/







































































































































































































Автор: Козлов В.В.
Теги: испытания материалов товароведение силовые станции общая энергетика метрология народное хозяйство стандартизация
ISBN: 5-7050-0018-9
Год: 1989


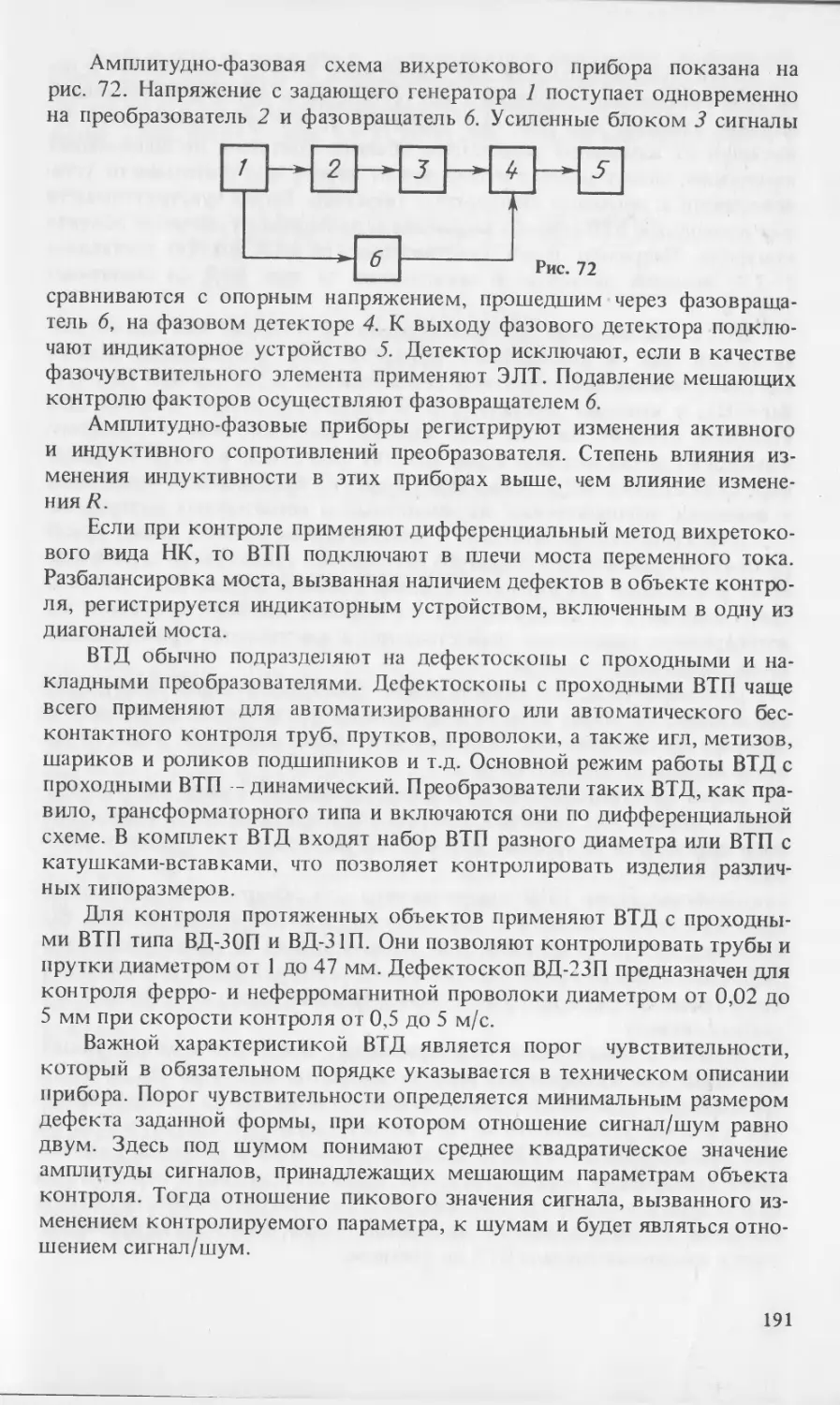
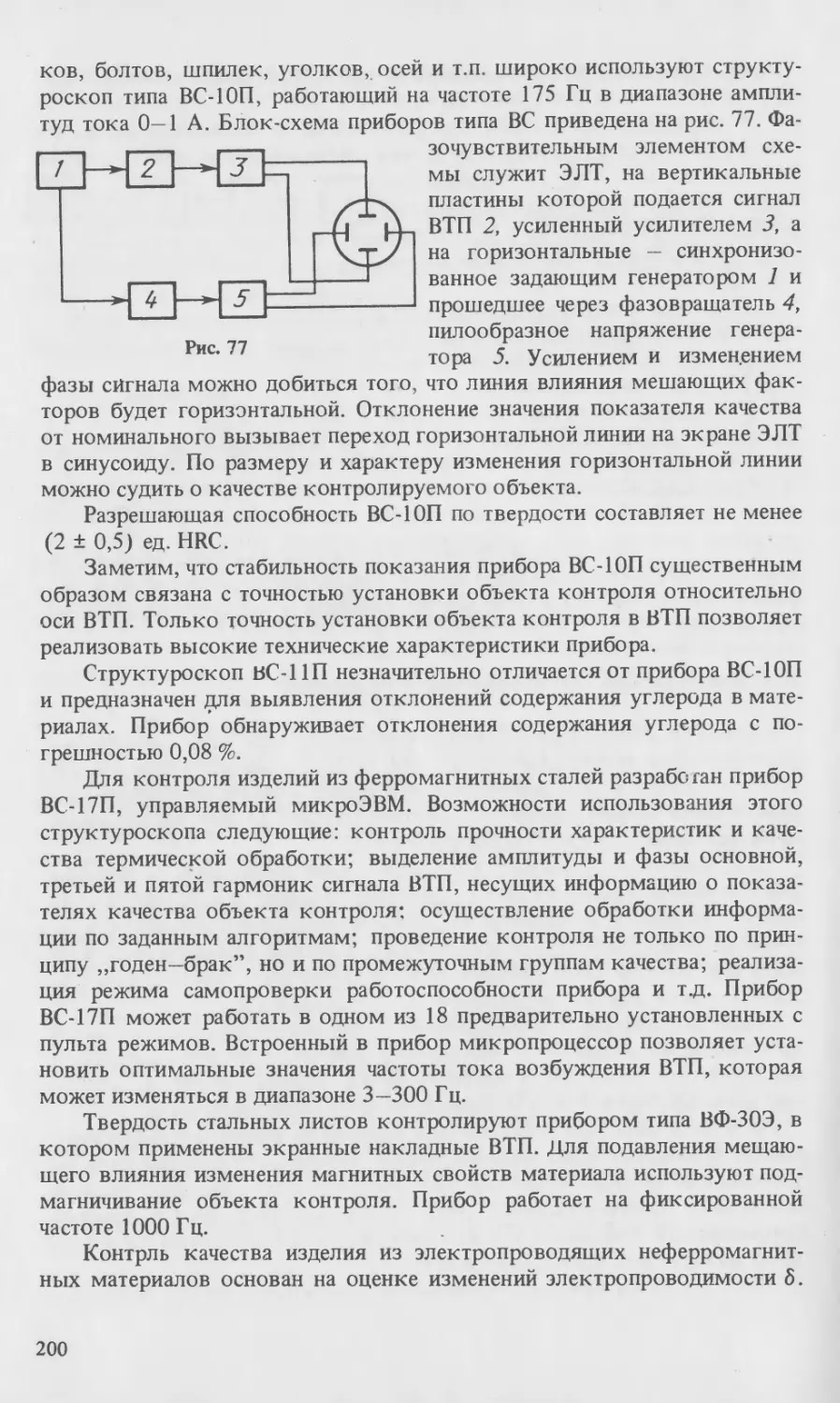
Текст
УДК 620.172.1.089.6
Козлов В.В. Поверка средств неразрушаюшего контроля. — М.: Издательство
стандартов, 1989, 215 с., сил.
В книге рассмотрено метрологическое обеспечение акустических, магнитных,
вихретоковых и капиллярных средств неразрушающего контроля (СНК), получив-
ших широкое распространение на промышленных предприятиях страны.
Книга рассчитана на инженерно-технических работников в области стандарти-
зации, качества продукции и метрологии, специалистов различных отраслей народ-
ного хозяйства, занятых эксплуатацией и ремонтом СНК, государственных и ве-
домственных поверителей, а также может быть полезна слушателям институтов
повышения квалификации, студентам вузов и учащимся средних специальных учеб-
ных заведений соответствующих специальностей.
Табл. 15. Ил. 81. Библиогр.: 7 назв.
Рецензенты: канд. техн, наук В.П. Троценко, канд. техн, наук
3. С. Никифорова
ДИИ'Н(НИИ) 01К
' 1)6'10)) н‘>
IH 89
ISBN 5-7050-0018-9
© Издательство стандартов, 1989
ОТ АВТОРА
Неразрушающие методы контроля (НК) решают разнообразные за-
дачи, связанные с повышением качества продукции и увеличением произ-
водительности контрольных операций. Эти методы обладают высокой
чувствительностью, обеспечивают безопасность и безаварийность работы
агрегатов, конструкций и др. Применение методов НК способствует сни-
жению материалоемкости изделий, повышению их долговечности, исклю-
чению непроизводительных затрат при обработке заготовок и полуфаб-
рикатов.
Методы НК используют для контроля материалов и изделий до их
эксплуатации, что предотвращает применение дефектных деталей в конс-
трукциях, причем контроль можно осуществлять в процессе производ-
ства или ремонта изделий. Существенное достоинство методов НК воз-
можность без разрушения и изменения показателей качества выявлять
внутренние дефекты изделия, определять их координаты и оценивать
размеры. Правильное применение методов и средств НК (СНК) позволя-
ет исключить потенциальную возможность разрушения изделий, имею-
щих критические или значительные внутренние дефекты. Эффективность
контроля изделий в значительной степени зависит от достоверности полу-
ченной измерительной информации, ее воспроизводимости, а это невоз-
можно обеспечить без поверки СНК. Использование неповеренных СНК
приводит к тому, что контроль, проведенный изготовителем при прием-
ке продукции и потребителем на входном контроле (с применением де-
фектоскопа одного и того же типа и одной и той же методики) дает диа-
метрально противоположные результаты, что приводит к существенным
материальным затратам.
В настоящее время ведется большая плановая работа по пересмотру
действующей нормативно-технической документации (НТД) по примене-
нию методов НК. Предполагается, что все вновь разрабатываемые СНК
обязательно должны проходить государственные приемочные испытания
и заноситься в Государственный реестр средств измерений, допущенных
к выпуску в обращение в СССР. Отсюда автоматически следует обяза-
тельность проведения первичной и периодических поверок СНК.
Опыт работы показал, что к поверке СНК привлекают специалистов,
имеющих различную степень подготовки: одни владеют основами метро-
логии, но слабо знакомы с методами и СНК, другие владеют одним или
несколькими методами НК, но имеют весьма поверхностные знания по
их метрологическому обеспечению. Такое положение определило особен-
ности построения книги, которая и начинается с освещения теоретиче-
ских вопросов метрологии и метрологического обеспечения.
Свои замечания и пожелания автор просит направлять по адресу:
123840, Москва, ГСП, Новопресненский пер., д.З.
РАЗДЕЛ I ОСНОВЫ МЕТРОЛОГИЧЕСКОГО ОБЕСПЕЧЕНИЯ
ГЛАВА 1.
ОСНОВНЫЕ ПОНЯТИЯ
1.1 Научная и
техническая основы метрологического обеспечения
Метрологическое обеспечение базируется на научной, технической, организаци-
онной и нормативных основах и определяется как установление и применение науч-
ных и организационных основ, технических средств, правил и норм, необходимых
для достижения единства и требуемой точности измерений (ГОСТ 1.25—76) .
Научной основой метрологического обеспечения является метрология — наука
об измерениях, методах и средствах обеспечения их единства и способа достижения
требуемой точности.
Техническими основами метрологического обеспечения являются системы:
государственных эталонов единиц физических величин, обеспечивающих вос-
произведение единиц с наивысшей точностью;
передачи размеров единиц физических величин от эталонов всем средствам
измерений с помощью образцовых средств измерений и других средств поверки;
разработки, постановки на производство и выпуска в обращение рабочих
средств измерений, обеспечивающих определение с требуемой точностью характе-
ристик продукции, технологических процессов и других объектов в сфере матери-
ального производства, при научных исследованиях и в других видах деятельности •
обязательных государственных испытаний средств измерений, предназначен-
ных для серийного или массового производства и ввоза их из-за границы партиями,
обеспечивающей единообразие средств измерений при разработке и выпуске в обра-
щение;
обязательной государственной или ведомственной поверки, а также метроло-
гической аттестации средств измерений обеспечивающей единообразие средств из-
мерений при их изготовлении, эксплуатации и ремонте;
стандартных образцов состава и свойств веществ и материалов, обеспечиваю-
щей воспроизведение единиц величин, характеризующих состав и свойства веществ
и материалов;
стандартных справочных данных о физических константах и свойствах ве-
ществ и материалов, обеспечивающей достоверными данными научные исследова-
ния, разработку технологических процессов и конструкций изделий, процессов
получения и использования материалов.
Организационной основой метрологического обеспечения является метрологи-
ческая служба СССР, состоящая из государственной и ведомственных метрологиче-
ских служб, а нормативной основой — государственная система обеспечения един-
ства измерений (ГСИ), устанавливающая общие правила и нормы метрологическо-
го обеспечения.
Основные цели метрологического обеспечения: повышение качества выпускае-
мой продукции, эффективности управления производством, уровня автоматизации
производственных процессов; обеспечение взаимозаменяемости деталей узлов и
агрегатов создание условий для кооперирования производства и развития специа-
лизации производства; повышение эффективности научно-исследовательских, про-
ектно-конструкторских работ, экспериментов и испытаний; обеспечение достовер-
ного учета и повышение эффективности использования материальных ценностей
и энергетических ресурсов; повышение эффективности мероприятий по контролю
условий труда, охране окружающей среды, рациональному использованию природ-
ных ресурсов.
4
Метрологическое обеспечение входит в планы работ по государственной стан-
дартизации, которые предусматривают разработку государственных стандартов,
устанавливающих правила и положения метрологического обеспечения, характе-
ристики государственных эталонов и государственных поверочных схем, методы
и средства поверки, методики выполнения измерений и нормы точности измере-
ний; планирование разработки стандартных образцов состава и свойств веществ
и материалов, стандартных справочных данных о физических константах и свой-
ствах веществ и материалов, проведение международных сличений эталонов СССР,
планирование проведения государственных испытаний средств измерений, госу-
дарственного надзора за состоянием средств измерений и метрологическим обес-
печением производства продукции.
Основными задачами метрологии являются: разработка общей теории изме-
рений; установление единиц физических величин и их систем; создание методов
и средств измерений, методов определения точности измерений; обеспечение
единства измерений и единообразия средств измерений; создание эталонов и об-
разцовых средств измерений; разработка методов передачи размеров единиц от
эталонов или образцовых средств измерений рабочим средствам измерений.
Основные понятия метрологии регламентированы ГОСТ 16263—70.
Измерение — нахождение значения физической величины опытным путем с
помощью специальных технических средств.
Необходимость сопоставления результатов измерений, выполненных в раз-
ных местах, в разное время, с использованием разных методов и средств измере-
ний требует их единства.
Единство измерений — состояние измерений, при котором их результаты вы-
ражены в узаконенных единицах и погрешности измерений известны с заданной
вероятностью.
Помимо обеспечения единства измерений, одной из важнейших задач метро-
логии является достижение необходимой точности измерений. Под точностью из-
мерений понимается качество измерений, отражающее близость их результатов к
истинному значению измеряемой величины. Очевидно, что высокая точность изме-
рений соответствует малым погрешностям как систематическим, так и случайным.
Количественно точность измерений может быть выражена величиной, обратной
модулю относительной погрешности. Например, если относительная погрешность
измерений 3-10 1 % = 3-10-3, то точность равна 103/3.
Но результаты измерений зависят как от методов, так и средств измерений.
Следовательно, необходимо обеспечить и единообразие средств измерений, т.е. со-
стояние средств измерений, характеризующееся тем, что они проградуированы в
узаконенных единицах и их метрологические свойства соответствуют нормам.
Мероприятиям по обеспечению единства и требуемой точности измерений в
большинстве стран мира придается чрезвычайно важное значение. Поэтому многие
из этих мероприятий (узаконение определенных единиц измерений, проведение ре-
гулярной поверки средств измерений, испытания вновь выпускаемых средств изме-
рений) устанавливаются в законодательном порядке. Один из разделов метрологии
в соответствии с этим называется законодательной метрологией.
Законодательная метрология — комплексы взаимосвязанных и взаимообу-
словленных общих правил, требований и норм, а также другие вопросы, нуждаю-
щиеся в регламентации и контроле со стороны государства, направленные на обес-
печение единства измерений и единообразия средств измерений.
Вполне понятно, что метрология имеет чрезвычайно большое значение и для
развития наук, так как повышение точности измерений — это один из путей совер-
шенствования познания природы человеком, открытий и практического примене-
ния точных знаний.
В технические основы метрологии входят следующие понятия.
Средство измерений — техническое средство, используемое при измерениях и
имеющее нормированные метрологические свойства. К средствам измерений отно-
сятся меры, измерительные приборы, измерительные преобразователи и вспомога-
тельные средства. Средства измерений часто бывают объединены в более или менее
сложные комплексы: измерительные установки и измерительные системы.
5
По месту в системе передачи размеров единиц физических величин средства
измерений подразделяются на эталоны, образцовые и рабочие средства измерений.
Под мерой понимается средство измерений, предназначенное для воспроизве-
дения физической величины заданного размера. Мера, воспроизводящая физиче-
скую величину лишь одного размера, называется однозначной (мера толщины, ме-
ра толщины покрытий, мера электрического сопротивления, гиря и т.п.) . К одно-
значным мерам относятся, как правило, и стандартные образцы.
Величины, для которых операция сложения выполняется сравнительно легко,
воспроизводятся с помощью многозначных или однозначных мер, объединенных в
наборы или магазины. К многозначным относят меры, воспроизводящие ряд
одноименных величин различного размера (линейка, конденсатор переменной ем-
кости и т.п.).
Набор мер — специально подобранный комплект мер, применяемых не только
по отдельности, но и в различных сочетаниях с целью воспроизведения ряда одно-
именных величин различного размера (набор гирь, набор плоскопараллельных кон-
цевых мер длины, магазин сопротивлений, набор мер толщины и т.п.).
В наборах и магазинах отдельные меры могут объединяться в различных соче-
таниях для воспроизведения некоторых промежуточных или суммарных, но обяза-
тельно дискретных размеров величин. В магазинах меры объединены в один меха-
низм, снабженный специальными переключателями, которые связаны с отсчетным
устройством. Наборы мер обычно состоят из нескольких мер, которые могут ис-
пользоваться как отдельно, так и в различных сочетаниях друг с другом.
Действительное значение величины, воспроизводимой мерой, называется дей-
ствительным значением меры. Действительное значение меры получают при ее из-
мерении путем исключения систематических погрешностей и сведений к минимуму
случайных погрешностей. Погрешность определения действительного значения на-
зывается погрешностью аттестации меры.
Указанное на мере значение величины, которое с допустимыми отклонениями
должно быть равно действительному значению меры, является номинальным значе-
нием меры.
Разность между номинальным и действительным значениями определяет по-
грешность меры.
В зависимости от погрешности аттестации меры подразделяют на разряды (ме-
ры 1,2-го и т.д. разрядов), а погрешность мер определяет класс.
Меры, которым присвоен тот или иной разряд, называют образцовыми и при-
меняют для поверки и градуировки средств измерений. Меры, подразделенные на
классы, называют рабочими и используют при технических измерениях.
Измерительный прибор — средство измерений, предназначенное для выработки
сигнала измерительной информации в форме, доступной для непосредственного
восприятия наблюдателем.
Измерительный преобразователь — средство измерений, предназначенное для
выработки сигнала измерительной информации в форме, удобной для передачи,
дальнейшего преобразования, обработки и (или) хранения, но не поддающейся не-
посредственному восприятию наблюдателем.
По месту, занимаемому в системе передачи измерительной информации, преоб-
разователи подразделяют на: первичные, к которым непосредственно подводится
измеряемая физическая величина; передающие, предназначенные для дистанцион-
ной передачи сигнала измерительной информации; промежуточные, занимающие в
измерительной цепи место после первичного. Большое число средств неразрушаю-
щего контроля снабжено первичными преобразователями.
Вспомогательное средство измерений — средство измерений величины, влияю-
щей на метрологические свойства другого средства измерений при его применении
или поверке.
При проведении поверки средств неразрушающего контроля используются
различные вспомогательные средства измерений (термометры, вольтметры, секун-
домеры,, частотомеры, измерители разности фаз и др.), так как на их метрологи-
ческие свойства оказывают влияние различные физические величины (например,
6
температура окружающей среды, относительная влажность, частота и напряжение
тока питания сети и др.).
Иногда для измерения какой-либо величины или одновременно нескольких
величин бывает недостаточно одного измерительного прибора. В этом случае ис-
пользуются измерительные установки — совокупность функционально объединен-
ных средств измерений и вспомогательных устройств, предназначенные для выра-
ботки сигналов измерительной информации в форме, удобной для непосредствен-
ного восприятия наблюдателем и расположенные в одном месте.
В случае, если необходимо сигналы измерительной информации получать в
форме, удобной для автоматической обработки, передачи и (или) использования в
автоматических системах управления, применяются измерительные системы —• со-
вокупность средств измерений и вспомогательных устройств, соединенных между
собой каналами связи. Отдельные средства измерений, входящие в измерительную
систему, могут быть значительно удалены друг от друга (иногда на сотни и даже
миллионы километров) и соединены между собой каналами проводной или беспро-
водной связи.
Для обеспечения единства измерений необходима тождественность единиц, в
которых проградуированы все средства измерений одной и той же физической ве-
личины. Это достигается путем точного воспроизведения и хранения установленных
единиц физических величин и передачи их размеров применяемым средствам из-
мерений. Высшим звеном в метрологической цепи передачи размеров единиц изме-
рений являются эталоны.
Эталон - средство измерений (или комплекс средств измерений), обеспечива-
ющее воспроизведение и (или) хранение единицы с целью передачи ее размера ни-
жестоящим по поверочной схеме средствам измерений, выполненное по особой
спецификации и официально утвержденное в установленном порядке в качестве
эталона.
Эталон, воспроизводящий единицу с наивысшей в стране точностью, называет-
ся первичным. Вторичным называется эталон, значение которого устанавливается
по первичному. Специальный эталон обеспечивает воспроизведение единицы в осо-
бых условиях и заменяет для этих условий первичный эталон.
Государственный эталон — первичный или специальный эталон, утвержденный
в качестве исходного для страны.
Вторичные эталоны по своему метрологическому назначению делятся на этало-
ны-копии, эталоны-свидетели, эталоны сравнения и рабочие эталоны. Рабочие этало-
ны служат для передачи размера единицы образцовым средствам измерений выс-
шей точности, а в отдельных случаях — наиболее точным рабочим средствам изме-
рений.
Для обеспечения передачи размера единицы разрабатывается поверочная схе-
ма — документ, устанавливающий средства, методы и точность передачи размера
единицы от эталона или исходного образцового средства измерений рабочим сред-
ствам измерений.
Поверочная схема обязательно составляется в том случае, если проводится по-
верка средств измерений с осуществлением более двух ступеней передачи размера
единиц физических величин.
Поверочные схемы подразделяются на государственные, ведомственные и ло-
кальные.
Локальная поверочная схема распространяется только на средства измерений,
подлежащие поверке в данном органе государственной или ведомственной службы.
Передача размеров единиц от эталонов рабочим средствам измерений осуще-
ствляется посредством образцовых средств измерений.
Образцовое средство измерений — мера, измерительный прибор или измери-
тельный преобразователь, служащие для поверки по ним других средств измерений
и утвержденные в качестве образцовых.
Образцовые средства измерений должны быть метрологически аттестованы и
иметь свидетельства с указанием метрологических параметров и разряда по госу-
дарственной поверочной схеме. Под разрядом понимается категория образцовых
средств измерений, отнесенных к одной и той же ступени поверочной схемы.
7
Средства измерений, применяемые для измерений, не связанных с передачей
размера единиц, называются рабочими средствами измерений.
Широкое распространение при использовании средств неразрушающего конт-
роля и их поверке нашли стандартные образцы (СО). Они используются при атте-
стации и поверке СНК, юстировке и проверке их работоспособности, аттестации
методик контроля и выполнения измерений, проверке правильности результатов
контроля и т.д.
Стандартный образец — мера для воспроизведения единиц величин, характери-
зующих свойства или состав веществ и материалов
Стандартные образцы, в зависимости от установленного порядка утверждения,
подразделяются на категории: госу рад ст венные стандартные образцы (ГСО), от-
раслевые стандартные образцы (ОСО) и стандартные образцы предприятия (СОП).
СО обязательно должны быть аттестованы и к каждому экземпляру (или
комплекту) СО должно быть приложено свидетельство.
Максимальный срок действия СО, который устанавливается при аттестации,
10 лет. Но при определении срока действия СО всегда следует учитывать его ста-
бильность, условия применения, сохранность в процессе эксплуатации и т.д.
1.2 Организационная
и нормативная основы метрологического обеспечения
Большой объем работ по метрологическому обеспечению выполняют специаль-
ные метрологические организации, совокупность которых образует метрологиче-
скую службу СССР.
Метрологическая служба — сеть государственных и ведомственных органов и
их деятельность, направленная на обеспечение единства измерений и единообразия
средств измерений в стране.
Метрологическая служба СССР является организационной основой метрологи-
ческого обеспечения.
Основная задача государственной метрологической службы — обеспечение
единства и достоверности измерений. Это достигается путем:
создания комплекса нормативно-технических документов государственной
системы обеспечения единства измерений (ГСИ);
создания и постоянного совершенствования эталонной базы страны и комп-
лекса образцовых средств измерений, обеспечивающих передачу размера единиц
физических величин от эталонов до исходных образцовых средств измерений, нахо-
дящихся в ведении органов отраслевых метрологических служб;
контроля за повсеместным выполнением требований НТД.
Более подробно основные задачи, стоящие перед государственной службой, и
ее структура изложены в ГОСТ 1.25—76.
Ведомственные метрологические службы, организуемые как в министерствах
(ведомствах), так и на отдельных подчиненных им предприятиях, в научно-иссле-
довательских институтах и т.п., являются важной составной частью метрологиче-
ской службы страны, так как ни при каких условиях органы государственной мет-
рологической службы не могут проводить повседневную систематическую работу
в данном ведомстве или на данном предприятии по обеспечению единства измере-
ний.
Основная задача ведомственных метрологических служб — обеспечение един-
ства и достоверности измерений в отраслях народного хозяйства путем повсемест-
ного соблюдения правил законодательной метрологии, планомерного внедрения
методов и средств измерений, отвечающих современным требованиям производ-
ства и обеспечивающих выпуск продукции высокого качества и постоянного конт-
роля за состоянием и правильностью применения средств измерений. Ведомствен-
ные метрологические службы действуют под руководством государственной мет-
рологической службы.
Нормативно-правовой основой метрологического обеспечения научной и прак-
тической деятельности является ГСИ.
8
ГСИ — система государственных стандартов и других нормативных докумен-
тов, регламентирующих взаимоувязанные правила, положения, требования и нор-
мы, определяющие организацию и методику проведения работ по оценке и обеспе-
чению единства и требуемой точности проводимых в стране измерений. Эта система
определяет также цели и задачи метрологических служб.
К основным объектам стандартизации ГСИ относятся: единицы физических
величин; государственные эталоны и поверочные схемы; методы и средства повер-
ки средств измерений; методики выполнения измерений; требования к стандарт-
ным образцам состава и свойства вещестЕ и материалов и др.
На современном этапе развития промышленного производства метрологиче-
ское обеспечение его подготовки имеет немаловажное значение для повышения ка-
чества выпускаемой продукции.
Под метрологическим обеспечением подготовки производства понимается
комплекс организационно-технических мероприятий, обеспечивающих определение
с требуемой точностью характеристик изделий, технологических процессов и обо-
рудования, необходимых в производстве изделий.
Работы по метрологическому обеспечению подготовки производства помимо
метрологических служб выполняются (под методическим руководством государ-
ственной и ведомственных метрологических служб) конструкторскими, техноло-
гическими и другими службами предприятий и организаций и начинаются с момен-
та получения исходных документов на разработку изделий. Разработанная в про-
цессе подготовки производства нормативно-техническая, конструкторская и тех-
нологическая документация должна быть подвергнута метрологическому контро-
лю или экспертизе.
ГЛАВА 2.
ФИЗИЧЕСКИЕ ВЕЛИЧИНЫ И ИХ ИЗМЕРЕНИЕ
2.1 .Виды и методы измерений
Измерение — одно из основополагающих понятий метрологии. При измерениях
получают количественную информацию об измеряемой величине. Для любых объ-
ектов измерений в метрологии установлено единое понятие „физическая величи-
на" — свойство, общее в качественном отношении многим физическим объектам,
но в количественном отношении индивидуальное для каждого объекта.
Качественная характеристика физической величины является более общим по-
нятием, чем ее количественная характеристика. Например, качественные характе-
ристики физических величин массы, длины, частоты колебаний и т.д. могут прини-
мать самые различные количественные характеристики.
Для установления различия в количественном содержании в каждом объекте
свойства, соответствующего физической величине, вводят понятие „размер физи-
ческой величины". Не рекомендуется писать „величина массы", „величина силы"
и т.д., так как эти свойства (масса, сила) сами являются величинами. В этих слу-
чаях следует применять термин „размер величины".
Физическая величина, которой по определению присвоено числовое значение,
равное единице, называется единицей физической величины, например, давление
1 Па, сила 1Н, частота 1Гц. Однако единицы некоторой величины различаются по
своему размеру, например, фут и дюйм, являясь единицами длины, имеют различ-
ный размер: 1фут = 0,3048 м, а 1 дюйм = 25,4-103 м.
Значение физической величины хизм, полученное при измерении, определяют
по формулехизм = А • х, которую называют основным уравнением измерения, где
А — числовое значение; х — единица физической величины.
Таким образом, количественная оценка изменяемой величины содержит в себе
число, выраженное в общепринятых для данной физической величины единицах.
Так, выражение „частота переменного тока равна 50 Гц" означает, что за единицу
частоты взят герц, а измеренная частота в 50 раз больше единицы частоты.
9
При измерениях имеют место два понятия: истинное и действительное значе-
ние физической величины. Истинное значение физической величины идеальным об-
разом отражает в качественном и количественном отношениях соответствующее
свойство объекта. Это значение физической величины всегда неизвестно, оно явля-
ется абсолютной истиной, к которой стремятся при измерениях.
На практике пользуются понятием „действительное значение физической вели-
чины", — найденным экспериментальным путем и настолько приближающееся к
истинному значению, что для данной цели может быть использовано вместо него.
Измерения физических величин можно выполнять различными способами.
Виды измерений подразделяют на прямые, косвенные, совокупные и совместные.
Прямыми называют измерения, при которых числовое значение величины на-
ходят непосредственно из опытных данных. Прямые измерения не требуют допол-
нительных вычислений. К прямым измерениям при поверке средств неразрушаю-
щего контроля (СНК) могут быть отнесены, например, измерения частоты коле-
баний электронно-счетным частотомером, фазы — фазометром; силы электриче-
ского тока — амперметром и т.д. Прямые измерения составляют основу более
сложных косвенных, совокупных и совместных измерений.
Косвенные измерения предусматривают нахождение значения физической ве-
личины на основании известной зависимости (формулы) между этой величиной и
величинами, полученными при прямых измерениях. Косвенные измерения в ряде
случаев позволяют получить более точный результат, чем прямые измерения этой
же физической величины.
Многие методы неразрушающего контроля основаны на косвенных измерени-
ях. Например, для определения шероховатости поверхности можно использовать
излучение лазера, падающее на контролируемую поверхность под некоторым уг-
лом. Интенсивность отраженного от поверхности излучения будет зависеть от шеро-
ховатости поверхности, т.е. прямое измерение изменения интенсивности излучения
дает возможность косвенным путем установить шероховатость поверхности.
При измерении мощности Р рассеяния резистора используют прямые измере-
ния силы тока 1 и напряжения U по формулеР — I - U.
Для косвенного измерения силы тока преобразователя вихретокового дефек-
тоскопа применяют прямое измерение индуктивности и добротности первичной ка-
тушки преобразователя, так как прямое измерение силы тока, которое можно
осуществить с помощью термомиллиамперметра, является более сложной процеду-
рой, чем измерение индуктивности и добротности.
При совокупных измерениях одновременно измеряют одноименные величины,
при которых значения величин находят решением системы уравнений, получаемых
при прямых измерениях различных сочетаний этих величин. Совокупные измерения
применяют при калибровке набора мер. Например, размеры емкостей набора кон-
денсаторов находят по известному значению емкости одного конденсатора и по ре-
зультатам прямых сравнений размеров емкостей различных сочетаний конденсато-
ров.
Совместными называют одновременно проводимые измерения двух или не-
скольких разноименных величин для нахождения зависимости между ними.
Предположим, что необходимо с помощью измерений установить зависимость
между некоторой физической величиной р и температурой t. Для этого напишем
общее уравнение, например, р = at + pt2 + yZ3. Так как физические величины р и t
находятся при измерениях, то следует определить значения коэффициентов а, (3 и
у. Проведем три совместных измерения:
Pj = at1 + (3t\ + yt\ ;
p2 — at2 + &t22 + yZ3 ;
p3 = aZ3 + 0Z3 + yZ3
в результате которых получим три уравнения с тремя неизвестными. Решение
уравнений (нахождение коэффициентов а, (3 и у) позволяет установить зависимость
р
10
Кроме видов измерений различают методы измерений, которые делятся на
методы непосредственной оценки и методы сравнения.
Методом непосредственной оценки определяют значение физической величины
непосредственно по отсчетному устройству измерительного прибора прямого дейст-
вия, т.е. прибора, который осуществляет одно или несколько преобразований сиг-
нала измерительной информации в одном направлении (обратная связь отсутству-
ет) . К таким приборам относят, например, амперметры, манометры, ртутностек-
лянные термометры. Метод непосредственной оценки наиболее распространен, так
как обладает очевидным достоинством — простотой получения результатов измере-
ний. Однако его точность, зависящая от точности измерительного прибора, условий
измерений и других факторов, не всегда удовлетворяет установленным при измере-
ниях требованиям.
Метод сравнения с мерой, суть которого состоит в сравнении измеряемой ве-
личины с величиной, воспроизводимой мерой, является в некоторых случаях более
точным методом измерения физической величины. Метод отличается тем, что мера
принимает непосредственное участие в процессе измерений. Заметим, что большая
точность достигается усложнением процесса измерений.
Метод сравнения с мерой имеет несколько разновидностей, причем многие из
них применяют при поверке СНК или при контроле качества методами НК. К ним
относятся:
нулевой метод — метод сравнения измеряемой величины с мерой, в котором
результирующий эффект воздействия величины на прибор сравнения (компара-
тор) , предназначенный для непосредственного сравнения измеряемой величины с
величиной, значение которой известно доводят до нуля. Этот метод используют при
поверке вихретоковых дефектоскопов для измерения электрического сопротивле-
ния преобразователей мостом постоянного тока с полным его уравновешиванием;
метод замещения — метод сравнения с мерой, в котором измеряемую величи-
ну замещяют известной величиной, воспроизводимой мерой. Из всех разновидно-
стей методов сравнения с мерой этот метод — самый точный и вот почему: измеряе-
мая величина хизм заменяется в измерительной установке известной величиной хо,
причем изменяя величину хо, добиваются прежних показаний измерительной уста-
новки, которые соответствовали величине хизм, т.е. результат измерений хизм =
= хо. Так как при замене величины хизм на хо никаких изменений в измерительной
установке не происходит, то погрешность приборов, входящих в измерительную
установку, не влияет на результат измерений. Метод замещения иногда применяют
при поверке СНК в случае, когда необходимо измерить разность фаз колебатель-
ных процессов, при поверке аттенюаторов ультразвуковых дефектоскопов;
дифференциальный метод сравнения с мерой заключается в измерении прибо-
ром разности измеряемой величины и известной величины, воспроизводимой ме-
рой. Он применяется при измерении электрического сопротивления с помощью не-
уравновешенного моста, причем измеряемая величина определяется известным со-
противлением плеч моста и показанием индикатора.
В вихретоковых структуроскопах типа ВС-10П дифференциальный метод при-
меняют, например, для сортировки материалов по маркам, сравнивая магнитные
свойства контролируемого материала со стандартным образцом (мерой) ;
метод противопоставления — метод сравнения с мерой, в котором измеряемая
величина и величина, воспроизводимая мерой, одновременно воздействуют на при-
бор сравнения. Применение метода эффективно, если имеется точная многозначная
мера (например, набор гирь) и достаточно простое устройство сравнения (напри-
мер, равно плечные весы) ;
метод совпадения предусматривает одновременное или периодическое сравне-
ние измеряемой величины с величиной, воспроизводимой мерой, путем измерения
разности между ними по совпадению отметок шкал или периодических сигналов.
Метод используют при стробоскопических измерениях или при измерениях длины
прибором с нониусом.
11
2.2 Системы единиц физических величин
Можно ли выбирать единицы физических величин произвольно и сколь угодно
много? Да, можно, но такой подход приведет к необходимости создания большого
количества государственных или международных эталонов, а это связано с техниче-
скими трудностями, так как к точности изготовления эталонов предъявляют очень
высокие требования. С другой стороны, применение большого количества произ-
вольно выбранных единиц измерений усложняет научные исследования и экономи-
ческие международные отношения. Под системой единиц физических величин пони-
мают совокупность основных и производных единиц. В этом и состоит методика
построения систем единиц, предложенная К. Гауссом в 1832 г., которая предлагает
произвольно выбрать минимальное количество основных единиц, а производные
единицы определять на базе взаимосвязи между ними, обусловленной законами
природы и выраженной физическими формулами. Произвольно выбранные основ
ные единицы предполагаемой системы должны быть независимы друг от друга.
В первой официально принятой I Международным конгрессом электриков
(1881 г.) системе единиц физических величин, получившей сокращенное обозначе-
ние СГС, было три основных единицы: единица длины — сантиметр, единица мас-
сы — грамм, единица времени — секунда. В области технических измерений систе-
ма продолжительное время удовлетворяла требованиям науки и техники. Однако
применение системы СГС для измерений электрических и магнитных величин
вскрыло существенные ее недостатки, связанные с неудобством представления
указанных величин через основные единицы.
Основными единицами системы МКСА является метр, килограмм, секунда и
ампер (сила электрического тока) . В этой системе механические величины полно-
стью когерентны с единицами электрических величин, поэтому совершенствование
системы МКСА привело к созданию Международной системы единиц (СИ). Обяза-
тельность применения единиц СИ в СССР и странах — членах СЭВ закреплено ГОСТ
8.432-80 (СТ СЭВ 1052-78).
Международная система единиц имеет семь основных единиц: метр, кило-
грамм, секунда, ампер, кельвин (единица термодинамической температуры) , моль
(единица количества вещества), кандела (единица силы света) — см. табл. 1. Си-
стема включает в себя две дополнительные единицы — для измерения плоского
(радиан) и телесного (стерадиан) углов, которые не могли быть введены в число
основных, но и не являлись производными, так как их единицы измерения не зави-
сят от выбора основных единиц.
Таблица 1
Величина Размер- ность Единица измере- ния Обозначение
междуна- родное русское
Длина L метр m M
Масса М кило- kg КГ
грамм
Время Т секунда s c
Сила электрического тока I ампер A A
Термодинамическая температура 0 кельвин К К
Количество вещества N моль mol моль
Сила света J кандела cd кд
Кроме температуры Кельвина (обозначение Г) допускается применение также
температуры Цельсия (обозначение t) . .Температура в градусах Цельсия (° С) опре-
деляется с помощью формулы t = Т - То где То = 273,15 К по определению.
Каждая основная физическая величина обозначается заглавной буквой латин-
ского или греческого алфавита: длина — L, масса — М, время — Т, сила электриче-
ского тока — I, термодинамическая температура — в , количества вещества — N, си-
ла света —J. Эти обозначения называют размерностью основной физической величи-
ны- Используя размерность, можно написать соотношение, отражающее связь ка-
кой-либо физической величины х с основными величинами системы, в котором ко-
эффициент пропорциональности будет равен 1, т.е. искомая размерность величины
х представляет собой произведение основных величин, возведенных в соответ-
ствующие степени: размерность величины х в Между народной системе равна
L'W’TWo nBkJP. Если в размерности величины хотя бы одна из основных величин
возведена в степень, не равную нулю, то говорят — это размерная величина. Устано-
вим размерность силы в СИ, используя связь F = m а. Выразим величины, входя-
щие в правую часть уравнения через основные единицы СИ. Так как а = V/t, а
V - S/t, то F = m s/t2, т.е. показатели размерности а= 1, /3= 1,7= —2, q=n=k=
р = 0. Следовательно, размерность сипы в СИ имеет вид LMT 2 (м • кг/с2).
Величина, в размерность которой все основные величины входят в степени,
равной нулю, называется безразмерной физической величиной. Например, часто
коэффициент усиления приемника ультразвукового дефектоскопа представляют
безразмерной величиной, коэффициент Пуассона также не имеет размерности. За-
метим, что величина, безразмерная в одной системе единиц, может быть размерной
в другой. Так, магнитная проницаемость в системе СГС — величина безразмерная, а
в СИ — имеет размерность LMT-2!-2 (мкг-с-2А 2). Размерности можно ис-
пользовать для обнаружения ошибок в формулах. Для этого достаточно сравнить
размерность правой и левой частей уравнения и проверить их совпадение.
Единицы, не входящие ни в одну систему, называют внесистемными единица-
ми, например минута, час, сутки, тоннд, литр, парсек, децибел. Существование вне-
системных единиц можно объяснить многообразием измерений и невозможностью
создания системы единиц, которая была бы удобна в различных областях измере-
ний.
Единица физических величин, в целое число раз большая или меньшая систем-
ной или внесистемной единицы, называется соответственно кратной или дольной
единицей. Десятичные кратные и дольные единицы, а также их наименования и обо-
значения следует образовывать с помощью множителей и приставок, приведенных
в табл. 2.
Таблица 2
Множитель Пристав ка Обозначение приставки
международное русское
1018 Экса Е э
Ю15 Пета Р П
1012 Т ера Т т
Ю9 Гига G г
106 Мега М м
Ю3 Кило к к
102 Г екто h г
10* Дека da да
10 1 Деци d д
IO'2 Санти С с
10 3 Милли m м
10 6 Микро м мк
10 9 Нано n н
10 12 Пико Р л
10 15 Фемто f ф
ю-18 Атто а а
13
При поверке некоторых средств неразрушающего контроля наравне с единица-
ми СИ применяют логарифмические единицы. В общем случае логарифмической ве-
личиной называют величиную, равную логарифму отношения физической величины
к однородной (одноименной) величине, принятой за исходную.
За единицу логарифмической величины принят бел (Б) . Для одноименных
энергетических величин (мощность, энергия и т.п.) 1Б = lg(/\ ) при Р2 = 10/\ . а
для одноименных силовых величин (напряжение, сила тока, давление и т.п.) 1Б
- 2 lg (/', //'j) при Р2 ~ \f 10 /’j . На практике чаще всего используют дольную едини-
цу бела — децибел: 1дБ -- 0,1 Б. Тогда усиление или ослабление по мощности в де-
цибелах определяют по формуле а, - 101g (Р ’Рх) , а усиление или ослабление по
напряжению — по формуле.!’ = 201g (Л 2 I Р\) .
ГЛАВА 3.
ПОГРЕШНОСТИ ИЗМЕРЕНИЙ
И ОБРАБОТКА РЕЗУЛЬТАТОВ НАБЛЮДЕНИЙ
3.1. Погрешности измерений
Из определений истинного и действительного значений физической величины
ясно, что зарегистрировать физическую величину можно только с некоторой по-
грешностью.
Заданная погрешность измерений достигается, как правило, применением
определенных приемов измерений, соблюдением требуемых условий, а также при-
менением и соблюдением установленных правил обработки полученных результа-
тов измерений. Предположим, что истинное значение некоторой измеряемой вели-
чины есть А’о • При многократных измерениях этой величины результаты измерений
будут отличаться от а(1 и, как правило, будут различны между собой. Разность
между полученными при измерениях а/ и истинным значением измеряемой величи-
ны а0 представляет собой погрешность измерения, т.е. А,- = Aj а0 (Z = 1, 2, 3, ...,
//) , где п — число измерений величины а 0 .
По форме числового выражения погрешности измерений подразделяют на аб-
солютные и относительные.
Алгебраическая разность между показанием А измерительного средства и ис-
тинным значением ,1п измеряемой величины называется абсолютной погрешностью
измерений A.v : A.v - 1 -1,,. Она имеет размерность измеряемой физической вели-
чины и может иметь положительное или отрицательное значение.
Однако на практике качество результатов измерений часто характеризуют не
абсолютной погрешностью, а ее отношением к истинному (действительному) зна-
чению измеряемой величины. Такое отношение, выраженное в процентах, называют
относительной погрешностью Ъ ~_____ 0 • 100 ~Аа7/10 100. Относительная по-
-1»
грешность дает возможность сопоставить значение погрешности со значением изме-
ряемой величиной, т.е. получить непосредственное представление о точности прове-
денных измерений.
Погрешности измерений по закономерности их появления, причинам возник-
новения и возможности устранения делятся на систематические и случайные по-
грешности.
К систематическим погрешностям относится составляющая общей погрешно-
сти, значение которой остается постоянным или закономерно изменяется при по-
вторных измерениях одной и той же физической величины, производящихся одним
и тем же методом с помощью одних и тех же средств измерений.
В зависимости от причин возникновения систематические погрешности подраз-
деляют на: погрешности метода; инструментальные; погрешности, являющиеся
функцией влияющих на результаты измерений величин и субъективные (индивиду-
альные) .
Источниками систематических погрешностей метода могут быть: ошибочность
14
в разработке метода поверки; неоправданные упрощения при проведении измере-
ний; пренебрежение влиянием измерительной аппаратуры или первичного преобра-
зователя на результаты измерений. Например, пренебрежение емкостью и омиче-
ским сопротивлением соединительных проводов и кабелей в различных схемах по-
верки средств неразрушающего контроля (СНК), может привести к систематиче-
ской погрешности при определении временных интервалов или измерении фронта
нарастания импульса. При поверке некоторых СНК (например, ультразвуковых,
магнитных, вихретоковых) требуется измерение параметров импульса, пиковых
напряжений, мощностей и т.д. Такие измерения практически не будут иметь систе-
матических погрешностей метода, если применяемые измерительные средства об-
ладают достаточным быстродействием.
Инструментальные погрешности — систематические погрешности, природа
которых известна и их значение может быть установлено с некоторой степенью точ-
ности. Строго говоря, инструментальные погрешности следует относить не к по-
грешностям измерений, а к погрешностям средств измерений.
Инструментальные систематические погрешности определяют при поверке или
аттестации средств измерений и вводят в результат измерений в качестве поправок.
Погрешности, являющиеся функцией влияющих на результаты измерений ве-
личин, могут возникать из-за плавного изменения температуры, влажности окру-
жающей среды: изменения магнитных и электрических полей; повышения или по-
нижения напряженности источника питания средств поверки и поверяемого прибо-
ра.
Систематические погрешности могут возникать также из-за неправильного
взаимного расположения приборов, входящих в состав схемы поверки, что приво-
дит к необоснованному удлинению соединительных проводов, а также к взаимно-
му влиянию электромагнитных и тепловых полей, увеличивающих общую погреш-
ность измерений.
Все приборы, входящие в поверочную схему, должны быть согласованы друг
с др/гом по входному и выходному сопротивлениям; волновое сопротивление
соединительного кабеля в пределах допускаемой погрешности также должно быть
известно. Наличие несогласованности по входу и выходу измерительных средств
и поверяемого прибора является источником систематических погрешностей,
устранить которые можно заменой кабеля на имеющий необходимое волновое
сопротивление и заменой измерительных средств на другие измерительные средства
с теми же метрологическими характеристиками, нос требуемым входным сопро-
тивлением.
Субъективные (индивидуальные) погрешности обусловлены: неправильным
отсчетом десятых долей шкалы; неправильной установкой нуля прибора, непра-
вильным направлением взгляда оператора на показывающий прибор и т.д.
Практически все приборы, предназначенные для измерения толщины изделий,
предварительно настраивают на начало и конец шкалы. Неправильная настройка,
связанная с индивидуальными особенностями оператора, приведет к возникнове-
нию систематической погрешности измерений. Например, при неправильной на-
стройке глубиномерного устройства ультразвукового дефектоскопа будет при-
сутствовать систематическая погрешность измерения глубин залегания обнаруже-
нных дефектов,
Практика показала, что в процессе измерений систематические погрешности
могут оставаться постоянными или изменять свое значение по некоторому закону,
т.е. быть переменными. К постоянным систематическим погрешностям приводят
неправильная градуировка и юстировка измерительных средств, неправильная
установка начала отсчета. Обнаружить такие погрешности можно при условии, если
другой оператор подготовит средства измерений и проведет измерения. Перемен-
ные систематические погрешности подразделяют на прогрессивные, т.е. монотонно
возрастающие или убывающие во время измерений, и периодические. Периоди-
ческая погрешность характерна для измерительных средств с круговой шкалой,
если, например, ось вращения стрелки не совпадает с центром окружности шкалы
измерительного средства (глубиномерное устройство прибора УДМ-3).
15
Случайные погрешности — составляющие общей погрешности измерений, из-
меняющиеся случайным образом при повторных измерениях одной и той же вели-
чины. К причинам, вызывающим появление случайной погрешности измерений,
можно отнести: небольшое изменение температуры и влажности окружающей сре-
ды и т.д.; нерегулярные изменения трения в сопряженных элементах измерительно-
го устройства; случайные и регулярные вибрации; периодическое изменение напря-
жения в сети и т.д.
Если погрешность измерений существенно превышает ожидаемую при данных
условиях погрешность, она называется грубой погрешностью.
Погрешности, возникающие при неправильном обращении со средствами из-
мерений и неаккуратном оформлении результатов, относят к промахам. Промаха-
ми могут быть ошибочные отсчеты по шкале прибора, ошибки при записи цифр и
т.д.
Для исключения (уменьшения) случайных погрешностей измерения применя-
ют специальные методы, основанные на теории вероятности и математической ста-
тистике.
Вероятность случайного события. Так как случайная погрешность измерений
порождается множеством факторов, не поддающихся учету, каждое значение физи-
ческой величины можно рассматривать как значение некоторой случайной величи-
ны. Случайными называют такие события, появление которых не может быть точ-
но предсказано.
Вероятностью события называют численную меру возможности какого-либо
события. Вероятность ожидаемого события А при числе измерений п составит в
общем виде Р (А) = т/п. Это означает, что событие Л при числе измерений п может
произойти т раз. Отсюда следует, что выражение т/п не должно быть больше еди-
ницы.
События могут быть: достоверными, которые обязательно должны произойти
во время измерений, тогда Р (AQ) = 1; невозможными, которых не может быть во
время измерений, тогда Р (Ах) =0; случайными, о которых невозможно сказать,
произойдет это событие или нет, тогда 0 < Р (А2) <1.
Если учесть вероятности достоверных, невозможных и случайных событий,
можно получить неравенство для вероятности любого события, которая будет за-
ключена между нулем и единицей, 0 <Р (А) < 1.
Иногда мы знаем, сколько событий и какого типа может возникнуть при на-
блюдениях. Однако чаще всего это неизвестно, т.е. возникает обратная задача — по
частоте появления деталей (бездефектных и с дефектом) определить вероятность
появления той или иной детали.
Предположим, что мы берем из коробки детали N раз, причем вытащили к де-
талей с дефектом. Отношение k/N носит название частоты появления детали с де-
фектом. Из теории вероятностей следует, что при большом числе испытаний частота
появления — событие, очень мало отличающееся от вероятности этого события.
Тогда Р(т) — k/N, т.е. можно определить вероятность неизвестного нам события по
частоте появления.
Чаще всего при измерениях физических величин основную роль в общей по-
грешности измерений играет составляющая случайной погрешности, образующаяся
в результате воздействия трудно учитываемых причин. При измерениях мы получа-
ем ряд чисел, отличных от истинного значения физической величины как по абсо-
лютному значению, так и по знаку. Случайные значения величины наиболее полно
характеризуются плотностью вероятности f/x), причем вероятность нахождения
случайной величины х в заданном интервале ] х,; х2 [ будет < х < х2] =
Х2
= { f(x)dx.
Случайные величины могут иметь различные законы распределения f(x): тре-
угольный, трапецеидальный, нормальный, экспоненциальный и т.д. Вероятность по-
падания случайной величины в заданный интервал ]х;х2[ численно равна площа-
ди, заключенной между кривой f(x), осью абсцисс (горизонтальная ось) ] и перпен-
16
Сказанное относится к так называемой непрерывной случайной величине, т.е. к ве-
личине, все значения которой перечислить невозможно.
Закон распределения дискретной случайной величины может быть задан в виде
таблицы или графика, называемого многоугольником распределения. Предполо-
жим, что проведено п измерений одним и тем же средством и с одинаковой сте-
пенью аккуратности, т.е. промахи и грубые погрешности отсутствуют. Такие изме-
рения называют равноточными. Тогда можно предположить, что: погрешности из-
мерений должны принять непрерывный ряд значений; погрешности измерений, рав-
ные по абсолютному значению, но отличающиеся по знаку, должны встречаться
одинаково часто, если проведено большое число измерений; большие по абсолют-
ному значению погрешности должны встречаться реже, чем малые.
Из этих предположений вытекает нормальный закон распределения погреш-
ностей измерений
- (Л ' ’"о)
J(x) = _1._ е, 2Л2 (3.1)
6х/2тг'
где А2 - некоторая величина, называемая дисперсией; л,- — ряд случайных величин;
/л0 — математическое ожидание; е — основание натуральных логарифмов (е =
= 2,71828...).
График нормального закона распределения непрерывной случайной величины
представлен на рис. 2. С увеличением дисперсии закон распределения погрешностей
измерения расплывается, вероятность появления больших значений погрешностей
возрастает.
Дисперсия Ь 1 является характеристикой рассеяния случайной величины около
ее математического ожидания то. Если систематическая погрешность измерения
отсутствует, математическое ожидание можно принять за истинное значение физи-
ческой величины.
Формула (3.1) получена из предположения большого числа измерений. На
практике число измерений ограничено. При обработке результатов измерений полу-
чают эмпирические статистические характеристики. Нетрудно показать, что мате-
матическое ожидание приближенно равно эмпирическому среднему арифметиче-
скому значению л измеряемой величины:
п
v = _L Е л(, (3.2)
и i= 1
где п — число измерений.
Дисперсия соответствует эмпирическому значению квадрата среднего квадра-
тического отклонения S2 случайной величины
1 "
.5 2 =№=_!_ L (х, х)2;
п 1 <=1
(3.3)
17
I 1 n - i
S = \L^L. s (Xj-x). (3.4)
\ I n - 1 i — 1
Среднее квадратическое отклонение имеет размерность измеряемой величины
и всегда положительно. Другими словами, приближенное значение математического
ожидания определяют по среднему арифметическому значению, а приближенное
значение дисперсии — по квадрату среднего квадратического отклонения.
Дисперсия характеризует точность измерений: чем больше дисперсия (среднее
квадратическое отклонение), тем меньше точность измерений.
Если случайная величина х/ представляет собой сумму большого числа взаим-
но независимых случайных величин (вероятность каждого значения погрешности в
z-м измерении не зависит от погрешности в остальных измерениях), влияние каж-
дой из которых на всю сумму ничтожно мало, тох/ имеет распределение, близкое к
нормальному.
Вероятность попадания результата измерений в некоторый заданный интервал
{х1; х2) вычисляется как
При замене переменных
(3.5)
xz-m0 = f. хх = f .
8 ’ 8 15
х2 -
6
(3.6)
получают интеграл, который не выражается в элементарных функциях
2ф(Г) /е 2 dt.
2-п о
(3.7)
Функция 2ф(т) затабулирована, она называется нормированной функцией Ла-
пласа. Таблицы функции Лапласа приведены в приложении 1.
Доверительный интервал и доверительная вероятность. Доверительные грани-
цы погрешности результатов измерений определяют как верхнюю и нижнюю грани-
цы интервала, накрывающего с заданной вероятностью погрешность измерения.
Итак, пусть истинное значение измеряемой величины х, ее среднее арифмети-
ческое значение х, а погрешность измерений Дх. Пусть Ро обозначает вероятность
того, что результаты измерений не отличаются от среднего арифметического значе-
ния на значение, большее Дх. Тогда вероятность Ро называется доверительной ве-
роятностью или статистической надежностью. Интервал значений случайной величи-
ны от х — Дх до х + Дх называется доверительным интервалом. Чем большей на-
дежности мы требуем, тем большим получается соответствующий доверительный
интервал, и чем больший доверительный интервал мы задаем, тем вероятнее, что
результаты измерений не выйдут за его пределы.
Опыт показывает, что доверительная вероятность, взятая в диапазоне значе-
ний 0,9—0,95, вполне достаточна для практических целей. Запись „погрешность
измерений равна ± 0,2 мм" означает: выполнены некоторые измерения, обеспечива-
ющие заданную погрешность с вероятностью, например, 0,93.
Доверительный интервал обычно выражают в долях среднего квадратического
отклонения
(3.8)
18
Для заданных значений t с помощью формулы (3.7) вычислены соответствующие
вероятности интеграла 2 $(t).
Используя формулу (3.8), можно записать доверительный интервал в виде
7 - £ + ts.
Для определения случайной погрешности следует вычислить доверительный
интервал и доверительную вероятность.
Распределение Стьюдента. Приведенные выше рассуждения и формулы спра-
ведливы для нормального закона распределения случайной величины и большого
числа измерений (л > 30). На практике часто необходимо обработать результаты
небольшого числа измерений. Приближенное неравенство 6 ~ 5, справедливо для
большого числа измерений п, не будет справедливым для малых п, причем разли-
чия могут быть значительными. Для определения доверительного интервала и до-
верительной вероятности при п < 30 применяют закон распределения Стьюдента
(Госсета). Закон распределения случайной величины по Стьюденту зависит не
только от значения случайной величины, но и от числа измерений п. Из закона
распределения для среднего арифметического значения получают следующий до-
верительный интервал:
(3.9)
причем
Точность оценки
(3.10)
Коэффициенты ty для различных значений доверительной вероятности и раз-
личного числа измерений п затабули рованы (приложение 2).
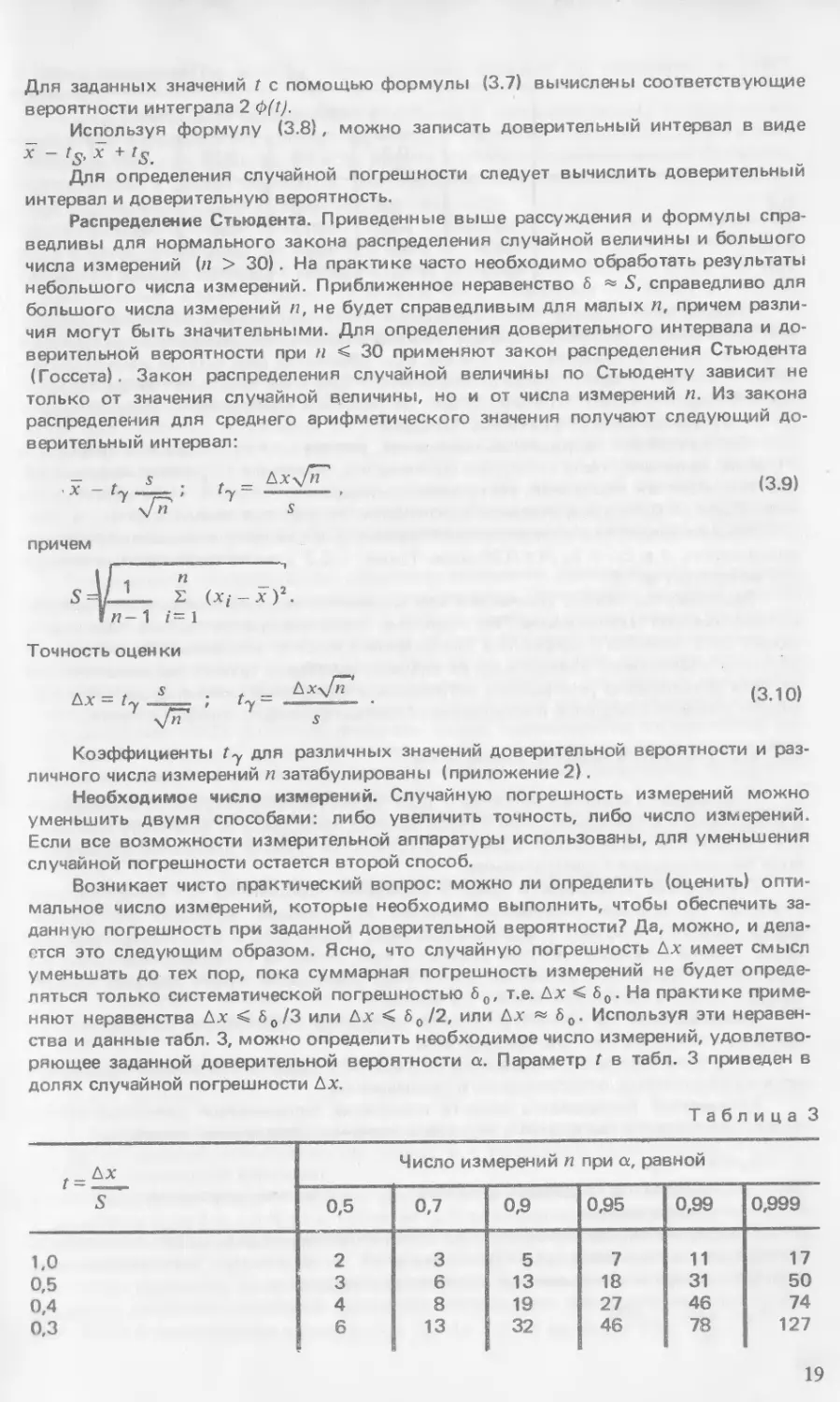
Необходимое число измерений. Случайную погрешность измерений можно
уменьшить двумя способами: либо увеличить точность, либо число измерений.
Если все возможности измерительной аппаратуры использованы, для уменьшения
случайной погрешности остается второй способ.
Возникает чисто практический вопрос: можно ли определить (оценить) опти-
мальное число измерений, которые необходимо выполнить, чтобы обеспечить за-
данную погрешность при заданной доверительной вероятности? Да, можно, и дела-
ется это следующим образом. Ясно, что случайную погрешность Lx имеет смысл
уменьшать до тех пор, пока суммарная погрешность измерений не будет опреде-
ляться только систематической погрешностью 50, т.е. Lx < 60. На практике приме-
няют неравенства Lx < 6О/3 или Lx < 60/2, или Lx ~ <50. Используя эти неравен-
ства и данные табл. 3, можно определить необходимое число измерений, удовлетво-
ряющее заданной доверительной вероятности а. Параметр t в табл. 3 приведен в
долях случайной погрешности Lx.
Таблица 3
S Число измерений п при а, равной
0,5 0,7 0,9 0,95 0,99 0,999
1,0 2 3 5 7 11 17
0,5 3 6 13 18 31 50
0,4 4 8 19 27 46 74
0,3 6 13 32 46 78 127
19
Продолжение табл. 3
t = Да Число измерений п при а, равной
0,5 0,7 0,9 0,95 0,99 0,999
0,2 13 29 70 99 171 277
0,1 47 169 273 387 668 1089
0,05 183 431 1084 1540 2659 4338
0,01 4543 10732 27161 38416 66358 108307
Найдем необходимое число измерений. Пусть выполнены измерения некото-
рой физической величины, причем систематическая погрешность, определяемая
классом точности прибора, 60 = 1 мкм. При обработке результатов измерений по-
лучили среднее квадратическое отклонение 5 = 1,25 мкм. Сколько измерений необ-
ходимо сделать, чтобы получить общую погрешность измерений, непревышающую
1,5 мкм с доверительной вероятностью 0,95?
Так как общая погрешность измерений, равная Да* + б0, не должна превышать
1,5 мкм, полагаем, что Да* — 60 /2 = 0,5 мкм, т.е. сумма Да' + 60 равна заданной об-
щей погрешности измерений. Из приведенных данных t = Ax/S = 0,5/1,25 = 0,4. Из
табл. 3 для t = 0,4 и доверительной вероятности a = 0,95 получаем п = 27.
Предположим, что появилась необходимость в два раза уменьшить случайную
погрешность, т.е. Да* = 60 /4 = 0,25 мкм. Тогда t = 0,2, а число необходимых измере-
ний возрастает до 99.
Заметим, что табл. 3 рассчитана для идеальных условий измерений и является
математической идеализацией. На практике число измерений больше 100 уже не
может дать заметного эффекта в повышении точности измерений, так как на ре-
зультаты наблюдений влияют многие внешние факторы, трудно поддающиеся уче-
ту. Для дальнейшего уменьшения погрешности измерений следует существенно из-
менить условия измерений и использовать прибор высокого класса точности.
3.2. Погрешности средств измерений
Погрешность средств измерений — один из источников погрешности измерений
и обусловлена несовершенством измерительных приборов. По характеру зависимо-
сти измеряемой величины от времени погрешности средств измерений подразделя-
ются на статические и динамические.
Статические погрешности средств измерений появляются при измерениях по-
стоянных во времени физических величин. Все приборы, имеющие электронные
блоки, требуют некоторого времени прогрева, указанного в его техническом опи-
сании. Смысл операции прогрева состоит в том, чтобы за установленное время все
переходные процессы в элементах схемы были завершены. Время прогрева измери-
тельных средств может достигать 1 ч и более.
Динамические погрешности средств измерений обусловлены инерционностью
средства измерений или преобразователей.
По форме числового выражения погрешности средств измерений подразделя-
ются на абсолютные, относительные и приведенные.
Абсолютная погрешность средств измерений определяется разностью между
показанием средств измерений и истинным значением физической величины:
Да — х п — Xgr (3.11)
где хп — показатели средства измерений; Xg — истинное (действительное) значе-
ние физической величины.
Относительная погрешность средства измерений определяется отношением
абсолютной погрешности средства измерений к истинному (действительному)
значению измеряемой величины и выражается в процентах:
До = • 100. (3.12)
xg
20
Рекомендации по выбору нормирующего значения хн приведены в ГОСТ
8.401-80.
Инструментальные погрешности относятся к систематическим погрешностям
только при измерении постоянной физической величины с помощью одного и того
же измерительного средства. Во всех других случаях инструментальные погрешно-
сти переходят в разряд случайных. Инструментальные погрешности подразделяют-
ся на погрешности схемы и технологические.
Погрешности схемы оказывают одно и тоже влияние на общую погрешность
всех средств измерений конкретного типа, в то время как технологические по-
грешности специфичны для каждого типа средства измерений. Например, два
ультразвуковых дефектоскопов типа ДУК-66П, собранные по одной и той же
структурной схеме, могут иметь отличные друг от друга выходную мощность ге-
нератора возбуждения, резонансные частоты усилителя, размер ,,мертвой" зоны
и т.д.
Нормирование и формы выражения метрологических характеристик средств
измерений регламентированы ГОСТ 8.401—80 и другими нормативно-технологиче-
скими документами, в которых устанавливается общая погрешность средств изме-
рений как для нормальных условий, так и для случая, когда значения влияющих
величин (температуры, влажности, напряжения питания и т.д.) отличны от нормаль-
ных. Нормальные значения влияющих на результаты измерений величин указыва-
ются в стандартах или технических условиях на конкретное средство измерений,
причем эти значения должны быть выражены номинальным значением с нормиро-
ванными отклонениями.
Погрешность, обусловленная средством измерения, применяемого в нормаль-
ных условиях, называется основной погрешностью. Отклонения значений влияю-
щих причин от нормальных приводят к возникновению дополнительной погрешно-
сти средств измерений. Если в некоторой области значений влияющих величин до-
полнительная погрешность средства измерений не превышает пределов допускае-
мых стандартами или техническими условиями значений, эта область называется
расширенной областью. При этом условия эксплуатации средств измерений называ-
ются рабочими. ГОСТ 8.401—80 предусматривает нормирование погрешностей пу-
тем задания пределов допускаемых основной и дополнительной погрешностей
средств измерений. Эксплуатация средства измерений возможна только тогда, ког-
да эти погрешности находятся в допускаемых пределах.
Нет смысла приводить все формы представления метрологических характери-
стик средств измерений. Обратим внимание только на часто встречающиеся при
проверке СНК формы.
Пределы*допускаемой абсолютной погрешности могут задаваться:
одним значением
А = ±д (3.14)
где Л — пределы допускаемой абсолютной основной погрешности средства измере-
ния; а — величина, выраженная в единицах измеряемой величины. Например, до-
пускаемая абсолютная основная погрешность ультразвукового толщиномера УТ-1 А
А — ± 0,1 мм;
в виде суммы двух чисел
А = + (а +Ьх) , (3.15)
где х — значение измеряемой величины на входе или выходе средства измерения
или число делений, отсчитанных по шкале; b — некоторый коэффициент, не зави-
сящий от измеряемой величины.
В некоторых случаях пределы допускаемой абсолютной погрешности уста-
навливают в виде А = ± а % отх (читается: а % от измеряемой величины х).
Для приборов с цифровым отсчетом погрешность измерительного средства
представляют как А = ± (а % от х + /3 ед. счета) . Последний член суммарной по-
грешности возникает из-за дискретности счета (3 Единица счета — единица счета на
заданном диапазоне измерений. Например, погрешность измерения частоты прибо-
ром ЧЗ-34А записывается в виде Ау= ± (5 • 10-® /• ± 1 ед. счета) Гц.
21
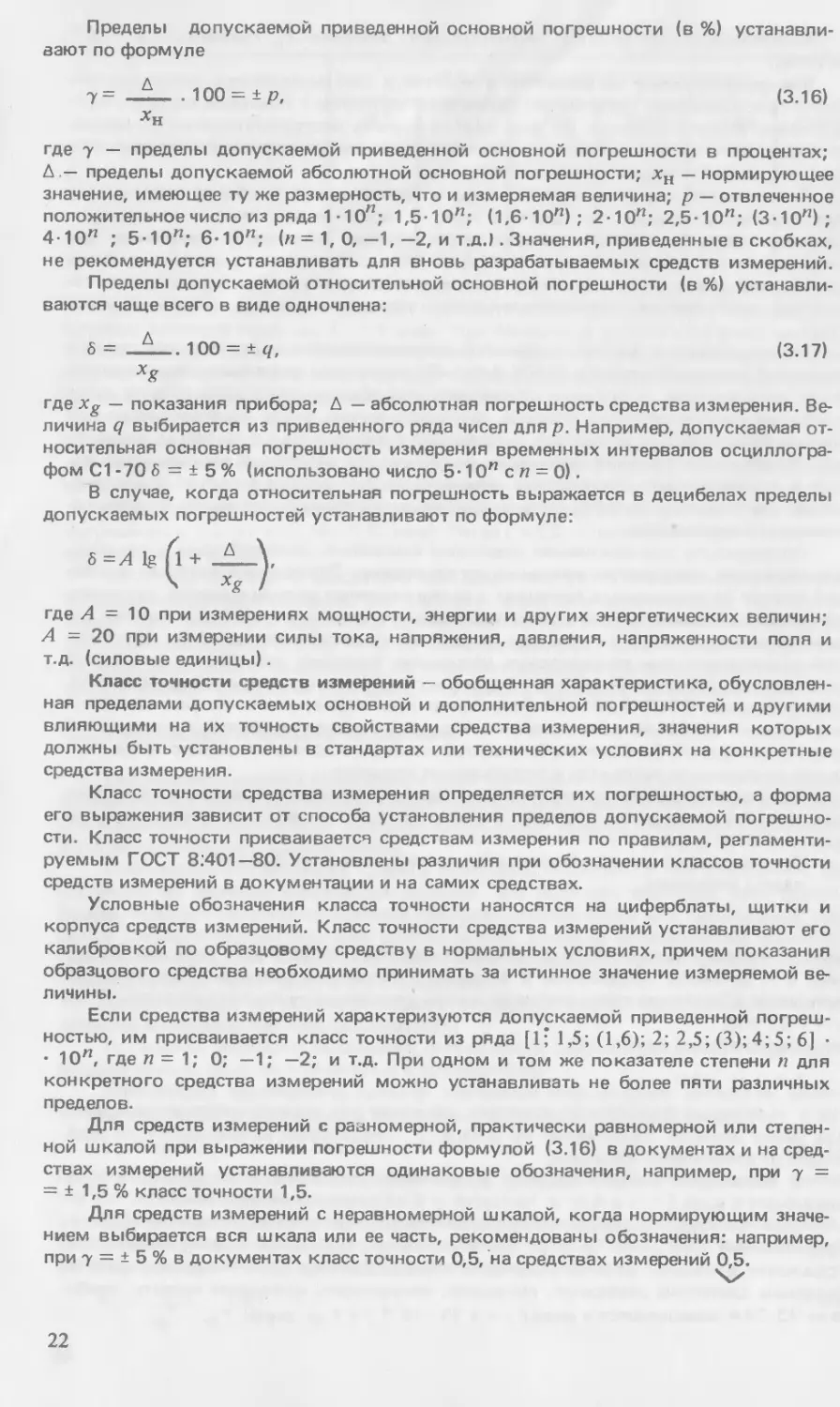
Пределы допускаемой приведенной основной погрешности (в %) устанавли-
вают по формуле
. 100 — ± р,
(3.16)
где 7 — пределы допускаемой приведенной основной погрешности в процентах;
А — пределы допускаемой абсолютной основной погрешности; хн — нормирующее
значение, имеющее ту же размерность, что и измеряемая величина; р — отвлеченное
положительное число из ряда 1-10п; 1,5-10"; (1,6-10"); 2-10"; 2,5-10"; (3-10");
4-10" ; 5-10"; 6*10"; (п = 1, 0, —1, —2, и т.д.). Значения, приведенные в скобках,
не рекомендуется устанавливать для вновь разрабатываемых средств измерений.
Пределы допускаемой относительной основной погрешности (в %) устанавли-
ваются чаще всего в виде одночлена:
6 = А 100 = ± q,
xg
(3.17)
где Xg — показания прибора; А — абсолютная погрешность средства измерения. Ве-
личина q выбирается из приведенного ряда чисел для р. Например, допускаемая от-
носительная основная погрешность измерения временных интервалов осциллогра-
фом С1 -70 6 = ± 5 % (использовано число 5-10" с п = 0).
В случае, когда относительная погрешность выражается в децибелах пределы
допускаемых погрешностей устанавливают по формуле:
6 =А 1g
где А = 10 при измерениях мощности, энергии и других энергетических величин;
Л = 20 при измерении силы тока, напряжения, давления, напряженности поля и
т.д. (силовые единицы).
Класс точности средств измерений — обобщенная характеристика, обусловлен-
ная пределами допускаемых основной и дополнительной погрешностей и другими
влияющими на их точность свойствами средства измерения, значения которых
должны быть установлены в стандартах или технических условиях на конкретные
средства измерения.
Класс точности средства измерения определяется их погрешностью, а форма
его выражения зависит от способа установления пределов допускаемой погрешно-
сти. Класс точности присваивается средствам измерения по правилам, регламенти-
руемым ГОСТ 8:401—80. Установлены различия при обозначении классов точности
средств измерений в документации и на самих средствах.
Условные обозначения класса точности наносятся на циферблаты, щитки и
корпуса средств измерений. Класс точности средства измерений устанавливают его
калибровкой по образцовому средству в нормальных условиях, причем показания
образцового средства необходимо принимать за истинное значение измеряемой ве-
личины.
Если средства измерений характеризуются допускаемой приведенной погреш-
ностью, им присваивается класс точности из ряда [1; 1,5; (1,6); 2; 2,5; (3); 4;5; 6] •
• 10", где п = 1; 0; —1; —2; и т.д. При одном и том же показателе степени п для
конкретного средства измерений можно устанавливать не более пяти различных
пределов.
Для средств измерений с разномерной, практически равномерной или степен-
ной шкалой при выражении погрешности формулой (3.16) в документах и на сред-
ствах измерений устанавливаются одинаковые обозначения, например, при у =
— ± 1,5 % класс точности 1,5.
Для средств измерений с неравномерной шкалой, когда нормирующим значе-
нием выбирается вся шкала или ее часть, рекомендованы обозначения: например,
при у = ± 5 % в документах класс точности 0,5, на средствах измерений 0,5.
22
Если точность средства измерений характеризуется основной относительной по-
грешностью в соответствии с формулой (3.17), то, например, для Ь = ± 2 % уста-
навливаются следующие обозначения: в документации — класс точности 2,0, на
средствах измерений — 2,0 .
Для средств измерений с логарифмической, гиперболической и другими не-
равномерными шкалами допускается наносить знак №% и знаки в виде точек
или треугольников, указывающие часть шкалы, в пределах которой действует этот
знак. Этот же знак является обозначением класса точности.
3.3. Обработка результатов наблюдений
Уменьшение систематических погрешностей. В зависимости от условий измере-
ний применяют специальные методы уменьшения или практически полного исклю-
чения систематических погрешностей.
Метод замещения состоит в том, что измеряют величину х с систематической
погрешностью xs, получая значения х + Затем замещают величину х известной
регулируемой величиной а и получают такое значением + xSl при котором регистри-
руются те же показания приборов, что и в первом случае. Тогда х + xs = а + xs или
х — а, т.е. систематическая погрешность исключена.
Суть метода компенсации по знаку состоит в проведении измерений таким об-
разом, чтобы систематическая погрешность xs при первом измерении имела один
знак, т.е. л\ — а — xs, а при втором — обратный, т.е. хг - а + л5. Тогда измеряемая
величина а = (х{ +х2)/2.
Примером метода противопоставления может служить измерение сопротивле-
ния Rx мостом постоянного тока. Резисторы Rx и R t (с известным сопротивле-
нием) включаются в плечо сравнения, и мост уравновешивается. Затем резисторы
меняют местами и вновь уравновешивают мост. Измеряемое сопротивление нахо-
дят из формулы Rx , где/?! и R{ — значения сопротивления известного
резистора R t соответственно до и после замены местами с резистором Rх.
Метод периодических наблюдений применяют в том случае, если систематиче-
ская составляющая погрешности изменяется по периодическому закону. Эту по-
грешность можно существенно уменьшить, проведя два наблюдения через половину
периода. При этом погрешность будет иметь равные значения, но разные по знаку.
Обнаружения грубых погрешностей. Если в процессе измерений оператор об-
наруживает результат, резко отличающийся от остальных, то, установив причину
появления этого результата, он может его отбросить. Однако не всегда удается так
просто исключить грубые погрешности, особенно при обработке уже имеющихся
величин, так как установить причины грубой погрешности не представляется воз-
можным.
Произвольное (интуитивное) отбрасывание выпадающих из ряда измерений
величин недопустимо, так как это может привести к значительному искажению
характеристик рассеяния случайной величины.
Обнаружение грубых погрешностей основано на теории вероятностей и состо-
ит в следующем. Предполагается, что полученные данные не содержат грубой по-
грешности, а случайные величины имеют нормальный закон распределения. Подо-
зрительными величинами могут быть наибольший и наименьший результаты изме-
рений, для которых составляются соотношения
р = или v = * ~ *т"1
(3.18)
где хтах и xmin — максимальная и минимальная величины в результатах измере-
ний; х — среднее арифметическое значение; 5 — среднее квадратическое отклоне-
ние.
Для нормального закона распределения случайной величины, заданной довери-
тельной вероятности а (или уровня значимости q = 1 - се) и числа измерений п =
3—25 приведенные формулы для v затабулированы. В талб. 4 представлены мак-
симальные значения va, которые может принять случайная величина.
• 1 И М Ц |1 I
п *‘(\ Н| >и (f I
0,10 0,05 о 0 ”, inn
3 1,41 1,41 1,41 1 II
4 1,65 1,69 1. /1 1.72
5 1,73 1,8/ 1 .’»? 1 UI
6 1,89 2,00 ’,10 2 1 1
7 1,97 2,10 .’18 2,2?
8 2,04 2,1 / ’ 27 2, 1/
9 2,10 2,24 2, 2,40
10 2,15 2,2’1 2,11 2,0'1
11 2,19 2,38 2,4 7 1.1
12 2,23 > {') f 7,52 2,66
13 2,26 2,43 271
14 2,30 2,46 2,60 .’,/(.
15 2,33 2,49 2,64 2 81
16 2,35 2,52 2,67 2,В4
17 2,38 2,55 2,70 2,8/
18 2,40 2,56 2,73 2,90
19 2,43 2,60 2,/5 2,93
20 2,45 2,63 2,78 2,96
21 2,47 2,64 2,80 2,98
22 2,49 2,66 2,82 3,01
23 2,50 2,68 2,84 3,03
24 2,52 2,70 2,86 3,05
25 2,54 2,72 2,88 3,07
Если при обработке результатов измерений будет получено значение v < va
(табличное), проверяемый результат следует оставить. При v < va результат со-
держит грубую погрешность и его следует исключить из полученных результатов.
Необходимость в применении табл. 4 отпадает, если доверительная вероят-
ность принята равной 0,9937, соответствующая t = 3,0 — (см. формула (3.8), т.е.
доверительный интервал имеет вид v ± 36 (правило „трех сигм") .
Пусть проведено несколько измерений, обработка которых дала: х = 0,092;
S - 6 = 0,062, а среди результатов х, есть : = 0,305. Так как 36 = 0,186 и .v - .v =
~ 0,213, то .V — л‘ > 36. Значение 0,305 содержит грубую погрешность измерений и
из дальнейших расчетов его следует исключить.
Заметим, что при составлении табл. 4 учтено число проведенных измерений,
так как способы обработки результатов наблюдений зависят от их числа. Если
число измерений н > 30, то для расчета доверительного интервала применяют закон
нормального распределения случайной величины, при п < 30 — распределение
Стьюдента. Почему выбрано число 30? Потому, что при этих значениях п распреде-
ление Стьюдента приближается к нормальному закону распределения и отличие ко-
эффициента I в формуле (3.8) от ty в формуле (3.9) не превышает 4 %.
Для числа измерений п < 30 можно рекомендовать следующий порядок обра-
ботки результатов наблюдений: вычислить среднее арифметическое значение л* ;
определить среднее квадратическое отклонение 5; проверить закон распределения
случайной величины; определить доверительный интервал при заданной довери-
тельной вероятности и погрешности измерений; определить наличие грубых по-
грешностей или промахов (при их обнаружении следует повторить вычисление v и
5); записать результат измерений.
Рассмотрим несколько примеров применения формул теории вероятностей и
математической статистики.
1. При обработке результатов измерений получено: а* = 2,17; S = 0,043. Какова
вероятность того, что результат отдельного изменения не выйдет за пределы, опре-
деляемые неравенством 2,16 < vz < 2,18?
Доверительные границы равны Да* = ± 0,01. Тогда / Дл*/5 = 0,01 /0,043 = 0,23.
Дли значения t = 0,23 из таблицы приложения 1 находим функцию 2Ф/Г/ = 0,18. Это
значит, что приблизительно 1/5 всех измерений попадает в заданный диапазон. Ин-
icpocHo, а каким должен быть диапазон, чтобы в него попали 99 измерений из 100?
Для функции 2ФДУ ~ 0,99t ~ 2,58. Так как t ~ Да*/ S, то Да* = 2,58 • 0,043 “0,11. До-
верительный интервал должен быть 2,06 < А / < 2,28.
2. Проведено девять измерений физической величины. После обработки ре-
зультатов наблюдений получили: л* — 4,56 мм; 5 - 0,015 мм. Определить вероят-
ность Р{), характеризующую отличие действительного значения физической величи-
ны от среднего арифметического из девяти измерений не более, чем на 0,01 мм.
Для решения примера необходимо воспользоваться формулой
ty = =7.0
S 0,015
По таблице значений для 1у (приложение 2) находим для ty = 2,0 и // “ 9 вероят-
ность Р„ 0,9.
3. Измерение толщины изделия осуществляют магнитным толщиномером
МТ-41НЦ. Проведено Юизмерений представленных ниже:
Номер измерения Xj, мм Номер измерения X/, мм
1 1,60 6 1,72
2 1,64 7 1,60
3 1,58 8 1,58
4 1,57 9 1,62
5 1,62 10 1,58
Определяем среднее арифметическое значение
1 v 6,11 л
А = __ 1 А/ “ ________ ~ 1,61 ММ.
И 1=] 10
Определяем среднее квадратическое отклонение
5- \!_____.!_ Г (х,- д-)2 = 0,043 мм.
V /I 1 /= 1
Проверим, не содержит ли результат наблюдений № 6 грубую погрешность?
Для доверительной вероятности 0,95 и п = 10 из табл. 4 находим значение
".. =2,29.
По результатам наблюдений
г - Л mах л' - 1Д2 —1,61 __ 2 5
5 0,043
т.е. р > 1’0,95 и, следовательно, результат № 6 содержит грубую погрешность. Его
следует отбросить и вновь повторить вычисления. Тогда v - 1,60 мм и 5 -- 0,026
мм.
Для доверительной вероятности 0,95 и п ~ 9 1у ~ 2,24 (приложение 2) . Довери-
тельные границы:
л ty JL. = 1,60 - 2,24 °-026 = 1,60 - 0,02;
^7? 9
Таким образом, доверительный интервал 1,58 < А/ < 1,62 при Р ~ 0,95.
25
ГЛАВА 4.
ОСНОВЫ ГОСУДАРСТВЕННОГО НАДЗОРА
И ВЕДОМСТВЕННОГО КОНТРОЛЯ ЗА СРЕДСТВАМИ
ИЗМЕРЕНИЙ
4.1. Общие положения
Государственный надзор и ведомственный контроль проводят при разработке,
производстве, применении и ремонте средств измерений в целях обеспечения един-
ства и требуемой точности измерений. При этом осуществляется контроль дея-
тельности ведомственных метрологических служб, соблюдения метрологических
правил и норм, в том числе правил метрологического обеспечения работ, произво-
димых во всех отраслях народного хозяйства.
Нарушение требований, предъявляемых к обеспечению единства и требуемой
точности измерений, создает условия, приводящие к выпуску продукции с отступ-
лениями от требований стандартов и технических условий.
Основная задача государственного метрологического надзора и ведомствен-
ного метрологического контроля — укрепление государственной дисциплины и
повышение ответственности министерств (ведомств) , объединений, предприятий,
организаций и учреждений за своевременное внедрение и строгое соблюдение пра-
вил, установленных действующим законодательством, стандартами и другими
НТД.
Правильно организованная и проводимая деятельность по государственному
надзору и ведомственному контролю за состоянием и применением средств изме-
рений и соблюдением метрологических правил предопределяет получение измери-
тельной информации высокого качества, а следовательно гарантирует объектив-
ную и достоверную оценку показателей качества продукции.
Государственный метрологический надзор или ведомственный метрологи-
ческий контроль осуществляется за средствами измерений, выпускаемыми из
производства и ремонта, поставляемыми по импорту и находящимися в обраще-
нии в стране. К эксплуатации в народном хозяйстве допускаются только те сред-
ства измерений, которые по результатам государственного метрологического над-
зора или ведомственного метрологического контроля признаны годными к при-
менению.
Основные положения системы государственного метрологического надзора
и ведомственного метрологического контроля за средствами измерений (мерами
и измерительными приборами, измерительными преобразователями, измеритель-
ными установками и системами) регламентированы ГОСТ 8.002 —86.
Государственный метрологический надзор в соответствии с ГОСТ 8.002—86
осуществляется в форме: государственных приемочных и контрольных испытаний
средств измерений; государственной метрологической аттестации образцовых и
нестандартизованных средств измерений; государственной поверки средств изме-
рений; регистрации предприятий и организаций, изготовляющих, ремонтирующих
и поверяющих средства измерений; проверок состояния и применения средств
измерений, деятельности ведомственных метрологических служб, внедрения и
соблюдения метрологических правил.
Особого внимания требуют проверки соблюдения метрологических правил
при разработке и производстве промышленной продукции, проводимые совместно
с проверками внедрения и соблюдения стандартов и технических условий. В этом
случае надзору подвергается состояние метрологического обеспечения проверяемо-
го вида продукции.
26
Органами, осуществляющими государственный метрологический надзор, явля-
ются: Госстандарт СССР, республиканские управления Госстандарта СССР, центры
стандартизации и метрологии, лаборатории государственного надзора за стандарта-
ми и измерительной техникой.
На предприятиях, на которых введена государственная приемка продукции,
государственный метрологический надзор осуществляется не вышеуказанными
органами Госстандарта СССР, а представителями государственной приемки продук-
ции.
Государственный метрологический надзор осуществляют должностные лица
органов Госстандарта СССР, исполняющие обязанности государственных инспекто-
ров по надзору за стандартами и средствами измерений, аттестованными в качестве
государственного поверителя или государственного контролера.
Правовые меры, применяемые в порядке государственного метрологического
надзора, а также функции органов и служб, осуществляющих ведомственный мет-
рологический контроль, определены в ГОСТ 8.002—86.
Ведомственный метрологический контроль проводится в форме: ведомствен-
ной метрологической аттестации средств измерений; ведомственной поверки
средств измерений; проверок состояния и применения средств измерений, внедре-
ния и соблюдения метрологических правил на предприятиях министерства (ве-
домства) ; проверок деятельности головных и базовых организаций метрологиче-
ской службы, структурных подразделений метрологической службы на предприя-
тиях министерства (ведомства) в порядке, устанавливаемом министерством (ве-
домством) .
В случае необходимости министерствами (ведомствами) могут быть уста-
новлены и иные формы ведомственного метрологического контроля.
Ведомственный метрологический контроль осуществляют: отдел (служба)
главного метролога министерства (ведомства); головная и базовые организации
метрологической службы министерства (ведомства); отдел главного метролога
или другие структурные подразделения метрологической службы предприятий.
Ответственность за организацию и осуществление ведомственного метрологи-
ческого контроля несут руководители министерств (ведомств) и предприятий.
4.2. Государственные испытания средств измерений
Система государственных испытаний средств измерений включает в себя:
метрологическую экспертизу технических заданий на их разработку; государст-
венные испытания средств измерений, серийно выпускаемых из производства или
ввозимых из-за границы партиями; метрологическую аттестацию средств измере-
ний единичного производства или ввозимых из-за границы единичными экземпля-
рами; аттестацию стандартных образцов состава и свойств веществ и материалов
(ГОСТ 8.001-80, ГОСТ 8.383-80).
Государственные испытания проводятся головными организациями по госу-
дарственным испытаниям средств измерений, государственными приемочными
комиссиями и территориальными органами Госстандарта СССР.
Государственные испытания являются эффективным средством обеспечения
единства измерений. Цель их проведения — установление рациональной номенкла-
туры средств измерений, постановки на производство средств измерений, соответ-
ствующих по своему техническому уровню лучшим отечественным и зарубежным
образцам или превышающих их.
Основные задачи, решаемые в процессе проведения государственных испыта-
ний, следующие: установление соответствия средств измерений современному
техническому уровню; определение целесообразности и возможности производ-
ства средств измерений, а также необходимости их ввоза из-за границы партиями;
проверка обеспечения средств измерений методиками и средствами поверки и ре-
монтом, а также проверка правильности выбора методов и средств поверки; про-
верка соответствия выпускаемых и ввозимых из-за границы средств измерений
утвержденным типам и требованиям НТД.
27
Средства измерений подвергаются государственным испытаниям двух видов:
приемочным и контрольным.
Приемочные испытания проходят опытные образцы средств измерений новых
типов, предназначенные для серийного производства, а также образцы средств из-
мерений, подлежащих ввозу из-за границы партиями. Положительные результаты
государственных приемочных испытаний опытных образцов средств измерений
служат основанием для утверждения Госстандартом СССР типа средств измерений
и выдачи разрешения на производство и выпуск в обращение средств измерений.
Утвержденные типы средств измерений вносят в Государственный реестр средств
измерений.
На средства измерений, внесенные в Государственный реестр (изготовленные
в СССР), должен быть нанесен знак Государственного реестра, о чем делается по-
метка в их эксплуатационных документах.
Государственным контрольным испытаниям подлежат средства измерений,
внесенные в Государственный реестр: проводятся они не реже одного раза в три
года. Эти испытания проводят также и тогда, когда производство средств измере-
ний передают на другое предприятие-изготовитель.
Положительные результаты государственных контрольных испытаний средств
измерений являются основанием для разрешения их серийного производства и
выпуска в обращение в СССР (или продолжения серийного производства или ввоза
из-за границы) . При отрицательных результатах государственных контрольных ис-
пытаний территориальные органы Госстандарта СССР запрещают производство и
выпуск средств измерений в обращение в СССР.
4.3 Метрологическая аттестация
нестандартизованных средств измерений
К нестандартизованным средствам измерений, подвергаемым метрологиче-
ской аттестации, относятся меры, измерительные приборы, преобразователи, уста-
новки и системы, не предназначенные для серийного или массового производства
и не подвергаемые государственным испытаниям; средства измерений, ввозимые
из-за границы единичными экземплярами; а также единичные экземпляры средств
серийного выпуска, применяемые в условиях, отличающихся от условий, для кото-
рых нормированы их метрологические характеристики и средства измерений, в
конструкцию которых внесены изменения, влияющие на эти характеристики
(ГОСТ 8.326-78).
Нестандартизованные средства измерений допускаются к применению только
после их государственной или ведомственной метрологической аттестации.
При метрологической аттестации нестандартизованных средств измерений
определяют их метрологические характеристики; устанавливают пригодность
средств измерений к применению в соответствии с их назначением; проверяют со-
ответствие метрологических характеристик средств измерений технической доку-
ментации на эти средства, требованиям технического задания и стандартов ГСИ,
устанавливают номенклатуру метрологических характеристик средств измерений,
подлежащих определению при поверке.
При метрологической аттестации нестандартизованных средств измерений
проверяют также их обеспеченность методиками и средствами поверки, проводят
апробацию методик поверки и устанавливают межповерочный интервал.
Государственной метрологической аттестации подлежат нестандартизован-
ные средства измерений, предназначенные для применения в системе Госстандарта
СССР или разработанные его органами, а также используемые в качестве исходных
образцовых в ведомственных метрологических службах и в качестве рабочих
средств измерений, при учете материальных ценностей, топлива и энергии, при вза-
имных расчетах, в торговле, для защиты природной среды и обеспечения безопас-
ности труда; применяемые для измерений при проведении экспертиз органами
государственного арбитража и для измерений, связанных с регистрацией официаль-
ных спортивных рекордов.
28
Ведомственной метрологической аттестации подлежат средства измерений, не
указанные выше, в том числе и применяемые в качестве образцовых подчиненных
н ведомственных метрологических службах.
Научно-методическое руководство и надзор за проведением ведомственной
метрологической аттестации осуществляют органы Госстандарта СССР, а организа-
ционно-методическое и техническое руководство — головные (базовые) организа-
ции метрологической службы министерств (ведомств) .
На метрологическую аттестацию нестандартизованные средства измерений
представляются вместе с технической документацией, прошедшей метрологиче-
скую экспертизу, и вспомогательным оборудованием.
В представляемую техническую документацию входят: техническое задание
на разработку, технические условия (ТУ), техническое описание, эксплуатацион-
ные документы, а также проект программы метрологической аттестации и проект
НТД на методы и средства поверки средств измерений.
В программе метрологической аттестации нестандартизованных средств изме-
рений должны содержаться: перечень метрологических характеристик, определяе-
мых в процессе аттестации; методики оценки полноты, правильности и способов
выражения метрологических характеристик в технической документации; методи-
ки экспериментального исследования метрологических характеристик средств из-
мерений и проверки их соответствия установленным требованиям и методики
оценки возможности проведения поверки в соответствии с проектом методики
поверки.
Программа метрологической аттестации согласовывается с метрологической
службой заказчика.
При проведении метрологической аттестации ведут протокол, в который зано-
сят результаты исследований, выполняемые при определении каждой метрологиче-
ской характеристики.
Порядок проведения ведомственной метрологической аттестации нестандарти-
зованных средств измерений устанавливается в отраслевой НТД.
Нестандартизованные средства измерений, прошедшие метрологическую атте-
стацию, подлежат периодической поверке в процессе эксплуатации (хранения) .
Государственный надзор за состоянием и применением нестандартизованных
средств измерений осуществляют территориальные органы Госстандарта СССР пу-
тем периодической поверки нестандартизованных средств измерений, проведения
цалевых проверок их состояния и применения, а также комплексных проверок,
осуществляемых в порядке надзора за внедрением и соблюдением стандартов, ТУ,
метрологическим обеспечением и качеством продукции.
Ведомственный контроль за состоянием и применением нестандартизованных
средств измерений осуществляется службами главных метрологов министерств
(ведомств), головными и базовыми организациями метрологической службы,
метрологическими службами предприятий (организаций) — см. ГОСТ 8.326—78.
4.4. Поверка средств измерений
Под поверкой понимается определение метрологическим органом погрешно-
стей средства измерений и установление его пригодности к применению (ГОСТ
8.513—84). Иногда при поверке вместо определения значений погрешностей опре-
деляют, находятся ли они в допускаемых пределах.
В поверку кроме определения погрешностей средств измерений включают и
другие операции, целью которых является установление соответствия поверяемых
средств требованиям стандартов и ТУ.
К пригодным к применению в течение межповерочного интервала относятся
средства измерений, если при поверке установлено соответствие их метрологиче-
ских и технических характеристик требованиям, установленным в НТД.
Средства измерений не допускаются к эксплуатации, если по результатам по-
29
верки, проведенной в соответствии с требованиями ГОСТ 8.513—84* они признаны
непригодными.
Средства измерений подвергаются первичной, периодической, внеочередной,
инспекционной и экспертной поверкам.
Все виды поверок могут быть государственными или ведомственными, кроме
экспертной, которая может быть только государственной.
Первичная поверка средств измерений проводится при их выпуске в обраще-
ние из производства или ремонта, а также поступающих по импорту.
Периодическая поверка средств измерений осуществляется при эксплуатации
и хранении через определенные межповерочные интервалы, устанавливаемые с та-
ким расчетом, чтобы была обеспечена метрологическая исправность средств изме-
рений на период между поверками.
Внеочередная поверка проводится при эксплуатации (хранении) средств изме-
рений вне зависимости от сроков периодической поверки: если необходимо удосто-
вериться в исправности средства измерений; если средства измерений устанавлива-
ются в качестве комплектующих изделий после истечения половины межповероч-
ного интервала на них; при повреждении поверительного клейма, пломбы или
утрате документов, подтверждающих прохождение средствами измерений первич-
ной или периодической поверки; при вводе средств измерений в эксплуатацию по-
сле хранения, в течение которого не была проведена периодическая поверка в связи
с требованиями к консервации средств измерений; при передаче средств измерений
на длительное хранение по истечении половины межповерочного интервала; отправ-
ке потребителю средств измерений, не реализованных предприятием-изготовителем
по истечении половины межповерочного интервала.
Внеочередную поверку рекомендуется проводить также перед вводом в экс-
плуатацию средств измерений, поступивших со склада после хранения и после
транспортирования.
Инспекционная поверка проводится при осуществлении государственного над-
зора и ведомственного контроля за состоянием и применением средств измерений
с целью выявления пригодности средств измерений к применению в присутствии
представителей проверяемого предприятия. Она может проводиться не в полном
объеме, предусмотренном НТД по поверке.
Экспертная поверка проводится органами государственной метрологической
службы и в случае возникновения спорных вопросов по метрологическим характе-
ристикам, исправности средств измерений и пригодности их к применению и пра-
вильности эксплуатации. В этом случае для ее проведения необходимо иметь пись-
менное требование (заявление) суда, прокуратуры,милиции, государственного ар-
битража, органов народного контроля и письменное заявление предприятий. В за-
явлении должны быть указаны цель экспертной поверки и причина, вызвавшая ее
необходимость.
Порядок проведения поверки. Обязательной поверке (государственной или
ведомственной) подлежат все средства измерений. Исключение составляют сред-
ства измерений, используемые только для наблюдений за изменением величин без
оценки из значений в единицах физических величин с нормированной точностью
(индикаторы), а также средства измерений, используемые только для учебных це-
лей. Проводится только контроль за их исправностью (на этих приборах должны
быть нанесены соответственно обозначения „И" — индикаторный и „У" — учебный).
В том случае, если многопредельные и комбинированные средства измерений
постоянно используются для измерения (воспроизведения) меньшего числа физи-
ческих величин или не на всех диапазонах измерений, их периодическую поверку с
разрешения главного метролога предприятия можно проводить только по требова-
ниям НТД, определяющим пригодность средств измерений для определения данной
физической величины или в данном диапазоне измерений. На эти средства измере-
* Стандарт распространяется на все средства измерений, в том числе и те, ко-
торые не подвергались государственным испытаниям, а прошли метрологическую
аттестацию.
30
ний наносится надпись, определяющая их область применения. Соответствующая
запись делается в паспортах средств измерений и в документах, в которые заносят
результаты поверки.
Некоторые группы средств измерений подлежат только обязательной государ-
ственной поверке. К ним относятся:
средства измерений, применяемые в органах государственной метрологиче-
ской службы; образцовые средства измерений, применяемые в качестве исходных
в ведомственных метрологических службах; средства измерений, выпускаемые
из производства в качестве образцовых; рабочие средства измерений, применяе-
мые при учете материальных ценностей, топлива и энергии, при взаимных расчетах,
в торговле, для защиты природной среды, обеспечения безопасности труда; приме-
няемые для измерений, связанных с регистрацией официальных спортивных нацио-
нальных и международных рекордов и некоторые другие.
Средства измерений, не подлежащие обязательной государственной поверке,
подлежат ведомственной поверке.
Организация поверки. Поверку средств измерений органы метрологической
службы могут проводить только в том случае, если они имеют соответствующее
разрешение.
Органы государственной метрологической службы разрешение на выполнение
поверочных работ получают в метрологических институтах Госстандарта СССР, а
органы ведомственных метрологических служб — в органах государственной мет-
рологической службы.
Порядок регистрации предприятий (организаций) в территориальных органах
Госстандарта СССР установлен в РД 50—89—86.
Предприятия, осуществляющие поверку нестандартизованных средств измере-
ний, регистрации не подлежат.
Срок действия регистрационного удостоверения на право проведения поверки
не устанавливается.
Разрешение на выполнение работ по поверке средств измерений выдается ор-
ганам метрологической службы при наличии у них условий, необходимых для обе-
спечения надлежащего качества поверки, т.е. при наличии средств поверки (образ-
цовых и вспомогательных средств измерений, вспомогательных приспособлений и
устройств) , соответствующих требованиям НТД по поверке; лиц, допущенных к
проведению поверки; всех нормативно-технических документов, относящихся к
подлежащим поверке средствам измерений; графиков периодичности поверки и в
необходимых случаях поверочных схем, а также помещений, обеспечивающих под-
держание уровня внешних воздействий в соответствии с требованиями норматив-
ных документов по поверке и условий для нормальной работы поверочного персо-
нала.
Нормативно-техническими документами по поверке средств неразрешающего
контроля, в зависимости ст требований к ним, могут быть государственные стан-
дарты и методические указания Госстандарта СССР по поверке, ведомственные ме-
юдические указания.
Документы на поверку средств измерений разового выпуска, нестандартизо-
ванных и узкоотраслевого специального назначения (при отсутствии утвержденных
НТД) составляются разработчиками этих средств и утверждаются главным метро-
ногом (или лицом, на которого возложены обязанности главного метролога) пред-
приятия, применяющего эти средства измерений, или руководителем вышестоящей
ведомственной метрологической организации.
Средства измерений, поверка которых не может быть обеспечена предприяти-
ями (организациями), представляются на поверку в органы государственной мет-
рологической службы или на другие предприятия (организации) той же или иной
ведомственной принадлежности, которым право поверки предоставлено органами
«осударственной метрологической службы. В этом случае предприятия (организа-
ции) или их вышестоящие организации должны представлять по требованию орга-
нов государственной метрологической службы план мероприятий по организации
ведомственной поверки средств измерений, не обеспеченных поверкой, или обо-
< нование нецелесообразности ее организации.
31
Проведение поверки средств измерений должно осуществляться лицами, про-
шедшими специальное обучение, получившими квалификацию поверителя и атте-
стованными в качестве государственных или ведомственных поверителей в поряд-
ке, устанавливаемом Госстандартом СССР. Государственную поверку средств из-
мерений могут проводить только лица, имеющие квалификацию государственного
поверителя.
Результаты поверки оформляются в соответствии с требованиями нормативно-
технических документов, по которым проводилась поверка. По результатам повер-
ки производится клеймение средств измерения, выдается свидетельство о поверке
или делается отметка в паспорте.
Требования к государственным и ведомственным поверительным клеймам
установлены РДП 5—85 „Правила изготовления, хранения и применения государ-
ственных и ведомственных поверительных клейм".
За поверку средств измерений, производимую органами государственной мет-
рологической службы, взимаются сборы по таксам, утверждаемым Госстандартом
СССР по согласованию с Минфином СССР. Экспертная поверка, проводимая по за-
явлениям предприятий, оплачивается в тройном, по сравнению с таксами, размере.
В остальных случаях она проводится бесплатно.
За поверку средств измерений, проводимую предприятиями той или иной ве-
домственной принадлежности, плата взимается на основании договоров.
РАЗДЕЛ IL
ОСНОВНЫЕ ПОЛОЖЕНИЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
ГЛАВА 5.
ОБЩАЯ ХАРАКТЕРИСТИКА МЕТОДОВ
И СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
5.1. Методы неразрушающего контроля
Проблема повышения качества продукции на современном этапе
состоит не только в совершенствовании технологических процессов
производства продукции, но и зависит также от методов контроля ка-
чества. Под контролем понимают процесс сопоставления выходных
(промежуточных) характеристик объекта контроля с допустимыми
значениями, установленными в стандартах, ТУ и т.д., и выявление де-
фектных или потенциально ненадежных изделий. В отдельных случаях
методы НК обеспечивают прогнозирование поведения изделий во време-
ни при наличии дестабилизирующих факторов.
Рассогласование реальных параметров объекта контроля по отноше-
нию к параметрам, установленным НТД, используют для проведения
коррекции режима работы технологического процесса. Результаты конт-
роля не только фиксируют наличие дефектов в продукции, но и вскры-
вают причинно-следственные связи, необходимые для понимания сути
физических явлений, которые приводят к образованию дефектов, с тем,
чтобы своевременно и активно воздействовать на ход технологического
процесса по цепи обратной связи.
К неразрушающим методам относятся методы, применение которых
не нарушает пригодность продукции к ее использованию по назначению.
В этом заключается одно из значительных достоинств методов НК.
Методы НК базируются на наблюдении, регистрации и анализе ре-
зультата взаимодействия физических полей (излучений) или веществ с
объектом контроля, причем характер этого взаимодействия зависит от
химического состава, строения, состояния структуры контролируемого
объекта и т.п.
Возможности методов НК по обнаружению глубинных и не видимых
глазом поверхностных дефектов в сочетании со сплошным контролем
изделий определяют широкое их распространение у нас в стране и за ру-
бежом. Ни один прогрессивный технологический процесс изготовления
ответственной продукции не рекомендуют к внедрению в промышлен-
ность, если контроль показателей качества в нем не осуществляется ме-
тодами НК.
Каждый в отдельности взятый метод НК решает ограниченный круг
задач технического контроля. Нет и не может быть метода, который бы
мог обнаруживать самые разнообразные по характеру дефекты. Поэтому
33
выбор метода НК и разработку методики контроля следует начинать с
тщательного анализа возможных видов дефектов изделия, характера их
появления и развития, установления корреляционной связи с показате-
лями качества и надежности. Оптимальный выбор метода НК невозмо-
жен без знаний реальных особенностей методов НК, их физических ос-
нов, степени разработки, области применения, чувствительности, разре-
шающей способности, технических условий отбраковки, технических
характеристик аппаратуры.
Для контроля ответственных изделий, когда необходимо получить
исчерпывающую и достоверную информацию о показателях их качества,
целесообразно одновременно применять несколько различных методов
НК, позволяющих сравнить полученную информацию и принять обосно-
ванное заключение о качестве продукции. К разработке методики нераз-
рушающего контроля необходимо относиться чрезвычайно ответственно.
Каждая методика должна быть направлена на уверенное обнаружение
недопустимого дефекта в изделии.
Важной характеристикой любых методов НК является их чувстви-
тельность*, которая зависит от многих факторов. Удовлетворительная
чувствительность для выявления одних дефектов может быть совершен-
но непригодной для выявления дефектов другого характера. Чувстви-
тельность методов НК к выявлению одного и того же по характеру де-
фекта различна.
В некоторых случаях методы НК вытесняют традиционные методы
определения структуры (металлографический анализ), твердости (мето-
ды Роквелла, Бринелля и т.д.), толщины гальванических покрытий (ка-
пельный, химический методы).
Одной из наиболее распространенных областей применения методов
НК является дефектоскопия — обнаружение дефектов типа нарушения
сплошности, возникающих как в процессе производства, так и в услови-
ях эксплуатации изделий. При изготовлении изделий методом литья мо-
гут возникнуть трещины, раковины, рыхлота, пористость, неметалличе-
ские включения и другие дефекты. В процессе горячей и холодной де-
формации возникают закаты, волосовины, расслоения и т.п. Термиче-
ская и химико-термическая обработка может привести к образованию
крупнозернистой структуры, пережогов, трещин, несоответствия толщи-
ны упрочненности слоя заданной. Шлифовочные трещины и прижоги —де
фекты механической обработки. К характерным дефектам сварных сое-
динений относятся непровары, трещины, различного рода включения и
др. При эксплуатации могут появляться трещины усталости и ползуче-
сти, различного рода коррозийные поражения деталей машин и прибо-
ров.
Выбор метода НК для выявления дефектов типа нарушения сплош-
ности существенно упрощается, если принять во внимание ограничение
области применения некоторых методов. Так, магнитные методы НК
* Чувствительность — выявление наименьшего по размерам дефекта; зависит
от особенностей метода НК, условий проведения контроля, материала изделий.
34
применяют для контроля изделий, изготовленных только из ферромаг-
нитных глатериалов, поэтому выявление поверхностных дефектов типа
нарушения сплошности в изделиях из ферромагнитных материалов часто
осуществляют магнитопорошковым методом, неприменимым для
контроля изделий из неферромагнитных материалов.
Для обнаружения глубинных дефектов и дефектов сварных соедине-
ний чаще всего используют ультразвуковые и радиационные методы НК.
Современное состояние методов НК позволяет использовать их для
сплошного контроля качества многих ответственных изделий в метал-
лургической, машиностроительной, приборостроительной и других отрас-
лях промышленности.
Рациональное применение методов НК, особенно при их автоматиза-
ции, способствует повышению качества продукции и в первую очередь
улучшению показателя надежности. Естественно, что устойчивое повыше-
ние надежности продукции с помощью методов НК возможно лишь при
достаточной надежности самого метода контроля.
5.2. Средства неразрушающего контроля
По назначению СНК подразделяют на дефектоскопы, структуроскопы,
толщиномеры, приборы для контроля физико-механических свойств.
К СНК также относятся дефектоскопические вещества и материалы
(проникающие и проявляющие жидкости, магнитные порошки и суспен-
зии, пасты и т.д.); стандартные образцы (СО), без которых во многих
случаях контроль осуществить невозможно, так как невозможно настро-
ить прибор на заданную чувствительность, вспомогательное оборудова-
ние (механические приспособления, подающие изделие к аппаратуре
контроля и сортирующие изделия по принципу „годен — брак”, дефекто-
отметчики, средства сканирования типа „механическая рука”).
Дефектоскопы, представляющие собой приборы и установки, пред-
назначенные для обнаружения дефектов типа нарушений сплошности,
образуют самую обширную группу СНК.
Если остановиться только на этом назначении дефектоскопов, то, это
во-первых, мы грубо и необоснованно занизим их реальные возможно-
сти, а во-вторых, согласимся с тем, что все дефектоскопы не являются
средствами измерений, а представляют собой особую группу индикатор-
ных устройств, параметры которых проверяют, но не поверяют. Однако,
практически все дефектоскопы не только выявляют дефекты в изделии,
но и определяют с установленной погрешностью его размеры и местона-
хождение. Некоторые дефектоскопы способны обнаруживать дефекты,
определять грубину их и координаты относительно плоскостей изделия.
Дефектоскопы подразделяют на стационарные, передвижные, пере-
носные, а также на общего назначения (универсальные) и специализиро-
ванные. Дефектоскопы общего назначения применяют для контроля,
например, различных по размерам и формам изделий, специализирован-
ные — для контроля однотипных изделий. К дефектоскопам общего наз-
начения относятся ультразвуковой дефектоскоп УД2-12 или магнитопо-
35
рошковый дефектоскоп ПМД-70. Специализированными дефектоскопа-
ми являются ультразвуковые дефектоскопы типа УД-13Ц или УЗД
МВТУ, предназначенные для контроля сварных соединений, или полуав-
томаты типа ПНК-1, осуществляющие контроль роликов подшипников
качения магнитопорошковым методом.
Толщиномеры, принцип работы которых основан на одном из мето-
дов НК, позволяют быстро и без повреждения объекта контроля полу-
чить информацию о толщине изделия при одностороннем к нему досту-
пе и о толщине лакокрасочных, гальванических, специальных покры-
тий, нанесенных на металлическую основу.
Самое широкое распространение получили магнитные, вихретоко-
вые, ультразвуковые, радиационные и радиоволновые толщиномеры.
Для контроля толщины прозрачных пленок, а также для измерения
толщины, например, полированных кремниевых пластин применяют ла-
зерные толщиномеры.
Принцип действия структуроскопов основан на использовании кор-
реляционной зависимости между магнитными, электрическими, акусти-
ческими и т.п. свойствами материала и его физико-механическими
свойствами.
Магнитные структуроскопы, например, типа КИФМ-1 для определе-
ния физико-механических свойств материалов основаны на измерении
электрической проводимости и магнитных характеристик материала.
Их применение базируется на установлении корреляции между твер-
достью материала и его коэрцитивной силой.
Вихретоковые структуроскопы позволяют оценивать твердость и
прочность материалов, глубину и качество термической обработки,
обнаруживать отклонение содержания углерода от номинального зна-
чения, рассортировывать изделия по твердости, выявлять неоднород-
ные по структуре области (структуроскопы типа ВС-10П, ВС-11П,
ВС-17П, ВЭ-17Н).
Некоторые СНК совмещают в себе возможности дефектоскопов и
структуроскопов, дефектоскопов и толщиномеров. Такие средства
НК относят к приборам для контроля физико-механических свойств.
Например, прибор типа ЭМИД применяют как для определения физи-
ко-механических свойств электропроводящих материалов, так и для
обнаружения в них дефектов типа нарушения сплошности. Практиче-
ски все ультразвуковые дефектоскопы общего назначения (ДУК-66П,
УД-11 ПУ и т.п.) имеют в своем составе глубиномерное устройство,
позволяющее измерять толщину изделий.
СНК должны удовлетворять общим техническим требованиям
Государственной системы промышленных приборов и средств автома-
тики. Основными из этих требований являются соблюдение принципов
агрегатного построения приборных комплексов, стандартизация и уни-
фикация СНК.
Важный момент совершенствования СНК — установление показа-
телей, определяющих качество прибора. Номенклатура показателей ка-
чества приборов НК (акустических, вихретоковых, магнитных, оптиче-
36
ских, тепловых, капиллярных, рентгеновских, радиоволновых и элек-
трических) приведена в ГОСТ 4.177—85.
В номенклатуру показателей качества СНК входят показатели:
назначения (показатели функциональные и технической эффективно-
сти, конструктивные и показатели стойкости к внешним воздействи-
ям) ; надежности (безотказность, долговечность, средний срок служ-
бы); экономного использования сырья, материалов, топлива, энер-
гии и трудовых ресурсов (масса, потребляемая мощность): эргономи-
ческие (комплексный эргономический показатель, показатель уровня
шума); эстетические (комплексный эстетический показатель); тех-
нологичности (показатели трудоемкости изготовления прибора и тех-
нологической себестоимости по ГОСТ 14.205—83); транспортабельно-
сти (устойчивость к транспортной тряске); стандартизации и унифика-
ции (коэффициент применяемости и повторяемости) ; патентно-право-
вые (показатели патентной чистоты и защиты) ; экономические (про-
ектируемая себестоимость, оптовая цена, эффективность от внедрения
разработки) .
Специалисты, эксплуатирующие СНК, и поверители этих средств,
чаще всего имеют дело с показателями назначения и надежности прибо-
ра. В зависимости от конкретных задач, решаемых СНК, разработчики
новых приборов и государственных стандартов с перспективными тре-
бованиями должны устанавливать и нормировать основные показатели
СНК, определяющие их техническое состояние, надежность работы и
достоверность полученных результатов.
В некоторых случаях необходимо вводить показатели контроли-
руемого объекта, ограничивающие область применения средств НК. На-
пример, для акустических приборов — это минимальный радиус кри-
визны, шероховатость, скорость ультразвука и т.п.: для магнитных и
вихретоковых - это геометрические, электрические, магнитные и т.п.
параметры. Параметры контролируемого объекта, ограничивающие
область применения (функция влияния), часто являются объектами по-
верки.
Известно, что любое средство измерений сохраняет свои показатели
качества только в определенном диапазоне рабочих температур. Это от-
носится и к средствам НК, причем в зависимости от рабочей температу-
ры средства НК подразделяют на шесть групп. Если СНК не изменяет
свои показатели качества в диапазоне температур от +50 до — 50°С, то
его относят к первой группе приборов.
По устойчивости к механическим воздействиям СНК изготовляют
обыкновенного и виброустойчивого исполнения. Приборы обыкновен-
ного исполнения должны выдерживать вибрации частотой до 25 Гц с
амплитудой не более 0,1 мм.
По дополнительной погрешности, возникающей при нормальных
климатических условиях из-за влияния внешнего магнитного поля на-
пряженностью 400 Л/м, СНК разделяются на четыре группы: у приборов
первой группы дополнительная погрешность должна составлять меньше
1 $, у второй от 1 до 2,5 %, у третьей - от 2,5 до 4,0 % и у четвертой
может быть более 4 % основной погрешности.
37
Для СНК пока не разработана единая система сокращенных обозна-
чений. В последние годы при разработке новых СНК придерживаются
обозначений, отражающих вид НК, назначение прибора и ряд дополни-
тельных признаков. Наметился общий подход к сокращенным обозначе-
ниям. Например, если работа СНК основана на ультразвуковом методе,
то в обозначении прибора используют букву У, а на акустическом — А.
Магнитные, вихретоковые и капиллярные приборы в их обозначении
имеют первую букву М, В и К соответственно.
Для всех СНК второй буквой после обозначения вида НК следует
отражать назначение прибора: Д — дефектоскоп, Т — толщиномер, С —
структуроскоп, Э - измеритель электромагнитных характеристик. На-
пример, сочетание букв УТ означает „ультразвуковой толщиномер”,
КД - капиллярный дефектоскоп, ВС - вихретоковый структуроскоп,
АД - акустический дефектоскоп, МТ — магнитный толщиномер, ВЭ —
вихретоковый измеритель электрической проводимости и т.п.
Дополнительные признаки метода или конструкции прибора также
рекомендуется обозначать буквами. Например, если вихретоковый при-
бор комплектуется проходными преобразователями, то в его обозначе-
нии используют букву П, если в работе капиллярного дефектоскопа
применяют люминисцентный метод НК, то для обозначения его допол-
нительных признаков применяют букву Л.
Для ультразвуковых дефектов устанавливают следующие обозна-
чения: УД (для дефектоскопов общего назначения) или УДС (специали-
зированные дефектоскопы); номер группы; порядковый номер моде-
ли; номер модернизации М, номер исполнения (отражает требования к
устойчивости при внешних воздействиях), обозначение технических
условий. Например, УД2-12 (Ml-2.1) ТУ ... расшифровывается так: уль-
тразвуковой дефектоскоп общего назначения, с номером группы 2, но-
мером модели 12, номером модернизации 1, номером исполнения 2.1.
На лицевую панель дефектоскопа допускается наносить только условные
индексы до скобок.
В условном обозначении магнитных и вихретоковых дефектоско-
пов, кроме первых двух букв, номера модели и типа преобразователя,
необходимо использовать буквы, указывающие на режим работы: Д -
динамический, Ст — статический, К — комбинированный; затем — рим-
ские цифры, обозначающие конструктивное исполнение: I — стационар-
ные, II — передвижные, III — переносные, IV - портативные; последняя
буква в обозначении соответствует назначению дефектоскопа: У — обще-
го назначения, Е — специализированные, например, ВД-22 НСт — IV у
(„Проба-5”).
В эксплуатации находится много СНК, условные обозначения кото-
рых не подчиняются какому-либо общему правилу; ПМД-70 — перенос-
ной магнитный дефектоскоп, модель 1970 г.; У ДМ-3 — ультразвуковой
дефектоскоп малогабаритный, третья модель; УЗД МВТУ - ультразву-
ковой дефектоскоп, разработанный в Московском высшем техническом
училище им. Н.Э.Баумана.
38
Но степени автоматизации контрольных операций СНК можно разде-
лить на механизированные, автоматизированные и автоматические.
Контроль с помощью СНК, в котором сканирование поверхности
преобразователем осуществляется автоматически, а процессы подачи,
рассортировки изделий и т.п. — не автоматизированы, относят к механи-
зированному контролю. В автоматизированных СНК все операции кон-
троля, кроме расшифровки результатов наблюдений и подачи команды
на механизмы рассортировки, выполняются автоматически. В автомати-
ческих СНК все процессы контроля осуществляются без участия опера-
тора.
Внедрение автоматического контроля всегда связано с трудностями,
если результат контроля оценивается оператором только визуально
(магнитопорошковый и капиллярный методы НК). Акустические, фер-
розондовый и вихретоковые методы НК могут быть полностью автома-
тизированы.
Заметим, что автоматический контроль иногда требует применения
сложных механизмов сканирования поверхности объекта контроля. При
этом необходимо обеспечить не только обследование всей поверхности
изделия, но и поддержание заданного зазора между преобразователем и
поверхностью изделия или обеспечение с ней надежного и постоянного
по усилию акустического контакта.
Разработка и широкое внедрение методов передачи и использования
в автоматических системах управления технологическими процессами
данных об обнаруженных в контролируемых изделиях СНК дефектах
существенно расширяет область применения методов НК, производи-
тельность контроля и качество продукции.
Выбор СНК для контроля конкретных изделий довольно сложный и
ответственный процесс, так как принятие ошибочного решения может
привести к резкому снижению качества и надежности изделия (неудов-
летворительная чувствительность СНК) или к забракованию бездефект-
ных изделий (завышенная чувствительность выбранного СНК). В том и
в другом случае это приводит к существенным материальным потерям
и снижению доверия к СНК. Особенно часто возникают сомнения в до-
стоверности и надежности контроля, если были применены неповеренные
СНК.
ГЛАВА 6.
СТАНДАРТИЗАЦИЯ МЕТОДОВ
И СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
6.1. Стандартизация методов НК
В нашей стране разработана и действует Государственная система
стандартизации (ГСС), представляющая собой комплекс взаимосвязан-
ных правил и положений, определяющих цели и задачи стандартизации,
организацию и методику проведения работ по стандартизации во всех от-
39
раслях народного хозяйства, порядок разработки, оформления, согласо-
вания, утверждения, издания и внедрения стандартов всех категорий, а
также контроля за их соблюдением.
Система стандартизации является составной частью системы управле-
ния народным хозяйством.
Основополагающим в комплексе государственных стандартов явля-
ется ГОСТ 1.0-85 „Государственная система стандартизации. Основные
положения”, в котором отмечается, что стандартизация - это деятель-
ность, заключающаяся в нахождении решений для повторяющихся задач
в сфере науки, техники и экономики, направленная на достижение опти-
мальной степени упорядочения в определенной области.
К основным направлениям стандартизации в СССР, имеющим непо-
средственное отношение и к стандартизации методов и СНК, относятся:
совершенствование управлением народным хозяйством, повышение тех-
нического уровня и качества продукции, интенсификация общественного
производства и повышение его эффективности, ускорение научно-техни-
ческого прогресса, установление рациональной номенклатуры продук-
ции, рациональное и экономное использование ресурсов.
ГОСТ 1.0- 85 устанавливает главную задачу стандартизации в СССР,
которая состоит в создании системы НТД, определяющей прогрессивные
требования к продукции, ее разработке, производству и применению, а
также в контроле за правильностью использования этой документации.
Большое значение в настоящее время придается созданию стандартов
с перспективными требованиями, качество и уровень которых должны
оказывать решающее влияние на технические характеристики машин,
приборов и средств автоматизации.
При создании системы НТД в области методов и СНК необходимо
было бы придерживаться принципов комплексной стандартизации, ко-
торая обеспечила бы взаимную связь объектов стандартизации согласо-
ванием показателей, норм и требований к этим объектам.
Стандарты могут быть трех видов: стандарты на продукцию (пара-
метры и размеры, методы контроля, приемка, хранение и т.д.), органи-
зационно-методические стандарты (основные положения, порядок и
т.д.) и обшетехнические стандарты (термины и определения, обозначе-
ния, номенклатура и т.д.). Все три вида стандартов применяют при стан-
дартизации методов и СНК.
Одно из важных направлений работ в области стандартизации в
СССР -- установление прогрессивных требований (опережающая стан-
дартизация) к методам и средствам контроля качества продукции, отра-
жающих высшие достижения отечественной и зарубежной науки, техни-
ки, технологии и передовой опыт.
Немаловажное значение стандартизация методов НК имеет в системе
управления качеством продукции, так как контроль качества является
одной из основных ее частей. Он осуществляется для контроля и коррек-
тировки технологических процессов, операционного и приемочного кон-
троля и т.д.
Для методов НК предусмотрены государственные стандарты на их
40
классификацию, отдельные виды и методы НК, терминологию и опреде-
ления, области применения, общих технических требований и т.д.
В ГОСТ 18353—79 „Контроль неразрушающий. Классификация ви-
дов и методов” установлены единые терминология и определения видов
и методов НК.
В зависимости от физических явлений, положенных в основу мето-
дов НК, они подразделяются на девять основных видов: акустический,
магнитный, вихретоковый, проникающими веществами, радиоволновый,
радиационный, оптический, тепловой и электрический.
Каждый из перечисленных видов НК включает в себя методы, кото-
рые классифицируются по следующим признакам:
по характеру непосредственного взаимодействия физических полей
или веществ с контролируемым объектом (материалы, полуфабрикаты,
готовые изделия):
по первичным информативным параметрам, т.е. по одной из основ-
ных характеристик физического поля или проникающего вещества, ре-
гистрируемых после их взаимодействия с контролируемым объектом;
по способу получения первичной информации, т.е. по способу реги-
страции совокупности характера физических полей или проникающих ве-
ществ после их взаимодействия с контролируемым объектом.
Название метода образуется из классификационных признаков,
свойственных ему. В табл. 5 приведена классификация методов НК для
магнитного, вихретокового и акустического видов.
Следует отметить, что не все из перечисленных методов одинаково
широко используются на практике. Так, метод фильтрующихся частиц
значительно реже применяется по сравнению с другими методами капил-
лярного вида НК, то же можно сказать о порошковом методе акустиче-
ского вида, пондеромоторном методе магнитного вида НК Однако боль-
шинство из них широко используют для обнаружения в контролируемых
объектах дефектов типа нарушений сплошности, оценки структуры мате-
риала, химического состава, физико-механических свойств, измерения
геометрических СНК; воздействию температуры, влажности, давления,
механических ударов ГОСТ 12997-84; уровню шума на рабочем месте
ГОСТ 12.1.003—83. Метрологические характеристики СНК устанавлива-
ются в соответствии с требованиями ГОСТ 8.009-84.
Разнообразие СНК затрудняет регламентацию конкретных комплек-
сов или отдельных нормируемых метрологических характеристик для
каждого вида СНК. Поэтому нормируемые метрологические характе-
ристики устанавливают для каждой группы или конкретного СНК, при-
чем таким образом, чтобы можно было оценить погрешность измерений
с необходимой доверительной вероятностью и обеспечить воспроизводи-
мость результатов контрольных операций.
Основные задачи метрологического обеспечения определены в п.
2.4 ГОСТ. 1.25—76. С учетом специфики СНК можно выделить следую-
щие задачи МО: установление и обоснование метрологических характе-
ристик СНК; установление рациональной номенклатуры СНК; стандар-
тизация терминов и определений в области метрологического обеспече-
41
Таблица 5
Вид контроля Классификация методов НК
по характеру взаи- модействия физи- ческих полей с контролируемым объектом по первичному информативному параметру по способу получе- ния первичной информации
Магнитный Магнитный Коэрцитивной силы Намагн иченности Остаточной ин- дукции Магнитной про- ницаемости Эффекта Барк- гаузена Магнитопорошк о- вый, индукционный, феррозондовый эф- фекта Холла Магнитографиче- ский Пондер ом оторный
Вихротоковый Прошедшего излучения Отраженного излучения Амплитудный Фазовый Частотный Спектральный Многочастотный Трансформаторный Параметрический
Акустический Прошедшего излучения Отраженного излучения (эхо-метод Резонансный Импедансный Свободных коле- баний I Акустико-эмис- 1 сионный Амплитудный Фазовый Временной Частотный Спектральный Пьезоэлектрический Электромагнитно- акустический Микрофонный Порошковый
ния; разработка (СО); установление пределов измерений, влияющих на
процесс контроля физических величин; разработка методик контроля:
разработка образцовых и исходных средств поверки СНК и т.д.
Одна из основных задач МО производства продукции - повышение
точности и достоверности измерений параметров, определяющих ее ка-
чество. Заметим, что на работников Государственной приемки возложе-
на обязанность широкого использования СНК не только в своей деятель-
ности, но и обязанность требовать от предприятий внедрения СНК на
всех этапах создания и производства продукции. Поэтому в настоящее
время резко возрастают требования к метрологическому обеспечению
СНК.
На методы и средства поверки СНК разработаны: ГОСТ 8.283-78 -
для вихретоковых дефектоскопов; ГОСТ 8.495-83 — для ультразвуко-
вых контактных толщиномеров; ГОСТ 23349-84 - для капиллярных
42
дефектоскопов, который содержит технические требования на изготов-
ление стандартных образцов для поверки; ГОСТ 23667—85 — для ультра-
звуковых дефектоскопов; ГОСТ 23702—85 — для ультразвуковых пре-
образователей с требованиями к стандартным образцам, применяемым
при поверке; ГОСТ 8.502—84 — для вихретоковых и магнитных толщи-
номеров покрытий.
Разработаны также методические указания Госстандарта СССР на
методы и средства поверки некоторых СНК. Так, в РД 50—337—82 и
РД 50—407—83 содержатся методы и средства поверки электронных бло-
ков ультразвуковых дефектоскопов, параметров ультразвуковых на-
клонных преобразователей и толщиномеров покрытий.
Такой комплексный подход позволит осуществить качественный
сдвиг в стандартизации НК. Причем одновременно с разработкой стан-
дарта на вид (метод) НК необходимо разрабатывать стандарт общих
технических требований к СНК, предназначенным для реализации вида
(метода) НК, устанавливать область применения, а также разрабатывать
стандарт методов и средств измерения основных параметров СНК.
В настоящее время большое внимание уделяется вопросам механи-
зации и автоматизации контроля неразрушающими методами. Появле-
ние серийных роботов-манипуляторов позволило создать роботизиро-
ванные технологические комплексы НК. По-видимому, эти комплексы
потребуют разработки НТД, в которой- должны быть отражены такие
метрологические характеристики, как погрешность срабатывания комп-
лекса, позиционная погрешность при установке изделий в преобразова-
тель, номинальное усилие прижатия преобразователя к изделию, диапа-
зон контроля и т.д., а также номенклатура контролируемых изделий.
РАЗДЕЛ III. СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
И ИХ ПОВЕРКА
ГЛАВА 7.
ОБЩИЕ ВОПРОСЫ ПОВЕРКИ
7.1. Роль метрологического обеспечения СНК
в повышении качества продукции
Повышение качества продукции зависит от степени метрологическо-
го обеспечения производства.
Низкий уровень контрольных операций, вызванный недостаточной
или неправильно оцененной точностью измерений или недостаточной и
нестабильной чувствительностью СНК приводит к снижению достоверно-
сти и воспроизводимости полученной информации о контролируемых
признаках (параметрах) контролируемой продукции, что, как правило,
43
приводит к снижению качества продукции. Следовательно, для обеспе-
чения получения достоверной информации в результате проведения конт-
рольных операций необходимо повышать качество метрологического
обеспечения СНК, одной из форм которого является поверка СНК.
Именно поверка обеспечивает постоянную готовность парка СНК к их
использованию по назначению.
Значение поверки СНК'выходит далеки за рамки предприятия (ор-
ганизации) , которому они принадлежат. Обеспечивая единообразие
СНК в части их метрологических характеристик, как одно из условий
обеспечения единства контроля во всех звеньях народного хозяйства
страны, поверка обеспечивает тем самым бесперебойное и безотказное
взаимодействие этих звеньев, эффективное использование результатов
их работы.
При поверке в первую очередь необходимо определить соответствие
технических и метрологических характеристик СНК требованиям НТД.
Исходя из области применения СНК НТД подразделяют на НТД по
поверке: СНК, предназначенных для общего (межведомственного) при-
менения нестандартизованных СНК, изготовляемых и применяемых на
одном предприятии.
В зависимости от состояния стандартизации технических требований
к СНК, подлежащим поверке, НТД по поверке могут быть разработаны
в виде стандартов или методических указаний.
При поверке СНК, предназначенных для общего применения, НТД
являются государственные стандарты методик поверки или методиче-
ские указания Госстандарта СССР по поверке.
В случае отсутствия государственных стандартов или методических
указаний Госстандарта СССР по поверке СНК, предназначенных для при-
менения в одном ведомстве, ведомства могут применять свои методиче-
ские указания по поверке. Если есть необходимость отразить специфику
условий поверки СНК, ведомственные методические указания применя-
ются иногда и при наличии государственных стандартов или методических
указаний Госстандарта СССР по поверке, но при условии соблюдения ос-
новных требовании, установленных в них.
Для поверки нёстандартизованных СНК, изготовляемых и применяе-
мых на одном предприятии, используют методические указания по по-
верке, разработанные на предприятии.
НТД по поверке любого уровня разрабатывают только в том случае,
если поверяемые СНК обеспечены средствами поверки.
Разработку новых и пересмотр действующих государственных стан-
дартов методик поверки и методических указаний по поверке осуще-
С1вляют центры стандартизации и метрологии Госстандарта СССР по спе-
циализации, а также организации-разработчики СНК или головные (базо-
вые) организации метрологических служб министерства (ведомства),
являющихся разработчиками средств НК.
Методические указания метрологических институтов по поверке
разрабатывают организации, представляющие СНК на юсударственные
приемочные испытания.
44
Методические указания предприятий и ведомственные по поверке
разрабатывают организации-разработчики СНК или головные (базовые)
организации метрологических служб министерств (ведомств), ответ-
ственные за ввоз СНК в страну.
НТД по поверке любого уровня (их построение, содержание и изло-
жение) должны соответствовать требованиям ГОСТ 8.042—83.
Порядок разработки, согласования, утверждения, оформления, ре-
гистрации и издания ведомственных методических указаний по поверке
и методических указаний предприятия устанавливают министерство (ве-
домство), в которое входит организация-разработчик НТД но поверке.
7.2. Методы поверки. НТД по поверке
Под методом поверки средств измерений понимается метод передачи
размера единицы физической величины от вышестоящих в поверочной
схеме средств измерений нижестоящим (ГОСТ 8.061-80).
При проведении поверки СНК могут применяться следующие мето-
ды:
непосредственного (т.е. без использования средств сравнения) сли-
чения поверяемого СНК с образцовым средством того же вида (т.е. ме-
ры с мерой или измерительного прибора с измерительным прибором);
сличения поверяемого средства НК с образцовым средством измере-
ний того же вида при помощи компаратора (т.е. с помощью средств срав-
нения) :
прямого измерения поверяемым СНК величины, воспроизводимой
образцовой мерой:
прямого измерения образцовым измерительным прибором величи-
ны, воспроизводимой подвергаемой поверке мерой:
косвенного измерения, при котором искомое значение величины на-
ходят на основании известной зависимости между этой величиной и вели-
чинами, подвергаемыми прямым измерениям;
независимой поверки, т.е. поверки средств измерений относитель-
ных (безразмерных) величин, не требующая передачи размеров единиц
от эталонов или образцовых средств измерений, проградуированных в
единицах размерных величин.
При проведении поверки одним из вышеуказанных методов СНК по-
веряются, обычно, как единое целое — в полном комплекте всех его со-
ставных частей. Заключение о его пригодности выносится на основании
определения погрешности СНК в целом.
Иногда целесообразно проводить поверку поэлементно. Поэлемент-
ной называют поверку СНК путем определения параметров отдельных
его частей, оказывающих влияние на пригодность средства НК к исполь-
зованию.
В НТД на методики поверки СНК кроме вводной части должны со-
держаться следующие разделы: операции поверки: средства поверки;
требования безопасности: условия поверки: подготовка к поверке;
проведение поверки: обработка результатов измерений и оформление
45
результатов поверки. В обоснованных случаях допускается объединять
или исключать отдельные разделы НТД по поверке (ГОСТ 8.042 -83).
В НТД по поверке должны включаться методы и средства поверки,
основанные на современных достижениях науки и техники. Туда же сле-
дует включать определение (контроль) минимума метрологических ха-
рактеристик, достаточного для решения вопроса о пригодности поверяе-
мых средств НК к применению.
После раздела „Средства поверки” иногда включают раздел „Требо-
вания к квалификации поверителей”, если к ним предъявляются особые
требования.
Во вводной части обязательно указывается, на какие СНК НТД рас-
пространяется и делается ссылка на НТД той же или более высокой ка-
тегории, регламентирующей технические требования к этим СНК. В
случае необходимости указывается, на какие СНК они не распространя-
ются.
В разделе ,.Операции поверки” перечень операций указывается в той
последовательности, в которой наиболее целесообразно их выполнение.
Обычно операции поверки приводятся в виде таблицы (табл. 6).
Таблица 6
Наименование операций Номер пункта НТД по по- верке Обязательность проведения операций при
выпуске из производства выпуске пос- ле ремонта эксплуатации и хранении
1 2 3 4 5
Примечание. Обязательность проведения операций указывается словами
„Да”, „Нет”.
Графы 3 и 4 можно объединить в одну графу с наименованием „пер-
вичной поверке”, если в них указаны одни и те же операции. Если одни и
те же операции проводят при проведении первичной и периодической по-
верок, графы 3-5 исключаются, а наименование операций поверки изла-
гаются в виде текста, а не таблицы.
В наименованиях операций, предназначенных для определения от-
дельных метрологических параметров СНК, вместо слова „поверка”
следует применять слово „определение”, а в случаях, не относящихся к
определению параметров — „проверка” (например, проверка комплекс-
ности и т.п.).
7.3. Средства поверки
В НТД содержится перечень необходимых для проведения поверки
образцовых и вспомогательных средств поверки. К вспомогательным
46
относятся: вспомогательные средства измерений и устройства, материа-
лы и поверочные приспособления.
Для образцовых и вспомогательных средств поверки указываются
номера НТД, регламентирующие технические требования, разряды по
государственным поверочным схемам, если они есть, и (или) метроло-
гические и (или) основные технические характеристики этих средств.
Перечень образцовых и вспомогательных средств поверки может
быть изложен в виде таблицы.
7.4. Условия проведения поверки
При проведении поверки СНК должны соблюдаться нормальные
условия, которые оговариваются в НТД на методики поверки. В них
указывается совокупность пределов нормальных областей влияющих
величин, а при необходимости также и номинальные значения влияю-
щих величин. Под влияющей физической величиной понимается вели-
чина, не являющаяся измеряемой данным средством измерений, но
оказывающая влияние на результаты измерений этим средством, т.е.
на его метрологические характеристики. К ним относятся: температу-
ра, влажность и давление окружающего воздуха; температура среды, в
которой проводится поверка: частота и напряжение тока питания,
содержание в нем гармоник; вибрация и тряска; магнитные и электро-
магнитные поля и т.д.
Нормальным значением (нормальной областью значений) влияю-
щей величины является такое, которое устанавливается в стандартах
или технических условиях на средства измерений данного вида в каче-
стве нормального для этих средств измерений.
Погрешность средства измерений, используемого в нормальных
условиях, является его основной погрешностью.
Обычно нормальными условиями для определения основной по-
грешности поверяемого средства измерений считаются условия, при
которых составляющая погрешности поверяемого средства измерений
от действия совокупности влияющих величин не превышает 35 % преде-
ла допускаемой основной погрешности поверяемого средства измере-
ний. В тех же случаях, когда невозможно или нецелесообразно обеспе-
чить нормальные условия, действительные значения или пределы дейст-
вительных значений влияющих величин следует фиксировать при измере-
ниях с целью приведения результатов измерения к нормальным услови-
ям или информации о действительных условиях их выполнения.
Номинальные значения некоторых нормальных влияющих величин
приведены в табл. 7.
Кроме этих величин часто нормируются номинальные значения дру-
гих влияющих величин. К таким величинам можно, например, отнести
напряжение питания, максимальный коэффициент содержания в нем
высших гармоник, частоту питающего переменного тока и др.
Почти во всех случаях номинальные значения магнитной индукции
47
Таблица 7
Влияющая величина
Номинальное
значение
Значение, допу-
скаемое к огра-
ниченному приме-
нению в качестве
номинального
Температура:
293
20
273; 90; 4,2
23; 25; 27
Атмосферное давление:
кПа
Па
мм.рг.ст
Относительная влажность
101,3
760
100
101325
750
о
60
0; 55; 58; 65
(напряженности магнитного поля) и напряженности электростатическо-
го поля соответствуют характеристикам поля Земли в данном географи-
ческом районе (кроме районов магнитных аномалий) .
Помимо нормальных условий применения СНК при проведении их
поверки вводится понятие рабочей области значений влияющей величи-
ны, под которым понимается область значений влияющей величины,
устанавливаемая в стандартах или технических условиях на СНК данного
вида и в пределах которой нормируется дополнительная погрешность
этих средств. Изменение показаний измерительного прибора под дейст-
вием влияющей величины — это изменение погрешности измерительного
прибора, вызванное отклонением одной из влияющих величин от нор-
мального значения или выходом ее за пределы нормальной области зна-
чений.
7.5. Подготовка и проведение поверки
Перед проведением поверки обычно проводят подготовительные ра-
боты: устанавливают и готовят поверяемые СНК, а также средства по-
верки; выдерживают поверяемые СНК в условиях, где действуют влия-
ющие величины; снимают смазку со стандартных образцов; проводят
экранирование (в случае необходимости) ; проверяют контактные соеди-
нения; освещенность; значения влияющих величин (температуры окру-
жающей среды, напряжения питающей сети, влажности и т.д.); заземля-
ют СНК и средства поверки; подключают присоединительные устрой-
ства; прогревают СНК под током; проводят необходимые мероприятия
по технике безопасности и т.п.
При небольшом объеме работ к проведению поверки и малом числе
требований к условиям ее проведения они могут быть объединены в
одном разделе „Условия поверки и подготовка к ней”.
Поверка СНК состоит из внешнего осмотра, опробования и опреде-
ления их метрологических параметров.
При внешнем осмотре СНК проверяется: соответствие их комплек-
48
ной катушкой, много и все они практически равноправны. Для измене-
ния, например, магнитного потока в соленоиде (поверка магнитных де-
фектоскопов) достаточно измерительную катушку в течение 1 с внести
в соленоид и удалить из него. Можно измерительную катушку повернуть
в магнитном поле на некоторый угол, включить и выключить ток, соз-
дающий поле.
Рис. 10
Магнитный поток измеряют баллистическим гальванометром. Метод
основан на измерении количества электричества в импульсе тока. Такой
метод получил название индукционно-импульсного. Схема прибора
(рис. 10) включает в себя измерительную катушку ИК с известным чи-
слом витков сок и активным
сопротивлением RK, баллисти-
ческий гальванометр с внутрен-
ним сопротивлением г и допол-
нительный резистор Ад.
В результате изменения по-
токосцепления в катушке наво-
дится количество электриче-
ства, которое фиксируется баллистическим гальванометром, так как
наибольшее отклонение его указателя ат пропорционально количеству
электричества в импульсе. Тогда магнитный поток Ф можно рассчитать
по формуле
аТП •>
(8.3)
где Сф = CqR — цена деления гальванометра по магнитному потоку;
R -RK + АД + г; Cq — баллистическая постоянная по количеству элект-
ричества.
Баллистические гальванометры типаМ 197/1 и М197/2 имеют цену де-
ления 3,5 • 10“5 и 0,35 • 10'5 Вб/дел.
Магнитные величины можно измерять и веберметром. Преобразова-
телем магнитных величин в электрические здесь также служит измери-
тельная катушка, а измерительным элементом — магнитоэлектрический
гальванометр. Вспомним, что магнитоэлектрический гальванометр пред-
ставляет собой рамку, помещенную в поле постоянного магнита, по ко-
торой протекает ток. В веберметре измерительная катушка и рамка
магнитоэлектрического гальванометра образуют замкнутую электриче-
скую цепь. Появление тока в измерительной катушке поворачивает
рамку гальванометра пропорционально измеряемому магнитному по-
току.
Отечественная промышленность выпускает магнитоэлектрические
фотокомпенсационные и электрические веберметры. Например, магнито-
электрические веберметры М199 и Ml 119 имеют цену деления (постоян-
ная веберметра) 5 • 10“6 и 10“4 Вб/дел; фотокомпенсационный микро-
веберметр Ф190 позволяет измерять магнитные потоки от 2 до 500 мкВб
с погрешностью 1,5 и 2,5 %, электронный веберметр Ф199 работает в диа-
пазоне от 25 до 2500 мкВб и имеет погрешность измерений 1,5 и 2,5 %.
65
Метод баллистического гальванометра (или измерение с помощью
веберметра) может быть использован для измерения магнитной индук-
ции В и напряженности магнитного поля Я, так как В = Ф/5 uH-B/hq,
где 5 — площадь витка измерительной катушки, — магнитная прони-
цаемость, равная 4л • 10" 7 Гн/м.
Применение гальваномагнитных преобразователей лежит в основе
приборов, с помощью которых измеряют (без расчетов) магнитную ин-
дукцию и напряженность магнитного поля. Такие приборы получили
название тесламетров. Поясним принцип работы гальваномагнитных
преобразователей на примере преобразователя Холла (рис. 11). Если
через полупроводниковую пластину (германий, арсенид германия и
др.) пропустить ток /0 и поместить ее в магнитное поле В, то на перпен-
дикулярных боковых гранях пластины появится ЭДС (эффект Холла).
Тесламетры с преобразователями Холла позволяют измерять индук-
цию и напряженность постоянных и переменных магнитных полей. По-
грешность измерений составляет 1—3 %. Например, тесламетр типа Ш1-8
измеряет магнитную индукцию в диапазоне от 0,01 до 1,6 Тл с погреш-
ностью, не превышающей ± 2 %.
К достоинствам тесламетров с преобразователем Холла следует от-
нести возможность измерения магнитных величин в широком диапазоне
частот.
ГЛАВА 9.
СРЕДСТВА КАПИЛЛЯРНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
И ИХ ПОВЕРКА
9.1. Физическая сущность, область применения,
классификация
Капиллярные методы неразрушающего контроля относятся к виду
неразрушающего контроля проникающими веществами, основанному на
проникновении веществ в полость дефектов контролируемого объекта
(ГОСТ 18353-79).
Основное назначение капиллярных методов НК — выявление види-
мых или слабо видимых невооруженным глазом дефектов типа наруше-
ния сплошности, выходящих на поверхность, на изделиях, изготовлен-
ных как из металлов, так из неметаллов; Капиллярные методы позволя-
ют выявлять различные открытые с поверхности дефекты производст-
венно-технологического и эксплуатационного характера: шлифовочные,
66
термические, сварочные и усталостные трещины, волосовины, пористость
материала, закаты, заковы и другие поверхностные дефекты в материа-
лах, полуфабрикатах и изделиях любой геометрической формы и разме-
ров.
Капиллярные методы применимы также для выявления межкристал-
литной коррозии, растрескивания поверхности изделия или хромового
покрытия на нем.
Основная область применения капиллярных методов НК — контроль
изделий из немагнитных материалов: неферромагнитных сталей, жаро-
прочных, титановых, алюминиевых, магниевых и других сплавов, а так-
же изделий из керамики, стекла, металлокерамики, некоторых пласти-
ческих и синтетических материалов.
Изделия из пластмасс можно подвергать контролю только в том слу-
чае, если они стойки к воздействию органических растворителей.
Изделия, изготовленные из ферромагнитных материалов, контроли-
руют капиллярными методами тогда, когда их магнитные свойства, фор-
ма, вид и месторасположение дефектов не позволяют достигать требуе-
мой по ГОСТ 21105- 87 чувствительности магнитопорошковым методом
или магнитопорошковый метод контроля не допускается применять по
условиям эксплуатации объекта.
Капиллярные методы контроля обладают следующими достоинства-
ми: высокой чувствительностью, достаточно производительны, тсхноло-
1 ически являются одними из наиболее простых и надежных методов НК
и относительно недороги. В значительной мере технологический процесс
контроля может быть механизирован и автоматизирован.
Высокая чувствительность и простота капиллярных методов и на-
рядность результатов позволяют использовать их не только для первич-
ного обнаружения, но иногда и для подтверждения наличия поверхност-
ных дефектов, выявленных другими методами ПК.
Методы применимы в цеховых, лабораторных и полевых условиях.
Капиллярные методы ПК основаны па капиллярном проникновении
индикаторных жидкостей (пенетрантов) в полости открытых с поверх-
ности дефектов (песплошвостей материала объекта контроля) и реги-
страции образующихся индикаторных следов визуальным способом или
с помощью преобразователя. При капиллярных методах ПК индикатор-
ный след во много раз шире выявляемого дефекта и между индикатор-
ным следом и остальной поверхностью изделия искусственно создается
цветовой или (и) световой контраст.
Методы делятся на основные, использующие капиллярные явления,
и комбинированные, сочетающие в себе два или более различных по фи-
зической сущности методов ПК, одним из которых является капилляр-
ный.
В практике более распространены основные капиллярные методы,
чем к о мб ин и ро в а ни ые.
Основные методы капиллярною контроля, в зависимости от типа
щюникающет о вещества, делятся на: методы проникающих растворов и
фильтрующихся суспензий, а в зависимости от способа получения пер-
67
вичной информации — на яркостный (ахроматический), цветной (хро-
матический) , люминесцентный, люминесцентно-цветной
Комбинированные капиллярные методы НК в зависимости от харак-
тера физических полей (излучений) и особенностей их взаимодействия с
контролируемым объектом, делятся на: капиллярно-электростатиче-
ский, капиллярно-электроиндукционный, капиллярно-магнитный, капил-
лярно-радиационные поглощения и излучения.
По ГОСТ 18442—80, в зависимости от минимального размера выяв-
ляемых дефектов, установлено пять классов чувствительности капилляр-
ных методов НК:
Класс чувст- Минимальный размер (ширина
вительности раскрытия) дефекта, мкм
I............................менее 1
II............................от 1 до 10
III...........................от 10 до 100
IV............................от 100 до 500
Технологический...................не нормируют
Класс чувствительности так же, как объем, периодичность и нормы
оценки качества, устанавливает разработчик объекта контроля.
Технология контроля капиллярными методами НК состоит из доста-
точно простых операций, общих для всех капиллярных методов, за иск-
лючением метода фильтрующихся частиц. Так как метод фильтрующих-
ся частиц у нас в стране практически не применяется, то он рассматри-
ваться не будет.
Основные этапы проведения контроля (рис. 12, а-д) следующие:
а б в г &
Рис. 12
подготовка поверхности изделия к контролю; нанесение на изделие
пенетранта; удаление с поверхности изделия излишков пенетранта; нане-
сение на поверхность изделия проявляющегося вещества; расшифровка
результатов контроля; удаление с поверхности изделия проявляющего
вещества и следов других дефектоскопических материалов.
В случае применения пенетранта, требующего последующего эмуль-
гирования, перед удалением излишков пенетранта с поверхности изделия
необходим еще один этап — нанесение на поверхность изделия эмульга-
тора.
Единой методики капиллярных методов НК нет. Технологические
режимы операций контроля устанавливаются в зависимости от тре-
буемого класса чувствительности, применяемого набора дефектоскопи-
ческих материалов и аппаратуры, особенностей объекта контроля и т.д.
Подготовка изделия к контролю заключается в очистке его поверх-
68
ности и полостей вероятных дефектов от загрязнений, лакокрасочных
покрытий и т.п., а также последующей сушке. Наиболее распространен
растворяющий способ очистки, заключающийся в промывке, протирке с
использованием воды, водных моющих растворов или легколетучих
растворителей. Реже применяется паровой метод — очистка в парах ор-
ганических растворителей (он чаще применяется при автоматизирован-
ном контроле). Очень ограниченно пока применяются механический,
химический, ультразвуковой, тепловой и другие способы очистки.
Наиболее распространенным является капиллярный способ заполне-
ния - самопроизвольное заполнение полостей дефектов индикаторным
пенетрантом, который наносится на контролируемую поверхность сма-
чиванием, погружением, струей и распылением. Излишек индикаторно-
го пенетранта на поверхности контролируемого изделия чаще удаляют
и реже гасят (устранение люминесценции или цвета воздействием гаси-
теля) . После этого на поверхность контролируемого изделия наносится
проявитель. Проявление может проходить с использованием явления
сорбции (порошковые проявители) или диффузии. Диффузионное про-
явление обеспечивает более высокую чувствительность. Проявление
следов дефектов — процесс образования рисунка в местах наличия де-
фектов.
Способы наблюдения и регистрации индикаторного следа приведены
в табл. 8.
Условия освещенности при выявлении индикаторных следов дефек-
тов регламентируются в зависимости от требуемого класса чувствитель-
ности (см. ниже).
Таблица 8
Способ обнаружения индикаторного следа Обозначение ка- пиллярных ме- тодов и способов Технологическая характеристика
Яркостный Я Обнаружение дефектов по индикатор- ному ахроматическому следу в види- мом излучении
Цветной (хроматический) ц Обнаружение дефекта по хроматиче- скому следу в видимой области
Люминесцентный л Обнаружение дефекта в длинноволно- вом ультрафиолетовом излучении по люминесцирующему видимым излу- чением индикаторному следу
Люминесцентно- цветной лц Обнаружение дефекта по цветному или люминесцентному индикаторному сле- ду в видимом или длинноволновом ультрафиолетовом излучении
Примечание. В таблице приведены способы выявления индикаторных
следов только при использовании метода проникающих растворов. Способы вы-
явления при методах фильтрующих суспензий и комбинированном приведены.в
ГОСТ 18442-80.
69
При цветном и ахроматическом методах капиллярного НК с визу-
альным способом выявления дефектов применяется комбинированное
(общее и местное) освещение. Применять только общее освещение до-
пускается в случаях, когда по условиям технологии использовать мест-
ное освещение невозможно. На стационарных рабочих местах применять
только местное освещение Не допускается.
В качестве источников света используются люминесцентные лампы
(преимущественно типа ЛБ или ЛХБ), а также лампы накаливания. Не
допускается применять газоразрядные лампы высокого давления (ДРЛ,
металлогалогенные).
Для ограничения пульсации освещенности используются двух- или
более ламповые стандартные светильники с аппаратурой включения
типа УБИ и УБК либо светильники (лампы) включаются на различные
фазы электросети.
Одноламповые люминесцентные светильники для местного освеще-
ния допускается применять только при использовании преобразователей
на повышенную частоту. Кроме того, должны быть приняты меры для
ограничения отраженной блескости в соответствии с санитарными норма-
ми.
При люминесцентном методе НК используется ультрафиолетовое
излучение с длиной волны 312-400 нм.
Практически, вместо интегрального измерения ультрафиолетовой
облученности контролируемой поверхности в энергетических единицах,
используется косвенная система интегральной оценки ультрафиолетовой
облученности.
В табл. 9 приведены значения требуемой освещенности в зависимо-
сти от класса чувствительности.
Общее освещение в системе комбинированного освещения должно
составлять 10*% нормируемого для комбинированного освещения, но не
ниже 150 лк при использовании люминесцентных ламп.
Участок визуального контроля при использовании люминесцентного
метода должен быть освещен светильниками отраженного или рассеянно-
го светораспределения, обеспечивающими освещенность 10 лк по поме-
щению. Прямая подсветка зоны контроля и глаз оператора от источни-
ков видимого света не допускается. Освещенность контролируемой по-
верхности от ультрафиолетового облучателя допускается не более 30 лк.
Достижение установленного класса чувствительности обеспечивается
при: применении аттестованного набора дефектоскопических материа-
лов, обладающего требуемой чувствительностью; соблюдении установ-
ленной технологии контроля; соответствия условий контроля требуе-
мым и др.
Порядок оформления результатов кош роля указывается в стандар-
тах и технических условиях на контролируемые изделия. Требования бе-
зопасности при проведении капиллярною метода НК изложены в ГОСТ
18442- 80.
70
Таблица 9
Класс чувствитель- ности Условия визуального выявления протяженных индикаторных сле- дов дефектов (соотношение ширины следа и ширины раскрытия дефекта 10 : 1)
У льтрафио лето- вая облучен- ность при ис- пользовании люминесцент- ных методов Освещенность, лк, при использовании цветных и яркостных методов для ламп
люминесцентных накаливания
отн. ед. комбини- рованная общая комбини- рованная 1 общая
I II 300 -100 2500* 750 2000* 500
III (150 ± 50) 2000 500 1500 400
IV (75 ± 25) 750 300 500 200
Технологи- ческий (до 50)
*При цветном методе с диффузионным проявлением допускается принимать
значение освещенности равной соответственно 4000 и 3000 лк.
9.2. Средства капиллярного неразрушающего контроля
К средствам капиллярного НК относятся дефектоскопы и дефекто-
скопические материалы.
Капиллярный дефектоскоп — комплекс, состоящий из приборов и
вспомогательных средств, позволяющий оператору с помощью набора
дефектоскопических материалов осуществлять весь технологический
процесс капиллярного НК. С помощью приборов капиллярного НК полу-
чают, передают и преобразуют информацию о наличии несплошностей в
контролируемом объекте с целью непосредственного восприятия наблю-
дателем.
Входящие в состав дефектоскопа вспомогательные средства пред-
ставляют собой устройства (стол, контейнер, ванна, распылитель и т.п.),
служащие для выполнения одной или нескольких технологических опе-
раций капиллярного НК без измерения и регулирования их параметров.
Дефектоскопы для капиллярного НК должны изготовляться в соот-
ветствии с требованиями ГОСТ 23349-84 и ГОСТ 12997-84. Требова-
ния к электрической изоляции дефектоскопов изложены в ГОСТ
21657-83.
Капиллярные дефектоскопы подразделяются на стационарные, пере-
движные и переносные.
Переносные дефектоскопы применяют, в основном, для контроля
единичных изделий (деталей) в конструкциях машин без их разборки, а
71
также крупногабаритных изделий (по участкам) . Как правило, они при-
годны и для применения в полевых условиях. Передвижные дефектоско-
пы используют для периодического контроля изделий (деталей в меха-
низмах и машинах) в цеховых условиях; стационарные — в условиях
мелко-, крупносерийного и массового производства непосредственно на
участках капиллярного НК.
Рабочие режимы дефектоскопов: продолжительный, кратковремен-
ный и повторно-кратковременный (ГОСТ 18311—80) .
Дефектоскопы в зависимости от их функционального назначения
могут включать в себя полностью или частично следующие устройства:
подготовки объектов к контролю; обработки объектов дефектоскопи-
ческими материалами; выявления дефектов; контроля качества дефек-
тоскопических материалов; контроля ультрафиолетового, видимого,
теплового и других используемых излучений; контроля технологиче-
ских процессов подготовки объектов к контролю и обработки их дефек-
тоскопическими материалами.
Класс чувствительности функциональных устройств дефектоскопов,
предназначенных для выявления дефектов, указан в ГОСТ 18442—80.
На предприятиях используются как серийно выпускаемые капил-
лярные дефектоскопы заводского изготовления, так и специальное обо-
рудование, изготовленное предприятием применительно к своему типу
производства. Нередко используются (при крупносерийном и массовом
производстве) полуавтоматизированные импортные установки.
Для цветного капиллярного НК в основном используются установ-
ки, изготовленные на предприятии. Переносные дефектоскопы заводско-
го изготовления (ДМК-4, У-ДМК-5) представляют собой небольшие че-
моданы с гнездами и секциями, в которых размещены принадлежности
для контроля. В основном они предназначены для контроля в полевых
условиях.
Большее количество капиллярных дефектоскопов выпущено для
люминесцентного контроля. Но переносные дефектоскопы для люми-
несцентного контроля (КД-31 Л, КД-3 2 Л) представляют собой по суще-
ству ультрафиолетовые облучатели. Используются и стационарные де-
фектоскопы для люминесцентного контроля (ЛДА-3, ЛД-4, КД-21 Л).
Дефектоскопические материалы — специализированные составы,
предназначенные для выявления поверхностных дефектов методами
капиллярного НК.
Как уже отмечалось, надежность выявления поверхностных дефек-
тов и чувствительность капиллярных методов НК в значительной мере
зависят от качества применяемого набора дефектоскопических мате-
риалов в освещенности (ультрафиолетовым, видимым и другими вида-
ми излучений) объектов контроля.
9.3. Дефектоскопические материалы и проверка их
качества
Дефектоскопические материалы выбирают в зависимости от требо-
ваний, предъявляемых к объекту контроля, его состояния и условий
контроля.
72
Взаимообусловленные и совместимые дефектоскопические материа-
лы должны быть укомплектованы в целевые наборы, в которые входят
полностью или частично: индикаторный пенетрант (И); очиститель объ-
екта контроля от пенетранта (М); гаситель пенетранта (Г); проявитель
пенетранта (П). Их характеристики приводятся в рецептурных бланках
(форму см. в ГОСТ 18442—80). Совместимость дефектоскопических
материалов в наборах или сочетаниях обязательна.
Индикаторный пенетрант — индикаторная жидкость, обладающая
высокой подвижностью и проникающей способностью. Кроме того, пе-
нетрант должен создавать резкий контраст с проявителем или поверх-
ностью изделия, для чего он должен обладать способностью изменять
светопоглощение или (и) светоиспускание в зоне дефекта, т.е. быть
свето- или (и) цветоконтрастным.
Индикаторные пенетранты в зависимости от физического состояния
и светоколористических признаков приведены в табл. 10.
Таблица 10
Физическое состояние Калористический признак Калористическая характеристика индикаторного следа дефекта
Раствор Ахроматический Черный, серый, бесцветный
Цветной Имеет характерный цветовой тон при на- блюдениях в видимом излучении
Люминесцентный Испускает видимое излучение под воз- действием длинноволнового ультрафиоле- тового излучения
Люминесцентно- цветной Имеет характерный цветовой тон при наблюдении в видимом излучении и лю- минесцирует под воздействием длинно- волнового ультрафиолетового излучения
Суспензия Люминесцентный или цветной Скопление люминесцентных или цветных частиц суспензии в устье дефекта
Пенетранты также различаются в зависимости от технологических
признаков на: удаляемые органическими растворителями, водосмывае-
мые, водосмываемые после воздействия очистителя или поверхностно-
активных веществ, нейтрализуемые гашением люминесценции или цвета.
Очистители от пенетранта в зависимости от характера взаимодей-
ствия с индикаторным пенетрантом подразделяется на растворяющие;
самоэмульгирующие и эмульгирующие при внешнем воздействии.
Гаситель пенетранта предназначен для гашения люминесценции или
цвета остатков соответствующих индикаторных пенетрантов на поверх-
ности объекта контроля. Гасители у нас в стране практически не входят
в наборы дефектоскопических материалов.
73
Проявитель пенетранта предназначен для извлечения пенетранта из
полости дефекта с целью образования четкого индикаторного рисунка и
создания контрастирующего с ним фона.
В зависимости от физического состояния проявители подразделяют-
ся на указанные в табл. 11.
Таблица 11
Физическое состояние Принцип действия Характеристика
Порошок Сорбци- онный Сухой, преимущественно белый сорбент, поглощаю- щий индикаторный пенетрант
Суспензия Преимущественно белый сорбент, поглощающий индикаторный пенетрант, диспергированный в лету- чих растворителях, воде или быстросохнущих смесях
Краска (лак) Диффузи- онный Связывающий пигментированный или бесцветный быстросохнущий раствор, поглощающий индика- торный пенетрант
Пленка Бесцветная или белая накладная лента с проявляю- щим липким слоем, поглощающим индикаторный пенетрант, отделяемая с индикаторным следом от контролируемой поверхности
В зависимости же от характера взаимодействия проявителя с инди-
каторным пенетрантом они подразделяются на химически пассивные, не
меняющие колористические свойства индикаторного пенетранта, и хими-
чески активные (применяются редко), меняющие цвет.
У нас в стране выпускается достаточное количество наборов для
цветного, люминесцентного и люминесцентно-цветного контроля.
Контроль качества дефектоскопических материалов. Определяемые
свойства дефектоскопических материалов должны соответствовать тре-
бованиям технических условий на них.
Обычно из большого количества регламентированных в ТУ различ-
ных физико-химических и технологических свойств дефектоскопиче-
ских материалов, при использовании этих материалов определяется
три-четыре наиболее существенных свойства, которые указываются в
технической документации.
Проверка дефектоскопических материалов должна проводиться в
вытяжном шкафу при скорости воздуха в рабочем объеме шкафа (1 ±
± 0,3) м/с при атмосферном давлении (100 ± 4) кПа, температуре
окружающего воздуха (293 ± 5) К и относительной влажности (65 ±
± 15) %.
Требования безопасности такие же, как и при проведении капилляр-
ного НК (см. ГОСТ 18442—80).
При контроле качества пенетрантов проверяемыми показателями
74
могут быть: внешний вид, плотность, вязкость, интенсивность окраски
или яркость люминесценции, смачиваемость, коррозионная активность
по отношению к объекту контроля и другие свойства.
Внешний вид пенетрантов обычно контролируется визуально, при
этом оценивают цвет, прозрачность, расслоения, наличие осадка или
взвешенных частиц. Для контроля этих свойств пенетрант наливают в
прозрачную пробирку и рассматривают в проходящем свете на фоне
молочного стекла. При попадании влаги в пенетрант, о чем говорит его
помутнение или расслоение, пенетрант бракуют. При наличии механиче-
ских примесей, не влияющих на цвет и яркость пенетранта, допускается
его использование после фильтрования через четыре-пять слоев марли.
Вязкость пенетранта определяют по ГОСТ 8420—74 с помощью вис-
козиметров ВЗ-1 или ВЗ-4.
Интенсивность окраски пенетрантов для цветного или люминесцент-
ного методов контроля оценивают или визуально, или с помощью фото-
метров (например. ФМ-56).
Для визуальной оценки 5-10 мл проверяемого пенетранта разбавля-
ют до 100 мл бесцветным растворителем. В такой же пропорции разбав-
ляют контрольный пенетрант. В рамку устанавливают пробирку с про-
веряемым, а рядом с двух сторон пробирки с контрольным пенетрантом.
Качество пенетранта считается удовлетворительным, если его раствор не
светлее контрольного.
При проверке с помощью фотометра пенетрант считается удовлетво-
рительным, если показатель его интенсивности окраски не менее чем 0,8
интенсивности контрольного.
При контроле яркости люминесценции пенетранта рекомендуется
пользоваться рекомендациями ГОСТ 18442 - 80.
Яркость свечения люминесцентных пене грантов можно оценить ви-
зуально, аналогично вышеприведенной методике для цветных пенетран-
тов. Для этого пенетрант разбавляют легколетучим растворителем до
получения 10% раствора. Проверяемые и контрольный растворы налива-
ют в пробирки и сравнивают при ультрафиолетовом облучении.
Смачивающую способность пенетранта проверяют следующим спосо-
бом. На обезжиренную ацетоном, бензином или спиртом стеклянную или
металлическую поверхность наливают несколько капель пенетранта. Ес-
ли пенетрант не растекается по поверхности, а собирается в капли, то
его бракуют.
Проверку качества проявителей пенетранта в зависимости о г их вида
проводят по различным показателям. Так, нленкообразующис проявите-
ли проверяют по следующим показателям: внешнему виду, белизне,
вязкости и времени высыхания. При оценке внешнею вида проявитель
наносят в один слой на прозрачную стеклянную пластинку (40X40 мм).
Пленку проявителя рассматриваю! в проходящем и отраженном свете.
Нс допускается наличие нсрастворснных крупинок и комков. Пленку
следует также проверить при ультрафиолетовом излучении на отсутствие
люминесценции.
Белизну проявителя определяют фоюмстром сравнения его белизны
75
с белизной баритовой пластинки (из комплекта фотометра с коэффици-
ентом отражения белого цвета 91 %). Для получения пленки испытывае-
мого проявителя его наносят пульверизатором на черную стеклянную
пластинку (40X40 мм) до ее полного укрытия. Коэффициент отражения
проявителя должен быть не менее 80—83 %. Иногда допускается опреде-
лять белизну визуально, сравнивая контролируемые проявитель со шка-
лой стандартных пластинок, расположенных в порядке уменьшения бе-
лизны. Аналогично определяют белизну проявителей в виде порошка и
суспензии.
Вязкость пленкообразующего проявителя определяют вискози-
метрами ВЗ-1 или ВЗ-4 по ГОСТ 8420—74. Условная вязкость проявите-
лей, наносимых распылением, должна находиться в диапазоне 28—30 с,
а наносимых кистью — в диапазоне 35—40 с.
Время высыхания пленкообразующего проявителя определяют, на-
нося его на металлическую (стеклянную) пластинку в один слой и вы-
держивая при (293 ± 5) К. Если по истечении установленного времени
на пленке не остается следов от прикосновения ватного тампона, то
проявитель удовлетворяет требованиям.
У проявителей в виде суспензии (на водной основе) контролируют
внешний вид, укрывистость, белизну и время оседания твердых частиц.
Укрывистость определяют визуально с помощью металлического ша-
рика на рукоятке (шарик ф 25—30 мм из нержавеющего сплава с шеро-
ховатостью не хуже Rz 20) .В суспензию на несколько секунд погружают
обезжиренный шарик. После высыхания суспензии частицы проявителя
должны ровным слоем покрывать шарик. Не допускается неравномер-
ное распределение слоя высохшего порошка.
Порошкообразный проявитель проверяют на дисперсность, влаж-
ность и белизну. Дисперсность порошка определяют его просеиванием
через сито № 0071 по ГОСТ 3584—73. Влажность порошка определяют
его прокаливанием.
Комплексная проверка дефектоскопических материалов заключает-
ся в определении их способности к выявлению дефектов на контрольных
образцах. Количество, расположение, характер и размеры поверхностных
дефектов на контрольных образцах известны. Конструкция и технология
изготовления стандартных образцов с искусственными дефектами при-
ведены в ГОСТ 23349—84.
В отдельных случаях в качестве контрольных образцов могут ис-
пользоваться различные изделия с поверхностными дефектами (преиму-
щественно трещинами) , возникшими в процессе их изготовления или эк-
сплуатации. Размеры дефектов должны быть известны.
Для проверки качества набора дефектоскопических материалов
контрольные образцы с известными дефектами подвергают контролю
капиллярными методами по установленной технологии. Индикаторные
следы выявленных дефектов сравнивают с дефектограммой (или фото-
граммой) этого же образца, полученной при его контроле с использова-
нием качественных дефектоскопических материалов.
Полнота выявления дефектов характеризуется отношением суммар-
76
ной длины выявленных трещин к длине трещин, имеющихся в контроль-
ном образце (оно должно быть не менее 95 %). При этом визуально срав-
нивают индикаторные следы с дефектограммой по контрасту, резкости и
состоянию фона.
Для проверки дефектоскопических материалов используют не менее
двух образцов с трещинами одинакового характера. Один из них приме-
няют как арбитражный при неудовлетворительном выявлении дефектов
на рабочем контрольном образце.
Проверка капиллярных дефектоскопов, в основном, включает:
внешний осмотр (см. гл. 7); проверку комплектности дефектоскопа;
проверку выполнения требований к электрической изоляции (если та-
ких требований нет в эксплуатационной документации, то по ГОСТ
21657—83); проверку соответствия допустимых отклонений штативов,
усилий смещения составных частей от зафиксированного положения и
их устойчивость при наклонах установленным значениям; определение
температуры частей дефектоскопов, с которыми соприкасается опера-
тор в процессе работы (она не должна быть более 313 К); определение
освещенности в дефектоскопах, предназначенных для цветного и ахро-
матического метода капиллярного НК и их соответствия значениям, ука-
занным в табл. 10; определение ультрафиолетовой облученности конт-
рольных полей. Ультрафиолетовая облученность (в отн. ед), обеспечи-
вающая соответствующий класс чувствительности, для люминесцентно-
го НК должна соответствовать указанной в табл. 12.
Таблица 12
Группа облучателя Класс чувствительности У Ф-облученность, отн. ед.
1 I, П От 200 до 400
2 III ” 100 ” 200
3 IV ” 50 ” 100
4 Т ехнологический 50
Для стационарных дефектоскопов регламентируются размеры облу-
чаемых полей в зависимости от расстояния между объектом и глазом
контролера:
расстояние между объектом
и глазом контролера; мм
250 ...............................
размеры контрольно-
го поля (не менее), мм
100X200
500 .......................... 200x350
Вместо интегрального определения ультрафиолетовой облученности
контролируемой поверхности в энергетических единицах, допускается
использовать косвенную систему интегральной ее оценки по измерению
освещенности, создаваемой специальным люминесцирующим экраном
(технология его изготовления дана в ГОСТ 18442—80) в относительных
единицах. За относительную единицу интегральной облученности прини-
мается облученность, при которой люминесцирующий экран излучает
световой поток, создающий освещенность равную 1 лк.
77
Ультрафиолетовую облученность и ее видимую составляющую от
ультрафиолетового облучателя определяют в затемненном помещении,
исключающем постороннюю подсветку, по схеме, приведенной на рис. 13.
Рис. 13
Под проверяемым ультрафиолетовым облучателем 1 (рис. 13,я) на рас-
стоянии D, равном расстоянию от облучателя до контролируемой по-
верхности, устанавливают люминесцентный экран 4 (облучаемый размер
экрана 55X55 мм) под углом 45° к оси потока ультрафиолетового излу-
чения. Перед преобразователем 2 фотоэлектрического люксметра Ю-16
(Ю-116), расположенного на расстоянии 70 мм от экрана, размещают
светофильтр 3 из стекла марки ЖС4 толщиной 5 мм. Плоскость экрана
и преобразователя должны быть параллельны. Облученность определяют
по показаниям люксметра.
При определении видимой составляющей от ультрафиолетового об-
лучателя 1 (рис. 13.6) под ним на расстоянии, равном расстоянию от об-
лучателя до контролируемой поверхности, устанавливают преобразова-
тель люксметра Ю-16 (Ю-116), покрытый светофильтром из стекла мар-
ки ЖС4 толщиной 5 мм. Плоскость преобразователя дожна быть перпен-
дикулярной к оси потока излучения.
Освещенность определяют по показаниям люксметра.
Для оценки класса чувствительности функциональных устройств де-
фекгоскопов, предназначенных для выявления дефектов применяются
натурные образцы объекта кош роля (или сто часть) с естественными де-
фектами или стандартные образцы с искусеiвенными дефектами.
78
ГЛАВА 10.
ПОВЕРКА СРЕДСТВ МАГНИТНОГО НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ
1Q.1. Сущность
и область применения магнитного
неразрушающего контроля
Магнитный неразрушающий контроль — вид контроля, основанный
на анализе взаимодействия магнитного поля с контролируемым объек-
том.
В магнитный вид НК по ГОСТ 18353—79 входят методы: магнито по-
рошковый, феррозондовый, магнитографический и др.
Используются магнитные методы НК, в основном, для контроля из-
делий, изготовленных из ферромагнитных материалов. Исключение со-
ставляют контроль толщины немагнитных покрытий (гальванических,
лакокрасочных, изоляционных и т.п.) на ферромагнитной основе и опре-
деление толщины пленок из некоторых пластмасс.
В настоящее время магнитные методы НК наиболее широко исполь-
зуются для выявления дефектов типа нарушения сплошности материала
изделий. Дефекты выявляются на поверхности, в подповерхностных сло-
ях, а в некоторых случаях и внутри изделия.
Кроме выявления дефектов магнитные методы НК позволяют: опре-
делять качество проведенной термической обработки; контролировать
и сортировать стальные изделия по твердости; контролировать (в от-
дельных случаях) толщину слоя поверхностной закалки и толщину
цементированного или азотированного слоя; определять толщину немаг-
нитных и слабомагнитных покрытий на ферромагнитных изделиях; оп-
ределять наличие и количество остаточного аустенита; выявлять феррит-
ные включения в изделиях из немагнитных материалов; определять не-
которые механические характеристики отдельных ферромагнитных ста-
лей и чугунов по изменению их магнитных характеристик; исследовать
структуру материала; выявлять изделия с аномальными магнитными
характеристиками и др.
Помимо этого магнитные методы НК могут использоваться для кор-
ректировки отдельных технологических процессов изготовления изде-
лий (термической обработки, шлифования, штамповки, протяжки и
др.). Возможность использования магнитных методов НК для контроля
изделий сложной формы и практически любых габаритных размеров яв-
ляется их достоинством. Благодаря высокой чувствительности многих
магнитных методов, относительной простоте операций контроля и на-
дежности они широко распространены в промышленности (особенно
магнитопорошковый).
Магнитные методы НК основаны на измерении параметров магнит-
ных полей, создаваемых в контролируемом объекте путем его намагни-
чивания.
Сущность некоторых, наиболее распространенных, магнитных мето-
79
дов НК приведена ниже. Сущность магнитопорошкового, феррозондо-
вого и магнитографического методов НК изложена в соответствующих
параграфах.
Индукционный метод НК основан на регистрации магнитных полей
рассеяния по значению или фазе индуцируемой ЭДС.
Метод магнитного контроля, основанный на эффекте Холла, отли-
чается от других магнитных методов тем, что регистрация магнитных по-
лей производится преобразователями Холла.
Магниторезисторный метод основан на регистрации магнитных по-
лей рассеяния с помощью магниторезисторов.
Метод магнитного НК, использующий эффект Баркгаузена, основан
на регистрации параметров магнитного шума, возникающего в резуль-
тате эффекта Баркгаузена.
Из всей совокупности средств магнитного НК ниже будет рассмотре-
на поверка средств магнитопорошкового метода НК, поверка коэрци-
тиметров и магнитных толщинометров.
Приведем некоторые понятия теории магнетизма, необходимые для
понимания физических основ магнитного неразрушающего контроля.
Магнитное поле — одна из форм электромагнитного поля. Оно соз-
дается движущимися электрическими зарядами и спиновыми магнитны-
ми моментами атомных носителей магнетизма (электронов, протонов и
др.). Для намагничивания изделия при магнитном контроле использует-
ся магнитное поле, возникающее в пространстве вокруг проводника с то-
ком и в самом проводнике между полюсами постоянного магнита или
электромагнита и в соленоиде.
Магнитное поле обнаруживают по механическому воздействию на
проводники, по которым протекает электрический ток, на магнитные
стрелки, а также специальными приборами. За направление магнитного
поля в данной точке пространства принимают направление от южного к
северному концу свободно подвешенной в этой точке магнитной стрел-
ки.
Часто для удобства магнитное поле изображают графически (услов-
но) так называемыми силовыми линиями, которые всегда замкнуты.
В этом случае магнитное поле характеризуется плотностью, формой и
направлением магнитных силовых линий. Магнитные поля могут быть
однородными и неоднородными.
Магнитная индукция В - основная физическая величина, характери-
зующая значение и направление магнитного поля в каждой его точке,
В - величина векторная. Вектор В характеризует значение результатиру-
юшего магнитного поля в данной точке, создаваемого всеми макро- и
микротоками, и его направление. Направление вектора магнитной ин-
дукции совпадает в каждой точке пространства с направлением каса-
тельной к магнитной силовой линии (линии магнитной индукции), про-
ходящей через эту точку.
При всех равных условиях значение вектора В будет зависеть от
свойств среды, в которой расположено магнитное поле.
В Международной системе единиц (СИ) магнитная индукция изме-
ряется в теслах (Тл).
80
ювой ведомости; наличие надписей о назначении каждого переключате-
ли; обозначения на шкалах приборов класса точности и единиц физиче-
ских величин; цены делений отсчетных устройств; а также устанавлива-
ются дефекты элементов средств НК и их покрытий, при наличии кото-
рых по техническим условиям оно не может быть допущено к примене-
нию и т.п.
На средствах НК должны быть указаны; товарный знак или наимено-
вание предприятия-изготовителя; тип или обозначение изделия; поряд-
ковый номер изделия по системе предприятия-изготовителя: год выпу-
ска.
Иногда в соответствии с требованиями стандартов или технических
условий на изделия конкретных групп и видов наносят дополнительные
лики маркировки.
Опробование средства НК проводят после внешнего осмотра.
Операции опробования могут проводиться в зависимости от требова-
ний НТД с использованием или без использования образцовых средств
и {мерений и вспомогательных средств поверки, применяемых для про-
верки работы поверяемого СНК или действия и взаимодействия его
отдельных частей и элементов. При опробовании большинства СНК ис-
пользуются стандартные образцы.
Опробование СНК обычно заключается в проверке: действия орга
нов управления, регулирования и настройки; установки указателей при-
боров на ноль при включении и выключении питания; свободного пере
мещения, фиксации или взаимодействия отдельных элементов; реакции
приборов на действие органов управления; мертвого хода и люфтов от-
дельных элементов и т.п.
Как правило, при поверке средств НК почти всегда проверяют их
работоспособность.
Определение (контроль) метрологических характеристик СНК про-
водится для установления соответствия их значений номинальным в пре-
делах допускаемых для них значений. Для этого в стандартах и других
НТД на поверку устанавливают наиболее рациональные методы опреде-
ления (контроля) метрологических характеристик поверяемого СНК и
способы проведения экспериментальных операций.
В описании каждой операции, выделенной в отдельный пункт, содер
,катся необходимые для ее выполнения сведения: наименование и описа-
ние метода поверки; указания о средствах поверки; схемы подключе
ния и чертежи (с пояснениями в тексте); указания о порядке выполне-
ния операций; способы обработки результатов определения (контроля)
метрологических характеристик с привлечением необходимых формул,
графиков, таблиц и т.п.
Во многих случаях при проведении операций поверки необходимо
.аписывать результаты измерений в виде протокола.
В конце описания операции обычно указываются требования к до
пускаемому значению определяемой (контролируемой) метрологиче-
ской характеристики. Если они приведены в НТД той же или более вы-
сокой категории, распространяющихся на поверяемые СНК, то делается
только ссылка на него.
49
В раздел „Обработка результатов измерений” включается в НТД по
поверке только при наличии сложных способов обработки результатов
измерений. В том случае, если способы обработки результатов измерений
приведены в НТД той же или более высокой категории, то делается толь-
ко ссылка на этот документ.
Оформление результатов поверки. В этом разделе содержатся требо-
вания к оформлению результатов поверок.
Положительные результаты поверки оформляются путем: клейме-
ния поверяемых средств НК (в НТД должны быть указаны способы и
места клеймения); выдачи свидетельства о поверке (иногда при этом
производится и клеймение поверяемых СНК); записи в паспорте пове-
ряемого СНК результатов и обозначения даты поверки.
Если средства НК прошли поверку с отрицательным результатом, то
клейма гасятся, свидетельства анулируются или делается запись в пас-
порте о непригодности поверяемого средства НК.
НТД по поверке могут содержать обязательные и справочные прило-
жения (ГОСТ 8.042—83).
7.6. Создание и организация поверочных подразделений
ведомственных метрологических служб
Поверочные подразделения обычно создаются в составе метрологиче-
ской службы предприятия (объединения) , если есть технико-экономиче-
ская целесообразность обеспечения поверкой всей или части номенклату-
ры СНК, подлежащих ведомственной поверке силами метрологической
службы предприятия (организации).
При оценке технико-экономической целесообразности следует учи-
тывать: соотношение финансовых затрат предприятия (организации) на
проведение поверки СНК в органах Госстандарта СССР или в каких-либо
других поверочных подразделениях (принадлежащих метрологическим
службам своей или иной ведомственной подчиненности) и на создание и
содержание поверочных подразделений предприятия; требуемую опера-
тивность поверки СНК; реальные возможности обеспечения поверочных
подразделений помещением, средствами поверки (в том числе образцо-
выми средствами измерений).
Поверочные подразделения должны удовлетворять действующим
строительным и санитарным нормам, располагаться в сухих, чистых по-
мещениях либо в специальном здании; быть изолированы от других про-
изводственных участков, которые могут служить источником пыли, аг-
рессивных паров и газов; удалены от источников вибрации, шума с
уровнем выше 90 дБ, электро- и радиопомех, а также от источников
сильных магнитных и высокочастотных полей (в НТД на соответствую-
щие методики поверки устанавливается допустимый уровень помех).
Через эти помещения недопустимо проведение парогазопроводов и фа-
новых труб. Желательно, чтобы окна помещения были расположены на
север и были защищены от прямого солнечного излучения шторами.
Дневной свет должен быть рассеянным и не давать бликов. Коэффициент
50
естественной освещенности на поверхности рабочего стола поверителя
должен быть в пределах 1,00—1,50. Искусственное освещение должно
быть люминесцентным, рассеянным. На уровне рабочего места осве-
щенность должна быть не менее 300 лк.
Стены помещений на 3/4 высоты должны быть окрашены светлой
масляной краской, а остальная часть стен и потолок — прочной белой
краской, допускающей протирку от пыли. Полы следует покрывать ли-
нолеумом, релином или пластиком.
Помещение должно быть оборудовано заземлением. В необходимых
(оговоренных в НТД) случаях помещения, в которых проводят повер-
ку, оборудуют устройством для снятия статических зарядов.
В помещениях должны быть обеспечены нормальные условия про-
ведения поверки — постоянная температура 293 К (допустимые откло-
нения от этой температуры предусматриваются НТД на методики прово-
димых в помещении поверочных работ), относительная влажность
(60 ± 15) %. Если отклонение температуры от нормальной (293 К) не
превышает ± 3 К, то в помещениях должны устанавливаться терморегу-
лирующие устройства. Подготовку СНК, связанную с расконсервацией,
очисткой и т.п., рекомендуется проводить в отдельных изолированных
помещениях.
Более подробные сведения о требованиях к помещениям повероч-
ных подразделений изложены в МИ 670—84.
При определении численности поверителей следует исходить из ко-
личества поверяемых СНК различных типов, периодичности поверки и
норм времени на их поверку.
Годовую потребность в человеко-часах П на поверку СНК определя-
ют по формуле
П=Ъ N, [K3i-mi (1 + _£_)+/Сх/
ш i + Кр I ],
(7.1)
где i= 1, 2, 3,... п — поверяемое СНК (под i понимают тип или несколько
типов СНК данного наименования, сгруппированных по признаку равен-
ства затрат на их поверку); N] — норма времени на поверку z-ro СНК,
чел.-ч. (в расчете следует использовать отраслевые нормы времени на по-
верку СНК или опытные нормы, разработанные на предприятии); K3j —
количество г-х средств НК, находящихся в эксплуатации, шт.; т; — пери-
одичность поверки z-го СНК, число раз в год; R — процент СНК, подвер-
гающихся внеочередной поверке (А принимается равным 25—30%);
Kxi — количество СНК, находящихся на хранении, шт.; Кр; — количество
г-х СНК, подлежащих поверке после их выхода из ремонта, шт.
Для расчета численности поверителей предварительно определяется
годовой фонд рабочего времени поверителя Ф (в человеко-часах)
Ф = t • (1 — а) • С,
(7.2)
где t — продолжительность рабочего дня поверителя, ч.; С — календар-
ный фонд рабочего времени (количество рабочих дней в году); а —
удельный вес плановых потерь рабочего времени (больничные, отпуска,
51
невыходы на работу, разрешенные законом и администрацией и т.д. бе i
учета потерь по прогулам и простоям) в календарном фонде рабочею
времени одного работника. Данный показатель определяют на основе
баланса рабочего времени предприятия. Ориентировочно его принима
ют равным 0,09.
Численность поверителей Т определяется по формуле
В случае получения дробного числа Т округляют в сторону увеличи
ния до целого числа.
В МИ 670—84 даны методики расчета: числа рабочих мест, требуй
мых для поверочного подразделения; сроков пребывания в подразделе
нии поверяемых средств измерений* производственных! площадей по
верочного подразделения; а также технико-экономическое обосновании
вариантов оснащения поверочного подразделения производственными
ресурсами и создания новых рабочих мест в нем.
ГЛАВА 8.
СРЕДСТВА ИЗМЕРЕНИЙ, ИСПОЛЬЗУЕМЫЕ
ПРИ ПОВЕРКЕ СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Ни один поверитель традиционных средств измерений (электриче-
ских, радиотехнических и т.п.) не встречается с таким разнообразием
приборов, применяемых при поверке, как поверитель СНК. Он приме
няет различные амперметры, вольтметры, мосты постоянного и перемен
ного тока; низкочастотные и высокочастотные генераторы синусоидаль
ных колебаний; генераторы прямоугольных импульсов: электронно-лу
чевые осциллографы обычные и запоминающие; фазовращатели и фази
метры; электронно-счетные частотомеры; измерители нелинейных и<
кажений и амплитудно-частотных характеристик; анализаторы спектра
аттенюаторы; веберметры и тесламетры; стандартные образцы.
Перед разработчиком методик поверки СНК стоит непростая задача
из всего многообразия серийно выпускаемых приборов, изменяющих од
ну и ту же физическую величину, выбрать тот, который но своим ха
рактеристикам и погрешностям измерений удовлетворяет требованиям
поверки конкретного СНК. В некоторых случаях государственные стан
дарты и методики рекомендуют поверителю СНК использовать прибо
ры, не выпускаемые серийно и изготовленные на предприятиях гь,
принципу „сделай сам”. Например, генератор радиоимпульсов, измерн
гельная катушка, широкополосные усилители, устройство для поверки
толщиномеров и т.п.
Для частичного решения указанных проблем рассмотрим краткие
характеристики СНК, их достоинства и недостатки, общие рекомендации
но выбору некоторых средств измерений, применяемых при поверке
СНК.
52
8.1. Приборы, измеряющие ток и напряжение
Непосредственное измерение тока и напряжения осуществляют с по-
мощью амперметров и вольтметров, имеющих шкалу со стрелочным
указателем или представляющих измерительную информацию в цифро-
вой форме.
В зависимости от используемых физических явлений приборы под-
разделяются на магнитоэлектрические, электромагнитные, электродина-
мические, индукционные и логометрические. Кроме того, значение на-
пряжений постоянного тока определяют электронными приборами, а
высокоточные измерения выполняют с помощью компенсатора посто-
янного тока.
В перечисленных приборах применяют электромеханические преоб-
разователи - устройства, преобразующие измеряемый входной сигнал в
линейное или угловое перемещение отсчетного устройства.
Принцип действия магнитоэлектрических приборов измерения тока
и напряжений заключается во взаимодействии магнитного поля конту-
ра, по которому протекает ток, с полем постоянного магнита. К досто-
инствам магнитоэлектрических приборов относятся: высокая точность
измерений, позволяющая конструировать приборы класса точности 0,05;
равномерность шкалы во всем диапазоне измерений; высокая чувстви-
тельность, являющаяся следствием малого собственного потребления
электрической энергии.
Недостатки приборов: относительная сложность конструкции; воз-
можность измерения только постоянных токов; чувствительность к пе-
регрузкам.
Работа электромагнитных приборов основана на взаимодействии
магнитного поля контура с током с ферромагнитным сердечником, втя-
гивающимся в узкую щель катушки с током, причем сердечники на
оси закрепляются эксцентрично. Сердечник (или несколько сердечни-
ков) изготовляются из материала, обладающего большой магнитной
проницаемостью и малой остаточной индукцией (коэрцитивной силой).
Электромагнитными приборами измеряют постоянный и перемен-
ный ток, напряжение, класс точности приборов 0,5. Измерительный ме-
ханизм должен быть экранирован. К недостаткам этих приборов следует
отнести: неравномерность шкалы, большое собственное потребление
мощности, зависимость показаний от внешних магнитных полей. Досто-
инства электромагнитных механизмов — большая устойчивость к токо-
вым перегрузкам, простота конструкции, возможность измерения силы
тока до 15 кА и напряжения до 450 кВ, высокая надежность.
Принцип работы электродинамических приборов основан на взаимо-
действии магнитных полей двух катушек, по которым протекают токи.
Конструктивно электродинамические приборы состоят из неподвижной
и подвижной катушек. Подвижная катушка закрепляется на оси или на
растяжках и может поворачиваться внутри неподвижной катушки.
Этими приборами измеряют ток, напряжение и мощность в цепях
постоя} ною и переменного тока при частоте 20 100 кГц. Класс точности
53
переносных приборов 0,1; 0,2 и 0,5. Приборы двух первых классов при-
меняют для поверки и построения градуировочных характеристик дру-
гих систем.
К достоинству электродинамических приборов относится стабиль-
ность показаний во времени.Недостатки приборов — невысокая чувстви-
тельность, большое собственное потребление мощности, чувствитель-
ность к перегрузкам.
Все перечисленные приборы имеют успокоители и устройства проти-
водействия моменту, возникающему при повороте стрелки. Успокои-
тели могут быть воздушными — крыльчатыми или поршневыми — и ин-
дукционными. Приборы снабжены корректорами, дающими возмож-
ность установить на нуль стрелку прибора перед началом измерений.
Уход стрелки с нулевой отметки обусловливается изменением темпера-
туры, остаточными деформациями, вибрациями и т.д.
Для использования высокочувствительных и высокоточных прибо-
ров с магнитоэлектрическим измерительным механизмом при измерени-
ях на переменном токе следует преобразовать переменный ток в посто-
янный, так как магнитоэлектрические приборы способны измерять ток и
напряжение только в цепях постоянного тока. Преобразование перемен-
ного тока в постоянный осуществляется чаще всего полупроводниковы-
ми выпрямителями. Применяют одно- и двухполупериодную схему вы-
прямления.
Приборы, в которых применяют магнитоэлектрическую систему и
схему выпрямления, получили название выпрямительных амперметров
и вольтметров. Градуировочная характеристика этих приборов осу-
ществляется током синусоидальной формы. Ясно, что измерение тока и
напряжения, форма которых отлична от синусоидальной, будет содер-
жать дополнительную погрешность. Выпрямительным приборам присуща
температурная (характеристики диодов зависят от температуры) и ча-
стотная (диоды имеют емкость) погрешности. Они широко применяются
в радиотехнике, радиоэлектронике, приборостроении. Достоинства при-
боров: высокая чувствительность; широкий диапазон частот, возмож-
ность измерения токов на повышенных частотах; малые габаритные раз-
меры; малое собственное потребление мощности.
К недостаткам выпрямительных приборов следует отнести невысо-
кую точность (класс точности 1,0—2,5) и зависимость показаний прибора
от формы кривой входной величины.
Электронными вольтметрами, в основном, измеряют постоянные и
переменные напряжения в широком диапазоне частот и значений изме-
ряемой величины. Они содержат входное устройство, усилитель постоян-
ного тока (для переменного напряжения — еще и детектор или усилитель
переменного напряжения, а затем детектор) и измерительный механизм.
Входное устройство обеспечивает изменение диапазонов измерений. Уси-
лители предназначены для повышения чувствительности прибора и име-
ют большое входное и малое выходное сопротивления. Так как усилите-
ли постоянного тока имеют дрейф нуля, для измерения слабых постоян-
ных напряжений применяют способ преобразования постоянного напря-
54
жения в переменное с последующим мноюкаскадным усилением и де-
тектированием.
В электронных вольтметрах применяют стрелочный и цифровой от-
счет. Электронные вольтметры постоянного тока имеют обозначения В2,
переменного тока - ВЗ, импульсного тока — В4, универсальные — В7.
Для поверки СНК применяют, например, приборы типа ВЗ—33, В7—27,
ВК7—9 и т.п.
При выборе приборов, измеряющих силу тока и напряжение, следу-
ет учитывать: диапазон измеряемых величин по току или напряжению:
класс точности прибора (погрешность в диапазоне измерений) ; частот-
ный диапазон прибора в области измеряемых величин; входное сопро-
тивление и входную емкость; способ индикации результатов наблюдений
(шкала со стрелкой, цифровая форма представления измерительной ин-
формации и т.п.).
8.2. Мостовые цепи
При поверке некоторых СНК (например, вихретоковых) требуется
измерять активное и полное сопротивления, индуктивность, емкость,
взаимоиндуктивность, добротность катушек и колебательных контуров.
Эти характеристики определяют методом вольтметра и амперметра, мо-
стовым и резонансным методами.
Мосты постоянного тока применяют для измерения сопротивлений в
большом диапазоне: от 10“8 до 1016 Ом с погрешностями измерения
± 1,5 % (сопротивления от 10 "6 до 10 5 Ом) и ± 0,05 % (сопротивления
от 102 до 1О10 Ом).
Схема моста постоянного тока изображена на рис. 3. Мост состоит
из четырех плеч, в которые включены резисторыR1, А2,А3 иЛ4,и двух
диагоналей. В одну диагональ включают измерительный прибор £77, в
другую — источник питания U- .
Мост можно применять в неуравновешенном и уравновешенном ва-
риантах. Резистор, сопротивление которого необходимо измерить не-
уравновешенным мостом, включают в одно из плеч, остальные резисто-
ры — постоянны. Измерительный прибор градуируют в единицах сопро-
тивления, т.е. неуравновешенный мост позволяет измерять значения со-
противления непосредственно. В уравновешенных мостах отсчет при из-
мерениях снимается тогда, когда показания прибора ИП равны нулю.
55
Для измерения малых сопротивлений (от 10 Ом) применяют не
одинарные, а двойные мосты. Промышленность выпускает мосты типа
Р39, Р329, которые работают как по одинарной, так и по двойной схеме
Например, мостом Р329 сопротивления от 10* до 102 Ом измеряют по
схеме двойного моста, а в диапазоне от 50 до 106 Ом применяют одинар
ный мост.
Мосты переменного тока (рис. 4) применяют для измерения емко-
сти и индуктивности. В его плечи включены индуктивности или конден-
саторы. Напряжение питания подается с генератора звуковой частоты. В
качестве измерительного прибора применяют ламповые или выпрями
тельные вольтметры.
Уравновешивание моста требует изменения двух величин: активного
сопротивления и соотношения фаз в плечах моста. В зависимости от рас-
положения активных сопротивлений в плечах моста изменяется и распо-
ложение индуктивных и емкостных сопротивлений. Мост уравновешива-
ют переменными резисторами, один из которых выравнивает активную
составляющую плеч моста, а второй - реактив» ую. Однако н ктройкг
моста резистором /?2 но активной составляющей комплекснао солро
тивления с последующей подстройкой реактивного сопротивления ре-
зистором R3 вновь приведет к разбалансу моста по активной составляю
щей, поэтому операция уравновешивания выполняется несколько раз
Число необходимых регулировок является характеристикой моста
переменного тока и называется его сходимостью. Чем лучше сходимость,
тем быстрее уравновешивается мост. Мосты переменного тока имею!
классы точности 0,1: 0,2: 0.5: 1: 2 и 5.
Кроме измерений емкости и индуктивности, мосты переменного то-
ка позволяют измерять значение угла потерь, являющегося одним из по-
казателей качества конденсаторов, и добротность катушек индуктивно-
сти.
В универсальных мощах обычно исночьпюг шоковые генераторы
на 100 я 1000 Гц.
Погрешность измерений зависит от изменения частоты питания мо-
ста, изменения темперагурьг. воздействия внешних электромагнитных
полей, емкости и индуктивности монгажных проводов. погрешности из-
готовления элементов моста, класса точности и чувствительности сравни-
вающего устройства. Эти харакмериешки необходимо учитывать при вы-
боре моста для по веркii СНК.
8.3. Генераторы измерительных сигналов
Назначение измерительных генераторов — имитировать сигналы раз-
личной формы, амплитуды, частоты для исследования устройств в усло-
виях, аналогичных эксплуатационным. Форма сигналов, амплитуда и
частота генераторов должны быть известны.
По диапазону частот генераторы условно подразделяются на низко-
частотные (20 Гц — 200 кГц), высокочастотные (30 кГц— 300 МГц),
сверхвысокочастотные (30МГц—10 ГГЦ). В зависимости от формы вы-
рабатываемых сигналов генераторы делят на:
56
генераторы гармонических колебаний, вырабатывающие сигналы си
нусоидальной формы; генераторы низкочасто гных сигналов имею?
обозначения ГЗ, генераторы высокочасто гных сигналов 14:
генераторы импульсов, различающихся между собой формой, поляр
ностыо и длительностью. Эти генераторы вырабатывают прямоугольные
импульсы. При периодическом повторении импульсов вводится понятие
скважности Т/т, где Т - период; г длительность импульса. Если 7/7 =
= 2, периодическая последовательность называется меандром, а величина
т/Т - коэффициентом заполнения. I снера горы вырабатывают импульсы
длительностью оз нескольких наносекунд до нескольких десятков мил-
лисекунд (обозначение Г5);
генераторы шумовых сит налов равномерного калиброванного шума
(обозначение Г2);
генераторы сигналов специальной формы, предназначенные для вы-
работки сигналов, форма которых отличается от формы сигналов, выра
батываемых ранее перечисленными генераторами. Иногда они имеют
форму треугольника, равнобочной трапеции или гранении с затянутым
задним фронтом, пачку импульсов с амплитудой, изменяюнкйся по за-
данному закону, и т.д. (обозначение Гб) ;
генераторы качающейся частоты (свип-г сперагоры), предназначен
ные для визуального исследования различных характеристик радиотех-
нических устройств (обозначение Г8).
Низкочастотные генераторы синусоидальных сигналов. Источником
синусоидальных колебаний в таких генераторах обычно служит RC-re-
нератор. Из рис. 5 видно, что после усиления НЧ-колебания поступаю г на
Рис.. 5
согласующие устройства и аттенюатор. Согласующие устройства совмест
но с переключателем нагрузок обеспечивают установку определенного
выходного сопротивления генератора, например, 600, 50 и 5 Ом. Повери-
тель СНК имеет возможность выбрать оптимальные условия согласо-
вания выходного сопротивления применяемого НЧ-г оператора с волно-
вым сопротивлением подключаемого кабеля.
Выход 2 ИЧ-генератора, как правило, является нерегулируемым по
напряжению выходом. Плавное изменение выходною напряжения НЧ-ге-
нератора получают с выхода / ослаблением сигнала с помощью аттенюа-
тора. Частоту НЧ-генератора изменяю! изменегшем параметров - асе-
го генератора R и С, причем переход г одного поляг*” ., -па на другой
57
(например, с поддиапазона 20 — 200 Гц на поддиапазон 200 — 2000 Гц)
осуществляют ступенчатым изменением емкости С, а плавное изменение
частоты поддиапазона — изменением значения сопротивления перемен-
ного резистора R.
НЧ-генераторы применяют при поверке акустических дефектоско-
пов типа ИАД и АД-40И. При выборе генератора рекомендуется учиты-
вать следующие его характеристики: диапазон генерируемых частот, ко-
торый должен быть не менее 20 Гц — 20 кГц; выходное напряжение при
согласованной нагрузке 600 Ом и частоте 1кГц не менее 15 В; ослабле-
ние аттенюатора не менее 60 дБ; погрешность установки частоты не бо-
лее ± (0,02/+ 1) Гц. Таким характеристикам удовлетворяют генераторы
ГЗ-109, ГЗ-118, ГЗ-7А, ГЗ-ЗЗ.
Высокочастотные генераторы синусоидальных колебаний выполня-
ются по схеме прямого генерирования частоты или по схеме биений. В
основные блоки входят задающий генератор, усилитель выходного на-
пряжения, аттенюатор с калиброванным ослаблением и измерительный
прибор для контроля выходного напряжения.
В зависимости от того, какими параметрами определяется частота
генератора, их подразделяют на LC и RC-генераторы.
Перестройка генераторов по частоте осуществляется обычно с по-
мощью переменного конденсатора, переход с диапазона на диапазон —
подключением соответствующих катушек индуктивности или сопроти-
влений.
Генератор синусоидальных колебаний высокой частоты (рис. 6)
Выход
, ./ N
Выход
\/н
состоит из задающего генератора (обычно LC), работающего в автоколе-
бательном режиме; резонансного усилителя высокой частоты, частота
настройки которого изменяется одновременно с настройкой генератора
(сдвоенным блоком конденсаторов переменной емкости и переключени-
ем катушек индуктивности) ; высокочастотных аттенюаторов и измери-
тельных устройств.
Высокочастотные аттенюаторы обеспечивают получение на выходе
генератора комбинированного напряжения от нескольких микровольт
до десятков вольт. На одном из выходов генератора часто, кроме пере-
менного по значению напряжения, устанавливают некоторую постоянную
величину, как правило, равную 1 В.
58
1
Генератор низкой частоты, входящий, как правило, в состав высоко-
частотного генератора, обеспечивает амплитудную модуляцию сигнала.
Внутренняя модуляция осуществляется на частотах 400 или 1000 Гц.
Амплитудно-модулированный сигнал характеризуется коэффициентом
модуляции (рис. 7) . На рис. 7,а — изображены высокочастотный сигнал,
имеющий амплитуду С/о, на рис. 7,6 — модулирующий низкочастотный
сигнал и на рис. 7,в — результат модуляции. При симметричной модуля-
ции коэффициент М определяется из соотношения М - (£/max - Umm)/
I (^max + Гт in) или M = AU/U0, где AU — изменение амплитуды ВЧ-ко-
лебания при модуляции; UQ — амплитуда ВЧ-сигнала без модуляции.
При отсутствии модуляции М - 0. Максимальное значение коэффициен-
та М = 100%. При амплитудной модуляции коэффициент М и глубина
модуляции совпадают. Под глубиной модуляции понимают отношение
данного коэффициента к его максимально возможному значению.
При выборе ВЧ-генератора для поверки ультразвуковых дефекто-
скопов рекомендуется выполнить следующие требования: диапазон ча-
стот не менее 0,1—35 МГц; максимальное выходное напряжение не менее
1 В; коэффициент гармоник не более 5 %; глубина амплитудной моду-
ляции до 100 %.
Для поверки электронных блоков ультразвуковых дефектоскопов
можно применять ВЧ-генератор типа Г4-102, Г4-158 и т.п.
Генераторы прямоугольных импульсов предназначены для проверки
и регулировки характеристик различных радиотехнических систем. Гене-
раторы могут работать в режимах внешнего и внутреннего запуска. Ре-
жим внешнего запуска, который применяется при поверке СНК, требует
подачи на вход генератора импульса запуска, синхронизирующего работу
всех блоков генератора и позволяющего задерживать выработанный сиг-
нал на заданное время (от импульса запуска) в пределах диапазона зада-
ющего генератора.
При внутреннем запуске все блоки генератора синхронизируются от
внутреннего запускающего импульса, который вырабатывается бло-
кинг-генератором или мультивибратором самого генератора.
59
Схема задержки генераторов прямоугольных импульсов, построен-
ная на базе ждущего мультивибратора, обеспечивает задержку сигнала по
отношению к сигналу запуска от 0 до 2 с.
При проверке СНК генераторы прямоугольных импульсов применя-
ют, как правило, в сочетании с электронно-счетными частотомерами.
Генераторы, используемые для поверки СНК (ультразвуковых де-
фектоскопов) , должны иметь следующие характеристики: диапазон дли-
тельностей импульсов не уже 0,1 —103 мкс; диапазон задержки импуль-
сов между каналами не уже 0,2 — 103 мкс; диапазон частот следования
импульсов не уже 1 — 5 • 103 Гц: амплитуду импульсов основного и за-
держанного каналов не менее 3 В.
Можно рекомендовать генераторы типа Г5-54, Г5-26, а в некоторых
случаях два последовательно включенных генератора типа Г5-15, хотя и
снятые с производства, но до сих пор применяемые на многих предпри-
ятиях.
8.4. Электронно-лучевые осциллографы
Осциллографы предназначены для визуального наблюдения или
определения параметров электрических процессов. Ими измеряют напря-
жения, длительности импульсов, частоты, фазы, временные интервалы
и т.д.
Осциллографы подразделяются на универсальные, скоростные,
стробоскопические, запоминающие.
Электронно-лучевая трубка осциллографа обеспечивает отклонение
луча в горизонтальной и вертикальной плоскостях. Для управления лу-
чом в осциллографах предусматриваются три канала X, У и Z: по У по-
ступает исследуемое напряжение; по X — развертывающее напряжение;
по Z - напряжение управления яркостью луча. Для создания постоянной
скорости движения луча по горизонтали к пластинам канала X подводят
линейно изменяющееся напряжение.
Важным элементом электронно-лучевого осциллографа является
электронно-лучевая трубка (ЭЛТ). Она имеет следующие характери-
стики:
чувствительность - отношение значения отклонения луча на экране
ЭЛТ к напряжению, вызвавшему это отклонение:
разрешающую способность, определяемую как минимальный диа-
метр пятна на экране ЭЛТ при наилучшей фокусировке и удовлетвори-
тельной яркости. Обычно разрешающая способность осциллографиче-
ских ЭЛТ равна 0,6 0,1 мм;
граничную частоту, которую для ЭЛТ неспециального назначения
ограничивают частотами 100- 200 МГц.
В ЭЛТ применены люминофоры с послесвечением или беспараллакс-
ная шкала, что является их конструктивными особенностями.
Осциллографы могут быть одно-, двух-, и многолучевыми. Обычно
многолучевые осциллографы имеют независимые каналы У и общий ка-
нал X.
60
К измерительным устройствам осциллографа относятся калибрато-
ры амплитуды и длительности.
Калибратор амилитуры — источник стабильного напряжения, кото-
рое, как правило, можно изменять ручками грубой и плавной регулиров-
ки калиброванною напряжения.
Амплитуду импульса можно измерять способом точного установле-
ния значения вольт на деление шкалы или способом сравнения исследуе-
мого сигнала с калиброванным напряжением.
Если осциллограф применяют для поверки ультразвуковых дефек-
тоскопов, то его полоса пропускания при неравномерности 3 дБ должна
быть не уже 0,1—35 МГц; выброс переходной характеристики не более
5 %; входное сопротивление не менее 1,0 МОм; входная емкость не бо-
лее 30 пФ; погрешность измерения амплитуды импульсною сигнала не
более 10%. а временных интервалов не более 12'/; диапазон измерения
амплитуд исследуемых сигналов не уже 0.03 300 В. а длительностей
не уже 0,035—50Х103 мкс.
Такие параметры имеют осциллографы типа С1-65А, С1-70, С1-114
(осциллограф С1-114/1 измеряет амплитуды только до 160 В).
Для поверки акустических дефектоскопов применяют низкочастот-
ные осциллографы с полосой пропускания около 1 МГц, например,
С1-76. Измерение амплитуды импульса тока при поверке магнитопорош-
ковых дефектоскопов обычно осуществляется запоминающими осцил-
лографами типов С8-9А, С8-12.
8.5. Электронно-счетные частотомеры
и приборы, измеряющие разность фаз
Принцип работы электронно-счетных частотомеров основан на мето-
де дискретного счета, заключающегося в преобразовании переменного
напряжения частоты /в короткие импульсы с частотой следования, рав-
ной /. Если сосчитать число прошедших за известный интервал t времени
импульсов 7V. неизвестная частота определится из выражения f = N/t.
Частотомеры позволяют измерять не только частоту, но и период,
длительность интервала времени и импульса, общее число импульсов, от-
ношение двух частот.
Пот решность электронно-счетных частотомеров определяется поте-
рей единицы счета младшего разряда и составляет ± 1. При измерении
низких частот погрешность измерений значительно возрастает, поэтому
целесообразно в этом случае измерять период сигнала.
Современные частотомеры можно использовать в качестве генерато-
ра кратных образцовых частот, создаваемых кварцевым генератором и
делителем частоты.
К электронно-счетным частотомерам, применяемым при поверке
СНК (например, ультразвуковых), предъявляют следующие требования,
диапазон измерения частоты не уже 0,1 35 МГц; диапазон измерения
длительности импульсов нс уже 1 103 мкс; погрешность измерения дли-
тельности не более 0,01 мкс. Таким параметрам удовлетворяет частото-
мер ЧЗ-34А и аналогичные ему.
61
Приборы, измеряющие сдвиг фаз. Если электрические колебания
проходят первичные цепи, в которых они задерживаются, то между ними
наблюдается фазовый сдвиг, равный разности фаз этих двух гармониче-
ских колебаний При контроле с помощью СНК в материале из-
делия также происходит задержка сигнала относительно опорного, при-
водящего к фазовому сдвигу, например, при использовании импедан-
сного метода контроля расслоений материалов, при применении вихре-
токовых и ультразвуковых методов. Импедансные дефектоскопы
имеют канал обнаружения дефектов по фазовому сдвигу: некоторые
вихретоковые дефектоскопы снабжены блоками, позволяющими от-
строиться от мешающих факторов с помошыо фазовращателей.
Поясним принцип работы фазовращателя. Его упрощенная схема
показана на рис. 8,а. Нетрудно заметить, что схема фазовращателя по-
строена на базе уже известной нам мостовой схемы и состоит из рези-
стивного делителя входного напряжения и R2 и фазосдвигающей це-
почки R и С (RC-фазовращатель) , причем емкость конденсатора С посто-
янная, а значение сопротивления резистора R может меняться в широких
пределах. Векторная диаграмма напряжений приведена на рис. 8, б. Так
как R} =/?2, то входное напряжение UBX делится делителем на две рав-
ные части. Ясно, что сумма напряжений на конденсаторе С и резисторе
R будет равна UBX.
При изменении значения сопротивления резистора R вектор выход-
ного напряжения 6/вых (см. рис. 8, б) будет описывать полуокружность,
так как при этом изменяется соотношение напряжений на С и R. Такая
схема позволяет вносить фазовый сдвиг между входным и выхоДным на-
пряжением от 0 до ли применяется в низкочастотном (звуковом) диа-
пазоне.
Индукционные гониометрические фазовращатели, работающие в диа-
пазоне частот от 100 кГц до 1 МГц, имеют тот же принцип рабо-
ты, что и RC-фазовращатели, но построены на другой элементной базе.
Они обеспечивают изменение фазового сдвига от 0 до 2 л. Их применяют,
например, в вихретоковых структуроскопах.
Наряду с устройствами, вносящими заданный фазовый сдвиг между
входным и выходным напряжениями, существуют средства измерения
62
фазового сдвига. Для определения фазового сдвига применяют методы
осциллографический, компенсационный, дискретного счета, преобразо-
вания фазового сдвига во временной интервал.
Фазовый сдвиг для несинусоидальных колебаний определяют через
временной интервал, который измеряется между точками перехода коле-
баний через ноль от минусовых значений к плюсовым.
Осциллографический метод измерения фазового сдвига (рис. 9) пре-
дусматривает применение двухлучевого осциллографа типа С1-18, С1-114
с линейной разверткой луча. Исследуемые напряжения подаются в канал
У и измеряют отношение длин отрезков АГ и Т. Фазовый сдвиг определя-
ется как
^ = АГ/Г- 360°.
(8.1)
При использовании однолучевого осциллографа для измерения фазо-
вого сдвига исследуемые напряжения подаются в каналы X и У. На экра-
не появляется эллипс. Величина
tp = 2arctg (8.2)
2а
где 2а и 2Ь — большая и малая оси эллипса, являются фазовым сдвигом.
Осциллографический способ измерения фазового сдвига имеет боль-
шие погрешности, связанные со случайными погрешностями при измере-
ниях параметров осциллограммы, и систематическими, обусловленными
инструментальными и методическими погрешностями.
При измерении фазового сдвига компенсационным методом исполь-
зуются градуированный и неградуированный фазовращатели и однолуче-
вой осциллограф. Перед измерениями одно из исследуемых напряжений
подают на оба входа осциллографа, отградуированный фазовращатель
устанавливают на ноль. С помощью неградуированного фазовращателя
добиваются получения на экране осциллографа прямой линии. Такая опе-
рация исключает фазовый сдвиг измерительной установки. После этого
исследуемые напряжения подают на вход X и У осциллографа: одно через
фазовращатель, а второе, например, X — непосредственно на вход. На
экране появляется эллипс. Используя регулировки градуированного фа-
63
ю вращателя, добиваю гея получения на экране осциллографа одной при
мой линии. Значение фагового сдвига считывается со шкалы фазовраща
геля.
Фазометры с преобразованием фазового сдвига во временной интер
вал работаю! следующим образом Исследуемые напряжения U} и U2 но
ступают на два совершенно одинаковых канала, в которых они усилива
югся и oi рапичиваю iся. Полученные прямоугольные импульсы диффе
рейдирую гея, причем фронты этих импульсов будут соответствовать не
реходу колебаний через ноль от отрицательных значений напряжении
исследуемых сигналов к положительным. 01 раничители выделяют толь
ко положительные продифференцированные импульсы, интервал между
которыми точно равен фазовому сдвигу между напряжениями и U2
Эти импульсы управляют работой триггера, вырабатывающего прямо
угольные импульсы, длительность которых соответствует фазовом)
сдвигу. Усредненное за период значение тока измеряется миллиампер
метром, шкала которой) позволяет считывать непосредственно значепи»
фазовою сдвига между исследуемыми напряжениями и U2 • По тако
му принципу работает фазометр Ф2-13, который применяют при поверю
вихретоковых дефектоскопов и структуроскопов.
Фазометры, работающие по методу преобразования фазового сдвиг <
во временной интервал, имеют рабочий диапазон частот от 20 Гц д<,
I МГц, погрешность измерения не превышает 0,01 у ± 0,5° на частотах до
20 кГц и 0,01 ± 2,5° на частотах до 1 МГц. Совершенствование фазо
метра с преобразованием фазового сдвига во временной интервал приве-
ло к созданию фазомсгров с цифровым отсчетом. Примером такою
фибора может быть фазометр Ф2-16. Его также применяют при поверю
। ПК.
S.6. Приборы, измеряющие магнитные величины
При поверке СПК требуется измерять магнитный поток, магнитную
индукцию и напряженность магнитною поля.
Информацию об изменениях магнитных величин обычно получаю»
нутом преобразования их в электрические величины, которые на выхо/к
юотве нивующих преобразователей измеряют прямыми методами или
методами сравнения с мерой. Если измеряемая магнитная величина про
иоршюнхчьна выходной электрической величине преобразователя, то е
ш учение определяют расчетным путем, используя зависимость межд\
входной и выходной величинами (совместные измерения).
Распространенным преобразователем магнитных величин в электрв
:сскис является индукционный преобразователь. Один из видов индуь
ионных преобразователей - измерительная катушка -- применяется прч
ь bl >ге СНК Измерительную катушку используют для измерений mui
»и» «к). потока, м.чгнитшш индукции и напряженности постоянного Mai
1.Н7НОГО п )дя определяя суммарный импульс тока или ЭДС, индуцируг
фую с измерит ельн >й катушке при быстром изменении магнитного пото
ка.. сцепленного с ней.
Способов измерения магнитного потока, сцепленного с измеритель
14
Магнитный поток Ф — поток вектора магнитной индукции, прони-
зывающий рассматриваемую поверхность. Следовательно, магнитная
индукция является плотностью магнитного потока в среде.
В международной системе единиц магнитный поток измеряется в
веберах (Вб).
Магнитная проницаемость д - способность материала изделий намаг-
ничиваться. Магнитные свойства ма<ериала изделий характеризуются аб-
солютной магнитной проницаемостью имеющей различное значение
для различных материалов.
В СИ единицей абсолютной магнитной проницаемости является „ген-
ри на метр" (Гн/м). В СИ абсолютная магнитная проницаемость вакуума
До выбрана равной д0 -4 • и • 10~7 Гн/м.
Отношение абсолютной магнитной проницаемости материала к маг-
нитной проницаемости вакуума д0 называется относительной магнитной
проницаемостью дг (она является отвлеченным числом). Все материалы
в зависимое!и oi значения их относительной магнитной проницаемости
подразделяю лея на три группы: диамагнитные (дг < 1). парамагнитные
(дг > 1 > и ферромагнитные (д,- > 1) .
Напряженность магнитного поля (Н) силовая характеристика маг-
нитного ноля.
Для характеристики магнитного ноля вне зависимости от среды, в
которой она находится, введено понятие — вектор напряженности маг-
D
нитного поля Н (В = • //). В СИ Н- Единицей напряженности
магнитного поля является ,,ампер на метр" (А/м).
10.2. Сущность и область применения магнитопорошкового метода
неразрушающего контроля
Магнито порошковый метод основан на регистрации магнитных по-
лей рассеяния над дефектами с использованием в качестве индикатора
ферромагнитного порошка или магнитной суспензии. Этот метод наи-
более изучен и освоен, поэтому получил наибольшее распространение.
Метод предназначен для выявления поверхностных и подповерхност-
ных (на глубине до 1,5 -2 мм) дефектов типа нарушения сплошности ма-
териала изделия: трещин (закалочных, шлифовочных, усталостных и
других), волосовин, расслоений, непроваров стыковых сварных соеди-
нений, флокенов, закатов и т.п. Этим методом можно контролировать
изделия любых габаритных размеров и форм, если магнитные свойства
материала изделия позволяют намагничивать его до степени, достаточной
для создания ноля рассеяния дефекта, способного притянуть частицы
ферромагнитного порошка.
По ГОСТ 21 105—87 магнитопорошковому методу НК подлежат из-
делия из ферромагнитных материалов с относительной максимальной
магнитной проницаемостью не менее 40.
В зависимости от размеров выявляемых условных поверхностных
81
дефектов (с отношением ширины дефекта к его глубине 1:10) установ-
лено три условных уровня чувствительности (табл. 13).
Достижимый условный уровень чувствительности зависит от шеро-
ховатости поверхности контролируемого изделия. Условный уровень
чувствительности А достижим при Ra свыше 1,6, а Б и В при Rz свыше
40.
Таблица 13
Условный уровень чувствительности Минимальная ширина выявляемого условно- го дефекта, мкм Минимальная протяжен- ность выявляемой части условного дефекта, мм
А 2,0
Б 10,0 Св. 0,5
В 25,0
Магнито порошковый метод контроля можно осуществлять при
условии, если толщина имеющегося на поверхности контролируемого из-
делия неферромагнитного покрытия не превышает 100 мкм. Следует, од-
нако, иметь в виду, что при толщине покрытия свыше 30 мкм чувстви-
тельность метода снижается. Снижается она также и при выявлении под-
поверхностных дефектов.
Достижимая при осуществлении магнитопорошкового метода чувст-
вительность зависит от многих факторов: магнитных характеристик
материала контролируемого изделия, его формы и размеров, шерохо-
ватости поверхности, напряженности намагничивающего поля, спосо-
ба контроля, взаимного расположения намагничивающего поля и де-
фекта, качества применяемого ферромагнитного или магнитно-лю-
минесцентного порошка или суспензии. Значительное влияние на ре-
зультаты контроля оказывает освещенность контролируемой поверх-
ности изделия. Способы установления напряженности намагничиваю-
щего поля для вышеуказанных условных уровней чувствительности
приведены в ГОСТ 21105—87.
Возникновение магнитных полей рассеяния (рис. 14) над дефектами
__ объясняется следующим образом. Маг-
- —"I нитные силовые линии распределяются,
» — .'л ....—главным образом, по магнитному мате-
~ •.; риалу изделия. Магнитный поток при
\ > --- q прохождении через бездефектную часть
» .......—~ изделия не изменяет своего направле-
.......ния. Но если на его пути в изделии
встретится дефект (препятствие с иной
Рис. 14 магнитной проницаемостью), то он вы-
зовет изменение его направления. Часть магнитного потока выйдет за
пределы контролируемого изделия, т.е. создастся магнитное поле рассея-
ния. Поле рассеяния существует на поверхности изделия как во время
нахождения изделия во внешнем намагничивающем поле, так и после
снятия этого поля, так как изделие остается намагниченным.
82
При магнитопорошковом методе НК в качестве индикатора магнит-
ных полей рассеяния используется ферромагнитный порошок либо в су-
хом виде, либо во взвешенном в жидкости состоянии. Дисперсионной
средой суспензии может служить вода, минеральное масло, керосин,
смесь минерального масла с керосином.
В 1 л суспензии должно содержаться (25 ± 5) г ферромагнитного по-
рошка, а люминесцентного (4± 1) г.
Так как магнитное поле рассеяния над местом нарушения сплош-
ности материала изделия неоднородно, то на ферромагнитные частицы,
попавшие в это поле, будет действовать сила, стремящаяся переместить
их в место наибольшей напряженности поля, т.е. в то место поверхности
изделия, под которым находится нарушение сплошности материала.
В зависимости от магнитных свойств материала, размеров и формы
контролируемого изделия, а также оборудования, используемого для
намагничивания, применяют два способа контроля: способ приложенно-
го поля (СПП) и способ остаточной намагниченности (СОН). Контроль
СПП характеризуется образованием валика порошка над дефектом за
время действия на контролируемое изделие внешнего намагниченного
поля. Контроль СОН заключается в предварительном намагничивании
контролируемого изделия и последующем нанесении на него суспензии
или сухого магнитного порошка.
Наиболее сильное магнитное поле рассеяния возникает в том случае,
если магнитные силовые линии намагничивающегося поля ориентирова-
ны под прямым углом к плоскости дефекта, так как в этом случае де-
фектом будет пересекаться большее количество магнитных силовых
линий. Наиболее полно можно выявить дефекты в том случае, когда
магнитные силовые линии намагничивающегося поля направлены под
прямым или близким к нему углом к направлению ориентации
дефекта. Если же этот угол составляет менее 20—30°, то такие дефекты
вообще могут быть не выявлены. Исходя из этих соображений и следует
выбирать способ намагничивания изделий при магнитопорошковом НК.
При магнитопорошковом контроле используется три способа намаг-
ничивания: продольное (полюсное), циркулярное и комбинированное.
Продольное намагничивание можно осуществить, используя постоян-
ный магнит (рис. 15,я), электромагнит 1 (рис. 15,#), соленоид 3 или
путем обмотки контролируемого изделия 2 гибким кабелем. При про-
дольном намагничивании магнитные силовые линии часть своего пути
83
проходят но изделию, а часть по воздуху, в результате чего у изделия
образуются магнитные полюса.
При продольном намагничивании (контроле СОН) трудно намагни-
тить отдельные короткие изделия, у которых I/<7ЭКВ < 5 (/ - длина из-
делия; (1ЖЪ - диаметр цилиндрического изделия, равного по площади
реальному), так как будет сильно сказываться размагничивающий
фактор.
Циркулярное намагничивание осуществляется пропусканием тока
через изделие (внутренним полем) или, если изделие полое, то через
стержень, помещенный в полость изделия (внешним полем) — см.
рис. 16, а-в. При циркулярном намагничивании магнитные силовые
Рис. 16
линии имеют вид концентрических окружностей, расположенных в плос-
костях, перпендикулярных направлению тока, причем проходящий ток
создает магнитное поле как в контролируемом изделии, так и в окру-
жающем пространстве.
При циркулярном намагничивании цилиндрического изделия магнит-
ных полюсов на нем не образуется, так как магнитные силовые линии
весь свой путь проходя! по изделию. Если же на изделии имеются высту-
пы или углубления, то возможно образование локальных магнитных по-
люсов.
Наиболее эффективно циркулярное намагничивание изделий, имею-
щих форму тел вращения. Если ориентация дефекта неизвестна, то кон-
троль обычно производится дважды — при использовании продольного и
циркулярного намагничивания поочередно.
При необходимости выявления дефектов неизвестной ориентации, а
также расположенных в различных направлениях, целесообразно приме-
нять комбинированное намагничивание (если позволяют возможности
дефектоскопа). Суть его заключается в одновременном наложении на
контролируемое изделие 1 двух магнитных полей продольного (Н^р
рис. 17,а) и циркулярного (Яц, рис. 17,6) . Эти поля могут быть или по-
стоянным, или переменным, или оба переменными, возбужденные пе-
ременными токами, сдвинутыми по фазе на 90° (или на 270°).
Значение и направление результатирующего магнитного поля (Яр)
будет меняться, так как они определяются двумя наложенными полями
(Ялр и Яц). Результатирующий вектор будет перемещаться в пределах
угла а, зависящего от соотношения амплитуд напряженности двух полей.
84
Рис. 17
Контроль изделий при комбинированном намагничивании проводит-
ся только способом приложенного поля (СПП).
Большинство изделий, которые после проведения магнитопорошко-
вого контроля остались намагниченными, следует размагничивать, а за-
тем проверять степень размагниченности. Размагничивание изделий
обязательно, если остаточная намагниченность может оказать вредное
воздействие в процессе дальнейшего изготовления изделия или его экс-
плуатации. К трущимся поверхностям неразмагниченных или недоста-
точно размагниченных изделий, например, подшипников, валиков, ше-
стерен и других, работающих в условиях трения, будут притягиваться
ферромагнитные продукты изнашивания, что может вызвать прогрес-
сирующий износ и даже разрушение изделий.
Кроме того, если вблизи изделий с остаточной намагниченностью
будут находиться электрические и электронные приборы, то в их пока-
зания могут вноситься искажения.
Допустимая норма остаточной намагниченности устанавливается в
соответствующей технической документации.
Изделия размагничиваются воздействием на них переменного маг-
нитного поля (изменяющегося по направлению), убывающего по ампли-
туде от некоторого значения до нуля (рис. 18). При этом намагничен-
ность изделия уменьшается от цикла к
циклу перемагничивания. Когда напря-
женность размагничивающего поля до-
стигнет нулевого значения, остаточная
индукция материала изделия будет близ-
ка к нулю.
При размагничивании пропусканием
изделия через соленоид, питаемый пере-
менным током, с последующим удале-
нием изделия из соленоида на 1 м, необ-
ходимо, чтобы каждая точка изделия
прошла через центральную плоскость соленоида.
Изделия с большим поперечным сечением, намагниченные в постоян-
ном магнитном поле, плохо размагничиваются в переменном магнитном
поле промышленной частоты. Это объясняется тем, что при этом размаг-
ничиваются, в основном, поверхностные слои изделия. Такие изделия
85
лучше размагничивать постоянным током с его коммутацией и посте-
пенным снижением его амплитуды. Облегчает размагничивание сниже-
ние частоты размагничивающего поля.
Как видно из вышеизложенного, степень размагничивания зависит
от частоты и силы тока при циркулярном размагничивании, от напря-
женности и частоты магнитного поля в соленоидах и в пространстве
между полюсами электромагнитов. Следовательно, эти параметры под-
лежат определению при проведении поверок магнитопорошковых де-
фектоскопов.
Для качественного контроля степени размагниченности применяют-
ся различные простейшие средства: железные опилки, иголочки из же-
лезной контровочной проволоки, пермаллоевые лепестки на шелковой
нити и т.п. Однако все эти средства не обеспечивают надежный контроль
степени размагниченности, так как они в значительной мере субъектив-
ны и оценивают размагниченность только качественно. Для количествен-
ного контроля степени размагниченности используются приборы ПКР-1,
ФП-1 и МФ-20Ф.
При магнитопорошковом методе контроля в качестве индикатора
магнитных полей рассеяния применяются ферромагнитный порошок с
большой магнитной проницаемостью и малой коэрцитивной силой как
в сухом, так и в виде суспензии (во взвешенном состоянии в жидко-
сти — воде, минеральном масле, керосине, смеси масла с керосином и
др.). Большое распространение получили магнитные суспензии.
Кроме черных порошков используются цветные магнитные порош-
ки, применение которых обеспечивает максимальный цветовой контраст
между поверхностью контролируемого изделия и индикатором, особен-
но если поверхность изделия темная. В последнее время все чаще вместо
обычных магнитных порошков применяют магнитно-люминесцентные,
так как их применение обеспечивает несколько более высокую чувст-
вительность, особенно при выявлении подповерхностных дефектов, а
также облегчает контроль изделий с грубо обработанной поверхностью.
Следует отметить, что для проведения люминесцентного магнитного
контроля должно быть предусмотрено специальное оборудование для
осмотра контролируемых изделий в темном помещении при ультрафио-
летовом излучении.
Чувствительность магнитопорошкового метода контроля зависит
также от магнитных свойств порошка, от размера его частиц, а в случае
применения суспензии от концентрации порошка в суспензии и вязкости
дисперсионной среды. Все вышеуказанные параметры порошков и сус-
пензии должны контролироваться. Методы контроля этих параметров
изложены ниже.
Магнитные и магнитно-люминесцентные порошки и пасты должны
поставляться по технической документации, утвержденной в установлен-
ном порядке. Конкретные способы контроля магнитных, магнитно-лю-
минесцентных порошков, суспензий и паст также указаны в технической
документации.
От магнитных свойств порошка зависит (при прочих равных услови-
86
ях) количество порошка, притянутого в магнитное поле рассеяния де-
фекта, т.е. выявляемость дефектов.
Зависимость чувствительности магнитопорошкового метода конт-
роля от размеров частиц порошка приведена на рис. 19. Для надежного
выявления усталостных трещин в на-
чальной стадии их возникновения, шли-
фовочных трещин, волосовин и т.п.
размер ферромагнитных частиц в су-
спензии должен быть в основном
10—15 мкм.
Наибольшее распространение полу-
чили порошки оксидов железа — магне-
тит и несколько реже — ферромагнит-
ная окись железа.
Магнетит (Fe3O4) черного или тем-
но-коричневого цвета, применяется при
контроле изделий со светлой поверх-
ностью. Размер частиц основной массы
не должен превышать 30 мкм (в основ-
частиц, мкм
Рис. 19
ном 5—10 мкм). Кроме 95 % Fe3O4 порошок может содержать 5 % раз-
личных немагнитных примесей. Количество крупных частиц (более 50
мкм) в порошке должно быть не более 5 %. Магнитовесовая проба не ме-
нее 7 г.
О проверке размера частиц порошка и определении магнитовесовой
пробы будет сказано ниже.
Ферромагнитная 7 — окись железа (Fe2O3) буро-красного цвета при-
меняется для контроля изделий с темной поверхностью (но можно и со
светлой поверхностью).
Для контроля изделий с темной поверхностью применяются также
цветные магнитные порошки (серые, красные и другие) с целью получе-
ния большого контраста с поверхностью изделия или магнитно-люминес-
центные порошки (которые применяются также для контроля изделия
со светлой поверхностью, особенно блестящей) .
Магнитные порошки, применяемые для приготовления окрашенных
порошков, должны обладать более высокой магнитовесовой пробой (не
менее 10 г), в силу того, что при нанесении на магнитные частицы слоя
немагнитной краски происходит некоторая магнитная изоляция частиц
порошка и увеличение их массы. При изготовлении окрашенных магнит-
ных порошков можно применять мелкий железный порошок марки
ПЖ-10М-ПЖ-50М (ГОСТ 9849-74).
На некоторых предприятиях в качестве ферромагнитного порошка
используют чистую железную окалину, получаемую при ковке и прокат-
ке, а также порошок, получаемый при шлифовании стальных изделий с
охлаждающей эмульсией. Они измельчаются в шаровых мельницах и
просеиваются через сито. При проведении поверки магнитопорошковых
дефектоскопов эти порошки также подлежат проверке.
Для люминесцентного магнитного контроля используются магнитно-
87
люминесцентные порошки ЛЮМЛГПОР и магнитно-люминесцентные пас-
ты МЛ.
В процессе проведения контроля магнитопорошковым методом ре-
гистрируют все искажения магнитного поля контролируемого изделия
(возникающие магнитные поля рассеяния) , независимо от того, вызваны
они дефектами или нет.
Осаждение ферромагнитного порошка характеризует наличие, место-
нахождение и характер дефекта. Но необходимо иметь в виду, что осажде-
ние порошка может происходить и в местах отсутствия дефектов, на так
называемых „ложных” или „мнимых” дефектах. Поэтому надо четко
представлять себе характер осаждения ферромагнитного порошка над
различными, в том числе и „ложными” дефектами.
Как правило, поверхностные дефекты, представляющие собой нару-
шение сплошности материала, вызывают осаждение ферромагнитного
порошка в виде резко очерченных рисунков. Наслоения порошка в этом
случае значительны, хорошо сцеплены с поверхностью. Чем дальше от
поверхности изделия расположен дефект, тем более размытым получает-
ся рисунок (менее четкое отложение валика порошка).
Выявление дефектов производится путем визуального осмотра по-
верхности изделия на наличие отложений ферромагнитного порошка в
местах дефектов. При необходимости расшифровка результатов контро-
ля проводится с помощью оптических средств, тип и увеличение которых
устанавливают в технической документации на контроль конкретных из-
делий.
Осмотр намагниченных изделий с нанесенным на них ферромагнит-
ным порошком должен проводиться при хорошем рассеянном освеще-
нии. Освещенность контролируемой поверхности при естественном осве-
щении (или использовании ламп накаливания) должна быть не менее 500
лк. Освещенность измеряют люксметром, например, типа Ю-16, распола-
гая его преобразователь на поверхности контролируемого изделия в зоне
осмотра.
При контроле с использованием магнитно-люминесцентных порош-
ков и суспензий диапазон ультрафиолетового света должен составлять
315 400 нм. При проверке ультрафиолетовой освещенности люксмет-
ром Ю-16 по изложенной далее методике, показания должны быть не ме-
нее 50 лк.
Рисунок осевшего порошка, указывающий на дефекты различного
происхождения, неодинаков. Он зависит от характера, размера дефекта и
глубины его залегания. Вид и форма валиков магнитного и магпигно-лю-
мипесцентного порошка во многих случаях дают возможность распо-
знать характер нарушения сплошности.
В изделиях легче всего выявляются закалочные, сварочные, шлифо-
вочные и усталостные трещины. Осаждение порошка над трещинами име-
ет вид четких, ломаных линий с плотным осаждением порошка. Труднее
выявляются волосовины
Появление „ложных” дефектов может вызвать, например, окалина,
плотно сцепленная с поверхностью изделия. Ферромагнитный порошок
88
иногда может осесть в местах магнитной неоднородности, которая мо-
жет быть результатом прикосновения к намагниченному изделию како-
го-либо острого ферромагнитного предмета, быть вызвана местным на-
клепом, быть результатом ударов и т.п. Ферромагнитный порошок мо-
жет осаждаться по границе участков с различающейся структурой, по
границе зон термического влияния в околошовной зоне сварного сое-
динения. Появление „ложных” дефектов может быть вызвано и други-
ми причинами.
10.3. Магнитнопорошковые дефектоскопы
Для проведения магнитопорошкового контроля применяются как
универсальные, так и специализированные дефектоскопы. Как те. так и
другие могут быть стационарными, передвижными и переносными.
Стационарные универсальные дефектоскопы должны обеспечивать
возможность проведения контроля при циркулярном, продольном и
комбинированном намагничивании, а передвижные и переносные — при
намагничивании (раздельно) в двух взаимно перпендикулярных направ-
лениях.
В дефектоскопах наиболее широко распространено циркулярное
намагничивание пропусканием переменного тока по изделию (или через
стержень, помещенный в отверстие изделия) и продольное намагничива-
ние постоянным (или выпрямленным) током. В дефектоскопах иногда
используют также импульсные конденсаторные источники тока.
Если в дефектоскопах намагничивание производится переменным,
одногюлупериодно-выпрямленным или импульсным токами, то они
должны обеспечивать выключение тока при контроле способом остаточ-
ной намагниченности так, чтобы не происходило размагничивание изде-
лия ниже 0,9 от значения остаточной индукции его материала.
В универсальных дефектоскопах должна быть предусмотрена воз-
можность размагничивания изделий после контроля.
Универсальные дефектоскопы должны быть снабжены измерителя-
ми амплитуды намагничивающего тока с погрешностью не превышающей
± 10%.
Специализированные дефектоскопы, предназначенные для контроля
конкретных изделий, изготовляются в соответствии с требованиями,
установленными в отраслевой НТД.
Как правило, дефектоскопы состоят из следующих основных узлов:
устройств для подвода тока к изделию при циркулярном наматпичива-
пии; устройств для продольного намагничивания (соленоиды, электро-
магниты)'. устройств для нанесения па контролируемое изделие суспен-
зии, осветительных устройств, измерителей тока (или напряженности
магнитного поля). В зависимости от назначения дефектоскопы могут
состоять и из дополнительных узлов (например, тельфера для транспор-
тировки тяжелых изделий, узлов /шя автоматическою перемещения
изделий и др.)
Вес входящие в комплект дефектоскопы измерители тока, папрч-
яо
женности магнитного поля, устройства для размыкания тока должны
проходить поверку в соответствии с требованиями НТД на них.
Для контроля крупногабаритных изделий используются дефекто-
скопы УМДЭ-10000, У-604-70М, среднего размера УМДЭ-2500, МДС-5,
малого размера - МДС-1,5.
Передвижные и переносные дефектоскопы МД-50П, ПМД-70 пред-
назначены, в основном, для проведения контроля в полевых условиях,
контроля крупногабаритных изделий по частям, в случае нахождения
контролируемого изделия в конструкции и т.н.
Дефектоскоп УМДЭ-10000 - универсальный магнитный дефектоскоп, пред-
назначенный для магнитопорошкового контроля изделий средних и крупных
размеров различных форм, позволяет осуществлять полный цикл контроля, вклю-
чая автоматическое размагничивание, без снятия изделия с дефектоскопа.
Контролируемое изделие помещается на рамки опорных люнетов, на которых
оно может вращаться вокруг своей оси для осмотра.
Для циркулярного намагничивания изделие зажимается между контактными
дисками, к которым подводится ток. Продольное намагничивание производится
соленоидом постоянного тока, передвигаемым вдоль оси изделия. Возможно про-
ведение комбинированного намагничивания.
Контроль можно проводить как в приложенном магнитном поле, так и на
остаточной намагниченности. При контроле на остаточной намагниченности цирку-
лярное намагничивание осуществляется выпрямленным однополупериодным то-
ком, при контроле в приложенном поле - переменным током.
Регулирование циркулярного и продольного магнитных полей - плавное от
нуля до максимума.
Техническая характеристика дефектоскопа УМДЭ-10000
Амплитудное значение максимального тока при циркулярном
намагничивании, А
переменного при контроле в приложенном
магнитном поле........................................... 1 2000
однополупериодного выпрямленного тока
при контроле на остаточной намагниченности ..............1 7000
Напряженность магнитного поля в центре соленоида, А/см ....... 240
Максимальные размеры контролируемых изделий, мм:
диаметр..................................................1200
длина без приставки......................................1600
длина с приставкой.................-..................... 4000
Габаритные размеры, мм:
длина................................................... 2500
высота ..................................................1900
ширина................................................... 900
Питание от сети переменного тока, В.......................... 380
Масса, кг.....................................................1700
Дефектоскоп УМДЭ-2500 предназначен для контроля изделий небольших и
средних размеров. Циркулярное и продольное магнитные поля могут плавно регу-
лироваться в диапазоне от нуля до максимума. Возможно циркулярное, продоль-
ное и комбинированное намагничивание. Контроль можно проводить как в прило-
женном поле, так и на остаточной намагниченности. Дефектоскоп имеет электро-
магнит.
Размагничивание изделий осуществляется автоматически без снятия изделий
с дефектоскопа коммутированием гока в электромагните с одновременным умень-
шением его до нуля.
90
В комплект дефектоскопа входят конвейерная установка для размагничива-
ния небольших 'и тонкостенных изделий с помощью соленоида переменного тока
(50 Гц) и вертикальное контактное устройство для циркулярного намагничивания
мелких изделий.
Техническая характеристика дефектоскопа УМДЭ-2500
Максимальный ток для циркулярного намагничивания, А . до 5000
Напряженность магнитного поля при продольном
намагничивании, А/см................................ 150—200
Максимальные размеры контролируемого изделия, мм:
диаметр........................................... 370
длина............................................ 900
Габаритные размеры, мм:
длина.............................................1800
высота .......................................... 800
ширина........................................... 800
В настоящее время вместо УМДЭ-2500 выпускают стационарный дефектоскоп
типа МДС-5, предназначенный для контроля изделий средних размеров различной
формы. Он позволяет проводить и магнитный, и магнитно-люминесцентный конт-
роль. Дефектоскоп оснащен механизмами для подъема и вращения контролируе-
мого изделия, устройством для регулирования силы зажатия изделия в электро-
контактах, струйным анализатором суспензии, устройством для размагничивания
изделий на низкой и промышленной частотах и др.
Намагничивание (продольное и циркулярное) можно осуществлять как пере-
менным, так и однопол у периодным током. Возможна регулировка тока при цирку-
лярном намагничивании от 25 А.
Техническая характеристика дефектоскопа МДС-5
Максимальная сила намагничивающего тока, А.......... 7500
Габаритные размеры, мм............................ 2050X1170X2150
Напряжение питания, В............................... 220/380
Частота, Гц.......................................... 50
Масса, кг...........................................1600
Размеры контролируемых изделий, мм:
диаметр..........................................6—250
длина........................................... 60—900
Масса контролируемого изделия, кг...................до 150
В комплект дефектоскопа входит приставной механизированный соленоид.
Дефектоскоп МДС-1,5 предназначен для контроля мелких изделий при цирку-
лярном, продольном и комбинированном намагничивании. Дефектоскоп позволя-
ет задавать программу проведения технологических операций (время намагничива-
ния и контроля, скорость вращения стола и вращения изделия при осмотре, сила
тока при циркулярном и продольном намагничивании) магнито порошкового конт-
роля для каждой партии однотипных изделий. Кроме установки изделия и его
осмотра, все остальные операции автоматизированы. В комплект дефектоскопа
входит приставной соленоид для размагничивания изделий. Дефектоскоп снабжен
струйным анализатором суспензии, излучателем ультрафиолетового излучения для
проведения магнитно-люминесцентного контроля. Контроль изделий возможен
как способом приложенного поля, так и способом остаточной намагниченности.
Техническая характеристика дефектоскопа МДС-1,5
Максимальная сила намагничивающего тока, А......... 2000
Размеры контролируемого изделия, мм:
диаметр.............................•..............3-40
длина..........................................10-200
91
Производительность, дет./ч...........................от 50 до 600
Напряжение питания, В................................ 220—380
Частота, Гц.......................................... 50
Масса, кг............................................700
Габаритные размеры, мм............................... 1960X1750X1895
Дефектоскоп МД-50П - передвижной магнитный дефектоскоп предназначен
для контроля крупногабаритных изделий по частям. Циркулярное намагничивание
производится импульсным током с помощью электроконтактов, продольное — с
помощью соленоида или электромагнита. В дефектоскопе предусмотрена система
размагничивания. Импульсный, переменный и постоянный ток регулируются от
нуля до максимального значения.
Техническая характеристика дефектоскопа МД-50П
Амплитуда тока в импульсе, А ..................... 5000
Наибольший переменный ток, А...................... 900
Наибольший постоянный ток, А...................... 300
Питание от сети переменного тока, В, Гц........... 220; 50
Габаритные размеры, мм............................ 1000X780X620
Масса, кг......................................... 260
Дефектоскоп ПМД-70 — переносной магнитный дефектоскоп предназначен для
магнитопорошкового контроля изделий, узлов в полевых условиях. Но иногда он
используется в лабораторных и цеховых условиях.
Циркулярное намагничивание производится с помощью импульсного тока.
Посредством электроконтактов ток может пропускаться через все изделие или его
отдельные участки. Продольное намагничивание может осуществляться перенос-
ным соленоидом, шарнирным электромагнитом или гибким кабелем. Конструк-
тивно дефектоскоп выполнен в виде отдельных блоков.
Техническая характеристика дефектоскопа ПМД-70
Амплитуда тока в импульсе, А ......................1000
Напряженность магнитного поля электромагнита, А/см . . 160
Напряженность магнитного поля соленоида, А/см:
при последовательном соединении обмоток............не менее 200
при параллельном соединении обмоток............не менее 400
Питание, В:
постоянный ток..................................... 24
переменный ток.................................220
10.4. Поверка магнитнопорошковых дефектоскопов
При проведении поверки магнитнопорошковых дефектоскопов по-
мимо проверки комплектности, внешнего осмотра и опробования, сле-
дует определять те параметры дефектоскопов, от которых зависят ре-
зультаты контроля.
Прежде всего следует провести контроль концентрации ферромаг-
нитного порошка в суспензии при полной загрузке дефектоскопа. От
концентрации магнитного порошка в суспензии в значительной мере за-
висит выявляемость дефектов. При малой концентрации могут остаться
невыявленными тонкие дефекты, а при излишне большой — возможно
осаждение порошка на поверхности контролируемого изделия, что мо-
жет привести к искажению результатов контроля. Лишь в отдельных слу-
92
чаях, которые особо оговариваются в технической документации, до-
пускается снижение концентрации магнитного порошка (до 5 г/л).
В некоторых случаях целесообразно проверять качество ферромаг-
нитного порошка — его дисперсность и магнитные свойства, от которых,
как уже говорилось, зависит выявляемость тонких дефектов (например,
шлифовочных, усталостных трещин).
От напряженности магнитного поля, используемого для намагничи-
вания контролируемого изделия, непосредственно зависит выявляемость
дефектов. Если напряженность магнитного поля будет меньше требуе-
мой, то магнитные поля рассеяния могут оказаться настолько слабыми,
что не смогут втянуть частицы ферромагнитного порошка и дефект ока-
жется невыявленным. Поэтому в операции поверки обязательно включа-
ется определение напряженности магнитного поля в соленоиде и в про-
странстве между полюсами электромагнита.
Не меньшее значение для результатов контроля изделий имеет ток
при циркулярном намагничивании. Поэтому в операции поверки обяза-
тельно включается определение максимального значения тока циркуляр-
ного намагничивания. При поверке тех магнитопорошковых дефекто-
скопов, в которых намагничивание осуществляется импульсным током,
следует определять импульс тока.
Ток намагничивания, а следовательно и достоверность контроля при
циркулярном намагничивании, зависит также от качества контакта меж-
ду контролируемым изделием и зажимным устройством дефектоскопа.
Отсюда следует необходимость определения усилия, создаваемого за-
жимным устройством для циркулярного намагничивания.
Необходимо определять и освещенность поверхности контролируе-
мого изделия, от которой также зависит выявляемость дефектов.
Очевидно, что объем поверки (количество и содержание операций
поверки) будет зависеть от конструктивных особенностей конкретного
магнитопорошкового дефектоскопа.
Средства измерений электрических величин, имеющиеся в магнито-
порошковом дефектоскопе, поверяют в соответствии с графиком их по-
верки. Целесообразно сроки поверки электроизмерительных приборов
согласовывать со сроками поверки магнитопорошковых дефектоско-
пов.
Средства поверки магнитопорошковых дефектоскопов. При прове-
дении поверки магнитопорошковых дефектоскопов, в зависимости от
объема поверки (содержания перечня операций поверки) , могут исполь-
зоваться следующие средства поверки:
устройства для определения концентрации магнитного порошка в
суспензии (до 50 г/л). Например, анализаторы концентрации суспензии
АКС-1, AKC-lc, мерные сосуды. Погрешность измерения с их помощью
должна быть не более ± 5 %;
динамометры 3-го разряда ДОС-0,2 (диапазон измерений от 0,2 до
2,0 кН): ДОС-1 (диапазон измерений от 1 до 10 кН); погрешность из-
мерений 0,5 %:
электронный вольтметр Ф517 или Ф564; диапазон частот от 45 до
10000 Гц; диапазон измерений 1 мВ — 300 В, класс 1,5;
93
микровеберметр Ф190 (М1119), диапазон 2—500 мкВб; погрешность
± 1,0%;
счетчик импульсов СБ-1М/50; погрешность при отсчете не больше
0,1 дел.;
осциллограф С1-76, С8-9А или аналогичные;
измерительная катушка К ~ 15 см2;
люксметр Ю-16 (Ю-116);
латунный стержень ф 40—50 мм, длиной не менее 300 мм;
шунт 75 UIC-1500A (или другой, в зависимости от силы тока в им-
пульсе) ;
стандартные образцы с магнитограммами (дефектограммами).
При проведении поверки магнитопорошковых дефектоскопов долж-
ны соблюдаться условия поверки в соответствии с ГОСТ 22261—82.
Поверка качества ферромагнитного порошка и магнитной суспен-
зии. Ферромагнитные и магнитно-люминесцентные порошки поставляют-
ся по утвержденной в установленном порядке технической документа-
ции. Исключение составляют порошки, которые изготовляют на месте
их потребления, но и на них у предприятия-потребителя должна быть
утвержденная техническая документация.
Способы контроля качества магнитных и магнитно-люминесцент-
ных порошков и паст должны быть указаны в утвержденной в установ-
ленном порядке технической документации.
Качество магнитных порошков и суспензий для магнитопорошково-
го метода контроля может проверяться по следующим параметрам:
дисперсности порошка и его магнитным свойствам; плотности; цвету;
вязкости дисперсионной среды; концентрации порошка в суспензии и
другим. Наиболее часто проверяют дисперсность и магнитные свойства
порошков.
Дисперсность порошка проверяют или методом отстоя в этиловом
спирте или просеиванием через сетку № 0053 (ГОСТ 6613—73). Контроль
методом отстоя в этиловом спирте заключается в том, что в стеклянную
трубку длиной 400 мм, с внутренним диаметром 10 мм, закрываемую с
двух сторон пробками, заливают до высоты 300 мм этиловый спирт с
3 г ферромагнитного порошка. Через 3 мин после взбалтывания высота
темной части столба жидкости должна быть не менее 180 мм (считая по
границе, резко отличающей ее от прозрачного спирта). Контроль прово-
дят три раза и берут среднее значение высоты темной части столба.
Магнитно-весовой пробой называется количество магнитного по-
рошка (в г), притянутого к специальному электромагниту. Электро-
магнит снизу имеет латунный диск, расстояние между которым и элек-
тромагнитом может регулироваться. Прибор градуируют по аттесто-
ванному по магнитно-весовой пробе порошку. К латунному диску элек-
тромагнита подносят сосуд с контролируемым порошком и включают
электромагнит. К электромагниту притянется какое-то количество по-
рошка. Сосуд с порошком убирают. После 1 мин выдержки (порошок
стабилизируется, часть его отпадает) к диску подносят заранее взвешен-
94
ную фарфоровую чашку и электромагнит выключают. Порошок счита-
ется пригодным, если к электромагниту притянулось не менее 7 г по-
рошка.
При контроле качества магнитной суспензии проверяют концентра-
цию магнитного порошка в суспензии и вязкость дисперсионной среды.
Концентрацию магнитного порошка в суспензии проверяют специальны-
ми приборами (например, АКС-1, АКС-1с) или методом отстоя в соот-
ветствующих мерных сосудах (мерных мензурках). Погрешность при
определении концентрации не должна превышать ± 5 %. Приборы граду-
ируют по образцам суспензии с известной концентрацией порошка.
Содержание магнитного порошка в суспензии в расчете на 1 л долж-
но быть (20 ±5) г, а магнитно-люминесцентного порошка (4 ± 1) г.
Кинематическая вязкость дисперсионной среды (масляной и керо-
сино-маслянои) определяют вискозиметром Оствальда-Пинковича
(ГОСТ 33—82). Обычно для измерения вязкости используют дисперси-
онную среду из суспензии после ее 24-часового отстоя. Вязкость не долж-
на превышать 30 • 10"6 м2/с (30 сСт). Если вязкость суспензии выше
10 • 10“6 м2/с (10 сСт), в технической документации должно быть ого-
ворено время стекания суспензии, после которого можно приступить к
осмотру контролируемого изделия.
Соответствие содержания в водной суспензии эмульгатора, соды и
хромпика требуемому определяют химическим анализом.
Обобщенная проверка качества ферромагнитного порошка и суспен-
зии проводится с помощью стандартных образцов с заранее известными
дефектами — трещинами, волосовинами и т.п. Проверку следует прово-
дить не менее, чем по двум стандартным образцам: с грубыми дефекта-
ми типа закалочной трещины, и с тонкими — типа шлифовочных трещин
и т.п.
Стандартные образцы должны иметь маркировку и свидетельство об
аттестации с дефектограммой.
Методика изготовления стандартных образцов приведена в ГОСТ
21105—87 (приложение 3).
Операции поверки. Вначале проводят внешний осмотр в объеме, пре-
дусмотренном при поверке СНК, затем опробование дефектоскопа.
Опробование. При опробовании дефектоскопа, в зависимости от его
конкретного исполнения, должно быть проверено: действие органов
управления, регулирования и настройки; работа регистрирующих и сиг-
нализирующих устройств; функционирование систем перемешивания и
подачи суспензии; функционирование систем и механизмов перемеще-
ния контактных бабок, вращения контролируемых изделий, погружения
и подъема изделий, перемещения соленоидов; исправность всех систем
намагничивания (током и магнитным полем) путем надежной регистра-
ции дефектов на стандартных образцах согласно соответствующей инст-
рукции (после проверки концентрации магнитного порошка в суспен-
зии) ; исправность всех систем размагничивания.
Определение напряженности магнитного поля в соленоиде. Обычно
напряженность магнитного поля в соленоиде определяют в его центре.
95
Если соленоид питается переменным током, то напряженность определя-
ют измерительной катушкой и электронным вольтметром типа Ф517 или
Ф564.
Соединенную с вольтметром измерительную катушку устанавливают
в центре соленоида таким образом, чтобы ее ось совпадала с направлени-
ем магнитного поля (т.е. плоскости ее витков должны быть перпендику-
лярны направлению магнитного поля).
Напряженность магнитного поля (в А/см) рассчитывают по формуле
Н = 400, (10.1)
к
где U - напряжение, измеренное вольтметром, мВ; К — постоянная из-
- 2
мерительном катушки, см .
В соленоиде, питаемом постоянным током, устанавливают макси-
мальное значение тока. Соединенную с микровеберметром типа Ф190
или Ml 119 измерительную катушку размещают также в центре солено-
ида. Показания микровеберметра снимают при включении или выклю-
чении тока в соленоиде.
В этом случае напряженность магнитного поля в центре соленоида
рассчитывают по формуле
Н = 80- С • а , (] 02)
где С — цена деления микровеберметра; а — показания микровебермет-
ра.
Напряженность магнитного поля в центре соленоида, как правило,
должна быть не менее 16000 А/м. Конкретное ее значение указано в НТД
на поверяемый дефектоскоп. Допускаемое отклонение ± 10 $ от указан-
ного в НТД.
Определение напряженности магнитного поля в электромагните. На-
пряженность магнитного поля между полюсами электромагнита в случае
питания его обмоток постоянным током определяют следующим обра-
зом. Если на пульте управления дефектоскопа имеется переключатель
(переключатели) способа намагничивания „продольное-циркулярное”,
то его включают в положение „продольное” (включают „циркулярное”).
Включают электромагнит и устанавливают ток в обмотках электромаг-
нита в соответствии с инструкцией по эксплуатации. Затем электромаг-
нит выключают.
Устанавливают расстояние (зазор) между полюсами электромагнита
в соответствии с инструкцией по эксплуатации. В зазор между полюсами
электромагнита (обычно на равном расстоянии от полюсов - в центре
зазора) помещают подключенную к микровеберметру (Ф190, МП 19)
измерительную катушку. Включают электромагнит и снимают показания
микровеберметра. Выключают электромагнит.
Напряженность магнитного поля между полюсами электромагнита
рассчитывается но формуле (10.2).
Напряженность магнитного поля между полюсами электромагнита
96
обычно должна быть не менее 20000 А/м. Конкретное ее значение указы-
вается в НТД на дефектоскоп.
Отклонение напряженности между полюсами электромагнита не
должно превышать + 10 % от значения, указанного в технических харак-
теристиках поверяемого дефектоскопа,
Определение максимального значения тока циркулярного намагни-
чивания. Для его определения в контактное устройство дефектоскопа
устанавливают латунный стержень, который зажимается с максималь-
ным усилием поджатия. Намагничивающий ток регулируют таким обра-
зом, чтобы он был максимальный.
Через латунный стержень (/ = 300 мм, 0-30 мм) кратковременно
пропускают ток и фиксируют его значение с помощью амперметра, уста-
новленного на дефектоскопе. Измеренное значение тока должно соот-
ветствовать его максимальному значению, указанному в технической
характеристике дефектоскопа с отклонением ± 5 %.
Определение импульса тока. В некоторых магнитопорошковых де-
фектоскопах ток намагничивания пропускается через контролируемое
изделие не непрерывно, а импульсами. В этом случае следует определять
импульс тока. Для его определения к выходным зажимам (клеммам)
дефектоскопа 1 подключают шунт (его токовые зажимы) 2 (рис. 20).
Рис. 20
Параллельно шунту (к его потенциальным зажимам) подключало вход
осциллографа 3.
Пропуская импульс тока (/,„) через шунт, измеряют падение напря-
жения на нем (U) с помощью осциллографа.
Импульс тока (в А) определяют по формуле
= 1,5 • 10л • U
(10.3)
Формула (10.3) справедлива при использовании шунта 75ШС-1500А.
При использовании другого шунта величины 1,5 • 103 и 75 в формуле
(10.3) могут быть другими.
Определение усилия, создаваемого зажимным устройством дефекто-
скопа, предназначенным для циркулярного намагничивания изделий,
проводят с помощью динамометров. Исходя из значения измеряемого
усилия используют либо динамометр ДОС-0,2, либо динамометр ДОС-1.
Динамометр устанавливают в зажимные контактные устройства де-
фектоскопа. В зависимости от конструкции дефектоскопа либо включа-
ют механизм подачи, либо контролируемое изделие зажимают вручную.
Показания по шкале динамометра снимают после срабатывания ограни-
чительного реле или выключателя.
Измеренное значение усилия зажатия должно соответствовать значе-
нию, указанному в технической документации на поверяемый дефекто-
скоп. Допустимое отклонение ± 5 %.
97
Определение числа импульсов при циркулярном намагничивании
проводят при поверке дефектоскопов, в которых циркулярное намагни-
чивание при контроле СОН производится импульсами (например,
УМДЭ-10000, УМДЭ-2500).
Операцию выполняют следующим образом (рис. 21) . Регулятор тока
устанавливают в положение, соответствующее максимальному току. Ес-
ли есть тумблер „приложенное поле — остаточная намагниченность”, то
его устанавливают в положение „остаточная намагниченность”. Включа-
ют ток намагничивания (кнопкой, педалью и т.п.), при этом счетчик
импульсов должен отсчитать 3—5 импульсов.
Проверка освещенности на рабочем месте. Освещенность контроли-
руемой поверхности в зоне осмотра при использовании ламп накалива-
ния (или естественного света) должна быть не менее 500 лк. Освещен-
ность измеряют люксметром (например, типа Ю-16, Ю-116).
При магнитно-люминесцентном контроле спектр ультрафиолетово-
го излучения должен находиться в диапазоне 315—400 нм. Ультрафиоле-
товую облученность измеряют в соответствии с рис. 13 в затемненном
помещении (подсветка контролируемой поверхности видимым излуче-
нием не более 2 лк). Люминесцирующий экран 4 устанавливают от
ультрафиолетового излучателя 1 на расстоянии D, равном расстоянию
между излучателем и поверхностью контролируемого объекта. Плос-
кости экрана 4 и преобразователя 2 люксметра должны быть параллель-
ны с допустимым отклонением ± 5°. Облученность определяют по пока-
заниям люксметра Ю-16. Она должна быть не менее 50 лк. При исполь-
зовании люксметра другого типа соответствующее показание прибора
должно быть определено экспериментально.
Люминесцирующий экран 4 следует изготовлять по методике, изло-
женной в ГОСТ 18442-80, а не по ГОСТ 21105-87.
10.5. Сущность и область применения контроля
методом коэрцитивной силы
Коэрцитиметры используют для регистрации коэрцитивной силы ма-
териала контролируемого изделия.
98
Коэрцитивная сила (7/с) — напряженность магнитного поля, которая
необходима для того, чтобы полностью размагнитить намагниченное до
насыщения Втах ферромагнитное изделие (имеющее магнитную индук-
цию В(рис. 22) .
Рис. 22
Коэрцитивная сила — одна из наиболее структурно-чувствительных
характеристик магнитных свойств ферромагнитных материалов, поэто-
му ее используют для контроля качества проведенной термической и хи-
микотермической обработки. По коэрцитивной силе может быть опреде-
лено соответствие твердости, глубины цементированного и поверхност-
но-закаленного (ТВЧ) слоев заданным значениям. Может также прово-
диться сортировка углеродистых сталей по маркам и т.п.
В отдельных случаях могут быть определены некоторые механиче-
ские характеристики, например, 5В — предел плотности, 5 — относитель-
ное удлинение ферромагнитных материалов. Это возможно только в тех
случаях, когда между определяемым параметром и коэрцитивной силой
существует однозначная корреляционная зависимость.
Суть метода коэрцитивной силы заключается в определении момента
нулевой намагниченности в процессе размагничивания намагниченного
до насыщения контролируемого объекта. Соответствующее этому мо-
менту значение напряженности размагничивающего поля и равно коэрци-
тивной силе материала контролируемого изделия.
Момент полной размагниченности может определяться различными
способами: с помощью измерительного генератора, феррозонда, метода-
ми вибрационным и сдергивания.
Здесь рассматривается поверка феррозондового коэрцитиметра
КИФМ-1 (КФ-1) с приставным электромагнитом, являющимся наиболее
распространенным в нашей стране. Коэрцитиметр предназначен для конт-
99
роля качества термической и химико-термической обработки, а также
контроля некоторых механических свойств изделий, изготовляемых из
ферромагнитных материалов. '
Прибор предназначен для работы в закрытых отапливаемых помеще-
ниях (в лабораторных и цеховых условиях). Он состоит из измеритель-
ного блока и двух преобразователей. Преобразователь представляет со-
бой приставной электромагнит П-образной формы с магнитопроводом из
электротехнической стали. На сердечниках магнитопровода размещены
катушки 5, соединенные последовательно (рис. 23) . К концам сердечни-
ков магнитопровода крепятся съемные наконечники б, соответствующие
по форме контролируемому объекту. Между сердечниками магнитопро-
вода 1 с обмоткой 5 расположен феррозонд 2 с возбуждающей 3 и инди-
каторной 4 обмотками, являющийся индикатором магнитного потока в
магнитопроводе.
Преобразователь № 1 (больший) с диапазоном измерения коэрци-
тивной силы от 1,5 до 44 А/см предназначен для контроля качества изде-
лий после объемной термической обработки, а также определения меха-
нических свойств. Преобразователь № 2 (меньший) с диапазоном измере-
ния коэрцитивной силы от 10 до 44 А/см предназначен для контроля ка-
чества изделий после поверхностной обработки (различных видов хими-
ко-термической обработки, поверхностной закалки ТВЧ, наклепа и
т.п.).
На рис. 24 приведена блок-схема коэрцитиметра КИФМ-1. На вход
Рис. 24
100
коэрцитиметра (силовой трансформатор 7) подается переменный ток
220 В, 50 Гц. К выходу трансформатора подключены выпрямители на-
магничивающего 3 и размагничивающего 2 тока, а также цепь питания
феррозонда 7. Ток намагничивания не регулируется. Через коммутатор 5
ток намагничивания подводится к электромагниту 9. После окончания
цикла намагничивания контролируемого объекта коммутатор включает
на электромагнит ток размагничивания. Регулируемый ток размагничи-
вания, регистрируемый миллиамперметром 4, увеличивают от нуля до
значения соответствующего моменту показания нуля индикатором
феррозонда б, что соответствует размагничиванию контролируемого объ-
екта. Феррозонд 8 питается от отдельной обмотки 7 силового трансфор-
матора 7 (контролируемый объект 10).
Погрешность измерения коэрцитивной силы с помощью КИФМ-1
± 5 %.
10.6. Поверка коэрцитиметров
При проведении поверки феррозондовых коэрцитиметров (МИ
104-76), помимо обязательной проверки комплектности, внешнего
осмотра и опробования, определяют следующие метрологические пара-
метры коэрцитиметров: чувствительность феррозонда к изменению раз-
магничивающего тока, тангенс угла наклона прямой гр (7Э) к оси абс-
цисс (т.е. коэффициент регрессии), погрешности миллиамперметра
коэрцитиметра и ток намагничивания.
Необходимость их определения вытекает из следующих соображе-
ний.
Коэрцитивная сила (Нс) при использовании феррозондового коэр-
цитиметра (в А/см) определяется по формуле
Нс = 'р - 1° • 10-3, (10.4)
В
где /р — измеренное значение тока размагничивания, мА; zo — значение
тока размагничивания магнито провода преобразователя, мА; В — коэф-
фициент регрессии, см. Отсюда следует, что погрешность определения
Нс будет зависеть от погрешности определения тока размагничивания
(z'p) и от значений zo и В, которые приводятся в технической характе-
ристике прибора (индивидуально для каждого конкретного прибора).
Погрешность определения гр зависит от чувствительности феррозонда к
изменению zp и от погрешности миллиамперметра коэрцитиметра. Чем
больше число делений микроамперметра(индикатора феррозонда) при-
ходится на 1 мА размагничивающего тока, тем выше точность опре-
деления z*p, а следовательно и Нс (так как напряженность размагничи-
вающего магнитного поля пропорциональна zp).
Погрешность миллиамперметра коэрцитиметра должна быть в пре-
делах допустимой, установленной в технической документации.
Необходимость определения при поверке коэрцитиметра тока намаг-
ничивания (гн) объясняется следующим. Недостаточная сила тока намаг-
101
ничивания (z'H) может привести к тому, что контролируемое изделие
окажется намагниченным до степени меньшей, чем магнитное насыще-
ние, т.е. индукция В' окажется меньшей, чем остаточная индукция вг
(рис. 25) . А это, в свою очередь, приведет к тому, что измеренная напря-
женность размагничивающего поля (Я1) будет меньше значения коэрци-
тивной силы (Яс).
Значение тока размагничивания магнитопровода преобразователя /о
и коэффициента регрессии В приведены в технической характеристике
конкретного коэрцитиметра.
Результат определения коэрцитивной силы, как это видно из форму-
лы (10.4), в значительной степени зависит от значений i0 и В. Поэтому в
процессе поверки следует определять i0 и В, чтобы убедиться, не измени-
лись ли они в процессе эксплуатации коэрцитиметра, а если изменились,
то определить их новое значение.
При проведении поверки должны соблюдаться следующие условия:
температура окружающего воздуха (293 ±5) К; относительная влаж-
ность воздуха (65 ±15) %; атмосферное давление (100 ±4) кПа или
(750±30) мм рт. ст.; напряжение питания сети (50±0,1)Гц; (220±4,4)
В; магнитное поле в помещении не должно превышать магнитного поля
Земли.
При проведении поверки применяются следующие средства: мега-
омметр типа М1101М, класс точности 1,0; амперметр типа Ml 104, класс
точности 0,2; магазин сопротивлений типа МСР-63, класс точности 0,05;
стабилизатор напряжения постоянного тока типа П136; осциллограф
типа С8-9А; катушка сопротивления типа Р321 (с номинальным значе-
нием 0,1 Ом).
Допускается применение других средств поверки, имеющих точность
не хуже точности перечисленных приборов.
Кроме этого, для проведения поверки требуются стандартный обра-
зей с коэрцитивной силой от 10 до 20 А/см и специальный электромаг-
нит.
Рекомендуется (МИ 104-76) следующая конструкция электромагни-
102
-
та (рис. 26), состоящего из магнитной системы и двух катушек с одина-
ковым числом витков, соединенных последовательно. В качестве магнит-
ной системы используется одна половина магнитопровода ПЛ 16X32—80.
Каждая катушка содержат 600 витков провода ПЭТВ сечением не менее
0,25 мм2.
Перед проведением поверки коэрцитиметр должен быть выдержан
при нормальных условиях не менее 12 ч; прогрет под током в течение
15 мин. С образцов, входящих в комплект прибора, и с полюсов преоб-
разователей должна быть удалена смазка.
При внешнем осмотре должно быть установлено соответствие комп-
лектности коэрцитиметра комплектовочной ведомости; наличие товар-
ного знака или наименования предприятия-изготовителя, порядкового
номера изделия по системе нумерации предприятия-изготовителя, года
выпуска и надписей о назначении каждого зажима и переключателя.
Кроме того, следует установить исправность корректора, шкалы
(отклеилась или покороблена), вмонтированных электроизмеритель-
ных приборов, отсутствие на корпусе прибора или первичного преобра-
зователя трещин или повреждений, посторонних предметов или отсое-
динившихся частей (обнаруживаются на слух при наклонах прибора),
отсутствие или повреждение наружных частей (зажимов, штепселей,
переключателей и т.п.).
Сопротивление изоляции первичных обмоток трансформатора источ-
ников питания определяют мегаомметром типа М1101М на напряжение
500 В. Оно должно быть не менее 10 МОм.
При опробовании преобразователь подключают к блоку измерения;
проверяют установку механического нуля миллиамперметра и микроам-
перметра. В случае необходимости подводят его к нулевым отметкам с
помощью корректора; устанавливают ручки регулирования тока размаг-
ничивания „Грубо”, „Точно” в левое крайнее положение; переключа-
тель „Пределы измерения” устанавливают в положение „200”, а пере-
ключатель „Чувствительность” в положение „1”: включают прибор в
сеть 220 В.
На полюсах первичного преобразователя размещают стандартный
образец (Яс = 10—20 А/см) , ключ „Измерение” устанавливают в верхнее
положение и поддерживают его.
После прохождения импульса намагничивающего тока стрелка мик-
роамперметра отклонится влево. Вращая вправо ручки „Рег. тока”,
,Грубо” и „Точно” (увеличивая размагничивающий ток), добиваются
совмещения указателя микроамперметра с нулевой отметкой) .
При недостаточной плавности увеличения размагничивающего тока
стрелка микроамперметра может перейти через нулевую отметку. В этом
случае ключ „Измерение” следует поставить в среднее положение, ручки
„Рег. тока ’, „Грубо” и „Точно” вывести в крайнее левое положение, т.е.
привести коэрцитиметр в исходное положение, и повторить операцию.
Возвращение стрелки на нулевую отметку уменьшением размагничиваю-
щего тока недопустимо.
Указатель микроамперметра должен плавно совмещаться с нулевой
отметкой.
103
Опробование следует проводить на всех трех поддиапазонах размаг-
ничивающего тока: 50; 100 и 200 (мА).
Для определения максимальной чувствительности феррозонда к из-
менению размагничивающего тока на полюса первичного преобразовате-
ля № 1 (большего) устанавливают стандартный образец. Переключатель
„Чувствительность” микроамперметра устанавливают в положение 1, а
переключатель поддиапазонов размагничивающего тока „мА” — в поло-
жение 50. Ключ „Измерение” переводят в верхнее положение и поддер-
живают его. После прохождения импульса намагничивающего тока стрел-
ка микроамперметра отклонится влево. Вращая вправо ручки „Рег. то-
ка”, „Грубо” и „Точно”, добиваются совмещения указателя микроам-
перметра с любой отметкой шкалы слева от 0 и по миллиамперметру
отсчитывают значение размагничивающего тока /р. Затем, увеличивая
размагничивающий ток, совмещают указатель микроамперметра с анало-
гичной отметкой шкалы справа от 0 и отсчитывают значение размагничи-
вающего тока ip. Ручки „Рег.тока”, „Грубо” и „Точно” выводят в край-
нее левое положение, а ключ „Измерение” ставят в среднее положение.
Чувствительность 5 феррозонда рассчитывают по формуле
, (Ю.5)
zp -1 р
где п — число делений между нулевой и правой отметками шкалы мик-
роамперметра; ipi ip — значения размагничивающего тока, отсчитывае-
мые по миллиамперметру коэрцитиметра при совмещении указателя
микроамперметра с соответствующими отметками шкалы.
Чувствительность должна быть не менее 2 дел/мА.
Аналогично проводится операция с преобразователем № 2 (мень-
шим) .
При определении погрешности миллиамперметра образцовый милли-
амперметр 4 включают в разрыв токопроводящей жилы (№ 1) кабеля
(рис. 27), соединяющего измерительный блок 1 с преобразователем
(большим) 3.
На полюсные наконечники преобразователя устанавливают стан-
104
дартный образец 2 с Нс = (10—20) А/см. Переключатель поддиапазонов
размагничивающего тока ставят в положение ,,50”. Коэрцитиметр вклю-
чают в сеть, переключатель В при этом должен находиться в разомкну-
том положении. Ключ ,,Измерение” устанавливают в верхнее положение
и включают выключатель ,,В”.
Размагничивающий ток регулируют ручками ,,Per. тока” („Грубо”и
,,Точно”).
Погрешность миллиамперметра (7) в % определяют в каждой число-
вой отметке при двух измерениях размагничивающего тока „увеличе-
ние тока” и „уменьшение тока” — по формуле
—____-100, (10.6)
хн
где Д — абсолютная погрешность: хн — нормированное значение, равное
50, 100 и 200, на соответствующих поддиапазонах размагничивающего
тока.
После определения погрешности миллиамперметра на поддиапазоне
50мА, определяют погрешность на поддиапазонах 100 и 200 мА. Ее опре-
деляют только на отметках, в которых получена наибольшая или наи-
меньшая положительная или отрицательная погрешность при ее опреде-
лении на поддиапазонах 50 мА, а также в конце шкалы. *
Ни одно из значений погрешности не должно превышать ± 1 %.
Вариация, определяемая как разность показаний при увеличении и
уменьшении тока размагничивания, не должна превышать предела до-
пускаемой погрешности.
Для определения тока намагничивания катушку 4 сопротивления
Р321 с номинальным значением 0,1 Ом следует включить в разрыв то-
копроводящей жилы № 1 кабеля (рис. 28) , соединяющего блок управле-
ния коэрцитиметра / с первичным преобразователем 3. Параллельно ка-
тушке сопротивления подключают осциллограф 5 С8-9А и готовят его
к работе в соответствии с инструкцией по эксплуатации.
На полюсные наконечники первичного преобразователя (№ 1 или
№ 2) устанавливают стандартный образец 2 (с Нс = 10—20 А/см) .
При установке ключа „Измерение” коэрцитиметра в верхнее поло-
жение через катушку сопротивления пройдет импульс намагничивающе-
го тока, который создаст определенное напряжение на ней. Запоминаю-
щее устройство осциллографа фиксирует это напряжение, ключ „Изме-
рение” отпускается.
Значение тока намагничивания (в А)
/н = ±_, (10.7)
IX
где U — напряжение, определенное по осциллографу, В: R - сопротивле-
ние катушки, Ом.
Минимальный ток намагничивания должен быть не менее 3 А. Следо-
вательно, принимая во внимание относительную погрешность измерения
105
падения напряжения на катушке сопротивления д, минимально допусти-
мый ток намагничивания (в А)
ZH
Определение тангенса угла наклона прямой /р (7Э) к оси абсцисс
(определение коэффициента регрессии). В соответствии с п.3.4.2 МИ
104-76 для этого определения собирают схему, приведенную на рис. 29
220В
Рис. 29
(схема несколько изменена по сравнению со схемой в МИ 104-76). Ста-
билизатор 5 напряжения ГН 36 готовят к работе в соответствии с ин-
струкцией по его эксплуатации. Устанавливают полюса электромагнита 3
на полюса первичного преобразователя 2 № 1. Ручки ,,Рег.тока”, „Грубо’
и „Точно” должны быть установлены в крайние левые положения. Пере-
ключатель поддиапазонов размагничивающего тока ставят в положение
50, а переключатель „дА” коэрцитиметра 7 — в положение 1. Выключа-
тель 7 должен быть отключен. На магазине 4 сопротивления МСР63 вы-
ставляют значение, равное 20 и 27 Ом, соответственно для первичных
преобразователей № 1 и № 2.
Ключ „Измерение” устанавливают в верхнее положение и поддержи-
вают его. Вращая вправо ручки „Рег.тока”, „Грубо” и „Точно” коэрци-
тиметра совмещают указатель микроамперметра с нулевой отметкой.
Начальный размагничивающий ток обусловленный коэрцитивной си-
лой магнитопровода первичного преобразователя и электромагнита,
отсчитывают по миллиамперметру. Выключатель 7 включают и, вращая
вправо ручки „Рег. тока” коэрцитиметра, совмещают указатель милли-
амперметра с числовой отметкой „20”. При этом указатель микроам-
перметра отклонится вправо до упора. Увеличивая ток, протекающий по
катушкам электромагнита, ручками „Грубо”, „Средне”, „Точно” стаби-
лизатора напряжения совмещают указатель микроамперметра с нулевой
отметкой и отсчитывают ток электромагнита по амперметру 6. Если при
увеличении тока, протекающего по катушкам электромагнита, указатель
микроамперметра не устанавливается на нулевую отметку, необходимо
изменить направление тока в катушках. Устанавливая последовательно
значение размагничивающего тока, соответствующее числовым отметкам
40, 60, 80 и 100, определяют ток, протекающий по катушкам электро-
106
(10.8)
магнита. Схему (см. рис. 29) и коэрцитиметр приводят в исходное поло-
жение.
Тангенс угла наклона линии /р (/э) к оси абсцисс определяют по
формуле
tg а =В = ?рюо - гр20
0,5 (/Э1ОО
где /рюо, *р2о — значения размагничивающего тока в числовых отметках
100 и 20 соответственно: /э1оо, /э2о — значения тока, протекающего по
катушкам электромагнита, при установлении размагничивающего тока
на числовые отметки 100 и 20: 0,5 — масштабный коэффициент.
Аналогично определяют начальный размагничивающий ток и тангенс
угла наклона линии zp (/3) к оси абсцисс для первичного преобразовате-
ля № 2. Тангенс угла наклона прямой zp (/э) не должен отличаться от
определенного ранее более чем на 5 %.
В НПО „Дальстандарт” для поверки коэрцитиметров с приставными
электромагнитами типа КИФМ-1 и аналогичных создан образцовый при-
бор типа ППК-1. Он с хорошей точностью воспроизводит значение коэр-
цитивной силы в достаточно широком диапазоне, что дает возможность
поверять коэрцитиметры практически на любом участке шкалы.
10.7. Средства феррозондового контроля и их поверка
Феррозондовый метод контроля основан на измерении напряженно-
сти магнитного поля, в том числе и магнитных полей рассеяния, возни-
кающих в зоне дефектов,феррозондами.
В соответствии с ГОСТ 21104—75 феррозондовый метод контроля
применяется для выявления поверхностных и подповерхностных (глу-
биной до 10 мм) дефектов типа нарушения сплошности материала: во-
лосовин, трещин, раковин, закатов, плен и т.п. Такие дефекты можно
выявлять на изделиях любых размеров и форм, если отношение их дли-
ны к наибольшему размеру в поперечном направлении и их магнитные
свойства дают возможность намагничивания до степени, достаточной
для создания магнитного поля рассеяния дефекта, обнаруживаемого с
помощью преобразователя. Этот метод можно применять также для вы-
явления дефектов типа нарушения сплошности сварных соединений и
для контроля качества структуры и геометрических размеров изделий.
Феррозондовый метод широко используется для определения степени
размагниченности изделий после магнитного контроля (приборы ПКР-1,
ФП-1, МФ-20Ф).
Метод обладает достаточно высокой чувствительностью, которая
определяется магнитными характеристиками материала контролируе-
мого изделия, его формой и размерами, способом контроля и видом
намагничивания, чувствительностью преобразователя и электронной ап-
паратуры.
107
Размеры минимальных выявленных поверхностных дефектов при
режимах контроля и параметрах изделия, обеспечивающих условный
уровень чувствительности А, составляют: ширина раскрытия 0,1 мм:
глубина 0,2 мм при минимальной длине 2 мм. При тех же условиях ми-
нимальные размеры подповерхностных дефектов (при максимальной
глубине их залегания 10 мм) составляют: ширина раскрытия 0.3 мм:
глубина 0,5 мм. Минимальная длина выявленных дефектов 2 мм.
Феррозонды основаны на свойствах ферромагнитных материалов
перемагничиваться при одновременном воздействии на них переменно-
го и постоянного магнитных полей. Обычно феррозондовые преобра-
зователи состоят из двух полузондов, каждый из которых представляет
собой псрмаллосвый сердечник с двумя обмотками - возбуждающей и
индикаторной.
Первичная обмотка (возбуждающая) служит для возбуждения пе-
ременною магнитного поля, которым намагничивается сердечник. Вто-
ричная обмотка (измерительная) дает информацию о наличии и изме-
нениях во внешних магнитных полях. ЭДС на выходе измерительных
обмоток пропорциональна напряженности (у полемеров) или градиен-
ту напряженности (у градиентомеров) измеряемого магнитного поля, в
котором находится феррозонд.
Способы намагничивания при феррозондовом контроле в основном
такие же, как и при магнитопорошковом методе.
Феррозондовый дефектоскоп обычно состоит из высокочастотного
источника питания, феррозонда, усилителя, детектора, измерительного
прибора и преобразователя.
Проверка феррозондовых установок включает в себя внешний
осмотр, опробование и комплектную поверку с помощью аттестованных
стандартных образцов, при которой определяется соответствие чувстви-
тельности контроля указанной в технической характеристике феррозон-
довой установки. Чувствительность определяется с помощью аттесто-
ванных стандартных образцов по технологии, указанной в техническом
описании (инструкции но эксплуатации) установки, для тех марок ста-
лей и тех геометрических размеров изделий, которые контролируются в
производстве.
Методика изготовления и аттестации стандартных образцов приве-
дены в ГОСТ 21104-75 (приложение 1).
При поверке феррозондовых полюсоискателей проводят внешний
осмотр, опробование, определяют линейность показаний, чувствитель-
ность и несимметричность показаний. Внешний осмотр и опробование
проводят в соответствии с разд. 7.5.
Поверка феррозондовых полюсоискателей типа ФП-1 с градиенто-
метрическими преобразователями может быть осуществлена с помощью
образцового устройства типа ППГ-1 (разработка НПО .Дальстандарт”).
Принцип работы устройства основан на создании воздействия посто-
янного магнитного поля на первичный преобразователь поверяемого
прибора. Основная погрешность воспроизведения градиента магнитного
поля не более ± 4 7С
108
10.8. Средства магнитографического метода контроля
и их поверка
Магнитографическим методом контроля выявляют дефекты типа на-
рушения сплошности материала изделий. В настоящее время метод при-
меняется, в основном, для контроля сварных стыковых соединений из
ферромагнитных материалов при их толщине от 1 до 18 мм.
Чувствительность метода достаточно высока и при выявлении по-
верхностных дефектов почти не уступает магнитопорошковому. При
выявлении внутренних дефектов чувствительность составляет 10% тол-
щины контролируемого изделия при наличии валика усиления сварного
шва и 5 % без валика усиления.
В отличие от магнитопорошкового метода контроля индикатором
магнитных полей рассеяния дефектов служит не магнитный порошок,
а магнитная лента. Магнитографический метод контроля заключается
в намагничивании зоны контролируемого металла или сварного шва
вместе с прижатым к его поверхности эластичным магнитоносителем
(магнитной лентой), фиксации на нем возникающих в местах дефектов
полей рассеяния и последующем воспроизведении полученной записи.
Считывание магнитных отпечатков полей дефектов с магнитной
ленты осуществляется в дефектоскопах, где запись с помощью воспро-
изводящих магнитных головок преобразуется в электрические сигналы.
В состав дефектоскопа входит блок визуальной индикации полученных
сигналов с помощью электронно-лучевой трубки.
Так как в настоящее время отсутствуют НТД по поверке магнито-
графических дефектоскопов, при проведении поверки можно пользо-
ваться следующими рекомендациями. Условия проведения поверки
нормальные. Поверке следует подвергать все электроизмерительные при-
боры, входящие в состав дефектоскопа и намагничивающих устройств.
Для качественного проведения контроля большое значение имеет
напряженность магнитного поля, создаваемого намагничивающим уст-
ройством. Недостаточная напряженность магнитного поля создает слабое
магнитное поле рассеяния над дефектом, а это приводит к снижению
чувствительности контроля.
В том случае, если в техническом описании (паспорте) имеются
данные о напряженности магнитного поля между полюсами намагничи-
вающего устройства, то при поверке следует определять напряженность
магнитного поля так, как это описано в разд. 10.4. Напряженность поля
в стирающем устройстве определяется так же, как это описано в разд.
10.4.
От нормальной работы воспроизводящего устройства зависит каче-
ство измерительной информации, /т.е. информации о наличии или отсут-
ствии дефекта.
Внешний осмотр и опробование проводят в соответствии с разд. 7.5.
Опробование проводится в объеме подготовки прибора к работе соглас-
но его техническому описанию.
Воспроизводящее устройство можно поверять комплектно, исполь-
109
зуя контрольные ленты, которые получают на аттестованных стандарт-
ных образцах (стыковых сварных швах), имеющих дефекты установлен-
ного размера.
Стандартные образцы следует изготовлять для каждой толщины и
марки стали, сваривать по той же технологии, что и сварные соедине-
ния, качество которых контролируется магнитографическим методом.
После сварки стандартные образцы просвечиваются рентгеновским или
гамма-излучением. Стандартные образцы можно изготовить и другим
образом. Из труб соответствующего диаметра и толщины стенок выреза-
ют образцы размером 450X450 мм. Посередине образца перпендикуляр-
но к образующей трубы с вогнутой стороны фрезерованием делают ка-
навку шириной 1 мм, глубиной, составляющей 10 % толщины образца, и
протяженностью 4 мм. С выпуклой стороны против канавки наплавляет-
ся валик, имитирующий усиление шва. Оси канавки и валика должны
точно совпадать.
Аттестованные стандартные образцы со свидетельствами, контроль-
ные ленты и рентгеновские пленки хранятся в подразделении поверки
СНК, в стальной коробке, защищающей их от воздействия внешних
магнитных полей.
Чувствительность поверяемого дефектоскопа должна соответство-
вать приведенной в его технической характеристике.
10.9. Магнитные толщиномеры и их поверка
В нашей стране широкое распространение получили магнитные тол-
щиномеры, предназначенные для контроля толщины немагнитных и
слабомагнитных покрытий на изделиях из ферромагнитных материалов.
Немагнитные покрытия могут быть как электропроводными, так и не-
электропроводными.
Гораздо меньше распространены магнитные толщиномеры для конт-
роля толщины сравнительно тонких ферромагнитных покрытий на не-
магнитной основе и толщины изделий из ферромагнитных материалов.
На точность измерения толщины покрытий влияют различные факто-
ры: неплоскостность и кривизна контролируемой поверхности: измене-
ния магнитных свойств основы или покрытия: геометрия контролируе-
мого изделия: шероховатость основы и контролируемой поверхности:
толщина материала основы и т.д.
Практически при работе с магнитными толщиномерами погрешность
составляет 5—10% в зависимости от типа толщиномера при шероховато-
сти основы не более Rz 20. При большей шероховатости увеличивается
расстояние между преобразователем и ферромагнитной основой изделия,
но вместе с тем уменьшается и эффективная поверхность взаимодейст-
вия, что обусловливает большую погрешность измерения толщины по-
крытия.
Магнитные толщиномеры, предназначенные для определения толщи-
ны немагнитных и слабомагнитных покрытий на ферромагнитной осно-
ве, подразделяются на толщиномеры:
ПО
с постоянными магнитами, сила отрыва от изделия (притяжения к
нему) которых измеряется с помощью пружинных динамометров:
с электромагнитами, сила отрыва сердечника которых от изделия
определяется силой гока в обмотке электромагнита:
основанные на определении изменения магнитного сопротивления
контролируемого участка с покрытием, вызванного изменением рассто-
яния между преобразователем и поверхностью основы.
К толщиномерам, основанным на гюндеромоторном методе (на из-
мерении силы отрыва) относятся толщиномеры: с постоянными маг-
нитами - МТ-2, МТА-1, МТА-2 и др., с электромагнитами — ИПТ-5,
МОСК-2 и др. Толщиномерами, основанными на регистрации изменений
магнитного сопротивления (индукционными), являются МТ-20Н, МТ-ЗОН,
МТ-31 Н, МТ-40НЦ, МТ-41НЦ и др. В отличие от вихретоковых прибо-
ров, показания индукционных толщиномеров не зависят от электропро-
водимости материала покрытий. Поэтому при измерениях используют
единые шкалы для всего диапазона контролируемых немагнитных пок-
рытий.
В последнее время резко ужесточились требования к метрологиче-
скому обеспечению магнитных толщиномеров в связи с возросшими
требованиями к точности и надежности измерения толщины покрытий.
Гак как методы и средства поверки магнитных и вихретоковых
толщиномеров аналогичны (ГОСТ 8.502 84), то они будут изложены
в гл. 12.
ГЛАВА 11.
СРЕДСТВА АКУСТИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
И ИХ ПОВЕРКА
11.1 Физические основы
акустического неразрушающего контроля
Акустический вид контроля является универсальным видом, с по-
мощью которого можно контролировать самые разнообразные материа-
лы. Акустический вид контроля чаще всего применяют как количест-
венный вид контроля, т.е. с его помощью не только обнаруживают де-
фекты, но и измеряют глубину их залегания, координаты, ориентацию
относительно поверхностей ввода упругих колебаний, эквивалентный
размер дефекта. Погрешность определения параметров дефекта зависит
от технического состояния акустических приборов. Под акустическим
видом неразрушающего контроля (НК) понимают вид, основанный на
регистрации параметров упругих колебаний, возбуждаемых и (или)
возникающих в контролируемом объекте (ГОСТ 18353—79) .
В случае, когда при контроле используют частоты свыше 20 кГц,
допустимо применение термина „ультразвуковой” вместо термина „аку-
стический”.
В акустическом виде НК чаще всего применяют звуковые и ультра-
111
звуковые частоты, т.е. используют диапазон частот приблизительно от
0,5 кГц до 30 МГц.
Первичным информативным параметром при контроле акустиче-
ским видом НК может быть изменение характеристик упругой волны
при ее отражении, преломлении, поглощении и рассеянии, регистрация
которых дает возможность судить о качестве контролируемого матери-
ала.
Согласно ГОСТ 23829—79 акустические методы НК подразделяют
на активные и пассивные. К активным методам относят методы, в ко-
торых упругие колебания вводятся в контролируемое изделие с помо-
щью специальных преобразователей с последующей регистрацией харак-
тера прохождения колебаний. Суть пассивных методов заключается в
регистрации и анализе деформационных шумов, возникающих в изделии
при отслаивании волокон, образовании и распространении трещин, при
коррозии под напряжением и т.д. Информацию о дефектах несут сигна-
лы, образованные волнами упругой деформации или волнами напряже-
ний.
Упругая волна — это изменения состояния материала (среды), рас-
пространяющиеся в этом материале и несущие энергию. Например, ме-
ханический удар по концу металлического стержня вызывает на этом
конце локальное сжатие, которое затем распространяется вдоль стерж-
ня.
Основное свойство любой волны состоит в переносе энергии без
переноса вещества (кроме специальных случаев, например, акустиче-
ских течений).
При поверке некоторых средств акустического контроля (напри-
мер, ультразвуковых дефектоскопов) необходимо знать характеристики
гармонической упругой волны, к которым относятся ее длина X, пред-
ставляющая собой расстояние в среде между двумя максимумами воз-
мущения (рис. 30) и период Т — время, за которое совершается один
полный цикл колебаний. Длина с периодом связана соотношением X -
= Т • с, где с — скорость распространения волны. Однако в практике аку-
стического контроля и поверки акустических средств вместо периода ис-
пользуют частоту /, равную числу колебаний в единицу времени: f= Х/Т,
112
отсюда
(И 1)
Аналитическая запись гармонической волны имеет вид: х ~ А •
• cos (cot + где со = 2л/Т - круговая частота: / - текущее время:
<р0 — начальная фаза колебаний: — амплитуда колебаний, т.е. значе-
ние, которое эта величина принимает при наибольших отклонениях от
положения равновесия.
Рассмотрим, как будет вести себя упругая среда при внешнем воз-
действии силы. Известно, что порождение того или иного типа волны бу-
дет зависеть от агрегатного состояния среды и ориентации возмущения.
В твердом теле можно возбудить два основных типа колебаний, продоль-
ные и сдвиговые (поперечные). Продольные волны порождаются дефор-
мацией расширения, а поперечные (сдвиговые) - деформацией сдвига.
В продольной волне направление распространения энергии совпадает с
направлением смещения частиц среды (рис. 31). Направление распро-
странения упругой энергии в поперечной волне перпендикулярно движе-
нию частиц среды (рис. 32).
Направление распространения Волны
Направление распространения волны
Направление смещения частиц
Рис. 31
Направление смещения частиц
Рис. 32
В практике акустического контроля наиболее широко использую гея
продольные и сдвиговые волны, с помощью которых обнаруживают раз-
личные дефекты типа нарушения сплошности. Комбинации продольных и
сдвиговых колебаний приводят к достаточно сложным типам колебаний.
Некоторые из них до сих пор не получили названия. Следует заметить,
что продольные и сдвиговые волны имеют обобщенное название — объ-
емные волны.
В ультразвуковом контроле, кроме продольных и сдвиговых часто
используются поверхностные (волны Рэлея) и нормальные (волны
Лэмба) волны.
Поверхностные волны представляют собой упругие волны, распро-
страняющиеся вдоль поверхности твердого тела (или вдоль границ твер-
дого тела с другими средами, например, с жидкостью) и затухающие по
глубине среды. При ультразвуковом контроле широко применяются
волны, распространяющиеся вдоль границы твердого тела и газовой
среды. Ультразвуковая энергия этих волн имеет „глубину проникнове-
113
ния” порядка 2Х, где X — длина волны ультразвука. Смещение частиц в
волне Рэлея происходит по эллиптическим траекториям.
Нормальные волны возникают в тонких листах, пластинах, стерж-
нях. Нормальные волны в стержнях подразделяются на продольные, из-
гибные и крутильные.
Смещение частиц в нормальной поперечной волне происходит в плос-
кости, параллельной поверхности пластины и перпендикулярно направле-
нию распространения волны.
В волнах Лэмба смещение частиц происходит как вдоль распростра-
нения волны, так и в направлении, перпендикулярном к плоскости пла-
стины.
В твердых телах можно возбудить все упругие волны: продольные,
сдвиговые, поверхностные и нормальные. Так как жидкости и газы не
обладают упругостью формы, а только упругостью объема, то в них
можно возбудить только продольные волны, в которых колебания
частиц происходят в направлении распространения волны.
Скорость распространения упругих колебаний — важная физическая
величина, по измерению которой можно определить модуль упругости и
другие физико-механические коэффициенты материалов. Заметим, что
все стандартные образцы, предназначенные для настройки и поверки
ультразвуковых приборов, должны аттестовываться по скорости распро-
странения упругих колебаний и их затуханию.
Скорость распространения продольных волн рассчитывается по фор-
муле
£(1-5)
р(1 +5) (1 -26)
(И.2)
где Е - модуль Юнга: 6 — коэффициент Пуассона: р — плотность матери-
ала. Постоянные Е и 6 определяются только свойствами материала, при-
чем Е измеряется в Паскалях и имеет размерность ML" 1Т“2. а 6 — вели-
чина безразмерная. Из формулы (11.2) легко установить, что коэффици-
ент Пуассона не может быть больше или равным 0,5, т.е. 6 лежит в преде-
лах 0 < 6 <0,5. Для металлов значение 6 находится в диапазоне 0,2—0,35.
Продольные волны в металлах имеют скорость распространения от 3500
до 6000 м/с. Сплавы и неметаллы могут иметь большую или меньшую из
приведенных скоростей.
Скорость распространения сдвиговых волн оценивается по формуле
ссдв ~
2р (1 +6)
(И.З)
причем входящие в формулу величины имеют те же самые значения, что
и в формуле (11.2) .
Для сравнения скоростей продольных и сдвиговых волн необходимо
определить отношение
спр
Ссдв
2(1-5)
1 -26
(И.4)
114
Из формулы видно, что отношение скоростей зависит только от коэффи-
циента Пуассона. Оценочно принимается, что с11р ~ \/Зссдв. Этот вывод
будет нам необходим при сравнении ,,мертвых" зон преобразователей
различной конструкции.
Скорость распространения поверхностных волн обычно находят по
приближенным формулам, которые вполне удовлетворяют практику
ультразвукового контроля, <?пов 0,9ссдв: спов 0,6спр.
При разработке методики контроля упругими колебаниями и при
поверке, например, ультразвуковых дефектоскопов (угол ввода, точка
ввода), необходимо ясно представлять себе, как и какие типы колеба-
ний распространяются в материале, если упругая волна вводится под раз-
личными углами.
Каковы условия возникновения тех или иных типов колебаний? На
эти вопросы можно ответить, рассмотрев законы отражения и преломле-
ния упругих колебаний на границе двух сред.
Предположим, что плоская продольная упругая волна, имеющая ско-
рость спр, падает на границу раздела двух твердых сред под некоторым
углом а (рис. 33). Пусть плотность первой среды будет рх, а второй—р2,
Рис. 33
причем pi < р2. Эта волна испытывает обычное отражение в первую сре-
ду и будет распространяться со скоростью сдр = спр • В общем случае од-
новременно с продольной волной сДр в этой же среде будет распростра-
няться поперечная (сдвиговая) волна со скоростью Ссдв •
Во второй среде также будут распространяться две волны с др и Ссдв
под углом /3 и 7 соответственно.
Для вывода условий возникновения различных типов колебаний до-
статочно применить для приведенных на рис. 34 величин закон Снеллиу-
са (закон синусов):
sina _ sin7 __ sin/3
спр с сДВ с пр
(И.5)
Эту цепочку МОЖНО было бы продолжить и ДЛЯ Ссдв, И ДЛЯ с пр, но
нас эти величины пока не интересуют.
Из отношений (11.5) можно сразу сделать вывод, что углы у и (3
будут различны, причем (3 > у, так как СсДВ < с ".
115
Для вывода условий возникновения „чисто” сдвиговой волны необ-
ходимо из соотношения (11.5) взять sina/cnp = sin|3/cnP-
С увеличением угла падения а будет увеличиваться и угол /3. При не-
котором угле падения д1кр, называемом первым критическим углом,
sinj3 = 1, а продольная волна во второй среде (Спр) будет скользить по
поверхности. Тогда
а, кр = arcsin ДНЕ (Ц.6)
С ПР
является условием возникновения „чисто” сдвиговой волны.
Дальнейшее увеличение угла а приведет к тому, что сдвиговая вол-
на во второй среде превратится в поверхностную. Для вывода условия
возникновения поверхностной волны следует взять два первых отноше-
ния в (11.35) и положить sin 7 = 1, угол падения а =а2кр (второй крити-
ческий угол). Тогда получим
а2 кр = arcsin (Ц ,7)
с сдв
При перпендикулярном падении упругой волны на границу раздела
двух сред коэффициент их отражения определяется по формуле
А = Р1С| , (11.8)
Р1С1 + р2
где Ci и с2 — скорости упругих волн одного типа в первой и второй сре-
дах и р2 с2 > Pi сг. Если оценить R на границе воздух—металл, то полу-
чим практически полное отражение (99,990 %) упругой энергии от ме-
талла в первую среду.
Применение различных жидкостей между источником упругих коле-
баний и материалом значительно уменьшает коэффициент отражения.
Так, на границе раздела вода - сталь А ~ 86 %, т.е. 14 % ультразвуковой
энергии вводится в контролируемое изделие.
Если размер неровностей поверхности превышает (0,05—01) X, то
будет наблюдаться, кроме отражения и преломления, сильное рассеяние
упругих волн. Контроль при этом затрудняется, а в некоторых случаях
становится невозможным.
При поверке ультразвуковых дефектоскопов по ГОСТ 23667—85
предусмотрено определение функции влияния (шероховатость и кривиз-
на поверхности) на отклонение условной чувствительности и на погреш-
ность глубиномерного устройства.
11.2. Преобразователи акустических колебаний
Для возбуждения и приема упругих колебаний применяют преобра-
зователи, работа которых основана на различных физических явлениях.
Преобразователи используют для возбуждения упругих волн в газооб-
116
разных, жидких и твердых средах. Работа прибора основана на преобра-
зовании акустической энергии в энергию какого-либо другого вида.
При акустических измерениях и контроле наибольшее распростране-
ние получили электроакустические преобразователи, причем в электро-
магнитных, электродинамических, электростатистических излучателях,
в магнитострикционных и пьезоэлектрических преобразователях элек-
трическая (магнитная) энергия преобразуется в энергию упругих коле-
баний твердого тела (диска, пластины, стержня и т.д.), которые в свою
очередь излучают в исследуемую среду акустические колебания.
При акустическом контроле важно, чтобы процесс преобразования
электрической энергии в механическую был обратимым, т.е. механиче-
ские колебания тела преобразователя создавали электрический заряд
на его электродах.
К преобразователям, наиболее часто применяемым в акустическом
контроле, относятся пьезоэлектрические преобразователи (ПЭП). ПЭП —
это устройство, предназначенное для преобразования электрического
(акустического) сигнала в акустический электрический, основанное на
использовании пьезоэлектрического эффекта и применяемое для работы
в составе СНК (ГОСТ 23702-85).
Напомним суть пьезоэлектрического эффекта: под действием элек-
трического поля пьезоэлектрический кристалл, вырезанный определен-
ным образом, испытывает деформацию растяжения (сжатия), и наобо-
рот, упругая деформация кристалла приводит к появлению электриче-
ских зарядов на его гранях.
ПЭП работает в диапазоне частот от единиц килогерц до сотен мега-
герц, КПД — от 40 до 70 %.
Для изготовления ПЭП можно использовать природные кристаллы
кварца, сегнетовой соли и другие материалы. Во всех современных се-
рийных акустических приборах применяют пьезокерамику, керамику из
группы титаната-цирконата свинца (ЦТС) .
Конструктивно ПЭП выполняются таким образом, чтобы сравни-
тельно небольшое их количество могло обеспечить возбуждение (прием)
всех необходимых типов колебаний.
Прямой совмещенный ПЭП применяют, как правило, для возбужде-
ния и приема продольных упругих колебаний. В таком ПЭП используют
одну пьезопластину, которая работает как для возбуждения упругих ко-
лебаний, так и для приема эхо-сигнала. ПЭП (см. рис. 34) состоит из
корпуса 7, в котором размещается пьезопластина 5. Специальная пласти-
на 4 называется протектором и является защитой от механических по-
вреждений пьезопластины. Кроме того, износоустойчивый материал про-
тектора улучшает согласование пьезопластины с изделием по акустиче-
скому сопротивлению.
Механические колебания пьезопластины возбуждаются от генератора
УЗК через электрические вводы 2, которые, с одной стороны, присоеди-
няются к электродам пьезопластины, а с другой, к генератору и усилите-
лю электронного блока дефектоскопа. Демпфер 3, представляющий со-
бой, например, эпоксидную смолу, смешанную с мелкодисперсным по-
117
рошком вольфрама, предназначен для гашения свободных колебаний
пьезопластины. Хорошее согласование демпфера и пьезоэлемента по их
акустическому сопротивлению приводит к значительному укорочению
длительности изучаемого ультразвукового импульса. Но кроме согласо-
вания демпфера и пьезоэлемента по акустическому сопротивлению не-
обходимо, чтобы материал демпфера имел большой коэффициент зату-
хания, который бы исключал возможность появления паразитных им-
пульсов, порожденных многократными отражениями упругих колеба-
ний от элементов конструкции ПЭП.
При оптимальном согласовании материала демпфера и пьезопла-
стины можно получить импульсы длительностью 0,2—0,5 мкс на часто-
тах 5-10 МГц.
В практике ультразвукового контроля часто используют раздельно-
совмещенный ПЭП (рис. 35), в корпусе 2 которого размещают две
Рис. 36
пьезопластины, отделенные друг от друга акустическим экраном 1. Одна
из пьезопластин, например, 5 подключается с помощью электрических
выводов 7 к генератору ультразвуковых импульсов, другая 3 — к усили-
телю. Протектором такого ПЭП служит оргстекло 4, Название демпфе-
ра 6 такое же, как и в совмещенном ПЭП. Возбуждающая и приемная
пластины ПЭП наклонены на небольшой угол (до 7°), поэтому макси-
мальная глубина прозвучивания лежит в диапазоне 80—100 мм.
При работе дефектоскопа в совмещенном режиме требуется некото-
рое время для восстановления чувствительности усилителя после воздей- *
ствия на его вход и ПЭП мощного импульса генератора. Это обстоятель-
ство приводит к заметному увеличению времени, после которого возмо-
жен прием сигнала.
Раздельно-совмещенные ПЭП свободны от таких недостатков, в ре-
зультате чего длительность времени от излучения до приема эхо-сигнала
резко сокращается.
Для возбуждения сдвиговых, поверхностных и нормальных волн
применяют наклонные ПЭП (рис. 36). Призма наклонного ПЭП 1 выпол-
няется, как правило, из органического стекла, скорость распространения
ультразвуковых колебаний в котором ~~ 2670 м/с. Пьезоэлемент 2 кре-
пится к призме под некоторым углом а к вертикали, называемым углом
118
призмы. Точка призмы 3 называется точкой ввода, а угол 7, под кото-
рым вводятся эти колебания — углом ввода.
Угол призмы, точка ввода и угол ввода влияют на результаты уль-
тразвукового контроля при определении, например, расстояния до де-
фекта (по глубиномеру) в сварных соединениях.
В процессе эксплуатации в результате неравномерного износа кон-
тактной поверхности ПЭП или перекоса пьезоэлемента угол призмы мо-
жет отличаться от номинального значения на несколько градусов. Это,
в свою очередь, приводит к неправильной оценке угла ввода. К этим по-
грешностям следует добавить погрешности нанесения точки ввода и
погрешности глубиномерного устройства.
Если наклонный ПЭП будет иметь отклонение угла ввода более но-
минального значения, то ремонт сварного шва путем выборки дефекта
с последующей подваркой может оказаться неэффективным.
Пьезоэлемент 2 наклонного ПЭП работает в совмещенном режиме
и излучает продольную волну, распространяющуюся в призме с извест-
ной скоростью, поэтому для контролируемого материала можно рассчи-
тать угол ввода, используя формулы закона преломления упругих волн
на границе двух сред (см. рис. 33) .
Отклонение угла ввода а от номинального значения для ПЭП входя-
щих в комплект дефектоскопов общего назначения, выпущенных до
1988 г., допускалось равным ± 5°, а отклонение точки ввода / ± 3 мм.
Начиная с 1988 г., эти отклонения для дефектоскопов высшей категории
качества 1 и 2-й групп должны быть соответственно: а = ± 3° и ± 1,5°:
I = ± 2 и ± (0,5 — 1,0) мм.
Гашение колебаний, отразившихся от поверхности изделия и попав-
ших в призму ПЭП, осуществляют различными по исполнению „ловуш-
ками”. Эффективно ослабить эти колебания трудно, поэтому ревербера-
ционные шумы наклонного ПЭП обычно больше реверберационных шу-
мов прямых ПЭП.
Способы ввода упругих колебаний в изделия. Выбор способа ввода
упругих колебаний в изделие зависит от условий контроля: шерохова-
тости поверхности материала, режима контроля (ручной или автоматиче-
ский) , конструкции ПЭП, материала изделий и т.д.
Контактный способ предусматривает прижатие ПЭП к поверхности
изделия. Воздушные зазоры между ПЭП и поверхностью изделия убира-
ют посредством различных жидкостей (касторового, машинного, транс-
форматорного и других масел, глицерина и т.д.) и консистентных смазок
(солидола, литола, технического вазелина и т.д.). Тонкий слой смазки
иногда заменяют эластичным материалом (например, износостойкой
резиной) . Контактный способ ввода упругих колебаний применяют, как
правило, при ручном контроле с визуальной или автоматической расши-
фровкой результатов контроля.
Непосредственный контакт ПЭП с поверхностью изделия (особенно
шероховатой) приводит к очень быстрому износу протектора, а иногда
и к выходу из строя пластины преобразователя. Поэтому одной из важ-
нейших проблем ультразвуковой дефектоскопии является поиск эффек-
119
зивных способов передачи упругих колебаний в изделие без непосредст-
венного контакта ПЭП с ним.
Заметим, что в акустической дефектоскопии и структуроскопии
толщина контактной жидкости, как правило, не влияет на результат
контроля, однако в акустической толщинометрии этот слой может быть
источником достаточно заметных погрешностей, особенно при измерении
толщин изделий с негрубой поверхностью.
Щелевой (менисковый) способ ввода УЗКосуществляют так: между
ПЭП и поверхностью изделия создают зазор порядка длины волны воз-
буждаемых упругих колебаний, в который поступает жидкость, удержи-
ваемая в зазоре силами поверхностного натяжения. Этот способ следует
использовать для контроля плоских изделий. При контроле изделий,
имеющих грубую поверхность и некоторую кривизну, применяют струй-
ный способ ввода ультразвука, в котором в качестве контактной жидко-
сти обычно используют воду. Иногда струйный ПЭП закрепляют на опре-
деленном расстоянии от изделия, которое перемещается с заданной ско-
ростью относительно неподвижного ПЭП.
Иммерсионный способ предусматривает погружение изделия и ПЭП
в жидкость (воду). При контроле длинномерных изделий, например,
труб, применяют так называемую локальную жидкостную ванну. Этот
способ позволяет контролировать грубо обработанные изделия, автома-
тизировать процесс контроля, исключает износ элементов преобразова-
теля.
Поиск способов бесконтактного ввода упругих колебаний в изделие
ведется у нас в стране и за рубежом уже давно. Реализация таких спосо-
бов расширила бы возможности акустического контроля и позволили бы
контролировать изделия с большой скоростью, при низких и высоких
температурах и в тех случаях, когда контакт или применение различных
жидкостей недопустимы по технологии изготовления изделия.
В некоторых специальных случаях возможна воздушная акустиче-
ская связь, например, при ультразвуковой толщинометрии, если толщи-
на изделия соизмерима или меньше длины волны ультразвуковых коле-
баний, так как коэффициент отражения от поверхности изделия значи-
тельно уменьшается (увеличивается коэффициент прохождения ультра-
звука в изделие).
Существует принципиальная возможность бесконтактного ввода
упругих колебаний в изделия с использованием термоакустического эф-
фекта — возбуждение механических колебаний частиц изделия в резуль-
тате ударного неравномерного нагрева поверхности изделия (например,
лазером), однако прием эхо-сигнала при этом способе встречает значи-
тельные технические трудности.
В настоящее время самый перспективный способ бесконтактного
ввода акустических волн в изделие — это способ, в котором используют-
ся эффекты электромагнитного поля — эффект намагничивания изделия
и эффект вихревых токов.
На применении этих эффектов созданы .электромагнитно-акустиче-
ские преобразователи ЭМА-преобразователи. Но эти преобразователи
120
громоздки, чувствительны к электрическим разрядам и могут приме-
няться только для контроля электропроводящих материалов.
11.3. Методы акустического контроля
Классификация методов акустического контроля приведена в ГОСТ
18353-79. По характеру взаимодействия упругих колебаний с контроли-
руемым материалом акустические методы подразделяют на следующие
основные методы: прошедшего излучения (теневой, зеркально-тене-
вой) : отраженного излучения (эхо-импульсный): резонансный: импе-
дансный: свободных колебаний: акустико-эмиссионный.
По характеру регистрации первичного информативного параметра
акустические методы подразделяются на амплитудный, фазовый, вре-
менной, частотный, спектральный.
Метод прошедшего излучения основан на возбуждении упругих ко-
лебаний в материале изделия и регистрации изменения амплитуды про-
шедших через материал ультразвуковых колебаний. Метод требует дву-
стороннего доступа к изделию. Применяют раздельную схему ввода и
приема упругих колебаний. Дефекты в изделии обнаруживают по обра-
зованию ультразвуковой тени и. следовательно, по уменьшению амплиту-
ды прошедших УЗК. Минимально обнаруживаемый дефект определяется
дифракционными явлениями. Количественной оценкой размеров дефек-
та служит коэффициент выявляемости
Кс = dl , (119)
Ло
где - амплитуда прошедшею сигнала на дефектом участке изделия:
Ао — амплитуда прошедшего упругою колебания на образцовом участ-
ке.
Чувствительность метода дефектоскопа оценивается по формуле
^*у ~ ^min/^o* (11.10)
где Л min - минимальная амплитуда, которую может зафиксировать де-
фектоскоп при заданной настройке.
Прозвучиванис изделий осуществляется либо непрерывными, либо
импульсными колебаниями. Применяю ! продольные, сдвиговые, поверх-
ностные и нормальные тины колебаний (рис. 37).
Рис. 37
Теневой метод выявляет i дубинные дефекты типа нарушения сплош-
ности, расслоения, непроклси. непропаи.
121
Зеркально-теневой метод — разновидность теневого — основан на
анализе изменения амплитуды донного сигнала.
Метод отраженного излучения (эхо-импульсный) предназначен для
обнаружения дефектов типа нарушения сплошности, определения их ко-
ординат. размеров, ориентации путем прозвучивания изделия и приема
отраженного от дефекта эхо-сигнала и является самым распространен-
ным в ультразвуковом контроле как у нас в стране, так и за рубежом.
Он требует, как правило, одностороннего доступа к изделию. Применя-
ют продольные, сдвиговые, поверхностные и нормальные типа коле-
баний.
Суть метода заключается в следующем (рис. 38). В некоторый мо-
J
Рис. 38
мент времени генератор УЗК 1 возбуждает колебания пьезопластины
ПЭП 6. Одновременно с возбуждением упругих колебаний пластины за-
пускается развертка индикатора дефектоскопа 3. На экране ЭЛТ выраба-
тывается зондирующий импульс а. Упругие колебания, распространяясь
в материале контролируемого изделия 4, достигают противоположной
стороны изделия и, отразившись от нее, возвращаются к пьезопластине,
возбуждая в ней механические колебания. В результате пьезоэффекта
на электродах пьсзопластины возникает переменное напряжение, кото-
рое поступает на усилитель 2, а затем на вертикальные отклоняющие
пластины ЭЛТ. На индикаторе дефектоскопа возникает импульс в, на-
зываемый чаще всего донным (от дна изделия).
Таким образом, толщина изделия 4 „переводится” во временную
диаграмму на экране ЭЛТ. Импульс б от дефекта 5 может появиться
только между зондирующим и донным импульсом, как это наблюда-
ется на практике. Скорость развертки дефектоскопа прямо пропорцио-
нальна пути, пройденному упругими колебаниями в материале. Если
настроить дефектоскоп на скорость УЗК в контролируемом материале,
то местоположение импульса б на экране ЭЛТ укажет на глубину зале-
гания дефекта 5, а по высоте импульса можно будет оценить размер
о бн а ру жени О! о дефекта.
Развертка луча на экране ЭЛТ, синхронизованная со скоростью
распространения упругих колебаний в изделии, называется разверткой
тина Л. В отечественных дефектоскопах эта развертка применяется
чаше всего.
122
Эхо-импульсным методом контролируют качество литья, поковок и
штамповок, проката и проволоки, труб, сварных соединений - стыко-
вых, тавровых, нахлесточных, в которых обнаруживают продольные и
поперечные трещины, непровары, поры, шлаковые включения и т.д.
Расстояние до дефекта определяют по формуле
d =
(ii.li)
где с — скорость распространения УЗК в контролируемом материале:
t -- время распространения упругих колебаний до дефекта и обратно.
Резонансный метод основан на совпадении частоты генератора ульт-
развуковых колебаний с собственной частотой изделия. Применяется,
в основном, для измерения толщины изделия и требует одного приемо-
передающего преобразователя.
Резонансные толщиномеры перекрывают диапазон измеряемых тол-
щин от 0,3 до 80 мм с погрешностью измерений порядка 1 —2 %.
В момент резонанса, т.е. совпадения частоты УЗК генератора с собст-
венной частотой изделия, возникают стоячие волны, причем толщина
изделия и скорость распространения упругих колебаний в нем связаны
соотношением
2/о
(П-12)
где с — скорость распространения упругих колебаний в среде: /о ~ °с-
новная резонансная частота: п — целое число, равное 1, 2, 3, ... и опреде-
ляющее номер гармоники колебаний При п ~ 1 колебания образуются
на основной частоте/о-
При измерениях может возникнуть неуверенность в оценке того,
что зафиксированная резонансная частота является основной собствен-
ной частотой изделия или его гармоникой. На практике применяют ме-
тод получения двух соседних резонансов. Тогда измеряемая толщина
вычисляется по формуле
(11.13)
т.е. разность любых двух соседних гармоник всегда даст основную собст-
венную частоту изделия.
Упругие колебания, как правило, возбуждаются в изделии непре-
рывно. При резонансе амплитуда упругих колебаний в изделии возраста-
ет, что резко уменьшает амплитуду электрических колебаний ультразву-
кового генератора. Это уменьшение воспринимается индикатором. Ин-
дикаторами служат ЭЛТ или (и) стрелочные приборы. Некоторые тол-
щиномеры имеют цифровую индикацию результатов контроля.
Преимущество резонансных толщиномеров перед импульсными со-
стоит в отсутствии „мертвой” зоны, что расширяет диапазон измеряемых
толщин в сторону меньших размеров.
123
Погрешности резонансных толщиномеров возникают из-за конечной
ширины резонансных ников, появляющихся на экране ЭЛТ, которые не-
посредственно несут информацию о толщине изделия: из-за изменения
толщины промежуточного слоя в системе преобразователь — промежу-
точный слой — изделие и т.д. Для обеспечения постоянного усилия при-
жатия пьезопластины к изделию в конструкцию преобразователя вводят
специальные пружины.
Резонансный метод применяют иногда и как метод ультразвуковой
дефектоскопии для обнаружения зоны коррозионного поражения, непро-
паев, непроклеев, расслоений в тонких листах из металлов и т.д.
Перспективно одно из направлений резонансного метода — ультра-
звуковая спектроскопия.
Акустико-эмиссионный метод основан на регистрации и анализе
упругих волн, возникающих в твердых телах, подвергающихся пласти-
ческой деформации или излому. Появление в твердых телах трещин
всегда сопровождается рождением ,,треска”. Достаточно назвать треск
деформируемого металла и ломающегося льда, шум землетрясения
и т.д. — все эти звуки — следствие разрушения твердых тел.
Акустическую эмиссию обычно характеризуют: общим числом излу-
чения импульсов за время наблюдения за изделием: интенсивностью,
характеризующуюся числом импульсов в 1 с: максимальным значением
огибающей принятого сигнала: амплитудным распределением сигналов:
пиковой амплитудой сигналов и т.д.
Образование дефекта типа нарушения сплошности сопровождается
излучением упругих волн, что и положено в основу акустико-эмиссион-
ного метода. Достигая специальных высокочувствительных преобразова-
телей, упругие колебания преобразуются в электрические сигналы,
регистрация которых дает возможность обнаруживать возникновение и
развитие дефектов в реальном масштабе времени и их координаты.
Достоинство метода заключается в том, что он задолго до разруше-
ния изделия сигнализирует оператору-контролеру о зарождающихся
усталостных трещинах.
Особенности метода вытекают из самой его физической природы:
метод обнаруживает и регистрирует только развивающиеся трещи-
ны, т.е. с его помощью выявляются наиболее опасные дефекты (разви-
вающиеся или способные к развитию под действием механического на-
гружения) . Это означает, что акустико-эмиссионный метод классифици-
рует дефекты не по размерам, а по степени их опасности во время экс-
плуатации изделий. Отсюда следует трудность имитации дефектов при
настройке и проверке аппаратуры контроля:
метод имеет высокую чувствительность к росту дефектов — обнару-
живает увеличение трещины на 1—10 мкм, причем измерения, как прави-
ло, проходят в рабочих условиях при наличии механических и электри-
ческих шумов:
метод не требует сканирования поверхности изделия. Несколько
неподвижно закрепленных на поверхности изделия преобразователей
регистрируют возникновение или развитие дефекта в любом месте изде-
лия:
124
неоднородность материалов не является, как например, для актив-
ных ультразвуковых методов, ограничением для акустико-эмиссионного
метода, поэтому его можно применять для контроля расслоений компо-
зиционных материалов:
метод обеспечивает детальное изучение особенностей развития тре-
щин при различных условиях нагружения.
Метрологическое обеспечение средств акустико-эмиссионного конт-
роля в настоящее время находится в стадии разработки и внедрения в
практику. Аппаратура,- используемая для контроля этим методом пока
не получила такого широкого распространения, как аппаратура, при-
меняемая в эхо-импульсном методе из-за отставания выпуска приборов.
Характеристики приемных преобразователей, от которых в значи-
тельной степени зависят чувствительность и достоверность контроля,
должны устанавливаться при их аттестации по МИ 154—78.
Импедансный метод основан на обнаружении изменений полного
механического сопротивления (импеданса) и предназначен для конт-
роля клеевых и паяных соединений, имеющих тонкую обшивку, прикле-
енную или припаянную к элементам жесткости.
Приборы импедансного акустического контроля работают в диапазо-
не частот 1 — 10 кГц и возбуждают изгибные типы колебаний.
Полным механическим сопротивлением или импедансом называют
отношение значения возмущающей силы F к колебательной скорости
у изделия, т.е. z -F/ v, где/7и г — комплексные амплитуды возмущаю-
щей силы и обусловленной ею колебательной скорости. Комплексный
импеданс можно разделить на вещественную и мнимую части (z — мни-
мая единица)
z = R+iX = \z\e'* (11.14)
и получить активную R и реактивную X составляющие импеданса.
Активная составляющая R обусловлена трением и потерями энергии
на излучение звуковых волн преобразователем, реактивная составляю-
щая (сопротивление) связана с реакцией сил инерции или сил упругости
изделия.
Фаза между R и X определяется по формуле
у = arctg_____
(11.15)
Из приведенных выражений вытекают два варианта обнаружения де-
фектов клеевых и паяных соединений: амплитудный — измерение изме-
нений полного механического сопротивления: фазовый — определение
фазовых соотношений между активным и реактивным сопротивления-
ми.
Механический импеданс зависит от размеров и плотности изделия,
его упругости и поглощения упругих колебаний.
Преобразователь импедансного акустического дефектоскопа (рис.
39) содержит излучающий пьезоэлемент 7, возбуждаемый генератором
синусоидальных колебаний: измерительный пьезоэлемент 3, соединен-
125
ный с усилителем: звукопроводящий стержень 2: отражающую массу 8,
предназначенную для повышения мощности упругих колебаний в стерж-
не 2: световую сигнализацию 9. Для ввода упругих колебаний исполь-
зуют сухой точечный контакт преобразователя с изделием. Контактная
поверхность преобразователя выполняется в виде сферы с радиусом от
3 до 25 мм. При контроле преобразователь следует прижимать к изделию
с постоянным усилием.
Рис. 39
Если преобразователь находится на участке двухслойной конструк-
ции с хорошим соединением, то в результате возбуждения упругих коле-
баний преобразователем, конструкция будет колебаться как единое це-
лое, т.е. реакция сил инерции Fp будет достаточно большой. Если пре-
образователь поместить на конструкции, состоящей из внутреннего
элемента 7, клея 5 и обшивки 4 и имеющей зону непроклея 6, то „вися-
щий” участок конструкции будет колебаться независимо от всей конст-
рукции. Так как жесткость всей конструкции существенно больше жест-
кости „висящего” участка обшивки, то будет наблюдаться заметное
уменьшение Fp, причем Fp <Fp.
Изменение полного механического импеданса приводит к изменению
коэффициента передачи преобразователя, определяемого по формуле
£2_=1Р1
и,
(11.16)
где U3 и Ux — комплексные амплитуды электрических напряжений на
пьезопластинах 3 и 1 соответственно: ф — угол сдвига фаз между напря-
жениями U3 и L/i. Как правило, амплитуда колебаний возбуждающей
пьезопластины постоянная, поэтому I РI пропорционален амплитуде U3.
Таким образом, измерение амплитудных и фазовых соотношений
126
полного механического импеданса ,,переводится” средствами акустиче-
ского контроля в измерение амплитудных и фазовых соотношений на
излучающей и приемной пьезопластинах преобразователя.
Дефекты клеевых и паяных соединений выявляются только со сто-
роны ввода упругих колебаний.
Амплитудный способ контроля можно использовать в резонансном
и нерезонансном вариантах.
С увеличением толщины обшивки чувствительность метода падает.
Экспериментально установлено, что оптимальную чувствительность при
контроле импедансным методом (амплитудном,фазовом, амплитудно-
фазовом) можно получить при толщине обшивки: для сталей — 1,5 мм,
алюминиевых сплавов — 2,5 мм, стеклопластиков — 6 мм. При этом ос-
нование, к которому приклеивается или припаивается обшивка, должна
в два и более раз превышать толщину обшивки. При благоприятных
условиях контроля можно обнаружить дефекты диаметром 3 мм и ме-
нее.
Метод допускает механизацию контроля, состоящую в сканировании
преобразователем поверхности изделия по заданной программе и записи
результатов контроля на самописце.
Из физических основ метода вытекает необходимость измерения
параметров генератора, возбуждающего излучающий пьезоэлемент, пара-
метров усилителя, характеристик пороговых устройств, срабатывающих
при обнаружении дефектов заданных размеров в конкретных трехслой-
ных конструкциях.
Метод свободных колебаний основан па регистрации и анализе спект-
ра свободных колебаний участка изделия. Этим методом мы пользуемся
при покупке изделий из стекла, фарфора, фаянса, хрусталя. Свободные
колебания в изделии возбуждаются, например, легким ударом каранда-
ша. Анализ спектра возникающих колебаний осуществляется с помощью
органов слуха.
Для исключения субъективной оценки и повышения чувствительно-
сти метода разработаны специальные акустические дефектоскопы, кото-
рые, после возбуждения в изделии упругих колебаний, проводят анализ
изменения спектра колебаний, смещающегося при наличии дефектов, как
правило, в область высоких частот. Первичным информативным пара-
метром может быть и изменение амплитуды принятого сигнала.
Обычно преобразователь дефектоскопа (рис. 40) состоит из вибрато-
ра 7 с бойком 5, возбуждающего упругие колебания в изделии 4 и бес-
контактного микрофона 2, который иногда заменяют на контактный
пьезоэлектрический акселерометр
11.4. Элементы методики и технические характеристики
средств ультразвукового контроля
Зададимся вопросом: какое отношение имеет методика контроля к
поверителям ультразвуковых дефектоскопов? Оказывается, самое непо-
средственное, так как условия контроля изделий чаще всего „подсказы-
127
вают” необходимое и достаточное количество операций поверки ультра-
звукового прибора.
Практика применения ультразвуковых дефектоскопов показала, что
даже правильно разработанная методи-
ка контроля не гарантирует качество и
надежность контроля изделий, если па-
раметры дефектоскопа значительно от-
личаются от параметров, установленных
в техническом описании на прибор.
Контроль изделий неповеренным прибо-
ром приводит к весьма серьезным и не-
желательным последствиям. Это необ-
ходимо знать метрологическим служ-
Рис- 40 бам предприятий.
При составлении методики контроля многообразие контролируе-
мых материалов по физическим и механическим свойствам требует изу-
чения материала, изделия, дефекта и параметров дефектоскопа.
Из серии промышленных дефектоскопов выбирают тот. который с
хорошей точностью обеспечивает обнаружение критического дефекта в
изделии.
При выборе промышленного ультразвукового дефектоскопа необхо-
димо учитывать следующие его характеристики: рабочую частоту, мини-
мальную и максимальную глубину контроля, разрешающую способность
по грубине и фронту, чувствительность системы дефектоскоп — ПЭП и др.
Рабочая частота — основная частота спектра, излучаемого в изделие
преобразователем. Она нормируется: ее значения указывают в техниче-
ском паспорте на прибор: отклонение ее от номинального значения не
должно превышать 10%. Правильный выбор частоты имеет большое
практическое значение при контроле. Коэффициент отражения упругих
волн от дефектов существенно улучшается при повышении частоты, по-
скольку увеличивается направленность диаграммы преобразователя, что
приводит к заметному увеличению чувствительности аппаратуры. Одна-
ко с повышением рабочей частоты растут поглощение и рассеяние УЗК,
затрудняется ввод УЗК в изделие, так как длина волны при увеличении
рабочей частоты может стать соизмеримой с величиной шероховатости
поверхности.
Заметим, что наряду с понятием рабочей частоты (частоты излучае-
мых колебаний) существует понятие ,,частота дефектоскопа” - это ча-
стота заполнения электрического импульса на входе приемника дефекто-
скопа, сформированного генератором, преобразователем (или акустиче-
ским блоком) в режиме двойного преобразования на стандартном образ-
це с частотно-независимым коэффициентом передачи в полосе частот
импульса.
Минимальная глубина контроля или ,,мертвая” зона - неконтроли-
руемые участки изделия, присущие эхо-импульсному методу. Здесь име-
ет смысл говорить о принципиально неустранимых ..мертвых” зонах, а
не о тех участках, которые изменением схемы сканирования и места вво-
да УЗК можно исключить.
128
„Мертвая” зона эхо-импульсных дефектоскопов — величина норми-
руемая и требует измерения при поверке или аттестации прибора.
Возникновение принципиально неустранимой „мертвой” зоны при
контроле эхо-импульсным методом прямым совмещенным ПЭП показа-
но на рис. 41. Одновременно с возбуждением пьезопластины 1 на экране
2
Рис. 41
дефектоскопа возникает зондирующий импульс 4. На время действия
этого импульса усилитель дефектоскопа либо будет перегружен мощным
зондирующим сигналом и нс сможет воспроизвести на экране слабые
сигналы от дефектов, либо будет временно закрыт схемой ВРЧ.
Величина ..мертвой” зоны может быть определена по формуле
^min
(1117)
где с — скорость ультразвука в контролируемом материале: t - длитель-
ность зондирующего импульса: Гв — время восстановления чувствитель-
ности усилителя после воздействия на него зондирующего импульса.
Формулу можно использовать только в том случае, если отсутствуют
реверберационные шумы преобразователя, характеризующиеся длитель-
ностью Гр, т.е. параметром при контроле эхо-импульсным методом, кото-
рый должен обязательно устанавливаться при поверке дефектоскопа.
Упрощенно можно считать, что ,,мертвая” зона зависит от длитель-
ности зондирующего импульса, времени восстановления чувствительно-
сти усилителя, реверберационных шумов и скорости распространенных
УЗК в контролируемом материале.
Длительность для наклонных ПЭП, как правило, превышает Гв,
поэтому оценку „мертвой” зоны этих ПЭП осуществляют по формуле
nmin -------------соъу.
(11.18)
где у - угол ввода УЗК в изделие, который устанавливается при поверке
или аттестации дефектоскопа.
Заметим, что реальная величина ,,мертвой” зоны обусловливается
системой электронный блок дефектоскопа плюс ПЭН.
129
Из рис. 41 видно, что на противоположной стороне изделия также
образуется неконтролируемый участок, приблизительно равный /zmin-
Его появление обусловлено конечным значением разрешающей способ-
ности по глубине.
Разрешающая способность ПЭП1 по глубине (дальности) определя-
ется минимальным расстоянием Дг между двумя раздельно выявляемы-
ми дефектами 2, расположенными на одной вертикальной оси, совпадаю-
щей с направлением распространения УЗК (рис. 42, а) . Лучевая (по глу-
Рис. 42
бине) разрешающая способность в основном зависит от длительности
зондирующего импульса t и скорости развертки дефектоскопа. Значение
Дг обычно оценивается по формуле Дг ~ (1,5 — 2) X. Конечное значение
лучевой разрешающей способности порождает неконтролируемую зону 2
со стороны дна изделия, так как донный импульс 3 действует подобно
зондирующему и мешает выявлению дефектов. Обычно эта зона несколь-
ко меньше /zmin (см. рис. 41) .
Фронтальная разрешающая способность определяется минимальным
расстоянием Д/ между двумя одинаковыми точечными дефектами, зале-
гающими на одной глубине (рис. 42, б) и оценивается по формуле
д/ == h\
D
(Н19)
где h - глубина залегания дефектов: D — диаметр пьезопластины ПЭП.
В НТД на дефектоскопы старых выпусков, как правило, не приво-
дят значения Дг и Д/. Однако для контроля некоторых материалов и
изделий требуется обязательное знание указанных величин, которые
должны устанавливаться при поверке дефектоскопа с входящими в его
комплект ПЭП.
Если при контроле изделий наклонными ПЭП определяют значения
Дг и Д7, то они также устанавливаются и при поверке дефектоскопа, при-
чем величины Дг и Д/ измеряют для всех номинальных углов призмы на-
клонного ПЭП, так как Дг » Д//со87, т.е. разрешающая способность по
лучу зависит от угла ввода УЗК в изделие (не путать с углом призмы):
Д/ — расстояние между дефектами по вертикальной оси.
Важным моментом при контроле конкретного изделия является
настройка дефектоскопа на заданную условную чувствительность — на-
хождение положения ручек дефектоскопа, при которых выявляется за-
данный искусственный размер дефекта, имитирующий реальные дефек-
130
ты в материале изделия. Чувствительность дефектоскопа настраивается
либо по комплекту стандартных образцов, выпускаемых промышленно-
стью, либо по образцам предприятий, изготовленным из материала конт-
ролируемого изделия и аттестованными соответствующими метрологи-
ческими службами.
Таким образом, нами рассмотрены те характеристики дефектоско-
па, которые при контроле изделия могут существенным образом повли-
ять на результаты контроля, если их значения неизвестны или не соответ-
ствуют номинальным. Методика контроля требует знания характеристик
контролируемого материала, обоснованного выбора типа ПЭП, вида
упругих колебании, вида контакта, тщательно разработанной методики
сканирования.
Технические характеристики ультразвуковых приборов, выпускаемых отечествен-
ной промышленностью
Ультразвуковой дефектоскоп УД2-12 выявляет дефекты типа нарушения
сплошности и однородности в сварных соединениях, материалах, полуфабрикатах
и готовых изделиях, измеряет глубину залегания и координаты дефектов, а также
отношение амплитуд сигналов от дефектов, обеспечивает ручной контроль эхо-им-
пульсным, теневым и зеркально-теневым методами и механизированный контроль
в малоканальных установках.
Область применения — предприятия энергетической, металлургической, маши-
ностроительной промышленности, железнодорожный, морской и трубопроводный
транспорт.
Дефектоскоп обеспечивает контроль материалов со скоростями распростране-
ния продольных ультразвуковых колебаний в диапазоне от 2240 до 6700 м/с, зату-
ханием этих колебаний не более 3,9 дБ/см на частоте 2,5 МГц, шероховагостью
поверхности Rz не более 250 мкм и радиусом кривизны не менее 100 мм при
Ra = 2,5 мкм.
Номинальные частоты 1,25; 1,8; 2,5; 5,0 и 10 МГц. Диапазон зоны контроля
при работе с прямым совмещенным ПЭП, например, на частоте 2,5 МГц 10—180 мм
(отражатель с плоским дном диаметром 1,6 мм), отклонение условной чувстви-
тельности от номинальной ± 6 дБ, запас чувствительности в диапазоне зоны конт-
роля не менее 4 дБ.
Диапазон зоны контри 1я при работе с раздельно-совмещенными ПЭП состав-
ляет 1—30 мм, а с наклонным ПЭП 2-50 мм.
Диапазон толщины контролируемых материалов (по стали) от 1 до 999 мм по
цифровому индикатору и от 1 до 5000 мм по экрану при одновременном использо-
вании максимальных основной (1500 мкс) и задержанной (250 мкс) разверток.
Абсолютная чувствительность дефектоскопа на частоте 1,25 МГц не менее 96
дБ. Динамический диапазон ВРЧ 40 дБ, неравномерность выравнивания амплитуд
сигналов в диапазоне зоны контроля ±3 дБ.
Предел допускаемой основной абсолютной погрешности измерения глубин за-
легания отражателя в диапазоне зоны контроля для прямых совмещенных и раз-
дельно-совмещенных ПЭП на всех номинальных частотах дефектоскопа не более
± (0,5 + 0,015 Н) мм, а измерение координат отражателя в зоне измерений для на-
клонных ПЭП не более ± (1 + 0,03 X) мм и ± (1 + 0,03 у) мм, гдеХ У - значения
координат отражателя.
Аттенюатор допускает ослабление амплитуд сигналов в диапазоне 0-62 дБ с
дискретностью 2 дБ, погрешность аттенюатора не более ± (0,2 + 0,03 N~) дБ, где
.V - измеряемая величина.
Частота следования импульсов генератора возбуждения 125, 250, 500 и 1000
Гц. Допуск на отклонение частоты следования от номинального значения ± 10 %.
Диапазон измерения отношения амплитуд входных сигналов по цифровому
индикатору 1-20 дБ, а предел допускаемой основной абсолютной погрешности
131
измерения отношения амплитуд входных сигналов по цифровому индикатору на
номинальных частотах дефектоскопа ± (0,2 + 0,03 ЛЭ дБ, где N - измеряемая вели-
чина.
Мертвая зона для прямых совмещенных ПЭП на частотах 1,25; 2,5; 5,0 и 10,0
МГц соответственно 15; 10 и 5 мм; для раздельно-совмещенных преобразователей
на частоте 2,5 МГц - 2 мм, а на частоте 5,0 МГц - 1 мм.
Условная разрешающая способность по глубине залегания на частотах 1,25;
1,8; 2,5 и 5,0 МГц соответственно не более 2,4; 2,2; 1,6; 1,2 и 0,8 мкс (или 7,0;
6,5; 4,7; 3,5 и 2,3 мм соответственно по стали).
Зона нечувствительности пороговых индикаторов на номинальных уровнях
срабатывания не более: 0,3: 0,5 и 0,8 дБ соответственно для АСД1, АСДП и АСД1П.
Погрешность настройки пороговых индикаторов на уровне 1 дБ не более ±0,3 дБ.
Длительность реверберационно-шумовых характеристик (РШХ), например,
для прямых совмещенных ПЭП на частоту 2,5 МГц: положение аттенюатора 0 дБ —
60 мкс: 20 дБ - 20 мкс и 40 дБ — 10 мкс.
В руководстве по эксплуатации прибора приведены также значения полосы
пропускания, коэффициента преобразования, ширины диаграммы направленности,
угла ввода, отношения сигнал/шум Ас преобразователей, входящих в комплект
дефектоскопа. В настоящее время в комплект документации на прибор входят ме-
тодики поверки ультразвуковых преобразователей (прямых совмещенных и раз-
дельно-совмещенных и наклонных) МИ 579—84 и МИ 1267-86.
Ультразвуковой дефектоскоп общего назначения УД-ППУ предназначен для
выявления дефектов типа нарушения сплошности" и однородности материалов и
сварных соединений, для измерения координат дефектов, толщины изделий и оцен-
ки отношения амплитуд сигналов от дефектов.
Дефектоскоп работает на частотах 1,25; 2,5 ; 5,0 и 10 МГц.
Диапазон зоны контроля при работе с прямыми совмещенными, раздельно-
совмещенными и наклонными преобразователями такие же, как и для дефектоско-
па УД2-12.
Частота следования импульсов генератора возбуждения составляет (300 ± 30)
и (1000 ^0000) Гц.
Дефектоскоп обеспечивает контроль материалов со скоростями распростране-
ния продольных ультразвуковых волн в диапазоне от 2500 до 6500 м/с для прямых
преобразователей и сдвиговых (поперечных) волн от 2000 до 3500 м/с.
Требования к затуханию ультразвука в материале, к шероховатости и радиусу
кривизны контролируемой поверхности аналогичны требованиям, предъявляемым
к этим параметрам для дефектоскопа УД2-12.
Условная разрешающая способность по дальности при работе прямым совме-
щенным преобразователем 2 мкс на частоте 2,5 МГц.
Предел допускаемой основной абсолютной погрешности измерения глубин за-
легания дефекта в диапазоне зоны контроля для прямых ПЭП на частоту 2,5 МГц —
не более ± (1 + 0,015 //) мм, а для наклонных ПЭП с углом призмы 40° - не более
± (1 + 0,03 %) и ± (1 + 0,03 У) мм, где X, У — значения измеряемых координат: Н —
значение измеряемой глубины залегания дефекта.
На остальных номинальных частотах дефектоскопа погрешность измерения
глубин залегания и координат не нормируется.
Параметры импульса генератора возбуждения, например, для частоты заполне-
ния (2,5 ± 0,5) МГц: амплитуда не менее 75 В, длительность не более 1,5 мкс; ха-
рактеристики ВРЧ на этой же частоте: динамический диапазон не менее 40 дБ, мак-
симальная и минимальная длительности ВРЧ не менее 100 и не более 20 мкс соот-
ветственно.
Уровень срабатывания порогового индикатора по экрану ЭЛТ (15 ±5) малых
делений.
Погрешность ступеней ослабления аттенюатора: (2 ± 0,3); (4 ± 0,4) ; (8 ± 0,6);
(16 ± 1,0) и (32 ± 1,7) дБ, погрешность ступени 20 дБ не более ± 1,2 дБ.
Максимальная глубина прозвучивания по стали 5000 мм.
132
Предел допускаемой абсолютной погрешности измерения интервала времени
Т блоком цифрового отсчета дефектоскопа в диапазоне от 1 до 960 мкс не более
± (0,2 + 0,01 Г) мкс.
Максимальная чувствительность приемного тракта дефектоскопа на частоте
10 МГц (400 ± 150) мкВ, на остальных частотах (250 ± 100) мкВ.
Дефектоскоп имеет нормируемые параметры и диапазон плавной перестройки
развертки, его границы зависят от положения переключателя диапазонов разверт-
ки дефектоскопа.
Дефектоскоп общего назначения УД-ПУ А работает на частотах 1,25; 2,5; 5,0 и
10 МГц. Максимальная глубина прозвучивания по диапазону развертки 5000 мм,
диапазон зоны контроля по дальности для прямого совмещенного ПЭП 10—180 мм
на частоте 2,5 МГц. Погрешность глубиномера при работе прямым совмещенным
ПЭП на частоте 2,5 МГц ± (1 + 0,01 Я) мм, где Н - измеряемая величина; разре-
шающая способность по дальности для этого же преобразователя 7,4 мм. Макси-
мальная частота следования импульсов генератора возбуждения 10 кГц. Запас
чувствительности (прямой совмещенный ПЭП на частоту 2,5 МГц) не менее 18 дБ.
Минимальный уровень чувствительности порогового индикатора 0,5 В ± 20 %.
Для контроля материалов с большим коэффициентом затухания в них уль-
тразвука применяют дефектоскоп общего назначения УД2-16 (2.1), работающий
на частотах (1,25 ± 0,25) ; (0,62 ± 0,124) ; (0,4 ± 0,05); (0,2 ± 0,04) и (0,05 ± 0,01)
МГц.
Дефектоскоп комплектуется только прямыми ПЭП: совмещенными, раздель-
но-совмещенными и раздельными, обеспечивает контроль эхо-импульсным и тене-
вым методами.
Запас чувствительности в диапазоне зоны контроля для всех типов ПЭП и но-
минальных частот не менее 10 дБ.
Минимальное значение диапазона измерения времени распространения ультра-
звука электронным блоком дефектоскопа не более 1 мкс, максимальное не менее
9900 мкс. Дискретность отсчета временных интервалов 0,01; 0,1 и 1 для интервала
времени 1—99; 10—990 и 100—9900 мкс соответственно.
Основная абсолютная погрешность измерения времени распространения
ультразвука не должна превышать ± (0,5 + 0,005 Г) мкс, где Т — измеренное время
распространения.
Абсолютная погрешность измерения отношения амплитуд сигналов на входе
приемника на номинальных частотах дефектоскопа во всем измеряемом диапазоне
не должна превышать ± (0,5 + 0,03 ЛЭ дБ, гдеЛг — значение измеряемого отношения
амплитуд.
Максимальный полный размах импульса генератора возбуждения на частотах
1,25 и 0,4 МГц (540 +222 ) В; на частоте 0,62 МГц (430 ) В; на частоте 0,2
— 1Э 7 —11O
МГц (500 ) В.
— 14-0
Динамический диапазон ВРЧ не менее 40 дБ, максимальная и минимальная
длительности ВРЧ должны быть (200 ± 40) и (10 ± 3) мкс, максимальное и мини-
мальное время задержки ВРЧ (150±30)и0 мкс соответственно.
Зона нечувствительности пороговых индикаторов не превышает ± 2 дБ.
Ультразвуковой дефектоскоп УД-13П предназначен для обнаружения дефек-
тов типа нарушения сплошности и однородности в сварных соединениях изделий из
малоуглеродистых низколегированных сталей. Номинальная частота 2,5 МГц. При-
бор комплектуется наклонными преобразователями с углами ввода 50 и 65°. Диа-
пазон зоны контроля по дальности для ПЭП с углом ввода 50° (5 - 45) мм, а с уг-
лом ввода 65° (5 - 40) мм по стандартному образцу № 1.
„Мертвая” зона по стали для ПЭП с углом ввода 50° не более 8 мм, а для ПЭП
с углом ввода 65° не более 3 мм.
Предел допускаемого значения основной погрешности измерения отношения
амплитуд сигналов на входе приемного тракта дефектоскопа не более 2 дБ в преде-
лах динамического диапазона приемного тракта от 0 до 20 дБ.
Предел допускаемого значения основной абсолютной погрешности измерения
133
координат Н (глубина залегания дефекта относительно поверхности ввода ультра-
звука в изделие) и L (расстояние по нормали от точки выхода преобразователя до
проекции дефекта на поверхность ввода ультразвука) должен быть ± (1 + 0,02 Н) и
± (1 + 0,02 L) мм.
Дефектоскоп обеспечивает автоматическую цифровую индикацию результатов
контроля и не содержит электронно-лучевой трубки.
Приборы типа УК-10П, УК-14П и УК-10ПМС предназначены, в первую очередь,
для неразрушающего контроля качества бетона в сборных и монолитных бетонных
и железобетонных изделиях и конструкциях по корреляционным зависимостям,
связывающим скорость распространения ультразвука с прочностью бетона.
Самым совершенным из них является прибор УК-10ПМС, который, кроме
контроля прочности бетона, обеспечивает контроль качества горных пород, изделий
из пластмасс, строительной керамики, полимерных и композитных материалов.
Прибор создан на базе микропроцессора, что значительно сокращает количе-
ство органов управления; при этом ЭЛТ используется в качестве дисплея для ото-
бражения в процессе контроля как аналогового сигнала, так и алфавитно-цифровой
информации.
В комплект прибора входят два стандартных образца МД 19-0-1 и МД 19-0-2
(органическое стекло типа ТОСП) для настройки и поверки прибора.
Промышленность серийно выпускает ряд дефектоскопов, предназначенных
специально для контроля качества железнодорожных рельсов, например, Поиск-2,
Поиск-4 и т.п.
11.5 Измерение характеристик ПЭП
Основные параметры ПЭП. Поверители, работающие с ультразвуко-
выми приборами, выпущенными до 1982 г., знают, что дефектоскопы
комплектовались преобразователями по принципу ,,россыпь ’ — и что
кроме номинальной частоты никаких других условных обозначений пре-
образователь не имел. Не предъявлялись (или по крайней мере, не вно-
сились в техническое описание) и никакие метрологические требования.
Создавалось впечатление, что преобразователь — второстепенный эле-
мент, от которого мало что зависит при контроле изделий. Практика
показала обратное и уже в комплект дефектоскопа УД-11 ПУ входят
преобразователи, которые имеют условные обозначения, отражающие
способ контакта, направление ввода упругих колебаний в изделие, кон-
структивное исполнение преобразователя. На каждом из них имеется
заводской номер, показаны метрологические параметры. Это очень важ-
но при поверке характеристик преобразователей.
Основные параметры ПЭП и общие технические требования регла-
ментированы ГОСТ 26266—84. Показатели технического уровня преду-
сматриваются для ПЭП высшей и первой категории качества. Стандарт
содержит перспективные требования к показателям качества ПЭП.
Для прямых совмещенных, раздельно-совмещенных и наклонных
преобразователей, предназначенных для работы с дефектоскопами об-
щего назначения, должны устанавливаться основные параметры и харак-
теристики, подлежащие измерениям.
Этими параметрами и характеристиками для приборов с усилением
по электрическому напряжению являются следующие:
коэффициент преобразования........................^UU
амплитудно-частотная характеристика..................(cj)
134
частота максимума преобразования................fuu
полоса пропускания..............................&fuu
неравномерность АЧХ.............................Вии
угол ввода......................................а
ширина диаграммы направленности.................0 х; 0 2
отклонение точки ввода..........................AI
фокусное расстояние ............................F
АРД-диаграмма...................................АРД
функция шума....................................A (z) или А (т)
время распространения звука в призме
(акустическая задержка).........................т пр
протяженность фокальных областей................Xj
уровень эхо-сигнала от дефекта..................С\; С2; С3
функция эхо-сигнала от дна......................D(z)
отношение сигнал/шум............................Ас
функции влияния:
шероховатости...................................фш
кривизны........................................Фк
акустического контакта..........................Фа
эффективная частота эхо-импульса................/э
Заметим, что необходимое число параметров и характеристик преоб-
разователей устанавливается в зависимости от группы дефектоскопа
общего назначения. Так, для фокусирующих ПЭП вместо диаграммы на-
правленности и ее ширины устанавливают значение F фокусного расстоя-
ния и протяженность соответствующих фокальных областей Xi.
Передаточной функцией К и и называют комплексное отношение в
функции частоты электрического напряжения холостого хода эхо-сигна-
ла, развиваемого ПЭП, к электрическому напряжению возбуждения
ПЭП, работающего в совмещенном режиме и нагруженного на опреде-
ленную акустическую нагрузку.
Зависимость модуля К и и от частоты в пределах рабочего диапазона
частот ПЭП является амплитудно-частотной характеристикой (АЧХ)
Кии (^) •
Максимальные значения Kjjy (cj) представляют собой коэффициен-
ты преобразования Кии, а соответствующие им частоты являются часто-
тами максимума преобразования fuu.
Диапазон частот, включающий в себя fuu, в котором АЧХА^ту (со)
принимает значения на уровне — 6 дБ, т.е. 0,5 от Кии (ео) называется по-
лосой пропускания
Неравномерность АЧХ Вии следует определять как разность уров-
ней наибольшего и наименьшего значений Кии (со) в рабочей области
частот ПЭП.
Функция шума A(z) илиА(т) определяется как временная зависи-
мость отношения шума ПЭП к значению амплитуды электрического на-
пряжения эхо-сигнала от определенного отражателя, измеренная при нор-
мированных параметрах акустической и электрической нагрузок ПЭП
при отсчете времени от начала фронта импульса возбуждения.
Зависимость амплитуды эхо-сигнала от расстояния z до дефекта оп-
ределенной формы и размера представляет собой функцию C(z), причем
значение этой функции в точках zn (п = i, 2, 3) , находящихся в диапазо-
135
не контроля, называется уровнем эхо-сигнала от дефекта Сх; С2 и С3.
Важным параметром при контроле, который требует измерения при
поверке, является отношение сигнал/шум Ас, представляющий собой на-
именьшее отношение электрического напряжения эхо-сигнала от опреде-
ленного отражателя [ (устанавливается в технической документации на
ПЭП или на дефектоскоп (толщиномер), в комплект которого входит
ПЭП) ] на ПЭП к шуму на ПЭП в точке измерения эхо-сигнала и вычи-
сляется по формуле
Л = 201g
(11.20)
где U — амплитуда (или размах) напряжения эхо-сигнала на ПЭП, В:
иш — амплитуда (или размах) напряжения шума на ПЭП в точке изме-
рения эхо-сигнала на ПЭП, В.
Зависимость отношения Ас (или мгновенного значения амплитуды
эхо-сигнала) от изменений шероховатости (кривизны) поверхности в
пределах рабочих условий эксплуатации называют функцией влияния
шероховатости Фш (или кривизны Фк) .
Зависимость амплитуды донного сигнала от расстояния z до дна
D(z) называется функцией эхо-сигнала от дна изделия. Эту зависимость
рекомендуется устанавливать для ПЭП, предназначенных для работы с
дефектоскопами общего назначения (ГОСТ 23049—84) .
Частота эхо-импульса, определяемая как отношение числа полупе-
риодов к удвоенной длительности этих полупериодов называется эффек-
тивной частотой эхо-импульса/э (рис. 43) .
Для ПЭП общего назначения, применяемых с ультразвуковыми
толщиномерами (структуроскопами), устанавливают также параметры
Кии 4naxJ Для параметров стандартах или техниче-
ских условиях на ПЭП должно быть установлено не менее одного значе-
ния /. Параметры Zmax и нормируют для одного из значений р, исполь-
зуемых при определении
136
Из рис. 43 видно, что значения импульсной характеристики в точках
/-го максимума (минимума) представляет собой мгновенное значение
, причем характеристика формируется от отражателя (дна) нахо-
дящегося на расстоянии zv (у = 1, 2, 3) от ПЭП.
Временной интервал 7тах между началом фронта эхо-импульса и
его максимальным значением называется длительностью импульсной
характеристики, а временной интервал — длительностью импульсной
характеристики на уровне N дБ от максимального значения (см.рис.43) .
Для измерения параметров ПЭП (прямых совмещенных, раздельно-
совмещенных, наклонных, иммерсионных, фокусирующих) рекоменду-
ется использовать радиоизмерительные приборы по ГОСТ 23702—85.
В каждом конкретном случае в зависимости от типа ПЭП необходи-
мо применять специально изготовленные акустические нагрузки. Все
акустические нагрузки, изготовленные из твердых материалов, должны
быть аттестованы по акустическим и геометрическим параметрам (ГОСТ
23702-85).
Механические устройства, используемые для измерения диаграммы
направленности, должны иметь следующие характеристики:
перемещение по координате — диапазон измерений <р ± 30°: по-
грешность определения <р не более 0,2°: отклонение от соосности поса-
дочного отверстия не более ± 0,5 мм: радиальные биения установленного
ПЭП не более ±0,15 мм: отклонение геометрической оси ПЭП с цилин-
дрическим корпусом от оси механизма не более 5': диапазон расстояний
от рабочей поверхности ПЭП до отражателя 0 200 мм: погрешность от-
счета расстояний не более 0,5 мм:
перемещение по координатам Xj и х2 — радиальное биение ПЭП не
более ±0,2 мм: неперпендикулярность перемещения по координатам
и х2 не более 0,15 мм: погрешность определения положения коорди-
натного стола не более 0,25 мм, а угла поворота вокруг оси не более 30':
отклонения от амплитуды установленной в предыдущих измерениях не
более 3 дБ: усиление прижатия ПЭП 1-5 кг в диапазоне 10—50 Н.
Оси координат хх, х2, х3 и показаны на рис. 44 (а, б).
Механические устройства могут быть автоматическими, но удовлет-
воряющими требованиям по погрешностям и аттестованным в установ-
ленном порядке.
137
Предлагаемые акустические нагрузки по ГОСТ 23702-85 (более 20 штук)
серийно не выпускаются.
Измерение импульсного коэффициента преобразования Куу мгно-
венных значений длительности f гпах(п) и эффективной частоты эхо-
импульса /э- Для провередия измерений этих характеристик контактных
прямых ПЭП необходимо изготовить образец из материала Д16Т с ко-
эффициентом затухания ультразвука не более 0,5 дБ/мм в диапазоне ча-
стот 1,0—30,0 МГц и скоростью УЗК спр = (6420 ± 100) м/с. Геометриче-
ские размеры образца приведены на рис. 45. Собирают схему, показан-
ную на рис. 46, состоящую из электронного блока аттестованного ультра-
звукового дефектоскопа 1 (типа УД-11 ПУ, УД2-12, УД-11УА). проверяе-
мого ПЭП 4, стандартного образца 3 и осциллографа 2 (типа С1-65).
Подключают ПЭП к электронному блоку согласно эксплуатационной до-
кументации и, притирая его к поверхности образца, добиваются устой-
чивого повторения максимального значения первого эхо-импульса на
экране осциллографа (см. рис. 43). Измеряют значения параметров эхо-
импульса и^~\
импульса \ rmax и tN, а затем максимальное значение амплитуды
(размаха) эхо-импульса Стах, электрического напряжения возбуждения
ПЭП ии и длительность полупериодов эхо-импульсов т. После проведе-
ния таких измерений рассчитывают импульсный коэффициент преобразо-
вания K2Jju (в дБ) по формуле
• z,
Щи = 201g
где — максимальное значение амплитуды (размаха) эхо-импульса
В: — максимальное значение амплитуды (размаха) напряжения воз-
буждения ПЭП (значение амплитуды импульса генератора возбуждения,
нагруженного на поверяемый ПЭП), В: оу коэффициент затухания
ультразвука в материале стандартного образца на частоте fay иди у
преобразователя, дБ/мм; z — путь, пройденный ультразвуком в образ-
це, мм.
Эффективную частоту эхо-импульса/э (в МГц) определяют по фор-
муле /э - Л— , где п — число полупериодов эхо-импульса (устанавлива-
2т
ется в ТУ на конкретный ПЭП, на рис. 43, например, п - 6)т — полная
длительность п полупериодов в мкс.
138
Допустимые отклонения от номинальных значений: К^и ± 30%:
tZV'* ±Ю7и7П1ах,7ЛиЛ ±юс;_
Измерение АЧХ Л/т/(и?) ’ частоты максимума преобразования
полосы пропускания Lfuu или граничных частот/н,/в, неравномерности
АЧХ Вии и коэффициента преобразования Кии- Измерения допускается
проводить одним из двух методов: методом возбуждения ПЭП радиоим-
пульсом с прямоугольной огибающей или методом возбуждения ПЭН
импульсом произвольной формы (ГОСТ 23702 85). Рассмотрим метод
возбуждения ПЭП радиоимпульсом (рис. 47) с последующим измерени-
ем о (ношения амплитуд эхо-сигналов и импульсов возбуждения ПЭП в
различных точках рабочего диапазо-
на частот преобразователя. При изме-
рениях применяют стандартный обра-
зец, показанный на рис. 45. В преде-
лах рабочего диапазона частот пре-
образователя устанавливают i частот
заполнения радиоимпульса генерато-
ра 1 (по рекомендации ГОСТ
23702—85 это — УП-10ПУ), причем
Рис. 47
длительность эхо-импульса на экране осциллографа 3 должна быть нс ме-
нее двух периодов установившихся синусоидальных колебаний. Часки у
возбуждения ПЭП контролирую! частотомером 4.
Измерения проводят следующим образом. Устанавливают первую и <
i частот заполнения радиоимпульса (пусть, например, i -- 1, 2, 3, ... 10).
Притирая ПЭП 5 к поверхности образца 6. добиваются устойчивого пов-
торения максимального значения амплитуды эхо-сигнала 1/0 и фиксиру-
ют сумму показаний аттенюатора приемника 2 и осциллографа 3 [J 1 в дБ
для частоты /’. Приемник 2 должен принимать си1 налы в диапазоне
0,16-30,0 МГн, иметь чувствительность не хуже 2 мВ. регулировку уси-
ления 0-60 дБ с погрешностью не более 0,5 дБ.
Органами управления генератора радиоимпульсов 1 и приемника 2
устанавливают на экране осциллографа 3 изображение сигнала генерато-
ра радиоимпульсов (нагруженного на НЭП) на частоте/1, а с помощью
аттенюаторов приемника и осциллографа — амплитуду Uo. Фиксируют
сумму показаний аттенюаторов (в дБ) приемника 2 и осциллографа 3,
равную и]и. Настраивают частоту заполнения импульса генератора 1 на
следующую частоту /2 и проводят измерения U2n и и2и по методике, опи-
санной выше. После измерений Ulu и определяют К'17и = где
U1^ - амплитуда импульса напряжения возбуждения ПЭП на частоте /'.
дБ: - амплитуда импульса напряжения эхо-импульса на частоте
Л дБ.
По известным значениям nfl строят АЧХ Кии(ы j. Максимумы
этой характеристики представляют собой коэффициенты преобразования
Кии, а соответствующие им частоты fuu- Допустимые отклонения Кии
от номинального значения ± 30 %, а частоты fuu - ±10%.
Ширину полосы пропускания проверяемого ПЭП определяют по фор-
муле kfuu ~fBuu ~ где f*uU' f^uu Равны соответственно граничным
139
частотам /в, /н АЧХ на уровне — 6 дБ (на уровне 0,5 от максимума
Кии (си) > МГц.
Неравномерность АЧХ Bjju, дБ вычисляют по формуле - К™™ —
- где К^, К™™ — максимальные и минимальные значения соот-
ветственно АЧХ Kjju в рабочей области частот. Допустимые отклоне-
ния от номинальных значений: Lfjju — ± 20 % и BULj ± 20 %.
Для повышения точности измерений допускается вводить поправку
7, исключающую влияние ослабления эхо-сигнала в нагрузке, обуслов-
ленного затуханием ультразвука, и поправку Кш — шунтирование ПЭП
в режиме приема электрическим сопротивлением схемы измерений.
Номинальные значения величин f3 и Ас приведены в техниче-
ском описании на прибор УД2-1 2.
Определение импульсных характеристик, а также Кии(ы) , fuu>
Вии* Kjju для наклонных контактных ПЭП осуществляют по схе-
мам, приведенным на рис. 46 и 47 со стандартным образцом из материа-
ла Д16Т, форма и размеры которого приведены на рис. 48.
Точку ввода наклонных ПЭП определяют, используя образец № 3 из
КОУ-2. ПЭП устанавливают на образец в центре через слой контактной
смазки и, притирая ПЭП, добиваются, чтобы амплитуды эхо-сигналов,
начиная с первого, последовательно уменьшались и одновременно были
бы максимально возможными.
Координаты точки ввода определяют по вертикальной риске образ-
ца относительно краев поверхности ввода ПЭП. При необходимости на
призму наносят риску шириной не более 0,3 мм, соответствующую пере-
сечению риски стандартного образца № 3 с краями поверхности ввода
ПЭП.
Угол ввода наклонного ПЭП определяют по стандартному образцу
№ 2 из КОУ-2. ПЭП устанавливают на образец через слой контактной
жидкости и получают на экране ЭЛТ дефектоскопа эхо-сигналы от ци-
линдрического отражателя. Перемещая ПЭП вдоль шкалы и периодиче-
ски поворачивая его в пределах ±10° от направления движения вокруг
оси, перпендикулярной к поверхности ввода, добиваются максимальной
амплитуды эхо-сигнала от бокового цилиндрического отражателя.
Угол ввода по шкале отсчитывают в точке ее пересечения с линией,
140
проходящей через точку ввода, определенную ранее, перпендикулярно к
поверхности, на которую нанесена шкала.
Операцию повторяют не менее трех раз, за результат измерений при-
нимают среднее арифметическое значение.
Измеренные углы ввода сравнивают с номинальными значениями,
приведенными в техническом описании на дефектоскоп. Например, для
контактного наклонного ПЭП П121-2,5-40° из комплекта УД-11 ПУ угол
ввода должен находиться в пределах (50 ± 5) °.
Заметим, что для дефектоскопа общего назначения УД2-12 изменено
обозначение для наклонных ПЭП: если раньше число градусов означало
угол призмы наклонного ПЭП, то теперь это означает угол ввода по стан-
дартному образцу № 2 из КОУ-2. Допуски на угол ввода: для углов до
50" включительно ± 1,5°, свыше 50° ± 2°.
Для измерения углов ввода а (а) , ширины диаграммы направленно-
сти 0] (02), а также отклонения точки ввода контактных ПЭП, имею-
щих рабочую область частот в диапазоне 0,16—30 МГц, рекомендуется
применять разработанный во Всесоюзном научно-исследовательском ин-
ституте неразрушающего контроля (ВНИИНК, г. Кишинев) комплект
устройств КИД-1, который может быть использован на участках контро-
ля ПЭП при их производстве, а также для первичной и периодических го-
сударственных и ведомственных поверок.
В состав КИД-1 входят: четыре шкальных и отсчетных устройства, а
также шесть акустических нагрузок. Акустические нагрузки служат для
создания в них исследуемым ПЭП акустического поля и формирования
акустического эхо-сигнала от соответствующего отражателя.
Нагрузки типа Pi О-2, Рх А-5, ₽! А-6 иР^-З используются для измере-
ния углов а и 0j (или & и 02) прямых совмещенных или раздельно-сов-
мещенных ПЭП и Qj 0 и AZ наклонных совмещенных ПЭП. Нагрузки
Р2А-3 и Р2А-4 предназначены для измерения а и 02 наклонных совме-
щенных ПЭП. Обозначения нагрузок и их геометрические размеры по
ГОСТ 23702-85.
Диапазон рабочих частот ПЭП, подлежащих контролю и соответст-
вующие им типы нагрузок, приведены в табл. 14.
Таблица 14
Нагрузка
Материал
Диапазон частот, МГц
Сталь 45
Алюминиевый сплав
То же
Органическое стекло
Алюминиевый сплав
То же
0,6-7,5
5,0-30,0
1,0-5,0
0,16-1,0
5,0-30,0
1,0-5,0
Шкальные устройства служат для считывания координат положения
исследуемых ПЭП относительно соответствующих отражателей в кон-
кретных акустических нагрузках. Для уменьшения погрешности ориен-
тации ПЭП акустическая нагрузка устанавливается на специальном осно-
вании и фиксируется в положении, при котором нулевая риска линейной
141
шкалы расположена в плоскости, перпендикулярной к поверхности
нагрузки и проходящей через оси отражателей. Линейная шкала нанесе-
на на линейку, прикрепленную к основанию. На линейке дополнительно
нанесены три угловые шкалы, обеспечивающие определение диаграмм
направленности (aj ©j ) и Д/ путем непосредственного считывания ре-
зультатов измерений.
Комплект устройств КИД-1 обеспечивает измерение углов ввода а
и а прямых совмещенных и раздельно-совмещенных ПЭП в диапазоне
от 0 до 15°, а углов ввода наклонных совмещенных ПЭП от 30 до 80°.
Диапазон измерения углов ввода а наклонных совмещенных ПЭП дол-
жен быть в пределах от 0 до 15°, а ширины диаграммы направленности
0] и ©2 от 10 Д° 60 мм.
Шкальные устройства служат для считывания координат положения
исследуемых ПЭП относительно соответствующих отражателей в кон-
кретных акустических нагрузках. Для уменьшения погрешности ориен-
тации ПЭП акустическая нагрузка устанавливается на специальном осно-
вании и фиксируется в положении, при котором нулевая риска линейной
шкалы расположена в плоскости, перпендикулярной к поверхности на
грузки и проходящей через оси отражателей. Линейная шкала нанесена
на линейку, прикрепленную к основанию. На линейке дополнительно на
несены три угловые шкалы, обеспечивающие определение диаграмм
направленности («} ®i) и Д/ путем непосредственного считывания ре-
зультатов измерений.
Комплект устройств КИД-1 обеспечивает измерение углов ввода а и
а' прямых совмещенных и раздельно совмещенных ПЭП в диапазоне oi
0 до 15°, а углов ввода наклонных совмещенных ПЭП от 30 до 80°. Диа
назон измерения углов ввода а' наклонных совмещенных ПЭП должен
быть в пределах от 0 до 15°, а ширины диаграммы направленности ©j и
02 от 10 до 60 мм.
Предел допускаемой основной абсолютной погрешности измерения
.линейных перемещений шкальными и отсчетными устройствами не более
± 0,2 мм, а углов не более ± 0,5°.
Предел допускаемой основной абсолютной погрешности измерения
угла ввода (Да) не должен быть более значений, выраженных неравен
ствами: Да< ±45' при а< 60° и Да < ± 1° при а > 60°.
Пределы допускаемой основной абсолютной погрешности измерения
yuia ввода Да' не более ± 1,5°: ширина диаграммы направленности Д©)
не более ±3 мм, (Д©2) не более ±5 мм: отклонения точки ввода Д
(Д/) не более ±0,5 мм.
Измерение времени распространения звука в призме тпр. Если им
пульс возбуждения не маскирует эхо-импульс от свободной грани аку-
стической задержки прямого ПЭП или от грани призмы раздельно-совме-
щенного преобразователя, то тпр можно определять по схеме, изобра-
женной на рис. 46. Акустической нагрузкой для этих ПЭП служит воз
дух.
Проверяемый ПЭП подключают к дефектоскопу согласно эксплуата-
ционной документации. По экрану осциллографа для раздельно-еовме-
142
щенных и прямых ПЭП с призмой (акустической задержкой) измеряют
временной интервал между импульсом возбуждения (зондирующим) и
первым эхо-импульсом от рабочей поверхности призмы . Тогда тпр =
= 7,12.
Адя измерения тпр наклонных ПЭП следует использовать три одно-
типных ПЭП: один из них подключают к генератору, а второй - к прием-
нику дефектоскопа. Притирая рабочие поверхности ПЭП друг к другу
и перемещая ПЭП один относительно другого, добиваются получения
максимального значения сигнала на экране приемника, а с помощью ос-
циллографа (см. рис. 46) измеряют интервал времени между импульсом
возбуждения и принятым сигналом. Указанные операции повторяют
для первого и третьего, а также второго и третьего ПЭП. Время распро-
странения ультразвука в призме т, - _L_(Tjk + Tim - 7km) m), где
2
г,- — время распространения ультразвука в призме /-го преобразователя,
в мкс: rik — измеренный (в мкс) интервал времени при использовании
в качестве излучателя /-го и приемника к-го ПЭП: /, к, m равны 1, 2, 3 со-
ответственно.
Допустимые отклонения тпр от номинальных значений ±15%.
Измерение отношения сигнал/шум Ас. Для измерения Ас контакт-
ных ПЭП следует использовать схему, показанную на рис. 46. Контакт-
ный ПЭП устанавливают на стандартный образец и добиваются устойчи-
вого повторения максимального значения эхо-сигнала. Измеряют ампли-
туды (или размаха) или мгновенное значение эхо-сигнала и шума
в точках, указанных в технических условиях на ПЭП конкретного типа.
Отношение сигнал/шум рассчи1ываюг по формуле (11.20). Измерен-
ное значение Ас сравнивают с номинальным его значением, указанным в
документации на ПЭП. Допустимые отклонения от номинального значе-
ния ± 20 %.
Измерение функций влияния шероховатости Фш и кривизны Фк.
Для контактных ПЭП измерения следует проводить на установке, приве-
денной на рис. 46, причем значение Фш и Фк рекомендуется определять
сразу же после нахождения Ас. После его определения на образце без
влияющих факторов, вычисляют Ас (i) , измеренное на образце с влияю-
щими факторами.
Функцию влияния наЛс (в дБ) рассчитывают по формуле Фш (Фк) =
Лс—Лс(/), где Л с (/), Ас — отношения сигнал/шум на образцах с влияю-
щим фактором и без него, дБ. Измеряют мгновенные значения эхо-им-
пульса на стандартном образце без влияющих факторов и на стан-
дартном образце с влияющими факторами Фш или Фк.
Функцию влияния на мгновенные значения эхо-импульса Фш (Фк)
определяют по формуле Фш (Фк) = где Ц р(~\/) ,
мгновенные значения эхо-импульса на образце с влияющим фактором и
без него, дБ.
Стандартные образцы для измерения Ас контактных ПЭП должны
быть указаны в технических условиях на ПЭП или в методиках их по-
верки.
143
Для определения основных параметров наклонных ПЭП, применяе-
мых для контроля сварных соединений, на частотах 1,25—5 МГц с углами
призмы 30—55° можно рекомендовать методику выполнения измерений
по РД 50—407—83. Заметим, что в некоторых случаях в методике пред-
ложено использовать нестандартизованные малошумящие усилители-
ограничители и образцовые ПЭП, разработанные НПО,,Дальстандарт”.
11.6. Поверка ультразвуковых эхо-импульсных
контактных толщиномеров
Ультразвуковые толщиномеры применяемые для измерения разме-
ров изделий, можно подразделить на:
импульсные, с помощью которых толщина изделий измеряется по
времени прохождения упругих колебаний через него, т.е. d = cr0/2, где
с — скорость распространения УЗК: ?0 — время прохождения импульса
УЗК от поверхности до дна и обратно:
импульсные или непрерывные, в которых информативным парамет-
ром является изменение амплитуды прошедших через изделие УЗК, т.е.
в них применен теневой метод измерения толщины изделий:
резонансные, основанные на явлении резонанса, состоящего в совпа-
дении частот вынуждающих колебаний с собственной частотой контро-
лируемого изделия.
По способу ввода упругих колебаний в изделие толщиномеры под-
разделяются на контактные, бесконтактные и иммерсионные: по испол-
нению — на переносные и стационарные как с автономным питанием, так
и от сети.
Самое широкое распространение получили ультразвуковые контакт-
ные эхо-импульсные толщиномеры двух групп: приборы группы А для
измерения толщины с параллельными плоскостями и гладкой поверхно-
стью (шероховатость Rz < 40 мкм), приборы группы Б для измерения
толщины изделия с грубо обработанной поверхностью и с непараллель-
ными плоскостями.
Приборы группы А перекрывают диапазон измерений от 0,1 до 1000
мм, имеют абсолютную основную погрешность измерений: ±0,005 и
± (0,01 + 0,001 х) мм в диапазоне 0,1-1,0 и 1—1000 м соответственно.
Приборы группы Б начинают работать только с 0,8 мм, в диапазоне
0,8—10 мм имеют погрешность ±0,1 мм, а в остальных поддиапазонах
(до 1000 мм) погрешность равна ± (0,1 + 0,01 х), где х - измеряемая
величина.
Блок-схема ультразвукового эхо-импульсного толщиномера приве-
дена на рис. 49. Основной узел толщиномера — синхронизатор 7 пред-
ставляет собой, как правило, мультивибратор, работающий в автоколе-
бательном режиме. Прямоугольными импульсами синхронизатора осу-
ществляется запуск генератора зондирующих импульсов 6, генератора
импульсов 8 и блока временной регулировки чувствительности (ВРЧ)
5. Генератор 6, вырабатывающий короткие импульсы, предназначен
для возбуждения колебаний пьезопластины преобразователя 10. В комп-
144
лект эхо-импульсного толщиномера обычно входят раздельно совмещен-
ные преобразователи с малой „мертвой” зоной. Иногда применяют спе-
циальные прямые совмещенные преобразователи. Для уменьшения
„мертвых” зон и, следовательно, для расширения диапазона контроля
Рис. 49
толщин изделий в меньшую сторону разрабатывают преобразователи,
способные излучать и принимать наносекундные импульсы.
Генератор импульсов 8 служит для запуска измерительного тригге-
ра 5, который вырабатывает прямоугольный сигнал длительностью, рав-
ной времени прохождения УЗК по изделию. Преобразование длительно-
сти импульса в напряжение осуществляется специальной схемой.
Приемник 1 предназначен для приема и усиления сигнала, отражен-
ного от дна изделия, и выработки сигнала срыва (опрокидывания) изме-
рительного триггера. Для обеспечения заданного уровня напряжения сра-
батывания измерительного триггера служит схема автоматической регу-
лировки усиления (АРУ) 2.
Схему ВРЧ используют для выравнивания амплитуд сигналов при из-
мерениях изделий различной толщины. При измерениях малых толщин
длительность импульса триггера значительно сокращается. Это приводит
к заметному увеличению погрешности измерений. Для увеличения точ-
ности, т.е. для увеличения длительности импульса триггера, применяют
умножитель интервалов 4. Информация выводится на прибор, имеющий
шкалу со стрелкой, или на цифровой вольтметр 9.
Факторы, влияющие на погрешность измерения толщины контакт-
ными эхо-импульсными толщиномерами следующие:
изменение контактного слоя жидкости для ультразвуковых толщи-
номеров группы А:
колебания выходного напряжения приемника 1. Опрокидывание
’ риггера происходит при определенном уровне сигнала С70 (рис. 50, а).
Если уровень сигнала с усилителя уменьшится (рис. 50, б) то его пере-
сечение с уровнем срабатывания триггера £/0 будет не в точке а в не-
которой точке b'. Возникает погрешность определения времени опроки-
дывания триггера 3. Для уменьшения этой погрешности вводят схемы
АРУ 2 и ВРЧ 5:
изменение длительности тп переднего фронта, отраженного от дна
импульса. Результатом изменения тп является зависимость затухания
145
УЗК от частоты. В спектре отраженного сигнала в первую очередь затуха-
ют высокочастотные составляющие, что приводит к затягиванию перед-
него фронта эхо-импульса:
погрешность индикаторного устройства, зависящая от класса точно-
сти примененного стрелочного или цифрового устройства:
возникновение систематической погрешности при неправильной
настройке толщиномера. Прибор по образцам необходимо настраивать
несколько раз, а в процессе
измерения рекомендуется ее
проверять. Такой подход зна-
чительно уменьшает системати-
ческую погрешность измере-
ний:
погрешность, обуславлива-
емая изменением скорости УЗК
в материале из-за разброса
средней величины зерна матери-
ала и неоднородности его хими-
ческого состава.
При поверке ультразвуко-
вых толщиномеров эти факто-
ры следует учитывать. Иногда
на результаты измерений может повлиять изменение температуры окру-
жающей среды, поскольку это изменение может изменить толщину из-
делий и скорость УЗК в нем. а также повлиять на характеристики преоб-
разователя.
Поверку следует проводить по ГОСТ 8.495-83. устанавливающего
методы и средства первичной и периодической поверок ультразвуковых
контактных толщиномеров. При проведении поверки должны быть вы-
полнены операции: внешний осмотр: опробование: определение диапа-
зона измеряемых толщин: основной абсолютной погрешности и погреш-
ности толщиномера тта предельных значениях геометрических парамет-
ров поверхности изделий в зоне измерений.
Последняя операция предполагает определение дополнительной по-
грешности. возникающей вследствие шероховатости, радиуса кривизны
и отклонения от параллельности.
При специфических условиях эксплуа танин и в других обоснован-
ных случаях при первичной поверке и ремонте необходимо определить
дополнительную погрешность, обусловленную друтими влияющими фак-
торами - изменением температуры окружающей среды, напряжения
источника питания и т.д.
Методы и средства определения неуказанных дополнительных по-
грешностей должны быть установлены в соответствующих отраслевых
стандарт ах.
Для проведения поверки рекомендуют использовать наборы стан-
дартных образцов эквивалентной ультразвуковой толщины КУСОТ-180
или КМТ-176-1. которые имеют следующие погрешности:
146
комплект стандартных образ-
цов эквивалентной ультразву-
ковой толщины КУСОТ-180:
ГСО 2217-81............
ГСО 2218-81 ...........
ГСО 2219-81 ...........
ГСО 2220 81 ...........
Комплект образцовых ультра-
звуковых мер толщины
КМТ-176М-1.............
0.3 -0.7 "/< по эквивалентной ультразвуковой тол-
пщне
+ 20% по параметру шероховатости
+ 0.1 мм по радиусу кривизны
±15 - ±90 мкм по параметру параллельности
0,3-0,7 % по эквивалентной ультразвуковой тол-
щине.
ГСО 2218-81 - 2220-81 предназначены для определения дополни-
тельных погрешностей по параметрам шероховатости, радиусу кривизны
и нспараллельности: комплект ГСО 2217-81 аналогичен комплекту
КМТ-176-1 и предназначен для определения диапазонов измеряемых
толщин и основной абсолютной погрешности.
Для определения дополнительных погрешностей, возникающих
вследечвпе других влияющих величин (изменение температуры, напря-
жения и т.д.), следует применять аттестованные средства измерений,
ушройства и приспособления.
Кроме указанных ниже методов поверки толщиномеров допускает-
ся применять и другие методы, включая методы моделирования.
При проведении поверки должны соблюдаться нормальные условия
по ГОСТ 8.395 -80 при температуре окружающего воздуха (20 ± 2) °C.
Толщиномер и средства поверки должны быть укомплектованы тех-
ническими описаниями инструкцией по эксплуатации и паспортом (фор-
муляром)
Толщиномер и средства поверки готовят к работе в соответствии с
ехническоп докумешалией на них.
Средства поверки и поверяемый прибор выдерживают в помещении,
I де проводят поверку, пе менее 12 ч при температуре (20 ± 2) °C
Защитную смазку с образцов удаляют чистой хлопчатобумажной
каныо, а затем протираю! бензином по ГОСТ 1012-72. Ткань и приме-
няемое по ГОСТ 982 80 трансформаторное масло не должны содержать
i верных включений.
При внешнем осмотре должно быть установлено: соответствие комп-
лектности поверяемого толщиномера технической документации, ут-
вержденной в установленном порядке: наличие маркировки и оттиска
клейма: отсутствие па толщиномере, преобразователях и соединитель-
ных кабелях механических повреждений, влияющих на работоспособ-
ность: плавность Оринов управления и регулировки, а также надежность
фиксации.
При опробовании проверяют работоспособность поверяемого толщи-
номера во всем диапазоне измеряемых толщин и действие оршнов регу-
лирования, настройки и коррекции.
Диапазон измеряемых толщин определяют в следующей последова-
тельности
147
из комплекта ГСО 2217-81 берут стандартный образец толщиной,
соответствующей по своему действительному значению началу диапазона
(поддиапазона) или близкой к нему, и устанавливают преобразователь
на образец:
устанавливают показания толщиномера, соответствующие действи-
тельному значению образца (должна быть обеспечена устойчивость пока-
заний толщиномера):
из комплекта ГСО 2217—81 берут стандартный образец толщиной,
соответствующей по своему действительному значению концу диапазона
(поддиапазона) или близкой к нему, и устанавливают преобразователь
на образец:
устанавливают показания толщиномера, соответствующие действи-
тельному значению образца (должна быть обеспечена устойчивость пока-
заний толщиномера).
При наличии у толщиномера нескольких поддиапазонов аналогичные
измерения выполняют на всех поддиапазонах со всеми преобразователя-
ми, входящими в комплект.
Диапазон измеряемых толщин определяют вместе с основной по-
грешностью.
Основную абсолютную погрешность определяют во всем диапазоне
измеряемых толщин не менее чем в трех равномерно расположенных
точках, одна из которых находится в середине поверяемого диапазона
(поддиапазона), исключая точки градуировки (настройки) толщино-
мерах во всем диапазоне скоростей ультразвука, указанного в докумен-
тации на поверяемый толщиномер со всеми преобразователями, входя-
щими в комплект. Поверяемый толщиномер настраивают так, как ука-
зано в технической документации на прибор конкретного типа по стан-
дартным образцам, приведенным на с. ООО. Используя образцы толщины
ГСО 2217—81 с действительными значениями, соответствующими пове-
ряемым точкам диапазона (поддиапазона), отсчитывают показания
толщиномера и определяют основную абсолютную погрешность (А) в
каждой точке по формуле Д = хп — хэ^, где хп — среднее арифметиче-
ское из пяти показаний толщиномера в поверяемой точке, мм: хэ д —
действительное значение эквивалентной ультразвуковой толщины ис-
пользуемого образца: указанное в свидетельстве на стандартный обра-
зец.
Полученное значение основной абсолютной погрешности не должно
превышать предела допускаемой основной погрешности, указанного в
технической документации на поверяемый толщиномер и выраженного в
единицах измеряемой величины.
Определение погрешности толщиномера на предельных значениях
геометрических параметров поверхности изделий в зоне измерения.
1. Определяют погрешность толщиномера при максимально допускаемой
шероховатости поверхности в зоне измерения со стороны, противопо-
ложной контактирующей с преобразователем, в следующей последова-
тельности:
из комплекта ГСО 2218—81 берут образец толщины с максималь-
148
ным значением параметра шероховатости или близким к нему, указан-
ным в технической документации на поверяемый толщиномер, и подби-
рают соответствующий ему по толщине образец-свидетель:
устанавливают на толщиномере диапазон (поддиапазон), в пределы
которого войдет действительное значение образца-свидетеля:
размещают преобразователь на образце-свидетеле и устанавливают
показания толщиномера, соответствующие действительному значению
образца:
устанавливают преобразователь на образец толщиной с выбранным
параметром шероховатости и отсчитывают показания (показания долж-
ны быть устойчивыми):
выполняют пять измерений на каждом образце и результат определя-
ют как среднее арифметическое из полученных измерений;
определяют значение погрешности вследствие влияния шероховато-
сти поверхности как разность между средним арифметическим результа-
том измерения и действительным значением образца-свидетеля. Значение
погрешности не должно превышать предела допускаемого значения до-
полнительной погрешности толщиномера, указанного в технической до-
кументации на поверяемый толщиномер.
Погрешность толщиномера при максимально допускаемом значении
параметра шероховатости со стороны, контактирующей с преобразовате-
лем, определяют аналогично.
2. Определяют погрешность толщиномера при минимально допускае-
мом радиусе кривизны в зоне измерений в следующей последовательно-
сти:
из комплекта ГСО 2219—81 берут образец толщиной со значением
минимально допускаемого радиуса кривизны или близким к нему, ука-
занным в технической документации на поверяемый толщиномер, и под-
бирают ему по толщине образец-свидетель;
устанавливают на толщиномере диапазон (поддиапазон), в пределы
которого входит действительное значение образца-свидетеля:
размещают преобразователь на образце-свидетеле и устанавливают
показания толщиномера, соответствующие действительному значению
образца:
устанавливают преобразователь на образец толщиной с выбранным
минимально допускаемым радиусом кривизны и отсчитывают показания
(при этом показания должны быть устойчивыми) :
выполняют пять измерений на каждом образце и результат определя-
ют как среднее арифметическое из полученных измерений:
определяют значение погрешности как разность между средним
арифметическим результатом измерения и действительным значением
образца-свидетеля. Значение погрешности не должно превышать предела
допускаемого значения дополнительной погрешности толщиномера, ука-
занного в технической документации на поверяемый толщиномер.
3. Определяют погрешность толщиномера при максимально допуска-
емом отклонении от параллельности поверхности в зоне измерения сле-
дующим образом:
из комплекта ГСО 2220—81 берут образец толщиной со значением
149
м.iKCHM.iiii.no допускаемо!о oiклонсния от параллельности поверхности
иии Ьиии им к нему, \ к.» ипным в юхнической документации на пове-
рнемыи loiiuiiiiioMcp и подОирак)! соответствующий ему по действитель-
ному Hi.piciHijo и |очкс и 1мсрепий образец-свидетель (из набора плоско-
H.ip опн* u.iit.tx oOp.i шов):
।.П1.П1ЛИВ.1Ю। па толщиномере диапазон (поддиапазон), в пределы
। отрою ноидс! действительное значение образца-свидетеля:
рл iMciuaioi преобразователь на образце-свидетеле и устанавливают
ПОКЛ1ЛПИЯ толщиномера, соответствующие действительному значению
обра ща:
берут образец толщиной с выбранным допускаемым отклонением
от параллельности и отсчитывают показания, установив центр преобразо-
вателя в точку на плоскости образца, соответствующую действительному
значению образца-свидетеля (при этом показания должны быть устойчи-
выми) :
выполняют пять измерений на каждом образце и результат определя-
ют как среднее арифметическое из полученных измерений:
определяют значение погрешности как разность между средним
арифметическим результатом измерения и действительным значением
образца-свидетеля. Значение погрешности не должно превышать предела
допускаемого значения дополнительной погрешности толщиномера, ука-
занного в технической документации на поверяемый толщиномер.
Погрешность толщиномера при предельных значениях геометриче-
ских параметров определяют со всеми преобразователями, входящими в
комплект.
Толщиномеры, прошедшие поверку с положительными результата-
ми, признаются годными к применению. На них выдают свидетельство о
поверке установленной формы с нанесением на толщиномер оттиска по-
верительного клейма.
Толщиномеры, не удовлетворяющие требованиям ГОСТ 8.495—83, к
выпуску и применению не допускаются. На них выдают справку о непри-
годности. Поверительное клеймо гасят.
11.7. Блок-схема и нормируемые параметры ультразвуковых
эхо-импульсных дефектоскопов
Дефектоскоп (рис. 51) состоит из: синхронизатора 7, генератора
зондирующих импульсов 6, генерато-
ра развертки 8, усилителя 7, блока
временной регулировки чувствитель-
ности 4, системы автоматической
сигнализации, глубиномерного 5 и
индикаторного устройства 3 ПЭП.
Синхронизатор 7 обеспечивает синх-
ронную работу всех узлов дефекто-
скопа. Обычно применяют мультиви-
братор с самовозбуждением, кото-
рый вырабатывает прямоугольные
Рис. 51 импульсы обеих полярностей.
150
Нормируемая характеристика синхронизатора — частота следования
импульсов. В зависимости от задач контроля частота следования импуль-
сов может лежать в диапазоне 50-8000 Гц. Во многих дефектоскопах
она регулируется. Частота синхронизатора определяет частоту посылок
зондирующего импульса, т.е. для увеличения производительности конт-
роля частоту следования необходимо увеличивать. Максимальную часто-
ту следования, при которой не возникает интерференционных явлений,
оценивают по формуле f • Smax, где с — скорость УЗК в изделии:
Smax ~ максимальная длина изделия: N = 4—12 — число отражений уль-
тразвука в материале. При автоматическом контроле скорость переме-
щения ПЭП должна быть согласована с частотой следования импульсов
синхронизатора.
Генератор зондирующих импульсов 6 вырабатывает короткие им-
пульсы, возбуждающие пьезопластину ПЭП. Обычно это генератор воз-
буждения, работающий в ждущем режиме, запуск которого осуществля-
ют продифференцированным импульсом синхронизатора. В паузах
электрическая энергия накапливается на специальном конденсаторе, ко-
торый разряжается на колебательный контур через разрядное устройство
(обычно тиратрон), состоящее из индуктивности, емкости монтажа и
пьезоэлемента. Эти элементы задают частоту заполнения импульса воз-
буждения. Нормируемые параметры — амплитуда зондирующего им-
пульса, его длительность на уровне 0,5 и частота заполнения импульса.
Снижение амплитуды импульса приводит к ухудшению выявляемости
дефектов, так как при постоянном уровне акустических и электриче-
ских шумов амплитуды эхо-импульсов уменьшаются. Поскольку на-
капливание энергии на конденсаторе происходит в паузах, то амплитуда
зондирующих импульсов зависит от частоты следования импульсов
синхронизации: с увеличением частоты следования импульсов синхрони-
зации амплитуда зондирующих импульсов падает (постоянная времени
заряда емкости должна быть меньше периода повторения импульсов).
Длительность зондирующего импульса входит в формулу определе-
ния „мертвой” зоны, а также задает мощность зондирующего импульса.
Частоту заполнения определяют подбором включенной в контур
индуктивности. Для оптимального преобразования электрической
энергии в механическую необходимо, чтобы частота колебательного
контура не отличалась от резонансной частоты пьезопластины более чем
на 10%.
Генератор развертки 8 обеспечивает запуск развертки на экране
ЭЛТ дефектоскопа. Этот же генератор вырабатывает импульсы подсвета
прямого хода луча и импульсы гашения обратного хода луча, а также
обеспечивает запуск глубиномерного устройства 5 дефектоскопа.
Чаще всего применяют горизонтальную развертку типа А, синхро-
низированную со скоростью распространения УЗ импульса в изделии.
Генератор развертки вырабатывает импульсы с линейно возрастающим
напряжением, длительность которых задает длительность развертки и,
следовательно, диапазон прозвучивания изделий.
Нормируемые параметры — длительность развертки, длительность
151
। ин p к ninon p.iiiicpiKii, jiniiciinoci ь развертки и диапазон скоростей
\ п.Ip.i Шу к>1
К и. чпичс» ком описании современных дефектоскопов, например,
null VJI |1 НУ. у к.1 ibiH.ic к я диапазон плавной перестройки на каждом
ио uni.нм юнг про ш\чикания. Отклонение длительности развертки от
iiOMiiHiiJiiaioii приводи! к невозможности контроля размеров изделий,
ук । 1И1ИЫХ на переключи геле диапазонов.
Уход номинального значения длительное!и развертки может повли-
яп> и па линейность развертки, что в свою очередь вызовет дополнитель-
ную ио! рсшность в определении глубин залегания дефектов.
Максимальная длительность развертки задает максимальное рассто-
яние прозвучивания. Например, максимальная длительность развертки
дефектоскопа ДУК-66 (2000 ± 200) мкс. Это значит, что дефектоскоп
обеспечивает на этой развертке прозвучивание по эхо-импульсному мето-
ду (но стали) изделий длиной свыше 5 м.
В техническом описании на ДУК-66 указано, что прибор обеспечива-
ет прозвучивание изделий длиной до 10 м. Это действительно так, но
только при использовании задержанной развертки длительностью около
1600 мкс. Задержанную развертку применяют при послойном и иммер-
сионном контроле — для устранения мешающих контролю импульсов и
при необходимости увеличить глубины прозвучивания.
Генератор развертки 7 при включении задержки развертки перехо-
дит в ждущий режим и запускает ЭЛТ только после некоторого времени,
установленного ручками регулировки задержки. Упругие же колебания
распространяются по изделию, но дефектоскоп начинает выдавать инфор-
мацию о характере распространения только после окончания времени за-
держки развертки.
Диапазон скоростей ультразвука в контролируемых материалах не-
посредственно связан с длительностью развертки. Измерение диапазона
скоростей является обязательным при поверке ультразвуковых дефек-
тоскопов. Уход границ диапазона скоростей от номинальных значений
может привести к невозможности контроля некоторых материалов или,
например, к невозможности измерения глубины залегания дефектов в
таких материалах.
Усилитель 1 включает такие элементы, как предусилитель, усилитель
высокой частоты (резонансный или широкополосный), измеритель амп-
литуды сигналов, детектор и видеоусилитель.
Нормируемые параметры - коэффициент усиления ВЧ-тракта, резо-
нансные частоты, полоса пропускания, динамический диапазон.
Приемно-усилительный тракт ультразвуковых дефектоскопов вы-
полняют по различным схемам. Если тракт имеет предусилитель, то его
назначение согласовать усилительный тракт с преобразователем и
предохранить вход усилителя от перегрузок во время действия зонди-
рующего импульса, когда дефектоскоп работает в совмещенном режиме.
Основное усиление обеспечивают каскады широкополосных или резо-
нансных усилителей. Резонансные усилители имеют высокую помехоза-
щищенность, коэффициент усиления составляет около 104. коэффици-
152
1
ент усиления широкополосных усилителей на порядок меньше. Недостат-
ки резонансных усилителей — необходимость перестройки их частотного
диапазона при переходе на другую рабочую частоту прибора. Широкопо-
лосные усилители (ДУК-66ПМ, УД-10П и др.) свободны от этих недостат-
ков, но они имеют более сложные схемы и обладают худшей помехо-
устойчивостью.
Отклонение резонансной частоты усилителя от номинальной может
привести к рассогласованию тракта пьезопластина — усилитель и, как
следствие, к уменьшению коэффициента усиления и ухудшению отноше-
ния сигнал/шум.
Важной характеристикой усилителя является его динамический диа-
пазон 201g ^maxMmin, где Лтах иЛт|п - амплитуда максимального и
минимального сигналов, усиливаемых без искажения. Эта характеристи-
ка обязательна для измерения, если дефектоскоп используют не только
для обнаружения дефектов, но и для определения соотношения ампли-
туд отраженных от них сигналов. Для оценки соотношения амплитуд в
усилителях применяют калиброванные аттенюаторы. Определение по-
грешности аттенюатора дефектоскопа также обязательно при поверке.
К некалиброванным регуляторам чувствительности относят отсечку
шумов, применение которой позволяет отсечь все импульсы с амплиту-
дой, меньшей некоторого выбранного значения.
При устранении шумов с экрана ЭЛТ искажается действительное со-
отношение амплитуд от дефектов и сужается динамический диапазон
усилителя. В современных дефектоскопах (УД-11 ПУ, УД-12ПУ) при-
меняют отсечку с восстановлением амплитуды сигнала до первоначаль-
ного значения. ;
Временная регулировка чувствительности (ВРЧ), точнее временная
автоматическая регулировка чувствительности (ВАРЧ), выравнивает
амплитуды от одинаковых дефектов, залегающих на разной глубине. За-
кон усиления ВРЧ подбирается из условия компенсации ослабления
ультразвука в материале, связанного с его затуханием и дифракционным
расхождением. Нормируемые параметры — длительность и глубина ВРЧ,
динамический диапазон.
Под длительностью ВРЧ понимают время сигнала ВРЧ, позволяющее
соответствующими регулировками изменять усиление во времени. Глу-
бина ВРЧ означает эффективность ослабления сигналов в начале разверт-
ки. Так как некоторые схемы ВРЧ используют для выработки сигнала
запирания входа усилителя на время действия зондирующего импульса
в совмещенном режиме работы дефектоскопа, то значение эффективно-
сти ослабления (глубина ВРЧ) в начале диапазона играет важную роль
при контроле, поскольку связано непосредственно с временем восстано-
вления чувствительности усилителя. Глубина ВРЧ выражается в децибе-
лах, например, для дефектоскопа ДУК-66 она равна (55 ±5) дБ.
Система автоматической сигнализации (АС или АСД) 2 при наличии
дефекта срабатывает, как правило, в момент превышения сигналов ранее
заданного уровня (на экране ЭЛТ) искусственного критического дефек-
та. Нормируемые параметры - амплитуда срабатывания порогового
153
устройства (в миллиметрах) по экрану ЭЛТ или напряжение срабатыва-
ния, длительность строба по каналу дефекта и каналу донного импульса,
погрешность срабатывания схемы АС, временная нестабильность порого-
вого индикатора.
В техническом описании на дефектоскопы устанавливается амплиту-
да срабатывания АС в миллиметрах, а в некоторых случаях — напряже-
ние срабатывания. Например, для УД-11ПУ приводят обе величины — ми-
нимальный уровень чувствительности порогового индикатора (15 ± 5)
делений рабочей части экрана или (2,25 ± 0,75) В, т.е. погрешность сра-
батывания не должна превышать 33 %. Если срабатывание порогового
устройства будет происходить при меньшей амплитуде, то шумы и поме-
хи можно будет принять за дефекты, а при большей амплитуде — прои-
зойдет пропуск дефектов.
Схема АС широко применяется в автоматизированных промышлен-
ных установках и значительно повышает надежность и производитель-
ность ручного контроля. Она содержит стробирующее устройство, пред-
назначенное для выработки строб-импульса, перемещающегося посредст-
вом регулировок по развертке и имеющего регулируемую длительность.
Строб-импульс по каналу дефекта должен быть задержан по отношению
к зондирующему импульсу на строго заданное время, иначе схема может
срабатывать от зондирующего импульса или пропускать дефекты, нахо-
дящиеся в непосредственной близости к зондирующему импульсу.
Строб-импульс подается на схему совпадения, на второй вход которой
поступают все отраженные сигналы.
Схема АС позволяет проводить выбор заданной зоны автоматиче-
ского контроля (вариация задержки строб-импульса и его длительно-
сти), слежение за наличием акустического контакта (строб-импульс по
каналу донного) , повышение помехоустойчивости при контроле.
Индикаторами схемы АС чаще всего служат электрические лампоч-
ки, иногда применяют звуковой сигнал (ДУК-66Г1М) или выводят ин-
формацию на реле, соединенное с исполняющим устройством.
Глубиномерное устройство (измеритель времени) 5 вырабатывает
короткий импульс отрицательной полярности, который может переме-
щаться по развертке. Расстояние до дефекта или дна изделия определяют
по времени прохождения импульса УЗК туда и обратно. Нормируемые
параметры - линейность градуировки и погрешность измерения глу-
бины.
Перемещение вспомогательного импульса или метки глубиномера
происходит в результате изменения, например, сопротивления линейного
резистора, ось которого соединена с оцифрованной шкалой. В дефекто-
скопах последних выпусков имеется цифровой отсчет глубин залегания
(УД-11ПУ).
Большинство зарубежных дефектоскопов осуществляет измерение
расстояний непосредственно по шкале ЭЛТ, что требует высокой линей-
ности и стабильности развертки.
Некоторые отечественные дефектоскопы позволяют определять по
шкале глубины залеганий дефектов при работе с наклонными ПЭП
(УДМ-3, УД-11ПУ).
154
Нормируемые параметры индикаторного устройства 3 — непарал-
лельное™ линии развертки линии шкалы ЭЛТ и ширина электронного
луча на ЭЛТ. В большинстве отечественных и зарубежных дефектоско-
пов информацию отображают на ЭЛТ.
11.8. Измерение параметров ультразвуковых
эхо-импульсных дефектоскопов
При измерении параметров ультразвуковых дефектоскопов необ-
ходимо соблюдать требования ГОСТ 23667—85 и РД 50-337-82.
Условия и подготовка к поверке этих дефектоскопов аналогичны
условиям при проведении поверки ультразвуковых толщиномеров.
При внешнем осмотре устанавливают: наличие документации соглас-
но комплекту поставки: комплектность по перечню, данному в паспорте
или формуляре на дефектоскоп: наличие маркировки электронного
блока и ПЭП: отсутствие механических повреждений: целостность кабе-
лей и ПЭП: наличие клейма или пломбы на электронном блоке дефекто-
скопа.
Если вышедший из строя ПЭП заменен серийно выпускаемым или
изготовленным предприятием, то в формуляре дефектоскопа об этом де-
лают соответствующую запись.
Допускается представление дефектоскопа на поверку с неполным
комплектом при ограничении числа определяемых характеристик или
диапазонов измерений. Например, дефектоскоп с буквой „С” эксплуати-
руется только на частотах 2,5 и 5 МГц. Представление дефектоскопа на
поверку разрешается только с этими ПЭП и только на этих частотах про-
водятся измерения.
При опробовании определяют непараллельность и ширину линии лу-
ча, а также проверяют общую работоспособность дефектоскопа.
Для определения непараллельности и ширины линии луча выставля-
ют максимальное усиление и длительность развертки, минимальную ча-
стоту следования импульсов генератора возбуждения и его амплитуду.
Соответствующими ручками устанавливают необходимые для работы
яркость, фокус, астигматизм и убирают шумы на индикаторе дефекто-
скопа. Линию луча подводят снизу к горизонтальной линии масштабной
сетки индикатора дефектоскопа до их соприкосновения хотя бы в одной
точке. При этом не следует учитывать начальный участок линии луча
вблизи зондирующего импульса. Если цена деления масштабной сетки
индикатора дефектоскопа известна и не превышает 1 мм, то с ее по-
мощью измеряют максимальное отклонение линии луча от горизонталь-
ной линии. В других случаях это отклонение определяют с помощью
накладной масштабной сетки с ценой деления 1 мм. Установив линию лу-
ча между делениями вертикальной оси масштабной сетки, определяют ее
максимальную ширину.
Описанная операция обязательна, если считывание результатов изме-
рения происходит с экрана ЭЛТ, например при измерении амплитуд, от-
раженных от дефектов.
155
Цель проверки общей работоспособности — выявить на начальной
er шип поверки НЭП непригодные к работе с данным электронным бло-
ком дсфск locKOiia. Для этого, установив максимальное усиление и мак-
симальную амплитуду импульса генератора возбуждения, готовят к
и iMcpeiiHMM прямые совмещенные и наклонные ПЭП с номинальными
частотами до 5 МГц (0,62: 1,25: 2,5 МГц). Затем аттенюатором дефекто-
скопа вводят ослабление 30 дБ. Каждый из отобранных ПЭП размещают
в цен 1 ре полушарового стандартного образца (см. рис. 52). При этом
Рис. 53
амплитуда эхо-импульса не должна быть меньше стандартного уровня, а
шумы не должны превышать 1/2 стандартного уровня,* причем устано-
вившаяся на экране дефектоскопа картинка должна быть четкой, без
срывов изображения при стабильном контакте ПЭП с образцом.
Для работы в раздельно-совмещенном режиме готовят дефектоскоп
и выбирают раздельно-совмещенные ПЭП с номинальными частотами до
5 МГц. При том же ослаблении 30 дБ проверяют работоспособность де-
фектоскопа при установке ПЭП на стандартный образец, выполненный
так, как показано на рис. 53. Материал образца — сплав Д16Т. Тащатель-
ной притиркой ПЭП к образцу получают амплитуду эхо-импульса, рав-
ную стандартному уровню.
С ПЭП с номинальными частотами 5 МГц и выше, проводят те же са-
мые измерения с теми же самыми образцами, но с ослаблением 10 дБ от
нулевого значения.
Поверку дефектоскопа продолжают, если хотя бы с одним из ПЭП
каждого типоразмера, представленных на поверку, выполняются пере-
численные выше условия. Остальные ПЭП непригодны для работы с
электронным блоком данного дефектоскопа и к дальнейшим операциям
поверки не допускаются, о чем делается соответствующая запись в сви-
детельстве о поверке.
При проверке общей работоспособности дефектоскопа линия луча не
должна искажаться.
Определение метрологических характеристик. Согласно ГОСТ
23667—85 метрологические характеристики ультразвуковых дефекто-
*Под стандартным уровнем понимают амплитуду эхо-сигнала, равную полови-
не шкалы конкретного дефектоскопа
156
скопов подразделяют на две группы: общие характеристики и характе-
ристики электронного блока.
К общим характеристикам дефектоскопа относят условную чувстви-
тельность по эффективному параметру отражателя SH или по глубине за-
легания Н$ и ее отклонение, запас чувствительности, диапазон зоны конт-
роля по дальности, ,,мертвые” зоны, условную разрешающую способ-
ность по фронту и глубине залегания, погрешность глубиномерного уст-
ройства.
В табл. 15 приведены основные норминуемые параметры серийно
выпускаемого дефектоскопа типа УД-11ПУ.
Таблица 15
ПЭП Диаметр отража- теля, мм Глубина залегания, мм Показания аттенюато- ра, дБ Запас чув- ствитель- ности, дБ, не менее
ближнего отражате- ля дальнего отражате- ля
Прямой 1,25 МГц 3,2 . 15 180 (40 ± 16) 4
2,5 МГц 1,6 10 180 (30 ± 16) 4
5,0 МГц 1,2 5 70 (30 ± 16) 4
10,0 МГц Раздельно-сов ме- 1,0 5 20 (16 ± 10) 4
щенный 2,5 МГц 1,6 2 30 (16 ± 12) 4
5,0 МГц 1,2 2 30 (8 ± 12) 4
-6
Под эффективным параметром отражателя понимают геометриче-
ский параметр отражателя (площадь, диаметр, длину и т.д.), характе-
ризующий его отражательную способность и принятый за основной в
стандартах и ТУ на дефектоскоп конкретного типа. Для прямых сов-
мещенных и раздельно совмещенных ПЭП за эффективный параметр
отражателя обычно принимают диаметр сверления с плоским дном
(ГОСТ 21120—75). Диапазон зоны контроля по дальности определяют
как максимальную и минимальную глубину залегания отражателей с
постоянным номинальным значением эффективного параметра, при
которых амплитуда сигнала от них не ниже стандартного уровня Ло, а
уровень помех не превышает 1/2 Ао.
В табл. 15 приведена условная чувствительность по глубине зале-
гания отражателя — наибольшее значение глубины залегания отражате-
ля с номинальным значением его эффективного параметра, при котором
амплитуда сигнала от него достигает Ао, Глубина залегания ближнего
отражателя, эхо-сигнал которого не сливается с зондирующим, представ-
ляет собой „мертвую” зону.
Измерение проводят на комплекте дефектоскопических мер
КМД4-0, изготовленного из стали 40X13.
Образцы предназначены для измерения и определения параметров
157
ультразвуковых эхо-импульсных дефектоскопов по ГОСТ 23667-85:
отклонения условной чувствительности по эффективному параметру
отражателя по глубине залегания от номинальной: запаса чувствитель-
ности: диапазона зоны контроля по дальности: мертвой зоны: погреш-
ности глубиномера: условной разрешающей способности по глубине за-
легания и фронту.
Глубины залегания плоского дна отражателя 1,0: 2,0: 5,0: 7,0:
10,0: 15,0: 20,0: 25,0: 30,0: 70,0: 90,0 и 180,0 мм: диаметры отражате-
лей 1,0: 1,2: 1,6: 2,0 и 3,2 мм. Комплект состоит из 25 образцов, диа-
метр всех образцов (98 ) мм. Все образцы комплекта должны быть
обязательно аттестованы в установленном порядке по геометрическим
параметрам, затуханию и скорости распространения ультразвука в об-
разцах. Для аттестации по скорости распространения ультразвука в об-
разцах можно применять разработанную в Белорусском центре стандар-
тизации и метрологии образцовую установку измерения скорости уль-
тразвука (УИСУ).
По назначению комплект КМД4-0 аналогичен комплекту КСО-2. По
применение КСО-2 не всегда возможно, так как в него не входят образ-
цы с диаметром сверления 1,0 мм и изготовлен он из материала Д16Т.
ВНИИНК разработал комплект отраслевых стандартных образцов
КМД18-0 (17 образцов), который можно использовать для поверки
ПЭП, предназначенных для работы с ультразвуковыми дефектоскопами.
Образцы позволяют измерять следующие параметры дефектоскопов
с прямыми совмещенными и раздельно совмещенными ПЭП: отклонение
условной чувствительности по эффективному параметру отражателя и по
глубине залегания от номинальной: запас чувствительности: предельную
чувствительность по эффективному параметру отражателя: диапазон зо-
ны контроля по дальности: мертвую зону: погрешность глубиномера:
условную разрешающую способность по глубине залегания и фронту: ча-
стоту дефектоскопа.
На образцах высотой 170 мм и более делают две лыски, параллель-
ные друг другу и оси образца. Лыски предназначены для проведения из-
мерений затухания продольных ультразвуковых колебаний в образцах
при их метрологической аттестации и поверке. Образцы МД18-0-12-17
(шесть образцов) представляют собой прямоугольный параллелепипед
с рабочей, опорной и боковыми поверхностями.
Определение условной чувствительности и ее отклонения. Чтобы
определить эти параметры для прямого совмещенного ПЭП на частоте
2,5 МГц следует взять образец с диаметром сверления 1,6 мм и с глуби-
ной залегания отражателя 180 мм, затем отключить ВРЧ и отсечку. Мощ-
ность генератора возбуждения должна быть максимальной. Установить
ПЭП на образец и, используя только измерительный аттенюатор дефекто-
скопа, получить сигнал на экране ЭЛТ от отражателя амплитудой не ме-
нее Ао (при условии, что уровень помех не превышает 1/2 А0). Предпо-
ложим, что такие условия были выполнены при показании аттенюатора
Ni =20 дБ. Это и будет условной чувствительностью. Номинальное значе-
ние условной чувствительности (см. табл. 15) равно No =30 дБ. Откло-
158
нение условной чувствительности от номинальной ZW = 7V0 - 7V\ = 10 дБ
т.е. условная чувствительность и ее отклонение не превышают номиналь-
ных значений. Нетрудно увидеть, что номинальное значение условной
чувствительности в данном случае равно 14—46 дБ.
Для определения „мертвой” зоны ПЭП устанавливают на образец
с ближним отражателем и регулировками дефектоскопа получают сиг-
нал от отражателя вблизи зондирующего импульса амплитудой не менее
Л о с уровнем помех не более 1/2 А 0 при условии, что передний фронт
импульса от отражателя пересекается с задним фронтом зондирующего
импульса не выше уровня 1/2 А 0.
Для определения диапазона зоны контроля по дальности используют
образцы с номинальным эффективным параметром отражателя, залегаю-
щим на минимальной и максимальной глубинах, приведенным в ТУ на
конкретный дефектоскоп.
Например, для дефектоскопа УД-11ПУ для частоты 2,5 МГц (см.
табл. 15) необходимо взять образцы с диаметром отражателя 1,6 мм и
глубинами залегания 10 и 180 мм. Отключают отсечку и выставляют
максимальную мощность генератора возбуждения. Устанавливают диапа-
зон прозвучивания таким, чтобы импульс от дальнего отражателя не вы-
ходил за пределы развертки. Для удобства проведения измерений на-
страивают глубиномерное устройство дефектоскопа на скорость распро-
странения УЗК в материале образца.
Располагая поочередно ПЭП над ближним и дальним отражателями,
ручками регулировки чувствительности дефектоскопа (аттенюатором,
глубиной и длительностью временной регулировки чувствительности)
добиваются такого их положения, когда амплитуды от ближнего и даль-
него отражателей будут не меньше стандартных, а уровень помех в зоне
контроля не будет превышать 1/2 А 0, т.е. обнаружение ближнего и даль-
него отражателей осуществляется при одних и тех же положениях ручек
дефектоскопа.
Под запасом чувствительности понимают отношение рабочей чувст-
вительности приемника дефектоскопа (в дБ), измеренной при макси-
мальной мощности генератора возбуждения, к реальной чувствительно-
сти приемника.
Рабочая чувствительность приемника дефектоскопа — чувствитель-
ность при таких положениях ручек чувствительности приемника, кото-
рые дают амплитуду импульса от номинального эффективного парамет-
ра отражателя образца в диапазоне зоны контроля, равную стандартной
Ао, при уровне помех меньше 1/2 Ао.
Реальная чувствительность приемника дефектоскопа — чувствитель-
ность при таких положениях регуляторов ручек чувствительности прием-
ника, которые дают уровень помех в диапазоне зоны контроля, равный
1/2Л0
Измерение запаса чувствительности в диапазоне зоны контроля про-
водят следующим образом. Устанавливают максимальную реальную чув-
ствительность приемника дефектоскопа после того, как был определен
диапазон зоны контроля. Для этого с рабочей поверхности нагруженного
159
на воздух преобразователя удаляют масло, а кнопками аттенюатора де-
фектоскопа устанавливают уровень шумов в зоне контроля равным 1/2
Л о- Фиксируют показания аттенюатора дефектоскопа TV2 • Для установле-
ния (уточнения) рабочей чувствительности приемника дефектоскопа
следует, используя только кнопки аттенюатора дефектоскопа, получить
на экране дефектоскопа сигнал от дальнего отражателя //П1ах для данно-
го ПЭП, равный До и записать показания аттенюатора .
Запас чувствительности ДМН в диапазоне зоны контроля рассчитыва-
ют по формуле ДМН = АГ1 — N2, N2 — показания измерительного
аттенюатора дефектоскопа, соответствующие рабочей и реальной чувст-
вительности приемника дефектоскопа, дБ. Значение ДМН не должно
быть меньше номинального значения, приведенного в табл. 15.
Измерение изменения условной чувствительности по эффективному
параметру отражателя от влияющих факторов. Чаще всего влияющими
факторами являются шероховатость поверхности и радиус кривизны
образцов. Для определения изменения условной чувствительности от
указанных влияющих факторов пользуются образцами КМД5-0 из стали
марки 40X13. Одни образцы, входящие в комплект, имеют нормирован-
ную шероховатость поверхности, а другие — нормированные радиусы
кривизны поверхности. Например, влияние шероховатости и кривизны
поверхности на отклонение условной чувствительности на частоте 2,5
МГц для дефектоскопа УД2-12 следующие.
Шероховатость
поверхности, мкм
12,5............
32,0............
63,0............
125,0...........
250,0 ..........
Кривизна
поверхности, мм
500 ............
300.............
200.............
100.............
влияние
шероховатости, дБ
-4
-6
- 16
- 16
- 16
влияние
кривизны, дБ
- 10
- 16
- 18
- 24
Функцию влияния шероховатости на отклонение условной чувстви-
тельности дефектоскопа определяют на образцах МД5-0-1 — МД-0-5, а
функцию влияния кривизны — на образцах МД5-0-8 — МД5-0-11. Дефек-
тоскоп настраивают на условную номинальную чувствительность, исполь-
зуя образец с диаметром отражателя 1,6 мм и глубиной залегания 180
мм (МД4-0-14). Записывают показания аттенюатора 7V0 в дБ. Устанав-
ливают ПЭП последовательно на пять образцов шероховатости и в каж-
дом случае получают от отражателя сигнал, равный Ао. Записывают по-
казания аттенюатора при измерениях 7V/.
Изменение условной чувствительности от влияния шероховатости
поверхности рассчитывают по формуле Д5Н =N0 - Nj.
Для каждого образца шероховатости отклонение от условной чувст-
вительности не должно превышать значений, указанных выше.
160
Аналогичные измерения проводят и с образцами, имеющими различ-
ные радиусы кривизны поверхности и соответствующие им нормирован-
ные отклонения условной чувствительности.
Определение разрешающей способности по дальности и фронту. По
ГОСТ 23667 85 и РД 50 337—82 определяют условную разрешающую
способность по дальности, выраженную в мкс. но двум вариантам: когда
есть контрольная точка выхода видеоусилителя электронного блока и
когда ее нет.
Разрешающая способность по дальности зависит от длительности им-
пульса возбуждения максимальной скорости, развертки и наличия за-
держанной развертки, а также от длины волны, поэтому в техническом
описании дефектоскопа должна быть установлена условная разрешаю-
щая способность для конкретного типа ПЭП и частоты. Для дефектоско-
па УД-11 ПУ и прямого совмещенного ПЭП на 2,5 МГн условная разре-
шающая способность должна быть не более 2 мкс. Для се определения
дефектоскоп настраивают на номинальную условную чувствительность
по стандарт ному образцу. Для частоты 2,5 МГц используют образец с
диаметром сверления 1,6 мм и глубиной залегания отражателя 180 мм.
Получают амплитуду сигнала от отражателя не менее А, и с помощью
осциллографа типа С1-65, подключенного к контрольной точке, измеря-
ют длительность импульса на уровне 0,5.
При отсутствии контрольной точки необходимо воспользоваться по-
лушаровым образцом (см. рис. 52) для прямых совмещенных и наклон-
ных ПЭП и образцом для прямых раздельно-совмещенных с ПЭП (см.
рис. 53). Установив ПЭП в центре соответствующего образца, следует
получить амплитуду сигнала от дна образцов не менее А(} с уровнем по-
мех нс более 1/2 До- Импульс выставляют приблизительно нс середину
экрана ЭЛТ и ручкой плавной перестройки развертки „растягивают" его
на максимально возможное значение. По горизонтальной шкале отсчиты-
вают количество делений, соответствующее уровню 0,5 импульса от
отражателя.
Собирают схему, изображенную на рис. 54. состоящую из генерато-
ра
Рис. 54
прямоугольных импульсов Г5 26, поверяемого дефектоскопа и частото-
мера типа 43-34. Эта простая схема рекомендуется для проведения изме-
рений и других параметров дефектоскопа. Совмещают пере.гний фронт
импульса от генератора Г5-26 с началом и концом интервала целений, ко-
торый ранее занимал импульс от отражателя на уровне 0.5.
161
Реальную разрешающую способность устанавливают с помощью об-
разца № 1 в форме полуцилиндра со ступенчато изменяющимся диамет-
ром, выполненного из материала Д16Т из комплекта образцов КПО-1.
Разность расстояний между ступеньками 2, 4, 6, 8 и 10 мм. Базовый ра-
диус полуцилиндра 60 мм. Перемещая ПЭП по образцу, получают им-
пульсы амплитуд от двух ступенек, не превышающих амплитуду Ао бо-
лее чем на 15 %, причем их пересечение должно быть на уровне 0,5 от
амплитуд, полученных на экране дефектоскопа.
Разность расстояний между ступеньками и есть разрешающая способ-
ность по дальности Дг. Измеренную Дг — оценивают по формуле Дг^ 2Х.
Если измеренное значение не превышает расчетного значения более чем
на 20 %, то Дг удовлетворяет установленным нормам.
Преимущество измерений Дг по образцу КПО-1 состоит в том, что
разрешающую способность можно установить для всех прямых совме-
щенных ПЭП, входящих в комплект дефектоскопа, и на всех номиналь-
ных частотах дефектоскопа.
По ГОСТ 23667—85 разрешающую способность измеряют по фронту
Д/ снятием диаграммы обнаружения отражателя с номинальным эффек-
тивным параметром и глубиной его залегания после настройки дефекто-
скопа на условную чувствительность.
Диаграмму обнаружения по фронту снимают, перемещая ПЭП ли-
нейно в заданном направлении относительно отражателя. Разрешающую
способность но фронту определяют как ширину диаграммы обнаружения
по фронту на уровне 0,5 от ее максимума. Диаграмму обнаружения по
фронту снимают с помощью устройства, обеспечивающего перемещение
и постоянное усилие прижатия ПЭП к образцу.
Кроме того, разрешающую способность Д/ можно установить с по-
мощью образца № 2 в форме цилиндра с вырезанными по окружности
прямоугольными канавками из комплекта КПО-1. Материал образца —
сплав Д16Т, радиус цилиндра 60 мм. Ширина всех пазов 2 мм, а их глу-
бина 15 мм, расстояние между пазами 2: 4: 6: 8: 10: 12; 14: 18 и
22 мм.
Перемещая ПЭП по образцу, определяют минимальное расстояние
между двумя соседними пазами, амплитуды от которых при переходе
от одного паза к другому уменьшаются не менее чем на 0,5 от своего
максимального значения. Это расстояние является разрешающей способ-
ностью по фронту и определяется по формуле Д/ « х • Х/D, где* — глу-
бина пазов: X — длина волны: D — диаметр пьезоэлемента.
Погрешности глубиномерного устройства дефектоскопа определяют
двумя способами: либо непосредственно по стандартным образцам, атте-
стованным по скорости распространения УЗК и высоте, либо путем ими
тации стандартных образцов.
Для определения погрешности по стандартным образцам глубино-
мерное устройство настраивают на скорость распространения УЗК в этих
образцах в соответствии с требованиями эксплуатационной документа-
ции на дефектоскоп. Выбирают три образца с высотами в начале, середи-
не и конце поверяемого диапазона прозвучивания. Измеряют высоту об-
162
разцов и рассчитывают погрешность глубиномера по формуле AZ =Lj -
- LQi где Lj — показания глубиномера при измерении: Lo — номинальная
высота стандартного образца.
Такой способ нахождения погрешности глубиномера требует изго-
товления от трех до пяти стандартных образцов на поверяемый диапазон,
что сопряжено с определенными трудностями, причем попытка использо-
вать многократные отражения в стандартном образце на диапазонах про-
звучивания 500 мм и выше не всегда приводит к желаемому результату.
Поэтому метод имитации стандартных образцов является предпочтитель-
ным.
Для имитации стандартных образцов изготовляют один образец (см.
рис. 53) , аттестованный по геометрическим размерам и времени прохо-
ждения УЗК по нормам к параллельным граням. Погрешность аттеста-
ции по времени прохождения УЗК в образцах ±0,01 мкс. Предположим,
что время прохождения УЗК в образце равно t0, а высота образца h0 за-
ранее известные величины. Этот способ целесообразно применять для де-
фектоскопов, имеющих одну ручку настройки скорости УЗК.
В техническом описании на прибор должна быть указана скорость, на
которой необходимо определять погрешность глубиномера. Если в тех-
ническом описании она не указывается, то можно настроить глубиномер
на известную скорость, например, на скорость распространения УЗК в
образце, показанном на рис. 53.
Глубиномер настраивают в соответствии с инструкцией по эксплуа-
тации на скорость распространения УЗК в образце.
Подключают схему, показанную на рис. 54. Совмещают передний
фронт импульса от генератора прямоугольных импульсов с зафиксиро-
ванной ранее меткой глубиномера, записывают показания частотомера
t3j. Берут три точки каждого диапазона, соответствующие (25 ± 5),
(50 ± 5) и (90 ± 5) % конечного значения диапазона. Для этих точек
подсчитывают теоретическое время прохождения УЗК при скорости
Со = 2h/t0, а также время задержки для каждой точки по формуле
t3i= + (Гзо -Го), (11.22)
С
где i = 1, 2, 3.
Генератором прямоугольных импульсов устанавливают импульс
для первой расчетной точки /31, контролируя это время по частотомеру,
затем подводят метку глубиномера к переднему фронту импульса от ге-
нератора Г 5-26, после чего записывают показания глубиномера h иЗМ.
Погрешность глубиномерного устройства (в %) определяют по фор-
муле
5 = ^изм ^Рас ЮО.
^рас
(11.23)
163
Аналогичные измерения проводят в оставшихся двух точках диапа-
зонов. Если хотя бы в одной точке погрешность выходит за пределы до-
пустимого значения, дефектоскоп признают негодным к эксплуатации.
К параметрам электронного блока, которые рекомендуется изме-
рять по ГОСТ 23667-85 и РД 50-337-82, относятся параметры генерато-
ра импульсов возбуждения: характеристики ВЧ-тракта усилителя прием-
ника дефектоскопа: характеристики ВРЧ: динамические диапазоны уси-
лителя и схемы ВРЧ: характеристики пороговых устройств: длитель-
ности основной и задержанной разверток: погрешность аттенюаторов:
диапазон скоростей ультразвука контролируемых материалов: парамет-
ры реверберационно-шумовой характеристики, частота дефектоскопа:
частота следования импульсов генератора возбуждения: параметры авто-
матического сигнализатора дефекта.
Частоту следования импульсов генератора возбуждения и его пара-
метров определяют по схеме, показанной на рис. 55, состоящей из пове-
ряемого дефектоскопа, осциллографа (С 1-65) и эквивалента нагрузки/?
и С. Вместо эквивалента нагрузки допускается применять ПЭП из комп-
лекта дефектоскопа. Параметры R и С должны быть указаны в техниче-
ском описании прибора.
Рис. 55
Амплитуду импульса генератора возбуждения, его длительности и
длительности переднего фронта измеряют по шкале экрана осциллогра-
фа.
Устанавливают максимальную амплитуду генератора возбуждения
дефектоскопа (или его мощность), определяя ее значение при макси-
мальной и минимальной частотах следования, сравнивают с номиналь-
ным значением. Если нормы на амплитуду генератора возбуждения, как
и на другие параметры, отсутствуют, то полученное значение заносят в
свидетельство о поверке. Значение амплитуды импульса генератора воз-
буждения устанавливают для всех номинальных частот дефектоскопа.
Длительность импульса генератора возбуждения на уровне 0,5/7 (где
U — амплитуда импульса генератора возбуждения) и его переднего фрон-
та на уровнях от 0,1 до 0,9 определяют при максимальном и минималь-
ном положениях переключателя „Длительность” для всех номинальных
частот дефектоскопа. Если переключатель отсутствует, то определение
проводят при минимальном и максимальном положениях ручек „Мощ-
ность”.
164
Измеряют период Т зондирующего импульса между двумя максиму-
мами и рассчитывают частоту заполнения импульса (в Гц) по формуле
f- 1/Т. Частота заполнения не должна отличаться от номинальной более
чем на ± 10 %.
Для определения частоты следования импульсов генератора возбуж-
дения измеряют период Т между первыми максимумами двух соседних
посылок. Но точнее и проще частоту следования определяют с помощью
частотомера.
Частоту дефектоскопа определяют по образцам, показанным на
рис. 52 и 53, подключают между выходом дефектоскопа и кабелем
тройник СР50—95Ф, а к тройнику — вход осциллографа С1-65 и ПЭП на
определяемую частоту. Устанавливают прямой или наклонный ПЭП в
центре полушарового образца и получают на экране осциллографа макси-
мальную амплитуду отраженного осциллографа, при которой отражен-
ный от дна образца импульс занимает возможно большую часть разверт-
ки. Измеряют временной интервал т, занимаемый положительными и от-
рицательными полуволнами, амплитуды которых превышают 0,3
max, ше Цпах — максимальная амплитуда отраженного сигнала (рис. 56).
Рис. 56
Частоту дефектоскопа определяют для каждого ПЭП и вычисляют по
формуле f = п!2т, где п — число всех полуволн отраженного сигнала, ам-
плитуда которых больше 0,3 (7тах.
Для определения частоты дефектоскопа при работе раздельно-совме-
щенных ПЭП необходимо использовать плоскопараллельный образец
(см. рис. 53). Методика измерений такая же, как для прямого или на-
клонного ПЭП.
Определение длительности основной и задержанной разверток осу-
ществляют по схеме, показанной на рис. 54, включающей в себя поверяе-
мый дефектоскоп, генератор прямоугольных импульсов, (Г5 26) и ча-
165
стотомер (43-34). Работа генератора прямоугольных импульсов и часто-
томера синхронизована с работой всех блоков дефектоскопов. Режим ра-
боты дефектоскопа раздельный.
Ручками дефектоскопа, влияющими на длительность основной раз-
вертки, устанавливают максимальную длительность. Например, для при-
бора ДУК-66 это: „Развертка плавно” — влево до упора, „Частота следо-
вания” — вплаво до упора, „Расстояние” — 250 см. Ручкой „Задержка”
генератора прямоугольных импульсов подводят передний фронт импуль-
са, от него к концу развертки и по частотомеру считывают значение мак-
симальной длительности основной развертки.
Аналогичные операции проводят для измерения минимальной дли-
тельности основной развертки, установив ручки, влияющие на длитель-
ность, в соответствующее положение.
При измерении диапазона задержки развертки необходимо: для
определения минимальной задержки — установить минимальную дли-
тельность основной развертки, включигь задержку развертки и к поя-
вившемуся при этом „дежурному” положительному импульсу (ДУК-66)
подвести передний фронт импульса от генератора Г5-26. По частотомеру
установить минимальное значение задержанной развертки.
Аналогичные операции проводят и для определения максимального
значения задержанной развертки.
Определение диапазона скоростей ультразвука контролируемых ма-
териалов (для любого серийно выпускаемого дефектоскопа диапазон
скоростей является нормируемой характеристикой). Перед измерения-
ми дефектоскоп настраивают на рабочую чувствительность. Подключают
схему, приведенную на рис. 54, и регуляторами выходного напряжения
генератора прямоугольных импульсов устанавливают на экране ЭЛТ де-
фектоскопа амплитуду, равную Ао.
Для определения минимального значения скорости си (нижний пре-
дел диапазона скоростей) устанавливают минимальную частоту следова-
ния генератора возбуждения и ручку регулировки скорости ультразвука
в положение, соответствующее минимальному значению скорости. Метку
глубиномера устанавливают в положение, соответствующее концу шка-
лы глубиномера. При выходе метки за пределы линии развертки ее уста-
навливают ручкой регулировки скорости УЗК в конце линии развертки.
Совмещают передний фронт импульса от генератора прямоугольных им-
пульсов с меткой глубиномера и записывают значение задержки т, им-
пульса от генератора прямоугольных импульсов.
Значение нижнего предела диапазона скоростей рассчитывают по
формуле
сн« = 2hki
Ti
(Н.24)
где hki - конечное значение pro диапазона глубиномера.
166
Значение сн/ определяют для каждого диапазона глубиномера. Мак-
симальное значение из полученных скоростей принимают за минимальное
сн.
Верхний предел диапазона скоростей св измеряют аналогичным обра-
зом при положении ручек регулятора скорости УЗК, соответствующим
максимальному значению скорости УЗК. За верхний предел св принима-
ют минимальное значение из полученных скоростей. Диапазон скоростей
не должен выходить за номинальные пределы более чем на 10 %.
Определение параметров АСД. Объем операций поверки зависит от
схемы АСД и ее возможностей.
Задержку строб-импульсов АСД, их длительность, амплитуду сраба-
тывания, погрешность настройки порогового индикатора и его быстро-
действие определяют по схеме, показанной на рис. 54.
Время задержки строб-импульса зоны автоматического контроля
определяют по аналогии с измерением длительности развертки. Передний
фронт импульса генератора Г5 -26 подводят к строб-импульсу и по часто-
томеру определяют время задержки.
Длительность зоны автоматического контроля определяют как раз-
ность задержек импульса генератора прямоугольных импульсов при его
совмещении с левым и правым краями строб-импульса зоны автомати-
ческого контроля.
Если измеряют параметры автоматического сигнализатора дефекто-
скопа ДУК-66, то устанавливают задержку и длительность строб-импуль-
сов как по каналу выделения донного импульса, так и по каналу выделе-
ния импульса от дефекта.
При измерении зоны автоматического контроля прибора УДМ-3 не-
обходимо помнить, что время задержки строб-импульса зоны автомати-
ческого контроля следует определять при установке ручки „Расстояние
в см” в нулевое положение.
Прибор УД-11 ПУ имеет контрольные точки для измерения парамет-
ров АСД, поэтому указанные измерения проводят с помощью осцилло-
графа.
Для измерения порога срабатывания можно воспользоваться схемой,
показанной на рис. 54. Установив импульс на экране ЭЛТ дефектоскопа
от генератора прямоугольных импульсов амплитудой, равной номиналь-
ному значению срабатывания АСД, ставят максимальную чувствитель-
ность индикатора и вводят импульс от генератора Г5-26 в зону автомати-
ческого контроля. При этом происходит устойчивое срабатывание поро-
гового устройства. Если дефектоскоп имеет двухканальное внутреннее
устройство или приставку типа АС-2, то необходимо определить порог
срабатыватия и по каналу донного, и по каналу импульсов от дефекта.
Погрешность настройки порогового индикатора определяют по
схеме, приведенной на рис. 54, предварительно настроив дефектоскоп на
рабочую чувствительность.
Пороговый индикатор настраивают в соответствии с инструкцией
по эксплуатации на устойчивое срабатывание (загорание лампочки или
167
звуковой сигнал) от установленной амплитуды импульса от генератора
прямоугольных импульсов. Измеряют полученную при этом амплитуду
импульса на экране дефектоскопа. Плавно уменьшая амплитуду вход-
ного импульса генератора Г5-26, добиваются полного прекращения сра-
батывания порогового устройства и записывают амплитуду 12. Погреш-
ность настройки порогового устройства (в %) определяют по формуле
6 = (/2 • юо.
Если в техническом описании прибора имеется допуск на отклоне-
ние от номинального значения амплитуды срабатывания порогового
устройства, то значение 6 сравнивают со значением, приведенным в нем.
При отсутствии допуска следует руководствоваться правилом: значение
6 не должно быть менее 2/3 Ц , иначе пороговое устройство может сраба-
тывать от сигналов шума и помех.
Для определения быстродействия порогового индикатора настраи-
вают индикатор на устойчивое загорание лампочки. Переводят дефекто-
скоп в режим внешней синхронизации, а генератор прямоугольных им-
пульсов — в режим одиночного запуска. С выхода генератора Г5-26 им-
пульс подают на вход синхронизации дефектоскопа. Нажимают кнопку
„Пуск” на генераторе Г5-26. Если после нажатия кнопки индикатор АСД
будет светиться в течение 0,5—1 с, то пороговый индикатор удовлетворя-
ет требованиям быстродействия. Важной характеристикой порогового
индикатора является его временная нестабильность, но в РД 50-337-82
на широко распространенные дефектоскопы не указывается интервал
времени, через который следует проводить повторные измерения.
Определение параметров приемного тракта дефектоскопа. Если де-
фектоскоп имеет резонансные каскады усиления, то в некоторых случа-
ях необходимо измерять резонансную частоту, полосу пропускания и
коэффициент усиления высокочастотного тракта (ВЧ-тракта). Во мно-
гих случаях эти параметры определяют достоверность и выявляемость
дефекта при контроле.
Для дефектоскопов, выпущенных до 1982 г., можно предложить
метод измерения приведенных здесь характеристик, который применял-
ся на заводе-изготовителе. На рис. 57 приведена блок-схема поверки, со-
Рис. 57
стоящая из генератора высокочастотных синусоидальных колебаний
(Г4-102), поверяемого дефектоскопа (УДМ-3) и электронного вольт-
метра (ВК7-9). Для удобства отсчета частоты к выходу генератора
Г4-102 ,, 1 В” подключают частотомер. Точку А, принадлежащую детек-
тору ВЧ-тракта, выводят на панель дефектоскопа. На выходе генератора
высокочастотных колебаний выставляют амплитудно-модулированный
168
1
сигнал с амплитудой UBX = 50 мкВ при частоте модуляции 1 кГц и мак-
симальной глубиной модуляции. Устанавливают ручки чувствительности
дефектоскопа в положение максимального усиления, режим работы де-
фектоскопа — раздельный. Переключателем рабочих частот дефектоско-
па фиксируют значение первой номинальной частоты.
Переключателями диапазонов частот генератора Г4-102 выбирают
тот диапазон, в котором находится измеряемая частота. Вращая ручку
регулировки частоты генератора Г4-102, добиваются максимального от-
клонения стрелки вольтметра ВК7-9. Частота, при которой выполняется
это условие (показание вольтметра равно С/тах),является резонансной
частотой/р.
Вращением ручки регулировки частоты генератора Г4-102 в сторону
возрастания частоты от С/тах получают напряжение на вольтметре ВК7-9,
равное 0,7£/тах. Записывают результаты измерения частоты/]. Вращая
ручку частоты в сторону уменьшения от резонансной, вновь устанавлива-
ют значения напряжения на вольтметре ВК7-9, равное 0,7t/max. Затем за-
писывают соответствующий этому значению результат измерения часто-
ты /Ь . Разность частот А/ = —/2 й есть полоса пропускания ВЧ-тракта
усилителя дефектоскопа.
Резонансные частоты и полосы пропускания определяют на всех но-
минальных значениях частот дефектоскопа.
Для прибора УДМ-3 полученные резонансные частоты не должны от-
личаться от номинальных более чем на ± 10%, полосы пропускания
ВЧ-тракта должны находиться в пределах ± 20 % от резонансной частоты
для номинальных частот 0,62: 1,8 и 2,5 МГц и ± 10 % для частоты 5 МГц.
Коэффициент усиления ВЧ-тракта определяют по формуле К = Umax!
/UBX на каждой экспериментально полученной резонансной частоте. Для
дефектоскопа УДМ-3, например, коэффициент К должен находиться в
пределах (12,5—20) • 103.
Если усилитель дефектоскопа имеет широкополосный ВЧ-тракт
(УД-10П, ДУК-66ПМ), то необходимо снимать АХЧ усилителя. Для этого
можно было бы воспользоваться показанной на рис. 57 схемой, сняв за-
синхр.
Рис. 58
169
висимость амплитуды выходного сигнала от частоты по точкам. Этот
трудоемкий процесс можно исключить, если воспользоваться схемой,
приведенной на рис. 58. включающей в себя измеритель амплитудно-ча-
стотных характеристик (ИАЧХ) типа XI-48, аттенюатор МЗ-50-2, частото-
Рис. 59
мер 43-34 и поверяемый дефектоскоп. Такая схема позволяет наблюдать
на экране измерителя XI-48 АЧХ ВЧ-тракта. При измерениях отключают
синхронизатор дефектоскопа, ВРЧ и отсечку. Полученную на экране
АЧХ зависимость обрабатывают следующим образом (см. рис. 59).
' Максимальный ,,выброс” характеристики принимают за единицу. На
уровне 0,7 проводят прямую, параллельную оси частот. Пересечение этой
прямой с характеристикой определяет нижнюю/н и верхнюю/в частоты
полосы пропускания, которые сравниваются со значениями, приведенны-
ми в техническом описании прибора. Частоты/н и/в определяют с помо-
щью частотомера,/Ср рассчитывают по формуле/Ср = (/н + /в)/2. Коэф-
фициент усиления ВЧ-тракта на этой частоте измеряют, сравнивая ампли-
туды на входе и выходе ВЧ-усилителя.
Определение параметров ВРЧ. Максимальные и минимальные дли-
тельности импульса ВРЧ и время задержки импульса ВРЧ относительно
импульса синхронизации измеряют осциллографом, подключая его к
контрольной точке, указанной в ТУ на дефектоскоп конкретного типа.
Динамический диапазон ВРЧ определяют с помощью схемы, состо-
ящей из прибора УП-10ПУ, образцового аттенюатора типа МЗ-50-2 и пове-
ряемого дефектоскопа.
Приемник дефектоскопа настраивают на рабочую чувствительность,
включая ВРЧ, и осциллографом измеряют время окончания действия
ВРЧ относительно импульса синхронизации. Задержку радиоимпульса
устанавливают равной тр, а ослабление образцового аттенюатора — мак-
симальному значению. Регулируя генератор радиоимпульсов, устанавли-
вают на экране ЭЛТ дефектоскопа сигнал, равный Ао, и снимают зависи-
мость Nj = f (тзад). Для этого изменяют задержку тзад в пределах дли-
тельности ВРЧ, каждый раз образцовым аттенюатором восстанавливая
амплитуды генератора радиоимпульсов, равные Ао.
Динамический диапазон определяют как разность между максималь-
но
ным и минимальным значениями ослабления образцового аттенюатора:
ДА - А^П1ах — А1П[П.
Значение глубины ВРЧ определяют, используя измерительный атте-
нюатор дефектоскопа при условии, что его погрешность установлена.
Определение погрешности измерительного аттенюатора. Для прове-
дения измерении используют схему, показанную на рис. 58 и выполняют
следующие операции:
настраивают дефектоскоп на максимальную чувствительность, уста-
навливая минимальное ослабление измерительного аттенюатора:
устанавливают максимальное ослабление образцового аттенюатора:
ручкой ,,Отсечка ' устанавливают уровень электрических шумов на
индикаторе дефектоскопа, равный 1/10 стандартного уровня Ао:
регуляторами выходного напряжения генератора радиоимпульсов
устанавливают на экране ЭЛТ дефектоскопа сигнал Ло, причем ослаб-
ление образцового аттенюатора должно превышать максимальное номи-
нальное значение ослабления измерительного аттенюатора дефектоскопа
не менее чем на 5 дБ. Например, для дефектоскопа УД-11ПУ максималь-
ное номинальное значение ослабления равно 62 дБ. Указанные выше ус-
ловия должны выполняться при ослаблении образцового аттенюатора не
менее 67 дБ:
вводят ослабление одной ступени измерительного дефектоскопа и,
изменяя ослабление образцового аттенюатора, восстанавливают на экра-
не дефектоскопа амплитуду, равную А 0:
рассчитывают погрешность измерительного аттенюатора по формуле
ДА^- = Ан/ - (Лотах “ NOj)> где Ан/ — номинальное значение ослабления
измерительного аттенюатора дефектоскопа, полученное при z-м измере-
нии, дБ: Азотах — значение первоначально установленного максимально-
го ослабления образцового аттенюатора (оно может быть не равно пре-
дельному значению): NOl- — значение установленного ослабления образ-
цового аттенюатора при z-м измерении, дБ.
Знать погрешность аттенюатора необходимо, так как она влияет на
достоверность оценки размеров дефектов по методу сравнения амплитуд
от стандартного и обнаруженного в изделии дефектов.
Если для установления значения ослабления измерительного аттеню-
атора дефектоскопа возможны различные комбинации включения от-
дельных звеньев, то погрешность определяют только при использовании
минимального числа включенных звеньев.
Определение реверберационно-шумовой характеристики (РШХ). Для
ее определения не требуется применения каких-либо радиотехнических
схем. Перед измерением дефектоскоп готовят для работ с одним из
ПЭП, настраивают на реальную чувствительность и скорость распростра-
нения УЗК Со в образце, приведенном на рис. 53. Мощность генератора
возбуждения устанавливают максимальной. Подключив, например, пря-
мой совмещенный ПЭП на 0,62 МГц и получив РШХ, устанавливают раз-
вертку дефектоскопа такой, чтобы РШХ занимала максимальную часть
видимой линии луча (рис. 60). Вводят ослабление измерительного атте-
нюатора 10 дБ от установленного ранее при настройке на реальную чувст-
171
вительность. Подводят метку глубиномера к правому краю импульса
РШХ, соответствующего 1/2 А 0 и записывают показания глубиномера.
Вновь вводят ослабление 10 дБ и на РШХ определяют первый импульс,
амплитуда которого равна или немного больше 1/2 Ло. Вновь подводят
Метка
глубиномера Рис. 60
метку глубиномера к правому краю импульса РШХ, равного 1/2 Ло, и
записывают показания аттенюатора и глубиномера.
Такие измерения проводят во всем диапазоне ослабления аттенюато-
ра, каждый раз выбирая шаг ослабления из выражения - 10* К, где
Л* = 0, 1, 2,...
Определяют зависимость длительности РШХ — ослабление аттенюа-
тора. Длительность РШХ выводят из формулы ть - 21/с0 гдес0 = 2/о/^о
(/0 и to — соответственно высота образца и время прохождения в нем
УЗК. Образец показан на рис. 53).
РШХ определяют для каждого ПЭП, входящего в комплект дефекто-
скопа.
Полученные результаты сравнивают с номинальными значениями,
приведенными в техническом описании прибора. Например, для прямых
совмещенных ПЭП дефектоскопа УД2-12 длительность РШХ нормирует-
ся: для частоты 2,5 МГц при ослаблении 0 дБ 150 мкс, при 20 дБ 55 мкс,
при 40 дБ 30 мкс. Для частоты 10 МГц и тех же самых ослаблениях 8,5 и
3 мкс соответственно.
РШХ дает информацию о возможностях системы электронный блок
дефектоскопа плюс конкретный ПЭП при проведении контрольных опе-
раций. Минимальная длительность РШХ, по существу, определяет „мерт-
вую” зону системы электронный блок — ПЭП. По параметрам РШХ уста-
навливают достоверность и выявляемость различных дефектов при
контроле.
При проверке эхо-импульсных ультразвуков дефектоскопов можно
использовать установку УПЭД-2 (разработка НПО „Дальстандарт”),
предназначенную для имитации параметров эхо-сигналов при измерении
характеристик приемного электронного тракта дефектоскопа, генерато-
ра возбуждения, а также определения некоторых характеристик ПЭП.
Установка (рис. 61) вырабатывает радиоимпульсы с регулируемой
амплитудой, длительностью, задержкой и частотой заполнения и состоит
из серийно выпускаемых генераторов высокочастотных колебаний
172
Г4-102 (7) и осциллографа С1-56 (6), ограничителя амплитуд 7, нагру-
зок 4 и 5, обеспечивающих согласование элементов установки друг с
другом в соответствии с
ГОСТ 23667-85, генератора
радиоимпульсов 2 и аттенюа-
торов 3. В зависимости от опе-
рации поверки синхронизация
всех входящий в установку
электронных блоков может
осуществляться от синхрони-
затора поверяемого дефекто-
скопа 8.
Установка может комп-
лектоваться стандартными об-
разцами в соответствии с
РД 50-337-82 (приложения Рис-61
2—4). На ней измеряют амплитудные и временные характеристики элект-
ронных блоков дефектоскопов (параметры генератора импульсов воз-
буждения, характеристики ВРЧ, погрешности глубиномерных устройств,
погрешности аттенюаторов и т.д.): значения условной чувствительности
и ее отклонений от номинальной: запас чувствительности; диапазоны
зоны контроля: абсолютную чувствительность дефектоскопа; углы вво-
да наклонных преобразователей: отклонение точек ввода наклонных
ПЭП.
Усовершенствованная установка УПЭД-3, предназначенная для по-
верки эхо-импульсных дефектоскопов общего назначения, состоит из
образцового аттенюатора, генератора радиоимпульсов с имитатором мер
расстояний, комплекта стандартных образцов (ГСО-1, ГСО-2), а также
некоторых образцов из комплекта КМД. Аттенюатор и генератор радио-
импульсов имеют параметры, соответствующие требованиям ГОСТ
23667-85.
При измерении некоторых параметров специализированных ультра-
звуковых дефектоскопов необходимо применять предназначенные для
них стандартные образцы. Например, при контроле рельсов типа Р43,,
Р50, Р65 и Р75 следует использовать стандартные образцы СО-IP, С0-2Р
и СО-ЗР, предназначенные для измерения и проверки основных парамет-
ров ультразвуковой аппаратуры в совмещенном режиме включения
ПЭП на частоту более 1,5 МГц (ГОСТ 18576—85) .
Стандартным образцом СО-IP определяют условную чувствитель-
ность приемного тракта ультразвукового дефектоскопа. Материал образ-
ца — органическое стекло типа ТОСП. При аттестации стандартного об-
разца следует установить, что скорость распространения продольной вол-
ны на частоте (2,5 ± 0,2) МГц при температуре (20 ± 5) °C должна быть
равна (2670± 133) м/с, а амплитуда третьего донного импульса по тол-
щине образца не должна отличаться более чем на ± 2 дБ от амплитуды
третьего донного импульса в соответствующем исходном образце, аттес-
тованном органами государственной метрологической службы.
173
Стандартный образец СО-2Р, изготовленный из стали марки М76 по
Г ОСТ24182—80, предназначен для определения условной чувствительно-
сти, погрешности глубиномера, местоположения точки выхода и угла
ввода, ширины основного лепестка диаграммы направленности.
Образец СО-ЗР изготовленный из стали марки 20, применяют, кро-
ме того, для определения „мертвой” зоны и импульсного коэффициента
преобразования при контроле рельсового или близкого к нему по аку-
стическим свойствам металла. Скорость продольной волны в образце
при температуре (20 ± 5)°С (5900 ± 118) м/с. На боковую поверхность
образца наносят шкалу значений угла а ввода луча от 40 до 70е через
один угловой градус. Стандартный образец должен быть аттестован как
по геометрическим размерам, так и по скорости распространения уль-
тразвука в материале образца.
11.9. Измерение характеристик акустических
импедансных дефектоскопов
Широкое применение импедансных акустических дефектоскопов
для выявления зон нарушения клеевых и паяных соединений в много-
слойных конструкциях, расслоений в слоистых пластинах, усталостных
трещин вблизи крепежных болтов и т.д. требует периодического устано-
вления соответствия параметров дефектоскопа, приводимым в его тех-
ническом описании. Это возможно при создании методик измерений и
плановом проведении поверок импедансных акустических дефектоско-
пов.
Как уже отмечалось, принцип работы импедансного акустического
дефектоскопа основан на регистрации изменений механического импе-
данса объекта контроля. Блок-схема -дефектоскопа достаточно проста
(рис. 62) и включает в себя преобразователь 8, генератор синусоидаль-
Рис. 62
ных колебаний 2, усилитель 5, блок
обработки результатов измерений 4 и
индикаторное устройство 3 (обыч-
но — шкала со стрелкой). Генератор
возбуждает механические колебания
пьезопластины 9, которые распро-
страняясь по звукопроводящему
стержню, достигают контактного сфе-
рического наконечника 6, изготовлен-
ного из твердых, износостойких ма-
териалов и вводятся в контролируе-
мое изделие. Контакт изделия с нако-
нечником осуществляют без приме-
нения каких-либо жидкостей (сухой
контакт).
. Для повышения мощности излу-
чения упругих колебаний в конструк-
174
цию преобразователя вводят относительно массивный элемент 10. Блок
обработки результатов измерений 4 управляет не только индикаторным
устройством 3, но и обеспечивает загорание сигнальной лампочки 1 при
обнаружении дефектных участков соединения. Пьезопластина 7 реагиру-
ет на изменение значений механического импеданса объекта контроля,
поступающих в блок усиления сигналов 5.
Коэффициент передачи преобразователя 8 можно рассчитать по фор-
муле Кп = U 2 IU х= К • е1^, где и U2 — комплексные амплитуды элек-
трических напряжений на пьезоэлементах 9 и 7 соответственно, а ф —
угол сдвига фаз между этими напряжениями. Нетрудно заметить, что ко-
эффициент передачи прямо пропорционален амплитуде U2, т.е. измере-
ние изменений амплитуды U2 создает возможность получить информа-
цию о качестве соединения в контролируемом изделии. Примененная
схема позволяет измерить и сдвиг фаз между напряжениями Ux и U2.
Это означает, что импедансные акустические дефектоскопы могут рабо-
тать в трех вариантах: амплитудном (определение изменений модуля К) ,
фазовом (измерение сдвига фаз между и(/2) и амплитудно-фазовом
(одновременное измерение К и сдвига фаз). Амплитудный вариант до-
пускает работу в резонансном и нерезонансном режимах.
Таким образом, частота генератора, возбуждающего пьезоэлемент,
является нормируемой характеристикой и должна определяться при по-
верке прибора. От значения и стабильности амплитуды выходного гене-
ратора во многом зависит надежность и достоверность контроля при
выявлении дефектов. Эти величины также должны определяться при по-
верке импедансного акустического дефектоскопа.
При работе прибора в фазовом варианте электронные блоки опреде-
ляют разность фаз между напряжениями пьезоэлементов, присоединен-
ных к генератору и усилителю дефектоскопа. Для обеспечения достовер-
ности полученных результатов следует убедиться, что расстройка частоты
усилителя относительно частоты генератора не превышает значений, при-
веденных в техническом описании на дефектоскоп. Напомним, что импе-
дансные акустические дефектоскопы работают в области частот 1 — 15
кГц.
Для уменьшения влияния помех на результаты контроля в прием-
ных трактах применяют избирательные усилители (резонансные). Эф-
фективность подавления шумов и усиление сигналов, несущих информа-
цию о результатах контроля, определяется чувствительностью и избира-
тельностью усилителя — важными характеристиками, которые необхо-
димо измерять при поверке.
Все импедансные акустические дефектоскопы имеют пороговые уст-
ройства, срабатывающие при обнаружении дефекта заданного размера.
К нормируемым характеристикам таких устройств относятся порог
срабатывания (например, минимальная амплитуда по шкале прибора)
и зона нечувствительности — зона, в которой уменьшение (увеличение)
номинальной амплитуды срабатывания порогового устройства не приво-
дит к его срабатыванию. Увеличение зоны нечувствительности крайне
нежелательно, так как может быть причиной пропуска дефектов конт-
175
ролируемого объекта. Иногда вместо зоны нечувствительности вводят
погрешность настройки пороговых устройств.
Приведем пример методики поверки импедансного акустического дефекто-
скопа типа И АД-3 (АД ЛОИ). Для установления возможности дальнейшей эксплу-
атации дефектоскопа необходимо определить: погрешность установки частоты ге-
нератора: расстройку частоты усилителя относительно частоты генератора; чувст-
вительность и избирательность усилителя дефектоскопа; выходное напряжение
генератора и его стабильность: погрешность срабатывания пороговых устройств
по амплитудному и фазовому каналу.
Для проведения поверки необходимо применять электронно-счетный частото-
мер (ЧЗ-34А), генератор низкочастотных синусоидальных колебаний ГЗ-ЗЗ
(ГЗ-56/1, ГЗ-1О9) и вольтметр (ВЗ-ЗЗ) с диапазоном измерений напряжений от
3 мВ до 300 В и приведенной погрешностью нс более ± 1,0 %.
Условия проведения поверки — нормальные, все средства поверки и поверяе-
мый дефектоскоп должны быть выдержаны при комнатной температуре (20 ±
± 5) ° С в течение 12 ч.
Погрешности установки частоты генератора определяют частотомером, под-
ключенным к выходу генератора дефектоскопа и работающим в режиме измерения
частоты. При измерениях необходимо выставить минимальное усиление, отключить
фазовый канал, а ручку „Мощность” установить приблизительно на 1/3 ее полного
хода.
Погрешность определяется в каждой оцифрованной отметке шкалы прибора.
При ее определении на поверяемом дефектоскопе устанавливают первую оцифро-
ванную номинальную частоту /н и измеряют ее частотомером. Частоту в каждой
оцифрованной отметке измеряют при подходе к ней слева и справа, причем при
каждом подходе делают нс менее пяти измерений. Рассчитывают среднее арифмети-
ческое значение частоты генератора при подходе к измеряемой частоте ,/г слева и
f” справа. Частоты и // представляют собой усредненные показания частотомера
при измерении первой оцифрованной номинальной частоты генератора дефек-
тоскопа.
Относительную погрешность установки частоты генератора (в %) определяют
по формулам:
6' = ~ Л • 100:
/н
Ь,;
1
• 100,
где 6' и 6м - погрешности установки частоты генератора дефектоскопа при подхо-
де к измеряемой частоте слева и справа соответственно.
За относительную погрешность установки частоты генератора поверяемого де-
фектоскопа принимают максимальное значение погрешности, полученное при изме-
рениях. Заметим, что предлагаемый способ измерения не исключает погрешностей,
вызванных люфтом в движущихся частях прибора, так как учитывается макси-
мально возможный люфт, при котором и устанавливается погрешность измерений.
Для импедансных акустических дефектоскопов погрешность установки частоты
генератора не должна превышать 10% номинального значения частоты по шкале
поверяемого дефектоскопа.
Расстройку частоты усилителя относительно частоты генератора определяют во
всех числовых отметках шкалы относительно определенной ранее частоты генерато-
ра /г. Частоту усиления /у поверяемого дефектоскопа определяют по совпадению
частоты генератора низкочастотных синусоидальных колебаний с /у, которая уста-
навливается на шкале дефектоскопа. Выход генератора ГЗ-ЗЗ подключают ко входу
усилителя дефектоскопа. Выходное напряжение генератора устанавливают таким,
чтобы при среднем положении ручек усиления стрелка прибора А дефектоскопа
176
(амплитудный режим) отклонялась приблизительно на 1'2 шкалы при частоте гене-
ратора синусоидальных колебаний, равной ранее измеренной на конкретной оци-
фрованной отметке шкалы дефектоскопа.
Плавно изменяя частоту генератора синусоидальных колебаний, добиваются
максимального отклонения стрелки прибора А и отсчитывают частоту по шкале
генератора синусоидальных колебаний. Для уменьшения щирешности измерений
необходимо при резонансе обеспечить отклонение с грелки прибора А дефектоскопа
не менее чем на 90 % от конечного значения шкалы. Гели при переходе к другим
номинальным частотам максимальное отклонение уменьшается (увеличивается),
то ручками регулировки усиления дефектоскопа или ручками регулировки выход-
ного напряжения генератора синусоидальных напряжений рекомендуется восстано-
вить это отклонение.
Частоту усилителя измеряют не менее пяти раз как при подходе к измеряе-
мой частоте слева, так и при подходе к ней справа. Результаты усредняют.
Расстройку частоты усиления относительно частоты генератора (в '/) опреде-
ляют по формулам:
Ьу = !1 ~ !1 • 100:
/г'
, >. f" - fr
*v = —-------— • 100,
f’r
где b у и by- расстройка частоты усилителя относительно частоты генератора при
подходе к измеряемой частоте слева и справа соответственно: /у и значения
усредненной частоты усилителя, измеренные по шкале генератора синусоидальных
колебаний при подходе к измеряемой частоте слева и справа соответственно: и
f" - частоты генератора дефектоскопа, измеренные ранее.
Максимальная расстройка частоты усилителя относительно частоты генератора
не должна превышать 10*%.
Определение чувствительности и избирательности усилителя. Под чувствитель-
ностью здесь понимают минимальный сигнал на входе усилителя, который обеспе-
чивает отклонение стрелки прибора А дефектоскопа на всю шкалу при установке
ручек дефектоскопа в положение максимального усиления.
Чувствительность усилителя рекомендуется определять на крайних и средних
частотах диапазона поверяемого дефектоскопа. Для дефектоскопа ИАД-3 такими
частотами будут 1: 4 и 8 кГц.
Для определения чувствительности усилителя дефектоскопа необходимо на
его вход подать синусоидальные колебания соответствующей частоты и известной
амплитуды. Перед измерениями выходное напряжение генератора синусоидальных
колебаний следует установить минимальным.
Плавно изменяя выходное напряжение генератора синусоидальных колебаний,
предварительно установив на его шкале соответствующую частоту усилителя
(1 или 4, или 8 кГц). измеренную при определении расстройки, добиваются откло-
нения стрелки прибора А дефектоскопа на всю шкалу. Показание вольтметра
ВЗ-ЗЗ, подключенного параллельно выходу генератора синусоидальных колебаний,
и будет являться чувствительностью усилителя поверяемого прибора. Чувствитель-
ность импедансных акустических дефектоскопов лежит в пределах 100 200 мкВ.
Избирательность усилителя дефектоскопа определяют 1акже, как и его чувст-
вительность на крайних и средних частотах диапазона. Под избирательностью пони-
мают эффективность подавления соседних частот, равных по значению 0,5 и 2 от
поминально установленной частоты.
Перед определением избирательности усилителя необходимо подключить на
вход усилителя поверяемого дефектоскопа генератор синусоидальных колебаний,
установив на его выходе такую амплитуду, чтобы при среднем положении ручки,
регулирующей усиление дефектоскопами при соответствующей частоте (например,
1 кГц), вблизи которой определяется избирательность усилителя, отклонение
стрелки прибора А дефектоскопа составляло приблизшельно 90 конечного зна-
177
чения его шкалы. По существу, повторяются все операции, которые проводились
при определении расстройки частоты усилителя по отношению к частоте генератора
дефектоскопа.
После этого следует записать значение частоты /0 генератора синусоидальных
колебаний, при которой наблюдается максимальное отклонение А 0 стрелки прибо-
ра А дефектоскопа.
С помощью генератора синусоидальных колебаний подают на вход усилителя
дефектоскопа частоту 0,5 /0 и 2/0, фиксируя показания прибора А дефектоскопа
Ах иА2.
Избирательность усилителя рассчитывают по формулам:
В. = 201g?loM1 :
В2 =20\gAo/A2.
Избирательность усилителя особенно важна при контроле изделий в амплитуд-
ном резонансном варианте, так как неудовлетворительное подавление частот по со-
седнему каналу вызовет появление сигналов, не относящихся к сигналам от дефек-
та соединения. Избирательность усилителя импедансных акустических дефектоско-
пов должна составлять не менее 15 дБ.
Выходное напряжение генератора дефектоскопа определяют на номинальной
нагрузке поверяемого дефектоскопа на крайних частотах диапазона. Нагрузкой
при проведении этой операции являются преобразователи, входящие в комплект
прибора и подключаемые на вход генератора дефектоскопа. Вольтметр с диапазо-
ном измерений до 300 В также необходимо соединить со входом генератора.
Выходное напряжение генератора дефектоскопа, например, ИАД-3, на частоте
1 кГц должно быть не менее 150 В, а на частоте 8 кГц 50 В. Отклонение выходного
напряжения генератора от номинального значения резко снижает возможности де-
фектоскопа.
Определение порога срабатывания и погрешности пороговых устройств осуще-
ствляют как для амплитудного, так и для фазового каналов дефектоскопа, причем
измерения проводят на средней частоте диапазона дефектоскопа.
Важность проведения этой операции очевидна, несмотря на простоту измере-
ний, не требующих каких-либо приборов и приспособлений. Порог срабатывания
и погрешности порогового устройства по амплитудному каналу определяют сле-
дующим образом.
На шкале дефектоскопа устанавливают среднюю частоту и подключают преоб-
разователь, входящий в комплект прибора. Изменяя положение ручек, регулирую-
щих мощность и усиление дефектоскопа, добиваются загорания сигнальной лампоч-
ки, расположенной на преобразователе, при показаниях прибора А дефектоскопа
в пределах (60 ± 5) % от максимального значения шкалы прибора А. При меньших
показаниях этого прибора сигнальная лампочка должна гаснуть.
Погрешность порогового устройства по амплитудному каналу (в %) рассчиты-
вают по формуле
7 . = А* ~Аз • 100, (11.24)
л 100
где А 3 и А 4 — значения по шкале прибора А дефектоскопа при загорании и гашении
сигнальной лампочки преобразователя соответственно.
Погрешность срабатывания — это приведенная погрешность. За нормируемое
значение принято конечное значение шкалы прибора А (в нашем случае — ИАД-3).
Эта погрешность для импедансных акустических дефектоскопов на должна превы-
шать 7,0 %.
Для определения порога срабатывания и его погрешности по фазовому каналу
необходимо ручки дефектоскопа установить в положение максимальной мощности
и усиления. Включения и выключения сигнальной лампочки преобразователя мож-
но добиться, изменяя фазы колебаний при включенном канале „Фаза”. Сигнальная
лампочки должна загораться при показаниях прибора дефектоскопа (50 ±
± 2,5)°. При меньших показаниях лампочка должна гаснуть. Подстройку порога
178
срабатывания по фазе (амплитуде) осуществляют потенциометром „Порог
(„Порог А”), расположенным на задней стенке прибора.
Погрешность срабатывания порогового устройства по фазовому каналу (в %)
определяют по формуле
у = ±1-----. 100,
180
(11.25)
где и - показания прибора дефектоскопа в моменты, когда сигнальная
лампочка загорается и гаснет соответственно. Погрешность у^ также является при-
веденной к конечному значению шкалы прибора дефектоскопа (ИАД-3) и не
должна превышать 7 %.
Разнообразие вариантов клеевых и паяных соединений, состоящее в примене-
нии различных материалов, клеев, припоев, различии толщин приклеиваемых об-
шивок и оснований затрудняет создание стандартных образцов для поверки импе-
дансных акустических дефектоскопов. Отсутствие стандартных образцов не позво-
ляет при поверке выявить дефект заданного размера, залегающего на определенной
глубине, в соединениях с известными материалами и геометрическими размерами.
11.10. Определение характеристик дефектоскопов,
основанных на методе свободных колебаний
Принцип работы приборов (рис. 63), основанных на методе свобод-
ных колебаний, следующий. От генератора прямоугольных импульсов 2
сигналы поступают в обмотку вибратора 8, заставляя его производить
периодические удары по поверхности изделия 7. При ударе возбуждает-
ся спектр частот свободно колеблющегося изделия, причем наличие де-
фекта вызывает изменения этого спектра, которые регистрируются
электронным блоком дефектоскопа.
Спектр частот улавливается пьезоэлектрическим или микрофонным
приемником 6 преобразователя 1 и поступает на широкополосный уси-
литель 5. Далее усиленный сигнал разветвляется на 12 каналов спектро-
анализатора, причем каждый канал имеет одну и ту же структурную
схему: фильтр Ф1, пропускающий заданную полосу частот и подавляю-
щий остальные частоты: усилитель У7: детектор Д1 и усилитель постоян-
ного тока УП1, после которого сигнал поступает на линейный газораз-
рядный индикатор И1. Уровень свечения индикатора линейно связан с
амплитудой сигнала. Сигналы, прошедшие через каналы спектроанализа-
179
тора, поступают на сумматор 3, осуществляющий сложение напряжений
всех каналов, подключенных к нему через выключатели В. Выходное на-
пряжение сумматора управляет работой схемы автоматического сигнали-
затора дефектов 4, срабатывающей при превышении заданного значения
сигнала и включающей сигнальную лампочку 9, расположенную на пре-
образователе 1.
Газоразрядные индикаторы всех 12 каналов образуют световое таб-
ло спектроанализатора, с помощью которого происходит визуализация
спектра сигнала. Изменение спектра ударно возбужденных импульсов
является признаком наличия дефектных зон в изделии.
Наличие в приборе спектроанализатора позволяет при подготовке
прибора к контролю выбрать те каналы, в которых заданный дефект
вызывает самое сильное изменение уровня сигнала. Остальные каналы
после настройки прибора можно отключить.
Анализ принципа работы дефектоскопа, основанного на методе сво-
бодных колебаний, приводит к необходимости периодического измере-
ния таких параметров дефектоскопа, как максимальной амплитуды им-
пульсов, возбуждающих преобразователь: частоты следования этих им-
пульсов: нижней границы частот полосовых фильтров: ослабления ча-
стот по соседнему каналу, чувствительности усилителей по каждому ка-
налу: погрешности срабатывания порогового устройства, которые нор-
мируются.
Методы поверки дефектоскопов, основанных на методе свободных
колебаний, обычно приводятся в техническом описании прибора
(АД-50У, АД-60С). Они во многом совпадают с методами поверки им-
педансных акустических дефектоскопов при использовании аналогичных
средств измерений.
Максимальную амплитуду импульсов, возбуждающих вибратор пре-
образователя, и их длительность определяют осциллографом типа С1-76
непосредственным подключением его входа к клеммам коммутационно-
го устройства, входящего в комплект прибора. При этом преобразова-
тель должен быть присоединен к дефектоскопу, а его вибратор включен.
По осциллограмме определяют амплитуду напряжения импульса и его
длительность. Полученные значения сравнивают с номинальными значе-
ниями, приведенными в техническом описании прибора.
Если к этим же клеммам подключить частотомер, работающий в ре-
жиме измерения частоты, то можно определить частоту следования им-
пульсов возбуждения вибраторов преобразователей.
Для . определения полосы пропускания фильтров каждого канала
можно воспользоваться методикой определения полосы пропускания ре-
зонансного усилителя ультразвукового дефектоскопа. Выходное напря-
жение генератора синусоидальных колебаний подают на вход усилителя
дефектоскопа. Регулируя частоту генератора, находят максимум усиле-
ния проверяемого канала по максимальной высоте светящегося столба
индикатора. Для упрощения измерений выходное напряжение генератора
синусоидальных колебаний устанавливают равным 0,7 мВ, контролируя
его вольтметром (ВЗ-ЗЗ). Увеличивают выходное напряжение генератора
180
до 1 мВ и. уменьшая частоту i оператора. получают зафиксированную при
напряжении 0,7 мВ высоту столба индикатора проверяемого канала. При
этом частота, зарегистрированная генератором синусоидальных колеба-
ний, будет являться нижней частотой фильтра проверяемого канала.
Верхнюю частоту фильтра получают при увеличении частоты генератора
и при выполнении тех же условий.
Ослабление по соседнему каналу определяют в точках 0,5 /н и 2/в?
I де /и и/в измеренные нижняя и верхняя частоты полосы пропускания
фильтра. Заметим, что значение ослабления для каждого канала различ-
ное. Так, для первого канала ослабление на 0,5/Н1 и 2/в i может быть
равным 20 дБ, а для последнего 20 и 40 дБ соответственно. Номиналь-
ное значение ослабления по каждому каналу на частотах 0,5 /н и 2 /в при-
водится в техническом описании прибора.
Минимальное напряжение на входе усилителя (чувствительность уси-
лителя) определяют на частоте максимального усиления проверяемого
канала, подавая выходное напряжение генератора синусоидальных коле-
баний на вход усилителя. Значение напряжения генератора, при котором
наблюдается максимальная высота светящегося столба на табло спектро-
анализатора — и есть чувствительность усилителя проверяемого канала.
Это напряжение на всех каналах не должно превышать номинального зна-
чения.
Так как дефектоскоп имеет спектроанализатор, суммарная амплиту-
да сигналов которого обеспечивает срабатывание пороговых устройств,
то необходимо знать пределы регулирования порога включения сигнали-
заторов дефектов на заданных уровнях (максимальном и минимальном)
свечения столба индикатора каждого канала. Обычно эти уровни соответ-
ствуют 20 и 90 % конечного значения столба индикатора. Измерения про-
водят на частоте проверяемого канала, обеспечивающей максимальное
усиление, путем подачи напряжения генератора синусоидальных колеба-
ний на вход усилителя дефектоскопа. Ручками регулировки выходного
напряжения генератора и усиления дефектоскопа устанавливают, напри-
мер, минимальный уровень свечения индикатора. При повороте ручки
,,Порог” должна иметь место коммутация свечения лампочки сигнали-
затора дефекта на передней панели дефектоскопа.
Погрешность порога срабатывания сигнализатора дефектов также
следует определять на каждом канале на частоте максимального усиле-
ния канала следующим образом. С выхода генератора синусоидальных
колебаний подать на вход усилителя дефектоскопа напряжение Ux -
= 10 U.Q (Uq — измеренная чувствительность усилителя дефектоскопа)
на частоте максимального усиления, определенной при измерении поло-
сы пропускания фильтра проверяемого канала. Регулируя усиление, до-
биться высоты свечения столба канала 0,7 £7тах (Бтах — максимальная
высота столба индикатора). Ручкой ,,Порог” дефектоскопа найти поло-
жение, при котором происходит коммутация свечения лампочки сигна-
лизатора дефектов на панели дефектоскопа. Варьируя выходное напря-
жение генератора синусоидальных импульсов, определить напряжения,
соответствующие включению (U2 ) и выключению (£73 ) лампочки авто-
181
магического сигнализатора дефектов на панели дефектоскопа. Измерен-
ные напряжения U2 и U3 не должны отличаться от напряжения Ur более
чем на 10 %.
ГЛАВА 12.
СРЕДСТВА ВИХРЕТОКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
И ИХ ПОВЕРКА
12.1. Физические основы вихретоковых методов НК
Вихретоковый вид НК основан на анализе взаимодействия внешнего
электромагнитного поля с электромагнитным полем вихревых токов,
наводимых в объект контроля этим полем (ГОСТ 24289—80). Его при-
меняют для контроля деталей, изготовленных из электропроводящих
материалов. Этот вид контроля занимает одно из ведущих мест в конт-
роле качества промышленных изделий, так как достаточно прост, объек-
тивен и обладает высокой чувствительностью к изменению контролируе-
мых показателей качества изделий.
Известно, что если по катушке протекает переменный ток, то около
нее образуется электромагнитное поле. При внесении проводящего изде-
лия в электромагнитное поле катушки в нем индуцируются токи, траек-
тории которых имеют вид замкнутых линий — вот почему этот вид на-
зывают вихретоковым. Возникшие в изделии переменные вихревые то-
ки в свою очередь образуют вторичное электромагнитное поле. Взаимо-
действие поля, образованного вихревыми токами, с полем возбуждаю-
щей катушки (преобразователя) создает результирующее поле, несущее
информацию о показателях качества материала изделия. В этом и состо-
ит физическая суть вихретоковых методов, обладающих следующими
особенностями:
многопараметровостью. На изменение характеристик преобразова-
теля одновременно воздействуют изменение химического состава и стро-
ения контролируемого объекта, наличие дефектов типа нарушения
сплошности, отклонения в технологии изготовления изделия, изменение
расстояния между объектом контроля и преобразователем и ряд других
факторов. Контроль изделий по совокупности изменяемых параметров
не встречает затруднений, однако, выделение сигнала, характеризующего
только один показатель качества с одновременным подавлением сигна-
лов от мешающих факторов, связано с некоторыми трудностями и
усложнением аппаратуры контроля. Многопараметровость играет и поло-
жительную роль. Известно, что для защиты некоторых изделий от корро-
зии и для повышения их механической прочности, термостойкости и
износоустойчивости, применяют лакокрасочные, гальванические и дру-
гие покрытия. Если электромагнитные свойства слоев различны, то
вихретоковые методы позволяют осуществлять независимый контроль
параметров многослойных изделий:'
бесконтактностью контроля, что создает благоприятные условия
для автоматизации контрольных операций. При свободном взаимном
182
перемещении преобразователя и изделия можно достичь скоростей конт-
роля (например, прутков цилиндрического сечения) 3 м/с и более:
нечувствительностью к изменению влажности, давления и загрязнен-
ности газовой среды и поверхности объекта контроля непроводящими
веществами, радиоактивному излучению.
Вихретоковые методы имеют два основных ограничения: во-пер-
вых, их применяют только для контроля электропроводящих изделий:
во-вторых, они имеют малую глубину контроля, связанную с особенно-
стями проникновения электромагнитных волн в объект контроля.
Распределение и интенсивность вихревых токов зависят от формы,
размеров и физических свойств электропроводящего изделия. Плотность
вихревых токов согласно закону Ома
/ = (12.1)
где 6 = 1/р— удельная электрическая проводимость среды: р — удельное
сопротивление, Ом; £ — вектор напряженности электрического по-
ля — сила в заданной точке поля М, действующая на единичный электри-
ческий заряд, помещенный в точку М.
Изменение потока магнитной индукции Ф через площадку размером
S, ограниченную контуром /, записывается в виде
К =-ф EsdS. (12.2)
dt i
Значение коэффициента К зависит от выбора системы единиц физиче-
ских величин.
Из сопоставления формул (12.1) и (12.2) следует, что изменение
потока магнитной индукции Ф приводит к изменению напряженности
электрического поля и, следовательно, к изменению значения плотности
вихревых токов /, которые регистрируются аппаратурой.
Правая часть уравнения (12.2), содержащая интеграл по контуру 7,
показывает, что значение магнитного потока Ф зависит от формы конт-
ролируемого изделия. Изменение значения 6 в формуле (12.1) может
служить первичным информативным параметром при сортировке по мар-
кам сталей, так как для различных значений Сбудет возбуждаться опре-
деленная плотность вихревых токов присущая только данному
материалу с заданными физико-химическими свойствами.
Из анализа формул (12.1) и (12.2) вытекают контрольноизмери-
тельные задачи, которые можно решить с помощью вихретоковых мето-
дов: обнаружить трещины, раковины, неметаллические включения и дру-
гие виды нарушений слошности (дефектоскопия): измерять толщины
прутков, стенок труб (при одностороннем доступе) , диаметр проволок,
а также толщины лакокрасочных, эмалевых, керамических, гальваниче-
ских и других покрытий, нанесенных на электропроводящую основу
(толщинометрия): контролировать химический состав, механические
свойства, остаточные напряжения (структуроскопия) .
Обратимся вновь к формуле (12.2). Преобразователь вихретоково-
го прибора 1 (рис. 64, а), питаемый переменным током заданной часто-
ты, возбуждает в контролируемом изделии 3 вихревые токи 4, которые
183
в свою очередь порождают вторичный 2 поток магнитной индукции Ф2,
направленный навстречу первичному <£>!. Результирующий магнитный по-
ток формируется в результате взаимодействия поля катушки преобразо-
вателя с электромагнитным полем вихревых токов.
При отсутствии отклонений показателей качества контролируемого
объекта от заданных значений электронные блоки вихретокового прибо-
ра зарегистрируют некоторую величину ДФ. Любое отклонение показа-
теля качества, влияющего на плотность и распределение вихревых токов
(рис. 64, б). повлечет за собой изменение результирующего магнитного
потока, которое будет установлено с помощью прибора. По характеру и
значению изменений магнитного потока ДФ судят о показателях каче-
ства объекта контроля.
Вихретоковые приборы не регистрируют непосредственно значение
магнитного потока, а реагируют на изменение амплитуды и фазы выход-
ного напряжения измерительной обмотки преобразователя, которые в
свою очередь зависят от силы и частоты переменного тока, протекающе-
го по преобразователю: магнитной проницаемости д и электрической
проводимости 5 материала, его сплошности, взаимного расположения
поверхности изделия и преобразователя.
Важное значение при вихретоковом контроле имеет так называемый
поверхностный эффект (скин-эффект), проявляющийся в том, что вих-
ревые токи, наводимые преобразователем в контролируемом изделии,
имеют наибольшую плотность в поверхностном слое изделия. Как пока-
зывает теория скин-эффекта, по мере проникновения в глубь изделия
фаза плотности вихревых токов изменяется линейно, а амплитуда убыва-
ет по экспоненциальному закону.
За условную глубину проникновения вихревых токов принимают
такое значение d. при котором значение плотности тока уменьшается в
е раз (с = 2,71828...) по сравнению со значением тока на поверхности
изделия
где f — частота тока, питающего обмотку преобразователя.
184
Значение d в ферромагнитных материалах существенно меньше d в
неферромагнитных материалах, так как их магнитная проницаемость д в
сотни и тысячи раз выше, чем у немагнитных. Например, при частоте
50 Гц глубина проникновения вихревых токов составляет (в мм): для
меди — 9,4: алюминия - 12,4: стали — 1,3: а при частоте 10 кГц: для ме-
ди — 0,66. алюминия — 0,84 и стали - 0,093.
С помощью формулы (12.3) можно только оценить значение d. Ис-
тинную глубину проникновения вихревых токов обычно определяют
экспериментальным путем, поэтому она верна для плоской контролиру-
емой поверхности и однородного электромагнитного поля. Однако ее ре-
зультаты, можно применить и при контроле цилиндрических изделий.
При r/d < 1 (малая частота f и тонкий цилиндр радиусом г) амплитуда
плотности вихревых токов уменьшается не по экспоненциальному зако-
ну, а расчетные значения d по формуле (12.3) сильно отличаются от
экспериментальных данных. В случае же больших частот / и толстых ци-
линдров ( r/d^ 1) для оценки значения d можно пользоваться формулой
(12.3).
Линейное изменение фазы с глубиной, зависящее от частоты воз-
буждающего тока, свойств материала изделия, глубины залегания дефек-
та и других условий, позволяет не только получить информацию о пока-
зателях качества изделия, но и отвлечься от мешающих контролю факто-
ров (фазовая дискриминация).
12.2. Вихретоковые преобразователи
Важным устройством любого вихретокового СНК является преобра-
зователь, состоящий из одной или нескольких индуктивных обмоток,
предназначенных для возбуждения в объекте контроля вихревых токов
и преобразователя электромагнитного поля в сигнал преобразователя
(ГОСТ 24289-80), зависящего от параметров объекта.
Для нормальной работы вихретокового прибора необходимо, чтобы
параметры его преобразователя — изменение амплитуды и фазы выходно-
го напряжения, активное сопротивление, индуктивность и их прираще-
ния — не имели отклонений от параметров, указанных в паспорте на при-
бор.
Классификация вихретоковых преобразователей (ВТП) дана в ГОСТ
23048—83. В зависимости от способа преобразования информации ВТП
подразделяются на параметрические и трансформаторные.
Параметрический преобразователь с одной обмоткой, преобразует
контролируемый параметр в активное, реактивное или комплексное со-
противление. Обмотка параметрического преобразователя одновременно
является и возбуждающей, и измерительной. Сопротивление обмотки
ВТП переменному току складывается из активного и реактивного со-
противлений. Эквивалентную схему преобразователя можно представить
в виде последовательно соединенных резистора /?, индуктивности L и
конденсатора С (рис. 65, а). Построим векторную диаграмму для цепи
185
переменного юка, содержащую конденсатор, индуктивность и резистор.
используя известные соотношения
фаз между током и напряжением на
этих элементах (рис. 65, б, в).
Напряжение на активном ре-
зисторе R совпадает по фазе с
током. Длина этого вектора Ur -
= /0 Я.Падение напряжения на ин-
дуктивности опережает ток по
фазе на л/2. Поэтому вектор,
изображающий - соА/0> должен
быть повернут относительно оси
токов на угол л/2 против часовой
стрелки, где со — круговая частота,
равная 2л/ (/ — частота переменно-
го тока).
Падение напряжения на конден-
саторе С отстает от тока по фазе на
значение л/2. Этот вектор, равный
Uc ~ 4/wC должен быть повернут
относительно оси токов на л/2 по
часовой стрелке.
Применяя к треугольнику на-
пряжений теорему Пифагора, по-
лучим
(12-4)
Величина ___________________
называется комплексным (полным) сопротивлением цепи переменного
тока.
Сопротивление резистора R называют активным сопротивлением, а
величину (со£ — 1/соС)) — реактивным. Реактивное сопротивление зави-
сит от частоты, индуктивности и емкости. Собственной емкостью обмот-
ки преобразователя обычно пренебрегают. Тогда полное сопротивление
обмотки будет равно (отсутствие емкости в цепи означает, что С -> °°)
а сдвиг фаз между напряжением и током
Таким образом, значение полного сопротивления (12.6) зависит от
изменения активного сопротивления R, частоты тока /, протекающего по
преобразователю, и индуктивности L обмотки ВТП. Сдвиг фазы сигнала
186
также зависит от соотношения активной и реактивной частей полного
сопротивления обмотки, причем при фиксированной частоте f можно
определить отношение L/R, измерив фазу сигнала, а затем по измерен-
ному Z легко установить влияние изменений L и R на контролируемый
параметр.
Изменение индуктивности обмотки будет приводить к изменению
частоты /, так как значение активного сопротивления R практически не
зависит от частоты.
Краткий анализ формул (12.6) и (12.7) позволяет нам обсудить
один из вариантов вихретокового прибора с параметрическим преобра-
зователем. Часто обмотку параметрического ВТП включают в параллель-
ный колебательный контур либо автогенератора, либо усилительного
каскада. Такое включение повышает чувствительность вихретокового
прибора и позволяет регистрировать изменение амплитуды, фазы и ча-
стоты на контуре, которые несут полезную информацию об изменении
параметров контролируемого объекта.
Для получения незатухающих электрических колебаний применяют
автоколебательные системы. Самостоятельно возникшие колебания на-
зываются автоколебаниями, а устройство — автогенератором. Частота,
амплитуда и форма установившихся автоколебаний определяется только
свойствами самой автоколебательной системы.
Простейшая схема лампового автогенератора показана на рис. 66.
Колебательный контур, содержащий конденсатор емкостью С и обмотку
индуктивностью £, включен в цепь сетки электронной лампы Л. В цепь
анода лампы включена еще одна обмотка индуктивностью L j, которая
располагается в непосредственной близости от обмотки L. Обе обмотки
намотаны на один каркас.
Под влиянием случайных факторов или непосредственно после по-
дачи напряжения питания на схему в колебательном контуре возникают
колебания, вызывающие на обкладках конденсатора С переменное на-
пряжение. Так как такое же напряжение будет между сеткой и катодом
лампы, то в анодной цепи появится переменный ток 1а, который в свою
очередь вызовет появление переменного напряжения в обмотке L i. Если
индуктивная связь между обмотками Li и L достаточно велика, то амп-
187
литуда колебаний в контуре будет нарастать до тех пор, пока не устано-
сятся незатухающие колебания. Частота автоколебаний зависит от пара-
метров контура и определяется по формуле
(12.7)
Конструктивно параметрический ВТП выполнен в виде выносного
блока, в котором смонтированы обмотки L и L}.
Трансформаторный ВТП содержит не менее двух индуктивно свя-
занных обмоток, причем одна из них является возбуждающей, а дру-
гая — измерительной (рис. 67, д) . Возбуждающая обмотка предназначена
У/М7///Л
а
г
д
Рис. 67
для наведения вихревых токов в
объекте контроля и питается пере-
менным током от задающего гене-
ратора прибора, измерительная об-
мотка преобразует электромагнит-
ное поле вихревых токов в сигнал
ВТП.
ВТП, в зависимости от их поло-
жения в рабочем состоянии отно-
сительно объекта контроля, разде-
ляются на накладные, проходные,
экранные и комбинированные. На-
кладной ВТП располагается вблизи
от одной из поверхностей объекта
контроля (рис. 67, а). Этими пре-
образователями обычно обнаружи-
вают расположенные в поверхност-
ном слое дефекты произвольной
ориентации. Накладные ВТП также
используют в вихретоковых толщи-
номерах. Проходные ВТП располагают либо вне, либо внутри объекта
контроля. В первом случае преобразователь называют внешним проход-
ным (рис. 67, б), а во втором — внутренним проходным (рис. 67, в).
Проходные ВТП часто используют для выявления протяженных продоль-
ных дефектов в проволоках, прутках, трубах и т.п., в автоматических и
автоматизированных установках.
Экранные преобразователи имеют две обмотки — возбуждающую и
измерительную, разделенные объектом контроля, и могут быть как на-
кладными (рис. 67, г), так и проходными. ВТП, содержащие обмотки
как проходного, так и накладного типа, называют комбинированными.
В зависимости от метода определения контролируемых параметров
ВТП могут быть абсолютными и дифференциальными. Преобразователь,
сигнал которого определяется абсолютным значением параметра объекта
контроля, называют абсолютным. Если сигнал определяется приращени-
188
ем параметра объекта контроля, то преобразователь называют дифферен-
циальным (рис. 68).
Кроме того, вихретоковые преобразователи могут различаться по
режиму работы (статические, динамические), по используемому для
возбуждения электромагнитного поля (одночастотные, многочастотные,
импульсные), по наличию или отсутствию сердечника.
Таким образом, основными величинами, которые используют при
анализе получаемой информации, являются приращения активного А и
реактивного сопротивления обмоток ВТП, амплитуда напряжения
(тока) и сдвиг фаз между измеряемым и опорным (вырабатываемым
задающим генератором) напряжениями. Эти величины изменяются при
взаимодействии ВТП с контролируемым изделием, в связи с чем введе-
ны понятия начального и вносимых параметров вихретоковых преобра-
зователей .(ГОСТ 24289—80).
Начальная ЭДС — это ЭДС на выводах разомкнутой измерительной
обмотки ВТП при отсутствии объекта контроля. Приращение ЭДС на вы-
водах разомкнутой измерительной обмотки ВТП, обусловленное внесе-
нием в его поле объекта контроля, называется вносимой ЭДС, а прира-
щение напряжения на выводах измерительной обмотки — вносимым на-
пряжением.
Вносимое сопротивление — это приращение сопротивления (активно-
го, реактивного или комплексного) обмотки ВТП. обусловленное внесе-
нием в его электромагнитное поле объекта контроля.
Значение активного сопротивления и индуктивности обмотки ВТП,
а также допустимые отклонения от их номинальных значений указыва-
ются в техническом описании прибора. Так как от этих характеристик
в значительной степени зависят чувствительность и достоверность конт-
роля, их определяют при поверке прибора.
12.3. Вихретоковые дефектоскопы и их поверка
Вихретоковые дефектоскопы (ВТД) — приборы, принцип работы
которых основан на одном из методов вихретокового НК (частотном,
амплитудном, фазовом и т.д.). Они предназначены для выявления де-
фектов типа нарушений сплошности.
В зависимости от применяемого метода схемы ВТД могут быть час-
тотными, амплитудными и фазовыми. Одновременное использование
двух из перечисленных схем позволяет создать амплитудно-фазовые и
амплитудно-частотные схемы ВТД.
В состав частотной схемы (рис. 69) входят автогенератор 2, генера-
189
тор опорных колебаний 5, смеситель 4 и частотомер 5. ВТП 1 — элемент
колебательного контура автогенератора. ВТД настраивается на номи-
нальное значение контролируемого параметра, отклонение от которого
вызовет изменение частоты и амплитуды ВТП. Частотная схема регистри-
рует разностную частоту биений на выходе смесителя 4. Эта частота зави-
сит только от изменения индуктивности ВТП и пропорциональна значе-
нию ДА/L, где ДА — приращение индуктивности А обмотки ВТП.
В амплитудной схеме ВТД изменение контролируемого параметра
связано с приращением напряжения на контуре автогенератора или в уси-
лительных каскадах прибора. Один из вариантов амплитудной схемы с
использованием усилительных каскадов приведен на рис. 70. ВТД состо-
Рис. 70
Рис. 71
ит из автогенератора 7, двух усилителей 3 и 4, причем нагрузкой одного
из них служит преобразователь 2, а другого — эквивалент преобразовате-
ля 5, двух детекторов 6 и 7 и индикаторного устройства 8. После усиле-
ния и детектирования разность выпрямленных напряжений поступает на
индикаторное устройство. Напряжение на выходе индикаторного устрой-
ства пропорционально разности модулей комплексных сопротивлений
контура в ВТП и эквивалентного контура. Схема симметрична, поэтому
изменение питающего напряжения не сказывается на результатах изме-
рений.
Амплитудно-частотная схема (рис. 71) состоит из автогенератора 2,
амплитудного детектора 4, частотного дискриминатора 3 и индикаторно-
го устройства 5. Выходное напряжение, регистрируемое устройством 5,
зависит как от изменения частоты, так и от амплитуды автогенератора 2,
в колебательный контур которого подключен преобразователь 7.
Приращение выходного напряжения амплитудно-частотной схемы
складывается из приращения напряжения на частотном дискриминаторе
и амплитудном детекторе. Схема реагирует как на изменение индуктив-
ности обмотки, так и на изменение активного сопротивления ВТП, при-
чем степень влияния изменения индуктивности выше. Это свойство схе-
мы используют для исключения влияния параметра, мешающего измере-
нию контролируемого.
190
Амплитудно-фазовая схема вихретокового прибора показана на
рис. 72. Напряжение с задающего генератора 1 поступает одновременно
на преобразователь 2 и фазовращатель 6. Усиленные блоком 3 сигналы
сравниваются с опорным напряжением, прошедшим через фазовраща-
тель 6, на фазовом детекторе 4. К выходу фазового детектора подклю-
чают индикаторное устройство 5. Детектор исключают, если в качестве
фазочувствительного элемента применяют ЭЛТ. Подавление мешающих
контролю факторов осуществляют фазовращателем 6.
Амплитудно-фазовые приборы регистрируют изменения активного
и индуктивного сопротивлений преобразователя. Степень влияния из-
менения индуктивности в этих приборах выше, чем влияние измене-
ния R.
Если при контроле применяют дифференциальный метод вихретоко-
вого вида НК, то ВТП подключают в плечи моста переменного тока.
Разбалансировка моста, вызванная наличием дефектов в объекте контро-
ля, регистрируется индикаторным устройством, включенным в одну из
диагоналей моста.
ВТД обычно подразделяют на дефектоскопы с проходными и на-
кладными преобразователями. Дефектоскопы с проходными ВТП чаще
всего применяют для автоматизированного или автоматического бес-
контактного контроля труб, прутков, проволоки, а также игл, метизов,
шариков и роликов подшипников и т.д. Основной режим работы ВТД с
проходными ВТП — динамический. Преобразователи таких ВТД, как пра-
вило, трансформаторного типа и включаются они по дифференциальной
схеме. В комплект ВТД входят набор ВТП разного диаметра или ВТП с
катушками-вставками, что позволяет контролировать изделия различ-
ных типоразмеров.
Для контроля протяженных объектов применяют ВТД с проходны-
ми ВТП типа ВД-ЗОП и ВД-31П. Они позволяют контролировать трубы и
прутки диаметром от 1 до 47 мм. Дефектоскоп ВД-23П предназначен для
контроля ферро- и неферромагнитной проволоки диаметром от 0,02 до
5 мм при скорости контроля от 0,5 до 5 м/с.
Важной характеристикой ВТД является порог чувствительности,
который в обязательном порядке указывается в техническом описании
прибора. Порог чувствительности определяется минимальным размером
дефекта заданной формы, при котором отношение сигнал/шум равно
двум. Здесь под шумом понимают среднее квадратическое значение
амплитуды сигналов, принадлежащих мешающим параметрам объекта
контроля. Тогда отношение пикового значения сигнала, вызванного из-
менением контролируемого параметра, к шумам и будет являться отно-
шением сигнал/шум.
191
Порог чувствительности для проходных ВТП устанавливают с по-
мощью стандартных образцов с искусственными дефектами различной
формы. Заметим, что реальный (рабочий) порог чувствительности, за-
висящий от изменений параметров объекта контроля, не подлежащих
измерению, может заметно отличаться от порога чувствительности, уста-
новленного с помощью стандартных образцов. Порог чувствительности
для проходных ВТП обычно выражают в процентах от диаметра объекта
контроля. Например, порог чувствительности ВТД ВД-ЗОП составляет
1 —2 % значения диаметра. В зависимости от типа ВТД он составляет
1-15%.
ВТД с накладными преобразователями используют как для автома-
тического, так и для ручного контроля. Для протяженных деталей
круглого сечения предназначены дефектоскопы серии ВД-40Н (ВД-41Н,
ВД-43Н), у которых накладные ВТП вращаются вокруг изделия. Для
контроля плоских изделий или изделий, имеющих малую кривизну,
используют дефектоскопы серии ВД-20Н (ВД-21НД, ВД-21НС). Напри-
мер, дефектоскоп ВД-21Н выявляет дефекты произвольной ориентации
в изделиях, изготовленных из магнитных и немагнитных материалов.
Дефектоскопы, работающие в динамическом режиме, имеют преоб-
разователи сравнительно большого размера, что существенно ограничива-
ет их применение для контроля изделий сложной формы. Для контроля
таких изделий, а также для контроля в полевых условиях применяют ма-
логабаритные переносные дефектоскопы с накладными преобразовате-
лями небольшого диаметра.
Для дефектоскопов с накладными преобразователями наименьшая
выявляемая трещина, в первом приближении, определяется диаметром
обмотки преобразователя. Обычно выявляемый дефект по длине не ме-
нее половины диаметра обмотки.
Порог чувствительности ВТД с накладными ВТП чаще всего опреде-
ляют в абсолютных единицах (по глубине и протяженности искусствен-
ного дефекта) и по глубине для серийно выпускаемых приборов равен
0,2—0,5 мм.
Приборы серии ППД предназначены для обнаружения поверхност-
ных дефектов в изделиях из алюминиевых и жаропрочных сплавов. Вы-
явление дефектов приборами этой серии основано на срыве автоколеба-
ний автогенератора при попадании в зону контроля дефектного участка.
Срыв генерации регистрируют по шкале индикаторного устройства и зву-
когому сигналу.
В ВТД с накладными ВТП применяют в основном амплитудный,
частотный и модуляционный методы вихретокового вида НК. В ВТД с
проходными ВТП используют практически один метод - модуляцион-
ный. Суть модуляционного метода вихретокового НК состоит в том, что
ВТД анализирует сигнал ВТП, промодулированный в результате измене-
ния в пространстве параметров объекта при относительном перемещении
ВТП и объекта контроля. Это означает, что изменения свойств объекта
контроля, их неоднородность по сечению, длине, поверхности преобразу-
ются в изменения сигнала ВТП во времени.
192
Блок-схема и временные характеристики диаграммы напряжений
ВТД с проходным ВТП трансформаторного типа при контроле проволо-
ки, Прутков и т.д. в динамическом режиме приведены на рис. 73. Напря-
жение с генератора 1 (рис. 73, а) поступает на возбуждающую обмотку
преобразователя 2. Высокочастотный сигнал снимается с измерительной
обмотки ВТП и усиливается в блоке 3. Если контролируемый объект
был бы однородным и двигался бы относительно ВТП с постоянной ско-
ростью, то на выходе усилителя ВЧ сигнал бы отсутствовал. Но отклоне-
ния размеров объекта контроля от установленных, изменения электриче-
ской проводимости, наличие дефектов и т.д. приводят к тому, что на вы-
ходе усилителя 3 возникает напряжение (рис. 73, б) некоторой часто-
ты /, модулированный по амплитуде (модуляционный метод вихретоко-
вого вида НК). После амплитудного детектора 4 фильтр высокой часто-
ты 5 выделяет огибающую сигнала U2 (рис. 73, в). Напряжение низкой
частоты усиливается 6, дифференцируется 7 и вновь усиливается 8. На
выходе этих блоков формируется сигнал t/3 (рис. 73, г). Амплитудный
селектор 9 выделяет из поступающего на его вход сигнала только часть
амплитуды тех сигналов, которые превышают заданный уровень UQ (на-
пряжение £/4) — см. рис. 73, д.
Таким образом, работа всех блоков ВТД направлена на выделение
и обострение сигналов от дефекта Д объекта контроля. После амплитуд-
ного селектора 9 можно подключить счетчик импульсов и автоматиче-
ский сигнализатор дефектов.
Характеристики ВТД, отклонения которых от номинальных значе-
ний могут существенно изменить чувствительность прибора и вызвать
сомнения в достоверности контроля следующие: частота выходного сиг-
нала задающего генератора, его временная нестабильность, выходное
193
напряжение: коэффициент усиления и полоса пропускания измеритель-
ного усилителя: характеристики срабатывания пороговых устройств:
нестабильность показаний дефектоскопа.
Поверку ВТД, работающих в диапазоне частот до 500 кГц и исполь-
зующих амплитудный, фазовый и амплитудно-фазовый методы обработ-
ки сигналов, устанавливает ГОСТ 8.283 78. Стандарт предусматривает
поэлементную и комплектную поверку ВТД после их выпуска из произ-
водства и ремонта, а также периодическую поверку при эксплуатации и
хранении.
При наличии стандартных образцов с минимальными искусственны-
ми дефектами или их имитаторов, аттестованных в органах государст-
венной метрологической службы, при периодической поверке можно
проводить только внешний осмотр, определение исправности пороговых
устройств и нестабильности показаний дефектоскопа: при их отсутствии
необходимо проводить все операции, рассмотренные ниже.
Внешний осмотр предусматривает проверку комплектности пред-
ставленного на поверку прибора. Следует установить наличие ВТП, сое-
динительных кабелей, стандартного образца материала контролируемого
изделия и образца с минимальным искусственным дефектом, техниче-
ского описания, инструкции по эксплуатации прибора и паспорта. Стан-
дартные образцы должны быть изготовлены из материала, для контро-
ля которого предназначен прибор, и обязательно аттестованы органами
государственной метрологической службы. Дефектоскоп не должен
иметь механических повреждений, влияющих на его работу.
При опробовании определяют сопротивление изоляции первичных
обмоток трансформаторов источников питания относительно корпуса
или клеммы „Земля” и проверяют работоспособность прибора. Сопро-
тивление изоляции определяют мегомметром типа М1101М на 500 В,
оно должно быть не менее 10 МОм. Общую работоспособность прибора
определяют в соответствии с техническим описанием прибора. При этом
необходимо убедиться в плавности действия всех органов управления,
регулировки и настройки и в обеспечении ими управления электрически-
ми параметрами дефектоскопа.
Параметры ВТП 3 трансформаторного типа — выходное напряжение
измерительной обмотки и вносимые образцом приращения амплитуды и
фазы выходного напряжения определяют по схеме, изображенной на
рис. 74, включающей в себя милливольтметр 5 типа B3-39, фазометр 4
Рис. 74
типа Ф2-16 и стандартный образец
2, изготовленный из материала той
же марки, для контроля которого
дефектоскоп предназначен, аттесто-
ванный государственной метроло-
гической службой. Опорный канал
фазометра соединен с выходом
задающего генератора дефектоско-
па 7, не связанным с преобразова-
телем 2. Милливольтметр и фазо-
метр соединены с измерительной обмоткой преобразователя.
194
Снимают показания милливольтметра и фазометра без образца
и соответствующие показания прибора U2 и <р2 при нахождении преобра-
зователя в зоне контроля образца материала.
Приращение амплитуды выходного напряжения (вносимое напряже-
ние) определяют по формуле
1,41 (£72 - t/i), (12.8)
где 1,41 — коэффициент амплитуды.
Приращение фазы определяется по формуле
Д^=^2-^1- (12.9)
Для преобразователей параметрического типа определяют активное
сопротивление R, индуктивность А и их приращения ДА и Д£. Измере-
ния выполняют универсальным мостом переменного тока типа Е7-4
на частоте 1000 Гц с использованием стандартного образца материала
(СОМ).
Определяют значения параметров ВТП R{ и £] без СОМ, а затем
значения А2 и£2 при установке СОМ в преобразователь.
Относительные приращения активного сопротивления ДА/А и ин-
дуктивности Д£/£ (в %) рассчитывают по формулам:
AR/Ri = R- ~Rl • 100
R,
t\LlLx= Ь • 100.
L i
(12.10)
(12-11)
Нормируемыми параметрами задающего генератора ВТД являются
частота выходного сигнала, временная нестабильность частоты, выходное
напряжение (мощность) , коэффициент нелинейных искажений.
Частоту задающего генератора (ЗГ) определяют подключением ча-
стотомера, работающего в режиме измерения частоты, параллельно воз-
буждающей обмотке ВТП. Измеренное значение частоты ЗГ не должно
отличаться от значения /, указанного в техническом описании.
Для определения нестабильности частоты ЗГ необходимо провести
пять измерений частоты с интервалами 15 мин, не выключая дефектоско-
па. Из полученных пяти значений выбирают максимальную f\ и мини-
мальную /2 частоты. Тогда временную нестабильность частоты ЗГ (в %)
за 1 ч работы вычисляют по формуле
6//61 = £1 • юо.
(12.12)
Второй вариант измерения 5/состоит в следующем: два раза измеря-
ют частоту с интервалами времени 1 ч и определяют
5/=/з-Л, (12.13)
где /з — значение частоты при первом измерении, а /4 — частота, измерен-
195
ная через 1 ч работы дефектоскопа. Заметим, что наличие кварцевой ста-
билизации частоты ЗГ исключает необходимость проведения операции
временной нестабильности.
Выходное напряжение U задающего генератора измеряют милли-
вольтметром типа B3-39, подключая его к выходу ЗГ. Относительная
погрешность U не должна превышать 10%. При измерениях положение
ручек, регулирующих выходное напряжение, необходимо выставить в
положение максимального U.
Для некоторых ВТД нормированным выходным параметром генера-
тора является ток преобразователя или мощность ЗГ. Ток возбуждаю-
щей обмотки ВТП измеряют термомиллиамперметром типа Т2-0,3 с
диапазоном измерений силы тока 0,5 — 1000 А и приведенной погреш-
ностью 1 %.
При отсутствии термомиллиамперметра ток преобразователя можно
определить расчетным путем. После определения выходного напряжения
ЗГ необходимо мостом переменного тока измерить индуктивность L и
добротность Q возбуждающей обмотки ВТП. Ток преобразователя I
(в А) рассчитывают по формуле
UQ
(12.14)
где f — частота выходного сигнала ЗГ, определенная ранее.
Мощность ЗГ рассчитывают по формуле Р- UI. Измеренное значение
мощности ЗГ не должно быть менее 90 % от указанной в паспорте прибо-
ра.
Нелинейными искажениями называются искажения формы колеба-
ний тока или напряжения, т.е. наличие высших гармоник в основных ко-
лебаниях. Причины нелинейных искажений — непрямолинейность харак-
теристик транзисторов и ламп, магнитное насыщение сердечников транс-
форматоров и дросселей и др. Для оценки нелинейных искажений слу-
жит коэффициент нелинейных искажений, который показывает, какой
процент составляют все лишние гармоники по отношению к основному
колебанию. Коэффициент нелинейных искажений ЗГ определяют анали-
затором спектра типа С4-53 (СК4-56) . Для ВТД, работающих в диапазоне
частот 200 Гц — 200 кГц, можно применять измеритель нелинейных ис-
кажений типа С6-5 (С6-11). Анализатор спектра соединяется с выходом
задающего генератора ВТД и последовательно настраивается на первые
пять гармоник рабочей частоты проверяемого дефектоскопа. За рабочую
частоту ЗГ принимают частоту, определенную при поверке параметров
ЗГ. Коэффициент нелинейных искажений Ки рассчитывают по формуле
+ t/23 + и4 + U*
С7?
(12.15)
где Uif U5 — амплитуды напряжений гармоник сигнала ЗГ.
К нормируемым параметрам измерительного усилителя (ИУ) ВТД
относятся: коэффициент усиления, полоса пропускания, неравномер-
196
ность частотной характеристики ИУ. В некоторых случаях необходимо
определить входное сопротивление и входную емкость ИУ.
Коэффициент усиления измеряют на той рабочей частоте дефекто-
скопа, которая была найдена при поверке параметров ЗГ. Если ИУ яв-
ляется селективным, то коэффициент усиления измеряют на его резо-
нансной частоте, указанной в техническом описании прибора. Для опре-
деления коэффициента усиления К необходимо собрать схему, изобра-
женную на рис. 75. Ручки, регулирующие усиление ИУ, следует выста-
вить в положение максимального
усиления. На вход измерительного
усилителя 3 подают напряжение от
генератора синусоидальных колеба-
ний 1 типа ГЗ-7А (ГЗ-56/1, ГЗ-109).
Выходное напряжение генератора
ГЗ-7А контролируют милливольт-
метром 2 типа B3-39, а его частота —
частотомером 4 типа 43-38 (43-34).
К выходу усилителя подключают
эквивалент нагрузки, состоящей из
параллельно включенных резистора
Рис. 75
RH и конденсатора Сн, к которому подсоединяют вход милливольтмет-
ра типа B3-39. Значениями и Сн указывают в техническом описании при-
бора. В случае отсутствия значений Ан и Сн усиленный сигнал с ИУ пода-
ют на милливольтметр с входа детектора прибора. Напряжение с генера-
тора 1 должно быть равно максимально допустимому уровню сигнала,
указанному в техническом описании дефектоскопа. Визуальный конт-
роль формы сигнала осуществляют осциллографом 6 (С 1-20, С1-76 и
Т.Д.) .
Коэффициент усиления ИУ рассчитывается по формуле
вых
(12.16)
вх
где £/вых и UBX — выходное и входное напряжение ИУ соответственно.
Коэффициент усиления должен быть не менее 90 % паспортного значе-
ния.
Для определения полосы пропускания ГОСТ 8.283—78 рекомендует
снять частотную характеристику ИУ во всем частотном диапазоне работы
усилителя, применив при этом схему, приведенную на рис. 75. В диапазо-
не частот ИУ выбирают не менее десяти равномерно расположенных зна-
чений частот. Последовательно устанавливая и поддерживая входное на-
пряжение генератора 1 постоянным и не превышающим максимально до-
пустимый уровень (указанный в техническом описании прибора), фик-
сируют значения выходного напряжения по милливольтметру 5 и строят
график зависимости „выходное напряжение ИУ — частота”. На уровне
0,7 от среднего значения выходного напряжения определяют полосу про-
пускания ИУ.
197
Неравномерность АЧХ у определяют для широкополосных усилите-
лей по формуле
7 = ^тах , (12.17)
^min
где Хтах и Kinin — максимальный и минимальный коэффициенты усиле-
ния ИУ, которые определяют делением максимального и минимального
выходных напряжений, полученных при измерениях в полосе рабочих час-
тот, на значение входного напряжения.
Если коэффициент неравномерности нормируют в логарифмиче-
ских единицах, то для расчетов (в дБ) используют формулу
у = ?01g ^max (12.18)
^min
Все ВТД имеют сигнализаторы наличия дефектов, срабатывающие от
специальных схем, называемых пороговым устройством. При поверке х
ВТД необходимо убедиться в исправности этих устройств с помощью
стандартных образцов, имеющих минимальные искусственные дефекты
или их имитаторы. К дефектоскопу подключают ВТП, соответствующий
размерам стандартного образца. Дефектоскоп настраивают согласно
инструкции по эксплуатации. Ручками дефектоскопа, регулирующими
чувствительность пороговых устройств, устанавливают минимальную
чувствительность. Перемещая стандартный образец относительно преоб-
разователя и постепенно увеличивая чувствительность порогового уст-
ройства, добиваются устойчивого срабатывания сигнализатора (звуко-
вой сигнал, загорание лампочки и т.д.) пороговой схемы.
Работа пороговой схемы считается неудовлетворительной, если сиг-
нализатор наличия дефекта срабатывает только при максимальной чувст-
вительности пороговой схемы или не срабатывает вовсе в любом положе-
нии регулятора чувствительности порогового устройства.
Если измерительная информация поверяемого дефектоскопа зависит
от скорости взаимного перемещения ВТП и образца, то исправность по-
роговых схем проверяют дважды: при максимальной и минимальной
скоростях относительного перемещения, указанных в техническом описа-
нии прибора.
Уровень выходного сигнала измерительной информации для аналого-
вых ВТД определяют по отклонению указателя прибора в момент про-
хождения ВТП над участком стандартного образца с минимальным де-
фектом при максимальном значении чувствительности дефектоскопа.
Нестабильность показаний аналоговых дефектоскопов определяют
следующим образом. Фиксируют уровень выходного сигнала измери-
тельной информации, а затем повторяют эти же измерения через 1 ч, не
выключая дефектоскопа. Тогда относительную временную нестабиль-
ность показаний дефектоскопа (в %) определяют по формуле
6Н = • 100, (12.19)
di
198
где dx и — результаты первого и второго отклонений указателя пр’
бора дефектоскопа в делениях шкалы.
Если дефектоскоп имеет дискретный выход, то нестабильность его
показаний следует определять по схеме, изображенной на рис. 76 и вклю
чающей в себя ЗГ 7, преобразова-
тель 2, усилитель 3 и милливольтметр 4
типа 63-39. Значения 7?н и Сн должны
быть приведены в техническом описа-
нии прибора. I - - ,
Выходное напряжение ИУ измеряют
пять раз с интервалами 15 мин. Все из-
мерения проводят в момент прохожде-
ния ВТП над участком стандартного об- Рис. 76
разца с минимальным дефектом. Неста-
бильность показаний дефектоскопа (в %) определяют из выражения
4-
6Н = ~ Чз • юо,
и.
(12.20)
где Ui и U2 — максимальное и минимальное значения выходного напря-
жения из пяти проведенных измерений. Нестабильность показаний де-
фектоскопа должна быть не более приведенной в эксплуатационной до-
кументации.
12.4. Вихретоковые структуроскопы и их поверка
Приборы, основанные на методах вихретокового вида неразрушаю-
щего контроля и предназначенные для контроля физико-механических
свойств объектов, связанных со структурой, химическим составом и
внутренними напряжениями их материалов (ГОСТ 24289—80) называют-
ся вихретоковыми структуроскопами (ВТС).
ВТС могут осуществлять сортитовку изделий по маркам материа-
лов, твердости, прочности и т.д., оценивать глубину и качество механи-
ческой и термической обработки на различных стадиях технологического
процесса, определять содержание углерода в сталях, выявлять зоны уста-
лости или мягкие пятна (неоднородность структуры), оценивать степень
обезуглероживания поверхностного слоя изделия и т.д.
Если установлена корреляционная связь между физико-химически
ми свойствами материала и выходными сигналами ВТП, то вихретоко
вые структуроскопы могут заменить непроизводительные и дорогостоя-
щие металлографические и механические испытания продукции.
В структуроскопах для контроля изделий из ферромагнитных мате
риалов применяют либо низкочастотные магнитные поля большой на-
пряженности (в этом случае анализируемым сигналом является значение
напряжения преобразователя), либо высокочастотные поля небольшой
напряженности (сигналом в этих приборах являются амплитуда и фаза
одной из гармоник преобразователя).
Для контроля качества термической обработки изделий типа прут-
199
ков, болтов, шпилек, уголков, осей и т.п. широко используют структу-
роскоп типа ВС-10П, работающий на частоте 175 Гц в диапазоне ампли-
туд тока 0—1 А. Блок-схема приборов типа ВС приведена на рис. 77. Фа-
Рис. 77
фазы сигнала можно добиться того
зочувствительным элементом схе-
мы служит ЭЛТ, на вертикальные
пластины которой подается сигнал
ВТП 2, усиленный усилителем 3, а
на горизонтальные — синхронизо-
ванное задающим генератором 7 и
прошедшее через фазовращатель 4,
пилообразное напряжение генера-
тора 5. Усилением и изменением
что линия влияния мешающих фак-
торов будет горизонтальной. Отклонение значения показателя качества
от номинального вызывает переход горизонтальной линии на экране ЭЛТ
в синусоиду. По размеру и характеру изменения горизонтальной линии
можно судить о качестве контролируемого объекта.
Разрешающая способность ВС-10П по твердости составляет не менее
(2 ± 0,5) ед. HRC.
Заметим, что стабильность показания прибора ВС-10П существенным
образом связана с точностью установки объекта контроля относительно
оси ВТП. Только точность установки объекта контроля в ВТП позволяет
реализовать высокие технические характеристики прибора.
Структуроскоп ВС-11П незначительно отличается от прибора ВС-10П
и предназначен для выявления отклонений содержания углерода в мате-
риалах. Прибор обнаруживает отклонения содержания углерода с по-
грешностью 0,08 %.
Для контроля изделий из ферромагнитных сталей разработан прибор
ВС-17П, управляемый микроЭВМ. Возможности использования этого
структуроскопа следующие: контроль прочности характеристик и каче-
ства термической обработки; выделение амплитуды и фазы основной,
третьей и пятой гармоник сигнала ВТП, несущих информацию о показа-
телях качества объекта контроля; осуществление обработки информа-
ции по заданным алгоритмам; проведение контроля не только по прин-
ципу „годен—брак”, но и по промежуточным группам качества; реализа-
ция режима самопроверки работоспособности прибора и т.д. Прибор
ВС-17П может работать в одном из 18 предварительно установленных с
пульта режимов. Встроенный в прибор микропроцессор позволяет уста-
новить оптимальные значения частоты тока возбуждения ВТП, которая
может изменяться в диапазоне 3—300 Гц.
Твердость стальных листов контролируют прибором типа ВФ-ЗОЭ, в
котором применены экранные накладные ВТП. Для подавления мешаю-
щего влияния изменения магнитных свойств материала используют под-
магничивание объекта контроля. Прибор работает на фиксированной
частоте 1000 Гц.
Контрль качества изделия из электропроводящих неферромагнит-
ных материалов основан на оценке изменений электропроводимости 6.
200
При термической обработке на свойства материала влияет большое ко-
личество факторов, поэтому для увеличения надежности контрольных
операций иногда вводят контроль 6 до начала и после окончания опреде-
ленного этапа термической обработки. Значения 6 можно получить с
помощью ВТС типа ВЭ, предназначенных для измерений электропрово-
димости изделий с плоскими поверхностями в диапазоне 0,1—60 МСм/м
с погрешностью не более 3 %. Приборы определяют значение 6 под слоем
диэлектрического покрытия, не превышающего 0,3 мм.
ВТС серии ВЭ снабжены накладными трансформаторными ВТП, при-
чем опорное напряжение снимается с измерительной обмотки преобра-
зователя. Диаметр контролируемой зоны изделия должен составлять не
менее 20 мм. Структуроскопы типа ВЭ-20Н и ВЭ-21Н работают на фикси-
рованных частотах 500 и 1000 кГц соответственно.
Самым совершенным прибором серии ВЭ является в настоящее вре-
мя структуроскоп ВЭ-10НЦ. Он имеет цифровую индикацию измеряемой
величины и, что самое главное, управляется микропроцессором. Прибор
позволяет измерять 6 в диапазоне 0,5-60МСм/м, имеет два поддиапазо-
на: 0,5-6 МСм/м с использованием частот тока возбуждения в диапазоне
8—100 кГц и 5—60 МСм/м с частотами тока возбуждения 1000—3000
кГц.
Все ВТС серии ВЭ предназначены для разделения материалов по
маркам и оценки качества термической обработки при условии сущест-
вования однозначной зависимости между контролируемыми параметра-
ми изделия и его электропроводимостью 6.
Вихретоковые структуроскопы поверяют по ГОСТ 8.283—78. При
поверке ВТС типа ВС выполняют следующие операции: внешний осмотр,
опробование, определение параметров ВТП, выходного напряжения, час-
тоты, нестабильности, степени нелинейных искажений задающего генера-
тора, определение коэффициента усиления усилителя, полосы пропуска-
ния, его входного сопротивления и входной емкости; определение ис-
правности пороговых устройств; проверку компенсатора и симметрии
фазовой чувствительности фазочувствительного детектора; проверку па-
раметров ЭЛТ и приборов со стрелочными указателями.
Отметим, что при поверке, например, прибора ВС-10П следует иметь
в виду, что значение индуктивности возбуждающей обмотки ВТП долж-
но находиться в диапазоне 4,5—5 мГн, эффективное значение выходного
напряжения ЗГ должно составлять от 1,08 до 1,32 В, а частота сигнала ЗГ
f= (175 ± 3) Гц. При поверке параметров усилителя на его вход необхо-
димо подавать сигнал с генератора синусоидальных колебаний амплиту-
дой 52 мВ. Для определения коэффициента усиления усилителя в качест-
ве эквивалента нагрузки следует использовать только резистор типа
МЛТ-0,51 кОм с погрешностью ± 5 %. Коэффициент усиления усилителя
прибора ВС-10 должен быть 500—700, а полоса пропускания усилителя
(25 ± 5) Гц.
Значение входного сопротивления Явх и входной емкости Свх опре-
деляют при выпуске вихретоковых дефектоскопов и структуроскопов
из производства и после их ремонта.
201
Значения Квх и Свх определяют на установке, показанной на рис. 78.
При определении Авх и Свх прибора ВС-10 используют генератор синусо-
идальных колебаний 1 (ГЗ-7А, ГЗ-56/1 и т.п.), с выхода которого подают
напряжение 10 мВ через дополнительный резистор Rg, ^имеющий прене-
Входу с ил и -
Рис. 78
брежимо маленькую собственную емкость и индуктивность (безреактив-
ный резистор), и разделительный конденсатор Ср на вход измерительно-
го усилителя прибора. Значение Ср следует брать из спецификации к
принципиальной электрической схеме прибора ВС-10П. Так как номи-
нальные значения Авх и Свх должны быть указаны в техническом опи-
сании структуроскопа, то легко установить и значение сопротивления
Rg — оно ориентировочно выбирается равным Авх. Перед измерениями
требуется отключить субблок компенсации.
Для определения входного сопротивления усиление Авх на генерато-
ре синусоидальных импульсов устанавливают частоту соо, при которой
будет удовлетворяться неравенство
100
1___
^О^ВХ
Авх.
(12.21)
Напомним, что если значение емкости взято в фарадах, а частота — в гер-
цах, то значение сопротивления будет выражено в омах.
Измеряют значения aU2 с помощью милливольтметра 2, устанав-
ливая переключатель В в положение ап б. Так как на частоте со0 влияни-
ем емкости Свх можно пренебречь, то Авх (в Ом) определяют из выра-
жения
RBX = . (12.22)
Ui — U2
Если значение величины ЮО/со0 Ср <АВХ, указанного в техническом
описании прибора, то последним членом в формуле (12.22) можно пре-
небречь и при расчете Авх использовать формулу
7?вх = . (12.23)
и, -иг
Для определения входной емкости усилителя Свх следует частоту
генератора 1 увеличить до 700—1000 кГц. На вновь установленной часто-
те, например, cji определяют значения U{ и U2. Суммарную входную ем-
202
кость (в Ф) усилителя прибора и применяемого для измерений милли-
вольтметра определяют из формулы
-I4'7?g + _£___ {U[ - Ui)+RBX (СЛ - U2)
С = —_Ц»СР ________________ (12.24)
^i^bx L^gt/г — (Ui~ U2) . -м.
". cp
При расчете С нужно использовать значение 7?вх, полученное при
измерениях.
В случае, когда 100/wiCp < Rg « RBX (измеренное) выражение
(12.24) значительно упрощается до вида
С = - ____1____ . (12.25)
^вх
Тогда Свх = С — Со, где Со — входная емкость применяемого при
измерениях милливольтметра.
Значения входной емкости и входного сопротивления не должны
отличаться от паспортных значений более чем на 20 %.
Поверка компенсатора состоит в определении возможности компен-
сатора плавно поворачивать фазу опорного канала и в возможности
плавно регулировать амплитуду его выходного сигнала. Поверка осу-
ществляется с помощью осциллографа, но с пластины X которого подают
сигнал опорного канала, а на пластины У — выходной сигнал компенса-
тора.
Фазу выходной ЭДС компенсатора плавно изменяют вращением руч-
ки „Регулировка фазы”. На экране осциллографа должно происходить
плавное изменение формы эллипса, так как изменяется соотношение фаз
опорного X и выходного У сигналов компенсатора. Измеряют разность
между максимальным и минимальным значениями ординаты эллипса.
Эта разность не должна превышать 15 % максимального значения сиг-
нала.
Возможность плавной регулировки амплитуды выходного сигнала
компенсатора определяют при его плавном увеличении (поворотом руч-
ки „Компенсация амплитуды”) он туля до максимума. Рост амплитуды
контролируют осциллографом. Не допускаются резкие (более одного
деления) броски амплитуды выходного сигнала компенсатора. Изобра-
жение на экране осциллографа устанавливают таким, чтобы при макси-
мальном выходном сигнале компенсатора на экране осциллографа
наблюдался эллипс с размахом по вертикали, составляющим четыре
больших деления.
При поверке фазового детектора ВТС определяют симметрию его
фазовой характеристики. Для этого с генератора синусоидальных коле-
баний 1 (рис. 79) подается сигнал на фазометр 4 типаФ2-16, фазовраща-
тель 2 и фазовый детектор 5 поверяемого прибора. Выходное напряже-
ние генератора 1 не должно превышать максимально допустимого уров-
ня входного сигнала, указанного в техническом описании прибора, а
203
его частота должна соответствовать рабочей частоте ЗГ, определенной
при поверке прибора. Сигнал, прошедший фазовращатель 2 и усилитель
поверяемого прибора 5, поступает на фазометр 4 и фазовый детектор 5,
Рис. 79 Рис. 80
выходное напряжение которого измеряется вольтметром 6 типа ВК7-9.
Снимается фазовая характеристика детектора, для чего ручкой „Ре-
гулировка фазы” изменяют фазу напряжения опорного канала от нуля
до конечного значения. По полученным данным строят фазовую харак-
теристику, откладывая по оси абсцисс значения фазового сдвига между
опорным и детектируемым напряжениями, а по оси ординат — выходное
напряжение фазового детектора (рис. 80). Симметрию фазовой характе-
ристики определяют сравнением значений амплитуд A i иЛ2 положитель-
ной и отрицательной полуволн. Разность значений Aj иЛ2 не должна
превышать 10 % от большей по абсолютному значению амплитуды.
Официальных нормативных документов на поверку ВТС типа ВЭ
пока не существует. Однако это не означает, что предприятия, эксплуа-
тирующие структуроскопы типа ВЭ, не должны осуществлять их повер-
ку. На ВТС типа ВЭ разрабатывают и утверждают в установленном по-
рядке ведомственные методики поверки, учитывающие специфику ис-
пользования приборов на предприятии. При поверке проводят внешний
осмотр, опробование, определение параметров ВТП трансформаторного
типа, параметров ЗГ, параметров усилителя. Обязательной должна быть
операция определения основной погрешности измерений 6О с помощью
серийно выпускаемых стандартных образцов удельной электрической
проводимости и дополнительной погрешности измерения 5g при толщине
изделия менее минимально допустимой, а также при изменении формы
поверхности (радиуса кривизны) или диаметра зоны контроля.
12.5. Вихретоковые толщиномеры и их поверка
Приборы, основанные на методах вихретокового неразрушающего
контроля и предназначенные для измерения толщины объектов контро-
ля, называются вихретоковыми толщиномерами, причем объекты конт-
роля могут быть как однослойные, так и многослойные.
Вихретоковые толщиномеры подразделяются на приборы для изме-
рений:
диэлектрических покрытий (лакокрасочных, керамических, фосфат-
ных, эмалевых, пластмассовых и других), нанесенных на ферро- и нефер-
ромагнитные электропроводящие основания;
204
электропроводящих покрытий на электропроводящей основе. Здесь
имеют в виду различные виды гальванических и плакировочных покры-
тий, выполненных на ферро- и неферромагнитном основании, причем ма-
териал самого покрытия также может быть ферромагнитным, например,
никелевые покрытия, и неферромагнитным — цинковые, кадмиевые,
медные, хромовые, серебряные, золотые и др.
электропроводящего слоя, применяемые как правило, для измере-
ния диаметров и толщин изделий с односторонним доступом.
Вихретоковые толщиномеры обычно имеют накладные ВТП транс-
форматорного типа, что обеспечивает локальное измерение толщины.
Структурные схемы вихретоковых толщиномеров мало отличаются от
структурных схем ВТД. В них отсутствуют блоки, необходимые для реа-
лизации модуляционного вихретокового метода НК.
Основные характеристики толщиномеров — погрешности измерении,
зависящие от многих причин.
При контроле толщины электропроводящих изделий большое влия-
ние на погрешность измерений оказывают изменения удельной электри-
ческой проводимости и магнитных свойств, вызванные изменением
структуры материала, а также изменение расстояния между ВТП и по-
верхностью контролируемого объекта. При контроле гальванических по-
крытий к этим факторам добавляют отклонения толщины, электриче-
ской проводимости и магнитной проницаемости самого основания, на
которое нанесено покрытие. Многообразие комбинаций гальванических
покрытий и оснований создает значительные трудности при разработке
универсальных вихретоковых толщиномеров, поэтому обычно мы име-
ем дело со специализированными толщиномерами, предназначенными
для контроля толщин некоторой группы покрытий на заданном основа-
нии. Например, вихретоковый толщиномер типа ИТГП-1А предназначен
для измерения толщин кадмиевых, цинковых, никелевых покрытий в
диапазоне 0—30 мкм на ферромагнитном основании с погрешностью из-
мерений (0,05х + 1) мкм, где х — измеряемая толщина покрытия. Вихре-
токовый толщиномер ИТ1П-1Б измеряет толщины серебряных и медных
покрытий в диапазоне 0—50 мкм также на ферромагнитном основании.
Приборы типа ИТГП (измерители толщины гальванических покры-
тий) основаны на измерении фазы вносимого напряжения, а так как эта
фаза существенно зависит от толщины покрытия и весьма слабо от изме-
нения зазора, то на показаниях этих приборов колебания зазора практи-
чески не сказываются.
Измерение толщин диэлектрических покрытий на электропроводя-
щих основаниях — это измерение зазора между ВТП и поверхностью объ-
екта контроля. Толщиномеры диэлектрических покрытий обеспечивают
высокую чувствительность к изменению толщины покрытии. Из всего
многообразия выпускавшихся ранее вихретоковых толщиномеров прак-
тически остался один — толщиномер ВТ-10НЦ, предназначенный для из-
мерения толщины теплозащитных, антикоррозионных диэлектрических
покрытий на неферромагнитном основании с удельной электрической
проводимостью 1—60 МСм/м. Толщиномером измеряют толщину ди-
205
электрических покрытий в диапазоне 0—12 мм. Диапазон толщиномера
разделен на пять поддиапазонов. На первых двух поддиапазонах погреш-
ность измерений толщины составляет (0,05х + 1) мкм для поддиапазона
0,02-0,22 мм и (0,05х + 10) мкм для поддиапзона 0,2—1,2 мм, где х —
измеряемая толщина. На остальных поддиапазонах погрешность измере-
ний не превышает 5 % измеряемой величины.
Вихретоковые толщиномеры, позволяющие измерять толщины
электропроводящих изделий, получили не такое широкое распростране-
ние, как толщиномеры для измерения толщины диэлектрических и галь-
ванических покрытий. Блок-схемы таких приборов предусматривают
подавление вариации зазора, д и 6. Из выпускаемых вихретоковых тол-
щиномеров этой группы заслуживает внимания прибор ВТЛ-10Н, пред-
назначенный для измерения толщины листов, лент, полос из цветных
тугоплавких металлов в автоматизированном режиме. Диапазон изме-
ряемых толщин 0,005—60 мм. Работой толщиномера управляет микро-
ЭВМ, осуществляющая автоматическую установку нуля, программно
заданный режим работы, статистическую обработку результатов измере-
ний, автоматическую проверку работоспособности прибора. Диапазон
измеряемых толщин разбит на семь поддиапазонов. Погрешность изме-
рений на первом поддиапазоне 0,005—0,05 мм составляет (0,05х +1)
мкм, на втором 0,03—0,3 мм — (0,05х + 3) мкм, на остальных — (0,03х +
+ 5) мкм.
Настройка толщиномеров заключается в установке стрелки индика-
тора (или цифрового устройства) на нижний и верхний пределы шкалы с
помощью соответствующих стандартных образцов толщины. Стандарт-
ные образцы, изготовляемые предприятием, эксплуатирующим толщино-
мер, как правило, подлежат аттестации органами метрологических
служб. На показания вихретоковых толщиномеров влияет не только
толщина измеряемого покрытия, но и его свойства, что создает методи-
ческие трудности при изготовлении стандартных образцов, так как
электрические и магнитные свойства покрытий зависят от состава по-
крытий, свойств входящих в них ингредиентов, технологии нанесения и
обработки, что приводит к непостоянству их физических свойств.
Методы и средства первичной и периодической поверки вихретоко-
вых и магнитных толщиномеров покрытий установлены в ГОСТ
8.502—84. Стандарт распространяется на толщиномеры металлических и
неметаллических покрытий на металлической основе в диапазоне измере-
ний толщины покрытий от 1 до 20000 мкм.
При поверке выполняют следующие операции: внешний осмотр;
опробование: определение основной погрешности толщиномера и основ-
ной погрешности средств измерений, входящих в комплект толщино-
мера.
При поверке толщиномеров должны соблюдаться нормальные усло-
вия, установленные в ГОСТ 8.395—80. Для конкретного поверяемого
прибора нормальные условия часто указывают в его паспорте или техни-
ческом описании.
Толщиномеры, питание которых осуществляется от различных
источников, должны быть поверены в режиме „От сети”.
206
Перед проведением поверки толщиномеры и средства поверки долж-
ны быть выдержаны в нормальных условиях не хменее 12 ч, а образцовые
меры толщины покрытий и средства для настройки толщиномера следу-
ет промыть авиационным бензином, вытереть чистой сухой салфеткой из
мягкой льняной или хлопчатобумажной ткани и выдержать в нормаль-
ных условиях не менее 1 ч.
Перед поверкой проверяют размагниченность образцов и мер, изго-
товленных из ферромагнитных материалов с помощью частиц низкоугле-
родной стали. Частицы не должны прилипать к непокрытой части рабочей
поверхности основания.
Внешний осмотр толщиномера предусматривает проверку: соответ-
ствия комплектности поверяемого толщиномера указанной в паспорте,
за исключением расходуемой части ЗИП; наличия маркировки (обозна-
чение толщиномера, товарный знак предприятия-изготовителя, порядко-
вый номер по системе нумерации предприятия-изготовителя, год выпус-
ка) ; наличия клейма в месте, делающем невозможным вскрытие толщи-
номера без нарушения клейма: отсутствия на толщиномере и средствах
измерения, входящих в его комплект, следов коррозии, грязи, механи-
ческих повреждения, которые могут повлиять на работоспособность
толщиномера; надежности закрепления органов управления и индикато-
ров; четкости нанесения надписей и обозначений, гравировки шкалы.
Медленное вращение корректора нуля индикаторного устройства долж-
но вызывать перемещение указателя прибора в обе стороны от нулевой
отметки.
При опробовании толщиномер готовят к работе и настраивают в со-
ответствии с инструкцией по эксплуатации. Затем выполняют пробные
измерения на каждом поддиапазоне; при этом проверяют качество рабо-
ты переключателей и плавность работы органов управления.
Допускается проводить опробование толщиномера с помощью мер
толщины покрытий и установки для поверки толщиномеров покрытий
(УПТП) или длиномера. С помощью этих средств измерений определяют
и основную погрешность толщиномера.
Определение основной погрешности толщиномера с помощью мер
толщины покрытий. Средства поверки — образцовые меры толщины по-
крытий по ГОСТ 25177—82, представляющие собой основания квадрат-
ной или круглой формы, изготовленные из электропроводящего немаг-
нитного или магнитного материала, на которые наносят покрытия из
магнитного или немагнитного электропроводящего материала. Методика
изготовления образцовых мер толщины покрытий (МИ 450—84) разра-
ботана НПО „Исари”. Аттестация мер толщины покрытий должна осу-
ществляться по утвержденным в установленном порядке методикам
аттестации по типам мер толщины покрытий, а их поверка — по ГОСТ
8.352—79. Для поверки магнитных толщиномеров необходимо исполь-
зовать образцовые меры с магнитным и немагнитным покрытием на маг-
нитной основе.
Поверяемый толщиномер настраивают по мерам со значениями тол-
207
щин покрытий, близкими к крайним значениям поверяемого поддиапа-
зона. Выбирают три меры, значения толщины покрытий Лн которых
равномерно распределены по шкале настроенного поддиапазона. На
каждой мере проводят по пять наблюдений. Результаты наблюдений
hi заносят в таблицу протокола поверки. Систематическую составляю-
щую погрешность определяют по формуле
~ 1 5
Ас = —2 Л/, (12.26)
5 /= 1
где A i — разность номинального значения меры и показания поверяемо-
го толщиномера при i-м наблюдении
A, =hH-hi. (12.27)
Случайную составляющую погрешности толщиномера определяют
по формуле
Д=Г76, (12.28)
где ty = 2,78 — коэффициент Стьюдента (при доверительной вероятности
Р = 0,95 и числе наблюдений п = 5: 6 — среднее квадратическое отклоне-
ние случайной составляющей погрешности поверяемого толщиномера
6 = 2- (AZ-Ас)2. (12.29)
Основная погрешность
А = Ас + А . (12.30)
Основная погрешность не должна превышать предела допускаемой
основной погрешности толщиномера, указанной в его паспорте, для всех
контрольных точек поверяемого поддиапазона. В противном случае
операции поверки на данном поддиапазоне повторяют. При повторном
превышении допускаемой основной погрешности толщиномер бракуют.
Определение основной погрешности толщиномера с помощью уста-
новки УПТП. Установка представляет собой вертикальную измеритель-
ную стойку и содержит следующие узлы (рис. 81) : стальную колонку с
винтовой канавкой 6, впрессованную в массивное чугунное основание 7,
измерительный столик 2, кронштейн для измерительных приборов 4,
каретку 3, являющуюся держателем преобразователя поверяемого
толщиномера, индикатор касания ВТП 5 поверхности металлической
основы.
Принцип действия установки заключается в создании между преоб-
разователем поверяемого толщиномера и металлической основой воз-
душного зазора. Изменение зазора вызывает изменение выходного
сигнала измерительной информации поверяемого прибора, эквивалент-
ное изменению толщины неэлектропроводящего покрытия.
Перемещение преобразователя относительно столика 2 позволяет
206
установить воздушный зазор, соответствующий показаниям поверяемо-
го толщиномера. Воздушный зазор создают вращением микровинта и
гайки. Момент касания преобразователем поверх-
ности металлической основы фиксируется элект-
ронным индикаторным устройством 5. Размер
создаваемого воздушного зазора определяют изме-
рительными приборами типа 01П, 1МИГ, ИЧ-10,
входящих в состав установки.
Толщиномеры с помощью установки УПТП
поверяют методом сравнения показаний толщино-
мера и образцовых измерительных приборов уста-
новки.
Предел допускаемой основной погрешности
измерений установки не более: ±0,6: ±2,5 и ±20
мкм в диапазоне толщин 0—0,05: 0,05-2 и 2—20 мм
и выше. Саму установку поверяют образцовыми
концевыми мерами длины.
При поверке толщиномеров на УПТП сначала
устанавливают измерительный прибор, соответст-
вующий поверяемому диапазону или поддиапазону
толщиномера, закрепляют преобразователь прибора
и образец основания. Затем приводят в соприкос-
новение преобразователь с основанием, фиксируя
момент касания электронным индикатором. В этом
положении преобразователя и основания устанавли-
вают нулевое показание измерительного прибора (01П, 1МИГ и т.д.).
Настраивают поверяемый диапазон (поддиапазон) толщиномера соглас-
но инструкции по его эксплуатации. Затем последовательно создают
зазоры, соответствующие значениям толщины в трех точках, равномерно
расположенных по шкале поверяемого и настроенного поддиапазона.
Для каждого значения Лн выполняют по пять наблюдений показаний
поверяемого толщиномера hj. Полученные результаты наблюдений
обрабатывают с помощью формул (12.26) — (12.30).
Определение основной погрешности толщиномера с помощью длино-
меров. Для определения могут быть использованы стандартные длино-
меры типа ДВО и ИЗВ-З. Перед проведением измерений необходимо из-
готовить образцы оснований и приспособление для закрепления их на
основании длиномера. Образцы оснований для толщиномеров типов
МИП-10, МТ-40НЦ, МТ-41НЦ и аналогичных изготовлены из стали марки
20, а для вихретоковых толщиномеров типа ВТ-10НЦ — из справа Д16.
Для специализированных толщиномеров образцы должны быть изготов-
лены из того материала, для контроля покрытий которых они предназна-
чены. Диаметр образцов оснований должен быть 50 мм, толщина 5 мм,
шероховатость плоскостей 1.25, торца 3,2. При поверке толщиномера
МИП-10 требуется изготовить оправку для крепления преобразователя
к длиномеру.
Диапазон измерений длиномера типа ИЗВ-З составляет 0 250 мм.
209
допускаемая погрешность не более ± (1,2 + х/ 120) мкм, где х — опреде-
ляемый размер, мкм.
Основную погрешность толщиномера определяют так. На столике
длиномера закрепляют соответствующий образец основания, а на изме-
рительном стержне длиномера — преобразователь толщиномера. Настра-
ивают поверяемый поддиапазон, для чего измерительный стержень дли-
номера с преобразователем опускают на образец основания и определяют
начало отсчета . Выбирают неферромагнитную пленку или фольгу, зна-
чения толщин которых находятся вблизи нижнего и верхнего предела по-
веряемого поддиапазона. На образец основания помещают неферромаг-
нитную пленку (фольгу), имеющую толщину вблизи начала поддиапазо-
на, опускают стержень длиномера и фиксируют показания отсчетного
устройства длиномера. Толщину пленки или фольги определяют по фор-
муле hH = д/ - и0. Затем ручкой толщиномера ,,Установка нуля” уста-
навливают значение hH.
Аналогичные измерения проводят при размещении на образце осно-
вания пленки (фольги), имеющей толщину вблизи конца поверяемого
поддиапазона. Показания длиномера при этом устанавливают ручкой
„Чувствительность” поверяемого толщиномера. Операции установки
значений начала и конца шкалы толщиномера повторяют несколько раз.
Настройка считается удовлетворительной, если отклонение показаний
толщиномера от показаний длиномера не превышает основной погреш-
ности поверяемого толщиномера.
Выбирают три неферромагнитные пленки (фольги) позволяющие
определить погрешность толщиномера в трех точках, равномерно рас-
положенных по шкале настроенного поддиапазона. В каждой точке
проводят по пять измерений, сравнивая показания длиномера и толщино-
мера. Результаты наблюдений обрабатывают по формулам (12.26) —
(12.30).
Результаты целесообразно обрабатывать с помощью микрокалькуля-
торов, снабженных запоминающим устройством, что существенно увели-
чивает производительность труда поверителей и избавляет от возмож-
ных элементарных ошибок.
Определение основной погрешности средств измерений, входящих в
комплект толщиномера. Средства измерений, изготовленные по ГОСТ
25177—82, поверяют в соответствии с ГОСТ 8.352—79.
Средства измерений в виде фольги или пленки поверяют с помощью
длиномера или оптикатора. Измерения выполняют в девяти точках, рав-
номерно расположенных на рабочей площади меры. Результаты обраба-
тывают в соответствии с ГОСТ 8.207—76.
Интервал, определенный при доверительной вероятности Р = 0,95,
не должен превышать основной погрешности меры. В противном случае
меру бракуют или в обоснованных случаях для нее устанавливают новое
значение основной погрешности.
Обычно поверку средств измерений, входящих в комплект толщино-
меров, осуществляют поверители, занимающиеся поверкой линейно-уг-
ловых средств измерений.
21.0
Результаты наблюдений заносят в протокол, форма которого приве-
дена в ГОСТ 8.502-84. Ведомственную поверку толщиномеров покры-
тий оформляют в порядке, установленном ведомственной метрологи-
ческой службой.
Приложение 1
2 г 2
Значения функции Лапласа 2 Ф (t) = —т j е _ Hr
\/2тт О 2
t 2 Ф (t) г 2Ф (г) г 2Ф(Г)
0,00 0,0000 0,80 0,5763 1,60 0,8904
0,02 0160 0.82 5878 1,62 8948
0,04 0319 0,84 5991 1,64 8990
0,06 0478 0,86 6102 1,66 9031
0,08 0638 0,88 6211 1,68 9070
0,10 0797 0,90 6319 1,70 9109
0,12 0955 0,92 6424 1,72 9146
0,14 1113 0,94 6528 1,74 9181
0,16 1271 0,96 6629 1,76 9216
0,18 1428 0,98 6729 1,78 9249
0,20 1528 1,00 6827 1,80 9281
0,22 1741 1,02 6923 1,82 9312
0,24 1897 1,04 7017 1,84 9342
0,26 2051 1,06 7109 1,86 9371
0,28 2205 1,08 7199 1,88 9399
0,30 2358 1,10 7287 1,90 9426
0,32 2510 1,12 7373 1,92 9451
0,34 2661 1,14 7457 1,94 9476
0,36 2812 1,16 7540 1,96 9500
0,38 2961 1,18 7620 1,98 9523
0,40 3108 1,20 7699 2,00 9545
0,42 3255 1,22 7775 2,02 9566
0,44 3401 1,24 7850 2,04 9587
0,46 3545 1,26 7923 2,06 9606
0,48 3688 1,28 7995 2,08 9625
0,50 3829 1,30 8064 2,10 9643
0,52 3969 1,32 • 8132 2,12 9660
0,54 4108 1,34 8197 2,14 9676
0,56 4245 1,36 8262 2,16 9692
0,58 4381 1,38 8324 2,18 9707
0,60 4515 1,40 8385 2,20 9722
0,62 4647 1,42 8444 2,40 9836
0,64 4778 1,44 8501 2,60 9907
0,66 4907 1,46 8557 2,80 9949
0,68 5035 1,48 8611 3,00 9973
0,70 5161 1,50 8664 3,20 9986
0,72 5285 1,52 8715 3,40 9993
0,74 5407 1,54 8764 3,60 9997
0,76 5527 1,56 8812 3,80 9999
0,78 5646 1,58 8859 4,00 99995
211
Приложение 2
Коэффициент Стьюдейта Ту
п ty при Р, равной
0,50 0,60 0,70 0,80 0,90 0,95 0,98 0,99
2 1,00 1,38 1,96 3,08 6,31 12,71 31,82 63,66
3 0,82 1,06 1,39 1,89 2,92 4,30 6,96 9,93
4 0,76 0,98 1,25 1,64 2,35 3,18 4,54 5,84
5 0,74 0,94 1,19 1,53 2,13 2,78 3,75 4,60
6 0,73 0,92 1,16 1,48 2,02 2,57 3,36 4,03
7 0,72 0,90 1,13 1,44 1,94 2,45 3,14 3,71
8 0,71 0,90 1,12 1,41 1,90 2,36 3,00 3,50
9 0,70 0,89 1,11 1,40 1,86 2,31 2,90 3,35
10 0,70 0,88 1,10 1,38 1,83 2,26 2,82 3,25
11 0,70 0,88 1,09 1,37 1,81 2,23 2,76 3,17
12 0,70 0,87 1,09 1,36 1,80 2,20 2,72 3,11
13 0,69 0,87 1,08 1,35 1,78 2,18 2,68 3,06
14 0,69 0,87 1,08 1,35 1,77 2,16 2,65 3,01
15 0,69 0,87 1,08 1,34 1,76 2,14 2,62 2,98
16 0,69 0,87 1,07 1,34 1,75 2,13 2,60 2,95
17 0,69 0,86 1,07 1,34 1,75 2,12 2,58 2,92
18 0,69 0,86 1,07 1,33 1,74 2,11 2,57 2,90
19 0,69 0,86 1,07 1,33 1,73 2,10 2,55 2,88
20 0,69 0,86 1,07 1,33 1,73 2,09 2,54 2,86
21 0,69 0,86 1,06 1,32 1,72 2,09 2,53 2,84
22 0,69 0,86 1,06 1,32 1,72 2,08 2,52 2,83
23 0,69 0,86 1,06 1,32 1,72 2,07 2,51 2,82
24 0,69 0,86 1,06 1,32 1,71 2,07 2,50 1,81
25 0,68 0,86 1,06 1,32 1,71 2,06 2,49 2,80
212
СПИСОК ЛИТЕРАТУРЫ
1. Артемьев Б.Г., Голубев СМ. ( правочное пособие для работников метроло-
гических служб: В 2-х кн. — 2-с изд., перераб и доп. — М.: Издательство стандартов,
1986. - 553 с.
2. Бурдун Г.Д., Марков Б.II. Основы м грологии: Учеб, пособие для вузов. —
3-е изд., перераб. — М.: Издательство с тлндпртов, 1985, — 256 с.
3. Карякин А.В., Боровиков 1 <’ Лк минисцентная и цветная дефектоско-
пия. — М.: Машиностроение, 197 ? 24 н <_
4. Контроль качества продукции в машиностроении / Под ред. А.Э.Артеса. —
М.: Изд-во стандартов, 1980 И К с
5. Приборы неразрушакмпс!о кошроип материалов и изделий: Справочник:
В 2-х кн. — 2-е изд., перераб. и доп / Под ред В В. Клюева. — М.: Машиностроение.
1986.-Кн. 1-я- 487 с.; кн 2 м IM .
6. Хромой Б.II., Моисеев Ю I • пек । рорлциоизмерения. — М.: Радио и связь,
1985. - 304 с.
7. Электрические измерении / Пои р«д И II Маниловского. — М.: Энергоатом-
издат, 1985. - 416 с.
ОГЛАВЛЕНИЕ
От автора........................................................... 3
РАЗДЕЛ I. Основы метрологического обеспечения................... 4
Глава 1. Основные понятия....................................... 4
1.1. Научная и техническая основы метрологического
обеспечения................................................. 4
1.2. Организационная и нормативная основы
метрологического обеспечения................................ 8
Глава 2. Физические величины и их измерение...................... 9
2.1. Виды и методы измерений................................ 9
2.2. Системы единиц физических величин..................... J2
Глава 3. Погрешности измерений и обработка результатов
наблюдений...................................................... 14
3.1. Погрешности измерений................................. 14
3.2. Погрешности средств измерений......................... 20
3.3. Обработка результатов наблюдений...................... 23
Глава 4. Основы государственного надзора и ведомственного
контроля за средствами измерений................................ 26
4.1. Общие положения...................................... 26
4.2. Государственные испытания средств измерений......... 27
4.3. Метрологическая аттестация нестандартизованных
средств измерений.......................................... 28
4.4. Поверка средств измерений............................ 29
РАЗДЕЛ II. Основные положения неразрушающего контроля........... 33
Глава 5. Общая характеристика методов и средств
неразрушающего контроля...................................... . 33
5.1. Методы неразрушающего контроля........................ 33
5.2. Средства неразрушающего контроля...................... 35
Глава 6. Стандартизация методов и средств неразрушающего
контроля......................................................... 39
6.1. Стандартизация методов НК............................. 39
РАЗДЕЛ III. Средства неразрушающего контроля и их
поверка.......................................................... 43
Глава 7. Общие вопросы поверки.................................. 43
7.1. Роль метрологического обеспечения СНК
в повышении качества продукции............................. 43
7.2. Методы поверки. НТД по поверке........................ 45
7.3. Средства поверки...................................... 46
7.4. Условия проведения поверки........................... 47
7.5. Подготовка и проведение поверки....................... 48
7.6. Создание и организация поверочных подразделений
ведомственных метрологических служб , .....................50
Глава 8. Средства измерений, используемые при поверке
средств неразрушающего контроля.................................. 52
8.1. Приборы, измеряющие ток и напряжение.................. 53
8.2. Мостовые цепи....................................... 55
8.3. Генераторы измерительных сигналов..................... 56
8.4. Электронно-лучевые осциллографы....................... 60
8.5. Электронно-счетные частотомеры и приборы,
измеряющие разность фаз .................................... 61
8.6. Приборы, измеряющие магнитные величины................ 64
Глава 9. Средства капиллярного неразрушающего контроля
и их поверка................................................... 66
9.1. Физическая сущность, область применения,
классификация............................................. 66
214
9.2. Средства капиллярного неразрушающего
контроля.................................................. 71
9.3. Дефектоскопические материалы и проверка
их качества............................................... 72
Глава 10. Поверка средств магнитного неразрушающего
контроля........................................................ 79
10.1. Сущность и область применения магнитного
неразрушающего контроля.................................... 79
10.2. Сущность и область применения машитопорошкового
метода неразрушающего контроля........................... у ।
10.3. Магнитопорошковые дефектоскопы...................... g9
10.4. Поверка магнитопорошковых дефектоскопов ............ 92
10.5. Сущность и о власть применения контроля
методом коэрцитивной силы.................................. 98
10.6. Поверка коэрцитиметров............................. 101
10.7. Средства феррозондового контроля и их поверка...... 107
10.8. Средства магнитографического метода контроля
и их поверка.............................................. Ю9
10.9. Магнитные толщиномеры и их поверка................. i ю
Глава 11. Средства акустического неразрушающего
контроля и их поверка.......................................... 111
11.1. Физические основы акустического неразрушающего
контроля................................................. 111
11.2. Преобразователи акустических колебаний.............. цб
11.3. Методы акустического контроля...................... 121
11.4. Элементы методики и технические характеристики
средств ультразвукового контроля......................... 127
11.5. Измерение характеристик ПЭП........................ 134
11.6. Поверка ультразвуковых эхо-импульсных
контактных толщиномеров ................................. 144
11.7. Блок-схема и нормируемые параметры ультра-
звуковых эхо-импульсных дефектоскопов ................... 150
11.8. Измерение параметров ультразвуковых jxo-
импульсных дефектоскопов................................. 155
11.9. Измерение характеристик акустических
импедансных дефектоскопов................................ 174
11.10. Определение характеристик дефектоскопов,
основанных на методе свободных колебаний................. 179
Глава 12. Средства вихретокового неразрушающего контроля
и их поверка................................................. 182
12.1. Физические основы вихретоковых методов НК.......... 182
12.2. Вихретоковые преобразователи ...................... 185
12.3. Вихретоковые дефектоскопы и их поверка............. 189
12.4. Вихретоковые структуроскопы и их поверка........... 199
12.5. Вихретоковые толщиномеры и их поверка.............. 204
Приложение 1....................................................... 211
Приложение 2....................................................... 212
Список литературы.................................................. 213
215