плит. В табл. 2.2 приведены
наиболее используемые в шаровых мельницах профили бро-
невых плит и соответствующий им коэффициент заполнения
барабана по диаметру металлических шаров В работе [31]
для шаровых мельниц принята следующая классификация
металлических футеровок цилиндрической части барабана по
геометрическим признакам поперечного сечения:
• броневые плиты с углом подъема рабочих поверхностей бо-
лее 45°: Норильск - III, Норильск - IV, ребристый;
• броневые плиты с углом подъема рабочей поверхности
меньше 45°- волновой, горбатый, каскадный;
• самофутерующиеся броневые плиты с нишами на рабочей
поверхности: при вращении барабана в нишах заклинива-
I
Крепость сырья
I - обычная твердость породы на горнодобывающих предприятиях
Рис 2 2 Зависимость износа стали (1) и резины (2) от крепости сырья, пере-
рабатываемого в горной промышленности
Рис 2 3 Зависимости уровня шума при работе шаровых мельниц со стальной
(1) и резиновой (2) футеровками
ются шары и тем самым предохраняют футеровку от износа
и ударных нагрузок.
В мельницах самоизмельчения дробящая среда обычно
поднимается на большую высоту и при падении разрушается
от ударных нагрузок и раздавливания. Поэтому футеровка
цилиндрической части барабана, как правило, состоит из
броневых плит и специальных подъемных лифтеров: послед-
ние используются также и для крепления плит к барабану.
Наиболее используемый материал для изготовления
броневых плит и лифтеров - аустенитная высокомарганцови-
стая сталь типа 110Г13Л; известно также о применении вы-
соколегированных сталей и износостойких чугунов [31, 5].
34
Таблица 2 2
Диаметр шара, коэффи- циент заполне- ния бара- Профили метал шчсских фу- теровочных плит Диаметр шара, коэффи- циент заполне- ния бара- Профили металлических футеровочных плит
Тип Эскиз Тип Эскиз
125 мм, 40% Каскадный "L 100- 125 мм, 40-45 % Каскадный
«80 1
Волновой Волновой
Ребристый «Норильск- 111»
«Норильск- 111» Каскадный обратного вращения
ДК Крю- Ступенча-
100- 45% Ячейковый 100- 80 мм, 45-47 % Горбатый
Ребристый волновой 60-80 мм, 45-48 % Каскадный обратного вращения ЯЕЗ
Ребристый с наклоном ЦГОКа Шарошипо-
80 мм, 50% 60 мм, 50% Пазовый 40-60 мм, 45% Волновой
Волновой 40 мм, 40% «Норильск - IV»
60-80 мм, 40-45 % Каскадный Каскадный *
Волновой 1 Брусчатый
2.4 Резиновые футеровки барабанных мельниц
2.4.1 Общие сведения
В общем и специальном машиностроении резиновые из-
делия выполняют самые различные функции защищают ма-
шины от вибронагрузок и износа, выполняют функции уп-
лотнений и средств защиты от звукового давления, служат
компенсаторами перекосов и неточностей монтажа, служат
также в качестве упругих звеньев для передачи усилий и кру-
тящего момента и т.д. Во всех случаях использования резино-
вые детали практически не соприкасаются с технологической
нагрузкой и напрямую не оказывают влияния на технологи-
ческий процесс. Их влияние может быть лишь косвенным,
например, в вибрационных машинах, где упругие звенья оп-
ределяют режим работы машины, влияя, в основном, на ам-
плитуду и частоту колебаний рабочего органа.
Вместе с тем, имеется особый класс резиновых деталей
- рабочие поверхности машин: футеровки и сита, которые
помимо защиты рабочих органов машин от динамических
нагрузок и износа принимают также непосредственное уча-
стие в технологическом процессе. Более того, в ряде случа-
ев, как, например, в барабанных мельницах, такие детали
определяют важные параметры технологического режима
процесса измельчения и весомо влияют на качество готового
продукта [167].
Барабанные мельницы, например, типов МШЦ (мельницы
шаровые с центральной разгрузкой) и МШР (мельницы шаро-
вые с разгрузкой через решетку), а также мельницы
ММС (мельницы мокрого самоизмельчения) представляют со-
бой сложное техническое сооружение, состоящее собственно из
мельницы - вращающийся в подшипниках барабан с защитной
футеровкой, привода, загрузочных и разгрузочных устройств и
другого вспомогательного оборудования (рис. 1.3) Мельницы
устанавливаются в технологических цепочках поточного произ-
водства, и отказ любого из звеньев этой цепи может привести
либо к остановке всею потока, либо к отказу его отдельных
36
участков. В связи с этим для обеспечения бесперебойной рабо-
ты всей технологической цепи к надежности работы мельницы,
равно как и к остальным машинам и оборудованию, предъяв-
ляются повышенные требования.
С кинематической точки зрения барабанные мельницы
весьма просты. Однако с учетом динамики их работы - вра-
щающийся барабан с футеровкой, привод с системой смазки
и системой управления технологией процесса измельчения,
большой комплекс самостоятельных загрузочных и разгру-
зочных устройств, вспомогательное оборудование - в целом
представляют собой довольно сложное техническое сооруже-
ние. Следует также подчеркнуть, что составляющие этого со-
оружения работают в экстремальных условиях эксплуатации,
т.е. при постоянных ударных и циклических нагрузках, абра-
зивном и абразивно-усталостном изнашивании, активном
влиянии внешней среды.
В табл. 1.2 и табл. 1.3 показаны основные параметры
мельниц, в том числе и с резиновой футеровкой, дающие не-
которые представления о сложности сооружения и об объеме
рабочей части, защищаемой этой футеровкой.
В рассматриваемых мельницах резиновые футеровки
непосредственно участвуют в технологическом процессе из-
мельчения материала и защищают от ударных нагрузок и из-
носа все рабочие зоны барабана.
На рис. 2.4 показан общий вид барабана мельницы, все
рабочие зоны которого - цилиндрическая часть барабана,
торцевая крышка и разгрузочная решетка - защищены рези-
новой футеровкой.
Рис 2 4 Резиновые футеровки мельниц а - шаровая бара- Рис 2 5 Схема функционирования управ ,яемои динамичс
банная мельница с центральной разгрузкой и рези- ской системы S подсистема РФ подсистема
новой футеровкой, б барабан мельницы, все рабо- (резиновая футеровка)
чие зоны которого защищены футеровкой
Модель барабанной мельницы с резиновой футеров-
кой. Используя методы структурного анализа [157], предста-
вим барабанную мельницу в виде эргономической системы
(комплекс «машина - человек - оператор»), находящейся в
состоянии функционирования. Это означает, что процессы,
которые происходят в системе, позволяют стабильно реали-
зовать поставленную цель, а динамика системы не имеет раз-
вития, 1 е. поставленная цель в процессе эксплуатации мель-
ницы остается практически неизменной.
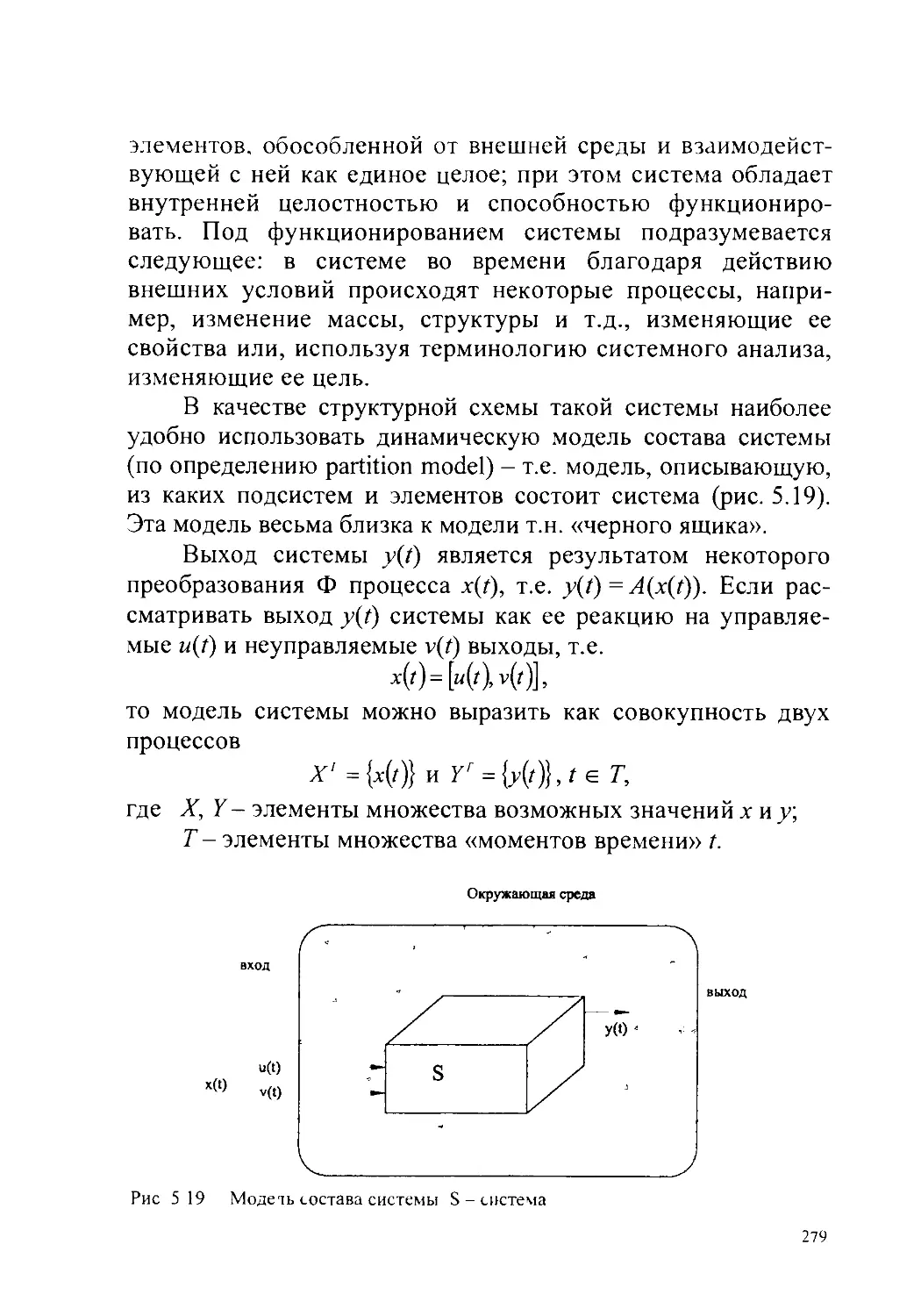
Структурную схему такой системы наиболее целесооб-
разно представить в виде модели «черного ящика» (рис 2 5),
выделив в отдельную подсистему резиновую футеровку. Та-
кой подход связан, прежде всего, с той особой ролью, кото-
рую футеровка играет в технологическом процессе измельче-
ния, а также в связи с тем, что физико-механические свойства
ее не остаются постоянными в процессе эксплуатации По-
этому резиновую футеровку как подсистему удобно предста-
вить в виде динамической модели состава [6], свойства кото-
рой за счет поврежденности материала изменяются во време-
ни - так называемой динамической системы развития.
На рис. 2.5 показана система S, управляемая специаль-
ным блоком управления посредством вектор-функции X ; для
наглядности система помещена также внутри блока управле-
ния.
Функционирование барабанной мельницы можно рас-
сматривать как реакцию на входные внешние возмущения X,
управляющие U и неуправляющие V воздействия. В общем
случае мельницы с резиновой футеровкой можно представить
в виде функционирующей динамической системы (внутри
системы со временем происходят изменения, не изменяющие
ее цель), на входе которой действует вектор-функция внеш-
них возмущений X, вектор-функция управления U и вектор-
функция внутренних связей F , т е
^ = {x|(/).Y.(/),. „Х„(/)|,
U ={?/,(/),u2(t), ..,uk(t)},
F = /,(/),...., <(/)}.
При этом термин вектор-функция означает, что на входе
системы действуют п возмущающих и к управляющих воз-
действий, которые являются функциями времени t Вектор-
функция F учитывает взаимодействие между рабочим орга-
ном (барабан с резиновой футеровкой, реше!кой и 1 д.) и за-
грузкой мельницы.
Выходные параметры системы представляет вектор-
функция
у=МЬМ- -эЛ
которая характеризует поведение мельницы в реальных усло-
виях эксплуатации.
Вектор внешних возмущений JV включает массу за-
грузки, крутящий момент, свойства измельчающей среды и
т д.; выходной вектор Y - расход мощности, выход исходно-
го продукта и т.д.; вектор U управляющих воздействий
включает частоту вращения барабана, дополнительное увели-
чение массы загрузки шарами (при режиме полуизмельчения)
и т.д.
Число компонент п, к, i, т векторов зависит от степени
учета параметров, характеризующих работу мельницы в це-
лом.
Такая информационная схема позволяет построить ма-
тематическую модель мельницы, т.е. установить вид и струк-
туру некоторого оператора W, определяющего степень преоб-
разования машиной входящих воздействий, т е
y = w[x,u,f].
Это соотношение и соответствующая схема (рис 2 5) мо-
гут быть использованы для построения математической систе-
мы в пространстве состояний, т е фазовом пространстве При
40
)гом под состоянием системы ипи ее )ехнологическо! о про-
цесса обычно понимают совокупность величин, определяю-
щих положение машины в данный момент времени, например,
значением некоторой векзор-функции У'.
Указанная модель «черного ящика» является формаль-
ной и относится ко всем мельницам рассматриваемого типа
Чтобы получить модель заданной системы, необходимо при-
дать ей конкретное содержание. В настоящей работе ограни-
чимся формальной моделью, а для дальнейших исследований
выделим место и роль, которую выполняет резиновая футе-
ровка в структурной модели мельницы
В кинематической схеме футеровку следует рассматри-
вать как неотъемлемую часть барабана; в структурной схеме
она определяет (наряду с другими составляющими: частотой
вращения, структурой материала загрузки и т.д.) режим про-
цесса измельчения и описывается одной из компонент век-
тор-функции внутренних связей F .
Использование принципов биомеханики при конст-
руировании резиновой футеровки.
В известной литературе имеется множество примеров,
когда технологические особенности и устройства заимство-
вались из живой природы. Достаточно привести крупные мо-
нографии [158] в этой области, чтобы убедиться в том, что
машины, механизмы и сооружения, используемые человеком
в своей практической деятельности, являются в большинстве
случаев лишь слабой механистической моделью более со-
вершенных устройств природы.
Еще Г. Галилей в книге «Беседы и математические дока-
зательства» [159] приводил интересную аналогию между со-
противлением разрушению технических конструкций и тво-
рений живой природы: «В заключение нашей сегодняшней
беседы мне хотелось бы прибавить несколько замечаний от-
носительно сопротивления полых твердых тел, которыми как
мастерство, так и природа пользуются в тысячи ладов. В них
без возрастания веса достигается возрастание прочности в
весьма большой степени, как-то легко можно видеть на кос-
тях птиц и на тростнике, которые при большой ле, кости от-
личаются и большой сопротивляемостью изгибу и излому».
Представим процесс измельчения в барабанной мельни-
це, например, мельнице мокрого самоизмельчения (ММС), в
виде некоторой феноменологической модели; при вращении
барабана перерабатываемый материал, измельчающая среда
(крупные куски руды, металлические шары, рудная галя) и
пульпа, имеющая довольно агрессивный характер, в зависи-
мости от режима - каскадного, смешанного или водопадного
- формируется в виде сегмента; процесс измельчения в этом
«комке» осуществляется за счет ударных нагрузок и истира-
ния между слоями.
Если рассматривать процесс измельчения именно так, то
наиболее близкую аналогию можно найти в работе желудка
птиц [160, 161].
Желудок - ventriculus, gaster - состоит из двух отделений
- железистого и мышечного; в железистом отделении выра-
батываются ферменты; в мышечном - происходит механиче-
ская обработки пищи; в птиц мышечное отделение заменяет
жевательный аппарат. Сокращается желудок ритмически 2-3
раза в минуту, имеет давление 265-280 мм ртутного столба и
температуру до 42 °C. Поступившая в желудок кормовая мас-
са вместе с ферментами формируется в виде «комка» и тща-
тельно растирается, а находящиеся в желудке гравий и другие
камни увеличивают степень дробления.
Стенка измельчительной части желудка (рис. 2.6) состо-
ит из слизистой оболочки с подслизистой основой, мышечной
и адвентициальной оболочек. Мышечная оболочка образова-
на гладкой мышечной тканью и состоит из трех слоев: адвен-
тициальная (наружная оболочка) образована фиброзной со-
единительной тканью с большим количеством эластических
волокон; слизистая оболочка состоит из эпителия, вырабаты-
вающего вязкую слизь, и рыхлой соединительной ткани. По-
верхность слизистой покрыта плотной кератино-подобной
пленкой - кутикулой, которая в процессе истирания самовос-
станавливается. Поверхность кутикулы покрыта столбиками,
42
1 - адвентициальная оболочка, 2 - мышечный слой, 3 - подслизистая оболочка,
4 - слизистая оболочка, 5 - кутикула
Рис 2 6 Гистологическое строение стенки мышечного отделения желудка
утки
которые обуславливают ее шероховатость и улучшают спо-
собность к перетиранию пищи. Кутикула вместе со слизью
предохраняет слизистую оболочку от механических повреж-
дений; кутикула способствует также перетиранию пищи.
Как видно, технологический процесс измельчения мате-
риала в барабанной мельнице и желудке птицы (исключая,
естественно, его физиологическую сторону) в механическом
смысле вполне совпадает. Для дальнейших исследований вы-
делим некоторые особенности строения желудка (следует
подчеркнуть, что эти особенности с небольшими изменения-
ми характерны для гистологического строения всех элемен-
тов пищеварительного тракта большинства животных, птиц и
человека).
1. Механическую модель желудка можно представить в
виде многослойно эластической оболочки, в которой с помо-
щью мышечной энергии измельчается «комок» твердого ма-
териала; процесс измельчения осуществляется в основном за
счет истирания между слоями загрузки, в том числе с помо-
щью более твердой измельчающей среды (гравий, камни).
2. Стенка желудка представляется многослойной и со-
стоит из трех основных слоев: внешнего слоя из прочных
43
[ибких соединительнотканных волокон, среднего мышечною
слоя и внутреннею слизистого слоя, состоящего из рыхлой
соединительной ткани, у птиц она дополнительно покрыта
плотным износостойким слоем (кутикула).
3 С точки зрения динамики наибольшую прочность и
жесткость имеет внешний слой; наибольшую диссипацию
средний и внутренний слои; наибольшую сопротивляемость к
истиранию имеет внутренний слой.
4. Защита мышечного слоя от механических поврежде-
ний и слизистой от повреждения и изнашивания обеспечива-
ется как особенностями строения слизистой оболочки (рых-
лая ткань с большим коэффициентом диссипации, наличие на
поверхности многочисленных сосочков, складок, самовоссла-
навливающейся износостойкой пленки кутикулы и т.п.), так и
выделением особой слизи, которая существенно уменьшает
трение между «комком» пищи и слизистой (в суставах для
этой же цели служит синовиальная жидкость).
Если рассматривать желудок с чисто механической точ-
ки зрения, то следует отметить, что именно отмеченные осо-
бенности его строения обеспечили создание такой совершен-
ной системы защиты мышечного слоя от повреждений и из-
нашивания. Часть этих особенностей, безусловно, можно ис-
пользовать при создании защитных резиновых футеровок и
покрытий машин, в том числе и рассматриваемых конструк-
ций барабанных мельниц.
Основные принципы конструирования резиновых
футеровок. Все сказанное выше позволяет сформулировать в
общих чертах основные принципы конструирования много-
слойных футеровок барабанных мельниц и других машин и
сооружений, в которых имеются большие потоки крупнокус-
ковой руды и ударные нагрузки сочетаются с интенсивным
изнашиванием, мельницы других типов, кузова автомобилей,
горные питатели, рудоспуски и т.д. Безусловно, автоматиче-
ское перенесение особенностей гистологического строения
стенки желудка на конструкцию резиновой футеровки вряд
ли возможно, а в некоторых случаях и экономически нецеле-
44
сообразно. Поэтому ниже ограничимся общими принципами
для создания варианта «идеализированной» (рис 2.7) конст-
рукции футеровки.
1. Резиновая футеровка должна быть многослойной;
толщина каждого слоя диктуется следующим: диаметром ба-
рабана, крепостью руд, режимом измельчения, наличием
крупных кусков руды и металлических шаров и т.д.
2. Верхний слой футеровки (непосредственно примы-
кающий к барабану) должен обладать большой прочностью,
жесткостью и низкими релаксационными свойствами - время
релаксации по возможности должно быть минимальным, по-
следнее условие необходимо для более надежного метода
крепления футеровки к барабану с помощью механической
системы «болт-гайка».
3. Средний слой должен состоять из высокодемпфи-
рующего материала, способного поглощать большие ударные
нагрузки и предохранять (совместно с верхним слоем) метал-
лический барабан от разрушительного действия ударных на-
грузок.
4. Нижний слой должен состоять из высокоэластическо-
го износостойкого материала, он непосредственно соприкаса-
ется с перерабатываемой средой и поэтому испытывает как
1 - барабан, 2 - нижний слой, 3 - средний демпфирующий слой, 4 - наружный
износостойкий слой, 5 - защитный износостойкий слой
Рис 2 7 Строение «идеализированной» резиновой футеровки мельницы
45
ударные нагрузки, так и интенсивное истирание с механиче-
ским повреждением верхнего слоя: сколы, острые порезы и
т д Поэтому нижний слой футеровки должен быть защищен
• специальной жидкостью, уменьшающей трение;
• защитным слоем более износостойкого материала, напри-
мер, полиуретаном, сплавом металлов и т.д.;
• иметь специальную конструкцию поверхности, позволяю-
щую снижать ударные нагрузки за счет: а) эластичных
гребней для эффективного уменьшения ударных импульсов
(принцип «поддаться, чтобы устоять»); такой профиль фу-
теровки особенно важен при малых углах встречи футеров-
ки с измельчаемым материалом, т.е. при наличии так назы-
ваемого эффекта контакта при скольжении сегмента загруз-
ки; б) специальных ниш, коюрые в процессе эксплуатации
заполняются измельченным материалом и металлическими
шарами, создавая тем самым некоторый промежуточный
слой типа «третьего слоя»; такой слой предохраняет рези-
новую футеровку от ударных нагрузок и износа и для неко-
торых мельниц является довольно эффективным; так, на
мельницах мокрого самоизмельчения в линии измельчения
российско-монгольского предприятия «Эрдэнэт» установ-
лена футеровка, на поверхности которой были выполнены
ниши, заполняемые в процессе работы шарами и измель-
ченным материалом. Наработка на отказ такой футеровки
повысилась на 50 % по сравнению с футеровкой обычной
конструкции
В той или иной степени эти принципы уже использова-
ны в известных конструкциях резиновых футеровок горных
машин и оборудования [2, 9]. Однако, долговечность их, осо-
бенно для мощных барабанных мельниц, пока не удовлетво-
ряет инженерную практику. Поэтому изложенные принципы,
безусловно, будут полезны при создании новых более совер-
шенных конструкций резиновых футеровок.
46
Конструкции резиновых футеровок рудоразмольных
мельниц.
Как уже отмечалось, на первом этапе существования ру-
доразмольных мельниц их защитные футеровки выполнялись,
в основном, из металлов, металлических сплавов и силикат-
ных материалов - каменное литье, карбид кремния и т.д. По-
вышенный износ, большая масса, загрязнение исходного про-
дукта материалами износа, повышенное звуковое давление,
высокая вибронагруженность барабана и мельницы в целом,
довольно высокая стоимость особенно для марганцовистых
сталей, трудоемкость монтажных и демонтажных работ - все
эти недостатки традиционных футеровок обусловили поиск
альтернативных материалов Этому же в значительной степе-
ни способствовало использование мельниц больших диамет-
ров (например, мельниц типа ММС 105-54 с диаметром бара-
бана 10,5 м) с большой скоростью падения крупных кусков -
до 1200 мм в поперечнике. Одним из таких перспективных
материалов стала резина. Первые опыты по использованию
резиновой футеровки относятся к 30-м годам прошлого века.
Однако широкому применению помешало несовершенство
конструкции, плохой выбор резины и плохие конструкции
крепления. Уже в 60-х годах две шведские фирмы «Скега» и
«Треллеборг» (в настоящее время известны как компания
«Metso minerals») предложили ряд эффективных конструкций
резиновых футеровок с надежным креплением к барабану.
Особенности этих конструкций можно свести к следующему:
футеровка выполняется типов «плита-плита» или «плита-
лифтер»; крепление к барабану осуществляется через метал-
лическую арматуру системой «винт-гайка». Эти особенности
легли в основу конструкций многих из существующих систем
резиновой футеровки.
Позже появилось большое количество разнообразных
конструкций защитных футеровок [4, 5] для широкого класса
горных и строительных машин. Остановимся на наиболее ха-
рактерных конструкциях и особенностях их проектирования с
учетом требований технологии измельчения в рудоразмоль-
ных мельницах.
47
1 - цельнорезиновый лифтер, 2 - прижимная скоба, 3 - футеровочные плиты, 4 -
крепежный болт
Рис 2 8 Схема крепления резиновых футеровок фирмы «Скега»
1 - футеровочная плита, 2 - резиновый лифтер, 3 - металлическая планка, 4 -
крепежный болт
Рис 2 9 Схема крепления резиновых футеровок фирмы «Треллеборг»
В последнее время широкое распространение получили
две основные системы крепления резиновых плит с помощью
резиновых лифтеров. По системе «Скега» крепление плиты
осуществляется специальной металлической арматурой,
вставляемой в Т-образную прорезь лифтера (рис. 2.8), которая
в свою очередь крепится к барабану с помощью системы
винт-гайка. По системе «Треллеборг» металлическая армату-
ра крепится к резиновому лифтеру в процессе вулканизации и
также с помощью системы винт-гайка крепится к барабану
(рис. 2.9).
48
Рис 2 11 Профили резиновых футеровок типа плита-лифтер
Длительная практика показала, что в конструкциях та-
ких футеровок долговечность зачастую определяется сроком
службы лифтера. В связи с этим рабочей поверхности лифте-
ров в зависимости от условий эксплуатации и, следовательно,
от механизма их разрушения, придают различную геометри-
ческую форму (рис. 2.10). По этой же причине поверхности
резиновой футеровки также придавали различную геометри-
ческую форму в основном за счет вариантов укладки плит и
лифтеров и за счет геометрии рабочей поверхности плит. На
рис. 2.11 показаны некоторые варианты профилей резиновых
футеровок внахлестку (рис. 2.11, а); сочетание гибких и жест-
ких лифтеров (рис. 2.11, б); волновой профиль (рис. 2.11, в);
гладкий профиль (рис. 2.11, г).
В резиновых футеровках типа плита-плита крепежная
металлическая арматура размещается непосредственно в ре-
зиновых плитах, а сами плиты укладываются, как правило,
49
внахлестку На рис. 2 12 показана конструкция одноэлемент-
ной резиновой футеровки с креплением к барабану системой
винт-гайка каждой плиты в отдельности. На рис. 2 13 показа-
на конструкция оболочковой футеровки; в резиновой плите
имеется воздушная полость, увеличивающая время удара
контртела и уменьшающая ударные импульсы.
Конструкции резиновых футеровок торцевых кры-
шек и решеток. В рудоразмольных мельницах для защиты
торцевых крышек от износа также используются резиновые
футеровки. Обычно износ торцевых футеровок по радиусу
неравномерен и зависит о г частоты вращения барабана и сте-
пени заполнения его за1рузкой Наибольшему износу подвер-
гается часть секторов футеровки, наиболее удаленной от цен-
тра, что связано с проскальзыванием между слоями загрузки
на траектории подъема. В шаровых мельницах с центральной
разгрузкой футеровка выполняет лишь функции защиты от
износа и не оказывает существенного влияния на технологи-
ческие показатели машин.
На рис. 2.14 показана такая футеровка торцевой крышки
мельницы. Сегментные плиты обычно крепятся лифтерами,
конструкция которых аналогична конструкции лифтеров ба-
рабана. Гладкие сегментные плиты (рис. 2.14, а,б) имеют по-
вышенный износ, и их применение ограничивается, как пра-
вило, мельницами малого диаметра. Радиальные выступы на
поверхности сегментных плит (рис. 2.14, б) выполняют роль
лифтеров, уменьшая скольжение загрузки и защищая футе-
ровку от ударов и интенсивного износа. Во всех конструкци-
ях мельниц футеровка торцевой крышки соединяется с футе-
ровкой барабана с помощью уплотнительного кольцевого
сегмента.
Рис 2 14 Резиновые футеровки торцевой крышки (а, б) и разгрузочной решет-
ки (в-е)
В мельницах с загрузкой через решетку юрцевая фу-
теровка участвует непосредственно в технологическом
процессе и от ее конструкции зависит производительность
мельницы в целом. Основной параметр такой решетки -
«живое сечение» - вычисляют как соотношение площади
отверстий решетки к общей ее площади; считается, что оп-
тимальный коэффициент «живого сечения» решеток мель-
ницы находится в диапазоне 20-30 % [4, 5] Все разгрузоч-
ные решетки мельниц изготавливаются обычно с отвер-
стиями сопловидной формы с углом расширения в сторону
разгрузочной цапфы.
Конструктивно разгрузочная решетка обычно состоит
из набора секторных плит со щелевидными отверстиями,
расположенными, как правило, по хорде (рис 2.14, д-е).
Крепление секторных плит осуществляется с помощью
лифтеров, которые защищают решетку от ударных нагру-
зок и износа.
Исследованиями многих авторов [4, 5] показано, что ре-
шетка с радиальным расположением изделий (рис. 2.15, а)
имеет меньшую производительность по вновь образованным
классам крупности, чем решетка со щелевидными отверстия-
ми, расположенными по хорде (рис. 2.15, б).
Общее представление о конструкции торцевой резино
вой футеровки шаровой мельницы с разгрузкой через решет-
ку дает рис. 2.16. Футеровка разгрузочной решетки 2 набира-
ется из сегментных плит 10, которые опираются на радиаль-
ные лифтеры 7 и прижимаются брусами-лифтерами со ско-
бами 6 к крышке барабана. Для сопряжения футеровки бара-
бана 4 с футеровкой крышки используется уплотнительный
сегмент 3.
В практике обычно стремятся к тому, чтобы долговеч-
ность элементов торцевой футеровки была равна долговеч-
ности футеровки цилиндрической части барабана. В этом
случае перефутеровка всей мельницы производится одно-
временно.
Рис 2 15 Расположение щелевндных отверстий в решетках а - радиальное,
б - по хорде
Выбор оптимальных параметров и формы резиновых
футеровок цилиндрической поверхности барабанов мель-
ниц. Основными факторами, определяющими выбор резино-
вых футеровок, являются: геометрические размеры барабана,
скорость его вращения, физико-механические характеристики
измельчаемого материала (крупность, плотность, твердость,
агрессивность пульпы, содержание твердого в пульпе, темпе-
ратура пульпы), размеры измельчающих тел.
В связи с разнообразием конструктивных особенностей
рудоразмольных мельниц, предназначенных для измельчения
различных по твердости и абразивности материалов, не суще-
ствует стандартных решений при выборе параметров и фор-
мы резиновых футеровок. Выбор диктуется, в основном, тех-
нологией процесса измельчения и рядом других факторов,
среди которых далеко не последнее место занимают требова-
ния к качеству исходного продукта и цена на футеровку.
Вместе с тем длительная практика выработала некото-
рые общие критерии применения резиновых футеровок в
мельницах различного типа. В настоящей работе автор не
ставят своей целью изложить все многообразие конструкций
футеровок и их применимость в горном деле. Поэтому ниже
ограничимся лишь двумя самыми характерными примерами
использования резиновых футеровок в рудоразмольных
мельницах.
53
1 - футеровка раз-
грузочного торца,
2 - разгрузочная
решетка,
3 - уплотнитель-
ный сегмент,
4 - футеровка ци-
линдрической час-
ти барабана,
5 - резиновые
лифтеры,
6 - прижимная
скоба,
7 - радиальные
лифтеры (черпа-
ки),
8 - цилиндриче-
ская часть бараба-
9 - торцевые
крышки барабана,
10- сегментный
сектор футеровки
загрузочного тор-
ца
Рис 2 16 Комплект резиновой торцевой футеровки шаровой мельницы с загрузкой через решетку
Резиновая футеровка типа «бегущая волна»
а - цилиндрическая часть барабана с раскладкой плит,
б - резиновая футеровка типа «плита-плита»
Рис 2 17
Первый пример предусматривает использование футе-
ровки типа «бегущая волна» (рис. 2.17). На рис. 2.18,
рис. 2.19, а показана конструкция такой футеровки предпри-
ятия «Полимет». Резиновые плиты укладываются внахлестку
и прикрепляются к барабану системой «винт-гайка» через
специальную металлическую планку, вставляемую свободно
в Т-образную прорезь каждой из плит; четыре плиты с раз-
личной высотой создают рабочий профиль - «бегущую вол-
ну» (рис. 2.19). Укладка резиновых плит, а, следовательно, и
тип рабочего профиля, могут быть самыми различными в за-
висимости от технологических особенностей мельницы. Ра-
бочая поверхность футеровки имеет специальные продолго-
ватые несквозные ниши; в процессе работы в нишах заклини-
ваются металлические шары, предохраняя тем самым футе-
ровку от интенсивного износа (рис. 2.18). Такая футеровка
хорошо зарекомендовала себя в эксплуатации: на предпри-
ятии «Эрдэнэт» (Монголия), шаровая мельница
55
б
Рис 2 18 Резиновые плиты с нишами (а, б), футеровка шаровой мельницы с
застрявшими металлическими шарами (в)
МШЦ 3,2x4,5, шары диаметром 80 мм, измельчение полиме-
таллических руд; на предприятии ОАО «Олкон» (Оленегор-
ский ГОК), шаровая мельница МШЦ 3,6x4,5, шары диамет-
ром 80 мм, измельчение железосодержащих руд. В обоих
случаях применения долговечность резиновой футеровки ти-
па «бегущая волна» на 50 % выше, чем у традиционных кон-
струкций футеровок.
Второй пример относится к системе футеровки «плита-
лифтер». Такая конструкция стала классической и с незначи-
тельными изменениями используется самыми различными
56
б
Рис 2 19 Резиновая футеровка а - схема монтажа волны за счет укладки плит,
б - футеровка типа «плита-лифтер»
изготовителями. На рис. 2.19 показана резиновая футеровка
этого типа конструкции фирмы «Полимет». Резиновые плиты
удерживаются с помощью резиновых лифтеров, присоеди-
няемых к барабану мельницы через металлические планки,
свободно вставляемые в Т-образную прорезь лифтера систе-
мой «винт-гайка». Такая конструкция футеровки получила
самое широкое распространение и не только для мельниц. Во
всех машинах и устройствах, где имеются большие потоки
крупнокускового материала - в вибрационных питателях, ру-
доспусках, скипах, кузовах автомобилей и т.д. - система
«плита-лифтер» оказалась весьма эффективной.
В мельницах долговечность такой футеровки определя-
ется, как правило, формой, геометрическими размерами и ма-
териалом лифтера, который принимает основную нагрузку от
перерабатываемого материала. Поэтому срок службы лифте-
ров иногда в 2-3 раза меньше срока службы футеровочных
плит. Объясняется это тем, что при одностороннем вращении
мельницы основные нагрузки воспринимает боковая сторона
лифтера; от ударных нагрузок и износа происходит интен-
сивное разрушение выступающей над плитой части лифтера.
57
Важным при этом является соотношение между шагом
установки лифтеров и их высотой; при большом шаге на по-
верхности резиновых плит образуются участки, на которых
технологическая загрузка скользит, вызывая тем самым по-
вышенный абразивный износ; при малом шаге между лифте-
рами и их небольшой высоте образуется пространство, запол-
няемое измельчаемым материалом, - в этом случае футеровка
работает как гладкая плита, а выступающие части лифтера
подвергаются интенсивному изнашиванию. Помимо износа в
обоих случаях снижается эффективность измельчения.
Износ резиновой футеровки «плита-лифтер» определя-
ется, в основном, диаметром барабана, частотой его враще-
ния, а также крупностью мелющих тел и технологической за-
грузки. Важным для долговечности футеровки является спо-
соб ее крепления к барабану. Эластичное крепление - лифтер
крепится с помощью свободно вставленной в прорезь метал-
лической планки - на 30-50 % повышает срок службы по
сравнению с футеровкой, прикрепленной к барабану методов
вулканизации.
Особенности процесса разрушения резиновых футе-
ровок. Как уже отмечалось выше, в рудоразмольных мельни-
цах при вращении барабана с помощью специального профи-
ля футеровки технологическая загрузка вместе с измельчаю-
щей средой (шары, рудная галя, крупные куски материала)
поднимается на определенную высоту, после чего падает
вниз. Процесс измельчения материала осуществлялся за счет
ударных нагрузок и трения между слоями технологической
загрузки. Резиновая футеровка при этом в зоне контакта под-
вергается действию ударных нагрузок и интенсивному изна-
шиванию. На рис. 2.20 показано взаимодействие футеровки с
крупным куском материала. Как видно, при малых толщинах
футеровки возможен ее «пробой» и повреждение металличе-
ской оболочки барабана. Поэтому остаточная толщина изно-
шенных в процессе эксплуатации резиновых элементов футе-
ровки - плит, лифтеров, сегментных плит торцевых крышек -
для каждого типа мельницы регламентируется специальными
58
схема, показывающая, что
амортизирующий эффект сни-
жает износ
60 мм - не более 30 мм; для
нормами, выработанными
при длительной эксплуа-
тации конкретных конст-
рукций футеровок.
Так, например, пред-
приятие «Полимет» для
резиновых футеровок ру-
доразмольных мельниц
рекомендует следующие
критерии отказа:
• для шаровых мельниц
при использовании фу-
теровок типа «бегущая
волна» остаточная тол-
щина плит в зоне мак-
симального износа ци-
линдрической части ба-
рабана должна состав-
лять: для мельниц мало-
го диаметра (3,6 м) при
размере мелющих шаров до
мельниц большего диаметра (4 или 5 м) при размере мелю-
щих шаров до 80 мм - не более 45 мм; при размере шаров
до 100 мм - 45-50 мм; при кусках руды до 500 мм в мельни-
цах 7 и 9 м - не более 30-40 мм; при кусках руды 1000-
1400 мм в мельницах диаметром 10,5 м - не более 40-50 мм;
• во всех случаях применения резиновой футеровки типа «бе-
гущая волна» остаточную толщину плит можно принимать
такой, чтобы в зоне максимального износа над металличе-
ской арматурой оставалась толщина резины не менее 5 мм;
• такие же критерии отказа (т.е. не менее 5 мм резины над
металлической арматурой) предприятие «Полимет» реко-
мендует и для резиновых футеровок мельниц мокрого са-
моизмельчения при использовании системы «плита-плита»
или «плита-лифтер»;
59
• износ футеровки торцевых плит обычно определяют визу-
ально- не допускается эксплуатация резиновых решеток и
сегментных плит при оголенной металлической арматуре.
Процесс взаимодействия резиновой футеровки и перера-
батываемого материала, несмотря на кажущуюся простоту
физической модели, изучен совершенно недостаточно. Труд-
ность объясняется, прежде всего, нелинейностью и стохас-
тичностью процесса, взаимным влиянием многих факторов -
геометрических, физико-механических, химических, - труд-
ностью проведения экспериментальных работ в натурных ус-
ловиях. По этой же причине отсутствует и достаточно полная
математическая модель процесса измельчения. Однако дли-
тельная практика эксплуатации рудоразмольных мельниц с
резиновой футеровкой позволила установить ряд общих за-
кономерностей, которые широко используются в инженерном
деле [4, 5, 101].
1. Основными факторами, вызывающими разрушение
резиновой футеровки, являются: ударная нагрузка, абразив-
ный или абразивно-усталостный износ и агрессивное влияние
перерабатываемой среды.
2. Удар является одной из важных составляющих разру-
шающего действия крупнокускового материала и измель-
чающих тел. Максимальный износ резиновой футеровки име-
ет место при углах соударения кусков с поверхностью близ-
ких к 20-30° (рис. 2.21), а минимальный - при углах, близких
к 90°. Поэтому форма резиновых элементов футеровки долж-
на быть такой, чтобы угол встречи всегда был не менее 70°.
Большое влияние на процесс разрушения футеровки от удар-
ных нагрузок оказывает скорость встречи крупных кусков и
шаров с ее поверхностью. Следует подчеркнуть, что именно
на долю ударных нагрузок приходятся такие разрушения как
сколы, вырывы материала, глубокие трещины от внедрения в
резиновый массив острых граней и т д.
60
Как уже отмечалось,
резиновая футеровка типа
«плита-лифтер» хорошо
противостоит ударным на-
грузкам во всех случаях ее
применения. При этом сила
удара будет во многом за-
висеть от податливости
всей системы, включая и
конструкцию крепления.
При большой эластичности
системы (большая высота
резинового слоя и, следо-
вательно, малая жесткость;
высокодемпфирующий ма-
териал плит и лифтеров;
большое конструкционное
демпфирование системы
крепежа) время удара бу-
дет достаточно большим,
деформация системы будет
Рис 2 21
Схема, поясняющая возникно-
вение сдвиговой силы при ма-
лом угле удара
растянута во времени, релаксационные процессы в резине
проявятся в полной мере и уменьшат разрушающее действие
удара. По этой же причине эластическое податливое крепле-
ние лифтера к барабану увеличивает его долговечность по
сравнению с лифтером, привулканизованным к металличе-
ской крепежной планке.
3. Абразивный и абразивно-усталостный износ резино-
вой футеровки обусловлен, в основном, проскальзыванием
загрузки в различных зонах футеровки (эффект контакта) и
действием ударных нагрузок при падении с высоты измель-
чающей среды и трения между слоями технологической за-
грузки (каскадный эффект). Скорость износа футеровки зави-
сит от многих факторов. Среди них: геометрические размеры
барабана и частота его вращения, конструкция и геометриче-
ские размеры резиновой футеровки, тип резины, физико-
механические свойства перерабатываемого материала, разме-
ры измельчающей среды (шары, рудная галя) и т.д.
За критерий износостойкости обычно принимают ско-
рость изнашивания, т.е. уменьшение толщины футеровки за
один час работы мельницы. Для футеровок из традиционных
резин этот показатель равен примерно 0,001-0,004 мм/ч; для
металлических - колеблется в пределах 0,008-0,012 мм/ч.
4. Влияние агрессивной среды на долговечность резино-
вой футеровки изучено совершенно недостаточно. Практика
показывает, что используемые резины хорошо противостоят
агрессивному влиянию перерабатываемых материалов горно-
металлургической и строительной промышленности. Отмеча-
ется, что с повышением температуры влияние агрессивной
среды усиливается. Так, работоспособность футеровки на ос-
нове СКИ-3 существенно уменьшается при высокой темпера-
туре среды (>105 °C) и водородного показателя pH (250-
280 г/л щелочи).
Температура в зоне контакта сама по себе может оказать
отрицательное влияние на долговечность футеровки. Приве-
дем два примера.
Первый относится к измельчению железосодержащих
руд в условиях Кривбасса: шаровая мельница МШР 3,6x5,0,
шары диаметром 100 мм, резиновая футеровка типа «плиты
внахлестку». После 1400 ч эксплуатации начался интенсив-
ный износ резиновых плит, и в течение последующих при-
мерно 230 ч футеровка вышла из строя. Причина такого ката-
строфического разрушения в следующем: недостаток конст-
рукции футеровочных плит, большой диаметр шаров и, как
следствие, высокая температура в зоне контакта - свыше
100 °C.
Второй пример относится к измельчению кокса на шаро-
вой мельнице сухого измельчения: шары диаметром 40 мм,
резиновая футеровка типа «плита-плита». В результате высо-
кой температуры шаров из-за отсутствия теплоотвода
62
(>110 °C) долговечность футеровки до отказа составила при-
мерно 70 ч.
Как видно, при подборе рациональной конструкции ре-
зиновой футеровки следует использовать союз технологов и
конструкторов, так как при неправильном выборе технологи-
ческих параметров измельчения или параметров конструк-
ции, фактором, определяющим долговечность футеровки,
может стать интенсивный износ, скорость которого может
существенно возрастать при действии температурного поля в
зоне контакта и агрессивного влияния среды.
2.5 Концепция создания барабанных мельниц
с резиновой футеровкой
2.5.1 Введение
Работы последних лет в рассматриваемой области [108,
110] с достаточной очевидностью свидетельствуют о важно-
сти исследований процессов измельчения материалов в бара-
банных рудоразмольных мельницах и роли защитных футе-
ровок в этих процессах.
Автор разделяет точку зрения многих отечественных и
зарубежных специалистов на перспективу развития способов
рудоподготовки в ближайшем (примерно на 20 лет) обозри-
мом будущем - основным способом останется измельчение в
барабанных мельницах. За последние десятилетия четко на-
метились основные тенденции развития конструкций бара-
банных мельниц. Если не принимать во внимание мельницы
для измельчения специальных материалов, то эти тенденции
сводятся к следующему:
• преимущественному использованию резиновой футеровки
как одного из важнейших факторов повышения эффектив-
ности и качества работы барабанных мельниц;
• увеличению диаметра барабана и уменьшению его длины;
уже сейчас в эксплуатации находятся мельницы мокрого
самоизмельчения диаметром 10,5 м и 11,0 м, в перспективе
увеличение диаметра до 14,0 м,
• снижению частоты вращения барабана, современные мель-
ницы типа ММС 105x54 имеют частоту вращения
(7,70-11,60) об./мин, при увеличении диаметра барабана
частота вращения будет уменьшаться;
• оптимальному подбору геометрической конфигурации и
материала мелющих тел: рассматривается вопрос широко-
го использования, помимо шаров, мелющих тел в виде ци-
линдров и параболоидов, выполненных из специальных
материалов;
• оптимальному заполнению барабана мельниц, обеспечи-
вающих наибольшую производительность при максималь-
ном выходе конечного продукта.
Все это вместе призвано улучшить эффективность и ка-
чество существующих барабанных мельниц и способствовать
созданию более перспективных их конструкций. С этой це-
лью длительная практика выработала ряд направлений, среди
которых следует отметить:
• необходимость снижения удельного расхода электроэнер-
гии и удельного расхода шаров; в качестве примера важно-
сти этого направления можно привести следующие данные:
на восьми ГОКах Украины только на измельчение в шаро-
вых мельницах расходовалось в год (данные 1989 года) око-
ло 4,0 млрд.кВтч электроэнергии и примерно 300 тыс. т ме-
лющих тел; в затратах на измельчение стоимость электро-
энергии и мелющих тел составляет более 70 %;
• необходимость повышения долговечности и надежности
всех узлов и деталей барабанных мельниц: привода, бараба-
на, защитных футеровок и вспомогательного оборудования;
в современных конструкциях нередко долговечность одной
детали, например футеровки, определяет стабильность ра-
боты мельницы и ее межремонтный пробег;
• необходимость повышения технологических показателей
мельниц, в первую очередь производительности и качества
конечного продукта; в этом вопросе важную роль играет
резиновая футеровка, ее геометрические параметры, про-
64
филь рабочей поверхноои и способ укладки элеменюв в
барабане,
• необходимость разработки оптимизационных моделей ра-
боты мельниц, учитывающих многовекторность технологи-
ческих процессов (прежде всего стохастичность процесса
измельчения) и взаимодействие многих факторов: геомет-
рических размеров барабана, динамический режим его дви-
жения, технологические характеристики измельчаемой сре-
ды и т.д., при этом следует учитывать, что совокупность
действия многих факторов не является простым суммиро-
ванием отдельных факторов (так называемый принцип
эмерджентности, т.е. свойства целого не сводятся к сумме
свойств отдельных его частей).
Со временем развитие конструкций барабанных мельниц
и усовершенствование технологии измельчения, безусловно,
поставят перед конструкторами и пользователями новые за-
дачи. Однако изложенные выше тенденции и направления в
ближайшие двадцать лет, по-видимому, изменятся весьма не-
значительно.
2.5.2 Концепция развития конструирования
мельниц с резиновой футеровкой
В основу настоящей концепции положены следующие
основополагающие принципы.
• прогресс конструкций барабанных мельниц, исключая
мельницы специального назначения, будет осуществляться,
помимо прочих факторов, благодаря широкому использова-
нию резины, как для изготовления элементов защитных фу-
теровок, так и для изготовления элементов виброизоляции
барабана и вспомогательных устройств (питателей и т.д.);
• проблема создания резиновой футеровки является частью
общей проблемы динамики барабанных мельниц; важным
при этом является выяснение физических особенностей
процесса взаимодействия футеровок с перерабатываемой
средой;
(15
• будущее в области создания и использования резиновых
футеровок зависит от прогресса фундаментальных наук, а
не повседневных незначительных усовершенствований; при
этом весьма важен тройственный союз: исследователей и
конструкторов, технологов резины и технологов измельчи-
тельного оборудования; именно при тесном сотрудничестве
между наукой и технологиями за последние тридцать лет
были получены весьма важные достижения в области соз-
дания футеровок: разработаны новые резины, новые конст-
рукции футеровок, новые технологии их изготовления.
Обоснование необходимости разработки концепции
Несмотря на усилия многих научных коллективов и ми-
ровых фирм качество существующих на сегодняшний день
конструкций барабанных мельниц с резиновыми футеровка-
ми не удовлетворяет потребностям практики. Не затрагивая
проблем привода, что является предметом самостоятельного
рассмотрения, акцентируем внимание на футеровке. Причины
следующие: малый срок службы, сложность монтажно-
демонтажных работ, высокая стоимость. Проблему стоимости
по условиям существующего рынка здесь не рассматриваем.
Сложность монтажно-демонтажных работ обусловлена кон-
структивными особенностями барабана и футеровок и, по-
видимому, в ближайшее время существенно не изменится;
наиболее распространенная система крепления «винт - гай-
ка» вряд ли будет заменена какими-либо другими устройст-
вами. Попытки создать другие способы крепления, например,
магнитные, большого успеха не имели.
Таким образом, развитие конструкций футеровок будет
идти в основном по пути создания более совершенных форм
и выбора оптимальных геометрических размеров, увеличения
срока службы и снижения стоимости.
Здесь следует отметить еще одно важное обстоятельст-
во. При создании оптимальных конструкций элементов футе-
ровок приходится решать три основные приведенные ниже
проблемы
66
1. Выбор формы и геометрических размеров.
2. Выбор материала.
3. Определение срока службы.
Эти проблемы, как правило, взаимосвязаны и очень час-
то противоречат друг другу; например, для повышения срока
службы можно использовать более качественный материал,
но это приведет к увеличению стоимости и т.д. Поэтому ре-
шение проблемы может определяться исключительно эконо-
мической целесообразностью.
Функциональное назначение резиновой футеровки
В рассматриваемых мельницах при вращении барабана
перерабатываемый материал вместе с измельчающей средой
(шары, рудная галя) с учетом профиля футеровки поднимает-
ся на определенную высоту, после чего падает (скатывается,
сползает) вниз. Под действием падающей измельчающей сре-
ды и трения между слоями технологической загрузки матери-
ал измельчается. Процесс измельчения осуществляется
вследствие истирания, ударных нагрузок и сил скалывания.
При этом барабан с футеровкой подвергается разрушающему
действию интенсивных ударных нагрузок и абразивному или
абразивно-усталостному изнашиванию, поэтому от конструк-
ции футеровки зависят технико-экономические показатели
работы мельницы в целом. За счет выбора рациональной кон-
струкции резиновой футеровки и подбора соответствующего
материала можно повысить производительность мельницы по
готовому классу и качеству исходного продукта, снизить
удельный расход электроэнергии, повысить срок службы фу-
теровки, снизить расход материала футеровки.
Таким образом, функциональное назначение резиновой
футеровки сводится к следующему:
• обеспечению оптимального режима движения измельчаю-
щей среды в барабане мельницы;
• обеспечению защиты барабана от интенсивного износа и
ударных нагрузок.
67
Требования, предъявляемые к конструкции резиновой
футеровки барабанных мельниц
Резиновая футеровка должна обеспечивать-
• эффективную защиту металлического барабана от действия
ударных нагрузок и износа, что позволило бы уменьшить
толщину его стенки до минимума, естественно, не нарушая
жесткости всей системы в целом;
• высокую устойчивость всех элементов против действия аб-
разивного и абразивно-усталостного износа, особенно при
малых углах встречи с измельчаемым материалом;
• унификацию элементов для различных мельниц с целью
сокращения номенклатуры запасных частей; взаимозаме-
няемость элементов;
• простоту монтажа и демонтажа; ремонтопригодность от-
дельных элементов;
• экологическую чистоту исходного продукта;
• соответствие технологическому процессу измельчения;
конструкция резиновой футеровки не должна ухудшать
процесс измельчения и качество исходного продукта;
• малый вес, что имеет важное значение для уменьшения ди-
намических нагрузок на подшипники и фундамент;
• устойчивость против агрессивной внешней среды;
• уменьшение вибронагруженности барабана мельницы и
снижение звукового давления;
• устойчивость против ударных нагрузок и механических по-
вреждений (порезы, сколы, вырывы и т.д.): для этого мате-
риал футеровки должен обладать достаточно высокой проч-
ностью, быть высокодемпфирующим и иметь высокую
энергию распространения трещин.
Преимущества резиновых футеровок
По сравнению с металлическими резиновые футеровки
обладают рядом неоспоримых достоинств. Так, например, для
шаровых мельниц при замене металлической футеровки на
резиновую:
68
• удельный вес футеровки уменьшился в 2-3 раза по сравне-
нию с футеровкой из марганцовистой стали,
• масса футеровки снизилась примерно в 4-5 раз;
• уровень звукового давления на всех частотах снизился до
санитарных норм;
• трудозатраты на монтажные и демонтажные работы сокра-
тились примерно в 3 раза.
При этом крепость перерабатываемого сырья незначи-
тельно влияет на износостойкость резиновой футеровки, в то
время как для металлических этот параметр является одним
из определяющих долговечность футеровки.
Особых ограничений на применение резиновой футе-
ровки неизвестно. Однако имеется ряд эксплуатационных
особенностей, которые должны учитываться инженерами-
конструкторами. Среди них:
• температура в рабочей зоне мельницы во время процесса
измельчения не должна превышать 80-90 °C при использо-
вании обычных марок резин; при этом температура в рези-
новом массиве футеровки должна быть в диапазоне 75-
80 °C, дальнейшее повышение температуры может привести
к изменению физико-механических характеристик резин и
быстрому разрушению футеровки;
• резина хорошо противостоит агрессивному влиянию пере-
рабатываемого материала; однако при рН=10 желательно
использовать специальные резиновые смеси;
• для шаровых мельниц при использовании шаров диаметром
100 мм и более необходимо применять резиновые футеров-
ки специальной конструкции.
Некоторые принципы конструирования барабанных
мельниц с резиновой футеровкой
На основе многолетнего опыта эксплуатации барабан-
ных мельниц с резиновой футеровкой можно сформулировать
следующие принципы их конструирования.
1 Принцип минимума (по аналогии с законом Либиха):
надежность мельницы определяется звеном, имеющим МИНИ-
69
мальную надежность, те наработка на отказ мельницы в це-
лом будет определяться долговечностью звена, имеющего
самую минимальную наработку на отказ.
Из этого принципа вытекает весьма важное правило
долговечность резиновой футеровки должна быть достаточно
высокой, а наработка на отказ всех ее элементов должна со-
ответствовать межремонтному периоду барабана и привода,
естественно, без учета текущих ремонтов, т.е. резиновая фу-
теровка должна быть равнонадежной остальным элементам
мельницы как по устойчивости к разрушающему действию от
ударных нагрузок и износа, так и по способу крепления ее к
барабану.
2 . Принцип динамически совершенной системы: мель-
ница должна обладать пониженной виброактивностью, не пе-
редавать на подшипники и фундамент чрезмерных нагрузок,
оказывать допустимое с учетом санитарных норм звуковое
давление, Иметь малый износ элементов, не нарушать эколо-
гию окружающей среды, быть безопасной в эксплуатации.
Из этого принципа вытекает, по крайней мере, два
правила:
• первое: барабан вместе с резиновой футеровкой должен
быть многослойным и состоять из металлической оболочки
и эластичной футеровки, позволяющей достаточно эффек-
тивно противостоять ударным нагрузкам и износу, а также
снижать виброактивность мельницы и звуковое давление;
• второе: для уменьшения вибронагруженности мельницы ее
подшипниковые узлы следует устанавливать на виброизо-
ляторы; этот конструктивный прием позволяет также сни-
зить звуковое давление.
3. Принцип стабильности процесса измельчения: рези-
новая футеровка не должна изменять технологический про-
цесс измельчения в сторону ухудшения качества исходного
продукта и заметно увеличивать потребляемую мощность,
она также должна быть экологически чистой.
70
4 Принцип толерантности диапазон между минималь-
ными размерами мелющих тел и их максимальными размера-
ми составляет пределы толерантности, т.е. устойчивости про-
цесса измельчения в мельнице Принцип толерантности уста-
навливает границы допустимых колебаний размеров мелю-
щих тел, при которых все узлы мельницы работают устойчи-
во. При этом для резиновой футеровки различают: резистент-
ную устойчивость, т.е. способность оставаться определенное
время под нагрузкой и упругую устойчивость - способность
резины быстро восстанавливать эластичные свойства после
приложения динамической нагрузки. Для мельниц мокрого
самоизмельчения вместо мелющих тел следует рассматривать
крупность измельчаемой среды.
5. Принцип эмерджентности: этот принцип гласит, что
свойства целого невозможно свести к сумме свойств его час-
тей. Изменение режима движения барабана (в основном час-
тоты вращения), объема загрузки и крупности мелющих тел
взятые в отдельности не приводят к таким эффектам как их
совместное действие. Пример: в мельницах ММС 105x54
уменьшение частоты вращения барабана с 11,6об./мин до
7,2 об./мин и применение кусков руды до 1,2 м привело к
эффекту несимметрии движения загрузки в барабане и, со-
ответственно, к неравномерному износу резиновой футеров-
ки. В аналогичных мельницах меньшего диаметра и с дру-
гими параметрами загрузки такие эффекты были выражены
довольно слабо.
6. Принцип фазовой динамики: сущность этого весьма
общего для природы принципа применительно к мельницам
можно понять при рассмотрении свойств жизни растений в
условиях дефицита освещения; на ветке молодые и старые
листья размещаются в таком строго математическом порядке,
что все они получают одинаковое количество света. При де-
фиците финансирования революционных изменений в конст-
рукциях мельниц с резиновыми футеровками ожидать не сле-
дует: невозможно без существенных затрат увеличить долго-
вечность футеровок, не увеличивая адекватно их стоимости
Поэтому следует использовать уже существующие наиболее
удачные конструкции футеровок и наряду с этим поэтапно
использовать более совершенные конструкции и новые, более
устойчивые к абразивно-усталостному износу марки резин
Цель разработки концепции
Конечной целью является решение проблемы созда-
ния барабанных метьниц с резиновой футеровкой, обла-
дающих высоким индексом качества, при этом футеровка
должна удовлетворять условиям триады; «технологиче-
ская пригодность - высокая долговечность и надежность -
низкая стоимость».
Принимая во внимание имеющуюся научную и экспери-
ментальную информацию в области теоретических и проект-
ных исследований, используя многолетний промышленный
опыт эксплуатации барабанных мельниц различного техноло-
гического назначения, по мнению автора, приоритетными на-
правлениями для решения этой проблемы являются:
• разработка континуальных моделей механики мельниц с
резиновой футеровкой и интегральных математических мо-
делей взаимодействия футеровок с обрабатываемой средой,
учитывающих стохастичность, многофакторность и нели-
нейность протекающих процессов; на этой основе возможна
разработка новых конструкций мельниц с оптимальными
режимами измельчения минерального сырья;
• разработка синергетических моделей деформирования и
разрушения резиновых футеровок, учитывающих свойства
материала и позволяющих в конечном итоге прогнозировать
срок службы их элементов и на стадии проектирования вно-
сить необходимые корректировки как в конструкцию (из-
менение формы, геометрических размеров), так и в физико-
механические характеристики материала;
• разработка оптимальных конструкций элементов резиновой
футеровки и способов оптимального размещения их в бара-
бане мельницы;
72
• разработка оптимальной рецептуры резиновой смеси и icx-
нологии изготовления элементов резиновой футеровки,
• разработка и заключение между заинтересованными пред-
приятиями соглашений, обеспечивающих:
❖ координацию деятельности предприятий по проектирова-
нию и изготовлению барабанных мельниц и резиновой
футеровки и предприятий-пользователей;
❖ унификацию подходов, методов и процедур оценки каче-
ства барабанных мельниц с резиновой футеровкой и не-
посредственно резиновых футеровок;
❖ унификацию элементов резиновых футеровок для суще-
ствующих и вновь создаваемых барабанных мельниц.
2.5.3 Индекс качества мельниц с резиновой
футеровкой
Как уже отмечалось, резиновая футеровка успешно при-
меняется в рудоразмольных мельницах различного техноло-
гического назначения. В связи со значительными достиже-
ниями, особенно в последние годы, в области разработки
принципов конструирования и расчета футеровок [2], меха-
ники и химии резины перспективы их применения, по край-
ней мере на ближайшие двадцать лет, не вызывают сомнения.
Сегодня на мировом рынке конкурируют десятки предпри-
ятий-производителей, изготавливающих резиновые футеров-
ки. При этом сами футеровки отличаются не только геомет-
рическими размерами, формой и типом резины; они отлича-
ются, прежде всего, долговечностью - одним из важнейших
показателей, который наряду со стоимостью, собственно го-
воря, и определяет рыночную ценность футеровки. Предпри-
ятиям - потребителям порой трудно дать предпочтение той
или иной конструкции футеровки, т.к. ее качество определя-
ется многими, нередко противоречащими друг другу, показа-
телями. Поэтому нужен универсальный показатель мельницы
с резиновой футеровкой типа индекса качества, который ин-
тегрально характеризовал бы всю систему с общих ценност-
ных позиций. Безусловно, такой показатель должен включать
73
в себя основные критерии оценки работы мельницы. На
взгляд автора эти критерии следующие.
1. Удельная производительность мельницы по классу
-0,071 мм, Л т/(ч-м3);
2. Удельный расход электроэнергии, N, кВт/т;
3. Удельный расход мелющих тел, q, ki/t,
4. Прирост класса - 0,071 мм, т), %,
5. Время работы резиновой футеровки до отказа , t , ч;
6. Количество переработанной руды, Q, тыс. т;
7. Суммарная стоимость резиновой футеровки, металли-
ческой арматуры и элементов крепления, SQ,;
8. Суммарная стоимость монтажных работ, ЕС,,;
9. Суммарная стоимость монтажно-демонтажных работ
при замене разрушенных элементов футеровки (плит, лифте-
ров и т.д.), SCd;
Здесь уместны следующие замечания:
• показатель Q (количество переработанной руды в целом за
время работы футеровки) выбран вместо удельной часовой
производительности мельницы или секции в целом по сле-
дующей причине - мельница может работать с различной
загрузкой - 30 %, 40 % и т.д., поэтому показатель Q более
объективен;
• в практике существует показатель, характеризующий
удельный расход резиновой футеровки (кг/т) на тонну пере-
рабатываемого продукта; однако более объективным явля-
ется интегральная оценка работоспособности футеровки -
время t до отказа; здесь следует подчеркнуть, что параметр
t также является несколько субъективным, т.к футеровки
различных фирм и, следовательно, различных конструкций
имеют различные критерии отказа [2].
Таким образом, выражение для индекса качества мель-
ниц одного типа с различными конструкциями резиновых фу-
теровок можно представить как соотношение основных пока-
зателей мельницы (М) с новой футеровкой к аналогичным
показателям мельницы (Ц5) с базовой футеровкой, i е
74
/ - 2L mfL JL 2L L SL IX E(. Ec 1(2 1)
‘ “ ч u N «- ч° c IX IX. IX Ec- '
Здесь коэффициент 10 взят для удобства использования
индекса качества в инженерной практике.
В качестве примера рассмотрим определение индекса
качества для двух шаровых мельниц типа МШЦ 3,6x4 второй
стадии измельчения железных руд в условиях предприятия
«Олкон» Условия эксплуатации мельниц, 1 е. качество ис-
ходного продукта, коэффициент заполнения барабана, диа-
метр шаров и т.д. были идентичны. В первой мельнице, при-
нятой за базовую, использовалась традиционная резиновая
футеровка «плита-лифтер» Курского завода РТИ; во второй
мельнице - футеровка предприятия «Полимет» типа «плита-
плита»: высокий профиль с максимальной высотой плиты
160 мм, укладка плит типа «бегущая волна».
Если принять основные показатели базовой мельницы за
единицу, то аналогичные показатели второй мельницы были
следующими: удельная производительность по классу -
0,071 мм увеличилась на 3,1 %; удельный расход электро-
энергии снизился на 6 %; удельный расход мелющих тел сни-
зился на 6 %; прирост класса - 0,071 мм в среднем повысился
на 3,1 %; максимальное время работы резиновой футеровки
составило 28 месяцев; количество переработанной руды за
время исследований для обеих мельниц было примерно оди-
наковым; стоимость резиновой футеровки «плита-плита» и
стоимость ее первичных монтажных работ были примерно
равны стоимости футеровки «плита-лиф гер» и первичных
монтажных работ; стоимость новых лифтеров и некоторых
разрушенных плит и стоимость монтажно-демонтажных ра-
бот по их замене в два раза превышает стоимость первичных
монтажных работ футеровки «плита-плита» При этом следу-
ет отметить, что максимальная долговечность футеровки
«плита-лифтер» была 8 месяцев, а футеровки «плита-плита»
колебалась в диапазоне 18-28 месяцев Для расчета взяты
максимальные значения долговечности футеровок
Все эти показатели в относительных единицах сведены в
табл. 2.4. При подстановке данных в уравнение (2 1) получим
следующие результаты: базовая мельница с резиновой футе-
ровкой «плита-лифтер» имеет индекс качества h = 10; мель-
ница с футеровкой «плита-плита» имеет индекс качества
Ik - 83,6. Основной вклад, как это следует из таблицы, внесли
следующие показатели: время наработки резиновой футеров-
ки до отказа и суммарная стоимость монтажно-демонтажных
работ по замене разрушенных лифтеров и плит.
Таблица 2 4 Сравнительные характеристики мельниц с различной футеровкой
Основные показатели мельниц типа МШЦ 3,6x4,0 Резиновая футеровка типа «пли- лифтер» Резиновая футеровка типа «пли- та-плита»
Удельная производительность мельницы по классу - 0,071 мм, Р, т/(ч м3) 1,0 1,031
Удельный расход электроэнергии, N, кВт/ч 1,0 1,06
Удельный расход мелющих тел, q, кг/т 1,0 1,06
Прирост класса - 0,071 мм, г/, % 1,0 1,031
Время работы резиновой футеровки до отказа, t , ч 1,0 3,50
Количество переработанной руды, Q, тыс т 1,0 1,0
Суммарная стоимость резиновой футеровки и металличе- ской арматуры, LQ, 1,0 1,о
Суммарная стоимость монтажных работ, £С„ 1,0 1,0
Суммарная стоимость монтажно-демонтажных работ при замене разру шенных элементов футеровки, LC„ 1,0 2,0
Практика подтверждает объективность такой интеграль-
ной оценки эксплуатации мельниц с резиновой футеровкой;
результаты многих исследований свидетельствуют о том, что
индекс качества в принятом варианте может быть использо-
ван предприятиями-потребителями при выборе приемлемой
для данных условий конструкции резиновой футеровки.
Ill Синергетика взаимодействия
внутримельничной загрузки
с резиновой футеровкой
в барабанных рууоизмельчительных
мельницах
3.1 Введение
Целью настоящего раздела является построение синерге-
тической модели взаимодействия внутримельничной загрузки
с резиновой футеровкой. Длительная практика проектирова-
ния, расчета и эксплуатационных исследований лабораюрных
и промышленных мельниц показала, что для инженерных рас-
четов необходима модель, адекватно отображающая все физи-
ко-механические эффекты, происходящие в барабане, и осо-
бенно в зоне контакта загрузка-футеровка. Только исследова-
ние основных закономерностей и эффектов позволит получить
теоретико-экспериментальную информацию, необходимую
для расчета и создания износостойких и долговечных резино-
вых футеровок. Для этого, по мнению автора, необходимо ре-
шить три взаимосвязанных между собой задачи
1. Первая задача относится к исследованию существую-
щих на сегодняшний день феноменологических моделей ба-
рабанных мельниц; при ее решении должна быть получена
обобщенная информация, соответствующая современному
уровню знаний с акцептацией внимания на динамике взаимо-
действия внутримельничной загрузки с футеровкой.
2. Вторая задача предусматривает изучение особенно-
стей механизмов разрушения резиновой футеровки в бара-
банных мельницах.
3. Третья задача ставит своей целью выявить и исследо-
вать основные закономерности и эффекты, сопровождающие
движение внутримельничной загрузки в барабане, особенно в
зоне контакта загрузка-футеровка.
При решении этих задач доминирующая роль, безуслов-
но, будет принадлежать экспериментальному подходу, т к
математические модели практически не разработаны
77
С ючки зрения экспериментальных исследований бара-
банные мельницы являются весьма неудобным объектом и,
прежде всею, в связи с трудностью, а скорее с невозможно-
стью, проведения прямых экспериментов; динамика внутри-
мельничной загрузки по-прежнему является практически не-
доступной для экспериментальных наблюдений. Лаборатор-
ные мельницы малых диаметров (500^750 мм с прозрачной
торцевой стенкой) не только не дают адекватного отображе-
ния процесса дезинтеграции руд или хотя бы процессов дви-
жения загрузки, но и зачастую искажают общую картину, так
как моделирование реальных процессов весьма затрудни-
тельно не только в связи с несоответствием режимов движе-
ния мельниц, но и крупности материала, процесса его из-
мельчения, движения пульпы и т.д. И все же именно на лабо-
раторных мельницах была получена самая ценная экспери-
ментальная информация и составлены все существующие фе-
номенологические модели.
Поэтому на практике о динамике мельницы в целом и о
динамике внутримельничной загрузки судят по результатам
экспериментальных исследований:
• по изменению в процессе эксплуатации крутящего момента
на валу двигателя (для определения мощности);
• по величине статической и динамической составляющей
нагрузки на подшипники мельницы;
• по технологическим показателям: выходу пульпы, количе-
ству твердого в пульпе и т.д.;
• по кинетике разрушения футеровки и морфологии ее рабо-
чей поверхности;
• по распределению заполнения загрузкой поперечного сече-
ния барабана (эпюра заполнения).
Для исследуемой автором проблемы, механика разруше-
ния футеровки является наиболее информативным показате-
лем; именно этот показатель позволяет выявить основные
причинно-следственные связи, определяющие наличие раз-
нообразных процессов, протекающих в зоне контакта, и по-
78
строить синер!етическую модель Поэтому ниже ному во-
просу уделяется особое внимание [105, 170]
32 Феноменологические модели взаимодействия
вндтримельничной загрузки с футеровкой
Эта проблема, пожалуй, наиболее полно освещена в пе-
риодической литературе; результаты многолетних промыш-
ленных и лабораторных исследований широко освещены в
монографиях и статья многих авторов. Цитируемая литерату-
ра [1-71] представляет собой лишь незначительную часть су-
ществующих публикаций. Ниже представлены известные и
востребованные практикой феноменологические модели
взаимодействия внутримельничной загрузки с футеровкой.
Более полное их рассмотрение можно найти в публикациях
авторов [1-71].
Модель Дэвиса. В тридцатых годах прошлого века Дэ-
вис на основе многолетнего опыта сформулировал ряд полу-
эмпирических допущений для мельниц с водопадным режи-
мом движения внутримельничной загрузки. Сущность их в
следующем [1].
1. При вращении барабана (рис. 3.1, а) шары движутся
по окружности с одинаковыми угловыми скоростями; в неко-
а - водопадный режим по Дэвису б - каскадный режим по Андрееву
Рис 3 1 Движение внутримельнично за| ручки в барабане
горой точке подъема действие силы тяжести шаров уравно-
вешиваются центробежными силами и шары начинают сво-
бодное падение по параболическим траекториям А\В} и А2В2
2. Движение шаров по траектории свободного падения
осуществляется с начальной скоростью, равной скорости дос-
тигнутой ими в момент отрыва.
3. Шары или частицы измельчаемого материала движут-
ся по непересекающимся друг с другом замкнутым траекто-
риям; параболические траектории впоследствии переходят в
круговые.
Эти допущения легли в основу математической модели
механики водопадного режима движения внутримельничной
загрузки. Физическая и математическая модель Дэвиса, не-
смотря на важные критические замечания многих исследова-
телей, является актуальной и сегодня, а ее основные положе-
ния вошли во все последующие модели барабанных мельниц.
Модель Д.К. Крюкова. Это одна из первых, наиболее
полных и востребованных моделей. Крюкову Д.К. принадле-
жит графоаналитический метод определения воздействия
внутримельничной загрузки на барабан мельницы; ему же (в
том числе с учениками и последователями) принадлежат так-
же важные результаты широкого круга экспериментальных
исследований, полученных более чем за полувековой период.
Модель Крюкова можно свести к следующим кратким обоб-
щениям [30-36].
1. В цилиндрических барабанных мельницах движение
сегмента загрузки имеет установившийся характер; границы
сегмента определяются коэффициентом сцепления загрузки с
футеровкой и степенью заполнения барабана. При устано-
вившемся режиме [44, 53] имеет место динамическое равно-
весие загрузки, т.е. движение и распределение загрузки внут-
ри барабана мельницы можно моделировать движением по-
стоянного потока, который характеризуется некоторой сред-
ней линией. Такой модели соответствуют эпюры водопадного
(рис. 3.1, а) и каскадного (рис. 3.1,6) теоретических режимов
80
Рис 3 2 Распределение внутримельничной загрузки как движение потока с
прямым (горизонтальным) откатом (по Симановичу и Трубицыну)
Каскадный режим характеризуется практически неиз-
менной толщиной потока А, как для поднимающихся частей
загрузки, так и для ссыпающихся по траектории CD. При во-
допадном режиме поднимающаяся по круговым траекториям
часть загрузки имеет также практически постоянную толщи-
ну; в дальнейшем при переходе на параболические траекто-
рии эта загрузка расширяется к низу вплоть до встречи с зо-
ной отката. Большинство исследователей [30, 31, 55, 66]
склоняются к мнению, что на практике реализуется исключи-
тельно смешанный режим движения внутримельничной за-
грузки, а деление на каскадный и водопадный имеет сугубо
теоретическое значение.
2. Для водопадного режима ударное и гравитационное
воздействие падающей или ссыпающейся части внутри-
мельничной загрузки незначительно; для определения воз-
действия на барабан технологической загрузки следует учи-
тывать только компактную зону [44, 53], т.е. ту часть загруз-
ки, которая вращается совместно с барабаном (эпюра Дэви-
са). На рис. 3 2 показано распределение внутримельничной
загрузки как движение потока с прямым откатом (отрезок
ЕВ)-, отрыв частиц загрузки от компактной зоны характери-
зуются углом си; граница контура компактной зоны характе-
ризуются как внутренняя поверхность кольца радиусом R\ -
А, где R] - радиус барабана, А - толщина компактной зоны
загрузки. При этом сегмент загрузки находится в состоянии
динамической уравновешенности, а вкладом некомпактной
зоны в полезную мощность двигателя можно пренебречь
ввиду его малости.
Все это позволяет рассматривать положение частей сег-
мента внутримельничной загрузки как функцию трех пара-
метров: частоты вращения барабана а>, коэффициента трения
fmp между загрузкой и футеровкой и величины относительно-
го заполнения барабана ц/. По Крюкову Д.К. для промышлен-
ных мельницfmp= 0,2; для лабораторных-fmp = 0,25-?0,30.
Движение потока с прямым откатом является частным
случаем водопадного режима работы мельницы; наклон от-
ката может быть не горизонтальным, может быть также ну-
левым. По мнению авторов работы [44, 53] в общем потоке
загрузки существует внутренний поток (черные и белые
полосы на рис. 3.2), на который опирается внутренняя гра-
ница отката.
3. Во вращающемся барабане мельницы имеется внут-
ренняя поверхность контура загрузки, след которой в любой
точке касательной к окружности, проведенной радиусом из
точки М(рис. 3.3), образует угол естественного откоса (р. При
этом кривая следа внутренней поверхности шаров
(Д.К. Крюков здесь ссылается на Уггла) является отрезком
логарифмической спирали с полюсом в точке М и описывает-
ся уравнением
R = сехр(ау),
где R - радиус барабана мельницы;
си а- постоянные.
В более поздних работах [31, 48, 53] это уравнение име-
ло вид
82
Рис 3 3 Построение контура дробящей среды по Крюкову (т - масса шара)
Q = аехр(Адр),
- со < (р < со, к = ctg а
и было получено в предположении отсутствия проскальзыва-
ния сегмента загрузки относительно футеровки; для этого не-
обходимо, чтобы fmp < 0,2.
4. В установившемся режиме работы мельницы шаровая
загрузка состоит из смеси шаров различного диаметра. В
процессе эксплуатации вследствие особенностей механики
внутримельничной загрузки наблюдается поперечная и про-
дольная сегрегация шаров по крупности. При малых скоро-
стях вращения барабана мелкие шары скапливаются в сред-
них частях его поперечного сечения (рис. 3.4, а); в каскадном
и водопадном режиме работы мелкие шары отжимаются к
стенке барабана, а крупные скапливаются в центральных об-
ластях (рис. 3.4, б,в). Продольная сегрегация заключается в
следующем: в барабане мельницы крупные шары скаплива-
83
a - при низких скоростях вращения барабана, б - при обычных скоростях кас-
кадного режима, в - при водопадном режиме работы дробящей среды
Рис 3 4 Поперечная сегрегация шаровой загрузки (по Крюкову)
ются у разгрузочного конца барабана, что приводит к нерав-
номерному износу футеровки по длине барабана и к сниже-
нию эффективности процесса измельчения.
5. В барабанных мельницах при всех скоростях движе-
ния и коэффициентах заполнения наблюдается эффект сколь-
жения технологической загрузки. Благодаря футеровке и цен-
тробежным силам загрузка поднимается на определенный
угол подъема, а затем срывается со значительным скольжени-
ем. При этом характер движения сегмента загрузки носит ко-
лебательный характер. По Крюкову для лабораторной мель-
ницы диаметром 500 мм с гладкой футеровкой без измель-
чаемого материала частота колебаний сегмента шаровой за-
грузки находится в диапазоне 2-3 Гц.
6. В барабанных мельницах с металлической футеровкой
плиты футеровки изнашиваются по кривой, близкой к лога-
84
рифмической спирали. Геометрическое свойство кривой сле-
дует из физического смысла выбора угла а (рис 3.5). в каж-
дой точке угол между кривой и перпендикуляром к радиусу,
проведенному в эту точку, является величиной постоянной и
равной а [32]. В этом случае
г = 7?exp(-^tg«),
где R - - радиус барабана;
г - радиус кривой футеровки;
(р- некоторый угол, характеризующий координаты при-
ложения силы.
Рис 3 5 Построение линии рационального профиля футеровки по Крюкову
Износившийся
Рис 3 6 Профиль изношенной футеровки Крюкова в шаровой мельнице
3200x3100 мм на обогатительной фабрике ЮГОКа (г Кривой Рог)
Величину а можно определить по номограмме [32] при
условии отсутствия скольжения загрузки относительно футе-
ровки барабана.
Благодаря такому экспериментальному обобщению ав-
тор предложил конструкцию футеровки (рис. 3.6), рабочая
поверхность которой выполнена по логарифмической спира-
ли, так называемая футеровка Крюкова. Автором был также
разработан графоаналитический метод построения профилей
износостойких футеровок. Позже [48] этот метод был обоб-
щен и для других типов футеровок, например, для броневых
плит Малярова П.В.
7. При взаимодействии сегмента загрузки с футеровкой
доминирующая роль в износе контактирующих поверхно-
стей принадлежит величине скорости скольжения. При этом
величина скольжения загрузки существенно зависит от ско-
рости вращения барабана, степени его заполнения, коэффи-
циента трения и профиля футеровки. При всех прочих рав-
ных условиях величина износа футеровки будет большей в
тех случаях, когда наблюдаются большие величины сколь-
жения и удельные нормальные контактные давления между
шарами или кусками измельчаемого материала и футеров-
кой. Т. е. при более крупных шарах будет наблюдаться
больший коэффициент сцепления и соответственно больший
износ. Экспериментально наблюдаемый механизм разруше-
ния металлической футеровки (Крюков отметил, что на бро-
невых плитах цилиндрической части барабана имелись по-
перечные ручьи от длительного скольжения шаров по одно-
му и тому же месту) позволил автору сделать следующий
весьма важный вывод: разрушение футеровки происходит
преимущественно за счет износа, а не за счет ударных на-
грузок. Поэтому для увеличения долговечности футеровок
необходимо уменьшить скольжение шаровой загрузки. При
этом подчеркивается, что влияние футеровки на количест-
венную сторону процесса измельчения за счет скольжения
загрузки незначительно.
8. Механика движения сегмента загрузки в барабане
мельницы, ее сложный гранулометрический состав, наличие
86
твердой и жидкой фазы, особые условия взаимодействия за-
грузки и футеровки и ряд других факторов предопределили
появление фрикционных колебаний центра масс сегмента по-
добно автоколебаниям груза в маятнике Фроуда. Модель ав-
токолебаний загрузки была исследована автором при сле-
дующих обобщениях, полученных, в том числе и при экспе-
риментальных исследованиях мельниц:
• шаровая загрузка представляет собой физический маятник с
точкой подвеса на оси барабана;
• в реальных мельницах при существующих скоростях вра-
щения, профилях футеровок и коэффициентах заполнения
барабана всегда имеют место скольжения шаровой загрузки
относительно футеровки;
• величина скольжения сегмента загрузки, а, следовательно, и
величина автоколебаний существенно зависят от профиля
футеровки и коэффициента сцепления;
• вращающий момент при установившемся движении бараба-
на мельницы является пульсирующим: по Крюкову для ша-
ровых мельниц диаметром 2,7 и 3,2 м величина пульсаций
колеблется в пределах 12-14 Гц;
• возбуждение автоколебаний связано с нелинейной зависи-
мостью силы трения в зоне контакта загрузка-футеровка от
величины скольжения, т.е. от скорости скольжения сегмен-
та загрузки относительно футеровки.
Шмалий С.В. [68, 69] подтвердил наличие автоколеба-
тельного режима в шаровых мельницах с решеткой в замкну-
том цикле измельчения. По его мнению, на автоколебатель-
ный режим существенное влияние оказывает вязкость пуль-
пы, которая нелинейно зависит от концентрации твердой фа-
зы в пульпе: при 70-80 % вязкость пульпы резко возрастает. В
связи с этим автор считает, что для исключения автоколеба-
тельного режима, как отрицательного явления для мельниц,
необходимо не допускать увеличения вязкости пульпы сверх
критического значения, для чего следует управлять гидравли-
ческим режимом за счет подачи в мельницу воды и руды.
87
Модель П.В. Малярова. На базе широкого круга экс-
периментальных исследований в лабораторных условиях
(мельница диаметром 500 мм с прозрачной торцевой стен-
кой) и в промышленных условиях автор [55-61] построил
феноменологическую модель динамики шаровых мельниц,
основные положения которой можно представить в виде
следующих экспериментальных обобщений.
1. В реальных условиях эксплуатации шаровых мель-
ниц эпюра заполнения поперечного сечения барабана техно-
логической загрузкой соответствует смешанному режиму и
не соответствует эпюре распределения загрузки по Дэвису.
Рис 3 7 Эпюра заполнения мельницы мелющими телами при смешанном
режиме работы (по Малярову)
2 При построении эпюры заполнения мельницы шарами
для смешанного режима можно принимать следующие допу-
щения:
• цикл движения шаров внешнего слоя загрузки состоит из
трех фаз, а не двух как это имеется в теории Дэвиса- 1 -
подъем по круговым траекториям ВоАо (рис. 3.7); 2 - движе-
ние по параболическим траекториям AqMo; 3 - откатка по
внешнему контуру пяты MqBq;
• на траекториях подъема существует скольжение между
слоями шаровой загрузки; это скольжение приводит к тому,
что часть загрузки вращается вокруг центра О\ (рис. 3.7), а
граничный слой с радиусом R, делит все слои шаровой за-
грузки на две части, соответствующие каскадному и водо-
падному движению;
• движение шаровой загрузки в каскадной зоне (рис. 3.7) про-
исходит по законам каскадного режима; при определении
каскадной зоны принято, что движение шаров в ней проис-
ходит по кривой А2С2, т.е. аналогично движению шаров в
мельнице с радиусом, равным радиусу граничного слоя Rr;
• угол поворота загрузки 0 согласуется с теорией Андрее-
ва С.Е. с учетом динамического равновесия загрузки.
3. Контакт внешнего слоя шаров с футеровкой при сме-
шанном режиме движения происходит преимущественно в
зоне пяты отката. Наличие этой зоны приводит к тому, что
углы падения шаров практически не зависят от типа футеров-
ки и степени заполнения барабана (справедливо до частоты
вращения &»=85% от критической) и лежат в пределах
1154-130°. Автор считает, что положение пяты отката в про-
цессе работы мельницы остается практически неподвижным.
Для определения параметров, характеризующих взаимо-
действие загрузки с футеровкой, было предложено уравнение
семейства траекторий в виде
£ = |(^p2-e2-s]+ arctgi-P - у ,
к v ' el
89
где £ и р - полярные координаты точки М, характеризующие
произвольное положение отдельного шара внешнего
слоя загрузки при движении его перед ударом по футе-
ровке;
V
к - - коэффициент, определяемый по номограмме;
a)Ri
Vm - абсолютная скорость шаров внешнего слоя перед
ударом о футеровку;
о) - частота вращения барабана мельницы;
R\ - радиус барабана мельницы в свету с учетом толщи-
ны футеровки;
5 - отличительный признак семейства траекторий отно-
сительного движения;
е - эксцентриситет абсолютной траектории шаров внеш-
него слоя перед ударом о футеровку, определяется по
номограмме.
По мнению автора, тыльные нерабочие поверхности
броневых плит футеровки должны выполняться по кривым
согласно уравнению логарифмической кривой.
4. При смешанном режиме работы шаровых мельниц в
зоне пяты с футеровкой контактируют только шары внешнего
контура, движение которых происходит по прямой линии
MqBq (рис. 3.7); внутренние слои пяты будут контактировать с
шарами, находящимися на круговых траекториях. В зависи-
мости от вида контакта (скольжение, удар, вдавливание) бу-
дет зависеть и износостойкость футеровки.
5. Контакт загрузки с футеровкой происходит в конце
третьей фазы движения шаров; при этом минимальный износ
металлической футеровки будет в том случае, когда удар ша-
ров происходит под углом 90°, при ударе со скольжением бу-
дет наблюдаться повышенный износ плит.
6. На основе изложенных представлений автором была
предложена самофутерующаяся броневая плита (рис. 3.8) со
специальным износостойким профилем; такая футеровка спо-
собна остановить загрузку сразу после контакта с ней и ис-
90
ключить проскальзывание
при их движении по кру-
говым траекториям. Фу-
теровка имеет профиль,
нормаль в каждой точке
которого совпадает с ка-
сательной к траектории
шара. По мнению автора,
такие броневые плиты не
только не допускают про-
скальзывания шаровой
загрузки по барабану, но и
улучшают технологиче-
ские показатели измель-
Рис 3 8 Самофутерующаяся броневая
плита Малярова
чения и повышают произ-
водительность мельницы. Было показано также, что профиль
футеровки оказывает существенное влияние на формирова-
ние компактной зоны внутримельничной загрузки.
Автором была также предложена ячеистая комбиниро-
ванная (в продольном сечении металлические элементы чере-
дуются с резиновыми) футеровка, в которой благодаря демп-
фированию на порядок снижался импульс силы за счет уве-
личения времени удара.
Модель А. Марюты. Основные положения этой модели
[62-64] сводятся к следующему. В процессе вращения бара-
бана часть внутримельничной загрузки движется по круго-
вым траекториям совместно с барабаном (рис. 3.9); другая
часть (затемненная область) движется по траекториям полета
или сползания. В центре загрузки имеется образование, (ав-
тор назвал его центральным малоподвижным ядром), которое
движется с малой скоростью по отношению к внешним слоям
загрузки; это ядро автор рассматривает как единую статисти-
ческую совокупность частиц с центром масс О\, которые пе-
ремещаются по криволинейной траектории АО2В. При этом
источником энергии являются слои загрузки, которые дви-
жу1ся совместно с
внутренней поверх-
ностью барабана, а
рабочим органом
служит малопод-
вижное центральное
ядро По мнению
автора, энергия от
источника к рабо-
чему органу пере-
дается в зоне их
фрикционного кон-
такта по линии
АО2В, а центр масс
Oi отклоняется от
оси Оу на некото-
Эпюра внутримельничной загрузки по
Маркие
рые з 9
„ „ r iviapivic
рыи угол и и колеб-
лется вблизи этого
значения. Эти колебания ядра относительно внешних слоев
материала загрузки активизируют дезинтеграцию материала в
зоне фрикционного контакта преимущественно за счет трения
и раздавливания.
Для доказательства правомочности модели автором про-
ведены экспериментальные исследования по определению
переменной составляющей Р(г) сигнала активной мощности
Р(/) приводных двигателей рудоразмольных мельниц
(рис. 3.10). Было установлено, что в частном спектре Р(г) при
частоте (ар = 2бУ возникает пик, характерный для резонансных
колебаний. Пик возникает обычно при заполнении барабана (р
= 34-43 %. Автор считает, что возникновение этого пика свя-
зано исключительно с колебаниями элементов загрузки, т.к.
при пустом барабане этот пик отсутствует, а поскольку ам-
плитуда наблюдаемого пика невелика в общем спектре сиг-
нала Р(/), то автор делает вывод, что колеблется только оп-
a - сигнал активной мощности P(f)
Рис 3 10 Частотный спектр колебаний сигнала активной мощности Р(1) при-
водного двигателя мельницы
ределенная часть внутри мельничной загрузки, так называе-
мое центральное малоподвижное ядро. При этом природа ко-
лебаний ядра - параметрические колебания [64].
Модель С.Ф. Шинкоренко. Эта модель выгодно отли-
чается от предыдущих, прежде всего тем, что автор рассмат-
ривает дезинтеграцию сырья в шаровых мельницах мокрого
измельчения с учетом взаимодействия шаров и жидкой фазы,
т.е. пульпы. В своих работах [65-67] автор рассматривает ме-
ханические процессы, происходящие в шаровых мельницах, с
93
позиций । идродинамики Он исследуе! кинематику пульпы, с
которой связаны характеристики перемещения и распределе-
ния в барабане частиц твердой фазы, и гидродинамику, опре-
деляющую величину сопротивления пульпы движущимся
шарам Экспериментальные исследования проводились на
лабораторной мельнице диаметром 750 мм с прозрачной тор-
цевой стенкой и в промышленных условиях. Основные со-
ставляющие модели следующие
1 В шаровых мельницах мокрого измельчения пульпа
обладает большой массой и сравнительно высокой плотно-
стью; она не только транспортирует по объему барабана час-
тицы измельчаемого материала, но и существенно влияет на
динамику процесса измельчения, т.е. на кинетическую энер-
гию шаров и потребляемую мельницей энергию.
2. В мельницах с центральной разгрузкой типа МШЦ в
нижней зоне барабана находится объем пульпы, обладающей
свойством непрерывности; поэтому падающие шары перед
встречей с шарами пяты или с футеровкой барабана попадают
в слой пульпы, вследствие чего их скорость и кинетическая
энергия заметно уменьшаются. При этом автор различает два
участка движения шаров: первый - участок свободного паде-
ния до точки встречи с поверхностью пульпы, и второй - от
поверхности пульпы до точки встречи с подстилающим сло-
ем шаровой загрузки.
В мельницах с решеткой типа МШР практически весь
объем пульпы вращается с барабаном; при этом избыток
пульпы уходит через решетку, обнажая шары верхнего слоя.
3. При движении части пульпы вместе с шаровой за-
грузкой возникает довольно сложный характер ее отдельных
объемов: горизонтальное движение с периодическими подъ-
емами и падениями на поверхности и продольное движение
за счет разности в уровнях загрузки и разгрузки и динамиче-
ского давления потока, падающего на ее поверхность При
этом важной особенностью движения пульпы в барабане
мельницы является образование нисходящего ее хода в зоне
затопления шаров; впоследствии поток пульпы возвращает-
ся вместе с падающими шарами, осуществляя замкнутое
94
движение пульпы При лом часть пульпы движется по спи-
ралевидной кривой
4. Пульпа оказывает большое влияние на потребляемую
мельницей энергию за счет следующих эффектов: увеличения
массы рудно-шаровой смеси; изменения трения между шара-
ми и измельчаемым материалом, гидродинамического сопро-
тивления движущимся шарам. При этом параметром, харак-
теризующим степень взаимодействия пульпы и шаров, по
мнению автора, может служить коэффициент заполнения ша-
ровой загрузки пульпой в виде
где V„ - объем пульпы в барабане мельницы;
Уш - объем шаров.
5. При коэффициенте заполнения барабана срп > ^пах
(<ртах соответствует заполнению, при котором вся пульпа ув-
лекается шарами) в нижней части барабана образуется объем
пульпы, обладающий свойством непрерывности. При этом
шары испытывают существенное гидродинамическое сопро-
тивление. Эффективный вес шаров за счет сил Архимеда за-
метно снижается: в пульпе плотностью 2400 г/л вес шара
уменьшается на 30 %.
6. При (рп > <^пах пульпа создает гидродинамическое со-
противление, которое снижает полезную мощность шаровой
загрузки. При этом величина потребляемой мощности замет-
но изменяется в зависимости от степени заполнения пульпой
шаровой загрузки.
Модель М.А. Великанова. В тридцатых годах прошло-
го века Великанов М.А. [70] разработал теорию образования
песчаных волн, в том числе и для предельно-насыщенных ру-
словых потоков, т.е. для грязекаменных (селевых) потоков, в
которых содержание твердой фазы доходит до 50 % по объе-
му. Безусловно, гидродинамическая модель Великанова име-
ет весьма отдаленное сходство с движением внутримельнич-
ной загрузки в барабанных мельницах, однако многие поло-
95
жения этой модели справедливы и для рассматриваемой про-
блемы. Модель основана на ряде постулатов и предпосылок,
принятых в гидродинамике, суть их в следующем.
1. При шероховатом (наличие резких выступов и впа-
дин) русле следует рассматривать лишь одно турбулентное
движение потока. При этом в турбулентном движении име-
ются пульсации скоростей и давлений: поле скоростей и поле
давлений пульсируют, т.е. их величины изменяются во вре-
мени, колеблясь около некоторого среднего значения.
2. Турбулентному потоку свойственны структурные об-
разования, форма которых может иметь определенную зако-
номерность, а размеры непрерывно меняются по законам
случайностей; в русловых потоках структурные образования
играют доминирующую роль.
3. Турбулентное движение потока состоит из ряда пуль-
саций: крупномасштабной пульсации, обычно отождествляе-
мой с усредненной, и налагаемых на это движение пульсаций
поля скоростей малых масштабов. Пульсация крупного мас-
штаба играет доминирующую роль в процессах диффузии;
пульсации малых масштабов - в процессах диссипации энер-
гии. При этом большую роль играет вязкость потока, которая
осуществляет передачу движения между слоями и формирует
непрерывное скоростное поле потока; молекулярный меха-
низм этой передачи движения поглощает часть механической
энергии потока, превращая ее в тепловую энергию. В целом
диссипация энергии является источником гидродинамическо-
го сопротивления и зависит от физико-механических харак-
теристик потока; аэрация, т.е. насыщение потока воздушны-
ми пузырьками при его турбулентном движении, повышает
диссипацию энергии. Согласно принципу минимума дисси-
пацию, введенному в гидродинамику Рэлеем и Гельмгольцем,
из всех скоростных полей реализуется лишь те, при которых
диссипация будет минимальной.
4. Под турбулентной диффузией понимается перенос
вещества жидкостью, находящейся в состоянии турбулентно-
го движения
96
5 Движение твердых частиц по дну потока всегда про-
исходит в форме движения волн; Великанов М.А. экспери-
ментально установил, что форма песчаной волны практиче-
ски не зависит от размера песчинок и от скорости потока.
6. На твердую частицу, движущуюся в потоке во взве-
шенном состоянии, всегда действует сила, направленная сни-
зу вверх и противодействующая ее весу. В движущихся пото-
ках на изгибе русла возникает поперечная циркуляция, при-
чиной появления которой является центробежная сила, эта
циркуляция определяет морфологический тип речного русла.
7. Между турбулентностью, как структурной формой ру-
слового потока, и морфометрическими особенности русла
существует определенная связь. Образование волн на дне по-
тока непосредственно связано с пульсацией скоростей, кото-
рые и определяют масштаб турбулентности. При этом именно
крупномасштабные пульсации определяют геометрические
размеры волн, образующихся на дне потока.
8. В турбулентном потоке распределение пульсирующих
значений скоростей подчиняется вероятностным законам, на-
пример, законам нормального распределения Гаусса.
На основе этих важных предпосылок Великанов М.А.
разработал теорию возникновения песчаных волн (1939 год),
основанную на рассмотрении воздействия на песчинки пуль-
сирующих скоростей потока. Автор использовал уравнение
баланса твердого вещества, считая поток равномерным и ус-
тановившимся (плоская задача), в виде
*+^ = 0,
д( дх
где z - высота дна;
х - координата;
Ф - Ф п
— - твердый сток, если — > 0 - опускание дна;
дх дх
др л
— < 0 - поднятие дна.
дх
97
Тогда вероятная скорость изменения высоты дна z во
времени представляется в виде
ot дх I
d - средний диаметр песчаных частиц;
U - усредненное значение скорости потока;
ст- среднеквадратическое отклонение скорости потока;
I - длина потока;
Uo- начальное значение скорости потока;
текущие значения скорости потока.
Автором были вычислены значения составляющих это-
го уравнения и построен график зависимости при £ = 3 и
н= 3 (рис. 3.11). Из графика видно, что в начале отрезка име-
ет место размыв дна, а затем его поднятие за счет транспор-
тировки размытого грунта. Таким образом, с помощью этого
уравнения можно теоретически получить волнообразное дно
при воздействии на
него турбулентного
потока. Безусловно,
применимость урав-
нения для исследо-
вания механизма раз-
рушения резиновой
футеровки требует
обоснования и опре-
деленных допуще-
ний. Однако здесь
1,0
-1,0
весьма важен ВЫВОД Рис 3 1 1 Зависимость
автора, сделанный им на основе многочисленных экспери-
ментов: «... плоское песчаное дно при равномерном поступа-
тельном движении потока в силу одной лишь турбулентно-
сти потока непременно превращается в волнообразное». Для
резиновых футеровок, как будет показано ниже, этот вывод,
безусловно, подтверждается.
Обобщения для дальнейших исследований.
1. На практике для существующих конструкций бара-
банных мельниц реализуется исключительно смешанный ре-
жим работы.
2 Движение внутримельничной загрузки имеет устой-
чивый характер; при стационарном режиме движения бараба-
на наблюдается динамическое равновесие сегмента загрузки.
3 Во внутримельничной загрузке можно выделить ком-
пактную зону и зоны переходных процессов: пята отказа,
центральное малоподвижное или колеблющееся ядро, пере-
ходная (от круговых траекторий к параболическим) часть за-
грузки; режим движения загрузки зависит от величины отно-
сительного заполнения барабана, скорости его вращения и
фрикционных свойств.
4. Кривая следа внутренней поверхности загрузки явля-
ется отрезком логарифмической спирали с полюсом, находя-
щимся вне диаметра барабана мельницы.
5. В существующих конструкциях барабанных мельниц
при всех рабочих скоростях движения и коэффициентах за-
полнения наблюдается эффект скольжения загрузки.
6. Плиты металлической футеровки изнашиваются по
кривой, близкой к логарифмической спирали; разрушение
плит происходит преимущественно за счет абразивного изно-
са, а не за счет удара; профиль футеровки оказывает влияние
на формирование внутримельничной загрузки и особенно ее
компактной зоны.
7. В зоне контакта загрузка-футеровка имеют место
фрикционные колебания центра масс загрузки; возбуж-
дение автоколебаний связано с нелинейной зависимостью
99
силы трения от величины скольжения загрузки относитель-
но футеровки.
8. Контакт внешнего слоя шаров с футеровкой происхо-
дит преимущественно в зоне пяты отката.
9. Пульпа существенно влияет на динамику процесса
измельчения и создает гидродинамическое сопротивление
движению шаровой загрузки; в барабане наблюдается замк-
нутое движение пульпы по спиралевидной кривой; автоко-
лебательный режим загрузки зависит от вязкости пульпы,
величина которой нелинейно зависит от концентрации твер-
дой фазы.
3.3 Особенности разрушения резиновой
футеровки в барабанных мельницах
Этот вопрос рассматривался в работах [101-106]; ниже
излагаются результаты, полученные при многолетних экспе-
риментальных и промышленных испытаниях мельниц двух
типов: шаровых и мельниц мокрого самоизмельчения.
Процесс разрушения футеровки имеет пространствен-
ную форму и осуществляется во времени, от нескольких ча-
сов до нескольких лет. Сам процесс разрушения является ча-
стью более общего процесса - взаимодействия футеровки с
технологической загрузкой, и поэтому является функцией
многих переменных: геометрических размеров барабана, ско-
рости его вращения, особенности перерабатываемого мате-
риала (абразивность, крупность куска, наличие твердого в
пульпе и т.д.), геометрической формы резиновой футеровки,
физико-механических характеристик резины и т.д. Поэтому
разрушение можно считать процессом многовекторным, сто-
хастическим и нелинейным. Изменение одного из параметров
системы, например, диаметра барабана или скорости его
вращения, может привести и к изменению характера разру-
шения футеровки. Имеется еще одно весьма важное обстоя-
тельство: в силу специфики работы мельниц моделирование
происходящих в них процессов встречает ряд эксперимен-
тальных трудностей, иногда непреодолимых. Поэтому об
100
этих процессах приходится судить косвенно, т.е. исследовать
последствия их проявлений; например, о механизме износа
судить по морфологии поверхности разрушения и степени
износа элементов футеровки и т.д.
Как уже отмечалось, основные процессы дезинтеграции
технологической загрузки происходят в сегменте загрузки.
Однако процессы, касающиеся непосредственно футеровки и,
прежде всего, ее долговечности и специфики разрушения,
происходят непосредственно на границе фаз пульпа - по-
верхность футеровки. Именно в этой области происходят
практически все процессы, определяющие особенности ха-
рактера разрушения футеровки: ударные нагрузки, абразив-
но-усталостный износ, усталостное разрушение, ударно-
абразивный износ и т.д.
Ниже рассмотрен процесс разрушения резиновый футе-
ровки для наиболее распространенных конструкций мельниц -
шаровых и мельниц мокрого самоизмельчения; в связи с тех-
нологическими особенностями, присущими этим мельницам,
особенности разрушения футеровок рассмотрены раздельно.
Прежде чем перейти к изложению основного материала,
рассмотрим некоторые особенности разрушения металличе-
ской футеровки. Именно по этой футеровке накоплен боль-
шой материал, и некоторые закономерности могут быть пере-
несены и на футеровки из резины.
Разрушение металлической футеровки. Процесс раз-
рушения металла и резины при ударных нагрузках и абразив-
но-усталостном износе имеет различную природу и сущест-
венные отличия. Однако имеются и общие закономерности,
вызванные спецификой взаимодействия технологической за-
грузки и футеровки. Прежде всего, это касается волнового
характера износа. В резине на его кинетику существенное
влияние оказывает диссипация энергии; в металлах диссипа-
ция на два порядка меньше (0,003 против 0,3 в резине) и по-
этому такие специфические особенности как естественная
волна износа и характер речного узора русла футеровки вы-
101
ражаются более явственно. Поэтому представляет известный
интерес сравнить появление этих характерных признаков раз-
рушения для двух футеровок, резиновой и металлической при
работе в одинаковых условиях.
В качестве примера рассмотрим характер разрушения
металлической футеровки, одноволнового типа из марганцо-
вистой стали 110Г13Л на шаровой мельнице МШЦ 5,5x6,5 в
условиях эксплуатации на СП «Эрдэнэт». Геометрические
размеры плит были соизмеримы с резиновыми, поэтому шаг
укладки их был одинаков - расстояние между центрами плит
465 мм. Металлические плиты имели ребристую поверхность,
высоту 230 мм и угол сектора укладки плит 10°. Долговеч-
ность металлической футеровки до отказа составляла
6-ь7 месяцев (4300-5000 ч).
В процессе эксплуатации металлическая футеровка при-
обретала волновую форму, показанную на рис. 3.12. В отли-
чие от характера разрушения резиновой футеровки наблюда-
лось практически отсутствие речного узора и четкая асим-
метрия волн, т.е. расстояние между выступами соседних волн
отличалось на 10 % и более. Наблюдалась также асимметрия
износа по длине мельницы: в зоне разгрузки - износ был
меньше, чем в центральной части примерно на 60-100 мм.
В металлической футеровке наблюдался также износ
плит в виде поперечных (относительно направления движе-
ния потока) кольцевых ручьев (рис. 3.13). Такая волнообраз-
ная форма износа связана в первую очередь с многократным
взаимодействием металлических шаров с футеровкой в ос-
новном в области пяты отката: турбулентное движение пуль-
пы с наличием шаров создавало мощное структурное образо-
вание - двухфазный монодисперсоид. Его движение способ-
ствовало появлению своеобразных морфометрических при-
знаков: поперечных волн износа с четко выраженной асим-
метрией по длине. Аналогичное явление наблюдал
Д.К. Крюков [31]. В металлической футеровке износ может
иметь и другие геометрические формы, например, в виде
102
наработка 3750 ч, а ф Ъ
Рис 3 12 Общий вид (а) и волновой характер поверхности (б) металлической
футеровки
кольцевых последовательно расположенных полусфериче-
ских лунок.
В резиновой футеровке благодаря эластичности и высо-
кой диссипации энергии материала такие формы износа не
наблюдались.
103
Рис 3 13 Износ металлической футеровки в виде кольцевых ручьев (СП «Эр-
дэнэт», мельница МШЦ 5,5x6,5)
3.3.1 Разрушение резиновой футеровки в
шаровых барабанных мельницах
Применение резиновой футеровки в этих мельницах на-
чалось в 60-х годах прошлого столетия и оказалось, пожалуй,
наиболее плодотворным. На первых этапах самой рас-
пространенной конструкцией футеровки была гладкая плита
и плита-лифтер, впоследствии плита-плита трапециевидной
формы, т.н. «бегущая волна». Разрушение каждой из этих
конструкций имеет свои специфические особенности, поэто-
му ниже они рассмотрены раздельно.
Разрушение резиновой футеровки типа плита-лиф-
тер. В шаровых мельницах это одна из распространенных
конструкций. Согласно установленным правилам при экс-
плуатации такой футеровки допускается износ лифтеров до
уровня плит, после чего лифтеры заменяют; плиты при этом,
как правило, изношены незначительно в виде подмыва рези-
нового массива. Кинетика износа лифтеров определяется в
основном диаметром шаров, свойствами технологической
104
загрузки и физико-механическими параметрами элементов
футеровки.
Разрушение футеровки в виде плоских резиновых
плит. Такая футеровка была первой из известных по публи-
кациям; конструкция ее состояла из плоских плит, уложен-
ных внахлестку в барабане мельницы. Английские и швед-
ские исследователи отмечали ее недостатки и весьма специ-
фический износ: в виде речного узора с наличием характер-
ных волн. Широкого распространения такая футеровка не по-
лучила, однако простота конструкции и простота монтажно-
демонтажных операций оказались весьма привлекательными
для производственников и в ряде случаев плоская футеровка
используется в шаровых мельницах до настоящего времени.
Так, на обогатительной фабрике СП «Эрдэнэт» (Мон-
голия) на мельнице МШЦ 3,2x4,5 (дезинтеграция полиме-
таллических руд, использование шаров диаметром 40 мм с
небольшой добавкой шаров диаметром 60 мм) была уста-
новлена плоская резиновая футеровка; конструктивно она
представлена собой плиты высотой 120 мм, уложенные
внахлестку в цилиндрической части барабана (рис. 3.14).
Со временем эксплуатации поверхность футеровки приоб-
ретала волновую форму; при этом длина естественной вол-
ны износа после 8100 ч наработки соответствовала углу
сектора укладки плит примерно 10,8°—11,7°. Наблюдалась
асимметрия волн износа и речной узор по руслу футеровки;
долговечность футеровки по критериям отказа «Полимет»
составила 9300 ч [2].
Разрушение оболочковой резиновой футеровки. Такая
футеровка состояла из набора плит с герметическими полос-
тями, уложенными внахлестку (рис. 3.15). Полости имели вы-
соту, составляющую 1/3-Ч/5 общей толщины плит; полости
были наполнены воздухом, для чего имелись специальные
клапаны, совмещенные с крепежными элементами оболочек.
Резиновые плиты имели сферические углубления диаметром
40, 60 и 100 мм для заклинивания металлических шаров соот-
105
Резиновая
футеровка
Рис 3 14
Барабан
1 - кривая износа после 6200 ч наработки
Футеровка с плоскими резиновыми плитами
Резиновая
Барабан
1 - кривая износа в виде подмыва плиты
Рис 3 15 Оболочковая резиновая футеровка
ветственного диаметра и создания эффекта самофутеровки.
Экспериментальные исследования оболочковых плит при
ударных нагрузках показали, что герметическая полость уве-
личивает время удара шаров на 20-30 % по сравнению с мо-
нолитной плитой и снижает удельные ударные импульсы и
максимальные контактные напряжения на 30-50 % .
Оболочковая резиновая футеровка была установлена на
мельнице МШЦ 4,5x6,0 второй стадии измельчения Ново-
криворожского горно-обогатительного комбината; мельница
эксплуатировалась преимущественно в каскадном режиме с
шарами диаметром 40, 60, 80, 100 мм. Через 9 месяцев экс-
плуатации (примерно 6400 ч) 20 % плит были изношены и
оторваны от основания по линии К-К (рис. 3.15). В области F
износ был существенным, примерно на 80-90 % по высоте; в
области А износ был меньшим и составлял 20-30 % по высоте
резинового массива. Разрушение в виде подмыва резины
106
(рис 2, линия 1) было характерно для всех плит, при этом
четко просматривалась естественная волна износа, длина ко-
торой не совпадала с шагом укладки плит. Русло футеровки
имело вид речного узора, по длине мельницы и по длине рус-
ла наблюдалась асимметрия волн износа.
При оптимальном подборе всех характеристик конст-
рукции «плита-лифтер» со временем наработки лифтер при-
нимает округлую форму; такая форма сохраняется до его от-
каза, после чего начинается интенсивный износ плит.
В качестве примера рассмотрим резиновую футеровку
плита-лифтер производства Курского завода РТИ; геометриче-
ские размеры показаны на рис 3.16. Эксплуатация футеровка
осуществлялась в мельнице МШЦ 3,6x4,0 с шарами диамет-
ром 80 мм в условиях ОАО «Олкон» (Оленегорский ГОК) при
переработке железной руды (вторая стадия измельчения). На
рис. 3.16 показана кривая износа элементов футеровки после
4860 ч наработки; время наработки до отказа (износ лифтов до
уровня плит и частичный износ плит) составило 8 месяцев
(около 5760 ч). Для этой футеровки характерно совпадение
длины естественной волны износа (угол сектора укладки лиф-
теров по диаметру барабана 11,9°) с шагом укладки лифтеров
(рис. 3.16). Асимметрия волн износа и речной узор русла фу-
теровки были выражены весьма слабо, т.к. исследовался толь-
1 - естественная волна износа, определенная расчетным путем, 2 - реальная вол-
на износа после 4860 ч наработки
Рис 3 16 Футеровка плита-лифтер
107
ко механизм износа лифтеров. Поверхность разрушения лиф-
теров была характерна для абразивно-усталостного износа.
Разрушение резиновой футеровки типа плита-плита.
На сегодняшний день это наиболее востребованная и работо-
способная резиновая футеровка; на практике она получила
название «бегущая волна». Конструктивно футеровка пред-
ставляет собой набор плит трапецеидальной формы, уложен-
ных внахлестку в цилиндрической части барабана; плиты мо-
гут иметь специальные ниши для заклинивания металличе-
ских шаров. Максимальная толщина плит 120-г200 мм. Для
известных конструкций шаровых мельниц при оптимальном
подборе всех параметров характер разрушения плит с ниша-
ми типа «бегущая волна» был примерно одинаков. Как пра-
вило, со стороны набегающего потока наблюдался подмыв
плит, и русло футеровки приобретало вид речного узора с
четкими естественными волнами износа, не всегда совпа-
дающими по длине с шагом укладки плит. При этом асим-
метрия волн износа, тип речного узора и другие особенности
износа футеровки определялись конструктивными характери-
стиками мельницы и футеровки и свойствами перерабаты-
ваемого материала. В качестве примера рассмотрим особен-
ности разрушения плит футеровок для двух мельниц.
В первом случае использовались результаты уникально-
го промышленного эксперимента по испытанию резиновой
футеровки на мельнице МШЦ 5,5x6,5 № 7 в корпусе измель-
чительно-флотационного отделения обогатительной фабрики
СП «Эрдэнэт» с использованием шаров диаметром 100 мм.
Резиновая футеровка типа бегущая волна была выполне-
на из трех марок резин: серийной и двух опытных с улучшен-
ными свойствами. Первые два кольца футеровки от загрузоч-
ной крышки смонтированы из трех марок резин; остальные
(третье, четвертое и пятое кольца) - из серийной резины.
Конструктивно резиновая футеровка представляла собой пли-
ту в виде равносторонней трапеции с максимальной высотой
резинового слоя 160 мм; на рабочих поверхностях плиты
108
имелись специальные ниши шириной 35 мм В процессе экс-
плуатации мельницы в ниши забивались металлические ша-
ры, создавая эффект самофутеровки.
Мельница МШЦ 5,5x6,5 эксплуатировалась при сле-
дующих параметрах: частота вращения 13,69 об./мин; сред-
няя шаровая загрузка 265-268 т шаров диаметром 100 и 80 мм
в соотношении 1:1; величина питания по исходной руде 280-
285 т/ч. Мельницу периодически останавливали для опреде-
ления уровня шаров и оценки состояния футеровки.
Согласно акту испытаний полученные результаты мож-
но изложить в виде следующих кратких тезисов:
• с резиновой футеровкой, мельница проработала 1807 ч.; при
этом переработано 509570 т руды;
• степень измельчения соответствовала показателям мельниц
с металлической футеровкой;
• в первые часы работы дважды имела место эксплуатация
мельницы без подачи воды (в пределах 10-15 мин первый
раз и 20-25 мин второй раз), что могло привести к перегреву
резины;
• при периодическом визуальном осмотре состояния мельни-
цы было обнаружено, что в течение 1000-1200 ч износ фу-
теровки был минимальным; в дальнейшем начался ее ин-
тенсивный износ,
• наиболее интенсивный износ наблюдался на площади, на-
чиная от 700-750 мм от загрузочной крышки с распростра-
нением зоны износа до 2500-2800 мм; более всего были раз-
рушены футеровочные плиты первых двух колец длиной
1250 мм и 1500 мм; далее интенсивность износа существен-
но уменьшилась; на рис. 3.17 показан характер разрушения
поверхности резины футеровочных плит;
• футеровочные плиты третьего кольца изношены в пределах
65-70 %, четвертого 30-35 % и пятого (плиты длиной 1000 и
1250 мм) изношены примерно на 15 %;
• интенсивность износа серийной и опытных марок резин бы-
ла примерно одинаковой
109
>•
a - со следами «пробоя» резиновою слоя б - со следами интенсивного абра-
зивно-усталостного износа
Рис 3 17 Образцы разрушенной поверхности футеровочных плит
Обсуждение результатов. На рис. 3.18 показана кривая
распределения интенсивности износа по длине мельницы;
возле загрузочной и разгрузочной крышек износ
был минимален; зона наиболее интенсивного износа наблю-
далась на расстоянии от загрузочной крышки от 750 мм до
2500-2800 мм.
Наряду с выявлением эффекта резко отличающейся ве-
личины износа футеровки по длине барабана следует также
отметить, что при постепенной загрузке мельницы шарами и
рудой получены данные, требующие проведения более дли-
тельных испытаний и обработки результатов. Так, при шаро-
вой загрузке 210 т шарами 80 мм достигалась стабильная
производительность мельницы по исходному питанию 275-
279 т/ч в течение четырех часов.
В последующем мельница догружена согласно принято-
му на фабрике режиму шарами диаметром 100 мм до 265-
268 т и питанию по исходной руде 280-285 т/ч. Увеличение
количества шаров на 50-55 т позволило повысить производи-
ло
A - зона интенсивного износа, В - зоны умеренного износа
Рис 3 18 Распределение интенсивности износа футеровки по длине мельницы
тельность по питанию всего на 5-6 т/ч и потребовало исполь-
зования более крупных шаров.
Этот эксперимент подтвердил ранее высказанную гипо-
тезу об интенсификации процесса измельчения вследствие
возврата энергии затраченной на деформацию резины.
Из вышеизложенного можно предположить о наличии
некоторого ядра потока, в котором находилась основная мас-
са крупной измельчаемой руды и шаров 0 80 и 100 мм, воз-
действующих на первое и второе кольцо резиновой футеров-
ки. Именно в этой зоне происходило наиболее интенсивное
измельчение руды и, следовательно, наиболее интенсивный
износ футеровки. Величина ядра движущегося потока загруз-
ки и его несимметричное размещение по длине мельницы,
безусловно, связано с целым рядом механических и техноло-
гических факторов: диаметром мельницы, скоростью враще-
ния барабана, крупностью измельчаемой руды, величиной
питания, шаровой загрузкой, диаметром шаров и т.д. Все это
сложное многообразие факторов в своем коллективно-
функциональном взаимодействии и порождало феномен не-
симметрии загрузки.
Явление несимметрии изнашивания футеровки по длине
мельницы пока недостаточно изучено, в том числе и при экс-
плуатации металлических футеровок Наиболее явно этот эф-
фект проявился при установке резиновых футеровок на мель-
нице МШЦ 5,5x6,5, эксплуатируемой с шарами диаметром
100 мм и при крупности руды в питании 35 мм.
Накопленный опыт эксплуатации резиновых футеровок
на мельницах с шарами диаметром 40; 60; 80 мм не свиде-
тельствует о таком резком различии износа по длине В дан-
ном случае отличие в три раза на расстоянии 3500-4800 мм и
в шесть раз на расстоянии 5000-6500 мм от загрузочной стен-
ки получено впервые.
Постоянно изменяющееся состояние шаровой загрузки
по диаметру при вращении мельницы от горизонтального до
наклонного 70-75° в сторону вращения и до 10-12° в проти-
воположную, а также нестабильности движения самих шаров
внутри их массы одновременно с наличием шаров 100 мм и
руды 35 мм свидетельствует о том, что измельчение пред-
ставляет сложнейший динамический процесс, особенно на
мельницах первой стадии, а само измельчение в основном
осуществляется на третьей части ее первоначальной длины.
Такую несимметрию можно объяснить имеющим место за-
вышением объема шаровой загрузки выше 200-300 мм ци-
линдрической поверхности загрузочного патрубка.
Это приводит к тому, что руда не имеет возможности
достичь футеровки барабана в непосредственной близости
возле торцевой стенки, а как бы скользит вовнутрь барабана
по «плоскости» из шаров.
Известно, что влияние крупности руды на интенсивность
изнашивания определяется зависимостью
WK =1,4Z)°’4,
где WK - износ при докритических значениях крупности;
D - средний диаметр абразивных частиц в пульпе.
Несмотря на изменяющуюся во времени динамику дви-
жения шаров, крупная руда имеет ограниченную возмож-
112
1 - для второго кольца (по длине 2 м от загрузочной крышки), 2 - для пятого
кольца (по длине 5 м от загрузочной крышки), Л/г - текущее значение высоты
футеровки, h - максимальная высота футеровки
Рис 3 19 Кривые износа резиновой футеровки
ность перемещения по длине барабана. Поэтому измельче-
ние в основном и происходит на одной трети первоначаль-
ной длины мельницы. Далее более мелкий материал свобод-
но перемещается между шарами, и фактор влияния крупно-
сти на износ уменьшается согласно выше приведенной зако-
номерности.
Отсутствие износа футеровок на расстоянии 1000-
1200 мм от разгрузочной стенки мельницы может быть объ-
яснено изменением потока движения пульпы для слива через
разгрузочный патрубок вследствие, завышения уровня шаров,
т.е. поток «увлекался» шарами не достигнув торцовой стенки.
Механизм разрушения резиновой футеровки. Рас-
смотренный выше феномен несимметричности загрузки обу-
словил и неравномерность износа резиновой футеровки по
длине мельницы. На рис. 3.19 показаны кривые износа футе-
ровки для зоны интенсивного износа - второе кольцо футе-
ровки на расстоянии 2000 мм от загрузочной крышки - и для
зоны умеренного износа - пятое кольцо на расстоянии
A
Рис 3 20 Единичные повреждения на поверхности резиновой футеровки от
кавитационно-эрозионного износа
5000 мм от загрузочной крышки. Из рисунка хорошо виден
различный характер износа резиновой футеровки.
Разрушение футеровки проходило в основном по абра-
зивно-усталостному механизму. При взаимодействии футе-
ровки с загрузкой происходило разрушение ее поверхностно-
го слоя как за счет абразивного износа, т.е. за счет истирания
и массопереноса резины, так и за счет процессов усталости or
многократных ударов и вдавливания контртел, т.е. металли-
ческих шаров и кусков материала с острыми гранями.
При фрактографических исследованиях поверхности
разрушения резиновой футеровки на гладких (зеркальных)
зонах (рис. 3.20) отмечались микроповреждения в виде лу-
нок полусферической формы диаметром 0,1 ^-0,2 мм. Появ-
ление таких повреждений характерно для кавитационно-
эрозионного износа и связано с влиянием больших скоро-
стей отдельных струй потока вследствие турбулентного
движения пульпы. Судя по довольно длительному инкуба-
ционному периоду накопления повреждений, в том числе и в
поверхностном слое резины (см. рис. 3 19), роль кавитаци-
1 14
онно-эрозионно1 о износа в общем механизме разрушения
незначительна.
Процессу разрушения футеровки способствовали боль-
шие напряжения, возникающие в области внедрения контр-
тела в резиновый массив, что сопровождалось, как правило,
довольно высокой локальной температурой в «характер-
ных» объемах за счет экзотермических эффектов. При ис-
следовании образцов, вырезанных из различных футеро-
вочных плит, под микроскопом в массиве резины обнару-
жены следы разрушения по термомеханическому механиз-
му, т.е. по механизму, который наблюдается при темпера-
турах, превышающих 100-110 °C. Это, по-видимому, связа-
но с тем, что в первые часы работы резиновая футеровка,
эксплуатируемая без подачи воды, была перегрета до этой
температуры, т.е. определенный слой получил тепловой
удар. Таким образом, футеровка уже на первой стадии ра-
боты получила серьезные повреждения структуры в рези-
новом массиве. При абразивно-усталостном характере из-
носа каждый раз после удаления определенной толщины
массива футеровки вследствие истирания возникал новый
слой резины с измененной структурой. Эти изменения для
рассматриваемого случая были комплексными: часть из
них обусловлена тепловым ударом, а часть - усталостными
процессами от многократных ударных нагрузок.
В конечном итоге поверхность футеровки по диаметру
барабана приобрела волновую форму (рис. 3.21), а по руслу
форма имела вид речного узора. Поверхность износа имела
характерные морфометрические признаки: по длине волн из-
Рис 3 21 Профитограмма износа резиновой футеровки типа плита-плита на
мельнице МШЦ 5,5x6,5 посте 1806 ч эксплуатации
носа наблюдалась асимметрия, т е. расстояние между высту-
пами волн изменялось по закону случайностей; аналогично
изменялись и высоты гребней волн (на рис. 3.21 показаны в
виде остаточной толщины футеровки). Вместе с тем геомет-
рическая форма волн износа повторялась практически для
всех плит футеровки. Такая квазисимметрия геометрических
форм износа футеровки и асимметрия (около 10-15 % раз-
брос) ее морфометрических показателей свидетельствуют о
следующем: с одной стороны в барабане мельницы наблюда-
лось единство структурных образований загрузки и повто-
ряемость их формы и размеров во времени; с другой стороны
- турбулентность пульпы, неравномерность движения бара-
бана и пульсации загрузки вносили элемент случайности, что
и проявлялось в характере асимметрии волнообразного изно-
са футеровки и в ритме речного узора ее поверхности. Гео-
метрическая форма поверхности износа резиновых плит фу-
теровки для рассматриваемой мельницы может быть описана
логарифмической функцией. Рассмотрим конкретный при-
мер. Показанная на рис. 3.21 профилограмма износа резино-
вой футеровки плита-плита (шаг укладки совпадал с шириной
плит и равнялся 465 мм, максимальная толщина плит 160 мм)
была получена при эксплуатации мельницы МШЦ 5,5x6,5
при дезинтеграции полиметаллических руд на СП «Эрдэнэт»
с шарами диаметром 100 мм. Если разместить координаты
так как это показано на рис. 3.21, то хорошо видно, что кри-
вая САВ почти симметрична относительно оси у и имеет две
точки перегиба С и В. Такая кривая удовлетворительно опи-
сывается логарифмической функцией вида
у - b ехр[- (ах)2 ].
Для конкретной резиновой футеровки (рис. 3.21) значе-
ния параметров следующие: b = 10, а = 0,05. Здесь имеется
также частный случай: при b = —т= ,
<5^271
а = ст/V2 получаем
гаусову кривую - кривую нормального распределения. Это
весьма важный экспериментальный результат, т.к. при
дальнейших расчетах геометрических параметров резино-
116
вых плит и их долговечности с учетом вероятностного ха-
рактера разрушения можно использовать именно нормальное
распределение.
Кривая САВ удовлетворительно описывается также ал-
гебраической кривой типа локон Аньези с уравнением
(х: + а2)у - а3 =0.
Следует отметить, что кривая износа не отрезке СК в ча-
стных случаях может быть удовлетворительно описана урав-
нением логарифмической спирали: в полярных координатах
уравнение имеет вид
Q = а ех.р(к(р).
Механизм самофутеровки. Определенную роль в за-
щите от износа резиновой футеровки играли металлические
шары, застрявшие в плитах. Экспериментально установлено,
что использование резиновой футеровки типа «бегущая вол-
на» с нишами и шарами диаметром 40 мм для самофутеров-
ки позволяет по сравнению с металлической футеровкой на
10-15% увеличить производительность или при заданной
производительности сократить на 10-15 % потребление
электроэнергии и объема шаровой загрузки (шары диамет-
ром 80 и 100 мм).
На рис. 3.22 показана поверхность резиновой футеровки
с застрявшими в нишах шарами диаметром 40 мм. (СП «Эр-
дэнэт», дезинтеграция полиметаллических руд на мельнице
МШЦ 3,2x4,5 с резиновой футеровкой). На рис. 3.22, а пока-
зана футеровка через 1100 ч наработки: шары изношены не-
значительно, перед шарами хорошо видны небольшие лунки
и веерообразные трещины. На рис. 3.22, б показано состояние
футеровки после 5400 ч наработки: большинство шаров из-
ношены, в некоторых местах на месте изношенных шаров
видны малоизношенные, занявшие их место в процессе экс-
плуатации мельницы.
117
Механизм разрушения плит здесь был следующим: со
стороны набегающего потока перед каждым из шаров, за-
стрявшим в нише, наблюдалось веерообразное поле трещин
(рис. 3.23, а). Это связано, по-видимому, с тем, что шары
большого диаметра, ударяясь о шары меньшего диаметра, соз-
давали поле повышенных напряжений, приводящее к образо-
ванию острых усталостных трещин. Такая концентрация тре-
щин приводила к изменению структуры резины, и ослаблен-
ный материал быстрее изнашивался пульпой. Однако такое
б - после 5400 ч наработки
Рис 3 22 Резиновая футеровка мельницы МШЦ 3,2x4,5
118
явление наблюдалось лишь
до тех пор, пока перед ша-
ром в нише не появлялась
небольшая лунка
(рис. 3.23, б), и в дальней-
шем интенсивность износа
временно уменьшалась до
истирания всей плиты (или
ее части) на определенную
величину. Затем процесс
разрушения повторялся.
Как видно, в процессе
эксплуатации мельницы бы-
ла получена важная экспе-
риментальная информация,
Рис 3 23 Механизм разрушения футе-
ровки в зоне контакта шар-
резина
касающаяся механизма раз-
рушения резиновой футеровки и феномена несимметрии за-
грузки по длине барабана; такая несимметричность загрузки
явилась одной из основных причин интенсивного износа футе-
ровки в области загрузочной зоны. Во второй половине мель-
ницы абразивно-усталостное разрушение резиновых плит со-
ответствовало теоретическим расчетам: максимальный износ в
этой зоне не превышал 30-35 %, и расчетное время до отказа
могло составить не менее 6000 ч.
,В качестве второго примера рассмотрим разрушение
плит футеровки мельницы МШЦ 3,6x4,0: переработка желез-
ной руды на ОАО «Олкон», шары диаметром 80 мм, макси-
мальная толщина плит 160 мм, долговечность до отказа по
критериям «Полимет» 19 месяцев (около 13700 ч)
Общий вид футеровки показан на рис. 3.24; там же пока-
зана кривая износа плит после 9150 ч наработки.
При шаге укладки плит по диаметру мельницы с шагом
465 мм теоретически рассчитанная длина естественной волны
износа составила 455 мм. На практике длина естественной
волны износа по руслу футеровки колебалась в пределах 430-
470 мм. Наблюдались также характерные особенности раз-
рушения плит: речной узор русла футеровки и асимметрия
119
I___465
1 - кривые износа после 9150 ч наработки
Рис 3 24 Резиновая футеровка плита-плита с нишами
волн износа; морфология поверхности разрушения была ха-
рактерной для абразивно-усталостного типа износа: шерохо-
ватые зоны свидетельствовали о малой скорости износа, зер-
кальные - о быстрой. В области зеркальных зон наблюдались
повреждения резины в виде лунок полусферической формы
диаметром 0,1-ь0,2мм; их появление может быть связано с
кавитационной эрозией, вызванной большими скоростями
пульпы в областях с турбулентным характером движения.
Следует подчеркнуть, что эти особенности проявлялись
не всегда в достаточно четкой форме; степень их проявления
определялась многими факторами, как конструктивного ха-
рактера, так и технологического. Не последнюю роль при
этом играла величина износа футеровки и качество резины;
нередко плиты имели неравномерный износ и, следовательно,
различное время наработки до отказа, именно вследствие раз-
личных физико-механических характеристик резины.
3.3.2 Разрушение резиновой футеровки в
мельницах мокрого самоизмельчения
Наиболее характерные особенности разрушения резино-
вых футеровок были получены для крупных мельниц типа
ММС 105x54 в условиях эксплуатации АК «АЛРОСА» при
дезинтеграции алмазосодержащих руд.
Мельница конструкции Сызраньского завода была
снабжена резиновой футеровкой типа «плита-лифтер» конст-
рукции «Полимет». Плита имела максимальную толщину
120
1 износ высокого пифтера через 800 ч; 2 износ тит и шфюров через 2580 ч
3 есгсственнзя во тна тьноса футеровки, 4 >ак шненпый между лифiерам i
kvcok руды
Рис 3 2s Резиновая футеровк । «Иолимет»
150 мм; два лифтера прямоугольного сечения при одинаковой
ширине 300 мм имели следующие размеры по высоте первый
лифтер - 388 мм, второй - 488 мм, стальная арматура для
крепления футеровки была привулканизована к лифтеру По
диаметру мельницы было уложено 72 ряда плит и лиф1еров
(рис 3 25)
Через 800 ч наблюдался незначительный износ кромки
лифтеров со стороны набегающего потока загрузки Время
наработки резиновой футеровки на отказ по критериям «По-
тимет» составило примерно 3500-3800 ч. При этом плиты
имели незначительный износ, а лифтеры были изношены то
уровня высоты плит.
Вторая мельница, поставленная шведской фирмой «Све-
дала», была снабжена резиновой футеровкой «плита - лифтер»
этой же фирмы. Конструкция футеровки была аналогичной, и
различие было лишь в геометрических размерах плит и лифте-
ров (рис. 3.26). Лифтеры прямоугольного сечения со стороны
набоающего потока имели скошенную кромку под углом
примерно 60°, размеры лифтеров при одинаковой ширине
250 мм имели следующие размеры по высоте первый лифтер
240 мм, второй - 390 мм, толщина плит была равна 140 мм
Алюминиевая арматура для крепления футеровки была при-
вулканиюзана к лифтеру По диаметру мельницы было уложе-
1016
। ivsiiol hi,iu>koi о шф.ера .epc.. .'()(! ч. 2 ii.iioi iiiraiiii .шфтф к ре у
1 Г()и 1 1 ее ice । пени ,я но и,а износа фете[ оик,।
Рнс ' 2б Резиновая ф\ кровка <Сведа.,а»
но 64 ряда плит и лифтеров Через 1300 ч набчготался интен-
сивный износ лифтеров, изношенные высокие тпфтеры имели
кромку под углом примерно 45°, со стороны набегающею по-
тока лифтеры были изношены до уровня высот птит, а с про-
тивоположной стороны имели высоту в среднем 220-250 мм
Игное плит быт незначигечен Время наработки на отказ футе-
ровки составило примерно 1900-2100 ч; при этом износ лифте-
ров по высоте достигал уровня плит.
Механические и технолог ические параметры мельниц
были практически одинаковыми; загрузка и качество измель-
чаемого продукта идентично; в обеих мельницах использова-
лось практически одинаковое количестве крупных кусков ру-
ды (до 1200 мм) для улучшения процесса измельчения.
Как видно, долговечность резиновой футеровки «Поли-
мег» в 1,8 раза выше, чем у аналогичной футеровки фирмы
«С ведала»
На взгляд автора, это обусловлено следующими причинами
1 Футеровка «Полимет» имела меньший шаг между
лифтерами (72 против 64, т.е шаг был меньшим в 1,12 раза) и
более широкие лифтеры. При осмотре мельницы в процессе
эксплуатации было замечено заклинивание крупных кусков
руды между лифтерами, что мог ло сказаться на уменьшении
их износа за счет эффекта самофутеровки. Этому же способ-
ствовала и большая высота лифтеров конструкции «Поли-
ми» К юмх же. шф1еры «Сведа ш>> были от ыб юны хмч м
рабочей кромки непосредственно вакншной юнс
2 . Большая высот двух различных по высоте шфгсров
«Полимет» позволяла за счет меньшей изгибпой жесткое in и
большей эластичности лучше противостоять сдвиговым уси-
лиям технологической загрузки, этому же способствовала и
большая эластичность резины' резина «Сведала» была более
наполненной и футеровка имела большую жесткость на сжа-
I ие и сдвиг.
Следует также отметить некоторые важные особенное,и
процесса разрушения футеровок.
1. В обоих случаях износ плит был минимальным, ос-
новную долю ударных нагрузок и абразивного изнашивания
принимали на себя лифтеры; температура поверхнос i hoi о
слоя резиновых футеровок была примерно одинаковая;
Взаимодействие футеровки с технологической зшруз-
кой характеризовалось четко выраженными ударными на-
грузками; удары крупных кусков размером 600-1200 мм о фу-
теровку фиксировались с периодичностью 60-150 с. При этом
в ряде случаев лифтеры, принимающие на себя основную
энергию ударов, получали разрушение в виде сколов, выры-
вов материала, глубоких повреждений и т.д.
,На рис. 3 27 показано разрушение лифтера футеровки
«Сведала» крупным куском руды; как видно, острая грань
руды в процессе удара внедрилась в резиновый массив.
2. Характер износа лифтеров двух рассматриваемых
мельниц был различен. Высокий и низкий лифтеры конст-
рукции «Полимет» после 800 ч наработки имели незначи-
тельный износ со стороны набегающего потока; примерно
через 2500-2800 ч лифтеры приобретали округлую форму,
свидетельствующую о мощной турбулентности в зоне кон-
такта «пульпа-футеровка». Подмыв лифтеров со стороны
движения технологической загрузки был несколько большим,
что не противоречит гидродинамике движения предельно на-
сыщенных русловых потоков Этот же эффект лежал и в ос-
ново подмыва резиновых пли г (рис. 3.25) в местах наиболь-
шей скорое 1 и пульпы
Низкие лифтеры конструкции «Сведала» после 1300 ч
наработки имели округлую форму (рис. 3.26), высокие лиф-
теры в эю же время имели четко выраженный угол износа
примерно 45°. Пли ил были изношены незначительно.
Согласно правилам эксплуатации крупных мельниц са-
моизмельчения с резиновой футеровкой в условиях АК «АЛ-
РОСА» за критерии отказа принят износ лифтеров до уровня
плит, после этою лифтеры подлежат замене, при этом час-
тично меняются также плиты, которые получили поврежде-
ния. значизельныи износ, разрушение металлической армату-
ры, разрушение системы крепежа и т.д.
Как видно, об особенностях разрушение футеровки
можно судить в основном по поврежденное ги резиновых
лифтеров и частичной поврежденности плит
Кинетика износа футеровки показана на рис. 3.28, на
первой стадии (примерно 500^-800 ч) износ плит практически
не наблюдался, а износ лифтеров был незначителен и только
со стороны набегающего потока. В дальнейшем скорость из-
носа лифтеров возрастала и на заключительной стадии износ
носил характер, близкий к катастрофическому. При этом, как
Ah/h
I - футеровка «Полимет», 2 - футеровка «Сведала», х - отказы лифтеров
Рис 3 28 Кинетика износа высоких лифтеров
следует из кривых износа, скорость разрушения для рассмат-
риваемых футеровок была различной.
3. Как и в шаровых мельницах по длине барабана на-
блюдалась асимметрия износа, показанная на рис 3.13. При-
чина такого явления аналогична описанному выше механизму
движения технологической загрузки в барабане шаровых
мельниц.
4. В зоне интенсивного износа футеровки (в основном в
области загрузки барабана) лифтеры подвергались действию
ударных нагрузок от крупных кусков измельчаемого мате-
риала и абразивного действия пульпы. Поэтому поверхность
лифтеров отличалась большой шероховатостью рельефа
(рис. 3.29), вырывами и глубокими трещинами в резиновом
массиве. На рис. 3.30 показаны лифтеры «Сведала» с механи-
ческими повреждениями поверхности резины и застрявшими
кусками измельчаемой руды.
125
126
Поверхность
износа резиновых
лифтеров (рис.3.31)
имела фрактографи-
ческие особенности,
характерные для
абразивно-уста-
лостного износа; в
местах с низкой
скоростью движе-
ния потока наблю-
далась шерохова-
тость поверхности
Рис 3 31 Поверхность разрушения высокого тиф
гера «Сведала»
разрушения, в мес-
тах с высокой скоростью движения шероховатость чередова-
лась с гладкими зонами. В этих зонах наблюдались повреж-
дения резины в виде сферообразных лунок диаметром
0,1ч-0,2 мм; эти повреждения были более четкие, чем для ре-
зиновых футеровок шаровых мельниц, что связано, по види-
мому, с меньшей абразивностью и большей скоростью пуль-
пы в пульсациях турбулентных потоков. Как и ранее их появ-
ление можно связать с явлением кавитационной эрозии.
5. При визуальном осмотре неподвижных барабанов в
мельнице с футеровкой «Полимет» наблюдались некоторые
признаки явления самофутеровки: между лифтерами
(рис. 3.25) размещались крупные куски руды, удерживаемые
за счет сил сжатия лифтеров; в мельнице «Сведала» такого
явления практически не наблюдалось.
6 В мельнице с футеровкой «Полимет» шаг естествен-
ной волны практически совпадал с шагом укладки высоких
лифтеров: угол сектора укладки высоких лифтеров 10°, или
шаг их укладки 0,916 м (рис. 3.25); определяемая экспери-
ментально длина естественной волны колебалась в пределах
0,88-0,93 м.
Примерно такая же длина естественной волны наблюда-
лась и для футеровки «Сведала», при этом угол сектора ук-
ладки высоких лифтеров 11,2° и шаг их укладки 1,016 м
(рис. 3.26)
Следует отметить, что характерный для мельниц боль-
шого диаметра речной узор в данном случае наблюдался,
но выражен был весьма слабо, что связано с принятыми
правилами эксплуатации резиновых футеровок: допускался
износ лифтеров до уровня плит, после чего лифтеры под-
лежали замене.
Как видно из приведенных результатов, для футеровки
«Полимет» характерно более близкое совпадение длины
естественной волны с шагом укладки высоких лифтеров;
для нее наблюдались также соответственно меньшая ско-
рость износа лифтеров и большая их долговечность, чем
для лифтеров «Сведала».
Характер износа основных элементов резиновой футе-
ровки для мельниц мокрого самоизмельчения может быть не-
сколько отличным от описанного выше: фаза малоинтенсив-
ного износа может практически отсутствовать и износ лифте-
ров начинается с момента работы мельницы. Такое отличие
связано в первую очередь с большим количеством факторов,
влияющих на особенности разрушения резины: диаметр ба-
Рис 3 32 Резиновая футеровка «Треллеборг» мельницы ММС90х30А
128
рабана, физико-механические харак1еристики перерабаты-
ваемою материала, геометрические и технологические пара-
метры футеровки и т.д.
Рассмотрим в качестве примера характер износа лифте-
ров мельницы ММС 90х30А, работающей в условиях Лебе-
динского ГОКа (переработка железной руды, максимальный
размер куска 600 мм). Резиновая футеровка «плита-лифтер»
фирмы «Треллеборг» (1983 г.) включала в себя резиновые
плиты и два лифтера, высокий и низкий (рис. 3.32). На
рис. 3.33 показаны профилограммы износа высоких лифтеров
по высоте и по длине в соответствии с координатами замеров,
позиции 1-5 показывают износ элементов соответственно
времени замера: 725, 1200, 1720, 2113 и 3216 часов. Пунктир-
ной линией показан износ высокого лифтера, который после
наработки 2113 ч и замены изношенных низких лифтеров вы-
полнял роль низкого лифтера; штрихпунктирной линией по-
казан износ высокого лифтера, поставленного в качестве за-
Рис 3 33 Характер износа высокого лифтера барабана
129
О обычный тип, ® - у учтенный тип, х - отказ футеровки
Рис 3 34 Кинетика износа футеровки фирмы «Треллеборг»
мены вышедшего из строя лифтера; впоследствии он отрабо-
тал 1200 ч до замены всей партии лифтеров.
На рис. 3.34 показан износ высоких лифтеров в функ-
ции времени эксплуатации для зоны максимального износа
(сечение Г-Г); как видно, скорость износа носит нелиней-
ный характер.
Характер износа высоких лифтеров был следующим: в
начальной период, примерно 600-650 ч, их острые грани сти-
рались и лифтеры приобретали округлую форму (рис. 3.32);
интенсивность износа до 2113 ч составляла 0,0075 мм/ч, а за-
тем нелинейно возрастала до 0,090 мм/ч.
Аналогичный характер износа лифтеров имела и резино-
вая футеровка «Треллеборг», улучшенного типа, показанная
на рис. 3.35 и установленная на рассматриваемой мельнице
ММС 90х30А взамен прежней. Геометрические размеры вы-
сокого лифтера были изменены: ширина у основания увели-
чена на 50 мм, а верхняя часть имела специальный срез. Ис-
следования показывают, что в сечении Г-Г через 1743 ч износ
высоких лифтеров составил 160 мм, а через 2223 ч 210 мм. На
рис. 3.34 показаны эти данные по износу. Как видно, измене-
ния геометрической формы лифтеров практически не отрази-
130
200.
1 - износ через 1743 ч, 2 - 2113 ч, 3 - подплыв шиты и износ низкого зифгера
через 2113 ч
Рис 3 35 Резиновая футеровка улучшенного типа фирмы «Треллеборг»
лись на интенсивности их износа; вместе с тем благодаря
меньшему расстоянию между лифтерами, и, следовательно,
меньшей ширине резиновых плит, их износ в виде подмыва
на стыке плита-лифтер (рис. 3.35) несколько уменьшился.
Механизмы катастрофического разрушения резино-
вой футеровки. Причины возникновения таких механизмов
следующие: чрезмерные ударные и сдвиговые напряжения в
резиновом массиве; высокая температура (7>110-Н20 °C) в
зоне контакта загрузка-футеровка; технологические несовер-
шенства структуры материала; нарушение правил эксплуата-
ции мельниц.
Длительная практика показывает, что применяемые ре-
зины хорошо прозивостоят повышенным температурам на-
грева при условии Т<80 °C постоянного температурного поля
и Т<90 °C кратковременного. Резины также хорошо противо-
стоят агрессивному влиянию перерабатываемых материалов
горно-металлургической и строительной промышленности.
Известно, что с повышением температуры влияние агрессив-
ной среды усиливается. Так, работоспособность футеровки на
основе СКИ-3 существенно уменьшается при высокой темпе-
ратуре среды (<105 °C) и водородного показателя pH (250-
280 г/л щелочи).
IcMiiepaiypa в зоне коник га сама по себе может оказан,
отрицательное влияние на дол!овечноегь ф> (еровки. Приве-
дем три примера.
Первый относится к измельчению железосодержащих
руд в условиях Кривбасса: шаровая мельница МШР 3,6x5.0,
шары диаметром 100 мм, резиновая футеровка типа «плигы
внахлестку». После 1400 ч эксплуатации начался интенсив-
ный износ резиновых плит, и в течение примерно 230 ч футе-
ровка вышла из строя. Причина такою катастрофического
разрушения в следующем: недостаток конструкции футеро-
вочных плит, большой диаметр шаров и, как следствие, высо-
кая температура в зоне контакта - свыше 100 °C.
Второй пример относится к измельчению кокса на шаро-
вой мельнице сухого измельчения: шары диаметром 40 мм.
резиновая футеровка типа «плита-плита». В результате высо-
кой температуры (7>110 °C) в зоне контакта долговечность
футеровки до отказа составила примерно 70 ч.
Третий пример относится к дезинтеграции алмазосодер-
жащих руд на АК »АЛРОСА»; мельница «РОКСАЙЛ»
9150x3070, резиновая футеровка плита-плита с нишами, мак-
симальная высота плит 230 мм, долговечность до отказа 2 ме-
сяца. Причиной отказа стал катастрофически интенсивный
износ в зоне контакта, вызванный высокими напряжениями и,
как следствие, высокой температурой (Г>110 °C).
Высокая температура в зоне контакта может быть также
вызвана нарушением правил эксплуатации мельниц. Выше
рассматривался пример такого нарушения при эксплуатации
мельницы МШЦ 5,5x6,5 с шарами диаметром 100 мм (СП
«Эрдэнэт»). Вследствие отсутствия воды (15-25 мин) в зоне
контакта температура повышалась до 120 °C и больше; ре-
зультатом такого кратковременного повышения температуры
стало существенное уменьшение долговечности футеровки.
Нарушение технологии ил отовлепия пли г, а также ис-
пользование несоответствующей марки резины может при-
вести к резкому снижению долговечности до отказа отдель-
ных пли г (принцип локальности разрушения, обусловленный
стохастической природой прочности резины) или всей футе-
ровки в целом. При этом может измениться и сам характер
разрушения: интенсивный износ может привести к катастро-
фическому разрушению резиновых плит, вплоть до отделения
от массива макроскопических частиц.
3.4 Динамика движения внутримельничной
загрузки в зоне контакта с резиновой
футеровкой
3.4.1 Общие сведения
Этому вопросу в известной литературе уделялось совер-
шенно недостаточно внимания По крайней мере, в цитируе-
мой ниже литературе имеются лишь некоторые разрозненные
сведения, касающиеся распределения загрузки по сечению
мельницы, скольжения загрузки относительно футеровки и
фрикционных колебаний центра масс загрузки [7, 8, 30-36].
Все усилия исследователей были направлены на изучение про-
цесса измельчения перерабатываемого материала, на построе-
ние эпюр заполнения поперечного сечения барабана, на опре-
деление производительности мельницы, геометрии и парамет-
ров внутримельничной загрузки, на прочностной расчет бара-
банов и т.д. При этом проблема изучения движения сегмента
загрузки на границе раздела фаз загрузка-футеровка практиче-
ски не затрагивалась. Причин этому много, но одна из основ-
ных - трудность экспериментальных исследований. Поэтому о
происходящих в зоне контакта процессах обычно судят по ки-
нетике износа футеровки, характере ее разрушения и морфоло-
гии поверхности разрушения. Некоторые процессы можно
также моделировать в лабораторных мельницах или использо-
вать в качестве модельного представления хорошо изученную
динамику движения двухфазного материала (пульпа и крупно-
133
кусковой материал) в 0601 агите тьных машинах, в 1идродипа-
мических ло!ка\, а также в ншурных условиях движение пре-
дельно-насыщенных (селевых) русловых потоков Р0-79]
Так, }же на ранней стадии использования [4, 5, 10] рези-
новой футеровки в качестве износостойких элементов мель-
ниц, рудоспусков, бункеров, течек и.т д было отмечено, что
поток абразивного материала оставляет на поверхности футе-
ровки следы в виде речного узора, а в шаровых мельницах
износ имеет волновой характер [105]. Конструкторы исполь-
зовали эту закономерность и рабочей поверхности футеровки
стали придавать также вид волны, в некоторых конструкциях
это трапециевидные плиты, в других - плита и разные по вы-
соте лифтеры [10]. Длительная практика эксплуатации рези-
новых футеровок позволила накопить определенную экспе-
риментальную информацию о характере их разрушения в
различных мельницах и при дезинтеграции различных мате-
риалов. Эта информация была использована для создания бо-
лее долговечных конструкций футеровок. Так была создана
футеровка плита-плита трапециевидной формы (так называе-
мая «бегущая волна»), в которой отсутствуют лифтеры [101]
и которая показала довольно высокие параметры, как по дол-
говечности, так и по технологическим характеристикам. Фу-
теровка плита-плита успешно эксплуатируется в шаровых
мельницах различного типа [101, 103]. Другая футеровка
плита-лифтер с оптимальным подбором параметров успешно
эксплуатируется в мельницах мокрого самоизмельчения
[101]. Изложенные ниже особенности проявления движения
внутримельничной загрузки в зоне контакта с футеровкой
были получены при исследовании динамики мельниц именно
с этими конструкциями резиновых футеровок.
Механизм взаимодействия загрузки с футеровкой сопро-
вождается целым рядом закономерностей и эффектов, кото-
рые могут проявляться как индивидуально, так и в некотором
коллективно-функциональном взаимодействии. При этом,
безусловно, действует принцип эмерджентности, когда со-
вместные действия ряда эффектов приводят к возникновению
новых закономерностей, к которым их раздельное действие
134
приведи не можо 1см не менее, авюр счиiuc 1 цс iccooopai-
ным рассмотрен, все эффеыы раздельно, i к. юлько при и-
ком рассмотрении можно да1ь оценку механизму действия
каждого эффекта и выяснить его физико-механическую сущ-
ность Поэтому ниже наиболее важные эффекты, явления и
закономерности рассмотрены в виде феноменологических
моделей, допускающих не только некоторый упрощенный
подход, но и построение корректных математических моде-
лей. О совместном проявлении всех отмеченных эффектов,
наблюдающихся на практике эксплуатации барабанных ша-
ровых мельниц и мельниц мокрого самоизмельчения с рези-
новой футеровкой, будем судить по косвенным признакам,
т.е по кинетике износа футеровки и морфометрическим ха-
рактеристикам ее поверхности разрушения.
3.4.2 Закономерность распределения
внутримельничной загрузки по
поперечному сечению барабана
Во вращающемся барабане стохастическое движение за-
грузки имеет сложный иерархический порядок распределения
частиц по крупности. Многие исследователи [7, 9, 29, 31, 37]
сходятся во мнении, что это распределение выглядит так. как
показано на рис. 3.36. Крупные куски материала и металличе-
ские шары находятся преимущественно в верхней части сег-
мента загрузки (рис. 3.36, б); на границе раздела фаз загрузка-
футеровка находится гидроподушка в виде пульпы с боль-
шим содержанием твердых частиц.
Следует подчеркнуть, что такая гидроподушка может
быть рассмотрена как некоторое «третье тело», состоящее
из пульпы и твердых частиц различной крупности и раз-
личных материалов: перерабатываемого материала и час-
тиц износа металлических шаров и резиновой футеровки. В
связи со сложным рельефом футеровки движение пульпы
является исключительно турбулентным, с наличием слож-
ных структурных образований, имеющих вихреобразное и
спиралевидное движение В турбулентном движении пуль-
135
ПЫ Bceiaa будут пу тьсирующне поля скоростей и давлений,
а и? всех структурных образований реально буду! осущест-
вляться лишь те, которые обладают минимальной диссипа-
цией анергии
Согласно законам гидродинамики движение всех твер-
дых частиц, находящихся в пульпе, будет направлено снизу
вверх за счет вертикальной компоненты скорости. При этом
скорость отдельных струй в структурных образованиях мо-
жет быть намного больше, чем средняя скорость сегмента
загрузки Именно движение таких скоростных струй потока
а - схема
б - в барабане мельницы МШЦ 5,5x6,6 с шарами диаметром 100 мм
Рис 3 36 Распределение внутримельничной загрузки по поперечному сечению
барабана
136
будет вызывать специфические разрушения резиновой футе-
ровки: «подмыв плит» и эрозийно-кавитационный износ.
Гидроподушка как временное структурное образование
(а вернее ансамбль рождающихся и гибнущих структурных
образований) не является устойчивой ни по форме, ни по
геометрическим размерам; в пульпе всегда будут находиться
изношенные металлические шары и крупные куски измель-
чаемого материала, поэтому сплошность гидроподушки будет
определяться по закону случайностей. Такая неустойчивость
будет зависеть как от турбулентного движения пульпы, так и
от неустойчивого движения барабана за счет эффекта пово-
ротной асимметрии (периодичность движения сегмента за-
грузки) и неравномерного (пульсирующего) вращения.
3.4.3 Явление детерминированного хаоса
Как уже отмечалось, движение внутримельничной за-
грузки в барабане мельницы обладает сложной иерархиче-
ской структурой с турбулентным движением пульпы и вихре-
образным пульсирующим движением загрузки; в целом про-
цесс движения носит стохастический и нелинейный характер.
Турбулентность как нерегулярное поведение нелинейной
системы непосредственно связана с детерминированным
многомерным хаосом и характеризуется сложным простран-
ственно-временным поведением.
В механике [80] под детерминированным хаосом пони-
мают нерегулярное или хаотическое движение, вызванное
нелинейностью среды, для которой динамические законы
движения однозначно определяют эволюцию во времени со-
стояния системы. В барабане мельницы будет наблюдаться
сдвиговая турбулентность пульпы, особенно на разделе фаз
пульпа-футеровка; при этом детерминированный хаос может
возникать в локальных областях сегмента загрузки.
Таким образом, движение внутримельничной загрузки
можно рассматривать как движение открытой системы,
имеющей большие отклонения параметров от равновесного
состояния, нелинейность основных характеристик и коопера-
швное поведение подсистем, ге поведение постоянно воз-
никающих в сегменте новых пространственно-временных
структур Такие структуры будут возникать в результате
влияния ряда взаимосвязанных межу собой факторов: турбу-
лентного движения пульпы; скольжения загрузки относи-
тельно футеровки и возникновению благодаря этому фрикци-
онных колебаний; большой диссипации энергии сегмента за-
грузки; поворотной асимметрии движения барабана в резуль-
тате несимметрично! о распределения загрузки и несовершен-
ства конструкции и.д. Форма структурных образований в
объеме мельницы может иметь определенную закономер-
ность в силу существования всеобщей формообразующей
тенденции (более подробно рассматривается ниже), а их раз-
меры будут изменяться по законам случайностей. Из всех
вновь образованных структур более устойчивыми будут те,
для которых будет соблюдаться принцип минимума диссипа-
ции. Следует подчеркнуть существенную роль диссипации в
динамике внутримельничной загрузки: диссипация лежит в
основе гидродинамических пульсаций загрузки и в основе
механизма формообразования сегмента загрузки; часть дис-
сипируемой энергии превращается в тепловую и нагревает
загрузку, что уменьшает вязкость пульпы и тем самым изме-
няет коэффициент скольжения, и негативно сказывается на
долговечности футеровки. Особенно следует отметить боль-
шую роль диссипации энергии во взаимодействии сегмента
загрузки с резиновой футеровкой: взаимное приспособление
потока и русла футеровки порождает определение гидромор-
фологических зависимостей, характеризующих как скорост-
ное поле потока в локальных областях, так и морфометриче-
ские характеристики рельефа футеровки. Из всех возможных
вариантов реализуются лишь те, при которых поток затрачи-
вает наименьшее количество энергии, т.е. диссипация энер-
гии системы должна быть минимальной.
Согласно Пригожину И. [82, 83] в таких неравновесных
системах, обладающих нелинейностью и большой диссипа-
цией, всегда существуют флуктуации, способные привести к
образованию новых ihhob cipvKixp и функциональпых i р><
зей, при )юм аволюция структуры определяется последова-
тельностью событий в соответствии со схемой.
Функция
В процессе экспериментальных исследований на лабора-
торной мельнице (диаметр 500 мм с прозрачной торцевой
стенкой) было установлено, что движение компактной зоны
сегмента внутримельничной загрузки в общем случае осуще-
ствляется по логарифмической спирали с полюсом в зоне ма-
лоподвижного ядра (рис. 3.37, а). При этом, и это хорошо
видно из экспериментальных наблюдений, само малоподвиж-
ное ядро не остается постоянным, а пульсирует с определен-
ной частотой, т.е. периодически изменяется и его объем, и его
форма, и его местоположение. По-видимому, в объеме мель-
ницы, в основном по длине, такое ядро также не будет устой-
а - по логарифмической спирали с по- б - с монодисперсоидом в зоне пяты
люсом в центре О отката
Рис 3 37 Движение загрузки в барабане (АВ - след компактной зоны)
чивым, а вследствие мощных пушсаций зшружи будут из-
меняться его форма и i еометрические размеры
Если рассматривать движение загрузки по логарифмиче-
ской спирали, то след ее наиболее четко проявляется на гра-
нице раздела фаз пульпа-футеровка. Этот факт может слу-
жить весьма важным аргументом в пользу утверждения
Д К. Крюкова [31-35] и его последователей [48, 44], что износ
рабочей поверхности металлической футеровки происходит
именно по логарифмической спирали. Для резиновой футе-
ровки, как это показано выше, износ по логарифмической
спирали является частным случаем.
Механика движения загрузки в зоне пяты откатка поми-
мо описанных в работах [55-61] свойств имеет еще одну важ-
ную особенность, установленную экспериментально: на сты-
ке загрузки и футеровки наблюдается мощное структурное
образование, вызванное турбулентным движением пульпы
(рис. 3.37, б). Согласно гидродинамике движения предельно-
насыщенных потоков [70-79] позади движущегося тела или
компактной системы твердых частиц всегда образуется про-
странство с пониженным давлением; разность давлений и оп-
ределяет динамическое движение такой системы. К тому же
сам турбулентный режим движения всегда сопровождается
образованием вихрей позади тела.
Это структурное образование, назовем его монодиспер-
соидом, обладает нестабильностью формы и размеров, ему
присуща неустойчивость движения. В объеме монодиспер-
соида находится пульпа, металлические шары и измельчае-
мый материал различной крупности; все это вместе благодаря
турбулентности находится в псевдосжиженном (кипящем)
состоянии. Квазиустойчивость формы и размеров монодис-
персоида в течение определенного времени определяется
скоростью движения барабана, степенью его заполнения, ве-
личиной скольжения загрузки относительно футеровки (ко-
эффициентом трения), вязкостью пульпы и рельефом футе-
ровки. Это структурное образование является одним из ос-
новных факторов разрушения резиновой футеровки, т.к.
140
именно в ею объеме металлические шары или кронные к>еки
измельчаемого материала непосредственно соприкасаются с
поверхностью футеровки, при этом сами шары имеют шпен-
сивное хаотическое движение. Поэтому в зоне контакта на-
блюдается различные виды нагружения резиновой футеров-
ки: удар, вдавливание и абразивно-усталостный износ. Такое
утверждение не противоречит исследованиям Д. Крюкова
[30-36] и П Малярова [50-61].
Явление детерминированного хаоса вместе с другими
эффектами (диссипация энергии системы, турбулентное дви-
жение пульпы, пульсационный характер движения барабана и
др.) лежит в основе волнообразного движения внутримель-
ничной загрузки (рассматривается ниже) и принципа локаль-
ного разрушения элементов футеровки. В массивных резино-
вых элементах (плиты, лифтеры) с неоднородным полем на-
пряжений накопления повреждений на поверхности и в объе-
ме будет также неоднородным. Поэтому при прочих равных
условиях (режим нагружения, внешняя среда и т.д.) место и
время появления очагов разрушения носит вероятностный
характер. В практике это выражается в виде неодинакового
износа рядом расположенных плит или лифтеров, в различ-
ных морфометрических особенностях поверхности разруше-
ния и различной долговечности до отказа [105].
3.4.4 Закономерность волнового движения
внутримельничной загрузки в барабане
Такая закономерность была установлена в шестидесятых
годах прошлого века. Многие исследователи отмечали, что
поверхность гладкой резиновой футеровки со временем ста-
новится волнистой, а русло приобретает вид речного узора.
Аналогичная закономерность наблюдалась и для металличе-
ских футеровок различной конструкции. Это дало повод для
проектирования футеровочных плит с такой поверхностью,
что при их укладке по диаметру мельницы наблюдалась вол-
на определенных размеров. В ряде случаев как, например,
141
при использовании футеровки илига-плита «Полимо» эго
давало положигельные результаты [101, 106]
В основе появления такой закономерности лежа! уже
отмеченные особенности движения за!рузки в барабане
мельницы: явления детерминированного хаоса, турбулент-
ное движение пульпы, нелинейность механических парамет-
ров загрузки, мощные пульсации пульпы, существенная
диссипация загрузки и т д. Важную роль играет также эф-
фект поворотной асимметрии движения барабана и пульса-
ционный характер его вращения; в результате этих воздей-
ствий нарушается симметрия волн и задается определенный
ритм речного узора.
Согласно законам гидродинамики (см. выше модель Ве-
ликанова) уже в силу одной турбулентности потока плоское
русло футеровки превращается в волнообразное. Если рас-
сматривать резиновую футеровку как гидродинамическую
форму (рис. 3.38), то согласно теории Буссинекса для водо-
слива с острым ребром максимум скоростей будет наблю-
даться у самого ребра. В этом случае изотахи (направляющие
потока) будут идти от дна, и загибаться кверху; донная ско-
рость уменьшается, а восходящее течение пульпы резко уве-
личивается. Максимальное значение донной скорости будет
наблюдаться на валу переката, т.е. торце лифтера или плиты.
Именно такое распределение скоростей и лежит в основе ме-
ханизма абразивно-усталостного износа плит и лифтеров ре-
зиновой футеровки (см. рис. 3.38, рис. 3.39)
При этом морфометрический рельеф футеровки будет
определяться, в том числе, и возникающей в потоке попереч-
ной циркуляцией, вызванной центробежной силой. На этот
важный факт, т.е. на то, что многие явления при движении
потока связаны с интенсивностью перемешивания за счет
пульсации скоростей, а именно это и наблюдается в барабане
мельницы, было указано в ранних классических работах Бус-
синекса.
Здесь следует отметить весьма важное обстоятельство,
в резиновой футеровке плита-плита (рис. 3.39) в силу осо-
142
1 - кривая естественного износа, 2 - барабан
Рис 3 38 Направляющие потока в резиновой футеровке плита-лифтер конст-
рукции «Полимет»
1
1 - кривая естественного износа, 2 - барабан
Рис 3 39 Направляющие потока в резиновой футеровке плита-плита конст-
рукции «Полимет»
бенностей конструкции турбулентность потока, а, следова-
тельно, и величины его скоростей, будут намного меньше,
чем в футеровке плита-лифтер. Это является одной из при-
чин более высокой долговечности этой футеровки. При
сравнительных испытаниях [105, 106] в идентичных услови-
ях предприятия «Олкон» на мельницах МШЦ 3,6x4,0 при
дезинтеграции железной руды футеровка плита-плита имела
наработку до отказа (13-н14)-103 ч, а футеровка плита-лифтер
0,58 103 ч. Производительность мельниц и выход исходного
продукта были идентичны.
Длительные промышленные испытания мельниц с рези-
новой футеровкой показали, что между структурной формой
турбулентности потока и морфометрическими особенностями
рельефа футеровки существует теснейшая связь Поток и фу-
теровка находятся в определенном взаимодействии и пред-
143
ставляю! собой некоторое единство двух взаимопротивопо-
тожных сторон одною и loro же явления, т.е., механическая
сущность процесса движения загрузки можег быть сведена к
взаимодействию потока и футеровки: поток управляет релье-
фом футеровки, а футеровка, в свою очередь, управляет пото-
ком. Такое взаимодействие происходит в некотором про-
странственно-временном континууме: влияние рельефа футе-
ровки непосредственно и очень быстро передается скорост-
ному полю, геометрическим формам и размерам структурных
образований потока. Обратное же влияние, т.е. влияние пото-
ка на формирование рельефа футеровки, осуществляется в
течение сравнительно длительного периода времени, опреде-
ляемого главным образом структурными особенностями по-
тока и механическими характеристиками футеровки. К тому
же, такое влияние не остается постоянным в течение дли-
тельного времени; благодаря износу в резиновой футеровке
изменяется и рельеф и геометрические размеры, а, следова-
тельно, будут изменяться и структурные особенности потока.
Таким образом, рельеф футеровки находится в опреде-
ленной зависимости от структуры потока и является в извест-
ном смысле отпечатком структурных образований его турбу-
лентности. Образующиеся при этом новые формы поверхно-
сти футеровки непосредственно связаны с пульсацией скоро-
стей и с линейной корреляцией между мгновенными скоро-
стями, определяющими масштаб этой турбулентности.
Такая взаимная приспосабливаемость потока и футеров-
ки в реальных условиях происходит в течение некоторого
времени, иногда несколько сот часов. Именно в это время на-
блюдается снижение производительности мельниц; после ус-
тановления определенного равновесия между футеровкой и
потоком мельница выходит на оптимальный режим работы.
В конечном итоге появляются такие гидроморфологи-
ческие характеристики потока и такой морфометрический
рельеф футеровки, при которых поток на преодоление всех
сопротивлений затрачивает минимум энергии или минимум
диссипации. Т.е. из всех возможных структурных образова-
144
ний потока реально осущесчвляюгся лишь те, для коюрых
наблюдается минимальное рассеяние энергии В установив-
шемся движении мельницы наблюдается именно такое
структурное образование потока, которое соответствует это-
му принципу (принцип Рэлея-Гельмгольца)
Отсюда вытекает непосредственная задача для конструк-
торов: необходимо выбрать такую геометрическую форму
резиновой футеровки, которая появляется с течением време-
ни в результате достижения некоторого гармонического рав-
новесия между потоком и рельефом футеровки. Некоторые
особенности такого выбора будут рассмотрены ниже.
Как видно, диссипация энергии играет существенную
роль, как в формировании морфометрического рельефа футе-
ровки, так и в формировании русла потока; она не только за-
дает размеры и симметрию волн футеровки, но и формирует
ритм речного узора. Рассмотрим примеры такого формирова-
ния для мельницы МШЦ 5,5x6,5 в условиях эксплуатации на
СП «Эрдэнэт».
В первом случае использовалась металлическая футе-
ровка (рис. 3.14) одноволнового типа с ребристой поверхно-
стью. В процессе эксплуатации рабочая поверхность футе-
ровки приобретала волновую форму (рис. 3.40); при этом на-
блюдалась четкая асимметрия волн (расстояние между вы-
ступами соседних волн отличалось на 10 % и более) и прак-
тическое отсутствие речного узора.
Во втором случае использовалась резиновая футеровка
плита-плита с нишами трапециевидной формы [103]. В про-
цессе эксплуатации рабочая поверхность футеровки приобре-
тала волновую форму (рис. 3.41); при этом также наблюда-
лась асимметрия волн и речной узор русла. Характерно, что
асимметрия волн (с уменьшением расстояния между высту-
пами примерно на 15 %) ритмично повторялась через 36°, т.е.
примерно через каждые неполные четыре плиты футеровки.
В принципе это свидетельствует, по крайней мере, о двух
145
iix |ьеапия\ ноюка первая имею а\ш пцуп порягка 12 и
вюрая - поря 1ка 36°
Как видно, меиллическая футеровка взаимодействовала
с потоком как упругое тело с незначительной диссипацией
знергии; отсюда четкая геометрическая симметрия волн
(асимметрия наблюдалась только в различии длины между
Волновой характер износа металлической футеровки е эффектом
асимметрии длин волн (а * b * с) и практически симметричным ха-
рактером волн по руслу
Рис 3 41 Волновой характер износа резиновой футеровки с эффектом асим-
метрии длин волн (а > b > с) и речным узором русла
146
выступами волн) и oicjiciBiie речною узора Резиновая фу-
теровка как вязкоупругая сильно диссипативная среда более
гибко реатпровала на турбулентный поток; отсюда не только
асимметрия волн, но и определенный ритм речного узора Все
это подтверждает наличие эффекта гидроподушки на разделе
фаз загрузка-футеровка с мощной турбулентностью потока, с
вихреобразным спиралевидным движением пульпы Несмот-
ря на вероятностную природу возникновения и угасания
пульсаций, появление и i ибель структур, движение сегмента
загрузки, тем не менее, подчиняется некоторой строгой зако-
номерности, некоторой динамической асимметрии, прояв-
ляющейся в определенной формообразующей тенденции Та-
кая тенденция существует в пространственно-временном кон-
тинууме и ее проявление, безусловно, должно выражаться
через универсальные постоянные (ниже это рассматривается
более подробно). Параметры такого объемно-пространствен-
ного процесса трудно определить экспериментально и они
проявляются лишь в форме вторичных структурных образо-
ваний, т.е. отпечатков на поверхности футеровки; волн, реч-
ного узора и других морфометрических особенностей.
3.4.5 Эффект фрикционных колебаний загрузки в
барабане мельницы
Этот эффект на протяжении более чем полувека иссле-
довался рядом авторов [30-36, 62-64, 68, 69]. В качестве ос-
новного информативного показателя использовалась величи-
на колебаний крутящего момента на валу приводного двига-
теля мельницы. Полученные экспериментальные результаты
подтвердили существование фрикционных колебаний в зоне
контакта загрузка-футеровка. На основе этих результатов бы-
ли построены физические и математические модели автоко-
лебаний сегмента загрузки [31, 34] или только подвижного
центрального ядра [62] вокруг центра масс. Как видно, ин-
терпретация результатов исследований у цитируемых авторов
была совершенно различной. Причины такого разногласия
следующие.
147
1 Процесс движения загрузки являемся многомерным,
сюхастическим и нелинейным, в моделях авюров эти осо-
бенности учтены совершенно недостаточно
2 Выбранный информативный показатель (момент на
валу двигателя) является интегральной оценкой динамики
мельницы и может лишь частично отражать природу фрикци-
онных колебаний в зоне контакта.
3 . Фрикционные колебания даже при самом упрощенном
моделировании трудно поддаются экспериментальным ис-
следованиям, к тому же в мельнице они носят существенно
неустойчивый характер.
4 . Физическая модель Крюкова, основанная на эффекте
скольжения загрузки относительно футеровки, по мнению
автора наиболее полно отражает современные представления
об автоколебательном процессе в зоне контакта.
Рассмотрим некоторые особенности этого процесса. В
барабане в условной точке А (в реальных условиях в опреде-
ленной области по длине мельницы) будет действовать сила
трения F, стремящаяся сместить сегмент загрузки в сторону,
противоположную собственному вращению барабана. Необ-
ходимое для появления силы трения давление обеспечивается
центробежной силой. В теории колебаний [84-86] такие сис-
темы относят к неконсервативным (открытым) нелинейным
самовозбуждающимся системам или к так называемым авто-
колебательным системам В таких системах стационарные
незатухающие колебания поддерживаются за счет энергии,
которую система получает от источников не колебательного
характера. При этом действующие на систему внешние силы
(в рассматриваемом случае это движение сегмента загрузки)
не являются вынуждающими силами в принятом смысле это-
го термина, так как они не заданы в виде явных функций вре-
мени, а управляются непосредственно движением барабана.
Отличительной чертой автоколебательного процесса является
независимость его амплитуды и частоты от начальных усло-
вий; компенсация потерь осуществляется за счет внешнего
источника энергии, т.е. вращения барабана.
148
Если пре icidBiiгь динамике движения барабана с зшруз-
кои в виде ав!«колебательной споемы с одной с гоненью сво-
боды (совершенно идеализированная моде гь), ю ее движение
можно описать дифференциальным уравнением вида
x + co~x + 2hx = F(x,x)
или
x + ^x = F(x, x)-2hx = j(x.x),
где ~ = &>02, — = 2/т;
т т
к - жесткость упругой сиаемы,
b - коэффициент внутреннего трения;
F(x,x) - вынуждающая сила.
Решение уравнения достаточно сложное даже для самых
простых случаев [84-87]. В реальных мельницах движения
загрузки носит стохастический нелинейный характер; с уче-
том поперечной циркуляции, крупномасштабных пульсаций
полифазной среды и турбулентного движения пульпы загруз-
ка имеет п степеней свободы, что существенно усложняет ма-
тематическую модель. Поэтому корректное решение такой
системы, особенно при наличии весьма ограниченной экспе-
риментальной информации, на сегодняшний день вряд ли
представляется возможным.
Для практики более необходимым является исследова-
ние устойчивости такой системы и возможность управления
автоколебательным процессом [68]. Наиболее подходящими
для этого, как следует из уравнения, является жест костные и
диссипативные характеристики системы, в целом определяе-
мые свойствами пульпы. При линейной зависимости трения
состояние равновесия системы неустойчиво и малые началь-
ные возмущения вызывают нарастающие колебания; в нели-
нейной системе (например, при кубической характеристике
трения) благодаря значительной величине диссипации энер-
гии рост колебаний станет замедляться, и амплитуда колеба-
ний будет стремиться к некоторому постоянному значению
При стохастическом нелинейном процессе амплитуда будет
149
колебаться вокруг некоторого среднего значения, при этом
флуктуации будут определяться структурными особенностя-
ми среды Т.е в мельнице с наличием сильно диссипативной
среды (в основном за счет пульпы с повышенной вязкостью)
автоколебательный процесс будет носить квазиустойчивый
характер, потеря устойчивости будет происходить по вероят-
ностным законам.
В барабанных мельницах колебательный характер дви-
жении сегмента внутримельничной загрузки имеет важное
значение, как для процесса дезинтеграции измельчаемого ма-
териала, 1ак и для долговечности резиновой фу!еровки
Именно это! процесс в сочетании с турбулентным движением
монодисперсоида, поворотной асимметрией барабана и пуль-
сирующими движениями пульпы определяют кинетику изно-
са резиновой футеровки и рельеф ее рабочей поверхности.
Вместе с тем, несмотря на усилия многих исследовате-
лей не существует не только сколь-нибудь приемлемой для
расчетов математической модели, но даже физические явле-
ния, наблюдаемые экспериментально в зоне контакта не по-
лучили удовлетворительного объяснения и зачастую у разных
авторов носят довольно противоречивый характер.
Тем не менее, факт существования автоколебательного
процесса загрузки доказан экспериментально в ранних рабо-
тах Д.К. Крюкова [30, 31] и позже другими исследователями
[62-64, 68, 69]. Для мельниц МШЦ 5,5x6,5 («Эрдэнэт», дезин-
теграция полиметаллических руд; шары диаметром 80 и
100 мм, резиновая футеровка плита-плита «Полимет») период
квазиустойчивых автоколебаний был в пределах 2-4 мин; ам-
плитуда малых пульсаций была в пределах 10-12°, больших
72°±2; по-видимому, есть и другие пульсации, однако экспе-
риментальное подтверждение их существования весьма за-
труднительно. Так, выше отмечалось, что характер износа
плит свидетельствует о наличии пульсации с амплитудой 36°
(см. выше).
150
Ниже )ia эксперимепильная информация использова-
лась при определении ошимальпых размеров футеровоч-
ных плит
3.4.6 Эффект кавитационно-эрозионного
разрушения резиновой футеровки
Известно [107], что вязкоупругие материалы, обладаю-
щие высокими диссипативными свойствами, хорошо проти-
востоят кавитационной эрозии Независимые эксперимен-
тальные исследования по кавитационному износу резиновой
футеровки не проводились, и настоящую модель следует
рассматривать как теоретическую предпосылку Основанием
для такой модели явились отмеченные выше структурные
образования на поверхности разрушения футеровки в виде
полусферических микроскопических повреждений, которые
не присущи ни абразивно-усталостному, ни ударно-
абразивному износу. Их появление, по-видимому, связано с
кавитационной эрозией.
Как уже отмечалось, на разделе фаз пульпа-футеровка в
турбулентном потоке возникают большие скорости движе-
ния жидкости, которые приводят к возникновению явления
кавитации. Для металлов это явление изучено достаточно
хорошо, для полимеров и резин сведения весьма ограниче-
ны. Известно [88-91], что при потере устойчивости кавита-
ционного пузыря возникает ударная волна большой силы,
которая вызывает на поверхности твердого тела микроско-
пические повреждения полусферической формы. При иссле-
довании повреждений металлов в кавитационной зоне [88,
89] схема разрушения кавитационных пузырей была сле-
дующей: на первом этапе наблюдалось сжатие сферического
пузыря (рис. 3.42) до потери им устойчивости; впоследствии
пузырь разрушался под действием втекающей в него струи
жидкости, имеющей форму клина. При этом разрушение по-
верхности твердого тела происходило вследствие динамиче-
ского влияния струи жидкости, образующейся при разруше-
нии кавитационного пузыря.
151
Процесс
повреждения поверхно-
с!и твердою юна при
разрушении кавитацион-
ных пузырей является
весьма сложным и во
многом зависит от поло-
жения пузыря по отно-
шению к поверхности,
т е. имеется ли прямой
контакт или пузырь не
контактирует с поверхно-
стью. При контакте пу-
зыря с поверхностью фу-
теровки на резину будет
действовать давление,
возникающее при сжатии
пузыря и динамическое
воздействие струи жид-
кости, образующейся в
Рис 3 42 Схема разрушения кавитацион-
ного пузыря, контактирующего с
поверхностью резины
момент разрушения пузыря; если контакт отсутствует, то
поверхность футеровки подвергается только динамическому
воздействию струи жидкости.
Если импульс давления превышает предел прочности ре-
зины, то на поверхности футеровки образуется каверна полу-
сферической формы: в начальный момент времени волна Рэ-
лея вызывает сжатие локального объема резины, а впоследст-
вии образующаяся волна сдвига приводит к формированию
напряжений растяжения, благодаря действию которых на пе-
риферии каверны возникают микротрещины. Воздействие
большого числа импульсов давления приводит к разрушению
поверхности футеровки и к появлению продуктов износа в
виде микрочастиц материала; крупность этих частиц будет
зависеть от уровня внешних воздействий, прочности резины
и ее диссипативных свойств.
|>2
Испошзуя линейную теорию након юния повреждении,
для оценки кавитационно-эрозионной сюйкосзи мащриала
можно использовать выражение вида [4].
к - число микротрещин в кольцевой зоне эрозионного
кратера;
т - показатель степени при напряжении в уравнении
макроусталости материала;
р- коэффициент Пуассона;
dc - диаметр капли жидкости в кумулятивной струе;
гТ- протяженность пластической зоны в вершине тре-
щины;
<те - нормальное напряжение от действия микроударов;
р- среднестатистическое давление микрогидроудара.
Это полуэмпирическое выражение было получено для
металлов; трудность его использования в практике очевидна,
и связана, прежде всего, с достоверным определением пара-
метров. Весьма важным является то обстоятельство, что от-
носительная кавитационно-эрозионная стойкость материала
непосредственно связана с относительной поверхностной
долговечностью. Поэтому все факторы (такие как многократ-
ное вдавливание и микроудары металлических шаров и кус-
ков руды о футеровку, абразивно-усталостный износ ее и
т.д.), влияющие на поврежденность поверхности резины, без-
условно, будут влиять и на ее кавитационную стойкость.
В качестве критерия кавитационно-эрозионной стойко-
сти материалов можно использовать также критическую
плотность мощности деформации WKp [89]. В этом случае
справедливо соотношение
W,rd-Ey,Vv,
153
ie A,.., - уде ншая шер! осмкоыь маюриала к момсту ею
разрушения,
I кр - криз ическая скорое гь микроударов, сооз ветел ву ю-
щая разрушению резины
Для металлов в [2, 4] получено выражение, связывающее
относительную стойкость материала при кавитационном из-
носе с их твердостью по Бринелтю, т е
I де Е - модуль упругости материала;
к] - коэффициент пропорциональности.
В основу этот о выражения положена известная экспери-
ментальная зависимость между критической скоростью удара
и пределом прочности материала. Для резины такая зависи-
мость также справедлива, однако показатель степени при па-
раметре твердости и значения коэффициента Л| могут отли-
чаться и требуют определения при непосредственных экспе-
риментальных испытаниях.
Следует отметить, что роль кавитационной эрозии в об-
щем механизме разрушения футеровки на первом этапе ее
эксплуатации, по-видимому, незначительна, о чем свидетель-
ствует кинетика разрушения резины (рис. 3.19) в координатах
«относительный износ - время»; в дальнейшем для ослаблен-
ного материала с критическим уровнем поврежденности она
может играть более значимую роль. Важным при этом явля-
ется следующее: кавитационно-эрозионный износ способст-
вует локальному разрушению поверхности футеровки, повы-
шению ее поврежденности в тонком слое, и тем самым
уменьшает поверхностную прочность. Долю его участия в
общем механизме разрушения футеровки на сегодняшний
день определить весьма затруднительно.
3.4.7 Эффект самофутеровки в барабанных
мельницах
Уже в ранних работах [31, 34] отмечалась положитель-
ная роль этого эффекта. Под ним обычно понимался такой
154
характер взаимодействия icxhojIoi ическои загрузки и фу iе-
ровки, когда в зоне кошаки образовывался слой измельчен-
ного материала и ги специально размещались металлические
шары, благодаря которым футеровка была защищена от ин-
тенсивного износа и ударных нагрузок С этой целью элемен-
ты футеровки конструктивно выполнялись со специальными
углублениями или, как в случае конструкции плита-плита, со
специальными нишами; в эти углубления и ниши забивались
шары или куски руды, которые, собственно говоря, и явля-
лись защитным слоем В ряде случаев применялись специ-
альные конструкции футеровки; примером может служить
магнитная футеровка [101] в которой на поверхности созда-
вался защитный слой, удерживаемый благодаря магнитным
свойствам железной руды.
Несмотря на широкую известность эффекта самофуте-
ровки и прямые доказательства его существования [7, 9, 31,
101] роль этого явления в общей динамике мельницы изучена
совершенно недостаточно. Экспериментально установлено,
что в мельницах с резиновой футеровкой плита-плита ис-
пользование шаров диаметром 40 мм для самофутеровки по-
зволяет на 10-15 % увеличить производительность (по срав-
нению с металлической футеровкой); установлено также, что
использование шаросортирующей металлической футеровки
(позволяет распределить шары по крупности вдоль барабана
мельницы, сосредоточив крупные шары в загрузке, а мелкие в
конце) повышает эффективность измельчения без снижения
срока службы футеровки [103]. Однако даже применение
специальных конструкций с целенаправленным использова-
нием эффекта самофутеровки не позволяет со всей уверенно-
стью утверждать, что долговечность футеровки при этом уве-
личивается именно благодаря защите поверхности от интен-
сивного износа и ударных нагрузок. В области контакта су-
ществует мощное турбулентное движение пульпы, которое
не позволит защитному слою (рудная постель по классифи-
кации [31]) длительное время удерживаться на поверхности
футеровки Что же касается использования шаров для само-
футеровки, то в технологическом аспекте их роль, безуслов-
но, положительна.
Рассмотрим два характерных примера. Первый относит-
ся к мельницам мокрого самоизмельчения; в этих мельницах
между лифтерами забиваются крупные куски руды
(рис. 3.25), коюрые удерживаются определенное время и вы-
полняют роль защитных элементов. Однако такой эффект яв-
ляется эпизодическим и говорить о явлении самофутеровки
весьма трудно, скорее можно говорить о локальных проявле-
ниях этого явления.
Второй пример относится к резиновой футеровке шаро-
вых мельниц при использовании плит с нишами (рис. 3.24),
в которые при движении барабана забивались шары
(рис. 3.22, а); в практике это, как правило, шары диаметром
40 мм. Верхний шар удерживался в нише при условии, что
не менее 2/3 его объема находилось в резиновом массиве.
Более крупные шары диаметром 60 мм и более скользили по
резиновой футеровке и при вдавливании или ударных на-
грузках могли занимать положение, такое как на рис. 3.22, в
и создавали при этом дополнительные напряжения в резине.
Помимо этого шары создавали дополнительную турбулент-
ность, т к. увеличивалась шероховатость рельефа футеровки;
в какой-то мере на определенном промежутке времени они
защищали резиновую футеровку от абразивного износа. В
дальнейшем, когда изношенный шар покидал нишу, остава-
лось полупространство футеровки с ослабленным материа-
лом за счет большой концентрации напряжений на кромках
ниши. Поэтому говорить о исключительно положительном
эффекте системы шар-ниша затруднительно. Одно остается
бесспорным и подтверждено практикой: эта система позво-
ляет на 10-15 % увеличить производительность мельницы, о
чем сообщалось выше. Периодический осмотр резиновой
футеровки мельницы показал, что при скольжении загрузки
относительно футеровки шары оставались в нишах вплоть
до 35-40 %-го износа по диаметру (рис. 3.22, б). Это свиде-
тельствует о том, что в зоне контакта отсутствовали боль-
156
nine сдвиговые и ударные нагрузки. способные изв ючь шар
из ниши, те. в пульпе практически отсутствовали крупные
куски изме питаемого материала п мшаллические шары. Об
ном свидетельствусг также и характер разрушения шаров -
абразивный износ, дающий падкую поверхность разруше-
ния По мере износа футеровки изношенный верхний шар
покидал нишу и ею место занимал следующий шар. Такое
сцен leniic тел и разрыв связей между ними, совместность
конфигурации при их размещении, перемещение шаров и
деформация резиновой футеровки, обьединсние и разьеди-
нение их движений происходили в пространстве и времени
Рассмотрим магематическую моде >ь взаимодействия
металлических шаров с резиновой футеровкой Основой та-
кого моделирования является преобразование связности, ба-
зирующееся на топо югических операциях, объединения и
разъединения твердых тел [92-95]. Преобразованию связно-
сти можно придать конкретное выражение, если операции
объединения и разъединения выполнять над силами и пере-
мещениями твердых тел, что в конечном итоге приведет к
преобразованию их деформирования и жесткостных характе-
ристик. Объединить и разъединить два тела в принципе озна-
чает построение новой конфигурации, геометрия которой оп-
ределяегся не только геометрией составляющих элементов,
но и требованиями, накладываемыми на операцию объедине-
ния и разъединения. Т.е. при объединении тел А и В (напри-
мер, шар и футеровка) будет получен объект АВ, который
имеет более сложную структуру, чем составляющие его тела.
Границей этого объекта являются: в случае деформации тела
В некоторая площадка, если тело В не деформируегся, то гра-
ницей будет либо точка, либо окружность.
Рассмотрим геометрическую сторону движений - топо-
логию евклидового пространства и пространственное разме-
щение тел, наделенных топологической структурой, допус-
кающей преобразование связности, совместность конфигура-
ции при размещении, деформируемость одного из тел, их
объединение и разъединение При этом под движением и де-
формированием твердых iea будем понимать некий процесс,
протекающий в пространове и времени, т е в каждый мо-
мент времени возникает ситуация, определяющая расположе-
ние и конфигурацию тел в пространстве Е3. Пространство Ез
- это аффинное пространство над Из, где Е3 - эвклидово
векторное пространство трех измерений.
При размещении тополо! ических объектов в простран-
стве Е; обычно вводятся некоторые ограничения, сужающие
область действия операций объединения - разъединения
твердых тел. В рассматриваемом случае, например, металли-
ческие шары метут контактировать между собой только точ-
ками, а контакт шара и деформируемой резиновой футеровки
будет в виде некоторой плоскости. При этом весьма важным
для дальнейших расчетов напряженно-деформированного со-
стояния резины является именно форма контакта: с металли-
ческой футеровкой контакт шара будет в точке или по ок-
ружности, а с резиновой футеровкой контакт будет либо в
виде эллипса при взаимодействии шара с плоскостью, либо в
виде кольцевой площадки в случае контакта шар-ниша.
Пусть имеются два тела: шар радиусом R и упруго-
вязкое полупространство с углом а и глубиной h (рис. 3.43).
1э8
В сны емс коортииа! 2 ми те ia мо/кно оньсал. с юдую-
щими неравенствами
2 - к. ~ =- ctg«Y v + 1 \
PaccxioipuM частные примеры взаимодействия двух гея
метал.птческо! о шара, как недеформируемого тела, и футе-
ровки
Пример 1. Взаимодейснзие шара и металлической неде-
формируемои футеровки I ели шаметр шара меньше макси-
мальною размера ниши, i с А’ < h\.ga secor, то ус ювием со-
вместности рассматриваемых тел будет неравенство
H>Rcoseca При а ~ — H>R и. следовательно,
Н г Acoseca.
Для рассматриваемого взаимодействия можно записать
[ z = etg ajx2 + v2;
[ v + v2 + (z - Rcoseca)2 = R2
Отсюда можно найти линию контакта - уравнение ок-
ружности радиусом Rcosa.
Пример 2. Взаимодействие металлическою шара и рези-
новой футеровки. В этом случае под действием технологиче-
ской загрузки шар внедряется в упруго-вязкое полупростран-
ство, которое деформируется па определенную величину, за-
висящую от величины давления и физико-механических ха-
рактеристик резины. Здесь возможны два варианта. В первом
контактом является окружность радиусом Rcosa', во втором -
это площадка шириной А и радиусом A|Cosec<zi, где А|, сц со-
ответствуют степени деформации резины.
Пример 3. Если радиус шара намного больше макси-
мального радиуса полупространства, т.е. R > htga-seca, то ус-
ловием совместности тел служит неравенство
Н > h + Jr2 - lr tg2 a . В эюм случае контактом является
кромка коническою углубления
Для металлической футеровки это будет окружность,
для резиновой - некоюрая кольцевая плеща тка
Полученные резулыаты moi у г быть использованы в
дальнейшем при определении напряженно-
деформированного состояния резиновой футеровки от удар-
ных нагрузок и вдавливания, а также при выборе геометриче-
ских размеров ниш
3.4.8 Эффект абразивно-усталостного износа как
доминирующего механизма разрушения
резиновой футеровки
В работах [2-9, 30-36] рассматривалось две причины
разрушения футеровки; вследствие ударных натрузок от па-
дающих шаров и абразивного износа вследствие скольжения
загрузки. Д.К Крюков [30, 31] полагал, что для металличе-
ских футеровок превалирующим является износ, а удар ш ра-
ем второстепенную ро н> С этим утверждением, по-видимому,
можно согласиться Однако для резины в отличие от металла
помимо износа важную роль будет играть также удар (осо-
бенно для мельниц больших диаметров) и вдавливание круп-
ных кусков материала и шаров в футеровку Основным же
механизмом разрушения резиновой футеровки следует счи-
тан, абразивно-усталостный износ Длтельная практика экс-
птуатации резиновых футеровок свидетельствует о том, что
более правильным следует считать наличие в зоне контакта
всех трех механизмов нагружения удара, вдавливания и аб-
разивного износа Поэтому будет наблюдаться ударно-
абразивно-усталое I ное разрушение резины В дальнейшем
будем использовать общепринятый термин «абразивно-
усталостный износ», хотя известно, что при длительной экс-
плуатации резиновой футеровки (2-3 года) доминирующим
все же является усталостный механизм разрушения с явными
160
Пробег шины, гыс. км
Время работы футеровки
1 - крупногабаритные шины автомобилей в условиях карьера, 2 - резиновая
футеровка плита-плита на мельнице МШЦ 5,5x6,5
Рис 3 44 Кинетика износа футеровки
признаками временных изменений физико-механических па-
раметров резины за счет эффектов старения.
На рис. 3.44 для сравнения приведена кинетика износа
резиновой футеровки [103] в мельнице МШЦ 5,5x6,5 («Эрдэ-
нэт», дезинтеграция полиметаллических руд, шары диамет-
ром 80 и 100 мм, футеровка плита-плита «Полимет») и круп-
ногабаритных шин большегрузных автомобилей в условиях
карьеров АК «АЛРОСА» [96]. Кривая 1 относится к абразив-
но-усталостному износу шин с явным преимуществом имен-
но абразивного механизма вследствие взаимодействия про-
тектора шины с абразивным дорожным покрытием. Как вид-
но инкубационный период накопления повреждений практи-
чески отсутствует, износ начинается сразу же после контакта
с дорогой, между износом протектора и пробегом автомобиля
устанавливается линейная зависимость. Кривая 2 относится к
износу резиновой футеровки: до точки А наблюдался также
абразивный механизм износа и линейная корреляция со вре-
менем наработки; в дальнейшем вследствие накопления уста-
161
постных повреждении в массиве резины механизм износа
стал усталостно-абразивный, а зависимость A/?/h(t) приобрела
явно нелинейный характер.
Таким образом, можно считать, что в мельницах сущест-
вует одновременно три вида износа: ударный, абразивный и
усталостно-абразивный; доля участия каждого из них опреде-
ляется параметрами движения мельницы, структурными осо-
бенностями загрузки и физико-механическими характеристи-
ками футеровки. Следует также отметить, что износ от кави-
тационной эрозии на линейном участке, по-видимому, был
незначителен: вследствие недостаточной изученности этого
явления роль его в общем механизме разрушения на сего-
дняшний день остается неясной.
3.4.9 Модель барабанной мельницы на основе
универсальных принципов
формообразования
В основу этой модели положены следующие фундамен-
тальные и экспериментальные обобщения.
Фундаментальные обобщения.
1. Современная физика полагает, что в основе матери-
ального мира лежит принцип симметрии; все физические
взаимодействия представляют собой проявление единого
фундаментального взаимодействия, а симметрия служит ос-
новой этих взаимодействий.
2. Материальный мир имеет определенную «чувстви-
тельность» к числовым значениям универсальных постоян-
ных, т.к. все его особенности определяются именно размера-
ми этих постоянных.
Экспериментальные обобщения.
1. В процессе лабораторных и промышленных испыта-
ний установлено [4, 5, 31, 34, 55, 58], что движение загрузки в
барабане мельницы носит характер пульсаций. При этом ус-
ловно можно видеть, по крайней мере, две основные пульса-
ции: малая пульсация имела угол колебаний примерно 1/3 а =
12° и соответствовала длине идеальной волны движения за-
162
1рузки, большая пульсация соответствовала ушу колебании
примерно 2а = 72°
2. Движение загрузки (в ряде случаев только части ее)
имело спиралеобразную вихреподобную форму; этот эффект
характерен для всех барабанных мельниц с наличием пульпы
[7, 67].
3. На границе раздела фаз пульпа-футеровка гидродина-
мическое движение пульпы носило пульсирующий, волновой
характер; при этом длина волны зависела от диаметра бара-
бана, конструкции футеровки механических характеристик
технологической загрузки, объема пульпы и т.д. [105].
Все эти закономерности движения загрузки в барабан-
ных мельницах были обнаружены не как случайные прояв-
ления конструктивных или технологических особенностей.
В мельницах различной конструкции с металлической и ре-
зиновой футеровкой они повторялись с завидной последова-
тельностью, что свидетельствует о существовании некоторо-
го универсального отношения, характеризующего переход
от неустановившегося (неупорядоченного, хаотического)
движения сегмента загрузки к некоторому квазиупорядо-
ченному (квазиустановившемуся) движению, когда на опре-
деленном промежутке времени устанавливается новое ус-
тойчивое структурное образование. Безусловно, такое
структурное образование существует недолго и через корот-
кий промежуток времени сменяется другим, с несколько от-
личной структурой; здесь следует подчеркнуть, что по фор-
ме многие структурные образования повторяются, и это дает
возможность говорить о появлении во времени и простран-
стве самоподобных структур.
Известно [97-99], что такие универсальные отношения,
характеризующие геометрическую форму и динамику ее раз-
вития, обычно связывают с законами формообразования, в
основе которых лежит принцип золотой пропорции. Этот
принцип основан на законах механики (прежде всего на зако-
нах минимума энергии, диссипации, энтропии и т.д.) и хоро-
шо известен в архитектуре и технике. Существует пять ос-
163
новных принципов формообразования це юсшоыь, симмет-
рия, пропорции, ригм и главное в целом Эти принципы на-
ходят отражение в формообразующей тенденции материаль-
ною мира - динамической симметрии относительно геомет-
рической формы и движения любой системы, т.е. они, высту-
пают в виде законов формообразования и позволяют соблю-
дать закономерность и системность; объединяющим началом
является пропорция золотого сечения.
Обобщая известные данные о формообразовании мате-
риального мира [97-99], можно сделать следующие выводы:
• золотое сечение (золотое число 1,618 - гармоническое де-
ление отрезка на неравные части, при которых весь отрезок
так относится к большей части, как сама большая часть от-
носится к меньшей) отображает математически своеобраз-
ную ритмичность функциональных структур; соблюдение
правил золотого сечения позволяет создавать системы наи-
более совершенные в структурном и функциональном
смысле;
• числа Фибоначчи математически выражают принципы
развития, связаны с общим законом сохранения энергии и
характеризуют тенденции к оптимальному функциониро-
ванию систем, т.е. к такому функционированию, когда
соблюдаются принципы отбора по минимуму энергии, эн-
тропии и т.д.
• принцип золотой симметрии выражает стремление любой
системы к самоорганизации, к упорядочению;
• логарифмическая спираль с модулем ф (золотая спираль, в
которой от начала все последующие шаги увеличиваются в
пропорциях золотого сечения; отношение чисел 0,618:0,382
дает непрерывное деление отрезка прямой в золотой про-
порции, обозначается как модуль ф) является проявлением
закона гармонического возрастания пульсаций в системе.
Используем эти фундаментальные положения для по-
строения модели движения технологической загрузки в бара-
бане мельницы. В этом случае золотую пропорцию как уни-
164
перса ii.iioc 01ношение паибо ice щ iccooupa jiio \claiioini11>
между условным значением динамически! о радиуса движе-
ния за1рузки (максимальным значением радиуса барабана
до верхней границы плит футеровки для системы «плита-
плита» и значением радиуса до верхней границы резиновых
плит в системе «плита-лифтер») и длиной естественной вол-
ны износа. Конструктивно длина такой волны должна соот-
ветствовать расстоянию между центрами лифтеров или плит.
Для создания динамически совершенной системы, ис-
пользующей минимум энергии, необходимо, чтобы геомет-
рические размеры барабана мельницы (в основном внутрен-
ний диаметр) и шаг укладки элементов футеровки подчиняясь
основному формообразующему принципу, в данном случае
принципу золотого треугольника (рис. 3.45, а) с а = 36°. В
таком треугольнике отношение ав к ас равно 0,618, что соот-
ветствует рациональному числу Фибоначчи (V? -1)/ 2. При
а - золотой треугольник (а = 36°)
Рис 3 45 К выбору параметров футеровки
165
)юм числа Фиооначчи / „ опредс 1яю1ся как
Fn^=F, + Fn_t, Fo=O; F, = 1, и = 0,1,2,3.. .
для которых
При и —> со уравнение (3.1) дает F = —-—; это число
известно как золотое среднее, его можно определить при зо-
лотом сечении отрезка вс, т.е.
F = — = * = 0,61 80339.
be ab 2
Следует отметить, что угол малой пульсации загрузки
соответствует ja = 12°, большой - 2а ='12°. По-видимому,
может существовать и средняя пульсация с а =36°; однако
современными методами исследований обнаружить ее весьма
затруднительно и, прежде всего, вследствие неустойчивости
колебательного движения. О ее существовании свидетельст-
вует волновой характер износа футеровки (см. выше).
Если принять такую концепцию, подтвержденную экс-
периментально, то для мельниц при идеальной модели соот-
ношение между динамическим радиусом движения загрузки
Rg и длинной естественной волны износа можно выразить не-
которым условным треугольником (рис. 3.45, б) с углом
<р = \а = 12°. Сторона оа соответствует Rg, а сторона ав - дли-
не естественной волны, т.е. шагу укладки элементов футеров-
ки. В этом случае справедливо соотношение
^=kRg = 0,2126^,
k = ехр(-//),
(3-2)
где: £ф - длина естественной волны износа футеровки;
к - коэффициент корреляции;
<7„ - диаметр барабана мельницы,
/6 - коэффициент взаимодействия загрузки с футеровкой,
некоторая постоянная.
Коэффициент корреляции характеризует отклонение ме-
ханического поведения реальной мельницы от идеальной мо-
дели. В принципе он характеризует все особенности взаимо-
действия внутримельничной загрузки с футеровкой, т.е.
структурные образования в загрузке и ее пульсацию, турбу-
лентное движение пульпы, поворотную асимметрию движе-
ния барабана, неравномерность подачи воды и сырья в бара-
бан и т.д.
Коэффициент корреляции определяется опытным путем
и для большинства рассматриваемых мельниц является ли-
нейной функцией диаметра барабана (рис. 3.46).
Следует также отметить, что в реальных условиях экс-
плуатации мельниц радиус движения загрузки не остается
постоянным; по мере износа футеровки и уменьшения ее вы-
соты он увеличивается.
Параметры естественной волны движения загрузки так-
же являются величинами стохастическими и зависят от мно-
гих конструкционных и технологических факторов, прису-
щих мельнице, футеровке и загрузке. Поэтому волна износа
Рис 3 46 Зависимость коэффициента корреляции от диаметра барабана
167
метру барабана, г1 по длине мельницы ее морфоло! ия напо-
минает речной узор [105] В связи с этим коэффициенту
корреляции к и придается смысл интегральной оценки всего
спектра функциональных особенностей взаимодействия за-
грузки и футеровки.
В целом уравнение (3.2) позволяет на стадии проектиро-
вания установить оптимальный шаг укладки элементов футе-
ровки в соответствии с принципами универсального формо-
образования, т.е. с такими принципами, которым соответст-
вуют гармоническому соотношению между геометрическими
размерами элементов мельницы (размеры барабана и футе-
ровки) и динамическими параметрами движения загрузки.
При этом, безусловно, должно соблюдаться одно из основных
требований, при выполнении мельницей функционального
назначения по дезинтеграции материалов износ элементов
футеровки ее, а, следовательно, и их долговечность, должны
быть оптимальными. Речь идет именно об оптимальной дол-
говечности, т.к. для одной мельницы невозможно разрешить
два важных противоречия. Первое связано с тем, что для мак-
симального выхода исходного продукта требуется интенсив-
ная технология, а значит, и более активное взаимодействие
загрузки с футеровкой, что приводит к ее существенному из-
носу; второе противоречие связано с качеством футеровки и,
следовательно, с экономическими проблемами.
Поэтому в практике стараются найти оптимальное ре-
шение; вопросы долговечности элементов футеровки и их
надежное функционирование при этом являются приори-
тетными.
Рассмотрим конкретные примеры.
Пример 1. Определим длину естественной волны износа
в мельнице ММС 105x54 Сызраньского завода в условиях
эксплуатации АК «АЛРОСА» при дезинтеграции алмазосо-
держащих руд: резиновая футеровка типа плита-лифтер «По-
лимет» имела следующие параметры Rg= 5,1 м, длина естест-
венной волны износа, наблюдаемая в мельнице после 3800 ч
168
(ф = 0,85 - 0,92 м, расстояние между низкими лифтерами
0,916 м.
Из (3 2) при к = 0,80 следует
£ф =0,2126 -0,85 -5,1 = 0,86 м,
что хорошо согласуегся с опытными данными.
Для сравнения рассмотрим мельницу ММС 105x54 фир-
мы «Сведала» с аналогичными размерами барабана; резино-
вая футеровка типа плита-лифтер имела следующие парамет-
ры: Rg = 5,15 м шаг укладки низких лифтеров 1,016 м. После
2000 ч наработки длина естественной волны износа составила
0,89-0,91 м, что несколько отличается от заданной волны, т.е.
1,016 м. Для этой мельницы наблюдалась и меньшая долго-
вечность элементов резиновой футеровки по сравнению с фу-
теровкой «Полимет»: 2100 ч против 3800 ч.
Пример 2. Определим длину естественной волны износа
для шаровой мельницы МШЦ 3,6x4,0, работающей на ОАО
«Олкон» при дезинтеграции железных руд и использующей
резиновую футеровку плита-плита «Полимет» со следующи-
ми параметрами: Rg = 1,675 м, шаг укладки плит 465 м,
к = 1,21. В этом случае £ф = 0,430 м.
Длина естественной волны износа, наблюдаемая в мель-
нице после 11200 ч наработки колебалась в пределах 0,430-
0,470 м. Совпадение, как видно, вполне удовлетворительное;
наработка резиновой футеровки до отказа составила 13700 ч.
Для сравнения: на аналогичной мельнице МЩЦ 3,6x4,0
в одинаковых условиях эксплуатации была установлена рези-
новая футеровка плита-лифтер производства Курского завода
РТИ со следующими параметрами: Rg = 1,735 м, шаг укладки
лифтеров 0,353, к = 1,18. В этом случае длина расчетной вол-
ны износа ?ф = 0,435 м не совпадала с шагом укладки лифте-
ров; долговечность лифтеров не превышала 5800 ч, длина ес-
тественной волны как и в предыдущем примере находилась в
пределах 0,430-0,460 м.
Пример 3. Определим длину естественной волны износа
для мельницы МШЦ 3,2x4,5, работающей на СП «Эрдэнэт»
169
при дезишеграции по шметал шчсских руд и использующем
резиновую футеровку плига-плита со следующими парамет-
рами Rg = 1,45 м, inai укладки плит 0,465 м, к = 1,20. Тогда
= 0,370 м.
Экспериментально наблюдаемая в мельнице после
17500 ч наработки длина естественной волны износа была
равна 0,380-0,410 м; долговечность плит до отказа колебалась
в пределах (18-20)-10J ч. Для сравнения: металлическая футе-
ровка на мельнице МШЦ 3,2x4,5 в аналогичных условиях
Таблица 3 1
Конструк- ция рези- новой фу- теровки Конструк- ция мель- ницы Шаг уклад ки, м Ко- рядов ук- ладки Рас- четная длина волны износа, Ес- теств длина волны износа, 6^,, м /?я, м к Долговеч- ность до отказа по критериям «Полимет»,
плита- лифтер «Полимет» ммс 105x54 Сызрань- ский завод АК «АЛ- РОСА» 0,916 72 0,860 0,850- 0,920 5,10 0,8 3800
плита- лифтер «Сведала» ММС 105x54 «Сведала» АК «АЛ- РОСА» 1,016 64 0,850 0,890- 0,910 5,15 0,8 2100
плита- плита = 160 мм «Полимет» МШЦ 5,5x6,5 «Эрдэнэт» 0,465 36 0,610 0,570- 0,590 2,59 1,1 0 1806
плита- плита завод РТИ г Курск МШЦ 3,6x4,0 «Олкон» 0,353 32 0,435 0,430- 0,460 1,735 1,1 8 5800
плита- плита «По- лимет» МШЦ 3,6x4,0 «Олкон» 0,465 24 0,430 0,430- 0,470 1,675 1,2 1 (13-14) 10’
плита- плита «По- лимет» МШЦ 3,2x4,5 «Эрдэнэт» 0,465 21 0,370 0,380- 0,410 1,45 1,2 (18-20) 10’
170
эксплуатации имела наработку 8300-9000 ч.
Пример 4. Определим длину естественной волны износа
для мельницы МШЦ 5,5x6,5 м (СП «Эрдэнэт») при следую-
щих параметрах: Rg = 2,59 м, шаг укладки плит 0,465 м,
Л: =1,1. В этом случае ^ = 0,610; наблюдаемая эксперимен-
тально длина естественной волны износа равна 0,570-0,590 м
(см. рис. 3.21).
Для наглядности все рассматриваемые примеры сведены
в табл. 3.1. Следует отметить, что весьма трудно сравнивать
длину естественной волны износа для футеровок различной
конструкции в силу различного гидродинамического движе-
ния пульпы на разделе фаз пульпа-футеровка. Вместе с тем, и
это подтверждается практикой, коэффициент корреляции
больше зависит от диаметра мельницы, являясь его линейной
функцией, и от коэффициента скольжения загрузки относи-
тельно футеровки.
3.5 Синергетическая модель взаимодействия
внутримельничной загрузки и резиновой
футеровки
Суммируя имеющуюся экспериментально-аналитичес-
кую информацию синергетическую модель взаимодействия
сегмента технологической загрузки с резиновой футеровкой
представим в виде следующих кратких обобщений.
1. Для рассматриваемых цилиндрических барабанных
мельниц (шаровых мокрого измельчения и мельниц мокрого
самоизмельчения) в диапазоне принятых режимов эксплуата-
ции реализуется преимущественно смешанный режим работы.
2. Внутримельничную загрузку следует рассматривать
как некоторый аналог сыпучей среды, т.е. как некоторое ком-
пактное структурное образование (сегмент), имеющее опре-
деленную геометрическую форму и состоящее из ансамбля
частиц различной крупности и пульпы. Двухфазное струк-
турное образование обладает динамическим равновесием и на
определенном промежутке времени имеет устойчивый харак-
171
тер Таким образом, cei меш загрузки следует рассматривать
как открытую термодинамическую систему, имеющую боль-
шие отклонения параметров от равновесного состояния, не-
линейность основных характеристик и кооперативное пове-
дение подсистем, т.е. поведение постоянно возникающих и
исчезающих новых пространственно-временных структур.
Такие структуры будут возникать в результате влияния цело-
го ряда взаимосвязанных между собой факторов: турбулент-
ного движения пульпы; скольжения загрузки относительно
футеровки; большой диссипации энергии потока; поворотной
асимметрии движения барабана в результате его прогиба, не-
симметричного распределения загрузки по объему, несовер-
шенства конструкции привода и т.д.
3. Во вращающемся барабане стохастическое движение
внутримельничной загрузки имеет сложный иерархический
порядок распределения частиц по крупности: большие куски
измельчаемого материала и металлические шары находятся
преимущественно в верхней части сегмента, на границе раз-
дела фаз загрузка-футеровка находится своеобразная пульси-
рующая с мощным турбулентным движением гидроподушка
в виде пульпы с большим содержанием твердых частиц. Та-
кую гидроподушку можно рассматривать как некоторое
«третье тело», как полифазную среду, состоящую из пульпы
частиц измельчаемого материала различной крупности, час-
тиц износа резины и изношенных шаров малого диаметра.
4. В связи со сложным рельефом резиновой футеровки
движение пульпы является исключительно турбулентным с
наличием сложных структурных образований, имеющих вих-
реобразное и спиралевидное движение; в турбулентном дви-
жении пульпы всегда будут присутствовать пульсирующие
поля скоростей и давлений.
5. В зоне пяты отката на стыке загрузки и футеровки
благодаря турбулентному движению пульпы наблюдается
мощное структурное образование - монодисперсоид, геомет-
рические размеры и форма которого являются устойчивыми
только на коротких промежутках времени. Движение моно-
ДШПСрсОИ Ы ЯВ1ЯСИЯ О IHIIM IB ОСНОВНЫХ (|ыК1О|ЮВ IBHOCH
фушровки. т к именно в сю объеме металлические шары и
крупные куски измельчаемою материала непосредственно
соприкасаются с поверхиооыо футеровки; при этом твердые
частицы благодаря турбулентности находятся в псевдоожи-
женном (кипящем) состоянии с постоянным хаотическим
движением. Поэтому в зоне контакта наблюдаются различные
виды разрушения резиновой футеровки: удар, вдавливание и
абразивно-усталостный износ
6. В барабанных мельницах при всех рабочих скоро-
стях движения и коэффициентах заполнения наблюдается
эффект скольжения загрузки, блаюдаря которому в зоне
контакта возникают фрикционные колебания. Именно эти
колебания в сочетании с турбулентным движением моно-
дисперсоида, пульсирующим движением пульпы и пово-
ротной асимметрией движения барабана и определяют ки-
нетику износа резиновой футеровки и рельеф ее рабочей
поверхности- волнообразную форму износа и речной узор
русла. При этом пульсирующее поле движений загрузки на
разделе фаз имеет след кривой, описываемый функцией ло-
гарифмической спирали. В барабанных мельницах наблю-
дается, по крайней мере, две основные пульсации: малая
пульсация с амплитудой колебаний примерно 11-12° и
большая - с амплитудой колебаний 72-75°.
7. Явление детерминированного хаоса вместе с другими
эффектами - турбулентным движением пульпы, эффектом
самофутеровки, пульсационным движением потока, асиммет-
ричным движением барабана, существенной диссипацией
энергии загрузки и т.д. - лежит в основе волнообразного из-
носа резиновой футеровки; эти же эффекты определяют ло-
кальность разрушения элементов футеровки и задают ритм
волне износа и речному узору русла.
8. Разрушение резиновой футеровки имеет довольно
сложную пространственно-временную форму и зависит от
целого ряда факторов, интенсивность проявления которых
определяется законом случайностей, в частности законом
173
нормальною распределения ошибок (кривая 1 ауса) Наиболее
известные факторы разрушения следующие абразивно-
усталостный износ, разрушения от вдавливания и ударных
нагрузок и кавитационная эрозия Важную роль при этом иг-
рает усталостная повреждаемость материала, а при длитель-
ной эксплуатации и старение, т.е изменение во времени ос-
новных физико-механических характеристик резины. При
этом принцип эмерджентности имеет довольно существенное
влияние, тж. сочетание двух или трех факторов (например,
абразивно-усталостного износа, усталостной поврежденности
объеме резины и высокой температуры нагрева), их одновре-
менное действие может привести к катастрофическому раз-
рушению резиновой футеровки. Большое влияние при этом
оказывает внешняя агрессивная среда, температура нагрева
измельчаемой среды и температура в зоне контакта футеров-
ка - загрузка, резина может устойчиво работать лишь при
температурах меньших 80-90 °C.
9. В процессе эксплуатации мельниц геометрические па-
раметры резиновой футеровки не остаются посюянными,
прежде всего, вследствие абразивно-усталостного износа.
Изменение параметров носит случайный характер и непо-
средственно связано с детерминированным многомерным
хаосом и характеризуется сложным пространственно-
временным поведением. Тем не менее, при разрушении футе-
ровки (в основном ее износе; вырывы, сколы материала, глу-
бокие трещины можно рассматривать как случайные повреж-
дения) наблюдается определенная закономерность, свиде-
тельствующая о существовании некоторой формообразую-
щей тенденции, характеризующейся определенной универ-
сальной постоянной. Об этом свидетельствует и волновая
форма износа элементов футеровки, и речной узор и т.д. Раз-
рушение как нелинейный вероятностный процесс создает
множество форм изношенности плит и лифтеров футеровки,
что не позволяет использовать для их описания одну матема-
тическую функцию. С некоторым приближением геометриче-
ская форма поверхности износа плит резиновой футеровки
174
плиiа-плига может бьнь описана ло1 арифмическои функцией
вида г = в схр [-(<тх)2] или, как частный случай, уравнением
логарифмической спирали или уравнением алгебраической
кривой типа локон Аньези.
Следует подчеркнуть, что рассматриваемая синергетиче-
ская модель взаимодействия внутримельничной загрузки и
резиновой футеровки не лишена недостатков; по мере увели-
чения экспериментальной информации будет усовершенство-
ваться и модель.
3.6 Рекомендации по выбору параметров и
проектированию резиновых футеровок
барабанных мельниц
3.6.1 Выбор толщины плит
Толщину футеровочных плит следует выбирать по трем
критериям.
Первый критерий по допускаемым напряжениям: он
предполагает выбор толщины плит, обеспечивающий мини-
мальные напряжения в массиве резины при максимальных
ударных нагрузках; безусловно, такие напряжения должны
быть ниже допускаемых для данной марки резины.
Второй критерий энергетический; при расчетах срока
службы плит он предполагает наличие некоторой допускае-
мой энергии разрушения от многократных циклических на-
грузок. Вместо допускаемой энергии разрушения можно ис-
пользовать также допускаемую поврежденность материала.
Третий критерий по износостойкости: этот критерий
предполагает расчет толщины плит с учетом характера и ки-
нетики абразивно-усталостного износа резины.
Можно использовать также интегральную оценку по-
врежденности массива футеровки, учитывающую износ и на-
пряжения от вдавливания и удара. Выбранная таким образом
толщина плит футеровки может быть скорректирована по
чисто конструктивным соображениям или с учетом длитель-
ной практики эксплуатации аналогичных конструкций.
175
3.6.2 Выбор ширины плит
При использовании резиновой футеровки типа плита-
лифтер ширина плиз диктуется, в том числе, размерами лиф-
теров и шаг укладки обычно устанавливается между центра-
ми лифтеров. При использовании футеровки плита-плита ши-
рина плит обычно совпадает с шагом укладки. Наиболее оп-
тимальный вариант - шаг укладки совпадает с длиной волны
естественного износа, определяемой по формуле (3.2). Если в
процессе эксплуатации мельницы окажется, что этого совпа-
дения добиться не удалось, то следует внести необходимые
коррективы в геометрические параметры плит
3.6.3 Выбор конструкции узла крепления
элементов футеровки
Как и для металлической футеровки, при использовании
резиновых конструкций к узлу крепления их элементов
предъявляют, прежде всего, требования простоты монтажно-
демонтажных работ и надежности. На сегодняшний день
этим требованиям наиболее полно удовлетворяет система
винт-гайка Неизменным также остается требование большой
диссипации энергии узла крепления как за счет выбора мате-
риала футеровки, так и за счет конструкционного демпфиро-
вания в системе крепления. Высокое демпфирование узла
крепления позволяет снизить вредные ударные нагрузки и
противостоять циклическим сдвигом деформациям от сколь-
жения загрузки в зоне контакта загрузка-футеровка.
3.6.4 Выбор профиля рабочей поверхности
футеровки
Шероховатость рельефа (резкие выступы и впадины,
шары в нишах и т.д.) плит и лифтеров, а также характер вза-
имного расположения по руслу барабана создают дополни-
тельную турбулентность потока и, следовательно, способст-
вуют дезинтеграции материала (особенно выходу класса -
0,071 мм); однако эта же турбулентность является также при-
чиной повышенного абразивно-усталостного износа футеров-
176
ки Полому ес i ес г венным явжия стремление io;ian> ia-
кую идеальную геометрическую форм} элементов футеровки,
которая соответствовала бы естественной волне ее износа и
уже на первом этапе эксплуатации мельницы способствовала
бы некоторому гармоническому взаимодействию внутри-
мельничной загрузки и футеровки.
Однако длительный опыт эксплуатации мельниц с рези-
новой футеровкой показывает, что это весьма затруднитель-
но. Более того, в силу нелинейного и стохастического про-
цесса движения внутримельничной загрузки такую постанов-
ку вопроса следует рассматривать как не совсем корректную;
принципиально нельзя заранее задать такой профиль футе-
ровки, который бы длительное время оставался неизменным.
Даже совпадение расчетной волны укладки элементов футе-
ровки с естественной волной их износа не дает гарантии того,
что со временем эти волны будут совпадать. На практике на-
блюдается именно тот профиль износа футеровки, который
соответствует установившемуся характеру взаимодействия
футеровки и загрузки именно для данного момента наблюде-
ния. Об этом свидетельствуют профилограммы поверхности
износа, форма которых изменяется на всем протяжении экс-
плуатации мельницы. Поэтому крайне затруднительно гово-
рить о выборе первоначального профиля рабочей поверхно-
сти футеровки, исходя только из характера ее износа на ка-
ком-то конкретном промежутке времени. Именно в силу ки-
нетики износа радиус-вектор загрузки будет переменным, а,
следовательно, переменными будут и морфометрические па-
раметры футеровки. Поэтому более правомочно говорить о
проектировании таких оптимальных геометрических форм
плит и лифтеров, которые бы при первоначаль-
ном минимальном их износе в течение короткого времени
эксплуатации позволяли бы в дальнейшем реализовать гар-
моническое взаимодействие внутримельничной загрузки с
футеровкой, т.е. способствовали минимальному потреблению
энергии.
177
На вл ляд авюра прямоу!ольная форма дифюров в
мельницах типа ММС и трапециевидная форма плит в шаро-
вых мельницах мокрого измельчения (обе формы конструк-
ции «Полимет»), являются наиболее оптимальными, что под-
тверждается длительной практикой их эксплуатации: такие
футеровки обладают наибольшей долговечностью и наиболее
высоким индексом качества.
178
IV Физико-механические
характеристики резин
4.1 Общие сведения о резине
Защитные футеровки барабанных рудоизмельчительных
мельниц изготавливают, как правило, из высоконаполненных
резин - наполнение техническим углеродом 60 масс.ч. и вы-
ше. Поэтому ниже будут рассмотрены именно такие резины.
Вместе с тем ряд физико-механических закономерностей в
более широком диапазоне изменений частоты, амплитуды и
времени старения были получены для слабонаполненных ре-
зин. Поэтому автор счел необходимым привести и эти данные
для более полного понимания процессов, происходящих в ре-
зине при ее нагружении.
Общеизвестно, что все наполненные резины демонстри-
руют в процессе эксплуатации специфические особенности,
которые необходимо учитывать при расчете резиновых эле-
ментов, выполненных из этих резин.
К основным особенностям механического поведения ре-
зины при деформировании относятся: способность к большим
обратимым, так называемым высокоэластическим деформа-
циям в широком интервале температур; относительно не-
большие значения модулей при деформациях растяжения,
сжатия, сдвига; практически постоянный объем; наличие
комплекса релаксационных свойств; способность существен-
но изменять механические свойства во времени и под дейст-
вием внешней агрессивной среды; значительная диссипация
энергии при циклических деформациях и т.д.
Учет этих особенностей при расчетах резиновой футе-
ровки производится при следующих предположениях относи-
тельно свойств резины.
Однородность. Это предположение справедливо при
исследовании резиновых массивов, объем которых значи-
тельно больше размеров неоднородных частиц (наполнителей
и т.д.), составляющих его. Так как наименьший исследуемый
179
обьем содержи! очень большое количсыво неоднородных
частиц, можно на основании закона больших чисел принять,
что усредненные показатели для объема являются постоян-
ными. Этими постоянными обычно пользуются при расчетах
силовых РТИ в рамках методов теории упругости и термовяз-
коупругости
Изотропность. Предполагается, что резина является
изотропным материалом, т.е свойства ее во всех направлени-
ях одинаковы. Незначительные отличия, возникающие из-за
технологических особенностей изготовления футеровок,
обычно меньше, чем точность расчета.
Несжимаемость. Технические резины практически не-
сжимаемы. Коэффициент Пуассона г для них мало отличает-
ся от 0,5, а модуль упругости Е, находящийся в основе стати-
ческих и динамических расчетов резиновых элементов, и мо-
дуль сдвига G связаны соотношением Е = 2(1 +у) = 3G. Вслед-
ствие несжимаемости в области малых деформаций (до 10-
15%) упругие свойства резины полностью характеризуются
одной постоянной - модулем сдвига G. При этом зависимость
сила-осадка (деформация) линейна и для необходимых расче-
тов используется закон Гука.
Для тонкослойных футеровок при малых деформациях
необходим учет второй постоянной материала - объемного
модуля сжатия К. Для большинства резин G = (0,6-2) МПа,
К= (2-3)-103 МПа.
При возрастании деформаций зависимость между на-
пряжениями и деформациями становится нелинейной. Для
значений деформаций, меньших 50 %, достаточную точность
при расчетах обеспечивает допущение, что удельная потен-
циальная энергия пропорциональна первому инварианту де-
формаций:
fV = G^ +Л; -3).
Эта зависимость в качестве единственной постоянной
содержит модуль сдвига G.
180
Проектировать конструкции, работающие при £>0,5 не
рекомендуется, так как в этом случае не удается обеспечить
достаточную долговечность резиновых элементов.
Значения модулей при статическом нагружении опреде-
ляются согласно существующим стандартам, методикам из-
мерений с использованием стандартной аппаратуры [165].
Имелись попытки установить некоторую корреляцион-
ную связь между твердостью и другими характеристиками
материала, например, модулем Юнга, сдвига и т.д. Такая
связь наблюдалась и были построены некоторые обобщенные
кривые. Так, для резин из натурального каучука предложена
следующая зависимость между модулем упругости и твердо-
стью [163]
£ = 3,57е°’оззя
Для наполненных резин на основе СКИ-3 имеет место
аналогичная зависимость
G = 0,126е°’0391Я,
где Я - твердость резины в единицах по Шору А, значение
модуля измеряется в МПа.
Вместе с тем, твердость как механическая характеристи-
ка резин при расчетах резиновых элементов до настоящего
времени не используется.
Диссипативный разогрев. Вязкоупругие свойства ре-
зины, обусловливающие существенные потери механической
энергии, особенно при циклическом деформировании, а так-
же низкая теплопроводность резин, препятствующая отводу
тепла, приводят к существенному диссипативному разогреву.
Уровень теплообразования зависит от физико-механических
свойств резины, режима нагружения, условий теплообмена с
окружающей средой и т.д. В ряде случаев диссипативный ра-
зогрев является причиной разрушения футеровок, и в этой
связи важными являются прикладные методы расчета, позво-
ляющие проектировщику предсказать развитие процессов те-
плообразования. При этом следует учитывать, что для иссле-
дуемых резин существует критическое значение температуры
181
Ткр -413 К, превышение которой обусловливает процессы
термодеструкции, термическое разложение резины и другие
отрицательные явления, пагубно сказывающиеся на свойст-
вах футеровок.
Необходимые при расчете теплофизические свойства ре-
зин (коэффициент теплопроводности - А,р, удельная теплоем-
кость - ср, коэффициент температуропроводности - ат) при-
ведены в табл. 4.1.
Таблица 4 1 - Теплофизические параметры резин
Резина Т еплофизические параметры Значения параметров при температу ре, К
293 313 333 353 373 413
На основе СКИ-3 + 3-15 масс ч техуглерода Л,, Вт/(м К) 0,150 0,155 0,155 0,159 0,159 0,163
с„ 10 6, Дж/(м ’ К) 1,844 1,927 1,969 2,053 2,095 2,221
ат 107, м2/с 0,810 0,800 0,780 0,770 0,760 0,750
На основе НК + 45 масс ч техуглерода Л,, Вт/(м К) 0,235 0,235 0,239 0,243 0,243 0,247
со106, Дж/(м3 К) 1,676 1,802 1,927 2,011 2,179 2,430
ат 107, м2/с 1,390 1,310 1,230 1,160 1,100 0,990
На основе СКИ-3 + 50 масс ч техуглерода Вт/(м К) 0,268 0,268 0,268 0,264 0,264 0,264
с„ 10 6, Дж/(м3 К) 1,760 1,844 1,866 1,927 2,011 2,137
ат 107, м2/с 1,510 1,460 1,410 1,370 1,320 1,250
Анализ теплофизических свойств резины позволяет сде-
лать следующие выводы: коэффициент температуропровод-
ности резины с ростом температуры уменьшается, объемная
теплоемкость возрастает, а коэффициент теплопроводности в
пределах погрешности эксперимента можно полагать посто-
янным.
Коэффициент теплопроводности, использующийся при
описании стационарных тепловых процессов, может быть
рассчитан (при изменении объемного содержания техниче-
ского углерода со' в пределах 0,05-0,50) по аналитической
формуле
Л? = Л) + ycd,
где Л) - теплопроводность ненаполненного вулканизата,
у- коэффициент, зависящий от типа технического угле-
рода.
182
Экспериментальные исследования коэффициент тепло-
проводности резины на основе СКИ-3 в зависимости от сте-
пени наполнения техническим углеродом и температуры ок-
ружающей среды проводились на установках типа Instron.
Исследуемые образцы имели форму диска диаметром 15 мм,
толщиной 0,5-0,6 мм. Они изготавливались на основе каучука
СКИ-3 с различным наполнением техническим углеродом (5,
15, 30, 45, 60, 70 масс.ч.). Коэффициент теплопроводности
измеряли на промышленной установке ИТЛ-400 в нестацио-
нарном, регулярном режиме П-го рода [101].
В результате обработки экспериментальных данных
подтвержден факт независимости коэффициента теплопро-
водности от температуры: максимальное отклонение значе-
ния лр в диапазоне температур от 293 до 373 К составляет
(3-4) %.
Максимальная относительная погрешность измерений не
превышала 7 %; при этом изменение коэффициента тепло-
проводности при изменении технического углерода в преде-
лах (0,05-0,075) близко к линейному и может быть описано
зависимостью
где Ло = 0,15 Вт/(м-К);
а =0,22 ±0,02.
Старение. Необратимые изменения физико-механичес-
ких свойств резиновых и резинометаллических элементов,
происходящие под действием как длительно действующих
циклических нагрузок, так и от действия разнообразных не-
механических факторов, таких как свет, тепло, ионизирую-
щее излучение и другие агрессивные среды, принято характе-
ризовать термином старение.
На рис. 4.1 приведены временные зависимости динами-
ческого модуля сдвига G и коэффициента диссипации у/ для
слабонаполненной резины. Точка С на кривой G ~ t/t* соот-
ветствует времени разрушения t = 32-40 тыс.ч. Такому же
183
сосюянию соответствуют и ючки Л и В на кривой ///
Заштрихованная область соответствует времени вероятного
появления усталостных трещин Графики построены для ам-
плитуды относительного сдвига 0,12 и частоты циклического
деформирования И Гц.
Рис 4 1 Временные зависимости динамического модуля G и коэффициента
диссипации у/
В общем случае при расчетах силовых элементов в пред-
положении, что свойства материала являются медленно из-
меняющимися функциями времени, старение может быть уч-
тено феноменологически, т е. заменой упругих постоянных
соотношениями типа
G(f) = G’ |1 + 11 “ ехр(-«0]|,
где G - модуль сдвш а при максимальном времени старе-
ния резины;
G* - начальное значение модуля,
п - параметр, зависящий от физико-механических
свойств резины и условий нагружения
1М
Долговечность. Оценка дол!овечности силовых резино-
вых элементов в экстремальных условиях нагружения произ-
водится в соответствии с энергетическим критерием разру-
шения, критерием разрушения по величине развивающейся
поврежденности, а также по критериям максимально допус-
тимых температур и напряжений.
В первом случае критериальными величинами, характе-
ризующими разрушение резины, являются критическое зна-
чение энергии разрушения AU* и коэффициент тепловых по-
терь у, показывающий, какая часть механической энергии пе-
реходит в тепло.
Значения микроструктурных параметров резин, необхо-
димые для реализации критерия разрушения по величине раз-
вивающейся поврежденности, достаточно подробно описаны
в работах [100, 101].
Инженерные методы расчета силовых элементов при
экстремальных условиях нагружения основаны на использо-
вании допускаемых значений отдельных характеристик пара-
метров элементов в соответствии с требованиями Т < Т()оп, где
Тдпп практически для всех технических резин находится в пре-
делах (323-343) К.
Все перечисленные выше свойства резины учитываются
при создании прикладных методов расчета футеровок. Кон-
кретные значения параметров, характеризующих механиче-
ские, теплофизические и усталостные свойства резины были
получены на основании экспериментальных данных и обще-
принятых представлений о резине как конструкционном ма-
териале и приведены в [101].
42 Математическое описание вязкоупругого
поведения резин
Для рассмотрения вязкоупругих свойств эластомеров,
как впрочем, и других полимерных материалов, характерны
два подхода: молекулярный (микроскопический) и феноме-
нологический. Конечная цель в общем случае состоит в по-
строении аналитических зависимостей между напряжениями
и деформациями с учетом влияния факюров времени, темпе-
ратуры и предыстории деформирования на напряженное со-
стояние системы. Задача адекватного описания этих свойств
была осознана и поставлена давно. И хотя большинство дос-
тижений в теории вязкоупругости относится к последнему
времени, все же частная теория, сформулированная для ли-
нейного изотропического случая, существует уже с конца
прошлого столетия. Это связано с вкладом таких ученых как
Максвелл, Кельвин, Фойхт и других. Больцман в 1874 г.
впервые дал уравнения трехмерной теории изотропной вязко-
упругости. В 1909 г. Вольтерра получил аналогичные зависи-
мости для анизотропных тел.
Последующее развитие и широкое применение линейной
и нелинейной теории вязкоупругости наблюдается сравни-
тельно недавно. Активность в этой области связана, в первую
очередь, с широким распространением и использованием в
настоящее время полимерных материалов. Многие из этих
новых материалов обладают механическими свойствами, ко-
торые нельзя описать с помощью простых упругих и вязких
моделей механического поведения. В силу этого становится
очевидной необходимость построения более общей теории.
Модели полимеров. Одной из первых теорий, объяс-
няющих особенности вязкоупругих свойств полимеров, явля-
ется кинетическая теория высокоэластичности, развитая Ку-
ном, Гутом и Марком. В основу этой теории положена физи-
ческая концепция об энтропийном характере высокоэласти-
ческой деформации, согласно которой линейные макромоле-
кулы можно рассматривать как совершенно гибкие нити,
принимающие любую форму и сохраняющие неизменную
длину и величину валентного угла. В рамках этого подхода
удалось объяснить некоторые особенности поведения эла-
стомеров: увеличение модуля эластичности с ростом темпе-
ратуры, тепловые эффекты при деформации, развитие боль-
ших обратимых деформаций [101].
Более адекватная модель полимерного тела разработана
в работе Уолла. Здесь в качестве модели полимера рассмат-
ривается уже сетчатая структура, что позволило выполнить
186
расчсч изменения энтропии сетки при ее деформации и на
этой основе получить теоретическое соотношение между на-
пряжением и относительной длиной образца.
В дальнейшем развитием кинетической теории высоко-
эластичности в рамках сетчатой модели полимера занимался
Трелоар, распространив эту теорию на все виды деформации.
А.П. Александров и Ю.С. Лазуркин разработали мето-
дику изучения высокоэластической деформации в периоди-
ческом режиме. Выполненные ими исследования в широ-
ком диапазоне частот и температур позволили установить
основные закономерности кинетики высокоэластической
деформации.
Г Л. Слонимский и В А. Каргин применили теорию уп-
ругого последействия Больцмана-Вольтерра к релаксацион-
ным механическим явлениям в полимерах, а также развили
качественные представления о молекулярном механизме ре-
лаксационных процессов
Перечисленные выше молекулярные теории высокоэла-
стической деформации построены на моделях, которые пред-
ставляют собой в значительной степени идеализацию реаль-
ных свойств полимерных материалов. Они не позволяют опи-
сать количественно в достаточно широких пределах наблю-
даемые в эксперименте закономерности вязкоупругого пове-
дения полимеров [101].
Вязкоупругость. Вследствие этого, в последнее время
возрос интерес к феноменологическим методам описания
вязкоупругого поведения эластомерных материалов.
Большое распространение получили реологические со-
отношения, включающие непрерывный релаксационный
спектр ползучести и релаксации, и соотношения, использую-
щие в качестве функций влияние ядра со слабой особенно-
стью (сингулярностью). Эти ядра подбираются из условий
мгновенного нагружения, при которых процессы ползучести
и релаксации имеют весьма большие скорости
187
при t
С учетом таких функций процессы деформирования ли-
нейных вязкоупругих материалов описываются с помощью
уравнений Больцмана-Волыерра
сг(7) = Е j K(t-f)E(t)dv , (4.1)
= o-(0+ j R(t-T)a(t)dT , (4.2)
E J
где E - модуль упругости материала;
Э/) и o(f) - деформация и напряжение в момент времени
t;
t - время наблюдения;
т- время, предшествующее моменту наблюдения;
K(t - г) и R(t - т) - ядра релаксации и ползучести соот-
ветственно.
В теории интегральных уравнений Вольтерра функция
ЛГ(/-т) - ядро уравнения (4.1), а функция /?(Г-т) - его ре-
зольвента. Если для ядра ЛГ(Г-т) найдена его резольвента
R(t — т), то уравнение (4.2) является решением уравнения
(4.1) и наоборот.
Это возможно при выполнении условий [249]
K(t-т)-R(t-т) = \K(t-s)R(s-t)ds , (4.3)
которое можно рассматривать как интегральное уравнение
для определения резольвенты. Поэтому необходимо выбирать
для ядер аппроксимирующие функции, для которых решение
интегральных уравнений (4.1)-(4.3) может быть получено
достаточно простым способом.
В случае ступенчатого нагружения сг(/) = <j0E/\t} или
£(f) = £0Е[(т) при <т0 = const ИЛИ £0 = const, где Я(т) - функ-
ция Хевисайда
уравнения (4.1) и (4.2) значительно упрощаются
ст(г) = £ofo [1 - J ^ (/) = |^1 + j/?(z> j
где Eq - мгновенный модуль упругости
выражения - Jxr(z)r/zj, + J/?(z)jz^ - функции релак-
сации и ползучести соответственно.
При гармоническом деформировании по закону
£= &)sma>t
уравнение (4.1) преобразуется к виду
сг(/) = £ofo ^sin гу/ - |Л?(/ - r)sinryr<7zj =
= Ео£о [(1 - А(со ))sin cot + В{со )cos a>t\
где Дгу) = |a?(z)cos azdz - косинус преобразование ядра
о
релаксации;
5(гу) = $K(z)sina>zdz - синус преобразование ядра релак-
сации.
Аналогично при гармоническом нагружении а= crosinry/
уравнение (4.2) будет
£(/) = ^r-[sinry/ + р?(/ - z)sin гугг/tJ =
=—[(1 + 4 (ty))sin ГУ/ - В, (ry)cos ГУ/],
^0
где 4](гу) = J/?(z)cosrazJz - косинус преобразование резоль-
венты R(t - т);
189
Bt(o)) = j R(z) sin cozdz - синус преобразование резоль-
o
венты R(t - г).
Следует отметить, что функции A(oj) и В(а>) являются
действительной и мнимой частью одностороннего изображе-
ния по Лапласу ядра K{t - г), если в последнее вместо аргу-
мента подставить мнимую величину - 1а> [250].
K*(-io>) = ^K(z)e,a:dz =
о
= Ja^(z)(cos ojz+ i sin o)z)dz = Л(о)) + i'B(oj).
Аналогично получена связь между At {а) и В, (&>) с изо-
бражением резольвенты R(t - г)
R’(-ia>)= А} (&>) + iBt (а>).
Использование преобразования Фурье и алгебры ком-
плексных величин позволяют упростить получение тождест-
венных соотношений, связывающих функции А(а)), В(а>) и
At(o}), В^а>)
А(о)) = 1 -
в(®)=
1 - А(о))
Эти формулы могут служить для определения синус и
косинус преобразования ядра К(г-г), синус и косинус пре-
образования резольвенты R(t - г) и наоборот. Ограничения,
190
накладываемые на ядро K(t - ту |к(/ - r\h < lj , а также пре-
образования физической наглядности и реализуемости взаи-
мосвязей между функциями, описывающими механическую
реакцию материала (приведенные выше функции ползучести
и релаксации, синус и косинус преобразования ядер ползуче-
сти и релаксации), накладывают дополнительные ограниче-
ния на выбор ядер релаксации.
Выбор ядра. Вид ядра выбирается в каждом конкретном
случае с учетом физико-механических свойств материала и
вида решаемой задачи. При этом большую роль играют такие
факторы, как наличие явного выражения ядра релаксации для
соответствующего ядра ползучести (резольвенты), количест-
во определяемых параметров материала, методика определе-
ния этих параметров, математическая сложность этих ядер, а
также гибкость полученных аналитических выражений при
описании экспериментов.
Сводное описание ядер, для которых получены соответ-
ствующие резольвенты, приведено в табл. 4.2, составленной
Колтуновым. Наиболее простым ядром, использующимся для
описания ползучести и релаксации полимеров, является экс-
понента
к(! - г) = /о ехр[- Ао (' - г)]> (4-4)
где /о, А - параметры ядра, имеющие конкретный физиче-
ский смысл. Параметры /о и Д, имеют размерность вре-
мени с'1;
Ао1 = t0 - называют временем релаксации;
Хо=Ео1тг,
Ео - мгновенный модуль упругости;
7 - вязкость материала.
Интервал времени, в котором реальные кривые релакса-
ции удается описать одной экспонентой, весьма мал. Поэтому
часто применяют в качестве ядра релаксации сумму экспо-
нент
191
сти и ре 1аксации
= ехр[-Д(/-т)],
где %п, Д - параметры ядра.
Набор величин /0„ = Д' получил при этом название дис-
кретного спектра. Заменяя суммирование интегрированием,
получают ядра, соответствующие непрерывному спектру
времен релаксации
Kit - г) = ]р(/?)ехр[- /?(/ - г)}/ In р. (4.5)
192
Функция p( /J) определяется как идо шесть распределе-
ния времен релаксации 0= р[ или спектр релаксации Мето-
дика определения параметров хп, /Зп, приведена в [250]. Ядра
вида (4.4), (4.5) позволяют привести сложные интегродиффе-
ренциальные уравнения к обыкновенным дифференциаль-
ным, суть такого перехода показана в [251]. Однако примене-
ние математических моделей с такими ядрами не обеспечива-
ет достоверного описания нагрузки в широком диапазоне
[249]. Для определения параметров /я, /Зп можно применять
специальные программы для ЭВМ, составленные с использо-
ванием метода наименьших квадратов. Экспоненциальные
функции, получившие определенные преимущества при ре-
шении ряда задач, благодаря простоте выражений для ядер
ползучести и релаксации и несложной методике определения
параметров этих ядер, обладают существенным недостатком
- такие функции не описывают процесс в начальный период,
при t = 0 они имеют конечную величину.
Наиболее простым ядром, имеющим слабую, интегри-
руемую особенность в нуле, является ядро
(0<а<1),
(г-г)
впервые предложенное Абелем. Это ядро впоследствии ши-
роко применялось для описания поведения полимерных ма-
териалов, горных пород и т.д. Резольвента ядра Абеля опре-
делена Работновым [249].
Наибольшее распространение в механике полимеров при
решении задач, описывающих релаксационный спектр в
большом интервале времени, включая и начало отсчета, на-
шла дробно-экспоненциальная ЭД-Д t-т) функция Ю.Н. Ра-
ботнова [249]
Э (- В (t - г)) - At ~ А* У (4 6)
ЭД A(z г))-Д/ т) г[(н + 1Х1 + а)] > (4-6)
193
-1 а<0, Р = / = —.
С "
а, Р, А - параметры ядра, являющиеся реологическими
параметрами материала и имеющие конкретный физиче-
ский смысл;
to - время релаксации;
Г(...) - гамма-функция заданного параметра;
Ео и Go - мгновенные модули упругости и сдвига мате-
риала;
Ех и Gr, - установившиеся значения модуля упругости и
модуля сдвига, определяемые как
E_t = limE(fy), G = hmG(<y)
Параметр А обычно называют дефектом модуля, % = Л.-/3
- обобщенное время релаксации, а параметр дробности а яв-
но выражается через максимальное значение спектра /?тах и
дефект модуля А
a = -l + |^-' arctg(2^maxZ')
Синус и косинус преобразования Фурье дробно-экспо-
ненциальной функции -т)), получены в работе [251]
®!""’ + 2>'»cos^ + р- (47)
<у2<|+“’+2/?<y'+“cos/? + /?2
Такое ядро сохраняет особенность ядра Абеля, но до-
пускает большую гибкость при описании механической реак-
ции различных материалов. Эффективность аппарата
Э«-функций в значительной степени связана с существовани-
ем алгебры резольвентных операторов [249], позволяющей
легко выписать точные решения многих задач вязкоупруго-
сти. Область практического использования дробно-экспонен-
194
циальных функции особенно возросла после составления таб-
лиц [249] и разработки методик подбора реологических пара-
метров а, Р, А при помощи ЭВМ непосредственно по экспе-
риментальным данным и методики определения реологиче-
ских параметров резиновых деталей при циклическом дефор-
мировании [165].
При описании вязкоупругих свойств полимеров широко
используется трехпараметрическое ядро Ржаницына [250]
K(t-T^A(t-T)ae-p('-T> (4 8)
и его резольвента - ядро Колтунова [252]
= (4.9)
t-т „-1 Г(а,я)
где А, а, /3- параметры ядра;
г - время;
-1 <а<0,/?>0.
Параметр /3 имеет размерность с'1, Л и а - безразмерные
величины.
Синус и косинус преобразования Фурье ядра Ржаницина
[250] имеют выражения
/ \ ЛГ(<т) (
I sinLaretgCl.
(4.Ю)
Широкому применению ядер (4.6) и (4.7) способствова-
ли создание практических методов определения их парамет-
ров по экспериментальным данным.
Ядро (4.8) и его резольвента, а также интегралы от этих
функций табулированы в [252] для достаточно широкого диа-
пазона изменения параметров а„ (3„ Я, и интервала времени t>
0,0001.
Широко используется для описания последействия в ре-
зинах слабосингулярное ядро Вронского-Слонимского [253]
tf(l - г) = Л/?(1 - - тГ ехр(- /?(/ - г) ') (4.11)
195
i де л, а. /З - параметры ядра
Аналитическая форма интегральных преобразований яд-
ра (4.11) отсутствует. При этом синус- и косинус-преобра-
зования А(аЗ) и В(ы) ядра (4.11) можно получить на основе
равномерных аппроксимаций, используя формулы [165].
Приведенные ядра содержат, как правило, три или четы-
ре параметра, имеют дробную степень времени, так как толь-
ко в этом случае возможно описание экспериментальных
данных по релаксации напряжения и ползучести с хорошим
приближением.
При описании квазистатических процессов поведение
функции А"(/-г) - где K(t-r) - наперед заданный вид ядра,
изучено хорошо. Если среда не следует модели Работнова
[249], то всегда найдется другое ядро которое эту
среду опишет. Однако механизмы, влияющие на процессы
деформирования, при статических и динамических нагрузках
могут быть различными. Поэтому нет полной ясности в том,
применимы ли квазистатические ядра в случае динамических
нагрузок. Для ответа на этот вопрос необходимо иметь доста-
точно много экспериментальных данных или какую-то иную
информацию о среде.
Анализ существующих ядер показал [249, 252, 253], что
при надлежащем выборе их параметров они с достаточной
степенью точности описывают ход релаксационных процес-
сов в различных материалах, однако физический смысл этих
параметров не всегда ясен, а то и вовсе отсутствует.
В работе [254] делается попытка обосновать применение
дробных интегральных операторов на основе модельного
представления о физическом характере релаксационных яв-
лений. Здесь предлагается теоретическое описание деформа-
ции эластомера с учетом его надмолекулярной структуры.
Рассматривается релаксация в области перехода из застекло-
ванного состояния к высокоэластическому. При этом движе-
ние имеет диффузионный характер и математически исследо-
вана одномерная модель диффузионного процесса. По мне-
196
нию авторов [254], физический смысл появления инзе1раль-
ных операторов состоит в диффузионном характере пере-
стройки надмолекулярных образований, приводящей к разви-
тию высокоэластической деформации. Ранее же [249] появле-
ние таких операторов предполагалось из феноменологиче-
ских соображений.
В работе [255] на основании представления о зародыше-
вом механизме релаксации, как следствие, делается вывод о
чувствительности релаксационных характеристик к неодно-
родности в структуре реального полимерного тела.
Новые возможные типы ядер релаксации предложены в
[256] на основании анализа изменения энтропии системы, к
возрастанию которой в ходе релаксации напряжения приво-
дят взаимодействия и диффузия кинетических единиц - ре-
лаксаторов и нерелаксаторов. Релаксаторами могут быть раз-
личные атомные группы, повторяющиеся звенья, микропо-
лости, концентраторы напряжения и т.д., которые могут,
взаимодействуя друг с другом, сливаться, перестраиваться и
диффундировать в полимерном материале.
Ядра релаксации двух видов, полученные в предположе-
нии обратной зависимости ядра в уравнении (4.1) с энтропи-
ей, которая возрастает в процессе релаксации напряжения до
максимального значения, имеют достаточно сложный вид:
для них нет практической методики определения их парамет-
ров, могут применяться для описания лишь начальных участ-
ков кривых релаксации напряжения. Такие ядра, по мнению
автора, с высокой точностью описывают кинетику релакса-
ционного процесса и позволяют выявить кинетические и
диффузионные области его протекания.
Зависимости параметров слабосингулярных ядер от
структуры полимеров получены в работе [257] с помощью
структурного микрорелаксационного подхода [258]. В работе
предложена методика определения параметров слабосингу-
лярного ядра (4.8) в зависимости от параметров структуры
полимера на примере полиуретана и полипропилена: числа
сегментов в полимерной цепочке, молекулярного веса сег-
197
мента, параметра энергии кснезии молекулярных i руин, сте-
пени кристалличности, размеров надмолекулярных образова-
ний, степени разветвленности, функциональности узлов.
В работе [259] сделана попытка связать процесс разру-
шения твердых тел под нагрузкой с изменением деформатив-
ности теории ползучести. Связь между долговечностью и де-
формативностью материала установлена посредством выра-
жения ядра ползучести через параметры уравнения долговеч-
ности Журкова.
Так, для материалов, у которых величина накопленной
деформации ползучести, определяемая из эксперимента, яв-
ляется постоянной величиной, ядро ползучести имеет вид
= кТАЕг г
J С0-£Пп —
L го J
где к - постоянная Больцмана;
Т - абсолютная температура;
А - величина накопленной деформации ползучести;
Е - модуль упругости материала;
у- структурно-чувствительный коэффициент;
t - долговечность;
Uo - энергия активации процесса разрушения;
то = Ю'13 с и совпадает по порядку с периодом тепловых
колебаний атомов тела.
Такое ядро, вероятно, позволит прогнозировать дефор-
мативность материала при различных температурах. Ранее
[249] подобным образом получено ядро ползучести, парамет-
рами которого являются характеристики прочности горных
пород. Исследованию влияния неоднородности структуры
резин на характер релаксационных процессов посвящена ра-
бота [260]. По мнению авторов, различия в дислокации и рас-
пределение связей межмолекулярного, внутримолекулярного
и внутриструктурного взаимодействия связей каучук-
наполнитель, наполнитель-наполнитель, наличие различных
структурных образований и т.д, обусловливают широкий на-
198
бор времен релаксации и, как правило, харакюрисгики неод-
нородности резин. В [260] установлена эмпирическая корре-
ляционная связь между параметрами спектра и характеристи-
ками неоднородности резин.
Анализ результатов этих работ позволяет сделать вывод,
что не все характерные механические свойства эластомеров,
имеющих широкий спектр времен релаксации, основная часть
которых лежит в области малых времен, могут быть удовле-
творительно описаны уравнениями (4.1) и (4.2) с широко ис-
пользуемыми ядрами типа (4.6), (4.8), (4.9), (4.11). А такие
свойства, как проявление эффекта Маллинза (зависимость
коэффициента потерь от амплитуды), наличие остаточных
необратимых деформаций, химическое, термо- и прочие виды
старения не заложены в эти модели и не могут быть ими опи-
саны [261].
Влияние температуры. Опыт показывает [101, 163,
165], что существенное влияние на реологические свойства
всех материалов оказывает температура.
Решение конкретных задач с учетом последнего в общем
случае весьма затруднительно. Чтобы обойти эти трудности,
необходимо либо вводить в программу расчета вид ядра пол-
зучести или релаксации при различных температурах, либо
использовать понятие термореологически простых тел, для
которых влияние температуры на реологические свойства
учитывается путем введения в обычные упруго-
наследственные соотношения типа (4.1), (4.2) модифициро-
ванного времени f (принцип температурно-временной анало-
гии ТВА [262]), приемлем второй метод.
Приведенное время или псевдовремя при разных посто-
янных температурах Т вводится как
t' = aT(T)t,
где t' - приведенное время;
ат{Т) - функция температуры или коэффициент темпера-
турно-временного сдвига, коэффициент редукции;
t — время наблюдения.
199
Коэффициент температурного сдвига выбирается таким
образом, что aj(To) = 1, где То - некоторая базовая температу-
ра приведения. Для нестационарных температурных полей
условное время определяется как интеграл от произведения
функции температуры на дифференциал истинного времени.
Если для данною материала температурно-временная
аналогия имеет место, т.е. известна функция aj{T) в некото-
ром интервале температур, то заменив в уравнениях (4.1),
(4.2) время t на t', они внешне не изменяясь, а на самом деле
будут отражать сильное влияние температуры [249, 252]. Ос-
новным ограничением применимости принципа ТВА являет-
ся требование неизменности материала и природы релаксаци-
онных процессов в области, где производится приведение.
Так, для эластомеров невозможна прямая суперпозиция спек-
тров, полученных до и после старения и кристаллизации. Вид
функции ат (7) определяется из эксперимента.
Для аппроксимации коэффициента аДТ) предложено не-
сколько формул. Наиболее употребляемая зависимость при-
нята в виде [262] уравнения Вильямса-Ланделла-Ферри
(ВЛФ)
lgar= —С1^~Гд\, (4.12)
ё т c2 + (r-Tsy
где С] и Сг - эмпирические коэффициенты, зависящие от
выбора Д;
Д - температура приведения.
Для практических целей за базовую температуру приве-
дения удобно принимать температуру лабораторных испыта-
ний [249] Д = 20 °C, где ат = 1. В качестве первого прибли-
жения для большинства резиноподобных материалов в [262]
приняты значения С\ =8,86; Сг = 101 °C, получившие назва-
ние универсальных коэффициентов приведения. Границы
применимости температурно-временной аналогии - ТВА за-
висят от типа эластомера (резины). В [263] обоснована воз-
можность использования универсальных параметров приве-
дения для резин, содержащих до 30 масс.ч. техуглерода, при
200
этом температура приведения Д в (4 12) определяется как
Д = Д + 50° = 252 К, где Д - температура стеклования рези-
ны. Здесь же показана возможность использования ТВА ди-
намических функций наполненных техническим углеродом
резин в нелинейной области, для которой сформулирован до-
полнительный критерий применимости приведения - симбат-
ности (совместимости) изотерм амплитудных зависимостей
динамических функций резин (модуль сдвига G' и тангенс
угла механических потерь tg<5). Максимальная амплитуда де-
формаций, при которой возможно приведение, зависит от
твердости резины и достигает 0,02 для любых резин (до
Н= 80 ед. по Шору); 0,1 для средненаполненых резин и 0,13
для малонаполненных резин. Показано, что для резин, содер-
жащих до 30 масс.ч. сажи ТВА осуществляется с универсаль-
ными параметрами приведения.
Коэффициенты приведения С\, Сг для резин с различным
наполнением приведены в табл. 4.3.
Таблица 4 3 - Параметры ТВА
Соде ржание основных компонентов, масс ч Параметры приведения
НК СКИ-3 скд Сера Техуглерод Д, К Ci с?
100 — — 2,5 30 297 24,4 101,6
- 100 - 2,5 40 289 8,86 101,6
- 100 - 2,5 50 297 -1743 -14720
100 - - 3,0 45 298 28,6 256
- 75 25 3,0 80 284 8,86 101,6
Для средненаполненной резины принцип ТВА может
быть переписан в виде
где С, = 28,6; С2 = 256/Д Д = 298/:.
Изменение модуля сдвига G и коэффициента диссипа-
ции у/ от температуры для резины показано на рис. 4.2.
201
f
Рис 4 2 Зависимость модуля сдвша G и коэффициента диссипации Ц/ от тем-
пературы Т
Для этой же резины, как и для других рассматривае-
мых резин, в интервале температур от 268 до 353 К вязко-
упругие свойства практически не изменяются. Дальнейшее
повышение температуры уменьшает модуль сдвига и уве-
личивает коэффициент поглощения энергии. Криогенные
температуры увеличивают модуль сдвига и коэффициент
диссипации энергии.
С учетом изложенного, если ползучесть или релаксация
описываются уравнениями (4.1), (4.2) с дробно-экспоненци-
альным ядром t- т) Работнова, например,
£= Е + Х j >
то при постоянной температуре £0 = ат(Т), и известной функ-
ции <зт(Т), Для которой <зт(Т0) = 1 значения реологических па-
раметров % и Р при температуре приведения То были равны
соответственно %0 и Д, то из самого определения дробно-
экспоненциальной функции (4.6) непосредственно следует,
что при произвольной температуре Т параметры ядра будут
пересчитываться по формулам [249]
(4.13)
Р = Рйа, (-1 < а < 0).
202
И coin at аппроксимируемся зависимостью (4 12), ю i ui
параметров ядра Раболнова выражения (4 13) буду! имен,
следующий вид
z(r) = Zoiok'+7W°
(4.14)
/?(г) = /?оюк^
Аналогично получают зависимости параметров ядра
Ржаницина (4.8) от температуры
А = Айаат;
Р = Р^р,
параметр а - не зависит от температуры.
Таким образом, проводя эксперименты на ползучесть
(релаксацию) при различных значениях температуры, посто-
янных в каждом эксперименте и меняющихся от эксперимен-
та к эксперименту, можно согласно методик [252] определить
параметры ядер (4.6) и (4.8) в зависимости от температуры.
Адекватно влиянию температуры на вязкоупругие свой-
ства эластомеров соответствует и изменение частоты нагру-
жения. Такая адекватность была предметом многочисленных
исследований. Интерес представлял вопрос, почему усиление
зависимости от частоты сопровождается усилением зависи-
мости от температуры и наоборот. Это явление получило на-
звание температурно-временной (частотной) аналогии и объ-
яснено в рамках теории так называемого термореологически
простого поведения материала [262]. Согласно этой теории,
изотермические и неизотермические характеристики соотно-
сятся следующим образом [165, 262].
С'(щ,Г) = -^-(7'(^,Г0);
С(а>,Т) = -^-С(й)ат,Т0),
(4-15)
Т(1р(1
где ри ра- плотности полимера при абсолютных темпера-
турах Г и Го соответственно;
203
G' и G" - составляющие комплексною модуля сдвии,
определяемого как
G = G>,T) + zG"((y,r),
<зт - коэффициент температурного приведения, опреде-
ляемый по формуле (4.12).
Температурно-временная аналогия также представляет
возможность прогнозирования процессов деформирования
полимерных материалов путем проведения ускоренных экс-
периментов в более жестких условиях - при повышенных
температурах. В рамках ТВА в настоящее время хорошо ис-
следованы как в линейной, так и нелинейной областях крае-
вые задачи для сред с нестабильными свойствами - воздейст-
вие температур, влажности и тд. [262]. В работах [264, 265]
приведены методики определения коэффициентов темпера-
турного сдвига ат по экспериментальным данным, а также
основные требования, предъявляемые к проведению таких
экспериментов. Ввиду серьезных экспериментальных трудно-
стей, ТВА часто является единственным средством оценки
динамических свойств в широком интервале температур и
частот, хотя такая оценка становится все менее надежной по
мере выхода за верхнюю и нижнюю границы интервала па-
раметров а> и Т. В каждом конкретном случае необходима
тщательная экспериментальная проверка такого подхода.
Нелинейные эффекты. Для большинства эластомерных
материалов область, когда реологические соотношения
можно описать линейными соотношениями типа
(4.1), (4.2) достаточно мала и рассматривать ее следует с дос-
таточными приближениями.
Дальнейшее развитие теории деформирования идет по
пути учета физической нелинейности и сложных путей на-
гружения материала [249, 252, 266]. В общем случае основ-
ные уравнения, устанавливающие связь между малыми де-
формациями и напряжениями для вязкоупругих материалов,
обладающих физической нелинейностью, представляются
204
уравнения Волыерра-Фреше в вше суммы иптшралов воз-
растающей крлносли
Уравнение такого вида для одномерного назружения
изотропного несжимаемого материала, обладающего одина-
ковыми деформационными свойствами при растяжении и
сжатии (это позволяет исключить в кратно-интегральном ря-
де Фреше-Вольтерра четные степени и двойной интеграл)
имеют вид
4') = aa(t)+b - ф(г> +
(4-16)
+ fЖ’’(' - Г1 ’' - Hr,Hr:Hr3\lTxdTzdT. +. .
где a, b\, Ьз~ параметры материала;
Kns - ядро ползучести, первый индекс п - обозначает
степень нелинейности, второй 5 - число уровней напря-
жений, равное числу ядер.
Ядра кратных интегралов весьма чувствительны к сте-
пени точности экспериментальных данных, поэтому удержа-
ние даже двух или трех членов в (4.16) приводит к большому
объему и сложности вычислений, что сильно ограничивает их
практическое применение. Поэтому для описания нелинейной
вязкоупругости используются зависимости, представляющие
собой частные случаи уравнений главной нелинейной теории
вязкоупругости [266] и содержащие, как правило, один или
два члена в виде суммы однократных интегралов. Уравнение
такого вида, в котором удержаны линейный и кубический
член, имеет вид
40 = <2Сг(т) + />| JaT, (г - т)су{т\1т + b, pc, (t - т)[сг(т)У dr
где a, b\, by- параметры материала;
К\, Кз - ядра ползучести.
В настоящее время имеется много работ, посвященных
построению нелинейных уравнений наследственного типа.
205
Наиоо lee удобными в праыичсски при южсниях явывися
уравнения Ледермана-Розовскою [267]
f(r) = T(cr)+ |АГ,(/-г)/[ст(г)]а,г, (4.17)
и уравнение Работнова [249]
^[40>°’(г)+ JA7(z - г)сг(г)<7г , (4.18)
где Л'(сг) - некоторая нелинейная функция напряжения;
к(0] ~ аппроксимация кривой с~ £ - мгновенного де-
формирования или изохронная зависимость сг=/(<?) при
/^0.
Уравнение Работнова (4.18) относится к числу наиболее
известных уравнений вязкоупругости. Оно успешно применя-
ется к металлам, полимерам и другим материалам [249, 266].
Различные варианты уравнений (4.17), (4.18) используются
для описания физически нелинейных наследственных сред
при решении конкретных задач вязкоупругости.
Наряду с уравнениями (4.17), (4.18) используются мето-
ды приведенных переменных, получившие название различ-
ных аналогий - термовременной, напряженно-временной и
т.д. [264]. Однако необходимо с известной осторожностью
использовать выводы теоретических работ, в которых урав-
нения нелинейной термовязкоупругости наследственного ти-
па обобщаются на случай нелинейной термовязкоупругости
путем введения условного времени и масштабной функции,
найденной в линейной области.
Эффекты физической нелинейности. Для средне- и
высоконаполненных резин в области малых гармонических
деформаций область линейного деформирования незначи-
тельна, характерными являются эффекты физической нели-
нейности, проявляющиеся в амплитудной зависимости дина-
мических характеристик, используемых в линейной теории:
модуля сдвига G или упругости Е, модуля объемного сжа-
тия К , коэффициента Пуассона и При аналитическом описа-
206
нии указанных характеристик у юбно пользоваться ком-
плексным представлением динамического модуля, являюще-
гося функцией частоты, температуры, амплитуды гармониче-
ского деформирования [165, 268].
Для случая общего циклического деформирования соот-
ветствующая экспериментальная программа очень трудоемка
и практически нереализуема. При простом (монофазном)
гармоническом нагружении, она существенно упрощается и
требуемые зависимости могут быть получены из опытов на
простой сдвиг [268]. Обширные экспериментальные данные,
приведенные в [269, 100, 101], обзоры по нелинейным эффек-
там в эластомерах при циклическом деформировании [165],
свидетельствуют о решающем влиянии степени наполнения
на уровень амплитудной зависимости сдвиговых динамиче-
Рис 4 3 Базовые амплитудные зависимости компонент комплексного модуля
сдвига
207
ских характеристик накопления G' и потерь G" На рис 4 3
представлены классические зависимости G' и G" oi удвоен-
ной амплитуды деформации сдвига / для резин на основе бу-
тилкаучука (28,8 % объемного наполнения сажей), получен-
ные в [270]. Эти зависимости свидетельствуют о необходимо-
сти учета амплитудной зависимости динамических характе-
ристик резин.
В [269, 271] установлено, что закономерности изменения
механических характеристик силовых элементов при гармо-
ническом деформировании адекватно описываются матема-
тической моделью интегрального типа, учитывающей свойст-
ва материала, параметры конструкции и эксплуатационные
факторы посредством конечных аналитических соотношений:
~ ~ ~ S ~
Nn=Ekun—-, MT=Gku—-
е\=Р'пе,- g; = ptg0-
Рп =2(\ + v)pQnG'L^,e,t)F ^/Go- (4.19)
~ А = /U«W)F (e)/G0,
где Nn,NT,un,uT - амплитуды нормальных и касательных
сил и перемещений на торцах элементов,
(•) = (•)' + /(•)" - комплексное представление величин
= N'n + iN” ,ил = w' + iu" и т.д.;
Ek,Gk - кажущиеся или условные модули, характери-
зующие конструкцию;
EL,G, - модули материала (резины) в области линейного
деформирования;
р}п, Рот- параметры жесткости, соответствующие ли-
нейной области деформирования;
F - функции, описывающие зависимость модуля сдви-
га материала от амплитуды деформации, F (0) = 1;
Go, Ео - некоторые отсчетные модули, соответствующие
208
частоте и температуре #
ё - среднеобъемная интенсивное.ь деформаций
Для параметров среднеобъемной интенсивности дефор-
маций применительно к резиновым элементам при сжатии,
сдвиге, комбинированном нагружении, имеют место следую-
щие выражения [271]
ё = ^[(1 + г)А.]''-. ; (420)
ё = кд, + 2(1 + >•>;, А. J'2.
где - деформации торца элемента под действием нор-
мальной Nt и касательной Nx гармонических сил.
Инженерный метод расчета механических, в том числе
силовых характеристик элемента, состоит в конкретизации
модели (4.19), (4.20) путем последовательного определения ее
параметров: Д„, Дг, F , ё, G в соответствии с заданными
формой элемента, маркой резины и условиями эксплуатации
элементов [269]. При этом модуль сдвига материала зависит
от амплитуды деформаций, температуры и частоты следую-
щим образом
G = G(a),0,e}, G =Gl(oj,0)F (ё),
где е - интенсивность амплитуды деформации,
(2.26)
При конкретизации функций F (ё) используются экс-
периментальные зависимости G' и G" от амплитуды дефор-
мации. Для получения наиболее общих результатов в качест-
ве базовых характеристик принимаются классические, суще-
ственно нелинейные зависимости Пейна [270] (рис. 4.3) по-
строенные для бутилкаучука в широкой области изменения
амплитуд деформаций и аппроксимируемые при численных
расчетах следующим образом
209
r1_.]0(2':’(,75,^+-'-'’72\
-0,8041g/-0,937,
[о,О765/ 045
/ < 0,006,
0,006 < / < 0,02,
0,02 < / < 0,3
(о,933 + 0,055 1 07 + 0,0121-106/2,
— = 04 0,65 + 2,36 107 - 0,80-107 2,
G."
L [-0,104-1,3601g/,
/ <0,007,
0,007 < / < 0,02,
0,02 < / < 0,3
(4-21)
Представленные на рис. 4.3 данные обобщаются на слу-
чай многоосной деформации путем использования вытекаю-
щей из формулы (4.20) связи интенсивности деформации с
удвоенной амплитудой деформации сдвига
т.е. заменой в формулах (4.21) /на 41 е [192].
Основные результаты расчета отражены на примере
плоских призматических элементов сжатия (рис. 4.4). Оче-
видны следующие закономерности: физическая нелинейность
210
материала проявляется в зависимости механических характе-
ристик элементов от амплитуды деформации. При этом кри-
вые, отвечающие разным соотношениям размеров у/уо = H/L,
L - длина элементов смещены относительно друг друга и экс-
периментальных данных (штриховые линии), отвечающих
однородному НДС в соответствии с нелинейными зависимо-
стями Пейна. Их удается совместить путем введения пара-
метра среднеобъемной интенсивности амплитуд деформаций
ё. В [271] установлено, что указанные закономерности спра-
ведливы и для резин с другим характером физической нели-
нейности.
211
V Гидраабразивнае изнашивание резин
5.1 Общие сведения
Резина прочно заняла ведущие позиции как конструкци-
онный материал для износостойких покрытий и футеровок
машин различного технологического назначения. В этом убе-
ждает длительная практика эксплуатации машин с резиновыми
футеровками и многочисленные публикации (цитируется по
[101, 114-128]), в которых подробно рассматривается исполь-
зование резиновых футеровок и покрытий для защиты от изно-
са горных и обогатительных машин: мельниц, дробилок, оком-
кователей, скипов, кузовов тяжелых автомобилей, вагонов, на-
сосов, флотационных установок, течек и т.д.
Во всех случаях применения футеровок и покрытий раз-
рушение резины происходит либо в результате пробоя, либо
от интенсивного износа Первый вид разрушения наблюдает-
ся в тех случаях, когда резиновая футеровка обладает малой
толщиной, а куски материала имеют большую массу и абра-
зивность. В этом случае при соприкосновении куска материа-
ла с футеровкой будут наблюдаться большие напряжения
растяжения, приводящие со временем к появлению макро-
трещин, и, в конечном итоге, к локальному разрушению ре-
зинового массива. Эта задача решается при определении ди-
намических параметров машины: например, решается задача
о взаимодействии рабочего органа машины с падающим
крупнокусковым материалом, а эффект пробоя резины устра-
няется определением оптимальной толщины слоя и грамот-
ным конструированием футеровки.
Второй случай разрушения, связанный с износом, затра-
гивает целый ряд исследований в различных научных на-
правлениях. Природа износа полимерных материалов в це-
лом, и резины в частности, несмотря на усилия многих уче-
ных до настоящего времени изучена явно недостаточно. Из-
нос представляет собой сложное явление и обусловлен, в
первую очередь, комбинацией различных типов напряжений
Рис 5 2 Характер взаимодействия абразивной частицы с поверхностью
и процессов, протекающих в поверхностных слоях резины.
Многие исследователи сходятся во мнении, что для резины
характерны следующие виды износа.
1. Усталостный износ. Вследствие многочисленных де-
формаций от ударов крупнокусковой массы в поверхностном
слое резины наблюдаются усталостные явления. В локальных
микрообластях структура материала изменяется, возникают
микротрещины, прочность резко падает и происходит разру-
шение резины. На рис. 5.1 и рис. 5 2 показан характер взаи-
модействия абразивной частицы с поверхностью резины.
Рис 5 3 Схема образования скатки при истирании резины
2. Абразивный износ. Острые и твердые частицы пере-
рабатываемого материала вдавливаются в футеровку, что вы-
зывает большие напряжения и порезы, приводящие к интен-
сивному износу. Абразивный износ определяется величиной
нагрузки, твердостью контртела, остротой его выступов и
прочностными характеристиками резины.
3. Износ вследствие скатывания. В результате большого
давления со стороны материала и трения между контртелом и
резиной возникают явления адгезии, т.е частицы резины
прилипают к материалу. Это, в конечном итоге, приводит к
надрывам на резиновой поверхности и отделению частиц от
массива. Схема образования скатки показана на рис. 5.3.
4. Температурный износ. При соприкосновении в мо-
мент удара контртела с резиной в ее поверхностном слое по-
являются микротрещины, в устье которых в короткое время
могут развиваться довольно значительные локальные темпе-
ратуры, иногда равные температуре сублимации резины. Яв-
ление такого диссипативного разогрева изучено довольно
слабо, но имеющиеся исследования [100, 112] показывают
перспективность этого направления. Что же касается повы-
шения температуры поверхностного слоя резиновой футеров-
ки в целом, ю известно, что повышенные температуры отри-
цательно влияют на прочностные свойства резины
5. Коррозионный износ. Известно, что химически ак-
тивные вещества отрицательно влияют на прочностные
свойства футеровки. Однако длительная практика показала,
что резина в общем-то хорошо сопротивляется внешней ак-
тивной среде при переработке большинства материалов
горной и химической промышленности. Особые случаи
здесь не рассматриваются.
Абразивный износ и износ посредством скатывания от-
носятся к так называемым «катастрофическим» случаям и
весьма нежелательны в инженерной практике. Поэтому в ре-
альных машинах следует по возможности избегать этих видов
износа и устранять их с помощью грамотного проектирова-
ния резиновой футеровки и выбора оптимальных технологи-
ческих режимов.
Длительная практика эксплуатации резиновых футеро-
вок и покрытий показала, что в них в большинстве случаев
наиболее распространенной является абразивно-усталостная
форма износа; по сопротивляемости к этому типу износа ре-
зина превосходит все известные конструкционные материа-
лы, включая и сталь. В основе этой способности лежат уни-
кальные упругие и диссипативные свойства материала.
Именно диссипация в значительной мере определяет сопро-
тивляемость резины циклическому разрушению и износу.
52 Взаимосвязь «диссипация-разрушение»
Резины, как и все реальные тела, не обладают идеальной
упругостью; при их деформировании часть энергии рассеива-
ется на преодоление вязкого сопротивления движению моле-
кулярных цепей и на разрушение структуры. До недавнего
времени эффект рассеяния энергии (эффект диссипации) рас-
сматривался как недостаток материала. И только сравнитель-
но недавно было показано, что диссипация энергии определя-
ет сопротивление резины различным типам разрушения; раз-
диру, разрыву, усталости, износу и т.д.
В [100. 112] и цитированной в них многочисленной ш-
тературе перечисляются основные механизмы диссипации
энергии;
а) вязкоупругость (или внутренняя вязкость), обуслов-
ленная природой резины и связанная с характером движения
молекул. Это основной и наиболее изученный механизм дис-
сипации (Пейн называет ее молекулярной), существенно за-
висящей от частоты деформации и температуры. Вязкоупру-
гость оказывает различное влияние на прочность резин-
• при высоких вязкостях диссипация энергии мала и резина
склонна к хрупкому разрушению;
• средние вязкости приводят к большой диссипации энергии,
это способствует диссипативному разогреву при цикличе-
ском нагружении, но уменьшает тенденцию к распростра-
нению трещин;
б) кристаллизация, вызванная деформацией; она встре-
чается в кристаллизующихся резинах при вытяжке;
в) разрушение и рекомбинация углеродных связей меж-
ду частицами наполнителя; диссипация от такого механизма
присуща саженаполненным резинам особенно при низких
деформациях;
г) изменение в конфигурации молекулярной сетки
вследствие «размягчения» под действием напряжений Этот
эффект, он известен как эффект Маллинза, наиболее полно
проявляется в наполненных эластомерах при больших де-
формациях;
д) разрушение структуры, например, слабых поперечных
связей типа полисульфидных; вопрос этот изучен совершенно
недостаточно и в литературе о нем лишь упоминается.
В резинах диссипация энергии достаточно велика: в на-
полненных резинах рассеивается около 4/5 подведенной
энергии, в ненаполненных - около 1/2, при этом механизмы,
вызывающие диссипацию, могут проявляться одновременно,
а фиксируемая, например, с помощью гистерезисной петли,
216
диссипация энергии oyier результатом суммарного влияния
различных механизмов, разделить которые весьма трудно.
Диссипация и прочность резин при разрыве. Много-
численные авторы исследований (цитируется по [100, 112]
пришли к следующему заключению: статическая прочность
при однократном нагружении повышается с увеличением
внутреннего трения; при циклическом нагружении усталост-
ная прочность снижается с повышением внутреннего трения
даже в изотермических условиях, когда исключено влияние
разогрева резин.
Эндрюс [112] показал, что диссипация является основ-
ным фактором, обеспечивающим прочность резин, а Пейн
подтвердил это экспериментально, получив простую зависи-
мость между энергией разрушения Up и энергией Ud рассеян-
ной при растяжении образцов до разрыва независимо от ме-
ханизма диссипации, т.е. независимо от степени наполнения
резины, в виде Up = 8/9£Л)2/3. Здесь энергия разрушения опре-
деляется площадью, находящейся под кривой <у~е вплоть до
разрушения образца, а энергия Ud пропорциональна площади
петли гистерезиса.
Диссипация и циклическое разрушение резин. Мно-
гие исследователи уделили этому вопросу особое внимание,
делая при этом различные, нередко противоречивые, предпо-
ложения для объяснения отдельных эффектов. Это вызвано
как сложностью проблемы в целом, так и недостатком экспе-
риментальной информации. Трудность состоит также в том,
что разрушение резины сопровождается большим количест-
вом зависящих друг от друга эффектов (старение, экзотерми-
ческие локальные эффекты, общий диссипативный разогрев
образца, повреждаемость материала и т.д.), изучать избира-
тельно которые на сегодняшний день не всегда представляет-
ся возможным. Обобщая имеющуюся информацию в этом
аспекте, можно сделать следующие выводы [100, 101, 169]:
1. Диссипация энергии предотвращает образование тре-
щин, их рост и является основной причиной неподчинения
резин критерию разрушения Гриффитса. Так, при цикличе-
ском ра шире наблюдается )ффект замедления или полной
остановки роста трещин Эндрюс (цитируется по [112]) свя-
зывает это явление с развитием кристалличности вокруг
устья трещины: в кристаллизующемся эластомере трещина не
будет расти до тех пор, пока частично или полностью не рас-
плавится кристаллическая область, Эйрих и Смит [112] на-
звали этот эффект явлением самоупрочнения.
2. Резины с максимальной диссипацией обладают по-
вышенной прочностью. Поэтому наполненные резины обна-
руживают большее сопротивление раздиру и разрушению
при растяжении, чем ненаполненные. Джент [112] связывает
это явление с тем фактом, что часть энергии деформации
диссипируется за счет размягчения материала под действием
напряжений.
3. Вязкоупругие свойства резины, такие как модуль и ко-
эффициент диссипации, зависят от многих факторов и, преж-
де всего, от температуры и плотности поперечных сшивок.
Модуль резины с плотностью сшивок возрастает; диссипация
вначале возрастает, затем при определенной концентрации
сшивок переходит через максимум и уменьшается [112].
4. При непрерывной скорости нагружения диссипация
энергии уменьшает упругую деформацию в устье трещин и
способствует упрочнению материала; при циклическом де-
формировании диссипация не оказывает такого заметного по-
ложительного свойства, что, по мнению [112] связано с
меньшей ролью самоупрочнения и присутствием значитель-
ного саморазогрева резины, оказывающего отрицательное
действие на долговечность.
5. При деформировании резины разрушение начинается
с дефектов, т.е. с мест, ослабленных трещинами. Рост множе-
ства таких трещин и релаксация напряжений возле них дис-
сипируют много энергии, это может задержать рост трещин и
увеличить долговечность материала. Усталостная трещина
будет распространяться в том случае, когда скорость накоп-
218
1ения упру 1 ой энергии превысит скороеib диссипации энер-
I ии, т.е dUpldt > dUddt [112]
Как видно, диссипация энергии является результатом
действия различных механизмов, которые сами по себе изу-
чены далеко в недостаточной степени. Совершенно не изуче-
на роль диссипации при разрушении массивных изделий, об-
ладающих большим саморазогревом при длительном цикли-
ческом нагружении (несколько лет), когда существенную
роль играет комплексное влияние нескольких механизмов в
сочетании с эффектами старения и влияния окружающей сре-
ды. Подход к изучению связи диссипация-разрушение в таких
изделиях на сегодняшний день может быть только феномено-
логическим с выделением основных процессов, сопровож-
дающих усталостное разрушение. Поэтому в настоящей рабо-
те автор ограничился изучением лишь таких механизмов как
вязкоупругость и разрушение, понимая под последними всю
совокупность повреждений, которые происходят в резиновом
массиве при длительном циклическом нагружении и влиянии
агрессивной среды.
Временная зависимость коэффициента диссипации име-
ет довольно сложный характер, объяснить который можно с
позиций концепций, изложенных выше. Суммарную дисси-
пацию Z можно представить в виде Z у/ = y/,t + у/р, где у/м -
диссипация от вязкоупругости, т.е. молекулярная диссипация
и у/р - диссипация от разрушения, т.е. от изменения структу-
ры вследствие деформации. Рассматривая зависимость y^t) с
этих позиций, падение у/ можно объяснить уменьшением мо-
лекулярной диссипации, т.е. уменьшением внутренней вязко-
сти за счет старения материала, понимая под этим весь ком-
плекс изменений структуры резины за счет протекающих фи-
зико-химических процессов, которые на сегодняшний день
корректно могут быть учтены лишь с феноменологических
позиций. Дальнейшее увеличение у/ связано с ростом доли
диссипации от поврежденности материала, которая вначале
как бы компенсирует уменьшение молекулярной диссипации,
219
а за i см за ciiei лабильною pocia микроновреждепии и ысси-
пации энерши возле них изменяет характер этой кривой, уве-
личивая вплоть до отказа образцов.
В принципе можно считать, что, начиная с момента де-
формирования резиновых деталей и до их отказа, виден кон-
курирующий процесс между разрушением и сопротивлени-
ем материала этому разрушению, проявляющийся в умень-
шении молекулярной диссипации и увеличении диссипации
от разрушения При экспериментальных же исследованиях
фиксируется суммарная диссипация по петле гистерезиса и
разделить эти процессы на сегодняшний день не представля-
ется возможным.
В феноменологическом смысле повреждаемость мате-
риала довольно существенно влияет на механические харак-
теристики материала. Так, модуль сдвига увеличивается
вплоть до появления магистральных трещин [100]; частотная
зависимость его с ростом повреждаемости несколько изменя-
ет свой характер, особенно в области пика релаксационного
спектра. Коэффициент диссипации претерпевает более суще-
ственные изменения: пик релаксационной кривой не остается
постоянным, а смещается в зависимости от степени повреж-
даемости материала [100].
Коэффициент диссипации, как видно, является струк-
турно-чувствительной величиной и по его изменениям можно
судить о кинетике физико-механических процессов, проте-
кающих в резине при длительном циклическом утомлении. В
феноменологическом смысле резкое его увеличение является
признаком глобального разрушения системы, т.е. появления
магистральных трещин. Зная кинетику изменения можно
с инженерной точностью прогнозировать долговечность кон-
струкции.
Обсуждение результатов. Рассмотрим причины изме-
нения диссипации энергии в исследуемых резинах. На дисси-
пацию влияет:
а) плотность сшивки; в [100] имеется информация по
этому вопросу; здесь этот вопрос не рассматривается, но
220
\io/kho oivieiHib, чго 11я исследуемых резин iuoihocib
сшивки повышает диссипацию энергии;
б) режим нагружения; в данном случае эют вопрос мож-
но также не рассматривать, т.к. амплитуда и частота нагру-
жения могут быть приняты постоянными;
в) температура; влияние ее на диссипацию энергии до-
вольно существенно и к тому же имеется обратная связь; по-
вышение диссипации с ростом температуры (для большинст-
ва резин это наблюдается при Т> 80 °C) вызывает увеличение
саморазогрева резины вплоть до катастрофического разруше-
ния образца [100];
г) влияние внешней активной среды; изучено очень сла-
бо и здесь не рассматривается;
д) наполнение резины; наполнение инертными наполни-
телями типа окиси цинка, по-видимому, не сказывается на
величине коэффициента диссипации. По крайней мере, в из-
вестной литературе этот эффект отмечен не был. Сажа суще-
ственно влияет на диссипацию, повышая ее для всех извест-
ных марок резин. Таким образом, на макроуровне в механиз-
ме разрушения роль диссипации отрицательна. Для увеличе-
ния долговечности резины нужно, чтобы энергия диссипации
была минимальной (низкие значения модуля и коэффициента
диссипации за счет, например, малого наполнения сажей) и
максимальной энергия разрушения (при неизменных разме-
рах конструкции изделия ее увеличение возможно, в основ-
ном, за счет повышения коэффициента теплопроводности,
т.е. за счет наполнения сажей). Как видно, эти требования
весьма противоречивы. С другой стороны, диссипация энер-
гии, особенно за счет вязкоупругости, должна быть макси-
мальной, т.к. роль ее на микроуровне в механизме раз-
рушения положительна: диссипация способствует остановке
микротрещин и тем самым повышает долговечность.
Таким образом, с точки зрения связи диссипация-
разрушение, свойства резины должны быть оптимальными.
Диссипация энергии не должна быть большой, т.к. это приво-
дит к саморазогреву и быстрому отказу образца, диссипация
221
энергии не должна быть и слишком малой, т к., несмотря на
низкую температуру саморазогрева, долговечность резино-
вых изделий будет незначительной благодаря малому эффек-
ту самоусиления резины.
Отсюда следуют требования, предъявляемые к резинам,
используемым для изготовления защитных футеровок:
1. Резина должна быть средненаполненной: мгновенный
модуль сдвига должен быть порядка (25-30) МПа.
2. Коэффициент диссипации должен быть оптимальным,
с одной стороны, чтобы минимальной была температура са-
моразогрева; с другой стороны - чтобы проявлялся эффект
самоусиления, т.е., чтобы происходило торможение трещин,
их остановка и уменьшались напряжения в местах дефектов и
микроповреждений. Для средненаполненных резин должен
быть порядка 0,35-0,45.
3. Резина должна быть квазилинейной, иметь слабую
частотную зависимость модуля сдвига и коэффициента по-
глощения энергии и практически не иметь последействия.
4. Резина должна хорошо противостоять старению и
мало изменять механические свойства в процессе длитель-
ного утомления, для чего она должна иметь хорошую за-
щитную группу.
Как видно, требования включают не только механиче-
ские величины, но и технологические аспекты, которые в со-
временной теории вязкоупругости не получили должного ос-
вещения, а при расчете резиновых деталей вообще не учиты-
ваются в силу отсутствия как разработанного математическо-
го аппарата, так и надежной экспериментальной информации.
Вместе с тем, роль их в общем механизме деформирования и
разрушения резиновых деталей чрезвычайно велика. Отсюда
следует хорошо известный вывод: оптимальные резины мож-
но создавать лишь в союзе механики с технологией.
222
5.3 Теоретические предпосылки к исследованию
трения и износа резин
В области трения и износа резин имеется большое коли-
чество публикаций (см. обзоры [172-248]), в которых на ос-
нове результатов экспериментальных исследований авторы
пытались создать некоторые обобщенные феноменологиче-
ские модели этих, в общем-то, довольно сложных процессов.
Различные подходы к изучению трения износа резин, заимст-
вование методологии испытаний из уже хорошо разработан-
ных методов исследований металлов, сложность самих про-
цессов, связанных со спецификой материала и, в первую оче-
редь, с большими обратимыми деформациями и большой
диссипацией энергии - все это способствовало появлению
результатов, не только отличных по своему качественному
характеру, но нередко противоречащих друг другу. Автор не
ставил своей целью дать ретроспективный обзор по трению и
износу резин, поэтому ниже изложены лишь основные науч-
ные концепции, уже получившие широкую известность и
экспериментальное подтверждение.
В 1972 году в ж. «Механика полимеров» вышла обзор-
ная статья Крагельского И.В. «О природе трения полимеров»
[188], в которой дан обзор работ, начиная с 1941 года. Неко-
торые проблемы трения и износа резин до 1992 г. обобщены в
монографии [4]. После 1992 года количество работ в этой об-
ласти заметно уменьшилось; в последнее время известны ра-
боты Пенкина, Копченова и других авторов [189, 191-208].
Уже в 1941 г. были получены довольно простые зависи-
мости, связывающие коэффициент трения f со скоростью из-
носа и, давлением Р, твердостью резины Н и ее модулем уп-
ругости Е в виде
f = (a + bu)e~L> +d;
1
a -------;
a + bp
P_
i де a, b, c, J - некоторые носюянные.
Позже появилось довольно большое количество научных
работ по исследованию трения и износа резин. Рассмотрим
наиболее важные из них.
Крагельский И.В. [173] разработал усталостную теорию
изнашивания, согласно которой элементарный акт износа
контактируемых поверхностей происходит в результате из-
менений напряженно-деформированного состояния микро-
объемов материала. Автор теории полагает, что в таких мик-
рообъемах происходит накопление микротрещин, их слияние,
и этот процесс, в конечном итоге, приводит к образованию
частиц износа. По мнению Крагельского И.В., износ - это
процесс отделения материала при многократных нарушениях
фракционных связей. При этом интенсивность изнашивания
определяется отношением объема ДИ разрушенного и уда-
ленного с поверхности трения материала к произведению но-
минальной площади трения Аа и пути трения L, которым обу-
словлен износ. В этом случае интенсивность линейного Д и
массового Id износа можно записать в виде
I ДК -Д/г /
'' (д,А) £ ’ ° (4Л)’
где Ah - толщина слоя материала, удаленного с поверхности
при изнашивании;
AQ - масса истертого материала в исходном состоянии.
Энергетическая характеристика износа Д представляет
собой отношение объема удаленного с поверхности трения
материала к работе сил трения и выражается в виде
у = дг =А,Л = Ll
" (bF) F та ’
где F - сила трения;
та - удельная номинальная сила трения, равная отноше-
нию силы трения к номинальной площади трения.
224
где с, коэффициент, учитывающим в шяние на площадь
фактического контакта упругих деформаций (при упру-
гом контакте £ = 0,5, при пластическом £ = 1),
В, v- параметры степенной аппроксимации кривой;
£= h/hmax- относительное сближение;
И - глубина внедрения при заданной нагрузке;
Итах ~ максимальная высота неровностей профиля;
т]с = AJAa (Ас - контурная площадь контакта, Аа -
номинальная площадь контакта);
п - суммарное число циклов фрикционного взаимодей-
ствия, необходимое для элементарного акта износа;
/ - средний диаметр единичного участка контакта в на-
правлении скольжения.
В 1953 году Шалламах [115] одним из первых начал
рассматривать внешнее трение резины как термофлуктуаци-
онный процесс и предложил математическое выражение,
связывающее скорость скольжения /, тангенциальную силу
F, равную силе трения, и параметры известного уравнения
Аррениуса
где В - некоторая постоянная;
U - энергия активации процесса разрушения;
к - постоянная Больцмана;
Т - температура;
/ - структурно-чувствительный коэффициент резины
Отсюда Шалламах получил уравнение для силы трения в
зависимости от температуры и скорости скольжения
F = —\U + kT\n—
Д В)
Как видно, в формулу не входит нормальное давление,
поэтому она справедлива для больших сил трения и малых
давлений.
Дальнейшее развитие идея Шалламаха получила в рабо-
тах Бартенева [117], предложившего вариант молекулярно-
кинетической теории трения. Модель внешнего трения Бар-
тенева учитывает цепное строение молекул резины и «сво-
бодное» тепловое движение гибких молекулярных цепей. Для
скорости скольжения автор получил следующее выражение
V = 1—ехр--------,
В Ч кТ\^Т)
где Л - некоторое среднее расстояние перескока оконечно-
сти молекулярной цепи, контактирующей с контртелом;
I- видоизмененная функция Бесселя 1-го рода.
Эта теория, несмотря на существенные ограничения,
получила довольно широкое распространение, и, прежде
всего, вследствие своей простоты и наглядности. Однако
для нее, как впрочем и для других кинетических теорий,
характерны недостатки: она хорошо, в качественном смыс-
ле, объясняет процесс трения, но количественная оценка
всегда затруднительна. Это связано с тем, что определение
параметров, входящих в уравнение скорости скольжения,
требует наличия достоверной экспериментальной инфор-
мации, получаемой в лабораторных условиях. А перенос
лабораторных исследований в условия практики дает не
всегда адекватные результаты. К тому же модель внешнего
трения для простоты и реализуемости обычно не включает
в себя некоторые тонкости такого сложного процесса, как
взаимодействие резиновой футеровки с потоком крупно-
кускового абразивного материала, т.е. процесса несомнен-
но стохастического, необратимого с термодинамической
точки зрения, и, безусловно, нелинейного.
К таким тонкостям относится также так называемый
феномен «третьего тела». При постоянном контакте рези-
новой футеровки с контртелом вследствие протекающих в
поверхностном слое резины механохимических процессов
(накопление поврежденности на микроуровне, макропоре-
зы, удаление частиц резины посредством скатывания, ста-
рение резины и т.п.) структура этого слоя существенно из-
меняется, и физико-механические характеристики материа-
226
ла (твердость, модуль сдвига, коэффициент диссипации
энергии и т.д.) отличаются от таких же характеристик ре-
зинового массива, что, безусловно, нельзя игнорировать в
процессе расчетов.
В рассмотренных работах, равно как и в других, иссле-
довался лишь один, редко два, механизм износа резин. Вме-
сте с тем, хорошо известно, что в практике, частично или
полностью, всегда присутствуют все перечисленные выше
механизмы износа резин, т.е. усталостный, абразивный, тем-
пературный, коррозионный износы и износ вследствие ска-
тывания. При этом зачастую один из перечисленных меха-
низмов износа будет доминирующим, а остальные играют
второстепенную роль. Поэтому многие авторы, в том числе
Бартенев Г.М., Ратнер С.Б., Евстратов В.Ф., Резников-
ский М.М., Пенкин Н.С., Палмгрен, Мур, Нильсон и другие
на основе обширных экспериментальных исследований при-
шли к следующему заключению: износ резины - явление зна-
чительно более сложное, чем внешнее трение. Интенсивность
изнашивания резин зависит от целого ряда факторов: коэф-
фициента трения, степени поврежденности материала, степе-
ни утомления материала, механизма износа, температуры, аг-
рессивности внешней среды, физико-механических характе-
ристик резины и т.д.
Так, Шалламах установил, что абразивное изнашивание
резины происходит вследствие разрыва материала абразив-
ными зернами; впоследствии часть резины отделяется от об-
разца в виде продуктов износа.
Если износ резины происходит по абразивной шкурке,
то на поверхности образца образуются поперечные полосы,
так называемые полосы Шалламаха.
Крагельский И.В. и Е. Утияма считают, что при износе
резин важную роль играют многократные деформации ее по-
верхностного слоя и предполагают, что в основе такого меха-
низма износа лежат усталостные характеристики материала
227
Резниковскии М.М., Палмгрен, Мур, Нильсон и дру!не
при исследовании фрикционного износа резин показали, что
на поверхностном слое образца происходит образование
складки и сворачивание ее в рулон.
Евстратов В.Ф. при исследовании износостойкости шин
установил смешанный характер износа: наряду с усталостным
механизмом износа существует также и абразивный износ.
Как видно, изнашивание резин является сложным мно-
гопараметрическим нелинейным процессом. При этом доми-
нирующий механизм износа определяется совокупностью
факторов: физико-механическими свойствами резины, пара-
метрами нагружения, свойствами абразивной среды, темпера-
турой, внешней средой и т.д. Если говорить о конкретном
предмете исследований, то бесспорным является следующее:
при длительной работе мельниц преимущественным является
усталостный гидроабразивный износ футеровок.
5.4 Исследование основных механизмов износа
резиновой футеровки
5.4.1 Обзор и оценка возможностей
существующих аналитических моделей
эрозионного износа поверхностей под
действием ударов твердых частиц
Созданию первых аналитических моделей эрозионного
износа поверхностей под ударами твердых частиц предшест-
вовал долгий период накопления экспериментальных данных
и качественных умозаключений, нашедший отражение в об-
зоре [134]. Сначала цель экспериментаторов заключалась в
том, чтобы найти физический параметр материала, опреде-
ляющий его износостойкость. Ниже будут изложены новые
выводы в этом направлении. С течением времени появлялись
попытки создания механических моделей процесса износа в
целом. Первая аналитическая модель принадлежит Финни
[136], который рассматривал эрозионный износ как процесс
резания и пластического деформирования. Была рассчитана
228
фаекюрия частицы, срезающей и переносящей материал, и
определены потери объема вследствие эрозии-
где т - масса частицы;
Ро- скорость ударяющей частицы;
к - отношение вертикальной составляющей силы воз-
действия частицы к горизонтальной составляющей;
d- глубина среза;
<jf-предел прочности материала поверхности;
q(a) - функция, характеризующая влияние величины уг-
ла падения частицы.
Этот подход оказался успешным для выяснения ряда
особенностей процесса изнашивания, но при углах падения,
близких к а = 90° возникают количественные несоответствия,
касающиеся влияния предела пластичности, показателя ско-
рости и принципиальной применимости модели. В дальней-
шем этот подход был усовершенствован, - в частности, пока-
затель степени скорости заменен на 2,5, что позволило при-
близиться к экспериментальным данным. Но в целом модель
Финни имеет только историческое значение как первая по-
пытка такого рода.
Следующий шаг был сделан Виттером [137], который
рассматривал износ как сумму двух компонент - деформаци-
онного износа и срезывания, что подтвердилось на опытах. В
основе модели лежит предположение, что тангенциальная и
нормальная компоненты скорости V ударяющей частицы обу-
словливают различные виды износа, которые независимы
между собой. Предполагается, что нормальная компонента
удара приводит к образованию трещин усталостного или
хрупкого разрушения на поверхности, тогда как тангенциаль-
ная компонента, ответственная за разрушение вследствие
пластического деформирования.
При этом считается, что для обоих видов износа сущест-
вуют определенные критические значения энергии Е/и Es, ко-
229
юрые необходимо затрлить для удаления единицы изнаши-
ваемого материала.
Таким образом, для суммарной массы эродированного
материала в обоих случаях имеют место следующие выраже-
ния:
w _Q,5M(Vsma-VS
' ~ Ef
_ 0,5A/(r2cos2a-rp2)
W'= Es ,
где M- общая масса ударившихся частиц;
Ve и Vp - предельные значения скорости, при которых
еще от сутствует эрозия.
По Виттеру износ невозможен, если соударение частицы
с материалом носит характер упругого взаимодействия. Для
металлов этот случай можно считать неправдоподобным. Од-
нако такая концепция может использоваться при попытке
объяснить износ полимеров.
Очевидно, что использование модели Виттера для про-
гнозирования результатов процесса эрозии возможно только
при наличии предварительно найденных из эксперимента
значений констант Е/, Е,, Ve и Vp. Но даже и при выполнении
этого условия прогнозируемые величины могут в несколько
раз отличаться от фактически наблюдаемых. Поэтому широ-
кого распространения эта модель не получила. Следует под-
черкнуть, что обе модели, и Финни, и Виттера создавались, в
основном, в расчете на изучение эрозии металлических по-
верхностей. Такую же цель преследует и недавно появившая-
ся модель Бекмана-Готцмана [138], не требующая знания
трудоемких эмпирических констант. Впрочем, указанные ав-
торы объявили о возможности модифицирования их модели с
целью применения ее для исследования эрозионного износа
полимерных материалов. Но такая возможность остается пока
что гипотетической.
Численная модель ударного эрозионного износа, при-
надлежащая Е.Ф. Непомнящему [139], также вначале исполь-
230
зовалась для изучения эрозии металлических поверхностей. В
ее основе лежит представление об усталостной природе раз-
рушения поверхностного слоя материала, что имеет место не
только для металлов, но и для широкого круга других мате-
риалов. Поэтому, в работе [139] эта модель была приспособ-
лена для расчета эрозии поверхностей полимерных материа-
лов. Наиболее важная эмпирическая константа данной тео-
рии, это - оцениваемый из экспериментальных данных обоб-
щенный коэффициент трения:
j. _ И0со5а0 - Vkcosak
И051па0 - Vkcosak
где - скорость частицы перед соударением с поверх-
ностью и после него;
а0,ак - соответствующие углы наклона траектории к
плоскости.
Модель отличается аналитической разработкой и введе-
нием ряда вспомогательных констант. Однако ряд выводов на
ее основе явно расходится с опытом, например, теоретиче-
ское предсказание о независимости интенсивности износа от
размеров частиц. В целом результаты расчетов на основе этой
модели только качественно согласуются с эксперименталь-
ными данными по износу резин, пластмасс, технически чис-
тых металлов и металлических сплавов. К тому же с уве-
личением угла атаки а® контактные напряжения и деформа-
ции возрастают и могут достичь разрушающих напряжений,
при которых изменяется сам механизм изнашивания - проис-
ходит переход от усталостного износа к микрорезанию.
Поэтому задачу создания количественной аналитической
модели, пригодной для достаточно точного описания процес-
са эрозионного износа полимерных материалов под ударами
твердых частиц и кусков нельзя считать уже нашедшей свое
разрешение. Не исключено, что такое положение создалось
из-за того, что до сих пор при исследовании процессов эрози-
онного износа не использовались наиболее прогрессивные
современные физические теории разрушения, и, в первую
очередь, термофлукгуационная теория С Н Журкова Воз-
можность плодотворного применения этой теории к описы-
ваемому кругу явлений обсуждается ниже.
5.4.2 Локальный термический пиролиз как
причина образования начальных
усталостных повреждений резины
Известно, что для процесса абразивного износа резины
характерно существование начального инкубационного пе-
риода, в течение которого материал может интенсивно по-
глощать энергию ударяющихся частиц, не подвергаясь при
этом заметным макроскопическим изменениям. Но вслед за
этим, начиная с некоторого момента, развивается процесс
интенсивного разрушения поверхности. В течение упомя-
нутого периода происходит накопление усталостных мик-
роповреждений.
Как отмечалось в [164], уровень теоретико-эксперимен-
тальных исследований в этой области не позволяет объяснить
начальный процесс явления усталости. Установлено, что
«нужно чтобы материал в целом устал, т.е. чтобы в нем поя-
вились рассеянные начальные повреждения с достаточной
концентрацией и эти повреждения изменили бы физико-
механические свойства материала». Физическая природа та-
ких повреждений до сих пор остается неустановленной, но
считается, что «для выяснения механизма износа пластиков и
эластомеров недостаточно знать изменения макроскопиче-
ских параметров (£, ст, р, t) и режима износа (Т, V), но важно
учитывать также изменение структуры материала в результа-
те физико-химических процессов» [164]. Хотя существующая
термофлуктуационная теория разрушения «призвана объяс-
нить с молекулярной точки зрения усталостный механизм из-
носа, количественно они не согласуются» [140]. Тем не ме-
нее, авторы работы [140] могли прийти к следующим важным
выводам: ведущим фактором, определяющим износ резины,
является температура контактирующих поверхностей; эле-
232
мен ирные акты износа про i екают в условиях шачигельных
температур в пятнах касания.
Последнее указание насчет значения локальных темпе-
ратурных вспышек может быть положено в основу физиче-
ского моделирования начальных актов износа при изучении
механизма эрозионного разрушения. Для этого сначала отме-
тим, что проблема происхождения местных подъемов темпе-
ратуры в рассеянных центрах - в «горячих точках» - стоит в
центре внимания современной физики детонации промыш-
ленных взрывчатых веществ. Так, Ф. Боуден в ряде классиче-
ских исследований выдвинул свою концепцию горячих оча-
гов как точек адиабатического разогрева газовой фазы [142].
Однако новые исследования показали недостаточность такого
истолкования, и поэтому в работе [141] были высказаны со-
ображения относительно возможности разогрева локальных
очагов на фронте инициирующего ударного импульса вслед-
ствие перераспределения кинетической энергии массового
движения вещества, концентрирующейся в окрестности схло-
пывающихся микрокаверн, рассеянных в материале Иначе
говоря, утверждается, что «горячие точки» - это следы, ос-
тавшиеся на месте залеченных ударом микропор типа микро-
трещин Гриффитса.
Подобные же соображения, естественно, могут быть пе-
ренесены на ситуацию, возникающую при ударе твердого
куска или абразивной частицы по поверхности полимерного
покрытия, что позволяет выдвинуть новую гипотезу о терми-
ческой природе эрозионного износа полимеров.
Предварительно отметим, что в недавних эксперимен-
тальных работах исследовались экзотермические эффекты
при разрыве резины [143] и других полимеров. Были зафик-
сированы температурные вспышки ДГ с величиной порядка
нескольких сотен градусов в вершине распространяющейся
трещины. Имея в виду, что в поле упругих напряжений ис-
ходные микротрещины могут не только расти, увеличиваясь в
размерах, но и сокращаться вплоть до почти полного исчез-
новения, если приложены достаточно высокие сжимающие
напряжения [144] Рассмогрим схему удара абразивной мак-
рочастицы о слой полимерного покрытия
В момент удара частицы со скоростью V от точки кон-
такта начинает распространяться волна упругих напряжений
с интенсивностью, зависящей от величины V и механических
характеристик материала.
В диапазоне умеренных скоростей удара можно исполь-
зовать для оценки величины упругих сжимающих напряже-
ний ст в окрестности точки 0 схему соударения абсолютно
жесткого тела с упругим полупространством, характеризую-
щимся модулем упругости Е и плотностью р [145]. Соответ-
ствующее выражение имеет вид
сг = 7у[рЁ,
что удобнее записать в виде отношения
Е У Е
Известно, что в твердых пластиках, как и в других твер-
дых телах, всегда присутствуют начальные дефекты, микро-
поры типа микротрещин Гриффитса с размерами порядка
10'3мм. В силу незначительных размеров они не искажают
картину распространения волновых возмущений, но могут
служить концентраторами напряжений, а также увеличивать-
ся в размерах или сокращаться в зависимости от величины и
знака приложенных нагрузок. Значительного сокращения и
исчезновения («залечивания») начальных микротрещин в по-
ле динамических напряжений можно ожидать, если величина
сжимающих напряжений соизмерима с величиной модуля
упругости а= Е.
Пользуясь этой формулой и подставляя в нее характер-
ные, например, для резин значения р= 1,3 г/см3 и
£=50 кг/см2, получим в случае скорости удара £=20 м/с
значение 2. Следовательно, можно считать, что при ти-
пических условиях удара абразивной частицы по высокоэла-
стичному покрытию вблизи точки соударения создаются воз-
можности для залечивания микротрещин. Подобная картина
234
может имечь моею для 1ермопласюв, поскольку любой про-
цесс развития трещины связан с преобразованием энергии из
одной формы в другую. В соответствии с первым законом
термодинамики, величину поверхностной энергии исходной
трещины можно считать минимальной оценкой энергии, по-
шедшей на разогрев материала в окрестности схлопнувшейся
трещины, что позволяет сразу записать элементарную оценку
величины подъема температуры в случае сферической мик-
рокаверны с радиусом R, полагая, в первом приближении
удельную теплоемкость материала с постоянной величиной
[141]:
где р - удельная поверхностная энергия материала.
Оценим с помощью (5.1) локальный разогрев для типич-
ного полимера (/>=1,8 г/см3, с = 0,3 кал/г.гр.), взяв в качестве
R значения 10'3 мм и воспользовавшись для у усредненной
экспериментальной оценкой у s 5-105 эр г/см2 [146]. Подстав-
ляя указанные значения в формулу (5.15), придем к оценке
Д7~ 600 °C.
Полученный результат можно рассматривать как указа-
ние на тот факт, что при захлопывании микрокаверн вследст-
вие удара подъем температуры в возникающем локальном
очаге разогрева может достигать нескольких сотен градусов.
Поскольку при таких температурах углеводородные пластики
претерпевают термический пиролиз, распадаясь на элемен-
тарные компоненты вплоть до газообразного водорода и сажи
[147], естественно предположить, что удар абразивной части-
цы способен приводить к пиролитическим превращениям по-
лимерного покрытия в местах существования локальных оча-
гов разогрева вблизи точки соударения. Эта гипотеза может
быть положена в основу объяснения физической природы ус-
талости полимерного материала, подвергающегося процессу
эрозии под действием многократных ударов абразивных час-
тиц и кусков. Действительно, с этой точки зрения, начальный
индукшвныи период процесса изнашивания можс! заклю-
чаться в накоплении микроскопических полостей, заполнен-
ных деоруктурированными продуктами термическою пиро-
лиза Подобное накопление при стационарном процессе из-
нашивания должно продолжаться без видимых макроскопи-
ческих повреждений вплоть до критического момента, когда
материал покрытия оказывается «изъеденным», т.е. насы-
щенным микрокавернами, содержащими продукты пиролиза,
до такой степени, что его механическая прочность оказывает-
ся недостаточной для поддержания целостности покрытия. С
этого момента скорость изнашивания начинает резко возрас-
тать, а его результаты оказываются все более заметными и
приводят в конце концов конструкции к выходу из строя.
Суть высказанных предположений о природе эрозионно-
го изнашивания полимерных материалов состоит в том, что
этот процесс не является чисто механическим, а включает в
себя термические превращения материала. Таким образом
может найти объяснение тог факт, что при прочих равных
условиях более износостойкими оказываются полимеры, об-
ладающие повышенной термической устойчивостью.
5.4.3 Использование удельной поверхностной
энергии в качестве критерия для
прогнозирования износостойкости резины
При изучении абразивной износостойкости материалов
важной задачей является установление характеристических
параметров, обусловливающих процесс изнашивания и ис-
толкования их физического смысла. В этом отношении сле-
дует отметить результаты, полученные М.М. Хрущовым и
М.А Бабичевым [149], которые после многолетних исследо-
ваний пришли к четкому заключению о том, что для ото-
жженных металлов именно модуль упругости Е, а не твер-
дость, лучше коррелирует с сопротивляемостью износу: из-
носостойкость увеличивается вместе с ростом величины Е.
Этот вывод нашел широкое признание и был распространен
236
ав юрами на ряд Heopi анических маюриалов кварц, оазальт,
корунд и др. Кроме того, оказалось, что он остается справед-
ливым и в условиях эрозионного износа поверхностей пото-
ком ударяющихся твердых частиц Однако даже в случае ме-
таллов наблюдается ряд исключений из установленной зако-
номерности. Так, например, износостойкость олова оказалась
сравнима с таковой у алюминия, несмотря на то, что у олова
твердость не только в несколько раз уступает твердости алю-
миния, но и модуль упругости существенно ниже. Аналогич-
ный случай имеет место у цинка по сравнению с сурьмой
[151].
Еще более примечательным оказался тот факт, что для
обширного класса полимерных материалов - пластиков и
эластомеров корреляция эрозионной изностостойкости с же-
сткостью является отрицательной, т.е. сопротивление износу
падает с увеличением значения модуля упругости.
Особенно чувствительными к износу оказываются веще-
ства, у которых величина модуля упругости находится вблизи
критической границы Е= 0,14x105 МПа. Физическое объяс-
нение такой картины требует дальнейшего уточнения сло-
жившихся представлений об определяющих параметрах про-
цесса абразивного (в широком смысле слова) изнашивания.
В этой связи отметим прежде всего тот факт, что при
любом виде износа неизбежно имеет место отделение частиц
от поверхности материала, т.е. происходит образование новой
свободной поверхности, требующее определенных затрат
энергии. Поэтому естественно предположить, что в качестве
искомого характеристического параметра можно использо-
вать величину энергии, затрачиваемой на образование едини-
цы площади поверхности, т.е. удельную поверхностную энер-
гию материала.
Серьезное облегчение при использовании указанной ве-
личины приносит возможность ее приближенного аналитиче-
ского представления на основе модификации известной фор-
мулы Орована
10 \ \'р'
где // - молекулярный вес;
р - плотность вещества;
N- число Авогадро.
Из вида формулы (5.2) следует, что величина /зависит, в
первую очередь, от модуля Е. Это согласуется с выводами
работ [149, 150] относительно роли модуля Юнга как пара-
метра, сильно влияющего на скорость износа. Фигурирую-
щий в (5.2) кубический корень оказывает дополнительное
влияние на значение у, что позволяет объяснить имеющиеся
исключительные случаи. Так, для алюминия и олова, соответ-
ственно, имеем [151]: £А1 = 0,62-105 МПа, Е$п = 0,43-105 МПа,
т.е. Ем/Е$п = 1,5 и на основе ранее принятых критериев сле-
довало бы ожидать значительного превышения износостой-
кости алюминия над таковой у олова. Однако соотношение
значений величины р/р имеет обратный порядок, что в ре-
зультате приводит к близким значениям вычисленной оценки
/для А1 и Sn. Этим объясняется малая разница в их фактиче-
ски наблюдающейся сопротивляемости абразивному изнаши-
ванию. Подобным же образом находит объяснение и сравни-
тельная износостойкость цинка и сурьмы. Это подтверждает
преимущество использования удельной поверхностной энер-
гии и, в частности, формулы (5.2) при прогнозировании изно-
состойкости металлов.
Естественно возникает вопрос: нельзя ли на этом пути
объяснить своеобразное поведение эрозионной износостой-
кости полимеров. Для решения этого вопроса предварительно
отметим, что известный вывод формулы Орована [152] при-
водит к выражению для поверхностной энергии в виде:
(5.3)
238
где tzo - есть мера дальнодействия межатомных сил,
а- расстояние между атомными плоскостями в равно-
весном положении.
Отсюда формула (5.3) получается только в случае, если
положить, что а не слишком отличается от tzb, т.е. tz = tz0. Но
это приближение уже нельзя применять для высокомолеку-
лярных материалов (полимеров), хотя вывод формулы (5.3)
остается справедливым и для них, если вместо межатомных
сил подразумевать силы межмолекулярного взаимодействия.
В таком случае расстояние ссо между молекулами должно
быть, по крайней мере, не меньше длины мономерного звена
молекулы. В качестве приближения можно положить, что tzb
приблизительно пропорционально молекулярному весу этого
звена. Так, например, для полистирола мономерное звено
имеет структуру [-СН2СН(С6Нб)], а для полиэтилена [-СН2-
СН2-], что дает для а0 соответственно значения 245 и 28. В
качестве меры дальнодействия молекулярных сил можно, как
и в [143], взять оценку линейного размера молекул \[/л7р.
Это позволяет записать формулу (5.3) в виде:
Чтобы проиллюстрировать применение формулы (5.4),
возьмем случаи полиэтилена и полистирола, для которых мо-
лекулярный вес (у/ - 100000) можно положить одинаковым.
Отношение удельных значений поверхностной энергии при-
нимает тогда вид
Zl= £1 goi ГPlY
у2 Е2 а02 ( /у J
Подстановка численных значений дает
у, _ 7-103 245 ( 1,06 V _ 1?
у, ” 4-104 28 (0,94J ~ '
239
Но, как следует из данных работы [150], отношение из-
носостойкости этих двух пластиков приблизительно равняет-
ся этой же величине.
Таким образом подтверждается, что и в случае полиме-
ров поверхностная энергия может служить критерием для
прогнозирования абразивной (эрозионной) износостойкости.
Существенно, что при этом функциональная зависи-
мость должна носить монотонно возрастающий характер, хо-
тя затруднительно представить его единым аналитическим
выражением. Это выдвигает задачу применения и усовершен-
ствования экспериментальных методов определения удель-
ной поверхностной энергии, приложимых к широким классам
используемых материалов.
5.4.4 Оценка долговечности элементов резиновой
футеровки на основе термофлуктуационной
теории прочности
Во время работы рудоизмельчительной мельницы каж-
дая единица площади рабочей поверхности футеровки под-
вергается многократному силовому воздействию со стороны
перемещающихся твердых кусков загрузки. При этом роль
непосредственных динамических контактов кусков с футе-
ровкой может быть сравнительно невелика вследствие редко-
сти их осуществления, а на первый план выходит действие
общего циклического нагружения.
Основной рабочий цикл нагрузки сводится к двум фазам:
1) состояние свободное от усилий на верхней дуге траек-
тории вращающегося барабана мельницы;
2) состояние на нижней дуге в условиях сжатия из-за ве-
са измельчаемой загрузки. Вторая фаза может быть охаракте-
ризована некоторым усредненным значением величины при-
ложенного напряжения. Циклически повторяющийся процесс
с течением времени приводит к накоплению усталостных по-
вреждений в поверхностном слое материала футеровки, что
означает начало ее разрушения.
240
Поскольку из извесшых теорий только термофлуктуа-
ционная (кинетическая) теория разрушения [153] была разра-
ботана, в первую очередь, применительно к полимерным ма-
териалам, то естественно задаться целью оценить на ее осно-
ве срок службы элементов эластичной футеровки, например,
полиуретанового лифтера. Основное уравнение кинетической
теории связывает долговечность т твердого тела при воздей-
ствии приложенного напряжения <т с величиной температу-
ры Т соотношением:
Формула (5.5) является эмпирически установленной за-
висимостью, хорошо оправдывающейся для большого числа
как полимерных, так и металлических материалов. Согласно
кинетической концепции, элементарные акты разрывов меж-
атомных связей не являются чисто механическими, а обу-
словлены тепловыми флуктуациями сил межмолекулярного
взаимодействия. Для того чтобы произошло разрушение тела,
должны быть разрушены все связи между молекулами в ка-
ком-либо его сечении. Иначе говоря, долговечность тела под
нагрузкой, определяемая этой формулой, есть величина про-
межутка времени между тепловыми флуктуациями, прихо-
дящимися на элементарные связи в рассматриваемом сечении
тела и достигающими величины прочности на разрыв. Для
того, чтобы использовать формулу (5.5) для оценки долго-
вечности элементов футеровки, необходимо предварительно
выяснить, о каком именно сечении материала идет речь. По-
скольку разрушение есть дискретный процесс, то такое сече-
ние определяется минимальным характерным размером от-
дельной частицы разрушения как «элементарной ячейки»
всего процесса. Лифтер или любой другой элемент футеровки
будет разрушен полностью, когда суммарный объем отдель-
ных элементарных частиц разрушения окажется сравнимым с
исходным объемом элемента.
241
Таким образом, сначала необходимо определить, что по-
нимается под элементарной частицей разрушения и дать
оценку ее величины.
Известно, что с точки зрения механики трения и износа
[151], процесс изнашивания трущихся поверхностей протека-
ет как процесс образования и отделения адгезионных частиц
износа, чю является макроскопическим следствием разрывов
элементарных связей между молекулами. Средний размер об-
разующихся адгезионных частиц износа является характери-
стической величиной материала, поскольку он определяется
его физическими параметрами. Это дало возможность Раби-
новичу вывести аналитическую оценку для величины диа-
метра а/1т этих частиц в виде [154]:
а|1т= 24000^, (5.6)
где /- удельная поверхностная энергия материала;
ст- его предел прочности.
Поскольку процесс изнашивания рабочей поверхности
футеровки барабана мельницы протекает, в основном, вслед-
ствие истирания твердыми кусками и частицами, то имеется
возможность отождествить «элементарные частицы разруше-
ния» с адгезионными частицами износа и воспользоваться
формулой (5.6) для оценки их характерного размера.
При этом целесообразно переписать эту формулу с по-
мощью выражения Орована в виде:
F
а|ш1=2400—а. (5.7)
Дальнейшая модификация приводит к выражению:
а11т = 2,6 10"5 —з[—, (5.8)
o’ VP
где р - молекулярный вес;
р - плотность материала.
Формулы (5.7), (5.8) могут быть использованы для про-
гнозирования размера элементарной частицы разрушения ма-
териала футеровки, образующейся в течение времени г. На-
242
пример, если рассматривается полиуретановый лифтер, то
для у усредненное значение равно 656 дн/см [146], а для
crs 0,06 ГПа. При подстановке это дает значение
а|ш1 = 0,44 мм для размера элементарной частицы износа.
Использование уравнения долговечности (5.5) предпола-
гает знание численных значений входящих в него парамет-
ров. Таковые можно взять из работ Журкова и его школы.
Так, для резины и пластиков величина энергии активации Uo
колеблется в пределах 30-50 ккал/моль, а величина у- в пре-
делах 0,28-1,78 ккал/(моль-мм2/кг) [153].
Хотя давление загрузки приводит к сжимающим напря-
жениям в футеровке, но наряду с этим развиваются также и
растягивающие напряжения в соответствии с теорией Герца
[155], так как контакты кусков загрузки с поверхностью фу-
теровки локализованы на отдельных участках, где развивают-
ся упругие контактные напряжения по Герцу. И сжимающие,
и растягивающие напряжения способствуют образованию и
накоплению усталостных повреждений.
Для рудоизмельчительной мельницы с диаметром бара-
бана 9 м, имеющей полиуретановые лифтеры и плотность ма-
териала загрузки р = 3,5 г/см3, среднее давление на футеровку
составляет величину порядка 0,3 МПа, имеющую место при-
близительно в течение полупериода вращения барабана. При
этом температура рабочей поверхности футеровки может
достигать 70 °C. Основываясь на этих данных, с помощью
уравнения (5.5) получаем оценку т= 105 с для времени обра-
зования отдельной адгезионной частицы износа. Это означа-
ет, что на образование отдельного слоя изношенных частиц
футеровки затрачивается примерно пять часов непрерывной
работы мельницы. Для толщины этого слоя имеем по форму-
ле (5.6) оценку, равную вычисленному выше значению а1нп.
Таким образом, имея в виду, что высота изнашиваемого лиф-
тера составляет величину порядка 18 см, можем найти сум-
марное количество последовательно образующихся слоев из-
нашиваемого материала, требующееся для этого время оце-
243
illlH.lvlc51 IK 11141111011 примерно . (10 Ч ' e ОКО О _ \ln./IHU
непрерывной работы coi lacyeica с фактически наб по-
дающейся продолжительностью работы пчастикового птфте-
ра вплоть до его полного износа
Продемонстрированная на злом примере методика рас-
чета может быть применена и для расчета долговечности дру-
гих элементов футеровки.
5.4.5 Влияние масштабного фактора на
интенсивность износа футеровок при
увеличении размеров мельницы
С вводом в эксплуатацию мельниц самоизмельчения
большого диаметра более напряженными становятся условия
работы футеровки рабочих поверхностей мельницы.
Увеличение размеров барабана с сохранением геометри-
ческого подобия приводит к росту интенсивности ударного
воздействия загрузки мельницы на эластичную футеровку,
что может существенно сказаться на сроке ее службы. В этом
заключается проявление масштабного фактора. Хотя при
ударах кусков о рабочую поверхность футеровки, последняя,
как правило, работает в упругом режиме и в начале работы
незаметно никаких видимых признаков износа, однако, как
неоднократно указывалось еще до появления таких призна-
ков, развивается процесс предварительного накопления мик-
роповреждений, которые могут иметь различную физическую
природу. Источник энергии, обусловливающей появление
микроповреждений, заключается в кинетической энергии
кусков материала загрузки, которая при ударах переходит в
потенциальную энергию локальных упругих напряжений ма-
териала футеровки. Если бы этот переход был полностью об-
ратимым, то футеровка практически не испытывала бы изно-
са. Поскольку фактически это не так, то следует считать, что,
несмотря на упругий режим работы, накопление усталостных
микроповреждений происходит непрерывно. Об этом говорят
данные микроскопических исследований, а также имеющиеся
теоретические представления о переходе некоторой части
244
энергии при взаимодействии во внутреннюю энерипо натро-
жаемого материала
Происходящий с течением рост внутренней энергии
приводит в конце концов к видимому результату - разруше-
нию изношенной футеровки.
Новая гипотеза в этом направлении была изложена выше.
Обозначим через W часть энергии поля упругих напря-
жений в единице объема в окрестности площадки контакта
при ударе переходящую во внутреннюю энергию материала
футеровки в течение одного цикла нагружения:
W = k—,
Е
где ст- среднее значение напряжения в окрестности контак-
та;
Е - модуль упругости, а коэффициент к показывает, ка-
кая часть энергии перешла во внутреннюю энергию по-
верхностного слоя футеровки.
Тогда, если W есть предельная величина внутренней
энергии, которая может быть накоплена в единице объема
материала за весь срок работы футеровки, то количество цик-
лов нагружения, которое способна выдержать футеровка в
первом приближении, равно:
W
п =—,
со
т.е. долговечность футеровки обратно пропорциональна ве-
личине необратимой потери энергии в течение одного цикла
нагружения. При изменении размеров мельницы должно вы-
полняться условие W = const, характеризующее удельную
энергоемкость материала. Это означает также, что
пег2 = const
т.е., что долговечности футеровок относятся между собой об-
ратно пропорционально квадратам средних локальных на-
пряжений в футеровке, возникающих вследствие воздействия
загрузки мельницы в течение каждого цикла нагружения (т.е.
в течение одного оборота барабана).
245
Таким образом, отношение долговечностей срав-
ниваемых футеровок равно квадрату обратного отношения
средних напряжений в футеровке
i = W (5.9)
Т2
Чтобы получить оценку отношения сг2/сг|, примем во
внимание условие геометрического подобия сравниваемых
мельниц, которое распространяется также и на массу загру-
жаемого материала моделируемую грузами ni] и М2.
Поскольку измельчаемый материал в обоих случаях
предполагается одним и тем же, то угол внутреннего трения
также остается неизменным и то же самое имеет место отно-
сительно предельного угла наклона cti 2 свободной поверхно-
сти нагрузки к горизонту.
Таким образом, средняя высота подъема частицы загруз-
ки в течение одного рабочего цикла возрастает пропорцио-
нально увеличению геометрических размеров мельницы:
Н А
h ~ г '
Но это означает, что в такой же степени растет потенци-
альная энергия единицы массы от загрузки, которая после на-
чала движения частиц переходит в кинетическую энергию
МпУ~
2 ’
обусловливающую износ рабочей поверхности футеровки.
При этом энергия поля упругих напряжений, возникающих в
футеровке, пропорциональна обусловливающей ее величине
кинетической энергии:
<т2 МпУг
~Ё тГ'
т.е. пропорциональна потенциальной энергии элементарной
массы. Отсюда можно сделать вывод, что квадрат отношения
средних упругих напряжений в материале футеровки равен
отношению линейных размеров сравниваемых мельниц:
246
Возвращаясь к уравнению (5.9), получаем, что долговеч-
ности футеровок относятся между собой обратно пропорцио-
нально линейным размерам мельниц, т.е., иначе говоря, об-
ратно пропорционально величинам диаметров их барабанов:
Например, для резиновой футеровки, устанавливаемой
на мельнице самоизмельчения с диаметром барабана равным
9м, следует ожидать сокращения срока службы почти на одну
треть по сравнению с такой же футеровкой, работающей на
мельнице с диаметром барабана 7 м. Фактически это согласу-
ется с результатами эксплуатации резиновых футеровок фир-
мы «Треллеборг».
Отсюда вытекает необходимость принятия дополни-
тельных мер для упрочнения футеровки крупногабаритных
мельниц, чтобы не допустить уменьшения их долговечности.
К числу таких мер могут относиться следующие:
1) увеличение толщины футеровки, пропорциональное
возрастанию размеров мельницы;
2) использование двухслойных композиционных фу-
теровок;
3) изменение скорости вращения барабана мельницы с
тем, чтобы перейти от наиболее напряженного «водопадного»
режима к «каскадному».
Последняя мера тем более нежелательна, что с увеличе-
нием массы загрузки растет доля материала, измельчаемого
вследствие процессов трения частиц между собой, и это мо-
жет до некоторой степени скомпенсировать снижение интен-
сивности потока энергии, поступающей от вращающегося ва-
ла к загрузке мельницы.
247
5.5 Исследования гидроабразивного износа
фдтеровок барабанных мельниц
5.5.1 Теоретические предпосылки процесса
гидроабразивного износа
В барабанной мельнице можно выделить, по крайней
мере, три механизма взаимодействия обрабатываемой среды с
поверхностью резиновой футеровки (рис. 5.4)
При углах атаки а=0 (рис. 5.4, а) наблюдается в основ-
ном трение скольжение При а = 90° (рис. 5.4, б) происходит
преимущественно усталостное разрушение резины; абразив-
ная частица внедряется в материал, деформирует его, благо-
даря чему образуется лунка. Выдавленная при этом резина
образует вокруг лунки валик. В этом случае превалирует ус-
талостный механизм износа.
Наиболее распространенный смешанный механизм из-
носа наблюдается при углах атаки 0 < а < 90° (рис 5 4, в).
В этом случае износ можно представить как вдавливание
частицы в поверхность футеровки и разрушение микрообъема
материала При рассмотрении процесса износа уместно сде-
микрос pCJ
в
Рис 5 4 Схема взаимодействия абразивных частиц с поверхностью ф\теровки
248
лать следующие теоретические допущения абразивная час-
тица имеет шарообразную форму; угол входа абразивной час-
тицы в материал равен углу выхода; для упрощения расчета
объем поврежденного материала выражается через объем
двух трехгранных пирамид с общим основанием, находящем-
ся в месте наибольшего внедрения частицы и на одинаковом
расстоянии от вершин.
При определении режущего давления силы удара и
прочностных свойств абразивной частицы и изнашиваемого
материала использованы известные закономерности [227-
229]. В результате была получена следующая зависимость
5 10 5
Wo =3,4-10 4АтИц,зZ)3 sin3 actgac , (5-10)
где Wo - величина объемного гидроабразивного износа от
единичной частицы;
к - коэффициент, учитывающий разность объемов кону-
са и трехгранной пирамиды;
/- плотность абразивной частицы;
и- скорость движения абразивной частицы;
а- линейный размер частицы (диаметр);
D - угол атаки;
сп - коэффициент, характеризующий физико-
механические свойства изнашиваемого материала и аб-
разивной частицы.
Как следует из выражения (5.10), величина объемного гид-
роабразивного износа существенно зависит от скорости движе-
ния частицы, ее размера и удельного веса. Угол атаки, соответ-
ствующий наибольшим величинам износа, находился в преде-
лах 35-45° (рис. 5.5). Величина износа, рассчитанная по зависи-
мости (5.10), будет максимальной при угле атаки равном 39°.
Влияние крупности частиц на величину износа менее
ощутимо при значениях порядка 0,1-0,15 мм. Однако в про-
мышленных условиях в шаровых мельницах наибольшее
процентное содержание частиц крупностью 0,3-6,0 мм [230],
и их влияние на величину гидроабразного износа довольно
значительное. Гидроабразивный износ пропорционален ско-
249
Рис 5 5 Теоретическая оценка влияния угла атаки на величину износа
рости движения частиц в степени 3,3- Таким образом, выра-
жение (5.10) позволяет произвести качественную оценку
влияния некоторых факторов на процесс гидроабразивного
износа материалов.
В реальных условиях при стохастическом движении час-
тиц наблюдаются различные углы атаки частиц и скорости их
движения. Основная масса частиц, движущихся в верхних
слоях пульпы, практически не участвует в процессе износа.
Поэтому для количественной оценки влияния парамет-
ров на величину гидроабразивного износа необходимо вы-
явить наиболее важные аспекты и провести эксперименталь-
ные исследования на стендах, позволяющих установить со-
вместное влияние отдельных факторов на процесс гидроабра-
зивного износа.
5.5.2 Методика проведения экспериментальных
исследований гидроабразивного износа
Целью экспериментов являются: исследование влия-
ния и восстановление зависимостей износостойкости мате-
риала от крупности частиц в гидроабразивной среде, плот-
ности пульпы и скорости движения гидроабразивной сре-
250
ды; определение износостойкости материалов при совмест-
ном воздействии крупности, плотности и относительной
скорости движения абразивных частиц, исследование срав-
нительной износостойкости различных материалов при
гидроабразивном износе.
При проведении экспериментов контролировалась вели-
чина объемного гидроабразивного износа при изменении сле-
дующих факторов: относительной скорости движения пуль-
пы, гранулометрического состава частиц и плотности пульпы.
Для проведения экспериментов использовалась специ-
альная лабораторная установка [190], конструкция, которой
позволяла в широких пределах изменять относительную
скорость движения образцов посредством изменения ра-
диуса их установки.
Установка (рис. 5.6) состояла из барабана 1 диаметром
800 мм, двух дисков 2 диаметром 500 мм, имеющих индиви-
дуальные приводы 3. В дисках выполнены радиальные пазы,
в которые вставляются планки 4 сзакрепленными образцами
испытываемых материалов 5. На каждый диск одновременно
закреплялись от 8 до 40 образцов. На внутренней поверхно-
сти барабане предусмотрены выступы-лифтеры 6. Для охла-
ждения барабанов его нижняя часть погружена в ванну с
проточной водой.
Имеющаяся на фабриках дробления руда крепостью 14-
16 по шкале М.М. Прото Дьяконова позволяет в широких пре-
делах изменять при испытаниях плотность пульпы и круп-
ность твердой фракции. Плотность пульпы при испытаниях
изменялась от 2,5 % до 60 % с интервалом в 10 %. Крупность
твердой фракции изменялась от 0 до 6 при интервале крупно-
стей, широко применяемых в практике обогащения.
Испытаниям подвергались образцы из следующих мате-
риалов: сталь 20, сталь ПОГ 13Л, износостойкие сплавы
300Х12М, ИЧХЗЗНЗ, электрокорунд на бакелитовой связке,
каменное литье, износостойкие резины различных марок. В
качестве эталона принята сталь 20. Исследования производи-
251
среде
лись на цилиндрических образцах диаметром 32 мм и высо-
той 37 мм.
При испытаниях определялся весовой гидроабразивный
износ. Для этого после необходимой продолжительности ис-
пытаний образцы промывались, сушились и взвешивались.
Полученная разность веса характеризовала величину износа
при соответствующей крупности абразивных частиц, плотно-
сти пульпы и скорости перемещения образцов
5.5.3 Результаты экспериментальных
исследований гидроабразивного износа
В результате экспериментальных исследований по опи-
санной выше методике было получено большое число факти-
ческих данных для различных испытуемых материалов при
различной крупности абразивных зерен, относительной скоро-
сти движения образцов и плотности пульпы [232] В табл 5.1
прсдсив iena чать лих данных д 1Я пади 20 Из приве iciiin.ix
данных видно, что средний весовой и зное образцов возрастает
с увеличением крупности, скорости движения образцов и
плотности пульпы
Таблица 5 1 - Износ образцов из стали 20 при крупностях абразивных зерен
-0,16+0,0 и -6,0+3,0 мм в зависимости от плотности пульпы
зивных туемый матери Ско- жения образ- Средний износ образцов в граммах при плотности пульпы в про- центах
2,5 50 10 20 30 40 50 60
-0,16 +0,0 20 НБ 150- 170 14,4 0 0209 0,0313 0,0469 0 0627 0,1112 0,1442 0 1735 0,1903
130 0 0312 0,0507 0,30751 0,1022 0,1861 0,2284 0,2741 0,3091
21,6 0,0469 0,0650 0,1034 0,1420 0,1858 0,2567 0,3075 0,3395
23,22 0,0618 0,1032 0,1552 0,2101 0,3588 0,4693 0,5553 0,6108
25 7 0,0942 0 1413 0,2060 0,2680 0,4732 0,6154 0,7353 0,8096
29,8 02162 0,3245 0,479 0,6152 1,088 1,4227 1,6819 1,8592
-6 0 +3,0 20 НБ 150 170 14 4 0,1994 0,3135 0,4452 0,6032 0,8149 1,0593 1,2607 1,3925
18,0 0,2785 0,4252 0,6113 0,8256 1,1534 1,4325 1,7215 1,8931
21,6 0,3922 0,8253 0,8114 1,1020 1,6522 2,0032 2,4362 2,6425
23,22 0,5561 0,852 1,0935 1,4661 2,0112 2,3065 2,8688 2,1612
25,7 0,7149 1,0639 1,4874 1,8146 2,6642 3,3278 4,0176 4,4786
29,8 1,6391 2,4878 3,4625 4 4128 6,0555 7,7251 9,2512 10,1965
Влияния крупности. Из графика зависимости износа от
крупности абразивных частиц (рис. 5.7) видно, что износ об-
разцов с увеличением крупности частиц возрастает неравно-
мерно. До определенной величины наблюдается интенсивный
рост износа образцов, затем с возрастанием крупности интен-
сивность несколько снижается при увеличении абсолютного
износа. Это явление подтверждает известные наблюдения
[233] о наличии критической величины крупности абразив-
ных частиц в пульпе, при достижении которой интенсивность
износа материалов уменьшается.
В данном случае для исследуемых материалов критиче-
ское значение крупности находится в пределах 0,50+-0,80 мм.
Наибольшая интенсивность изнашивания материалов в этой
зоне крупности объясняется синергетическим состоянием
частиц и наибольшим их числом, располагающимся на еди-
нице поверхности. Т.е. при этих крупностях энергия абразив-
253
1 Г, - 2,5, v-14,4 2 Г,- 30,0, v-18,0 3 7,-40,0, v-18,0 4 Г, - 40,0, v - 23,2
5 Т, - 30,0, v- 25,7 6 Т„- 40,0, v- 25,7
Рис 5 7 Закономерность износа образцов при изменении крупности абразив-
ных частиц
ной частицы достаточная для среза микростружки материала
при одновременном наибольшем количестве касаний. С уве-
личением крупности растет энергия частиц, увеличивается и
срез микростружек; число абразивных частиц, касающихся
поверхности, вследствие этого уменьшается.
Семейство кривых (рис. 5.7) свидетельствует о нелиней-
ном их характере. Обработка результатов выполнялась по ус-
редненным данным влияния крупности абразива на всех ис-
следуемых плотностях и скоростях. Были получены зависи-
мости вида:
Wt=f(lnD), Wk=f(/D} Wk=f(D).
При обработке результатов испытаний получены эмпи-
рические соотношения, характеризующие количественную
254
зависимость износа материалов от крупности абразивных
частиц в пульпе в виде
Wk] = 1,427°4; = 0,89 + 0,46П - 0,03П4,
где - износ образца при докритических значениях круп-
ности, г;
- износ образца при значениях крупности, превы-
шающих критическую, г;
D - средний диаметр абразивных частиц в пульпе, мм.
Максимальное отклонение величины износа, вычислен-
ной по формулам, составляет 7,5 % по сравнению с опытны-
ми данными.
Отклонения других видов функций значительны (коэф-
фициент корционного отношения равен 0,703н-0,841), что не
может быть принято для оценки величины гидроабразивного
износа в зависимости от крупности абразивных частиц.
Влияние плотности. Анализ влияния количества абра-
зивных частиц на интенсивность изнашивания выполнялся в
интервалах крупностей +0,0 + -0,16; +0,16 + -0,52; +0,52 + -1;
1 + -1,25; +1,25 + -2; +2 + -3; +3 + -6 мм и скоростях движения
образцов, указанных в табл. 5.1.
Программой предусматривался нелинейный корреляци-
онный анализ зависимостей (рис. 5.8) вида
W„=f(Th), W„=f(\nTb} W,=f{jTb\ Wn=a0Tb.
По результатам обработки было установлено, что наибо-
лее точное описание величины износа от плотности может
быть получено по степенным функциям. В качестве расчет-
ной принимаем зависимость
Wn =0.22997;° 5347 ,
где Wn - износ материала в зависимости от плотности час-
тиц, г;
Ть - содержание твердого в пульпе, %.
Отклонение величин износа материала, вычисленных по
приведенному выражению, от экспериментальных не превы-
шает пяти процентов.
255
О 10 20 30 40 50 60 плотность, %
1 £>-0,08, /- 14,4, 2 Р-0,76, /-14,4,3 Р-1,12, /-18,0,4 0-0,34, /-
25,7 5 0-4,5, /-23,2 6 0-4,5, /-29,8
Рис 5 8 Влияние количества (плотности) абразивных частиц на износ при
следующих значениях средней крупности О и относительной скоро-
сти движения /
Влияние скорости. Анализ работы технологического
оборудования обогатительных фабрик и имеющихся литера-
турных данных показывает, что в наибольшей мере интен-
сивность изнашивания в гидроабразивной среде зависит от
скорости движения абразивных частиц. Однако имеющиеся в
литературе сведения носят противоречивый характер. На-
пример, в работе [211] отмечено, что по мере увеличения
скорости абразивных частиц износ в начале возрастает, дос-
тигает максимума и затем уменьшается, многие исследовате-
256
ли показали, что величина или интенсивность износа оцени-
вается показателем степени, значение которого изменяется в
пределах от 1,5 до 5,0
Из проведенных исследований видно, что величина из-
носа образцов с увеличением скорости возрастает более ин-
тенсивно (рис. 5.9), чем от плотности пульпы и крупности аб-
разивных частиц.
Аналогично предшествующим исследованиям програм-
мой предусматривался анализ функций вида Wc=J(v) и
fFt=/(]nv), а также степенных функций вида Wc=avn,
Для стали марки 20 с отклонением не выше 1 % получе-
но совпадение лабораторных данных и вычисленных по вы-
1,12 5. 7"s - 30,0, £) - 1,62 6 7", - 40,0, £>-1,62 7 Т„ - 50,0, D-2,5
Рис 5 9 Зависимость износа от скорости движения образцов в гидроабразив-
ной среде при значениях плотности Тв и крупности частиц D соответ-
ственно равных
257
веденной зависимости
W = е 8 7o;V 8 = 1,662 10 Vs,
где v - износ материала в зависимости от скорости абразив-
ных частиц, г;
Wc - скорость движения образцов, м/сек.
В результате выполненных исследований получены
зависимости, которые могут быть использованы для опре-
деления величины гидроабразивного износа материалов от
отдельных переменных факторов, характеризующих свой-
ства пульпы.
Влияние угла атаки. При визуальном осмотре изно-
шенных резиновых и металлических образцов наблюдается
некоторая идентичность характера износа. С целью опреде-
ления влияния на угол атаки абразивных частиц на износо-
стойкость резин, образцы проведения сравнительных испы-
таний закрепляли в специальном приспособлении и индика-
тором замеряли износ через каждые 5° от 0° до 90°. На
рис. 5.10 представлены графики зависимости износа резин 4-
54 и 14478 от угла атаки. Следовательно, как и для металлов
при касательном ударе возрастает вероятность механических
повреждений поверхности резин острыми гранями абразив-
ных зерен. Поэтому на износостойкость резиновых футеровок
в начальный период работы значительно влияют состояние и
качество поверхностного слоя.
Из рис. 5.10 видно, что наибольший износ для обоих ти-
пов резин имеет место при угле атаки а= 25-35°.
Для анализа процесса гидроабразивного износа в целом
была создана математическая модель, отражавшая зависи-
мость величины гидроабразивного износа от факторов,
влияющих на его величину. При построении модели исходи-
ли из условия, что среди всех факторов, влияющих на вели-
чину гидроабразивного износа, основное значение имеют
следующие:
• крупность частиц абразива;
• плотность частиц в пульпе;
258
Угол атаки, град
Рис 5 10 Влияние угла атаки на износ резин
• относительная скорость движения пульпы;
• износостойкость материала.
На основе выполненных исследований и анализа зави-
симостей гидроабразивного износа от каждого фактора в от-
дельности можно предложить следующую модель процесса
Z = AZP' Zf ...Zpp! + N, (5.11)
где А, - параметры модели;
Zi, Zi ..., Zp - независимые параметры, обусловливаю-
щие изменению результативного значения Z;
N - невязка, разность между экспериментальными и тео-
ретическими значениями величины Z.
Форма связи (5.11) - это только предположение о том,
что имеет место определенный тип зависимости относитель-
но неизвестных параметров. Чтобы доказать правильность
выбора формы связи необходимо оценить неизвестные пара-
259
метры по имеющимся данным парных зависимостей и полу-
чить искомое уравнение. Кроме этого, необходимо оценить
полезность полученного уравнения и проверить, не окажись
ли некоторые предположения ошибочными.
По испытаниям имеем совокупность чисел, характери-
зующих изменение величины гидроабразивного износа от
размерности частиц D, плотности пульпы Те, относительной
скорости потока пульпы v (независимые переменные). Для
четкости представления и удобства пользования все эмпири-
ческие данные сведены в таблицу (как пример часть данных
приведена в табл. 5.1). Каждая строка как горизонтальная, так
и вертикальная содержит результат наблюдений над пере-
менными величинами, находящимися в некотором соответст-
вии по отношению друг к другу. Из табл. 5.1 имеем данные в
количестве 336 наблюдений по 3-м независимым переменным
(%1 - крупность, Х2 ~ ПЛОТНОСТЬ, Хз - скорость).
На основании этих данных был выполнен подбор пара-
метров модели вида
/У = AD^T^’ +N .
Используя методы корреляционно-регрессивного анали-
за [234], получим зависимости влияния исследуемых факто-
ров на величину износа деталей. Для оценки параметров ис-
пользуем метод наименьших квадратов. При этом уравнение
регрессии имеет вид
у = Д0+Д,х,+Д2х2+ДЛ+е
где Д, Д, /%, /% - коэффициенты регрессии.
До = In А; Х|=1п£); х,=1пД;
х, =lnv; e = ln7V; у = InW.
Решение этого уравнения по данным экспериментальных
исследований позволило получить Д, Д, Д?, /%. После под-
становки полученных значений получим
у = -10,328 + 0,483х, + 0,583х2 + 2,784х,
Переходя от логарифмов к натуральным значениям гид-
роабразивного износа, получаем зависимость
260
И' = 3,27 10 / I) , (5 12)
характеризующую влияние каждого из факторов на величину
гидроабразивного износа.
5.5.4 Исследование относительной
износостойкости материалов в
гидроабразивной среде
Критерием оценки материалов, рекомендуемых для из-
готовления деталей, работающих в гидроабразивной среде,
служит относительная износостойкость Кот, которая устанав-
ливается по результатам лабораторных исследований, как от-
ношение среднего объемного износа эталонного W3m мате-
риала к среднему объемному износу испытуемого W, т.е.
W
Кот = . Задача, таким образом, сводится к выявлению от-
W
носительной износостойкости таких материалов как резины
различных марок, карбида кремния и других материалов.
Испытания проводились при крупности абразивных
частиц -6 + +3 мм, плотность пульпы составляла 40 %, ско-
рость перемещения образцов 25,7 сек. Образцы испытыва-
лись в течение 205 часов с полной заменой абразива через
каждые 10 мин.
Скорость перемещения образцов определялась кинема-
тикой установки и соответствовало их закреплению на диа-
метре 500 мм. Крупность частиц выбрана исходя из мини-
мальной возможности механических повреждений резино-
вых образцов.
При крупности абразива -10 +6 мм при лабораторных
испытаниях наблюдался не износ, а порез и вырыв на поверх-
ности резиновых образцов.
Данные весового и объемного износа, а также относи-
тельной износостойкости по отношению к стали 20 приведе-
ны в табл. 5.2.
261
швной среде
№ Материал Весовой износ, г Объемный износ, см' Коэффициент относительной износостоойко- сти Кот Интенсив- ность изна- шивания W„, мк/км
1 Сталь марки 20 21,3260 2,790 1 эталон 12,8075
2 Сталь 110Г13Л 10,3300 1,314 2,12 6,0319
3 Износостойкий чугун ИЧХ12М 7,4965 0,893 3,12 4,0993
4 Износостойкий чугун ИЧХЗЗНЗ 8,9365 1,068 2,61 4,9026
5 Износостойкий чугун ИЧХ12Ф 9,8818 1,172 2,38 5,3801
6 Электрокорунд на бакелитовой связке 2,2825 0,621 4,49 2,8507
7 Каменное литье 7,8212 2,527 1,08 11,6000
8 Резина 13825 3,9735 3,612 0,77 16,5909
9 Резина ИРП 1357 1,8295 1,663 1,68 7,6440
10 Резина СБ-40 1,6248 1,450 1,92 6,6563
11 Резина ИР-52 1,5880 1,370 2,04 6,2890
12 Резииа 8ЛЛТМ 1,1680 1,025 2,72 4,7053
13 Резина В-67-455 1,1218 1,016 2,75 4,6639
14 Резина СКТБ-2 1,2070 0,998 2,79 4,5813
15 Резина Л-36-4 1,1834 0,978 2,85 4,4895
16 Резина Л-36-5 1,0220 0,845 3,30 3,8789
17 Резина 10-498-3 0,9181 0,767 3,64 3,5209
18 Резина ИРП 1370 0,8617 0,750 3,72 3,4429
19 Резина К4849 0,9774 0,703 3,97 3,2271
20 Резина ИРП 1298 0,7664 0,664 4,20 3,0481
21 Резина СКТБ2-1 0,7547 0,623 4,47 2,8599
22 Резина 14194 0,6565 0.572 4,87 2,6257
23 Резина 6252 0,4771 0,425 6,56 1,9509
24 Резина ИРП 1371 0,4752 0,413 6,72 1,8959
25 Резина 1801-6 0,4469 0,389 7,17 1,7857
26 Резина 6252-1 0,3951 0,358 7,79 1,6434
27 Резина 14219 0,3994 0,347 8,04 1,5929
28 Резина 6253 0,4015 0,344 8,11 1,5791
29 Резина 6253-1 0,4347 0,343 8,13 1,5745
30 Резина 14181 0,3353 0,305 9 15 1,4001
31 Резина 14478 0,3132 0,281 9,93 1,2899
32 Резина 14112 0,3147 0,280 9,96 1,2853
33 Резина 14181Ш 0,2465 0,220 12,68 1,0099
34 Резина 4-54 0,2063 0,193 14,40 0,8859
35 Резина 14083 0,1968 0,181 15,41 0,8309
Сталь 20 выбрана как палон в связи с тем, что этот ма-
териал наиболее широко изучен и неоднократно использовал-
ся исследователями в процессе проведения экспериментов по
износостойкости различных материалов.
Характеристикой для сравнения изнашиваемости мате-
риала в гидроабразивной среде может служить также интен-
сивность изнашивания И7;'.
Зная коэффициент относительной износостойкости (Кат)
материала, можно по выражению (5.12) вычислить величину
износа при данной характеристике пульпы.
Из приведенных данных табл. 5.2 видно, что относи-
тельная износостойкость некоторых марок резин выше изно-
состойкости стали 20 в 8-12 раз, а наиболее широко приме-
няемой стали 110Г13Л в 3-7 раз.
Из анализа износостойкости, стоимости и освоенности
технологии производства, испытанных марок резин можно
рекомендовать для изготовления и испытания в промышлен-
ных условиях футеровок из резиновых смесей 14478(2-529),
1801-6, 4-54, 6252.
Поскольку зависимость (5.12) не учитывает конструк-
тивных особенностей футеровок, режима работы и других
факторов, имеющих место при работе шаровой мельницы, то
необходимо в выражение (5.12) ввести коэффициент Кэк,
учитывающий условия эксплуатации. Данный коэффициент
устанавливается на основании анализа взаимосвязи долго-
вечности существующих футеровок с их профилем и усло-
виями работы.
Таким образом, выражение (5.12) в окончательной фор-
ме будет иметь вид
W = 3,27-10’5 т28Д°58^0Х“Ж^ (5.13)
где Кот - учитывает физико-механические свойства мате-
риала футеровки;
К)к - коэффициент, учитывающий условия эксплуата-
ции.
263
Зависимость (5 13) позволяет прогнозировать срок служ-
бы деталей на основании качественной оценки износа, учи-
тывающего материал, характеристики, а главное, условия
эксплуатации и свойства гидроабразивной среды.
Коэффициент, учитывающий условия эксплуатации фу-
теровки в мельницах, определяется на основе анализа крепо-
сти и абразивности руд, диаметра и числа оборотов мельни-
цы, размера измельчающих шаров и срока службы футеровки
по отношению к ее профилю. Способ определения коэффи-
циента Кэк заключается в критическом анализе влияния ка-
ждого фактора в отдельности в сторону уменьшения или уве-
личения от базисных, принятых за единицу. Если фактор вы-
зывает более интенсивный износ, то его значение борется бо-
лее единицы, а с уменьшением влияния уменьшается и его
величина. Граница отклонений от среднего в сторону умень-
шения, или в сторону увеличения условно принята 0,5. Затем
определяется средняя геометрическая величина, которая и
является КЭк.
Таблица 5 3 - Показатели коэффициентов Кж для футеровок шаровых мельниц
Диаметр мельницы, Диаметр шаров, мм Скорость вращения мельницы, об/мин Крепость руд по шкале М М Про- тодьяконова Профиль фу- теровки кж
6/1 80/1 18,1/1 10-18/1 волн /1 база 1
0/1,2 80/1 18,1/1 10-18/1 волн /1 1,095
6/1 100/1,18 16,0/0,8 10-18/1 шарошипо- вой/1,2 1,2
6/1 60/0,75 18,1/1 16-20/1,15 Крюкова/0,85 0,856
6/1,4 60/0,75 18,1/1 17-19/1,12 ребристый/1,1 1,137
Как пример, условные значения показаны через дробь
рядом с параметрами. Граница показателей - 0,5+1,5.
За базисные условия принята средняя стойкость волно-
вого профиля футеровки шаровой мельницы МШЦ 36x40,
работающей в условиях горно-обогатительного комбината с
шарами диаметром 80 мм.
264
Проведенные теоретические и экспериментальные ис-
следования процесса гидроабразивного износа позволяют
сделать следующие выводы.
1. Износ материалов от воздействия одиночной частицы
зависит от относительной скорости движения частиц, ее раз-
мера, физико-механических свойств минерала и угла атаки.
2. Результаты экспериментальных исследований показа-
ли, что износ материалов футеровки определяется совмест-
ным действием скорости, крупности, плотности пульпы.
3. С увеличением крупности частиц выше критической
(0,5+1,5 мм) интенсивность износа резко уменьшается.
4. Получены зависимости, определяющие влияние на из-
нос в отдельности каждого из параметров: скорости, крупно-
сти, плотности пульпы.
5. Максимальный износ резин происходит при углах
атаки-25-35°.
6. Исследование относительной износостойкости раз-
личных материалов показало, что наиболее износостойкой
является резина. Ее износостойкость выше стали 20 в 8-12
раз, а наиболее широко применяемый для футеровок мельниц
стали 110Г13Л - в 3-7 раз.
7. Для изготовления футеровок могут быть рекомендо-
ваны резиновые смеси марок 1801-6, 4-54, 2-529, 6252.
8. Износ футеровок барабанных мельниц для конкрет-
ных условий может быть определен с помощью коэффициен-
та эксплуатации, учитывающего тип и размеры мельниц,
диаметр шаров и профиль футеровки, а также с помощью ко-
эффициента относительной износостойкости, учитывающего
материал футеровки.
5.5.5 Сравнительная оценка износостойкое ги
стальных и резиновых футеровок при
ударных нагрузках
Один из самых простых критериев для сравнения изно-
состойкости по отношению к ударным нагрузкам можно по-
лучить на основе классической теории Герца упругого столк-
265
новения 1ел [243J. Предполагаем, что сталкивающиеся тела
представляют собой сферу и полупространство, тогда из тео-
рии Герца следует выражение для наибольшей силы Fmax,
действующей на площади контакта соударяющихся тел
где d-плотность материала шара;
R - радиус шара;
q\, qi - коэффициенты Пуассона для шара и полупро-
странства;
Е\, Ei - соответствующие модули Юнга;
v - скорость шара перед соударением.
Радиус проекции поверхности контакта гв на плоскую
границу полупространства определяем из выражения
Поэтому среднее давление Рср на площадке контакта
( уГ
ш 1
лг; 3 я4 l-g,2 1-д22
ЛЛ+~ёл
(5-14)
Согласно теории Герца, Рср составляет две трети наиболь-
шего давления Ртах, имеющего место в центре площадки кон-
такта. Пусть наибольшая ударная нагрузка, которую можно
приложить к телу, не причиняя ему разрушения, равна сгтах. В
случае металла эта нагрузка влечет за собой начало пластиче-
ского течения. Тогда наибольшее среднее давление на поверх-
ности контакта, которое может быть приложено при совершен-
2
но упругом ударе, равно — сгпач. Подставляя это значение в фор-
266
мулу (5 14), получаем выражение для критическом скорости
столкновения vmax, при которой достигается предел прочности
материала
Для материала, лучше сопротивляющегося разрушению
частицами, ударяющими по перпендикуляру к его поверхности
(к поверхности полупространства), величина vmax будет иметь
большее значение. Таким образом, vmax можно считать харак-
теристическим параметром - критерием прочности материала
по отношению к нормальному удару абразивной частицы.
Для сравнения износостойкости двух материалов со-
ставляем соотношение критических скоростей К
Е2 Е. )
где индексы 1 и 2 относятся к сравниваемым материалам по-
лупространства, а 3 - к материалу ударяющей частицы.
Критическое условие, на основании которого проводит-
ся прогноз, записывается в видеЛ<>1.
Для примера рассмотрим следующий возможный слу-
чай. Резиновая футеровка, работающая в пределах перемен-
ного модуля упругости £2=3,5-4,0 МПа (О2тах=18 МПа;
^2=0,45), сравнивается со стальной (сталь 110Г13Л,
сг1тах=55О МПа; Е\=210 ГПа; 91=0,31), при этом в качестве аб-
разивной среды использована металлическая дробь.
Подставив данные в формулу (5.15), вычислим значения
критерия К в виде
Г 1 -0,312 1-0,ЗГ "
2,1 ю; + 2,1-1о;
<18 J 1-0,31 1-0,452
х 2,1 105 + 4,0 ,
267
Поскольку выполняется условие А'-1, ю критическая
скорость разрушения для стали 110Г13Л при данных услови-
ях меньше, чем для резины, иначе говоря, резиновая футеров-
ка лучше сопротивляется абразивному износу.
Таким образом, пользуясь указанным критерием можно
прогнозировать, сравнительную износостойкость резиновых и
стальных футеровок, работающих при ударном воздействии.
5.6 Феноменологическая модель разрушения
резины при абразивно-усталостном износе
5.6.1 Механизм абразивно-усталостного
разрушения резиновых футеровок
Некоторые аспекты этой весьма важной проблемы рас-
сматривались ранее [101]. Сущность вопроса сводится к сле-
дующему. Поверхность футеровки изначально имеет опреде-
ленный уровень повреждений как на микроуровне - началь-
ная концентрация повреждений на поверхности на порядок
превышает их значение в объеме, так и на макроуровне: на
поверхности футеровки всегда имеются трещины, раковины,
каверны, технологические дефекты и т.д. Концентрация этих
повреждений может быть самой различной и зависит от мно-
гих факторов: качества исходного материала и ингредиентов,
технологии изготовления, качества пресс-форм и т.д. К тому
же поверхность резины соприкасается с активной внешней
средой, что дополнительно повышает концентрацию повреж-
дений; например, озоновые трещины, микроповреждения от
солнечной радиации, от СО2 и т.д. Бесспорным является од-
но: в тонком поверхностном слое резины концентрация по-
вреждений всегда выше, чем в объеме. Такая особенность по-
верхностного слоя присуща всем материалам, и в литературе
по трению промежуточный слой между истираемым материа-
лом и контртелом получил название «третьего тела».
При взаимодействии резиновой футеровки с перераба-
тываемым материалом происходит разрушение ее поверхно-
стного слоя как за счет абразивного износа, т.е. за счет исти-
268
рания и массопереноса резины, гак и за счет процессов уста-
лости о г многократных ударов контртела, т е. металлических
шаров и кусков материала с острыми гранями. Разрушению
способствуют большие напряжения, возникающие в области
внедрения острого конца контртела в резиновый массив, что
сопровождается довольно высокой температурой в локальных
объемах за счет экзотермических эффектов [100]. В дальней-
шем для обозначения некоторого условного объема материа-
ла будем использовать термины «локальный объем» и «ха-
рактерный объем». Ниже эти термины будут рассматриваться
более подробно.
В целом такие физические процессы способствуют по-
явлению локальных микрообъемов как бы с «разрыхленной»
структурой, отличной от структуры исходного материала. Ре-
зина в таких объемах на заключительной стадии разрушения
имеет меньший модуль упругости и довольно большой коэф-
фициент диссипации, а ее свойства приобретают существенно
нелинейный характер [100, 164].
Так же, как и в случае циклического усталостного раз-
рушения резин, на поверхности резиновой футеровки при аб-
разивно-усталостном характере износа каждый раз после уда-
ления определенной толщины массива вследствие истирания
будет возникать новый слой с измененной структурой. По-
мимо этого в массиве футеровки за счет старения и усталост-
ного разрушения будут возникать локальные объемы с от-
личной от матрицы структурой.
Все это вместе позволяет утверждать, что резиновую
футеровку можно представить как некий материал компо-
зитного типа с включениями в виде локальных объемов с
измененной структурой. При объединении таких объемов в
процессе длительного нагружения будут появляться микро-
трещины, слияние которых приведет к образованию макро-
трещин [100].
Рост последних в резиновом массиве с включениями
можно представить в виде модели, показанной на рис. 5.11.
269
Рис 5 12 Модель разрушения локального объема резины
Трещина прорастает от точки А до точки бифуркации М,
в которой происходит ее ветвление за счет вероятностного
появления локального объема резины с нелинейными свойст-
вами. В точке (а вернее, в микрообласти) М происходит вы-
бор нового термодинамического направления А] или А2, оп-
ределяемого вероятностным характером процесса разруше-
ния, структурой материала и т.д.
Рассмотрим более подробно развитие усталостной тре-
щины в массиве резиновой футеровки под действием внешних
сил. Предположим, что в точке А (рис. 5.12) происходит оста-
новка фронта трещины. Причиной может служить вероятност-
ный характер процесса разрушения или невозможность пре-
одоления трещиной энергетического барьера. В этой точке А, а
вернее в локальном микрообъеме, который мы условно обо-
значаем точкой, вследствие концентрации напряжений в устье
270
1 - локальный объем поврежденного материала, 2 - локальный объем неповреж-
денного или мало поврежденного материала
Рис 5 13 Модель роста усталостной трещины
трещины будет существенно возрастать температура диссипа-
тивного разогрева. Это приведет к изменению структуры в не-
котором объеме К впереди фронта трещины; материал в этом
объеме приобретает «разрыхленную» структуру с явно нели-
нейными свойствами, коэффициент диссипации которой на-
много больше, чем у исходного материала. Все это вместе
приведет к еще большему изменению структуры, уменьшению
энергии роста трещины, и последняя скачкообразно перемес-
тится в точку В.
Если на пути трещины имеется область с уже ослаблен-
ной структурой, то трещина может скачкообразно ее преодо-
леть; если же между областями К и К2 (рис. 5.13) существует
своего рода перемычка, т.е. область Ki исходного материала,
то обычно наблюдается остановка фронта трещины в точке В
до тех пор, пока под действием внешних сил не произойдет
накопление микроповреждений до некоторого критического
уровня; затем следует повышение температуры, изменение
структуры и трещина скачкообразно продвинется до точки С.
Процесс этот будет повторяться с различной продолжи-
тельностью по времени утомления, и усталостная трещина
будет расти от точки А до точки F, оставляя на своем пути
следы остановки фронта, т е. следы медленного или быстрого
скачкообразного движения. При этом одному скачку будет
соответствовать различное количество циклов (или ударов)
нагружения. Это, как уже было отмечено ранее, связано с ве-
роятностной природой процесса разрушения резины. На по-
верхности разрушения при фрактографических исследовани-
ях такому движению трещины будут соответствовать различ-
ные особенности: гребни, сколы, усталостные бороздки, во-
локнистая структура и т.д.
Такая модель разрушения резиновой футеровки доста-
точно хорошо подтверждается многочисленными экспери-
ментальными исследованиями. Рассмотрим некоторые осо-
бенности абразивно-усталостного разрушения футеровки и
сравним механизм роста трещин с аналогичным по своей
сущности механизмом разрушения резиновых деталей при
многократном циклическом нагружении.
На рис. 5.14 показана временная зависимость роста ус-
талостной трещины на поверхности резинометаллического
о 1—1______I_____I______I_____I_____I_____I_____I_____I
30 31 32 33 34 35 НО’3 Ч
Рис 5 14 Временная зависимость роста длины усталостной трещины в резино-
вом элементе (35x60x100 мм) из малонаполненной резины 51-1562
272
элемента из малонаполненнои резины
Как видно, рост трещины во времени носит линейный
характер, что подтверждается и другими исследованиями
[101]. При расчленении образца была исследована поверх-
ность разрушения. Фрактографические особенности этой по-
верхности показаны на рис. 5.15, а; четко видны усталостные
бороздки в виде чередующихся темных и светлых полос, сви-
детельствующих о скачкообразном движении трещины. Ше-
роховатые полосы соответствуют медленному росту устало-
Рис 5 15 Усталостные бороздки и следы остановки фронта трещины на по-
верхности разрушения стрелки показывают направление движения
трещины
273
иной фещины cbci ibie быырому. Рядом с икон полосча-
той особенностью на поверхности разрушения имекися и
другие типы усталостных бороздок (рис. 5.15,6), в которых
хорошо просматриваются следы остановки фронта трещины.
Все эти фрактографические особенности поверхности трещи-
ны свидетельствуют о сложности и неоднозначности процес-
сов, происходящих в движущейся трещине; характер этих
процессов, как правило, определяется структурой материала.
Агрессивная среда вносит свои особенности в процесс
развития усталостных трещин. Вследствие существенной по-
врежденности поверхностного слоя резины под действием
внешних сил и влиянии активной среды линейный рост тре-
щин наблюдается лишь на ограниченных участках; в облас-
тях бифуркации происходит ветвление трещин, быстрый рост
одних и остановка других. Все это объясняется вероятност-
ным характером процесса разрушения.
На рис. 5.16 показана усталостная трещина на поверхно-
сти резино-металлического элемента (диаметр 180 мм, высота
100 мм, средненаполненная резина типа 6620) после 6 лет не-
прерывной эксплуатации. Эксплуатация осуществлялась при
амплитуде сжатия (0,5-1,7) мм, частоте (2,1-5,2) Гц, статиче-
ском поджатии 20 %, режим стохастический, близкий к гар-
моническому; внешняя среда агрессивная: горячая вода до
85 °C, по-вышенная концентрация СО2. Фрактографические
особенности поверхности разрушения аналогичны предыду-
щему случаю: наблюдались гребни, ступеньки скола, устало-
274
стныс бороздки
Что же касается изучения механизма усталостного раз-
рушения резиновых футеровок в массиве от действия перера-
батываемого материала, то эти исследования весьма сложны,
так как в реальных условиях эксплуатации их рабочие по-
верхности подвергаются интенсивному износу и фрактогра-
фические особенности практически не сохраняются.
Поэтому такие исследования целесообразно проводить
избирательно в лабораторных условиях, выделяя интересую-
щие эффекты с помощью специально подобранных режимов,
материалов и т.д. С этой целью образец с размерами
60x100x120 мм из средненаполненной резины типа 2959 под-
вергался циклическому нагружению на установке с гармони-
ческим режимом работы. Образец был вырезан из резино-
металлического блока, ранее подвергнутом циклическому
деформированию со следующими параметрами нагружения:
амплитуда сдвига А = 3 мм; частота а>= 12,5 Гц; время на-
гружения t = 4900 ч. (время эксплуатации вибрационного пи-
тателя с фазами отдыха примерно 3 года), среда активная, ха-
рактерная для горного производства - шахтные воды с повы-
шенным pH. В качестве контртела использовался металличе-
ский шар диаметром 80 мм; параметры нагружения (ампли-
туда ударного сжатия А = 3 мм, частота 5 Гц) примерно соот-
ветствовали эксплуатационным, характерным для шаровых
мельниц типа МШЦ 36x50.
Толщина образца h = 120 мм также сравнима с реаль-
ной толщиной резиновых футеровок мельниц. Нагружение
проводилось в течение 2 месяцев с фазами отдыха (влияние
последних не исследовалось); образец получил
8 106 циклов ударного нагружения. Испытания были пре-
кращены после того, как на поверхности резины появились
трещины, длина которых была достаточна для фрактогра-
фических исследований.
Характер макроразрушения поверхности образца пока-
зан на рис. 5.17. Лункообразная каверна с множеством ветвя-
Рис 5 17 Характер макроразрушения резинового образца при ударном разру-
шении
щихся трещин имела усредненный диаметр около 14 мм; глу-
бина проникновения трещины в резиновый массив примерно
2-3 мм.
Фрактографические особенности поверхности трещины
показаны на рис. 5.18. Четко видны усталостные бороздки,
свидетельствующие об остановке фронта трещины и о ее
скачкообразном движении.
Что же касается поверхности резиновой футеровки в ре-
альных условиях, то ее фрактографические особенности ха-
рактерны для поверхности при интенсивном истирании и
здесь не рассматриваются.
Из рассмотренного выше следуют весьма важные для
дальнейших исследований выводы:
• в процессе абразивно-усталостного разрушения поверх-
ность резиновой футеровки приобретает особые свойства:
концентрация повреждений в тонком поверхностном слое
на порядок больше, чем в массиве;
• при длительной эксплуатации в массиве резиновой футе-
ровки образуются локальные объемы с измененной струк-
турой материала; спонтанное объединение таких объемов
приводит к зарождению и дальнейшему росту трещин; все
276
ваег направление трещины
это вместе позволяет представить резину как некий матери-
ал композитного типа, матрица которого имеет включения с
отличной структурой,
• рост усталостных трещин как на поверхности, так и в объе-
ме происходит скачкообразно, скорость роста трещин опре-
деляется как внешними условиями - стохастический режим
нагружения, активная внешняя среда, - так и структурой
материала, наполнением, степенью поврежденности, проч-
ностными характеристиками исходного материала и т.д
Как видно, папопненная резина представляет собой не-
которую композитную структуру, состоящую из матрицы с
включениями типа микротрещин, неоднородностей структу-
ры, 1ехнолотических дефектов (каверны, пустоты и т.д) и,
следовательно, к ней можно применить метод Валпола [101].
Эти существенные особенности механизма абразивно-
усталостного разрушения резиновых футеровок позволяют
при создании их феноменологических моделей использовать
277
методы системного анализа и теории катастроф, получивших
в последние годы признание в общей механике разрушения
5.6.2 Модель разрушения резины на основе
методов системного анализа
Резиновые детали, используемые в качестве защитных
футеровок, устанавливаемых в горных машинах, например,
шаровых мельницах, и активно взаимодействующих с окру-
жающей средой (перерабатываемым материалом) можно
представить в виде некоторой системы. Чтобы получить мо-
дель этой системы, необходимо придать формальной модели
конкретное содержание. В принципе, это означает, что для
реальной системы, в рассматриваемом случае для резиновой
футеровки, необходимо решить, какие ее особенности сле-
дует включать как элементы модели, а какие следует исклю-
чить как несущественные. Рассматривая механизм микро- и
макроразрушения наполненных резин под действием цикли-
ческих нагрузок, абразивного износа и старения, можно от-
метить весьма важную особенность: в процессе эксплуата-
ции в резиновом массиве происходит образование опреде-
ленных включений, изменяющих его структуру. Эта внут-
ренняя характеристика системы, выражаемая через макроха-
рактеристики резины, например, через модуль упругости и
коэффициент диссипации, и будет представлять состояние
системы. Значение макрохарактеристик резины в каждый
момент времени будет определять текущее значение выход-
ных параметров системы. По определению, состояние сис-
темы есть информация для предсказания в каждый момент
времени характеристик системы.
Если использовать методы системного анализа [158], то
резиновую футеровку можно представить в виде нестацио-
нарной (свойства зависят от времени) динамической систе-
мы, представляющей собой совокупность взаимосвязанных
278
элементов, обособленной от внешней среды и взаимодейст-
вующей с ней как единое целое; при этом система обладает
внутренней целостностью и способностью функциониро-
вать. Под функционированием системы подразумевается
следующее: в системе во времени благодаря действию
внешних условий происходят некоторые процессы, напри-
мер, изменение массы, структуры и т.д., изменяющие ее
свойства или, используя терминологию системного анализа,
изменяющие ее цель.
В качестве структурной схемы такой системы наиболее
удобно использовать динамическую модель состава системы
(по определению partition model) - т.е. модель, описывающую,
из каких подсистем и элементов состоит система (рис. 5.19).
Эта модель весьма близка к модели т.н. «черного ящика».
Выход системы y(t) является результатом некоторого
преобразования Ф процесса х(Г), т.е. y(t) = A(x(t)). Если рас-
сматривать выход y(t) системы как ее реакцию на управляе-
мые и(1) и неуправляемые v(/) выходы, т.е.
то модель системы можно выразить как совокупность двух
процессов
*'=М')1 и Т,
где X, Y- элементы множества возможных значений хи у;
Т— элементы множества «моментов времени» t.
Окружающая среда
Рис 5 19 Модеть состава системы S - система
279
При этом в качестве входящих величин \(/) можно при-
нимать поле сил от действия перерабатываемого материала
(например, х(/) - управляемые входы) и от действия влияния
агрессивной внешней среды (например, v(t) - неуправляемые
входы), вызывающих в резиновом массиве абразивный износ
и усталостное повреждение материала, т.е. изменение струк-
туры. В этом случае состояние системы z(t) в каждый момент
времени будет определяться текущим значением выходной
величины (рис. 5.19)
y(/) = 7[/,z(0], t е Т,
где 7/ - некоторое отображение параметров выхода y(t).
Суммируя изложенное, систему в процессе ее функцио-
нирования можно представить следующим образом: в исход-
ном положении при t = 0 система обладает определенной на-
чальной поврежденностью Ьр\, изначально присущей любому
реальному материалу. Эту поврежденность можно предста-
вить как изменение структуры в определенных микрообъемах
материала [100, 101]. Со временем эксплуатации системы ко-
личество таких микрообъемов возрастает и они объединяются
между собой, образуя так называемые локальные объемы:
дальнейший их рост приводит к зарождению микротрещин и
к изменению структуры в целом.
Таким образом, задаваемое на входе поле сил x{f) преоб-
разует структуру материала, т.е. характеризующие его пара-
метры, например, модуль упругости, не остается постоянным,
а существенно изменяется во времени. При этом изменения
происходят большей частью в матрице; структура включений
изменяется в меньшей степени.
5.6.3 Модель разрушения на основе теории
катастроф
Рост усталостной трещины, модель которой показана на
рис. 5.13, с энергетической точки зрения, можно представить
в виде Z-образной кривой (рис. 5.20). Предположим, что в си-
лу флуктуаций параметров структуры все последующие об-
ласти включений (рис. 5.13) имеют более высокий энергети-
ческий барьер (на рис. 5.13 они для наглядности показаны
280
разшчною размера). Будем счша1Ь, чю в ючках А-Ь
(рис 5.21) происходит остановка фронта трещины, а ее дви-
жение or точки А до точки В и от точки С до точки Д и т.д.
проходит по ослабленному «разрыхленному» материалу.
Движение трещины от точки В до точки С проходит по ис-
ходному материалу и встречает большее сопротивление для
преодоления энергетического барьера. Для наглядности на
рис. 5.21 показана энергетическая кривая роста усталостной
трещины и соответствующие ей точки на фрактограмме по-
верхности разрушения.
Полученная информация позволяет определить коэффи-
циент интенсивности разрушения К\с по формуле [100]
где wo - энергия активации связей;
А - ширина бороздок;
v - коэффициент Пуассона.
Для средненаполненных резин получено значение
/Cic = 6,1 кг/мм3/2, что удовлетворительно совпадает с другими
данными [101].
281
Рис 5 21 Энергетическая кривая роста трещины и соответствующая ей фрак-
TOi рамма поверхности разрушения светлые зоны - быстрое движе-
ние трещины, темные зоны - медленное движение трещины (рисунок
взят из реальной констр>кции футеровки)
Как уже отмечалось ранее, движение трещины от А до В
происходит скачкообразно. В этом случае в точке N энергия
разрушения может иметь одинаковое значение для трех зна-
чений длины трещины. На Z-образной кривой этому соответ-
ствуют три точки: а, b и с (рис. 5.20). Теоретически это воз-
можно, однако на практике процесс потери устойчивости ло-
кальным объемом происходит в очень короткий промежуток
времени: наблюдается мгновенное преодоление энергетиче-
ского барьера и резкий скачок трещины. Время скачка при
циклическом одноосном растяжении резиновой пластинки
составляет сотые доли секунды [163]. По сути, в локальном
объеме материала происходит потеря устойчивости системы.
Такая мгновенная потеря устойчивости относится к типу
катастрофических явлений. По классификации катастроф
[165, 166] такое внезапное изменение поведения системы
имеет название элементарной фундаментальной катастрофы
типа сборки. Элементарная катастрофа имеет следующую
структуру и название элементов: поверхность отклика, про-
странство управления и пространство переменных состояния.
Для рассматриваемого случая механики разрушения ре-
зины к пространству переменных состояния можно отнести
параметры, характеризующие изменения структуры материа-
ла, эволюционирующего во времени нагружения, т.е повре-
282
жденность Др или энергия разрушения Aw, к просгранегву
управления - параметры, определяющие процессы разруше-
ния: поле напряжений, поле температур от диссипативного
разогрева, поле внешней среды: температура, СОг, влияние
щелочей, кислот, ионизирующих излучений и т.д.
В нашем примере можно выделить два основных случая.
1. Если пространство управления одномерно и простран-
ство переменных состояния также одномерно, то бифуркаци-
онное множество представляет собой точку Р на оси про-
странства управления (рис. 5.22), а Z-образная кривая имеет
название кривой отклика. На кривой четко наблюдаются зоны
устойчивого и неустойчивого состояния системы, т.е. локаль-
ного объема материала.
2. Второй случай предусматривает, что пространство
управления двумерно (например, напряжение о и температу-
ра Т), а пространство переменных одномерно (как и в первом
случае это может быть поврежденность \р или энергия раз-
рушения Aw). В этом случае бифуркационное множество
представляет собой сборку, а точка катастрофы - это точка
сборки (рис. 5.23).
Такая модель достаточно четко позволяет понять физи-
ческий смысл и механизм разрушения локального объема ма-
териала.
Выводы:
1. Механизм абразивно-усталостного разрушения рези-
новой футеровки обладает дуальными свойствами: процесс
разрушения поверхностного слоя от действия внешних сил
сопровождается сложным механизмом разрушения внутри
резинового массива, протекающего эволюционно за счет из-
менения структуры от эффектов утомления и старения; в свя-
зи с этим при выборе параметров материала и толщины футе-
ровочных плит следует использовать методы механики раз-
рушения, содержащие двухпараметрические критерии разру-
шения.
283
Рис 5 22
Z-образная кривая, характеризующая потерю устойчивости текаль-
ного объёма резины
Катастрофа типа сборки для случая разрушения локального объема
резины
Рис 5 23
2. При определении толщины резиновой футеровки на
ударные нагрузки можно использовать усредненные значения
модуля упругости исходного материала, т.к. влияние свойств
поверхностного слоя на его величину несущественно.
3. При определении толщины резиновой футеровки на
истирание следует использовать значение эффективного мо-
дуля сдвига G„ так как благодаря более высокой концентра-
ции повреждений в тонком поверхностном слое его механи-
ческие характеристики отличаются от аналогичных в объеме
284
резины: модуль сдвига и прочностные характеристики всегда
ниже.
Этот эффект достаточно хорошо подтверждается и в ре-
альных условиях эксплуатации резиновых футеровок, напри-
мер, в шаровых мельницах. При прочих равных условиях
(внешняя среда и режим работы машин оставались неизмен-
ными) скорость износа футеровки в процессе работы не оста-
ется постоянной, а увеличивается.
На рис. 5.24 показана кривая в координатах > где кт
- текущее значение толщины футеровки; Н - первоначальное
значение толщины футеровки; t - время эксплуатации.
Данные получены для резиновой футеровки (Я= 160 мм,
предельная толщина изношенной футеровки, при которой
прекращается ее эксплуатация hnpe6 = 50 мм, t = 12 месяцев),
установленной в шаровой мельнице МШЦ 36x50: руда абра-
зивная, крепостью по Протодьяконову 14-17, крупность - 6,
металлические шары диаметром 80 мм.
Как видно, на первой стадии разрушения продолжитель-
Рис 5 24 Временная зависимость износа резиновой футеровки в шаровой
мельнице
285
ностью примерно 4-5 мес. эксплуатации износ футеровки со-
ставляет около 8-10% Это связано с тем, что структура ма-
териала в объеме от действия усталостных процессов и про-
цессов старения претерпела незначительные изменения; в
дальнейшем, по мере накопления поврежденности, скорость
износа резко возросла и для заключительной стадии она стала
фактически катастрофической. За последние 20-30 дней, т е.
за 8-9 % времени эксплуатации, износ футеровки составил
более 30 %: от первоначальной толщины такая особенность
процесса качественно совпадает с данными, полученными
для усталостного разрушения резин [163].
Такое увеличение износа футеровки имеет следующие
причины: во-первых, со временем эксплуатации поврежден-
ность в объеме резинового массива возрастает, а, следова-
тельно, прочность и сопротивление износу уменьшаются; во-
вторых, с уменьшением толщины футеровки при ее взаимо-
действии с крупнокусковым материалом, возрастают напря-
жения в местах контакта, что опять-таки приводит к увеличе-
нию поврежденности.
Все эти факторы необходимо учитывать при выборе мо-
дели расчета футеровки, определении ее толщины и выборе
материала с требуемыми механическими характеристиками.
5.6.4 Математическая модель разрушения резины
при абразивно-усталостном износе
Разрушение сложной эластомерной конструкции будем
исследовать с помощью феноменологической модели сплош-
ной среды, т.е. некоторого гладкого многообразия, на кото-
ром заданы поля различных физико-механических характери-
стик, определяемых как средние значения «характерного объ-
ема» реального материала. Процесс разрушения будем рас-
сматривать также как преобразование всей совокупности фи-
зико-механических характеристик Ф модели
Ф(,о) Ф(Г).
Строгое определение таких физико-механических харак-
теристик даже для некоторого «характерного объема» мате-
286
риала с включениями, представляет собой довольно сложную
задачу. В связи с тем, что в дальнейших исследованиях поня-
тие «характерного объема» будет широко использоваться, ос-
тановимся на его определении более подробно.
Будем считать, что матрица представляет собой макро-
скопически однородную систему и состоит из двух взаимо-
действующих подсистем: одна имеет объем ДИ, а другая
(И-ДИ). В общем случае это означает, что весь объем v за-
полнен аналогичными подсистемами Д И, которые в процес-
се нагружения испытывают различные флуктуации. В про-
цессе исследования выделяется лишь одна подсистема, а по
остальным проводится усреднение. Будем также считать,
что в процессе эволюции (т.е. в процессе эксплуатации эла-
стомерной конструкции) система остается макроскопически
однородной, а внутри малых подсистем однородность может
нарушаться за счет флуктуации термодинамических -пара-
метров [100].
В целом это означает, что «характерный объем» компо-
зитного материала заменяется макроскопически эквивалент-
ным ему объемом однородного материала. Требование мак-
роскопической эквивалентности означает, что совокупность
некоторых средних по «характерному объему» физико-
механических характеристик Ф(/) композита при любом ре-
жиме внешних воздействий может быть представлена соот-
ветствующей совокупностью «эффективных» характеристик
однородного объема, т.е.
<Ф(Г0)>= Фэ(0-
Таким образом, под «характерным объемом» эластомер-
ного материала с включениями будем понимать объем, кото-
рый содержит достаточное число включений, чтобы считать
его макроспически однородным. То есть, если на поверхности
«характерного объема» задать нагрузки, которые создали бы
в однородном материале напряженное состояние, то длина
волны флуктуации полей тензора напряжений Та и тензора
287
деформации 7\ должна быть мала по сравнению с линейными
размерами «характерного объема».
Размеры «характерного объема» в целом обусловлены
выбором исходной модели материала.
Примем, что модуль упругости материала включений в
направлении главного растягивающего напряжения равен ну-
лю, а в направлениях, параллельных плоскости трещины,
совпадает с упругими характеристиками исходного материа-
ла. Здесь следует помнить, что подобные свойства включений
проявляются в том случае, когда максимальное нормальное
напряжение растягивающее. При деформациях сжатия тре-
щина в этом направлении закрывается и материал работает
так же, как в исходном состоянии.
Процессы, происходящие в эластомерах, носят необра-
тимый характер. Поэтому представляется вполне закономер-
ным при построении модели использовать современные ме-
тоды термодинамики необратимых процессов
Суть этих методов состоит в том, что они позволяют ус-
тановить связь и взаимодействие различных по своей природе
явлений. При этом особый интерес представляет изучение
комплексного воздействия различных физико-химических
факторов, так как возникающие при их взаимодействии коо-
перативные эффекты выполняют роль обратной связи, в ре-
зультате чего резко усиливается протекание каждого процес-
са в отдельности, даже при их незначительности.
В процессе разрушения эластомерной системы можно
условно выделить две стадии. На первой происходит образо-
вание микроповреждений. Этот период имеет характер квази-
равновесного процесса. На второй стадии происходит слия-
ние микротрещин и образование магистральной трещины.
В целом процесс накопления микроповреждений можно
рассматривать как процесс образования и роста в первона-
чально однородном и изотропном материале включений с но-
выми существенно анизотропными упругими свойствами.
В каждой точке среды Л/(х,) ориентация отдельного
включения в различные моменты времени t может быть зада-
288
на фиедром собственных осей, коюрые определяююя yiна-
ми Эйлера ср, в, у/ относительно некоторой единой для харак-
терного объема системы координат. Вводится в рассмотрение
функция
Р = Р<(Р, в,
характеризующая концентрацию включений различной ори-
ентации в «характерном объеме».
Триедр собственных координатных осей включений
ориентируется в соответствии с симметрией материала вклю-
чений. Экспериментальные данные свидетельствуют о том,
что в процессе деформирования образцов развитие микро-
трещин происходит ориентированно по сгтах. Это позволяет
материал включений считать трансверсально изотропным и
одну из осей триедра совмещать с осью изотропии материала.
При этом
р(<Р, 0, % f) = р^(р, 0, /).
Направление оси изотропии определяется ориентацией
разорванных связей в эластомере и, следовательно, мгновен-
но-упругие податливости в этом направлении наибольшие.
Предполагается, что мгновенно-упругие модули перво-
начально однородного материала Go и упругие модули мате-
риала включений Gi не зависят от времени, т.е. что свойства
включений не меняются в процессе разрушения.
В механике композитных сред, имея выражение для
Go(£o) и Gi(£i) можно получить выражение для G3 и L3.
В случае, когда в материале имеются включения лишь
одной ориентации, концентрация которых p(t)
( ал = и 0 = 0*’
р = p(cp,O,t} = \
[О срфф* и ВфВ*.
Соответственно упрощается выражение для G3 и L3.
Таким образом, развитие микроповреждений в материа-
ле макроскопически проявляется в изменении мгновенно-
упругих эффективных податливостей или модулей. Очевид-
но, что рост микроповреждений проявляется не только в из-
менении мгновенно-упругих свойств резины. Однако сущест-
289
вование вполне определенных зависимостей между деталь-
ными микрохарактеристиками разрушения р{(р, 0, f), 0),
и L\{(p, 0) и макрохарактеристиками G’, или £э позволяет рас-
сматривать последние как простейшие макрохарактеристики
поврежденное™ материала - дополнительные термодинами-
ческие параметры состояния.
Для полноты рассматриваемой модели необходимо оп-
ределить эффективные (усредненные по некоторому объему
резинового массива) модули упругости с учетом развиваю-
щейся во времени поврежденное™. Воспользуемся для этой
цели методом Валпола, ранее применяемым для резин в рабо-
тах [100, 157]. Воспользуемся также предположениями, час-
тично высказанными в этих же работах.
1. Исследуемый резиновый массив представляет собой
совокупность материальных точек или «характерных объе-
мов», наделенных свойствами исходного материала.
2. Процесс поврежденное™ резины под действием поля
внешних сил можно представить как образование и накопле-
ние во времени в первоначально однородном и изотропном
материале некоторых областей, имеющих характер включе-
ний; физико-механические характеристики всех включений
идентичны между собой, но отличаются от таких же характе-
ристик исходного материала.
3. Концентрация включений в «характерном объеме» ре-
зины растет во времени и этот рост отражен функцией /?(/);
при этом упругие модули материала включений не зависят от
времени, т.е. в процессе эволюции материала свойства вклю-
чений не изменяются: модуль упругости материала включе-
ний на первом этапе разрушения в п раз больше, чем модуль
исходного материала.
4. Резина в исходном состоянии однородна и изотропна;
старение резины характеризуется параллельно протекающи-
ми процессами структурирования и деструкции, при этом
преобладающими являются процессы структурирования
С учетом этих предположений было получено [100] вы-
ражение для в виде
290
v 2>
/?(z)= 1 -ехр(- Агг),
где и - коэффициент, характеризующий увеличение модуля
упругости резины за счет появления включений; в рабо-
те [100] для резины на основе СКИ-3 получено п = 1,2.
Характерно, что полученная при этом матрица модулей
упругости G> и GHa4
^ 0 0 0 0 0
о^оооо
G _ 0 0^0 0 0
"т 0 0 0^0 о
0 0 0 0 ^-0
о о о о о
ООО 00
О о 0 0 0
G _ 0 0^0 о о
0 0 0 о о
0 0 0 0 2М1Р1 о
0 0 0 0 0
исходного материала при р = 0, т.е. в начальном состоянии,
дает следующие результаты: эффективный модуль G, совпа-
дает с начальным модулей резины С„ач. В дальнейшем при
утомлении модуль упругости материала с повреждениями
благодаря процессу структурирования возрастает вплоть до
кооперативного слияния микроповреждений и появления ма-
гистральных трещин. После этого модуль упругости падает,
что свидетельствует о переходе материала в некоторое ла-
бильное состояние. Эти эффекты отражены в известных мо-
291
долях ycidJiocmoio разрушения решим н песне ювапы в ра
оспах [100, 101]
Вместе с тем процесс абразивно-усталостного разруше-
ния резины имеет ряд принципиальных отличий от чисто ус-
талостного процесса. Одно из основных отличий - наличие
поверхностного эффекта, характеризующегося особым свой-
ством поверхности и появлением так называемого третьего
тела или контртела Другое отличие - наличие интенсивного
абразивного износа, приводящее в конечном счете к массопе-
реносу резины, т.е. к постепенному отделению частиц мате-
риала от массива; в процессе эксплуатации эластомерной
конструкции происходит уменьшение объема резинового
массива в основном за счет уменьшения толщины футеро-
вочных плит. При этом следует отметить различие процессов
разрушения в массиве резины и в тонком поверхностном
слое, соприкасающемся непосредственно с рабочей средой,
т.е. с перерабатываемым материалом.
Для основного резинового массива эластомерной конст-
рукции отличия практически отсутствуют: под действием
внешних сил и общего старения резины в материале образу-
ются микроповреждения, изменяющие структуру исходного
материала: эффективный модуль упругости при этом повы-
шается, а коэффициент диссипации снижается [100, 101]. Од-
нако в тонком поверхностном слое резины (толщина такого
слоя для резиновых футеровок горных машин примерно (0,1 -
0,2) мм) в процессе абразивно-усталостного износа скорость
накопления микроповреждений как было показано ранее
[101], во много раз превышает скорость микроповреждений в
объеме резины. При этом в качественном смысле сущность
физического процесса изменения макрохарактеристик резины
остается прежней - модуль упругости сначала увеличивается,
а затем падает, - однако временные фазы существенно изме-
няются. В рассматриваемом случае фаза увеличения модуля
упругости занимает значительно меньший промежуток вре-
мени, чем фаза его снижения Следует еще раз подчеркнуть,
что в случае типично усталостного разрушения фаза увеличе-
ния модуля может дос I hi агб (85-95) % от времени i юбально-
го разрушения
Такие эффекты качественно хорошо подтверждаются
экспериментально при исследовании механики разрушения
тонких резиновых полосок с размером рабочей части
0,05x20x60 мм. Пленки подвергались циклическому разру-
шению при деформациях растяжения; абразивный износ мо-
делировался периодическим воздействием крупнозернистой
наждачной бумаги; кинетика поврежденности Др(0 в объеме
и на поверхности определялась методом ИКС; микрохаракте-
ристики резины - стандартными методами. Зависимость
GJGuau
от поврежденности для резины на основе СКИ-3 с наполне-
нием техуглеродом 60 мае.частей показана на рис. 5.25. Как
видно, модуль сдвига резины разрушенного образца меньше,
чем модуль исходного материала примерно на 20-40 %.
Полученные на резиновых пленках результаты носят
скорее качественный характер и, безусловно, полностью не
могут быть перенесены на реальные эластомерные конструк-
ции. Тем не менее, в связи с отсутствием в известной литера-
туре каких-либо других данных об изменении механических
макрохарактеристик резины от поврежденности при абразив-
но-усталостном разрушении, коэффициент снижения модуля
упругости для наполненных резин можно принимать в рамках
полученных экспериментальных данных, т.е. к = 1,2-1,4. При
этом эффективный модуль упругости резины будем равен
G3 k-GHa4.
293
Рис 5 25 Зависимость эффективного модуля сдвига резины от степени ее по-
врежденное™ при абразивно-усталостном износе
Как видно, рассматриваемая феноменологическая мо-
дель позволяет определять модули упругости для резины с
поврежденностью и использовать эти данные в общем алго-
ритме расчета резиновых футеровок
294
VI Исследование параметров и расчет
резиновых футеровок
6.1 Исследование резиновых футеровок при
статических и ударных нагрузках
6.1.1 Исследование резиновой футеровки при
вдавливании шара в резину
В шаровых мельницах резиновая футеровка испытывает
статическую нагрузку от массы измельчаемой руды и сталь-
ных шаров. Эта нагрузка может передаваться как по некото-
рой площади футеровки (в случае наличия руды), так и в от-
дельных точках при непосредственном вдавливании шара в
футеровку. Кроме этого, во время работы мельницы часть
шаров, увлекаемых лифтерами, по достижении определенной
высоты свободно падает на открытую поверхность резиновой
футеровки. В обоих случаях резина испытывает деформацию
сжатия и растяжения, но распределение напряжений проис-
ходит неодинаково.
При вдавливании шара в резину деформация происходит
не по всей площади, а лишь в пределах сферического углуб-
ления, и наибольшие напряжения возникают во впадине.
Удар шаров о футеровку приводит к мгновенному сжатию
слоев резины, что при определенных условиях вызывает по-
явление усталостных микротрещин, снижающих стойкость
футеровки, как на износ, так и на деформации сжатия и рас-
тяжения.
Исследования процесса вдавливания шаров диаметрами
60, 80, 100 мм проводились на листовой резине марки 1801-6
толщиной 6, 10, 25, 55 и 80 мм твердостью 58-62 по Шору.
Нагрузки создавались ступенчато гидравлическим прессом.
После 30 с выдержки фиксировалась глубина погружения
шара в резину индикатором часового типа. Статическая жест-
кость резины рассчитывалась по формуле
С = |, (6.1)
295
Рис 6 1 Схема к определению напряжений на стенках сферического углуб-
ления
где С - жесткость, Н/см;
Р - нагрузка, Н;
Z- глубина лунки в резине, см.
В результате экспериментов было установлено, что мно-
гократное внедрение шара на одном и том же участке резины
до (70-80) % ее толщины никаких повреждений в ней не вы-
зывает. Отсюда следует, что минимальная толщина футеров-
ки, работающей при статических нагрузках, может назначать-
ся из условия (6.1).
Для сравнения деформации при вдавливании шара в
листы резины различной толщины в табл. 6.1 приведены экс-
периментальные значения глубины и площади углубления
(по максимальному радиусу). Показаны величины: удельной
нагрузки, определенной как отношение усилия к площади уг-
лубления; статической жесткости и относительного сжатия,
определенного отношением глубины сферического углубле-
ния к толщине резины при одной и той же величине нагрузки.
296
Таблица 6 1 Параметры деформирования рейты
Исследуемым параметр Толщина резины, мм
10 25 55 80
Г чубина вдавливания, мм 4,88 6,95 13,7 17,3 19,05
Площадь углубления, см" 9,20 13,10 25,8 32,6 35,80
Удельная нагрузка, Н/см’ 510 355 182 138 131
Жесткость, Н/см’ 9650 6750 3440 2720 2470
Относительное сжатие (считая по центру углубления), % 81,3 69,5 56,8 31,0 23,8
Из табл. 6.1 видно, что с увеличением толщины резины
при одной и той же нагрузке уменьшаются относительная
деформация, жесткость и удельная нагрузка.
Для исследования характера напряжений по сечению уг-
лубления рассмотрим силы, возникающие при вдавливании
шара в резину (см. рис. 6.1). В каждой точке А поверхности
шара действуют удельное нормальное давление q и каса-
тельные силы трения т , возникающие вследствие скольже-
ния вытесняемого из углубления поверхностного слоя резины
относительно шара. Рассмотрим кольцевой элемент поверх-
ности шара площадью
dS = Inpdl = ZnR" sin cpdcp . (6.2)
Предполагая изменение удельного давления q по глуби-
не сферического углубления по закону косинуса, получим
q = q0cosq>, (6.3)
где qo - удельное давление в точке (р = 0.
Найдем проекцию удельных нормальных q и касатель-
ных т сил, действующих в точке А, на вертикальную ось:
P = |<7|cos<p + |f|sin<p. (6.4)
Здесь удельные силы трения г и нормального давления
q связаны соотношением
|?|=М (б-5)
где f - коэффициент трения при скольжении шара по резине.
Сила, вдавливающая шар в резину, с учетом выражений
(6.2) и (6.4) будет иметь следующий вид:
297
Ql = ^PdS = 2лЯ? j(| q I COS99+1 г I sin<p)sin (pdcp (6 6)
Подставляя в формулу (6.6) выражения (6.3) и (6.5), по-
лучаем
Qc = 2л7?2<?0 j(cos<р + f sm(p)cos(psm<pd<p =
0 (6-7)
- — 7rR2q0(\ - cos3 a + f sin1 a)
Отсюда максимальное удельное давление в сферическом
углублении
9. = | -Л,-------\ (6.8)
2 tz7?(1 cos a + /sin а)
Из выражения (6.8) видно, что при увеличении угла а,
что соответствует повышению твердости резины, удельные
давления в центре углубления возрастают и при а —> О,
9 о оо.
Из выражений (6.3) и (6.8) формула для удельного дав-
ления в любой точке сферического углубления может быть
получена в виде
<,= Зйс°5<1’----(6.9)
2лЛ'(1 - cosJ а + f sinJ а)
Используя соотношения (6.8) и (6.9), можно определить
удельные давления на стенках сферического углубления.
' Максимальные удельные нагрузки, возникающие в цен-
тре углубления, на 25 % больше удельных давлений на пери-
ферии;______________
Угол, <р, ° 0 5 10 15 20 25 30 35
Напряжения на стенках сферического углубления, МПа 23,8 23,7 23,4 23,0 22,3 21,5 20,6 19,4
Можно предположить, что примерно такое же распреде-
ление напряжений и в резине. Этот вывод получил качест-
венное подтверждение при последующем испытании резины
на ударную нагрузку. Эксперименты показали, что по мере
298
увеличения ударной нагрузки резина начинает разрушаться
во впадине с последующим переходом к периферии.
Анализ выражений (6.8) и (6.9) показывает, что удель-
ные давления в углублении при одной и той же статической
или ударной нагрузке обратно пропорциональны диаметрам
шаров. Эти выражения могут быть использованы в качестве
одного из факторов при выборе диаметров стальных шаров с
целью снижения максимальных удельных давлений (напря-
жений) на резиновую футеровку мельницы.
6.1.2 Исследование резиновой футеровки на
сопротивляемость удару
Во время работы шаровой мельницы стальные шары
поднимаются выше слоя руды и при достижении определен-
ной высоты свободно падают на размалываемый слой руды и
на открытую часть футеровки. При этом футеровка испыты-
вала ударные нагрузки. Рассмотрим сопротивляемость удару
футеровок, изготовленных из резин 4-54, 2-529, 1801-6.
Испытания образцов в зависимости от требуемого уси-
лия проводились на гидравлических прессах ЦД-40 и
ЦДМ-200 с измерением деформации при помощи индикатора
часового типа. С целью исключения эффекта на торцах и все-
возможных перекосов образец устанавливался между шлифо-
ванными дисками, на которые передавалось усилие через
сферические наконечники. Боковая поверхность не имела на-
правляющих и могла свободно расширяться при сжатии. Для
уравнивания внутренних напряжений по высоте образца из-
мерение производили после 30-секундной выдержки под на-
грузкой.
Исследованиями, установлено, что при относительной
деформации до (30-35) % остаточная деформация после сня-
тия нагрузки практически отсутствует. При сжатии до
(60-65) % наблюдается остаточная деформация в пределах
(2-3) %. Статическое сжатие до (90-95) % приводит к внут-
ренним изменениям и потере упругого состояния, остаточная
299
деформация составляет (20-35) %, а образцы не восстанавли-
вают первоначальной формы
В результате обработки экспериментов установлена
взаимосвязь между относительным сжатием е и напряжением
<5 в диапазоне от 0 до 225 кН/см2, которая может быть выра-
жена эмпирической зависимостью
£ = а/КтстIn ст , (6.10)
где Кт- коэффициент, зависящий от твердости резины;
а - постоянный показатель (для рекомендованных резин
а = 0,1);
Г , 1п
хн - показатель, зависящий от напряжения I хн = 1 - I;
1пст- натуральный логарифм предельного напряжения,
принятого по эксперименту.
Поправочные коэффициенты на величину относительно-
го сжатия резины в зависимости от ее твердости приведены
ниже:___________________________________________________
Твердость резины по Шо- ру А 15 30 40 50 60 70 80 95
Поправочный коэффици- ент 1,54 1,38 1,20 1,10 1,0 0,75 0,55 о,з
Таким образом, задаваясь напряжением в зоне стдоп для
данной резиновой смеси, можно с достаточной точностью
определить ожидаемую осадку различных футеровок и дру-
гих деталей, работающих на сжатие при статических нагруз-
ках. Это позволит правильно выбирать толщину футеровки в
зависимости от проектируемой нагрузки.
Исследования влияния удара на состояние резины про-
водились на вертикальном копре (рис. 6.2), который состоял
из массивной плиты 4, ограничивающего устройства 3, стоек
2, подвижной рамы 1, устройства 7, обеспечивающего полу-
чение одиночного удара шаром 6. На плите располагались
предназначенные для испытаний резиновые листы 5.
Энергия удара А определялась кинетической энергией
шара вместе с хвостовиком в момент удара, а глубина лунки -
по отпечатку ее сферической поверхности. Зная максималь-
300
1
Рис 6 2 Схема копра для исследования влияния ударных нагрузок на рези-
новую футеровку
ный диаметр отпечатка, глубину лунки можно определить
следующим образом:
Z=y(l-71-/c), (6.11)
где D - диаметр шара;
К- отношение диаметра сферической поверхности лун-
ки к диаметру шара.
Сопротивляемость резины ударным нагрузкам характе-
ризуется коэффициентом сопротивляемости удару 1д, пред-
ставляющим отношение энергии удара к глубине лунки.
В результате обработки экспериментальных данных по-
лучена следующая эмпирическая зависимость для расчета ко-
эффициента сопротивляемости удару.
1л-АХтКт, (6.12)
где показатель степени
При исследовании коэффициента сопротивляемости
удару было замечено, что по мере увеличения энергии удара
на поверхности резины вначале появляются отдельные пятна
в виде местного смятия, тем очень мелкие трещины, пере-
ходящие в явно выраженные сквозные Все виды перечислен-
ных повреждений возникли в зоне наибольших деформаций
при определенной величине мгновенного сжатия: местное
смятие наблюдалось при сжатии резины на (30-35)% номи-
нальной ее толщины, микротрещины - при сжатии на
(40-45) % и явные трещины появлялись при сжатии на
(50-55) %. Повреждаемость резины от удара всегда наступала
при сжатии резины на (30-35) %, тогда как статическое на-
гружение не вызывало повреждения при деформации до
(60-70) %.
Наличие повреждений от удара можно объяснить отста-
ванием скорости деформации резины от скорости внедрения
в нее шара. В момент образования углубления резина не
только сжимается, но и растягивается по сферической по-
верхности лунки.
Анализ экспериментальных данных показал, что с увели-
чением толщины коэффициент сопротивляемости удару
уменьшается, т.е. при одной и той же величине энергии удара
глубина погружения шара в резину увеличивается. Резкое
снижение коэффициента сопротивляемости наблюдалось до
толщины резины (20-25) мм. С увеличением толщины резины
свыше (20-25) мм величина коэффициента сопротивляемости
изменялась незначительно. При малых толщинах резины и
больших энергиях удара, несмотря на высокую величину ко-
эффициента сопротивляемости, относительные деформации
превышали допустимые, что приводило к разрушению резины.
Было также установлено, что коэффициент сопротив-
ляемости удару при одних и тех же значениях энергии удара
и толщине резины свыше 25 мм практически не зависит от
диаметра шара. Можно сделать вывод, что коэффициент со-
противляемости удару при толщине резины 25 мм и выше, в
основном, зависит от энергии удара и физико-механических
свойств резины. Установлено, что допускаемые напряжения
при ударном вдавливании в резину должны быть не более
302
(2,5-2,8) кН/см" и соо1ве1ственно максимально допускаемая
деформация - 0,25-0,30
Проведенные исследования по определению коэффици-
ента сопротивляемости резины удару позволили установить
взаимосвязь между энергией удара, относительным сжатием
резины и ее прочностью.
Зная расчетную величину коэффициента сопротивляе-
мости удару и допускаемую величину относительного сжатия
8Доп, можно определить необходимую минимальную толщину
резиновой футеровки:
Sml„= —, (6.14)
доп
А
где Z =---.
Л р
Подставляя в выражение (6.14) значение Z с учетом вы-
ражения (6.12), получим
^m.n =---— • (6.15)
£доп^Т
Выбранная по этой зависимости толщина резиновой фу-
теровки способна противостоять лишь ударному нагружению
без разрушения резины. При назначении рабочей толщины
футеровки следует найденное значение увеличить с учетом
износа (срока службы) и способа ее крепления.
Исследования передачи энергии удара проводились с
помощью приспособления (рис. 6.3) к вертикальному копру.
Удары по специальным эталонным образцам 3 наносились
как с резиновой прокладкой различной толщины, так и непо-
средственно по пуансону 1. Величина площади лунок, остав-
ленных шариком 2 пуансона, в обоих случаях позволяла су-
дить об энергии, переданной через резину. Коэффициент пе-
редачи энергии удара определяется из соотношения
(6.16)
303
1
Рис 6 3 Приспособление для исследования передачи энергии удара
где А„ - энергия удара, передаваемая стальному образцу при
наличии резиновой прокладки;
А - энергия, воспринимаемая стальным образцом без
прокладки.
Результаты проведенных экспериментов приведены в
табл 6.3. Обработка полученных данных позволила устано-
вить эмпирическую зависимость для расчета коэффициента
передачи энергии удара:
К„=г]А^, (6.17)
где 7 - коэффициент, зависящий от твердости резины (при
твердости 58-62 по Шору 77 = 0,1),
5 - толщина резиновой прокладки.
Таким образом, энергия, переданная на металлическую
конструкцию оборудования, определяется выражением
Ап =ПА{ (6.18)
304
Габлица 6.3 Коэффициент передачи эш-pi ин удара через резиновую прокладку
Энергия удара, Дж К„ при голщине резиновой прокладки, мм
6 10 20 50 80
6,5 0,36 0,25 0,165 0,139 0,128
13,0 0,45 0,29 0,179 0,147 0,133
14,7 0,47 0,30 0,182 1,149 0,135
18,2 0,50 0,31 0,186 0,151 0,136
19,5 0,51 0,32 0,188 0,152 0,137
26,0 0,56 0,33 0,194 0,156 0,139
27,3 0,57 0,34 0,196 0,156 0,140
29,5 0,58 0,35 0,197 0,157 0,140
32,5 0,60 0,35 0,200 0,158 0,141
36,3 0,62 0,36 0,202 0,160 0,142
39,0 0,68 0,37 0,204 0,161 0,143
45,5 0,67 0,38 0,208 0,163 0,144
52,0 0,69 0,39 0,211 0,164 0,155
54,4 0,70 0,40 0,213 0,165 0,146
59,0 0,72 0,40 0,215 0,166 0,146
63,5 0,74 0,41 0,216 0,167 0,147
73,3 0,77 0,43 0,220 0,169 0,148
88,5 0,82 0,44 0,225 0,172 0,150
103,2 0,85 0,45 0,230 0,171 0,152
118,0 0,87 0,47 0,236 0,173 0,154
Примечание Ниже разделительной линии резина не выдерживает удара, появля-
ются трещины
Из анализа экспериментальных данных и выражения
(6.18) видно, что зависимость коэффициента передачи энер-
гии удара от толщины резиновой прокладки имеет такой же
вид, как и коэффициента сопротивляемости удару. В началь-
ный момент с увеличением толщины происходит резкое
уменьшение коэффициента передачи энергии, а после толщи-
ны (20-25) мм кривая выполаживается, и величина коэффици-
ента передачи энергии дара при одном и том же значении на-
чальной энергии уменьшается незначительно. Проведенные
дополнительные исследования при ударе через резиновую
прокладку толщиной 0,32; 0,5 и 1,0 м показали, что для этих
значений толщин коэффициент передачи удара оставался по-
стоянным при одной и той же величине энергии удара. Это
может быть объяснено тем, что при больших толщинах рези-
новых прокладок коэффициент сопротивляемости удару ос-
305
1ЛкЯ нрак।ическп носк'яиным С icioiiaiiibiio мипима н>
пая то ицина резиновой футеровки из ус ювия передачи энер-
гии удара должна быть не менее 25 мм и может быть рассчи-
тана по выражению (6.16).
Замена металлической футеровки на резиновую целесо-
образна при соблюдении определенных граничных условий,
которыми являются энергия удара, скорость соударения,
твердость резины, конструктивные особенности футеровки
Экспериментальные и промышленные исследования показа-
ли, что резина способна противостоять ударным нагрузкам,
если не будут превышены следующие допускаемые величи-
ны: энергия удара - (80-100) Дж, скорость - (6-12) м/с и отно-
сительное сжатие - 0,25-0,30.
62 Определение силового воздействия
технологической загрузки на футеровочное
покрытие барабанной мельницы
Срок службы барабанной мельницы измельчения в зна-
чительной мере зависит от правильности выбора геометри-
ческих и механических параметров футеровочных покры-
тий, а также режима работы мельницы [5] Рационализация
параметров футеровки мельницы возможна только при учете
реальных сил, действующих со стороны технологической
загрузки (мелющие тела и измельчаемый материал) на футе-
ровочное покрытие Из возможных режимов работы мель-
ниц каскадный, водопадный и смешанный каскадно-
водопадный необходимо особо выделить два последних, как
наиболее распространенных в шаровых мельницах самоиз-
мельчения [2].
Технологическая загрузка увлекается в движении по
круговым траекториям силами трения между футеровкой ба-
рабана мельницы и прилегающим к ней слоем загрузки. Бла-
годаря трению между соседними слоями загрузка приходит
во вращательное движение.
306
Если силы трения между слоями недостаточны, го по-
следние могут, двигаясь по круговым траекториям, проскаль-
зывать друг относительно друга. Проскальзывание техноло-
гической загрузки по футеровке будет отсутствовать, когда
момент силы трения ее относительно оси мельницы будет
уравновешивать момент тангенциальных составляющих сил
тяжести относительно той же оси.
Элементарная масса слоя движется по круговым траек-
ториям из нижнего положения в верхнее, увлекаемая в дви-
жение силами трения, и благодаря подпору нижней части ма-
териала того же слоя. В верхней части барабана мельницы,
как только нормальная составляющая реакции к поверхности
футеровки на элементарную массу слоя загрузки обратится в
ноль, происходит ее отрыв и переход в свободный полет по
параболической траектории. При встрече элементарной мас-
сы с футеровкой либо с верхним слоем загрузки, находящей-
ся на барабане мельницы, происходит удар, в результате чего
футеровка будет испытывать дополнительное давление к дав-
лению от силы тяжести и центробежной силы инерции за-
грузки. Кроме того, в центральной части внутримельничной
загрузки будет присутствовать малоподвижное ядро, пред-
ставляющее собой сегментообразную форму. Малоподвиж-
ным его называют потому, что внутри ядра технологическая
загрузка, находящаяся в каскадном режиме движения, пере-
мещается существенно медленнее, чем материал, находящий-
ся на круговых траекториях. В малоподвижном ядре разру-
шение материала происходит за счет его истирания благодаря
скольжению слоев друг относительно друга.
Таким образом, при работе мельницы в технологической
среде происходят сложные процессы, что затрудняет учет ре-
альных силовых воздействий на футеровочное покрытие
В дальнейшем будем предполагать, что на свободную
поверхность технологической среды, движущейся совместно
с барабаном мельницы, не действуют никакие силы, т.е пре-
небрегаем силами трения со стороны малоподвижного ядра и
ударным воздействием материала после его свободного поле-
la Учет удара по футеровочному покрышю может быть про-
изведен отдельно
Обоснованием неучета ударного воздействия загрузки
может служить слабое влияние последнего на создание
подпора технологической среды и, следовательно, на угол
поворота ее относительно вертикальной плоскости бараба-
на мельницы.
Существующие до настоящего времени подходы учета
силового воздействия на футеровочное покрытие со стороны
внутримельничной загрузки не учитывают силы трения меж-
ду слоями [31], т.е. сохранен подход учета давления анало-
гично закону Паскаля для идеальной жидкости. Однако, в
строительной механике сыпучих сред [245] показано, что «за-
тухание» давления вглубь материала существенно особенно
при больших объемах (толщинах) материала. Следовательно,
надо ожидать снижения расчетных давлений технологиче-
ской загрузки на футеровку особенно в мельницах больших
диаметров, по сравнению с существующими подходами.
Кроме того, давление на футеровку зависит от ее профиля.
Так как наличие выступов (лифтеров) или волнообразности
футеровки приводит к увеличению суммарного момента тре-
ния по сравнению с «гладкой» поверхность футеровки. По-
следняя снижает вероятность срыва («оползание») техноло-
гической среды, а, следовательно, и износ футеровочных по-
крытий за счет истирания.
В соответствии с подходом, изложенным в работе [245],
боковое давление Рх, действующее на выделенный элемент
сыпучей среды, принимается пропорциональным вертикаль-
ному давлению Pz, т.е.
где коэффициент бокового давления £ может быть вычислен
по формуле, предложенной В. Ренкиным
_ 1 - sin (р
1 + sin (р ’
(ф- угол внутреннего трения между слоями загрузки).
308
1 II Покровский, пользуясь методами сипическои ме-
ханики, установил связь между коэффициентом бокового
давления сыпучей среды, углом ее внутреннего трения, вели-
чиной сцепления и давлением
£ = 1-0,74#^-1,52/Р..
В работе [245] приведены также экспериментальные
данные для углов внутреннего трения для различных мате-
риалов. Так, например, для железной руды при объемной
массе
// = (2,1... 2,4) т/м3, </> = 35°.. .37°
а угол трения руды по стали
(рй =30°...40°.
В пределах изменения влажности W (% от воздушно-
сухой до максимальной капиллярной влажности) коэффици-
ент трения стали о грунт может уменьшаться в два и более
раз, при этом зависимость коэффициента трения по предло-
жению Ю.А. Ветрова [245]
ЮТ
7 7о >
где f,A - постоянные параметры.
Можно предположить, что аналогичный вид зависимо-
сти коэффициента f от W будет сохраняться и для внутри-
мельничной загрузки.
С учетом вышеизложенного построена математическая
модель внутримельничной (технологической) загрузки при
наличии внутреннего трения между слоями загрузки при во-
допадном режиме работы мельницы и получены аналитиче-
ские зависимости, позволяющие находить силовое воздейст-
вие на футеровочное покрытие. При этом были приняты сле-
дующие предложения:
1) внутримельничная загрузка - сыпучая и несжимаемая
среда;
2) тангенциальное давление Рц, действующее на выде-
ленный элемент pdpdA. (рис. 6.4) в любой точке (/?, Л) загруз-
309
ки принимается пропорциональным радиальному давлению
^т.е.
Рл=1£Рр, (6-19)
где / - некоторый безразмерный коэффициент (0< I <1).
Выделим элементарную массу dm на расстоянии р от
центра приведения М
dm = 7 + ^5 pdpdA,
g
где Л - постоянный угол;
у- объемный вес дробящих тел;
р - объемный вес измельчаемого материала;
ст— коэффициент, учитывающий объем материала, отне-
сенный к объему, занимаемому дробящими телами;
g - ускорение свободного падения
310
Из условия равновесия выделенного элементарного объ-
ема под действием центробежных сил
dF = par dm
(со— угловая скорость вращения барабана мельницы), а также
давлений Рр, Рл, и Рр, Р' и распределенных касательных сил
трения Тр, Т;_ и Т'р, Г,' в проекциях на полярную ось М
(рис. 6.5), получим
^——^—-co~pdpdA, - PppdX - d(PPp + P,pdl
g
- Ppfl%pdp + (ppdPp)fl^dp + l£Ppdp = 0
Здесь учтено, что
= pp/ +dPp/, T'pf=Tp/+dTp„ трл=/рр/,
где /= tg</? — коэффициент внутреннего трения загрузки
С учетом равенства (6.19) и после введения безразмер-
ных величин
(Л| - внутренний радиус барабана мельницы), получим урав-
нение, описывающее нагруженное состояние внутримель-
ничной среды
cr СЛ
(6 20)
Это линейное неоднородное дифференциальное уравне-
ние в частных производных первого порядка К уравнению
(6.20) необходимо присовокупить краевое условие на границе
г=г2 (Л) [2]:
Р(г2(я),Л) = 0, (6.21)
где
Т 2cos?l,
+ [t2 -(/?Р 2 sin л)' |
Ч* 2^cosA + cos|(^-/l-x)cosx
л2<л<л,
л3<л< л,
л4<л<л,
Здесь обозначено
h=P^
Я,=у-а1; а, = arccos(vP2)
Л,=-|--а2; а, = arccos^T2^
Лз - решение уравнения
sin Л, = £(sin3a,)(£2 +<а2 -2AvP“2cos3a2)°5;
х - решение уравнения
sinxcosy(?r - Л -х)= sin Л ;
Т = (A,<yg“')°5 - безразмерная частота вращения барабана
мельницы,
k = R2R~'\ a = R^2.
Решение дифференциального уравнения (6.20) получим
методом характеристик [246]. С этой целью составим уравне-
ние характеристик
dr _ dЛ _ dp
~=~7Г
312
Первое характеристическое уравнение даст общий инте-
грал
а второе
dr _ dp
как линейное относительно р и dp, дает общий интеграл
Здесь Ci, С2- постоянные интегрирования.
Таким образом, функции
_ rj )
т2=(з-/^)'С -рг'-,:
- интегралы дифференциального уравнения (6.20).
В рассматриваемой задаче (6.20), (6.21) требуется найти
интеграл, принимающий нулевое значение р=0 при г=Г2(Л).
Поэтому определяем функцию Q (г/, и) так, чтобы
Q(T,, Ч/2)=0 приг = г2(Л), т.е.
Q(w,i>) = 0
для
" = ч,'гД°(д =’=«""•
Если разрешить последнее относительно Л, т.е.
и л = т;‘(и),
(ЧЛ (г/)) - обратная функция по отношению к функции
г/=Ч/(Л), тогда получим выражение для С1(и, и)
q(w,e)=t1-1(w)-t;'(^)=o.
Подставляя вместо переменной и функцию % (г, Л), а
вместо и-Ч)2(Р, г, Л) приходим к уравнению
Т, 1 (г/ >)- % - Рг'"' ] = 0 ’ <6’22)
Последнее уравнение даш зависимое 1Ь р oi коордиплы
ючки О, Л) внутримельничной 3ai рузки и вида се свободной
поверхности г = г>(/1), т.е. частный интеграл задачи (6.20),
(6.21) будет
р.рМДДДл) (6.23)
Функция давления р = р(Л) технологической загрузки на
поверхности футеровочного покрытия г = п(/1) определяется
из уравнения (6.22)
Р = р(г,(Л), Ж), Л) (6-24)
Зависимость (6.24) на основании уравнения (6.22) после
подстановки в него г = гЛЛ) может быть получена одним из
численных методов либо графически. Остановимся на алго-
ритме графического метода, суть которого состоит в следую-
щем. На плоскостях ОЛг и ОгЧ7 в интервале [Л4, Л]] изменения
Л на основании приведенных выше соотношений строим гра-
фики (рис. 6 5) зависимостей
Г,(Л),Г2(Л), И(г2(А),Л), ^(Л),Л),
4>,(r,(A)A), и %(ФЫ).
Выбрав произвольное значение Л е[А4,Я,], проводим
прямую 1-2 перпендикулярно оси О Л до пересечения ее с ли-
нией ъ(Л) в точке 2, затем проводим прямую 2-3 параллель-
ную оси О Л до пересечения с кривой w(r2(T), Л), в точке 3.
После этого находим точку 4 пересечения прямой 3-4 (парал-
лельной оси Or) с кривой Ч^г/Л), Л) и, наконец, точку 5, как
точку пересечения прямой 4-5 (параллельной оси ОЛ) с лини-
ей Г[(Л). Последней точке 5 будет соответствовать абсцисса Л
(точка 6). Аналогично, построив ломаную 1-2-7-8-5-6, нахо-
дим точку 7 пересечения прямой 2-3 с кривой и(г2(Л),Л), и
точку 8 пересечения прямых 7-8 и 5-8.Точка 8 оказалась на
одной из кривых семейства ^(^(Л),/?, Л), соответствующей
давлению р=р$. Таким образом, точке 5 с координатами
Л(г](Л)) соответствует давлениер = /?4.
314
На основании приведенного алгоритма может быть най-
дено давление во всех гонках (Л, гт(Л)) футеровочного покры-
тия, передаваемого со стороны внутримельничной нагрузки.
Рассмотрим один частный случай поставленной задачи
(6.20), (6.21), когда / = 0, т.е. без учета «боковых» усилий (по-
лагаются равными нулю давления рк и силы трения fpp. Не-
обходимо отметить, что такая постановка задачи является
проблематичной с точки зрения ее физического смысла, тем
не менее получим ее решение.
Из уравнения (6.20) при / = 0 имеем
dr
Интегрируя это уравнение
гхн;>,
получим давление, передаваемое на футеровку
Последнее решение совпадает с решением, найденным
Д.К. Крюковым [31], однако, оно является весьма прибли-
женным и им можно пользоваться только при малых толщи-
нах внутримельничной загрузки, т.е. когда гэ«1.
Теперь перейдем к вопросу нахождения нормального рп
и касательного рк давления передаваемых технологической
средой на футеровку. Пусть поверхность футеровочного по-
крытия задана уравнением r=ri(Z) в полярных координатах.
Выделим элементарную массу загрузки - криволинейный
треугольник с катетами r\dh, dr{ и гипотенузой
ds = jr2 + (drJcUfdA.
На катеты треугольника будут действовать нагрузки
prxdA., fpr\dh, &dr\ и f^dr}. Угол р между касательной F к
кривой и полярным радиусом-вектором ^(Л) находится по
формуле
315
tgP = г,
( dr{
уаЛ
(6.25)
Проектируя приложенные к треугольнику силы на нор-
маль п и касательную t к заданной кривой в соответствии с
рис. 6.5, получим
[(г,б/Л + ftdrx )sin р + + £dt\ )cos р\р = рпг,2 + j t/Л,
(6.26)
[(б^ + Ж )cos А - (Ж + )sin р\р = р, Jr2 + t/Л;
На основании уравнений (6.26) с учетом равенства (6.25)
окончательно приходим к формулам
ал у < ал J ал \
г ’ <6’27)
Вектор давлений р может быть найден как сумма нор-
мальной р„ и касательной р,, составляющих, т.е.'
Р = Р„ + Р, =P„u + P,t, (6-28)
где единичные векторы касательной и нормали к поверхности
футеровки определяются по формулам [5]
ds dX ' (dXj J ’ (6.29)
- 1 d2^
n =----г-
к dXi}
Здесь к - кривизна плоской кривой
На основании выражений (6.27)-(6.29) могут быть полу-
чены момент М сил, стремящихся возвратить технологиче-
316
скую загрузку в нижнее положение барабана мельницы, и
момент Мт сил трения, стремящихся удержать загрузку в по-
вернутом положении относительно вертикальной осевой
плоскости барабана. Эти момент находятся по формулам
М = Г (г, W - мд)- p(^r^(drjd^d^
4 (6.30)
Мт = [Tp\i^-Md)-7(^r‘+(drJd^d>.,
где Уо - коэффициент трения внутримельничной загрузки по
футеровке.
Профиль и материал футеровочных покрытий в зависи-
мости от режима работы мельницы выбираются такими, что-
бы не допускать срывов загрузки (скольжения технологиче-
ской среды по футеровке) во избежание быстрого износа фу-
теровки, т.е. должно выполняться условие
Мт >М.
Таким образом, найдены выражения для силового воз-
действия внутримельничной загрузки на футеровку при во-
допадном режиме работы мельницы, что позволит проводить
прочностные расчеты футеровки, и, следовательно, и расчеты
ее на износ.
Кроме того на основании сравнения «негладкого» про-
филя футеровки с «гладким» можно найти приведенный ко-
эффициент трения fnp, отношение которого к коэффициенту/,
для «гладкой» футеровки характеризует ее эффективность
(отсутствие проскальзывания технологической загрузки по
футеровке).
Полученное решение поставленной задачи позволит
также учитывать износ футеровки на процесс измельчения
(как функция уменьшения коэффициента fnp), а также опти-
мизировать профиль футеровки и ее толщину с целью увели-
чения ее срока службы, не изменяя существенно производи-
тельности мельницы и качество измельчения материала.
6.3 Выбор параметров резиновой футеровки в
виде сплошных плит
Как показывает практика, важным направлением совер-
шенствования измельчительного оборудования, в частности,
мельниц, является применение резиновой футеровки С воз-
растанием диаметров мельниц возросла высота падения и ки-
нетическая энергия падающих кусков руды. Поэтому опреде-
ляющим фактором применения резиновых плит в мельницах
является обеспечение их стойкости и неизменности свойств
под действием ударных нагрузок.
Для расчета характеристик процесса соударения кусков
руды с резиновыми плитами и определения условий их проч-
ности, может быть использована методика, апробированная
при расчете резиновых футеровок шаровых мельниц и рези-
новых покрытий перегрузочных устройств [101, 129-132].
В расчетах исходим из идеальной упругости слоя рези-
ны, так как такой подход позволяет получить более удобное
решение без ошибок качественного и количественного харак-
тера.
При построении динамической модели учитываем толь-
ко вертикальную составляющую скорости падения кусков
руды и удар считаем прямым. Отдельные куски руды считаем
шарами правильной формы (рис. 6.6).
Считаем, что при соударении куска со скоростью vq с
поверхностью футеровки, соответствующая динамическая
силовая характеристика может быть аппроксимирована зави-
симостью
е= кР", (6.31)
где к и п - эмпирические коэффициенты, характеризующие
деформацию.
Тогда основное уравнение удара можно представить в
виде
= (6.32)
dt dt~
318
Рис 6 6 Динамическая модель ударного взаимодействия куска руды с рези-
новой футеровочной плитой
где и- скорость сближения центров инерции тел;
М- приведенная масса соударяющихся тел,
.z
М --------,
т, + т2
(6.33)
т\ и т2 - масса куска и футеровочной плиты соответст-
венно.
Так как футеровочная плита жестко закреплена к по-
верхности, ее можно рассматривать как тело, обладающее
бесконечно большой массой, следовательно,
limA/ = lim—1= (6.34)
m, + т2
и приведенная масса соударяющихся тел будет равна массе
падающего куска. Интегрируя выражение (6.34), получаем
перемещение куска массой т\, имеющего в момент сопри-
косновения с футеровочной плитой скорость Vq
z„, = vot - — j j P(t} )dt,. (6 35)
W, 0J о
Обозначение t\ введено для того, чтобы считать время,
меняющееся в процессе интегрирования от 0 до t\, от верхне-
319
io npe ic ia мнорыи в пом процессе счиискя носюянпым.
Л(/|) - контактная сила
С друюи стороны, перемещение куска при внедрении в
слой резины складывается из вдавливания куска в резиновую
плиту S [р(г,)]
Для определения глубины вдавливания куска в упругий
слой с достаточной точностью может быть использована за-
висимость, применяемая для случая соударения равномо-
дульных тел (6.32).
Согласно (6.32), для шара = 0,52.
0(6), K(f) - полные элиптические интегралы 1 рода;
Gp, Gm - модули сдвига материала футеровки (резина) и
падающих кусков (гранит);
vp. vm - коэффициенты Пуассона материалов футеровки
и куска;
R - радиус куска.
Следует отметить, что при ударе резина нагружается в
динамическом режиме и при проведении расчетов правомоч-
ным является использование динамического модуля резины,
соответствующего скорости нагружения. Таким образом, вы-
ражение для перемещения центра тяжести куска запишется
следующим образом
Уравнение (6.36) решается методом численного интег-
рирования.
Для интегрирования разбиваем период соударения на q
интервалов с величиной т.
320
Вредно 1агаем. чю в каждом ишервале времени
(<у-1)г</м:/гсила Р(1\) меняется но линейному закону
т’0,)=Д-(д-Д ,^-7] <6 37)
Произведя интегрирование по частям в интервале
(</-1)г</<<7г в предположении, что P(t[) меняется по (6 37),
значения перемещений центра тяжести падающего куска при
контакте с футеровкой, получим в виде
х[(<7~2)’-(<7-1)3]- - х
х k - G - О3 - G - G - 2)У ]- (- о!
о J
Уравнение (6.37) решалось по специально разработан-
ной программе В качестве объекта исследования принима-
лась мельница ММС 90x30. Для рассматриваемой схемы
принимались наиболее неблагоприятные сочетания нагрузок:
кусок руды максимального размера в форме шара диаметром
600 мм и массой 280 кг наносит по футеровке прямой удар со
скоростью 12 м/с.
Физико-механические характеристики соударяющихся
тел для падающих шаров соответствовали характеристикам
железной руды, а для футеровочных плит - характеристикам
износостойких саженаполненных резин.
1 олщина резиновой футеровки определялась с учетом до-
пустимой относительной деформации [&] резиновых плит, кото-
рая при ударном нагружении не должна превышать 0.30 0,35
где t: - деформация резиновых плит
Как показывают расчеты, для самого небла!онриятного
сличая пшрхжения деформация резиновых пни составляет
0,03 м, а толщина резиновых плит, способных без поврежде-
ния воспринимать данные нагрузки, соответственно состав-
ляет (0,09...0,12) м.
Таким образом, резиновые плиты могут быть использо-
ваны для футерования мельниц самоизмельчения диаметром
(9-10,5) м, при этом минимальная толщина плит, определен-
ная из условий нейтрализации ударных нагрузок, составляет
180 мм, что не превышает толщины традиционных металли-
ческих бронеплит.
6.4 Резиновые футеровки с магнитными
элементами
В последние годы в проблеме защиты изнашиваемых ра-
бочих поверхностей крупногабаритных рудоизмельчитель-
ных мельниц наметились важные сдвиги, связанные с исполь-
зованием новых футеровочных материалов и прогрессивных
конструктивных решений Особенно обещающие перспективы
открываются в свете первых результатов использования маг-
нитных элементов в конструкциях защитной футеровки.
В нашей стране, как и в странах СНГ, проводимые испы-
тания в условиях производственного эксперимента при экс-
плуатации рудоизмельчительных мельниц, оборудованных
футеровками с магнитными элементами, позволяют прийти к
ряду интересных выводов. Так, по сообщению канадской
фирмы «Норанда Майнз» при измельчении шлака, содержа-
щего 25 % магнезита, в мельнице вторичного измельчения с
размерами барабана 2x3,6 м, который оборудован футеров-
кой, представляющей собой постоянные магниты из феррита
стронция с резиновым покрытием, после годового срока экс-
плуатации (5400 ч работы и измельчение 310 тыс.т шлака) не
было обнаружено никакого износа футеровки. В процессе ра-
боты на футеровке образовался и непрерывно поддерживался
самовосстанавливающийся слой толщиной около 0,035 м, со-
стоящий из частиц ферромагнитных материалов. Предполага-
ется, что этот слой сыграл роль эффективного защитного по-
крытия и предохранил футеровку от изнашивания.
Стоимость намагниченной футеровки приблизительно в
2,5 раза превышает стоимость резиновой футеровки, но ожи-
дается, что ее применение окажется экономически выгодным
вследствие значительного возрастания срока службы. Это де-
лает актуальной задачу разработки методики прогнозирова-
ния долговечности футеровки и оценки ее эффективности на
основе современных концепций механики разрушения и фи-
зических моделей ударного процесса эрозии.
Чтобы оценить эффективность использования защитного
слоя, надо сравнить физические условия, в которых протекает
процесс эрозии рабочей поверхности при наличии и отсутст-
вии такого слоя. В случае незащищенной поверхности возни-
кающие при ударах твердыми кусками волновые импульсы
проходят через поверхностный слой толщиной в несколько
сантиметров почти без всякого затухания, то есть практиче-
ски сохраняя свою начальную величину давления Pq. Под не-
прерывным воздействием ударных нагрузок постепенно раз-
виваются усталостные повреждения в поверхностном слое,
подрастают микротрещины, множатся локальные дефекты
структуры и т.д., вплоть до критического момента начала
макроскопического процесса разрушения. Используемая в
целях противодействия этим процессам обычная защитная
футеровка выполняет свою функцию двояким образом. Во-
первых, она сама, подвергаясь эрозии и постепенно разруша-
ясь, сохраняет рабочую поверхность барабана. Во-вторых,
футеровка гасит нагрузки на барабан со стороны падающих
твердых кусков за счет диссипации в ней ударной энергии.
Однако в случае металлической футеровки второй фактор
имеет незначительное влияние на увеличение долговечности
мельницы из-за чрезвычайно малой энергопоглотительной
способности материала футеровки. Это является одной из
причин, что в настоящее время все большее распространение
получают эластичные футеровки из резины, с полимерными
лифтерами и другими элементами.
323
Отличительная ситуация создается при наличии защит-
ною слоя из частиц измельчаемою материала, удерживаемых
на поверхности магнитным полем. При этом защитный слой,
разрушаясь, не приводит к загрязнению продукта измельче-
ния частицами разрушающейся футеровки, как это имеет ме-
сто в случае использования резины. Кроме того, этот слой
способен эффективно выполнять функцию поглотителя энер-
гии, что приводит к существенному падению давления от
ударных импульсов, передаваемых на рабочую поверхность
мельницы. Такой положительный эффект - свойство быть
сильным поглотителем волновой энергии - является общим
для всех пористых материалов.
В качестве характеристики энергопоглотительной спо-
собности материала используем коэффициент поглощения d,
который показывает, на каком расстоянии Дх амплитуда дав-
ления плоской бегущей волны убывает в е раз
Р = Ро ехр(-аДх).
Величина а может быть также интерпретирована как от-
носительное убывание амплитуды на единицу расстояния
1 dP
Классические исследования привели к установлению для
величины а аналитического выражения в виде так называе-
мой формулы Кирхгофа-Стокса
Как следует из этой формулы, энергопоглотительная
способность материала зависит от скорости распространения
в нем звука С, частоты колебаний со. его плотности р$, коэф-
фициентов вязкости 77, теплопроводности /, и коэффициентов
удельной теплоемкости Ср, С,. Однако зависимость от по-
следних величин более слабая и ею в первом приближении
можно пренебречь. Таким образом, при заданном спектраль-
ном составе распространяющихся импульсов следует, в пер-
324
вую очередь, обратить внимание на весьма сильную (обрат-
ную кубическую) зависимость а от скорости звука С.
Для последней величины в механике многокомпонент-
ных пористых сред установлена формула Г.М. Ляхова, выра-
жающая зависимость скорости распространения звука С от
объемного процентного содержания различных компонен-
тов среды:
(бз8)
где /7,0 и С, - значения плотности и скорости звука для z-й
компоненты;
ро - плотность N компонентной среды.
Из формулы (6.38) следует, что скорость звука резко
падает при увеличении процентного содержания газовой
фазы в среде.
Этот вывод хорошо согласуется с данными многочис-
ленных экспериментов, поставленных для подтверждения
формулы (6.38), которую можно использовать для оценки ве-
личины скорости звука в материале защитного слоя, удержи-
вающегося силами магнитного притяжения на поверхности
намагниченной футеровки.
Очевидно, что материал слоя является трехкомпонент-
ной смесью, состоящей из твердых частиц, воздушные про-
межутки между которыми частично заполнены водой. Если
для коэффициентов у, характеризующих объемное соотно-
шение между указанными компонентами, использовать их
приближенные значения, соответствующие фактически на-
блюдаемым при работе рудоизмельчительной мельницы
(.Увозд = о,1; увод = 0,1; утв = 0,8), то расчет с помощью формулы
(6.38) показывает, что происходит более чем десятикратное
уменьшение величины скорости звука в защитном слое по
сравнению с соответствующей величиной, характерной для
металла, из которого изготовлена футеровка или корпус ба-
рабана мельницы. Такое снижение скорости С, в свою оче-
325
редь, приводит к увеличению коэффициента поглощения ма-
териала защитного слоя почти на три порядка по сравнению с
металлической футеровкой, то есть приближенно в тысячу
раз. Для высокопрочных материалов, типа стали, оценки для
коэффициента поглощения дают величину порядка 0,06 м '.
Это означает, что для материала, образованного намагничен-
ными частицами защитного слоя, в качестве оценки можно
принять значение а= 60 м'1.
Пользуясь указанным значением коэффициента погло-
щения, падение давления в импульсе, проходящем через за-
щитный слой толщиной в 0,035 м, м’ожно оценить следую-
щим образом: P/Pq = е60 0,035 = 7.
Таким образом, происходит не менее чем семикратное
ослабление интенсивности колебаний в материале футеровки.
Этот пример количественно подтверждает, что происходит
радикальное улучшение условий работы намагниченной фу-
теровки при образовании защитного слоя, состоящего из
твердых частиц измельчаемого материала.
Следующим шагом является оценка увеличения про-
должительности срока службы магнитной футеровки, рабо-
тающей при указанных условиях. Для решения этой задачи
целесообразно воспользоваться представлениями термофлук-
туационной (кинетической) теории прочности как наиболее
прогрессивной из имеющихся в настоящее время физических
теорий разрушения твердых материалов. Как известно, ос-
новное уравнение кинетической теории связывает долговеч-
ность тела под нагрузкой с определяющими физическими
константами следующим образом:
г = r0 exp
(6.39)
где то - некоторая постоянная;
Uo - энергия активации;
у- структурночувствительный коэффициент резины;
к - постоянная Больцмана;
ст- напряжение в резине.
326
Уравнение (6.39) позволяет оценить время, требующееся
для образования отдельной локальной частицы разрушения
Время, необходимое для разрушения всей конструкции,
например, срок службы футеровки, может оцениваться как
пропорциональное величине г. Таким образом, об увеличении
долговечности намагниченной футеровки вследствие умень-
шения значения ст, можно судить на основе оценки величины
г по формуле (6.39).
Чтобы проиллюстрировать предлагаемую методику рас-
чета, используем уже полученную оценку уменьшения вели-
чины давления в импульсе, проходящей через защитный
слой, вместе с типичным значением /, характеризующим за-
каленную сталь, /= 5-1023 см3. При этом возрастание продол-
жительности тг/л выражается в виде:
Отсюда получаем, что продолжительность гг по сравне-
нию с Т( увеличивается не менее чем на два порядка. Именно
такого увеличения срока долговечности футеровки следует
ожидать при использовании магнитных элементов вследствие
образования защитного сыпучего слоя. Это в несколько де-
сятков раз превышает удорожание конструкции и поэтому
обещает значительный экономический эффект.
Перейдем теперь к вопросу о силовом взаимодействии
технологической загрузки с футеровкой и футеровки с защи-
щаемой поверхностью барабана мельницы [134].
Выделим элемент площади dS в поперечном сечении ба-
рабана радиуса R (рис. 6.7). При этом ширина элемента - db, а
высота - h = ААКоординаты точек А и А' в прямоугольной
системе координат OXY определяются через углы а, /3, if/(а-
угол поворота технологической загрузки относительно вер-
тикальной оси OY барабана, (3- полярный угол точки А, 2<//~
центральный угол технологической загрузки), радиус R и вы-
соту загрузки Н следующим образом:
327
Рис 6 7 Схема силовых воздействий на футеровку с магнитными элементами
sm(tz + <р\ R cos(tz + <?>)];
Лsin(a + Л ^-sinasin(tt + rf)-Hl.
cos a J
ХА = ХА. = R sin(a + (р), Ya-R cos(tz + <р);
Y _ 7?[l-sintzsin(tz
А cos а
Тогда
dS =
Силы, действующие на элемент со стороны футеровки
барабана, находятся на основании равенств
dP = Y\dS', dFmp=fdPcos{a+(p),
где /i - насыпной вес технологической загрузки;
/- коэффициент трения между футеровкой и загрузкой.
328
Выразив суммарные моменты М(р) и M(Fmp) or указан-
ных сил относительно полюса 0, получим
Л/(Р)= J Rsm(a + <p)dP,
(6.40)
W%) = f RdFmp.
Приведя последние к безразмерному виду после учета
соотношений (6.40) и интегрирования, найдем
= (- sin Зу/ - sin у/ - cos ЦТ sin 2у/ | sin 2tz;
г>/г, ч 42costz
Ж,) = M{Fmp)—^ =
= f |j3 - cos ^)sin y/-2y/ cos у/ - ^sin 3^ cos 2a J;
или
M(P) = — (sin 3^ + 9 sin ^)sin 2a;
M(Fmp ) = — (18 sin 5/ - 3 sin 2^ -12^ cos у/ + 2у/ sin Зу/ cos 2a).
Если резиновая футеровка удерживается на внутренней
поверхности барабана при помощи магнитов, имеющих в
плане вид прямоугольника Ьт*Ьп, причем они устанавливают-
ся в тангенциальном направлении с шагом ДГ, а в продоль-
ном - с шагом Ди, тогда момент М„аг магнитных сил относи-
тельно оси барабана может быть найден в виде:
М =м 3-£osa = 4^-^°cosa
маг
где к’ - коэффициент, учитывающий свойства намагничива-
ния материала барабана мельницы;
f - коэффициент трения между магнитом и внутренней
поверхностью барабана мельницы;
329
где // - магнитная проницаемость материала магнита.
Условием того, что футеровка будет удерживаться на
внутренней поверхности барабана мельницы, то есть не будет
проскальзывания футеровки в тангенциальном направлении,
является
м„аг>мтр
или
477AA/i cos а > Z [18 sin - 3 sin 2ц/ -
yRz 6 L
-12</ cos ц/ + 2 sin 3ц/ cos 2а].
Из неравенства получим
4+alY1+^ <__х
А I Ъ-Л Ьп 4лк'cos а
— {18 sin ц/ - 3 sin 2ц/ -12ц/ cos if/ + 2 sin Зц/ cos 2а},
где //’ - критическая магнитная напряженность материала
магнитов.
Приведенная теоретическая концепция позволяет уста-
новить перспективность создания футеровок на основе эла-
стомеров со встроенными элементами из постоянных магни-
тов. В конструкциях таких футеровок одновременно прояв-
ляются следующие положительные стороны:
• увеличение срока службы за счет самозащиты (самофутеро-
вания);
• увеличение рабочего объема мельниц из-за снижения тол-
щины футеровок;
• вывод из процесса измельчения изношенных шаров (скра-
па), что обеспечивает улучшение технологических показа-
телей;
330
• при магнитных процессах обогащения руд улучшается ка-
чество концентратов;
• при обогащении цветных руд уменьшается загрязнение
концентратов следами износа черных металлов;
• снижается уровень шума.
Кроме этого выведенные зависимости силового взаимо-
действия технологической загрузки с футеровкой обеспечи-
вают возможность ее конструирования с рациональными па-
раметрами.
6.5 Выбор параметров резиновой футеровки с
герметичной воздушной полостью
Как отмечалось выше (см. гл. 3), сохранение высокой
износостойкости резины в условиях гидроабразивного износа
при повышении упругих свойств футеровочных плит воз-
можно при использовании в качестве футеровок резиновых
оболочковых плит.
Конструкция резиновой оболочковой футеровки
(рис. 6.8) представляет собой набор прилегающих к барабану
мельницы 1 однотипных резиновых плит 2 с герметическими
полостями 3, заполняемыми воздухом. Шаг отверстий для
крепления плит по образующей барабана принят 500 мм с це-
лью обеспечения надежного крепления. Каждая плита снаб-
жена металлической планкой, в которую вварена гайка, со-
пряженная со специальной шпилькой, предназначенной для
подвода в полость воздуха и поддержания требуемого давле-
ния с помощью обратного клапана, а также для крепления
плит посредством гайки к барабану. По поверхности плит
выполнены ячейки для самофутеровання измельчающими
шарами. В зависимости от крупности мелющих тел и исход-
ного продукта, давление воздуха в полости может быть изме-
нено, что дает возможность находить оптимальные режимы
работы мельницы, обеспечивающие заданные технологиче-
ские параметры и прочностные характеристики футеровки.
Кроме того, высокий коэффициент восстановления при
ударе слоя мелющих тел об оболочковую футеровку суще-
331
Рис 6 8 Конструкция резиновой оболочковой футеровки
ственно изменяет физику процесса измельчения за счет по-
явления колебательного характера перемещения техноло-
гической загрузки.
С целью сравнения прочностных показателей сплошных
резиновых плит и резиновых оболочковых были проведены
лабораторные испытания соответствующих моделей разме-
ром 280x200x80 мм. При тех же габаритах размер воздушной
полости модели оболочковой футеровки 240x120x24 мм при
толщине слоя резины над полостью 36 мм. Абсолютное дав-
ление воздуха в полости было принято 0,1 МПа. На специ-
альном копре, обеспечивающем единичный удар, модели
плит подвергались ударам шара диаметром 100 мм, покрыто-
го красящим веществом и падающего с высоты 1 м. Фиксиро-
вался диаметр пятна контакта шара с плитами, с учетом кото-
рого глубина внедрения шара определялась следующим обра-
зом:
(6.41)
где D - диаметр шара;
К- отношение диаметра пятна контакта к диаметру шара.
Для количественной оценки нагрузок, возникающих при
соударении шара с плитами, воспользуемся зависимостями
теории динамического контактного сжатия упругих тел [1].
Максимальная сила удара твердого тела шаровидной
формы (индекс 1) о гладкую поверхность (индекс 2)
Р... —-5Г'>Т'!; (б-42)
I I-*7’ I 1 1/2 I
I }
глубина внедрения шара в плоскость
/Д_г2 i-i/2V/5
w = 1,37?р2/5|-------------L +---L ,Г]4/5. (6.43)
продолжительность удара (от момента первого касания до
момента наибольшего сжатия)
(, > \2/5
. = Е' vV5E1^-, (6.44)
где Е\ и Е?. - модули упругости соударяющихся тел;
R - радиус шара;
Рх - плотность материала шара;
V\ - скорость шара при встрече с плоскостью;
ц и Vi - коэффициенты Пуассона для материала шара и
плоскости соответственно.
С учетом экспериментально найденной глубины внедре-
ния шара в плоскость определяем из формулы (6.43) коэффи-
циенты упругости оболочковой плиты из сплошной резины
ЦщДщДД *
Е, Е2 J \,3Rp^V^
(6.45)
а используя характеристики, вычисленные по формулам
(6.42) и (6.43), определим силу удара и время соударения.
Результаты экспериментов и вычислений приведены в
табл. 6.3 и на рис. 6.9.
333
1 - сила удара для резиновой плиты, 2 - глубина внедрения шара для резиновой
плиты, 3 - сила удара для оболочковой футеровки, 4 — глубина внедрения шара
для оболочковой футеровки
Рис 6 9 Изменение силы удара Р и глубины внедрения W шара в зависимости
от времени
Таблица 6 3 - Параметры взаимодействия футеровки с шаром
Модели Глубина вдав- ливания W, мм Коэффициент упругости 6 Время соуда- рения с Максимальная сила удара Р,
Сплошная резина 10,77 1,818 103 1252 10’ 106,52
Оболочковая плита 21,38 3,546 10 3 2440 10’ 54,61
Как видно, при равных условиях нагружения (шар диа-
метром 100 мм, высота падения 1 м) время соударения-шара с
оболочковой плитой вдвое больше времени соударения со
сплошной резиновой, что вдвое снижает максимальную силу
удара и соответствующую удельную нагрузку, воспринимае-
мые оболочковой плитой.
Способность резиновых оболочковых плит восприни-
мать ударные нагрузки вдвое больше по сравнению с рези-
новыми футеровками обычных конструкций дает основа-
ние для использования их в мельницах, работающих с ша-
рами 100—125 мм.
6.6 Расчет долговечности резиновой
футеровки шаровых мельниц
В качестве примера рассмотрим мельницу МШЦ 5,5x6,5
с шарами диаметром 100 мм (условия работы характеры для
СП «Эрдэнэт», Монголия [103, 168]). Резиновая футеровка
типа «плита с нишами» эксплуатировалась при следующих
параметрах: частота вращения мельницы 13,69 об./мин; сред-
няя шаровая загрузка 265-268 т шаров диаметром 100 и 80 мм
соотношении 1:1; величина питания по исходной руде 280-
285 т/ч; максимальная толщина футеровки 160 мм; реальная
наработка на отказ 1807 ч.
Предпосылки к расчету.
1. Для расчета долговечности воспользуемся феномено-
логической моделью абразивно-усталостного разрушения ре-
зиновой футеровки. Расчет времени до разрушения t* будем
вести для «локального объема», т. е. для такого объема, кото-
рый наделен всеми свойствами матрицы.
2. Под долговечностью t* будем понимать такое время,
которое соответствует времени разрушения «локального объ-
ема» резины: для реальных условий работы резиновой футе-
ровки в шаровых мельницах это соответствует 0,9/э, где /э -
время эксплуатации футеровки, определяемое из технологи-
ческих соображений.
3. Расчет напряжений и деформаций будем проводить
по методикам, изложенным в [100, 101]. Принималось во
внимание взаимодействие металлического шара диаметром
100 мм при прямом ударе о поверхность футеровки толщи-
ной 160 мм, лежащей на упругом основании. Скорости дви-
жения шара принимались равными 6-12 м/с; динамические
характеристики резин определялись по методикам [100,
101]; температура в резине принималась равной 320-345 К,
335
что соответствует pea шной температуре в массиве и на по-
верхности футеровки
4. Механические характеристики наполненных резин за-
имствованы из [100, 101] и получены при непосредственных
экспериментальных исследованиях.
Определим долговечность резиновой футеровки исходя
из термофлуктуационной теории прочности; разрушение бу-
дем рассматривать как кинетический процесс, активирован-
ный температурой и внешним механическим полем. В целом
это означает, что разрушение можно рассматривать как про-
цесс накопления повреждений, зависящий от температуры,
условий нагружений, действия внешней среды и в общем
случае подчиняющийся уравнению
Г Hf П -A7^JeXP[ кТ ]’
Уравнение получено с учетом общего кинетического
уравнения Аррениуса с дополнением концепций Журкова-
Бартенева, а также с дополнением функции поврежденности
резины и функций, учитывающих конструктивные и техноло-
гические особенности мельницы и резиновой футеровки.
Здесь: го, к- постоянные;
г0= 10’13 с1;
к = 8,32-103 Дж/(кмоль-К);
wo - энергия активации резины, зависит от напряжения и
определяется экспериментально из зависимости w0~ct,
для расчетов принято w0 = 120-138 Дж/моль;
/- постоянная, характеризующая влияние на процесс
разрушения полей напряжений и температур, определя-
ется из уравнения
у = а-(Ь + сст\Г-1\),
полученного при компьютерной обработке зависимости
у(сг,т), значение для исследуемых резин в диапазоне темпе-
ратур (320-345) К (при Т= 345 К, а = 0,86; b = 0,45; с = 0,15)
336
следующее при сг = 0,15 МПа у = 32,4-35,6, при сг= 0,25 МПа
/= 25,3-26,4,
1{^/(дР -АР J ~ ФУНКЦИЯ П0вРежДенн0СТИ резины в
локальном объеме массива резиновой футеровки;
ДРх - приращение концентрации поврежденности в ре-
зине, г е. приращение концентрации перенапряженных
связей в объеме резины, способных порваться под дей-
ствием тепловых флуктуаций, определяется из уравне-
ния для любого фиксированного времени
AP(z)=APx[l-exp(Zr,z)],
где zJ’(z) - приращение (по отношению к начальной кон-
центрации повреждений AP0(z), всегда имеющихся в
массиве резины) накопления повреждений (т.е. разруше-
ний или разрывов на молекулярном уровне), подчиняет-
ся закономерностям реакции первого порядка;
kv- константа скорости;
L Ркр - приращение предельной или критической кон-
центрации повреждений в «локальном объеме» резины,
при достижении которой он разрушается, &Ркр является
инвариантным по отношению температуры и поэтому
может быть принято как константа материала, для ис-
следуемых резин при инженерных расчетах величину
АРкр следует брать для объема материала:
АРЛ =(3,5-3,7)-1019 1/с,и3
или в относительных единицах
= V - 5,6 ;
для поверхности резины
ЛРкр =(1 - 2) 1027 1/слД
т.е. поверхность резины всегда является более поврежденной,
чем массив;
In---------= 4,6 (при T= 345 К);
- постоянная, характеризующая конструктивные и
технологические характеристики мельницы, в общем
случае
где ds - диаметр барабана мельницы;
dlu - диаметр шаров;
V- скорость вращения барабана;
& - коэффициент заполнения мельницы;
к„ - коэффициент, характеризующий измельчаемый ма-
териал и пульпу: плотность, твердость, агрессивность,
содержание твердого в пульпе и т.д.;
кн - коэффициент влияния несимметрии загрузки, для
зоны умеренного износа кн = 1,0, для зоны интенсивного
износа -кн = 3,5... 3,8;
г]ф - коэффициент, характеризующий профиль и конст-
руктивные особенности футеровки, для рассматриваемо-
го случая принято £и = 0,62 , т]ф = 1,25.
С учетом изложенного, время t* до разрушения «локаль-
ного объема» резиновой футеровки в зоне умеренного износа
будет равно (при Т = 345 К)
/* = 2,42-107 с (или 6720 ч).
Время t* = 2,42 • 107 с следует рассматривать как усред-
ненное значение для условного объема резиновой футеровки.
При расчете t на компьютере с учетом вариации параметров
резины и поля температур (внутреннего от диссипации энер-
гии и внешнего) долговечность футеровки в зоне умеренного
износа колеблется в пределах 6480-7900 ч (т.е. 9-11 мес.).
Эксплуатационное время будет на 10 % больше и зависит от
реальной технологии измельчения.
Для зоны интенсивного износа время t до разрушения
«локального объема» резиновой футеровки при Т = 345 К и
к„ = 3,55 будет равно 1910 ч, что практически совпадает с
338
реальным временем эксплуатации мельницы с резиновом
футеровкой.
Как видно, кинетическое уравнение долговечности дос-
таточно полно включает в себя микро- и макрохарактеристи-
ки резины. Однако в этом состоит и его недостаток - для по-
лучения t необходимо знание большого количества перемен-
ных. Поэтому рассмотрим алгоритм определения t на основе
обобщенного критерия разрушения [6], который соединяет в
себе достоинства энергетического критерия и критерия по
поврежденности, связывает в единое целое микро- и макро-
характеристики резины и использует некоторую критическую
постоянную резины W, не зависящую от конструкции футе-
ровки. Расчет преследует и вполне конкретную цель: полу-
чить t из независимого уравнения и подтвердить правиль-
ность предыдущего расчета. В общем случае количество цик-
лов N‘p для разрушения локального объема будет равно
_ 2МТ&Ркр
N-p " G„(P>0V(P)’
где Т - температура;
£q - мгновенная относительная деформация в локальном
объеме резины при взаимодействии с шаром;
цЛР) - функция диссипации энергии в зависимости от
кинетики поврежденности резины;
М— постоянная, М =
GO3(P) - мгновенное значение эффективного модуля
сдвига резины как функция поврежденности [100, 101].
G„(Р) = G.J- + + •
L (и+М)+Л1-«) J
где GHa4 - начальное значение модуля при t = 0;
п - коэффициент, характеризующий увеличение модуля
сдвига за счет поврежденности, п = 1,25.
Для рассматриваемого случая (зона умеренного износа):
GO3 = (2,6н-3,1)-106 Па; АРкр = (3,5ч-3,7)-1025 1/м3;
у/= 0,48-0,62; = 0,62; т]ф = 1,25; = 0,3;
339
Г = 345 К, W =(2,2-3,6) 10 13 Дж/К,
N'Kp = 2,48-108 циклов.
Если сравнить данные, полученные двумя различными
способами, то получим, что резиновая футеровка подверга-
лась воздействию шаров с частотой примерно
_ 2,48 • 108 циклов 1Л .
f = —--------z----= 10 циклов/с
2,42-107 с
что не противоречит инженерным наблюдениям и подтвер-
ждает правильность расчета t по кинетическому уравнению.
340
Список литературы
1 Дэвис Э Тонкое дробление в шаровых мельницах // Теория и практика
дробления и тонкого измельчения -М 1932 -С 153-170
2 Андреев С Е , Перов В А , Зверевич В В Дробление, измельчение и гро-
хочение полезных ископаемых —М Недра, 1980 -415 с
3 Справочник но обогащению руд Подготовительные процессы / Под ред
ОС Богданова,В А Олевского -М Недра, 1982 -366с
4 Повышение износостойкости горно-обогатительного оборудования /Под
ред Н С. Пенкина -М Недра, 1992 -265 с
5 Защитные футеровки и покрытия горно-обогатительного оборудования /
А А Тарасенко, Е Ф Чижик, А А Взоров, В А Настоящий -М , Недра,
1985 -204 с
6 Олевский В А Размольное оборудование обогатительных фабрик -М
Госгортехиздат, 1963, —447 с
7 Потураев В Н , Сокур Н И Мельницы самоизмельчения Киев Наукова
думка, 1988 -220 с
8 Сокур Н И , Потураев В Н , Бабец Е К Дробление и измельчение руд -
Кривой Рог ВЭЖА, 2000 -290 с
9 Першин В Ф Машины барабанного типа основы теории, расчета и кон-
струирования -Воронеж ВГУ, 1990 -168 с
10 Першин В Ф Расчет распределения сыпучего материала в гладким вра-
щающемся барабане // Химическое и нефтяное машиностроение -1988
-№ 6 -С 8-9
11 Першин В Ф К расчету барабанных грануляторов // Разработка, иссле-
дование оборудования для получения гранулированных материалов -
М МИХМ, 1985 -С 16-20
12 Андреев С Е О внутреннем трении в шаровой мельнице//Горный жур-
нал -1961 -№ 2,-С 62-68
13 Андреев С.Е Полезная мощность, потребляемая, шаровой мельницей
при каскадном режиме работы//Обогащение руд -1964 -№ 2 -С 3-5
14 Златкин В И О теоретических формулах для расчета полезной мощности
шаровой мельницы//Обогащение руд -1978 -№ 3 -С 62-65
15 Баатархуу Ж , Даваацэрэи Г , Биленко Л Ф Об одном из путей интен-
сификации процесса измельчения в шаровых мельницах
МШЦ 5500x6500 на комбинате «ЭРДЭНЭТ» // Обогащение руд -
2000 -№3 -С 3-5
16 Морозов Е Ф Упрощенные формулы для определения полезной мощно-
сти шаровых мельниц//Горный журнал -1969 -№ 12 -С 53-55
18
19
20
21
22
24
25
26
27
28
29
30
31
32
Неронов 1111 О pu\o il икр, ии в шаровой ml ii.hhiic ' Обогащение руд
1957 -№ | -( 12-17
Опевский В А О расходе энергии в шаровых и стержневых мельницах //
Горный журнал 1981 -№ 16 -С 50-56
Морозов Е Ф Метод определения полезной мощности шаровой мельницы
при водопадном режиме работы//Обогащение руд -1971 -№ 5 -С 30-34
Олевский В А О мощности двигателей барабанных мельниц // Обогаще-
ние руд -1978 -№3 -С 23-28
Златкин В И Об одной общей для барабанных мельниц закономерности
//Обогащение руд -1975 -№ 1 -С 9-11
Настоящий В А Выбор параметров и разработка конструкции резино-
вых футеровок большеразмольных рудоразмольных мельниц Автореф
дис канд техн наук 05 05 06 -Днепропетровск, 1986 -18 с
Кириченко В И Обоснование конструктивных параметров и режимов рабо-
ты мельниц принудительного измельчения с вращающимся интенсификато-
ром Дис д-ра техн наук 05.05 06 Днепропетровск, 1999 -337 с
Rajamani R К , Mishra В К Millsoft-simulation software for tumbling-mill design
and trouble shooting//Mining Engmeereng -1999 -Decembre -P 41-47
Маслаков А Г Разработка, внедрение и усовершенствование резиновых
футеровок шаровых мельниц для рудообогатительных фабрик с целью
повышения их изностойкости Автореф дис канд техн наук 05 05 06
Ленинград, 1986
Осецкий В М Движение материала во вращающейся трубе с горизонталь-
ной и наклонной осью//Сб науч тр МГИ -1937 -Вып 3 -С 245-274
Михельсон И Г , Шильман А А Футеровка мельниц самоизмельчения
МБ-70-23 и ММС-90-30//Горный журнал -1977 -№ 6 -С 21-25
Гольдман С М Особенности движения материала в мельнице самоиз-
мельчения//Обогащение руд -1970 -№4 -С 39-44
Дун И Ф , Цукерман В А Влияние профиля футеровки барабана на про-
цесс измельчения и износа в шаровой мельнице // Обогащение руд -
1974 -М3 -С 30-35
Крюков Д К Исследование привода и футеровок шаровых мельниц Автореф
дис канд техн наук 05 05 06 -Свердловск, 1959
Крюков Д К Футеровки шаровых мельниц -М Машиностроение, 1965
-175 с
Крюков Д К , Беляев Ю В , Трубицын М Н Определение рационального
профиля футеровочных плит с целью повышения технико-
экономических показателей барабанных мельниц // Дробильно-
размольное оборудование и технология дезинтеграции Междувед сб
науч тр «МЕХАНОБР» -Л 1989 -С 70-77
Крюков Д К Графо-аналитический метод выбора формы профиля футеро-
34
35
36
38
39
40
41
42
43
44
45
вочных плит шаровых мельниц// Горный журнал -1969 -№4 -С 23-28
Крюков Д К Усовершенствование размольного оборудования обогати-
тельных фабрик -М Недра, 1966 -174 с
Крюков Д К , Кириченко В И , Бешта А С О траектории движения час-
тиц измельчаемого материала при разгрузке мельниц // Обогащение по-
лезных ископаемых -1984 -№ 34 -С 36-39
Крюков Д К , Миронюк А Ф , Трубицын М Н К вопросу учета ударных
явлений в барабанных мельницах//Известия ВУЗов Горный Журнал -
1989 -№ 11 -С 80-83
Трубицын М Н Некоторые новые теоретические положения внутренней
механики барабанных мельниц и их практическое применение // Меж-
дународная конференция «Обогащение 2000» -Санкт-Петербург -
(Доклад 05 06 2000г)
Трубицын М Н Линейная зависимость полезного момента двигателя барабан-
ной мельницы от сцепления и заполнения с футеровкой // Матер1али
мокнародноТ конференцп „Сучасш шляхи розвитку прничого обладнання i
технологи переробки мшерально! сировини” -Днепропетровск, 1997 -С 80
Тарасенко Е А , Трубицын М Н Воздействие внутренней загрузки как
двухмассовой системы на рабочую поверхность барабанной мельницы //
Обогащение руд -2000 -№ 3 -С 32-35
Трубицын М Н , Старков А И Реакции опорных подшипников барабан-
ных мельниц на полезную нагрузку при установившемся режиме работы
//Науковий Вюник НГА Украши -1998 -№ 1 -С 80-82
Трубицын М Н Обобщенная формула мощности двигателя барабанной
мельницы//Збагачення корисних копалин -1998 -№1(42) -С 102-111
Трубицын М Н Полезный момент мельницы, как функция заполнения и
сцепления // Материалы V Международной конференции «Теория и
практика процессов измельчения, разделения, смешения и уплотнения»
-Одесса ОГМА, 1997 -С 88-96
Трубицын М Н Слагаемые полезной мощности (момента) двигателя бара-
банной мельницы при водопадном режиме работы // Материалы V между-
народной конференции «Теория и практика процессов измельчения разде-
ления, смешения и уплотнения» -Одесса ОГМА, 1997 -С 102-110
Трубицын М Н , Жилкин В Н , Якубович Л А Состояние вопроса по оп-
ределению нагрузок на основные элементы барабанной мельницы //
Вибрации в технике и технологиях Винницкий гос аграрный универси-
тет -2002,-№ 5 (26) -С 51-61
Трубицын М Н Определение воздействия внутримельничной загрузки
на барабан при водопадном режиме работы // Металлургическая и гор-
ная промыш тенность -1997 -№ 1 С 46-48
46 Трубицын М Н Математический аппарат для исс юдования ударных явлении
в барабанных мельницах // Материалы IV международной конференции «Тео-
рия и практика процессов измельчения разделения, смешения и уплотнения»
-Одесса ОГМА, 1996 -С 54-58
47 Трубицын М Н Методика определения воздействия внутримельничной
загрузки на обечайку мельницы самоизмельчения // Тез докл Респ
конф молодых ученых и специалистов Днепропетровск ИГТМ АН
УССР, 1984 -С 21
48 Тарасенко А А , Трубицын М Н Логарифмическая спираль направляю-
щая поверхностей трения в барабанных мельницах // Науковий вюник
НГАУ -1998 -№ 3 -С 75-80.
49 Миронюк А Ф , Трубицын М Н О нижней границе использования тео-
рии Дэвиса движения внутримельничной загрузки // Современные пути
развития горного оборудования и технологий переработки минерального
сырья -Днепропетровск НГА Украины, 1996 -С 43-44
50 Плахотник В В , Трубицын М Н , Федоскин В А О динамической урав-
новешенности сегмента внутримельничной загрузки при установившем-
ся режиме работы барабанной мельницы // Материалы VI международ-
ной конференции «Теория и практика процессов измельчения разделе-
ния, смешения и уплотнения» Одесса ОГМА, 1998.-Том 2 -С 41-45
51 . Егурнов А И , Трубицын МН Выход барабанной мельницы на устано-
вившийся режим работы // Материалы VII международной конференции
«Теория и практика процессов измельчения разделения, смешения и уп-
лотнения» -Одесса ОГМА, 1999 -С 33-35
52 Егурнов А И , Трубицын М Н Выход барабанной мельницы на режим
центрифугирования внутренней загрузки // Материалы VIII междуна-
родной конференции «Теория и практика процессов измельчения разде-
ления, смешения и уплотнения» -Одесса ОГМА, 2000 -С 63-70
53 Трубицын М И , Симанович Г А Распределение внутренней загрузки
барабанных мельниц как движение некоторого потока с горизонтальным
(прямым) откатом // Вибрации в технике и технологиях -2000 -№ 4(16)
-С 44-55
54 Трубицын М Н Оценка давления сводообразования футеровоч-ных плит в
барабанных мельницах//Науковий вюник НГАУ -1999 -№2 -С 112-115
55 Маляров П В Исследование режимов работы шаровых мельниц с целью
разработки износостойких профилей футеровочных плит Автореф
дис канд техн наук 05 05 06 -Ленинград, 1980
56 Маляров П В Проектирование износостойких профилей футеровоч-
ных плит для шаровых мельниц // Известия ВУЗов Горный Журнал
344
Маляров П В , Степурин В Ф Кинематика шаровой мельницы при сме-
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
шаниом режиме работы//Обогащение руд -1979 -№2 -С 29-32
Маляров П В , Степурин В Ф О движении внешнего слоя шаров при
смешанном режиме работы шаровых мельниц // Обогащение руд -1979
-№2 -С 29-32
Маляров П В , Данилов Л И , Майстренко А Г Разработка и промыш-
ленные испытания футеровки шаровых мельниц // Горный журнал -
1982 -№ 9 -С 50-52
Корниенко Я П , Маляров П В , Мослаков А Г , Пенкин НЕК вопросу
рационального проектирования футеровочных броней шаровых мельниц
//Обогащение руд -1984 -№ 5 -С 28-33
Маляров П В Результаты внедрения и перспективы совершенствования
экспериментальной ячейковой футеровки для шаровых барабанных
мельниц
Марюта А Н Фрикционные колебания в механических системах -М
Недра, 1993 -168 с
Марюта А Н Общие закономерности движения материала в барабанных
мельницах//Известия ВУЗов ГорныйЖурнал -1981 -№5 -С 108-115
Марюта АН Теория моделирования колебаний рабочих органов меха-
низмов и ее приложения -Днепропетровск Изд-во ДГУ, 1991 -175 с
Шинкоренко С Ф О мощности, потребляемой мельницей на движение
шаровой загрузки//Обогащение руд черных металлов -1973 -Вып 2 -
С 254-260
Шинкоренко С Ф Технология измельчения руд черных металлов -М
Недра, 1982 -212 с
Шинкоренко С Ф Гидродинамика рабочей среды шаровых мельниц мокро-
го измельчения//Горный журнал -2002 -№ 7 С 19-24
Шмалий С В Автоколебательный режим работы шаровой мельницы с
решеткой в замкнутом цикле измельчения // Обогащение руд -1987 -
№ 5 -С 2-4/
Шмалий С В Модель шаровой мельницы с решеткой // Дробильно-
размольное оборудование и технология дезинтеграции // Сб науч тру-
дов «МЕХАНОБР» -Л -1989 -С 109-115
Великанов М А Динамика русловых потоков -Л Гидрометеорологиче-
ское издательство, 1949 -474 с
Белов И А Взаимодействие неравномерных потоков с преградами -Л
Машиностроение, 1983 -144 с
Эббот М Г идравлика открытого потока -М Энергоатомиздат, 1983 -272 с
Теория и прикладные аспекты гидротранспортирования твердых металлов
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
Асауленко И А и др -Киев Нау кова думка, 1981 -364 с
Криль С И Напорные взвесенесущие потоки -Киев Наукова думка,
1990 -158 с
Шохин В Н , Лопатин А Г Гравитационные методы обогащения -М
Недра, 1980 -400 с
Блюсс Б А , Сокил А М , Роман О Г Проблемы гравитационного обога-
щения титано-цирконовых песков -Днепропетровск Полиграфист,
1999 -190 с
Чоу В Т Гидравлика открытых каналов -М Стройиздат, 1969 -326 с
Милн-Томпсон Л Теоретическая гидродинамика -М Мир, 1964 -655 с
Кизильвальтер Б В Теоретические основы процессов гравитационного
обогащения -М Недра, 1079 -295 с
Шустер Г Детерминированный хаос -М Мир, 1988 -240 с
Мун Ф Хаотические колебания -М Мир, 1990 -312 с
Эбелинг В Образование структур при необратимых процессах -М
Мир, 1979 -265 с
Николис Г , Пригожий И Самоорганизация в неравновесивых системах
-М Мир, 1979.-512 с
Тимошенко С П Колебания в инженерном деле -М -1959 -440 с
Вибрация в технике в 6 т / Под ред Фролова В К -М Машинострое-
ние, 1981 -Т 6 -465 с
Андронов А А , Витт А А , Хайкин С Э Теория колебаний -М Наука,
1981 -568 с
Кислый А А Автоколебания при вязком и несимметричном сухом тре-
нии//Проблемы прочности -1994 -№ 1 -С 71-73
КорнфельдМ Упругость и прочность жидкостей -М ГИТТЛ, 1951
Погодаев Л И , Шевченко П.А Гидроабразивный и кавитацион-ный из-
нос судового оборудования -Л Судостроение, 1984 -264 с
Спринжер Дж С Эрозия при воздействии капель жидкости -М Маши-
ностроение, 1981 -187 с
Погодаев Л И, Лихачев Ю Г Оценка кавитационно-эрозийной стойкости
наплавочных материалов//Проблемы прочности -1980 -№ 12 -С 79-86
Трусделл К Первоначальный курс рациональной механики сплошных
сред —М Мир, 1975 -592 с
Гнучий Ю Б Геометрическое представление внутренних связей в телах
Сообщение 1//Проблемы прочности -1990 -№ 4 -С 103-107
Гнучий Ю Б Геометрическое представление внутренних связей в телах
Сообщение 2//Проблемы прочности -1990 -№ 4 -С 107-111
Берже М Геометрия -М Мир, 1984 -Т 1 -560 с , Т 2 -368 с
Медведев С В , Гончаров В М Организация производства крупногаба-
46
ритных шин в России//Горный журна i -2001 -№ 2 -С 30-31
97 Тимердинг Г L Золотое сечение -Петербург 1924 -68 с
98 Шафрановский Н И Симметрия в природе -Л 1968
99 Ковалев® В Золотое сечение в живописи -Киев Вища школа, 1989 -136с
100 ДырдаВИ Прочность и разрушение эластомерных конструкций в экс-
тремальных условиях -Киев Наук, думка, 1988 -239 с
101 ДырдаВИ, Чижик ЕФ Резиновые детали в машиностроении -
Днепропетровск Полиграфист, 2000 -584 с
102 Резиновые футеровки рудоразмольных мельниц современное состояние / Чи-
жикЕФ, Гордиенко НА Чижик ЕЕ // Геотехническая механика -
Днепропетровск Полиграфист, 2001 -Вып 19 -С 11-21
103 Опыт эксплуатации резиновой футеровки на мельницах МШЦ 5,5x6,5 с
шарами 100 мм на СП «ЭРДЭНЭТ» / Чижик Е Ф , Соколов В И , Батаа Л
// Геотехническая механика -Днепропетровск Полиграфист, 2001 -
Вып 19 -С 56-66
104 Опыт использования и перспективы применения эластомеров для футе-
ровки барабана шаровых мельниц на обогатительной фабрике СП «ЭР-
ДЭНЭТ» / Сусликов Б Ф , Чижик Е Ф , Соколов ВИ// Геотехническая
механика, 1999 -Вып 14 -С 86-93
105 Чижик Е Ф , Дырда В И Особенности разрушения резиновой футеровки
в барабанных мельницах // Геотехническая механика, 2002 -Вып 36 -
С 186-206
106 Чижик Е Ф , Дырда В И Концептуальные основы создания современных
рудоизмельчительных мельниц с резиновой футеровкой // Геотехниче-
ская механика, 2002 -Вып 31 -С 20-31
107 Бартенев Г М , Френкель С Я Физика полимеров -Л Химия, 1990 -423 с
108 Чижик Е Ф , Дырда В И Феноменологическая модель разрушение рези-
ны при абразивно-усталостном износе // Геотехническая механика -
1999 -№ 11 -С 226-257
109 Чижик Е Ф Определение максимальной допускаемой нагрузки в рези-
новых деталях машин // Геотехническая механика -1999 -№ И -С
180-198
110 Чижик Е Ф , ДырдаВИ Современные представления о критериях раз-
рушения твердых деформируемых тел // Геотехническая механика -
1999 -№ 11 -С 198-226
111 Дырда В И , Твердохлеб Т Е, Чижик Е Ф Реология упруго-наследственных
сред//Геотехническая механика -1999 -№ 11 -С 257-347
112 Разрушение в 7т /Подред Г Аибовца -М Мир, 1973-1976 -Т 1-7
113 Бартенев Г М , Зуев Ю С Прочность и разрушение высокоэластичных
материалов -М , Л Химия, 1964 387 с
Чижик 1 Ф Износостойкость защитных футеровок рудораз-мольных
115
116
117
118
119
120
121
122
123
124
125
мельниц Г Труды 2 Международною симпозиума по механике эласто-
меров, Днепропетровск, 23-26 июня 1997 -Днепропетровск Полигра-
фист, 1998 -Т 2 -С 292-316
Schalamax A //Proc Phus Soc -1953 -V 66 -386 с
Дырда В И , Чижик Е Ф , Кияшко В И , Карачабан Н Г Резиновые детали в
инженерной практике -Днепропетровск Полиграфист, 1998 -305 с
Бартенев ГМ// ВМС -1965 -№ 7 -992 с
Чижик Е Ф , Тарасенко А А , Коротких ВИ и др О возможности ис-
пользования эластомеров для футерования рудоразмоль-ных мельниц 1-
й стадии измельчения // Добыча и переработка руд цветных металлов -
Норильск -1982 -С 92-96
Чижик Е Ф , Семенюк Е А К модели разогрева полимерных покрытий
в потоке абразивных частиц//Трение и износ -Гомель -1983 -№ 5 -
С 950-952
Чижик Е Ф , Хабло Г П , Каминская Л Г К оценке напряженного состоя-
ния элементов резиновых футеровочных плит с герметичной воздушной
полостью, используемых в рудоразмольных мельницах // Труды 2 Меж-
дународного симпозиума по механике эластомеров, Днепропетровск, 23-
26 июня 1997 Днепропетровск Полиграфист, 1998 -Т 2 -С 317-335
Чижик Е Ф , Каминская Л Г , Хабло Г П Определение силового воздей-
ствия технологической загрузки на футеровочное покрытие барабанной
мельницы // Труды 2 Международного симпозиума по механике эласто-
меров, Днепропетровск, 23-26 июня 1997 -Днепропетровск Полигра-
фист, 1998 -Т2 -С 336-348
Чижик Е Ф , Золотарева В Л , Семенюк Е А Использование резиновых
футеровок для защиты от абразивного износа технологического обору-
дования рудоподготовки//Черная металлургия -1985 -Вып 15 -С 45
Чижик Е Ф , Коротышев Е В , Павлов В Б Гуммирование деталей горно-
обогатительного оборудования (каталог-справочник) -М ЦНИИТЭ-
нефтехим, 1989 -56 с
Чижик Е Ф Влияние температуры на производительность рудо-
размольных мельниц // Труды 2 Международного симпозиума по меха-
нике эластомеров, Днепропетровск, 23-26 июня 1997 -Днепропетровск
Полиграфист, 1998 -Т 3 -С 237-239
Чижик Е Ф Перераспределение энергии колебательного движения как
способ повышения износостойкости поверхностей при ударном изнаши-
вании // Труды 2 Международного симпозиума по механике эластоме-
ров, Днепропетровск, 23-26 июня 1997 -Днепропетровск Полиграфист,
348
126
127
128
129
130
131
132
133
134
135
137
138
Чижик Е Ф Роль защитного слоя из частиц измельчаемою материала в
предотвращении износа нама, ничейной футеровки // Труды 2 Междуна-
родного симпозиума по механике эластомеров, Днепропетровск, 23-26
июня 1997 -Днепропетровск Полиграфист, 1998 -Т 3 -С 245-250
Чижик Е Ф О предельном размере частиц при тонком измельчении в
рудоразмельчительной мельнице // Труды 2 Международного симпозиу-
ма по механике эластомеров, Днепропетровск, 23-26 июня 1997 - Днеп-
ропетровск Полиграфист, 1998 -Т 3 -С 251-254
Чижик Е Ф Оптимальный выбор материалов для футерования рабочих
поверхностей шаровых мельниц с целью повышения сопротивляемости
корпуса усталостному износу // Труды 2 Международного симпозиума
по механике эластомеров, Днепропетровск, 23-26 июня 1997 -Днепро-
петровск Полиграфист, 1998 -Т 3 -С 255-260
Дырда В И , Чижик Е Ф , Карачабан Н Г Некоторые вопросы внешнего
трения резиновых футеровок машин // Труды 2 Международного симпо-
зиума по механике эластомеров, Днепропетровск, 23-26 июня 1997 -
Днепропетровск Полиграфист, 1998 -Т 3 -С 260-273
Настоящий В А Выбор параметров и разработка конструкции резино-
вых футеровок большеразмерных рудоразмольных мельниц // Диссерта-
ция на соискание ученой степени кандидата технических наук -
Днепропетровск, 1986 -212 с
Определение рациональных параметров резиновых футеровок шаровых
мельниц/ А Ф Миронюк, Е Ф Чижик, В А Настоящий // Обогащение
полезных ископаемых,-Киев Техника, 1980 -Вып 27 -С 79-81
Настоящий В А Определение динамических нагрузок оболочковых ре-
зиновых футеровок в мельницах первой стадии изметьчения // Физиче-
ское и математическое моделирование технологических процессов про-
мышленного комплекса -Норильск, 1982 -С 105-111
Крюков Д К Усовершенствование размольного оборудования горнообо-
гатительных предприятий -М Недра, 1966 -174 с
Чижик Е Ф , Коротышев Е В , Хабло Г П Предпочтительная концепция
о футеровках с магнитными элементами // Дробиль-но-размольное обо-
рудование и технология дезинтеграции Ленинград -1989 -С 64-70
Beckmann G , Kleis 1 Abtiagverschleiss von Metallen VEB -Leipzig, 1983
-187 s
Finnic 1 Erosion of surfaces by solid particles -Wear 1960 -V 3 -S 87-103
BitterJGA A Study of erosion phenomena -Wear 1963 V 6 -S 5-20
Beckmann G , Gotzman J Analytische Betrachtung zum Sirahlver-schleiss
von Metall // Schmierungstechmk -1979 -V 10, Ns 3 -S 73-77
Непомнящий F Ф Трение и износ под воздействием cipvn твердых
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
156
157
158
159
сферических частиц // Контактное взаимодействие твердых теп -М ,
1971 -С 190-200
Степлер Е Е , Ратнер С Б Закономерности ударного трения и изнашива-
ния полимерных материалов // Труды ВНИИПТУглемаш -М„ 1979 -
Вып 31 -С 34-66
Бартенев Г М , Лаврентьев В В Трение и износ полимеров -Л Химия,
1972,-250 с
Боуден Ф, Иоффе А Быстрые реакции в твердых телах -М ИЛ, 1962 -310с
Баранов Е Г , Оберемок О Н , Семенюк Е А Роль поверхностной энергии
при разогреве горячих точек // Физика горения и взрыва -1981 -№ 5 -
С 85-92.
Дырда В И Исследование локальных экзотермических эффектов при разру-
шении резины // Проблемы прочности -1982 -№ 7 -С 102-104
Эрдогаи Ф Теория распространения трещин // Разрушение, ред
Г Либовиц -М , 1975 -Т 2 -С 372-430
Пановко Я Г Введение в теорию механического удара -М Наука, 1977
-235 с
Берри Дж Разрушение стеклообразных полимеров // Разрушение; ред
Г Либовиц -М , 1976 -Т 7 -С 7-66
Мадорский С Термическое разложение твердых полимеров -М Мир,
1967 -370 с
Хрущев М М, Бабичев М А Абразивное изиашивание -М Наука,
1970 -270 с
Кашеев В Н , Вольф Э Л //Трение и изиос -1982 -Т 2, №4 -С 655-660
Brauer Н und Knegel Е //Chemic-Ingemeur-Technik - 1965 -37, № 3 -S
265-273
Крагельский И В и др Осиовы расчетов на трение и износ -М Маши-
ностроение, 1977 -570 с
Келли А Высокопрочные материалы -М Мир, 1976 -334 с
Регель В Р , Слуцкер А И , Томашевский Э Б Кииетическая теория проч-
ности твердых тел -М Наука, 1974 -560 с
RabmoviczE Friction and Wear of Materials -New York Wiley, 1965 -244 P
ГольдсмитВ Удар -M Стройиздат, 1965 -С
Мазнецова А В Разработка прикладных методов расчета силовых рези-
новых деталей горных вибрационных траиспортно-технологических ма-
шии Автореф дис канд техи наук 05 05 06 / АН УССР Ин-т гео-
техн механики -Днепропетровск, 1990 -17 с
Перегудов Ф И , Тарасенко Ф П Введеиие в системный анализ -М
Высшая школа, 1989 -367 с
Эдсолл Дж, ГатфрендХ Биотермодинамика -М Мир, 1986 -220 с
350
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
I алтей Г Избранные >р\ды М Наэка, 1964 1 2
Селянский В М Анатомия и физиология сельскохозяйственной птицы
М Агропромиздат, 1986 -С 273
Вилли К Биология -М Мир, 1968 -С 808
Потураев В Н , Дырда В И Резиновые детали машин -М Машино-
строение, 1977 -216 с
Дырда В И Резиновые элементы вибрационных машин -Киев Наукова
думка, 1980 -100 с
Потураев В Н , Дырда В И , Круш И И Прикладная механика резины -
Киев Наукова думка, 1980 -260 с
Томпсон Я Неустойчивость и катастрофы в науке и технике -М Мир,
1985 -254 с
Хакен Г Синергетика -М Мир, 1980 —404 с
Дырда В И , Дюкарев ВЦ, Чижик Е Ф Некоторые принципы проекти-
рования резиновых футеровок барабанных мельниц // Геотехническая
механика -Днепропетровск Полиграфист, 1999 -Вып 14 -С 53-69
Дырда В И , Чижик Е Ф , Мельников О К , Чижик Е Е Расчет долговечиости
резиновой футеровки шаровых рудоразмольных мельниц // Геотехническая
механика -Днепропетровск Полиграфист, 2000 -Вып 19 -С 62-66
Дырда В И , Чижик Е Ф , Мельников О К , Чижик Е Е Взаимодействие дис-
сипации энергии и механизмов разрушения резины при эксплуатации за-
щитных футеровок // Геотехническая механика -Днепропетровск Поли-
графист, 2002 -Вып 31 -С 108-117
Чижик Е Ф , Дырда В И Синергетика взаимодействия внутри-мельничной
загрузки с резиновой футеровкой в барабанных рудо-размольных мельни-
цах // Геотехническая механика -Днепропетровск Полиграфист, 2003 -
Вып 43 -С 70-149
ГаркуновДН Триботехника М Машиностроение - 1985 -С 424
Крагельский И В Трение и износ М Машиностроение, 1968 - С 480
Тейбор Д Износ Краткий исторический обзор - Проблемы трения и
смазки - 1977, №4 - С 6-16
Мур Д Ф Трение и износ резин и шин / Тр Международной конферен-
ции по каучуку и резине, г Киев, 1979 г Том В Киев, 1979
Нильсон Г , Торд Андрен Использование резины для защиты от износа в
горнодобывающей промышленности / Тр Международной конференции
по каучуку и резине, I Киев, 1979 г Том В Киев, 1979
Мур Д Ф Трение и смазка эластомеров - М Химия, 1977 -264с
Демкин Н Б Контактирование шероховатых поверхностей - М Наука,
1970 -227 с
АйнбипдерСБ, Тюнина ЭЛ Введение в теорию трения позимеров -
180
181
182
183
184
185
186
187
188
189
190
191
192
193
194
195
196
Рта Зинатне, 1978 -220 с
Гаркунов Д Н , Поляков А А Семенов В Я Современные проблемы три-
ботехники - Трение и износ -1980, №3 - С 391-402
Избирательный перенос в тяжелонагруженных узлах трения / Под ред
ДН Гаркунова -М Машиностроение, 1982 -207 с
КонвисаровД В Трение и износ металлов -М Машгиз -1947 -182 с
Козырев С П Гидроабразивный износ металлов при кавитации - М
Машиностроение, 1971 -240 с
Поверхностная прочность материалов при трении / Под ред
БИ Костецкого -Киев Техника -1976 -291 с
Трение и износ материалов на основе полимеров / В А Белый,
А И Свириденок, М И Петраковец и др -Минск Наука и техника,
1976 -430 с
Утияма Е Процесс истирания полимерных материалов, Дзюнкацу, Т 18,
№4, 1973 -С 294-304
Свириденок А И , Савкин В Г Структурная трибомеханика материалов
на основе полимеров//Трение и износ -1980, № 1 -С 150-167
Крагельский ИВО природе трения полимеров / Механика полимеров,
5, 1972 -С 797-808
Пенкин Н С Износостойкость гуммированных деталей машин в абразивных
средах Автореф дис доктора техн наук 05 02 04 -М, 1978 -47 с
Чижик Е Ф Исследование и разработка конструкции резиновой футе-
ровки для рудоразмольиых мельниц Автореф дис канд техн наук
05 05 06 -Днепропетровск, 1977 -24 с
Ковалев П А Кавитациоииая эрозия и кавитациоиио-абразивное изна-
шивание резин Автореф дис канд техн наук 05 02 04 - Ростов-на-
Дону, 1988 - 18 с
Голощапов НН Термокинетика газоабразивного износа высокоэластич-
ных материалов и разработка износостойкого гуммированного пнев-
мотранспортного оборудования Автореф дис канд техн наук 05 02 04
-Ростов-на-Дону, 1989 -19 с
Копченков В Г Энергетический подход к оценке износостойкости рези-
иы -Ставрополь изд СевКавГТУ, 2003 -198 с
Копченков В Г Определение коэффициента механических потерь при
косом ударе // Каучук и резина -2000, № 3 -С 18-20
Копченков В Г Модели изнашивания резины для прямого удара пото-
ком частиц // Каучук и резина -2003, № 4 -С 25-28
Копчеиков В Г Механизм разрушения высокоэластичного полупро-
странства цилиндрическим индентором при многоцикловом нагру-
жении // Сер Естественнонаучная Сб науч тр -Вып 1 СтГТУ -
197
198
199
200
201
202
203
204
205
206
207
208
209
Ставрополь, 1998 -С 35-43
Копченков В Г Микроскольжение при прямом упругом ударе абразив-
ной частицы // Сер Естественнонаучная Сб науч тр -Вып 2 -
Ставрополь, 1999 -С 8-12
Копченков В Г Относительное скольжеиие при косом ударе // Сер Ес-
тественнонаучная Сб науч тр Вып 3 -Ставрополь, 1999 -С 10-14
Копченков В Г Траектория движения абразивной частицы при косом
ударе по материалу с несовершенной упругостью // Сер Естественнона-
учная Сб науч тр -Вып 3 -Ставрополь, 1999.-С 5-10
Копченков В Г., Сучков Е , Лихачев С Анализ моделей для описания
удара твердой частицы по резиновой поверхности // Сер Естественнона-
учная Сб науч тр Вып 4 -СевКавГТУ -Ставрополь, 2000 -С 14-18
Копченков В Г , Городецкий В В Влияние физико-механических
свойств резин на коэффициент трения при ударе // Сер Естественнона-
учная Сб науч тр Вып 5.-СевКавГТУ. - Ставрополь, 2001 -С 5-9
Копченков В.Г, Лагутин В.Г Теоретические основы формирования направ-
ления трещин при эрозионном изнашивании резин // Сер Естественнонауч-
ная Вестник СевКавГТУ -Ставрополь, 2003 -№ 1(6) -С 12-17
Копченков В Г Сербин В М , Пенкин Н С Механизм изнашивания эла-
стомерных материалов под воздействием транспортируемых абразивных
сред // Сб. докл Междунар. коигресса «Механика и трибология транс-
портных систем» -Ростов/Дон -2003 -Т 2 -С. 27-30.
Копченков В Г Влияния фрикционного контакта на траекторию движе-
ния твердой частицы при ударе // Механика и физика фрикционного
контакта. Межвуз сб науч тр Вып 7 -Тверь, 2000 -С 8-13
Копченков В Г Модель фрикциониого контакта твердой частицы с эла-
стичной поверхностью при ударе // Механика и физика фрикционного
контакта Межвуз сб науч тр Вып. 8 -Тверь, 2001 -С 100-104
Копченков В Г , Пенкин Н С Влияния фрикционного контакта на траек-
торию движения твердой частицы при ударе // Трение и износ -2001 -
Т 22 -№ 6 -С 649-664
Копченков В Г Теоретико-экспериментальное исследование образова-
ния трещин при ударе твердой частицы по поверхиости резины // Трение
и износ -2002 -Т 23, № 6 -С 623-628
Копченков В Г Влияния вида фрикционного контакта на величину ко-
эффициента механических потерь // Механика и физика фрикционного
контакта Межвуз сб науч тр Вып 9 -Тверь, 2002. -С 20-25
Дербас А Г Исследование износостойкости и повышение долговеч-
ности футеровок измельчительного оборудования Автореф дис -
Кривой Рог, 1973
353
210
211
212
213
214
215
216
217
218
219
220
221
222
223
224
225
Быков В И Демпфирование на1р\зок и повышение долговечности ос-
новных элементов дробипьно-измельчительного оборудования Автореф
дис -М , 1974
Таненбаум М М Износостойкость конструкционных материалов и дета-
лей машин -М Машиностроение, 1966
Дьяков В Г Некоторые вопросы теории абразивного износа Сб Коррозия,
материалы, покрытия Труды Гипронефтемаш, № 4 -М Недра, 1967
Хрущов М М Закономерности абразивного изнашивания Сб Износо-
стойкость -М Наука, 1975
Чижик Е Ф , Шилов П М , Холоша В И Экспериментальные исследова-
ния износостойкости материалов в гидроабразивной среде Сб Исследо-
вание износа с целью выявления путей повышения срока службы и каче-
ства выпускаемых машин -М , 1971
Хрущов М М Классификация условий и видов изнашивания деталей
машин Трение и износ в машинах Сб VIII Изд АН СССР, 1953
Хрущов М М , Бабачев М А Исследование изнашивания металлов М ,
Изд АН СССР, 1960
Костецкий Б И Сопротивление изнашиванию деталей машин Киев
Машгиз, 1959
Борохович А И Теоретические закономерности абразивного износа цен-
тробежных насосов Труды Магнитогорского горно-металлургического
института Свердловск, 1963
Козырев С П Гидроабразивный износ металлов при кавитации. -М
Машиностроение, 1964
Козырев С П Основные закономерности гидроабразивного изнашивания
металлов Сб Повышение износостойкости и срока службы машин -
Киев УкрНИИНТИ, 1970
Белорусцев Л П Исследование износа пульповых насосов Автореф дис
-Свердловск, 1969
Богачев И Н Особенности микроударного нагружения при кавитацион-
но-абразивном воздействии В сб «Кавитация и гидроабразивная стой-
кость металлов в гидротурбинах» -М Машиностроение, 1965
Щелканов А Ф Влияние твердости и микроструктуры на стойкость ста-
ли против абразивного истирания и кавитации Энергомашиностроение,
1965, № 1
Ганольская ЗМ , Гутерман В М Износостойкость сталей в условиях гид-
роабразивного износа Сб «Износостойкие материалы для деталей ма-
шин» Тр ВНИИПТуглемаша -М , 1966
Гарбер ME и др Повышение изиосостойкости горнообогатительного
оборудования за счет применения литых износостойких сплавов «Гор-
226
227
228
229
230
231
232
233
235
236
237
238
239
ный журнал», 1968, № 5
Чижик Е Ф , Щилов П М Повышение износостойкости оборудования
горно-обогатительных комбинатов Кривбасса Горный журнал Известия
вузов, 1974, № 10
Билик И И Абразивно-жидкостная обработка металлов -М Машгиз, 1960
Борохович И А Теоретические закономерности абразивного износа цен-
тробежных насосов Сб «Труды Магнитогорского горно-
металлургического института», 1963, № 27
ЧижикЕ Ф, Горбач Б М Теоретическое исследование процесса гидро-
абразивного износа УкрНИИНТИ Реферативная информация. Вып 5 -
Киев Вища школа, 1971
Губин Г В и др Разработка технологи получения концентратов с содержа-
нием железа свыше 65 % из магнетитовых кварцитов Обогащение и окуско-
вание руд черных металлов —М Недра, 1970
Шилов П М и др Установка для исследования стойкости материалов
при гиброабразивном износе Реферативная информация «Угольная и
горнорудная промышленность» Киев Вища школа Вып 4 -1970
Чижик ЕФ, Горбач Б М Гидроабразивная износостойкость некоторых
конструкционных материалов Сб «Технический прогресс на Ново-
Криворожском горно-обогатительном комбинате» -Днепропетровск
Промшь, 1970
Екундин Б М Землесосы и земленосные снаряды-М Госэнергоиздат, 1961
Рыжов II А Некоторые приложения теории вероятностей и математиче-
ской статистики в горном деле МТИ, 1971
ГорбачБМ, Чижик Е Ф , Титиевский Е М Испытание резины различ-
ных рецептур на гидроабразивиый износ Сб «Технический прогресс на
Ново-Криворожском горно-обогатительном комбинате» -
Днепропетровск Промшь, 1970 -С 107-112
Горбач Б М , Чижик Е Ф Гидроабразивная изностостойкость некоторых
конструкционных материалов Сб «Технический прогресс на Ново-
Криворожском горно-обогатительном комбинате» -Днепропетровск
Промшь, 1970 -С 112-117
Чижик Е Ф Исследование резиновой футеровки на сопротивляемость
удару Сб «Обогащение полезных ископаемых» Вып 26 -К Техшка,
1980 -С 71-75
Семенюк Е А , Чижик Е Ф О теоретической оценке сравнительной износо-
стойкости резиновых и стальных футеровок под ударной нагрузкой Сб «Обо-
гащение полезных ископаемых» Вып 31 -К Техшка, 1982 -С 103-106
240
241
242
243
244
245
246
247.
248
249
250
251
252
253
254
255
256
лезных ископаемых» Вып 30 -К Техшка, 1982 -С 25-28
Чижик Е Ф Повышение изностостойкости футеровки измельчающего и
классифицирующего оборудования В кн «Техника и технология обога-
щения руд» -М Недра, 1975 -С 100-103
Миронюк А Ф , Тарасенко А А , Хабло Г П , Чижик Е Ф , Настоя-
щий В А Определение рациональных параметров резиновых футеровок
шаровых мельниц Сб «Обогащение полезных ископаемых» Вып 27 -
К Техшка, 1980 -С 79-81
Тарасенко А А, Коротких Б И , Настоящий В А, Данилов Л И , Чижик Е Ф,
Взоров А А О возможности использования резиновых футеровок в рудо-
размольных мельницах первой стадии измельчения Сб «Добыча и перера-
ботка руд цветных металлов -Норильск, 1980 -С 134-138
Динник А Н Удар и сжатие упругих тел Избранные труды АН УССР Т
1 -Киев, 1932
Чижик Е Ф Повышение износостойкости футеровки измельчающего и
классифицирующего оборудования В сб «Техника и технологии обога-
щения руд -М Недра, 1974
Клейн Г К Строительная механика сыпучих тел -М Стройиздат,
1977 -256 с
Камке Э Справочник по дифференциальным уравнениям в частных
производных первого порядка -М Наука, 1966 -260 с
Корн Г , Корн Т Справочник по математике -М Недра, 1968 -720 с
Чижик Е Ф Резиновых футеровки барабанных мельниц -Днепропет-
ровск, 2004 -259 с
Работнов Ю Н Элементы наследственной механики твердых тел - М •
Наука, 1977 - 384 с
РжаницынАР Теория ползучести -М Стройиздат, 1968 -478 с
Круш И И Интегро-операторный метод исследования демпфирующих
свойств упруго-наследственных систем // Изв АН СССР Механика -
1965.-№ 6 -С 90-94
Колтунов МА Ползучесть и релаксация -М Высшая школа, 1976 -2П с
Вронский А П Явление последействия в твердом теле // Прикладная ма-
тематика и механика -1941 -Т 5,№1 -С 21-30
Слонимский Г Л , Шестопал В О Статистическое описание релаксаци-
онных процессов в полимерах // Высокомолекулярные соединения Сер
А - 1978. - Т 20, № 8 - С 1712-1721
Шестопал В О Диффузия вакансий и реологические свойства металлов при
высоких температурах//Физика твердого тела -1979 -Т 12 -С 291-294
Аскадский А А Новые возможные типы ядер релаксации // Механика
композитных материалов -1987 -№ 3 -С 403-409
356
257 КотйовМА Ли jl Ко юко шинков В В Зависимость спабосингутяр-
ных ядер от структуры полимера / Ку ибышсвскии политехи ин-т -
Куйбышев, 1980 -6 с -Деп в ВИНИТИ 03 03 82 № 896-82
258 Колокольчиков В В О неравновесной статистической термодинамике твердых
тел//Механика деформируемого твердого тела -1975 -№ 1 -С 15-23
259 Ковров В Н Ядро ползучести с параметрами уравнения долговечности
С Н Журкова // Полимерные материалы в машиностроении - Пермь
ППИ 1976 -С 51-53
260 Эпштейн В Г Виницкий Л Е Евсеева Л Г Оценка неоднородности ре-
зин с помощью спектров времен релаксации // Механика полимеров -
1969 -№5 -С 916-953
261 Описание вязкоупругого поведения резиновых элементов при конечных
деформациях / Дырда В И , Адамов А А . Селиванов Е И , Мазнецо-
ва А В , АН УССР -Ин-т геотехн механики -Днепропетровск. 1984 -
10 с Деп в ВИНИТИ 25 01 85. № 746-85
262 Ферри Д Вязкоупругие свойства полимеров - М Изд-во иностр лит
1963 - 536 с
263 Температурно-частотное приведение динамических функции сажена-
полненных резин в нелинейной области / ГВ Винотрадов.
ВИ Гарцмап, БМ Горелик, А Я Малкин // Механика полимеров -
1973 - №4 - С 751-754
264 УржумцевЮС. Максимов РД Прогностика деформативности поли-
мерных материалов -Рига Зинатне, 1975 -416 с
265 Релаксационные явления в полимерах / Под ред Г М Бартенева,
ЮВ Зеленева -Л Химия 1972 -373 с
266 Ильюшин А А , Победри Б Е Основы математической теории термовяз-
коупругости -М Наука, 1970-280 с
267 Розовский М И Некоторые свойства операторов применяемых в теории пол-
зучести//Прикладная математика и механика -1959 -23, №5 -С 978-980
268 Термомеханика эластомерных элементов конструкций при циклическом
нагружении / Потураев В Н Дырда В И . Карнау хов В Г и др , Под ред
ПотураеваВН -Киев Наукова думка. 1987 -288 с
269 Дырда В И , Сенчепков И К , Мазнецова А В ТвердохлебТЕ Универсаль-
ный конструкционно-деформа-ционный параметр и Д-метод в механике де-
формирования резиновых деталей // Тр П Междунар симп по механике
эластомеров -Днепропетровск, 23-26 июня 1997 -Днепропетровск
11ол1граф|ст, 1997 -С 204-234
270 Payne A R Histeresis in Rubber Vulcanisates П J Pol Sci Symp -1974 -
P 169-196
Оглавление
Введение................................................5
I Барабанные мельницы..................................9
1.1 Общие сведения...................................9
1.2 Конструкции шаровых мельниц.....................14
1.3 Конструкции мельниц самоизмельчения.............15
1.4 Некоторые вопросы механики барабанных мельниц...21
II Защитные футеровки барабанных мельниц............. 31
2.1 Общие сведения..................................31
2.2 Материалы защитных футеровок....................31
2.3 Металлические футеровки барабанных мельниц .... 33
2.4 Резиновые футеровки барабанных мельниц..........36
2.5 Концепция создания барабанных мельниц с резиновой
футеровкой..........................................63
III Синергетика взаимодействия внутримельничной загрузки с
резиновой футеровкой в барабанных рудоизмельчительных
мельницах.............................................77
3.1 Введение........................................77
3.2 Феноменологические модели взаимодействия
внутримельничной загрузки с футеровкой..............79
3.3 Особенности разрушения резиновой футеровки в
барабанных мельницах...............................100
3.4 Динамика движения внутримельничной загрузки в зоне
контакта с резиновой футеровкой....................133
3.5 Синергетическая модель взаимодействия
внутримельничной загрузки и резиновой футеровки.....171
3.6 Рекомендации по выбору параметров и проектированию
резиновых футеровок барабанных мельниц.............175
IV Физико-механические характеристики резин.........179
4.1 Общие сведения о резине........................179
4.2 Математическое описание вязкоупругого поведения
резин .............................................185
V Гидроабразивное изнашивание резин............ .... 212
5.1 Общие сведения.................................212
5.2 Взаимосвязь «диссипация-разрушение»............215
358
5 3 Теоретические предпосылки к исследованию трения и
износа резин........... ..................... 223
5 4 Исследование основных механизмов износа резиновой
футеровки..........................................228
5.5 Исследования гидроабразивного износа футеровок
барабанных мельниц.................................248
5.6 Феноменологическая модель разрушения резины при
абразивно-усталостном износе.......................268
VI Исследование параметров и расчет резиновых футеровок.295
6 1 Исследование резиновых футеровок при статических и
ударных нагрузках................................. 295
6 2 Определение силового воздействия технологической
загрузки на футеровочное покрытие барабанной
мельницы.......................................... 306
6.3 Выбор параметров резиновой футеровки в виде
сплошных плит..................................... 318
6.4 Резиновые футеровки с магнитными элементами......322
6 5 Выбор параметров резиновой футеровки с герметичной
воздушной полостью................................ 331
6.6 Расчет долговечности резиновой футеровки шаровых
мельниц............................................335
Список литературы.......................................341
359
Научное издание
Чижик Евгений Федорович
БАРАБАННЫЕ РУДОИЗМЕЛЬЧИТЕЛЬНЫЕ
МЕЛЬНИЦЫ С РЕЗИНОВОЙ ФУТЕРОВКОЙ
Формат 60 х 841 1
Усл. п. л. 20.93
Тираж 1000 экз
Заказ № 255
Отпечатано «А Р 1 >
совместно с ООО «Копировальный центр «Талэкс