/












































































































































































































































































Автор: Быков Б.В. Пигарев В.Е.
Теги: электротехника электрическая связь ремонт железнодорожный транспорт техническое обслуживание
ISBN: 5—94069—018-1
Год: 2001




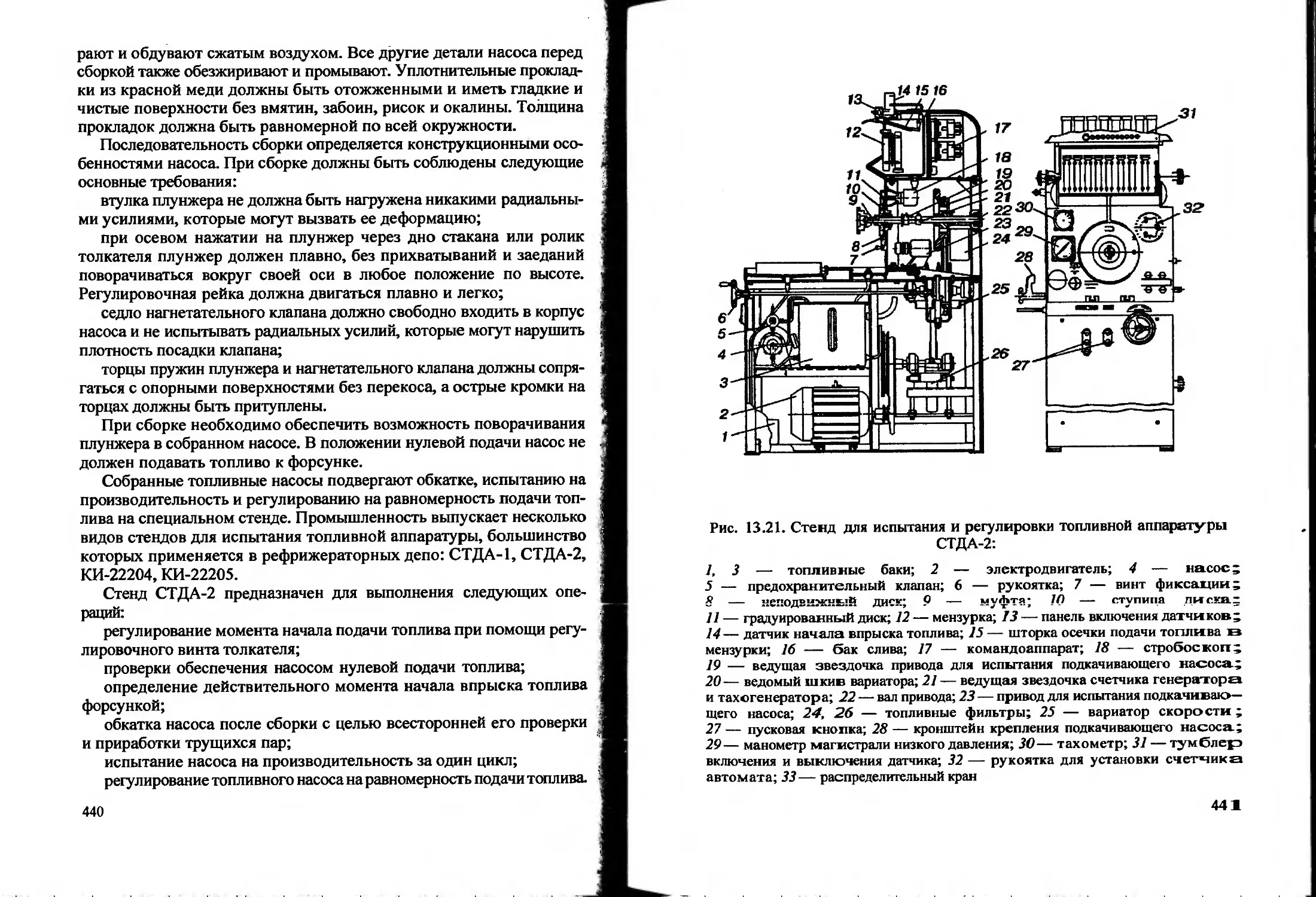
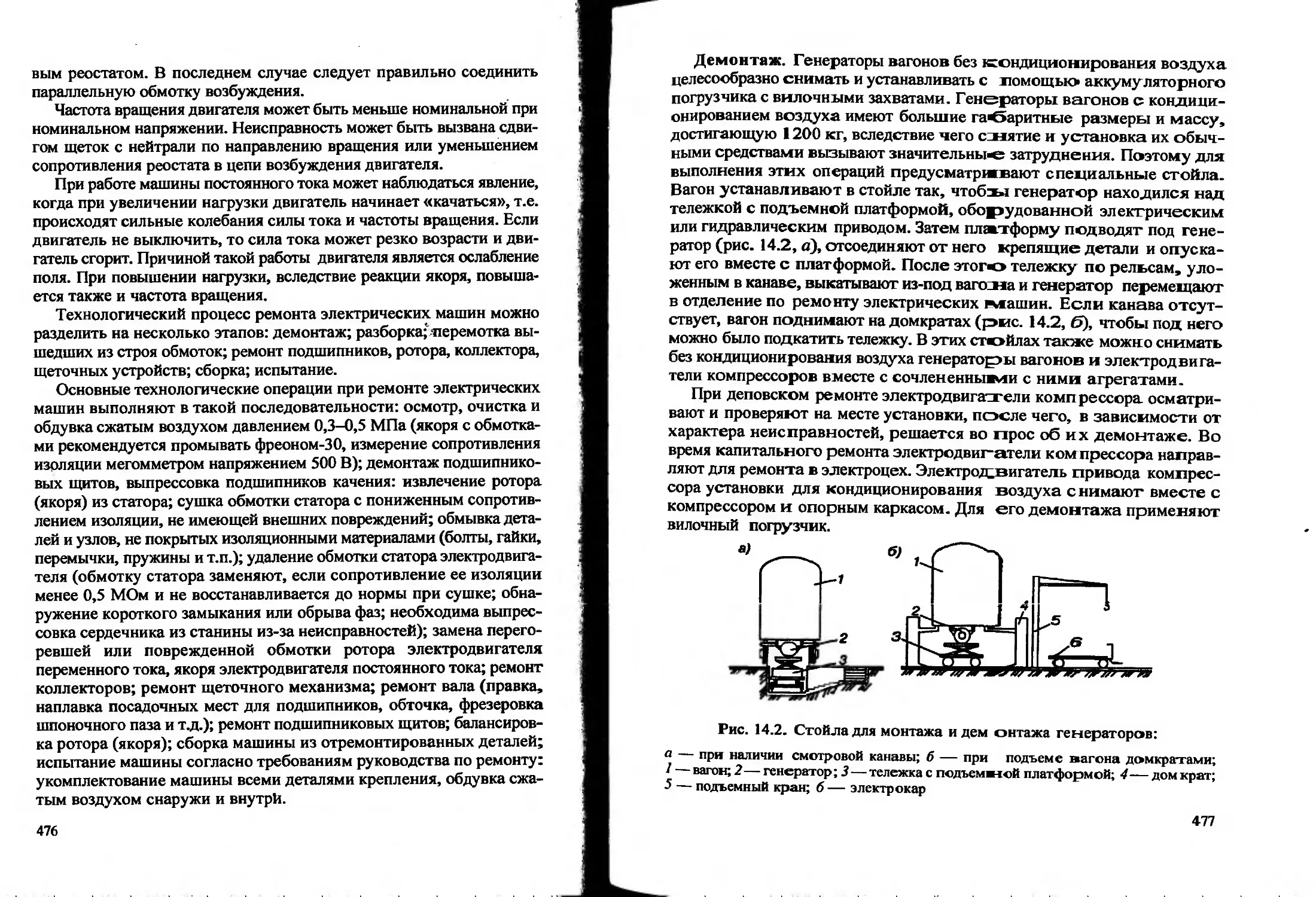
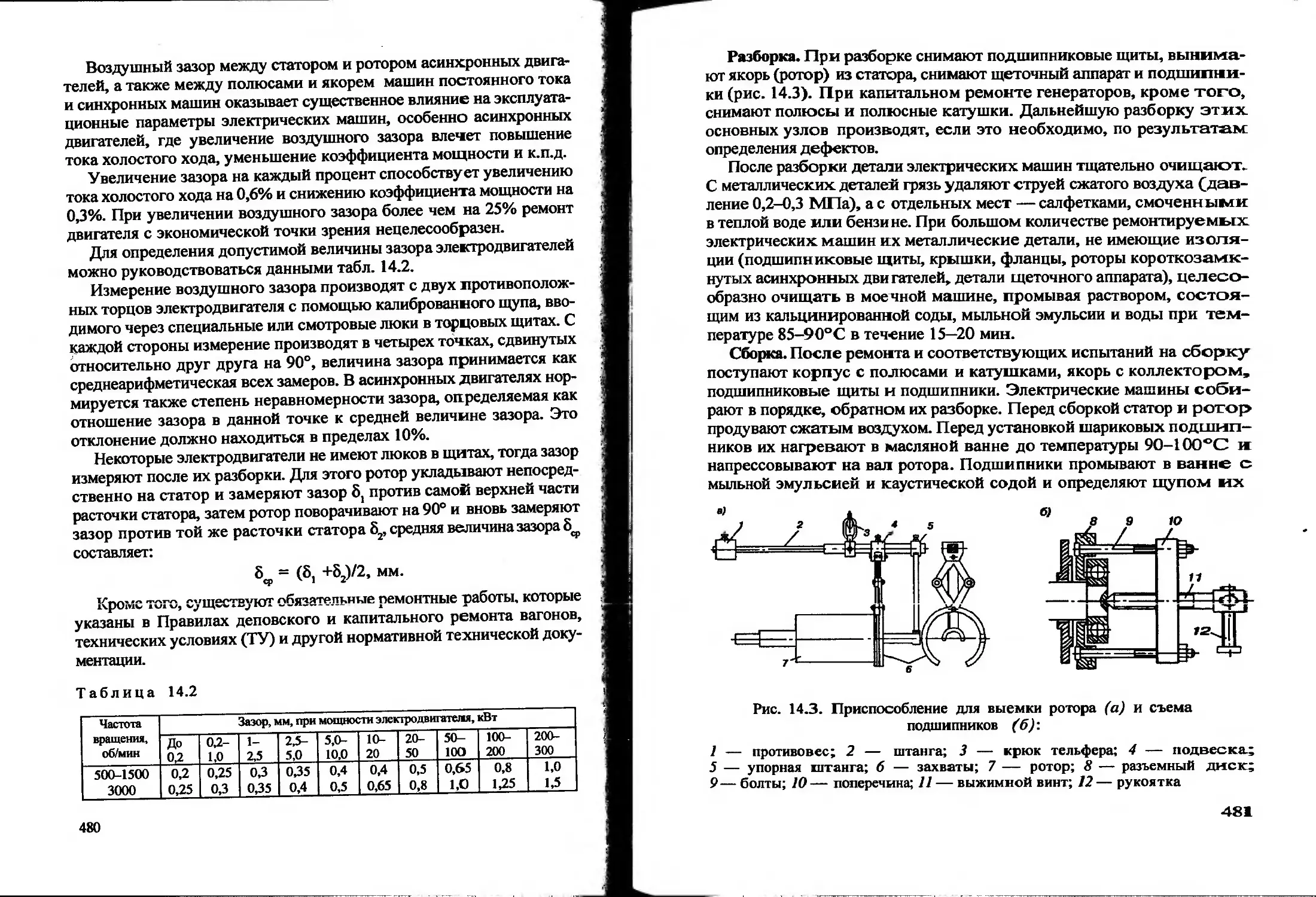
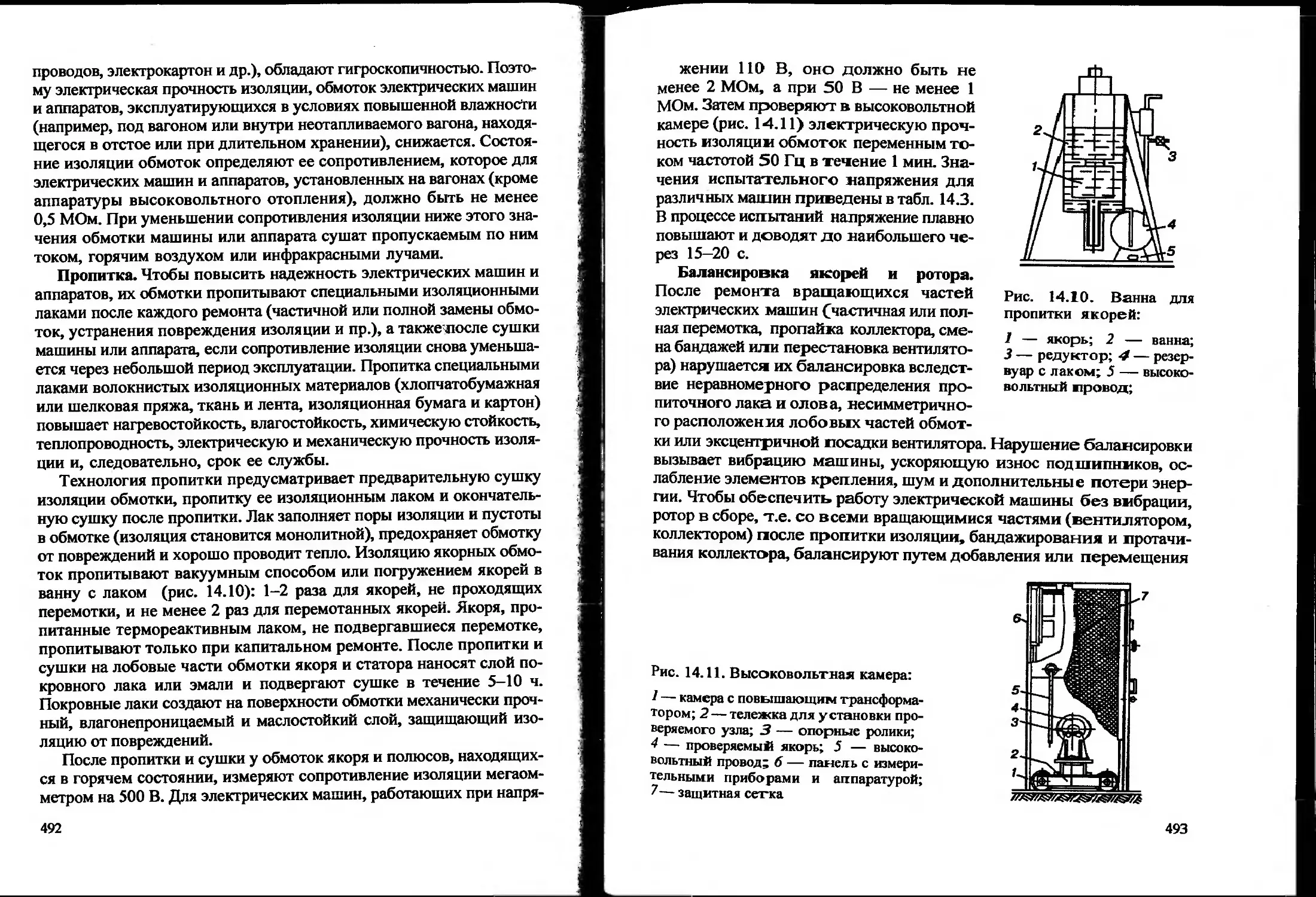
Текст
СРЕДНЕЕ
кРШЛШМЬЖшйТШШЕ
' ' *".*'* '•» * - , *' '' » ./’.'• J.VZ* f 1' ♦- •/- л,- ’ t‘_ | -р‘»'_v * ‘ Тг»' •l\,r *, •,*
5.Е. БЫКОВ, В.Е. ПИГАРЕВ
ТЕХНОЛОГИЯ
ремонта загонов
Б.В. Быков, В.Е. Пигарев
ТЕХНОЛОГИЯ
РЕМОНТА ВАГОНОВ
Утверждено Департаментом кадров и учебных заведений
МПС России в качестве учебника для студентов техникумов
и колледжей железнодорожного транспорта
Москва
2001
УДК 621.39.029.7(075.8)
ББК 32.889 Я73
В 49
Быков Б.В., Пигарев В.Е. Технология ремонта вагонов:
Учебник для средних специальных учебных заведений ж.-д.
трансп. — М.: Желдориздат, 2001. — 559с.: ил.
Рассмотрены вопросы технического обслуживания и ремонта вагонов с
учетом особенностей их эксплуатации, пути увеличения межремонтных сро-
ков на основе диагностирования; приведены сведения о применяемом
при ремонте вагонов оборудовании, мероприятия по технике без-
опасности при техническом обслуживании и ремонте вагонов.
Учебник написан по программе дисциплины «Технология ремонта
вагонов» для студентов средних специальных учебных заведений железнодо-
рожного транспорта специальности 1707 «Техническая эксплуатация, обслу-
живание и ремонт подвижного состава железных дорог» специализации
17.07.02 «Техническая эксплуатация, обслуживание и ремонт вагонов и реф-
рижераторного подвижного состава железных дорог».
Книга предназначена в качестве учебника для студентов техникумов и
колледжей железнодорожного транспорта и может служить практическим
руководством для инженерно-технических работников, связанных с техничес-
ким обслуживанием и ремонтом вагонов.
Книгу написали: Быков Б.В. — главы 3, 4, 5, 6, 7, 8, 9, 10,
Пигарев В.Е. — введение, главы 1, 2, 11, 12, 13, 14.
Рецензенты: главный технолог Департамента пассажирских сообще-
ний МПС России — Хрипунов В.Н.; председатель Учебно-методического
совета при УМК МПС — Хряпенков Г.А.; главный инженер Воронежского
ВРЗ им. Тельмана, канд. техн, наук — Бахтин В.Т.
ISBN 5—94069—018-1
© Быков Б.В., Пигарев В.Е.,
2001
© ИПК «Желдориздат»,
оформление, 2001
Введение
Парк подвижного состава железнодорожного транспорта характе-
ризуется многообразием типов и конструкций вагонов, используемых
в перевозочном процессе грузов и пассажиров. Условия эксплуата-
ции вагонов связаны со значительными статическими и динамически-
ми нагрузками, а в отдельных случаях — с воздействием высоких и
низких температур перевозимого груза, повышенной влажности, аг-
рессивных сред на конструкцию вагонов. При малой дальности пере-
возок значительно возрастает интенсивность ведения погрузочно-раз-
грузочных работ, как правило, с использованием различных средств
механизации.
Таким образом, многофункциональное и интенсивное использова-
ние вагонов железнодорожного транспорта требует их качественного
технического обслуживания и ремонта квалифицированными специа-
листами.
Настоящая книга является учебником для подготовки кадров для
железнодорожного транспорта и содержит сведения анализа неисп-
равностей, повреждений вагонов и оборудования, причин этих по-
вреждений, способов и методов их устранения. Рассмотрены суще-
ствующие системы технического обслуживания и ремонта вагонов,
указаны виды и сроки проведения плановых видов ремонта для ва-
гонов различного типа, даны сведения о средствах механизации, ис-
пользуемых при ремонте вагонов, освещены вопросы техники безо-
пасности.
Учитывая особенности эксплуатации вагонов, в учебнике приведе-
ны прогрессивные методы объективной оценки фактического техни-
ческого состояния оборудования вагонов — диагностика с прогнози-
рованием оставшегося моторесурса, что является ключевым
моментом в увеличении межремонтного срока службы вагонов, со-
кращения простоя их в плановых видах ремонта и ликвидации теку-
3
щих ремонтов с изъятием вагонов из эксплуатации, что равносильно
увеличению масштабов производства заводов-изготовителей без до-
полнительных затрат на их расширение.
Ремонтная индустрия железнодорожного транспорта — это слож-
ная постоянно развивающаяся динамическая система с большим ко-
личеством предприятий. Номенклатура производства заводов и депо
насчитывает несколько тысяч различных изделий.
Повышение эффективности производства на ремонтных предприя-
тиях зависит, прежде всего, от технического перевооружения, совер-
шенствования организации производства и технологии ремонта ваго-
нов, изготовления запасных частей и замены морально устаревшего
станочного парка, компьютеризации производственных процессов.
Вопросы, связанные с ремонтом вагонов подвижного состава,
изложены в данном учебнике на основе опыта работы вагоноремон-
тных заводов, депо и пунктов технического обслуживания.
1
Износы деталей, виды
и сроки технического
обслуживания и ремонта
вагонов
1.1. Виды и причины износов. Определение
их величины. Понятие о надежности
и долговечности деталей
Износом называется процесс постепенного изменения размеров
поверхности детали при трении, т.е. разница между первоначальным
и конечным состоянием ее поверхности. Различают следующие виды
износа в зависимости от условий трения: механический — абразив-
ный, гидроабразивный, газоабразивный, усталостный, эрозионный,
кавитационный, молекулярно-механический; коррозионно-механичес-
кий — окислительный, окислительно-механический.
Абразивный износ возникает при попадании между трущимися
поверхностями твердых абразивных частиц: песка, продуктов износа,
окислов различных материалов и т.д. Для этого вида износа харак-
терна высокая скорость изнашивания сопряженных поверхностей
деталей, наличие на них рисок, неровностей, которые возникают при
взаимном перемещении деталей, в результате чего микроскопические
выступы вступают в контакт между собой и препятствуют движению.
В отдельных точках в местах контакта проявляется действие молеку-
лярных сил, это в совокупности изменяет профиль сопряженных по-
верхностей, нарушает их первоначальную геометрию.
Наибольшие деформации возникают при сухом трении скольже-
ния, величина которого пропорциональна нагрузке на трущиеся дета-
5
ли и зависит от степени шероховатости поверхностей, свойств мате-
риалов, фактической площади контакта трущихся тел и скорости их
взаимного перемещения. Для снижения абразивного износа предус-
матривают использование соответствующих* конструкционных мате-
риалов, определяют эксплуатационные режимы, подбирают соответ-
ствующие смазки, устраняют возможность попадания абразивных
частиц в подвижные соединения элементов машин путем создания
надежных уплотнений и др.
Абразивному износу подвержены следующие основные детали
вагонов: втулки и валики рессорного подвешивания, тормозной ры-
чажной передачи, автосцепного, дизельного, холодильного оборудо-
вания и т.д.
Гидроабразивный и газоабразивный износ наблюдается в резуль-
тате воздействия твердых частиц, увлекаемых потоком жидкости или
газов. В этих случаях механическое воздействие осуществляется
твердыми частицами в условиях разупрочняющего действия жидкой
среды. Характер разрушения и его интенсивность зависят от направ-
ления вектора скорости движущихся частиц по отношению к повер-
хности детали. Гидроабразивному и газоабразивному износу подвер-
гаются детали водяных насосов и трубопроводов.
Контактно-усталостный износ возникает на поверхностях дета-
лей при трении качения или многократных соударениях и характери-
зует изнашивание поверхности или отдельных участков в результате
повторяющегося деформирования микрообъемов материала, приводя-
щего к возникновению трещин и отделению частиц. Такой вид износа
называют чешуйчатым или питингом. Он типичен для подшипников
качения, зубьев зубчатых колес, бандажей колесных пар. Скорость
контактно-усталостного износа зависит от контактных напряжений.
Следует иметь в виду, что в действительности на поверхностях одних
и тех же деталей могут возникать различные виды износа. Так, втул-
ки цилиндров могут иметь одновременно абразивный, окислитель-
ный, молекулярно-механический и коррозионный износ при преобла-
дании одного из них в зависимости от конкретных условий трения.
Особыми видами разрушения деталей являются кавитационные и
коррозионные повреждения омываемых водой поверхностей или
фретинг — коррозия.
Кавитацией называют явление образования и последующего раз-
рушения парогазовых пузырьков (пустот) в движущейся жидкости
(воде, масле). При возникновении в воде зон с пониженным давле-
нием в них образуются вакуумные парогазовые пузырьки. Причина-
6
ми местного понижения давления могут быть разные изменения на-
правления или скорости потока воды или срыва потока. При попада-
нии в зону повышенного давления пузырьки разрушаются, и проис-
ходит микрогидравлический удар. При этом напряжение на поверх-
ности деталей в зоне кавитации достигает 200-420 МПа. Это приводит
к разрыхлению металла за счет циклической пластической деформа-
ции и выкрашиванию частиц. Кавитационному изнашиванию подвер-
гаются колеса центробежных насосов, вентильные устройства трубо-
проводов.
Молекулярно-механический износ происходит за счет микрокон-
тактного схватывания (сваривания) отдельных точек поверхностей тру-
щихся деталей при многократных нарушениях масляной пленки, пере-
носа частиц материала с одной поверхности на другую и воздействия
образовавшихся неровностей на сопряженную поверхность металла.
Для него характерно образование окисных пленок с последующим их
разрушением при взаимодействии поверхностей. Он постепенно нару-
шает геометрию детали, как правило, возникает при наличии между
трущимися поверхностями слоя смазки или другой жидкости.
Под окислительно-механическим износом понимают механичес-
кий износ, усиленный окислением (коррозией) металла. Он возникает
при попадании кислот на трущиеся поверхности, и характеризуется
быстрым образованием непрочных окисных пленок и их последую-
щим разрушением. Скорость коррозионного изнашивания выше
окислительного, но ниже абразивного. Например, при сгорании топ-
лива в цилиндре дизеля образуются отработанные газы, которые всту-
пают в реакцию с имеющейся в цилиндре влагой и превращают их в
серную, сернистую и муравьиную кислоты. Воздействуя на поверх-
ность цилиндра, кислоты создают микроскопическую пленку разру-
шенного металла, срезаемую поршневыми кольцами. Фретинг-кор-
розия, или коррозия при трении образуется в сопряжениях
металлических деталей при их вибрации или возвратно-поступатель-
ном перемещении с амплитудой от 10 до 200 мкм. При этом частицы
металла окисляются, превращаются в твердый абразив, увеличиваю-
щий износ. Фретинг-коррозия наблюдается в подступичных частях
осей колесных пар, буксах, подшипниках коленчатого вала, в сопря-
жениях блока дизеля с втулками цилиндров.
Коррозия сокращает срок службы металлических деталей ваго-
нов, способствует появлению в них механических повреждений.
Интенсивность атмосферной коррозии зависит от рода металла и
температуры внешней среды (рис. 1.1); у коррозированных деталей
7
Рис. 1.1. Графики распространения
атмосферной коррозии в металлах:
1 — баббите марки БКА; 2 — чугуне
СЧ12-28; 3—стали Ст 3
увеличивается масса G и умень-
шается толщина поперечного се-
чения. Процесс коррозии при
низких температурах происходит
медленнее. Так при -45°С окис-
лительный процесс в металле
практически отсутствует, но при
этом металл становится хрупким,
Наиболее благоприятными темпе-
ратурными условиями распрост-
ранения коррозии является диа-
пазон от +10 до -15°С (зашт-
рихованная зона). Из графиков также видно, что окислительному
износу подвержены больше мягкие стали, чем твердые.
Для уменьшения коррозионной усталости в металлических дета-
лях вагонов широко применяют защитные покрытия или их заменяют
деталями на основе алюминиевых сплавов и пластмасс.
Износ от трения является одним из основных видов неисправ-
ностей деталей вагонов. Характерные закономерности изме-
нения износа d от времени работы детали наглядно видны на графике
(рис. 1.2). В период, когда идет взаимная приработка деталей (отре-
зок кривой О А), износ на короткое время t достигает большого
значения OAt; он характеризуется выделением большого количества
тепла. Затем кривая АВ поднимается плавно под некоторым углом а
и в течение значительного времени работы t2 износ составляет не-
большую величину A tBt. Таким образом, отрезок АВ можно назвать
периодом нормальной эксплуатации. Затем от точки В кривая резко
поднимается вверх, так как с увеличением зазоров в сопряжениях,
появлением усталости проявляется
действие ударных нагрузок и
ухудшается смазывание трущихся
поверхностей. В результате, в лю-
бой момент времени на участке
ВС деталь может выйти из строя;
время t3 считают временем крити-
ческой эксплуатации, а износ
B'Ct— критическим. Допускать
эксплуатацию детали в зоне крити-
ческой эксплуатации нельзя, по-
этому точка В графика является
Рис. 1.2. Зависимость износа при
трении от времени работы детали
8
границей, по которой устанавливают нормы и допуски на износ в
размерах деталей (например, прокат на поверхности катания колес,
наименьшая толщина обода и гребня колес и т.д.). Время Т и износ
ОБ следует считать предельными, определяющими срок службы де-
тали. Наименьшие допуски на изнашивание в размерах деталей и
узлов определяют опытным путем на основе испытаний и исследо-
ваний.
К механическим повреждениям относятся: трещины, изломы, от-
колы, выкрашивания и прогибы. Причинами возникновения механи-
ческих повреждений могут быть нарушения технологии изготовления
деталей и узлов, отклонения от правил погрузки и выгрузки грузов,
нарушение правил маневровых операций, неудовлетворительное со-
стояние элементов верхнего строения пути и подвижного состава.
Нередко механические повреждения появляются из-за усталости ме-
талла в результате длительной эксплуатации деталей без замены или
с предельно допустимым износом от трения.
Если нарушаются правила обслуживания оборудования, детали
изнашиваются значительно интенсивнее и быстро могут прийти в
негодность.
К перечисленным причинам преждевременного изнашивания сле-
дует также отнести: конструктивное несовершенство отдельных уз-
лов, отступления от установленной технологии сборки агрегата, явле-
ния усталости в металле. Допустимая норма износа сопряженных
деталей устанавливается исходя из технико-экономических характе-
ристик. Поэтому для повышения надежности и срока службы сбороч-
ных единиц необходимо повышать износостойкость основных дета-
лей вагонов.
Под надежностью понимают: безопасность, долговечность, ремон-
топригодность и сохраняемость.
Безопасность — свойство объекта непрерывно сохранять работос-
пособность в течение некоторого времени или наработки (пробега).
Долговечность — способность объекта сохранять работоспособ-
ность до наступления предельного состояния при установленной си-
стеме технического обслуживания и ремонта.
Ремонтопригодность—свойство в предупреждении и обнаружении
причин возникновения отказов, повреждений и устранение их послед-
ствий путем проведения технического обслуживания и ремонта.
Сохраняемость — свойство объекта непрерывно сохранять исправ-
ное и работоспособное состояние в течение хранения и транспорти-
ровки.
9
Вагон, его детали (как технические объекты) могут находиться в
одном из следующих состояний: исправном, неисправном, работос-
пособном, неработоспособном, предельном.
Исправное состояние (исправность) — это состояние объекта, при
котором он соответствует всем требованиям, установленным норма-
тивно-технической документацией.
Работоспособное состояние (работоспособность) — это состояние
объекта, при котором он способен выполнять заданные функции,
сохраняя значение заданных параметров в пределах установленной
нормативно-технической документации.
Понятие «исправность» шире, чем понятие «работоспособность».
Например, вагон из ремонта и технического обслуживания должен
выходить исправным. В период между ремонтами, вагон должен быть
работоспособным. Небольшие неисправности не могут быть причина-
ми немедленного изъятия вагона из эксплуатации, так как он работос-
пособен.
Неисправное состояние (неисправность) — состояние объекта, при
котором он не соответствует хотя бы одному из требований норматив-
но-технической документации.
Неработоспособное состояние (неработоспособность) — состоя-
ние объекта, при котором значение хотя бы одного заданного пара-
метра, характеризующего способность выполнять заданные функции,
не соответствует требованиям, установленным нормативно-техничес-
кой документацией.
Предельное состояние — состояние объекта, при котором его
дальнейшая эксплуатация должна быть прекращена из-за неустрани-
мого изменения заданных параметров за установленные пределы или
неустранимого снижения эффективности в эксплуатации ниже допу-
стимой, или необходимости проведения капитального ремонта. Пере-
монтируемый объект (например, бумажная фильтрующая вставка топ-
ливного фильтра) достигнет предельного состояния при возник-
новении отказа или установленного срока службы.
При эксплуатации вагонов могут возникать повреждения и от-
казы.
Повреждение — событие, заключающееся в нарушении исправно-
сти объекта и его составных частей вследствие влияния внешних
воздействий.
Отказ — событие, заключающееся в нарушении работоспособно-
сти объекта. Некоторые незначительные нарушения могут переходить
в разряд значительных и приводить к отказу объекта. Отказы бывают
10
систематические, полные или частичные. Систематическим называют
многократно повторяющийся отказ, обусловленный дефектами конст-
рукции, нарушением технологии ее изготовления, низким качеством
материала и т.п.
Частичный отказ — отказ, после возникновения которого изделие
может быть использовано по назначению, но с меньшей эффективно-
стью.
Причинами отказов могут быть дефекты, допущенные при конст-
руировании, производстве и ремонтах, нарушение правил и норм
эксплуатации, различного рода повреждения, а также естественные
процессы изнашивания и старения.
Отказы обнаруживаются путем непосредственного или косвенного
воздействия на органы чувств наблюдателя явлений, характерных для
неработоспособного состояния объекта или процессов, с ним связан-
ных, например: изменение показаний контрольных приборов (мано-
метра, термометра, вольтметра), возникновение определенных шумов
и характерных стуков при работе объекта.
Характером отказа (повреждения) являются конкретные изменения
в объекте, связанные с его возникновением. Например, обрыв прово-
да, деформация и излом детали и т.п.
К последствиям отказа (повреждения) относятся явления, процес-
сы и события, возникающие после отказа (повреждения) и в непос-
редственной причинной связи с ним.
Количественной характеристикой одного или нескольких свойств,
составляющих надежность объекта, является показатель надежности.
Продолжительность или объем работы объекта называется наработ-
кой. Наработка определяется в километрах пробега или временем
эксплуатации.
Техническим ресурсом называется наработка объекта от начала
эксплуатации до капитального ремонта или до наступления предель-
ного состояния. Если ресурс определяется в календарных единицах
(часах, днях, годах), то ресурс называется сроком службы.
К показателям надежности относят показатели: безотказности (ве-
роятность безопасной работы, средняя наработка до отказа, интенсив-
ность отказов, параметр потока отказов, наработка на отказ), долго-
вечности (гамма процентный ресурс, средний ресурс до капитального
ремонта, средний срок службы и т.д.), ремонтопригодности (вероят-
ность восстановления в заданное время, среднее время восстановле-
ния), сохраняемости (гамма процентный срок сохраняемости, сред-
ний срок сохраняемости).
11
Показатели надежности определяются по формулам и зависимос-
тям, которые выведены на основе теории вероятностей и математичес-
кой статистики. Например, вероятность безотказной работы Р( t) ста-
тически определяется отношением числа объектов Nt, безотказно
проработавших до момента времейи t (в пределах заданной наработ-
ки), к числу объектов No, работоспособных в начальный момент
времени t = 0:
F(z) = Nt/No.
1.2. Виды, сроки и нормы проведения
технического обслуживания и ремонта
вагонов
В процессе эксплуатации вагонного парка происходят естествен-
ный износ и старение элементов, а также повреждение вагонов в
результате соударения при роспуске с горок, взаимодействия с по-
грузочно-разгрузочной техникой, перевозимым грузом и рядом дру-
гих причин.
Для восстановления работоспособности вагонов, обеспечения их
безаварийной работы и качественных перевозок грузов и пассажиров
производится техническое обслуживание и ремонт вагонов.
Под системой технического обслуживания и ремонта вагонов
понимают проводимые с определенной периодичностью виды работ
по поддержанию и восстановлению работоспособности оборудова-
ния. Основными видами работ являются: техническое обслуживание,
текущий деповской и капитальный ремонты. Техническое обслужива-
ние включает в себя комплекс работ для поддержания вагонов в
исправности или только работоспособности при подготовке и исполь-
зовании их по назначению.
Текущий ремонт вагонов необходим для обеспечения или восста-
новления их работоспособности и состоит в замене или восстановле-
нии отдельных элементов. Капитальный ремонт — для восстановле-
ния их работоспособности путем замены или восстановления ресурса
до следующего капитального ремонта основных узлов и элементов.
Деповской ремонт — для поддержания вагонов в исправном состо-
янии между капитальными ремонтами.
Для вагонов техническое обслуживание и ремонт выполняются в
сроки и по нормативам, установленным системой технического об-
12
служивания и ремонта для вагонов парка МПС РФ и другого транс-
порта.
Нормативной документацией для системы технического обслужи-
вания и ремонта вагонов является приказ № 9Ц от 4 апреля 1997 г. для
пассажирских и приказ № 7/ЦЗ от 18 декабря 1995 г. для грузовых
вагонов, для рефрижераторного подвижного состава приказ № 30-Ц
с учетом указания МПС № 29у от 16 января 1989 г. и указания «О
системе ремонта 5-вагонных рефрижераторных секций постройки
АО БМЗ».
Техническое обслуживание (ТО) — контроль технического состо-
яния вагонов, находящихся в сформированных составах и транзит-
ных поездах, а также порожних вагонов при подготовке их к пере-
возкам без отцепки от состава или группы вагонов; выявление
неисправностей; выполнение необходимого ремонта:
текущий ремонт (ТР-1) вагонов при подготовке к перевозкам с
отцепкой от состава или группы вагонов с подачей на специализиро-
ванные пути;
текущий ремонт (ТО-2) с отцепкой от транзитных, прибывших в
разборку, а также сформированных составов.
Деповской ремонт (ДР) — для восстановления работоспособнос-
ти вагонов с заменой или ремонтом отдельных составных частей, а
также модернизации отдельных узлов.
Капитальный ремонт (КР) — для восстановления ресурса вагонов
путем замены или ремонта изношенных и поврежденных узлов дета-
лей, а также их модернизации.
Периодичность проведения деповского и капитального ремонта
приведена в табл. 1.1.
Запрещается досрочная постановка вагона в плановый вид ремон-
та, а также подача под погрузку вагонов с просроченным деповским
или капитальным ремонтом.
Разрешается производить отсрочку плановых видов ремонтов вагонов,
обеспечивающих по своему техническому состоянию безопасность дви-
жения и сохранность перевозимых грузов на срок до 6 месяцев с обяза-
тельной простановкой на вагоне соответствующих шрифтов.
Техническое обслуживание и ремонт пассажирских вагонов пре-
дусматривает:
техническое обслуживание (ТО-1) — вагонов в составах и поез-
дах на пунктах технического обслуживания;
техническое обслуживание (ТО-2)—вагонов перед началом летних
и зимних перевозок в пунктах формирования пассажирских поездов;
13
Таблица 1.1
№ п/п Типы вагонов Виды и периодичность технического обслуживания и ремонта
Техническое Деповской ремонт Капитальный ремонт
Пробег, км Календар- ный срок не более Пробег, км Календар- ный срок не более КР-1 КР-2 КВР
1. Цельнометалические пассажирские вагоны общесетевой эксплуатации
1.1 Вагоны-рестораны всех модификаций - бмес - 1 год 4 года 16 лет 16 лет
1.2 Вагоны дизель-электростанций - биес - 1 год 5 лет 20 лет 20 лет
1.3 Вагоны скоростных постов - Змее - бмес 4 года 16 лет 20 лет
1.4 Купейные, некупейные, межобластные 150000 6 мес 300000 2 года 5 лет 20 лет 20 лет
1.5 Габарита РИЦ, мягкие и СВ 150000 бмес 300000 2 года 5 лет 20 лет 20 лет
1.6 Багажные, почтовые, почтово-багажные, вагоны для специального контингента бмес 1 год 5 лет 20 лет
11 Цельнометалические пассажирские вагоны специального назначения
1 Вагоны служебные
1.1 Вагоны служебные МПС - 1 год - 3 года 10 лет
1.2 Вагоны для перевозки высших должностных лиц Государства 1 год 2 года 6 лет
2 Вагоны специально-технические
2.1 Тормозоизмерительные, врачебно- санитарные, вагоны-клубы, динамометрические вагоны, рельсошлифовальные вагоны и др. 1 год 2 года 10 лет 20 лет
2.2 Вагоны дифектоскопы, путеизмерители - 6 мес - 2 года 10 лет 20 лет - !
2.3 Вагоны турные (для персонала обслу- живающего путевую технику ж.д.) 1 год 3 года 10 лет
2.4 Вагоны восстановительных и пожарных поездов, путеобследовательские, дорожные лаборатории службы пути - 1 год 4 года 5 лет
2.5 Вагоны-товароразвозки, вагоны-лавки - 1 год - 2 года 10 лет
3 Специальные вагоны - 1 год - 24 года -
4 Вагоны не парка МПС (организаций и промышленных предприятий)
4.1 Вагоны центробанка - 1 ГОД - 2 года 10 лет 20 лет -
4.2 Вагоны министерств и ведомств - 1 год - 3 года 10 лет 20 лет -
5 Вагоны узкой колеи
5.2 Постройки по 1980 год включительно - 6 мес - 1 год 6 лет 20 лет -
5.2 Постройки с 1981 года - 6 мес - 2 года 8 лет 20 лет -
техническое обслуживание (ТО-3) — единая техническая ревизия
основных узлов пассажирских вагонов;
текущий ремонт (ТР) — с отцепкой вагонов от состава или поезда
в пунктах формирования, оборота или в пути с подачей их на специ-
ализированные ремонтные пути или в вагонные депо;
деповской ремонт (ДР) — плановый вид ремонта вагонов для
восстановления их работоспособности с заменой или ремонтом от-
дельных составных частей, а также модернизации отдельных узлов;
капитальный ремонт (КР-1) — плановый ремонт вагонов для вос-
становления исправности и ресурса вагонов путем замены или ре-
монта изношенных и поврежденных узлов и деталей, а также их
модернизации;
капитальный ремонт (КР-2) — плановый ремонт для восстановле-
ния исправности и ресурса вагонов с частичным вскрытием кузова
до металла с заменой теплоизоляции и электропроводки. При необхо-
димости замены базовых систем, элементов конструкции и модерни-
зации основных узлов;
КВР — ремонт пассажирских вагонов с использованием восста-
новленных существующих конструкций кузовов, тележек, обновлени-
ем внутреннего оборудования и созданием современного интерьера.
Производство работ при всех видах ремонта, технического обслу-
живания и модернизации вагонов производить на основании соответ-
ствующих руководств, конструкторской документации и инструкции.
Ремонт и техническое обслуживание скоростных пассажирских
поездов производят в соответствии с требованиями инструкции по
техническому обслуживанию и эксплуатации сооружений, устройств,
подвижного состава и организации движения на участках обращения;
утвержденной МПС России 12.06.96 № ЦРБ—393, которая устанавли-
вает сроки проведения капитального, деповского ремонтов и техни-
ческого обслуживания ТО-3 по пробегу после ввода в эксплуатацию
новых вагонов или отремонтированных плановыми видами ремонта.
При выпуске из ремонта на торце кузова вагона наносится трафа-
рет «по пробегу», дата проведения планового ремонта, дата следую-
щего планового ремонта, место проведения ремонта, пункт приписки
вагона, например:
ДР
10. 06. 97-99
«по пробегу»
ВЧД-7
Приписан ВЧД-3 Московской ж.д.
16
Разрешается производство деповского ремонта и единой техничес-
кой ревизии с перепробегом не более 10% от норматива. Для вагонов,
не используемых в пассажирских перевозках, деповской ремонт и еди-
ная техническая ревизия производятся перед вводом их в эксплуата-
цию. Ответственность за просрочку планового ремонта и технической
ревизии ТО-3 возлагается на пункты формирования поездов.
Периодичность проверки капитального, деповского ремонтов и
технического обслуживания ТО-3 приведены в табл. 1.2.
Техническое обслуживание и ремонт грузового рефрижераторно-
го подвижного состава предусматривает:
ежедневное техническое обслуживание;
ТО-1 — после выгрузки груза;
ТО-2 — один раз в три месяца;
' ТО-3 — при наступлении отопительного сезона;
ТО-4 — после окончания отопительного сезона.
Р Для автономных рефрижераторных вагонов (АРВ):
ТО-1 — на станциях погрузки перед погрузкой груза в вагон;
ТО-2 — в пути следования грузовых вагонов и при простое их на
L станции погрузки или выгрузки через 24-30 часов;
ТО-3 — на станции выгрузки при выгрузке груза из вагона.
Укрупненное техническое обслуживание (УТО-1) производится
при наработке дизель-генераторами не менее 120 часов.
Укрупненное техническое обслуживание (УТО-2) — при наработ-
ке дизель-генераторами 480 часов, но не реже, чем через 6 месяцев
после планового ремонта или предыдущего УТО-2.
Сроки проведения деповских и капитальных ремонтов рефриже-
раторного состава (в годах) приведены в табл. 1.3.
Новым положением о ремонте пассажирских вагонов в приказе
МПС № 9-Ц является то, что вагоны ставятся в ремонт и на
ТО-3 при достижении пробега или календарного времени эксплуата-
ции. В календарный срок эксплуатации включается время нахождения
вагона в рабочем парке.
Переход на двойной принцип нормирования постановки вагона в
ремонт связан с длительным простоем вагонов. На основе нормы
пробегов (периодов работы) вагонов между различными видами тех-
нического обслуживания и ремонта устанавливается структура ре-
монтного цикла различных типов вагонов.
Нормы простоя вагонов в ремонте. Нормативной документацией,
утвержденной МПС, установлены следующие нормы простоя (нахож-
дения в ремонте) пассажирских вагонов в рабочих сутках (табл. 1.4).
' 17
Продолжение таблицы 1.2
Таблица 1.2. Сроки проведения деповского и капитального видов
ремонта грузовых вагонов, курсирующих по пути
общего пользования (в годах). Приложение к приказу
МПС России от 18.12. 95 № 7/ЦЗ
№ п/п Род вагонов Деповской после Капитальный ! после
пост- ройки Ддепов- ского капи- таль- ного Пост- ройки Капи- таль- ного
1 2 3 4 5 6 7
1 Крытые универсальные постройки до 1985 г: с деревянной и комбинированной 1 2 12 10
обшивкой кузова с цельнометаллическим кузовом 2 - 12 -
до 1-го капитального ремонта с цельнометаллическим кузовом - 1 2 10
2 после 1-го капитального ремонта Крытые универсальные постройки с 1985 г 3 2 2 13 12
3 Вагоны для перевозки: зерна 3 2 2 15
минеральных удобрений н сырья 2 1 2 10 8
минеральных удобрений апатитового концентрата, апатита автомобилей 2 1 2 10 8
скота 3 2 2 15 - 1
цемента 2 1 2 8 8
гранулированной сажи: 3 2 2 12 9
до 1-го капитального ремонта 3 2 - 13 -
после 1-го капитального ремонта - 1 2 - -
муки: до 1-го капитального ремонта 3 2 - 15 -
после 1-го капитального ремонта - 1 2 - -
бумаги: до 1-го капитального ремонта 3 2 13 •
после 1-го капитального ремонта - 1 2 - 12
гранулированных полимеров: до 1-го капитального ремонта 2 2 - 10
после 1-го капитального ремонта - 1 2 - 10
технического углерода: до 1-го капитального ремонта 3 2 11
после 1-го капитального ремонта - 1 2 - 1
1 2 3 4 5 6 7
4 Платформы универсальные 3 2 2 15 12
5 Платформы для перевозки: большегрузных контейнеров, 3 2 3 17 -
крупнотоннажных контейнеров и колесной техники автомобилей двухъярусных 2
рулонной стали 3 1 2 17 -
леса в хлыстах: до 1-го капитального ремонта 3 2 - 17 -
после 1-го капитального ремонта - 1 2 - -
лесоматериалов: до 1-го капитального ремонта 3 2 - 17 -
после 1-го капитального ремонта - 1 2 - -
Универсальные с комплектом металлических стоек типа ВО-118: до 1-го капитального ремонта 3 2 17 -
после 1-го капитального ремонта - 1 2 - -
6 Полувагоны универсальные: постройки до 1985 г. 1 2 - 8
постройки с 1985 г. 3 1 2 11 -
Полувагоны для перевозки: окатышей и агломерата 2 1 2 4 4
битума 2 1 2 5 5
кокса 2 1 2 4 4
сыпучих металлических грузов 2 1 2 5 5
технологической щепы: до 1-го капитального ремонта 3 2 - И -
после 1-го капитального ремонта - 1 2 - -
торфа: до 1-го капитального ремонта 3 2 - и -
после 1-го капитального ремонта - 1 2 - -
7 Думпкары: до 1-го капитального ремонта 3 2 - 10 -
после 1-го капитального ремонта - 1 2 - 7
8 Хоппер-дозаторы: до 1-го капитального ремонта 3 2 - 10 -
после 1-го капитального ремонта - 1 1 - 8
9 Цистерны-нефтебензиновые: постройки до 1985 г. - 1 2 - 8
постройки с 1985 г. 3 1 2 13 12
восьмиосные 2 1 2 11 11
для перевозки вязких нефтепродуктов 2 1 2 10 10
18
19
Продолжение таблицы 1.2
1 2 3 4 5 6 7
10 Цистерны 4- и 8-осные для перевозки: кислоты (серной, слабой, соляной. 2 1 1 5 5
фенола, суперфосфорной, уксусной, одеума) улучшенной серной кислоты 2 1 1 6 6
меланжа 2 1 1 4 3
спиртов и пищевых продуктов 3 1 2 10 10
(спирта, виноматерналоа, плодоовощных соков, молока) пропана, аммиака, углево- 2 1 1 10 10
дородных газов хлора, этиловой жидкости. 2 1 1 6 б
ацетальдегида, винохлорида, пентана, желтого фосфора, альфаолефина, метанола кальци- нированной соды поливинилхлорида, 3 1 2 12
капролактана, жидкого пека, пасты сульфанола, серы, расплавленной серы ядохимикатов, бензола 2 1 1 6 б
цемента 3 1 2 10 10
порошкообразных грузов 3 1 2 6 6
11 Вагоны специального назначения: рельсошлифовальных поездов 2 2 4 4 -
восстановительных поездов 4 4 4 16 16
пожарных поездов, передвижных 3 3 3 15 15
и весовых мастерских, вагоны- раздатчики материально- технического снабжения, весоповерочные, путевых машинных станций, дистанций пути, щебеночных заводов, дистанций энергоснабжения крытые вагоны, оборудованные под жилье, маслоочистительные 3 3 3 15 15
12 станции, шефмонтажные летучки Двухосные вагоны ио ие по тех чаще че» Деп< ннческо одни )ВСК0Й му С0С1 раз в т ремонт гояиию, рн года
20
Окончание таблицы 1.2
Примечания. 1. Тележки грузовых вагонов, находящихся в эксплуатации на приграничных
дорогах, подвергаются деповскому ремонту один раз в два гада, а находящиеся в запасе, - по
указанию ЦВ МПС России.
2. Приватные вагоны, имеющие право выхода на пути общего пользования, проходят деповской и
капитальный ремонты в сроки, не превышающие установленные настоящим приказом.
3. Приватные вагоны, не вошедшие в настоящий приказ, и вагоны, используемые для перевозки
химических грузов, не поименованных в данном приказе, проходят плановые воды ремонта в
сроки, согласованные владельцем вагона с Главным управлением вагонного хозяйства МПС
России.
4. Служебным вагонам, используемым для сопровождения большегрузных транспортеров,
деповской ремонт производить в сроки, установленные для транспортеров
Таблица 1.3
Тип подвижного состава Деповской ремонт Капитальный ремонт
После пост- ройки После капиталь- ного ремонта После деповс- кого ремонта КР-1 КР-2
после КР-2 или постройки После пост- ройки После КР-1
5-вагонная секция, постройки БМЗ с 1976 г. 2,5 2 1,5 16
5-вагонная секция ЦБ-5 2,0 1,5 1.5 7 14и более
Автономный рефрижераторный вагон постройки с 1977 г. 2,0 1,5 1,5 10 7
Таблица 1.4
Тип пассажирских вшинов Норма в ремонте, рабочие сутки
Деповской ремонт Капитальный ремонт КР-1 Капитальный ремонт КР-2 Капитально- восстановите- льный ремонт КВР
1. Пассажирские вагоны всех типов с принудительной вентиляцией (без КВ) - 12 22 58
2. Пассажирские вагоны с кондицио- нированием воздуха - 13 24 68
3. Вагоны-рестораны 9
21
1.3. Техническая диагностика вагонов
Техническая диагностика—это объективное определение фактичес-
кого технического состояния вагона или его составных частей без раз-
борки с целью прогнозирования возможности его эксплуатации на опре-
деленный период или отправки в ремонт. Техническая диагностика—
одно из прогрессивных направлений увеличения межремонтных сроков
в обеспечении высокого качества ремонта оборудования подвижного
состава при минимальных затратах труда, запасных частей и материалов.
Исследования различными средствами диагностики подлежащего
ремонту вагона позволяют выявить скрытые дефекты, отказы и нару-
шения регулировки отдельных механизмов еще на стадии их зарож-
дения, что очень важно для определения оставшегося моторесурса.
Заводы-изготовители еще на стадии проектирования предусматри-
вают возможность подключения различных средств технической ди-
агностики к агрегатам изделия, иными словами, обеспечивают его
контролепригодность. Более того, готовые изделия должны быть
обеспечены соответствующими средствами диагностики.
Согласно ГОСТ 20417-75 установлены следующие основные об-
ласти применения систем диагностирования: при изготовлении изде-
лия (в процессе отладки или приемки), при его эксплуатации (в про-
цессе технического обслуживания, при хранении, применении,
транспортировке, и т.д.) и ремонте (до и после ремонта).
Средства технической диагностики должны удовлетворять следу-
ющим основным требованиям:
давать исчерпывающую информацию о техническом состоянии
агрегата при оценке минимального числа диагностических признаков;
обеспечивать высокую достоверность диагноза при оптимальной
точности измерения параметров технического состояния;
обладать минимальной трудоемкостью выполнения основных и
подготовительных операций диагностирования;
быть универсальными (пригодными для различных марок одно-
именных агрегатов), простыми и удобными в эксплуатации, обладать
высокой надежностью;
иметь высокую помехоустойчивость, механическую прочность,
вибро- и теплостойкость, устойчивость к воздействию паров и брызг
жидкого топлива, масел и других веществ, используемых на подвиж-
ном составе;
иметь малую массу, быть компактными, простыми в монтаже,
обеспечивать легкость считывания информации.
22
Диагностирование технического состояния элементов и систем
подвижного состава может осуществляться различными способами и
отличаться характером и сущностью используемых приемов. Напри-
мер, стационарный и передвижной, разрушающий и неразрушающий,
контактный и бесконтактный, автоматический и ручной, непосред-
ственный или косвенный и т.д.
Проверяют качество ремонта вагонов в основном на заводах и в
депо, на пунктах технического обслуживания и в эксплуатации.
При полноте охвата проверки уровня технического состояния
вагонов различают сплошной контроль или выборочный, а по време-
ни проведения — планово-периодический, внеплановый, повторный.
При сквозном контроле проверка осуществляется в разном объеме
по всей технологической цепочке ремонта или изготовления деталей.
Для определения качественного уровня изделий часто пользуются
интегральным показателем, представляющим отношение суммарных
ежегодных затрат на создание и эксплуатацию (текущих и единовре-
менных) к суммарному годовому эффекту от эксплуатации системы
у потребителя. Таким образом, интегральный показатель качества вы-
ступает как обобщенная результирующая величина.
Кроме внедрения новых эффективных организационных приемов
воздействия на механизм получения готовой продукции значительно
изменились и улучшились различные стендовые и диагностические
методы проверки надежности вагонов. Например, созданы полигоны
для обкаточных испытаний опытных типов подвижного состава, име-
ются катковые стенды и станции для изучения вопросов динамики,
напряженного состояния, записи шума и вибрации, анализа переме-
щений, ускорений, давления, температуры и пр. Для многих ответ-
ственных составных частей вагонов созданы диагностические стенды
и приборы, внедрены установки для проведения ресурсных испыта-
ний, разработаны соответствующие методики, составлены программы
обработки данных на ЭВМ.
С внедрением системы технического диагностирования уменьша-
ются количество м объемы ремонтов и технического обслуживания,
так как работы по поддержанию и восстановлению работоспособно-
сти проводятся только на тех сборочных единицах, которые действи-
тельно в этом нуждаются. В результате сокращения разборок агрега-
тов снижается трудоемкость, повышаются ритмичность и качество
ремонта.
Вагон как единица подвижного состава, может быть представлен
в виде совокупности составных частей, играющих определенные роли
23
и соединенных в единую конструкцию с помощью взаимодействую-
щих связей. Необходимое взаимодействие частей вагона предусмат-
ривается при его конструировании и изготовлении (параметры, регу-
лирование, взаимное расположение и т.д.).
В процессе эксплуатации агрегаты вагонов теряют свои первона-
чальные свойства из-за износа как отдельных их элементов, так и
всего вагона в целом.
Таким образом, техническое состояние вагона является некото-
рой, как правило, медленно изменяющейся функцией времени в эк-
сплуатации. Под техническим состоянием понимают степень пригод-
ности или непригодности вагона быть использованным по своему
назначению.
Для каждого вагона можно указать множество параметров (при-
знаков), характеризующих его техническое состояние, как качествен-
ных, так и количественных. При диагностировании технического Со-
стояния вагонов используют в основном количественные параметры,
которые получили название структурных.
Под средством технического диагностирования понимается комп-
лекс технических средств, используемых при контроле технического
состояния. Средства контроля технического состояния всегда содер-
жат устройства, осуществляющие собственно операции контро-
ля, хранящие нормы допуска на параметры технического состояния,
устройства регистрации и отображения результатов контроля.
Различают средства аппаратурные и программные. К аппаратур-
ным средствам относят различные устройства: приборы, пульты-стен-
ды, специальные вычислительные машины и т.п.
Программные средства представляют собой программы, записан-
ные, например, на перфоленте.
Аппаратурные средства диагностирования бывают встроенными и
внешними, универсальными и специализированными.
Встроенные средства выполнены в общей конструкции с объек-
том. Например, в буксе пассажирского вагона установлен датчик
нагрева подшипников, при срабатывании которого на распредели-
тельном щите включается звуковая и световая сигнализация. Встро-
енные средства применяются в следующих случаях: для непрерывно-
го контроля узлов, отказы которых угрожают безопасности движения
поезда; для непрерывного или периодического контроля агрегатов,
состояние которых может быть определено только при рабочих на-
грузках, а диагностирование их при помощи стационарных стендов в
депо весьма затруднительно.
24
Внешние средства диагностирования выполняют в виде перенос-
ных приборов, передвижных и стационарных установок, которые
подключают к вагону с помощью систем связи.
Универсальные технические средства предназначены для диагно-
стирования вагонов различного конструктивного исполнения, а спе-
циализированные средства — для опреде ления технического состоя-
ния однотипных объектов. К специализированным средствам, напри-
мер, относят прибор для диагностики гидравлических гасителей ко-
лебаний всех типов.
Несмотря на разнообразие конструкта вного исполнения, все типы
вагонов можно рассматривать как обобщенный объект диагностиро-
вания в виде системы, состоящий из множества блоков вместе со
всякими их признаками.
Анализ конструкций различных типов вагонов показывает, что в
них можно выделить несколько ведущих подсистем. Такое расчлене-
ние обобщенного вагона как объекта диагностирования, приведено на
рис. 1.3.
Вагон представляется в виде системы, состоящей из блоков, ко-
торые взаимосвязаны, но выполняют различные функции. Поэтому
как объект диагностирования они могут рассматриваться обособлен-
но с последующим учетом взаимного влияния.
Применительно к задачам диагностирования технического состоя-
ния ходовые части подвижного состава можно представить (рис. 1.4)
в виде подсистемы, включающей следующие блоки: колесные пары
1, буксовые узлы 2, буксовое рессорное подвешивание 3, рама те-
лежки 4, центральное рессорное подвешивание 5, система связи с
Рис. 1.3. Структурная схема вагона как объекта диагностирования:
1 — ходовые части; 2 — автосцепное оборудо вание; 3 — тормозное оборудо-
вание; 4 — устройство для кондиционирования воздуха; 5 — энергосиловое
оборудование; 6— электрооборудование и системы автоматики; 7— несущие
конструкции
25
Рис. 1.4. Структурная
схема ходовых частей
вагона
кузовом 6, тормозное оборудование 7 и 8,
привод 9 (электрооборудование).
Буксовое подвешивание. Буксовый
узел предназначен для передачи нагрузок
от рамы тележки на рельсы и фиксации
расположения колесных пар относительно
рамы. Поэтому буксовое подвешивание
должно обеспечивать упругую передачу
сил, действующих на колесную пару в
вертикальной и горизонтальной плоско-
стях, осуществлять гашение всех основных видов колебаний тележки
и ограничивать с оптимальной жесткостью относительные перемеще-
ния колесных пар и рамы тележки.
Основываясь на этом, при диагностировании буксового подвеши-
вания в первую очередь контролируют работу упругих элементов,
гасителей колебаний, связей и ограничителей. Наиболее простым
методом является контроль структурных параметров. Например, если
произошел излом опорного витка одной из буксовых пружин, то его
можно определить, измеряя наклон рамы тележки.
Центральное подвешивание. Оно обеспечивает: смягчение тол-
чков и гашение всех основных видов колебаний кузова вагона; уп-
ругое ограничение продольных смещений боковых рам; независи-
мость поворота боковых рам при самоустанавливающихся рамах
вокруг поперечной оси и вертикального взаимного смещения, а так-
же снижение уровня высокочастотных вибраций, передаваемых на
кузов вагона.
В связи с этим при диагностировании центрального подвешивания
в первую очередь контролируют состояние упругих элементов, лю-
лечного подвешивания, гасителей колебаний, поводковых связей и
скользунов.
Гасителями колебаний называют устройства, обеспечивающие
уменьшение колебаний частей вагона (гашение колебаний) путем
превращения кинетической энергии колебаний в тепловую. По прин-
ципу работы гасители колебаний можно разделить на фрикционные, в
которых кинетическая энергия превращается в тепловую за счет сил
сухого трения, и гидравлические, реализующие силы жидкостного
трения. Главной их характеристикой является количество поглощен-
ной (рассеянной) энергии. Причем у фрикционных основным пара-
метром является сила трения, а у гидравлических — параметр сопро-
26
тивления. Эти параметры контролируются средствами технического
диагностирования.
В качестве средств технического диагностирования для гидравли-
ческих гасителей колебаний применяют: механические сигнализато-
ры, шумомеры, радиометры, ультразвуковые приборы и механичес-
кие силомеры.
Для диагностирования гидравлических гаси-
телей колебаний при динамических воздействи-
ях используют различные стенды. Наибольшее
распространение на ремонтных предприятиях
получили стенды с эксцентриковым приводом
(рис. 1.5). Приводной механизм стенда в виде
эксцентрика 1 и ползуна 2 передает на гаситель
колебаний 3 гармоническое вибрационное воз-
действие. Гаситель колебаний 3 закрепляют на
станине стенда через регистрирующий меха-
низм 4, который записывает диаграмму силы
Рис. 1.5. Схема стенда
для гидравлических
гасителей колебаний
сопротивления — деформация гасителя. По диаграмме определяют не
только параметр сопротивления гасителя колебаний, но и возможные
неисправности сборочных единиц.
Например, на стенде при испытании гидравлического гасителя КВЗ
была получена диаграмма 2 (рис. 1.6), которая отличается от эталон-
ной 1 (штриховая линия) только своими размерами. Следовательно,
гаситель работает не нормально, но точно указать его неисправность
не возможно. Такое снижение параметра сопротивления гасителя
может произойти из-за увеличения кольцевого зазора между штоком
и направляющей втулкой, разгерметизации соединения цилиндра с
направляющей или с днищем и других неисправностей.
По другим диаграммам можно определить неисправности гасителя
колебаний: самоотвинчивание гайки корпуса, неправильная сборка,
перекос гасителя, слабая затяжка пружины разгрузочного устрой-
ства.
Рис. 1.6. Диаграммы испытания гидравлического гасителя колебаний
27
После обнаружения неисправного гасителя колебаний его направ-
ляют на разборку для поиска и устранения дефекта.
Динамические испытания гасителей проводят в режимах близких
к эксплуатационным. Имитируют совместное действие вертикальных
с частотой 1-3 Гц, горизонтальных с частотой 1-6 Гц и угловых с
частотой 0,5-2 Гц деформаций рессорного комплекта.
Диагностирование автосцепного устройства состоит в том, что
сначала проверяют его общую характеристику, а затем выполняют
углубленный контроль технического состояния отдельных элементов.
При этом учитывают, что несущие части автосцепного устройства,
представляющие собой литые или штампованные детали без последу-
ющей механической обработки, при неблагоприятном сочетании до-
пусков могут приводить к возникновению значительных (до 50 мм)
продольных зазоров в упряжи. В результате снижается эффектив-
ность действия поглощающего аппарата, и увеличиваются продоль-
ные динамические силы в поезде. Кроме того, увеличенные зазоры в
элементах автосцепного устройства усиливают ударные взаимодей-
ствия и износы деталей.
В настоящее время контроль структурных параметров головы авто-
сцепки выполняют вручную с помощью целого набора шаблонов.
Диагностирование поглощающих аппаратов проводят как по струк-
турным, так и по силовой характеристикам. Контроль структурных
параметров позволяет не только прогнозировать силовую характери-
стику аппарата, но и его ресурс, прочность отдельных элементов.
Например, измеряя толщину А стенок корпуса 1 аппарата (рис. 1.7),
оценивают его прочность, а при неравномерном износе — техничес-
кое состояние фрикционной части. Аналогично контролируют толщи-
ну фрикционных клиньев 2, состоя-
ние нажимного конуса 3, стяжного
болта 4. Измеряя выход В клиньев и
конуса (размер С), можно оценить
общий ход аппарата.
При диагностировании поглощаю-
щий аппарат устанавливают на стенд
и испытывают фактически также, как
гасители колебаний. Например, при
испытании поглощающих аппаратов с
фрикционной частью их сначала под-
вергают притирочному нагружению
(несколько циклов сжатия — отдача),
Рис. 1.7. Схема измерения
структурных параметров
фрикционного
поглощающего аппарата
28
а затем записывают диаграмму «сила—деформации» (рис. 1.8). При
расшифровке диаграммы определяют величину предварительного поджа-
тия пружин, ход аппарата, максимальную силу сжатия, силу трения на
ходе сжатия и отдачи, эффективности аппарата, характер процесса трения
и т.д. Таким образом, при испытании аппарата на стенде получается боль-
шая диагностическая информация, которая позволяет дать достаточно точ-
ную оценку его технического состояния. Иногда, кроме статического на-
гружения, фрикционные поглощающие аппараты подвергают динами-
ческим испытаниям. Динамические испытания предусматривают цикли-
ческое нагружение аппарата с частотой 1-3 Гц или периодическое ударное
воздействие. Поглощающие аппараты с гидравлической частью в основ-
ном испытывают при динамическом воздействии, так как развиваемая ими
сила неупругого сопротивления зависит от частоты и амплитуды действу-
ющей на них нагрузки.
При диагностировании поглощающих аппаратов производится
сравнение экспериментальных диаграмм, полученных на стенде, с
нормативными. Сравнение ведется как по развиваемой аппаратом
максимальной силе, так и по поглощаемой энергии, форме диаграм-
мы и другим параметрам. Если разница превысит установленное зна-
чение (обычно 10-30%), то аппарат бракуют и подвергают более уг-
лубленному контролю (поэлементному).
Функциональное диагностирование эффективности действия авто-
тормозов проводят во время движения поезда (после отправления со
станции) в основном на равнинном прямом участке пути при скорости
движения 40-60 км/ч. Для этого машинист выполняет пробное тормо-
жение поезда, обычно снижением давления в тормозной магистрали на
0,03-0,04 МПа. Если достаточный тормозной эффект не будет получен
в течение 10 с в пассажирском и 20-30 с в грузовом поездах,
то производят экстренное торможение
и принимают другие меры к остановке
поезда, так как тормоза функциониру-
ют неправильно. Опытные машинисты
по темпу замедления поезда могут
определить его тормозной коэффици-
ент. В зарубежной практике находят
применение специальные диагнос-
тические приборы, встроенные в
Рис. 1.8. Структурная схема
автосцепного устройства
вагонов
системы управления локомотивом,
которые точно определяют эффек-
тивность действия тормозов в процес-
29
се обычных торможений в эксплуатации. В вагонном хозяйстве на
пунктах технического обслуживания широко применяют квазифунк-
циональное диагностирование тормозного оборудования по структур-
ным параметрам, которое получило название полного и сокращенно-
го опробования тормозов.
Воздухораспределители. Методику диагностирования воздухо-
распределителей можно рассмотреть на примере испытания приборов
грузовых вагонов. На испытательном стенде контролируют четыре
параметра функционирования магистральной части воздухораспреде-
лителя и три — главной части.
Причем испытания диагностируемой магистральной части проводят
вместе с главной эталонной частью одного и того же типа воздухорас-
пределителя. Подкомплекты, используемые в качестве эталонов, дол-
жны по всем параметрам отвечать требованиям заводских инструкций.
При испытании проверяют работу магистральной части на равнинном
груженом режиме: по времени зарядки золотниковой камеры; мягко-
сти действия; четкости функционирования при ступени торможения и
отпуске, а также при полном служебном торможении и отпуске. Глав-
ную часть воздухораспределителя проверяют на горном порожнем и
груженом режиме. При этом основное внимание уделяется контролю
зарядки запасного резервуара, исправности действия обратного пита-
тельного клапана, за наполнением и отпуском тормозного цилиндра
(время и давление). В настоящее время на автотормозных контрольных
пунктах внедряют испытательный стенд с автоматическим программ-
ным управлением типа СтВРГ—ПУ (Ст-стенд, ВРГ— воздухораспреде-
лителей грузовых, ПУ — с программным управлением).
Стенд работает следующим образом. Испытуемую и эталонную
части воздухораспределителя устанавливают на привалочные фланцы
стенда и закрепляют пневматическими прижимами. Производят за-
рядку стенда и включают программный блок управления. Шаговые
искатели программного блока, находящиеся в исходном положении,
включают соответствующие электропневматические клапаны, изме-
рительные приборы и начинают испытание воздухораспределителя по
безусловному алгоритму диагностирования. Электроконтактные ма-
нометры измеряют давление в резервуарах и камерах воздухораспре-
делителя, а счетчики временных интервалов фиксируют время (в
секундах) наполнения или опорожнения резервуаров. Блок памяти
запоминает информацию и хранит ее до окончания проверки.
Если на каком-либо этапе диагностирования измеряемые параметры
выйдут за пределы установленных норм, то испытания автоматически
30
прекращаются, и загорается красная сигнальная лампа. На блоке инди-
кации указывается, на какой операции выявлен брак. Это позволяет
быстро определять, какой узел воздухораспределителя неисправен.
Электровоздухораспределитель № 305-000 пассажирских вагонов
также испытывается на стенде, где проверяется плотность соединений,
чувствительность, время наполнения и отпуска тормозного цилиндра,
р аботе электромагнитных вентилей, плотность переключательного кла-
пана.
На станциях применяют комплексную систему диагностирования
за проходящими поездами типа ПОНАБ.
1.4. Основы технологии ремонта вагонов
Основой деятельности вагонных депо и вагоноремонтных заводов
является производственный процесс-
Производственный процесс — это совокупность взаимосвязанных
действий людей и функций производства, необходимых орудий про-
изводства для получения готовой продукции.
Представляет собой систему основных, вспомогательных и обслу-
живающих процессов, в результате которых исходный материал пре-
вращается в готовые изделия.
Основные производственные процессы — это процессы изготов-
ления изделий, составляющих программу выпуска.
Технологический процесс — это часть производственного про-
цесса предприятия, которая отражает действия работников, совокуп-
ность и способы применения соответствующих орудий производства
для ремонта вагонов или отдельных деталей и узлов для восстанов-
ления их работоспособности, т.е. оптимальная (наиболее рациональ-
ная) последовательность выполнения ремонтных операций и испыта-
ний, предусмотренная соответствующей документацией и обуслов-
ленная фактическим техническим состоянием объекта.
В соответствии с действующими государственными стандартами
при ремонте вагонов, его узлов и деталей могут применяться следу-
ющие виды технологических процессов:
перспективный процесс, выполняемый по рабочей технологичес-
кой и конструкторской документации;
маршрутно-операционный технологический процесс, выполняемый
по документации, в которой содержание отдельных операций получа-
ется без указания переходов и режимов обработки;
31
маршрутный технологический процесс, выполняемый по докумен-
тации, в которой содержание операции излагается без указания пере-
ходов и режимов обработки;
типовой технологический процесс, характеризуемый единством
содержания и последовательности большинства технологических опе-
раций и переходов для группы изделий с общими конструктивными
признаками;
единый технологический процесс, относящийся к изделиям одно-
го наименования, типоразмера и испытания независимо от типа про-
изводства.
Государственными стандартами определены также основные
термины и определения, используемые в технологических про-
цессах:
технологическая операция — законченная часть технологического
процесса, выполняемая на одном рабочем месте;
установка — часть технологической операции, выполняемая при
неизменном закреплении обрабатываемых заготовок или сборочной
единицы;
обработка — заданное изменение формы размеров, чистоты по-
верхности или свойств заготовки при выполнении технологического
процесса;
технологический переход — законченная часть технологической
операции;
позиция — фиксированное положение, занимаемое закрепленной
обрабатываемой заготовкой или собираемой (разбираемой) сбороч-
ной единицей совместно с приспособлением относительно инстру-
мента или неподвижной части оборудования для выполнения опреде-
ленной операции.
Каждый технологический процесс имеет свои характеристики:
цикл технологической операции — интервал календарного време-
ни периодически повторяющейся технологической операции незави-
симо от числа одновременно ремонтируемых изделий;
такт выпуска — интервал времени, через который периодически
производится выпуск из ремонта изделий определенного наименова-
ния;
ритм выпуска — число изделий определенного наименования,
выпускаемого из ремонта в единицу времени.
При разработке технологических процессов необходимо приме-
нять термины и определения основных понятий в области сборки,
разборки деталей и узлов вагонов:
32
сборка — образование разъемных и неразъемных соединений со-
ставных частей (сваркой, пайкой, клепкой);
деталь — изделие, изготовленное из однородного по наименова-
нию и марке материала без применения сборочных операций;
сборочная единица — изделие, составные части которого подле-
жат соединению между собой сочленением, сваркой и т.п.;
сборочная операция — технологическая операция установки и
образования составных частей изделия;
схема расчленения — схема разделения изделия на сборочные
единицы и детали с изображением их относительно расположения;
схема сборки изделия — графическое изображение в виде услов-
ных обозначений последовательности сборки изделия или его состав-
ной части;
сопряжение—относительное положение составных частей изделия
при сборке, характеризующееся соприкосновением их поверхностей с
зазорами между ними, заданными в конструкторской документации;
сопрягаемая деталь — одна из деталей, имеющая сопряжение с
другими деталями;
сопрягаемая поверхность детали — поверхность детали, образую-
щая сопряжения при сборке;
разборка — разделение изделия на детали и сборочные единицы;
демонтаж — снятие изделия или его составной части с места ус-
тановки;
монтаж — установка изделия или его составной части на место
использования;
электромонтаж — монтаж электрического изделия или его состав-
ных частей, имеющих токоведущие элементы;
разъемное соединение — соединение, разборка которого происхо-
дит без нарушения целостности составных частей изделия;
подвижное соединение — соединение, в котором имеется возмож-
ность относительного перемещения составных частей изделия;
неподвижное соединение — соединение, в котором отсутствует
возможность относительного перемещения составных частей изделия.
Для выполнения технологического процесса используются различ-
ные средства:
технологическое оборудование — орудия производства, в кото-
рых для выполнения определенной части технологического процесса
размещаются материалы или заготовки, средства воздействия на них
и, при необходимости, источник энергии (станки, прессы, испыта-
тельные стенды и т.п.);
33
технологическая оснастка — средства производства, добавляемые
к технологическому оборудованию для выполнения определенной ча-
сти технологического процесса (приспособления, инструмент, штам-
пы, калибры и т.п.).
При разработке технологического процесса используется следую-
щая исходная информация:
технологическое задание на разработку технологического про-
цесса;
стандарты на технологические процессы и методы управления
ими, оборудование и оснастку;
документация на перспективные технологические процессы ремон-
та аналогичных изделий;
документация на перспективные технологические процессы;
документация по технике безопасности и промышленной санитарии.
Помимо исходной информации, при разработке технологического
процесса, используется также справочная информация, содержащая-
ся в описаниях прогрессивных методов ремонта, каталогах, паспор-
тах, справочниках, планировках производственных участков.
К технологическим документам, применяемым при ремонте изде-
лий относятся графические и текстовые документы, которые отдельно
или в совокупности определяют технологический процесс ремонта
вагона или его составных частей:
маршрутная карта (МК) — документ, содержащий описание тех-
нологического процесса ремонта и изготовления изделий, включаю-
щий контроль по операциям в технологической последовательности с
указанием данных об оборудовании, оснастке материальных и трудо-
вых нормативах;
карта технологического процесса ремонта (КТПР) — предназначе-
на для разработки технологического процесса ремонта вагона, его
узлов и деталей по операциям с привязкой к имеющимся дефектам;
карта технологического процесса дефектации (КТПД) — служит
для разработки технологического процесса дефектации детали или
сборочной единицы вагона, определения дефектов, описания выпол-
няемых работ с указанием контролируемых параметров и применяе-
мых средств измерений;
сводная операционная карта (СОК) — содержит описание опера-
ций, выполняемых в технологической последовательности одного
вида ремонта или изготовление изделий с указанием вида переходов,
режимов обработки и средств технологического оснащения (включая
контроль и перемещение);
34
операционная карта наплавки (ОКН) — предназначена для описа-
ния технологической операции наплавки и разрабатывается для дета-
лей, в которых отдельная поверхность вследствие износа восстанав-
ливается наплавкой. ОКН применяется совместно с КТПР или МК
и др.;
карта эскизов (КЭ) — документ, содержащий эскизы, схемы, таб-
лицы, необходимые для выполнения технологического процесса опе-
рации;
технологическая инструкция (ТИ) — содержит описание приемов
работы технологических процессов, правил эксплуатации средств
оснащения, описание физических и химических явлений, возникаю-
щих при отдельных операциях;
ведомость технологических документов (ВТД) — определяет со-
став и комплектность технологических документов, необходимых для
ремонта или изготовления изделия.
В комплекте технологических документов различают форму доку-
ментов общего назначения (маршрутная карта, карта эскизов, техно-
логическая инструкция, ведомость технологических документов) и
специального назначения (карта технологического процесса ремонта,
карта дефектации, операционная карта сварки, наплавки).
Если технологический процесс охватывает весь маршрут восста-
новления или изготовления изделий, то в этом случае разрабатывают
карты технологического процесса, которые полностью заменяют мар-
шрутные карты.
Вновь разрабатываемые и пересматриваемые технологические про-
цессы согласовываются и утверждаются в установленном порядке.
Существует несколько типов технологических процессов, которые
классифицируют по определенным признакам. Например, типовой
технологический процесс характеризует единство содержания и
последовательности большинства технологических операций для опре-
деленного типа вагона или группы изделий с общими конструктивны-
ми признаками. Как правило, типовые технологические процессы раз-
рабатываются для определенных типов вагонов и распространяются по
вагоноремонтным предприятиям, а на местах (в вагонных депо и ваго-
норемонтных заводах) технологические процессы корректируются с
учетом местных условий работы предприятия, производственной базы,
оборотных фондов и специфики технического обслуживания и эксплу-
атации подвижного состава, квалификации персонала и т.д.
Вместе с тем технологический процесс должен базироваться на
основных положениях перспективной технологии, методы и средства
35
осуществления которых полностью или частично предстоит освоить
на предприятии, определить способы выполнения типовых технологи-
ческих операций. Технологические операции предусматривают пос-
ледовательность технологических переходов, единство их содержа-
ния для группы изделий с общими конструктивными признаками.
Таким образом, отдельные операции позволяют разработать и вне-
дрить такой технологический процесс, при котором время его выпол-
нения на протяжении всего производственного цикла будет мини-
мальным за счет оптимизации последовательности и способа
выполнения данных операций. Оптимизация предусматривает ликви-
дацию нерациональных приемов, движений, замену малопроизводи-
тельной технологической оснастки более совершенной и т.п. Непре-
менным условием является создание неисчерпаемого техноло-
гического запаса основных деталей и материалов. Успешному вы-
полнению требований технологических процессов способствует так-
же специализация предприятий на ремонте определенных типов ваго-
нов, например: рефрижераторных секций, полувагонов, цистерн и т.д.,
кооперирование их по ремонту запасных частей (приборов тормозно-
го оборудования, автосцепного устройства, рессор, пружин и др.).
Организация и оборудование рабочих мест обеспечивают эффектив-
ность использования производственных помещений, сокращение пе-
реходов исполнителей, поточность и параллельность выполнения ра-
бот. Это достигается применением межпозиционных транспор-
тировочных средств, оснащением рабочих мест средствами сигнали-
зации и информации, обеспечивающими постоянную связь между
производственными подразделениями, а также созданием благоприят-
ных санитарно-гигиенических условий труда.
В технологических процессах ремонта вагонов, их деталей и сбо-
рочных единиц предусматривают рекомендации по организации бес-
перебойного снабжения при ремонте запасными частями и материала-
ми. Эти рекомендации основаны на обеспечении взаимосвязи
ремонтно-комплектовочных участков и отделений предприятия с кла-
довыми. Размеры неснижаемого технологического запаса деталей и
материалов устанавливают на основании фактического расхода их за
предыдущий период. Немаловажное значение имеет правильная орга-
низация инструментального хозяйства.
Основой технологии ремонта также является планирование и уп-
равление производственными процессами. Современные технологи-
ческие процессы предусматривают внедрение поточно-конвейерного
и крупноагрегатного методов ремонта.
36
1.5. Методы ремонта
Современная система ремонта предусматривает совершенные мето-
ды ремонта, основными из которых являются: стационарный, поточный,
поточно-конвйерный, индивидуальный, агрегатный и обезличенный.
Стационарный метод заключается в том, что вагоны, поданные в
ремонт, находятся на одной и той же позиции от начала и до конца
работ. Стационарная форма организации производства в зависимости
от положения рабочих относительно предметов труда подразделяется
на разновидности: стационарно-бригадную или индивидуальную фор-
му организации производства, при которых ремонт вагонов от начала
и до сдачи осуществляет комплексная бригада, занимаясь ремо нтом
только одного объекта. Этот метод способствует сокращению простоя
вагонов в ремонте вследствие замены неисправных узлов и деталей
заранее отремонтированными. Основные операции по восстановле-
нию деталей выполняет комплексная бригада самостоятельно при
помощи простой оснастки. Более сложные работы осуществляются
на механическом или других специализированных участках.
При таком методе ремонта сосредоточение большого количества
ремонтных операций на одной позиции затрудняет механизацию тру-
доемких работ из-за перенасыщения рабочего места технологической
оснасткой, требует большого количества механизмов и приспособле-
ний на каждой позиции. Кроме того, механическая несовместимость
некоторых операций (производство сварочных и малярных работ)
затрудняет параллельное ведение работ. Коэффициент использования
оснастки при стационарном методе очень низок. Кроме того, перехо-
ды рабочих с одного вагона на другой по всему фронту работ вызы-
вают значительные потери рабочего времени.
Поточный метод ремонта является более высокой формой органи-
зации ремонта по сравнению со стационарным методом. Он характе-
ризуется разделением комплекса операций, закрепленных за отдель-
ными рабочими, позициями, размещенными последовательно в
соответствии с технологическим процессом. Ремонтируемый объект
постепенно перемещается с одной позиции на другую. Значительное
сокращение количества технологических операций, выполняемых на
каждой позиции, создает возможность внедрения высокопроизводи-
тельной специализированной стационарной технологической оснастки
и существенного повышения производительности труда.
В зависимости от типа вагоносборочного цеха вагоны могут пере-
мещаться в процессе ремонта в одном направлении или П-образно
37
(при вагоносборочном цехе тупикового типа). На каждой позиции
могут находиться один или несколько вагонов в зависимости от
принятой технологии ремонта.
Совокупность рабочих мест, расположенных в последовательнос-
ти выполнения операций технологического процесса и предназначен-
ных для производства закрепленных за ними операций, образует
поточную линию.
Поточно-конвейерным метод является усовершенствованной раз-
новидностью поточного метода. Он отличается временем пребывания
ремонтируемого объекта на каждой позиции, более высоким ритмом
передвижения по позициям. Перестановка объекта с позиции на пози-
цию осуществляется механически с помощью конвейера. Этот метод
организации ремонтного процесса требует четкого взаимодействия
всех производственных подразделений депо или завода.
Поточный метод нашел широкое применение не только при ремон-
те вагонов, но и при ремонте узлов и деталей, например, поточно-
конвейерная линия ремонта тележек, колесных пар, букс, автосцепок,
тормозных приборов и т.д.
Основными параметрами поточного производства применительно
к вагоносборочному участку депо являются ритм выпуска вагонов из
ремонта, который показывает какое количество вагонов выходит из
ремонта в единицу времени.
Для поточно-предметной формы организации производства имеем:
фг= Cn„nj СФ-
Тогда производственная мощность вагоносборочного участка:
Му= (ФЯо5ПпП^/Т-
При проектировании поточно-предметной организации производ-
ства для условия реконструкции существующих депо, когда заведо-
мо известно количество поточных линий ил и число вагонов на одной
позиции такт выпуска вагонов из ремонта может быть найден из
условия выполнения планируемой годовой программы по формуле:
* = (ФДоб«Л«в)/Л^
Фронт работы вагоносборочного участка или количество одновре-
менно ремонтируемых вагонов, находящихся на позициях поточных
линий, определяется по формуле:
Ф„ = rt^>
р »
где tB — норма простоя вагона в ремонте, ч.
38
фронт работы поточной линии:
Ф„ =
П В’
где с — количество позиций на поточной линии; ив — количество вагонов на
одной позиции.
Количество позиций на поточной линии принимается исходя из
опыта работы передовых депо и рекомендаций ПКБ ЦВ и составляет
пять-шесть для ремонта грузовых и шесть-восемь для ремонта пас-
сажирских вагонов в депо с учетом разборочной и малярной по-
зиция-
Количество поточных линий, необходимых для освоения заданной
программы:
«„= фр'фл
Тактом выпуска вагонов называется интервал времени между
выпусками с последней позиции поточной линии вагонов. Величина
такта выпуска определяется как:
т = tjc.
В процессе расчета получаемые дробные значения фронта работ и
количества поточных линий округляют до ближайшего большего
целого числа. Продолжительность такта выпуска вагонов из ремонта
округляют до ближайшего меньшего числа, укладывающегося целое
число раз в продолжительность смены. При продолжительности сме-
ны 8 ч такт поточной линии ремонта вагонов может быть равен 8; 4;
2,66; 2; 1,6; 1,3; 1,14 ч и т.д. Обеденный перерыв устанавливается
через интервал времени, равный целому числу тактов. При таком
подходе бригады будут заканчивать работу на вагонах и осуществ-
лять передвижку конвейера.
За счет округлений, производимых в процессе расчета, получае-
мые параметры не обеспечивают точного совпадения производствен-
ной мощности вагоносборочного участка и плановой годовой
программы ремонта вагонов. Поэтому производят расчет производ-
ственной мощности участка по формуле:
Му = W'»’
Рассчитывая производственную мощность вагонного депо, следу-
ет помнить, что трудоемкость ремонта вагонов разного типа неодина-
ковая. Поэтому мощность определяют в приведенных единицах. В
качестве единицы приведения принят деповской ремонт четырехосно-
39
го полувагона с нормальным износом, а ремонт вагонов других ти-
пов и контейнеров приводится с учетом коэффициентов.
Общий простой грузового вагона в деповском ремонте нормиру-
ется департаментом вагонного хозяйства МПС и составляет примерно
40 ч с момента отцепки до выпуска из ремонта: в ожидании подачи
в депо — около 11 ч, от подачи в депо до выпуска из ремонта —
29 ч, в том числе непосредственно в ремонте — 8 или 12 ч.
Общий простой вагонов в текущем отцепочном ремонте также
нормируется и составляет примерно 20 ч, а непосредственно в ремон-
те — 3,5 ч.
Индивидуальный метод ремонта характерен тем, что ремонтируе-
мый объект разбирается на отдельные сборочные единицы, а они, в
свою очередь, на детали. При этом все сборочные единицы и детали,
за исключением заменяемых, не обезличиваются, а остаются принад-
лежностью данного агрегата и после ремонта устанавливаются по
месту. Сборка агрегата в таком случае возможна только после готов-
ности всех деталей. Индивидуальный способ ремонта отличается
высокой стоимостью работ.
Агрегатный метод — вид обезличенного ремонта, при котором
неисправные агрегаты заменяют новыми или заранее отремонтирован-
ными. Под агрегатом понимается сборочная единица, обладающая
свойствами полной взаимозаменяемости, независимой сборки и са-
мостоятельного выполнения определенной функции в изделиях раз-
личного назначения (топливный насос, электродвигатель и т.д.).
Снятые с вагона агрегаты ремонтируют в специализированных
цехах и на участках. В этих ремонтных подразделениях предприятия
необходимо иметь оборотный фонд агрегатов. Оборотный фонд дан-
ного вида агрегатов состоит из двух частей: технологического запаса
и переходящего фонда.
Преимущество агрегатного метода заключается в том, что можно,
не ожидая окончания ремонта снятых агрегатов, вести сборочные
работы по технологическому графику. Это создает наилучшие усло-
вия для ритмичной работы, сокращает простой вагонов в ремонте и
повышает производительность труда. Недостатком является необходи-
мость в наличии дополнительных агрегатов.
Обезличенный метод ремонта заключается в том, что после раз-
борки все сборочные единицы и отдельные детали обезличенно пере-
дают для ремонта в цех, а на сборку поступают заранее отремонтиро-
ванные. Такой способ применим в условиях полной взаимоза-
меняемости деталей, которые должны ремонтироваться по категорий-
40
ным размерам. Чтобы избежать нарушения ритма работ, необходимо
на складе иметь постоянно пополняемый и достаточный запас деталей
любых категорийных размеров. Обезличенный метод позволяет орга-
низовать работу по принципу потока.
Перечисленные способы организации ремонтного процесса приме-
няются в специализированных депо и на заводах. Примером этому мо-
жет служить ремонт автономных рефрижераторных вагонов в депо. По
принятому технологическому процессу кузова вагонов ремонтируют
поточным методом, тележки—поточно-конвейерным, холодильное и
дизельное оборудование—агрегатным. Во всех видах ремонта приме-
няют систему допусков и градаций на размеры отдельных деталей, уз-
лов и агрегатов. В системе допусков и посадок для деталей различных
классов точности в зависимости от размеров установлены предельные
(верхние и нижние) отклонения от номинального размера.
Эта система позволяет осуществлять сборку деталей в узлы без
индивидуальной подгонки на основе их взаимозаменяемости. При
ремонте, кроме того, используют также ремонтные допуски и града-
ции. Ремонтные допуски на размеры деталей, зазоры в их сопряже-
ниях устанавливаются с целью использования частично изношенных
деталей. Их величина различна для разных видов ремонта вагонов,
она увеличивается от капитального к текущим видам ремонта и ука-
зывается для основных деталей в правилах ремонта, инструкциях.
Для отдельных ответственных дорогостоящих деталей и узлов,
кроме допусков устанавливаются градации размеров, т.е. сопряжен-
ная деталь должна иметь одинаковый градационный размер. Напри-
мер, для диаметра шеек коленчатого вала дизеля 4VD 21/15-2 уста-
новлены четыре градационных размера. Ступень градации равна
0,25 мм. Столько же градаций имеют вкладыши подшипников колен-
чатого вала. При сборке градационные размеры (по номеру градации)
шейки вала и вкладыша должны совпадать. При этом будут выдер-
жаны установленные зазоры в подшипниках.
1,6. Техника безопасности при ремонте
вагонов
Организация ремонта вагонов предусматривает применение безо-
пасных приемов работ и соответствующее санитарно-гигиеническое
содержание рабочих участков для высококачественного выполнения
всех технологических операций. Обеспечение безопасности труда при
41
ремонте подвижного состава должно производится в соответствии с
требованиями ГОСТ 12.33.002-75 и других стандартов (ССБТ, «Ох-
рана природы»), стандартных норм и правил нормативно-технических
документов. Оборудование должно соответствовать требованиям
ГОСТ 12.2.003-74. Технологические процессы и производственное
оборудование не должно являться источником опасных и вредных
производственных факторов, превышающих предельно допустимые
значения, установленные ГОСТ 12.1.0001-89,12.1.003-83, 12.1.005-
88, 12.1.006-84, 12.1.009-76, 12.1.012-90, а также загрязнять окру-
жающую среду выбросами вредных веществ в количестве, превыша-
ющем установленные ГОСТ 12.1.005-88.
Это достигается благодаря внедрению комплексной механизации и
автоматизации производственных процессов, применению поточно-
конвейерных линий, механизированных приспособлений и инструмен-
та. Все работники участков ремонта вагонов должны твердо знать и
соблюдать требования технических документов, регламентирующих
условия организации и выполнения ремонтных работ по восстановле-
нию узлов и деталей вагонов. Для этого предусмотрены различные
виды инструктажа и экзаменов по технике безопасности и санитарии.
Например, вводный инструктаж проводит представитель администра-
ции вагонного депо при приеме на работу, первичный дает работнику
руководитель участка ремонта (например, тележек) перед началом
его работы в качестве ученика. Периодический инструктаж проводит-
ся через определенный (смену, месяц, квартал), а внеочередной про-
водят для всех работников по указанию руководителя предприятия
(например, при выявлении нарушений правил охраны труда, при вве-
дении нового технологического процесса, оборудования, механизмов
и приспособлений). Экзамены для проверки знаний по охране труда
и промышленной санитарии проводят в сроки, установленные дей-
ствующими приказами и инструкциями.
На отдельных ремонтных позициях и рабочих местах вывешивают тех-
нологические карты, в которых указаны меры безопасности выполнения
работ. Особое внимание уделяют ликвидации загрязнения и загазованнос-
ти воздуха местной или общеобменной приточно-вытяжной вентиляцией.
Обеспечивают также достаточную освещенность рабочих мест.
При ремонте вагонов запрещается использовать материалы, не со-
ответствующие техническим требованиям государственных стандар-
тов, действующих правил и инструкций по охране труда и промышлен-
ной санитарии. В процессе решения отдельных технических вопросов,
не регламентированных действующей документацией, начальник депо
42
и приемщик вагонов обязательно должны учитывать условия соблюде-
ния требований охраны труда. Подъемку и опускание кузова вагонов
при выкате и подкате тележек разрешается осуществлять только после
закрепления запорами в поднятом положении крышек люков полува-
гонов, при наличии предохранителей от падения дверей крытых ваго-
нов, при закрепленных в поднятом положении бортах платформ.
Перед ремонтом все детали и узлы вагонов обязательно должны
быть очищены от остатков перевозимых грузов.
При организации рабочего места следует установить оптимальное ко-
личество соответствующей технологической оснастки, механизмов и
приспособлений, пользование которыми не требовало бы излишнего на-
пряжения физических сил рабочих, а также выполнения затруднитель-
ных движений. Техническое состояние механизмов и приспособлений
должно быть таким, чтобы необходимость применения средств индиви-
дуальной защиты была минимальной. Размещать оборудование надо с
учетом обеспечения кратчайших расстояний перемещения деталей, уз-
лов и перехода исполнителей. Оборудование в процессе эксплуатации
не должно создавать недопустимую вибрацию и чрезмерный шум.
Применяемые при ремонте механизмы, приспособления, инстру-
мент должны быть исправными в течение всего рабочего времени.
Все замеченные неполадки в них надо своевременно устранять не-
посредственно на рабочем месте или в специализированном отделе-
нии. Электрические краны, пневматические и гидравлические
подъемники, домкраты, прессы, грузовые чалочные приспособле-
ния и захваты не разрешается применять, если истек срок их осви-
детельствования.
На участке ремонта вагонов необходимо оборудовать уголок про-
тивопожарной профилактики, где должны быть краны для пожароту-
шения, ящики с песком и стенды с инвентарем. На видных и доступ-
ных местах необходимо вывесить плакаты и другие наглядные
пособия по вопросам охраны труда, промышленной санитарии и про-
тивопожарной безопасности.
1.7. Пожарная безопасность при ремонте
пассажирских вагонов
Уровень противопожарной защиты пассажирских вагонов для пере-
возки пассажиров на железнодорожном транспорте направлен на сни-
жение материальных потерь в результате пожаров на вагонах.
43
Пожарная безопасность при проведении ремонта обеспечивается
системами предотвращения пожара и противопожарной защиты, в том
числе организационно-техническими мероприятиями, предусмотрен-
ными ГОСТ12.1.004-91 «Пожарная безопасность. Общие требова-
ния», Законом «О пожарной безопасности» от 21 декабря 1994 г. '
№ 69-ФЗ, ведомственными нормами пожарной безопасности
ВНПБ-97 «Вагоны пассажирские. Общие требования» и другими до-
кументами. J
Ремонт всех узлов, конструкций и оборудования вагонов выпол- •
няют по требованиям, изложенным в этих документах при ремонтах
в объеме КВР, КР-2, КР-1 и ДР для пассажирских вагонов всех
типов. Для вагонов-электростанций, вагонов-ресторанов, вагонов с
буфетом, почтовых и багажных, вагонов-лабораторий и спецвагонов
нормы добавляются специальными требованиями с учетом специфи- ,
кации их назначения, согласоваными с МПС. Например, при ремонте 1
пассажирских вагонов в объеме КВР применяют материалы во внут-
реннем оборудовании в зависимости от назначения:
негорючие — для изготовления потолков, подшивки крыш, возду-
ховода вентиляционной установки, рундуков;
негорючие или трудногорючие — для термоизоляции перегородок,
каркасов диванов и спальных полок, багажных полок, мебели об-
шивки продольных и тамбурных стен, дверей, деревянных закладных
деталей и обрешетки; допускается применение огнезащищенных фа-
нерных плит и древесины с глубокой антипиреновой пропиткой;
трудновоспламеняемые — для изоляции диффузоров, компенси- 1
рующих вставок и звукоизолирующих элементов вентиляционной ’
установки, звукоизоляции потолков, изоляция труб водоснабжения. -
Допускается использование огнезащитных винилискож, нетканого ,
материала из ПВХ волокон и пленки ПВХ типа марки Г;
медленно распространяющие пламя — для облицовки поверхнос- ,
тей стен, перегородок, мебели, занавесей, штор, обивки диванов, ;
спальных полок, кресел, покрытия полов.
В системе отопления и водоснабжения. Снимают с крыши 1
флюгары дымовытяжных труб, дымовытяжные трубы, противопожар- J
ные разделки дымовытяжных труб котла, плитки для приготовления ,
пищи, бойлеры, кипятильники. Противопожарные разделки труб кот-
ла, кипятильника и бойлеры, встроенные в крышку люка над котель-
ным отделением, снимают с вагона вместе с крышкой.
После демонтажа противопожарных разделок проверяют состоя-
ние потолочных ниш, покрытых металлической обшивкой по асбесту
44
и деревянных брусков, обшитых асбестом и металлическим листом.
Металлическую обшивку разделки вскрывают, заменяют на новую
изоляцию из листового асбеста, металлическую обшивку и деревян-
ные бруски.
По чертежам, утвержденным в установленном порядке, устанавли-
вают новые противопожарные разделки дымовытяжных труб котла,
кухонной плиты, кипятильника, бойлера, плитки для приготовления
пиши.
Разделки дымовытяжных труб, проходящих через горючие конст-
рукции вагона, при диаметре труб до 120 мм должны иметь отверстия
не менее 250 мм, армированные новым металлом. С наружной или
внутренней стороны армировки должна быть предусмотрена изоляция
из негорючего материала толщиной 5—10 мм. Пространство между
армировкой и дымовытяжной трубой заполняют негорючим изоляци-
онным материалом толщиной 20 мм. Воздушная прослойка между
армировкой и патроном должна быть не менее 10 мм, между трубой
и патроном не менее 15 мм.
Разделки дымовытяжных труб, проходящие сквозь негорючие
конструкции вагона, должны иметь металлический экран (кожух)
замкнутого контура с изоляцией из негорючих материалов толщиной
не менее 8 мм. Зазор между дымовытяжной трубой и металлическим
экраном (кожухом) должен быть:
— для труб диаметром до 90 мм — не менее 8 мм;
— для труб диаметром до 120 мм — не менее 12 мм;
— для труб диаметром до 260 мм — не менее 25 мм.
Дымовытяжные трубы на всем протяжении внутри вагона изоли-
руют негорючим изоляционным материалами или закрывают экрана-
ми (кожухами) с воздушными прослойками с размерами, соответ-
ствующими указанным выше.
Соединение труб с кожухами выполняют через теплоизоляционные
негорючие материалы.
Дымовытяжную трубу водяного отопления с отдельным расшири-
телем на всем протяжении выше водяной рубашки заключают в ме-
таллический экран с отверстиями для циркуляции воздуха. Расстоя-
ние между дымовой трубой и экраном должно быть не менее
25 мм. Сгораемые конструкции крыши вокруг разделки защищают
негорючими материалами толщиной 10 мм и предусматривают воз-
душную прослойку 20-25 мм.
Конструкция противопожарных разделок дымовых труб котла,
кипятильника и щитка позволяет в условиях эксплуатации осуществ-
45
пять контроль за их техническим состоянием и правильностью уста-
новки на вагоне.
Дымовытяжные трубы кипятильника, плиток, бойлеров заменяют
новыми, изготовленными из листовой стали толщиной не менее 2 мм
по чертежам, утвержденным в установленном порядке.
Все флюгары дымовытяжных труб заменяют новыми откидными,
изготовленными по чертежам ПКБ ЦВ.
Деревянные конструкции стен, потолков, крыши в котельном от-
делении, ниши кипятильника и нишах электрощитов (пультов управ-
ления электрооборудованием) защищают от возгорания металличес-
ким листом по асбесту толщиной не менее 5 мм. Все деревянные
детали обрешетки, деревоплиты пола и стен, устанавливаемые на
вагоны, покрывают комплексными биозащитными составами или
антипиренами в соответствии с ГОСТ 3191-82.
В системе вентиляции. Монтаж проводов на стенках и внутри
воздуховодов не производят, за исключением подводки проводов к
аппаратам и приборам, установленным непосредственно внутри воз-
духовода, с соблюдением мероприятий пожарной безопасности. В
электрокалориферах предусматривают устройство, предупреждающее
перегрев, в конструкции дефлекторов естественной вентиляции и за-
борных жалюзей —попадание искр внутрь пассажирского помеще-
ния на стоянках и при движении.
При работающей вентиляции конструкция должна обеспечивать
забор воздуха извне.
В вагонах устанавливают огнезадерживающую перегородку меж-
ду купе проводников и пассажирским салоном, а в купейных ваго-
нах и между 3 и 6 купе — в соответствии с конструкторской доку-
ментацией ПКБ ЦД.
Работы при установке огне задерживающей перегородки произво-
дят в соответствии с требованиями «Пожарной безопасности пасса-
жирских вагонов», утвержденными МПС 05.11.92 г.
Огнезадерживающую перегородку по наружному контуру доводят
до металлической обшивы кузова. Допускается перегородку дово-
дить до деревянных брусков обрешетки боковых стен и пола, обра-
ботанных методом глубокой пропитки и примыкающих непосред-
ственно к металлической обшиве кузова. По контуру крыши зазор
между металлом крыши и перегородкой перекрывают по обе стороны
от перегородки негорючей изоляцией.
В системе сигнализации. Вагоны оборудуют автоматическими
установками пожарной сигнализации УПС-Т, способными обнаружи-
46
вать и оповещать о возникновении пожара на стадии загорания в
контролируемых помещениях вагона.
Пассажирские вагоны оборудуют дополнительными аварийными
выходами. Количество (не менее двух) и расположение аварийных
выходов должно обеспечивать безопасную эвакуацию пассажиров за
время до блокирования аварийных выходов опасными факторами
пожара, что оговаривается в техническом задании на вагон.
Вагоны оборудуют кранами для отбора воды при пожаротушении
в соответствии с техническими условиями ТУ 32 ЦВ 2140-89.
Пульт управления системой электрооборудования вагона оборуду-
ют огнетушителем самосрабатывающим порошковым (ОСП) в соот-
ветствии с проектом Л1.0002.00.000.00 и ТУ 32 ЦЛ 0001-94, разра-
ботанными ПКБ ЦЛ.
47
2
Технология восстановления
деталей вагонов
2.1. Подготовка вагона к ремонту
Вагоны, подлежащие ремонту, исключают из рабочего парка и
направляют к месту ремонта.
Оформление документов на подлежащие ремонту вагоны выпол- 1
няется порядком, установленным МПС. Основным документом, рег-
ламентирующим взаимоотношения между ремонтными заводами МПС
и железными дорогами, предприятиями железнодорожного транспор-
та, а также их структурными единицами, действующими в пределах
предоставленных им прав по вопросам ремонта и модернизации,
например, для пассажирских вагонов и их узлов, являются «Основ-
ные условия ремонта и модернизации пассажирских вагонов на ре-
монтных заводах Министерства путей сообщения Российской Феде-
рации» № ЦЛ-230, введенные в действие с 20 апреля 1994 года.
Ремонт и модернизация пассажирских вагонов и их узлов произ-
водится по договорам (контрактам), заключенным между ремонтны-
ми предприятиями железнодорожного транспорта, именуемыми «За-
вод» и «Заказчик», по установленной МПС системе ремонта и
обслуживания пассажирских вагонов, действующим руководствам
по ремонту, инструкциям и другой нормативно-технической докумен- '
тации, утвержденной МПС России.
С учетом потребности железных дорог ЦЛ МПС за 6 месяцев до
окончания текущего года направляет в АО «Вагонреммаш» и
АО «Желдорреммаш» обобщенную для каждой железной дороги по
типам вагонов и видам ремонта заявку на ремонт и модернизацию
пассажирских вагонов и их узлов в следующем году. Проект дого-
вора (контракта) составляется «Заводом» по форме, которая по со- ;
гласованию сторон может изменяться.
48
Не позднее, чем за три месяца до начала года «Завод» высылает «За-
казчику» два экземпляра подписанного проекта договора на все виды ре-
монта и модернизации подвижного состава узлов и агрегатов с показа-
тельным распределением, а «Заказчик» при отсутствии возражений не
позднее 20 дней после получения от «Завода» проекта договора обязан
подписать его, скрепить печатью и один экземпляр возвратить «Заводу».
Договор считается заключенным. Если у «Заказчика» возникнут возра-
жения по условиям договора, то он в двадцатидневный срок с момента
подписания проекта договора составляет протокол разногласий и направ-
ляет в двух экземплярах «Заводу» вместе с подписанным и скрепленным
печатью договором, в котором делается отметка о наличии протокола раз-
ногласий. «Завод», получив подписанный договор с протоколом разно-
( гласий, обязан в двадцатидневный срок рассмотреть разногласия, урегу-
пировать их с «Заказчиком» н включить в договор все согласованные
<s> предложения «Заказчика». Оставшиеся спорные технические вопросы
Оз передаются на рассмотрение в Департамент пассажирских сообщений
j ~ МПС, АО «Вагонреммаш» и АО «Желдорреммаш», которые по ним при-
' J нимают решение в двадцатидневный срок, а по правовым вопросам — в
третейский суд при МПС или в арбитражный суд (по согласованию сто-
рон). Если завод, получивший протокол разногласий, в двадцатидневный
срок не передает оставшиеся неурегулированными разногласия, предло-
жения считаются принятыми. Договор подписывается руководителями
предприятий или уполномоченными лицами.
Неотъемлемой частью является спецификация на ремонт и модер-
низацию вагонов и протокол согласования.
Пассажирские вагоны, не включенные в график, принимаются в
ремонт по совместному решению «Завода» и «Заказчика».
Поврежденные вагоны, на которые составлены технические акты
формы ВУ-25, направляются в завод по взаимной договоренности и
в счет общего количества ремонта вагонов. За дополнительные объе-
мы ремонтных работ расчеты производятся по согласованной сторо-
нами цене дополнительно к основной стоимости.
Порядок отправки пассажирских вагонов на завод и сдачи их в ре-
монт и на модернизацию также оговаривается сторонами. Пассажирс-
кий вагон считается выпущенным из ремонта с момента подписания
формы ВУ-36 заводской инспекцией Департамент пассажирских сооб-
щений МПС.
Датой отправки отремонтированного вагона к месту приемки счи-
тается день представления Заводом оформленных документов станции
по месту его нахождения.
Завод гарантирует качество ремонта и работоспособность вагонов
в течении гарантийного срока, установленного Основными условия-
ми, при условии соблюдения Заказчиком требований по их техничес-
кому обслуживанию и эксплуатации. Послеремонтные гарантийные
сроки устанавливаются руководствами по капитальному ремонту
КР-1 пр. 4321 ЦВ/ЦТВР-85, КР-2 пр. 4322 ЦВ/ЦТВР-85 и по депов-
скому ремонту пр. 4255/ЦВ-84.
Подготовка вагонов к деповскому и капитальному ремонтам зак-
лючается в санитарной обработке грузовых помещений, которая вы-
полняется в соответствии с требованиями санитарно-ветеринарного
надзора на железнодорожном транспорте.
Перед подачей в ремонт вагоны должны быть очищены от остат-
ков груза.
По прибытии на вагоноремонтный завод вагоны принимают от
заказчика работники бюро (отдела) по определению объема ремонта.
В вагонном депо вагоны принимаются с базы отстоя, выделенным для
этой цели бригадиром под руководством мастера депо.
При приемке вагонов на заводе проверяют наличие, комплектность и
техническое состояние его составных частей. На основании внешнего ос-
мотра составляют приемо-сдаточный акт, в котором фиксируют недоста-
ющие, нетиповые и изношенные сверх допустимых норм детали и отмеча-
ют аварийные повреждения. Более тщательный осмотр всех сборочных
единиц вагона, определение объема предстоящих работ, в том числе и до-
полнительных, не предусмотренных руководствами по ремонту, произво-
дят в процессе разборки и ремонта вагона. При этом составляют специали-
зированные по сборочным единицам, комплектам вагонного обору-
дования и отдельным работам ведомости ремонта. На выявленные допол-
нительные работы и на работы по модернизации вагонов составляется акт,
который согласовывается с заказчиком.
Ведомости ремонта на пассажирские вагоны составляют, как пра-
вило, на следующие основные части и работы: тележки, автосцепное
устройство и упругие площадки, автотормоза, отопление и водопро-
вод, мебель, окна, двери, кузов и раму, холодильное оборудование,
установки кондиционирования воздуха, электрооборудование, венти-
ляцию, электрическое отопление, окрасочные работы внутри и снару-
жи вагона и др.
На основании ведомости ремонта выписывают требования на ма-
териалы, комплектующие изделия и наряды на работы.
Одновременно составляют технологический паспорт ремонта ваго-
на, в котором указывают тип и характеристику вагона, вид ремонта,
50
перечисляют основные технологические операции. По мере выполне-
ния работ и прохождения вагона по ремонтным позициям проверяют
качество работ и осуществляют приемку от исполнителей сначала
производственным, затем контрольным мастером. Такой же паспорт
составляют в депо.
Разрабатывается методика описи вагонов и обработка полученных
данных на ЭВМ. При обработке описи вагонов на ЭВМ вагоноремон-
тные предприятия получают объем необходимой информации для
опережения подготовки производства, оценки трудоемкости ремонта,
расстановки вагонов по типам на специализированные пути в парке
ожидания для исключения ежедневных непроизводительных маневро-
вых работ, требующих переработки всего массива неисправных ваго-
нов, находящихся на предприятии.
2.2. Очистка от загрязнений
В процессе изготовления, эксплуатации и ремонта машин, вагонов
и других изделий производится очистка деталей и сборочных единиц
соблюдением соответствующих технологических, эстетических и са-
нитарно-гигиенических требований.
Многостадийная очистка вагона—важный элемент производствен-
ной культуры каждого вагоноремонтного предприятия. Она обеспечи-
вает на производственных участках вагоноремонтных предприятий
нормальные условия труда на уровне современных санитарно-гигиени-
ческих требований и создает положительный психофизиологический
климат. Без очистки нельзя качественно осмотреть детали, выявить по-
вреждения или степень износа. Под очисткой детали принято понимать
обезжиривание, удаление грязи, нагара, продуктов коррозии и накипи.
Различают механические и физико-химические способы очистки.
Обезжиривание заключается в удалении с поверхности остатков
жиров, смазок, охлаждающих эмульсий и полировочных паст. Про-
цесс обезжиривания производят органическими растворителями или
в водных щелочных растворах. Травление металла выполняют при
осаждении гальванических покрытий, когда необходимо удалить
окисные пленки. Этот процесс осуществляют в слабых кислот ных
растворах. Легкое травление называется декапированием. Существу-
ют составы для одновременного обезжиривания и травления.
Хорошее качество подготовки поверхности под окрашивание
обеспечивается фосфатированием — специальной обработкой метал-
51
лических изделий фосфорной кислотой или растворами фосфатов
марганца, железа, цинка или кадмия. В результате на поверхности
металла создается неорганическая защитная пленка.
Подготовка деревянной поверхности зависит от вида покрытия.
Например, перед нанесением лака или политуры сухую поверхность
после столярной обработки зачищают шлифовальной шкуркой. Под
масляные краски чистую поверхность можно не шлифовать. Темные
пятна и полосы на деревянной поверхности осветляют смесью
20%-ного раствора перекиси водорода и 2%-ного раствора нашатыр-
ного спирта.
Выбор способа очистки зависит от вида загрязнений, степени воз-
действия очищающей среды на материал, размеров и формы изделий,
наличия оборудования, санитарно-гигиенических и экономических
требований и т.д.
При механическом методе очистки используют средства механи-
ческого воздействия, а также силу струи сжатого воздуха, воды и пара:
очистку вручную выполняют различными скребками, металличес-
кими щетками, шлифовальными шкурками, ветошью и др.;
при механизированной очистке используют переносные пневмати-
ческие или электрические машинки, стационарные шлифовально-по-
лировальные станки, где рабочим инструментом являются металли-
ческие дисковые и торцовые щетки, шарошки, шлифовальные круги
и иглофрезы. Для очистки от окалины крупных деталей используют
цепи, закрепленные на вращающихся валах очистных машин;
дробеструйную (пневмоабразивную) очистку выполняют с помо-
щью дробеструйных аппаратов. В этом случае поверхность обрабаты-
вают металлической дробью или другими абразивными материалами.
Для обработки применяют стальную или чугунную дробь с острыми
гранями размером 0,8-2,5 мм в зависимости от диаметра насадки.
Используют также металлический песок, измельченный гранит, зерна
корунда, стеклянные шарики и др. Кроме того, иногда употребляют
влажный кварцевый песок. Для этого в смесительную камеру аппа-
рата подается вода, препятствующая образованию кварцевой пыли;
при дробеметной очистке металлическая дробь выбрасывается
лопатками ротора. Дробеметный способ применяют для очистки от
окалины поковок. Дробь упрочняет поверхностные слои металла;
гидроабразивную (гидропескоструйную) очистку производят стру-
ей воды с кварцевым песком в специальных установках. Этот способ
применяют главным образом для очистки крупных отливок от остат-
ков формовочной земли, литейной корки и т.п. Гидродинамическую
52
очистку выполняют водой под давлением 5-15 МПа с помощью бран-
дспойтов или мониторных (гидромониторных) моечных машин. Гид-
ромонитор (водомет) — насосный агрегат для создания гидравли-
ческих струй и управления ими с помощью ствола со специальными
насадками;
пароводоструйную очистку поверхности выполняют струей пара и
воды под давлением 0,5-2,0 МПа в специальных установках. Приме-
няется для удаления масляных и грязевых наслоений;
галтование (галтовка) — это грубая очистка во вращающихся
барабанах небольших деталей путем соприкосновения их между со-
бою и наполнителями. Сухое галтование применяют для грубой очи-
стки отливок и штамповок в герметических барабанах, где удаляются
остатки формовочной земли, окалина, ржавчина. Наполнителями слу-
жат металлические шары и бой шлифовальных кругов. Мокрое гал-
тование выполняют в перфорированных вращающихся барабанах,
которые погружаются в ванны с жидкостью. Мокрое галтование при
подборе соответствующих реагентов (фарфоровый бой, венская из-
весть и др.) заменяет шлифование и полирование. Такой процесс
называется подводным полированием;
при замене вращательного движения деталей и наполнителей в жид-
костной среде колебательным движением (в специальных установках)
происходит виброабразивная очистка, которая под влиянием Вибрации
придает жидкости текучесть и заполняет внутренние полости;
поверхности крупных деталей от ликвидов очищают абразивными
кругами на шлифовальных станках и пневматическими зубилами. Для
получения гладкой поверхности, например, под гальванические по-
крытия, детали шлифуют и полируют. Шлифование выполняют элас-
тичными войлочными или фетровыми кругами с нанесением на их
рабочие поверхности шлифовальных порошков, а для полирования
используют мягкие эластичные круги из тонкошерстного войлока,
сукна, фланели, бязи с применением полировальных паст;
очистка косточковой крошкой производится с применением раз-
дробленной скорлупы плодовых косточек, которая выбрасывается из
сопла на очищаемую поверхность сжатым воздухом под давлением
0,3-0,5 МПа. Косточковая крошка обладает небольшой твердостью и
не повреждает поверхность деталей.
Физико-химический метод основан на использовании активных
моющих растворов. Осуществляется в струйных и в мониторных
моечных машинах, в выварочных и моечных ваннах, в ваннах с
использованием ультразвука или электролита.
53
Струйные машины широко применяют для общей очистки изде-
лий, иногда для обезжиривания. Они составляют 80-90% от всего
моечного оборудования. Эти машины оснащены системой гидрантов,
оборудованных струйными насадками (соплами).
Специализированные струйные машины изготовляют для конкрет-
ного вида изделий.
Погружные моечные машины наиболее эффективны для очистки
деталей и сборочных единиц сложной формы, в том числе крупнога-
баритных. Эти машины позволяют использовать моющие растворы с
большой концентрацией и при высокой температуре. Гидродинами-
ческое воздействие достигается перемещением очищаемых деталей
или жидкости. Применяются ванны с колеблющимися платформами
(решетками), с перфорированными барабанами или с роторными
устройствами, в которых изделия или корзины с деталями навешива-
ются на поворачивающуюся крестовину и последовательно окунают-
ся в ванну.
Перемешивание моющего раствора осуществляется введением
острого пара или сжатого воздуха. Существуют погружные установ-
ки, позволяющие производить очистку крупногабаритных сборочных
единиц волновым способом. Сущность способа состоит в создании
в ванне волновых ударов за счет покачивания размещенных в жид-
кости лопастей.
Исследованиями, выполненными в Петербургском государст-вен-
ном университете путей сообщения, установлено, что способ много-
кратного погружения является наиболее интенсивным и особенно
эффективным при очистке внутренних полостей объекта. При этом
способе раствор, заполняя полости при неоднократном погружении и
извлечении объекта, активно вымывает находящиеся там загрязнения.
Электролитическая очистка сводится к тому, что деталь, подве-
шенная к катоду, очищается благодаря механическому воздействию
выделяющегося на ней водорода. При этом может происходить обмы-
ливание щелочью некоторых органических загрязнений. Очистка
проводится в электролитах различного состава и при разных режимах
в зависимости от материала деталей.
Ультразвук используется для удаления загрязнений с мелких де-
талей. Эффективность действия ультразвука основана на явлении
акустической кавитации, т.е. образовании в жидкости микроскопи-
ческих пузырьков воздуха (каверн), которые возникают в ней под
воздействием ультразвуковых колебаний. Эти пузырьки, взрываясь,
создают очень высокие местные давления и гидравлические удары
54
такой силы, что срывают с поверхности металла приставшие пленки
масел, жиров и других загрязнений. Ультразвук проникает в узкие
щели, небольшие отверстия и поры детали. Очистке способствуют
явления акустического течения и давления звукового поля.
Химический метод заключается в очистке поверхности химичес-
кими веществами, разрушающими или преобразующими наслоения.
Этими веществами удаляют старые лакокрасочные покрытия. Напри-
мер, для снятия покрытий из масляных красок и алкидных эмалей
применяют СП-6, в составе которой находится метиленхлорид ^>5%,
перхлорвиниловая смола 3,5%, уксусная кислота и ингибитор. Эти
краски и эмали можно снять пастой, которая состоит из 18% каус-
тической соды, 20% негашеной извести, 10% мазута, 20% мела и
воды.
С помощью химических веществ можно очищать поверхности от
коррозии. Некоторые вещества превращают продукты коррозии в
грунтовое покрытие, создают пигментированный слой, прочно слипа-
ющийся с поверхностью, другие (преобразователи коррозии) разрых-
ляют ее, преобразуя в легко удаляемый продукт.
Накипь снимают ингибированной соляной кислотой. В качестве
растворителей накипи применяют 20%-ный раствор уксусной или
33%-ный раствор муравьиной кислоты, которые по воздействию» зна-
чительно слабее. Баки и ванны для растворов армируют винипластом,
поливинилхлоридным пластиком или гуммируют резиной.
Металлические покрытия удаляют в различных кислотных раство-
рах слабой концентрации с добавками, стимулирующими растворе-
ние покрытий и обладающими ингибиторными свойствами. При элек-
трохимическом удалении покрытий используются электролиты те же,
что и для осавдения.
Термический метод очистки поверхности от старой краски и про-
дуктов коррозии осуществляется с помощью газокислородной горел-
ки. Под воздействием высокой температуры слой краски вспучива-
ется и частично сгорает, ржавчина разрушается, превращаясь в
рыхлые окислы железа, окалина растрескивается и отслаивается.
К термическому методу относится очистка в щелочном расплаве.
Температура расплава едкого натрия поддерживается в пределах
420-480°С, смеси едкого натра и азотно-кислого натрия (в соотн оше-
нии 3:1) — 450-500°С. Детали погружают в расплав, в котором сни-
маются толстые слои окалины и ржавчины, на 10-45 минут.
Моющие вещества, растворы и препараты. При очистке по-
верхностей и при их подготовке под защитные покрытия (обезжири-
55
вание) используют щелочные соединения, кислоты и поверхостно-
активные вещества (ПАВ), обычно в составе водных растворов, а
также органические растворители.
Из щелочных соединений применяют каустическую соду (едкий
натр, каустик), кальцинированную (углекислый натрий, карбонат на-
трия), силикат натрия (жидкое стекло) и метасиликат натрия, фосфаты
(тринатрийфосфат и триполифосфат натрия), а также хозяйственное
мыло.
Наиболее распространенными моющими растворами являются вод-
ные растворы каустической и кальцинированной соды. Каустик, яв-
ляющийся сильнодействующей щелочью, применяется в моечных
машинах и ваннах.
Жиры (растительные и животные) под воздействием щелочей
омыляются и превращаются в растворимое в воде мыло и глицерин.
Минеральные масла в щелочных растворах не растворяются. Мелкие
частицы их, отрываясь от поверхности, оказываются в растворе во
взвешенном состоянии и образуют стабильные водные эмульсии,
которые легко смываются водой.
После очистки поверхностей щелочными растворами, особенно
каустической содой, их необходимо ополаскивать водой с добавле-
нием нейтрализующей кислоты. Расход воды должен составлять
25-30 л на 1 м2 очищаемой поверхности.
Для очистки поверхностей употребляют органические кислоты
(уксусную, щавелевую, лимонную) и неорганические (соляную, сер-
ную, ортофосфорную). Водные растворы слабой концентрации ис-
пользуют для макро- и микроочистки, а сильной концентрации — для
удаления накипи и ржавчины.
Слабые растворы кислот, например, 2-4%-ный водный раствор ща-
велевой кислоты с добавками сульфонала или изолята, применяют при
наружной обмывке пассажирских вагонов. В опаласкивающую воду
добавляют щелочные вещества для нейтрализации остатков кислоты.
Из органических растворителей, кроме широко применяемых в
лакокрасочном производстве, используют хлорированные углеводо-
роды — трихлорэтан, четыреххлористый углеводород и фторхлорсо-
держащие растворители — фреон-113 и др. Эти группы растворите-
лей негорючи, но токсичны.
Все органические растворители хорошо растворяют животные
жиры и минеральные масла. Наибольшую растворяющую способность
имеют фреон-113, трихлорэтилен, ксилол. Для снятия старых лакокра-
сочных покрытий применяют различные растворители (смывки).
56
Широкое применение получили синтетические поверхностно-суль-
фанол активные вещества, представляющие собой маслянистые жид-
кости или пасты (ОП-7, ОП-10, синтанол ДС-10, сульфанол и др.).
Они способны адсорбироваться на поверхности раздела фаз (жид-
кость — твердое тело, жидкость — жидкость, жидкость — газ) и
уменьшать их поверхностное натяжение, хорошо смачивать поверх-
ности и проникать в поры загрязнений. Являясь деэмульгаторами, они
способствуют отрыву мелких частиц масляной пленки от поверхно-
сти детали, обволакивают их и не позволяют соединиться вновь друг
с другом или прилипнуть к поверхности. Однако многие из ПАВ
биологически не разлагаются и не поддаются нейтрализации, а поэто-
му вредны для флоры и фауны. Концентрация их в водоемах выше
0,5 мг/л недопустима.
Почти всем ПАВ присуще обильное пенообразование. Это вызыва-
ет затруднения при использовании моечных машин, оборудованных,
насосами, так как пена затрудняет работу насоса. Приходится приме-
нять меньшую концентрацию ПАВ и добавлять пеногасители (напри-
мер, дизельное топливо).
На основе щелочных смесей и ПАВ созданы различные препара-
ты — синтетические моющие средства (СМС). При помощи которых
можно очищать изделия из любых металлов. Они не требуют обяза-
тельного ополаскивания, не вызывают коррозии, нетоксичны и пожа-
ро- и взрывобезопасны. К числу распространенных СМС относятся
лабомид-101 и -203, МС-5, МЛ-51 и -52.
Все они представляют смеси в различных пропорциях кальциниро-
ванной соды, триполифосфата натрия, метасиликата натрия или жид-
кого стекла и различных ПАВ (обычно синтанола, сульфанола, алкид-
сульфата) и употребляются в водных растворах в соответствующей
концентрации. СМС часто добавляют к растворам каустической соды.
Для очистки используют бесще.почные СМС на основе биологичес-
ки растворяющихся ПАВ. К таким средствам относятся препараты МЛ-
80 и ИМФ-1. Они не токсичны, не пожаро- и не взрывобезопасны. Кон-
центрация их в моющих растворах меньше, чем в щелочных СМС.
Щелочные растворы и, особенно, кислотные составы, коррозиру-
юще действуют на металлы. Поэтому в очищающие среды вводят
небольшие добавки химических веществ, способных образовать на
поверхности тончайшие оксидные пассивирующие или адсорбирую-
щие защитные пленки. Такие вещества называются ингибиторами (за-
медлителями) коррозии. Выбор ингибиторов зависит от рода очи-
щаемого металла и компонентов очищающей среды. Ингибирующее
57
действие оказывают силикаты, фосфаты. Более активную роль играют
хроматы двухромовокислый калий (хромпик), нитриты (нитрит на-
трия), различные органические присадки (уротропин, дифениламин,
бензоат натрия, полимеры бутиламина, их смеси). При очистке алю-
миниевых сплавов используют буру — натриевую соль борной кис-
лоты.
Воздействие щелочных и кислотных моющих растворов, а также
растворов с использованием СМС значительно повышается при их
нагреве. Температура растворов должна находиться в пределах
70-95°С. При температуре выше 95°С увеличивается парообразова-
ние, а ниже 70°С синтетические моющие средства становятся менее
эффективными — резко снижается моющая способность и увеличи-
вается пенообразование.
Очистка моющих растворов. Пассивная очистка моющих жид-
костей происходит путем отстаивания в специальных резервуарах-
отстойниках, активная — с помощью комплексной гидросистемы,
состоящей из гидроциклонов, флотаторов, различных фильтров и
других устройств.
Гидроциклоны — это цилиндрические баки, оканчивающиеся вни-
зу конусной частью. При вводе в верхнюю часть гидроциклона струи
загрязненной жидкости, которая направляется по касательной к обра-
зующей, грязевые частицы за счет центробежной силы устремляются
к стенкам циклона и сползают вниз, откуда отбираются затем в гря-
зеприемник.
Гидроциклоны обеспечивают осветление раствора на 70 80%. Они
компактны, но нуждаются в уходе и регулировке.
Достаточно хорошая очистка растворов достигается в отстойни-
ках, но для этого требуются значительные площади и много времени.
Во флотаторных установках осуществляется тонкая фаза очистки.
Принцип флотационной очистки (флотация — от французского «пла-
вать по поверхности») заключается в насыщении загрязненной жид-
кости пузырьками воздуха, которые, поднимаясь на поверхность,
увлекают с собой прилипающие к ним частицы грязи и масел, обра-
зуя на поверхности грязевую пену.
Качество и скорость очистки значительно повышаются при добав-
лении в загрязненную жидкость коагулянтов — химических соедине-
ний, которые, воздействуя на частицы веществ, находящихся в мел-
кодисперсном взвешенном состоянии (суспензии, эмульсии),
укрупняют их и последние в виде хлопьев, плотность которых стано-
вится выше плотности моющего раствора, быстро опускаются на дно,
58
образуя коагулят. Легкие хлопья с пузырьками воздуха поднимаются
на поверхность. В качестве коагулянтов употребляют сернокислый
алюминий, сернокислое или хлористое железо, полиакриламид. Иног-
да вводят деэмульгаторы (например, соли кальция и магния), разру-
шающие эмульсии. В этом случае эмульгированная нефть выходит из
дисперсного состояния, превращается в капельки и, всплывая на
поверхность, образует нефтяную пленку, которая затем легко уда-
ляется.
2.3. Способы выявления дефектов
Дефектом называется каждое отдельное несоответствие продукции
требованиям, установленным нормативной документацией. Примера-
ми дефектов могут служить выход размера детали за пределы допус-
ка по рабочим чертежам, при ремонте или эксплуатации, трещины,
забойные риски и т.д.
По степени влияния на работоспособность изделий дефекты под-
разделяются на критические, значительные и малозначительные. При
наличии критического дефекта изделие не используется. Значитель-
ный дефект влияет на использование изделия по его назначению или
снижает его долговечность.
По возможности устранения дефекты делят на исправимые и неис-
правимые. Детали с неисправимыми дефектами выбраковывают, а с
исправимыми направляют в специализированные цехи или отделения
для ремонта.
По месту расположения различают наружные и внутренние дефек-
ты. Дефекты, появляющиеся в вагонах как в процессе производства,
так и при эксплуатации, можно подразделить в зависимости от этапа
возникновения на три группы: конструктивные, производственные и
эксплутационные. К эксплуатационным относятся такие дефекты дета-
лей, агрегатов и машин в целом, которые возникают в результате
действия различных видов изнашивания, явлений усталости, корро-
зии, старения, деформации и т.д., а также неправильного техническо-
го обслуживания и плохого ухода в период эксплуатации.
К основным типовым эксплуатационным дефектам деталей отно-
сятся: изменение размеров, формы и расположения поверхностей,
риски, царапины, задиры, вмятины, выкрашивание, отслаивание по-
верхности, трещины и изломы различного происхождения, все разно-
видности остаточной деформации (изогнутость, скручивание, смятие,
59
коробление и пр.) деталей, изменение механических и физико-хими-
ческих свойств поверхностей и деталей в целом.
Из всех перечисленных дефектов первостепенное значение имеют
дефекты процессов изнашивания и усталостного разрушения деталей,
так как эти виды дефектов являются преобладающими в процессе экс-
плуатации современных машин. Дефекты изнашивания влияют на дол-
говечность деталей, а усталостного разрушения—на их безотказность.
В практике ремонта вагонов в процессе дефектации обычно ис-
пользуют наружный осмотр, контроль размеров разными методами,
отклонение формы поперечного и продольных сечений цилиндричес-
ких деталей, формы плоских поверхностей и осей, отклонения в
соединениях деталей и узлов.
Наружный осмотр. Осуществляют осмотр обычно визуально,
невооруженным глазом или с помощью простейших оптических
средств — луп с 5-10-кратным увеличением. В редких случаях
применяют микроскопы. При этом выявляют видимые погрешности
поверхностей: риски, натиры, задиры, следы подплавления, поверх-
ностные раковины коррозионного или кавитационного происхожде-
ния, отслаивание и выкрашивание, вмятины, отколы, трещины и т.д.
При контроле особое внимание обращают на поверхности, располо-
женные в зонах высоких тепловых и механических нагрузок, а также
в местах концентрации напряжений.
Контроль размеров. Типовыми операциями являются операции
измерения отклонений действительных размеров от нормальных. Для
упругих элементов контроль размеров может производиться под ста-
тической нагрузкой.
Контроль отклонения. При контроле формы цилиндрических по-
верхностей деталей проверяют нецилиндричность, овальность, конус-
ность, седлообразность, изогнутость и т.д. Отклонения формы попе-
речного и продольного сечений цилиндрических поверхностей пока-
заны на рис. 2.1.
При контроле отклонений формы плоских поверхностей (см. рис. 2.2)
измеряют неплоскостность и непрямолинейность. Элементарным видом
неплоскостности и непрямолинейности являются вогнутости, выпуклости
и др.
При контроле отклонения поверхностей и осей выявляют: непарал-
лельность плоскости торцового биения, несоосность относительно
базовой поверхности, несимметричность, смещение оси от номиналь-
ного расположения и т.д. Типовые схемы измерения отклонений
формы и расположения поверхностей представлены на рис. 2.3.
60
Рис. 2.1. Отклонения формы поперечного сечения цилиндрических
поверхностей:
а — некруглость; б — овальность; в — огранка нечетная и четная;
1 — номинальный профиль; 2 — некруглость; 3 — прилегающая поверхность;
4 — действительный профиль (реальный профиль)
Действительная
реальная поверхность
Рис. 2.2. Отклонения формы продольного сечения цилиндрических
поверхностей:
a — отклонение профиля продольного сечения; б — нецилиндричность;
в — бочкообразность; г — седлообразность; д — изогнутость; е — кону сооб-
разность; 1,2— прилегающий и действительный (реальный) профили;
3 — отклонение профиля продольного сечения; 4 —прилегающий цилиндр;
5 — нецилиндричность
Контроль отклонения деталей и сборочных единиц без разборки
осуществляют путем измерения диаметральных, радиальных и акси-
альных зазоров. Кроме того, по результатам обмеров вычисляют
действительные зазоры и натяги в соединениях различных сопрягае-
мых деталей. Отклонения размеров, форм и расположения контроли-
руют методом линейных измерений универсальным и специальным
измерительным инструментом.
Контроль сплошности материала детали. Контроль осуществ-
ляют наружным осмотром, опрессовкой, капиллярным, магнитопо-
61
Рис. 2.3. Типовые схемы измерения
отклонений формы плоских и
цилиндрических поверхностей:
а — неплотности; б — непрямолинейности; в — нецилиндричности;
г — некруглости; д — огранки; е — овальности и конусности;
ж — изогнутости; з — конусности; I — подкладки; 2 — проверочная плита;
3 — деталь; 4 — направляющий упор; 5 — профилограмма;
6 — некруглость; 7 — прилегающая окружность; 8
1-1, 11-И — пояса замеров; а-а, б-б — плоскости замеров
опоры;
рошковым, феррозондовым, вихретоковым и акустическим метода-
ми. Наружным осмотром определяют только макротрещины. Метод
опрессовки заключается в следующем: полость детали, агрегата или
системы заполняется жидкостью или воздухом под определенным
давлением. О наличии дефекта судят по появлению жидкости на
поверхности детали, по «потению» поверхности; по выходу воздуха
или появлению пузырьков, когда контролируемое изделие опущено в
воду. Эффективность контроля повышается при опрессовке изделия
жидкостью, нагретой до температуры, при которой оно работает в
эксплуатации. Недостатком этого метода является невозможность
выявления несквозных трещин, а также плотно забитых отложениями.
Магнитопорошковый метод. Магнитные методы контроля мож-
но использовать только для деталей, изготовленных из ферромагнит-
ных материалов. Они основаны на обнаружении или измерении
магнитных полей рассеивания, которые возникают на поверхности
62
намагниченной детали в местах, где имеются нарушения целостности
материала или включения с другой магнитной проницаемостью.
На рис. 2.4 показана схема возникновения магнитного поля рас-
сеяния над дефектом.
Данный метод контроля состоит из следующих технологических
операций:
подготовка изделия к контролю; намагничивание изделия или его
части; нанесение на поверхность изделия ферромагнитного порошка
(сухой метод) или суспензии (мокрый метод); исследование поверх-
ности и расшифровка результатов контроля; размагничивание;
подготовка изделий к контролю заключается в его тщательной
очистке.
Существует три способа намагничивания; полюсное (продольное),
бесполюсное (циркулярное) и комбинированное. При полюсном на-
магничивании применяются электромагниты и соленоиды. При намаг-
ничивании через деталь пропускается большой ток низкого напряже-
ния, а если деталь полая, то используют электродный метод нама-
гничивания. Комбинированный способ представляет собой комбина-
цию бесполюсного и полюсного способов намагничивания (рис. 2.5).
При полюсном намагничивании образуется продольное поле, при
котором обнаруживаются поперечные трещины. При бесполюсном на-
магничивании выявляются продольные дефекты (трещины, волосови-
ны и др.) и радиальные трещины на торцовых поверхностях. При
комбинированном намагничивании изделие находится под воздей-
ствием одновременно двух взаимно перпендикулярных магнитных по-
лей, что дает возможность обнаружить дефекты любых направлений.
Для намагничивания изделий может использоваться переменный, по-
стоянный, а также импульсный ток.
а)
Рис. 2.4. Схемы возникновения
магнитных полей рассеяния:
« — при продольном намагничивании;
б — при циркулярном намагничивании;
1 — трещина; 2 — неметаллическое
включение
Рис. 2.5. Комбинированное
намагничивание (бесполюс-
ный и полюсный способы)
63
В качестве магнитных порошков применяют магнезит (закись-;
окись железа Fe3O4) черного или темно-коричневого цвета для кон-;
троля изделий со светлой поверхностью. Окись железа (Fe2O3) буро-
красного цвета применяют для контроля изделий с темной;
поверхностью. Лучшими магнитными свойствами обладают опилки
из мягкой стали. Для контроля изделий с темной поверхностью при- ;
меняют также окрашенные порошки. Жидкой основой для смесей;
(суспензий) служат органические масла. При приготовлении смеси
обычно в 1 л жидкости добавляют 125-175 г порошка из окиси
железа или 200 г опилок. В зависимости от магнитных свойств ма-
териала контроль можно производить по остаточной намагниченности
изделия или в приложенном магнитном поле. В первом случае поро-
шок наносят на деталь при выключенном дефектоскопе, а во втором
— при включенном. При наличии дефекта частицы порошка, оседая
в зоне краев трещины, обрисовывают ее контур, т.е. показывают ее;
месторасположение, форму и длину. Детали, обладающие большим'
остаточным магнетизмом, могут длительное время притягивать к себе
продукты истирания, которые могут вызвать повышенный абразивный;
износ. Поэтому указанные детали обязательно размагничивают. Паи-;
большее распространение в депо и на заводах нашли магнитные де-
фектоскопы переменного тока: круглые, неразъемные ДГЭ-М, седло-
образные ДГС-М и настольные ДГН-1Б. Все они являются приборами
соленоидного типа.
Методы ультразвуковой дефектоскопии. Ультразвуковая де-
фектоскопия основана на свойстве ультразвуковых колебаний рас-;
пространяться в твердом или жидком теле и отражаться от границ;
раздела двух сред (включения — металл, жидкость — газ и т.д.). !
Ультразвуковыми волнами называют упругие механические коле-
бания, имеющие частоты более 20 кГц. Этот вид дефектоскопии при-’
меняют для обнаружения внутренних пороков деталей независимо от;
материала, из которого они изготовлены. Ультразвуковая дефектос-
копия используется как для контроля отдельных деталей, так и дета-
лей, находящихся в узлах, например, можно выявить дефекты: под-
ступичной части оси колесной пары; шеек коленчатого вала; в болтах
крепления полюсов электрических машин и т.д. ;
В вагонных депо и на ремонтных заводах распространен дефектоскоп
УЗД-64, работающий по эхоимпульсному методу. Генератор импульсов;
через определенные промежутки времени включает развертки и электрон-^
ный блок индикатора расстояния (глубиномера) и одновременно с этим!
подает на короткое время электрическое напряжение на пьезопластину
64
искателя-излучателя. Под воздействием генератора развертки элект-
ронный луч на экране дефектоскопа перемещается с частотой 50 Гц из
левой его части в правую. На экране дефектоскопа появляется светя-
щаяся почти прямая линия развертки с отклонением вблизи начальной
точки. После каждого электрического удара пьезопластина искателя
совершает определенное количество колебаний, посылая УЗК в деталь.
Отраженная волна воздействует на пьезопластину искателя-приемника.
Искатель преобразует УЗК в электрическое переменное напряжение,
частота и длительность которого соответствуют частоте и длительности
импульса отраженной волны. В усилителе положительная часть пере-
менного напряжения усиливается и подается на вертикальные пластины
электронно-лучевой трубки. В зависимости от того, когда напряжение
от усилителя попадает на эти пластины, в том или ином месте линии
развертки произойдет отклонение электронного луча.
К капиллярным методам контроля относятся цветная дефектоско-
пия, люминесцентная и люминесцентно-цветная. Все капиллярные
методы основаны на проникновении индикаторной жидкости в нару-
шенные поверхности деталей. Дефект будет четко виден только в том
случае, если между ним и неповрежденным участком поверхности
будет значительный оптический (яркостный или цветовой) контраст.
Для того чтобы дефекты были хорошо видны невооруженным гла-
зом, применяют контрастные индикаторные жидкости. Технология
проведения контроля по существу почти одинакова для всех капил-
лярных методов и сводится к следующему: деталь промывают ацето-
ном, растворителем 645 или бензином Б-70; смачивают ее индикатор-
ной жидкостью; удаляют излишки. Наносят на поверхность изделия
проявитель (водяные растворители каолина, мела или белую краску).
Если деталь имеет трещину, то проникающая жидкость под дей-
ствием капиллярных сил заполняет микропоры проявителя, который
действует как промокательная бумага. В результате над трещиной
появится цветная линия, копирующая форму и размеры дефекта.
Аппаратура для капиллярных методов контроля подразделяется на
портативную переносную и стационарную.
Для цветного метода выпускается переносной дефектоскоп
ДМК-4. В него входят емкость с жидкостью, кисти, краскораспыли-
тель, эталоны, лупы. Для люминесцентного контроля выпускаются
стационарные дефектоскопы ЛД-2, ЛД-4, КД-21 Л, переносные
КД-31 Л, КД-32Л и механизированный крупногабаритный стационар-
ный ЛДА-3. При капиллярных методах контроля необходимо на ра-
бочих местах соблюдать правила противопожарной безопасности. От
65
дельные рабочие места или специальные помещения должны обору-
доваться вытяжной вентиляцией и средствами затемнения.
2.4 Сварочные работы при ремонте вагонов •
2.4.1. Способы сварки вагонных деталей
При ремонте подвижного состава и контейнеров на предприятиях
вагонного хозяйства широко применяется электродуговая сварка.
Большой объем сварочных работ выполняют ручным способом свар-;
щики высокой квалификации. Такой способ сварки является не про
изводительным и трудоемким.
Из механизированных видов сварки главными способами восста
новления деталей и узлов вагонов являются наплавка порошково!
проволокой, сварка и наплавка в среде защитных газов, наплавк;
под слоем флюса. Начинают также использовать новые виды сварю
и плавки, например, электрошлаковую сварку, широкослойную на
плавку колеблющимся электродом, износостойкую наплавку спечен
ной лентой и др. Классификация по технологическим признакам при
меняемых при ремонте вагонов видов сварки показана на рис. 2.6
Детали из металлов, активных по отношению к кислороду (алю
миний, медь, нержавеющие стали и др.), лучше сваривать ручно
дуговой сваркой неплавящимся (вольфрамовым) электродом в сред
защитного газа. Газовой (ацетиленокислородной) сваркой восставав
ливают детали из чугуна или цветных металлов. Этот вид сварк
применяют также в тех случаях, когда дуговую сварку по какой-т
причине нельзя использовать.
Электроды для сварки чугуна выбирают в зависимости от приня
того способа ремонта чугунного изделия: сварка с предварительны;
подогревом до высокой температуры (горячая сварка), сварка бс
предварительного подогрева (холодная сварка) или сварки при низ
кой температуре подогрева (низкотемпературная сварка).
Горячую дуговую сварку чугуна выполняют плавящимися элект
родами со стержнем из чугунных прутков той же марки или уголь
ным электродом с применением чугунных прутков. Работы при горя
чей сварке ведут в строго определенной последовательности: по;
готовка деталей под сварку, предварительный их подогрев до 6(Х
700°С, сварка и медленное охлаждение. Значение сварочного то1
зависит от размеров детали и толщины ее стенок (табл. 2.1).
66
Рис. 2.6. Классификация видов сварки
67
Дуговую сварку холодным способом выполняют на деталях othj
сительно небольшой толщины и только с применением специальны:
электродов и стержнями из монель-металла (МНЧ-1) или меди
добавкой в покрытие железного порошка (ОЗЧ-1).
2.4.2. Общие требования по выполнению сварочных
работ
Все сварочные и наплавочные работы на вагоноремонтных пред-
приятиях МПС должны выполняться с соблюдением требований «Ин-
струкции по сварке и наплавке» при ремонте вагонов и контейнеров!
чертежей деталей подвижного состава, а также типовых технологи-
ческих процессов, утвержденных Департаментом вагонного хозяй-
ства. Ремонт и изготовление с применением сварки изделий в случа-
ях, не предусмотренных указанной Инструкцией, можно выполнят
только с разрешения ЦВ МПС по соответствующим инструкциям
техническим условиям и чертежам.
Технологические процессы и карты на ремонт изделий разрабаты
вают ремонтные предприятия на основании типовых. При разрабоп
следует предусмотреть применение прогрессивных видов сварки -
автоматической под слоем флюса, автоматической и полуавтоматиче
кой в среде защитных газов, порошковой проволокой, контактной
т.д. Необходимо учитывать также требования экономии материалов
электроэнергии.
Восстановленные сваркой и наплавкой детали и узлы подвижного i
става должны удовлетворять установленным требованиям и обеспечив:
нормальную работу вагонов и контейнеров. Наплавкой разрешается в
станавливать детали, имеющие износы не выше допустимых, обусловл
ных правилами ремонта. При наплавке размеры деталей необходимо до
дить до чертежных независимо от вида ремонта. Механические свойс
наплавленного металла должны быть такие же, как у основного мета,
детали, за исключением случаев, когда на поверхность наносят специл
ный слой (износостойкий, жароустойчивый и т.п.). Твердость наплавле
ного металла также должна соответствовать значению, установленно*
нормативной технической документацией.
Все количественные нормы по заварке трещин, вварке вставок
другим видам сварочных работ надо применять с учетом ранее bi
полненных на данном изделии. Перед началом сварочных работ i
устранению трещин, изломов или дефектов в сварных швах металл
конструкций, находящихся под статической нагрузкой, их необход
мо разгрузить. Сварку следует выполнять с применением серий
68
Таблица 2.1
Виды сварки, наплавки Описание по эскизу Эскиз
"ручная дуговая сварка покрытым металлическим Электрическая дуга/ между основным металлом? и электродом^, закрепленным в 5
электродом Ручная дуговая сварка неплавящимся электродом Механизированная сварка плавящимся электродом в электрододержателе5, расплавляет кромки соединяемых частей и конец электрода. Расплавленный металл заполняет зазор между кромками и после остывания образует сварной шов 3. Защитный газ (аргон, гелий и др.) подводится в зону дуги/ по мундштуку?, внутри которого расположен неплавящийся вольфрамовый электрод?. Дуга горит между электродом и основным металлом. Для заполнения зазора в дугу вводится пруток 4 присадочного металла. Электродная проволока^ с помощью подающих роликов 3 й 3 / г-'- 2^ 1 3 4
защитном газе Автоматическая дуговая сварка флюсом направляется через токопроводящий мундштук 5 в зону дуги 1. Защитный газ (углекислый, аргон и др.) или смесь газов подается через сопло 2, предохраняя сварочную ванну от воздействия окружающей среды. Электрическая дуга горит под слоем флюса 3, под который высыпается из бункера по трубе4 и предохраняет расплавленный металл шва от действия кислорода и азота воздуха. Электродвигатель I через редуктор 6 приводит во вращение подающий ролик 5. Электродная проволока (лента) из бухты 7 проходит между подающим и прижимным 2 роликами со скоростью, соответствующей скорости ее плавления. Одновременно с этим вся установка движется вдоль кромок свариваемых деталей. f "’Л 1 ’•s. ’ 3-^^ f 4—"Хх 3 с La
69
Продолжение таблицы 2.1
1 2 3
Полуавтоматическая дуговая сварка под флюсом Электрошлаковая сварка Автоматическая многоэлектродная наплавка Наплавка пластинчатым электродом Электродная проволока из бухты 1 механизмом 2 подается в держатель 4 по длинному гибкому шлангу 3. Держатель, снабженный бункером 5 для флюса, передвигают вдоль шва вручную. Свариваемые листы большой толщины (свыше 50 мм) располагаются вертикально. В зону сварки автоматически подаются сварочная проволока 1 и флюс 2. Дуга горит только в начале процесса, затем под толстым слоем расплавленного флюса гаснет, и тепло, выделяющееся при прохождении тока через шлак и флюс, обеспечивает расплавление флюса, проволоки и кромок свариваемого металла 4. Сварочная головка может перемещаться по свариваемым листам снизу вверх вместе с охлаждаемыми ползунами 5 и 3, которые формируют шов. Несколько электродных проволок 3, расположенных на некотором расстоянии одна от другой, подаются параллельно к наплавляемой детали I, образуя общую зону горения дуги 5. Все электроды имеют общий токопровод 4. Принцип основан на явлении автоматически перемещающейся (бегающей) дуги. Наплавка ведется под флюсом 2 или в углекислом газе. На поверхность наплавляемой детали / насыпают слой флюса 2 и > "mJ 3 45 2
5. 4 f 1 2 *-• 3$ L Ж Ш 1 .. 9-1 • 1
кладут пластинчатый электрод 3 из малоуглеродистой листовой стали, XL 1
один конец которого крепят к держателю 4. Для возбуждения электрической дуги по кромке электрода насыпают стальные
70
Продолжение таблицы 2.1
Т 2 3
Вибродуговая наплавка Газовая сварка Газопрессовая сварка опилки или мелкую стружку 8. Дуга горит между основным металлом и пластинчатым электродом. Легирование наплавленного металла осуществляют специальной присадкой 7. Флюс удерживается приспособлением 9 и прижимается графитным бруском 6, заключенным в металлическую оправку 5. К детали 1 и электроду 4 подводится напряжение от источника питания постоянного или переменного тока. При подводе электрода к детали подающими роликами 5 происходит короткое замыкание электрической цепи и образуется перемычка из жидкого металла. При отводе электрода такая перемычка разрывается и возникает дуговой разряд электродного металла. Для охлаждения детали и зашиты сварочной ванны от окружающей среды через сопла 2 и 3 подается охлаждающая жидкость. Источником тепла является высокотемпературное пламя, образующееся при сгорании смеси газа с кислородом в горелке 4. Кромки свариваемых деталей / расплавляются пламенем 3. Одновременно расплавляется конец присадочной проволоки 2. Свариваемые детали зажимают в захватах газопрессовой машины и центрируют. Стыкуемые части предварительно нагревают до пластичного состояния, затем задерживают пламя в плоскости стыка и доводят металл до оплавления. Прилагают усилие Р, вследствие чего расплавленный металл выдааливается из стыка, и детали свариваются. 1 2 3 4 / 1
71
Окончание таблицы 2.1
1 2 3
Контактная сварка При контактной сварке (стыковой, точечной и др.) детали 1 и 2 нагреваются вследствие выделения тепла в зоне контакта 4 при пропускании через них электрического тока от трансформатора 5 через токопроводы 3. 1 2 ?
выпускаемого промышленностью электрического и механического
оборудования, инструмента и аппаратуры. Состояние средств техни-
ческого оснащения сварочного производства ежегодно проверяет
комиссия, состав которой утверждает руководитель каждого пред-
приятия. Рабочие места для выполнения сварочных работ при ремонте
вагонов и контейнеров должны быть оборудованы в соответствии с
действующими на железнодорожном транспорте санитарными и про-
тивопожарными нормами. Одно из основных требований — свобод-
ный доступ к сварочному посту.
Производить сварку на подвижном составе, находящемся на
приемоотправочных и сортировочных путях станций, запрещается.
При сварочных работах на вагонах и контейнерах обратный про-
вод от источника питания надо присоединять в непосредственной бли-
зости от места сварки так, чтобы электрическая цепь не замыкалась
через буксы, автосцепки, редукторы и другие разъемные соединения.
Место присоединения обратного провода к изделию во всех случаях
должно быть предварительно зачищено до металлического блеска, а
сам провод надежно и плотно присоединен с помощью специального
зажима (рис. 2.7, а), струбцины (рис. 2.7, б), скобы или другого
подобного приспособления. При сварке на тележках с роликовыми
подшипниками запрещается использовать рельсы в качестве обратно-
го провода.
К выполнению сварочных работ допускаются сварщики, у кото-
рых имеется удостоверение установленного образца. Особо ответ-
ственные работы разрешается выполнять только высококвалифициро-
ванным специалистам.
Запрещается проверять возбуждение дуги прикасанием электрода
или электрододержателя к металлическим частям вагона или контей-
72
Рис. 2.7. Зажим обратного провода (а)
и струбцина для его присоединения к
детали (б):
1 — провод; 2 — губки; 3,5 — зажимной винт;
4 — скоба
нера, особенно к колесным парам, буксам, редукторам, а также к
деталям, не подвергающимся ремонту сваркой. Нельзя также произ-
водить сварку на корпусах редукторов подвагонных генераторов или
букс с роликовыми подшипниками без их демонтажа.
2.4.3. Подготовка деталей к сварке
Перед сваркой или наплавкой поверхность заготовки детали или
сборочные единицы вагона (контейнера) очищают от окалины, ржавчи-
ны, краски, грязи, масла и т.п. Для очистки детали от окалины, подго-
товки для кромок под сварку, применяют стальные щетки, электричес-
кие или пневматические ручные шлифовальные машинки. При зачистке
швов от шлака, застывших капель и брызг металла используют пнев-
матические молотки. Допускается газопламенная очистка швов с по-
мощью многопламенных ацетиленокислородных горелок. Остатки
окислов и сгоревшей краски затем очищают механической щеткой.
Удаление дефектных швов, разделку трещин и формирование
скосов на кромках элементов, изготовленных из углеродистых и
низколегированных сталей, выполняют рубкой или строжкой, дуго-
вой, воздушно-дуговой или кислородной резкой. При дуговой резке
применяют специальные электроды марки ОЗР-2 или АНР-2М. Режи-
мы резки этими электродами приведены в табл. 2.2.
Особенностью применения воздушно-дуговой резки является не-
обходимость последующего удаления науглероженного слоя при
использовании угольного (графитового) электрода. Науглероженный
слой следует удалять на глубину не менее 0,5 мм в случае примене-
ния кислородной резки; кромки зачищают от шлака, натеков И капель
металла.
На изделиях, изготовленных из нержавеющей и двухслойных ста-
лей или из алюминиевых сплавов, все работы по удалению дефектных
73
Таблица 2.2
Положение вала Ток, А, при диаметре электрода, мм
ОЗР-2 АНР-2М
4 5 4 5
Нижнее 180-260 250-350 150-340 170-370
Вертикальное 180-290 250-350 130-320 • 150-350
Потолочное 180-260 250-350 150-300 170-330
швов, разделке трещин и подготовке скосов кромок должны вып<
няться только механическим способом. Трещины разделывают
всю глубину залегания до целого металла, а по длине —
15-20 мм от начала и конца. Конструктивные элементы подготовленн
кромок свариваемых деталей и размеры выполненных швов долж
соответствовать ГОСТ 5264-80 и 11534-75 для ручной дуговой свар
ГОСТ 14771-76 для дуговой сварки в защитных газах, ГОСТ 8713-
и 11533-75 для дуговой сварки под флюсом. Требования к констр;
тивным элементам швов сварных соединений для дуговой сварки ал
миния и алюминиевых сплавов указаны в ГОСТ 14806-80, для сое;
нений из двухслойной коррозионностойкой стали — в ГОСТ 16098-1
для электрозаклепочных соединений — в ГОСТ 14776-79, для соедш
ний при контактной сварке — в ГОСТ 15878-79, при электрошлаков
сварке — в ГОСТ 15164-78.
После удаления дефектных швов, разделки трещин и подготов
кромок обязательно зачищают поверхность ремонтируемого участ
до металлического блеска на расстоянии не менее 20 мм по о
стороны от границ разделанных кромок.
Металлические конструкции вагонов и контейнеров в мест!
подлежащих ремонту, а также прокат, предназначенный для изготс
ления отдельных элементов конструкций, при наличии искривлений
деформаций более допустимых предварительно выправляют. Прав
осуществляют в холодном или горячем состоянии с применен!
устройств, обеспечивающих плавность приложения нагрузки. Го
чую правку стальных деталей производят при температуре 900-110*
и заканчивают при температуре не ниже 750°С. Холодную npai
необходимо производить такими способами, чтобы не появлял:
трещины и надрывы в металле. На подготовленных к сварке кром)
ответственных элементов вагонов, вставок и накладок, выполненн
74
с применением газоплазменной резки, на гильотинных ножницах или
штампах не должно быть острых мест, выступов и неровностей.
Кромки прокатных профилей разрешается оставлять без дополнитель-
ной обработки. При этом необходимо обеспечить плавность перехода
от обработанного места к необработанному.
При постановке вставок и усиливающих накладок применяют
фиксаторы (струбцины, болты) и различные специальные приспособ-
ления. Сборочно-сварочные кондукторы должны обладать достаточ-
ной жесткостью, обеспечивать свободный доступ к местам сварки и
удобство наложения швов, исключать появление деформаций. Разме-
ры и места наложения швов-прихваток обычно оговорены в картах
технологических процессов. Прихватки очищают от шлака и брызг и,
если в них обнаружены трещины, наплывы и другие дефекты, их
удаляют. Все прихватки, как правило, должны быть заново переваре-
ны в процессе наложения основных швов. Соединяя встык листы
разной толщины, следует обеспечить плавность перехода — на листе
большей толщины сделать скос с одной или двух сторон до толщины
более тонкого листа. Длину скоса L (рис. 2.8) определяют в зависи-
мости от разности толщины свариваемых листов.
На кромках не делают скосов, если разность толщины листов не
превышает указанных ниже величин:
для стальных листов при дуговой сварке:
толщина тонкого листа, мм до...........3; 4-8; 9-11; 12-25; более 25
допустимая наибольшая разность
по толщине, мм....................................0,7; 0,6; 0,4; 5; 7
для стальных листов при автоматической
и полуавтоматической сварке под флюсом
тонкого листа, мм........................2-3; 4-30; 32-40; более 40
допустимая наибольшая разность по
толщине, мм..............................................1; 2; 4; 6
для листов из алюминия и алюминиевых
сплавов при дуговой сварке
толщина тонкого листа, мм.................0,8—1; 5-10; 12-25; 26-54
допустимая наибольшая разность по толщине, мм.........0,5; 1,2; 2 3
При сварке швов стыковых соединений деталей, у которых раз-
ность толщины не превышает указанных величин, кромки подготав-
ливают так же, как для деталей одинаковой толщины. В этом случае
конструктивные элементы подготовленных кромок и размеры шва
принимают по большей толщине свариваемых деталей. При стыковом
соединении элементов разной ширины на более широком выполняют
скосы с уклоном 1:5 (рис. 2.9).
75
Рис. 2.8. Скос кромок толстых
листов стыковых соединений
Рис. 2.9. Скосы концов более широких
листов (а) и уголков (б)
2.4.4. Электроды и режимы выполнения дуговой
сварки
Для ручной дуговой сварки деталей и конструкций вагонов
контейнеров применяют определенные электроды. Ниже указано
значение наиболее широко применяющихся электродов.
Если марки электродов в технологической документации не о
ворены, разрешается применять электроды любых марок, предусм
ренных для сварки металла, из которого изготовлена данная дет:
Чтобы не было дефектов сварки, необходимо электроды предва
тельно просушить при температуре 200°С в течении 40-60 мин. Эл
троды для свари различных марок сталей указанны в табл. 2.3.
Режимы сварки выбирают в зависимости от толщины сваривае.
го металла и типа шва (однослойный, многослойный). Диаметр
крытых электродов определяют по толщине свариваемого элемеи
толщина свариваемого
элемента, мм.............2,1-5,0; 5,1-10,06; 10,1-20,0; более 2
диаметр электрода, мм...........2,5-4,0; 4,0-5,0; 5,0-6,0; 6,0-
Значение сварного тока для углеродистых и низколегирован!
сталей подбирают в зависимости от диаметра и марки электрода
данным спецификации завода-изготовителя (табл. 2.4).
При наложении ручной дуговой сваркой многослойных швов
вый слой в корне шва выполняют электродами диаметром не б
4 мм. Сварку вертикальных швов ведут электродами диаметро:
более 5 мм, потолочных — диаметром 3-4 мм. Сварку двухслоь
сталей, применяемых в вагоностроении для изготовления котлов
76
Таблица 2.3
Тип или марка электрода I [азначение
Э42, Э47 Э46А, Э50А Э42А, Э46А, Э50А ЭбОА ОЗН-250У, ОЗН-ЗООУ ОЗН-350У, ОЗН-400У ЦЛ-П, ОЗЛ-7, ОЗЛ-8, ОЗЛ-Пругок Б «Комсомолец»-101 O3A-1.O3A-3 Сварка низкоуглеродистых сталей Сварка среднеуглеродистых сталей Сварка низкоуглеродистых сталей Сварка легированных сталей повышенной прочности Наплавка поверхностей из сталей повышенной твердости Наплавка поверхностей из сталей повышенной твердости Сварка нержавеющих сталей Сварка и наплавка чугунных деталей Сварка с наплавом меди и сплавов на медной основе Сварка и наплавка аллюминия и аллюминневых сплавов
Таблица 2.4
Группа стали Марка стали ГОСТ или ТУ Электроды для ручной дуговой сварки
I БСт1,ВСт1,БСт2, ВСтЗ 380-71 Э46А
380-71 Э42, Э46, Э50
Э42
15 Л, 20Л, 20ФЛ 1050-74 Э50А
08, 10, 15,20 1050-74
11 09Г2,09Г2Д, 10Г2Б, 10Г2БД, 19281-73
09Г2С, 09Г2СД, 10Г2С1 Э42А, Э46А, Э50А
10ХСНД, 10ХНДП 19282-73
ш 12Х18Н9Т, 12Х18Н10Т 5632-72 Э-08Х20Н9Г2Б
06ХН28МДТ, 10Х17Н 13М2Т 5632-72 Э-09Х19Н11ГЗМ2Б
20К+10Х17Н13М2Т 10885-75 Э-09Х19Н11ГЗМ2Ф
ВСтЭ+12Х18Н10Т.
ВСтЗ+08ХН28МЦТ
IV БСт, ВСт4 380-71
25-30 1050-74
25 Л, 20ГЛ, 21ФЛ Э42А, Э46А, Э50А
20ГФЛ ТУЗ-751-73
18ГХТ 4543-71
V БСт5, ВСт5 380-71 Э46А, Э50А
35.40,45 1050-74
VI 55С2, 60С2 14959-79 Э50А
38ХС 4543-71
77
циальных цистерн, осуществляют без термической обработки, по
специальной технологии, которая заключается в том, что каждый слой
металла сваривают предназначенным для него электродом, а переход-
ную зону — специальным. В первую очередь заваривают основной
слой согласно требованиям, предъявляемым к сварке низкоуглероди-
стых сталей. Сварку основного слоя металла ведут так, чтобы обес-
печить полный провар и не проплавить слой высоколегированной
стали (плакирующий слой). После сварки углеродистого слоя выру- .
бают корень шва, находящийся в переходной зоне от углеродистой
стали к высоколегированной, первый слой в корне выполняют спе-'
циальными электродами в зависимости от марки двухслойной стали.
Последующие слои можно накладывать, как при сварке нержавею-
щих сталей.
При дуговой сварке меди соблюдают следующие условия: детали
с толщиной стенок до 6 мм разрешается сваривать без скоса кромок
и предварительного подогрева; на стенках толщиной более 6 мм
выполняют V-образную разделку кромок под углом 60—70°С; при
сварке деталей с толщиной стенок 6—10 мм необходим предваритель-
ный их подогрев до 250°С, с толщиной стенок более 10 мм соответ-
ственно — до 350-450°С; перед сваркой кромки надо тщательно *
очистить от налета окислов, масла и т.п. При подварке шва с проти- 4
воположной стороны обязательно производить вырубку корня шва с 1
полным удалением шлака, непроваров, пор и т.п.; валики сварного j
шва следует накладывать быстрыми возвратно-поступательными дви-
жениями руки. Дуговую наплавку бронзовых деталей выполняют I
только бронзовыми электродами.
Для ручной дуговой сварки деталей контейнеров, кузовов ваго-
нов, котлов цистерн и изделий внутреннего оборудования пассажир-
ских и рефрижераторных вагонов, изготовленных из алюминиевых
сплавов, применяют покрытые электроды. Так, для сварки алюмини-
евых сплавов АДО, АД1 предназначены электроды марки ОЗА-1, для
литейных алюминиево-кремниевых сплавов (силумины) — марки
ОЗА-2. Сварку выполняют постоянным током обратной полярности.
С целью удаления тугоплавкой окисной пленки с поверхности:
детали из алюминиевого сплава и предупреждения дефектов в свар--
ных швах перед сваркой обязательно следует провести химическую:
очистку сварочной проволоки, заготовок и небольших по габаритным*
размерам деталей или механическую очистку и обезжиривание сва-
риваемых кромок крупных деталей. Химическую очистку поверхно-
сти производят травлением или химическим полированием. Перед
78
травлением необходимо удалить с деталей и сварочной проволоки
краску, жировые пятна и другие загрязнения чистой обтирочной ве-
тошью, смоченной в растворителе — бензине или техническом аце-
тоне. Механическую очистку деталей осуществляют металлическими
проволочными щетками (диаметр проволоки из нержавеющей стали
не более 0,1 мм, высота «ворса» не менее 10 мм). Щетки должны
быть чистыми и обезжирены растворителями. Зачищать поверхности
под сварку абразивными материалами, пескоструйной и дробеструй-
ной обработкой, шлифовальной шкуркой не разрешается.
Наиболее предпочтителен способ сварки алюминия и его сплавов
неплавящимся (вольфрамовым) электродом в среде инертного газа
(аргона). В качестве электродов применяют вольфрамовые прутки или
проволоку диаметром 2-6 мм марки ВЛ (лантанированные). Допус-
кается использовать вольфрам марок ВИ и ВЧ. Присадочный металл
и проволоку для плавящегося электрода выбирают в зависимости от
марки сплава свариваемой детали: для алюминиево-марганцевых
сплавов типа АМц-проволоку, близкую им по химическому составу;
для алюминиево-магниевых сплавов типа АМг-проволоку этой же
марки, но с увеличенным на 1-1,5% содержанием магния для ком-
пенсации его угара и повышения прочности шва (например, для свар-
ки сплавов АМгЗ и АМг5 надо применять соответственно проволоку
СвАМг5 и СвАМгб).
Дуговую сварку вольфрамовым электродом ведут переменным
током на установках типов УД Г-300, УДГ-500 в следующем режи-
ме: расход аргона 6-15 л/мин, напряжение на дуге 15-20 В, свароч-
ный ток согласно данным табл. 2.5.
Ручную дуговую сварку вольфрамовым электродом в среде арго-
на применяют при ремонте холодильного оборудования рефрижера-
торного подвижного состава.
Полуавтоматическую сварку и наплавку порошковой проволокой
(как самозащитной, так и с дополнительной защитной зоной сварки)
применяют при проведении сварочных и наплавочных работ. Приме-
Таблица 2.5
Диаметр электрода, мм Положение шва Сварочный ток, А,
2-4 Нижнее 40-50 50-60 60-70
4-6 Вертикальное 35-45 45-50 50-60
8 Потолочное 30-40 40-45 45-55
79
некие этого способа определяется в каждом конкретном случае эко-
номической эффективностью.
Автоматическая многоэлектродная наплавка применяется для вос-
становления поверхности со значительным износом и ведется под
флюсом для деталей плоской формы и в углекислом газе для деталей
цилиндрической формы.
Наплавка пластинчатым электродом применяется для восстановле-
ния изношенных тяговых и ударных поверхностей корпуса, автосце-
пок, а также для наплавки других деталей вагонов. Износостойкая
наплавка автосцепок выполняется с применением легирующих приса-
док.
Вибродуговая наплавка под флюсом применяется для восстанов-
ления изношенных поверхностей деталей небольшого размера (валов
электродвигателей, шеек коленчатых и распределительных валов
и т.д.).
Электродуговая металлизация применяется для восстановления
шеек старогодних осей типа РУ и РУ1 с роликовыми подшипниками
колесных пар грузовых вагонов.
2.4.5. Контроль качества сварочных работ
Качество выполнения сварочных работ проверяют на всех этапах
изготовления сварных конструкций. Порядок контроля указывают в
картах технологического процесса. Контролю подвергают основной
металл и сварочные материалы, средства технологического оснаще-
ния, качество подготовки кромок к сварке, качество сварного соеди-
нения, квалификацию сварщиков.
При этом проверяют: основной металл, присадочный материал,
заготовки — на отсутствие продуктов коррозии, грязи, масла и крас-
ки, наличие сертификатов на металл (при изготовлении металлокон-
струкций и заготовок);
сварочные материалы — на наличие сертификатов, соответствие
качества материалов требованиям сертификатов, соблюдение требова-
ний по хранению, транспортировке и термической подготовке, отсут-
ствие дефектов (коррозия, отколы обмазки и др.);
средства технологического оснащения — на соответствие паспор-
тным данным оборудования, приспособлений и инструмента, правиль-
ность показаний контрольно-измерительных приборов;
качество подготовки к сварке — на соответствие подготовленных
кромок требованиям технической документации, точность расположе-
ния свариваемых элементов, правильность выполнения прихваток;
80
процесс сварки (операционный контроль) — на соблюдение последо-
вательности работ и режимов, предусмотренных технологической
документацией;
швы и сварные соединения — на соответствие фактических раз-
меров указанным в технической документации и стандартах.
У сварщиков проверяют наличие типового удостоверения с ука-
занной датой проведенной аттестации, вкладыша к этому удостовере-
нию, талона по технике пожарной безопасности, талона на право
выполнения сварочных работ при низких температурах.
Контролировать качество сварных соединений можно внешним осмот-
ром с помощью измерительных инструментов, испытанием на непроница-
емость, просвечивание рентгеновскими гамма лучами, ультразвуковым
методом, механическими испытаниями, а также способам магнитного кон-
троля. Методы контроля качества сварных соединений должны соответ-
ствовать ГОСТ 3242-79. Основные из таких методов, применяемых при
ремонте подвижного состава, перечислены ниже.
Наружным осмотром выявляют наплывы, прожоги, не заваренные
кратеры, подрезы, наружные трещины шва и около шовной зоны,
выплески, непровары корня шва. Таким способом проверяют все
сварные соединения. При необходимости используют оптические
приборы, обеспечивающие увеличение не более чем в 10 раз.
Обмером с помощью измерительного инструмента и специальных
шаблонов проверяют соответствие элементов сварных швов установ-
ленным размерам.
Гидравлическому испытанию подвергают изделия, работающие под
давлением. Так обнаруживают свищи, прожоги размером не менее
0,001 мм, а также трещины и сквозные непровары. Заполнением водой без
создания избыточного давления проверяют после сварки открытые баки,
цистерны для выявления таких же дефектов размером не менее 0,5 мм.
Смачивание швов керосином применяют на изделиях, где требу-
ется непроницаемость сварных соединений. При этом можно выявить
перечисленные выше дефекты размером не менее 0,1 мм.
Магнитно-порошковому способу контроля подвергают некоторые де-
тали вагона (например, корпус автосцепки, тормозные подвески и др.).
Этим способом выявляют трещины шириной не менее 0,1 мм, подрезы,
поры и непровары площадью не менее 2 мм2 (каждый из дефектов), кото-
рые не обнаруживаются при наружном осмотре или залегают на глубине
не более 5 мм от поверхности сварного соединения.
Измерительный инструмент, с помощью которого проверяют гео-
метрию кромок свариваемых изделий и сварных швов, показан на
81
(рис. 2.10-2.11). Качество сварного соединения оценивают в соответ-
ствии с требованиями Инструкции по сварке и наплавке при ремонте
вагонов и контейнеров.
Рис. 2.10. Универсальный шаблон А. И. Красовского:
а — общий вид; б, в, г — положения при обмере швов соединений соответствен-
но таврового, стыкового и внахлестку
Рис. 2.11. Положение универсального
шаблона В. Э. Ушерова-Маршака при
замере катета углового шва (а) и
высоты усиления стыкового шва (б)
2.4.6. Особенности сварки при низких температурах
При выполнении сварочных работ на открытом воздухе, особенно в
условиях низких температур, необходимо соблюдать определенные требо-
вания по выбору, хранению и подготовке сварочных материалов, деталей
к сварке, способу выполнения сварных швов, соблюдению условий со-
хранения работоспособности сварщика на холоде.
Для сварки при температуре не ниже -10°С применяют электроды
с рутиловым покрытием марок АНО-4, АНО-5 и др., при более низ-
ких температурах используют электроды с фтористо-кальциевым по-
крытием (например, У ОНИ-13/45).
Подачу электродов на рабочее место осуществляют из специальных
кладовых непосредственно перед выполнением сварочных работ. Хранить
электроды вблизи рабочих мест надо в сушильно-прокалочных шкафах, а
на самих рабочих местах—в утепленных ящиках-пеналах. Если с момен-
та подачи из кладовой до использования электродов с фтористо-кальцие-
вым покрытием прошло более 2 ч, перед сваркой их следует повторно
прокалить для удаления влаги из пок-рытия.
Сварочные посты должны быть оснащены источниками питания
постоянного тока (преобразователи, агрегаты, выпрямители с кремни-
евыми вентилями). При температуре ниже -5°С запрещается примене-
ние селеновых выпрямителей.
82
Непосредственно перед сваркой свариваемые детали необходимо
очистить от льда, снега и защитить от попадания влаги. Правку метал-
локонструкций разрешается производить только с предварительным
местным подогревом до температуры 200-250°С.
Сварочные прихватки выполнять двумя валиками, накладываемыми
один на другой в виде двухслойного шва. Второй валик служит в качестве
отжигающего, он должен быть на 10-15 мм короче и на З-б мм уже пер-
вого и не выходить на основной металл. Сварка электродами повышенно-
го качества с фтористо-кальциевым покрытием осуществляется на посто-
янном токе обратной полярности предельно короткой дугой при
максимальных (по данным заводского паспорта) значениях тока. Для мно-
гослойных —на корневой шов накладывают более мягкий материал, чем
последующие слои (например, при основном электроде УОНИ-13/55 кор-
невой шов выполняют электродом УОНИ-13/45).
Право выполнения сварочных работ при низких температурах пре-
доставляется сварщикам, прошедшим соответствующую аттестацию
и имеющим специальный вкладыш к удостоверению. Такие вклады-
ши выдают сварщикам, успешно выдержавшим испытания по сварке
технологической пробы при определенной отрицательной температу-
ре. Во вкладыше указано, что сварщику предоставляется право вы-
полнения сварочных работ на вагонах при температуре на 10°С ниже,
чем та, при которой проводилась сварка пробы.
При работе на открытом воздухе сварщик должен быть защищен
от воздействия непогоды (атмосферные осадки, ветер). Непосред-
ственно у рабочего места необходимо предусмотреть устройство для
обогрева рук. Периоды работы на улице должны чередоваться с от-
дыхом в отапливаемом помещении. При температуре ниже -30°С
сварщикам рекомендуется под основной костюм спецодежды жилет
с искусственным подогревом.
2.5. Восстановление деталей
гальваническими покрытиями,
металлизацией и полимерными
материалами
Гальваническое покрытие. Изношенные детали вагонов восста-
навливают различными электролитическими способами. В вагоно-
ремонтном производстве получили распространение хромирование,
железнение, никелирование, меднение и цинкование.
83
Хромирование состоит в том, что хром осаждается на ремонтиру-
емую деталь из электролита (при прохождении через него тока), в
качестве которого используется водный раствор хромового ангидри-
да (150-250 г/л) и серной кислоты (1,5-2,5 г/л). Катодом является
деталь, а анодом служат свинцовые или свинцово-сурьмянистые пла-
стины. Электролит подогревается до температуры 50-60°С. Хромиро-
вание ведется при постоянном токе плотностью 25-50 А/дм2, напря-
жением 6 В.
Перед хромированием детали шлифуют, обезжиривают, декапиру-
ют и несколько раз промывают в горячей и холодной воде. После
хромирования их промывают и обрабатывают (обычно шлифуют) до
чертежных размеров. Толщину наносимого слоя хрома определяют:
по разности размеров детали до и после хромирования; по изменению
массы детали; спектральным анализом; по поперечным шлифам; сня-
тием слоя хрома механическим или химическим путем.
При хромировании не нарушается термическая обработка деталей.
Твердость покровного слоя составляет НВ500-1200. При наличии
смазки пористый хром обладает высокой износостойкостью, а при
небольшой толщине покрытия он имеет надежное сцепление с основ-
ным металлом детали.
К недостаткам хромирования следует отнести следующее: при
большой толщине покрытия (более 0,3 мм) оно отслаивается (слабое
сцепление); малую производительность процесса (отложение слоя
хрома толщиной 0,015-0,03 мм); применяется сравнительно дефицит-
ный ангидрид; хромированная поверхность плохо поддается механи-
ческой обработке; процесс гальванического хромирования относи-
тельно дорог.
Осталивание (железнение) ремонтируемых деталей заключается в
том, что изношенные поверхности гальваническим путем покрывают-
ся сталью. В качестве электролита используется водный раствор хло-
ристого железа (500 г/л) с небольшим количеством хлористого на-
трия (100-250 г/л) и соляной кислоты (3-3,5 г/л). Этот элек-
тролит подогревается до температуры 95-97°С. Деталь крепится м
подвеске катода. Анодом служит стальная пластина, содержащая
0,08-0,1% углерода. Плотность тока обычно колеблется в пределам
10-20 А/дм2. Твердость осажденного на детали слоя составляв
НВ 170-200.
Способ осталивания позволяет наращивать на детали большие сл<
стали (до 5 мм); использовать дешевый электролит, который получ
ется путем травления железной стружки в соляной кислоте; достига
84
высокой производительности процесса (обеспечивает отложение слоя
стали толщиной 0,13-0,26 мм/ч, т.е. примерно в 8 раз больше, чем
при хромировании). Кроме того, при осталивании плотность тока
примерно в 2,5 раза меньше, чем при хромировании.
К недостаткам способа осталивания относятся: сравнительно сла-
бое сцепление наносимого слоя с основным металлом и малая твер-
дость осажденного слоя без термической обработки.
При восстановлении деталей до ремонтных размеров применяют
никелирование. При этом используются специальные электролиты.
Процесс никелирования заключается в нанесении никель-фосфорных
покрытий на поверхность обрабатываемых деталей.
Подготовку деталей к никелированию осуществляют также, как
при хромировании. После нанесения покрытия детали нагревают до
температуры 350-380°С и выдерживают в течение 0,5-1 ч, вслед-
ствие чего твердость никелированной поверхности значительно повы-
шается.
Меднением защищают поверхности отдельных участков детали,
которые не должны подвергаться насыщению углеродом при цемен-
тации или бором при борировании. Кроме того, меднение используют
для наращивания деталей (шеек валов, колец подшипников качения,
втулок, вкладышей и т.д.). Для меднения используют цианистые, кис-
лые, щавелевокислые, аммиачные и другие электролиты.
Цианистые электролиты позволяют получать слой медного покры-
тия мелкокристаллической структуры, хорошо сцепляющейся
со стальной основой, и непосредственно осаждать медь на сталь,
чугун и другие материалы и сплавы. В отличие от цианистых элект-
ролитов кислые электролиты обладают низкой рассеивающей способ-
ностью, поэтому осаждающаяся медь не сцепляется с основным
металлом детали. В связи с этим при меднении в кислых электроли-
тах на поверхность стальных деталей предварительно наносится слой
никеля.
Металлизация —- это нанесение расплавленного металла на повер-
хность воздухом. Она заключается в том, что расплавленный элект-
рической дугой металл двух проволок распыляется струей сжатого
воздуха и с большой скоростью (140-150 м/с) наносится на подго-
товленную поверхность детали.
Подготовка деталей к металлизации предусматривает очистку и
обезжиривание, предварительную механическую обработку металли-
зируемой поверхности детали для придания ей требуемой формы,
защиту поверхностей, не подлежащих металлизации.
85
Детали после металлизации обрабатывают на металлорежущих
станках резцами с пластинами из твердых сплавов или на шлифо-
вальных станках. При механической обработке покрытия одновремен-
но проверяют его качество. Если слой не выкрошился, значит каче-
ство сцепления удовлетворительное.
Преимущество металлизации: можно получить толщину наращива-
емого слоя металла до 10 мм, что позволяет ремонтировать детали с.
большим износом; структура металла ремонтируемых деталей не из-
меняется, так как их температура в процессе нанесения слоя не пре-
вышает 70°С; металлизированный слой обладает способностью по»,
глощать и удерживать масло, что обеспечивает хорошую износо-
стойкость деталей; можно получать псевдосплавы (например, алюми-
ния и свинца, меди и свинца и т.д.) и наносить покрытия на изделю
из любого материала (стали, бронзы, алюминия, дерева, пластмассы
стекла и др.). Технология процесса металлизации и применяем!
оборудование сравнительно несложные.
К недостаткам относятся низкая механическая прочность нанесе
него слоя и относительно малая прочность сцепления его с основш
металлом детали.
Покрытие полимерными материалами. Полимерные материя
широко используют в ремонтном производстве при восстановлен
деталей. Эти материалы обеспечивают необходимую износостойко
и прочность восстановленных изделий, а технология восстановлет
отличается простотой выполнения операций без применения сложи*
оборудования.
Восстанавливают детали путем нанесения на изношенные »
поврежденные поверхности тем или иным способом слоя пластм
сы, склеивания или заделки трещин и разрывов. Полимерные мате
алы применяют также для изготовления деталей.
В ремонтном производстве наиболее часто применяют полиам
ные смолы, полиэтилен, волокнит, стекловолокнит, пресс-порош
составы на основе эпоксидных смол, синтетические клеи, фтор
ласты, термопласты и др. Полимеры должны обладать высокой т
мостойкостью, прочностью в условиях вибрационных и перемен!
нагрузок, стойкостью к воздействию воды, топлива и масел. От
нательным свойством многих полимеров является их склонно
к старению. В результате они становятся хрупкими, изменяв
их прочность и другие свойства. Ускорению старения спосо
вует нагревание, радиационное излучение, механические воя
ствия.
86
Достоинствами синтетических полимеров являются малый вес из-
готовленных из них деталей, большая прочность, малая трудоем-
кость изготовления, экономия расхода цветных и черных металлов.
Основой пластмасс являются синтетические смолы (связующие
материалы). Кроме того, в них могут входить наполнители (ткани,
волокнистые вещества, минеральные порошки), пластификаторы
(смягчители), красители и другие вещества. Цель введения наполни-
телей — повышение механических свойств (прочности, жесткости,
твёрдости, теплостойкости и др.), улучшение антифрикционных ха-
рактеристик и снижения стоимости пластмасс.
Пластмассы делятся на термопластичные и термореактивные. Пер-
вые растворяются в органических растворителях, при нагревании
размягчаются, а при охлаждении вновь затвердевают, не изменяя
своих первоначальных свойств.
Кроме того, пластмассы различают по наполнителям. Например,
существуют пластмассы со слоистыми наполнителями (текстолит, где
использована ткань из органического волокна, стеклотекстолит —
ткань из стеклянного волокна), с волокнистыми наполнителями (во-
локнит— наполнитель из органического волокна, стекловолокнит —
из стеклянного волокна, текстоволокнит — из обрезков тканей, тек-
стильной крошки).
По способу применения пластмассы принято подразделять на кон-
струкционные (стеклопластики, текстолиты, полиамиды и др.), фрик-
ционные (в качестве наполнителя применяется асбест) с повышенным
коэффициентом трения, электротехнические (гетинакс, полистирол
и др.).
Пластмассы выпускаются в виде пресс-порошков, гранул, лис-
тов толщиной от 0,5 до 2 мм, пластин толщиной от 2 до 8 мм, плит
толщиной более 8 мм.
Кроме того, существуют газонаполненные пластмассы, отличаю-
щиеся высокими тепло- и звукоизоляционными качествами. Некото-
рые из них широко применяются в рефрижераторных вагонах. Напри-
мер, полистирол марки ПСБ-С используется в виде блоков для
изоляции кузовов грузовых и служебных вагонов.
В практике вагоностроения применяется новый изоляционный ма-
териал — самовспенивающийся пенополиуретан. При заливке в про-
стенок вагона он за счет соединения составляющих компонентов
самовспенивается, заполняет под давлением все пустоты и затверде-
вает пористой негигроскопичной монолитной массой. Пенополиурета-
ны имеют низкую плотность и достаточно высокую механическую
87
прочность, что позволяет применять их в «слоистых» (типа сэндвич)
конструкциях стен и дверей вагонов.
Гетинакс представляет собой пресс-материал, который изготовля-
ется из бумаги, пропитанной связующими полимерами. Это материал
стойкий по отношению к минеральным маслам, но нестойкий к дей-
ствию сильных кислот и особенно щелочей. Гетинакс хорошо подда-
ется механической обработке — сверлению, фрезерованию, распили-
ванию. Диэлектрические свойства гетинакса сильно зависят от
влажности окружающей среды, поэтому во избежание значительного
снижения сопротивления изоляции гетинаксовые детали после меха-
нической обработки лакируют.
Поливинилбутираль обладает хорошими антикоррозионными
диэлектрическими свойствами, прочно сцепляется с металлом и п
этому не боится ударов. Применяется для напыления на детали
качестве декоративного покрытия. Поливинилбутираль наносится
металл методом вихревого напыления, при котором разогретая ,
температуры 350-380°С деталь помещается в среду взвихрен»
смеси порошка поливинилбутираля с двуокисью титана и пигменте
Затем нанесенная на деталь смесь оплавляется. При многослойн
напылении получается утолщенный слой покрытия. Подбором сыр
и пигмента практически можно получить напыленный слой любе
цвета (например, слоновая кость, золотистый и т.д.).
Капроновая смола (поликапроамид) идет на изготовление втулок;
шарнирных соединений рычагов и тягтормозной передачи вагонных те
жек. Замена стальных втулок полиамидными позволяет значительно уп
стать технологию ремонта тормозных устройств. Кроме того, полиам,
ные втулки изнашиваются значительно медленнее стальных.
Эпоксидные смолы применяют в сочетании с отвердителями
другими компонентами (пластификаторами, наполнителями). Cw
купность перечисленных составных частей называется компаундом
зависимости от состава эпоксидные компаунды могут необрати
твердеть при комнатной температуре или при нагревании.
К эпоксидным компаундам относятся пропиточные и заливоч!
составы, лаки, грунты, шпатлевки, эмали, клеи. Эти материал!
отвердевшем состоянии обладают влагостойкостью, высокой меха
ческой и химической прочностью, диэлектричностью.
С помощью компаундов различного состава устраняют дефект
металлических деталях (трещины, раковины, свищи и т.п.)
Широко применяется в ремонтной практике эластомер ГЭН-11
и компаунд АСТ-Т на основе акриловых самотвердеющих пластиков.
88
Эластомер ГЭН-150В маслостойкий, обладает хорошей сцепляе-
мостью, эластичностью, выдерживает высокие давления и динами-
ческие нагрузки. Применяется эластомер в качестве герметика для
нанесения на поверхности с целью увеличения распрессовочных уси-
лий, восстановления натягов, защиты от коррозии, предупреждения
задиров при запрессовке и распрессовке, в качестве прокладочного
материала, для заделки трещин в деталях, для склеивания большин-
ства металлов и т.д.
Самотвердеющий компаунд АСТ-Т составляется из порошка и
жидкости. Соотношение компонентов компаунда зависит от назначе-
ния и определяется опытным путем. При ремонте оборудования с
помощью компаунда АСТ-Т можно уплотнять ослабшие в резьбе
шпильки и другие детали.
При работе с полимерами необходимо соблюдать специальные
правила, обеспечивающие безопасность технологического процесса:
приготовлять эпоксидные компаунды, пластмассы на основе акрило-
вых смол и эластомер ГЭН-150В в вытяжном шкафу; при работе с
указанными материалами пользоваться защитным халатом, нарукав-
никами, фартуком, перчатками из резины или кожи; не допускать
попадания компаундов, акриловых пластмасс, эластомера на руки и
лицо; на рабочих местах не курить и не принимать пищу; после окон-
чания работы с указанными материалами мыть руки и лицо теплой
водой с мылом.
2.6. Защитные покрытия вагонов
и их деталей
Защитными покрытиями называют тонкие слои неметаллических ве-
ществ или некоррозируемых металлов, искусственно создаваемые на по-
верхности металлических и деревянных предметов, предохраняющие их
от коррозии и гниения путем изоляции поверхности от окружающей сре-
ды. Обычно защитные покрытия выполняют и декоративные функции. Не-
металлические покрытия бывают органическими и неорганическими. К
органическим относятся лаки и краски, а также резина и пластические
массы. Неорганические покрытия представляют собой полученные на по-
верхности металлов неорганические соединения (фосфаты, окислы) или
покрытия на основе силикатных эмалей.
Коррозия металлов — это процесс разрушения (разъедания) ме-
талла вследствие его химического или электрохимического взаимо-
действия с окружающей средой.
89
Химическая коррозия возникает под действием кислорода, хлора,
сернистых газов обычно при повышенной температуре (газовая кор.
розия), а также органических жидкостей, не проводящих электричв!
кий ток, таких как нефтяные масла, бензин (жидкостная коррозия),
Электрохимическая коррозия происходит под действием электр
литов. Наиболее распространенным ее видом является атмосферн,
коррозия. Влага, находящаяся в воздухе, всегда присутствует i
поверхности изделия и, растворяя в себе сероводород, углекисл г
газ из воздуха, становится естественным электролитом, которы
взаимодействуя с поверхностными слоями металла, вызывает их р
рушение. Почвенная коррозия воздействует на предметы, находяп
еся во влажной земле. Если эти предметы попадают под действ
блуждающих токов, возникает электрическая коррозия. Контакт»
коррозия появляется в конструкциях из несовместимых металл!
например, при соединении алюминия со сталью или бронзой. Кор*/
зия при трении под напряжением (фреттинг-процесс) возникает
заклепочных соединениях, на деталях роликовых подшипников.
Для борьбы с коррозией используют легирование металлов, ус
раняют или снижают контактную коррозию за счет применения
конструкциях совместимых металлов и др.
Изделия из дерева подвергаются гниению, т.е. разрушению (|
ложению) спорами разных грибков и насекомыми. Для увеличе
их сопротивляемости загниванию применяют консервацию. Она .
лючается в пропитке древесины специальными веществами — а»
септиками, в качестве которых применяют креозотовое масло, не<'
нат меди, фтористый натрий, хлористый цинк, а также комби
рованные антисептические препараты.
Для придания антигорючих свойств готовым деревянным дета
вагонов применяют глубокую пропитку их водными растворами
лей антипиренов. Для этой цели применяют установку немецкой q
мы «Шольц».
Подготовленные к пропитке детали и заготовки из древесины ;
жны соответствовать по качеству требованиям ГОСТ 3191-93; вл
ность древесины не превышать 15+2%; детали одновременно пре
тываемые в котле должны быть из одной породы древесины и од
толщины (разнотолщинность не более 5 мм); породы дерева, им
щие светлую окраску, во избежание потемнения пропитываются
дельно, например, от древесины бука и ясеня; при загрузке дета
длиною 2,5 м и шириною более 80 мм применяют тонные прокла;
детали крепятся специальными ремнями к тележке для предохране
90
от всплытия, при укладке коротких деталей от 0,5 до 1,5 м на тележке
крепится дополнительно изготовленный контейнер; для построения
количества потребления солей антипирена производится взвешивание
10*15 контрольных деталей из пропитываемой партии размером
30x30x150 мм до и после пропитки (по этим же деталям определяется
влажность всей партии до пропитки, а после пропитки из них выре-
заются образцы для контрольных испытаний на горючесть, которые
обязательно маркируют).
Приготовление солевого раствора осуществляется в растворитель-
ном баке установки, оборудованном мешалкой для достижения пол-
ного растворения загруженного количества соли. Расчет необходи-
мого количества солей определяется в зависимости от уровня
заполнения бака. Соотношение качества компонентов антипирена тре-
бованиям стандарта проверяется химической лабораторией.
Установка для глубокой пропитки состоит из следующих основ-
ных частей: котла для пропитки 1, в который вкатывается тележка с
уложенными в ней деревянными деталями, запасного резервуара для
откачки раствора после пропитки 2, растворительного бака для при-
готовления растворов солей 3, циркуляционного бака 4, нагнетатель-
ного насоса 5 и вакуумного насоса 6 (рис. 2.13).
Перемешивание компонентов в растворительном баке 3 произво-
дится с помощью мешалки для жидкости 7. Количество поглощаемо-
го древесиной рабочего раствора контролируется по счетчику S.
Разряжение и давление в пропиточном котле создается соответствен-
но насосами 5 и б.
Концентрация раствора солей — 10%.
Для ускорения процесса растворения солей антипирена температу-
ра воды, поступающей в растворительный бак, должна быть подогре-
та до ЗО-4О°С.
Готовность рабочего раствора антипирена определяется перед каж-
дой пропиткой путем контроля плотности ариометром.
При подготовке к работе установки устанавливают режим «пред-
варительный вакуум». Заполняют котел для пропитки деревянными
деталями, собранными в штабель. Устанавливают всю запорную ар-
матуру в положение «закрыто», а запорный клапан в положение
«открыто». Включают вакуумный насос.
Контролируют величину рабочего вакуума в котле для пропитк и
(поз. 15) по манометру-вакуумометру (поз. 3). Величина рабочего
Разрежения должна быть 0,06-0,8 кг/см. При достижении указанного
вакуума насос отключают и выдерживают детали из древесины лег-
91
Рис. 2.13. Вакуумно-нагнетательная установка фирмы «Шольц»
92
копропитываемых пород (береза, сосна, ель, ольха, бук серый:) в
течение 30 минут, а труднопропитываемых пород (дуб, лиственница,
ядровая часть сосны, ясень) в течение 60 минут, затем котел для
пропитки заливают при работающем вакуумном насосе.
Выключают вакуумный насос. Записывают показания высоты
столба раствора в растворительном баке. Устанавливают рабочее дав-
ление в котле в зависимости от породы загружаемых деталей:
для легкопропитываемых — 0,5+0,7 МПа;
для труднопропитываемых — 0,8+1 МПа.
Давление 1,4 МПа поддерживается автоматически с помощью
предохранительного клапана, меньшее давление устанавливают регу-
лировкой перепускного вентиля.
Выдерживают под давлением детали, находящиеся в котле для
пропитки в зависимости от породы древесины:
для легкопропитываемых — 8+12 часов;
для труднопропитываемых — 24 часа.
Окончанием процесса пропитки можно считать момент, когда в
течение 10 минут поглощается менее 5 литров раствора на 1 м3 дре-
весины, помещенный в котел для пропитки или когда показания счет-
чика-водомера совпадут с расчетной величиной.
При опорожнении котла открывают вакуумный клапан запасного
резервуара, включают вакуумный насос переключателем. Происхо-
дит откачка запасного резервуара.
Эту операцию проводят уже во время нагнетательного процесса,
затем открывают запорный клапан, вскоре после этого открывают
запорный клапан (поз. 13). Пропиточная жидкость всасывается в
запасной резервуар.
После опорожнения котла еще раз проводится процесс создания
вакуума для отсасывания оставшейся на древесине жидкости. Древе-
сина становится «поверхностно сухой». Преимущество при этом со-
стоит в том, что древесина не является совершенно мокрой, котда
она поступает из котла. Открывают запорный клапан t (поз. 1).
Включают вакуумный насос. Происходит откачка из котла в тече-
ние примерно 30 минут. Удаляют оставшийся раствор.
Производят естественную сушку деталей: при t° 20-25°С:
для мягких пород древесины — 24 часа,
для твердых пород древесины — 48 часов.
Влажность высушенных деталей должна быть 8-12%.
В качестве комбинированного огнеупорно-антисептического со-
единения употребляют хлормагниевую соль — бишофит.
93
Долговечность покрытия, его способность выполнять защитные
функции в условиях эксплуатации зависят от качества очистки повер-
хности перед нанесением покрытия, материала покрываемой поверх-
ности, вида и состава покрытия, способа нанесения покрытия.
Одним из радикальных методов защиты от коррозии является
нанесение на стальные и другие изделия более коррозионно-стойких
поверхностных металлических покрытий. Имеются следующие спо-
собы нанесения металлических покрытий: горячий, электролитичес-
кий, химический, диффузионный, плакирование,, металлизация напы-
лением.
Горячий способ заключается в нанесении покрытия погружением
в расплавленный металл: цинк, свинец, олово, алюминий.
Изделие обезжиривают, производят химическое или электрохими-
ческое травление и промывают водой; затем подвергают флюсованию
для окончательной очистки от загрязнений поверхности металла, пре-
дохранения ее от окисления и улучшения смачивания изделия распла-
вом, после чего изделие погружают в расплав.
При цинковании применяется флюс из смеси хлористого аммония,
окиси цинка и хлористого цинка; при лужении — раствор хлористого
цинка в соляной кислоте; при свинцевании флюсом служит хлорис-
тый цинк, а в расплав вводится олово, вступающее во взаимодей-
ствие с железом и обеспечивающее сцепление его со свинцом; при
покрытии алюминия флюсом служит смесь хлористого аммония и
буры или раствор борной кислоты.
Оцинкованное железо широко используется в изотермических
вагонах для внутренних стен, потолочных балок и т.д. Лужению
подвергаются кипятильники, котлы для варки пищи в вагонах-ресто-
ранах, свинцовые покрытия необходимы в аккумуляторах, а алюми-
ниевые в подогревателях и конденсаторах.
Плакирование заключается в механическом покрытии одного ме- •
талла другим и получении таким образом, например, двухслойной
стали, где плакирующий слой является более коррозионно-стойким.
Двухслойные стали получают прокатом стальной заготовки с листом
плакирующего металла.
Из двухслойных сталей изготавливают котлы цистерн для перевоз-
ки кислот. В качестве плакирующих металлов применяются нержаве-
ющие стали, алюминий, никель, медь, латунь.
Диффузионные (термодиффузионные) покрытия применяются для
повышения коррозионной стойкости деталей в узлах трения, для за-;
щиты от газовой коррозии и в ряде других случаев.
94
Диффузионное покрытие осуществляется погружением нагретых
деталей в порошкообразный сплав, атомы которого в результате диф-
фузии проникают в основной металл, образуя на его поверхности
защитный слой. Для диффузионных покрытий применяют кремний,
хром, алюминий, сплавы хрома с кремнием или с алюминием.
Электролитический (гальванический) способ нанесения покрытий
является наиболее экономичным из всех других описанных спосо-
бов.
Гальваническим способом могут быть нанесены: цинк, кадмий,
олово, свинец, медь, хром, серебро и разные сплавы. Обычно при-
меняются одно-, двух- и трехслойные покрытия.
В качестве противокоррозионных гальванических покрытий для
стали рекомендуются следующие покрытия и их толщины (в мкм):
трехслойные покрытия (защитно-декоративные): а) медь — 36;
никель — 15; хром — 0,5; б) медь — 6; никель — 9; хром — 3;
двухслойные покрытия (зашитно-декоративные): медь — 36; оло-
во и никель — 15;
однослойные покрытия: а) цинковое — 12 или 18; б) хромо-
вое 36.
Гальванические покрытия отличаются высокой чистотой, прочным
сцеплением с основным металлом, большей химической стойкостью,
чем другие покрытия, и, поэтому, большим сроком службы защитно-
го противокоррозионного покрытия.
Химический метод получения металлических покрытий заключается в
восстановлении находящихся в растворе ионов до металла специальным и
восстановителями (гипосульфитом, формальдегидом и др.).
Кроме металлических покрытий в качестве защитных наносятся
различные офисные пленки методом «оксидирования» (некоторые из
этих процессов имеют специальные названия). Этим методом можно
наносить железо и его сплавы (оксидирование, фосфатирование,
сульфидирование), цинк, алюминий, медь и ее сплавы, черный ни-
кель и др.
В последние годы широко применяются противокоррозионные
покрытия пластическими массами.
Пластическими массами называются высокомолекулярные веще-
ства — полимеры в чистом виде или в композиции с наполнителями
и другими веществами, обладающие на определенной стадии пласти-
ческими свойствами.
Пластмассы могут применяться в виде конструктивных деталей и
изделий взамен координирующих, листовых пленочных материалов
95
для обклейки (футеровки) металлических поверхностей, уплотняю-
щих вязких масс (герметиков) или напыленных (газопламенным
или вихревым способом) пластических материалов на их повер-
хность.
В настоящее время при ремонте пассажирских вагонов широко
применяют металлические детали с полимерными покрытиями взамен
окрашенных, никелированных и хромированных.
Полимерами покрывают ручки дверей, личинки замков, оконные
решетки, кронштейны полок, поручни, вешалки.
Исходными материалами для таких покрытий служат термоплас-
тичные полимеры и синтетические низкомолекулярные смолы в по-
рошкообразном состоянии.
Ингибиторы коррозии. В ряде случаев атмосферной и жидко-
стной коррозии, особенно при воздействии на металл агрессивных
жидкостей, защита от коррозии может быть осуществлена примене-
нием ингибиторов — замедлителей коррозии.
Ингибиторы представляют собой химические соединения или их .
смеси как неорганического, так и органического типа, вводимые в 3
агрессивную среду. Из неорганических ингибиторов применяются .
гидроокиси щелочных и щелочно-земельных металлов, соли фос-
форной, хромовой, азотистой и азотной кислот, силикаты, карбонат
натрия, сильные окислители типа сульфита натрия, гидразина и дру- ;
гие, а из органических — амины и их соли, альдегиды, меркаптаны, I
гетероциклические соединения, соли высокомолекулярных алифати- i
ческих или ароматических карбонильных кислот, мочевина, тиомоче-
вина и др.
Метод защиты с помощью ингибиторов экономически эффективен ,
в замкнутых системах с ограниченным объемом, таких как цистерны,/
отопительная система пассажирских вагонов, охлаждающая систему
дизелей секций с машинным охлаждением, ванны для травления, гд
можно избежать непроизводительного расхода присадки.
Для достижения необходимого эффекта противокоррозионной зашг
обычно достаточно небольшого количества ингибитора—от несколы
граммов до нескольких килограммов на 1 м3 жидкой среды.
Принцип действия ингибиторов состоит в способности образо!
вать на поверхности металла защитные пленки или другие соеди
ния, не растворимые в данной агрессивной среде. Эти соедине!
могут возникать на анодных участках корродированного метал
затрудняя переход металла в раствор (анодные ингибиторы), на кат
ных участках, затрудняя разряд ионов водорода или ионизацию к
96
порода (катодные ингибиторы), или полностью изолировать поверх-
ность металла (экранирующие ингибиторы).
В зависимости от агрессивной среды и областей применения ин-
гибиторы подразделяются на следующие группы: для нейтральных и
слабощелочных сред; атмосферной коррозии; кислотной коррозии;
для сильнощелочных сред; для неводных сред.
Ингибиторы для нейтральных и слабощелочных сред обладают
окислительными свойствами; к ним относятся из неорганических ин-
гибиторов:
хроматы натрия Na2CrO4, калия К2СгО4 и цинка ZnCrO4, а также
бихроматы натрия Na2Cr2O4H калия К2Сг2О4. Хроматы образуют на
поверхности металла в нейтральной и слабощелочной среде защит-
ную пленку;
нитриты (NaNO2, KNO2) и нитраты (NaNO3 KNO3). Они обладают
окислительными свойствами и образуют на поверхности железа нера-
створимые окисные соединения;
гидроокиси щелочных металлов (NaOH, КОН), действие которых
заключается в нейтрализации ионов водорода и образовании защит-
ной пленки на металле;
фосфаты [Na3PO4‘12Н2О; Na^POJ 2НО; (NaPO3)J —более эф-
фективны, чем щелочи.
Наиболее распространенными органическими ингибиторами являются:
бензоат натрия и бензоатный буфер (смесь бензоата натрия с бен-
зойной кислотой), защитное действие которых сводится к образова-
нию нерастворимого бензоата железа;
моноэтаноламин (NF^C^OH) и другие амины, а также ингибитор
ПБ8/2.
В ряде случаев вместо индивидуальных ингибиторов более эффек-
тивны смеси, например, смесь нитрита натрия с бихроматом калия,
смесь фосфатов с хроматами и т.д.
В отопительной системе цельнометаллических пассажирских ваго-
нов эффективна смесь бихромата (1 г/л) с нитритом натрия (2 г/л). В
системе холодного водоснабжения (водопроводы) пригодна кальци-
нированная сода (20-30 мг/л).
Некоторые ингибиторы вводятся непосредственно в краски: нитрит
натрия — в водоэмульсионные, хромовокислый гуанидин — в мас-
ляные, хроматы — в грунтовки и т.д.
Ингибиторы атмосферной коррозии. Они применяются в основном
как добавки для усиления действия защитной пленки краски, смазки и т.д.
Наиболее эффективны хроматы, смесь хроматов с нитритом натрия и др.
97
Для консервации внутреннего оборудования вагонов на зимш
период пригодны летучие ингибиторы, в частности, циклогексил
минкарбонат, недостатком которого является его ядовитость.
На складах хранения упакованных деталей для консервации пр
меняются дешевые ингибиторы: смесь уротропина и нитрита натр
(1:1) в виде 30-50% растворов или порошка; смесь фосфата диамм
ния (50%), нитрита натрия (45%) и кальцинированной соды (5%)
виде 15% раствора или порошка; смесь нитрита натрия и карбона-
аммония (1:1), а также бензоат натрия или мочевины и нитрита на
рия (1:3).
Ингибиторы кислотной коррозии. На железнодорожном Tpai
порте эксплуатируются стальные цистерны для перевозки ингиби;
ванной соляной кислоты. Ингибитором в данном случае являю'
присадки ПБ-5 и другие на основе уротропина. Наиболее эффект
ными ингибиторами в соляной кислоте являются разработанные
последнее время присадки БА-12 и БА-6 на основе бензиламин
Ингибиторы для не водных средств (смазок, минеральных масе
топлива и т.д.) применяются в виде присадок на основе бензоа
натрия, бензоата аммония, бензоатного буфера, моноэтаноламина, д
циклогексиламина, а также многофункциональных присадок ти1
ВНИИ НП-111, «Нефтегаз-203» и др.
Для защиты металлических изделий от коррозии при хранении
транспортировке применяются также разнообразные смазки, лакок{
сочные материалы.
Лакокрасочные материалы. Эти материалы состоят из следу:
щих основных компонентов: пленкообразующих, растворителей, ш
ментов или красителей, наполнителей, пластификаторов, добавляем:
к некоторым лакокрасочным материалам.
Пленкообразующие вещества создают на покрываемой поверх»
сти защитную пленку, которая должна обладать хорошей адгези
(прилипаемостью) и быть прочной. Она же служит одновременно
связующей для порошкообразных частиц пигментов и наполнителе
К пленкообразующим относятся олифы и лаки. Исходным матери
лом для олиф служат растительные масла, для лаков — разли
ные смолы. Смолы входят в состав и других лакокрасочных мал
риалов.
Растворители — органические летучие жидкости, растворяют
пленкообразующую основу лака или краски. Разбавители в отлич
от растворителя разбавляют уже растворенную среду. Растворите/
ми являются: продукты перегонки нефти — бензин, уайт-спирит, к
98
росин, ароматические углеводороды — ксилол, бензол, сольвент,
толуол; скипидар — продукт перегонки сосновой живицы или древе-
сины. Существуют многокомпонентные растворители. Растворители
действуют избирательно на конкретный вид плёнкообразователя, но
могут быть разбавителями для других. Например, ксилол растворяет
синтетические смолы и разбавляет нитроэмали.
Пигменты — это сухие красящие порошки, не растворяющиеся в
пленкообразующей основе, а образующие с ней мелкодисперсную
суспензию. Различают пигменты — неорганические и синтетические.
К естественным пигментам относятся земляные краски, представляю-
щие собой глины, окрашенные окислами металлов (главным образом
окислами железа) в различные цвета от желтого до красно-коричне-
вого — охра, мумие, сиена, железный сурик. Такие пигменты прак-
тически не выцветают. К синтетическим пигментам относятся белила
цинковые, свинцовые, титановые и литопонные, крона свинцовые и
цинковые, лазурь, киноварь, свинцовый сурик. Большинство из них
являются солями или окислами металлов. В качестве пигментов ис-
пользуют некоторые металлические порошки (алюминиевая пудра,
цинковая пыль, бронзовые порошки).
Красители являются синтетическими органическими соединениями
и в отличие от пигментов растворяются в пленкообразующем веще-
стве и растворителях. К ним относятся фталоцианиновые цветные
красители и черный краситель нигроин.
Наполнители представляют собой инертные тонкодисперсные про-
дукты. Их используют для разбавления слишком насыщенных пиг-
ментов, а также для удешевления красок. В качестве наполнителей
применяют барит (тяжелый шпат), тальк, слюду, графит, мел.
Пластификаторы (смягчители) — нелетучие компоненты, придают
пленке пластичность и лучший контакт с поверхностью. Их вводят обычно
в состав лакокрасочных материалов на основе полимеризационных смол
и эфиров целлюлозы. Пластификаторами служат дибутилфталат, трибу-
тилфосфат, хлорированный парафин, касторовое масло.
Сиккативы ускоряют процесс сушки растительных масел и лакок-
расочных материалов. Оптимальная скорость высыхания достигается
при определенном количестве сиккатива. Чрезмерное введение сик-
катива замедляет высыхание, вызывает преждевременное старение
покрытия. В качестве сиккативов обычно применяют растворы свин-
Цово-марганцевых и других солей нафтеновых кислот (кобальта,
цинка, никеля, кальция) вместе с кислотами высыхающих или полу-
высыхающих масел в бензине или скипидаре.
99
К лакокрасочным материалам относятся грунтовки, шпатлев
мастики, масляные и алкидные краски, лаки, эмали.
Грунтовки служат для нанесения грунта — первого слоя пок|
тия, которой создает антикоррозионную защиту и обеспечивает ал
зию с поверхностью изделия и с последующими слоями лакокрао
ного покрытия. Грунтовки составляют из пигментов, растертых
олифе или лаке с добавлением сиккатива и растворителя. От кр
и эмали грунтовки отличаются меньшим содержанием пленкооб]
ющего вещества и большим содержанием пигмента. По составу г
товки должны соответствовать основному покрытию. Изолирук
грунтовки препятствуют проникновению влаги. Они содержат ж<
ный и свинцовый сурик, мумие. Пассивирующие грунтовки сгк
ствуют образованию на поверхности металла защитной окисной г
ки за счет растворения в проникающей влаге хроматов мета!
входящих в состав грунтовки. Фосфатирующие грунтовки соде]
фосфорную кислоту, которая образует тонкую пленку фосфатов,
щищающую металл от коррозии. В протекторные грунтовки вклк
ют металлический порошок, например, цинковый, с более низ
электродным потенциалом по отношению к черным металлам, по:
му при проникновении влаги коррозионные явления переключаются
основного металла (катода) на порошок в грунтовке (анод).
Шпатлевку применяют для устранения неровностей на поверхн <
загрунтованных изделий. Для ее приготовления используют мел,
топон, барит, охру, железный сурик.
Антикоррозионные мастики изготовляют для защиты внутренн
труднодоступных металлических поверхностей изделий, работаю
под сильным воздействием влаги. Это высоковязкие пастообраз
смеси нефтяных битумов или каменноугольных пеков с измель1
ними минеральными (асбестовое волокно) или органическими на)
нителями (различные смолы). Большинство таких мастик выполн
и противошумные функции.
Мастики — порозаполнители употребляют перед покрытием ла
деревянных изделий для заполнения пор древесины. Эти мает
готовят на масляной, лаковой, казеино-канифольной, нитроцеллю;
ной основе с введением мелкодисперсных порошков кремнезе
барита, талька, измельченного стекла. Под спиртовые лаки испол!
ют восковые пасты. При использовании мастик-порозаполните.
сохраняется текстура древесины.
Масляные и алкидные густотертые краски представляют со<
пасты, состоящие из соответствующего сухого пигмента (желези
100
сурик, мумие, охра), затертого на натуральной, полунатуральной или
алкидной олифе с добавлением в качестве наполнителя барита, таль-
ка, мела. К масляным краскам относятся свинцовые, цинковые, ти-
тановые, литопонные белила, цинковый крон, цинковая зелень, свин-
цовый сурик, который замешивается на олифе непосредственно перед
употреблением.
Лаки — это растворы естественных или синтетических смол в
различных растворителях. В состав лаков в зависимости от природы
пленкообразующего вещества вводят различные разбавители, сикка-
тивы, пластификаторы. Лаки различают по виду примененного в нем
плёнкообразователя, растворителя, а также по назначению.
Масляные лаки — это растворы естественных смол, обычно кани-
фоли, и высыхающих масел в органических растворителях: спирто-
вые лаки — растворы естественных смол в этиловом спирте с добав-
лением канифоли; смоляные лаки — растворы естественных или
синтетических смол в летучих растворителях (перхлорвиниловый,
бакелитовый). С добавлением масла получают масляно-смоляные
лаки; битумные лаки — растворы природных или нефтяных битумов,
асфальтов, каменноугольной смолы и высыхающих растительных
масел (или без них) в органических растворителях.
Эмали (эмалевые или лаковые краски) — это пигментированные
синтетические лаки. Их используют для окраски наружных и внут-
ренних поверхностей. Эмали в зависимости от пленкообразующей
основы разделяют на пентафталевые и нитроэмали.
Наиболее распространенными лакокрасочными материалами явля-
ются алкидные краски. Алкидные покрытия прочны, эластичны, ат-
мосферостойки, обладают хорошей адгезией, но в естественных ус-
ловиях сохнут медленно. Вырабатывают алкидные материалы из
пентафталевых и глифталевых смол. Глифталевые покрытия исполь-
зуют преимущественно в качестве грунтовок. Выпускают грунтовки,
в состав которых входят фосфатные и хроматные пигменты, повыша-
ющие коррозионную стойкость покрытия.
Они значительно быстрее высыхают. Все алкидные грунтовки
могут использоваться под покрытия любыми эмалями за небольшим
исключением. Пентафталевые эмали предназначаются для окраски
металлических поверхностей, подвергающихся атмосферным воздей-
ствиям.
Фенольно-формальдегидные (фенольные) лакокрасочные материа-
лы обладают хорошей адгезией, высокой водо- и атмосферостойко-
стью. Из покрывных материалов широкое применение имеет бакели-
101
товый лак. При добавлении в лак металлических пигментов получ<
бакелитовые краски, которые быстро сохнут.
Покрытия на основе эпоксидных смол обладают хорошей адгез!
к металлам и дереву. Существует большое количество эпоксидг
эмалей и лаков, модифицированных синтетическими смолами и р
личными химическими соединениями. Почти все эпоксидные лак
расочные материалы являются двухкомпонентными.
Покрытия из полиуретановых лаков и эмалей по износостойко»
превосходят все остальные лакокрасочные покрытия и являются н
более долговечными. Срок службы в атмосферных условиях сост
ляет около 8 лет. Эти лакокрасочные материалы обычно готовят дв
компонентными. Смешивают компоненты непосредственно пе]
нанесением покрытия. Покрытия из полиуретановых лаков и эма.
сушат при температуре 80°С. Разработана однокомпонентная эм:
холодного отвердения.
Кремнийорганические лаки отличаются термостойкостью и хо_ w
шими электроизоляционными качествами во влажной среде, стойку
маслу, бензину, бесцветны. При добавлении в лаки алюминием
пудры получают серебристые эмали повышенной термостойкое
Эмали выпускают горячей и естественной сушки, двухкомпонента
с отвердителем. >
Меламиноалкидные лаки служат для покрытия металлических.!
верхностей. Они обладают хорошей атмосферостойкостыо, блесю
высокими физико-механическими и противокоррозионными ей
ствами. Наносятся на поверхности предварительно загрунтована
алкидными или фенольно-формальдегидными грунтовками. Отвер
даются горячей сушкой.
Перхлорвиниловые лаки и эмали применяют для окрашивал
эксплуатируемых в атмосферной среде деревянных или металлич
ких поверхностей. Наносят их по алкидной, акриловой или фенолы
формальдегидной грунтовке. Эти лаки и эмали быстро высыхают
естественных условиях, а при горячей сушке увеличиваются их 1*
ханическая прочность и химическая стойкость.
Лакокрасочные материалы на основе сополимера винилхлорид
винилацетатом эластичны, стойки к низким температурам, минера
ным маслам. Более стойкие эмали и грунтовки с повышенной aj
зией в условиях высокой влажности поставляются с отвердител
Алкидно-стирольные лакокрасочные материалы имеют xopoi
адгезию к металлу, быстро сохнут с образованием необратимой п
ки. Эмали дают достаточно твердые блестящие покрытия, устойчг
102
к воде, свету, воздействию масла. Используют для окраски рам ва-
гонов, станков. Алкидно-стирольный лак употребляют для разбавле-
ния эмалей, нанесения по эмали и непосредственно для покрытия
деревянных поверхностей.
Акриловые эмали атмосферостойкие, светостойкие, механически
прочные и блестящие, устойчивые к маслам и бензину. Их использу-
ют для окраски торцовых частей локомотивов и головных вагонов
поездов. Все акриловые лакокрасочные материалы быстро сохнут.
Отдельные лаки и эмали при горячей сушке дают необратимые
пленки.
На основе поливинилбутераля (бутвара) производят поливинилаце-
татные лакокрасочные материалы. Фосфатирующие быстросохнущие
грунтовки с хроматом цинка в качестве пигмента получили большое
распространение. Они выпускаются двухкомпонентными с фосфор-
ной кислотой в качестве отвердителя, образующей фосфатный слой
на поверхности металла. Однако эти грунтовки недостаточно водо-
атмосферостойки, поэтому их применяют в качестве подложек под
основные грунтовки. При модификации поливинилбутераля феноль-
но-формальдегидными и другими смолами получают необратимые
покрытия.
На основе ненасыщенных полиэфирных смол выпускают для от-
делки деревянных изделий полиэфирные двух- и четырехкомпонент-
ные лаки холодной и горячей сушки, покрытия из которых отличают-
ся зеркальным блеском, стойкостью к воде, бензину, этиловому
спирту.
Некоторые лакокрасочные материалы изготавливают на основе
различных синтетических каучуков и их производных, растворимых
в органических растворителях. Свойство этих металлов зависит от
исходных продуктов и других компонентов, с которыми каучуки хо-
рошо совмещаются, в частности с алкидными и фенольно-формаль-
дегидными смолами. Выпускают грунтовки и эмали для окраски ме-
таллических изделий, работающих в атмосферных условиях, которые
быстро высыхают.
Нитролаки и нитроэмали, изготавливаемые на основе нитрата цел-
люлозы, дают покрытия, отличающиеся высокой твердостью и стой-
костью к маслам, бензину и атмосферному давлению. Очень быстро
сохнут, но имеют слабую адгезию к металлам. Их наносят по глиф-
талевому, фенольному или нитроцеллюлозному грунту.
Водоразбавляемые лакокрасочные материалы считаются перспек-
тивными. Они нетоксичны, негорючи, быстро сохнут. Можно нано-
103
сить их на влажные поверхности. Подразделяются на водоэмульсион-
ные (вододисперсные), где связующей основой является латекс- .
водная дисперсия синтетического пленкообразователя, и водораство- i
римые — преимущественно на основе поликонденсационных смол '
(алкидных, фенольно-формальдегидных), которые в присутствии i
органического растворителя хорошо совмещаются с водой. Водо-1
эмульсионные краски широко применяются в вагоностроении. По ’
атмосферостойкости, долговечности, скорости высыхания они пре- <
восходят перхлорвиниловые, но менее морозостойки, легко разруша- Ч
ются микроорганизмами. Водорастворимые краски и эмали дают’1
возможность получить покрытие методом электроосаждения. Такие 1
покрытия сушат при повышенной температуре.
Водные растворы анилиновых красителей используют для вырав-1
нивания естественного цвета древесины или ее имитации под ценные!
породы дерева — красное дерево, орех, серый клен, дуб. Для этих!
целей применяют также растворы хромовокислого калия, медного!
купороса. Естественный краситель коричневого цвета — коричневом
морилка.
При выборе лакокрасочных материалов нужно ориентироваться иа|
надежность защиты поверхности в условиях эксплуатации. Выбирать нп
надо по преимущественному назначению—атмосферостойкости, водо-1
стойкости, термостойкости, электроизоляционным качествам и т.д. |
Технология нанесения лакокрасочных покрытий. Лакокрасоч-я
ные материалы нужно наносить на очищенную, сухую и обезжирен -1
ную поверхность. Целесообразно перед окрашиванием изделия про®
гревать до температуры на 3-5°С выше точки росы воздуха для
удаления с поверхности сконденсировавшейся влаги. г1
Толщина каждого слоя покрытия должна быть оптимальноП
С уменьшением оптимальной толщины ухудшаются защитные своМ
ства покрытия вследствие увеличения количества микропор. Прм
увеличении толщины покрытия ухудшаются их механические свой®
ства, хотя в некоторых случаях защитных эффектов будет больше®
Каждый слой лакокрасочного покрытия необходимо сушить. ПокрьМ
тие поверхности грунтом является первой окрасочной операцией и ем
выполняют сразу же после обезжиривания. Грунтовку наносят тоЛ
ким и ровным слоем без пропусков кистью, окунанием, распыленйЯ
ем. Затем поверхность шпатлюют. t
Различают локальное шпатлевание, при выравнивании местныЯ
неровностей (вмятин), и сплошное, когда шпатлёвка наносится м
всю загрунтованную поверхность. При окончательном шпатле^анШЯ
104 Я
выравнивают углубления на зашпатлеванной и покрытой выявитель-
ным слоем краски поверхности. Шпатлевку наносят шпателем или
краскораспылителем тонким слоем (0,5 мм). Толстый слой шпатлёв-
ки высыхает неравномерно, растрескивается и отслаивается. После
высыхания загрунтованной поверхности шлифованием устраняют не-
ровности и создают лучшую адгезию покрытия к последующему
слою. Обычно шлифуют водостойкой шлифовальной шкуркой или
шлифовальными дисками с помощью различных машинок. Шлифо-
вать можно сухую и мокрую поверхности. При мокром шлифовании
достигаются более высокая производительность, лучшее качество
шлифования, а шлифовальная шкурка служит дольше.
Подготовленную поверхность окрашивают путем нанесения одно-
го или нескольких тонких слоев краски или эмали.
Лакирование изделий из древесины выполняется нанесением на
поверхность обычно двух-трех слоев лака с промежуточным шлифо-
ванием. Иногда эти поверхности предварительно подкрашивают ани-
линовыми или другими красителями под ценные породы дерева.
Первый слой лака впитывается быстро, поэтому применяют лак повы-
шенной вязкости, а затем используют лак пониженной вязкости,
который лучше растекается на поверхности и образует гладкую плен-
ку. Для получения глянцевой поверхности лакированное изделие спе-
циальными шлифовально-полировальными или восковыми пастами.
Полирование натуральной древесины или имитированной под до-
рогие породы дерева осуществляют спиртовыми растворами есте-
ственных смол, главным образом шеллака (политура), или специаль-
ными полировальными пастами. Процесс полирования занимает
два-три дня.
Методы окрашивания. Окрашивание кистями и накатными вали-
ками очень трудоемкий и малопроизводительный процесс, а при на-
несении быстросохнущих лакокрасочных материалов невозможен.
Поэтому заменяется более совершенными методами.
Окрашивание окунанием (погружением) — самый производитель-
ный процесс. Окрашиваемый предмет опускают в ванну с лакокра-
сочным материалом и после извлечения дают возможность стечь
излишкам краски. Так окрашивают главным образом детали неболь-
ших размеров, для которых не требуется тщательная отделка повер-
хности. При окрашивании обтеканием можно получить пленку раз-
личной толщины, что зависит от вязкости и быстроты высыхания
краски и рода окрашиваемой поверхности. Недостатком метода явля-
ется ускоренное испарение растворителя с поверхности ванны и не-
105
возможность использования быстросохнущих лакокрасочных ма
риалов.
Плоские предметы, например стальные листы и доски, окраши:
ют механическими валиками, на которые непрерывно подается кр
ка. Окрашиваемый предмет пропускают между этими валиками.
Окрашивание струйным методом заключается в том, что обли'
струями лакокрасочного материала изделие выдерживается в атм.
фере, насыщенной парами органических растворителей. Этим дос
гается относительная равномерность покрытия, но сопровождаете
однако, большими потерями растворителя. Применяется для грунтов
ния и окрашивания изделий, не требующих высоких декоративнь
качеств (рамы, фермы). Осуществляется в специальных проходнь
установках, построенных по схеме: входная камера — секция -
камера с парами растворителя — выходной тамбур.
Воздушное (пневматическое или пульверизационное) распыление я
ляется широко распространенным методом окрашивания. Краску onpej
ленной вязкости распыляют сжатым воздухом при помощи специальн
аппаратуры до мельчайших частиц, которые с большой скоростью на!
сятся на поверхность. Краска ложится тонким слоем, однако при эт
происходит интенсивное образование красочного тумана, что являсп
существенным недостатком. Потери краски доходят до 25-50%.
При безвоздушном распылении краска к распылительной насщ
подается под большим давлением и распыление ее происходит
результате перепада давления на выходе из насадки. Происход
мелкое дробление краски с незначительным образованием красочг
го тумана. Этому способствует мгновенное испарение легколетуч
части растворителя, сильно увеличивающейся в объеме. Оболочк
паров растворителя окрасочный факел защищается от окружающ»
воздуха. Полезное использование лакокрасочного материала
сравнению с воздушным распылением увеличивается до 20%. Ус
новки безвоздушного распыления работают по принципу мультип
катора.
Метод электроосаждения (электрофореза) применяют для нане
ния на покрываемые поверхности водорастворимых лакокрасок!
материалов с помощью гальванического электролиза. В ванну с в
ным раствором лакокрасочного материала погружают изделие и
рез раствор пропускают электрический ток. Окрашиваемый объ<
может быть как анодом, так и катодом. Под действием электричес;
го поля частицы краски выделяются из раствора и тонкими слоя
осаждаются на поверхности объекта.
106
Окрашивание в электростатическом поле основано на физическом
явлении переноса электрически заряженных частиц лакокрасочных
материалов по силовым линиям этого поля.
Сущность метода заключается в следующем: если к двум элект-
родам, между которыми имеется диэлектрик (газ, воздух), приложить
противоположные по знаку электрические заряды, то в пространстве
между электродами образуется электрическое поле, в котором носи-
тели зарядов — ионы передвигаются от одного электрода к другому.
При достижении определенного напряжения возникает электрический
разряд, который представляет собой незавершенный пробой разряд-
ного промежутка. Этот разряд сопровождается появлением большого
количества светящихся голубоватых точек, обрамляющих электрод в
виде короны с характерным потрескиванием. Такой разряд называет-
ся коронным, а электроды, несущие корону, — коронирующими.
Если в качестве одного электрода использовать коронирующий
электрод с отрицательным потенциалом, достаточно высокого напря-
жения, а в качестве другого — подлежащую окраске поверхность с
положительным потенциалом, который появляется на поверхности в
случае ее заземления вблизи от отрицательных зарядов коронирую-
щих электродов, и ввести в электрическое поле распыленную краску,
то частицы краски приобретут отрицательный заряд и, двигаясь по
силовым линиям поля, осядут равномерным слоем на поверхности.
Для такого метода окрашивания характерно почти полное отсутствие
туманообразования. Вязкость окрасочных материалов при распыле-
нии в электрическом поле должна быть несколько пониженной по
сравнению с вязкостью при воздушном и безвоздушном распылении.
Для этого в окрасочные материалы вводят соответствующие разбави-
тели.
Окрашивание в электрическом поле можно выполнять воздушны-
ми краскораспылителями с установкой электродной коронирующей
сетки. Окрасочный факел направляется сбоку между коронирующей
сеткой, на которую подается постоянный ток высокого напряжения
отрицательного заряда, и окрашиваемой поверхностью, которая за-
земляется. Электродную сетку изготовляют из вертикальных рядов
тонкой медной или стальной проволоки диаметром 0,3-0,35 мм.
Полезное использование лакокрасочного материала составляет
70-80%.
Практически окрашивание осуществляют быстровращающимися
электрическим или воздушным (пневматическим) приводом враще-
ния, оснащенным распыляющими насадками — чашами или грибка-
107
ми. Напряжение подводится к корпусу насадки. Дозировано колич<
ства краски непрерывно подается насосом по шлангу на внутренне
поверхности насадок, которые должны быть тщательно отполирован
или хромированы, края остро отточены для усиления электрически
поля. Под действие центробежной силы краска отбрасывается к кр<
ке насадки и распыляется в плоскости, перпендикулярной оси epai
ния насадки. Однако, при наличии высокого напряжения происхо:
коронный разряд на острой кромке насадки и ионизация возду
Тогда распыленные частицы краски приобретают электрический
ряд. Происходит их взаимное отталкивание, поскольку они заряже
одноименным зарядом, и образование конусообразного факела
движения по направлению силовых линий поля к окрашиваемой i
верхности.
Наилучшие результаты по осаждению краски и равномерно!
покрытия получаются при соблюдении отрицательного потенциала
коронирующих электродах в пределах 60-120 кВ и расстояния мех
ними и окрашиваемой поверхностью 200-300 мм. При уменьшен
этого расстояния коронный разряд может перейти в искровой и п]
вести к воспламенению лакокрасочного материала. Для предотв
щения этого применяют электронные устройства, отключающие
точник высокого напряжения при сближении окрашиваемой пове
ности с краскораспылителем.
Чем больше напряжение на электродах и чем меньше расстоя
между ними и окрашиваемой деталью, тем больше коэффици
осаждения, который достигает 0,92.
Для окрашивания в электрическом поле применяют ручные, а
тированные на легких тележках установки, крупногабаритные м
визированные камеры и передвижные самоходные установки.
При гидроэлектрическом окрашивании используют для расш
иия в электрическом поле факел краски, образуемый безвоздуш
распылением под высоким давлением.
Сушка лакокрасочных покрытий. Процесс сушки происх<
для различных лакокрасочных материалов по-разному. У матери
на основе полимеризационных смол, нитрата целлюлозы, а тг
спиртовых лаков твердая пленка образуется за счет улетучив1
растворителей.
Эти материалы сохнут быстро. Образование пленки масля
красок, лаков и продуктов на основе поликонденсационных с
происходит в два этапа: вначале интенсивно испаряются раств<
тели, на что уходит 10-20% времени сушки, а дальше происхо;
108
физические и химические процессы окисления и конденсации, в
результате которых и получается твердая пленка.
Сушка этих материалов в условиях нормальных температур идет
медленно и несколько убыстряется при циркуляции воздуха. Некото-
рым ускоряющим фактором является свет, поэтому в окрасочных
(малярных) цехах предусматривают обильное естественное осве-
щение.
Различают сушку естественную и искусственную.
Естественная сушка происходит при температуре 18-22°С и отно-
сительной влажности не более 70%. В этих условиях нитроцеллюлоз-
ные эмали и лаки высыхают за 20-30 мин, акриловые и перхлорви-
ниловые в течение 1-3 ч, масляные и алкидные лакокрасоч-
ные материалы сохнут 1-3 сут.
Искусственная сушка осуществляется в сушильных камерах или
передвижных установках, где для ускорения процесса создается по-
вышенная температура. Некоторые синтетические материалы могут
затвердевать только при высокой температуре. Термический эффект
ускоряет процессы окисления, конденсации и полимеризации, что
способствует улучшению качества покрытия.
К основным методам искусственной сушки относятся: конвектив-
ный, терморадиационный и индукционный.
При конвективной сушке окрашенная поверхность непрерывно
обдувается горячим воздухом в сушильных камерах, оснащенных
тепловентиляционными приборами. Теплоносителем могут быть пар,
горячая вода, горящий газ или электронагревательные устройства.
Образующаяся при этом поверхностная пленка препятствует испаре-
нию растворителя и увеличивает время сушки.
Терморадиационная сушка (сушка инфракрасными лучами) иног-
да называется сушкой панелями темного излучения или сушкой от-
раженным теплом. Метод основан на поглощении инфракрасных
лучей окрашенной поверхностью. Лучи свободно проникают через
слой краски и, вследствие перехода лучистой энергии в тепловую,
нагревают металл изделия. Процесс сушки идет от нижних слоев к
верхним без образования поверхностной пленки и при свободном
испарении растворителя.
При индукционной сушке окрашенное изделие помещают в индук-
тор, подключаемый к источнику переменного тока промышленной,
средней или высокой частоты. В изделии возникают вихревые токи,
нагревающие его. Процесс сушки идет от нижних слоев к верхним
так же, как и при терморадиационной сушке. Недостаток этого мето-
109
да — необходимость изготовления сложных индукторов и большой ]
расход электроэнергии. 1
Окрашивание вагонов. При ремонте вагонов подлежащую пере J
крашиванию поверхность очищают от отслоившейся и потрескавшейтй
ся краски и ржавчины, моют и обезжиривают. Существует три сте-J
пени очистки поверхности перед ремонтным окрашиванием, которые!
характеризуются: полным удалением старого лакокрасочного покры-«
тия и продуктов коррозии (I степень); на поверхности остаются проч*]
ный несплошной слой грунта и следы ржавчины в прокорродирован-Л
ных местах (II степень); удаляются только местные повреждениям
краски (III степень).
При восстановлении наружного покрытия пассажирских вагонов^
поверхности кузова полностью очищенные от старой краски или от-)
дельно расчищенные места хорошо протирают ветошью, смоченной м
бензине, грунтуют, сушат и шпатлюют. После сушки и шлифования]
первого слоя шпатлевки наносят второй слой с выравниванием мес
тных углублений, которые также просушивают и шлифуют. Далее!
всю поверхность кузова снова протирают и наносят выявительныш
слой эмали. После сушки и полного шлифования кузова оставшиеся^
углубления окончательно шпатлюют, сушат и шлифуют. Затем стены!
вагона окрашивают в два слоя (первый слой шлифуют) пентафтале- ,
вой эмалью. После сушки кузова окрашивают гофры и наносят но-)
мерные знаки и надписи. Крышу, свесы крыши и дефлекторы окра*:]
шивают эмалью серого цвета, причем свесы 2-3 раза шпатлюют. !
Раму вагона, пол, подвагонное оборудование, подножки, раму упру-1
гой площадки окрашивают после очистки от грязи в черный цвет]
масляной краской или эмалью. Кузова крытых грузовых вагонов И1
полувагонов, а также стальные поверхности бортов платформ окра-1
шивают обычно в красно-коричневый цвет. Пентафталевые эмали,!
масляные и алкидные краски, эмали перхлорвиниловые, эмали на)
сополимере винилхлорида с винилацетатом и хлоркаучуковые нано-1
сят на загрунтованные фенольно-формальдегидными и алкидными!
грунтовками наружные поверхности в два слоя, а крыша вагонам
покрывается два раза перхлорвиниловыми и хлоркаучуковыми эма-I
лями. 1
Внутренние поверхности вагонов — металлические, обшитые дре-1
весно-волокнистыми плитами, фанерными плитами и фанерой, а так-!
же из деревянной обшивки и полы сверху окрашивают пентафталевы-1
ми эмалями и масляными или алкидными красками по грунту в один!
слой. Эмали на сополимере винилхлорида с винилацетатом и хлор-1
НО
каучуковые применяют при окрашивании стен полувагонов, водо-
эмульсионные — при окрашивании деревянных поверхностей.
Оборудование для окрашивания вагонов. При окрашивании
вагонов применяют различные окрасочные установки и камеры в
зависимости от выбранного метода окрашивания.
Окрашивание вагонов кистями и ручными краскораспылителями
при недосягаемости ими окрашиваемых поверхностей ведут с пере-
движных окрасочных площадок (велосипедных тележек), перемеща-
ющихся вдоль вагона и легких переносных ставлюг.
Краскораспылительная установка воздушного распыления состоит
из ручного краскораспылителя, красконагнетательного бака, осна-
щенного регулятором давления и мешалкой, источника сжатого воз-
духа (компрессор или воздушная магистраль), масловодоочистителя
для очистки сжатого воздуха, оборудованного предохранительным
клапаном и спускным краном, а также соединительными шлангами
для подачи сжатого воздуха к распылителю и в бак для выдавлива-
ния из него лакокрасочного материала.
Включают распылитель путем нажатия на курок. При этом откры-
вается воздушный клапан, и воздух по каналам корпуса распылителя
поступает в распылительную насадку. При дальнейшем нажатии на
курок отходит игла и открывает в насадке коническое отверстие для
прохода краски, поступающей из бака. Такой порядок включения
предотвращает выброс не распыленных капель краски.
Для уменьшения красочного тумана, потерь краски и получения
более качественного покрытия распылитель держат на расстоянии
250-350 мм. Направление красочного факела — почти перпендику-
лярно окрашиваемой поверхности.
Краскораспылители бывают четырех типов: с поступлением крас-
ки самотеком из прикрепленного сверху стакана; с подачей краски ст
нагнетательного бачка; с подсасыванием краски из прикрепленного
снизу стакана; комбинированные, которые позволяют подавать крас-
ку от краскораспылительного бачка или от стакана с верхним или
нижним его расположением.
На вагоноремонтных заводах широко применяют установки
безвоздушного распыления холодным способом типа УБРХ-1, УБРХ-1М.
Основные части установки УБРХ-1 — пневмогидравлический насос вы-
сокого давления, воздухораспределитель, бачок для краски и краскорас-
пылитель с шлангом. Установка смонтирована на тележке.
Воздух под давлением 0,4-0,5 МПа от сетевой магистрали
1 (рис. 2.14) через разобщительный кран 2, регулятор давления ? и
111
Рис. 2.14. Схема окрасочной установки УБРХ-1
трехходовой клапан 7 поступает в воздухораспределитель 5, откуда
поршнем по трубе 4 нагнетается в воздушную полость пневмогидрав-
лического насоса 6.
При этом в шланге низкого давления 11 с фильтром на конце
создается разряжение. В результате краска засасывается из бачка 10
и подается по трубам 9 в полость гидравлического цилиндра насоса.
В дальнейшем при обратном ходе поршня краска сжимается и под
давлением до 15-19 МПа через шланг 13 высокого давления посту-
пает в краскораспылитель 14. Давление краски регулируют по мано-
метру 12. Для компенсации колебания давления в установке предус-
мотрен гидроаккумулятор 8.
Для окраски вагонов в электрическом поле применяют стационар-
ные камеры, передвижные крупногабаритные самоходные и ручные
окрасочные установки. Все они действуют по одному принципу и
оснащены аналогичным электрическим оборудованием.
Ручная электроокрасочная установка типа УЭРЦ-1 (рис. 2.15)
состоит из высоковольтного каскадного генератора 2, цилиндричес-
кого бачка 4 для краски, дозатора 5, смонтированных на передвиж-
ной тележке 3, и электростатического распылителя 1 с кабелем вы?
сокого напряжения 7 и краскоподающим шлангом 6.
Генератор состоит из высоковольтного повышающего трансфор*
матора и блока умножения, обеспечивающего дальнейшее увеличен
ние напряжения и выпрямление тока. Рабочее напряжение до 80 кВ,
рабочий ток 150 млА.
112
Рис. 2.15. Ручная электроокрасочная
установка типа УЭРЦ-1:
1 — электростатический распылитель;
2 — генератор; 3— передвижная тележка;
4 — бачок; 5 — дозатор; 6—краскопода-
ющий шланг; 7 — кабель высокого напря-
жения
Распылитель выполнен в виде эпоксидного корпуса 4 (рис. 2.16)
с алюминиевой ручкой 13. Алюминиевая распылительная чаша 6
вращается электродвигателем 1, который закрыт кожухом 2. Высокое
напряжение подается по кабелю 9 к распылительной чаше через
резистор 7 и бронзовую втулку 5. Валик электродвигателя электри-
чески изолирован валиком 3 от чаши, находящейся под высоким
напряжением.
Краска из дозатора подается к корпусу клапана 15, откуда по
трубке 8 поступает в алюминиевую распылительную чашу. Расход
краски регулируют перемещением иглы 14 клапана с помощью гай-
ки 10.
При нажатии на курок 12 срабатывает микровыключатель 11, за-
мыкающий цепь подачи высокого напряжения на чашу. Затем игла
открывает канал для прохода краски. Расстояние от кромки чаши до
поверхности изделия должно быть 200-250 мм. Краска подается в
распылитель под давлением воздуха 0,07-0,12 МПа.
Рис. 2.16. Электростатический краскораспылитель
113
Производительность установки по окрашиванию составляет до
150 м2/ч. При наружном окрашивании вагонов установку рациональ-
но использовать с применением механизированной велосипедной те-
лежки.
Крупногабаритная передвижная электроокрасочная установка
смонтирована на каркасе П-образной формы (портале), сваренном из
профилей стального проката. Установка снабжена механизмом пере-
движения, оснащена высоковольтным оборудованием для создания,
электрического поля в зоне действия электростатических распылите-
лей и насосным оборудованием для подачи и дозирования красок.
Поверхности вагона, не попадающие под действие электростатичес-
ких распылителей, окрашивают с помощью воздушных или безво
душных распылителей или кистью.
Для очистки воздуха от токсичных паров растворителей и тума!
краски установка оборудована мощной системой вентиляции с ги,
рофильтрами. Загазованный воздух выбрасывается в вентиляционнь
короб, размещенный под перекрытием цеха.
При включении установки башмаки токоприемника 14 (рис. 2.1'
подают трехфазный ток напряжением 380 В от троллейных проводе
15 по кабелям 13 в понижающий трансформатор 16. На выводе это!
трансформатора образуется однофазный переменный ток напряжен!
ем 220 В, который подводится к трансформатору 12 высоковольтно;
выпрямляющего устройства. Этот трансформатор повышает напряж
ние до 140 кВ. Накал лампы обеспечивается через специальный тран
форматор 10.
Из выпрямительного устройства ток высокого напряжения прох
дит через ограничительные резисторы 8, изоляторы 6 и 7, поступав
к распылителям 4, создавая между чашей распылителя и стеной в
гона электрическое поле. Расстояние между кромкой распылителя
стеной вагона 250-300 мм.
С каждой стороны портала установки смонтированы три распы.'
теля. Приводной механизм 5 обеспечивает возвратно-поступателы
движение распылителей в вертикальном направлении, что при пе
мещении портала вдоль вагона обеспечивает их «растушевывающ
действие. Краска к распылителям подается из бака 3 дозирукм
ми устройствами 1 по трубкам 2. Оптимальная подача кра<
90-105 г/мин.
Автоматический разрядник 9 предназначен для снятия остаточн
заряда с высоковольтного оборудования и электрических распыл!
лей после отключения от источника питания. Механизм 17 обеспс
114
Рис. 2.17. Схема передвижной установки для окрашивания
пассажирских вагонов в электрическом поле
вает перемещение установки вдоль вагона. Управление установкой и
системой вентиляции осуществляется с пульта, расположенного на
портале.
Габариты установки: длина 8000 мм, ширина 5600 мм, высота
8600 мм (со стойкой токоприемника), установленная мощность
50 кВт. Скорость рабочего перемещения портала 2,5 м/мин, холос-
того 5 м/мин, рабочее напряжение 100-105 кВ, ток 5-8 мА.
Существуют передвижные окрасочные установки, которые окра-
шивают и крышу вагона. Для этого на них предусмотрены дополни-
тельные распылители, смонтированные под потолком портала поперек
вагона и направленные вниз к крыше. Передвижная установка может
обслуживать несколько параллельно расположенных путей, если про-
ложить в цехе поперечные подпортальные пути, а портал оборудовать
поворотными ходовыми колесами.
Стационарные окрасочные камеры устроены и действуют по тако-
му же принципу.
115
Оборудование для сушки вагонов. На большинстве вагон
строительных заводов и в депо осуществляется естественная суш
вагонов. Естественная сушка наиболее употребляемых лакокрасс
ных материалов длится долго, непроизводительно увеличивая пр
изводственный цикл ремонта вагона. Достаточно сказать, что п
капитальном ремонте пассажирских цельнометаллических вагон
на все малярные операции при окрашивании вручную наружи
поверхностей вагонов пентафталевыми эмалями, начиная с гру
товки и кончая нанесением надписей, затрачивается около 40-50
а на сушку естественным способом уходит 200 ч. Искусственн
сушка при температуре 60°С сокращает высыхание каждого сл
грунтовки, шпатлевки, эмали, краски с 20-24 ч до 2-3 суток, ч
позволяет сократить время полного окрашивания вагона
2-3 суток вместо 8-10.
Для искусственной сушки вагонов применяют стационарные ту,
ковые и проходные камеры с конвективным, терморадиационным j
комбинированным способом нагрева, а также передвижные порт
ные терморадиационные установки.
На рис. 2.18 показана конвективная сушильная камера 3 с п
вым обогревом, оборудованная створчатыми раздвижными дверг
Два агрегата 1 подают воздух, п<
гретый паровыми калорифер!
внутрь камеры по воздуховодам
Холодный воздух отсасывается 1
рез каналы 5, уложенные вдоль 1
дольных стен. В камере устано
ны паровые трубчатые натр
тельные элементы 4 для прог
стен с целью дополнительной а
муляции тепла. Бывают конвеК
ные камеры с газовым или др)
нагревом.
Во всех терморадиационных
шильных камерах и установках иж
красные лучи исходят от ист*
ков (панелей) излучения, р
щенных внутри камеры. Эти ист
ки могут питаться любым высок
пературным носителем, спосс
нагреть их до температуры400-;
Рис. 2.18. Конвективная
сушильная камера
116
Излучающими панелями служат стальные коробки с газовыми горел-
ками или трубчатыми нагревательными элементами, а также трубчатые
электронагреватели с металлическими рефлекторными отражателями.
Примером комбинированной терморадиационно-конвективной ка-
меры может служить камера, где сушка происходит за счет инфрак-
расного излучения газовых панелей и нагнетания горячей смеси про-
дуктов сгорания и воздуха в камеру с помощью вентилятора.
На вагоноремонтных заводах нашли применение терморадиационные
сушильные камеры и портальные установки с трубчатыми электронагре-
вателями. Терморадиационная передвижная портальная установка для
сушки цельнометаллических пассажирских вагонов состоит из портала 6
(рис. 2.19), механизма передвижения 7, нагревательных панелей 5, венти-
ляционных каналов 4 и вентилятора 2. Загазованный воздух выбрасывает-
ся в короб 3. Управление установкой осуществляется с пульта 7.
Нагревательные панели размещены на внутренней стороне боко-
вых стенок портала. Они представляют собой металлические плоские
каркасы, на которых закреплены вертикальными рядами параболи-
ческие полированные алюминиевые отражатели. В отражателях уста-
новлены трубчатые электронагреватели. Со стороны нагревателей кар-
касы панелей изолированы листовым асбестом. Каждый электро-
нагреватель состоит из металлической трубки, внутри которой поме-
щена нихромовая спираль. Концы спирали соединены с контактными
шпильками, выходящими с обеих сторон трубки через изоляторы.
Полость трубки заполнена периклазом — электроизоляционным, жа-
ропрочным и теплопроводным минералом.
Направление потока нагретого воздуха
идет снизу вверх, поэтому при одинаковом
нагреве панелей верхний пояс вагона будет
всегда нагреваться значительно сильнее
нижнего. С учетом этого предусмотрен раз-
личный нагрев панелей по высоте. В ре-
зультате получаются три температурные
зоны: нижняя 420°С, средняя 250°С (учиты-
вается наличие оконных проемов), верхняя
350°С. При удалении панелей от окрашен-
ной поверхности на 350-400 мм обеспечи-
вается нужная температура на боковых сте-
нах вагона 65-80°С.
Сушка вагонов происходит за несколь-
ко проходов. При передвижении вагона
Рис. 2.19. Термо радиа-
ционная сушильная
установка для
пассажирских вагонов
117
температура поверхности кузова постепенно повышается. Время вы- 3
сыхания одного слоя эмали составляет 45-50 мин за шесть проходов j
установки, шпатлевки — 90-120 мин. я
Охрана труда при окрашивании и нанесении покрытий. Ок- 4
расочные работы следует выполнять в окрасочных (малярных) цехах, j
отделениях, участках, на специальных установках, в камерах или на |
площадках, оборудованных принудительной вентиляцией (местной и j
приточно-вытяжной) и средствами пожарной техники.
Особенно эффективной вентиляция должна быть при использовании |
лакокрасочных материалов на сополимере винилхлорида с винилацетатом я
и перхлорвиниловых. Предельно допустимая концентрация паров раство-1
ригелей в помещ ениях, где работают люди, не должна превышать: для бен- У
зина, керосина, скипидара 300 мг/м3, ацетона 200 мг/м3, сольвентам
100 мг/м3, ксилола 50 мг/м3, трихлорэтилена 10 мг/м3.
Допускается окрашивать вагоны непосредственно на местах сборки и j
ремонта по технологическому потоку без устройства специальной венти-1
ляции. При этом окрасочные работы нужно проводить, когда другие рабо-1
ты не производятся, проветривать помещения при помощи принудитель-
ной вентиляции, применять средства защиты органов дыхания. Малярные |
работы внутри пассажирских вагонов выполнять при включенной вагон-1
ной вентиляции или использовать индивидуальную вытяжную установку. |
В окрасочных помещениях следует пользоваться лампами элект-1
рического освещения в герметичной и взрывобезопасной арматуре. |
Внутри вагона — применять светильники напряжением 12 В.
Применяемые лакокрасочные материалы должны соответствовать!
требованиям стандартов или технических условий и иметь сертифи-1
кат. На каждой емкости с лакокрасочным материалом должна быть !
наклеена бирка с наименованием и обозначением материала, с указа-!
нием наличия свинца и других опасных веществ.
2.7. Организация технического контроля
и управление качеством продукции |
Качество продукции — важнейший показатель работы предприя-Л
тия. Под качеством продукции понимают совокупность свойств,!
обусловливающих ее пригодность удовлетворять определенные по-!
требности в соответствии с назначением. 3
Качество ремонта вагона определяется обеспечением бесперебой-Д
ности его работы в эксплуатации и прежде всего, в безопасности^
118 а
движения. Общие для всех частей вагонов показатели качества —
долговечность, надежность, ремонтопригодность и экономичность в
эксплуатации после ремонта. Качество продукции не является ее не-
изменным свойством. Оно определяется уровнем техники производ-
ства и повышением требований со стороны потребителей.
В настоящее время внедряется система качества на основе госу-
дарственных стандартов серии ГОСТ Р ИСО 9000, проводятся работы
в системе сертификации на федеральном железнодорожном транс-
порте (ССФЖТ), создан Регистр сертификации, который обеспечива-
ет разработку основополагающих документов ССФЖТ по сертифика-
ции систем качества и производств, введение требований в документы
об использовании начиная с 1 января 2004 года обязательной серти-
фикации систем качества и производства в подведомственных орга-
низациях и предприятиях Дирекции заводов по капитальному ремонту
и строительству грузовых и пассажирских вагонов «Вагонреммаш»,
предусматривающей оценку соответствия сертификации и сертифика-
цию системы качества или производства.
Разработаны Правила сертификации, которыми установлены цели,
основные принципы, структура, общие правила процедуры сертифи-
кации и аккредитации, а также иные аспекты функционирования си-
стемы сертификации.
Введение в действие Правил не отменяет действующие процедуры
и условия приемки, эксплуатации, ремонта, импорта, поставок по
экспорту, а также документы, разрешающие эксплуатацию железно-
дорожных технических средств, выпущенных до введения в действие
настоящих Правил.
Показатели качества продукции указаны в стандартах (ГОСТах),
технических условиях, правилах технической эксплуатации, правилах
ремонта, чертежах и технологических процессах. Продукция, имеющая
отклонения от этих показателей, считается бракованной. Стандарты —
это база обеспечения необходимого качества продукции на всех этапах
его формирования. В них определены обязательные требования к каче-
ству каждого изделия, основанные на учете и анализе передового оте-
чественного и зарубежного опыта вагоностроения и вагоноремонтного
производства. Сложность и многообразие технических процессов при
ремонте вагонов и изготовлении запасных частей вызывают необходи-
мость в неослабном техническом контроле на каждом этапе производ-
ства. Технический контроль производства — планомерная система
организационно-технических мероприятий по соблюдению требований,
предъявляемых к выпускаемым из ремонта
119
вагонам и их частям, а также по систематическому повышению их
качества. Главная задача технического контроля — своевременное
выявление брака и устранение причин его возникновения. Основные
функции органов технического контроля в вагоноремонтном произ-
водстве следующие: контроль за качеством поступающих на завод
запасных частей, металлов, лесоматериалов и других основных и
вспомогательных материалов; внутрицеховой пооперационный конт-
роль за соблюдением установленного технологического режима,
межцеховая, а иногда и межоперационная приемка; проверка каче-
ства и комплектности выпускаемой продукции; систематический кон-
троль за состоянием оборудования, машин, инструмента, контрольно-
измерительных приборов; участие в разработке и проведении меро-
приятий по предупреждению и выявлению причин брака; учет брако-
ванной продукции; изучение поступающих рекламаций (претензий) от
заказчиков на направленную предприятием продукцию и принятие
соответствующих мер; разработка методов контроля, обеспечиваю-
щих сравнимость и надежность показателя качества. Контроль за
качеством ремонта вагонов в депо осуществляют мастера и бригади-
ры, руководитель депо и приемщики вагонов.
Отремонтированные вагоны сдают приемщику вагонов МПС на-
чальник депо, его заместитель, старший мастер, а при их отсутствии
при круглосуточной работе депо — сменный мастер. На каждый
отремонтированный вагон составляют акт формы ВУ-36, который
подписывают начальник депо (или его заместитель) и приемщик ва-
гонов.
Для осуществления контроля за качеством продукции на вагоно-
ремонтных заводах имеется отдел технического контроля (ОТК),
подчиненный непосредственно начальнику завода. Начальник ОТК и
главный инженер завода несут ответственность за качество выпуска-
емой продукции.
Для учета и контроля производственной деятельности предприятия
ведут журналы испытаний, лабораторных анализов и прочих техни-
ческих записей.
Структура и штаты ОТК определяются объемом и технологией
производства. На вагоноремонтных заводах ОТК возглавляет началь-
ник отдела, который назначается и освобождается приказами МПС. В
цехах завода имеются старшие контролеры, подчиненные начальнику
ОТК. Наличие ОТК не снимает ответственности с руководителей
цехов и участков (мастеров и бригадиров) за выпуск недоброкаче-
ственной продукции.
120
Качество ремонта вагонов и деталей предварительно проверяют
при сборке и окончательно — после ремонта вагона.
По этапам процесса ремонтного производства контроль качества
подразделяют на входной (для материалов, запасных частей), опера-
ционный (после выполнения каждой операции) и приемочный; по
полноте охвата контролем — на сплошной, выборочный, периодичес-
кий, инспекционный. По времени организации и проведения отличают
планово-периодический, внеплановый, внезапный и повторный конт-
роль. Кроме того, существует сквозной контроль, когда проверку
проводят по всей технологической линии ремонта или изготовления
детали, сборки узла.
При этой системе главная цель работы ОТК—выяснение причин де-
фектов и способов их своевременного предупреждения. Для осуществле-
ния такой системы необходимо внедрять прогрессивную технологию про-
изводства, тщательно отрабатывать техническую документацию, содер-
жать в исправном состоянии оборудование и контрольно-измерительные
приборы, поддерживать высокую культуру производства.
Работники ОТК, обнаружив хотя бы одну неисправную деталь,
прекращают дальнейшую приемку и возвращают всю партию испол-
нителям. Руководителям предприятия запрещается разрешать приемку
продукции, изготовленной с отклонениями от технических условий и
чертежей. Вторично предъявлять продукцию ОТК можно лишь с раз-
решения начальника цеха. Если обнаружено отклонение продукции от
норм при приемке во второй раз, то начальник цеха должен написать
объяснение. Разрешение на предъявление продукции ОТК в третий
раз может дать только директор завода. Окончательную приемку от-
ремонтированного подвижного состава осуществляют начальник ва-
гоносборочного цеха, начальник ОТК завода и инспектор-приемщик
МПС с оформлением уведомления формы ВУ-36, на основании ко-
торого вагоны снимают с учета неисправных и направляют в эксплу-
атацию без захода в депо приписки.
В помощь производству создана заводская лаборатория, которая
осуществляет: контроль за качеством исходных материалов и провер-
ку соответствия их требованиям ГОСТов и технических условий;
наблюдение и контроль за экономным расходованием материалов и
использованием отходов производства.
На вагоноремонтных предприятиях применяются различные по
характеру и назначению способы технического контроля. В зависи-
мости от стадии технологического процесса производства методы
технического контроля классифицируются по следующим признакам:
121
по способу контроля: визуальный, заключающийся в наружном ос-
мотре деталей и узлов; геометрический — проверка размеров и отч
клонений от них, предусмотренных чертежами; качественный — про-
верка признаков, характеризующих качество материалов и изделий'
(например, твердости, химического состава, магнитных свойств)!
специальный — когда объект подвергается специальным испытаниям
(например, на прочность, герметичность и т.п.);
по времени выполнения контроля: предварительный — проверка
материалов перед обработкой или деталей и узлов перед сборкой;5
контроль первой детали — проверка соответствия детали черте:
или техническим условиям перед запуском в производство партии;'
промежуточный (операционный), который осуществляется на опреде-i
ленной стадии изготовления партии; групповой — контроль послед
выполнения нескольких операций; окончательный — проверка годно*:
сти законченных изделий. Окончательному контролю подвергаются
детали и узлы перед отправкой их на склады или в другие цехи;
по месту выполнения контроля: стационарный, который осуществ*;
ляется на постоянном месте или на открытом пункте; летучий (сколь-
зящий), который осуществляется контролем, обслуживающим не*
сколько рабочих мест;
по количественному охвату объектов контроля: сплошной, когда
проверяются все предъявленные изделия; выборочный, когда из каж-
дой партии проверяется определенный процент изделий (деталей). При
обнаружении хотя бы одного дефекта изделия отбирается повторная,
проба в том же количестве.
Одним из наиболее действенных методов контроля является само-
контроль. К числу передовых методов технического контроля отно-;
сится статический контроль. Это научно обоснованный контроль нС
ходе изготовления изделий с графическим или табличным показом
результатов измерения, который позволяет предвидеть вероятности
появления брака до его образования. Статические методы контроля;
основаны на положении теории вероятностей и математической ста-
тистики. Они применяются в следующих направлениях: статичес-
кий анализ; приемный контроль; предупредительный (текущий)
контроль. i‘
Статический анализ позволяет исследовать производственный про*
цесс статическими методами, дать оценку технологическому процес-
су для того, чтобы установить закономерности изменения размере®
деталей в процессе их обработки. Цель приемного контроля — bi
рочная проверка годности изделий. Предупредительный контроль
122
лючается в периодической по разработанному и утвержденному гра-
фику проверке качества продукции путем отбора проб или с выявле-
нием на этой основе и устранением отклонений от нормального хода
технологических процессов еще до того, когда эти отклонения могут
привести к браку.
Статический метод основывается на выборочном контроле неболь-
шого числа проб, по свойствам которых судят о состоянии всей
партии продукции.
2.8. Метрологическое обеспечение
предприятий вагонного хозяйства
Метрологическое обеспечение производства включает в себя ком-
плекс организационно-технических мероприятий, направленных на
повышение качества ремонта и технического обслуживания вагонов,
обеспечение безопасности движения поездов и безопасных условий
труда, достоверности учета материальных ценностей и энергетических
ресурсов.
С 1-го июня 1993 г. введен в действие Закон Российской Феде-
рации «Об обеспечении единства измерений», в котором определены
новые основные понятия и термины в области метрологии:
метрологический контроль и надзор — деятельность, осуществля-
емая органом государственной метрологической службы или метро-
логической службой юридического лица в целях проверки соблюде-
ния установленных метрологических правил и норм;
поверка средств измерений — совокупность операций, выполня-
емых органами государственной метрологической службы, с целью
определения и подтверждения соответствия средств измерений уста-
новленным техническим требованиям;
калибровка средств измерений — совокупность операций, выпол-
няемых с целью определения и подтверждения действительных значе-
ний метрологических характеристик и пригодности к применению
средства измерений, не подлежащего государственному метрологи-
ческому контролю и надзору;
сертификат об утверждении типа средств измерений — документ,
выдаваемый уполномоченным на то государственным органом, удо-
стоверяющий, что данный тип средств измерений утвержден в поряд-
ке, предусмотренном действующим законодательством, и соответ-
ствует установленным требованиям;
123
аккредитация на право поверки средств измерений — официальное
признание уполномоченным на то государственным органом полно»
мочий на выполнение поверочных работ;
лицензия на изготовление (ремонт, продажу, прокат) средств из-
мерений — документ, удостоверяющий право заниматься указанными
видами деятельности, выдаваемый юридическим и физическим лицам
органом государственной метрологической службы;
сертификат о калибровке — документ, удостоверяющий факт и
результаты калибровки средств измерений, который выдается органи-
зацией, осуществляющей калибровку.
Основными задачами метрологического обеспечения производ-
ства (МОП) являются: контроль за изготовлением, техническим со-
стоянием, применением и ремонтом средств измерений и соблюдени-
ем метрологических правил, требований и норм; проведение анализа^
состояния измерений, разработка на его основе и осуществление
мероприятий по совершенствованию метрологического обеспе-
чения, участие в разработке и выполнении заданий, предусмотренных*
программами метрологического обеспечения производства; у станов--
ление рациональной номенклатуры измеряемых параметров и опти-
мальных норм точности измерений при ремонте и техническом обслу-
живании узлов и деталей вагонов, изготовлении запасных частей;
проведение работ по разработке и внедрению современных методик'
выполнения измерений и средств измерений, испытаний и контроля,
установлению рациональной номенклатуры применяемых средств из-
мерений и средств поверки; внедрение государственных стандартов и
другой НТД по метрологии, разработка и внедрение стандартов пред-,
приятия, программ аттестации испытательного оборудования; прове-
дение метрологической экспертизы технической и технологической'
документации; поверка средств измерений и метрологическая аттес-
тация не стандартизованных средств измерений (НСИ), разрабатыва-
емых и изготовляемых в день; аттестация испытательного оборудова-
ния; аттестация методик выполнения измерений; обеспечение изме-i
рений и испытаний ремонтируемых узлов и деталей вагонов, а также’
параметров вагонов при эксплуатации. <
Решение задач метрологического обеспечения осуществляют под-
разделения вагонного депо под методическим руководством и при
непосредственном участии в работах ответственного за метрологи-
ческое обеспечение производства.
Общее руководство и ответственность за метрологическое обеспече-
ние производ ства на предприятии возлагается на главного инженера.
124
Комплексное решение всех задач является необходимым услови-
ем для достижения основной цели метрологического обеспечения
производства на предприятии — повышения качества выпускаемой
продукции и эффективности управления производством.
Ведомственная метрологическая служба, являясь частью единой
метрологической службы страны, осуществляет комплекс работ по
обеспечению единства и требуемой точности измерений, выполняе-
мых на предприятиях и в организациях министерства и направленных
на ускорение технического прогресса, повышение эффективности
производства и улучшение качества выпускаемой продукции. Типо-
вые положения, утвержденные Госстандартом, предусматривают:
построение ведомственной метрологической службы как системы
с центральным руководством, с четкой регламентацией задач отдель-
ных ее звеньев и функциональных связей между ними.
Головные и базовые организации метрологической службы опре-
деляются министерством по согласованию с Госстандартом из числа
ведущих научно-исследовательских, проектно-конструкторских и
технологических организаций.
Головная организация метрологической службы осуществляет
научно-методическое руководство базовыми организациями, коорди-
нируя их работу, прикрепляет предприятия министерства к базовым
организациям для метрологического обслуживания.
За базовыми организациями закреплена определенная номенклату-
ра продукции, для разработки, производства, испытания и эксплуата-
ции которой и ставится задача поддержания метрологического обес-
печения на должном уровне.
Основной задачей ведомственной метрологической службы МПС
является обеспечение на железнодорожном транспорте единства и
точности измерений как важного средства ускорения технического
прогресса, обеспечения высокого качества ремонта и обслуживания
подвижного состава и других технических средств транспорта, безо-
пасности движения поездов, безопасных условий труда, правильного
учета материальных ценностей. Задачи ведомственной метрологичес-
кой службы МПС, ее структура определены «Положением о метроло-
гической службе Министерства путей сообщения» № ЦТех/4691
(РД 32-06-89).
Метрологическая служба МПС состоит из:
службы главного метролога МПС;
ответственных за метрологическое обеспечение подотрасли и уп-
равлений МПС;
125
головных организаций метрологической службы МПС (ВНИИЖТ);
базовых организаций метрологической службы МПС, в том числе
в вагонном хозяйстве — ПКБ ЦВ, исполнительным органом которого
является отдел стандартизации и метрологии;
головных организаций метрологической службы железных дорог;
метрологических служб научно-производственных или производ-
ственных объединений промышленного железнодорожного транс-
порта;
метрологических служб предприятий, проектно-конструкторских,
научно-исследовательских и других организаций и учреждений.
На метрологическую службу депо возлагаются следующие основ-
ные обязанности:
проверка состояния измерений и подготовка предложений по их
совершенствованию;
внедрение стандартов и отраслевой нормативно-технической доку-
ментации, регламентирующей вопросы метрологического обеспече-
ния;
организация и проведение метрологической экспертизы докумен-
тации, разрабатываемой в депо;
участие в работах по установлению рациональной номенклатуры
измеряемых параметров, оптимальных норм точности измерений, на-
значении средств и методик выполнения измерений, обеспечивающих
достоверный контроль и управление технологическими процессами,
контроль и испытания узлов и деталей вагонов после ремонта, а так-
же обеспечения безопасности труда, охраны окружающей среды Ир-
рационального использования материалов и природных ресурсов;
участие в разработке нормативно-технических документов по воп-
росам метрологического обеспечения, разработка в необходимых»
случаях методик выполнения измерений, средств измерений, испыта-'
ний и контроля; :
разработка программ и методик аттестации нестандартизованных
средств измерений и испытательного оборудования, участие в аттес-
тации испытательного оборудования, проведение аттестации разраба-J
тываемых для нужд предприятия нестандартизованных средств изме- ;
рений, испытаний и контроля;
ведение оперативного учета средств измерений, испытательного и по-’
верочного оборудования, создание обменного фонда средств измерений;*’
составление графиков поверки средств измерений, согласование.
их с поверяющими организациями, утверждение и обеспечение сво*^
евременного представления средств измерений на поверку; (
126
организация и проведение поверки и ремонта средств измерений;
составление заявок на образцовые средства измерений, участие в
определении потребности подразделений предприятия в рабочих сред-
ствах измерений, испытательного и поверочного оборудования, со-
гласование сводных заявок на приобретение средств измерений, уча-
стие в оформлении актов на списание средств измерений;
участие в анализе причин нарушения безопасности движения по-
ездов, безопасности труда, нарушении технологических режимов
ремонта и технического обслуживания вагонов, брака продукции,
непроизводительного расхода сырья, материалов, энергии, топлива и
других потерь производства, связанных с состоянием средств изме-
рений и контроля;
изучение эксплуатационных свойств измерений и направление
материалов по итогам этой работы вышестоящей организации метро-
логической службы.
Метрологической службе предоставляется право:
давать руководителям подразделений обязательные для исполне-
ния предписания об устранении выявленных нарушений и об изъятии
средств измерений не пригодных к применению;
вносить предложения руководству об отмене изданных предприя-
тием нормативно-технических документов, распоряжений и указаний,
противоречащих действующему законодательству, государственным
стандартам и отраслевым нормативным документам;
получать от руководителей структурных подразделений материалы
и сведения, необходимые для выполнения обязанностей, возложен-
ных на метрологическую службу;
вносить предложения руководству о принятии мер в отношении
лиц, допустивших нарушение метрологических правил;
вносить предложения о поощрении работников метрологической
службы, добившихся высоких показателей в работе.
Ведомственный метрологический контроль предприятий вагонного
хозяйства осуществляется методом комплексных проверок, проводи-
мых департаментом вагонного хозяйства, базовой организацией мет-
рологической службы (ПКБ ЦВ МПС), службами вагонного хозяй-
ства железных дорог и самими предприятиями по годовым
планам-графикам. К метрологическим подразделениям предприятий
вагонного хозяйства относятся лаборатории и участки контрольно-
измерительных приборов (КИП) и контрольно-поверочные пункты
(КПП), которые создаются для ремонта, ведомственной поверки и
аттестации нестандартизованных средств измерений и общепромыш-
127
ленного назначения. Метрологические подразделения могут обес-
печивать ремонт и поверку средств измерений не только собствен-
ного предприятия, но и других прикрепленных. В этом случае пред-
приятие является базовым органом ведомственной метрологической
службы.
Решение о создании метрологического подразделения на предпри-
ятии принимает базовая метрологическая организация ПКБ ЦВ МПС
после тщательного технико-экономического анализа целесообразнос-
ти такого мероприятия. Регистрацию метрологических подразделений
по ремонту и поверке средств измерений общепромышленного назна-
чения проводит территориальный орган Госстандарта РФ в срок не
более одного месяца со дня получения письменного заявления от
предприятия. После проверки достоверности сведений, указанных в
заявлении, орган Госстандарта РФ составляет акт установленной .
формы с выводами о возможности выполнения предполагаемых ра-/
бот. Разрешение оформляется выдачей предприятию регистрационно-'
го удостоверения на право ремонта или поверки средств измерений/
Разрешение на выполнение работ по ремонту и поверке не стан-
дартизованных средств измерений узкоотраслевого специального
назначения выдает изложенным выше порядком служба вагонного
хозяйства управления дороги или Дорожная измерительная лаборато-
рия (ДИЛ) также по письменному заявлению предприятия. Регистра-
ционные удостоверения имеют срок действия 5 лет, после чего про-
водится перерегистрация.
Метрологическая служба подразделений вагонного хозяйства вы-
полняет следующие функции: осуществляет координацию и методи-
ческое руководство работами, направленными на обеспечение един-
ства и требуемой точности измерений, выполняемых на различных
производственных участках предприятий; анализирует причины нару-
шения технологических режимов, появления брака, непроизводитель-
ных расходов сырья, материалов, энергии и других производствен-
ных потерь, связанных с состоянием средств измерений, испытаний
и выполнением контрольно-измерительных операций.
Группы, ремонтирующие средства измерений, должны обеспечить
организацию и проведение ремонтно-юстировочных, хозяйственных и ;
вспомогательных работ для нужд метрологических подразделений
депо. Эти группы должны устанавливать связь с предприятиями, ре-
монтирующими средства измерений, а также с производственными
подразделениями и отделом снабжения депо по вопросам изготовле-
ния и приобретения запасных частей для ремонта средств измерений.
128
Группа поверки средств измерений осуществляет ведомственную
поверку всех видов средств измерений, имеющихся в депо, как сво-
ими силами, так и ор-ганизацию их поверки в территориальных орга-
нах Госстандарта и дорожных метрологических службах. Эта группа
должна поддерживать постоянную связь с органами Госстандарта по
вопросам, связанным с обеспечением поверки средств измерений,
разработкой и соглас ованием графиков поверки; планировать и обес-
печивать работу по расширению номенклатуры поверяемых в депо
средств измерений; выполнять особо точные измерения по заявкам
подразделений депо; рассматривать и выдавать заключения на разра-
батываемые в депо методические указания по поверке и аттестации
нестандартизованных средств узкоотраслевого назначения; разраба-
тывать и представлять в территориальные органы Госстандарта мате-
риалы на право проведения поверки средств измерений.
На группу метролюгического надзора за средствами измерений и
метрологического обеспечения производства возлагается: контроль
за правильностью монтажа, установки, состоянием и использованием
средств измерений в депо, за своевременностью их поверки; провер-
ка внедрения и соблюдения требований стандартов, инструкций и т.п.;
организация и проведение совместно с другими подразделениями
депо работ по выявлению фактов нарушения технологических режи-
мов, брака ремонта вагонов, их узлов и деталей, непроизводительно-
го расходования сырья и материалов, энергии, а также других недо-
статков, являющихся следствием неправильного выбора и применения
или неисправности средств измерений.
Указанная группа должна анализировать состояние метрологичес-
кого обеспечения производства и разрабатывать мероприятия по его
улучшению; разрабатывать годовые и перспективные планы метроло-
гического обеспечения производства; подготавливать и представлять
их в службу обеспечения производства.
Группа разработки, внедрения и метрологической аттестации
нестандарта зованных средств измерений, новой измерительной и ис-
пытательной техники разрабатывает и внедряет новые средства изме-
рений узкоотраслевого назначения, методики выполнения измерений,
метрологической аттестации и поверки этих средств измерений. Эта
группа осуществляет разработку методик аттестации испытательной
техники и ее проведение; участвует в приемке импортных и других
новых средств измерений, поступающих в депо, в необходимых слу-
чаях производит аттестацию и разработку методик на их поверку или
аттестацию.
129
Группа метрологической экспертизы конструкторской, технологи- 1
ческой и другой нормативно-технической документации обеспечивает I
проведение метрологической экспертизы указанной документации на |
средства измерений, в том числе узкоотраслевого назначения, разра- 1
батываемые в депо. Эта группа рассматривает и подготавливает зак- I
лючения на проекты нормативно-технической документации по метро Я
логическому обеспечению производства, разрабатываемой Госстан- 3
дартом, базовой организацией метрологической службы вагонного •-
хозяйства (ПКБ ЦВ), другими организациями и предприятиями желез- 1
подорожного транспорта. !
Группа учета, хранения и выдачи средств измерений ведет техни- |
ческий учет средств измерений, обеспечивает их хранение в соответ- |
ствии с требованиями стандартов, технических условий или указаний,
содержащихся в сопроводительной документации. Эта группа обес- j
печивает создание обменного (прокатного) фонда средств измерений, Й
ведет учет приема их на поверку и ремонт. |
Метрологическая служба депо является самостоятельным произ- |
водственным подразделением, которое создается по приказу началь- I
ника депо пр^согласовании с дорожной измерительной лаборатори- 1
ей и территориальными органами Госстандарта РФ.
Создаваемые в депо лаборатории КИП или КПП по поверке и
ремонту средств измерений регистрируют в территориальных органах ]
Госстандарта. Право на поверку и ремонт средств измерений предо- |
ставляется депо в том случае, если лаборатории КИП или КПП обес- I
печены:
помещениями, позволяющими выполнять поверочные работы;
необходимым числом аттестованных образцовых средств измере- 1
ний и поверочных установок; J
квалифицированными кадрами специалистов по ремонту и повер- j
ке средств измерений; !
технической документацией (стандартами, инструкциями, метода- |
ческими указаниями, графиками периодичности поверки, поверочны- |
ми схемами). <
Если депо не получит право на ремонт и поверку средств измере- I
ний, оно должно заключить договор с дорожно-измерительной лабо- |
раторией или территориальными органами Госстандарта на проведе- |
ние указанных работ.
Средства измерений, применяемые при ремонте вагонов, разделя- м
ются на четыре основные группы: меры, калибры, универсальные 1
приборы и инструменты; специальные средства измерений — калиб- 1
130
ры, линейки, штанген-инструмент и микрометрический инструмент —
называются измерительным инструментом.
Меры с постоянным значением — средства измерений, воспроиз-
водящие единицу измерения либо ее краткое значение. Меры с пере-
менным значением — меры, воспроизводящие любые кратные значе-
ния единицы измерения в определенных пределах.
Калибры — бесшкальные измерительные инструменты для контро-
ля отклонений размеров, формы и положения поверхности деталей
без определения числового значения измеряемой величины.
Универсальные средства измерений — инструменты и приборы,
позволяющие определить значение контролируемой величины в опре-
деленном интервале ее значений. По конструктивным признакам уни-
версальные инструменты и приборы делятся на:
штриховые инструменты, снабженные нониусом (штанген-инстру-
менты и универсальные угломеры);
микрометрические инструменты, основанные на применении мик-
ропар (микрометры, микрометрические нутромеры, глубиномеры,
и др.);
рычажно-механические приборы, которые подразделяются на: соб-
ственно рычажные приборы (миниметры и др.); зубчатые приборы
(индикаторы часового типа); рычажно-зубчатые приборы (микромет-
ры); рычажно-оптические приборы (оптиметры); оптические приборы
(длинномеры, проекторы); манометры всех типов — показывающие,
самопишущие и дистанционные; электрические приборы различного
назначения.
Специальные средства измерений — измерительные средства,
предназначеные для контроля конкретных изделий с высокой произ-
водительностью и точностью.
Кроме того, все средства измерений подразделяются на стандар-
тизованные и нестандартизованные.
К стандартизованным средствам измерений относятся приборы и
инструменты, изготовляемые приборостроительной промышленностью
по техническим условиям, установленным стандартами, и подлежа-
щие государственным испытаниям. Примером таких средств измере-
ний могут служить расходомеры, электрические приборы, маномет-
ры, гири, тахометры, счетчики оборотов, весоизмерительные при-
боры, линейно-угловые средства измерений, выпускаемые промыш-
ленностью, и т.д.
К нестандартизованным средствам измерений относятся меры,
измерительные приборы, преобразователи и установки, изготавлива-
131
емые в единичном экземпляре или разовой партии и не предназначен-
ные для серийного или массового производства. Нестандартизован-
ные средства измерений взамен государственных испытаний подвер-
гают метрологической аттестации.
Неставдартизованные средства измерений подразделяются на средства
измерений общеотраслевого и узкоотраслевого назначения. К средствам
измерений общеотраслевого назначения относятся средства измерений,
разрабатываемые и изготовляемые для использования в пределах отрасли
или ряда смежных по своим задачам отраслей.
Средствами измерений узкоотраслевого назначения являются
средства измерений, разрабатываемые и изготовляемые для продол-
жительного и многократного применения в пределах предприятия или
на ряде смежных по тематике предприятий.
Опыт ремонта вагонов показывает, что, несмотря на увеличение
производства стандартизованных средств измерений общепромыш-
ленного назначения, внедрение нестандартизованных средств измере-
ний имеет массовый характер и является закономерным явлением в
практике метрологического обеспечения. Во многих случаях эти сред-
ства измерений являются основными, рассчитанными на получение
надежной измерительной информации при проведении измерений уз-
лов и деталей вагонов. К таким средствам измерений относятся раз-
личные шаблоны для измерения автосцепок, колесных пар, тележек,
буксового узла, автотормозов, приспособления и стенды, использу-
емые при ремонте электрического, дизельного, холодильного и дру-
гого оборудования вагонов.
Большинство из перечисленных средств измерений предназначает-
ся для проверки конкретных параметров узлов и деталей вагонов.
Недостающие средства допускается разрабатывать и изготовлять си-
лами вагонных депо.
Система метрологического надзора за средствами измерений пред-
ставляет собой комплекс правил, положений и требований техничес-
кого, экономического и правового характера, определяющих органи-
зацию и порядок проведения работ по проверке, ревизии и экспертизе
средств измерений.
Важнейшей формой государственного надзора за измерительной
техникой являются поверки средств измерений для установления их
метрологической исправности — первичные, периодические, внеоче-
редные и инспекционные.
Первичную поверку производят при выпуске нового или отремон-
тированного средства измерений, периодическую — в процессе его
132
эксплуатации или хранения через определенное время. Межповероч-
ные интервалы надо устанавливать с таким расчетом, чтобы обеспе-
чить метрологическую исправность средств измерений в периоды
между поверками.
Внеочередные поверки выполняют до наступления срока очередной
периодической поверки в случаях: необходимости подтверждения исправ-
ности средства измерений; повреждения поверительного клейма, пломбы
или утраты документов, подтверждающих прохождение периодической
поверки; ввода средств измерений в эксплуатацию после хранения, в те-
чение которого не проведена периодическая поверка в связи с требовани-
ями консервации; проведения работ по корректированию межповерочных
интервалов; ввода в эксплуатацию средств измерений зарубежного про-
изводства; ввода средств измерений в эксплуатацию после транспорти-
ровки, возвращения из ремонта.
Инспекционная поверка средств измерений проводится при метро-
логической ревизии. Цель поверки — определить исправность
средств измерений, выпускаемых после изготовления или ремонта и
находящихся в обращении.
Все работы, связанные с поверкой средств измерений, выполняет
специальная группа поверки, которая является структурным подраз-
делением метрологической службы депо. Эта группа осуществляет
своими силами ведомственную поверку всех средств измерений,
имеющихся в депо, а также организует их поверку в территориальных
органах Госстандарта и дорожных лабораториях. Группа должна раз-
рабатывать графики поверки и контролировать их выполнение, плани-
ровать и обеспечивать работы по расширению номенклатуры поверя-
емых в депо средств измерений, рассматривать и выдавать заклю-
чения на разрабатываемые в депо методические указания по поверке
и аттестации нестандартизованных средств измерений, разрабатывать
и представлять в территориальные органы Госстандарта материалы на
право проведения поверки.
Одним из наиболее важных вопросов деятельности группы повер-
ки является установление и соблюдение межповерочных интервалов
(периодичности поверок). При определении периодичности поверок
учитывают точность измерений, достигаемую с помощью данного
средства, интенсивность использования, частоту смены режимов и
условий, в которых работает данное средство. Для правильного пла-
нирования поверок необходимо также иметь сведения о количестве
ремонтируемых и примерном поступлении новых средств измерений
за рассматриваемый период.
133
Результаты поверок оформляют составлением протоколов, внесе-
нием отметок в паспорта или выдачей аттестатов (на образцовые
средства измерений — свидетельств). Аттестаты, как правило, выдя-
ют на те средства измерений, при пользовании которыми необходимо
учитывать погрешность показаний. На точные средства измерений
ставят поверочное клеймо. Оттиск клейма делается на мастичной или
металлической пробке, закрывающей доступ внутрь средства измере-
ний, или на пломбе, установленной так, чтобы нельзя было открыть
механизм без ее повреждения. Оттиск клейма можно наносить также
краской на корпус или стекло измерительного прибора и в паспорта
линейно-угловых средств измерений. Паспорта, аттестаты и свиде-
тельства хранятся у главного метролога (инженера-метролога) депо.
К проведению поверки допускают лиц, имеющих специальную
метрологическую подготовку.
Поверки нестандартизованных средств измерений проводят работ-
ники, аттестованные комиссией депо или службы вагонного хозяй-
ства.
Работники, производящие ремонт, наладку и юстировку средств
измерений, не имеют права выполнять их поверку. В отдельных слу-
чаях по решению территориального органа Госстандарта оно может
быть предоставлено после соответствующей метрологической подго-
товки лицам, осуществляющим ремонт этих средств только для нужд
депо.
Численность поверителей определяют с учетом количества поверя-
емых средств, периодичности поверок и норм времени на их выпол-
нение.
При поверке средств измерений узкоотраслевого назначения
выполняются следующие основные операции: внешний осмотр;
проверка взаимодействия частей приборов и приспособлений; про-
верка контрольных размеров шаблона; определение метрологичес-
ких характеристик (шероховатость, взаимное положение измери-
тельных поверхностей, ширина и глубина штрихов шкалы и т.д.),
влияющих на точность измерений приборов или приспособления;
определение погрешности показаний. В процессе внешнего осмот-
ра проверяют комплектность средств измерений по документации,
выявляют на рабочих поверхностях деталей вмятины, изгибы, за-
диры, следы коррозии и другие дефекты, искажающие показания.
Взаимодействие частей приборов и приспособлений проверяют оп-
робованием. Обращают внимание на состояние шарнирных соеди-
нений (подвижные части должны перемещаться свободно и без
134
заеданий), проверяют крепление заклепок, штифтов, болтов,
винтов.
Контрольные размеры шаблонов, определяющие геометрию, со-
стояние (износ) и положение рабочих поверхностей контролируемых
деталей, проверяют с помощью образцовых средств измерений обще-
промышленного назначения и контрольных шаблонов. В качестве
образцовых применяются меры длины и наборы принадлежностей к
ним, лекальные и поверочные угольники, поверочные плиты, наборы
щупов, микрометры гладкие и рычажные, нутромеры микрометри-
ческие и индикаторные, измерительные головки и др. Образцовые
средства измерений применять для выполнения практических замеров
нельзя.
Метрологические характеристики, влияющие на точность показа-
ний прибора, определяют, как правило, при первичной поверке (атте-
стации) после изготовления. Если в процессе эксплуатации эти харак-
теристики могут изменяться, их контролируют и при периодической
поверке.
Погрешность показаний измерительных приборов и приспособле-
ний определяют по формуле:
Л = х - хо,
где х — показание поверяемого прибора (приспособления);
хо— показание образцового прибора.
Максимальное расчетное значение А не должно превышать допу-
стимой погрешности А^, установленной техническими требованиями
на данный прибор.
2.9. Неразрушающий контроль изделий
Наиболее распространенными дефектами в нагруженных деталях
подвижного состава являются усталостные трещины, которые, как
правило, развиваются постепенно и в начале развития могут быть
совершенно незаметны. Иногда они появляются в недоступных для
осмотра местах. Характерным примером являются усталостные тре-
щины, возникающие в осях колесных пар под ступицами напрессо-
ванных на них колес или под кольцами роликовых подшипников.
Появление усталостных дефектов с возможностью разрушения
элементов ставит под угрозу безаварийную эксплуатацию подвижно-
135
го состава. Обеспечение безопасности движения за счет своевремен-
ного обнаружения дефектов усталостного происхождения и заводс-
ких пороков в ответственных элементах подвижного состава ежегод-
но приносит огромный экономический эффект, не говоря уже о
сохранении человеческих жизней. Решение этой проблемы достигает-
ся современными методами неразрушающего контроля.
Для обнаружения дефектов в изделиях с помощью методов неразру-
шающего контроля промышленность выпускает специальные приборы—
дефектоскопы. В некоторых случаях с помощью дефектоскопа можно
определить форму, размеры дефекта и место его расположения в изделии.
Совокупность методов и приборов для обнаружения дефектов в
изделиях без их разрушения составляет основу дефектоскопии.
Классификацией, установленной ГОСТ 18353-79, предусмотрено
10 видов неразрушающего контроля: магнитный, акустический, ка-
пиллярный, оптический, радиационный, радиоволновый, тепловой;
течеискание, электрический, вихретоковый. Применение этих видов
неразрушающего контроля основано на взаимодействии контролиру-
емого изделия с электромагнитными и акустическими полями, прони-
кающими частицами или веществами.
В вагоностроении и вагонном хозяйстве наибольшее распростра-
нение получили следующие методы неразрушающего контроля: визу-
альный, капиллярный (проникающих жидкостей), магнитный, элект-
роиндукционный (вихревой), ультразвуковой, гамма-лучевой (прони-
кающих излучений).
Феррозондовым методом разрешается контролировать тележки
грузового вагона в сборе; боковые рамы и надрессорные балки по
отдельности; корпус автосцепки, поглощающий аппарат и тяговый
хомут; клин тягового хомута и другие детали.
В качестве примера рассмотрим технологию дефектоскопирования
боковой рамы и надрессорной балки с помощью феррозондовой
установки.
Установка состоит из дефектоскопа ДФ-201 и намагничивающего
устройства МСН-10. Дефектоскоп содержит феррозондовый преобра-
зователь и электронный блок.
Феррозондовый преобразователь состоит из двух катушек индук-
тивности с цилиндрическими сердечниками диаметром 0,25 мм. Ка-
тушки установлены так, чтобы сердечники были параллельны. На
корпус преобразователя надет защитный колпачок. Феррозондовый
датчик, размещенный над дефектом, превращает в электрический
сигнал градиент нормальной составляющей поля рассеяния дефекта.
136
Электронный блок функционально делится на устройство обработ-
ки феррозондового преобразователя и систему сбора, хранения и
передачи на ПЭВМ собранной информации об объеме контроля.
Проверка надрессорной балки производится в четыре, а боковой
рамы — в два приема, поворотом относительно оси. Дефект сопро-
вождается отклонением стрелки индикатора и регистрируется по кон-
туру, как правило, мелом.
Намагничивающее устройство МСН-10 представляет собой пять
электромагнитов постоянного тока, на которые устанавливается рама
тележки (без колесных пар). Каждая боковая рама опирается подве-
сочной полкой на два смежных полюса двух соосно расположен-
ных под боковой рамой электромагнитов. Надрессорная балка
намагничивается отдельным электромагнитом. Намагничивание про-
изводится в автоматическом режиме. Дефектоскопирование деталей
тележки производится методом остаточной намагниченности. Уро-
вень намагниченности контролируется с помощью образцовой меры
градиента магнитного поля «Градиент М-101», измерение магнитной
индукции производится приборами МФ-107, Ф-50, Ф-190 и Ф-191,
эталонными образцами являются СО-021, СО-022, СО-023. Устрой-
ство МСН-10 дает возможность контролировать от 6 до 20 рам те-
лежек в час.
Перемещение феррозондового датчика при сканировании контро-
лируемой поверхности необходимо выполнять медленно, с легким
нажатием. Направление продольной оси датчика при движении долж-
но совпадать с касательной к поверхности на криволинейных участ-
ках и с направлением длины зоны — на прямолинейных участках. Не
допускаются перекосы датчика, отрыв донышка от поверхности. При
попадании загрязнений на донышко датчика его необходимо регуляр-
но зачищать. При обнаружении дефектов места их появления обводят-
ся по контуру мелом в том случае, если при повторном сканировании
подается повторный сигнал с большим градиентом магнитного поля.
На узких полосках металла, например, кромке окна боковой рамы
тележки, сканирование проводят 2-3 раза в обе стороны. На плоской
поверхности рекомендуется зигзагообразное сканирование. Все сиг-
налы, подаваемые на дефектоскоп, фиксируются и заносятся в память
дефектоскопа.
Если при сканировании обнаружен сигнал регистрации дефекта в
виде световой и звуковой индикации для вихретокового и отклонение
стрелки прибора для феррозондового дефектоскопирования, оператор
должен провести проверку наличия дефекта еще 3-4 раза. Если ря-
137
дом, в пределах 5-10 мм, срабатывание не повторяется, можно пред-
положить локальную неоднородность металла и продолжить контроль.
В спорных случаях требуется очистить отмеченное место от грязи и.
проконтролировать его магнитопорошковым методом. Для этого по-
сыпают порошок крупнозернистой структуры (ПЖВ-5) на контроли-
руемую поверхность и производят проверку дефектоскопом МД 12П.
Вид дефекта — газовые поры, непровары, трещины, шлаковые вклю-
чения — определяется по его конфигурации.
Визуальному осмотру подвергается вся поверхность боковых рам
и надрессорных балок. При этом особое внимание следует обратить
на места, где датчиком был подан сигнал, и на качество очистки зон
повреждаемости деталей. При наличии загрязнений указанные зоны
необходимо очистить скребками или металлической щеткой. Грубые •
дефекты можно определить по изменению цвета и растрескива-
нию краски. Для уточнения наличия дефекта используется лупа с
4-8-кратным увеличением и переносная лампа.
Применение феррозондового метода контроля дисков и гребней
цельнокатаных колес также разрешается проводить по методике, ут-
вержденной ЦВ МПС.
Вихретоковый метод контроля предназначен для выявления повер-
хностных дефектов типа волосовин, усталостных и наклепочных тре-
щин на деталях из электропроводящих материалов.
Принцип действия вихретоковых дефектоскопов основан на воз-
буждении в контролируемом изделии вихревых токов с помощью
вихретокового преобразователя. В качестве преобразователя обычно
используются индуктивные катушки, по которым пропускается пере-
менный или импульсивный ток, создающий вокруг катушки электро-
магнитное поле. При установке преобразователя на металлическую
поверхность магнитное поле катушки вызывает в поверхностном слое
металла вихревые токи в виде концентрических окружностей, макси-
мальный диаметр которых примерно равен диаметру катушки. Вихре-
вые токи создают собственное (вторичное) магнитное поле, которое
воздействует на параметры преобразователя. По характеру этого воз-
действия можно судить о состоянии поверхностного слоя контроли-
руемой детали, в том числе о наличии трещины.
Параметры вихревых токов зависят от многих факторов, в том
числе от электромагнитных свойств поверхностного слоя контроли-
руемого материала, частоты и формы возбуждающего тока. Вихревые
токи возбуждаются непосредственно под вихретоковым преобразова-
телем, установленным на контролируемую поверхность, и проникают
138
на глубину от долей миллиметра до нескольких миллиметров в зави-
симости от частоты возбуждающего тока. Чем выше частота, тем
меньше глубина проникновения вихревых токов.
Вихретоковые дефектоскопы отличаются типом преобразователя,
частотой и видом возбуждающего тока, способом обработки сигнала,
поступившего от преобразователя.
Как и феррозондовый, вихретоковый метод выявления дефектов
металлоконструкций, узлов и деталей вагонного оборудования обес-
печивает выявление поверхностных нарушений, трещин и т.п. скани-
рованием датчика по поверхности изделия. Дефектоскопирование
применяется для проверки боковых рам, надрессорных балок, цель-
нокатаных колес и автосцепных устройств. Как и для феррозондово-
го метода проверке подлежат углы буксового и рессорного проемов,
пояс над буксовым проемом, наклонный пояс, отбуртовки окон.
Наличие поперечных трещин независимо от размера сопровождается
браковкой изделия. Для автосцепок вихретоковому контролю под-
вергаются хвостовик со стороны тягового клина и зев автосцепки по
контуру. Для выявления трещин и волосовин на образующих и тор-
цах стальных цилиндрических роликов целесообразно использование
автоматических установок ДТ-411, с помощью которых обеспечива-
ется сортировка контролируемых изделий на годные и бракованные.
Кроме того, буксовые узлы могут проверяться виброакустическими
методами. Более подробно зоны контроля и его методика показаны в
приложениях 1 и 2. Особенностями контроля состояния этим методом
следует считать выбор преобразователя по диаметру в зависимости от
зоны контроля. Толщина неметаллического покрытия изделия не дол-
жна превышать 2 мм. Сложности применения вихретоковых дефек-
тоскопов дополнительно связаны с шероховатостью контролируемой
поверхности. Максимальная величина шероховатости Rz не должна
превышать значения 80-100.
Таким образом, для вихретокового и феррозондового методов
усматривается определенная общность подходов в отыскании дефек-
тов и особенностях пользования.
Методы проникающих жидкостей основаны на способности неко-
торых жидкостей проникать в мельчайшие трещины и задерживаться
в них при удалении жидкости с поверхности. В состав проникающих
жидкостей чаще всего входит керосин.
При люминесцентном методе в керосин добавляют масло МС-20
или МК-22 (10-15%), обладающее способностью светиться (люми-
несцировать) в темноте при ультрафиолетовом облучении.
139
Магнитные методы контроля основаны на принципе измерения
распределения магнитных полей в намагниченных деталях, так как в
местах нарушения сплошности металла происходит деформация маг-,
нитного поля, которую можно зафиксировать.
Для повышения эффективности дефектации применяют комбини-
рованные методы, например магнитно-люминесцентный. При этом
методе проверяемую деталь намагничивают на магнитном дефектос-
копе, смачивая в водной суспензии железного крокуса с добавлени-
ем люминофора. После смачивания деталь осматривают под ультра-
фиолетовыми лучами. Если на поверхности имеется трещина, то
проникающий в нее раствор ярко светится, обнаруживая имеющиеся
дефекты. Метод позволяет определить очень тонкие трещины и воло-
совины в материале деталей. По окончании проверки деталь размаг-
ничивают и промывают.
В феррозондовом методе фиксацию рассеяния магнитных полей от
дефектов производят с помощью датчиков. Феррозондовый датчик
обычно состоит из двух одинаковых полузондов в виде пермалоевых
сердечников с двумя катушками. Одна катушка служит для возбуж-
дения в сердечнике переменного магнитного потока, а другая служит
для измерения э.д.с. Соединение измерительных катушек полузондов
осуществляется так, чтобы при отсутствии измеряемого поля выход-
ное напряжение было равно нулю. При диагностировании феррозон-
довый датчик перемещают по поверхности контролируемой детали и
выявляют неравномерность магнитного поля, вызванную скрытыми
дефектами.
Магнитографический метод контроля основан на фиксации рассе-
яния магнитных потоков с помощью ферромагнитной ленты, обычно
применяемой для магнитной звукозаписи. Процесс контроля состоит
в следующем: производится намагничивание диагностируемой детали
и записывается рассеяние полей, возникшее в месте дефекта; воспро-
изводятся и расшифровываются «записанные» поля с целью выявле-
ния имеющихся дефектов. Особенно эффективен магнитографичес-
кий метод при контроле сварных швов. Необходимо учитывать, что
наиболее эффективно выявление дефектов происходит при намагни-
чивании постоянным током так, чтобы магнитный поток располагался
под прямым углом к оси предполагаемого дефекта. Однако этот метод
недостаточно чувствителен к выявлению дефектов округлой формы,
таких как непровары, шлаковые включения и т.д. В связи с этим для
диагностирования особо ответственных деталей магнитографический
метод дублируют другими способами контроля.
140
Электроиндуктивный метод основан на том, что в детали индукти-
руются вихревые токи, значения которых зависят как от электротех-
нических качеств ее материала, так и от имеющихся поверхностных
(подповерхностных) трещин, пустот, нетокопроводящих включений.
В качестве датчиков применяют измерительные катушки индуктивнос-
ти различных типов. Кроме обнаружения дефектов, этот метод применяют
для измерения толщины покрытий, листовых материалов и труб.
В вагонном хозяйстве широкое распространение получил ультра-
звуковой метод. Этот метод контроля основан на способности ульт-
развуковых колебаний распространяться в материале на большие
расстояния в виде направленных пучков и испытывать значительное
отражение от границы раздела двух сред, резко отличающихся вели-
чиной волнового сопротивления. Так ультразвуковые колебания по-
чти полностью отражаются от места расположения дефекта (трещины,
газового пузыря и др.). Наибольшее распространение в вагоностро-
ении и вагонном хозяйстве получили следующие виды ультразвуко-
вого контроля: резонансный, теневой, эхо-метод, импедансный, сво-
бодных колебаний.
Резонансный метод используется для измерения толщины труб,
листов, стенок резервуаров, а также для определения уровня жидко-
сти в закрытых резервуарах. Этот метод основан на возбуждении
резонансных колебаний в контролируемом месте детали. Резонанс
наступает в том случае, если толщина детали равна целому числу
полуволн ультразвуковой волны. Следовательно, генератор ультра-
звуковых колебаний (УЗК) должен иметь регулируемую частотную
характеристику.
Теневой метод, или метод сквозного прозвучивания, предусмат-
ривает ввод УЗК с одной стороны детали и прием волн с другой.
Таким образом, УЗК как бы «просвечивают» деталь; если на пути их
распространения встретится дефект, то величина их существенно
уменьшится. Эксперименты показывают, что чувствительность тене-
вого метода достигает величин порядка десятых долей миллиметра.
Эхо-метод основан на фиксации отраженных от дефекта волн УЗК
(эхо-сигнал). Следовательно, в деталь вводится импульс УЗК и изме-
ряется отраженный сигнал. Этим методом обычно выявляют наруше-
ния сплошности материала.
Импедансный метод использует принцип механического сопротив-
ления (импеданса). Если в контролируемом изделии возбуждать
упругие колебания, то изделие будет «оказывать сопротивление»,
величина которого определяется в первую очередь жесткостью всего
141
изделия. При проходе датчика генерирующего УЗК через дефект, $
сопротивление резко уменьшается, что фиксируется измерительным • I
устройством. й
Метод свободных колебаний, заключается в том, что если меха-
ническую систему привести в колебание импульсом УЗК, то законо-
мерности свободных затухающих колебаний будут определяться толь- •
ко параметрами самой системы. Анализируя эти колебания, устанав-
ливают наличие дефекта. -Л
При выборе метода ультразвукового контроля необходимо учиты-
вать тип волн, способы контакта излучателей (приемников) с диагно-
стируемым объектом, частотный диапазон и режим излучения, а
также регистрируемые параметры. При введении ультразвуковых ко-
лебаний в деталь необходимо свести до минимума потери энергии.
Передачи УЗК через воздушный зазор (бесконтактный ввод) приво-
дят к большим потерям энергии вследствие отражательных свойств
воздушной прослойки. Поэтому широко используются различные
способы контактного ввода УЗК. Например, УЗК могут быть переда-
ны через сухой контакт между деталью и излучателем, но потеря
чувствительности при контроле таким способом из-за шероховатости
поверхности составляет иногда более 25%.
Значительно сокращаются потери энергии при иммерсионном спо-
собе. Он предполагает погружение контролируемой детали в ванну с
жидкостью, в которой расположены излучатели УЗК. Очень часто
в качестве контакта используется смазка между деталью и излуча-
телем.
В комплект преобразователей для дефектоскопии вагонных осей
включают преобразователь ПМКЖ-3. В качестве контактной среды
таких преобразователей применяют магнитную жидкость. Для этого в
корпусе каждого преобразователя установлена специальная магнит-
ная система, удерживающая магнитную жидкость в области ввода
упругих волн в объект контроля. Магнитная система состоит из по-
стоянного магнита и магнитопровода, замкнутого на контактную по-
верхность в области, лежащей вне ввода упругих колебаний. В каче-
стве контактной жидкости используют магнитные жидкости на основе
минерального масла, керосина, воды и других веществ, используе-
ft
'S
мых в ультразвуковой дефектоскопии.
Применение магнитной жидкости обеспечивает более высокую Ж
надежность и производительность контроля даже с шероховатой по- <
верхностью, а также при ее вертикальном расположении без погру-
жения изделия в иммерсионную ванну. Вследствие самоудерживаниМ
142
преобразователя на контактной поверхности изделия освобождаются
руки оператора для настройки дефектоскопа и анализа осциллограмм,
что снижает утомляемость операторов и уменьшает вероятность про-
пуска дефектов.
Применение преобразователей с магнитными контактными жидко-
стями позволяет механизировать и автоматизировать процесс ультра-
звуковой дефектоскопии.
Метод проникающих излучений использует способность электромаг-
нитных излучений с длинной волны от 10 до 1х10’3А (1 • 1О’,ом) и разной
энергии квантов проникать в различные среды, при этом снижая свою
интенсивность в зависимости от свойств среды. Изменение интенсивности
прохода излучения через деталь регистрируется соответствующими счет-
чиками, фотопленкой и т.д. В качестве излучений широко используют рен-
тгеновские или гамма-лучи. Эти методы позволяют контролировать цело-
стность стальных деталей толщиной до 150 мм при чувствительности
около 3-10% проверяемой толщины.
Индукционный метод осуществляется с применением катушки
индуктивности, перемещаемой относительно намагниченного объекта
контроля. В катушке наводится электродвижущая сила соответствен-
но характеристикам полей дефектов.
Контроль течеисканием основан на регистрации утечки индикатор-
ных жидкостей или газов через сквозные дефекты в контролируемом
изделии. Этот метод применяется при проверке трубопроводов, тор-
мозных воздушных резервуаров, газовых баллонов и т.п. Утечки
можно обнаружить по падению давления в сосуде, по шипению вы-
текающего газа лакмусовым индикатором или галоидной лампой.
Для обнаружения дефектов в диэлектрических покрытиях электро-
проводящих объектов в некоторых случаях применяют электроискро-
вой метод. Наличие дефектов в покрытиях фиксируют по электричес-
ким пробоям в дефектной зоне.
В электропроводящих объектах дефекты могут быть обнаружены
измерением электрического сопротивления какого-либо участка. При
наличии трещины происходит сужение площади сечения, через кото-
рую проходит ток, что ведет к возрастанию его электрического со-
противления. Недостаток электроискрового метода — необходимость
стабильного контакта контролируемого объекта с токопроводящими
щупами.
Оптический метод контроля применяют для измерения геометри-
ческих размеров изделий, контроля состояния поверхности и обна-
ружения поверхностных дефектов. При освещении контролируемой
143
поверхности можно обнаружить невооруженным глазом трещины
шириной 0,1 мм, а с помощью увеличительных приспособлений —
30 мкм. Недостаток оптического контроля — необходимость высоко-
качественной очистки контролируемой поверхности.
Тепловой метод контроля основан на регистрации температурных
различий отдельных участков контролируемого объекта. При этом
объект может быть нагрет внешними источниками тепла или соб-
ственными. Различие температур на отдельных участках обусловлено
формой объекта, материалом, а также наличием дефектов. Регистра-
ция излучений температурного распределения осуществляется обычно
приемниками инфракрасных лучей. Благодаря высокой чувствитель-
ности таких приемников контроль можно осуществлять на значитель-
ных расстояниях от объекта.
Для контроля целостности сварных швов, соединений, прочности
резервуаров и трубопроводов в вагонном хозяйстве широко исполь-
зуют испытание конструкций при действии гидравлического или
пневматического давления.
Гидравлическому испытанию подвергают котлы цистерн, воздуш-
ные резервуары автотормозов, котлы парового и водяного отопления
и др. Испытания проводят после изготовления, периодических видов
ремонта, особенно если производились сварочные работы по устра-
нению трещин или других дефектов.
Испытания проводят двумя методами: путем заполнения резервуа-
ров водой и контроля его целостности проверкой при повышенном
давлении.
Испытательное гидравлическое давление для каждого типа кот-
лов (резервуаров) регламентируется соответствующими инструк-
циями.
Обнаруженные места течи обводят мелом и временно подчекани-
вают для прекращения течи.
После доведения давления в котле до установленного значения его
выдерживают под этим давлением в течение 15 мин (не менее). За
время испытания сварные соединения (заклепочные) и весь котел
тщательно осматривают и обстукивают легкими ударами ручного
молотка. Все выявленные при испытании дефекты после снятия гид-
равлического давления и слива воды необходимо устранить и прове-
сти повторное испытание.
В вагонном хозяйстве для создания гидравлического давления
используют плунжерные прессы или ручные насосы. Аналогично
испытывают и другие резервуары.
144
Целостность резервуаров и работу различных аппаратов проверя-
ют сжатым воздухом. Это выполняют, например, при деповском и
текущем ремонте цистерн в зимнее время, когда испытание наливом
воды вследствие обледенения стенок котла становится непоказатель-
ным и часто невыполнимым.
Запасные тормозные резервуары, соединительные рукава и другие
небольшие резервуары и шланги испытывают сжатым воздухом при
погружении их в ванны с водой.
2.10. Организация и механизация
производственных процессов
при ремонте вагонов
Основным средством технологического процесса в вагоноремон-
тном производстве является комплексная механизация основных и
вспомогательных производственных процессов, благодаря которым
обеспечивается рост производительности труда, ликвидируются тяже-
лые и вредные условия труда.
Механизацией производственных процессов называется примене-
ние отдельных машин, механизмов и других устройств, заменяющих
и облегчающих ручной труд рабочих.
Комплексная механизация — это применение систем и механиз-
мов, управляемых рабочими и позволяющих механизировать весь
комплекс работ по данному процессу.
Автоматизацией производственных процессов называется приме-
нение машин, агрегатов, установок, аппаратов и приборов, позволя-
ющих автоматизировать производственные процессы. При этом рабо-
ты по управлению отдельными вспомогательными процессами
частично выполняются обслуживающим персоналом.
Комплексной автоматизацией предусматривают применение сис-
темы автоматических средств и других средств автоматизации, обес-
печивающих выполнение всего комплекса операций по выпуску про-
дукции. Здесь роль обслуживающего персонала сводится к контролю
и наблюдению за действием машин.
Комплексная механизация и автоматизация могут быть осуществ-
лены в масштабах участка, цеха или целого предприятия.
С осуществлением специализации вагоноремонтных предприятий
и внедрением поточных методов производства необходимость в ком-
плексной механизации и автоматизации производственных процессов
145
значительно возросла. Следует учитывать два аспекта автоматизации
производственных процессов — социальный и экономический.
Социальный аспект состоит в облегчении труда человека, улучше-
нии санитарно-гигиенических условий труда и повышении культуры
производства.
Экономический аспект автоматизации состоит в повышении про-
изводительности труда, снижении себестоимости продукции, улучше-
нии ее качества.
При ремонте вагонов в депо и на заводах работы по поднятию и
транспортировке крупных деталей и узлов выполняются механизиро-
ванными подъемными и транспортными устройствами. Их выбор и
установка зависят от размера цехов и габаритных узлов и агрегатов,
массы, а также характеристик подъемно-транспортных устройств,
которые можно разделить на три группы: подъемные, транспортные и
подъемно-транспортные.
К подъемным устройствам относятся домкраты, лебедки, подвес-
ные тали, подъемники, подъемно-опускные стопы, лифты и т.д, кото-
рые используются для подъема вагонов.
Домкраты предназначены для подъема груза на определенную
ограниченную высоту. Различают домкраты подвесные (рис. 2.20) и
стационарные с ручным, электрическим, гидравлическим и пневмати-
ческим приводом. Они могут иметь различные механизмы подъема:
винтовые, рычажно-винтовые, зубчато-реечные и поршневые (плун-
жерные).
Лебедки используются для подъема и опускания грузов, а также
горизонтального перемещения. Они подразделяются: по типу тягового
органа — на канатные и цепные; по типу установки — на стационар-
ные и цепные; по числу барабанов — на одно-, двух- и многобара-
банные; по типу барабана — нарезные, гладкие, фрикционные.
Лебедки выпускаются с ручным приводом (тяговое усилие до
80 кН) и с электрическим приводом.
Подъем груза лебедкой осуществляется через полиспасты, пред-
ставляющие собой систему подвижных и неподвижных блоков,
соединенных гибкой связью. Тали предназначены для подъема груза
на достаточно большую высоту (до 18 м). Тали бывают с ручным и
электрическим приводом. Грузоподъемность талей: ручных шесте-
ренчатых 0,25-10 т; ручных червячных 1,0-12,5 т, электрических
1,25-15 т. Скорость подъема груза электроталями от 0,5 до 25 м/мин.
Подъемники выполняются стационарные и передвижные, после-
дние монтируются на автомобилях и различных передвижных тележ-
146
345
If
It
I
i
Рис. 2.20. Домкрат гидравлический грузоподъемностью 100 т:
1 — бачок; 2 — ручка домкрата; 3 — пята; 4 — поршень; 5 — цилиндр;
б — манжета; 7 — насос; 8, 9 — трубопровод; 10 — штуцер манометра;
11 — шарик
ках. По конструктивному исполнению подъемники бывают телеско-
пические, рычажные, стоечные, поршневые, толкающие, вибраци-
онные, элеваторные и другие.
Транспортные средства на ремонтных предприятиях чрезвычайно
разнообразны и включают в себя маневровые локомотивы, тележки,
кары, дрезины, автомобили, тракторы, тягачи, конвейеры, транспор-
тные роботы и т.д.
Тележки подразделяют на ручные и механизированные. Механизи-
рованные тележки могут быть с автономным и центральным приво-
дом (от приводной станции).
Кары применяют для внутрицехового и межцехового транспорти-
рования изделий и материалов. Выпускаются с электрическим приво-
147
дом от аккумуляторной батареи (электрокара) и с двигателями внут-
реннего сгорания (автокары). В депо и на заводах используются элек-
трокары ЭК-2, ЭКБ-1 -750, ЭКБ-750.
Конвейеры являются основными транспортными устройствами
поточных линий. По условиям установки они делятся на подвесные,
напольные и эстакадные.
Подвесные конвейеры подразделяются на грузоведущие, грузоне-
сущие и грузотолкающие (рис. 2.21).
Напольные конвейеры подразделяются на шаговые, цепные, ротор-
ные, роликовые, дисковые, ленточные, вибрационные, пластинчатые,
тележечные, с пуней для перемещения груза или деталей. Роликовые
однорядные конвейера (рольганги) могут быть приводными и не при-
водными. Позволяют транспортировать детали до 2 т.
Подъемно-транспортные средства обеспечивают подъем груза,
транспортировку и опускание его в нужном месте. К подъемно-транс-
портным средствам относятся: погрузчики, тельферы; краны мосто-
вые, однобалочные, подковы, велосипедные и др.; краны-штабелеры;
роботы и другие устройства.
Для захвата груза, его подъема и транспортировки, установки в
необходимом месте на определенную высоту используются различ-
ные электро- и автопогрузчики.
Рис. 2.21. Подвесные конвейеры:
а — грузонесущие; б — грузотолкающие;
в — грузоведущие
148
Электрические тали, оборудованные тележкой, которая перемеща-
ется по монорельсу, называется тельфером. Тельфер используется
как подъемно-транспортное устройство монорельсовой подвесной
дороги и в качестве составной части однобалочных консольно-пово-
ротных, козловых и других кранов. Управление кран-балкой осуще-
ствляется обычно с пола, а мостовым — крановожатым из кабины
управления.
Козловые краны обслуживают открытую территорию депо, завода,
например, используются для разгрузки и погрузки колесных пар на
платформы; для загрузки металлическим ломом вагранок и т.д.
Консольно-поворотные краны предназначены для обслуживания
территории цеха, равной площади круга, используются для обслужи-
вания нескольких рядом расположенных рабочих мест.
Ремонт вагонов предусматривает проведение различных работ по
разборке и сборке вагонов в целом и отдельных их узлов, что невоз-
можно без применения универсальных и специальных приспособле-
ний. Они бывают винтовые, гидравлические и электрические. Винто-
вой съемник предназначен для снятия подшипников с валов
электрических машин и т.д.
Для снятия лабиринтных и уплотнительных колец роликовых под-
шипников букс используется индукционный нагреватель.
Для запрессовки и распрессовки различных соединений с натя-
гом, а также гибочно-правильных работ используются различные по
конструкции и мощности прессы, которые могут быть стационарными
и переносными.
Для сокращения ручного труда широко используется ручной ме-
ханизированный инструмент, который в зависимости от привода под-
разделяется на электрический, пневматический и гидравлический.
Основными типами механизированного инструмента являются гайко-
верты, шуруповерты, сверлильные и шлифовальные машинки, резь-
бонарезатели, механизированные щетки, напильники, притиры, мо-
лотки.
При подготовке к ремонту вагоны, их узлы и детали подвергают
очистке от пыли и грязи, старой краски, коррозии и масел. Для этой
цели используются моечные машины. Они подразделяются на сквоз-
ные и тупиковые, стационарные и передвижные, одно-, двух-, трех-
камерные, универсальные и специальные. Для механизации удаления
старой краски с кузова вагона применяют дробеструйные установки,
которые позволяют кроме удаления краски упрочнять методом накле-
па металлическую обшивку кузова.
149
Ремонт грузовых вагонов. Вагон подают в обмывочное помеще- Я
ние, где очищают от остатков груза и грязи, обмывают в моечной
установке горячей водой или моющим раствором. В здании обмы- ;%
вочного помещения и около него размещают насосные установки,
резервуары, отстойники, гидроциклоны и другие устройства для очи-
стки раствора или воды с целью повторного их использования. Зда-
ние оборудуют системой отопления, вентиляцией и тяговыми устрой-
ствами для перемещения вагонов. К нему подводятся трубопроводы I »
холодной и горячей воды, пара, сжатого воздуха, а также электри- г
ческая силовая и осветительная линии. Предусматривается система f > >
удаления шлама из обмывочного устройства. : ч
В разборочный цех вагон поступает после обмывки и сушки.
В нем размещаются поточные линии, на позициях которых установ-
лены подъемные площадки, колонки магистрали сжатого воздуха, .
электромагистраль со штепсельными розетками для подключения >
электрического инструмента. Кроме этого, имеются гидра-
влические кусачки, гайковерты и пневматические пробойники. Спе- f
циальные захватные приспособления к мостовым и поворотным кра-
нам используют для снятия отдельных частей кузова и рамы полува-
гона, а также крышек люков. После окончания разборки полувагон
направляют в моечную установку, расположенную в здании на путях, 1
ведущих в цех подготовки.
В разборочном цехе оборудуется участок по ремонту метизов, где
размещаются барабан для очистки метизов, правильные плиты, бол-
торезные станки, точила и слесарные верстаки. В этом же цехе орга-
низуется утилизация деревянных частей, обшивки, досок, брусков.
На этом участке установлена дисковая пила, стеллажи и столы для s
сортировки деревянных деталей. В цех подготовки вагон подается \
после мойки. На конвейерной линии цеха выполняют правильные,
сверлильные и сварочные работы. На этой линии установлены маши»
ны для правки верхней обвязки, стенд для правки прогибов хребто»
вой, продольных и поперечных балок рамы, стенды для правки про» . <•
гибов каркасов кузова, передвижные установки для правки 0
армировочных листов, стенд для сварки боковых ферм каркаса по- Ц
лувагона, подъемные площадки для выполнения сварочных работ.
Для снятия и установки корпусов автосцепки и поглощающих аппа- |
ратов используются специальные приспособления.
На линию ремонта полувагона крышки доставляются с помощью .
цепного транспортера, а к прессу для выправки подаются поворотной
тележкой.
150
Для ремонта торцовых дверей на поточной линии предусмотрены:
цепной транспортер для подачи дверей в цех, монорельс с тельфером,
по которому двери перемещаются с одной позиции на другую, пресс
для правки изогнутых частей дверей, поворотный кондуктор для сва-
рочных работ. В этом же цехе имеется участок по изготовлению
новых дверей, на котором установлен кондуктор для комплектовки и
прихватки деталей дверей перед сваркой и поворотный кондуктор для
сварки.
В цехе подготовки расположена поточная линия по изготовлению
панелей металлической обшивки полувагона, на которой установлены
пресс-ножницы, гидравлический пресс, сварочный полуавтомат, сто-
лы и рольганги. Цех оборудован мостовыми поворотными кранами и
тяговыми устройствами для перемещения вагонов по поточной линии.
В вагоносборочном цехе размещается несколько поточно-конвей-
ерных линий, оборудованных тяговыми устройствами для перемеще-
ния полувагонов по позициям, а для выкатки тележек — стационар-
ными подъемными площадками, козловым краном для навески
крышек люков, кантователями для переворачивания кузовов полува-
гонов, установками для подгонки крышек люков и их запорных ме-
ханизмов, окрасочно-сушильными агрегатами.
Ширина здания вагоносборочного цеха определяется в зависимо-
сти от числа поточных линий, а длина зависит от количества позиций.
Обычно в этом цехе выделяются участки для ремонта тормозной
магистрали и тормозных приборов. На участке ремонта тормозных
приборов размещаются моечные установки, столы для разборки и
сборки воздухораспределителей, станки для притирки золотников,
клапанов и пробок, стенды для испытания насадок рукавов и возду-
хораспределителей, баки для промывки деталей, гидравлический
пресс и сверлильный станок.
На трубном участке установлены труборезный, трубонарезной и
трубогибочный станки, гидравлический пресс и станок для очистки
старых труб. Для ремонта тормозных цилиндров установлены кон-
сольный кран, верстаки, рольганг, стенд для испытания рабочих ка-
мер, стеллажи.
Тележки из-под вагонов подают в тележечный цех, где их обмы-
вают в моечной машине, а затем разбирают. Колесные пары направ-
ляют в колесный цех, рессоры и пружины — в рессорно-пружинное
отделение тележечного цеха. Остальные детали ремонтируют в отде-
лениях тележечного или ремонтно-комплектовочного цеха (трианге-
ли, буксы). Демонтаж, ремонт и монтаж роликовых букс выполняют
151
в роликовом отделении колесного цеха. Отремонтированные колес-
ные пары вместе с роликовыми буксами транспортируют из колесно-
го цеха в тележечный.
Тележки разбирают на стационарных позициях или на конвейере.
Вначале тележку освобождают от колесных пар и букс, раму подают
на конвейер вместе с деталями рессорного подвешивания и тормоз-
ного оборудования, которые затем разбирают. Ремонт тяжелых дета-
лей и узлов (рамы, боковины, опорные и надрессорные балки) осу-
ществляют в тележечном цехе.
Для ремонта боковин и надрессорных балок применяют конвейе-
ры, позиции которых оборудованы станками для сверления отверстий
под валик подвески башмака, для обработки скользунов и гасителей
колебаний, тельферами или поворотными кранами, а также свароч-
ным аппаратом для наплавки изношенных поверхностей. Разборка и
сборка тележек производится на поточной или конвейерной линии,
оснащенной тяговым устройством или мостовым краном.
В ремонтно-комплектовочном цехе ремонтируют металлические
детали, снятые с грузовых вагонов, и комплектуют их в узлы.
В кузнечном отделении выправляют все изогнутые детали, изго-
тавливают заплаты, косынки для ремонта рамы и каркаса кузова ва-
гона, кроме того, здесь же сваривают тормозные тяги. В этом отде-
лении установлены пневматический кузнечный молот с массой
падающих частей 0,3-0,5 т, печь для нагрева деталей, кузнечные
горны, пресс-ножницы для резки листов толщиной до 16 мм и прут-
ков из круглой стали диаметром до 25 мм, здесь же установлены
стыковая сварочная машина мощностью до 100 кВт, правильные пли-
ты, прессы усилием до 200 тс для правки каркасов торцовых дверей
полувагонов, стоек, раскосов и других деталей каркаса кузова. В
этом же отделении размещены пресс для испытания тормозных тяг и
триангелей и кран-балка грузоподъемностью до 1 т.
Электросварочное отделение, где выполняют наплавку и свароч-
ные работы при ремонте деталей, снятых с вагона, оснащают свароч-
ными агрегатами постоянного и переменного тока, шланговыми полу-
автоматами, сварочными кабинами со столами или поворотными
стендами для ремонтируемых деталей и устройствами вытяжной вен-
тиляции.
В станочном отделении после наплавки изношенных поверхностей
обрабатывают триангели, детали запоров крышек люков, тормозные
рычаги, валики, болты и колонки поясных тележек. В отделений
установлены токарные, сверлильные, горизонтально-фрезерные и по-
152
перечно-строгальные станки, а также кран-балка грузоподъемностью
до 0,5 т.
В слесарно-комплектовочном отделении выполняют все работы по
подгонке, сборке и комплектовке таких узлов, как триангель с баш-
маками и колодками, буксовые корпуса с крышками и задними зат-
ворами, сливные приборы цистерн, дверные запоры и т.п. На заводах
с большой производственной программой ремонт и комплектовку
букс и триангелей выполняют на поточных линиях с механизирован-
ной транспортировкой деталей.
В отделении по ремонту автосцепного устройства разбирают меха-
низм автосцепки и поглощающие аппараты, все детали проверяют,
изношенные поверхности наплавляют и обрабатывают. Для наплавки
ударно-тяговых поверхностей применяют полуавтоматическую уста-
новку. В этом отделении устанавливают стенды для ремонта корпусов
автосцепки, пресс для разборки поглощающих аппаратов, сварочные
кабины, фрезерные и строгальные станки, слесарные верстаки, стенд
с набором контрольно-измерительного инструмента, переносные шли-
фовальные машины, электрический и пневматический инструмент.
Для подъемно-транспортных работ предусмотрена кран-балка грузо-
подъемностью до 1 т.
Одним из наиболее трудоемких узлов при ремонте полувагонов
является крышка разгрузочного люка. Ремонт ее выполняют в специ-
альных отделениях на поточной линии, где установлены моечные
машины или дробеструйная установка для очистки, гидравлические
или пневматические прессы для правки, сборочные прессы с пневма-
тическими зажимами, кантователь, сварочные агрегаты, сверлильные
станки и клепальная пресс-скоба для приклепки петель.
153
3
Ремонт колесных пар
3.1. Неисправности колесных пар,
их причины и выявление
Колесная пара является наиболее ответственной и изнашиваемой
частью вагона, от которой в большой степени зависит безаварийная
работа подвижного состава. Испытывая значительные статические и
динамические нагрузки, колесная пара постоянно изнашивается в ре-
зультате своего взаимодействия с рельсами. Кроме того, вследствие
нарушения технологии изготовления, неправильной сборки тележки,
неисправностей тормозной системы и некоторых других причин, у
колесных пар возникают ползуны, выщербины, отколы металла, под-
рез гребня, ослабление колес на осях и другие дефекты, при наличии
которых колесную пару следует выкатывать из-под вагона и направ-
лять в ремонт.
В настоящее время у колесных пар в эксплуатации наиболее часто
встречаются вертикальный подрез гребня (рис. 3.1), его износ по
толщине, а также остроконечный накат.
Данные неисправности происходят из-за неправильной сборки
тележки, длительной работы на участках пути с крутыми кривыми, а
также нарушений требований формирования колесных пар. Эти неис-
правности могут вызывать сход вагона с рельсов при проходе стре-
лочных переводов.
Колесные пары с вертикальным подрезом и остроконечным нака-
том к эксплуатации не допускаются. Выявляют такие неисправности
внешним осмотром, а измерение величины подреза гребня выполня-
ют шаблоном ВПГ (см. рис. 3.1). Толщина гребня колеса, измерен-
ная на высоте 18 мм от вершины, должна быть не более 33 мм у
всех вагонов и не менее 25 мм при скорости движения поездов до
154
120 км/ч, не менее 28 мм — при
скорости движения от 120 км/ч до
140 км/ч и не менее 30 мм — при
скорости движения от 140 до
160 км/ч. Измеряют толщину греб-
ня горизонтальным движком абсо-
лютного шаблона (рис. 3.2).
Равномерным прокатом называют
износ колеса из-за его взаимодей-
ствия с рельсом. Измеряется прокат
вертикальным движком абсолютного
шаблона. К эксплуатации не допуска-
ются вагоны, у которых колесные
пары имеют равномерный прокат:
более 9 мм — у грузовых
вагонов;
более 8 мм — у пассажирс-
ких вагонов местного и приго-
родного сообщения;
более 7 мм — у пассажирс-
ких вагонов дальнего следо-
вания;
более 6 мм — у пассажирс-
ких вагонов, включаемых в
пунктах формирования в по-
езда, следующие до пунк-
та оборота на расстояние
более 5000 км;
более 5 мм — у пассажирс-
ких вагонов, следующих со
скоростью от 120 до 160 км/ч;
более 4 мм — у колесных
пар с приводом редуктора от
торца шейки оси, обращаю-
щихся со скоростью свыше
120 км/ч.
Неравномерным прокатом назы-
вается неравномерный износ по-
верхности катания из-за развития
Рис. 3.1. Контроль вертикального
подреза гребня колеса шаблоном
ВПГ:
1 — опорные ножкн угольника;
2 — основание движка шаблона;
3 — стопорный винт
Рис. 3.2. Измерение проката
колеса по кругу катания
абсолютным шаблоном:
1 — вертикальный движок;
2 — сухарь; 3 — основание;
4 — опорная ножка; 5 — гори-
зонтальный движок
155
поверхностных дефектов и неоднородности металла колеса. Измере-
ние неравномерного проката выполняют абсолютным шаблоном в
сечении максимального износа и с каждой стороны от этого сечения
на расстоянии до 500 мм. Не допускается эксплуатировать вагоны,
колесные пары которых имеют неравномерный прокат более 2 мм для
грузовых вагонов и более 2 мм — у пассажирских вагонов при
проверке на пунктах формирования и оборота, а у колесных пар с
приводом генератора от торца шейки оси — более 1 мм.
Толщина обода колеса уменьшается из-за износа в процессе эк-
сплуатации и при обточках. Не разрешается эксплуатировать вагоны,
толщина обода колеса которых по кругу катания менее 22 мм у
грузовых вагонов, менее 30 мм — у пассажирских вагонов, эксплу-
атируемых со скоростью до 120 км/ч, менее 35 мм — со скоростями
от 120 до 140 км/ч и менее 40 мм — со скоростями от 140 до
160 км/ч. Измеряют толщину обода толщиномером (рис. 3.3).
Из-за заклинивания колесных пар на поверхности катания образу-
ются ползуны и навары.
Ползуны вызывают сильные удары колес о рельсы и могут при-
вести к их излому. Выявить ползун можно при встрече поезда сходу
Рис. 3.3. Измерение толщины обода
колеса толщиномером:
1 — измерительная ножка; 2 — штанга;
3 — линейка; 4, 5 — стопорные винты;
б — опорные ножки
156
на слух, а после останов-
ки — внешним осмотром. Глу-
бину ползуна определяют как
разность измерений проката аб-
солютным шаблоном в двух ме-
стах — на ползуне и рядом с
ним. Если ползун смещен от
круга катания, то вертикальный
движок абсолютного шаблона
перемещают по прорези до со-
впадения с ползуном.
Колесные пары с ползуном
глубиной более 1 мм необходи-
мо заменить. Если в пути сле-
дования обнаружат ползун глу-
биной более 1 мм, но не более
2 мм, такой вагон разрешается
довести до бли-жайшего ПТО
со скоростью для пассажирско-
го поезда не более 100 км/ч,
грузового — 70 км/ч.
При глубине ползуна от 2 до 6 мм разрешается следование поезда
со скоростью не более 15 км/ч, а при ползуне от 6 до 12 мм — со
скоростью не более 10 км/ч до ближайшей станции, где колесную
пару необходимо заменить. При ползуне более 12 мм разрешается
следование поезда со скоростью не более 10 км/ч, при условии
исключения возможности вращения колесной пары.
Навар выявляют и измеряют так же, как и ползун. Высота навара
допускается у пассажирского вагона не более 0,5 мм, у грузового —
не более 1 мм. Если высота навара более указанных размеров, ио
не более 2 мм, то вагон разрешается довести со скоростью до
100 км/ч для пассажирского и до 70 км/ч для грузового поездов до
ближайшего пункта технического обслуживания.
На поверхности катания колеса от воздействия композиционных коло-
док могут образоваться кольцевые выработки. Выявляют их внешним ос-
мотром, измеряют глубину толщиномером, а ширину—линейкой. К экс-
плуатации не допускаются колесные пары с кольцевыми выработками на
уклоне 1:7 глубиной более 2 мм, на других участках поверхности катания
— более 1 мм или шириной более 15 мм.
Выщербины образуются на поверхности катания колес из-за устало-
стного разрушения поверхностных слоев металла под действием много-
кратно повторяющихся контактных нагрузок или из-за термотрещин,
которые возникают вследствие нагрева колес тормозными колодками.
Часто выщербины образуются в местах ползунов, наваров и светлых
пятен. Светлые пятна возникают на поверхности катания при торможении
в условиях нагрева и воздействия холодного воздуха на материал коле-
са. Могут быть причинами выщербин так же скрытые пороки металла.
Не разрешается эксплуатировать вагоны, колесные пары которых имеют
на поверхности катания выщербину глубиной более 10 мм или длиной
более 25 мм у пассажирских вагонов и более 50 мм — у грузовых.
Выщербины глубиной до 1 мм не бракуются независимо от длины.
Выявляют и измеряют выщербину так же, как и ползун.
Внутренние дефекты металлургического происхождения могут
привести к местному уширению обода колеса — раздавливанию его
в зоне фаски или к поверхностному отколу наружной грани.
Колесные пары не допускают к эксплуатации, если местное уширение обо-
да превышает 5 мм, глубина откола наружной грани — более 10 мм или
ширина оставшейся части обода в месте откола—менее 120 мм. Выявляют
неисправности внешним осмотром, а измеряют кронциркулем и линейкой.
Трещины и изломы в колесах, как правило, возникают вследствие дефектов
металлургического и прокатного происхождения.
157
В осях причинами образования трещин и изломов являются по-
роки металла, перегрузка колесных пар, их неправильное формиро-
вание, аварии подвижного состава и др.
Наиболее опасны поперечные трещины осей. Выявляют трещины в
осях и колесах внешним осмотром и дефектоскопированием при
освидетельствованиях.
Вагоны с трещиной в любой части оси и с трещиной в ободе,
диске и ступице к эксплуатации не допускаются.
На средней части при несоблюдении требований по содержанию тормоз-
ной передачи может образоваться протертость. К эксплуатации колесную пару
не допускают, если глубина протертости составит более 2,5 мм.
Сварочный ожог на оси возникает при несоблюдении правил при вы-
полнении сварочных работ на вагоне. В металле оси происходят структур-
ные изменения вследствие нагрева, что в дальнейшем может вызвать тре-
щины. Колесные пары со следами контакта с электродом или оголенным
сварочным проводом в любой части оси к эксплуатации не допускаются.
Изогнутость оси встречается редко и происходит преимуществен-
но при авариях и крушениях подвижного состава. Она определяется
измерением расстояния между внутренними гранями колес штанге-
ном РВП (рис. 3.4) в четырех диаметрально противоположных точ-
Рис. 3.4. Штанген РВП при измерении расстояния между внутренними
гранями колеса:
1 — неподвижная ножка; 2 — подвижная ножка; 3 — стопорный винт;
4 — штанга
158
ках. Разность расстояний допускается не более 2 мм. Измерения
производят у свободных от нагрузки колесных пар.
Ослабление или сдвиг ступицы колеса на оси возникает из-за
нарушения технологий формирования, а также от ударов при авариях
и крушениях. Признаками ослабления ступицы на оси является раз-
рыв краски по всей окружности ступицы с выделением ржавчины
или масла из-под ступицы. При наличии указанных признаков колес-
ная пара должна быть заменена и отправлена в ремонт.
Расстояние между внутренними гранями колес должно быть не
менее 1437 мм и не более 1443 мм, а у пассажирских вагонов,
эксплуатируемых со скоростью движения выше 120 км/ч, — не
менее 1439 мм и не более 1443 мм.
Не разрешается выпускать в эксплуатацию вагоны после сходов. Колес-
ные пары таких вагонов должны пройти полное освидетельствование.
3.2. Обмер элементов колесных пар
Для измерения колесных пар используют специальный измери-
тельный инструмент и шаблоны.
Контроль вертикального подреза гребня производится с помощью
шаблона ВПГ (см. рис. 3.1). Для контроля вертикального подреза
шаблон опорными ножками угольника 1 прижимают плотно к внут-
ренней грани колеса. Движок 2 вплотную подводится к гребню ко-
леса и закрепляется стопорным винтом 3. Подрез считается недопу-
стимым, если рабочая поверхность основания движка соприкасается
в верхней части на высоте 18 мм с поверхностью гребня.
Измерение равномерного и неравномерного проката, навара, пол-
зуна, кольцевых выработок выполняют абсолютным шаблоном. Для
измерения проката абсолютный шаблон необходимо установить на
колесе в соответствии с рис. 3.2. Величина проката определяется
вертикальным движком 1, который устанавливают на расстоянии
70 мм от внутренней грани колеса. Для этого риска на сухаре движка
2 должна совпадать с контрольной риской на основании 3. Опорные
ножки шаблона должны плотно прилегать к внутренней грани и вер-
шине гребня. Вертикальный движок опускается до соприкосновения
с поверхностью катания колеса и производится считывание показаний
по шкале движка и нониусу.
Для измерения навара, ползуна и кольцевой выработки вертикаль-
ный движок сместить по вырезу в основании шаблона в место рас-
159
положения дефекта. Толщину гребня измеряют горизонтальным
движком 5, перемещая его до соприкосновения с гребнем, или нало-
жением браковочного выреза шаблона шириной 25 мм.
Толщину обода колеса измеряют толщиномером (рис. 3.3) в плос-
кости круга катания, для чего измерительная ножка 1 устанавливается
на расстоянии 70 мм от штанги 2 шаблона и закрепляется винтом 4.
Далее измерительную линейку 3 опускают до соприкосновения нож-
ки 7 с поверхностью колеса и закрепляют винтом 5. По шкале штанги
2 определяют толщину обода.
Измерение расстояния между внутренними гранями колес выпол-
няют штангеном РВП (см. рис. 3.4), на штанге 4 которого одна ножка
7 закреплена неподвижно, а другая 2 может перемещаться. При из-
мерении расстояния между внутренними гранями колес обе ножки
подводят к внутренним граням и по шкале на штанге определяют
контролируемый размер.
Измерение диаметров колес по кругу катания и определение раз-
ности диаметров колес на одной оси выполняют скобой ДК
(рис. 3.5) на выкаченной колесной паре. Для выполнения измерения
необходимо ослабить стопорный винт 7 подвижной бабки 2 и прижать
скобу опорными поверхностями 3 к внутренней грани обода колеса.
Наконечники бабок следует подвести до соприкосновения с поверх-
ностью колеса и в положении максимального диаметра колеса под-
вижную бабку фиксируют стопорным винтом 7. Считывание показа-
ний проводится по основной шкале и ноннусу. Измерение диаметров
колес производится не менее трех раз для каждого колеса в разных
диаметральных сечениях. За действительное значение диаметра коле-
са принимают среднее арифметическое значение трех измерений.
Допустимые значения разности диаметров колес у одной колесной
пары при о&гочке колес — не более 0,5 мм, а без о&гочки — не
более 1 мм.
Измерение расстояния от торца оси до внутренней грани обода ко-
леса выполняют прибором ЭК (рис. 3.6). Для выполнения измерения
необходимо ослабить стопорные винты, закрепляющие измерительную
линейку 5 в стойке 7. Измерительный наконечник 4 следует завести за
обод колеса, установить прибор ЭК опорой 2 на шейку оси и прижать
упор 3 к торцу оси со стороны зарезьбовой канавки. Наконечник 4
прижимают к внутренней грани и производят считывание показаний по
измерительной линейке. Разность расстояний между торцами оси и
внутренними гранями ободов колес с одной и с другой стороны ко-
лесной пары при ремонте без смены элементов должна быть не более
160
Рис. 3.5. Измерение диаметра
колеса скобой ДК:
1 — стопорный винт; 2 — подаижная
бабка; 3 — опорные поверхности бабок;
4 — наконечник неподвижной бабки;
5 — труба
5 мм. Измерение эксцентрично-
сти круга, катания колеса выпол-
няют измерительным движком
8 прибор а ЭК. Эксцентричность
круга катания относительно
шейки при ремонте колесной
пары без обточки должна быть
не более 1 мм.
Измерения шейки оси вы-
полняют скобой рычажной
СР-150, а предподступичных
частей — микрометром глад-
ким МК-175. Конусообразность
и овальность шеек не должна
превышать 0,02 мм, а у пред-
подступичной части — не бо-
лее 0,05 мм.
Проверка размеров колес-
ных пар может производиться
на измерительных стендах. На
некоторых вагоноремонтных
предприятиях применяют опти-
ческий стенд фирмы «Хеген-
шайдт» (ФРГ) для измерения
элементов колесных пар (рис.
3.7, а). Стенд позволяет выпол-
нять измерения диаметров и
профиля колес, расстояние между внутренними гранями, ширины
ободов, длины и диаметра шеек. Проверяемая колесная пара подъем-
ным устройством устанавливается на стенд и приводится во враще-
ние фрикционным роликом. Профили обоих колес видны на экранах
стенда на фоне шаблона стандартного профиля (рис. 3.7, б). Величина
снимаемого слоя металла колеса определяется сравнением изношен-
ного профиля и профиля шаблона.
Прим енение стенда позволяет определить диаметр обточки при
минимальном снимаемом слое металла, что увеличивает срок служ-
бы колесных пар.
В настоящее время несколько российских инженерно-производ-
ственных предприятий освоило выпуск контрольно-измеритель-
ных приборов для проверки отдельно осей, колес и сформированных
161
Рис. 3.6. Прибор ЭК в
рабочем положении:
1 — стойка; 2 — опора;
3 — упор; 4 — изме-
рительный наконечник;
5 — линейка; 6 — стопор-
ный винт; 7 — рамка;
8— вертикальный движок
колесных пар. Приборы выполнены как в виде компактных перенос-
ных микропроцессорных устройств с автономным питанием, так и в
виде стационарных установок. Данные приборы перспективны и в
скором времени найдут широкое и обязательное применение на пред-
приятиях по ремонту и техническому обслуживанию вагонов. Рас-
смотрим некоторые из таких приборов.
Малогабаритный автоматизированный прибор для измерения
колес МАИК (рис. 3.8). МАИК предназначен для измерения диамет-
ра и толщины гребня колес. Он позволяет проводить измерения без
выкатки колесных пар из-под вагона, автоматически вычисляет раз-
ность диаметров колес на колесной паре, производит деление колес-
ных пар на группы по диаметру для подкатки под тележку и произ-
водит запись результатов измерений в энергонезависимую память.
Техническая характеристика
Измеряемые диаметры колес, мм........................844-964
Точность измерения диаметра, мм.........................±0,5
Измеряемая толщина гребня, мм..........................24-34
Точность измерения толщины гребня, мм...................±0.5
Объем хранимой информации, не менее...........44000 измерений
162
Рис. 3.7. Измерительный
стенд фирмы «Хеген-
шайдт» и схема перек-
рытия профиля колеса
шаблоном
Рис. 3.8. Малогабаритный автоматизированный прибор для измерения
колес МАИК:
1 — скоба измерителя; 2 — шток измерителя диаметра; 3 — измеритель тол-
щины гребня; 4 — крышка батарейного отсека; 5 — кронштейны с роликами;
6 — тумблер включения питания; 7 — разъем кабеля блока сопряжения;
8 — электронный блок
163
Напряжение питания, В____________________________________5,3-6,2
Рабочий диапазон температур, °C........................-30 -+50
Масса, кг..................................................2,8
Прибор для контроля предподступичной части оси БВ-7494.
Прибор служит для контроля размеров и формы предподступичной
части осей колесных пар.
Измерительная станция 1 прибора (рис. 3.9) соединяется кабелем
6 с электронным блоком 7. К блоку подключается с помощью кабеля
8 печатающее устройство 9. С помощью ручки 2 станция 1 устанав-
ливается на ось на один из откидных упоров 3 в контролируемое
сечение и поджимается с помощью устройства 4. Измерительные
наконечники при этом касаются контролируемой поверхности. Пере-
мещение наконечников преобразуется в электрические сигналы и
регистрируется в электронном блоке. После ввода переключателем 5
режима «измерение» деталь поворачивается за ручку 2 на 180°. На
этом завершается измерение диаметра предподступичной части в пер-
вом сечении. Затем станцию переставляют во второе сечение по вто-
рому упору и таким же образом, как в первом сечении, производят
измерение во втором сечении.
Результаты измерения обрабатываются, запоминаются, выводятся
на табло электронного блока и на печатающее устройство.
Техническая характеристика
Контролируемые параметры предподступичной части оси:
диаметр предподступичной части с учетом переточки, мм.164-165,2
количество контролируемых сечений..........................2
Рис. 3.9. Прибор для контроля предподступичной части оси
164
1
овальность, мм.
конусность, мм.........................
Допускаемые погрешности измерения, мм:
2
при контроле диаметра....................................0,0
при контроле овальности и конусности.....................0,0»
Комплекс для контроля параметров колесных пар БВ-927^
Комплекс для контроля параметров колесных пар предназначен дд
проверки линейных размеров колесных пар с роликовыми подшит^
никами в условиях вагонного депо.
Техническая характеристика
Контролируемые параметры:
расстояние между внутренними гранями
ободов колес, мм..................................1437-14^
разность расстояний между внутренними
гранями ободов колес, мм, не более...................... _
диаметр колес по кругу катания, мм..................848-9^
разность диаметров колес, насаженных
на одну ось, мм, не более................................. .
овальность по кругу катания, мм, не более....................'
диаметр средней части оси, мм, не менее...................
толщина гребня, мм........................................30-^
толщина обода, мм, не менее................................^4
диаметр подступичной части оси, мм, не менее..............
равномерный прокат, мм, не более...............................
Условия эксплуатации комплекса:
температура окружающего воздуха, °C.....................+10 - +^
относительная влажность окружающего воздуха, %...........40-^
питание контрольных устройств от сети
переменного тока напряжением, В.......................198-2^2
Контрольные устройства 1 (рис. 3.10) комплекса монтируются
станине 3. Контролируемая колесная пара устанавливается на базир^
1$5
Рис. 3.10. Комплекс для контроля параметров колесных пар БВ-9272
ющие приводные ролики 5. В комплект контрольных устройств вхо-
дят электронный блок 2, компьютер 4 с установленным программно-
математическим обеспечением и принтер 6.
Измерение параметров колесных пар производят с помощью скоб 7
и устройств, контактирующих с измеряемыми поверхностями посред-
ством роликов. После поворота колесной пары приблизительно на 1,1
оборота операция контроля завершается у компьютера, где оператор
может просмотреть результаты контроля в текстовой или графической
форме, занести их в архив и вывести на печать протокол контроля.
3.3. Осмотр и освидетельствования
колесных пар
Для проверки исправного состояния колесных пар в эксплуатации
(перед подкаткой под вагон), а также для контроля качества ремонта
производят их осмотр под вагонами, обыкновенное и полное освиде-
тельствования.
Осмотр колесных пар под вагонами выполняют осмотрщики ваго-
нов, а также мастера и бригадиры текущего отцепочного ремонта
вагонов.
Освидетельствование колесных пар могут выполнять мастера,
бригадиры и технологи цехов, связанных с ремонтом и подкаткой под
вагоны колесных пар. Кроме того, удостоверение на право производ-
166
ства обыкновенного и полного освидетельствования колесных пар
должны иметь: в отделениях дорог — начальники отделов вагонного
хозяйства и их заместители; в вагонных депо, вагоноколесных мас-
терских — начальники депо, вагоноколесных мастерских, их замес-
тители, главные инженеры, старшие приемщики и приемщики ваго-
нов, начальники пунктов технического обслуживания.
Лица, выполняющие осмотр и освидетельствование колесных пар,
в установленные сроки сдают испытания в знании действующих пра-
вил и инструкцией.
Осмотр колесных пар под вагонами производят на станциях фор-
мирования и оборота составов при подготовке вагонов к перевозкам
и перед постановкой в поезд, на станциях, где предусмотрена стоянка
для технического обслуживания вагонов и при текущем отцепочном
ремонте вагонов. Колесные пары осматривают сходу в момент при-
бытия, после прибытия и перед отправлением поездов.
При выполнении такого осмотра необходимо контролировать со-
стояние элементов колесных пар и соответствие их размеров и взно-
сов установленным нормам.
Обыкновенное освидетельствование выполняют перед каждой подкат-
кой под вагон. Предварительно (до ее очистки) колесную пару осматрива-
ют и по ряду признаков выявляют трещины в элементах колесной пары, а
также ослабление или сдвиг колеса на оси. О наличии трещины свиде-
тельствует разрушение краски, валик из пыли и грязи в месте ее располо-
жения. Признаками ослабления и сдвига колеса на оси являются разрыв
краски в месте сопряжения ступицы колеса с осью, наличие блестящей
или ржавой кольцевой полоски металла около ступицы колеса.
Очистку колесных пар выполняют вручную скребками, металли-
ческими щетками или на механизированных установках, которые
снабжены механизмом вращения колесных пар и пневматическими
цилиндрами для прижатия металлических щеток к элементам колес-
ных пар в процессе их очистки. Очистка обеспечивает подготовку
поверхностей колесных пар для дефектоскопии и окраски.
После очистки производят дефектоскопию колес и средней части
оси, а также проверяют соответствие размеров и износов всех эле-
ментов установленным нормам. Роликовым буксам производят про-
межуточную ревизию. Постановка знаков и клейм на колесную пару
при обыкновенном освидетельствовании не предусмотрена.
Данные освидетельствования регистрируют в журнале формы
ВУ-53. При необходимости, по результатам дефектоскопии и обмера
колесной паре назначают вид ремонта.
167
Полное освидетельствование колесных пар производится: после кру-
шений и аварий поездов колесным парам поврежденных вагонов; после
сходов вагонов с рельсов колесным парам сошедшей тележки; при пол-
ной ревизии роликовых букс; при капитальном ремонте вагона; при фор-
мировании колесных пар и их ремонте со сменой элементов; при неясно-
сти клейм последнего полного освидетельствования; через две обточки
поверхностей колес грузовых вагонов и через одну обточку для колес
пассажирских вагонов; подкатываемым колесным парам при деповс-
ком и текущем отцепочном ремонтах, проходившим последнее полное
освидетельствование четыре и более лет назад для пассажирских ваго-
нов, пять и более лет назад—для грузовых вагонов; при повреждениях
редуктора от торца шейки оси, требующих его замены или при обнару-
жении в буксе редукторного масла; при повреждении вагона от динами-
ческих ударов при падении груза; при наличии на поверхности колесных
пар грузовых вагонов неравномерного проката 3 мм и более, ползуна
2 мм и более, разности диаметров колес на одной оси 3 мм и более, а на
поверхности катания пассажирских вагонов — ползуна 1 мм и более,
навара и неравномерного проката—2 мм и более.
Колесную пара при полном освидетельствовании предварительно
осматривают, разбирают роликовые буксы, очищают от грязи и ста-
рой краски, а затем моют в моечной машине.
После обмывки колесную пару подают на позицию дефектоскопиро-
вания, где колеса и все части оси проверяют методами неразрушающего
контроля. Затем колесную пару перемещают на позицию осмотра и про-
верки средствами измерений и средствами допускового контроля.
Обмывка колесных пар производится после демонтажа букс в
моечных машинах раствором синтетических моющих средств при
температуре 70-90°С.
Все измерения колесных пар производятся бригадиром или масте-
ром, ответственным за ремонт колесных пар.
После полного освидетельствования на левом торце оси исправ-
ных колесных пар выбивают установленные клейма.
3.4. Виды ремонта колесных пар
В зависимости от вида неисправностей ремонт колесных пар осу-
ществляют без смены и со сменой элементов.
При ремонте без смены элементов выполняют обтачивание повер-
хности катания колес, наплавку гребней колес и поврежденной резь-
168
бы Ml 10, заварку изношенных центровых отверстий и отверстий для
болтов стопорных планок.
При необходимости шейки и предподступичные части полируют
абразивной шкуркой.
Дефекты на поверхности катания колес при ремонте устраняют
механической обработкой на колесотокарных станках. Такой обра-
ботке подвергают поверхности катания, включая гребни и фаски.
Внутренние грани обрабатывают в том случае, если разность рассто-
яний между ними, измеренная в разных местах, составляет более
2 мм. Наружные грани разрешается обрабатывать при наличии повер-
хностных дефектов при условии, что не будут срезаны клейма заво-
да-изготовителя и ширина обода будет не менее 126 мм.
Форму профиля катания проверяют максимальным шаблоном, при
этом зазор между шаблоном и профилем колеса допускается не более
0,5 мм, а по высоте гребня — не более 1 мм.
В колесных цехах вагоноремонтных предприятий применяют стан-
ки разнообразных отечественных и зарубежных моделей. Современ-
ные колесотокарные станки оборудованы гидрокопировальными суп-
портами и гидравлическими зажимами крепления колесных пар.
Наиболее широко используются колесотокарные станки таких заво-
дов и фирм, как КЗТС (Россия), «Рафамет» (Польша), «Хегеншайдт»
(Германия).
Станок модели 165 фирмы «Хегеншайдт» (рис. 3.11) предназначен
для восстановления профиля поверхности колесных пар с буксами и
редукторами на средней части оси. Производительность станка при
использовании рациональных режимов обработки достигает 54 колес-
ных пары в смену. Станок применяется в поточно-механизированных
линиях ремонта колесных пар.
Станок модели 165 имеет станину 1, две шпиндельные бабки 2,
подъемник 5, два суппорта б, устройство для остановки и скатывания
колесной пары, пылеотсасывающее устройство 7, гидроагрегат 8 и
пульт управления станком 9. В бабках 2 расположены шпиндели,
которые приводятся в действие от электродвигателей 3 и редукторов
4. Гидравлический подъемник обеспечивает поднятие колесной пары
за гребни колес независимо от их диаметра. Для быстрого перемеще-
ния суппортов используются магнитные муфты.
Суппорты оборудованы гидравлическими резцедержателями. На
станке можно применять многоинструментальную обработку, при
которой гребень и поверхность катания с фаской обтачиваются одно-
временно.
169
Рис. 3.11. Колесотокарный станок модели 165
Для грубой и чистовой обработки поверхности катания колес наи-
большее применение получили чашечные резцы с напаянными плас-
тинами различного диаметра из твердого сплава марки Т14К8 и
Т5К10. На некоторых предприятиях для грубой обработки поверхно-
сти катания используют напайные резцы со стандартными пластинами
типа 1639 из твердого сплава марок Т5К10 и Т15К6. Целесообразнее
применять для обработки колес сплавы группы ТТК (ТТ10К8Б),
обладающие большей прочностью и износостойкостью.
При многократных обточках колесных пар срезается до 40% ме-
талла обода колеса. Главная причина этого явления — наличие на
поверхности катания, в основном на конусности 1:10, участков повы-
шенной твердости, образующихся при торможении вагона.
Существующие резцы не способны срезать твердые участки, не
углубляясь под них. Поэтому за одну обточку в стружку превраща-
ется до 4 мм и более металла с каждого колеса.
Попытки применения для обработки колес абразивного шлифова-
ния не получили распространения из-за низкой производительности и
быстрого износа шлифовальных кругов. Эффективным решением
проблемы является снижение твердости обрабатываемых поверхнос-
тей путем предварительного отжига материала колес за счет их ин-
170
Аукционного нагрева токами высокой частоты до температуры
750+850°С. Твердость отожженной поверхности снижается от
HV800-1000 до HV300, что позволяет при обточках снимать мини-
мальный слой стружки и значительно увеличивает срок службы ко-
лес. Кроме того, отдельные дефекты колесных пар, например, круго-
вые наплывы металла на фаску, рекомендуется устранять без
сплошной обточки. Не разрешается обтачивать колесные пары с про-
катом и толщиной гребня ниже установленных норм, а навар следует
зачищать шлифовальным кругом.
Перспективным методом повышения срока службы колёсных пар
является применение плазменного нагрева металла колеса до обточки
на станках.
Шейки и предподступичные части осей РУ1 и РУШ на станках не
обтачивают, а зачищают их неровности шлифовальной шкуркой с
маслом. Если от многократной зачистки размеры шеек выходят за
пределы допустимых норм, разрешается их восстанавливать электро-
импульсной обработкой и металлизацией.
Разрешается при ремонте без смены элементов наплавлять изно-
шенную или поврежденную резьбу Ml 10 осей РУ1 на полуавтомати-
ческих установках под слоем флюса с использованием сварочной
проволоки марок СВ-08Г2С, СВ-10Г2 и др.
Установки изготавливают на базе типовых шеечно — накатных
станков, например, ХАД112. Наплавке подлежат оси, имеющие по-
вреждение резьбы в виде забоин, ожогов сварочным током, смятием
профиля, а также с резьбой, размеры наружного диаметра которой
менее 108,7 мм. Перед наплавкой очищенная колесная пара подается
на установку, где изношенная часть оси обтачивается, а затем под-
вергается наплавке. Внутренние кольца должны быть сняты, а шейка
оси защищена от попадания металла из сварочной дуги. Наплавка
производится в два слоя до диаметра резьбовой части не менее
112 мм. После механической обработки резьбовую часть оси испы-
тывают на прочность на гидравлическом прессе усилием 90 Тс.
Испытанию подлежит 1 колесная пара из партии в количестве не
более 50 штук. Срыва резьбы не должно быть.
Наплавка гребней колес производится на автоматических установ-
ках под слоем флюса.
Перед наплавкой индукционным нагревателем производят подо-
грев обода колеса до температуры 160°С, которая контролируется
цифровым термометром. Наплавку выполняют сварочной проволокой
марок СВ-08-А; СВ-08Г2С. После наплавки, а также после механи-
171
ческой обработки наплавленных поверхностей, производят неразру-
шающий контроль гребней методом дефектоскопии.
Ремонт колесных пар со сменой элементов выполняют в случаях:
замены одного или двух колес; сдвига колеса на оси; несоответствия
расстояния между внутренними гранями колес установленным нор-
мам; замены оси; опробования на сдвиг ступиц одного или двух
колес; разности расстояний между торцами оси и внутренними гра-
нями колес с одной и другой стороны колесной пары более допус-
тимых норм.
Расформирование колесных пар выполняют на гидравлических
прессах с использованием приспособлений, исключающих повреж-
дение осей. Годные элементы используют при ремонте. Колеса под-
лежат замене при трещинах и тонкомерном ободе. Оси бракуют при
наличии изгиба, размеров любой части менее допустимых норм,
следов касания электродом, трещинах.
Перед запрессовкой оси и колеса обрабатывают на станках. Под-
ступичную часть оси обтачивают для устранения дефектов и придания
ей необходимых размеров. Отверстие в ступице колеса растачивают
до диаметра подступичной части оси с учетом необходимого натяга,
величина которого равна 0,1-0,25 мм. Для плавного захода оси в
ступицу колеса наружный конец подступичной части оси обтачивает-
ся на конус длиной 7-15 мм и с разностью диаметров не более 1 мм,
а кромки отверстий ступиц колес закругляют радиусом 4-5 мм.
Посадочные поверхности колес и оси насухо протирают и покрывают
растительным маслом. Запрессовку колес на ось выполняют на гид-
равлических прессах с записью диаграмм, по форме которых опре-
деляют качество прессовых соединений.
К контролируемым параметрам диаграммы запрессовки относятся:
ее форма, длина сопряжений L и величина конечных усилий Р3к.
Форма нормальной диаграммы имеет плавно нарастающую выпуклую
вверх кривую (рис. 3.12, а). По виду отклонений диаграммы от нор-
мальной формы определяют причины их возникновения. Например,
форма диаграммы, изображенной на рис. 3.12, б, свидетельствует о
наличии на посадочных поверхностях оси и колеса неровностей.
Прессовое соединение, соответствующее такой диаграмме подле-
жит распрессовке. Диаграммы запрессовки хранятся в течение
20 лет.
Разность диаметров колес на одной колесной паре, их овальность
и эксцентричность должны быть не более 0,5 мм при обточке по
кругу катания и не более 1 мм — без обточки.
172
Расстояние между внутрен-
ними гранями ободов колес при
выпуске из ремонта со сменой
элементов должна быть в преде-
лах 1438-1441 мм, без смены
элементов— 1437-1443 мм.
Толщина обода после обточ-
ки при ремонте колесных пар
без смены элементов должна
быть не менее 24 мм под гру-
зовые вагоны и не менее
35 мм — под пассажирские, а
при ремонте колесных пар со
сменой элементов — соответ-
ственно 27 и 40 мм.
Рис. 3.12. Диаграммы запрессовки:
а — нормальная диаграмма;
б — диаграмма с резкими колебания-
ми давления
3.5. Неразрушающий контроль колесных пар
Колесные пары при всех видах освидетельствования и ремонта
подлежат системе неразрушающего контроля, включающей магнито-
порошковый, вихретоковый и ультразвуковой методы контроля.
Средняя часть оси подлежит магнитопорошковому контролю при
обыкновенном и полном освидетельствовании колесных пар, а шейки
и предподступичные части — при полном освидетельствовании ко-
лесных пар со снятием внутренних и лабиринтных колец.
Проверяемые поверхности колесных пар должны быть очищены от
грязи, масла, ржавчины и просушены.
Магнитопорошковый контроль средней части, шеек и предпод-
ступичной части оси можно выполнить на установке УМД-КПВ
(Р8617).
Для выполнения контроля средней части оси необходимо устано-
вить колесную пару на роликовые опоры дефектоскопной установки,
замкнуть разъемный соленоид и отрегулировать зазор между осью и
соленоидом. Установить тележку с раскрытым соленоидом к ступице
одного из колес и равномерно, по всей длине оси, нанести сухой
магнитный порошок типа ПЖ В5-160. Замкнуть витки соленоида,
включить намагничивание и перемещение тележки, осматривая ось с
двух сторон от соленоида. Места скопления порошка наметить ме-
173
Рис. 3.13. Схема
намагничивания шеек
лом. Поворачивая колесную пару на 1/5 обо-
рота, проверить всю поверхность оси. Со-
мнительные места необходимо проверить по-
вторно.
Магнитопорошковый контроль шеек и
пред подступичных частей оси (рис. 3.13)
обычно выполняют дефектоскопом типа
МД-12ШИ.
Для контроля шейки необходимо вклю-
чить вращение колесной пары и подвести
соленоид дефектоскопа к шейке оси так,
чтобы она входила в его отверстие на
60-70 мм. Включить намагничивающий ток,
полить шейку суспензией из магнитного по-
рошка с трансформаторным маслом, переместить дефектоскоп к под-
ступичной части оси и вернуть в исходное положение.
Поверхность шейки осмотреть, обращая внимание на галтели шей-
ки и предподступичной части оси. Для размагничивания оси необхо-
димо установить дефектоскоп над шейкой, включить намагничиваю-
щий ток, затем плавно отвести соленоид от шейки не менее 0,5 мм
и включить ток.
Дефектоскопия осей после обточки подступичных частей пе-
ред запрессовкой колес может быть выполнена дефектоскопом
МД-12ПС с использованием механизма вращения оси. Для проверки
оси следует установить седлообразное намагничивающее устройство
над осью (рис. 3.14) так, чтобы расстояние между соленоидом и
осью было в пределах 40-60 мм. Включить вращение оси, включить
намагничивающий ток и нанести суспензию под дугами соленоида и
с двух сторон от него. Далее необ-
ходимо переместить намагничиваю-
-ggF-4— I—!•—tea- щее устройство к противоположно-
му концу оси и нанести перед
ним суспензию. Поверхность оси
осматривают, пользуясь переносной
лампой.
Для размагничивания оси намаг-
ничивающее устройство в включен-
ном состоянии отводят на расстоя-
Рис. 3.14. Схема ние не менее 0,5 мм от оси и
намагничивания осей выключают намагничивающий ток.
174
Диски колес и поверхности вокруг водильных отверстий при
всех видах ремонта и освидетельствования колесных пар подле-
жат контролю вихретоковым и магнитопорошковым методами
(рис. 3.15).
Гребни колес, которые ремонтируют наплавкой, необходимо кон-
тролировать ультразвуковым или магнитопорошковым методом до
наплавки, после ее выполнения и после механической обработки.
Дополнительно применяют вихретоковый метод для контроля колес в
зонах (рис. 3.15, в,г,д').
Контроль диска колеса можно выполнить дефектоскопом типа
ВД-12НФ. На диск подготовленного колеса устанавливают преобра-
зователь со стороны средней части оси.
Контроль ведут по всей окружности колеса зигзагообразно с ша-
гом сканирования 5-8 мм в зоне шириной 50-100 мм. Далее конт-
ролируют диск вокруг водильных отверстий и ступицу по окружно-
сти в пределах 10 мм от края проверяемого участка.
Многократное срабатывание сигнализации прибора на одном уча-
стке квалифицируется как трещина. При обнаружении трещины дли-
ной менее 15 мм и в спорных случаях необходимо отмеченное место
очистить до металлического блеска шлифовальной шкуркой и про-
контролировать повторно магнитопорошковым методом дефектоско-
пом МД-14П.
Рис. 3.15. Схема намагничивания осей
175
Ультразвуковая дефектоскопия гребней может выполняться уль-
тразвуковыми дефектоскопами типов ДУК-66ПМ, УДГ-12 и др. Конт-
роль на наличие продольных, поперечных трещин и других внутренних
дефектов гребней проводят наклонным преобразователем с углом вво-
да 50 и 65° поверхности внутренней грани обода колеса. Сканирование
ведут поперек внутренней грани под углом 10-30° по отношению к
радиусу колеса в двух взаимно-перпендикулярных направлениях.
Ультразвуковой контроль осей дефектоскопом УД-2-12 производят с
целью выявления внутренних дефектов, а также поверхностных дефектов,
которые недоступны визуальному и магнитопорошковому контролю.
Ось должна подвергаться обязательному сквозному прозвучива-
нию с торца или зарезьбовой канавки и наклонному прозвучиванию
на выбор: или искателем 13-18° с зарезьбовой канавки, или искате-
лем 50° со средней части оси.
Контроль оси ведут в следующей последовательности:
прямым преобразователем зарезьбовой канавки контролируют
участок оси от середины до дальней шейки;
прямым преобразователем контролируется ближняя шейка;
наклонным искателем 13-18° контролируется подступичная
часть.
Все этапы контроля повторно выполняют с противоположного
торца оси. Оси бракуют при непрозвучиваемости, т.е. отсутствии
сигнала от противоположного конца и при появлении сигналов в зоне
поиска, амплитуда которых превышает норму.
3.6. Приемка и клеймение колесных пар
Перед подкаткой под вагон колесную пару проверяет мастер или
бригадир. Каждая отремонтированная колесная пара должна быть
принята в вагонном депо или в вагоноколесных мастерских прием-
щиком или мастером, на ВРЗ — мастером и инспектором-приемщи-
ком ОТК. При проверке и приемке колесной пары контролируют
соответствие ее размеров нормам Инструкции по осмотру, освиде-
тельствованию, ремонту и формированию вагонных колесных пар.
На принятую колесную пару после полного освидетельствования и
ремонта наносят установленные знаки и клейма (рис. 3.16, 3.17).
При ремонте со сменой элементов знаки и клейма ставят на пра-
вый торец оси (рис. 3.16, а; 3.17), а при полном освидетельствова-
нии — на левый (рис. 3.16, б).
176
Рнс. 3.16. Знаки и клейма на оси РУ1:
а — при формировании и ремонте; б — при постановке редукторно-карданного
привода; 1 — знак формирования; 2,6,9 — условные номера заводов или ВКМ;
3 — дата формирования (месяц, год); 4,8 — приемочные клейма МПС; 5 — знак
опробования (две буквы фф); 7 — дата опробования на сдвиг; 10 — дата
освидетельствования; 11 — буквы РК и дата установки привода; 12— номер
пункта; 13 — СВК; 14 — дата ревизии
Рис. 3.17. Знаки и клейма на оси РУ1Ш:
1 — номер оси; 2 — дата изготовления оси; 3 — разделительный знак; 4 — знак
формирования; 5 — клеймо ОТК; 6 — приемочные клейма МПС;
7 — номер завода, сформировавшего колесную пару; 8 — дата формирования;
9— номер завода-изготовителя оси; 10 — номер завода, перенесшего маркиров-
ку; 11 — клеймо ОТК приемки оси; 12 — приемочное клеймо МПС годности оси
177
4
Ремонт буксового узла
4.1. Неисправности буксовых
узлов, их причины
От исправного состояния буксовых узлов в большой степени за-
висит безопасность движения поездов. Являясь необрессоренной
частью вагона, буксовый узел испытывает в пути следования значи-
тельные статические и динамические нагрузки, которые особенно
велики при наличии на колесных парах ползунов, выщербин, «нава-
ров», а также при проходе вагона по стыкам и дефектам рельсов. При
проходе кривых участков железнодорожного пути, буксы испытыва-
ют большие осевые нагрузки. Буксовый узел требует высокой квали-
фикации и точности выполнения работ по ремонту деталей и монтажу.
Сложность своевременного выявления неисправностей объясняется
также их конструктивными особенностями. Буксы герметично зак-
рыты и за короткое время стоянки вагона на ПТО не предоставляется
возможным визуально проконтролировать состояние подшипников и
деталей крепления. Для конструкторов и ученых остается актуальной
задача разработки как более надежных подшипников, так и буксовых
узлов в целом.
Основными неисправностями буксовых узлов на подшипниках
качения являются:
износы и изломы сепараторов, разрушение деталей крепления
подшипников, обводнение смазки, ослабление натяга внутренних и
лабиринтных колец, изломы и разрывы внутренних и упорных колец
подшипников (рис. 4.1). Износ и разрушение сепараторов, как пра-
вило, происходят из-за обводнения или недостаточного количества
смазки в подшипниках, а также из-за механических повреждений
сепараторов, не выявленных при полной ревизии буксы. В настоящее
178
Рис. 4.1. Неисправности
деталей букс:
1 — отколы бортов колец;
2 — разрывы колец; 3 — из-
нос резьбы; 4 — излом сто-
порной планки; 5 — трещины,
раковины роликов; б — излом
сепаратора
время необходимо обязательно производить вихретоковый контроль
сепараторов, обращая особое внимание на состояние мест перехода
от перемычек к основанию.
Причинами попадания влаги в смазку являются неправильное ее
хранение и нарушения технических требований к монтажу буксы. Не
разрешается хранить смазку под открытым небом незащищенной от
попадания атмосферных осадков. Во избежание попадания влаги в
буксу не разрешается промывка колесных пар, подлежащих проме-
жуточной ревизии, без специальной защиты буксового узла. При
монтаже следует закладывать смазку в лабиринтное кольцо равно-
мерно по всей окружности; необходимо заменять резиновые проклад-
ки и кольца на новые и следить за прочностью болтовых креплений
крышек.
Основная причина разрушения торцового крепления подшипников
на шейке оси — нарушение требований монтажа букс: завышение
зазоров между кольцами, неправильный подбор и установка гайки
Ml 10. Следует тщательно контролировать состояние резьбы гаек и
шеек осей.
Проворот колец происходит из-за нарушения температурных ре-
жимов при монтаже букс, применение несовершенных измеритель-
ных приборов и инструментов или неправильной их настройки. До-
пускаемая разница температур измеряемых деталей и инструмента —
не более 3°С. Работы по хранению, подбору и комплектации подшип-
ников должны выполняться в чистых, сухих, светлых и изолирован-
ных помещениях с температурой 18±2°С и относительной влажнос-
тью не более 60%.
179
Рис. 4.2. Признаки неисправ-
ностей букс в эксплуатации:
а — корпус буксы имеет наклон;'
б — сдвиг корпуса буксы относи-
тельно лабиринтного кольца
Подбор колец к шейкам осей наиболее целесообразно произво-
дить на автоматизированных установках УПК-01 (см. рис. 4.11).
Изломы колец происходят из-за нарушений требований неразру-
шающего контроля колец без снятия их с шеек осей, а также из-за
значительных нагрузок на подшипники. При контроле колец особое
внимание следует уделить состоянию их бортов и мест перехода от
бортов к цилиндрической поверхности. Для уменьшения вероятности
появления усталостных разрушений на наружных кольцах при уста-
новке блока подшипника в буксу следует менять зону его нагру-
жения.
Все неисправности приводят к повышенному нагреву букс. Но в
начальной стадии дефекты могут не вызывать повышенного нагрева,
однако создавая при этом аварийные ситуации. Выявить такие скры-
тые неисправности позволяют характерные внешние признаки, сопут-
ствующие этим неисправностям (рис. 4.2).
4.2. Внешние признаки неисправностей
роликовых букс
Отдельные неисправности буксового узла проще выявить при
встрече поезда с хода. При этом следует обращать внимание на по-
ведение и состояние колесных пар, корпусов букс, рам тележек и
рычажной передачи, на наличие посторонних ударов, стуков, дыма,
искр, запаха горелой смазки.
Другие признаки неисправностей букс более заметны при осмотре
вагонов во время стоянки поезда, когда особое внимание следует
обращать проверке степени нагрева корпуса, состоянию смотровых и
крепительных крышек, лабиринтных колец, положению корпуса бук-
сы по отношению к лабиринтному кольцу.
Перечень возможных неисправностей буксовых узлов с подшип-
никами качения и их внешние признаки указаны в табл. 4.1.
180
Таблица 4.1
Признаки неисправности буксового узла Возможные неисправности
При встрече поезда с хода
Наличие дыма, специфического запаха горелой смазки, пощелкивание в буксе Разрушение подшипника
Движение юзом одной из колесных пар при отжатых колодках Заклинивание разрушенного подшипника
Дребезжащий стук колеса о рельс, наличие на колесной паре нескольких ползунов Разрушен подшипник, ролики периодически заклиниваются
Выброс искр со стороны лабиринтной части Проворот внутреннего кольца или разрушение заднего подшипника
Корпус буксы грузовой тележки имеет наклон; боковая рама опирается на буксу одним краем (рис. 4.2, а) Проворот внутреннего кольца переднего подшипника
Перемещение буксы вместе с рамой тележки вдоль оси, смещение вдоль шейки боковой рамы грузовой тележки, черный цвет крышки в зимнее время, наличие на смотровой крышке вмятин, цвета побежалости Повреждение торцового крепления подшипников на шейке. Оборваны болты М20 или излом стопорной планки, гайка Ml 10 сошла с резьбы, разрушен подшипник
Резкий стук рычажной передачи, вертикальные перемещения буксы Разрушение сепаратора
Наличие искр между колесной парой и буксой, а также между колесной парой и рамой пассажирской тележки, слышен скрежет Излом шейки оси
I При осмотре буксового узла во время стоянки поезда
Выброс смазки через лабиринтное уплотнение на детали тележки и кузов. Наличие в смазке металлических включений. Потеки смазки через крышки Разрушение подшипника, обводнение смазки, проворот внутреннего кольца, заклинивание роликов
Повышенный нагрев корпуса буксы в сравнении с другими буксами Излишнее количество смазки, начало разрушения буксы
Двойные удары или дребезжащие звуки при обстукивании смотровой крышки ниже ее середины Повреждение торцового крепления подшипников
Наличие на смотровой крышке пробоин, выпуклостей, протертостей, окалины Повреждение торцового крепления подшипников
Задняя часть корпуса нагрета больше передней Разрушение заднего подшипника или нет зазора между лабиринтной частью корпуса буксы и лабиринтным кольцом
181
Окончание таблицы 4.1
Признаки неисправности буксового узла Возможные неисправности
Передняя часть корпуса буксы нагрета больше задней Разрушен передний подшипник
Разность зазоров между корпусом буксы и лабиринтным кольцом в верхней и нижней частях буксы более 1 мм при измерении специальными шаблонами (рис. 4.3,4.4, а) Разрушение одного из подшипников, проворот внутреннего кольца на шейке оси
Смещение корпуса буксы относительно лабиринтного кольца более 1,4 мм (рис. 4.4, б) Повреждение торцового крепления
Выделение дыма, наличие запаха из буксы (при проверке с хода и после остановки поезда) Разрушение полиамидного сепаратора
Разработка отверстия в кронштейне для валика подвески башмака, отсутствие валика, срез шплинтов его крепления, излом надбуксовой пружины, наличие ржавчины на пружинах буксового и центрального подвешивания пассажирской тележки Разрушение одного или обоих подшипников
Зазор между рамой тележки и потолком буксы менее 56 мм (для тележек КВЗ-ЦНИИ, КВЗ-5, ТВЗ- ЦНИИ-М) Полное разрушение подшипников
4.3. Порядок проверки роликовых букс
в эксплуатации
Для содержания буксового узла с подшипником качения в ис-
правном состоянии предусмотрен их контроль в эксплуатации и вы-
полнение промежуточной и полной ревизии.
Для контроля за состоянием буксового узла в пути следования
применяются системы бесконтактного обнаружения нагретых букс в
поездах — ДИСК, ПОНАБ. Принцип действия диагностических сис-
тем основан на восприятии аппаратурой импульсов инфракрасного
излучения от греющихся букс с преобразованием этих импульсов в
электрические сигналы, их обработкой и передачей информации о
наличии и расположении перегретых букс в поезде. Устройства ДИСК
и ПОНАБ во многом способствуют своевременному выявлению не-
исправных буксовых узлов и повышению безопасности движения.
182
Буксы пассажирских вагонов оборудованы термодатчиками
(СКНБ), которые своевременно сигнализируют проводнику вагона о
наличии недопустимого нагрева буксового узла.
Встречая поезда с ходу, осмотрщики вагонов, используя призна-
ки, а соответствующая таблица 4.1, выявляют неисправные буксы при
движении вагонов.
После остановки состава каждый буксовый узел должен быть
тщательно проконтролирован в следующем порядке:
проверить состояние колесной пары;
проверить нагрев буксы и сравнить его с другими буксами
этого состава;
осмотреть крышки, корпус буксы, лабиринтное кольцо;
путем обстукивания смотровой крышки определить исправное
состояние торцового крепления.
По внешним признакам (табл. 4.1) выявляют неисправные буксы,
температура которых не отличается от температуры исправных.
Степень нагрева букс определяется на ощупь. Осмотрщик вагонов
тыльной стороной ладони должен прикоснуться к каждой буксе со-
става (рис. 4.5). Нагрев букс одной стороны поезда должен быть
одинаков. Повышенный нагрев корпуса может быть из-за чрезмерно-
го количества смазки, установленной в буксу при монтаже. Такой
нагрев происходит непосредственно после ремонта, сроки которого
необходимо уточнить по бирке. Этот нагрев должен прекратиться
через 500+600 км. Если нагрев происходит из-за заедания в лабирин-
тном уплотнении или дефектов подшипников, колесная пара должна
быть отправлена для полного освидетельствования.
По смотровой крышке, чуть ниже ее середины, наносят легкий
удар молотком. Если имеется излом болтов стопорной планки или
тарельчатой шайбы, изломана стопорная планка, отвернулась гайка —
будет слышен двойной удар или дребезжащий звук.
Повреждение торцового крепления, проворот внутренних колец,
разрушение подшипников можно выявить специальным шаблоном
(рис. 4.3, 4.4). Клиновой выступ шаблона вводится внизу и вверху
между корпусом буксы и лабиринтным кольцом. Если шаблон вхо-
дит в зазор вверху и внизу на одинаковое расстояние, букса ис-
правна. Если шаблон в верхней части входит меньше, чем в ниж-
ней, то неисправен задний подшипник; если он в верхней части
входит больше, чем в нижней, то неисправен передний подшипник.
Допустимой является разность зазоров сверху и снизу корпуса не
более 1 мм.
183
Рис. 4.3. Шаблон для измерения зазора между лабиринтным кольцом и
корпусом буксы и проверки смещения корпуса буксы относительно
лабиринтного кольца
Рис. 4.4. Проверка шаблоном буксового узла:
а — схема проверки зазоров между лабиринтным кольцом и корпусом буксы;
б — схема проверки смещения корпуса буксы относительно лабиринтного кольца
184
Вырезом в основании шаблона
глубиной 1,7 мм проверяют сме-
щение корпуса буксы относитель-
но лабиринтного кольца, которое
допускается не более 1,4 мм. Сме-
щение на большую величину по-
зволяет выявить ослабление или
повреждение торцового крепления
подшипников на оси. Данная неис-
правность может быть выявлена с
помощью крючка. Проводя крюч-
ком по месту соединения корпуса
Рис. 4.5. Определение нагрева
букс на ощупь
буксы с лабиринтным кольцом,
определяют величину смещения корпуса. Торцовое крепление ис-
правно, если крючок зацепится за корпус буксы. Торцовое крепле-
ние повреждено, если крючок соскочит с лабиринтного кольца на
корпус буксы.
Внешним осмотром выявляют повреждения смотровых крышек,
ослабление их болтовых креплений.
На колесные пары, у которых неисправности буксового узла об-
наружены визуально, по внешним признакам, на внутренней поверх-
ности диска колеса наносят меловую надпись «По внешним призна-
кам», а при обнаружении нагрева букс приборами ДИСК (ПОНАБ)
наносят надпись «Аварийная — ДИСК (ПОНАБ)».
При обнаружении любой неисправности, выявленной по внешним
признакам нагрева букс, осмотрщики вагонов принимают решение о
методах ее устранения. Если установить причину нагрева буксы не-
возможно, колесная пара должна быть отправлена в роликовый цех
вагонного депо для ревизии.
4.4. Ревизии букс
Промежуточная ревизия производится при обыкновенном осви-
детельствовании колесных пар, при их обточке без разборки букс,
при единой технической ревизии пассажирских вагонов и по отдель-
ным указаниям в качестве профилактической меры.
При промежуточной ревизии для контроля технического состояния
буксы применяется установка для диагностирования подшипников.
Установка выявляет также такие неисправности подшипников, как
отколы бортов колец и торцов роликов, усталостные и коррозийные
185
раковины на дорожках качения колец и поверхности роликов, задиры
на кольцах и роликах, ползуны на поверхности роликов, изломы
упорного кольца и другие дефекты. Установка включает стенд для
вращения колесной пары и диагностический блок, от которого к
корпусам букс подводятся датчики. При обнаружении неисправнос-
тей буксового узла, колесная пара направляется на полную ревизию
букс.
Перед производством промежуточной ревизии у выкаченных ко-
лесных пар буксы проворачивают для определения неисправностей на
слух. При обнаружении толчков и ненормального шума производят
полную ревизию. Контролируют надежность болтовых соединений
смотровых и крепительных крышек, состояние лабиринтного уплот-
нения. Крышки и передние части букс протирают, снимают смотро-
вую или крепительную крышку. Места прилегания крышек очищают
от грязи и протирают, снятая крышка укладывается в закрываемый
ящик внутренней стороной вверх. Из передней части буксы выбирают
смазку и перекладывают в снятую крышку для дальнейшего ее ис-
пользования. При этом необходимо соблюдать условия, исключаю-
щие попадание в крышку и буксу различных загрязнений.
При осмотре буксы определяют состояние смазки. Загрязнение
смазки определяют визуально после растирания небольшого ее коли-
чества на тыльной стороне ладони. Буксы с загрязненной смазкой
(стальные, латунные и другие примеси) направляют в полную реви-
зию. Потемнение смазки не является основанием для браковки.
Разработан прибор для определения качества проб смазки при
производстве промежуточной ревизии роликовых букс. Для провер-
ки смазки после снятия смотровых (крепительных) крышек берут из
каждой буксы пробы по 4—5 грамм. Пробы смазки закладывают в
прозрачный стакан емкостью 250-300 мл. В стакан наливают 100 мл,
предварительно нагретого в водной бане до температуры 70-90°С,
бензина. Содержимое стакана тщательно перемешивают деревянной
палочкой до получения однородной смеси. Если в смазке есть метал-
лические частицы, они выпадают на дно стакана. Стакан с раствором
помещают в отверстие в верхней части прибора (рис. 4.6) и включа-
ют прибор. Для определения содержания в смазке металлических
примесей используют магнит, который вмонтирован в деревянную
палочку. При перемещении палочки по дну стакана за магнитом ув-
лекаются металлические частицы, перемещение которых наблюдают в
зеркале прибора. По отражению в зеркале золотистой россыпи мож-
но судить о наличии в смазке цветных металлов. Белый цвет смазки
186
Отверстие для пробы
Рис. 4.6. Прибор для определения качества смазки
и ее непрелипаемость к стенкам стакана свидетельствуют о наличии
воды. В эксплуатации допускается наличие в смазке ЛЗ-ЦНИИ меха-
нических примесей не более 1%, воды — не более 1%.
При хорошем состоянии смазки производят дальнейший осмотр
переднего подшипника и деталей торцового крепления.
При обнаружении трещин, изломов или других неисправностей
подшипника буксу подвергают полной ревизии. При удовлетвори-
тельном состоянии подшипника контролируется стопорная планка или
торцовая шайба, а также болты их крепления; ослабленные болты
подтягиваются (болты стопорной планки подтягиваются в случае, если
не производится обточка поверхности катания колеса). При ослабле-
нии болтов заменяют пружинные шайбы. Неисправную проволоку
болтов стопорной планки необходимо заменить. Прочность крепления
торцовой гайки проверяют ударами слесарного молотка по оправе,
упираемой в шлиц гайки или в одну из граней коронки. Проверку
следует производить в обе стороны вращения гайки. Если ревизия
выполняется при обыкновенном освидетельствовании колесных пар,
независимо от состояния деталей крепления, снимают стопорную
планку и подтягивают гайку. Колесную пару и гайку Ml 10-4 с по-
врежденной резьбой к дальнейшей эксплуатации не допускают.
При торцовом креплении подшипников шайбой болты М20 осво-
бождают от стопорения, а вращением по часовой стрелке динамомет-
рическим ключом проверяют усилие их затяжки. При наличии хотя
бы одного из болтов с крутящим моментом менее 50 Н-м, все болты
187
откручивают и проверяют состояние резьбы болтов и резьбовых от-
верстий в оси. При обнаружении задиров, повреждений мест перехо-
да от головки болта к стержню или других неисправностей болты
заменяют. При обнаружении обрыва более трех первых ниток резьбы
в резьбовых отверстиях оси или затруднениях при завертывании бол-
тов крепления резьбовые отверстия разрешается исправлять метчи-
ком. При повреждении более шести первых ниток резьбы в резьбо-
вых отверстиях колесную пару не допускают к эксплуатации до
специального указания. Болты, имеющие затяжку крутящим момен-
том более 50 Н-м, подтягивают усилием 230-250 Н-м. Затяжку про-
изводят равномерно. Завинчивание трех болтов производят дважды
по периметру, а четырех — по схеме 1-2-3-4-3-4-2-1 с последую-
щим их стопорением шайбой.
При обточке поверхности катания колес взамен снятой смотро-
вой или крепительной крышки устанавливают временную с отвер-
стием для прохода центра станка. После обточки колесной пары
временную крышку снимают, проверяют состояние смазки и
надежность торцового крепления. После каждой обточки при обык-
новенном освидетельствовании колесных пар под правый верхний
болт крепительной крышки ставят дополнительную бирку, на кото-
рую наносят данные о месте, времени и порядковом номере обточки
колесной пары.
При исправном состоянии смазки, переднего подшипника и дета-
лей крепления в буксу закладывают ранее удаленную и при необхо-
димости добавляют свежую смазку из расчета 1/3 свободного про-
странства передней части буксы, а затем ставят крышки. Между
крышками ставят резиновую прокладку, новую или исправную, быв-
шую в употреблении. Между крепительной крышкой и корпусом
устанавливают резиновое кольцо.
О проведении промежуточной ревизии на крышку буксы, предва-
рительно очистив ее от грязи, наносят белой масляной краской над-
пись о времени и месте выполнения ревизии, а именно:
букву Р, месяц, две последние цифры года и присвоенный номер
вагонного депо или завода (рис. 4.7).
Результаты ревизии заносятся в журнал формы ВУ-92.
Полная ревизия производится при полном освидетельствовании
колесных пар, недопустимом нагреве букс, разрушении буксового
узла, отсутствии бирки или неясности клейм на ней и при выполнении
сварочных работ на вагоне или тележке без соблюдения требований.
Ревизии подвергают обе буксы одной колесной пары.
188
При полной ревизии букс необхо-
димо выполнить работы по демонта-
жу, промывке, осмотру и проверке
деталей букс. При необходимости де-
тали буксового узла ремонтируют
или заменяют на исправные, а затем
буксовые узлы вновь монтируют.
Полную ревизию производят под
контролем мастера, имеющего удос-
товерение на право производства
полного освидетельствования колес-
ных пар и полной ревизии букс.
Рис. 4.7. Расположение бирки
на буксе — 7 и маркировки
на смотровой крышке — 2.
4.5. Демонтаж букс. Промывка деталей
буксового узла
Демонтаж букс с подшипниками качения выполняют на механизи-
рованной или полуавтоматической поточных линиях или ручным спо-
собом. Демонтаж букс на горячей посадке без снятия внутренних и
лабиринтных колец производят при условии проверки оси специаль-
ным щупом ультразвукового дефектоскопа. Снимать внутренние и
лабиринтные кольца букс на горячей посадке необходимо при их
неисправностях, ремонте колесной пары со сменой элементов, а так-
же при отсутствии соответствующих средств неразрушающего конт-
роля.
При демонтаже буксы любым способом необходимо отвернуть бол-
ты крепительной крышки (рис. 4.8) и снять ее вместе со смотровой. Из
передней части буксы удалить смазку, отвинтить болты стопорной
планки или тарельчатой шайбы, снять планку или шайбу. Далее с осей
РУ1 отвинчивают и снимают торцовую гайку. Выкручивание болтов
производят с использованием демонтажных стендов или гайковертов.
Гайку снимают с помощью стенда или инерционным ключом. Сня-
тые детали укладывают в контейнер для последующей обмывки. Пос-
ле удаления упорного кольца кран-балкой со специальным захва-
том или буксосъемником снимают корпус буксы вместе с блока-
ми подшипников (наружное кольцо с роликами и сепаратором).
Из корпуса буксы пневмо- или гидропрессом удаляют блоки под-
шипников. При этом запрещается ударять молотком по корпусу бук-
189
Рис. 4.8. Буксовые узлы:
а — букса грузового вагона с двумя цилиндрическими подшипниками на горя-
чей посадке с торцевым креплением гайкой; б — букса пассажирского вагона с
двумя цилиндрическими подшипниками на горячей посадке с торцевым крепле-
нием тарельчатой шайбой; 1 — корпус буксы; 2 — передний подшипник;
3 — задний подшипник; 4 — лабиринтная часть корпуса; 5 — лабиринтное
кольцо; 6— болт М12; 7— уплотнительное кольцо; 8— крепительная крышка;
9 — шайба; 10 — смотровая крышка; 11 — корончатая гайка МИО;
12 — болт М12; 13—стопорная планка; 14— торцовая шайба; 15 — стопорная
шайба; 16 — болт М20 для крепления стопорной шайбы
сы или подшипникам. При необходимости с шейки оси с помощью
индукционного нагревателя снимают одно или оба внутренних коль-
ца, а с предподступичной части оси лабиринтное кольцо.
Все детали буксового узла подают в моечные машины для про-
мывки.
Подшипники промывают в автоматических моечных машинах при
температуре 90-95°С мыльной эмульсией, содержащей 8-10% отра-
ботавшей смазки ЛЗ-ЦНИИ. Подшипники на горячей посадке подают
в моечную машину со специальными втулками или внутренними
кольцами для предохранения роликов от выпадания.
Все остальные детали буксового узла промывают двумя моющими
жидкостями при температуре не ниже 90°С. Первый раствор содер-
жит 3-5% каустической соды, а второй — 8-10% отработавшей
смазки ЛЗ-ЦНИИ.
После промывки детали буксового узла осматривают, контроли-
руют их состояние и, при необходимости, ремонтируют.
190
4.6. Ремонт деталей буксового узла
Для разборки цилиндрического подшипника на горячей посадке
необходимо выдвинуть ролики из бортов наружного кольца внутрь
подшипника и, сняв наружное кольцо, вынуть ролики из гнезд сепа-
раторов (рис. 4.9).
Детали подшипников внимательно осматривают и подвергают ис-
пытанию средствами неразрушающего контроля. Внутренние и на-
ружные кольца необходимо проверить магнитопорошковой дефектос-
копией, а ролики и сепараторы — вихретоковым методом контроля.
Например, установка ВД-13НФ служит для выявления дефектов на
поверхности катания роликов при полной ревизии букс. В состав
дефектоскопа входят электронный и электромеханический блоки.
Контролируемый ролик вращается на опорных роликах (рис. 4.10, а)
и одновременно движется поступательно таким образом, что его по-
верхность сканируется по спирали (рис. 4.10, б). При наличии дефек-
та сигнал от вихретокового преобразователя поступает на электрон-
ный блок, на котором срабатывает световая и звуковая сигнализация.
На кольцах и роликах имеют место разнообразные неисправности
(см. рис. 4.1): усталостные раковины из-за постоянных динамических
нагрузок и достижением металлом предела выносливости; шелуше-
ние вследствие проскальзывания роликов по дорожкам качения; то-
чечная коррозия и коррозийные раковины из-за попадания в смазку
воды или длительного отстоя вагонов в парке ожидания; электроожо-
Рис. 4.9. Разборка блока
цилиндрического подшипника
на горячей посадке:
а — выдвигание роликов из бор-
тов наружного кольца; б — снятие
наружного кольца; в — удаление
роликов из гнезд сепаратора
191
Рис. 4.10. Схема контроля ролика на дефектоскопной установке ВД-13НФ
ги в виде небольших точек или рифления из-за прохождения элект-
рического тока через подшипник; вмятины из-за попадания в под-
шипник твердых включений; разнообразные забоины и задиры вслед-
ствие небрежности демонтажа и монтажа. На торцах роликов и бортах
колец могут быть задиры типа «елочки», возникающие от осевых
нагрузок при отсутствии масляной пленки на трущихся поверхностях.
Разрывы и отколы колец происходят из-за нарушения технологии
изготовления, электроожогов, заклинивания роликов. При заклинива-
нии роликов на их поверхности образуются ползуны.
Усталостные разрушения и изломы сепараторов происходят вслед-
ствие нарушений технологии изготовления, монтажа, обводнения
смазки.
Детали подшипников с трещинами, отколами, коррозионными ра-
ковинами и пятнами бракуют. Детали с незначительными дефектами,
например, кольца с задирами и заусенцами фасок бортов, задирами
типа «елочка» ремонтируют обработкой шлифовальной шкуркой с
маслом. У сепараторов разрешается восстанавливать чеканку, произ-
водить расточку по внутреннему диаметру, запиливать острые углы у
перемычек.
Установлены два вида ремонта подшипников — без переборки
роликов и с переборкой. Ремонт без переборки роликов выполняют
при замене или шлифовке колец, замене или ремонте сепараторов.
192
Ремонт подшипников с переборкой роликов (с измерением их по
диаметру и длине) выполняют при замене любого количества роли-
ков, шлифовке торцов или цилиндрических поверхностей роликов, а
так же выпадании роликов из гнезд сепаратора. Для комплектования
подшипников ролики измеряют по диаметру и длине, при этом раз-
ность диаметров роликов в одном подшипнике на горячей посадке не
должна превышать 5 Мкм, а разность в длине — не более 12 Мкм.
В один подшипник запрещается ставить различные по форме ролики.
При сборке блока подшипника необходимо, чтобы кольца, сепара-
торы и ролики маркировкой были обращены в одну сторону. Если
маркировка на деталях отсутствует; необходимо наносить на одном из
торцов сепаратора букву Ж, а один из торцов роликов условно обо-
значать знаком +. Сборку подшипников производят в обратной пос-
ледовательности их разборки.
На наружном кольце отремонтированного подшипника наносят
надпись, которая содержит букву Р1 или Pl 1 в зависимости от вида
ремонта, месяц, две последние цифры года и условный номер пред-
приятия, производившего ремонт. Надпись наносят электрографом
при разобранном подшипнике или кислотой на собранном.
Отремонтированные подшипники комплектуют по радиальным,
осевым зазорам и по диаметрам отверстий внутренних колец. Ради-
альные и осевые зазоры увеличиваются при длительной эксплуатации
от естественного износа, а отверстия внутренних колец изнашивается
от повторных работ по монтажу и демонтажу.
Радиальные и осевые зазоры измеряются щупом с применением
специальных приспособлений. Величина зазоров должна быть в пре-
делах допустимых норм. Например, радиальный зазор подшипников
на горячей посадке для грузовых и пассажирских вагонов, эксплу-
атируемых со скоростью до 120 км/ч, при ремонте должен быть в
пределах 0,09-0.25 мм. Разность радиальных зазоров подшипников в
одной буксе при измерении на эталонном кольце не более 0,01 мм.
Осевой зазор в подшипниках грузовых и пассажирских вагонов при
ремонте — не менее 0,06 мм. Осевой разбег для двух парных цилин-
дрических подшипников обеспечивается конструкцией буксы и дол-
жен быть 0,68-1,38 мм.
Прочная посадка внутренних колец на шейку оси и цилиндричес-
ких подшипников на горячей посадке обеспечивается за счет натяга,
который создается из-за разности диаметров шейки и внутренних
колец и должен быть при ремонте в пределах 0,03-0,065 мм. Под-
бор внутренних колец к шейкам осей выполняются с использова-
193
нием специальных приборов или на автоматизированной установке
(рис. 4.11).
Автоматизированная установка УПК-01 для подбора внутренних
колец перед установкой на шейку оси включает измерительное устрой-
ство для контроля диаметра шейки оси 1, измерительное устройство
для контроля диаметра внутреннего кольца подшипника 2 и пульт уп-
равления 3 с монитором 4. Измерительное устройство для контроля
шейки оси «Призма» состоит из координирующей призмы (позиция а),
двух индуктивных преобразователей линейных перемещений (пози-
ция б) и электромагнитного датчика (позиция с) для контроля правиль-
ного положения «Призмы» на шейке оси. Измерительное устройство
для колец 2 состоит из прибора УД-IB (позиция д) и индуктивного
преобразователя линейных перемещений (позиция е).
Для обмера шеек устройство «Призма» устанавливается поочеред-
но в положение заднего и переднего подшипников, которое контро-
лируется датчиком положения. Результаты измерения (средний
диаметр, овальность и конусность шейки) обрабатываются вычисли-
телем, индуцируются на экране монитора и хранятся в ОЗУ микро-
процессора. Подбираемое кольцо подшипника устанавливают на при-
бор УД-IB и за 5+10 секунд поворачивают против часовой стрелки
на один оборот. При этом измеряется средний диаметр и овальность
кольца в первом сечении, затем кольцо переворачивают и повторно
производят измерение. Результаты измерений поступают в ОЗУ мик-
ропроцессора. На экране монитора индуцируются параметры кольца и
вывод о пригодности кольца для установки на измеренную ось.
Данные о размерах колец и шеек заносят в журнал ВУ-90.
Рис. 4.11. Установка для подбора внутренних колец подшипников к
шейкам осей:
1 — измерительное устройство для контроля диаметра шейки оси;
2 — измерительное устройство для колец;
194
Если внутренние кольца не снимали с шейки, то дефектоскопиро-
вание колец производят непосредственно на шейке оси для выявле-
ния трещин, располагающихся, в основном, в галтелях задних бор-
тов колец.
Кроме деталей подшипников при периодических видах ремонта
вагонов магнитопорошковому контролю подвергают стопорные план-
ки и осевые гайки. Детали с трещинами подлежат браковке. На сто-
порных планках и шайбах, торцовых гайках, болтах не допускаются
заусенцы, забоины и другие неисправности, влияющие на работу
буксового узлы. Запрещается растачивать резьбу гайки Ml 10. На
гайках, не имеющих кольцевых проточек, производят проточки уста-
новленного размера.
Резиновые кольца и прокладки при полной ревизии букс заменяют
независимо от их состояния.
На крепительных и смотровых крышках не разрешаются трещины,
забоины, вмятины, изгибы и другие неисправности. Прогнутые смот-
ровые крышки разрешается выравнивать по их привалочной поверх-
ности.
При любом виде ремонта вагонов в крепительных крышках
(рис. 4.12) разрешается заварка отверстий 1 с изношенной резьбой
для болтов смотровой крышки и отверстий 2 с последующей меха-
нической обработкой отремонтированных мест.
У лабиринтных колец проверяют размеры посадочных поверхнос-
тей и сравнивают их с нормами. Задиры на поверхностях лабиринт-
ных колец зачищают шкуркой. Корпуса букс зачищают от коррозии,
заусенцев. Внутренний диаметр корпуса проверяют нутромером на
соответствие установленным размерам.
При всех видах ремонта вагонов разрешается ремонтировать на-
плавкой в корпусах букс грузовых вагонов (рис. 4.13) трущиеся
поверхности 1, если расстояние между ними вдоль вагона не менее
322 мм; опорные поверхности 2, если расстояние от оси буксы до
опорной поверхности не менее
170 мм; изношенные поверхности
3, если ширина челюсти поперек
оси вагона не более 175 мм. В кор-
пусах букс пассажирских и реф-
рижераторных вагонов разрешает-
ся ремонтировать наплавкой изно-
шенные стенки отверстий для
шпинтонов при износе более 5 мм Рис. 4.12. Крепительная крышка
195
2
2
Рис. 4.13. Корпус буксы грузовых вагонов
на сторону и направляющих мест для пружин при износе более 6 мм
по диаметру. В корпусах букс пассажирских и грузовых вагонов
ремонтируют наплавкой изношенные отверстия для болтов крепитель-
ной крышки с последующим сверлением и нарезанием резьбы.
4.7. Монтаж букс с роликовыми
подшипниками
Достаточная прочность посадки подшипников на шейке оси обес-
печивается при условии, если подшипники и колесные пары имеют
температуру окружающей среды.
Монтаж букс на горячей посадке разрешается производить не
раньше чем через 12 ч после обмывки колесных пар и через 8 ч
после обмывки подшипников.
Монтаж букс с цилиндрическими подшипниками на горячей по-
садке начинают с установки на предподступичную часть от лабирин-
тного кольца 1 (рис. 4.14), подобранного по натягу и нагретого до
температуры 125+150°С в электропечи, масляной ванне или индукци-
онным нагревателем. Величина натяга лабиринтных колец при ремон-
те должна составлять 0,02+0,15 мм. Лабиринтное кольцо должно
упереться в торец предподступичной части оси. На шейку оси наде-
вают монтажную втулку, которой наносят по лабиринтному кольцу
удары, усиливающиеся по мере его остывания до получения чистого
металлического звука. Правильность расположения кольца прове-
ряют лекальным угольником и щупом. Пластинка щупа толщиной
196
0,05 мм не должна проходить в зазор между угольником и торцом
лабиринтного кольца, а также в зазор между кольцом и торцом пред-
подступичной части оси.
Внутренние кольца 2 и 3 подшипников подбирают к шейкам с уче-
том натяга, который должен составлять при ремонте 0,03-0,065 мм.
Кольца нагревают до температуры 100-120°С таким же образом, как
и лабиринтное кольцо. Устанавливают кольца с помощью направля-
ющего стакана и монтажной втулки. После установки внутренних
колец ставят упорное кольцо 4 и при помощи шайбы и болтов М20
или торцевой гайки 5 все детали затягиваются в осевом направлении
(рис. 4.14, а). По мере остывания внутренних колец болты или гайка
подтягиваются для обеспечения плотного прилегания деталей друг к
другу. После полного остывания шайбу или гайку и упорное кольцо
снимают. Плотность прилегания внутренних колец друг к другу и к
лабиринтному кольцу проверяют пластинкой щупа толщиной 0,04 мм,
которая может войти в зазор между деталями на участке длиной не
более 1/3 окружности.
В корпус буксы 6 после покрытия его посадочной поверхности
цилиндровым маслом устанавливают блок заднего подшипника мар-
кировкой к лабиринтной части и блок переднего подшипника 7, мар-
кировка которого обращена к передней части оси (рис. 4.14, б).
Рис. 4.14. Схема монтажа
буксы на горячей посадке с
торцовым креплением гайкой
Ml 10:
1 — кольцо лабиринтное;
2 — внутреннее кольцо заднего
подшипника; 3 — внутреннее
кольцо переднего подшипника;
4 — упорное кольцо; 5 — гайка;
6 — корпус буксы; 7 — блок
подшипника; 8 — планка стопор-
ная; 9 — болт Ml 2;
10 — проволока; 11 — кольцо
уплотнительное; 12 — крышка
крепительная; 13 — прокладка
резиновая; 14— крышка смотро-
вая; 75 — болт М20 с шайбой;
16 — болт М12 с шайбой
197
Пространство между роликами и проточкой лабиринтной части
корпуса или лабиринтного кольца заполняют смазкой по всему пери-
метру.
В одну буксу не разрешается ставить сепараторы из латуни и
полиамида, а на одну колесную пару запрещается устанавливать кор-
пуса, изготовленные из алюминиевого сплава и стали.
Подготовленный корпус буксы устанавливают на ось вплотную к
лабиринтному кольцу (рис. 4.14, в). Корпус буксы с блоками под-
шипников должен устанавливаться на внутренние кольца свободно,
без особого усилия.
Тугое перемещение корпуса означает, что имеются нарушения в
проверке радиальных зазоров подшипника или в подборе сепарато-
ров. Далее на шейку оси устанавливают упорное кольцо маркиров-
кой, обращенной к резьбовой части оси, навинчивают гайку Ml 10x4
и затягивают ее при помощи гаечного ключа и молотка массой
3-5 кг двумя-четырьмя ударами, прилегаемыми на плече 0,5 м до
получения чистого металлического звука (рис. 4.14, г).
Затем в паз оси устанавливают стопорную планку 8, болты сто-
порной планки 9 с пружинными шайбами. Болты связывают отожжен-
ной проволокой 10, которую увязывают по форме цифры 8. При
монтаже букс на осях РУ1Ш после установки упорного кольца ставят
тарельчатую шайбу и крепят ее четырьмя или тремя болтами М20. Под
болты ставят стопорную шайбу. Затягивают болты М20 тарированным
ключом усилием с крутящим моментом 230-250 Н-м (23-25 кгс-м).
Для обеспечения равномерной затяжки болтов завинчивание четырех
болтов выполняют по схеме 1-2-3-4-3-4-2-1, а трех — дважды по
периметру. Края стопорной шайбы загибают на грань каждого из
болтов. Одна треть свободного пространства передней части буксы
заполняется смазкой, и корпус буксы закрывается крепительной 12 и
смотровой крышками 14, которые крепят к корпусу буксы болтами
М20 с пружинными шайбами (рис. 4.14, д).
Между смотровой и крепительной крышкой ставят новую резино-
вую прокладку 13, а между корпусом буксы и крепительной крыш-
кой — новое резиновое кольцо 11. Крышки скрепляют между собой
болтами М12 с пружинными шайбами и затягивают усилием с кру-
тящим моментам 100+120 Н-м. Общее количество смазки, заклады-
ваемое в буксу, должно быть 800+900 г.
Под два болта (или один болт, если это предусмотрено конструк-
цией) крепительной крышки правой буксы с левой стороны устанав-
ливают бирку, на которой выбивают номер оси, дату полного осви-
198
детельствования и условный номер предприятия, производившего
монтаж букс.
Качество монтажа буксы проверяют измерением зазора между
фланцем крепительной крышки и торцом корпуса, а также проверяют
легкость вращения буксы относительно шейки оси. Допускаемый не-
равномерный зазор должен быть не менее 0,3 мм в зоне расположения
ушков. Вращение буксы на шейке оси должно быть свободным. Кроме
того, вручную проверяют осевое смещение буксы вдоль шейки оси,
которое должно быть свободным в пределах осевого разбега.
После проверки буксу окрашивают черной краской. Данные мон-
тажа буксы заносят в журнал ВУ-90.
Техника безопасности при ремонте роликовых букс. Для пре-
дупреждения возможности поражения электрическим током корпуса
электродвигателей, индукционных нагревателей, электропечей и дру-
гое оборудование, которое может оказаться под напряжением, долж-
но иметь надежное заземление. Заземление должно быть хорошо
видно. Электропечи должны иметь устройства, выключающие ток при
открывании загрузочных дверей.
При нагреве лабиринтных и внутренних колец в масляной ванне с
электроподогревом они должны быть начисто вымыты и высушены пе-
ред погружением в горячее масло. Погружать кольца в ванну необходи-
мо осторожно во избежание разбрызгивания горячего масла. Масло пе-
ред заливом в ванну необходимо проверить на отсутствие влаги.
При работе с индукционными нагревателями, дефектоскопами необхо-
димо использовать средства личной защиты: диэлектрические перчатки,
галоши, резиновые коврики и инструменте изолированными ручками.
Транспортировка колесных пар и букс должна выполняться ис-
правными грузоподъемными механизмами и грузозахватными при-
способлениями. Они должны иметь клеймо или бирку с указанием
грузоподъемности и даты испытаний, при отсутствии которых рабо-
тать с приспособлениями нельзя.
Моечные машины должны иметь устройства для отвода, очистки
и повторного использования сточных вод. Рабочие, производящие
обмывку деталей букс, должны пользоваться фартуками и перчатка-
ми, а при использовании каустической соды — также и защитными
очками. Полы возле моечных машин делаются бетонными или ас-
фальтовыми с уклоном в сторону спуска в канализацию.
Приспособления и механизированный инструмент должны быть
удобными в работе, легко закрепляться в рабочем положении и легко
сниматься.
199
5
Ремонт рессорного
подвешивания
5.1. Неисправности рессор и пружин,
их причины
Исправное состояние рессорного подвешивания обеспечивает не-
обходимую плавность хода вагонов, снижение динамических нагру-
зок на их узлы и детали уменьшает количество изломов и интенсив-
ность нарастания износов во всех узлах и деталях вагонов.
В эксплуатации рессоры и пружины имеют различные износы.
Наиболее частыми неисправностями являются изломы и трещины в
листах рессор и витках пружин, их просадка и протертости. В пру-
жинах, кроме того, встречаются неровности опорных витков и выпа-
дание из посадочных мест. Рессоры могут иметь сдвиги листов и
хомутов, ослабление и отсутствие заклепок наконечников, износы
наконечников.
Причинами трещин, изломов, просадки рессор и пружин являют-
ся нарушения режимов термообработки при изготовлении или ремон-
те, перегруз или неравномерная загрузка вагона, неправильный
подбор по высоте. Сдвиг листов или хомутов происходит из-за не-
правильной сборки рессор. Ослабление и срез заклепок возникают
из-за некачественной клепки. Преждевременные износы листов обра-
зуются из-за несвоевременной и некачественной смазки.
Вагоны запрещается эксплуатировать, если в пружинах, листах
рессор, хомутах и наконечниках рессор имеются трещины или изло-
мы. Не допускается отсутствие хотя бы одной пружины и смыкание
их витков. Не разрешается использование рессор со сдвигом листов.
Пружины и рессоры должны быть установлены без перекосов, соот-
200
ветствовать типу вагона и схеме размещения в зависимости от рас-
пределения массы вагона по его длине.
Состояние элементов рессорного подвешивания контролируется
при всех видах технического обслуживания вагонов. При обнаруже-
нии неисправностей, создающих угрозу безопасности движения поез-
дов, неисправные детали должны быть заменены.
5.2. Ремонт листовых рессор
При деповском и капитальном ремонте вагонов все рессоры дол-
жны быть сняты, обмыты и осмотрены. В зависимости от их техни-
ческого состояния ремонт рессор бывает трех видов: без разборки, с
частичной разборкой и с полной разборкой.
Ремонт рессор без разборки производят, если при осмотре не
выявлено неисправностей. В этом случае листы рессор смазывают с
использованием специальных приспособлений графитовой смазкой с
добавлением 5% ингибитора коррозии АКОР-1. Рессоры пассажирс-
ких вагонов испытывают на прессе на отсутствие остаточной дефор-
мации и на прогиб.
Ремонт рессор с частичной разборкой выполняют при необходи-
мости ремонта наконечников, упоров, постановки новых заклепок, а
также если на хомуте обнаружены протертости и забоины более 2 мм
глубиной. Неисправности ремонтируют сваркой или наплавкой с
последующей механической обработкой. После ремонта рессоры
смазывают, проверяют размеры и испытывают на прессе.
Ремонт рессор с полной разборкой осуществляют при наличии в ли-
стах трещин, изломов, выработки или коррозийного износа более 10% по
толщине или ширине листа, сдвиге листов, изменении хорды или величи-
ны стрелы более установленных размеров, а также если зазоры между
листами в свободном состоянии рессоры более допускаемых.
Рессоры, подлежащие полной разборке, разбирают на секции
полукомплекта, а затем на прессе системы Уварова срезают шпиль-
ку и листы освобождают от хомута и шпильки. Затем листы очищают
и осматривают. Замене на новые или старогодные подлежат листы с
трещинами, изломами, выработками и коррозийном износе более 10%
по толщине и ширине листа. Изготовление листов производят на
прессах или ножницах. Размеры заготовок должны соответствовать
чертежным размерам. По середине листов рассверливают отверстие
для шпильки.
201
Гибка и закалка листов производится за один прием в гибозака-
лочных машинах. Нагревают листы для гибки и закалки в печи до
температуры 88б+920°С. В качестве охлаждающей среды применяют
трансформаторное или веретенное АУ масла. После закалки рессор-
ные листы подвергают отпуску с выдержкой в печи при температуре
440+480°С в течении 40+50 мин и последующим охлаждением на
воздухе. Качество термообработки листов определяют проверкой на
твердость, которая должна быть НВ 363+432.
Комплектуют рессоры из новых и старогодных листов, термичес-
ки обработанных и прошедших контроль. Скомплектованные листы
смазывают, собирают на шпильку и сжимают на прессе для раскле-
пывания концов шпильки, после чего нагревают до температуры
900+1150°С хомут и ставят его на рессору. Для плотного прилегания
листов хомуты обжимают на прессе в горячем состоянии. В полуком-
плект секции подбирают с учетом допустимых отклонений по высоте.
Секции рессор приклепывают к наконечникам механическим спосо-
бом или на прессе.
В хомутах эллиптических рессор разрешается сваркой ремонтиро-
вать трещины по сварному шву или вдоль него, а также не более
одной трещины по основному металлу хомута, если она не уменьшит
площадь сечения стенки хомута более чем на 50%. Допускается на-
плавка изношенных мест хомута, а также мест, поврежденных в ре-
зультате ударов, при условии, что оставшаяся толщина стенки хомута
в месте расположения дефекта будет не менее 75% чертежного раз-
мера.
При ремонте наконечника эллиптической рессоры разрешается
заваривать не более двух трещин и наплавлять поверхности при глу-
бине износа не более 5 мм.
Каждая рессора должна быть проверена на соответствие чертеж-
ным размерам (рис. 5.1). Отклонение размеров у рессор в свобод-
ном состоянии не должно превышать по длине хорды у рессор пас-
сажирских и рефрижераторных вагонов ±5 мм, по стреле прогиба —
+12 мм.
Хомут должен быть расположен на оси симметрии рессоры. Сме-
щение оси хомута относительно оси рессоры и смещение концов
листов относительно оси хомута должно быть не более 3 мм. Откло-
нение по ширине хомута допускается не более ±2 мм от чертежного
размера.
Поперечное смещение одного листа рессоры относительно дру-
гого должно быть не более половины разницы ширины листов. До
202
Рис. 5.1. Основные
измерения листовых рессор:
1 — длина хорды; h — высота;
с — стрела прогиба; b — длина
в выпрямленном состоянии;
d — ширина хомута
сборки рессоры в полукомп-
лект проверяют разность высот
отдельных секций, которая не
должна превышать 2 мм.
После сборки определяют
разность по длине хорды у вер-
хнего и нижнего полукомплек-
тов, которая не должна превы-
шать 3 мм. Разность высот
хомутов отдельных секций не
должна превышать 3 мм. Сме-
щение оси хомутов отдельных
секций верхнего и нижнего по-
лукомплектов относительно оси
рессоры допускается только в
одну сторону.
У рессор в свободном со-
стоянии проверяют величины
зазоров. Проверки выполняют плоским щупом и калиброванным
прутком диаметром 1,5 мм круглого сечения. Зазоры между листами
рессоры у хомута допускаются не более 0,2 мм, у концов листов —
не более 2,5 мм на длине до 70 мм, а на остальной длине листа —
не более 1,5 мм. Зазоры между хомутом и коренным листом допус-
каются не более 0,1 мм на глубину до 15 мм, между хомутом и
крайним наборным листом — не более 0,3 мм на глубину до 15 мм,
между хомутом и боковыми гранями несмежных листов — не более
0,5 мм, а между хомутом и листами рессоры в углах хомута — не
более 1,5 мм.
Качество приклепки секций рессоры к наконечникам определяют
проверкой зазоров между наконечниками и коренными листами,
которые не должны превышать 0,4 мм. При этом пластина щупа тол-
щиной 0,2 мм не должна доходить до тела заклепок. Не разрешается
производить подчеканку или дополнительное обжатие заклепок.
Все рессоры, признанные годными по размерам и наружному
осмотру, испытывают на прессах на отсутствие остаточной деформа-
ции под пробной нагрузкой и определяют прогиб рессоры под рабо-
чей статистической нагрузкой.
При испытании на отсутствие остаточной деформации рессору
нагружают пробной нагрузкой не менее двух раз и после ее сня-
тия замеряют высоту рессоры в свободном состоянии. Затем рессору
203
вторично нагружают пробной нагрузкой, а после снятия нагрузки
вновь замеряют высоту. Рессора выдержала испытание, если высота
при первом и втором измерениях остается неизменной. Далее рессо-
ру испытывают на прогиб от рабочей статистической нагрузки. При
этом рессору плавно нагружают рабочей статистической нагрузкой и
замеряют ее действительный прогиб. Затем нагрузку повышают до
пробной, снижают до рабочей статической и повторно замеряют ее
прогиб. Рессора выдержала испытание, если разность между полу-
суммой замеренных прогибов и расчетным прогибом, отнесенная к
расчетному прогибу, не превышает ±8%. Рессоры, не выдержавшие
испытания, ремонтируют с полной разборкой, термообработкой лис-
тов и повторным испытанием.
У принятых рессор на боковой поверхности хомута одной из
крайних секций верхнего и нижнего полукомплектов набивают клей-
ма высотой 104-15 мм, которые содержат следующие данные: номер,
присвоенный предприятию, год и месяц испытания. Окрашивают рес-
соры эмалью черного цвета.
5.3. Ремонт пружин
Пружины, поступившие в ремонт, очищают, осматривают и под-
вергают обмеру для определения их исправного состояния.
При обнаружении у пружин трещин, изломов, коррозийных по-
вреждений или протертостей более 10% площади поперечного сече-
ния прутков их не ремонтируют. Исправные пружины грузовых ваго-
нов при деповском ремонте вагонов окрашивают и направляют в
тележечный участок, а при капитальном ремонте вагонов, в случае
отсутствия клейм завода-изготовителя, дополнительно испытывают.
Пружины пассажирских вагонов при капитальном ремонте вагонов
испытывают на прессе независимо от наличия клейм завода-изго-
товителя.
Неровности опорных витков пружин устраняют заточкой на наж-
дачных станках.
Разрешается ремонтировать пружины с просадкой по высоте бо-
лее допустимой нормы, а также с перекосами витков.
Пружины с такими дефектами сортируют по размерам сечения
прутков, что дает возможность обеспечить равномерный нагрев всей
ремонтируемой партии пружин. Для правки и закалки пружины на-
гревают до 880ч-920°С. Витки просевших пружин разводят на станках
204
или вручную. Рекомендуется правку и разводку витков пружин вы-
полнять в специальных приспособлениях, калибрующих шаг и опор-
ные поверхности. Для компенсации осадки пружин при испытании
необходимо шаг при разводке витков сделать больше на 2-3% от
чертежного. В качестве охлаждающей среды для закалки используют
трансформаторное или веретенное АУ масло или воду. Пружины с
диаметром прутка более 25 мм следует закаливать только в воде.
Время от момента извлечения пружины из печи до погружения в
закалочную среду должно быть не более 25 с, чтобы металл не остыл
ниже 780°С. После закалки пружину нагревают до 440-г480°С для
отпуска. Время выдержки при данной температуре — 40-г50 мин.
Охлаждение пружин производят на воздухе.
На некоторых вагоноремонтных предприятиях для увеличения сро-
ка службы пружины упрочняют наклепом дробью.
После термической обработки пружины осматривают и обмеряют.
Поверхности витков должны быть гладкими, без зажимов и трещин.
Отклонение пружин от вертикальной оси должно быть не более 2%
высоты пружины в свободном состоянии. При обмере необходимо
проверить высоту пружины в свободном состоянии (рис. 5.2), внут-
ренний и наружный диаметры, отклонения между минимальным и
максимальным размерами шага и общее число витков. Отклонения
не должны быть более нормируемых техническими условиями по
ремонту рессор и пружин.
Пружины, прошедшие ремонт с термообработкой, испытывают на
остаточную деформацию под действием пробной нагрузки и на про-
гиб под рабочей нагрузкой.
Для проверки отсутствия остаточной деформации пружину сжима-
ют на прессе два раза пробной нагрузкой и после разгрузки замеряют
высоту, затем вновь нагружают пробной нагрузкой, полностью раз
Рис. 5.2. Пружина:
Н — высота; Dt и D2 — наруж-
ный и внутренний диаметры;
D — средний диаметр витка;
d — диаметр прутка; а — расто-
яние между витками; t — шаг
пружины
205
гружают и вторично измеряют высоту. Пружина выдержала испыта-
ние, если ее высота осталась неизменной. Для проверки прогиба
пружину нагружают до рабочей статической нагрузки и замеряют
величину действительной стрелы прогиба. Разность между замерен-
ной величиной и расчетной должна быть в пределах +12 и -8% по
отношению к расчетной стреле прогиба. Пружины, не прошедшие
испытание, вновь подвергают термообработке.
Все отремонтированные и испытанные пружины принимают в
депо — мастер или бригадир, а на ВРЗ — представитель ОТК.
Клеймо о ремонте наносят на оттянутом конце для пружины с
диаметром витка 16 мм и более, а на пружины, изготовленные из
прутка меньшего диаметра, навешивают бирку. Маркировка содер-
жит данные о номере предприятия и дате ремонта. Окрашивают пру-
жины эмалью черного цвета.
5.4. Неисправности и ремонт фрикционных
гасителей колебаний
Основными неисправностями фрикционных гасителей колебаний
грузовых тележек 18-100 (рис. 5.3) являются износы трущихся по-
верхностей фрикционных клиньев и фрикционных планок, ослабле-
ние крепления фрикционных планок, трещины и изломы клиньев.
Главными неисправностями фрикционных гасителей пассажирс-
ких тележек КВЗ-ЦНИИ и ТВЗ-ЦНИИ-М (рис. 5.4) являются износы
трущихся поверхностей сухарей, втулок, колец, ослабление крепле-
ния фрикционной втулки на шпинтоне и излом нажимной пружины.
Выявление неисправностей фрикционных гасителей производят вне-
шним осмотром и обмером шаблонами.
Рис. 5.3. Схема
фрикционного гасителя
колебаний тележки
18-100 и его
контролируемые размеры:
1 — надрессорная балка;
2 — фрикционный клин;
3 — фрикционная планка;
4 — боковая рама; Ду",
Ду’— завышение или занижение
клина
206
Рис. 5.4. Фрикционные гасители тележек КВЗ-ЦНИИ-М(б):
1 — шпинтон; 2 — фрикционная втулка; 3— пружина; 4 — нажимное кольцо;
5 — фрикционные клинья (сухари); б — резиновое кольцо; 7 — тарельчатая
пружина; 8 — гайка; 9 — зажимной конус
Не разрешается эксплуатация тележек 18-100 и 18-101, если фрик-
ционный клин имеет излом или трещину, в случае обрыва заклепки
фрикционной планки, а также если в порожнем грузовом вагоне
ненагружены клинья и подклиновые пружины. Завышение хотя бы
одного клина относительно нижней поверхности надрессорной балки
должно быть не более 10 мм.
Фрикционные гасители пассажирских тележек ТВЗ-ЦНИИ-М,
КВЗ-ЦНИИ, КВЗ-5 не должны в эксплуатации иметь трещин, ослаб-
лений крепления деталей на шпинтонах, зазоров между втулкой
шпинтона и корончатой гайкой, отсутствия каких-либо деталей.
При плановых видах ремонта вагонов детали фрикционных гаси-
телей снимают с тележек, осматривают и ремонтируют в соответствии
с нормами и допусками.
Фрикционные планки тележек 18-100 при капитальном ремонте
вагонов устанавливаются новые, а при деповском ремонте вагонов
заменяются при наличии трещин и износов более 3 мм. Разрешается
207
Рис. 5.5. Фрикционная
планка
ремонтировать наплавкой изношенные
поверхности 1 (рис. 5.5) при износе не
более 8 мм и заваривать изношенные от-
верстия 2. Сварочные работы необходи-
мо выполнять после предварительного
подогрева планки до температуры 250-
300°С. Твердость металла планки долж-
на быть 300+320 ИВ. Планки устанавли-
вают на боковую раму с уширением к
низу на 4-10 мм, а их непараллельность
в горизонтальном положении допускает-
ся не более 3 мм.
Не разрешается ослабшие заклепки планок заваривать и подчека-
нивать. Головки заклепок не должны выступать за рабочую поверх-
ность фрикционной планки.
При ремонте фрикционного клина (рис. 5.6) допускается ремонти-
ровать наплавкой изношенные наклонные поверхности 1 и вертикаль-
ные поверхности 2, если износ при деповском ремонте составит
более 3 мм, а оставшаяся толщина стенок не менее 5 мм. Изношен-
ные вертикальные поверхности клина можно ремонтировать привар-
кой пластин с последующей механической обработкой. Изношенные
поверхности 3 упорного ребра ремонтируют наплавкой при глубине
износа не более 3 мм. Разрешается заваривать вертикальные трещины
4 упорных ребер или приваривать отколотые ребра.
При капитальном ремонте вагона
Рис. 5.6. Фрикционный клин
следует устанавливать новые клинья.
Фрикционные втулки гасителей ко-
лебаний тележек КВЗ-ЦНИИ и ТВЗ-
ЦНИИ-М при износе поверхностей тре-
ния более 2,5 мм ремонтируют нап-
лавкой с предварительным подогревом
до температуры 250-300°С при усло-
вии, что глубина их износа не более
5 мм. Износ определяют непроходным
шаблоном (рис. 5.7) по рабочей повер-
хности втулки на расстоянии 100-
150 мм от нижней кромки. Износ ци-
линдрических поверхностей фрикцион-
ных клиньев допускается не более 4 мм,
а конических—до 3 мм. Допускаются
208
отколы клиньев до 10 мм. Клинья
подбирают в комплект по 6 штук
на специальном приспособлении
(рис. 5.8). Зазор между верхним
кольцом и конусной поверхностью
клина допускается не более 0,5 мм.
Нажимные кольца с трещинами или
износом более 2 мм подлежат заме-
не. Тарельчатые пружины с просад-
кой более 1 мм подлежат замене.
Просадка пружин фрикционного га-
сителя допускается до 5 мм. Пружи-
ны с изломами, трещинами, кор-
розийными повреждениями или
протертостями более 10% площади
сечения витка заменяют.
При сборке фрикционного гаси-
теля колебаний необходимо корон-
чатую гайку шпинтона затянуть до
полного сжатия тарельчатой пру-
жины. Если шлиц гайки не совпа-
дает с отверстиями под шплинт в
шпинтоне, то гайку ослабляют на
1/6 оборота. Разрешается установ-
ка двух тарельчатых шайб или ре-
гулировочных шайб обшей толщи-
ной до 6 мм. Резьбовую часть
гайки перед установкой на шпин-
тон смазывают солидолом Ж или
смазкой ЦИАТИМ 201..
При втором капитальном ремонте
(КР-2) все детали фрикционного гаси-
теля пассажирских тележек заменяют
новыми, а при первом капитальном
ремонте вагона детали подлежат заме-
не или восстановлению при износе
поверхностей трения более 1 мм.
Разрешается ставить в один ком-
плект фрикционные клинья с разно-
стью по толщине не более 0,5 мм.
Рис. 5.7. Шаблон
для контроля износов
фрикционной втулки
Рис. 5.8. Приспособление для
комплектации клиньев
буксового гасителя:
1 — кольцо нижнее; 2 — кольцо
верхнее; 3 — втулка
209
5.5. Неисправности гидравлических
гасителей
Основными причинами неисправностей гидравлических гасителей
являются: применение загрязненного или несоответствующего типа
масла, несвоевременная замена повреждённых резиновых деталей,
нарушения требований ремонта, сборки и установки на тележку гаси-
телей колебаний. Неисправности гидравлических гасителей, их мето-
ды выявления и устранения приведены в табл. 5.1.
Не разрешается следование в поездах вагонов, у которых тележки
с гидравлическими гасителями имеют трещины, изломы и погнутости
кронштейнов крепления гасителя; заклинивание гасителя; отсоедине-
ние защитного кожуха или штока от верхней головки; трещины,
смятие или изломы защитного кожуха или корпуса гасителя.
В пунктах формирования и оборота пассажирских поездов не
допускается постановка в состав вагона, у которого гидравлические
гасители имеют просроченные или истекающие в пути следования
сроки ревизии; утечки масла в виде капель или сильного замаслива-
ния; протертости корпуса более 2 мм или перекос головок относи-
тельно поперечной оси тележки более 5 мм, а также не имеет рези-
новых и металлических втулок в головках.
Исправное состояние гидравлических гасителей можно проверить
контрольной прокачкой вручную под вагоном. При этом необходимо
отсоединить крепление верхней головки и снять валик, вставить в
головку ломик и 2—3 раза прокачать гаситель на всю длину хода
штока. При прокачке шток должен перемещаться плавно, со значи-
тельным сопротивлением, без заеданий и рывков. Неисправные гаси-
тели снимают и отправляют в депо для прохождения ревизии.
5.6. Ревизия гидравлических гасителей
Гидравлические гасители колебаний подвергают ревизии через
каждые 6 месяцев эксплуатации, при неясности клейм последней ре-
визии, при наличии течи масла, трещин и изломов в деталях крепле-
ния гасителя к тележке, в случае ослабления резьбового соединения
верхней головки со штоком, а также при наличии в деталях гасителя
трещин и вмятин более 2 мм глубиной.
Для производства ревизии гасители колебаний поступают на ре-
монтный участок после обмывки в моечной машине, в которой гаси-
210
Таблица 5.1
Неисправности Признаки неисправностей Способ устранения
Повреждения сальников и резиновых колец, отвернулась гайка сальника, задиры и коррозия штока Потеки масла, следы перемещения защитного кожуха по корпусу более 30 мм, незатухающие колебания кузова после прохода стыков рельса Гаситель заменить
Трещины, погнутости или обрывы кронштейнов крепления Отремонтировать кронштейны
Повреждение резьбы крепления защитного кожуха или штока с верхней головкой; отвернулась гайка корпуса и ослаблено крепление сальникового узла, излом направляющей втулки, утеря стопорных винта или болта Отсоединение защитного кожуха, его перекос относительно корпуса Гаситель заменить
Заклинивание гасителя колебаний Погнутости или обрывы кронштейнов крепления. Перекос надрессорной балки в вертикальной плоскости Гаситель заменить
Износы, утеря резиновых втулок в головках, износ валика крепления Зазоры в узлах крепления гасителя к кронштейнам тележки более 1 мм Заменить неисправную деталь
Разрегулировка затяжки резинометаллических поводков Перекос гасителя в кронштейнах рамы и надрессорной балки Отрегулировать затяжку поводка Гаситель установить симметрично
Ослаблено крепление резиновой втулки в головке Отход бурта резиновой втулки от боковой поверхности гасителя более 2 мм Заменить резиновую втулку
211
тели подвешивают на штырях за верхнюю головку для обеспечения
«растянутого» положения. Далее гасители подвергают очистке щетка-
ми, ветошью или на установке сухой очистки, где удаляют остатки
грязи. Затем у гасителя проверяют состояние металлических и рези-
новых втулок, наличие стопорного винта, прочность соединения што-
ка с головкой. Несколько раз (2-3 раза) прокачивают вручную.
Неисправные втулки заменяют. При повреждениях резьбового соеди-
нения штока, его заклинивания, течи масла через сальник гасители
ремонтируют с разборкой. Далее гасители испытывают на стенде с
записью диаграммы. Гаситель считается годным, если его диаграмма
соответствует образцу и параметр сопротивления находится в преде-
лах 75... 125 кНм-с. Неисправные гасители разбирают и ремонтируют.
Гасители, прошедшие испытание, маркируют. На верхней головке
ставят клеймами номер ремонтного предприятия, букву Р и дату,
например, 41.Р.10.99. Разрешается производить клеймение на бирке,
которая крепится стопорным болтом кожуха.
Испытание гасителей на стендах выполняют методом гармоничес-
ких или затухающих колебаний.
Для задания гасителю гармонических колебаний наиболее часто
применяют стенд конструкции ПКБ-ЦВ. В настоящее время для испы-
тания гасителей методом гармонический колебаний разработаны стен-
ды типа СГИК-05 (предприятие-разработчик ПГУПС) и ЭНГА (пред-
приятие-изготовитель НПЦ «Лада»).
_ / В станине стенда 12 конструк-
13
Рис. 5.9. Схема стенда
конструкции ПКБ ЦВ
ции ПКБ-ЦВ (рис. 5.9) располага-
ется редуктор 3, соединяющий
электродвигатель 1 и маховик 2
через фрикционную муфту 13 с
эксцентриковым механизмом 11.
На станине 12 шарнирно крепится
плита 6 с поворотным устрой-
ством 4. Гаситель 5 крепится в
зажимы стенда 7 и 10.
Верхний зажим 7соединен через
листовую рессору 8 с регистрирую-
щим механизмом, а к нижнему за-
жиму /Скрепится планшет 9.
При работе стенда электродви-
гатель 1 приводит нижний зажим
и планшет в гармоническое дви-
212
жение с частотой 1 Гц и амплитудой до 30 мм. Пропорционально
сопротивлению гасителя деформируется рессора 8 и поворачивается
стрела регистрирующего устройства с карандашом на конце относи-
тельно планшета 9. На бланке планшета записывается рабочая диаг-
рамма. По форме диаграммы определяют возможные дефекты
(табл. 5.2), а по длине и ширине — параметр сопротивления. Гаситель
считается годным к эксплуатации, если форма диаграммы соответ-
ствует эллипсу, а параметр — расчетным нормативам.
Пунктиром изображены рабочие диаграммы исправного гасителя,
а курсивом — неисправного.
Оценку исправного состояния гасителей можно осуществить ме-
тодом затухающих колебаний на специальном стенде, который значи-
тельно дешевле и проще и не требует для работы специального
привода.
На основании стенда 1 (рис. 5.10) смонтированы пружины 2, стой-
ка 3, упор 13 и штатив 12 регистрирующего устройства 6. К стойке
3 шарнирно крепится рычаг 5 с грузом 10 на свободном конце.
Записывающее устройство содержит карандаш 9, установленный на
рычаге 5 и подвижный планшет 6, который может перемещаться в
направляющих 7. Планшет 6 соединен с грузиком 11. Исходное по-
ложение планшета определяет фиксатор 8, установленный на направ-
ляющей. Ограничитель 13 задает исходное отклонение рычага. Для
испытания гаситель 14 закрепляют в кронштейнах 15 и опускают ры-
чаг до ограничителя 13, задающего начальную амплитуду Qo затуха-
ющих колебаний. При отключении рычага 5 от ограничителя 13 тол-
катель откидывает фиксатор 8 и планшет 6 под действием грузика 11
перемещается по направляющим 7. Карандаш 9 записывает на план-
шете вибродиаграмму затухающих колебаний стенда. По полученной
записи и амплитуде QT конца периода колебаний подсчитывают пара-
метр сопротивления В (рис. 5.11):
р _ /Z бо _ Qt
J3 — л-------’
где К — коэффициент, постоянный
для каждого стенда
Возможные неисправности га-
сителя колебаний определяют по
форме вибродиаграммы (табл. 5.3).
Гаситель считается годным к
эксплуатации, если форма диа-
Рис. 5.10. Стенд для испытания
гасителей методом затухающих
колебаний
213
Таблица 5 .2
Вид неисправности Форма диаграмм Способ устранения неисправности
1 2 3
Увеличенный зазор между штоком и направляющей, неплотности в уплотнительных кольцах, износ поршневых колец. Механические деформации посадочных поверхностей дисков и седел. Заменить или отремонтировать направляющую, уплотнительные кольца, поршневое кольцо. Посадочные поверхности дисков и седел притереть.
Повышенная вязкость рабочей жидкости. Засорение дроссельных отверстий клапанов. Масло слить, промыть гаситель, залить свежее масло. Прочистить дроссельные отверстия.
Зазор в соединении цилиндра с корпусом нижнего клапана. Неплотное прилегание диска к седлу нижнего клапана (засорен ие или износ). Заменить уплотнительное кольцо цилиндра. Гаситель промыть, посадочные места диска и седла притереть.
Открутилась гайка корпуса, износ втулок в головках гасителя. Подтянуть и застопорить гайку корпуса. Заменить втулки в головках.
Мало масла в гасителе. Не работают клапаны. Повышенный зазор между штоками и направляющей. Проверить сальники и уплотнительные кольца, неисправные заменить. Залить масло до нормы. Проверить работу клапанов, зазор в направляющей.
Задиры на поршне и цилиндре, перекос поршня в цилиндре и штока в направляющей втулке, неправильная установка гасителя на стенде. Проверить состояние поверхностей поршня, цилиндра, направляющей, неисправные детали отремонтировать или заменить. Установить i-аситель на стенде без перекосов.
214
Окончание таблицы 5.2
1 2 3
Заклинивание поршня в цилиндре или штока в направляющей. Неправильная сборка гасителя. Проверить состояние поверхностей поршня, штока, цилиндра, направляющей. Проверить качество сборки.
Не затянута пружина предохранительного клапана Отрегулировать затяжку пружины предохранительного клапана.
Мало масла в гасителе. Неисправен нижний клапан. Проверить исправность сальников и уплотнительных колец, нижний клапан. Добавить масло.
Засорение или неисправности верхнего клапана. Износ или излом поршневого кольца. Клапан промыть, неровности посадочных мест притереть. Поршневое кольцо заменить.
Таблица 5.3
Форма диаграмм Вид неисправности
Вибродиаграмма исправного гасителя
Гаситель развивает чрезмерные силы сопротивления: засорены дроссельные отверстия, вязкость масла больше нормы
-Жг Гаситель развивает недостаточные силы сопротивления: недостаток масла в гасителе, пониженная вязкость рабочей жидкости, износ штока и направляющей втулки
—— Параметр сопротивления меньше нормы на ходе сжатия: засорение нижнего клапана, преждевременно открывается предохранительный клапан
/.ЛЛ Гаситель развивает недостаточное сопротивление на ходе растяжения: засорен верхний клапан, преждевременно открывается предохранительный клапан
Заклинило гаситель
215
Рис. 5.11.Вибродиаграмма
затухающих вибраций
раммы соответствует нормальному виду и параметр сопротивления
находится в расчетных пределах. Исправные гасители маркируют, а
вибродиаграмму и параметр сопротивления заносят в журнал отре-
монтированных гасителей.
5.7. Ремонт гидравлических гасителей
При плановых видах ремонта вагонов гидравлические гасители
подвергают обмывке, очистке и полной разборке. Разборку выполня-
ют на специализированных верстаках с механизированными захвата-
ми, не допуская деформации и задиров на поверхностях деталей.
Гаситель разрешается зажимать в тисках или захватах только голов-
ками, а шток, клапаны и другие детали — с использованием смягча-
ющих прокладок. Отработанное масло подвергают регенерации. Де-
тали проверяют калибрами, штангенциркулем, индикаторными
приборами.
Металлические втулки головок с износом более 0,5 мм и рези-
новые втулки подлежат замене. Кроме того, при капитальном ремонте
вагона заменяют новыми манжеты, резиновые и металлические уп-
лотнительные кольца. Допускается использовать капроновые втулки
вместо металлических и резиновых. Резиновые втулки перед уста-
новкой покрывают снаружи и внутри клеем 88-СА. Покрытие их
масляными красками не допускается. При запрессовке втулок приме-
няют мыльные растворы. Внутренние детали гасителя обмывают в
отдельной камере моечной машины дизельным топливом или кероси-
ном, а затем обдувают сжатым воздухом.
Поврежденные резьбовые участки штока, корпуса, верхней голов-
ки и защитного кожуха восстанавливают наплавкой с последующим
нарезанием резьбы. На цилиндрической поверхности штока и поршня
не должно быть задиров и вмятин глубиной более 1 мм, а также
коррозийных повреждений. Коррозию устраняют пастой-смывкой или
полированием. Износы деталей выявляют калибрами, индикаторными
приборами, штангенциркулем. Изношенные поверхности штока ре-
216
Монтируют напылением, осталиванием, хромированием или наплав-
кой. Зазор между штоком и направляющей должен быть не более
0,08 мм при деповском ремонте вагонов и не более 0,044 мм при
капитальном. На рабочей поверхности направляющей штока не допу-
стимы риски, задиры и вмятины. Изношенные поверхности направля-
ющей ремонтируют наплавкой электродами марки ОЗН-1, латунью или
запрессовкой втулки с последующей расточкой до чертежных разме-
ров. Поршневые кольца не должны иметь отколов, короблений. Зазо-
ры в замке кольца должны быть в пределах нормы. Кольцо должно
иметь свободную посадку в канавке поршня и плотно прилегать к
внутренней поверхности цилиндра.
Сопрягаемые поверхности диска и седла перепускных клапанов
должны быть притертыми, не иметь вмятин и рисок. Посадка пружин
выпускных клапанов не допускается, а посадка пружины предохра-
нительного клапана допускается до высоты 14±0,1 мм.
Предохранительные клапаны должны быть отрегулированы на от-
крытие под давлением 4,5±0,5 МПа (45±5 кгс/см2). Регулировочный
винт закрепляют кернением.
При ревизии и ремонте гасителей в депо могут быть использованы
бывшие в употреблении резиновые кольца и манжеты, не имеющие над-
рывов, остаточной деформации или набухания. Манжеты перед сборкой
необходимо выдержать в рабочей жидкости не менее 10 мин.
После ремонта деталей гаситель собирают, заправляют профильт-
рованным через сетку маслом ВМГЗ в количестве 0,9-1 л. Допуска-
ется смешивать свежее масло с восстановленным в соотношении 1:1,
а также применять масло АМГ-10 или трансформаторное Т-750. Га-
сители в сборе испытывают на стендах методом вынужденных или
затухающих колебаний с записью диаграммы. По форме диаграммы
определяют отсутствие внутренних дефектов и качество сборки. Со-
бранный гаситель маркируют: на нижней головке клеймами выбивают
номер ремонтного предприятия, вид ремонта (буквы Д или К) и дату,
например, 218Д.10.00.
Валики крепления головок гасителя на кронштейнах тележек, из-
ношенные более 0,5 мм, при плановых видах ремонта заменяют но-
выми или отремонтированными.
При выполнении деповского и капитального ремонта вагонов гид-
равлические гасители колебаний модернизируют на основе примене-
ния сильфонных уплотнений, исключающих вытекание рабочей жид-
кости из гасителя и предохраняющих шток и другие детали от
коррозии и механических повреждений. При модернизации убирают
217
кожух и каркасные манжеты, обтачивают верхнюю головку и обойму
и устанавливают сильфонное уплотнение с крепительным кольцом и
хомутом.
5.8. Подбор и установка рессорного
подвешивания на тележку
Высота пружин в свободном состоянии тележек 18-100 и
18-101 составляет 249±7 мм. Не допускается устанавливать в одном
комплекте пружины с разницей по высоте более 5 мм. Под фрикцион-
ные клинья устанавливают пружины, имеющие наибольшую высоту.
У тележек 18-100 после подкатки под вагон необходимо проверить
положение клина относительно нижней опорной поверхности надрес-
сорной балки. При деповском ремонте завышение хотя бы одного
фрикционного клина допускается не более 3 мм, а занижение не бо-
лее 8 мм (рис. 5.3). При капитальном ремонте фрикционные клинья
одного комплекта должны быть занижены относительно нижней
опорной поверхности надрессорной балки на 4-12 мм. Клинья долж-
ны прилегать к надрессорной балке по всей наклонной поверхности.
При установке гидравлических гасителей проверяют расположе-
ние их головок относительно поперечной оси тележки и симметрич-
ное положение гасителя относительно кронштейнов. При несоосности
свыше 5 1мм необходимо производить регулировку путем переста-
новки резиновых шайб между кронштейнами тележки и головками
гасителя, а также подтягиванием пакетов продольных поводков.
Подбор и комплектовку пружин пассажирских тележек произво-
дят в зависимости от типа вагона в соответствии с требованиями
РТМ32ЦВ 1-29-87.
По высоте надбуксовые пружины тележек КВЗ-ЦНИИ-1 и
КВЗ-ЦНИИ-М у одной буксы под тарой не должны отличаться более
чем на 4 мм. Разность высот пружин центрального подвешивания
тележек допускается также не более 4 мм. Пружины центрального
подвешивания тележек КВЗ-ЦНИИ-1 и КВЗ-ЦНИИ-М сортируют на
три группы: 1 группа — высота 506-502 мм; 2 группа — высота
501-497 мм; 3 группа — 496—491 мм. Схема установки пружин на
тележке зависит от типа вагона. Например, для межобластных ваго-
нов модели 61-837 и некупейных модели 61-821 постройки КВЗ пру-
жины центрального подвешивания устанавливают в соответствии
с рис. 5.12, а.
218
1 или 2 группа
а> РУ - О|
1 или 2 группа
2 или 3 группа
б-----СП
2_____d
2 или 3 группа
2 группа
б)
2
00 оо оо оо ОО ОО PQ 0Q
1 группа
1 группа
котельное отделение
Рис. 5.12. Схемы установки пружин тележек КВЗ-ЦНИИ-1 и КВЗ-ЦНИИ-М:
a — центрального подвешивания; б — буксового подвешивания
Наружные пружины буксового подвешивания также разбивают на
три группы: 1 группа — высота 270-268 мм; 2 группа — высота
267-265 мм; 3 группа — высота 264-261 мм. Их установка для
вагонов модели 61-837 и 61-821 производится в соответствии
с рис. 5.12, б.
Показателем правильности сборки рессорного подвешивания
служит горизонтальное расположение рам тележек, которое прове-
ряют на выверенном участке железнодорожного пути.
5.9. Порядок работ при замене неисправных
элементов рессорного подвешивания
Замену неисправной пружины или клина амортизатора тележки
18-100 выполняют с использованием приспособлений, при помощи
которых надрессорную балку подвешивают к шкворневой. Вагон
поднимают при помощи домкратов до освобождения рессорного
комплекта и заменяют неисправную деталь. После опускания вагона
необходимо убедиться в правильной установке рессорного комплек-
та, проверив завышение фрикционных клиньев шаблоном.
Для замены надбуксовых пружин или деталей фрикционного гаси-
теля тележек КВЗ-ЦНИИ-М и КВЗ-ЦНИИ-1 необходимо расшплинто-
вать и свинтить гайки шпинтонов буксовых узлов колесной пары, где
выявлена неисправная деталь. Затем следует поднять раму тележки до
выхода шпинтонов из надбуксовых пружин. У современных тележек
разрешается поднимать раму тележки вместе с кузовом вагона. Не-
исправную деталь заменяют новой, опускают раму и собирают тележ-
ку в порядке, обратном разборке. При навинчивании гайки шпинтона
необходимо убедиться в правильном положении тарельчатой пружи-
ны 7 (рис. 5.4). Гайку необходимо затянуть до выпрямления тарель-
219
чатых пружин. Разрезной конус 9 должен при этом войти в конусную
часть втулки 2.
Для замены неисправных пружин центрального подвешивания
пассажирских тележек КВЗ-ЦНИИ-М необходимо расшплинтовать И
свинтить гайки предохранительных скоб, а у тележки КВЗ-ЦНИИ-1 —
гайки предохранительных болтов и снять скобы или болты с рамы
тележки. Не вынимая шкворня, вагон поднять на стационарных дом-
кратах с одного конца вместе с тележкой на высоту 150-200 мм,
подложить под поддон со стороны неисправной пружины подкладку
(деревянный брусок или другие приспособления). Вагон опустить так,
чтобы между серьгами и головками валиков были зазоры для сво-
бодного их демонтажа. Серьги снять с валиков подвесок и поддона.
Затем вагон необходимо вновь поднять до освобождения пружинных
комплектов и заменить неисправную пружину. Вагон опустить и со-
брать тележку в порядке, обратном разборке.
Замену пружин центрального подвешивания на выкаченных из-
под вагона тележках производят с использованием струбцин или
пневмоприжимов, с помощью которых поддон подтягивают к раме
тележки для освобождения от нагрузки серег подвесок.
При установке предохранительных скоб необходимо между ними
и крюками поддона обеспечить зазор 50±10мм, а между опорными
шайбами предохранительных болтов и поддоном — 1+2 мм.
220
6
Ремонт тележек грузовых
вагонов
6.1. Неисправности грузовых тележек
и их причины
Основными неисправностями тележек являются износы трущихся де-
талей, трещины и изломы литых боковых рам и надрессорных балок,
ослабление заклепок фрикционных планок, разрегулировка зазоров
скользунов. На величину и интенсивность износов и повреждений реша-
ющее влияние оказывают правильный выбор материала деталей, соблю-
дение технологического процесса изготовления, ремонта и сборки теле-
жек, своевременное выявление и устранение неисправностей.
Кроме деталей фрикционного гасителя, интенсивному износу из-
за трения подвержены отверстия кронштейнов для валиков подвесок
тормозных башмаков, отверстия кронштейна державки мертвой точ-
ки, наклонные поверхности и подпятники надрессорной балки, детали
горизонтальных скользунов, а также направляющие и опорные повер-
хности буксовых проемов боковых рам. У подпятников наиболее
быстро изнашиваются внутренние поверхности наружного бурта по
оси, совпадающей с продольной осью вагона, и опорные поверхно-
сти. Их средняя интенсивность износа составляет соответственно 0,8
и 0,4 мм в год. При значительных износах создаются условия для
относительного перемещения и соударения пятников и надрессорных
балок и образования в них трещин.
Повышенные износы в шарнирах тормозной передачи приводят к уве-
личению №i них динамических нагрузок и могут быть причинами трещин.
Трещины и изломы боковых рам и надрессорных балок возника-
ют из-за значительных динамических нагрузок, скрытых дефектов в
221
литье, усталостных явлений металла, наличия на поверхности деталей
забоин и ожогов от электросварки, которые являются концентратора-
ми напряжений. Особенно сложны условия эксплуатации боковых
рам, являющихся необрессоренными деталями.
Причинами трещин и изломов деталей тележек могут быть нару-
шения правил эксплуатации и сборки.
Ослабление и обрывы заклепок фрикционных планок происходят из-за
их ступенчатого износа, который приводит к ударам клина и планки.
В четырехосных тележках встречаются трещины в соединительной бал-
ке в зоне расположения скользунов, пятников и центрального подпятника
В боковых рамах тележек ЦНИИ-ХЗ (18-100) наиболее вероятны
трещины в углах буксовых и рессорных проемов, в наклонном,
нижнем и верхнем поясах, в приливах для валиков подвесок тормоз-
ного башмака. При контроле надрессорных балок особое внимание
следует уделять зонам подпятника, опорам скользунов, наклонным
поверхностям и местам расположения литейных отверстий.
Не допускается эксплуатация вагонов, в тележках которых имеют-
ся трещины боковых рам и надрессорных балок, выявлено отсут-
ствие или излом колпака скользуна и его болта. В эксплуатации
следует контролировать зазоры между скользунами тележек и рам
вагонов. Суммарный зазор между скользунами с обеих сторон те-
лежки у четырехосных вагонов должен быть не менее 4 и не более
20 мм. Отсутствие зазоров между скользунами по диагонали вагона
не допускается. У цистерн для перевозки газов суммарные зазоры в
скользунах должны быть не менее 4 и не более 16 мм. Кроме того,
у цистерн для перевозки газов не разрешается отсутствие зазоров
хотя бы с одной стороны тележки.
Для восьмиосных вагонов суммарный зазор между скользунами со-
единительной и шкворневой балок для одной тележки должен быть не ме-
нее 4 и не более 15 мм, а между соединительной и надрессорной балка-
ми — не менее 4 и не более 20 мм для каждой двухосной тележки.
При обнаружении хотя бы одной из перечисленных неисправнос-
тей, вагон направляется в текущий отцепочный ремонт.
6.2. Организация работ при ремонте тележек
грузовых вагонов
Входной контроль тележек при деповском и капитальном ремонте
производят после постановки вагонов на ремонтные позиции.
222
При этом проверяют положение деталей рессорного комплекта,
завышение фрикционных клиньев относительно надрессорной балки,
наличие свободного перемещения фрикционных клиньев и пружин,
зазоры между скользунами тележки и рамы вагона. Результаты про-
верок заносят в дефектную ведомость и используют при ремонте
деталей и узлов.
Проверяют срок службы литых деталей, который не должен пре-
вышать 30 лет.
Ремонт тележек при плановых видах ремонта выполняют в теле-
жечных отделениях поточным или поточно-конвейерным методом.
Независимо от метода ремонта в тележечном отделении должны быть
позиции обмывки, разборки, сборки, ремонта и приемки готовых
тележек. Ремонтные позиции оборудуют стендами, средствами нераз-
рушающего контроля и технологической оснасткой, которые позво-
ляют максимально механизировать выполняемые работы, повышают
производительность труда и обеспечивают необходимое качество ре-
монта.
Перед обмывкой рама тележки снимается с колесных пар, уста-
навливается на технологическую тележку, которая тяговой лебедкой
подает раму в моечную машину. Обмывка тележек с колесными
парами, не требующими полной ревизии букс, не допускается.
Обмывку выполняют подогретым до температуры не менее 60°С
моющим раствором типа МЛ-52, МС-8, «Лабомид-101» в концентра-
ции 30 г/л под давлением 19 кгс/см2. После обмывки тележки тща-
тельно очищают от отслаивающейся ржавчины и разрушившегося ла-
кокрасочного покрытия. Особое внимание уделяют очистке контро-
лируемых зон (рис. 6.1, 6.2).
После очистки рама тележки устанавливается на позицию разбор-
ки, на которой последовательно производят демонтаж рычажной пе-
редачи, шкворня, рессорного комплекта, деталей скользунов и боко-
вых рам. Контроль технического состояния боковых рам и надрес-
сорных балок включает визуальный осмотр, измерение величины
износов и дефектов с помощью средств допускового контроля (шаб-
лонов) и неразрушающий контроль. В качестве средств неразрушаю-
щего контроля боковых рам и надрессорных балок тележек применя-
ют вихретоковый дефектоскоп ВД-12НФ или установки феррозон-
дового контроля типа ДФ (ДФ-1, ДФ-103, ДФ-105, ДФ-201). Дефек-
тоскопирование деталей тележек производится в полном соответствии
с требованиями «Технологической инструкции по испытанию на ра-
стяжение и неразрушающему контролю деталей вагонов» № 637-96
223
Рис. 6.1. Схема контролируемых
зон на боковой раме тележки:
1 — угол буксового проема внут-
ренний; 2 — угол буксового про-
ема наружный; 3— пояс над бук-
совым проемом; 4 — верхний
пояс; 5 — наклонный пояс;
б — угол рессорного проема;
7 — отбуртовки окон
ПКБ ЦВ МПС России. Перед проведением дефектоскопирования
необходимо произвести осмотр контролируемых деталей визуально
на стенде-контователе с применением лупы семикратного увеличения,
переносного светильника с напряжением питания 12 или 36 В, ме-
таллической щетки, шаблонов. Визуальному осмотру подвергают все
поверхности надрессорных балок и боковых рам. Обнаруженные при
Рис. 6.2. Схемы контро-
визуальном осмотре дефекты обводят
мелом и проверяют повторно вихре-
токовым, феррозондовым или магни-
топорошковым методом.
Позиции осмотра должны быть
оборудованы стационарными или пе-
редвижными стендами, которые по-
зволяют производить раздвижку бо-
ковых рам и кантование в удобное
для контроля положение боковых рам
и надрессорных балок.
Стенд (рис. 6.3) используется для
разборки, контроля и ремонта деталей
тележек. Тележка 18-100 устанавлива-
ется на стенд мостовым краном, при
этом боковые рамы и надрессорная бал-
лируемых зон на надрес-
сорной балке тележки:
1 — нижний пояс; 2 — верхний
пояс; 4 — подпятник; 5 — на-
клонная плоскость
ка попадают в гнезда соответствующих
механизмов поворота. С помощью ци-
линдра 1 надрессорная балка поднима-
ется относительно боковых рам, осво-
бождая рессорные комплекты. После
224
Рабочее положение
Рис. 6.3. Схема стенда для ремонта тележек грузовых вагонов:
/ — цилиндр механизма подъема надрессорной балки; 2 — цилиндр механизма
поворота надрессорной балки; 3— цилиндр механизма раздвижки; 4—цилиндр
механизма поворота боковой рамы
удаления фрикционных клиньев и пружин боковые рамы выводятся за
пределы габаритов надрессорной балки с помощью пневмоцилиндров раз-
движки 3. В таком положении производится контроль и ремонт боковых
рам и надрессорных балок. Для обеспечения удобства производимых ра-
бот боковые рамы и надрессорные балки могут поворачиваться пневмо-
цилиндрами поворота 2 и 4. Возврат отремонтированных боковых рам и
надрессорных балок в исходное положение производится перечисленны-
ми механизмами в обратном порядке.
Кантователи должны обеспечить осмотр надрессорной балки и
боковой рамы с их поворотом на 180° относительно продольной оси.
Неразрушающему контролю подлежат зоны деталей в соответствии с
рис. 6.1 и 6.2.
Наличие трещин в деталях тележек не допускается, за исключени-
ем трещин, которые устраняются в соответствии с действующей ре-
монтной документацией. Детали тележек с взносами более допусти-
мых норм ремонтируют сваркой и наплавкой с последующей
механической обработкой до чертежных размеров. Разрешается ре-
монтировать боковые рамы и надрессорные балки со сроком эксплу-
атации не более 28 лет.
Сварочные и наплавочные работы на деталях тележек выполняют
на специальных сварочных позициях, оборудованных кантователями,
электросварочным, газосварочным оборудованием и другими при-
способлениями.
225
Механическую обработку наплавленных поверхностей и свароч-
ных швов производят на специализированных станках, а также свер-
лильных, фрезерных и строгальных станках, оборудованных необхо-
димыми приспособлениями.
Отремонтированные и проверенные детали тележек подают на по-
зицию сборки.
После сборки и проверки качества ремонта на тележки наносят
установленные клейма и надписи, окрашивают, а после подкатки под
вагон производят выходной контроль отремонтированных тележек.
6.3. Ремонт боковых рам
Ремонт боковых рам тележек заключается в восстановлении изно-
шенных трущихся мест и заварке допускаемых трещин.
Втулки кронштейнов 1 (рис. 6.4) для валиков подвесок тормозных
башмаков при капитальном ремонте заменяют независимо от величины
износа. При деповском ремонте втулки подлежат замене при износе более
1 мм. Если диаметр отверстия для втулки более 45 мм, отверстие рассвер-
ливают до диаметра 50 мм, устанавливают металлическую втулку с внут-
ренним диаметром 45 мм и обваривают ее по периметру.
Износ поверхностей направляющих для букс 2 допускается по ширине
буксового проема не более 4 мм при деповском ремонте и не более 3 мм—
при капитальном. При ремонте наплавкой износ не должен превышать 8 мм
на сторону. Изношенные опорные поверхности 3 при глубине износа более
2 мм допускается устранять фрезерованием при условии, что оставшаяся
высота прилива опорной поверхности должна быть не менее 0,5 мм.
При наличии любых трещин в несущих зонах боковые рамы бра-
куются. Разрешается ремонтировать сваркой при плановых видах
ремонта следующие дефекты:
Рис. 6.4. Боковая рама тележки 18-100
трещины 4 направляюще-
го буртика фрикционною
клина или его отколы;
трещины 5 в кронштей-
не подвески триангеля,
если их длина не более
32 мм;
продольную трещину б в
стенке прилива для вали-
ка подвески триангеля;
226
откол ушек 7 в местах крепления фрикционных планок, если
отколото не более двух ушек по диагонали.
Ремонтировать наплавкой опорные поверхности 3 буксового про-
ема не разрешается.
Допускаемые размеры боковых рам тележек 18-100 при выпуске
из деповского ремонта приведены на рис. 6.5.
При выпуске из капитального ремонта база боковой рамы М дол-
жна быть не более 2198 мм, а расстояние между направляющими для
букс — не более 341 мм.
Расстояние между стенками проема для рессорного комплекта бо-
ковой рамы и наружными челюстями буксовых проемов измеряют до
постановки фрикционных планок. Их разность (размеры Нх и Я2) не
должна превышать 3 мм. При большей разности соответствующие
буксовые челюсти подвергают наплавке с последующей обработкой
на фрезерных станках до чертежных размеров.
Рис. 6.5. Размеры боковых рам тележек 18-100 при выпуске из
деповского ремонта
База боковой рамы измеряется шаблоном на расстоянии 60 мм от
низа направляющей плоскости (рис. 6.5).
Разница в размерах М базы боковых рам одной тележки допус-
кается не более 2 мм.
6.4. Ремонт надрессорных и соединительных
балок
При осмотре надрессорной балки (рис. 6.6) определяют исправное со-
стояние верхних, вертикальных, нижних поясов и колонки, опорной части
227
Рис. 6.6. Надрессорная балка тележки
подпятника, исправность боковых опор скользунов и степень износа тру-
щихся поверхностей. Внутренние поверхности балки осматривают с под-
светкой через технологические отверстия верхнего и нижнего поясов.
При плановых видах ремонта разрешается:
заварка трещин 5, б, 7 в опорной поверхности подпятников,
если они не переходят через наружный бурт и их суммарная
длина не превышает 250 мм;
заварка продольных трещин 8 от литейного отверстия, если они
не переходят на наружный бурт и их суммарная длина не пре-
вышает 250 мм;
заварка трещин 9 в углах между ограничительными буртами и
наклонной плоскостью для клина;
заварка трещин 10 боковых опор скользуна, если их длина не
более 100 мм;
заварка продольных трещин 2 наклонной плоскости, не выхо-
дящих на ограничительные бурты;
наплавка отколов 11 наружного и внутреннего буртов подпят-
ников. Если внутренний бурт отсутствует, или длина отколов-
шейся части более половины его периметра, или отверстие для
шкворня имеет износ более 2 мм на сторону, бурт восстанав-
ливают путем вварки втулки высотой 15 мм над опорной по-
верхностью подпятника;
228
наплавка наклонных плоскостей 12 и опорной поверхности 13
подпятника, если износ превышает 3 мм при деповском ремон-
те и 2 мм — при капитальном ремонте. Оставшаяся толщина
металла наклонных поверхностей надрессорных балок должна
быть не менее 7 мм, а подпятника — не менее 18 мм;
наплавка упорных ребер 14 надрессорных балок, ограничива-
ющих смещение пружин, при износе до 8 мм.
Трещины 1, 3, 4 ремонту не подлежат и балка исключается из
инвентаря.
Упорные наружные и внутренние бурты подпятников наплавляют,
если оставшаяся толщина наружного бурта не менее 11 мм, внутрен-
него — не менее 7 мм.
Перед выполнением сварочных работ на боковых рамах и надрес-
сорных балках необходимо ремонтируемое место подогреть до тем-
пературы 250+300°С.
При деповском ремонте наклонные поверхности надрессорных ба-
лок 12 разрешается ремонтировать приваркой планок или вваркой
вставок. Планки и вставки изготавливают из тех же сталей, что и над-
рессорные балки. Допускается использовать вставки, вырезанные из
полос забракованных тяговых хомутов после их проверки дефектоско-
пированием, а также изготовленные из стали марок ст 3 сп и 20.
Приварка планок разрешается, если оставшаяся толщина наклон-
ной плоскости 6-9 мм. Наклонные поверхности необходимо отфрезе-
ровать до толщи ны 8 или 6 мм для установки ремонтной планки
толщиной соответственно 10 и 12 мм.
Ремонт вставками толщиной 18 мм производят, если выявлен
износ стенок надрессорных балок свыше 9 мм, включая сквозные
протертости и провалы. Перед установкой вставки в наклонной плос-
кости вырезается окно с использованием ручной кислородной резки
и специального кондуктора. Подготовленные планки или вставки
ставятся на прихватках и, после подогрева наклонной плоскости до
температуры 200+250°С, приваривают ручной сваркой электродами
марок УОНИ-13/45 или полуавтоматической сваркой в среде
углекислого газа сварочными проволоками СВ-08Г2С или
СВ-09Г2СЦ. Кор невой шов при ручной дуговой сварке производят
электродами диаметром 3 мм, последующие — диаметром 4—5 мм.
Начало и окончание каждого из проходов не должно находиться в
углах вставки. Для снижения сварочных напряжений все швы, начи-
ная со второго, должны проковываться по мере остывания металла
при температуре не менее 450°С либо ниже 150°С.
229
Пластина-вставка
Рис. 6.7. Ремонт наклонных
поверхностей надрессорной балки
Проковка при температурах
150+450°С запрещена. Нижнюю
изношенную поверхность наплав-
ляют заподлицо с поверхностью
вставки или планки (рис. 6.7). Ка-
чество сварочных швов проверя-
ют магнитопорошковым методом.
Колпак скользуна при износе бо-
лее 3 мм ремонтируют наплавкой
или приваркой накладок. Высота бо-
ковых сторон колпака должна быть не менее 76 мм, а узких—не менее 70
мм. Колпак должен быть закреплен сквозным болтом диаметром 12 мм с
гайкой, пружинной шайбой и шплинтом. Для регулировки зазоров между
скользунами рамы вагона и тележки под колпак скользуна устанавливают
прокладки толщиной 1,5-5 мм в количестве до четырех ппук.
Шкворни с износами по диаметру более 3 мм ремонтируют на-
плавкой с последующей механической обработкой.
При подкатке под вагон подпятники тележек смазывают графито-
вой смазкой или отработанной смазкой ЛЗ-ЦНИИ.
В соединительных балках сварной конструкции тележек модели
18-100 (рис. 6.8) разрешается заварка:
трещин в сварных швах отдельных элементов балки независи-
мо от их длины;
трещин 1, 5, 6 при их глубине до 24 мм независимо от длины.
Если подпятник необходимо восстанавливать наплавкой, длина
трещины 6 не должна превышать 350 мм;
трещин 7, 8, 9, 10 длиной не более 250 мм каждая. При одно-
временном наличии трещин 8 и 9 с одной стороны подпятника
суммарная длина трещин не
Рис. 6.8. Балка соединительная
должна превышать 250 мм;
трещин в зоне крайних пят-
ников снизу балки сум-
марной длиной до 400 мм.
Рабочие поверхности подпят-
ника 4 и пятников ремонтируют
наплавкой или приваркой плас-
тин при износе более 3 мм.
Изношенное более 2 мм на
сторону отверстие для шкворня
3 восстанавливают наплавкой
или приваркой вставок.
230
Осмотр и ремонт соединительных балок производят на стендах-
кантователях.
Более конкретные требования к ремонту соединительных балок те-
лежек восьмиосных вагонов изложены в Типовом технологическом
процессе на ремонт соединительной балки четырехос-ной тележки
ТК-232.
6.5. Сборка и приемка тележек
Рис. 6.9. Шаблон для
измерения наклонных
поверхностей надрессорной
балки:
1 — установочная рама;
2 — скобы; 3 — измеритель-
ные движки
В ходе ремонта промежуточной проверке качества выполняемых
работ подвергают все детали тележек. Промежуточную проверку вы-
полняют мастера, бригадиры, руководители предприятий, а также
работники отделов технического контроля на вагоноремонтных заво-
дах. Проверку выполняют визуально, а также с применением шабло-
нов и других средств измерений. Например, шаблоном (рис. 6.9)
проверяют износ и качество ремонта после наплавки и механической
обработки каждой наклонной поверхности надрессорной балки. Спе-
циальным штангеном (рис. 6.10) контролируют расстояние между
планками и их непараллельность.
Отремонтированные и проверенные узлы тележек поступают на
сборку, которая производится в обратной последовательности раз-
борке. На стенд-кантователь (рис.
6.3) устанавливают надрессорную
балку, боковые рамы надвигают на
балку при помощи пневмоцилиндров
или кран-балкой. На раму устанавли-
вают пружины, фрикционные клинья
ставят на более высокие пружины,
затем собирают тормозную рычаж-
ную передачу и скользуны.
При сборке четырехосной тележки
соединяют рычажные передачи дву-
хосных тележек нижней тягой и уста-
навливают соединительную балку на
подпятники двухосных тележек, а за-
тем выполняют окончательную сбор-
ку рычажной передачи. После уста-
новки соединительной балки прове-
ряют зазор между осями внутренних
231
Рис. 6.10. Шаблон для измерения расстояния между планками и
проверки их непараллельное™
колесных пар тележек и нижним поясом балки, который должен быть
не менее 85 мм с каждого конца балки. Проверку выполняют после
подкатки тележек под вагон.
Боковые рамы одной тележки должны иметь одинаковую базу или
с разницей не более 2 мм.
Не разрешается подкатывать колесные пары с разностью диаметров:
у одной двухосной тележки — более 20 мм;
у двух двухосных тележек — более 40 мм;
у одной четырехосной тележки — более 20 мм;
у двух четырехосных тележек — более 40 мм.
Разность в высоте от подпятников до головок рельсов двухосных
тележек — не более 12 мм, в том числе и для входящих в
четырехосную тележку.
Суммарные зазоры между корпусом буксы и направляющими бо-
ковой рамы должны быть в пределах:
при деповском ремонте вдоль тележки от 6 до 15 мм, а попе-
рек — от 5 до 13 мм;
при капитальном ремонте вдоль тележки от 6 до 13 мм, а по-
перек — от 5 до 11 мм.
Допустимые зазоры между боковой рамой и корпусом бук-
сы — не более 1 мм.
Подбор боковых рам и надрессорной балки в комплект произво-
дят по возрастным группам в соответствии с ремонтной документа-
цией.
232
После подкатки под вагон проверяют суммарные зазоры между
скользунами рамы вагона и тележки с обеих сторон каждого конца
вагона, которые должны быть для четырехосных вагонов в пределах 6—
16 мм, ау хопперов и думпкаров—6-12 мм. Для четырехосных теле-
жек зазоры между скользунами соединительной балки и скользунами
надрессорных балок в сумме для каждой тележки должны быть в пре-
делах 4-10 мм, а между скользунами рамы вагона и соединительной
балки—4-12 мм. Для всех типов вагонов отсутствие зазоров между
скользунами, расположенными по диагонали, не допускается.
После выполнения ремонта и приемки на боковые рамы и надрес-
сорные балки наносят клейма с указанием номера ремонтного
предприятия, даты ремонта и кода государства — собственника.
При капитальном ремонте тележки окрашивают полностью, а при де-
повском —только в местах с поврежденным защитным покрытием. Ок-
раску выполняют масляными красками или эмалями. Краской белого цве-
та на боковые рамы и надрессорные балки наносят надписи. После
деповского ремонта наносится первая и три последних цифры номера ва-
гона, а после капитального ремонта — год проведения ремонта, номер
завода, первая и три последних цифры номера вагона.
6.6. Техника безопасности при ремонте
тележек
Правильная организация ремонта тележек должна обеспечить безо-
пасное выполнение всех работ. Это достигается за счет применения
на всех этапах ремонта исправных средств механизации и технологи-
ческой оснастки, а также строгого соблюдения требований техники
безопасности. Бригадиры и работники тележечных отделений прохо-
дят периодические инструктажи по безопасным методам работы и
своевременно сдают испытания в знании инструкций по технике бе-
зопасности и производственной санитарии.
Подкатка и выкатка тележек из-под вагона производится под ру-
ководством мастера или бригадира. Расстояние между тележкой и
выступающими частями рамы и другого оборудования поднятого
вагона должно обеспечить свободную подкатку и выкатку тележек.
Транспортировка тележек должна быть механизирована. При под-
катке и выкатке тележек не допускается находиться на тележке и на
пути ее перемещения, а также размещать детали вагонов в непосред-
ственной близости от перемещаемой тележки.
233
После установки тележек на путях следует подклинить колесные
пары с обеих сторон. Работы по разборке, сборке и перемещению
литых деталей тележек должны выполняться с помощью стендов-
кантователей, грузоподъемных механизмов или специального обору-
дования. Оборудование перед началом работы должно быть осмотре-
но. При этом обращают особое внимание на исправность захватов,
зажимов и предохранительных устройств.
Грузоподъемные краны, захваты, палочные приспособления не
разрешается применять, если истек срок их службы до очередного
освидетельствования. Нагрев заклепок фрикционных планок должен
производиться на электрогорнах. Перебрасывание нагретых заклепок
не допускается. Устанавливать заклепки следует с применением гид-
равлических скоб.
При работе с феррозондовыми, вихретоковыми и магнитопорош-
ковыми дефектоскопами следует пользоваться соответствующими
руководствами по их правильной и безопасной эксплуатации. Пере-
носные светильники должны иметь напряжение не более 36 В.
В тележечном отделении на видном месте должна быть вывешена
инструкция по технике безопасности.
234
7
Ремонт тележек пассажирских
вагонов
7.1. Требования к пассажирским тележкам
в эксплуатации
Для тележек пассажирских вагонов установлено выполнять конт-
роль исправного состояния при техническом обслуживании пасса-
жирских составов на пунктах формирования или оборота, в пунктах
технического обслуживания в пути следования, а также при единой
технической ревизии пассажирских вагонов. Кроме того, пассажир-
ские тележки подвергают плановым видам ремонта в депо и на ваго-
норемонтных заводах.
При техническом обслуживании вагонов у тележек (рис. 7.1) кон-
тролируют состояние сварных швов рам и надрессорных балок, ис-
правность центрального и надбуксового рессорного подвешивания,
наличие валиков, шплинтов, втулок в шарнирных соединениях дета-
лей, степень износа скользунов, надежность крепления поводков и
соответствие зазоров в деталях тележек допустимым нормам.
Не допускается эксплуатация вагонов, в деталях тележек которых
имеются трещины и неисправности крепления деталей или их предох-
ранительных устройств. На вагоне с тележками КВЗ-ЦНИИ всех мо-
дификаций кузов опирается на горизонтальные скользуны. Для теле-
жек этого типа возвышение кромки чугунного вкладыша скользуиа
В над коробкой скользуна должно быть не менее 11 мм (рис. 7.2),
а зазор Г между опорной кромкой пятника и подпятником — не
менее 9 мм.
Зазор между надрессорной балкой и рамой А (рис. 7.1) должен
быть не менее 20 мм для тележек КВЗ-ЦНИИ и не менее 25 мм — для
КВЗ-ЦНИИ-М. Суммарный зазор между вертикальными скользунами
235
место клейм
Рис. 7.1. Тележки:
а — КВЗ-ЦНИИ б — КВЗ-ЦНИИ-2; 1 — поводок; 2 — рама; 3— надрессорная
балка; 4 — центральное рессорное подвешивание; 5 — надбуксовое рессорное
подвешивание
Рис. 7.2. Проверка тележек
КВЗ-ЦНИИ в эксплуатации:
1 — вкладыш скользуна;
2 — коробка скользуна;
3 — надрессорная балка;
4 — подпятник; 5 — пятник
с одной стороны тележки должен
быть не более 30 мм для тележек
типов КВЗ-ЦНИИ, но при этом
каждый зазор должен быть не
менее 5 мм.
Несоответствия зазоров уста-
новленным нормам ухудшают
плавность хода тележек, приво-
дят к ударам деталей друг о дру-
га, вызывают преждевременные
износы и создают угрозу безо-
пасности движения поездов.
При проверке технического
состояния тележек вагонов осо-
236
бое внимание обращают на исправность колесных пар, буксового
узла, гидравлических гасителей колебаний, на состояние поводков,
предохранительных болтов и скоб, крепление узла фрикционного га-
сителя колебаний.
В фрикционном гасителе колебаний (рис. 7.3, а) не допускается
зазор А между шпинтоном 1 и втулкой 2. Зазор может образоваться
при отсутствии или неправильной установке тарельчатой пружины 3
или ослаблении гайки крепления 4. При правильной установке тарель-
чатая пружина меньшим диаметром должна упираться во втулку, а
гайка должна быть зашплинтована.
При проверке защитных болтов 6 (рис. 7.3, б) центрального под-
вешивания необходимо убедиться в наличии зазора между поддоном
5 и резиновой шайбой 7. В состав деталей крепления входят метал-
лические шайбы 8, 9, гайка 10 и шплинт 11.
Частой неисправностью пассажирских тележек является ослабле-
ние затяжки резинометаллических пакетов продольных поводков 12
(рис. 7.3, в), необходима их просадка. Как следствие этого, наруша-
ются зазоры между вертикальными скользунами. Для устранения не-
исправности гайки поводков подтянуть до исчезновения вогнутости
или до появления выпуклости не более 3 мм.
Рис. 7.3. Узлы тележки КВЗ-ЦНИИ:
а — надбуксовое рессорное подвешива-
ние; б — предохранительный болт;
в — поводок
237
У поводков с резьбовым соединением конструкции ИВФД Дерга-
чева (рис. 7.12) необходимо проверить детали и сварные швы на
отсутствие трещин и изломов, которые не допускаются. Следует так-
же проверить исправность стопорных шайб и плотность затяжки резь-
бовых соединений (размер 110+1 мм).
Расстояние между рамой тележек КВЗ-ЦНИИ всех типов и корпу-
сом буксы должно быть не менее 56 мм.
В зависимости от вида повреждения, неисправности тележки ус-
траняют в составе поезда или при текущем ремонте с отцепкой авгона
и подачей его на специализированный путь, где есть необходимые
средства механизации.
При выполнениии единой технической ревизии пассажирских ва-
гонов (TU-3 ) тележки выкатывают из-под всех типов вагонов. С
тележек снимают и отправляют для проверки и ремонта гидравличес-
кие гасители колебаний, датчики противогазных устройств, скорост-
ные регуляторы нажатия тормозных колодок. Колесные пары с ре-
дукторами от средней части оси или от торца оси выкатывают и
подают на соответствующие ремонтные позиции для контроля техни-
ческого состояния приводов генератора. Тележки очищают от снега,
грязи и осматривают.
При осмотре рам выявляют ослабление сварных швов и трещины.
Обнаруженные неисправности должны быть устранены. У тележек
КВЗ-ЦНИИ-М постройки 1985-1986 гг. следует внимательно осмат-
ривать поперечные балки, в которых имеют место случаи появления
трещин.
Проверяют состояние пружин, подвесок центрального подвешива-
ния, предохранительных скоб, поводков, деталей фрикционного гаси-
теля. Неисправные детали заменяют. Проверяют и регулируют зазоры
вертикальных скользунов, которые должны составлять в сумме с
одной стороны тележек КВЗ-ЦНИИ всех типов не более 25 мм. При
зазорах более нормы накладки вертикальных скользунов срезают и
приваривают новые, изготовленные из стали 45.
Все проверочно-регулировочные работы выполняют на тележках
под тарой вагона на прямом (выверенном) участке железнодорожно-
го пути.
Зазор между предохранительной скобой и крюком поддона дол-
жен быть для тележки КВЗ-ЦНИИ М 50-60 мм. Зазор между пятни-
ком и подпятником должен быть не менее 13 мм для тележек типа
КВЗ-ЦНИИ, а между поддоном и опорной шайбой предохранительно-
го болта — 1-4 мм.
238
Проверяют плотность крепления фрикционного гасителя, при ос-
лаблении которого производят подтягивание гаек шпинтонов до пол-
ного выпрямления тарельчатых пружин, установленных конусом
вверх.
Износ вкладышей горизонтальных скользунов допускается до
толщины 35 мм. Задиры на поверхности должны устраняться механи-
ческой обработкой. Пружины, в случае замены, подбирают и уста-
навливают по определенным схемам для каждого типа вагона в со-
ответствии с РТМ32ЦВ 1-29-87.
7.2. Ремонт тележек пассажирских вагонов
на поточно-конвейерной линии
При плановых видах ремонта вагонов ремонт тележек производят
в специальном тележечном отделении депо или тележечном цехе за-
вода.
Выкаченные из-под вагона тележки подают на позиции ремонта с
помощью транспортера или мостовым краном.
Тележки перед ремонтом должны быть обмыты и разобраны. Все
детали тележек очищают от грязи, ржавчины и разрушенного защит-
ного покрытия.
При наличии в пазах, канавках резьбы остатков загрязнений их
необходимо удалить вручную с применением жестких волосяных
щеток, деревянных и пластмассовых скребков и моющих препаратов
типа МС-15 концентрации 20г/л при температуре 40-45°С. Подготов-
ленные детали должны быть осмотрены и обмерены шаблонами с
целью выявления дефектов и недопустимых износов.
При визуальном осмотре обращают внимание на вздутие краски,
риски, задиры, забоины, указывающие ня возможные дефекты под
ними. Наиболее ответственные детали пассажирских тележек подвер-
гают испытанию на растяжение и неразрушающему контролю.
Испытанию на растяжение подлежат подвески (в сборе) центра-
льного подвешивания (тяги, серьги, валики) тележек КВЗ-ЦНИИ.
Магнитопорошковому контролю подвергают: серьги, тяги подве-
сок, валики люлечного подвешивания, тяги продольного поводка,
предохранительные болты поддона, шкворни, сварные швы кронш-
тейнов для гидравлических гасителей колебаний и подпятники. Все
неисправные детали должны быть отремонтированы или заменены на
исправные.
239
Ремонт пассажирских тележек организуют поточным или поточно-
конвейерным методами. Применение поточно-конвейерных линий
позволяет максимально механизировать технологические процессы,
повысить производительность труда и качество ремонта.
Проектно-конструкторское бюро ЦВ МПС разработало типовой
технологический процесс ремонта пассажирских тележек на семи
ремонтных позициях (рис. 7.4).
Позиция I — демонтаж рычажной передачи, привода генератора,
генератора, датчиков контроля температуры букс, а также
отвертывание гаек шпинтонов, снятие гидравлических гасителей, ус-
тановка рамы на транспортировочную тележку, снятие деталей буксо-
вого рессорного подвешивания, выкатка колесных пар и обмывка
тележек. Данная позиция должна быть оборудована шплинтодерами,
гайковертами, мостовым краном и моечной машиной.
Позиция II — раму тележки мостовым краном устанавливают на
подставки и производят окончательную разборку рычажной передачи,
демонтаж предохранительных скоб, стержней и продольных повод-
ков. Здесь же происходит проверка сопротивления изоляции электри-
ческих проводов датчиков контроля нагрева букс. Позиция должна
быть оборудована шплинтодерами и гайковертами.
Позиция III — разборка центрального рессорного подвешивания с
использованием специального пресса.
Позиция IV — осмотр, обмер и ремонт рам и надрессорных балок.
Замена изношенных шпинтонов. Позиция должна иметь кантователи
рам и надрессорных балок.
Рис. 7.4. Поточно-конвейерная линия ремонта тележек пассажирских
вагонов:
1 — моечная машина; 2 — гайковерты; 3 — прессы для сжатия пружин цент-
рального подвешивания; 4 — путь для подачи колесных пар в цех;
5— поворотный круп 6— кантователь надрессорной балки; 7— кантователь
рамы тележки; 8 — кран-балка; 9 — путь для подкатки колесных пар;
10— прессы-гайковерты; 11 — подставки
240
Позиция V — сборка центрального и буксового рессорного под-
вешивания, подкатка колесных пар. Позицию следует оборудовать
устройством для подачи и фиксирования колесных пар, прессом для
сжатия центрального подвешивания, гайковертами.
Позиция VI — монтаж привода генератора, рычажной передачи,
поводков, гидравлических гасителей колебаний и датчиков контроля
букс.
Позиция VII — окраска собранной тележки, контроль и приемка.
7.3. Ремонт узлов и деталей пассажирских
тележек
Рамы пассажирских тележек ремонтируют на стенде-кантователе
(рис. 7.5). Применение стендов позволяет механизировать операции
подъема и поворота рам, что облегчает обнаружение неисправностей
и дает возможность производить сварочные работы в положении,
удобном для наложения сварочных швов. Стенд смонтирован на базе
двух электродомкратов 7. На них размещены подвижная 8 и непод-
вижная 1 консоли с вращающимися траверсами 4 и 5. Неподвижная
консоль оборудована механизмом поворота рамы, который состоит
из электродвигателя 2 и червячного редуктора 3. На подвижной кон-
соли размещен ползун 6. Раму тележки можно устанавливать в тра-
версы и поворачивать для осмотра и ремонта на 360°. Выявленные
при осмотре ослабления сварочных швов балок рам вырубают до
основного металла и восстанавливают электросваркой. Прогибы ба-
Рис. 7.5. Стенд-кантователь для ремонта рам тележек
241
лок рам до 10 мм в вертикальной и горизонтальной плоскостях раз-
решается оставлять без исправления. Разрешается ремонтировать тре-
щину, расположенную в одной из плоскостей продольной балки.
Трещину необходимо разделать по всей длине, заварить, зачистить
сварочный шов заподлицо с основным металлом и установить уси-
ливающую накладку толщиной 8-15 мм, перекрывающую трещину
на 100 мм с каждой стороны. Накладка должна быть приварена об-
ратно ступенчатым способом.
Допускается восстанавливать наплавкой изношенные или пора-
женные коррозией места рам при условии, что оставшаяся толщина
металла не менее 50% от чертежного размера.
На раме проверяют правильность расположения кронштейнов под-
весок тормозной передачи, а также состояние и сопротивление изо-
ляции электропроводки устройств контроля температуры букс. Про-
водка подлежит замене, если сопротивление изоляции менее
0,5 МОм.
Шпинтоны должны быть очищены, осмотрены, обмерены, неисп-
равные сняты для ремонта или замены. При капитальном ремонте
вагонов шпинтоны снимают независимо от состояния.
Шпинтоны с износом цилиндрической поверхности более 4 мм по
диаметру необходимо восстановить наплавкой с последующей обра-
боткой на токарных станках.
Рис. 7.6. Схема проверки
перпендикулярности шпинтона
относительно опорной плоскости:
1 — шпинтон; 2 — шаблон; 3 — по-
верочная плита
Износ шпинтонов происходит
особенно быстро при нарушении
плотности крепления гайки и та-
рельчатой пружины, при этом
втулка шпинтона перемещается по
цилиндрической поверхности, вы-
зывая износ как самой поверхно-
сти, так и заплечиков. Для конт-
роля износа заплечиков необ-
ходимо измерить расстояние от
привалочной поверхности до зап-
лечика (рис. 7.6). Шпинтоны, име-
ющие расстояние менее 162 мм
против чертежного 166±1 мм или
менее 166 мм против чертежного
169±1 мм, следует снимать для
ремонта наплавкой с последую-
щей механической обработкой.
242
При повреждении резьбы шпинтона ее следует удалить на токар-
ном станке и восстановить наплавкой. Разрешается ремонтировать
трещины в основании шпинтонов при условии предварительного
местного подогрева до температуры 250-300°С и медленного охлаж-
дения после завершения сварочных работ.
Правильное расположение шпинтонов на раме оказывает суще-
ственное влияние на безаварийную работу не только рессорного под-
вешивания, но и колесных пар и букс. Поэтому после установки
отремонтированных шпинтонов на раму проверяют их расположение.
Допускаются максимальные отклонения в размерах (рис. 7.7):
при измерении вдоль оси тележки (£ и €() — не более 5 мм при
их разности не более 2 мм;
поперек оси (в и в}) — не более ±2 мм при разности не более
2 мм;
по диагоналям (С и С,) —не более ±5 мм при разности не
свыше 5 мм;
расстояние между шпинтонами £2— ±1 мм.
Проверка перпендикулярности шпинтонов выполняется шаблоном:
(рис. 7.6), отклонение от которого допускается не более 1 мм на
длине обработанной части шпинтона.
Выравнивание шпинтонов разрешается производить постановкой
под основание клинообразных прокладок общей толщиной до 8 мм
в количестве не более двух с креплением не менее, чем двумя бол-
тами и их приваркой к раме прерывистым швом.
Детали центрального рессор-
ного подвешивания не должны
иметь задиров и выкрашивания
металла на трущихся поверхнос-
тях. Величину износа деталей
подвески необходимо измерить
и отремонтировать наплавкой,
при условии, если износ тру-
щихся поверхностей (рис. 7.8)
тяги, рамки, серьги составит бо-
лее 3 мм, опорных шайб — бо-
лее 1,5 мм, а износ валиков и
втулок — более 1 мм. Износ тяг
подвесок (рис. 7.9) тележек
КВЗ-ЦНИИ не должен превы-
шать 2 мм. Допускается ремонт-
Рис. 7.7. Схема проверки правиль-
ности постановки шпинтонов на
раме тележки
243
Рис. 7.8. Подвеска
тележки КВЗ-ЦНИИ-М:
1 — тяга; 2 — рамка;
3 — серьга; 4 — валик;
5 — втулка тяги;
6 — шайба опорная;
7 — втулка поддона
тировать внутреннюю сферическую поверхность тяги, если остав-
шаяся толщина перемычки в верхнем сечении не менее 35 мм. Вали-
ки и серьги можно наплавлять, если их износ не превышает 3 мм.
Перед наплавкой детали подвесок должны быть подогреты до
250-300°С.
Поддоны необходимо очистить и осмотреть. Втулки поддонов с
износами более 1 мм следует заменить новыми.
Предохранительные скобы поддона с поврежденной резьбой необ-
ходимо заменить. При установке предохранительных скоб следует
Рис. 7.9. Детали центрального рессорного подвешивания:
а — тяга поводка; б — стержень предохранительный; в — тяга тележки
КВЗ-ЦНИИ-2; г— тяга тележки КВЗ-ЦНИИ-1; д— шайба опорная тележек
КВЗ-ЦНИИ-1; е— валики тележек КВЗ-ЦНИИ-1
244
обеспечить необходимый для их безопасной работы зазор, который
должен быть для тележек типа КВЗ-ЦНИИ-М 50+10мм, а для тележек
КВЗ-ЦНИИ-П 40'|Омм.
Поводки должны быть разобраны и тщательно осмотрены. Просев-
шие по толщине более 5 мм резинометаллические пакеты поводков,
а также пакеты с отслоением резины от армировки на глубину более
5 мм необходимо заменить. При капитальном ремонте вагона резино-
металлические пакеты заменяют новыми.
Трещины в сварных швах тяг поводков (рис. 7.9, а), а также
изношенную резьбу ремонтируют сваркой. Штанги поводков с тре-
щинами или сквозными повреждениями коррозией необходимо заме-
нить. При установке поводков на тележку внутренняя часть гайки с
кожухом заполняется солидолом Ж.
При плановых видах ремонта вагонов поводки с резьбовым со-
единением (рис. 7.12) необходимо снять с тележек, разобрать и ос-
мотреть. Трещины в сварных швах следует отремонтировать сваркой.
Тяги поводков с трещинами, изломами или поврежденные коррозией
заменяют. Болты и тяги поводков с наружной поврежденной и изно-
шенной резьбой восстанавливают наплавкой с последующей механи-
ческой обработкой или заменяют.
Перед сборкой поводка на его резьбовые поверхности нано-
сят смазку ЦИАТИМ-203. Резиновые амортизаторы необходимо
осмотреть и проверить их размеры. Не допускается устанавливать
резиновые кольцевые амортизаторы, просевшие более чем на
2 мм от чертежных размеров, имеющие радиальные трещины глуби-
ной более 3 мм, а также разрушения от воздействия нажимных шайб
длиной в сумме более половины окружности и глубиной более
3 мм.
При капитальном ремонте резиновые амортизаторы поводков вне
зависимости от состояния заменяют.
Повторное использование стопорных шайб 2 не допускается.
Предохранительные стержни поддонов тележек КВЗ-ЦНИИ-1
(рис. 7.9, б) с поврежденной резьбой разрешается восстанавливать
наваркой или приваркой встык новой части с последующим испыта-
нием дефектоскопией и на растяжение усилием 130 кН (13 тс).
При капитальном ремонте вагона износы валиков, серег, тяг до-
пускаются не более 1 мм, а втулок — не более 0,5 мм.
При больших взносах все трущиеся поверхности деталей цент-
рального подвешивания ремонтируют наплавкой с последующей ме-
ханической обработкой до альбомных размеров.
245
На отремонтированные детали ставят клейма с указанием даты
проверки и номера предприятия.
Надрессорные балки (рис. 7.10) с трещинами в сварных швах по
основному металлу и в местах крепления кронштейнов поводков и
гидравлических гасителей, а также с трещинами и изломами кронш-
тейнов ремонтируют сваркой. Втулки кронштейнов для крепления
гасителей колебаний с износом более 2 мм при деповском ремонте
и более 1 мм при капитальном заменяют новыми. Осмотр и ремонт
надрессорных балок выполняют на стенде-кантователе, позволяющем
устанавливать балку в удобное для контроля и ремонта положение.
Вертикальные торцовые и горизонтальные скользуны тележек раз-
бирают и осматривают. Металлические вкладыши торцовых скользу-
нов с износами более 3 мм ремонтируют. Резиновые амортизаторы
торцовых скользунов тележек КВЗ-ЦНИИ заменяют новыми при про-
садке более 5 мм или с признаками старения резины, а резиновые
прокладки горизонтальных скользунов заменяют при трещинах или
просадке на 10%.
При капитальном ремонте вагона резиновые амортизаторы сколь-
зунов всех типов заменяют на новые из морозостойкой резины.
Вкладыши скользунов, имеющие толщину менее 40 мм, необхо-
Для повышения надежности работы
горизонтальных скользунов тележек
КВЗ-ЦНИИ при плановых ремонтах ва-
гонов устанавливают вкладыши из
композиционного материала взамен
бронзовых типовых скользунов из
ДСП-1. Увеличение срока службы до-
стигается за счет использования мате-
риала с улучшенными фрикционными
характеристиками. Вкладыши должны
свободно входить в коробку сколь-
зуна с обязательной постановкой рези-
новой прокладки на дно коробки.
Разрешается регулировать положение
вкладышей установкой стальной проклад-
ки на дно коробки под резиновую проклад-
ку. Глубина залегания вкладыша в короб-
ку должна быть не менее 15 мм. Рабочая
поверхность вкладышей скользунов не
должна иметь задиров и рисок. В случае
Рис. 7.10. Дефекты надрес-
сорных балок тележек
КВЗ-ЦНИИ:
1 — излом кронштейна;
2 — трещина в сварном шве;
3,4— трещины в сварном шве
соединения плиты опорной с
кронштейнами соответственно
поводка и гидрогасителя;
5 — износ втулки
246
повреждения рабочей поверхности, например, от попадания посторонних
предметов, поверхность восстанавливают фрезерованием или шлифова-
нием.
Перед подкаткой под вагон тележек поверхности скользуна сма-
зывают солидолом. В эксплуатации необходимо наблюдать, чтобы
вкладыш выступал из коробки не менее чем 5 мм, а глубина смазоч-
ных канавок на поверхности вкладыша была не менее 3 мм.
При выполнении регулировки зазора между пятником и подпятни-
ком на тележках КВЗ-ЦНИИ разрешается устанавливать стальные
прокладки по всей опорной поверхности скользуна.
7.4. Проверка и регулировка тележек
Все проверочно-регулировочные работы у тележек пассажирских
вагонов выполняют под тарой вагона на выверенном участке желез-
нодорожного пути.
Зазор между пятником и подпятником должен быть в пределах
16±3 мм для тележек КВЗ-ЦНИИ всех модификаций. Расстояние
между выступающими частями рамы вагона и тележки должно быть
не менее 75 мм по концам тележки и не менее 50 мм в середине.
Если высота автосцепки от головок рельсов не соответствует
установленным нормам, регулировка выполняется путем разворота
валиков 4 и опорных шайб 6 в одно из трех положений в
соответствии с рис. 7.8. С одной стороны тележки все валики и
опорные шайбы должны быть установлены в одно из указанных по-
ложений. Если регулировка высоты автосцепки разворотом
валиков не достигнута, разрешается подложить под пружинные ком-
плекты центрального подвешивания регулировочные прокладки тол-
щиной до 15 мм, а под буксовые пружины — толщиной до 3 мм.
Поводки тележек устанавливают под тарой вагона. При этом необ-
ходимо обеспечить симметричное расположение надрессорной балки
и гидравлических гасителей.
Затяжку резинометаллических пакетов 3 поводков (рис. 7.11) надо
выполнить до появления выпуклости не свыше 3 мм по отношению
к металлической армировке пакета.
При сборке поводков конструкции ИВФД необходимый расчетный
натяг обеспечивается в соответствии с рисунком 7.12 затяжкой бол-
тов 1 до упора и контролируется проверкой расстояния между шай-
бой 3 и фланцем тяги, который должен быть равен 110-1 мм. Размер
247
Рис. 7.11. Схема
проверки размеров
тележек КВЗ-ЦНИИ-М:
1 — поводок; 2,4 — гайки;
3 — резинометаллические па-
кеты; 5 — надрессорная бал-
ка; 6 — шайба резиновая;
7 — гидравлический гаситель
А120-5 мм между плоскостью гайки 7 и риской правой тяги 8 ука-
зывает на то, что поводковые кронштейны 5 и 9 рамы тележки и
надрессорной балки, зафиксированы между собой правильно.
Проверку положения надрессорной балки и гидравлического га-
сителя колебаний производят с одновременной регулировкой повод-
ков. Зазор а (см. рис. 7.11) для тележек КВЗ-ЦНИИ всех типов дол-
Вариант! Варианта
Гис. /.12. Поводок конструкции
ИВФД:
а — поводок тележки перед монта-
жом; б — комплект амортизирую-
щих блоков после затяжки болта;
1 — болт М42; 2 — шайба стопор-
ная; 3 — шайба; 4 — блок аморти-
зирующий (комплект); 5 — кронш-
тейн рамы тележки; б—тяга левая;
7 — гайка стопорная; 8 — тяга
правая; 9 — кронштейн надрессор-
ной балки
248
жен быть не менее 5 мм, суммарный зазор 2а с каждой стороны
тележки — не более 25 мм. Зазор б не менее 35 мм, суммарный
зазор 26 — не более 85±5 мм. Регулировка зазоров о и б произво-
дится подбором по толщине накладок из стали 45 или 09Г2, которые
следует приваривать на раму или надрессорную балку. Регулировку
положения гасителей колебаний производят постановкой резиновых
шайб 6. Зазор между гасителем колебаний и кронштейном должен
быть не менее 7 мм.
В тележках КВЗ-ЦНИИ проверяют зазор между надрессорной бал-
кой и боковой продольной балкой рамы, который должен быть не
менее 30 мм под тарой вагона, а между рамой тележки и корпусом
буксы — не менее 56 мм.
Разность высот надбуксовых пружин для одной буксы допускает-
ся не более 4 мм, а зазор между крылом буксы и опорным метал-
лическим кольцом под пружины для всех типов тележек — не
менее 5 мм.
Разность высот концов рамы тележки от головок рельсов должна
быть вдоль вагона не более 15 мм, а поперек — не более 10 мм.
При установке предохранительных стержней поддона тележки КВЗ-
ЦНИИ следует обеспечить зазор 1-4 мм между поддоном и опорной
шайбой.
249
8
Ремонт ударно-тяговых
устройств
8.1. Неисправности автосцепных устройств
в эксплуатации, их причины и
выявления
Велико влияние исправного состояния автосцепных устройств на
безопасность движения подвижного состава. Не выявленные своев-
ременно износы приводят к саморасцепу автосцепок или падению
поврежденных деталей на путь, вызывая угрозу схода подвижного
состава с рельсов.
Основными причинами неисправностей автосцепных устройств
являются:
значительные динамические нагрузки, которые особенно вели-
ки при торможениях и трогании с места, при маневровых ра-
ботах, при проходе составом кривых участков пути и сортиро-
вочных горок;
износы из-за постоянного трения деталей друг о друга;
нарушение технологии изготовления и ремонта;
большие перепады температур;
незащищенность деталей от попадания в зоны трения абразив-
ных частиц.
Указанные неисправности приводят к образованию в деталях ав-
тосцепных устройств значительных выработок трущихся мест, тре-
щин, отколов, обрывов и изгибов.
Не допускается эксплуатация вагонов, в автосцепных устройствах
которых имеются следующие неисправности:
трещины, изломы, отсутствие деталей;
250
уширение зева и износы деталей, при которых возможен само-
расцеп автосцепок;
высота автосцепки над уровнем головок рельсов более
1080 мм у порожних вагонов, менее 950 мм у загруженных
грузовых вагонов, менее 980 мм у пассажирских вагонов;
разность по высоте между продольными осями сцепленных ав-
тосцепок более 100 мм у грузовых вагонов и более 70 мм у
пассажирских вагонов, а для пассажирских вагонов курсиру-
ющих со скоростью свыше 120 км/ч — более 50 мм. Разность
между продольными осями автосцепок локомотива и первого
груженого грузового вагона более 110 мм, а между локомоти-
вом и первым пассажирским вагоном более 100 мм;
расстояние от упора головы автосцепки до ударной розетки,
имеющей длину выступающей части 185 мм, менее 60 и более
90 мм, при укороченных розетках с длиной выступающей ча-
сти 130 мм и поглощающих аппаратах Ш-2В, Ш-6-ТО-4, ПМК-
110А, 73ZW — менее 110 мм и более 150 мм, у восьмиосных
вагонов менее 100 мм и более 140 мм;
сквозные протертости корпуса поглощающего аппарата, по-
вреждения поглощающего аппарата, вызывающие потерю уп-
ругих свойств;
длинная или короткая цепь расцепи ого привода;
зазор между потолком розетки и хвостовиком корпуса авто-
сцепки менее 25 мм;
повреждение или отсутствие ограничителей у автосцепок ваго-
нов, на которых предусмотрена постановка автосцепок с огра-
ничителями вертикальных перемещений;
неправильная постановка маятниковых подвесок (широкими
головками вниз).
Повреждения в деталях автосцепных устройств в эксплуатации
выявляют визуально и с использованием шаблонов. При этом обра-
щают внимание на характерные признаки неисправностей.
Трещины находят по следам коррозии, наличию валика из пыли в
летнее время, инея — в зимнее.
Признаком неисправности является наличие посторонних предме-
тов под головками маятниковых подвесок и под хвостовиком авто-
сцепки.
Несоответствие расстояния от упора головы автосцепки до удар-
ной розетки помогает выявить просадку поглощающего аппарата,
обрывы тягового хомута, изломы клина тягового хомута, упорной
251
плиты или поглощающего аппарата (рис. 8.1). Провисание автосцеп-
ки более 10 мм свидетельствует об изломе клина тягового хомута или
верхней полосы (рис. 8.2).
Рис. 8.1. Расстояние от упора головки автосцепки до ударной розетки:
а — расстояние больше нормы; б — расстояние меньше нормы
Рис. 8.2. Провисание автосцепки
больше нормы
Рис. 8.3. Протертости на тяговом
хомуте
Наличие полосы с металли-
ческим блеском на тяговом хо-
муте или на хвостовике автосцеп-
ки около центрирующей балочки
размером более 100 мм является
признаком неисправного погло-
щающего аппарата (рис. 8.3).
Изгиб болтов, поддерживаю-
щих клин тягового хомута, сви-
детельствует об изломе клина
или обрыве тяговых полос хо-
мута. Излом клина тягового хо-
мута можно выявить по нали-
чию двойного удара при обсту-
кивании его молотком снизу.
Длина цепи расцепного при-
вода больше нормы, если при
постановке рукоятки расцепного
рычага на горизонтальную по-
лочку кронштейна замыкающая
часть замка выступает за удар-
ную стенку зева автосцепки.
Короткая цепь, если невоз-
можно положить рычаг на гори-
зонтальную полочку кронштейна.
252
Действие предохранителя от саморасцепа проверяют специальным
ломиком (рис. 8.4). При проверке ломик заостренным концом вводят
между ударной стенкой зева одной автосцепки и замком другой
автосцепки (рис. 8.5, положение Г). Поворачивая выступающий конец
ломика, нажимают заостренным концом на замок. Уход замка дол-
жен быть не более 20 мм. При этом должен быть слышен четкий
металлический стук от удара предохранителя в противовес замкодер-
жателя. Если сверху ввести ломик невозможно, например, у пасса-
жирских вагонов, его вводят снизу через грязевое отверстие и нажи-
мают на замок в нижней части (положение Id).
Если уход замка составляет более 20 мм или он выходит за кром-
ку ударной поверхности малого зуба, то необходимо проверить ис-
правность полочки и предохранителя. Для этого ломик изогнутым
концом заводят за выступ замка (положение II) и пытаются вытолк-
нуть замок из кармана корпуса,
свободный ход значительно
уменьшился, то это означает,
что предохранитель соскочил с
полочки.
Чтобы проверить замкодер-
жатель, ломик вводят между
ударными поверхностями авто-
сцепок сверху или снизу через
отверстие корпуса, предназна-
ченное для восстановления
сцепления у ошибочно расцеп-
ленных автосцепок (положение
III), и нажимают на лапу замко-
держателя. Если замкодержа-
тель свободно качается, то про-
тивовес отломан. Наличие верх-
него плеча предохранителя про-
веряют ломиком, который вво-
дят изогнутым концом в карман
корпуса через отверстие для
сигнального отростка (положе-
ние IV). Упирают ломик в пре-
дохранитель и перемещают его
к полочке. Если при опускании
ломика слышен металлический
Если замок неподвижен или его
Рис. 8.4. Ломик для проверки
действия предохранителя от
саморасцепа
Рис. 8.5. Положение ломика при
проверке автосцепки
253
звук от удара предохранителя о полочку, то верхнее плечо исправно.
Если ломик не упрется в полочку, значит она отломана.
Автосцепки концевых и отдельно стоящих вагонов проверяют
шаблоном 873. Ширина зева нормальная, если шаблон, приложенный
к углу малого зуба, не проходит мимо носка большого зуба
(рис. 8.6, а). Износ малого зуба не превышает нормы, если шаб-
лон соответствующим вырезом не надевается полностью на зуб
(рис. 8.6,6). Расстояние от ударной стенки зева до тяговой поверх-
ности большого зуба в пределах нормы, если шаблон не входит в
пространство между ними (рис. 8.6, в). Две последние проверки вы-
полняют на расстоянии 80 мм вверх и вниз от продольной оси авто-
сцепки. Толщина замка достаточна, если размер выреза в шаблоне
меньше толщины замка (рис. 8.6, г). Для проверки предохранителя от
саморасцепа шаблон устанавливают перпендикулярно ударной стенки
зева так, чтобы он одним концом упирался в лапу замкодержателя,
а угольником — в тяговую поверхность большого зуба. Автосцепка
исправна, если замок при нажатии уходит в карман корпуса не менее
чем на 7 мм и не более чем на 20 мм (рис. 8.6, д')
В таком же положении шаблона проверяют удержание замка в
расцепленном состоянии. Поворотом валика подъемника устанавли-
вают автосцепку в расцепленное положение, а затем валик отпуска-
ют. Автосцепка годна, если замок удерживается в верхнем положе-
нии, а после прекращения нажатия на замкодержатель отпускается в
нижнее положение.
Для проверки разницы по высоте
Рис. 8.6. Проверка
автосцепки шаблоном 873
между продольными осями автосце-
пок шаблон выступом 1 упирают в
замок автосцепки, расположенной
выше (рис. 8.6, е). Если между вы-
ступом 2 шаблона и низом замка,
расположенной ниже автосцепки,
есть зазор, то разность по высоте
между продольными осями автосце-
пок не превышает 100 мм (рис. 8.7).
В пунктах формирования и обо-
рота пассажирских поездов износ
контура зацепления при растянутых
вагонах контролируют пробкой-ка-
либром (рис. 8.8). Ломик не должен
входить своими выступами в соот-
254
ветствующие зазоры (рис. 8.9). Крестообразная часть ломика имеет
размеры (22±0,1) мм для контроля зазора а и (25±0,1) мм для про-
верки зазора б.
Если ломик проходит в какой-то зазор, необходимо разъединить
вагоны и проверить обе автосцепки шаблоном 940 Р.
Рис. 8.7. Проверка разницы по
высоте между продольными
осями автосцепок шаблоном 873
Рис. 8.8. Ломик-калибр для проверки взносов в контурах зацепления
автосцепок
Рис. 8.9. Зазоры в контурах
сцепления автосцепок, подлежащие
проверке ломиком-калибром
8.2. Виды осмотра автосцепного устройства
Кроме контроля автосцепного устройства при техническом обслу-
живании вагонов, его подвергают наружному и полному осмотрам.
Наружный осмотр без снятия с вагона узлов и деталей автосцеп-
ного устройства выполняют при текущем отцепочном ремонте и еди-
ной технической ревизии вагонов. Перед выполнением наружного
осмотра автосцепное устройство очищают от загрязнения или снега,
проверяют его комплектность, наличие трещин или изгибов, соответ-
ствие узлов и деталей нормам, установленным для данного осмотра.
Не допускаются к эксплуатации вагоны, если в деталях автосцепно-
го устройства обнаружены трещины, некомплектность, а также нетипо-
вое крепление самих деталей. Не допускается разница между высотами
автосцепок по концам вагона более 25 мм, высота оси автосцепки пас-
сажирских вагонов от головки рельсов более 1080 мм и менее
1010 мм у вагонов на тележках КВЗ-5, КВЗ-ЦНИИ и менее 1000 мм на
тележках остальных типов, провисание автосцепки более 10 мм.
Поддерживающая планка должна иметь толщину не менее
14 мм, зазор между хвостовиком автосцепки и потолком ударной
розетки не менее 25 мм, а между хвостовиком и верхней кромкой
окна в концевой балке не менее 20 мм.
Цепь расцепного привода должна иметь достаточную длину. По-
глощающий аппарат исправен, если он плотно прилегает к задним и
через упорную плиту к передним упорам. Замок автосцепки должен
отстоять от наружной вертикальной кромки малого зуба не менее чем
на 1 мм и не более чем на 8 мм, а замкодержатель от кромки замка
не менее чем на 16 мм.
При наружном осмотре автосцепки проверяются шаблоном 940Р.
Проверки, показанные на рис. 8.10, а, б, в, г и на рисунках 8.11, а,
б аналогичны проверкам шаблоном 873. Дополнительно шаблоном
940Р проверяют отсутствие преждевременного включения предохра-
нителя при сцеплении автосцепок. Для этого откидной скобой нажи-
мают на лапу замкодержателя. Лист шаблона при этом должен ка-
саться большого зуба (рис. 8.10, в). Автосцепка годна, если при
нажатии на замок он свободно уходит в карман. При проверке пре-
дохранителя замка (рис. 8.11, а) свободный ход замка от кромки
малого зуба должен быть не менее 7 мм и не более 18 мм (измерение
проводят в верхней части замка).
При единой технической ревизии пассажирских вагонов автосцеп-
ку проверяют шаблоном 893Р и специальной планкой (рис. 8.12),
256
которая позволяет проконтролиро-
вать возвышение противовеса зам-
кодержателя над полочкой. Для это-
го на лапу замкодержателя, уста-
новленного в корпусе, нажимают
шаблоном 940Р, как показано на
рис. 8.12, после чего планку 1, вы-
резом 11 мм, устанавливают на
противовес замкодержателя. Авто-
сцепка исправна, если между план-
кой 1 и полочкой 2 имеется зазор.
Толщина перемычки хвостовика
автосцепки, устанавливаемой на ва-
гон, выпускаемый из текущего от-
цепочного ремонта, должна быть не
менее 48 мм.
Неисправные детали, выявлен-
ные при наружном осмотре, необ-
ходимо заменить.
Для замены автосцепки необхо-
димо разъединить цепь расцепного
привода и рычаг путем отверты-
вания гайки и контргайки от болта
цепи, разобрать крепление клина
тягового хомута и снять клин. Сни-
мают автоцепки с вагона и ставят
их на место с применением разно-
образных самоходных тележек или
козловых кранов и грузозахватных
механизмов. Наиболее трудоемки
работы по замене неисправных де-
талей упряжного устройства. Для
их замены разработаны разнообраз-
ные по конструкции подъемники с
пневматическим или гидравличес-
ким приводом.
Подъемник, смонтированный на
базе электрокара (рис. 8.13), обо-
рудован поворотной консолью 8
с концевой гидравлической опорой
Рис. 8.10. Проверка толщины
замыкающей части замка (а),
ширины зева автосцепки (б) и
износов контура зацепления (е,
г) шаблоном 940Р
Рис. 8.11. Проверка действия
механизма автосцепки
шаблоном 940Р
257
10, которая фиксирует консоль в ра-
бочем положении агрегата. На консо-
ли размещен подъемник 9 с площад-
кой 2 для поглощающего аппарата. На
раме электрокара установлены акку-
муляторные батареи 4, гидропривод 7
и пульт управления 5. Подъемник обо-
рудован переносным гидравлическим
прессом 1, соединенным шлангом 3
с пультом управления 5. Пресс ис-
пользуют для сжатия поглощающего
Рис. 8.12. Проверка возвы- аппарата.
шения противовеса замкодер- Замену поглощающего аппарата
жателя над полочкой производят после подъемки вагона и
выкатки тележек. Подъемник разме-
щают под снимаемым аппаратом, под-
нимают его площадку 2 до прижатия к поддерживающей планке.
Поглощающий аппарат сжимают прессом 1.
Удалив шплинты из болтов крепления планки, гайковертом отвин-
чивают гайки. Затем аппарат вместе с тяговым хомутом, упорной
Рис. 8.13. Подъемник для снятия, транспортировки и постановки на
вагон поглощающего аппарата:
1 — гидравлический пресс; 2 — площадка; 3 — соединительный шланг;
4 — аккумуляторные батареи; 5 — пульт управления; 6 — электрокара;
7 — гидропривод; 8 — поворотная консоль; 9 — подъемник;
10 — гидравлическая опора
258
плитой и поддерживающей планкой отпускают и транспортируют к
месту ремонта.
Полный осмотр автосцепного устройства выполняют в конт-
рольном пункте автосцепки (КПА) депо и отделениях по ремонту
автосцепки вагоноремонтных заводов. При этом съемные детали и
узлы автосцепного устройства снимают с вагонов независимо от их
состояния. Несъемные детали проверяют и ремонтируют на вагоне, за
исключением случаев, требующих снятия. К несъемным деталям от-
носятся: детали расцепного привода, ударная розетка, упоры.
Детали автосцепного устройства после транспортировки в КПА
должны быть очищены от грязи. Наиболее ответственные детали под-
вергают неразрушающему контролю.
Магнитопорашковому контролю подлежат: корпус автосцепки,
тяговый хомут, клин или валик тягового хомута, маятниковые под-
вески.
Стяжные болты поглощающих аппаратов подвергают испытаниям,
если они ремонтировались сваркой. Перемычка хвостовика корпуса,
углы окна для замка и замкодержателя, углы верхнего зуба зева
дополнительно подлежат вихретоковому контролю.
Все детали автосцепного устройства проверяют шаблонами. Авто-
сцепка и неисправные поглощающие аппараты должны быть разо-
браны.
Выявленные неисправности ремонтируют в соответствии с инст-
рукцией по ремонту автосцепного устройства подвижного состава
железных дорог- После ремонта на детали и узлы автосцепного ус-
тройства ставят клейма, окрашивают и транспортируют для постанов-
ки на вагоны.
Для качественного ремонта контрольные пункты имеют необходи-
мое оборудование и технологическую оснастку. Транспортировку
узлов автосцепного устройства, их снятие и постановку на вагон
производят с использованием мостовых кранов, различных самоход-
ных тележек и подъемных аппаратов. Разборку, сборку автосцепки и
проверку корпуса выполняют на стендах с поворотными гнездами.
Разборку и сборку поглощающих аппаратов выполняют на воздуш-
ных или гидравлических прессах.
Контрольные пункты автосцепки должны иметь необходимые сред-
ства неразрушаьощего контроля деталей, установки для ручной и
полуавтоматической сварки, стенды-контователи для ремонта крупно-
габаритных деталей, печи для нагрева деталей и прессы для правки.
На участке по ремонту автосцепного устройства должны быть фре-
259
зерные, токарные, сверлильные станки и необходимая оснастка для
обработки наплавленных поверхностей.
Перемещение деталей по позициям выполняют с помощью кран-
балок, тележек и рольгангов.
8.3. Ремонт деталей
автосцепного устройства
8.3.1. Проверка деталей автосцепного устройства
шаблонами
После разборки автосцепок их детали осматривают и обмеряют
шаблонами с целью выявления недопустимых износов.
Шаблоны имеют установленные номера и действуют по принципу
проходных и непроходных.
Например, шаблон 821Р-1 (рис. 8.14) предназначен для проверки
ширины зева. Шаблон прикладывают одним концом к углу малого
зуба, а другой подводят к носку большого зуба. Если шаблон входит в
зев, то он расширен и подлежит правке. При ТО-3 и деповском ремон-
те вагонов длину малого зуба и расстояния от ударной стенки зева до
тяговой кромки большого зуба проверяют шаблоном 893Р (рис. 8.15).
Проверка выполняется в средней части корпуса на расстоянии 80 мм
вверх и вниз от продольной оси автосцепки. Шаблон надевают на ма-
лый зуб в соответствии с рис. 8.15, а также вводят в пространство
между ударной стенкой и тяговой поверхностью большого зуба. Кор-
пус исправен, если между ним и шаблоном имеются зазоры.
Контур зацепления корпуса
Рис. 8.14. Проверка ширины зева
корпуса шаблоном 821Р-1:
1 — корпус годен; 2 — корпус не
годензерные, токарные, сверлильные
станки и необходимая оснастка для обра-
ботки наплавленных поверхностей.
проверяют проходным шаблоном
827Р. Шаблон пропускают через
контур в соответствии с рис.
8.16. Корпус исправен, если
шаблон свободно проходит через
него по всей высоте корпуса.
Шаблон 852Р служит для кон-
троля толщины и прямолинейнос-
ти замка (рис. 8.17, а). Замок
должен пройти в проходной вы-
рез шаблона и не проходить
после ремонта в непроход-
ной. Толщину замыкающей час-
ти замка проверяют непроходным
260
Рис. 8.15. Проверка корпуса
автосцепки шаблоном 893Р:
а — длины малого зуба; б — расстоя-
ния от ударной стенки зева до тяговой
кромки большого зуба; / — корпус
годен; II — корпус не годен (внутрен-
няя грань I шаблона устанавливается
параллельно боковой поверхности II
большого зева)
шаблоном 899Р (рис. 8.17, 6). За-
мок исправен, если его замыкающая
часть не проходит в контрольный
вырез шаблона.
Длину тягового хомута проверя-
ют шаблоном 920Р-1, который
плотно прижимают к передним
кромкам отверстия для клина
(рис. 8.18). Зазор а, определяемый
перемещениями движка, допускает-
ся не более 3 мм при капитальном
ремонте и не более 3 мм при ос-
тальных видах периодичного ремон-
та. У неисправного хомута наплав-
ляют заднюю опорную поверхность,
если толщина перемычки находится
в пределах 58-62 мм.
Нажимной конус проверяют
шаблоном 611 в соответствии с
Рис. 8.16. Проверка корпуса
автосцепки шаблоном 827Р
Рис. 8.17. Проверка замка:
а — проходным шаблоном 852Р;
б — непроходным шаблоном 899Р
Рис. 8.18. Проверка длины
тягового хомута шаблоном 920Р-1
261
Рис. 8.19. Проверка нажимного
конуса шаблоном 611
подъемника — 847Р и так далее.
рис. 8.19. Конус исправен, если
зазор между движком в его
крайнем положении и конусом
не более 3 мм (рис. 8.19, а)
и отсутствует зазор между коль-
цом шаблона и плитой (рис.
8.19, б).
Исправность предохранителя
проверяют шаблоном 800Р-1,
После ремонта детали автосцепного устройства также подлежат
проверке шаблонами.
8.3.2. Ремонт деталей автосцепки
Изгибы хвостовика корпуса автосцепки и уширение зева ремонти-
руют правкой.
Для определения величины изгиба корпус подлежит разметке
(рис. 8.20)
Для этого находят и обозначают середину хвостовика на рассто-
янии 20 мм от упора, а также в средней части и на торце. Затем
соединяют линией точки, обозначающие середину хвостовика. Изги-
бом является отклонение указанной линии от середины хвостовика в
его средней части.
Правке подлежат изгибы более 3 мм как в вертикальной, так и в
горизонтальной плоскостях. Если в зонах изгибов имеются заварен-
ные или не заваренные трещины, то корпус подлежит сдаче в метал-
лолом.
Рис. 8.20. Разметка корпуса
автосцепки для определения
изгиба хвостовика в
горизонтальной (а) и
вертикальной (б) плоскостях:
а — ширина хвостовика у основания;
б— ширина хвостовика у торца;
в — ширина хвостовика в середине;
г — изгиб хвостовика; д — высота
хвостовика; L—длина хвостовика
262
Правку выполняют с предварительным нагревом до температуры
800-850°С с выдержкой в печи не менее 1 часа для равномерного
прогрева корпуса. Заканчивать правку необходимо при температуре
выправляемых зон не менее 65О°С для предотвращения образования
термических трещин.
Правку производят на специализированных гидравлических прес-
сах. При устранении уширения зева в корпус вставляют ограничи-
тель, исключающий сужение зева больше нормы.
Охлаждение корпусов производят в помещениях при отсутствии
сквозняков, не применяя воду или другую охлаждающую среду.
Трещины и износы, выявленные в корпусе автосцепки, ремонти-
руют сваркой и наплавкой. Разрешается при всех видах ремонта
вагонов:
заваривать вертикальные трещины 1 (рис. 8.21) сверху и снизу
в углах зева, если они не выходят за положение верхнего или
нижнего ребра больного зуба;
заваривать трещины 2 в углах окон для замка и замкодержате-
ля, если после разделки трещины в верхней части не выходят на
горизонтальную поверхность головы и за положение верхнего
ребра со стороны большого зуба, а в нижней части имеют дли-
ну не более 20 мм;
вырубать трещины глубиной до 5 мм в хвостовике корпуса с
плавным переходом на поверхность без заварки. Трещины пе-
ремычки 3 глубиной не
более 8 мм можно завари-
вать при условии, что пос-
ле их разделки толщина
перемычки будет не менее
40 мм;
заваривать трещину пере-
мычки 4 между отверстия-
ми для направляющего
зуба и сигнального отрост-
ка замка, если трещина не
выходит на вертикальную
стенку корпуса;
заваривать трещину 5 хвос-
товика автосцепки. Общая
длина ремонтируемых тре-
щин хвостовика в зоне от
Рис. 8.21. Корпус автосцепки
263
упора корпуса до передней кромки отверстия для клина не более
100 мм у корпусов, проработавших свыше 20 лет и более 150 мм
для остальных корпусов;
наплавлять изношенные поверхности б контура зацепления так,
чтобы сварочные швы не доходили до мест закруглений ближе
15 мм.
Переход от отремонтированной наплавкой ударной поверхности
стенок зева к неизношенной должен быть плавным, по длине не менее
15 мм. Твердость наплавленного металла ударно-тяговых поверхно-
стей должна быть не менее 250 НВ для грузовых вагонов и не менее
450 НВ для пассажирских и рефрижераторных. Для обеспечения не-
обходимой твердости наплавку следует выполнять электродами
ОЗН-400, порошковой проволокой ПП-ТН350, ПП-ТН500 или плас-
тинчатыми электродами с использованием легирующих присадок.
Разрешается при всех видах ремонта:
наплавлять поверхности корпуса 13, соприкасающиеся при ра-
боте с центрирующей баночкой, тяговым хомутом, ударной ро-
зеткой и клином тягового хомута при износе более 3 мм, но не
более 8 мм;
наплавлять изношенную полочку 7 для предохранителя и шип
8 для замкодержателя или приваривать новые в случае их из-
лома;
наплавлять оба изношенных отверстия 9 для валика подъемника;
наплавлять места 10 опоры стенки замкодержателя на корпус,
нижней перемычки 77 в окне для замка и задней наклонной
части дна карманов 74;
наплавлять изношенный торец хвостовика 72, если его длина
менее 645 мм для автосцепки СА-3 и менее 654 мм для авто-
сцепки СА-ЗМ;
| и'ЛТПОППП'ГГ жжожж/\жжт#>тжж>т7жл nanpitt irnzTZ члг**-х/>гт>лт*жжт>’Г» ? алтттт
1 и lUllVLUVllUJ L\J ZkXJV/W VVJIII WV 1VJ1
щина в средней части не менее 40 мм для автосцепки
СА-3 и не менее 44 мм — для СА-ЗМ.
Разделка кромок трещин производится с применением ручного
или пневматического зубила, электродуговой или газокислородной
резкой. При ремонте трещин в зеве необходим подогрев головы ав-
тосцепки до температуры 250-300°С, что улучшает качество наплав-
ленного металла и снижает термические напряжения.
Ограничители вертикальных перемещений вагонов не должны
иметь изгибов и взносов более 5 мм. Автосцепки вагонов для пере-
264
возки опасных грузов оборудованы как нижними, так и верхним
ограничителями.
В деталях механизма автосцепки при всех видах ремонта вагонов
разрешается:
у замка (рис. 8.22, а) наплавка изношенной поверхности замы-
кающей части 1, овального отверстия 3 при износе не более
8 мм, направляющего зуба 5, поверхности радиальной опоры,
шипа 2 для предохранителя. В случае излома шипа или сигналь-
ного отростка 4 допускается их приварка. Твердость наплавлен-
ного металла замыкающей части замка должна быть не менее
250 НВ, а для пассажирских и рефрижераторных вагонов —
не менее 400—450 НВ. Замыкающие части замков рекомен-
дуется упрочнять контактно-дуговой сваркой, что значительно
повышает их износостойкость. Упрочнение замка происхо-
дит в результате воздействия электрической дуги и переноса
на замыкающую часть материала электрода, в качестве
которого используют роликовые подшипники из стали
ШХ-15СГ;
у замкодержателя (рис. 8.22, б) заваривать не более одной тре-
щины 7,11; наплавлять изношенные поверхности противовеса 8,
отверстия 9, лапы 10, расцепного угла 12; править погнутые
детали в нагретом состоянии до температуры 820-900°С;
Рис. 8.22. Детали механизма автосцепки:
а — замок; б — замкодержатель; в — предохранитель замка от саморасцепа;
г — подъемник замка; д — валик подъемника
265
в предохранителе замка (рис. 8.22, в) наплавлять износы вер-
хнего плеча 13 и отверстия под шип замка 2, править изгибы
плеч в нагретом состоянии;
в подъемнике замка (рис. 8.22, г) наплавлять изношенные по-
верхности широкого пальца 14, узкого пальца 75, квадратного
отверстия 16,
у валика подъемника (рис. 8.22, д) наплавлять изношенные по-
верхности 17 квадрата, цилиндрические поверхности 18 и стен-
ки 79 паза для болта.
Обработка наплавленных поверхностей деталей автосцепки произ-
водится с применением фрезерных, строгальных станков, шлифоваль-
ных машинок и специализированной оснастки.
Правку погнутых деталей механизма осуществляют с использова-
нием специальных штампов.
После ремонта детали и автосцепки в сборе проверяют шаблонами
и в случае соответствия ее требованиям приемки, валик подъемника
закрепляют болтом М 10x90 с гайкой, под головку болта и гайку
ставят фасонные шайбы, которые загибают на головку болта и гайку.
8.3.3. Ремонт поглощающих аппаратов и деталей,
передающих нагрузку от автосцепки на раму
При деповском ремонте вагона разборке подлежат только неисп-
равные поглощающие аппараты, при капитальном ремонте все аппа-
раты должны быть разобраны.
Для разборки необходимо срубить или снять фрезой наклеп конца
стяжного болта. Затем аппарат сжимают на прессе, отворачивают
гайку стяжного болта, снимают нагрузку с аппарата и последователь-
но разбирают детали. На клиньях и корпусе делают пометки, чтобы (в
случае исправного состояния деталей) приработанные клинья были
поставлены на свои места.
Снятые детали осматривают и обмеряют шаблонами. Исправными
являются детали без трещин, изломов и с износами не более нормы.
Например, для аппаратов Ш-1Т, Ш-1-ТМ, Ш-2-Т, Ш-2-В толщина
стенки корпуса должна быть не менее 18 мм при капитальном ремон-
те вагонов и не менее 16 мм при деповском.
Разрешается заваривать трещины в корпусе у технологических
отверстий, если после разделки суммарная длина их не более 120 мм,
с последующим усилением вставки вваркой. Износ нажимных кону-
сов допускается не более 3 мм, нажимных шайб — не более 5 мм.
266
Толщина стенок фрикционных клиньев должна быть не менее
17 мм для аппаратов Ш-1-Т и Ш-1-ТМ и не менее 32 мм для аппа-
ратов Ш-2-Т и I1I-2-B. Наибольший износ стяжного болта не должен
превышать 5 мм, а длина нарезки не более 35 мм. У стяжных болтов
разрешается ремонтировать наплавкой изношенные поверхности стер-
жня и резьбы после удаления старой резьбы на станке. Допускается
приварить новую часть болта, если место стыка расположено не
ближе 30 мм от резьбы и головки болта.
Изношенные клинья и нажимные конусы наплавкой не ремонтиру-
ют из-за большой трудоемкости.
У пружин контролируют высоту в свободном состоянии, которая
должна быть не менее нормы.
Разрешается применять пружины с изломом оттянутого конца на
длине не более 1/3 длины окружности. Сломанный конец при сборке
аппарата должен быть установлен на дно корпуса.
В корпусе поглощающего аппарата ЦНИИ-Н6 разрешается наплав-
ка опорных поверхностей для угловых пружин, стенок отверстий для
стержней.
При контроле деталей поглощающих аппаратов ПМК-110А особое
внимание уделяют контролю состояния неподвижных пластин, у ко-
торых отколы, выкрашивание и отслоение металлокерамических эле-
ментов допускается на площади не более 20% при капитальном и
30% при деповском ремонте от их общей площади с одной стороны
пластины. Допустим местный износ металлокерамических элементов
из-за трения о наружную пружину. Можно производить замену всех
металлокерамических элементов, расположенных на одной стороне
пластины.
Толщина нижней части подвижных пластин, измеренная на рас-
стоянии 15 мм от нижней кромки, должна быть не менее 9 мм.
Эластомерные поглощающие аппараты 73ZW ремонтируют с полной
разборкой на специализированных предприятиях. Демонтаж аппарата с
частичной разборкой производят после пробега 200-250 тыс. км,
но не позднее, чем через 4 года после постановки на вагон
нового аппарата или предыдущего осмотра с частичной разборкой.
При ремонте с частичной разборкой эластомерный амортизатор демон-
тируют из корпуса, очищают и контролируют его состояние. В дета-
лях аппарата 73ZW не допустимо наличие трещин и изломов, а их раз-
меры должны быть в пределах норм. После сборки аппарат испытывают
под нагрузкой 400 кН (40 тс), при этом ход аппарата допускается не
более 35 мм.
267
Поглощающие аппараты Р-5П и Р-2П можно не разбирать, если: в
деталях отсутствуют трещины; износы корпуса хомута и промежуточ-
ной плиты аппарата Р-5П не более 5 мм, а износы корпуса, нажимной
и промежуточной плиты аппарата Р-2П не более 5 мм; на резиново-
металлических элементах нет надрывов и вырывов (допускается ме-
стное отслоение резины от краев арматуры на глубину не более
50 мм); габаритные размеры Р-2П соответствуют шаблону 83 Р;
между резинометаллическими элементами отсутствуют зазоры.
Аппараты, не удовлетворяющие выше перечисленным требовани-
ям следует разобрать. Гарантийный срок службы резинометалличес-
ких элементов допускается не более 4 лет, а твердость резины должна
быть в пределах 65-80 единиц по Шору.
Края вмятин и заусенцы на металлических деталях должны быть
зачищены.
Металлические части аппаратов Р-5П и Р-2П окрашивают черной
краской. Хранить аппараты следует в местах, защищенных от прямо-
го солнечного света и попадания веществ, разъедающих резину.
При сборке аппаратов до постановки гайки стяжного болта прове-
ряют выход конуса а (рис. 8.23, а), который у аппаратов
Ш-1-Т и Ш-1-ТМ должен быть не менее 80 мм, у аппаратов
Ш-2-В — не менее 105 мм, у аппаратов Ш-2-Т — не менее 120 мм,
при этом зазор между нажимным конусом и нажимной шайбой для
аппаратов Ш-1-Т и Ш-1-ТМ допускается не менее 4 мм. Для провер-
ки этого зазора конус устанавливают вначале без клиньев и замеряют
расстояние от торцевой поверхности конуса до кромки корпуса. За-
тем конус устанавливают на фрикционные клинья и замеряют то же
расстояние; разность между результатами измерений и является вели-
Рис. 8.23. Положение нажимного конуса в собранном поглощающем аппарате
до постановки гайки стяжного болта (а) и размещение подкладки под гайкой
стяжного болта поглощающего аппарата (б)
268
чиной зазора. Измерение проводят не менее чем в трех местах, рав-
номерно расположенных по периметру аппарата. Для облегчения
установки аппарата на вагон при его сборке под гайку устанавливают
подкладку высотой 15-20 мм (рис. 8.23, б), а также применяют гид-
равлические и механические прессы. При первом же сжатии аппарата
прокладка свободно выпадает и не препятствует его работе. Габарит-
ные размеры аппаратов проверяют прох.одными шаблонами.
Тяговые хомуты не допускаются к ремонту, если на тяговых по-
лосах имеются трещины 2, 5 (рис. 8.24), независимо от их размера
и расположения, с толщиной перемычки со стороны отверстия для
клина менее 45 мм, если толщина тяговой полосы а менее 20 мм для
автосцепки СА-3 и менее 22 для СА-ЗМ, ширина б менее 95 мм для
автосцепки СА-3 и менее 115 мм для СА-ЗМ.
Подлежат сдаче в металлолом хомуты со сроком службы более
20 лет при наличии в них любых трещин, а также изготовленные до
1950 г. Ремонтировать разрешается трещины 1 в ушках для болтов,
трещины в соединительных планках 2 и 3, трещины 7 задней опорной
поверхности, если они не выходят на тяговые полосы.
Разрешается вырубать и не заваривать поверхностные трещины глу-
биной не более 3 мм с плавным переходом на литейную поверхность,
если они не натяговых полосах. Наплавной разрешается ремонтиро-
вать износы 4 потолка проема головной части хомута и износы б зад-
ней опорной поверхности. Износы тяговых полос 8 следует наплав-
лять, если их величина более 3 мм, а боковых поверхностей 1О
головной и задней части — более 5 мм. Износ 9 перемычки восстанав-
ливают наплавкой, если ее толщина менее 50 мм. После обработки на-
плавленных поверхностей толщина перемычки хомута должна быть не
менее 58 мм и не более 61 мм.
Неисправные клинья тягового хо-
мута и их болты ремонту не подле-
жат. Неисправным является клин при
наличии любых трещин, изгибов бо-
лее 3 мм, если его ширина менее
88 мм и толщина менее 28 мм (тол-
щина в месте облегчающих выемок
со стороны буртика не контролирует-
ся). Болты, поддерживающие клин,
должны иметь длину 145±3 мм. Их
износ должен быть не более 2 мм при
деповском ремонте и не более 1 мм
269
— при капитальном ремонте. Для обеспечения надежной работы
клина тягового хомута необходимо его закрепить типовым способом
(рис. 8.25). Под головки болтов устанавливают запорные планки б,
края которых разгибают до упора в нижнюю тяговую полосу хомута. К
приливу хомута со стороны головок болтов приваривают стенки 4 и
через отверстия в них пропускают проволоку 5 диаметром 5 мм. Кон-
цы проволоки загибают под углом не менее 90°. Под гайки устанавли-
вают запорную пластину 3, гайки затягивают, закрепляют проволоку 1
длиной 120 мм, диаметром 4 мм и края пластины 3 загибают на грани
гаек. Разрешается вместо проволоки 1 устанавливать шплинты диамет-
ром 5 мм.
Упорная плита восстанавливается наплавкой, если ее толщина в
средней части менее 53 мм при деповском и менее 55 мм — при
капитальном ремонте. Поддерживающую планку наплавляют при из-
носе более 4 мм. Ремонтировать трещины в упорной плите и поддер-
живающей планке не разрешается. Крепят планки к хребтовой балке
рамы восемью болтами с гайками, контргайками и шплинтами.
Износы упоров более 3 мм ремонтируют наплавкой, а износы
более 5 мм разрешается восстанавливать приваркой планок. Трещи-
ны допускается ремонтировать, если они не выходят на привалочную
поверхность упоров. Расстояние между передними и задними упора-
ми должно быть в пределах 622-625 мм при измерении вдоль хреб-
Рис. 8.25. Типовое крепление клина тягового хомута
270
товой балки, не менее 205 мм и не более 220 мм у передних упоров
и не менее 165 мм и не более 220 мм у задних при замере поперек
рамы.
8.3.4. Ремонт деталей центрирующего прибора,
расцепного привода и амортизирующих
устройств
Повреждения в деталях центрирующего прибора возникают от
соударений вагонов при маневровых работах, торможении, при про-
ходе кривых участков пути, а также от износа в результате трения.
В ударной розетке производят наплавку износов опорных мест 1
(рис. 8.26, а) для маятниковых подвесок, изношенных более 5 мм
мест проема2, вмятин 3 ударной части. Разрешается ремонтировать
трещины 4 в верхних углах проема, не выходящие на привалочну ю
поверхность, трещины во фланце 5, в ребрах жесткости б, в ударной
части 7 и нижних углах проема 8.
После заварки трещин 4 и 7 ударную розетку усиливают путем
установки в двух средних углублениях вставок 9 с обваркой их по
периметру. В центрирующих балочках (рис. 8.26, б) разрешается ре-
монтировать трещины 10, если после их разделки сечение балочки
уменьшится не более чем на 25%. Изгибы балочек более 3 мм вып-
равляют. Износы до 10 мм опорных поверхностей 11, боковых упо-
ров 12, опор для маятниковых подвесок 13 и мест захвата 14 устра-
няют наплавкой с последующей механической обработкой. Износы
Рис. 8.26. Ударная розетка (а)
и бал очка центрирующая (6)
271
поверхностей 11 в пределах 5-10 мм разрешается устранять привар-
кой планок при условии предварительного выравнивания их на фре-
зерном станке.
Маятниковые подвески с трещинами ремонту не подлежат. Разре-
шается ремонтировать наплавкой износы верхней и нижней головок,
если оставшаяся высота головок не менее 18 мм.
Детали расцепного привода снимаются для ремонта только при нали-
чии неисправностей. В державке и фиксирующем кронштейне разреша-
ется ремонтировать сваркой не более одной трещины в каждой детали, а
также наплавлять изношенные отверстия для расцепного рычага.
Допускается приварка новых частей расцепного рычага, если
после ремонта на нем будет не более двух стыков. Погнутые детали
расцепного привода выправляют.
Расцепной рычаг должен иметь ограничитель от продольных пере-
мещений и своей плоской частью свободно входить в вертикальный
паз фиксирующего кронштейна. Цепь должна иметь достаточную
длину, которая регулируется увеличением или уменьшением количе-
ства звеньев. Звенья цепи изготавливают из прутка диаметром
7-9 мм. Цепь соединяют с валиком подъемника соединительным
звеном, которое должно иметь стандартные размеры.
Регулировочный болт цепи крепят к расцепному рычагу с поста-
новкой гайки, контргайки и шплинта. Державка и фиксирующий
кронштейн должны быть прочно закреплены двумя болтами диамет-
ром 16 мм с постановкой гайки, контргайки и шплинта 4x25 мм.
Резиновые суфле очищают и осматривают, при необходимости снима-
ют с вагона. Буфера снимают при любом виде планового ремонта вагоне®.
Допускается при первом деповском ремонте после постройки или
капитального ремонта исправные буфера не демонтировать.
Резиновые баллоны суфле должны быть надежно закреплены на
вагоне. Не допускается ослабление болтов, срыв или износ резьбы и
вырывы в отверстиях рамы для крепления баллонов.
При деповском ремонте вагона разрешается ремонтировать рези-
новые суфле методом вулканизации, если износ баллона по толщине
не более 3 мм, растрескивание и расслоение глубиной до 2 мм,
порезы длиной не более 500 мм, вырывы площадью до 30 см2.
Общая площадь дефектов не должна превышать более 30% повер-
хности листа и уплотнительного клапана баллона. Резиновые баллоны
суфле заменяют новыми при старении резины на глубину более 50%
толщины листа, а также если износы и повреждения составляют более
30% поверхности листа и уплотнительного клапана баллона.
272
Снятые с вагона буфера разбирают, их детали обмывают и осмат-
ривают. Сварочно-наплавочные работы в деталях буферных комплек-
тов производят в соответствии с инструкцией по сварке и наплавке
при ремонте вагонов и контейнеров. Разрешается ремонтировать на-
плавкой выработки стенок горловины стакана и изношенные повер-
хности стержней при износе не более 50% первоначальной толщины
детали. Выработки тарелей наплавляют, если толщина по кругу ради-
усом 150 мм от середины тарели не менее 20 мм, а в остальных
местах — не менее 10 мм.
При сборке буферов трущиеся поверхности смазывают графито-
вой смазкой, а после установки на вагон, тарели буферов смазывают
солидолом Ж.
Проверку правильного расположения буферов на вагоне произво-
дят замером расстояния между концевой балкой и наружной плоско-
стью тарели. Это расстояние должно быть у вагонов постройки
КВЗ 1978 г. и последующих лет, а также у вагонов с буферами
облегченного типа (605±10) мм, а у вагонов постройки Германии
с 1978 г. и у купейных вагонов международного сообщения —
(607±10) мм.
Разность высот осей буферов от головок рельс на одной концевой
балке не должна быть более 15 мм, а с противоположных концов
вагона — не более 25 мм.
8.4. Клеймение, окраска и установка
на вагон автосцепного устройства
После ремонта и проверки шаблонами на замок, замкодержа-
тель, предохранитель, подъемник, валик подъемника, тяговый хо-
мут, валик, клин тягового хомута, ударную розетку, центрирующую
балочку, маятниковые подвески, упорную плиту, корпус поглоща-
ющего аппарата, собранную автосцепку, вкладыш и поддерживаю-
щую плиту центрирующего прибора ставят клейма. Клейма на д
еталях ставят в определенных местах. Например, на собранной ав-
тосцепке клеймо должно быть расположено на расстоянии 180 мм
от упора и на 80 мм от верха головы корпуса. Все старые клейма
должны быть зачищены. Клеймо состоит из номера ремонтного
пункта и даты ремонта цифрами высотой не менее 6 мм на глубину
0,25 мм (например, 385.08.00.).
273
Устанавливать на вагоны детали автосцепного устройства без
клейм не допускается.
После приемки детали автосцепного устройства окрашивают чер-
ной краской, за исключением внутренних поверхностей зева корпуса
и поглощающего аппарата, а также деталей механизма.
Сигнальный отросток замка должен быть окрашен в красный цвет.
Не допускается смазывать детали механизма автосцепки и поверхно-
сти трения поглощающих аппаратов.
При установке автосцепного устройства на вагон необходимо
проверить расстояние от упора головки корпуса до ударной розетки,
которое должно быть у пассажирских вагонов с аппаратами Р-2П и
ЦНИИ-Н6, а также у грузовых вагонов с ударной розеткой, выступа-
ющей от концевой балки на 185 мм, не менее 70 мм при полностью
утопленном положении автосцепки и не более 90 мм — при выдви-
нутом положении. Для грузовых вагонов, имеющих розетку, высту-
пающую от концевой балки на 130 мм, эти расстояния должны быть
соответственно не менее 120 мм и не более 140 мм.
Для вагонов с аппаратами Ш-2Т эти расстояния должны быть не
менее ПО мм и не более 130 мм.
Высота автосцепки над головками рельсов на прямом горизон-
тальном участке пути должна соответствовать данным, приведенным
в табл. 8.1.
Эту высоту измеряют с помощью рейки, которую кладут на обе
головки рельсов, а стойку с делениями прикладывают к литейному
шву в месте выхода автосцепки из ударной розетки по передней
плоскости центрирующей балочки.
Отклонение автосцепки относительно горизонтали (провисание)
допускается не более чем на 3 мм. Эти отклонения определяют изме-
Таблица 8.1
Тип вагонов Высота автосцепки над головками рельсов при выпуске из ремонта, мм
капитального деповского
Г рузовые вагоны 1080-1020 1080-1000
Пассажирские вагоны на тележках КВЗ-5, КВЗ-ЦНИИ 1080-1030 1080-1020
Остальных типов 1080-1020 1080-1010
Рефрижераторные вагоны 1080-1030 1080-1020
274
рением высоты автосцепки от головок рельсов до литейного шва в
двух местах: у входа хвостовика в ударную розетку и по линии на
расстоянии около 15 мм от наружной кромки тяговой поверхности
малого зуба.
По разнице результатов измерений определяют положение авто-
сцепки относительно горизонтали.
Разность между высотами осей автосцепок по концам вагона при
выпуске из капитального ремонта должна быть не более 15 мм, а при
выпуске из деповского ремонта не более 20 мм для пассажирских
вагонов и не более 25 мм для грузовых вагонов.
У вагонов, имеющих центрирующий прибор маятникового типа с
жесткой опорой хвостовика автосцепки, контролируют зазор между
верхней плоскостью хвостовика и потолком ударной розетки на рас-
стоянии 15-20 мм от наружной ее кромки. Этот зазор должен быть не
менее 25 мм и не более 40 мм, а между той же плоскостью хвостовика
и верхней кромкой окна в концевой балке — не менее 20 мм.
Положение поглощающего аппарата определяют после удаления
подкладки из-под гайки стяжного болта. Он должен прилегать к зад-
ним упорам и через упорную плиту — к передним упорам.
Автосцепка должна свободно перемещаться из среднего положе-
ния в крайнее боковое от усилия человека и под действием собствен-
ного веса возвращаться обратно.
Длина цепи расцепного привода должна обеспечить нормальную
работу автосцепки. Длина короткого плеча рычага от оси стержня до
середины отверстия должна составлять 190±10 мм.
Все болтовые соединения должны быть плотно затянуты и зашп-
линтованы, ослабленные заклепки переклепаны.
8.5. Техника безопасности при осмотре
и ремонте автосцепного устройства
При выполнении технического обслуживания и ремонта вагонов
на станционных путях осмотрщики вагонов и слесари должны начи-
нать работу после получения от оператора ПТО разрешения, которое
он дает после включения системы централизованного ограждения
состава или получения информации об ограждении переносными
сигналами. При замене деталей автосцепного устройства в составе
необходимо раздвинуть состав не менее чем на 10 м и со стороны
расцепленных вагонов установить спаренные тормозные башмаки.
275
Детали автосцепного устройства, которые могут упасть на путь во
время подачи вагона к месту ремонта, должны быть надежно закреп-
лены или заменены.
Перед началом работы по ремонту автосцепного устройства ос-
мотреть и привести в исправность запоры бортов платформ и крышек
люков полувагонов. Крышки люков полувагонов должны быть зак-
рыты, а борта платформы подняты и закреплены или сняты.
Демонтаж и монтаж автосцепок и упряжного устройства должны
производиться с применением грузоподъемного крана или специаль-
ного подъемника. Обстукивать корпус поглощающего аппарата с
заклинившимися деталями допускается только до выемки аппарата и
упорной плиты из хомута. Не разрешается отвинчивать гайку стяжно-
го болта у заклинившегося поглощающего аппарата. Свинчивание
гайки со стяжного болта разрешается производить только на разбо-
рочном стенде. Перед удалением двух последних, расположенных по
диагонали, гаек с болтов поддерживающей планки для снятия с ва-
гона поглощающего аппарата и тягового хомута, под планку должен
быть поставлен подъемник. Сборка и разборка поглощающего аппа-
рата должна выполняться только на специальном прессе.
Установку замка с предохранителем при сборке автосцепки про-
изводить нажатием на нижнее плечо собачки бородкой или стержнем.
При сборке и разборке автосцепки не класть детали механизма на
корпус автосцепки.
9
Ремонт приводов генераторов
пассажирских вагонов
9.1. Техническое обслуживание приводов
генераторов
Проверку технического состояния приводов генератора произво-
дят на пунктах формирования и оборота пассажирских составов и на
ПТО в пути следования. При проверке особое внимание уделяют
состоянию ремней, наличию шума, стука при работе привода, отсут-
ствию нагрева шарниров карданных валов и корпусов редукторов в
местах установки подшипников, наличию утечек масла из редукто-
ров, прочности деталей крепления и предохранительных устройств.
В случае загрязнений детали привода необходимо очистить от гря-
зи, снега и льда, пользуясь деревянными молотками и скребками.
У приводов генератора ТРК (рис. 9.1) и Т К-2 (рис. 9.2)
наиболее слабым узлом является клиноременная передача, которая
подвергается при работе действию различных возмущающих фак-
торов.
Для приводов ТРК в первую очередь — это действие реактивного
момента, который возникает в работающем редукторе и приводит к
уменьшению или увеличению межцентрового расстояния между шки-
вами, что вызывает либо проскальзывание ремней и их быстрый из-
нос, либо перенапряжение и обрывы. Отрицательно на работу приво-
дов влияет переменность крутящего момента, вибрации шкивов,
усиливающих или ослабляющих натяжение ремней. Большое влияние
на срок службы ремней оказывает нарушение правил монтажа, непа-
раллельность или перекосы осей больше нормы. Часто имеет место
нарушение качества изготовления ремней. Очень важно своевремен-
но регулировать натяжение ремней, которое обеспечивается сжатием
277
Рис. 9.1. Текстропно-редукторно-карданный привод:
1 — ведущий шкив; 2 — ведомый шкив; 3 — приводные ремни; 4 — редуктор;
5— натяжное устройство; 6— карданный вал; 7— генератор; 8—предохра-
нительные устройства
пружин натяжного устройства до высоты 100±5 мм для привода
ТРК и 110±5 мм для привода ТК-2.
В эксплуатации замене подлежат ремни с надрывами, расслоением
и разлохмачиванием. Разрешается кратковременно эксплуатировать
приводы ТК-2 и ТРК соответственно на четырех и трех ремнях. При
этом следует уменьшить натяжение ремней увели-
чением высоты пружины натяжного устройства на 5-10 мм и снизить
нагрузку на генератор до 40-50% от номинальной. Заменяют ремни
комплектно, предварительно
подобрав их по длине, на при-
способлении по схеме в соот-
ветствии с рисунком 9.3, а.
Диаметр измерительного
шкива Д для привода ТК-2 ра-
вен 127,3 мм. Усилие Р на под-
вижном шкиве равно ЗООН
(ЗОКГС). Расчетную длину L
ремня при измерении на двух
шкивах определяют по фор-
муле:
Рис. 9.2. Текстропно-карданный
привод:
1 — вал подвески; 2 — предохранитель-
ный болт; 3 — узел ведомого шкива;
4— генератор; 5— натяжное устрой-
ство; 6 — предохранительные скобы
генератора; 7 — ведомый шкив;
8 — ремни приводные; 9 — ведущий
шкив
Ь=2А+ПД,
В эксплуатации допускается
разница ремней по длине в од-
ной группе не более 10 мм.
278
Рис. 9.3. Ремонт клиноременной передачи:
а — схема определения длины ремня; б — схема определения износа канавки и
ремня
Устанавливать в одном комплекте новые и старые ремни не раз-
решается. Взаимный износ ремней и канавок шкивов определяют по
схеме в соответствии с рисунком 9.3, б. При этом необходимо изме-
рить размер У при нормальном натяжении передачи. Зная высоту
ремня h и глубину канавки Н, можно вычислить зазор X между дном
канавки и ремнем, который должен быть не менее 2 мм.
Шкивы проверяют осмотром и обстукиванием. На шкивах не до-
пускаются трещины, отколы и ослабление крепления. При осмотре
карданного вала шарниры ощупывают с целью определения степени
нагрева и прочности соединений. Температура шарниров карданных
валов, редукторов и муфт должна быть одинаковой в сравнении с
температурой нормально работающих букс. Узлы с повышенным
нагревом подлежат разборке и ремонту.
У карданных валов не допускаются вмятины, погнутости, пробо-
ины трубы и другие механические повреждения.
У редукторов всех типов выявляют недостаток или загрязнение
масла. Не допускаются посторонние шумы при работе редуктора,
изломы зубьев шестерён, разрушение подшипников и зазоры в по-
садке шестерён и подшипников на валах.
Ослабление или повреждение предохранительных устройств или
болтовых соединений не допускается. Если в пути следования обна-
ружат заклинивание редуктора или ослабление узла крепления веду-
щего шкива с зубчатой фиксацией, то на перегоне необходимо снять
ремни и на ближайшем ПТО или в пункте формирования заменить
редуктор или произвести перемонтаж узла крепления ведущего шки-
ва с зубчатой фиксацией.
Болты и шпильки при ослаблении необходимо устанавливать с
применением пластмассы или эпоксидного клея. Новые болты и
шпильки изготавливают из стали 40Х.
Плоскоремённый привод должен иметь длину ремня, обеспечива-
ющую отклонение генератора от вертикального положения на угол
8-15° в сторону ведущего шкива.
279
Ремень не должен иметь надрывов и расслоений, в деталях сшив-
ки не допускаются повреждения. Смещение ведущего шкива выявля-
ют по взаимному расположению ремня и шкивов, которое в исправ-
ном состоянии должно быть симметричным.
У привода генератора от средней части оси (рис. 9.4) недопустим
сдвиг редуктора, который определяют по разрыву контрольных поло-
сок, нанесённых с обеих сторон фланцев редуктора и вдоль оси
колёсной пары, а также по выдавливанию резиновых вкладышей
ведущего фланца.
Рис. 9.4. Привод от средней части оси:
1 — опорная скоба; 2 — кронштейн; 3, 7 — корпуса момента опоры;
4 — стержень опоры; 5 — редуктор; 6 — карданный вал; 7 — муфта сцепления
У фрикционных и эластичных муфт не допускаются разрушения и
ослабление болтов крепления. В случае повреждений муфт приводов
от средней части оси карданный вал демонтируют и на пункте фор-
мирования заменяют муфту.
При обнаружении сдвига редуктора вдоль оси на перегоне или
промежуточной станции необходимо снять карданный вал, со скоро-
стью не более 30 км/ч следовать до ближайшего ПТО или пункта
формирования и заменить колесную пару. При обнаружении заклини-
вания подшипников полого вала в пути следования необходимо де-
монтировать карданный вал, опору момента с опорным и аварийным
плечами, снять ведомый вал и следовать со скоростью не более
30 км/ч до ближайшего ПТО или пункта формирования. Редуктор
при этом свободно вращается на оси.
При разрушении подшипников ведомого вала или излома шесте-
рён, их заклинивании на перегоне или промежуточной станции следу-
ет отвернуть девять болтов ведомого вала М12х60 и три болта
М12х40. Вместо трех болтов М12х40 ввернуть три отжимных болта
М12х80 и вывести шестерни из зацепления. В таком положении ведо-
мый вал необходимо зафиксировать тремя болтами Ml2x80 и следо-
вать до ближайшего ПТО или пункта формирования, где необходимо
заменить колёсную пару. Разрушение опоры момента определяют по
280
наличию стуков и толчков при работе привода. При обнаружении
такого дефекта необходимо снять карданный вал, принять меры к
закреплению опоры, а в пункте формирования выполнить ремонт.
Приводы от торца оси колёсной пары не должны иметь ослабления
шпилек крепления редуктора или промежуточной части. У приводного
вала не должно быть обрывов и трещин в резиновых вкладышах шар-
ниров, вмятин на корпусах шарниров и трубе. При обнаружении неис-
правностей приводного вала в пути следования его следует демонтиро-
вать и на пункте формирования или оборота произвести ремонт.
Заклинивание редуктора можно выявить по обрыву резиновой предох-
ранительной муфты, наличию посторонних шумов, нагреву редуктора.
Генератор при заклинивании редуктора не вырабатывает электро-
энергию. При обнаружении заклинивания редуктора в пути следования
его следует демонтировать, установить буксовую крышку, а на бли-
жайшем ПТО произвести промежуточную ревизию буксового узла.
При контроле состояния приводов генератора на пунктах оборота
и формирования пассажирских составов не допускается ставить в
поезда вагоны, приводы которых имеют:
просроченный или истекающий в пути следования срок ревизии
привода;
угловое перемещение карданного вала, измеренное на дуге ди-
аметром 100 мм, которое у ступицы шарнира у привода от сред-
ней части оси достигает более 3 мм, а у приводов от торца
оси — более 2,5 мм при измерении на дуге диаметром 120 мм
у ступицы шарнира;
следы редукторного масла на диске колёсной пары или утечки
масла через лабиринтное уплотнение;
недостаток или отсутствие смазки в игольчатых подшипниках
или шлицевых соединениях карданных валов, которые можно
выявить по наличию ржавчины;
некомплектность клиновых ремней.
Через шесть месяцев эксплуатации все приводы генератора под-
вергаюттехн ич еской ревизии.
Техническая ревизия приводов производится также при неясности
клейм предыдущей ревизии, при обнаружении в смазке редуктора
посторонних примесей, при необходимости производства колёсным
парам полного освидетельствования или после обточки колёсной
пары с редукторным приводом от средней части оси.
Техническая ревизия выполняется в пунктах формирования составов
и в отделениях по ремонту редукторно-карданных приводов вагонного,
281
депо. Перед производством ревизии все узлы привода очищают от грязи
и льда и протирают ветошью, смоченной в керосине или дизельном топ-
ливе. Ревизия приводов от средней части оси выполняется с выкаткой
колёсной пары, а у приводов с клиноремённой передачей—без выкатки
колёсных пар, если не требуется демонтаж ведущего шкива с зубчатой
фиксацией. Редуктор привода от торца оси должен быть снят с вагона и
разобран в ремонтном отделении. У редукторов всех типов проверяют
состояние и износы шестерён, допуски на зазоры и биение в соответ-
ствии с техническими требованиями. Все выявленные неисправности в
деталях приводов должны быть устранены. После выполнения работ по
технической ревизии восстанавливают контрольные полосы и на корпу-
се хвостовика редукторно-карданных приводов наносят белилами над-
пись с указанием даты и места выполненных работ.
9.2. Ремонт текстропно-карданных приводов
(ТК-2) и текстропно-редукторно-
карданных приводов (ТРК)
При плановых ремонтах вагонов приводы ТК-2 и ТРК должны
быть демонтированы с вагона, их узлы разобраны, осмотрены и от-
ремонтированы.
Демонтаж приводов начинают разборкой натяжного устрой-
ства 5 (см. рис. 9.1 и 9.2). Для этого необходимо отвернуть контр-
гайку и рычажную гайку, снять последовательно шайбу, пружины,
втулку и опору пружины, а затем отсоединить болт от корпуса редук-
тора в приводе ТРК. Для снятия ремней редуктор с ведомым шкивом
(или узел ведомого шкива ТК-2) отклонить в сторону колёсной пары
и вручную удалить ремни из канавок шкивов. Затем снимают предох-
ранительные скобы карданного вала и предохранительный болт 2 (см.
рис. 9.2) узла ведомого шкива или редуктора привода ТРК. Далее
снимают карданный вал, разбирают его шарниры.
Для снятия редуктора или узла ведомого шкива необходимо вы-
весить их для разгрузки валика подвески и выбить валик легкими
ударами молотка через латунную оправку или выпрессовать, исполь-
зуя съемник. При этом следует сохранить регулировочные шайбы
подвески. Для демонтажа ведомого шкива к его ступице крепят съем-
ник, винт которого упирается в торец вала. Наносить удары по боко-
вым граням канавок и закреплять на них съемные устройства не
допускается.
282
Вал узла ведомого шкива выпрессовывают из корпуса ударами
молотка через латунную оправку после предварительного снятия под-
шипниковых крышек и пружинных колец.
Разборку редуктора (рис. 9.5) начинают со слива масла через
нижнюю пробку, затем снимают смотровую крышку, сапун, масло-
указатель, подшипниковые крышки и разбирают торцовое крепление
подшипников. Валы редукторов выпрессовывают ударами молотка
через латунную оправку по торцу вала или лёгким прессом.
Для разборки узла ведущего шкива (рис. 9.6) необходимо отвер-
нуть болты 2 крепления крышки 4 и снять крышку. Шкив снимают
вывёртыванием двух диаметрально расположенных болтов крепления
буксовой крышки 5. Для защиты шкива от деформации между бол-
тами и шкивом установить прокладку толщиной 10-12 мм. Далее
надо отвернуть болты и снять крышку. Затем следует отогнуть сто-
порную пластину 13 и вывернуть два болта 10. Для уда-
ления зубчатого сегмента 11 следует в вернуть болты 10 в его резь-
бовые отверстия до упора и вы прессов ать первый сегмент. Второй
сегмент снимется свободно. Далее необходимо снять крестовину 9 и
клиновые планки 8. Гайка 6 снимается с использованием рычажного
или инерционного ключа. Отво-
рачивать и заворачивать гайку
ударами молотка или зубилом по
ее граням не разрешается.
Износ ремней и канавок шкивов
определяют до разборки по схеме,
изображённой на рис. 9.3, б. После
снятия ремней внимательно прове-
ряют состояние их рабочих поверх-
ностей, которые не должны иметь
трещин, складок, тканевых заусен-
цев и срывов резины. Если выбра-
ковывают хотя бы один ремень,
весь комплект следует заменить.
Ставить в один комплект ремни
бывшие в употреблении и новые не
допускается. Разница по длине рем-
ней в одном комплекте — не более
2 мм. Шкивы с взносами канавок
протачивают на токарном станке,
если оставшаяся толщина обода не
Рис. 9.5. Редуктор привода ТРК:
1,4,10,11 — подшипники; 2 — валик
подвески; 3 — втулка; 5 — вал ведо-
мый; 6 — фланец; 7 — шестерня веду-
щая; 8 — вал ведущий; 9 — крышки
подшипников; 12 — шкив ведомый;
13 — корпус редуктора
283
Рис. 9.6. Ведущий шкив ТРКП:
а — общий вид; б — детали крепления ведущего шкива
менее 6 мм (рис. 9.7). После разборки детали крепления узла ведущего
шкива осмотреть и выявить на рабочих поверхностях гаек, крестовин,
зубчатых сегментов и клиновых планок наличие забоин и задиров, ко-
торые следует запилить. Гайки и сегменты с трещинами, отколами, вмя-
тинами глубиной более 1,5 мм подлежат замене. Высота резьбовой ча-
сти гайки должна быть не менее 33 мм. Состояние резьбы гайки
проверяют на вытяжку. Для этого пластилином снимают слепок участ-
ка резьбы и замеряют профиль резьбовым щупом. При несимметрич-
ном расположении резьбового щупа по отношению к профилю слепка
гайку следует заменить.
Валы редукторов и вал узла ведомого шкива привода ТК-2 под-
вергают магнитопорошковому контролю. Трещины в деталях не до-
пускаются. В подшипниках замеряют радиальные и осевые зазоры,
которые не должны превышать соответственно 0,05 и 0,065 мм.
У валов проверяют износ в месте установки уплотнений. Износ по
диаметру вала не должен превышать 0,5 мм, а поверхность должна
иметь чистоту полирования. Если одновременно разбирают несколько
редукторов, не допускается обезличивать зубчатые пары, они должны
быть установлены в свой корпус. Тщательно проверяется износ и
284
состояние рабочих поверхностей зубчатых ко-
лёс. Если на поверхности зубьев обнаружены
трещины, выкрашивание металла более 20%
рабочей поверхности, шестерни заменяют ком-
плектно. Штангензубомером Ш318 определяют
износ поверхности зуба, который не должен
превышать 20% его первоначальной толщины.
Призматические шпонки должны входить в
пазы валов и колёс плотно. Размеры отвер-
стий под подшипники в корпусе редуктора и
узла ведомого шкива должны соответствовать
чертёжным. Разбивка и развальцовка отвер-
стий не разрешается. При повреждении в кор-
пусе редуктора резьбовых отверстий для бол-
тов подшипниковых крышек допускается один
раз рассверлить и нарезать резьбу до ближай-
Рис. 9.7. Ремонт
клиновой канавки
шкива:
1 — изношенная рабо-
чая поверхность шки-
ва; 2 — снимаемый
слой металла
шего большего стандартного размера.
Износ валика в подвеске редуктора и узла ведомого шкива до-
пускается не более 0,6 мм. При большем износе или при обрыве
резьбы валика разрешается наплавка повреждённых мест с предвари-
тельным подогревом валика до температуры 250-300°С.
Износ втулок подвески по диаметру допускается не более 0,3 мм.
При ремонте карданного вала особое внимание следует обратить на
состояние подшипников и крестовин. Иголки подшипников должны
свободно проворачиваться в наружной обойме и не иметь выкрашива-
ния металла.
Цапфы крестовин должны иметь гладкие поверхности без следов
наминов иголками. Отремонтированный карданный вал подвергают
динамической балансировке на специальном стенде. Допускаемый
дисбаланс — не более 0,5 Н-см.
9.3. Сборка, регулировка и испытание
приводов ТРК и ТК-2
Монтаж узла ведущего шкива (рис. 9.6) приводов ТРК и ТК-2
начинают с установки гайки 6, резьбовую часть которой покрывают
смазкой ЛЗ-ЦНИИ.
Гайку следует навернуть с предварительным натягом 100-150 н-м
без применения ударных нагрузок. Проверка положения гайки и её
285
окончательная затяжка производятся с применением специального
шаблона (рис. 9.8), укреплённого на торце оси. После предваритель-
ной затяжки ось симметрии одного из зубьев гайки должна распола-
гаться на шаблоне между рисками 13-19°. Если положение гайки не
соответствует этому требованию, то регулировку производят подбо-
ром упорного кольца подшипника или заменой гайки. Применение
регулировочных прокладок не допускается, так как это приводит к
ослаблению узла крепления шкива. Окончательно затягивают гайку
рычажным или инерционным ключом так, чтобы ось симметрии зуба
располагалась напротив нулевой риски, что соответствует усилию
затяжки 4-6 кН-м.
При переходе оси симметрии контрольного зуба нулевой риски
монтаж производится заново. Далее следует смазать и установить
клиновые планки 8 прямым углом в паз оси, крестовину 9 и зуб-
чатые сегменты 11. Наклонные грани сегментов должны прилегать
к крестовине. Детали закрепить болтами 10 с тарельчатыми пружи-
нами 12 и стопорной пластиной 13. Болты следует затягивать пооче-
рёдно усилием 50-60 н.м до полного сжатия тарельчатых пружин.
При этом ударами молотка через медную прокладку дважды поджи-
мают крестовину, а затем зубчатые секторы. Для закрепления бол-
тов края пластины отгибают на грани болтов. Далее в буксу закла-
дывают смазку ЛЗ-ЦНИИ, устанавливают крепительную крышку 5,
ставят шпонку 7, шкив 1 и закрепляют
его крышкой 4 с болтами 2 и шайба-
ми 3.
Плотную посадку шкива обеспечи-
вают ударами молотка через медную
прокладку по торцу шкива и оконча-
тельно затягивают болты. Зазор между
торцом гайки и торцом шкива, а также
зазор между торцом лабиринта и тор-
цом шкива должен быть не менее 2 мм.
Для проверки качества сборки корпус
буксы необходимо провернуть на оси и
убедиться в отсутствии заеданий в ла-
биринтном уплотнении.
Монтаж узла ведомого шкива начи-
нают с напрессовки на вал шарикового
подшипника и внутреннего кольца роли-
кового подшипника
Рис. 9.8. Положение
специального шаблона при
установке гайки ведущего
шкива
286
Их необходимо застопорить пружинными кольцами, а затем в
корпус запрессовать наружное кольцо цилиндрического подшипника
и вал с шариковым подшипником. Подшипники смазать смазкой
ЖРО в количестве 0,55 кг и установить крышки с войлочными уп-
лотнениями, закрепив их болтами с пружинными шайбами. Войлоч-
ные кольца перед установкой пропитывают в течение 20 мин разог-
ретым до 80°С составом из 85% солидола Ж и 15% графита. На
конусные поверхности вала устанавливают ведомый шкив и фланец,
закрепив их гайками и шплинтами.
Сборку редуктора (см. рис. 9.5) привода ТРК начинают с запрес-
совки в его корпус наружного кольца роликового подшипника 11, а
на ведущий вал 8 — внутреннего кольца. При запрессовке колец
следует применять втулочные оправки для защиты посадочных повер-
хностей от задиров. Далее в корпус редуктора через смотровое окош-
ко вводят ведущую шестерню 7 и напрессовывают её на вал, пред-
варительно надев маслоотбойное кольцо и дистанционную втулку.
Затем на вал и в корпус запрессовывают шариковый подшипник 10
и закрепляют его плоской шайбой и болтами. После установки под-
шипниковых крышек в корпус редуктора вводят шестерню-вал 5 и
собирают его подшипниковые узлы. При сборке редуктора все сво-
бодные полости и поверхности смазывают консистентной смазкой.
Далее на корпус редуктора ставят сапун, крышку смотрового
окна с резиновой прокладкой, сливную пробку и напрессовывают
на конусные поверхности валов ведомый шкив 12 и фланец 6. В
завершение редуктор заправляют маслом круглогодичным типа
ТС-10-ОТП в количестве 1,8 л до уровня, который определяют
щупом по рискам в вертикальном положении редуктора. Не следует
допускать избыток масла, что приводит к его утечкам через уплот-
нения крышек и сапун.
Шарнир подвески узла ведомого шкива, смазывают шприцеванием
солидолом Ж до появления смазки между регулировочными шайбами.
На срок службы клиновых ремней в большой степени влияет
правильное взаимное расположение шкивов. Отклонение от одно-
плоскостного расположения шкивов и взаимное смещение их торцов
не должно превышать 5 мм.
Регулировку производят постановкой шайб между кронштейном
рамы тележки и втулкой, приваренной к корпусу редуктора или кор-
пусу узла ведомого шкива. Осевое перемещение узла ведомого
шкива в кронштейне подвески и редуктора ТРКП в шарнире подвес-
ки не должно превышать 1 мм.
287
При сборке шарниров карданного вала на крестовину одевают
уплотнения и вводят её в кардан и фланец, а затем попарно запрес-
совывают игольчатые подшипники и крепят их крышками. Затем
карданный вал собирают по шлицевому соединению. В процессе
сборки в игольчатые подшипники крестовин закладывают смазку
№ 158, а в шлицевое соединение — солидол Ж.
Собранный карданный вал устанавливают между генератором и ре-
дуктором или узлом ведомого шкива, крепят болтами с корончатыми
гайками и шплинтуют. Под гайки следует устанавливать пружинные
шайбы. Зазоры между фланцами соединяемых узлов не допустимы.
На редуктор, узел ведомого шкива и карданный вал должны быть
установлены предохранительные устройства.
Клиновые ремни устанавливают в последнюю очередь, вручную,
без применения каких-либо приспособлений.
Регулировку натяжения выполняют поджатием пружины натяжно-
го устройства до рабочей высоты 110+2 мм у привода ТК-2 и до
100±5 — у привода ТРКП.
Редукторы до постановки на вагон испытывают на стенде в течение
5 мин в каждую сторону на холостом ходу и по 20 мин под нагрузкой
8,5 кВт при частоте вращения ведущего вала 1380 мин'1. Исправное
состояние определяют по отсутствию посторонних шумов и течи мас-
ла. Допустимый нагрев корпуса редуктора—не более 70°С.
9.4. Ремонт редукторно-карданных приводов
от средней части оси типа ВБА-32/2,
EUK-160-1M
Полную разборку редуктора со снятием его деталей со средней части
оси производят при необходимости ремонта колёсной пары со сменой эле-
ментов или при обнаружении в деталях неисправностей, требующих их
замены. Д ля определения неисправностей в деталях редуктора перед раз-
боркой колесную пару ставят на стенд, из редуктора сливают масло и
промывают дизельным топливом или керосином с добавкой 5-7% масла.
Далее детали редуктора осматривают и проверяют основные параметры.
Щупом измеряют зазор между разъемными частями корпусов для
резиновых колец и нажимными кольцами. Резиновые кольца необхо-
димо заменять, если зазор составляет 0,2 мм и менее.
Необходимо проверить биение корпуса редуктора относительно
оси колесной пары специальными индикаторными приспособления-
288
ми. У редукторов ВБА-32/2 и EUK-160-1M допускается биение по
фланцам корпуса редуктора до 0,15 мм, а по фланцу блока малой
шестерни — не более 0,1 мм. При проверке колесную пару следует
прокручивать и на слух определять неисправности подшипников.
Если подшипники имеют значительные износы, изломы, трещины и
раковины на доро-жках качения, то проворот оси будет затруднен,
стрелка индикатора имеет скачкообразные подергивания, из подшип-
ника слышно пересыпание роликов. Суммарный осевой зазор в под-
шипниках полого вала, проверяемый индикатором, должен быть для
редукторов ВБА-32/2 в пределах 0,3-0,5 мм, а для редукторов
EUK-160-1M — 0,18-0,25 мм.
Увеличение зазора больше нормы происходит из-за неправильной
сборки редуктора или недопустимых износов подшипников.
Для контроля зазора в зацеплении шестерен (рис. 9.9) у редуктора
снимают крышку, устанавливают основание 1 штатива 4 на корпус
редуктора 5, крепят его болтом и устанавливают индикатор 3 по оси
малой шестерни на середине зуба. Ось колесной пары закрепляют
неподвижно, а вал малой шестерни поворачивают за фланец 2 в обе
стороны до легкого соударения зубьев. Стрелка индикатора указыва-
ет зазор, который должен быть у редуктора ВБА-32/2 в пределах
0,12-0,19 мм, а у редукторов EUK-160-1M — 0,2-0,3 мм.
Результаты проверок заносят в журнал и определяют объем разбо-
рочных работ.
При разборке на сопрягае-
мые детали наносят керном
риски или отметки, по которым
при последующей сборке опре-
деляют их первоначальное по-
ложение.
При плановых видах ремон-
та вагонов следует производить
демонтаж блока малой шестер-
ни. Для этого следует открутить
болты его крепления и в резь-
бовые отверстия монтажного
стакана ввинтить три демонтаж-
ных болта, с помощью которых
блок малой шестерни выжима-
ют из корпуса. После удале-
ния болта, крепящего упорную
Рис. 9.9. Измерение зазоров
в сцеплении шестерен приводов
от средней части оси
289
шайбу на торце хвостовика шестерни, выполняют разборку блока
малой шестерни на прессе в соответствии с рис. 9.10.
Наиболее ответственные детали приводов от средней части оси при
периодических видах ремонта подлежат неразрушающему магнитопо-
рошковому контролю.
К ним относятся: вал опоры момента, вал малой шестерни, полый
вал, карданный вал. Трещины в деталях не допускаются и ремонту не
подлежат.
При замене резиновых колец их поверхности перед установкой на
ось обезжиривают промыванием в водном растворе 1%-ного хозяй-
ственного мыла при температуре ЗО-4О°С с последующим ополаски-
ванием тёплой, чистой водой и просушиванием. Поверхности оси
колесной пары также должны быть очищены от грязи и масла. На
поверхностях резиновых деталей не должно быть трещин и надрывов.
Полые валы подлежат замене при наличии трещин, отколов или
износа более 4 мм.
Хвостовик малой шестерни проверяют на биение, которое не долж-
но превышать более 0,04 мм. Изношенные посадочные места под под-
шипники у валов допускается восстанавливать хромированием метал-
лизацией.
Рис. 9.10. Демонтаж блока малой шестерни привода ВБА-32/2:
а — положение блока малой шестерни при выпрессовке вала; б — положение
блока малой шестерни при выпрессовке подшипников
290
Шлицевой фланец устанавливается на шлицевой конец вала с
натягом до 0,001 мм. Разработка шлицевых канавок допускается не
более 0,01 мм от чертежного размера.
Подшипники промывают в бензине с добавлением 4-6% масла,
осматривают и проверяют на легкость вращения.
Подшипники выбраковывают при обнаружении раковин, трещин, тем-
ных пятен и задиров на поверхностях качения. Наличие пятен синего цвета
свидетельствует о работе подшипников с чрезмерным нагревом, который
имеет место из-за неправильной регулировки зазоров при монтаже или из-
за недостатка масла. У исправных подшипников следует замерить ради-
альный зазор. При установке на вал новых подшипников следует измерить
также диаметр колец для обеспечения их плотной посадки.
Ведущая и ведомые шестерни выбраковывают по требованиям,
указанным при ремонте редуктора ТРКП.
В лабиринтных крышках, соединительных фланцах, монтажных
стаканах, маслоотбойных кольцах, корпусах редукторов могут быть
забоины и заусенцы, которые следует зачистить надфилем и шлифо-
вальной шкуркой № 6 с добавлением масла. Канавки и отверстия для
подвода масла в монтажных стаканах и других деталях прочищают и
продувают сжатым воздухом.
В корпусах редукторов допускается ремонтировать изношенные
резьбовые отверстия сваркой с последующей нарезкой. Особое вни-
мание следует уделить контролю диаметров и отсутствию недопусти-
мой овальности в посадочных отверстиях редукторов, приводных
колец, а также в посадочных местах под подшипники, шестерни,
приводные кольца на валах шестерен и полых валах.
Все резиновые прокладки кольца при капитальном ремонте ставят
новыми, а при деповском ремонте и их можно повторно использо-
вать, если в них нет трещин, вырывов, вмятин от деталей.
Войлочные уплотнительные кольца карданных валов при плановых
ремонтах следует заменить новыми. Пресс-масленки и каналы для
подвода смазки в крестовинах промывают в бензине и продувают
сжатым воздухом. Игольчатые подшипники с повреждениями подле-
жат замене. Заменяют также крестовины с взносами более нормы
шипов по диаметру и длине. Крестовины устанавливают в комплекте
с подшипниками. Изношенные отверстия под подшипники у вилок
можно ремонтировать проточкой на токарном станке до ближайшего
большего градационного размера, постановкой ремонтной втулки или
металлизацией посадочных поверхностей. На трубе вала могут быть
вмятины и протертости от предохранительных скоб не более 0,2 мм.
291
Изношенное шлицевое соединение вала допускается восстановить
наплавкой и механической обработкой до ремонтных размеров, а
втулки — на протяжном станке. В этом случае на втулке и торце вала
наносят клейма Р1 или Р2 (1-й или 2-й ремонтные размеры).
Отремонтированные сваркой карданные валы подвергают динами-
ческой балансировке. Дисбаланс устраняют приваркой пластин.
При ремонте муфт сцепления необходимо проверить износ фрик-
ционных накладок, который считается допустимым, если расстояние
от поверхности фрикционной накладки до головки заклёпок не менее
0,5 мм. Если на поверхности накладок есть риски более 0,3 мм
глубиной, их необходимо проточить. Изношенные накладки заменяют
новыми, изготовленными из асбестовой ленты. Крепят накладки ла-
тунными заклёпками или клеем ВС-ЮТ, предварительно обезжирив
поверхность диска ацетоном. Детали муфт с изломами и трещинами
заменяют, а риски и коррозия устраняется шлифовальной шкуркой.
Под просевшие пружины можно ставить регулировочные прокладки,
обеспечивающие их необходимое нажатие.
Наибольшее отклонение по массе грузиков одного комплекта —
не более 3%. Собранная муфта подвергается балансировке высверли-
ванием металла с торца бурта муфты.
Монтаж привода на оси выполняют до напрессовки колес. Детали,
устанавливаемые с натягом, должны нагреваться в ванне с трансфор-
маторным маслом. В процессе сборки привода выполняют необходи-
мые контрольные и регулировочные работы с использованием индика-
торных приспособлений и разнообразной технологической оснастки.
После сборки узла блока малой шестерни осевой зазор подшипни-
ков контролируют индикатором 1 (рис. 9.11), который должен быть в
пределах 0,07-0,09 мм. Во время выполнения проверки наружные коль-
ца подшипников прижимаются к монтажному стакану 2 тремя зажимами
3. Регулировку необходимого зазора выполняют гайкой и контргайкой,
которые стопорятся загибанием шайбы на их грани.
Надежная работа зубчатого зацепления зависит от точности его
сборки. Правильность зацепления определяют замером зазора в зацеп-
лении, который регулируется прокладками под боковые крышки, а так-
же по расположению пятна контакта на поверхности зуба шестерён
(рис. 9.12). При выполнении этой проверки на зубья малой шестерни
наносят белила и проворачивают на полный оборот большую шестер-
ню. При правильном зацеплении контактные пятна располагаются на
середине боковых граней зубьев шестерён и должны быть не менее
45% высоты зуба и не менее 65% его длины. При смещении пятен регу-
лировку производят перемещением шестерён
по направлению стрелок в соответствии с
рис. 9.12.
Следует проверить осевые зазоры подшип-
ников полого вала, биение корпуса редуктора
относительно оси колёсной пары и биение
фланца ведомой шестерни. Редукторы, отве-
чающие требованиям, заполняют маслом ТС-
10 ОТП и испытывают на стенде, вращая по
90 мин в каждую сторону, из них 30 мин —
без нагрузки и 60 мин под нагрузкой 40 кВт и
частоте вращения до 900 мин'1.
После испытания редукторы снаружи ок-
рашивают эмалью ПФ-115, а на оси наносят
белилами полосу шириной 30-40 мм в месте
её прилегания к редуктору.
Рис. 9.11. Контроль
осевого зазора под-
шипников блокамалой
шестерни редуктора
EUK-160-1M
Рис. 9.12. Проверка зубчатого зацепления шестерен:
а — неудовлетворительные отпечатки; б — удовлетворительные отпечатки
соответственно верхние без нагрузки, нижние — под нагрузкой
292
293
10
Ремонт рам и кузовов
вагонов
10.1. Неисправности рам вагонов, их причины
Наиболее частыми неисправностями рам вагонов являются обра-
зование в них трещин, изломов, прогибов балок, ослабление заклепок
упорных угольников, протертости хребтовых балок в местах установ-
ки поглощающего аппарата, коррозионные повреждения.
Неисправности в рамах возникают вследствие многократных со-
ударений вагонов при маневровых работах, при нарушениях правил
погрузочно-разгрузочных работ, сходах вагонов с рельс, несоблюде-
нии технологического процесса ремонта. Коррозионные повреждения
особенно быстро происходят из-за плохого качества окраски рам, а
также при перевозке в вагонах кислот, щелочей, минеральных удоб-
рений и других агрессивных грузов. Наиболее ответственными и по-
вреждаемыми участками в рамах вагонов являются: узлы соединений
хребтовой балки со шкворневыми балками, места расположения
упорных угольников и ударных розеток. Трещины в балках пам
можно обнаружить по скоплению в местах их образования валиков
из пыли, ржавчины, а в зимнее время — инея. Как правило, изломы
балок рам вызывают какие-либо неисправности кузова, которые мо-
гут быть признаками неисправности рам вагонов. Обрыв соединения
промежуточных стоек с нижней обвязкой является признаком излома
хребтовой балки. Обрыв сварного соединения шкворневой стойки с
нижней обвязкой полувагонов или крытых вагонов указывает на
возможный излом хребтовой балки в зоне пятника, а обрыв угловой
стойки в месте её соединения с нижней обвязкой — на излом хреб-
товой балки в месте ее соединения с концевой балкой. Излом хреб-
товой балки у вагонов-хопперов можно выявить по наличию обрыва
294
угловой или шкворневой стойки в месте их соединения с верхней
обвязкой.
Не допускаются в эксплуатацию вагоны, в рамах которых обнару-
жены следующие неисправности:
трещины, переходящие с горизонтальной полки на вертикаль-
ную стенку у шкворневой, хребтовой, боковой продольной и
концевой балки;
трещины в узлах соединения хребтовой балки и шкворневой;
продольные трещины в любых балках длиной более 300 мм;
вертикальные или наклонные трещины в любой стенке длиной
более 100 мм при измерении по вертикали между их концами;
трещина любого расположения, если она проходит более чем
через одно отверстие для болтов или заклепок;
обрыв сварного шва в узлах соединения балок;
обрыв более одной заклёпки или ослабление болтового или
заклепочного крепления пятника к раме вагона;
трещины или разрывы верхнего или вертикального листа в
шкворневой или концевой балках;
вертикальный прогиб более 100 мм балок рам грузовых ваго-
нов.
Рамы пассажирских вагонов испытывают значительно меньшие
нагрузки, но и у лих в результате длительной эксплуатации и нару-
шении правил маневровых работ и поездных режимов могут возни-
кать трещины и изгибы, особенно в концевых балках. На пунктах
оборота и формирования не разрешается включать в поезда пасса-
жирские вагоны, в рамах которых обнаружены трещины.
Устранение неисправностей в рамах вагонов требует больших
затрат времени, поэтому их ремонт выполняют на специализирован-
ных путях текущего отцепочного ремонта.
10.2. Ремонт рам вагонов
Перед ремонтом все балки рам, их сварные соединения очищают
от загрязнений, разрушившегося лакокрасочного покрытия, ржавчи-
ны и подвергают контролю их техническое состояние.
Степень поражения коррозией определяют измерением толщины
металла балок рам толщиномером или засверловкой отверстий диа-
метром 8-10 мм в наиболее пораженном месте, а также сравнением
результатов замера с чертежными размерами.
295
Металлические части рам, поврежденные коррозией не более 20%
площади поперечного сечения при деповском ремонте и 15% — при
капитальном, можно не ремонтировать при условии, что отдельные их
стенки и полки повреждены коррозией не более 1/3 номинальной
толщины. Балки рам, поврежденные коррозией от 20 до 30% площа-
ди поперечного сечения при деповском ремонте и от 15 до 30% —
при капитальном, ремонтируют сваркой при условии, что их отдель-
ные элементы имеют толщину не менее половины номинальной. Части
рам, поврежденные коррозией более чем на 30% поперечного сече-
ния или имеющие отдельные элементы толщиной менее половины но-
минальной толщины при длине поврежденных участков более
500 мм, следует заменить. При повреждении балок при длине менее
500 мм разрешается ремонтировать сваркой. Перед выполнением
сварочных работ поверхности рам следует зачистить до металличес-
кого блеска. Пораженные коррозией балки рам разрешается восста-
навливать сплошной наплавкой при длине повреждения до 500 мм, а
при большей длине — приваркой накладок толщиной не менее 4 мм.
Прогибы балок рам выправляют с применением стендов, домкра-
тов, прессов и растяжек с предварительным местным подогревом
деформированного участка при помощи форсунок, работающих на
газе или жидком топливе. Например, для правки уширений хребтовой
балки в месте установки поглощающего аппарата можно применить
гидропресс (рис. 10.1), разработанный ПКТБ ЦТВР МПС. Гидро-
пресс состоит из скобы 1, гидропривода 6, рукава высокого давле-
ния 5 и муфты разъемной 2. Скоба собрана из двух рычагов, шарнир-
но соединенных между собой в верхней части и с помощью тяги —
в нижней. Гидропривод смонтирован на раме и состоит из электро-
двигателя, насоса типа Н-400 и бака с маслом.
Мостовым краном устанавливают скобу в месте повреждения хребто-
вой балки и с помощью разъемной муфгы подключают к гидроприводу.
Включают гидропривод и производят правку деформированной балки, а
затем, передвинув скобу на новое место, повторяют процесс правки.
Не допускается прогиб хребтовых, боковых и продольных балок
рам грузовых вагонов в горизонтальной и вертикальной плоскости
более 50 мм при деповском ремонте и более 25 мм — при капиталь-
ном. Если эти балки имеют прогиб в вертикальной плоскости более
200 мм или в горизонтальной — более 100 мм, то вагон подлежит
исключению из инвентаря. Для шкворневых и концевых балок наи-
больший допускаемый прогиб не должен превышать 20 мм при де-
повском ремонте и 10 мм — при капитальном.
296
Прогибы концевых и промежуточных балок рам пассажирских
вагонов допускаются в горизонтальной плоскости не более 10 мм
при капитальном и не более 15 мм — при деповском ремонте, а в
вертикальной плоскости — не более 15 мм при всех видах ремонта
вагонов.
При ремонте трещин в балках рам, ранее отремонтированных прав-
кой, усиливающие накладки ставят на заклепках. Число заклепок
должно быть таким, чтобы площадь сечения заклепок с каждой сто-
роны ремонтируемого участка была не меньше площади сечения
накладок. Заклепки ставят в шахматном порядке.
Протертости хребтовой балки в месте установки поглощающего
аппарата более 4 nm при капитальном и более 5 мм — при депивскигм
ремонте ремонтируют постановкой усиливающих накладок толщинок
8-10 мм, которые устанавливают под заклёпки упорных угольнике в
и приваривают по двум сторонам параллельно продольной оси хреб-
товой балки. Такую же накладку следует установить после заварки
трещины 1 в консольной части рамы (рис. 10.2) при условии распо-
ложения трещины не ближе 200 мм от шкворневой балки.
Изношенные поверхности пятников ремонтируют наплавкой, если
глубина износа не превышает 7 мм у пятника грузового вагона и
10 мм — у пассажирского. Скользуны рам ремонтируют наплавкой
при износе до 50% номинальной толщины.
2S>7
Рис. 10.2. Хребтовая балка, отремонтированная накладками в месте
расположения упорных угольников
Трещины ремонтируют после устранения прогибов рам. Сквозные
трещины необходимо засверлить по концам диаметром сверла
6-12 мм, несквозные трещины разделывают так, чтобы длина раздел-
ки превышала длину трещины на 15-20 мм с каждой стороны. Далее
трещину вырубают на всю глубину залегания под углом 60-65°.
Разделку можно производить рубкой, фрезерованием, электроду-
говой или кислородной резкой. Для дуговой резки рекомендуется при-
менять электроды типа ОЗР. После заварки трещины ремонтируемое
место необходимо усилить постановкой накладок. Размеры и форма
накладок зависят от размеров и расположения трещины. Плоские на-
кладки устанавливают на продольные трещины, угловые накладки—
на поперечные, а если трещина переходит с горизонтальной полки на
вертикальную, то устанавливают корытообразную накладку (рис. 10.3,
б). Двухсторонние накладки следует устанавливать при соединении
балок встык или если после заварки трещин целой остается не более
половины вертикальной стенки балки или не более одной горизонталь-
ной полки. Трещины в деталях, изготовленных из низкоуглеродистой
или низколегированной стали, необходимо заварить, электродами типа
Э42А или Э50А, а при полуавтоматической сварке—сварочными ма-
териалами, обеспечивающими свойства металла шва не ниже получае-
мых при сварке указанными типами электродов.
Толщина односторонней накладки должна быть в пределах
0,8-1 толщины основного металла, а двухсторонней — не менее по-
ловины. По длине накладки перекрывают концы трещин на 100-
200 мм; при установке накладок с двух сторон шва необходимо,
чтобы противоположные швы были смещены не менее чем на 30 мм.
При ремонте хребтовой балки полувагона разрешается заварка
трещин 1 (рис. 10.3, а) двутавра с постановкой плоских усиливаю-
298
Рис. 10.3. Хребтовые балки с трещинами и изломами, отремонтированные
заваркой с постановкой накладок
щих накладок, а также частичная замена двутавра вставками длиной
не менее 1000 мм. Трещины 2 длиной менее 2/3 периметра сечения
основных элементов хребтовых балок (двутавр в расчетный периметр
не включается) ремонтируют заваркой с усилением накладками. В
двутавре должен быть сделан вырез для пропуска горизонтальной
накладки с последующей ее обваркой.
При ремонте шкворневых и промежуточных балок грузовых ваго-
нов разрешается производить заварку трещин и изломов верхнего
листа с постановкой усиливающих накладок (рис. 10.4). На каждой
балке при деповском и текущем ремонте допускается постановка не
более трёх накладок, а при капитальном — не более двух. Трещины
длиной до 30 мм в верхних листах промежуточных балок можно
заваривать без накладок.
Излом Трещина
Рис. 10.4. Верхние листы промежуточных и шкворневых балок,
отремонтированные сваркой
Излом Трещина
299
На концевой балке рамы разрешается:
заварка не более двух трещин и одного излома в любом месте
балки с постановкой накладок при капитальном ремонте и не
более трех трещин и одного излома — при деповском и теку-
щем;
полная или частичная замена нижнего или верхнего листа с
усилением накладками;
замена части профильной штампованной балки (не более поло-
вины длины) с усилением накладками. Постановка новой части
допускается при условии выполнения не более одного стыка, а
расстояние между стыком и ударной розеткой — не менее
200 мм (рис. 10.5);
устанавливать усиливающую накладку над ударной розеткой
рамы полувагона так, чтобы накладка располагалась симмет-
рично относительно оси вагона (рис. 10.6).
На шкворневых и промежуточных балках разрешается заварка
трещин 1 и изломов вертикальных листов с постановкой накладок 2
(рис. 10.7, а)
Трещину и излом нижнего листа шкворневой балки заваривают с
постановкой усиливающей накладки, если расстояние от хребтовой
балки до начала трещины или излома не менее 100 мм (рис. 10.7, б).
Рис. 10.7. Вертикальный и
нижний лист шкворневой
балки и отремонтированной
балки
б)
Капитально-восстановительному ремонту не подвергаются пасса-
жирские вагоны, рамы которых имеют следующие неисправности:
— сквозная трещина на всей плоскости верхней полки одного из
швеллеров хребтовой балки на расстоянии до 1020 мм от края гори-
зонтального листа шкворневой балки к середине вагона (ЦМВО-66);
— сквозная трещина на всей плоскости нижней полки одного из
швеллеров хребтовой балки на расстоянии до 680 мм от края гори-
зонтального листа шкворневой балки к середине вагона (ЦМВО-66);
— сквозная трещина на всей плоскости горизонтальной полки
боковой обвязки рамы на расстоянии до 480 мм от края горизонталь-
ного листа шкворневой балки к середине вагона (47К и 47Д);
— сквозная трещина на всей плоскости вертикальной полки боко-
вой обвязки рамы на расстоянии до 625 мм от края горизонтального
листа шкворневой балки к середине вагона (47К и 47Д).
Рис. 10.5.
Концевая балка
цистерны,
отремонтированная
постановкой новой части
Рис. 10.6. Концевая балка полувагона, отремонтированная путем постановки
усиливающей накладки
10.3. Неисправности кузовов вагонов
Неисправности и повреждения кузовов вагонов разнообразны и
зависят от условий эксплуатации вагона и его конструктивных осо-
бенностей. Наиболее характерными неисправностями для всех типов
вагонов являются трещины, пробоины, прогибы, вмятины, коррози-
онные повреждения металлических деталей и гниение деревянных, а
также повреждения деталей крепления бортов дверей и крышек лю-
ков. Основными причинами неисправностей кузовов являются нару-
шение правил погрузки и выгрузки грузов, нарушение правил манев-
ровых работ и нарушение технологического процесса ремонта.
Неисправности кузовов вагона можно выявить при встрече поезда в
парке прибытия по характерным признакам, которые приведены в таблице.
После остановки поезда осмотрщики вагонов проверяют техни-
ческое состояние кузовов вагонов и принимают решение по устране-
нию неисправностей.
Не допускается эксплуатация вагонов, кузова которых имеют сле-
дующие неисправности:
301
300
Т аблица
Признаки неисправности Характер неисправности
1. Провисание или перекос двери, срыв ролика с направляющего рельса. Срыв роликов двери крьггого вагона с направляющих, выдавливание двери.
2. Провисание крышки люка полувагона или борта платформы, обрыв торцовой двери полувагона, угрожающие их падению или развалу груза. Нарушение крепления крышек люков, торцовых дверей, бортов платформы.
3. Прогиб продольной стенки наружу или внутрь полувагона. Нарушение соединений угловых и промежуточных стоек.
4. Обрыв и поднятие листов железа кровли, угрожающие соприкосновением с контактным проводом. Повреждение кровли крыши вагона.
5. Подъём концов вагона вверх и опускание средней части вниз, следы касания тормозного оборудования о верхнее строение пути, наклон вагона и выход боковых стен вагона за пределы габарита подвижного состава. Излом или обрыв балок рамы вагона, обрыв стоек.
6. Появление из дверей, окон, пола, люков, аккумуляторного ящика вагона дыма или пламени. Возникновение пожара в вагоне.
7. Провисание генератора, карданного вала, редуктора, нарушение крепления шкива, следы царапин, повреждений негабаритной планки или бруса. Обрыв генератора, редуктора, карданного вала, шкива ременной передачи.
8. Перекос вагона в поперечном или продольном направлении, выход груза за пределы буферного бруса на расстояние более 500 мм или расстояние между грузами соседних вагонов менее 200 мм, обрыв проволочных растяжек и деталей крепления груза. Нарушение крепления, сдвиг груза. Возможно падение груза на путь.
302
повреждения крыши, обшивки, пола, угрожающие сохраннос-
ти груза или вызывающие его падение на путь;
обрыв сварного шва соединения стойки с верхней или нижней
обвязкой;
отсутствие или повреждение дверей, крышек люков, бортов,
которые могут вызвать их самопроизвольное открывание, паде-
ние на путь, выход за габарит или падение груза;
уширение или перекос кузова более 75 мм;
излом верхней обвязки полувагона;
появление трещин в котлах цистерн, которые вызывают течь
груза, сдвиг котлов, ослабление или обрывы пояса котла;
открытие крышки колпаков или сливных приборов цистерн,
неисправности сливных приборов, приводящие к потере груза;
повреждения подножек, поручней, переходных площадок, на-
рушающие прочность их крепления;
открытие загрузочных люков, незафиксированные штурвалы
привода механизма разгрузки вагонов-хопперов для зерна, це-
мента, удобрений и т.д.;
наличие ситуации, когда отсутствует или не фиксируется в вер-
тикальном рабочем положении хотя бы один фитинговый
упор платформы для перевозки крупнотоннажных контейнеров.
Осмотр и ремонт кузовов и внутреннего оборудования пассажир-
ских вагонов производят при подготовке к рейсу на пунктах форми-
рования и оборота, а также при производстве ТО-2 и ТО-3.
При контроле осмотрщики должны проверить:
исправность подножек, поручней, запоров потолочных люков и
дверей;
состояние пола, стен, потолков помещений вагонов;
исправность и состояние мебели, обивки диванов, полок, кре-
сел, оконных штор, дверных замков, зеркал;
комплектность и надежность крепления фурнитуры.
Все обнаруженные неисправности устраняют, недостающее обо-
рудование пополняют. При подготовке к летним перевозкам проверя-
ют работу механизмов подъема оконных рам, а перед зимними пере-
возками — исправность оконных рам, прижимных рамок и уплотня-
ют их.
Загрязнения поверхности на твердом пластике стен и перегоро-
док следует удалить моющими растворами (3% раствор кальци-
нированной соды в теплой воде с мылом; 2% раствор моющего по-
рошка «Лотос» с последующим промыванием водой). Пятна краски
303
удаляют растворителями 646 или уайт-спиритом. Панели туалетов при
разрушении покрытия окрашивают.
Поврежденные участки из павинола или пластика ремонтируют
путем удаления дефектных участков и постановкой на клее вставок с
последующей шпатлевкой и окраской поверхностей. Повреждения
линолеума пола также ремонтируют постановкой вставок с промаз-
кой стыков эпоксидной шпатлёвкой ЭП-00-10 с последующей окрас-
кой пола в пределах ремонтируемого помещения.
Все разбитые стекла и зеркала должны быть заменены.
10.4. Ремонт кузовов универсальных плаформ
Перед подачей вагона в ремонт кузов очищают от остатков пере-
возимых грузов.
До постановки на ремонтную позицию каждый вагон осматривают
и определяют объем работ с последующим составлением дефектной
ведомости ремонтных работ формы ВУ-22, которая является основани-
ем для получения из кладовой исправных деталей вагонов и выдачи
нарядов на работы по восстановлению изношенных деталей.
Деповской и капитальный ремонты вагонов осуществляются ста-
ционарным или поточно-конвейерным методами. Ремонтные позиции
должны быть оснащены необходимыми средствами механизации для
выполнения разборочно-сборочных и ремонтных работ по устране-
нию всех неисправностей кузовов и рам вагонов.
У универсальных платформ наиболее часто
повреждаются доски пола и борта.
При капитальном ремонте вагона все борта должны быть сняты, а
пол разобран. При деповском ремонте вагона снимают только неис-
правные детали. Наиболее часто встречающимися неисправностями
бортов являются прогибы в вертикальной и горизонтальной плоско-
стях, пробоины и трещины на листах обшивки, трещины в сварных
швах и износ деталей крепления бортов к раме.
При капитальном ремонте вагона наибольшая кривизна борта в
вертикальной плоскости по всей его длине допускается до 4 мм, а в
горизонтальной плоскости — до 8 мм при проверке бортов в закры-
том состоянии.
При деповском ремонте вагона искривление борта во всех направ-
лениях не должно превышать 25 мм. Деформированные борта правят
на гидравлических или пневматических прессах.
304
При деповском ремонте можно производить правку без снятия
бортов с платформ с использованием стяжек и приспособлений, из-
готовленных на базе домкратов. При ремонте бортов разрешается:
восстанавливать разрушенные сварочные швы деталей крепле-
ния бортов;
ремонтировать сваркой продольные трещины длиной до 100 мм
без постановки усиливающих накладок;
восстанавливать сваркой до шести поперечных трещин с поста
новкой усиливающих накладок толщиной 3-4 мм, перекрываю
щих сварные швы профильными накладками не менее чем на
50 мм. Поперечные трещины после разделки не должны умень-
шать площадь поперечного сечения борта более 30%;
ремонтировать протертости обшивки борта размером более 50%
предельной толщины листа, а также пробоины постановкой на-
кладок толщиной 3-4 мм, перекрывающих повреждение не
менее чем на 50 мм с каждой стороны;
изношенные поверхности валиков и клиньев механизма запора
борта восстанавливать наплавкой и механической обработкой.
Изогнутые детали крепления бортов правят, а при наличии тре-
щин — заменяют. Рабочая поверхность клина должна плотно приле-
гать к петле. Местные зазоры более 1 мм не допускаются. Шарнир-
ные соединения смазывают осевым маслом или смазкой УС-1. Коль-
ца, установленные на бортах, должны свободно набрасываться на
крюки рамы и обеспечивать надежное крепление бортов в открытом
положении. Отклонение по вертикали верхних поверхностей кронш-
тейнов торцового борта допускается не более 4 мм.
Размеры гнезд скоб лесных стоек проверяют шаблонами, неисп-
равные и несоответствующие установленным размерам — заменяют.
После ремонта зазор между бортами и армировочными угольника-
ми при закрытых бортах допускается не более 5 мм, при этом мес-
тные зазоры не должны превышать 7 мм на длине не более 500 мм.
Местные зазоры до 12 мм разрешается устранять путем приварки
планок с внутренней Стороны кромки борта толщиной 4 мм на длине
не более 800 мм. Зазоры свыше 12 мм устраняют правкой нижних
кромок борта.
Зазоры между торцами продольных бортов в закрытом состоянии
допускаются не более 6 мм. Для регулировки этих зазоров разреша-
ется постановка шайбы на валик между петлей борта и державкой
или приварка планки из стали СтЗ толщиной 4 мм на один из смеж-
ных бортов.
305
Доски пола с поперечными трещинами и изломами заменяют. На-
стил пола перебирают, если зазоры между досками более 5 мм. Пол
собирают из досок, просушенных и обработанных на четырехсторон-
нем строгальном станке без четвертей, толщиной 55 мм и шириной не
менее 120 мм. Разрешается использовать бывшие в употреблении
доски толщиной не менее 48 мм, а также склеенные по длине доски с
размещением места склеивания над продольной балкой.
Трещины в металлическом настиле и деталях крепления деревоме-
таллического пола не допускаются.
Зазор между армировочным угольником и боковым швеллером
допускается не более 3 мм.
10.5. Ремонт фермы и обшивки
цельнометаллических вагонов
Наиболее часто в элементах каркаса и металлической обшивки
кузовов цельнометаллических вагонов встречаются изгибы и изломы
верхней обвязки, стоек, уширение и сужение кузова, разрушение
сварных швов каркаса и обшивки, коррозионные повреждения ме-
таллических элементов кузова.
Допускаемые размеры при ремонте прогибов и вмятин зависят от
вида ремонта вагонов. При деповском ремонте вагонов местные
прогибы и вмятины элементов каркаса не должны превышать 30 мм,
а перекосы кузовов полувагонов, крытых и специализированных
вагонов — не более 50 мм.
Наибольшее уширение боковых стен полувагона не должно превы-
шать 60 мм в средней части, а в плоскости угловых стоек—30 мм.
Для ремонта элементов кузова рекомендуется применять пере-
движные вагоноремонтные машины (рис. 10.8), которые позволяют
механизировать наиболее трудоемкие работы при ремонте кузовов
правкой и сваркой. Машина оборудована прессами с гидроприводом
для правки верхней и нижней обвязки, стоек, армировки пола, лик-
видации уширения и сужения кузова, а также для прижатия элемен-
тов каркаса кузова при выполнении сварочных работ.
Трещины и изломы в стойках и обвязках каркаса грузовых вагонов
ремонтируют сваркой с обязательной постановкой усиливающих на-
кладок (рис. 10.9). Форма усиливающих накладок зависит от формы
ремонтируемого элемента и размеров повреждения. Излом верхней об-
вязки полувагона ремонтируют с постановкой двух наружных угловых
306
Рис. 10.8. Передвижная машина для ремонта полувагона:
1 — боковые стойки; 2, 7— устройства для правки верхней и нижней обвязок;
3 — устройство для правки стоек и уширения кузова; 4 — поперечная балка;
5, 9— пульты управления; 6— устройство правки пола; 8 — недвижные рамы;
10 — привод передвижения; 11 — гидроподъемники; 12 — электропривод
накладок толщиной 6 мм и приваркой их по периметру (рис. 10.10).
Вмятины глубиной более допустимого размера в стойках коробчатого
сечения устраняют постановкой накладок толщиной 6 мм с подгон-
кой по форме вмятин и обваркой по периметру (рис. 10.11).
В каркасах кузовов пассажирских и рефрижераторных вагонов
(рис. 10.12) при всех видах ремонта разрешается ремонтировать
сваркой в шпангоутах и стрингерах трещины 1, изломы 2 и поражен-
ные коррозией на 25+50% площади поперечного сечения места 3-
Рис. 10.9. Стойки кузова, отремонтированные заваркой с постановкой накладок
307
Рис. 10.10. Ремонт верхней
обвязки полувагона
Рис. 10.11. Ремонт стоек
В обшивке стен цельнометалли-
ческих грузовых вагонов разреша-
ется ремонтировать трещины, про-
боины, участки, пораженные корро-
зией на глубину более 30% поста-
новкой накладок с внутренней сто-
роны площадью не более 0,25 м2. В
обшивке пассажирских вагонов
(рис. 10.13) пробоины 1, прорезы 2
длиной более 100 мм и шириной
более 3 мм ремонтируют постанов-
кой вставок 3 с приваркой их по
периметру при условии, что в про-
ёме между стойками будет не более
одной вставки.
В обшивке боковых стен крыто-
го вагона (рис. 10.14) разрешается
ремонтировать пробоины и разрывы
шириной более 2 мм постановкой
накладок или вставок, количество
которых в одном проеме между
стойками должно быть не более
двух.
Рис. 10.12. Ремонт каркаса
пассажирского и
рефрижераторного вагонов
Рис. 10.13. Ремонт
металлической обшивки стен
308
Листы цельносварной крыши при по-
ражении коррозией или пробоинах ремон-
тируют приваркой накладок толщиной
1,5-2 мм. Площадь каждой накладки дол-
жна быть не более 0,3 м2, а расстояние
между ними — не менее 1 м. При боль-
ших повреждениях листы заменяют. Ва-
гоны, у которых требуется заменить бо-
лее 50% листов крыши, направляют в
капитальный ремонт для замены всей
крыши.
Поврежденные металлические листы
пола ремонтируют приваркой накладок
площадью не более 0,3 м2 или вваркой
вставок площадью не более 1 м2.
Разрешается заменять гофрированные
листы консольной части пола на гладкие
толщиной 3 мм.
Рис. 10.14. Ремонт метал-
лической обшивки крытого
вагона
10.6. Ремонт кузовов крытых вагонов
Основными неисправностями кузовов крытых вагонов являются:
повреждения досок пола, деревянной обшивки, дверей, потолочных и
боковых люков, изгиб дверных рельсов, а также повреждения опа-
лубки крыши.
При капитальном ремонте вагонов пол полностью перебирают, при
деповском — снимают только повреждённые доски. Новые доски
для пола устанавливают толщиной 55+1 мм, шириной не менее
120 мм. Разрешается использовать доски, бывшие в эксплуатации,
толщиной не менее 48 мм. Местные, несквозные, зазоры в соедине-
нии досок допускаются не более 3 мм, а у н-е перебираемого
пола — не более 5 мм. Доски обшивки стен с изломами, трещинам и,
без гребней и шпунтов и неплотно прилегающие подлежат замене.
Разрешается устанавливать склеенные доейи с размещением стыка на
хребтовой балке или на стойках каркаса. Перед постановкой на вагон
доски грунтуют.
Все неисправности в обшивке потолка из фанеры или древесно-
волокнистой плиты устраняют постановкой вставок, которые крепят
гвоздями к деревянным брускам дуг крыши. Ремонтные вставки
грунтуют с обеих сторон.
309
Крышки люков с изгибами и вмятинами выправляют. Неисправные
люковые запоры заменяют или ремонтируют. Кромки закрытой крышки
бокового люка должны перекрывать рамку люка не менее чем на 15 мм.
Двери ремонтируют на специализированном участке. Изгибы об-
вязки двери, дверных проемов, зонтов, порогов выправляют. Непа-
раллельность обвязки двери и разность величин диагоналей допуска-
ется не более 7 мм.
Трещины 1, 2 (рис. ЮЛ 5) в листе обшивки и в обвязке двери и про-
боины 3 ремонтируют заваркой с постановкой усиливающих накладок.
При деповском и текущем ремонте допускается трещины длиной до
100 мм ремонтировать заваркой без постановки усиливающих накладок.
Общее количество накладок на двери крытого вагона должно быть не
более четырех. Разрешается производить частичную замену обшивки
двери гофрированным или плоским листом по всей высоте двери.
Шариковые подшипники механизма закрывания двери очищают и
смазывают, при наличии неисправностей заменяют новыми. Повревден-
1 2
Рис. 10.15. Двери крытого вагона
ная внутренняя обшивка двери
должна быть заменена. Наве-
шенные после ремонта двери
должны закрываться и откры-
ваться без заеданий усилием
196 Н (20 кгс). Необходимо про-
верить местные зазоры между
дверной обвязкой и притворным
угольником, который должен
быть не более 6 мм. Величина пе-
рекрытия верхней части двери
зонтом должна быть не менее
25 мм. Доски и бруски несъем-
ного оборудования осматрива-
ют, неисправные заменяют.
Уширение кузова допускает-
ся не более 15 мм.
10.7. Ремонт крышек разгрузочных люков
и дверей полувагонов
Частыми неисправностями крышек разгрузочных люков и торцо-
вых дверей полувагонов являются: выпуклость, прогибы, пробоины и
трещины, а также износ их запорных механизмов.
310
При капитальном ремонте вагонов крышки люков и торцовые
двери с полувагона снимают и ремонтируют, а при деповском ремон-
те снимают только в случае необходимости.
Выпуклость и прогиб крышек люков более 25 мм устраняют прав-
кой на прессах.
При деповском и текущем ремонтах вагонов в крышках люков
разрешается производить без снятия с полувагона заварку дефектов
в сварных швах, заварку не более двух трещин длиной до 100 мм,
разрешается также приваривать усиливающую планку переднего
угольника обвязки и планки под запорные угольники.
Со снятием с вагона на крышках люков разрешается, кроме пе-
речисленных работ, выполнять следующие:
заварку трещин в углах или ме стах расположения петель при
условии, что их количество не более четырёх и длина каждой
трещины не более 100 мм. Обязательно требуется приваривать
усиливающие накладки, перекрывающие трещины не менее
50 мм с каждой стороны;
заварку трещин в ребрах, угольниках и передней отбуртовке с
последующим усилением накладками длиной 100 мм;
заварку лучевых трещин у отверстия для заклепок петель;
приварку накладок на лист крышки в количестве не более
трех при условии, что размеры накладок не превышают
200x400 мм, а расстояние между ними не менее 150 мм.
Толщина металла крышки люка в местах наложения сварных
швов должна быть не менее 4 мм.
Изношенные детали запорного механизма восстанавливают на-
плавкой. В закрытом состоянии сектор должен плотно запирать за-
кидку (рис. 10.16). Величина захода закидки за поле кронштейна
должна быть не менее 44 мм, а зазор между пальцем сектора и
скобой запорного механизма — от S до 14 мм.
Для устранения местных зазоров между крышкой люка и плоско-
стью её прилегания производят правку соответствующего места или
приваривают не более двух планок общей толщины до 12 мм на
горизонтальные полки запорных угольников. Ширина планок должна
быть 50 мм, а длина от 60 до 100 mim. Если в открытом состоянии
крышка люка опирается не на оба упора, то разрешается на одни из
упоров наваривать прокладку.
Торсионные механизмы разбирают, их детали осматривают и ре-
монтируют. Наибольший износ в шарнирных соединениях рычагов
Должен быть не более 3 мм. Угол закручивания торсиона определяют
311
Рис. 10.16. Запорный механизм
крышки люка полувагона:
1 — сектор; 2 '— скоба;
3 — кронштейн; 4 — закидка
по положению нижнего рычага в разъединённом состоянии. Угол
наклона нижнего рычага от вертикальной оси должен составлять
25-30°.
Шарнирное соединение рычага смазывают графитовой смазкой
УСсА. После установки на полувагон крышка люка должна подни-
маться усилием одного человека.
Ремонт торцовых дверей производят аналогично ремонту дверей
универсальных крытых вагонов.
10.8. Ремонт котлов цистерн
Эксплуатационный парк цистерн отличается разнообразием в зави-
симости от условий перевозки и свойств грузов.
Технология ремонта котлов имеет многие характерные особенно-
сти, связанные с различным материалом стенок и наличием для мно-
гих котлов избыточного давления при погрузке-выгрузке или транс-
портировке перевозимых грузов. При ремонте котлов цистерн для
перевозки грузов под давлением более 0,07 МПа (0,7 кг/см2) следует
руководствоваться требованиями Правил устройства и безопасной эк-
сплуатации сосудов, работающих под давлением, утвержденных Гос-
гортехнадзором.
Выполнение сварочных работ на цистернах для перевозки опасных
грузов разрешается сварщикам, прошедшим обучение и сдавшим
аттестационные испытания в соответствии с требованиями Госгортех-
надзора.
Наиболее частыми неисправностями котлов цистерн являются:
коррозионные разрушения, трещины, ослабление сварных швов
между листами и сварных швов крепления к котлу деталей, из-
лом внутренних лестниц, а также повреждения сливных прибо-
ров.
312
До подачи в ремонт котлы цистерн должны быть пропарены, про-
мыты, очищены изнутри и снаружи, а также дегазированы и прове-
рены на взрывобезопасность.
Подготовка специализированных цистерн к ремонту выполняетс я
предприятиями, их эксплуатирующими, а цистерны для нефтепродук-
тов — пунктами подготовки к наливу.
До начала выполнения сварочных работ необходимо установить
по технической документации материал котла и элементов его креп-
ления, что позволит выбрать сварочные материалы и материалы вста-
вок. Выбранные сварочные материалы должны обеспечить сохран-
ность качества перевозимых грузов.
При всех видах ремонта котлов четырехосных цистерн разрешает-
ся заварка трещин 1 (рис. 10.17) независимо от места их образования
в количестве не более одной на 1 ы2, а также трещин 2 в сварных
соединениях продольных и кольцевых листов. Если трещина 3 у но ди т
под фасонную лапу, то ее заварка производится при срезанной фа-
сонной лапе. Трещины 6, переходящие с колпака на котел цистерны,
ремонтируют заваркой после её разделки с двух сторон и после
удаления сварного шва соединения колпака на расстоянии 50 мм в
обе стороны от трещины.
Пробоины 4ремонтируют путем вырезки поврежденного участка
и постановки вставки круглой формы диаметром 15 см, а при боль-
ших размерах пробоин допускается постановка эллиптической или
прямоугольной вставки. Толщина металла вставки должна соответ-
ствовать толщине котла в месте ремонта.
Оставшуюся толщину металла котла определяют ультразву-
ковыми толщиномерами типов КВАРЦ-15 и УТ-93П. Участки, по-ра-
жённые коррозией на глубину 50% и более от номинальной толщины, а
в броневом листе в местах опор—более 30%, удаляют и ремонтируют
вваркой части днища или продольного листа 5. При небольшой площа-
ди пораженного коррозией участка
разрешается производить ремонт по-
становкой двух вставок на обечайках
площадью по 1,5 м2, а также поста -
новкой вставок общей площадью до
1 м2 на каждом днище котла.
В котле восьмиосной цистерны
участки листов с утонением более
чем на 15% их толщины необходи-
мо удалять и устанавливать вставки
Рис. 10.17. Котел цистерны,
отремонтированный сваркой
313
встык с наложением двухсторонних сварных швов.
Площадь вставок не должна превышать 1 м2, а их количество на
цилиндрической части котла — не более четырех, на броневом лис-
те — не более одной. Общая площадь вставок на днище котла дол-
жна быть не более 1 м2. Трещины в котлах восьмиосных цистерн
длиной до 500 мм можно заваривать без постановки усиливающих
накладок. Если величина дефектов на обечайках и днищах превышает
допускаемые размеры, неисправные элементы заменяют.
В шпангоутах допускается заварка трещин с постановкой усили-
вающих накладок толщиной 8-10 мм, перекрывающих трещину не
менее чем на 100 мм.
Сливные приборы и предохранительные клапаны разбирают, осмат-
ривают и заменяют неисправные детали, а после сборки испытывают на
соответствующее давление. При капитальном ремонте цистерн все ре-
зиновые прокладки сливных приборов заменяют на новые.
Погнутые штанги сливных приборов правят в горячем состоянии.
При ремонте стяжных хомутов разрешается участки пояса, имею-
щие трещины или пораженные коррозией, ремонтировать вваркой
вставок длиной не менее 200 мм, а также приваривать к поясу болт,
имеющий прямоугольное сечение в месте приварки.
Выявляют и устраняют все неисправности в опорах котлов, в по-
мостах, лестницах, крышке колпака и других узлах.
Сварные швы котла, стяжные хомуты, винт штанги сливного при-
бора и крепление фасонной лапы к котлу при плановых видах ремон-
та подлежат неразрушающему контролю.
При ремонте цистерн-термосов в местах повреждений котла раз-
бирают изоляцию для выполнения ремонтных работ. Неисправная
изоляция восстанавливается согласно рабочим чертежам.
Отремонтированные котлы испытывают на герметичность: после
деповского ремонта — воздухом под давлением 0,05 МПа
(0,5 кгс/см2) с обмыванием всех мест, где может образоваться
течь; после капитального ремонта — водой под давлением 0,2 МПа
(2 кгс/см2). Падение давления воздуха или течь жидкости не до-
пускается. Испытание проводят в течение 15 мин. Для проверки
исправности сливного прибора цистерны в течение 10 мин нахо-
дятся под давлением с открытой нижней частью (заглушкой) слив-
ного прибора и 5 мин — с частично открытым клапаном при зак-
рытой заглушке.
Котлы цистерн после ремонта сваркой подлежат только гидравли-
ческому испытанию.
314
10.9. Ремонт оборудования кузовов
пассажирских и рефрижераторных
вагонов
Повреждения металлических поверхностей кузовов рефрижератор-
ных и пассажирских вагонов в эксплуатации происходит редко и, глав-
ным образом, в результате случайных ударов при нарушении правил
маневровых или погрузочно-разгрузочных работ. Периодичность их
ремонта и объём выполняемых при каждом виде ремонта работ зависит
от степени поражения металлических поверхностей коррозией.
Наибольший объем работ по ремонту кузова и внутреннего оборудо-
вания у пассажирских и рефрижераторных вагонов производят при ка-
питальном ремонте второго объема (КР-2). Для пассажирских вагонов
дополнительно введен капитально-восстановительный ремонт (КВ Р).
П р и К Р-2 у пассажирских вагонов разбирают
до металлической поверхности пол, а боковые стены — до верхнего
уровня оконных проемов.
В тамбурах, туалетах, котельных помещениях, служебных отделе-
ниях и малых коридорах всех типов вагонов пол и стены вскрывают
до уровня верхней обвязки.
В кухнях и раздаточных отделениях вагонов-ресторанов, кроме
того, разбирают крышу над кухней и раздаточным отделением.
При КВР из вагона удаляют всё внутреннее оборудование, обшив-
ку стен, деревянную обрешетку, изоляцию. После разборки н аруяс-
ные и внутренние поверхности кузова очищают от загрязнений, кор-
розии, старого лакокрасочного покрытия и осматривают обсту-
киванием мест, наиболее подверженных коррозии. Особое внимание
обращают на состояние сварных швов, оконных проемов, подокон-
ных панелей и пола. После выполнения ремонтных работ по устране-
нию обнаруженных неисправностей на все внутренние поверхности
наносят защитные покрытия с применением грунтовок, эмалей и ан-
тикоррозийных мастик.
Определение толщины металла в местах, подвергнутых коррозии,
выполняют толщиномерами различных типов, например, УТ-91П
(КВАРЦ15).
Разрешается определять толщину металла сверлением отверстий с
последующей их заваркой.
При КР-2 все деревянные детали обрешётки и настила пола прм
наличии гнили и механических повреждений заменяют. Крепление
3L5
деталей должно исключить вибрации и ослабление. Деревянные дета-
ли, расположенные ниже подоконных поясов, пропитывают для за-
щиты от гнили антисептическими пастами, а выше подоконных по-
ясов — антипиренами, обладающими огнезащитными свойствами.
На внутренние поверхности вскрытых мест кузова после высыха-
ния защитных покрытий укладывают новую изоляцию. В качестве
термоизоляционного материала применяют негорючий материал URSA
в оболочке из стеклоткани ТАФ-3. Для теплоизоляции пола разреша-
ется использовать пенопласт ПСБ-С.
При КР-2 деревянный настил пола в вагонах заменяют новым,
изготовленным из фанерных плит толщиной 20 мм марки ПФ-А.
Деревянный пол покрывают новым поливинилхлоридным линоле-
умом, изготовленным из трудногорючих материалов.
Облицовка потолков, стен, перегородок выполняется, как прави-
ло, из нового декоративного бумажно-слоистого пластика или вини-
лискожи.
При наличии незначительных повреждений облицовки из пластика
разрешается выполнять ремонт путем вырезания неисправных частей с
постановкой на клей новых вставок по ширине рулона или целых пане-
лей, подобранных по рисунку с последующей окраской в один цвет.
При капитально-восстановительном ремонте для
изготовления и ремонта обрешетки, обшивки стен, потолка, настила
пола, изоляции применяют новые материалы, соответствующие требо-
ваниям «Пожарная безопасность пассажирских вагонов». Все эле-
менты кузова и внутреннего оборудования должны быть изготовлены
из негорючих и трудногорючих материалов. При КР-2 мебель, фур-
нитура и другие детали внутреннего оборудования с вагонов снима-
ют, осматривают, ремонтируют или заменяют новой.
Обивка мягкой и полумягкой мебели (сидений диванов, верхних
полок, спинок и сидений кресел) заменяют новой из негорючей ви-
нилискожи ВО-Т-Н или нитроискожи.
Цвет обойного материала в пределах одного купе должен быть
одинаковым. Верхние диваны должны быть оборудованы креплением
для ремней безопасности.
При КВР для изготовления и ремонта внутреннего оборудования
применяют новые материалы.
Все двери и окна.при КР-2 и КВР должны быть
сняты. Двери осматривают, ремонтируют или заменяют на новые. При
КВР независимо от состояния устанавливают новые оконные блоки,
механизмы подъема окон. Подоконные поддоны, уплотнительная ре-
316
зинка окон, опускные светозащитные шторы при КВР и КР-2 должны
быть поставлены новыми.
Дренажные отверстия прочищают. Оконные стекла должны быть
изготовлены из закаленного стекла толщиной 5-6 мм.
Стекла с незначительными царапинами разрешается не заменять.
При КР-2 покрытие пола, облицовку стен, обивку мебели полно-
стью заменяют на новые.
При капитальном ремонте первого объема (КР-1) вскрвытие внутрен-
ней обшивки производят только в отдельных местах, нашболее подвер-
женных гниению и коррозии. У пассажирских вагонов такими повер-
хностями являются полы и подоконные панели в туалетах, умывальных
отделениях вагонов-ресторанов, служебных отделениях, а также в
местах установки сточных труб. У рефрижераторных вагонов для про-
верки состояния изоляции и антикоррозийного покрытия металличес-
ких поверхностей производят частичное вскрытие настила пола и об-
шивки торцовых стен. При обнаружении коррозионных! повреждений
разборку производят до границ распространения коррозии.
При деповском ремонте пол разбирают только при нзаличии сквоз-
ных трещин, пробоин и нарушении герметичности по периметру.
При КР-1 и деповском ремонте осматривают внутреннее оборудо-
вание, двери, окне», неисправные детали ремонтируют, ори необходи-
мости отдельные узлы снимают с вагона для ремонта в соответству-
ющих отделениях.
На внутренней облицовке стен из слоистого пластика
мелкие риски и царапины удаляют шлифованием и полируют. Глубо-
кие царапины с нарушением декоративного слоя разрешается покры-
вать пастой из синтетических смол соответствующего основному по-
крытию цвета с последующей шлифовкой и полировашием отремон-
тированного места.
Поврежденные места пластика, павинола или вигаилискожи на
стенах и перегородках ремонтируют путем вырезания повреждённых
частей и постановки на клею вставок с последующей окраской в
один цвет. Местные пробоины стен рефрижераторных вагонов ремон-
тируют постановкой накладок из стеклоткани или сталыных накладок
на эпоксидном клее К-115, а повреждения резинового покрытия по-
ла — постановкой вставок и накладок из резины на клее 88 Н. Доски
пола должны быть перед ремонтом высушены, а вставжи и накладки
зачищены и обезжирены ацетоном.
Внутреннее оборудование пассажирских zm рефрижера-
торных вагонов осматривают, отсутствующее пополняют, выявленные
317
неисправности устраняют. Тщательно проверяют прочность крепления
диванов, полок, столиков.
Повреждения в виде порезов, вырывов, трещин полимерного по-
крытия мебели ремонтируют приклеиванием заплат или заплатами, про-
шиваемыми по периметру. Заплаты выбирают из материалов той же
расцветки и выработки, что и ремонтируемая обивка. На верхних пол-
ках разрешается ставить близкие по расцветке заплаты. Число и разме-
ры ремонтируемых мест ограничено. При капитальном ремонте обивку
с повреждениями, как правило, заменяют. При просадке более 30%
толщины мягкого наполнителя из пенопластов его заменяют на новый.
Повреждённые и разбитые зеркала заменяют. Вся фурнитура внут-
реннего оборудования вагона должна быть укреплена, а неисправ-
ная — заменена новой или отремонтирована.
Потемневшие деревянные бруски диванов, дверей и другого обо-
рудования вагонов циклюют, покрывают мастикой и лакируют.
Вся потемневшая алюминиевая фурнитура внутреннего оборудова-
ния должна быть отполирована, а металлическая — отхромирована
или окрашена.
Внутренние оконные рамы открывают и осматривают. Оконные
стёкла с трещинами заменяют новыми толщиной 5-6 мм. Резиновые
уплотнения с трещинами, потерей эластичности заменяют на новые,
из морозостойкой резины.
Подъёмные рамы должны плавно опускаться и подниматься. Неис-
правные пантографы и механизмы подъёма ремонтируют, их шарнир-
ные соединения смазывают.
Влагоотводящие отверстия под окнами должны быть прочищены.
При установке рам проверяют зазор по периметру между короб-
кой и рамой, который должен быть не более 2 мм. Разрешается на-
ращивать рамы постановкой накладок из той же породы древесины
на клею и дополнительным креплением шурупами.
Двери в процессе эксплуатации могут иметь провисание на пет-
лях, неплотное прилегание к проему, износ резиновых прокладок.
Ослабшие петли укрепляют, изношенные — заменяют исправными.
Регулировку двери производят с помощью регулировочных винтов с
контргайками, имеющимися в петлях. Поврежденные резиновые про-
кладки заменяют новыми.
При сходе задвижной двери с рельса снимают карниз и регулиру-
ют ограничительные болты, а также прочно закрепляют ролики две-
рей. Неисправные дверные замки снимают и ремонтируют. Их
исправность проверяют многократным повторением их действия на
318
вагоне. После ремонта двери должны плотно, без заедания закрывать-
ся. Все шарниры двери смазывают.
Особое внимание при ремонте уделяют сохранению альбомных
размеров дверей грузовых помещений рефрижераторных вагонов, так
как даже незначительные изгибы направляющих рельсов, рычагов
подвески или запорного механизма могут вызывать неплотное приле-
гание двери и нарушение температурного режима в вагоне. В грузо-
вом помещении рефрижераторного вагона проверяют исправное со-
стояние напольных решеток. Неисправности устраняют правкой,
сваркой или цинкованием. Ножки решеток должны иметь резиновые
амортизаторы.
10.10. Окраска отремонтированных вагонов
В процессе эксплуатации вагонов происходит разрушение лако-
красочных покрытий из-за коррозии металла, воздействия атмосфер-
ных осадков, резких колебаний температур и других факторов. При
ремонте вагонов в вагонных депо и на вагоноремонтных заводах
производят восстановление разрушенных защитных покрытий-
Грузовые вагоны при деповском ремонте окрашивают лишь в
местах, пораженных коррозией и с отслоившейся краской.
При этом металлические и деревянные детали очищают от загряз-
нений, разрушившихся лакокрасочных покрытий, ржавчины и окра-
шивают в один слой под цвет старой краски.
Полностью окрашивают цельносв арную крышу крытых вагонов.
Полная окраска грузовых вагонов производится при капи-
тальном ремонте. Пассажирские вагоны окрашивают полностью при
всех плановых ремонтах.
Процесс полной окраски ваюник включает в себя операции по
подготовке поверхностей под окрас ку, грунтование, шпатлевание,
шлифовку и окрашивание красками соответствующего состава и
цвета.
Работы по нанесению лакокрасочных покрытий должны произво-
диться в помещении при температуре не ниже 10°С и относительной
влажности воздуха не более 80%.
Подготовку поверхностей к окрашиванию выполняют механичес-
ким способом (электрическими или лневматическими щётками ша-
рошками) или химическим методом с использованием водных ра-
створов кислот или кислых солей.
319
На многих вагоноремонтных заводах для подготовки кузовов пас-
сажирских вагонов к окраске внутри и снаружи применяют метод
дробеструйной очистки с использованием металлической дроби.
Грунтование — это нанесение первого слоя лакокрасочного по-
крытия, который служит для защиты металла от коррозии, а дерева—
от гниения. От качества грунтовки зависит прочность и долговеч-
ность всего покрытия. Наиболее часто для грунтования кузовов и рам
применяют грунтовки марок ФЛ-ОЗК, ГФ-0119, ПФ-0244. Для уско-
рения сушки грунтовок добавляют сиккатив НФ-1. Грунтовку нано-
сят распылителем или кистью равномерным тонким слоем и просу-
шивают.
Шпатлевание — нанесение шпатлевки на неровности кузова с по-
мощью шпателя или пульверизатора слоем не более 0,5 мм; на от-
дельные участки кузова разрешается наносить шпатлевку в несколь-
ко слоев, но общая её толщина должна быть не более 2 мм. Каждый
слой шпатлёвки просушивают и шлифуют. Металлические и деревян-
ные поверхности кузова шпатлюют пентафталевой шпатлевкой
ПФ-002.
Шлифование поверхностей абразивными материалами выполняют
с целью устранения неровностей после шпатлевания. Как правило,
шлифуют водостойкой шлифовальной шкуркой или шлифовальными
дисками с помощью различных машинок.
На внутренние поверхности кузова пассажирского вагона для
защиты от коррозии наносят антикоррозийную противошумную мас-
тику АПМ или противокоррозийный битумный состав БАС.
Окраску производят нанесением одного или нескольких слоев
краски, при этом нанесение последующих слоев производят после
высыхания предыдущего.
Пассажирские вагоны при деповском ремонте окрашивают в один
слой, при капитальном — в два. Грузовые вагоны в зависимости от
типа и условий эксплуатации отдельных поверхностей окрашивают в
один или два слоя.
Для окраски кузовов и оборудования пассажирских вагонов наи-
более часто применяют эмали ПФ-115, ПФ-1246 разного цвета.
Кузова и подвагонное оборудование грузовых вагонов окрашива-
ют масляными красками или эмалями марок ХС-119, ХВ-1100,
ПФ-115 и др.
Цвета окраски зависят от типа вагона. Кузова пассажирских
вагонов снаружи, как правило, окрашивают в зелёный цвет, рефри-
жераторных — в белый. Кузова крытых вагонов, полувагонов, борта
320
платформ — в красно-коричневый цвет. Цистерны с универсальным
сливным прибором, спиртовые — в палевый цвет. Цистерны для
перевозки пищевых, химических, специализированных грузов окра-
шивают в отличительный цвет с нанесением трафаретов о наименова-
нии груза или характере его опасности («Огнеопасно», «Ядовито» и
др.). Окраску вагонов и их отдельных узлов выполняют различными
способами.
Окраска вручную с помощью малярных кистей или накатных ва-
ликов обеспечивает хорошее качество покрытий, но очень трудоемка
и малопроизводительна. Ее применение оправдано при окраске труд-
нодоступных мест и подкрашивании мест, не окрашенных механизи-
рованным способом.
Наиболее распространенным методом окраски в вагоноремонтном
производстве является окраска воздушным распылением. Установки
воздушного распыления просты в изготовлении и довольно произво-
дительны.
Метод заключается в раздроблении краски сжатым способом и
нанесение ее тонким слоем на окрашиваемую поверхность. Суще-
ственным недостатком данного метода является образование кра-
сочного тумана и значительные потери краски.
Прогрессивным и производительным методом является окраска
безвоздушным распылением, который основан на распылении жид-
кой краски под высоким давлением (15—22 МПа) из пистолета-рас-
пылителя. Этот метод, по сравнению со способом воздушного распы-
ления, позволяет сократить расход краски и значительно улучшить
условия труда работающих, так как туманообразование минимально.
Окраска кузовов вагонов в электростатическом поле с примене-
нием установок типа УЭРЦ основана на создании электростатическо-
го поля между кузовом вагона и краскораспылителями. Капли крас-
ки, вылетающие из распылителя, приобретают отрицательный заряд и
притягиваются к положительно заряженной поверхности кузова. Этот
способ экономичен и высокопроизводителен, позволяет получить
покрытие любой толщины. Недостатком метода является высокая
стоимость и сложность оборудования и неполное прокрашивание
вагонов сложной конфигурации.
Сушку окраше иных поверхностей вагонов проводят естествен-
ным и искусственным способами.
Естественная сушка — длительный процесс, часто не обеспечива-
ющий требуемого качества покрытий. Может быть применен для
быстросохнущих ла-кокрасочных материалов.
321
Для повышения производительности труда и улучшения качества
защитных покрытий следует применять конвекционную или термора-
диационную сушку. Конвекционная сушка происходит в сушильных
камерах за счет обдувания окрашенной поверхности горячим возду-
хом. Терморадиационная сушка основана на поглощении окрашен-
ной поверхностью инфракрасных лучей от специальных панелей. Лучи
свободно проникают через слой краски и нагревают металл кузова.
Сушка покрытия начинается с нижней зоны и исключает образование
на окрашенной поверхности пузырей и морщин. Это возможно при
конвекционной сушке, где высыхание лакокрасочного покрытия на-
чинается с верхних слоев.
На окрашенные и просушенные поверхности вагона наносят знаки
и надписи определённой величины и установленного расположения в
соответствии с технической документацией.
10.11. Техника безопасности при ремонте
рам и кузовов вагонов
Перед установкой вагона на стационарные опоры или домкраты
между их опорными поверхностями и рамой вагона следует устано-
вить деревянные прокладки толщиной 15-20 мм.
Поднимать и опускать вагоны разрешается только под руковод-
ством мастера или бригадира, убедившись перед этим, что в вагоне
и под ним отсутствуют люди.
Подъем вагона можно производить электрическими домкратами
грузоподъемностью 25-40 т или мостовыми кранами, грузоподъем-
ность которых превышает половину тары вагона.
Перед подъемом одного конца вагона необходимо подклинить все
колесные пары тележки противоположного конца вагона с двух сторон.
Перед началом ремонта вагоны должны быть очищены от остатков
перевозимого груза, мусора, снега.
Ремонт ходовых частей, рам, тормозного, автосцепного оборудо-
вания можно выполнять только после проверки исправности запоров
крышек люков, бортов и дверей. Возможность их самопроизвольно-
го открытия должна быть исключена. Раму вагона перед выполнени-
ем работ по правке следует при помощи винтовых стяжек прикрепить
к опорной части ставлюги или к головке рельсов у каждой ставлюги.
При выполнении работ по разборке кровли и опалубки крыши, а
также при настиле опалубки не допускается производить работы внут-
322
ри вагона и около него. Сбрасывание с крыши снимаемых деталей
можно производить только после ограждения мест их падения. Не
разрешается оставлять инструмент на краю крыши и на выступающих
частях рамы и кузова.
Постановка на вагон крышек люков, дверей, бортов должна про-
изводиться с использованием грузоподъёмных механизмов, после
установки узлы должны быть надежно закреплены.
Допускается ставить временные крепления, удерживающие их от
падения.
Работы внутри вагона разрешается производить только после окон-
чания работ по настилу не менее полов.ины пола или после укладки
временного настила.
Место рубки болтов и заклепок необходимо оградить.
При выполнении сварочных работ внутри котла цистерны клапан
сливного прибора и крышка колпака должны быть открыты для обес-
печения приточной вентиляции, или следует применять дополнитель-
ные приборы, обеспечивающие подачу чистого воздуха в достаточ-
ном количестве. Не разрешается одновременно выполнять сварочные
и другие работы снаружи и внутри котла.
Окрасочные работы необходимо выполнять на специализирован-
ных позициях или в камерах, оборудованных местной и общей при-
точно-вытяжной вентиляцией.
Работники малярных участков и цехов должны быть обеспечены
средствами индивидуальной защиты зрения, органов дыхания, кожи,
лица и рук, а также спецодеждой.
На видных местах должны находиться исправные средства пожа-
ротушения.
323
Техническое обслуживание
и ремонт систем отопления,
водоснабжения и вентиляции
вагонов
11.1. Техническое обслуживание систем
отопления, водоснабжения
и вентиляции пассажирских вагонов
и рефрижераторного подвижного
состава
Водяное отопление пассажирских вагонов. При техническом об-
служивании и ремонте перед отправлением в рейс, а в пути следова-
ния — по требованию поездного электромеханика, отопление проверя-
ют осмотрщики-ремонтники или слесари и восстанавливают плотность
труб, вентилей, кранов, насосов, прокладок котла и обогревательных
труб, водяных калориферов и их трубок, устанавливают недостающие
колосниковые решетки, ремонтируют неисправные противопожарные
разделки дымовытяжных труб, циркуляционные и ручные насосы. В пе-
риод отопительного сезона отопление проверяют в рабочем состоянии.
При техническом обслуживании ТО-2 систему водяного отопле-
ния промывают и после этого проверяют в рабочем состоянии. Все
обнаруженные неисправности устраняют.
Паропроводную магистраль вагонов габарита РИЦ в отопительный
период испытывают на плотность сухим паром давлением 0,6 МПа,
пропуск пара не допускается.
Циркуляционный насос системы водяного отопления при техничес-
ком обслуживании проверяют в рабочем положении при условии, что
в системе есть вода, а в вагоне поддерживается положительная темпе-
ратура. Набивку масленок центробежного циркуляционного насоса и
324
смазывание подшипников электродвигателя производят не реже одного
раза в шесть месяцев. При подготовке вагонов в рейс проверяют плот-
ность сальника насоса. В случае пропуска воды его подтягивают или
закладывают новую набивку сальника. Вал насоса после уплотнения
сальника должен вращаться свободно. Во время сезонных технических
обслуживания перед зимними перевозками, а также при пуске отопле-
ния после длительного простоя вагона вал насоса несколько раз про-
кручивают рукой для предотвращения его заклинивания. Перед летни-
ми перевозками остатки воды удаляют из насоса, т.е. поступают так
же, как и при постановке пассажирского вагона в отстой. Если при
пуске насоса его двигатель не вращается, следует прежде всего про-
верить наличие предохранителя на щите управления, а по амперметру
уточнить величину потребляемого тока. Если требуется ремонт цирку-
ляционного центробежного насоса в большом объеме, его снимают и
отправляют в специально оборудованное отделение вагонного депо.
Техническое обслуживание ручных насосов сводится к проверке плот-
ности сальника и фланцевых соединений и устранению в них обнару-
женных утечек воды. В случае неисправности механизма насос заме-
няют исправным. Ремонт насоса с его разборкой рекомендуется
выполнять в специализированном отделении ПТО или вагонного депо.
Поршневые ручные насосы при неисправности механизма клапан-
ной группы разбираэот и заменяют его новым или отремонтированным.
Промывку и ремонт котла с комбинированным отоплением прово-
дят только после отключения высокого напряжения (3000 В). После
окончания промывки или после отстоя и заполнения системы отопле-
ния водой котлы предварительно перед подачей напряжения топят
углем для просушки.
Система электрического отопления. Систему проверяют при
ТО-1, летнем и зимнем техническом обслуживании (ТО-2), единой
технической ревизии (ТО-3), а также плановых ремонтах.
При ТО-1 заменяют неисправные нагревательные элементы, обна-
руженные в пути следования и отмеченные в рейсовом журнале, а
также выявленные при проверке их работы по сигнальным лампам на
панели щита управления. Слесари-электрики или осмотрщики-ремон-
тники электрооборудования проверяют плавкие предохранители, не-
исправные заменяют типовыми.
Тщательно проверяют и закрепляют заземляющие шунты между
кузовом и тележкой, между рамой тележки и корпусом буксы. Элек-
тропечи проверяют, очищают все отверстия в их защитных кожухах.
Поврежденные или нетиповые перемычки между нагревательными
325
элементами заменяют. Дефектный термометр заменяют исправным,
отградуированным по схеме установки и подключают его к тем же
клеммам проводов.
Контролируют работу включением и выключением высоковольт-
ных контакторов. В комбинированной системе отопления проверяют
работу циркуляционного центробежного насоса и уровень воды в
котле. Загрязненные изоляторы нагревательных элементов очищают,
элементы с разбитыми изоляторами заменяют так же, как и со сле-
дами проникшей в них влаги. Выполнив работы по замене нагрева-
тельных элементов котла с комбинированным отоплением или элек-
тропечей отопления, устанавливают защитные кожухи, предварительно
проверив сопротивление их изоляции. Необходимо помнить, что при
замене нагревательного элемента отопления необходимо обязательно
спустить воду из котла. После проведения ТО-1 делают соответству-
ющие записи в рейсовом журнале.
Зимнее и летнее техническое обслуживание систем электрическо-
го отопления и котла комбинированным отоплением выполняют с
целью подготовки их к сезонным перевозкам пассажиров и, как пра-
вило, совмещают эту работу с проведением единой технической ре-
визии.
При ТО-2, выполняемом бригадой, производящей единую техни-
ческую ревизию, осуществляют работы, предусмотренные при ТО-1,
и дополнительно очищают от пыли и влаги подвагонный ящик с
высоковольтной аппаратурой. Здесь же контролируют высоковольт-
ные предохранители и междувагонные соединения, проверяют диэ-
лектрическую прочность изоляции высоковольтного оборудования,
работу магнитного клапана. При пропуске воды или других неисправ-
ностях магнитный клапан заменяют.
При летнем ТО-2 систему кондиционирования воздуха расконсер-
вируют.
Запись о проведении зимнего и летнего технического обслужива-
ния делают только в специальных журналах ТО-2.
Единая техническая ревизия электрического отопления пассажир-
ских вагонов производится в сроки, установленные МПС. Она пре-
дусматривает выполнение ремонтных и проверочных работ, характер-
ных для ТО-1, зимнего и летнего ТО-2, и дополнительно проверку
электрических печей, сопротивления изоляции их элементов, затяжку
зажимных винтов. Проверяют также заземляющие шунты, измеряют
сопротивление изоляции электропечей (по группам и ветвям), элект-
ронагревательных элементов калорифера, водонагревателя, высоко-
326
вольтного штепселя с кабелем междувагонного соединения. Высоко-
вольтное отопление контролируют в действии. Продувают сжатым
воздухом давлением не более 0,2 МГЕа высоковольтную аппаратуру,
места ее установки и пульт управления.
Работы при единой технической ревизии выполняют согласно тех-
нологическим процессам с учетом приписного парка пассажирских
вагонов, имеющегося оборудования, инструм ента и приспособления.
Ремонт и контроль технического состояния систем электрического
отопления вагонов проводят только мри откп ючении тока на вагоне.
Высоковольтные предохранители в пути следования заменяет поез-
дной электромеханик. При этом обязательно следует заполнять прави-
ла электробезопасности.
Система водоснабжения пассажирских вагонов. Система водо-
снабжения пассажирского вагона в процессе эксплуатации подверга-
ется различным видам технического обслуживания и ремонта. ТО-1
проводится ежедневно в пути следования поездной бригадой. При
этом главное внимание уделяется проверке плотности соединения
труб, вентилей, кранов и их сальниковых уплотнений, а также работе
кипятильников, охладителей питьевой воды.
ТО-1 также выполняют перед отправлением в рейс слесари или
осмотрщики-ремонтники внутреннего оборудования. Они проверяют
плотность постановки фланцев промывочных люков водяных баков.
При наличии течи прокладки заменяют или подтягивают болтовые
соединения. Если имеется течь в резьбовых соединениях трубопрово-
дов, вызванная разрушением материала подмотки или ослаблением
затяжки контргаек, последние заменяют или подтягивают. Пропуск
воды через сальниковые уплотнения вентилей и кранов устраняют
заменой набивки сальника, подтягиванием гайки сальника вентиля,
конусной пробки крана, притиркой пробки к конусному гнезду кор-
пуса крана.
При зимнем и летнем техническом обслуясиваниях ТО-2, которые
приурочивают к проведению единой технической ревизии, в системе
водоснабжения, кроме работ, характерных для ТО-1, производят со-
ответствующие переключения в системе отопления. Например, под-
ключают или отключают водяное отопление,, водяные калориферы.
При единой технической ревизии пассажирских вагонов всех типов
Устраняют неисправности водяных баков, труб, вентилей, кранов,
клапанов и их механизмов, унитазов, умывалъных чаш, кипятильни-
ков. Систему водоснабжения промывают в том случае, если реви-
зия совпадает со сроком летнего техыическото обслуживания. Пос-
327
ле ремонта и промывки кипятильник испытывают в рабочем сос-
тоянии.
При единой технической ревизии производят ремонтные работы по
замене отдельных участков труб, проржавевших или имеющих течь
по сварным швам. Размер устанавливаемой вновь трубы должен
обеспечить постановку ее без возникновения напряжений в местах
соединения. Вновь устанавливаемые трубы должны быть оцинко-
ванными.
Техническое обслуживание и ремонт водяных обогревателей сво-
дятся к восстановлению их элементов: подводящих и отводящих труб,
корпуса, а также постановке утерянных сливных пробок, хомутов и,
болтов крепления кожухов. При летнем техническом обслуживании
водяные обогреватели отключают от системы отопления, а оставшу-
юся в них воду удаляют через сливной патрубок.
При ТО-1 перед отправлением в рейс пассажирских вагонов ос
станции формирования проверяют исправность электрических нагре-
вателей наливных и сливных труб, контролируют по величине потреб
ляемого тока в момент их включения. Ток замеряется амперметром
Считается нормой, если на вагонах с батареей 50 В обогреватели тру(
потребляют 10-14 А, а с батареей 110 В — 4-6 А.
Охладитель питьевой воды. При ТО-1 перед отправлением пас
сажирского вагона в рейс, кроме наружного контроля, проверк
уровня масла, хладона-12, режимов работы холодильной установи
проводят дозировку масла и хладона-12, проверяют и регулируй
натяжение клиновидного ремня, проверяют плотность хладоново
системы и работу приборов автоматического управления. Хладон-1
дозируют с помощью специального приспособления, имеющеа
фильтр-осушитель, после восстановления плотности системы хлад
носителя. Стрела прогиба клиновидного ремня не должна превыше
30 мм от усилия 29,4 Н, приложенного к середине ремня. Прибо
автоматики, не имеющие пломбы госповерителя, заменяют.
Зимнее или летнее техническое обслуживание, как правило, п]
урочено ко времени проведения единой технической ревизии пас
жирского вагона, при которой:
выполняют работы, обязательные при ТО-1;
промывают водяную систему охлаждения питьевой воды с щ
дувкой ее воздухом давлением 0,05-0,07 МПа;
заменяют съемную часть фильтра-осушителя;
заменяют узлы и детали охладителя питьевой воды, вышедшие
строя.
328
Система вентиляции пассажирских вагонов. Техническое об-
служивание и ремонт систем вентиляции в пути следования выполня-
ют работники поездной бригады, а перед подготовкой пассажирского
вагона в рейс (ГО-1) — бригада квалифицированных слесарей или
осмотрщиков-ремонтников. Зимнее и летнее техническое обслужива-
ние, а также единую техническую ревизию с отцепкой вагона от
состава и подачей иа специально выделенные и оборудованные пути
технической пассажирской станции выполняют специальные бригады.
Перед отправлением в рейс проверяют работу системы вентиляции
в целом и отдельных се узлов. Все обнаруженные, а также отмечен-
ные в рейсовом журнале неисправности устраняют за время, отведен-
ное на подготовку пассажирских вагонов в рейс. Наиболее часто
встречающейся ремонтной операцией при техническом обслуживании
системы вентиляции пассажирских вагонов является замена фильт-
ров. Периодически очищают воздушный канал от накопившейся
пыли. Канал продувают сжатым воздухом, который подводят к воз-
духопроводу, а для сбора пыли устанавливают брезентовый рукав к
отверстию со снятой вентиляционной решетки в последнем кугге ва-
гона. Сжатым воздухом продувают заборные решетки, вентиляторы
(при снятых воздушных фильтрах), калориферы (при снятых ко нфу-
зорах и диффузорах). Продувка длится до прекращения выделения
пыли из брезентового рукава.
Для устранения посторонних шумов при работе системы принуди-
тельной вентиляции подтягивают узлы крепления, проверяют и устра-
няют другие повреждения.
На вагонах с полным кондиционированием воздуха, кроме того,
проверяют функционирование приборов и устройств автоматического
управления работой системы кондиционирования воздуха, обнару-
женные неисправности устраняют.
Надежность работы устан овки проверяется пробным пуском .
При летнем техническом обслуживании систему вентиляции переводят с
зимнего режима на лспгий. Термостаты очищают от пыли после снятия с них
кожухов и проверяют их техническое состояние, неисправные заменяют.
У рефрижераторных вагонов при ежедневном техническом обслу-
живании выполняют следующие работы:
проверяют состояние бытового оборудования, системы отопления
и плиты, а также о тсутствие подтекания топлива;
очищают от сажи отверстия в кольце горелки котла отопления
(производят в отожлительный период), а также отверстие в штуцере
плиты для приготовления пищи;
329
проверяют, и при необходимости дополняют систему отопления водой.
При техническом обслуживании ТО-1:
выполняют работы, указанные при ежедневном техническом об-
служивании;
проверяют исправность внутреннего оборудования грузовых по-
мещений вагонов, в том числе исправность электроосвещения, сис-
темы вентиляции, плотность прилегания заслонок воздуховодов,,
плотность прилегания дверей к дверным проемам в грузовых вагонах
и легкость работы дверных замков и запоров;
очищают топку и горелку котла отопления (работы по техническо-
му обслуживанию котла отопления производят в отопительный пери-
од) и кухонной плиты, а также внутренние поверхности котла и плиты
от сажи и нагара, промывают фильтры, очищают поддон от грязи и
сажи и прочищают сливную трубку поддона (производят не реже
1 раза в месяц).
При техническом обслуживании ТО-2 выполняют работы, указан-
ные при ТО-1, а также:
проверяют визуально надежность крепления баков технической и
питьевой воды, воздуховодов системы вентиляции грузовых вагонов,;
основания котла отопления, подвагонного оборудования;
промывают бак питьевой воды наливом и сливом воды, сливают
воду из подогревателя бытовой воды и заполняют его свежей водой<
(производят при экипировке водой); |
производят, расхаживают вентили.
При техническом обслуживании ТО-3 выполняют работы, указан^
ные при ТО-2, а также:
проверяют отсутствие течи в соединениях системы отопления, ис-j
правность задвижек, вентилей, фланцевых соединений, дымовых труб,
и горелки на жидком топливе; проверяют на функционирований
игольчатый вентиль котла отопления; 1
проверяют на функционирование отопительную установку ОЕТВ;;
проверяют на функционирование обогреватели сливных труб^
электропечи грузовых помещений и дефлекторы системы вентиляций
служебного вагона;
устанавливают заглушки вентиляторов в дизельном помещении я
проверяют их исправность и плотность прилегания;
прижимают пакеты окон к наружному уплотнению поворотом рш
геля оконного замка;
производят экипировку секции зимними сортами горючесмазо^
ных материалов.
330
При техническом обслуживании ТО-4 выполняют работы, указан-
ные при ТО-3, а также:
очищают дымовые трубы котла отопления и плиты от сажи и на-
гара;
проверяют топливопроводы и игольчатые вентили, подачу топлива
к котлу отопления, а также к плите;
очищают топку котла отопления и поддон от золы и грязи;
дополняют систему отопления водой;
снимают заглушки вентиляторов в дизельном помещении и прове-
ряют на функционирование дефлекторы системы вентиляции служеб-
ного вагона.
11.2. Диагностика систем отопления
и вентиляции
Система отопления. Согласно техническим условиям на проек-
тирование и постройку пассажирских вагонов температура внутри
вагона должна быть в пределах 20±2°С при наружной температуре
до -40°С и при скорости движения до 160 км/ч. Отклонение от этой
температуры по высоте и длине вагона не должно превышать 3°С.
Кроме того, система отопления должна подогревать воздух, подава-
емый вентиляционной установкой, обеспечивать подогрев воды в
системе горячего водоснабжения, а в вагонах последних лет построй-
ки также обогревать головки водоналивных и сливных труб.
Очень важно, чтобы система автоматически поддерживала вну-
три вагона заданный температурный режим независимо от колебаний
температуры наружного воздуха.
По своей структурной схеме системы отопления бывают с центра-
лизованным генератором теплоты и распределением его по потреби-
телям и с индивидуальными нагревательными приборами, располо-
женными в каждом обогреваемом помещении. В вагонах получили
распространение обе системы отопления. Котел имеет водяную ру-
башку и является первичным теплообменником, т.е. нагревает воду,
которая естествен ним путем или с помощью насоса направляется к
трубопроводам системы отопления.
Структурная схема отопления (рис. 11.1) состоит из ряда взаимо-
связанных подсистем, регулирующих, контролирующих и аварийно
отключающих устройств. К основным подсистемам относятся: источ-
ник тепла ИТ; рабочий (первичный) теплообменник РТ, основной
331
Рис. 11.1. Структурная схема системы отопления
теплообменник О Г; вентиляционное В и воздухораспределительные
устройства Р.
Эти подсистемы связаны друг с другом и работают как единый
комплекс. Кроме того, в этот комплекс входят приборы регулирова-
ния выделения тепловой энергии источником теплоты РИТ, работы
теплообменников РРТ и РТО, вентиляционной — циркуляционной
установки РВ и РЗ. Кроме этого, система имеет устройства аварий-
ного отключения соответствующих подсистем АИТ, APT, АВ.
В каждое купе для поддержания необходимой температуры возду-
ха надо подать определенное количество тепловой энергии через
индивидуальное распределительное устройство в единицу времени.
Для этого суммарное количество тепловой энергии T.Q, которое
будут потреблять все купе вагона, определяется как сумма (С)ИР +
б2ИР+ ... + С|ИР)- В отопительной системе неизбежны потери теплоты,
которые происходят в источнике тепловой энергии ИТ, в первичном
теплообменнике РТ, в основном теплообменнике О Г и в распредели-
тельной системе Р. Часть этих утечек может способствовать нагреву,
воздуха в вагоне, а часть рассеиваться в окружающую среду.
Диагностирование системы отопления в первую очередь преду
матривает определение ее реальной теплопроизводительности и сра
нение с паспортными данными. Различают два метода испытаний: э
щий, когда проверяют температурные условия в вагоне при действ»
низких температур и обдува кузова; частный, если определяется р
бота только отопительной системы. Общие испытания проводят
климатических камерах, в которых охлаждают до -40 + -50°С
создают имитацию скорости обдува вагона такой же, как при скор
сти движения в 160 км/ч. Фактически в этом случае производит!
комплексная оценка совместной работы теплоизоляции и герметиз
ции кузова и систем отопления. Поэтому такие испытания обыч»
выполняют на вагоноремонтных заводах для оценки качества проду
ции или при создании новых вагонов. В условиях депо в основн*
выполняют частные проверки теплопроизводительности самой огон
тельной установки.
332
Рассмотрим порядок проведения проверок на примере системы
водяного отопления, как наиболее распространенной на вагонах. Теп-
лопроизводитеявность системы определяют как сумму теплоотдач
ветвей отопительных труб. Теплоотдачу ветвей отопительных труб
определяют двумя методами: по температуре воды в начале и конце
ветви, расходу воды, циркулирующей в системе; по коэффициентам
теплоотдачи отопительных труб и температуре воды в них. При пер-
вом методе должен обеспечиваться постоянный режим нагрева воды
в котле и равномерность движения циркулирующей воды (при вклю-
ченном циркуляционном насосе). Второй метод основан на результа-
тах ранее проведенных экспериментов, т.е. считается, что коэффици-
енты теплоотдачи отопительных труб известны, и температура воды
контролируется. Так как непосредственное измерение температуры
воды в трубах затруднено, то измеряют температуру их поверхности
в контрольных точках, которая обычно на 3-5°С ниже, чем темпера-
тура воды.
При диагностике замеряют температуру в начале и конце отопи-
тельной ветви системы, скорость движения воды (расход), а также
температуру и влажность воздуха снаружи и внутри вагона. Этих
данных достаточно для определения теплопроизводительности систе-
мы и ее сравнения с паспортными данными.
Обычно наибольшие трудности вызывает определение скорости
движения воды. Для этого в системе отопления во ВНИИЖТе был
разработан способ, основанный на введении в котел химического
индикатора и последующем обнаружении его в различных местах
трубопровода. При этом скорость движения воды в системе отопле-
ния контролируют отбором проб из сливных кранов. Для этого четко
фиксируют время ввода в котел индикатора и время появления его в
контролируемой точке трубы. Зная длину трубы, определяют скорость
движения воды и отопительной системе, а следовательно, и ее
расход.
Если реальная тгеплопроизводительность системы отопления более
чем на 10% отличается от паспортной, то производят детальный кон-
троль по выявлению неисправности отдельных сборочных единиц.
Обычно поиск дефектов начинают с котла, в частности, с его
газовоздушного тракта.
Тепловые испытания котла пассажирского вагона при топке его уг-
лем показывают, что с ростом скорости движения поезда величина раз-
режения за котлом резко возрастает. Это приводит к увеличенному рас-
ходу воздуха через топку котла, что повышает расход топлива и потери
333
Рис. 11.2. Схема
диагностирования
системы отопления
тепла с уходящими газами, снижает к.п.д. отопи-
тельной системы. Для устранения этого недостат-
ка используют стабилизаторы тяги (рис. 11.2).
Это устройство должно регулировать расход воз-
духа через котел независимо от скорости движе-
ния вагона. Стабилизатор работает на принципе
использования разрежения, создающегося в вы-
тяжном дефлекторе дымовой трубы котла. Поток
воздуха 1, обтекая дефлектор 2 на крыше вагона
3, создает разность давления, под действием ко-
торого заслонка 9стабилизатора /регулирует
объем подсасываемого в котел 8 воздуха. Это
приводит к снижению разрежения в дымовой тру-
бе котла 8, в результате количество воздуха, про-
ходящего через топку котла, уменьшается.
Для контроля параметров тяги через котел серийную вставку на
трубе заменяют на вставку 4 с отверстием для установки анемомет-
ров 5 и б. При помощи нижнего анемометра 6 определяют расход
воздуха непосредственно через топку котла. Показания верхнего ане-
мометра 5 фиксируют суммарный расход воздуха через котел. По
разности показаний верхнего и нижнего анемометров определяют
расход воздуха через стабилизатор тяги или другие неплотности га-
зового тракта котла.
Диагностирование проводят в два этапа. На первом этапе на крыше
вагона устанавливают вентиляторный агрегат, который имитирует об-
дув дефлектора 2 такой же, как при движении вагона с заданными
скоростями. Тягу проверяют на неработающем котле. Топка и подду-
вало очищают от шлака и золы, а для создания сопротивления воздуха,
которое имеет место при работающем котле, в топку засылают
10-12 кг угля. Испытания проводят при открытий и закрытой дверце
поддувала, которая служит для регулирования режима работы котла.
При открытой дверце поддувала котел развивает максимальную тепло-
вую мощность, при закрытой дверце — минимальную. Тепловая мощ-
ность современных вагонных котлов находится в пределах 55-57 кВт.
На втором этапе испытаний в трубу помещают вставку, которая
перекрывает патрубок стабилизатора тяги, т.е. анемометр 5 будет
фиксировать только расход воздуха через топку котла.
На первом и втором этапах диагностирования замеряют расход
воздуха через топку в зависимости от имитируемой скорости движе-
ния соответственно при открытом и закрытом поддувале.
334
Если при диагностировании расходы воздуха через котел отлича-
ются более чем на 30% от номинальных, то производят углубленное
диагностирование по поиску дефектов.
Система вентиляции. С помощью системы вентиляции обеспечи-
вается необходимый воздухообмен, подпор воздуха в вагоне, препят-
ствующий проникновению пыли, а также предотвращается попадание
необработанного воздуха в кузов через неплотности в ограждениях.
Кроме того, вентиляция создает требуемую подвижность воздуха в
зоне пребывания пассажиров. Причем параметры вентиляции, особен-
но в пассажирских вагонах, должны регулироваться в достаточно ши-
роких пределах. Так, допустимое повышение давления воздуха, нагне-
таемого в купе, должно находиться в пределах 30-100 Па выше
наружного. Увеличение давления белее чем на 100 Па может явиться
причиной затрудненного дыхания пассажиров. Максимальная подвиж-
ность воздуха не должна превышать 0,5-1,0 м/с, так как пассажиры
начинают чувствовать «сквозняк». Минимальная подвижность приво-
дит к плохому перемешиванию воздуха, способствует созданию «зас-
тойных зон», перегреву (переохлаждению) одних участков в купе и
плохому обогреву других.
Вентиляцию как обслуживающую подсистему можно представить
структурной схемой (рис. 11.3), состоящей из ряда взаимосвязанных
блоков, регулирующих, контролирующих и аварийно отключающих
устройств.
К основным блокам относятся: заборное устройство 3; система
фильтров Ф; вентиляторный агрегат В; устройства температурной Т и
увлажняющей У обработки воздуха; распределительные устройств-a Р.
Эти подсистемы тесно связаны друг с другом. Кроме того, в этот
комплекс входят приборы регулирования заборных устройств РЗ, ра-
боты вентиляционного агрегата РВ, устройств температурной ВТ и
влажностной РУ обработки, индивидуального распределения воздуха
Рис. 11.3. Структурная схема вентиляции вагона
335
PHP, а также аварийного отключения соответствующих подсистем:
АВ, АТ, А У.
Общий подход к диагностированию вентиляции состоит в том,
чтобы весь путь движения воздуха в ней необходимо было рассмат-
ривать как непрерывную систему, работающую с максимальным
к.п.д. при минимальных затратах энергии. Критерием оценки системы
вентиляции является обеспечение установленных норм по параметрам
и воздухообмену в зоне обслуживания.
В связи с этим проверка работы вентиляционной системы включа-
ет: измерение количества наружного воздуха, подаваемого в вагон,
количества поступления рециркуляционного воздуха, производитель-
ности системы и равномерности распределения воздуха по помеще-
ниям вагона. Для контроля этих параметров все заслонки в воз-
духоводах вентиляционной системы, а также дефлекторы должны
находиться в положении, определяемом инструкцией по эксплуата-
ции. Окна, двери и другие технологические отверстия в вагоне дол-
жны быть плотно закрыты.
Схема расположения измерительных приборов при проверке вен-
тиляционной установки приведена на рис. 11.4.
Для определения количества рециркуляционного и наружного
воздуха, поступающего в вагон, заборные устройства оборудуют
специальными насадками 7 и 2, плотно прилегающими к поверхнос-
тям. Эти насадки имеют анемометры 5, с помощью которых опреде-
ляют количество поступающего воздуха (произведение скорости по-
тока на площадь поперечного сечения насадки).
В сумме количество наружного и рециркуляционного воздуха долж-
но быть равно подаче воздуха вентиляционной системой. Подачу венти-
ляционной системы рассчитывают по скорости потока воздуха в нагне-
Рис. 11.4. Схема диагностирования вентиляционной установки вагона
336
тательном воздуховоде. При проверке вентиляционной системы изме-
рения производят в сечении над второй раздаточной решеткой, при этом
первая решетка 3 должна быть плотно закрыта. В месте измерения ре-
шетку снимают и устанавливают крышку с отверстиями для манометри-
ческой трубки Пито. Скорость движения воздуха находят на основамии
измерений динамического давления с помощью манометрической труб-
ки и крыльчатого расходомера 4. Если расходы на входе и выходе
вентиляционной системы отличаются более 5%, то это указывает на на-
личие неплотностей в воздуховоде, которые необходимо устранить.
Важным показателем работы вентиляционной системы является
равномерность распределения воздуха по помещениям вагона. Для
обеспечения расчетных схем циркуляции необходимо принимать та-
кие начальные условия истечения воздуха, чтобы значения критерия
Архимеда с учетом характерного размера вентилируемого помещения
не превышали предельных. Для контроля этого показателя анемомет-
ром измеряют скорость выхода воздуха из распределительных уст-
ройств (раздаточных решеток). Распределение можно считать равно-
мерным, если количество поступающего через решетку воздуха не
более чем на 10% превышает среднее нормированное значение. В
случае неравномерного распределения воздуха по раздаточным ре-
шеткам их регулируют. Другим важным показателем является ско-
рость движения воздуха в зоне постоянного пребывани я пассажиров,
которая нормируется санитарно-гигиеническими требованиями.
Для измерения скорости движения воздуха используют крыльча-
тые анемометры, которые устанавливают в местах с наиболее интен-
сивным движением воздуха.
11.3. Ремонт системы отопления,
водоснабжения и вентиляции вагонов
11.3.1. Система отопления
В процессе эксплуатации пассажирских и рефрижераторных ваго-
нов в с истеме водяного отопления наиболее часто встречаются сле-
дующие неисправности: течь воды по соединениям трубопроводов,
котла отопления, расширителя или расширителя-воздухоподогревате-
ля, запорной арматуры в результате ослабления соединений, появле-
ния трещин, естественного износа, коррозии и механических воздей-
ствий; образование накипи и загрязнений внутренних поверхностей;
337
прогорание колосниковых решеток, паронитовых прокладок между
частями котла отопления, водогрейных и дымовытяжных труб; по-
вреждение и износ ручного и центробежного насосов; уменьшение
толщины стенок котлов, расширителей и труб отопления за счет кор-
розии металла.
Систему отопления перед зимним отопительным сезоном и при
плановых ремонтах промывают водой под давлением 0,2-0,3 МПа
пока из сливных отверстий не потечет чистая вода. При выполнении
планового ремонта сборочные единицы системы отопления промыва-
ют раздельно (котел, сеть отопления, расширитель-воздухоподогрева-
тель или калорифер), а в эксплуатации — в сборе.
При ремонте системы отопления в депо в вагонах демонтируют
только неисправные детали и сборочные единицы. При капитальном
ремонте систему отопления разбирают полностью. Не снимая котла
водяного отопления от него отъединяют верхние и нижние трубы ото-
пления, расширитель или расширитель-воздухоподогреватель, насо-
сы, бачок для запаса воды. Затем котел снимают с чугунного поддо-
на и направляют на ремонтный участок.
Ремонт дефектных мест стенок котла осуществляют с применени-
ем дуговой сварки и наплавки. Так, места наружных и внутренних
стенок котла, пораженные коррозией на глубину более чем 1/3 пер-
воначальной их толщины, ремонтируют дуговой наплавкой, привар-
кой усиливающих накладок или вваркой вставок первоначальной
толщины. Прогоревшие места листов топки котла вырезают и ввари-
вают новые вставки. Дефектные места сварных швов вырубают и
заваривают вновь.
В месте соединения котла с калорифером или расширителем-воз-
духоподогревателем приваривают усиливающие шайбы (рис. 11.5), а
на поверхности огневой коробки — при условии, что оставшаяся
толщина стенки после зачистки будет не менее 50% альбомного раз-
мера; наплавляют изношенные места б, в листах кожуха наплавляют
пораженные коррозией места в при условии, что площадь их не пре-
вышает в сумме 0,2 м2, а оставшаяся после зачистки толщина стенки
составляет не менее 50% альбомного размера.
На любой части котла разрешается ставить не более двух заплат от
подошвы котла, на высоте 300 мм разрешается вварка встык нового
пояса с приваркой к нему соответствующих патрубков. Поврежден-
ные паронитовые прокладки между цилиндрической и конической
частями котла, а также асбестовое уплотнение между дымогарной
трубой и кожухом котла заменяют.
338
Электронагреватели при заводском ре-
монте демонтируют и направляют в элек-
троремонтный цех. После ремонта котел
подвергают гидравлическому испытанию
под давлением 0,1 МПа. Выявленные при
этом дефекты устраняют, а испытание по-
вторяют.
Расширители-воздухораспределители и
водяные калориферы ремонтируют анало-
гично. Продольные трещины в трубах ка-
лорифера заваривают дуговой или газо-
вой сваркой. При всех видах ремонта
вагонов разрешается заварка не бо-
лее двух трещин длиной до 100 мм
(рис. 11.6) взамен поврежденных, а так-
же приварка новых трубок 2.
Рис. 11.5. Котел водяного
отопления пассажирского
цельнометаллического
вагона
При этом, если трещины расположены в местах, доступных для вы-
полнения сварочных работ, ремонт выполняют без разборки калорифе-
ра, а если в труднодоступных местах, то калорифер предварительно
разбирают и трещины в трубах поврежденной секции заваривают.
Неисправные трубы заменяют. Антикоррозионное покрытие вос-
станавливают цинкованием или двукратной металлизацией.
По окончании ремонта герметичность расширителей и калорифе-
ров проверяют водой под давлением 0,1 МПа.
Трубы системы отопления и подводку к калориферу при капиталь-
ном ремонте промывают горячей в-одой с одновременной подачей
воздуха в трубы давлением 0,4 МПа» после чего система заполняется
специальным раствором для снятия отложений с последующей про-
мывкой до тех пор, пока не пойдет чис-
тая вода. При капитальном ремонте КР-1
систему отопления ремонтируют по тех-
ническому состоянию. При последую-
щих КР-1 нижние отопительные трубы
системы отопления разбирают и осмат-
ривают, негодные заменяют или ремон-
тируют. Через один КР-1 разбирают вер-
хние трубы. Соединение труб муфтами
на резьбе при заводском ремонте ваго-
Рис. 11.6. Расширитель-
воздухоподогреватель
нов не допускается и заменяется флан-
цевым, которое является более надеж-
339
ным и удобным для ремонта. В вагонах, где наряду с нижними
трубами отопления для увеличения поверхности нагрева имеются
батареи, последние из вагона вынимают, очищают, осматривают и
промывают, после чего испытывают гидравлическим давлением
0,1 МПа.
Ручные и центробежные насосы, снятые при разборке котла, от-
правляют в цех для полной разборки. Независимо от состояния дета-
ли насоса очищают, осматривают и при необходимости ремонтируют.
После сборки насосы проверяют на максимальную производитель-
ность. Имеющиеся на многих котлах гидрометры (водомеры) и дис-
танционные термометры для определения температуры воздуха снима-
ют с котлов и направляют в цех для проверки.
Бачки для запаса воды в котельных отделениях вагонов после их
очистки и осмотра проверяют наливом воды.
Собранные трубы отопления испытывают гидравлическим давле-
нием 0,2 МПа. Для испытания применяют ручной переносный гидрав-
лический пресс. После доведения давления до 0,2 МПа все соедине-
ния труб, вентилей и пробок тщательно осматривают.
При деповском ремонте вагонов состояние котла и труб отопления ’
проверяют без разборки. Снимают для проверки лишь насосы, гид- |
рометры и дистанционные термометры. Всю систему водяного ото-
пления промывают.
Окончательно систему отопления проверяют в рабочем состоянии,
т.е. после растопки котла и нагрева воды.
Запорную арматуру снимают, разбирают, ремонтируют, пробки и
клапаны притирают. Изломанные, просевшие пружины и изношен- ;
ные, поврежденные резиновые прокладки заменяют. Алюминиевые |
краны полируют, бронзовые хромируют. Краны после ремонта долж- j
ны свободно открываться.
На вагонах габарита РИЦ, типа СВ смесители холодной и горячей
воды хромируют. Резиновые шланги, имеющие повреждения, поры- :
вы, расслоения, заменяют.
11.3.2. Система водоснабжения
В системе водоснабжения могут появиться неисправности: течь
баков для воды и в местах соединений труб с баками; загрязнение
баков; повреждение педальных механизмов унитазов; течь вентилей,
водопроводных и умывальных кранов; загрязнение и повреждение
кипятильника, повреждения унитазов и умывальных чаш; неисправ-
ность механизмов подъема крышек унитазов.
340 J
Водяные баки при деповском ремонте вагонов, как правило, ре-
монтируют на месте (на вагоне) и демонтируют только в случае на-
личия в них неисправностей, которые нельзя устранить на месте. При
капитальном ремонте вагонов баки очищают и промыв ают струей
воды под давлением 0,2-0,3 МПа.
Обнаруженные трещины в стенках и сварных швах водяных баков
заваривают, а места, пораженные коррозией, ремонтируют путем
приварки усиливающих накладок. Неисправные волнорезы также
ремонтируют сваркой. Проверяют состояние водомерных стекол и
кранов, выявленные при этом неисправности устраняют. Поврежден-
ные антикоррозионные покрытия водяных баков восстанавливают. По
окончании всех ремонтных работ на баке краской по трафарету нано-
сят надпись с указанием даты и места его ремонта (осм отра).
Кипятильники при всех плановых видах ремонта вагонов снимают
с вагона, очищают от грязи и накипи, осматривают, негодные заменяют
или ремонтируют. От накипи кипятильник очищают, как правило, хи-
мическим способом, применяя для этого растворы уксусной кислоты
(1,2 л кислоты на 6 л воды) или муравьиной кислоты (1,8 л кислоты
на 5,4 л воды), ингибированный 5%-ный раствор соляной кислоты.
После промывки кипятильника одним из указанных растворов его
промывают раствором пищевой соды и чистой теплой водой.
Обязательному съему и осмотру, а при необходимости и ремонту,
подлежат: трехходовой кран с фильтром сырой воды, ре=гулятор по-
дачи сырой воды (поплавковая камера), подводящий трубопровод
кипятильника со спускным краном, кран отбора кипяченой воды,
указатель уровня воды, термометры и трубчатые электронагреватель-
ные элементы. Отремонтированный трехходовой кран испытывают на
плотность гидравлическим давлением 0,05 МПа.
У поплавкового регулятора притирают клапаны и регулируют по-
дачу воды. Дымовые трубы очищают от сгжи. Разделки труб и флю-
гарки проверяют, неисправности устраняют.
В топке кипятильников сгоревшие отражатели заменяют новыми
или восстанавливают, прогоревшие колосники заменяют. Восстанав-
ливают хромированное покрытие поврежденных деталей.
После ремонта кипятильник испытывают на стенде в холодном состоя-
нии, а после его монтажа—в рабочем. При испытании на стевде уровень
сырой воды в поплавковой камере кипятильника должен быть на 5 мм
ниже нижней красной черты на водомерном стекле, а уровень сырой воды
на 50 мм ниже края корпуса. На корпусе отремонтированного кипятильни-
ка наносят надпись с указанием даты ремонта и промывки.
341
При капитальном ремонте вагонов водопроводную сеть и арматуру
разбирают для осмотра, промывки и ремонта, а при деповском осмат-
ривают на месте и промывают. Способы ремонта частей водопровода •
такие же, как и при ремонте труб и арматуры отопления.
В цельнометаллических вагонах устройства, предохраняющие наливные 1
трубы от замерзания, промывают, осматривают и при необходимости ре-
монтируют. Неисправные кожухи, предохраняющие наливные трубы и за-
поры на них, при всех видах ремонта заменяют новыми или ремонтируют.
При периодическом ремонте вагонов клапаны унитазов снимают i
для осмотра и ремонта. В цельнометаллических вагонах основными !
неисправностями клапана являются: излом и просадка пружин, по- ‘
вреждения педального механизма, износ уплотняющих прокладок,
трещины и отколы в корпусе клапана. I
Перед постановкой на место клапан унитаза проверяют на плотность ,
водой под давлением 0,2 МПа при многократном открывании. При этом ,
стержень клапана должен перемещаться плавно, без заеданий и резко са- .
диться на место под давлением пружины и воды. При пропуске воды кла- '
пан притирают к седлу до получения притирочного пояска шириной не ,
менее 1 мм. Исправный клапан устанавливают на место и испытывают. 1
Педальный механизм очищают от грязи, смазывают в шарнирах и
проверяют в работе, при этом не должно быть заеданий.
Мойки вагонов-ресторанов снимают и ремонтируют. Трубы, по
которым подается холодная вода к мойкам, при постановке на вагон
изолируют. В цехе по окончанию ремонта комплектуются и собира- i
ются вместе с трубами, вентилями, контргайками, муфтами и други-
ми деталями: фильтр горячей воды, труба холодной воды от промыв-
ного бака и труба горячей смывки.
Затем узлы системы водоснабжения доставляют на вагон и произ-
водят их сборку. После окончания всех ремонтных работ систему
водоснабжения испытывают в рабочем состоянии. Для этою ее за-
полняют водой, тщательно осматривают и устраняют обнаруженные
неплотности в соединениях трубопроводов, арматуры и санитарных
приборов, проверяют действие вентилей и кранов в открытом и зак-
рытом положениях, проверяют также клапаны унитазов, подачу горя- '
чей воды к мойке и умывальникам, действие кипятильника.
113.3. Система вентиляции
Основными неисправностями вентиляционной установки, приво-
дящими к недостаточной подаче свежего воздуха в вагон, являются:
загрязнение воздушных фильтров и сеток, порванность брезента рас-
342
ширяющего канала (диффузора), неправильное направление враще-
ния вентиляторов, чрезмерное покрытие накипью наружных трубок
воздухоподогревателя.
Неудовлетворительная очистка подаваемого в вагон воздуха про-
исходит от загрязнения воздушного канала пылью, просветов в на-
бивке воздушных фильтров, неплотной посадки последних в гнезде
и плохой пропитки фильтров. В процессе эксплуатации вентиляцион-
ной установки могут появляться: стук в подшипниках; ослаблеиие
крепления электродвигателей; трещины в раме вентиляционной уста-
новки и вибрация ее; износ прокладок муфты и аала якоря вентиля-
тора. В целях поддержания в исправном состоянии вентиляционной
установки при эксплуатации вагонов ведется наблюдение за ее рабо-
той и производится необходимый профилактический ремонт поездны-
ми бригадами и квалифицированными работниками вагонного депо.
Перед началом летних и зимних пассажирских перевозок все аг-
регаты вентиляционной установки подвергают ревизии для проверки
их состояния и производства необходимого ремонта. При поступле-
нии вагонов в капитальный или деповской ремонт вентиляционные
установки осматривают со снятием основных деталей с вагона для
тщательной проверки, ремонта неисправных: деталей или их замены.
При капитальном ремонте пассажирских вагонов независимо от
состояния снимают для осмотра и ремонта вентиляционный агрегат,
рабочие и запасные фильтры, решётки вентиляционного канала. При
неисправности более половины нерегулируемых вентиляционных зас-
лонок все они должны быть заменены регулируемыми. Устройства
для автоматического пуска и остановки вентиляционной установки
(контакторы, реле, сопротивления и термостаты) также снимают для
осмотра и ремонта с последующей проверкой их. в рабочем состоя-
нии на вагоне.
Снятый с вагона вентиляционный агрегат направляют в электроцех
для полн ой разборки, осмотра и ремонта. Якорь и кожух вентиляторов
очищают от пыли и коррозии, ослабшие лопасти якоря закрепляют.
Воздуховод и все каналы вентиляционного устройства тщательно
очищают от пыли и грязи. Отремонтированный вентиляционный агре-
гат собирают в цехе и до постановки на вагон проверяют на стенде,
балансируют до полного устранения стука, шума и вибрации. При
этом проверяют частоту вращения вала электродвигателя, пусковой
ток, исправность действия пускорегулирую щего реостата и надёж-
ность крепления к раме электродвигателя и вентилятора. При завод-
ском ремонте устанавливают только новые сетчатые фильтры с уплот-
343
нением резиновыми прокладками в местах прилегания к коробке и
прочным закреплением в гнезде.
После установки в вагоне отремонтированный вентиляционный '
агрегат проверяют в рабочем состоянии. Равномерность поступления ;
свежего воздуха в каждое купе вагона регулируют установкой в I
соответствующее положение заслонок воздушного канала.
При деповском ремонте расширитель-воздухоподогреватель и кон»
фузор с вагона не снимают; фильтры могут быть поставлены не но»
вые, а отремонтированные; винты крышек дефлекторов очищают и
смазывают.
В вагонных депо и на заводах предусмотрены отделения для ре»
монта и регенерации фильтров вентиляционной установки. Поступив»
шие в эти отделения фильтры сначала опускают в корзине в ра-
створ каустической соды (2 кг на 1 м3 воды), нагретый до 90--95°С,
и выдерживают в нем 30-40 мин. После выварки фильтры укладыва-
ют на площадке и в течение 3-5 мин промывают водой.
Очищенные и промытые фильтры осматривают для выявления по-
вреждений каркаса, сетки, проверки наличия и качества фильтрующе-
го материала. Неисправные ремонтируют. Исправные и отремонтиро-
ванные фильтры промасливают летом машинным маслом, а зимой —
турбинным. Погруженные в металлический бак с соответствующим
минеральным маслом фильтры выдерживают около 1 ч, затем вынимг
ют и укладывают на стеллаж для стекания избытка масла. В таком пс
ложении фильтры находятся 48 ч, после чего их ставят на вагон.
Для повышения производительности и создания лучших услови
труда при пропитке фильтров в депо станции Чита разработаны
внедрены установки для обработки фильтров с пневматическим ра
пределительным устройством, в депо станции Новосибирск-Пасс
жирский — автоматизированная поточная линия обработки фильтре
Вентиляционную установку проверяют в работе на полную moi
ность до и после постановки на вагон.
После проверки вентиляционной установки при минимальной
максимальной частоте вращения вала электродвигателя и положен
заслонки конфузора «Открыто» следует произвести такую же пров<
ку при положении заслонки конфузора «Закрыто», т.е. при зимн
режиме работы.
В целях поддерживания вентиляционных установок в исправн
состоянии два раза в год (перед летними и зимними перевозка'
производится ревизия. При этом все воздушные камеры и каш
перед фильтрами осматривают и очищают от грязи и пыли. Неплот
344
сти в местах прилегания дверок тамбурных и потолочных люков
устраняют.
Воздушные фильтры снимают, промывают и пропитывают мине-
ральными маслом. Я коря, кожуха вентиляторов, раму и другие части
вентиляционной установки осматривают. Вскрывают и осматривают
шариковые и роликовые подшипники. При полной исправности их
очищают, промывают и смазывают. Электродвигатели осматривают и
проверяют в работе ма максимальную мощность вентиляционной ус-
тановки.
12
Техническое обслуживание
и ремонт холодильного
оборудования и установок
кондиционирования воздуха :
12.1. Техническое обслуживание
холодильного оборудования
Пассажирские вагоны. Техническое обслуживание пассажире- i
ких вагонов с кондиционированием воздуха проводится в соответ-
ствии с Инструкцией по техническому содержанию оборудования
пассажирских вагонов № ТУ-104/ПКБ ЦВ по планово-предупреди-
тельной системе, предусматривающей следующие виды осмотров:
ежедневное в пути следования поезда; технический осмотр ТО-2 — <
в пунктах формирования и оборота перед отправлением поезда в
рейс, а также после длительного отстоя, прибытия с вагоностроитель-
ного или вагоноремонтного завода перед вводом в эксплуатацию;
весенний сезонный осмотр (ВС) — в пунктах формирования перед
началом летнего сезона.
Весенний и осенний сезонные осмотры, как правило, совмещают <
с техническим осмотром ТО-2. Кроме того, осуществляется техни-
ческий осмотр ТО-3. При каждом виде технического осмотра выпол-'
няется установленный объем работ. 1
При ТО-1 в пунктах формирования пассажирских поездов обору-
дование очищают, осматривают с наружной стороны вагона, а внутри'
него определяют неисправности; устраняют утечки хладона; заправ-i
ляют установку маслом или хладоном; проверяют работоспособность, |
а при необходимости настраивают приборы автоматики.
346
Холодильное оборудование установок кондиционированкя возду-
ха, водоохладителей, шкафов вагонов-ресторанов и вагонон с купе-
буфетами очищают в доступных местах от грязи и пыли.
Во время очистки оборудования осматривают и выявляют утечку
хладона галоидной лампой ЛГ-7. Места утечек х:ладона помечают
мелом. Утечки хладона устраняют и снова проверяют галоидной лам-
пой ЛГ-7.
При осмотре оборудования с наружной стороны! вагона (югомпрес-
сора, ресивера, конденсатора и испарителя) проверяют наличие сле-
дов ударов, вмятин и других повреждений, а также надежность креп-
ления всех болтовых соединений и предохранительных устройств,
нарушение которых угрожает безаварийной работе кондиционера или
безопасности движения поездов.
Проверяют уровень масла в компрессоре и хладона в ресивере.
Уровень масла должен быть в пределах смотрового стекла для уста-
новки МАБ-11, а для КЖ-25 и КЖ-25П не ниже середины смотрово-
го стекла. Уровень хладона в ресивере у предварительно включенно-
го в работу компрессора должен быть не ниже нижней кромки
нижнего смотрового стекла. При необходимости производя» дозап-
равку установок маслом и хладоном.
Внутри вагона холодильное оборудование вагонных кондиционе-
ров осматривают со вскрытием смотрового люка испарительного
агрегата.
На вагоне проверяют отсутствие утечек хладон а в аппаратах уп-
равления работой испарителя и измерительной аппаратуры, наличие
влаги в поддоне испарителя и состояние сливной трубы, которую при
необходимости прочищают.
Установки вагонов-ресторанов и вагонов с купе-буфетами: осмат-
ривают. Контролируют уровень масла в компрессорах по смотровым
стеклам, там, где это предусмотрено, и проверяют отсутствие утечек
хладона по внешним признакам.
У холодильных шкафов определяют состояние запоров люков,
крышек, решеток, отделяющих испарители от продуктов питан шя. При
необходимости ремонтируют или заменяют отказавшее оборудование.
Проверяют клиновые ремни и при необходимости регулируют их
натяжение. Стрела прогиба ремней не должна превышать 30 ним под
усилием груза 0,3 Н (3 кгс), приложенного к середине ремня. Ремни
с расслоениями или вытянутые выше допустимого предела., когда
нельзя отрегулировать натяжным устройством, заменяют. Ремни ком-
плектуют по длинам ремней 42 одного и того же комплекта. Глазница
347
длин ремней в комплекте (согласно ГОСТ 1284.1-80) не должна
быть более 7,5 мм.
В случае обнаружения в холодильных установках признаков уте-
чек хладона по наличию масляных пятен или периодически возника-
ющей необходимости дозаправки, выявленной по записям в книгах
ремонта, проверяют оборудование на плотность галоидной лампой
ЛГ-7. При этим давление хладона в установке должно быть не менее
0,35 МПа (3,5 кгс/см2). Для уточнения места утечки хладона рекомен-
дуют использовать мыльную воду.
Обнаруженные неплотности устраняют затягиванием накидных
гаек трубопроводов или заменой сальников в компрессорах, при
необходимости заменяют холодильные агрегаты малых холодильных,
установок на новые или отремонтированные. ,
Заправляют установки хладоном-12 (ГОСТ 19212-73) только че-j
рез технологические фильтры-осушители.
Для заправки компрессоров используют масло ХФ 12-161
(ГОСТ 5546-66). Использование масла, которое хранилось в откры-
той таре без предварительной осушки и лабораторной проверки на'
соответствие указанному стандарту, не допускается.
Холодильные установки вагонных кондиционеров проверяют на
работоспособность в автоматическом режиме работы. Во время рабо-
ты контролируют показания измерительных приборов.
При работе компрессора не должно быть посторонних шумов и сту-
ков. Температура картера компрессора должна быть не выше (60-70)°С<
Примечание. После выключения установки все три манометру
должны показывать одинаковые давления.
При техническом обслуживании в пункте оборота пассажирского
поезда производят визуальный осмотр холодильного оборудований
снаружи и внутри вагона, проверяют уровни масла и хладона, а так?
же отсутствие его утечек. При необходимости выполняют работы ж
устранению обнаруженных недостатков. <
Аналогичные работы выполняют в пункте формирования для посэ
дов, имеющих оборот менее 3 суток.
При техническом обслуживании ТО-2, в зависимости от период!
года, должен быть проведен объем работ технического обслуживали
ТО-1, выполняемый в пунктах формирования пассажирских поездо!
а также следующие работы: консервация или расконсервация элект
рооборудования, перевод холодильных установок в рабочее состоя
ние, осмотр или замена фильтров приточной вентиляции, консернлци
холодильных установок в осенний период года.
348
В весенний период года холодильные установки вагонных
кондиционеров приводят в рабочее состояние и проверяют на ра-
ботоспособность и холодопроизводительность.
Холодильные установки вагонов-ресторанов, которые подверга-
лись консервации на зимний период года, вводят в эксплуатацию и
проверяют на работоспособность и холодопроизводительность, как и
другие установки.
В осеиний период года у холодильных установок вагонных конди-
ционеров хладон откачивают в ресивер до остаточного давления в
трубопроводах и аппаратах (0,02—0,03) МПа и выполняют кон-
сервацию электрических аппаратов, установленных в ящиках, под
вагоном.
У холодильных установок вагонов-ресторанов с клиноременным
приводом, подлежащих отключению на зиму, ослабляется натяжение
ремней.
При техническом обслуживании ТО-3 выполняют все виды работ
технического обслуживания ТО-2, кроме того, продувают (очищают)
сжатым воздухом давлением (0,2-0,3) МПа наружные поверхности
испарителя, конденсатора и остального оборудования.
Рефрижераторный подвижной состав. В период эксплуатации
выполняют следующие плановые виды технического обслуживания
холодильных установок:
техническое обслуживание ТО-1 — раз в неделю в период работы
холодильных установок;
техническое обслуживание ТО-2 — раз в месяц в период работы
холодильных установок.
В период гарантийного срока техническое обслуживание холо-
дильных установок следует производить согласно требованиям заво-
да-изготовителя .
При техническом обслуживании ТО-1:
производят наружный осмотр холодильной установки;
проверяют герметичность соединений хладоновой системы по
уровню хладона в ресивере, отсутствию следов масла в местах со-
единений, а также по показаниям галоидной лампы;
проверяют наличие масла в компрессоре и давление масла в си-
стеме смазки компрессора;
проверяют холодильную установку на отсутствие посторонних
шумов и стуков;
проверяют исправность компрессора по температурам нагрева
корпуса и крышек компрессора;
349
проверяют исправность клапанов компрессора по разнице темпе-
ратур нагрева всасывающей и нагнетательной полостей крышек ци-
линдров компрессора;
очищают холодильную установку от пыли и грязи.
При техническом обслуживании ТО-2:
проверяют герметичность хладоновой системы галоидной лампой;
осматривают и проверяют настройку приборов автоматики (РКС,
РД, РТ — по штатным манометрам, ТРВ — визуально);
проверяют открытие и закрытие соленоидного вентиля при наблю-
дении за его работой;
проверяют систему циркуляции хладона на отсутствие воздуха и
влаги;
проверяют крепление узлов и деталей холодильной установки;
смазывают подшипники жалюзей холодильной установки.
Кроме работ, перечисленных инструкции, необходимо выполнить
дополнительные работы, перечень которых приведен ниже:
Наименование работ
Проверяют настройку приборов
защиты и регулировки холодильной
установки
Проверяют наличие и норму заряд-
ки хладона и масла, работу холо-
дильной установки на функциони-
рование
Проверяют герметичность холодиль-
ной установки галоидной лампой
Проверяют надежность крепления
рамы холодильных установок к
раме вагона
Производят наружный осмотр воз-
духоохладителя и после выгрузки
Проверяют систему циркуляции
Наименование работ
хладона на отсутствие воздуха и
влаги
Время проведения
При приеме и сдаче секции.
При приеме и сдаче секции,
перед погрузкой
При приеме и сдаче секции
То же
Перед погрузкой и после выгруз-
ки
После зарядки установки
Время проведения
хладоном или маслом, а также
после замены приборов или уз-
лов в системе циркуляции хладо-
на. Проверить через 5-6 ч работы
установки
350
После проведения очередного технического обслуживания холо -
дильных установок делают запись в журнале формы ВУ-86 обслужи -
вания.
12.2. Диагностика холодильных машин
Фактическое состояние холодильной установки независимо от
видав ней холодильного хладагента можно определить по некоторым
диагностическим признакам без применения каких-либо специальных
диагностических средств. Для этого необходимо, чтобы холодильная
установка была в рабочем состоянии.
К диагностическим признакам технического состояния холодиль-
ной установки относятся: наличие хладагента в системе; уровень
масла в картере компрессора; температур ные перепады, контролиру-
емые по температурной шкале манометров; давление масла в системе
смазки; температура корпуса компрессора; наличие посторонних
шумов в работающем компрессоре, электродвигателях, теплообмен-
ных аппаратах; внешние признаки утечки хладагента; дрожание стре-
лок манометров.
Техническое состояние холодильных установок можно оцени-
вать и по другим диагностическим признакам, например, по нали-
чию влаги в хладоне-12 и компрессорном масле, по результатам!
спектрального и химического анализа картерного компрессорного
масла, перепаду температур воздуха, об»дувающего конденсатор и
др. К этому следует добавить широко практикуемое в депо диагно-
стирование отдельных холодильных аппаратов на специальном обо-
рудовании — испытательных стендах и диагностических установ-
ках.
Техническое состояние холодильного оборудования включает в
себя три взаимосвязанных фактора: теплотехнические и энергети-
ческие показатели отдельных узлов и холодильной установки в
целом, механическое состояние кинематических пар в сопряже-
ниях.
Главным показателем, определяющим экономичность холодиль-
ной установки, является расход энергии на единицу произведенной
полезной энергии (в данном случае холодопроизводительности). Сни-
жение холодопроизводительности влечет за собой необходимость»
более длительной работы агрегата для достижения требуемого темпе-
ратурного режима.
351
После ремонта и технического обслуживания холодильных установок
критерием их работоспособности является время выхода, на режим темпе-
ратур, контролируемых по показаниям штатных манометров и непосред-
ственным измерением температур в помещении. Однако это время зави-
сит от температуры наружного воздуха, состояния изоляции и плотности
кузова вагона, подачи компрессора, состояния теплообменных аппаратов,
настройки терморегулирующего вентиля и других факторов.
Для диагностики технического состояния холодильной установки
в условиях эксплуатации по методике, разработанной во ВНИИЖТе,
измеряют производительность компрессора в нескольких режимах.
По результатам измерений рассчитывают подачу компрессора в
единицу времени на заданном режиме и сравнивают ее с эталонной.
Снижение подачи компрессора более чем на 30% приводит к необ-
ходимости его демонтажа и отправки в ремонт.
Перед разборкой производится локальное диагностирование, по-
зволяющее определить техническое состояние отдельных цилиндро-
поршневых и шатунных групп компрессора.
При диагностировании технического состояния теплообменных
аппаратов необходимо знать весовую концентрацию масла в хладоне,
циркулирующего в системе. Для этого используют сосуд с мерными
стеклами и включают его между ресивером и ТРВ. Маслохладоно-
вый раствор проходит через прибор до окончания испытаний, продол-
жительность которых составляет 5-10 мин после установившегося
режима. Затем закрывают вентили у входа и выхода прибора, дают
маслу отстояться и по мерному стеклу определяют объем масла:
е = .
М ф м ф,
где — объем масла; — объем хладона.
Зная плотность масла ри и хладона рА, определяют весовую кон-
центрацию:
е«= W^Pm+ *фРФ-
При расчете коэффициентов теплопередачи теплообменных аппа-
ратов вводится поправочный коэффициент весовой концентрации
масла, который позволяет определить состояние внутренних поверх-
ностей теплообменников.
Во ВНИИЖТе ведутся работы по анализу цикла холодильной ус-
тановки и получения инструментального метода комплексной оценки
системы «холодильная установка — грузовое помещение вагона».
352
В ряде рефрижераторных депо при обкатке и доводке компрессо-
ров после ремонта используется стенд «Газовое кольцо», позволяю-
щий имитировать эксплуатационные условия работы компрессора.
Для определения технического состояния холодильного оборудова-
ния в депо изготовлены также стенды для испытаний теплообменных
аппаратов, стенд определения объемной производительности комп-
рессоров, стенды юстировки датчиков температуры и ряд других
разработок дорожных лабораторий диагностики.
Для определения холодопроизводительности компрессора исполь-
зуется стенд «Газовое кольцо» (рис. 12.1), который позволяет ими-
тировать условия работы компрессора под нагрузкой в комплекте
холодильной установки.
Контроль за работой стенда осуществляется по манометрам давле-
ния: нагнетания 13, всасывания 15 и масла 17, степень разряженности
во всасывающем трубопроводе определяется по мановакуумметру 16.
Для защиты данной системы предусмотрена установка реле макси-
мального и минимального давления. Циркуляция хладагента происхо-
дит по трубопроводу через регулирующий вентиль, смеситель,
фильтр.
Часть сжатых паров хладагента по трубопроводу 3 попадает в
конденсатор, где они конденсируются в жидкость и перетекают в
ресивер 4.
Жидкий хладагент, проходя через осушитель 6, подается к термо-
регулирующему вентилю 7, где проходит процесс дросселирования
от давления конденсации до давления в воздухоохладителе и перете-
7 891011 12 1314 1516 17 18
4 3 2 1
Рис. 12.1. Схема стенда «Газовое кольцо»
353
кает в смеситель. Впрыскивание в смеситель жидкого хладагента по-
зволяет снизить температуру хладагента, нагретого при сжатии.
Давление паров, всасываемых компрессором, ре1улируется вен-
тилем 9 и более точно дозируется параллельным вентилем 10. Термо-
регулирующий вентиль 7 при относительно высокой температуре
всасывания уменьшает подачу жидкого хладагента и наоборот.
При испытании компрессора на стенде «Газовое кольцо» контро-
лируется температура и давление паров всасывания и нагнетания,
частота вращения коленчатого вала компрессора и потребляемая
мощность.
Испытание проводится в два этапа. Первый этап осуществляют
при значениях давления всасывания 0,27 МПа (температура всасыва- 1
ния +5°С) и давлении конденсации 0,87 МПа (температура конденса- з
ции +40°С). Второй этап — соответственно давление всасывания .
0,03 МПа и температура конденсации +40°С. Давление масла должно
составлять 0,25-0,30 МПа. ।
В настоящее время при эксплуатации, техническом обслуживании'
и ремонте холодильного оборудования широко применяются субъек-
тивные методы оценки технического состояния, осуществляемые с;
помощью различных органов чувств человека.
Наличие и уровень хладагента в системе проверяют после вклю-j
чения установки до начала ее работы в нормальном режиме.
Уровень хладона-12 в хладоновой установке оценивается по мер-
ным стеклам ресивера. В любом случае уровень хладагента не дол-i
жен превышать 2/3 высоты мерного стекла. Переполнение системы
хладагентом вызывает влажный ход компрессора и создает угрозу
появления гидравлического удара в результате попадания жидкости в'
цилиндры.
Уровень масла в компрессоре проверяют при тех же условиях,
что и уровень хладагента. При контроле необходимо выждать время,
пока не прекратится вспенивание масла из-за активного выпаривания
из него легкорастворимого хладона-12. Нормальным считается уро-
вень 2/3 или 3/4 высоты масломерного стекла.
Непрекращающееся снижение уровня масла даже после пополнения из
резервного запаса свидетельствует о недостатке его в системе (не наступил
равновесия между уносом масла и возвратом его в компрессор) или □(
износе комплекта поршневых колец и прежде всего маслосъемных.
Унос масла происходит не только при пуске компрессора, но i
при работе в установившемся режиме, однако в этот период количе-
ство уносимого масла равно количеству, возвращаемому в картер.
354
На чрезмерный унос масла немалое влияние оказывают эксплуа-
тационные факторы: переполнение картера маслом и как результат
интенсивное его разбрызгивание; слишком высокое давление в сис-
теме смазки из-за неисправности или неправильного регулирования
редукционных клапанов и др. Таким образом, малый унос масла
является признаком хорошего общего состояния агрегата.
Основные меры борьбы с уносом масла сводятся к улучшению
технического состояния компрессора. Эффективной мерой является
применение в картере электроподогревателей, которые автоматически
включаются на период отключения или задолго перед пуском холо-
дильной установки для подогрева масла бездействующего компрес-
сора до 20-30°С. Для этого в днище масляной ванны компрессора
устанавливают трубчатый электронагреватель (ТЭН).
Температурные перепады или соответствующие им перепады дав-
лений проверяют по приборам станции манометров. Например, темпе-
ратура испарения хладона-12 to должна быть на 10-15°С ниже темпе-
ратуры в грузовом помещении, температура конденсации паров
t*— на 12-15°С выше температуры окружающей среды, предельное
давление конденсации не должно превышать 1,6 МПа.
Давление масла в системе смазки должно быть не менее предусмот-
ренного технической документацией. Заниженное давление может быть
результатом неудовлетворительной работы масляного насоса компрессо-
ра, увеличения зазоров в подшипниках коленчатого вала или несоответ-
ствия качества масла рекомендованному заводом-изготовителем.
Температура корпуса работающего компрессора должна быть та-
кой, чтобы рука могла выдерживать продолжительное соприкоснове-
ние с ним. Местный перегрев нередко является результатом наруше-
ния режима работы подшипниковых узлов и других механизмов
компрессора Этот признак в равной степени относится к электродви-
штелям вентиляторов теплообменных аппаратов.
Посторонние шумы и стуки, нарушающие ритмичную работу ком-
прессора, могут свидетельствовать о неисправности клапанного узла,
завышенных зазорах в подшипниках коленчатого вала. Дребезжащий
звук возникает и при повреждениях подшипников качения электро-
двигателей.
Внешние признаки утечки хладагента из герметизированной системы
хладоновых установок проявляются по-разному. Утечку хладона-12 —
газа повышенной текучести — определяют с помощью галоидного или
электронного течеискателя или по образованию маслянистых пятен вок-
руг неплотностей, сквозных свищей или трещин.
355
Дрожание стрелок манометров, контролирующих давление хлада-
гента в системе, свидетельствует о наличии в нем воздуха, снижаю-
щего эффективность работы установки.
12.3. Объем и характер ремонта холодильных
машин
При деповском ремонте холодильные установки ремонтируют без
демонтажа с вагонов по технологии, соответствующей требованиям
технических указаний на деповской ремонт установок кондициониро-
вания воздуха и правил деповского ремонта цельнометаллических
пассажирских вагонов.
В процессе деповского ремонта установок кондиционирования
воздуха производятся следующие работы:
внешний осмотр холодильной установки;
проверка комплектности оборудования;
приемочные испытания установок в действии с целью определения
их технического состояния и фактического объема ремонта.
составление дефектной ведомости;
демонтаж вентилятора, конденсатора и воздухоохладителя (испа-
рителя) для проверки, ремонта и статической балансировки;
демонтаж фильтров-осушителей для замены их новыми или отре-
монтированными. Ремонт и регенерация демонтированных фильтров-
осушителей;
демонтаж контрольно-измерительных приборов для освидетель-
ствования (очистка, ремонт, проверка, испытание);
проверка герметичности холодильной установки течеискателем
устранение утечек хладона-12;
проверка уровня хладона-12 в ресивере и дозаправка холодильное
установки хладагентом;
проверка уровня масла в картере компрессора и при необходим
сти пополнение маслом;
промывка компрессора чистым маслом и замена масла при сил
ном загрязнении;
проверка и регулировка давления в системе смазки компрессе
ремонт компрессора с частичной разборкой и заменой неиспр
ных деталей;
демонтаж масляного насоса и редукционного клапана для пров
ки, ремонта, регулировки и испытания или замены их новыми;
356
замена изношенных или поврежденных всасывающих и нагнета-
тельных клапанов компрессора, замена прокладок;
демонтаж сальника коленчатого вала для замены его новым или
замены неисправных графитовых и стальных колец, резиновых уп-
лотнительных колец; замена смазки в опорном шариковом подшип-
нике установки МАВ-П;
демонтаж всасывающего и нагнетательного вентилей компрессора
для ремонта или замены. Замена изношенных или неисправных саль-
никовых уплотнений вентилей;
демонтаж компрессора с вагона и ремонт с полной разборкой в
следующих случаях:
наличие посторонних шумов и стуков во время работы;
утечка хладона-12 и масла в компрессоре;
нагрев головок цилиндров, опорных устройств и сальников ко-
ленчатого вала выше 60°С;
отсутствие отсоса компрессором хладона-12 из воздухоохладителя;
проверка, ремонт и регулировка приборов автоматики (терморегу-
лирующих вентилей, реле давления);
проверка действия электромагнитных вентилей на вагоне, замена
неисправных вентилей или их деталей;
замена набивки сальников и прокладок угловых и запорных вен-
тилей (при необходимости), испытание отремонтированных вентилей
на герметичность;
продувка воздухоохладителя сжатым воздухом, наружная обмыв-
ка горячей водой конденсатора и ресивера, обдувка сжатым возду-
хом;
осмотр муфт соединения электродвигателя с компрессором, про-
верка зазоров и биения валов;
очистка, замена неисправных резиновых прокладок, промяывка
загрязненных воздушных фильтров или их замена;
осмотр и ремонт теплоизоляции хладоновых трубопроводов ;
замена поврежденных хладоновых трубопроводов;
замена неисправных гибких шлангов (всасывающего и нагнета-
тельного);
проверка наличия и исправности резиновых амортизаторов подве-
сок конденсаторного и компрессориого агрегатов, замена неисправ-
ных амортизаторов, удаление масла с амортизаторов;
подтягивание всех ослабленных болтовых соединений;
проверка состояния сварных швов в элементах подвесной рамы,
выполнение сварочных работ;
357
обкатка и регулировка холодильной установки на вагоне. В случае
перекачивания хладагента из холодильной системы в баллон или при
демонтаже агрегатов производят:
проверку холодильной установки на герметичность под давлением;
удаление воздуха из системы;
проверку установки под вакуумом;
заправку холодильной установки хладоном-12;
окраску и сушку отремонтированных агрегатов и трубопроводов;
сдачу холодильной установки в эксплуатацию.
При заводском ремонте установок кондиционирования воздуха с
вагона демонтируют все агрегаты и приборы. В процессе этого ре-
монта выполняются следующие работы:
приемка холодильной установки в заводской ремонт;
проверка комплектности оборудования, т.е. наличия всех агрега-
тов, приборов и деталей установки;
внешний осмотр холодильного оборудования с выявлением неис-
правностей;
внешний осмотр электрооборудования с проверкой возможности
включения холодильной установки;
приемочные испытания установки в действии для определения
технического состояния и фактического объема ремонтных работ;
составление дефектной ведомости и описи недостающих частей;
подготовка установки к демонтажу;
перекачивание хладона-12 из системы в баллон и удаление масла;
отключение электропитания;
демонтаж холодильной установки;
демонтаж контрольно-измерительных приборов и автоматики;
демонтаж компрессорного агрегата в сборе с электродвигателем
на пяме:
демонтаж конденсаторного агрегата в сборе с электродвигателем
на раме (при первом четырехгодичном ремонте после постройки ва-
гона демонтируется при необходимости);
демонтаж кондиционирующего агрегата с вентилятором (при пер-
вом ремонте через 4 года после постройки вагона демонтируется при
необходимости);
снятие поврежденных хладоновых трубопроводов;
снятие фильтров очистки наружного воздуха;
очистка, ремонт, окраска и изоляция трубопроводов на вагоне;
ремонт компрессорного агрегата:
разборка агрегата на узлы и детали;
358
промывка и сушка узлов и деталей;
дефектовка и ремонт деталей и узлов компрессора, испытание и
регулировка узлов на стендах;
сборка и обкатка компрессора без клапанов;
разборка, промывка, осмотр трущихся деталей, вторая сборка и
обкатка компрессора с клапанами без нагрузки;
испытание компрессора на вакуум, шум, полную производитель-
ность, проверка действия устройств регулирования производительно-
сти, испытание на герметичность;
обкатка компрессора на стенде «газовое кольцо»;
заправка маслом и вакуумная сушка компрессора;
проверка параметров электродвигателя (для компрессоров со
встроенным электродвигателем);
окраска и сушка компрессора;
сборка компрессорного агрегата на раме;
ремонт конденсаторного агрегата и воздухоохладителя;
разборка агрегатов на узлы и детали;
промывка и сушка узлов и деталей;
испытание конденсатора, воздухоохладителя и ресивера на герме-
тичность;
дефектовка и ремонт узлов и деталей конденсатора, воздухоохла-
дителей и ресивера;
промывка и сушка теплообменных аппаратов после ремонта;
испытание теплообменных аппаратов и ресивера на герметичность;
окраска и сушка оборудования;
сборка конденсаторного агрегата и воздухоохладителя на раьае;
разборка, дефектовка, ремонт, сборка, испытание и регулировка
приборов автоматики;
ремонт и испытание контрольно-измерительных приборов;
ремонт и испытание фильтров-осушителей;
ремонт запорной арматуры;
очистка и ремонт фильтров наружного воздуха;
монтаж на вагоне компрессорно-конденсаторного агрегатов и
воздухоохладителя. Установка приборов автоматики и контрольно-
измерительных приборов;
испытание холодильной установки после монтажа;
проверка установки хладоном-12 и выявление утечки хлада-
гента;
пробный пуск, обкатка и регулировка холодильной установки в
рабочих режимах;
359
сдача установки представителям ОТК;
перекачивание хладагента в ресивер.
Хладоновые холодильные установки 5-вагонных секций типа
ZB-5 и БМЗ, а также АРВ ремонтируют в депо и на заводах после
демонтажа с подвижного состава.
12.4. Компрессоры
Неисправности компрессора для определения объема ремонтных
работ выявляют на специальном испытательном стенде, где проверя-
ют: наличие вакуума на стороне всасывания; наличие шума или стука
при работе клапанов; величину давления в системе смазки; степень
нагрева трущихся частей; величину заданного давления, создаваемо-
го компрессором при подсоединении к нему резервуара определен-
ной емкости, и время достижения этого давления. Кроме того, в
компрессорах, оборудованных автоматическим устройством регули-
рования производительности (типа 5 м), проверяют исправность ме-
ханизма подъема пластин всасывающих клапанов.
Разборку компрессора производят в строгой последовательности,
предусмотренной технологическим процессом, с применением специ-
ального инструмента и приспособлений для выпрессовки втулок ци-
линдров и др. Разборку, ремонт и сборку компрессора производят на
стенде-кантователе, на котором поворачивают компрессор в разных
плоскостях. В процессе разборки все сопрягающие детали и места их
установки маркируют, а мелкие детали и крепежные изделия, не
нуждающиеся в ремонте или замене, ставят на прежние места.
После разборки все детали и узлы компрессора обмывают в ванне
или моечной машине раствором кальцинированной соды при темпе-
ратуре 60-70°С., продолжительность обмывки зависит от степени заг-
рязнения деталей и составляет 5-20 мин. Затем детали ополаскивают
горячей водой с добавлением 1% хромпика и обдувают сжатым воз-
духом.
Обмытые и высушенные детали и узлы тщательно осматривают и
сортируют на три группы: с незначительным износом, пригодные к
дальнейшему использованию; нуждающиеся в ремонте; негодные,
подлежащие замене новыми.
Величину взносов проверяют с помощью измерительного инстру-
мента (штангенциркуля, щупа, микрометра, индикатора-нутромера и
др.). Предварительную величину износа можно определить, устанав-
360
ливая новые детали того же типа на место изношенных и проверяя
плотность посадки по сравнению со снятыми деталями.
После определения объема ремонтных работ и заполнения дефек-
тной ведомости детали и узлы компрессора направляют на соответ-
ствующие участки для ремонта блока цилиндров, шатунно-поршне-
вой группы, коленчатого вала, клапанов, системы смазки и устройств
регулирования холодопроизводительности.
У цилиндров компрессора, как правило, имеют место износ и
механические повреждения (риски, задиры, сколы краев и т.д.) внут-
ренней поверхности чугунной втулки, запрессованной в блок. При
чрезмерном износе втулки или поршня цилиндра увеличиваются за-
зоры между ними, что приводит к снижению производительности и
ухудшению режима смазки.
Незначительный износ, небольшие царалины, вмятины и заусенцы
на рабочей поверхности втулки устраняют з ачисткой на шлифоваль-
ных станках или хонингованием на вертикальных хонинговальных
станках. Поршень для такой втулки подбирают большего диаметра,
чтобы обеспечить нормальный зазор между ними. Если поршень
оставляют прежний, то внутренний диаметр втулки восстанавливают
до номинального размера путем электролитического осталиваныя с
последующим хромированием и механической обработкой. При отко-
лах наружного края втулки или цилиндра поврежденные места на-
плавляют и обрабатывают.
Втулки с износом по диаметру более 0,1 5 мм заменяют новыми,
запрессовывая их. с натягом 0,06-0,08 мм. После запрессовки втулку
обрабатывают до номинальных размеров, причем конусность и оваль-
ность допускаются не более 0,02 мм.
Поршни изнашиваются по рабочим поверхностям, на них могут
образоваться задиры, часто искажается сформа канавок для колец.
Незначительные риски и задиры устраняют зачисткой на шлифоваль-
ном станке. При большом износе, когда не обеспечивается гаранти-
рованный зазор в сопряжении с втулкой или обнаружены трещины,
изломы и риски глубиной более 0,5 мм, поршень компрессора заме-
няют новым.
Поршневые пальцы с небольшим износом восстанавливают хро-
мированием. При значительном износе, выкрашивании цементирован-
ного слоя, наличии трещин и задиров на поверхности палец заменяют
новым. Выпрессовка пальца производится с применением специаль-
ного приспособления. Изношенное отверстие под палец в поршне
растачивают до большего диаметра и подбирают другой палец.
361
Поршневые кольца чаще всего изнашиваются по наружному диа-
метру. Кроме того, может быть увеличен зазор в замке (в свободном
состоянии более 12 мм), а также зазор между кольцом и канавкой.
Нередко появляются изломы, трещины и задиры на рабочей поверх-
ности колец, потеря ими упругости, коробление, неплотное прилега-
ние к рабочей поверхности втулки.
Кольца с поршня снимают в следующей последовательности: раз-
двинув замок кольца и подложив под кольцо тонкие пластинки, по
ним осторожно перемещают его вверх. Кольца с незначительным
износом после снятия с них заусенцев и скруглений острых кромок
устанавливают в поршневые канавки. При этом необходимо, чтобы
снятые и отремонтированные кольца ставились на прежние места в
поршне, а поршни — в свои цилиндры. Сильно изношенные кольца,
а также изломанные, покоробленные, потерявшие упругость и приле-
гание к рабочей поверхности втулки, заменяют новыми.
Шатуны иногда выходят из строя вследствие изгиба и скручива-
ния, но чаще из-за износа подшипников в верхней и нижней голов-
ках, а также износа шатунных болтов, гаек и опорных поверхностей
под них.
Поврежденные опорные поверхности под головки и гайки шатун-
ных болтов зачищают. При обнаружении трещин, ослаблении поса-
дочных мест под втулку в верхней и в подшипнике нижней головок,
значительного изгиба и пропеллерности более 0,02 мм на 100 мм
длины шатун заменяют новым.
Если в шатунах заменяют изношенные подшипники, то после ре-
монта производят на специальном приспособлении контрольную про-
верку параллельности осей верхней и нижней головок шатуна, со-
бранного с подшипниками.
Коленчатый вал — один из наиболее ответственных и дорогосто-
ящих узлов компрессора, поэтому при его ремонте применяют спе-
циальное оборудование: станок для шлифования шеек вала с приспо-
соблением, позволяющим измерить диаметр шеек в процессе их
шлифования без выключения станка; прибор для проверки вала на
биение; станки для расточки коренных подшипников; приспособле-
ние для напрессовки на вал подшипников качения и др.
У коленчатого вала чаще всего наблюдается износ коренных и
шатунных шеек, реже — изгиб вала. Износ шеек вала, как правило,
связан с неисправностью подшипников и плохим качеством смазки
трущихся поверхностей. Например, при загрязнении масла частицами
отслоившегося металла на рабочих поверхностях шеек могут появ-
362
пяться риски, задиры, царапины и т.д. Если имеются большие зазоры
в подшипниках, то появляется овальность шеек вала. Овальность,
конусность и непараллельность осей шеек вала, а также биение его
хвостовика допускается не более 0,03 мм, вал с трещинами выбра-
ковывают.
Износ шеек вала устраняют методом электролитического остали-
вания с последующим хромированием. При повышенном износе
можно применить способ металлизации. Овальность и конусность
шатунных и коренных шеек устраняют шлифованием, при котором
диаметр шеек не должен уменьшиться более чем на 3% по сравнению
с номинальными.
Изгиб коленчатого вала устраняют путем подогрева изогнутого
места до 400-550°С и нажатием пресса на выпуклую часть вала,
установленного на призмах. Место правки вала отжигают и проверя-
ют дефектоскопом с целью выявления трещин.
Отремонтированный вал подвергают статической балансировке.
Для устранения дисбаланса разрешается высверливать отверстия ди-
аметром 10 мм на глубину не более 5 мм на середине криволинейных
поверхностей противовесов. Допускается дисбаланс 50 г-см.
Коренные и шатунные подшипники ремонтируют при обнаружениитре-
шин, рисок, задиров, выкрашиваний и других дефектов, а также при нали-
чии овальности, конусности и износа, когда радиальный зазор между
шатунной шейкой вала и вкладышем превышает 0,2-0,7 мм, а между ко-
ренной шейкой и подшипником — 0,3—0,8 мм.
При износе, отслаивании антифрикционного слоя от корпуса вкла-
дыша и несоответствии размеров шеек отремонтированного коленча-
того вала размерам подшипников, подшипники заливают свинцовис-
той бронзой с последующей механической обработкой до номиналь-
ного размера.
Вкладыши должны плотно прилегать к яривалочной поверхности.
Плотность прилегания проверяют по контактным пятнам. Она должна
составлять не менее 85% поверхности при условии наличия не менее
двух пятен на 1 см2. Вкладыши с неплотным прилеганием и трещи-
нами выбраковывают.
Всасывающие и нагнетательные клапаны могут иметь следующие
неисправности: царапины, риски, заусенцы, забоины на плоскостях
прилегания пластин и в седлах, коробление и заедание пластин, тре-
щины и изломы в плите, изломы и проседание пружин.
При ремонте необходимо обеспечить плотное прилегание пластин
к седлам. Поэтому неисправные пластины и пружины заменяют новы-
363
ми. Если плоскость клапана плиты повреждена, то ее притирают до
Получения ровной поверхности. Седла клапанов тщательно притирают
до полного выведения неровностей и царапин. Для окончательной
притирки применяют тонкую пасту ГОИ.
У собранных клапанов обязательно проверяют высоту подъема
пластин. Кроме того, проверяют плотность всасывающих и нагнета-
тельных клапанов в сборе на специальном стенде.
Сальник компрессора ремонтируют при отколах, выкрашивании,
рисках и задирах на рабочих поверхностях стальных и графитовых
колец, а также при изломах, проседании пружин. Обычно неисправ-
ные кольца и пружины сальника заменяют новыми, после чего саль-
ник проверяют на плотность воздухом под давлением 1 МПа.
Систему смазки компрессора перед ремонтом проверяют на спе-
циальном стенде, где определяют зависимость производительности
насоса от давления масла. Если эти величины соответствуют указан-
ным в паспорте для данного типа компрессора, то насос разбирают.
Картер компрессора, маслопровод, масляный фильтр и детали насоса
промывают керосином и обдувают сжатым воздухом.
В системе смазки могут быть следующие неисправности: засоре-
ние масляного фильтра или повреждение сетки фильтра, износ зубьев
шестерен и ротора насоса; повреждение прокладок; трещины и отко-
лы в деталях; риски и задиры на рабочих поверхностях корпуса на-
соса. В большинстве случаев неисправные детали (сетка фильтра,
шестерни, ротор) заменяют новыми. Иногда масляный насос не обес-
печивает производительность из-за наличия повышенных зазоров
между зубьями или радиального зазора по диаметру шестерни, а
также из-за износа гнезд оси и вала. Эти неисправности устраняют
шлифовкой, притиркой деталей или заменой их новыми.
В редукционных клапанах системы смазки могут быть следующие не-
исправности: просевшие или изогнутые пружины, поврежденный шарик,
сорванные грани гаек. Неисправные детали клапана заменяют и собран-
ный клапан перед постановкой регулируют на стенде на рабочее давление.
Сборку компрессора после ремонта производят на кантователе.
Детали компрессора перед сборкой промывают и сушат, а снятые
прокладки, стопорные кольца и шплинты заменяют новыми. В про-
цессе сборки необходимо соблюдать чистоту, чтобы не загрязнять
детали, и выполнять все операции в последовательности, предусмот-
ренной технологическим процессом.
После сборки компрессор заправляют маслом в соответствующем
количестве, а затем обкатывают и испытывают.
364
Обкатка и испытание компрессора производятся для приработки
трущихся частей, выявления качества, сборки и проверки параметров
режимов работы. Обкатка осуществляется на стенде в течение
8-10 ч в три этапа: без клапанов, с клапанами без давления и под
давлением.
Если во время обкатки обнаружен ы необычные шумы или стуки,
компрессор немедленно выключают, выясилют и устраняют причины
ненормальной работы. После обкатки под давлением сливают масло
из компрессора, промывают картер и фильтр и продувают их сжатым
воздухом. Затем компрессор испытывают иа стенде, на котором про-
веряют качество ремонта и определяют основные параметры работы.
Если в процессе испытаний компрессора получены неудовлетвори-
тельные параметры и обнаружены неполадки в работе, то его снова
разбирают и устраняют неисправности.
После обкатки и испытания на стеяде производят проверку комп-
рессора на герметичность азотом или воздухом под давлением 1 МПа
в воде, нагретой до 45-50°С в течение 15 мин. Герметичность ком-
прессора можно считать удовлетворительной, если в местах соедине-
ний и по сальнику за это время не появятся пузырьки газа.
Затем осуществляется вакуумная сушка компрессора в сушиль-
ном шкафу, в котором он выдерживается в течение 1-1,5 ч при
температуре 70-9О°С до полного удаления влаги и воздуха. Осушен-
ный компрессор заполняют хладоном-12 при давлении 30-50 кПа,
отверстия всасывающего и нагнетательного вентилей заглушают.
12.5. Автоматический запорный вентиль
Автоматический запорный вентил ь (рис. 12.2) установлен на ком-
прессоре 2Н2-56/7.5-105/4 холодильного агрегата FAL-056/7.
У автоматического вентиля возможны следующие неисправности:
просачивание через неплотности в местах соединений; несрабатыва-
ние из-за повреждений внутренних деталей.
Неплотности в корпусе вентиля определяют опрессовкой. Устра-
няют неплотности подтягиванием гаек торцовых крышек. Если этого
окажется недостаточно, то вентиль вскрывают и осматривают поса-
дочные места крышки.
Для разборки неисправный вентиль устанавливают на специаль-
ном приспособлении так, чтобы ручки фиксаторов 6 и 8 (рис. 12.3)
были обращены вниз. При этом поршни всасывающего и нагнетатель-
365
1 2 3 4 5 6 78 9 10 1112 13 14
23 22 2120 19 18 17 16 15
Рис. 12.2. Автоматический запорный вентиль компрессора холодильного
агрегата FAL-056/7
ного клапанов будут удерживаться пальцами 1 фиксаторов в сжатом
состоянии. Далее вентиль с верхней съемной частью 7 устанавливают
в направляющей шине приспособления. После этого свинчивают гай-
ки 1 (см. рис. 12.2) и снимают крышку 2 со стороны нагнетания. С
тяги 4 удаляют клапанную тарель 3, уплотнительное и направляющее
кольца. Затем снимают соединительную трубу 5 и лишь после этого
снимают фланец 23 и сопло 21 со стороны нагнетания.
Корпус 9 вентиля со сжатыми клапанами 7 и 12 и верхней частью
приспособления 7 (рис. 12.3) закрепляют на нижней части 9 так, чтобы
поршень нагнетательного клапана был обращен в сторону зажимного
устройства 4. Далее поворотом ручки 3 влево упирают шток 2 в пор-
шень нагнетательного клапана и утапливают его в корпусе вентиля,
Рис. 12.3. Приспособление для сборки и разборки автоматического запорного !
вентиля
366 i
чтобы можно было убрать фиксатор 6 и сдвинуть вправо шток 2,
вынуть из корпуса нагнетательный клапан и р-аспорную пружину.
Детали разобранного вентиля тщательно промывают, очищают от
остатков прокладок и осматривают для выявления дефекто в. Детали
с признаками износа, задиров или заеданий заменяют но вы ми. При
дефектации следует иметь в виду, что кольца поршней наготовлены
из политетрафторэтилена и на их поверхности не допускаются даже
малейшие механические повреждения. Опорное кольцо в пазу долж-
но лежать без перекоса. Нагнетательный маслопровод до «штуцера 14
(см. рис. 12.2) и в крышке 13 должен свободно продуваться. На
внутренней поверхности корпуса не допускаются механнч еские по-
вреждения и односторонние износы. Сборку отремонтированного
вентиля ведут в обратной последовательности. Все детали обильно
смачивают чистым компрессорным маслом ХФ12-18. Корпус крепят
в приспособлении так же, как при разборке, однако его фиксируют
стопором 5 (рис. 12.3) с резьбой, а поршень всасывающего клапана
размещают со стороны штока 2. В корпус вставляют поршень нагне-
тательного клапана 12, а также поршень 10. Далее поршни сжимают,
как при разборке, и стопорят фиксаторами приспособления.
После этого верхнюю часть монтажного приспособления с закреп-
ленным в ней корпусом и зафиксированными поршнями снимают со
стоек и крепят в направляющей шине другого приспособления. Сбор-
ку производят в порядке, обратном разборке. При этом кон тролиру ют
положение фланцев 75 и 23.
Собранный вентиль испытывают на плотность сухим воздухом или
азотом давлением 2,5 МПа под водой (для этого необходигмо закрыть
глухими фланцами места присоединений веитиля). Сжа-гый воздух
или газ подводят к патрубку 77. Появление пузырьков при испытании
не допускается.
Давление в патрубках 8 и 77 повышают медленно t* течение
30 с от О до 2 МПа. В патрубке 22 сжатый воздух (ил » азот) не
должен просачиваться.
Работоспособность автоматического запорного вентиля контроли-
руют на работающем компрессоре, на испытательном стенде или на
работающей холодильной установке. При этоы следует иметь в виду,
что не позднее чем через 1 мин после остановки компрессора, вентиль
Должен быть закрыт (при этом слышится характерный звук при закры-
вании), а при включении компрессора должен быть слышен звук мо-
мента открывания вентиля, но не позднее, чем при достижении давле-
ния масла 0,1 МПа. Эту проверку следует повторять до 5 раз.
367
12.6. Теплообменные аппараты
и вспомогательное оборудование
Наиболее распространенными неисправностями теплообменных
аппаратов являются волнистость пластин, трещины и вмятины на труб-
ках и калачах, повреждения мест пайки и полуды на трубках, замас-
ливание внутренних поверхностей.
При деповском ремонте пассажирских вагонов основные узлы
агрегата ремонтируют без снятия с вагона, за исключением электро-
двигателей, которые подлежат обязательному демонтажу для провер-
ки и ремонта в цехе, во время заводского ремонта со Снятием с
вагона.
При ремонте конденсатора без снятия с вагона поверхности труб
и пластин промывают водой из шланга и обдувают сжатым воздухом..
Проверяют состояние пластин и труб, воздухоохладитель продуваю-
сжатым воздухом, выправляют погнутые ребра трубок. Однако, ।
случае возникновения неисправностей, вызывающих утечку хлада
гента в труднодоступных местах, а также во всех случаях заводско:
ремонта вагонов они подлежат ремонту со снятием с вагона.
Тепл
обменные аппараты при деповском ремонте осматривают и прове]
течеискателем на герметичность в комплекте с холодильной устанс
кой. При утечке хладагента через фланцевые соединения произвол
подтягивание болтов, а при необходимости заменяют неисправн
паронитовые прокладки новыми толщиной 0,4-1 мм. Перед посгант
кой паронитовые прокладки пропитывают в глицерине при темпера!
ре 50-60°С в течение 4-5 ч.
Для прокладок можно использовать также маслобензостойку
резину средней твердости.
При капитальном ремонте испытание на плотность производят пи
ле разборки установок на узлы и детали. Перед демонтажем теплое
менных аппаратов с установок откачивают хладагент в баллон, рать
диняют трубопроводы, заглушают отверстия, чтобы пыль, грязь
влага не попали вовнутрь.
Для снятия, например, конденсаторного агрегата установ
МАВ-И используют подъемник, при помощи которого затем снят1
агрегат транспортируют на участок ремонта, где в специальной кал
ре его обдувают сжатым воздухом под давлением 0,2-0,25 МПа.
моечной машине производят наружную обмывку в течение 15-201
при температуре 60-70°С. Состав моющего раствора следующий: 1
натрийфосфат 4%; кальцинированная сода 2%; жидкое стекло 1
368
хромпик 1%; остальное вода. Затем производят ополаскивание агре-
гата горячей водой (60-70°С) с добавлением 1% хромпика и обдувку
сжатым воздухом для удаления влаги. В последнее время широко
используются лабомиды.
При ремонте ресивер испытывают на прочность давлением 12,1 МПа в
течение 5 мин. Испытания производят водой или воздухом в барокамере.
Утечки, «потение» металла (при испытании водой) не допускаются.
На плотность ресивер, воздухоохладитель и конденсатор испыты-
вают давлением 1,6 МПа в течение 8 минут.
Испытания проводят в ванне с водой, осушенным воздухом, азо-
том, азотно-хладоновой или воздушно-хладоновой смесью. Темпера-
тура воды при испытании должна быть в пределах 60-65°С. Предельное
давление хладона-12 в смеси должно быть не менее 0,35 МПа.
Калачи воздухоохладителя и конденсатора, а также трубки возду-
хоохладителя при наличии вмятин, трещин и свищей заменяют.
На поверхности калачей воздухоохладителя и конденсатора допус-
каются плавные вмятины глубиной не более 15% от диаметра трубок.
Погнутые ребра конденсатора и воздухоохладителя выправляют. Вол-
нистость ребер допускается не более ±1 мм. Изготовление трубопро-
водов, калачей, коллекторов и трубок распределителей производят по
чертежам завода-изготовителя.
Ремонт конденсатора и воздухоохладителя при наличии трещин и
свищей в трубах производят одним из следующих способов:
поврежденную трубу (калач) секции отрезают и устанавливают
новую (рис. 12.4, а, б). Если установленная труба имеет радиальный
зазор в поврежденной, то ее раздают в местах пайки по диаметру с
помощью шарика или дорна.
Количество отключаемых труб в воздухоохладителях и конденсаторах
устанавливается инструкциями по ремонту холодильного оборудования.
Резку заготовок медных труб диаметром от 6 до 20 мм производят
специальным труборезом (рис. 12.5, а). Разрезаемую трубу устанав-
ливают на направляющие ролики 6, размещенные в нижней части
корпуса 5. При вращении маховика 1 и скрепленного с ним винта 2
ползун 3 совершает поступательное перемещение. Шарнирно соеди-
ненный с ползуном нож 4 прижимает разрезаемую трубу к роликам.
Вращая труборез вокруг трубы и одновременно поджимая к ней нож,
надрезают стенки и затем их перерезают.
Гибку калачей производят с помощью специальных пружин. При
этом не нужно засыпать в трубы какой-либо наполнитель (например,
песок) с целью получения правильных радиусов изгиба (12.5, 6) .
369
Рис. 12.4. Способы ремонта повреждённых трубчатых секций:
а—постановкой обводного калача; б — ввариванием трубы меньшего диаметра;
1 — место повреждения; 2 — обводной калач; 3 — место пайки; 4 — труба с
дефектами; 5 — новая труба
При ремонте теплообменных аппаратов и ресивера паяльно-свароч-
ные работы производят припоями: ПСр50К, ПСр45, ( ГОСТ 19746-74),
34А, ПРЗ, ПОС90, (ГОСТ 21930-76), сварочной проволокой 34А и 1
флюсами, приготовленными на основе буры, борной кислоты, хлорис-:
того калия, хлористого цинка, хлористого лития, хлористого аммония.
Внутренние полости теплообменных аппаратов, ресивера про-
мывают на специальном стенде фреоном-30 (хлористый метилен)
(ГОСТ 9968-73), четыреххлористым углеродом (ГОСТ 20238-74)
или трихлорэтиленом (ГОСТ 9976-70). Допускаются другие моющие
средства, не оказывающие коррозионного воздействия на материал,
из которого изготовлен аппарат.
Рис. 12.5. Приспособления, применяемые при ремонте теплообменных
аппаратов
370
Внутренние полости воздухоохладителя, конденсатора и ресивера
затем подвергают сушке. Сушку производят продувкой сухим подо-
гретым воздухом; продувкой сухим воздухом (или азотом); вакуу-
мированием; вакуумированием с подогревом.
Параметры, определяющие продолжительность контрольной выдер-
жки, величины остаточного давления, температура точки росы (Тр)
воздуха и приборы приведены в таблице. 12.1. Аппарат считать осу-
шенным, если точка росы (7р) воздуха на выходе из изделия выше
точки росы (Тр) на входе в него не более 5°С. Общее время контроля
сухости способом удержания вакуума — 2 ч, из которых указанное
повышение допускается в первый час. Измерение давления произво-
дят высокочувствительными вакуумметрами типа ВТ, ВСБ-1 и др.
Таблица 12.1
Способ сушки Характеристика воздуха Вакуумирование Приборы
Точка росы воздуха на выходе из осушаемого оборудования не выше, °C Температура воздуха на выходе в осушаемое оборудование °C Остаточное давление не выше (МПа), мм рт. ст. Повышение давления в течение первого часа не более, мм рт. ст. Температура подогрева (или изделия) не менее, °C Класс точности не ниже
Продувка (наполнен сухим подогретым воздухом -30 80±120 - — - КИВГЛ, ИИГ-1, Г2
Продувка (наполнен сухим воздухом (азотом) -30 -
Вакуумирование — - 10 2 20 Вакуумметр кд. 0,4
Вакуумирование с подогревом 50 2 60 -
371
Внутренние полости воздухоохладителя, ресивера, конденсатора
разрешается сушить в составе холодильно-нагревательной установки.
Осушенные теплообменные аппараты и ресивер заполняют хладо-
ном-12 или азотом с точкой росы не ниже -ЗО°С до избыточного
давления 0,0196-0,049 МПа и последующей герметизацией техноло-
гическими заглушками.
Фильтр-осушитель. При периодических ремонтах производят за- <
мену фильтров-осушителей.
В процессе эксплуатации холодильной установки происходит заг-
рязнение сетчатого конуса фильтра и насыщение влагой осушающего
вещества.
При ремонте фильтр-осушитель разбирают, детали промывают бен-
зином, поврежденные заменяют на новые, осушающее вещество под-
вергают регенерации. При проведении сварочных работ на корпусе,;
фильтра-осушителя его подвергают испытанию на прочность давлени-
ем 2,354 МПа в течение 2 мин в ванне с водой.
Фильтрующий элемент (металлокерамический или из опеченной
бронзы)
очищают от загрязнений. Для
этого
его
нагревают и
проду-
вают сжатым воздухом. Подогрев и вакуумирование одновременн
трех фильтров-осушителей производят на стенде (рис. 12.6). Фильтр
нагревают в электропечи до 110-120°С, вакуумируют до остаточно
давления 3-5 мм рт. ст. в течение 10 мин, после чего вакуумн
насос отключают.
Качество очистки фильтрующего элемента проверяют присоеди
нием его к воздушной магистрали, где с помощью редуктора соз,
ют давление 0,2 МПа. Штуцер корпуса фильтра присоединяют к ;
таметру, открывают вентиль редуктора и наблюдают за показания
ротаметра. Величина пропускной способности очищенного фильтр)
щего элемента должна быть не менее 85% пропускной способней
нового элемента.
Рис. 12.6. Схема стенда для подогрева
вакуумирования фильтров-осушителе
1 — термостат; 2 — термодатч
3 — фильтры-осушители; 4 — фланце
соединение; 5 — редуктор с манометр
6 — баллон; 7 — вакуумме
8 — запорный вентиль; 9 — вакуум-нас
10 — соединительная муф
11 — электродвигатель; 12 — коллект
13 — электропечь
372
Поглощающую способность осушающего вещества восстанавли-
вают сушкой в вакуумном сушильном шкафу, сушкой в электропе-
чи, прокаливанием на противне, а также пропусканием через собран -
ный осушитель воздуха, нагретого до температуры 120—200°С.
На рис, 12.7 показана схема установки для регенерации цеолита в
сушильном шкафу 1. Температуру в шкафу контролируют по термо-
метру 2, а остаточное давление — по вакуумметру 3. Электроваку-
умный шкаф типа ВШ-0,035 имеет мощность нагревательных прибо-
ров 2 кВт при напряжении 220 В. Наибольшая рабочая температура в
шкафу 250°С. В шкаф можно одновременно загружать россыпью до
8 кг цеолита. Водопровод 10 служит для подачи воды к вакуумному
уплотнению крышки сушильного шкафа.
Вакуум в сушильном шкафу и водяной ловушке 4 создается ва-
куум-насосом 5 типа ВН-46ГМ с приводом от электродвигателя мощ-
ностью 0,6 кВт при напряжении 380 В. Удаляемые из шкафа водяные
пары поступают в ловушку 4 и конденсируются в виде инея на ис-
парителе 6 холодильного агрегата 9 типа ВС-0,7-3 холодопроизводи-
тельностью 700 ккал/ч. Процесс регенерации осушающего вещества
длится 4 ч. Оттаивание инея производится горячими парами хладаген-
та при открытом вентиле 11. Удаление влаги из ловушки осуществ-
ляется открытием вентиля 8.
Наиболее эффективный метод регенерации механического фильт-
ра — регенерация с применением ультразвука. При ультразвуковом
методе очистки элементы погружают в моющую жидкость, в которой
возбуждаются ультразвуковые колебания. Силы, возникающие в ре-
зультате колебаний, равномерно распределяются по всему объему
жидкости, чем достигается очистка самых мелких пор.
Заправку осушающим веществом и сборку фильтра-осушителя
производят в обратной последовательности. После сборки фильтры-
Рис. 12.7. Схема установки для регенерации
осушающего вещества фильтров-осуши-
телей:
1 — вакуумный сушильный шкаф; 2 — термо-
метр; 3 — вакуумметр; 4—ловушка; 5 — ваку-
умнасос; 6— испаритель; 7, 11 — электромагнит-
ные вентили; 8 — вентиль; 9 — холодильный
агрегат; 10—водопровод; 12— терморегулиру-
ющий вентиль
373
осушители испытывают на герметичность в ванне с водой. Подлежа-
щие испытанию три фильтра-осушителя крепят на коллекторе 12
(см. рис. 12.6) приспособления. При меньшем количестве испытыва-
емых фильтров-осушителей свободные гнезда закрывают заглушка-
ми. Коллектор 12 соединен с баллоном, заполненным хладоном-12.
На трубопроводе имеются редукционный клапан, манометры и запор-
ный вентиль.
После присоединения фильтров-осушителей открывают вентиль
баллона и создают в них давление 0,02-0,03 МПа. Коллектор с испы-
тываемыми фильтрами-осушителями помещают в ванну с водой,
подогретой до температуры 60-65°С, и доводят давление до
1,6 МПа. Включают лампу подсвечивания в ванне и наблюдают за
появлением пузырьков хладагента в воде. Отсутствие пузырьков
свидетельствует о герметичности фильтров. В случае образования
пузырьков следует установить места утечки хладагента, вынуть кол-
лектор из воды, снять фильтры-осушители, отремонтировать и вновь
испытать.
Затем фильтры-осушители сушат в электрошкафу, вакуумируют и
заправляют во избежание насыщения влагой хладоном-12 или сухим
азотом под давлением 0,02-0,03 МПа, затем закрывают уплотняющи-
ми колпаками, которые снимают только перед постановкой фильтров-
осушителей на вагон.
К запорной арматуре относятся угловые и запорные вентили, ре-
монт которых производят со снятием с вагона или на месте в зави-
симости от состояния и вида ремонта вагона. Снятые с вагона венти-
ли разбирают, промывают и осматривают.
В вентилях могут появиться неисправности: пропуск хладагента
из-за повреждений рабочих поверхностей клапана и седла, срыв резь-
бы, повреждения шпинделя. Смятую резьбу при ремонте исправляют.
Если обнаружен срыв двух и более ниток резьбы, деталь заменяют,
Сальники заменяют новыми. Проверяют состояние поверхностей се-
дел и клапанов, в случае необходимости их притирают.
Сильфоны бессальниковых вентилей испытывают на герметичность
давлением воздуха 0,196 МПа под слоем воды. Сильфоны, не выдержав-
шие испытания на герметичность, заменяют. Вентили также испытывают
азотом на плотность закрытия клапана и сальникового устройства давле-
нием 1,569 МПа. Течь, пузырчатая сыпь не допускаются.
Мембранные вентили, не выдержавшие испытания на плотность,
заменяют. Фильтр механической очистки также разбирают, очищают
от загрязнений и осматривают.
374
Порванную или коррозионную сетчатую вставку заменяют. При
повреждении более двух ниток резьбы корпус фильтра заменяют. Со-
бранный фильтр механической очистки испытывают на плотность азо-
том давлением 1 ,569 МПа под слоем воды в течение 5 минут. Течъ,
пузырчатая сыпь, также не допускаются.
Трубопроводы при наличии обрывов, изломов, трещин и вмятин
ремонтируют.
Допускаются плавные вмятины на поверхности трубопроводов:
при диаметре трубопровода 12 мм глубиной не более 2,0 мм; при
диаметре трубопровода 15 и 16 мм — не более 5,0 мм.
Разрешается заделывать трещины пайкой. Отремонтированные трубо-
проводы испытывают на прочность давлением 2,4 МПа и плотность давле-
нием 1,6 МПа в течение 5 минут. Вновь изготовленные трубопроводы дол-
жны отвечать требованиям чертежей завода-изготовителя.
Раму холодильно-нагревательной установки осматривают, обнару-
женные трещмньж устраняют аргонно-дуговой сваркой с обязательной
постановкой усиливающих накладок в местах крепления рамы.
Поврежденное полиэфирное уплотнение рамы (трещины; выкра-
шивание) ремонтируют путем заливки этих мест составами, изготов-
ленными на основе эпоксидных смол. Поврежденное резиновое уп-
лотнение рамы заменяют. Разрешается ремонтировать резиновое
уплотнение путем установки не более четырех резиновых вставок
длиной не более 1 метра. Обнаруженные трещины на раме установок
кондиционирования воздуха устраняют сваркой.
12.7. Приборы автоматики
Необходимым условием для надежной работы холодильно-нагре-
вательных установок и установок кондиционирования воздуха явля-
ется регулярное наблюдение за приборами и своевременное устране-
ние неполадок.
При деповском ремонте 5-вагонных секций и автономных вагонов
снятые приборы автоматики подлежит проверке, разборке и, при не-
обходимости, ремонту с последующей настройкой на специальных
стендах и пломбировкой; на пассажирских вагонах обычно проверя-
ют их в действи и без демонтажа с вагона, после чего определяют
целесообразность их снятия и отправки в ремонт.
На холодильно-нагревательных установках 5-вагонной секции
ZB-5 установлен терморегулирующий вентиль TEF-5, на 5-вагонной
375
секции БМЗ — типа ТРВ-12, на установках кондиционирования воз-
духа МАВ-П — типа TEF12-5, КЖ-25, КЖ-25П — типа ТРВК20.
Основными неисправностями терморегулирующих вентилей (ТРВ)
являются: нарушение герметичности термосистемы, износ клапана и
седла; неотрегулированность перегрева вентиля.
При заводском ремонте терморегулирующие вентили демонтируют
с установки, разбирают, детали промывают в бензине, протирают,
осматривают, при необходимости ремонтируют или заменяют новы-
ми; заряжают систему.
Приборы контроля и управления холодильной установкой обычно
проверяют в действии без демонтажа с вагона, после чего определя-
ют целесообразность их снятия и отправки на стенды для ремонта.
Терморегулирующие вентили при необходимости ремонта разби-
рают, очищают и промывают. При утечке жидкости из термобаллона
или сильфона, заедании штока, изломе регулирующего шпинделя
вентиль заменяют новым.
После ремонта ТРВ собирают и испытывают на герметичность
сжатым воздухом под давлением около 0,4 МПа в ванне с водой, а
также проверяют соответствие давления легко испаряющейся жидко-
сти в термобаллоне давлению в системе. Величину изменения давле-
ния в термобаллоне ТРВ сверяют с диаграммой зависимости этого
давления и температуры. Если температура и давление не совпадают,
то производят регулировку сжатия пружины до тех пор, пока давле-
ние не будет соответствовать значениям температур с отклонением не
более 50 кПа. Одновременно проверяют плотность закрытия клапана.
Соленоидные вентили разбирают, промывают все детали и фильт-
ры (кроме катушек), удаляют налеты масла. Риски и задиры на де-
талях зачищают. Катушки проверяют на пробой изоляции. Соленоид-
ный вентиль собирают и проверяют величину подъема клапана и
1ерметичность вентиля.
Реле давления очищают от пыли и загрязнения, промывают кон-
такты. Устраняют повреждения в деталях. Испытания реле производят
созданием в силовых элементах таких же давлений, как и в системе
циркуляции хладагента, проверяют по манометру величины давления,
при которых происходят размыкание и замыкание контактов. Если
срабатывание контактов не соответствует давлениям, на которые дол-
жен быть отрегулирован прибор, его подвергают дополнительной
регулировке в соответствии с инструкцией по эксплуатации.
Термодатчики (ртутные контактные термометры) очищают, прове-
ряют исправность контактов и состояние стеклянной колбы. Термо-
376
датчики с ослаблением контактов, трещинами колб и разрывами ртут-
ного столба заменяют новыми.
Манометры, у которых стрелка не возвращается к упорному
штифту, или его нет совсем, разбито стекло, имеется утечка хлада-
гента, заменяются исправными с неистекшим сроком проверки.
12.8. Сборка и испытание холодильных
машин
Опробование системы охлаждения на вагоне производится после
монтажа всего отремонтированного холодильного оборудования, ко-
торое транспортируется и устанавливается с помощью подъемных
приспособлений. При сборке компрессорно-конденсаторный агрегат
тщательно закрепляют под вагоном. В воздуховоде монтируют возду-
хоохладитель, на щите вспомогательной аппаратуры устанавливают
приборы, снимают заглушки с труб и подключают их к аппаратам.
После сборки проверяют плотность системы осушенным азотом с
добавлением хладона-12 под давлением 1,7 МПа в течение 6 ч. В
случае падения давления устраняют неисправности и продолжают
испытания под тем же давлением в течение 12 ч. Если падение дав-
ления не наблюдается, установку вакуумируют и заполняют хладаген-
том, подключают к источнику электроснабжения и осуществляют
пробный пуск и испытание в течение 6 часов.
Система охлаждения считается полностью готовой к эксплуатации,
если параметры ее работы соответствуют паспортным данным.
При сборке и испытании холодильно-нагревательной установки
FAL-056/7 детали и узлы, поступившие на сборку, должны быть при-
няты работниками ОТК. Сборку осуществляют по чертежам завода-
изготовителя. Собранную холодильно-нагревательную установку' ис-
пытывают на плотность сухим азотом или осушенным воздухом с
точкой росы — 30°С, давлением 1,85 МПа, компрессор — давлени-
ем 1 МПа.
Установку выдерживают под давлением в течение 8 часов. В течение
первого часа падение давления допускается не более 0,05 МПа В после-
дующее время падение давления не допускается. После опрессовки холо-
дильно-нагревательную установку подвергают осушке, для чего устанав-
ливают в сушильную камеру, где под держивается температура 40°С и
вакуумируют до давления 30 мм рт. ст, компрессор и остальную часть
установки — до 10 мм рт. ст. Осушка продолжается до тех пор, пока
377
выходящий из установки воздух не будет иметь точку росы не выше -
ЗО°С. После вакуумирования плотность считается удовлетворительной,
если давление за это время при неизменной температуре установки и воз-
духа повышается в компрессоре до 40 мм рт. ст., а в остальной части
установки—не более 12 мм рт. ст.
После вакуумирования установку выдерживают под указанным
вакуумом в течение 30 мин.
После вакуумирования холодильно-нагревательную установку зап-
равляют хладоном-12 через технологический фильтр. Затем осуще-
ствляют пробный пуск и проверяют в течение 12 ч с целью настройки
приборов автоматики, проверки холодопроизводительности и прира-
ботки трущихся деталей. Через 15 мин после начала обкатки холо-
дильно-нагревательную установку проверяют на плотность при помо-
щи галоидной лампы ЛТ-7.
Приборы автоматики регулируют на параметры срабатывания, пре-
дусмотренные заводом-изготовителем.
После окончания испытания холодильно-нагревательной установки
на холодопроизводительность заменяют фильтры-осушители и прове-
ряют систему течеискателем, откачивают хладон-12 в рессивер и
закрывают все запорные вентили.
12.9. Техника безопасности при ремонте
холодильного оборудования
Холодильные установки относятся к устройствам повышенной
опасности. Поэтому все машины, аппараты, трубопроводы и конт-
рольно-измерительные приборы необходимо постоянно содержать в
исправном состоянии. Аппараты, работающие под давлением, нельзя
допускать к эксплуатации, если истек срок их осмотра и освидетель-
ствования в соответствии с требованиями Госгортехнадзора.
Нельзя эксплуатировать холодильную установку, если предохра-
нительные клапаны не испытаны на установленное давление и не
опломбированы. Не разрешается также эксплуатировать компрессоры
и другое оборудование при неисправности устройств ограждения
приводных ремней, движущихся и вращающихся частей.
При внутреннем осмотре цилиндров, картера и аппаратов холо-
дильной установки разрешается пользоваться только переносными
лампами напряжением 12 В или электрическими карманными фонаря-
ми. Применять при осмотре открытое пламя и курить запрещается.
378
Вскрывать компрессоры, аппараты и трубопроводы фреоновых
холодильных установок разрешается только после понижения в них
давления до атмосферного. При обнаружении утечки хладагента надо
немедленно включить вентиляцию или открыть двери и окна и провет-
рить помещение. Если необходимо выпустить хладагент из системы в
резервные баллоны, то норма заполнения их на 1 л емкости баллона
для хладо на-12 не должна превышать 1,2 кг. Запрещается снимать
колпаки с баллонов при помощи молотка. Во избежание попадания
хладагента в глаза надо пользоваться защитными очками. Заглушку
на вентиле баллона следует открывать осторожно, направляя выход-
ное отверстие вентиля от себя.
В процессе заполнения системы хладагентом запрещается нагре-
вать баллон любым способом. Нельзя оставлять баллон с хладаген-
том, присоединенным к системе холодильной установки, больше
времени, необходимого для непосредственного ее заполнения или для
удаления из нее хладагента.
При перекачке в баллон хладагента из системы разрешается ис-
пользовать лишь те баллоны, срок проверки которых не истек.
Испытательные стенды и контрольно-измерительные приборы, при-
меняемые при ремонте холодильного оборудования, должны быть
снабжены паспортами и инструкциями по их использованию и содер-
жаться в исправности. Работники, ремонтирующие и обслуживающие
холодильное оборудование, должны работать в специальной одежде.
379
13
Техническое обслуживание
и ремонт дизельного
оборудования
13.1. Техническое обслуживание дизеля
В период эксплуатации дизелей выполняют следующие плановые
виды технического обслуживания: ежедневное техническое обслужи-
вание; техническое обслуживание ТО-1; техническое обслуживание
ТО-2; техническое обслуживание ТО-3.
Периодичность технического обслуживания дизелей в зависимо-
сти от их типов и наработки указана в табл. 13.1, а перечень работ
по видам технического обслуживания в табл. 13.2.
Проведение очередного технического обслуживания допускается
с отклонением по времени +10 ч, появившиеся неисправности у
дизеля устраняют не дожидаясь срока проведения очередного техни-
ческого обслуживания.
В период послеремонтной гарантийной наработки дизеля после де-
повского ремонта, если его ремонт производился с выемкой шатун-
Таблица 13.1
Вид технического обслуживания Периодичность ТО в зависимости от наработки дизелей (мото-часы)
К-461 (К-461М) 4ВД-21/15 4ВД-12.5/9 (4НВД-12.5)
Ежедневное 1 раз в сутки
ТО-1 100 150 120
ТО-2 200 300 240
ТО-3 600 600 480
380
Таблица 13.2
Вид технического обслуживания Перечень выполняемых операций на дизеле Дизели
К-461 (К-461М) 4ВД-21/15 4НВД-12.5 (4ВД-12.5/9
1 2 3 4 5
Ежедневное Проверить надежность крепления навесного оборудования и крепления дизеля к агрегатной раме + + +
Очистить наружную поверхность дизеля и его + + +
навесного оборудования от пыли и грязи Проверить уровень масла в поддоне дизеля, + + +
топливном насосе и регуляторе частоты вращения Проверить уровень масла в масляной ванне +
турбонагнетателя Проверить наличие топлива в расходном баке + + +
Проверить наличие и уровень охлаждающей + + -
жидкости в системе охлаждения дизеля Промыть проточную часть турбонагнетателя (только для дизеля К-461М) + - -
ТО-1 Выполнить все работы, указанные в перечне ежедневного панического обслуживания + + +
Очистить ротор масляной центржфуги от + + -
отложений Промыть фильтр грубой очистки масла, а также промыть или заменить фильтрующий + + -
элемент-
Проверить зазоры между торцами стержней клапанов и бойками коромысел + —
*“—— Промыть фильтр грубой очистки топлива, а - + +
381
Продолжение таблицы 13.2
1 2 3 4 5
ТО-2 ТО-3 Промыть вставку воздушного фильтра Осмотреть состояние всех дюритовых соединений Выполнить все работы, указанные в перечне ТО-1 Промыть фильтр тонкой очистки топлива с бумажным фильтрующим элементом и заменить фильтрующий элемент Заменить масло в поддоне (картере) дизеля* Проверить между торцами стержней клапанов и бойками корамысел Проверить затяжку всех наружных резьбовых соединений Заменить масло в топливном насосе и регуляторе частоты вращения топливного насоса Выполнить все работы, указанные в перечне ТО-2 Промыть систему смазки дизеля Очистить приемный фильтр дизеля в маслосборнике и магниты Промыть масляную ванну турбонагнетателя Заменить масло в топливном насосе и в регуляторе частоты вращения топливного насоса Проверить угол опережения подачи топлива Проверить давление впрыска форсунки Проверить шплинтовку шатунных болтов Промыть масломерное стекло турбонагнетателя + + + + (+) + + + + + + + + + + + + + + + + + + + + 1 + i ] + t| + |
382
Окончание таблицы 13.2
1 2 3 4 5
ТО-3 Промыть трубку подвода воздуха к лабиринтному уплотнению турбонагнетателя, а также жтрочистить отверстие подвода воздуха в корпусе подшипников Очистить от накипи и промыть паровоздушный клапан Промыть запорный клапан в бачке долива масла, проверить герметичность клапана и его подвижность Проверить натяжение и износ клиновых ремней привода осевого воздухонагнетателя + - + +
* Смену масла на дизеле Ж461М производить через 600ч, на дизеле 4VD-12.5/9 через 1000 ч.
но-поршневой группы, выполняют одноразовые дополнительные ра-
боты, перечень которых указан в табл. 13.3, а после постройки со-
гласно требованиям завода-изготовителя. В случае бездействия дизе-
ля более 1 сут необходимо 1 раз в сутки провернуть коленчатый вал
на 2-3 оборота. При нахождении дизеля в бездействии более 10 сут
1 раз в 10 сут следует запустить дизель, чтобы он проработал на
холостом ходу при минимальной, а затем и при номинальной частоте
вращения коленчатого вала в течение 5-10 мин.
В период эксплуатации выполняют следующие плановые виды тех-
нического обслуживания дизельного оборудования: ежедневное тех-
ническое обслуживание; техническое обслуживание № 1 (ТО-1).
ТО-1 проводят через каждые 500 я работы дизельного оборудования.
Перечень работ по видам технического обслуживания приведен в
табл. 13.4.
13.2. Возможные неисправности дизеля
Неисправности в. дизеле наиболее часто возникают из-за наруше-
ния режимов работы, а также в результате использования некаче-
ственного дизельного топлива и смазочных материалов. Например,
при пуске холодного дизеля температура воздуха в цилиндре в конце
383
Таблица 13.3
Наработка дизеля после ремонта, мото-часы Перечень работ, выполняемых на дизеле Дизели
К-461 0М61М) 4ВД-21/15 •л <4*0 it
~5D Промыть фильтр грубой очистки масла, а также промыть или заменить фильтрующий — + —
элемент
Очистить ротор масляной центрифуги — + —
Промыть воздушный фильтр и заменить масло в ванне воздушного фильтра — + —
Промыть топливные фильтры — + —
100 Очистить магнитные фильтры масла в
маслоприемнике Заменить масло в дизеле, топливном насосе и - + -
регуляторе частоты вращения Проверить зазоры между торцами стержней - + -
клапанов и бойками коромысел
Проверить затяжку всех наружных резьбовых
соединений
Очистить магнитные фильтры масла в
маслоприемнике
Заменить масло в дизеле, топливном насосе и регуляторе частоты вращения +
120 Промыть топливные фильтры. Фетровый фильтрующий элемент промыть, а бумажный
заменить
Промыть масляный фильтр* Очистить и промыть фильтрующий элемент —
отстойнике топливоподкачивающего насоса Очистить стержневой фильтр форсунки и
проверить давление впрыска форсунки Проверить натяжение и износ клиновых ремней привода осевого воздухонагнетателя Проверить зазоры между торцами стержней
клапанов и бойками коромысел* Проверить затяжку всех наружных резьбовых
соединений +
120 Заменить масло в подшипниках качения осевого воздухонагнетателя Заменить масло в дизеле, топливном насосе и регуляторе частоты вращения* — +
“Данные работы в период послеремонтной гарантийной наработки произвести повторно I
через 240 мото-часов работы дизеля
такта сжатия может быть недостаточной для самовоспламенения ГС
рючей смеси, из-за чего дизель долго не запускается. При это;
режиме масло не разбрызгивается на стенки цилиндро-поршнеай
группы.
384
Таблица 13.4
Вид технического обслуживания Перечень операций, выполняемых на дизельном оборудовании Воздуш- ный ком- прессор Пуско- вой баллон Центро- бежный топли- вный насос
Ежедневное ТО-1 Очистить наружную поверхность от пыли и грязи, проверить надежность элементов крепления Проверить натяжение клиновидных ремней Спустить конденсат (спуск конденсата производить под давлением) Проверить отсутствие течи топлива через сальник и прокладки (допускается при работе насоса каплепадение через сальник не более 5 капель в 1 мин) Выполнить работы, указанные в перечне ежедневного технического обслуживания Промыть всасывающий фильтр Заменить масло в картере и очистить магнитофильтрующий патрон* Проверить исправность клапанных пластин и очистить их от нагара + + + + + + + + + + +
* Первую смену масла в компрессоре необходимо производить после ввода его в эксплуатацию через 250 ч работы.
При работе охлажденного дизеля вязкость картерного масла в
несколько раз выше, чем при нормальном тепловом режиме. Поэто-
му на трущихся поверхностях деталей увеличивается трение, повыша-
ется удельное давление, тепловыделение резко увеличивается, чтс
вызывает разжижение смазки. Поступление на поверхности трения
свежей смазки из-за ее большой вязкости практически не происхо-
дит, т.е. детали работают в условиях полусухого трения. Это влечет
за собой усиленное молекулярно-механическое изнашивание пар тру-
щихся поверхностей. При этом особенно тяжелые условия создаются
в кривошипно-шатунном механизме, испытывающем большие значко-
переменные нагрузки от давления рабочих газов и инерционных сил.
Поэтому одновременно с интенсивным износом сопряженных деталей
на них образуются задиры (например, на шатунных шейхах коленча-
385
того вала, подшипниках, цилиндровых втулках). По мере разогрева-
ния деталей дизеля и масла несоответствие между количеством вы-
текающего масла и подачей его к подшипникам сглаживается и при
достижении нормальной температуры — совсем устраняется.
Недопустимо высокие нагрузки возникают для шатунных подшип-
ников дизеля 4НВД-12,5 при запуске его в холодном состоянии (без
предварительного прогрева с помощью нагревательного прибора). В
этом случае возможны задиры рабочих поверхностей шатунных и
коренных подшипников, возникновение дефектов в масляном насосе,
зубчатом венце маховика и шестерне стартера, а также выход из
строя самого стартера. При работе переохлажденного дизеля между
поршневыми кольцами и зеркалом цилиндра возникают зазоры, ко-
торые исчезают лишь после прогрева двигателя. Поэтому во время
прогрева холодного двигателя наблюдается усиленный прорыв газов
в картер и угар картерного масла. Это, в свою очередь, ухудшает
работу поршневых колец, создаёт условия для повышенного коксо-
образования, приводит к заклиниванию колец. Кроме того, в непрог-
ретом масле вследствие усиленного окисления образуются смолис-
тые вещества, которые способствуют закоксовыванию поршневых
колец. Причиной повышенного смолообразования является также
плохая фильтрация холодного масла. Смолистые осадки, отлагаясь и
накапливаясь на поверхности колец, постепенно заполняют зазоры
между канавками и поршневыми кольцами, препятствуя свободному
передвижению последних. Под давлением рабочих газов накопивши-
еся отложения выталкиваются внутрь канавок. Движение колец на-
столько затрудняется, что они утрачивают способность пружинить.
На техническое состояние дизеля также отрицательно влияет его
чрезмерный нагрев. Перегрев двигателя чаще всего возникает при
его перегрузках, наличии в системе охлаждения большого количе-
ства накипи загрязнения охлаждающей воды, выходе из строя элек-
тродвигателя вентилятора радиатора или неисправностях водяного
насоса. При перегреве возможно закипание воды в водяной рубашке
блока и цилиндровых головках с одновременным повышением тем-
пературы картерного масла свыше 100°С. Наряду с ускоренным ста-
рением масла возрастает интенсивность изнашивания деталей в ре-
зультате чрезмерного уменьшения слоя масла и значительных
температурных деформаций деталей. Перегрев двигателя возникает в
зонах наибольшего нагрева: перемычки между клапанными гнездами
в головке цилиндров, в верхнем поясе втулки цилиндра. Вследствие
чрезмерно высокой температуры стенок камеры сгорания и осевшего
386
на них масляного слоя происходит усиленное нагарообразованне,
которое влечет за собой ухудшение отвода тепла от поверхностей
нагрева.
По мере изнашивания деталей шатунно-поршнево-й группы возрас-
тает угар масла, т.е. потери картерного масла в резулг ьтате попадания
его в камеру сгорания и уноса с выхлопными газами , а также испаре-
ния и термического разложения (сгорания) в условиях повышенных
температур и давления. Угар зависит, главным образом, от степени из-
ношенности деталей, а также от режима работы двига_теля. При оценке
технического состояния шатунно-поршневой группы двигателя угар
масла иногда выражают в процентном отношении к расходу топлива за
один и тот же период работы. Повышенный износ и неисправности от-
дельных узлов или систем двигателя влекут за собой, как правило,
стук в местах сопряжений деталей, ухудшение процесса сгорания топ-
лива, снижение мощностных и экономических показателей, перебои в
работе двигателя и другие последствия. Изношенный (неисправный)
дизель трудно запускается, особенно в переохлажден иом состоянии.
Дизель представляет собой сложную систему отдельных взаимо-
связанных элементов. Поэтому многие неисправности в его работе
характеризуются одинаковыми внешними признакам:». Чтобы их рас-
познать, необходим определенный опыт. Неисправности двигателя
часто находят методом исключения. Например, при работе четырехци-
линдрового дизеля на трех цилиндрах неработающий цилиндр выяв-
ляют путем поочередного отключения подачи топлива в форсунки.
Чтобы предупредить преждевременный износ двигателя и возник-
новение различных неисправностей, необходимо, в первую очередь,
выполнять следующие требования: перед запуском дизеля в холод-
ную погоду подогреть картерное масло и воду; при прогреве дизеля
нагружать его постепенно, доводя до полной нагруз ки при темпера-
туре воды в системе охлаждения не ниже 40пС и температуре масла
в картере не ниже 50°С; следить за тем, чтобы он долгое время не
работал с перегрузкой, не допускать его перегрева, работу на холо-
стом ходу более 20 мин.
При эксплуатации дизелей чаще всего возникают неисправ-ности
топливной системы; они составляют примерно 75% всех отказов. Наи-
более частыми из них являются: неудовлетворительная работа форсу-
нок, неравномерная подача топлива насосными элементами, задиры на
рабочих поверхностях, заедание и преждевременный износ прецизион-
ных пар, слишком ранний или поздний впрыск топлива в цилиндры,
неудовлетворительная работа регулятора частоты врагдения и др.
387
Основными причинами перечисленных неисправностей являются
небрежное хранение дизельного топлива, несоблюдение правил тех-
нического обслуживания системы питания, а также несвоевременная
и некачественная регулировка топливной аппаратуры. Чтобы обеспе-
чить ее бесперебойную работу в течение длительного срока, необхо-
димо тщательно фильтровать дизельное топливо, не допускать попа-
дания в него воды, своевременно сливать отстой из топливного бака
и корпусов фильтров, промывать и заменять фильтрующие элементы,
доливать масло в корпус топливного насоса и регулятора частоты
вращения, промывать их при замене масла.
13.3. Диагностика технического состояния
дизеля
Под технической диагностикой энергосилового оборудования реф-
рижераторного подвижного состава понимается процесс определения
фактического технического состояния объекта без его разборки. В
отдельных случаях для монтажа средств диагностики или их датчиков
допускается частичная разборка диагностируемого объекта. Во время
капитального ремонта дизель разбирают независимо от технического
состояния. Диагностику условно разделяют на общую, когда оцени-
вают техническое состояние дизеля в целом по совокупности ряда
параметров, и поэлементную (локальную), позволяющую оценить тех-
ническое состояние отдельных узлов или систем двигателя (топлив-
ный насос высокого давления, водяной насос, форсунка и т.д.).
Причем в одинаковой степени используется объективный метод,
основанный на применении контрольно-измерительных средств, и
субъективный, проводимый исполнителем визуально или с помощью
простейших технических средств, не дающих количественную оценку
технического состояния элементов машин.
В ряде случаев при диагностике, помимо оценки фактического
технического состояния объекта, предсказывается (прогнозируется)
техническое состояние, в котором объект будет находиться через ин-
тересующий нас период времени или, наоборот, устанавливается
срок, по истечении которого объект достигнет определенного техни-
ческого состояния. Значительно реже решаются экспертные задачи —
определяют техническое состояние, в котором агрегат находился не-
которое время тому назад (например, при расследовании причин
аварии).
388
Диагностика дизелей и его вспомогательных агрегатов перед на-
чалом ремонтных операций в депо условно может быть разбита на
несколько этапов, каждый из которых должен быть предусмотрен
технологическим процессом ремонта всего оборудования. Этими эта-
пами являются получение информации от обслуживающей бригады о
работе агрегата во время рейса; ознакомление с записями старшего
механика или механика рефрижераторного поезда в «Книге учета
ремонта оборудования рефрижераторной секции» формы ВУ-87; ана-
лиз объема и характеристики сверхплановых работ при предыдущем
деповском ремонте, внешний осмотр агрегата; запуск дизеля с заме-
ром параметров, необходимых для диагностирования его техническо-
го состояния, и диагностика агрегата в холодном состоянии с помо-
щью контрольно-измерительных приборов и приспособлений.
Общая диагностика основана на анализе различных внешних при-
знаков и на результатах инструментального исследования. Наиболь-
шее распространение в рефрижераторных депо получили методы,
основанные на изучении выпускных газов, шумов при работающем
двигателе и определении развиваемой мощности. По цвету выхлоп-
ных газов можно судить о техническом состоянии отдельных систем
дизеля:
белый цвет газов указывает на низкую компрессию цилиндра, по-
падание в цилиндры воды, переохлаждение дизеля, пропуск вспышек
топлива, износ рабочих поверхностей плунжеров и втулок топливно-
го насоса высокого давления или засорение фильтров тонкой очис-
тки;
темно- или светло-синий цвет газов указывает на неисправность
форсунки, выгорание масла при переполнении картера, залега-
ние поршневых колец, износ направляющих втулок рабочих кла-
панов;
черный цвет выхлопных газов свидетельствует о плохом распыле-
нии топлива форсункой или уменьшении угла опережения впрыска.
Этот признак характерен также для недостаточной подачи воздуха и
завышенной подачи топлива;
сизый или светло-серый цвет газов наблюдается при пуске двига-
теля после ремонта, когда детали поршневой группы еще не успели
приработаться, или в случае залегания поршневых колец и при изно-
се деталей поршневой группы.
Если после пуска дизеля нет дыма или он выбрасывается редкими
клубами — значит недостаточна подача топлива, сломана пружина
топливоподкачивающего насоса, заклинило плунжер или лопнула его
389
пружина, отказала форсунка или обратный клапан топливного насоса
высокого давления.
Метод диагностирования дизеля по издаваемому шуму распрост-
ранен не менее, чем по цвету выпускных газов. Он также не требует
дорогостоящего оборудования (обычно прослушивается с помощью
различных стетоскопов), хотя и доступен только квалифицированным
специалистам. В последние годы создан ряд механических и элект-
ронных стетоскопов, существенно облегчающих поиск неисправного
сочленения деталей. i
На рис. 13.1 показаны рекомендуемые зоны прослушивания дизе-
ля 4ВД-21/15; диагностические признаки приведены в табл. 13.5. I
Дорожной лабораторией технической диагностики рефрижератор-1
ного депо Предпортовая Октябрьской дороги разработан метод диаг-
ностики технического состояния дизелей, позволяющий прогнозиро-j
вать оставшийся моторесурс наиболее ответственных деталей.!
Мощность дизеля проверяют подключением к электрогенератору пе-1
чей обогрева грузовых вагонов. Превышение мощности дизеля по |
сравнению с номинальной более чем на 5%, как и снижение ее на 7% |
и более, считается отказом. Превышение верхнего предела мощности!
на 10% влечет за собой увеличение скорости изнашивания отдельных!
деталей на 25-30%. ,1
Регулятор частоты вращения проверяют на устойчивость работы!
мгновенным отключением от генератора при максимальной нагрузкел
Первоначально частота вращения коленчатого вала не должна превы]
сить 1020-1050 об/мин, частота тока не более 3 Гц. >Л
Равномерность распределения нагрузки по цилиндрам определяй-Л
по эффективной мощности дизеля при работе на трех цилиндрах
поочередным отключением подачи топлива каждого из четырех. Р <>!
Рис. 13.1. Зоны прослушивания дизеля при диагностировании
390
Таблица 13.5
Пара деталей Зона прослушивания Условия диагностики Ха рактерный шум Дефект
Поршень- цилиндр Правая сторона вдоль цилиндра 1 Малая частота вращения коленчатого вала с переходом иа рабочую (рекомендуется периодически выключать подачу топлива в прослушиваемый цилиндр) Глухие удары металлического предмета Увеличенный зазор между поршнем и втулой, погнутость шатуна |
Поршень- кольцо Правая сторона на уровне н.м.т.7 Рабочая частота вращения коленчатого вала Щелкающий звук высокого тона Излом кольца, износ ручья
Поршневой палец- поршень или втулка шатуна Правая сторона на уровне в.м.т.З Малая частота вращения с резким переходом на рабочую Сильные металлические удары Ослабление пальца в бобышках, износ втулки шатуна, большое опережение впрыска
Коленчатый вал-шатун- ный подшип- ник Правая сторона в зоне коренных подшипников Малая частота вращения с плавным увеличением до рабочей Металлический и сильный звук среднего тона Выработка шатунного подшипника
Распреде- лительный вал -подши- пники Сторона укладки вала 4 Малая и рабочая частота вращения Четкий удар среднего тона Выработка подшипника
Боек стержень клапана Крышка головки цилиндра 2 Малая частота вращения коленчатого вала Металлические звонкие удары Большой зазо р
Шестеренный привод распреде- лительного вала, насосов — Блок цилиндров со стороны водяного насоса 5 Малая частота вращения коленчатого вала Рокочущий шум Излом зуба шестерни
3-91
ность их мощностей (ток по амперметру), замеренных при работе на
четырех или трех цилиндрах, равна условной индикаторной мощности
отключенного цилиндра. После замеров по всем цилиндрам опреде-
ляют коэффициент равномерности их работы
Д = tymintymnx .
I mm 1 max ’
где min и max — наименьшая и наибольшая условная индикаторная
мощности. Допустимое значение коэффициента
Д = 0,93+0,96.
Главным условием технической диагностики и прогнозирования ос-.
таточного моторесурса дизелей является правильный выбор наиболее*
точных методов диагностики, основанных на использовании действи-
тельных закономерностей изменения этих диагностических параметров,
В связи с этим в настоящее время для технической диагностики 1
дизелей на транспорте используются в основном следующие методы:(
механический метод диагностики; и виброакустический метод спек-1
трального анализа картерного масла. ?
В основу механического метода диагностирования дизелей поло--
жен принцип изменения динамических характеристик дизелей и и:
связи с параметрическими показателями измеряемых величин, кото
рые можно определить механическими способами.
Долговечность двигателей чаще всего лимитируется состояние»
его цилиндропоршневой группы. Расход масла наиболее правилы*
характеризует ее состояние. Этот параметр оказывает значительна
влияние на экономические показатели дизеля. По предельному угар;
масла определяют состояние цилиндропоршневой группы, так ка
угар масла имеет довольно жесткую связь с износом. Обычно 1
условиях эксплуатации об угаре масла судят по удельному расход
масла путем сравнения с паспортными данными. j
По изменению давления и утечки масла судят о состоянии по,
шипников коленчатого вала дизеля. Для этого определяют масляни
калибратором количество масла, проходящего через зазоры в по.
шипниках за единицу времени при заданных режимах работы дизел
Падение давления ниже нормы свидетельствует об увеличении заэ
ров между шейками коленчатого вала и вкладышами подшипнике
Однако этим методом невозможно определить изношенность отдел
ных подшипников, так как калибратор дает оценку суммарной в
плотности всех подшипников коленчатого вала дизеля.
Другой способ, используемый для определения состояния цили
дропоршневой группы дизелей, основан на определении прорвавши
392
ся газов в картер дизеля через кольцевое уплотнение поршней. Как
показывают исследования и практика, при наступлении предельно
изношенного состояния цилиндропоршневой группы значение расхо-
да газов, прорвавшихся в картер, в 3-4 раза больше соответствую-
щего значения у нового дизеля. Этот параметр позволяет точно про-
гнозировать остаточный моторесурс дизеля, так как иаблюдается
плавная закономерность его нарастания.
Для определения величины износа цилиндров и компрессионных
колец поршней необходимо отсоединить от сапуна вентиляционный
шланг и на его место подключить газовый расходомер. При пропуске
в картер газов более 60 л/мин необходимо проверить герметичность
каждого цилиндра в отдельности, обратив особое внимание на состо-
яние клапанов газораспределения. Одним из показателей» по которо-
му также можно судить о состоянии цилиндропоршневой группы
каждого отдельного цилиндра дизеля, служит давление конца сжатия
(компрессия). Данный метод основан на явлении снижения давления
(компрессии) в конце хода сжатия при увеличенном износе деталей
уплотнения поршня или клапанного механизма газораспределения.
Этот метод особенно чувствителен на пусковых оборотах дизеля.
Поэтому измеряют компрессию на пусковых оборотах; холостого
хода Значение компрессии при этих оборотах у предельно изношен-
ного цилиндра дизеля уменьшается по сравнению с новым на
25-30%. В настоящее время существуют многочисленные конструк-
ции компрессимеров — от простых механических до электронных.
Некоторые механизмы дизелей диагностируют по структурным па-
раметрам. К ним относятся зазоры в рамовых и шатунных подшип-
никах коленчатого вала, зазор между поршневым пальцем и втулкой
верхней головки шатуна, тепловой зазор в клапанном механизме и
др. В качестве средств контроля структурных параметров, которыми
в большинстве случаев оказываются зазоры в сопряженных деталях,
используют те или иные измерительные приборы (например, инди-
катор).
Зазоры в коренных подшипниках вала определяют косвенным
путем. Для этого затягивают редукционный клапан до предела, при
этом давление масла в магистрали должно быть для дизеля типа
4VD-21/15 не менее 0,7 МПа.
Наиболее трудно проверить зазоры верхних и нижних подшипни-
ков шатунов. Замеряют их с помощью специального приспособ-
ления, устанавливаемого вместо форсунки на головку цилиндров
(рис. 13.2).
393
Для создания в цилиндре дизеля 2 повышенного давления или
разрежения используется компрессорно-вакуумная установка 1. Рас-
ходомер 3 со стандартным дифнапорометром типа ДТНМПкр позво-
ляет определить количество воздуха, просачивающегося из камеры
сгорания по неплотностям между поршнями и цилиндровыми втулка-
ми. Пневмоизмеритель 4 с индикатором часового типа ИЧ позволяет,
не демонтируя головку цилиндра и не извлекая из дизеля поршень с
шатуном, определить размер зазора в шатунном подшипнике и вер-
хней головке шатуна.
Распределительная станция 5 является своеобразным пультом уп-
равления, с которого переключаются трубопроводы для создания ваку-
ума в цилиндре или, наоборот, для создания в нем давления. Кроме
того, приспособление с индикатором оценивает осевой зазор в под-
шипниках коленчатого вала, а контрольным манометром типа МТИ
класса точности 0,6 — давление смазки в масляной магистрали.
Для замера зазоров поршень проверяемого цилиндра ставят в
положение, когда оба клапана закрыты. Посредством вакуумной
установки в цилиндре плавно создается разрежение. За счет вакуу-
ма поршень «мягко» поднимается вверх сначала на размер зазора в
394
верхнем головном подшипнике шатуна, линейный размер которого
фиксируется по индикатору, установленному на приспособлении, а.
затем на зазор в шатунном подшипнике. С целью перепроверки эта
операция повторяется дважды или трижды и средний результат запи-
сывают в карту обмера. Практика показала, что первый замер не
обеспечивает достоверность.
Состояние цилиндропоршневой группы дизеля в целом определя-
ется на работающем агрегате. При этом дизель должен иметь темпе-
ратуру воды 75-85°С, давление масла 0,5 МПа, частоту вращения
коленчатого вала 800-850 об/мин, что соответствует показаниям
вольтметра 240-250 В.
На дизеле К-4-61М производится проверка поршня, клапанов, про-
кладок головок блока, т.е. деталей, обеспечивающих герметичность
камеры сгорания. Варианты проверки: путем прослушивания, по уга-
ру масла, по падению сжатого воздуха, подаваемого в цилиндры.
Для проверки этих деталей без разборки применяется переносной
пневматический прибор типа НИИ АТК-69. Состояние гильз цилинд-
ров, поршневых колец, клапанов и прокладок головки блока цилин-
дров определяется с помощью измерения расхода воздуха, вводимо-
го внутрь цилиндра через отверстие для форсунки на неработающем
дизеле. После прогрева дизеля воздух из магистрали через коллектор
8 (рис. 13.3) при открытом вентиле 9 проходит через редуктор 7
(отрегулирован на выходное давление 0,2 МПа) и калибровочное
отверстие 4 к манометру 2. Одновременно воздух через наконечник
13 поступает в цилиндр двигателя. Стрелка, манометра становится на
определенном делении шкалы, проградуированной в процентах утеч-
ки воздуха. Воздух непосредственно поступает в цилиндр при откры-
том вентиле 11, регулирующем подачу воздуха. При повышенном
давлении путем прослушивания более четко определяется состояние
Рис. 13.3. Схема прибора для определения
технического состояния цилиндропоршневой
группы:
1 — муфта; 2 — манометр; 3 — демпфер;
4 — калибровочное отверстие; 5 — регулировоч-
ная игла; 6, 10, 12 — штуцеры; 7 — редуктор;
8 — коллектор; 9, 11 — вентили; 13 — испыта-
тельный наконечник
395
клапанов, поршневых колец и прокладок головки цилиндра. Разность
утечки воздуха в начале и конце такта сжатия при отсутствии утечки
через клапаны и прокладку головки цилиндра характеризует состоя-
ние цилиндров. Предельному износу поршня и цилиндровой втулки
соответствует разность утечки более 30%. Размеры утечки при поло-
жении поршня в начале такта сжатия характеризуют состояние порш-
невых колец, клапанов. Если утечка более 18%, кольца заменяют.
Повышенный расход топлива также может характеризовать износ
дизеля. Общий расход топлива определяют жидкостным расходоме-
ром (ротаметр типа РМ-5 и др.) при работе дизеля под полной на-
грузкой при частоте вращения коленчатого вала 1000 об/мин, и на-
пряжении сети 390 В, после этого нагрузка ступенчато снимается и
повторно замеряется расход топлива в л/ч. Результаты замеров срав-
нивают с данными, полученными на эталонном дизеле.
Виброакустический метод диагностики дизелей. Дизель мож-
но рассматривать как совокупность отдельных деталей, колебания ко-
торых при возмущающих воздействиях происходят на собственных
частотах. При увеличении зазоров в сопряженных деталях растет
энергия вибрации при работе двигателя. Эти колебания передаются
остову дизеля в результате неуравновешенности центробежных и
инерционных сил, вращающихся и возвратно-поступательно движу-
щихся деталей кривошипно-шатунного механизма, топливной систе-
мы, механизма газораспределения, процесс сгорания, вспомогатель-
ными механизмами и т.д. Колебания возникают в результате ударных
взаимодействий в сопряженных деталях. Эти упругие колебания яв-
ляются основополагающими диагностическими сигналами с точки
зрения виброакустической диагностики, так как вызывают вибрацию
деталей механизмов и всего дизеля. При этом ударные воздействия
происходят с частоты вращения коленчатого вала дизеля или кратной
ей и могут быть с достаточной точностью привязаны к углу поворота
коленчатого вала и, в частности, к положению поршня, когда он
находится в верхней мертвой точке.
При прочих равных условиях чем больше зазор в сопряженных де-
талях, тем больше скорость, момент удара, при этом возрастает энер-
гия виброимпульсов. Для дизелей характерно то, что каждая сопря-
женная пара деталей имеет собственную, только ей присущую частоту
колебаний, отличную от частот колебаний других сопряженных пар
деталей, которые быстро затухают по определенному закону. Время
между возбуждающими воздействиями у отдельных сопряженных де-
талей в 2-2,5 раза больше длительности колебательного процесса.
396
В настоящее время для диагностики дизелей используется всевоз-
можная электронная виброаппаратура, создан ряд новых приборов и
диагностических схем («Брюль и Къер», RTF, ДИПС, ЭМДП,
Нева-306 и др.).
13.4. Разборка дизеля и подготовка
к дефектации
Демонтированный с вагона дизельно-генераторный агрегат направ-
ляется в дизельный цех на участок разборки и мойки. Перед разбор-
кой дизеля производят его наружную обмывку струйным методом
раствором моющих веществ «Лабомит-101», «Лабомит-203» или МС-
6 концентрацией 15 г/л (температура моющего раствора 8О±5°С).
Перед наружной обмывкой снимают дизель с поддизельной рамы,
демонтируют электрооборудование, контрольно-измерительные при-
боры, щиток автоматики и соленоидный вентиль. Обмывку произво-
дят в течение 15—20 мин. После обмывки дизель разбирают на основ-
ные сборочные единицы.
Последовательность разборочных и сборочных операций зависит
от конструкционных особенностей агрегата, поэтому не существует
единого для всех дизелей технологического процесса разборки. Тем
не менее можно выделить общие правила: рассмотрим их на примере
разборки дизеля 4VD-21/15-2. Для полной разборки дизеля необходи-
мо снять все трубопроводы водяной, топливный, масляный и воздуш-
ной систем; узлы системы впуска воздуха и выпуска отработанных
газов (воздухоочиститель, впускной и выпускной коллекторы, вы-
пускные патрубки); топливные фильтры, топливный насос высокого
давления с центробежным регулятором частоты вращения коленчато-
го вала; сдвоенный масляный фильтр, обратный клапан, трехходовой
кран, магнитный фильтр, ручной и шестеренчатый масляные насосы,
центрифугу и маслоохладитель; зарядную головку, воздухораспреде-
литель, ручной воздушно-пусковой клапан; водяной центробежный
насос; крышки, защитные кожухи головок цилиндров; форсунки;
кронштейны с коромыслами, штанги механизма газорас-
пределения; крышки люков для осмотра кривошипо-шатунного меха-
низма и механизма газораспределения; крышки коробки шестеренча-
того привода, кулачкового распределительного вала механизма газо-
распределения, толкатели, промежуточные шестерни с осей, кулач-
ковый распределительный вал; головки цилиндров; нижние крышки
397
шатунов и поршни с шатунами; маховое колесо, блок цилиндров,
крышки коренных подшипников, коленчатый вал с противовесами,
нижние половины вкладышей, перепускной клапан; выпрессовать
втулки цилиндров.
Разборку дизелей К-461 и 4ВД-12,5/9 производят на стендах-кон-
тователях.
В процессе разборки дизеля проверяют наличие установочных рисок и
клейм спаренных деталей. Если они отсутствуют, следует нанести их, на-
пример, на картер с крышками рамовых подшипников, коленчатый вал с
противовесами и маховиком, шатун с крышками и т.д.
Частичная разборка дизеля осуществляется в той же последова-
тельности.
После разборки дизеля производят промывку сборочных единиц
струйным методом растворами, указанными выше в течение 4-5 мин,
концентрацией 10 г/л (температура моющего раствора 65±5°С).
После обмывки узлов производят их разборку на детали, мойку и
очистку деталей.
Мойку деталей рекомендуют производить аналогично обмывки
узлов и деталей. Перед мойкой привалочные поверхности очищают от
остатков прокладок и герметизирующих веществ.
Очистку масляных каналов производят растворами «Лабомит-101»,
«Лабомит 203» или МС-6 концентрации 20 г/л (температура раствора
80±5°С давлением 0,49-0,53 МПа) на специальном стенде или с ис-
пользованием приспособлений, обеспечивающих подачу жидкости в
масляные каналы под указанным давлением.
Очистку деталей, имеющих слоистые отложения, рекомендуется про-
изводить методом погружения в раствор моющего средства
«Лабомит-315» концентрацией 1000 г/л при температуре раствора 20±30°С
в течение 20 мин. После удаления смолистых отложений производят опо-
ласкивание деталей раствором «Лабомит-101», «Лабомит-203» или МС-6
концентрацией 10 г/л (температура 65±5°С) в течение 10 мин.
Очистку деталей от накипи рекомендуется производить раствором
соляной кислоты (концентрацией 300 г/л) с добавлением ингибитора
(5 г/л) при температуре раствора 70-75°С в течение 30 мин, проти-
вотоком. После удаления накипи детали необходимо обмыть моющи-
ми растворами «Лабомит-101», «Лабомит-203» или МС-6 концентра-
цией 10 г/л при температуре 65±5°С в течение 15 мин.
Очистку деталей при нагаре рекомендуется производить косточко-
вой крошкой. Разрешается производить очистку впускных и выпус-
кных полостей головок цилиндров и внутренних поверхностей вых-
398
лопных. коллекторов дробеструйным способом, предохранив предва-
рительно посадочные поверхности.
Допускается производить очистку узлов и деталей .дизеля другими
известными методами и растворами, обеспечиваюжщими необходимую
чистоту деталей без их повреждения.
Качество очистки деталей характеризует остаточная: загрязненность
в зависимости от шероховатости обрабатываемых: поверхностей:
Снятые приборы автоматики, электрооборудование передают в
специальные цехи (участки), а детали дизеля на соответствующие
ремонтные участки.
13.5. Ремонт блока цилиндров и картера
дизеля
К основным неисправностям блока цилиндров относятся: отложе-
ние накипи и других осадков на стенках водяной рубашки; трещины
из за скрытых пороков литья, температурных и механических пере-
напряжений: свищи и раковины в водяной рубатллсе эрозионного и
коррозионного происхождения; износ и деформация посадочных от-
верстий под втулки цилиндров; износ втулок цилиндров; деформа-
ция, несоосность и износ гнезд под вкладыши коренных подшипни-
ков; износ отверстий толкателей клапанов; износ или срыв резьбы в
отверстиях; излом шпилек.
Способ очистки водяной рубашки от накипи и прочих отложений
рассматривается в разделе ремонта системы водяного- охлаждения.
Трещины в блоке (рис. 13.4) чаще всего возникают в тонких
перемычках 4 между расточками под втулки, у резьбовых гнезд 1
под шпильки крепления головки цилиндров, по краю посадочного
поясау водоперепускных отверстий 2. В картере трещины появля-
ются вокруг гнезд 5 для шпилек крепления крыштек коренных под-
шипников. Одной из. причин появления трещин в этих местах являет-
ся перенапряжение металла в результате затяг м ван и я шпилек с
моментом более расчетного. В некоторых случаях наблюдается течь
воды сквозь поры металла водяной рубашки по незначительным сви-
щам литейного происхождения и местным неплотн остя:м, возникшим
при ремонте блока сваркой.
Дефектные места обычно обнаруживаются в процессе эксплуата-
ции или при гидравлическом испытании ремонтируемого блока, кото-
рое производится до демонтажа втулок цилиндров _
399
12 3 4
Рис. 13.4. Места наиболее частого
появления трещин в блоке
цилиндров и картере дизеля
4VD-21/15-2
Испытание ведется под давлени-
ем 0,4 МПа в течение 5 мин, водой .
температурой 80-90°С. Другими 1
способами выявления трещин явля-
ется визуальный осмотр с исполь-
зованием лупы 5-10-кратного уве-
личения или мелового раствора и
керосина. j
Блок цилиндров и картер выбра-1
ковывают при наличии следующих
дефектов: трещины и изломы между
цилиндрами; трещины, проходящие
через отверстия под подшипники
коленчатого вала; трещины, прохо-
дящие через отверстия под оси про-;
межуточных шестерен; износ отвер-
стий под подшипники распре-
делительного вала для дизеля
4VD-21/15-2 более чем на 0,8 мм от
номинального размера; трещины в
перегородках (ребрах жесткости)
любого размера и расположения; трещины в постелях под вкладыши
коренных подшипников коленчатого вала; трещины, проходящие через
отверстия или охватывающие их.
Мелкие трещины, находящиеся не на посадочных местах, длиной
не более 150 мм заделывают эпоксидной смолой и сваркой.
В настоящее время широко применяется способ заделки трещ1
клеевыми составами на основе эпоксидных смол ЭД-5 и ЭД-6. См
ла ЭД-5 имеет меньшую вязкость, чем ЭД-6. Ее применяют без н
полкителя при заделке тонких трещин и пор, когда необходим бол
жидкий клеевой состав, обладающий большой прочностью на изп
и ударной вязкостью.
Примерный технологический процесс заделки трещины в бло1
цилиндров предусматривает следующие операции: сверление отве
стия диаметром 3-4 мм по концам трещины; разделка кромок треп
ны по всей длине под углом 60-90° на глубину 0,7-0,8 мм; зачист
поверхности вдоль разделанной трещины на расстояние 15-20 мм
обе стороны; обезжиривание подготовленной поверхности ацетон
или бензином Б-70; заполнение подготовленной трещины эпоксидн
пастой в два слоя; второй слой наносят с таким же расчетом, что!
400
он заполнил всю трещину, перекрыл ее на 10-15 мм вокруг и был
толщиной 2-3 1мм; выдерживание блока в сушильной камере при
температуре 70—80°С в течение 3—4 ч и последующее охлаждение до
18-20°С (можно вести сушку при 18-20°С в течение 24 ч); зачистка
поверхности блока от наплывов и подтеков пасты; гидравлическое
испытание водяной рубашки блока цилиндров под давлением в тече-
ние 2 мин.
Для увеличения прочности и улучшения герметичности (рис. 13.5)
при устранении пробоин и трещин применяют стеклоткань толщиной
0,1-0,3 мм. Накладки из стеклоткани 1 покрывают поочередно сло-
ями эпоксидной пасты и прикатывают валиком 2. Каждый слой стек-
лоткани перекрывает предыдущий на 5—10 мм.
После этого наносят последний, третий слой состава и деталь вы-
держивают до отвердения покрытия не менее трех суток при темпера-
туре 20° С. Для ускорения процесса отвердения можно выдержать
блок в течение 24 ч при 20°С, а зачем 2 ч при температуре Ю0°С.
Отремонтированную поверхность зачищают от подтеков и наплы-
вов, после чего блок подвергают гидравлическому испытанию.
Перед выполнением ремонта блока с применением эпоксидных
смол необходимо изучить специальные требования техники безопас-
ности, так как некоторые из химикатов могут быть токсичны. Ремонт
следует производить в хорошо проветриваемом помещении вдали от
открытого пламени. Хранение растворителей и эпоксидной смолы
должно исключать доступ к ним посторонних лиц.
У дизеля К-4&1М масляный поддон сделан штампосварным из сталь-
ного листа толщиной 1,5 мм. От резонанса вибраций, возникающих при
работе дизеля и д вижения вагона, в местах концентрации напряжений не-
редко возникают сквозные трещины, их устра-
няют сваркой постоянным током.
Нарушенную резьбу в корпусе, в блоке
цилиндров под шпильки и болты восстанав-
ливают путем нарезания увеличенного
следующего по ГОСТу размера. Кроме шпи-
лек крепления головок цилиндров в этих
случаях разрешается применять ступенчатые
шпильки. Допускается постановка вверты-
шей из эпоксидной смолы.
При ослаблении посадки втулки распре-
делительного вала в блоке цилиндров уста-
навливают втулки увеличенного диаметра.
Рис. 13.5. Использование
стеклоткани при заделке
трещин
401
Износ гнезд под вкладыши коренных подшипников устраняют на-
плавкой с последующей механической обработкой до номинального
размера.
13.6. Ремонт головок цилиндров
Основными неисправностями головок цилиндров являются: износ
направляющих втулок клапанов механизмов газораспределения; ослаб-
ление направляющих втулок клапанов в головке; нарушение герметич-
ности посадки клапанов; отложение накипи на стенках водяной рубаш-
ки; забоины и раковины на уплотнительном бурте; трещины в головке.
Трещины в головке выявляют опрессовкой водой давлением
0,6 МПа в течение 5 мин или сжатым воздухом при том же давлении
в ванне с водой, подогретой до температуры 45-50°С.
Несквозные трещины обнаруживают с использованием керосина и
меловой обмазки или при помощи лупы. Головки цилиндров выбра-
ковывают при обнаружении следующих дефектов: трещин, проходя-
щих или охватывающих отверстия; трещин между гнездами впуск-
ных и выпускных клапанов; высоте центрирующего буртика (дизеля
4VD-21/15-2) менее 5,9 мм; срыве или износе резьбы под форсунку;
ширине конической части седла клапанов более 2,2 мм (дизель
4VD-21/15-2); обломе ребер охлаждения (дизель 4VD-12,5/9) более
10% всей оребренной поверхности.
Ремонт головок цилиндров заключается в очистке их нижней
плоскости от нагара, а водяных полостей — от накипи, в исправлении
резьбы отверстий, в заделке мелких трещин на наружных стенках, в
устранении прогаров в фасках седел клапанов.
Трещины в головках цилиндров устраняют путем заварки или
заделки их пастами, приготовленными на основе эпоксидных смол.
Технологические заглушки заменяют на новые при их деформа-
ции и негерметичности в местах запрессовки.
Качество ремонта после сварки обычно проверяют гидравличес-
кой опрессовкой. Прочность предкамеры головки дизеля 4VD-21/15
проверяют давлением 10-12 МПа. Во всех случаях испытание произ-
водят водой, подогретой до температуры 70-80°С. Каплеобразование
и «потение» на поверхности металла при опрессовке не допускаются.
Направляющие втулки клапанов заменяют при износе их по внут-
реннему диаметру более допустимого размера. Наружную резьбу под
шпильки и болты в головке цилиндра восстанавливают путем нареза-
402
Рис. 13.6. Положение головки
цилиндра при обработке седла
клапана:
1 — шпиндель станка; 2 — оправка;
3 — зенкер; 4 — цилиндровая голов-
ка; 5 — опорная плита
ния увеличенного до следующего гео ГОСТу размера. Кроме того,
разрешается постановка ввертышей на эпоксидной смоле. При этом
ввертыши должны быть ввернуты заподлицо с телом головки цилин-
дров. Риски, задиры на центрирующем буртике по поверхности при-
легания прокладки головки цилиндра устраняют шлифованием. При
этом высота буртика (дизель 4VD-21/15-2) должна быть не менее
5,9 мм, а шероховатость — не менее Rz- 1,25. Гнездо клапана обыч-
но фрезеруют специальными фрезами (шарошками) (рис. 13.6).
Первоначальную притирку клапанов к гнездам производят мелким
абразивным порошком с дизельным маслом. Затем порошок последо-
вательно заменяют пастой ГОИ и чистым маслом. Притирку осуществ-
ляют с помощью специального приспособления круговыми движения-
ми на 1/3-1/4 длины окружности легким пристукиванием. Для
придания клапану подвижности в вертикальном направлении на стер-
жень его надевают пружину. Под пружину подкладывают шайбу из
войлока или технического фетра, чтоСэы паста не попала на стержень.
Существуют станки для притирки клапанов, которые значительно сни-
жают стоимость ремонта головок и сокращают время выполнения работ.
Клапан считается притертым, если на поверхности конуса полу-
чился притирочный пояс шириной для дизелей К-461М и 4VD-21/15
не менее 3-4 мм, для дизеля 4NVD—12,5 — не менее 2-3 мм. Каче-
ство притирки проверяют керосином. Для этого оба клапана собира-
ют вместе с пружинами на крышке, после чего крышку ставят вверх
днищем, наливают керосин и оставляют на 10 мин. Хорошо притер-
тый клапан керосин не пропускает.
После нескольких ремонтов, при выполнении которых обрабаты-
вают гнезда клапанов, а также вследствие износа гнезд головка ста-
новится не пригодной для дальнейшей эксплуатации.
В конструкции головки цилиндров дизеля 4VD-12,5/9 предусмот-
рена возможность замены клапанных гнезд. Сменные гнезда изготав-
ливают в виде колец из качественной стали и крепят в головке путем:
403
тугой посадки. Перед запрессовкой головку нагревают до температу-
ры 150-200°С. Кольца запрессовывают при помощи пресса и оправ-
ки с направляющим хвостовиком. После запрессовки на кольце
формируют фрезерованием и шлифованием гнездо установленного
профиля, а затем притирают клапан.
Головки цилиндров дизелей имеют большую массу (у дизелей
К-461М и 4VD-21/15 около 36 кг), поэтому при их транспортировке сле-
дует применять специальные тележки. Для удобства и безопасности ра-
бот ремонтируемую головку необходимо закреплять на кантователе, по-
зволяющем фиксировать ее в любом удобном для ремонта положении.
При очистке головки от грязи и нагара следует руководствоваться
правилами техники безопасности. Особую осторожность необходимо
проявлять при разборке и сборке клапанного узла, так как возврат-
ные пружины клапанов обладают очень высокой упругостью и при
неумелом выполнении этих операций могут причинить серьезную
травму.
13.7. Ремонт цилиндровых втулок
Цилиндровые втулки (цилиндры) изготавливаются из антифрикци-
онного чугуна.
При ремонте дизеля втулки цилиндров выпрессовываются при
помощи приспособления, которое состоит из винта 1 (рис. 13.7),
двух траверс 2 и 5 и ручки 4. Упоры 3 надевают на шпильки креп-
ления головки цилиндра, после чего на винт снизу устанавливают
траверсу 2 и вращением ручки 4 выжимают втулку из блока.
Основными неисправностями втулки являются: износ внутренней
цилиндрической поверхности, задиры, трещины и отколы стенок
втулки, отложения накипи, раковины гнездового характера на поса-
дочной поверхности бурта, цвета побежалости на зеркале цилиндра
из-за перегрева дизеля.
Снятую с дизеля втулку очищают от нагара на внутренней поверх-
ности и от накипи на наружной. Затем выявляют наличие трещин гид-
равлической опрессовкой или обмеливанием с предварительным сма-
чиванием керосином. Верхнюю часть цилиндровой втулки испытывают
на специальном стенде давлением 10-15 МПа, остальную часть давле-
нием 0,5 МПа в течении 4 мин — дизель 4VD-21 /15 и 2,5 мин—дизель
4VD-12,5/9. Появление капель или «потение» на поверхности втулки не
допускаются. Втулку обмеряют с точностью до 0,01 мм индикаторным
404
нутромером или штихмассом с микрометри-
ческой головкой в трёх поясах и в двух вза-
имно перпендикулярных плоскостях, одна из
которых должна совпадать с осью коленчато-
го вала. Результаты обмера записываются в
таблицу. По результатам определяется эллип-
сность, бочкообразность, корсетность, неци-
линдричность.
Цилиндровую втулку выбраковывают при
наличии следующих дефектов: трещины любо-
го размера и расположения; внутреннем
диаметре более 150,9 мм — дизель
4VD-21/15 — 2 мм; задиров на зеркале, глуби-
на которых не выводится при расточке втулки
под второй ремонтный размер, дизель
4VD-21/15-2, четвертый размер дизель
4VD-12,5/9; обломов посадочного пояска; ра-
ковины гнездового характера, диаметром бо-
лее 1,5 мм на посадочном пояске, более 2 мм
Рис. 13.7.
Приспособление для
выпрессовки втулки
цилиндра
в ручьях под уплотнительные кольца; цветов побежалости на зеркале
цилиндра; обломах рёбер на цилиндре более 10% от оребренной повер-
хности дизель 4VD-12,5/9.
Втулки (цилиндры), имеющие равномерный износ по всему диа-
метру более 0,1 мм к номинальному или ремонтным размерам, а
также при нецилиндричности более 0,4 мм растачивают под ремонт-
ный размер, указанный в табл. 13.6.
Обработку цилиндра под ремонтные размеры производят двумя
способами: расточкой на специальных расточных станках или шли-
фованием на токарных станках с применением суппоптно-шлифоваль-
ного приспособления.
Таблица 13.6
Наименование размера Внутренний диаметр втулки (цилиндра), мм
4VD-21/15-2 4 VD-12,5/9
Номинальный 1 ремонтный 2 ремонтный 3 ремонтный 4 ремонтный 150+0,025 150,5+0,025 151+0.025 89,98+0,011;-0,01 90,5+0,011;-0,01 91,0+0,011;-0,01 91,5+0,011;-0.01 92,0+0,011;-0,01
405
Лучшее качество расточки получается на вертикально-расточных
станках типов 2А403а, 2А036 при малых скоростях резания от 10 до
35 м/мин. Доводку осуществляют на специальных доводочных стан-
ках типов 3A833, 383 или на сверлильных станках.
Абразивные бруски закрепляют в доводочной головке (рис. 13.8),
которая кроме вращательного движения резания имеет и возвратно-
поступательное движение подачи.
Увеличение или уменьшение диаметра головки осуществляется
поворотом барабана с делениями (цена деления 0,005 мм). Головка
соединена с приводным валиком шарнирно, благодаря чему она са-
моцентрируется в цилиндре. Это значительно ускоряет установку
цилиндра, так как не требует точной его центровки.
Доводочная головка должна вращаться со скоростью 60-70 м/мин,
скорость возвратно-поступательного движения — 10-15 м/мин. Ради-
альная подача брусков за один двойной ход равна 0,06-0,2 мк.
Рекомендуется применять бруски марки Б11x100x9 (ГОСТ 2456-
67) из зеленого карборунда на керамической связке с зернистостью
180 и твердостью СТ1 для предварительной доводки и с зернистос-
тью 320 и твёрдостью СМ1 или М3 для окончательной доводки. При-
пуск на доводку оставляется в пределах 0,02-0,08 мм.
Забоины, раковины, риски на верхнем посадочном бурте выводят
шлифованием и притиркой с применением чугунного притира и абра-
зивных порошков. Эти операции выполняют с особой осторожнос-
тью, так как при неравномерной притирке возможен перекос оси
Рис. 13.8. Универсальная доводочная головка:
1 — шпиндель; 2 — диск подачи; 3 — конический хвостовик; 4 — абразивные
бруски; 5 — стойки;
406
втулки. Чугунный притир 2 (рис. 13.9) изготовляют обычно из вер-
хней части исправной втулки цилиндра. На притир тонким слоем
наносят смесь абразивного порошка с маслом и производят притирку
до получения на посадочном месте блока цилиндра 1 ровного непре-
рывного пояска шириной не менее 3 мм.
Если предполагается повторно использовать втулку без механи-
ческой обработки, то перед установкой ее на дизель необходимо
удалить скопление нагара в зоне камеры сжатия при помощи острого
шабера с последующей зачисткой поверхности шлифовальной шкур-
кой, смоченной в чистом дизельном масле. Кроме того, на таких
втулках удаляют накат. Накат защищают карборундовым бруском,
смоченным маслом. Для повышения износостойкости рабочую по-
верхность втулки покрывают слоем пористого хрома толщиной не
более 0,08 мм.
Перед запрессовкой втулки необходимо проверить состояние по-
садочной поверхности в блоке. Запрессовывают втулки в блок ди-
зеля при помощи того же приспособления, которое применяют при
выпрессовке. После запрессовки необходимо снова замерить втул-
ку цилиндра. В случае отклонений от нормы втулку переопрессовы—
вают с заменой резиновых уплотняющих колец новыми. После зап-
рессовки втулок блок опрессовывают водой под давлением
0,5 МПа. Продолжительность испытания не менее 5 минут. У дизеля
4VD-l2,5/9 в отличие от других дизелей втулка составляет единую
деталь с блоком. Учитывая высокую стоимость и дефицитность та-
кой детали, ее заменяют лишь в том случае, если исчерпаны все
возможности ремонта. При транспортировке втулок цилиндров ис-
пользуют специальные приспособления и обращают внимание на.
надежность их крепления в стропах подъемного устройства. Обвя-
зывая втулку, пропускают канат сквозь ее рабочее окно. Во избе-
жание повреждения детали канат обшивают брезентом или толстой
тканью. При кратковременном хранении втулок в горизонтальном
положении под них ставят клинья. Укладывать втулки одна на дру-
гую в несколько рядов не разрешается.
Рис. 13.9. Притир для ремонта
посадочного места втулки
цилиндра
407
13.8. Ремонт кривошипно-шатунного
механизма
13.8.1. Коленчатый вал
В процессе эксплуатации у коленчатых валов могут появиться
следующие неисправности: нарушение цилиндрической формы ко-
ренных и шатунных шеек в результате износа (истирания); задиры,
кольцевые и продольные риски, глубокие царапины на рабочей по-
верхности шеек; искривление; трещины и изломы.
Естественному износу подвергаются шатунные и коренные шейки
вала, а также их подшипники. Характер и размеры износов в значи-
тельной степени зависят от качества металла вала и его подшипников,
а также от условий смазывания трущихся поверхностей. На распре-
деление износа по шейкам влияют абсолютные значения усилий,
величина и направление которых меняются с изменением положения
шатунных шеек при вращении вала. Интенсивный износ шеек наблю-
дается у новых и недавно отремонтированных коленчатых валов в
начальный период их эксплуатации, пока не произойдет приработка
рабочих поверхностей.
Дефекты на поверхности шеек вала (риски, задиры, царапины),
как правило, появляются из-за загрязнения и неудовлетворительной
фильтрации масла. Нередко задиры возникают в результате разру-
шения антифрикционного слоя подшипников. При этом подплавлен-
ный слой заволакивает маслоподводящее отверстие и вал начинает
работать в условиях полусухого трения, что приводит к чрезмерно-
му нагреву трущихся поверхностей, выплавлению антифрикционно-
го слоя и механическим повреждениям шеек. Кроме того, такой
нагрев шейки может стать причиной искривления вала и даже его
излома.
Трещины и изломы валов относятся к категории серьезных дефек-
тов. Эти дефекты появляются при продолжительной эксплуатации дви-
гателя с неправильно установленным в подшипниках валом и увели-
ченным развалом шеек. Местом зарождения концентрации внутренних
напряжений, разрушающих вал, являются, как правило, поперечные
кольцевые риски на рабочей поверхности шеек. Причиной поломки
вала может быть и скрытый дефект металла (неметаллические вклю-
чения). Значительно реже (в основном из-за конструкционных недо-
работок) происходит излом вала в результате работы при критической
408
частоте вращения или близкой к ней, когда наступает разрушающий
резонанс крутильных колебаний.
Снятый вал тщательно промывают моющим растворам в моечной
машине или ванне, обдувают сжатым воздухом и протирают техни-
ческими салфетками. Затем вал подвергают магнитному контролю
для выявления скрытых трещин, тщательно осматривают и обмеряют
микрометрической скобой каждую шейку вала в двух взаимно пер-
пендикулярных плоскостях, одна из которых должна проходить через
оси шатунных и коренных шеек. Замеры выполняют в трех поясах: по
краям на расстоянии 10 мм от галтелей вала и на середине шейки.
Результаты обмера заносят в специальную таблицу (табл. 13.7). Срав-
нение замеров, полученных в трех поясах одной плоскости, дает
представление о конусности шейки, а сравнение замеров для одного
пояса в двух плоскостях характеризует овальность шейки. Составле-
ние такой таблицы позволяет определить характер фактического изно-
са, установить объем: требуемого ремонта.
Обязательному ремонту подлежат валы, у которых обнаружены:
искривление осы с биением, превышающим в 3 и более раза допус-
каемое для нового вала; овальность или конусность шеек более
D/1000+0,05 мм (D — диаметр шейки); механические повреждения
шеек (риски, задиры и т.п.) глубиной более 0,1 мм.
Искривление оси коленчатого вала можно определить с помощью
индикатора при установке на призмы проверочного стола. Шатунную
Таблица 13.7
Дизель тип ... № ...
аба П 4 ь—
Б. ( д;
t Б. 1 } .6
а < в А
Пояс а -а б-б в-а
Плос кость А-А Б-Б А-А Е -Б А-А Б-Б
Коренные шейки I II III IV V
Шатунные шейки I II III IV
409
шейку коленчатого вала у проверяе-
мого цилиндра устанавливают в поло-
жение нижней мертвой точки (н.м.т.),
а между щеками вала помещают при-
способление с индикатором часового
типа (рис. 13.10, а). После установки
стрелки индикатора на нулевую отмет-
ку вал поворачивают на половину оборота. Если ось вала не прямо-
линейна, то шейки в его положении (в.м.т.) сойдутся или разойдутся
(рис. 13.10, б). Величина расхождения определяется по инди-
катору.
Результаты обмера записывают в таблицу и по ним строят диаг-
рамму расхождения щек, на основе которой определяют форму ис-
кажения оси коленчатого вала. При построении диаграммы условно
принимают расхождение щек за отрицательную величину, а схожде-
ние — за положительную. Диаграмма позволяет определить характер
предстоящих работ по выравниванию оси вала.
Коленчатый вал выбраковывают при наличии следующих дефек-
тов: трещин любого размера и расположения; износа или срыва более
двух ниток резьбы под болты крепления противовесов и маховика;
биения (погнутости) более 4 мм для 4VD-21/15-2 и 3,5 мм — для
4VD-12,5/9.
Коленчатый вал, биение которого превышает 0,03 мм (4VD-21/15-2) и
0,02 мм (4VD-12,5/9) правят с последующей термической стабилизацией.
Выправлять изогнутый коленчатый вал можно двумя способами:
холодной правкой под прессом или местным наклепом щек. Правке
под прессом подвергают валы с искривлением оси более 0,3 мм. В
процессе правки вал нагружают так, чтобы он прогнулся в направле-
нии, обратном искривлению, на величину, превышающую фактичес-
кую стрелу прогиба в 10—15 раз.
Вал выдерживают под нагрузкой 1-2 мин, а затем вновь все шейки
проверяют на биение. В случае надобности производят повторную
правку, увеличивая упругий прогиб на 3-5 мм. Выправленный вал
подвергают магнитному контролю для выявления трещин. После того,
как стрела прогиба оси вала снизится до 0,03 мм, окончательную прав-
ку производят методом наклепа щек.
Метод наклепа основан на расчеканке внутренней поверхности
щек, сопровождающейся благодаря пластичности металла неболь-
шим изгибом оси вала в направлении, обратном искривлению. Гео-
метрическую форму коренных и шатунных шеек восстанавливают
410
Таблица 13.8
Наименование детали Ширина зуба шестерни, мм
Номинальный размер Допустимый размер
Шестерня привода насоса 6,909; -0,045; 0,089 6,8
Шестерня ведущая 9,187; -0,041; 0,083 9,06
Шестерня ведомая 9,187; -0,041; 0,083 9,05
шлифованием до ближайшего ремонтного размера, указанного в
табл. 13.8.
Механическую обработку коренных и шатунных шеек обычно
производят до установленных ремонтных раз меров. Риски и задиры
глубиной свыше 0,1 мм выводят на специальных круглошлифоваль-
ных станках. Шлифовать шейки вала можно лишь в том случае, если
диаметр их уменьшается не более чем на 3% по сравнению с номи-
нальными. После механической обработки шейки вала полируют.
Полирование происходит при одновременном вращении круга
(8000 об/мин) и коленчатого вала (200-300 об/мин). На обработку
одной шейки затрачивается 20-30 с.
При перешлифовке шеек коленчатого вала под 3 и 4 ремонтные ра_з-
меры проверяют их твердость, которая должна быть не менее HRG 4 8.
При уменьшении диаметра шеек коленчатого вала дизеля
4VD-12,5/9, не позволяющего перешлифовать вал под четвертый ре-
монтный размер, разрешается произвести ремонт наплавкой с после-
дующей термической и механической обработкой до номинального
размера по чертежу завода-изготовителя. При перешлифовке шеек
коленчатого вала не допускается обработка их иод разные ремонтные
размеры.
Перед сборкой промывают смазочные каналы коленчатого вала.
При ремонте коленчатого вала обязательно проверяют места крепле-
ния маховика Маховик обычно не ремонтируют. Однако у двигателя
4VD-12,5/9-2 его заменяют при наличии: трещин и обломов любого
размера и расположения; диаметра хотя бы одного отверстия под болт
крепления к коленчатому валу более 12,87 мм; срывов или износов
резьбы более одной нитки в резьбовых отверстиях под болты крепле-
ния муфты; обломов зубьев на зубчатом венце; толщины зуба менее
4,45 мм на высоте 4,26 мм.
411
Новый зубчатый венец напрессовывают на маховик после нагрева
до температуры 250°С. Биение торца венца не должно превышать
0,3 мм.
Перед сборкой маховик обязательно подвергают статической ба-
лансировке.
Для дизеля 4VD-12/9 неуравновешенность маховика не должна
превышать 40 г-см. Маховик балансирует вместе с зубчатым венцом.
Коленчатый вал дизеля К-461М балансируют динамически вместе
с маховиком.
Без маховика балансируют лишь валы, изготовляемые в качестве
запасных частей. Динамическая неуравновешенность этих валов
должна быть не более 150 г-см, а отдельно маховика — не более
200 г-см.
13.8.2. Шатуны
Шатуны изготавливаются из высоколегированных сталей. В про-
цессе эксплуатации они испытывают значительные знакопеременные
нагрузки, в результате которых могут возникнуть следующие основ-
ные неисправности: трещины, скручивание и изгиб, износ втулки под
поршневой палец и вкладыш нижней головки, ослабление посадки
втулки в верхней головке, износ штифтов, повреждение резьбы ша-
тунных болтов, следы коррозии.
После очистки шатуна в растворе (20 объемных частей серной
кислоты, 5 частей экстракта ингибитора, 75 частей воды) его подвер-
гают магнитному дефектоскопированию на предмет выявления тре-
щин с последующим размагничиванием.
Производство сварочно-наплавочных работ на шатунах не разре-
шается. Шатун в сборе с крышкой выбраковывают при наличии сле-
дующих дефектов: трещины любого размера и расположения; межо-
севого расстояния между центрами головок шатуна более 420,05 мм
или менее 419,95 для 4VD-21/15, менее 261,9 мм или более 262,1 мм
для 4VD-12,5/9; износ или срыв резьбы под болты крепления
крышки.
Шатун проверяют на скручивание и изгиб. Для выявления скручи-
вания в отверстие верхнего подшипника шатуна 3 (рис. 13.11, а)
вставляют фальш-палец 5, а в отверстие нижней головки — фальш-
вал 2, который укладывают на призмы 1, установленные на плите 7.
Проверка производится с помощью индикаторов 4, укрепленных на
стойках б и перемещаемых вдоль осей вала и пальца (на рисунке
направление перемещения индикаторов показано стрелками).
412
Рис. 13.11. Способы проверки искривления шатуна
Для определения изгиба шатун 3 (рис. 13.11, 6) устанавливают
вертикально, укладывая фальш-вал 2 на две призмы 1. По показанию
индикатора 4, передвигаемого вдоль оси фальш-пальца 5, определяют
непараллельность осей пальца 5 и вала 2, т.е. изгиб шатуна.
Допускается изгиб шатуна не более 0,03 мм на каждые 100 мм
его длины. Скручивание не должно превышать 0,05 мм. Правку
шатунов, имеющих искривление стержня не более 0,1 мм, произво-
дят под прессом в холодном состоянии, затем его подвергают маг-
нитному контролю.
После правки шатун механически обрабатывается. Сначала вос-
станавливают правильную геометрическую форму отверстия верхней
головки. Если овальность отверстия 0,020—0,025 мм, то его притира-
ют разрезным чугунным притиром при частоте вращения шпинделя
станка 200-250 об/мин. На притир наносят тонкий слой пасты ГОИ и
медленно перемещают шатун вдоль оси притира. После окончатель-
ной обработки овальность отверстия под втулку допускается ло
0,02 мм. Втулку под палец для запрессовки в отверстие изготавлива-
ют с увеличенным наружным размером.
Изношенные втулки выпрессовывают из в-ерхней головки шатуна
при помощи реечного или гидравлического пресса. Новые втулки
запрессовывают с натягом 0,038-0,065 мм. Их торцы подрезают за-
подлицо с поверхностью шатуна при помощи специальной фрезы,
кромки притупляют конусным зенкером.
Наиболее ответственная операция при ремонте шатунов — раста-
чивание втулок и вкладышей. При растачивании необходимо обеспе-
чить параллельность всех отверстий, их минимальную овальность я
нормальное расстояние между осями. Разностенность втулок допус-
кается не более 0,3 мм.
413
Отверстия втулок и вкладышей растачиваются на специальном
двухшпиндельном алмазно-расточном станке резцами с пластинками
из твердого сплава Т30К4. При растачивании рекомендуется следу-
ющий режим обработки: частота вращения шпинделя до 2000 об/мин,
подача 0,02-0,04 мм/об.
Изношенные штифты на нижней головке выпрессовывают и заме-
няют новыми.
У шатунных болтов могут появиться следующие неисправности:
искривление или удлинение стержня, срывы и другие повреждения
резьбы, глубокие забоины, трещины, повреждение граней головки
болта или гайки.
Каждый болт перед постановкой на дизель проверяют магнитным
дефектоскопом для выявления скрытых трещин. Резьбу болта и гайки
проверяют специальными калибрами. При работе дизеля болты под-
вергаются воздействию растягивающих усилий, поэтому при каждой
разборке необходимо проверять относительное удлинение болтов. В
случае замены хотя бы одного шатуна проверяют массу всего ком-
плекта на один дизель. Взвешивают шатуны в сборе с втулками вер-
хних подшипников, но без шатунных болтов и нижних подшипников.
Разница массы шатунов, входящих в комплект одного дизеля, не
должна превышать 1%.
13.8.3. Поршневые пальцы
Перед осмотром поршневые пальцы тщательно обмывают чис-
тым дизельным топливом. Осматривают при помощи лупы с 5-10-
кратным увеличением. Основными неисправностями пальцев явля-
ются: износ рабочих поверхностей, трещины, задиры, сколы, изгиб
или излом. Для выявления трещин палец подвергают магнитному
дефектоскопированию. При наличии трещин, задиров, сколов, цве-
тов побежалости, или при наружном диаметре 59,99 мм (дизель
4VD-21/15-2) поршневой палец выбраковывают. Для определения
характера износа поршневые пальцы обмеряют микрометрической
скобой с точностью до 0,01 мм в трех поясах в двух взаимно
перпендикулярных плоскостях. В случае обнаружения эллипсности,
конусности свыше 0,04 мм или бочкообразное™ и корсетности бо-
лее 0,03 мм палец шлифуют до следующей градации ремонтного
размера. Разрешается восстанавливать поршневые пальцы методом
осталивания или хромирования с последующей механической обра-
боткой до номинального размера в соответствии с чертежом завода-
изготовителя.
414
Использовать, пальцы, отремонтированные шлифованием, можно
только в отремонтированных поршнях с уменьшенным диаметром
отверстий в бобышках.
13.8.4. Поршни дизелей
В поршнях в процессе эксплуатации дизеля могут появиться
следующие неисправности: износ направляющей цилиндрической
части, в результате которого увеличивается зазор между поршнем и
втулкой цилиндра; износ ручьев для компрессионных и маслосъем-
ных колец; излом межручьевых перегородок; пригорание или оплав-
ление головки (верхней части) поршня; трещины на головке поршня;
износ отверстий для пальца в бобышках поршня; излом, обрыв
поршня.
Износ направляющей части поршня, колец и ручьев для колец
является естественным процессом, но в некоторой степени зависит от
качества сборки этих деталей. Плохая привалка поршня в цилиндре,
постановка колец с увеличенным зазором по высоте ручья способ-
ствуют более быстрому нарастанию износов.
Разработка ручьев для колец является естественным процессом,
заложена в динамике движения поршня, зависит от качества сборки
деталей. Постановка на поршень колец с увеличенным зазором: по
высоте ручья способствует увеличению зазора кольца в ручье и ухуд-
шению компрессии цилиндра.
Излом межручьевых перегородок — явление редкое, но оно при-
водит к задирам рабочей поверхности цилиндра и, иногда, заклини-
ванию поршня.
Оплавлению и прогаранию головок способствует нарушение нор-
мальной работы топливной аппаратуры, особенно форсунок, которое
выражается в ухудшении распыления топлива, которое приводит к
пригоранию (залеганию) поршневых колец в ручьях, так как отвод
4-0-60% всего тепла от поршня к втулке цилиндра и далее к охлаж-
дающей воде в основном происходит через кольца. В случае приго-
рания колец в зазоре между ними и поршнем образуется прослойка
нагара, которая обладает низкой теплопроводностью и препятствует
переходу тепла от поршня к втулке. Это приводит к перегреву пор-
шня. Трещины в поршнях могут появиться в результате ударных
нагрузок и теплового эффекта.
Ослабление и осадки пальца крепления шатуна в бобышках порш-
ня возникает из-за некачественной сборки или плохой смазки тр>у-
415
Рис. 13.12. Способ выпрес-
совки пальца из поршня
щихся поверхностей. Работа дизеля с этим дефектом сопровождается
характерным металлическим стуком.
Причиной обрыва поршня может быть его заклинивание во втулке
цилиндра из-за перегрева дизеля. Линия обрыва, как правило, совпа-
дает с осью пальца или идет по канавке одного из поршневых колец.
Оборванные поршни ремонту не подлежат.
Для разъединения шатуна и поршня необходимо при помощи спе-
циальных щипцов вынуть из отверстий бобышек стопорные
кольца, удерживающие поршневой палец, и выпрессовать палец
(рис. 13.12). Если поршневые кольца не пригорели и свободно пере-
мещаются в ручьях, то их снимают при помощи специальных клещей
(рис. 13.13), губки которых вставляют в замок кольца, разжимают
его и снимают с поршня. Если же кольца пригорели, то поршень
обмывают в горячем моющем растворе (кальцинированная сода 10%, \
жидкое стекло 10%, мыло 10%, хромпик 10%). Очищать поршни от i
нагара скребками и шаберами, особен- '
но ручьи колец, категорически запре-
щается.
После окончательной разборки и об-'
мывки поршень тщательно обмеряют
микрометрической скобой в двух взаим- ч
но перпендикулярных плоскостях и в ]
трех поясах, как и диаметр втулки ци- 1
линдра. Диаметр головки поршня мень-|
ше диаметра его нижней части — юбки. |
Например, разница в диаметрах головки |
и юбки у поршня дизеля 4VD-21/15 co-j
ставляет 0,65 мм, дизеля 4VD-12,5/9 — I
0,89 мм. ч
Износ кольцевых ручьев поршня по4
высоте определяют шаблоном и щупом.]
Вместо шаблона можно использовать но-1
вое кольцо. Если зазор между шаблоном]
и межручьевой перегородкой выше нор-1
мы, то ручьи растачивают на токарном|
станке до ремонтного размера или наплав*!
ляют, а затем растачивают до номинальном
го размера. Зазор для каждого кольца л-1
меряют не менее чем в трех-четырех]
местах по периметру. <1
Рис. 13.13. Клещи для
снятия колец с поршня:
1 — стальная лента;
2 — рычаги
416
Разность диаметра пальца и отверстий в бобышках поршня опре-
деляют сравнением замеров, сделанных микрометрической скобой и
индикаторным нутромером.
Для выявления трещин поршень обмывают в керосине, наносят
меловой раствор, высушивают и по наличию жирных пятен судят о
характере трещин или осматривают при помощи лупы с 10-кратным
увеличением.
Поршень выбраковывают при наличии следующих дефектов: зади-
ров трещин, надрывов независимо от их величины и расположения;
износа тронковой части более допустимых размеров; выработки от-
верстия в бобышках под палец более 60 мм (4VD-21/15-2),
30 мм — (4VD-12,5/9), 50 мм — (К-461М1); износ канавки под
стопорное кольцо поршневого пальца более 2,4 мм — 4VD-21/15-2,
1,65 мм — 4VD-12,5/9, 45мм — К-461М1; ширина канавок под ком-
прессионные и маслосъемные кольца более допустимых размеров.
Поршни дизеля К-461М при износе отверстия под палец и канавок
поршневых колец выше допустимых пределов восстановлению не
подлежат, дизелей 4VD-21/15-2, а также 4VE>-21,5/9 ремонтируются.
Неглубокие риски и наволакивание металла на головке поршня зачи-
щают напильником и полируют шлифовальной шкуркой (ГОСТ 5009-68 )
зернистостью 80-12, смоченной в керосине.
Поршни с износом поверхности канавок под компрессионные и
маслосъемные кольца ремонтируют наплавкой. Перед наплавкой
поршни вручную очищают кордной щеткой или в установке для
очистки деталей с применением косточковой крошки, затем выва-
ривают в щелочном растворе при температуре 90—100°С в течение
1 ч ручьи канавок, подлежащие иаплавке, разделывают под углом
60°. Поршни нагревают до температуры 300-350°С и наплавляют
при помощи автогенного аппарата с горелкой № 6 или К» 7. В
качестве наплавляемого металла используются прутки, изготовлен-
ные из старых поршней или проволоки марок АК-5, АК-4. После
наплавки поршень медленно охлаждают, а затем подвергают меха-
нической обработке.
Проточку канавок производят на токарном станке. Стенки канавок
после проточки должны быть параллельными между собой. Допуска-
ется биение торцов канавки не более 0,1 мм. Качество проточки
проверяют шаблоном или поршневым кольцом соответствующего
размера.
Поршни и цилиндры дизеля 4VD-12.5/9 изготовляют, кроме номи-
нального, еще четырех ремонтных размеров с интервалом 0,5 мм ют
417
99 до 92 мм, а каждый ремонтный размер, в свою очередь, имеет три
группы селекции. Таким образом, при сборке дизеля необходимо
подбирать комплект деталей не только по ремонтным или номиналь-
ным размерам, но и по размерам групп селекции. Для облегчения
комплектации деталей каждой группе селекции присвоено буквенное
клеймо. При сборке дизеля необходимо подобрать детали из одной
группы селекции. Ниже в качестве примера приведены значения но-
минальных диаметров цилиндра и поршня трех групп селекции и со-
ответствующие им буквенные клейма:
Диаметр цилиндра, мм Диаметр поршня, мм Клейма групп селекции
89,970-89,976 89,855-89,861 А
89,977-89,983 89,862-89,868 В
89,984-89,991 89,869-89,876 С
13.8.5. Поршневые кольца
К основным неисправностям колец относятся: повышенный из-
нос рабочих поверхностей, излом, потеря упругости, пригорание в
ручье поршня, коробление.
Поршневые кольца изнашиваются в результате истирания о стенки
цилиндра в присутствии абразивных частиц. Они подвергаются также
окислению поступающим в цилиндр кислородом воздуха и воздей-
ствию кислот, содержащихся в продуктах сгорания топлива и масла.
На нижнюю опорную поверхность колец действуют большие усилия
давления газов, поэтому она больше изнашивается.
Износ поршневых колец приводит к пропуску газов, а также к
попаданию масла в камеру сгорания, что вызывает перерасход топ-
лива н смазочных материалов. Изношенные поршневые кольца не
ремонтируют, а заменяют новыми.
Дефекты компрессионных колец приводят к пропуску газа в кар-
тер и резкому снижению мощности двигателя. Маслосъемные кольца
имеют меньшую опорную поверхность, чем компрессионные, поэто-
му они подвержены большим износам.
Кольца ремонту не подлежат. После снятия с поршня и очистки их сор-
тируют для вторичного использования. При осмотре проверяют рабочую
поверхность кольца, величину зазора в замке в свободном и рабочем со-
стояниях, прилегание к стенкам цилиндра (проверяют на просвет), а также
упругость и коробление. Подобной проверке подвергаются и новые колеса.
418
На рабочей поверхности колеса не должно быть глубоких рисок,
раковин, трещин и царапин, на кромках не допускаются отколы и
острые заусенцы. Кольца с отколами выбраковывают, заусенцы на
кромках снимают шабером или личным напильником.
Зазор в замке кольца в свободном состоянии позволяет судить об
остаточной деформации и, в какой-то мере, о его упругих свойствах:.
Зазор проверяют штангенциркулем или линейкой (должен быть не
менее 0,08 Dr).
Плотность прилегания кольца к поверхности цилиндра проверяет-
ся в специальном калибре с подсветкой снизу. У поршневых колец
дизеля 4VD-21/15 радиальный зазор между кольцом и калибром на
дуге 45° допускается не более, чем в двух местах и не ближе 30 °
от замка. Величина такого зазора должна быть не более 0,05 мм.
Зазор в замке в рабочем состоянии определяют с помощью щупа,
для чего кольцо устанавливают в середину цилиндра перпендику-
лярно оси.
Если зазор в замке больше установленного правилами деповского
ремонта, то кольцо выбраковывают. Малый зазор увеличивается рас-
пиливанием, при этом обрабатывают одну сторону стыка, а по второ®
проверяют прилегание одного кольца к другому. Стык кольца обра-
батывают напильником в стальном кондукторе, имеющем паз для
прохода напильника под углом 90°.
От упругости кольца зависит его среднее давление на стенки ци-
линдра, которое должно быть в пределах 0,3-0,4 МПа. Определяет-
ся упругость с помощью прибора, на
опорной плите 7 которого (рис. 13.14)
установлен кронштейн 8с державкой 4.
К державке крепится нижний конец про-
веряемого кольца?, обхватываемого ме-
таллической лентой 1 с крючком 3 на
конце. На крючок подвешивается скоба
5 с грузом 6. Вес груза, при котором
зазор в замке кольца будет соответство-
вать установленному Правилами ремон-
та, укажет величину упругости кольца.
Кроме проверки поршневых колец на
просвет, следует обязательно проверить
их на коробление.
Для выявления коробления кольцо кла-
дут на проверочную плиту и щупом заме-
415»
ряют зазор между кольцом и плитой. Коробление можно определить и
с помощью специального приспособления, которое представляет собой
две тщательно отполированные плиты, установленные параллельно друг
другу с наклоном 45° к горизонтали. Расстояние между плитами равно
толщине кольца плюс максимально допустимая величина коробления.
При проверке в промежуток между плитами опускают испытуемое
кольцо. Размеры плит по высоте и ширине не должны быть меньше
нормального диаметра цилиндра, для которого предназначено кольцо.
Кольца с короблением не выше браковочного размера пройдут сквозь
просвет, а кольца с недопустимо большим короблением застрянут. Ко-
робление торцовых поверхностей компрессионного кольца не должно
превышать 0,03 мм, маслосъемного — 0,05 мм, высота колец не дол-
жна быть у двигателя 4VD-21/15-2 компрессионного менее 3,97 мм,
маслосъемного 5,97 мм, у двигателя 4VD-12,5/9-2 — 2,97 и 4,97 мм
соответственно.
У коренных и шатунных подшипников коленчатого вала основ-
ными неисправностями являются естественный износ антифрикцион-
ного слоя, трещины в антифрикционном слое или местное отставание
его от корпуса подшипника, полное или частичное выплавление ан-
тифрикционного слоя.
В процессе нормальной эксплуатации дизеля изнашивается только
антифрикционный слой вкладышей. Степень износа в основном зави-
сит от марки и качества свинцовой бронзы, соблюдения требований
технологии заливки и ремонта, соответствия сорта и качества приме-
няемых смазочных масел указанным в паспорте дизеля, а также от
правильности режима смазывания трущихся поверхностей. В значи-
тельной степени на износ влияют частые пуски дизеля без предвари-
тельной прокачки масла в системе смазки. В этом случае первона-
чально вал работает в условиях полусухого трения, которое лишь
спустя некоторое время переходит в жидкостное.
Немалое влияние на интенсивность износа подшипников оказыва-
ет работа дизеля на пониженных холостых оборотах вала. При таком
режиме резко снижается производительность масляного насоса, а
следовательно, и количество масла, поступающего к подшипникам и
отводящего от них тепло. Кроме того, при низкой частоте вращения
коленчатого вала снижается несущее свойство масляного клина меж-
ду шейкой вала и поверхностью подшипника, обеспечивающего
жидкостное трение. В результате уменьшения толщины масляного
слоя вал как бы опускается и зона касания шеек вала и подшипников
увеличивается. При таком режиме возможен переход к полужидкос-
420
тному трению или с разрывом масляной пленки. К этому следует
добавить нарушение режима работы центрифуги и, как следствие,
ухудшение очистки масла. Продукты контактного изнашивания в
свою ускоряют абразивный износ поверхностей.
Для выявления дефектов подшипники тщательно очищают и ос-
матривают. Чтобы обнаружить трещины и отставание антифрикцион-
ного сплава, подшипники замачивают в керосине, протирают
салфеткой, окрашивают водным раствором мела, сушат и обстукива-
ют. Вкладыши с отставшим сплавом при обстукивании издают глу-
хой звук, а в местах трещин на меловом покрытии появляются жир-
ные пятна. Забракованные подшипники перезаливают. У залитого
подшипника не допускаются следующие дефекты: видимые трещины
или отслаивание бронзы от стали; видимые неметаллические включе-
ния; раковины и ликвационные точки диаметром более 1,5 мм.
Залитый подшипник распиливают на половинки и растачивают в
соответствии с ремонтными размерами шейки коленчатого вала.
После алмазной расточки подшипники не требуется дополнительно
подгонять по валу. После расточки обычным резцом подшипники
подгоняют по шейкам вала индивидуально — пришабривают. Шаб-
ровка — трудоемкий способ обработки, но ее еще нередко исполь-
зуют на ремонтных предприятиях с небольшим объемом работ, в том
числе и в рефрижераторных депо.
Размер вкладышей по внутреннему диаметру в рабочем
состоянии должны соответствовать данным приведенным в табл. 13.9.
Таблица 13.9
Наименование размера Уменьшение внутреннего размера, мм Внутренний диаметр вкладышей, мм
4VD-21/15-2 4 VD-12,5/9
коренных шатунных
Номинальный - 96,0+0,022 65,0+0,022
1 ремонтный 0,25 95,75+0,022 64.75+0,022
2 ремонтный 0,5 95,5+0,022 64-,5+0,022
3 ремонтный 0,75 95,25+0,022 64.25+0,022
4 ремонтный 1,0 95,0+0,022 64-,0+0,022
5 ремонтный 1,25 63.75+0,022
6 ремонтный 1,5 63,5+0,022
421
13.9. Механизм газораспределения
К основным неисправностям механизма газораспределения отно-
сятся: нарушение теплового зазора в клапанах; износ или выкраши-
вание шестерен привода распределительного вала вследствие нару-
шения их термообработки или неудовлетворительной смазки трущих-
ся поверхностей; увеличение зазора на смазку в подшипниках рас-
пределительного вала или задиры на рабочих шейках в результату
плохого смазывания; изгиб штанг толкателей; обрыв или растяжение
приводной цепи дизеля 4VD-12,5/9; повышенный износ подшипников
и втулок в коромыслах и стойках и т.д.
Распределительный вал после демонтажа обмывают керосином,
обдувают сжатым воздухом и проверяют магнитным дефектоскопог*:
Особое внимание обращают на места переходов от одного диамсг
к другому и на кромки шпоночных пазов, которые являются места
концентрации напряжений, приводящих к трещинам и изломам.
После проверки дефектоскопом обмеряют и осматривают шеГ
вала, таким же образом, как и шейки коленчатого вала. Распреде:
тельный вал выбраковывают при наличии следующих дефектов: т
щин любого размера и расположения; изгиба вала более 0,4 мм j
диаметра опорных шеек распределительного вала менее 71,5 мм
дизеля 4VD-21/15-2, 44,899 мм — 4VD12.5/9; высота кулачков мен
41,50 мм у дизеля 4VD-12.5/9, 58,50 мм — 4VD-21/15.
Распределительный вал, изгиб которого превышает 0,02 мм, по
вергают правке с последующим дефектоскопированием. Задиры
износы на шейках, превышающие норму, устраняют шлифованием
ближайшего ремонтного размера. Для восстановления номинальи
размеров диаметров можно применять наплавку, осталивание и
хромирование с последующей механической обработкой. Овальн *
шеек валов после ремонта не должна превышать 0,02 мм.
Износ кулачков устраняют шлифованием с сохранением проф(
кулачка, хромированием (осталиванием) или вибродуговой напч
кой под слоем флюса с последующим низкотемпературным отжи!
при температуре 650°С и охлаждением на воздухе. Поверхность
лачка закаливается на глубину 1-5 мм. Изношенные шпоночные пг
валов дизелей восстанавливают наплавкой способом уравновеши
ния деформаций. Масляные каналы в распределительном вале про*
вают таким же способом, как и каналы коленчатого вала. |
Толкатели выбраковывают при наличии трещин любого размераI
расположения, задиров и сколов на рабочей поверхности. Выявлен и
422
трещин производят осмотром при помощи лупы с 5—10-кратным
увеличением, износ — путем замера микрометрической скобой. Из-
ношенные направляющие поверхности по диаметру восстанавливают
хромированием или осталиванием, износ торцевой поверхности уст-
раняют шлифованием с последующей полировкой при глубине шли-
фования не более 0,5 мм.
После ремонта толкатель должен отвечать следующим требова.ни-
ям, например, для дизеля 4VD-21/15-2: биение торцевой поверхности
относительно направляющей поверхности не более 0,03 мм на длине
18 мм по радиусу торцевой поверхности толкателя; нецилиндричность
направляющей поверхности не более 0,01 мм; шероховатость направ-
ляющей поверхности не менее Ra 0,63 (ГОСТ 2789-73), а торцевой
поверхности не ниже Ra 0,32; высота толкателя не менее 94,5 мм.
Штангу толкателя выбраковывают при наличии следующих дефек-
тов: погнутость штанги не более 0,8 мм у дизеля 4VD-21/15-2,2 мм-
4VD-12,5/9 (допускается величина изгиба 0,5 мм); износ рабочей по-
верхности наконечника не более чем на 0,15 мм — 4VD-21/15-2,
0,1 мм — 4VD-12,5/9; сколах или задирах на рабочей поверхности
наконечника
Износ рабочей поверхности наконечника штанги определяют щу-
пом толщиной 0,15 мм и шаблоном.
Штангу толкателя при ослаблении посадки наконечников обжи ма-
ют на гидравлическом прессе, на котором также выправляют изгиб.
В коромыслах изнашивается боек и резьба под регулировочный
винт. Форму поверхности бойка восстанавливают наплавкой с после-
дующим шлифованием, сохраняя прежний радиус кривизны. Изно-
шенную и поврежденную резьбу рассверливают и нарезают резьбу
ремонтного размера. Монтаж коромысла производится таким об ра-
зом, чтобы боек полностью перекрывал торец штока клапана. Нес ов-
ладение осей не должно быть более 0,05.
Коромысла клапана выбраковывают при наличии следующих де-
фектов: трещины любого размера и расположения; срыв резьбы под
регулировочный винт.
Кронштейны валиков коромысел выбраковывают при: трещинах
любого размера и расположения; износе или срыве более двух ниток
резьбы под штуцер маслопровода; диаметре отверстий под втулки
валиков коромысел более 26,6 мм — 4VD-21/15-2, 19,97 мм ---------
4vd-12,5/9.
При диаметре отверстий под втулки менее 26,5 мм разрешается
растачивать их до диаметра 27,02 мм и запрессовывать втулки у ве-
423
личенного размера, предварительно нагревая кронштейн до темпера-
туры 150°С с натягом 0,01-0,041 мм. Новые втулки увеличенного
размера изготавливают из бронзы Бр ОФ7-02. После запрессовки
втулки разворачивают до номинального размера.
Клапанные пружины осматривают. Перед сборкой на специальном
стенде они проверяются на упругость, просевшие пружины заменяют- ;
ся. Разрезные сухарики, предохранительное кольцо, тарели пружин
не ремонтируются.
Наиболее распространенными неисправностями клапанов механиз-
ма распределения являются: изгиб (биение) стержня, биение коничес-
кой поверхности тарели, трещины стержня и наклеп клапана на торце
стержня.
Снятый с головки клапан после промывки и очистки устанавлива-
ют в центре токарного станка и с помощью индикатора часового типа
проверяют его стержень на биение. !
На этом же станке проверяется биение конической поверхности1
тарели клапана, которое допускается не более 0,05 мм. В случае-
превышения этой величины концентричность конуса восстанавливает-
ся обточкой.
Клапаны, имеющие раковины на конической поверхности, также;
обтачивают на токарном станке до выведения следов износа. После;
обточки клапан устанавливают в патрон шлифовального станка и шли-:
фуют коническую поверхность тарели под углом 45° к оси стержня.;
При шлифовании рабочей фаски головки за базу принимают поверх-
ность стержня. Клапан в этом случае устанавливают в цанговом патро-
не. Высота цилиндрической части тарели должна быть не менее 1,5 м
Стержень клапана, имеющий изгиб менее 0,6 мм, выправляют 1
прессе с последующим дефектоскопированием. Непрямолинейнос
образующей стержня клапана должна быть не более 0,01 мм 1
100 мм длины. Изношенный стержень клапана восстанавливают хр
мированием или осталиванием. Притирку рабочей поверхности клал
на производят совместно с седлом головки (смотри раздел «Ремо<
головок»). Притирочный поясок должен быть шириной 2-3 мм. К
чество притирки проверяется керосином на собранной головке. Кач
ство притирки считается хорошим, если клапан не пропускает кер
син в течении 10 мин.
Шестерни механизма газораспределения выбраковывают при н
личии следующих дефектов: трещины любого размера и располоя
ния; раковины и выкрашивания на рабочих поверхностях зубы
износа зуба по ширине более допускаемого.
424
При износе шпоночного паза, размеры которого более допустимо-
го, разрешается восстанавливать наплавкой или фрезерованием под
следую-щий увеличенный размер по ГОСТу.
При: износе поверхности под втулку по диаметру более 0,01 мы
внутреннюю поверхность развертывают и запрессовывают втулку
увеличенного размера, натяг при этом должен быть в пределах 0,013—
0,054 мм. Оси промежуточных шестерен выбраковывают при износе
рабочей поверхности под шестерни более 0,15 мм, трещинах любого
размера и расположения, сколов на цементированной поверхности.
Изн ос осей промежуточных шестерен восстанавливают хромиро-
ванием или шлифованием под ремонтный размер. Нсцилиндричн ость
должна быть не более 0,1 мм.
Приводную цепь на дизеле 4VD-12,5/9 выбраковывают при обрыве
цепи; сколах, трещинах на рабочих поверхностях роликов; увеличе-
нии размера участка цепи в пятнадцати звеньях под нагрузкой 2.2 кг
(215,6 Н) более чем на 287,3 мм.
Выявление трещин производят осмотром с помощью лупы с
5-10-кратным увеличением.
Контроль и регулировку механизма газораспределения производят
при сборке и испытании дизеля.
13.10. Ремонт системы охлаждения
Основные неисправности системы охлаждения можно обнаружить по
внешним признакам—перегреву дизеля и течи охлаждающей жидкости.
Перегрев дизеля из-за дефектов системы охлаждения может быть
вызван: отложением накипи и других веществ на внутренней повер-
хности водяной рубашки блока и головок цилиндров; осаждением
механических примесей в водяной полости радиатора; засорением
пылыа и грязью воздушных проходов радиатора; ухудшением: или
отсутствием циркуляции воды в системе из-за неисправности насоса.
Течь охлаждающей жидкости может быть следствием: поврежде-
ния радиатора; неплотности или повреждения сальника водяного на-
соса; ослабления крепления крышки к корпусу насоса; неплотности
в трубопроводах и патрубках соединения водяной системы или дизе-
ля с радиатором:; недостаточной затяжки гаек шпилек головок блока
цилиндров, что способствует прорыву газов в водяную рубашку.
Загрязнение водяной полости накипью и прочими отложен иями
наблюдается при использовании воды с высоким содержанием солей
425
магния и кальция или загрязненной посторонними механическими
примесями. При прогреве воды до температуры 70-80°С начинается
бурное выпадение солей, оседающих в виде наслоения на ме-Галле.
Обладая низким коэффициентом теплопроводности, слой накипи
ухудшает условия теплопередачи, что вызывает перегрев дизеля.
Чтобы уменьшить загрязнение водяной рубашки дизелей, реко-
мендуется применять воду с малой жесткостью. В эксплуатации не
следует часто менять воду.
Очистку от накипи системы охлаждения дизеля производят при
капитальном ремонте. Наиболее эффективным способом удаления
накипи следует считать обработку кислотой или щелочью. Выбор
реагента зависит от состава накипи, который можно определить сле-
дующим образом. Кусочек накипи массой 30-40 г, снятый со стенки
водяной рубашки, дробят в ступе, высыпают в фарфоровую или стек-
лянную банку и обильно смачивают 10%-ным раствором соляной
кислоты. Бурное выделение углекислого газа со вспениванием ука-
зывает на карбонатный состав накипи, отсутствие пены — на смешан-
ный состав, а отсутствие выделения газа — на силикатный состав. В
первом случае для удаления накипи можно применить раствор смеси
100 см3 фосфорной кислоты плотностью 1,71 г/см3 и 50 г хромового
ангидрида (хромпика) в 900 см3 воды. Температуру состава в про-
цессе обработки нужно поддерживать в пределах 25-30°С. Раствор в
полости двигателя оставляют на 1-1,5 ч.
Для удаления накипи смешанного состава применяется раствор од-
ной части соляной кислоты концентрацией 22° Боме в трех частях воды.
Температура раствора должна быть 50-70°С. Обработка длится 12-24 ч.
Силикатные отложения удаляют раствором одной части соляной
кислоты концентрации 18° Боме в двух частях воды. Температура и
время обработки такие же, как и в предыдущем случае.
Промывку водяной рубашки дизеля можно производить на специ-
альных циркуляционных стендах, система которых заполнена мою-
щим раствором нужного состава. Очистку полости радиатора систе-
мы охлаждения производят отдельно от водяной рубашки блока и
головок цилиндров.
Для обнаружения трещин и прочих дефектов систему водяного
охлаждения подвергают гидравлической опрессовке с последующей
разборкой и устранением неисправностей.
Центробежный насос для циркуляции воды в системе охлаждения
дизелей имеет привод от коленчатого вала. Наиболее характерные
неисправности насосов — дефекты шариковых подшипников, про-
426
пуск воды сальниковыми уплотнениями, ослабление посадки рабоче-
го колеса, дефекты и ослабления приводных шестерен, трещины в
корпусе насоса.
Трещины на рабочем колесе заваривают бронзовым прутком с
последующей механической обработкой. В случае ослабления посад-
ки колеса поверхность вала наплавляют, шпоночную канавку завари-
вают, вал обтачивают и фрезеруют канавку на новом месте.
Шестерик» привода после выпрессовки осматривают. Если на ра-
бочей поверхности зубьев имеются трещины и отколы, то шестерню
заменяют. Накат на торцах зубьев, а также заусенцы и незначительные
выбоины зачищают личным напильником.
Отремонтированный и собранный водяной насос до установки на
дизель подвергают обкатке и испытанию на специальном стенде в
условиях, близких к эксплуатационным согласно табл. 13.10.
Таблица 13.10
Наименование проверяемых материалов Параметры дизеля
4VD-21/15-2 К-461М
Частота вращения, об/мин 3780 4300-4400
Противодавление, МПа 0,235 0,235
Производительность, л/мин 238 0,133
Температура вады, °C 70-80 30
Продолжительность, мин 120 60
13.11. Система смазки
Ремонт системы смазки дизеля сводится к промывке всех ее тру-
бопроводов и каналов, ремонту и испытанию радиатора, фильтров,
масляных насосов и редукционных клапанов.
В шестеренчатом насосе изнашиваются рабочие шестерни по тол-
щине и высоте зуба, валики шестерен и торцовая поверхность крыш-
ки корпуса. После разборки насоса детали тщательно промывают
дизельным топливом и обмеривают. В процессе разборки проверяют
величину осевого разбега шестерен в корпусе насоса и радиального
зазора между шестернями и корпусом.
Величину осевого разбега каждой шестерни измеряют индикатор-
ным приспособлением до разборки насоса. Для измерения радиаль-
427
ного зазора пользуются технологической крышкой и щупом. Для
этого снимают крышку с корпуса насоса и вместо нее укрепляют
двумя болтами технологическую крышку с вырезами, позволяющи-
ми пропустить щуп между корпусом и шестернями. Наиболее точные
результаты измерений радиального зазора щупом можно получить,
если между зубьями шестерен в средней части пропустить свинцо-
вую проволоку так, чтобы шестерни раздвинулись, как при работе
насоса.
Резкое изменение радиального зазора свидетельствует об износе
корпуса насоса или увеличении межцентрового расстояния из-за
износа бронзовых втулок. По толщине обжатой части проволоки
судят о величине бокового зазора между зубьями.
Корпус насоса выбраковывают при наличии трещин любого раз-
мера и расположения, срыве или износе резьбы более двух ниток в
резьбовых отверстиях.
При ослаблении посадки оси ведомой шестерни запрессовывают
ось увеличенного размера, предварительно нагрев корпус до темпе-
ратуры 415°С с натягом 0,007-0,041 мм. Втулку приводного вала
заменяют при любом износе. После запрессовки её развёртывают до
номинального размера. Новые втулки изготавливают из чугуна марки
АСЧ-1 ГОСТ 1585-70.
Крышку масляного насоса выбраковывают при следующих де-
фектах: обломах и трещинах любого размера и расположения; вели-
чины диаметра под втулку приводного вала более 26,6 мм для дизеля
4VD-21/15-2. При износе менее 26,6 мм отверстие растачиваются до
диаметра 27+0-2, затем запрессовывают втулку увеличенного размера
с натягом 0,007-0,041 мм.
Приводной вал выбраковывают при износе опорных поверхностей
по диаметру более чем 0,07 мм.
Дефекты шпоночного паза устраняют наплавкой с последующей
механической обработкой до номинального размера.
Восстановление опорных поверхностей вала производят хромиро-
ванием. Дефекты устраняются наплавлением и нарезанием резьбы
номинального размера.
Шестерни масляного насоса выбраковывают при трещинах любо-
го размера и расположения, раковинах, износе зуба по ширине более
допустимого размера.
Производить сварочные работы на корпусе и крышке насоса
не рекомендуется, так как при нагреве неизбежно коробление де-
талей.
428
У исправного и правильно собранного насоса между соприкаса-
ющимися поверхностями деталей должны быть следующие монтаж-
ные зазоры: радиальный между корпусом и торцом шестерни 0,03—
0,09 мм (браковочный 0,15 мм); боковой между зубьями шестерен
0,13-0,20 мм (браковочный 0,25 мм); торцовый между торцом шес-
терен и крышкой корпуса 0,07-0,11 мм (браковочный 0,2 мм); в
цапфах 0,050-0,074 мм (браковочный 0,12 мм).
Собранный насос испытывают вместе с фильтрами и центрифугой
на стенде на производительность с противодавлением. При испытании
используют подогретое масло до температуры 70-80°С.
Редукционный клапан разбирают и осматривают поверхность ша-
рика и кромки его седла. Если шарик изношен или имеет глубокие
раковины, его заменяют. Седло с поврежденными кромками обраба-
тывают зенкером соответствующего размера. При регулировке давле-
ния срабатывания редукционного клапана под регулировочный винт
разрешается подкладывать шайбы необходимой толщины. Падение
давления в системе смазки может происходить и из-за неисправности
пружины клапана. Просевшие пружины не подлежат реставрации, их
заменяют новыми.
Основными неисправностями центрифуги являются: смолистые от-
ложения на поверхности ротора, трещины на корпусе и крышке и т.д.
Демонтаж центрифуги (рис. 13.15) с дизеля, а также разборку и
обмывку ее деталей производят при всех видах ремонта рефрижера-
торного подвижного состава. В процессе длительной эксплуатации на
поверхностях деталей центрифуги могут образоваться смолистые от-
ложения. Поэтому обмывку деталей необхо-
димо производить погружением на 3-4 ч в
один из растворов, составы которых указаны
в табл. 13.11. Температура раствора должна
быть в пределах 90-95сС. По окончании очи-
стки детали обмывают горячей водой с пос-
ледующей обдувкой сжатым воздухом.
Рис. 13.15. Масляная центрифуга дизеля
К-461М:
7 — корпус; 2 — ось; 3 — подшипник;
4,11 — ротор; 5— стяжка; б— крышка ротора;
7 — чайка; 8 — плавающая шайба; 9 — болт;
70 — крышка центрифуги; 12, 13 — втулка;
74 — сопло
429
Таблица 13.11
Компонент Количество компонента на 100 л воды, кг, в растворе
№1 №2 №3 №4
Кальцинированная сода 1,85 2 1 1
Зеленое мыло 1 1 1
Жидкое стекло 0,85 0,8
Хромпик 0,5 0,5 0,3
Нельзя прочищать калиброванные отверстия в соплах корпуса
ротора стальной проволокой, так как из-за этого может увеличиться
диаметр отверстия, что приведет к уменьшению реактивной силы
струи, снижению частоты вращения ротора и ухудшению качества
очистки масла.
Обнаруженные в корпусе или крышке центрифуги трещины зава-
ривают с последующей зачисткой швов до металлического блеска.
После сварочных работ корпус с крышкой в сборе испытывают под
давлением воды 0,9 МПа в течение 3 мин. Во время испытания течь
или «потение» на поверхности корпуса и крышки не допускается.
Остальные детали центрифуги не ремонтируют, а заменяют.
Корпус масляной центрифуги ротора выбраковывают при наличии
обломов, трещин, проходящих через посадочные поверхности под
подшипники, ослабления посадки оси в корпусе.
Перед сборкой центрифуги все детали тщательно промывают и
обдувают сжатым воздухом. Если заменяют детали у ротора, то его
балансируют и после балансировки наносят метки на крышке и кор-
пусе. При сборке крышку ротора устанавливают так, чтобы конт-
рольные метки совпадали.
После сборки ротор центрифуги от руки проверяют на враще-
ние — оно должно происходить без рывков и заеданий. Частота вра-
щения ротора при проверке на специальном стенде при давлении пе-
ред центрифугой 0,50-0,55 МПа должна быть не ниже 5500 об/мин.
Герметичность центрифуги проверяют дизельным маслом под дав-
лением 0,6 МПа при заторможенном роторе и снятой крышке, темпе-
ратура масла при этом должна быть в пределах 65-75°С. При испы-
тании на герметичность допускается просачивание капель масла
из-под ротора; течи масла из-под крышки ротора не должно быть.
Масляный радиатор установлен в системе смазки дизеля
К-461М маслоохладителя 4VD-21/15-2. Основными неисправностями
масляного радиатора маслоохладителя являются: засорение внутрен-
430
них и наружных поверхностей, трещины, вмятины, погнутость плас-
тин, ребер, охлаждение; срыв резьбы и образование накипи в масло-
охладителях.
Масляный радиатор, снятый с дизеля, промывают внутри и снаружи
горячим раствором того же состава, который применяется для обмыв-
ки поршней. После удаления раствора по тру б кам прокачивают в тече-
ние 15 мин горячую воду. Промытый радиатор подвергают гидравли-
ческой опрессовке водой под давлением, рекомендованным заво-
дом-изготовителем. Выявленные при испытаиыи трещины запаивают, а
затем производят повторное испытание. До постановки радиатора на
место погнутые пластинчатые ребра на трубках необходимо выправить.
При испытании радиатора на стенде следует руководствоваться
данными из технического паспорта. Так, радиатор дизеля К-461М
рассчитан на пропускную способность 2520 л/ч при температуре
масла 70°С и окружающей среды. Отремонтированный радиатор ди-
зеля в соответствии с рекомендацией завода-изготовителя испытыва-
ют давлением воды или масла 1,6 МПа.
Выявление трещин свищей на корпусе маслоохладителя произво-
дят опрессовкой давления воды 0,6 МПа в течение 5 мин. Появление
капель или «потение» на поверхности кожуха не допускаетсяю.
Обломанные фланцы на корпусе заменяют. Трещины длиной ме-
нее 150 мм устраняют газосваркой, вмятины глубиной менее
30 мм и длиной до 100 мм выправляют деревянным молотком, после
чего корпус испытывают давлением 0,6 МПа в течение 5 мин.
Корпус выбраковывают при наличии свыше 5трещин длиной бо-
лее 150 мм, вмятинах глубиной более 30 мм и диаметром свыше
100 мм.
Выявление трещин на крышке производят давлением 3,2 МПа в
течение 5 мин.
Крышки маслоохладителя выбраковывают при трещинах любого
размера и расположения, обломах перегородок, износе или срыве
резьбы более двух ниток.
Масляные трубки маслоохладителя, имеющие вмятины глубиной
более 2 мм, а также свищи и трещины подлежат замене.
Для выявления трещин и свищей весь пучок трубок испытывают
на прочность давлением воды 2,5 МПа.
Очистка от накипи осуществляется таки м же образом, как и очи-
стка блока цилиндров.
Маслопроводы при капитальном ремонте дизеля обязательно раз-
бираются, каждый элемент их очищают от грязи и отложений. Трубы
431
промывают противотоком дизельным топливом. После очистки со-
бранные трубопроводы подвергают гидравлической опрессовке дав-
лением не менее 0,8-1,2 МПа.
Маслопроводы при наличии трещин, свищей, обломов наконечни-
ков выбраковывают.
При деповском ремонте, а также при замене масла в эксплуатаци-
онных условиях промывку системы смазки производят без разборки
узлов.
Масляные фильтры подразделяются на фильтры грубой (сетчатые,
бумажные, магнитные) и тонкой очистки типа центрифуга.
Основными неисправностями фильтров являются: отложение грязи
на фильтрующей вставке и деталях, трещины на корпусе, срыв или
износ резьбы, потеря уплотнительных свойств прокладки.
После разборки детали фильтров промываются дизельным топли-
вом, продуваются сжатым воздухом и осматриваются.
Трещины на корпусе выявляются опрессовкой давлением 1 МПа
в течение 3 мин. Образование капель, «потение» не допускаются.
Устранение трещин, не проходящих по отверстиям резьбовых соеди-
нений, допускается производить сваркой или пастами на основе эпок-
сидных смол, после чего производятся повторные гидравлические
испытания.
Корпус фильтра выбраковывается при наличии трещин, проходя-
щих через резьбовые соединения, и обломах. Изношенную или со-
рванную резьбу устраняют постановкой ввертышей с последующим
нарезанием резьбы номинального размера. Сетчатые фильтрующие
вставки после промывки используются повторно, прокладки при
сборке заменяют на новые. Бумажные фильтрующие элементы за-
меняют на новые. Магнитный фильтр разбирается, очищается от ме-
ханических примесей металлического характера, промывается и со- .
бирается.
13.12. Топливная система
При капитальном ремонте топливные баки демонтируются с вагона ,
и направляются на ремонтный участок, где они разбираются, очища-
ются от грязи, промываются и пропариваются. При обнаружении тре-
щин они ремонтируются сваркой. Снятые смотровые стекла также
очищают от грязи и отложений. Негодные стекла и прокладки заме-
няют, корпуса стекол и краны ремонтируют. Отремонтированные топ-
432
Рис. 13.16. Топливные фильтры
ливные баки испытывают на плот-
ность водой давлением 0,05 МПа.
Течи не допускается. Отремонтиро-
ванные баки снаружи окрашивают
грунтом ГФ-20 ГОСТ4056-63.
Топливные фильтры. Основ-
ные неисправности фильтров — за-
сорение или разрушение фильтрую-
щих элементов, трещины в кор-
пусе, срывы резьбы, изломы пусто-
телых болтов и пропуск топлива по
прокладкам. На рис. 13.16, а пока-
зан фильтр дизеля 4VD-21/15-2.
Корпус первого фильтра отлит из
алюминиевого сплава, поэтому при
проявлении трещин и отколов ре-
монтировать его практически невоз-
можно. Мелкие вышедшие из строл детали (золотник 2, гайка 2 креп-
ления крышки, прокладки 5, бумажный элемент 4) заменяют новыми.
Сетчатый фильтр дизеля 4VD-12,5/9 состоит из двойной крышки <?,
сменных фильтров грубой 7 и тонкой 8 очистки и стаканов 9. Конст-
рукция узла позволяет производить, периодическую смену фильтрую-
щих вставок, причем вставку фильтра грубой очистки используют
многократно (промывают противотоком чистым дизельным топливом
или каким-нибудь быстро испаряющимся растворителем с последую-
щей продувкой воздухом), а вставку фильтра тонкой очистки при заг-
рязнении заменяют новой.
При ремонте топливные фильтры разбирают, затем промывают ди-
зельным топливом и осматривают*. Трещины на крышке и ко рпусе
выявляют гидравлическим испытанием водой давлением 0,8 МПа в
течение 2 мин. Течь, образование капель и «потение» не допускаются.
Сорванную или изношенную резьбу заплавляют, механически обра-
батывают и нарезают резьбу номинального размера или устанавлива-
ют ввертыши на эпоксидной смоле. Трещины разрешается устранять»
сваркой или пастами на основе эпоксидных смол.
Корпус и крышку топливного ф>ильтра выбраковывают при нали-
чии трещин, проходящих через отверстия, а также при обломах.
Фильтрующий элемент, представляющий собой набор шайб из тех-
нического фетра в сетчатой оболочке, при ремонте легко очищают от
грязи и используют вторично. Шай<5ы с признаками расслоения фетра
433
заменяют новыми. Промытые шайбы отжимают между губками тис-
ков и собирают. Для высушивания фильтр продувают сжатым возду-
хом давлением 0,02 МПа.
Новые шайбы перед постановкой в фильтр предварительно выма-
чивают в дизельном топливе в течение 4-6 ч для удаления отделив-
шегося шерстяного начеса. После замачивания шайбы прополаскива-
ют, а затем отжимают в тисках или под прессом. Собранный после
ремонта фильтр необходимо прокачать фильтрованным топливом.
Пропускная способность его должна составлять 2-3 л/мин. Если
корпус подвергался сварочным работам, то его необходимо повторно
опрессовать топливом.
Подкачивающий насос. Основные неисправности подкачиваю-
щего насоса и их причины показаны на рис. 13.17.
Неисправность (рис. 13.17, а) — течь топлива более пяти капель
в минуту из дренажного канала. Причина — увеличенный зазор меж-
ду стержнем толкателя и корпусом.
Неисправность (рис. 13.17, б) — насос развивает недостаточное
давление — менее 0,17 МПа. Это может происходить по следующим
причинам: из-за неплотного прилегания клапана к седлу; из-за увели-
ченного зазора между поршнем и корпусом; из-за неплотного приле-
гания шарика запорного клапана ручного насоса к гнезду; из-за боль-
шого зазора между поршнем и цилиндром ручного насоса.
Дефектацию подкачивающего насоса производят после промывки
и сушки, не допуская обезличивания. В корпусе насоса вначале
осматривают рабочие поверхности гнезд в местах прилегания клапа-
нов (они должны иметь ровный блеск без заметного на глаз износа).
Осматривают также края резьбовых отверстий (на них не должно
быть трещин). Измеряют индикаторным нутромером диаметры отвер-
Рис. 13.17. Характерные неисправности подкачивающего насоса
434
стий под поршень и толкатель. Косвенным износом отверстия в кор-
пусе может служить выработка на стержне толкателя. Такие способы
проверки технического состояния гнезда клапана и отверстия под
стержень являются предварительными- Окончательное состояние ра-
бочих поверхностей оценивают при испытании подкачивающего насо-
са в сборе на максимальное давление и производительность.
V окончательно собранного насоса вручную проверяют движение
толкателя и поршня в обоих направлениях. Зазор между толкателем
и втулкой должен быть не более 0,05 мм. Насос ручной подкачки
должен обеспечивать всасывание топлива с высоты не менее 1 mim.
Герметичность соединения втулки с толкателем проверяют опрессов-
кой дизельным топливом под давлением 0,5 МПа в течение 3 мин.
При этом допускается просачивание одной капли топлива.
Отремонтированный подкачивающий насос испытывают на стенде
КИ-22205. Производительность должна соответствовать паспортным
данным. Например, для дизеля 4VD-12,5/9 подача подкачивающего
насоса при 1500 об/мин коленчатого вала составляет 3,4 л/м ин.
Топливный насос высокого давления. К основным неисп-
равностям топливного насоса относятся: трещины блока, наруше-
ние притирки нагнетательного клапана, заедание клапана в направ-
ляющей, потеря упругости пружины или ее поломка, просачивание
топлива между седлом клапана и плунжерной втулкой из-за кор-
розии поверхностей, недостаточная плотность между плунжероья и
втулкой в результате их износа, зависание или заедание плунжера
во втулке, потеря упругости или поломка пружины плунжера, за-
едание или большие зазоры в зубчатом зацеплении регулятора от-
сечки.
Разборку топливного насоса блочного типа (например, насоса
дизеля 4VD-21/15) начинают с демонтажа регулятора частоты врапде-
ния кулачкового вала. Разборку насосмьгх элементов ведут через от-
верстие в днище блока и боковой люк в следующей последователь-
ности: после того, как будут сняты стяжные бугели 13 (рис. 13.18),
из корпуса б насоса вывинчивают нажимные штуцера 9 с пружинами
8 и извлекают нагнетательные клапаны 11 с уплотнительными кольца-
ми 10. После удаления стопорных винтов 7 выпрессовывают втулки
12 вместе с плунжерами. Далее при необходимости снимают крышку
16, вывинчивают пробки 19, свинчивают гайку Z, из корпуса насоса
выпрессовывают фланец 2 и из блока извлекают кулачковый вал 5
вместе с подшипником 3. При этом приходится придавать валу поло-
жения, исключающие зацепление с толкателями.
435
Рис. 13.18. Порядок разборки топливного насоса высокого давления дизеля
4VD-21/15-2
В завершение разборки из блока вынимают толкатели 20, разрез-
ные тарели 21 пружины 18 и регуляторы отсечки 17. При необходи-
мости из блока вынимают зубчатую рейку 4, золотник 15 и его кор-
пус 14.
Перед осмотром все детали топливного насоса тщательно промы-
вают дизельным топливом или керосином и обдувают сжатым возду-
хом.
Блок (корпус) топливного насоса изготовлен из алюминиевого
сплава, имеющего небольшую механическую прочность, поэ-
тому в его тонкостенных перемычках могут образоваться трещины
Рис. 13.19. Корпус топливного насоса высокого давления дизеля 4VD-21/15-2
436
(рис. 13.19). Трещины завариваются ацетилено-кислородной свар-
кой. Предварительно кромки трещины разделывают и блок насоса
нагревают в электрической печи до температуры 120-140°С. Нагре-
тый блок укладывают в металлический ящик с теплоизоляцией л
кромки трещины подогревают пламенем горелки. После подогрева
завариваемую поверхность покрывают флюсом АФ-4. Наплавку ве-
дут проволокой из сплава АЛ9. Остывший после сварки блок зачи-
щают щеткой н подвергают механической обработке. Отремонтиро-
ванный блок промывают 10%-ным раствором азотной кислоты, а
затем теплой водой. Испытывают, наливая керосин в течение 5 мин.
Изношенные отверстия под подшипники ремонтируют постановко-й
втулок с натягом 0,034-0,05 мм. Поврежденные резьбовые отверстия
для нажимных штуцеров рассверливают под ремонтный размер. При
этом перекос отверстия не должен быть больше 0,06 мм на длиие
100 мм.
Корпус топливного насоса высокого давления выбраковывают при
обломах проушин для крепления насоса к кронштейну дизеля; разме-
ра отверстий под подшипник кулачкового вала по диаметру более
72,03 мм; под толкатель более 36,04 мм; износе или срыве резьбы
под штуцеры.
Трещины выявляют наливом керосина в течение 5 мин. Кулачко-
вый вал ТНВД выбраковывают при наличии следующих дефектов:
биение вала более 0,5 мм; размера шеек под подшипники менее
24,8 мм; трещины и сколы цементированной поверхности на кулач-
ках; размера кулачков по высоте на 5 мм меньше номинального
размера.
Выявление трещин на кулачковом вале производят дефектоскопи-
рованием. Кулачковый вал, изгиб которого превышает 0,02 мм, пра-
вят на прессе с последующим дефектоскопированием. Дефекты шпо-
ночного паза устраняют наплавкой с последующей механической
обработкой до номинального размера.
Износ шеек восстанавливают хромированием, осталиванием или
шлифованием, при этом высота кулачка должна быть не менее
51,5 мм, разномерность кулачков по высоте должна быть не более
0,1 мм. Дефекты резьбы устраняют наплавкой с последующим наре-
занием резьбы номинального размера.
Основными методами ремонта плунжерной пары является подком-
плектовка. Восстановление геометрических форм плунжера и гильзы
производят пастами и чугунными притирами. Притирку осуществля-
ют пастой ГОИ, окисью алюминия или окисью хрома до выведения
437
следов износа и получения правильной цилиндрической формы по-
верхности плунжера и гильзы. После притирки конусность этих по-
верхностей должна быть не более 0,002 мм, овальность не более
0,005 мм, после чего их сортируют на группы через 0,002 мм и
подбирают соответствующие гильзы, которые взаимно притирают.
Притертые пары «гильза-плунжер» промывают и проверяют качество
притирки: выдвинутый на 20-25 мм плунжер в вертикальном положе-
нии должен плавно без задержки опускаться до упора под действием
собственного веса. Проверку производят в разных положениях.
Взаимно притертые и подобранные плунжерные пары не обезличи-
вают.
Нагнетательный клапан и седло клапана выбраковывают при на-
личии рисок, следов износа и коррозии на рабочих поверхностях,
не выводимых притиркой, а также при срыве или износе более двух
ниток резьбы и при размере отверстия в седле клапана более
8+0,015 мм.
У нагнетательного клапана притирают запирающие конические по-
верхности, качество притирки проверяют на испытательном стенде.
Герметичность клапана проверяют сжатым воздухом, а плотность
посадки пояска — давлением топлива. Для притирки клапан зажима-
ют в специальной оправке, разгрузочный цилиндрический поясок
смазывают маслом. Притирку деталей ведут до тех пор, пока на их
поверхностях не появится протирочный поясок шириной 0,3-0,5 мм.
После промывки клапан должен свободно садиться на уплотняющий
конус из любого положения по высоте под действием собственного
веса. Данную проверку производят в разных положениях клапана,
заеданий не должно быть. Притертые клапаны обезличивать запре-
щается.
Испытание на герметичность производится давлением воздуха
0,4-0,5 МПа в течение 15 с, при этом клапан периодически повора-
чивают на 120° вокруг оси. Пропуск воздуха через запорный конус
не допускается. Плотность посадки клапана в корпусе по периметру
разгрузочного пояска проверяют путем гидравлической опрессовки
смесью дизельного топлива и масла. Температура смеси должна быть
в пределах 15-20°С. Проверку плотности производят при одинаковом
давлении не менее двух раз. Разность времени падения давления при
всех проверках не должна превышать 3 с.
Схема испытательного стенда показана на рис. 13.20. С помощью
пластины 5 с болтом 6 и гайкой 7 на столе укрепляют собранный
нагнетательный клапан 9. Топливо к нему подводится из бачка 1 с
438
Рис. 13.20. Схема стенда
для испытания
нагнетательного клапана
топливного насоса
высокого давления
помощью насоса 2 через редукторный
клапан 3. Регулировочный винт 8 уста-
навливают в таком положении, кото рое
обеспечивает подъем клапана под кони-
ческим седлом 1 мм. После этого над
клапаном создают давление 1 МПа. Время
падения давления по манометру 4 опреде-
ли ет степень изношенности цилиндричес-
кого пояска клапана.
Во время эксплуатации топливных на-
со сов износу подвергаются также другие
части. Например, в пружинах плунжера и
нагнетательного клапана появляются оста-
точная деформация и потеря первоначаль-
ной упругости. Пружины с такими дефек-
та ми заменяют. Величину остаточной
де формации определяют по высоте пружины в свободном состоянии.
На регулировочной рейке и поворотной втулке изнашиваются зу-
бья. О величине износа судят по величине зазора между боковыми
поверхностями зубьев, которая при диаметре шестерни поворотной
втулки 40 мм допускается не более 0,25 мм.
Зазор между регулировочной рейкой и отверстием в корпусе на-
соса допускается не более 0,2 мм.
У толкателя и направляющего отверстия в корпусе насоса, ролика
и пальца рол ика изнашиваются трущиеся поверхности. Зазор между
толкателем и направляющим отверстием в корпусе насоса допуска-
ется не более 0,005 d, где d — номинальный диаметр соединения.
Овальность ролика и толкателя не должна превышать 0,05 мм, а
зазор между пальцем и роликом допускается не более 0,1 мм.
Указанные отклонения от номинальных размеров в сопряжениях до-
пу скаются пр и деповском ремонте дизеля. При заводском ремонте дета-
ли насосов с такими предельными отклонениями и зазорами заменяют.
После осмотра и отбраковки изношенных деталей производят ком-
плектование насоса с заменой неисправных деталей.
При сборке насоса плунжерные пары следует подбирать по гид-
равлической плотности так, чтобы разница в плотности отдельных пар
не превышала 10 сек. До сборки топливного насоса плунжерные и
клапанные пары тщательно промывают бензином и хранят в ванночке
с дизельным топливом. Корпус насоса промывают керосином или
дизельным топливом, прочищают в нём все отверстия, насухо проти-
439
рают и обдувают сжатым воздухом. Все другие детали насоса перед
сборкой также обезжиривают и промывают. Уплотнительные проклад-
ки из красной меди должны быть отожженными и иметь гладкие и
чистые поверхности без вмятин, забоин, рисок и окалины. Толщина
прокладок должна быть равномерной по всей окружности.
Последовательность сборки определяется конструкционными осо-
бенностями насоса. При сборке должны быть соблюдены следующие
основные требования:
втулка плунжера не должна быть нагружена никакими радиальны-
ми усилиями, которые могут вызвать ее деформацию;
при осевом нажатии на плунжер через дно стакана или ролик
толкателя плунжер должен плавно, без прихватываний и заеданий
поворачиваться вокруг своей оси в любое положение по высоте.
Регулировочная рейка должна двигаться плавно и легко;
седло нагнетательного клапана должно свободно входить в корпус
насоса и не испытывать радиальных усилий, которые могут нарушить
плотность посадки клапана;
торцы пружин плунжера и нагнетательного клапана должны сопря-
гаться с опорными поверхностями без перекоса, а острые кромки на
торцах должны быть притуплены.
При сборке необходимо обеспечить возможность поворачивания
плунжера в собранном насосе. В положении нулевой подачи насос не
должен подавать топливо к форсунке.
Собранные топливные насосы подвергают обкатке, испытанию на
производительность и регулированию на равномерность подачи топ-
лива на специальном стенде. Промышленность выпускает несколько
видов стендов для испытания топливной аппаратуры, большинство
которых применяется в рефрижераторных депо: СТДА-1, СТДА-2,
КИ-22204, КИ-22205.
Стенд СТДА-2 предназначен для выполнения следующих опе-
раций:
регулирование момента начала подачи топлива при помощи регу-
лировочного винта толкателя;
проверки обеспечения насосом нулевой подачи топлива;
определение действительного момента начала впрыска топлива
форсункой;
обкатка насоса после сборки с целью всесторонней его проверки
и приработки трущихся пар;
испытание насоса на производительность за один цикл;
регулирование топливного насоса на равномерность подачи топлива.
440
Рис. 13.21. Стенд для испытания и регулировки топливной аппаратуры
СТДА-2:
1,3 — топливные баки; 2 — электродвигатель; 4 — насос;
5 — предохранительный клапан; 6 — рукоятка; 7 — винт фиксации;
8 — неподвижный диск; Р — муфта; 10 — ступила диска;
11 — градуированный диск; 12 — мензурка; 13 — панель включения датчиков;
14 — датчик начала впрыска топлива; 15 — шторка осечки подачи топлива в
мензурки; 16 — бак слива; 17 — командоаппарат; 18 — стробоскоп;
19 — ведущая звездочка привода для испытания подкачивающего насоса;
20— ведомый шкив вариатора; 21 — ведущая звездочка счетчика генератора
и тахогенератора; 22 — вал привода; 23 — привод для испытания подкачиваю-
щего насоса; 24, 26 — топливные фильтры; 25 — вариатор скорости;
27 — пусковая кнопка; 28 — кронштейн крепления подкачивающего насоса.;
29— манометр магистрали низкого давления; 30— тахометр; 31 — тумблер»
включения и выключения датчика; 32 — рукоятка для установки счетчика
автомата; 33— распределительный кран
441
Стенд СДТА-2 (рис. 13.21) состоит из корпуса, механизма приво-
да, топливоподающей системы, в которую входят бак 3 емкостью
38 л, насос 4, трубопроводы высокого и низкого давления, распре-
делительный кран 33, топливные фильтры 24 и 26, шестнадцать мен-
зурок 12 и манометр 29.
Угол начала впрыска топлива определяется с помощью стробос-
копа 18, собранного из восьми датчиков 14, импульсной лампы,
электронного устройства, проградуированного 11 и неподвижного 8
дисков. При включении стенда струя топлива под давлением из фор-
сунки, которая размещена в датчике 14, попадает на подвижной кон-
такт, который давит на пружину и перемещается до замыкания с
неподвижным контактом. После замыкания возникает электрический
сигнал, который, усиливаясь в электронном устройстве, вызывает
вспышку импульсной лампы. Положение светящейся линии относи-
тельно шкалы на неподвижном диске 8 и будет определять угол на-
чала впрыска топлива.
Для определения производительности насоса скорость вращения
вала привода 22 устанавливается рукояткой 32; топливо при опреде-
лении производительности собирается в мензурки 12. Включение и
выключение стенда производится кнопками 27.
Вращение стенда от электродвигателя к кулачному валу топливно-
го насоса передается через приводной механизм. Скорость вращения
кулачкового вала регулируется при помощи вариатора и контролиру-
ется тахометром, смонтированным на приводном механизме стенда.
Для испытания топливного насоса устанавливают эталонные форсун-
ки дизеля той же марки, к которой принадлежит испытываемый на-
сос. Затем насос соединяют с эталонными форсунками нагнетатель-
ными трубопроводами с внутренним диаметром 1,5-2 мм и наружным
6-7 мм одинаковой длины.
Топливо из расходного бака поступает через фильтры к топливно-
му насосу, а из него — в эталонные форсунки. Распыляемое эталон-
ными форсунками топливо попадает в глушитель, а из него через
сливное приспособление — в мерные градуированные мензурки или
сливную ванночку. Из последней топливо поступает в нижний топ-
ливный бак. Сливное приспособление автоматически переключает
сток топлива в мерные мензурки во время замера количества пода-
ваемого топлива или в сливную ванночку, когда замер прекращается.
Необходимое число ходов плунжера при проверке производитель-
ности топливного насоса задаётся счетчиком частоты вращения при-
водного механизма стенда. После того, как плунжер топливного на
442
coca сделает заданное число ходов, счетчик автоматически выклю-
чает устройство замера топлива.
Для определения величины подачи топлива за один ход плунжера
взвешивают топливо, поступившее в мерную мензурку, и делят его
на количество ходов плунжера, указанное счетчиком.
Топливные насосы подвергают обкатке на стенде после ремонта с
заменой плунжерных пар и других трущихся деталей на следующ их
трех режимах:
обкатка в течение 30 мин на смеси масла с дизельным топливом
(40% масла и 60% дизельного топлива) при скорости вращения ку-
лачкового вала, равной примерно половине скорости распредели-
тельного вала дизеля. При этом зубчатая рейка насоса устанавлива-
ется в среднем положении между нулевой и максимальной подач ей
топлива. Смесь масла с топливом прокачивают насосом без давлен ия
в нагнетательном трубопроводе;
обкатка в течение 30 мин на дизельном топливе при той же частоте
вращения кулачкового вала, как и на первом режиме;
обкатка в течение 30 мин на дизельном топливе при скорости
кулачкового вала насоса, равной номинальной скорости вратцен ия
распределительного вала дизеля.
При окончании обкатки насоса проверяют плавность переменней ия
зубчатой рейки при различных положениях плунжера. При обкат ке
насоса под номинальной нагрузкой наблюдают за нагревом трущюсся
пар. Местный нагрев деталей свидетельствует о неисправности насо-
са. Зависание плунжера и нагнетательного клапана, а также заедан ие
стакана толкателя и зубчатой рейки не допускаются. При обнаруже-
нии указанных дефектов или пропуска топлива через уплотнен ия
насос разбирают, устраняют неисправности, собирают и повторно
обкаты-вают.
После обкатки насос снимают со стенда и частично разбирают для
контрольной проверки качества приработки трущихся пар внешним
осмотром. На поверхности втулки и плунжера, а также на тру щих_ся
поверхностях стакана толкателя не должно быть натиров и царапин.
После осмотра внутренние части полости насоса промывают чистым
дизельным топливом, насос собирают и испытывают на стенде.
Количество подаваемого топлива в цилиндр регулируется поворо-
том плунжера вокруг своей оси. Угол опережения подачи топли ва
регулировочным винтом, ввернутым в толкатель. При повороте плун-
жера влево увеличивается количество подаваемого топлива в ци-
линдр, при повороте вправо — уменьшается.
4-43
Регуляторы частоты вращения всех дизелей состоят из множества
мелких точно изготовленных деталей, восстановление которых сво-
дится в основном к ремонту подшипников качения, шестерен и про-
севших или сломанных пружин.
Трубопроводы высокого давления выбраковывают при наличии
трещин и свищей, изломов, вмятин и отрывов наконечников. Выяв-
ление трещин и свищей производится давлением воды 23,5 МПа в
течение 1 мин. Новые топливопроводы высокого давления изготавли-
вают из стальной бесшовной трубы, удовлетворяющей требованиям
ГОСТ 8519-73, пайку наконечников выполняют латунной проволокой
марки Л63 ГОСТ 16130-72. Наконечники изготавливают из стали
25 ГОСТ 1050-74. Выявление трещин и свищей на трубопроводе
низкого давления производят давлением воды 0,49 МПа.
Форсунки. К неисправностям форсунки относятся: заниженное
или завышенное давление впрыскивания; подтекание^ топлива в ре-
зультате нарушения притирки запирающего конуса иглы к седлу;
перекос пружины или зависание иглы в направляющей; износ при-
тертых поверхностей иглы и направляющей; закоксовывание.
Снятую с дизеля форсунку до разборки подвергают опрессовке на
специальном стенде, что помогает установить характер неисправности
и избежать повторной разборки.
Засорение внутренней полости форсунки чаще всего происходит
из-за работы на загрязненном топливе. В этом случае наблюдаются
повышенный износ рабочих поверхностей сопловой пары — иглы и
втулки, задиры на поверхностях и зависание иглы. Увеличение зазо-
ра между иглой и соплом легко определить по отсечке топлива.
Весьма распространенным дефектом форсунки является наруше-
ние герметичности конуса запорной иглы и седла.
Качество работы форсунки можно определить по характерному
звуку при распыливании. Резкие начало и конец впрыска характери-
зуют правильную работу форсунки. Разбираемую форсунку зажима-
ют в тисках или специальной струбцине соплом 10 (рис. 13.22)
вверх, с корпуса 4 свинчивают накидную гайку 9 и извлекают сопло
с запорной иглой 8 и промежуточную часть 7. Далее снимают штангу
б и из корпуса вынимают пружину 5 и регулировочную шайбу 3. При
необходимости свинчивают гайку 1 крепления топливоотводящей
трубки и снимают прокладку 2.
Форсунку дизеля 4VD-12,5/9 разбирают по другой технологии.
Конструктивной особенностью ее является наличие в питающем шту-
цере щелевого фильтра, который извлекается с помощью выколотки.
444
Рис. 13.22.
Форсунка дизеля
4VD-21/15-2
После разборки детали форсунки промывают
чистым к еросином или дизельным топливом. Рас-
пылитель в течение 2-3 ч выдерживают в чистом
керосине» после чего разбирают, очищают от нагара
на специальных ультразвуковых установках.
Детали форсунки проверяют осмотром, поль-
зуясь лупой с 10-кратным увеличением. Детали с
дефектами выбраковывают. Распылитель выбра-
ковывается при наличии: разработки сопловых от-
верстий, выкрашивания наружных кромок; про-
дольных рисок (царапин) на рабочих поверх-
ностях иглы и корпуса; наработки (заплечика) на
запорном конусе иглы; увеличения ширины за-
порного конуса корпуса более 0,5 мм; увеличе-
ния подъема иглы вследствие проседания ее в
запорном конусе. Корпус и игла распылителя не
взаимозаменяемы, поэтому при выбраковке од-
ной из деталей распылитель заменяется целиком.
Величину подъема иглы (0,65 мм) проверяют
с помощъю приспособления, снабженного инди-
катором. Допустимая величина подъема иглы указывается на чертеже
форсунки или в технических условиях на ремонт дизеля данной мар-
ки.
Проверяют также состояние резьбы на корпусе форсунки. При
смятии резьбы или выкрашивании более полутора ее витков детали
заменяют новыми.
Во время разборки, ремонта и сборки форсунок необходимо со-
блюдать чистоту. После очистки корпус распылителя обдувают сжа-
тым воздухом, а затем промывают чистым керосином и профильтро-
ванным дизельным топливом. Иглу распылителя промывают
дизельным топливом. Все детали форсунки также промывают в чис-
том керосине или топливе. Каналы форсунки перед промывкой про-
дувают. Вытирать детали форсунки после промывки ветошью или
тряпками запрещается.
У распылителей, которые поступили на сборку, выдвинутая
на */3 длины игла должна свободно и плавно опускаться под действи-
ем собственного веса из любого положения относительно корпуса,
установленного под углом 45° к горизонтали. Если данное условие
не выдержано и игла зависает в корпусе, их взаимно притирают на
чистом масле. Притирка ведется с помощью доводочной бабки. Если
445
притирка на чистом масле не дает желаемого результата, на цилинд-
рическую часть иглы наносят тонкий слой 1-микронной пасты и про-
изводят доводку при скорости вращения 200-250 об/мин в течение
10-15 с. После этого иглу и распылитель тщательно промывают и
смазывают дизельным топливом. Если уплотнительная фаска в кор-
пусе распылителя вследствие износа имеет биение относительно оси
отверстия для иглы, такая притирка не дает желаемого результата. В
этом случае необходимо при помощи притира выправить положение
уплотнительной фаски.
При пропусках топлива в месте сопряжения распылителя с торцом
форсунки последний следует довести на доводочной плите с приме-
нением пасты.
Перед доводкой плиту промывают бензином, пасту наносят на ее по-
верхность тонким равномерным слоем. Притирку выполняют вручную.
Регулирование давления подъема иглы распылителя осуществля-
ется на стенде.
Проверку герметичности форсунки и плотности посадки запорно-
го конуса иглы в корпусе распылителя производят при давлении в
нагнетательном трубопроводе стенда на 1,5-2,5 МПа меньше, чем
давление начала впрыскивания топлива. Если имеется пропуск топли-
ва в соединении штуцера с корпусом форсунки, то заменяют медную
прокладку между ними.
Обкатку форсунки производят на стенде с целью приработки тру-
щихся частей и проверки исправности ее работы в условиях, близких
Рис. 13.23. Максиметр
к эксплуатационным. Во время обкатки
проверяют нет ли зависания или заедания
иглы в корпусе распылителя, а также
подтекания топлива в местах соединений.
Обкатку производят в течение 10-20 мин.
После обкатки форсунки отворачива-
ют накидную гайку распылителя, осмат-
ривают иглу и рабочую поверхность
корпуса. Если на них нет царапин, ри-
сок и натиров, распылитель вновь соби-
рают с форсункой. Отверстия форсунки
закрывают колпачками. В эксплутацион-
ных условиях при отсутствии стенда ре-
гулировку и проверку форсунок можно
производить с помощью максимет-
ра. Кроме того, с помощью максиметра
446
можно определить наибольшее давление, развиваемое отдельными
плунжерными парами топливного насоса.
Максиметр по принципу действия аналогичен форсунке. На его
корпусе 3 (рис. 13.23) с одной стороны имеется гнездо для распы-
лителя 1, зажатого гайкой 2, с другой — резьба для микрометричес-
кой головки 7. Помещенная внутри корпуса пружина 5 с опорной
шайбой 6 давит через нажимной штифт 4 иа иглу распылителя. Ввер-
тыванием или вывертыванием микрометрической головки изменяют
затяжку пружины, а следовательно, и давление на иглу распылителя.
Сжатие пружины на 1 мм соответствует увеличению давления начала
впрыска топлива на 5 МПа.
Штуцером 8 максиметр подсоединяют к топливному насосу. Про-
тивоположный штуцер закрывают гайкой-заглушкой с шариком при
определении максимального давления, развиваемого плунжерной
парой топливного насоса. В этом случае микрометрическую головку
постепенно ввертывают до начала прекращения впрыска топлива че-
рез распылитель. Цифры на шкалах головки и корпуса покажут мак-
симальное давление, развиваемое насосом.
При проверке давления начала впрыска ко второму штуцеру мак-
симетра присоединяют проверяемую форсунку с помощью трубопро-
вода высокого давления небольшой длины. Вращая микрометричес-
кую головку, добиваются одновременного начала впрыска топлива
максиметром и проверяемой форсункой. Давление начала впрыска
определяют по шкале прибора. Подачу топлива при испытании фор-
сунки производят перемещением толкателя плунжерной пары топлив-
ного насоса с помощью отвертки.
Правильность показаний максиметра необходимо периодически
проверять по контрольному манометру. При отклонении показаний
необходимо отрегулировать затяжку пружины максиметра Для этого
на микрометрической головке снимают пломбу, вывинчивают сто-
порный винт и отвертывают контргайку. После регулировки макси-
метр должен быть снова опломбирован.
13.13. Система пуска
На дизелях рефрижераторного подвижного состава используется
электрическая (стартерная) система пуска (на 4VD-12,5/9, К-461М) и
воздушная (на 4VD-21/15-2).
Ремонт системы стартерного пуска рассмотрен в главе 14.
447
Воздушно-пусковой, обратнопусковой клапаны и воздухораспре-
делитель работают только при пуске двигателя, поэтому они изнаши-
ваются незначительно. Наиболее характерными неисправностями си-
стемы воздушного пуска дизелей 4VD-21/15-2 являются: ослабление
или чрезмерный износ золотникового механизма; нарушение притир-
ки конусных поверхностей воздушно-пускового клапана и тарелей
золотников к седлам; износ или проседание пружины обратно-пуско-
вого клапана.
В пусковом механизме дизеля 4VD-21/15-2 (рис. 13.24) использо-
ван воздухораспределитель с плоским золотником, благодаря чему
обеспечивается пуск дизеля по всем цилиндрам.
Золотниковый воздухораспределитель дизеля 4VD-21/15-2 разби-
рают в следующем порядке: из корпуса вывинчивают пустотелые бол-
ты, которые крепят трубопроводы (на рисунке не показаны). Далее
отворачивают гайки и снимают со шпилек крышку 7 воздухораспре-
делителя с прокладкой 6. Регулировочный винт 9 с гайкой 8 вывин-
чивают только при необходимости. Из гнезда корпуса вынимают
плоский золотник 5 и поводковую шайбу 4. После этого со шпилек
снимают корпус 1, распорную втулку 3 и пружину 2.
Детали разобранного пускового механизма тщательно промывают
в керосине и очищают от продуктов коррозии. Риски, следы выра-
ботки и другие механические дефекты устраняют шлифованием. Ка-
чество прилегания золотника к рабочей поверхности корпуса возду-
хораспределителя определяют по краске. Следует помнить, что даже
незначительные царапины могут явиться причиной утечки воздуха,
вследствие чего пуск дизеля осложнится или станет невозможным.
На некоторых дизелях плоский золотник изготовлен из пластмассы,
при ремонте его заменяют новым.
Рис. 13.24. Золотниковый воздухораспределитель дизеля 4ВД-21/15-2
448
Корпус и крышку воздухораспределительной головки выбраковы-
вают при наличии: обломов и трещин любого размера и расположе-
ния, срыве и износе более двух ниток, резьбы, рисок и задиров,
ширине крышки менее 51,2 мм в золотнике — при размере паза под
крест более 10,04 мм.
Перед сборкой необходимо проверить качество затяжки круглой
гайки и состояние ее стопорной шайбы. Если имеются признаки ос-
лабления затяжки, гайку надо заменить. Остатки прокладок удаляют
острым шабером.
Собирают воздухораспределитель в обратном порядке. После за-
тяжки гаек крепления крышки нужно отрегулировать прилегание зо-
лотника к рабочей поверхности корпуса. Для этого ослабляют затяж-
ку гайки 8, регулировочный винт 9 сначала завинчивают отверткой
до упора, а затем отпускают на половину оборота. Регулировка дол-
жна обеспечить осевой зазор золотника в корпусе около 0,1 мм.
Если это условие не будет соблюден о, то на сопряженных поверхно-
стях золотника и корпуса вскоре появится выработка и воздухорас-
пределитель выйдет из строя.
Обратнопусковой клапан также разбирается, промывается, очища-
ется от нагара, осматривается. Изношенные поверхности клапана
восстанавливают способом хромирования с последующей обработ-
кой до номинального размера.
Рабочую поверхность конуса клапана шлифуют до выведения де-
фекта и притирают совместно с корпусом. Ширина притирочного
пояска должна быть 0,2-0,4 мм.
Качество притирки проверяют наливанием керосина. Пропуск кероси-
на не допускается. Перемещение конуса клапана должно быть 2,5 мм.
Воздушно-пусковой клапан ремонтируется таким же образом. При
ремонте всех элементов системы пуска производится тарировка
пружин.
13.14. Ремонт системы впуска, выпуска
и наддува
К системе впуска, выпуска и турбонаддува дизелей относятся:
воздушный фильтр, впускной и выпускной коллекторы, турбонагне-
татель (на К-461М), выхлопные трубы и глушитель.
К основным неисправностям фильтров относятся загрязнение ме-
ханическими примесями, смолисто-асфальтные отложения на фильт-
449
рующей вставке и внутренних поверхностях, вмятины, трещины. При
ремонте воздушные фильтры разбираются, для промывки опускаются
на 1-3 ч в ванну с бензином или керосином. Перед выемкой из
ванны кассеты прополаскивают, затем кладут на стеллаж для стека-
ния жидкости. Чтобы смыть с поверхностей керосин и покрыть их
маслом, кассеты опускают в ванну с дизельным маслом.
Трещины завариваются, вмятины выправляются, прокладка заме-
няется.
Демонтированные впускной и выпускной коллекторы очищают от
нагара и накипи, осматривают.
Выхлопные коллекторы заменяют при разрывах и отколах флан-
цев. Разрешается производить сварку на корпусе выхлопного кол-
лектора при наличии незначительных трещин. Водяную полость вых-
лопного коллектора на дизеле 4VD-21/15-2 испытывают водой
давлением 0,7 МПа в течение 5 мин. Течь воды не допускается.
Трещины на выхлопном коллекторе дизеля К-461М устраняются
сваркой электродами типа ОМ4-1, с предварительным нагревом ме-
ста заварки газовой горелкой до температуры 500-600°С. После
сварки коллектор подвергают испытанию давлением 0,3 МПа в тече-
ние 2 мин (течь не допускается). Трещины во всасывающем коллек-
торе допускается заделывать эпоксидными смолами с предваритель-
ной разделкой концов трещин. Всасывающий коллектор также
подвергается гидравлическому испытанию давлением.
Необходимость демонтажа с дизеля турбонагревателя, его ремонта оп-
ределяют по повышенному расходу им масла, если нет видимых дефектов
(трещин, излома шпилек и т.д.). Расход турбонагнетателем масла при но-
минальной мощности дизеля не должен превышать 2 л/ч.
Турбонагнетатель, имеющий повышенный расход масла или другие
неисправности, с дизеля демонтируют и разбирают. Перед осмотром дета-
ли промывают в уайт-спирите, используя при этом волосяные щетки или
ерши. Затем детали обдувают сжатым воздухом под давлением не более
0,2 МПа. Пользоваться обтирочным материалом для удаления с деталей
остатков уайт-спирита не рекомендуется, так как при этом на поверхности
остаётся ворс, который может привести к засорению подшипников каче-
ния или лабиринтных уплотнений турбонагнетателя.
К основным неисправностям деталей турбонагнетателя относятся:
трещины в роторе; трещины и коробление на привалочных поверхно-
стях корпуса турбины, крышки и корпуса нагнетателя; износ или
раковины на рабочих поверхностях лабиринтных уплотнений; обрыв
шпилек; разрушение подшипников.
450
Корпус турбины турбонагнетателя выполнен из жаропрочного чу-
гуна, что затрудняет выполнение сварочных работ. Вследствие этого
при наличии любых трещин корпус турбины заменяют. Трещины
выявляют гидравлическим испытанием под давлением 0,5 МПа в
течение 3 мин. Во время испытания не должно быть течги или «поте-
ния» на поверхности корпуса.
Коробление привалочных поверхностей корпуса турбины проверя-
ют на проверочной плите или с помощью щупа; пластина толщиной
0,05 мм не должна проходить между плитой и проверяемой припа-
дочной поверхностью. Коробление более 0,005 мм устраняют притир-
кой на чугунной плите.
Крышка и корпус нагнетателя выполнены из карболита или алю-
миниевого сплава АЛ-9. При наличии трещин, выходяпдих на отвер-
стия и приваленные поверхности, крышку и корпус нагнетателя заме-
няют. Трещины, не выходящие на приваленные поверхности, завари-
вают электродуговой сваркой. Перед сваркой на концах трещины
засверливают отверстия диаметром 3 мм, а кромки разделывают под
углом 60°. После сварки швы зачищают до металлического блеска.
Плотность швов проверяют наливанием керосина (не должно быть
течи или «потения» на поверхности проверяемой детали).
Коробление (неплоскостность) привалочных поверхностей крыш-
ки и корпуса нагнетателя более 0,06 мм устраняют притиркой на
чугунной плите. Износ и раковины на рабочих поверхностях крышек
лабиринтных уплотнений устраняют шлифованием.
Ротор турбонагнетателя представляет собой динамически отбалансиро-
ванный узел, неуравновешенность которого допускается не более
1 г-см. Поэтому при замене любой детали турбонагнетателя (за искл юче-
нием подшипников) ротор балансируют. Детали ротора турбонагнетателя,
имеющие отколы и трещины любого размера и расположения, заменяют.
Перед сборкой детали турбонагнетателя промывают и обдувают
сжатым воздухом. При сборке детали ротора устанавливают по мет-
кам. В собранном турбонагнетателе ротор должен врапдаться легко,
без заеданий и плавно останавливаться после разгона рукой. Осевой
разбег ротора должен быть в пределах 0,20-6,35 мм.
После сборки и установки на дизель производят испытание турбо-
нагнетателя. При этом обращают особое внимание на расход масла,
увеличение которого может быть вызвано некачествен ной сборкой
агрегата: нарушением герметичности из-за повреждения уплотнитель-
ных прокладок; недостаточной затяжкой шпилек и болтов в местах
соединений; применением прокладок не установленной толщины.
4-51
Кроме того, во время испытания турбонагнетателя проверяют дав-
ление наддува при работе дизеля в номинальном режиме.
13.15. Вспомогательное оборудование
К вспомогательному оборудованию дизелей относятся предохра-
нительные клапаны, воздушные компрессоры, зарядные головки,
поддизельные рамы. Это оборудование при деповском ремонте пол-
ностью разбирают только при необходимости восстановления изно-
шенных деталей. При заводском же ремонте производят полную
разборку.
Зарядная головка. К неисправностям зарядной головки относят- ,
ся: неплотность посадки клапанов трещины корпуса, неправильная ’
регулировка высоты подъема шарика. . 1
Наиболее характерной неисправностью является неплотность по-
садки шарикового и колпачкового клапанов. Этот дефект возникает <
из-за нарушения правил зарядки пусковых баллонов. Неисправную |
зарядную головку полностью разбирают. Сначала вывинчивают круг- j
лую гайку на торцевой части 16 (рис. 13.25) и снимают маховик 75. J
Затем из корпуса 2 вывинчивают штуцер 14 и извлекают вентиль 7. ?
Для разборки шарикового клапана свинчивают колпачок 7, гайку (
6 и отверткой вывертывают регулировочный винт 5. После этого вы- i
винчивают втулку 4, отвертывают на- ’
кидную гайку 9 и вынимают нагнета- 3
тельную трубку 8. Затем снимают на- i
кидную гайку 77, из нее извлекают |
упор 10 и вывинчивают штуцер 75, 1
внутри которого свободно установлен 1
колпачковый клапан 12. Неисппявные 1
детали головки не ремонтируют, а за- I
меняют. I
Детали, имеющие резьбу, проверя- I
ют метчиком или плашкой соответ- 1
ствующего диаметра. Это позволяет I
не только откалибровать резьбу, но и 1
снять окалину. Посадочное место под I
шарик 5 обрабатывают зенкером до I
полного удаления раковин и прожо- I
гов. Сам шарик для лучшего уплот- 1
452
нения прибивают к седлу. Колпачковый клапан притирают обычным
способом. Металлические прокладки из алюминия заменяют, а мед-
ные, не имеющие серьезных дефектов, выправляют на плите и отжи-
гают. На резьбовых стопорах должен быть исправный шлиц под от-
вертку. Головку собирают в обратной последовательности. После
сборки необходимо обеспечить зазор между регулировочным винтом
5 и шариком 3. Для этого винт сначала завертывают до упора, а
потом отвертывают на четверть оборота назад. Зазор должен быть
0,1-0,5 мм. При неправильно отрегулированном зазоре зарядная го-
ловка работать не будет.
В эксплуатации зарядную головку необходимо периодически раз-
бирать и промывать детали керосином или дизельным топливом.
Воздушно-пусковые баллоны полностью разбирают только при ка-
питальном ремонте. В депо эта работа выполняется лишь в случае
необходимости. Но при любом виде ремонта все воздушно-пусковые
баллоны подвергают освидетельствованию. В процессе эксплуатации
изнашиваются запорная арматура баллонов и устройства для присо-
единения манометров, зарядных и пусковых трубопроводов. Сами
баллоны внутри загрязняются маслом, отложениями и разрушаются
коррозией.
Разборку головки баллона с заменой или ремонтом поврежденных
деталей и притирку запорных клапанов производят при деповском ре-
монте, а также при внутреннем осмотре инспектором Госгортехнадзо-
ра. Внутреннюю полость баллона промывают моющими растворами.
Головки баллонов разбирают, изношенные детали заменяют или ре-
монтируют, арматуру притирают. Перед установкой головки на место
проверяют состояние трубки для сброса конденсата. Уплотнительные
прокладки под головки изготовляют из листовой красной меди или
паронита. Резьба на шпильках, крепящих головку к баллону, должна
быть чистой и исправной. Гайки на шпильках нужно затягивать равно-
мерно. Подготовленный к сборке баллон внутри окрашивают кислото-
упорной краской. Как и всякий сосуд, работающий под высоким дав-
лением, корпус баллона разрешается ремонтировать сваркой лишь по
специальной технологии. Гидравлическое испытание баллонов произ-
водят под давлением 4,5 МПа один раз в 8 лет. Результаты осмотра и
испытания заносят в паспорт, называемый шнуровой книгой. Собран-
ный баллон для проверки плотности соединений можно спрессовать
воздухом давлением 3 МПа с погружением в ванну с водой.
Если баллон выдержал гидравлическое испытание и от орга-
нов Гостехнадзора получено разрешение на его эксплуатацию, то его
453
наружную поверхность окрашивают и наносят надпись с указанием:
регистрационного номера баллона; даты испытания; величины рабоче-
го давления; срока следующего внутреннего осмотра; срока следую-
щего гидравлического испытания.
Воздушный компрессор типа 2НВ 1-80/105 с электрическим при-
водом установлен на пятивагонной секции типа ZB-5. Компрессор
снабжен ресивером, рассчитанным на рабочее давление 3,2 МПа
(давление испытания 4,8 МПа), и оребренным охладителем, работаю-
щим при давлении до 0,5 МПа (давление испытания 0,75 МПа).
Цилиндры высокого и низкого давления работают соответственно
при 3,2 и 0,6 МПа. Поршни выполнены из алюминиевого сплава. При
изготовлении поршни сортируют на две размерные группы, каждая из
которых отличается диаметром отверстия в бобышках под пальцы
соответствующего размера. Первая размерная группа маркирована
белым клеймом (имеет отклонение диаметра отверстйя от номиналь-
ного в пределах 0,002-0,005 мм), вторая — черным (отклонение ди-
аметра отверстия 0,005-0,008 мм). Пальцы шатунов установлены на
шариковых подшипниках.
Технология ремонта основных деталей компрессора и требования
к качеству выполненных работ такие же, как для аналогичных дета-
лей дизеля. Диаметральный зазор между поршнем и цилиндром вы-
сокого давления должен составлять 0,001250 D (D — диаметр цилин-
дра), в цилиндре низкого давления — 0,001 D, зазор в замке поршне-
вого кольца — 0,005 D. Показателем предельного износа цилиндров
является увеличение их диаметра на 0,01 D.
Для надежной работы компрессора необходимо, чтобы высота
вредного пространства в цилиндре была минимальной, исключающей
соприкосновение днища поршня с клапанной плитой. Исходя из этого
условия просвет между указанными деталями при положении поршня
в (верхней мертвой точке) должен быть в пределах 0,2-0,3 мм для
цилиндра высокого давления и 0,5-1,2 мм для цилиндра низко-
го давления. Высоту вредного пространства измеряют свинцовым
оттиском.
Ремонт компрессора сводится к замене резиновых манжет, очис-
тке рабочей полости цилиндра и поршня от загрязненной смазки, а
также к притирке клапанов цилиндров низкого и высокого давления.
Детали компрессора промывают чистым дизельным топливом и обду-
вают сжатым воздухом. При очистке поршня обращают внимание на
чистоту осевого канала, соединяющего полость цилиндра низкого
давления со всасывающим клапаном цилиндра высокого давления.
454
В процессе притирки клапанов следует помнить, что корпуса
их изготовлены из латуни и в случае применения грубых притироч-
ных материалов на них могут образоваться глубокие кольцевые цара-
пины. Поэтому притирать клапаны к седлам следует средне й или
тонкой пастой ГОИ. Качество притирки проверяют керосином. Заг-
рязнение змеевиков изнутри нагаром и маслом, а снаружи — наки-
пью приводит к резкому снижению производительности компрессо-
ра. Поэтому при ремонте каждый змеевик должен быть разобран,
очищен и испытан гидравлическим давлением, преаышающим рабо-
чее в 1,5-2 раза.
Детали шторного механизма и жалюзи при ремонте полностью
разбирают, тщательно очищают от грязи и продуктов коррозии, изно-
шенные детали заменяют. Трос промывают керосином, обдувают
сжатым воздухом и обильно смазывают консервирующей смазкой.
Рычажный механизм жалюзи после очистки окрашивают масляной
краской или свинцовым суриком. Изношенные валики шарнирных
соединений и надломанные шплинты заменяют.
13.16. Сборка и испытания дизелей
Все детали и узлы для сборки дизеля должны быть чистыми, тру-
щиеся поверхности деталей смазаны маслом, применяемым для смаз-
ки дизеля. Стыковые поверхности соединенных деталей, а также про-
кладки перед сборкой смазывают графитом, разведенным в масле
(1 весовая часть дизельного масла смешивается с 0,8—0,85 весовой
части черного ил и серебристого графита).
Бывшие в употреблении шплинты, стопорные шайбы и замгки не
применяют.
Узлы, поступившие на сборку, должны быть испытаны в соответ-
ствии с ремонтной документацией.
Рассмотрим сборку и испытание на примере дизеля 4VD-21/1 5-2.
Перед сборкой масляные каналы картера продувают сжатым воз-
духом. В картер устанавливают вкладыши коренных подшипников с
натягом 0,04 мм.
Прилегание наружной цилиндрической поверхности вкладыша к
постели картера при проверке по краске должно составлять не менее
75% площади. Перед укладкой коленчатого вала коренные подшип-
ники растачивают с одного постанова под единый размер на специ-
альном расточном станке. После укладки коленчатого вала радиаль-
455
ный зазор между шейкой коленчатого вала и вкладышем должен
быть в пределах 0,1-0,142 мм. Крышки коренных подшипников за-
тягивают моментом 30-33 кг-м. После установки крышек замеряют
осевой разбег коленчатого вала, который должен быть в пределах
0,2-0,5 мм. Подгонка коренных подшипников осуществляется шаб-
рением.
Перед запрессовкой втулки необходимо проверить состояние по-
садочной поверхности в блоке. Запрессовка втулки в блок дизеля
производится с помощью специального приспособления. Для уплот-
нения водяной рубашки на нижнюю часть втулки надевают кольца,
изготовленные из термомаслостойкой резины. После запрессовки не-
обходимо повторно обмерить втулку цилиндра. В случае отклонений
от нормы ее перепрессовывают с заменой резиновых уплотняющих
колец новыми.
После запрессовки втулки блок в течение 5 мин оррессовывают
водой под давлением 0,4 МПа. При этом втулка должна быть прижата
к бурту блока усилием около 100 Н. В случае появления воды в
месте сопряжения деталей втулку перепрессовывают с обязательной
заменой нижних резиновых колец.
Отремонтированный блок цилиндров устанавливают на картер,
предварительно установив паронитовую прокладку, после чего про-
веряют при помощи специального приспособления перпендикуляр-
ность геометрической оси втулки цилиндра и коленчатого вала или
производят привалку поршня, т.е. выравнивание оси поршня и шату-
на путем шабровки подшипника.
Для облегчения постановки поршня с кольцами и шатуном в ци-
линдр дизеля пользуются монтажной втулкой, внутренняя поверх-
ность которой расточена на конус. По мере опускания поршня кольца
обжимаются и заходят в цилиндр в сжатом состоянии. Применение
приспособления исключает излом поршневых колец. Перед сборкой
поршень с кольцами и рабочую поверхность цилиндра покрывают
тонким слоем чистого масла.
На шейку вала шатун опускают осторожно, без ударов. При этом
необходимо избегать повреждения вала и полированных стенок втул-
ки цилиндра острыми кромками шатуна. Затем устанавливают ниж-
нюю крышку шатуна, шатунные болты, заворачивают гайки при по-
мощи динамометрического ключа, расшплинтовывают.
При монтаже головки на блок необходимо проверить высоту ка-
меры сжатия, так как от нее зависит мощность дизеля. У дизеля
4VD-21/15-2 высоту камеры сжатия можно определить с помощью
456
свинцовой выжимки. Для этого до постановки головки на край дни-
ща кладут два свинцовых кубика. После затяжки гаек головки дела-
ют один неполный оборот коленчатого вала, затем головку снимают
и с помощью микрометра замеряют высоту расплющенных кубиков.
Высота камеры сжатия для дизеля 4VD-21 /15 — (6,8—7,2 мм). Наибо-
лее простой способ регулирования высоты камеры сжатия сводится
к подбору уплотняющей прокладки соответствующей толщины под
буртом головки цилиндра. Например, для дизеля 4VD--21/15 рекомен-
дуются регулировочные прокладки следующих толщин (мм): 2,5±0,5;
2,0±0,5; 2,0±0,45; 1,5±0,35; 1,0±0,03 и 0,5±0,02.
При сборке механизма газораспределения приводные шестерни ус-
танавливают по контрольным клеймам, нанесенным на торцах зубьев.
Биение торцовых поверхностей шестерен определяют с помо-
щью индикатора, который укрепляют непосредственно на блоке
дизеля. Максимально допустимое биение не должно превышать
0,25 мм. Одновременно с биением проверяют осевой разбег шес-
терен, а также разбег распределительных валов. Величина зазоров
в зацеплении должна обеспечивать плавную работу шестерен без
заклинивания зубьев. Различают боковой зазор, т.е. минимальное
расстояние между соседними рабочими профилями зубьев, и ра-
диальный зазор между торцом зуба одной шестерни и дном впа-
дины другой в месте сопряжения. Величину зазоров в зубчатых
зацеплениях определяют с помощью свинцовых выжимок, для чего
между зубьями прокручиваемых шестерен вставляют свинцовую
проволоку диаметром 1,5-2,0 мм. Толщина расплющенной прово-
локи соответствует зазору в зацеплении, который не должен пре-
вышать установленную норму. В противном случае шестерни за-
меняют.
Регулировку зазоров между бойками коромысел и торцами клапа-
нов устанавливают после сборки механизма газораспределения. Про-
следим порядок регулирования зазоров в клапанном механизме.
Прежде всего необходимо с помощью рукоятки провернуть коленча-
тый вал настолько, чтобы подлежащий регулированию клапан оказал-
ся в полностью открытом положении. Далее поворачивают вал еще
на пол-оборота до закрытия клапана. Удерживая отверткой регулиро-
вочный винт, ключом ослабляют контргайку. Регулировочный винт
устанавливают в положение, позволяющее вставить между коромыс-
лом и бойком стержня клапана пластину щупа, которая должна вхо-
дить в зазор с небольшим натягом, затяги вают контргайку. На это м
операция регулирования зазора заканчивается.
457
Для дизеля 4VD21/15-2 тепловой зазор для впускных и выпускных
клапанов составляет 0,3 мм.
Затем устанавливают навесное оборудование в обратной последо-
вательности разборки дизеля.
При соединении кулачкового вала ТНВД с валом воздухораспредели-
тельной головки производят регулировку угла опережения подачи топли-
ва для всех цилиндров за счет овальных отверстий во фланце полумуфты.
Например, смещение вала насоса в сторону направления вращения колен-
чатого вала дизеля приблизит момент набегания ролика толкателя на экс-
центричную часть кулачка и впрыск топлива произойдет раньше. В этом
случае угол опережения подачи топлива будет увеличен. Устанавливают
угол опережения подачи топлива в цилиндр за 24° не доходя до в.м.т.
Каждый собранный дизель подвергают холодной и горячей обкат-
ке на стенде, а затем приемо-сдаточным испытаниям. Для этого его
экипируют в соответствии с инструкциями завода-изготовителя.
Под горячей обкаткой понимают работу дизеля в течение установ-
ленного времени при нормально протекающем тепловом процессе в
его цилиндрах. Если при этом дизель не нагружают (работа вхолос-
тую), то горячая обкатка считается выполняемой на холостом ходу
независимо от положения рейки топливного насоса и частоты враще-
ния коленчатого вала. Горячую обкатку на холостом ходу следует
считать подготовительным этапом, предназначенным для выведения
агрегата на нормальный тепловой режим, для его прослушивания и
регулирования перед обкаткой под нагрузкой.
Холодную обкатку производят на специальном стенде, который
оборудован системой подвода и охлаждения воды. Электрическая
схема включения электродвигателя привода стенда должна обеспечи-
вать плавность изменения частоты вращения коленчатого вала, конт-
ролируемой по тахометру.
Систему смазки дизеля на время обкатки можно заправлять спе-
циальным маслом с противозадирными присадками. Иногда в это
масло добавляют специальные компоненты, ускоряющие приработку
деталей. После обкатки масло в дизеле заменяют, а систему смазки
и внутренние поверхности картера очищают от осадков.
Все применяемые при испытаниях приборы подлежат обязательной
периодической проверке. Допускаемая погрешность при измерении
крутящего момента ±1,5%, числа оборотов ±1%, давления в системе
смазки и т.д. ±2,5%.
Допускается производить ускоренную обкатку с использованием
различных присадок.
458
Таблица 13.12
Продолжительность обкатки, мин Частота вращения коленчатого вала, об/мин Показания весового механизма (Ь=О,7162м), кгс СН) Нагрузка (ориентировочная), %
Холодная обкатка
15 400-450 — —
15 500-550 — —
15 600-650 — —
Ю 700-720 — -
Обкатка на холостом ходу
Ю 700
1О 1050 — -
Горячая обкатка
1О 1035 25 (245) 25
30 1025 50 (490) 50
30 1010 76 (744,8) 75
120 1000 1037(10370) 100
ю 990 114(1117,2) 110
Обкатку дизеля производят на режимах, указанных в табл. 13.12.
Перед началом холодной обкатки необходимо прокачать ручным
масляным насосом систему смазки до давления 0,15+0,2 МПа.
Горячая обкатка производится с установленными форсунками:.
Запуск двигателя производят в соответствии с инструкцией завода -
изготовителя с учетом особенностей, изложен ньгх в инструкции по
эксплуатации испытательного стенда.
После пуска дизеля проверяют наличие давления масла. В процес -
се обкатки двигателя следят за отсутствием п осторонних шумов и
герметичностью соединений. При появлении посторонних шумов ди -
зель должен быть остановлен и дальнейшая приработка должна про -
изводиться только после выявления и устранения неисправности. В
случае, если при этом будет произведена замена деталей шатунно -
поршневой группы, обкатку необходимо производить по полной про-
459
грамме. В случае появления утечек масла, топлива, воды или отрабо-
тавших газов необходимо их устранить. После горячей обкатки необ-
ходимо осмотреть и промыть масляный фильтр.
При обнаружении на фильтре значительного количества металли-
ческих частиц необходимо устранить неисправность и сменить масло.
Кроме того, после горячей обкатки надо проверить угол опереже-
ния подачи топлива (по первому цилиндру).
После отработки режима 75% нагрузки дизель останавливают и
производят проверку крепления головок цилиндров моментом
40 кгс-м (392 Н-м), а также крепления выхлопного коллектора. В
процессе испытаний контролируют давление, температуру масла и
охлаждающей воды. Температура масла должна быть не выше 75°С,
давление масла 0,39-0,59 МПа, температура охлаждающей воды не
выше +85°С.
В конце обкатки на режиме мощности 100% производят контроль
температуры выхлопных газов по цилиндрам. Температура газов
должна не превышать 450°С, а разница температур между любыми
цилиндрами должна быть не более 36°С.
После обкатки производят приемо-сдаточные испытания на режи-
мах, указанных в табл. 13.13. Перед началом приемо-сдаточных ис-
пытаний проверяют давление впрыска и качество распыливания фор-
сунок.
В процессе приемочных испытаний на режиме мощности 100%
при неизменной настройке регулятора необходимо проверить и зане-
сти в протокол основные параметры дизеля, указанные в табл. 13.14.
Замер каждого параметра производят дважды с интервалом
20-30 мин.
Таблица 13.13
Продолжительность обкатки, мин Частота вращения коленчатого вала, об/мин Показания весового механизма (L=0,7162M), кгс(Н) Нагрузка (ориентировочная), %
15 700 — -
30 1025 50(490) 50
30 1010 76(744,8) 75
60 1000 . 103 (1009,4) 100
15 Не менее 985 114(1117,2) 110
460
Таблица 13.14
Наименование параметров Величина
Частота вращения на режиме мощности 100%, об/мин Эффективная мощность, кВт Давление масла в системе смазки, кгс/см2 (МПа) Температура масла в системе смазки, °C (К) Температура охлаждающей воды, °C, (К) Разница температур выхлопных газов между любыми двумя цилиндрами не более? °C (К) 1000+5; -5 (по показаниям прибора) 76+2,2;-2,2 4-6 (0,39...0,59) 65-75 (338...348) 450(723) 36 (309)
Кроме того, на режиме мощности 116 л.с. (85 кВт) (показание
весового механизма при плече 0,7162 м — 116 кгс) производят за-
мер удельного расхода топлива, который должен быть не более
182,7 г/л.с.час.
Основные параметры двигателя указаны для нормальных усло-
вий: температура окружающего воздуха 20°С; давление воздуха 7
36 мм рт. ст. (0,98 МПа); относительная влажность 60%.
В процессе испытаний контролируют относительную влажность,
температуру м давление окружающего воздуха. В случае отклонения
параметров от нормальных, производят пересчет мощности.
В процессе приемо-сдаточных испытаний проверяют работу регу-
лятора в режиме холостого хода. Регулятор числа оборотов должен
работать на холостом ходу устойчиво, «не водить» и поддерживать
частоту вращения 700±5 об/мин.
Дизель считается выдержавшим испытания, если значения его
основных параметров соответствуют указанным в данном пункте.
По окончании испытаний заменяют масло, промывают масляный
фильтр и осматривают состояние узлов (без разборки) и их крепления.
Один дизель из пятидесяти (но не реже одного раза в полгода)
после проведения приемо-сдаточных испытаний частично разбирают
и проверяют состояние вкладышей шатунных подшипников, шатун-
ных шеек, вкладышей коренных подшипников и коренных шеек
колен вала (без снятия последнего), рабочей поверхности цилиндров,
поршней, поршневых колец, впускных и выпускных клапанов. При-
работка деталей должна быть равномерной. Указанные детали не
должны иметь задиров, грубых рисок, забоин. Допускаются неболь-
шие риски, не переходящие в задир.
Поршневые кольца должны свободно перемещаться в канавках
поршней. Дизели для контрольной разборки выбираются ОТК мето-
дом случайного отбора.
461
Таблица 13.15
Продолжительность работы, мин Частота вращения коленчатого вала, об/мин Показания весового механизма (L=0,7182M). кгс(Н) Нагрузка (ориентировочная), %
10 700 — —
5 Обеспечивается
регуляторной 25 (245) 25
характеристикой
5 То же 50(490) 50
10 < 76 (744,8) 75
15 1000 103 (1009,4) 100
Дизели, прошедшие контрольную разборку, подвергают дополни-
тельной проверке на режимах, указанных в табл. 13.15.
Допускается по согласованию с ОТК совмещение обкатки (кроме
холодной) и приемо-сдаточных испытаний дизелей с приемо-сдаточ-
ными испытаниями дизель-генераторного агрегата.
При этом дизель должен отработать на всех режимах.
Собранный дизель-генераторный агрегат подвергают сдаточным
испытаниям.
Схема защиты дизеля должна быть подключена к стенду, который
должен быть оборудован устройством, аналогичным релейному ящику.
Перед запуском двигателя необходимо проверить комплектность
агрегата, осмотреть его, обращая особое внимание на надежность
крепления узлов, герметичность соединений, наличие необходимого
количества масла в картере дизеля, топливном насосе высокого дав-
ления, регуляторе числа оборотов и воздухоочистителе. Удалить все
горючие вещества вблизи выхлопа на расстоянии не менее 0,5 м.
Проверить сопротивление изоляции каждой фазы мегомметром на
500 В, которое должно быть не менее 0,5 МОм. При проверке изо-
ляции необходимо следить за тем, чтобы цепи с полупроводниковыми
приборами были отключены.
Произвести запуск дизеля в соответствии с инструкцией завода-
изготовителя. После запуска осматривают дизель-генератор на пред-
мет выявления посторонних шумов. Устанавливают рычаг регулято-
ра в положение холостого хода, проверяют и, при необходимос-
ти, регулируют частоту вращения 700 об/мин. Проверяют давление
462
масла, которое должно быть не ниже 0,39 МПа. Не допускается
наличие подтеканий масла, воды или топлива. Обнаруженные утеч-
ки устраняют. Дизель останавливают и производят дополнительно
трехкратную проверку пусковых свойств с одновременной провер-
кой работоспособности устройства защиты дизеля. Проверку рабо-
ты защиты дизеля от недопустимо низкого давления масла произво-
дят путем остановки дизеля при невыключенно м выключателе
разъединителя автоматики.
Сигнализация должна сработать при следующих параметрах:
0,28...0,25 МПа, а «Стоп-устройство» должно отключить подачу топ-
лива при понижении давлении масла 0,19—0,22 МПа. Проверку рабо-
ты защиты дизеля от недопустимого повышения температуры воды
производят путем повышения температуры охлаждающей воды от-
ключением вентиляторов теплообменника стенда.
При проверке работы этой защиты не допускается производить
повышение температуры воды путем нарушения ее циркуляции.
Сигнализация должна сработать при повышении температуры воды
85-90°С, а при температуре 90-95°С дизель должен остановиться.
Затем произвести проверку работы дизель-генератора (без измене-
ния регулировки регулятора) на режимах мощности, указанных в
табл. 13.16 при coscp от 0,5 до 0,9.
Дизель-генератор считается выдержавшим испытание, если он
работает устойчиво на режимах, указанных в табл. 13.16, и напряже-
ние при этом поддерживается 378—402 В.
Допускается испытание генератора производить при coscp = 1. При
проверке работы дизель-генератора на режимах coscp = 1, напряжение
Таблица 13.16
Продолжительность работы, мин Нагрузка *av«oXa проЩСНИл, vxvwrvirin
% кВт
10 25 18,8 Обеспечивается регуляторной характеристикой
10 50 37,6 Тоже
10 75 56,4 «
30 100 75,2 1000
10 ПО 82,5 Обеспечивается регуляторной характеристикой
463
генератора может не стабилизироваться в пределах 378-402 В, что не
является браковочным признаком. Напряжение при этом должно быть
близким к верхнему пределу или выше его.
13.17. Техника безопасности при ремонте
Дизельное оборудование размещено в вагонах ИПС, поэтому при
выполнении ремонтных работ требуется особая осторожность и вни-
мательность.
Для предотвращения несчастных случаев при ремонте дизельных
установок необходимо, чтобы на полу не были разлиты вода, топливо
и масло.
При ремонте блока цилиндров с применением эпоксидных смол не-
обходимо ознакомиться со специальными требованиями техники безо-
пасности, так как некоторые из них токсичны. Работы следует произво-
дить в хорошо проветриваемом помещении, вдали от открытого
пламени. Хранить растворители и эпоксидные смолы необходимо так,
чтобы исключалась возможность доступа к ним посторонних лиц.
Перезаливку подшипников необходимо производить в специально
отведенном помещении с принудительной вентиляцией. Для удаления
паров расплавленных металлов рабочие места оборудуют вытяжными
зонтами. В помещении следует строго соблюдать правила пожарной
безопасности. На видном месте должны находиться огнетушители и
гидрант. Обслуживающий персонал должен работать в защитных
фартуках и рукавицах.
При механической обработке подшипников в разшивке сплава надо
обязательно пользоваться очками. Переносить тигель с расплавлен-
ным металлом, заливать формы, а также транспортировать горячие,
только что залитые подшипники разрешается только при помощи
специально приспособленных устройств. Лица, допущенные к пере-
заливке подшипников коленчатых валов, должны периодически про-
ходить повторный инструктаж по технике безопасности.
При ремонте поршневой группы демонтировать поршень из цилин-
дра следует при помощи специального приспособления, чтобы не
порезать руки об острые кромки колец. Хранить поршни нужно в
вертикальном положении. При работе с подогретыми деталями следу-
ет остерегаться ожогов.
Во время выварки поршней в моющем растворе нужно пользо-
ваться защитными очками, загружать детали в ванну при помощи
464
металлических корзин и подъемных приспособлений, а при извлече-
нии вымытых поршней — обеспечить полный сток с них моющего
раствора.
Воздушный шланг для обдувки деталей должен быть снабжен
наконечником с запорным вентилем.
При ремонте головки цилиндров следует руководствоваться таки-
ми же правилами техники безопасности, как при ремонте поршневой
группы. Особую осторожность необходимо соблюдать при разборке
и сборке клапанного узла, так как возвратная пружина клапанов
обладает большой упругостью и при неумелом выполнении операции
может причинить серьезные травмы.
В процессе сборки механизма привода распределительного вала
необходимо опасаться попадания пальцев рук между зубьями шестер-
ни или между цепью и звездочкой. Регулировать этот механизм сле-
дует одному человеку.
Проворачивать коленчатый вал при проверке качества зацепления
нужно при помощи ломика или специальном рукоятки. Заменять ло-
мик другими случайно попавшимися под руку предметами не разре-
шается. Нарушение этих правил приведет к травмам с тяжелыми по-
следствиями.
Отделение ремонта топливной аппаратуры должно быть полностью
изолировано от соседних производственных помещений, быть про-
сторным, иметь естественное освещение. Стены и пол следует обли-
цевать кафелем. Токопроводящие коммуникации прокладывают в
защитном исполнении. Около рабочих мест запрещается хранить топ-
ливо. Помещение должно быть оборудовано противопожарными при-
способлениями: огнетушителями, гидрантом, песком и др.
Во время опрессовки форсунок следует помнить, что топливо
вылетает из распылителя под высоким давлением, поэтому капля
жидкости способна пробить кожный покров и вызвать тяжелые трав-
мы вплоть до общего заражения крови.
Не меньшая осторожность требуется при испытании трубок высо-
кого давления и плунжерных пар. Топливные насосы имеют значи-
тельную массу, поэтому их надо транспортировать специальным при-
способлением. Ремонтировать насос в кантователе — что обеспечит
безопасность работы.
Вся электрическая аппаратура должна быть в герметичном испол-
нении. Входные двери должны открываться наружу, подходы к ним
нельзя загромождать деталями и оборудованием. Курить в отделен им
ремонта топливном аппаратуры строго воспрещается.
465
При очистке системы водяного охлаждения дизелей от накипи и
грязи рабочие должны пользоваться защитными очками, перчатками
и иметь специальную одежду из негигроскопичной, пассивной к
кислотам ткани. Помещение, в котором производятся операции по
удалению накипи, оборудуют приточно-вытяжной вентиляцией. Для
нейтрализации капель кислоты, случайно попавших на кожу рук и
лицо, следует использовать водный раствор питьевой соды.
Кислоту переливают из стеклянной бутылки с применением уст-
ройства, исключающего ее попадание на пол.
Пуск дизеля при испытании после ремонта слесарь может произ-
вести лишь после того, как убедится в том, что дизель и все его
вспомогательные системы исправны, все ограждения и защитные
кожухи вращающихся частей на месте и нет посторонних предметов
на дизеле. v
Категорически запрещается для облегчения пуска дизеля впрыс-
кивать в вихревую камеру цилиндра легко воспламеняющиеся жид-
кости.
466
14
Техническое обслуживание
и ремонт
электрооборудования вагонов
14.1. Технческое обслуживание
электрооборудования
Пассажирские вагоны. Ремонт электрооборудования пассажирс-
ких вагонов осуществляют по планово-предупредительной системе, в
соответствии с которой производят технический осмотр ТО-1 в пути
следования, текущий и периодические ремонты, выполняемые в депо
и на заводе.
Техническое обслуживание ТО-1 производят в составах и поездах
на пунктах технического обслуживания (ПТО) станций формирования
и оборота пассажирских поездов перед каждым отправлением в рейс,
а также в пути следования и на промежуточных станциях. Основной
задачей при этом является своевременное выявление неправильной
работы узлов электро- и радиооборудования, установление причин и
принятия мер по устранению неисправностей. Бесперебойная работа
оборудования в рейсе во многом зависит от того, насколько точно
поездная бригада поддерживает установленные режимы работы ис-
точников электроэнергии, потребителей электрической энергии и ра-
диоаппаратуры. Для сокращения простоев при ТО-1 на вагоне произ-
водится только мелкий ремонт оборудования, требующие более
крупного ремонта детали, заменяются запасными.
Техническое обслуживание ТО-2 выполняют на ПТО пунктов фор-
мирования пассажирских поездов перед началом летних и зимних
перевозок. При этом виде технического обслуживания осуществля ют
подготовку электрооборудования к работе в летних и зимних услови-
•467
ях, проверку состояния электро- и радиооборудования на вагоне,
выявление и устранение всех неисправностей.
Техническое обслуживание ТО-3 — единая техническая ревизия —
производится через шесть месяцев после постройки, планового ремон-
та или предыдущей ревизии в пунктах формирования пассажирских
поездов на специализированных ремонтных путях илм в вагонных депо
с отцепкой от состава. При технической ревизии проверяют исправ-
ность действия, надежность и пожарную безопасность электро- и ра-
диооборудования.
Техническая ревизия электрооборудования проводится через
6 месяцев после постройки или очередного периодического ремонта
одновременно с единой технической ревизией вагона. При техничес-
кой ревизии вагон отцепляют от поезда и подают на специализирован-
ный путь, где проверяют эксплуатационную надежность и пожарную
безопасность элементов электрооборудования. Техническая ревизия
высоковольтного оборудования вагонов с электрическим отоплением
производится через каждые 45 суток.
Рефрижераторный подвижной состав. В период эксплуатации
секции необходимо выполнять следующие плановые вады техничес-
кого обслуживания электрооборудования: ежедневное техническое
обслуживание; техническое обслуживание (ТО-1) 1 раз в 10 дней;
техническое обслуживание (ТО-2) 1 раз в месяц; техническое обслу-
живание (ТО-3) 1 раз в 3 мес.
После проведения очередного технического обслуживания элект-
рооборудования необходимо сделать запись в журнале учета техни-
ческого обслуживания рефрижераторной секции формы ВУ-86.
В период гарантийной эксплуатации секции после постройки или
заводского ремонта техническое обслуживание следует выполнять
согласно требованиям завода-изготовителя (ремонтного завода).
При ежедневном техническом обслуживании необходимо прове-
рить крепление подвески подвагонного генератора (визуально); креп-
ление электрических аппаратов (контакторов, автоматических выклю-
чателей, реле и т.д.); крепление электрических машин; надежность
крепления и целостность междувагонных электрических соединений.
При техническом обслуживании ТО-1 производят работы, указан-
ные при ежедневном техническом обслуживании; очищают аккуму-
ляторные батареи от грязи и вентиляционные отверстия в пробках
аккумуляторов; удаляют пролитый электролит с поверхности кислот-
ных аккумуляторов с помощью технической салфетки, смоченной
10%-ным раствором нашатырного спирта или кальцинированной соды
468
(для щелочных аккумуляторов в качестве нейтрализующего раствора
применяют 5%-ный раствор борной кислоты); проверяют креплекие
аккумуляторных батарей; проверяют надежность контакта наконечни-
ков проводов с выводными полюсами аккумуляторных батарей; уда-
ляют с выводных клемм окислы и смазывают их техническим: вазе-
лином.
При техническом обслуживании электрооборудования ТО-2 вы-
полняют работы, указанные при ежедневном техническом обслужи-
вании ТО-1:
проверяют напряжение на выводных полюсах аккумуляторов на-
грузочной вилкой. При напряжении на кислотных аккумуляторах
менее 1,75 В, а на щелочных аккумуляторах менее 1,0 В аккумуля-
торы заряжают;
проверяют ареометром плотность электролита в аккумуляторах.
Плотность электролита должна быть для кислотных аккумуляторов
1,27-1,26 г/см3, а для щелочных аккумуляторов 1,18-1,20 г/см’;
проверяют натяжение приводного ремня подвагонного генератора,
очищают натяжное устройство генератора от грязи, а зимой от снега,
промывают рез ьбу винта натяжного устройства дизельным топливом
и смазывают графитной смазкой УСсА (ГОСТ 3333-80);
осматривают контакты междувагонных электрических соединений,
и при наличии следов копоти, загрязнений протирают технической
салфеткой, смоченной в уайт-спирите (ГОСТ 3134-78);
проверяют контактные кольца и коллекторы на электриче ских
машинах, при обнаружении загрязнений протирают контактные коли ь-
ца и коллекторы технической салфеткой, смоченной в спирте ГОС2Т'
18300-72* или уайт-спирите;
проверяют состояние щеток и щеткодержателей электрических
машин; щетки, имеющие износ более 60% номинальной высоты,
заменяют, копоть со щеткодержателей устраняют технической салфегт-
кой, смоченной в уайт-спирите;
проверяют крепление проводов к выводам электрических машин и
аппаратов.
При техническом обслуживании электрооборудования ТО-3 виы-
полняют работы, указанные при ежедневном техническом обслужива-
нии, ТО-1 и ТО-2; проверяют омметром целостность заземления элек-
трических машин и аппаратов; очищают от пыли внутренние повер-ж-
ности электрических щитов; производят осмотр монтажа и аппарату-
ры внутри электрических щитов, проверяют надежность затяжки рехь-
бовых креплений и контактных соединений; очищают от пыли и за.г-
4 <59
рязнений контакторы и автоматические выключатели, проверяют и
при необходимости затягивают винтовые соединения; заливают в мас-
ленки стартера 6-8 капель масла, применяемого для смазки дизеля
(для дизелей, имеющих электростартерный запуск); очищают и сма-
зывают подвижные части механизма прибора СПЛ-160 (для секций
постройки ПО БМЗ); добавить смазку УС-1 (ГОСТ 1033-79) в мас-
ленку оси подвески подвагонного генератора; промывают уайт-спи-
ритом реохорд прибора КП-ОП-ОЗТ (для секций постройки ПО БМЗ).
Промывку реохорда производят при выключенном приборе.
Техническое обслуживание оборудования автономных рефриже-
раторных вагонов, как правило, производится на пунктах техническо-
го обслуживания (ПТО).
Техническое обслуживание ТО-1 проводят на станции погрузки
перед погрузкой вагона; техническое обслуживание ТО-2 выполняют
в пути следования груженых вагонов через каждые 24-30 ч техничес-
кое обслуживание ТО-3 — при выгрузке вагона; укрупненное техни-
ческое обслуживание УТО-1 — после груженого рейса при наработке
дизель-генераторами 120 ч, если вагон эксплуатировался в прямом
сообщении, и 180 ч при использовании его в местном сообщении; ук-
рупненное техническое обслуживание УТО-2 — через каждые
460-500 ч работы дизель-генераторов, но не реже чем через 6 мес.
При проведении всех видов технического обслуживания проверя-
ют записи в бортовом журнале, после чего контролируют состояние
электросоединений, уровень и плотность электролита в аккумулятор-
ных батареях, систему контроля температуры по переносной термо-
станции, производят уборку помещения.
При ТО-1 проверяют исправность электронагревателей грузовых по-
мещений, датчиков блока термостатов, датчиков термометров сопротив-
ления, защитных кожухов датчиков; в зимний период включают отопи-
тельный прибор для подогрева оборудования дизель-генератора,
проводят пробный пуск дизель-генератора и холодильно-нагревательных
агрегатов. При этом по показаниям приборов проверяют в работе агрега-
ты и исправность электродвигателей, зарядку аккумуляторных батарей,
срабатывание термостатов (дуостатов) на заданном режиме и замеряют
температуру отключения. После чего дизель-генераторы останавливают.
Переключатель температурных режимов ставят в положение требуемого
температурного режима перевозки груза. Производится пуск обоих ди-
зель-генераторов: один на постоянную, другой на временную работу.
При проведении ТО-2 проверяют исправность работающих дизель-
генераторов и холодильно-нагревательных агрегатов, проверяют уро-
470
вень и плотность электролита, при необходимости производят зарядку
аккумуляторных батарей, замеряют температуру в грузовом помеще-
нии и записывают результаты замера в бортовой журнал. Неисправ-
ности, выявленные при проверке в работе оборудования, устраняют.
При проведении ТО-3 с помощью переносной термостанции заме-
ряют температуру воздуха в грузовом помещении перед началом
выгрузки и записывают результаты замера в бортовой журнал.
Остальные работы по электрооборудованию проводят так же, как при
ТО-2.
При проведении УТО-1 в грузовом помещении проверяют исправ-
ность датчиков, приборов и проводки, системы контроля температуры
и управления. Кроме того, осматривают электрические приборы и
соединения в щите дизеля, электрооборудование в распределитель-
ном щите и щетки генератора, а также электрооборудование холо-
дильно-отопительного агрегата, устраняют неисправности.
Проверяют зарядку аккумуляторной батареи, а также плотность
электролита. Аккумуляторные батареи заряжают до нормы. При раз-
ности плотности электролита между аккумуляторами более 0,01 г/см3
или при разности напряжения более 0,2 В батарею снимают и отправ-
ляют в аккумуляторное отделение для ревизии.
Заменяют нетиповые и сгоревшие предохранители, включают (при
температуре ниже — 10°С) отопительный прибор и запускают дизель-
генератор.
При работающем дизель-генераторе на нем проверяют приборы
контроля, электрооборудование, зарядку аккумуляторных батарей,
сигнализацию и защиту путем создания ложных срабатываний; про-
веряют термостаты (дуостаты) на отключение холодильно-нагрева-
тельных агрегатов на всех режимах, измеряют температуру отклю-
чения переносной термостанцией; проверяют систему контроля
температуры, а также перекрестную работу агрегатов. Дизель-генера-
торы останавливают.
При проведении УТО-2, помимо объема работ, выполняемых при
УТО-1, осуществляют полную ревизию дизель-генераторов и холо-
дильно-нагревательных агрегатов, в необходимых случаях их снима-
ют и направляют на производственный участок.
Проверяют работу приборов контроля температуры путем сравнения их
показаний с замерами температуры эталонными термометрами, которые
устанавливают около датчиков, допускается разность показаний не более
1°С. Погрешность полупроводниковых датчиков и линии должна быть не
более ±0,7°С, а погрешность термостанции не более 0,3“С.
471
Работу термостатов (дуостатов) при всех режимах проверяют по
записи в бортовом журнале, после чего контролируют состояние
электросоединений, уровень и плотность электролита в аккумулятор-
ных батареях, систему контроля температуры по переносной термо-
станции, производят уборку помещения.
14.2. Диагностирование электрооборудования
вагонов
Электрическое оборудование пассажирских и рефрижераторных
вагонов являются важнейшей подсистемой подвижного состава, так
как обеспечивает функционирование большинства других подсистем.
Анализ различных конструкций электрооборудования вагонов по-
казывает, что все они включают следующие блоки: источники элек-
троэнергии, потребители, пускорегулирующие, защитные и распреде-
лительные устройства, приборы автоматики и дистанционного
управления, электрические магистрали и линии.
Наиболее полное функциональное диагностирование электрообо-
рудования вагонов проводится на вагоноремонтных заводах.
Диагностирование напряжений и токов срабатывания и отпуска-
ния реле, контакторов и электромагнитных вентилей проводится
следующим образом. Обмотка аппарата запитывается от источника
напряжения. При контроле напряжений отпускания источник рабо-
тает в режиме понижения напряжения, начиная с номинального
рабочего. Изменение напряжения прекращается по сигналу о пере-
ключении (замыкании или размыкании) одного из рабочих контак-
тов аппаратов. Этот же сигнал является командой на начало кон-
троля напряжения на выходе источника. Контроль токов
срабатывания и отпускания ведется аналогично, но измеряется
падение напряжения на включенном последовательно с обмоткой
калиброванном резисторе.
Контроль отсутствия короткозамкнутых витков обмоток аппара-
тов, емкости конденсаторов и индуктивности проводят путем пропус-
ка через обмотку импульсов напряжения прямоугольной формы
амплитудой, например 25±2,5 В, длительностью 20—320 мкс, в зави-
симости от объекта диагностирования, и периодом следования
20 мс. Длительность фронта и спада импульсов должна быть не более
2 мкс. Импульсное напряжение на выходе обычно преобразуется в
постоянное напряжение и направляется на измеритель.
472
Диагностирование блокировочных контактов аппаратов часто про-
водится по четырехпроводной схеме измерения методом амперметра
и вольтметра Через контакт пропускается стабилизированный тгок и
оценивается падение напряжения на контакте.
Включение контактов аппаратов неизбежно сопровождается и>с
вибрацией. Разработаны приборы, позволяющие оценить продолжи-
тельность и число отскоков контактов аппарата при включении. Из-
менение числа и продолжительности отскоков является интеграл иным
признаком, который указывает на возможные неисправности аппара-
та. К таким неисправностям относятся неправильная затяжка или
потеря жесткости прижимной пружины, ослабление крепления кон -
тактов, заедание подвижной системы и т.п.
При диагностировании дребезжания аппаратов измеряют числе
отскоков подвижных контактов после первого замыкания, длитель-
ность которых должна быть не менее 20 мкс, и суммарную длитель-
ность отскоков. В электрооборудовании вагонов большую роль игра-
ют преобразователи различных типов. В настоящее время в
преобразователях предусматриваются устройства контроля контуров
искусственной коммутации пробоя последовательно соединенных
диодов и тиристоров. Датчики контроля коммутации фиксируют сбои
в работе коммутирующих контуров и выполняются на базе цифро-
вых схем измерения времени. Регистрацию сбоев проводят с исполь-
зованием устройства, выполненного по схеме, приведенной па
рис. 14.1.
Задающий генератор импульсов 1 и датчик контроля коммутации
2 соединены со счетчиками 3-5, а выход старшего разряда счетчи-
ка — с КИП-реле 6. Контроль осуществляется следующим образом.
Датчик 2 генерирует импульс при каждой нормальной коммутации, а
при срыве коммутации или сверхнормативном снижении схемного
времени восстановления генерации импульса не происходит. Счетный
вход счетчика соединен с задающим генератором импульсов, выход-
ная частота которого равна рабочей частоте преобразователя. КИП -
реле срабатывает при срыве комму-
тации несколько раз подряд, а при
отдельных сбоях в работу не вклю-
чается. Срабатывание КИП-реле об-
наружи вают в депо при техничес-
ком обслуживании подвижного
состава и определяют объем необ-
ходимого ремонта.
Рис. 14.1. Структурная схема
устройства коммутации
4V3
Тестовая диагностика при помощи стационарной аппаратуры ис-
пользуется для контроля силовых блоков, в которых обычно разме-
щены силовые и коммутирующие тиристоры и диоды вместе с
дифференцирующими цепочками, конденсаторы и дроссели. Для ре-
ализации тестовой диагностики на силовом блоке предусматриваются
специальные разъемные электрические соединения для подключения
диагностического стенда. Вагоностроительным заводом Дессау пред-
лагаются диагностические приборы по проверке электрооборудова-
ния: холодильно-нагревательных агрегатов типа ФАЛ 056/7, электро-
оборудования дизель-генератора типа 06-8018 и его распреде-
лительного щита.
Диагностический прибор DG3202 предназначен для диагностирования
электрооборудования холодильно-нагревательных агрегатов типа ФАЛ056/7.
В основу работы прибора DG3202 заложен принцип, при котором
для проведения каждой контрольной операции в соответствии с зало-
женной программой в проверяемую электрическую систему подают-
ся электроимпульсы, вызывающие срабатывание электрических це-
пей и включенных в них устройств (двигателей, реле, контакторов,
магнитных вентилей и др.). Таким образом, можно проверить техни-
ческое состояние электрической проводки: целостность отдельных
цепей, состояние их изоляции и наличие разного рода повреждений.
При помощи диагностического прибора ДПДГ производят провер-
ку функционирования следующего электрооборудования и приборов
дизель-генератора АРВ: реле контроля температуры на входе охлаж-
дающего воздуха генератора; емкость стартерной аккумуляторной
батареи; сопротивление изоляции магнитного вентиля и обмотки гене-
ратора; исправность свечей накаливания дизеля и зарядного прибора;
цепь питания магнитного вентиля; работоспособность переключателя
рабочих режимов; работоспособность генератора.
Диагностика технического состояния электрического распределительного
щита дизель-генератора типа60-8018 автономного рефрижераторного вагона
осуществляется с помощью диагностического переносного прибора ПГ/02.
14.3. Электрические машины
В электрических машинах возможны следующие виды неисправ-
ностей: искрение щеток, перегрев обмоток, короткие замыкания в
обмотках, ненормальное напряжение генератора, недопустимые коле-
бания частоты вращения двигателя.
474
Искрение щеток сопровождается повышенным нагревом коллек-
тора и щеток. Причиной этих неисправностей бывает загрязнение
щеток и коллектора, износ щеток, подгорание коллектора, неплотное
прилегание пружин, заедание щеток в щеткодержателе.
Повышенный нагрев обмоток электрической машины устанавл и-
вают в период предремонтных испытаний. Равномерный перегрев всей
машины при отсутствии других признаков ненормальной работы сви-
детельствует о ее перегрузке. В этом случае сначала следует прове-
рить соответствие фактической нагрузки ном инальному режиму рабо-
ты машины. Ухудшение условий вентиляции в результате засорения
вентиляционных каналов может также вызвать перегрев машины.
Повреждения в обмотках полюсов приводят к неравномерному их
нагреву. В обмотках полюсов чаше всего повреждаются переходы,
выводные концы катушек и места прохода выводных концов через
корпус. К наиболее распространенным дефектам следует отнести за-
мыкание обмоток на корпус, обрыв или пло хой контакт в обмотках,
замыкание между витками. Ненормальное напряжение генератора
может наблюдаться в результате ряда неисправностей.
При потере остаточного магнетизма генератор не возбуждается. В
этом случае магнитная стрелка, поднесенная к полюсным башмакам,
не указывает на полярность (одним и тем же полюсом машины при-
тягивается как северный, так и южный конец стрелки). В отдельных
случаях магнитная стрелка, поднесенная к полюсным башмакам,
показывает правильную полярность генератора, но (даже после на-
магничивания машины) она не возбуждается. Причиной этого может
быть: неправильное положение щеток; замыкание параллельной об-
мотки возбуждения; межвитковое или короткое замыкание в одной
или нескольких катушках возбуждения; короткое замыкание в обмот-
ке якоря, между пластинами коллектора; обрыв или плохой контакт
в цепи возбуждения; слишком большое сопротивление цепи возбуж-
дения.
Двигатель не включается. В якоре нет тока при включенном пус-
ковом реостате. Причиной неисправности может быть перегорание
предохранителей, обрыв в пусковом реостате или проводах, в обмот-
ке якоря.
Если ток в якоре имеется, но двигатель под нагрузкой не работает,
хотя без нагрузки развивает очень большую частоту вращения, го
причину неисправности следует искать в межвитковом соединении
или коротком замыкании катушки параллельного возбуждения, а так-
же в неправильном соединении этой обмотки с двигателем и пуско-
475
вым реостатом. В последнем случае следует правильно соединить
параллельную обмотку возбуждения.
Частота вращения двигателя может быть меньше номинальной при
номинальном напряжении. Неисправность может быть вызвана сдви-
гом щеток с нейтрали по направлению вращения или уменьшением
сопротивления реостата в цепи возбуждения двигателя.
При работе машины постоянного тока может наблюдаться явление,
когда при увеличении нагрузки двигатель начинает «качаться», т.е.
происходят сильные колебания силы тока и частоты вращения. Если
двигатель не выключить, то сила тока может резко возрасти и дви-
гатель сгорит. Причиной такой работы двигателя является ослабление
поля. При повышении нагрузки, вследствие реакции якоря, повыша-
ется также и частота вращения.
Технологический процесс ремонта электрических машин можно
разделить на несколько этапов: демонтаж; разборка; перемотка вы-
шедших из строя обмоток; ремонт подшипников, ротора, коллектора,
щеточных устройств; сборка; испытание.
Основные технологические операции при ремонте электрических
машин выполняют в такой последовательности: осмотр, очистка и
обдувка сжатым воздухом давлением 0,3-0,5 МПа (якоря с обмотка-
ми рекомендуется промывать фреоном-30, измерение сопротивления
изоляции мегомметром напряжением 500 В); демонтаж подшипнико-
вых щитов, выпрессовка подшипников качения: извлечение ротора
(якоря) из статора; сушка обмотки статора с пониженным сопротив-
лением изоляции, не имеющей внешних повреждений; обмывка дета-
лей и узлов, не покрытых изоляционными материалами (болты, гайки,
перемычки, пружины и т.п.); удаление обмотки статора электродвига-
теля (обмотку статора заменяют, если сопротивление ее изоляции
менее 0,5 МОм и не восстанавливается до нормы при сушке; обна-
ружение короткого замыкания или обрыва фаз; необходима выпрес-
совка сердечника из станины из-за неисправностей); замена перего-
ревшей или поврежденной обмотки ротора электродвигателя
переменного тока, якоря электродвигателя постоянного тока; ремонт
коллекторов; ремонт щеточного механизма; ремонт вала (правка,
наплавка посадочных мест для подшипников, обточка, фрезеровка
шпоночного паза и т.д.); ремонт подшипниковых щитов; балансиров-
ка ротора (якоря); сборка машины из отремонтированных деталей;
испытание машины согласно требованиям руководства по ремонту:
укомплектование машины всеми деталями крепления, обдувка сжа-
тым воздухом снаружи и внутри.
476
Демонтаж. Генераторы вагонов без кондиционирования воздуха
целесообразно снимать и устанавливать с помощью аккумуляторного
погрузчика с вилочными захватами. Генераторы вагонов с кондици-
онированием воздуха имеют большие габаритные размеры и массу,
достигающую 1200 кг, вследствие чего смятие и установка их обыч-
ными средствами вызывают значительные затруднения. Поэтому для
выполнения этих операций предусматривают специальные стойла.
Вагон устанавливают в стойле так, чтобз»! генератор находился над
тележкой с подъемной платформой, оборудованной электрическим
или гидравлическим приводом. Затем платформу подводят под гене-
ратор (рис. 14.2, а), отсоединяют от него крепящие детали и опуска-
ют его вместе с платформой. После этого тележку по рельсам, уло-
женным в канаве, выкатывают из-под вагола и генератор перемещают
в отделение по ремонту электрических машин. Если канава отсут-
ствует, вагон поднимают на домкратах (рис. 14.2, б), чтобы под него
можно было подкатить тележку. В этих стойлах также можно снимать
без кондиционирования воздуха генераторы вагонов и электродвига-
тели компрессоров вместе с сочлененными с ними агрегатами.
При деповском ремонте электродвигатели компрессора осматри-
вают и проверяют на месте установки, после чего, в зависимости от
характера неисправностей, решается во прос об их демонтаже. Во
время капитального ремонта электродвигатели компрессора направ-
ляют для ремонта в электроцех. Электродвигатель привода компрес-
сора установки для кондиционирования воздуха с нимают вместе с
компрессором и опорным каркасом. Для его демонтажа применяют
вилочный погрузчик.
б)
Рис. 14.2. Стойла для монтажа идем онтажа генераторов:
а — при наличии смотровой канавы; б — при подъеме вагона домкратами;
7 — вагон; 2— генератор; 3 — тележка с подъемкой платформой; 4— дом крат;
5 — подъемный кран; б — электрокар
477
Очистка электрических машин. Предварительная очистка гене-
раторов, электродвигателей и преобразователей осуществляется сразу
после демонтажа их с вагона, а окончательная — в цехе сжатым
воздухом в закрытой камере, оборудованной вытяжной вентиляцией
и пылеуловителями. Сжатый воздух подается в камеру под избыточ-
ным давлением 0,3-05 МПа по воздушной магистрали, снабженной
влагоотделителем для осушки воздуха. Сильно загрязненные по-
верхности очищают щетками из стальной проволоки диаметром
0,8-1 мм. После очистки с крупных электрических машин (генерато-
ры вагонов с кондиционированием воздуха, электродвигатели комп-
рессоров, вентиляционных агрегатов и обдува конденсатора) снима-
ют элементы подвески и крепления, а от электродвигателей
отсоединяют компрессоры и вентиляторы. Электродвигатели малой
мощности подаются на соответствующие ремонтные позиции совме-
стно с сочлененными с ними механизмами. »
Перед ремонтом выявляют дефектные узлы, определяют характер
и объем требуемого ремонта. Следует учитывать, что некоторые ма-
шины могут быть отремонтированы без полной замены обмоток, а
ремонт может ограничиться устранением мелких дефектов изоляции
обмоток или выводных концов. В большинстве случаев при поступ-
лении рефрижераторных вагонов в ремонт электрические машины
бывают исправными, поэтому их демонтаж и разборка при отсутствии
неисправностей могут не производиться. В этой связи качественное
выполнение предремонтных испытаний приобретает особенно боль-
шое значение, так как на основании результатов этих испытаний при-
нимается решение о возможности дальнейшей эксплуатации электри-
ческой машины.
В объем предремонтных испытаний входят: измерение сопротивле-
ния изоляции обмоток; испытание электрической прочности изоляции
обмоток и коллектора; испытание машин на холостом ходу; измере-
ние зазора между статором и якорем.
Сопротивления изоляции обмоток относительно корпуса и между
обмотками машины с номинальным напряжением до 500 В включи-
тельно измеряют мегомметром на 500 В. Сопротивление изоляции
обмоток относительно корпуса машины и между обмотками измеря-
ют поочередно для каждой электрически независимой цепи. Величина
сопротивления изоляции обмоток относительно корпуса машины и
между обмотками должна быть не менее 0,5 МОм.
Проверку электрической прочности изоляции обмоток и коллекто-
ра относительно корпуса машины и между обмотками производят с
478
помощью испытательного трансформатора, от которого подают напря-
жение требуемой величины частотой 50 Гц в течение 1 мин.
Проверяют изоляцию относительно корпуса каждой электрической
цепи поочередно. Один вывод источника, напряжется подключают к
выводу испытуемой обмотки, другой заземляют и подключают к за-
земленному корпусу машины.
Соединенные фазы многофазных обмоток считают за одну цепь,
если начало и конец каждой фазы обмотки не снабжены отдельными
выводами, и всю многофазную обмотку испытывают относительно
корпуса машины в целом. Результаты испытания изоляции обмотки
относительно корпуса и между обмотками считаются удовлетвори-
тельными, если во время испытания не происходит пробоя изоляции.
Изоляцию обмоток между смежными ее витками проверяют в те-
чение 5 мин повышенным напряжением. Испытание проводят при
холостом ходе электрической машины напряжением* на 30% больше
номинального. Для работающей машины допускается одновременное
повышение частоты вращения в пределах 15%.
Электрические машины проверятот без нагрузки для определения
величины тока холостого хода. Увеличение тока холостого хода сверх
паспортного значения свидетельствует о дефектах машины: смещении
якоря по отношению к статору, увеличении воздушн ого зазора меж-
ду ротором и статором.
Для асинхронных трехфазных электродвигателей мощностью до
100 кВт предельные значения тока, холостого хода в процентах от
номинального тока могут быть определены по данным табл. 14.1.
Неравномерность тока холостого хода по отдельным фазам элек-
тродвигателя не должна быть больше 4,5*>$> среднего значения.
Температура нагрева подшипников качения не должна превышать
100°С.
Таблица 4.1
Мощность двигателя, кВт Ток холостого хода (%) при частоте вращенкзг, об/мин
3000 1500 1000 750 600 500
0,1-0.5 60 75 85 90 95 —
0.51-1,0 50 70 75 80 85 90
1,1-5,0 45 65 70 75 80 85
5,1-10,0 40 60 65 70 75 80
10,1-25,0 30 55 60 65 70 75
25,1-50,0 20 50 55 60 65 70
50,1-100 — 40 45 50 55 80
479
Воздушный зазор между статором и ротором асинхронных двига-
телей, а также между полюсами и якорем машин постоянного тока
и синхронных машин оказывает существенное влияние на эксплуата-
ционные параметры электрических машин, особенно асинхронных
двигателей, где увеличение воздушного зазора влечет повышение
тока холостого хода, уменьшение коэффициента мощности и к.п.д.
Увеличение зазора на каждый процент способствует увеличению
тока холостого хода на 0,6% и снижению коэффициента мощности на
0,3%. При увеличении воздушного зазора более чем на 25% ремонт
двигателя с экономической точки зрения нецелесообразен.
Для определения допустимой величины зазора электродвигателей
можно руководствоваться данными табл. 14.2.
Измерение воздушного зазора производят с двух противополож-
ных торцов электродвигателя с помощью калиброванного щупа, вво-
димого через специальные или смотровые люки в торцовых щитах. С
каждой стороны измерение производят в четырех точках, сдвинутых
относительно друг друга на 90°, величина зазора принимается как
среднеарифметическая всех замеров. В асинхронных двигателях нор-
мируется также степень неравномерности зазора, определяемая как
отношение зазора в данной точке к средней величине зазора. Это
отклонение должно находиться в пределах 10%.
Некоторые электродвигатели не имеют люков в щитах, тогда зазор
измеряют после их разборки. Для этого ротор укладывают непосред-
ственно на статор и замеряют зазор 8, против самой верхней части
расточки статора, затем ротор поворачивают на 90° и вновь замеряют
зазор против той же расточки статора 82, средняя величина зазора 8^
составляет:
5ер = (Si +5г)/2’ мм-
Кроме того, существуют обязательные ремонтные работы, которые
указаны в Правилах деповского и капитального ремонта вагонов,
технических условиях (ТУ) и другой нормативной технической доку-
ментации.
Таблица 14.2
Частота вращения, об/мин Зазор, мм, при мощности электродвигателя, кВт
До 0,2 0,2- 1,0 1- 2,5 2,5- 5,0 5,0- 10.0 io- го 20- 50 50— 10О 100- 200 200- 300
500-1500 0,2 0,25 0,3 035 0,4 0,4 0,5 0,65 0,8 1,0
3000 0,25 0,3 0,35 0,4 0,5 0,65 0,8 1,0 1,25 1.5
480
Разборка. При разборке снимают подшипниковые щиты, вынима-
ют якорь (ротор) из статора, снимают щеточный аппарат и подшипни-
ки (рис. 14.3). При капитальном ремонте генераторов, кроме того,
снимают полюсы и полюсные катушки. Дальнейшую разборку этих
основных узлов производят, если это необходимо, по результатам
определения дефектов.
После разборки детали электрических машин тщательно очищают.
С металлических деталей грязь удаляют струей сжатого воздуха (дав-
ление 0,2-0,3 МПа), а с отдельных мест — салфетками, смоченными
в теплой воде млн бензине. При большом количестве ремонтируемых
электрических машин их металлические детали, не имеющие изоля-
ции (подшипниковые щиты, крышки, фланцы, роторы короткозамк-
нутых асинхронных двигателей, детали щеточного аппарата), целесо-
образно очищать в моечной машине, промывая раствором, состоя-
щим из кальцинированной соды, мыльной эмульсии и воды при тем-
пературе 85-90°С в течение 15—20 мин.
Сборка. После ремонта и соответствующих испытаний на сборку
поступают корпус с полюсами и катушками, якорь с коллектором,
подшипниковые щиты и подшипники. Электрические машины соби-
рают в порядке, обратном их разборке. Перед сборкой статор и ротор
продувают сжатым воздухом. Перед установкой шариковых подшип-
ников их нагревают в масляной ванне до температуры 90-100°C и
напрессовывают на вал ротора. Подшипники промывают в ванне с
мыльной эмульсией и каустической содой и определяют щупом их
Рис. 14.3. Приспособление для выемки ротора (а) и съема
подшипников (б):
1 — противовес; 2 — штанга; 3 — крюк тельфера; 4 — подвеска;
5 — упорная штанга; б — захваты; 7 — ротор; 8 — разъемный диск;
9— болты; 10— поперечина; 11 — выжимной винт; 12 — рукоятка
-481
износ. Изношенные и неисправные подшипники в вагонных депо и на
вагоноремонтных заводах не ремонтируют, а заменяют новыми. Ус-
танавливать подшипники на вал необходимо с предварительным по-
догревом и без ударов.
Подшипниковые щиты, крышки подшипников и корпуса электри-
ческих машин перед ремонтом осматривают, выявляют трещины,
износы посадочных мест и отверстий, другие дефекты. Большие тре-
щины в щите, распространяющиеся к месту посадки подшипников,
как правило, не заделывают, а заменяют щит. Крышки с трещинами,
охватывающими область лабиринтного уплотнения, также заменяют.
Небольшие трещины в стальных деталях заваривают электродуговой
сваркой. Трещины в чугунных щитах заваривают чугунным элект-
родом. Изношенные посадочные места в подшипниковых щитах, тра-
версы щеткодержателей и места сопряжения щитов с корпусом вос-
станавливают, нанося на них слой металла и обрабатывая на станке.
Наносить слой металла можно наплавкой с помощы© специального
пистолета или гальваническим способом. В некоторых случаях до-
пускается устанавливать втулки с предварительной расточкой изно-
шенных мест. Вал ротора проверяют магнитным дефектоскопом.
Во время деповского и капитального ремонтов щетки заменяют
полностью, устанавливая щетки марок, рекомендуемых заводами-изго-
товителями. Для электрических машин мощностью 4-30 кВт, установ-
ленных на вагонах зарубежной постройки, можно использовать щетки
марок ЭГ-2А, ЭГ-14 или ЭГ-74 соответствующего размера.
Новые щетки притирают к поверхности коллектора. Предваритель-
ная притирка выполняется на специальном приспособлении с не-
сколькими вращающимися дисками, которые по диаметру соответ-
ствуют диаметрам коллекторов ремонтируемых машин. На диски
наклеивают шлифовальную шкурку или их поверхность делают ше-
роховатой путем мелкой накатки. Окончательная притирка щеток осу-
ществляется на коллекторе машины. Притирку ведут до тех пор,
пока рабочая поверхность щеток не приобретет зеркальный блеск.
Нажатие новых щеток на коллектор проверяют пружинным дина-
мометром. Неисправные детали щеткодержателей, токоведущие бол-
ты, нажимные пальцы, пружины, гибкие шунты, корпуса щеткодер-
жателей заменяют.
Отремонтированные траверсы щеткодержателей испытывают на
электрическую прочность изоляции переменным током частотой
50 Гц в течение 1 мин. Напряжение должно быть на 20% выше на-
пряжения для испытания якорей в сборе (табл. 14.3).
482
Таблица 14.3
№ п/п Тнп машины Машины, не подвергавшиеся перемотке Машины, подвергавшиеся полной или частично перемотке
Двигатели Подвагонные генераторы
1 Машины мощностью менее 1 кВт (А) на номинальное напряжение ниже 100 В 450 В 500 В ПЛЮС двукратное номинальное напряжение
2 Машины мощностью от 1 кВт (А) и выше на номинальное напряжение ниже 100 В 750 В 750 В ПЛЮС двукратное номинальное напряжение 1000 В плюс двукратное номинальное напряжение
3 Машины мощностью до 1000 кВт (А) за исключенном перечисленных в пп. 1,2 и 4 ЮООВ 1000 В плюс двукратное номинальное напряжение 1000 В плюс двукратное номинальное напряжение, но не менее 1500 В
4 Двигатели переменного тока мощностьк» до 1000 кВ-А за исключением перечисленных в пп. 1 и 2 1000 В плюс номинальное напряжение Тоже
Ремонт обмотки. У поступивших в ремонт якорей машин посто-
янного тока путем внешнего осмотра проверяют состояние изоляци м
и прочность пазовых клиньев, отсутствие повреждений и поджогов
концов секции в местах пайки к петушкам коллекторных пластин,
качество пайки, состояние бандажей. Электроизмерительными прибо-
рами проверяют сопротивление изоляции обмотки относительно кор-
пуса и убеждаются в отсутствии обрывов и замыканий между витка-
ми, секциями.
Межвитков ые замыкания можно обнаружить путем измерен ия на-
пряжения между соседними коллекторными пластинами при питаняви
якоря от постороннего источника постоянного или переменного тока.
При питании переменным током вольтметр, подключенный к неисп-
равным секциям, покажет пониженное напряжение, а в случае полно-
го короткого замыкания секции — напряжение, равное нулю. При
питании постоянным током (рис. 14.4, а) милливольтметр, подклю-
ченный к поврежденным секциям, покажет пониженное или нулевое
(при полном коротком замыкании секции) напряжение.
Для обнаружения обрыва в обмотке якоря измеряют напряжен ше
между смежными коллекторными пластинами при питании обмотясм
якоря постоянным током (рис. 14.4, б). При обрыве в какой-либо
секции ток не будет проходить через ту часть обмотки якоря, в ко-
483
Рис. 14.4. Схемы определения неисправности обмоток:
а — замыкание секций; б — обрыв секций; в — замыкание на корпус;
1 — коллектор; 2 — реостат; 3 — место повреждения; 4 — щупы
торой находится поврежденная секция, показания милливольтметра
будут равны нулю для всех пар коллекторных пластин, находящихся
в поврежденной части обмотки, за исключением той дары, к которой
подключена поврежденная секция. Напряжение между этими парами
пластин будет равно полному напряжению, подаваемому на обмотку
якоря. Если концы секции припаяны к петушкам коллекторных пла-
стин неудовлетворительно, показания милливольтметра, присоединен-
ного к такой пластине, будут больше, чем при подключении его к
пластинам, соединенным с исправными секциями.
Наиболее распространенным и доступным способом определения
замыкания на корпус является проверка якоря контрольной лампой.
Место повреждения можно определить также с помощью вольтметра
при питании обмотки якоря постоянным током (рис. 14.5, в). Когда
щуп вольтметра коснется пластины коллектора, соединенной с замк-
нутой на корпус секцией, вольтметр даст наименьшее показание.
При ремонте обмоток намотку секций обмотки якоря машин по-
стоянного тока и катушек обмоток статора генераторов переменного
тока и асинхронных двигателей осуществляют на намоточных станках
(рис. 14.5, а). Обмотку перематывают при повреждениях, а также при
пониженном сопротивлении ее изоляции (если оно не возрастает
после сушки в печи). Допускается ремонтировать обмотки с заменой
только поврежденных секций. Ремонт и перемотку якоря выполняют
на специальных козлах. Чтобы произвести замену — секцию, ее кон-
цы, а также концы соседних секций отпаивают от коллекторных пла-
стин. После этого приподнимают концы соседних секций и вынимают
поврежденную секцию из пазов. Если секции из провода прямоу-
гольного сечения изолированы вместе, в виде катушки, вынимают из
пазов всю катушку, в которой повреждена секция. Когда неисправны
484
Рис. 14_5. Станок для намотки катушек из шинной меди (а) и шаблоны для
формировки секций и катушек (бив)
несколько секций, практически разбирают всю обмотку якоря, мар-
кируя каждую секцию. Для облегчения выемки секции и кату-
шек якорь можно предварительно подогреть до температуры 75-80° С
(рис. 14.6).
Сердечник якоря перед укладкой секции и катушек осматривают?9
ycvfWBKrt имеющиеся дефекты (отгибы крайних листов, задиры и
заусенцы на зубцах, грязь и ржавчину в пазах и др.) и окрашивакэт
лаком. Проверяют мегомметром состояние корпусной изоляции об—
моткодержателей, на которые опираются лобовые части обмоток. При
Рис. 14.6. Ванна для припаивания
секций обмотки якоря к коллектору:
1 — припой; 2 — установочное кольцо;
3 — якорь; 4 — устройство для регули-
ровки уровня припоя; 5 — корпус;
б—электронагреватель; 7—подъемные
штанги; 8 — электропровод; 9 — чаша
для сбора припоя
485
необходимости восстанавливают корпусную изоляцию, наклеивая
соответствующим лаком на обмоткодержатели изоляцию из микани-
та, лакоткани или пропитанного электрокартона (в зависимости от
класса изоляции) и заменяя П-образные коробочки из электрокарто-
на, укладываемые в пазы якоря.
Обмотки электрических машин по способу укладки их в пазы сер-
дечника можно подразделить на следующие типы: вкладываемые в
пазы в виде готовых изолированных катушек; вкладываемые в пазы в
виде отдельных изолированных секций; наматываемые изолированным
проводом непосредственно в пазы. Изолированные катушки из прямо-
угольной меди укладывают в открытые пазы в два слоя, причем каждая
катушка одной стороной располагается в нижнем слое одного паза, а
второй — в верхнем слое другого. В процессе укладки лобовые части
обмоток несколько деформируют, чтобы придать им форму, соответ-
ствующую форме обмоткодержателя. Для большейлэластичности изо-
ляции катушек и предохраняющие ее от повреждений компаундирован-
ные катушки подогревают до температуры 80-90°С. В свою очередь,
по одной через прорезь паза укладывают изолированные секции, вы-
полненные из круглого обмоточного провода.
Затем пазовую изоляцию загибают внутрь паза и устанавливают в
пазы клинья из фибры или текстолита. В процессе укладки обмотки
концы секции закладывают в петушки коллекторных пластин в соот-
ветствии со схемой обмотки и произведенной маркировкой. После
укладки секций в пазы якоря и в шлицы коллектора до пайки концов
секции проверяют на электрическую прочность их изоляции перемен-
ным током в течение 1 мин при напряжении, на 20% большем, чем
испытательное напряжение для якоря в сборе (см. табл. 14.3).
Концы секций к коллекторным пластинам припаивают свинцово-
оловянистым припоем ПОС-61. В качестве флюса применяют кани-
фоль. Кислотой пользоваться нельзя, так как опа вызывает коррозию
коллектора и разъедает изоляцию обмоток. При значительном объеме
ремонтных работ секции якорей припаивают к коллекторным пласти-
нам в специальной ванне (рис. 14.6). Подготовленный для пайки
якорь устанавливают в ванну на сменное установочное кольцо, диа-
метр которого соответствует диаметру коллектора; зазор между коль-
цом и коллектором уплотняют асбестовым шнуром. Для регулирова-
ния уровня припоя служит чугунное кольцо, прикрепленное к штанге,
которая может подниматься и опускаться с помощью электропривода.
Его устанавливают так, чтобы припой соприкасался с петушками
коллектора. Температура припоя в ванне поддерживается аппаратурой
486
автоматически, регулирующей ток в электронагревательных элемен-
тах. Качество пайки проверяют милливольтметром (см. рис. 14.5, а).
При этом напряжение между соседними пластинами коллектора не
должно отличаться более чем на 20% от среднего значения.
Коллектор. Исправные коллекторы должны иметь строго цилин-
дрическую форму и гладкую полированную поверхность без рисок,
царапин и подгоревших мест. Коллектор, на поверхности которого
обнаружены выработки и неровности глубиной 0,2—0,5 мм, шлифуют
шкуркой марки 00, а затем шкуркой марки ООО до получения зер-
кально гладкой поверхности. Мелкие царапины, риски и неровности
глубиной менее 0,2 мм шлифуют шкуркой марки ООО. На производ-
ственном участке коллектор шлифуют на токарном игги специальном
комбинированном станке, применяемом для проточки и продорожи-
вания коллекторов. Если на поверхности коллектора обнаруживаются
неровности глубиной 0,5 мм, коллектор протачивают, проверяют эк-
сцентриситет (биение) коллектора, состояние рабоче й поверхности,
шлифуют и продороживают.
Эксцентриситет коллектора у генераторов не должен превышать
0,07 мм, а у двигателей — 0,08 мм. Недопустимо также, чтобы на
поверхности коллектора выступали отдельные пластины. Для устра-
нения этих дефектов осторожно подтягивают гайку коллектора, затем
нагревают его до температуры 100-110°С и снова подтягивают. После
подтягивания гайки коллектор протачивают, шлифуют и иродорюжи-
вают.
Коллектор целесообразно протачивать и продороэкиватъ на комби-
нированном станке, оборудованном механической дисковой фрезой и
пылесосом, отсасывающим образующуюся в процессе работы пыль.
Заусенцы, образующиеся на поверхности коллектора, удаляют ост-
рым шабером, после чего коллектор необходимо прошлифовать и
продуть.
Отремонтированный коллектор испытывают переменным током
частотой 50 Гц напряжением 50 В на каждые 0,1 мм толщины изо-
ляции в течение 1-3 с. Проверяют также отсутствие замыканий меж-
ду пластинами и корпусом коллектора в течение 1 мин напряжением,
в 1,4 раза большим испытательного напряжения для якоря в сборе
(см. табл. 14.3).
Наложение бандажей. Во время работы электрических машин их
вращающиеся части находятся под воздействием центробежных сил,
стремящихся вырвать обмотку из пазов. Эти силы зависят в основ-
ном от частоты вращения и диаметра якоря и достигают значительной
487
величины. Чтобы удержать обмотку в пазах и предотвратить изгибы
и повреждения ее лобовых частей, применяют бандажи из стальной
проволоки и стеклоленты.
Проволочные бандажи делают из стальной луженой проволоки с
временным сопротивлением разрыву 16-20 Н/мм2. При расчете бан-
дажа берется четырех-, пятикратный запас прочности. Бандажную
проволоку укладывают на прочную и теплостойкую изоляцию. При
ремонте якорей электрических машин вместо металлических банда-
жей нашли широкое применение бандажи из стеклоленты ЛСБ-F.
Бандажи из стеклоленты наматывают на обычном бандажировочном
или токарном станке, применяя приспособление для регулирования
натяжения ленты (рис. 14.7). По окончании намотки бандажа произ- (
водят его термическую обработку путем постоянного нагрева в тече- 1
ние 10 ч до температуры 110-120°С, а затем — в течение 15 ч при '
температуре 150°С. При этом бандажная лента полимеризуется. Тер- ,
мическую обработку бандажа производят в печи Одновременно с
сушкой якоря после пропитки. !
Обмотки и катушки возбуждения. Обрывы чаще возникают в ,
выводных концах обмоток возбуждения, проводах межполюсных
соединений и в кабельных наконечниках. Генератор, в параллельной '
катушке которого имеется обрыв, не возбуждается, а электродвига- .
тель идет в разнос. В этом случае его разбирают, снимают обмотки,
осматривают и проверяют контрольной лампой. Если катушки не
разъединены, место обрыва находят вольтметром, измеряя падение I
напряжения на катушках, которые включены последовательно в цепи |
источника постоянного тока (рис. 14.8, а). Замыкание на корпус наи- j
более часто происходит вследствие перетирания изоляции в процес- .
се эксплуатации генераторов и электродвигателей. Чтобы определить 1
Рис. 14.7. Натяжное
устройство для наложения
бандажей из стеклоленты:
1 — станина бандажировочного |
станка; 2 — якорь; 3 — счетчик 1
витков; 4 — стеклолента; 1
5 — кронштейн для крепления 1
устройства к станку; 6—указа- 1
тель давления; 7 — кассета со 1
стеклолентой; 8— натяжные ба- j
рабаны; 9 — направляющий 1
роик '
Рис. 14.8. Определение неисправностей в обмотках возбуэкдения путеяи
измерения напряжения (а и б) и электро магнитным способом (ejz
1 — проверяемая обмотка; 2 — место неисправности; 3 — регулировочный
автотрансформатор; 4— первичная обмотка трансформатора.; 6— откидное
ярмо
место замыкания на корпус при разъединенных катушках, вольтмет-
ром поочередно измеряют напряжение между корпусом и выводом
каждой катушки (рис. 14.8, б), причем наименьшие показания воль-
тметр будет давать на выводах катушки,, замкнутой на корпус. По-
врежденная катушка со значительным количеством замкнутых витков
имеет пониженное сопротивление. Поэтому показания подключенного*
к ней вольтметра (см. рис. 14.9, а) будут меньше, чем при подклю-
чении его к исправным катушкам. В кату шлее, снятой с электрической
машины, межвитковое замыкание может быть обнаружено так же,
как и у якорных обмоток электромагнитным путем. Для этого катуш-
ку надевают на сердечник трансформатора с одной тольжо первичной
обмоткой и откидным ярмом, шарнирно связанным с сердечнике ли
(рис. 14.9, в). При этом катушка играет роль вторичной обмотк и
трансформатора. При межвитковых замыканиях в короткозамкнутых
витках протекают значительные токи, катушка нагревается, а транс-
форматор работает в режиме короткого замыкания, потребляя боль-
шую мощность из сети.
Неисправные соединения и выводы заменяют проводами той же
марки и сечения. При установке катушек на полюсы и выполнен и и
межкатушечных соединений проверяют правильность чередования по-
лярности полюсов. Для этого через катушки возбуждения пропускают
постоянный ток и по очереди компасом обходят полюсы. За северным
полюсом должен следовать южный, затег^я северный и снова южный.
Выполняя внутренние соединения в машинах переменного тока, конт-
рольной лампой, а также путем индуктирования переменной э.д.с. в
отдельных фазах проверяют правильность маркировки начал и конце в
488
489
Рис. 14.9. Способы соединения проводов обмотки статоров
электрических машин переменного тока:
а — сварка оплавлением; б — пайка при помощи паяльных клещей;
1 — трансформатор; 2 — угольный электрод; 3 — соединяемые провода;
4 — подводящие провода от питающего трансформатора; 5 — рукоятка клещей;
б— теплоотводящая труба; 7 — губки; 8— угольные контакты
обмоток статора отдельных фаз. В собранном корпусе иди статоре кон-
тролируют сопротивление изоляции катушек относительно корпуса. У
электромашин напряжением выше 110 В оно должно быть не менее
2 МОм, а для машин напряжением 54 В—не менее 1 МОм. Проверяют
также электрическую прочность изоляции переменным током напряже-
нием, указанным в табл. 14.3, в течение 1 мин.
Обмотки электрических машин переменного тока. Наиболее
распространенными неисправностями обмоток статора генераторов
переменного тока и асинхронных электродвигателей являются обры-
вы выводных проводов и проводов секций обмотки, межвитковые
замыкания и замыкания на корпус.
При коротком замыкании через короткозамкнутые витки, катушеч-
ную группу или катушку течет большой ток, который вызывает чрез-
мерный местный перегрев обмотки. Работа такой машины сопровож-
дается сильным гудением и неравномерным распределением тока по
обмоткам. В асинхронных двигателях поврежденную фазу находят,
измеряя ток во всех трех фазах. Короткозамкнутые витки можно
обнаружить при помощи электромагнита, питаемого переменным то-
ком, так же как при определении короткозамкнутых витков или сек-
ций в обмотке якоря. Когда паз с короткозамкнутыми витками пере-
крывает стальная пластина, она начинает сильно вибрировать.
Передвигая электромагнит по всему статору, можно проверить все
его секции.
Обрыв в обмотке, соединенной в «звезду», может быть обнаружен по
отсутствию тока в одной из фаз. При соединении обмотки в «треуголь-
ник» ток в двух подведенных проводах, между которыми находится обо-
490
рванная фаза, будет значительно меньше, чем в третьем проводе. По-
врежденную фазу находят, пользуясь мегомметром или контрольной
лампой, предварительно отсоединив фазы обмотки друг от друга.
Замыкание на корпус можно обнаружить путем осмотра по по-
вреждению изоляции обмотки или мегомметром. Чтобы найти место
повреждения, измеряют величину падения напряжения между отдель-
ными частями обмотки и корпусом. Показания милливольтметра бу-
дут наименьшими при прикосновении к двум концам поврежденной
катушки.
Замыкание на корпус устраняют, восстанавливая изоляцию или
заменяя поврежденную катушку.
Обмотка статора. При обнаружении обрывов в фазах обмотки,
межвитковых замыканий и замыкании на корпус частично или полнос-
тью перематывают статор. Чтобы облегчить» извлечение катушек из па-
зов и предохранить их от повреждения, статор нагревают до температу-
ры 70—80°С. Затем при помощи выколотки и деревянного молотка
выбивают текстолитовые клинья, разрезают и снимают изоляцию меж-
катушечных соединений обмотки статора, разъединяют катушки и вы-
нимают их из пазов. Пазы статора очищают от старой изоляции, прове-
ряют состояние стальных пакетов, зачищают заусенцы.
Многовитковые катушки статорных об моток изготовляют путем
намотки на шаблоны провода соответствующей марки. Для этого
используют станок с двумя подвижн ыми шаблонами. Шаблоны раз-
двигают и закрепляют в соответствии с размерами наматываемой
катушки. Чтобы придать катушке нужную форму, лобовые ее части
изгибают по радиусу на шаблонах. Катушки крепят в пазах текстоли-
товыми клиньями, забиваемыми деревянным молотком.
Соединяют катушки, заложенные в пазы, пайкой или сваркой
оплавлением. Сварка оплавлением может быть применена для соеди-
нения проводов диаметром более 0,8 мм. Свариваемые концы прово-
дов предварительно скручивают и соединяют с одним из зажимов
понижающего трансформатора (рис. 14.9, а), к другому зажиму
присоединяют угольный электрод. Когда угольным электродом каса-
ются скрутки, концы проводов оплавляются и свариваются. Для пай-
ки проводов твердыми припоями используют паяльные клещи
(рис. 14.9, б). В этом случае очищенные и облуженные концы соеди-
няемых проводов вводят между электродами клещей, разогревают до
темно-красного сведения и спаивают медью.
Сушка обмоток- Волокнистые изоляционные материалы, приме-
няемые в электрических машинах и аппаратах (ткани, ленты, оплетка
491
проводов, электрокартон и др.), обладают гигроскопичностью. Поэто-
му электрическая прочность изоляции, обмоток электрических машин
и аппаратов, эксплуатирующихся в условиях повышенной влажности
(например, под вагоном или внутри неотапливаемого вагона, находя-
щегося в отстое или при длительном хранении), снижается. Состоя-
ние изоляции обмоток определяют ее сопротивлением, которое для
электрических машин и аппаратов, установленных на вагонах (кроме
аппаратуры высоковольтного отопления), должно быть не менее
0,5 МОм. При уменьшении сопротивления изоляции ниже этого зна-
чения обмотки машины или аппарата сушат пропускаемым по ним
током, горячим воздухом или инфракрасными лучами.
Пропитка. Чтобы повысить надежность электрических машин и
аппаратов, их обмотки пропитывают специальными изоляционными
лаками после каждого ремонта (частичной или полной замены обмо-
ток, устранения повреждения изоляции и пр.), а также после сушки
машины или аппарата, если сопротивление изоляции снова уменьша-
ется через небольшой период эксплуатации. Пропитка специальными
лаками волокнистых изоляционных материалов (хлопчатобумажная
или шелковая пряжа, ткань и лента, изоляционная бумага и картон)
повышает нагревостойкость, влагостойкость, химическую стойкость,
теплопроводность, электрическую и механическую прочность изоля-
ции и, следовательно, срок ее службы.
Технология пропитки предусматривает предварительную сушку
изоляции обмотки, пропитку ее изоляционным лаком и окончатель-
ную сушку после пропитки. Лак заполняет поры изоляции и пустоты
в обмотке (изоляция становится монолитной), предохраняет обмотку
от повреждений и хорошо проводит тепло. Изоляцию якорных обмо-
ток пропитывают вакуумным способом или погружением якорей в
ванну с лаком (рис. 14.10): 1-2 раза для якорей, не проходящих
перемотки, и не менее 2 раз для перемотанных якорей. Якоря, про-
питанные термореактивным лаком, не подвергавшиеся перемотке,
пропитывают только при капитальном ремонте. После пропитки и
сушки на лобовые части обмотки якоря и статора наносят слой по-
кровного лака или эмали и подвергают сушке в течение 5-10 ч.
Покровные лаки создают на поверхности обмотки механически проч-
ный, влагонепроницаемый и маслостойкий слой, защищающий изо-
ляцию от повреждений.
После пропитки и сушки у обмоток якоря и полюсов, находящих-
ся в горячем состоянии, измеряют сопротивление изоляции мегаом-
метром на 500 В. Для электрических машин, работающих при напря-
492
жении 110 В, оно должно быть не
менее 2 МОм, а при 50 В — не менее 1
МОм. Затем проверяют в высоковольтной
камере (рис. 14.11) электрическую проч-
ность изоляции обмоток переменным то-
ком частотой 50 Гц в течение 1 мин. Зна-
чения испытательного напряжения для
различных машин приведены в табл. 14.3.
В процессе испытаний напряжение плавно
повышают и доводят до наибольшего че-
рез 15—20 с.
Балансировка якорей и ротора.
После ремонта вращающихся частей
электрических машин (частичная или пол-
ная перемотка, пропайка коллектора, сме-
на бандажей или перестановка вентилято-
ра) нарушается их балансировка вследст-
вие неравномерного распределения про-
питочного лака и олова, несимметрично-
го расположения лобовых частей обмот-
Рис. 14.10. Ванна для
пропитки якорей:
1 — якорь; 2 — ванна;
3 — редуктор; 4 — резер-
вуар с лаком; 5 — высоко-
вольтный провод;
ки или эксцентричной посадки вентилятора. Нарушение балансировки
вызывает вибрацию машины, ускоряющую износ подшипников, ос-
лабление элементов крепления, шум и дополнительные потери энер-
гии. Чтобы обеспечить работу электрической машины без вибрации,
ротор в сборе, т.е. со всеми вращающимися частями (вентилятором,
коллектором) после пропитки изоляции, бандажирования и протачи-
вания коллектора, балансируют путем добавления или перемещения
Рис. 14.11. Высоковольтная камера:
1 — камера с повышающим трансформа-
тором; 2 — тележка для установки про-
веряемого узла; 3 — опорные ролики;
4 — проверяемый якорь; 5 — высоко-
вольтный провод; 6 — панель с измери-
тельными приборами и аппаратурой;
7— защитная сетка
493
балансировочных грузов или высверливанием металла. Различают
статическую и динамическую балансировки. Первую обычно приме-
няют для машин с частотой вращения до 1000 об/мин и для машин
с удлиненными роторами. Хорошо сбалансированный ротор остается
неподвижным в любом положении при перекатывании его по линей-
кам (рис. 14.12, а) или при повороте в центрах станка.
Если ротор не сбалансирован, он под действием собственного веса
повернется и займет положение, при котором его тяжелая часть ока-
жется снизу. Для балансировки уменьшают массу утяжеленной части
(высверливают часть металла) или увеличивают массу облегченной
части ротора (устанавливают балансировочный груз). Балансировоч-
ные грузы прикрепляют сваркой или винтами. При использовании в
качестве груза свинца его забивают в специальные канавки, профиль
которых имеет форму ласточкина хвоста. Чем дальше от оси вала
размещают балансировочный груз, тем меньше он будет по массе.
Динамическую балансировку выполняют на специальном баланси-
ровочном станке (рис. 14.12, б), опорные подшипники которого на-
ходятся на пружинах. Установленный для проверки вращающийся
несбалансированный ротор начинает вместе с подшипниками вибри-
ровать. Чтобы определить место нарушения баланса, один из подшип-
ников закрепляют неподвижно, тогда другой при вращении продол-
жает вибрировать. К ротору подводят иглу индикатора, которая
отметит место наибольшей вибрации ротора. После этого ротор вра-
щают в противоположную сторону с той же скоростью и тем же
способом получают вторую отметку. Утяжеленная часть ротора нахо-
дится в середине расстояния между двумя метками. В диаметрально
противоположной точке закрепляют балансировочный груз или выс-
Рис. 14.12. Устройство для статической (а) и динамической (б)
балансировок якорей и роторов:
1 — станина; 2 — плита; 3 — опорные ножки; 4 — ротор; 5 — место баланса;
б— ножки с установочными винтами; 7— шпиндельная бабка;
8 — маховик; 9 — опоры; 10 — направляющие
494
верливают отверстие между метками. Аналогичным образом, закреп-
ляя второй подшипник и освобождая первый, балансируют ротор со
стороны второго подшипника. Для проверки балансировки ротора
собранную электрическую машину устанавливают на гладкую метал-
лическую плиту. В случае правильной балансировки при нормальной
скорости вращения машина не будет перемещаться по плите.
Испытание электрических машин. Для определения качества
ремонта собранные электрические машины испытывают. Программа и
методика испытаний должны соответствовать действующим инструк-
циям и другой нормативной документации. Испытание собранной
после ремонта машины производится по следующей программе: из-
мерение сопротивления обмоток в холодном: состоянии; испытание
электрической прочности изоляции обмоток и изоляции между витка-
ми; проверка в режиме холостого хода; на повышенную частоту
вращения; проверка номинальных характеристик машины; испытание
на кратковременную перегрузку по току. При испытаниях необходи-
мо пользоваться электроизмерительными приборами класса точности
не ниже 1,5. Отклонения измеряемых электрических параметров от
номинальных значений не должны превышать ±8%.
Методы испытаний. При испытан ии электрических машин изме-
ряют сопротивление изоляции между каждой из обмоток (якоря, воз-
буждения и пр.) и корпусом машины, а также между каждой парой
обмоток. Сопротивление изоляции измеряют мегаомметром на 500 В.
Сопротивление изоляции для машин при напряжении до 100 В долж-
но быть не ниже 0,5 МОм, а при напряжении свыше 100 В — 1 МОм.
При проведении этих испытаний в машинах постоянного тока предва-
рительно отключают конденсаторы системы защиты от радиопомех.
Сопротивление обмоток электрических машин измеряют в холод-
ном состоянии одним из двух методов: амперметром и вольтметром
или измерительным мостом.
Испытания электрической прочности изоляции (испытание на про-
бой) обмоток электрических машин проводят в высоковольтной ка-
мере (рис. 14.12) переменным током частотой 50 Гц в течение 1 мин.
Значения испытательного напряжения для различных электрических
машин приведены в табл. 14.3. В процессе испытания напряжение
поднимают плавне так, чтобы оно достигло номинального в течение
15—20 с, также плавно его и понижают.
Генераторы вагонов без кондиционирования воздуха испытывают
на стенде (рис. 14.14). Генераторы 6 и 9 устанавливают на раме ?
стенда и приводят во вращение от электродвигателя 1 через промежу-
495
точный вал стенда. В зависимости от конструкции, их вращают с
помощью плоского или клиновидного ремня или приводного кардан-
ного вала. Стенд позволяет подвешивать генераторы в таком, же по-
ложении, в каком они работают на вагоне. Для питания электродви-
гателей 7 предусмотрен электромагнитный преобразователь 4, в
некоторых конструкциях электродвигатель соединяется с промежу-
точным валом стенда с помощью механического вариатора 2. Прово-
да от испытываемого генератора подключают к зажимам распредели-
тельной колонки 8. Пульт управления представляет собой металличес-
кий шкаф 5, в котором размещены электроизмерительные приборы,
нагрузочный реостат, коммутационные и пускорегулирующие аппара-
ты и приборы защиты. На стенде также можно испытывать вместе с
генератором регуляторы напряжения и другую регулирующую аппа-
ратуру. Эту аппаратуру устанавливают на стойку 7(рис. 14.13).
Частота вращения электродвигателя стенда для испытания генера-
торов должна регулироваться в пределах 1:6. Кроме того, должна
быть возможность изменения направления вращения, для этого в
схеме стенда предусматривают реверсивный магнитный пускатель.
Генераторы вагонов с кондиционированием воздуха испытывают при
вращении их от собственного электродвигателя. При этом испытание
постоянной и переменной частей агрегата производят одновременно.
Стендовые испытания генераторов проводят в режиме холостого
хода, при повышенной частоте вращения и при номинальной нагруз-
ке. В режиме холостого хода проверяют правильность сборки гене-
ратора, отсутствие перекосов
и заеданий вращающихся ча-
Рис. 14.13. Стенд для испытания
генераторов
стей, а также нагрев подшип-
ников. Испытания проводят в
течение 5-10 мин, постепен-
но повышая частоту враще-
ния до наибольшей.
Чтобы проверить надеж-
ность межвитковой изоляции
обмотки якоря в генераторе
постоянного тока или обмо-
ток статора в генераторе пе-
ременного тока напряжение
генератора, работающего в
режиме холостого хода, уве-
личивают на 30% по сравне-
496
нию с номинальным. При таком напряжении машина должна работать
5 мин. Во время этого испытания от генератора переменного тока
следует отключить выпрямитель. Испытание на повышенную частоту
вращения проводят для проверки механической прочности деталей
генератора, качества пайки между обмоткой якоря и пластинами кол-
лектора, работы подшипников и характера коммутации (степень ис-
крения на коллекторе). Во время этого испытания генератор работает
в режиме холостого хода в течение 2 мин при частоте вращения на
20% большей, чем наибольшая рабочая. При этом испытании искре-
ние на коллекторе должно быть не выше класса 1,5.
Номинальные характеристики генератора проверяют, нагружая
его номинальным током при номинальной частоте вращения. Гене-
раторы вагонов с кондиционированием воздуха испытывают при
1450 об/мин, а генераторы переменного тока, при наименьшей рабо-
чей частоте враще ния. К обмотке якоря подключают нагрузочный
реостат и испыты вают машину в этом режиме в течение 1 ч (по
30 мин в каждом направлении вращения). Генератор должен разви-
вать номинальную мощность при отклонениях напряжения от номи-
нального на ±5%. При этом испытании окончательно устанавливают
щеточную траверсу так, чтобы искрение на коллекторе было наимень-
шим (класса 1,5). Токи возбуждения, необходимые для обеспечения
номинальной нагрузки при обоих направлениях вращения, не должны
отличаться больше, чем на ±5°. В против-ном случае изменяют поло-
жение щеточной траверсы. Если при испытаниях генератор сильно
перегревается, то его испытывают на нагрев. Чтобы генератор работал
в таких же условиях, как на вагоне, где он обдувается потоком воз-
духа, на стенде устанавливают вентилятор. После того, как машина
проработает 1 ч, измеряют температуру отдельных ее частей. Предель-
но допускаемые превышения температуры частей над температурой
окружающей среды должны быть не больше нормируемых значений.
Температура подшипников не должна превышать ЮО°С. Основным
методом измерения температуры обмоток является метод сопротив-
ления.
Стендовые испытания электродвигателей проводят так же, как и
генераторов, и по той же программе. Электродвигатели испытывают
на стендах, в которых тормозной нагрузочный момент создается элек-
тромагнитным тормозом или нагрузочным генератором. Электродви-
гатели постоянного тока питаются от тиристорного преобразователя,
позволяющего подавать на них различное напряжение н плавно изме-
нять его в процессе пуска. Испытываемые электродвигатели перемен
497
ного тока (асинхронные) подключают к трехфазной сети через потен-
циал-регулятор.
Испытание электродвигателей водяных насосов, настенных вентиля-
торов и электромашинных преобразователей проводят по упрощенной
программе, которая состоит из проверки сопротивления изоляции,
испытания электрической прочности изоляции, измерения сопро-
тивления обмоток и испытания в рабочем режиме.
Для испытания в рабочем режиме применяют стенды (рис. 14.14.), на
которых электродвигатель устанавливают вместе с приводимым в дей-
ствие механизмом.
Стенд для испытания электродвигателей насосов (рис. 14.14, а)
имеет двухсекционный бак и систему трубопроводов с планками
разного диаметра для установки насосов различного типа. Насос
подключают к баку, и во время испытания он перекачивает жидкость
из одной его секции в другую.
Рис. 14.14. Стенды для испытания электродвигателей водяных насосов
(а), электромашинных преобразователей (б) и электродвигателей
настенных вентиляторов (в):
1 — двухсекционный бак; 2 — поддон; 3 — фланец для установки насоса;
4 — испытываемый электродвигатель с насосом; 5— электроизмерительные
приборы; б— шкаф с аппаратурой и нагрузочным реостатом; 7— розетки для
подключения проверяемого электродвигателя; 8— переключатели;
9 — кронштейн для установки электродвигателя
498
Стенд для испытания электромашинных преобразователей
(рис. 14.14, б) имеет комплект электроизмерительных приборов и
нагрузочный реостат. Преобразователи испытывают так же, как и
электродвигатели постоянного тока.
Стенд для испытания электродвигателей с вентиляторами
(рис. 14.14, в) выполнен в виде панели, на которой смонтированы:
опора для электродвигателя, контрольные приборы и переключатели.
При испытаниях проверяют функционирование рабочего механизма:
отсутствие биения вентилятора или течи в насосе, надежность соеди-
нения насоса или вентилятора с залом электродвигателя, ток, потреб-
ляемый электродвигателем, нагрев его корпуса.
14.4. Электрическая аппаратура
Управление работой основного и вспомогательного оборудования
подвижного состава осуществляется с помощью электрических ап гта-
ратов. Назначение, параметры, конструкц.ия их разнообразны и зави-
сят от того, какие функции они выполняют.
Все электрические аппараты можно разделить на несколько групп:
коммутационная аппаратура (контакторы, магнитные пускатели),
осуществляющая включение и отключение электрооборудования от
электросети;
устройства автоматики (реле, программное реле времени), осуще-
ствляющие пуск и остановку оборудования в заданной технологичес-
кой последовательности;
защитная аппаратура (автоматические выключатели, тепловое
реле), отключающая электрооборудование от электросети при аварий-
ных режимах его работы.
Основными факторами, определяющими надежную работу элект-
рических аппаратов, являются режимы работы и условия их эксплу-
атации. Условия эксплуатации характеризуются значительными тем-
пературными перепадами окружающей среды в диапазоне от -50 до
+50°С и влажностью воздуха, которая иногда достигает 96-98*%,
значительной запыленностью окружающей среды, постоянной виб-
рацией.
При периодическом ремонте все реле, автоматические выключате-
ли, контакторы, магнитные пускатели и другие аппараты снимают с
вагона и отправляют для ремонта в электроцех. При деповском ре-
монте аппараты ремонтируют в зависимости от их состояния, объевиа
4--99
и характера ремонтных работ. Аппаратуру перед поступлением на
ремонтные позиции обдувают сжатым воздухом давлением не более
0,02 МПа, если необходимо, обметают кисточкой и протирают техни-
ческой салфеткой. Запрещается применять для очистки контактов и
наждачную шкурку, так как зерна образива въедаются в их поверх-
ность и сильно увеличивают переходное сопротивление.
Ремонт контакторов, магнитных пускателей, реле. Наиболее
распространенными неисправностями являются: нарушение регули-
ровки, подгорание контактов, излом или ослабление пружин, обрыв
и межвитковые замыкания в катушках, загрязнение и заедание под-
вижной системы, перегорание дополнительных резисторов и ослабле-
ние клемных соединений.
Перед началом ремонта аппаратуру осматривают, проверяют на
стенде и выясняют, не заедает ли подвижная система при перемещении
якоря. В случае необходимости снимают якорь и шлифуют его ось.
Проверяют отсутствие обрывов и межвитковых замыканий в катуш-
ках, а также сопротивление изоляции, которое должно быть не менее
0,5 МОм. Следует иметь в виду, что многие детали трудно отремонти-
ровать, их выгоднее заменить новыми (например, изношенные или по-
ломанные детали из пластмасс, штампованные детали и т.п.).
Ремонт контакторов сводится прежде всего к восстановлению
контактов. Силовые и блокировочные контакты могут выйти из строя
при подгорании и разрушении рабочих поверхностей. Окисление и
оплавление контактов под нагрузкой происходит при неполном при-
легании и уменьшении площади соприкосновения из-за плохой при-
гонки, перекоса или сдвига контактов, а также уменьшения усилия
нажатия; из-за излома пружины или заклинивания держателя подвиж-
ного контакта, загрязнении контактов, и перегрузке.
Увеличение переходного сопротивления при подгорании контактов
не только ухудшает их работу, но в ряде случаев нарушает действие
всей цепи. Очень опасно приваривание губок контакторов. Силовые
и блокировочные контакты, имеющие забоины и заусенцы, следы
оплавления и нагара, зачищают надфилем. Стальные и медные кон-
такты зачищают мелкой шкуркой. Посеребренные блокировочные
контакты протирают салфеткой, смоченной в бензине. Зачищая сило-
вые контакты, нельзя искажать их профиль. Для линейных контактов
линия касания должна составлять не менее 80% ширины контакта,
для плоскостных — 80% площади контакта.
Контакты, имеющие трещины, заменяют при износе по толщине
более 60%. Контакты можно восстанавливать путем наплавки. Сило-
500
вые контакты наплавляют медью, а блокировочные — припоем
ПСР-45 или серебром. После наплавки проверяют правиль-ность про-
филя и чистоту контактной поверхности. При установке новых кон-
тактов подвижные контакты допускается смещать относительно не-
подвижных не более чем на 1 мм.
Для контакторов, работающих с большими токовыми нагрузками,
особое значение итмеет постоянный контроль за профилем контактов
и расстоянием между ними для обеспечения их перекатывания и:
прокатывания (провала). Кроме того, по величине хода контролируют
взаимодействие и степень износа контактов. Отсутствие притирания
контактов при включении контактора свидетельствует об отсутствии
их касания или о касании без взаимного нажатия. В таких контакто-
рах может произо йти подплавление и приварка контактов. Провал
контактов проверяют при ручном включении. При регулировке сле-
дует убедиться в одновременном замыкании контактов всех трех фаз,
а главное, в наличии достаточного провала.
Нажатие проверяют в двух положениях: разомкнутом ( начальное
нажатие) и замкнутом (конечное нажатие).
В контакторах применяют различные типы контактов: пластинча-
тые, фигурные и точечные. Нажатие контактов в контакторах с пла-
стинчатыми и фигурными контактами определяют динамометром, как
показано на рис. 14.15. Начальное нажатие измеряют так: между
подвижным контактом и его упором прокладывают полоску бумаги,
а динамометр зацепляют с помощью петли из тонкой проволоки или
прочной нити за подвижной контакт в месте соприкосновения контак-
тов (рис. 14.15, а), стягивая подвижной контакт динамометром, опре-
деляют усилие, при котором полоска свободно выходит из-под кон-
тактов. Для измерения конечного нажатия полоску бумаги
прокладывают меж_ду замкнутыми главными подвижными контактами
(ряс. 14.15,6); усилие динамометра в момент освобождения бумаж-
ной полоски определяет конечное нажатие контактов. Чтобы получить
точный результат, усилие динамометра направляют перпендикулярно
плоскости касания контактов. Начальное и конечное нажатие должно
соответствовать техническим данным для ремонтируемого контакто-
ра; при малом нажатии контакты будут перегреваться, повышенное
нажатие препятствует нормальному включению контактора и вызыва-
ет его неустойчивую работу.
Провал контактов определяют по изменению зазора d между под-
вижным контактом и его упором при включенном положении контак-
тов. Раствор контактов измеряют при разомкнутом положении кон-
501
Рис. 14.15. Определение начального (а), конечного нажатия (б) и
провала в контакторах с пластинчатыми и фигурными контактами:
1 — подвижной контакт; 2 — динамометр; 3 — контактная пружина;
4— упор подвижного контакта; 5— неподвижный контакт; 6— бумажная
полоска
тактов в самом узком месте между ними. Контактное нажатие регу-
лируется контактной пружиной. Растягивать пружину не рекоменду-
ется, так как при этом теряются ее упругие свойства. Начальное на-
жатие можно регулировать, подкладывая под пружину шайбы, но в
таком количестве, чтобы при замкнутом положении контактов между
ее витками оставались зазоры. Если регулировкой контактной пружи-
ны не достигается нужная величина зазора и нажатия, пружину нуж-
но проверить на приспособлении и при необходимости заменить,
(рис. 14.16).
В контакторах с точечными контактами раствор и провал главных
контактов измеряют соответственно (рис. 14.16, а,б). Раствор глав-
ных контактов Р определяется расстоянием между ними при отклю-
ченном положении контакта (можно определить при помощи шабло-
на); провал П определяется в замкнутом положении контактов по
величине перемещения поводка, на котором укреплен контактный
мостик, от начала соприкосновения контактов до положения, соответ-
ствующего их полному включению. Раствор и провал блокировоч-
ных контактов мостикового типа определяют способом, показанным
на рис. 14.16, в,г.
Подвижные части контакторов (якоря, рычаги, держатели контак-
тов) теряют легкость перемещения при перекосах и задевании за
магнитопроводы, дугогасительные камеры, каркасы катушек и др.
Подвижность частей проверяют перемещением их от руки при обес-
502
Рис. 14.16. Определение раствора и провала главных контактов в
контакторах с точечными контактами (а) к (б) и блокировочных
контактов (в) и (г):
1— неподвижные контакты; 2— подвижный контакт; 3— контактная пружина;
4 — поводок
точенных блокировочных и силовых контактах. После снятия усилия
якорь должен свободно возвращаться в исходное положение под
действием возвратной пружины. Все шарниры контакторов смазыва-
ют маслом МВП. Заменяют наконечники, имеющие трещины, изломы
или другие повреждения. Наконечники с недоброкачественной пай-
кой или повреждением более 10% жил перепаивают. При этом жилы,
провода и наконечники полностью облуживают, а припой заливают
по всей окружности провода.
Проверяют состояние изоляционных стоек и изоляторов. Поверх-
ности очищают и протирают чистыми техническими салфетками,
смоченными в спирте или авиационном бензине. При повреждениях
поверхности изоляционных стоек или изоляторов места с поврежден-
ной изоляцией зачищают и покрывают масляно-смоляной эмалыю.
Дугогасительные камеры очищают напильником или стальной щеткой
от нагара и оплавлений, а камеры, имеющие трещины, заменяют ис-
правными, при этом проверяют, чтобы подвижная система не задева-
ла за стенки камер (должен быть зазор не менее 1 мм). Камера
должна свободно сниматься, устанавливаться на место и иметь ис-
правное запорное устройство.
503
Изношенные дугогасительные камеры контакторов (толщина сте-
нок менее 50% номинальной) также заменяют.
Пружины являются ответственными деталями электрических аппа-
ратов, так как обеспечивают контактное давление и режимы срабатыва-
ния аппарата. Все пружины ремонтируемых аппаратов подвергаются
осмотру и при необходимости (например, невозможность настройки
аппарата, при недостаточном давлении)—контрольной проверке. Пру-
жины, имеющие трещины, изломы, отклонения от номинальных значе-
ний, а также не обеспечивающие заданную характеристику (зависи-
мость деформации пружины от приложенной нагрузки), заменяют
новыми.
Величина деформации пружины не должна отклоняться от эталон-
ной более чем на ±10%.
Катушки, имеющие обрывы или замыкания витков, а также следы
перегрева, заменяют новыми. Все параметры новой катушки (число
витков, диаметр провода, тип изоляции) должны соответствовать дан-
ным завода-изготовителя. За неимением характеристики катушки до-
пускается рассчитывать диаметр провода и число витков по специ-
альной методике с учетом конструкции и габаритных размеров
магнитопровода и рабочего напряжения.
Намотка катушек при небольшой объеме ремонта выполняется на
ручном станке, позволяющем получать различные скорости намотки
путем подбора соответствующих шестерен. Если количество ремон-
тируемых катушек большое, целесообразно наматывать их на станке
с электрическим приводом. Число уложенных витков определяется
по счетчику, связанному с осью, на которой устанавливают каркас
или шаблон с наматываемой катушкой.
При намотке каркасных катушек на шпиндель намоточного станка
надевают старый или изготовленный вновь каркас катушки.
Бескаркасные катушки наматывают на специально изготовленных
шаблонах, размеры которых определяются сечением магнитопровода
аппарата в месте установки катушки с учетом последующего умень-
шения внутреннего диаметра катушки и увеличения ее длины в ре-
зультате наложения покровной изоляции и пропитки. Каркасы или
шаблоны крепятся на шпинделе намоточного станка при помощи
конусов.
В большинстве конструкций бескаркасных катушек на их внутрен-
нюю поверхность, соприкасающуюся с сердечником магнитной систе-
мы, накладывают один или несколько слоев листовой изоляции (элек-
троизоляционная бумага, электрокартон и др.). В качестве начального
504
и конечного выводов применяют гибкий изолированный провод (мар-
ки ШЦ, ШЛО, ПРГ" и др.). Важно надежно изолировать начальный вы-
вод, так как он и крайние витки верхних рядов катушки находятся под
полным напряжением, подводимым к катушке. Для этого вывод обер-
тывают лентой из тонкой листовой изоляции С-пакоткань).
После соединения и закрепления выводов наружную поверхность
катушки изолируют. Малые каркасные катушки, условия работы
которых не требуют особенно надежной защиты наружной поверхно-
сти, покрывают тонким листовым электроизоляционным материа-
лом— лакоткан ью, кабельной бумагой, электрокартоном, триацета-
новой пленкой и др. Полоски изоляции плотно обтягивают вокруг
катушки и закрепляют соответствующим клеящим составом или за-
шивают нитками. Наружную поверхность обмотки каркасных и бес-
каркасных катушек покрывают хлопчатобумажной лентой, которую
наматывают в один слой с перекрытием в одну треть или половину
ширины ленты. Большие катушки для защиты обмотки от внешних;
воздействий изолируют более прочной киперной лентой толщиной
0,45 мм и шириной 25-45 мм.
Сушка и пропитка обмоток. Катушки пропитывают, погружая
их в изоляционный лак. Пропитка повышает электрическую проч-
ность и уменьшает гигроскопичность изоляции катушек. Пропитанная
катушка имеет также лучшую теплоотдачу и большой срок службы.
Перед пропиткой катушки сушат в течение 1—4 ч при температуре
100-105°С, затем погружают в лак и выдерживают в нем до оконча-
ния выделения пузырьков воздуха, но не менее 6 мин, затем, пропи-
танные, помещают в печь и сушат.
Более высокую эксплуатационную надежность обеспечивает про-
питка катушек электрических аппаратов битумом (компаундирова-
ние). Расплавленный битум лучше заполняет все поры изоляции,
поэтому компаундированная обмотка монолитна, негигроскопичиа,
механически прочна и имеет хор1ошую теплоотдачу. Для компаунди-
рования требуется довольно сложное оборудование, поэтому его
выполняют на вагоноремонтных заводах.
Проверка катушек после изготовления заключается в измерении
ее наружных размеров (по чертежу), сопротивления изоляции (оно
должно быть не менее 5 МОм), омического сопротивления (оно не
должно отличаться от паспортных данных более чем на 2,5%), про-
верка отсутствия межвиткового замыкания и электрическую проч-
ность изоляции. Для этого катушку испытывают переменным tokoim
частотой 50 Гц в течение 1 мин.
505
Затем катушку контактора или пускателя включают под напряже-
ние и проверяют четкость его включения и отключения. Катушка
должна обеспечивать нормальное включение контактов без вибраций
и замедлений при 85% номинального напряжения. Включенный кон-
тактор не должен гудеть. Магнитная система может сильно гудеть
вследствие плохой затяжки винтов, крепящих сердечник, поврежде-
ния короткозамкнутого витка, чрезмерного нажатия контактов или
неплотного прилегания якоря к сердечнику, если поверхность приле-
гания загрязнена или имеет перекосы. Для проверки правильного
прилегания к сердечнику между ними прокладывают лист копиро-
вальной и лист белой бумаги и замыкают контактор от руки. Повер-
хность соприкосновения якоря с сердечником, определяемая по отпе-
чатку на белой бумаге, должна составлять не менее 70% полного
поперечного сечения соприкасающихся деталей. Если поверхность
соприкосновения меньше или имеется зазор, необходимо отрегулиро-
вать сердечник магнитопровода или подшабрить поверхность магнит-
ной системы вдоль слоев листовой стали. Проверяя контактор под
напряжением, убеждаются, что якорь не прилипает к сердечнику.
Прилипать якорь может в тех случаях, когда между ним и сердечни-
ком нет немагнитной прокладки или толщина ее недостаточна. Такой
контактор может не отключаться даже при полном снятии напряжения
(нормально он должен отключаться при напряжении 35—40% номи-
нального).
Ремонт магнитных пускателей и электромагнитных реле во многом
аналогичен ремонту контакторов. При этом проверяют и регулируют
зазоры, нажатие, провал контактов, легкость их перемещения и со-
стояние изоляции токоведущих частей. Если якорь неплотно прилега-
ет к сердечнику, их поверхности необходимо отшлифовать. Между
средними выступами якоря и сердечником пускателя должен оста-
ваться зазор до 0,15-0,20 мм, чтобы уменьшить остаточный магнит-
ный поток и исключить залипание системы при отключении.
Регулировка реле производится путем изменения величины зазо-
ра, натяжения пружины и подбора сопротивления добавочного рези-
стора, если он имеется. Необходимо иметь в виду, что регулировка
натяжения пружины одновременно изменяет ток и напряжение втяги-
вания и отпускания.
Реле обеспечивает нормальную работу только при условии надле-
жащего обслуживания. Если на поверхности контактов появилась
копоть, их нужно протереть чистой салфеткой, слегка смоченной в
бензине или спирте. Если контакты обгорели и на поверхности обра-
506
зовались капли серебра, их нужно зачистить надфилем, снимая толь-
ко выступающие капли и не задевая металла самого контакта. Прн
этом необходимо сохранить радиус закругления контакта.
После зачистки контакты следует протереть сухой чистой салфет-
кой, увлажненной спиртом или бензином. Зачищать контакты наждач-
ной шкуркой, а также смазывать их не разрешается.
Отремонтированные контакторы, магнитные пускатели, электромаг-
нитные и тепловые реле подвергают испытаниям на универсальном
стенде, разработанном ПКБ ЦВ МПС, в такой последовательности:
многократным включением и выключением проверяют четкость
срабатывания и потребляемый ток. При этом в цепи управления сна-
чала устанавливают напряжение, составляющее 85% от номинально-
го, а затем доводят его до 110% для выключателей и 105% для
контакторов. Во всем этом диапазоне контактор или выключатель
должен иметь четкое срабатывание;
снижают напряжение в цепи до 65% от номинального. При этом
прибор должен выключиться;
проверяют тепловую защиту. Для этого ток в силовой цепи при-
бора повышают до 1,2 номинального. Время срабатывания тепловой
защиты должно быть не более 20 мин;
замеряют сопротивление изоляции мегаомметром на 500 В. Оно
должно быть не менее 1 МОм;
проверяют электрическую прочность изоляции номинальным на-
пряжением, соответствующим паспортным данным испытуемого
аппарата.
У автоматических выключателей проверяют состояние их рабочих
контактов и дугогасительных камер. Если необходимо, контакты за-
чищают и заменяют камеры, имеющие механические повреждения.
Осматривают шарниры рычажной системы, трущиеся части их сма-
зывают техническим вазелином. После установки на щит проверяют
крепление клеммных соединений проводов. При неисправностях под-
вижной системы, расцепителей и других узлов автоматический вык-
лючатель ремонтируют или заменяют.
Испытания. Все автоматические выключатели, установленные на
щитах, снятые с вагонов, отремонтированные или полученные со
склада, подвергаются испытаниям, чтобы определить время срабаты-
вания теплового расцепителя и ток срабатывания электромагнитного
расцепителя. Испытания проводят на стенде. Перед испытаниями по
эталонному выключателю устанавливают необходимый ток сраба-
тывания.
507
Параметры отечественных автоматических выключателей А3114 15
таковы: при токе, равном нижнему пределу отклонения от тока устав-
ки, электромагнитный расцепитель не должен срабатывать, а при токе,
равном верхнему пределу — должен срабатывать четко; срабатыва-
ние возможно также между нижним и верхним пределами токов. При
использовании этих выключателей с тепловыми расцепителями вык-
лючатель в холодном состоянии не должен срабатывать в течение
двух часов при токе равном 110% от номинального и должен сраба-
тывать в течение часа при токе 145% номинального.
Все цепи многополюсных выключателей испытывают одновремен-
но, а при раздельном их испытании контрольные токи увеличивают на
25-30% по сравнению с приведенными в технических данных.
С поступивших в электроцех пусковых, пускорегулирующих и
шунтовых реостатов снимают кожух, тщательно очищают от пыли и
осматривают. Наиболее распространенными неисправностями резис-
торов и реостатов являются: обрывы и короткие замыкания элементов
сопротивлений, ослабление креплений выводных проводников, не-
плотное прилегание и подгорание контактов и панелей. Для всесто-
ронней проверки работы реостата его устанавливают на стенд и под-
ключают к соответствующему электродвигателю, который должен
быть установлен на стенде. Двигатель загружают путем натяжения
ремня и наблюдают за показаниями амперметра стенда. Резкое изме-
нение тока электродвигателя при переключении подвижного контакта
реостата с одного неподвижного контакта на другой свидетельствует
о неправильном подключении элементов сопротивлений к контактам
или о наличии коротких замыканий в элементах.
Одновременно следят, чтобы контакты при переключениях не ис-
крили, в противном случае их шлифуют или подгоняют по высоте.
Сильно обгоревшие контакты опиливают или заменяют. Контактные
поверхности всех новых или отремонтированных контактов должны
располагаться в одной плоскости (признаком этого является отсут-
ствие зазора между контактами и наложенной на них линейкой). Во
избежание заеданий подвижного контакта с него снимают фаску, при
необходимости его зачищают, регулируют величину нажатия и ре-
монтируют фиксирующий механизм.
Короткие замыкания в реостате чаще всего бывают в результате
соединения отдельных элементов вследствие тряски, перегрева и
механических повреждений. Для устранения этого дефекта раздвига-
ют соприкасающиеся элементы. Короткое замыкание на корпус рео-
стата возникает из-за нарушения изоляции контактных болтов и мо-
508
жет быть обнаружено мегомметром. В случае обрыва элементов со-
противлений некоторые контакты реостата во время его проверки на
стенде будут бездействовать и электродвигатель будет работать не-
устойчиво, что в эксплуатации недопустимо. При обрыве части со-
противления, включаемого в цепь обмотки возбуждения, электродви-
гатель пойдет вразнос.
Место обрыва в цепи реостата можно обнаружить контрольной
лампой (рис. 14.17), которой проверяют каждую пару контактов;
отсутствие света в лампе указывает на обрыв между двумя проверя-
емыми контактами. Перегоревшие или оборванные элементы резисто-
ра заменяют новыми, намотанными из константана.
Демонтируя реостаты, выправляют их кожуха, заменяют повреж-
денные выводы клеммы. Если клеммная панель разбита или обугле-
на, с нее снимают контакты и монтируют их на новой панели, выре-
занной из текстолита толщиной 10-12 мм. При испытании резисторов
и реостатов измеряют их омическое сопротивление, которое не дол-
жно отличаться от установленного для пусковых резисторов более
чем на 10%; для шунтовых — на 5%. Электрическую прочность
изоляции проверяют переменным током напряжением 1500 В частотой
50 Гц в течение 1 мин. После ремонта и испытаний резисторы и
реостаты окрашивают, восстанавливают поврежденные надписи и
испытывают на стенде.
Пакетные выключатели и переключатели. Наиболее распро-
страненными неисправностями пакетных выключателей и переключа-
телей являются подгорание контактов, износ фиксирующего механиз-
ма, поломка пружины фиксирующего механизма, поломка рукоятки
выключателя. Часто повреждается пружина.
Рис. 14.17. Схема проверки регулирующего реостата для обнаружения
обрыва в резисторах:
а — неисправен; б — наличие обрыва
509
Ремонт этих аппаратов сводится в основном к замене негодных
деталей.
Неподвижные контакты свободно устанавливаются в пазах и при-
жимаются дугогасительньми фибровыми шайбами. Если контакты
подгорели, следует разобрать выключатель и произвести их зачистку.
Ремонтировать неподвижные контакты трудно, поэтому их заменяют
новыми или изготовленными в цехе по образцам. Фибровые дугога-
сительные шайбы, вышедшие из строя, заменяют новыми.
При сборке отремонтированного пакетного выключателя особое
внимание обращают на правильность взаимного расположения под-
вижных и неподвижных контактов и плотность блока пакетов выклю-
чателя. Пружина должна быть насажена на четырехгранную часть оси
так, чтобы при повороте рукоятки она натягивалась (взводилась), а
затем с большой скоростью замыкала или размыкала контакты.
Отремонтированный и полностью собранный пакетный выклю-
чатель проверяют не менее чем 10-кратным включением и отклю-
чением. После проверки не должно быть ослабления пружины и
других неисправностей, препятствующих нормальной работе выклю-
чателя.
Предохранители. Эксплуатационная надежность электрооборудо-
вания во многом зависит от правильности установки плавких вставок
предохранителей. В случае длительных перегрузок какого-либо уча-
стка электрической цепи или возникновения неисправностей плавкая
вставка сгорает, предохраняя электрическую сеть и источники тока от
повреждения. Ремонт плавких предохранителей в основном сводится
к укреплению и чистке контактов, а также замене плавких вставок.
Для восстановления плавких вставок предохранителей можно исполь-
зовать медную, свинцовую, оловянную или стальную проволоку.
Указанные в табл. 14.4 данные ориентировочны, так как ток плав-
ления зависит не только от диаметра проволоки, но и от ее длины и
условий охлаждения. Предохранители с плавкими вставками при
ремонте электрооборудования снимают и проверяют на стенде. Испы-
тательный ток для вставки с наполнителем (кварцевый песок или
мраморная крошка с размером зерна не более 0,5 мм) должен пре-
вышать номинальный в 1,3—1,6 раза. Наполнитель, а также эмалевая
изоляция на проволоке влияют на режим ее охлаждения, а следова-
тельно, на максимально допустимый ток. Поэтому применять для
восстановления плавких вставок обмоточную проволоку в эмалевой
изоляции нельзя. Разрешается использовать калиброванную медную
проволоку.
510
Таблица 14.4
Плотность Количество едкого I Плотность Количество едкого кали
электроли- кали ша 1 л воды электролита, на 1 л воды
та, г/см3 Г' г/см3 Г
1,152 1,162 1,171 1,180 1,190 203 21 6 22.8 24-2 255 17,6 18,6 19,5 20,5 21,4 1,220 1,231 1,241 1,252 295 309 324 338 24,2 25,1 26,1 27,0
1,200 26S 22,4 1,268 353 28,0
1,210 282 23,3 1,274 368 28,9
Отремонтированные предохранители испытывают на стенде е ко-
личестве 3% всей партии. С помощью реостата и трансформатор а
регулируют ток, подводимый к гнездам с испытуемыми предохрани-
телями различных типов. Если предохранитель при максимальном ис-
пытательном токе не перегорает в течение 1 ч, его считают негодным.
При минимальном значении испытательного тока предохранитель не
должен перегорать- Если из всей отобранной партии один предохра-
нитель не выдержал испытания, то число испытуемых предохраните-
лей удваивают. Если какой-то предохранитель опять не выдерживает'
испытаний, всю партию бракуют.
На колпачках предохранителей должна быть выбита величина но-
минального тока вставки. Допускается указывать величину тока
вставки краской с маркировкой на корпусе патрона.
Трансформаторы применяются в цепях переменного тока для по-
лучения на вторичной стороне обмотки требуемой величины напряже-
ния или тока.
Проверку годности трансформатора начинают с определения со-
противления изоляции обмоток. Сопротивление изоляции между- об-
мотками, а также между обмотками и сердечником должно быть не
менее 5 МОм. В случае понижения сопротивления изоляции транс-
форматор тока и напряжения необходимо просушить при температуре
не более 80°С до тех пор, пока сопротивление не увеличится до
необходимого значения.
Испытывают обмотки трансформатора на электрическую прочность
напряжением 1 500 В переменного тока между выводами разных об-
моток и выводами обмоток и сердечником.
Активное омическое сопротивление обмоток замеряют по выво-
дам. Электрические параметры трансформатора определяют по конт-
511
рольным точкам вольт-амперной характеристики, а коэффициент
трансформации — путем контроля напряжения на вторичной обмотке.
Проверяют обмотки трансформаторов на согласованность их включе-
ния и на отсутствие межвиткового замыкания.
Для проверки электрических параметров трансформаторов соби-
рают схему.
К обмотке высокого напряжения (с большим количеством витков
трансформатора) подводят напряжение переменного тока, величина
которого изменяется регулятором напряжения. Для проверки электри-
ческих параметров регулятором устанавливают требуемое напряже-
ние и по фиксированным показаниям измерительных приборов опре-
деляют отсутствие межвиткового замыкания и соответствие коэф-
фициента трансформации техническим данным. Если при измерении
контролируемых значений ток в первичной обмотке значительно пре-
вышает контрольные величины, то это указывает на наличие межвит-
кового замыкания в обмотках трансформатора. .
Полупроводниковые выпрямители применяют для пропуска им-
пульсов тока одной полярности, они предназначены для преобразо-
вания переменного тока частотой 50 Гц в постоянный.
При ремонте их осматривают, проверяют. Неисправные заменяют.
В выпрямителе устанавливают диоды одного класса. У отремонти-
рованного выпрямителя проверяют сопротивление изоляционных
проводов относительно корпуса, которое должно быть не менее
0,5 МОм.
14.5. Контрольно-измерительные приборы
В процессе эксплуатации в измерительных приборах могут по-
явиться неисправности. Наиболее характерными неисправностями
являются: естественный износ кернов и подпятников; нарушение ба-
лансировки подвижной части; разрушение изоляции, обрывы в цепи
или короткие замыкания в рамках, катушках и резисторах; обгорание
клемм, механические повреждения и деформация частей прибора;
проникновение пыли внутрь прибора из-за недостаточной герметично-
сти корпуса; коррозия отдельных деталей.
Все контрольно-измерительные приборы, установленные на под-
вижном составе, при деповском и заводском ремонтах снимают для
поверки, устранения неисправностей и клеймения. По степени слож-
ности различают следующие виды ремонта приборов:
512
малый ремонт; предусматривает устранение мелких дефектов без
замены деталей;
средний ремонт, при котором производят частичкук> или полную
разборку измерительной, регулирующей, кинематической и других
систем, очистку деталей и узлов, замену мелких изношенных дета-
лей;
капитальный ремонт с полной разборкой прибора, заменой ос-
новных узлов, изготовлением и градуировкой новой шкалы.
Все указанные виды ремонта предусматривают регулировку, по-
верку показаний и определение погрешности прибора. Способы регу-
лировки выбирают в зависимости от принципа действия и кон-
струкции прибора- Способы поверки определены заводскими техни-
ческими условиями на приборы, методическими указаниями и инст-
рукциями Государственного комитета РФ по стандартам.
Электроизмерительные приборы ремонтируют и регул ирутот при
наличии видимых повреждений или больших погрешностей в показа-
ниях.
Сначала осматривают прибор до снятия кожуха или крышки. Про-
веряют, нет ли трения в механизме, для чего медленно поворачивают
головку корректора на полный угол и наблюдают за перемещением
стрелки. Несвободное перемещение указывает на наличие трения,
величину которого определяют при повороте корректора иа некото-
рый угол и легком постукивании по корпусу прибора. Если стрелка
смещается на величину меньше допустимой нормы и: в приборе нет
других повреждений, то разбирать его не следует.
Затем проверяют уравновешенность подвижной час-ти прибора:
стрелка не должна отходить от нулевой отметки при наклоне прибора
в разные стороны. Прибор слегка встряхивают и наблюдают, на
сколько свободно перемещается стрелка и не задевает ли она за
неподвижные части.
При наличии неисправностей в приборе снимают крышку и про-
водят внутренний осмотр для изучения характера повреждений. Про-
веряют легкость перемещения подвижных частей прибора на длине
всей шкалы, для чего дуют на стрелку в направлении ее движения.
Затем прибор включают в электрическую сеть. При плавной регули-
ровке тока от нулевого до максимального и обратно наблюдают за
перемещением стрелки в пределах всей шкалы в обоих направлениях
с возвращением на нулевую отметку. Смещение стрелки при посту-
кивании по прибору указывает на наличие повышензюпо трения в
опорах, которое может появиться из-за притупления оси» повреэкде-
513
ния камней или незначительного задевания какой-либо части. Стрелка
может не возвратиться на нулевую отметку, если слишком мал про-
тиводействующий повороту момент сил.
На включенном приборе проверяют также исправность электри-
ческих цепей, совпадение истинных значений проходящего по нему
тока с цифровыми отметками на шкале и постоянство показаний. Коле-
бания показаний прибора могут наблюдаться при плохом контакте,
межвитковых замыканиях, плохом закреплении стрелки на оси. Если
стрелка образцового прибора неподвижна, значит, имеется слабый
контакт в цепи испытуемого прибора. Такой прибор нужно подключить
к мосту для замера сопротивления и слегка потрогать отдельные узлы
цепи. При слабом контакте стрелка гальванометра моста будет коле-
баться. Чтобы найти место неисправности, необходимо дотрагиваться
изоляционной палочкой до отдельных проводов и деталей прибора (за
исключением подвижных частей). Если не удастся обнаружить место
слабого контакта, следует после разборки проверить рамку. Чаще все-
го плохой контакт бывает в месте пайки концов обмотки рамки с дер-
жателями. При осмотре необходимо учитывать, что затирание и задева-
ние в подвижной части прибора — два различных вида неис-
правностей. Затирание — неисправность, вызванная повреждением
кернов, концов осей, подпятников или недостаточным зазором между
осью и подпятником. Эту неисправность можно выявить до включения
прибора в электроцепь. Задевание же в приборе не связано с повреж-
дением осей и подпятников. Оно происходит из-за незначительного
касания подвижных частей о неподвижные и выявляется в большин-
стве случаев при включении в электрическую цепь.
Электроизмерительные приборы различных систем имеют ряд осо-
бенностей, которые необходимо учитывать при ремонте.
Перед ремонтом прибор необходимо разобрать. Поскольку прибо-
ры различных типов конструктивно отличаются, различны и методы
их разборки.
В измерительных механизмах магнитоэлектрической системы наи-
более часто повреждаются рамка, керны, пружины и стрелка, т.е.
детали и узлы подвижной части. При среднем и капитальном ремонте
подвижную часть почти всегда приходится разбирать. Например, раз-
борку магнитоэлектрического прибора с подвижной рамкой и внеш-
ним магнитом необходимо производить в такой последовательности:
отвернуть винты или гайки, крепящие крышку прибора;
снять крышку прибора, не применяя больших усилий, так
как резиновая уплотняющая прокладка часто как бы приклеивается к
514
корпусу и крышке и излишние усилия могут привести к их поломке. В
этом случае рекомендуется протереть участки стыка салфеткой, обильно
смоченной в чистом бензине. После отсоединения крышки нужно:
хорошо очистить прибор от бензина;
отпаять провода, подводящие ток к подвижной рамке;
замкнуть магнит прибора разноименными полюсами вспомога-
тельного магнита, размеры которого должны быть по возможности
близкими к размерам магнита прибора. При отсутствии подходящего
вспомогательного магнита замкнуть магнит прибора стальной пласти-
ной, сечение которой приблизительно равно сечению сердечника;
отвернуть винты, которыми обойма с подвижной частью крепится
к полюсным наконечникам;
осторожно вынуть, поднимая вверх, обойму с подвижной частью
из магнитной системы;
отпаять наружные концы верхней и нижней пружин;
отвернуть винты, крепящие мостик к обойме, и снять мостик;
отвернуть винты, крепящие сердечник;
осторожно вынуть сердечник с рамкой из о>боймы;
снять рамку с сердечника.
Все детали разобранного прибора осматривают. Корпус прибора
проверяют на отсутствие трещин, вмятин, отколов, повреждений резь-
бы. Монтажную схему проверяют на отсутствие обрывов и коротких
замыканий.
Необходимо также убедиться в том, что все места пайки, включал
подвижную рамку, покрыты лаком и не окислены.
На пружинах, подвесах, растяжках и на выводах не должно быть
следов коррозии. Окисленные детали заменяют. Необходимо, чтобы
переключатели имели чистые надежные контакты, а стрелкодержатель
вместе со стрелкой был хорошо закреплен на подвижной части.
Детали подвижной части должны быть хорошо скреплены между
собой и не иметь повреждений. После разборки измерительного ме-
ханизма проверяют подпятники и керны, так как даже незначительные
дефекты этих деталей могут стать причиной больших погрешностей в
показаниях.
Ремонт механической части приборов. Подвижные части элек-
троизмерительных приборов имеют опору ти па керн — камень. Опора
должна обеспечивать минимальный момент трения, что в значитель-
ной степени обусловлено качеством рабочих поверхностей деталей.
Качество опор влияет на точность и надёжность прибора в эксплуа-
тации. Керны изготовляют из высококачественной углеродистой ста-
515
ли У8А-У12А, так называемой проволоки «серебрянки». Диаметр
прутков 0,25-0,75 мм. Длина готового керна 3-6 мм. Один конец
керна затачивают на конус с углом 55-60°. Вершину конуса-закруг-
ляют радиусом до 0,1 мм.
Закругление конуса керна должно соответствовать закруглению
камня. Отношение радиуса закругления камня к радиусу закругления
керна должно быть не менее 3:1. Такое отношение радиусов закруг-
ления принимается в приборах низких классов точнос-
ти, в приборах более высоких классов точности оно должно быть от
4:1 до 6:1 (рис. 14.18).
Рис. 14.19. Приспособление
для полировки кернов:
1 — цанговый патрон; 2 — керн;
3 — обтянутый кожей вал;
4 — рукоятка
При незначительном повреждении
керн шлифуется мелкозернистым камнем
«Арканзас». При сильном повреждении
производится заточка камнем «Индия» с
последующей чистовой обработкой кам-
нем «Арканзас» и полировочной пастой.
Заточку производят под микроскопом на
часовом токарном станке. Точность угла
заточки и радиуса закругления контроли-
руют по шаблонам под микроскопом с
70-100-кратным увеличением.
Шаблон выполнен в виде стеклян-
ного круга, на котором нанесены тон-
кими линиями окружности требуемых
радиусов и углы нужных величин.
Шаблон располагают между окуляром
и объективом микроскопа; керн обра-
батывают до совпадения его изображе-
ния с окружностью или углом нужных
размеров. Радиусы окружностей на
шаблоне должны соответствовать про-
изведению заданных радиусов обраба-
тываемых кернов на кратность увели-
чения объектива. Керн полируют до
зеркального блеска с помощью бруска
или круга с наклеенной на них кожей.
Поверхность кожи покрывают пастой
ГОИ (рис. 14.19).
Перед постановкой на место керн
промывают очищенным бензином, ос-
516
татки грязи удаляют путем прокалывания папиросной бумаги острием
керна. Забракованные керны желательно заменить новыми, изготов-
ленными на электроприборостроительных заводах.
Камень подпятника изготавливают из естественного минерала---
агата или искусственного корунда Эти материалы обладают большой
твердостью и имеют малый коэффициент трения. Камень завальцовы—
вается в оправу.
В камнях загрязняются углубления, а также образуются трещинья
и шероховатости в результате механических усилий, толчков, чрез-
мерной затяжки. Загрязненность и механические повреждения камней
обнаруживают при внимательном осмотре под микроскопом с 50-
кратным увеличением. За последние годы созданы специальные при-
способления в виде простейшего усилителя с пьезоэлектрические
шунтом и наушниками, с помощью которых трещины и выбоины а
камне обнаруживаются по наличию резкого треска- Me рекомендуется
проверять качество камня прощупыванием его иголкой.
При загрязнении подпятник промывают чистым бензином, а ка-
мень подпятника с механическими повреждениями заменяют новым.
Неисправный камень разбивают с помощью керна., ио которому уда-
ряют часовым молотком. Перед завальцовкой в оправу новый камень»
обязательно нужно проверить под микроскопом.
Часто повреждаются стрелки приборов. Исправить стрелку можно
не всегда, а изготовить ее ручным способом трудно. Поврежденную»
стрелку в большинстве случаев заменяют новой заводского изготов-
ления.
В процессе установки и эксплуатации под воздействием разнык
факторов могут частично измениться характеристики пружин, из-за
чего будет наруш ена правильность показаний измерительного прибо-
ра. Наиболее часто встречаются следующие нарушения: остаточная
упругая дефлрмагщя, когда стрелка после длительного включения иля
перегрузки прибора не возвращается в нулевое положение; ослабле-
ние упругости пружины в результате частичного отжига или припайка
наружного конца, о чем свидетельствует изменение его цвета; дефор-
мация пружины (изгиб или скручивание) при ее установке или ис-
правлении, перегрев пружины в результате перегрузки приборов, »
котором она служит токопроводом.
В зависимости от характера неисправностей и степени отклонения:
параметров от номинальных значений пружину исправляют или заме-
няют новой. Для изготовления пружин в основ ном применяют оло-
вянного-цинковую бронзу марки Бр. О1Д.4-3 и бериллиевую бронзу
марки Бр. Б2. Измерение упругих свойств пружины производится
моментомером.
Исправленную или новую пружину необходимо хорошо подогнать
по месту установки, т.е. выбрать нужную длину внутреннего и наруж-
ного концов соответственно расположению пружинодержателей и
расстоянию между ними, а затем обрезать и выгнуть концы. Внутрен-
ний конец обрезают в таком месте, чтобы после припайки его к пру-
жинодержателю центр оси вращения подвижной части совпадал с
центром внутреннего витка пружины.
Наружный конец пружины обрезают и выгибают в таком месте,
чтобы, припаяв его к наружному пружинодержателю, сохранить оди-
наковыми расстояния между всеми соседними витками. Необходимо
иметь в виду, что сокращение длины пружины ведет к увеличению
развиваемого ею момента. После подгонки нужно подготовить концы
пружины, а также пружинодержатели к пайке: концы зачистить мел-
козернистой шкуркой, а пружинодержатели облудить.
Концы пружины зачищают с помощью двух пинцетов, на один из
которых наклеена шкурка. Одним пинцетом зажимают пружину на
расстоянии до 5 мм от конца, второй пинцет со шкуркой передвигают
по свободному концу и зачищают его.
Припаивание начинают с внутреннего пружинодержателя. Припаяв
внутренний конец пружины, проверяют, совпадает ли ось вращения
подвижной части с осью внутреннего витка. В случае необходимости
выгибают конец пружины около места пайки и добиваются центровки.
В магнитоэлектрических приборах пружины устанавливают так,
чтобы одна из них работала на закручивание, а другая — на раскру-
чивание.
До припайки наружного конца пружины вначале устанавливают
подвижную часть в опоры, стрелку ставят в нулевое положение, а
затем проверяют симметричность расположения пружины. Наружный
конец припаивают так же, как и внутренний, пользуясь пинцетом и
паяльником.
Для проверки правильности установки и припайки пружины сле-
дует отвести стрелку до крайнего упора (верхнего предела измере-
ния) и посмотреть, не соприкасаются ли отдельные витки между собой
и все ли витки пружины находятся в одной плоскости.
Установка и пайка растяжек и подвесок во многом аналогичны
установке и пайке спиральных пружин. Толщина лент для растяжек,
подвесок и токопроводов очень невелика, поэтому работа с ними
требует особого внимания и высокой квалификации.
518
Ремонт электрической части приборов. В случае подгорания
проводов рамки электроизмерительных приборов перематывают. На-
мотка производится на ручных, механических, полуавтоматических
или автоматических станках. До намотки конец обмоточного провода
зачищают на длине 20-30 мм и припаивают к выводу припоем
ПОС-40. Затем место пайки промывают спиртом, покрывают изоляци-
онным лаком МЛ-92 и изолируют лакотканью. Провод укладывают
равномерно по всему каркасу без набегов, а также без чрезмерного
натяжения. По окончании намотки с помощью измерительного моста
замеряют электрическое сопротивление обмотки.
После припайки второго конца к токоотводу торцы обмотки по-
крывают белой нитроэмалью и на ней черной тушью указывают вели-
чину номинального сопротивления. Затем обмотку пропитывают изо-
ляционным лаком КФ-95 с помощью кисти. Сушка осуществляется
в термостате при температуре 8(Н=5ОС в течение 6-8 ч.
Готовые рамки проверяют на отсутствие обрыва в обмотке, а бес-
каркасные рамки дополнительно проверяют на отсутствие коротко-
замкнутых витков.
Добавочные резисторы изготовляют из тонкой изолированной
манганиновой проволоки, которую наматывают на каркасы из пласт-
массы или керамики.
Место обрыва обнаруживают при помощи мегомметра, подключа-
емого к катушке резистора. При подаче тока в месте обрыва на ка-
тушке образуется искра. Можно также обнаружить обрыв в катушке
с помощью пробника. Добавочные резисторы изготовляют обычно в
виде катушек, выполненных отдельными секциями, поэтому пробни-
ком проверяют каждую секцию в отдельности. Дефектная катушка
заменяется новой, с намотанным проводом такого же сечения и мар-
ки. При этом сохраняется число витков и величина сопротивления.
Сборка и регулировка электроизмерительных приборов.
Сборка приборов заключается в последовательной установке и креп-
лении всех узлов: измерительного механизма, отсчетного устройства,
элементов измерительной цепи, зажимов, переключателей и т.п. Пос-
ле установки производится пайка деталей прибора, между которыми
должно быть электрическое соедииение. Любое соединение в момент
пайки должно быть хорошо прогрето паяльником, чтобы обеспечить
полное покрытие места пайки расплавленным припоем. При недоста-
точном прогреве соединения ухудшается текучесть припоя, перегре-
тый же припой теряет капиллярные свойства и скатывается с места
пайки. Оптимальная температура нагрева припоя и деталей в месте
519
спая должна быть на 50—60°С выше температуры плавления припоя.
Пайка выполняется с применением лака ЯТИ № 2 или канифоли,
разведенной в спирте. Во избежание перегрева деталей и узлов при
пайке необходимо выполнять следующие рекомендации:
не прикасаться горячим паяльником к корпусам конденсаторов и
резисторов;
производить пайку выводов резисторов и конденсаторов паяльником
невысокой мощности; не допускать продолжительности пайки свыше 5 сек.
Спаянное соединение промывают спиртом или ацетоном для уда-
ления остатков флюса.
После сборки прибора проверяют правильность сочленения от-
дельных элементов между собой, чистоту сборки, уравновешенность
подвижной части, отсутствие заеданий.
Собранный и отбалансированный прибор регулируют по пределам
измерения. Для этого включают регулируемый и контрольный прибо-
ры в электрическую цепь, позволяющую плавно регулировать ток
или напряжение в нужных пределах. Установив предварительно ука-
затели обоих приборов на нулевые отметки, включают ток и регули-
рующими устройствами обеспечивают отклонение подвижных частей
проверяемого и контрольного приборов до максимальной отметки.
Если стрелка регулируемого прибора не доходит до верхнего
предела измерения, а стрелка контрольного прибора отклоняется до
этого предела, то перемещением магнитного шунта в приборах с
плоской катушкой или стаканчика неподвижного сердечника в при-
борах с круглой катушкой добиваются нужного отклонения подвиж-
ной части регулированного прибора.
Иногда перемещением магнитного шунта не удается достичь необ-
ходимых результатов, тогда приходится изменять число витков ка-
тушки (у амперметров) или сопротивление цепи (у вольтметров). При
этом необходимо следить, чтобы ток в обмотке вольтметра не превы-
сил допустимых значений. Следует также помнить, что регулировать
и градуировать вольтметры нужно номинальным током только после
предварительного прогрева в течение 15 мин.
Часто после капитального ремонта заменяют старую шкалу новой.
Для градуировки новой шкалы включают в цепь градуируемый и
контрольный приборы, устанавливают по контрольному необходимые
значения измеряемой величины, а на градуируемом приборе против
положения стрелки делают острозаточенньм карандашом отметки. Так
размечают шкалу два раза: при увеличении показаний от нуля до
верхнего предела и затем при обратном уменьшении показаний.
520
Однако из-за погрешностей при замерах отметки на шкале граду-
ируемого прибора, соответствующие одним и тем же значениям, не
совпадают. Поэтому при вычерчивании шкалы деление ставят в сере-
дине между этими отметками. Помимо градуировочным отметок нано-
сят еще три отметки — в начале, в середине и в конце шкалы. По
этим отметкам находят середину шкалы.
У манометров в процессе эксплуатации точность показаний сни-
жается под влиянием вибрации и резких изменений нагрузки, кото-
рые вызывают остаточную деформацию упругих элементов, износ
передаточного механизма и увеличение зазоров в шарнирных соеди-
нениях. Поэтому периодически производят проверку манометров..
Манометры, в показаниях которых имеются погрешности, выходящие
за пределы их класса точности, ремонтируют с полной или частичной
разборкой. Полную разборку производят для чистки механизма, за-
мены или ремонта поврежденных деталей. Частичная разборка выпол-
няется главным образом для регулировки прибора и сводится к
вскрытию корпуса.
У пружинных манометров ремонтируют, проверяют и регулируют
чувствительный элемент, передаточный механизм, корпус, сильфон.
Повреждения корпуса, стекла, крышки, замка, циферблата, стрел-
ки и штуцера для подвода контролируемой среды к чувствительному"
элементу обнаруживают при наружном осмотре прибора.
Для выявления неисправностей измеряемого механизма манометр
со снятой крышкой (стеклом) и циферблатом (диском)устанавлива-
ют на контрольный стенд и иаблюдают за работой механизма при
повышении и понижении давления. Передаточный механизм должен
перемещаться плавно, без малейших рывков. В осях сектора, трибкм
и сочленениях тяг не должно быть качания, а сами оси должны быть
ровными, без перекосов.
Далее повреждения выявляют после установки циферблата на
место. Чрезмерные зазоры в шарнирах, осях и зубчатых зацеплениях
можно заметить, проверяя плавность перемещения стрелки и величи-
ну ее смещения при постукивании пальцем по корпусу прибора. При
снижении давления до нулевого стрелка прибора должна коснуться
упорного штифта или установиться на нулевую отметку. Величина
смещения стрелки от нулевой отметки при снижении давления до
нулевого в приборах без упорного штифта не должна превышать
половины погрешности, допускаемой классом их точиости. Большее
смещение стрелки свидетельствует об остаточной деформации чув-
ствительного элемента.
52 1
При ремонте корпуса чистят или заменяют стекло, неисправный
замок и окрашивают корпус. Загрязненные стекла после очистки
промывают теплой мыльной водой. Поверхность корпуса перед ок-
раской выравнивают нитрошпаклевкой и производят сушку в течение
2 ч при температуре 120-130°С. После сушки поверхность корпуса
зачищают шлифовальной шкуркой на тканевой основе, а затем ок-
рашивают эмалью с помощью пульверизатора или кисти, нитролаком
или масляным лаком (масляные и воздушные манометры — в чер-
ный цвет) и сушат.
Ремонт упругих элементов заключается в устранении неплотностей
в местах присоединения трубчатой пружины к держателю или капил-
ляру, подводящему контролируемую среду, в пробке устанавливае-
мой на свободном конце трубчатой пружины: в местах пайки мемб-
ран. Если неплотность устранить невозможно, поврежденные упругие
элементы заменяют новыми.
Трубчатую пружину с остаточной деформацией также заменяют
новой. Для удаления негодной пружины держатель прогревают паяль-
ником до расплавления припоя и отделения пружин от держателя.
Остатки припоя в гнезде зачищают шабером.
Передаточные механизмы при ремонте разбирают, очищают, уст-
раняют в них неисправности или заменяют детали новыми. Детали
разобранного механизма погружают на 10-15 мин в чистый бензин,
затем протирают насухо мягкой технической салфеткой (кроме спи-
ральной пружины) и осматривают. Неисправные детали передаточно-
го механизма должны удовлетворять следующим требованиям
(рис. 14.20):
ось трибки 4 должна совпадать с осью шестеренки. Исправность
оси трибки проверяют установкой его в штанги токарного станка.
Цапфы оси должны иметь строго цилин-
дрическую форму без закруглений у ос-
нования;
сектор 3 должен быть плоским, ров-
ным, перпендикулярным оси и не иметь
изношенных зубцов;
пластинки 1 должны быть ровными и
плоскими (проверяют на плите);
спиральная пружина 2 не должна
иметь соприкасающихся между собой
Рис. 14.20. Механизм витков, конец внутреннего витка должен
манометра быть загнут.
522
Сектор и пластинки выпрямляют на ровной металлической плите
легкими ударами деревянного молотка. Погнутую ось трибки исправ-
ляют с помощью гладилки. Нарушение формы цапфы оси устраняют
обточкой на часовом токарном станке или поврежденную ось заь-яе—
няют новой. Для этого в трибке высверливают отверстие и в него
плотно вставляют новую ось.
Участок сектора с изношенными зубцами вырезают в форме лас-
точкина хвоста и в вырезанную часть плотно вставляют и припаивают
пластинку из листовой латуни, толщину которой выбирают равной тол-
щине сектора. Зачистив место пайки, размечают зубцы и вырезают их
лобзиком. Затем зубцы чисто обрабатывают мелким надфилем.
Подшипниковые отверстия на каждой оси при необходимости
обрабатывают разверткой с конусностью 1/50 или менее, чтобы сек-
тор и трибки вращались свободно, но без качания.
При сборке секторного передаточного механизма следует обеспечить:
параллельность осей сектора и трибки, что достигается удалением
излишек металла со стоек или верхней пластинки. Непараллельность
осей трибки и сектора вызывает значи тельное смещение стрелки при
переходе сектора из одного крайнего положения в другое (проверяктг
постукиванием пальцем по корпусу прибора);
плотное прижатие винтами верхней пластинки к стойкам;
плавное сцепле ние и перемещение сектора с трибкой, особенно в
крайних положениях, так как большие зазоры в зацеплении вызывают
преждевременный износ зубьев сектора.
Спиральную пружину устанавливают на место следующим обра-
зом. Заводят конец пружины в отверстие оси трибки, после чег-о
вставляют конусный конец шпильки (отрезок латунной проволокги
диаметром 1,5 ми длиной 100 мм с одним зачищенным концом).
Излишек проволоки удаляют кусачками и шпильку забивают в отвер-
стие. Затем у ста. на. вливают трибку на место сектора и закрепляют в
стойке таким же способом другой конец спиральной пружины. Пру-
жину следует у станавливать так, что-бы зуб трибки прижимался к
правой стороне сектора, т.е. направление витков пружины должно
быть до часовой стрелке, если смотреть со стороны стекла манометра
вдоль юсм трибки. Закручивание витков пружины манометра против
часовой стрелки указывает на его неисправность.
Собранный передаточный механизм смазывают и устанавливак>т
на площадку держателя, который затем вставляют в корпус прибора.
При износе рычажного передаточного механизма наблюдается
незначительная неравномерность показаний манометра, несколько су-
5Z3
жен мая в середине и растянутая по краям шкалы. При этом ширина
крайних делений шкалы практически не укладывается в допуски,
установленные для равномерных шкал. Только исключительно точная
регулировка рычажного передаточного механизма обеспечивает
требуемую точность показаний манометра. Поэтому, как правило,
после ремонта рычажного механизма приходится вычерчивать новую
шкалу.
Исправные детали рычажного передаточного механизма должны
удовлетворять таким же требованиям, как и детали секторного меха-
низма. Способы ремонта деталей обоих этих механизмов также оди-
наковы.
После ремонта манометры проверяют и регулируют. Для этого
манометр со снятой крышкой устанавливают на испытательный пресс.
Давление, показываемое проверяемым манометром, сравнивают с
весом уравновешивающих это давление калиброванных грузов или с
показаниями образцового манометра.
Образцовый манометр выбирают так, чтобы его допустимая по-
грешность была в 4 раза меньше допустимой погрешности проверя-
емого манометра, а предел измерения был на 4 предела больше из-
мерений проверяемого прибора.
Число проверяемых отметок давления на шкале для манометров
класса точности 1,5 и 2,5 принимается пять, а класса точности ниже
2,5 — три. Проверяемые отметки распределены по всей шкале.
На шкале мановакуумметров установлено такое число проверяе-
мых отметок: три при манометрической шкале до 0,3 МПа, две
при шкале до 0,8 МПа, одна при шкале выше 1,6 МПа. Отметки
также должны быть равномерно распределены по шкале, а если от-
метка одна, она должна делить вакуумметрическую часть шкалы по-
полам.
Проверку показаний манометров всегда производят при повыше-
нии и понижении контрольного давления во всем диапазоне измере-
ний, причем давление верхнего предела измерений выдерживают в
течение 15 мин. За это время показания проверяемого прибора не
должно изменяться.
Показания рекомендуется снимать без постукивания по корпусу
прибора. Отсчеты показаний проверяемого манометра записывают с
точностью до 0,1 или 0,2 цены деления. Истинные показания образ-
цового прибора определяют с учетом поправок, указанных в его
паспорте. Поправку к показаниям проверяемого манометра определя-
ют по формуле
524
*Р= Ров* Р~РЛ’
где — показание образцового манометра;
р — поправка к показаниям образцового манометра по пас-
порту;
рп — показание манометра на проверяемой отметке шкапы.
Приведенная погрешность (%) манометра будет
5 = • 1 Об.
max * max' *
где Дртах — максимальная поправка из всех: полученных при проверке;
Ртах — максимальное значение показания на шкале проверяемого
манометра.
Приведенная погрешность на каждой отметке шкалы при прямом
и обратном ходе стрелки не должна превышать значения основной
допустимой погрешности для прибора данного класса точности. Если
приведенная погрешность манометра хотя бы для одной проверяемой
отметки превышает основную допустимую погрешность, выполняют
регулировку манометра.
В процессе регулировки изменяют передаточное число механизма,
которое определяется отношением линейного перемещения конца
стрелки к линейному перемещению свободного конца пружины (или
центры мембраны, сильфона).
Передаточное число зависит от величины плеч рычагов механизма
и углов между ними, поэтому его можно изменять достаточно про-
стыми способами.
Регулировка манометра с одно витковой трубчатой пружиной и
секторным передаточным механизмом заключается в подборе переда-
точного числа, определяемого зависимостью.
L = J (R/r),
где L — длина пути, описанного любой точкой верхнего конца сек-
тора;
I — длина пути, описанного точкой крепления поводка к нияс-
нсму плечу сектора;
R — верхнее плечо сектора;
г — нижнее плечо сектора.
Ниже указаны признаки некоторых погрешностей показаний мано-
метров и способы их устранения при регулировке:
величина и знак погрешности одинаковые на всех делениях шка-
лы. В этом случае погрешность прибора устраняют перестановкой
стрелки без регулировки передаточного механизма;
значение погрешности показаний растет пропорционально увели-
чению давления. Если погрешность положительная, следует у веди-
525
чить нижнее плечо г сектора, чтобы уменьшить угол поворота стрелки
при том же давлении. Если погрешность отрицательная, величину г
надо уменьшить. Величину нижнего плеча сектора изменяют переме-
щением места крепления поводка в секторе;
погрешность показаний увеличивается непропорционально росту
давления. В этом случае довести погрешность показаний до допусти-
мой величины только путем изменения соотношений плеч R и г не
удается. Прежде всего следует отрегулировать прибор так, чтобы
погрешность показаний имела общий знак. Для приведения погреш-
ности к одному знаку изменяют начальное значение угла а поворо-
том всего передаточного механизма против часовой стрелки. Если
манометр отрегулирован правильно, то при положении стрелки на
середине шкалы угол а должен составлять 90°. Если при установке
стрелки на середину шкалы а<90°, то погрешность показаний в на-
чале шкалы будет отрицательной и уменьшаться по мере повышения
давления. Если же о>90°, то погрешность показаний в первой поло-
вине шкалы не выйдет из допустимых пределов, а во второй полови-
не шкалы будет положительной и возрастающей по мере повышения
давления;
погрешность показаний на крайних отметках шкалы находится в
допустимых пределах, а в середине шкалы выходит за эти пределы.
В таком случае, перемещая точку крепления поводка (изменяя соот-
ношение плеч R и г), добиваются допустимой величины погрешности
на средней отметке шкалы прибора, а затем изменяют угол а. Эти
операции повторяют до тех пор, пока погрешность не установится в
допустимых пределах. В некоторых случаях погрешность показаний
прибора не соответствует его классу точности по всей шкале, за
исключением одной-двух отметок. Это может происходить из-за не-
равномерности шага зубцов сектора и неправильного сцепления его
с трибкой. Если такую погрешность места зацепления сектора и тпиб-
ки не удается устранить, следует заменить сектор.
14.6. Электрические цепи и между вагонные
соединения
Основные виды и причины неисправностей в электрических
цепях. Нарушения нормальной работы электрических цепей возника-
ют в результате следующих причин:
короткого замыкания при пробое или перекрытии изоляции;
526
механического повреждения элекггричсских аппаратов и проводов;
соединения проводов друг с другом вследствие перетирания изо-
ляции, их механического повреждения, попадания посторонних пред-
метов на оголенные токоведущие чжасти;
нарушения электрической цепи при обрыве (перегорании) провода
или потере контакта в месте соединения;
пониженного напряжения источника электроэнергии (генератора
или аккумуляторной батареи).
Все виды нарушений цепей и неисправности аппаратов можно
обнаружить с помощью измеритель-ных приборов и сигнальной аппа-
ратуры. Кроме того, цепи проверякэт кон троль ной лампой, вольтмет-
ром или омметром.
Короткое замыкание происходят в результате повреждений или
изменения качества изоляционные покрытий проводов, а также их
защитных оплеток, вследствие чего токонедущие провода соединяют-
ся с заземленными. Такое соединен ие наступает после пробоя изоля-
ции (воздушного промежутка) или ее перекрытия с потерей изоляци-
онных свойств. Обычно под пробоем понимают повреждение изоля-
ции по толщине (вглубь ее), а под перекрытием — образование то-
копроводящей цепи по ее поверхности. Так как в большинстве слу-
чаев при коротком замыкании общее сопротивление цепи резко
уменьшается, ток возрастает до ве личин, опасных по тепловому, а
иногда и динамическому действию для всех участков поврежденной
цепи. В случаях замедленного отклиочения неисправного участка ап-
паратами защиты могут выйти из с троя и другие участки цели.
При коротком замыкании появляются дым, подгары, запах горе-
лой изоляции, оплавление металла- По этим признакам легко отыс-
кать место замыкания. Кроме того, при коротком замыкании сраба-
тывает защита и прекращают работу элекггрические машины.
Соединение проводов друг с другом происходит также в результате
нарушения изоляции. Чаще всего также повреждения возникают в местах
перегибов проводов и подсоединении их к ап паратам. В высоковольтной
цепи подобная неисправность обычно приводит к таким же поврежден и-
ям, которые возникают при коротком замыкании.
В результате соединения проводов может нарушаться технологичес-
кая последовательность включения аппаратов. В озможно зам ыкан ие
отводящих проводов (заземляющих или, обычно, минусовых), не вы-
зывающих каких-либо отклонений от нормального режима.
При обрыве электрической цепи нарушается ее непрерывность. В
этом случае прекращают работу электрические машины или аппара-
527
ты, изменяются показания приборов и т.п. Обычно обрыв находят
проверкой цепи контрольной лампой.
Пониженное напряжение источника электроэнергии (генератора
или аккумуляторной батареи) приводит к отключению отдельных или
всех потребителей. Пониженное напряжение источника питания обна-
руживают по показаниям вольтметра силовой цепи. Отключение от-
дельных электрических машин может наблюдаться в момент включе-
ния одного из агрегатов, в результате подключения к сети которого
наблюдается сильное падение напряжения в сети. При пониженном
напряжении в сети значительно подгорают контакты при отключении
контакторов, так как по мере снижения напряжения происходит мед-
ленное размыкание контактов контакторов. Основными факторами,
определяющими надежность, долговечность и сохранность разъемов,
являются режимы и условия работы, точное соблюдение инструкций
по монтажу и эксплуатации. Режимы и условия определяют скорость
процессов старения, износа и интенсивность устаЛостных явлений.
Наиболее сильное влияние при этом оказывают значения температу-
ры, вибрационных и ударных нагрузок, рабочего тока и напряжения.
Электрический пробой изоляции предупреждают профилактичес-
кой проверкой сопротивления изоляции электрической сети вагона. В
зависимости от напряжения, применяемого в вагоне, оно должно быть
различным. По правилам устройства электрических установок требу-
ется, чтобы сопротивление изоляции проводов было не менее 1 Ом,
умноженных на величину рабочего напряжения сети в вольтах. Таким
образом, электрическая сеть вагонов с напряжением 50 В должна
иметь изоляцию с сопротивлением не менее 50 Ом, напряжением
380 В — не менее 0,5 МОм, а при 3000 В — не менее 3 МОм.
При всех видах периодического ремонта проверяют состояние
всех проводов, заземляющих шин, наконечников, ответвительных и
защитных коробок, кондуитов и вводов в вагон, наличие оконцева-
телей, защитных бандажей и др. Определяют сопротивление изоляции
проводов.
При измерении сопротивления изоляции вагонных проводов их
отключают от потребителей и источников электропитания. Сопротив-
ление изоляции определяют мегомметром на напряжение 500 В. Если
сопротивление изоляции сети оказывается меньше указанных норм,
то устанавливают причину и при необходимости производят замену
проводов. Для замены неисправных проводов применяют провода с
соответствующей изоляцией и площадью поперечного сечения. Ес-
ли сечение провода неизвестно, то его подбирают по максимальному
528
току в данной цепи, учитывая номинальный ток предохранителя со-
гласно приведенным ниже соотношениям:
Площадь сечения провода, мм2 1,5 2,5 4 6 25 35 50
Максимальный допустимый ток в цепи, А 14 20 25 31 100 125 160
Номинальный ток предохранителя, А 10 15 20 21 80 100 125
В электрической сети с включенным и потребителями энергии воз-
можна утечка тока в самих потребителях^ между жилами кабеля и
корпусом потребителя, а также между отдельными жилами. Чем боль-
ше число потребителей и длиннее кабельные линии, тем значительнее
утеч ка тока и меньше сопротивление ивол яции сети. В этом случае
мегомметром измеряют сопротивление «цепей утечки тока не только
данной жилы, но и других жил кабеля. Из схемы (рис. 14.21) видно,
что параллельно цепям утечки тока включены резисторы г2+г3, следо-
вательно, полученное измерением сопротивление 7?t изоляции жилы I
относительно корпуса можно найти из выражения
I/R-I/rx -+Z/(r24-r3),
откуда
Л^К^+г^/Сг.ч-г^).
Также измеряют сопротивление R? изоляции жилы I относительно
корпуса и R3 между жилами:
R2=r2^+r^' <Г^Г2+ГзУ>
Л3= Гз(б+Г2) 7 С'-1+Г2+^)-
При низком сопротивлении изоляции жилы II нельзя правильно
определить сопротивление изоляции жилы I, так как при измерении
будет получаться величина, отличающаяся от фактического сопротив-
ления отдельной жилы. Эта величина характеризует состояние изоля-
ции всех жил кабеля как относительно корпуса, так и между собой.
Сопротивление изоляции жил Iи II соответственно будет:
Ri ~ гзгз г1+гз’ ~
Для измерения сопротивления изо-
ляции кабелей при включенных токо-
приемниках достаточно произвести
один замер между любой из жил кабе-
ля и корпусом.
Если сопротивление какой-либо
цепи будет ниже нормы, выявляют при-
чину.
Рис. 14.21. Способ замера
тока утечки
529
Общие требования при ремонте электропроводки. Для монта-
жа силовой и осветительной сети вагонов применяют провода различ-
ных марок.
Для повышения пожарной безопасности провода сети освещения
и силовые прокладывают в трубах или металлорукавах, все клемм-
ные соединения, выключатели, розетки и большинство осветительной
арматуры устанавливают в закрытых металлических коробках, изоли-
рованных от воспламеняемых элементов кузова асбестовыми про-
кладками толщиной не менее 5 мм. Коробки покрывают изолирую-
щими эмалями для предотвращения возможного замыкания на
корпус при возникновении неисправности в клеммных соединениях.
Ниши всех распределительных щитов, места установки пускорегули-
рующей аппаратуры полностью изолируются от деревянных конст-
рукций и покрываются металлическими листами.
Не допускается наращивать провода, производить от них отпайки,
присоединять их к клеммам без наконечников, прокладывать в одном
пучке высоковольтные и низковольтные провода. Резиновая изоляция
концов проводов, подходящих к осветительной арматуре, приборам и
аппаратам, считается годной, если после изгиба провода на 180° с
радиусом, равным трем диаметрам испытуемого провода, в слое
резины не возникает трещин.
Наиболее часто изоляционные качества проводов нарушаются
около патронов осветительных приборов. При повреждении прово-
дов, подходящих к светильникам, розеткам, выключателям, допуска-
ется обрезать конец провода с нарушенной изоляцией, если провод
имеет ремонтный запас по длине порядка 20-60 мм. Присоединение
проводов без такого запаса (внатяжку) не допускается. Неисправную
проводку сечением 1,5 мм2 и менее при деповском и заводском
ремонтах заменяют проводами сечением 2,5 мм2. На всех проводах
должна быть нанесена маркировка в соответствии с монтажной элек-
трической схемой вагона.
Провода на щитах и панелях с повреждением более чем 10% жил
заменяют или перепаивают, если длина провода позволяет изъять по-
врежденный участок. Заземляющие шины на электрических маши-
нах, аппаратах, светильниках, металлических трубах и металлорука-
вах, имеющие трещины, ремонтируют электросваркой или заменяют.
Места для присоединения заземляющих шин и проводов облужива-
ют, остальные поверхности покрывают изоляционным лаком, анти-
коррозионные покрытия болтов и гаек восстанавливают. Проверяют
состояние заземляющих перемычек между кузовом вагона и тележ-
530
кой, а также между тележкой и буксами; эти перемычки должны
иметь сечение не менее 50 мм2. Величина переходного сопротивления
заземления не должна превышать 0,0 1 Ом.
Трубы под электропроводку диаметром до */2" заменяют при нали-
чии на них вмятин глубиной более 4 мм; от ’/2 до 1" — более б мн;
от 1'/ до 2"---более 8 мм. Заменяют также трубы с пробоинами,
протертостями, прожогами, поврежденной резьбой и металле рукава с
трещинами, изломами и вмятинами глубиной более 4 мм. Заусенцы,
другие дефекты на концах труб и металлорукавов, вызывающие по-
вреждения изо ля ции проводов, зачищают; металлическую гыльуда-
ляют. Стал:ьные металлорукава можно соединять пайкой: припоем
ПОС-30. Защитные шланги и брезентовые сшивные чехлы на лрово-
дах, идущих к генератору и электродвигателю, должны быть окраше-
ны акриловым: лаком АК-113 или другими подобными лаками, стой-
кими к атмосферным и температурным воздействиям. Поврежденные
защитные шланги и чехлы заменяют. Вновь устанавливаемые трубы
не должны иметь повреждений, окалины и шероховатостей на внут-
ренней поверхности, сильной коррозии и неисправности резьбы на
стыках.
Для надежности работы электрооборудования изоляция крепится
на концах проводов. Этот процесс получил название оконцевания.
Для разделки м оконцевания трубчатых проводов применяют специ-
альные оконце ватели или муфты с изолирующими втулками; в местах
ввода проводов в коробки приборов и светильники устанавливают
изоляционные трубки типа ТЮР или ТКС длиной не менее 40 imm с
классом нагре во стойкости Н.
Провода присоединяют к электрическим машинам, приборам и
аппаратам, а также соединяют между собой посредством клеим или
вкладышей с гнездами для винтового зажима концов соединяемых
проводов. Tice провода должны быть надежно прикреплены к icлем-
мам и иметь полный комплект крепежных деталей; применение нелу-
женых шайб ие допускается. Слабо затянутые гайки и болты крепле-
ния подтягивают, неисправные заменяют. Клеммные соединения
затягивают толь ко торцовыми ключами, применение пассатижей не
допускается. Заменяют также кабельнне наконечники, имеющие тре-
щины, под тары и уменьшенную контактную поверхность. При необ-
ходимости наконечники облуэкивают и пропаивают припоем. Если
провода в месте присоединения к наконечникам имеют более 10%
поврежденных жил или некачественную пайку, то наконечники пе-
репаивают. Когда повреждено менее 10% жил, поврежденные жилы
331
припаивают к целым. При периодических ремонтах вскрывают все
ответвительные коробки, коробки выключателей и розеток и проверя-
ют места присоединения проводов; подтягивают клеммы и заменяют
дефектные элементы. Заменяют также изоляционные панели со следа-
ми пробоя или с подгоревшей изоляцией. Для ремонта изоляционной
панели применяют листовой текстолит толщиной 10-12 мм. Взамен
поврежденных контактов устанавливают новые. Проверяют целлост-
ность асбестовой изоляции, исправность элементов крепления коро-
бок и их запорных устройств. Осматривают состояние проводов и
изоляции в местах входа и выхода из коробок. Для сохранности
изоляции в этих местах не должно быть острых кромок, заусенцев и
наплывов сварки, провода должны быть защищены от повреждений.
В клеммных коробках, находящихся под вагоном (концевые, над-
машинные, аккумуляторных батарей, сигнализации нагрева букс и
т.д.), открывают крышки, очищают их и осматривают состояние уп-
лотнений и запорных устройств. Крышки, уплотняющие прокладки и
другие неисправные элементы заменяют. Все коробки очищают и
окрашивают.
Проверяют состояние штепсельных разъемов генераторов, между-
вагонных соединений магистрали электрической сети, радио- и теле-
фонных линий. Разъемы вскрывают, осматривают и очищают. При
оплавленных контактах, обугленных изоляционных колодках, по-
вреждении резьбы на накидных гайках или корпусах и нарушении
герметичности разъемы ремонтируют или заменяют. Резьбу разъема
смазывают слоем смазки. Междувагонные соединения электрической
сети закрывают брезентовым рукавом. Эти соединения оснащены
несъемными предохранительными цепочками, которые в разъединен-
ном состоянии удерживают головку разъема внутри габаритов под-
вижного состава и препятствуют соприкосновению головки с между-
вагонным соединением магистрали электропневматического тормоза.
Заменяя провод или предохранительную цепочку, необходимо выдер-
живать установленные размеры.
Междувагонные электрические соединения РПС при поступлении в
ремонт снимают с вагонов и транспортируют в ремонтное отделение.
Механизмы крышек и запоров розеток осматривают, при необходимо-
сти разбирают. Заменяют поломанные или изношенные направляющие,
крышки, пружины.
Поступившие в ремонт междувагонные электросоединения очища-
ют от грязи и пыли, затем проверяют качество и правильность соеди-
нения проводов, замеряют сопротивление изоляции между каждым
532
проводом и корпусом, а также межд^ проводами (должно быть не
ниже 1 МОм), контролируют электрическую прочность изоляции
переменным током 50 Гц напряжением 2000 В для соединений сило-
вых цепей и 1500 В в течение I мин для цепей управления и контроля
температуры.
Сопротивление изоляции и целостность жил кабелей междувагон-
ных соединений проверяют на. с пециал 1>ном стенде.
Испытание электрической прочности изоляции электроцепей вы-
полняют после окончания реьгоита. Мощность испытательной уста-
новки для проверки электрической прочности изоляции должна быть
не менее 2 кВ-A. Разрешается проверять изоляцию мегомметром на
2500 В переменным током 50 Гц, в течение 1 мин. Напряжение испы-
таний принимают в зависимости от рабочего.
Рабочее напряжение проверяемой цепи, В 380 220 52 24 12
Напряжение испытаний, В 2000 1500 1000 500
Перед началом проверки необходимо:
отсоединить провода заземления электрических машин й аппара-
тов от общего заземляющего коитура вагона и изолировать их, под-
ложив изолирующие прокладки под наконечники этих проводов;
вынуть лампы из патронов; отсоединить датчики контроля темпе-
ратуры, контрольно-измерительные приборы, диоды, триоды;
соединить медной проволокой диаметром до 0,5 мм подвижные и
неподвижные контакты всех контакторов;
отключить аккумуляторные батареи и выпрямитель;
поставить в положение «включено» все выключатели и переклю-
чатели; проверить надежность заземления вагона Срама кузова —
тележка — букса).
Если в процессе испытания автоматические выключатели защиты
не сработали и стрелка вольтметра пр я постепенном повышении на-
пряжения не имела резких колебаний в сторону снижения, то элект-
рическая цепь считается выдержавшей испытания на электрическую
прочность изоляции.
Светильники. При периодическом ремонте плафоны арматуры ос-
вещения с лампами накаливания, стекла люминесцентных светильии-
ков, линзы хвостовых фонарей и стекла посадочных фонарей снимают
со всех светильников и передают в цех на промывку. Промывают так-
же грязные пласгоны, снятые с вагонов во время текущего ремонта.
Стеклянные плафоны и стекла светильников, линзы и стекла фонарей
моют в специальной ванне, которая имеет два отделения: одно—для
промывки и другое —для ополаскивания плафонов. В первое отделе-
533
ние заливают примерно 120 л 5%-ного раствора каустической соды.
Этого количества достаточно, чтобы промыть 200-250 плафонов. Вто-
рое отделение заполняется чистой водой. В корзину загружают 50 пла-
фонов и опускают в ванну на 15-20 мин. По истечении этого времени
корзину несколько раз поднимают и опускают, а затем, когда жид-
кость стечет с плафонов, погружают в отделение для ополаскивания.
Ремонт плафонов. Для склеивания поврежденных стекол люми-
несцентных светильников применяют дихлорэтан, представляющий
собой бесцветную легковоспламеняющуюся жидкость (плотность
1,252 г/см3, температура кипения 83,7°С). Дихлорэтан ядовит, имеет
резкий запах, поэтому хранится в стеклянной посуде с плотно притер-
той пробкой. Курить или пользоваться открытым пламенем во время
работы с дихлорэтаном запрещается. Для работы с дихлорэтаном ус-
траивается местная вытяжная вентиляция (зонд или бортовой отсос).
Кромки сломанных кусков плафона смазывают-дихлорэтаном и со-
единяют вместе так, чтобы места излома полностью совпадали. После
небольшой выдержки в течение 1-2 мин склеенная деталь может
устанавливаться на место. Если имеющиеся куски не полностью
совпадают, образующиеся пустоты заполняют пастой. Пасту готовят
заранее, разводя в дихлорэтане кусочки материала плафона. Дихлор-
этан или пасту наносят на склеиваемую кромку кисточкой из нату-
рального волоса. Кисточки с искусственным волосом применять
нельзя, так как дихлорэтан их растворяет.
Ремонт светильников. Наиболее частыми неисправностями све-
тильников с лампами накаливания являются: повреждения замков,
петель, ламподержателей, патронов; отрывы крышек; загрязнение
отражателей; повреждение изоляции присоединенных проводов. В
случае неисправности замка, повреждения язычка или поломки пру-
жины к светильнику приклепывают новый язычок или ставят новую
пружину, навитую из стальной проволоки диаметром 0,8 мм. У све-
тильников с оторванной или неисправной крышкой срубают или ста-
чивают заклепки, снимают неисправную крышку, ремонтируют и
приклепывают вновь. Осматривают, ремонтируют или заменяют пат-
роны, ламподержатели, встроенные выключатели и предохранители,
подтягивают ослабленные элементы крепления; заменяют перегорев-
шие лампы. Наиболее распространенными неисправностями светиль-
ников люминесцентного освещения являются перегорание стартеров,
поломка патронов, пробой конденсаторов и повреждения обмоток
дросселей (обрыв или замыкание витков). Поврежденные обмотки
дросселей перематывают, а другие неисправные элементы заменяют.
534
Люминесцентные светильники и элементы их пускорегулируьогце й
аппаратуры проверяют и ремонтируют на универсал ьном стенде. Лам-
пы устанавливают на держателях и проверяют под соответствую ттуим
напряжением. Величина рабочего напряжения устанавливается регу-
лируемым автотрансформатором. Во время этого испытания измеряют
рабочий ток лампы, проверяют равномерность светоотдачи, отсут-
ствие шумов, нормальное включение. Стартеры устанавливают в
гнезда, имеющиеся на стенде, и проверяют четкость его работы по
характеру зажигания контрольной лампы сте нда. Проверяют также
емкость конденсатора, которая не должна отличаться от номинальной
более чем на ±10%. При снятых лампах проверяют- мегомметром
сопротивление изоляции светильника: между концами выводных про-
водов, между соединенными совместно проводами и корпусом све-
тильника. Сопротивление изоляции должно быть не менее 2 МОм.
При ремонте хвостовых и посадочных фонарей .проверяют их со-
стояние и герметичность, очищают и окрашивают белой краской
ниши, заменяют неисправные резиновые прокладки и уплотнители,
треснувшие стекла светофильтров. Ремонтируют крышки, запоры,
козырьки и диафрагмы. Смазывают фиксаторы и стержни стаканов
светофильтров. Разбирают розетки номерных фонарей, очищают их
детали от коррозии и ремонтируют.
14.7. Аккумуляторные батареи
Основными неисправностями щелочных аккумуляторных батареи
являются: повышенное содержание карбонатов в электролите (более
70 г/л); механические повреждения корпусов (пробои и глубокие
вмятины, раздутие, изломы горловин, глубокая коррозия), борны с
поврежденной резьбой, нарушение уплотнения борнов; потеря емко-
сти (отрыв соединительной контактной пленки, выпадание активной
массы, замыкание разноименных пластин выпавшей активной мас-
сой, налетами ржавчины или в результате коробления пластин при
повреждении сепаратора).
При содержании в электролите карбонатов 70 г/л и более его
сливают, аккумуляторную батарею подвергают специальной обработ-
ке. При меньшем содержании карбонатов электролит сливают, с ак-
кумуляторов снимают чехлы, промывают и осматривают.
Железоникелевые аккумуляторы, у которых при проведении кон-
трольного зарядно-разрядного цикла емкость будет меньше 8О%» но-
535
минальной, обрабатывают сернистым на-
трием. Если после этого емкость аккуму-
ляторов не достигнет 80% номинальной,
их ремонтируют со вскрытием корпуса.
Чтобы снять резиновый чехол, в гор-
ловину аккумулятора вводят захват
(рис. 14.22), а между чехлом и корпу-
сом вставляют с двух сторон упоры из
проволоки, с помощью которых чехол
придерживается при выемки из него ак-
кумулятора. Аккумуляторы, с которых
сняты чехлы, гайки, шайбы, перемычки и
пробки (в аккумуляторах, не имеющих
Рис. 14.22. Приспособление пружинных клапанов), освобождают от
для снятия чехлов с электролита и промывают.
щелочных аккумуляторов Механизированную промывку щелоч-
ных аккумуляторов осуществляют на.
специальной моечной машине (рис. 14.23) с двумя моечными ка-
мерами, оборудованными вытяжной вентиляцией. В каждую камеру
Рис. 14.23. Моечная машина для промывки щелочных аккумуляторов:
1 — бак для слива электролита; 2 — тележка; 3 — сливной лоток; 4 — пово-
ротная корзина; 5 — аккумуляторы; 6 — ручной насос; 7— моечные камеры;
8 — вытяжной зонт; 9 — бак для заливки электролита в аккумуляторы;
10— трубы с насадками для промывки аккумулятора; 11 — приводные муфты;
12 — электродвигатель; 13 — канализационный отвод
536
вкатывается тележка с поворотной корзиной, в которую усч~анонлеи^,1
аккумуляторы. Над местом установки тележки в каждой кахсере сион-
тирована труба с насадками для заливке аккумуляторов водой, нагре-
той до температуры 90-100°С. Тележку с закрепленными в ее корзи-
не аккумуляторами сначала подвозят к баку, расположенному под
полом вне моечных камер. В этом месте корзину поворачивают и из
аккумуляторов выливают электролит» который из наполненного бика
насосом перекачивают в заливочный <>ак, расположенный под про-
мывочными камерами. После слива электролита тележку вкатыва_ют
в камеру моечной машины, при этом полумуфта, смонтированная на
валу корзины, сцепляется с полумуфтой, находящейся в камере и
передающей вращающий момент от электродвигателя. Частота вравлдв-
ния корзины с аккумуляторами составляет 20—25 об/мин.
Все операции по промывке аккумуляторов в моечной машине
могут быть полностью автоматизированы при помощи нескольких
реле времени.
Промытые аккумуляторы осматривают, места со следами кор ро-
зни очищают, протирают салфетками, смоченными в Юх4-нои р а-
створе фосфорной кислоты. Осматривают клапаны, неисправные пру-
жины и резиновые уплотнения. Не обеспечивающие плотного
закрытия горловины аккумулятора за_меняют. После ремонта сухие
аккумуляторы устанавливают в резиновые чехлы и заполняжот, произ-
водят зарядку.
Обработка аккумуляторов при повышенном содержании карбо па-
тов (свыше 70 г/л) заключается в следующем: аккумулято ры затпва-
ют подщелоченной водой, нагретой до температуры 100°СЗ; через Z. ч
воду выливают, встряхивая каждый а-ккумулятор, и снова, запивают
горячей подщелоченной водой, нагретой до температуры 1 ЮО°С; г»ос-
ле отстоя в течение 16-20 ч воду слова выливают и подвергают
аккумуляторы обычной промывке. Такую же промывку производят
при заме не калиевого электролита на натриевый и наобор» ют.
Восстановление емкости железо никелевых аккумуляторов осу жхде-
ствляется путем обработки их сернистым натрием. Этот процесс ос-
нован на улучшении состояния отрицательных железных: электродов
(минусовые пластины), потерявших свою емкость в результате окис-
ления сульфидной серой. Чаще всего это наблюдается в аккумулято-
рах, находящихся длительное время в нерабочем состоянии (хранение
на склад*, длительная стоянка в отстое без проведения пр»офила>стсм-
ческих зарядно-разрядных циклов). Для восстановления емкости та-
ких аккумуляторов их заливают сезонным электролитом с добавлени-
S37
ем 20-25 г/л сернокислого натрия (Na2S04-9H20) ГОСТ 2053-66 и
выдерживают в таком состоянии не менее 3 ч для пропитки пластин.
Если по истечении этого времени э.д.с в аккумуляторах не возникнет,
то им дают отстоятся еще 10 ч. Если и это не дает результатов, то
аккумуляторы ремонтируют со вскрытием корпуса. Остальные акку-
муляторы подвергают формовке и нормальному заряду.
Ремонт со вскрытием корпуса выполняется у аккумуляторов, от-
бракованных из-за механических повреждений или потери емкости.
Аккумуляторы разбирают и заменяют дефектные элементы: пластины,
сепараторы, борны, корпуса, гайки, шайбы и др. Для этого на фре-
зерном станке отрезают сварочный шов, соединяющий корпус акку-
мулятора с верхней крышкой. Затем корпус аккумулятора зажимают
на винтовом прессе и извлекают блок пластин. Отворачивают гайки,
крепящие борны к крышке аккумулятора, снимают изолирующие
шайбы и крышку. После этого разбирают блок на полублоки, снима-
ют, промывают и осматривают сепараторы и каждую пластину.
Во время ремонта пластин зачищают места, подвергшиеся корро-
зии, и проверяют состояние активной массы путем просвечивания
электрической лампой. Пластины с просветами указывают на выпаде-
ние активной массы из пакетов. Оторванные контактные планки кре-
пят точечной электросваркой.
Годные пластины промывают, сушат и опрессовывают в формах.
Опрессовку проводят для восстановления размеров разбухших пла-
стин и создания надежного электрического контакта между активной
массой и корпусом пластины.
При сборке полублоков и блоков должно быть сохранено уста-
новленное для данного типа аккумулятора число положительных и
отрицательных пластин и их взаимное расположение. Между пласти-
нами устанавливают исправные сепараторы. Блок в корпус устанав-
ливают применяя струбцины, которыми сжимают пластины. По мере
ввода пластин в корпус струбцины постепенно передвигают по на-
правлению к борнам. Через 20-30 мин после заполнения аккумуля-
тора электролитом проверяют вольтметром э.д.с., величина которой
должна быть не менее 0,1 В. Отсутствие у аккумулятора э.д.с. ука-
зывает на неправильность сборки или короткое замыкание между
пластинами. На аккумулятор с э.д.с., большей 0,1 В, приваривают
крышки, предварительно покрыв борным сырым асбестом. Крышку
устанавливают так, чтобы нанесенная на нее маркировка совпадала с
полярностью выводных борнов. Затем снимают асбест, устанавлива-
ют изоляционные шайбы и затягивают гайки борном. Собранные ак-
538
кумуляторы окрашивают, сушат, на них надевают чехлы и проводят
зарядно-разрядные циклы.
Ремонт резиновых чехлов. Снятые резиновые чехлы промывают
водой (температура должна быть около 6-0°С), после чего производят
проверку их на герметичность сжатым воздухом давлением О, 1 N4I~Ia
под слоем воды в течение 1 мин. Допускается испытание чехлов
водой 0,1 МПа или на электрическую проницаемость переменным
током, напряжением не ниже 1350 В частотой 50 Гц в течение 1О сек.
Чехлы, не выдержавшие испытания из-за наличия механических п о-
вреждений, ремонтируют вулканизацией.
При ремонте резиновых чехлов наклейкой ( вулканизацией) повреж-
денное место зачищают и обезжиривают бензином. Затем на него накла-
дывают сырую резину (шифр 1847 или 2959 по МРТУ-38-5-20-4-6-4) с
предварительным нанесением на поврежденное место резинового клея
БФ-2, приготовленного из смеси 10 г резины и 100 г бензина Б-7О. Вул-
канизация производится при температуре 143°С в течение 15 мин. Дав-
ление при вулканизации 1-2 МПа.
При ремонте резиновых чехлов наклейкой стеклоткани повреж-
денное место обводят карандашом (стеклографом) и зачищают абра-
зивным кругом, рашпилем или металлической щеткой. Затем зачи-
щенную поверхность обезжиривают бензином.
Из стеклоткани вырезают накладки, края которых должны
перекрывать поврежденное место на 25-30 мм со всех сторон.
Накладки пропитывают клеем, который приготовляется по следующе-
му рецепту: эластомер сухой марки ГЭН-150 (ТУ 11-105-58) ----
20 вес. ч.; ацетон (ГОСТ 2768-69) — 50 вес. ч.; бензол (ГОСТ 84-48—6 1 )
или толуол (ГОСТ 9880-61)— 15 вес. ч.; бутилацетат или этил ацетат
(ГОСТ 8981-71) —35 вес. ч.
В качестве клеящего состава можно применить синтетический
клей №88Н (МРТУ 38-5-880-66). Технология его приготовления та-
кая же, как и состава на основе эластомера ГЭН- 150.
На ремонтируемое место кисточкой наносят клеевой состав и по
истечении 20 мин сверху накладывают последовательно одну на дру-
гую две накладки, пропитанные этим же составом- Прежде чем уд о-
жить вторую накладку поверхность первой дополнительно промазы-
вают клеевым составом. Через 20 мин иа поверхность второй нак-
ладки наносят слой клеящего состава, подкрашенного добавлением
1-2 вес.ч.сажи.
Для полимеризации клеящего состава изделие выдерживают
в течение 24—36 ч при температуре 20°С. Можно ускорить процесс
5 39
полимеризации, поместив изделие в сушильный шкаф. При темпера-
туре 60-80°С процесс полимеризации заканчивается в течение 6-8 ч.
Чехлы повторно испытывают и сушат. Чехлы, не выдержавшие
испытания, бракуют.
Приготовление электролита для щелочных аккумуляторов.
В щелочных аккумуляторах применяют так называемый составной
щелочной электролит, представляющий собой водный раствор гидра-
та окиси калия (едкое кали) с добавкой моногидрата лития и серни-
стого натрия. Содержание этих добавок в 1 л электролита должно
быть следующим: 5-6 г едкого лития, 20-25 г сернистого натрия.
Карбонатов в электролите не должно быть более 10 г/л. Для раство-
рения гидрата окиси калия должна применяться дистиллированная
вода. Плотность электролита для эксплуатации в летних и зимних
условиях указана в табл. 14.4. Составной электролит обеспечивает
наиболее длительный срок службы аккумуляторов — 750 зарядно-
разрядных циклов. Если применять электролит без добавки едкого
лития и сернистого натрия, срок службы аккумуляторов уменьшается
до 250-350 циклов.
Для приготовления электролита применяют технический гидрат
окиси калия марки А (твердый) или В (жидкий) по ГОСТ 9285-69,
аккумуляторный едкий литий по ГОСТ 8595-57 и сернистый натрий
по ГОСТ 2053-66. Эти щелочи поставляются в твердом виде в гер-
метически закрытых железных сосудах или в жидком виде в стек-
лянных бутылях. В процессе приготовления электролита для щелоч-
ных аккумуляторов должны выполняться требования в отношении
химической чистоты исходных материалов как для щелочных, так и
для кислотных. Присутствие в электролите алюминия, меди, свинца,
поташа или соды резко снижает емкость аккумулятора и вызывает
повышенный саморазряд. Поэтому едкое кали, применяемое для при-
готовления электролита, должно содержать не более 3,5% поташа.
Чтобы в электролит не попали вредные примеси щелочи необходимо
растворять в чистой дистиллированной воде в стальной ванне или
банке. Нельзя пользоваться оцинкованными, лужеными, алюминие-
выми, медными и свинцовыми сосудами, а также сосудами, приме-
нявшимися для приготовления кислотного электролита. Даже неболь-
шое количество кислоты выводит из строя щелочной аккумулятор.
В условиях депо при небольшом числе ремонтируемых аккумуля-
торов электролит можно приготовить в баке. Количество щелочи и
дистиллированной воды, необходимой для приготовления электроли-
та, определяется по табл. 14.4.
540
При большом числе ремонтируемых аккумуляторов для приготов-
ления электролита применяют механизированные установки.
Регенерация электролита. Старый электролит, вылитый из акку-
муляторов, в случае необходимости можно подвергнуть регея-ге^раа пии^
т.е. освободить от карбонатов и снова использовать для зал ивки в
батареи». Регенерация производится путем осаждения карбонатов гид-
ратом окиси бария. Для осаждения 1 г карбонатов требуется 2,8 г
окиси бария. Например, если имеется 200 л электролита с содержа-
нием 70 г/л карбонатов, для их осаждения требуется взять 2СОх70х
х2,8 = 39000 г, или 39 кг гидрата окиси бария. Рассчитанное коли-
чество гидрата окиси бария растворяют в воде, нагретой до 80—9О°С,
и выливают в электролит, тщательно его перемешивая. Расгворэу дакт
отстояться в течение 12-15 ч, после чего осветленную часть сливают
и проверяют содержание в ней карбонатов, которое не должно и ре-
вышать 10 г/л. При благоприятных результатах анализа в электролит
добавляют моногидрат едкого лития, доводят плотность до необходи-
мого значения и заливают электролит в аккумуляторы.
Приготовление подщелоченной воды. Для получения подщело-
ченной воды в бак с дистиллированной водой загружают твердую ще-
лочь из расчета 5-10 г на 1 л воды или заливают электролит пл отн ос-
тью 1,19-1,21 г/см3 из расчета 25—50 см3 на 1 л воды. Подщелоченная
вода отстаивается в течение суток, после чего осветленную ее часть
используют для приготовления электролита для доливки аккумулято-
ров.
Аккумуляторы новые и те, которые ремонтировались со вскрыти-
ем корпуса, формуют; остальные аккумуляторы подвергают только..
одному тренировочному зарядно-разрядному циклу.
Заливка аккумуляторов. Отремонтированные щелочные аккуму-
ляторы устанавливают на стеллажи из дубовых досок со целочесггой-
ким покрытием или из кирпичей, облицованных керамической? плит-
кой. Размеры стеллажа должны быть такими, чтобы на нем могли
разместиться две батареи — по одной на каждой стороне. Для пре-
дотвращения замыканий аккумуляторов стеллаж выполняют ступен-
чатым и каждую группу из 20-22 аккумуляторов устанавливают на
разных уровнях на некотором расстоянии друг от друга. Над стелла-
жами размещается вытяжной вентиляционный короб.
Установленные батареи заливают заранее приготовленным элект-
ролитом. При заливке электролита в аккумуляторы, подвергавшиеся
промывке, плотность его несколько увеличивают. Через 3—б ч после
заливки она снизится до нормы, так как вода, оставшаяся в. порах
пластин, разбавит электролит. Потребное количество электролита до
зируется автоматическим краном или дозатором. Заполненные элек-
тролитом аккумуляторы тщательно протирают.
Формовка аккумуляторов. В зависимости от типа щелочные
аккумуляторы выпускаются залитыми электролитом или не залитыми
им. Для подготовки к первому заряду не залитые электролитом акку-
муляторы делятся на группы в зависимости от величины э.д.с. Если
э.д.с. не залитых аккумуляторов ниже 0,7 В, то для приведения их в
рабочее состояние необходимо провести 5-6 зарядно-разрядных цик-
лов. Если же э-д.с. аккумуляторов более 0,7 В, то для этого доста-
точно 2-3 цикла. После разделения на группы аккумуляторы залива-
ют электролитом температурой не выше -30°С и оставляют для
пропитки активной массы электродов на несколько часов. Перед по-
становкой аккумуляторов на первый заряд необходимо проверить
наличие напряжения на каадом из них. Если напряжение окажется
равным нулю, то такие аккумуляторы ставить на заряд нельзя.
Нормальным зарядным током для никель-железных и никель-
кадмиевых аккумуляторов принят ток, численно равный обычно 0,25
в течение установленного времени или приведенный в табл. 14.5.
За время первого заряда, который длится обычно 12 ч, аккумулято-
рам сообщается емкость, равная 3 Сном. Такой усиленный заряд спо-
Таблица 14.5
Режимы Ступени Аккумулятор
ТНЖ-250 ТНЖ-350 13K375H 9156.33
Тренировочные I 63/12 90/12 94/6 16/75
циклы: II — — 47/6 —
первый заряд I 50/5 70/6 75/4 75/5
второй заряд I 63/12 90/12 80/6 75/8
второй заряд Контрольный цикл: I 50/5 70/3 75/4 75/3
заряд I 63/7 90/6 80/6 75/8
разряд Напряжение аккумуляторов, В: I 50/5 70/5 75/4 75/5
номинальное — 1,25 1,25 1,33 1,33
минимально допустимое при разряде 1,0 1,0 1,0 1,0
Примечания. 1. В числителе указан ток заряда или разряда, А; в знаменателе — время, ч.
2. ТЗ — время до достижения на аккумуляторе 1В, ч
542
собствует повышению срока службы аккумулятора и увел ичик^рт ем-
кость обеих пластин. После око- вчания заряда аккумулято ры включа-
ются на разряд постоянным по величине током. При первокг ряч ряде
аккумулятор обычно не способен отдать номинальную емкость, кр>м те-
рном окончания разряда является минимально допустимое напряжение.
Поэтому в конце разряда напряжение на аккумуляторах должно конт-
ролироваться не реже одного ралза в 15 мин. Если у 5 -6 аккумуляторов
напряжение достигнет 1 В, разряд прекращают независимо от е го про-
должительности. Температура электролита во время разряда ие должна
превышать 3 5°С. При втором тренировочном цикле аккуму ля торам
снова сообщают емкость 3 <2НС>1Ы, а разряд проводят так же, как: при
первом цикле. Третий цикл является контрольным. В резул ытгате его
проведения определяется велич ина емкости, которой обладало тг акку-
муляторы. При третьем цикле зарэяд проводится приблизительно- той же
величиной тока, что и при первых двух, но аккумулятору сообщается
емкость, равная примерно 1,5 С?11ОМ- Контрольный разряд про в одится
до достижения аккумуляторами тминимально допустимого нагтря же н и я
1 В. При этом фиксируется время разряда или емкость, отданная акку-
муляторам счетчиком ампер-часов.
Общее время приведения в действие аккумуляторов может коле-
баться от 45 до 90 ч. После про ведения каждого зарядного и разряд-
ного режимов необходимо делать перерывы продолжительностью
1-1,5 ч для охлаждения аккумуляторов. Если температура электроли-
та превышает-35°С, следует прервать режим и дать аккуму ля торам
охладиться.
Аккумуляторы, которые после контрольного цикла отдают при
разряде более 80% номинально Ж емкости и напряжение которых со-
ставляет не менее 1 В, могут быть введены в эксплуатацию* атскуму-
ляторы с меньшей емкостью и напряжением подвергаются еще двум
тренировочным циклам.
Заряд после ремонта. Заряд аккумуляторов, которые подвергались
ремонту со вскрытием корпуса, осуществляется так же, как и ьжозвълх.
Если при ремонте корпус не вскрывался, то аккумулятор годве ргают
одному тренировочному зарядно-разрядному и контрольному ин клам.
Как правило, в цехе одновременно заряжается несколько бата|>е_£я, ж ко-
торым сверх обычного количества аккумуляторов добавляют е=ще по
3-4 однотипных аккумулятора и» числа отремонтированных заранее.
Такой порядок позволяет имгеть резервные заряженные аккумуля-
торы различных характеристик (по емкости и сроку служб ы) для
подмены неисправных аккумуляторов в батареях, проходящих п ери-
543
одический и текущий ремонты. При контрольном цикле заряженная
батарея разряжается; при этом записывают емкость и конечное напря-
жение каждого аккумулятора с тем, чтобы можно было укомплек-
товать батареи из равноценных аккумуляторов. Аккумуляторы с ко-
нечным напряжением выше 1,1В комплектуются в одну группу, а с
напряжением от 1,1 до 1 В — в другую группу. После этого произ-
водится окончательный заряд батареи. Батареи после ремонта должны
отдавать не менее 80% номинальной емкости.
Номинальный и ускоренный заряды. В эксплуатации щелочные
аккумуляторные батареи заряжают нормальным током. Так, батареи,
составленные из аккумуляторов ТНЖ-250, заряжают током 63А в
течение 6 ч, а из ТНЖ-350 — током 90А в течение 5,3 ч. один раз
в 3 месяца щелочные батареи, находящиеся в эксплуатации, следует
заряжать током, численно равным 0,2 <2НОМ в течение 12 ч.
В особых случаях, когда не представляется возможным осуще-
ствить нормальный заряд, батарею можно подвергнуть ускоренному
заряду. Первые 2,5 ч заряд ведут усиленным током, равным по ве-
личине 0,5 <2иом, т.е. для батарей, составленных из аккумуляторов
ТНЖ-250 током 125 А, а из аккумуляторов ТНЖ-350 — током
175 А. Затем зарядный ток снижают вдвое еще раз и проводят разряд
в течение 2 ч. При ускоренном заряде процесс длится не 6, а 4,5 ч
и аккумуляторам сообщается не 150%, а 175% номинальной емко-
сти. Это объясняется тем, что при больших токах заряд протекает
менее эффективно. Однако увеличение зарядного тока вызывает по-
вышение температуры электролита и приводит к сокращению срока
службы аккумуляторов, поэтому ускоренный режим заряда применя-
ется в исключительных случаях. В зимних условиях при температуре
окружающего воздуха ниже -10°С его применять запрещается.
Определение состояния пластин путем измерения их потен-
циалов. Чтобы выяснить какие пластины железоникелевого аккумуля-
тора служат причиной уменьшения его емкости и недопустимого
уменьшения напряжения при разряде (менее 1 В), измеряют потенциа-
лы обеих пластин с помощью цинкового электрода. Для этого электрод
в изоляционной втулке вставляют в горловину разряженного аккуму-
лятора при токе разряда порядка 30 А и соединяют вольтметр с двусто-
ронней шкалой на 3 В поочередно между электродом и каждым из вы-
водов аккумулятора. При исправных пластинах напряжение между
электродом и отрицательным выводом не более 0,65 В. Измерения про-
изводят при напряжении на аккумуляторах не менее 0,8 В, при мень-
ших напряжениях снижается точность измерений. Аккумуляторы с на-
544
пряжением, не соответствующим у казанному, п одвсргаютг обработке
сернистым натрием, а если это не приводит к желаемому результату____
пластины соответствующего полу блока подлежат замене.
Кислотные аккумуляторные батар«м. Процесс разборки кислотно-
го аккумулятора несложен. Специальным ножом удаляют мастику из-под
крышек банок и в зависимости от конструкции батареи снимают крышки
отдельно или вместе с полублоками пластин. Вынутые полу блоки разъе-
диняют, ставят в ванну из диэлектрического материала и провиывагот дис-
тиллированной водой При разборке стартерного аккумулятора до снятия
крышки надо удалить перемычки, припаянные к выводным штырям.
Из башок, смонтированных в деревянном ящике (осветительная бата-
рея) или в эбонитовом корпусе (стартерная батарея), в-ыливают электро-
лит и тщательно удаляют осадок. Следует помнить, что удаление осадка
из банки кислотного аккумулятора производят только после изъятия по-
лублоков , иначе шлам со дна в момент опрокиды вания банки может за-
стрять в сепараторах и замкнуть между собой пластины. Тогда аккуму-
ляторным элемент окажется испорченным, так как из-за короткого
замыкания произойдет саморазряд и сульфатация поверхности пластин.
Промытые полублоки тщательно осматривают и отбирают пласти-
ны, у которых осыпалась активная масса. Полублоки считают годны-
ми для дальнейшего использования, если на решетках пластин нет
видимых! повреждений, активная масса твердая:, без отслоений, проч-
но держится в решетке и на отрицательных пластинах имеет светло-
серый цвет, площадь осыпавшихся ячеек положительной пластины не
превышает 5% ее поверхности, а отрицательной пластины--------- 7%.
Если в полублоках обнаружены годные и негодные пластины, то
их разбирают и из годных пластин комплекту ют новые полу блоки.
Годные для повторного использования пластины выправляют под
прессом- Можно комплектовать полу блоки из старогодных и новых
пластин,, получаемых в качестве запасных частей. Чаше всего так
комплектуют полублоки положительных пластин, срок службы кото-
рых значительно меньше, чем отрицательных.
Разрозненные пластины соединяют в полублоки по специальной
технологии с использованием соответствую яцей оснастки. Пайку
свинцовых гребенок можно вести только в нейтральной среде, поэто-
му ремонтный участок оборудуют геиераторогм водорода.
Кислотный электролит получают с мешиванием в о ripe деле иной
пропорции дистиллированной воды и аккумуляторной серией кисло-
ты. Качество обоих компонентов должно отвечать требованиям соот-
ветственно ГОСТ 6709-72 и ГОСТ 66 "7—73.
545
Приготовив электролит, проверяют и корректируют его плотность
с помощью специального прибора — ареометра, градуированного
при 20°С. Во время замера ареометр должен свободно плавать на
поверхности электролита, не касаясь стенок колбы. В зависимости от
фактической температуры проверяемого электролита вносят поправку
в показания ареометра с помощью специальной табл. 14.6.
Зимой плотность электролита делают несколько выше (1,25—
1,27 г/см3), чем летом (1,19-1,21 г/см3). Это способствует сохране-
нию емкости аккумуляторов, уменьшающейся при низкой температу-
ре окружающей среды, и препятствует замерзанию электролита. Ле-
том плотность электролита делают меньшей с учетом испарения воды.
Количество дистиллированной воды и раствора серной кислоты
плотностью 1,4, необходимое для приготовления 1 л электролита тре-
буемой плотности, определяется по табл. 14.7.
Отремонтированные аккумуляторы транспортируют в зарядное по-
мещение, устанавливают на стеллажи, соединяют в батареи и заливают
Таблица 14.6
Плотность серной кислоты, г/смэ Количество, л Плотность серной кислота, г/ см3 Количество, л
Воды Серной кислоты Воды Серной кислоты
1,83 0,59 0,41 1,68 0,44 0,56
1,82 0,57 0,43 1,66 0,42 0,58
1,81 0,56 0,44 1,64 0,40 0,60
1,80 0,55 0,45
Таблица 14.7
Требуемая плотность электролита, г/см3 Количество, л Требуемая плотность электролита, г/см3 Количество, л
Воды Раствора кислоты плотностью 1,4 г/см3 Воды Раствора кислоты плотностью 1,4 г/см3
1,320 0,224 0,776 1,250 0,412 0,588
1,310 0,254 0,746 1,241 0,432 0,568
1,300 0,280 0,720 1,231 0,461 0,539
1,290 0,308 0,692 1,200 0,530 0,485
1,280 0,336 0,664 1,120 0,731 0,269
1,270 0,306 0,640 1,110 0,754 0,246
1,260 0,286 0,614 1,100 0,778 0,222
546
заранее приготовленным электрон игом. Аккумуляторы, у которых за-
менялись пластины, подвергают (формовке и нормальному заря лу Ба-
тареи, которые ремонтировались без замены пластин, подвергают толь-
ко нормальному заряду с обязательным устранением сульфатац ми.
Заливка батарей. В помещениях для заряда кислотных аккуму-
ляторов обычно устанавливают стеллажи, иизготовленные из деревян-
ных дубовых брусьев, окрашенных кислотоустойчивой краской.
Длина стеллажа определяется, в основном, размерами за ря лш.1х по-
мещений, но для удобства работы на нем должны пом ещагься -одна
батарея и 3—4 аккумулятора.
Установленную на стеллаж батарею заливают электролитом соответ-
ствующей плотности при температуре до ЗО°<2, при помощи рези нового
шланга с эбонитовым краном. Длину шланга выбирают такой, чтобы
можно было работать в любом месте зарядного помещения. В начале
электролит в аккумуляторы заливают несколько выше установленного
уровня, так как часть его постепенно впитывается активной массой. Во
время пропитки пластин, которая гцэодолжаегся 5—6 ч, температура элек-
тролита повышается за счет тепла, выделяющегося при реакциях серной
кислоты с веществами активной массы. На заряд аккумуляторы можно
ставить только после того, как те ivr пература электролита снизится до
35°С. После пропитки уровень электролита выравнивают до норм ы. Во
избежание сульфатации пластин нельзя держать незаряженные аккумуля-
торы длительное время с залитым электролитом.
Формировка аккумуляторов- Новые выпускаемые заводами
аккумуляторы поступают к потребителям без электролита с пластина-
ми, заполненными свинцовой пастой (положительные пластины имеют
серый цвет). В таком состоянии аккумуляторы лучше сохраняются, так
как после превращения пасты в активную массу пластины быстро
окисляются и подвергаются сульфатации. Поэтому перед вводом но-
вых батарей в эксплуатацию их формируют, т.е. подвергают несколь-
ким тренировочным зарядно-разрядным циклам. Процесс введения
кислотных аккумуляторов в эксплуатацию занимает длительное время
(100-200 ч), причем он должен бьлть непрерывным. Особое внимание
уделяется первому заряду, так каю его правильное проведение зо мно-
гом определяет дальнейшую работу батареи. В процессе изготовления
и хранения аккумуляторов губчатый свинец отрицательных пластин
окисляется. При заливке аккумуляторов окисленная часть вступает в
химическую реакцию с электролитом. В результате этого образуется
крупнокристаллический сульфат свинца, сильно увеличивающий внут-
реннее сопротивление аккумуляггора. Во время первого заряда таких
547
аккумуляторов резко повышается температура электролита. Для пре-
дотвращения этого первый заряд проводится пониженным током по
сравнению с последующими зарядами. При этом батарее сообщается
600-900% номинальной емкости. Продолжительность первого заряда
указывается в правилах эксплуатации аккумуляторных батарей ориен-
тировочно в зависимости от срока хранения батарей. В значительной
степени на нее влияет окружающая температура.
При первом заряде батарей, хранившихся недолго, напряжение
аккумуляторов постепенно повышается и достигает своей нормальной
величины лишь в конце заряда. Напряжение отдельных аккумулято-
ров долго хранившихся батарей в начале заряда держится слишком
высоким, затем в течение первых 3-4 ч понижается, после чего начи-
нает медленно повышаться. В конце заряда напряжение, как правило,
на 0,1-0,2 В меньше, чем при заряде аккумуляторов, не подвергав-
шихся хранению. Зарядно-разрядные режимы кислотных аккумулято-
ров приведены в табл. 14.7.
Зарядный ток подводят к аккумулятора.м от агрегатов зарядной
станции по кабелю; в зарядном помещении не должно быть никакого
электрического оборудования и электрических контактов (разъемов),
кроме контактов самих аккумуляторов. Заряд начинают током I сту-
пени и ведут в течение указанного в табл. 40 времени или до дости-
жения напряжения 2,4 В у большинства (80%) аккумуляторов. После
этого делают перерыв на 1-2 ч, чтобы уменьшилась температура элек-
тролита, зарядный ток снижают до величины II ступени в течение
указанного в табл. 14 времени или продолжают заряд током II сту-
пени до тех пор, пока напряжение на каждом аккумуляторе на про-
тяжении последних 2 ч заряда не останется постоянным и равным
2,6-2,7 В; плотность электролита перестанет повышаться и начнется
сильное газовыделение (аккумулятор «кипит»). Только при наличии
всех этих трех признаков можно прекратить заряд.
Заканчивая первый заряд, не следует корректировать плотность
электролита, так как она может измениться при последующих зарядах.
Новые аккумуляторы заряжаются полностью только после нескольких
тренировочных зарядно-разрядных циклов. Однако для установки но-
вой батареи на вагон нет необходимости тренировать ее до достижения
номинальной емкости. Достаточно 2-3 циклов при условии, что после
них батарея отдает не менее 80-85% номинальной емкости. Первый тре-
нировочный цикл проводится через 2 ч после окончания первого заря-
да, за это время батарея остывает. При тренировочном цикле разряд
ведется током, указанным в табл. 14.4, в течение установленного вре-
548
мени или до тех пор, пока напряжение на одном из аккумуляторов бата-
реи не достигнет конечного значен ия 1,7-1,8 В. При разряде батареи
следят за каждым аккумулятором, записывая в журнал, а также на тор-
цовых стенках или крышке аккумулятора напряжге ние, плотность э-элек-
тролита и емкость батареи (произведение разрядного тока на время раз-
ряда до достижения кислотным аккумулятором напряжения С 1,7—
1,8 В)). Такой порядок позволяет подбирать в батарею равно1хеннк»же по
емкости аккумуляторы. В конце разряда напряжение аккумуляторов
измеряют чаще, чтобы не разрядить ни один из аккумуляторов 1гиже
предельного напряжения (1,7-1,8 В). По окончании разряда батарея ос-
тывает в течение 2 ч и ее ставят на второй заряд. Если по какой-либо
причине заряд не может быть начат через 2 ч после окончания раэз-рвяда,
принимают меры к тому, чтобы батарея находилась в разряженном со-
стоянии минимальное время, во всяком случае не более 12 ч, и иначе
может произойти сульфатация пластин. Второй и все последующие тре-
нировочные заряды проводятся токами, указанными в табл. 14.7» со-
блюден ием тех же требований к плотности и температуре электролита,
что и при первом заряде. В процессе заряда наблюдают за напряжением
отдельных аккумуляторов и уровнем электролита. После второ го и
каждого последующего тренировочного цикла заряд батареи вАллжкр-
часах должен быть примерно на 15—20% больше величины емкости,
снятой при предшествующем разряде.
После второго заряда батарею снова разряжают током, указанным
в табл. 14.5 (второй тренировочный разряд). Такие заряды и разр>яды
ведут до тех пор, пока емкость батареи, измеренная при ее конт-
рольном разряде, не будет составлять после второго тренировочного
цикла не менее 80%, а после третьего — не менее 85% гарантирован-
ной емкости. Во избежание сульфатации перерывы между разрядом
и последующим зарядом не должны превышать 2 ч.
Для сравнения полученной при разряде емкости с номинальной, ука-
занной в табл. 14.2, ее следует привести к температуре 30° С по <форг»/-«уле
^=6/(1+0,008(1-30»,
где Qt и б30 — фактическая смко-сть, полученная при средней тем-
пературе разряда, и емкость при 30°С;
0,008 — температурный коэффициент емкости.
Корректировка плотности и уровня электролита в аккуи ул «то-
рах. После окончания тренировочных циклов и полного заряда батареи кор-
ректируют плотность и уровень электролита. Для корректировки применяют
раствор серной кислоты плотностью 1,4г7см3 или дистиллироваимуто в-оду.
Плот-
549
ность электролита корректируют после того, как все аккумуляторы батареи
полностью зарядятся, а уровень электролита в них будет доведен до нор-
мальной величины, эту операцию производят не отключая батарею от заряд-
ного агрегата. Часть электролита отсасывают из аккумулятора резиновой
грушей, а взамен добавляют такое же количество дистиллированной воды
или раствора серной кислоты. После каждой доливки воды для перемеши-
вания электролита аккумуляторы заряжают в течение 30 мин и проверяют
плотность электролита. Колебания откорректированной плотности электро-
лита в отдельных аккумуляторах не должны превышать 0,005. Корректиро-
вать плотность электролита нужно с учетом поправки на температуру. Каж-
дый заряженный аккумулятор протирают, смазывают зажимы техническим
вазелином и по окончании газовыделения, но не ранее, чем через 3 ч после
конца заряда, в аккумуляторы вставляют пробки.
Заряд аккумуляторов после ремонта. Аккумуляторы, подверг-
шиеся полной разборке с заменой пластин, заряжают так же, как м
новые. Если при ремонте аккумуляторов пластины не заменялись,
заряд осуществляют, как при проведении зарядно-разрядных трени-
ровочных циклов. После этого отремонтированные аккумуляторы
должны отдавать при контрольном разряде не менее 80% номиналь-
ной емкости. Обычно к батарее присоединяют три-четыре аккумуля-
тора из числа отремонтированных. Это позволяет подбирать в батарею
равноценные по емкости и степени износа аккумуляторы, а дополни-
тельные, установленные в зарядную цепь, использовать для замены
неисправных элементов в эксплуатируемых батареях.
14.8. Техника безопасности при ремонте
электрического оборудования
К ремонту и производству профилактических работ в электроустановках
подвижного состава допускают лиц, прошедших обучение и выдержавших
испытания квалификационной комиссией при назначении на должность,
а также проходящие обучение периодически в сроки, установленные МПС-
Во время проверки исправности электрических машин категори-
чески запрещается проводить работы одним работником, производить
подсоединение проводов, проверять схемы под напряжением. Испы-
тывать электрические машины необходимо в диэлектрических перчат-
ках, под ногами должен быть резиновый коврик.
Поражение электрическим током возможно не только при непос-
редственном соприкосновении с токоведущими частями, находящими
550
ся под напряжением, но и с металлическими конструкциям и, случайно
оказавшимися под напряжением. Ремонт электрического оборудова-
ния можно производить тол ько при снятом напряжении сети. До начала
ремонта необходимо снять с ремонтируемого участка сети или аппара-
та напряжение; на выключателях вывесить плакат «Не включать. Рабо-
тают люди» и заземлить.
Испытания на электрическую прочность обмоток электрических
машин и аппаратов необходимо производить в специальных помеще-
ниях, имеющих защитные блокировки.
Проверку характеристик аппаратов необходимо производить» на
стендах, имеющих защитное ограждение.
Работы по ремонту электрооборудования проводить в гол овном
уборе, в застегнутой одежде с применением защитных средств.
Рабочее «место, предназначенное для: ремонта электрооборудова-
ния, должно содержаться в чистоте и п орядке.
Электрические дрели, гайковерты и другой инструмент можно
применять только при условии полной сто исправности и напряжени-
ем не свыше 36 В. Если инструмент рассчитан на напряжение 220 В,
то им можно пользоваться только при надежном заземлении его
корпуса. В этом случае необходимо использовать диэлектрические
калоши или резиновые коврики.
Заменять предохранители допускается только типовыми предохра-
нителями при отключенном напряжении:. Токоведущие чаети предох-
ранителей, выключателей, рубильников, шин, зажимов генераторов,
электродвигателей должны постоянно закрываться щитами.
Пуск электродвигателя или включение электрического аппарата .
после ремонта или осмотра можно производить только после тща-
тельной проверки всей установки.
Работы, связанные с подъе мом или перемещением наиболее круг-
негабаритных электрических машин, поручают специализированным
такелажным бригадам.
Чалочные приспособления (стропы, траверсы, захваты) должны
иметь паспорт с техническими данными ж указаниями последнего сро-
ка испытания и соответствовать массе поднимаемого груза. При стро-
повке электрических машин или их узлов следует проявлять особую
осторожность, чтобы не повредить сердечники, обмотки, контактные
кольца, коллекторы и другие элементы. При строповке груза необхо-
димо следить затем, чтобы стропы не перекручивались.
Перед подачей сигнала о подъеме следует убедиться, что груз ни-
чем не удерживается и не может за что-лжбо зацепиться при подъеме.
551
Затем подают команду на подъем. После натяжения строп необходи-
мо проверить правильность их положения и удостовериться, что груз
не перевернется. При неправильном положении груза следует немед-
ленно остановить подъем, опустить груз и произвести перестроповку.
Грузовой крюк перед началом подъема должен находиться над
центром тяжести поднимаемого груза. Категорически запрещается во
избежание несчастных случаев и повреждения груза перемещать груз
при наклонном натяжении стропы.
При горизонтальном перемещении груза на высоте, не превыша-
ющей рост человека, необходимо сопровождать груз до места с
целью предотвращения его опрокидывания или сползания.
При ремонте аккумуляторных батарей приходится работать со свинцом
и его соединениями. Свинцовая пыль вредна для организма человека.
Вдыхание паров серной кислоты раздражает слизистую оболочку
дыхательных путей и вызывает рвоту. Попадание серной кислоты на
глаза приводит к сильным ожогам и потере зрения. Кроме того, сер-
ная кислота разрушает обувь и одежду.
При зарядке аккумуляторных батарей выделяется водород, кото-
рый в смеси с кислородом образует гремучий газ. Этот газ может
взорваться от искры.
Для избежания скопления газа помещение должно быть оборудова-
но приточно-вытяжной вентиляцией с обязательным устройством вы-
тяжки на каждом рабочем месте, где выполняются производственные
операции. Скорость всасывания воздуха в приемных отверстиях вы-
тяжных устройств должна быть 1,5—4 м/с, вентиляция должна обеспе-
чивать в помещении шести-, восьмикратный обмен воздуха в 1 ч.
Уборку помещений рабочих мест необходимо производить ежед-
невно путем смывания свинцовой пыли и электролита. Стены, потол-
ки, карнизы, окна и воздуховоды необходимо тщательно протирать
влажными тряпками не реже одного разя в десять дней.
Устранять неисправности в аккумуляторных батареях необходимо
так, чтобы не вызывать короткого замыкания элементов.
При приготовлении электролита серную кислоту следует лить в
дистиллированную воду, а не наоборот, транспортировать аккумуля-
торные батареи с завернутыми пробками.
Работать с аккумуляторными батареями следует только в резино-
вых перчатках, прорезиненном фартуке и в защитных очках.
Рабочие должны соблюдать личные меры предосторожности и
гигиены: чаще мыть руки и лицо; хранить и принимать пищу только
в специально отведенном для этого помещении.
552
Список литературы
1. Вагонное хозяйство/В.И. Гридюшко, В.П. Бучаев,
Н.З. Криворучко, и др. — М.: Транспорт, 1988. — 294с.
2. Р.А. Шибер, Т.Т. Круглый. Устройство и ремонт ваго-
нов. — М.: Транспорт, 1975. — 3 51с.
3. Технология вагоностроения и ремонта вагонов: Учебник лая
ВУЗов/В.С. Герасимов, И.Ф. Скиба, Б.Н. Кернит и лр;
Под ред. В.С. Герасимова, 2-е изд., пере раб. и доп. — М.: Транспорт,
1988. — 381с.
4. Т.К. Батюшкин, Д.В. Бых овс к и й , В.С. Лук аш у к
Технология вагоностроения, ремонт и надежность вагонов. --- !М.:
Машиностроение, 1990. — 359с.
5. В.И. Калашников, Ю.С. Подшивалов, Г.И. Демч е=н -
ков. Ремонт вагонов. — М.: Транспорт, 1982. — 248с.
6. В.Д. Алексее, Г.Е. Сороки и. Ремонт вагонов. ------ 1М.:
Транспорт, 1978. — 280с.
7. Н.А. ЬЛордвинкин, В.Д. Алексеев. Осмотр и ремонт
вагонов в поездах. — М.: Транспорт, 1981. — 279с.
8. М.М. Соколов. Диагностирование вагонов. — А4.: Транс-
порт, 1990. — 196с.
9. Б о л о тин М.М., Осиновский Л.Л. Автоматизация про из—
водственных процессов при изготовлении и ремонте вагонов. - Ivl.:
Транспорт, 1989. — 206с.
10. З.М. Болотин, О.П. Иванов, Ю.М. Кал ыму л ин .
Электрическое и комбинированное отопление пассажирских, ваго-
нов.— М.: Транспорт, 1989. — 237с.
11. Ю.О. Фаерштейн, Г.И. Юса дчук. Ремонт оборудования
изотермического подвижного состава.—М.: Транспорт, 1S>87. ---
344с.
12. Организация и технология ремонта рефрижераторных вагоиовУ
Ю.И. Артеменко, Ю.М. Б акрад зе , Ф.И. Воронин и др_---------
М.: Транспорт, 1974. — 290с.
13. А.А. Колоколов, В.В. С к р и пк ин Устройство и ремонт
холодильного и дизельного оборудования рефрижераторных поез-
дов. — М.: Транспорт, 1974. — 290с.
14. В.Н. Васильев, В.В. Ск рип кин Устройство и ремонт
электрооборудования рефрижераторных поездов. — М.: Выслал шко-
ла, 1978. — 320с.
15. А.Е. Зорохович, А.З. Л и б м ан Ремоят электрооборудо-
вания пассажирских вагонов. — Гч4.: Транспорт, 1974.-28"7с.
553
16. Рефрижераторные вагоны отечественной постройки/
В.Е. Кржимовский, В.Н. Васильев, В.В. Скрипкин и
др. — М.: Транспорт, 1974. — 263с.
17. Ю.М. Бакрадзе, Б.С. Акимов, Ю.О. Фаерштейн. Ре-
монт рефрижераторных вагонов. — М.: Транспорт, 1984. — 191с.
18. Ю.О. Фаерштейн, Б.Н. Китаев. Кондиционирование воз-
духа в пассажирских вагонах. — М.: Транспорт, 1984. — 272с.
19. М.Л. Зворыкин, В.Н. Черкез. Кондиционирование воз-
духа в пассажирских вагонах. — М.: Транспорт, 1977. — 287с.
20. А.М. Ножевников. Поточно-конвйерные линии ремонта
вагонов. — М.: Транспорт, 1980. — 136с.
21. В.Я. Алтухов, А.Ф. Трофименко, А.С. Зенкин. Ме-
ханизация технического обслуживания и ремонта подвижного соста-
ва. — М.: Транспорт, 1989. — 200с.
22. Пятивагонная рефрижераторная секция типа ZB-5: Руководство
по заводскому ремонту первого объема 49.18.80.РД. ПКТБ по ваго-
нам. — Воронеж, 1984. — 374с.
23. Инструкция осмотрщику вагонов. — М.: Транспорт,
1997. — 135с.
24. Электрическое оборудование пассажирских вагонов: Руковод-
ство по заводскому ремонту ЦТВР 4099. — М.: Транспорт, 1982. —
260с.
25. Вагоны пассажирские магистральных железных дорог: Инст-
рукция по техническому обслуживанию оборудования № 104. ПКБ
ЦВ. — М.: Транспорт, 1986. — 80с.
26. Вагоны пассажирские цельнометаллические: Инструкция по
техническому обслуживанию. РД 32 ЦЛ-026-91.
27. Вагоны пассажирские цельнометаллические: Руководство по
деповскому ремонту ЦВ/4859 — М.: Транспорт, 1986.
28. Вагоны пассажирские магистральных железных дорог: Руко-
водство по капитально-восстановительному ремонту (КВР), 1995.
29. Грузовые вагоны железных дорог колеи 1520 мм.: Руковод-
ство по деповскому ремонту ЦВ/4859 — М.: Транспорт, 1998.
30. Грузовые вагоны железных дорог колеи 1520 мм.: Руковод-
ство по капитальному ремонту — М.: Транспорт, 1998.
31. Инструктивные указания по эксплуатации и ремонту вагон-
ных букс с роликовыми подшипниками, ЦВРК. — М.: Транспорт,
1998.
32. Инструкция по ремонту тележек грузовых вагонов. РД32
ЦВ 052-99.
554
33. Инструкция по сварке и наплавке при ремонте грузовых вито-
нов. — М.: Транспорт, 1999.
34. Инструкция по осмотру, освидетельствованию, ремонту и
формированию вагонных колесных пар.
35. Классификация неисправностей вагонных колеснълх пар ы их
элементов. — М.: Транспорт, 1 978.
36. Пружины и рессоры рессорного подвешивания пассажирских
вагонов, РТЫ 32 ЦВ 1-29-87.
37. Технологическая инструкция по испытании» на растяжение и
неразрушающему контролю деталей вагонов. 637-96 П1СБ ЦВ -----М.:
Транспорт, 1995.
38. Основные условия ремонта и модернизации пассажирских
вагонов на ремонтных заводах Министерства путей сообщения Рос-
сийской Федерации ЦЛ-230.
39. Вагоны пассажирские цельнометаллические: Руководство по
капитальному ремонту (КР-1) ЦВ-ЦТВР/4-321. — 1985.
40. Вагоны пассажирские цельнометаллические: Руководство по
капитальному ремонту (КР-2).
41. Международный стандарт. Общее руководство качеством и
стандарты по обеспечению качества: Руководящие указания по выбо-
ру и применению Per. № ИСО 9000-87.
42. Правила по сертификации. Правила системы сертификации на
федеральном железнодорожном транспорте Российской Федерации:
Основные положения МПС России ИССФЖТ 01-96.
43. Ведомственные нормы пожарной безопасности- Вагоны пасса-
жирские. Требования пожарной безопасности ВНПБ-97. -Ml. : ГЧ4ПС,
1997.
44- . Правила по охране труда при ремонте подвижного состава и
производстве запасных частей- — М.: Транспорт, 199 1.- 56с.
45. Инструктивные указания о внедрении системы качества по
ИСО 9000 и совершенствовании работ по сертификации
№ М-211у, 2000.
46. Редукторно-карданные приводы вагонных генераторов пасса-
жирских ЦМВ: Руководство по ремонту, 1995. — 314-с.
47. Учебник для вузов ж.-д. трансп/ В.В. Лукин, Л.А. Шадур,
В.Н. Котуранов, А.А. хохлов, П.П. Анисимов.; Под ре л. В-В- Луки-
на. — м.: УМК МПС России, 2000. — 731с.
Оглавление
Введение...................................................................................... 3
Глава 1. Износы деталей, виды и сроки технического обслу-
живания н ремонта вагонов........._____________.................................. 5
1.1. Виды и причины износов. Определение их величины.
Понятие о надежности и долговечности деталей........................ 5
1.2. Виды, сроки и нормы проведения технического
обслуживания и ремонта вагонов..................................... 12
1.3. Техническая диагностика вагонов................................................... 22
1.4. Основы технологии ремонта вагонов......................... 31
1.5. Методы ремонта.................................................................... 37
1.6. Техника безопасности при ремонте вагонов.......................................... 41
1.7. Пожарная безопасность при ремонте пассажирских вагонов .... 43
Глава 2. Технология восстановления деталей вагонов ................... 49
2.1. Подготовка вагона к ремонту..........*.................... 49
2.2. Очистка от загрязнений............................................................ 52
2.3. Способы выявления дефектов........................................................ 60
2.4. Сварочные работы при ремонте вагонов.............................................. 67
2.4.1. Способы сварки вагонных деталей............................................. 67
2.4.2. Общие требования по выполнению
сварочных работ................................................. 69
2.4.3. Подготовка деталей к сварке................................................. 74
2.4.4. Электроды и режимы выполнения
дуговой сварки.................................................. 77
2.4.5. Контроль качества сварочных работ........................................... 81
2.4.6. Особенности сварки при низких температурах.......... 83
2.5. Восстановление деталей гальваническими покры-
тиями, металлизацией и полимерными материалами................ 83
2.6. Защитные покрытия вагонов и их деталей............................................ 87
2.7. Организация технического контроля и управление
качеством продукции........................................... 118
2.8. Метрологическое обеспечение предприятий вагонного
хозяйства......................................................... 123
2.9. Неразрушающий контроль изделий.................................................... 136
2.10. Организация и механизация производственных
процессов при ремонте вагонов..................................... 145
Глава 3. Ремонт колесных пар • •••••••••••••••••••••••«•••••••••••••••••••••••••••а 155
3.1. Неисправности колесных пар, их причины
и выявление....................................................... 155
3.2. Обмер элементов колесных пар..................................................... 160
3.3. Осмотр и освидетельствования колесных пар........................................ 167
3.4. Виды ремонта колесных пар........................................................ 169
3.5. Неразрушающий контроль колесных пар.............................................. 174
3.6. Приемка и клеймение колесных пар................................................. 177
556
Г-лава 4. Ремонт буксового узла..................................._.._...
4.1. Неисправности буксовых узлов, их причины .....................
4.2. Внешние признаки неисправностей р»оликовых букс_______________
4.3. Порядок проверки роликовых букс в эксплуатации________________
4.4. Ревизии букс..................................................
4.5. Демонтаж букс. Промывка деталей
буксового узла.....................................................
4.6. Ремонт деталей буксового узла..................... _ ..
4.7. Монтаж букс с роликовыми подшипниками_________________________
Глава 5. Ремонт рессорного подвешивания.................._...__...........
5.1. Неисправности рессор и пружин, их причины ____________________
5.2. Ремонт листовых рессор........................................
5.3. Ремонт пружин.................................................
5.4. Неисправности и ремонт фрикционных гасителей
колебаний..........................................................
5.5. Неисправности гидравлических гасителей________________________
5.6. Ревизия гидравлических гасителей _____________________________
5.7. Ремонт гидравлических гасителей_______________________________
5.8. Подбор и установка рессорного подвешивания
на тележку.........................................................
5.9. Порядок работ при замене неисправных элементов
рессорного подвешивания............................................
Глава 6. Ремонт тележек грузовых вагонов ......................................
6.1. Неисправности грузовых тележек и их причины___________________
6.2. Организация работ при ремонте тележек грузовых в аге и о в . . ..
6.3. Ремонт боковых рам............................................
6.4. Ремонт надрессорных и соединительных балок____________________
6.5. Сборка и приемка те лежек ....................................
6.6. Техника безопасности при ремонте тележек ___________________...
Глава 7. Ремонт тележек пассажирских вагонов....—.......................
7.1. 'Требования к пассажирским тележкам
в эксплуатации.....................................................
7.2. Ремонт тележек пассажирских вагонов на
хготочло-ксивейерпсй линии_____________________________________
7.3. Ремонт узлов и деталей пассажирских тележек ------------------
7.4. Проверка и регулировка тележек--------------------------------
Глава 8. Ремонт ударно-тяговых ус тройств .......................................
8.1. Неисправности автосцепных устройств в
эксплуатации, их причины и выявления-------------------—-----------
8.2. Виды осмотра автосцепного устройства--------------------------
8.3. Ремонт деталей автосцепного устройства------------------------
8.3.1. Проверка деталей автосцепного устройства ша5лонлми .
8.3.2. Ремонт деталей автосцепки-------------------------------
8.3.3. Ремонт поглощающих аппаратов и деталей,
передающих нагрузку от автосцепки на раму ---------------------
179
179
181
182
185
189
191
196
200
200
201
204
206
210
210
216
218
219
221
221
222
226
227
231
233
235
235
239
241
247
250
250
256
260
260
262
266
557
8.3.4. Ремонт деталей центрирующего прибора,
расцепного привода и амортизирующих
устройств............................................... 271
8.4. Клеймение, окраска и установка на вагон
автосцепного устройства...................................... 273
8.5. Техника безопасности при осмотре и ремонте
автосцепного устройства...................................... 275
Глава 9. Ремонт приводов генераторов пассажирских вагонов...... 277
9.1. Техническое обслуживание приводов генераторов................ 277
9.2. Ремонт текстропно-карданных приводов (ТК-2)
и текстропно-редукторно-карданных приводов (ТРК)...... 282
9.3. Сборка, регулировка и испытание приводов ТРК и ТК-2.. 285
9.4. Ремонт редукторно-карданных приводов от
средней части оси типа ВБА-32/2, EUK-160-1M................... 288
Глава 10. Ремонт рам н кузовов вагонов ________................._....... 294
10.1. Неисправности рам вагонов, их причины....................... 294
10.2. Ремонт рам вагонов............—............................. 295
10.3. Неисправности кузовов вагонов............................... 301
10.4. Ремонт кузовов универсальных платформ....................... 304
10.5. Ремонт фермы и обшивки цельнометаллических вагонов ... 306
10.6. Ремонт кузовов крытых вагонов............................... 309
10.7. Ремонт крышек разгрузочных люков и дверей
полувагонов................................................... 310
10.8. Ремонт котлов цистерн....................................... 312
10.9. Ремонт оборудования кузовов пассажирских и
рефрижераторных вагонов....................................... 315
10.10. Окраска отремонтированных вагонов.......................... 319
10.11. Техника безопасности при ремонте рам и
кузовов вагонов.............................................. 322
Глава 11. Техническое обслуживание и ремонт систем
отопления, водоснабжения и вентиляции вагонов.......................... 324
11.1. Техническое обслуживание систем отопления,
водоснабжения и вентиляции пассажирских вагонов
и рефрижераторного подвижного состава......................... 324
11.2. Диагностика систем отопления и вентиляции................... 331
11.3. Ремонт системы отопления, водоснабжения
и вентиляции вагонов........................................ 337
11.3.1. Система отопления..................................... 337
11.3.2. Система водоснабжения................................. 340
11.3.3. Система вентиляции.................................... 343
Глава 12. Техническое обслуживание н ремонт холодильного
оборудования н установок кондиционирования воздуха ................. 346
12.1. Техническое обслуживание холодильного
оборудования.................................................. 346
12.2. Диагностика холодильных машин............................... 351
558
12.3. Объем и характер ремонта холодильных машин...,.......... 357
12.4. Компрессоры..................................................... 360
12.5. Автоматический запорный вентиль................................... 366
12.6. Теплообменные аппараты и вспомогательное
оборудование.................................................. 369
12.7. Приборы автоматики............................................ 376
12.8. Сборка и испытание холодильных машин__________________.... 3 78
12.9. Техника безопасности при ремонте
холодильного оборудования........................... _............. 379
Глава 13. Техническое обслуживание м ремонт
дизельного оборудования.....-......---—— ................................... 381
13.1. Техническое обслуживание дизеля.................................. 381
13.2. Возможные неисправности дизеля................................... 384
13.3. Диагностика технического состояния дизеля ......................... 389
13.4. Р-азборка дизеля и подготовка. ж дефектации,........................ 398
13.5. Ремонт блока цилиндров и картера дизеля ........................... -400
13.6. Ремонт головок цилиндров ....................................... -403
13.7. Ремонт цилиндровых втулок......................................... -405
13.8. Ремонт кривошипно-шатунного механизма................................ -408
13,8.1. Коленчатый вал............... -........-.-...-................. -408
13.8.2. Шатуны.......................................................... -412
13.8.3. Поршневые пальцы.......................-.-.........- -414-
13,8.4. Поршни дизелей......—.........-........-.-....................... 415
13.8.5. Поршневые кольца............,................................ 418
13.9. Механизм газораспределения ............... -.-....................... 422
13.10. Ремонт системы охлаждения —.......................... - 425
13.11. Система смазки.................... -............................. 427
13.12. Топливная система............... —............................... 432
13.13. Системапуска................................... -.................. 447
13.14. Ремонт системы впуска, выпу ска и наддува........................... 449
13.15. Вспомогательное оборудование....................... — 452
13.16. Сборка и испытания дизелей .......-..............-................... 455
13.17. Техника безопасности при ремонте................ -.................. 464
Глава 14. Техническое обслуживание и ремонт
электрооборудования вагонов--------------------.................................. 467
14.1. Техническое обслуживание электрооборудования ------------- 467
14.2. Диагностирование электрооборвудования вагонов------------------------- 472
14.3. Электрические машины............. -........-........................ 474
14.4. Электрическая аппаратура ..........-................................. 499
14.5. Контрольно-измерительные приборы............ ........................ 512
14.6. Электрические цепи и междувагонные соединения------------- 526
14.7. Аккумуляторные батареи......................-.-...-...-— 535
14.8. Техника безопасности при ремонте
электрического оборудования —...................-....-...-..... 550
Список литературы ..................................—553
559