




























































































































Автор: Раувендааль К.
Теги: промышленность высокомолекулярных веществ резиновая промышленность промышленность пластмасс высокомолекулярные соединения (полимеры) и пластмассы химия химическая промышленность полимеры пластмассы
ISBN: 978-5-93913-102-5
Год: 2008




HANSER
Раувендааль К.
ЭКСТРУЗИЯ
ПОЛИМЕРОВ
г. . .
экструзионное оборудование
анализ процесса
практические приложения
CINCINNATI Г»
extrusion |g Krauss Maffei coperion
' “****** • »lnrFL.1 confidence through partnership
SMS group
издательство
ПР ФЕССИЯ
Polymer Extrusion
Fourth Edition
Chris Rauwendaal
With contributions from
Paul J. Gramann, Bruce A. Davis, and
Tim A. Osswald
HANSER
Hanser Publishers, Munich
Hanser Gardner Publications, Inc., Cincinnati
Крис Раувендааль
ЭКСТРУЗИЯ
ПОЛИМЕРОВ
При участии П.Дж. Грэманна, Б.А. Дэвиса, Т.А. Оссвальда
Перевод с англ. яз. 4-го издания
под редакцией
д-ра физ.-мат. наук, проф. АЛ. Малкина
Санкт- Петербург
2008
УДК 678.06
ББК 35.710Англ
Р27
Раувендааль К.
Р27 Экструзия полимеров / Пер. с англ, под ред. А.Я. Малкина — СПб.: Профессия, 2008. —
768 стр., ил.
ISBN 978-5-93913-102-5
ISBN 3-446-21774-6 {CarlHarner Verlag)
ISBN 1-56990-321-2 {Hanser Gardner Publications)
В первой части книги подробно рассмотрено экструзионное оборудование — все су-
ществующие типы экструдеров, формующих головок и вспомогательных систем; про-
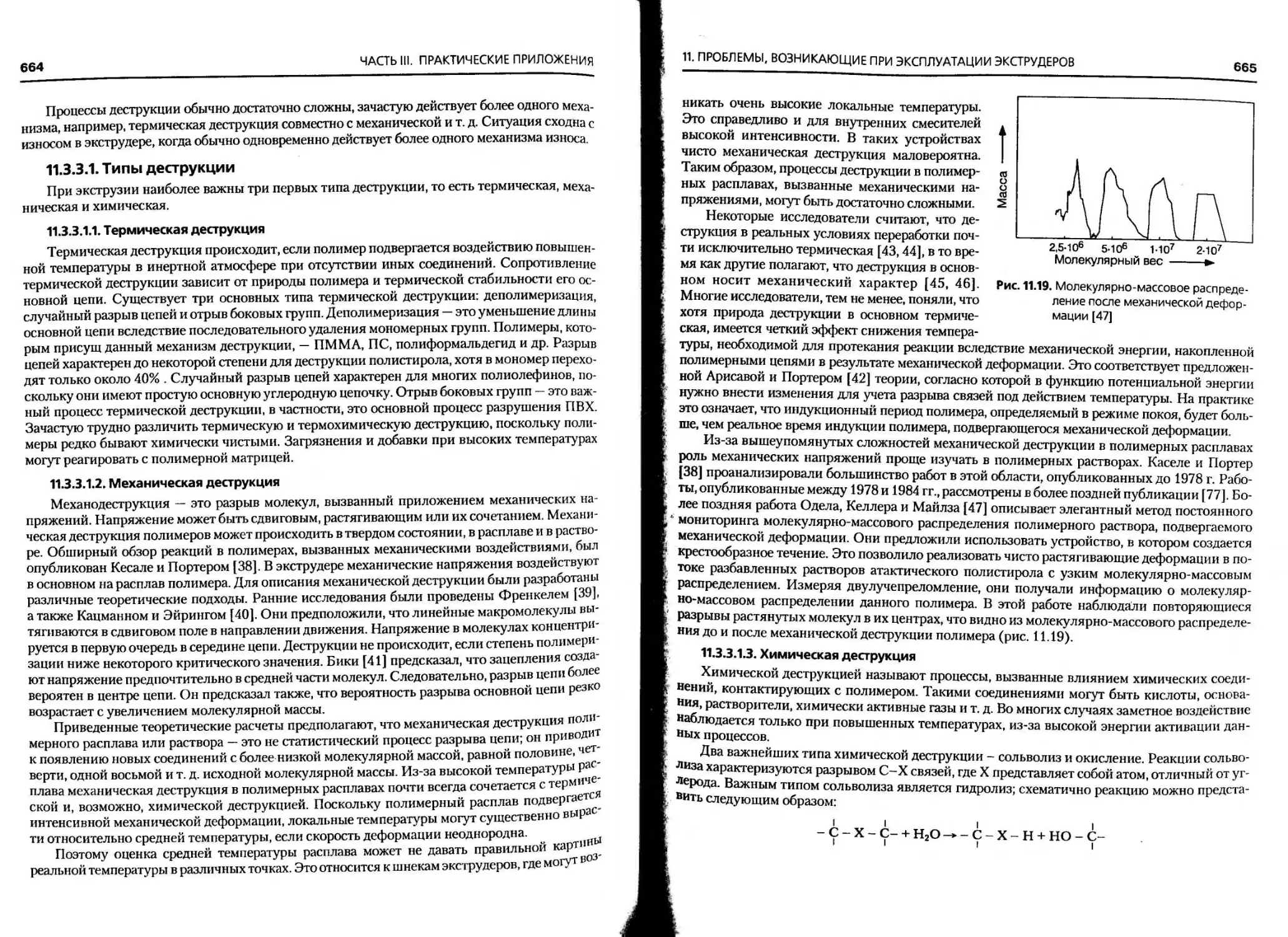
анализированы основные проблемы, возникающие при его эксплуатации, и приведены
пути их решения. Вторая часть книги посвящена анализу процесса экструзии, его науч-
ным основам и свойствам полимерных материалов. В заключительной части рассмат-
ривается конструкция шнеков и головок, описаны методы анализа и компьютерного
моделирования, а также пути оптимизации переработки.
Русский перевод 4-го издания книги, в котором обобщены результаты теории и
практики экструзии за последние 15 лет, адресован инженерам, технологам и химикам,
занимающимся переработкой полимерных материалов.
УДК 678.06
ББК 35.710Англ
All right reserved. Cad Hanser Vedag, Munich/FRG.
Authorized translation from the original English language edition published by Carl Hanser Verlag,
Muhich/FRG
Все права защищены. Никакая часть данной книги не может быть воспроизведена в какой бы то ни
было форме без письменного разрешения владельцев авторских прав.
ISBN 978-5-93913-102-5
ISBN 3-446-21774-6 {Carl Hanser Verlag)
ISBN 1-56990-321-2 {Hanser Gardner Publications)
© Carl Hanser Ver lag, Munich, 2001
© Смирнов M.A., перевод, гл. 1-4, 2005
© Бронников С.В., перевод, гл. 5,6, 2005
© Калюжная Л.М., перевод, гл. 7,2005
© Дмитриев И.Ю., перевод, гл. 8,2005
© Зоолшоев З.Ф., перевод, гл. 9,10,2005
© Бицкий А.Э., перевод, гл. И, 12, 2005
© Изд-во «Профессия», 2006
Содержание
Предисловие к русскому изданию.......................................... И
1. Введение............................................................... 13
1.1. Общие сведения......................................................13
1.2. Содержание книги....................................................14
1.3. Краткий обзор литературы............................................15
1.4. История экструзии полимеров....................................... 17
1.5. Литература..........................................................19
Часть I. Экструзионное оборудование....................................... 21
2. Классификация экструдеров.............................................. 23
2.1. Одношнековый экструдер..............................................23
2.1.1. Принцип действия шнекового экструдера......................... 25
2,1.2. Экструдер с отводом газов.................................... 25
2.1.3. Экструдеры для переработки реактопластов...................... 26
2.2. Многошнековые экструдеры............................................30
2.2.1. Двухшнековый экструдер........................................ 30
2.2.2. Многошнековые экструдеры ................................... 31
2.2.3. Экструдер с шестеренчатым насосом............................ 32
2.3. Дисковые экструдеры............................................... 33
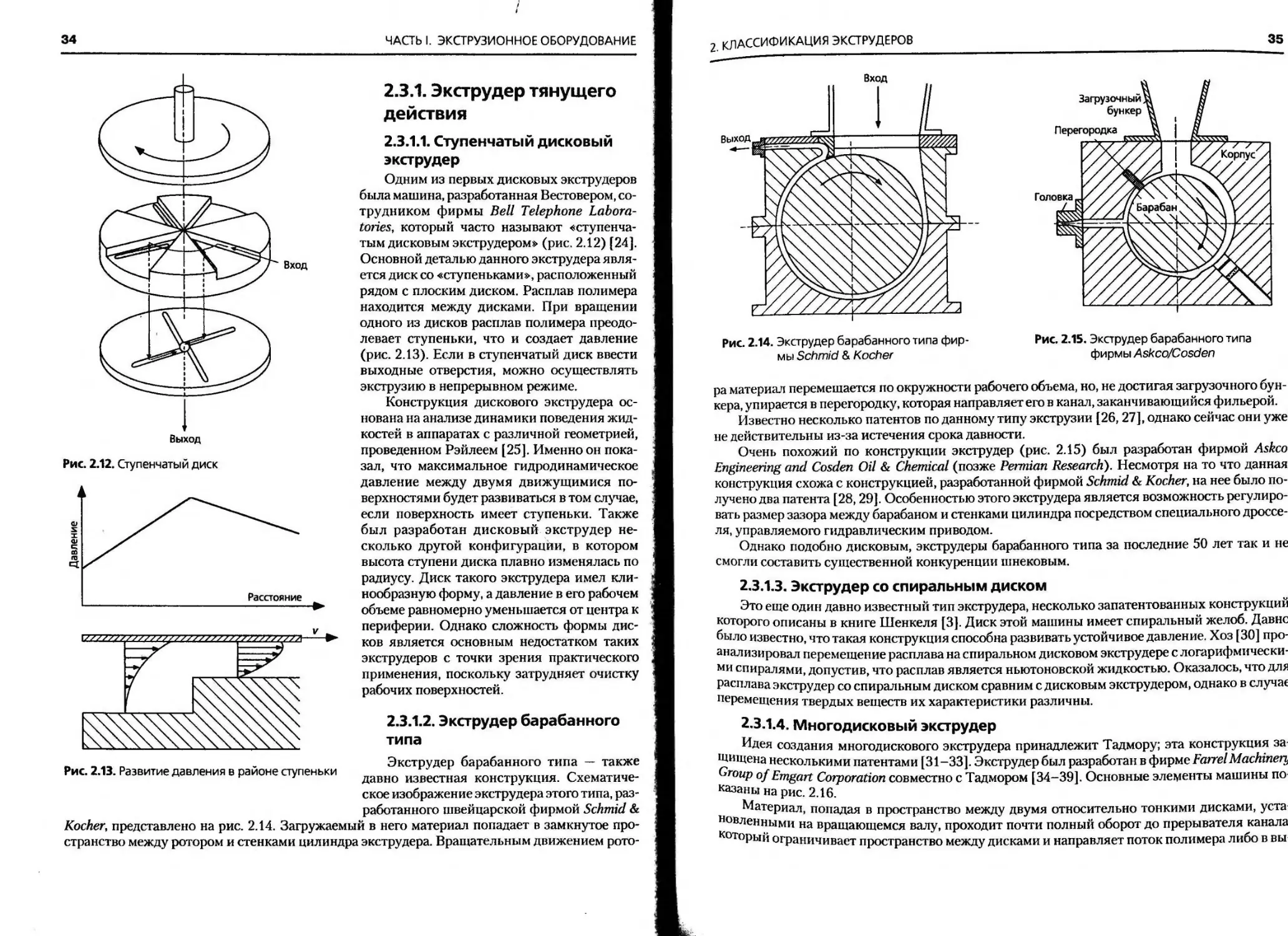
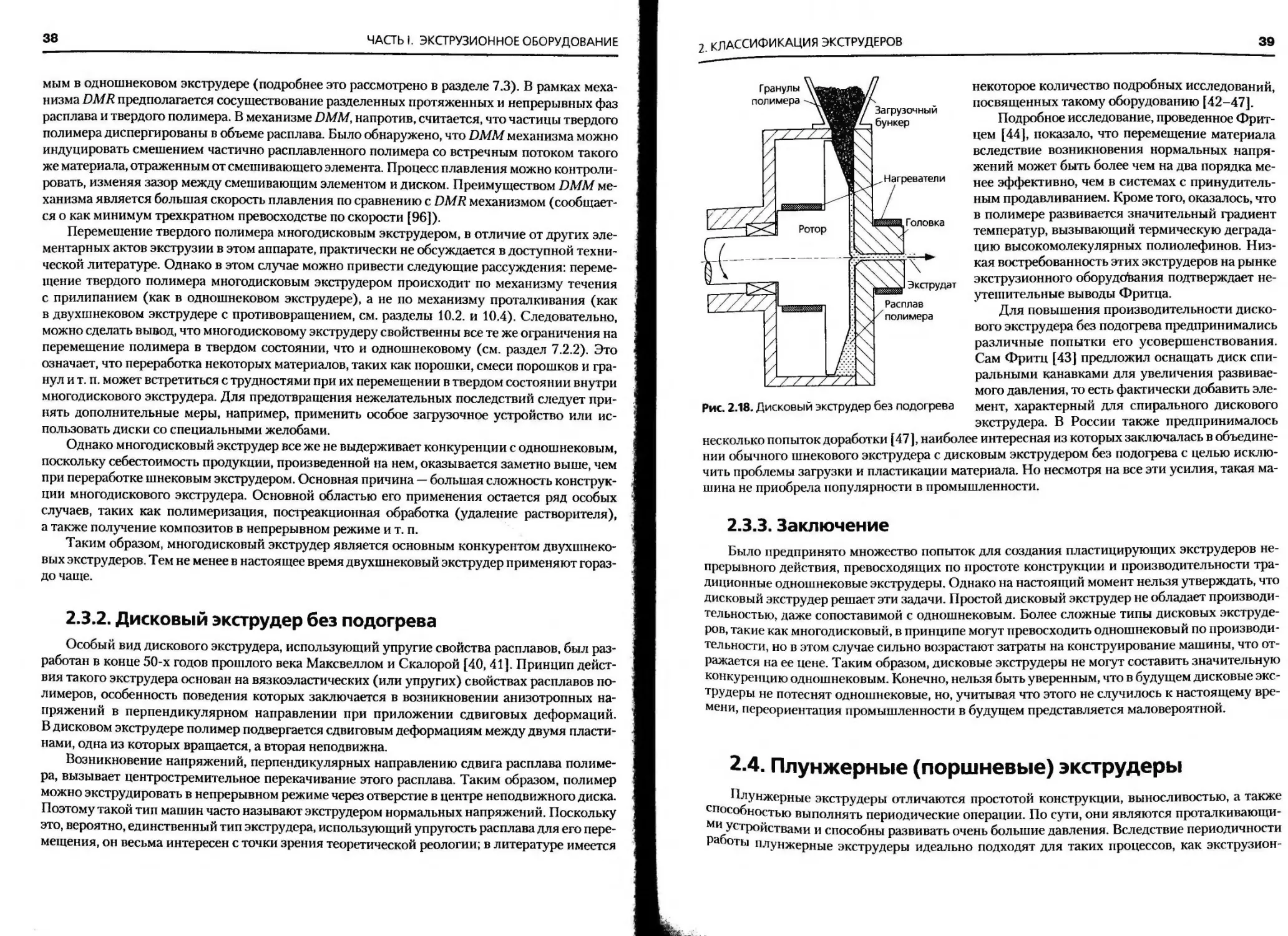
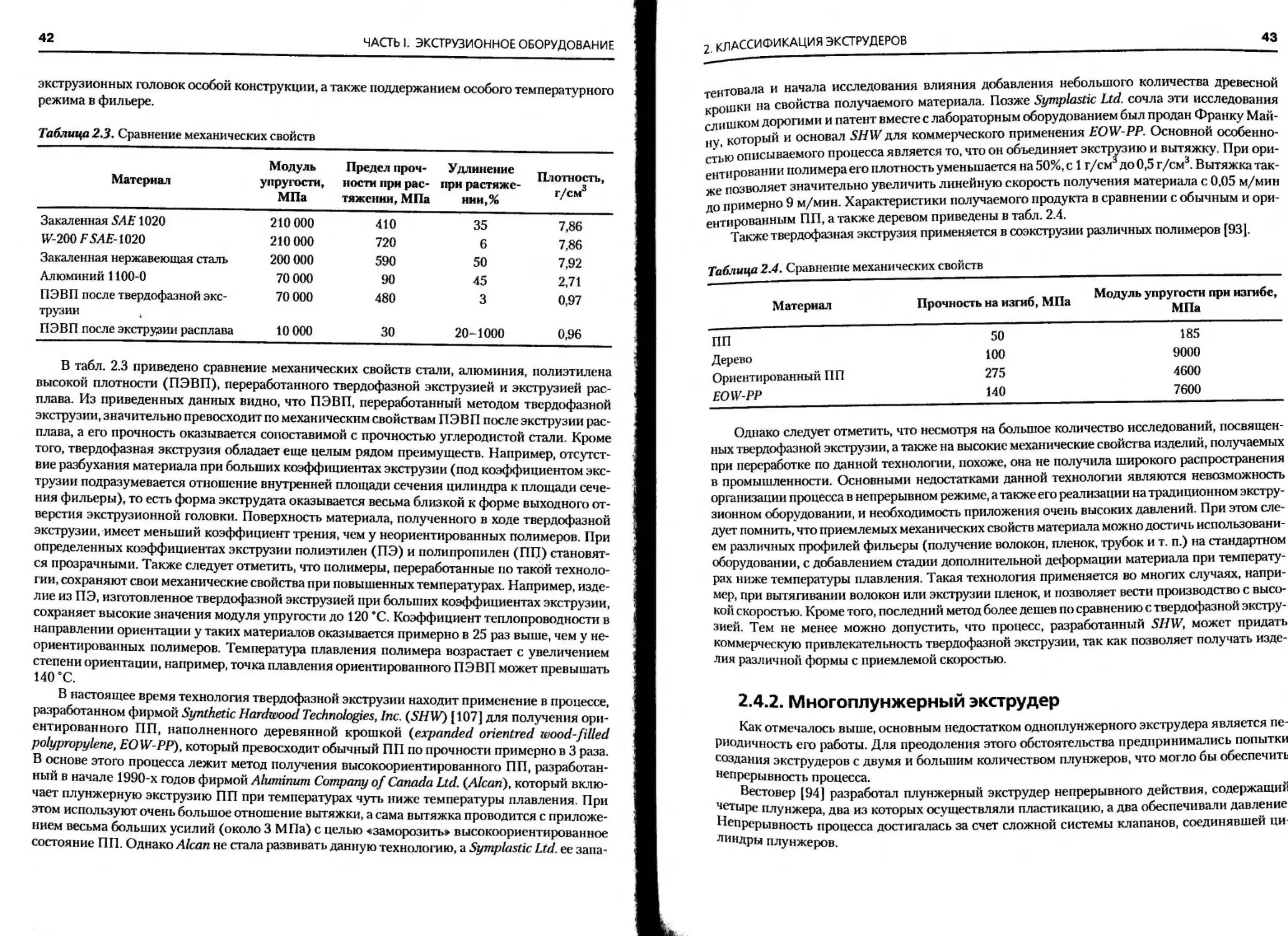
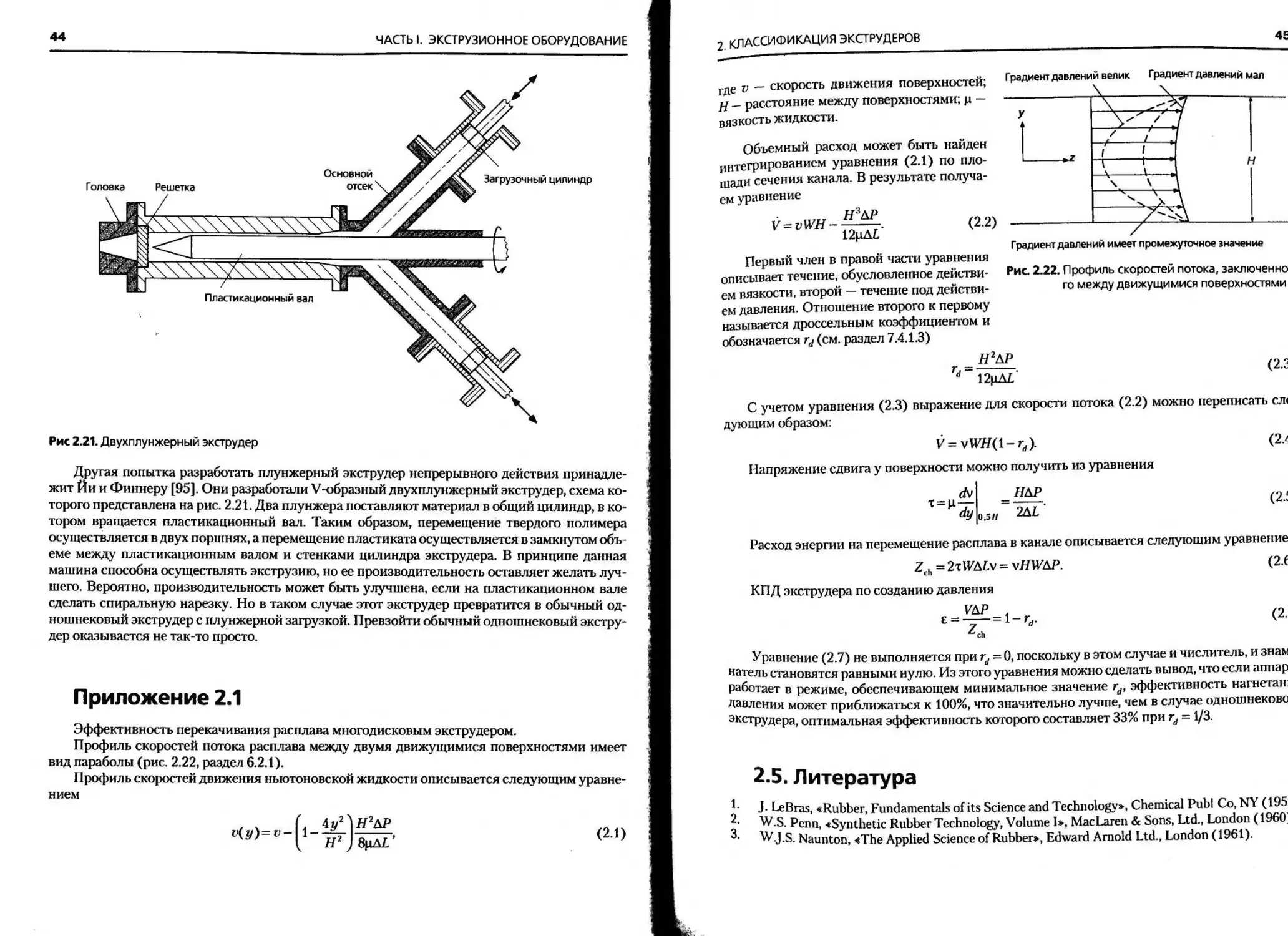
2.3.1. Экструдер тянущего действия................................... 34
2.3.2. Дисковый экструдер без подогрева.............................. 38
2.3.3. Заключение.................................................... 39
2.4, Плунжерные (поршневые) экструдеры...................................39
2.4.1. Плунжерный экструдер периодического действия................. 40
2.4.2. Многоплунжерный экструдер..................................... 43
Приложение 2.1...........................................................44
2.5. Литература..........................................................45
3. Устройство экструдера................................................ 49
3.1. Привод экструдера...................................................49
3.1.1. Электропривод переменного тока................................ 49
3.1.2. Передача с двигателем постоянного тока........................ 52
3.1.3. Г ид равл ические приводы..................................... 55
3.1.4. Сравнение приводов различных типов............................ 57
3.1.5. Редуктор...................................................... 59
3.1.6. Характеристики при постоянной нагрузке........................ 59
3.2. Узел, воспринимающий осевое давление шнека (подшипниковый узел).....60
3.3. Цилиндр и загрузочное отверстие.....................................63
3.4. Загрузочный бункер................................................ 66
3.5. Шнек................................................................68
3.6. Экструзионная головка...............................................70
3.6.1. Фильтры и устройства для автоматической смены фильтров........ 70
3.7. Системы нагрева и охлаждения........................................72
3.7.1. Электронагревательные системы................................. 73
3.7.2. Нагрев жидким теплоносителем.................................. 74
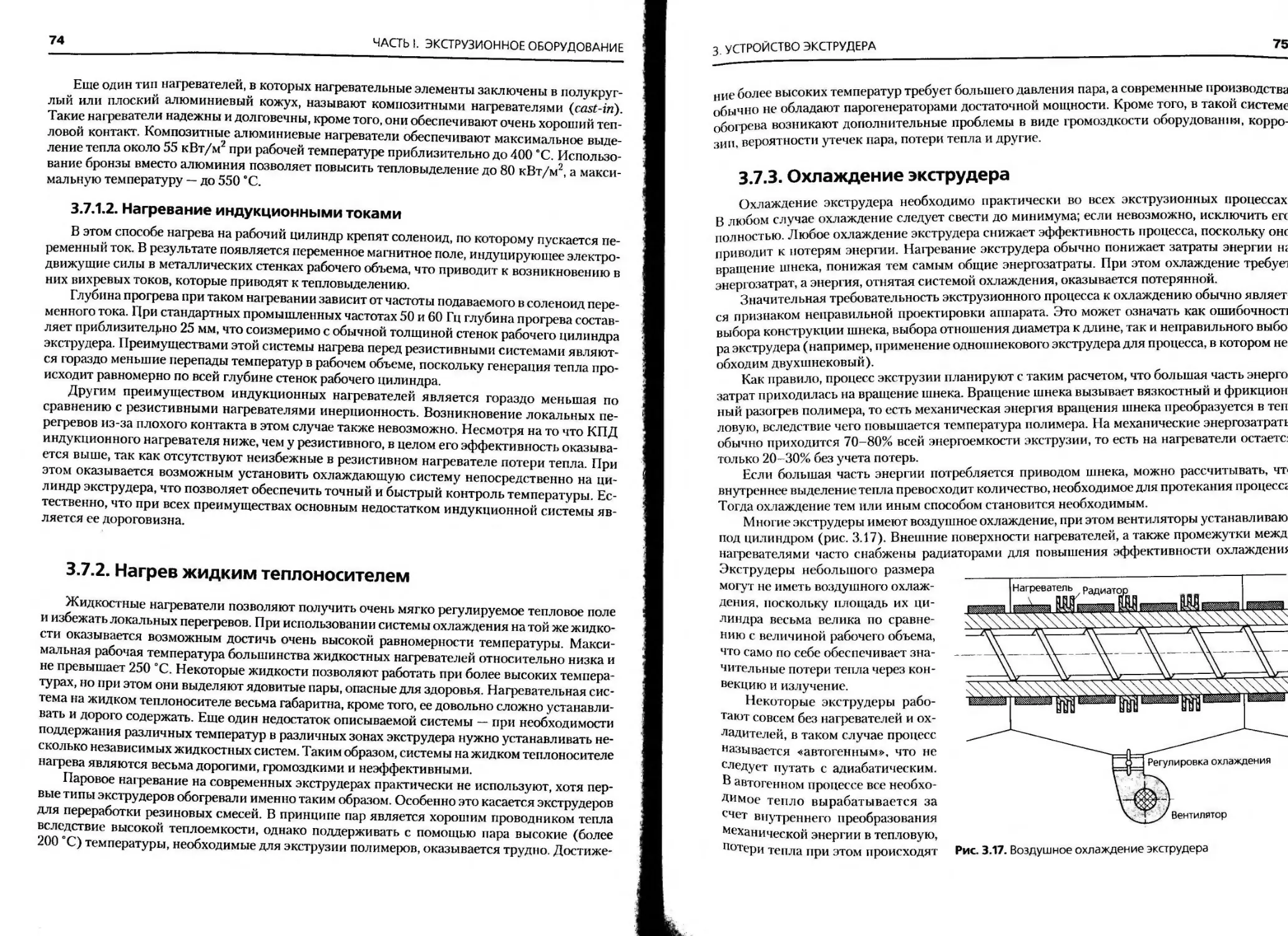
3.7.3. Охлаждение экструдера......................................... 75
3.7.4. Охлаждение и нагрев шнека. ................................... 77
3.8. Литература...................................................... 79
6
СОДЕРЖАНИЕ
4. Вспомогательное оборудование и средства контроля........................ 80
4.1. Требования к оборудованию............................................80
4.1.1. Наиболее важные параметры..................................... 81
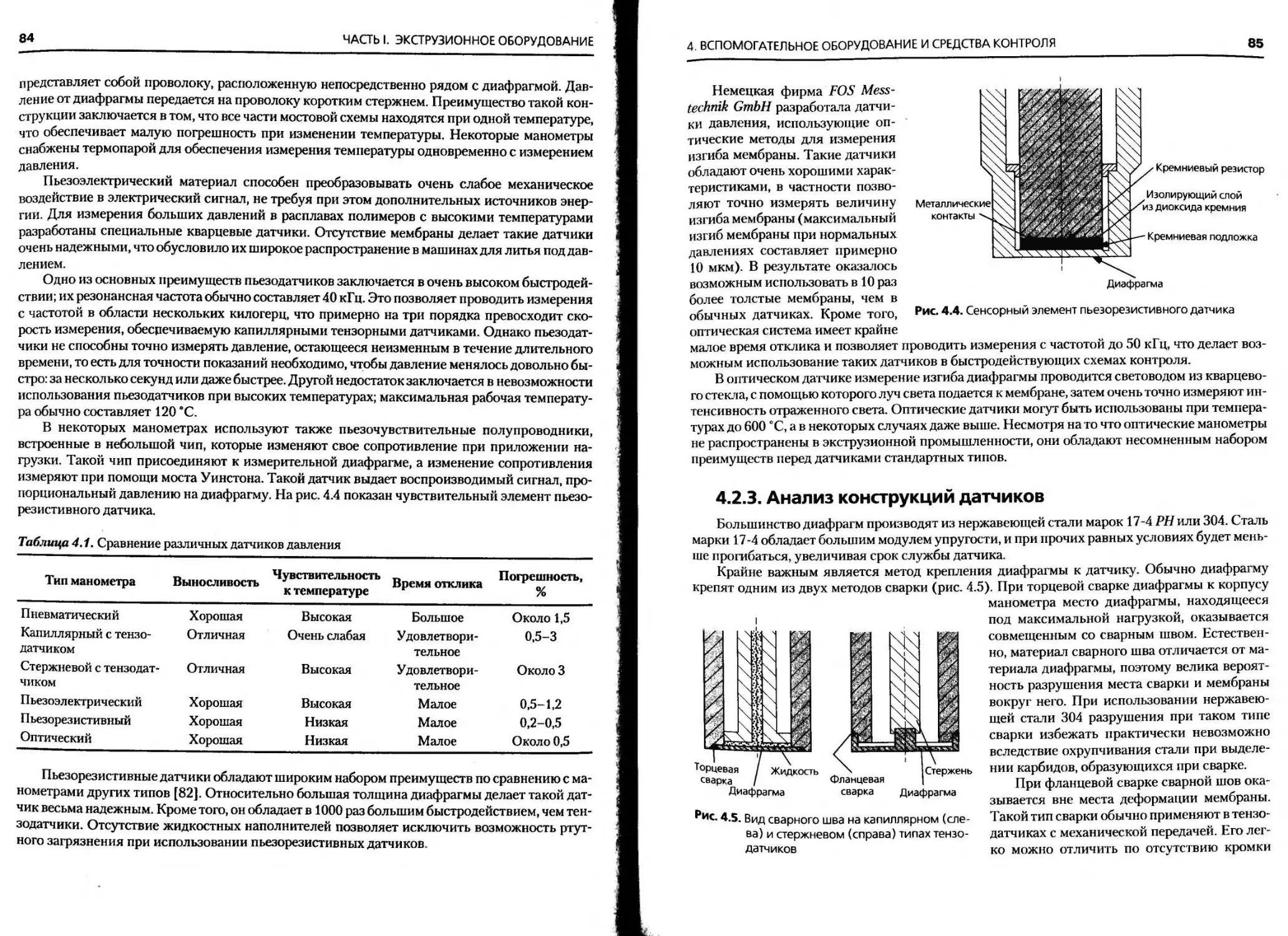
4.2. Измерение давления...................................................81
4.2.1. Важность давления расплава.................................. 81
4.2.2. Различные типы датчиков давления.............................. 82
4.2.3. Анализ конструкций датчиков................................... 85
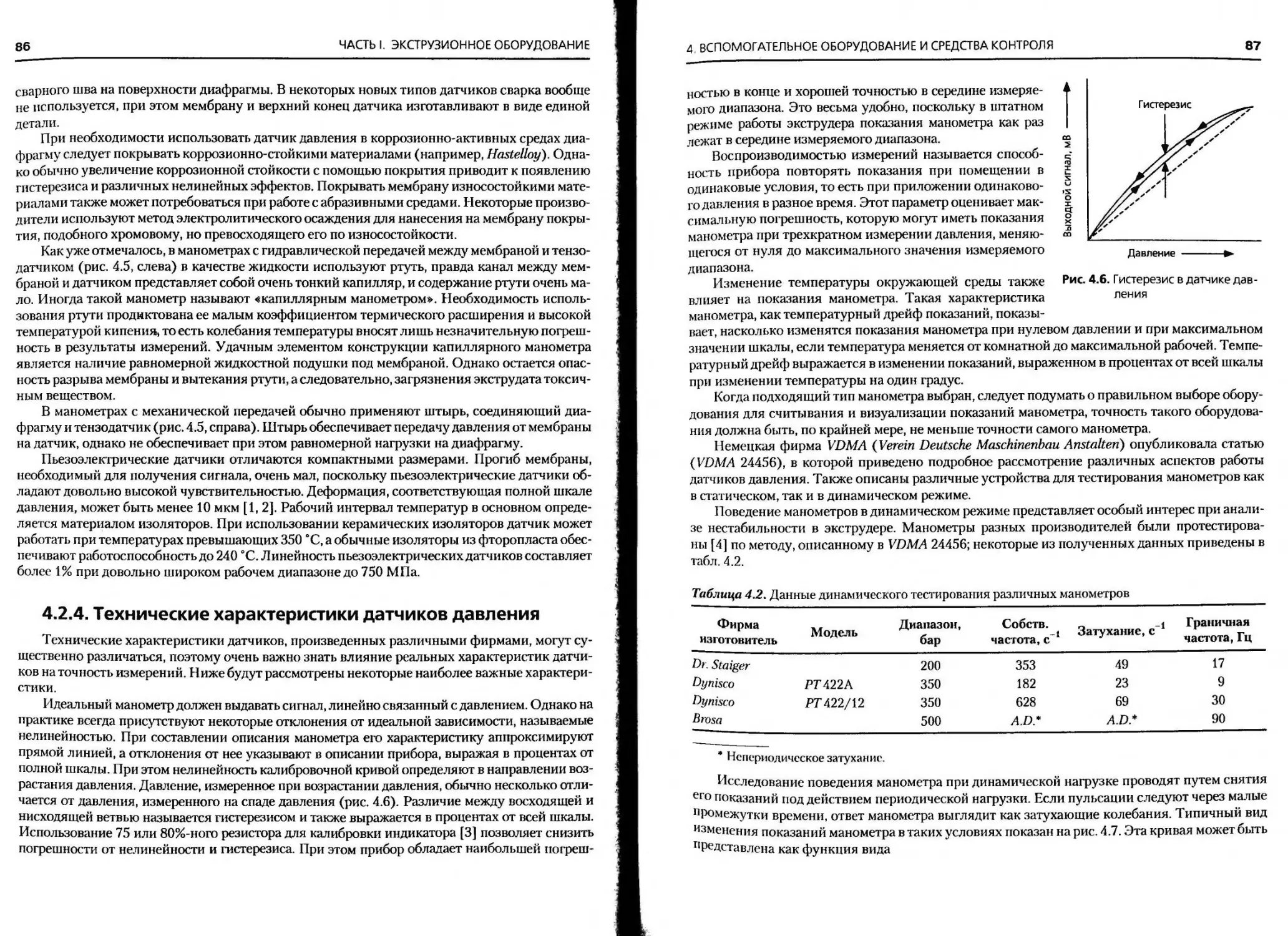
4.2.4. Технические характеристики датчиков давления.................. 86
4.2.5. Сравнение датчиков
различного типа....................................................... 88
4.3. Измерение температуры................................................89
4.3.1. Методы измерения температуры.................................. 89
4.3.2. Измерение температуры цилиндра экструдера..................... 92
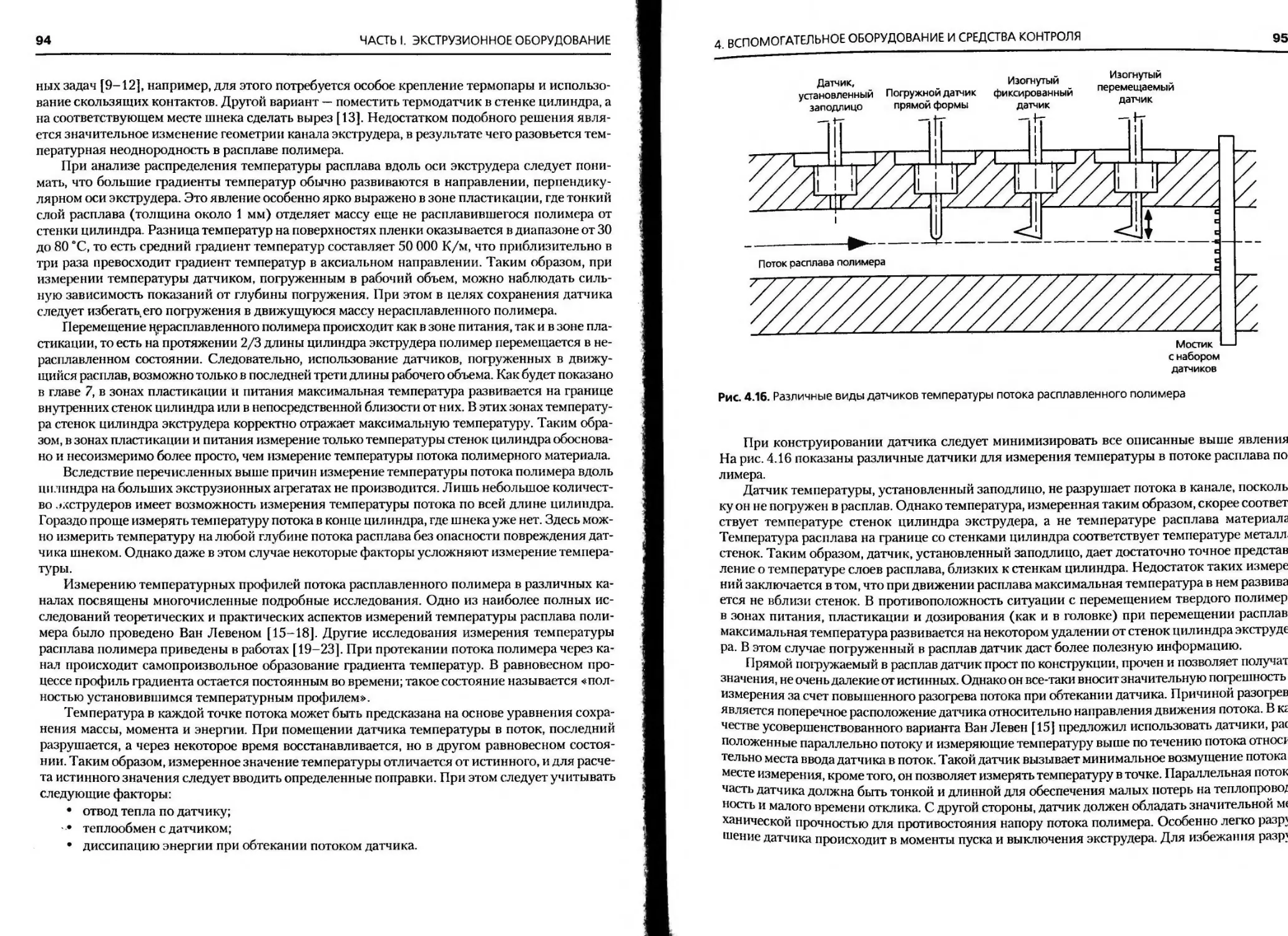
4.3.3. Измерение температуры расплава в цилиндре..................... 93
4.4. Другие измерения.....................................................97
4.4.1. Измерение потребления электроэнергии.......................... 97
4.4.2. Частота вращения.............................................. 99
4.4.3. Толщина экструдата............................................100
4.4.4. Качество поверхности экструдата.............................. 103
4.5. Контроль температурного режима.................................... 105
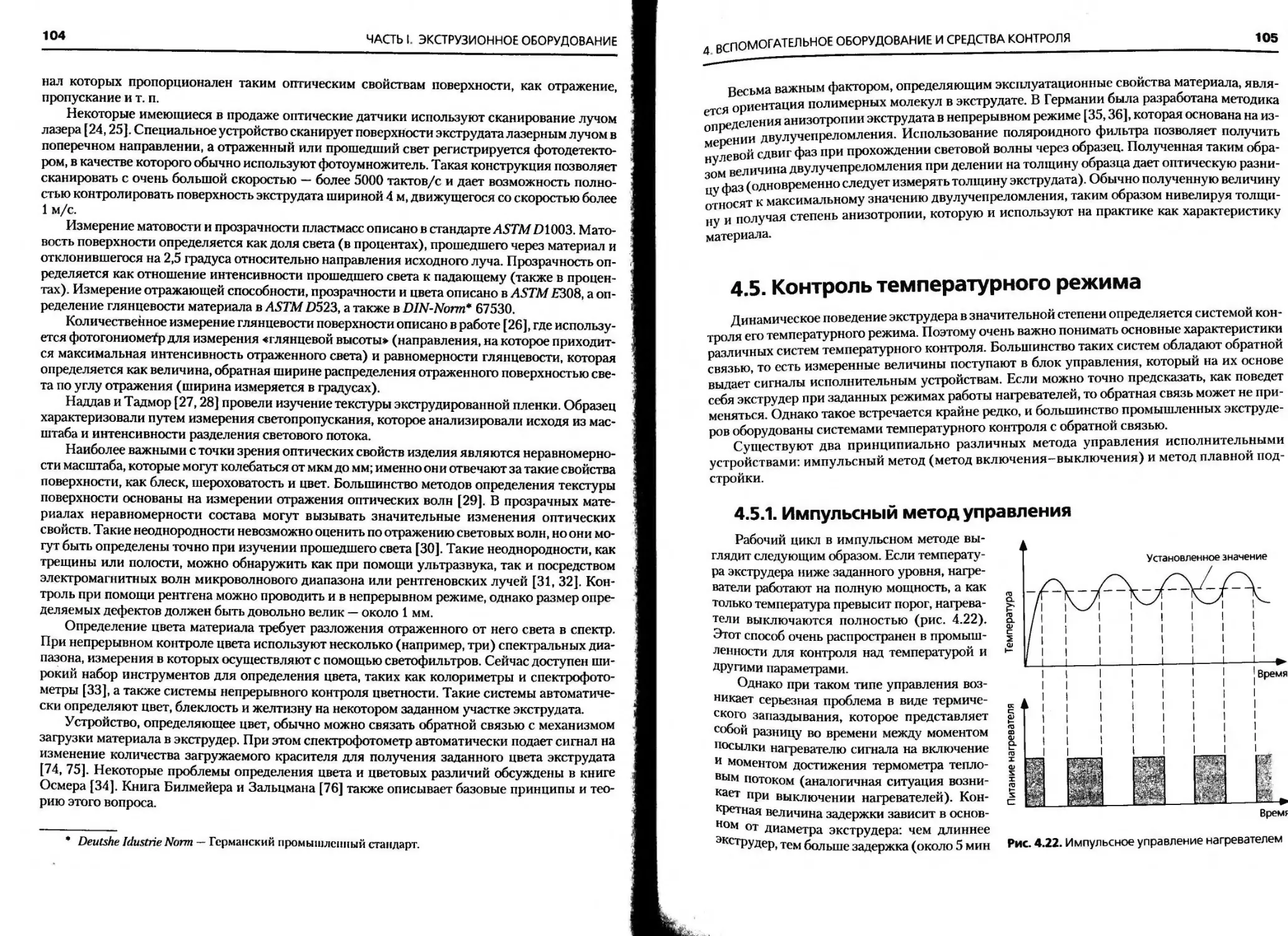
4.5.1. Импульсный метод управления.................................. 105
4.5.2. Пропорциональное управление................................ 106
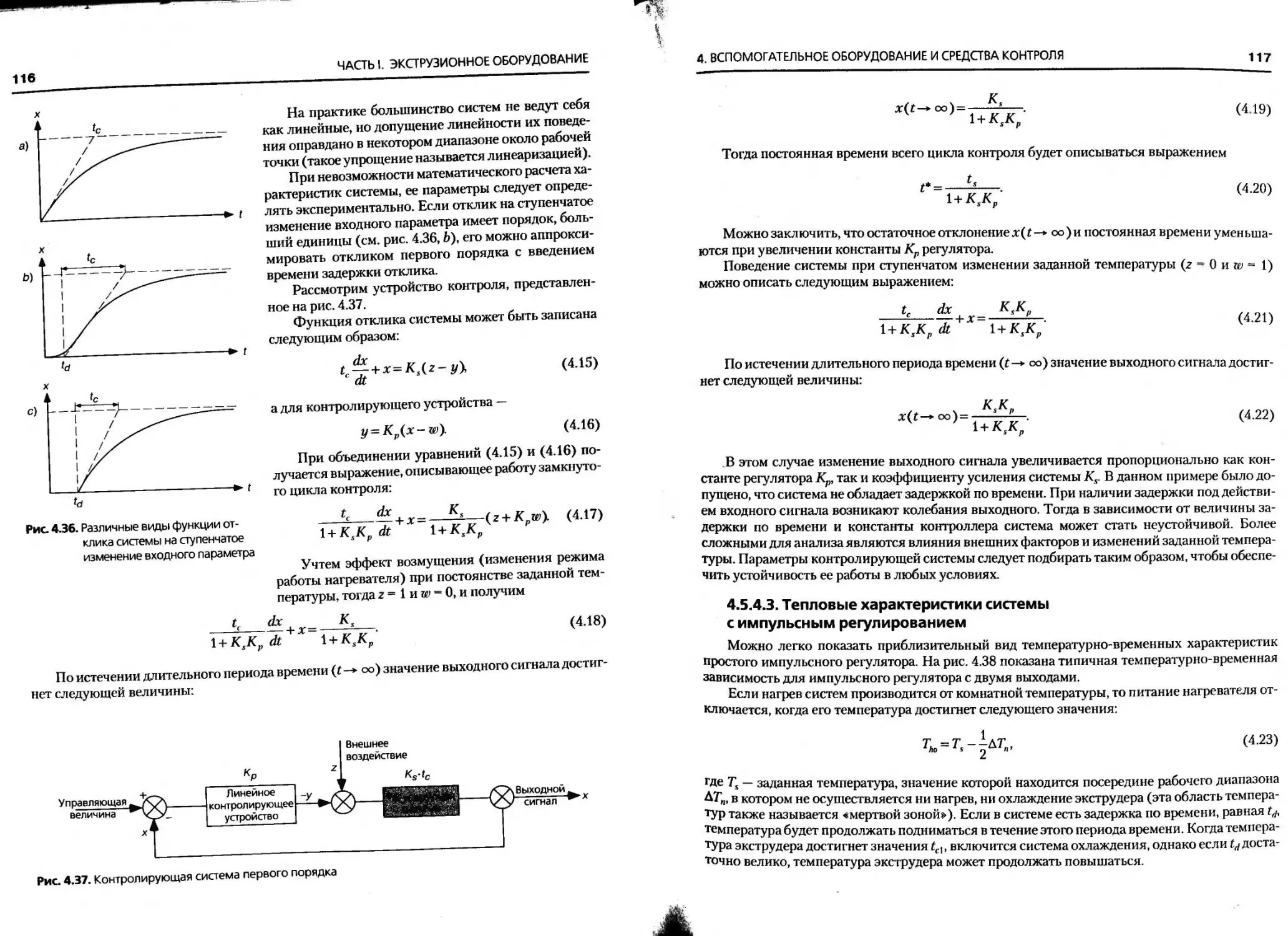
4.5.3. Контроллеры ............................................... 112
4.5.4. Температурно-временные характеристики........................ 114
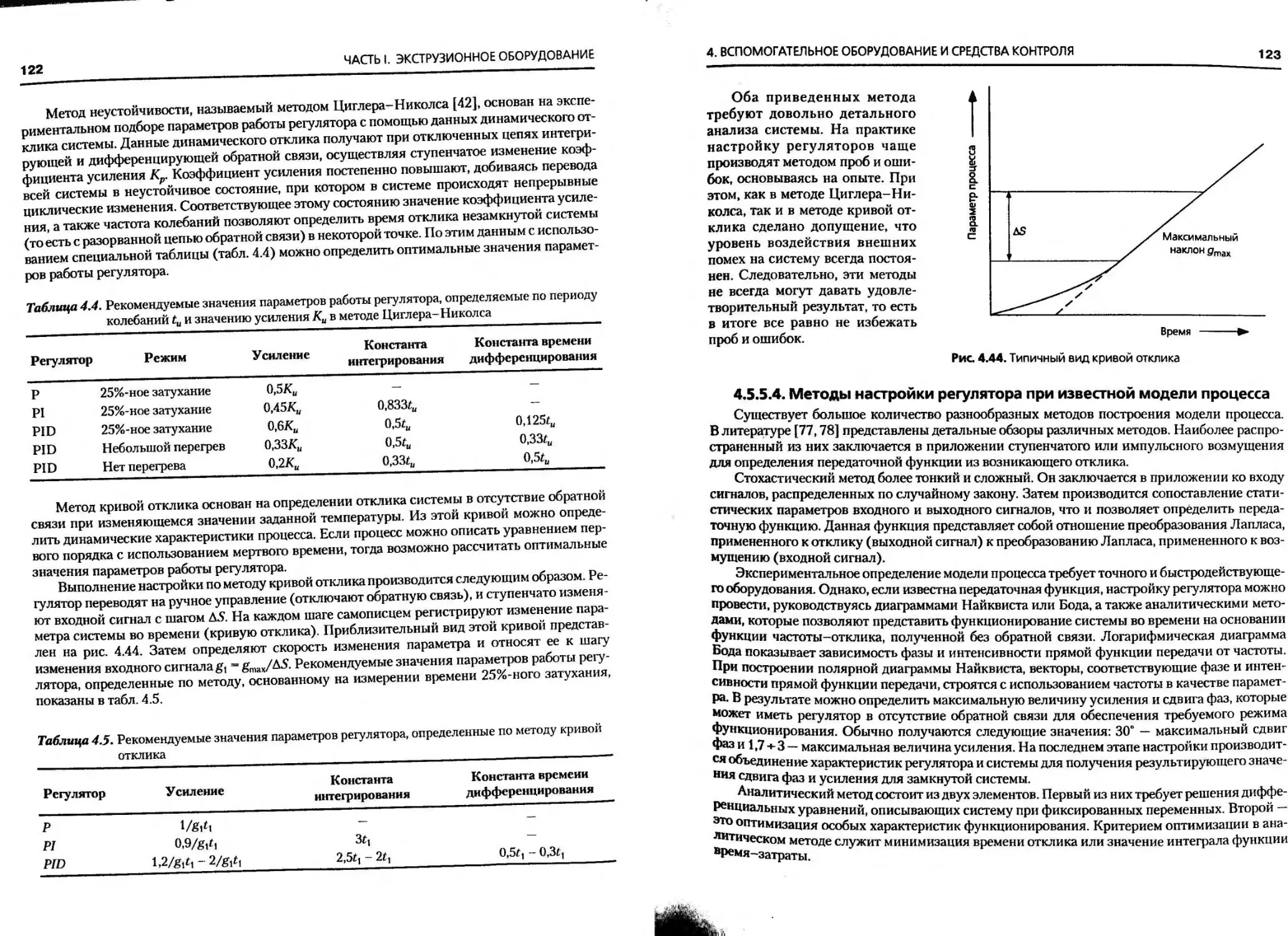
4.5.5. Настройка параметров регулятора...............................119
4.6. Общее управление процессом..........................................125
4.6.1. Истинное полное управление процессом экструзии. ............. 125
4.7. Литература........................................................ 127
Часть II. Анализ процесса экструзии........................................129
5. Фундаментальные законы..................................................131
5.1. Уравнения равновесия................................................131
5.1.1. Закон сохранения массы...................................... 131
5.1.2. Уравнение сохранения импульса................................ 132
5.1.3. Уравнение сохранения энергии................................. 133
5.2. Основы термодинамики................................................134
5.2.1. Высокоэластичность............................................137
5.2.2. Кристаллизация полимера при деформации....................... 139
5.3. Теплоперенос........................................................140
5.3.1. Теплопроводность............................................. 140
5.3.2. Конвекция.................................................... 141
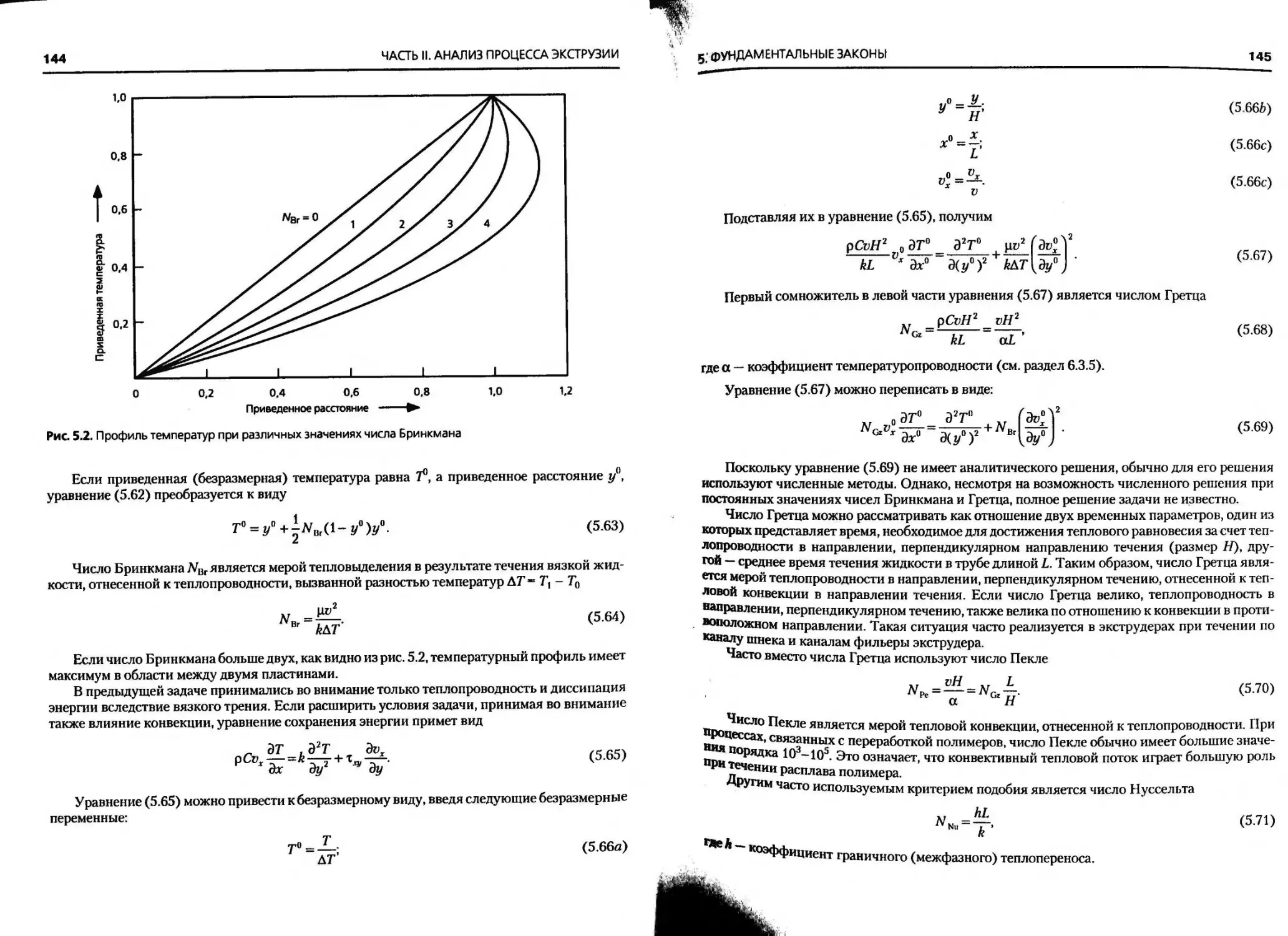
5.3.3. Безразмерные критерии подобия................................ 141
5.3.4. Тепловыделение при течении вязкой жидкости................... 147
5.3.5. Лучистый нагрев.............................................. 148
5.4. Основы дегазации....................................................153
5.4.1. Дегазация сыпучих полимеров................................. 156
5.4.2. Дегазация расплава полимера.................................. 158
Приложение 5.1.......................................................161
Литература.......................................................... 163
СОДЕРЖАНИЕ
7
6. Важнейшие свойства полимеров............................................165
6.1. Свойства сыпучих материалов.........................................165
6.1.1. Объемная плотность............................................ 165
6.1.2. Коэффициент трения........................................... 167
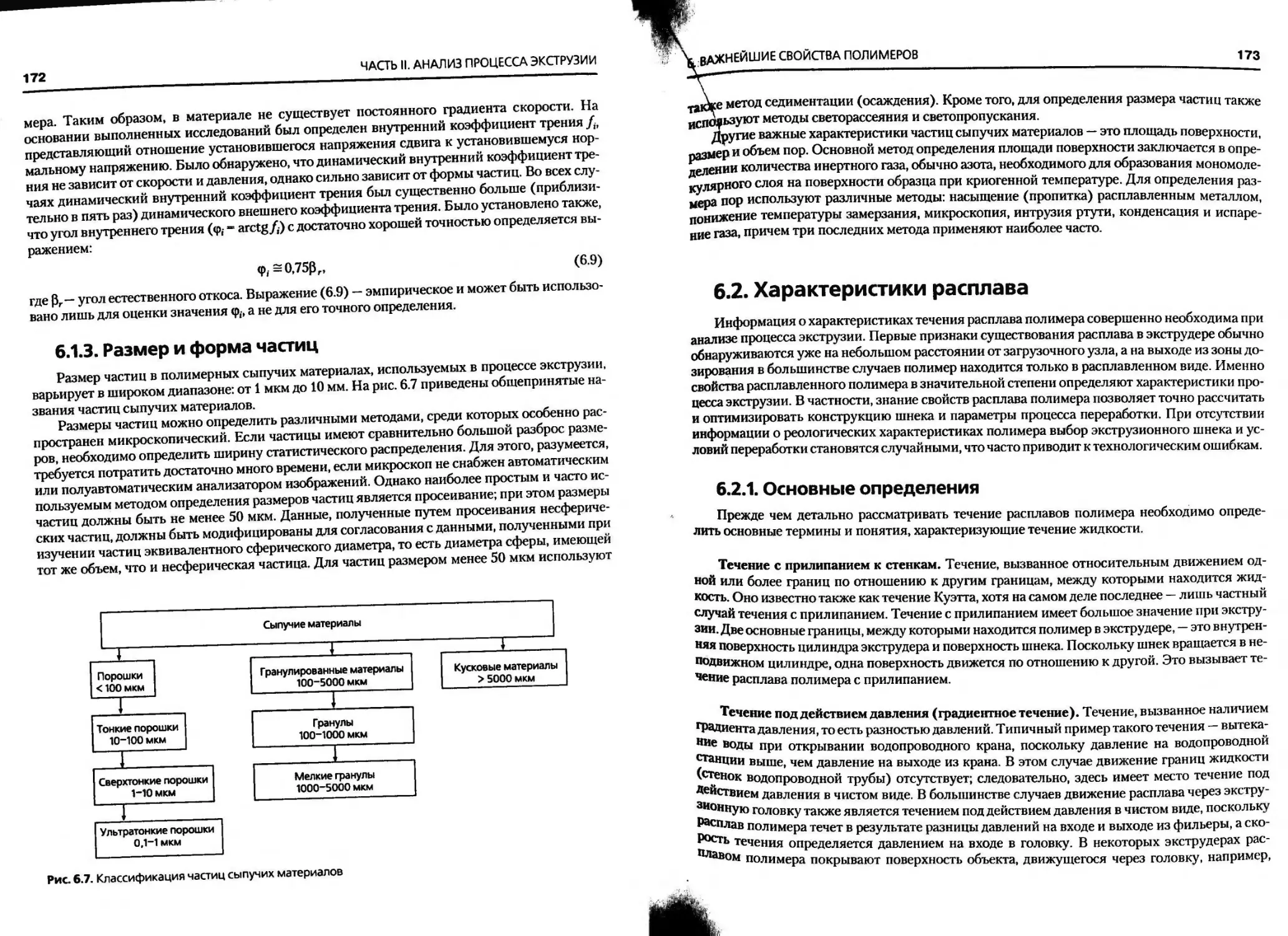
6.1.3. Размер и форма частиц......................................... 172
6.2. Характеристики расплава.............................................173
6.2.1. Основные определения.......................................... 173
6.2.2. Степеннбй закон течения....................................... 178
6.2.3. Другие модели жидкости....................................... 182
6.2.4. Влияние температуры и давления................................ 183
6.2.5. Вязкоупругое поведение.........................................188
6.2.6. Измерение характеристик течения жидкости...................... 189
6.3. Тепловые свойства................................................. 200
6.3.1. Теплопроводность...............................................200
6.3.2. Удельный объем и морфология.................................. 202
6.3.3. Удельная теплоемкость и теплота плавления.................... 205
6.3.4. Удельная энтальпия.............................................206
6.3.5. Температуропроводность.........................................207
6.3.6. Температура плавления..........................................210
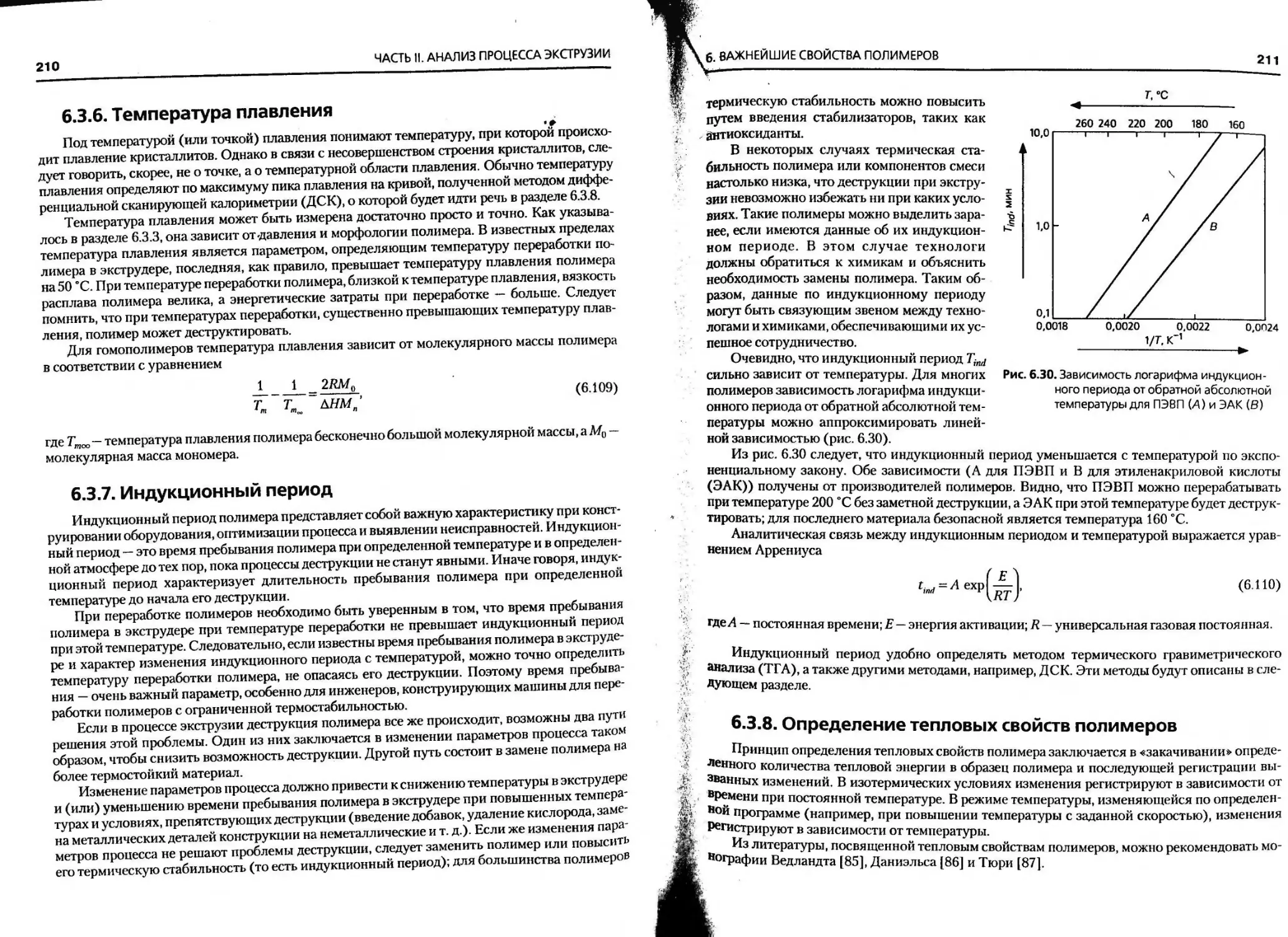
6.3.7. Индукционный период............................................210
6.3.8. Определение тепловых свойств полимеров.........................211
6.4. Заключение..........................................................213
Литература...............................................................214
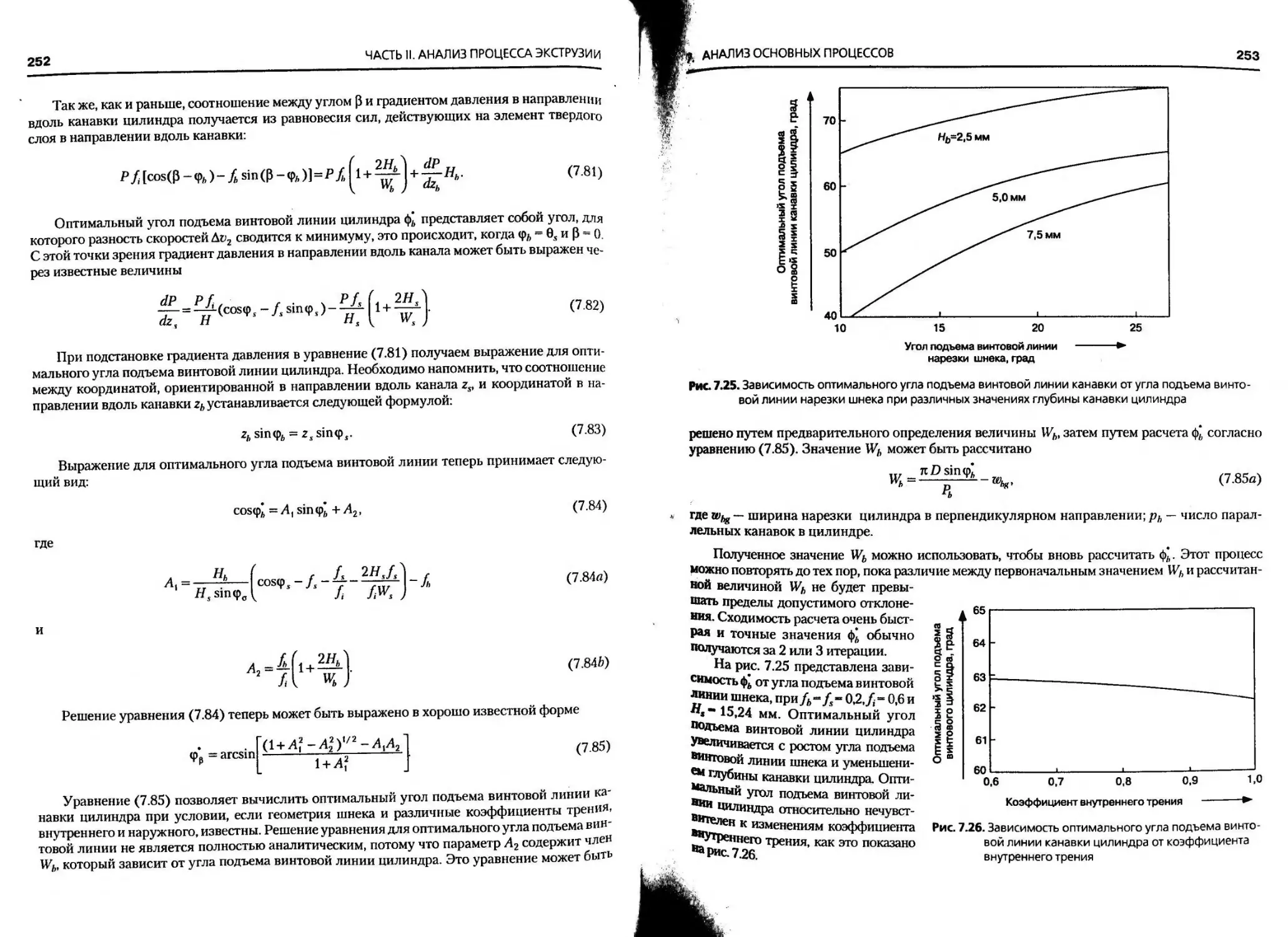
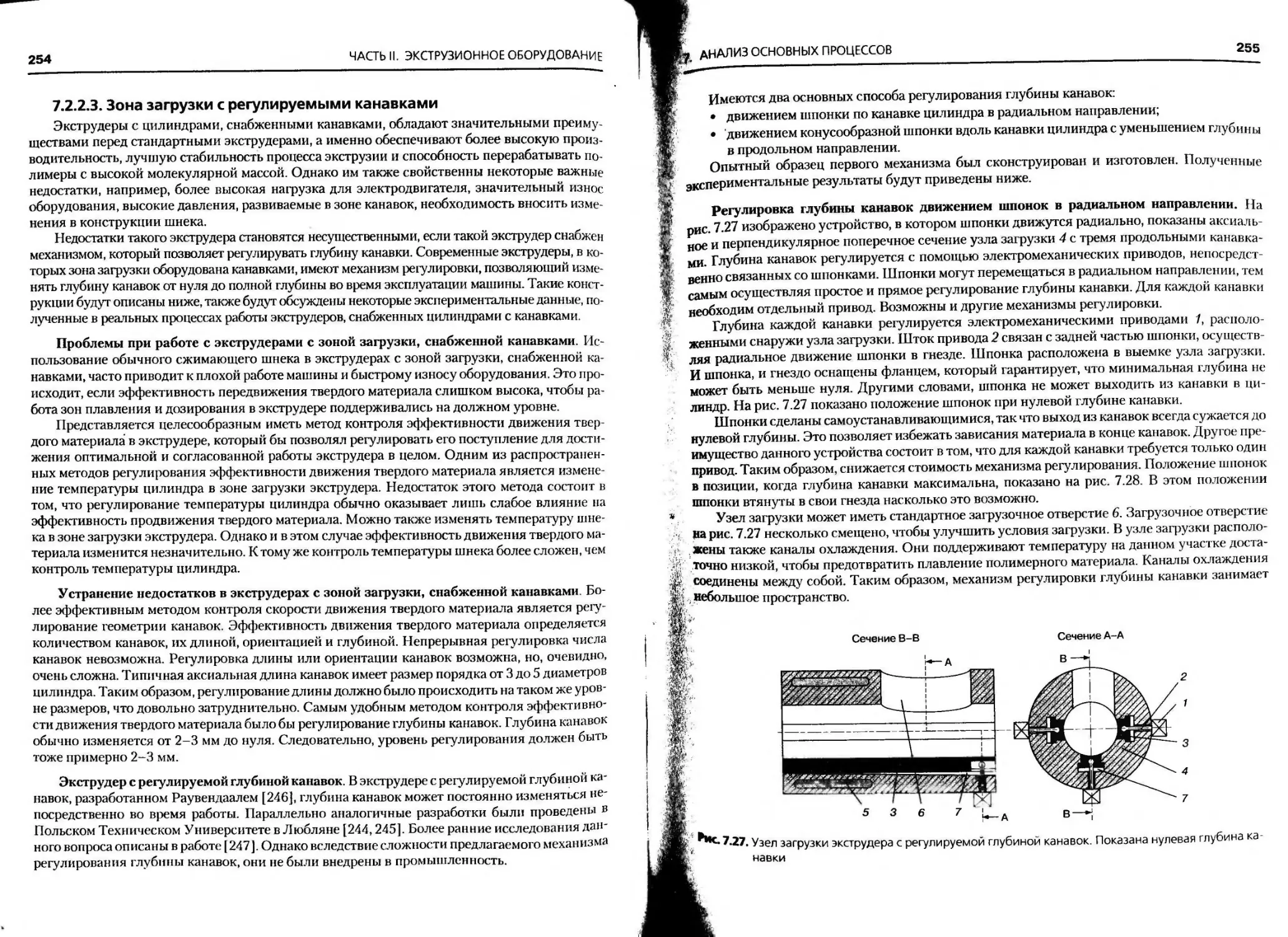
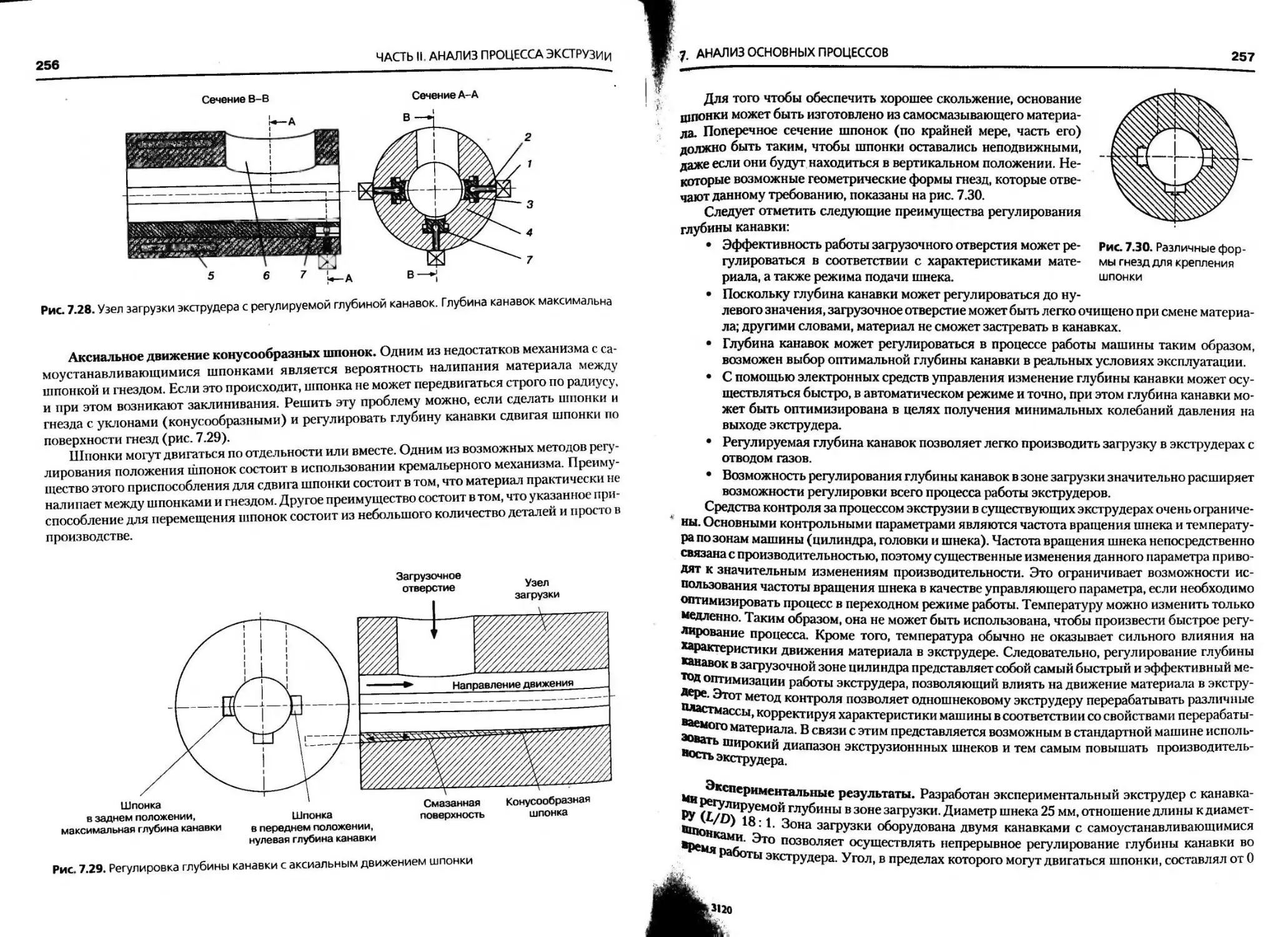
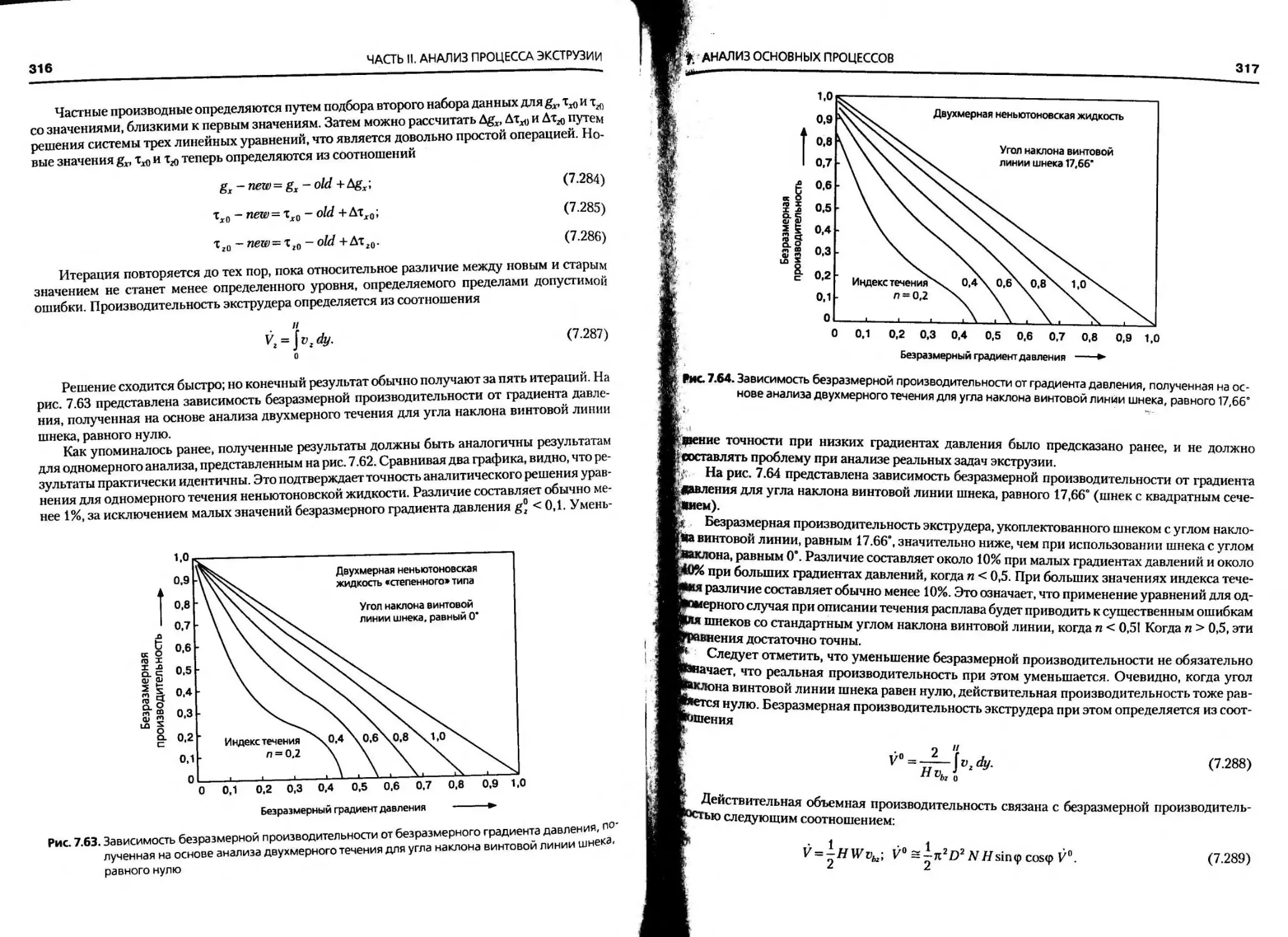
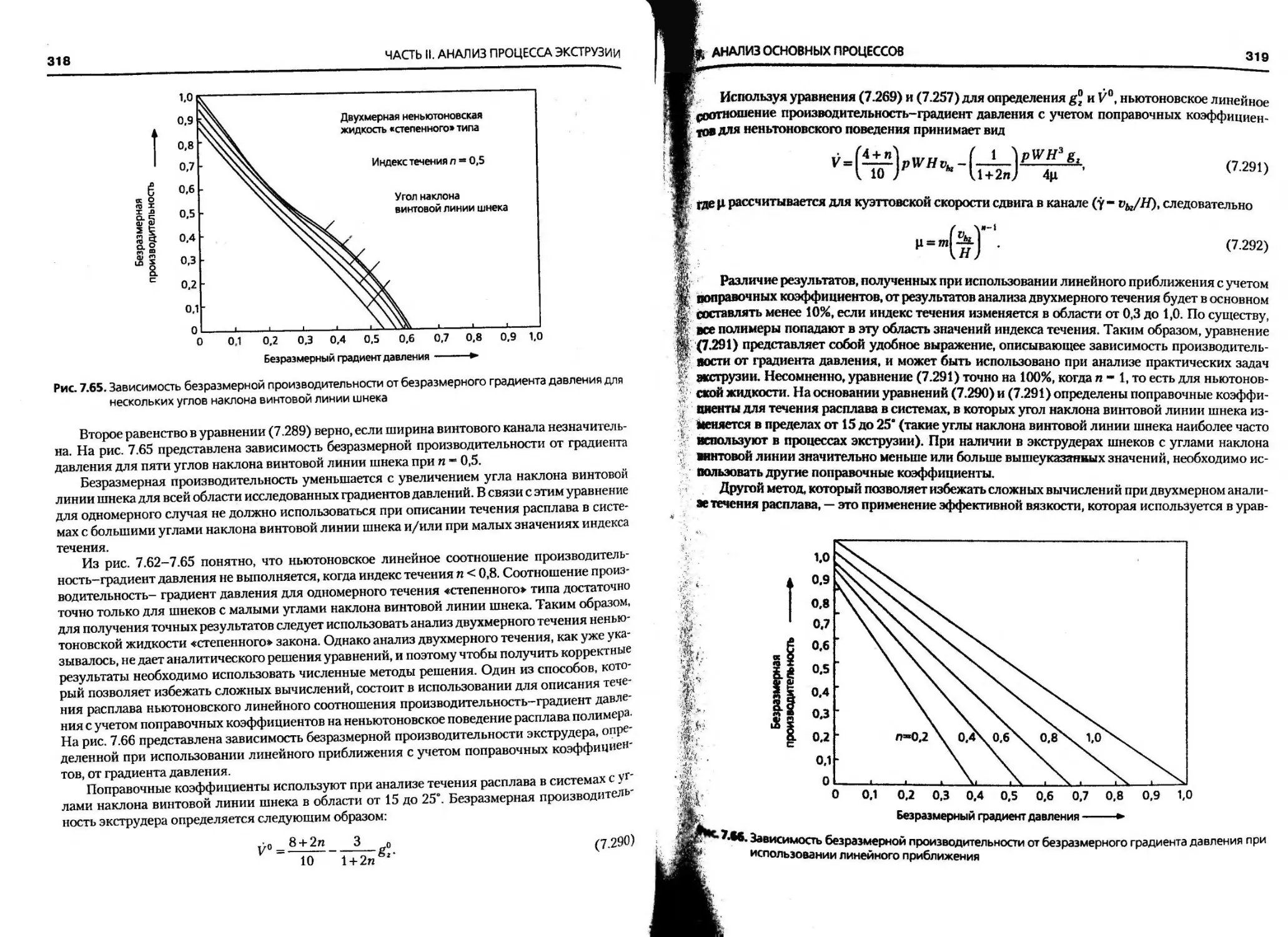
7. Анализ основных процессов...............................................217
7.1. Геометрия шнека.....................................................217
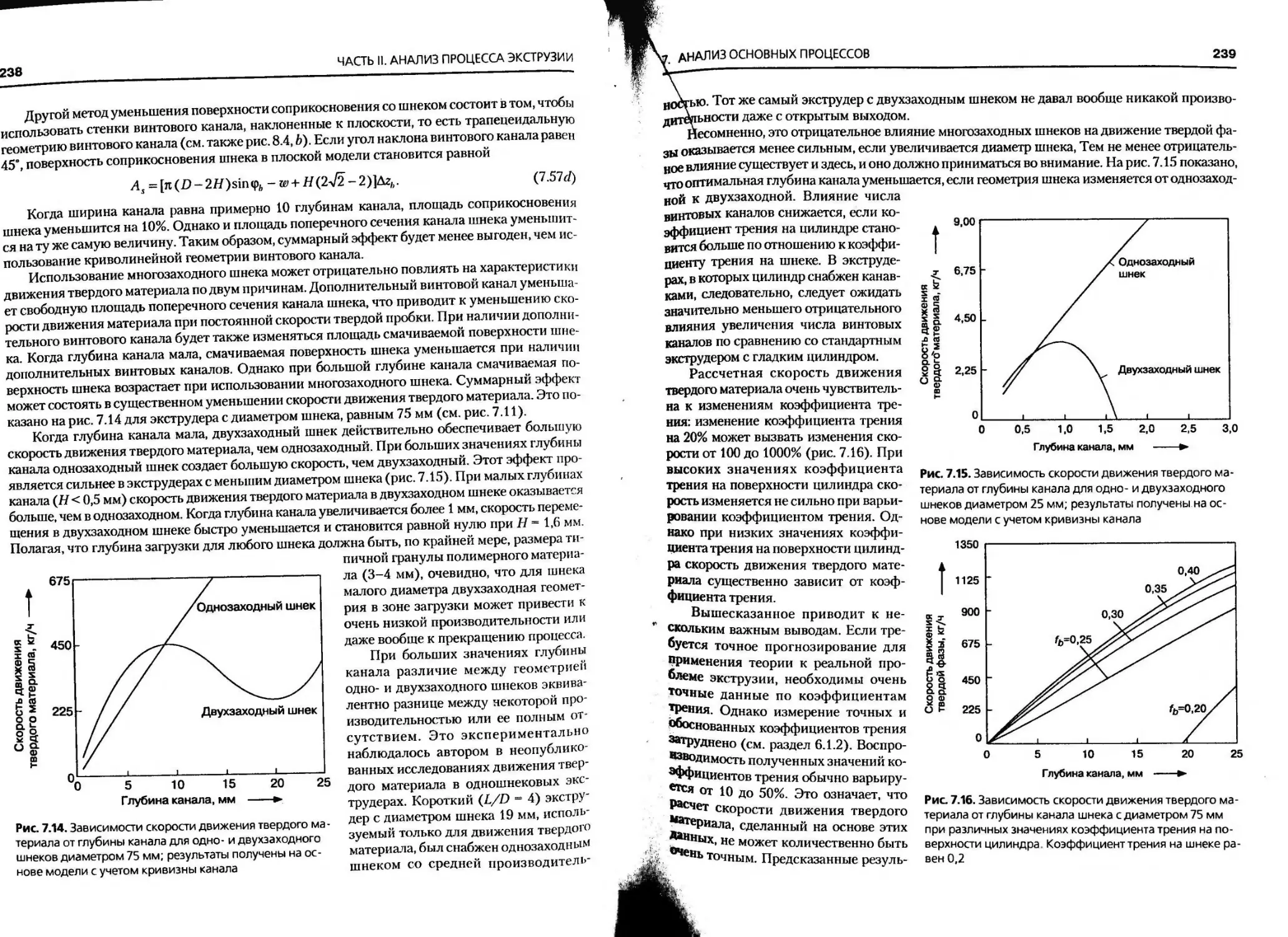
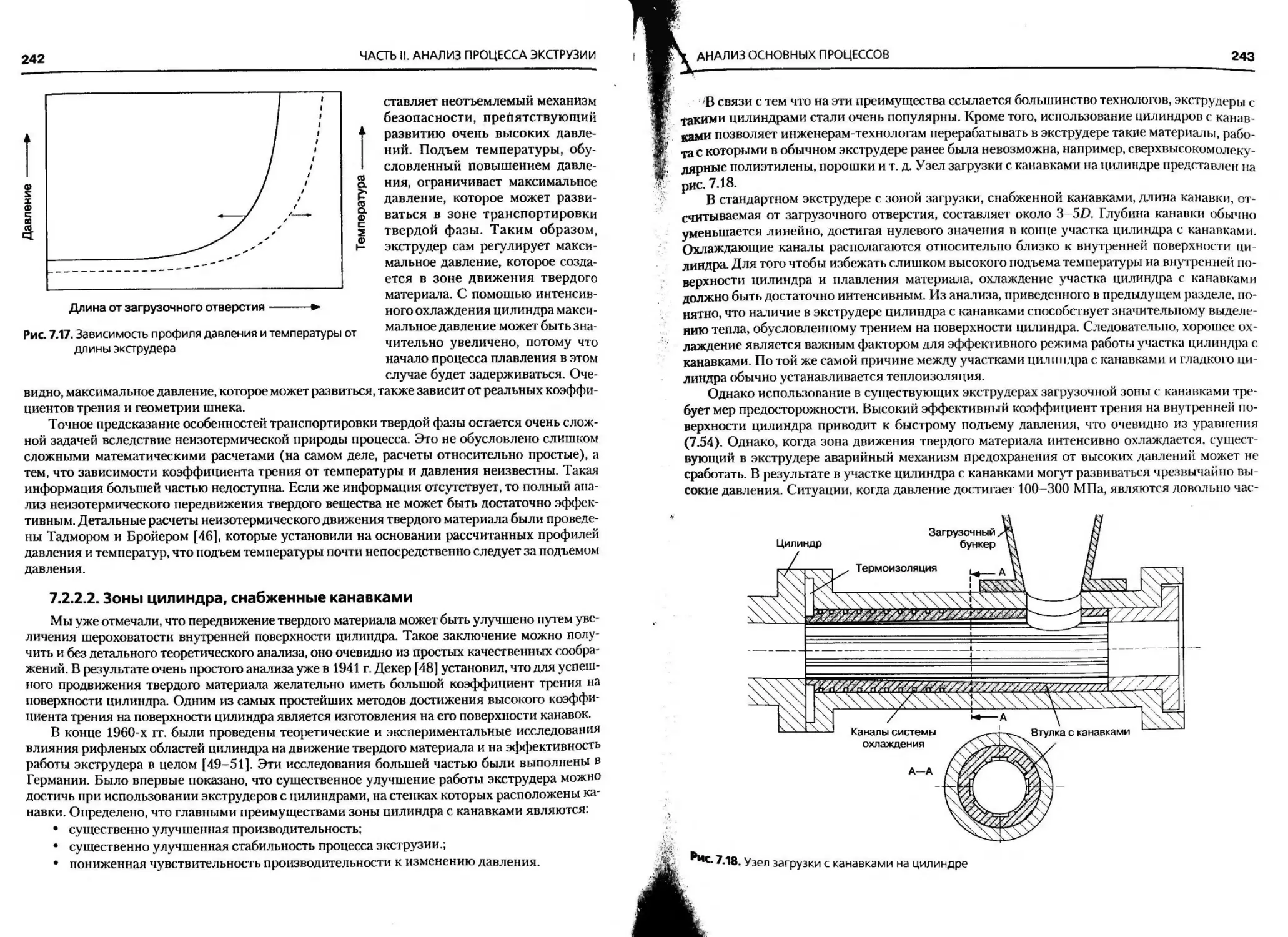
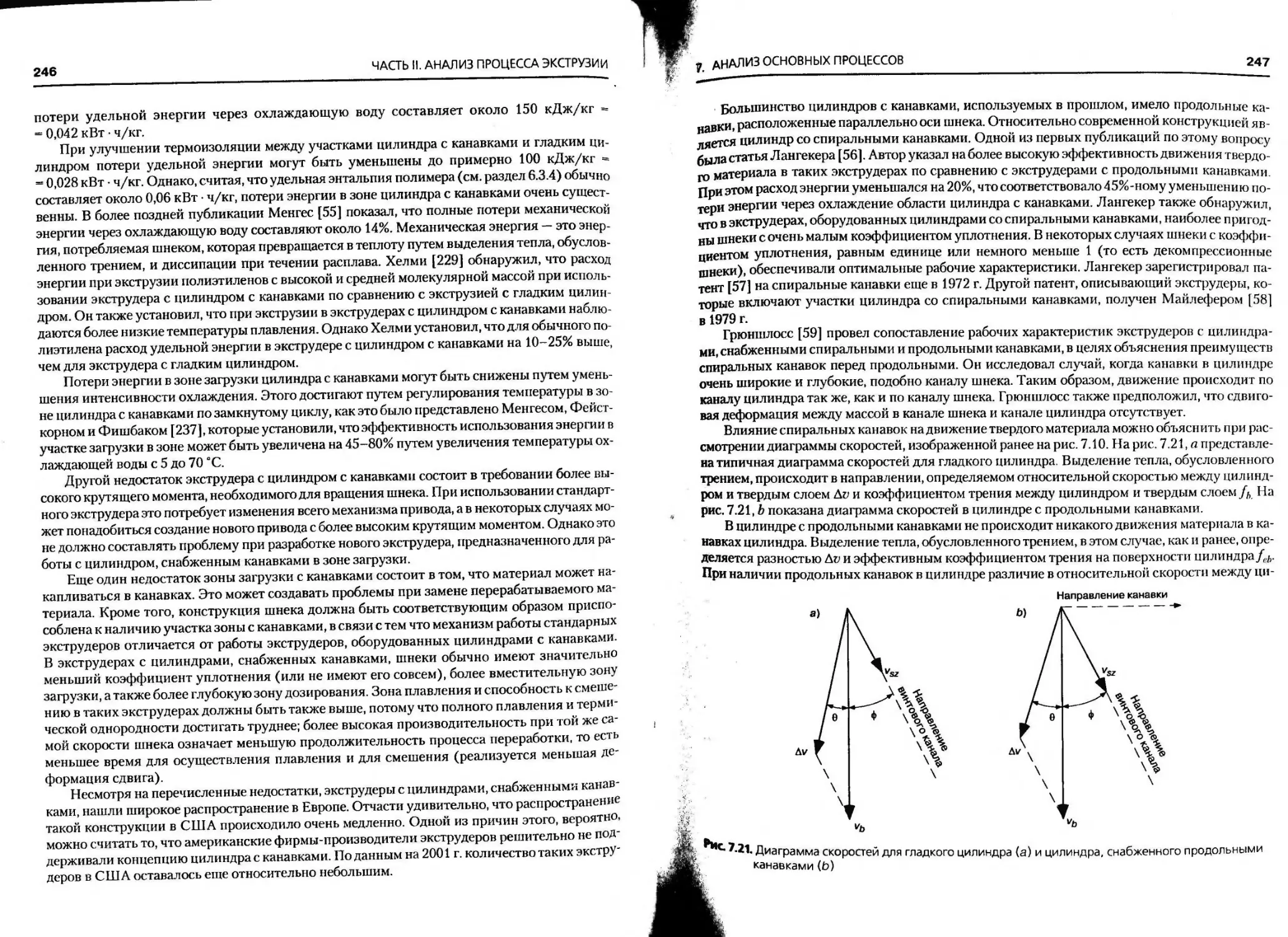
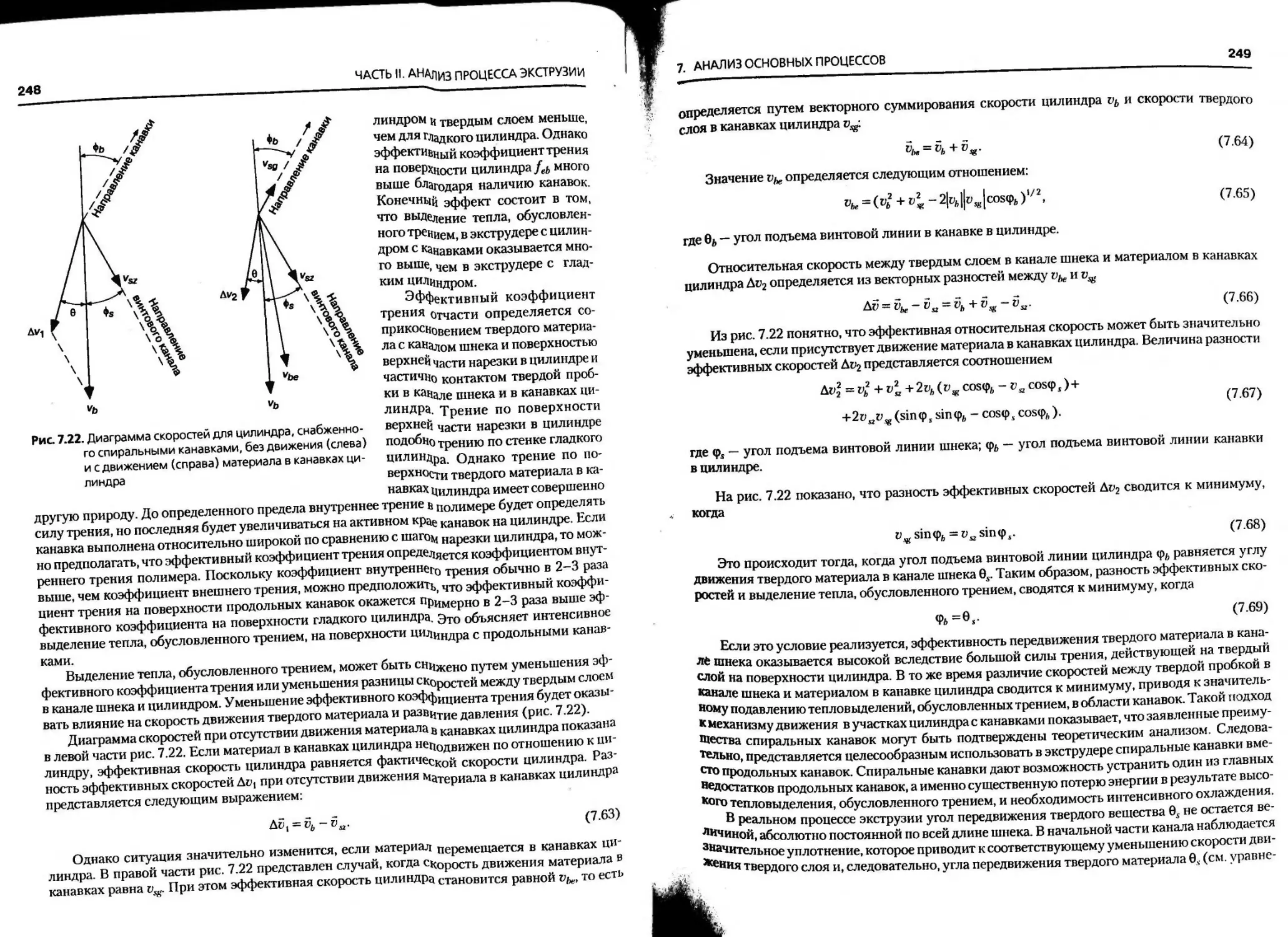
7.2. Движение твердого материала.........................................220
7.2.1. Движение твердого материала под действием силы тяжести.........220
7.2.2. Движение твердого материала под действием сил трения...........228
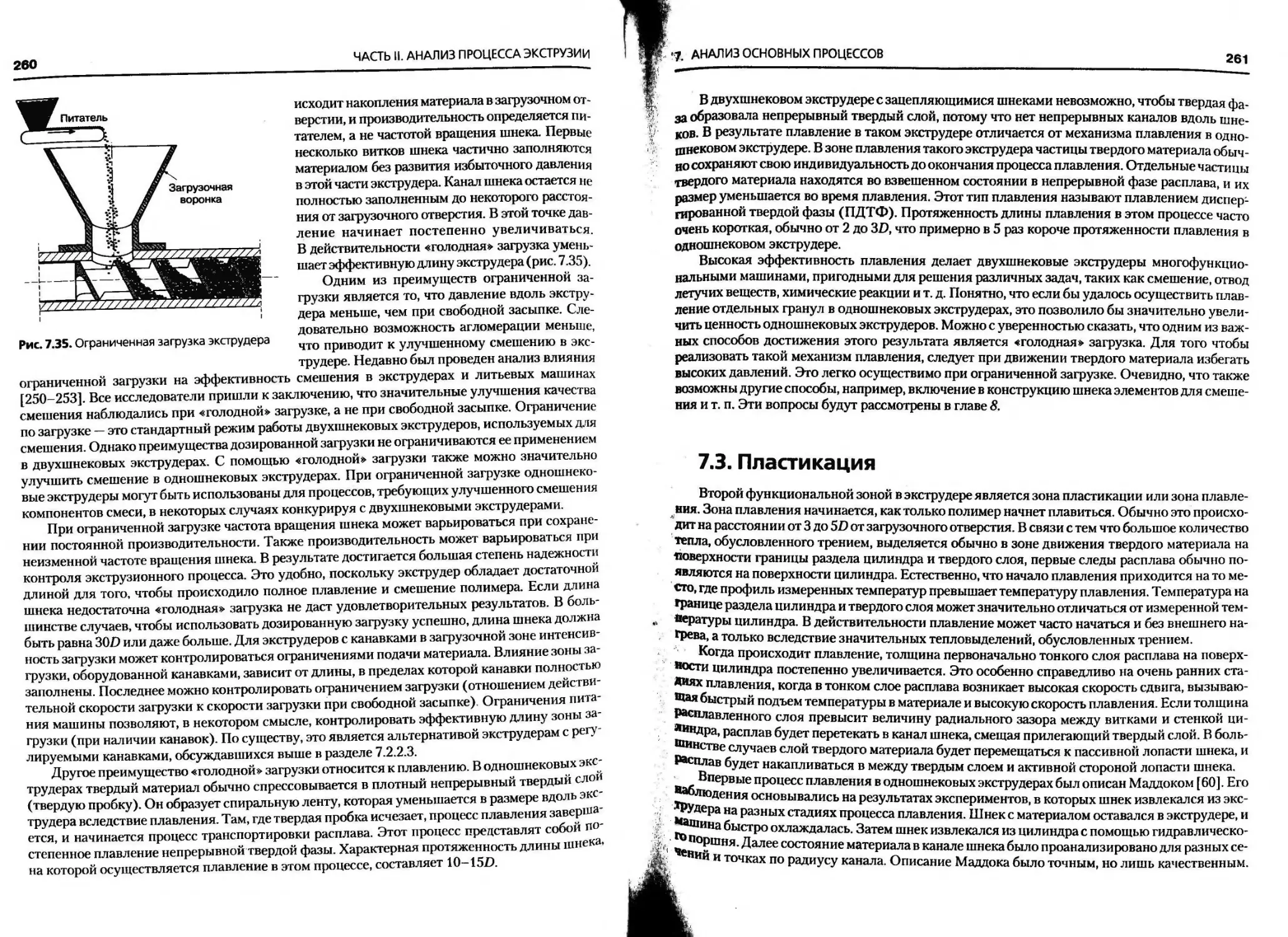
7.3. Пластикация....................................................... 261
7.3.1. Теоретическая модель плавления непрерывного слоя твердой фазы.262
7.3.2. Другие модели плавления........................................281
7.3.3. Расход энергии в зоне плавления................................285
7.3.4. Компьютерное моделирование процесса плавления..................286
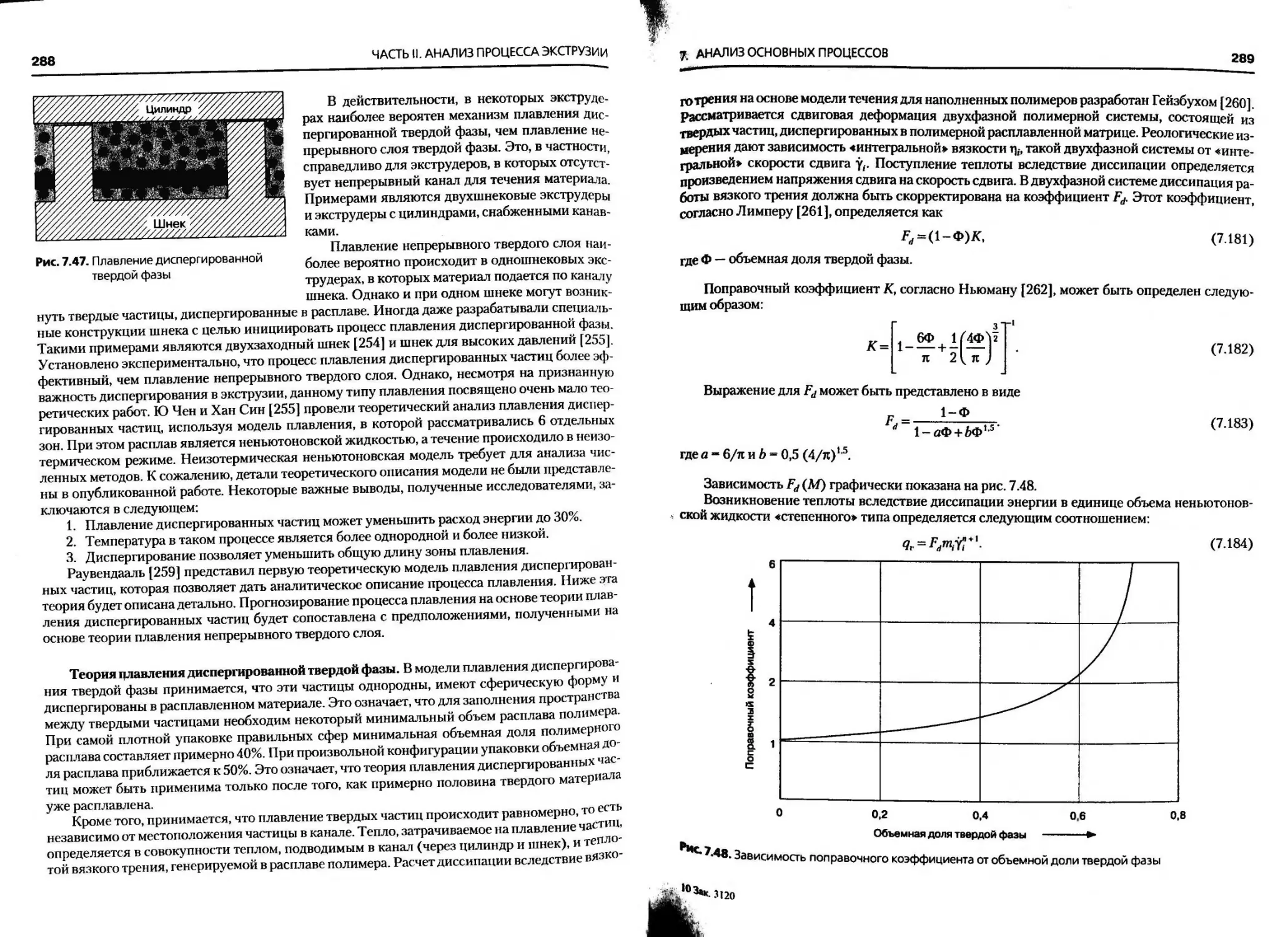
7.3.5. Плавление диспергированной твердой фазы........................287
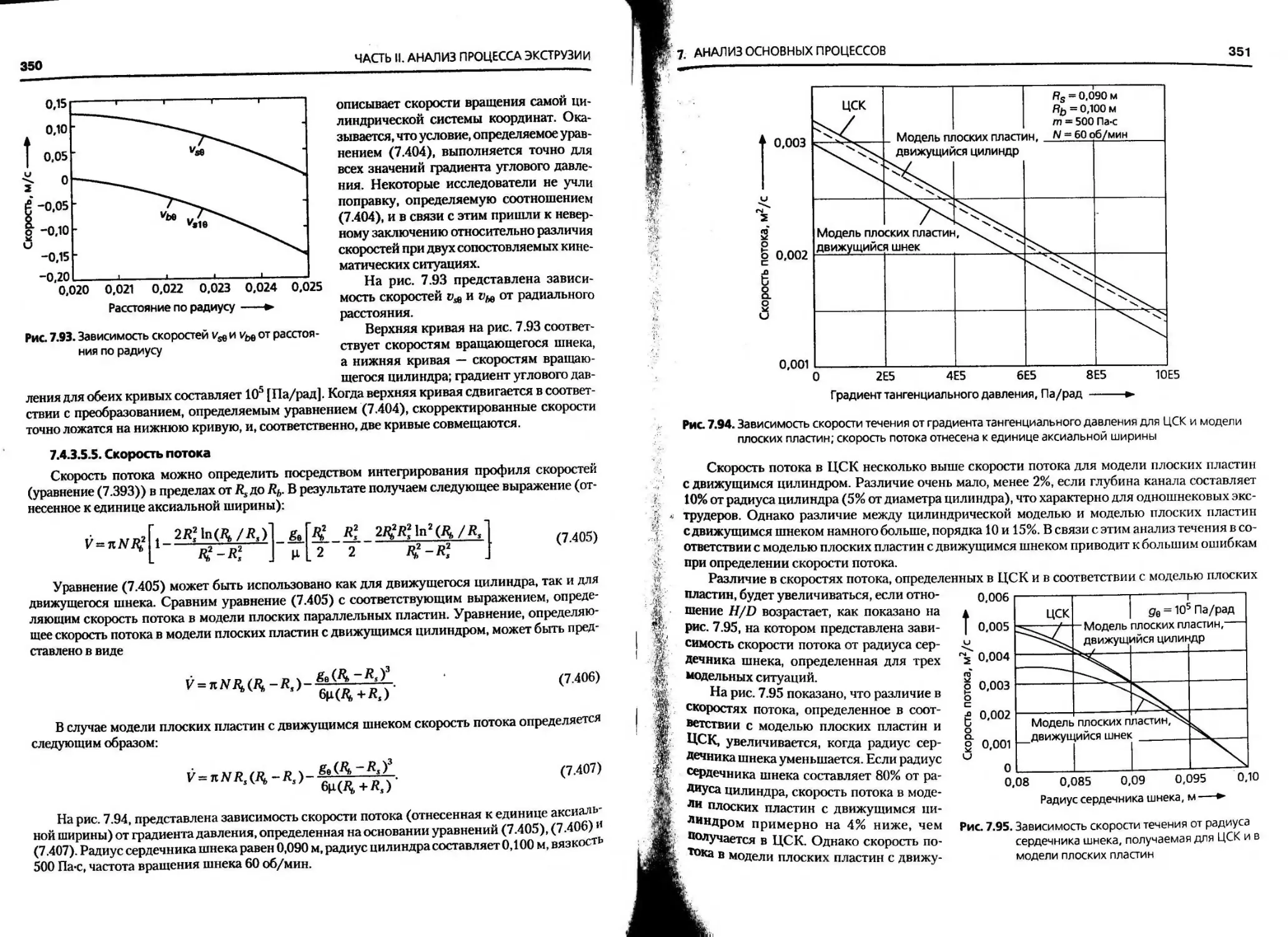
7.4. Течение расплава....................................................295
7.4.1. Ньютоновские жидкости..........................................297
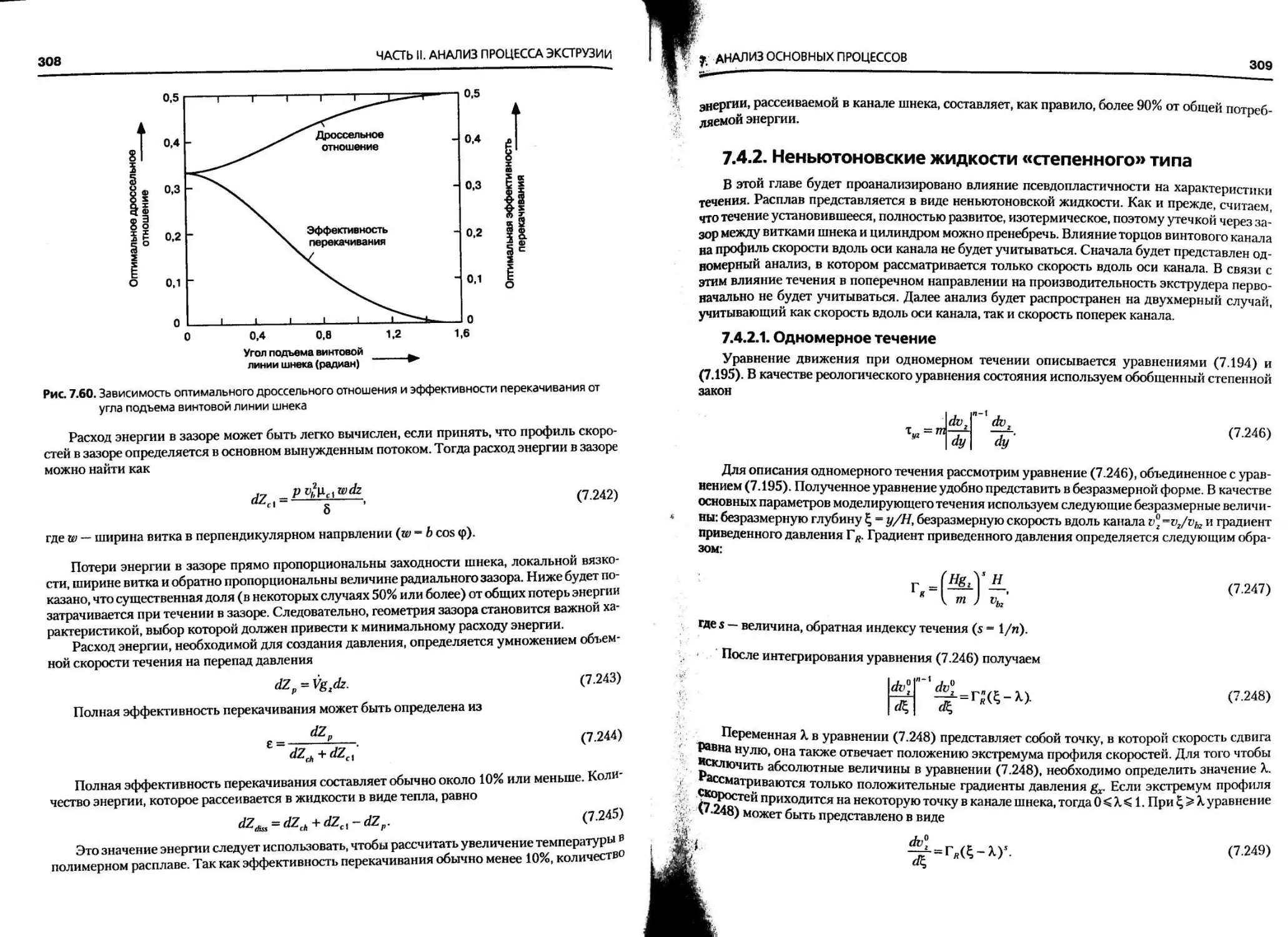
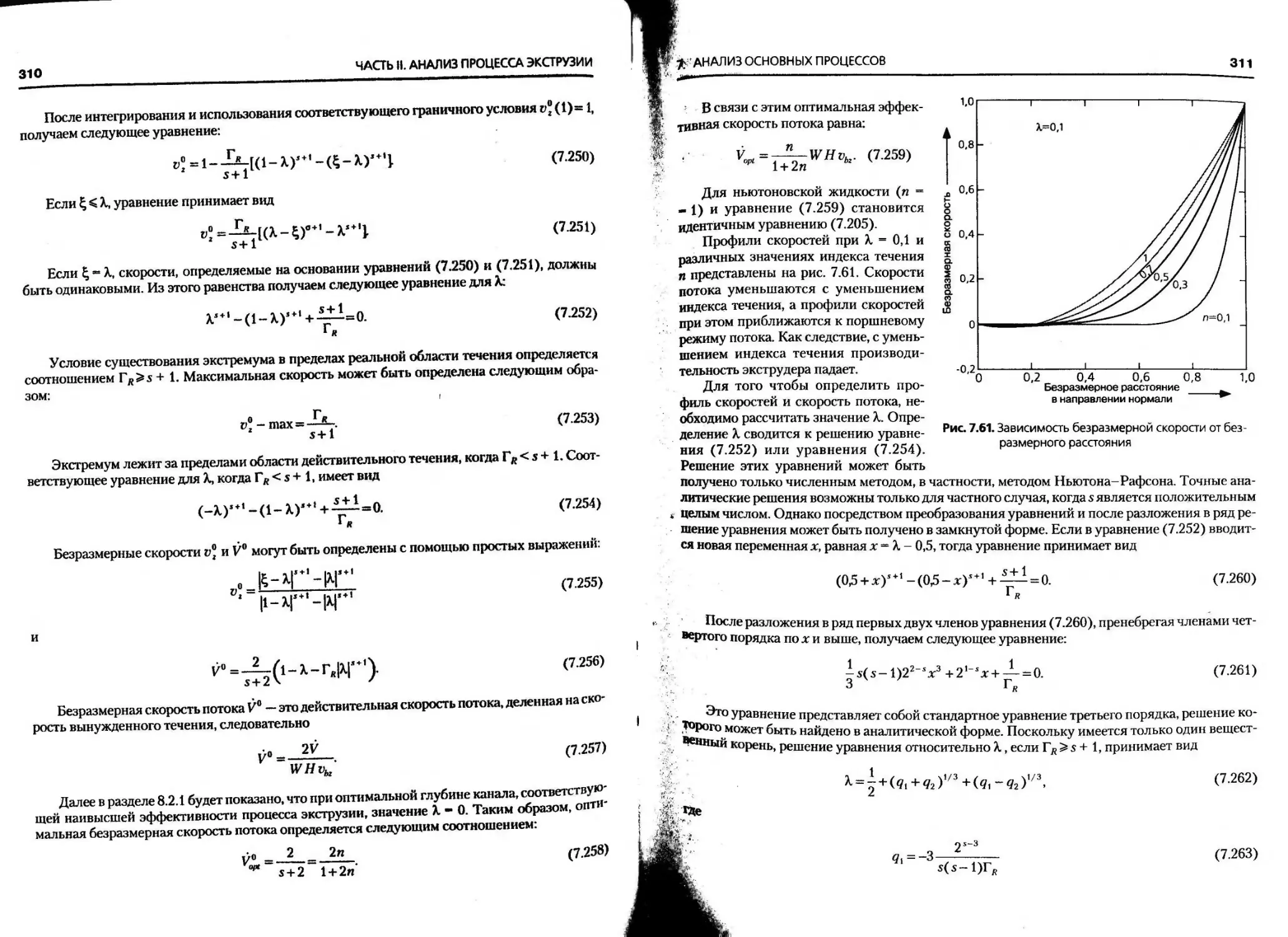
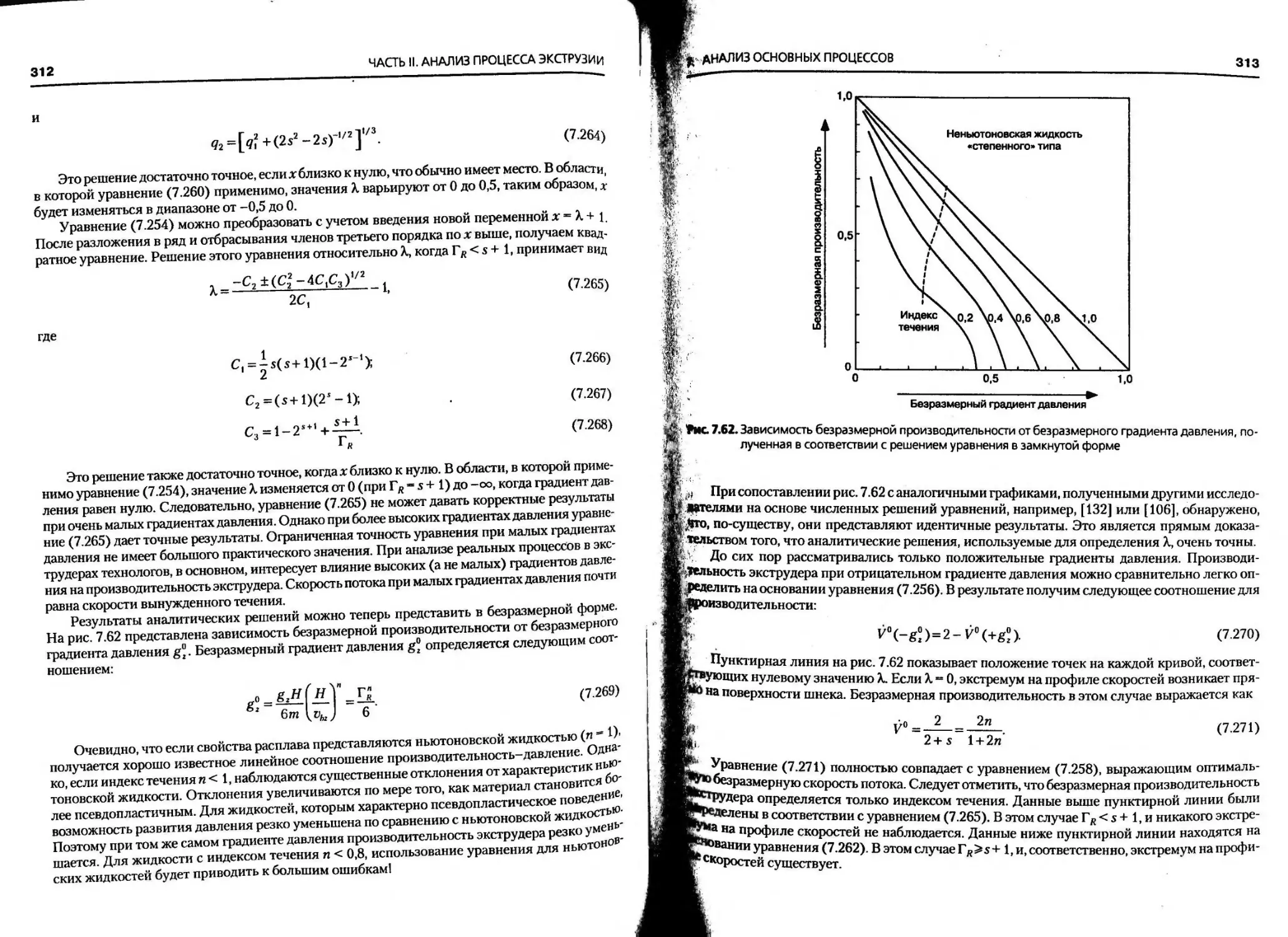
7.4.2. Неньютоновские жидкости «степенного» типа......................309
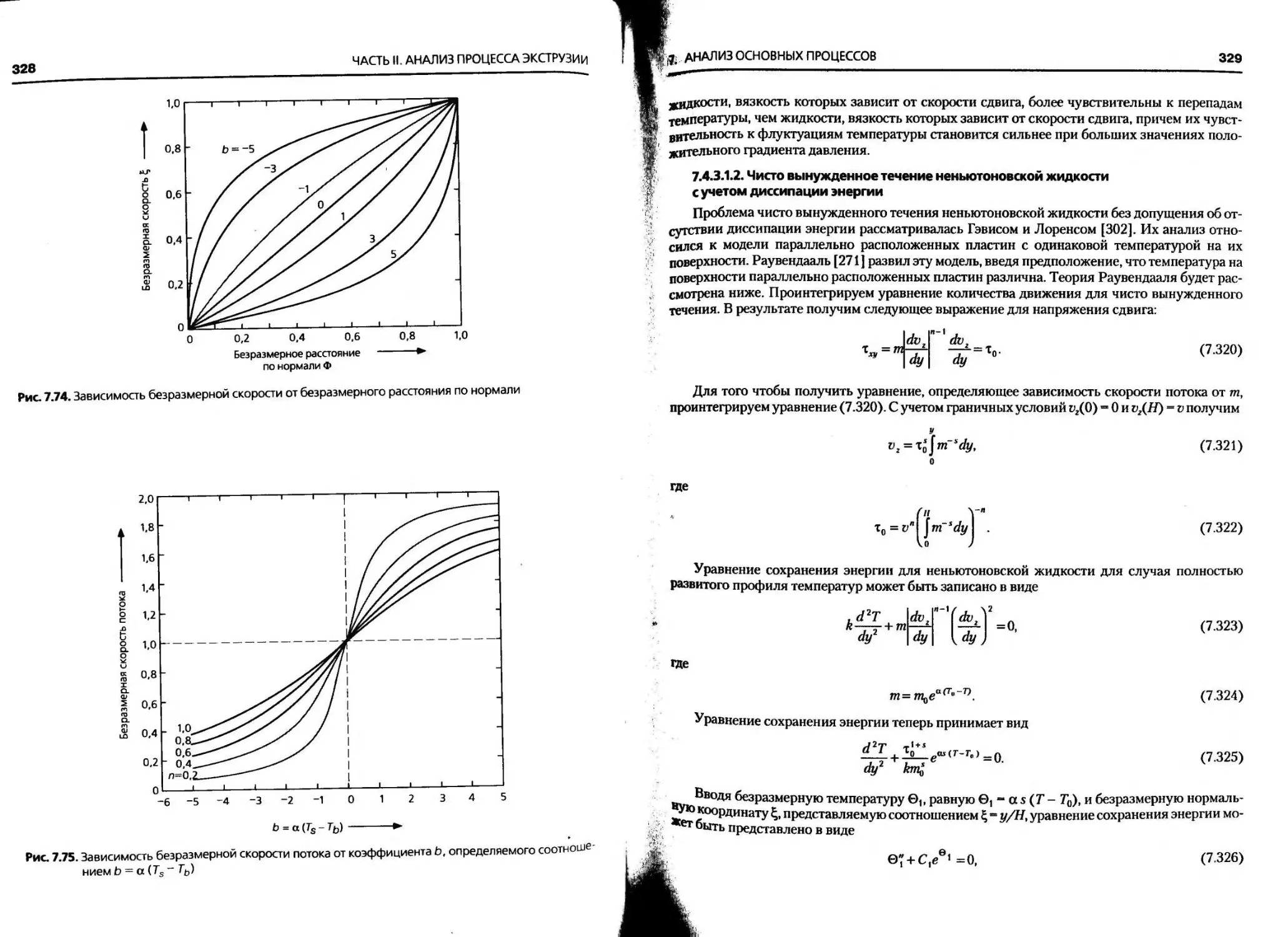
7.4.3. Неизотермический анализ........................................320
7.5. Формование через фильеру............................................353
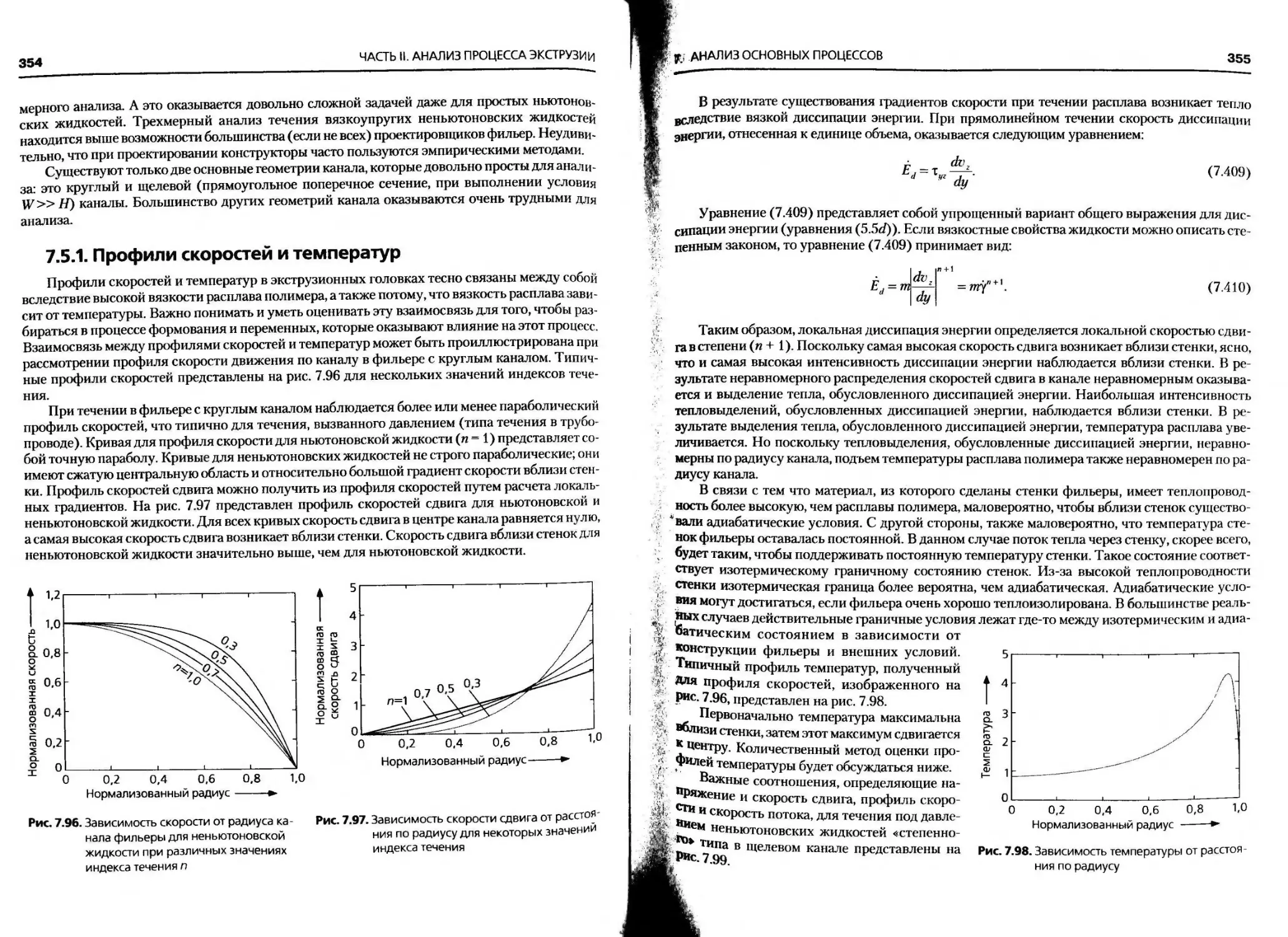
7.5.1. Профили скоростей и температур.................................354
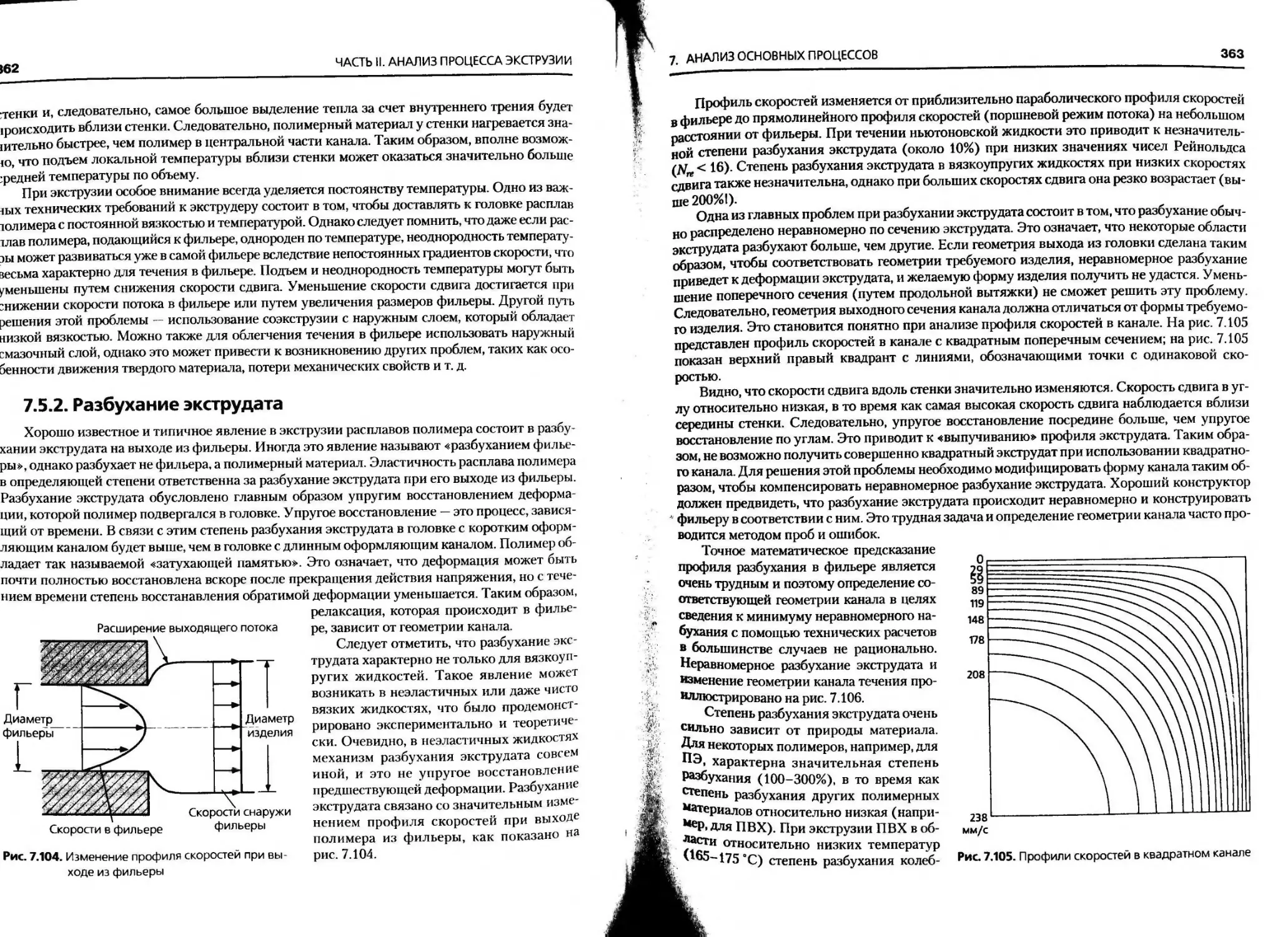
7.5.2. Разбухание экструдата..........................................362
7.5.3. Неустойчивость при течении через фильеру.......................364
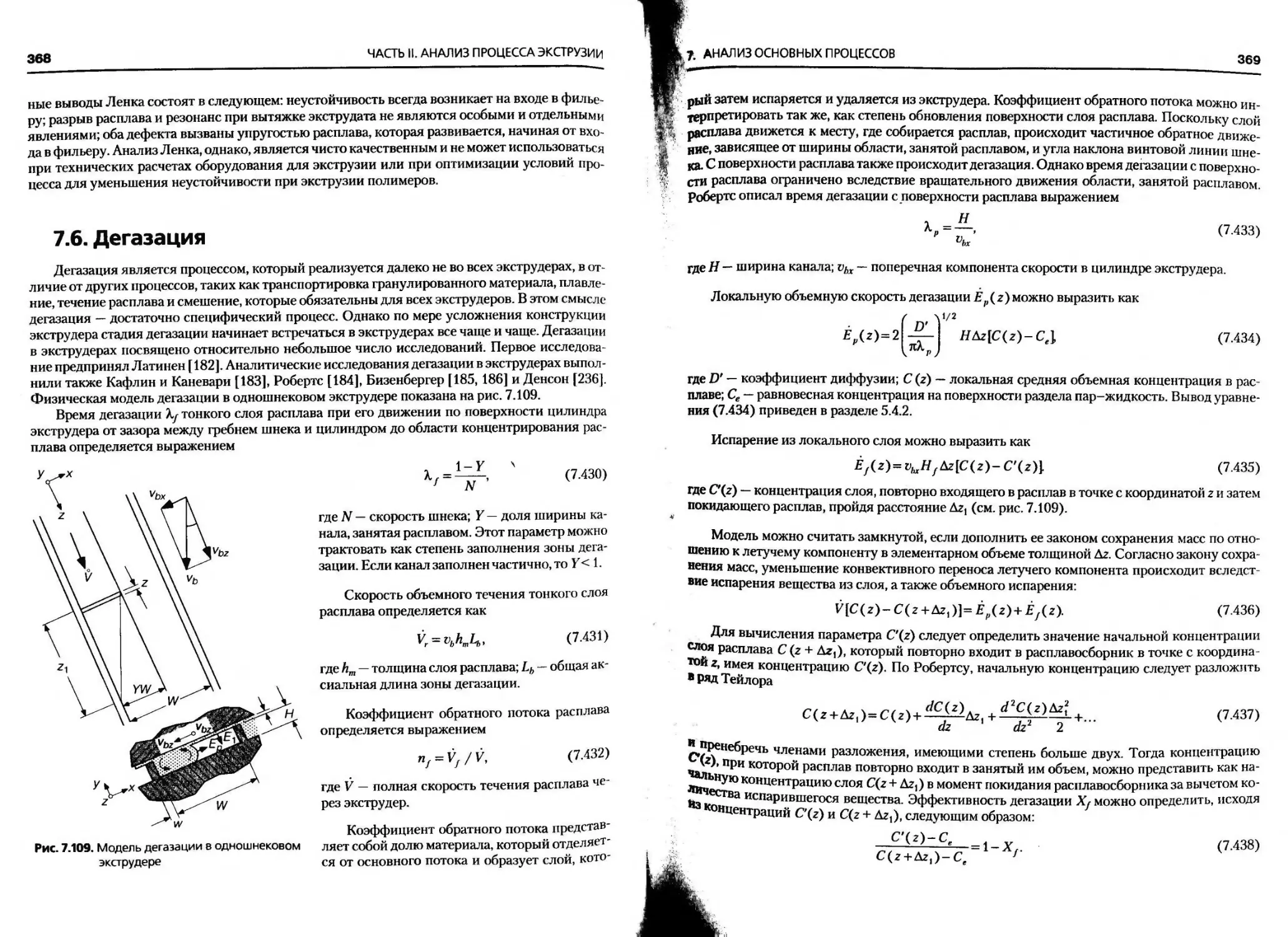
7.6. Дегазация...........................................................368
7.7. Смешение........................................................- • • 372
7.7.1. Смешение в шнековых экструдерах................................373
7.7.2. Статические смешивающие устройства.............................387
7.7.3. Дисперсионное смешение.........................................396
7.7.4. Обратное смешение..............................................408
СОДЕРЖАНИЕ
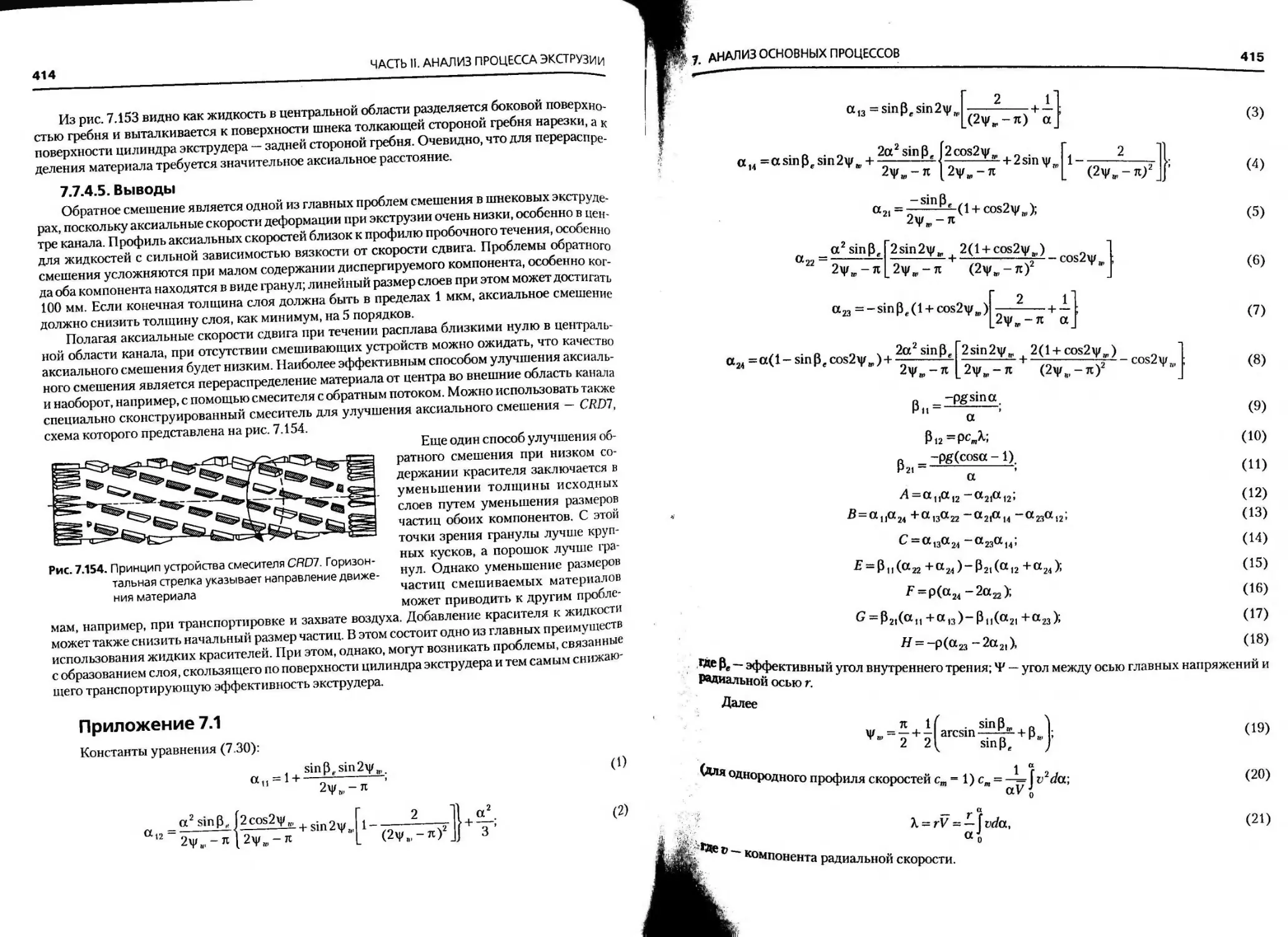
Приложение 7.1.................................................... 414
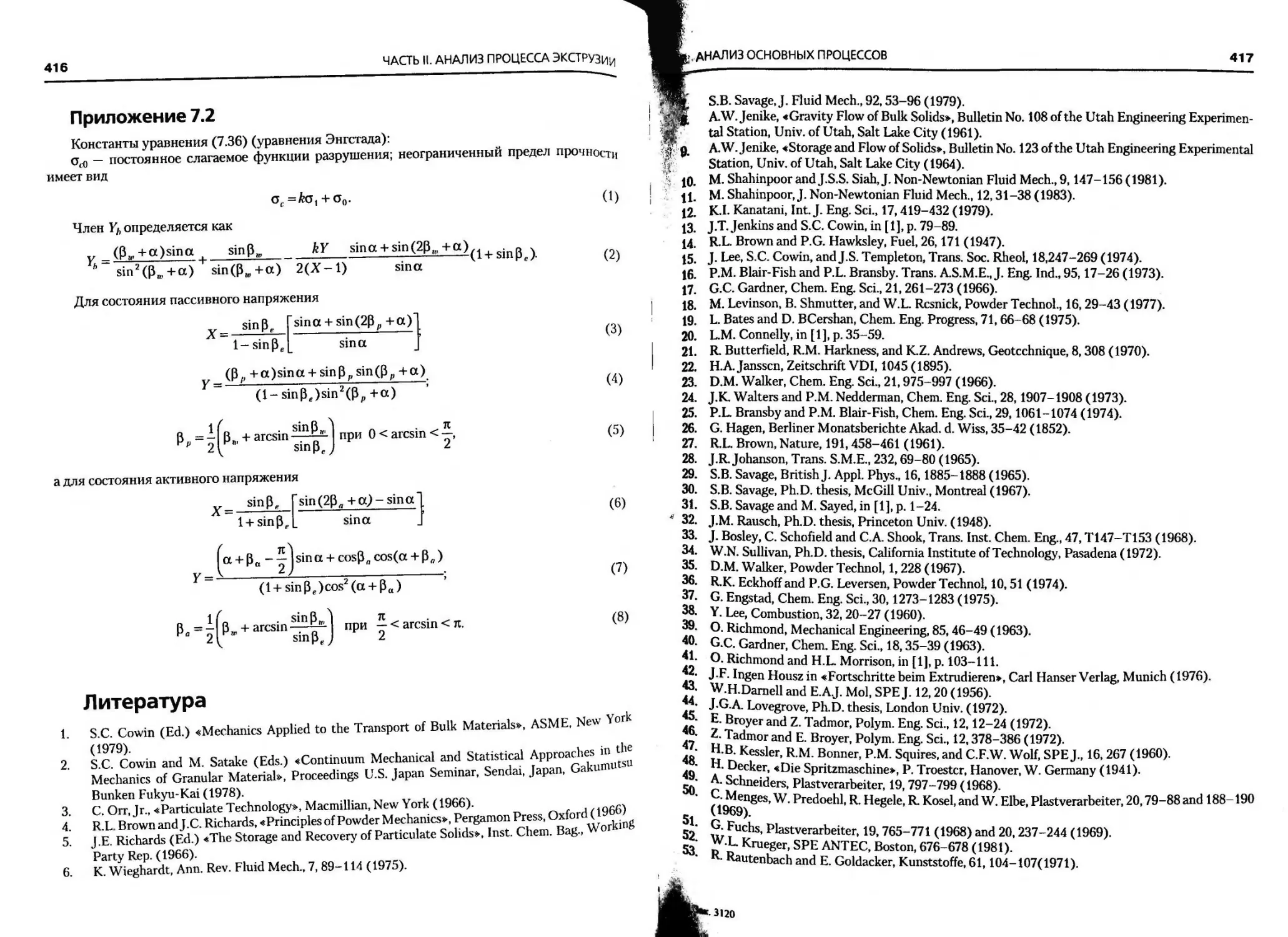
Приложение 7.2......................................................416
Литература............................................................ 416
Часть III. Практические приложения........................................425
8. Конструкция шнека......................................................427
8.1. Механика шнеков....................................................428
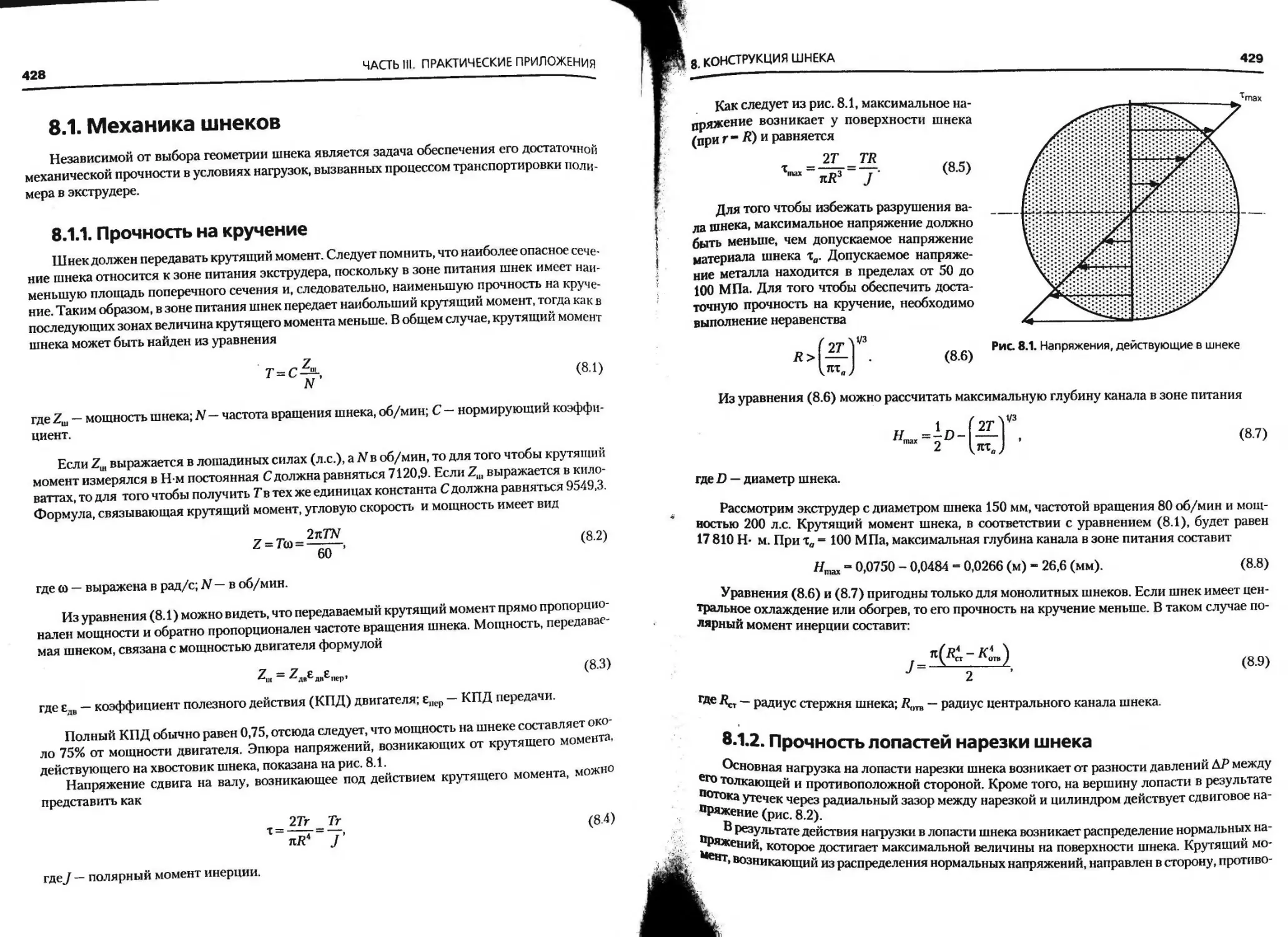
8.1.1. Прочность на кручение........................................428
8.1.2. Прочность лопастей нарезки шнека.............................429
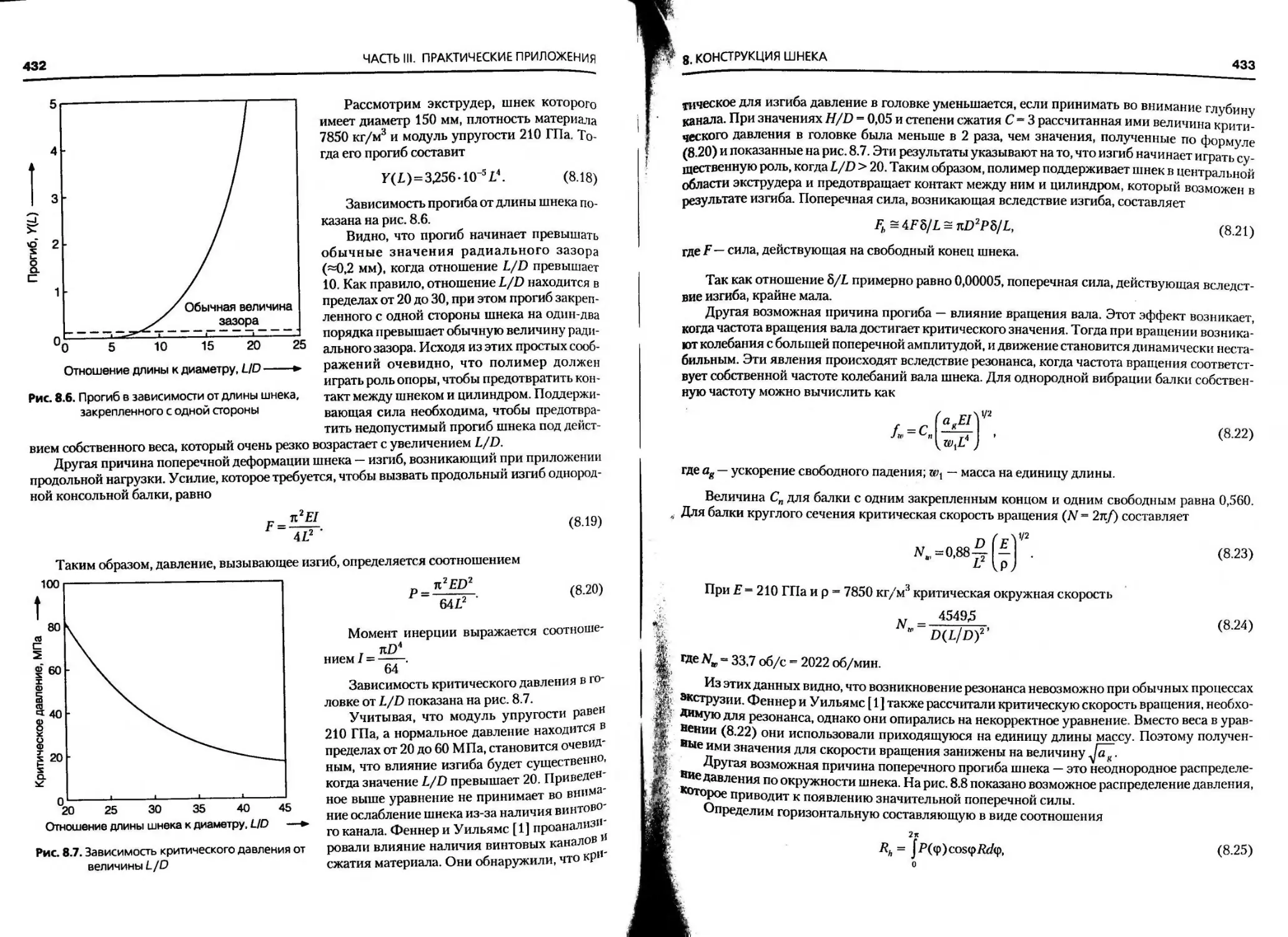
8.1.3. Поперечный прогиб шнека......................................431
8.2. Оптимизация процесса по производительности.........................435
8.2.1. Оптимизация транспортировки расплава.........................435
8.2.2. Оптимизация по пластицирующей способности....................444
8.2.3. Оптимизация транспортировки твердой фазы полимера............449
8.3. Оптимизация по затратам энергии....................................451
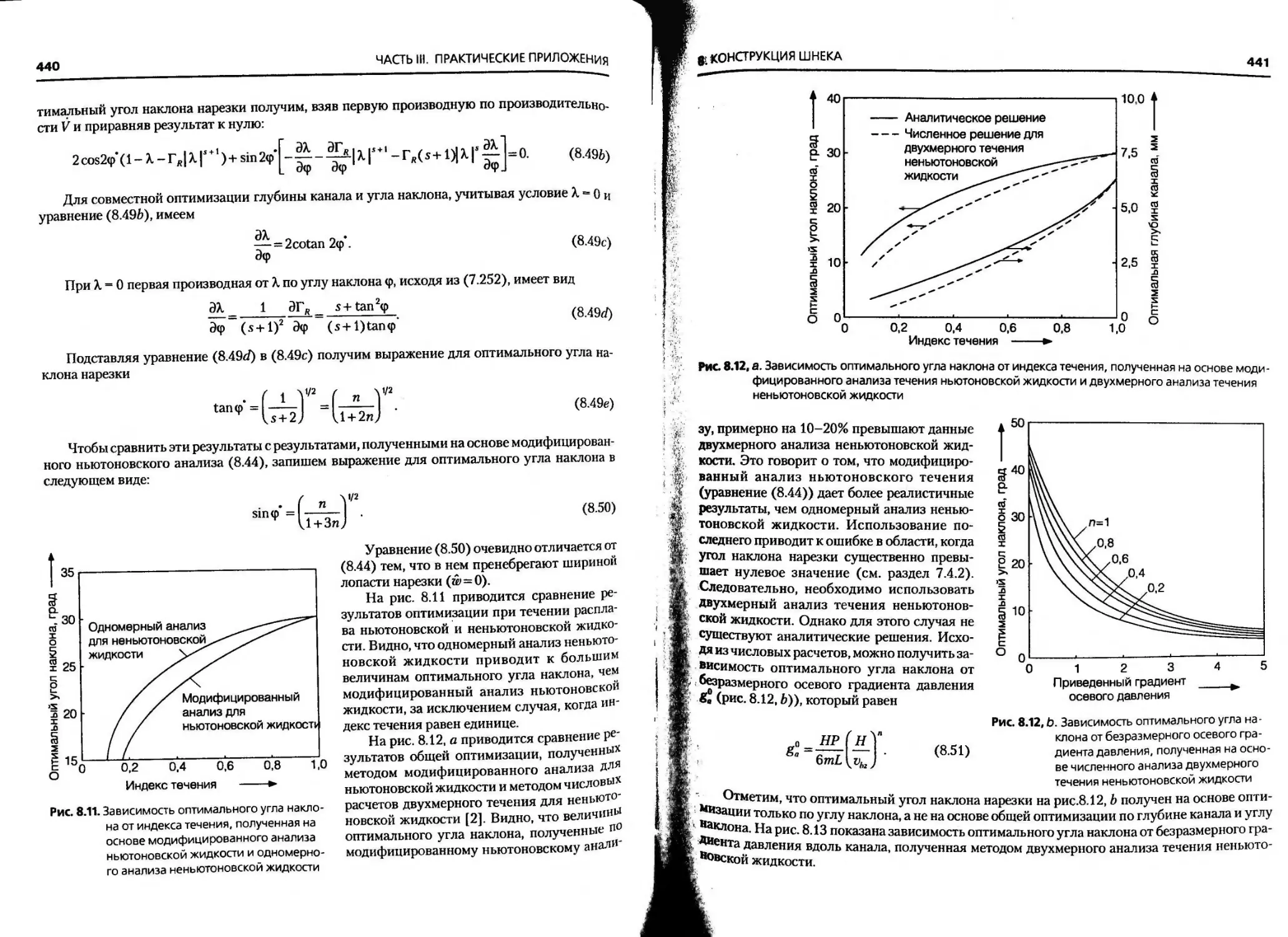
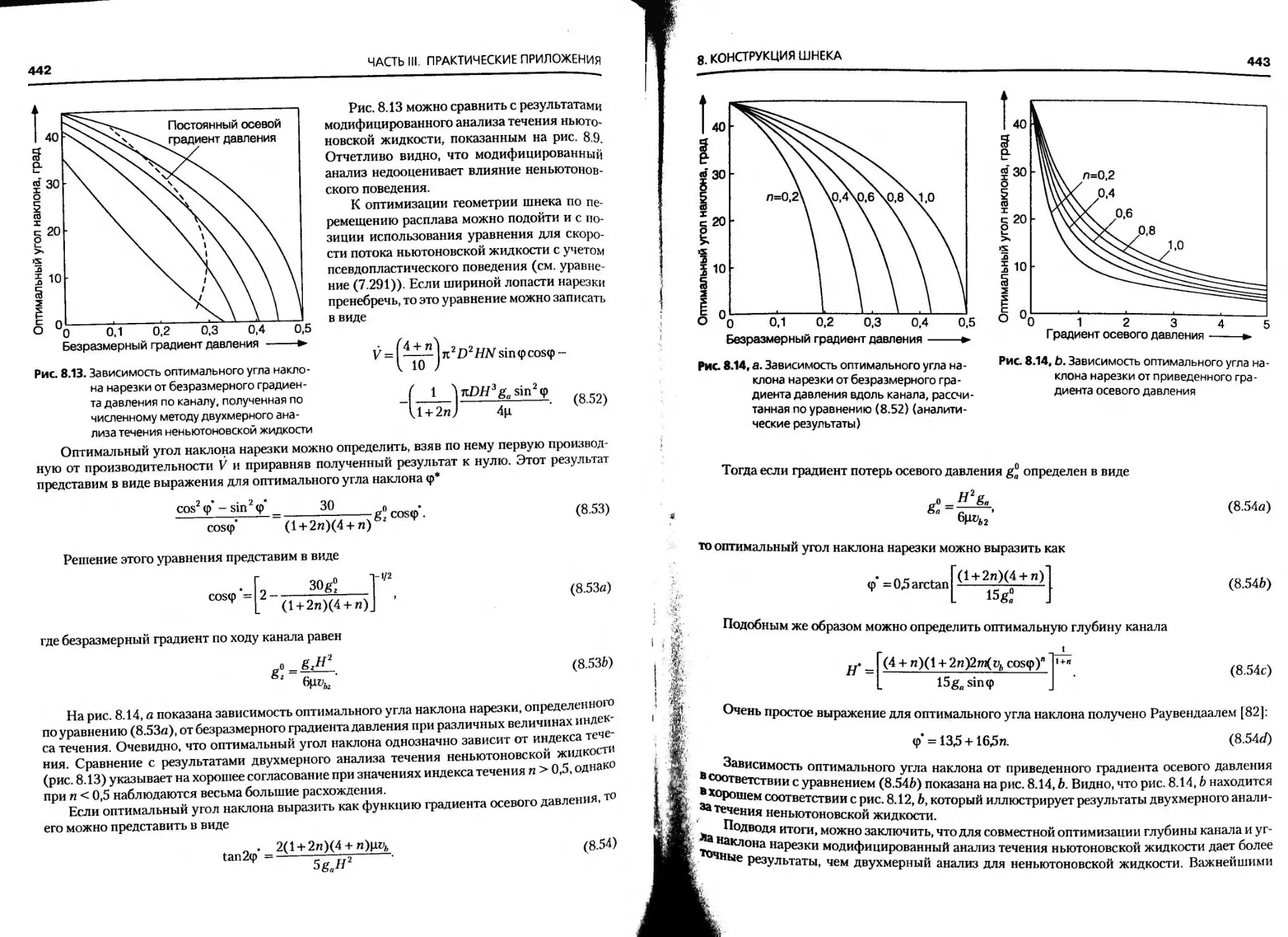
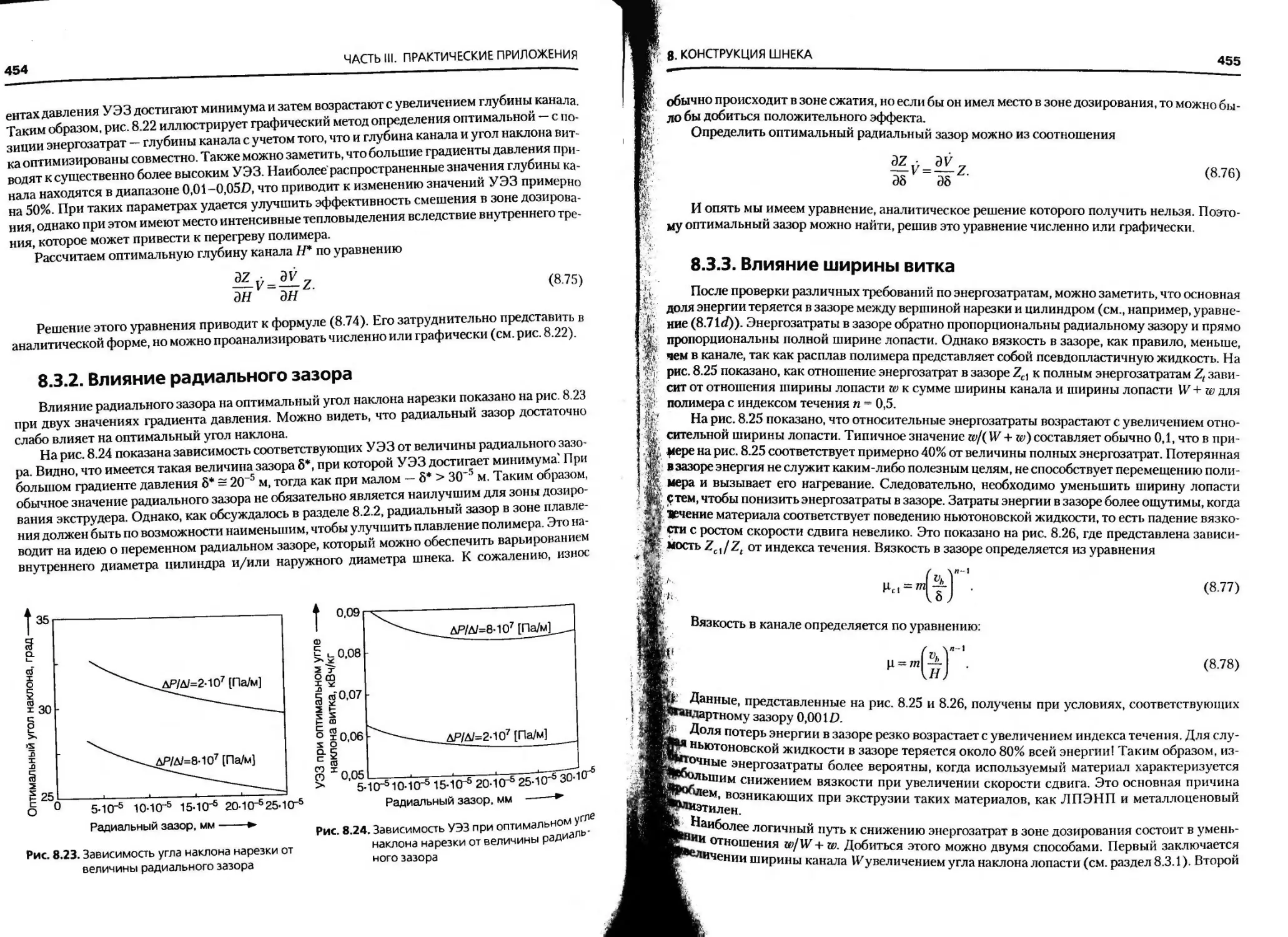
8.3.1. Оптимизация по величине угла наклона нарезки.................452
8.3.2. Влияние радиального зазора...................................454
8.3.3. Влияние ширины витка.........................................455
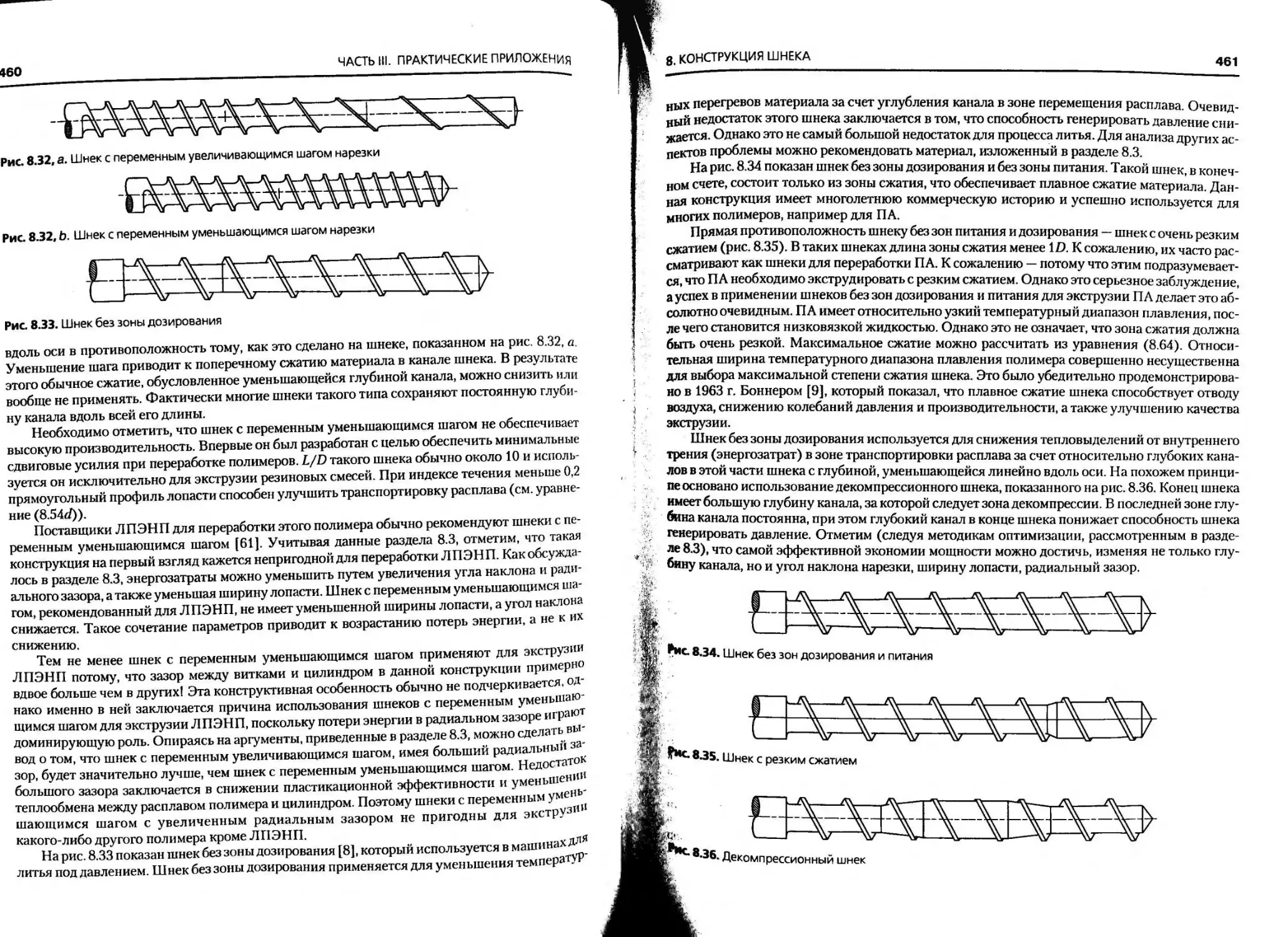
8.4. Шнеки с однозаходной нарезкой......................................458
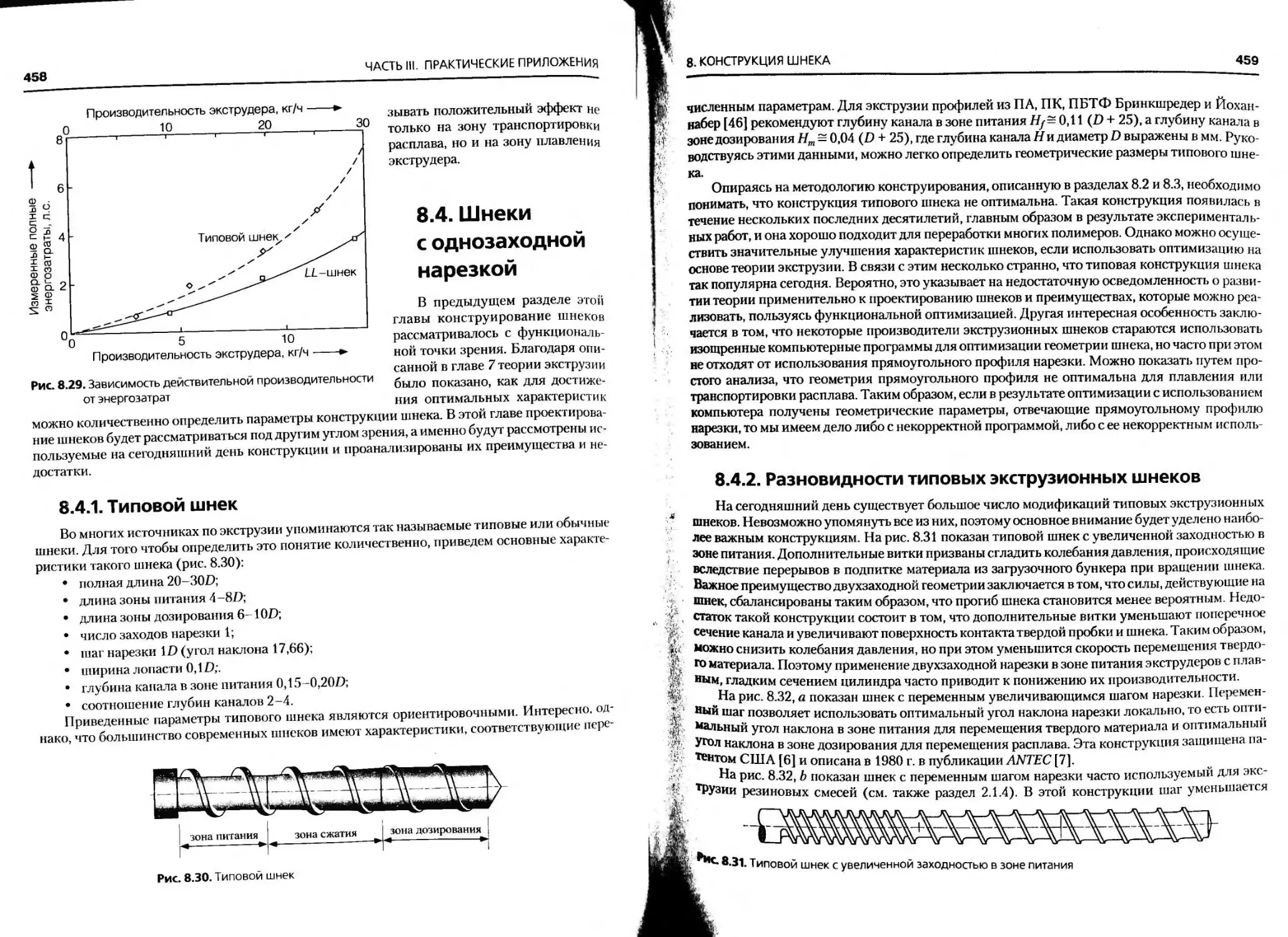
8.4.1. Т иповой шнек................................................458
8.4.2. Разновидности типовых экструзионных шнеков...................459
8.5. Дегазирующие экструзионные шнеки...................................462
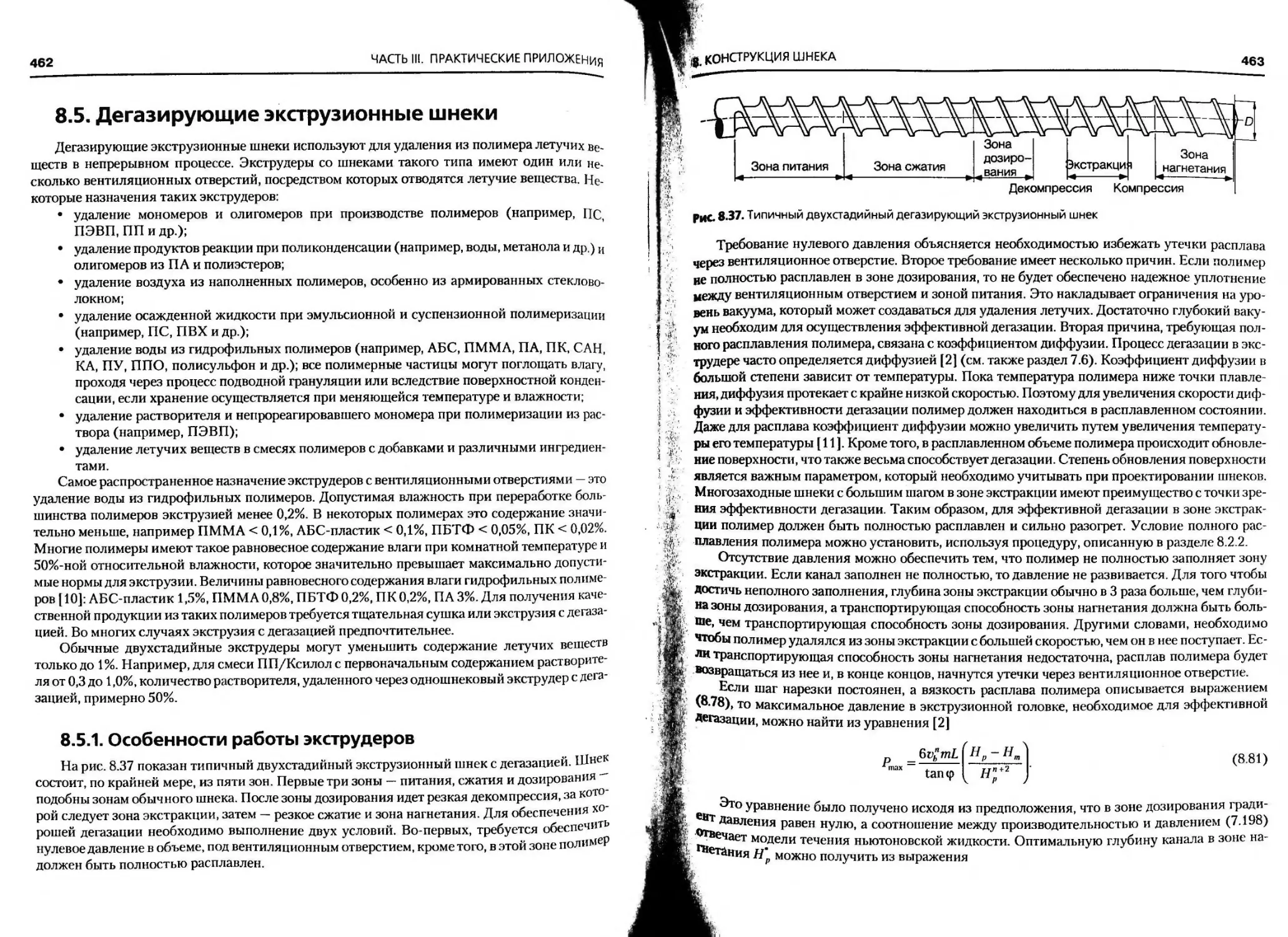
8.5.1. Особенности работы экструдеров...............................462
8.5.2. Различные конструкции экструдеров с вентиляционными отверстиями. . . 466
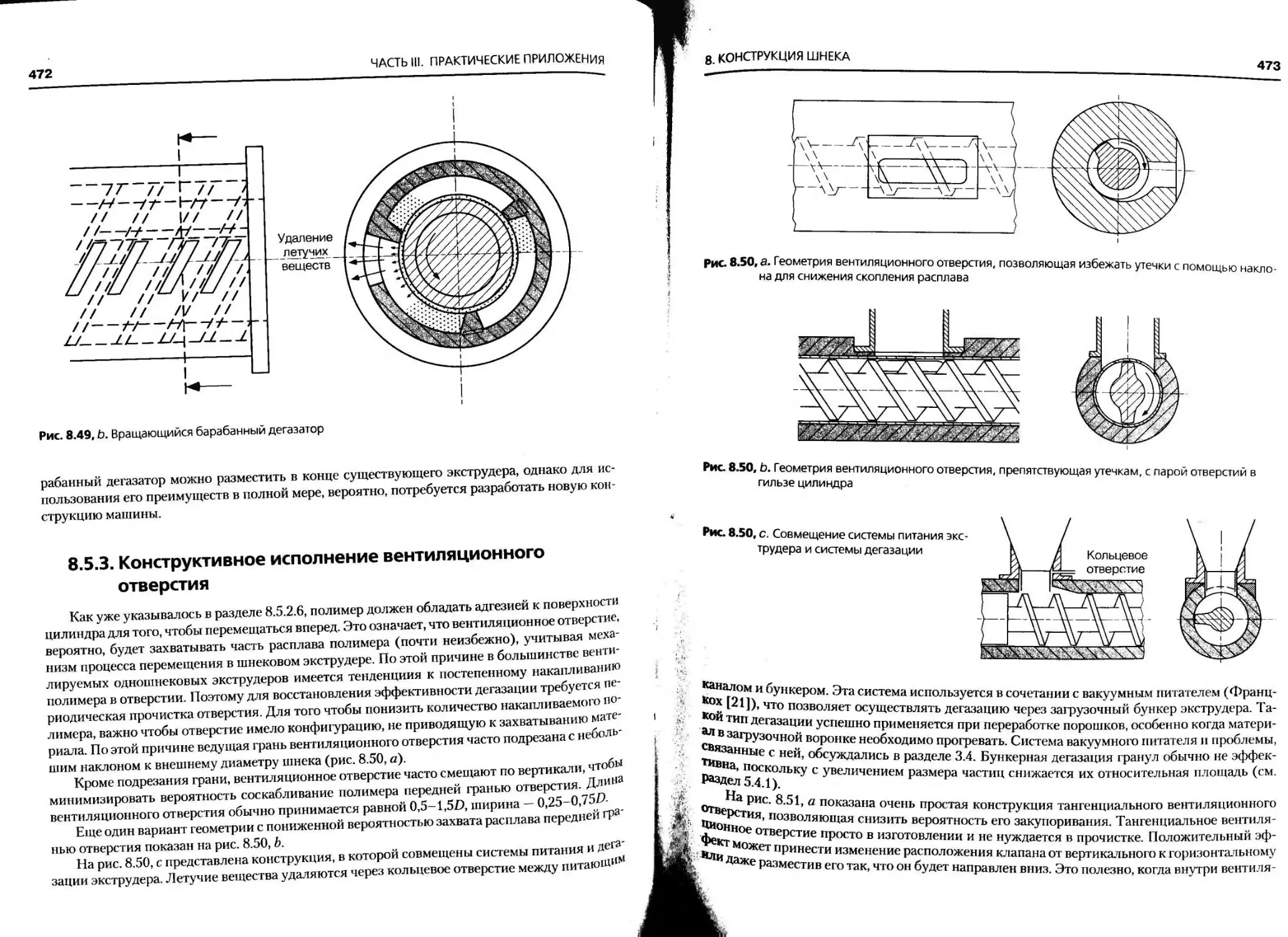
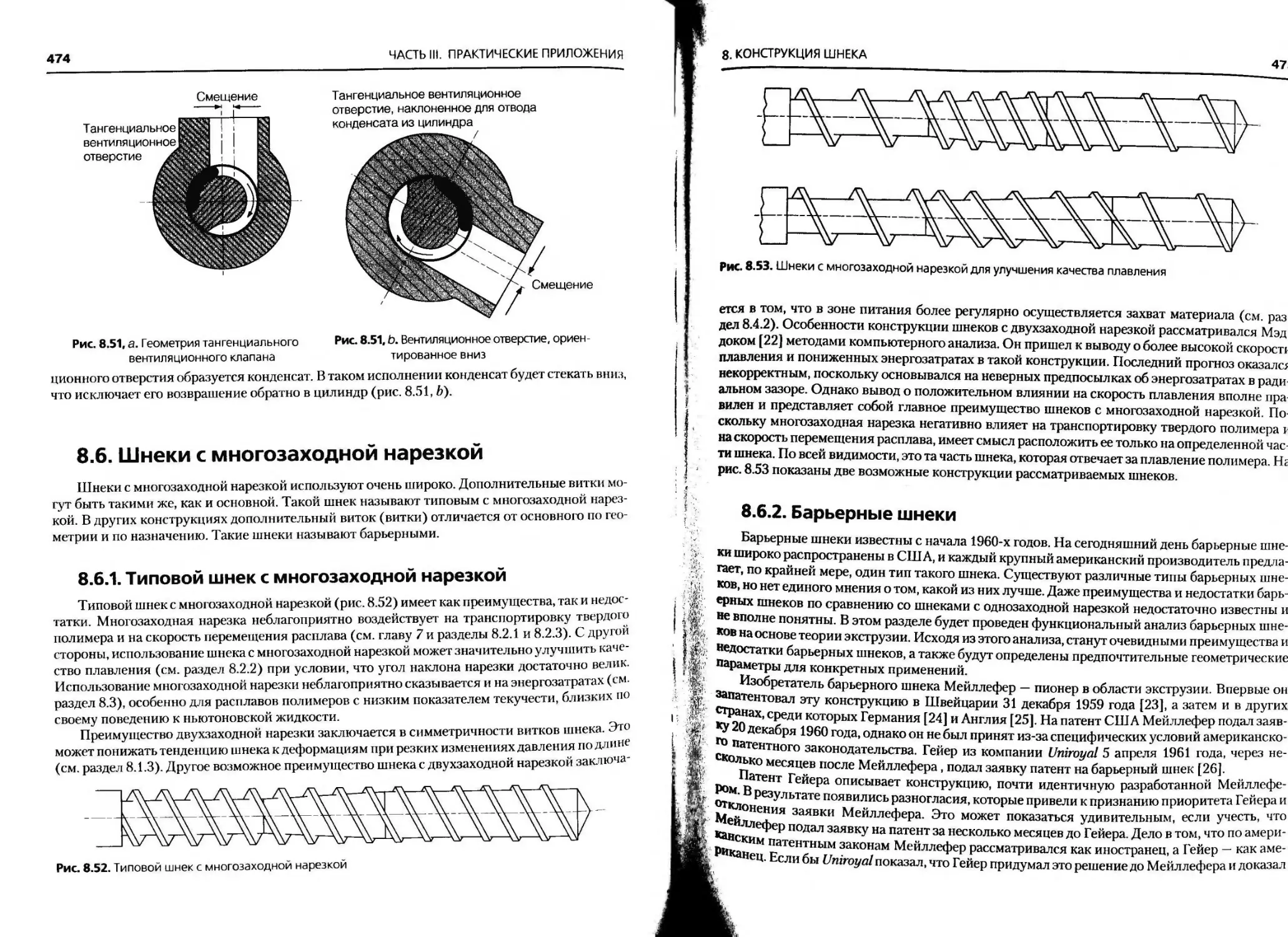
8.5.3. Конструктивное исполнение вентиляционного отверстия..........472
8.6. Шнеки с многозаходной нарезкой.....................................474
8.6.1. Типовой шнек с многозаходной нарезкой........................474
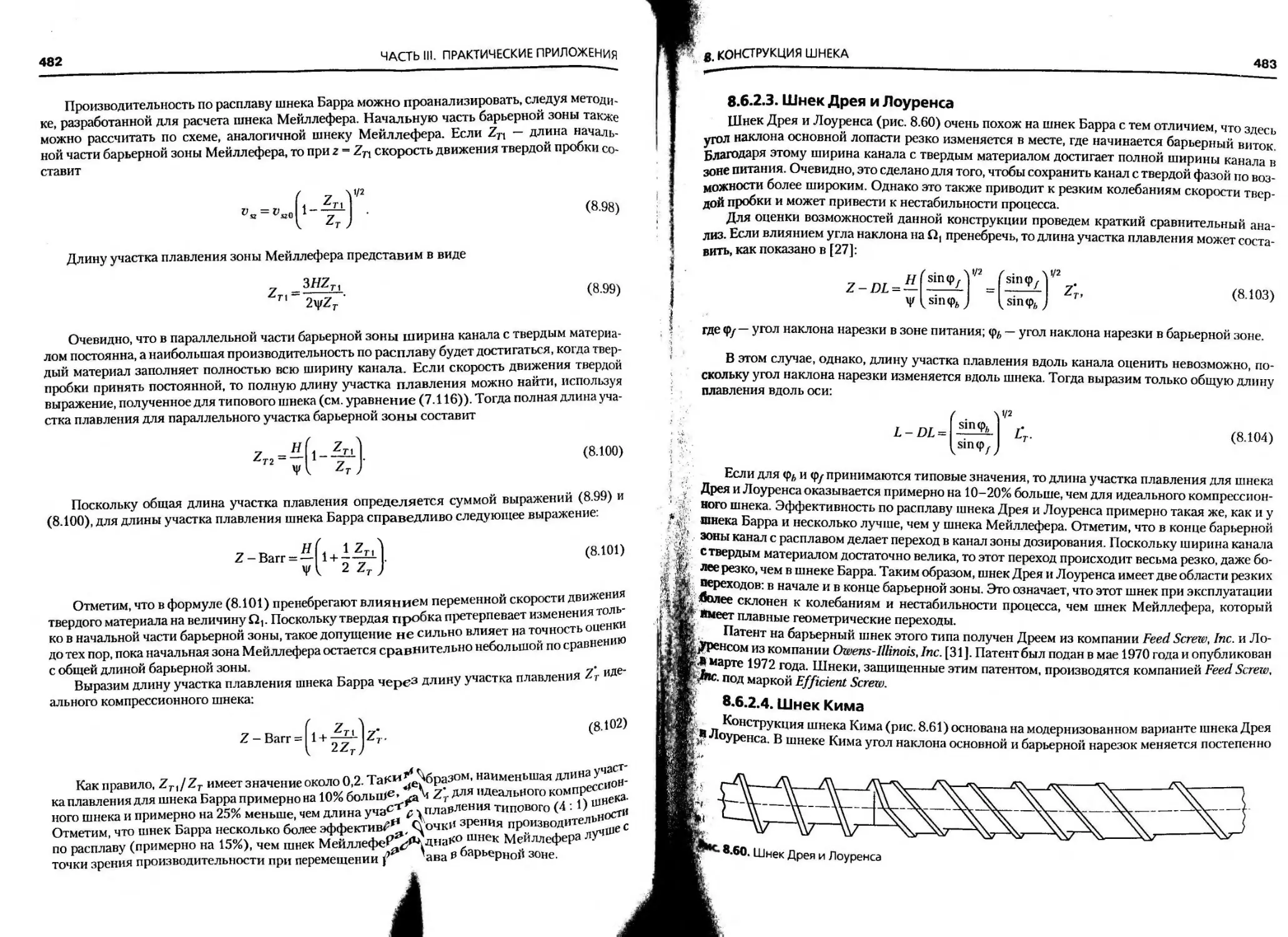
8.6.2. Барьерные шнеки..............................................475
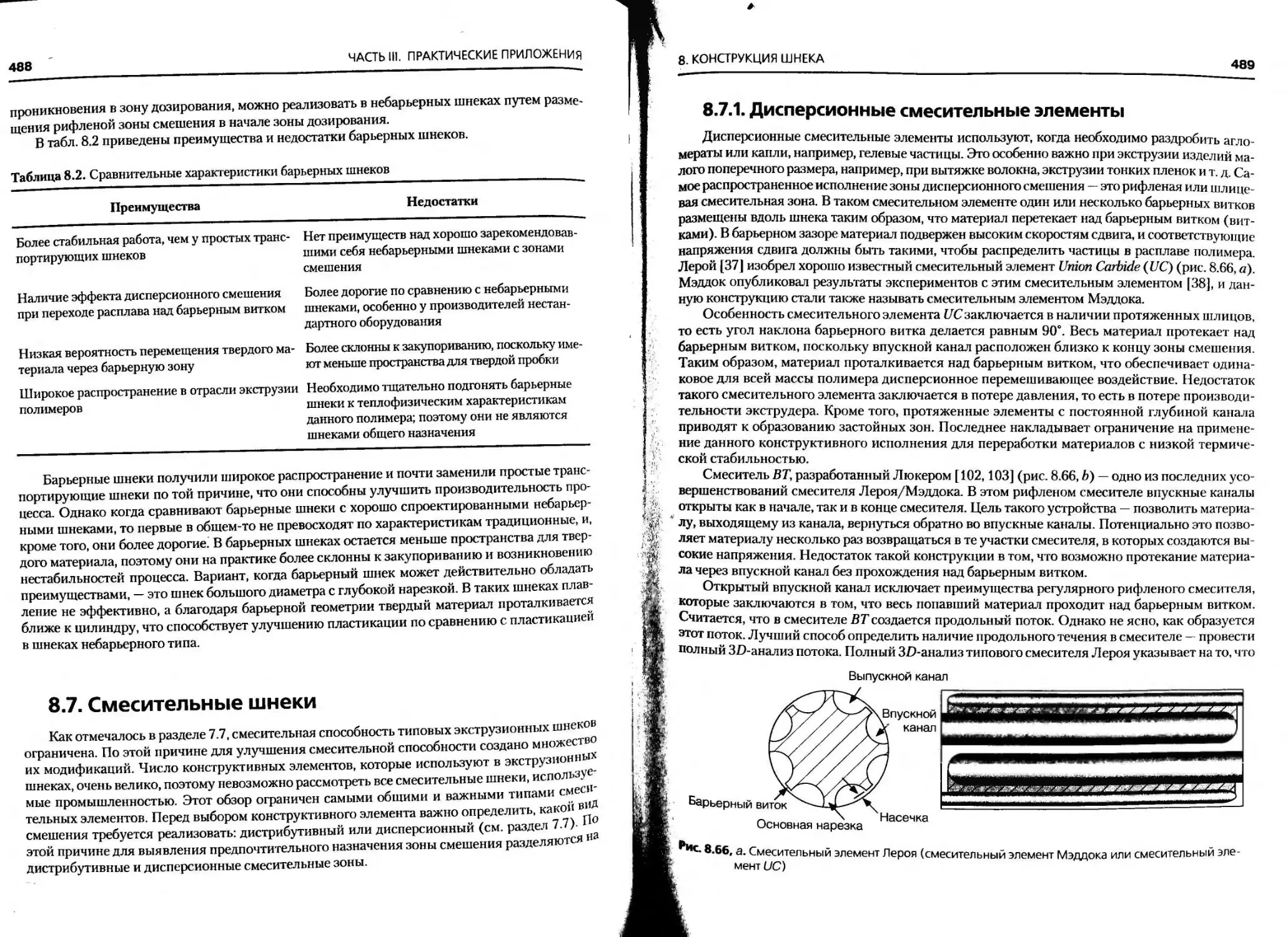
8.7. Смесительные шнеки.................................................488
8.7.1. Дисперсионные смесительные элементы..........................489
8.7.2. Конструктивные элементы дистрибутивного смешения.............518
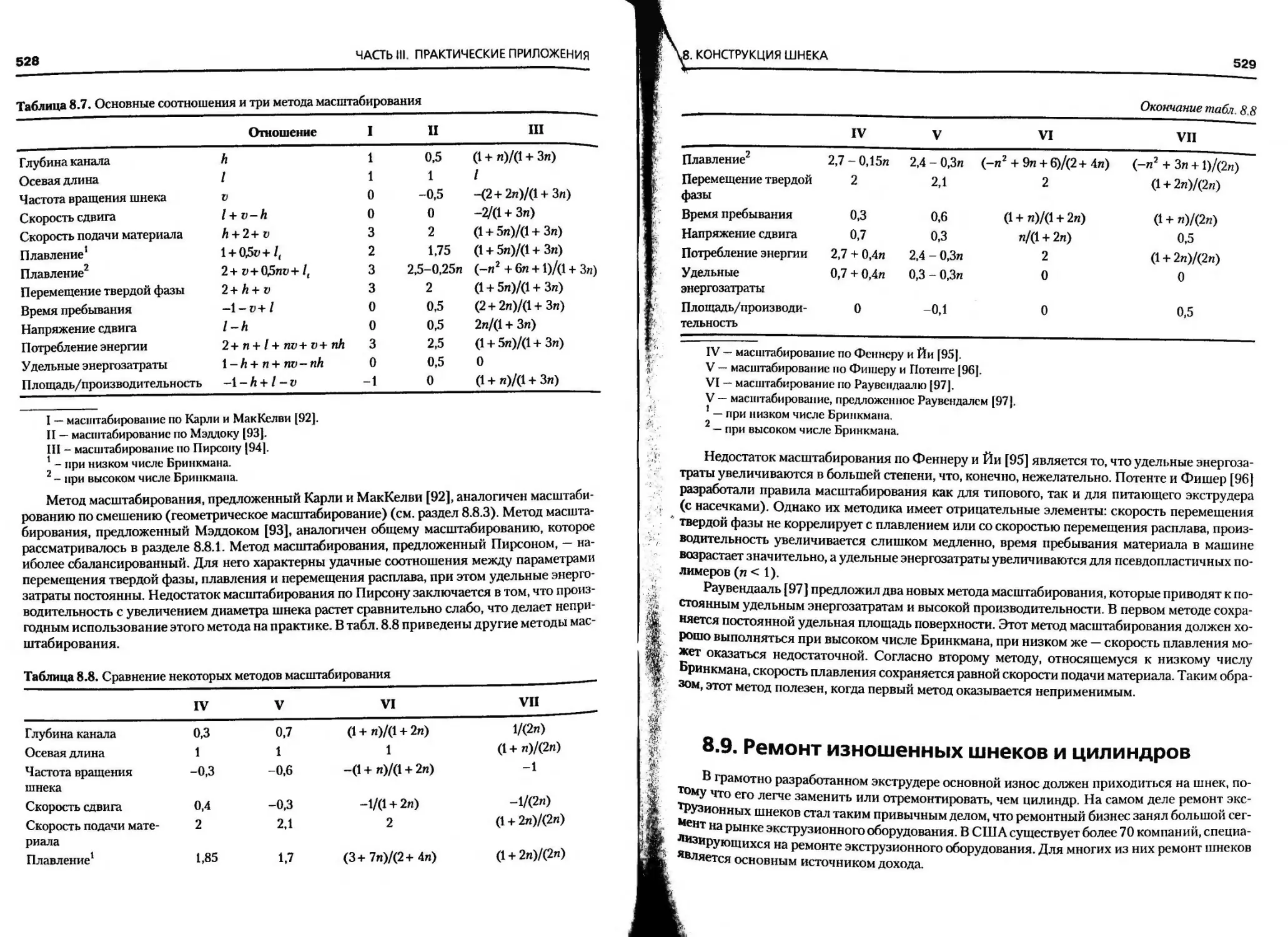
8.8. Масштабирование экструдеров........................................522
8.8.1. Коэффициенты масштабирования.................................522
8.8.2. Масштабирование по теплопереносу.............................525
8.8.3. Масштабирование по смешению..................................526
8.8.4. Сравнение различных методов масштабирования..................527
8.9. Ремонт изношенных шнеков и цилиндров...............................529
8.9.1. Применение материалов, упрочняющих поверхность...............531
8.9.2. Ремонт цилиндров экструдеров.................................533
Литература..............................................................533
9. Конструкция экструзионной головки......................................537
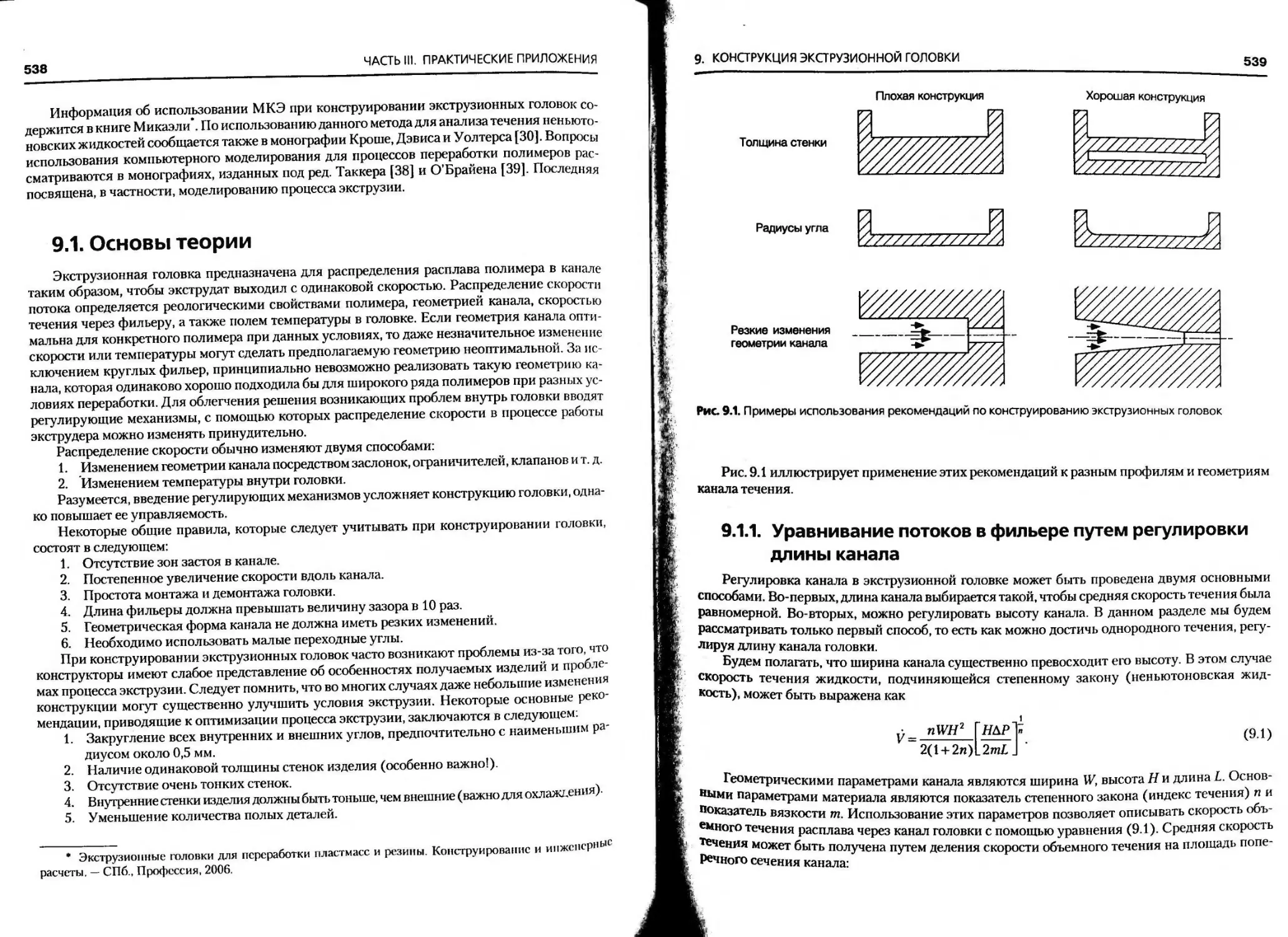
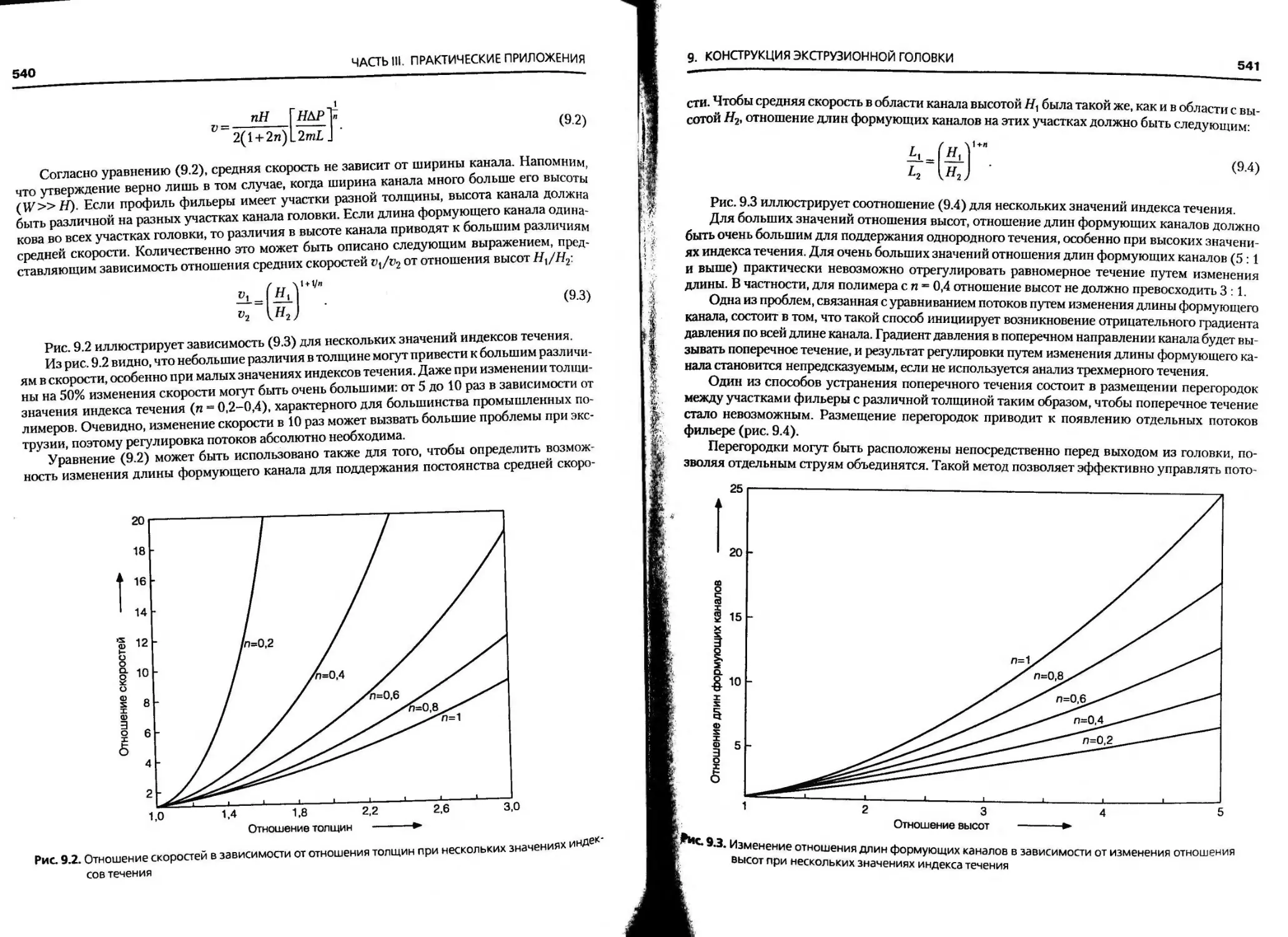
9.1. Основы теории......................................................538
9.1.1. Уравнивание потоков в фильере путем регулировки длины канала.539
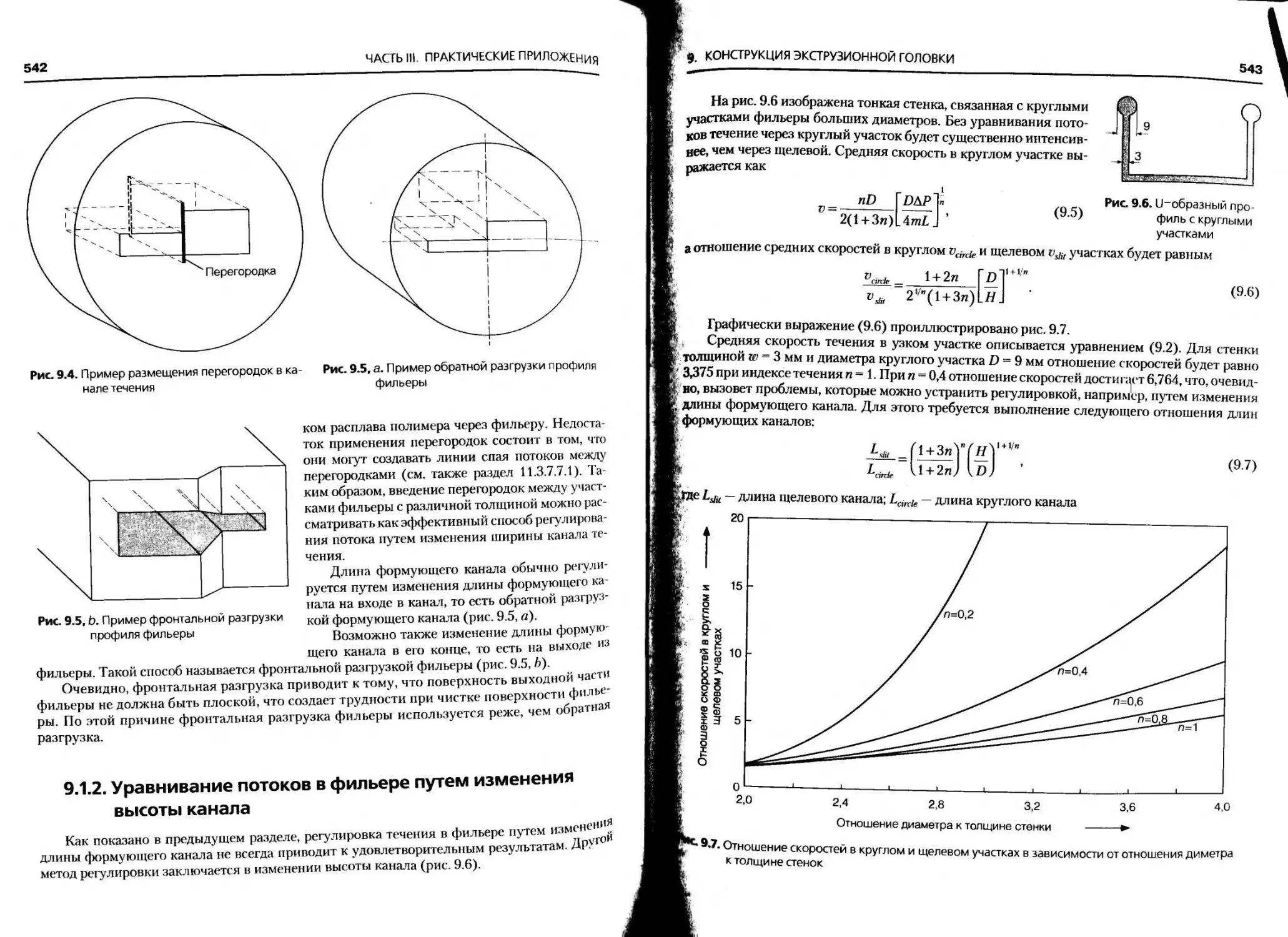
9.1.2. Уравнивание потоков в фильере путем изменения высоты канала..542
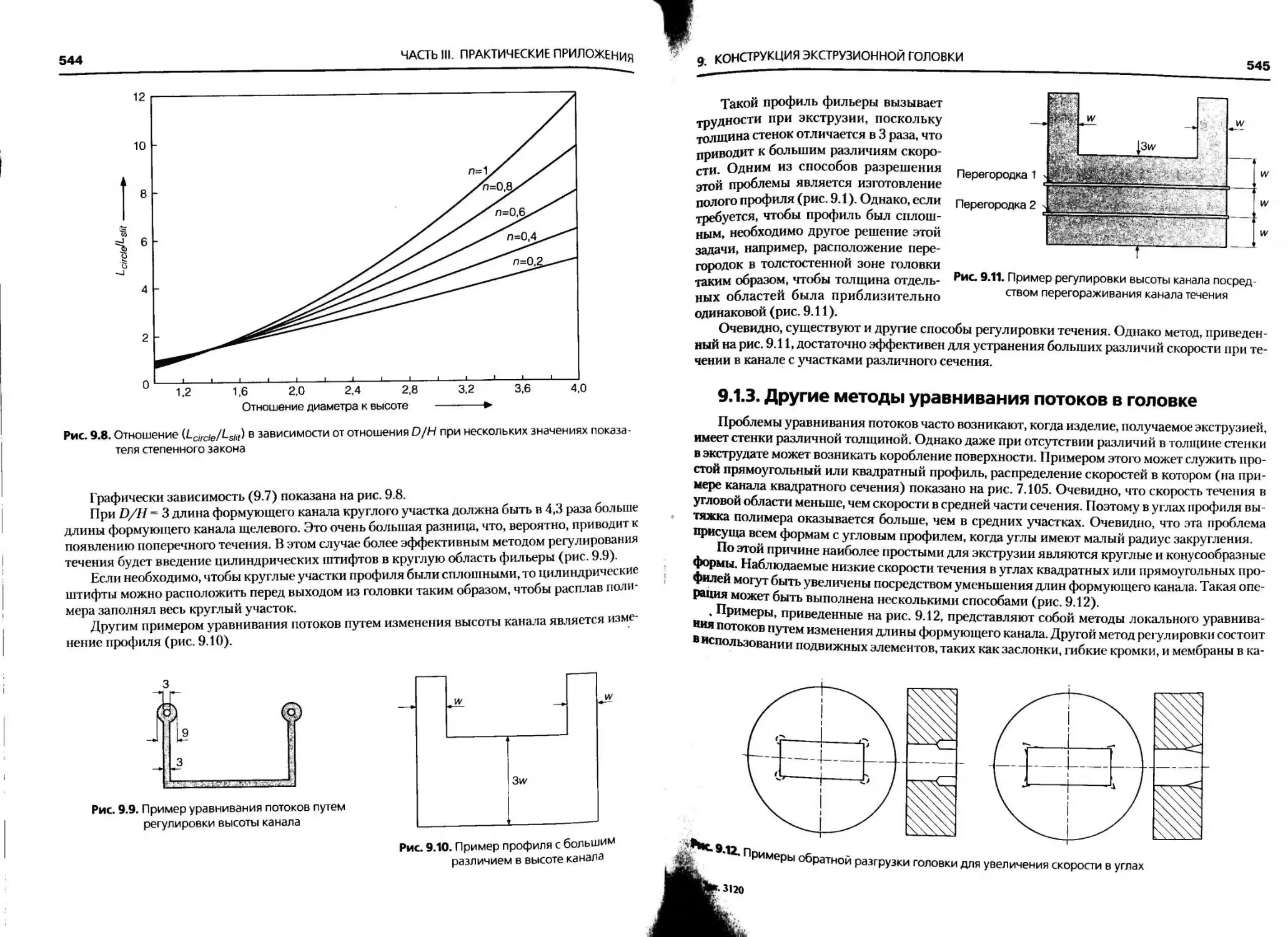
9.1.3. Другие методы уравнивания потоков в головке..................545
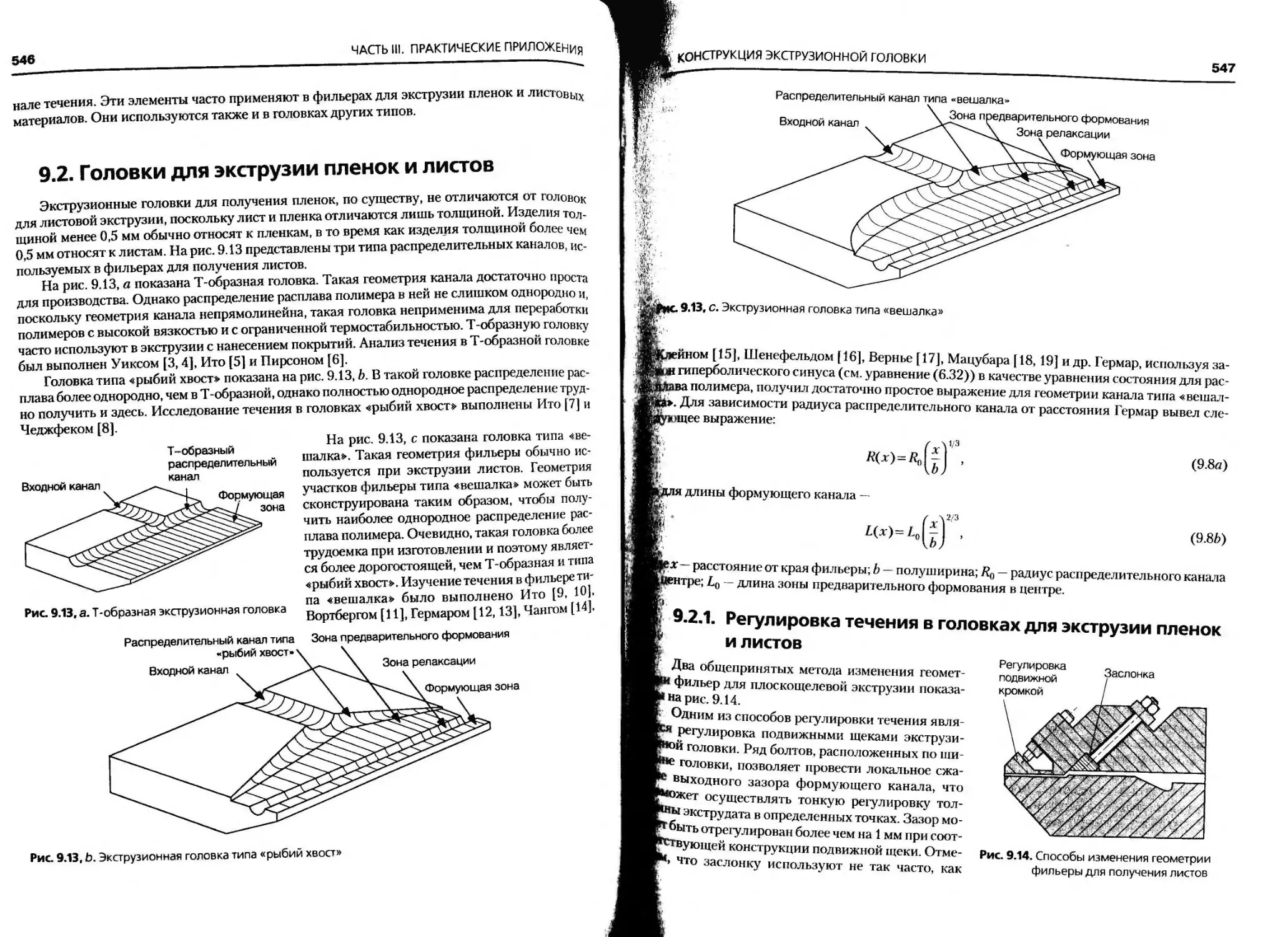
9.2. Головки для экструзии пленок и листов..............................546
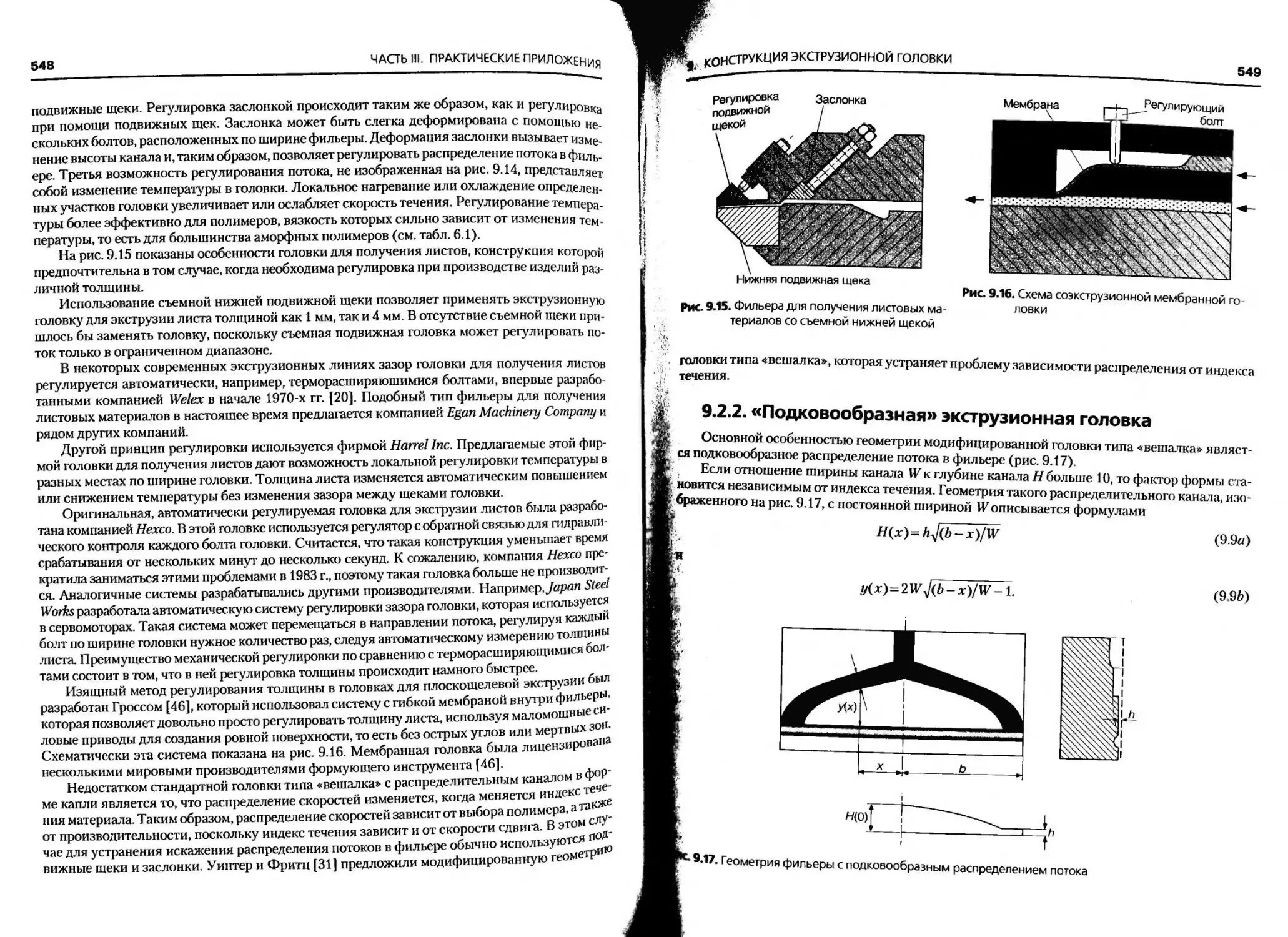
9.2.1. Регулировка течения в головках для экструзии пленок и листов.547
9.2.2. «Подковообразная» экструзионная головка......................549
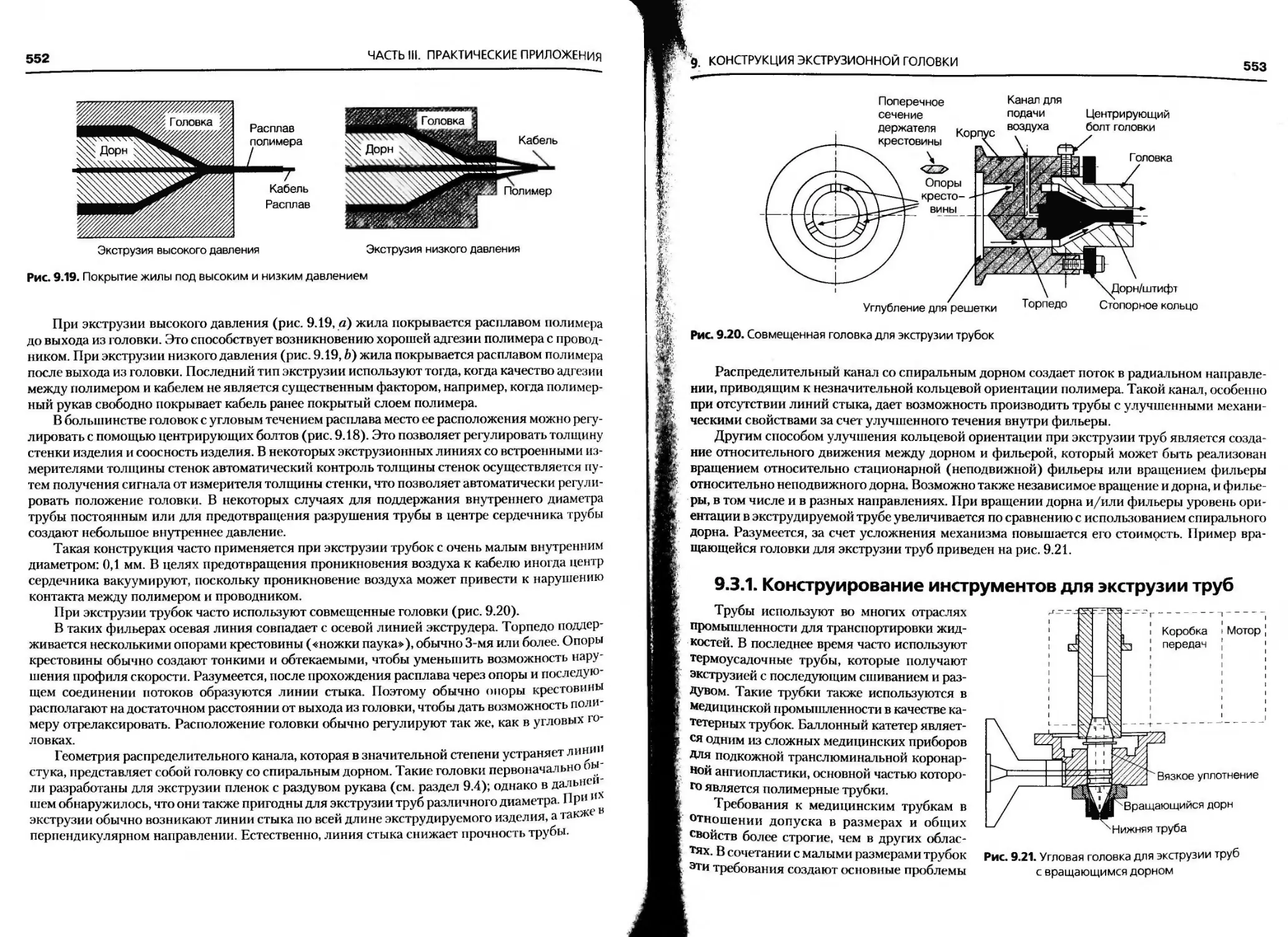
9.3. Головки для экструзии трубок и труб................................550
СОДЕРЖАНИЕ
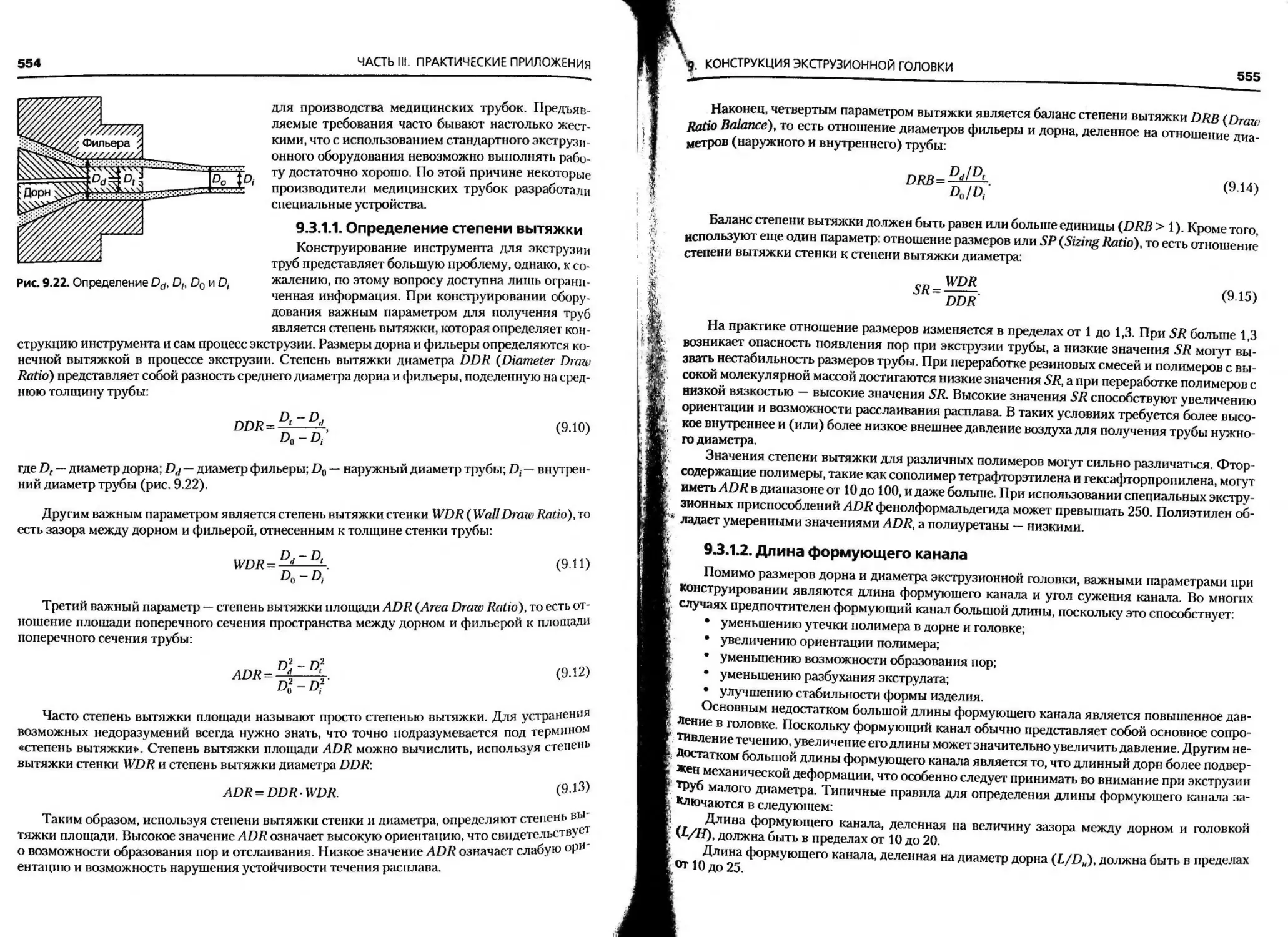
9.3.1. Конструирование инструментов для экструзии труб...............553
9.4. Головки для получения пленок экструзией с раздувом.................558
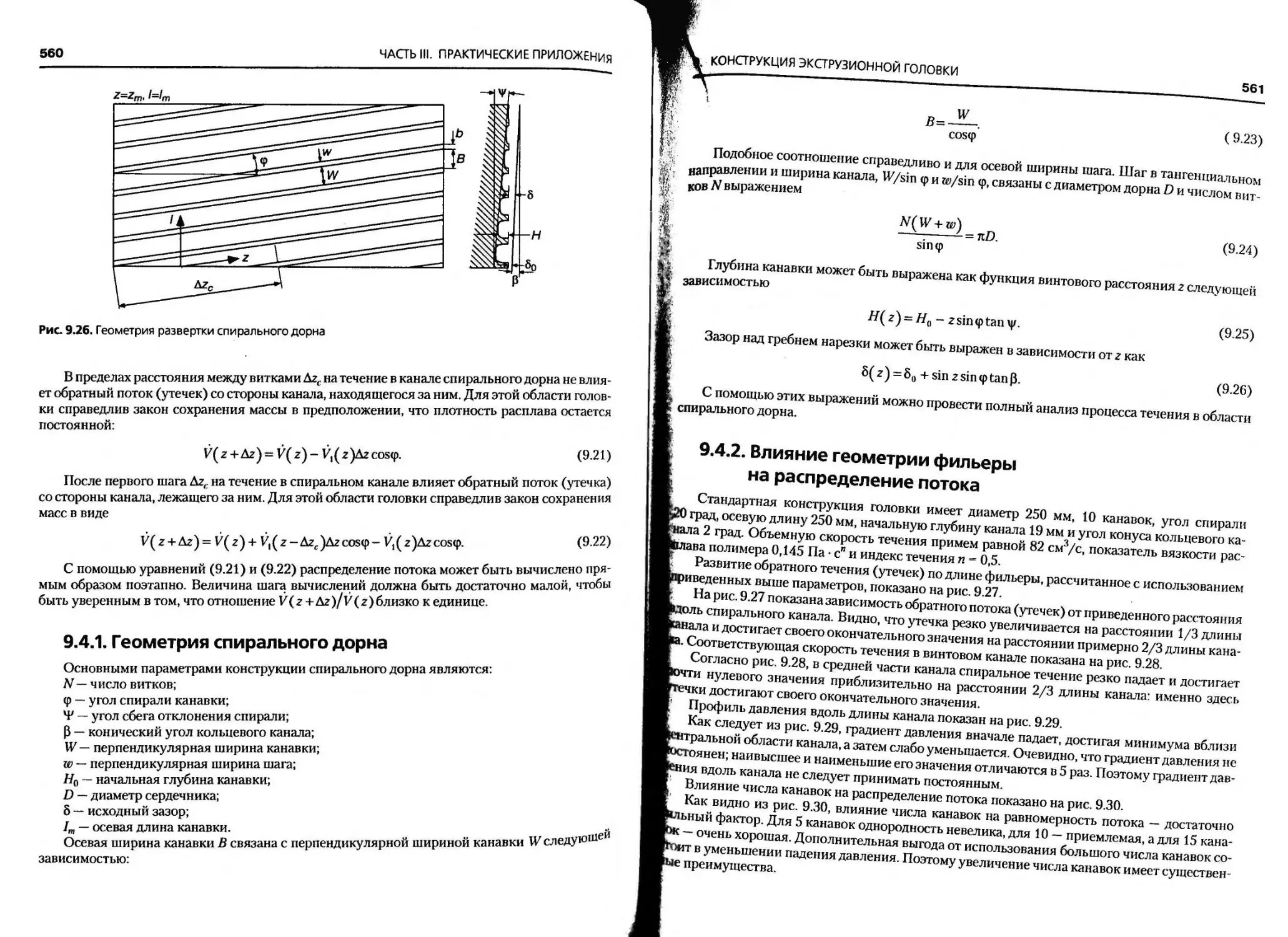
9.4.1. Геометрия спирального дорна...................................560
9.4.2. Влияние геометрии фильеры на распределение потока.............561
9.4.3. Выводы........................................................564
9.5. Головки для экструзии профилей................................... 564
9.6. Соэкструзия........................................................565
9.6.1. Искажение поверхности раздела слоев...........................569
9.7. Калибраторы........................................................570
Литература..............................................................572
10. Двухшнековые экструдеры...............................................574
10.1. Введение..........................................................574
10.2. Сравнение двухшнековых и одношнековых экструдеров.................576
10.3. Экструдеры с зацепляющимися однонаправленно вращающимися шнеками. . . 578
10.3.1. Экструдеры со шнеками с нарезкой с плотным зацеплением витков .... 578
10.3.2. Самоочищающиеся экструдеры..................................580
10.4. Экструдеры с зацепляющимися шнеками, вращающимися в противоположных
направлениях............................................................594
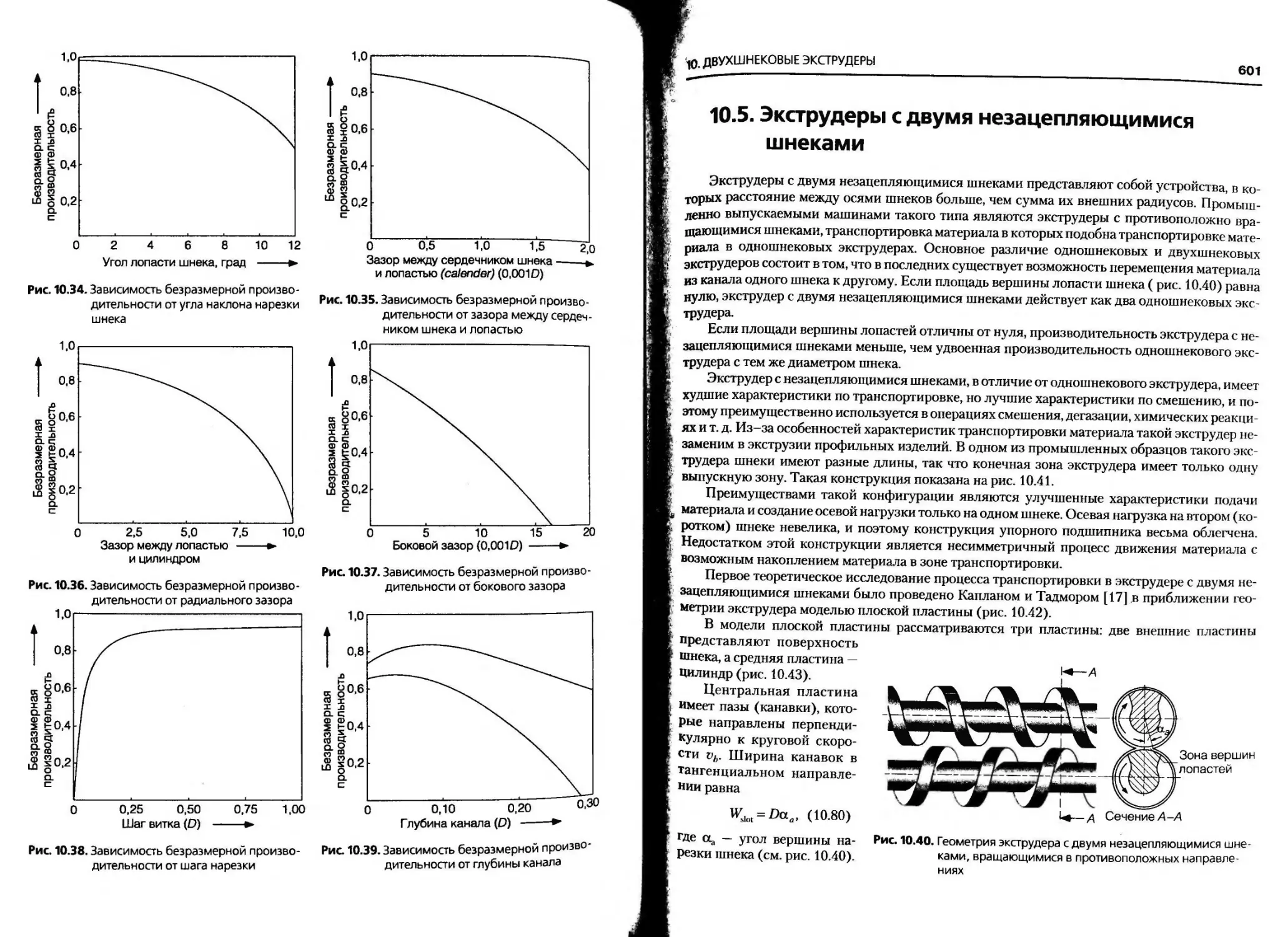
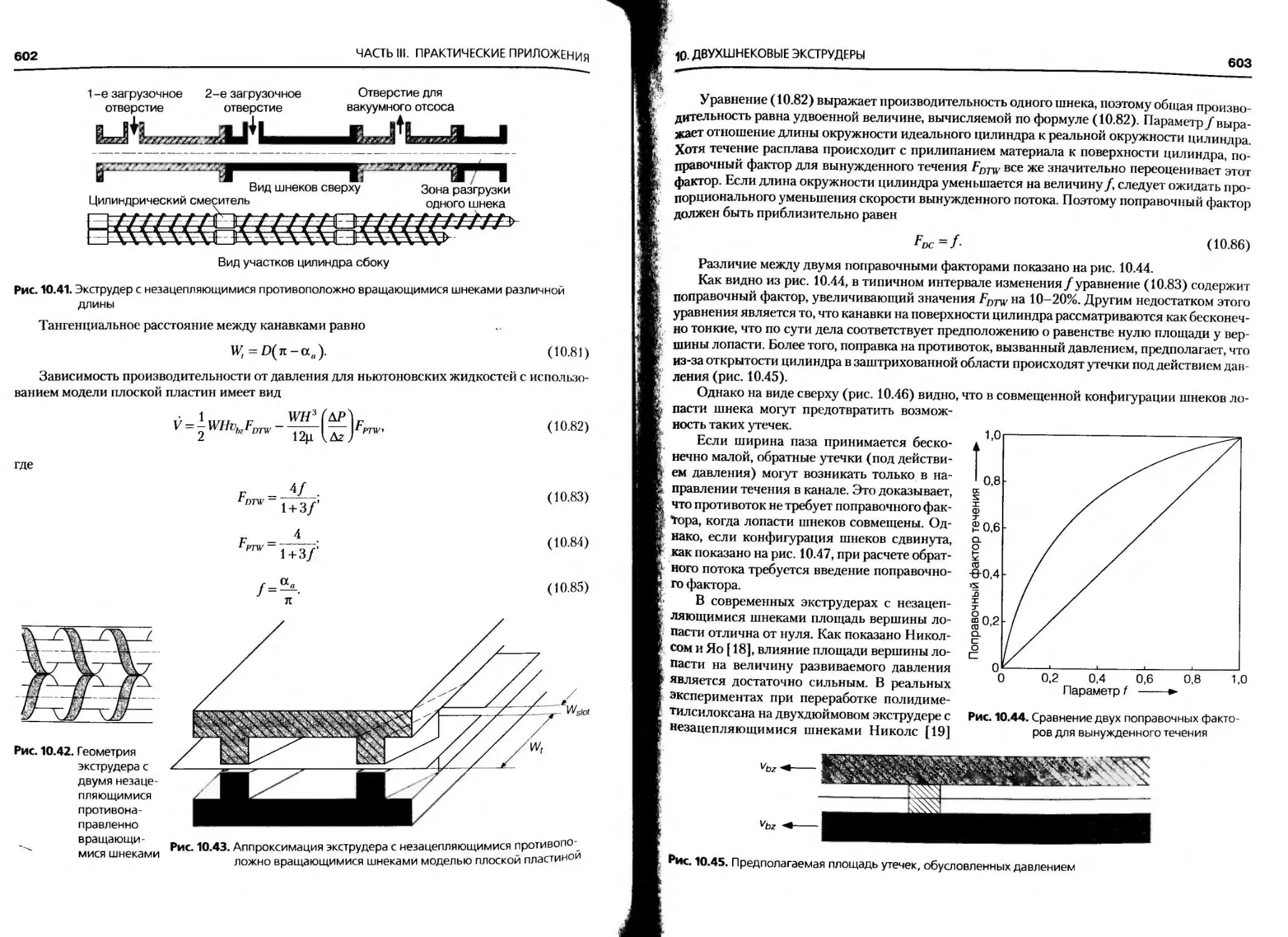
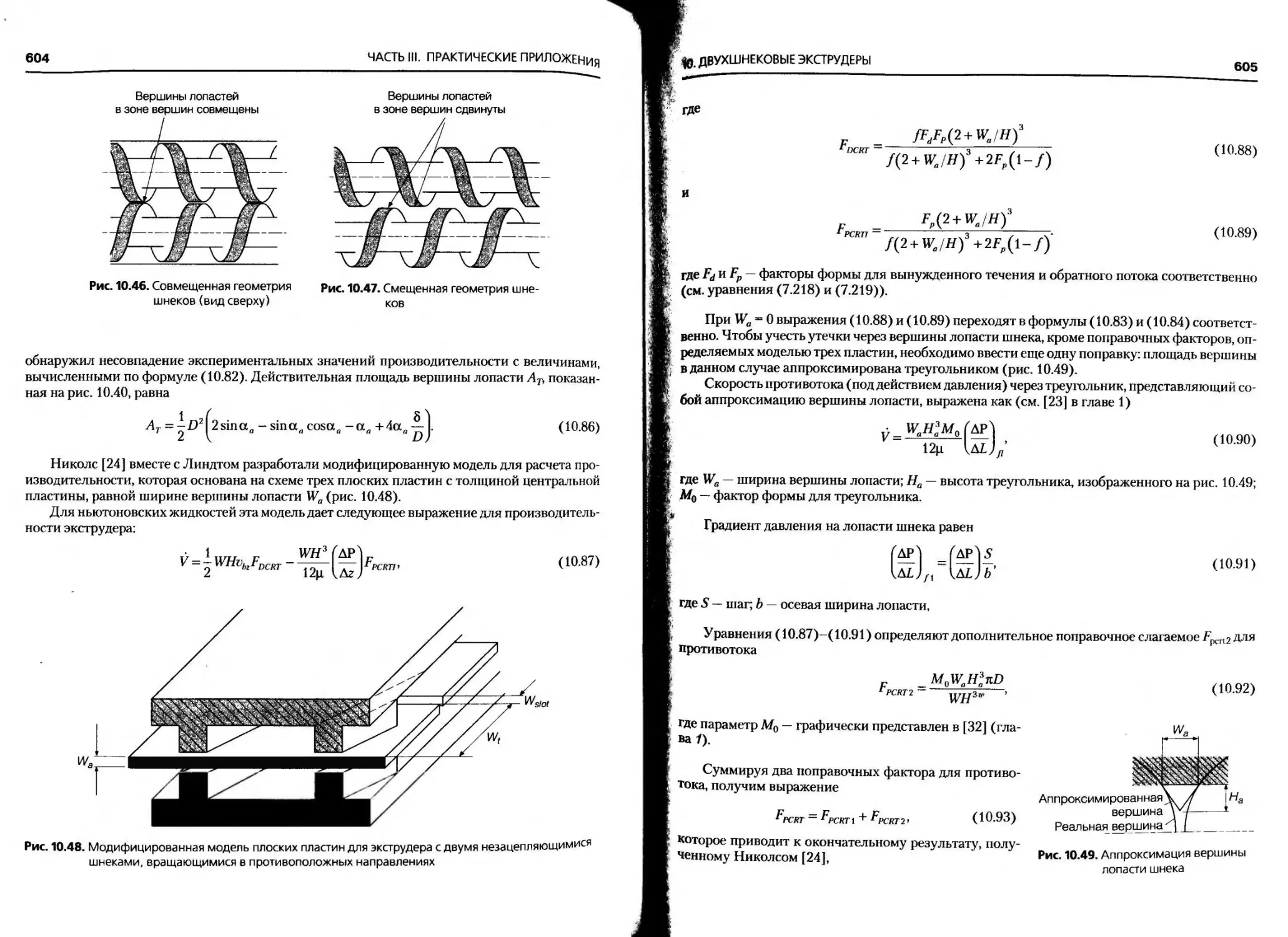
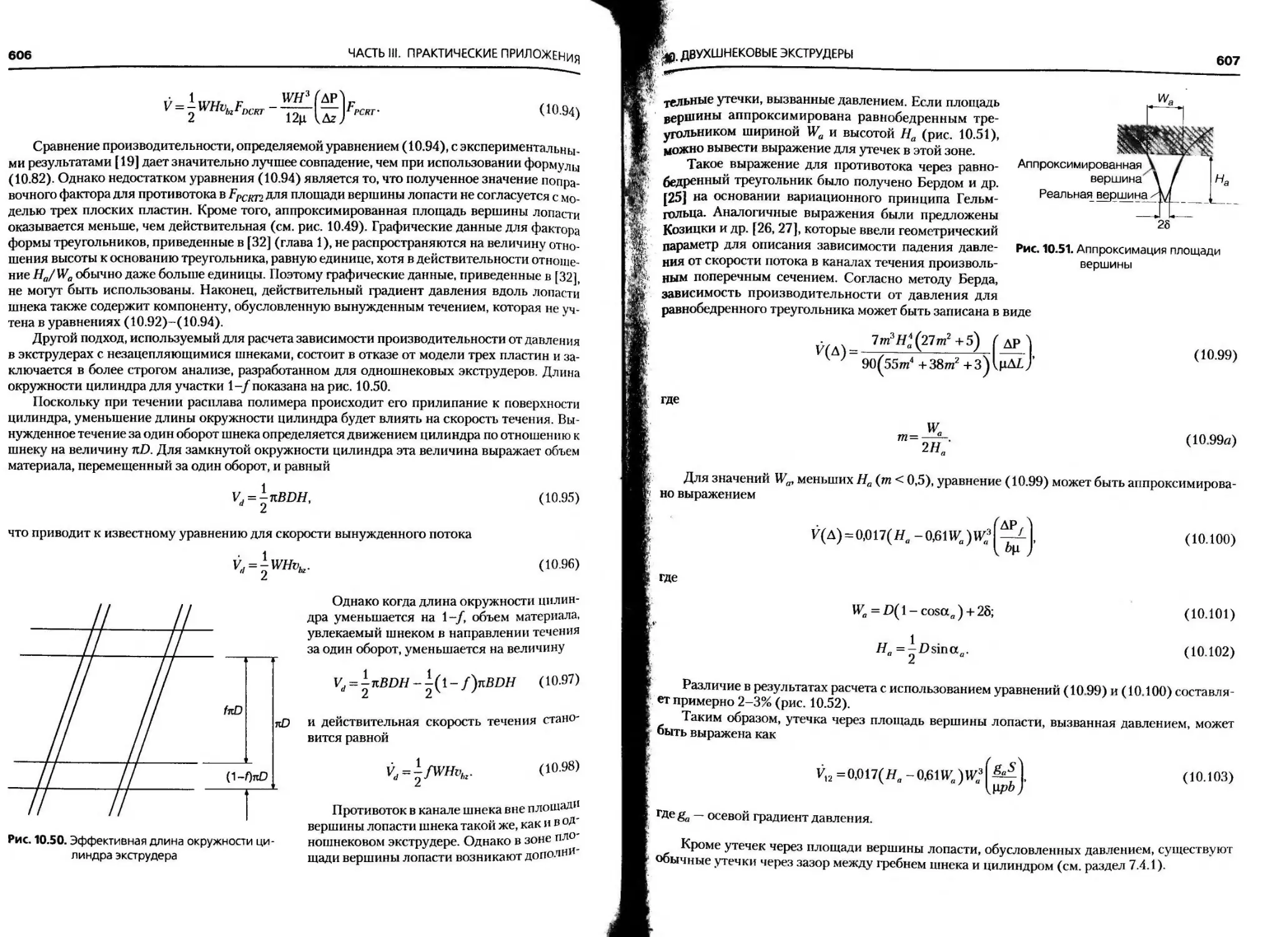
10.5. Экструдеры с двумя незацепляющимися шнеками.......................601
10.6. Экструдеры с двумя коаксиальными шнеками..........................611
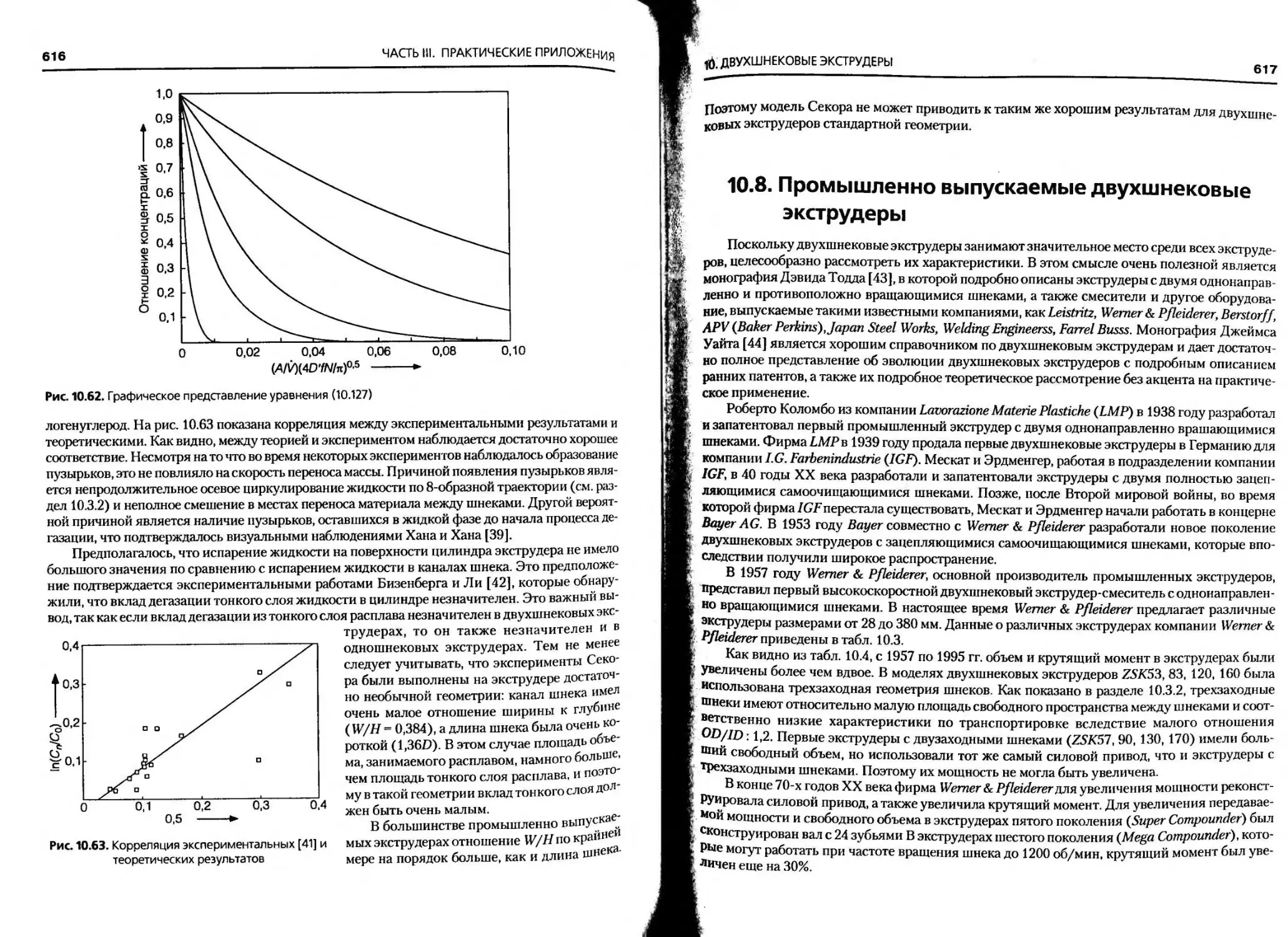
10.7. Дегазация в двухшнековых экструдерах............................ 613
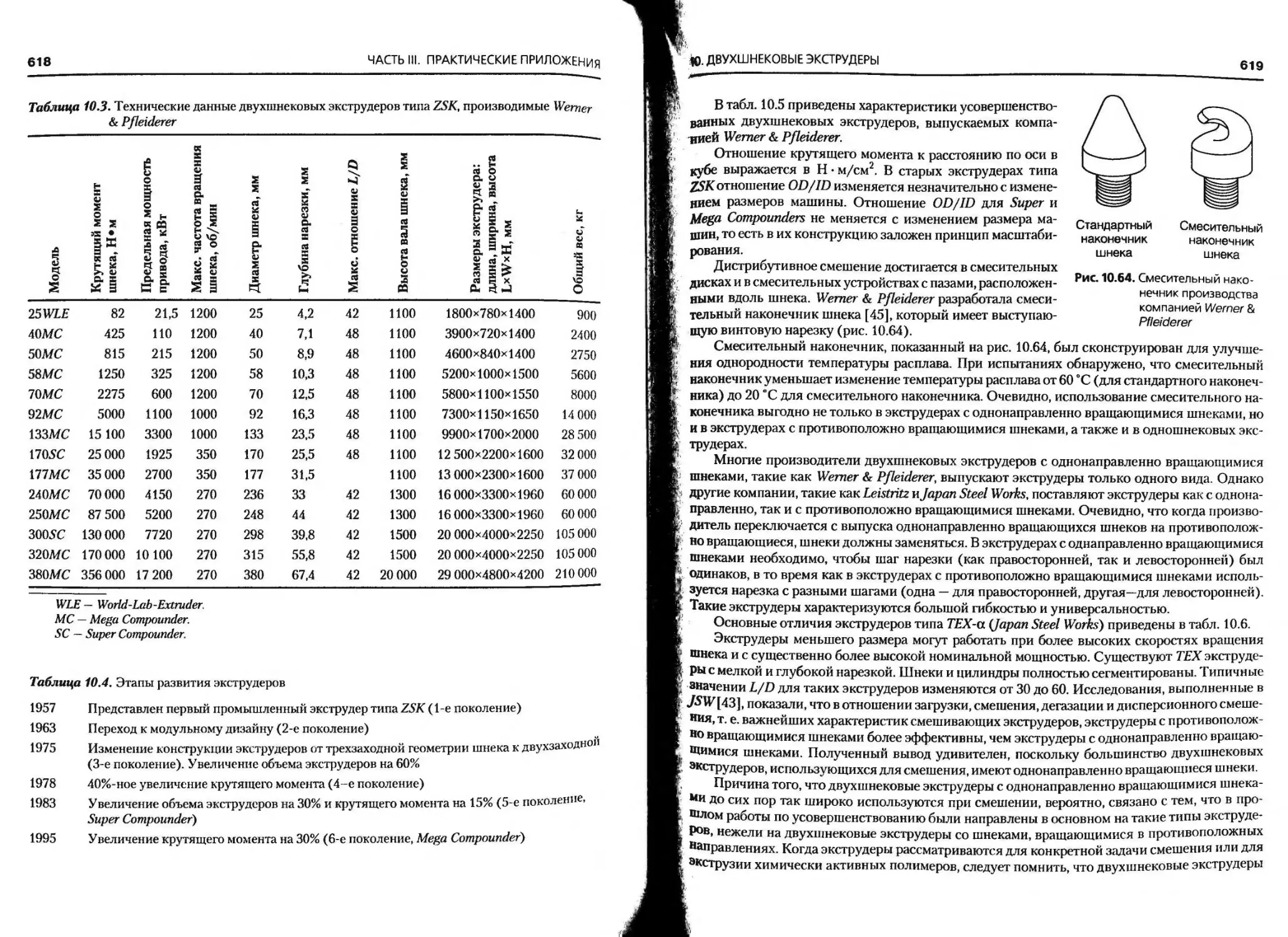
10.8. Промышленно выпускаемые двухшнековые экструдеры...................617
10.8.1. Вопросы конструирования шнека для экструдеров с однонаправленно
вращающимися шнеками........................................... 620
10.8.2. Масштабирование двухшнековых экструдеров с однонаправленно вра-
щающимися шнеками..................................................623
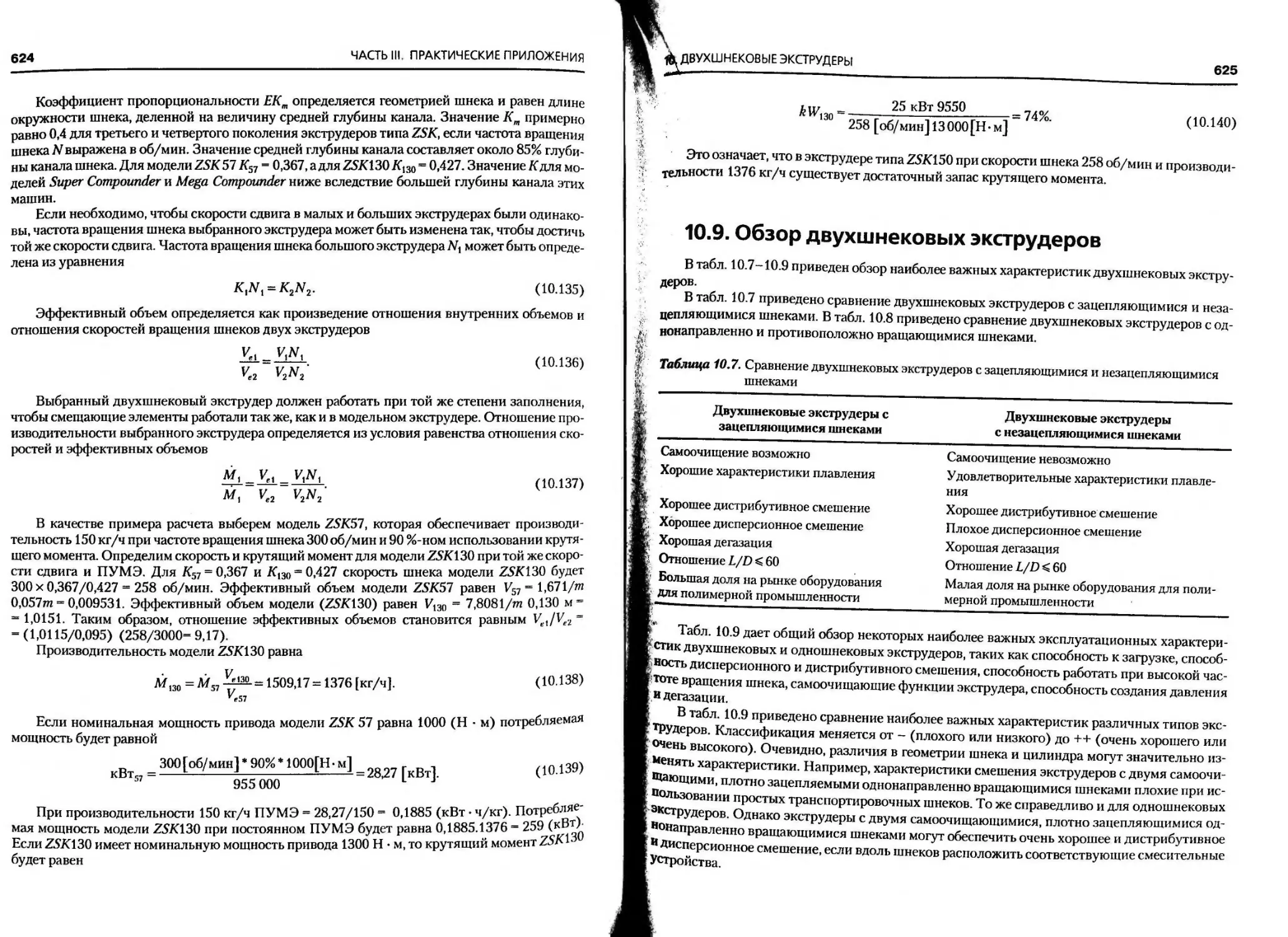
10.9. Обзор двухшнековых экструдеров....................................625
Литература............................................................ 627
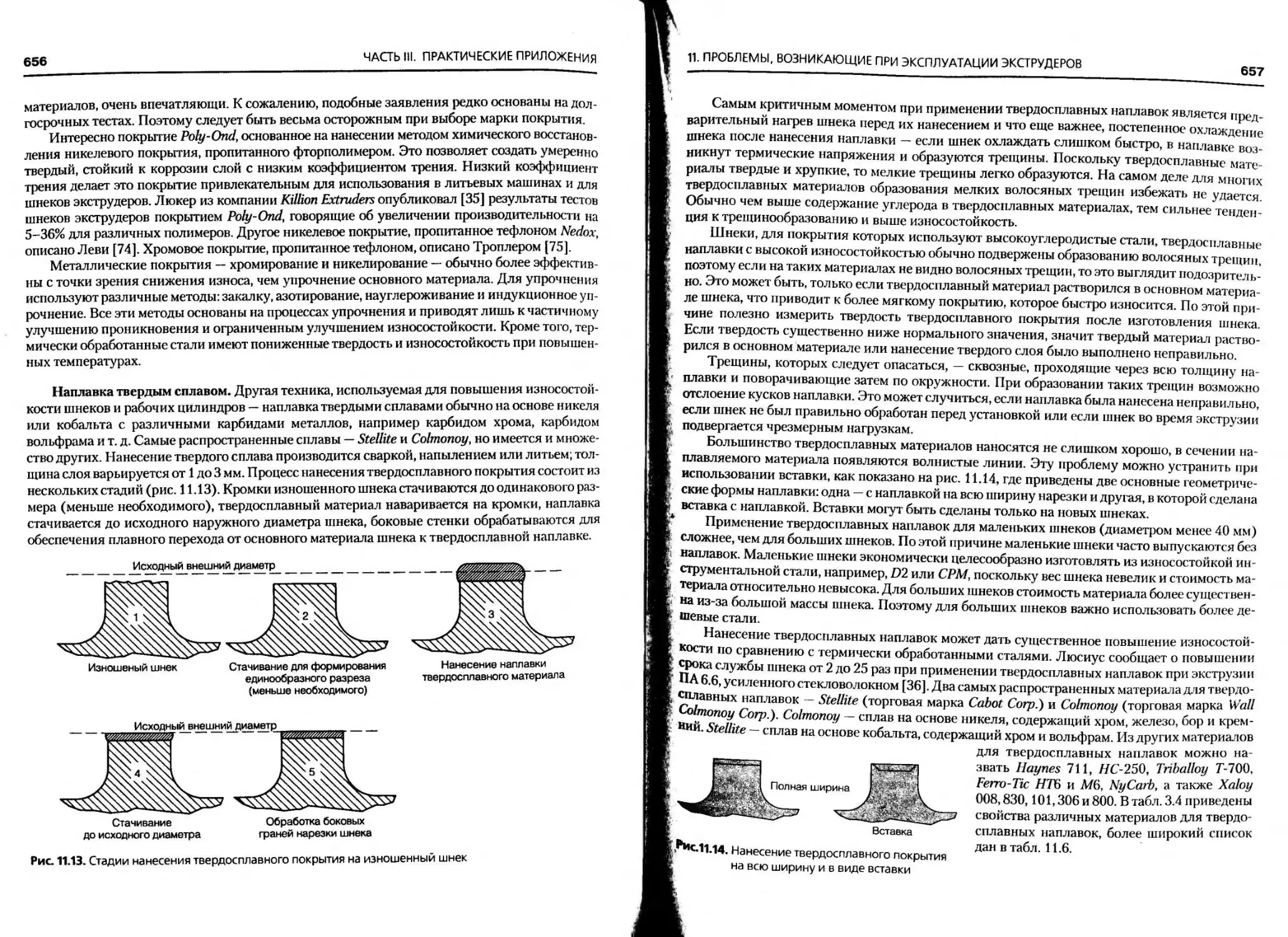
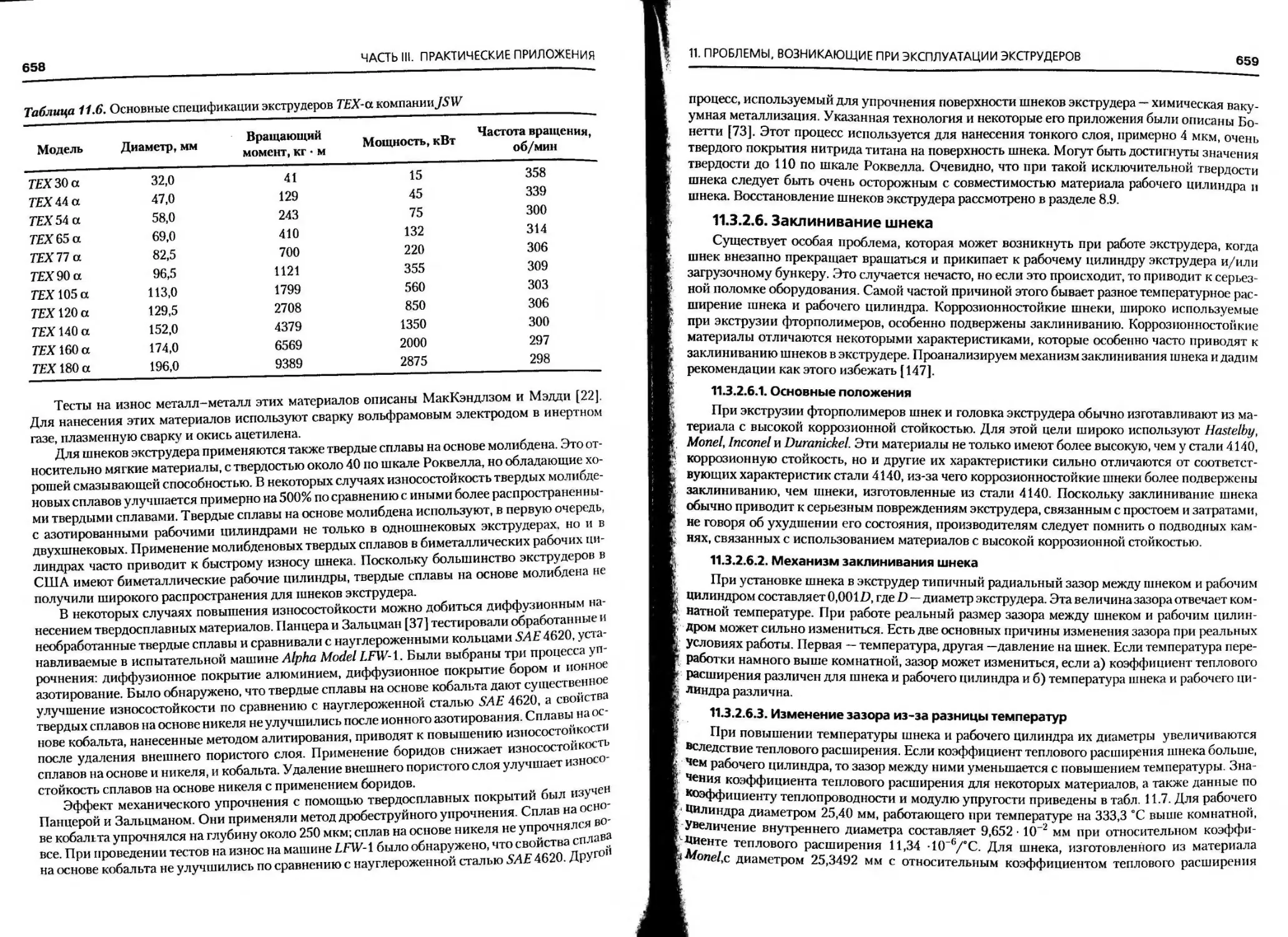
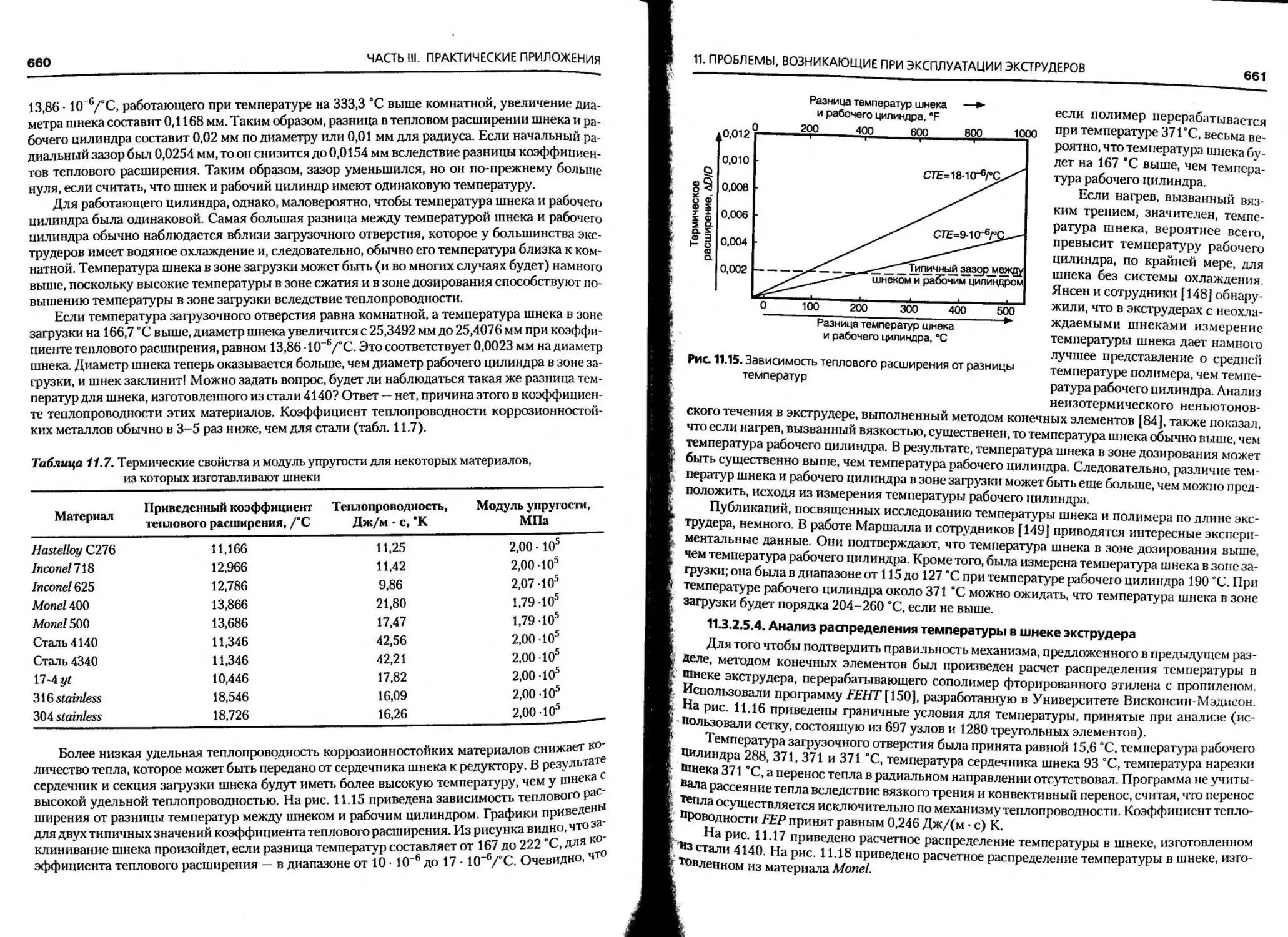
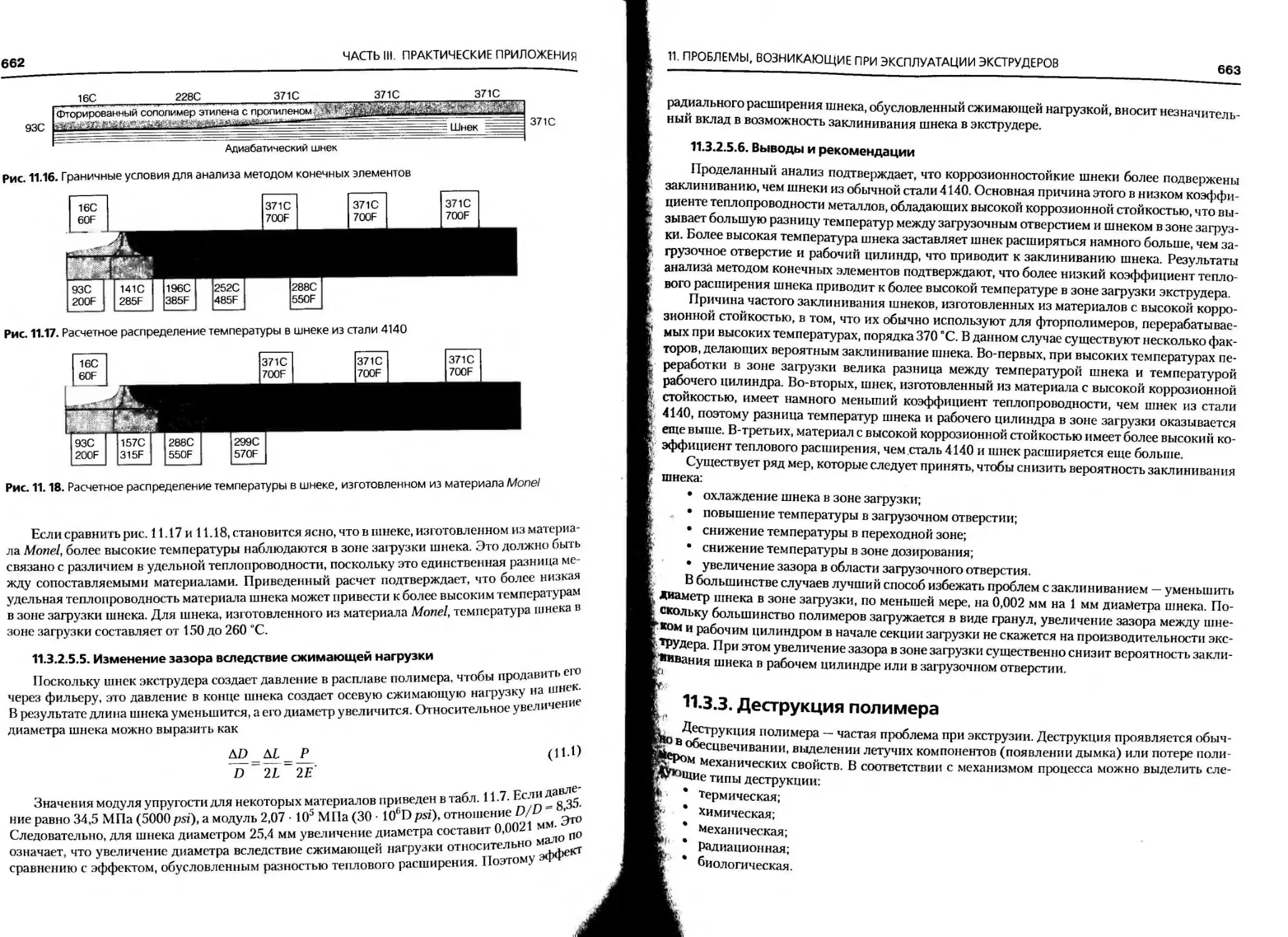
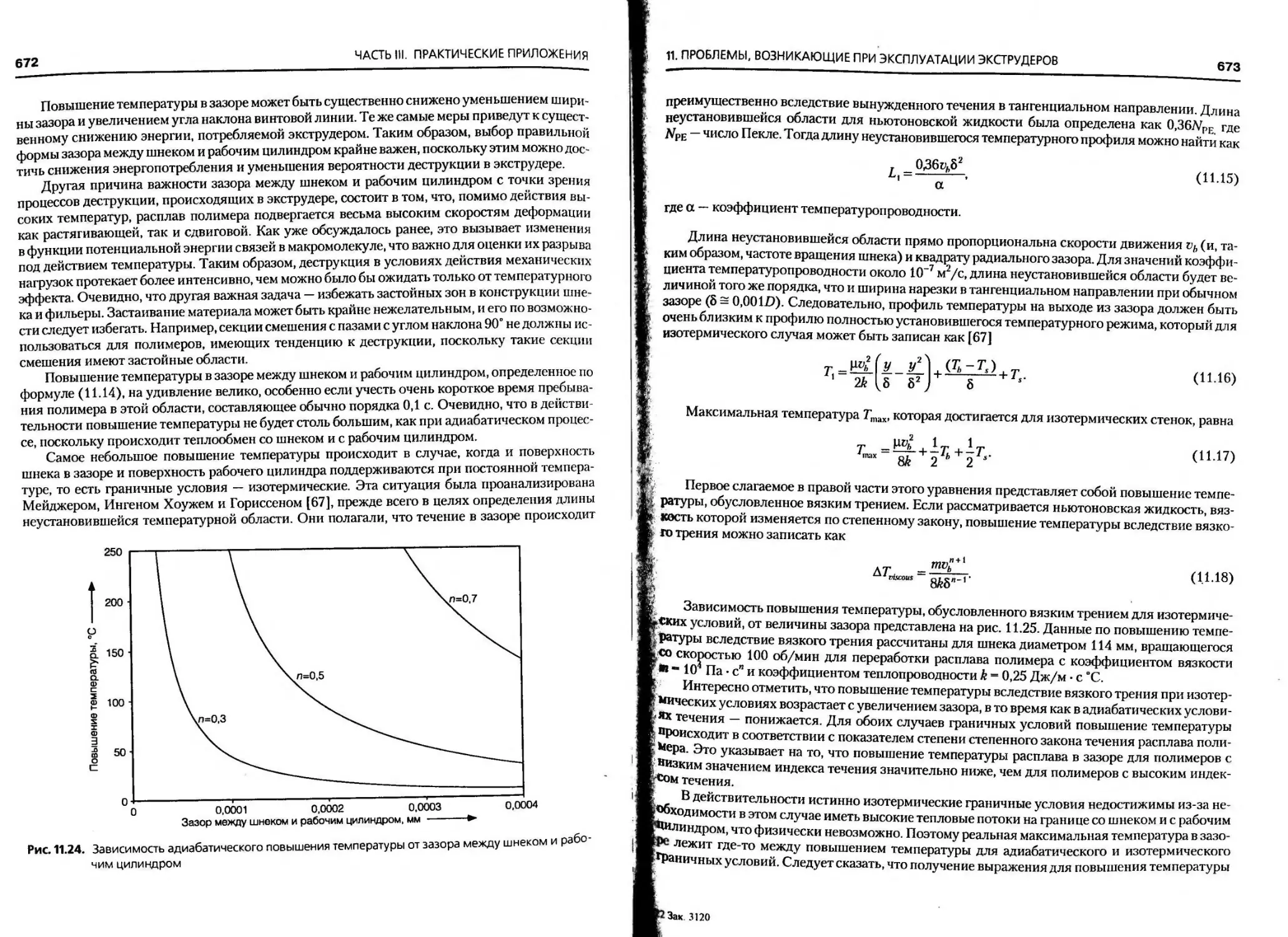
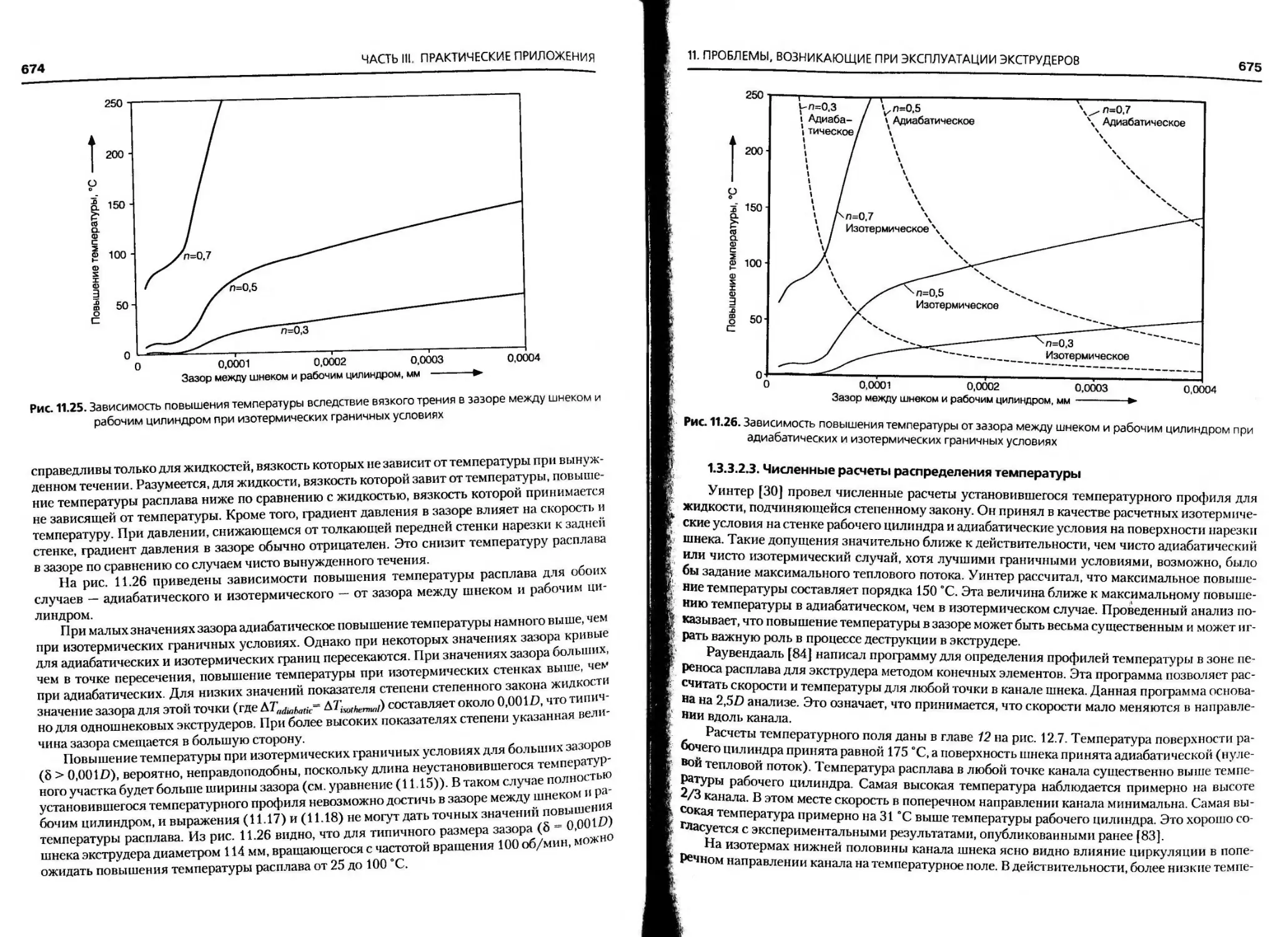
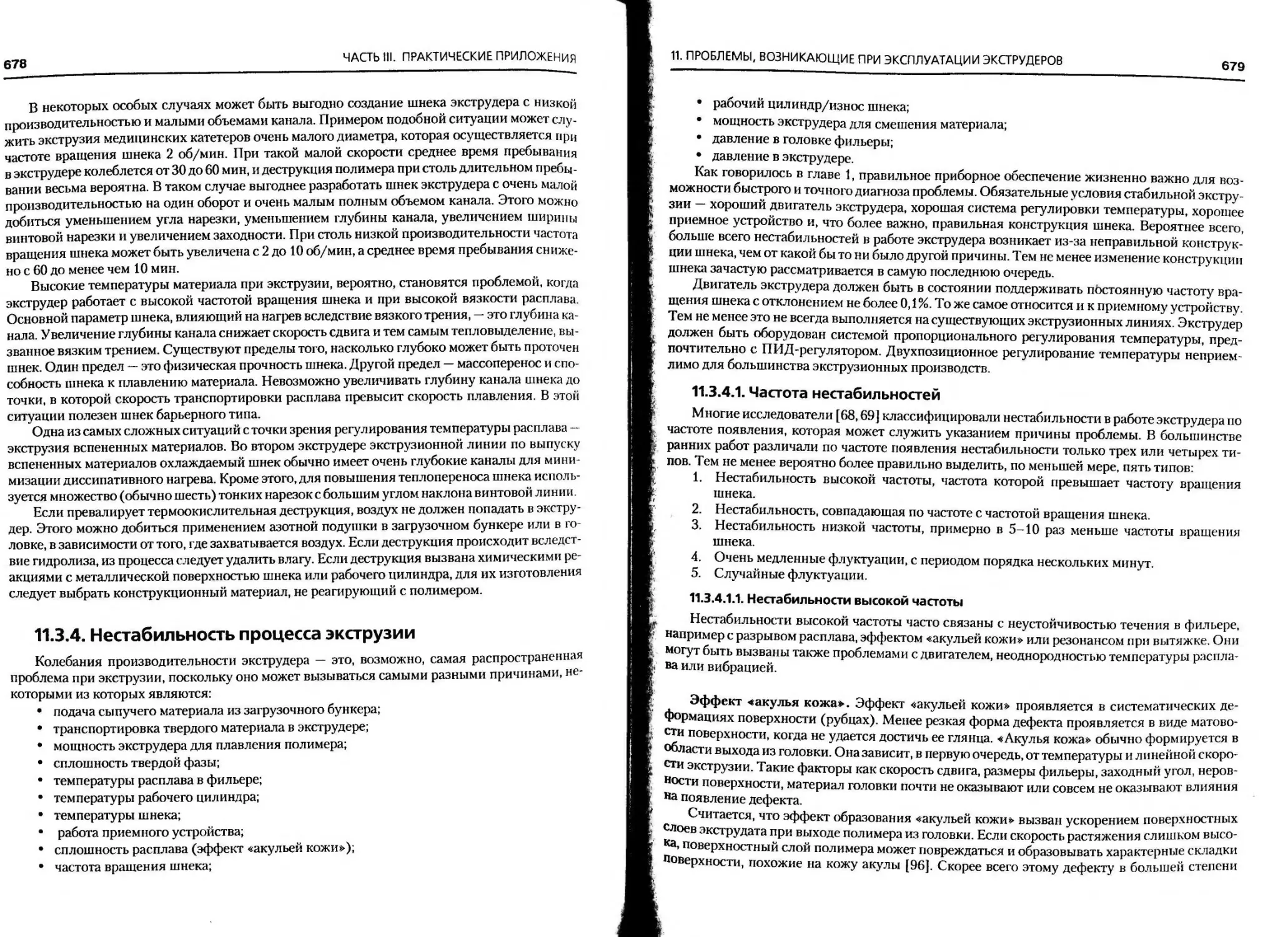
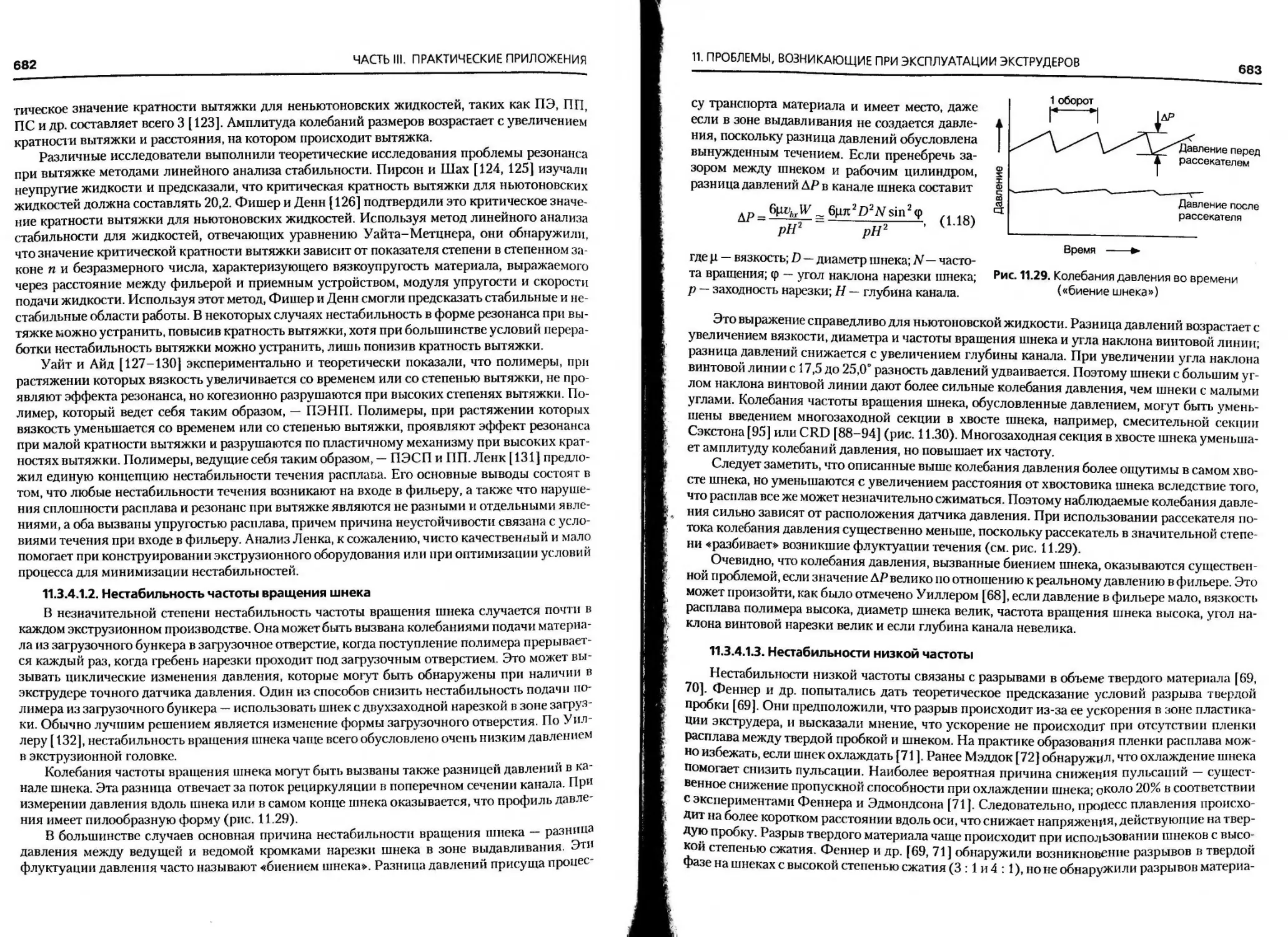
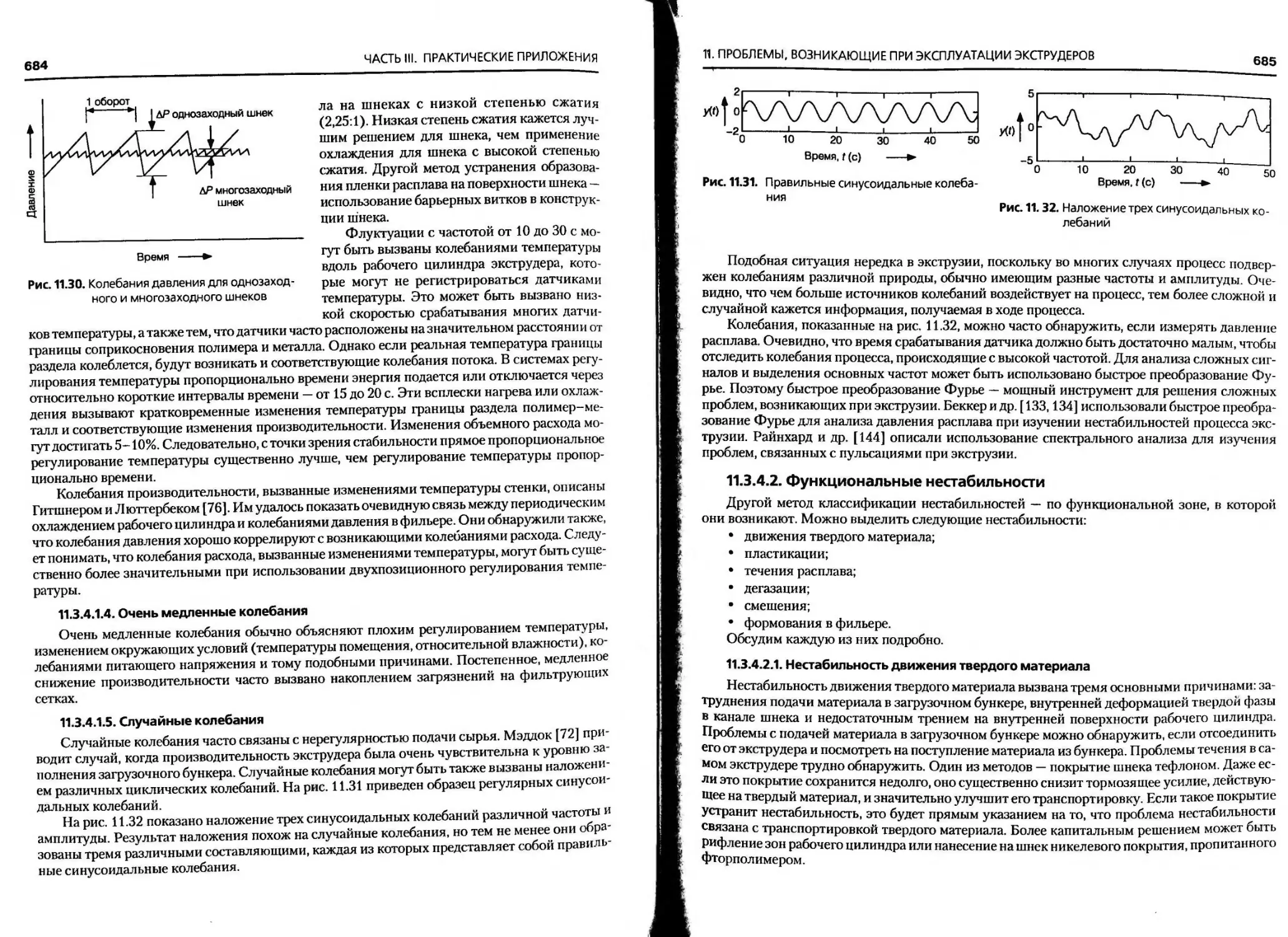
11. Проблемы, возникающие при эксплуатации экструдеров....................629
11.1. Эффективный поиск неисправностей................................ 629
11.1.1. Приборное обеспечение.......................................630
11.1.2. Понимание процесса экструзии................................630
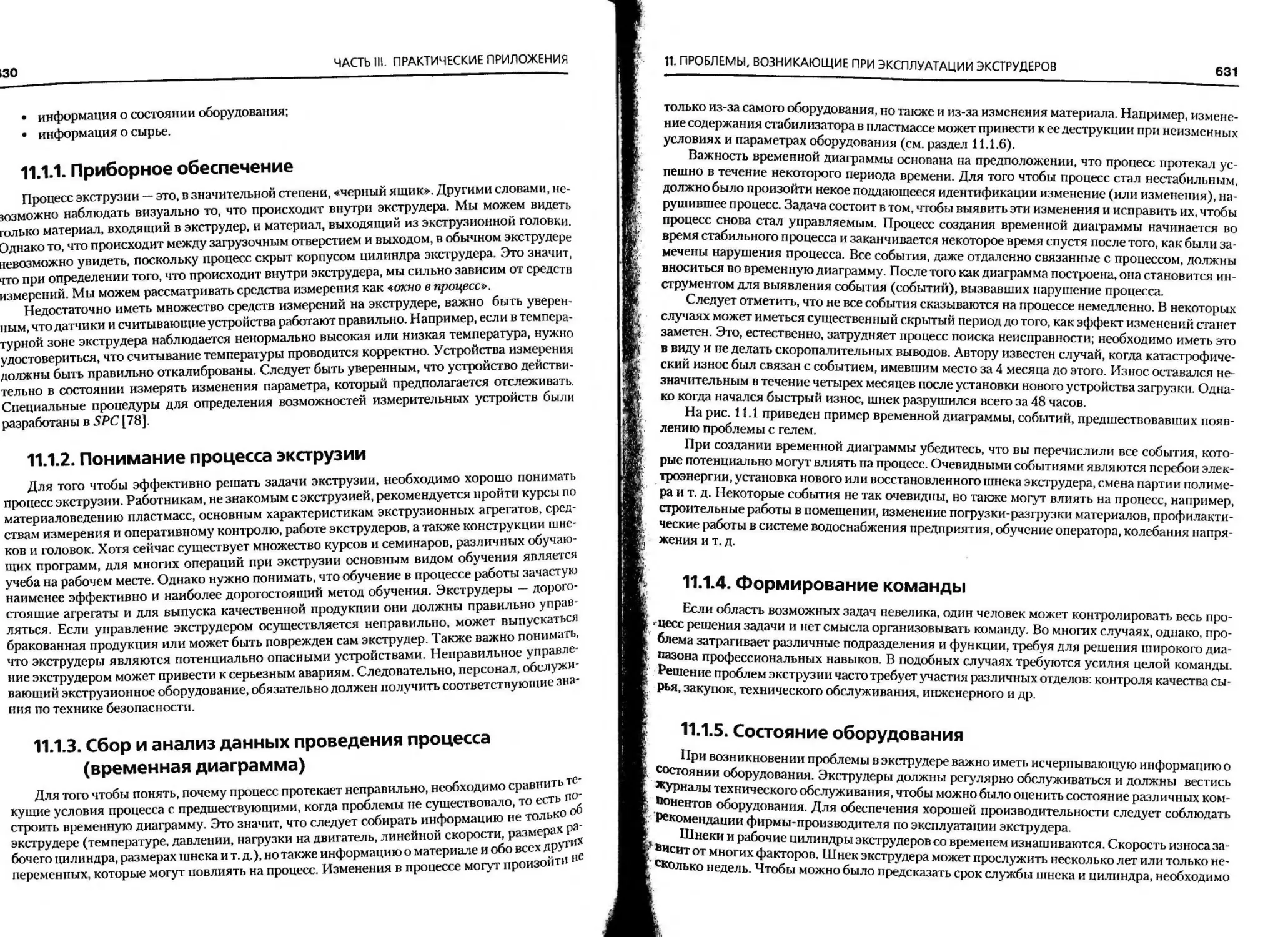
11.1.3. Сбор и анализ данных проведения процесса (временная диаграмма). . . . 630
11.1.4. Формирование команды........................................631
11.1.5. Состояние оборудования......................................631
11.1.6. Информация о сырье..........................................632
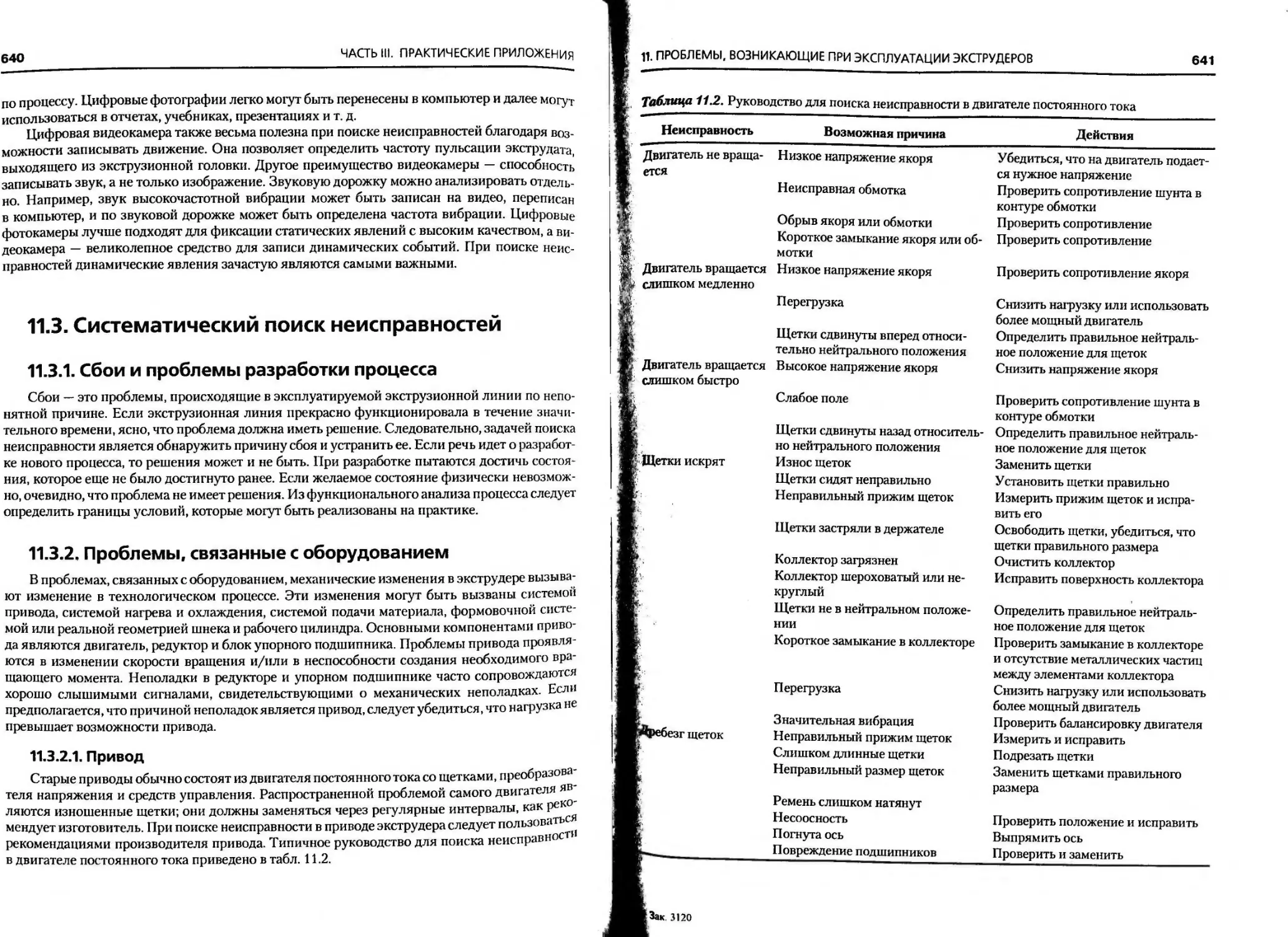
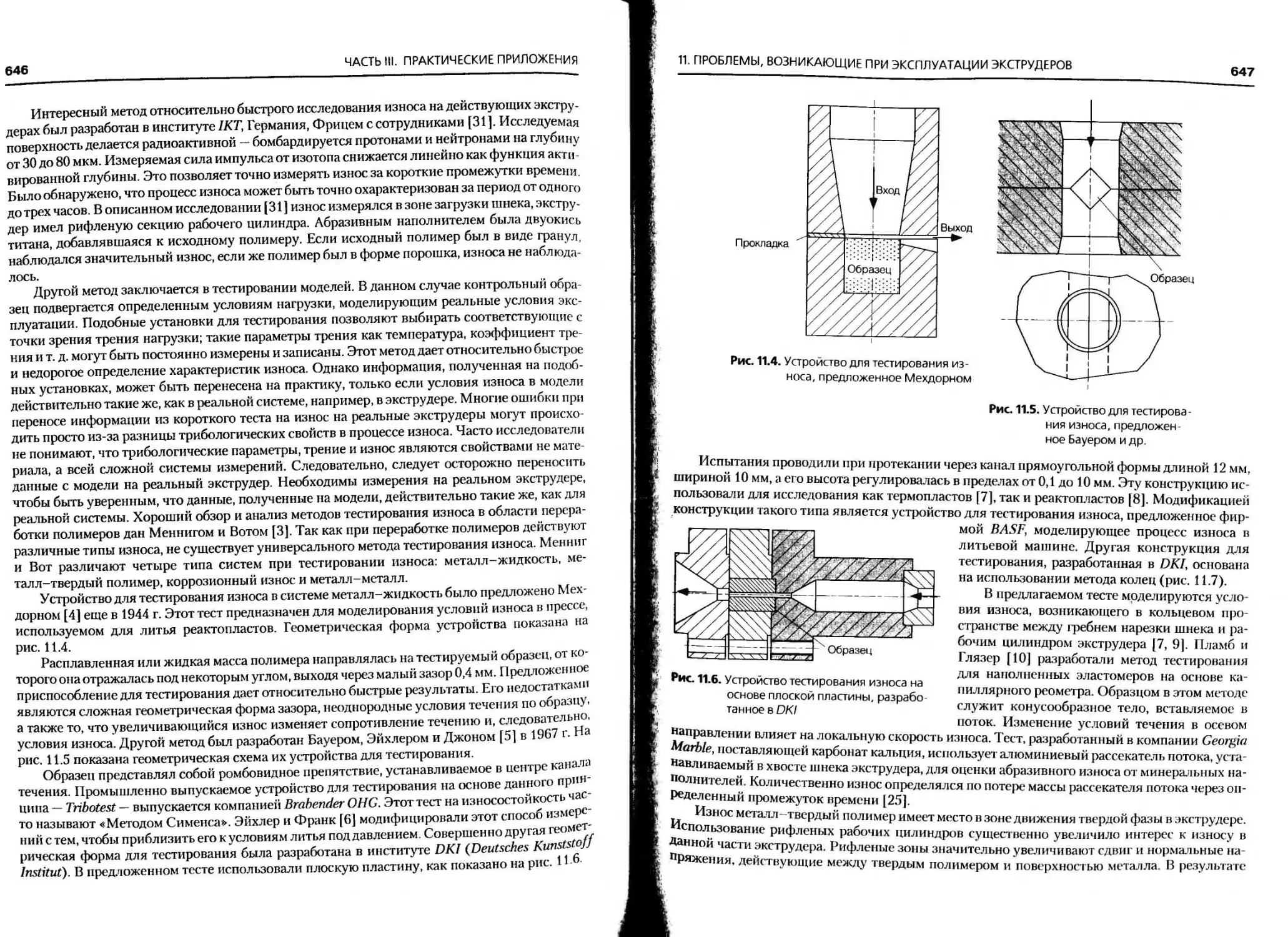
11.2. Средства для поиска неисправностей................................633
11.2.1. Средства измерения температуры..............................634
11.2.2. Системы сбора данных........................................634
11.2.3. Оптическая микроскопия.................................... 637
11.2.4. Термохромные материалы......................................638
11.2.5. Термический анализ........................................ 639
11.2.6. Различные средства..........................................639
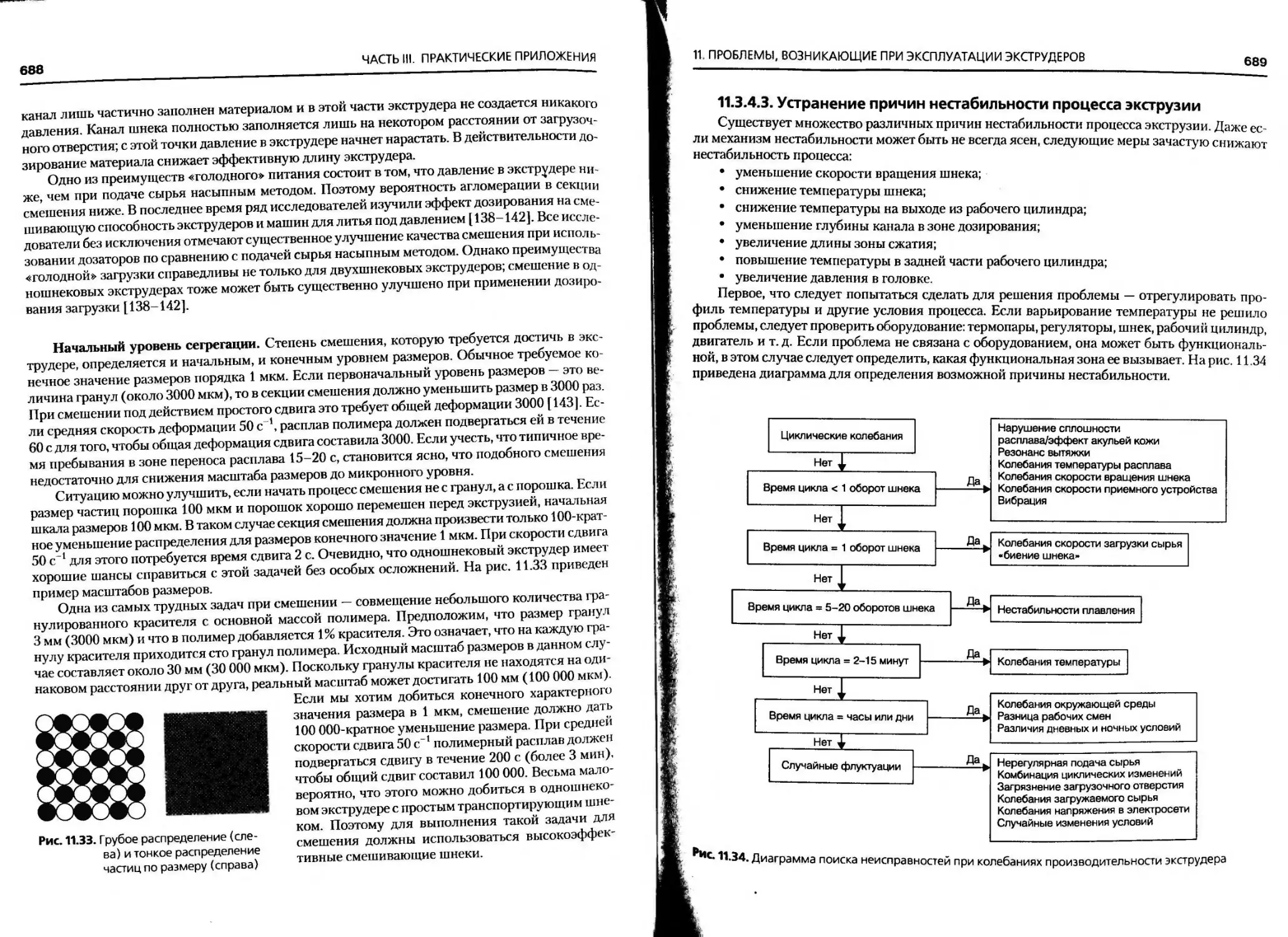
11.3. Систематический поиск неисправностей..............................640
11.3.1. Сбои и проблемы разработки процесса.........................640
11.3.2. Проблемы, связанные с оборудованием.........................640
11.3.3. Деструкция полимера.........................................663
11.3.4. Нестабильность процесса экструзии......................... 678
СОДЕРЖАНИЕ
11.3.5. Захват воздуха..............................................690
11.3.6. Проблемы гелеобразования....................................691
11.3.7. Проблемы течения в головке..................................695
Литература........................................................... 701
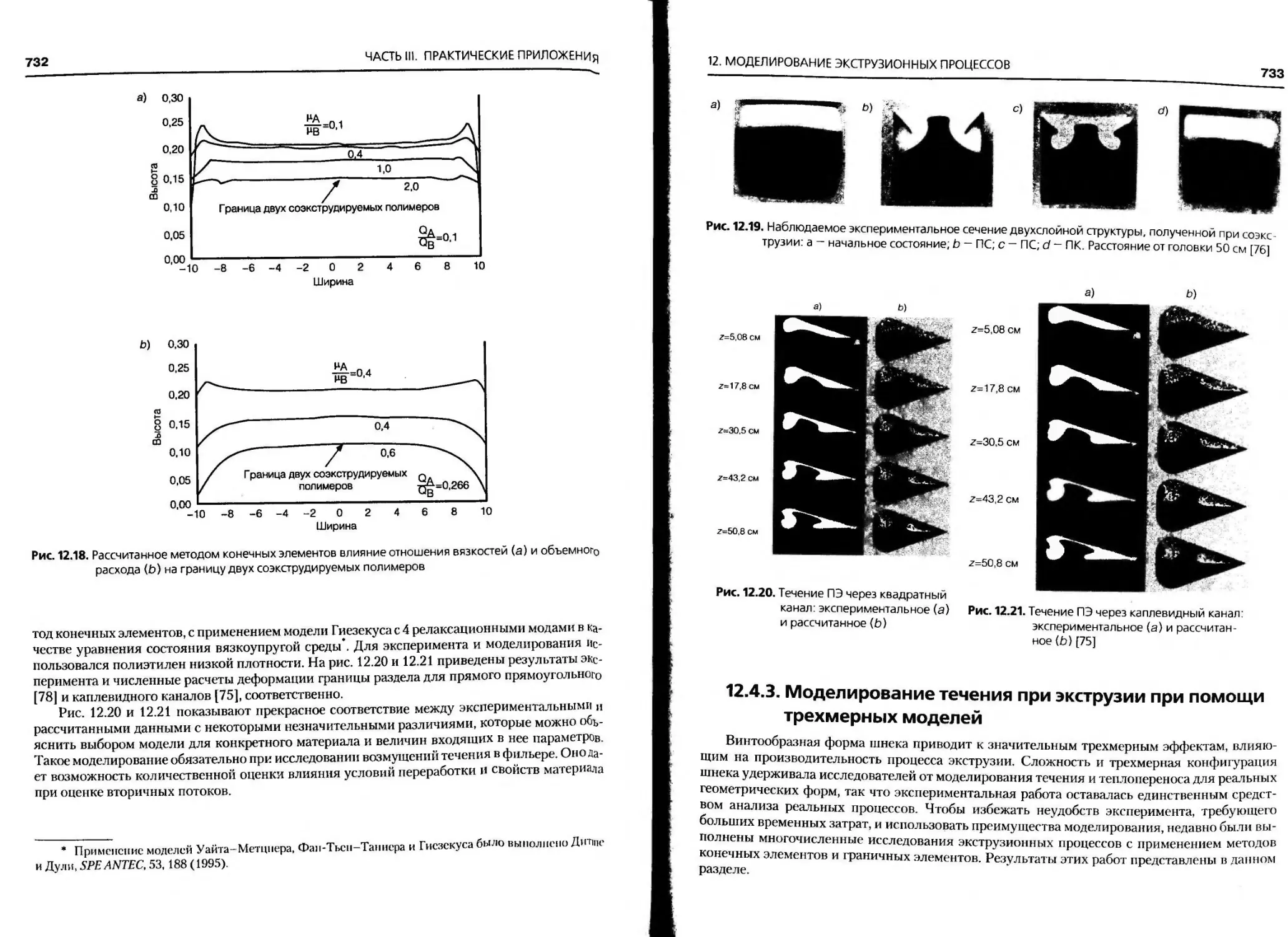
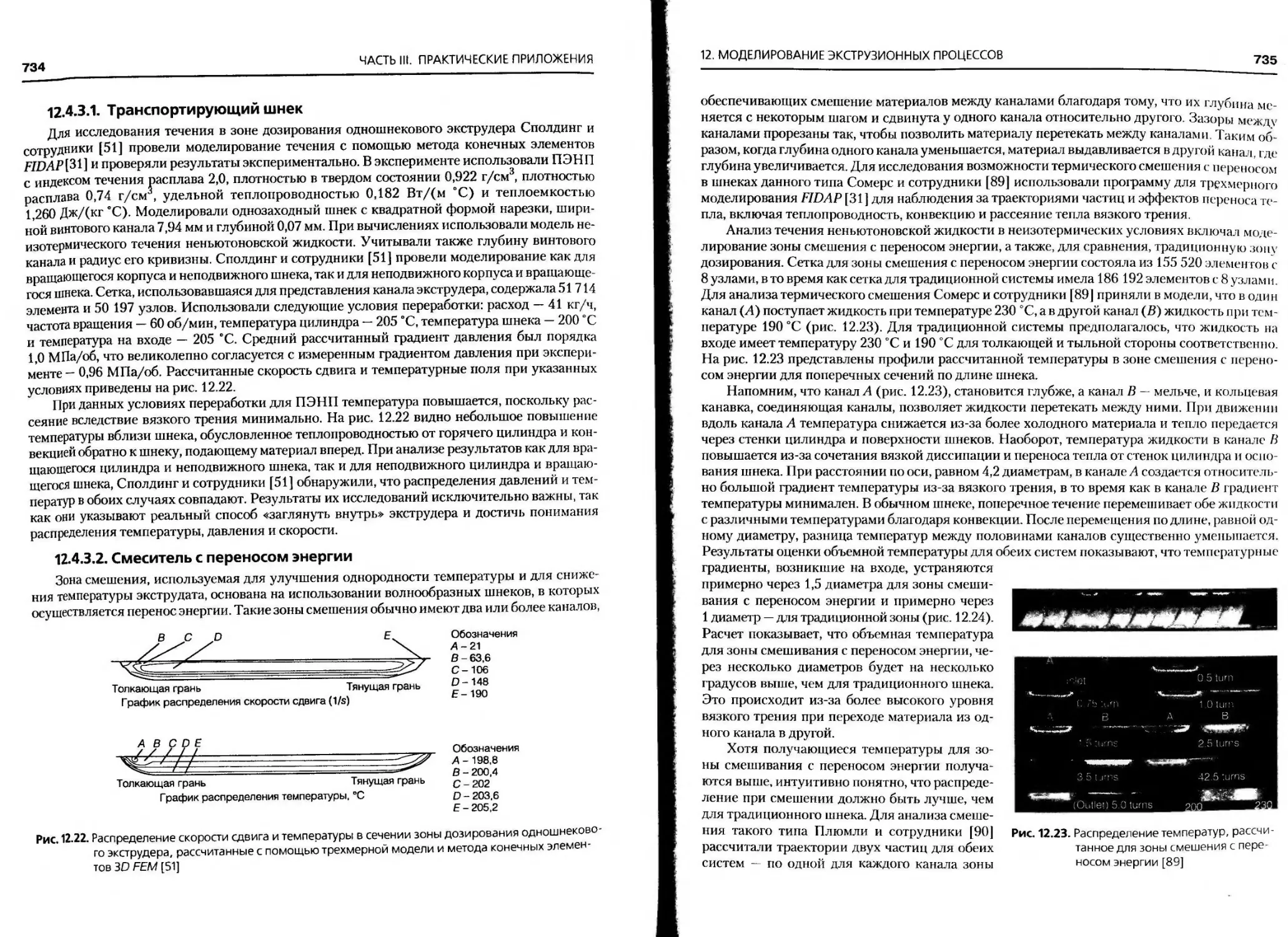
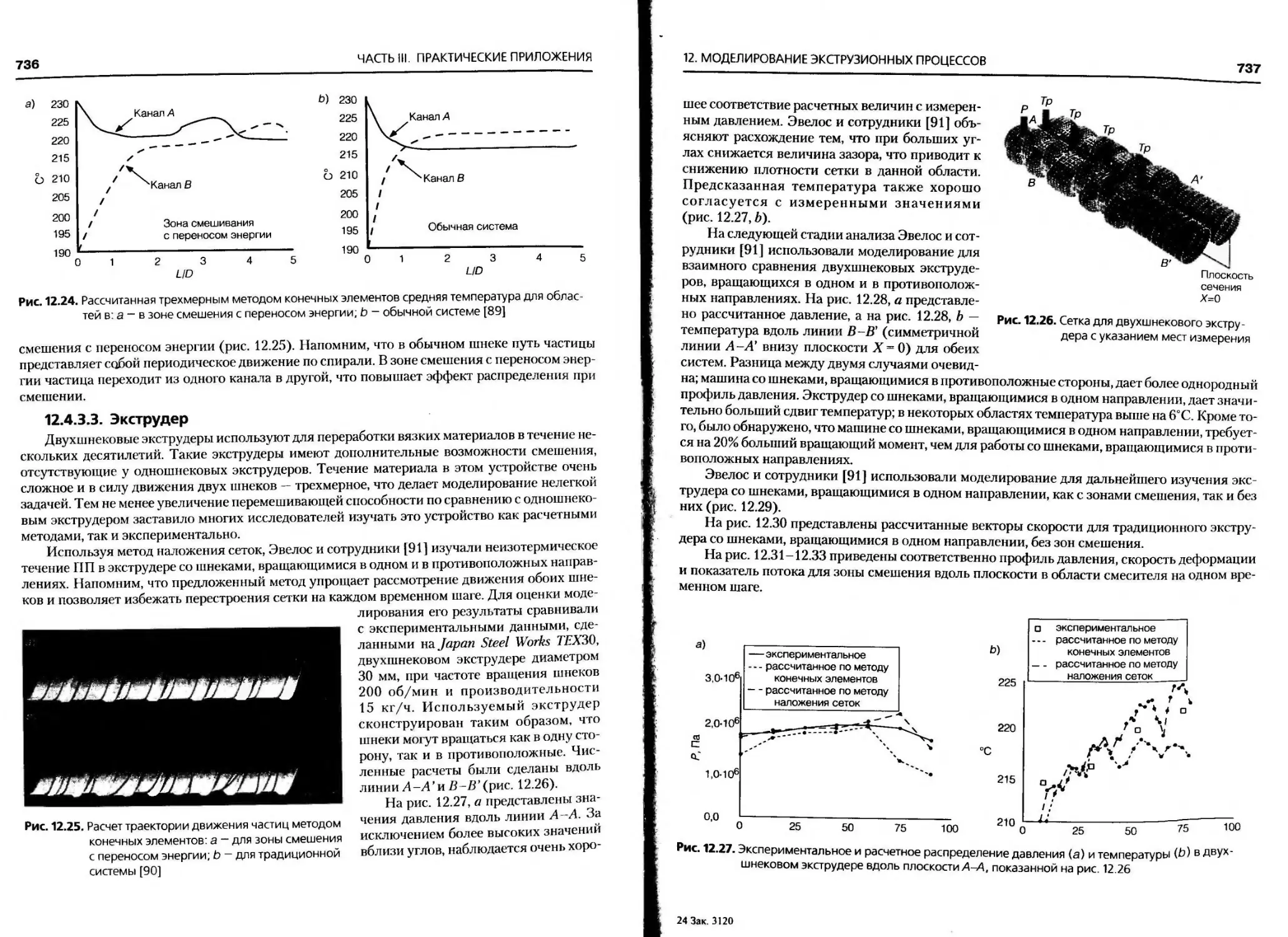
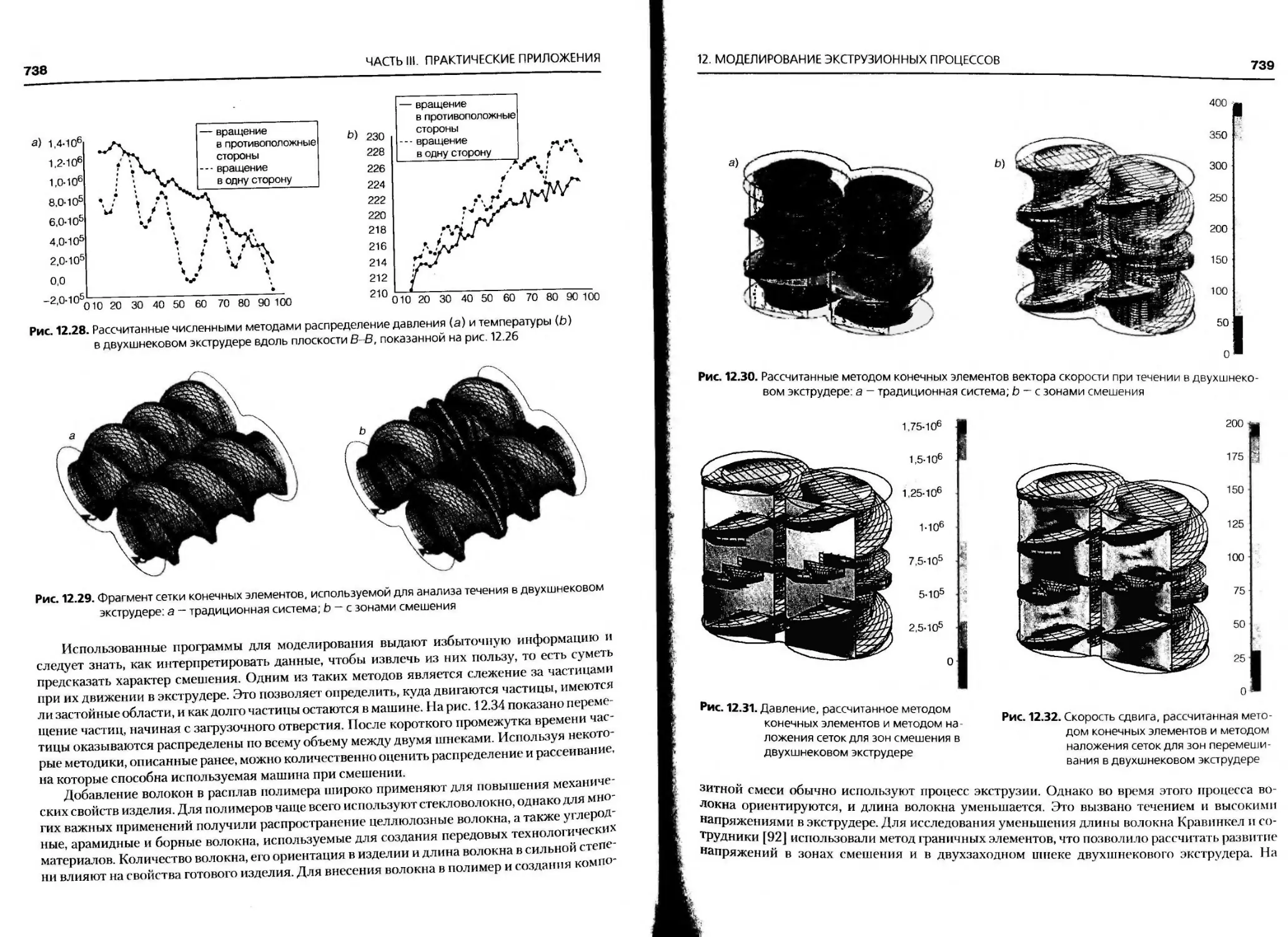
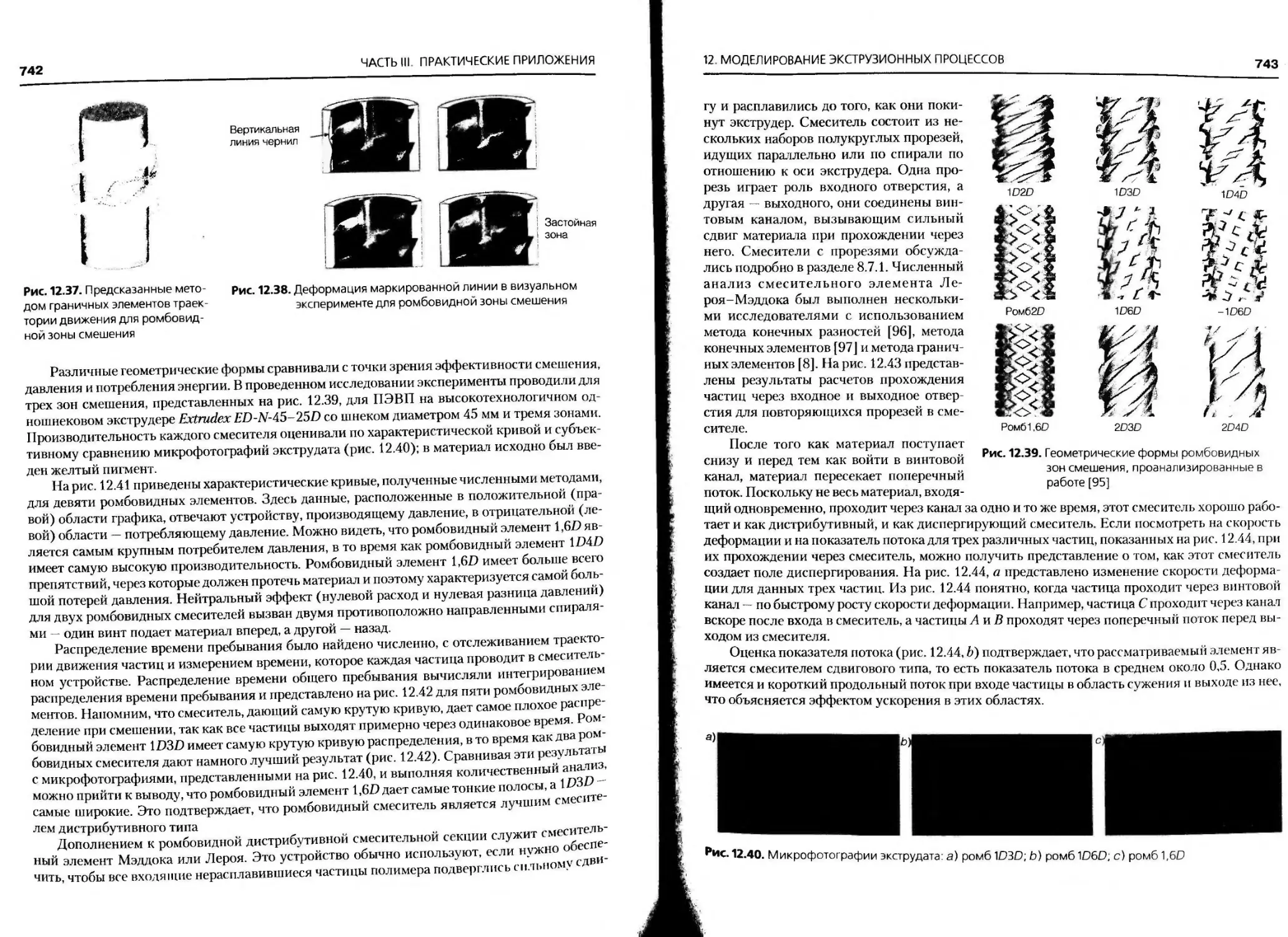
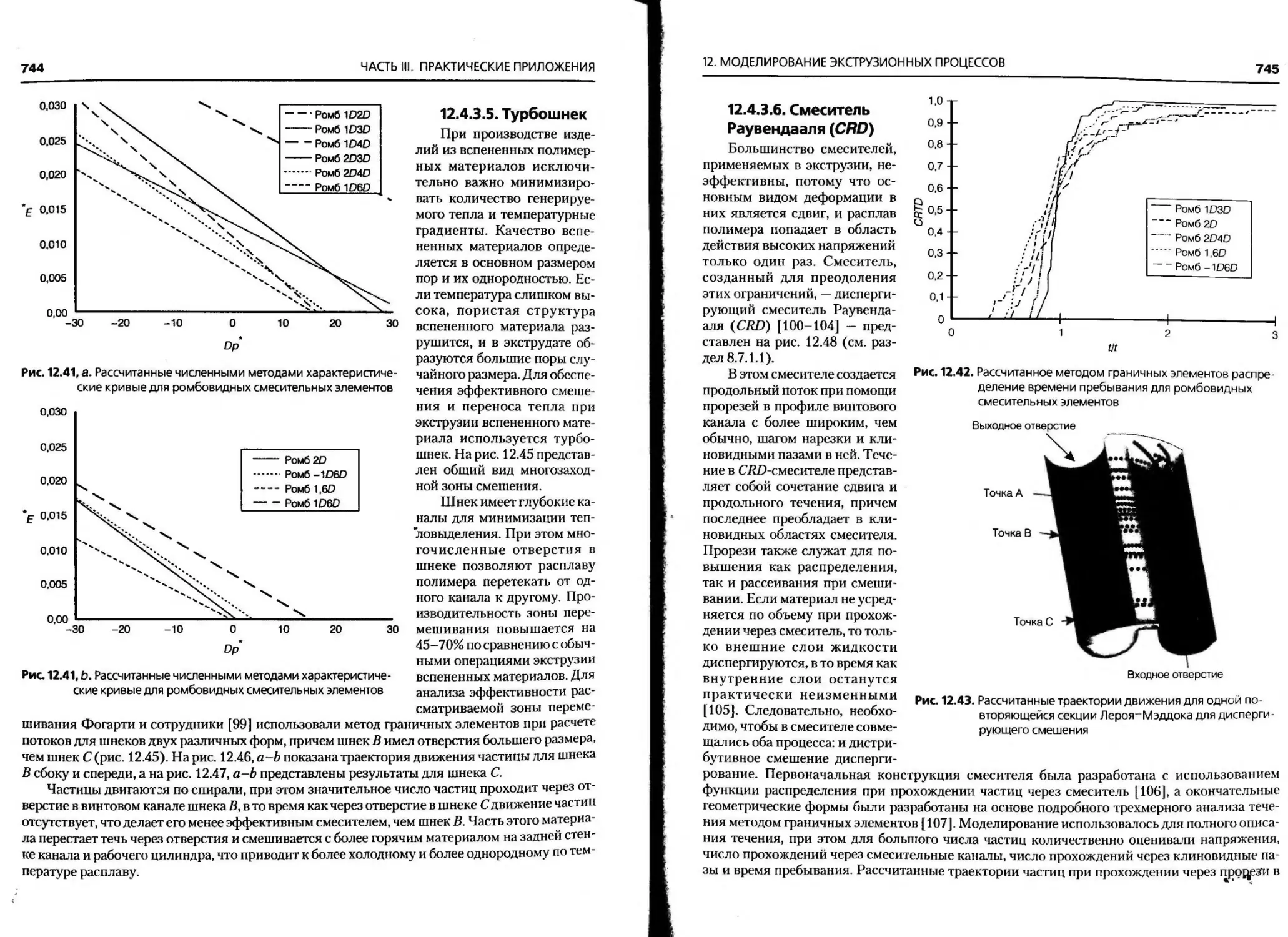
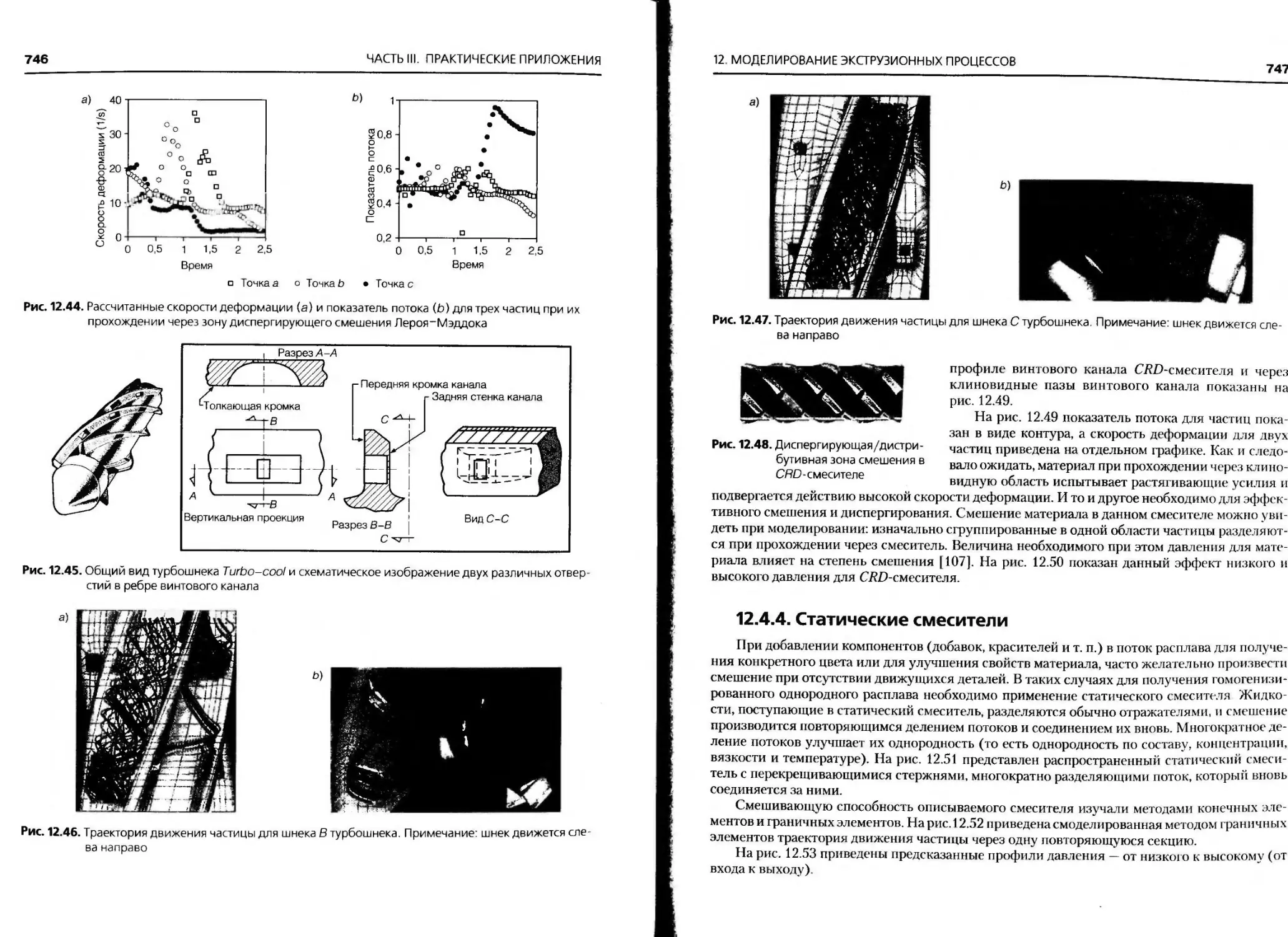
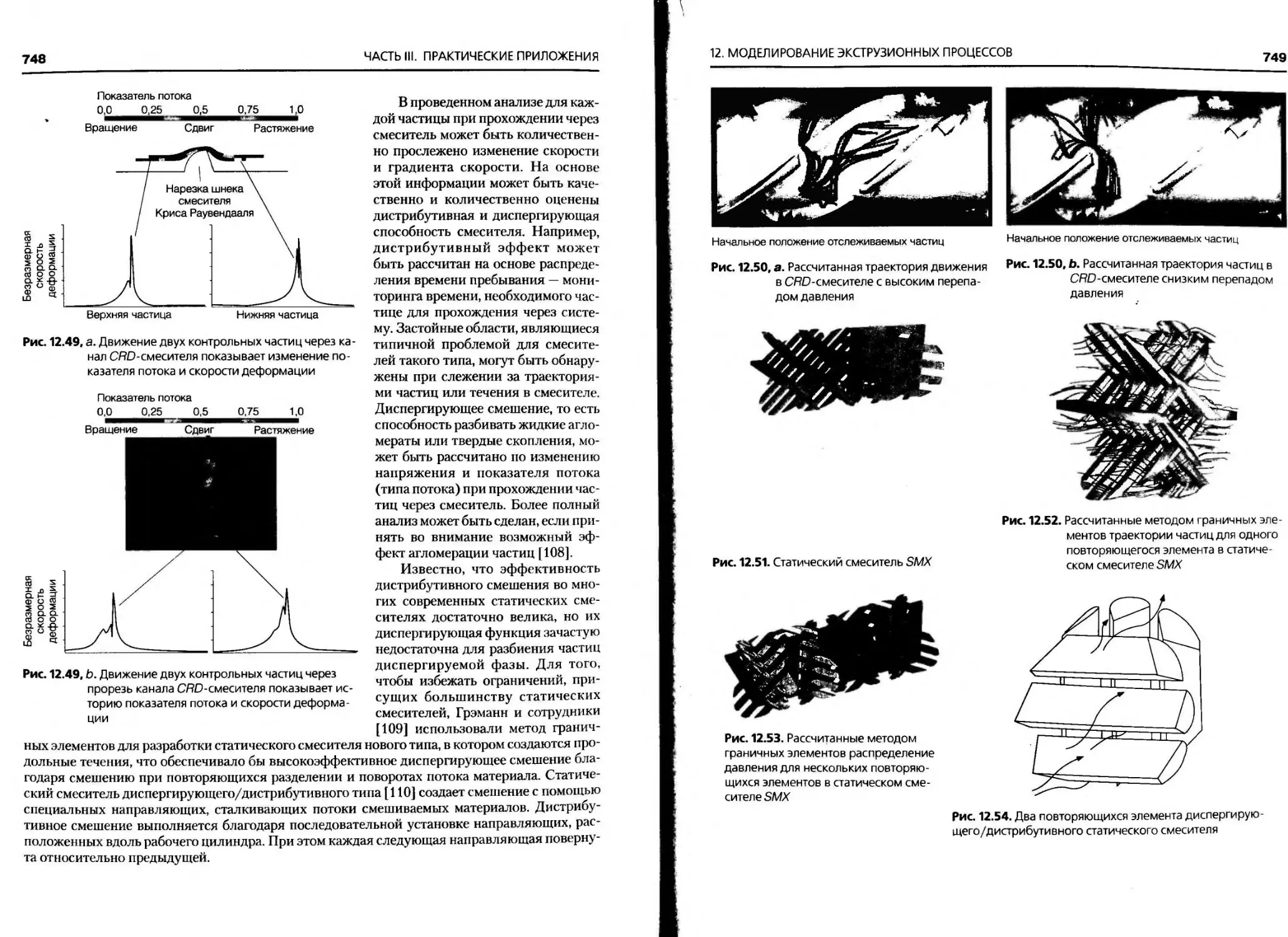
12. Моделирование экструзионных процессов.................................705
12.1. Введение.........................................................705
12.2. Общие сведения...................................................707
12.2.1. Аналитические методы........................................707
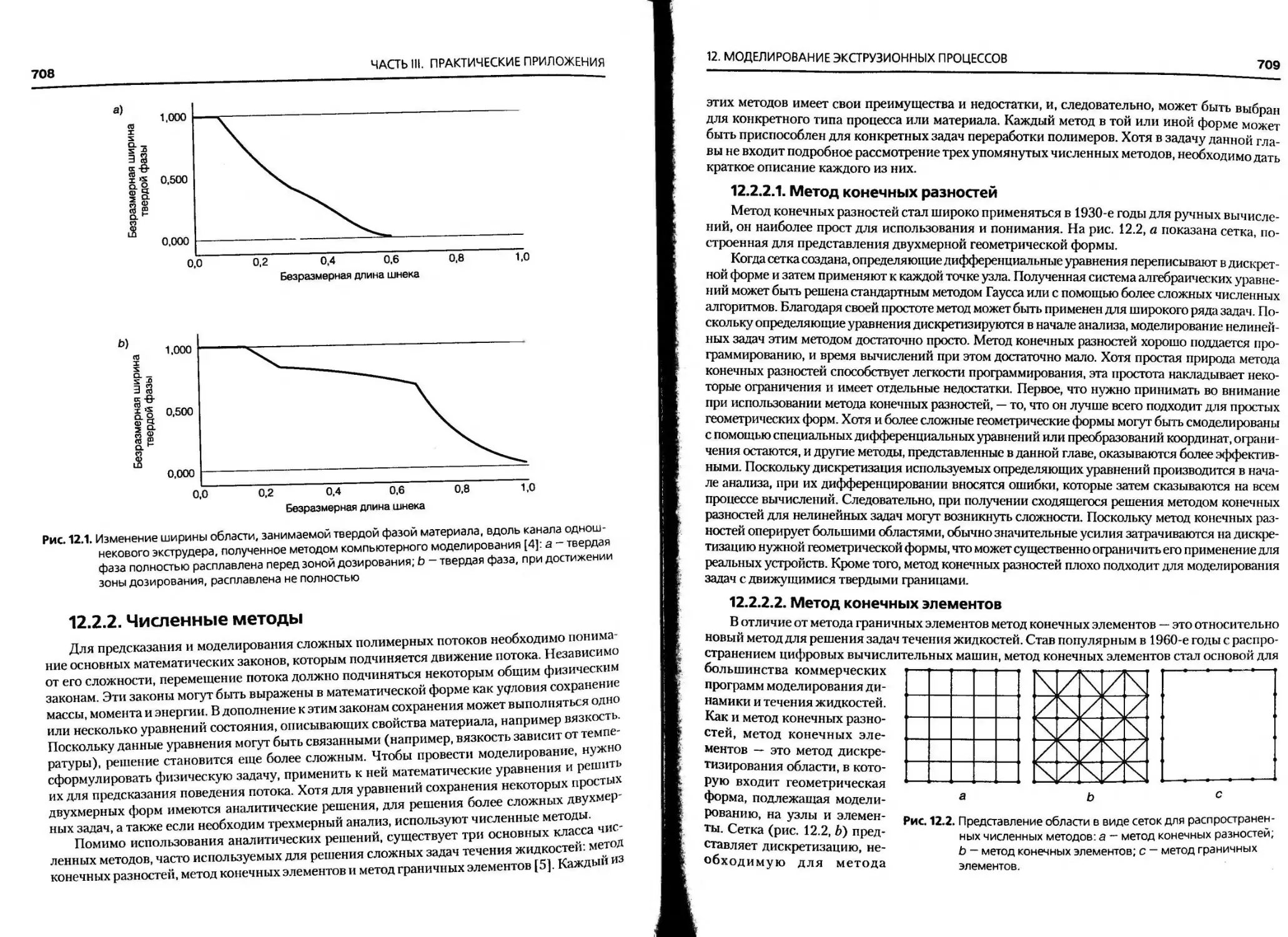
12.2.2. Численные методы............................................708
12.2.3. Методы построения сеток для задач с движущимися границами..711
12.2.4. Реология....................................................713
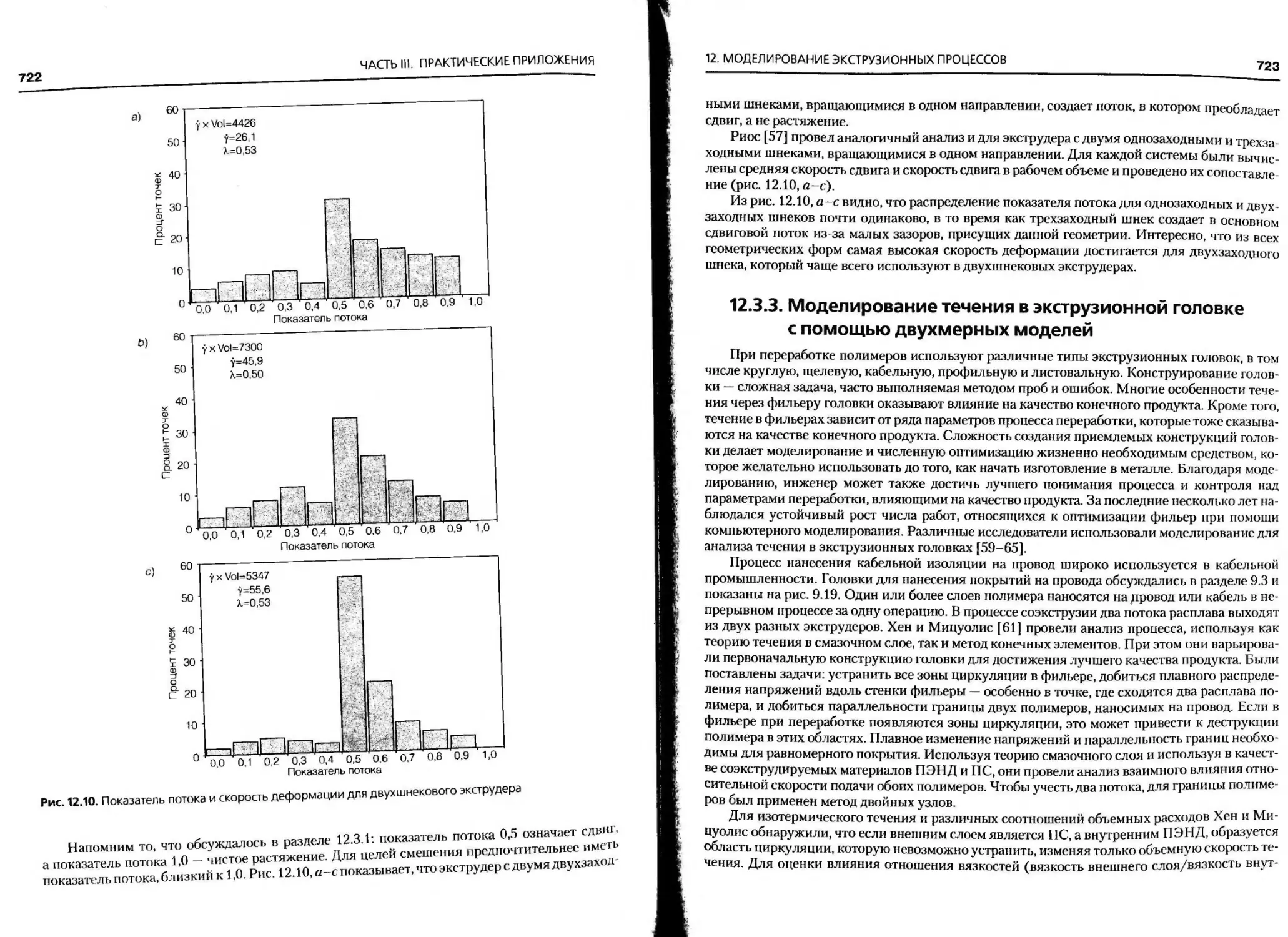
12.3. Моделирование трехмерных потоков двухмерными моделями............714
12.3.1. Моделирование течения в периодических смесителях при помощи двух-
мерных моделей .....................................................715
12.3.2. Моделирование потоков в экструдере с помощью двухмерных моделей. . 719
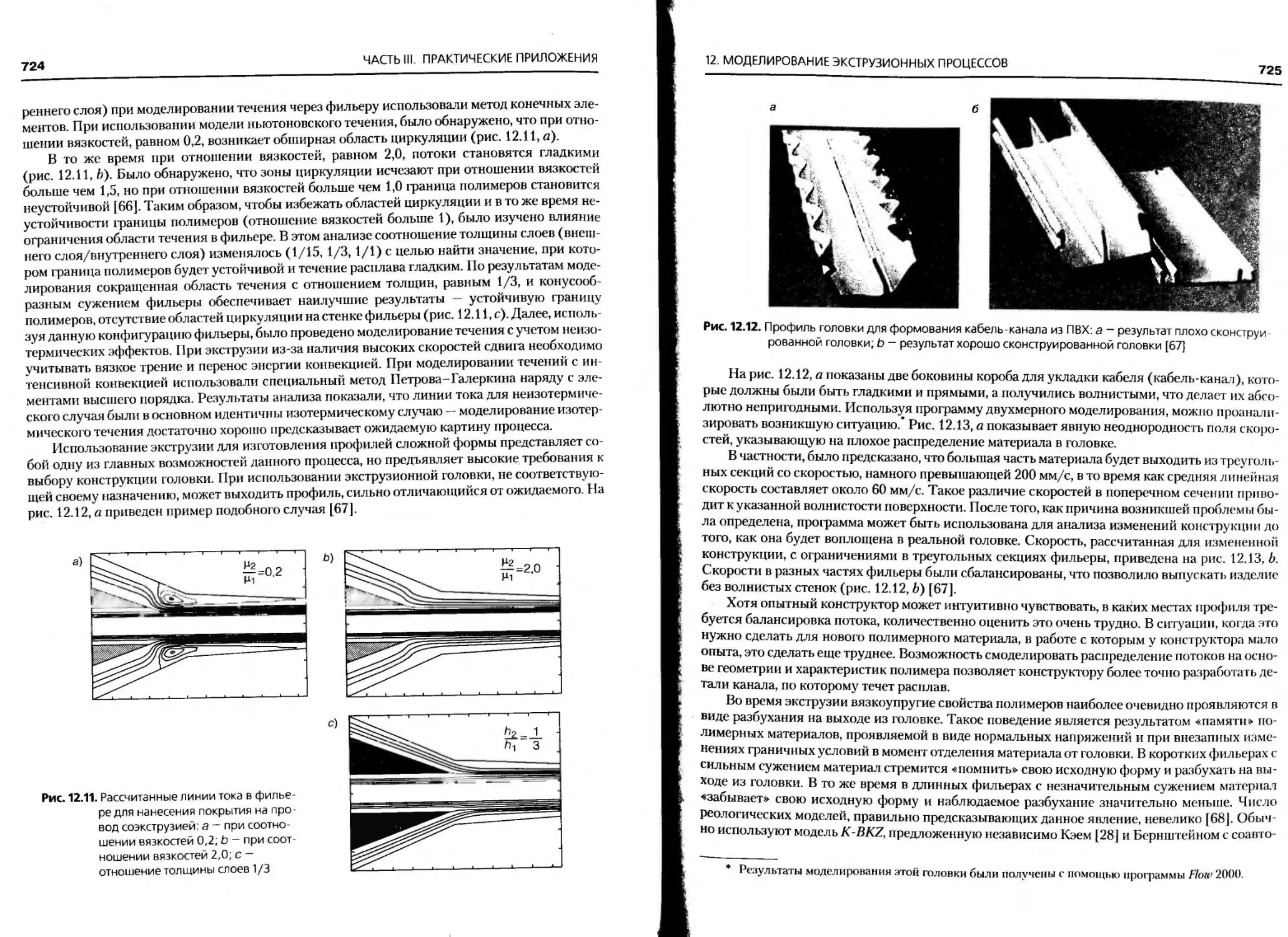
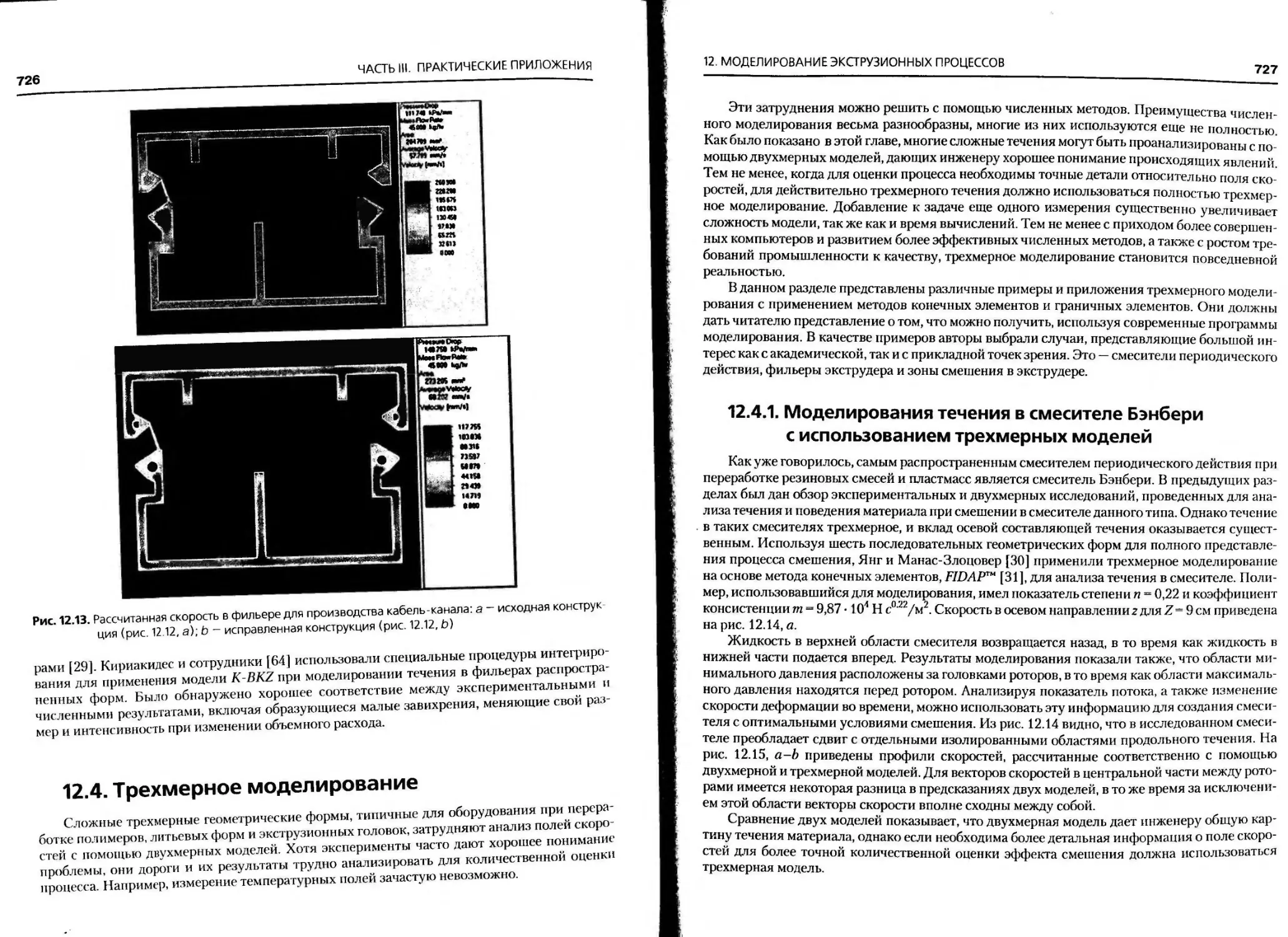
12.3.3. Моделирование течения в экструзионной головке с помощью двухмер-
ных моделей ...................................................... 723
12.4. Трехмерное моделирование.........................................726
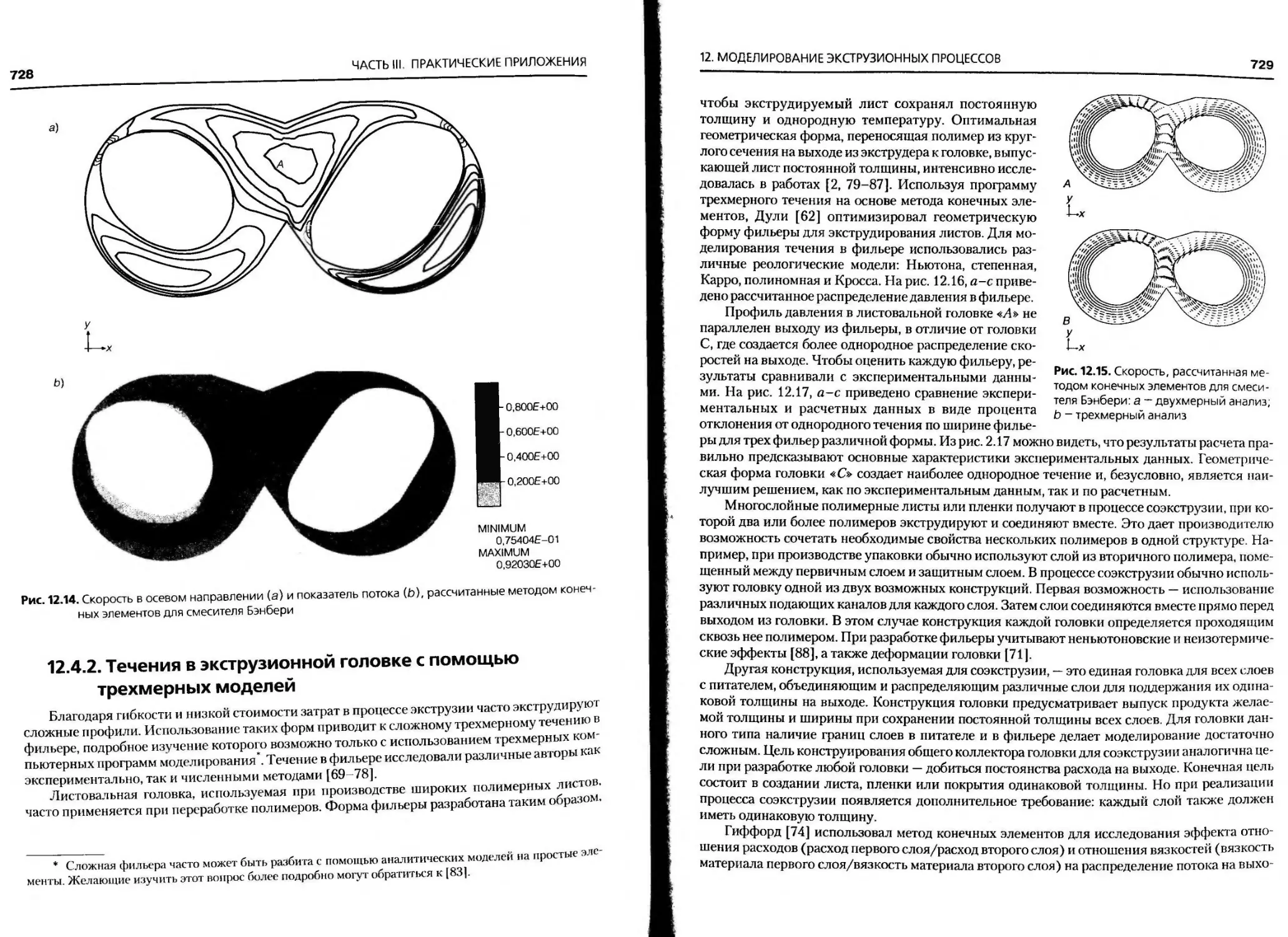
12.4.1. Моделирования течения в смесителе Бэнбери с использованием трехмер-
ных моделей.........................................................727
12.4.2. Течения в экструзионной головке с помощью трехмерных моделей .... 728
12.4.3. Моделирование течения при экструзии при помощи трехмерных моделей 733
12,4.4. Статические смесители.......................................747
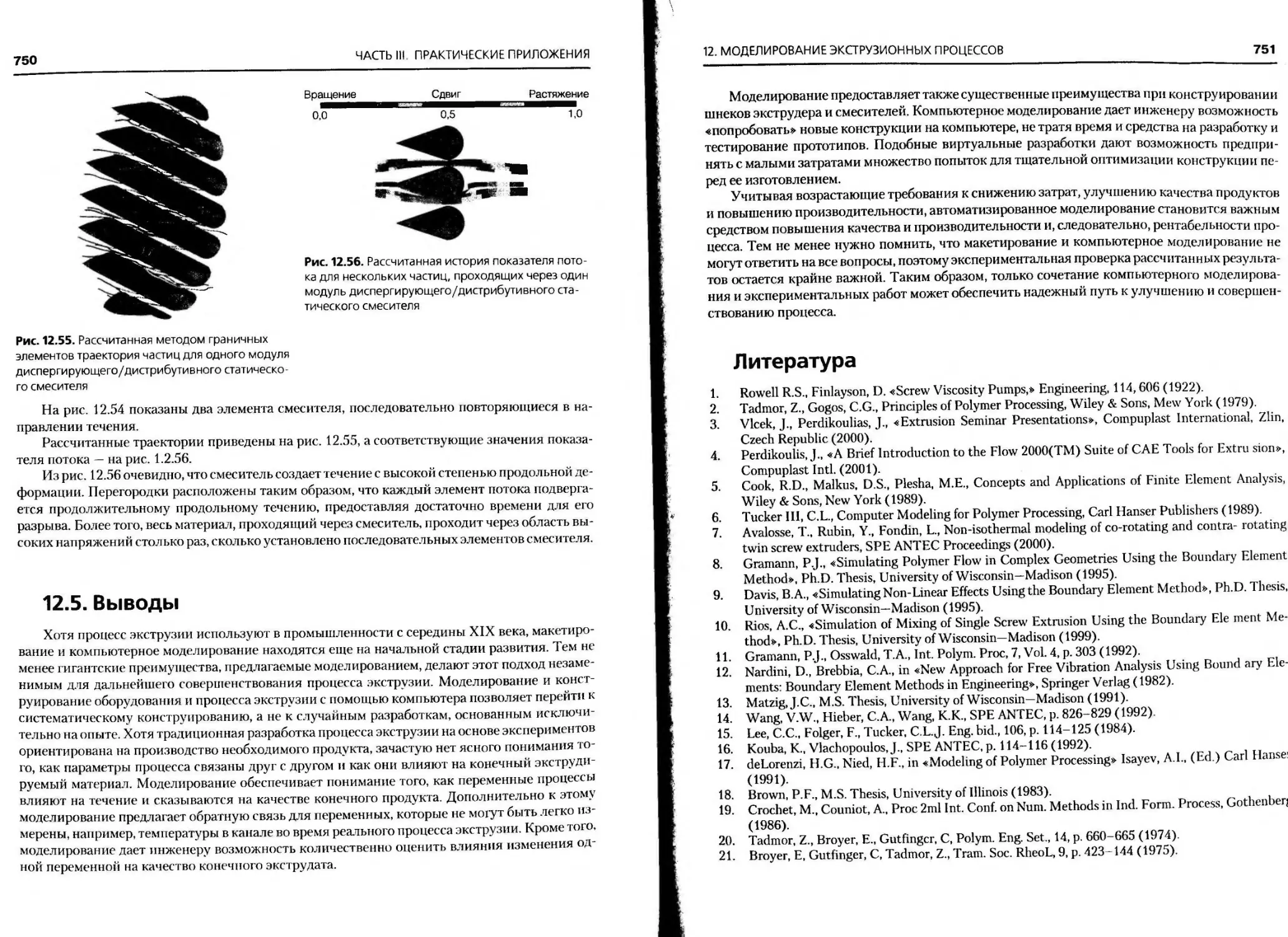
12.5. Выводы...........................................................750
Литература.............................................................751
Предисловие к русскому изданию
Индустрия переработки полимерных материалов зиждется на двух почти равновеликих
«китах» многотоннажных производств — литье под давлением и экструзии. Если литьем под
давлением производится огромное многообразие объемных изделий, то экструзия дает воз-
можность формовать погонажные профильные изделия, прежде всего пленки во всем их мно-
гообразии и длинномерные профили, включая трубы и профильные уплотнения. Соответст-
венно, издательство «Профессия» выпускает переводы двух фундаментальных монографий:
^Литъе пластмасс под давлением* (редакторы Т. Оссвальд, Л.-Ш. Тунг и П. Грэманн) и на-
стоящую книгу — «Экструзия полимеров* (автор К. Раувендааль).
Это издание предназначено для специалистов, которых нет необходимости убеждать
в важности и актуальности рассматриваемой проблемы. Но все же нелишне напомнить, что в
России в настоящее время экструзией перерабатывается порядка 210 тыс. т пленок и порядка
85 тыс. т листов и труб из термопластов. Вполне активно развиваются такие специфические
экструзионные производства, как выпуск кабельной изоляции, деталей конструкций окон-
ных рам и иных строительных конструкций и т. д. Хотелось бы верить, что это лишь началь-
ная стадия широкого распространения продукции экструзионных процессов в нашей стране,
поскольку по объему производства Россия намного отстает от большинства европейских
стран, не говоря уже об Америке и ряде азиатских стран. Поэтому правильное понимание су-
щества и как следствие этого оптимизация технологического процесса это, прежде всего, во-
прос экономической эффективности производства. Как и в любом сложившемся крупнотон-
нажном производстве, это борьба за экономию десятка рублей на каждом килограмме продук-
ции, что в итоге дает прибыль в десятки тысяч долларов.
Предлагаемая вниманию русскоязычного читателя книга довольно разнородна и ряд глав
написан различными авторами (что может быть и неплохо). С одной стороны, она содержит
очень глубокую теорию экструзии со всеми нюансами и современными расчетными подхода-
ми. С другой стороны, в ней имеются разделы, содержащие конкретные технологические ре-
комендации (из серии ответов на вопросы «Что делать, если...?»), доступные технику-
практику. Не лишним выглядит и критический разбор современной техники, выпускаемой
ведущими фирмами-производителями оборудования. В этой части неизбежно влияние лич-
ного мнения автора, так как он является одним из крупнейших специалистов в области экст-
рузии.
Обращаем особое внимание на теоретические подходы при разработке и конструирова-
нии экструзионного оборудования и выборе технологических режимов. Слишком дорогими
становятся сегодня высокопроизводительные экструзионные линии, чтобы можно было по-
лагаться только на интуицию и опыт инженера. Лучше потратить несколько тысяч долларов
на расчет при выборе оптимальной конструкции, нежели затрачивать десятки, если не сотни
тысяч на многочисленные переделки.
Интерес к теории экструзии возник еще в далекие 50-е годы прошлого века. Тогда это бы-
ли не более чем пол у количественные разумные соображения. Но они заложили фундамент
современной строгой количественной теории, которая может принимать во внимание десятки
различных факторов, оперировать огромным массивом вычислений и давать четкие количе-
ственные предсказания. Конечно, это стало возможным благодаря созданию совершенной
экспериментальной техники для определения комплекса свойств перерабатываемых мате-
риалов, развитию способов описания поведения материала, которые не боятся любой сложно-
сти, памятуя, что мощность вычислительной техники уже сегодня достаточна, чтобы не спасо-
вать перед любыми проблемами. Можно только согласиться с автором монографии, что эти
затраты безусловно окупаются путем оптимизации конструкции оборудования и технологи-
III i\ r JCVMJMy ИЗДАНИЮ
ческого режима. Надо заметить, что сегодня на рынке имеются программные продукты, по-
зволяющие идти этим путем. Естественно, для этого требуется определенная квалификация и
первоначальные затраты.
Когда издательство выпускает новую книгу, всегда необходимо ответить на сакрамен-
тальный вопрос — кто будет ее предполагаемым читателем. Наиболее очевидный ответ —
все, кого интересует экструзия. Но этот ответ следует конкретизировать. Скорее всего, кни-
га должна быть интересна и полезна тем, кого интересует обсуждение процесса экструзии в
целом: это преподаватели в области переработки полимеров и студенты-старшекурсники,
специализирующиеся в этой области. Отдельные разделы книги, безусловно, полезны и ин-
тересны переработчикам-практикам, поскольку они могут найти ответы при решении кон-
кретных проблем, возникающих в реальной жизни. Пожалуй, наиболее полезна книга долж-
на быть проектировщикам оборудования как собственно экструзионных машин, так и фор-
мующих головок. Наконец, сравнительный анализ различного оборудования будет полезен
лицам, принимающим решение при организации производства и закупке того или иного
оборудования.
Предлагаемая вашему вниманию монография К. Раувендааля — это хорошая книга и ее
стоит иметь в своей научно-технической библиотеке.
Научный редактор перевода
доктор физ.-мат. наук, професор А. Я. Малкин
Москва, ноябрь 2005 г.
1. Введение
1.1. Общие сведения
Не вызывает сомнений то, что экструдеры составляют наиболее важную часть оборудова-
ния по переработке полимерных материалов. Термин «экструдировать» означает «выдавли-
вать». Материал экструдируется, когда его продавливают через выходное отверстие. Напри-
мер, когда зубную пасту выдавливают из тюбика, она подвергается экструзии. Часть экстру-
зионной машины, содержащая формующий инструмент (фильеру), через который материал
продавливают, называется экструзионной головкой. При прохождении через фильеру мате-
риалу придается определенная форма, которая может несколько изменяться после выхода ма-
териала из головки. Продукт экструзии называют «экструдатом».
Экструзией перерабатывают широкий спектр различных материалов: металлы, керамику,
пищевые продукты. Например, в пищевой промышленности экструдеры часто используют
для получения макаронных и колбасных изделий, а также круп и многих других продуктов.
В данной книге, однако, круг материалов ограничен рассмотрением полимеров или пласт-
масс.
Полимеры могут быть разделены на три основные группы: термопластичные (термопла-
сты), термореактивные (реактопласты) и эластомерные (эластомеры). Термопластические
полимеры размягчаются при нагревании и затвердевают при охлаждении. Если изделие (экс-
трудат) из термопласта не удовлетворяет техническим требованиям, оно может быть подверг-
нуто измельчению и повторной переработке. Таким образом, химическая природа полимера
обычно не претерпевает существенных изменений в процессе экструзии. В реактопластах при
перегреве выше определенной температуры протекают процессы «сшивания». Образующие-
ся при этом химические связи соединяют макромолекулы с образованием трехмерной сетки,
которая сохраняется при понижении температуры и вызывает необратимые изменения в ма-
териале. Таким образом, термореактивные материалы не могут быть переработаны повторно
подобно термопластам. Эластомеры или каучуки — это материалы, способные к очень боль-
шим деформациям, то есть они обладают ярко выраженными упругими свойствами. Это озна-
чает, что при снятии механического воздействия материал полностью или почти полностью
восстанавливает свою форму. В данной книге в основном будут рассмотрены термопласты и
реактопласты, а эластомеры будут затронуты лишь в малой степени.
14
ЭКСТРУЗИЯ ПОЛИМЕРОВ
Материалы могут экструдироваться в расплавленном или в твердом состоянии. Полиме-
ры обычно экструдируют в расплавленном состоянии, хотя в некоторых случаях использует-
ся твердофазная экструзия. Если полимер подают в экструдер в твердом состоянии, а матери-
ал плавится при продвижении шнеком экструдера от загрузочного отверстия к головке, то
процесс называется «пластицирующей экструзией». В этом случае экструдер выполняет до-
полнительное действие, а именно плавление, в дополнение к собственно экструдированию.
Иногда в экструдер загружают расплавленный полимер. Такой процесс называют «экструзи-
ей с загрузкой расплава». В этом случае экструдер выступает исключительно как «насос», раз-
вивая давление, необходимое для продавливания расплава полимера через фильеру.
Существуют два основных типа экструдеров — непрерывного и периодического действия.
Экструдер непрерывного действия способен обеспечить равномерную и непрерывную подачу
материала; экструдер периодического действия выдает порции материала в циклическом ре-
жиме. В экструдерах непрерывного действия для перемещения материала применяют вра-
щающееся устройство. В экструдере периодического действия для перемещения материала
используют устройства, совершающие возвратно-поступательное движение.
1.2. Содержание книги
В данной книге в основном описывается пластицирующая экструзия в непрерывном ре-
жиме. В главах 2t3 и 4 описывается экструзионное оборудование. В главе 5 кратко рассматри-
ваются фундаментальные принципы, которые будут далее использованы при анализе процес-
сов экструзии. В главе 6 описаны важные для экструзии свойства полимерных материалов.
Это очень важная глава, поскольку процесс экструзии невозможно понять, если не знать спе-
цифических характеристик материла, подлежащего экструзии. Здесь недостаточно понима-
ния только конструкции и принципа работы экструзионного оборудования. Реологические и
термические свойства полимера в высокой степени определяют характеристики процесса экс-
трузии. Разработчик оборудования для конкретного процесса должен быть специалистом не
только в механике или химии, но и в области реологии. Поскольку большинство инженеров
имеют недостаточную практику в области практической реологии полимеров, важной для
анализа процессов экструзии, этот вопрос рассмотрен в главе 6.
В главе 7 рассмотрен анализ процесса экструзии с современных позиций и достижений.
Технологический процесс проанализирован в каждой конкретной зоне с акцентом на разви-
тие количественного понимания механизмов, протекающих в каждой зоне.
Теория, рассмотренная в главе 7, применена в главе 8 для разработки шнеков экструдера,
а также в главе 9 в разработке экструзионной фильеры. Глава 10 посвящена двухшнековым
экструдерам, которые к настоящему времени становятся все более важной областью экстру-
зионной промышленности, и никакая книга по экструзии не может игнорировать машины
этого типа. В главе 11 описываются возможные неисправности экструдеров и методы их вы-
явления. Это, вероятно, наиболее важная операция, осуществляемая при эксплуатации экст-
рудеров. Поломки экструдера, вызывающие простой или выработку некондиционного про-
дукта, могут обойтись очень дорого даже за короткий период времени (несколько дней и даже
часов), поскольку могут превзойти затраты на покупку нового оборудования. Поэтому очень
важно, чтобы оператор смог быстро и точно найти неисправность. Это требует понимания
принципов и основных механизмов работы экструдера. Таким образом, глава, посвященная
поиску неисправностей, является практическим приложением анализа процессов функцио-
нирования оборудования, описанным в главе 7.
1. ВВЕДЕНИЕ
15
Последняя глава книги — глава 12 — описывающая принципы анализа и моделирования,
в том числе компьютерного, является абсолютно новой. Эта глава была написана Полом
Грэмманом, Брюсом Дэвисом и Тимом Оссвальдом, которые внесли весомый вклад в разви-
тие этой теоретической области переработки полимеров. Автоматизированное конструирова-
ние (Computer Aided Engineering, САЕ) — неотъемлемая составная часть науки об экструзии,
и данная книга была бы не полной без рассмотрения этой важной области.
Таким образом, книга состоит из четырех основных частей. Первая часть рассматривает
оборудование и принцип работы экструдера — главы 2,3 и 4. Во второй части описывается
анализ процесса экструзии: главы 5,6 и 7. В третьей части приводится описание практических
применений теории экструзии: главы 8,9,10 и 11. В четвертой части описаны компьютерное
моделирование и анализ. Части I, II и IV могут изучаться независимо, а часть III может ока-
заться не вполне доступной читателю, пропустившему часть II.
1.3. Краткий обзор литературы
Учитывая, что к настоящему моменту написано множество книг по экструзии полимеров,
возникает обоснованный вопрос: зачем нужна еще одна? Среди книг по экструзии наиболее
полными можно считать написанные в начале 1980-х годов книги Бернхардта [1], Шенкеля
[2] и Тадмора [5]. Первая книга посвящена переработке полимеров в целом, но содержит так-
же главу по экструзии, которая хорошо написана и раскрывает применение теории экструзии
к практическому проектированию шнеков и фильер. Однако, поскольку с момента издания
книги прошло довольно много времени, в ней не были описаны теория пластикации, разрабо-
танная позже Тадмором [5], а также теория удаления летучих веществ.
Книга Шенкеля [2] — это перевод книги «Kunststoff Extruder-Technik^ [3], которая, в свою
очередь, является расширенным и дополненным вариантом книги «Schneckenpressen fuer
Kunststoffe* [4]. Издание содержит обширный материал по течению полимерных расплавов,
теории экструзии и конструкции экструзионных агрегатов. Особенно подробно рассматрива-
ются конструкции экструдеров. Поскольку книга была выпущена довольно давно — в начале
1960-х годов, в ней не описаны современные представления о теории экструзии, а также не
представлено экструзионное оборудование, разработанное за последние 40 лет. Книгу [5]
можно считать наиболее полным учебником по теории экструзии, в ней практически полно-
стью и очень подробно проведен анализ данного технологического процесса. Однако очень
мало внимания уделено оборудованию и практическим выводам по конструкции шнеков и
фильер. Кроме того, для понимания этой книги читателю потребуется солидная математи-
ческая подготовка. Таким образом, книга оказывается наиболее подходящей для людей,
подробно изучающих теорию экструзии и проводящих компьютерное моделирование и ана-
лиз этого процесса, и она будет практически бесполезной тем, кому необходимо спроектиро-
вать экструдер или решить иную практическую задачу, связанную с переработкой полимер-
ного материала.
Книга Хансена с соавторами [44], как более позднее издание, представляет собой подроб-
ное изложение некоторых направлений экструзии: производство компаундов, экструзии
труб, различных профилей и т. п., а также описание оборудования, контролирующего работу
экструдера. Фактически эта книга представляет собой перевод на английский язык немецкого
Двухтомника ^Kunststoff-Extrusionstechnik I und II» [45,56]. В томе I приведено рассмотрение
основных положений термодинамики, реологии, анализа потоков жидкостей, а также конст-
рукций одно- и двухшнековых экструдеров, устройства головок, нагревателей, систем охлаж-
дения и т. п. В томе II рассмотрены различные варианты экструзионных линий.
16
ЭКСТРУЗИЯ ПОЛИМЕРОВ
Также в литературе по экструзии выделяется книга Уайта [47], посвященная двухшнеко-
вым экструдерам. В этой книге прекрасно освящена как история развития двухшнековых экс-
трудеров, так и некоторые недавние экспериментальные работы в этой области. В книге также
рассмотрены все варианты двухшнековой экструзии: одно- и противовращающиеся, скре-
щенные и параллельные.
Другой важной и развивающейся областью экструзии является экструзия химически ак-
тивных полимеров, которая описана в книге Ксантоса [48]; здесь рассмотрены основные
принципы организации экструзии химически активных полимеров.
Статистический контроль процесса экструзии рассмотрен в книге Рауведааля [49], кото-
рая была переиздана с включением рассмотрения литья под давлением в 2000 году [56]. Сме-
шение в процессе экструзии описано в другой книге этого автора [50], где рассмотрены основ-
ные аспекты смешения в различных экструзионных агрегатах: одно- и двухшнековых экстру-
дерах, экструдерах с возвратно-поступательным движением шнека, различных мешалках и
дисковых экструдерах. Книга под редакцией Манас-Злоцовер и Тадмора [51] также посвяще-
на смешению и состоит из четырех частей: механизм и теория смешения, моделирование и ви-
зуализация потоков, рассмотрение различных материалов и практическое осуществление
смешения. Более современная книга по практике смешения в переработке полимеров принад-
лежит Раувендаалю [54]. В ней описаны основные теоретические аспекты проблемы и под-
робно рассмотрено оборудование для смешения. Книга написана в виде пособия-самоучителя
и содержит список контрольных вопросов в конце каждой главы.
Для того чтобы избежать простого повторения уже изданных книг по экструзии, основное
внимание в данной книге уделено современным тенденциям в развитии экструзионной про-
мышленности. Теория экструзии будет рассмотрена со всеми возможными подробностями,
однако математические выкладки будут максимально упрощены. Это сделано для того, чтобы
облегчить применение теоретических выкладок на практике и сделать книгу доступной для
возможно большего круга читателей. Особенное внимание будет уделено практическому при-
менению теории экструзии к конструированию шнеков и фильер, а также к решению других
практических задач. Практическое применение теории очень важно для инженеров в области
переработки полимерных материалов.
Существует также множество различных книг по экструзии [6-22,52], в которых приве-
дено детальное рассмотрение отдельных разделов экструзионной технологии (например, про-
ектирование шнека, двухшнековые экструдеры и т. п.), или дается только вводная информа-
ция. Таким образом, весьма актуальна книга, посвященная подробному рассмотрению про-
цесса экструзии с описанием последних достижений в области теории и машиностроения.
Существует несколько книг, описывающих экструзию в более или менее полном объеме [7,
24-36], в которых приведены хорошие обзоры из области переработки полимеров, а некото-
рые в основном описывают общие принципы, используемые в анализе экструзионных про-
цессов [24-33], в конструировании оборудования [34] или описании машин и продуктов [35,
36]. Поскольку область экструзии необычайно широка, общие книги не могут раскрыть всех
тех деталей, которые содержатся в специальной литературе.
Недавно была издана новая книга Раувендааля ^Understanding Extrusion* («Понимание
экструзии») [55], которая является очень упрощенным и сокращенным вариантом данного
издания. Из основного текста исключены все математические выкладки. Хотя уровень мате-
матики книги, которую вы держите в руках, соответствует уровню подготовки бакалавра тех-
нических наук, он все-таки довольно высок для людей, специально не занимающихся теорией.
Наиболее свежей книгой по экструзии является книга Чуна ^Extrusion of Polymers*
(«Экструзия полимеров») [57]. В целом книга содержит тот же материал, что и наше издание,
однако в ней опущены вопрос конструирования фильер, метод выявления и устранения неис-
1. ВВЕДЕНИЕ
17
правностей, а также описания математического и компьютерного моделирования. Кроме ог-
раничений, накладываемых рамками изложения в этой книге, ее недостатком также является
несовременность большинства литературных источников (большинство из них относится
к периоду 1980 года). Еще одна книга по экструзии «Screw extrusion: Technology and Science»
(«Шнековая экструзия: Наука и технология») издана в 2001 году [58] под редакцией Уайта и
Потенте. У этой книги очень широкие рамки (она касается как фундаментальных принципов,
так и технологий одношнековой, многошнековой и возвратно-поступательной экструзии).
В ее создании участвовало множество авторов. Эта книга позиционируется как расширенное
ознакомительное издание по всей экструзионной литературе.
1.4. История экструзии полимеров
Первый аппарат для экструзии термопластичных полимеров был построен приблизи-
тельно в 1935 году Пуалем Трестером в Германии [37]. До этого времени экструдеры исполь-
зовали только для переработки каучука. Ранние типы экструдеров с паровым подогревом
представляли собой шнековые или поршневые экструдеры с относительно малым соотноше-
нием длина/диаметр (от 3 до 5). После 1935 года стали появляться экструдеры с электрона-
гревателями и большей длиной. Примерно в это же время основные принципы экструзии тер-
мопластов были сформулированы итальянцем Роберто Коломбо, который совместно с Карло
Паскуэтти разрабатывал машину для смешения ацетата целлюлозы. В результате им был раз-
работан двухшнековый экструдер с однонаправленным вращением и скрещенными шнеками.
Он получил патенты во многих странах, и многие компании приобрели права на использова-
ние разработанной им технологии. Паскуэтти также разработал и запатентовал несколько от-
личный технологический процесс, в котором использовался двухшнековый экструдер с про-
тивовращением.
Первое детальное рассмотрение теории экструзии было связано с изучением процессов
течения и нагнетания расплава, которым была посвящена статья анонимного автора [38]. Эта
статья часто ошибочно приписывается Роуэллу и Финляосону, которые опубликовали
статью с аналогичным названием в том же журнале, но шестью годами позже [39]. Около
1950-х годов стали появляться многочисленные теоретические исследования, посвященные
экструзии. Также в середине 1950-х годов Дарнеллом и Молом была опубликована первая ра-
бота по количественному исследованию перемещения твердого полимера [40]. В развитии
экструзионной промышленности важной считается 122-я конференция Американского хи-
мического общества (АС5), состоявшаяся в 1953 году, на которой члены полимерно-хи-
мического отделения фирмы DuPont de Nemours & Со представили последние достижения в
этой области. Позже, в 1983 году, эти докладчики (Карли, Струб, Мэллоук, МакКелви и
Джепсон) были награждены Обществом инженеров по переработке пластмасс (SPE) за вы-
дающиеся заслуги в области экструзии. В 1960-х годах Тадмором было опубликовано первое
экспериментальное исследование [42] плавления, основанное на более раннем исследовании,
проведенным Мэддоком [43]. Таким образом, только к 1965 году было составлено полное ко-
личественное описание экструзионного процесса от загрузочного бункера до фильеры. С это-
го момента теоретическая работа в экструзии в основном свелась к обобщению и расширению
теорий, а также к развитию многочисленных методик, в том числе компьютерных, для реше-
ния уравнений, которые встречаются при описании процесса экструзии и не могут быть реше-
ны аналитическими методами.
В результате исследования различных аспектов экструзии были перенесены в научные
Учреждения, и если раньше исследованием экструзии занимались инженеры на производст-
18
ЭКСТРУЗИЯ ПОЛИМЕРОВ
вах, то теперь этим в основном занимаются университетские ученые. В результате возникло
некоторое расслоение теории и практики экструзии. Это усугубляется тем, что некоторые
теоретики очень пекутся о научной чистоте своих трудов, что само по себе замечательно, но
приводит к тому, что их работы становятся непривлекательными для инженеров, занимаю-
щихся внедрением новых технологий на производстве. Одной из целей настоящей книги яв-
ляется попытка минимизировать расслоение теории и практики, что планируется достичь пу-
тем детального рассмотрения применения теорий на практике, а также анализом ограниче-
ний, присущих той или иной теории.
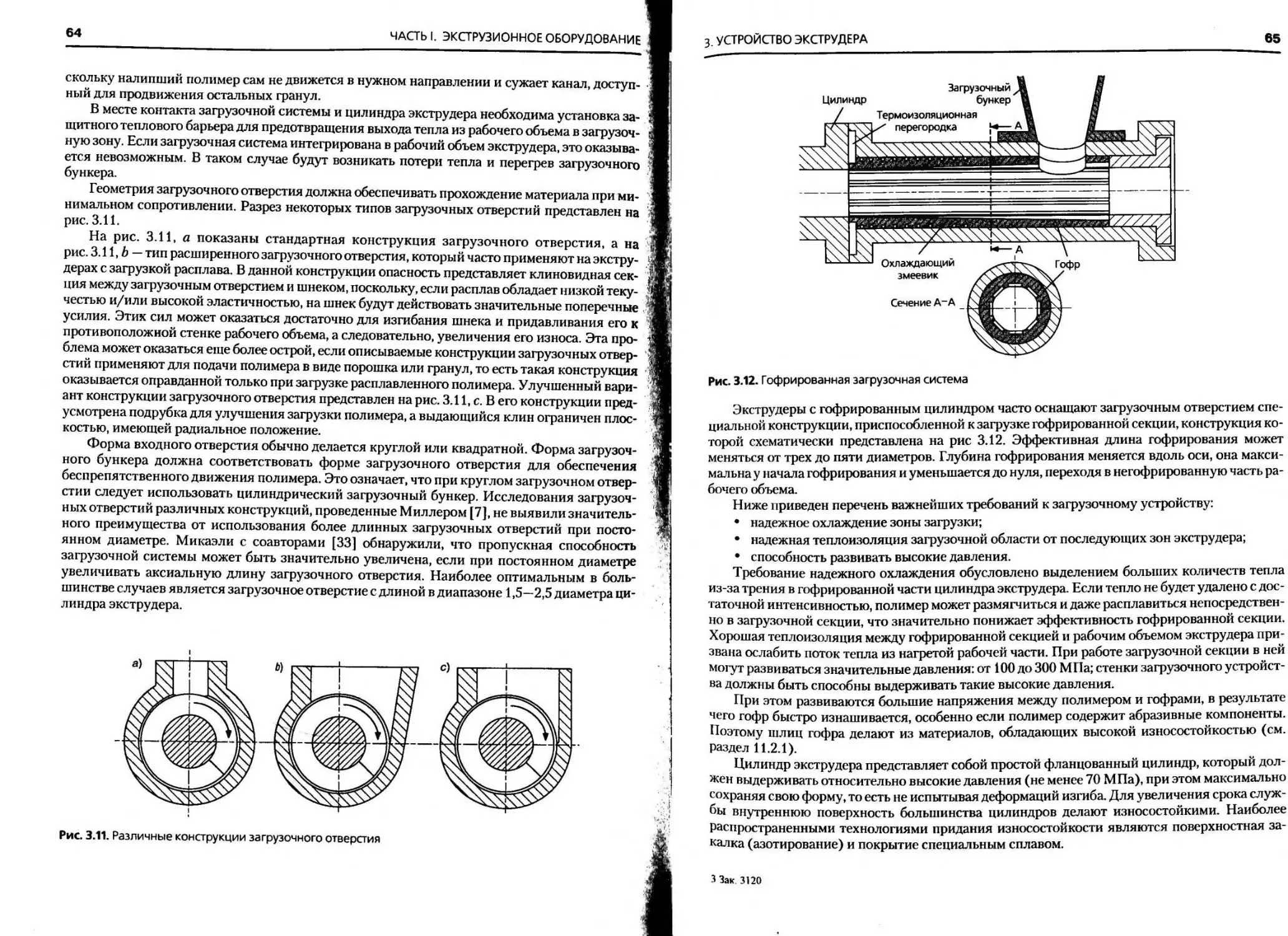
Одним из интересных новых практических путей развития экструзии было предложение
о возможности контроля всего процесса экструзии путем управления только загрузочной сек-
цией, в которой осуществляется перемещение полимера в твердом состоянии. В таком экстру-
дере используется гофрированная зона загрузки (первая зона экструдера, наиболее близкая к
загрузочному отверстию), в результате чего она приобретает способность развивать очень вы-
сокие давления и производительность становится независимой от давления. В этом случае
нет необходимости обеспечивать развитие давления в зонах плавления и сжатия для получе-
ния нужного давления в фильере, а доминирующую роль играет именно зона загрузки. Эта
концепция была принята в качестве стандарта в Западной Европе и особенно в Германии. По
предположительным оценкам в 1985 году более 5 000 экструдеров в Германии были оборудо-
ваны гофрированной загрузочной секцией. В США этот подход был встречен со значитель-
ной долей скептицизма. В результате долгое время число противников этой концепции значи-
тельно превосходило число ее сторонников, однако последнее время наблюдается тенденция
к принятию новой концепции.
Один из путей повышения привлекательности экструдеров с гофрированной загрузочной
секцией лежит в создании системы изменения геометрии гофра (например, уменьшении глу-
бины канавок) непосредственно в процессе работы экструдера, что позволит нивелировать
многие недостатки аппаратов, применяемых в настоящий момент. Кроме того, такая модифи-
кация обеспечивает большую универсальность экструдера и обеспечит дополнительные воз-
можности по управлению экструзией. Экструдеры данного типа будут рассмотрены в главе 7.
При использовании одношнекового экструдера для интенсивного смешения или произ-
водства компаундов обычно стараются обеспечить постепенную загрузку, а не загрузку сразу
большого количества материала. Резкая загрузка материала часто выливается в резкое повы-
шение давления внутри экструдера, что может привести к агломерации порошковых напол-
нителей, а диспергировать такой агломерат очень сложно. При постепенной загрузке в экс-
трудере сохраняется небольшое давление, регулировку которого можно осуществлять изме-
нением скорости загрузки и частоты вращения шнека, что снижает риск агломерации.
Недавно было разработано новое поколение машин, позволяющих более эффективно
осуществлять смешение, а особенно диспергирование, путем создания сильных продольных
течений. Хотя давно известно, что в сильных продольных потоках обеспечивается более каче-
ственное смешение расплава полимера, чем в обычных сдвиговых смесителях, однако только
недавно появились аппараты, использующие этот принцип. Новые типы смесителей, такие
как CRD-смесители, рассматриваемые в главе 7, функционируют по тому же механизму, что и
высокоскоростные двухшнековые экструдеры с вращением шнеков в одном направлении.
В результате при использовании этой технологии в одношнековых экструдерах, обеспечива-
ется качество смешения, сопоставимое с качеством в двухшнековых экструдерах для произ-
водства компаундов.
Использование новой технологии смешения позволяет существенно улучшить характе-
ристики обычных одношнековых экструдеров. Однако наиболее интересным применением
этой технологии можно считать создание длинных (от 30 до 60D) одношнековых экструдеров
1. ВВЕДЕНИЕ
19
с большим количеством клапанов для ввода наполнителей в целях получения и экструзии
компаунда. Если обеспечить равномерную загрузку материала в такие экструдеры, то они
смогут выполнять множество операций, которые в настоящее время выполняют двухшнеко-
вые экструдеры, а поскольку одношнековый экструдер гораздо дешевле и проще в обслужива-
нии, такой подход может дать значительную финансовую экономию. Отметим, что данная
технология довольно сильно отличается от традиционной, следовательно, потребуется неко-
торое время для ее широкого внедрения в промышленности. Однако если новая технология
имеет технологические и экономические преимущества, рано или поздно она будет внедрена.
1.5. Литература
1. В.С. Bernhardt (Ed.), «Processing of Thermoplastic Materials», Reinhold, NY (1959).
2. G. Schenkel, «Plastics Extrusion Technology and Theory», Jlliffc Books Ltd., London (1966), pu-
blished in the USA by American Elsevier, NY (1966).
3. G. Schenkel, «Kunststoff Extruder-Technik», Carl Hanser Verlag, Munich (1963).
4. G. Schenkel, «Schneckenpressen fuer Kunststoffe», Carl Hanser Verlag, Munich (1959).
5. Z. Tadmor and I. Klein, «Engineering Principles of Plasticating Extrusion», Van Nostrand Rein-
hold, NY (1970).
6. H. R. Simonds, A. I. Weith, and W. Schack, «Extrusion of Rubber, Plastics and Metals», Reinhold,
NY (1952).
7. E. G. Eisher, «Extrusion of Plastics», Illiffe Books Ltd., London (1954).
8. R. Jacobi, «Grundlagen der Extrudcrtechnik», Carl Hanser Verlag, Munich (1960).
9. W. Mink, «Grundzuege der Extrudertechnik», Rudolf Zechner Verlag, Speyer am Rhein (1963).
10. A.L. Griff, «Plastics Extrusion Technology», Reinhold, NY (1968).
11. R. T. Fenner, «Extruder Screw Design», Illiffe Books, Ltd., London (1970).
12. N. M. Bikales (Ed.), «Extrusion and Other Plastics Operations», Wiley, NY (1971).
13. P. N. Richardson, «Introduction to Extrusion», Society of Plastics Engineers, Inc. (1974).
14. L. P. В. M. Janssen, «Twin Screw Extrusion», Elsevier, Amsterdam (1978).
15. J. A. Brydson and D. G. Peacock, «Principles of Plastics Extrusion», Applied Science Pub lishers
Ltd., London (1973).
16. F. G. Martelli, «Twin Screw Extrusion, A Basic Understanding», Van Nostrand Reinhold, Ю
(1983).
17. «Kunststoff-Verarbeitung im Gespraech, 2 Extrusion», BASF, Ludwigshafen (1971).
18. «Der Extruder als Plastifiziereinheit», VDI-Verlag, Duesseldorf (1977).
19. Levy, «Plastics Extrusion Technology Handbook», Industrial Press Inc., NY (1981).
20. H. Potente, «Auslegen von Schneckenmaschinen-Baureihcn, Modcllgcsctzc und ihre Anwen
dung», Carl Hanser Verlag, Munich (1981).
21. H. Herrmann, «Schneckenmaschinen in der Verfahrenstechnik», Springer-Verlag, Berlin (1972).
22. W. Dalhoff, «Systematische Extruder-Konstruktion», Krausskopf-Verlag, Mainz (1974).
23. E. Harms, «Kautschuk-Extruder, Aufbau und Einsatz aus verfahrenstechnischer Sicht», Kraus
skopf-Verlag Mainz, Bd. 2, Buchreibe Kunststofftechnik (1974).
24. J. M. McKelvey, «Polymer Processing», Wiley, NY (1962).
25. R. M. Ogorkiewicz, «Thermoplastics: Effects of Processing», Illiffe Books Ltd., London (1969).
26. J. R. A. Pearson, «Mechanical Principles of Polymer Melt Processing», Pergamon, Oxford (1966)
27. S. Middleman, «The Flow of High Polymers», Interscience (1968).
28. R. v. Tomer, «Grundprozesse der Verarbeitung von Polymeren», VEB Deutscher Verlag fut
Grundstoffindustrie, Leipzig (1973).
29. S. Middleman, «Fundamentals of Polymer Processing», McGraw-Hill, NY (1977).
20
ЭКСТРУЗИЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
30. Н. L. Williams, «Polymer Engineering», Elsevier, Amsterdam (1975).
31. J. L. Throne, «Plastics Process Engineering», Marcel Dekker, Inc., NY (1979).
32. Z. Tadmor and C. Gogos, «Principles of Polymer Processing», Wiley, NY (1979).
33. R. T. Fenner, «Principles of Polymer Processing», MacMillan Press Ltd., London (1979).
34. N. S. Rao, «Designing Machines and Dies for Polymer Processing with Computer Programs», Carl
Hanser Verlag, Munich (1981).
35. J. Frados (Ed.), «Plastics Engineering Handbook», Van Nostrand Reinhold, NY (1976).
36. S. S. Schwarte and S. H. Goodman, «Plastics Materials and Processes», Van Nostrand Rein hold,
NY( 1982).
37. M. Kaufman, Plastics & Polymers, 37, 243 (1969).
38. N. N. Engineering, 114, 606 (1922).
39. H. S. Rowell and D. Finlayson, Engineering, 126, 249-250, 385-387,678 (1928).
40. W. H. Darnell and A. J. Mol, SPE Journal, 12, 20 (1956).
41. J. F. Carley, R. A. Strub, R. S. Mallouk, J. M. McKelvey, and С. H. Jepson, 122nd Meeting of the
American Chemical Society, Atlantic City, NJ (1953). The seven papers were published in Ind. Eng.
Chem., 45, 970-992(1953).
42. Z. Tadmor, Polym. Eng. Sei., 6,3,1 (1966).
43. В. H. Maddock, SPE Journal, 15,383 (1959).
44. F. Hensen, W. Knappe and H. Potente (Eds.), «Plastics Extrusion Technology», Carl Hanser Ver-
lag, Munich (1988).
45. F. Hensen, W. Knappe and H. Potente (Eds.), «Handbuch der Kunststoff-Extrusionstechnik, Band
I Grundlagen», Carl Hanser Verlag, Munich (1989).
46. F. Hensen, W. Knappe and H. Potente (Eds.), «Handbuch der Kunststoff-Extrusionstechnik, Band
II Extrusionsanlagen», Carl HanserVerlag, Munich (1989).
47. J. L. White, «Twin Screw Extrusion», Carl Hanser Verlag, Munich (1991).
48. M. Xanthos (Ed.) «Reactive Extrusion», Carl Hanser Verlag, Munich (1992).
49. C. Rauwendaal, «Statistical Process Control in Extrusion», Carl Hanser Verlag, Munich (1993).
50. C. Rauwendaal (Ed.) «Mixing in Polymer Processing», Marcel Dekker, NY (1991).
51. I. Manas-Zloczower and Z. Tadmor (Eds.), «Mixing and Compounding — Theory and Practice»,
Carl HanserVerlag, Munich (1994).
52. M. J. Stevens, «Extruder Principles and Operation,» Elsevier Applied Science Publishers, Essex,
England (1985).
53. T. J. Butler and E. W. Veasey, «Film Extrusion Manual, Process, Materials, Properties,» Tappi
Press, Atlanta, GA (1992).
54. C. Rauwendaal, «Polymer Mixing, A Self-Study Guide,» Carl Hanser Verlag, Munich (1998).
55. C. Rauwendaal, «Understanding Extrusion,» Carl Hanser Verlag, Munich (1998).
56. C. Rauwendaal, «Statistical Process Control in Injection Molding and Extrusion», Carl Hanser
Verlag, Munich (2000).
57. С. I. Chung, «Extrusion of Polymers, Theory and Practice,» Carl Hanser Verlag, Munich (2000).
58. J. L. White and H. Potente, Editors, «Screw Extrusion: Technology and Science», Carl Hanser Ver-
lag, Munich (2001).
Часть I
ЭКСТРУЗИОННОЕ
ОБОРУДОВАНИЕ
2. Классификация
экструдеров
При переработке полимеров используют самые различные экструзионные машины. Их
можно разделить на два основных класса: экструдеры непрерывного и циклического (перио-
дического) действия. Как уже говорилось выше, основным элементом экструдера непрерыв-
ного действия является вращающийся, а периодического — возвратно-поступательный эле-
мент. Основные типы экструзионных машин приведены в табл. 2.1.
2.1. Одношнековый экструдер
Шнековые экструдеры подразделяются на одно- и многошнековые. В полимерной про-
мышленности наиболее распространены одношнековые экструдеры. Их привлекательность
обусловлена рядом преимуществ, среди которых следует отметить относительно низкую
стоимость, простоту конструкции, а также надежность в эксплуатации в сочетании с высокой
производительностью. Детальное описание компонентов конструкции одношнекового экс-
трудера будет приведено в главе 3.
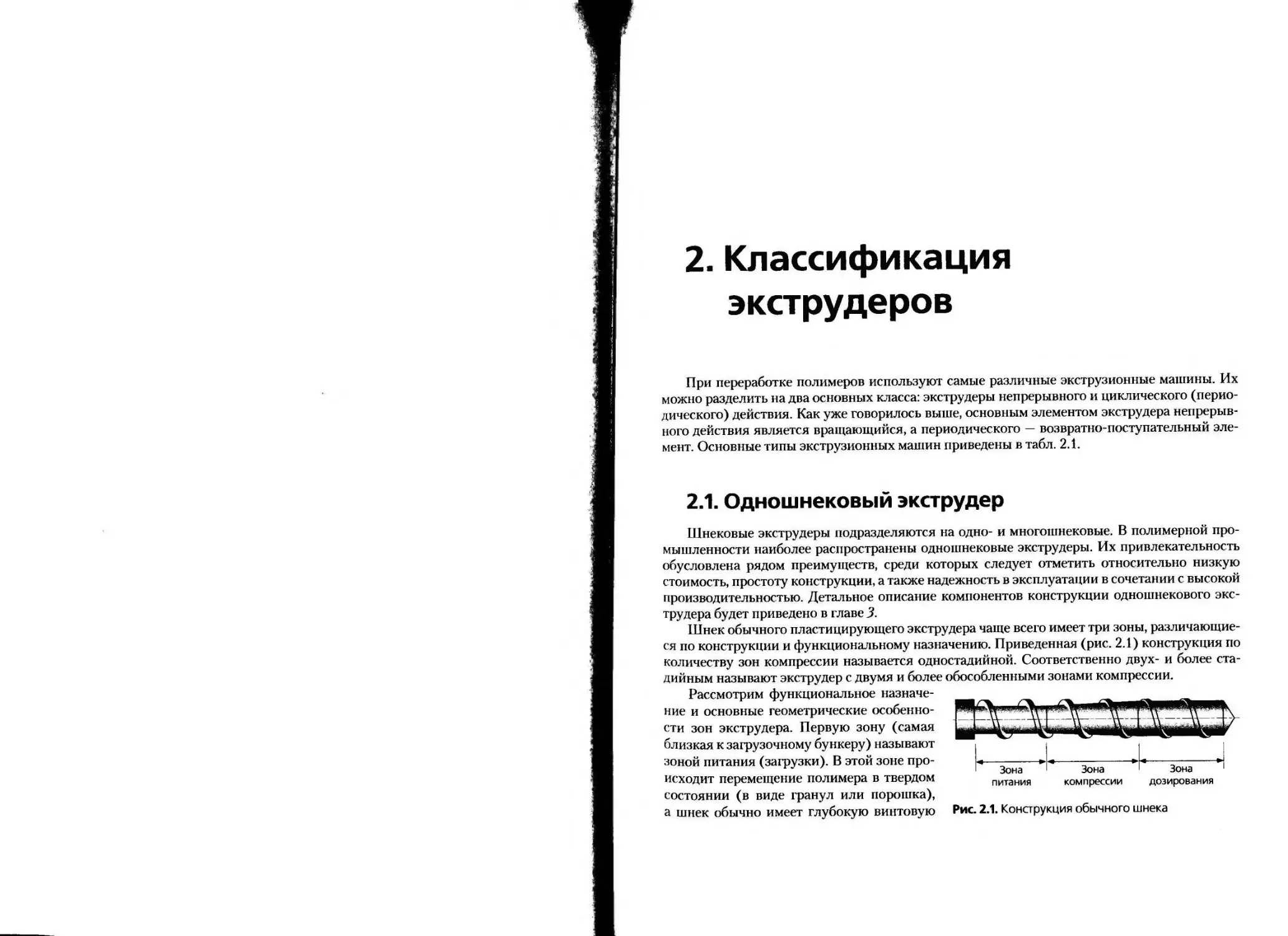
Шнек обычного пластицирующего экструдера чаще всего имеет три зоны, различающие-
ся по конструкции и функциональному назначению. Приведенная (рис. 2.1) конструкция по
количеству зон компрессии называется одностадийной. Соответственно двух- и более ста-
дийным называют экструдер с двумя и более обособленными зонами компрессии.
Рассмотрим функциональное назначе-
ние и основные геометрические особенно-
сти зон экструдера. Первую зону (самая
близкая к загрузочному бункеру) называют
зоной питания (загрузки). В этой зоне про-
исходит перемещение полимера в твердом
состоянии (в виде гранул или порошка),
а шнек обычно имеет глубокую винтовую
Зона Зона Зона
питания компрессии дозирования
Рис. 2.1. Конструкция обычного шнека
24
ЧАСТЫ ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
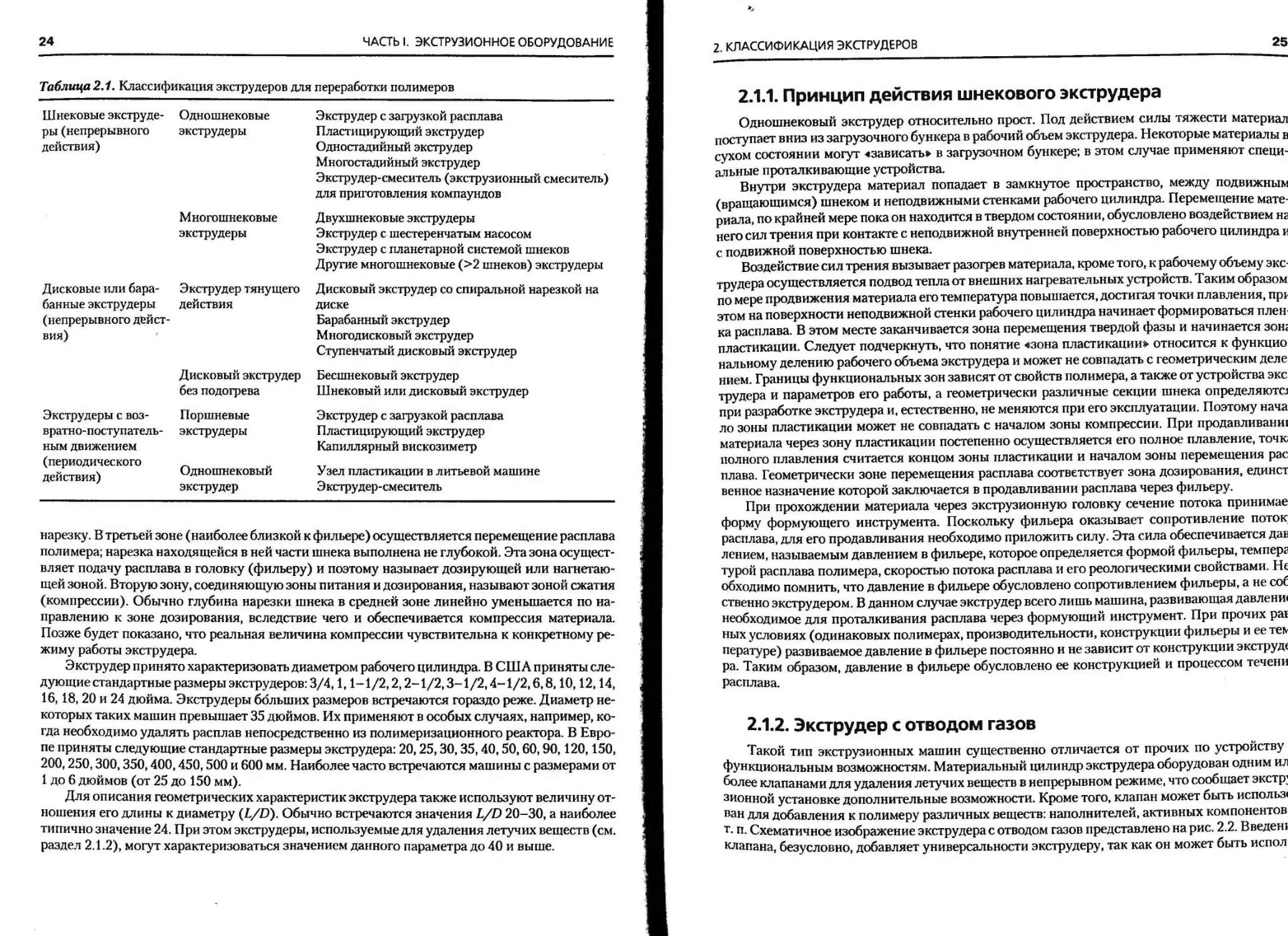
Таблица 2.1. Классификация экструдеров для переработки полимеров
Шнековые экструде- ры (непрерывного действия) Одношнековые экструдеры Экструдер с загрузкой расплава Пластицирующий экструдер Одностадийный экструдер Многостадийный экструдер Экструдер-смеситель (экструзионный смеситель) для приготовления компаундов
Многошнековые экструдеры Двухшнековые экструдеры Экструдер с шестеренчатым насосом Экструдер с планетарной системой шнеков Другие многошнековые (>2 шнеков) экструдеры
Дисковые или бара- банные экструдеры (непрерывного дейст- вия) Экструдер тянущего действия Дисковый экструдер со спиральной нарезкой на диске Барабанный экструдер Многодисковый экструдер Ступенчатый дисковый экструдер
Дисковый экструдер без подогрева Бесшнековый экструдер Шнековый или дисковый экструдер
Экструдеры с воз- вратно-поступатель- ным движением (периодического действия) Поршневые экструдеры Одношнековый экструдер Экструдер с загрузкой расплава Пластицирующий экструдер Капиллярный вискозиметр Узел пластикации в литьевой машине Экструдер-смеситель
нарезку. В третьей зоне (наиболее близкой к фильере) осуществляется перемещение расплава
полимера; нарезка находящейся в ней части шнека выполнена не глубокой. Эта зона осущест-
вляет подачу расплава в головку (фильеру) и поэтому называет дозирующей или нагнетаю-
щей зоной. Вторую зону, соединяющую зоны питания и дозирования, называют зоной сжатия
(компрессии). Обычно глубина нарезки шнека в средней зоне линейно уменьшается по на-
правлению к зоне дозирования, вследствие чего и обеспечивается компрессия материала.
Позже будет показано, что реальная величина компрессии чувствительна к конкретному ре-
жиму работы экструдера.
Экструдер принято характеризовать диаметром рабочего цилиндра. В США приняты сле-
дующие стандартные размеры экструдеров: 3/4, 1,1-1/2,2,2-1/2,3-1/2,4-1/2,6,8,10,12,14,
16,18, 20 и 24 дюйма. Экструдеры больших размеров встречаются гораздо реже. Диаметр не-
которых таких машин превышает 35 дюймов. Их применяют в особых случаях, например, ко-
гда необходимо удалять расплав непосредственно из полимеризационного реактора. В Евро-
пе приняты следующие стандартные размеры экструдера: 20,25,30,35,40,50,60,90,120,150,
200,250,300,350,400,450,500 и 600 мм. Наиболее часто встречаются машины с размерами от
1 до 6 дюймов (от 25 до 150 мм).
Для описания геометрических характеристик экструдера также используют величину от-
ношения его длины к диаметру (L/D). Обычно встречаются значения L/D 20-30, а наиболее
типично значение 24. При этом экструдеры, используемые для удаления летучих веществ (см.
раздел 2.1.2), могут характеризоваться значением данного параметра до 40 и выше.
2. КЛАССИФИКАЦИЯ ЭКСТРУДЕРОВ
25
2.1.1. Принцип действия шнекового экструдера
Одношнековый экструдер относительно прост. Под действием силы тяжести материал
поступает вниз из загрузочного бункера в рабочий объем экструдера. Некоторые материалы в
сухом состоянии могут «зависать» в загрузочном бункере; в этом случае применяют специ-
альные проталкивающие устройства.
Внутри экструдера материал попадает в замкнутое пространство, между подвижным
(вращающимся) шнеком и неподвижными стенками рабочего цилиндра. Перемещение мате-
риала, по крайней мере пока он находится в твердом состоянии, обусловлено воздействием нг
него сил трения при контакте с неподвижной внутренней поверхностью рабочего цилиндра г
с подвижной поверхностью шнека.
Воздействие сил трения вызывает разогрев материала, кроме того, к рабочему объему экс-
трудера осуществляется подвод тепла от внешних нагревательных устройств. Таким образом
по мере продвижения материала его температура повышается, достигая точки плавления, прр
этом на поверхности неподвижной стенки рабочего цилиндра начинает формироваться плен
ка расплава. В этом месте заканчивается зона перемещения твердой фазы и начинается зон<
пластикации. Следует подчеркнуть, что понятие «зона пластикации» относится к функцио
нальному делению рабочего объема экструдера и может не совпадать с геометрическим деле
нием. Границы функциональных зон зависят от свойств полимера, а также от устройства экс
трудера и параметров его работы, а геометрически различные секции шнека определяю™
при разработке экструдера и, естественно, не меняются при его эксплуатации. Поэтому нача
ло зоны пластикации может не совпадать с началом зоны компрессии. При продавливани]
материала через зону пластикации постепенно осуществляется его полное плавление, точк
полного плавления считается концом зоны пластикации и началом зоны перемещения рас
плава. Геометрически зоне перемещения расплава соответствует зона дозирования, единст
венное назначение которой заключается в продавливании расплава через фильеру.
При прохождении материала через экструзионную головку сечение потока принимае
форму формующего инструмента. Поскольку фильера оказывает сопротивление поток
расплава, для его продавливания необходимо приложить силу. Эта сила обеспечивается дав
лением, называемым давлением в фильере, которое определяется формой фильеры, темперг
турой расплава полимера, скоростью потока расплава и его реологическими свойствами. Нс
обходимо помнить, что давление в фильере обусловлено сопротивлением фильеры, а не соб
ственно экструдером. В данном случае экструдер всего лишь машина, развивающая давление
необходимое для проталкивания расплава через формующий инструмент. При прочих pai
ных условиях (одинаковых полимерах, производительности, конструкции фильеры и ее те\
пературе) развиваемое давление в фильере постоянно и не зависит от конструкции экструде
ра. Таким образом, давление в фильере обусловлено ее конструкцией и процессом течени
расплава.
2.1.2. Экструдер с отводом газов
Такой тип экструзионных машин существенно отличается от прочих по устройству
Функциональным возможностям. Материальный цилиндр экструдера оборудован одним ил
более клапанами для удаления летучих веществ в непрерывном режиме, что сообщает экстр;
зионной установке дополнительные возможности. Кроме того, клапан может быть использе
ван для добавления к полимеру различных веществ: наполнителей, активных компонентов
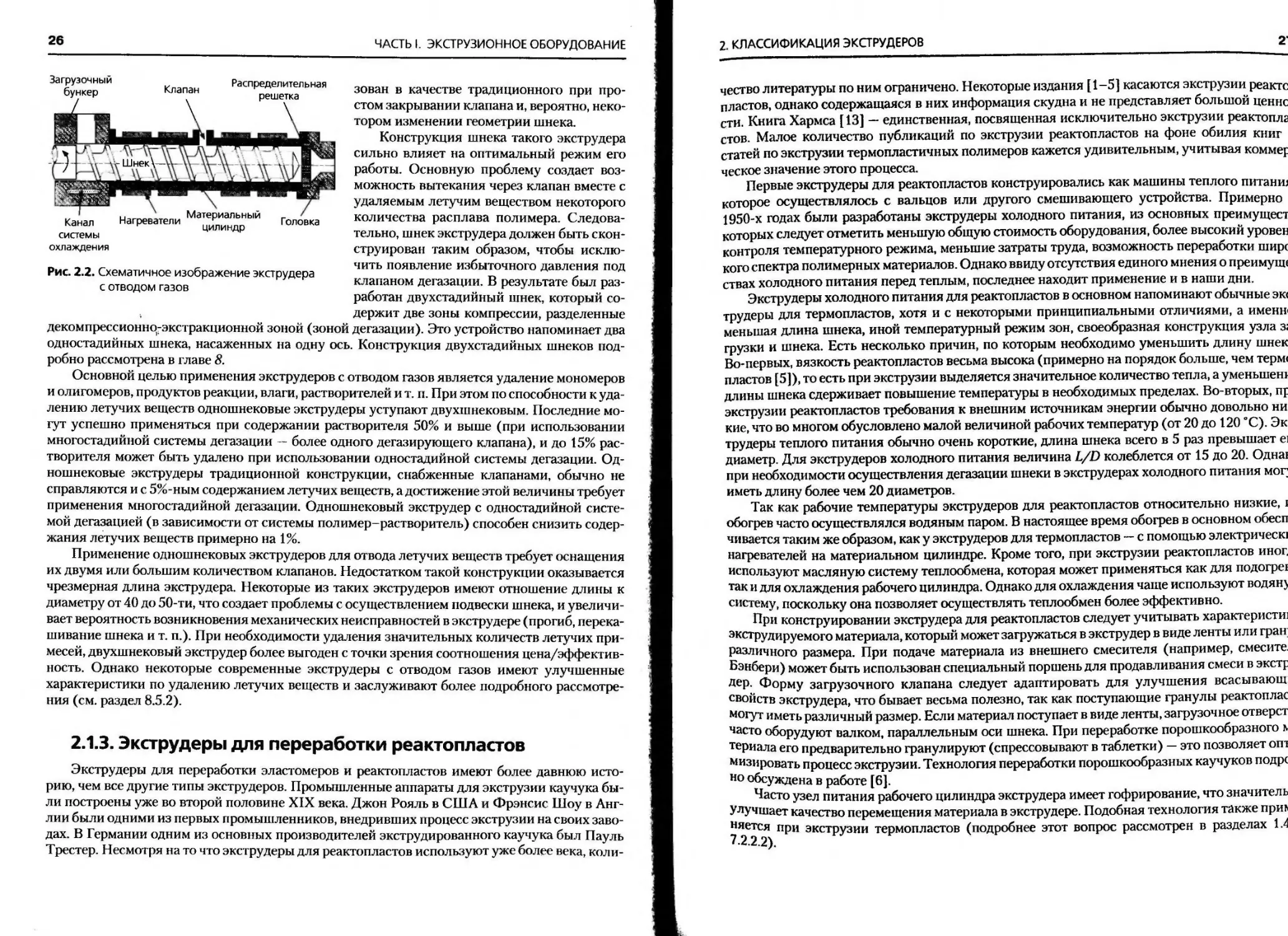
т. п. Схематичное изображение экструдера с отводом газов представлено на рис. 2.2. Введен!
клапана, безусловно, добавляет универсальности экструдеру, так как он может быть испол
26
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Рис. 2.2. Схематичное изображение экструдера
с отводом газов
зован в качестве традиционного при про-
стом закрывании клапана и, вероятно, неко-
тором изменении геометрии шнека.
Конструкция шнека такого экструдера
сильно влияет на оптимальный режим его
работы. Основную проблему создает воз-
можность вытекания через клапан вместе с
удаляемым летучим веществом некоторого
количества расплава полимера. Следова-
тельно, шнек экструдера должен быть скон-
струирован таким образом, чтобы исклю-
чить появление избыточного давления под
клапаном дегазации. В результате был раз-
работан двухстадийный шнек, который со-
держит две зоны компрессии, разделенные
декомпрессионно-экстракционной зоной (зоной дегазации). Это устройство напоминает два
одностадийных шнека, насаженных на одну ось. Конструкция двухстадийных шнеков под-
робно рассмотрена в главе 8.
Основной целью применения экструдеров с отводом газов является удаление мономеров
и олигомеров, продуктов реакции, влаги, растворителей и т. п. При этом по способности к уда-
лению летучих веществ одношнековые экструдеры уступают двухшнековым. Последние мо-
гут успешно применяться при содержании растворителя 50% и выше (при использовании
многостадийной системы дегазации — более одного дегазирующего клапана), и до 15% рас-
творителя может быть удалено при использовании одностадийной системы дегазации. Од-
ношнековые экструдеры традиционной конструкции, снабженные клапанами, обычно не
справляются и с 5%-ным содержанием летучих веществ, а достижение этой величины требует
применения многостадийной дегазации. Одношнековый экструдер с одностадийной систе-
мой дегазацией (в зависимости от системы полимер-растворитель) способен снизить содер-
жания летучих веществ примерно на 1%.
Применение одношнековых экструдеров для отвода летучих веществ требует оснащения
их двумя или большим количеством клапанов. Недостатком такой конструкции оказывается
чрезмерная длина экструдера. Некоторые из таких экструдеров имеют отношение длины к
диаметру от 40 до 50-ти, что создает проблемы с осуществлением подвески шнека, и увеличи-
вает вероятность возникновения механических неисправностей в экструдере (прогиб, перека-
шивание шнека и т. п.). При необходимости удаления значительных количеств летучих при-
месей, двухшнековый экструдер более выгоден с точки зрения соотношения цена/эффектив-
ность. Однако некоторые современные экструдеры с отводом газов имеют улучшенные
характеристики по удалению летучих веществ и заслуживают более подробного рассмотре-
ния (см. раздел 8.5.2).
2.1.3. Экструдеры для переработки реактопластов
Экструдеры для переработки эластомеров и реактопластов имеют более давнюю исто-
рию, чем все другие типы экструдеров. Промышленные аппараты для экструзии каучука бы-
ли построены уже во второй половине XIX века. Джон Рояль в США и Фрэнсис Шоу в Анг-
лии были одними из первых промышленников, внедривших процесс экструзии на своих заво-
дах. В Германии одним из основных производителей экструдированного каучука был Пауль
Трестер. Несмотря на то что экструдеры для реактопластов используют уже более века, коли-
2. КЛАССИФИКАЦИЯ ЭКСТРУДЕРОВ
2
чество литературы по ним ограничено. Некоторые издания [1-5] касаются экструзии реактс
пластов, однако содержащаяся в них информация скудна и не представляет большой ценнс
сти. Книга Хармса [13] — единственная, посвященная исключительно экструзии реактопла
стов. Малое количество публикаций по экструзии реактопластов на фоне обилия книг
статей по экструзии термопластичных полимеров кажется удивительным, учитывая коммер
ческое значение этого процесса.
Первые экструдеры для реактопластов конструировались как машины теплого питание
которое осуществлялось с вальцов или другого смешивающего устройства. Примерно
1950-х годах были разработаны экструдеры холодного питания, из основных преимущест
которых следует отметить меньшую общую стоимость оборудования, более высокий уровен
контроля температурного режима, меньшие затраты труда, возможность переработки шире
кого спектра полимерных материалов. Однако ввиду отсутствия единого мнения о преимупн
ствах холодного питания перед теплым, последнее находит применение и в наши дни.
Экструдеры холодного питания для реактопластов в основном напоминают обычные эк<
трудеры для термопластов, хотя и с некоторыми принципиальными отличиями, а именн
меньшая длина шнека, иной температурный режим зон, своеобразная конструкция узла з;
грузки и шнека. Есть несколько причин, по которым необходимо уменьшить длину шнек
Во-первых, вязкость реактопластов весьма высока (примерно на порядок больше, чем терм<
пластов [5]), то есть при экструзии выделяется значительное количество тепла, а уменьшен!
длины шнека сдерживает повышение температуры в необходимых пределах. Во-вторых, пр
экструзии реактопластов требования к внешним источникам энергии обычно довольно ни
кие, что во многом обусловлено малой величиной рабочих температур (от 20 до 120 °C). Эк
трудеры теплого питания обычно очень короткие, длина шнека всего в 5 раз превышает ei
диаметр. Для экструдеров холодного питания величина L/D колеблется от 15 до 20. Одна!
при необходимости осуществления дегазации шнеки в экструдерах холодного питания мог
иметь длину более чем 20 диаметров.
Так как рабочие температуры экструдеров для реактопластов относительно низкие, i
обогрев часто осуществлялся водяным паром. В настоящее время обогрев в основном обесп
чивается таким же образом, как у экструдеров для термопластов — с помощью электрическ]
нагревателей на материальном цилиндре. Кроме того, при экструзии реактопластов иног.
используют масляную систему теплообмена, которая может применяться как для подогрет
так и для охлаждения рабочего цилиндра. Однако для охлаждения чаще используют водян)
систему, поскольку она позволяет осуществлять теплообмен более эффективно.
При конструировании экструдера для реактопластов следует учитывать характеристи)
экструдируемого материала, который может загружаться в экструдер в виде ленты или гран
различного размера. При подаче материала из внешнего смесителя (например, смесите.
Бэнбери) может быть использован специальный поршень для продавливания смеси в экстр
Дер. Форму загрузочного клапана следует адаптировать для улучшения всасывают
свойств экструдера, что бывает весьма полезно, так как поступающие гранулы реактоплас
могут иметь различный размер. Если материал поступает в виде ленты, загрузочное отверст
часто оборудуют валком, параллельным оси шнека. При переработке порошкообразного к
териала его предварительно гранулируют (спрессовывают в таблетки) — это позволяет от
мизировать процесс экструзии. Технология переработки порошкообразных каучуков подрс
но обсуждена в работе [6].
Часто узел питания рабочего цилиндра экструдера имеет гофрирование, что значитель
улучшает качество перемещения материала в экструдере. Подобная технология также при!
няется при экструзии термопластов (подробнее этот вопрос рассмотрен в разделах 1.4
28
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
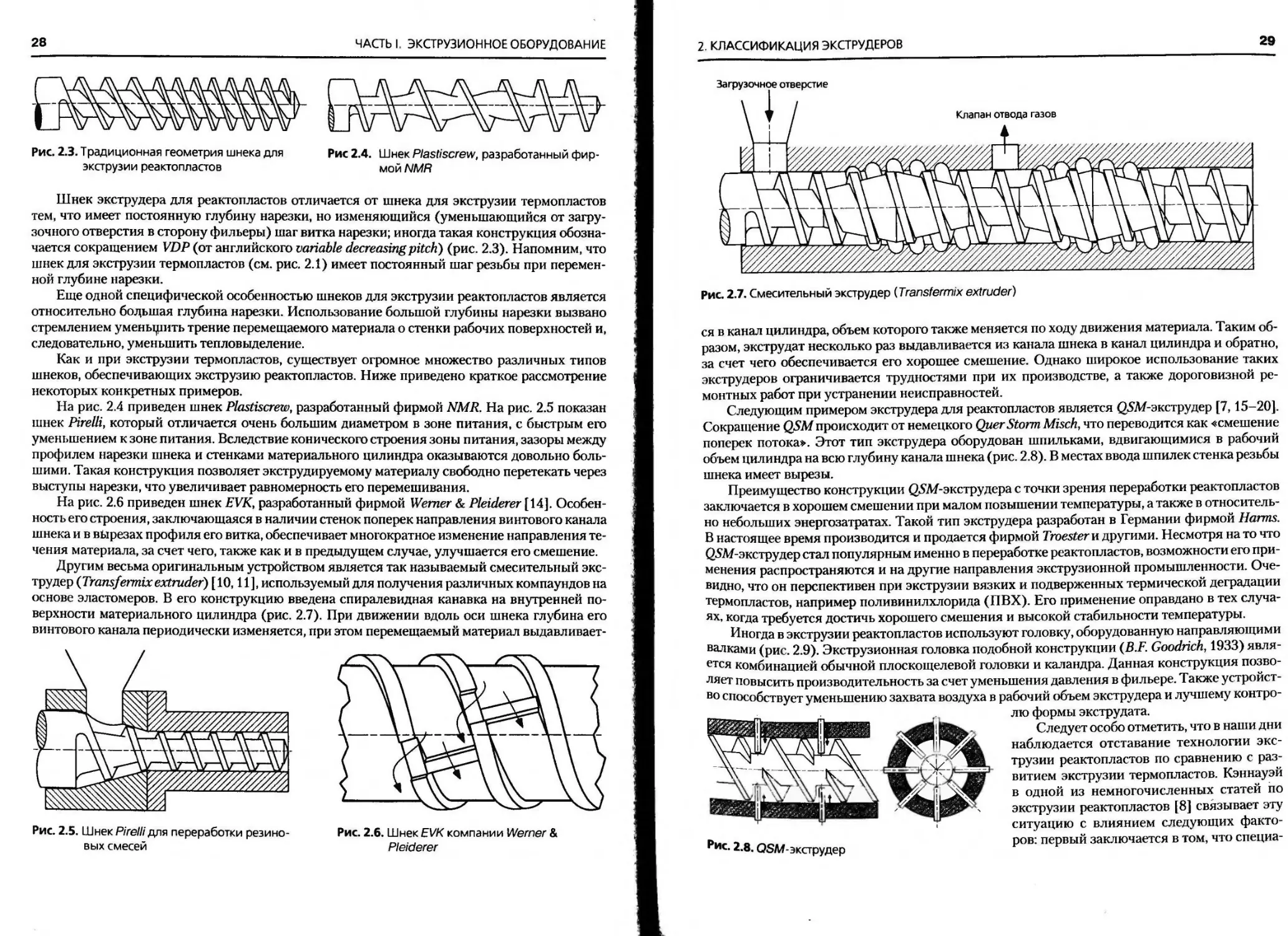
Рис. 2.3. Традиционная геометрия шнека для
экструзии реактопластов
Рис 2.4. Шнек Plastiscrew, разработанный фир-
мой NMR
Шнек экструдера для реактопластов отличается от шнека для экструзии термопластов
тем, что имеет постоянную глубину нарезки, но изменяющийся (уменьшающийся от загру-
зочного отверстия в сторону фильеры) шаг витка нарезки; иногда такая конструкция обозна-
чается сокращением VDP (от английского variable decreasing pitch) (рис. 2.3). Напомним, что
шнек для экструзии термопластов (см. рис. 2.1) имеет постоянный шаг резьбы при перемен-
ной глубине нарезки.
Еще одной специфической особенностью шнеков для экструзии реактопластов является
относительно бодьшая глубина нарезки. Использование большой глубины нарезки вызвано
стремлением уменьшить трение перемещаемого материала о стенки рабочих поверхностей и,
следовательно, уменьшить тепловыделение.
Как и при экструзии термопластов, существует огромное множество различных типов
шнеков, обеспечивающих экструзию реактопластов. Ниже приведено краткое рассмотрение
некоторых конкретных примеров.
На рис. 2.4 приведен шнек Plastiscrew, разработанный фирмой NMR. На рис. 2.5 показан
шнек Pirelli, который отличается очень большим диаметром в зоне питания, с быстрым его
уменьшением к зоне питания. Вследствие конического строения зоны питания, зазоры между
профилем нарезки шнека и стенками материального цилиндра оказываются довольно боль-
шими. Такая конструкция позволяет экструдируемому материалу свободно перетекать через
выступы нарезки, что увеличивает равномерность его перемешивания.
На рис. 2.6 приведен шнек EVK, разработанный фирмой Werner & Pleiderer [14]. Особен-
ность его строения, заключающаяся в наличии стенок поперек направления винтового канала
шнека и в вырезах профиля его витка, обеспечивает многократное изменение направления те-
чения материала, за счет чего, также как и в предыдущем случае, улучшается его смешение.
Другим весьма оригинальным устройством является так называемый смесительный экс-
трудер (Transfermixextruder) [ 10,11], используемый для получения различных компаундов на
основе эластомеров. В его конструкцию введена спиралевидная канавка на внутренней по-
верхности материального цилиндра (рис. 2.7). При движении вдоль оси шнека глубина его
винтового канала периодически изменяется, при этом перемещаемый материал выдавливает-
Рис. 2.5. Шнек Pirelli для переработки резино-
вых смесей
Рис. 2.6. Шнек EVK компании Werner &
Pleiderer
2. КЛАССИФИКАЦИЯ ЭКСТРУДЕРОВ
29
Рис. 2.7. Смесительный экструдер (Transfermix extruder)
ся в канал цилиндра, объем которого также меняется по ходу движения материала. Таким об’
разом, экструдат несколько раз выдавливается из канала шнека в канал цилиндра и обратно,
за счет чего обеспечивается его хорошее смешение. Однако широкое использование таких
экструдеров ограничивается трудностями при их производстве, а также дороговизной ре-
монтных работ при устранении неисправностей.
Следующим примером экструдера для реактопластов является £)5М-экструдер [7,15-20].
Сокращение QSM происходит от немецкого Quer Storm Misch, что переводится как «смешение
поперек потока». Этот тип экструдера оборудован шпильками, вдвигающимися в рабочий
объем цилиндра на всю глубину канала шнека (рис. 2.8). В местах ввода шпилек стенка резьбы
шнека имеет вырезы.
Преимущество конструкции (Х^М-экструдера с точки зрения переработки реактопластов
заключается в хорошем смешении при малом повышении температуры, а также в относитель-
но небольших энергозатратах. Такой тип экструдера разработан в Германии фирмой Harms.
В настоящее время производится и продается фирмой Troesteru другими. Несмотря на то что
()5М-экструдер стал популярным именно в переработке реактопластов, возможности его при-
менения распространяются и на другие направления экструзионной промышленности. Оче-
видно, что он перспективен при экструзии вязких и подверженных термической деградации
термопластов, например поливинилхлорида (ПВХ). Его применение оправдано в тех случа-
ях, когда требуется достичь хорошего смешения и высокой стабильности температуры.
Иногда в экструзии реактопластов используют головку, оборудованную направляющими
валками (рис. 2.9). Экструзионная головка подобной конструкции (B.F. Goodrich, 1933) явля-
ется комбинацией обычной плоскощелевой головки и каландра. Данная конструкция позво-
ляет повысить производительность за счет уменьшения давления в фильере. Также устройст-
во способствует уменьшению захвата воздуха в рабочий объем экструдера и лучшему контро-
Рис 2.8. QSM-экструдер
лю формы экструдата.
Следует особо отметить, что в наши дни
наблюдается отставание технологии экс-
трузии реактопластов по сравнению с раз-
витием экструзии термопластов. Кэннауэй
в одной из немногочисленных статей по
экструзии реактопластов [8] связывает эту
ситуацию с влиянием следующих факто-
ров: первый заключается в том, что специа-
30
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Рис. 2.9. Экструзионная головка с направляющими валками, применяемая в экструзии реактопластов
листы, занимающиеся экструзией реактопластов, склонны решать технологические задачи
варьированием состава полимерной смеси, а не модификацией конструкции перерабатываю-
щей машины; вторым фактором является весьма распространенное ошибочное мнение, что
поведение реактопластов при экструзии существенно отличается от поведения термопластов.
Однако на практике оказывается, что экструзионные характеристики реактопластов и термо-
пластов сходны по многим параметрам [9].
2.2. Многошнековые экструдеры
2.2.1. Двухшнековый экструдер
Двухшнековый экструдер — это машина, оборудованная двумя шнеками. Существует ог-
ромное разнообразие таких машин как по устройству и принципу действия, так и по области
практического применения. При этом различие между типами двухшнековых экструдеров
может быть гораздо более глубоким, чем в случае одношнековых. Это не удивительно, по-
скольку наличие двух шнеков создает огромное разнообразие возможных конструкций маши-
ны (по направлению вращения шнеков, углу между их осями вращения и т. п.). Классифика-
ция двухшнековых экструдеров, основанная на различиях их конструкции и принципе дейст-
вия, приведена в табл. 2.2. Двухшнековые экструдеры могут использоваться как в тех же
случаях, что и одношнековые, так и в целом ряде иных ситуаций, когда применение одношне-
ковых экструдеров оказывается неэффективным. Устройство, принцип действия и области
использования двухшнековых экструдеров подробно рассмотрено в главе 10.
Таблица 2.2. Классификация двухшнековых экструдеров
Экструдер вытесняю-
щего действия со шне-
ками, находящимися
в зацеплении
Экструдер с однона-
правленным вращени-
ем шнеков
Низкоскоростной экструдер для экструзии про-
филей
Высокоскоростной экструдер для компаундиро-
вания
Экструдер с противо-
положным направле-
нием вращения шне-
ков
Конический экструдер для экструзии профилей
Параллельный экструдер для экструзии профилей
Высокоскоростной экструдер для компаундиро-
вания
2. КЛАССИФИКАЦИЯ ЭКСТРУДЕРОВ
31
Окончание табл. 2.2
Экструдер со шнека-
ми без зацепления
Экструдер с противо-
положным направлени-
С одинаковой длиной шнеков
Со шнеками неодинаковой длины
ем вращения шнеков
Экструдер с однона- Не используется
правленным вращени-
ем шнеков
Экструдер с соосными Экструдер с внутренним перемещением расплава
шнеками по направлению экструзии
Экструдер с внутренним перемещением расплава
в направлении, противоположном экструзии
Экструдер с внутренним перемещением твердого
материала в направлении, противоположном экс-
трузии
Экструдер с внутренней пластикацией
2.2.2. Многошнековые экструдеры
В этот класс входят машины, содержащие более чем два шнека. Наиболее известным
представителем такого типа экструдеров является экструдер с планетарной системой шнеков
(рис. 2.10). Он имеет зону питания, аналогичную зоне питания одношнекового экструдера, но
совершенно другую зону смешения. В планетарном экструдере данная зона носит название
«зона планетарного вращения», и, кроме основного шнека, содержит еще 6 дополнительных
шнеков, равномерно расположенных по окружности основного. Основной шнек называют
центральным, а дополнительные шнеки — планетарными. Последние заключены между по-
верхностью центрального шнека и стенками материального цилиндра. Часть рабочего
цилиндра, в которой находится зона планетарного вращения, должна иметь нарезку по внут-
ренней поверхности рабочего цилиндра, которая отвечает нарезке планетарных шнеков. Со-
членение зоны планетарного вращения с зоной загрузки осуществляется фланцевым соеди-
нением. Сначала материал движется поступательно, как и в обычном одношнековом экстру-
дере. Попадая в зону планетарного вращения, пластицированный материал подвергается
интенсивному смешению за счет совместного вращения основного и планетарных шнеков.
Такая конструкция обеспечивает большую площадь соприкосновения материала с рабочими
деталями экструдера, при небольшой длине шнека, за счет чего обеспечивается эффективная
дегазация материала, а также надежный теплообмен между ним и машиной, который позволя-
Планетарные шнеки
Выход
Зоны питания и плавления
Центральный шнек
₽ис 2.10. Экструдер планетарного типа
32
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Рис. 2.11. Четырехшнековый
экструдер
ет жестко контролировать температуру экструзии. Таким
образом, материалы, обладающие высокой чувствительно-
стью к нагреванию, могут быть переработаны в экструдере
планетарного типа с минимальным уровнем термодеструк-
ции. Такие машины часто используют при переработке
ПВХ и компаундов на его основе как жестких так и пласти-
фицированных [21,22]. Кроме того, зону планетарного вра-
щения часто добавляют к обычному экструдеру, когда не-
обходимо улучшить смешение материла [97, 98].
Также к типу многошнековых экструдеров относится
четырехшнековый экструдер, конструкция которого при-
ведена на рис 2.11. Обычно его используют, когда необхо-
димо обеспечить наиболее полное удаление растворителя,
содержание которого при использовании четрырехшнеко-
вого экструдера можно понизить с 40 до 0,3% [23]. Непосредственно процесс удаления раство-
рителя происходит в испарителе, присоединенном к цилиндру экструдера. В испаритель из
форсунки под давлением впрыскивается раствор полимера, температура которого поддержи-
вается выше температуры кипения растворителя. В результате получается пенообразная мас-
са, которая удаляется четырьмя шнеками. Далее по ходу перемещения материала часто распо-
лагают дополнительные зоны отвода газов для более полного удаления растворителя.
2.2.3. Экструдер с шестеренчатым насосом
В некоторых случаях на выходе пластицирующего экструдера используют специальное
устройство — шестеренчатый насос [99-101]. Это устройство очень похоже на двухшнеко-
вый экструдер с противоположно вращающимися шнеками, но поскольку шестеренчатый
насос применяется исключительно для создания давления, его обычно не называют экстру-
дером, хотя, по сути, он им является. Отличительной чертой шестеренчатого насоса являет-
ся способность поддерживать постоянное давление на выходе даже при значительных коле-
баниях входного. Некоторые флуктуации в выходном давлении все же могут происходить
при скрещивании зубьев шнеков, но величина этих отклонений может быть уменьшена, ес-
ли использовать шнеки со спиральным, а не аксиальным (параллельным оси) расположени-
ем зубьев.
Экструзионный шестеренчатый насос часто называют «устройством направленного дей-
ствия», что не совсем верно, так как в конструкции насоса присутствуют зазоры между шнека-
ми и корпусом, из-за которых происходит перетекание расплава через валы нарезки. Из-за
этого выходные характеристики зубчатого насоса зависят от давления, хотя и в меньшей сте-
пени, чем у одношнекового экструдера. Нестабильность выходных характеристик определя-
ется конструкцией шнеков, вязкостью расплава полимера, а также частотой вращения шне-
ков. Для получения постоянных выходных характеристик на шестеренчатом насосе полезно
поддерживать постоянный перепад давления, что может быть осуществлено довольно про-
сто — путем реализации обратной связи, контролирующей давление на выходе подающего
экструдера [102]. Наличие зазоров в конструкции шестеренчатого насоса обусловливает пе-
реход механической энергии в тепловую вследствие трения (см. раздел 5.3.4). Таким образом,
КПД экструзионного шестеренчатого насоса оказывается значительно меньше 100%, и обыч-
но колеблется в интервале 15-35%. Механические потери обычно составляют около 40-50%,
а остальное — это потери на вязкое трение. В результате полимер, проходящий через шесте-
ренчатый насос, испытывает значительный разогрев, величина которого обычно составляет
2. КЛАССИФИКАЦИЯ ЭКСТРУДЕРОВ
33
5-10 “С, реже 20-30 °C. Так как шестеренчатый насос имеет столь ограниченный КПД, его
применение оправдано, только если экструдер оказывается неспособным самостоятельно раз-
вить необходимое давление. Это актуально для двухшнековых экструдеров, шнеки которых
вращаются в одну сторону, а также для неэффективно спроектированных одношнековых экс-
трудеров.
Следует отметить, что способность экструзионных шестеренчатых насосов гомогенизи-
ровать экструдат весьма ограничена. Это убедительно продемонстрировано Крамером [106}
путем сравнения отклонений температуры плавления материала до пропускания через шес-
теренчатый насос и после. Обычно данное устройство подсоединяют к экструдерам с неудов-
летворительными выходными характеристиками, но в большинстве случаев это устраняет
лишь «симптомы» проблемы, оставляя ее саму нерешенной. Подавляющее большинство пра-
вильно сконструированных одношнековых экструдеров способно поддерживать постоянство
выходных характеристик в пределах ±1%. Большие величины разброса чаще всего связаны
с недостатками самого экструдера, например с неправильно спроектированным шнеком. Сле-
довательно, более общее решение проблемы (замена экструдера) может оказаться эффектив-
нее, чем использование шестеренчатого насоса.
Для получения эффективной системы с использованием экструзионного шестеренчатого
насоса шнек экструдера должен быть модифицирован таким образом, чтобы уменьшить дав-
ление на выходе из экструдера.
Ниже приведены несколько примеров, когда применение шестеренчатых насосов оправ-
данно:
• Экструдер не способен развивать достаточное давление, например, двухшнековый экс-
трудер с однонаправленным типом вращения шнеков, экструдер с большим количест-
вом зон дегазации и т. п.
• Необходимо обеспечить стабильность выходных характеристик более 1%, например,
в высокоточной экструзии: при вытягивании волокон, рукавной экструзии, изготовле-
нии трубок для медицинских нужд, соэкструзии и т. п.
• Возможные трудности при использовании экструзионного шестеренчатого насоса.
• При наличии в полимерном материале абразивных частиц: вследствие малых зазоров
между шнеком и цилиндром экструдера насос не обладает высокой износоустойчиво-
стью.
• Если экструдируемый материал подвержен термодеструкции, то насос не является са-
моочищающимся устройством, что наряду с высокой температурой в нем может вы-
звать термодеструкцию полимерного материала.
2.3. Дисковые экструдеры
В таких машинах для перемещения материала шнек не используется. Вместо шнека в них
используют диск или барабан. Классификация таких экструдеров по механизму перемеще-
ния материала приведена в табл. 2.1. Принцип действия большинства дисковых экструдеров
основан на перемещении расплава за счет адгезии к подвижным элементам конструкции.
К особому типу относятся машины, использующие упругость полимерного расплава для его
перемещения и создания давления в фильере.
Следует отметить, что хотя дисковые экструдеры ведут свою историю с 1950-х годов, их
значение для промышленности к настоящему времени так и остается весьма малым в сравне-
нии со шнековыми экструдерами.
2 Зак. 3120
i
34
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Вход
Выход
Рис. 2.12. Ступенчатый диск
Рис. 2.13. Развитие давления в районе ступеньки
2.3.1. Экструдер тянущего
действия
2.3.1.1. Ступенчатый дисковый
экструдер
Одним из первых дисковых экструдеров
была машина, разработанная Вестовером, со-
трудником фирмы Bell Telephone Labora-
tories, который часто называют «ступенча-
тым дисковым экструдером» (рис. 2.12) [24].
Основной деталью данного экструдера явля-
ется диск со «ступеньками», расположенный
рядом с плоским диском. Расплав полимера
находится между дисками. При вращении
одного из дисков расплав полимера преодо-
левает ступеньки, что и создает давление
(рис. 2.13). Если в ступенчатый диск ввести
выходные отверстия, можно осуществлять
экструзию в непрерывном режиме.
Конструкция дискового экструдера ос-
нована на анализе динамики поведения жид-
костей в аппаратах с различной геометрией,
проведенном Рэйлеем [25]. Именно он пока-
зал, что максимальное гидродинамическое
давление между двумя движущимися по-
верхностями будет развиваться в том случае,
если поверхность имеет ступеньки. Также
был разработан дисковый экструдер не-
сколько другой конфигурации, в котором
высота ступени диска плавно изменялась по
радиусу. Диск такого экструдера имел кли-
нообразную форму, а давление в его рабочем
объеме равномерно уменьшается от центра к
периферии. Однако сложность формы дис-
ков является основным недостатком таких
экструдеров с точки зрения практического
применения, поскольку затрудняет очистку
рабочих поверхностей.
2.3.1.2. Экструдер барабанного
типа
Экструдер барабанного типа — также
давно известная конструкция. Схематиче-
ское изображение экструдера этого типа, раз-
работанного швейцарской фирмой Schmid &
Kocher, представлено на рис. 2.14. Загружаемый в него материал попадает в замкнутое про-
странство между ротором и стенками цилиндра экструдера. Вращательным движением рото-
2 КЛАССИФИКАЦИЯ ЭКСТРУДЕРОВ
35
Рис. 2.14. Экструдер барабанного типа фир-
мы Schmid & Kocher
Рис. 2.15. Экструдер барабанного типа
фирмы Askco/Cosden
ра материал перемешается по окружности рабочего объема, но, не достигая загрузочного бун-
кера, упирается в перегородку, которая направляет его в канал, заканчивающийся фильерой.
Известно несколько патентов по данному типу экструзии [26, 27], однако сейчас они уже
не действительны из-за истечения срока давности.
Очень похожий по конструкции экструдер (рис. 2.15) был разработан фирмой Askco
Engineering and Cosden Oil & Chemical (позже Permian Research). Несмотря на то что данная
конструкция схожа с конструкцией, разработанной фирмой Schmid & Kocher, на нее было по-
лучено два патента [28,29]. Особенностью этого экструдера является возможность регулиро-
вать размер зазора между барабаном и стенками цилиндра посредством специального дроссе-
ля, управляемого гидравлическим приводом.
Однако подобно дисковым, экструдеры барабанного типа за последние 50 лет так и не
смогли составить существенной конкуренции шнековым.
2.3.13. Экструдер со спиральным диском
Это еще один давно известный тип экструдера, несколько запатентованных конструкций
которого описаны в книге Шенкеля [3]. Диск этой машины имеет спиральный желоб. Давне
было известно, что такая конструкция способна развивать устойчивое давление. Хоз [30] про-
анализировал перемещение расплава на спиральном дисковом экструдере с логарифмически-
ми спиралями, допустив, что расплав является ньютоновской жидкостью. Оказалось, что для
расплава экструдер со спиральным диском сравним с дисковым экструдером, однако в случа*
перемещения твердых веществ их характеристики различны.
2.3.14. Многодисковый экструдер
Идея создания многодискового экструдера принадлежит Тадмору; эта конструкция за
Шищена несколькими патентами [31-33]. Экструдер был разработан в фирме FarrelMachinery
roup of Emgart Corporation совместно с Тадмором [34-39]. Основные элементы машины по
казаны на рис. 2.16.
Материал, попадая в пространство между двумя относительно тонкими дисками, уста
новленными на вращающемся валу, проходит почти полный оборот до прерывателя канала
°Рыи ограничивает пространство между дисками и направляет поток полимера либо в вы
36
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Загрузочное „
отверстие , Прерыватель канала
Зона перемещения
(расплавосборник)
Выходное
отверстие
перемещения
твердого материала
Цилиндр
Вал
Рис. 2.16. Многодисковый экструдер
расплава
ходной канал, либо в канал пере-
мещения в цилиндре. Форма дис-
ков экструдера может быть опти-
мизирована для выполнения
различных задач: перемещения
твердого материала, плавления,
дегазации, перемещения распла-
ва, а также смешения. Более под-
робную информацию о работе
данного типа экструдеров можно
найти в книге Тадмора [32].
Существует мнение, что мно-
годисковый экструдер может вы-
полнять все основные операции
по переработке полимеров с эф-
фективностью, сравнимой или да-
же превосходящей обычные экс-
трудеры. Во многих публикациях
его называют «полимерным про-
цессором», желая подчеркнуть,
что эта машина является чем-то
большим, чем просто экструдер.
Очевидно, что если бы это было
так, и цена такого оборудования была бы приемлемой, то многодисковый экструдер занял бы
важное место в полимерной промышленности. Однако хотя впервые многодисковый экстру-
дер был применен более 20 лет назад, спрос на эти машины все-таки остался весьма ограни-
ченным. Фирма Farrel практически прекратила продвижение машин данного типа на рынке
промышленного оборудования.
Многодисковый экструдер вобрал в себя некоторые особенности одношнековых и бара-
банного типа экструдеров. Его можно представить как одношнековый экструдер с очень глу-
бокой нарезкой, обладающей нулевым шагом по спирали. Поступательное перемещение
вдоль оси происходит только по транспортным каналам на внутренней поверхности цилинд-
ра, вдавливание материала в которые обусловлено применением специального дросселя. Все
это делает конструкцию корпуса такого экструдера значительно более сложной по сравнению
с обычным одношнековым экструдером.
Одним из преимуществ многодискового экструдера является возможность объединения
в одной детали смешивающего устройства (блока поперек канала) и разделительных перего-
родок, как показано на рис 2.17, а.
Смешивающие блоки различной формы могут быть вставлены снаружи в специальные
отверстия в стенке корпуса. В результате получается конструкция, напоминающая QSM-
экструдер, с той разницей, что в QSM-экструдере профиль нарезки шнека прерывается для
избежания контакта со смешивающим элементом. В случае многодискового экструдера в
этом нет необходимости, так как угол спирального хода нарезки равен нулю (нарезка идет
точно перпендикулярно оси вращения). При наличии набора смешивающих элементов,
экструдер может быть настроен на ту или иную операцию. Использование блоков специ-
альной формы позволяет получить экструдат с большой удельной поверхностью, а это, в
свою очередь, позволяет достичь высокого уровня дегазации. При этом многодисковый
экструдер способен развивать большее давление, чем одношнековый экструдер, так как в
2 КЛАССИФИКАЦИЯ ЭКСТРУДЕРОВ
37
Рис. 2.17, а) Смешивающие элементы в много-
дисковом экструдере
Рис. 2.17, Ь) Сравнение механизма пере-
мещения материала в много-
дисковом и одношнековом
экструдерах
нем имеется две подвижные поверхности по сравнению с одной в одношнековом экструде-
ре (рис. 2.17, Ь).
При прочих равных условиях (одинаковых скоростях потока, вязкости и оптимальном рас-
стоянии между дисками) максимальное давление, которое теоретически может развивать мно-
годисковый экструдер, в восемь раз превосходит давление, развиваемое одношнековым экстру-
дером [34]. Таким образом, большее давление можно развить при меньших размерах оборудо-
вания, то есть многодисковый экструдер является весьма компактной машиной. Его КПД
также превосходит КПД одношнекового экструдера, максимальная эффективность по выход-
ному давлению у многодискового экструдера приближается к 100% (математический вывод
представлен в приложении 2.1). Для одношнековых экструдеров максимальная эффективность
по давлению составляет 33% (подробнее этот вопрос будет обсужден в разделе 7.4.1.3).
Энергетическая эффективность развиваемого давления представляет собой отношение
теоретических энергетических затрат к реальным. Следует отметить, что продавливание рас-
плава путем применения двух вращающихся поверхностей имеет место только в тангенциаль-
ном направлении. Перемещение в аксиальном направлении осуществляется только в канале
кожуха за счет трения лишь об одну вращающуюся поверхность, как и в одношнековом экс-
трудере. Максимальная эффективность аксиального перемещения составляет 33%. Общая
Ффективность перемещения, таким образом, будет средней между 100 и 33%, если пренеб-
речь'Потерями в дИске и зазорами между ним и перемешивающими балками.
Исследования плавления материала в многодисковом экструдере были проведены Валса-
мисом с соавторами [96]. В ходе этих исследований было показано, что в таком типе экструде-
ниемЗМ°ЖН0 осУществление ДВУХ механизмов плавления: плавление при течении с прилипа-
z£v .' га& Melt Removal mechanism, DMR) и диссипативное плавление при смешении
pativeMelt Mixing mechanism, DMM). Первый является основным механизмом, реализуе-
38
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
мым в одношнековом экструдере (подробнее это рассмотрено в разделе 7.3). В рамках меха-
низма DMR предполагается сосуществование разделенных протяженных и непрерывных фаз
расплава и твердого полимера. В механизме DMM, напротив, считается, что частицы твердого
полимера диспергированы в объеме расплава. Было обнаружено, что DMM механизма можно
индуцировать смешением частично расплавленного полимера со встречным потоком такого
же материала, отраженным от смешивающего элемента. Процесс плавления можно контроли-
ровать, изменяя зазор между смешивающим элементом и диском. Преимуществом РММ ме-
ханизма является большая скорость плавления по сравнению с DMR механизмом (сообщает-
ся о как минимум трехкратном превосходстве по скорости [96]).
Перемещение твердого полимера многодисковым экструдером, в отличие от других эле-
ментарных актов экструзии в этом аппарате, практически не обсуждается в доступной техни-
ческой литературе. Однако в этом случае можно привести следующие рассуждения: переме-
щение твердого полимера многодисковым экструдером происходит по механизму течения
с прилипанием (как в одношнековом экструдере), а не по механизму проталкивания (как
в двухшнековом экструдере с противовращением, см. разделы 10.2. и 10.4). Следовательно,
можно сделать вывод, что многодисковому экструдеру свойственны все те же ограничения на
перемещение полимера в твердом состоянии, что и одношнековому (см. раздел 7.2.2). Это
означает, что переработка некоторых материалов, таких как порошки, смеси порошков и гра-
нул и т. п. может встретиться с трудностями при их перемещении в твердом состоянии внутри
многодискового экструдера. Для предотвращения нежелательных последствий следует при-
нять дополнительные меры, например, применить особое загрузочное устройство или ис-
пользовать диски со специальными желобами.
Однако многодисковый экструдер все же не выдерживает конкуренции с одношнековым,
поскольку себестоимость продукции, произведенной на нем, оказывается заметно выше, чем
при переработке шнековым экструдером. Основная причина — большая сложность конструк-
ции многодискового экструдера. Основной областью его применения остается ряд особых
случаев, таких как полимеризация, постреакционная обработка (удаление растворителя),
а также получение композитов в непрерывном режиме и т. п.
Таким образом, многодисковый экструдер является основным конкурентом двухшнеко-
вых экструдеров. Тем не менее в настоящее время двухшнековый экструдер применяют гораз-
до чаще.
2.3.2. Дисковый экструдер без подогрева
Особый вид дискового экструдера, использующий упругие свойства расплавов, был раз-
работан в конце 50-х годов прошлого века Максвеллом и Скалорой [40, 41]. Принцип дейст-
вия такого экструдера основан на вязкоэластических (или упругих) свойствах расплавов по-
лимеров, особенность поведения которых заключается в возникновении анизотропных на-
пряжений в перпендикулярном направлении при приложении сдвиговых деформаций.
В дисковом экструдере полимер подвергается сдвиговым деформациям между двумя пласти-
нами, одна из которых вращается, а вторая неподвижна.
Возникновение напряжений, перпендикулярных направлению сдвига расплава полиме-
ра, вызывает центростремительное перекачивание этого расплава. Таким образом, полимер
можно экструдировать в непрерывном режиме через отверстие в центре неподвижного диска.
Поэтому такой тип машин часто называют экструдером нормальных напряжений. Поскольку
это, вероятно, единственный тип экструдера, использующий упругость расплава для его пере-
мещения, он весьма интересен с точки зрения теоретической реологии; в литературе имеется
2. КЛАССИФИКАЦИЯ ЭКСТРУДЕРОВ
39
Рис. 2.18. Дисковый экструдер без подогрева
некоторое количество подробных исследований,
посвященных такому оборудованию [42-47].
Подробное исследование, проведенное Фрит-
цем [44], показало, что перемещение материала
вследствие возникновения нормальных напря-
жений может быть более чем на два порядка ме-
нее эффективно, чем в системах с принудитель-
ным продавливанием. Кроме того, оказалось, что
в полимере развивается значительный градиент
температур, вызывающий термическую деграда-
цию высокомолекулярных полиолефинов. Низ-
кая востребованность этих экструдеров на рынке
экструзионного оборудования подтверждает не-
утешительные выводы Фритца.
Для повышения производительности диско-
вого экструдера без подогрева предпринимались
различные попытки его усовершенствования.
Сам Фритц [43] предложил оснащать диск спи-
ральными канавками для увеличения развивае-
мого давления, то есть фактически добавить эле-
мент, характерный для спирального дискового
экструдера. В России также предпринималось
несколько попыток доработки [47], наиболее интересная из которых заключалась в объедине-
нии обычного шнекового экструдера с дисковым экструдером без подогрева с целью исклю-
чить проблемы загрузки и пластикации материала. Но несмотря на все эти усилия, такая ма-
шина не приобрела популярности в промышленности.
2.3.3. Заключение
Было предпринято множество попыток для создания пластицирующих экструдеров не-
прерывного действия, превосходящих по простоте конструкции и производительности тра-
диционные одношнековые экструдеры. Однако на настоящий момент нельзя утверждать, что
Дисковый экструдер решает эти задачи. Простой дисковый экструдер не обладает производи-
тельностью, даже сопоставимой с одношнековым. Более сложные типы дисковых экструде-
ров, такие как многодисковый, в принципе могут превосходить одношнековый по производи-
тельности, но в этом случае сильно возрастают затраты на конструирование машины, что от-
ражается на ее цене. Таким образом, дисковые экструдеры не могут составить значительную
конкуренцию одношнековым. Конечно, нельзя быть уверенным, что в будущем дисковые экс-
трудеры не потеснят одношнековые, но, учитывая что этого не случилось к настоящему вре-
мени, переориентация промышленности в будущем представляется маловероятной.
2.4. Плунжерные (поршневые) экструдеры
Плунжерные экструдеры отличаются простотой конструкции, выносливостью, а также
способностью выполнять периодические операции. По сути, они являются проталкивающи-
ми устройствами и способны развивать очень большие давления. Вследствие периодичности
оты плунжерные экструдеры идеально подходят для таких процессов, как экструзион-
40
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
но-раздувное формование и литье под давлением. Практически во всех ранних литьевых ма-
шинах для подачи расплава в форму использовался плунжерный экструдер. Однако в настоя-
щее время некоторые конкретные ограничения плунжерных экструдеров вызвали переход
промышленности к экструдерам с возвратно-поступательным движением шнека. Это вызва-
но двумя основными причинами: во-первых, ограниченный объем камеры плунжерного экс-
трудера позволяет выдавать только сравнительно небольшие порции расплава, и, во-вторых,
разброс температур в объеме расплава весьма широк.
В настоящее время плунжерные экструдеры используются в относительно небольшом на-
боре литьевых машин малого размера, когда требуется очень высокое давление впрыска.
Существует два основных типа плунжерных экструдеров: одно- (экструдер периодиче-
ского действия) и многоплунжерный экструдер.
2.4.1. Плунжерный экструдер периодического действия
Плунжерный экструдер периодического действия (одноплунжерный) находит примене-
ние в некоторых литьевых машинах общего назначения, а также в ряде особых случаев пере-
работки полимеров. Один из примеров — экструзия трудноперерабатываемых материалов,
таких как полиэтилен сверхвысокой молекулярной массы (ПЭСВММ) или политетрафтор-
этилен (ПТФЭ), которые считаются непригодными для переработки на стандартном обору-
довании. Фирмой Teledynamik [48] по лицензии Th. Engel был построена литьевая машина для
переработки ПЭСВММ под очень высоким давлением. В этой машине используется воз-
вратно-поступательное движение плунжера для уплотнения материала в твердом состоянии
под давлением 300 МПа. Частота движения плунжера может быть плавно изменена вплоть до
250 циклов в минуту. Уплотненный материал продавливается через подогреваемые каналы в
нагретый цилиндр, где происходит окончательное плавление. Далее под действием раздвиж-
ного плунжера расплав материала впрыскивается в форму. Развиваемое при этом давление
составляет 100 МПа.
Другое применение одноплунжерного экструдера — это переработка ПТФЭ; для нее так-
же необходимы очень высокие давления. Гранулы ПТФЭ можно экструдировать с низкой
скоростью в плунжерном экструдере периодического действия, как описывается в работах
[49-51]. Порошок уплотняется плунжером, продавливается в фильеру, где происходит нагре-
вание выше температуры плавления и подается в литьевую форму. Также ПТФЭ часто пере-
рабатывают в виде пасты [52,53]. В этом случае порошок полимера с малым размером частиц
(около 0,2 мм) смешивают со специальной добавкой, например, с продуктами переработки
нефти. Такая смесь может быть экструдирована при комнатной или немного большей темпе-
ратуре. После экструзии добавку удаляют нагреванием изделия выше температуры ее испаре-
ния. Если требуется получить монолитное изделие, его можно подвергнуть дополнительной
температурной обработке (отжигу).
2.4.1.1. Твердофазная экструзия
В настоящее время все большей популярностью начинает пользоваться способ твердо-
фазной экструзии. В этой технологии переработки полимер подвергается продавливанию че-
рез фильеру при температуре, ниже температуры плавления, что вызывает значительные де-
формации материала. Преимущества данного метода заключаются в том, что поскольку экс-
трудируемый полимер находится в твердом состоянии, достигается очень высокая степень
ориентации молекул, большая, чем может быть получена при обычной экструзии расплава.
В результате получаемый в твердофазной экструзии материал может обладать уникальными
механическими свойствами.
2 КЛАССИФИКАЦИЯ ЭКСТРУДЕРОВ
41
На самом деле технология твердофазной экструзии широко применяется в металлопере-
рабатывающей промышленности с конца 1940-х годов. Бриджмэн [54] одним из первых пред-
принял систематическое изучение влияния давления на механические свойства металлов,
также он внес вклад и в изучение влияния этого фактора на полимеры. В частности, он устано-
вил, что температуру стеклования полимера можно повысить путем приложением к нему дав-
ления.
Существует две основных технологии твердофазной экструзии: непосредственная экс-
трузия и гидростатическая экструзия. В первом случае заготовка материала имеет непосред-
ственный контакт с плунжером и стенками фильеры (рис. 2.19). Экструзия материала проис-
ходит при непосредственном продавливании материала плунжером к фильере.
В гидростатической экструзии давление от плунжера к заготовке передается через жид-
кость, в качестве которой наиболее часто используется касторовое масло. При этом для пре-
дотвращения потери жидкости заготовка материала должна полностью закрывать фильеру.
Такой метод позволяет уменьшить трение, снижая также давление, необходимое для экстру-
зии (рис. 2.20). Следует отметить, что применение гидростатической экструзии позволяет
разнести формовочную часть с механизмом, обеспечивающим давление. Жидкость под давле-
нием может подаваться в экструдер снаружи по специальным трубопроводам.
Судя по публикациям в печати, наибольшее количество работ по твердофазной экструзиг
выполняется в университетах и исследовательских институтах. Есть, конечно, вероятность
что некоторые компании, исследующие этот тип экструзии, не публикуют информацию, за
щищая собственное ноу-хау. Основные исследовательские работы, посвященные твердофаз
ной экструзии, были выполнены в Массачусетском университете (США) [50-64], Универси
тете в Лидсе (Англия) [62-72], Университете Фуши (Япония) [73-76], Исследовательскол
центре полимерных и текстильных материалов (Япония) [77-79] и Университете Раджерс;
(Нью-Джерси, США) [84-86]. Существуют публикации и из других источников [87-90]
Также предпринимались некоторые попытки [91] достичь таких же высоких степеней ориен
тации при использовании более или менее стандартных вариантов экструзии с применениеа
Рис. 2.19. Непосредственная твер-
дофазная экструзия
Рис. 2.20. Гидростатическая твер-
дофазная экструзия
42
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
экструзионных головок особой конструкции, а также поддержанием особого температурного
режима в фильере.
Таблица 23. Сравнение механических свойств
Материал Модуль упругости, МПа Предел проч- ности при рас- тяжении, МПа Удлинение при растяже- нии^ Плотность, г/см3
Закаленная SAE1020 210 000 410 35 7,86
IV-200 ГЛАС-1020 210 000 720 6 7,86
Закаленная нержавеющая сталь 200 000 590 50 7,92
Алюминий 1100-0 70 000 90 45 2,71
ПЭВП после твердофазной экс- 70 000 480 3 0,97
трузии .
ПЭВП после экструзии расплава 10 000 30 20-1000 0,96
В табл. 2.3 приведено сравнение механических свойств стали, алюминия, полиэтилена
высокой плотности (ПЭВП), переработанного твердофазной экструзией и экструзией рас-
плава. Из приведенных данных видно, что ПЭВП, переработанный методом твердофазной
экструзии, значительно превосходит по механическим свойствам ПЭВП после экструзии рас-
плава, а его прочность оказывается сопоставимой с прочностью углеродистой стали. Кроме
того, твердофазная экструзия обладает еще целым рядом преимуществ. Например, отсутст-
вие разбухания материала при больших коэффициентах экструзии (под коэффициентом экс-
трузии подразумевается отношение внутренней площади сечения цилиндра к площади сече-
ния фильеры), то есть форма экструдата оказывается весьма близкой к форме выходного от-
верстия экструзионной головки. Поверхность материала, полученного в ходе твердофазной
экструзии, имеет меньший коэффициент трения, чем у неориентированных полимеров. При
определенных коэффициентах экструзии полиэтилен (ПЭ) и полипропилен (ПЦ) становят-
ся прозрачными. Также следует отметить, что полимеры, переработанные по такой техноло-
гии, сохраняют свои механические свойства при повышенных температурах. Например, изде-
лие из ПЭ, изготовленное твердофазной экструзией при больших коэффициентах экструзии,
сохраняет высокие значения модуля упругости до 120 °C. Коэффициент теплопроводности в
направлении ориентации у таких материалов оказывается примерно в 25 раз выше, чем у не-
ориентированных полимеров. Температура плавления полимера возрастает с увеличением
степени ориентации, например, точка плавления ориентированного ПЭВП может превышать
140 °C.
В настоящее время технология твердофазной экструзии находит применение в процессе,
разработанном фирмой Synthetic Hardwood Technologies, Inc. (SHW) [107] для получения ори-
ентированного ПП, наполненного деревянной крошкой (expanded orientred wood-filled
polypropylene, EOW-PP), который превосходит обычный ПП по прочности примерно в 3 раза.
В основе этого процесса лежит метод получения высокоориентированного ПП, разработан-
ный в начале 1990-х годов фирмой Aluminum Company of Canada Ltd. (Alcan), который вклю-
чает плунжерную экструзию ПП при температурах чуть ниже температуры плавления. При
этом используют очень большое отношение вытяжки, а сама вытяжка проводится с приложе-
нием весьма больших усилий (около 3 МПа) с целью «заморозить» высокоориентированное
состояние ПП. Однако Alcan не стала развивать данную технологию, a Symplastic Ltd. ее запа-
2 КЛАССИФИКАЦИЯ ЭКСТРУДЕРОВ
43
тентовала и начала исследования влияния добавления небольшого количества древесной
крошки на свойства получаемого материала. Позже Symplastic Ltd, сочла эти исследования
слишком дорогими и патент вместе с лабораторным оборудованием был продан Франку Май-
Ну который и основал SHW для коммерческого применения EOW-PP. Основной особенно-
стью описываемого процесса является то, что он объединяет экструзию и вытяжку. При ори-
ентировании полимера его плотность уменьшается на 50%, с 1 г/см3 до 0,5 г/см3. Вытяжка так-
же позволяет значительно увеличить линейную скорость получения материала с 0,05 м/мин
до примерно 9 м/мин. Характеристики получаемого продукта в сравнении с обычным и ори-
ентированным ПП, а также деревом приведены в табл. 2.4.
Также твердофазная экструзия применяется в соэкструзии различных полимеров [93].
Таблица 2.4. Сравнение механических свойств
Материал Прочность на изгиб, МПа Модуль упругости при изгибе, МПа
ПП 50 185
Дерево 100 9000
Ориентированный ПП 275 4600
EOW-PP 140 7600
Однако следует отметить, что несмотря на большое количество исследований, посвящен-
ных твердофазной экструзии, а также на высокие механические свойства изделий, получаемых
при переработке по данной технологии, похоже, она не получила широкого распространения
в промышленности. Основными недостатками данной технологии являются невозможность
организации процесса в непрерывном режиме, а также его реализации на традиционном экстру-
зионном оборудовании, и необходимость приложения очень высоких давлений. При этом сле-
дует помнить, что приемлемых механических свойств материала можно достичь использовани-
ем различных профилей фильеры (получение волокон, пленок, трубок и т. п.) на стандартном
оборудовании, с добавлением стадии дополнительной деформации материала при температу-
рах ниже температуры плавления. Такая технология применяется во многих случаях, напри-
мер, при вытягивании волокон или экструзии пленок, и позволяет вести производство с высо-
кой скоростью. Кроме того, последний метод более дешев по сравнению с твердофазной экстру-
зией. Тем не менее можно допустить, что процесс, разработанный SHW, может придать
коммерческую привлекательность твердофазной экструзии, так как позволяет получать изде-
лия различной формы с приемлемой скоростью.
2.4.2. Многоплунжерный экструдер
Как отмечалось выше, основным недостатком одноплунжерного экструдера является пе-
риодичность его работы. Для преодоления этого обстоятельства предпринимались попытки
создания экструдеров с двумя и большим количеством плунжеров, что могло бы обеспечить
непрерывность процесса.
Вестовер [94] разработал плунжерный экструдер непрерывного действия, содержащий
четыре плунжера, два из которых осуществляли пластикацию, а два обеспечивали давление
енрерывность процесса достигалась за счет сложной системы клапанов, соединявшей ци
линдры плунжеров.
44
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Рис 2.21. Двухплунжерный экструдер
Другая попытка разработать плунжерный экструдер непрерывного действия принадле-
жит Йи и Финнеру [95]. Они разработали V-образный двухплунжерный экструдер, схема ко-
торого представлена на рис. 2.21. Два плунжера поставляют материал в общий цилиндр, в ко-
тором вращается пластикационный вал. Таким образом, перемещение твердого полимера
осуществляется в двух поршнях, а перемещение пластиката осуществляется в замкнутом объ-
еме между пластикационным валом и стенками цилиндра экструдера. В принципе данная
машина способна осуществлять экструзию, но ее производительность оставляет желать луч-
шего. Вероятно, производительность может быть улучшена, если на пластикационном вале
сделать спиральную нарезку. Но в таком случае этот экструдер превратится в обычный од-
ношнековый экструдер с плунжерной загрузкой. Превзойти обычный одношнековый экстру-
дер оказывается не так-то просто.
Приложение 2.1
Эффективность перекачивания расплава многодисковым экструдером.
Профиль скоростей потока расплава между двумя движущимися поверхностями имеет
вид параболы (рис. 2.22, раздел 6.2.1).
Профиль скоростей движения ньютоновской жидкости описывается следующим уравне-
нием
v{y)= V-
L 4уИя2ДР
[ Н2,|8цД£’
(2-1)
2. КЛАССИФИКАЦИЯ ЭКСТРУДЕРОВ
4Е
где v _ скорость движения поверхностей;
# — расстояние между поверхностями; р —
вязкость жидкости.
Объемный расход может быть найден
интегрированием уравнения (2.1) по пло-
щади сечения канала. В результате получа-
Градиент давлений имеет промежуточное значение
Рис. 2.22. Профиль скоростей потока, заключенно
го между движущимися поверхностями
ем уравнение
V^vWH-
Н3ЬР
12рД£
(2.2)
Первый член в правой части уравнения
описывает течение, обусловленное действи-
ем вязкости, второй — течение под действи-
ем давления. Отношение второго к первому
называется дроссельным коэффициентом и
обозначается rd (см. раздел 7.4.1.3)
„ Я2ДР
12цД£
(2.S
С учетом уравнения (2.3) выражение для скорости потока (2.2) можно переписать сл<
дующим образом:
V=vUW(l-rrf). (2?
Напряжение сдвига у поверхности можно получить из уравнения
dv НАР ।
т = ц— =--------. (2..
dy 2AL
(2-
Расход энергии на перемещение расплава в канале описывается следующим уравнение
Z . = 2xWALv = vHWAP. (2.6
КПД экструдера по созданию давления
VAP <
e = =1-^-
Zch
Уравнение (2.7) не выполняется при rd = 0, поскольку в этом случае и числитель, и знам
натель становятся равными нулю. Из этого уравнения можно сделать вывод, что если аппар
работает в режиме, обеспечивающем минимальное значение rd, эффективность нагнетан
Давления может приближаться к 100%, что значительно лучше, чем в случае одношнековс
экструдера, оптимальная эффективность которого составляет 33% при rd = 1/3.
2.5. Литература
J- LeBras, «Rubber, Fundamentals of its Science and Technology», Chemical Pub! Co, NY (195
W.S. Penn, «Synthetic Rubber Technology, Volume I», MacLaren & Sons, Ltd., London (1960
W.J.S. Naunton, «The Applied Science of Rubber», Edward Arnold Ltd., London (1961).
46
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
4. С. М. Blow, «Rubber Technology and Manufacture», Butterworth & Co. Ltd., London (1971).
5. F.R. Eirich (Ed.), «Science and Technology of Rubber», Academic Press, NY (1978).
6. C.W. Evans, «Powdered and Particulate Rubber Technology», Applied Science Publ. Ltd., London
(1978).
7. G. Targiel et al. 10t IKV-Kolloquium, Aachen March 12-14,45 (1980).
8. A. Kennaway, Kautschuk und Gummi, Kunststoffe 17,378-391 (1964).
9. G. Menges and J.P. Lehnen, Plastverarbeiter 20,1,31-39 (1969).
10. M. Parshall and AJ. Saulino, Rubber World, 2, 5,78-83 (1967).
11. S.E. Perlbcrg, Rubber World, 2,6,71-76 (1967).
12. H.H. Gohlisch, Gummi, Asbest, Kunststoffe, 25,9,834-835 (1972).
13. E. Hanns, «Kautschuk-Extruder, Aufbau und Einsatz aus Verfahrenstechnischer Sicht», Kraus-
skopf-Verlag Mainz, Bd 2, Buchreihe Kunststofftechnik (1974).
14. G. Schwarz, Eur. Rubber Journal, Sept. 28-32 (1977).
15. G. Menges and E.G. Harms, Kautschuk und Gummi, Kunststoffe 25,10,469-475 (1972).
16. G. Menges and E.G. Hanns, Kautschuk und Gummi, Kunststoffe 27, 5,187-193 (1974).
17. E.G. Harms, Elastomerics, 109,6,33-39 (1977).
18. E.G. Hanns, Eur. Rubber Journal, 6, 23 (1978).
19. E.G. Hanns, Kunststoffe, 69,1,32-33 (1979).
20. E.G. Harms, Dissertation RWTH Aachen, Germany (1981).
21. S.H. Collins, Plastics Compounding, Nov./Dec, 29 (1982).
22. D. Anders, Kunststoffe, 69,194-198 (1979).
23. D. Gras and K. Eise, SPE Tech. Papers (ANTEC), 21,386 (1975).
24. R.F. Westover, SPE Journal, 18,12,1473 (1962).
25. Lord Raleigh, Philosophical Magazine, 35,1-12 (1918).
26. German Patent: DRP 1,129,681.
27. British Patent: BP 759,354.
28. U.S. Patent: 3,880,564.
29. U.S. Patent: 4,012,477.
30. J.F. IngenHousz, Plastverarbeiter, 10,1 (1975).
31. U.S. Patent: 4,142,805.
32. U.S. Patent: 4,194,841.
33. U.S. Patent: 4,213,709.
34. Z. Tadmor, P. Hold and L. Valsamis, SPE Tech. Papers (ANTEC), 25,193 (1979).
35. P. Hold, Z. Tadmor and L. Valsamis, SPE Tech. Papers (ANTEC), 25, 205 (1979).
36. Z. Tadmor, P. Hold and L. Valsamis, Plastics Engineering, Nov., 20-25 (1979).
37. Z. Tadmor, P. Hold and L. Valsamis, Plastics Engineering, Dec, 30-38 (1979).
38. Z. Tadmor et al., The Diskpack Plastics Processor, Farrel Publication, Jan. (1982).
39. L. Valsamis, AIChE Meeting, Washington, D.C., Oct. (1983).
40. B. Maxwell and A. J. Scalora, Modem Plastics, 37,107, Oct. (1959).
41. U.S. Patent: 3,046,603.
42. L.L. Blyler, Ph.D. thesis, Princeton University, NJ (1966).
43. H.G. Fritz, Kunststofftechnik, 6,430 (1968).
44. H.G. Fritz, Ph.D. thesis, Stuttgart University, Germany (1971).
45, C.W. Macosko and J.M. Starita, SPE Journal 27,30 (1971).
46. P.A. Good, A.J. Schwartz and C.W. Macosko, AIChE Journal, 20,1, 67 (1974).
47. V.L. Kocherov, Y.L. Lukach, E.A. Sporyagin and G.V. Vinogradov, Polym. Eng. Sci., 13,194(1973).
48. J. Berzen and G. Braun, Kunststoffe, 69,2,62-66 (1979).
49. R.S. Porter et al., J. Polym. Sci., 17,485-488 (1979).
50. C.A. Sperati, Modem Plastics Encyclopedia, McGraw-Hill, NY (1983).
51. S.S. Schwartz and S.H. Goodman, see Chapter 1, [36].
2. КЛАССИФИКАЦИЯ ЭКСТРУДЕРОВ
47
52. G.R. Snelling and J.F. Lontz, J. Appl. Polym. Sci., 3,9, 257-265 (1960).
53 D.C.F. Couzens, Plastics and Rubber Processing, March, 45-48 (1976).
54 P.W. Bridgman, «Studies in Large Plastic Flow and Fracture», McGraw-Hill, NY (1952).
55 H.L.D. Push, «The Mechanical Behavior of Materials Under Pressure», Elsevier, Amsterdam
(1970).
56. H.L.D. Push and A.H. Low, J. Inst. Metals, 93, 201 (1965/65).
57. F. Slack, Mach. Design, Oct 7,61-64 (1982).
58. J.H. Southern andR.S. Porter, J. Appl. Polym. Sci., 14, 2305 (1970).
59. J.H. Southern and R.S. Porter, J. Macromol. Sci. Phys., 3-4,541 (1970).
60. J H. Southern, N.E. Weeks and R.S. Porter, Macromol. Chem., 162,19 (1972).
61. N.J. Capiati and R.S. Porter, J. Polym. Sci., Polym. Phys. Ed, 13,1177 (1975).
62. R.S. Porter, J.H. Southern and N.E. Weeks, Polym. Eng. Sci, 15, 213 (1975).
63. A.E. Zachariadcs, E.S. Sherman and R.S. Porter, J. Polym. Sci. Polym. Lett. Ed., 17,255 (1979).
64. A.E. Zachariades and R.S. Porter, J. Polym. Sci. Polym. Lett. Ed., 17,277 (1979).
65. B. Parsons, D. Bretherton, and B.N. Cole, in: Advances in MTDR, 11th Int. Conf. Proc, S. A. Tobias
and F. Koeningsberger (Eds.), Pergamon Press, London, Vol. B, 1049 (1971).
66. G. Capaccio and I.M. Ward, Polymer 15, 233 (1974).
67. A.G. Gibson, I.M. Ward, B.N. Cole, and B. Parsons, J. Mater. Sci., 9, 1193-1196 (1974).
68. A.G. Gibson and I.M. Ward, J. Appl. Polym. Sci. Polym. Phys. Ed., 16,2015-2030 (1978).
69. P.S. Hope and B. Parsons, Polym. Eng. Sci., 20, 589-600 (1980).
70. P.S. Hope, I.M. Ward and A.G. Gibson, J, Polym. Sci. Polym. Phys. Ed., 18,1242-1256 (1980).
71. P.S. Hope, A.G. Gibson, B. Parsons and I.M. Ward, Polym. Eng. Sci., 20,54-55 (1980).
72. B. Parsons and I.M. Ward, Plast. Rubber Proc. Appl., 2,3, 215-224 (1982).
73. K. Imada, T. Yamamoto, K. Shigematsu, and M. Takayanagi, .1. Mater. Sci., 6, 537-546 (1971).
74. K. Nakamura, K. Imada and M. Takayanagi, Int J. Polym. Mater., 2, 71 (1972).
75. K. Imada and M. Takayanagi, Int. J. Polym. Mater., 2, 89 (1973).
76. K. Nakamura, K. Imada and M. Takayanagi, Int. J. Polym. Mater., 3,23 (1974).
77. K. Nakayama and H. Kanetsuna, J. Mater. Sci., 10,1105 (1975).
78. K. Nakayama and H. Kanetsuna, J. Mater. Sci., 12,1477 (1977).
79. K. Nakayama and H. Kanetsuna, J. Appl. Polym. Sci., 23, 2543-2554 (1979).
80. D.M. Bigg, Polym. Eng. Sci., 16,725 (1976).
81. D.M. Bigg, M.M. Epstein, R.J. Fiorentino, and E.G. Smith, Polym. Eng. Sci., 18,908 (1978).
82. D.M. Bigg and M.M. Epstein, «Science and Technology of Polymer Processing», N. S. Suh and N.
Sung (Eds.), 897, MIT Press (1979).
83. D.M. Bigg, M.M. Epstein, RJ. Fiorentino, and E.G. Smith, J. Appl. Polym. Sci., 26,395-409(1981).
84. K.D. Pae and D.R. Mears, J. Polym. Sci., B-6, 269 (1968).
85. K.D. Pae, D.R. Mears and J. A. Sauer, J. Polym. Sci. Polym. Lett. Ed., 6, 773 (1968).
86. D.R. Mears, K.P. Pae and J.A. Sauer, J. Appl. Phys., 40,11,4229-4237 (1969).
87. L.A. Davis and C.A. Pampillo, J. Appl., Phys., 42,12,4659-4666 (1971).
88. A. Buckley and H.A. Long, Polym. Eng. Sci., 9,2,115-120 (1969).
89. L.A. Davis, Polym. Eng. Sci., 14,9,641-645 (1974).
90. R.K. Okine and N.P. Suh, Polym. Eng. Sci., 22, 5, 269-279 (1982).
91- JR. Collier, T.Y.T. Tarn, J. Newcome and N. Dinos, Polym. Eng. Sci, 16, 204-211 (1976).
92. J.H. Faupel and F.E. Fisher, «Engineering Design», Wiley, NY (1981).
93. A.E. Zachariades, R.Bali and R.S. Porter, J. Mater. Sci., 13,2671-2675 (1978).
4. R.R. Westover, Modem Plastics, March (1963).
• B Yi and R.T. Fenner, Plastics and Polymers, Dec, 224-228 (1975).
96. A. Mekkaoui and L.N. Valsamis, Polym. Eng. Sci., 24,1260-1269 (1984).
97. H. Rust, Kunststoffe, 73,342-346 (1983).
9°* J. Huszman, Kunststoffe, 73, 3437-348 (1983).
48
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
99. J.M. McKelvey, U. Mairc and F. Haupt, Chem. Eng., Sept. 27,94-102 (1976).
100. K. Schneider, Kunststoffe, 68,201-206 (1978).
101. W.T. Rice, Plastic Technology, 87-91, Feb. (1980).
102. Harrel Corp., «Melt Pump Systems for Extruders», Product Description TDS-264 (1982).
103. J.M. McKelvey and W.T. Rice, Chem. Eng., 90,2 89-94 (1983).
104. K. Kapfer, K. Eise and H. Herrmann, SPE ANTEC, Chicago, 161-163 (1983).
105. C.L. Woodworth, SPE ANTEC, New Orleans, 122-126 (1984).
106. W.A. Kramer, SPE ANTEC, Washington, D.C., 23-29 (1985).
107. J. Schut, «Die Drawing Makes Plastic Steel,» Plastics Technology, Online Article, March 5(2001).
3. Устройство экструдера
В этой главе будут рассмотрены составные части стандартного одношнекового экструде-
ра. Каждый узел будет рассмотрен с точки зрения выполняемой им функции, различных воз-
можностей его устройства, а также важности данного элемента для правильного функциони-
рования экструзионной машины.
3.1. Привод экструдера
Задачей привода является вращение шнека с заданной частотой вращения (скоростью) и
обеспечение постоянства частоты вращения. Неустойчивость частоты вращения шнека вызы-
вают неустойчивость производительности экструдера, и, следовательно, колебания геометри-
ческих размеров изделия (экструдата). Также важным требованием к приводу является воз-
можность регулировать частоту вращения в широком диапазоне. В большинстве случаев кон-
структору следует продумать возможность плавного регулирования частоты вращения
привода шнека — от нулевой до максимальной. Среди многообразия применяемых конструк-
ций приводов основными можно считать следующие:
• электропривод переменного тока;
• электропривод постоянного тока;
• гидравлический привод.
3.1.1. Электропривод переменного тока
В экструдерах применяются приводы переменного тока двух типов: с регулируемым ко-
эффициентом передачи или частотой. Изменение коэффициента передачи может произво-
диться либо механически, либо электрически.
3.11.1. Механическая коробка передач
Известны следующие основные типы механических передач: ременная, цепная, муфтовая
и блочная. Последние два типа в экструдерах не используют, поскольку они ограничены ма-
лыми входными скоростями, а также легко выходят из строя при пиковых нагрузках.
50
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Ременные устройства используют различные шкивы. Расстояние между осями шкивов
можно изменять. Это приводит к изменению эффективного угла касания ремня и шкива, что в
итоге позволяет варьировать коэффициент передачи. Обычно изменение скорости произво-
дят при помощи верньерного червячного механизма, приводимого в движение либо вручную,
либо с помощью электродвигателя. Передача ременного типа может применяться при нагруз-
ках до 100 л. с. Наибольший коэффициент передачи составляет 10 :1, а максимальная частота
вращения — 4000 об/мин. Ременная передача обладает достаточно высокой эффективностью,
выдерживает пиковые нагрузки и обеспечивает плавность вращения. К недостаткам передачи
данного типа можно отнести саморазогрев, возможность проскальзывания ремня, а также
плохой контроль скорости. В дополнение к этому ременные приводы относительно быстро
изнашиваются и требуют замены через каждые 2000 ч работы.
Цепные устройства бывают двух основных типов. В первом варианте используют цепь,
каждое звено которой составлено из нескольких элементов, по которым скользит набор сталь-
ных реек. Эти рейки вставлены в пазы конических подвижных шкивов. Во втором варианте
используют обычную цепную передачу с удлиненными зубьями для лучшего сцепления. Цеп-
ная передача более надежна, чем ременная, и может передавать большие усилия. Кроме того,
цепная передача обеспечивает большее постоянство частоты вращения, колебания которой
при использовании цепной передачи составляют около 1%. Также следует отметить, что цеп-
ная передача более компактна и может функционировать при более высоких температурах.
Однако по стоимости цепная передача почти в два раза превосходит ременную, плохо перено-
сит пиковые нагрузки и пригодна только для относительно небольшой частоты вращения.
При этом диапазон изменения скорости в два раза меньше, чем у ременной передачи. КПД как
ременной, так и цепной передач составляет примерно 90%.
Механические приводы в настоящее время практически не находят применения, посколь-
ку они дороги в обслуживании, имеют ограничения по контролю скорости и коэффициенту
передачи, а их КПД сравнительно невелик.
3.1.1.2. Электрический способ регулирования частоты вращения
В передаче электрического типа отсутствует непосредственный механический контакт
между входным и выходным валами, что исключает механическое трение и износ. Для связи
валов используются электрические силы. Существуют три основных типа электрической свя-
зи: гистерезис, вихревые токи и магнитные муфты. В экструзионной промышленности внача-
ле наибольшее распространение получил метод вихревых токов, и большинство старых экс-
трудеров оборудовано именно этим устройством. Популярность этого типа и сегодня обу-
словлена простотой конструкции. Устройство состоит из неподвижного электродвигателя
переменного тока, вращающего стальной барабан (рис. 3.1). В барабане расположен ротор, ме-
жду которым и барабаном оставлено небольшое пространство. При подаче тока на ротор по-
следний вовлекает во вращение барабан, но с несколько меньшей скоростью. При уменьше-
нии напряжения на роторе связь между ротором и барабаном ослабевает, за счет чего снижа-
ется частота вращения. Изменением напряжения на роторе можно варьировать частоту
вращения или поддерживать ее постоянной при изменении нагрузки на валу.
Устройство передачи на вихревых токах обладает следующими типичными параметрами:
• при постоянной нагрузке возможно 30-кратное изменение частоты вращения;
• допускаются колебания нагрузки до 200% от рабочего значения;
• отклонения частоты вращения составляет 0,5% от максимального значения;
• дрейф частоты вращения в 0,05% от максимального значения при изменении темпера-
туры на 1 °C;
• возможность сохранять вращающий момент в критических условиях.
з. УСТРОЙСТВО ЭКСТРУДЕРА
51
Эффективность передачи элек-
трического типа пропорциональна
разности частоты вращения первого
(входного) и второго (выходного)
валов. Это означает, что, если необ-
ходимо обеспечить длительную ра-
боту на низких скоростях, этот тип
передачи оказывается неподходя-
щим с точки зрения экономии элек-
троэнергии. Однако это проблему
можно несколько смягчить, если
применять двухскоростные электро-
моторы переменного тока [3,4].
Рис. 3.1. Передача на вихревых токах
3.1.13. Привод с регулировкой частоты
В приводе с регулировкой частоты используется двигатель переменного тока, соединен-
ный с электронным блоком питания, способным подавать переменный ток регулируемой час-
тоты. Такой тип двигателя обладает рядом преимуществ: простотой и компактностью конст-
рукции, отсутствием контактов и щеток, выносливостью, а также низкими ценой и эксплуата-
ционными расходами. Стоимость такого привода в основном определяется стоимостью
источника питания, который преобразует входной переменный ток в выходной с требуемыми
значениями напряжения и частоты. В данном случае вся энергия проходит через два устрой-
ства, в отличие от тиристорной системы постоянного тока, в которой имеется только один
контур преобразования. Именно поэтому стоимость привода с регулированием частоты ока-
зывается выше стоимости привода на постоянном токе, даже не смотря на то, что мотор посто-
янного тока стоит дороже, чем мотор переменного тока.
В качестве блока питания для описываемой системы обычно применяют шестиступенча-
тую систему инвертора переменного напряжения, которая представлена на рис. 3.2.
Входное трехфазное переменное напряжение выпрямляется и сглаживается для получе-
ния регулируемого постоянного напряжения, которое затем попеременно подается в три вы-
ходные цепи тиристорными переключателями, управляемым электронной схемой.
Для обеспечения постоянства крутящего момента на валу двигателя при изменении час-
тоты вращения отношение напряжения к частоте следует поддерживать постоянным. Можно
Рис» 3.2. Шестиступенчатый инвертор переменного напряжения
52
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
получить практически любую характеристику скорость-момент вращения, регулируя отно-
шение частоты и напряжения питания подаваемого на двигатель. Однако ограничения приме-
няемого преобразователя не позволяют получить устройство с регулированием частоты с
максимальной мощностью более 300 л. с. Увеличения максимальной скорости можно добить-
ся использованием более эффективного преобразователя.
Относительно новой технологией, основанной на развитии электроники и микропроцес-
сорной техники, является применение передачи с переменной частотой и контролем вектора
потока (flux vector controlled, FV). FV- привод фактически является приводом с переменной
частотой, в котором можно одновременно регулировать как магнитные токи, так и токи, соз-
дающие крутящий момент на выходном валу. Контроль осуществляется путем изменения со-
отношения векторов. Такое устройство позволяет осуществлять более точный контроль час-
тоты вращения и усилия, развиваемого на валу, чем при применении устройства постоянного
тока. В нем используется специальный двигатель переменного тока, называемый «высокоэф-
фективным» или «векторным» силовым мотором. Кроме того, применяется специальная схе-
ма, позволяющая изолировать пиковые напряжения, появляющиеся при работе такого двига-
теля. Эти двигатели нетребовательны, дешевы и обладают малой эксплуатационной стоимо-
стью. На рис. 3.3 представлено схематическое изображение такого двигателя.
В описываемом преобразователе с применением устройств электронной обратной связи
можно достичь шага регулирования частоты вращения до 0,01%, при этом диапазон скоростей
может охватывать 3 порядка (1000:1). FV-преобразователи оказываются более экономными
на малых скоростях, чем системы на постоянном токе, поскольку при малых напряжениях
время задержки переключения тиристорной системы мало. FV-преобразователи способны
поддерживать постоянное усилие на валу в широком диапазоне скоростей. Их основная час-
тота вращения обычно составляет 1750 об/мин, но они могут работать и при скоростях до
3500 об/мин. Однако двигатели подобного типа, обладающие низкой основной скоростью
и высокой мощностью, остаются сравнительно мало распространенными. Стоимость
FV-систем малого размера оказывается весьма привлекательной, в то время как стоимость по-
добных систем мощностью более 100 л. с. оказывается большей, чем стоимость соответствую-
щих устройств постоянного тока, хотя встречаются FV-системы мощностью до 400 л. с. Также
к преимуществу, общему для всех систем переменного тока, следует отнести отсутствие в них
трансформаторов.
3.1.2. Передача с двигателем постоянного тока
Некоторые ранние модели экструдеров оборудовали приводами следующей конструк-
ции. Двигатель переменного тока с фиксированной частотой вращал генератор постоянного
тока; от генератора через систему регулирования напряжения электроэнергия подавалась на
Ток с переменной частотой
Питание от сети
по скорости
Рис. 3.3. Схематическое изображение FV-привода
Двигатель переменного тока
Декодер или тахометр
з. УСТРОЙСТВО ЭКСТРУДЕРА
53
электропривод экструдера, работавший на постоянном токе. В настоящее время большее рас-
пространение получили двигатели постоянного тока, питающиеся от электронных преобразо-
вателей, поскольку электронные устройства обычно экономически более эффективны, чем
электромеханические преобразователи. Привод на постоянном токе может оказаться более
простым и дешевым, чем привод на переменном токе с изменяемой частотой, даже с учетом
большей стоимости двигателя постоянного тока по сравнению с двигателем переменного то-
ка. Кроме того, меньшее количество элементов в блоке питания двигателя постоянного тока
делает привод на его основе более надежным. Основным недостатком двигателей постоянно-
го тока остается наличие стирающихся щеток и необходимость ухода за электрическими со-
единениями. Однако дополнительные расходы на изготовление привода во взрывобезопас-
ном исполнении могут оказаться значительно выше для двигателя постоянного тока, чем для
привода на переменном токе или гидравлического привода. Схематическое представление
привода на переменном токе показано на рис. 3.4.
Привод на постоянном токе (.ОС-привод) способен обеспечивать диапазон скоростей
100:1. Также привод этого типа может работать как в режиме постоянной нагрузки, так и в ре-
жиме постоянного момента вращения, а в некоторых случаях обеспечивать оба эти условия.
Возможность перегрузки двигателя должна быть учтена в конструкции блока питания. Обыч-
но такие приводы могут выдерживать перегрузки до 150% в течение 1 мин. Кроме того, двига-
тель постоянного тока может быть запущен в обратную сторону простой сменой полярности
на якоре. Для быстрого торможения якорь двигателя может быть зашунтирован резисторами,
обеспечивая, таким образом, дешевое устройство динамического торможения. При этом дви-
гатели постоянного тока способны быстро реагировать на изменение сигнала благодаря высо-
кому значению отношения вращающего момента к инерции.
Постоянное напряжение, получаемое от тиристорного выпрямителя, обычно имеет высо-
кий уровень пульсаций, величина которого зависит от параметров схемы выпрямителя. Чем
выше амплитуда пульсаций напряжения на двигателе постоянного тока, тем большим оказы-
вается разогрев и меньшим — КПД мотора. Для преобразования трехфазного тока в постоян-
ный существует несколько схем. В большинстве приводов мощностью более 5 л. с. применяют
схему полного трехфазного преобразования. На рис. 3.5 показана схема частично регулиру-
емого полноволнового трехфазного выпрямителя.
В этой схеме используют только три тиристора и четыре диода. Однако она обладает су-
щественным недостатком в виде довольно высокого уровня пульсации тока; типичное значе-
ние коэффициента пульсаций составляет 1,05 при частоте 180 Гц.
Другой популярной схемой является полностью регулируемый трехфазный полноволно-
вой выпрямитель. Эта схема дороже предыдущей, поскольку в ней задействовано шесть тири-
сторов, но при том коэффициент пульсаций этого выпрямителя гораздо лучше (около 1,01),
а их частота составляет 360 Гц. Большая частота пульсаций позволяет более эффективно их
Рис. 3.4. Схема блока питания постоянного тока
54
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Рис. 3.5. Трехфазный частично регулируемый полноволновой выпрямитель
отфильтровывать. Частично регулируемый трехфазный мостовой выпрямитель может требо-
вать дополнительного внешнего устройства для сглаживания пульсаций. Еще одна проблема,
возникающая вследствие разнообразия требуемого входного напряжения для различных дви-
гателей постоянного тока, — это проблема сопряжения нагрузки и источника. То есть сопря-
жение мотора и выпрямителя должно обеспечивать малые потери энергии.
Независимость от скачков потенциала обеспечивается внешней цепью обратной связи,
к которой подсоединены высоковольтные потенциометры, измеряющие напряжения до
500 В. В принципе этой проблемы можно избежать, если использовать изолирующие транс-
форматоры или специальные схемы преобразования постоянного тока.
3.12.1 Привод на двигателе постоянного тока без щеток
Отсутствие в двигателе щеток является большим преимуществом, поскольку это значи-
тельно снижает затраты на его эксплуатацию. В таком двигателе применяют постоянные маг-
ниты, размеры которых определяются мощностью двигателя. Максимально достижимая
мощность такого электродвигателя на сегодняшний день составляет приблизительно 600 л. с.
Схема двигателя постоянного тока без щеток представлена на рис. 3.6. Описываемые двигате-
ли используют в экструдерах и до настоящего времени. Однако после появления FV-двига-
Питание от сети
Тиристорный
выпрямитель
Мотор
постоянного
тока
без
1 щеток
Переменный ток
переменной частоты
Преобразователь постоянного тока
в переменный различной частоты
Фиксированное
постоянное
Обратная связь
Декодер
или тахометр
Рис. 3.6. Схема двигателя постоянного тока без щеток
3. УСТРОЙСТВО ЭКСТРУДЕРА
55
телей переменного тока бесщетковые двигатели стали использоваться реже, но их характери-
стики достаточно высоки (табл. 3.2 в разделе 3.1.4).
3.1.3. Г идравлические приводы
Основными деталями гидравлического привода являются: двигатель переменного тока,
приводящий в движение масляный насос, масляная система, передающая движение масляно-
му двигателю, а также различные устройства контроля и управления. Среди преимуществ
масляного привода следует упомянуть возможность непрерывного изменения скорости, уси-
лия и мощности, плавный и контролируемый разгон, устойчивость к остановке при повыше-
нии нагрузки на валу, а также удобство управления и контроля.
С течением времени насосы и двигатели претерпевали значительные изменения, при этом
повышались стабильность и эффективность их работы, уменьшались шумность и стоимость.
В настоящее время гидравлические приводы находят широкое применение. Эти приводы поз-
воляют осуществить по крайней мере три типа выходных характеристик. Изменение выход-
ной мощности и вращающего момента осуществляется варьированием производительности
насоса. При этом обеспечивается постоянство как вращающего момента, так и мощности. На-
сос и двигатель являются наиболее просто заменяемой частью привода (а также наиболее до-
рогой), так как их подбирают в соответствии с нужным режимом работы. Передача постоян-
ного момента при переменной мощности осуществляется путем изменения производительно-
сти насоса при фиксированных характеристиках его двигателя, работающего при постоянной
нагрузке. Такое устройство является наиболее универсальным, обеспечивая изменения ско-
рости в широком диапазоне, вплоть до 40:1, и осуществление простого контроля. Постоянная
мощность при переменном моменте достигается путем работы насоса с постоянной мощно-
стью. Основное преимущество передачи этого типа заключено в его высоком КПД, однако
диапазон изменения скорости обычно ограничен соотношением 4:1.
Гидравлическая передача может быть осуществлена только тогда, когда насос и мотор со-
браны в единое устройство, которое часто называют жесткоспаренной трансмиссией. В ре-
зультате получается довольно компактный привод, который может быть заключен в герме-
тичный кожух, предохраняющий аппарат от воздействия окружающей среды. Благодаря от-
сутствию внешних деталей и жесткому закреплению внутренних, достигается уменьшение
шумности, вибраций, отсутствие различных утечек.
Гидравлические приводы очень удобны в управлении — крайне важное свойство для об-
ластей, в которых они применяются. Возможность быстрой компенсации давления за счет
специального устройства уменьшает количество вырабатываемого тепла, что исключает не-
обходимость применения выпускных клапанов, а также упрощает конструкцию других схем
управления. Увеличение эффективности агрегата достигается также применением устройств
контроля нагрузки, вследствие чего исключается избыточная нагрузка на насос. Используе-
мые тормозные схемы исключают необходимость внешних механических тормозов, а устрой-
ство контроля скорости поддерживает постоянство выходной скорости вне зависимости от
скорости срабатывания тормозного устройства.
Общая эффективность гидравлических приводов оказывается весьма высокой. Для опти-
мально спроектированных систем КПД может достигать величин порядка 70% в разумном
Диапазоне рабочих режимов. Использование аккумуляторов и клапанов, управляемых кон-
троллером, положительно сказывается на эффективности привода, особенно если он также
подсоединен к микроконтроллеру. Типичный вид зависимости эффективности гидравличе-
ского двигателя от скорости его вращения представлен на рис. 3.7. Видно, что максимальная
Эффективность достигается в диапазоне скоростей вращения от 0 до 150 об/мин, что отвечает
56
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
типовому рабочему диапазону скорости экструдеров. Также следует отметить, что более вы-
соких значений КПД при той же скорости можно достигнуть при больших значениях рабоче-
го давления. Однако при увеличении рабочего давления возрастает нагрузка на сальники, со-
единения и другие компоненты, что влияет на стоимость привода.
Среди значительных преимуществ гидравлического привода для экструдера следует от-
метить отсутствие связи между гидравлическим двигателем и шнеком экструдера. Поскольку
низкоскоростные гидравлические приводы весьма доступны, следовало бы отказаться от
громоздких и дорогих коробок передач, установленных на большинстве экструдеров. Если
сравнивать стоимость гидравлического привода с приводом на постоянном токе, следует
к стоимости двигателя постоянного тока прибавлять стоимость коробки передач. Другим пре-
имуществом гидравлического привода является возможность приводить в движение допол-
нительное оборудование от того же самого масляного насоса, который вращает двигатель. Это
оказывается особенно важным для аппаратов со сменным шнеком или литьевых машин, в ко-
торых смена шнека или фильтрующих решеток производится гидравлически. Именно поэто-
му применение гидравлического привода стало стандартным на аппаратах для литья и литья
с раздувом.
Следует отметить, однако, что экструдер с возвратно-поступательным движением шнека
для литья под давлением существенно отличается от обычного экструдера, в котором шнек
совершает исключительно вращательные движения. В первом случае вращательное движе-
ние шнека резко прекращается в конце цикла пластикации, затем шнек движется вперед
(в сторону литьевой формы) и остается в этом положении некоторое время. Затем шнек снова
начинает вращение и, по мере того как материал накапливается в конце шнека, он движется в
обратном направлении до тех пор, пока достаточное количество материала не скопится у его
конца. Затем цикл повторяется. Таким образом, в данном случае имеет место периодическое
повторение остановок и движения. Гидравлический привод как раз идеально подходит для
аппаратов такого типа. Порядок действия экструдеров обычного типа в большей степени не-
прерывен, то есть требования, предъявляемые для приводов обычного экструдера, оказыва-
ются иными.
Несмотря на очевидные преимущества гидравлических приводов, их редко применяют на
обычных (без возвратно-поступательного движения шнека) экструдерах. Причины такого яв-
ления не вполне понятны, так как гидравлические приводы во многих отношениях сравнимы,
Рис. 3.7. Кривые эффективности гидравлических
приводов, обладающих большим вра-
щающим моментом и малой скоростью
например, с приводами на постоянном токе,
а по некоторым параметрам оказываются
даже лучше; так, они не требуют коробки
передач. Многие подозрительно относятся
к гидравлическим приводам, вероятно, по-
тому, что некоторые ранние типы гидрав-
лических приводов оказывались не вполне
надежными и точными. Однако с течением
времени ситуация значительно измени-
лась, хотя гидравлические приводы все еще
страдают от последствий плохой репутации
своих ранних представителей. Очень не-
многие компании в США применяют гид-
равлические приводы для экструдеров, это,
например: Feed Screws Division of New
Castles Industries и Wilmingtion Plastics
Machinery. Опубликованы данные [5], что
3, УСТРОЙСТВО ЭКСТРУДЕРА
57
гидравлические приводы являются более дешевыми, чем приводы на постоянном токе, для
небольших экструдеров, с размерами шнека до 90 мм.
3.1.4. Сравнение приводов различных типов
В табл. 3.1 сведены требования по функционированию приводов, используемых в экстру-
зионной индустрии. Приведенные данные основаны на статье Кремера [32].
Таблица 3.1. Требования к приводам, используемым в экструзионной индустрии
Механизм Мощность, л. с. Функция Нагрузка Контроль скорости, % Диапазон скоростей Регенерация > или торможе ние
Экструдер 5-800 Плавление Пост. 0,1 100:1 Нет
Насос расплава 1-20 Перекачка Пост. 0,01 100:1 Нет
Выталкиватель 0,25-15 Выталкивание Пост. 0,01 20:1 Оба
Намоточный станок 0,25-10 Намотка Перем. 1 20:1 Торможение
Режущее устройство 0,25-5 Циклирование Периодич. 0,01 100:1 Торможение
В табл. 3.2. приведено сравнение наиболее важных систем привода.
Коэффициент мощности является важным фактором, который следует учитывать прг
проектировании экструзионной линии. Коэффициент мощности привода постоянного тою
слабо уменьшается с увеличением нагрузки, но существенно падает со скоростью. Последняя
закономерность становится более выраженной при увеличении мощности двигателя. Коэф
фициент мощности привода на переменном токе выше такового для привода на постояннол
токе и гораздо менее зависим от скорости. При малых и средних мощностях двигателя пере
менного тока коэффициент мощности оказывается практически независимым от нагрузки i
скорости. При этом его влияние на общие энергозатраты невозможно рассчитать простым ум
ножением коэффициента эффективности передачи на коэффициент мощности.
Стоимость электроэнергии обычно зависит как от потребляемой, так и расходуемой мощ
ности. Отношение расходуемой мощности к потребляемой называют фактором мощности
Многие поставщики электроэнергии предусматривают значительный штраф, если в течени
длительного времени фактор мощности оказывается существенно ниже 1. Для определени
реальных затрат электроэнергии для определенных производственных мощностей подсче
следует вести по всем устройствам, питающимся от сети. Может оказаться, что привод экстру
дера дает малый вклад в общую потребляемую мощность. В этом случае анализ его вклада не
обязателен, однако это не всегда так. В последнем случае для поддержания фактора мощност
максимально высоким следует использовать систему управления работой производства.
Что касается моторов постоянного тока, иногда используют коррекцию их фактора мои
ности в процессе работы. Такая коррекция достигается путем включения емкостных элемеь
тов в электрическую цепь. Конденсаторы развивают опережающую реактивную мощност
в то время как контролируемые фазой выпрямители производят фазовую мощность. Таки
образом, включив в схему конденсаторы определенной емкости, можно улучшить факте
мощности двигателя.
58
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Таблица 3.2. Сравнение различных систем привода
Постоянный ток (с декодером) Постоянный ток (без щеток) Переменный ток (серво- двигатель) Переменный ток (контроль вектора потока)
Диапазон мощности, л. с. 0,25-2000 0,25-600 0,25-20 0,25-400
Начальный момент, % 150 150 175 150
Отклонение скорости, % 1,0-0,01 0,01 0,01 0,5-0,01
Постоянная нагрузка 20:1 1000: 1 40:1 1000:1
Рекуперативное торможение Да Нет Нет Ограничено
Динамическое торможение Да Да Да Да
Относительная цена Средняя Средняя Высокая Средняя
Амортизация Средняя Низкая Низкая Низкая
Производительность электро- Хорошее Слабое Слабое Слабое
помех и шума
Фактор мощности 0,2-0,85 0,98 0,98 0,98
Суммарная эффективность моторов постоянного тока составляет около 0,85, а для мото-
ров переменного тока с изменяемой частотой около 0,8. С учетом того, что эффективность
стандартной двухступенчатой коробки передач составляет приблизительно 0,95, КПД всего
привода в целом оказывается равной 0,8 для двигателя постоянного тока и 0,75 для двигателя
переменного тока с изменяемой частотой. При этом общая эффективность удачно спроекти-
рованного гидравлического привода составляет 0,7, то есть он оказывается сравнимым по
эффективности с электрическим приводом [31]. Кроме того, эффективность электрических
приводов как на постоянном токе, так и на переменном возрастает при увеличении скорости
вращения, а эффективность гидравлического привода практически от нее не зависит. В диа-
пазоне скоростей от 20 до 100% от максимальной скорости эффективность двигателя посто-
янного тока выше других типов двигателей, однако при скоростях ниже 20% наиболее эффек-
тивным оказывается гидравлический привод.
Механическая коробка передач обладает высокой эффективностью во всем диапазоне на-
грузок и скоростей, и при этом ее эффективность не изменяется при изменении скорости. Та-
ким образом, при малых скоростях этот тип привода оказывается эффективнее электриче-
ских двигателей. Однако механический привод имеет существенный недостаток в виде высо-
ких затрат на эксплуатацию.
Колебания скорости вращения являются еще одним определяющим параметром при вы-
боре типа привода. Электроиндуктивный привод обладает колебаниями скорости порядка
0,4% на 1 °C. Для привода постоянного тока с регулируемой частотой этот параметр составля-
ет не более 0,05. Для двигателя постоянного тока с тиристорным управлением существует на-
чальный период прогрева аппарата (примерно 15-30 мин), в течение которого изменение ско-
рости вращения может составлять 10%, а после выхода на стационарный режим колебания
снижаются до 1%. Использование тахометра и устройств обратной связи позволяет снизить
изменения скорости вращения. Например, для приводов на постоянном токе с использовани-
ем обратной связи удается достичь колебаний до 0,25%.
з. УСТРОЙСТВО ЭКСТРУДЕРА
59
3.1.5. Редуктор
Основным назначением редуктора является согласование высокой скорости вращения
электрических двигателей (как постоянного, так и переменного тока) с низкими скоростями
вращения шнека. Типичные коэффициенты редукции составляют от 15 : 1 к 20 :1. Наиболее
часто применяеют зубчатый редуктор, при этом обычно он имеет две ступени понижения.
Наиболее популярен шевронный тип зубчатого колеса, поскольку точно спроектированные
V-образные зубцы позволяют исключить аксиальную нагрузку на шестерню. Эффективность
таких редукторов весьма высока и составляет до 98% при полной нагрузке и около 96% — при
малых нагрузках.
Некоторые блоки редукторов снабжены набором зубчатых колес различного диаметра,
которые можно легко и быстро установить в редуктор, изменив коэффициент передачи. Та-
кой редуктор существенно расширяет функциональность экструдера. При этом, приобретая
редуктор со сменными колесами, следует убедиться в том, что установка тех или иных колес
не оказывает значительного влияния на эффективность передачи.
В некоторых редких случаях используется редуктор червячного типа. Среди преиму-
ществ такого редуктора следует отметить низкую стоимость и компактные размеры, однако
эффективность передачи оказывается весьма низкой и колеблется в пределах от 90 до 75%.
Некоторые экструдеры не имеют прямой связи между приводом и редуктором, в таких случа-
ях применяют либо цепную, либо ременную передачу. Передачи этого типа позволяют легко
изменять коэффициент редукции путем простой смены звездочки или шкива соответственно.
Преимуществом ременной передачи является повышенная защищенность от избыточных на-
грузок, вместе с тем существенным недостатком является увеличение потерь энергии на
5-10%. Кроме того, цепные и ременные передачи оказываются менее надежными, чем зубча-
тые, и требуют больших затрат при эксплуатации.
3.1.6. Характеристики при постоянной нагрузке
Экструдеры характеризуются определенным набором параметров, называемых его харак-
теристиками при постоянной нагрузке. Это означает, что максимальный крутящий момент,
развиваемый приводом экструдера, остается постоянным во всем диапазоне скоростей враще-
ния шнека. Зависимость усилия от скорости может быть использована для определения зави-
симости энергозатрат от скорости по известному соотношению между крутящим моментом и
мощностью:
P-CTN, (3.1)
где Т — вращающий момент; Р — мощность; — частота вращения шнека или привода; С —
константа, зависящая от единиц, в которых выражена частота вращения. Если частоту
вращения выражать в об/мин, то С= 2л/60 « 0,1.
Таким образом, если вращающий момент не меняется с изменением частоты вращения,
то, как следует из уравнения (3.1), затрачиваемая мощность прямо пропорциональна частоте
вращения (рис. 3.8).
Следовательно, максимальная мощность может быть достигнута, если двигатель вра-
щается на максимальной скорости. Если выходная характеристика оказывается ограни-
ченной по мощности, то можно сделать вывод, что двигатель работает на максимальной
скорости. Если это не так, тогда простая смена зубчатого колеса в редукторе позволяет ре-
шить проблему.
60
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
т
ф
S
О
2
>s
и
Q
Э
<и
о_
m
Максимальный
вращающий момент
Частота вращения шнека
Рис. 3.8. Вращающий момент и мощность в зависимости от частоты вращения
Решение проблемы ограничения мощности путем установки более мощного двигателя
обычно оказывается слишком дорогим, поскольку большинство редукторов и передач согла-
сованы с параметрами данного мотора; то есть при замене мотора на более мощный потребует-
ся установка новой передачи, что и приводит к дороговизне замены. Фактически более оправ-
данной с финансовой точки зрения может оказаться закупка нового экструдера. Затраты ме-
ханической энергии в очень большой степени определяются конструкцией шнека экструдера,
и существует множество вариантов изменения конфигурации шнека, приводящих к уменьше-
нию этих затрат.
3.2. Узел, воспринимающий осевое давление
шнека (подшипниковый узел)
Обычно узел, принимающий на себя осевое давление шнека, располагают в основании
вала шнека — в точке прикрепления шнека к выходному валу привода, который обычно явля-
ется выходным валом зубчатого редуктора. Осевое давление возникает за счет того, что экс-
Рис. 3.9. Конструкция узла, воспринимающего осе-
вое давление в одношнековом экструдере
трудер развивает значительное давление
в полимерном расплаве, необходимое для
продавливания этого расплава через филье-
ру с требуемой скоростью. Вследствие того,
что действие вызывает равное по силе про-
тиводействие, отдача создает усилие, тол-
кающее шнек по направлению к загрузоч-
ной зоне экструдера. Поэтому узел крепле-
ния оси шнека должен быть способен вы-
держивать развивающееся осевое давление,
величина которого определяется давлением
на входе в фильеру. Сила, действующая на
ось шнека, рассчитывается путем умноже-
ния давления на входе в фильеру и площади
з. УСТРОЙСТВО ЭКСТРУДЕРА
61
поперечного среза шнека. Таким образом, при увеличении размеров шнека осевая нагрузка на
шнек увеличивается. Например, шнек диметром 150 мм (6 дюймов), развивающий давление
на входе в фильеру 35 МПа, будет испытывать осевую силу примерно 620 кН. Это показывает,
сколь значительные нагрузки развиваются в экструдере и, следовательно, для правильного и
надежного функционирования экструзионного аппарата необходимо тщательно конструиро-
вать узел, принимающий осевые нагрузки. На рис. 3.9 показана типичная конструкция узла,
воспринимающего осевое давление для одношнекового экструдера.
Ось экструдера обычно закреплена и вставлена во втулку в несущем бункере. Элементы,
несущие нагрузку, разработаны из расчета конкретного количества оборотов за время жизни
при конкретной нагрузке. При нормальных условиях эксплуатации и при разумном давлении
на входе в фильеру (0-35 МПа) устройство служит практически столько времени, сколько и
сам экструдер. Однако если экструдер эксплуатируется при резких колебаниях давления
или/и при аномально высоких значениях давления в головке (35-70 МПа), расчетное время
жизни узла, несущего осевую нагрузку, может значительно сокращаться, особенно при высо-
ких скоростях вращения шнека.
Статистическое проектное время жизни подшипника рассчитывается по следующей фор-
муле:
(3.2)
где Iqo ~ ожидаемое время жизни, оборот; С — основная нагрузка; Р — эквивалентное значе-
ние радиальной нагрузки; К — константа, зависящая от типа подшипника; 3 — для шарикопод-
шипника и 10/3 — для роликового подшипника.
Следует помнить, что увеличение нагрузки на подшипник, то есть увеличение давления
на входе в фильеру, уменьшает время жизни подшипника по степенному закону, при этом по-
казатель степени оказывается не меньше 3. Работа при высокой частоте вращения шнека так-
же уменьшает время жизни экструдера. Расчетное время жизни подшипника, выраженное в
годах (Ly), можно получить, используя следующее выражение:
L
у N
где N — частота вращения шнека, об/мин.
Этот подсчет основан на том, что подшипник работает круглосуточно 365 дней в году. Та-
ким образом, расчетное время жизни несущего подшипника обратно пропорционально скоро-
сти вращения шнека. Резкие колебания нагрузки также могут изменить время жизни несуще-
го подшипника. Влияние этих флуктуаций на время жизни подшипника обычно учитывается
путем введения в уравнения (3.2) и (3.3) специальных коэффициентов, называемых фактора-
ми нагрузки, значения которых можно найти в специальной литературе для каждого конкрет-
ного производителя.
Производители обычно приводят расчетное время жизни несущего подшипника в виде
коэффициента В-10. Эта величина представляет собой ожидаемое время жизни в часах, за ко
торое при определенном значении давления в головке (35 МПа), и частоте вращения шнек;
(100 об/мин) 90% аппаратов данного типа не перейдут порога износа. При этом 10 из 100 ап
паратов могут стать негодными до расчетного времени. При нормальных условиях величин;
(3-3)
62
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
В-10 должна составлять около 100 000 часов, то есть расчетное время бесперебойной работы
подшипникового узла должно быть более 10 лет.
Значение параметра В-10 при произвольных значениях давления и скорости вращения
шнека можно вычислить по следующей формуле:
в-10(р,лэ = б-юй</^
Л
35V
Р ) ’
(3.4)
где Р — давление на входе в фильеру, МПа; N — частота вращения шнека, об/мин; К — кон-
станта, зависящая от типа подшипника: 3 — для шарикоподшипника и 10/3 — для роликового
подшипника; B-10Std — время жизни при стандартных условиях, давлении 35 МПа и частоте
вращения 100 об/мин.
В одношнековом экструдере конструкция подшипникового узла оказывается относи-
тельно простой, так как ничто не мешает увеличить диаметр подшипника для получения не-
обходимых характеристик по нагрузке. В случае двухшнекового экструдера ситуация оказы-
вается совершенно иной вследствие очень близкого размещения осей обоих шнеков. Жесткое
ограничение пространства делает конструирование подшипникового узла в двухшнековом
экструдере значительно более сложной задачей, чем в одношнековом. Старые типы двухшне-
ковых экструдеров имели ограничение по выходному давлению именно из-за ограничений,
накладываемых подшипниковым узлом. В новых двухшнековых экструдерах эта проблема
в значительной степени решена; такие экструдеры могут развивать выходное давление, срав-
нимое с развиваемым одношнековыми экструдерами, хотя время жизни подшипникового уз-
ла двухшнековых экструдеров обычно ниже, чем у одношнековых.
На рис. 3.10 показан пример конструкции подшипникового узла двухшнекового экструде-
ра со шнеками, вращающимися в противоположных направлениях. Подшипниковый узел со-
стоит из четырех или пяти роликовых подшипников, объединенных в тандем и окруженных
специальной балансировочной системой. Преимущества и недостатки конкретных типов под-
шипниковых узлов приведены в табл. 3.3.
Кожух
Осевой двухосный
роликовый подшипник
Анкерный
болт
Осевой самоустанавливающийся
роликовый подшипник
Рис. 3.10. Подшипниковый узел двухшнекового экструдера со шнеками, вращающимися в
противоположных направлениях
з. УСТРОЙСТВО ЭКСТРУДЕРА
63
В некоторых случаях в экструдерах применяются плоскостные жидкостные подшипни-
ковые узлы. Они обладают малой нагрузочной способностью при невысоких скоростях вра-
щения, при этом потеря жидкостной пленки может привести к выводу из строя. При исполь-
зовании гидравлического привода может быть оправдано также применение гидравлического
подшипникового узла. В работе [28] описан экструдер с гидравлическим приводом, в котором
использован гидравлический подшипниковый узел с гидравлической аксиальной регулиров-
кой шнека. Такая конструкция позволяет определять давление расплава полимера на выходе
из фильеры путем измерения давления в гидростатической камере.
Таблица 3-3, Сравнение различных типов подшипниковых узлов
Тип Преимущества Недостатки
Шариковый подшипник Высокая скорость Низкая максимальная нагрузка
Угловой шариковый подшип- Высокая скорость и хорошая Не высокая максимальная на-
ник радиальная нагрузочная спо- грузка
собность
Цилиндрический роликовый Высокая функциональность, Не прямой контакт качения,
подшипник низкая цена высокий разогрев
Сферический роликовый под- Переносимость динамической Высокое отношение функцио-
шипник разъюстировки, абсолютно нальность/цена, трудности при
полный контакт качения, хоро- смазывании
шая радиальная нагрузочная способность
Клиновидный роликовый под- Полный контакт качения, Трудности при смазывании,
шипник очень высокая нагрузочная доступны только маленькие
способность, низкая нагрузка размеры, требует специальной
на фланец настройки
Клиновидный роликовый под- Полный контакт качения Высокая нагрузка на фланец
шипник
Клиновидный роликовый под- Доступность различных разме- шипник, регулируемый ров, низкое отношение цены к
надежности, легкость смазыва-
ния, переносимость статиче- ской разъюстировки
3.3. Цилиндр и загрузочное отверстие
Цилиндр — это чехол, окружающий шнек экструдера. Загрузочное отверстие — это т
часть экструдера, через которую материал вводится в канал шнека; оно находится около пер
вых нескольких витков шнека. Некоторые экструдеры не имеют отдельного загрузочного от
верстия, на таких машинах загрузочная часть интегрирована в цилиндр. Для предотвращени
преждевременного нагрева полимерного материала входное отверстие часто обеспечиваю
водяным охлаждением. Если температура полимера при загрузке поднимется слишком высс
ко, он может прилипнуть к входному отверстию, уменьшив его проходимость. Налипание мз
териала на поверхность шнека также создает проблемы при перемещении твердой массы, пс
64
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
скольку налипший полимер сам не движется в нужном направлении и сужает канал, доступ-
ный для продвижения остальных гранул.
В месте контакта загрузочной системы и цилиндра экструдера необходима установка за-
щитного теплового барьера для предотвращения выхода тепла из рабочего объема в загрузоч-
ную зону. Если загрузочная система интегрирована в рабочий объем экструдера, это оказыва-
ется невозможным. В таком случае будут возникать потери тепла и перегрев загрузочного
бункера.
Геометрия загрузочного отверстия должна обеспечивать прохождение материала при ми-
нимальном сопротивлении. Разрез некоторых типов загрузочных отверстий представлен на
рис. 3.11.
На рис. 3.11, а показаны стандартная конструкция загрузочного отверстия, а на
рис. 3.11, b — тип расширенного загрузочного отверстия, который часто применяют на экстру-
дерах с загрузкой расплава. В данной конструкции опасность представляет клиновидная сек-
ция между загрузочным отверстием и шнеком, поскольку, если расплав обладает низкой теку-
честью и/или высокой эластичностью, на шнек будут действовать значительные поперечные
усилия. Этих сил может оказаться достаточно для изгибания шнека и придавливания его к
противоположной стенке рабочего объема, а следовательно, увеличения его износа. Эта про-
блема может оказаться еще более острой, если описываемые конструкции загрузочных отвер-
стий применяют для подачи полимера в виде порошка или гранул, то есть такая конструкция
оказывается оправданной только при загрузке расплавленного полимера. Улучшенный вари-
ант конструкции загрузочного отверстия представлен на рис. 3.11, с. В его конструкции пред-
усмотрена подрубка для улучшения загрузки полимера, а выдающийся клин ограничен плос-
костью, имеющей радиальное положение.
Форма входного отверстия обычно делается круглой или квадратной. Форма загрузоч-
ного бункера должна соответствовать форме загрузочного отверстия для обеспечения
беспрепятственного движения полимера. Это означает, что при круглом загрузочном отвер-
стии следует использовать цилиндрический загрузочный бункер. Исследования загрузоч-
ных отверстий различных конструкций, проведенные Миллером [7], не выявили значитель-
ного преимущества от использования более длинных загрузочных отверстий при посто-
янном диаметре. Микаэли с соавторами [33] обнаружили, что пропускная способность
загрузочной системы может быть значительно увеличена, если при постоянном диаметре
увеличивать аксиальную длину загрузочного отверстия. Наиболее оптимальным в боль-
шинстве случаев является загрузочное отверстие с длиной в диапазоне 1,5—2,5 диаметра ци-
линдра экструдера.
Рис. 3.11. Различные конструкции загрузочного отверстия
3. УСТРОЙСТВО ЭКСТРУДЕРА
65
Рис. 3.12. Гофрированная загрузочная система
Экструдеры с гофрированным цилиндром часто оснащают загрузочным отверстием спе-
циальной конструкции, приспособленной к загрузке гофрированной секции, конструкция ко-
торой схематически представлена на рис 3.12. Эффективная длина гофрирования может
меняться от трех до пяти диаметров. Глубина гофрирования меняется вдоль оси, она макси-
мальна у начала гофрирования и уменьшается до нуля, переходя в негофрированную часть ра-
бочего объема.
Ниже приведен перечень важнейших требований к загрузочному устройству:
• надежное охлаждение зоны загрузки;
• надежная теплоизоляция загрузочной области от последующих зон экструдера;
• способность развивать высокие давления.
Требование надежного охлаждения обусловлено выделением больших количеств тепла
из-за трения в гофрированной части цилиндра экструдера. Если тепло не будет удалено с дос-
таточной интенсивностью, полимер может размягчиться и даже расплавиться непосредствен-
но в загрузочной секции, что значительно понижает эффективность гофрированной секции.
Хорошая теплоизоляция между гофрированной секцией и рабочим объемом экструдера при-
звана ослабить поток тепла из нагретой рабочей части. При работе загрузочной секции в ней
могут развиваться значительные давления: от 100 до 300 МПа; стенки загрузочного устройст-
ва должны быть способны выдерживать такие высокие давления.
При этом развиваются большие напряжения между полимером и гофрами, в результате
чего гофр быстро изнашивается, особенно если полимер содержит абразивные компоненты.
Поэтому шлиц гофра делают из материалов, обладающих высокой износостойкостью (см.
Раздел 11.2.1).
Цилиндр экструдера представляет собой простой фланцованный цилиндр, который дол-
жен выдерживать относительно высокие давления (не менее 70 МПа), при этом максимально
сохраняя свою форму, то есть не испытывая деформаций изгиба. Для увеличения срока служ-
бы внутреннюю поверхность большинства цилиндров делают износостойкими. Наиболее
распространенными технологиями придания износостойкости являются поверхностная за-
калка (азотирование) и покрытие специальным сплавом.
3 Зак 3120
66
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Поверхностное закаливание может быть произведено ионным азотированием (методом
тлеющего разряда или плазмой) или по стандартным технологиям азотирования (газовое и
жидкостное). Распространено мнение, что наилучшие результаты дает ионное азотирование.
В этом методе поверхность рабочего цилиндра загрубляют до необходимого уровня, затем де-
таль помещают в вакуумную камеру и подводят к ней высокое напряжение (400-1000 В), при
этом деталь является катодом, а анодом — стенки вакуумной установки. После этого в объем
вводится газообразный азот. Молекулы азота ионизируются под действием электрического
поля, и ионы движутся к поверхности обрабатываемой детали. Столкновение ионов со стен-
ками детали вызывает ее разогрев, и нитриды заполняют неровности поверхностного слоя де-
тали. В итоге полученный поверхностный слой состоит из диффузной зоны и зоны, где обра-
зовались нитриды (нитридные зоны). Толщина нитридной зоны обычно составляет 5-8 мкм,
но ее толщина может быть увеличена для придания большей коррозионной устойчивости и
износостойкости. Общая глубина проникновения нитрид-ионов составляет приблизительно
0,4 мм.
Покрытие биметаллическим сплавом осуществляется путем центробежного литья биме-
таллического легирующего расплава на внутреннюю поверхность рабочего объема. Это ока-
зывается возможным, поскольку температура плавления биметаллического сплава значи-
тельно ниже температуры плавления материала, из которого изготавливается цилиндр экс-
трудера. Затем цилиндр закрывают и начинают нагревать при медленном вращении, и при
достижении определенной температуры вращение резко ускоряют до очень больших скоро-
стей [27], что вызывает вдавливание биметаллического расплава в поверхность цилиндра, что
обеспечивает прочное сцепление легирующего слоя с основой. На последнем этапе покрытие
полируют для создания гладкой поверхности. В итоге получают равномерную биметалличе-
скую втулку толщиной примерно 1,5-2 мм.
Сравнительное исследование износостойкости [27] показало, что по стойкости биметал-
лическая втулка превосходит нитридное покрытие, а срок службы биметаллического покры-
тия превосходит время службы нитридного покрытия в 4-8 раз при равных условиях экс-
плуатации. Еще одним недостатком нитридного покрытия является относительно малая тол-
щина твердой нитридной зоны. Как только эта зона истирается, следующие слои рабочего
объема подвергаются быстрому износу, поскольку диффузная зона обладает гораздо меньшей
твердостью.
3.4. Загрузочный бункер
Загрузочный бункер — это та часть экструзионного агрегата, из которой гранулирован-
ный материал поступает непосредственно в экструдер. В большинстве случаев гранулирован-
ный материал просто проваливается в экструдер под действием собственной тяжести, но
существуют материалы, для которых такой способ подачи, к сожалению, оказывается невоз-
можен. Некоторые материалы очень плохо пересыпаются, и в таком случае необходимо при-
менение дополнительных устройств для обеспечения постоянной подачи материала в экстру-
дер. Иногда таким устройством может выступать вибратор, присоединенный к загрузочному
бункеру. При этом зависание материала прекращается сразу после возникновения пробки.
В некоторых случаях применяются различные устройства, предназначенные для смешения
материала в загрузочном бункере для предотвращения его сегрегации и/или соскребания ма-
териала, прилипшего к стенкам загрузочного бункера.
Для достижения равномерной подачи полимера из бункера необходимо обеспечить по-
степенное увеличение сжатия по направлению к загрузочному отверстию, при этом опти-
3 УСТРОЙСТВО ЭКСТРУДЕРА
67
Вид сверху
Вид сбоку
Рис. 3.13. Загрузочные бункеры
Неудачная конструкция
Изометрическая
проекция
Удачная конструкция
мальной является коническая конструкция загрузочного бункера с круглым сечением. К со-
жалению, производители экструдеров обычно делают загрузочные бункеры с квадратным
сечением и резким сужением у загрузочного отверстия — такая конструкция легче в произ-
водстве. На рис. 3.13 представлены удачная и неудачная конструкции загрузочных бункеров.
Загрузочный бункер с квадратным сечением и резким сужением может быть пригоден
при загрузке объемного материала с одинаковым размером частиц. Однако если гранулы раз-
личаются по размеру и форме, то такая конструкция бункера скорее всего вызовет проблемы
при загрузке. Особенно велика вероятность возникновения проблем, если в исходный грану-
лированный материал добавляют доизмельченные гранулы. Таким образом, более универ-
сальным является загрузочный бункер с круг-
лым сечением и плавным уменьшением диа-
метра.
Простые загрузочные бункеры описывае-
мого типа применяются для подачи объемных
материалов, не склонных к зависанию.
Некоторые другие материалы, особенно об-
ладающие малой насыпной плотностью, способ-
ны захватывать воздух, который не может вый-
ти из загрузочного бункера и увлекается в ци-
линдр экструдер. Воздух перемещается вместе с
полимером и в итоге выходит через фильеру.
Обычно это приводит к появлению дефектов в
экструдате, а иногда вызывает небольшие
«взрывы» при выходе из головки.
Использование вакуумных загрузочных
бункеров позволяет решить проблему захвата
воздуха. Хотя идея вакуумной загрузки доволь-
но тривиальна, ее техническое исполнение вы-
зывает значительные трудности. Во-первых,
возникает проблема подачи полимера в загру-
зочный бункер без потери вакуума. В результа-
те появились загрузочные системы с двумя бун-
керами: в верхний бункер подается исходный
Рис. 3.14. Двухбункерная вакуумная загрузоч
ная система
68
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
материал, там же происходит удаление воздуха из материала, после чего полимер провалива-
ется в нижний (основной) бункер (рис. 3.14). Вторая проблема — герметизация объема, при-
легающего к телу шнека. Переработка материалов, содержащих абразивные компоненты, мо-
жет нарушать вакуумирование. В месте утечки воздуха может происходить ожижение слоя
материала, что неблагоприятно сказывается на перемещении твердого полимера в экструдере.
Другой способ избежать захвата воздуха заключается в использовании двухстадийного
шнека с дегазационным отверстием в цилиндре, через которое отводят воздух и другие лету-
чие примеси, присутствующие в исходном полимере.
Для конструкции загрузочного бункера важным параметром сыпучести материала явля-
ется угол внутреннего трения (см. раздел 6.1). По правилу «большого пальца» угол между
внешней стенкой загрузочного бункера и горизонталью должен быть больше угла внутренне-
го трения. Если материал обладает очень большим углом внутреннего трения, он будет зави-
сать в бункере практически любой конструкции. В этом случае единственным выходом станет
применение специальных проталкивающих устройств.
3.5. Шнек
Шнек является «сердцем» экструдера. Можно сказать, что вокруг шнека все вращается
как в прямом, так и в переносном смысле. Вращение шнека обеспечивает как поступательное
перемещение материала, так и его разогрев и гомогенизацию.
Таблица 3.4. Химический состав различных материалов, используемых в изготовлении шнеков
С Si Мп F s Сг Mo Ni V Al Cu W Co Fe
Низкоуглеродистая сталь
8620 0.21 0.30 0,80 0,035 0.035 0,5 0,2 0,55 97,37
Сталь со средним содержанием углерода
4140 0,42 0,3 0,8 0,035 0,035 1,05 0,23 97,13
135 0,41 0.6 0,025 0.025 1.6 0t35 1,1 95.89
Нержавеющая сталь
17-4 0,04 1,00 0,4 16,5 4,8 4,0 73,26
304 0,07 1,00 2,00 0,045 0,030 18,5 9,2 69,16
316 0,07 1,00 2.00 0t045 0.030 17,5 2,25 12,0 65.10
Инструментальная сталь
Н-13 0,40 1,00 0,35 5,35 1,35 1,00 90,55
D-2 1,50 0,25 0,30 12,0 0,80 0,60 84,55
D-7 2,35 0.40 0.40 12.5 0,95 4.00 79.40
Материалы на основе никеля (повышенной коррозионной стойкости)
276 0,02 0,05 1,00 0,030 0,030 15,5 16,0 55,5 0,35 4,00 2,50 5,00
Dni 3.00 1.00 0,50 0.010 94,9 0.60 .
Твердые сплавы St. 6 1,00 1,25 28,0 4,00 65,7
St. 12 1,25 29,0 8,00 61,7
г УСТРОЙСТВО ЭКСТРУДЕРА
ЬУ
Говоря просто, шнек можно представить себе как стержень переменного диаметра, в кото-
ыоезана спиральная канавка. Внешний диаметр шнека — расстояние между валами на-
Р°м п0 разные стороны оси — одинаков практически для всех типов экструдеров. Зазор меж-
^шнеком и цилиндром обычно делают весьма малым, отношение величины этого зазора
нусъ как правило, составляет 0,001, но может колебаться от 0,0005 до 0,002.
К ^Детальное рассмотрение конструкции шнеков будет приведено в главе 8.
Наиболее распространенным материалом для производства шнеков в США является
сталь марки 4140, которая обладает средней степенью карбонизации и относительно низкой
стоимостью. В табл. 3.4 приведены данные по химическому составу различных материалов,
используемых для производства шнеков, а в табл. 3.6 показаны их некоторые физические
свойства и проведено сравнение стоимости. Выбор подходящего материала как для тела шне-
ка так и для его покрытия подробно рассмотрен в разделе 11.2.1.4.
В табл. 3.5 приведены некоторые материалы, используемые в производстве шнеков в Ев-
ропе.
Таблица 3.5. Европейские материалы или аналоги
Американское £
Европейское обозначение
обозначение
8620
4140
Nitralloy 135Л/
304
316
Я-13
P-2
21NiCrMo2
42СгМо4
41CrAlMoZ
X5CrNil89
X5CrNil89
X40CrMoV51
X155CrVMol21
Таблица 3.6. Свойства различных материалов, используемых в изготовлении шнеков
у 3 « 5 Л Максималь- ная твердость поверхности при высокой температуре Относитель- ная стоимость Легирование Хромирова- ние
Предел про ности при в сокотемпер турном paci жении, МП
8620 900 60 1,5 Нет Да
4140 ЯГ 2000 55-60 1,0 Да Да
Nitralloy 135М 1400 60-74 1,2 Да Не целесооб-
17-4 НТ разно
1400 65 2,0 Да Нет
304 1,5 Да Нет
316 1.5 Да Нет
Н-13 1800 60-74 1,7 Нет Да
П-2 1650 1,7 Нет Да
П-7 1650 3,0 Нет Да
Hastelloy 3,0 Да Нет
Puranickel 1100 3,0 Да Нет
70
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
3.6. Экструзионная головка
Во многих экструдерах между экструзионной головкой и цилиндром устанавливают рас-
секатель потока. Эта деталь представляет собой металлический диск с большим количеством
отверстий, параллельных оси шнека. Рассекатель потока выполняет две основные функции.
Во-первых, он останавливает спиральное движение расплава полимера и заставляет расплав
двигаться строго поступательно. Если не предотвратить спиральное движение расплава до
выхода из фильеры, то получившийся экструдат может иметь искаженную форму. Кроме то-
го, рассекатель потока является несущей деталью специальных фильтров, применяемых для
удаления загрязнений из расплава полимера. Иногда основным назначением фильтров явля-
ется увеличение давления на выходе из фильеры для улучшения качества смешения материа-
ла в экструдере. Но необходимость в этом возникает только при использовании шнека
неудачной конструкции. Вторым основным назначением рассекателя потока является улуч-
шение теплообмена между расплавом полимера и стенками экструдера, при этом увеличива-
ется гомогенность распределения температуры в расплаве полимера.
В случае нестыковки форм выходного отверстия цилиндра и входного отверстия головки
используют специальный адаптер, однако экструзионные головки, специально разработан-
ные для данного экструдера, могут работать и без адаптера. При этом размеры и формы голо-
вок и фильер не имеют общей стандартизации и поэтому использование адаптеров — весьма
распространенное явление.
Экструзионная головка считается одной из наиболее важных частей экструдера. Осталь-
ные части экструдера имеют только одну цель: доставка расплава полимера необходимой кон-
систенции под заданным давлением к головке. Таким образом, процесс формования, происхо-
дящий в головке, является очень важным компонентом всего процесса экструзии.
Природа полимерного расплава делает анализ его протекания через фильеру крайне
сложной задачей, поэтому разработка головки во многом до сих пор остается эмпирической
задачей. Поведение потока, протекающего в канале, будет подробно рассмотрено в разделе 7.5,
а конструирование экструзионных головок — в главе 9.
3.6.1. Фильтры и устройства
для автоматической смены фильтров
Фильтры перед рассекателем потока обычно ставятся для удаления примесей из распла-
ва. Грубые фильтры (с небольшим количеством ячеек) обычно помещаются перед рассекате-
лем потока в качестве поддерживающего элемента, перед которым последовательно устанав-
ливаются более тонкие фильтры. Типичный пакет фильтров состоит из одного 100-ячеечного
фильтра, за которым следуют по одному 60- и 30-ячеечному, при этом 30-ячеечный фильтр
устанавливается непосредственно перед рассекателем потока. При некоторых экструзионных
операциях [10] необходимо использовать более 20-ти 325-ячеечных фильтров, усиленных бо-
лее грубыми фильтрами.
Наиболее важными типами фильтрующих устройств являются следующие типы фильт-
ров: проволочная сетка, «спекшийся порошок» и «хаотичные нити». Проволочную сетку про-
изводят в виде квадратного плетения или «голландской пряжи» (параллельно-диагональное
плетение). Данные типы фильтрующих устройств различаются по способности задерживать
примеси, захватывать гелеобразные частицы и прочим параметрам [И, 12]. Сравнительный
анализ эксплуатационных характеристик приведен в табл. 3.7.
Таблица 3-7. Сравнение характеристик различных фильтрующих устройств
Проволочная сетка с квадратной ячейкой Проволочная сетка «голландская пряжа» Спекшийся порошок Хаотичные нити
Захват геля Плохо Нормально Хорошо Очень хорошо
Очистка от примесей Нормально Хорошо Нормально Очень хорошо
Проницаемость Очень хорошо Плохо Нормально Хорошо
Стандартные проволочные сетки плохо удаляют примеси; единственным преимуществом
фитьтров данного типа является высокая проницаемость. Естественно, что при необходимо-
сти более хорошей очистки следует применять другие фильтрующие устройства. Хаотичные
нити выделяются в отношении улавливания геля и задерживания примесей. Проблемы, свя-
занные с гелеобразованием, возникают при экструзии маломерных изделий, таких как тонкие
нити и пленки — именно в таких случаях следует использовать «хаотичные нити». При нали-
чии большого количества примесей в расплаве полимера будет происходить очень быстрое за-
сорение фильтра. При необходимости частой смены фильтра обычно применяют автоматиче-
ское устройство для замены фильтров. В таком устройстве осуществлен непрерывный кон-
троль за перепадом давления на фильтре, и если перепад достигает определенной
критической величины, гидравлический поршень выдвигает рассекатель потока с кассетой
фильтров из экструдера, одновременно помещая в экструдер новую кассету с рассекателем и
чистыми фильтрами. Такое устройство называется устройством для замены фильтров со
скользящими пластинами (рис. 3.15).
При некоторой доработке фильтра операция по его смене может протекать даже без оста-
новки экструдера. При этом необходимо удалить старый фильтр и поставить на его место чис-
тый, после чего аппарат готов к новому циклу работы. В случае сильной загрязненности поли-
мера замена фильтра может потребоваться через каждые 5-10 мин, хотя, как правило, время
загрязнения одного фильтра исчисляется часами.
Рассекатель потока оставляет очень мало пространства для размещения фильтра. При не-
обходимости более тщательного фильтрования можно использовать систему непрерывной
подачи фильтров. В таком устройстве могут использоваться фильтрующие материалы, обла-
дающие большой удельной площадью поверхности, то есть способные удалить относительно
Загрязненный фильтр Тяга гидравлического поршня
Фильтр, установленный в канале
^Ис* 3-15. Устройство для замены фильтров со скользящими пластинами
72
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Рис. 3.16. Автофильтрующая система (автофильтр)
большее количество примесей. Сейчас на рынке существуют разнообразные фильтрующие
элементы различных форм: цилиндрической, цилиндрической с гофрированием, а также в ви-
де плоских дисков. Многие фильтрующие элементы рассчитаны на замену без остановки по-
тока, то есть без остановки экструдера.
Существует также тип фильтрующих систем, называемый «автофильтром». В такой сис-
теме длинная металлическая сетка медленно, но непрерывно движется поперек направления
движения расплава (рис. 3.16). При этом движение ленты может осуществляться как за счет
поперечных сил, возникающих из-за перепада давления на фильтрующем элементе, так и под
действием специального привода. Автофильтр позволяет некоторому количеству полимера
вытекать наружу, за счет чего удаляются примеси, а также обеспечивается герметичность ус-
тановки вследствие образования затвердевшего или вязкого слоя полимера. Однако поддер-
жание герметичности требует прецизионного контроля необходимой температуры, посколь-
ку понижение температуры вызывает застревание сетки, а повышение — значительное пони-
жение герметичности.
В литературе [ 13-26] имеется несколько интересных описаний моделирования пористых
систем, в которых делаются попытки предсказать зависимость падения давления на фильтре
от скорости потока и вязкостных характеристик полимера.
3.7. Системы нагрева и охлаждения
Устройства нагрева необходимы для вывода экструдера на заданный температурный ре-
жим при запуске, а также для поддержания требуемой температуры в процессе работы. Наи-
более распространены три варианта нагревательных систем: электронагреватели, нагревате-
ли с жидким теплоносителем и паровые нагреватели.
3. УСТРОЙСТВО ЭКСТРУДЕРА
3.7.1. Электронагревательные системы
Электронагревательные системы превосходят все остальные типы нагревательных систем
целому ряду параметров: по ширине диапазона рабочих температур, простоте эксплуатац
меньшей стоимости, большей эффективности. Именно поэтому в большинстве случаев элект
нагреватели вытесняют все другие типы нагревателей. Обычно нагревательные элементы рас
ложены на цилиндре экструдера, разделяя его на зоны. Небольшие экструдеры обычно имеюч
двух до четырех зон, но в некоторых больших экструдерах число зон может доходить до 5-1(
большинстве случаев каждая зона управляется отдельно; таким образом, создается профиль т
ператур вдоль рабочего объема экструдера. Этот профиль может быть как постоянным, так и i
растаюшим или понижающимся, или иметь другую более сложную форму в зависимости от к
кретного экструдируемого полимерного материала и типа проводимого процесса.
3.7.1.1. Резисторное нагревание
Это наиболее распространенный тип электронагревательных элементов, работа котор
основана на превращении электрической энергии в тепловую при протекании электричесь
тока через проводник. Количество выделяющегося в единицу времени тепла зависит от
противления проводника и силы протекающего тока. Интенсивность тепловыделения мо
быть определена по формуле
, у2
Qc=7=«=W = -^-1 (
К
где I — сила тока; R — сопротивление проводника; V— напряжение.
Уравнение (3.5) справедливо для постоянного тока и для однофазного переменного i
В последнем случае используются среднеквадратичные значения напряжения и тока, а зн
ние сопротивления — только активное, то есть такое сопротивление, сдвиг фаз на которое
вен нулю. Для схемы, питаемой трехфазным напряжением, уравнение для расчета теплое
ления будет иметь вид
(t=3W.
Первые типы ленточных электронагревателей состояли из специальной проволок
слюдяной изоляцией, помещенной в кожух из мягкой стали. Нагреватели такой констру!
компактны и дешевы, но при этом они хрупки и не очень надежны в эксплуатации, кроме
их максимальная производительность ограничена величиной 50 кВт/м2 при максимал
рабочей температуре 500 °C. В литературе описаны новые типы слюдяных нагревателе!
торые могут обеспечивать эффективность тепловыделения до 165 кВт/м2. Качество и
эксплуатации нагревателей данного типа во многом определяется качеством контакта м
нагревателем и стенками цилиндра экструдера. При дефектном контакте развивается ло1
ный перегрев нагревательного элемента, что приводит к преждевременному его перегора
то есть сокращению срока службы нагревателя. Для улучшения теплового контакта испо
ют специальные пасты.
Более мощными являются электронагреватели, оборудованные керамической hsoj
ей. Они обладают плотностью потока энергии до 160 кВт/м2 или даже более, при этом м
мальная рабочая температура достигает 750 °C. Однако такие нагреватели оказываютс
гибкими и довольно громоздкими. Все керамические нагреватели производятся в виде тс
элементов, обладающих минимальными габаритными требованиями. Обычно их произ]
в виде двух частей, скрепляемых вокруг цилиндра экструдера.
74
ЧАСТЬ 1. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Еще один тип нагревателей, в которых нагревательные элементы заключены в полукруг-
лый или плоский алюминиевый кожух, называют композитными нагревателями (cast-in).
Такие нагреватели надежны и долговечны, кроме того, они обеспечивают очень хороший теп-
ловой контакт. Композитные алюминиевые нагреватели обеспечивают максимальное выде-
ление тепла около 55 кВт/м2 при рабочей температуре приблизительно до 400 °C. Использо-
вание бронзы вместо алюминия позволяет повысить тепловыделение до 80 кВт/м2, а макси-
мальную температуру — до 550 °C.
3.7.1.2. Нагревание индукционными токами
В этом способе нагрева на рабочий цилиндр крепят соленоид, по которому пускается пе-
ременный ток. В результате появляется переменное магнитное поле, индуцирующее электро-
движущие силы в металлических стенках рабочего объема, что приводит к возникновению в
них вихревых токов, которые приводят к тепловыделению.
Глубина прогрева при таком нагревании зависит от частоты подаваемого в соленоид пере-
менного тока. При стандартных промышленных частотах 50 и 60 Гц глубина прогрева состав-
ляет приблизительно 25 мм, что соизмеримо с обычной толщиной стенок рабочего цилиндра
экструдера. Преимуществами этой системы нагрева перед резистивными системами являют-
ся гораздо меньшие перепады температур в рабочем объеме, поскольку генерация тепла про-
исходит равномерно по всей глубине стенок рабочего цилиндра.
Другим преимуществом индукционных нагревателей является гораздо меньшая по
сравнению с резистивными нагревателями инерционность. Возникновение локальных пе-
регревов из-за плохого контакта в этом случае также невозможно. Несмотря на то что КПД
индукционного нагревателя ниже, чем у резистивного, в целом его эффективность оказыва-
ется выше, так как отсутствуют неизбежные в резистивном нагревателе потери тепла. При
этом оказывается возможным установить охлаждающую систему непосредственно на ци-
линдр экструдера, что позволяет обеспечить точный и быстрый контроль температуры. Ес-
тественно, что при всех преимуществах основным недостатком индукционной системы яв-
ляется ее дороговизна.
3.7.2. Нагрев жидким теплоносителем
Жидкостные нагреватели позволяют получить очень мягко регулируемое тепловое поле
и избежать локальных перегревов. При использовании системы охлаждения на той же жидко-
сти оказывается возможным достичь очень высокой равномерности температуры. Макси-
мальная рабочая температура большинства жидкостных нагревателей относительно низка и
не превышает 250 “С. Некоторые жидкости позволяют работать при более высоких темпера-
турах, но при этом они выделяют ядовитые пары, опасные для здоровья. Нагревательная сис-
тема на жидком теплоносителе весьма габаритна, кроме того, ее довольно сложно устанавли-
вать и дорого содержать. Еще один недостаток описываемой системы — при необходимости
поддержания различных температур в различных зонах экструдера нужно устанавливать не-
сколько независимых жидкостных систем. Таким образом, системы на жидком теплоносителе
нагрева являются весьма дорогими, громоздкими и неэффективными.
Паровое нагревание на современных экструдерах практически не используют, хотя пер-
вые типы экструдеров обогревали именно таким образом. Особенно это касается экструдеров
для переработки резиновых смесей. В принципе пар является хорошим проводником тепла
вследствие высокой теплоемкости, однако поддерживать с помощью пара высокие (более
200 °C) температуры, необходимые для экструзии полимеров, оказывается трудно. Достиже-
з. УСТРОЙСТВО ЭКСТРУДЕРА
75
ние более высоких температур требует большего давления пара, а современные производства
обычно не обладают парогенераторами достаточной мощности. Кроме того, в такой системе
обогрева возникают дополнительные проблемы в виде громоздкости оборудования, корро-
зии, вероятности утечек пара, потери тепла и другие.
3.7.3. Охлаждение экструдера
Охлаждение экструдера необходимо практически во всех экструзионных процессах
В любом случае охлаждение следует свести до минимума; если невозможно, исключить егс
полностью. Любое охлаждение экструдера снижает эффективность процесса, поскольку онс
приводит к потерям энергии. Нагревание экструдера обычно понижает затраты энергии ш
вращение шнека, понижая тем самым общие энергозатраты. При этом охлаждение требует
энергозатрат, а энергия, отнятая системой охлаждения, оказывается потерянной.
Значительная требовательность экструзионного процесса к охлаждению обычно являет
ся признаком неправильной проектировки аппарата. Это может означать как ошибочност]
выбора конструкции шнека, выбора отношения диаметра к длине, так и неправильного выбо
ра экструдера (например, применение одношнекового экструдера для процесса, в котором не
обходим двухшнековый).
Как правило, процесс экструзии планируют с таким расчетом, что большая часть энерго
затрат приходилась на вращение шнека. Вращение шнека вызывает вязкостный и фрикцион
ный разогрев полимера, то есть механическая энергия вращения шнека преобразуется в теп
ловую, вследствие чего повышается температура полимера. На механические энергозатрат!
обычно приходится 70-80% всей энергоемкости экструзии, то есть на нагреватели остается
только 20-30% без учета потерь.
Если большая часть энергии потребляется приводом шнека, можно рассчитывать, чг
внутреннее выделение тепла превосходит количество, необходимое для протекания процесс;
Тогда охлаждение тем пли иным способом становится необходимым.
Многие экструдеры имеют воздушное охлаждение, при этом вентиляторы устанавливаю
под цилиндром (рис. 3.17). Внешние поверхности нагревателей, а также промежутки межд
нагревателями часто снабжены радиаторами для повышения эффективности охлаждение
Экструдеры небольшого размера
могут не иметь воздушного охлаж-
дения, поскольку площадь их ци-
линдра весьма велика по сравне-
нию с величиной рабочего объема,
что само по себе обеспечивает зна-
чительные потери тепла через кон-
векцию и излучение.
Некоторые экструдеры рабо-
тают совсем без нагревателей и ох-
ладителей, в таком случае процесс
называется «автогенным», что не
следует путать с адиабатическим.
В автогенном процессе все необхо-
димое тепло вырабатывается за
счет внутреннего преобразования
Механической энергии в тепловую,
п°тери тепла при этом происходят
Рис. 3.17. Воздушное охлаждение экструдера
76
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
вследствие теплообмена с окружающей средой. В адиабатическом процессе полностью отсут-
ствует теплообмен с окружающей средой. Естественно, сделать экструзионный процесс пол-
ностью адиабатическим невозможно, в любом случае имеет место некоторое приближение к
идеальному случаю.
Автогенные экструдеры встречаются довольно редко, поскольку такой процесс требует
тонкого баланса между свойствами полимера, конструкцией машины и технологическими ус-
ловиями. Изменение любого из этих параметров вызовет отклонение от автогенных условий.
Поскольку термодинамические и реологические свойства различных полимерных материа-
лов существенно отличаются, оказывается трудно разработать экструдер, способный рабо-
тать в автогенном режиме с несколькими полимерами. Таким образом, большинство экстру-
деров разрабатываются так, чтобы некоторое количество тепла поступало от внешних нагре-
вателей.
Весьма значительным недостатком использования слишком мощных внешних нагрева-
тельных элементов является развитие большого градиента температур на границе металл-по-
лимер. Градиент.температур возникает вследствие относительно низкой теплопроводности
полимера. Таким образом, нагрев только от внешних нагревателей оказывается медленным и
сопровождается возникновением больших градиентов температур, а воздействие высоких
температур в течение длительного времени создает высокую вероятность деструкции поли-
мерного материала. Следовательно, нагрев вследствие вязкого трения более предпочтителен,
поскольку обеспечивает равномерный прогрев массы полимера. Нормальной считается си-
туация, когда энергозатраты на механический привод составляют более 50 и менее 90% от об-
щих затрат на экструзию.
Воздушное охлаждение позволяет осуществлять довольно мягкое воздействие на про-
цесс, поскольку скорость теплообмена довольно мала. Однако это неудобно, когда необходи-
мо интенсивное охлаждение. Тем не менее преимуществом воздушного охлаждения является
плавность изменения температуры при включении или выключении вентилятора. При водя-
ном охлаждении температура меняется более резко. Поэтому при использовании водяного
охлаждения труднее контролировать температурный режим.
При необходимости значительного охлаждения все-таки используют жидкостное охлаж-
дение; в качестве охлаждающей жидкости обычно применяют воду. Как было отмечено в раз-
деле 3.3, гофрированная зона требует интенсивного охлаждения, поэтому для ее охлаждения
обычно применяют водяную систему, также как и для охлаждения загрузочного узла. Основ-
ная трудность, возникающая при использовании водяного охлаждения, связана с испарением
воды, когда температура повышается выше точки кипения. Испарение эффективно отводит
тепло, но скорость теплообмена при этом снижается, что неудобно с точки зрения контроля
над температурным режимом из-за возникновения нелинейных эффектов. В итоге по сравне-
нию с воздушным охлаждением водяное охлаждение более требовательно к системе, управ-
ляющей температурным режимом. Эффективность воздушного охлаждения может быть по-
вышена использованием влажного воздуха, однако в этом случае трубопроводы системы при-
ходится делать из коррозионно-стойкого материала. Такая технология применяется в
некоторых запатентованных устройствах [8,9]. В таких агрегатах внутренняя энергия цирку-
лирующего вокруг рабочего цилиндра пара отнимается в специальной кондесатной емкости,
охлаждение которой производится внешней водяной системой. Схематическое изображение
паровой охлаждающей системы представлено на рис. 3.18. Утверждается, что такая конструк-
ция охладителя обеспечивает более гладкие характеристики и лучший температурный конт-
роль.
На масляных и воздушных системах охлаждения может применяться ступенчатая конст-
рукция, состоящая из пропорциональных клапанов и моторов позиционирования. Такая сис-
3. УСТРОЙСТВО ЭКСТРУДЕРА
тема относительно дорога, но при этом надежна
и требует малой амортизации. В случае водяно-
го охлаждения степень охлаждения контроли-
руется активацией магнитного клапана. При
низких температурах (нет испарения воды)
обычно используют равномерные циклы, а из-
меняют только размах пульсации пропорцио-
нально требуемой силе охлаждения. При высо-
ких температурах, когда вода начинает испа-
ряться, обеспечивается более интенсивное
охлаждение, и тогда используется другой ме-
тод контроля, называемый методом постоян-
ных амплитуд пульсации. Когда необходимо
охлаждение, соленоид активируется импуль-
сом определенной длительности, при этом час-
тота следования импульсов определяется тре-
буемой интенсивностью охлаждения.
В завершение хотим еще раз напомнить,
что охлаждение — это потеря энергии и ее сле-
дует избегать настолько, насколько это воз-
можно.
Рис. 3.18. Паровая система охлаждения
экструдера
3.7.4. Охлаждение и нагрев шнека
До сих пор обсуждались обогрев и охлаждение исключительно цилиндра, хотя только по
ловина площади поверхности контакта металла и полимера приходится на эту часть экструде
ра. Это означает, что если температура регулируется только на цилиндре, оказывается задей
ствованной только половина поверхности, через которую можно осуществлять теплообмен
полимером. Следовательно, с точки зрения теплообмена поверхность шнека также важна. Тег
не менее во многих экструдерах не используется обогрев или охлаждение шнека, поскольк
при невысоких требованиях к температурному режиму в этом обычно нет необходимости. Ол
нако, если необходимо обеспечить очень точное регулирование температуры, обогрев и охлг
ждения шнека оказываются необходимыми.
Очевидно, что поскольку шнек непрерывно находится в движении, его нагрев и охлажд(
ние оказываются более сложной задачей, чем регулирование температуры на цилиндре. Дл
ее решения приходится применять вращающиеся устройства, различные скользящие колье
и другие узлы теплообмена со шнеком. Однако эти узлы довольно распространенны в пр<
мышленности и вполне доступны. При этом водяное охлаждение шнека можно обеспечить
без применения дополнительных вращающихся элементов. Для этого в теле шнека просве]
ливают канал, параллельный его оси, в который вставляют медную трубу, подсоединенную
источнику воды. По трубе вода поступает к концу шнека, а затем вытекает назад через замкн;
тое пространство между трубой и стенками шнека. При достижении противоположного кош
шнека вода просто сливается в дренаж. Это довольно грубый, но эффективный способ обесп
чить охлаждение шнека (рис. 3.19).
Обычно охлаждение шнека проектируют следующим образом: жидкость (вода или ма
ло) подается в канал шнека через трубку, вставленную в этот канал и закрепленную на вр
Щающемся устройстве. Зона наибольшего охлаждения оказывается у того места, где жидкое
выходит из трубки, дальнейшее охлаждение происходит в направлении, противоположне
78
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Впуск воды
Удаление воды
Рис. 3.19. Простая система охлаждения шнека
течению жидкости к вращающемуся устройству. Точку максимального нагрева можно на-
страивать регулированием глубины ввода трубки в канал шнека. В некоторых случаях на-
стройка делается таким образом, чтобы зафиксировать конец трубки в канале шнека напротив
определенной зоны, тогда достигается охлаждение определенной зоны экструдера.
Контроль охлаждения может быть осуществлен путем изменения скорости подачи охла-
ждающего агента и температуры входного потока. Такой способ охлаждения шнека позволяет
весьма гибко управлять интенсивностью охлаждения. Именно поэтому охлаждение шнека
значительно расширяет функциональность экструдера, а проведение некоторых процессов
вообще невозможно без такого компонента. В качестве хладагентов наиболее часто применя-
ют масло и воду.
Иногда охлаждение шнека используют для увеличения способности экструдера генери-
ровать давление. В этом случае охлаждение шнека производится по всей длине зоны дозиро-
вания. Механизм увеличения давления следующий: охлаждение поверхности шнека остужа-
ет прилежащие к нему слои полимерного материала, что увеличивает его вязкость. В резуль-
тате уменьшается эффективная глубина нарезки шнека, что и приводит к росту давления.
Такая ситуация имеет место, если шнек изначально был сделан со слишком глубокой нарез-
кой в зоне дозирования. Таким образом, если охлаждение шнека приводит к повышению дав-
ления на выходе из фильеры, то в первую очередь это свидетельствует о неправильной конст-
рукции шнека и наиболее эффективным решением будет замена шнека на более подходящий.
Определение оптимальной глубины нарезки шнека подробно описано в главе 8.
Интересным примером регулирования температуры шнека является встраивание в него
трубки с теплопроводящим материалом. Такая трубка пронизывает весь шнек от зоны пита-
ния до зоны дозирования. Поскольку температура дозирующей зоны обычно гораздо выше
температуры загрузочной, в трубке возникает теплоперенос по градиенту температур, вслед-
ствие чего обеспечивается нагрев загрузочной зоны и охлаждение дозирующей. Преимущест-
вами такого технического решения являются малые потери на охлаждение, герметичность и
отсутствие дополнительных деталей, но при этом нет возможности контролировать процесс
охлаждения.
Нагрев шнека иногда осуществляется кассетой нагревателей, расположенных во внутрен-
нем канале шнека. Питание подается с торца шнека с использованием специальных скользя-
щих колец. Если нагреватели могут перемещаться вдоль оси шнека, место нагрева может быть
подобрано по необходимости. Однако следует соблюдать хороший тепловой контакт между
шнеком и нагревательными элементами, что часто требует установки нагревателей в уже про-
гретый шнек, поскольку в противном случае в процессе эксплуатации внутренние стенки
шнека отойдут от нагревателей. Требование тесного контакта нагревателей со стенками шне-
ка затрудняет перемещение нагревателей вдоль оси шнека. При необходимости перемещения
нагревателей следует использовать специальные пасты, которые вместе с хорошим тепловым
контактом способны обеспечить возможность перемещения нагревателей внутри шнека.
з. УСТРОЙСТВО ЭКСТРУДЕРА
79
3.8. Литература
1 К. Rape, Power Transmission Design, 8,36-38 (1982).
2. N. N., Modern Materials Handling, Oct. 6,66-69 (1982).
3, Li. McCullough, Tech. Papers IEEE Meeting, 755-757 (1978).
4. N. N., Generation Planbook, 144-147 (1982).
5. S. Collings, Plastics Machinery & Equipment, Sept. 26-29 (1982).
6. Machine Design, Fluid Power Reference Issue (1982).
7. R.L. Miller, SPE Journal, Nov., 1183-1188 (1964).
8. U.S. Patent 2,796,632.
9. W.H. Willert, SPE Journal, 13, 6, 122-123 (1957).
10. NT. Flathers, et al., Int. Plast. Eng., 1,256 (1961).
11. H.M. Kennard, Plast. Eng., 30,12,59 (1974).
12. J.S. Singleton, paper presented at Filtration Society Conference, London, Sept. (1973).
13. W.C. Smith, Ph.D. thesis, University of Colorado (1974).
14. TJ. Sadowski and R.B. Bird, Trans. Soc. Rheol., 9, 2, 243 (1965).
15. RJ. Marshall and A.B. Metzner, Ind. Eng. Chem. Fund, 6,393 (1967).
16. R.H. Christopher and S. Middleman, Ind. Eng. Chem. Fund, 4, 422 (1965).
17. D.F. James and D.R. McLaren, J. Fluid Meeh., 70,733 (1975).
18. R.E. Sheffield and A.B. Metzner, AlChE J., 22, 736 (1976).
19. G. Laufer, C. Gutfmger, and N. Abuaf, Ind. Eng. Chem. Fund, 15, 77 (1976).
20. E.H. Wissler, Ind. Eng. Chem. Fun, 10,411 (1971).
21. Z. Kamblowski andM.D. Ziubinski, Rheol. Acta., 17,176 (1978).
22. «Filtration of Polymer Melts», VD1 publication, Duesseldorf, Germany (1981).
23. J.A. Deiber and W.R. Schowalter, AIChE J., 27,6,912 (1981).
24. M.L. Booy, Polym. Eng. Sci, 22, 14, 895 (1982).
25. S.H. Collins, Plast. Compounding, March/April, 57-70 (1982).
26. D.S. Done and D.G. Baird, Techn. Papers 40th ANTEC, 454-457 (1982).
27. K. O’Brien, Plast. Technology, Feb., 73-74 (1982).
28. N. N., Int. Plast. Eng., 2,92-95 (1962).
29. A. Bres, VDLNachrichten, 19,42,14 (1965).
30. R.G. Schieman, Reliance Electric Publication, D-7115,1, 7 (1983).
31. CJ. Ceroke, Chemical Engineering, Nov. 12,133-134 (1984).
32. W.A. Kramer, «Motors and Drives for Extrusion Applications», SPE ANTEC, 268-272 (1999).
33. C. Hiemenz, G. Ziegmann, B. Franzkoch, W. Hoffmanns, and W. Michaeli, «Verbesserung ал
Einschneckenextruder», in «Handbuch des 8. Kunststofftechnischen Kolloquiums», Aacher
p. 81-109 (1976).
4. Вспомогательное
оборудование
и средства контроля
4.1. Требования к оборудованию
Различное вспомогательное оборудование не менее важно для эффективного осуществ-
ления процесса экструзии, чем правильный выбор экструзионной головки и цилиндра экс-
трудера. Без оборудования, позволяющего контролировать параметры технологических про-
цессов, протекающих в рабочем объеме и фильере, поиск и устранение причин возникновения
дефектов в экструдате крайне затруднены. В некотором смысле приборы контроля режима
работы экструдера можно назвать «рабочим диапазоном процесса».
Специальное оборудование позволяет непрерывно контролировать параметры работы
экструдера, основными из которых являются давление, температура, мощность и скорость.
Кроме того, они также оказываются незаменимыми при поиске и выявлении неисправностей.
Поэтому минимальный набор необходимых средств контроля должен включать приборы для
измерения следующих параметров:
• давление в головке до и после фильтра;
• частота вращения шнека;
• температура расплава полимера в головке;
• распределение температуры по длине цилиндра и фильеры;
• скорость охлаждения каждой зоны экструдера;
• энергозатраты на обогрев каждой зоны;
• энергозатраты на вращение двигателя;
• температура воды в системе охлаждения загрузочного бункера;
• скорость воды в системе охлаждения загрузочного бункера.
4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
81
Это минимальный список параметров, подлежащих контролю. Часто необходимо контро-
лировать дополнительные параметры, например, уровень вакуума над клапаном дегазации
или температуру в различных областях внутри и снаружи головки. Особо следует отметить,
что температура расплава не постоянна на всем его протяжении.
Перечисленные выше параметры относятся к самому экструдеру, но кроме них существу-
ет также набор параметров, характеризующих экструзионную линию в целом и зависящих от
конкретных компонентов линии. Для каждой экструзионной линии необходимо контролиро-
вать следующие параметры:
• скорость технологической линии;
• геометрические размеры экструдата;
• температуру воды или скорость водяного охлаждения различных систем;
• усилия, действующие на изделия в технологической линии.
Существуют также внешние условия, способные оказывать влияние на работу экструзи-
онной линии, как то: температура окружающей среды, относительная влажность, конвекция
воздуха вокруг экструдера, а также колебания напряжения в электросети.
Неполное оснащение экструдера измерительным и контрольным оборудованием может
сильно помешать быстрому и точному обнаружению неисправности. В этом случае процесс
выявления неисправности из последовательного и логичного процесса превратится в «гада-
ние на кофейной гуще», которое может занять дни, недели и даже месяцы. Когда проблемы
с экструдером выливаются в некондиционность продукта или в простой технологической
линии, очень важно обеспечить быстрое устранение неисправности. В противном случае
компании грозят существенные финансовые потери. В некоторых случаях покупка нового
экструдера может оказаться более дешевой, чем результат потери одного производственно-
го дня.
Полное оснащение технологической линии измерительной аппаратурой позволяет быст-
ро устранять неисправности до того, как они приведут к серьезным последствиям, например,
поломке экструдера или снижению качества продукции. Наличие такой аппаратуры также
позволяет определять характеристики процесса, которые могут быть полезны для оптимиза-
ции и развития производства. Кроме того, появляются возможности более тщательного кон-
троля процесса и внедрения автоматизированной системы управления.
4 .1.1. Наиболее важные параметры
Наиболее важными параметрами процесса экструзии являются давление и температура.
Они наиболее точно показывают, насколько правильно функционирует экструдер. Именно
датчики давления и температуры первыми откликаются на изменения в ходе процесса.
4.2. Измерение давления
4.2.1. Важность давления расплава
Контроль давления расплава важен по двум основным причинам: контроль и наблюдение
за технологическим процессом, а также с точки зрения техники безопасности. Давление в экс-
трузионной головке определяет характеристики экструдата. Именно это давление необходи-
мо для преодоления сопротивления, создаваемого потоку фильерой. Если входное давление
непостоянно во времени, то также непостоянными окажутся геометрические размеры экстру-
82
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Размеры
экструдата ь
А
Время------->>
Рис. 4.1. Изменение давления и соответствующее
изменение экструдата во времени
дата (рис. 4.1). Таким образом, следя за из-
менением давления, мы можем точно уста-
новить, является ли экструзионный процесс
стабильным или нет. Для этого лучше всего
использовать самописцы или устройства не-
прерывного ввода данных о давлении в ком-
пьютер.
Необходимость контроля давления так-
же диктуется соображениями безопасности
на производстве в целях предотвращения
несчастных случаев от взрыва при возник-
новении избыточного давления. При разви-
тии избыточного давления возможны раз-
рыв цилиндра экструдера или головки. Оба
явления очень опасны и ни в коем случае не
следует допускать их возникновения. На
всех экструдерах должны быть установлены
устройства защиты от избыточного давле-
ния, такие как разрушающийся диск или
срезной штифт на хомуте, удерживающем
головку. Но даже при наличии подобных
устройств экструдер следует оборудовать
хотя бы одним датчиком давления, что по-
зволит с большей вероятностью избежать
критической ситуации, особенно в случае
неисправности устройств защиты от избы-
точного давления. Давление может подни-
маться очень быстро, без каких-либо симптомов и вызвать катастрофические последствия.
Удачным решением является использование автоматического выключателя экструдера
при достижении критического уровня давления. При измерении давления необходимо знать
его средний уровень, но также важно, а в некоторых случаях и необходимо, фиксировать коле-
бания давления во времени, поскольку обычно изменение размеров экструдата четко корре-
лирует с изменением давления. Обычно перепады давления имеют период менее секунды, по-
этому следует использовать достаточно быстродействующие датчики.
4.2.2. Различные типы датчиков давления
На первых моделях экструдеров устанавливали трубчатые пружинные манометры, за-
полненные маслом, которые были не вполне надежны. При повышенных температурах масло
вытекало в экструдер, в результате датчик давал неточные показания, а полимерный материал
загрязнялся. Также бывали случаи затекания полимера в трубку манометра, где он образовы-
вал плотную пробку, что также искажало результаты измерений. Кроме того, показания труб-
чатого манометра довольно сильно зависят от температуры. Все это привело к отказу от ис-
пользования датчиков давления подобной конструкции. Вместо них сейчас используют ши-
рокий набор других устройств, из которых наиболее часто встречаются датчики давления
с тензодатчиками и пьезорезистивными датчиками. Первый из них представляет собой диа-
фрагму, изгиб которой зависит от давления, с присоединенным к ней тензодатчиком, изме-
ряющем изгиб диафрагмы (рис. 4.2). Такой датчик обладает малым временем отклика и высо-
4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
83
Тензодатчикi
Диафрагма,
контактирующая
с расплавом
Диафрагма
Т10Д термо-
изоляцией
Соединение между
двумя диафрагмами
Давление
Движение расплава
Рис. 4.2. Устройство датчика давления с тензо-
датчиком
Диафрагма Диафрагма
Рис. 4.3. Манометры: капиллярный (слева)
и стержневой (справа)
ким разрешением. Поскольку тензодатчик не может работать при повышенных температурах,
его располагают вдали от рабочего объема экструдера и нагревателей, а изгиб диафрагмы пе-
редается к датчику механической или гидравлической передачей.
Преобразователь давления от диафрагмы к тензодатчику может быть либо капиллярным,
либо стержневым. При таком типе передачи используют две мембраны: первая находится в
непосредственном контакте с расплавом полимера, а вторая на некотором расстоянии от разо-
гретых частей экструдера. Передача осуществляется гидравлически по капилляру или меха-
нически по стрежню (рис. 4.3). Тензодатчик присоединен ко второй диафрагме и измеряет ее
изгиб, который связан с давлением, оказываемым расплавом на первую диафрагму.
Многие капиллярные датчики давления заполняют ртутью, а так как толщина диафрагмы
довольно мала, существует опасность ее разрыва с выливанием ртути в цилиндр экструдера, и,
следовательно, ее попаданием в экструдат. К сожалению, не на всех датчиках давления ста-
вится маркировка о наличии ртути, поэтому не всегда обеспечивается должная безопасность.
Важно убедиться, что датчики, содержащие ртуть, не используются при производстве изде-
лий как медицинского, так и пищевого назначения.
Существует также тип передач, использующих пневматику. Манометр с такой системой
передачи оказывается весьма выносливым, но обладает большой задержкой, средней точно-
стью и высокой чувствительностью к температуре окружающий среды. Например, для мано-
метра с капиллярной передачей характерны выносливость, точность, быстрый отклик и сла-
бая чувствительность к температуре. Стандартное отклонение в показаниях для такого мано-
метра в зависимости от качества датчика колеблется от 0,5 до 3%. Стрежневой датчик по
характеристикам напоминает капиллярный за исключением более низких показателей точно-
сти и большей зависимости от температуры. Манометр с пьезорезистивным датчиком облада-
ет относительно большей надежностью, поскольку его диафрагма более толстая, при этом он
обеспечивает быстрый отклик и высокую точность измерения, а также слабую зависимость от
температуры. Сравнение различных типов манометров приведено в табл. 4.1.
В другом типе манометров используется сжатый воздух. Давление воздуха регулируется
таким образом, чтобы соблюсти баланс между рабочей и вспомогательной диафрагмами. Та-
кой датчик, в котором используют только пневматические элементы, обладает довольно боль-
шим ресурсом, но при этом большой задержкой и высокой зависимостью от температуры.
Вще один тип датчиков основан на использовании мостовой схемы, одно из плеч которой
84
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
представляет собой проволоку, расположенную непосредственно рядом с диафрагмой. Дав-
ление от диафрагмы передается на проволоку коротким стержнем. Преимущество такой кон-
струкции заключается в том, что все части мостовой схемы находятся при одной температуре,
что обеспечивает малую погрешность при изменении температуры. Некоторые манометры
снабжены термопарой для обеспечения измерения температуры одновременно с измерением
давления.
Пьезоэлектрический материал способен преобразовывать очень слабое механическое
воздействие в электрический сигнал, не требуя при этом дополнительных источников энер-
гии. Для измерения больших давлений в расплавах полимеров с высокими температурами
разработаны специальные кварцевые датчики. Отсутствие мембраны делает такие датчики
очень надежными, что обусловило их широкое распространение в машинах для литья под дав-
лением.
Одно из основных преимуществ пьезодатчиков заключается в очень высоком быстродей-
ствии; их резонансная частота обычно составляет 40 кГц. Это позволяет проводить измерения
с частотой в области нескольких килогерц, что примерно на три порядка превосходит ско-
рость измерения, обесцениваемую капиллярными тензорными датчиками. Однако пьезодат-
чики не способны точно измерять давление, остающееся неизменным в течение длительного
времени, то есть для точности показаний необходимо, чтобы давление менялось довольно бы-
стро: за несколько секунд или даже быстрее. Другой недостаток заключается в невозможности
использования пьезодатчиков при высоких температурах; максимальная рабочая температу-
ра обычно составляет 120 °C.
В некоторых манометрах используют также пьезочувствительные полупроводники,
встроенные в небольшой чип, которые изменяют свое сопротивление при приложении на-
грузки. Такой чип присоединяют к измерительной диафрагме, а изменение сопротивления
измеряют при помощи моста Уинстона. Такой датчик выдает воспроизводимый сигнал, про-
порциональный давлению на диафрагму. На рис. 4.4 показан чувствительный элемент пьезо-
резистивного датчика.
Таблица 4.1. Сравнение различных датчиков давления
Тип манометра Выносливость Чувствительность к температуре Время отклика Погрешность, о/ /о
Пневматический Хорошая Высокая Большое Около 1,5
Капиллярный с тензо- Отличная Очень слабая Удовлетвори- 0,5-3
датчиком Стержневой с тензодат- Отличная Высокая тельное Удовлетвори- Около 3
чиком Пьезоэлектрический Хорошая Высокая тельное Малое 0,5-1,2
П ьезорезистивный Хорошая Низкая Малое 0,2-0,5
Оптический Хорошая Низкая Малое Около 0,5
Пьезорезистивные датчики обладают широким набором преимуществ по сравнению с ма-
нометрами других типов [82]. Относительно большая толщина диафрагмы делает такой дат-
чик весьма надежным. Кроме того, он обладает в 1000 раз большим быстродействием, чем тен-
зодатчики. Отсутствие жидкостных наполнителей позволяет исключить возможность ртут-
ного загрязнения при использовании пьезорезистивных датчиков.
4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
85
Немецкая фирма FOS Mess-
technik GmbH разработала датчи-
ки давления, использующие оп-
тические методы для измерения
изгиба мембраны. Такие датчики
обладают очень хорошими харак-
теристиками, в частности позво-
ляют точно измерять величину
изгиба мембраны (максимальный
изгиб мембраны при нормальных
давлениях составляет примерно
10 мкм). В результате оказалось
возможным использовать в 10 раз
более толстые мембраны, чем в
обычных датчиках. Кроме того,
оптическая система имеет крайне
Металлические
контакты
Кремниевый резистор
Кремниевая подложка
Изолирующий слой
из диоксида кремния
Диафрагма
Рис. 4.4. Сенсорный элемент пьезорезистивного датчика
малое время отклика и позволяет проводить измерения с частотой до 50 кГц, что делает воз-
можным использование таких датчиков в быстродействующих схемах контроля.
В оптическом датчике измерение изгиба диафрагмы проводится световодом из кварцево-
го стекла, с помощью которого луч света подается к мембране, затем очень точно измеряют ин-
тенсивность отраженного света. Оптические датчики могут быть использованы при темпера-
турах до 600 °C, а в некоторых случаях даже выше. Несмотря на то что оптические манометры
не распространены в экструзионной промышленности, они обладают несомненным набором
преимуществ перед датчиками стандартных типов.
4.2.3. Анализ конструкций датчиков
Большинство диафрагм производят из нержавеющей стали марок 17-4 PH или 304. Сталь
марки 17-4 обладает большим модулем упругости, и при прочих равных условиях будет мень-
ше прогибаться, увеличивая срок службы датчика.
Крайне важным является метод крепления диафрагмы к датчику. Обычно диафрагму
крепят одним из двух методов сварки (рис. 4.5). При торцевой сварке диафрагмы к корпусу
Ис- 4.5. Вид сварного шва на капиллярном (сле-
ва) и стержневом (справа) типах тензо-
датчиков
манометра место диафрагмы, находящееся
под максимальной нагрузкой, оказывается
совмещенным со сварным швом. Естествен-
но, материал сварного шва отличается от ма-
териала диафрагмы, поэтому велика вероят-
ность разрушения места сварки и мембраны
вокруг него. При использовании нержавею-
щей стали 304 разрушения при таком типе
сварки избежать практически невозможно
вследствие охрупчивания стали при выделе-
нии карбидов, образующихся при сварке.
При фланцевой сварке сварной шов ока-
зывается вне места деформации мембраны.
Такой тип сварки обычно применяют в тензо-
датчиках с механической передачей. Его лег-
ко можно отличить по отсутствию кромки
86
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
сварного шва на поверхности диафрагмы. В некоторых новых типов датчиков сварка вообще
не используется, при этом мембрану и верхний конец датчика изготавливают в виде единой
детали.
При необходимости использовать датчик давления в коррозионно-активных средах диа-
фрагму следует покрывать коррозионно-стойкими материалами (например, Hastelloy). Одна-
ко обычно увеличение коррозионной стойкости с помощью покрытия приводит к появлению
гистерезиса и различных нелинейных эффектов. Покрывать мембрану износостойкими мате-
риалами также может потребоваться при работе с абразивными средами. Некоторые произво-
дители используют метод электролитического осаждения для нанесения на мембрану покры-
тия, подобного хромовому, но превосходящего его по износостойкости.
Как уже отмечалось, в манометрах с гидравлической передачей между мембраной и тензо-
датчиком (рис. 4.5, слева) в качестве жидкости используют ртуть, правда канал между мем-
браной и датчиком представляет собой очень тонкий капилляр, и содержание ртути очень ма-
ло. Иногда такой манометр называют «капиллярным манометром». Необходимость исполь-
зования ртути продиктована ее малым коэффициентом термического расширения и высокой
температурой кипения» то есть колебания температуры вносят лишь незначительную погреш-
ность в результаты измерений. Удачным элементом конструкции капиллярного манометра
является наличие равномерной жидкостной подушки под мембраной. Однако остается опас-
ность разрыва мембраны и вытекания ртути, а следовательно, загрязнения экструдата токсич-
ным веществом.
В манометрах с механической передачей обычно применяют штырь, соединяющий диа-
фрагму и тензодатчик (рис. 4.5, справа). Штырь обеспечивает передачу давления от мембраны
на датчик, однако не обеспечивает при этом равномерной нагрузки на диафрагму.
Пьезоэлектрические датчики отличаются компактными размерами. Прогиб мембраны,
необходимый для получения сигнала, очень мал, поскольку пьезоэлектрические датчики об-
ладают довольно высокой чувствительностью. Деформация, соответствующая полной шкале
давления, может быть менее 10 мкм [1, 2]. Рабочий интервал температур в основном опреде-
ляется материалом изоляторов. При использовании керамических изоляторов датчик может
работать при температурах превышающих 350 °C, а обычные изоляторы из фторопласта обес-
печивают работоспособность до 240 °C. Линейность пьезоэлектрических датчиков составляет
более 1% при довольно широком рабочем диапазоне до 750 МПа.
4.2.4. Технические характеристики датчиков давления
Технические характеристики датчиков, произведенных различными фирмами, могут су-
щественно различаться, поэтому очень важно знать влияние реальных характеристик датчи-
ков на точность измерений. Ниже будут рассмотрены некоторые наиболее важные характери-
стики.
Идеальный манометр должен выдавать сигнал, линейно связанный с давлением. Однако на
практике всегда присутствуют некоторые отклонения от идеальной зависимости, называемые
нелинейностью. При составлении описания манометра его характеристику аппроксимируют
прямой линией, а отклонения от нее указывают в описании прибора, выражая в процентах от
полной шкалы. При этом нелинейность калибровочной кривой определяют в направлении воз-
растания давления. Давление, измеренное при возрастании давления, обычно несколько отли-
чается от давления, измеренного на спаде давления (рис. 4.6). Различие между восходящей и
нисходящей ветвью называется гистерезисом и также выражается в процентах от всей шкалы.
Использование 75 или 80%-ного резистора для калибровки индикатора [3] позволяет снизить
погрешности от нелинейности и гистерезиса. При этом прибор обладает наибольшей погреш-
4 ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
87
ностью в конце и хорошей точностью в середине измеряе-
мого диапазона. Это весьма удобно, поскольку в штатном
режиме работы экструдера показания манометра как раз
лежат в середине измеряемого диапазона.
Воспроизводимостью измерений называется способ-
ность прибора повторять показания при помещении в
одинаковые условия, то есть при приложении одинаково-
го давления в разное время. Этот параметр оценивает мак-
симальную погрешность, которую могут иметь показания
манометра при трехкратном измерении давления, меняю-
щегося от нуля до максимального значения измеряемого
диапазона.
Изменение температуры окружающей среды также
влияет на показания манометра. Такая характеристика
манометра, как температурный дрейф показаний, показы-
Рис. 4.6. Гистерезис в датчике дав-
ления
вает, насколько изменятся показания манометра при нулевом давлении и при максимальном
значении шкалы, если температура меняется от комнатной до максимальной рабочей. Темпе-
ратурный дрейф выражается в изменении показаний, выраженном в процентах от всей шкалы
при изменении температуры на один градус.
Когда подходящий тип манометра выбран, следует подумать о правильном выборе обору-
дования для считывания и визуализации показаний манометра, точность такого оборудова-
ния должна быть, по крайней мере, не меньше точности самого манометра.
Немецкая фирма VDMA (Verein Deutsche Maschinenhau Anstalten) опубликовала статью
(VDMA 24456), в которой приведено подробное рассмотрение различных аспектов работы
датчиков давления. Также описаны различные устройства для тестирования манометров как
в статическом, так и в динамическом режиме.
Поведение манометров в динамическом режиме представляет особый интерес при анали-
зе нестабильности в экструдере. Манометры разных производителей были протестирова-
ны [4] по методу, описанному в VDMA 24456; некоторые из полученных данных приведены в
табл. 4.2.
Таблица 4.2. Данные динамического тестирования различных манометров
Фирма изготовитель Модель Диапазон, бар Собств. частота,с’1 Затухание, с 1 Граничная частота, Гц
Dr. Staiger 200 353 49 17
Dynisco PT 422A 350 182 23 9
Dynisco PT 422/12 350 628 69 30
Brosa 500 Л.П.* A.D.* 90
* Непериодическое затухание.
Исследование поведения манометра при динамической нагрузке проводят путем снятия
его показаний под действием периодической нагрузки. Если пульсации следуют через малые
промежутки времени, ответ манометра выглядит как затухающие колебания. Типичный вид
изменения показаний манометра в таких условиях показан на рис. 4.7. Эта кривая может быть
представлена как функция вида
88
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Рис. 4.7. Типичный вид отклика манометра на
пульсацию нагрузки
/(r) = Aexp(-5£)sm(co/ + <p), (4.1)
где А — амплитуда колебаний; 6 — констан-
та, характеризующая скорость затухания;
— собственная частота датчика.
Из характера отклика могут быть опре-
делены параметры, описывающие работу
датчика, а из них с помощью уравнений
(4.2) и (4.3) можно рассчитать амплитуд-
но-частотные и фазово-частотные характе-
ристики манометра
(4-2)
2£7со
а = - arctan----z—
1-Т2со
(4.3)
где D — степень затухания; Т— период колебаний незатухающей системы.
Типичный вид амплитудно-частотных и фазово-частотных характеристик представлен
на рис. 4.8. Из амплитудно-частотной зависимости, показанной на рисунке, видно, что при
частоте 12,5 Гц достигается повышение амплитуды на 10%, то есть при частоте «12,5 Гц по-
грешность в измерении давления составит 10%, а при частоте 30 Гц — практически 100%.
Граничная частота в табл. 4.2 представляет ту частоту, при которой погрешность по ам-
плитуде достигает 10%. Следует отметить, что данные по граничной частоте, приведенные в
табл. 4.2, значительно ниже значений, декларируемых фирмами-изготовителями. Некоторые
производители заявляют, что граничная частота их манометров составляет 100 Гц, однако
данные, приведенные в табл. 4.2, не подтверждают подобных значений. Как уже отмечалось
ранее, скорость динамического отклика пьезодатчиков давления оказывается на три порядка
большей, чем датчиков мембранного типа.
4.2.5. Сравнение датчиков
различного типа
Обычно электронные датчики оказывают-
ся более точными, чем пневматические, кото-
рые в свою очередь превосходят по точности
механические. Типичные значения погрешно-
стей для электронных датчиков составляют
±0,5%, для пневматических — ±1,5%, а для ме-
ханических — ±3% [4]. Воспроизводимость ре-
зультатов составляет от ±0,1 до ±0,2% для элек-
трических, ±0,5% для пневматических и от ±1
до ±2% для механических датчиков. Гистерезис
у электрических и пневматических датчиков
составляет 0,1-0,2%, при этом для механиче-
ских датчиков он составляет от 4 до 5%.
Рис. 4.8. Типичные амплитудно-частотные и
фазово-амплитудные характеристики
4 ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
89
4.3. Измерение температуры
Контроль температуры проводится в различных частях экструдера: по всей длине цилин*
дра, в расплаве полимера, а также в экструдате, при выходе из головки. Выбор метода измере
ния температуры зависит от положения и целей измерения. Рассмотрим методы измерение
температуры.
4.3.1. Методы измерения температуры
Измерения температуры в экструзионной промышленности производятся как при помо
щи терморезисторов, так и с использованием термопар и радиационных пирометров. Исполь
зуется два типа терморезисторов: терморезисторы из проводника и из полупроводника, н(
в любом случае принцип действия терморезитора основан на существовании зависимости со
противления от температуры.
В терморезисторе на проводнике (американское обозначение RTD) рабочим элементов
является металл, а сопротивление металла возрастает с температурой, что и позволяет по из
менению проводимости судить о температуре. При необходимости измерения высоких тем
ператур с очень большой точностью применяют платиновую проволоку. Платина может быт
получена в высокочистом состоянии, и изготовленный из нее рабочий элемент обладает высо
кой механической и электрической стабильностью, а также демонстрирует высокую коррози
онную стойкость. Большинство датчиков такого типа изготавливают в виде проволоки, скру
ченной в спираль, хотя в некоторых особых случаях применяют ленточные металлически
элементы.
В терморезисторе на полупроводниках используется снижение проводимости полупро
водника при повышении температуры. Из термодатчиков на полупроводниках наибольше
распространение получили термисторы (рис. 4.9).
Благодаря малому размеру термисторы могут использоваться в тех случаях, когда терме
метры других типов оказываются неприменимыми. Обычно зависимость сопротивления тер
мистора от температуры имеет нелинейный вид, что создает некоторые сложности при их экс
плуатации. Однако к настоящему моменту разработаны технологии, позволяющие обойт
этот недостаток [14], и он не является основным для термисторов. Гораздо более неприятны]
оказывается малое значение рабочего тока термистора (<100 мкА), а также дрейф рабочег
тока во времени. При этом большим преимуществом термистора является его малое время от
клика.
На рис. 4.10 представлена основная схема термометра на термопаре, которая также и;
вестна под названием термоэлектрический датчик. Термопара представляет собой соединеь
Дисковый термистор Стержневой термистор
рис. 4.9. Термистор
90
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Металл А
Место приложения
температуры
Металл В
Метал С
----------О (+)
Метал С
-------° (")
Выходное
напряжение, мВ
Референтное соединение
(т-т0)
ные одним концом проволоки
из разных металлов (это соеди-
нение называется горячим,
или чувствительным соедине-
нием), при этом свободные
концы проволок подсоедине-
ны к проволокам третьего типа
(референтное соединение, под-
держивающееся при постоян-
ной температуре). При прило-
жении разности температур к
референтному и горячему со-
Рис. 4.10. Основная схема термопары
Соединительный Металлическая
провод оболочка Изоляция
Изолированное соединение
Рис. 4.11. Различные конфигурации термопар
единениям термопара развива-
ет разность потенциалов; это
явление называется термо-
электрическим эффектом. Ве-
личина развиваемого напря-
жения зависит от разности
температур и типа используе-
мых металлов.
Термопары наиболее рас-
пространенного типа состоят
из соединения железной и кон-
стантановой проволок. Термо-
пары производят в различных
конфигурациях: с открытым,
закрытым и изолированным
соединениями и др. (рис. 4.11).
Подробная информация о
термопарах и их использовании содержится в книге Поллока [69], публикациях ASTM* [70],
NBS** по термопарам [71], а также в книге Бэйкера и Райдера [72]. Сравнение различных тер-
мопар приведено в табл. 4.3.
Контактные методы измерения не подходят для определения температуры получаемого
экаструдата, поскольку при использовании таких методов нарушается поверхность экструда-
та. Для определения температуры неконтактным способом используют инфракрасные (ИК)
детекторы. Интенсивность ИК-излучения зависит от длины волны и температуры объекта,
поэтому бесконтактные ИК-термометры удобно применять для определения температуры
экструдируемого материала на выходе из фильеры. ИК-сенсоры также могут использоваться
для измерения температуры расплава внутри экструдера или фильеры (см. главу 4.3.3.2).
Для получения точных результатов при измерении температуры ИК-датчиком необходи-
мо соблюсти следующие условия:
1. Принимаемое излучение должно быть исключительно тепловым излучением экстру-
дата и не должно содержать значительных количеств прошедшего через экструдат из-
лучения от более горячих объектов, находящихся за ним, а также отраженного излуче-
ния объектов перед ним.
* American Society for Testing Materials — Американское общество испытания материалов.
** National Bureau of Standards — Национальное бюро стандартов США.
4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
9
Таблица 4,3, Сравнение различных датчиков температуры
Термопара Терморезистор Термистор
Воспроизводимость 1-8 °C 0,03-0,05 °C 0,1-1 "С
Стабильность 1-2 °C за год <0,1% за 5 лет 0,1-3 “С за год
Чувствительность 0,01-0,05 мВ/С 0,2-10 Ом/°С 100-1000 Ом/"С
Взаимозаменяемость Хорошая Отличная Плохая
Рабочий диапазон -250...2300 °C -250... 1000 °C -100...280 °C
Выходной сигнал 0-60 мВ 1-6 В 1-3 В
Минимальный размер D 25 мкм D3 мм D 0,4 мм
Линейность Отличная Отличная Низкая
Время отклика Высокое Хорошее Высокое
Точечные измерения Возможны Ограничены Возможны
Площадные измерения Очень ограничены Возможны Очень ограничены
Стоимость Низкая Высокая Низкая
Особые свойства Очень экономична, широкий диапазон из- мерений, часто приме- няется в экструзии Высокая точность и стабильность, в экстру- зии применяется реже термопары Высокая чувствитель ность, редко применя- ется в экструзии
2. Излучение от экструдата должно достигать датчика без поглощения в атмосфере,
есть ИК-термометр должен работать не в тех диапазонах спектра, в которых наблюл
ется интенсивное поглощение излучения атмосферой.
3. Необходимо точно знать величину излучения от экструдата и учесть ее при калибре
ке ИК-датчика.
Бесконтактное измерение температуры при помощи ИК-датчика используют в широк»
спектре технологических операций: раздуве пленки, отливке пленки, получении пленом
двухосной ориентацией, нанесении покрытий методом экструзии и др. Некоторые моде
ИК-термометров позволяют сканировать внутреннюю поверхность экструдата и определи
линии изотерм. При наличии некоторого дополнительного оборудования возможно полу1
ние количественной информации о распределении температуры в экструдате [5]. Полезны
оказываются портативные ИК-термометры, позволяющие проводить местный контроль те
пературы в различных частях экструзионного оборудования, а также оказываются незамеь
мыми при поиске неисправностей.
Использование бесконтактных термометров дает большие преимущества, например, п]
дукт не вступает в непосредственный контакт с прибором и не загрязняется. При этом окас
вается возможным организовать быстрые и точные измерения движущегося экструдата. I
мерения температуры можно проводить как на большой площади, так и в конкретной точ
Большинство ИК-термометров оборудованы как аналоговым, так и цифровым выходами,1
позволяет включать их в производственный цикл общего наблюдения и контроля экстру
онной линии. Пример использования ИК-термометра в нанесении покрытия методом экст
зии приведен на рис. 4.12.
При нанесении покрытия методом экструзии расплав в виде листа накладывается на
верхность бумаги, фольги или иной пленки. В этом процессе расстояние между головко
прижимным и охлаждающим валками весьма мало — между 75 и 125 мм, а температура р
92
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
I
без покрытия
Рис. 4.12. Применение ИК-термометра в нанесении покрытия экструзией
плава полимера достаточно высока, что обеспечивает его адгезию к подложке. Небольшой
ИК-термометр позволяет легко измерять температуру расплава даже на таком маленьком
участке, что дает возможность оператору наблюдать за температурным режимом и менять ре-
гулировки температуры головки и охлаждающего валка автоматически или вручную.
4.3.2. Измерение температуры цилиндра экструдера
Для управления нагревающими и охлаждающими элементам цилиндра экструдера необ-
ходимо знать аксиальный профиль температуры в цилиндре. Поскольку наибольший интерес
представляет температура расплава, а не стенок цилиндра, температуру следует измерять как
можно ближе к внутренней поверхности цилиндра экструдера. Расположение термометров
непосредственно внутри нагревающих элементов является одним из самых неудачных вари-
антов, однако некоторые экструдеры поставляются именно с таким расположением датчиков
для уменьшения времени передачи тепла от нагревателей к датчикам. Естественно, недостат-
ком такого решения оказывается то, что контролируется температура нагревателей, а не поли-
мера. Для улучшения контроля температуры некоторые экструдеры поставляют с термодат-
чиками, установленными как у внутренней, так и у внешней стенок цилиндра [7,8]. Преиму-
щества и недостатки различных вариантов расположения термодатчиков в экструдере
приведены в разделе 4.5.2.4.
Для измерения температуры цилиндра термодатчик обычно устанавливают в углубление
в стенке цилиндра и закрепляют подпружиненным креплением (рис. 4.13). При этом для
обеспечения достаточной механической прочности большинство датчиков устанавливают
в металлическом корпусе, однако в результате могут возникать значительные ошибки, свя-
занные с его теплопроводностью.
4 ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
93
рис. 4.13. Термометр на пружинном креплении
На рис 4.14 показана зависимость точности измерения температуры в зависимости от ти-
па датчика и от глубины его погружения в стенку цилиндра [40]. Из рисунка видно, что мини-
мальная глубина погружения термометра, при которой погрешности еще не слишком велики,
равна 30 мм. Кроме того, характеристики самого датчика очень сильно влияют на точность из-
мерений. Ошибки измерения могут быть минимизированы, если предпринять специальные
меры по предотвращению потерь тепла по телу термометра.
Следует четко осознавать, что измерение температуры при небольшой глубине погруже-
ния термометра в стенку цилиндра экструдера обязательно будет неточным. При глубине по-
гружения 10 мм измеренная температура ниже реальной примерно на 10 °C. Если при этом
осуществляется воздушное охлаждение цилиндра, разница измеренной и реальной темпера-
тур может достигать 25 СС (рис. 4.15).
Глубина погружения термопары, мм----1
Рис. 4.14. Зависимость результатов измерения
температуры от глубины погружения
термодатчика. Истинное значение
Рис. 4.15. Влияние воздушной конвекции на ре-
зультат измерения температуры
4.3.3. Измерение температуры расплава в цилиндре
Как уже отмечалось, наиболее важно измерить температуру расплава полимера. Однако
многие факторы осложняют непосредственное измерение этой величины. Поэтому необходи-
мо знать, как правильно интерпретировать измеренные значения.
Измерение температуры расплава полимера осложняется вращением шнека. Для непо-
средственного измерения температуры расплава необходимо поместить термодатчик внутрь
Цилиндра, но в таком случае датчик будет поврежден вращающимся шнеком. Одна из альтер-
натив — помещение термодатчика в канал шнека, но это требует решения сложных инженер-
94
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
ных задач [9-12], например, для этого потребуется особое крепление термопары и использо-
вание скользящих контактов. Другой вариант — поместить термодатчик в стенке цилиндра, а
на соответствующем месте шнека сделать вырез [ 13]. Недостатком подобного решения явля-
ется значительное изменение геометрии канала экструдера, в результате чего разовьется тем-
пературная неоднородность в расплаве полимера.
При анализе распределения температуры расплава вдоль оси экструдера следует пони-
мать, что большие градиенты температур обычно развиваются в направлении, перпендику-
лярном оси экструдера. Это явление особенно ярко выражено в зоне пластикации, где тонкий
слой расплава (толщина около 1 мм) отделяет массу еще не расплавившегося полимера от
стенки цилиндра. Разница температур на поверхностях пленки оказывается в диапазоне от 30
до 80 °C, то есть средний градиент температур составляет 50 000 К/м, что приблизительно в
три раза превосходит градиент температур в аксиальном направлении. Таким образом, при
измерении температуры датчиком, погруженным в рабочий объем, можно наблюдать силь-
ную зависимость показаний от глубины погружения. При этом в целях сохранения датчика
следует избегать, его погружения в движущуюся массу нерасплавленного полимера.
Перемещение нерасплавленного полимера происходит как в зоне питания, так и в зоне пла-
стикации, то есть на протяжении 2/3 длины цилиндра экструдера полимер перемещается в не-
расплавленном состоянии. Следовательно, использование датчиков, погруженных в движу-
щийся расплав, возможно только в последней трети длины рабочего объема. Как будет показано
в главе 7, в зонах пластикации и питания максимальная температура развивается на границе
внутренних стенок цилиндра или в непосредственной близости от них. В этих зонах температу-
ра стенок цилиндра экструдера корректно отражает максимальную температуру. Таким обра-
зом, в зонах пластикации и питания измерение только температуры стенок цилиндра обоснова-
но и несоизмеримо более просто, чем измерение температуры потока полимерного материала.
Вследствие перечисленных выше причин измерение температуры потока полимера вдоль
цилиндра на больших экструзионных агрегатах не производится. Лишь небольшое количест-
во экструдеров имеет возможность измерения температуры потока по всей длине цилиндра.
Гораздо проще измерять температуру потока в конце цилиндра, где шнека уже нет. Здесь мож-
но измерить температуру на любой глубине потока расплава без опасности повреждения дат-
чика шнеком. Однако даже в этом случае некоторые факторы усложняют измерение темпера-
туры.
Измерению температурных профилей потока расплавленного полимера в различных ка-
налах посвящены многочисленные подробные исследования. Одно из наиболее полных ис-
следований теоретических и практических аспектов измерений температуры расплава поли-
мера было проведено Ван Левеном [15-18]. Другие исследования измерения температуры
расплава полимера приведены в работах [19-23]. При протекании потока полимера через ка-
нал происходит самопроизвольное образование градиента температур. В равновесном про-
цессе профиль градиента остается постоянным во времени; такое состояние называется «пол-
ностью установившимся температурным профилем».
Температура в каждой точке потока может быть предсказана на основе уравнения сохра-
нения массы, момента и энергии. При помещении датчика температуры в поток, последний
разрушается, а через некоторое время восстанавливается, но в другом равновесном состоя-
нии. Таким образом, измеренное значение температуры отличается от истинного, и для расче-
та истинного значения следует вводить определенные поправки. При этом следует учитывать
следующие факторы:
• отвод тепла по датчику;
• • теплообмен с датчиком;
• диссипацию энергии при обтекании потоком датчика.
4 ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
95
При конструировании датчика следует минимизировать все описанные выше явления
На рис. 4.16 показаны различные датчики для измерения температуры в потоке расплава по
лимера.
Датчик температуры, установленный заподлицо, не разрушает потока в канале, посколь
ку он не погружен в расплав. Однако температура, измеренная таким образом, скорее соответ
ствует температуре стенок цилиндра экструдера, а не температуре расплава материала
Температура расплава на границе со стенками цилиндра соответствует температуре металл
стенок. Таким образом, датчик, установленный заподлицо, дает достаточно точное представ
ление о температуре слоев расплава, близких к стенкам цилиндра. Недостаток таких измере
ний заключается в том, что при движении расплава максимальная температура в нем развива
ется не вблизи стенок. В противоположность ситуации с перемещением твердого полимер
в зонах питания, пластикации и дозирования (как и в головке) при перемещении расплав
максимальная температура развивается на некотором удалении от стенок цилиндра экструде
ра. В этом случае погруженный в расплав датчик даст более полезную информацию.
Прямой погружаемый в расплав датчик прост по конструкции, прочен и позволяет получат
значения, не очень далекие от истинных. Однако он все-таки вносит значительную погрешность
измерения за счет повышенного разогрева потока при обтекании датчика. Причиной разогрев
является поперечное расположение датчика относительно направления движения потока. В кг
честве усовершенствованного варианта Ван Левен [15] предложил использовать датчики, рас
положенные параллельно потоку и измеряющие температуру выше по течению потока относг
тельно места ввода датчика в поток. Такой датчик вызывает минимальное возмущение потока
месте измерения, кроме того, он позволяет измерять температуру в точке. Параллельная поток
часть датчика должна быть тонкой и длинной для обеспечения малых потерь на теплопрово/
ность и малого времени отклика. С другой стороны, датчик должен обладать значительной мс
ханической прочностью для противостояния напору потока полимера. Особенно легко разрч
пение датчика происходит в моменты пуска и выключения экструдера. Для избежания разр?
96
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
шения датчика при пуске и выключении агрегата необходимо обеспечить возможность
регулирования глубины ввода датчика. При этом датчик устанавливают только при выходе на
штатный режим работы. При высоких скоростях потока и высокой вязкости расплава датчик
испытывает значительное давление, поэтому та его часть, которая направлена параллельно по-
току, изготавливается в виде конуса или короткой и тонкой трубки.
Датчики с изменяемой глубиной погружения, кроме повышенной устойчивости, дают
также возможность измерять профиль температуры поперек потока с использованием только
одного датчика. Сейчас такие датчики можно приобрести, например, у фирмы Goetfert. Одна-
ко они применяются довольно ограниченно.
Набор датчиков позволяет наблюдать температуру в разных точках расплава одновремен-
но, что позволяет проводить очень точный контроль температурного режима в потоке распла-
ва. Часто датчики объединяют для получения информации о распределении температур в по-
токе расплава.
В публикации VDMA 24485 описаны стандарты тестирования и оценки датчиков темпе-
ратуры. Описано тестирующее устройство, позволяющее выявить ошибку из-за теплопровод-
ности датчика, а также его скорость срабатывания, из которой может быть рассчитано время
задержки и время восстановления. В работе приведено описание [4] тестирования и сравне-
ния пяти типов датчиков температуры в соответствии с внутрифирменной процедурой
VDMA. Показано, что изогнутый датчик температуры обеспечивает большую точность изме-
рений, чем прямой датчик, а разница показаний между ними достигает 10-15 °C. При этом
только изогнутый датчик с тонким концом (расположенный параллельно потоку) позволяет
измерять колебания температуры с периодом меньше одной минуты, а датчики другого типа
имеют разрешение более 1-2 мин. Следовательно, обычные термопары не способны обеспе-
чить измерения с периодом менее 1 мин.
4.3.3.1. Измерение температуры с помощью ультразвука
Исследования, проведенные в фирме IKVв Аахене (Германия), показали, что для получе-
ния информации о расплаве полимера может с успехом применяться технология измерения
времени прохождения ультразвука (УЗ) через расплав [68]. Эта технология имеет следующие
преимущества:
• датчик не нарушает течения потока полимера;
• получаемый при измерениях результат фактически является интегральной характери-
стикой по всей глубине канала;
• на результат измерений не влияют погрешности, возникающие вследствие потерь на
теплопроводность и вязкостное нагревание.
Хотя метод УЗ применяется с 1976 г., он все-таки не получил широкого распространения.
Наиболее важной областью его применения оказалась необходимость бесконтактного изме-
рения температуры во время экструзии легко термодеструктирующих материалов. Контакт-
ные датчики в таких условиях могут вызвать разрушение материала. Метод УЗ также может
применяться для измерения температуры в рабочих каналах экструзионного агрегата
(см. раздел 4.6). Однако при пересчете времени прохождения ультразвука в температуру не-
обходимо учитывать давление.
УЗ-технология может быть использована в общей системе контроля производственной
линии, что позволяет в некоторых случаях значительно повысить производительность линии
[68]. Однако следует отметить особую сложность учета давления при пересчете времени про-
хождения ультразвука в температуру, что ограничивает достоверность определения темпера-
туры точностью измерения давления. С этой точки зрения измерения температуры по
ИК-излучению является гораздо более простым методом (см. раздел 4.3.1).
4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
97
43.3.2. Измерение температуры
по ИК излучению
Широко доступны ИК-датчики, которые
можно устанавливать на цилиндре экструде-
ра или головке [6]. Их используют для изме-
рения среднего значения температуры пото-
ка полимера на определенной глубине, со-
ставляющей приблизительно 1-5 мм. Точное
значение глубины измерений зависит от оп-
тических свойств полимера, а особенно от его
прозрачности. На измерения также влияет
консистенция расплавленной массы, напри-
мер, добавление наполнителей и добавок
способно изменить показания И К-датчика.
Важным преимуществом ИК-датчика яв-
ляется малое время отклика, исчисляемое де-
Оптоволокно
ИК-фотодиод
Сапфировое
Рис. 4.17. Измерение температуры ИК-датчиком
сятками миллисекунд, что на несколько поряд-
ков быстрее времени отклика стандартной тер-
мопары. Таким образом, ИК-датчик позволяет
визуализировать быстрые колебания температуры расплава, и, следовательно, проводить более
детальное изучение температурного режима работы экструдеров и литьевых машин [83,84].
ИК-датчик состоит из окна, изготовленного из сапфира, оптоволокна, датчика ИК-излу-
чения и связанной с ним электронной системы, обрабатывающей сигнал (рис. 4.17). Такие
системы коммерчески доступны [85,86] и могут быть установлены в стандартные гнезда для
манометров. Поскольку сапфировое окошко устанавливается заподлицо с внутренней по-
верхностью цилиндра или головки, датчик не касается потока полимера, то есть отсутствует
проблема нарушения равномерности течения расплава, как в случае с погружными датчика-
ми. Кроме того, измерения ИК-датчиком не чувствительны к скорости движения расплава по-
лимера в отличие от погружных термометров.
Использование сапфира в качестве материала для окошка обусловлено его стойкостью к
истиранию и способностью выдерживать большие давления. Естественно, при использова-
нии сапфира возможно налипание материала и частичное закрытие окна. Калибровку следует
проводить с использованием стандартизированных излучателей вне экструдера или же в экс-
трудере в условиях статичного нагревания с использованием калибровочной термопары, рас-
положенной как можно ближе к ИК-датчику. Излучения полимера также оказывают влияние
на измерение температуры при помощи ИК-системы.
4.4. Другие измерения
Давление и температура — наиболее важные параметры экструзионного процесса, однако
нельзя игнорировать измерения и некоторых других параметров.
4.4.1. Измерение потребления электроэнергии
Основной метод определения затрат электроэнергии заключается в подсоединении ам-
перметра последовательно с потребителем и вольтметра параллельно с потребителем, после
4 Зак. 3120
98
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
чего осуществляется умножение тока на напряжение. Эта методика корректна как в случае с
постоянным напряжением, так и в случае с переменным при условии, что потребитель облада-
ет только резистивным сопротивлением, то есть фазы напряжения и тока в цепи совпадают.
Однако если потребитель имеет емкостные или индуктивные компоненты, то фаза тока будет
отличаться от фазы напряжения.
В цепи переменного тока, содержащей индуктивные или емкостные компоненты, мощ-
ность можно разделить на две составляющие. Первая — истинная или полезная мощность —
это тот компонент, который отвечает за совершение полезной работы, например, вращение
ротора электродвигателя. Вторая составляющая, называемая реактивной мощностью, не мо-
жет быть обращена в полезную работу. Общая мощность, потребляемая установкой, извест-
ная как «эффективная» мощность, вычисляется путем векторного сложения истинной и реак-
тивной составляющих. Отношение истинной мощности к эффективной называют фактором
мощности.
Фактор мощности схемы с реактивным сопротивлением всегда меньше 100% и связан
с разницей фаз между током и напряжением. Эффективная мощность схемы может быть из-
мерена стандартным методом, предложенным выше, то есть с помощью амперметра и вольт-
метра. Чтобы отличить истинную мощность от эффективной, последнюю измеряют в Вольт-
амперах, а истинную в Ваттах.
Измерение мощности, потребляемой стандартным электромотором переменного тока,
может быть легко осуществлено с помощью обычного ваттметра. Сложнее обстоит дело с из-
мерением мощности потребляемой как 5СЯ-двигателем постоянного тока, так и двигателем
переменного тока с регулируемой частотой. При использовании стандартного ваттметра мо-
гут возникнуть значительные погрешности, связанные с нарушением формы сигнала и опре-
деляемые фазовым углом. При работе двигателя постоянного тока легче измерять перемен-
ный ток, поступающий в выпрямитель, при этом в измерении будут учитываться потери в вы-
прямителе и статические потери в двигателе. Кроме того, затраты энергии на двигатель
постоянного тока Z можно приблизительно оценить по току на якоре 7Я, поскольку на панелях
управления экструдером часто устанавливают амперметры для контроля за этой величиной.
В этом случае расчет проводят по формуле
У
Z~0,9-^—7Я£Л,
X я я’
max
(4.4)
где N — частота вращения электромотора; Nmax — максимальная частота вращения электромо-
тора; Е7Я — напряжение на якоре электродвигателя.
Погрешность при расчете с использованием этого выражения составляет приблизительно
5%; оно также не учитывает статические потери в двигателе.
Измерение сообщаемого щнеку вращательного момента может дать точное значение
энергозатрат на экструзионный процесс. Истинная мощность может быть определена пере-
множением вращательного момента на скорость вращения шнека. Такие измерения также по-
зволяют точно определить эффективность привода шнека, если полученное значение мощно-
сти сравнить с общей мощностью, затрачиваемой на вращение двигателя. К сожалению, меха-
низмы, способные обеспечить измерение вращательного момента с нужной точностью, весьма
малодоступны. Кроме того, обычно измерение вращательного момента производится путем
определения размера деформации кручения на оси шнека, для чего требуется достаточно до-
рогое оборудование, значительно увеличивающее стоимость всего экструдера.
Измерение энергозатрат на обогрев цилиндра и головки экструдера также вызывает опре-
деленные сложности. При использовании нагревателей, регулируемых величиной подводи-
4 ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
мого напряжения, их мощность можно определить при помощи вольтметра и амперметра. Од
нако при применении нагревателей, работающих в импульсном режиме, следует использо-
вать специальный ваттметр, позволяющий измерение мощности по времени. С его помощьк
можно получить суммарные энергозатраты за определенный период времени. Но экструдерь
часто не оборудуют соответствующими устройствами, позволяющими определять энергоза-
траты на нагревание, и во многих случаях проведение таких измерений оказывается невоз
можным.
4.4.2. Частота вращения
Для определения частоты вращения шнека наиболее часто используют магнитный дат
чик. Это устройство представляет собой колесо с металлическими зубьями, присоединенное i
вращающемуся валу, и расположенный рядом магнитный датчик (рис. 4.18). Магнитный дат
чик представляет собой закрытый кожухом постоянный магнит с проволочной обмоткой
Датчик окружен постоянным магнитным полем, и проходящий мимо датчика зуб колеса ис
кажает поле, что вызывает появление сигнала в обмотке. Частота следования сигналов зави
сит от количества зубьев и частоты вращения. Считывание сигналов проводится либо элект
ронным счетчиком, либо преобразуется в постоянное напряжение, пропорциональное часто
те. Поскольку количество зубьев известно, частота импульсов легко может быть пересчитан;
в частоту вращения.
Другой метод измерения частоты вращения основан на пропускании света через перфо
рированный диск. В этом методе перфорированный диск надет на вращающийся вал, а дыроч
ки диска пересекают световой луч, создаваемый осветителем. Мигание луча считывается оп
тическим датчиком, который преобразует его в электрический сигнал, частота которого соот
ветствует частоте прерывания светового луча. Далее выходной сигнал обрабатывается
аналогично предыдущему варианту.
Также простым способом измерения частоты вращения является использование обычно
го тахометра. Он представляет собой небольшой генератор постоянного тока, подсоединен
ный к вращающемуся валу. Напряжение, вырабатываемое генератором, пропорциональна
скорости его вращения, таким образом, измеряя напряжение на генераторе, можно непосред
ственно судить о частоте вращения.
^Ис* 4*18. Измерение
частоты вращения при помощи магнитного датчика
100
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
4.4.3. Толщина экструдата
Существует несколько методов измерения толщины экструдата, которые можно грубо
разделить на два основных типа: контактные и бесконтактные. Контактные методы обычно
дешевы и просты по конструкции, однако воздействие датчика может снизить качество по-
верхности экструдата. В случае высоких требований к качеству поверхности более предпоч-
тительным оказывается использование бесконтактных методов.
При контактном методе наиболее часто используют микрометрический штангенциркуль.
Однако этот инструмент пригоден только для грубых измерений, которые делают вручную.
Если колебания толщины экструдата не велики, то вдоль него можно передвигать подпружи-
ненное колесо. Такой колесный датчик используют для наблюдений изменения толщины экс-
трудата во времени в направлении экструзии. При использовании точного устройства для
перпендикулярного позиционирования датчика можно контролировать равномерность тол-
щины экструдата и в направлении, перпендикулярном направлению экструзии. Для сниже-
ния погрешности при проведении измерений противоположная сторона экструдата должна
иметь надежную, жесткую опору.
Микрометр и колесный датчик представляют собой простейшие механические устройства,
однако во многих случаях требуется обеспечить запись измерений толщины экструдата в не-
прерывном режиме. В этом случае используется LVDT-датчик (Linear Variable Differential
Transformer), который выдает электрический сигнал, пропорциональный толщине экструдата,
пригодный для передачи на записывающее устройство. Такой датчик представляет собой элек-
Выходной сигнал
Рис. 4.19. Оптическое измерение скорости
Рис. 4.20. L VTD-датчик
4 ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
101
Экструдат Датчик
Зазор
Подпорка
Регулятор
давления
Рис. 4.21. Пневматический измеритель толщины
Сопло Ограничитель
тоический трансформатор, обе обмотки ко-
торого находятся на одном каркасе. Коле-
бания толщины экструдата вызывают ко-
лебания магнитного сердечника, вставлен-
ного в трансформатор, что в свою очередь
изменяет взаимную индуктивность обмо-
ток (рис. 4.20). Таким образом, перемеще-
ние сердечника вызывает появление пере-
менного тока, который зависит как от вели-
чины перемещения сердечника, так и от на-
правления этого перемещения. LVTO-дат-
чики обладают высокой точностью: они позволяют измерять толщину с погрешностью 1 мкм.
Однако при их использовании следует учитывать влияние температуры на точность измерения,
поскольку экструдат часто имеет повышенную и непостоянную температуру.
Другой более или менее бесконтактный метод измерения толщины основан на использо-
вании пневматического датчика. Датчик состоит из сопла, установленного непосредственно
над измеряемой поверхностью. Воздух под постоянным давлением проходит через сужение и
выходит через сопло (рис. 4.21).
Давление отдачи в сопле Р зависит от зазора между измеряемой поверхностью и выходом
сопла. При увеличении толщины экструдата зазор уменьшается, ограничивая поток выходя-
щего воздуха, что приводит к увеличению давления Р. Датчик давления позволяет измерять
изменения давления по сравнению с исходной величиной. В правильно спроектированном
датчике изменение давления пропорционально изменению толщины, однако диапазон изме-
рений составляет около 100 мкм. Чувствительность устройства достаточно высока и состав-
ляет 0,0001 мм при диапазоне измерения 0-2 мм. Кроме того, датчик весьма вынослив и по-
зволяет обеспечить высокую точность при регулярной калибровке. Датчик может быть вклю-
чен в линию автоматического контроля, которая осуществляет непрерывную регистрацию
толщины экструдата и подает сигнал, если значение толщины выходит за пределы допустимо-
го значения.
Еще один метод контактного определения толщины экструдата заключается в измерении
емкости конденсатора, диэлектриком в котором служит экструдат. В данном методе исполь-
зуют две металлические пластины, расположенные по обеим сторонам экструдата. Измене-
ние толщины экструдата вызывает изменение емкости конденсатора. Таким образом, измере-
ние емкости обеспечивает определение толщины. Основная проблема этого метода — слож-
ность обеспечения плотного контакта металлических обкладок с поверхностью экструдата,
особенно существенно этот момент проявляется при необходимости непрерывного контроля
толщины.
Толщина полимерной пленки также измеряется ультразвуковым датчиком. В этом мето-
де необходим генератор переменного сигнала (частота около 15 кГц) и излучатель, способный
производить звук высокой частоты под действием переменного тока.
уществует два типа УЗ-преобразователей (излучателей): магнитострикционный и пье-
зоэлектрический. Магнитострикционный излучатель состоит из металлического стержня,
один конец которого фиксирован, а второй присоединен к диафрагме. На стержень надет со-
поле^ На К°ТОРЫЙ подается сигнал °т осциллятора. Соленоид создает переменное магнитное
вает ВЫзываю1Цее периодическое изменение длины стержня, который, в свою очередь, вызы-
т колебания мембраны. В результате мембрана излучает УЗ-волны.
та М РИ измерснии толщины датчик располагается непосредственно у поверхности экструда-
нические колебания проходят через материал и отражаются от его противоположной
102
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
поверхности, возвращаясь к излучателю. Время возврата колебаний напрямую зависит от
толщины материала. При возникновении резонанса резко изменяется сопротивление излуча-
теля, то есть происходит уменьшение мощности, отбираемой датчиком от осциллятора, что
выражается в изменении тока в цепи осциллятора. Таким образом, измерение толщины осно-
вано на измерении резонансной частоты. Естественно, для проведения измерений необходи-
мо обеспечить надежный контакт излучателя с поверхностью материала, что, как и в случае
емкостного метода измерения толщины, затрудняет проведение измерений в непрерывном
режиме.
Установлено, что УЗ-измерения могут быть полезными при получении характеристик
расплава полимера (см. раздел 4.3.3.1). Время прохождения ультразвуковых волн зависит от
упругости материала, давления, температуры, химического состава и структуры. Обнаружено
[37], что время прохождения УЗ-сигнала чувствительно к состоянию расплава полимера, осо-
бенно к его гомогенности. Во многих случаях использование УЗ-датчика для контроля со-
стояния расплава полимера оказывается более информативным для обеспечения работы кон-
трольных систем, чем измерение температуры.
При обсуждении контактных методов измерения толщины следует также упомянуть о
еще одном существенном недостатке этой группы методов. Контактным измерителем невоз-
можно контролировать толщины замкнутых изделий (труб и рукавов) в непрерывном режи-
ме. Поэтому на автоматизированных экструзионных линиях большую популярность приоб-
рели бесконтактные методы измерения толщин. Большинство таких методов основано на
измерении поглощения материалом различных излучений. При этом используют как различ-
ного вида радиоактивные излучения а-, £- и у-лучи, так и более мягкое ИК-излучение. В этом
методе с одной стороны экструдата помещается источник электромагнитного излучения или
частиц, а на другой стороне приемник; таким образом, регистрируют поглощение излучения
экструдатом, величина которого зависит от плотности и толщины экструдата. При постоян-
ной плотности сигнал, снимаемый с датчика, прямо пропорционален толщине изделия.
Поглощение излучения может быть описано следующим уравнением:
7(х)=7(0)ехр(-цх), (4.5)
где 1 (х) — интенсивность излучения, прошедшего через материал толщиной х с коэффициен-
том поглощения ц; 1 (0) — уровень интенсивности в отсутствие экструдата.
После тщательной калибровки прибор может измерять толщину с очень высокой точно-
стью (до 0,2 мкм). При этом измерения могут проводиться с весьма большой скоростью. Та-
кие преимущества обусловили практически повсеместное применение радиационного изме-
рителя толщины на автоматизированных экструзионных линиях.
Датчики на ядерном излучении предназначены для измерения толщин от 10 мкм до 3 мм.
Некоторые из этих приборов поставляются со встроенным термометром для измерения тем-
пературы воздуха между излучателем и сенсором, что делается для введения поправки на по-
глощение излучения в воздухе. Основным недостатком приборов, использующих радиоак-
тивное излучение, является их опасность для здоровья человека. Следует предъявлять очень
высокие требования к тому, чтобы конструкция устройства обеспечивала отсутствие утечек
радиоактивного излучения наружу. Для измерения экструдатов большой толщины требуют-
ся довольно мощные источники радиации, поскольку ослабление излучения в веществе под-
чиняется экспоненциальному закону. Таким образом, для относительно толстых и плоских
изделий более подходящими могут оказаться датчики типа LVDT. Для измерения толщины
чистых и тонких пленочных экструдатов могут подойти ИК-датчики — диапазон измерения
такого устройства лежит между 2 и 200 мкм.
д ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ ЮЗ
При измерении толщины радиационным методом существует проблема зависимости ре-
ьтатов измерения от плотности и состава экструдата. Причина этого явления в том, что ра-
диационные датчики фактически измеряют массу экструдата на единицу площади. Следова-
тельно, при технологических нарушениях в работе экструдера, когда могут появиться нерав-
номерности в плотности экструдата, измерения толщины радиационным датчиком
оказываются неточными. В некоторые датчики встраивают специальную схему, позволяю-
щую учесть колебания плотности и состава экструдата; такие датчики называются «недис-
криминирующими». Этим термином отмечается, что датчик одинаково хорошо измеряет как
основной экструдируемый полимер, так и различные добавки [73]. Радиационный датчик мо-
жет быть также использован для контроля качества получаемого материала, поскольку он по-
зволяет определить наличие как различных механических дефектов, так и присутствие при-
месей.
Жесткие и мягкие у-лучи обладают большой проникающей способностью и практически
исключительно используются для измерения толщины толстых изделий (около 40 мм). Од-
нако датчики на у-лучах также используют для измерения толщины очень тонких изделий
(менее 100 мкм). р-Лучи обладают значительно меньшей проникающей способностью и мо-
гут быть использованы только для измерения относительно тонких объектов толщиной менее
3-5 мм. В качестве излучателей р-лучей обычно используют два изотопа: криптон-85 и
стронций-90. Криптон-85 используют при измерении материалов с плотностью от 10 дс
1000 г/м2, диапазон измерений при этом составляет от 5 до 750 мкм. Стронций-90 применяют
при необходимости измерить толщину материалов с плотностью от 100 до 5000 г/м2, диапазон
измерений — от 100 до 5000 мкм [79]. К недостаткам измерительных приборов, использую-
щих р-лучи, можно отнести относительно быстрый дрейф показаний, что делает неизбежным
проведение частых калибровок.
При применении мягких у-лучей часто используют метод измерения обратного рассея-
ния [80]. Данный метод позволяет устанавливать измерительную аппаратуру только с од ног
стороны экструдата, делая возможным измерение изделий очень сложной формы. Для полу
чения мягкого у-излучения обычно используют изотоп америций-241, период полураспад:
которого составляет примерно 450 лет. Для получения жесткого рентгена используют изото
пы с периодом полураспада 10 лет. Также преимуществом использования рентгеновской
излучения является независимость показаний прибора от состава экструдата, что делает не
нужной сложную электронику, учитывающую разнообразные поправки как в предыдущеь
случае.
4.4.4. Качество поверхности экструдата
При экструзии пленок или листов часто необходимо обеспечить определенный уровен:
качества поверхности. Магнитофонная пленка и прозрачные листы высокого качества н<
должны иметь дефектов на поверхности. Естественно, человек не способен точно отследит
отсутствие дефектов размером в 1 мм на ленте, которая движется со скоростью от 1 до 5 м/с
особенно если ширина экструдируемой пленки более 2-х метров. В таком случае необходим^
использование автоматических контролирующих устройств.
Автоматические системы для регистрации дефектов обычно выдают электрический сиг
иэл, пропорциональный качеству поверхности экструдата. Этот сигнал специальным образо!
анализируется и интерпретируется; если в результате система обнаруживает дефект, срабг
™вает Устройство оповещения. Затем дефектный участок поверхности изучают и определи
т необходимые действия для устранения причин, вызвавших появление дефекта. Когда нс
ходимо обнаружить видимый дефект, наиболее часто используют оптические датчики, си1
104
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
нал которых пропорционален таким оптическим свойствам поверхности, как отражение,
пропускание и т. п.
Некоторые имеющиеся в продаже оптические датчики используют сканирование лучом
лазера [24,25]. Специальное устройство сканирует поверхности экструдата лазерным лучом в
поперечном направлении, а отраженный или прошедший свет регистрируется фотодетекто-
ром, в качестве которого обычно используют фотоумножитель. Такая конструкция позволяет
сканировать с очень большой скоростью — более 5000 тактов/с и дает возможность полно-
стью контролировать поверхность экструдата шириной 4 м, движущегося со скоростью более
1 м/с.
Измерение матовости и прозрачности пластмасс описано в стандарте ASTM D1003. Мато-
вость поверхности определяется как доля света (в процентах), прошедшего через материал и
отклонившегося на 2,5 градуса относительно направления исходного луча. Прозрачность оп-
ределяется как отношение интенсивности прошедшего света к падающему (также в процен-
тах). Измерение отражающей способности, прозрачности и цвета описано в ASTM £308, а оп-
ределение глянцевости материала в ASTM £>523, а также в DIN-Norm* 67530.
Количественное измерение глянцевости поверхности описано в работе [26], где использу-
ется фотогониоме ф для измерения «глянцевой высоты» (направления, на которое приходит-
ся максимальная интенсивность отраженного света) и равномерности глянцевости, которая
определяется как величина, обратная ширине распределения отраженного поверхностью све-
та по углу отражения (ширина измеряется в градусах).
Наддав и Тадмор [27,28] провели изучение текстуры экструдированной пленки. Образец
характеризовали путем измерения светопропускания, которое анализировали исходя из мас-
штаба и интенсивности разделения светового потока.
Наиболее важными с точки зрения оптических свойств изделия являются неравномерно-
сти масштаба, которые могут колебаться от мкм до мм; именно они отвечают за такие свойства
поверхности, как блеск, шероховатость и цвет. Большинство методов определения текстуры
поверхности основаны на измерении отражения оптических волн [29]. В прозрачных мате-
риалах неравномерности состава могут вызывать значительные изменения оптических
свойств. Такие неоднородности невозможно оценить по отражению световых волн, но они мо-
гут быть определены точно при изучении прошедшего света [30]. Такие неоднородности, как
трещины или полости, можно обнаружить как при помощи ультразвука, так и посредством
электромагнитных волн микроволнового диапазона или рентгеновских лучей [31, 32]. Кон-
троль при помощи рентгена можно проводить и в непрерывном режиме, однако размер опре-
деляемых дефектов должен быть довольно велик — около 1 мм.
Определение цвета материала требует разложения отраженного от него света в спектр.
При непрерывном контроле цвета используют несколько (например, три) спектральных диа-
пазона, измерения в которых осуществляют с помощью светофильтров. Сейчас доступен ши-
рокий набор инструментов для определения цвета, таких как колориметры и спектрофото-
метры [33], а также системы непрерывного контроля цветности. Такие системы автоматиче-
ски определяют цвет, блеклость и желтизну на некотором заданном участке экструдата.
Устройство, определяющее цвет, обычно можно связать обратной связью с механизмом
загрузки материала в экструдер. При этом спектрофотометр автоматически подает сигнал на
изменение количества загружаемого красителя для получения заданного цвета экструдата
[74, 75]. Некоторые проблемы определения цвета и цветовых различий обсуждены в книге
Осмера [34]. Книга Билмейера и Зальцмана [76] также описывает базовые принципы и тео-
рию этого вопроса.
Deutshe Idustrie Norm — Германский промышленный стандарт.
4 ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ 105
Весьма важным фактором, определяющим эксплуатационные свойства материала, явля-
ется ориентация полимерных молекул в экструдате. В Германии была разработана методика
пределения анизотропии экструдата в непрерывном режиме [35,36], которая основана на из-
мерении двулучепреломления. Использование поляроидного фильтра позволяет получить
нулевой сдвиг фаз при прохождении световой волны через образец. Полученная таким обра-
зом величина двулучепреломления при делении на толщину образца дает оптическую разни-
цу фаз (одновременно следует измерять толщину экструдата). Обычно полученную величину
относят к максимальному значению двулучепреломления, таким образом нивелируя толщи-
ну и получая степень анизотропии, которую и используют на практике как характеристику
материала.
4,5. Контроль температурного режима
Динамическое поведение экструдера в значительной степени определяется системой кон-
троля его температурного режима. Поэтому очень важно понимать основные характеристики
различных систем температурного контроля. Большинство таких систем обладают обратной
связью, то есть измеренные величины поступают в блок управления, который на их основе
выдает сигналы исполнительным устройствам. Если можно точно предсказать, как поведет
себя экструдер при заданных режимах работы нагревателей, то обратная связь может не при-
меняться. Однако такое встречается крайне редко, и большинство промышленных экструде-
ров оборудованы системами температурного контроля с обратной связью.
Существуют два принципиально различных метода управления исполнительными
устройствами: импульсный метод (метод включения-выключения) и метод плавной под-
стройки.
4.5.1. Импульсный метод управления
Рабочий цикл в импульсном методе вы-
глядит следующим образом. Если температу-
ра экструдера ниже заданного уровня, нагре-
ватели работают на полную мощность, а как
только температура превысит порог, нагрева-
тели выключаются полностью (рис. 4.22).
Этот способ очень распространен в промыш-
ленности для контроля над температурой и
Другими параметрами.
Однако при таком типе управления воз-
никает серьезная проблема в виде термиче-
ского запаздывания, которое представляет
собой разницу во времени между моментом
посылки нагревателю сигнала на включение
и моментом достижения термометра тепло-
вым потоком (аналогичная ситуация возни-
кает при выключении нагревателей). Кон-
кретная величина задержки зависит в основ-
ном от диаметра экструдера: чем длиннее
^РУДер, тем больше задержка (около 5 мин
Рис. 4.22. Импульсное управление нагревателем
106
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Рис. 4.23. Временная диаграмма и диаграмма
мощности при импульсном управлении
с гистерезисом
100%
Т2
Температура
Гистерезис
Рис. 4.24. Зависимость мощности от температуры
(функция передачи) при импульсном
контроле
для экструдера диаметром 90 мм). Частично
проблему можно решить, расположив термо-
метр ближе к нагревательному элементу, то
есть ближе к наружной стенке рабочего ци-
линдра, но в результате измерение темпера-
туры теряет репрезентативность (важнее
знать температуру полимера внутри рабочего
объема).
В результате такого способа регулирова-
ния температура будет колебаться около
нужного значения, причем амплитуда и час-
тота колебаний определяется временем за-
паздывания конкретного аппарата. Кроме
того, возникает проблема, связанная с элек-
трическими шумами и неравномерностью
температуры в экструдате, что может вы-
звать высокочастотные переключения в схе-
ме, когда температура близка к установлен-
ной. Частота переключений в таком случае
ограничивается только быстродействием
схемы. Для исключения такой возможности
применяют схемы, обеспечивающие гисте-
резис включения-выключения по темпера-
туре. Таким образом, повторное включение
происходит, только когда значение темпера-
туры упадет ниже заданного уровня на опре-
деленную величину. Если амплитуда шумов
меньше этой определенной величины, то
устройство к ним нечувствительно. Величи-
на гистерезиса также определяет шаг воз-
можного регулирования температуры. На
рис. 4.23 представлена временная диаграм-
ма температуры при использовании гисте-
резиса, а на рис 4.24 — зависимость мощно-
сти, подаваемой на нагреватель от темпера-
туры. Видно, что при повышении темпера-
туры переключение происходит при Г2,
а при понижении — при 1\.
4.5.2. Пропорциональное управление
Недостатки обратной связи описанного выше типа проистекают из ее ступенчатости, то
есть из-за того, что возможны только два режима работы нагревателя: полностью включен
или полностью выключен. При этом в большинстве случаев для поддержания заданной тем-
пературы нагреватели должны работать не в полную мощность. Таким образом, использова-
ние импульсного управления с неизбежностью приведет к возникновению пульсаций темпе-
ратуры. Следовательно, необходима схема, позволяющая автоматически плавно подстраи-
вать мощность, подаваемую на нагреватель, тогда станет возможным исключить пульсации.
4 ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
107
4.5.2.1. Только пропорциональное управление
Итак, устройство пропорционального
управления позволяет осуществлять плав-
ную подстройку подаваемой на нагреватель
мощности (от 0 до 100%). Диапазон темпе-
ратур, при котором мощность меняется от 0
до 100%, называют областью пропорцио-
нальности и выражают в процентах от рабо-
чего диапазона прибора. Обычно нужное
значение температуры лежит в середине об-
ласти пропорциональности, хотя иногда и
на верхней его границе. Например, если уст-
ройство имеет рабочий диапазон 500 °C, то
5%-ная область пропорциональности будет
Рис. 4.25. Передаточная функция пропорциональ-
ного устройства управления
представлять собой зазор в 25 *С. На рис. 4.25
показана передаточная функция регулятора
с пропорциональной обратной связью.
Данный тип регулятора называют регу-
лятором с обратной связью, поскольку выдаваемый им управляющий сигнал понижается с
повышением температуры. При этом если температура превышает верхнее граничное значе-
ние то нагреватели полностью отключаются. В обратном случае (при понижении темпера-
туры ниже нижнего граничного значения Т2) нагреватели включаются на полную мощность.
Обычно ширина области пропорциональности может быть настроена в соответствии с тре-
буемым режимом работы экструдера. При этом уменьшение ее ширины приводит к более кру-
тому виду кривой зависимости мощности нагревателей от температуры. В обратном случае
(при обращении ширины в нуль) пропорциональный регулятор начинает работать как про-
стой импульсный регулятор, при этом все преимущества пропорциональности теряются.
Ширину области пропорциональности в полимерной индустрии обычно выражают в про-
центах от всего диапазона, на котором производится регулирование температуры. В некото-
рых других областях для описания области пропорциональности используют коэффициент
усиления регулятора, который обратно пропорционален процентному выражению:
Коэффициент усиления =
,___________100%_______________
Ширина области пропорциональности’
(4.6)
в процентном выражении
Таким образом, при уменьшении ширины области пропорциональности коэффициент
усиления увеличивается. Ширина в 5% соответствует усилению в 20 раз, а 4% — в 25 раз.
Блок-схема пропорционального регулятора представлена на рис. 4.26. Регулятор состоит
из компаратора, сравнивающего реальную температуру Та (измеренную термопарой) с задан-
ной Ts, и выдающего сигнал, равный разности этих температур е. Сигнал может быть положи-
тельным, нулевым или отрицательным в зависимости от разности температур, и таким обра-
зом оказывается равным отклонению температуры экструдера от заданной величины. Сигнал
поступает на линейный усилитель, умножающий его на коэффициент усиления Kt. Выходной
сигнал (поступающий на нагреватель) описывается уравнением
Вых = К^е.
(4.7)
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Установка
значения
?мпературы
Ts
Датчик
температуры
*ис. 4.26. Блок-схема пропорционального регу-
лятора
Контролируемый объект
(нагреватель экструдера)
Рис. 4.27. Выход экструдера с пропорциональ-
ным регулятором температуры на ра-
бочий режим
Когда нужная величина температуры задана в середине области пропорциональности,
мощность, подаваемая на нагреватели при нулевой величине сигнала с, равна 50%.
В реальных условиях редко встречается такая ситуация, когда для поддержания заданной
температуры необходимо включать нагреватель ровно на половину мощности. Поэтому тем-
пература начнет понижаться или повышаться, подстраивая уровень мощности, подаваемый
на нагреватель, до тех пор, пока не установится равновесие, при котором сохраняется некото-
рое расхождение между установленной и реальной температурой, называемое рабочим откло-
нением. Величину рабочего отклонения можно уменьшить путем сужения области пропор-
циональности, однако при чрезмерном сужении области пропорциональности может возник-
нуть неустойчивость. На рис. 4.27 показан график выхода экструдера на температурный
режим при использовании пропорционального регулятора температуры. Для иллюстрации
механизма возникновения рабочего отклонения на рис. 4.28 приведены одновременно графи-
ки передаточной функции регулятора и тепловых потерь.
Кривая, приведенная на рис. 4.28, строго говоря, не является кривой тепловых потерь. На
самом деле график показывает, какую мощность надо подвести к нагревателю для поддержа-
Рис. 4.28. Сопоставление графиков передаточной функции ре-
гулятора и характеристической кривой процесса
ния определенной температуры.
Для большинства агрегатов эта
зависимость линейна, а угол на-
клона зависит от тепловых по-
терь в конкретном аппарате.
Использование теплоизоляции
может сильно повлиять на на-
клон графика тепловых потерь
(вследствие уменьшения собст-
венно величины этих потерь) и
вместе с тем обеспечить сущест-
венную экономию электроэнер-
гии.
На рис. 4.28 показаны гра-
фики передаточной функции
регулятора и тепловых потерь.
Кривые пересекаются в точке,
где мощность, подводимая к на-
гревателю, равна мощности, за-
X ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
А---------------------------------------------
109
трачиваемой на тепловые потери. Если эта
точка лежит ниже середины области про-
порциональности, то имеет место отрица-
тельное рабочее смещение, а в противо-
положном случае — положительное. Из
рис. 4.28 понятно, как добиться отсутствия
рабочего смещения без уменьшения шири-
ны области пропорциональности. Для это-
го необходимо сдвинуть всю область про-
порциональности по шкале температур та-
ким образом, чтобы пересечение графиков
произошло в точке, соответствующей за-
данной температуре. На рис. 4.29 показано,
как сдвиг области пропорциональности
влияет на положение точки пересечения
Рис. 4.29. Влияние сдвига области пропорциональ-
ности
в нагрева-
кривых.
Изменение положения области про-
порциональности может производиться
как автоматически, так и вручную. При
этом следует постепенно увеличивать сдвиг до тех пор, пока мощность, подаваемая
тель, не сравняется с мощностью, затрачиваемой на потери.
4.Б.2.2. Пропорциональный и интегральный контроль
Автоматическая подстройка положения области пропорциональности осуществляется
путем интегрирования величины рабочего отклонения по времени и прибавлении результата
интегрирования к сигналу, подаваемому на нагреватель. Блок-схема устройства, работающе-
го по такому принципу, представлена на рис. 4.30. Для такого устройства справедливо соотно-
шение
Вых = К{е +
(4-8)
Коэффициент К{ в данном случае эквивалентен тому же коэффициенту, что и в обычном
пропорциональном регуляторе. Коэффициент перед интегралом К2 следует делать таким,
чтобы при сдвиге фаз, равном 180 °C, в схеме обратной связи он был бы пренебрежимо мал.
Это необходимо для того, чтобы дополнительная цепь не влияла на стабильность работы об-
ратной связи, а исключительно уменьшала величины рабочего смещения.
Интегратор постоянно сдвигает в нужную сторону положение области пропорционально-
Рис 4.30. Блок-схема пропорционального регулятора с автоматической
подстройкой положения области пропорциональности
сти до тех пор, пока ве-
личина рабочего откло-
нения не станет равной
нулю. Тогда выходной
сигнал интегратора пе-
рестанет изменяться и
останется на необходи-
мом уровне, позволяю-
щем поддерживать нуж-
ную температуру. При
изменении температур-
ного режима процесса
110
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
снова возникнет рабочее отклонение, то
есть сигнал на выходе интегратора снова
начнет изменяться, подстраивая положе-
ние области пропорциональности. Следу-
ет отметить, что для предотвращения воз-
можных колебаний, изменение сигнала на
выходе интегратора должно происходить
весьма медленно. Коэффициенты и К2
следует подбирать такими, чтобы экстру-
дер быстро входил в область пропорцио-
нальности, после чего осуществлялась бы
медленная подстройка положения этой
области.
Рис. 4.31. Изменение температуры на начальном уча- При использовании пропорциональ-
стке работы экструдера с ^/-регулятором ных регуляторов с интеграторами (Р/-ре-
гулятор, proportional + integral) иногда возникает проблема, называемая «запуском операции
перезагрузки». Если интегратор работает в то время, когда температура экструдера ниже ниж-
ней границы зоны пропорциональности, интегратор накапливает сигнал и сдвигает саму об-
ласть в сторону высоких температур. При этом область пропорциональности может сместить-
ся так, что требуемое значение температуры окажется за ее пределами, тогда нагреватель от-
ключится после того, как температура экструдера превысит установленное значение. Как
только температура перейдет через этот порог, интегратор начнет уменьшать сигнал и область
пропорциональности начнет смещаться в обратную сторону. Однако в результате таких пере-
мещений произойдет сильный перегрев экструдера. Этой ситуации можно избежать, если ис-
пользовать схему, включающую интегратор только после попадания температуры экструдера
в пределы зоны пропорциональности. Такая схема называется подавителем смещения.
В любом случае перегрев на начальном участке является проблемой всех пропорциональ-
ных регуляторов, оборудованных интегратором для смещения области пропорциональности.
Даже при наличии подавителя смещения некоторый перегрев возникнет, поскольку интегра-
тор начнет работать, когда температура экструдера остается еще заведомо ниже нижней гра-
ницы области пропорциональности. Однако когда температура превысит установленное зна-
чение, как и в предыдущем случае, сигнал интегратора начнет уменьшаться, что приведет к
выходу экструдера на штатный режим. Изменения температуры в начальные моменты вклю-
чения экструдера, оборудованного таким регулятором, показаны на рис. 4.31.
4.5.2.3. Пропорциональный регулятор с интегратором
и дифференциатором
Одним из основных недостатков Р/-регуляторов является большое время отклика. Это
можно исправить добавлением к регулятору еще одного контура коррекции, который реаги-
рует на скорость изменения температуры. На рис. 4.32 представлена блок-схема такого регу-
лятора, к которому кроме интегрирующего контура добавлен еще и дифференцирующий. Та-
кой регулятор называют РЯ)-регулятором (proportional + integral + derivative).
Дополнительный контур управления выдает сигнал, пропорциональный производной
температуры экструдера по времени, то есть скорости изменения температуры экструдера.
Выходной сигнал PID-регулятора описывается следующим уравнением:
Вых = К|е+К2/е«й + К,^. (4.9)
, ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
Рис. 432. Блок-схема РЮ-регулятора
Дифференциальный контроль подключается в неравновесные моменты и при возникно-
вении резких изменений температуры. Его отклик практически мгновенен, поскольку не тре-
буется ждать, пока накопится ошибка, а величина отклика пропорциональна скорости изме-
нения температуры. Таким образом, при возникновении резкого перегрева возникнет сигнал,
способный быстро отключить нагреватели.
Дифференциальная схема контроля позволяет предотвратить как чрезмерный перегрев,
так и охлаждение, при этом схема осуществляет корректирующие действия, предупреждая
развитие событий. В результате уменьшается задержка времени выдачи управляющего сигна-
ла при изменении параметров процесса. Очевидно, что особую важность PTD-регуляторы
представляют для аппаратов с большой тепловой инерцией, то есть для относительно боль-
ших экструдеров. Установка PTD-регулятора на маленьком экструдере может и не увеличить
точность его работы, поскольку он сам по себе обладает малым временем задержки.
Недостатком P/D-регулятора является дестабилизация, которую он оказывает на весь
цикл обратной связи, поэтому следует тщательно рассчитывать необходимую глубину диф-
ференцирующей обратной связи для сохранения достаточной стабильности всей системы.
Однако, несмотря на недостатки, такая конструкция позволяет уменьшить время отклика ре-
гулятора в 2-4 раза.
4.Б.2.4. Контроль температуры с использованием пары термодатчиков
Некоторые устройства температурного контроля используют два термодатчика, один из
которых расположен ближе к расплаву полимера (в глубоком канале в стенке цилиндра экс-
ТРУДера), а второй ближе к нагревательному элементу или/и охлаждающей системе. Такая
конструкция обеспечивает преимущества однодатчиковых регуляторов обоих типов (как тех,
У которых датчик ближе к расплаву, так и тех, у которых ближе к нагревателю) и вместе с тем
позволяет исключить присущие им по отдельности недостатки.
Регулятор с одним глубоким датчиком (помещенным ближе к внутренней стенке рабоче-
1 * цилиндра) в принципе надежен и поведение его хорошо изучено, однако его основной
Недостаток — медленная реакция на изменение условий окружающей среды, таких как темпе-
Ратурц в помещении, скачки напряжения на нагревателе и изменение температуры воды в ох-
«Ждающей системе. С другой стороны, такой датчик обеспечивает быстрый отклик на изме-
не параметров экструзии, например, температуры и вязкости расплава или частоты вра-
ня шнека. Регулятор с одним датчиком, расположенным около нагревателя, быстро
Рует на изменения условий внешней среды и медленно — на изменения технологических
аРаметров экструзии.
112
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
В одном из типов регуляторов с двумя датчиками реализован принцип управления нагре-
вателем согласно усредненному сигналу термодатчиков. В регуляторе этого типа некоторым
образом объединены достоинства обоих типов регуляторов с одним датчиком, но также име-
ются и недостатки, присущие им. В другой системе с двумя датчиками используется каскад-
ное соединение контуров обратной связи. Первый контур управляет нагревателями по дан-
ным, полученным с глубокого термодатчика, а второй, собирающий данные с термодатчика,
расположенного около нагревателя, подает сигналы на первый контур и не может напрямую
управлять нагревателем. Данные регуляторы запатентованы [38,39].
4.5.3. Контроллеры
4.5.3.1. Контроллеры температуры
Существует два типа контроллеров температуры: аналоговые и цифровые. Аналоговые
котроллеры для осуществления своей функции используют набор дискретных элементов:
конденсаторов, резисторов, интегрирующих схем, операционных усилителей и т. п. Основой
цифрового котроллера является микропроцессор, выполненный в виде интегральной микро-
схемы (чипа). В чип поступает аналоговый сигнал, который преобразуется в цифровой и за-
тем обрабатывается микропроцессором согласно заложенной в его память программе. Циф-
ровые контроллеры гораздо более гибкие, чем аналоговые, поскольку для изменения режима
функционирования контроллера достаточно перепрограммировать процессор, и нет необхо-
димости в замене электронной схемы.
Контроллеры температуры не предназначены для запитывания исполняющих устройств
большими токами, поэтому для питания нагревателей в контроллерах температуры использу-
ется дополнительный контроллер мощности, который по сигналу с регулирующего контрол-
лера выдает определенную мощность на нагреватель.
4.5.3.2. Контроллер мощности
Относительно дешевым вариантом контроллера мощности, работающего в импульсном
режиме, является ртутный переключатель. Однако такой аппарат создает некоторое количе-
ство электрических шумов при включении и выключении.
Проблемы шумов можно избежать путем использования другой схемы переключателя,
защищенной от шумов. Защита достигается отключением подачи сетевого питания в момен-
ты включения и выключения переключателя.
Однако небольшой срок службы — основной недостаток контактных переключателей,
которые требуют замены после приблизительно 1 000 000 циклов включения-выключения.
Обычная частота переключения составляет один цикл в 20 с (такое время обеспечивает ра-
зумный компромисс между временем жизни переключателя и величиной пульсаций темпера-
туры), следовательно, переключатель потребует замены через 230 дней. А если на экструдере
установлено 8 таких устройств, то он будет выходить из строя в среднем раз в месяц.
Современные типы контроллеров мощности обеспечивают истинную пропорциональ-
ность между сигналом, подаваемым управляющим контроллером, и мощностью, подавае-
мой на нагреватель. В результате осуществляется плавное регулирование мощности без сту-
пенчатых переключений. Это особенно важно для контроля температуры в головке, где
необходимо быстрое и плавное регулирование. Кроме того, истинно пропорциональная пе-
редача оказывает меньшую нагрузку на нагревательные элементы, чем постоянное включе-
ние-выключение.
Для осуществления пропорционального питания нагрузки используют схемы на тири-
сторах, симисторах и т. п. полупроводниковых устройствах, за счет быстродействия которых
^ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
113
рис. 4.33. Сигнал с 50%-ным ограничением
по фазе
время цикла можно уменьшить до миллисекунд. Если время цикла довести до половины пе-
риода питающего напряжения (8,3 мс при 60 Гц), то будет возможно осуществить так назы-
ваемое бесступенчатое или фазовое регулирование. На рис. 4.33 показан вид сигнала с
50%-ным ограничением по фазе.
Естественно, контроллеры мощности на тиристорах могут использоваться и для обычно-
го импульсного регулирования, если увеличить время цикла, но в таком случае теряются ос-
новные преимущества тиристорной схемы.
В пропорциональных контроллерах мощности используется очень высокая частота пере-
ключения тиристоров; период переключений составляет около 0,5 мкс. В результате схема из-
лучает радиочастотные сигналы, что может сказаться на работе компьютеров и коммуникаци-
онного электрооборудования. Источником еще одной проблемы оказывается искажение фор-
мы сигнала в силовой цепи, что может привести к повышению нагрузки на оборудование
поставщика электроэнергии. Этой проблемы можно избежать включением в контроллер схе-
мы, обеспечивающей отключение подачи энергии на нагреватель в момент нулевых напряже-
ний в силовой цепи (рис. 4.34).
" Существует еще один тип контроллера мощности, лишенный недостатков, связанных с
высокочастотными колебаниями. Это контроллер на полупроводниковых ключах, который
является надежным и недорогим. Однако при его применении для управления мощными на-
гревательными элементами следует использовать хороший радиатор для отвода тепла.
4.5.3.3. Контроллеры с двумя выходами
Для поддержания температурного режима экструдера необходимо осуществлять как под-
вод тепла посредством нагревателей, так и отвод тепла посредством охлаждающей системы.
Поскольку большое количество тепла производится самим экструдером вследствие вязкого
трения в расплаве полимера, охлаждение часто оказывается необходимым для поддержания
заданной температуры. Именно поэтому использование регуляторов, управляющих как на-
гревателями, так и системой охлаждения, оказывается весьма технологичным.
Поскольку для управления нагревателями используют пропорциональный тип регулиро-
вания, было бы логичным его же использовать для регулирования охладителей. Однако боль-
шинство имеющихся в продаже экструдеров оборудованы PZD-регуляторами для управления
нагревателями и импульсными регуляторами для управления охлаждением. Тот факт, что та-
Время
4.34. Регулировка мощности с защитой от высокочастотных колебаний
114
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
кие экструдеры производятся и покупаются, показывает, что серьезное отношение к точной
регулировке температуры не особенно распространено. Такие экструдеры могут быть пригод-
ны только в том случае, если технологический процесс в нормальном режиме не требует охла-
ждения, что в большинстве случаев довольно нетипично. В настоящее время регуляторы с
двумя управляющими выходами не намного дороже обычных, с одним выходом, так что цена
не может быть решающим фактором в вопросе выбора регулятора.
4.5.4. Температурно-временные характеристики
До этого момента обсуждение сводилось к рассмотрению различных типов регуляторов
температуры, однако важно рассмотреть конкретный характер изменений температуры в экс-
трудере в результате действий регуляторов. Для этого следует рассмотреть тепловые характе-
ристики рабочей системы, то есть экструдера.
4.5.4.1. Тепловые характеристики системы
Тепловые характеристики системы описывают изменение температуры в системе в зави-
симости от изменения мощности, подаваемой на нагреватель. Один из наиболее простых спо-
собов определения тепловых характеристик заключается в измерении температурного откли-
ка при ступенчатом изменении мощности нагревателя (рис. 4.35).
Зависимость температуры от времени часто называют кривой отклика системы.
Из кривой отклика системы можно определить несколько важных параметров, позволяю-
щих понять тепловое поведение системы. Первый параметр — мертвое время (td) - это время
сразу после изменения мощности нагревателя, в течение которого создается наиболее силь-
ный градиент температур. Второй параметр — константа KSf показывающая отношение макси-
Рис 4.35. Температурный отклик системы на ступенчатое изменение мощности нагревателя
4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
мального изменения температуры, при максимальном изменении мощности нагревателя
(К, = ДТ^ / AZmax). Третий параметр — постоянная времени экструдера tct описывающая от-
ношение максимального изменения температуры к максимальной величине градиента темпе-
ратуры.
Мертвое время экструдера обычно лежит в интервале 1-5 мин, и является одной из наи-
больших проблем при регулировании температуры экструдера, поскольку это означает, что
пройдет не менее 1 мин, прежде чем изменение мощности нагревателей приведет к изменению
температуры. Задержка по времени зависит как от глубины погружения термодатчика в стен-
ку цилиндра, так и от конструкции нагревателей и теплопроводности цилиндра. Типичное
значение постоянной времени экструдера лежит в интервале от 30 до 120 мин. Эта величина
зависит от теплоемкости и массы рабочего цилиндра экструдера.
Хотя обсуждаемые параметры и не описывают полностью все характеристики системы,
они все же позволяют приблизительно предсказать трудности, связанные с управлением тем-
пературным режимом данного аппарата [41]:
tfl/tc 0,1 — контроль легко осуществим;
0,1 < td/tc < 0,3 — контроль возможен;
^d/^c ~ аппарат трудно контролировать.
4.5.4.2. Моделирование отклика линейных систем
В линейных устройствах контроля соотношение между входным сигналом х и выход-
ным у может быть описано дифференциальным уравнением
. dnx л dn~'x . dx . ..
л-^+л-'л^+"+л'л+л””’- <4|0)
Порядок дифференциального уравнения соответствует порядку контролирующей систе-
мы, то есть для контролирующей системы первого порядка справедливо уравнение
А^- + Айх=у. (4.11)
at
После длительного времени работы (£—► оо) остается только линейный член уравнения
Лох=г/. (4.12)
То есть изменение входного сигнала вызовет пропорциональное изменение выходного.
Если tc “ At/A0, то Ks = 1/Л0 уравнение (4.11) может быть записано в форме
tc=^ + x=Ksy. (4.13)
с dt
Если значение входного сигнала изменится ступенькой на 1, то решением дифференци-
ального уравнения (4.13) является хорошо известное экспоненциальное выражение для конт-
ролирующей системы первого порядка
x=Ks[l-exp(-t/tc], (414)
где tc — постоянная времени системы; Кх — коэффициент усиления.
Различные виды функций отклика на ступенчатое изменение входного параметра пред-
ставлены на рис. 4.36: а — для системы первого порядка, b — для системы более высокого по-
рядка, с — для системы первого порядка, обладающей задержкой времени отклика.
116
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Рис. 4.36. Различные виды функции от-
клика системы на ступенчатое
изменение входного параметра
На практике большинство систем не ведут себя
как линейные, но допущение линейности их поведе-
ния оправдано в некотором диапазоне около рабочей
точки (такое упрощение называется линеаризацией).
При невозможности математического расчета ха-
рактеристик системы, ее параметры следует опреде-
лять экспериментально. Если отклик на ступенчатое
изменение входного параметра имеет порядок, боль-
ший единицы (см. рис. 4.36, Ь), его можно аппрокси-
мировать откликом первого порядка с введением
времени задержки отклика.
Рассмотрим устройство контроля, представлен-
ное на рис. 4.37.
Функция отклика системы может быть записана
следующим образом:
tc-+x=K,(z-y),
а для контролирующего устройства —
y = Kp(x-w).
(4-15)
(4.16)
При объединении уравнений (4.15) и (4.16) по-
лучается выражение, описывающее работу замкнуто-
го цикла контроля:
tc dx
1 + KSK ~dt
Л p
----(z + Kw).
' IZ V P '
(4.17)
Учтем эффект возмущения (изменения режима
работы нагревателя) при постоянстве заданной тем-
пературы, тогда г = 1 игг = 0, и получим
L dx Ks
----£-----Ь X =-------
l + KsKpdt l + KsKp
(4.18)
По истечении длительного периода времени (Г—► оо) значение выходного сигнала достиг-
нет следующей величины:
Рис. 4.37. Контролирующая система первого порядка
4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
117
x(t—*
(4.19)
Тогда постоянная времени всего цикла контроля будет описываться выражением
£* =
l + KsKp-
(4.20)
Можно заключить, что остаточное отклонение х(£—► со) и постоянная времени уменьша-
ются при увеличении константы Кр регулятора.
Поведение системы при ступенчатом изменении заданной температуры (z = 0 и w = 1)
можно описать следующим выражением:
tc dx + х _
1 + KJG dt+X~ 1+КК'
* I' л р
(4.21)
По истечении длительного периода времени (t —► со) значение выходного сигнала достиг-
нет следующей величины:
x(t—> оо)=
К,К„
i + KsKp
(4.22)
В этом случае изменение выходного сигнала увеличивается пропорционально как кон-
станте регулятора Кр, так и коэффициенту усиления системы Ks. В данном примере было до-
пущено, что система не обладает задержкой по времени. При наличии задержки под действи-
ем входного сигнала возникают колебания выходного. Тогда в зависимости от величины за-
держки по времени и константы контроллера система может стать неустойчивой. Более
сложными для анализа являются влияния внешних факторов и изменений заданной темпера-
туры. Параметры контролирующей системы следует подбирать таким образом, чтобы обеспе-
чить устойчивость ее работы в любых условиях.
4.5.4.3. Тепловые характеристики системы
с импульсным регулированием
Можно легко показать приблизительный вид температурно-временных характеристик
простого импульсного регулятора. На рис. 4.38 показана типичная температурно-временная
зависимость для импульсного регулятора с двумя выходами.
Если нагрев систем производится от комнатной температуры, то питание нагревателя от-
ключается, когда его температура достигнет следующего значения:
Ть = Т,-|дГ„, (4.23)
гДе Ts — заданная температура, значение которой находится посередине рабочего диапазона
ДГМ, в котором не осуществляется ни нагрев, ни охлаждение экструдера (эта область темпера-
тур также называется «мертвой зоной»). Если в системе есть задержка по времени, равная td,
температура будет продолжать подниматься в течение этого периода времени. Когда темпера-
тура экструдера достигнет значения £с1, включится система охлаждения, однако если ^/доста-
точно велико, температура экструдера может продолжать повышаться.
118
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Температура
Время
Рис. 4.38. Типичный вид температурно-временной зави-
симости для импульсного регулятора с двумя
выходами
7’с1 = Т1+|дТя+ДТа, (4.24)
где ДТА — ширина петли гистерезиса.
По истечении времени ^темпера-
тура начнет понижаться, а охлажде-
ние отключится, когда температура
упадет ниже Td}
Гг0=Т,+|дГя. (4.25)
Температура продолжает пони-
жаться в течение времени tfi, и по до-
стижении значения tM снова включа-
ются нагреватели. Еще через период
времени td температура начнет снова
повышаться. Этот цикл будет повто-
ряться бесконечно при прочих равных
условиях. Максимально достигаемое
значение температуры Ттах составляет
тпт =Tho + 1Л, (4.26)
где vh — скорость повышения темпе-
ратуры при нагревании.
Минимальная температура Tmin, достигаемая при охлаждении, составляет
37mn = * 3 * * * 7 В'cO-trft'c-
(4.27)
где vc — скорость понижения температуры при охлаждении.
Амплитуда колебания температуры может быть определена следующим образом:
ЬТ™ =ТМ - Гс0 + «rf(»4 + »r)=at; + trf(nA + О (4.28)
При типичной величине мертвой зоны порядка 10 °C значении времени задержки 2 мин
и скорости изменения температуры 6 °С/мин, амплитуда колебаний температуры составит
35 °С1 В данном случае сделано допущение, что скорости охлаждения и нагрева совпадают
(vh ж ц). Эти значения типичны для импульсного регулятора с двумя выходами. Вследствие
большой амплитуды температурных колебаний такой тип регулятора нежелательно ис-
пользовать в процессах, требующих точного поддержания температурного режима.
Если мертвая зона достаточно велика, температура может не достигать верхней ее грани-
цы, то есть не будет происходить включения охлаждающей системы. Условие такой ситуации
можно выразить в следующем виде:
<ДТЯ+ДТА. (4.29)
На рис. 4.39 показано поведение такой системы.
В данном случае максимальный размах колебаний температуры составит
ДТпих=ДГА+Г(/(1;А + г‘). (4.30)
"Г;.;
4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
119
Скорость охлаждения в этом слу-
чае гораздо меньше, поскольку протекает
только пассивное охлаждение без вклю-
чения охлаждающей системы и темпера-
тура понижается только вследствие соб-
ственных потерь тепла в системе. Если
ДТЛ в 1 ’С, trf = 2 мин, vh ~ 6 °С/мин, a v' -
“12 °С/мин, размах колебаний темпера-
туры составит 17 °C. Таким образом, ко-
лебания температуры оказываются вдвое
менее интенсивными, чем в предыдущем
случае. Однако даже такие колебания мо-
гут оказаться неприемлемыми для боль-
шинства экструзионных процессов.
Рис. 4.39. Вид температурно-временного поведения
импульсного регулятора без включения охлаждения
4.5.5. Настройка параметров регулятора
4.5.5Л . Характеристики работы терморегулятора
Для правильного выбора конструкции регулятора температуры и правильной его на-
стройки необходимо руководствоваться определенными критериями, описывающими пара-
метры функционирования нужного прибора. Критерии отклика включают перегрев, скорости
отрицательного и положительного откликов, задержку отклика, частоту колебаний, функцию
накопления ошибок вследствие разницы в фазе и усилении и т. д. [42-48]. Интеграл квадрати-
ческой ошибки (ISE, integral of square error), интеграл абсолютной ошибки (1ЛЕ, integral of
absolute error), двойной интеграл времени и абсолютной ошибки (1ТЛЕ, integral time and
absolute error) наиболее часто используются как величины, описывающие отклонения в рабо-
те регулятора. Некоторые из этих критериев проиллюстрированы на рис. 4.40, на котором
представлен отклик регулирующей системы на изменение заданной температуры.
4.5.S. 2. Влияние параметров интегрирующей и дифференцирующей
Цепочек обратной связи в P/D-регуляторе (P/D-параметры) на режим
Работы регулятора
Настройка PID-регулятора в идеале должна привести к таким значениям параметров Р, I и
Регулятора, которые обеспечат наиболее подходящий режим функционирования регулято-
Р®- При этом коэффициент Р зависит от коэффициента усиления Кр или размеров области
пропорциональности Хр. Влияние параметров области пропорциональности на режим работы
Регулятора проиллюстрировано на рис. 4.41. Узкая область пропорциональности может стать
нец411110^ появления осцилляций, а слишком широкая — большой величины рабочего откло-
ется^°ЭФФИЦИеНТ описывает Функцию сдвига области пропорциональности и характеризу-
Derv Константой интегрирования или скоростью сдвига. Влияние этого параметра на работу
У^ятора проиллюстрировано на рис. 4.42.
ели константа интегрирования слишком велика, температура после перегрева будет
Медленно возвращаться к заданному значению. В противоположном случае, когда кон-
а интегрирования слишком мала, могут возникнуть колебания. Оптимальной считается
120
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Температура
Рис. 4.41. Влияние ширины области пропорционально-
сти на режим работы
такая величина, при которой система
как можно быстрее возвращается к за-
данной температуре без возникнове-
ния перегрева.
Вклад дифференцирующей обрат-
ной связи характеризуется константой
времени дифференцирования td. Влия-
ние величины этой константы на функ-
ционирование системы показано на
рис. 4.43. При избыточной величине
этой константы температура начнет
меняться очень быстро, что приведет к
перегреву и колебаниям. Если констан-
та слишком мала, температура будет
возвращаться к заданной величине
очень медленно. Оптимальная кон-
станта обеспечивает возврат к заданно-
му значению с минимальным размахом
колебаний.
4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
121
Рис. 4.42. Влияние скорости сдвига области пропорциональности (константы интегрирования)
Рис 4.43. Влияние величины константы времени дифференцирования на функционирование регулятора
4.5.53. Методы настройки регулятора при неизвестной модели процесса
Применение определенного метода настройки зависит от того, известна или неизвестна
модель процесса. Если модель процесса неизвестна, наиболее часто используют методы, осно-
ванные на методах неустойчивости, кривой отклика и некоторых других способах подбора.
122
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Метод неустойчивости, называемый методом Циглера-Николса [42], основан на экспе-
риментальном подборе параметров работы регулятора с помощью данных динамического от-
клика системы. Данные динамического отклика получают при отключенных цепях интегри-
рующей и дифференцирующей обратной связи, осуществляя ступенчатое изменение коэф-
фициента усиления Кр. Коэффициент усиления постепенно повышают, добиваясь перевода
всей системы в неустойчивое состояние, при котором в системе происходят непрерывные
циклические изменения. Соответствующее этому состоянию значение коэффициента усиле-
ния, а также частота колебаний позволяют определить время отклика незамкнутой системы
(то есть с разорванной цепью обратной связи) в некоторой точке. По этим данным с использо-
ванием специальной таблицы (табл. 4.4) можно определить оптимальные значения парамет-
ров работы регулятора.
Таблица 4,4. Рекомендуемые значения параметров работы регулятора, определяемые по периоду
колебаний tu и значению усиления Ки в методе Циглера-Николса
Регулятор Режим Усиление Константа интегрирования Константа времени дифференцирования
Р 25%-ное затухание 0,5Кц — —
PI 25%-ное затухание 0,45Хм 0,833i„ —
PID 25%-ное затухание 0,6Kw 0,5^ 0,125tu
PID Небольшой перегрев 0,ЗЗКм 0,5ftt 0,33fh
PID Нет перегрева 0,2Ки 0,33tB 0,5Zu
Метод кривой отклика основан на определении отклика системы в отсутствие обратной
связи при изменяющемся значении заданной температуры. Из этой кривой можно опреде-
лить динамические характеристики процесса. Если процесс можно описать уравнением пер-
вого порядка с использованием мертвого времени, тогда возможно рассчитать оптимальные
значения параметров работы регулятора.
Выполнение настройки по методу кривой отклика производится следующим образом. Ре-
гулятор переводят на ручное управление (отключают обратную связь), и ступенчато изменя-
ют входной сигнал с шагом Д5. На каждом шаге самописцем регистрируют изменение пара-
метра системы во времени (кривую отклика). Приблизительный вид этой кривой представ-
лен на рис. 4.44. Затем определяют скорость изменения параметра и относят ее к шагу
изменения входного сигнала gt e gmax/A5. Рекомендуемые значения параметров работы регу-
лятора, определенные по методу, основанному на измерении времени 25%-ного затухания,
показаны в табл. 4.5.
Таблица 4.5. Рекомендуемые значения параметров регулятора, определенные по методу кривой
отклика
Регулятор Усиление Константа интегрирования Константа времени дифференцирования
Р 1/gi^i — —
PI 0.9/gttj 3t| —
PID 1.2/gitt - 2/gjtj 2,5/j — 2^ 0,5^| ~ 0,3^
4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
123
Оба приведенных метода
требуют довольно детального
анализа системы. На практике
настройку регуляторов чаще
производят методом проб и оши-
бок, основываясь на опыте. При
этом, как в методе Циглера-Ни-
колса, так и в методе кривой от-
клика сделано допущение, что
уровень воздействия внешних
помех на систему всегда постоя-
нен. Следовательно, эти методы
не всегда могут давать удовле-
творительный результат, то есть
в итоге все равно не избежать
проб и ошибок.
43.5.4. Методы настройки регулятора при известной модели процесса
Существует большое количество разнообразных методов построения модели процесса.
В литературе [77,78] представлены детальные обзоры различных методов. Наиболее распро-
страненный из них заключается в приложении ступенчатого или импульсного возмущения
для определения передаточной функции из возникающего отклика.
Стохастический метод более тонкий и сложный. Он заключается в приложении ко входу
сигналов, распределенных по случайному закону. Затем производится сопоставление стати-
стических параметров входного и выходного сигналов, что и позволяет определить переда-
точную функцию. Данная функция представляет собой отношение преобразования Лапласа,
примененного к отклику (выходной сигнал) к преобразованию Лапласа, примененного к воз-
мущению (входной сигнал).
Экспериментальное определение модели процесса требует точного и быстродействующе-
го оборудования. Однако, если известна передаточная функция, настройку регулятора можно
провести, руководствуясь диаграммами Найквиста или Бода, а также аналитическими мето-
дами, которые позволяют представить функционирование системы во времени на основании
функции частоты-отклика, полученной без обратной связи. Логарифмическая диаграмма
Бода показывает зависимость фазы и интенсивности прямой функции передачи от частоты.
При построении полярной диаграммы Найквиста, векторы, соответствующие фазе и интен-
сивности прямой функции передачи, строятся с использованием частоты в качестве парамет-
ра. В результате можно определить максимальную величину усиления и сдвига фаз, которые
может иметь регулятор в отсутствие обратной связи для обеспечения требуемого режима
Функционирования. Обычно получаются следующие значения: 30° — максимальный сдвиг
фаз и 1,7 + 3 — максимальная величина усиления. На последнем этапе настройки производит-
ся объединение характеристик регулятора и системы для получения результирующего значе-
ния сдвига фаз и усиления для замкнутой системы.
Аналитический метод состоит из двух элементов. Первый из них требует решения диффе-
ренциальных уравнений, описывающих систему при фиксированных переменных. Второй —
ЭТо оптимизация особых характеристик функционирования. Критерием оптимизации в ана-
литическом методе служит минимизация времени отклика или значение интеграла функции
время-затраты.
124
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
4.Б.5.5. Регуляторы температуры с фиксированными характеристиками
Некоторые производители поставляют регуляторы, параметры которых заданы при произ-
водстве и не могут быть изменены. В этом случае параметры устанавливаются на основе дли-
тельного опыта эксплуатации регуляторов в экструзионной промышленности. Такие регулято-
ры могут быть вполне удачными, поскольку большинство экструдеров имеет сходные тепловые
характеристики. Кроме того, невозможность перенастройки регулятора гарантирует от нару-
шения работы оборудования в результате действий неквалифицированных работников.
Регуляторы с фиксированными параметрами могут оказаться неподходящими для приме-
нения в экструзионных процессах с быстро меняющимся температурным режимом (водяное
охлаждение, раздув пленки и т. п.) или очень медленно меняющимся температурным режимом,
как, например, для очень больших экструдеров. Типичные значения параметров регуляторов,
устанавливаемые при производстве, представлены в табл. 4.6 (Хр — ширина области пропор-
циональности, — константа интегрирования, td — константа скорости дифференцирования).
Таблица 4,6. Типичные значения фиксированных параметров в регуляторах температуры
Тип регулятора Значения фиксированных параметров Диапазон настройки параметров
PD Хр = 5% Лр-0-10% td = 0,5 мин
PID Хр = 8% Хр = 0-10% ti = 8 мин td * 0,5 мин
4.5. Б.6. Самонастраивающиеся регуляторы температуры
В продаже также имеются самонастраивающиеся регуляторы температуры для экструдеров
[49], которые появились после 1982 года. Основой такого регулятора является микропроцессор,
который запрограммирован таким образом, что самостоятельно определяет условия конкретного
процесса и настраивает параметры регулятора и не требует вмешательства оператора.
К сожалению, терминология, описывающая самонастраивающиеся регуляторы, остается
весьма неопределенной. Для их обозначения используются термины «регулятор с адаптивной
подстройкой», «самонастраивающийся регулятор», «регулятор с автоматической настрой-
кой», но каждый из этих терминов может иметь разное значение у разных поставщиков. Оче-
видно, что способность регулятора адекватно перенастраивать свои параметры в основном
определяется качеством программного обеспечения. Некоторые регуляторы настраиваются
непосредственно после включения и не перестраиваются после выхода экструдера на рабочий
режим. Другие подстраиваются и при включении, а также после выхода на рабочий режим, ес-
ли программное обеспечение сочтет перестройку необходимой. Еще один тип регуляторов
может начинать перестраивать параметры только после возникновения каких-либо сбоев в
экструзионном процессе как до, так и после выхода на рабочий режим.
Для того чтобы точно оценить качество функционирования самонастраивающегося регу-
лятора, необходимо разобраться в установленном на нем программном обеспечении. Однако
поставщики таких аппаратов обычно не раскрывают содержание программного обеспечения,
так как оно считается коммерческой тайной, которая определяет отличие одного регулятора
от другого. Единственным методом, позволяющим оценить работоспособность того или ино-
го самонастраивающегося регулятора, остается установка его на экструдер и тщательное от-
слеживание хода экструзии.
4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ
125
4.6. Общее управление процессом
В экструзионной промышленности все явственнее наблюдается тенденция к объедине-
нию различных контролирующих устройств под управлением одного общего устройства, осу-
ществляющего полный контроль и управление всеми механизмами экструзионной линии.
Следует отметить, что может быть реализовано множество ступеней контроля экструдера, на-
ходящихся в иерархической зависимости. Наиболее распространены устройства, объединяю-
щие контроль температурного режима в различных зонах. Чаще всего в задачу таких систем
входит поддержание заданных параметров расплава путем управления нагревом первых двух
или трех зон, которые наиболее близки к зоне, где происходит плавление полимера. Измене-
ние температуры в таких зонах осуществляется автоматически каскадной системой управле-
ния. Однако таким образом можно осуществлять регулировку с довольно низкой скоростью,
поскольку отклик зон рабочего объема на изменении температурных параметров происходит
очень медленно. Также часто встречаются системы контроля давления, действие которых
основано на плавном изменении скорости вращения шнека, чтобы поддержать постоянное
давление расплава полимера.
Новейшие типы экструдеров часто оборудованы микропроцессорной системой, позво-
ляющей осуществлять одновременный контроль и управление температурой и давлением
расплава, а также толщиной и/или шириной экструдата и другими параметрами экструзии.
Некоторые системы контроля могут быть объединены в систему общего управления произ-
водством. Например, они позволяют, кроме контроля экструдера, осуществлять также кон-
троль систем, подготавливающих материал для загрузки в экструдер, параллельным экстру-
дером при соэкструзии, приводом и температурой зубчатого насоса, системой двухосной ори-
ентационной вытяжки, системой контроля прочности и обрезания краев экструдата и
многими другими.
4.6.1. Истинное полное управление процессом экструзии
При анализе литературы [54—56] становится понятно, что истинно полный контроль экстру-
зионным процессом на практике не достигается. Для того чтобы систему можно было назвать
системой истинно полного контроля, она должна осуществлять контроль следующим образом:
контролируемый процесс должен рассматриваться как система из многих переменных, взаимо-
связь которых полностью известна и учитывается в схеме контроля. Однако большинство микро-
процессорных систем контроля, управляющих параметрами расплава полимера и экструдата, бо-
лее напоминают набор несвязанных обратных связей, каждая из которых регулирует только один
параметр. Таким образом, подобное устройство является простым объединением нескольких ре-
гуляторов в одном корпусе без изменения их сути. Такие регуляторы могут обеспечить меньшую
Цену, но не обеспечивают улучшения адекватности контролирующей схемы.
Для построения системы истинно полного управления необходимо провести построение
динамической модели процесса. При этом адекватность управления будет напрямую зависеть
от точности построенной модели. Однако построение такой модели на практике составляет
очень сложную задачу. В принципе динамическая модель может быть выведена из теории экс-
трузии, и некоторые работы в этом направлении уже были сделаны [50-54]. Как будет показа-
но в главе 7, в настоящее время теория экструзии еще не получила достаточного развития,
позволяющего провести достаточно полное описание процесса с необходимой точностью.
Кроме того, теоретическое описание процесса экструзии требует проведения огромного коли-
чества вычислений. Таким образом, феноменологический подход к описанию динамики про-
цесса экструзии на основе теории может оказаться достаточно сложным, относительно гру-
126
ЧАСТЬ I. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
бым и требующим больших затрат на проведение вычислений. Однако вполне возможно, что
использование упрощенных теоретических подходов вместе с экспериментальными данными
может дать достаточно точное описание динамики процесса.
Большинство работ по построению динамических моделей экструзионного процесса
являются эмпирическими; такие работы обычно называют работами по «идентификации про-
цесса». Как уже отмечалось, различают два типа эмпирических подходов: в одном использует-
ся детерминированные функции (ступенчатые, пульсирующие и другие), а в другом исполь-
зуются стохастические (случайные) функции. В обоих методах исследование проводят мето-
дом приложения некоторого возмущения к процессу с последующим измерением отклика.
Зависимость между откликом и возмущением выражают в виде передаточной функции, кото-
рая и является моделью процесса. Эмпирическое определение моделей процессов с использо-
ванием детерминистических методов описано различными авторами [55—58]. Недостаток
этих методов заключается в сложности получения измеряемого отклика, поскольку для обес-
печения линейности отклика прикладываемое возмущение должно быть мало. При приложе-
нии больших возмущений система может дать нелинейный отклик, а в таком случае описание
системы линейной моделью может стать неадекватным.
Стохастические методы построения модели процесса оказываются более надежными, чем
детерминационные. В большинстве случаев для построения моделей используется методика
Бокса и Дженкина [59], основанная на анализе временных рядов. Вводное рассмотрение этого
метода приведено в книге Дэвиса [60]. При его проведении параметры настройки необходи-
мых величин подвергаются слабому возмущению определенной случайной последовательно-
стью сигналов, в качестве которой обычно используется псевдослучайная двоичная последо-
вательность. Обычно скорость поступления случайных сигналов больше, чем скорость откли-
ка системы. Определение различных корреляций между последовательностями входных и
выходных сигналов позволяет построить количественную модель изучаемого процесса. Пара-
метры модели можно определить с использованием среднеквадратичного анализа последова-
тельностей входных и выходных сигналов. Поскольку эта методика позволяет определять
значительно больше параметров, чем содержится в модели первого порядка с мертвым време-
нем, оказывается возможным более точное определение характеристик процесса, а также воз-
можных шумов, возникающих при функционировании аппарата. При этом определение шу-
мов и возможных причин их появления позволяет определить эффективные способы удале-
ния этих самых причин.
Метод анализа временных рядов также позволяет определить качество аппроксимации
процесса полученной моделью путем проверки самокорелляций и корреляций между оста-
точными и входными последовательностями. Кроме того, модели Бокса и Дженкина позволя-
ют определить режим, в котором потребуются минимальные изменения контролируемых ве-
личин для поддержания необходимого режима функционирования. Также из модели можно
точно определить процедуру настройки регуляторов и начальные настройки самонастраи-
вающихся регуляторов.
Недостатком стохастического метода остается его сложность и необходимость проведе-
ния большого количества вычислений, и лишь небольшое количество исследователей приме-
няют этот подход для определения параметров экструзионного процесса. В работах [61-63]
описано стохастическое исследование экструзионного процесса и создание эксперименталь-
ной линии с иерархической автоматической системой контроля [63]. Для настройки этой ли-
нии требовалось ввести только два параметра: необходимую скорость и температуру расплава
на выходе. Для подстройки давления на выходе из головки и ее пропускной способности ис-
пользовали фильеру с изменяемым просветом, более того, значительное улучшение управ-
ляемости было достигнуто именно за счет контроля давления в головке.
4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И СРЕДСТВА КОНТРОЛЯ 127
Также некоторые работы по стохастическому изучению экструзии были проведены Пат-
терсоном с соавторами [64,65], Костиным [66,67] и в IKVb Аахене [81].
4.7. Литература
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
И.
12.
13.
14.
15.
16.
17.
18.
. 19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
Н. Recker et al., Plastverarbeiter, 28,1,1-8 (1977).
J.D. Lenk, «Handbook of Controls and Instrumentation», Prentice-Hall Inc. (1980).
D.B. Hoffman and N. Sarasohn, Plastics Design and Process, July, 20-23 (1972).
H. Puetz in «Messen und Regeln beim Extrudieren», VDI-Verlag GmbH, Duesseldorf (1982).
K.H. School in «Der Extruder als Plastifiziereinheit», VDI-Verlag GmbH, Duesseldorf (1977).
A. Galskoy and K.K. Wang, Plastics Engineering, Nov., 42-45 (1978).
H.E. Harris, Plastic Technology, Feb., 22-29 (1982).
S.H. Walton, The Wire Association International (1977).
H. Janeschitz-Kriegl, Proc 7th IntT Congress on Rheology, Brown Univ., Providence, RI (1963).
H. Janeschitz-Kriegl and J. Schijf, Plastics & Polymers, 37, Dec. 523-527 (1969).
D.I. Marshall, I. Klein, and R.H. Uhl, Soc. Plastics Engrs. J, 20,329 (1964).
L.P.B.M. Janssen, G.H. Noomen, and J.M. Smith, Plastics & Polymers, 43, Aug. 135-140 (1975).
N. Wheeler, Techn. Papers ANTEC, Pittsburgh, PA, Jan. (1962).
H.L. Trietly, EDN, 28,2 93-96 (1983).
J. van Leeuwcn, M. Goren, A.A. Grimbergen, and J.C. Molijn, Plastica, 17,6,269-277 (1969).
J. van Leeuwen, M. Goren, A.A. Grimbergen, and J.C. Molijn, Plastica, 17,7,319-326 (1969).
J. van Leeuwen, M. Goren, A.A. Grimbergen, and J.C. Molijn, Plastica, 17,8,371-386 (1969).
J. van Leeuwen, Polym. Eng. Sci., 7,98-109 (1967).
W. Schlaeffer,J. Schijf, and H. Janeschitz-Kriegl, Plastics & Polymers, 39, June, 193-199 (1971).
M. Hulatt and W.L. Wilkinson, Plastics and Rubber Processing, March, 15-18 (1977).
HJ. Kim and E.A. Collins, Polym. Eng. Sci., 11,83 (1971).
E.A. Collins and F.E. Filisko, AICHE J., 16,399 (1970).
H.T. Kim and J.P. Darby, SPE J., 26,31-36 (1970).
F. T. Farrace, «Standardization of an Automatic Inspection System», Nondestructive Testing
Standards—A Review, ASTM STP 624, Harold Berger (Ed.), American Society for Testing and Ma-
terials, 231-245 (1977).
H. Droscha, Kunststoffe, 72,5 (257-259) (1982).
W. Michaeli, «Zur Analyse der Flachfolien und Tafelextrusions-Prozesse», Ph.D. Thesis IKV,TH
Aachen (1975).
N. Nadav, M.Sc. Thesis, Technion, Israel Institute of Technology.
N. Nadav and Z. Tadmor, Chem. Eng. Sei., 28,2115-2126 (1973).
H. Recker et al., Plastverarbeiter 28,1,1-8 (1977) and 28,3 137-142 (1977).
F.L Binsberger, Journ. of Polym. Sei. 11,10,1915-1929(1967).
H. Hermann, Kunststoffe, 61,11, 839-842 (1971).
G. Wittig, Material Pruefung, 16,10,327 (1974).
N. N., Plastics Technology, 28,11,18 (1982).
D. Osmer, Plastics Compounding, Jan/Feb., 14-24 (1983).
H. Hensel, «Die Orientierungsdoppelbrechung», Ph.D. thesis IKV, TM Aachen (1975).
G. Menges, et al., Plastverarbeiter, 24,2,73-77 (1973).
P. Fischer, Plastverarbeiter, 29,5,231-243 (1978).
U.S. patent 3,866,669.
U.S. patent 4,272,466.
H. Goermar and H. Puetz, Kunststoffe 69,9,588-590 (1979).
H. Recker, «Messen und Regeln beim Extrudieren», VDI-Verlag GmbH, Duesseldorf, (1982), p. 46.
J.G. Ziegler and N.B. Nichols, Trans. ASME, 64,11,759 (1942).
128
ЧАСТЫ. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
43. K.L. Chien, LA. Hrones, and S.B. Resweck, Trans. ASME, 74,175 (1952).
44. E. Pester and E. Kollman, Elektrische Ausruestung, 3-8 and 45-52 (1960).
45. JA. Miller, A.M. Lopez, C.L. Smith and P.W. Murrill, Control Engineering, 14,12, 72 (1967).
46. P.D. Roberts, Measurement and Control, 9,227, June (1976).
47. C.L. Smith, Instruments & Control Systems, 43-46, Sept. (1976).
48. R.F. Bayless, Plastics Engineering, 24,3 59-72, March (1978).
49. R. Chostner, Plastics Technology, 68-70, Feb.( 1983).
50. R.B. Kirby, SPE Journal, 18,1273 (1962).
51. W.L. Krueger, SPE Journal, 18,1282 (1962).
52. D. H. Reber, R. E. Lynn Jr., and E. J. Freech, Polym. Eng. Sei, 13,346 (1973).
53. Z. Tadmor, S. d. Lipshitz, and R. Lavie, Polym. Eng. Sei, 14,112 (1974).
54. N. Brauner, R. Lavie, and Z. Tadmor, Int. IFAC Conference on Instrumentation and Automation in
the Paper, Rubber, and Plastics Ind., 3rd Proc, Brussels, 6,353 (1978).
55. N.R. Schott, Ph.D. Dissertation, Univ, of Arizona (1971).
56. W. Fontaine, Ph.D. Dissertation, Ohio State Univ. (1975).
57. S. Dormeier, SPE ANTEC Tech. Papers, 25,216 (1979).
58. D. Fingerle, J. Elastomers Plast., 10,293 (1978).
59. G.E.P. Box and G.M. Jenkins, «Time Series Analysis Forecasting and Control», Revised Edition,
Holden-Day, San Francisco, CA (1976).
60. W.D.T. Davies, «System Identification for Self-Adaptive Control, Wiley-Interscience, NY (1970).
61. J. Parnaby, A.K. Kochhar, and B. Woods, Polym. Eng. Sei, 15,594 (1975).
62. A.K. Kochhar and .1. Parnaby, Automatica, 13,177 (1977).
63. A.K. Kochhar and J. Parnaby, Int. Meeh. Eng. (Lond.), Proc, 192, 299 (1978).
64. G.A. Hassan and J. Parnaby, Polym. Eng. Sei, 21, 276 (1981).
65. I. Patterson, P. Brandin, and J. Parin, SPE ANTEC Tech. Papers, 25,166 (1979).
66. M.H. Costin, M. Sc. Thesis, McMaster University, Hamilton, Canada (1981).
67. M.H. Costin, P.A. Taylor, and J.D. Wright, Polymer Eng. Sei, 22,393 (1982).
68. H.G. Wiegarid, «Prozessautomatisierung beim Extrudieren und Spritzgiessen von Kunststoffen»,
Carl Hanser Verlag (1979).
69. D.D. Pollock, «The Theory and Properties of Thermocouple Elements», ASTM publication STP 492.
70. «Manual on the Use ofThetmocouples in Temperature Measurements», ASTM publications STP 470 B.
71. «Thermocouple Reference Tables», NBS Monograph 125.
72. H.D. Baker, E.A. Ryder, andN H. Baker, «Temperature Measurement in Engineering» Vol. I and II,
Omega Press.
73. E.L. Sarber, Plastics Technology, 50-55, June (1983).
74. N. N„ Plastics Compounding, 21-32, March/April (1980).
75. E. Galli, Plastics Compounding, 18-26, March/April (1983).
76. F.W. Billmeyer and M. Saltzman, «Principles of Color Technology», John Wiley & Sons (1966).
77. KJ. Astrom, «An Introduction to Stochastic Control Theory», Academic Press, NY (1970).
78. P. Eykhoff, «System Identification», Wiley-Interscience (1974).
79. H. Marchand, Plast. Techn., Feb., 67-70 (1984).
80. A. Kirkland, Plast. Techn., Feb., 97-99 (1981).
81. 12. Kunststofftechnisches Kolloquium, IKV Aachen, Germany 176-185 (1984).
82. W. Michaeli, U. Langkamp, B. Sclmfer, and J. Kraack, Kunststoffe, 85,1912-1914 (1995).
83. W. Obendrauf, C. Kukla, and G.R. Langecker, Kunststoffe, 83,971-974 (1993).
84. T.Nietsch, P. Cassagneu, and A. Michel, International Polymer Processing, XII, 4,307-315 (1997)-
85. J. Coughlin, Modem Plastics, April, 101-105 (1992).
86. X. Shen, R. Malloy, and J. Pacini, SPE ANTEC Technical Papers, 918-926 (1992).
Часть II
АНАЛИЗ ПРОЦЕССА
ЭКСТРУЗИИ
5. Фундаментальные законы
Прежде чем подробно анализировать процесс экструзии, полезно рассмотреть основные
физические законы, которые будут в дальнейшем использованы как инструмент для анализа.
Данную главу следует воспринимать как обзор, а не как монографию, содержащую исчерпы-
вающую информацию. Для получения более глубокой и подробной информации читатель мо-
жет обратиться к монографии Берда с соавторами [1] или другим работам [2-4].
5.1. Уравнения равновесия
При экструзии, как и в других процессах переработки полимеров, происходит перенос
массы, импульса и энергии. Для описания явлений переноса используют уравнения равнове-
сия, которые представляют собой универсальные физические законы, применимые к любым
средам, как твердым, так и жидким. Вещество при этом рассматривается как континуум. По-
этому объем, для которого формулируются уравнения равновесия, должен быть достаточно
большим, без разрывов сплошности.
5.1.1. Закон сохранения массы
Уравнение постоянства массы, известное как уравнение непрерывности, является по су-
ществу формулировкой закона сохранения массы. Согласно этому закону, скорость накопле-
ния массы в некотором объеме равна скорости потока массы в данный объем за вычетом ско-
рости обратного потока массы из этого объема. В декартовых координатах (х, у. z) уравнение
равновесия массы может быть записано в виде
Эр Э , . Э . . Э z . Л
+> * 3”(р^ >+=°'
Эг Эх ду * c)Z
(5-1)
При установившемся процессе (стационарном течении) первый член уравнения (5.1), то
Ния ^^зводная плотности по времени, равен нулю (то же будет справедливо для уравне-
132
ЧАСТЬ IL АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Уравнение равновесия массы в цилиндрических координатах (г,, z) имеет вид
+~T(prv')+~^(рг,в)+Т'<Рг'^=°'
dt г дг г Э6 дг
(5.2)
Если жидкость считать несжимаемой, члены уравнений (5.1) и (5.2), содержащие плот-
ность р, исчезают. Для одномерного установившегося течения (то есть для случая, когда име-
ется только одна ненулевая компонента скорости) уравнение равновесия выполняется авто-
матически без каких-либо дополнительных условий [1].
5.1.2. Уравнение сохранения импульса
Механический импульс тела определяется произведением массы на скорость. Поскольку
скорость — векторная величина, импульс также является вектором. Уравнение сохранения
импульса описывает сохранение импульса в замкнутой системе; оно известно также как урав-
нение движения.
Импульс может переноситься путем конвекции и кондукции. Перенос импульса конвек-
цией происходит благодаря объемному потоку жидкости через поверхность; для характери-
стики этого процесса вводят поток импульса, также являющийся векторной величиной. Пере-
нос момента за счет кондукции осуществляется благодаря межмолекулярным силам на каж-
дой стороне поверхности. Поток импульса, обусловленный переносом импульса вследствие
кондукции, определяется тензором напряжений. Уравнение сохранения импульса в общем
виде известно также как уравнение Коши. Уравнения Навье-Стокса являются особым случа-
ем общего уравнения движения, когда плотность и вязкость являются постоянными. Хорошо
известное уравнение Эйлера также является особым случаем общего уравнения движения:
оно применимо к течению, при котором эффекты, обусловленные вязкостью жидкости, пре-
небрежимо малы.
При течении полимера массовые силы и силы инерции в общем случае пренебрежимо ма-
лы. Для такой системы условие сохранения импульса в декартовых координатах может быть
записано в виде
Эх Эх ду дг ’
дР — j ф
ду Эх ду дг ’
дР дх„ дт Эта
дг дх ду дг
а в цилиндрических координатах — в виде
ЭР 1 д . х 1 Этл । К,.
dr г dr г де г дг ’
ЭР 1 Э , . 1 Эте, Эт„
(5.3а)
(5.36)
(5.3с)
(5.4а)
(5.46)
(5.4с)
5. ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
133
Анализ задач, связанных с течением, может быть упрощен путем рассмотрения только од-
ной компоненты уравнения движения, а именно, в направлении течения. Однако для успеш-
ного решения задач часто необходимы другие упрощающие предположения. Например, при
анализе изотермических процессов необходимы лишь два уравнения сохранения: массы и им-
пульса. Однако при этом требуется дополнительная информация о связи между приложен-
ным напряжением и деформацией жидкости, которая может быть получена из уравнения со-
стояния жидкости (см. раздел 6.2).
Пример использования уравнения сохранения импульса для течения ньютоновской жид-
кости в трубе приведен в Приложении 5.1.
5.1.3. Уравнение сохранения энергии
Согласно уравнению сохранения энергии, скорость увеличения удельной внутренней (те-
пловой) энергии в некотором объеме равна сумме скорости поступления энергии за счет теп-
лопроводности и скорости ее диссипации. Закон сохранения энергии является обобщенной
формой первого начала термодинамики (см. раздел 5.2). В предположении постоянства плот-
ности уравнение равновесия энергии может быть записано в виде
Eqcc + ^conv
(5-5)
где
a ~ ЭТ.
^QCC Р^Г ’
EfJiss
^conv P^r ^x
vy
эг ar"!
dy dz j
cortfl dx \ dx J dy dy > dz t dz J
dvx dv dv
dx * dy a dz *
(5.5a)
(5.5b)
(5.5c)
(5.5d)
В приведенных выше уравнениях Ёпсс — параметр, характеризующий скорость накопле-
ния энергии; Ёсот, — скорость конвекции; Econd — скорость переноса тепла; Ё^ — скорость дис-
сипации.
Уравнение (5.5с) представляет собой закон Фурье для теплопереноса (см. раздел 5.3.1).
° Цилиндрических координатах меняются только члены, связанные с конвекцией, теплопро-
водностью и диссипацией:
_ ( dT v. dT dT}
V dr r dO dz J
idf.dT} idf.iarA аЛаг)
(5.6a)
(5.6b;
134
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
(5.6с)
Уравнение сохранения энергии следует использовать при анализе неизотермических
процессов, когда в общем случае не известны четыре переменные: скорость, напряжение, дав-
ление и температура. Для решения задачи в дополнение к трем уравнениям равновесия требу-
ется еще одно уравнение состояния жидкости, устанавливающее взаимосвязь между напря-
жением и деформацией. При экструзии полимеров материал в процессе движения подверга-
ется воздействию сильно изменяющейся температуры. Поэтому при анализе процесса
экструзии совершенно необходимо учитывать уравнение сохранения энергии.
5.2. Основы термодинамики
Объектом изучения термодинамики является энергия, а также ее обмен и перенос. Первое
начало термодинамики является формулировкой закона сохранения энергии. Для замкнутой
системы, масса которой постоянна, первое начало термодинамики записывается в виде
AE = Q-IV, (5.7)
где ДЕ — изменение полной энергии системы; Q — теплота, подведенная к системе; IV— рабо-
та, совершаемая системой.
Изменение полной энергии системы ДЕ может быть представлено как сумма слагаемых,
каждое из которых представляет изменение отдельных видов энергии
ДЕ=ДЕ,+ДЕ?+ДГ, (5.8)
где Л£к — изменение кинетической энергии; ДЕр — изменение потенциальной энергии; Д£/ —
изменение внутренней энергии.
По определению, кинетическая энергия равна
где т — масса тела; v — его скорость.
Потенциальная энергия выражается как
E/t-mzag, (5.10)
где а — высота относительно данного уровня (поверхности Земли); аК— ускорение свободного
падения.
Оба вида энергии (кинетическая и потенциальная) широко используются как в механике,
так и в термодинамике. Однако понятие о внутренней энергии U используют исключительно
в термодинамике. Она представляет собой сумму кинетической и потенциальной энергий мо-
лекул, атомов и элементарных частиц, образующих микроскопическую систему. Абсолютное
значение Uопределить в принципе невозможно. Тем не менее термодинамика успешно опери-
рует изменением внутренней энергии Д[/, которое можно оценить экспериментально. При
подстановке уравнения (5.8) в уравнение (5.7), первое начало термодинамики запишется
в виде
5. ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
135
AEk+SE„+^U=Q-W. (5.Ц)
Если сумма кинетической и потенциальной энергий постоянна, уравнение (5.11) преоб-
разуется к виду
A[/=Q-IV. (5Д2)
или в дифференциальной форме
fft/=8Q-6lV. (5.13)
Если, кроме того, процесс адиабатический (Q - 0), уравнение (5.12) имеет вид
Д (5.14)
Отметим, что в уравнение (5.13) для Q и W входят частные производные 5, а для U— ис-
пользуют полный дифференциал d. Это демонстрирует принципиальное отличие параметра
U с одной стороны и параметров Q и W — с другой. Величина U зависит только от состояния
системы. Поэтому любое изменение состояния системы приводит к изменению U. Таким об-
разом, dU представляет собой бесконечно малое изменение U, и интегрирование dU дает раз-
ность между двумя значениями U
ldU=U2-U,=Alf. (5.14а)
",
Напротив, Q и IV не являются параметрами системы и зависят от траектории процесса.
Поэтому для обозначения бесконечно малой величины для них используют частный диф-
ференциал 5, что позволяет получить конечную величину, а не разность между двумя значе-
ниями:
J8Q = Q и |31У=МЛ
(5.14fe)
Таким образом, в результате интегрирования уравнения (5.13) получаем уравне-
ние (5.12).
Для удобства термодинамического рассмотрения вводят специальные термодинамиче-
ские функции. Простейшая из них — энтальпия Я, определяемая для любой системы выраже-
нием:
Я = Я + РУ,
(5.15)
где Р ~ давление; V — объем.
Энтальпия измеряется в тех же единицах, что и энергия, и является параметром системы,
подобно Ut Р и V. С использованием энтропии любое дифференциальное изменении системы
определит изменение ее свойств:
dH = dU + d(PV). (5.16)
и -р Количество теплоты в замкнутой системе, характеризуемой параметрами состояния Р, V
* которое должно быть подведено для изменения состояния системы, зависит от траекто-
процесса. Только для обратимого процесса, когда траектория процесса полностью опре-
^^ена, возможно установить связь между теплотой и параметрами процесса. Для этого вво-
в Рассмотрение удельную теплоемкость, определяемую как
136
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
(5.17)
и представляющую количество теплоты, необходимое для повышения температуры на вели-
чину ЛТпри постоянном объеме системы. Из уравнения (5.12) следует, что Cv является пара-
метром системы. При постоянном объеме условие обратимости процесса имеет вид dU - 8Q,
поскольку работа не может быть произведена без изменения объема. Таким образом, удельная
теплоемкость при постоянном объеме связана с внутренней энергией соотношением
1эг);
(5.18)
Следовательно, для любого процесса, происходящего при постоянном объеме справедли-
во равенство
Jr=8Q = C/T. (5.19)
Уравнение (5.19) имеет большое практическое значение. Если известны удельная тепло-
емкость и изменение температуры, то можно определить количество теплоты, необходимого
для этого изменения. Если известно количество теплоты и удельная теплоемкость, то можно
рассчитать результирующее изменение температуры. Из приведенных примеров становится
ясно, что уравнение (5.19) необходимо при анализе процесса экструзии. Например, если из-
вестно количество теплоты, выделившейся в результате вязкого течения определенного ко-
личества полимера, то можно определить результирующее увеличение температуры в адиаба-
тических условиях, если известна удельной теплоемкости полимера.
Удельная теплоемкость при постоянном давлении выражается как
р
(5.20)
и определяет количество теплоты, необходимое для повышения температуры на dT, если сис-
тема нагревается при постоянном давлении в обратимом процессе. Используя уравнения
(5.13) и (5.16), можно показать, что
(5.21)
Следовательно, Ср также является параметром системы. Кроме того,
dH=bQ = CpdT. (5.22)
Расплав полимера обычно считают несжимаемым; в этом случае Cv = Ср. Общее соотноше-
ние между Cv и Ср устанавливает соотношение (6.94).
Энтропия является внутренним параметром системы. Для обратимых процессов измене-
ние энтропии определяется уравнением
dS=^. (5.23)
Согласно второму началу термодинамики, изменение энтропии в любой системе и ее ок-
ружении, рассматриваемых совместно, положительно, а если процесс обратим, это изменение
равно нулю. Математическое выражение второго начала имеет вид
5. ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
137
(5.24)
Левая часть неравенства представляет перенос энтропии, который прямым образом свя-
зан с переносом теплоты 8Q, если температура на границе системы равна Т. В общем случае,
при переносе энтропии становится ясным различие между переносом тепла и изменением ра-
боты как независимых форм изменения энергии. Только перенос энергии в виде теплоты со-
провождается переносом энтропии, а изменение работы не сопровождается переносом энтро-
пии. Правая часть неравенства представляет изменение энтропии, являющейся термодина-
мическим параметром. Знак неравенства в выражении (5.24) определяет сущность второго
начала термодинамики: переход из состояния 1 в состояние 2 может происходить по различ-
ным траекториям, и различие между ними выражается силой неравенства. Производство эн-
тропии выражает эту силу неравенства количественно:
(5.25)
Таким образом, любой термодинамический процесс сопровождается производством эн-
тропии. Если Sgen > 0, процесс необратим; если Sgen - 0, процесс обратимый. Следует отметить,
что производство энтропии Sgenf разумеется, зависит от траектории и поэтому не является тер-
модинамическим параметром в отличие от изменения энтропии - 32. При течении жидко-
сти объемная скорость производства энтропии определяется выражением
Т[Эх< Эх) ду{ ду) ЭД дг J
(5.26)
дг, f дг, Эг,^
——- +т —-н -I
k Ъу Ъх J Д dz дх)
Первый член в квадратных скобках представляет кондуктивный поток энергии, такой же
как в уравнении сохранения энергии (5.5d). Таким образом, объемная скорость производства
энтропии может быть представлена в виде
5.
(5.27)
5.2.1. Высокоэластичность
В теории высокоэластичности широко используются термодинамический подход. В даль-
нейшем в краткой форме будет показано как такой подход может быть использован в науке о
полимерах. Более подробную информацию можно получить в монографиях [10—13]. Теория
высокоэластичности основана на следующих постулатах: макромолекулы образуют трехмер-
ную сетку и обладают гибкостью; сегменты макромолекул могут свободно вращаться; при де-
формации не происходит изменения объема; процесс деформации обратим, то есть деформи-
руемое тело упруго. Кроме того, полагают, что внутренняя энергия Uсистемы не меняется при
Деформации. Для такой системы первое начало термодинамики имеет вид
138
ЧАСТЬ 11. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
dU-TdS-SW. (5.28)
Если равновесная растягивающая сила F производит деформацию dlf то произведенная
системой работа равна
6W=PdV-Fdl.
(5.29)
Производная dU по dl при постоянной температуре и постоянном объеме равна
(5.30)
Из уравнения (5.30) следует, что равновесная растягивающая сила ^определяется произ-
водными внутренней энергии по деформации и энтропии по деформации. Идеально высоко-
эластичное тело можно определить как материал, для которого производная внутренней
энергии по деформации равна нулю. Поэтому сила Ев данном случае определяется только эн-
тропийным членом
(5.31)
При деформации высокоэластичного тела меняется его энтропия. Макромолекулы в не-
деформированном теле принимают термодинамически наиболее выгодную (свернутую) кон-
формацию. При растяжении образца макромолекулы разворачиваются, переходя при этом к
менее выгодной (вытянутой) конформации. При прекращении внешнего воздействия систе-
ма опять стремится перейти к наиболее вероятному (свернутому) состоянию; энтропия систе-
мы при этом изменяется. Основной задачей теории высокоэластичности является задача
статистической механики по определению энтропии при переходе из недеформированного
в деформированное состояние. Степень растяжения в деформированном теле при этом опре-
деляется как
а
1 /0+Д/ <
= jy_=1 + £,
*0 *0
(5.32)
где /0 — начальная длина; Д/ — абсолютная деформация; е — относительная деформация.
При деформации тела единичного объема приложенная сила будет равна напряжению о.
Тогда уравнение (5.31) приобретет вид
(5.33)
Существует Yразличных возможностей перехода системы к наиболее вероятному состоя-
нию; при этом энтропия 5 связана с Y уравнением Больцмана:
5 = CD In У,
(5.34)
где Св в 1,38 • 10 23 Дж/К — постоянная Больцмана.
5. ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
139
Изменение энтропии при растяжении можно выразить в виде
Д$=--М?в|а2+--зУ
2 V а )
(5.35)
где N — число произвольно ориентированных сегментов макромолекулы.
Подставляя (5.35) в (5.33), получим соотношение между напряжением и деформацией
о=^вт1а-^-1 (5.36)
Число макромолекул в единице объема определяется плотностью р и средним молеку-
лярным весом Мс между зацеплениями
(5.37)
где - 6,025 • 1023 моль1 — число Авогадро.
С учетом того, что произведение NACB является газовой постоянной /£= 8,314 Дж/моль - К,
уравнение (5.36) может быть представлено в виде
G=^[a—U (5.38)
Мс V от )
Модуль упругости Е определяется выражением
£ = ^=^=^(1 + 2а-3)=^[1 + 2(1 + е)3] (5.39)
аг аа, Мс MCL J
При малых деформациях выражение для модуля упругости упрощается
£ = ЗрКТ (5.40)
Мс
Модуль упругости при сдвиге G для линейного изотропного материала определяется
формулой
(5.41)
2(1+V)’
где v - коэффициент Пуассона, который для идеального высокоэластического тела равен 0,5.
Используя соотношение (5.40), модуль упругости при сдвиге можно определить следую-
щим образом:
pRT
Мс '
(5.42)
5.2.2. Кристаллизация полимера при деформации
Известно, что деформация полимера влияет на процесс его кристаллизации. Это явление
наружено как для эластомеров, так и для термопластов [4]. В термопластах влияние дефор-
чИи на кристаллизацию широко изучалось для растворов, расплавов и твердых полимеров.
140
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
В частности, было обнаружено, что при течении расплава полимера кристаллизация может
происходить при температурах, существенно превышающих равновесную температуру кри-
сталлизации полимера в недеформированном состоянии. Кристаллизацию полимера при де-
формации обычно рассматривают с позиций термодинамики. При фазовом переходе свобод-
ная энергия Гиббса определяется как
AG=AH-7A5, (5.43)
где 5 — конформационная энтропия.
Для равновесного процесса Д6 - 0. Этот случай соответствует кристаллизации или плав-
лению при температуре плавления Тт, которую можно определить как
Т = —
* m
(5.44)
При деформации полимера макромолекулы разворачиваются, что уменьшает конформа-
ционную энтропию. Если материал считать энтропийно-упругим, энергия, выделяющаяся
при деформации полимера, уменьшает энтропию, но не влияет на внутреннюю энергию. Де-
тально этот вопрос обсуждался Астаритой [15]. Таким образом, если энтальпия не зависит от
растяжения, а энтропия уменьшается, температура плавления должна увеличиваться с воз-
растанием степени растяжения. Это увеличение температуры плавления увеличит степень
переохлаждения, которая является «движущей силой» кристаллизации. Анизотропия ориен-
тированного полимера способствует кристаллизации в направлении ориентации и препятст-
вует ей в противоположном направлении. Это объясняет изменение механизма роста кри-
сталлов: трехмерный рост сферолитов в изотропном полимере вырождается в одномерный
(фибриллярный) рост кристаллов в анизотропном полимере.
5.3. Теплоперенос
Различают следующие механизмы теплопереноса: теплопроводность, конвекция, лучи-
стый теплообмен. При теплопереносе путем теплопроводности теплота переходит из облас-
тей с более высокой температуры в области с более низкой температурой. Этот переход проис-
ходит благодаря движению на молекулярном уровне. При этом само вещество может не уча-
ствовать в движении: во многих случаях теплопроводящая среда находится в состоянии
покоя. Для твердых веществ теплопроводность — единственная возможность осуществления
теплообмена [16]. При конвективном механизме теплоперенос осуществляется путем объем-
ного движения жидкости. При лучистом теплообмене теплота или излучаемая энергия пере-
носится в виде электромагнитных волн.
5.3.1. Теплопроводность
Наиболее важным законом теплопроводности является закон Фурье. Для теплопровод-
ности в направлении х справедливо соотношение
<2х=-Мх^-. (5Л5)
Эх
где Qx — тепловой поток (скорость теплопроводности); kx — коэффициент теплопроводности;
Ах — площадь, перпендикулярная потоку; Г — температура.
К. ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
141
Для теплопроводности в двух направлениях (у и z) закон Фурье записывается в виде
* оу
(5.46)
и
эт
Q, = ~кгАг —. (5.47)
дг
Согласно закону Фурье, теплота должна «перетекать» от области с более высокой темпе-
ратурой в область с более низкой температурой. Тепловой поток при этом пропорционален
коэффициенту теплопроводности, градиенту температур и площади поперечного сечения,
перпендикулярного потоку. Таким образом, для вычисления теплового потока необходимо
знать коэффициент теплопроводности материала и распределение температуры в материале,
которое можно определить решением уравнения равновесия энергии (5.5) (см. раздел 5.1.3).
5.3.2. Конвекция
Анализ конвективного теплопереноса сравнительно более труден, чем анализ теплопро-
водности в стационарных условиях. Это связано с тем, что уравнение сохранения энергии
(5.5), которое нужно решить для определения распределения температуры, в случае конвек-
тивного теплопереноса имеет более сложную структуру. Существует множество практиче-
ских задач, связанных с переработкой полимеров, и описываемых уравнениями, не имеющи-
ми простого аналитического решения. Поэтому во многих случаях используют численные ме-
тоды решения уравнений.
5.3.3. Безразмерные критерии подобия
Принято описывать технологические процессы, используя безразмерные комбинации
физических величин. Эти комбинации являются безразмерными группами параметров или
безразмерными критериями подобия. Такой подход к описанию имеет ряд преимуществ. Од-
но из них заключается в том, что уравнения, содержащие критерии подобия, имеют одинако-
вую размерность. Используя безразмерные критерии подобия, можно уменьшить число пере-
менных для описания процесса. По крайней мере, даже если задача не может быть полностью
решена, можно предсказать эффект от изменения некоторого параметра. Если отдельные пе-
ременные, описывающие задачу, изменяются, но безразмерные критерии подобия остаются
постоянными, то решение задачи также не изменится. Эта особенность критериев подобия
широко используется при решении проблемы масштабирования (см. раздел 8.8).
5-3.3.1. Анализ размерности
Безразмерные критерии подобия можно вывести, используя соответствующие уравнения
равновесия (см., например, задачу в конце раздела о теплопереносе ньютоновской жидкости,
текущей между двумя пластинами). Безразмерные критерии подобия можно также вывести
из анализа размерности; такой подход используют, если задача не может быть полностью опи-
еана математически. В качестве примера рассмотрим сферу диаметром D, приложенную с си-
лон РК жидкости вязкостью т|, когда относительная скорость между сферой и жидкостью рав-
а v. Используя физические представления, можно показать, что F должна быть функцией
аметра, скорости, плотности жидкости и вязкости:
142
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Несмотря на то что фактический вид уравнения неизвестен, оно однородно по размерно-
сти. Это утверждение также справедливо, если сила записана в виде
F = CDarfpcrf. (5.49)
Размерность приведенных выше параметров может быть выражена через длину L, время t
и массу М, то есть F[LM/t2], D [£J, v [L/t], p [A//£3] и T| [М/Lt]. С учетом сохранения размерно-
сти получим следующие условия:
L = L°LbL~3cL~d-, (5.50а)
(5.506)
M = M°M0M‘Md. (5.50с)
В трех последних уравнениях (5.50а)-(5.50с) три неизвестных параметра (а, бис) могут
быть выражены как функция четвертого (d), то есть
a=2-J; (5.51а)
6 = 2- d; (5.516)
c=i-d. (5.51с)
С учетом соотношений (5.51а)-(5.51с) уравнение (5.49) запишется в виде
F ( n Y
-4—- = с -i- . (5.52)
Таким образом, число переменных уменьшилось с пяти до двух. Безразмерный параметр
в правой части уравнения (5.52) является хорошо известным числом Рейнольдса
= — • (553)
п
Согласно уравнению (5.53), число Рейнольдса представляет меру отношения сил инер-
ции (pvD) к силам вязкого трения (т|). Течение жидкости по трубе или каналу оказывается
турбулентным, когда число Рейнольдса превысит критическое значение, равное приблизитель-
но 2100. При меньших значения числа Рейнольдса течение будет ламинарным. Это утвержде-
ние справедливо также для потока пара или течения вязкой жидкости. При переработке поли-
меров вязкость расплава полимера обычно велика, поэтому число Рейнольдса очень мало, по-
рядка 10"3. Следовательно, при переработке полимеров поток расплава всегда ламинарный.
Малое значение числа Рейнольдса обычно позволят пренебречь влиянием инерции и объем-
ной (массовой) силы, что и было сделано при выводе уравнения равновесия импульса (5.3).
5.3.3.2. Важнейшие безразмерные критерии подобия
Некоторые критерии подобия, связывающие перенос теплоты и момента в жидкостях,
можно вывести, рассматривая течение ньютоновской жидкости между двумя пластинами, од-
на из которых неподвижна, а другая движется со скоростью v (рис. 5.1).
Предположим, что при течении жидкости играют роль только теплопроводность и вязкое
трение. Тогда уравнение сохранения энергии запишется в виде
s. ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
143
,Э2Г Эг, п .....
+ <554>
ду ” ду
Для ньютоновской жидкости напряже-
ние сдвига может быть представлено в виде
(см. раздел 6.2.1)
<5 55>
v
Рис. 5.1. Течение вязкой жидкости с прилипанием
между двумя плоскими параллельными
пластинами
С учетом (5.55) уравнение (5.54) преоб-
разуется к виду
(5.56)
Если градиент давления в направлении течения принять равным нулю (то есть в предпо-
ложении течения вязкой жидкости с прилипанием к стенкам), градиент скорости равен
(5.57)
С учетом (5.57) уравнение (5.56) приобретает вид
Э2Т _ рг2
ду2~ Н2'
(5.58)
В результате двойного интегрирования получим выражение для профиля температур
Г(у)=-^-у2+с1У+с2.
2кп
(5.59)
Если температура неподвижной пластины равна 7'о(7|(,_о=О), а температура движущейся
пластины равна 1\ (TL.,,™ Г,), постоянные интегрирования могут быть найдены из условий
С2=Т0;
т,-/;, щ>2
1 Н 2kH
Тогда выражение для профиля температур можно записать в виде
2kH2 У ( Н
(5.60а)
(5.606)
(5.61)
Таким образом, получено уравнение, аналогичное (7.92), которое описывает профиль
температур в узком потоке расплава полимера в зоне плавления экструдера. Полученное
Уравнение теперь можно представить в безразмерной форме
т~то у . рр2 Л_ у_
Т,-То Н 2k(Tl — Te')\ н)н
(5.62)
144
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 5.2. Профиль температур при различных значениях числа Бринкмана
Если приведенная (безразмерная) температура равна 7ю, а приведенное расстояние у(),
уравнение (5.62) преобразуется к виду
Гф-/+|кВг(1-/)у*. (5.63)
Число Бринкмана УВг является мерой тепловыделения в результате течения вязкой жид-
кости, отнесенной к теплопроводности, вызванной разностью температур ДТ- 7\ - TG
NBr=7^-- (5.64)
в, k&T
Если число Бринкмана больше двух, как видно из рис. 5.2, температурный профиль имеет
максимум в области между двумя пластинами.
В предыдущей задаче принимались во внимание только теплопроводность и диссипация
энергии вследствие вязкого трения. Если расширить условия задачи, принимая во внимание
также влияние конвекции, уравнение сохранения энергии примет вид
pcv^=k^+^^- (5-65)
дх ду ду
Уравнение (5.65) можно привести к безразмерному виду, введя следующие безразмерные
переменные:
Г0 _ •
ДТ’
(5.66а)
g; ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
145
Х° = --
L'
1 v
2
Подставляя их в уравнение (5.65), получим
рСиЯ2 0ЭТ° = Э2Т° цг
kL V* дх° ~ д(у°)г+k^Tldy
3d”
“о
Первый сомножитель в левой части уравнения (5.67) является числом Гретца
_ pCvH2 _ vH2
Gz“ kL ~~vL
где a — коэффициент температуропроводности (см. раздел 6.3.5).
Уравнение (5.67) можно переписать в виде:
ЭГО Э2ГО
Gzx&r° Э(/)2 в\Эуо1
(5 666)
(5.66с)
(5.66с)
(5.67)
(5.68)
(5.69)
Поскольку уравнение (5.69) не имеет аналитического решения, обычно для его решения
используют численные методы. Однако, несмотря на возможность численного решения при
постоянных значениях чисел Бринкмана и Гретца, полное решение задачи не известно.
Число Гретца можно рассматривать как отношение двух временных параметров, один из
которых представляет время, необходимое для достижения теплового равновесия за счет теп-
лопроводности в направлении, перпендикулярном направлению течения (размер Я), дру-
гой — среднее время течения жидкости в трубе длиной L. Таким образом, число Гретца явля-
ется мерой теплопроводности в направлении, перпендикулярном течению, отнесенной к теп-
ловой конвекции в направлении течения. Если число Гретца велико, теплопроводность в
исправлении, перпендикулярном течению, также велика по отношению к конвекции в проти-
воположном направлении. Такая ситуация часто реализуется в экструдерах при течении по
ксналу шнека и каналам фильеры экструдера.
Часто вместо числа Гретца используют число Пекле
Kr vH .. L
(5.70)
t гтгнрсениой к теплопроводности. При
Число Пекле является мерой тепловой конвекцмi , обычно имеет большие зн^
процессах, связанных с переработкой полимеро , теплОвой поток играет большую р
ния порядка 103~ 105. Это означает, что конвективный тепловой
при течении расплава полимера. артся число Нуссельта
Другим часто используемым критерием подобия является чи
N = —
ГЛеЛ k *
оэФфициент граничного (межфазного) теплопереноса.
(5-71)
146
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Число Нуссельта по своей сути является приведенным (безразмерным) градиентом тем-
ператур, усредненным по поверхности теплового потока. Оно представляет отношение сопро-
тивления теплопереноса, оцененного из характеристического размера объекта (L/k)t к сопро-
тивлению действительного теплопереноса. Во многих задачах конвективного теплопереноса
число Нуссельта выражается как функция других критериев подобия, например чисел Рей-
нольдса и Прандтля, последнее из которых определяется соотношением
(5.72)
Согласно формуле (5.72), число Прандтля представляет отношение кинематической вяз-
кости (Л/р) к коэффициенту температуропроводности а. С физической точки зрения число
Прандтля является отношением гидродинамического граничного слоя к тепловому гранич-
ному слою при теплообмене жидкости и неподвижной стеной. Для текущей жидкости оно
представляет собой отношение скорости переноса импульса к скорости теплопереноса. Число
Прандтля определяется свойствами материала: для расплавов полимера с высокой вязкостью
оно имеет порядок 1О6-1О10.
Число Наме (называемое также числом Гриффита) определяется выражением
Na “
2
агг т|
(5.73)
где ат— температурный коэффициент вязкости, определяемый выражением (6.40).
Число Наме может быть представлено как отношение диссипации энергии вязкого тече-
ния к теплопроводности в направлении, перпендикулярном потоку. Большие значения числа
Наме (>1) указывают на неоднородность температурного поля, вызванную диссипацией
энергии при вязком течении жидкости, что оказывает существенное влияние на результирую-
щий профиль скорости. Таким образом, если число Наме велико, для получения достаточно
точных результатов необходимо учитывать неизотермические эффекты при течении. Если
число Наме мало, достаточно точное решение можно получить, рассматривая задачу как изо-
термическую.
Число Био определяется следующим образом:
и является безразмерной характеристикой теплообмена.
Если число Био равно нулю, теплообмен отсутствует, то есть выполняются адиабатиче-
ские условия. Если число Био бесконечно велико, температура стенки Tw равна температуре
расплава Тт, то есть выполняются изотермические условия. Обычно значения числа Био в
мундштуке экструдера изменяются в диапазоне от 1 до 100, и оно сильно зависит от наличия и
количества изоляционного материала.
Число Фурье выражается формулой
(5.75)
и является удобным параметром при решении задач теплопереноса, когда температура меня-
ется с течением времени. Число Фурье можно представить как отношение двух временных
5. ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
147
параметров: реального времени течения и времени, необходимого для достижения теплового
равновесия в образце путем теплопередачи. Если число Фурье велико (>1), образец достиг-
нет теплового равновесия за время течения. Если число Фурье мало (<0,1), температура изме-
нится только на поверхности образца, в то время как температура в объеме образца останется
неизменной. В часто встречающемся случае, когда равномерность распределения температу-
ры достигает 90%, число Био близко к единице.
Коэффициент температуропроводности для большинства полимеров составляет около
Ю"7 м2/с. Если пластина полимера толщиной 1 мм нагревается с обеих сторон (_Н= 0,0005 м),
температурное поле пластины станет однородным в течение приблизительно 2,5 с. Если тол-
щина пластины 10 мм, однородность температурного поля будет достигнута через 250 с
(4,17 мин). Этот пример объясняет, по крайней мере, частично, почему так трудно получить
однородное температурное поле в экструдере, шнек которого имеет очень глубокие каналы.
Действительно, если каналы шнека достаточно глубоки, полное плавление полимера в экс-
трудере маловероятно, поскольку обычно время пребывания полимера в одношнековом экс-
трудере составляет 1-3 мин.
5.3.4. Тепловыделение при течении вязкой жидкости
Тепловыделение при течении вязкой жидкости представляет собой диссипацию механи-
ческой энергии вследствие вязкого трения. В общем виде диссипация энергии при течении
жидкости выражается последним слагаемым в уравнении сохранения энергии (5.5</)- В слу-
чае одноосного сдвига тепловыделение при течении вязкой жидкости в единичном объеме
описывается выражением
4 = ту. (5.76)
Если свойства текущей жидкости могут быть описаны степенным законом (см. раз-
дел 6.2.2), то тепловыделение в единичном объеме представляется как
£rf = mY"+1, (5-77)
где т — коэффициент консистенции жидкости; п — показатель степени; для ньютоновской
жидкости п e 1, а для неньютоновской жидкости, например, расплава полимера, 0 < п < 1.
Как следует из уравнения (5.77), тепловыделение при течении вязкой жидкости увеличи-
вается с ростом напряжения сдвига быстрее, чем по линейному закону, что следует принимать
во внимание при изучении процесса экструзии (см. главу 7).
Тепловыделение при течении вязкой жидкости происходит во всем объеме жидкости;
скорость локального тепловыделения зависит от локальной скорости сдвига. Если скорость
сдвига одинакова по всему объему текущей жидкости, тепловыделение также одинаково по
всему объему. Это случай течения вязкой жидкости с прилипанием к стенкам (течение Куэт-
Та)> то есть течение без градиента давления в направлении течения (см. раздел 6.2.1). Если
скорость сдвига неодинакова по объему жидкости, тепловыделение в объеме также различно,
ото случай течения под действием давления (течение Пуазейля) по трубе, когда скорость
сдвига в центре потока равна нулю и максимальна в пристенной области; в этом случае тепло-
яыделения в центре потока также равны нулю и максимальны у стенок трубы. Поскольку теп-
ловыделение при течении вязкой жидкости происходит во всем объеме потока жидкости, оно
является эффективным способом нагрева расплава полимера, так как приводит к относитель-
° равномерному повышению температуры в всем объеме материала, если скорость сдвига
Риолизительно постоянна по всему потоку жидкости.
148
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
5.3.5. Лучистый нагрев
Лучистая теплота генерируется электромагнитными волнами длиной X • 0,5—10 мкм. Все
тела излучают электромагнитные волны в результате теплового возбуждения молекул. Ско-
рость испускания лучистой энергии телом зависит, главным образом, от его температуры. Об-
мен излучением между двумя поверхностями происходит, если пространство между ними
«прозрачно» для спектра излучения. Если температура двух поверхностей различна, вектор-
ная сумма двух противоположных тепловых потоков отлична от нуля.
Скорость испускания лучистой энергии определяется законом Стефана-Больцмана
Q = eCSBAT\ (5.78)
где е — излучательная способность тела; CSB — постоянная Стефана-Больцмана; А — площадь
излучаемой поверхности; Т — абсолютная температура.
Излучательная способность идеально черного тела равна 1. Точное значение постоянной
Стефана-Больцмана можно определить из соотношения между другими физическими посто-
янными
^SB —
7тг5Г4
= 5,6697-10^
15^С3,
т2К4
(5.79)
где Св = 1,38054 • 10 23 Дж/К — постоянная Больцмана; = 2,997925 • 108 — скорость света в
вакууме; СР1 = 6,6256 • 10"34 — постоянная Планка.
Для черного тела спектральное распределение энергии излучения определяется законом
излучения Планка. Согласно закону Вина, длина волны, при которой интенсивность излуче-
ния максимальна, обратно пропорциональна абсолютной температуре:
Х1лахТ = 2,898 • 10’3 [тпК]. (5.80)
При комнатной температуре Х^ * 10 мкм, что соответствует инфракрасному излучению, при
Т= 6000 К Х,1их == 0,5 мкм, что соответствует видимому излучению зеленого цвета. Тот факт, что цвет
тела зависит от его температуры, используется в оптическом методе измерения температуры. Его
часто называют также инфракрасным методов измерения температуры, хотя измерения могут вы-
ходить за пределы инфракрасной области спектра (с длинами волн от 0,7 до 400 мкм).
Идеально черное тело излучает максимально возможное количество энергии; его излуча-
тельная способность равна 1; согласно закону Кирхгофа, его поглощательная способность
также равна 1. Реальное тело имеет излучательную и поглощательную способности меньше 1
в зависимости от природы материала, шероховатости поверхности, температуры и длины вол-
ны излучения.
В справочниках обычно приводят усредненные значения поглощательной способности.
Для большинства неметаллических поверхностей она превышает 0,8. Хорошо отполирован-
ные поверхности металлов имеют поглощательную способность в пределах от 0,005 до 0,20.
Теплоперенос за счет лучистой энергии между двумя поверхностями определяется, преж-
де всего их излучательными и поглощательными способностями, а также температурой. Для
каждой поверхности количество лучистой энергии, испущенной поверхностью, является сум-
мой излученной энергии (еС^Т4 - eqb) и отраженной энергии (1 - а)^
Q = eqb+(l-a)gl, (5.81)
где а — поглощательная способность; q — тепловой поток; qb — излучение абсолютно черного
тела; q, — падающее излучение.
5. ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
149
Общий поток энергии, испускаемый поверхностью, определяется как ее собственное из-
лучение за вычетом доли поглощенного излучения
= (5.82)
Если стенка имеет ту же температуру, что и окружающее пространство, общий поток
энергии равен нулю, и поэтому qb - - СВТ* (закон Кирхгофа), то есть в данном случае излу-
чательная способность равна поглощательной (е = а). Из уравнения (5.81) можно вывести,
что поток энергии через любую плоскость в пространстве равен qb~ CSBT*.
В некоторых случаях лишь часть f]k общего излучения от стены j достигает стенки k:
в частности, интенсивность излучения зависит от угла падения на поверхность. При этом при-
нимаются во внимание геометрические факторы, называемые также визуальными; они вы-
числяются путем интегрирования. Для случая поверхности двух больших параллельных пла-
стин 1 и 2 обе части общего излучения равны: /12 */21 “ Рассмотрим случай, когда тело 1
(площадь A t, температура 7\) находится внутри тела 2 (площадь А2, температура Т2). Излуче-
ние, падающее на стену 1 (А^), равно доли /21, умноженной на общее излучение стены 2
Таким образом, поток лучистой энергии, достигающий тела 1 (<7tl), равен общему по-
току лучистой энергии, достигающего тела 2 (б/2), то есть
= (5.83д)
и
1 а । 1 g<2
Qn I — Qb2 Qn2 *
a j g~2
(5.83b)
Далее, перенос лучистой энергии от тела 1 (<?„И|) к телу 2 (?пИг) можно определить как
(5.84)
Уравнение (5.84) справедливо, поскольку энергия, отданная телом 1, принимается телом
2. Общий поток излучения от тела 1 определяется выражением
=cSB(7;4 -Т24)
______Д ^2^2____
“F* G2A2 *”' ^^2^1
(5.85)
Наконец, коэффициент теплопереноса лучистой энергии hs определяется как
h,
= С.В
г4 - т*
т.-г
________Д 1fl2^2_______
а \А। + а2А2 — д ^2^4] 7
(5.86)
При относительно малой разнице температур, близких к комнатной, hs весьма велико: оно
приблизительно равно 5 Вт/м2 • °C, и сопоставимо со значением теплопереноса за счет кон-
векции. Очевидно, что с повышением температуры теплоперенос за счет лучистой энергии су-
щественно увеличится.
Поскольку лучистый нагрев при повышенных температурах (свыше 300 °C) происходит
главным образом в инфракрасном диапазоне волн, его называют инфракрасным (ИК) нагре-
вом. Области использования ИК-нагрева при переработке полимеров очень разнообразны:
Прессование, экструзия пленок и их ориентация, нанесение покрытий, ламинирование, высы-
Хание красок, плавление полимера. Этот способ нагрева используется также при производст-
ве сшитых волокнистных намоточных изделий, полипропиленовых нитей из монофиламент-
Ных волокон. Однако наиболее часто при переработке полимеров ИК-нагрев используется,
150
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
вероятно, при горячем прессовании. Дополнительную информацию об ИК-нагреве полиме-
ров можно получить в работах Крэйбилла [19-21].
5.3.5. 1. Диэлектрический нагрев
Диэлектрический нагрев происходит при помещении диэлектрика в переменное электри-
ческое поле высокой частоты. Материал, обладающий электрическими свойствами является
электрическим изолятором и имеет низкую электропроводность (высокое электрическое сопро-
тивление). Диэлектриками считаются материалы, имеющие сопротивление выше 109 Ом/см;
большинство полимеров относятся к этой категории. Энергия диэлектрического нагрева, так-
же называемая радиочастотной энергией, отвечает диапазону от 10 до 100 МГц частотного
спектра электромагнитных волн.
При диэлектрическом нагреве теплота равномерно распределяется по всему объему мате-
риала. Это обстоятельство, с учетом низкой теплопроводности полимеров, является полез-
ным для переработки полимеров. Поскольку теплота быстро рассеивается в пристенных об-
ластях, диэлектрический нагрев часто приводит к появлению профиля температур: наиболее
высокая температура возникает в центре объема полимера, наиболее низкая — у стенок. Отме-
тим, что при нагреве за счет теплопроводности наблюдается обратная картина распределения
температур. Кроме того, вследствие равномерного выделения тепла по всему объему материа-
ла, градиент температур оказывается слабым при диэлектрическом нагреве по сравнению с
нагревом путем теплопроводности. При диэлектрическом нагреве теплота равномерно выде-
ляется по всему объему материала, поскольку все полярные молекулы ориентируются в на-
правлении электрического поля. Колебания молекул, вызванные переменным электрическим
полем, приводят к выделению тепла за счет трения молекул. Скорость, при которой электри-
ческая энергия может быть диссипирована в единице объема диэлектрика Q, пропорциональ-
на частоте электрического поля f и квадрату напряженности электрического поля Е
Q = 2лЕ2 /е0£ tan б, (5.87)
где Ео = 8,854 • КГ12 Ф/м — абсолютная электрическая постоянная воздуха; е — относительная ди-
электрическая проницаемость или диэлектрическая постоянная материала; tan 5 — тангенс утла
электрических потерь или коэффициент потерь.
Как следует из уравнения (5.87), быстрый диэлектрический нагрев можно легко осущест-
вить путем увеличения напряженности электрического поля, поскольку скорость нагрева
связана с напряженностью квадратичной зависимостью. Максимально возможная напряжен-
ность электрического поля определяется диэлектрической прочностью материала, подвергае-
мого нагреву. Если напряженность очень велика, может произойти электрический пробой ма-
териала, что выразится в искрении и разрушении материала. Если скорость нагрева при мак-
симально допустимом напряжении электрического поля все же недостаточна, ее увеличения
можно добиться повышением частоты электрического поля. Большинство полимеров имеют
диэлектрическую прочность в пределах от 100 до 200 кВ/см, диэлектрическую постоянную —
от 2 до 4 и коэффициент потерь — от 0,01 до 0,0001. Восприимчивость некоторых полимеров
к диэлектрическому нагреву иллюстрируется табл. 5.1.
Важнейшие параметры, характеризующие диэлектрический нагрев, определяются сле-
дующим образом:
• угол потерь =* 8 = 90 - <р;
• фазовый угол * ф;
• коэффициент мощности = cos ф e sin 5;
• коэффициент диссипации - cotan «р = tan 5 (тангенс угла потерь);
• коэффициент потерь e tan 8 * £ cotan ф.
5 ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
151
Реакция некоторых полимеров на диэлектрический нагрев
Полимер Коэффициент потерь Реакция
0,025 Удовлетворительная
дцеталь 0,025 Удовлетворительная
Ддетат целлюлозы 0,15 У довлетворите л ьная
Эпоксидная смола 0,12 У довлетворительная
Полиамид 0,16 Удовлетворительная
Поликарбонат 0,03 У довлетворительная
Полиэфир 0,05 Удовлетворительная
Полиэтилен 0,0008 Нет
Полиимид 0,013 Слабая
Полиметилметакрилат 0,09 У довлетворительная
Полипропилен 0,001 Нет
Полистирол 0,001 Нет
Политетрафторэтилен 0,0004 Нет
Поливинилхлорид 0,4 Хорошая
Компаунд на основе каучука 0,13 У довлетворительная
Силиконы 0,009 Нет
Мочеформальдегидная смола 0,2 Хорошая
Вода 0,4 Хорошая
Для большинства полимеров угол потерь обычно мал, поэтому sinS = tan 5, то есть коэф-
фициент мощности и коэффициент диссипации практически равны.
Когда компоненты материала имеют различные коэффициенты диссипации, происходит
избирательный нагрев. Как известно, коэффициент потерь большинства материала увеличи-
вается с повышением влагосодержания. Поэтому области с высоким влагосодержанием на-
греваются быстрее; следовательно, из этих областей удаляется больше воды. Это приведет к
равномерному распределению влаги в материале. Неполярные полимеры, такие как полиэти-
лен, вообще не нагреваются в высокочастотном электрическом поле. Улучшения диэлектри-
ческого нагрева полимера можно добиться путем введения специальных добавок. Например,
Диэлектрический нагрев полиэтилена сверхвысокой молекулярной массы может быть осуще-
ствлен при введении небольших количеств фрекона [18].
Диэлектрический или радиочастотный нагрев используют в различных областях произ-
водства полимеров, например, при предварительном нагреве материала при прессовании, тер-
мическом отверждении смол, отжиге пленок, высыхании покрытий, литье и т. д.
53.5.2. Микроволновой нагрев
Микроволновой нагрев по своей природе напоминает диэлектрический нагрев; разница
В диапаз°не частот, лежащих для микроволнового нагрева в диапазоне от 1000 до
ООО МГц, что на два-три порядка выше частотного диапазона диэлектрического нагрева.
0 ОпРеДелению, длина волны микроволновой энергии должна лежать в области спектра ме-
\iM и мм’ что соответствует диапазону частот от 300 МГц (3 • 108 Гц) до 300 ГГц
L • Ю Гц). Частоты, используемые для микроволнового нагрева, в США контролируются
еДеральной комиссией по коммуникациям. Для промышленного использования были вы-
152
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
браны две важнейшие частоты: 915 и 2450 МГц. Более низкие частоты обычно используют для
высокоэнергетических систем мощностью свыше 200 кВт, где коэффициент мощности мате-
риала довольно высок. Более высокие частоты используют для низкоэнергетических систем
мощностью менее 100 кВт, где материал имеет относительно низкий коэффициент мощности.
В бытовых микроволновых печах используют частоту 2450 МГц.
В материале, помещенном в микроволновое поле, дипольные моменты полярных молекул
стремятся ориентироваться в направлении вектора напряженности электрического поля. При
синусоидальном изменении вектора напряженности с течением времени направление векто-
ра меняется каждые полцикла, что вызывает изменение положения полярных молекул. При
этом внутреннее трение, представляющее потерю энергии электромагнитных волн, начинает
играть существенную роль. В результате часть энергии электромагнитных волн переходит
в тепловую энергию; при этом тепловыделение пропорционально числу изменений направле-
ния (реверсов) вектора электрического поля, то есть частоте. Количество перемещений, кото-
рые происходят в течение каждого реверса, определяется напряженностью электрического
поля. Таким образом, тепловыделение при микроволновом нагреве зависит от напряженно-
сти электрического поля, как и в случае диэлектрического нагрева.
Скорость нагрева, вызванного микроволновой энергией, описывается тем же уравнением
(5.87), что и для диэлектрического нагрева. Согласно этому уравнению, количество тепла за-
висит от напряженности электрического поля, частоты и коэффициента потерь. Последний
фактор характеризует свойства материала, два первых — свойства оборудования.
Теплота под действием микроволнового излучения образуется по всему материалу, одна-
ко количество энергии, «закачиваемой» в материал, снижается по мере увеличения глубины
проникновения излучения. Глубина, при которой энергия уменьшается в два раза, определя-
ется выражением
я 011^
°'J etan5
где Хо — длина волны в воздухе; £ — диэлектрическая проницаемость (постоянная материала);
8 — угол потерь.
Поскольку длина электромагнитной волны определяется скоростью света, деленной на
частоту, уравнение (5.88) запишется в виде
^0.5
33-Ю7
f £ tan8
(5.89)
Из уравнений (5.88) и (5.89) следует, что глубина проникновения снижается с повышени-
ем частоты и увеличением угла потерь.
Если тепловые потери, обусловленные теплопроводностью, конвекцией, лучистой энер;
гией или изменением состояния, пренебрежимо малы, скорость повышения температуры Т
в результате поглощения микроволной энергии можно определить по уравнению
т = (5.90)
С/-Р
где Q ~ скорость диссипации энергии в единице объема, определяемая формулой (5.87),
Ср — теплоемкость и р — плотность материала.
Проникновение микроволнового излучения в глубину материала обеспечивает быстрый
и равномерный нагрев больших объемов. При конвективном нагреве (горячим воздухом, по-
током водяного пара, инфракрасным излучением, в кипящем слое и т. д.) скорость нагрева ог-
5. ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
153
раничена низкой теплопроводностью полимеров. В противоположность этому способу, при
микроволновом нагреве используют очень небольшие нагревательные камеры.
Микроволновой нагрев используется при высушивании, продолжительном сшивании
или отверждении полимеров, предварительном нагреве при литье или прессовании и т. д.
5.4. Основы дегазации
Процесс дегазации полимера, то есть выделение и удаление одного или нескольких лету-
чих продуктов из полимера, может происходить, когда полимер находится как в твердом, так
и в расплавленном состояниях. Процесс дегазации проходит в два этапа. Вначале летучие
компоненты диффундируют на границу раздела полимера с парами летучего вещества; затем
летучие компоненты испаряются с границы раздела. Таким образом, первый этап заключает-
ся в диффузионном массопереносе, второй — в конвективном массопереносе. Если скорость
диффузионного массопереноса меньше скорости конвективного, первый процесс является
определяющим. Коэффициенты диффузии полимеров обычно очень малы; поэтому для боль-
шинства полимеров процессы дегазации лимитируются процессом диффузии.
Важнейшим уравнением диффузионного массопереноса является уравнение Фика, со-
гласно которому при одномерной диффузии положительный поток массопереноса компонен-
та А связан с отрицательным градиентом концентрации соотношением
= (5.91)
где/л — скорость диффузионного массопереноса; СА — концентрация компонента A; D'AB — ко-
эффициент бинарной диффузии.
Закон Фика справедлив при постоянной плотности и относительно низкой концентра-
ции компонента А в компоненте В. Термин «бинарная смесь» обычно используют для описа-
ния двухкомпонентной смеси. Коэффициент бинарной диффузии представляет собой посто-
янную диффузии одного из компонентов бинарной смеси. Согласно закону Фика, процесс
диффузионного массопереноса определяется градиентом концентрации. В этом смысле закон
Фика аналогичен закону Фурье (см. уравнение (5.45)), описывающему теплоперенос в зави-
симости от градиента температур, а также закону Ньютона (см. уравнение (6.16)), устанавли-
вающему связь между переносом импульса и градиентом скорости. Вследствие этих аналогий
между переносом массы, теплоты и импульса многие задачи диффузии описываются уравне-
ниями, одинаковыми как для процессов теплопереноса, так и для переноса импульса. Кроме
того, некоторые безразмерные критерии подобия, используемые для описания теплопереноса
(сМ- раздел 5.3.3.), используют также для решения задач диффузионного массопереноса.
/1ля бинарных систем постоянной плотности, где компонент А низкой концентрации
диффундирует в компонент В, уравнение непрерывности для компонента А имеет вид
дСл дСл дСА дСА
ЭГ дх * ду г dz АВ
(5.92)
Эх2 Эг/2 dz2
Уравнение (5.92), записанное с учетом закона Фика, используют для решения задач диф-
ФУ* ОННого пеРеноса- В большинстве случаев полагают, что концентрация на границе жидко-
^4 <h И твеРД°го вещества) с парами летучего вещества равновесна для обеих фаз. Если жид-
ка^ <Раза или смесь находится в равновесии с фазой паров этой смеси, парциальное давление
154
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
одного из компонентов зависит от температуры, давления и общего состава смеси. Парциаль-
ное давление РА компонента А при этом определяется как
(5.93)
где хА — мольная доля компонента А в газовой смеси; Р — общее давление в смеси.
Парциальное давление идеального газа описывается законом Дальтона
Рл-^~. (5.94)
где Ro — газовая постоянная; Т — абсолютная температура; п — число массовых молей газа; V—
объем.
Для бинарной смеси состав полностью определяется параметром х'А, который является
мольной долей компонента А в жидкости в равновесном состоянии. В этом случае парциаль-
ное давление компонента А зависит от давления, температуры и х'л. Если поведение жидкости
не зависит от давления, а газ можно рассматривать как идеальный, то парциальное давление
компонента А при постоянной температуре может быть описано только лишь в зависимости
от х'А. Если жидкая фаза содержит только один компонент, парциальное давление вещества А
равно давлению паров этого вещества. Парциальное давление компонента А(РА) в зависимо-
сти от х описывается законом Генри, согласно которому РА прямо пропорционально У при
низких концентрациях компонента А
Р -Н xJ
ГА 11АЛА>
(5.95)
где НА — постоянная Генри.
Постоянная Генри зависит от температуры, природы летучего вещества и давления. За-
кон Генри справедлив во всем диапазоне концентраций (от 0 до 100%), а постоянная Генри
равна давлению паров этого компонента. Следует отметить, что закон Генри не применим к
таким веществам, как электролиты, диссоциирующие в растворе.
Раствор полимера в растворителе не является идельным. Вследствие большой длины
макромолекул возникает избыток концентрации. Это явление описывается уравнением Фло-
ри-Хаггинса [22,23]
1п^=1п(1-Ур) + (1
* О
— |v +YV2,
DP J р * р
(5.96)
гдеР — эффективное парциальное давление летучего компонента; Ро — давление паров чисто-
го летучего компонента, DP — степень полимеризации; VP — объемная доля полимера; % — па-
раметр взаимодействия.
Для системы полимер-растворитель, где растворитель совместим с полимером, параметр
взаимодействия лежит в диапазоне от 0,3 до 0,5. Если летучий компонент полностью смеши-
вается, в первом приближении можно считать % ** 0,4, а если растворим частично, то % = 0,5.
Для полимера с высокой степенью полимеризации и относительно низкой концентраци-
ей летучего компонента А уравнение Флори-Хаггинса упрощается
5. ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
155
In — =lnV„ + l + x,
*о
(5.97)
где VA — объемная доля компонента А.
Согласно уравнению (5.97), отношение парциального давления давлению паров прямо
пропорционально VA и экспоненциально зависит от параметра взаимодействия . Отношение
Р/Ро в зависимости от VA при различных значениях параметра взаимодействия графически
изображено на рис. 5.3.
Данные, представленные на рис. 5.3, рассчитаны с использованием уравнения (5.96) при
степени полимеризации DP - 1000.
Как следует из рис. 5.3, при концентрации компонента А ниже 5% взаимосвязь между
P/Pq и Va можно аппроксимировать линейной зависимостью. В этой области закон Генри
можно использовать с достаточной точностью в виде уравнения (5.97). При концентрации
свыше 5% отклонения от закона Генри (то есть от линейной зависимости) становятся сущест-
венными, и следует использовать уравнение Флори-Хаггинса (ФХ). Было обнаружено, что
во многих случаях параметр уравнения ФХ зависит от концентрации настолько сильно, что
этой зависимостью нельзя пренебречь. Это указывает на то, что фундаментальные предполо-
жения, заложенные в уравнение ФХ, справедливо лишь частично.
Усовершенствованная теория равновесия паров летучего вещества с жидкостью для сме-
сей, основанная на рассмотрении свободного объема, была предложена Пригожиным [24,25].
В дальнейшем эта теория была развита, в частности, Флори [26]. Боннер и Прауснитц [27]
всесторонне обсуждали новую теорию и привели ряд примеров ее использования для практи-
ческих целей.
Вязкость расплава полимера обычно снижается с повышением количества растворителя.
На рис. 5.4 показана зависимость вязкости полистирола от его концентрации в растворе поли-
стирол-этилбензол [28].
3. Зависимость Р/Ро от VA при трех раз-
личных значениях параметра взаимо-
действия
Рис. 5.4. Вязкость полистирола в зависимости от
его концентрации в растворе (раствори-
тель - этилбензол)
156
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Как следует из рис. 5.4, вязкость экспоненциально уменьшается с ростом концентрации
растворителя (или уменьшением концентрации полимера). Изменение концентрации рас-
творителя на 10% вызывает почти пятикратное изменение вязкости. Если начальная концен-
трация растворителя составляет 20%, а конечная близка к нулю, то в результате выделения ле-
тучих продуктов вязкость раствора полимера увеличивается примерно в 25 раз. Этот пример
показывает, что при значительном испарении летучих продуктов из раствора (расплава) по-
лимера вязкость полимера очень сильно увеличивается.
Течение концентрированных растворов или расплавов полимера — всегда ламинарное
вследствие их высокой вязкости. Теплоперенос в таких системах очень низкий, поскольку он
реализуется путем теплопроводности, а коэффициент теплопроводности в большинстве слу-
чаев очень мал (см. раздел 6.3.1).
Диффузия в концентрированных растворах полимеров происходит гораздо медленнее,
чем в низкомолекулярных жидкостях с низкой вязкостью. Поэтому коэффициент диффузии
в концентрированных растворах полимерах имеет порядок от КГ8 до К)12 м2/с, а в низкомо-
лекулярных жидкостях — от 10'6 до 10~7 м2/с, то есть отличается на несколько порядков. Из-
вестно, что скорость диффузии сильно зависит от температуры. С повышением температуры
колебания сегментов макромолекул интенсифицируются, а плотность полимера уменьшает-
ся. В результате диффузия летучих компонентов будет происходить с большей скоростью.
Установлено, что скорость диффузии увеличивается при возрастании концентрации летуче-
го компонента. Кроме того, присутствие низкомолекулярного компонента увеличивает под-
вижность макромолекул. Рис. 5.5 демонстрирует зависимость коэффициента диффузии от
концентрации полимера (полиметилацетат) при различных температурах [29].
5.4.1. Дегазация сыпучих полимеров
Теоретическое описание выделения и удаления летучих продуктов из сыпучих полиме-
ров может быть выполнено с достаточно высокой точностью. В большинстве случаев данный
Рис. 5.5. Коэффициент диффузии в зависимости от концентрации полимера
5. ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
157
процесс дегазации определяется диффузией. Коэффициент диффузии в твердых полимерах
обычно очень низкий, порядка IO"12-10'14 м2/с, а температура в сыпучих полимерах может
приниматься постоянной, поскольку коэффициент температуропроводности (а = 10'7 м2/с)
на много порядков выше коэффициента диффузии.
Для случая сферических частиц с низкой концентрацией летучих компонентов, для кото-
рых концентрационная зависимость коэффициента диффузии пренебрежимо мала, уравне-
ние диффузии в сферических координатах имеет вид
ЭС 2D'dC ^Э2С
— =-----— + &—
ЭГ г дг дг
(5.98)
где С — концентрация летучего компонента; D' — коэффициент диффузии.
Если Се — равновесная концентрация на границе раздела, а Со — начальная концентрация,
то решение уравнения (5.98) может быть найдено в виде зависимости средней концентрации
С от времени [30]
°° 4
£~ехр
n2i2Drty
(5.99)
где R — радиус сферической частицы.
Равновесная концентрация Се обычно очень мала по сравнению с начальной концентра-
цией Со, поэтому величиной Се часто пренебрегают. Тогда уравнение (5.99) упрощается
(5.99а)
Если температуру нельзя считать по-
стоянной, уравнение решается численны-
ми методами. Это же относится к случаю,
когда коэффициент диффузии зависит от
концентрации. Во многих случаях, однако,
зависимость коэффициента диффузии от
концентрации можно считать линейной:
D' = nj(l + acC), (5.100)
где ас — коэффициент, описывающий кон-
центрационную зависимость коэффициен-
та диффузии.
На рис. 5.6. показана безразмерная
(приведенная) концентрация С/Со в зави-
симости от безразмерного времени D{}t/RA
при различных значениях параметра
(данные Майера [31]).
В верхней части зависимости на рис. 5.6
параметр at.C0/D' (который можно считать
числом Фурье для диффузии) равен нулю;
Это тот случай, когда коэффициент диффу-
зии не зависит от концентрации и описыва-
^я Уравнением (5.99).
Рис. 5.6. Безразмерная концентрация в зависимо-
сти от безразмерного времени
158
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
5.4.2. Дегазация расплава полимера
При выделении и удалении летучих продуктов из раствора или расплава полимеров диф-
фузия летучего компонента во многих случаях является определяющей стадией процесса.
Обычно полагают, что концентрация на поверхности раздела находится в равновесии с кон-
центрацией, соответствующей парциальному давлению летучего компонента в парах. В этом
случае в тонком слое потока появится градиент концентрации, и скорость диффузии опреде-
лится по градиенту концентрации. Если концентрация летучих продуктов велика, вязкость
жидкости относительно низка, и массоперенос летучего компонента, вероятнее всего, будет
происходить в виде переноса пузырьков. Это явление часто называют пенной дегазацией,
в результате которой концентрация летучих продуктов быстро снижается, что приводит к бы-
строму повышению вязкости жидкости. Возрастание вязкости замедляет образование пу-
зырьков и, поскольку при этом концентрация летучих продуктов оказывается низкой, массо-
перенос будет управляться только молекулярной диффузией. Поэтому процесс дегазации
расплава полимера обычно определяют как процесс, контролируемый диффузией. Изучению
и анализу пенной дегазации посвящено относительно небольшое число работ [32, 35-37].
В одношнековом экструдере дегазация обычно происходит при относительно низком концен-
трации летучих продуктов. Поэтому полагают, что пенная дегазация не играет существенной
роли в общей дегазации в процессе экструзии. Однако исследования, выполненные Farrel
Corp., показали, что пенная дегазация реализуется достаточно легко и поэтому ею не следует
пренебрегать [38,39].
Для дегазации растворов полимеров часто используют метод кипения, при котором раст-
вор полимера доводится до точки кипения при высоком давлении и температуре, превышаю-
щей точку кипения летучего компонента, а затем материал подается в сопло; при этом быстро
выделяется большое количество летучих веществ. Пенящаяся жидкость, выходящая из сопла,
часто подвергается дальнейшей дегазации для удаления остатка летучих продуктов, а именно,
так называемой тонкослойной дегазации, когда раствор полимера в виде тонкого слоя непре-
рывно течет, обеспечивая эффективную экстракцию летучих продуктов.
Фракционирующие вещества, такие как вода, часто добавляются в раствор полимера для
эффективной дегазации. Они способствуют образованию пузырьков, которые значительно
интенсифицируют процесс дегазации.
Рассмотрим тонкий слой раствора (расплава) полимера площадью поверхности А и тол-
щиной Н, движущийся в направлении х при капиллярном течении с объемной скоростью Vj.
При этом из тонкого слоя полимера со скоростью Е выделяются летучие продукты путем ис-
парения в направлении у. Если массоперенос в направлении г/осуществляется только посред-
ством молекулярной диффузии, а также если дисперсия в направлении х и изменение Vj
вследствие выделения летучих продуктов пренебрежимо малы, можно получить выражение
для Е.
Продолжительность течения слоя Ху определяется как
А, =54-, (5.101)
Vf
а характеристическое время диффузии как
тт2
kD = —, (5.Ю2)
D D
где D' — коэффициент молекулярной диффузии летучего продукта в полимере.
159
5 ФУНДАМЕНТАЛЬНЫЕ ЗАКОНЫ
Показано [30], что при выполнении условия kjfkD <0,1 тонкий слой расплава можно счи-
YaTb бесконечным. В этом случае слой, в котором меняется концентрация, гораздо тоньше об-
щей толшины слоя Н. Эффективность процесса в данном случае определяется выражением
А1/2
X=krL (5.103)
Эффективность при этом определяется отношением действительной скорости испарения
к максимально возможной
(5.104)
где Со — начальная концентрация летучего продукта; Се — концентрация летучего продукта в
жидкой фазе, находящейся в равновесии с парами летучего вещества.
При выполнении неравенства Ау/Хр >0,1 тонкий слой расплава нельзя считать бесконеч-
ным. В этом случае эффективность процесса определяется соотношением
(5.105)
а концентрационный профиль описывается формулой
эс^п,^с
Эг ду2'
(5.106)
С учетом граничных условий С(0) = Се и С(оо) *• Со концентрационный профиль в зависи-
мости от времени запишется в виде
<Ь£± = ег/(уД (5.107)
Св-Сг
Аналогичная задача для теплопереноса
путем теплопроводности будет рассмотре-
на в разделе 6.3.5. Интервал значения
функции вероятности ошибок erf (х) будет
определен в дальнейшем (см. уравнение
(6.99)). На рис. 5.7 показан концентрацион-
ный профиль при различных значениях па-
раметра.
Если f D't = 25 • Ю^м, глубина диффу-
зии составит приблизительно 0,1 мм. Если
коэффициент диффузии D' принять рав-
ным 10 м2/с, соответствующее время бу-
Аег равным 0,0625 с; если D' увеличить на
АНа порядка (10-6 м2/с), время станет рав-
ным 6,25 • 10-4 с. Поскольку использован-
Ые численные значения весьма типичны
Толщина слоя, мм
Рис. 5.7. Концентрационный профиль в зависимо-
сти от толщины слоя при различных зна-
чениях
160
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
для коэффициента диффузии, допущение бесконечности толщины слоя может быть неоправ-
данным при анализе дегазации в экструзионном оборудовании, где характерное время пребыва-
ния полимера в виде тонкого слоя имеет порядок 1 с, а характерная толщина слоя составляет
ОД мм.
Скорость диффузии/на границе раздела единичной площади в единицу времени опреде-
лится соотношением
(5.108)
Из уравнения (5.108) следует, что диффузионный поток уменьшается пропорционально
Г1/2 При этом в начальный момент времени диффузионный поток будет наибольшим. Таким
образом, для поддержания высокой эффективности дегазации необходимо непрерывное об-
новление поверхности, через которую удаляются летучие продукты, что может быть достиг-
нуто подачей слоя расплава в смеситель. Материал, выходящий из смесителя, имеет однород-
ный состав с тем же средним уровнем летучих веществ, что и слой, поступающий в смеситель.
На выходе из смесителя он может быть разделен на отдельные слои с большим содержанием
испаряемых летучих веществ, и этот процесс можно многократно повторять. Показано [33],
что для идеального смесителя на п-й стадии выполняется соотношение
сп-се
с.-се
= (1-Х)".
(5.109)
Эффективность дегазации, модернизированной путем обновления поверхности, может
быть подтверждена сопоставлением остаточной концентрации Сп после п стадий обновления
идеальной поверхности за время между каждым обновлением Ху с остаточной концентрацией
за то же время, но без обновления поверхности:
сп-се [1-х(Ху)Г
C(«xz)-Ce l-X(nXz)'
(5.110)
На рис. 5.8 представлена зависимость отношения Сп/С(пк/) от числа обновлений для раз-
личных значений Xz/kD в предположении пренебрежимой малости параметра Се.
Из рис. 5.8 следует, что обновление поверхности приводит к низкой остаточной концен-
трации по сравнению с тем же процессом без обновления. Возрастание эффективности дега-
зации становится более очевидным при увеличении отношения Ху/Х0. Так, при kf/kD >0,1
эффективность использования обновляемой поверхности очень велика; при этом уравне-
ние (5.110) имеет вид
сп-се 8 у-1
C(nXz)-Ce Vh2J
(5.1И)
а при значениях kj/kD < 0,001 использование обновляемой поверхности менее эффективно.
В оборудовании для переработки полимеров процесс обновления поверхности, разумеется,
неидеален, поскольку только объемный материал может быть разделен на тонкие слои. По
этой причине можно ожидать, что на практике дегазация будет меньше той, которая описыва-
ется уравнениями (5.109)—(5.111).
Рис 5.8. Отношение Сп /С(пХп) в зависимости от числа обновлений для различных значений Xf/kD
Приложение 5.1
Пример: Течение ньютоновской жидкости в трубе
Рассмотрим течение жидкости в трубе
под действием градиента давления (рис. 5.9).
В пристенной области скорость жидко-
сти равна нулю, а в центре трубы скорость
жидкости максимальна. Скорость сдвига, на-
против, в пристенной области максимальна, а
в центре равна нулю. Уравнение равновесия
импульса для данного случая можно напи-
сать, рассматривая равновесие сил в элемен-
тарном объеме жидкости (рис. 5.9)
ф[я(г + Лг)2 - лг2]= б/т2л(г + б/г)йг. (1)
Дифференцирование по г приводит к следующему результату.
(2)
dr 2 dz
Тот же результат можно получить из уравнения равновесия импульса (5.4с), из кото^
исключены производные напряжения в тангенциальном (0) и аксиальном (z) направлен
= 1 J(rt) (3)
dz г dr
Рис. 5.9. Течение жидкости в трубе круглого се-
чения
6 Зак. 3120
162
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Действительно, уравнения (2) и (3) одинаковы при справедливом в данном случае усло-
вии: т/r- dt/dr. Для ньютоновской жидкости напряжение сдвига связано со скоростью сдвига
соотношением
где р — ньютоновская вязкость (см. раздел 6.2).
Подставляя уравнение (4) в уравнение (2) или (3), получим
dr2 2ц’
(5)
где& = dP/dz — аксиальный градиент давления.
Интегрируя уравнение (5), получим выражение для скорости сдвига
Поскольку скорость сдвига равна нулю в центре трубы (г = 0), постоянная интегрирова-
ния = 0. Уравнение профиля скорости получим интегрированием уравнения (6)
(7)
Постоянную интегрирования С2 можно определить из условия равенства нулю скорости у
стены трубы (v(R) - 0)
- _ g2R2
2 “ z..
(8)
В окончательном виде уравнение для профиля скорости запишется следующим образом:
v = -(r2-R2').
4g
(9)
В центре трубы (г = 0) скорость жидкости максимальна
Отметим, что скорость жидкости положительна при отрицательном градиенте давления.
С учетом уравнения (10) уравнение профиля скорости (9) может быть выражено в виде
(И)
Выражение для скорости объемного потока жидкости можно определить интегрирование
ем скорости по площади поперечного сечения трубы:
Принимая во внимание уравнение (9), уравнение для скорости потока запишется в виде:
v=-^7-- (13>
op
Соотношение (13) является хорошо известным уравнением Пуазейля, впервые предло-
женным в 1840 г. [40], согласно которому скорость потока жидкости прямо пропорциональна
градиенту давления и обратно пропорциональна вязкости жидкости. Следует также отме-
тить, что скорость потока сильно (в четвертой степени) зависит от радиуса трубы.
Литература
1. R.B. Bird, W.E. Stewart, and E.N. Lightfoot, «Transport Phenomena,» Wiley, NY (1960).
2. J.R. Welty, C.E. Wicks and R.E. Wilson, «Fundamentals of Momentum, Heat and Mass Transport»,
Wiley, NY (1969).
3. C. TruesdellandR.A. Toupin, «The Classical Field Theories,» in Handbuch der Physik, Vol. Ill,
Springer, Berlin (1960).
4. WJ. Beek and K.M. Muttzall, «Transport Phenomena», Wiley, NY (1975).
5. L.E. Sisson and D.R. Pitts, «Elements of Transport Phenomena», McGraw-Hill, NY (1972).
6. W.C. Reynold and H.C. Perkins, «Engineering Thermodynamics», 2nd Edition, McGrawHill, NY
(1977).
7. GJ. Van Wylen and R.E. Sonntag, «Fundamentals of Classical Thermodynamics», 2nt Edition, Wi-
ley, NY (1973).
8. R.W. Haywood, «Equilibrium Thermodynamics», Wiley, NY (1980).
9. A. Bejan, «Entropy Generation through Heat and Fluid Flow», Wiley, NY (1982).
10. P.I. Flory, «Principles of Polymer Chemistry», Cornell University Press, Ithaca, NT (1953).
11. L.R.G. Treloar. «The Physics of Rubber Elasticity», 2nd Edition, Oxford Univ. Press, Oxford
(1958).
12. F. Bueche, «Physical Properties of High Polymers», Wiley-lnterscience, NY (1962).
13. A.V. Tobolsky, «Properties and Structure of Polymers», Wiley, NY (1960).
14. R.L. Miller (Ed.) «Flow-Induced Crystallization in Polymer Systems», Gordon and Breach Science
Publishers, NY (1979).
15. G. Astarita, Polym. Eng. Sei., 14,730-733 (1974).
Ю. H.S. Carslaw and J.C. Jaeger, «Conduction of Heat in Solids», 2nd Edition, Oxford Univ. Press,
Oxford (1959).
1Я Siegel and J.R. Howell, «Thermal Radiation Heat Transfer», 2nd Edition, McGraw-Hill (1981).
18. B. Miller, Plastics World, Maren, 99-104 (1981).
19- R.R. Kraybill, SPE ANTEC, Vol. 27, 590-592 (1981).
*9. R.R. Kraybill and WJ. Hennessee, SPE ANTEC, Vol. 28,826-829 (1982).
27 n R Kraybill, SPE ANTEC, Vol. 29, 466-468 (1983).
23 x Flory’ J" Chan' PhVs ’ 10>51 (1942).
24 i Flu^ins’ A™- NY Acad. Sei., 43,9 (1942).
1- Progogine, N. Trappenicrs and V. Mathot, Disc. Farad. Soc., 15, 93 (1953); J. Chem. Phys., 21,
25 559(1953).
2g L Pro8°gine, «The Molecular Theory of Solutions», North Holland, Amsterdam (1957).
27 П Flory> J' Am- Chem. Soc, 87,1833 (1965).
°C. Bonner and J.M. Prausnitz, AIChEJ., 19,943 (1973).
164
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
28. Е. Schumacher, М. Sc. Thesis, Univ, of Stuttgart, Germany (1966).
29. H. Fujita, A. Kishimoto and K. Matsumoto, Trans. Faraday Soc, 56,424 (1960).
30. I. Crank, «The Mathematics of Diffusion», 2nd Edition, Clarendon Press, Oxford (1975).
31. E. Neier, Chemie Ing. Techn., 42,20 (1970).
32. R.E. Newman and R.H.M. Simon, 73rf Annual AIChE Meeting, Chicago (1980).
33. J.A. Biesenbcrger, Polym. Eng. Sei., 20,1015-1022 (1980).
34. M.H. Pahl in «Entgasen von Kunststoffen», VDI-Verlag GmbH, Duesseldorf (1980).
35. K.G. Powell and CD. Denson, Paper No 4 la presented atthe Annual Meeting of the AIChE in Was-
hington, DC (1983).
36. HJ. Yoo and CD. Han, Paper No. 41b presented at the Annual Meeting of the AIChE in Washing-
ton, DC (1983).
37. M. Amon and CD. Denson, Polym. Edg. Sei., 24,1026-1034 (1984).
38. M.A. Rizzi, P. Hold, M.R. Kearney, and A.D. Siegel, Paper No. 4 le presented at the Annual Meeting
of the AIChE in Washington, DC (1983).
39. P.S. Mehta, L.N. Valsamis, and Z. Tadmor, Polym. Process Eng., 2,103-128 (1984).
40. J.L. Poiseuille, Compte Rendus, 11,961 and 1041 (1840); 12,112 (1841).
6. Важнейшие свойства
полимеров
Для понимания процесса экструзии недостаточно знать лишь устройство машины; также
крайне необходимо знание свойств перерабатываемого в экструдере материала. Характери-
стики полимера в значительной степени определяют конструкцию экструдера и обусловлива-
ют особенности протекания в нем технологического процесса. Для экструзии наиболее важны
две группы свойств полимера: реологические и тепловые характеристики. Реологические
свойства материала описывают его деформацию при приложении напряжения. Реологиче-
ские свойства сыпучего материала важны для области загрузочного узла экструдера, в то вре-
мя как реологические свойства расплава полимера представляют интерес для областей пла-
стикации, движения расплава и формования изделия.
6.1. Свойства сыпучих материалов
Наиболее важными свойствами сыпучего материала являются объемная плотность, ко-
эффициент трения, размер и форма частиц. Используя эти характеристики, можно с доста-
точной точность описать движение сыпучего материала в экструдере.
6.1.1. Объемная плотность
Объемная плотность представляет собой плотность частиц полимера (например, гранул)
с Учетом свободного пространства между ними. Она определяется путем наполнения некото-
рой емкости (1 л и более) сыпучим материалом без уплотнения или давления последнего. Со-
держимое емкости взвешивают и определяют объемную плотность путем деления массы ма-
териала на заполненный объем. Для получения воспроизводимых результатов объем емкости
ОЛЖен на несколько порядков превышать объем отдельной частицы*.
Hom .Стандарт Л STAfD1895 описывает методы определения кажущейся (объемной) плотности, объем-
|<атериТОРа (°тношение объемной плотности к действительной плотности) и сыпучести полимерных
166
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 6.1. Пример устройства для принудительной
загрузки материала
Рис. 6.2. Примеры конструкций экструдеров с за-
грузкой материалов низкой плотности
IJWWW
Экструзией часто перерабатывают материалы с низкой плотностью (pfe < 0,2 г/см3).
К ним относят материалы с неправильной формой частиц, например, измельченные волок-
на, пленки, упаковка (вторично перерабатываемые полимеры). Их использование может
вызвать проблемы в зонах движения твердого материала: в загрузочном бункере и узле по-
дачи сырья экструдера. При низкой плотности материала скорость массопереноса также
низка. Поэтому скорость перемещения частиц такого материала может быть недостаточ-
ной для бесперебойного снабжения зон пластикации и течения расплава. Для использова-
ния таких материалов были сконструированы специальные устройства и особые виды экс-
трудеров. В частности, устройство принудительной загрузки, приведенное на рис. 6.1, слу-
жит для улучшения транспортировки сыпучих материалов от загрузочного узла к цилиндру
экструдера. Были сконструированы также экструдеры с диаметром бункера загрузки боль-
шим, чем размеры зон пластикации и дозирования. Два возможных варианта конструкций,
нашедших практическое применение, представлены на рис. 6.2. Поскольку при переработке
вторичных полимерных материалов часто возникают проблемы, их обычно смешивают с чи-
стыми (исходными) полимерами.
Объемная плотность материала при атмосферном давлении дает полезную, но не исчер-
пывающую информацию. Необходимо также знать как изменяется объемная плотность при
приложении давления, поскольку сжимаемость сыпучего материала в значительной степени
определяет его поведение при движении в экструдере. Некоторые сыпучие материалы
подвержены уплотнению при перегруппировке частиц и их деформации. Разность между
плотностью свободно сыпучего материала и плотностью уплотненного материала можно рас-
сматривать как проявление его сжимаемости вследствие перегруппировки частиц. Если сжи-
маемость материала велика, полагают, что он способен к уплотнению при хранении (слежи-
ваемости). Считается, что свободно сыпучий материал начинает вести себя как уплотняю-
щийся (ограниченно сыпучий) при сжимаемости более 20% [1]. Другие авторы [2] полагают,
что поведение свободно и ограниченно сыпучего материалов можно характеризовать так на-
зываемым насыпным углом, то есть углом между склоном конусообразной горы сыпучего ма-
териала с горизонтальной поверхностью. Для материалов первого типа этот угол меньше 45°,
а для второго — больше 45° (рис. 6.3).
5 ВАЖНЕЙШИЕ свойства полимеров
167
Рассмотренные выше критерии сво-
бодно сыпучего и уплотняющегося мате-
риалов являются лишь их приближенны-
ми характеристиками, однако они широко
используются вследствие простоты и
удобства измерения. Тем не менее ни сжи-
маемость, ни насыпной угол не представ-
ляют собой истинную меру сыпучести.
Рис. 6.3. Насыпной угол Аг для свободно сыпучего (а)
и ограниченно сыпучего (Ь) материалов
Свободно сыпучие материалы называют
некогезионными, а ограниченно сыпучие — когезионными. Напряжение сдвига, вызванное
внутренней деформацией сдвига в некогезионных материалах, однозначно определяется нор-
мальным напряжением. Поэтому коэффициент когезии, согласно уравнению (6.6), для неко-
гезионно сыпучих материалов равен нулю.
Если сжимаемость материала равна приблизительно 40%, он имеет тенденцию к уплотне-
нию в бункере загрузки, что может вызвать проблемы при подаче материала в экструдер. Тен-
денцию к уплотнению можно оценить качественно путем сдавливания материала в руке. Если
сдавленный материал образует нерассыпающийся ком, то его можно считать умеренно сжи-
маемым; если материал не образует ком, а остается сыпучим после сдавливания в руке, его
можно считать слабо сжимаемым (легко сыпучим).
Характеристики сжимаемости сыпучих материалов, в том числе полимерных, изучали
многие исследователи [3-14]. Следует отметить, что процесс уплотнения материала доста-
точносложен и зависит от геометрии и других характеристик материала, состояния поверхно-
сти сжимающего устройства и т. д. Влияние давления на объемную плотность сыпучих мате-
риалов часто описывают эмпирическим уравнением
^ = ?оехр(-хР), (6.1)
где £ — пористость материала; — пористость материала в отсутствие давления; Р — давле-
ние; % — коэффициент сжимаемости.
Следует иметь в виду, что уравнение (6.1) — это лишь приближенное выражение, а реаль-
ная сжимаемость существенно зависит от особенностей сдавливающего устройства и условий
измерения.
6.1.2. Коэффициент трения
Трение представляет собой сопротивление при скольжении поверхности одного твердого
тела по другому. Важной характеристикой сыпучих материалов является коэффициент тре-
ния, который представляет собой отношение напряжения сдвига на поверхности раздела к
нормальному напряжению. Следует различать внешнее и внутреннее трение. Внутренний ко-
эффициент трения представляет собой меру сопротивления при скольжении слоев из частиц
одного и того же материала, в то время как коэффициент внешнего трения — это мера сопро-
тивления при скольжении частиц полимера по поверхности другого материала.
Различают статический и динамический коэффициенты трения. Статический коэффици-
ент трения определяется как
(6.2)
/* — у
т"
где т
^Пени максимальное напряжение сдвига, вызывающее скольжение; тй — нормальное напря-
168
ЧАСТЬ il. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Динамический коэффициент трения определяется выражением
V
(6.3)
где — напряжение сдвига при скольжении; а т„-—соответствующее нормальное напряжение.
Обычно статический (внешний) коэффициент трения определяют, измеряя угол сколь-
жения. Исследуемый образец помещают на горизонтальную плоскость и прикладывают к не-
му напряжение сдвига, увеличивая угол между поверхностью тела и горизонтальной плоско-
стью до тех пор, пока не начнется скольжение. Угол, соответствующий началу движения тела,
является углом скольжения, а коэффициент статического трения равен тангенсу угла наклона
плоскости, то есть
/* = tan₽s, (6.4)
где/* — внешний коэффициент статического трения; ps — угол скольжения.
Боуден и Тейбор [23] объясняют трение двумя причинами. Во-первых, адгезия, возни-
кающая в зоне контакта тел. При этом действительная площадь контакта оказывается на не-
сколько порядков (приблизительно на четыре) меньшей кажущейся площади контакта. При
скольжении тела в зоне адгезии возникает сдвиг. Во-вторых, механические повреждения од-
ной поверхности вследствие шероховатостей другой. При статическом трении существенна
только первая причина, то есть адгезия в области контакта оказывается определяющей. При
динамическом трении влияние адгезии снижается, а решающую роль играют механические
повреждения (шероховатость) поверхности.
Определение внешнего коэффициента трения сыпучих полимеров весьма затруднитель-
но вследствие необходимости учета большого числа факторов, влияющих на его величину.
Известны многочисленные публикации, касающиеся разработки методов измерения внешне-
го коэффициента трения [24-32], в которых были изучены факторы, влияющие на трение.
Однако большинство методик не дали достаточно точных и воспроизводимых результатов,
которые могли бы быть использованы при изучении экструзии. Наиболее разработанный ме-
тод и значимые результаты были представлены исследователями из Дармштадта [95]. Оче-
видно, что воспроизводимые результаты могут быть получены лишь на качественном обору-
довании с использованием металлических поверхностей особой чистоты; однако коэффици-
ент трения, измеренный таким образом, вряд ли можно использовать для анализа процессов
трения, происходящих в экструдере. Среди множества факторов, влияющих на коэффициент
трения, следует выделить температуру, скорость скольжения, давление в области контакта,
состояние поверхности металла, размеры частиц полимерного материала, степень уплотне-
ния, время, относительную влажность, твердость полимера и др.
Коэффициент трения очень чувствителен к состоянию поверхности металла. В началь-
ный момент времени коэффициент трения полимера по идеально чистой поверхности метал-
ла имеет очень низкое значение (<0,05). Однако по прошествии некоторого времени коэффи-
циент трения значительно увеличивается и может достигать стационарного значения, на по-
рядок большего, чем первоначальный. Детально это явление было описано Шнайдером [24,
25] для различных полимеров и объяснено их переносом на поверхность металла в процессе
трения. В отличие от трения чистого полимера по металлу, здесь возникает трение полимера
по полимерметаллической поверхности. Было также обнаружено, что измеряемый коэффИ"
циент трения изменялся, если руки исследователя касались поверхности металла. Недоста-
точная точность и воспроизводимость результатов определения коэффициента трения пре-
пятствуют надежному описанию и прогнозированию процессов трения при экструзии. Теоре-
8АЖНЕЙШИЕ СВОЙСТВА полимеров
169
Рис. 6.4. Зависимость коэффициента трения от
температуры при различных значе-
ния давления (цифры у кривых в
Н/мм2). Материалы: полиэтилен
(Lupolen 5261 Z) и сталь Х210СЯ12.
Скорость скольжения: 0,6 м/с
тнческое прогнозирование скорости движения
СЬ1ручих материалов сильно зависит от реаль-
ных коэффициентов трения (см., например,
рис. 7.16). Поэтому для точного прогнозирова-
ния поведения материала коэффициент трения
должен быть известен, по крайней мере, с точно-
стью не менее 1%, что, обычно, недостижимо в
реальных условиях.
Подробное исследование трения полимеров
было выполнено Бартеневым и Лаврентьевым
[32]. Исчерпывающие работы по трению при
спонсорской поддержке Verband Deutsches
Kunststoff-Institut (VDMA), также проводились
в Deutsches Kunststoff-Institute, и были опубли-
кованы в монографии [95], содержащей данные
по коэффициентам трения для 27-ми различ-
ных полимеров в зависимости от температуры,
скорости скольжения и нормального давления.
Все результаты были получены с использовани-
ем универсального дискового прибора (см. рис. 11.9 в разделе 11.2.1.2) в условиях, прибли-
женных к реальным в шнековом экструдере. Цитируемая монография, вероятно, является
наиболее полным собранием данных по трению, определенных в контролируемых условиях и
имеющих хорошую воспроизводимость (не хуже 10%).
Типичная зависимость внешнего коэффициента трения от температуры при различных
значениях давления представлена на рис. 6.4. При низком давлении коэффициент трения уве-
личивается с ростом температуры, достигая максимума в точке плавления полимера, а затем
быстро уменьшаясь. При высоком давлении коэффициент трения монотонно уменьшается с
ростом температуры.
Если движение сыпучего полимера в экструдере осуществляется вследствие течения с
прилипанием к стенкам, то имеет значение только внешний коэффициент трения. Считается,
что это имеет место в зоне движения твердого полимера в экструдере с гладкими стенками.
Если, однако, внутри сыпучего материала возникают внутренние деформации, влияние внут-
реннего коэффициента трения возрастает. Например, если внутренняя поверхность цилинд-
ра экструдера имеет шероховатости или если канал не полностью заполнен полимером, то при
транспортировке материала в узле загрузки или в зоне движения твердого полимера внутри
экструдера давление не возрастает, и материал не уплотняется.
Сыпучесть материала определяется его сдвиговыми характеристиками. При деформации
Сдвига возникающее локальное напряжение сдвига определяется сопротивлением сдвигу,
но зависит от нормального напряжения, и эту зависимость называют кривой сыпучести.
Св°6одно сыпучего материала кривая сыпучести при изменяющихся условиях трения за-
писывается в виде
*
t=fi a=tanp,.o,
(6.5)
где
*• a * ^внУтРенний статический коэффициент трения; р, — угол внутреннего трения (р,
с 8//); т - сопротивление сдвигу; о — нормальное напряжение.
от |_С°пР°Тивление сдвигу ограниченно сыпучего (когезионного) материала зависит не только
рмального напряжения; она увеличивается также с ростом давления. Кривая сыпучести
170
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
зависит, кроме того, от уплотняющего давления и времени. Таким образом, сопротивление
сдвигу должно описываться семейством кривых сыпучести, каждая из которых соответствует
определенным значениям уплотняющего напряжения и времени. Эти кривые описываются
уравнением
т = (о + )tanf3, = тс + otanp,, (6.6)
где — кажущееся сопротивление сдвигу, получаемое экстраполяцией кривой сыпучести к
нулевому значению напряжения сдвига (рис. 6.4, Ь).
Действительное предельное сопротивление сдвигу обычно меньше кажущегося предель-
ного сопротивления сдвигу. По значению напряжения сдвига при нулевом значении нормаль-
ного напряжения определяют коэффициент когезии: тс == о а tg pz, который представляет вели-
чину сил когезии, которые необходимо преодолеть для реализации внутреннего сдвига.
Предельное состояние сыпучести определяется касательной к кругу Моора, который
представляет собой геометрическое место точек состояния равновесного напряжения при
произвольной ориентации системы в условиях статического равновесия в поле двумерных
напряжений. Равновесные статические условия могут также соответствовать достаточно мед-
ленной установившейся сыпучести. Максимальное главное напряжение ос на рис. 6.4, b назы-
вается бесконечным сопротивлением сыпучести, которое представляет собой максимальное
нормальное напряжение в условиях зарождающегося разрушения в точке, где другие главные
напряжения равны нулю. Такая ситуация возникает на поверхности свода (купола) в загру-
зочном бункере в момент его обрушения (рис. 7.5, Ь). При анализе сводообразования в загру-
зочном бункере бесконечное сопротивление сыпучести становится очень важным парамет-
ром. Его величина определяется кривой сыпучести и поэтому зависит от давления и времени
уплотнения.
Главные напряжения в когезионном материале можно определить по формуле:
1 + sinp,
l-SinP;
(6.7)
гДе Птах И amin — максимальное и минимальное значения нормального напряжения.
Рис. 6.4, Ь. Сопротивление сыпучести для когезионного материала
\ ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
171
Для когезионного сыпучего материала каждая кривая сыпучести заканчивается в точке в
которой нормальное напряжение равно уплотняющему давлению. Тогда круги Моора строят-
ся как касательные к различным кривым сыпучести. Огибающую этих кривых называют эф-
фективной кривой сыпучести. Обычно она представляет прямую, проходящую через начало
координат (рис. 6.5).
Угол между эффективной кривой сыпучести и осью нормальных напряжений называ-
ют углом трения. Эффективная кривая сыпучести описывает взаимосвязь между напряжени-
ем сдвига и нормальным напряжением для уплотненного сыпучего материала, испытывающе-
го деформацию сдвига в одинаковых напряженных состояниях. Такая ситуация напрямую
применима к условиям установившейся сыпучести, поскольку весь сыпучий материал испы-
тывает деформацию сдвига. Круг Моора, описывающий условия напряженного состояния,
в каждой точке должен касаться эффективной кривой сыпучести. Если поле напряжений та-
ково, что круг Моора находится ниже эффективной кривой сыпучести, сдвиговая деформа-
ция не возникает. Для некогезионного материала эффективная кривая сыпучести совпадает
с кривой сыпучести. Поэтому для некогезионного материала эффективный угол трения равен
внутреннему углу трения (0е = 0f).
Прибор для измерения сдвиговых характеристик сыпучих материалов был разработан
Йеникс (рис. 6.6) [42]. Кроме определения кривых сыпучести и эффективных кривых сыпу-
чести, этот прибор можно использовать для измерения кривой сыпучести в условиях ограни-
чивающих плоскостей, которую называют также кривой сыпучести с ограничением; она нахо-
дится значительно ниже кривой сыпучести. Если она представляет прямую, ее можно описать
уравнением
^wa Gft), (6.8)
» *
где р№ — пристенный угол трения; jw — пристенный статический коэффициент трения (Д =
- tan р№); — напряжение сдвига; тк,а — пристенное напряжение сдвига.
Раутенбах и Гольдакер [43, 44] описали устройство, предназначенное для измерения
внутреннего трения сыпучих материалов при установившемся сдвиге. При исследовании не-
когезонных порошкообразных полимеров было установлено, что после приложения избыточ-
ного сдвигового напряжения деформация развивается в одной или более дискретных плоско-
стях, толщина которых имеет порядок, в несколько раз превосходящий диаметр частиц поли-
Рис. 6.6. Прибор для измерения сдвиговых ха-
рактеристик сыпучих материалов
172
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
мера. Таким образом, в материале не существует постоянного градиента скорости. На
основании выполненных исследований был определен внутренний коэффициент трения
представляющий отношение установившегося напряжения сдвига к установившемуся нор-
мальному напряжению. Было обнаружено, что динамический внутренний коэффициент тре-
ния не зависит от скорости и давления, однако сильно зависит от формы частиц. Во всех слу-
чаях динамический внутренний коэффициент трения был существенно больше (приблизи-
тельно в пять раз) динамического внешнего коэффициента трения. Было установлено также,
что угол внутреннего трения (<р, - arctg/f) с достаточно хорошей точностью определяется вы-
ражением:
Ф/=0,75₽г, (6.9)
где Рг— угол естественного откоса. Выражение (6.9) — эмпирическое и может быть использо-
вано лишь для оценки значения <р£, а не для его точного определения.
6.1.3. Размер и форма частиц
Размер частиц в полимерных сыпучих материалах, используемых в процессе экструзии,
варьирует в широком диапазоне: от 1 мкм до 10 мм. На рис. 6.7 приведены общепринятые на-
звания частиц сыпучих материалов.
Размеры частиц можно определить различными методами, среди которых особенно рас-
пространен микроскопический. Если частицы имеют сравнительно большой разброс разме-
ров, необходимо определить ширину статистического распределения. Для этого, разумеется,
требуется потратить достаточно много времени, если микроскоп не снабжен автоматическим
или полуавтоматическим анализатором изображений. Однако наиболее простым и часто ис-
пользуемым методом определения размеров частиц является просеивание; при этом размеры
частиц должны быть не менее 50 мкм. Данные, полученные путем просеивания несфериче-
ских частиц, должны быть модифицированы для согласования с данными, полученными при
изучении частиц эквивалентного сферического диаметра, то есть диаметра сферы, имеющей
тот же объем, что и несферическая частица. Для частиц размером менее 50 мкм используют
Рис. 6.7. Классификация частиц сыпучих материалов
ВАЖНЕЙШИЕ свойства полимеров
173
метод седиментации (осаждения). Кроме того, для определения размера частиц также
используют методы светорассеяния и светопропускания.
Другие важные характеристики частиц сыпучих материалов — это площадь поверхности,
размер и объем пор. Основной метод определения площади поверхности заключается в опре-
делении количества инертного газа, обычно азота, необходимого для образования мономоле-
кулярного слоя на поверхности образца при криогенной температуре. Для определения раз-
мера пор используют различные методы: насыщение (пропитка) расплавленным металлом,
понижение температуры замерзания, микроскопия, интрузия ртути, конденсация и испаре-
ние газа, причем три последних метода применяют наиболее часто.
6.2. Характеристики расплава
Информация о характеристиках течения расплава полимера совершенно необходима при
анализе процесса экструзии. Первые признаки существования расплава в экструдере обычно
обнаруживаются уже на небольшом расстоянии от загрузочного узла, а на выходе из зоны до-
зирования в большинстве случаев полимер находится только в расплавленном виде. Именно
свойства расплавленного полимера в значительной степени определяют характеристики про-
цесса экструзии. В частности, знание свойств расплава полимера позволяет точно рассчитать
и оптимизировать конструкцию шнека и параметры процесса переработки. При отсутствии
информации о реологических характеристиках полимера выбор экструзионного шнека и ус-
ловий переработки становятся случайными, что часто приводит к технологическим ошибкам.
6.2.1. Основные определения
Прежде чем детально рассматривать течение расплавов полимера необходимо опреде-
лить основные термины и понятия, характеризующие течение жидкости.
Течение с прилипанием к стенкам. Течение, вызванное относительным движением од-
ной или более границ по отношению к другим границам, между которыми находится жид-
кость. Оно известно также как течение Куэтта, хотя на самом деле последнее — лишь частный
случай течения с прилипанием. Течение с прилипанием имеет большое значение при экстру-
зии. Две основные границы, между которыми находится полимер в экструдере, — это внутрен-
няя поверхность цилиндра экструдера и поверхность шнека. Поскольку шнек вращается в не-
подвижном цилиндре, одна поверхность движется по отношению к другой. Это вызывает те-
чение расплава полимера с прилипанием.
Течение под действием давления (градиентное течение). Течение, вызванное наличием
градиента давления, то есть разностью давлений. Типичный пример такого течения — вытека-
ние воды при открывании водопроводного крана, поскольку давление на водопроводной
станции выше, чем давление на выходе из крана. В этом случае движение границ жидкости
^стенок водопроводной трубы) отсутствует; следовательно, здесь имеет место течение под
е ствием давления в чистом виде. В большинстве случаев движение расплава через экстру-
°нную головку также является течением под действием давления в чистом виде, поскольку
_сплав полимера течет в результате разницы давлений на входе и выходе из фильеры, а ско-
ь течения определяется давлением на входе в головку. В некоторых экструдерах рас-
ом полимера покрывают поверхность объекта, движущегося через головку, например,
't*1
174
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 6.8. Сдвиговое течение жидкости, текущей по трубе
Рис. 6.9. Течение с растяжением в сужающемся канале
металлический провод. В этом случае
возникает комбинация течения, появ-
ляющегося за счет движения провода,
и градиентного течения за счет разно-
сти давлений в головке.
Сдвиговое течение. Происходит в
результате разности скоростей в на-
правлении, перпендикулярном тече-
нию (рис. 6.8).
Течение с растяжением. Происхо-
дит в результате наличия разности ско-
ростей в направлении течения (рис. 6.9).
Капиллярное течение. Течение,
при котором все элементы жидкости
движутся с одинаковой скоростью, то
есть течение, при котором не возника-
ют деформации сдвига. Такое течение,
как правило, нетипично для расплавов
полимеров, за исключением скольже-
ния без трения, характерного для
ПВХ. Однако капиллярное течение
реализуется при движении гранулиро-
ванного твердого полимера. Теория
движения твердого полимера в одно-
шнековом экструдере основана на
предположении капиллярного харак-
тера его движения.
точке у = —
Скорость сдвига (у). Разность между двумя скоростями в направлении, перпендикуляр-
ном течению, отнесенная к расстоянию между ними. Скорость сдвига является одной из важ-
нейших характеристик потока при переработке полимеров в виде расплава. Для количест-
венного описания процесса течения необходимо знать скорость сдвига жидкости в каждой
. В соответствии с обозначениями, приведенными на рис. 6.8, скорость сдвига
между точками АиВ можно приближенно определить как
Уав —
у а - У в
АВ
(6.10)
Уравнение (6.10) справедливо лишь при малых значениях расстояния АВ. Более точно
скорость сдвига определяется как
Ъв=Нт
Уд -
АВ АВ—0
_ dv(y)
dy
(6.11)
ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
175
Из уравнения (6.11) следует, что скорость сдвига в данной точке равна градиенту скоро-
сти в^той точке. Следовательно, если известен профиль скоростей, можно определить ско-
рость сдвига в любой точке потока.
Деформация сдвига (у). Перемещение в направлении течения за определенный момент
времени, отнесенное к расстоянию в перпендикулярном направлении. Связь между скоро-
стью сдвига и деформацией сдвига определяется соотношениями
Т= и у=
(6.12)
В обозначениях, приведенных на рис. 6.8, деформация сдвига определяется как
_ хА - хв _ Дг
Уав—аГ-^ав
= tanp.
(6.13)
Единица измерения скорости сдвига — с \ а деформация сдвига — безразмерная величина.
Напряжение сдвига (т). Напряжение, необходимое для возникновения деформации
сдвига. Чтобы произошел сдвиг в жидкости, необходима сила, разделив которую на площадь
ее действия, получим напряжение сдвига. Следуя рис. 6.10, определим напряжение сдвига как
т = 4- (6-14)
А
а скорость сдвига — как
(6.15)
Вязкость при сдвиге (T|s). Характеризует сопротивление движению при сдвиговом тече-
нии. Количественно сдвиговую вязкость определяют как отношение напряжение сдвига к
скорости сдвига
П5 =
(6.16а)
Согласно уравнению (6.16а), размерность вязкости определяется как произведение
напряжения и времени. Единицы измерения вязкости в системе СГС - Пуаз = дин • с/см ,
а в системе СИ - Па • с. Для вычисления вязкости в жидкости необходимо знать скорость
сдвига и соответствующее напряжение сдвига.
Для определения вязкости расплавов полиме-
ров используют специальные приборы (рео-
^родольная вязкость (T|ff). Характери-
зует сопротивление продольного течения
идкости. Количественно продольная вяз-
ть определяется как отношение продоль-
напряжения к продольной скорости те-
Движущаяся поверхность площадью А
Неподвижная поверхность
Рис. 6.10. Определение деформации сдвига
176
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
(6.166)
Продольная вязкость всегда превышает сдвиговую вязкость в три и более раз.
Ньютоновская жидкость. Жидкость, вязкость которой не зависит от скорости сдвига.
Большинство жидкостей с низкой вязкостью, а также газы, ведут себя как ньютоновские. За-
Рис. 6.11. Кривые течения (а) растяжимой
(неньютоновской), (Ь) ньютоновской
и (с) псевдопластичной (неньюто-
висимость напряжения сдвига от скорости
сдвига для ньютоновских жидкостей линейна
(рис. 6.11, кривая Ь). Поэтому их называют ли-
нейными жидкостями.
Неньютоновская жидкость. Жидкость,
вязкость которой зависит от скорости сдвига.
Обычно расплавы полимеров ведут себя как
неньютоновские жидкости, поскольку их вяз-
кость уменьшается с повышением скорости
сдвига (рис. 6.11, кривая с). Другой тип ненью-
тоновских жидкостей — дилатные жидкости.
Их вязкость увеличивается с повышением ско-
рости сдвига (рис. 6.11, кривая а). Все ненью-
тоновские жидкости в координатах напряже-
ние сдвига-скорость сдвига описываются
нелинейными зависимостями, поэтому их на-
зывают также нелинейными жидкостями.
Понятия скорости сдвига, напряжения
невской) жидкостей
сдвига и вязкости очень важны для понимания
процессов переработки полимеров, в частно-
сти, экструзии. Поэтому ниже будут приведены примеры определения скорости сдвига и на-
пряжения сдвига в различных случаях.
Пример 1. Коаксиальный цилиндр (рис. 6.12)
Жидкость помещается в зазор между цилиндрами с общей осью вращения. Один из них
(например, внутренний) приводится во вращение. Поскольку внешний цилиндр остается не-
подвижным, возникает течение с прилипанием к стенкам, и жидкость в зазоре испытывает де-
формацию сдвига. Как известно, скорость сдвига жидкости можно определить как разность
между двумя скоростями, отнесенную к расстоянию в направлении, перпендикулярном тече-
нию жидкости, то есть
р0 - Vj 2nRjN
Н
(6.17)
Точность уравнения (6.17) достаточно высока, если величина зазора Ямала по сравнению
с радиусами цилиндров и R& Скорость сдвига жидкости равна скорости на периферии внут-
реннего цилиндра (напомним: скорость внешнего цилиндра равна нулю), деленной на вели-
чину зазора Я. Таким образом, если известны геометрические размеры цилиндров и скорость
вращения одного из них, можно легко определить скорость сдвига. Скорость сдвига возраста-
ет с увеличением диаметра внутреннего цилиндра, увеличением скорости вращения или
уменьшением коаксиального зазора.
ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
177
Напряжение сдвига, действующее
на жидкость, можно определить из кру-
тящего момента Г, необходимого для
приведения во вращение внутреннего
цилиндра. Сила сдвига F, действующая
на внутренний цилиндр, определяется
как произведение напряжения сдвига
на площадь поверхности внутреннего
цилиндра 2nRiL
F = — = 2nRiLx. (6.18)
Следовательно, напряжение сдви-
га определится как
1 = -^-. (6.19)
2nR?L
Согласно уравнению (6.19), зная
величину крутящего момента, можно
определить напряжение сдвига. Кро-
ме того, можно также найти сдвиго-
вую вязкость
Вращающийся
внутренний цилиндр
Жидкость
в зазоре
Неподвижный
внешний цилиндр
LMk
Рис. 6.12. Коаксиальные цилиндры: внутренний цилиндр
вращается, внешний - неподвижный
TH
4я2 R? LN
(6.20)
Коаксиальные цилиндры являются наиболее часто используемым устройством для опре-
деления характеристик течения жидкостей с низкой вязкостью.
Пример 2. Шнековый экструдер (рис. 6.13)
Геометрия шнекового экструдера очень похожа на геометрию коаксиальных цилиндров.
Отличие шнекового экструдера состоит в наличии лопастей в виде винтовой нарезки на сер-
дечнике шнека. Обычно сердечник шнека и поверхность цилиндра экструдера рассматривают
как плоские поверхности. С учетом этого предположения скорость сдвига жидкости в канале
шнека определяется как
п
гДе£) — диаметр шнека; Н — глубина канала; N— частота вращения шнека, измеренная в об/с.
При анализе течения жидкости в экструдере при приближении плоских поверхностей
ьшно полагают, что цилиндр экструдера вращается относительно неподвижного шнека. Ис-
пользуя это предположение, получают более точный результат, чем принимая условия враще-
__ Шнека в неподвижном цилиндре экструдера (см. раздел 7.4.3.4). Если цилиндр вращается
осительно неподвижного шнека, скорость сдвига определяется выражением
icfs^L (6.2 lb)
D
(6.21л)
178
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Цилиндр экструдера
Канал шнека Зазор
Рис. 6.13. Шнековый экструдер
Знак приближенного равенства в уравнениях (6.21а) и (6.216), полученных в приближе-
нии плоских поверхностей, обусловлен пренебрежением эффекта кривизны. Для более точ-
ных расчетов следует использовать цилиндрические или спиральные координаты (см. далее
в разделе 7.4). Следует обратить внимание на то, что уравнение (6.21) имеет тот же вид, что
уравнение (6.17), полученное для коаксиальных цилиндров. Для описания скорости сдвига
расплава полимера в пространстве между лопастями шнека и цилиндром экструдера исполь-
зуют другое выражение:
У а = “Г” •
(6.22)
В большинстве случаев глубина канала Я существенно превышает величину зазора меж-
ду гребнями нарезки шнека и цилиндром экструдера (рис. 6.13). Поэтому скорость сдвига в
зазоре намного выше, чем канале шнека: для отношения D/Н характерно значение 20, а для
£>/5 — 1000. Таким образом, скорость сдвига в зазоре приблизительно в 50 раз выше, чем в ка-
нале экструдера. Этот факт, как будет показано в двух последующих главах, очень важен для
работы экструдера.
6.2.2. Степеннбй закон течения
Как указывалось в предыдущем разделе, расплавы полимеров являются псевдопластич-
ными жидкостями. Эффект снижения вязкости расплава полимера с увеличением скорости
сдвига имеет большое значение для процесса экструзии. Поэтому для любого перерабатывае-
мого полимера необходимо знать закон изменения вязкости расплава от скорости сдвига. Ти-
пичный вид кривой вязкость-скорость сдвига для псевопластичного расплава полимера
представлен на рис. 6.14.
Как видно из рис. 6.14, в области низких скоростей сдвига вязкость постоянна. Следова-
тельно, жидкость в этой области можно считать ньютоновской с постоянным наибольшим
значением вязкости ц0. В области высоких скоростей сдвига вязкость также постоянна, то
есть жидкость в этой области также является ньютоновской с постоянным наименьшим зна-
L ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
179
Рис. 6.14. Общий вид кривой вязкость “скорость сдвига в логарифмических координатах для псевдо-
пластичной жидкости
чением вязкости т|то. Экспериментально значение определить трудно, поскольку влияние как
давления, так и температуры становится очень существенным при таких высоких скоростях
сдвига (>106 с'1).
Область скоростей сдвига, характерных для переработки большинства полимеров, про-
стирается от 1 до 104 с-1. Как видно из рис. 6.14, внутри этой области зависимость вязкости от
скорость сдвига в логарифмических координатах может быть с достаточной точностью ап-
проксимирована линейной зависимостью. Такая аппроксимация справедлива для большин-
ства полимеров. Линейная зависимость в логарифмических координатах означает, что урав-
нение, описывающее связь между т| и у, является степенным законом:
Т|=Шул~1; Т=77гул. (6.23)
где т — показатель консистенции; п — показатель степени (индекс течения).
Уравнение (6.23) известно как закон Оствальда-де Валя [15,16]. Оно показывает интен-
сивность уменьшения вязкости с ростом скорости сдвига. Для псевдопластичных жидкостей
индекс течения лежит в пределах от 0 до 1, Очевидно, что при п = 1 жидкость является ньюто-
новской, а показатель консистенции представляет собой ньютоновскую вязкость. Индекс те-
рния показывает степень отклонения свойств данной жидкости от ньютоновской. Считается,
470 при и, лежащем в диапазоне от 0,8 до 1, жидкость с достаточной точностью можно рассмат-
ривать как ньютоновскую, а при п < 0,5 отклонение поведения жидкости от ньютоновской ста-
(Т^ТСЯ Весьма заметным. Еще раз подчеркнем, что большинство полимерных материалов
> ПВХ, ПС и т. д.) относятся к категории неньютоновских жидкостей, подчиняющихся за-
иу Оствальда. Сравнительно высокие значения индекса течения характерны для поликар-
180
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
боната, полиамида, полиэтилентерефталата, полисульфона и полифениленсульфида. Значе-
ния индекса течения для этих и других полимеров приведены в табл. 6.1 в конце главы.
Отметим, что уравнение (6.23) можно использовать, если скорость сдвига в канале экс-
трудера положительна. Если в некоторой точке канала скорость отрицательна, следует ис-
пользовать более общую формулировку степенного закона:
'у.
(6.24а)
Часто этот закон используют в виде
(6.246)
где ф — удельная текучесть; $ — индекс псевдопластичности, который связан с индексом тече-
ния соотношением п « 1/s. В свою очередь, удельная текучесть связана с показателем конси-
стенции соотношением
ф= т '/п -т s.
(6.24с)
Степенной закон, выражаемый формулами (6.23) и (6.24), может быть использован для
описания простого вязкого течения, то есть течения с компонентами скорости только в одном
направлении. Для более сложных видов течения следует использовать более общий степен-
ной закон. Для его вывода необходимо рассмотривать скорость деформации как тензорную
величину: Ду. Запишем компоненты тензора в декартовых координатах:
или в цилиндрических координатах:
*“ ^вг “ Г
1 dvr
+------L;
г дв
(1 гД
Vr Эб г )
. А
^Gz “*^Z6 ~ +
oz
1 диг
г~дб'
(6.25а)
(6.25b)
(6.25с)
(6.25J)
(6.25с)
(6.25/)
^ев
Поскольку вязкость — величина скалярная, она зависит лишь от скалярных инвариантов
тензора скорости деформации. Существуют три комбинации между компонентами тензора
скорости деформации, которые являются скалярными инвариантами. Они определяют любое
состояние скорости деформации, не зависимо от системы координат. Их называют также ин-
вариантами тензора скорости деформации
л ВАЖНЕЙШИЕ свойства полимеров
181
А =А«;
/2 “ДуДу>
/3 = det Д,
(6.26а)
(6.26b)
(6.26с)
где символ det обозначает определитель соответствующей матрицы.
При записи уравнения (6.26) использовано условие суммирования по повторяющимся
индексам. В декартовых координатах оно приобретает вид
Ц ~^хх +AW +Де; (6.27а)
4 = Д2хг + + 2д^ + + ^2уг; (6.27b)
дта
h — Дух Ауу (6.27с)
Если жидкость можно считать несжимаемой, первый инвариант тензора скорости дефор-
мации равен нулю: Ц = 0. Третий инвариант пренебрежимо мал во многих случаях простого
течения (например, в случае аксиального течения по трубе, сдвигового течения в зазоре меж-
ду коаксиальными цилиндрами и т. д.). В некоторых случаях (например, при прямолинейном
и двухмерном течении) третий инвариант равен нулю.
Тогда степенной закон можно записать в общем виде
(6.28)
Уравнение (6.27b) с учетом соотношений (6.25) приводит к результату
2|XY+f4
( dz J (Эх
(Эг Эг,У
( Эг Эх J
(6.29)
Аналогично в цилиндрических координатах получим:
051/2=2^1 +2f—^-+—1
( Эг J (г Э0 г J
dv Эг2У
Эг Эг >
1 Эг, Эге Y
г Эб Эг )
(6.30)
С использованием уравнений (6.28)-(6.30) можно описать сложные случаи течения, в ча-
стности, течение с компонентами скорости в двух и трех направлениях. Следует, однако, пом-
Й1ГГЬ» что степенной закон течения является лишь аппроксимацией и не претендует на абсо-
тную точность во всем диапазоне скоростей сдвига. Тем не менее для решения большинст-
практических проблем, связанных с переработкой полимеров, использование степенного
( Ча дает достаточно точные результаты. Главное преимущество степенного закона - его
(б9я\°Та (если не принимать во внимание усложненные случаи, описываемые уравнениями
Ис ^-30)). Соотношение между напряжением и скоростью деформации можно описать,
ользуя лишь два параметра жидкости: показатель консистенции т и индекс текучести п.
182
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Недостатком степенного закона является то, что он не учитывает временные эффекты при ис-
пользовании констант тип. Такая проблема возникает при анализе явления переходного те-
чения, когда для описания течения необходимо вводить характеристическое время.
Более точного описания течения можно достичь, используя степенной закон Сприггса
[17], имеющий вид
П=По приу^у0;
приу>у0.
(6.31а)
(6.316)
В модели Сприггса фигурируют три константы: Т|о — вязкость при нулевой скорости сдвига,
1/Уо ~ характеристическое время и п — безразмерный показатель степени. Модель Сприггса
имеет горизонтальную асимптоту при малых у и переходит в степенной закон для больших у.
6.2.3. Другие модели жидкости
Для описания течения жидкости Эйринг [18] предложил закон гиперболического синуса
n=v (arcsin^y] (632)
где т0 — характеристическое напряжение; — характеристическое время.
Впоследствии модель Эйринга была модифицирована
arcsin £оу
+ А2,
(6.33)
что привело к большей точности при описании зависимостей напряжение-скорость дефор-
мации.
Уравнение в виде полинома
у=а1т + а3т3 (6.34)
было предложено Рабиновичем и Вайссенбергом [20, а], где at и а2 — реологические констан-
ты, зависящие от природы жидкости.
Модель Карро [ 19], основанная на уравнении Сприггса, исключает разрыв первой произ-
водной:
-3—— = [1 + (Ху)2] 2 , (6.35)
По-Поо
где rj0 — вязкость при нулевой скорости сдвига; Г|то “ вязкость при бесконечно большой скоро-
сти сдвига; X — постоянная времени; п — безразмерный показатель степени.
Модель Эллиса [20,6] описывает вязкость в зависимости от скорости сдвига в виде
/ \a-t
21=1 + — , (6.36)
n (*1/2,1
б, ВАЖНЕЙШИЕ свойства полимеров
183
где Ло " вязкость при нулевой скорости сдвига; т1/2 — значение напряжения сдвига, при кото-
ром Л “ Ло/2> и а - 1 — наклон зависимости (Ло/Л) ~ 1 от т/т1/2 в двойных логарифмических
координатах.
Модель Эллиса сравнительно проста в использовании, и с ее помощью было получено
много аналитических результатов, например, при анализе течения в шнековых экструдерах
(Штеллер [99]). В действительности, модель Эллиса является более общей формой уравне-
ния Рабиновича. Поэтому последнее можно рассматривать как частный случай модели Элли-
са при постоянном значении а = 3.
Другая модель, в которой вязкость описывается в зависимости от скорости сдвига, — мо-
дель Бингама [20], которая используется для жидкостей с пределом текучести т0. Ниже преде-
ла текучести вязкость бесконечна (то есть отсутствует движение), выше предела текучести
вязкость имеет конечное значение. Уравнение модели Бингама имеет вид
П = со при т^т0; (6.37я)
Л = Ро + ПРИ * > то- (6.376)
Модель Бингама изначально была предложена для описания течения цементного раство-
ра. Параметры т0 и щ можно связать эмпирически с объемной долей твердой фазы ф, диамет-
ром частиц Dp и вязкостью жидкой суспензии
.3
% =312Д^;
(6.38)
Ро=Щехр
5 14
—।———_
2 JD
(6.39)
где Dp измеряется в мкм, а т0 — в Па.
Для описания течения жидкости было предложено также множество других моделей; их
подробное описание можно найти в литературе [17, 20-22,54,94].
6.2.4. Влияние температуры и давления
Влияние температуры и давление на вязкость жидкости уже обсуждалось в предыдущем
триграфе. Среди всех факторов, оказывающих воздействие на вязкость, они имеют наиболь-
шее значение. Конечно, это влияние не столь сильное, как влияние скорости сдвига. Однако во
1<Ногих случаях зависимостью вязкости ни от температуры, ни давления пренебрегать нельзя.
Зависимости вязкости от скорости сдвига, полученные при фиксированных температу-
> обычно становятся менее резкими с ростом температуры (рис. 6.15). Считается, что необ-
мые изменения в полимерах не обязательно сопровождаются деструкцией. Однако вся-
Раз, когда либо эксперименты, либо реальные процессы происходят при повышении
л ПеРатУРы» следует принимать во внимание возможный эффект деструкции. Подробно яв-
Деструкции будет обсуждаться в разделе 11.3.
МостьЛИЯНИе темпеРатУРы на реологические свойства удобно оценивать, используя зависи-
Лакч Вязкости от напряжения сдвига. Такие зависимости, полученные путем перестроения
ШХ рис. 6.15, приведены на рис. 6.16.
184
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 6.15. Зависимость вязкости от скорости сдвига при различных температурах. Материал: ПММА
(Altuglas GR 7ELIL}
Для большинства полимеров форма кривой в координатах вязкость-напряжение сдвига
существенно не меняется с изменением температуры. Поэтому для получения обобщенной
кривой зависимости вязкости от напряжения нужно сдвигать кривые, полученные при фик-
сированных температурах, вдоль оси напряжений. Однако из сопоставления рис. 6.15 с
рис. 6.16 нетрудно заметить, что подобный сдвиг вдоль оси скорости сдвига не приведет к та-
кому же хорошему результату, как сдвиг вдоль оси напряжений. На рис. 6.15 можно видеть
линии постоянного напряжения, образующие угол 45° с обеими осями координат. Для полу-
чения качественной обобщенной кривой индивидуальные кривые следует сдвигать вдоль ли-
ний постоянного напряжения. На рис. 6.16 можно также выделить линии постоянных скоро-
стей сдвига. Как видно из рис. 6.16, наиболее сильно влияние температуры сказывается при
низких температурах; этот эффект справедлив для многих полимеров. Следует, однако, отме-
тить, что для большинства полимеров влияние температуры не столь значительно как это де-
монстрируется на рис. 6.15 и 6.16.
Используя описанные выше процедуры сдвига кривых, можно ввести фактор сдвига ат,
который зависит от температуры. Для полиолефинов, например, эта зависимость определяет-
ся формулой
ат = ехр
£ 1
RIТ
(6.40)
где Е — энергия активации; R — универсальная газовая постоянная; Гг— характеристическая
температура, измеренная в К. Уравнение (6.40) известно как уравнение Андраде [98]. Оно
применимо к аморфным и частично кристаллизующимся полимерам в области, превышаю-
щей температуру стеклования Tg полимера на 100 °C (Tg + 100 °C).
6. ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
185
Рис 6.16. Зависимость вязкости от напряжения сдвига при различных температурах. Материал:
ПММА (Altuglas GR 7Е LIL)
Применительно к аморфным полимерам аналогичное уравнение называется уравнением
Вильямса-Лэндела- Ферри и имеет вид
ат = ехр
-с,(т-т,)
С2+(Т-ТГ)
(6.41)
где Ct и С2 — константы материала. При значении характеристической температуры Тг = Tg +
+ 43 К константы Ct и С2 имеют практические одни и те же значения для большинства аморф-
ных полимеров: в 8,86 и С2 “ 101,6. С учетом этих условий уравнение (6.41) приобре-
тает вид
ат = ехр
-8,86 (Г - Tg -43)
101,6+ (Т-7;-43)
(6.416)
.Значения температуры стеклования ряда полимеров приведены в табл. 6.2. Уравнение
; * Дает довольно точное описание температурной зависимости вязкости в области от 7L
Часто используют также эмпирическую зависимость фактора сдвига от температуры в
ВиДе уравнения
(6.42)
аг = ехр[аг(Тг-Т)1
температурный коэффициент, который можно считать постоянным в относительно
^льшом температурном диапазоне.
186
ЧАСТЬ IL АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Подводя итог, степенной закон вязкости, учитывающий влияние температуры можно за-
писать в виде
т= тгатуп
или
Tl=mrarY”-'
(6.43«)
(6.436)
Влияние температуры на вязкость существенно зависит от природы полимера. Как пра-
вило, вязкость аморфных полимеров сильно зависит от температуры, в то время как вязкость
аморфно-кристаллических полимеров мало чувствительна к температуре. Например, вяз-
кость ПВХ и ПММА сильно зависит от температуры, а ПЭ и ПП — слабо.
Относительное изменение вязкости с изменением температуры определяется выраже-
нием:
Л(Тг)дГ~ ЭГ
(6.44)
Для аморфных полимеров при подстановке коэффициента сдвига (уравнение (6.41))
в формулу (6.44) получим
wn = -с{с2
Л(Гг)ЭГ [C2+(T-rj2 P[c2+(T-Tj/
(6.45)
Зависимость, определяемая выражением (6.45), представлена на рис. 6.17, где относи-
тельное изменение вязкости построено в зависимости от Т ~ Tg при « 8,86; С2 101,6 и
ГГ=ТЙ+43.
Из рис. 6.17 видно, что относительное изменение вязкости сильно уменьшается (на не-
сколько порядков) с повышением параметра Т - 7g. Чем ближе полимер к температуре стек-
лования, тем больше температурная чувствительность вязкости. Отсюда становится понят-
ным, почему некоторые полимеры (ПС, ПВХ, ПММА), перерабатываемые при температурах,
близких к температурам стеклования, обнаруживают высокую температурную чувствитель-
ность вязкости при переработке. Однако, как правило, для полимеров, которые перерабатыва-
ются при температурах, существенно превышающих (на 150° и больше) температуры стекло-
вания, чувствительность вязкости к изменению температуры невелика. К таким полимерам
относят, в частности, ПЭ, ПП и ПА.
Влияние давления на вязкость проявляется слабо для процессов, в которых давление не
превышают 35 МПа. Однако влияние давления на вязкость становится достаточно сущест-
венным при больших давлениях. Действительно, как показывают тщательные реологические
измерения, уже при давлении, достигающем 35 МПа, его влияние на вязкость и плотность
следует принимать во внимание
Для измерения влияния давления на вязкость были сконструированы специальные ре-
ометры. Результаты, полученные с их использованием, приведены в литературе [33-40].
Обычно зависимость вязкости от давления представляют в виде
П(Р) = п(Л)ехр[а„(Р-С)1 (6.46)
Коэффициент аР, характеризующий влияние давления на вязкость, существенно зависит
от природы полимера. Так, для полистирола при повышении давления на 100 МПа при фик-
сированном напряжении сдвига и температуре 150 °C вязкость увеличивается в 200-1000 раз
" 4 ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
Рис. 6.17. Относительное изменение вязкости в зависимости от Т - Тд
[34,36,40], а для ПЭ при тех же значениях давления и температуры — лишь в 4-5 раз. Для ПС
при температуре 200 °C и повышении давления на 150 МПа вязкость увеличивается в
30-50 раз, а при температуре 150 °C — лишь в 10-20 раз.
Следует отметить, что данные о влиянии давления на вязкость полимеров встречаются в
литературе весьма редко. Тем не менее, было обнаружено, что относительное возрастание вяз-
кости при изменении давления, отнесенное к относительному изменению вязкости в зависи-
мости от температуры для многих полимеров, является приблизительно постоянно и равно
1 f
^Ws-5-10-7(°C/na] (6.47)
Числитель уравнения (6.47) можно определить из уравнения (6.40) с учетом уравнения
(6.45). Таким образом, уравнение (6.47) дает удобный, хотя и приближенный, метод для опре-
деления влияния давления на вязкость полимера. Из уравнения (6.47) становится очевид-
ным, что полимер с высокой температурной чувствительностью вязкости будет также чувст-
нителен к изменению давления. Этот факт объясняет ранее выявленную существенную раз-
ницу в чувствительности вязкости к давлению для полистирола и полиэтилена.
188
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
6.2.5. Вязкоупругое поведение
До сих пор расплавы полимеров рассматривались как чисто вязкие жидкости. Энергия,
выделяемая при деформации таких жидкостей, мгновенно и необратимо диссипирует. Напро-
тив, в чисто упругом материале, потери энергии при деформации, не происходит; и деформа-
ция, и энергия полностью обратимы.
Полимеры проявляют свойства как вязких, так и упругих тел. В расплавленном состоя-
нии полимеры ведут себя, прежде всего, как вязкие жидкости, однако при некоторых напря-
жениях начинают обнаруживать свойства упругих тел. Такое поведение называют вязкоупру-
гим. Оно проявляется, в частности, в форме разбухания экструдата, выходящего из фильеры.
Разбухание экструдата вызвано упругим последействием деформации вследствие движения
полимера через фильеру. Разбухание происходит не мгновенно, а требует определенного вре-
мени для его развития. Это означает, что для перестройки структуры полимера необходимо
некоторое время, которое может составлять от нескольких секунд до нескольких минут и да-
же часов в зависимости от температуры и природы полимера. Поэтому свойства полимера за-
висят от времени и предыстории деформации полимера, обычно сдвиговой, но не только, ино-
гда существенны и продольные деформации.
Зависящие от времени свойства жидкостей могут быть как обратимыми, так и необрати-
мыми. Обратимые временные эффекты, в свою очередь, могут быть тиксотропными и рео-
пексными. Явление тиксотропии заключается в постепенном уменьшении кажущейся вязко-
сти с течением времени под действием сдвига и последующем восстановлении исходного зна-
чения после прекращении течения. Явление реопексии состоит в постепенном увеличении
кажущейся вязкости с течением времени под действием сдвига; этот эффект называют также
антитиксотропией. Хороший обзор тиксотропного поведения опубликован Мевисом [45].
Расплавы полимеров действительно обнаруживают тиксотропные эффекты, характерные
также для других неупругих жидкостей. Следует подчеркнуть, что время развития тиксотроп-
ных эффектов необязательно связано со временем вязкоупругой релаксации.
Таким образом, для полного описания течения расплава полимера следует принимать во
внимание вязкоупругие свойства полимера, включая предысторию развития деформации.
Некоторые экспериментальные и теоретические работы, касающиеся временных эффектов,
описаны в монографиях [46-53]. К сожалению, вязкоупругие модели, включающие эффекты
памяти (то есть зависимость от предыстории деформации) сложны и трудны для практиче-
ского использования. Кроме того, в настоящее время нет достаточно надежной теории для
точного описания течения расплава полимера в широком диапазоне условий и геометрий те-
чения. Инженеры в области переработки полимеров, вероятно, сочтут эти модели сложными
для практического использования, поэтому ими пользуются, главным образом, реологи.
При решении большинства задач, касающихся проблем экструзии, расплав полимера рас-
сматривается как вязкая жидкость, свойства которой не зависят от времени. Такое допуще-
ние, разумеется, является упрощением, однако обычно позволяет придти к правильному ре-
шению. Мы также будем следовать такому подходу, за исключением специально оговоренных
случаев. Однако при анализе проблем течения следует помнить, что в некоторых случаях эф-
фекты, связанные с упругостью расплава, могут играть определенную роль. Так, некоторые
явления, связанные с течением, например, разбухание экструдата, не могут быть объяснены,
если не принимать во внимание упругость расплава полимера. Для получения большей ин-
формации по реологии вязкоупругих жидколстей рекомендуем обратиться к литературе [17,
20-22,54-64, 100,101]. Шесть из упомянутых монографий [58-63] не содержат математиче-
ских сложностей и доступны для понимания неспециалистов в области реологии.
^ВАЖНЕЙШИЕ свойства полимеров
189
6.2.6. Измерение характеристик течения жидкости
При использовании данных, касающихся свойств жидкости, инженер работающей в об-
ласти переработки полимеров должен знать, с помощью каких инструментов и каким образом
они были получены. Приборы для определения характеристик течения жидкости называют
реометрами. В двух последующих разделах будут рассмотрены капиллярный реометр, опре-
делитель индекса течения, конический и плоскостной реометры, щелевой реометр и динами-
ческий механический реометр. Сведения об этих и других реометрах могут быть также полу-
чены из литературы [64-66]. Краткое, но качественное описание промышленно производи-
мых реометров представлено Дили [92].
6.2.6.1. Капиллярный реометр
Устройство капиллярного реометра (рис. 6.18) аналогично устройству поршневого экс-
трудера с капиллярной фильерой.
При движении поршня вниз он продавливает расплав полимера через капилляр. Сдвиго-
вое напряжение у стенок капилляра xcw можно связать с градиентом давления в капилляре ДР(
уравнением
(6.48)
Если диаметр поршня значительно больше диаметра капилляра (Dp > Dc), то, пренебрегая
концевых эффектами на входе, можно записать
4F
ДРС=—
*D2p
(6.49)
Подставляя уравнение (6.49) в уравнение (6.48), получим, что сдвиговые напряжения у
стенок капилляра связаны с силой воздействия поршня. Таким образом, измеряя силу дейст-
вующую на поршень можно определить сдвиговые напряжения в капилляре. Чтобы избежать
влияния концевых эффектов на входе, обычно используют длинные капилляры с соотноше-
нием длины и диаметра L/D в диапазоне от 20 до 40. Еще
лучше проводить измерения, используя два капилляра од-
ного диаметра, но разной длины. В этом случае действи-
тельный градиент давления вдоль капилляра длиной L оп-
ределится как
AC = -^l^(bc)-^(ic=0)J (6.50)
Л/А
Кажущуюся скорость сдвига вблизи стенок капилля-
ра можно вычислить из скорости течения жидкости по ка-
пилляру, используя уравнения (6) и (13) из Приложе-
ния 5.1
32V
"“лог
Капилляр
Резервуар
с жидкостью
Поршень
Вытекающая струя
(6.51)
Скорость течения вычисляется, принимая во внима- Рис. 6.18. Схема капиллярного ре
Ние площадь и скорость движения поршня ометра
190
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
^4^.
(6.52)
Кажущаяся скорость сдвига вблизи стенок капилляра определяется в зависимости от ско-
рости движения поршня
.. 8°Х
о3
(6.53)
Таким образом, измеряя скорость движения поршня, можно найти кажущуюся скорость
сдвига вблизи стенок капилляра. Эффективную вязкость вычисляют путем деления сдвиго-
вого напряжения на кажущуюся скорость сдвига
т
У™
(6.54)
Здесь используются термины «кажущаяся скорость сдвига» и «эффективная вязкость»,
поскольку уравнение (6.51) справедливо лишь для ньютоновских жидкостей. Для неньюто-
новских жидкостей действительное значение скорости сдвига вблизи стенок капилляра будет
другим. Если жидкость подчиняется степенному закону с показателем степени и, действи-
тельная скорость сдвига вблизи стенок капилляра определяется как
= Зп+1. _(Зп-М)8У
4 и nnD^
(6.55)
а истинная вязкость связана с эффективной вязкостью соотношением
4п
(6.56)
При использовании капиллярного реометра для сравнения свойств различных полиме-
ров нет необходимости использовать корректирующие формулы (6.55) и (6.56). Однако при
определении абсолютных значений реологических характеристик неньютоновской жидкости
коррекция формул (6.53) и (6.54) необходима; при этом коррекция скорости сдвига носит на-
звание поправки Рабиновича, а коррекция вязкости — поправки Бэгли. Кроме того, иногда
принимают во внимание тепловыделения при вязком трении, влияние давления на вязкость,
сжимаемость, временные эффекты и т. д. Следует, однако, отметить, что учет слишком боль-
шого числа корректирующих факторов существенно усложняет процедуру определения рео-
логических характеристик.
На рис. 6.19 представлена зависимость относительной скорости течения V/Уо через ка-
пилляр от относительного градиента давления в фильере Р/Ро, определенная при трех значе-
ниях индекса течения п (1; 1/2 и 1/3).
При всех значениях п скорость течения увеличивается с повышением градиента давле-
ния; при этом величина п существенно влияет на скорость. Для ньютоновской жидкости
(п = 1) десятикратное увеличение давления приводит к десятикратному увеличению скоро-
сти; для неньютоновской жидкости с и = 1/2 то же увеличение давления приводит к стократ-
ному увеличению скорости, а для неньютоновской жидкости с и = 1/3 — к тысячекратному
увеличению, причем полученные результаты не зависят от вида экструзионной головки. От-
сюда очевидно, что индекс течения расплава полимера в сильной степени определяет поведе-
ние расплава при экструзии. По этой причине знание индекса течения материала абсолютно
i, важнейшие свойства полимеров
191
Рис. 6.19. Зависимость относительной скорости течения от относительного градиента давления
необходимо; для этого следует определять вязкость полимера в широком диапазоне скоро-
стей сдвига, который в оборудовании для переработки полимеров обычно лежит в диапазоне
от 0 до 104 с-1.
Преимущества капиллярного реометра:
1. Возможность создания очень высоких скоростей сдвига (= 106 с-1).
2. Возможность измерения свойств разбухшей струи (экструдата).
3. Возможность измерения предельных характеристик расплава.
4. Сравнительная простота конструкции.
Недостатки капиллярного реометра:
1. Отсутствие однородности скорости сдви-
. га в потоке.
2. Необходимость коррекции полученных
результатов.
3. Невозможность точного описания вязко-
v упругого поведения.
; 4. Невозможность использования при высо-
г ких скоростях сдвига (вследствие темпе-
ратурных эффектов).
в-2-6.2. Прибор для определения
индекса расплава
Схема прибора для определения индекса рас-
ZjT83 аналогична схеме простого капиллярного
^ометра (рис. 6.20, а) [99].
Рис. 6.20, а. Устройство для определения
индекса расплава
Выходная струя
192
ЧАСТЬ IL АНАЛИЗ ПРОЦЕ/ ч_А ЭКСТРУЗИИ
Индекс расплава определяется как количество полимера (в граммах), прошедшее через
капилляр за 10 мин. Особенности геометрии устройства и процедуры измерения описаны в
стандарте ASTM D1238.
Прибор для определения индекса расплава широко используют, в том числе, в компаниях
и фирмах, для быстрого тестирования расплава полимера. К сожалению, часто только эти ре-
зультант приводятся в качестве характеристики расплава полимера.
Используя данные о размерах устройства, весе груза, давящего на поршень, индексе распла-
ва можно приближенно оценить напряжение сдвига, скорость сдвига и вязкость. С учетом урав-
нений (6.48) и (6.49), сдвиговое напряжение вблизи стенок капилляра можно вычислить как
[Па)
nL,cD р
(6.57)
где Fp — вес груза, давящего на поршень. Скорость течения жидкости через капилляр можно
выразить как
• Ml г . -
'-‘?W [г/с| <6М>
где Ml— индекс расплава, выраженный в граммах за 10 мин; р — плотность, определенная в г/см3.
Кажущуюся скорость сдвига можно определить, используя уравнение (6.51)
= 1,845—. [с1] (6.59а)
Р
Из последнего уравнения следует, что кажущаяся скорость сдвига прямо пропорциональ-
на значению индекса расплава и обратно пропорциональна плотности расплава полимера.
Эффективную вязкость можно вычислить из уравнения
4,86рГ_
{Па • с] (6.59ft)
Ml
Согласно уравнению (6.59b), вязкость расплава полимера обратно пропорциональна зна-
чению индекса расплава. Данный вывод иллюстрируется рис. 6.20, Ь.
Индекс расплава можно измерять при различных условиях при постоянных значениях
нагрузки и температуры. Стандартные условия измерения приведены в табл. 6.1.Высокие
значения индекса расплава соответствуют низкой вязкости расплава полимера, а низкие зна-
чения индекса расплава - высокой вязкости расплава. Если индекс расплава имеет значение,
меньшее 1, полимер называют «материалом с дробным индексом расплава». Такие материалы
имеют высокие вязкости расплава. Как правило, при их переработке требуется более высокий
расход энергии, а также большее давление в фильере по сравнению с полимерами, имеющими
более высокий индекс расплава.
В качестве примера рассмотрим полимер с индексом расплава MI = 0,2 г/10 мин, опре-
деленном при условии Е (Fp = 2160 г), и плотностью р = 1,0 г/см3. При скорости сдвига
у =0,37 с-1 его вязкость приближенно равна ц = 52,488 Па-с. Если при тех же условиях
MI =2Q г/10 мин, то при скорости сдвига у =37 с’1 его вязкость существенно меньше:
т| = 525 Па • с. Необходимо отметить, что приведенные данные следует рассматривать как
весьма приближенные, и они могут быть использованы лишь как оценочные. С учетом малой
длины стандартного капилляра (L/D = 4) в устройстве для определения индекса расплава.
& ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
193
Рис 6.20, Ь. Отношение вязкости к плотности в зависимости от индекса расплава при различных зна-
чениях веса груза (цифры у кривых)
Таблица 6.1. Стандартные условия определения индекса расплава
Условие Температура, •с Нагрузка*, г Условие Температура, •с Нагрузка, г
А 125 325 L 230 2160
В 125 2160 М 190 1050
С 150 2160 N 190 10 000
D 190 325 О 300 1200
Е 190 2160 Р 190 5000
F 190 21600 Q 235 100G
G 200 5000 R 235 2160
Н 230 1200 S 235 5000
/ 230 3800 Т 250 2160
J 265 12 500 и 310 12 500
К 275 325
Включая также вес поршня, равный 325 г.
73в« 3120
194 ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
концевой эффект на входе в капилляр должен быть значительным, что, соответственно, долж-
но приводить к существенной ошибке при определении сдвиговой деформации вблизи стенок
капилляра (уравнение (6.57)) и эффективной вязкости (уравнение (6.59, Ь)).
Недостатком прибора для определения индекса расплава является то, что результат изме-
рения представляет одну экспериментальную точку, на основании которой нельзя получить
информацию о степени отклонения свойств измеряемой жидкости от ньютоновского течения.
Этот недостаток может быть устранен путем измерения индекса расплава при различных на-
грузках на поршень; однако так поступают достаточно редко. Другим недостатком стандарт-
ного прибора остается плохая воспроизводимость результатов, обычно превышающая ±15%.
При измерении индекса расплава с использованием двух различных нагрузок, получен-
ные значения называют индексами расплава с высокой и низкой нагрузками. Если большая
нагрузка составляет 10 кг, а меньшая — 2,16 кг, отношения значений индекса расплава называ-
ют отношением ДоДг (цифры после запятой для меньшей нагрузки отбрасываются). Оно по-
зволяет определить степень отклонения поведения расплава полимера от ньютоновского те-
чения. Если /10/12 — 4,6, то жидкость можно считать ньютоновской; если значения /юДз лежат
между 10 и 20, для жидкости характерны слабые отклонения от закона Ньютона; а если
ДоДг > 50, отклонения от ньютоновского течения значительны.
Преимуществом прибора для определения индекса расплава можно считать его низкую
стоимость и простоту конструкции. Следует отметить, что стандартный прибор обычно рабо-
тает в области низких скоростей сдвига (см. уравнение (6.59а)), не соответствующих скоро-
стям сдвига, характерным для процесса экструзии. Поэтому полученные с помощью устрой-
ства индексы расплава не достаточно характеризуют поведение полимера при его переработке
в экструдере.
Преимущества прибора для определения индекса расплава:
1. Простота конструкции и низкая стоимость.
2. Простота в работе.
3. Широкая распространенность.
Недостатки устройства для определения индекса расплава:
1. Получение лишь одного экспериментального значения в процессе измерения.
2. Ограниченная точность и воспроизводимость результатов.
3. Отсутствие соответствия реальным условиям переработки полимеров.
4. Отсутствие точности в описании вязкоупругого поведения материала.
Определение индекса расплава соответствует двум стандартам: ASTM £>1238 и ISO 1133.
Согласно первому стандарту скорость истечения расплава выражается в г/10 мин, то есть оп-
ределяющей характеристикой является вес выдавленной струи. Согласно второму стандарту,
определяется объемная скорость истечения расплава, выражаемая в см3/10 мин. Соотноше-
ние между весовым и объемным индексом расплава устанавливается формулой
MFR = pMVR, (6.60)
где р — плотность расплава в г/см3.
6. 2.6.3. Реометры типа конус-плоскость и плоскость-плоскость
В реометре типа конус-плоскость расплав полимера помещается в пространство между
конусом и плоской поверхностью (рис. 6.21). В большинстве реометров конус вращается,
а плоскость неподвижна, хотя это условие не является принципиальным.
При вращении конуса с угловой скоростью со сдвиговая скорость жидкости малом угле
конуса определяется как [57]
б ВАЖНЕЙШИЕ свойства полимеров
(О
р*
(6.61)
Вследствие особенностей данной геометрии ре-
ометра сдвиговая скорость однородна по всему объе-
му жидкости. Крутящий момент, необходимый для
вращения конуса, связан с напряжением сдвига соот-
ношением
T = -nR3x.
(6.62)
Рис. 6.21. Схема реометра конус-плос-
кость
Тогда вязкость можно определить как
т зтр
у 2я/?3со
(6.63)
Таким образом, вязкость можно непосредственно найти из измерения крутящего момента
и скорости вращения. При возникновении сдвиговых деформаций в вязукоупругой жидко-
сти, помещенной между конусом и плоскостью, на поверхности действует раздвигающая сила
F, связанная с первой разностью нормальных напряжений Nr соотношением
_ nR2
~~
Nt.
(6.64)
Первая разность нормальных напряжений является точным показателем вязкоупругого
поведения жидкости. Таким образом, используя реометр типа конус-плоскость можно точно
определить вязкоупругие характеристики жидкости.
Реометр конус-плоскость очень чувствителен к неоднородностям на границе жидкость-
воздух и вторичным потокам. Поэтому, в целях избежания возможных проблем, скорость
сдвига при установившемся течении должна быть достаточно низкой, обычно не превышаю-
щей 1 с"1. Данные, полученные при такой скорости сдвига, следует воспринимать для реше-
ния практических задач с осторожностью.
Преимущества реометра типа конус-плоскость:
1. Простота конструкции
2. Однородная скорость сдвига.
3. Возможность измерения первой разности нормального напряжения.
4. Однородное распределение температуры.
Недостатки реометра типа конус-плоскость:
1 • Ограниченные скорости сдвига (< 1 с-1).
2 . Относительно высокая стоимость.
Недостаток, касающийся ограничения скорости, может быть преодолен путем реализа-
ции знакопеременного движения вращающейся поверхности. Это дает возможность измере-
ния комплексной вязкости в зависимости от частоты (см. параграф 6.2.6.5). При таком спосо-
измерения возможно достижение частоты до 500 рад/с, что соответствует скоростям сдвига
порядка 500 с’1.
6.2.6.4. Щелевой реометр
Щелевой реометр представляет собой фильеру экструдера с прямоугольным каналом те-
епия и дает возможность измерения давлений в различных точках, расположенных на оси те-
196
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
чения жидкости. Щелевая насадка может быть связана с экструдером непосредственно или
через шестеренчатый насос. Схема конструкции щелевого реометра представлена на [ v . 6.22.
Измеряя скорость течения жидкости V в канале, можно определить кажущуюся скорость
сдвига вблизи стенок канала, используя уравнение
6V
у (6.65)
где Ни W— высота и ширина щели соответственно ( W» Н),
Для неньютоновской жидкости с индексом течения п действительную скорость сдвига
вблизи стенок можно определить как
= (6-66)
Зп
Напряжение сдвига вблизи стенок вычисляется с использованием градиента давления
(dP/dz)
dPH
Хю dz 2'
Эффективную вязкость можно определить из уравнения
12V dz'
а истинную вязкость — как
Зп nH3W dP
И =-----------------------------П =----------»---.
2и+1 ° 4(2и + 1)Уб&
Приведенные уравнения справедливы, когда отношение ширины к высоте щели доста-
точно велико, обычно W/H >10. При постоянном градиенте давления путем экстраполяции
можно вычислить давление на выходе из щели. Используя процедуру экстраполяции, обнару-
(6.67)
(6.68)
(6.69)
Рис. 6.22. Щелевой реометр
197
В ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
существование положительного давления на выходе из щели [54]. Оно может быть свя-
зано с первой разностью нормальных напряжений вследствие того, что профиль скорости со-
храняется вплоть до момента выхода из фильеры:
^exit
к >
(6.70)
Однако теоретическое обоснование уравнения (6.70), как указывают Богер и Денн [67],
подвергается сомнению. С практической точки зрения экстраполяция давления на входе, со-
ставляющая от нескольких МПа до 30-40 МПа, к давлению на выходе, не превышающему
0,2 МПа или даже более низкому, представляется сомнительной. Возможность такой экстра-
поляции можно считать оправданной, только если в области течения помещены два датчика
давления. Экспериментальные результаты, полученные таким образом, описаны в литерату-
ре [68-70]. Другая проблема состоит в предположении о постоянстве градиента скорости. Бы-
ло показано [71], что влияние температуры и давления обычно вызывает существенную нели-
нейность зависимости вязкости от скорости сдвига. Это вызывает серьезные сомнения отно-
сительно справедливости линейной экстраполяции профиля давления.
Интересной особенностью щелевого реометра является то, что полимер к моменту выхода
из фильеры имеет температурную и деформационную предысторию, что может влиять на его
реологические свойства [71]. Однако, если для конструирования оборудования необходимо
знать характеристики вязкостных свойств материала, щелевой реометр может оказать очень
полезным устройством.
Преимущества щелевого реометра:
1. Измерения в области скоростей сдвига, близких к диапазону переработки полимеров.
2. Точные зависимости вязкости от скорости сдвига.
3. Результаты соответствуют поведению жидкости в эсктрудере.
Недостатки щелевого реометра:
1. Высокая стоимость
2. Необходимость тщательной калибровки датчиков давления для получения точных
результатов.
3. Трудность в получении результатов, относящихся к вязкоупругому поведению поли-
мера.
Б.2.6.5. Динамические измерения
В некоторых реометрах полимер подвергается не постоянной, а осциллирующей (обычно,
синусоидальной) деформации. При воздействии на жидкость осциллирующей нагрузки с уг-
ловой частотой со деформация сдвига у в зависимости от времени описывается уравнением
у(Г)= у0 sin(wt), (6.71)
гдеу0
— амплитуда сдвиговой деформации.
Скорость деформации сдвига определяется дифференцированием уравнения (6.71) по
4>емени
Y(O=y0wcos((of)= у0 cos(erf).
(6.72)
Динамический анализ обычно используют для изучения линейных вязкоупругих свойств
/Димеров. Область линейной вязкоупругости представляет собой область, где характери-
Ки материала, такие как модуль сдвига или вязкость сдвига, не зависят от амплитуды или
198
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
скорости деформации. Обычно области линейной вязкоупругости отвечают достаточно ма-
лой деформации или скорости деформации. Поэтому если амплитуда деформации достаточ-
но мала, напряжение сдвига можно записать в виде
т(Г )= т0 sin (в#+ 5), (6.73)
где т0 — амплитуда напряжения сдвига; 5 — фазовый угол между напряжением и деформаци-
ей, называемый также углом потерь. Для абсолютно упругого тела между напряжением и де-
формацией нет сдвига фазы и поэтому 5 = 0. Для абсолютно вязкого тела сдвиг фазы между
напряжением и деформацией максимален, то есть 8 = 90°.
Введя действительную компоненту модуля G' (в фазе с колебаниями) и мнимую компо-
ненту модуля G" (в противофазе с колебаниями), уравнение (6.73) можно записать в виде
т(Г)= y0[G'sin((oO+G"cos((oOJ. (6.74)
Модуль запаса G' представляет упругую долю энергии, запасаемой в образце; он зависит
от напряжения, амплитуды деформации и фазового угла:
G' = ii-cos8. (6.75)
То
Модуль потерь характеризует вязкую долю энергии, связанной с диссипацией:
G" =—sin8. (6.76)
То
G' и G" являются компонентами комплексного модуля сдвига G*t который, согласно
рис. 6.23, можно определить как
|<7 *|=7(G')2+(G")2- (6.77)
Для описания взаимосвязи между йапряжением и деформацией часто используют запись
модуля в комплексном виде. Если напряжение и деформация меняются с течением времени
по законам:
Y=Yo exp(icof); (6.78д)
т = т0 exp[i((itf+8)], (6.786)
то комплексный модуль имеет вид
Рис. 6.23. Комплексный модуль
сдвига
G* = - = —(cos8 + г sin 8) = G' + iG”. (6.79)
T To
Уравнение (6.73) можно записать еще в одной форме, ес-
ли ввести вязкость в фазе Т|' и вязкость в противофазе rf -
Действительная часть Т|', или динамическая вязкость, пред-
ставляет вклад вязкости, связанный с диссипацией энергии.
Мнимая часть т|" представляет вклад упругости, связанный с
запасом энергии. Напряжение сдвига можно записать, ис-
пользуя rf и Т|"
6 ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
т(0=YotT]'cos(cor) + if sin (art)!
Динамическая вязкость связана с модулем потерь соотношением
, G" т0 . я
г|=—= —sin 5,
То
а мнимая часть вязкости связана с модулем запаса -
„ & Ч с
Г] = — = —cos8,
« То
199
(6.80)
(6.81)
(6.82)
т1* и л" являются компонентами комплексной вязкости. Таким образом, вязкость является
комплексной величиной:
Ь*|=7<Т1')2+(’Г)2-
(6.83)
Вязкость можно выразить в зависимости от компонент Т|' и Т)"
т|* = ~ - —(sin 8 - i cos8)=Tf - гт|".
T To
(6.84)
Для характеристики вязкоупругого материала часто используют тангенс фазового
угла tan 5:
tan 5 =
=
G' if
(6.85)
Привлекательность динамического анализа заключается в возможности точного описа-
ния вязкоупругого поведения материала. Для динамических измерений обычно использую
геометрию реометра в виде конуса-плоскости. При этом компоненты вязкости могут быть из-
мерены при угловой частоте, достигающей 500 рад/с. Кокс и Метц [72] опытным путем уста-
новили, что установившаяся вязкость сдвига соответствует комплексной вязкости, если ско-
рость сдвига, выраженная вс1, изображена в том же масштабе, что и угловая частота, выра-
женная в рад/с, то есть
|n*(w)|=n(Y)|v=M- <6-86)
Это эмпирическое правило оказалось справедливым для большинства полимеров. С его
помощью на реометре конус-плоскость, прикладывая осциллирующую деформацию к кону-
су» можно определить вязкость при значениях угловой скорости вплоть до 500 с”1. Такие из-
мерения невозможны, если реализовать установившееся вращательное движение конуса. При
измерении на реометре конус-плоскость в режиме установившейся скорости сдвига макси-
мально возможная скорость сдвига составляет около 1с”1, что, разумеется, слишком мало для
применения полученных данных к задачам экструзии. Те же рассуждения справедливы при
использовании реометра типа плоскость-плоскость. Таким образом, динамические измере-
ния значительно расширяют область скоростей сдвига: при этом реометр типа конус-плос-
Ность является предпочтительным.
Динамические механические измерения не ограничены лишь деформацией сдвига, их ис-
пользуются также при изучении деформации растяжения. Кроме того, динамические механи-
ческие измерения применимы также для характеристики твердых образцов. В 1982 году был
200
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
издан новый стандарт ASTM D4065, единый для испытания всех видов материалов, как жид-
ких, так и твердых. ♦
6.3. Тепловые свойства
Исходя из природы процессов пластикации при экструзии, тепловые свойства полимеров
представляются очень важными. На начальных стадиях экструзии твердые частицы (грану-
лы) полимера нагреваются до температуры плавления. Далее расплавленный полимер нагре-
вается до температуры, существенно превышающей температуру плавления, в то время как
остающиеся твердые частицы полимера продолжают плавиться. На конечных стадиях экс-
трузии полимер достигает термически однородного состояния. Наконец, на выходе из филье-
ры полимер охлаждается, обычно до комнатной температуры. Таким образом, в процессе экс-
трузии полимер претерпевает воздействие различных температур, и тепловые свойства поли-
мера определяют особенности анализа всех этапов процесса экструзии.
6.3.1. Теплопроводность
Теплопроводность материала представляет коэффициент пропорциональности между
кондуктивным тепловым потоком и температурным градиентом, вызывающим этот поток.
Полимеры обычно имеют низкую теплопроводность, на два-три порядка ниже теплопровод-
ности металлов. Низкая теплопроводность создает множество проблем при переработке по-
лимерных материалов. В частности, она ограничивает скорость нагрева и пластикации поли-
мера. При охлаждении низкая теплопроводность может вызвать неоднородное охлаждение
материала и его усадку, что может привести к возникновению внутренних напряжений, де-
формаций изделия, его расслоению, образованию пустот и т.д.
Теплопроводность аморфных полимеров сравнительно слабо зависит от температуры:
ниже Tg теплопроводность медленно повышается с температурой, а выше Tg — медленно
уменьшается. Зависимость теплопроводности от температуры при Т > Tg описывается при-
ближенным уравнением
k(T)=^^k(Tg'), (6.87)
где температура измерена в К. Однако в большинстве практических задач экструзии тепло-
проводность полимеров предполагается независимой от температуры.
Теплопроводность частично кристаллизующихся полимеров обычно выше, чем аморф-
ных полимеров. Ниже температуры плавления кристаллитов теплопроводность уменьшается
с ростом температуры, а выше — остается практически постоянной. Теплопроводность воз-
растает с увеличением плотности и, следовательно, с увеличением степени кристалличности.
При постоянной температуре зависимость теплопроводности от плотности обычно записыва-
ют в виде
k(p)=kr-Cp(p-pr). (6.88)
При температурах выше О °C зависимость теплопроводности от температуры можно ап-
проксимировать линейной зависимостью:
ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ 201
k(T)=k„ -СтТ, (6.89)
где температура выражена в С, a k0 - &|r_ D. Предполагается, что температурный коэффициент
теплопроводности Сгдля каждого полимера не зависит от его плотности. Комбинируя зави-
симости (6.88) и (6.89), можно получить уравнение
Л(р,Т)=fa. + Ср(р - рг) ]Гв - СтТ. (6.90)
В частности, для ПЭ с учетом численных значений параметров уравнения (6.90) зависи-
мость теплопроводности от плотности и температуры имеет вид
6(р,Т) = 0,17 + 5(р - 0,90) - 0,001Г, [Дж/м • с °C] (6.91)
где температуры выражена в °C, а плотность — в г/см3.
Уравнения (6.89)-(6.91) менее точны при температурах, приближающихся к температу-
ре плавления, поскольку нелинейность уравнений становится существенной, и их можно ис-
пользовать лишь как приближенные. Выше температуры плавления теплопроводность ПЭ
остается приблизительно постоянной и равной 0,25 Дж/м • с °C.
Теплопроводность полимера зависит также от его ориентационной вытяжки. Для высоко
ориентированных полимеров обнаруживается существенная разница в теплопроводности,
измеренной вдоль и поперек оси вытяжки. Как показано Айерманом и Хельведжем [73], для
ориентированного ПММА она может достигать почти 100%. Ханзен и Бернье [74] обнаружи-
ли 20-тикратную разницу в теплопроводности ориентированного ПЭВП, измеренной в вдоль
и поперек оси вытяжки.
Объем, заполненный частицами твердого полимера (гранулами) имеет низкую теплопро-
водность вследствие существования пустот между частицами. На основе своих эксперимен-
тальных результатов Яги и Куний [75] предложили модель теплопроводности слоя частиц.
Для мелких частиц при низких температурах теплопроводность слоя может быть выражена
как
*gp*/p„
(6.92)
где kg — теплопроводность газа, заполняющего пустоты между частицами; kp — теплопровод-
ность частиц полимера, Р/, — объемная плотность, рр — плотность упаковки частиц; Г - функ-
ция отношения плотности (рь/Pp) в виде степенного закона.
Лангеккер [96, 97] выполнил обширные измерения теплопроводности объемно сжатых
порошков полимеров и обнаружил линейную корреляцию между теплопроводностью и объ-
емной плотностью. При отношении р^/р^в пределах от 0,5 до 1 результаты для ПЭ могут быть
аппроксимированы зависимостью
*»=|М5р,/р,-2> (6-93)
о
Зависимость теплопроводности и температуропроводности ПЭ от температуры, плотно-
сти и молекулярных характеристик была исследована Камалом, Таном и Кашани [93]. Их
публикация содержит также хороший обзор ранее выполненных экспериментальных иссле-
дований в области теплопроводности полимеров.
202
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
6.3.2. Удельный объем и морфология *
Плотность полимера р зависит от давления, температуры и скорости охлаждения распла-
ва. Удельный объем V является величиной, обратной плотности: V = 1/р. Диаграмма состоя-
ния PVTдля аморфного полимера приведена на рис. 6.24.
При медленном охлаждении расплава полимера удельный объем достигает более низкого
значения, чем при быстром охлаждении, поскольку при медленном охлаждении макромоле-
кулы имеют больше времени для более плотной взаимной упаковки вследствие внутреннего
теплового движения, чем при быстром охлаждении. Это уменьшает свободный объем полиме-
ра, то есть долю объема, не занятую макромолекулами. Ниже температуры стеклования внут-
римолекулярное тепловое движение значительно замедляется, и свободный объем остается
приблизительно постоянным. Поэтому изменение удельного объема с температурой при
Т > Tg существенно больше, чем при Т < Т&
В соответствии с уравнением Фокса-Флори
(6.94)
где Tgoo — температура стеклования полимера с бесконечно большой молекулярной массой;
К — постоянная, характеризующая природу полимера, повышение молекулярной массы Мп
приводит к повышению температуры стеклования.
К
Ма'
Т = Т
Температура, ’С
Рис. 6.24. Диаграмма состояния PVT для аморфного полимерного материала Lacqrene 1450. Цифры
у кривых соответствуют давлению в МПа
6; ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ 203
При фиксированных значениях V и Тповышение давление вызывает снижение удельного
объема, более сильное в области Т > Tg вследствие большего свободного объема в этой области
температур. Другое интересное явление заключается в сдвиге Tg в область более высоких тем-
ператур при повышении давления. Однако в диапазоне давлений, типичных для переработки
полимеров (Р< 100 МПа), зависимостью Tg от давления обычно пренебрегают.
При большой скорости охлаждения расплава температура перехода (Tg) повышается, а в
области Т< Tg быстро охлажденный полимер имеет больший удельный объем. Описанное яв-
ление обусловлено тем, что при быстром охлаждении макромолекулы не имеют достаточного
времени для принятия преимущественных (равновесных) конформаций. При релаксации
быстро охлажденного полимера его удельный объем уменьшается до тех пор, пока не достиг-
нет значения, соответствующего условию охлаждения с низкой скоростью.
Диаграмма состояния PVT для частично кристаллизующегося полимера представлена на
рис. 6.25.
В вязкотекучем состоянии зависимость удельного объема частично кристаллизующегося
полимера от температуры аналогична наблюдаемой для аморфного полимера. В области пе-
рехода (при температуре кристаллизации Тс) наблюдается резкий излом, соответствующий
началу кристаллизации. Однако при очень быстром охлаждении процесс кристаллизации мо-
жет быть подавлен, особенно для полимеров с низкой скоростью кристаллизации, например,
полиэтилентерефталата (ПЭТ). Если ПЭТ быстро охладить, он остается почти полностью
аморфным и имеет плотность 1,33 г/см3. При медленном охлаждении ПЭТ кристаллизуется и
плотность достигает значения 1,4 г/см3.
Скорость охлаждения не сказывается заметно на степени кристалличности полимеров,
имеющих высокую скорость кристаллизации, однако может сильно повлиять на морфологию
Температура, *С -------►
Диаграмма состояния PVT для частично кристаллизующегося полимерного материала
Kynar Flex 2750. Цифры у кривых соответствуют давлению в МПа
204
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
кристаллической части и, как следствие, на физические свойства полимера. При затвердева-
нии экструдата его поверхность охладится очень быстро, а внутренние области — гораздо мед-
леннее, что вызывает соответствующие изменение морфологии полимера. Отжиг полимера,
то есть выдержка полимера при повышенной температуре в течение определенного времени,
может также изменить его морфологию, особенно в кристаллических областях. Иногда экс-
трудированный полимер подвергают отжигу для фиксации морфологии и физических
свойств. В полимерах с высокой степенью кристалличности отжиг вызывает утолщение ламе-
лей и повышение температуры плавления. Соотношение между размером кристаллита и тем-
пературой плавления было предложено Хофманом и Лауритценом [81] в виде
где ое—свободная энергия поверхности; Т* — равновесная температура плавления; АНу—теп-
лота плавления; L — толщина ламели.
Приложенное внешнее напряжение может еще более усилить изменение морфологии по-
лимера (см. раздел 5.2.2). В разбавленных растворах полимера при кристаллизации, вызван-
ной течением, образуется кристаллическая структура типа «шиш-кебаб». В полимерах, кри-
сталлизующихся из расплава, образуется кристаллическая сферолитная структура, состоя-
щая из складчатых цепных ламелей. Деформация полимера ниже температуры плавления
может вызвать сильную ориентацию макромолекул, что приводит к анизотропии свойств по-
лимера и, как следствие, к высоким механическим характеристикам в направлении ориента-
ции. Такие явления происходят, в частности, при холодной экструзии и вытяжке волокон.
Удельный объем в области Т < Тс изменяется, прежде всего, вследствие повышения степе-
ни кристалличности. Поэтому изменение объема в частично кристаллизующихся полимерах
существенно больше, чем в аморфных полимерах. При охлаждении частично кристаллизую-
щегося полимера из расплава при повышенном давлении Тс смещается в область более высо-
ких температур. Это явление описывается уравнением Клаузиуса-Клапейрона, которое уста-
навливает связь между равновесной температурой плавления при некотором давлении с тем-
пературой давления при атмосферном давлении:
Tm(P)=^(^m)exp
(6.96)
где Vn и Vc — удельные объемы аморфной и кристаллической части соответственно; Р — гидро-
статическое давление в атмосферах; AHj — теплота плавления полимера при атмосферном
давлении.
Увеличение температуры с ростом давления может быть существенным для расплавов
полимеров: Например, для ПЭ оно составляет 7е при увеличении давления на 20 МПа. Воз-
действие высокого давления на расплав полимера равносильно его охлаждению с высокой
скоростью. Прежде всего, высокое давление вызывает кристаллизацию полимера — эффект,
наиболее заметный при переработке полимера под высоким давлением, например, литьем под
давлением. Как упоминалось в разделе 5.2.2, этот эффект может быть усилен воздействием на
расплав полимера внешней силы. Повышение температуры плавления с ростом давления
объясняет большие значения сжимаемости для расплавов полимеров, обнаруженные рядом
исследователей [36]. На самом деле, резкое повышение сжимаемости при повышенном давле-
нии отвечает началу кристаллизации.
ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
205
О
200
Температура, ’С
Рис 6.26. Диаграмма состояния PVT для ПЭВП марки GUR 4113. Цифры у кривых соответствуют дав-
лению в МПа
Диаграмма состояния PVT полиэтилена высокой плотности (ПЭВП) представлена на
рис. 6.26.
Ряд исследователей, в частности, Спенсер и Гилмор [77], Бройер и Рехадж [78], Камал и
Леван [79], Симха и Олабиси [80] приводят уточненные эмпирические соотношения между
параметрами Р, V и Т.
63.3. Удельная теплоемкость и теплота плавления
Удельная теплоемкость - это количество энергии, необходимое для повышения темпера-
туры единичной массы материала на Г. В системе СИ удельная теплоемкость измеряется в
Дж/кг-К. Различают удельную теплоемкость, измеренную при постоянном давлении Ср и при
постоянном объеме С2. Взаимосвязь между ними описывается уравнением
С = Cr + TV—t (6.97а)
гДо объемный коэффициент теплового расширения clv определяется как
а, =
(6.97Ь)
* сжимаемость — как
. .1 ..А
.. Til мвВ&Ы V ’
206
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
1
К=
|6.97с)
Удельная теплоемкость при постоянном давлении всегда больше удельной теплоты при
постоянном объеме, поскольку при нагревании при постоянном давлении часть теплоты рас-
ходуется на производство работы по расширению тела, а часть — на увеличение внутренней
энергии, тогда как при нагревании при постоянном объеме вся теплота идет на увеличение
внутренней энергии.
Удельная теплоемкость аморфных полимеров увеличивается с повышением температу-
ры приблизительно по линейному закону в области температур Т < Т#. Вблизи Гд, как видно из
рис. 6.27, а, теплоемкость скачкообразно увеличивается. Для частично кристаллизующихся
полимеров этот скачок гораздо менее отчетлив, однако при температуре плавления кристал-
лов наблюдается явно выраженный максимум. Для идеальных кристаллических тел в точке
плавления удельная теплоемкость теоретически должна быть бесконечной, как показано на
рис. 6.27, Ь. Для частично кристаллизующихся полимеров характерен пик плавления опреде-
ленной ширины (см. рис. 6.27, с). Чем уже пик, тем более совершенна кристаллическая струк-
тура полимера.
Рис. 6.27. Зависимость удельной теплоемкости от температуры для аморфного полимера (а), кри-
сталлического тела (Ь) и частично кристаллизующегося полимера (с)
Выше точки плавления удельная теплоемкость слабо увеличивается с повышением тем-
пературы. Площадь кривой в координатах С{)~Т в области пика плавления равна теплоте
плавления ДНу, умноженной на степень кристалличности (в весовых долях). Как теплота
плавления, так и степень кристалличности зависят от термомеханической предыстории поли-
мера.
6.3.4. Удельная энтальпия
Во многих случаях очень полезным тепловым свойством полимеров является удельная
энтальпия, определяемая как
т,
Я= \CXT)dT.
г,
(6.98)
Если в качестве пределов интегрирования выбрать температуру окружающей среды (1\)
и температуру процесса (Т2), то удельная энтальпия укажет количество энергии, необходимое
6. ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
207
для реализации подъема температуры от Т\
ДО С точки зрения переработки полиме-
ров удельную энтальпию можно интерпре-
тировать как теоретический минимум удель-
ной энергии, необходимый для процесса экс-
трузии.
На рис. 6.28 приведена зависимость
удельной энтальпии от температуры для ря-
да аморфных и частично кристаллизующих-
ся полимеров.
Из анализа рис. 6.28 можно сделать сле-
дующие выводы. Во-первых, для аморфных
полимеров (сплошные линии) характерно
монотонное увеличение удельной энталь-
пии, в то время как для частично кристалли-
зующихся полимеров (пунктирные линии)
характерен резкий излом температурной за-
висимости в точке плавления. Во-вторых,
аморфные полимеры имеют меньшие значе-
ния удельной энтальпии, чем частично кри-
Рис. 6.28. Зависимость удельной энтальпии от
температуры для ряда полимеров:
ПЭВП, ПЭНП, ПА, ПС, ПК, ПВХ
сталлизующиеся в том же диапазоне темпе-
ратур. Например, при подъеме температуры от Tt = 20 °C до Т2 = 150 °C для ПВХ
Н = 0,05 кВт • ч/кг, а для ПЭНП Н = 0,13 кВт • ч/кг. Следовательно, при производительности
экструдера 100 кг/ч и температуре переработки 150 °C теоретически требуется энергия, рав-
ная 5 кВт для переработки ПВХ и 13 кВт для переработки ПЭНП.
Таким образом, исходя из анализа тепловых свойств полимеров, можно заключить, что
для экструзии ПЭ требуется энергия, в 3 раза превышающая энергию для экструзии ПВХ. По-
этому стандартный экструдер с соотношением L/D = 24, предназначенный главным образом
для переработки ПЭ, вряд ли будет эффективен для переработки ПВХ с точки зрения энерго-
потребления. К тому же высокая температура увеличивает вероятность деструкции ПВХ как
в расплаве, так и в твердом состоянии. Исходя из тепловых характеристик ПВХ, для его экс-
трузии требуется низкая удельная энергия и непродолжительное время переработки, чтобы
уменьшить время пребывания расплава при высоких температурах. По этой причине для пе-
реработки ПВХ получили распространение двухшнековые экструдеры, имеющие низкое
энергопотребление, малые времена переработки и надежный температурный контроль для
исключения возможности перегрева. Длинные одношнековые экструдеры обычно не исполь-
зуются для переработки ПВХ, поскольку требуют большого количества стабилизирующих
Добавок для предотвращения деструкции ПВХ, что, безусловно, повышает стоимость сырья и
ЭстРУДированного продукта.
6.3.5. Температуропроводность
Температуропроводность (или коэффициент температуропроводности) является свойст-
вом, отражающим одновременно теплопроводность, удельную теплоемкость и плотность:
а = —. (6.99)
208
ЧАСТЬ Н. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Температуропроводность — параметр, который целесообразно использовать особенно
при описании процессов неустановившегося теплопереноса (см. раздел 5.3.1). ,
Как следует из формулы (6.99), теплопроводность можно вычислить, зная значения k, р и
Ср, однако часто ее определяют путем прямого измерения, причем более точно, чем теплопро-
водность. Если толстую пластину материала, имеющую температуру То, моментально нагреть
с одной стороны до более высокой температуры 7\ и поддерживать ее постоянной, распреде-
ление температур в пластине опишется дифференциальным уравнением
ЭТ ду2’
(6.100)
где температуропроводность а предполагается независимой от температуры.
Уравнение (6.100) представляет упрощенную версию общего уравнения сохранения
энергии (см. уравнение (5.5)) для случая переноса тепла в одном направлении. Решение диф-
ференциального уравнения (6.100) имеет вид (см. также [1] в главе 5)
T(y,t)-TQ =
(6.101)
где erf (х) — так называемый интеграл вероятности ошибок, определяемый как
2 х
erf (х)= J exp(-t2
(6.102)
Этот интеграл не вычисляется аналитически, однако его табулированные и графические
значения можно найти в различных справочниках, например, [82]. Hajjwc. 6.29 представлен
график зависимости интеграла вероятности ошибок в виде, дополненном до 1, то есть
1 - erf (х).
Рис. 6.29. Графический вид интеграла вероятности оши-
бок, дополненного до 1
Уравнение (6.101) описывает кон-
дуктивный нагрев полубесконечной
пластины. Оно справедливо, если глу-
бина проникновения тепла 5f, опреде-
ляемая выражением
8, =4-VaF, (6.103)
меньше толщины пластины. В случае
нагрева пластины с обеих сторон зави-
симость температуры от времени опи-
сывается уравнением (7.99).
Уравнения (6.101) и (6.102) пол-
ностью описывают температуру в пла-
стине в зависимости от времени и рас-
стояния. Следовательно, измерив тем-
пературу пластины, подвергшейся
моментальному нагреву с одной сто-
роны, и используя уравнения (6.101) и
(6.102) можно достаточно просто вы-
числить температуропроводность.
НЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
209
Приведенный пример показывает путь измерения температуропроводности и возмож-
ность ее использования для решения задач теплопередачи. Для твердых аморфных полиме-
и расплавов полимеров зависимость температуропроводности от скорости звука обыч-
но аппроксимируют линейной зависимостью
/
(6.104)
с коэффициентом пропорциональности С = 10 13 [41].
Скорость звука связана с молярной функцией скорости звука (функцией Рао) FR, моляр-
ным объемом структурной единицы Vm и коэффициентом Пуассона соотношением
ЧУГЗ(1-у)'
+J L 1+V .
1/2
(6.105)
Для жидкостей коэффициент Пуассона v - 1/2, а для изотропных твердых тел v ~ 1/3. Для
полимеров при Т< Tg v = 1/3, а при Т> Tg v ~ 1/2. Отношение функции Рао к молярному объ-
ему для многих полимеров является приблизительно постоянным: Ff{/Vm = 55 [41]. С учетом
приведенных выше данных уравнение (6.104) можно представить в виде
3(1-А))Т/210-7
1 + п
(6.106)
где температуропроводность измеряется в м2/с.
Отношение FR/Vrn связано со сжимаемостью к и плотностью р соотношением
(6.107)
Используя уравнение (6.107), можно записать выражение для скорости звука в виде
а=Г^1
1/2
10“7.
(6.108)
1 + 1)
Температуропроводность большинства полимеров имеет порядок 10”7 м2/с. При анализе
процессов, происходящих при экструзии, температуропроводность обычно полагают посто-
янной, хотя на самом деле она зависит от давления, температуры и ориентации полимера.
. Анизотропию температуропроводности одноосно ориентированного ПЭ изучали Килиан и
\**Нетралла [83]. Было обнаружено, что температуропроводность в направлении ориентации
/вносится к температуропроводности в перпендикулярном направлении как 20:1. Влияние
Давления на теплопроводность, температуропроводность и удельную теплоемкость изучали
^Ндерссон и Сундквист [84]. Было установлено, что теплопроводность и температуропровод-
полимеров возрастают с увеличением давления При очень высоких давлениях
1 Г/У^а) оба параметра возрастают в два раза. Однако при давлениях, типичных для перера-
полимеров (<100 МПа) изменения обоих параметров не превышают 5%, а при 30 МПа
у^Ос213Менения и вовсе пренебрежимо малы (1-2%). Было обнаружено, что удельная теплоем-
ь Уменьшается с ростом давления. Однако в области давлений, типичных для переработ-
/ »эти изменения опять же очень малы: при давлении 100 МПа — менее 0,5%.
v
210
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
6.3.6. Температура плавления
•Г
Под температурой (или точкой) плавления понимают температуру, при которой происхо-
дит плавление кристаллитов. Однако в связи с несовершенством строения кристаллитов, сле-
дует говорить, скорее, не о точке, а о температурной области плавления. Обычно температуру
плавления определяют по максимуму пика плавления на кривой, полученной методом диффе-
ренциальной сканирующей калориметрии (ДСК), о которой будет идти речь в разделе 6.3.8.
Температура плавления может быть измерена достаточно просто и точно. Как указыва-
лось в разделе 6.3.3, она зависит от давления и морфологии полимера. В известных пределах
температура плавления является параметром, определяющим температуру переработки по-
лимера в экструдере, последняя, как правило, превышает температуру плавления полимера
на 50 °C. При температуре переработки полимера, близкой к температуре плавления, вязкость
расплава полимера велика, а энергетические затраты при переработке — больше. Следует
помнить, что при температурах переработки, существенно превышающих температуру плав-
ления, полимер может деструктировать.
Для гомополимеров температура плавления зависит от молекулярного массы полимера
в соответствии с уравнением
1 1 2RM.
Т Тт ~ ЬНМ'
т п
(6.109)
где Ттоо — температура плавления полимера бесконечно большой молекулярной массы, а М{) —
молекулярная масса мономера.
6.3.7. Индукционный период
Индукционный период полимера представляет собой важную характеристику при конст-
руировании оборудования, оптимизации процесса и выявлении неисправностей. Индукцион-
ный период — это время пребывания полимера при определенной температуре и в определен-
ной атмосфере до тех пор, пока процессы деструкции не станут явными. Иначе говоря, индук-
ционный период характеризует длительность пребывания полимера при определенной
температуре до начала его деструкции.
При переработке полимеров необходимо быть уверенным в том, что время пребывания
полимера в экструдере при температуре переработки не превышает индукционный период
при этой температуре. Следовательно, если известны время пребывания полимера в экструде-
ре и характер изменения индукционного периода с температурой, можно точно определить
температуру переработки полимера, не опасаясь его деструкции. Поэтому время пребыва-
ния — очень важный параметр, особенно для инженеров, конструирующих машины для пере-
работки полимеров с ограниченной термостабильностью.
Если в процессе экструзии деструкция полимера все же происходит, возможны два пути
решения этой проблемы. Один из них заключается в изменении параметров процесса таком
образом, чтобы снизить возможность деструкции. Другой путь состоит в замене полимера на
более термостойкий материал.
Изменение параметров процесса должно привести к снижению температуры в экструдере
и (или) уменьшению времени пребывания полимера в экструдере при повышенных темпера-
турах и условиях, препятствующих деструкции (введение добавок, удаление кислорода, заме-
на металлических деталей конструкции на неметаллические и т. д.). Если же изменения пара-
метров процесса не решают проблемы деструкции, следует заменить полимер или повысить
его термическую стабильность (то есть индукционный период); для большинства полимеров
б. ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
211
термическую стабильность можно повысить
путем введения стабилизаторов, таких как
антиоксиданты.
В некоторых случаях термическая ста-
бильность полимера или компонентов смеси
настолько низка, что деструкции при экстру-
зии невозможно избежать ни при каких усло-
виях. Такие полимеры можно выделить зара-
нее, если имеются данные об их индукцион-
ном периоде. В этом случае технологи
должны обратиться к химикам и объяснить
необходимость замены полимера. Таким об-
разом, данные по индукционному периоду
могут быть связующим звеном между техно-
логами и химиками, обеспечивающими их ус-
пешное сотрудничество.
Очевидно, что индукционный период Tinfi
сильно зависит от температуры. Для многих
полимеров зависимость логарифма индукци-
онного периода от обратной абсолютной тем-
пературы можно аппроксимировать линей-
ной зависимостью (рис. 6.30).
1/т, к'1
Рис. 6.30. Зависимость логарифма индукцион-
ного периода от обратной абсолютной
температуры для ПЭВП (А) и ЭАК (S)
Из рис. 6.30 следует, что индукционный период уменьшается с температурой по экспо-
ненциальному закону. Обе зависимости (А для ПЭВП и В для этиленакриловой кислоты
(ЭАК)) получены от производителей полимеров. Видно, что ПЭВП можно перерабатывать
при температуре 200 °C без заметной деструкции, а ЭАК при этой температуре будет деструк-
тировать; для последнего материала безопасной является температура 160 °C.
Аналитическая связь между индукционным периодом и температурой выражается урав-
нением Аррениуса
^ind
Л I Е I
— А ехр — ,
{RTJ
(6.110)
где А — постоянная времени; Е— энергия активации; R — универсальная газовая постоянная.
Индукционный период удобно определять методом термического гравиметрического
анализа (ТГА), а также другими методами, например, ДСК. Эти методы будут описаны в сле-
дующем разделе.
6.3.8. Определение тепловых свойств полимеров
Принцип определения тепловых свойств полимера заключается в «закачивании» опреде-
ленного количества тепловой энергии в образец полимера и последующей регистрации вы-
званных изменений. В изотермических условиях изменения регистрируют в зависимости от
времени при постоянной температуре. В режиме температуры, изменяющейся по определен-
вой программе (например, при повышении температуры с заданной скоростью), изменения
Регистрируют в зависимости от температуры.
Из литературы, посвященной тепловым свойствам полимеров, можно рекомендовать мо-
нографии Ведландта [85], Даниэльса [86] и Тюри [87].
212
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
6.3.8.1. Дифференциальный термический анализ
и дифференциальная сканирующая калориметрия Г
В методах дифференциального термического анализа (ДТА) и ДСК используют одинако-
вый принцип, заключающийся в измерении изменений теплоемкости образца. Эти методы
могут использоваться для определения температур переходов (Тт, Т& Tw Тр и т. д.), удельной
теплоемкости, теплоты плавления, степени кристалличности, температуры начала деструк-
ции, времени индукции, скорости реакции, скорости кристаллизации и т. д. В основе метода
ДСК лежит принцип электрической компенсации изменений, происходящих в образце при
его нагреве. Энергия, затрачиваемая на нагрев образца, регулируется путем сравнения темпе-
ратуры нагретого образца и исходной температуры. Ось ординат термограммы ДСК дает зна-
чения теплового потока в кал/с.
Принцип метода ДТА заключается в измерении температуры образца по сравнению с ис-
ходной. Современные приборы ДТА снабжены внешней термопарой, и точность определения
тепловыделения сопоставима с методом ДСК, Ранние модификации ДТА имели термопару,
помещаемую непосредственно в образец, и были менее точными.
6.3.8.2. Термогравиметрический анализ
Принцип метода ТГА заключается в измерении изменения веса образца вследствие выде-
ления летучих продуктов, химических реакций или поглощения газовой фазы. При исследо-
вании полимеров методом ТГА измеряют количество (и расход) жидкого растворителя, ско-
рость и температуру реакции. Метод удобен также для определения времени индукции (см.
раздел 6.3.7). При использовании метода ТГА обычно используют навеску полимера менее 1 г,
то есть расход полимера при измерениях минимален.
6.3.8.3. Термомеханический анализ
Методом термомеханического анализа (ТМА) регистрируют изменение механических
свойств полимера в зависимости от температуры и (или) времени. Датчик, прикрепленный
кобразцу, перемещается вмести с ним при изменении размеров образца в процессе измерения.
Измерение деформации производится преобразователем линейных перемещений. Конструк-
ция прибора ТМА обеспечивает возможность измерения различных видов деформации: рас-
тяжения, сжатия и изгиба.
6.3.8.4. Другие методы определения тепловых свойств
Кроме измерения статических механических свойств полимеров, существуют динамиче-
ские методы измерения. При использовании крутильного маятника образец подвергается
свободным крутильным колебаниям. Измерение частоты и затухания колебаний в образце
позволяет определить вязкоупругие характеристики полимера. Однако такие измерения дос-
таточно трудоемки и требуют значительного времени. При исследовании с использованием
вынужденных резонансных колебаний образец также подвергается осциллирующим дефор-
мациям. Метод дает возможность получения ряда полезных характеристик полимера (см-
также раздел 6.2.6.5).
В методе термического оптического анализа (другие названия: термический деполяриза-
ционный анализ, метод интенсивности деполяризованного света) измеряется изменение по-
ляризации (плоской на эллиптическую) после прохождения поляризованного света через
частично кристаллизующийся полимер. При этом интенсивность деполяризованного света,
прошедшего через образец, зависит от степени кристалличности полимера. Метод позволяет
изучать плавление и рекристаллизацию полимеров, однако он не пригоден для определения
температуры стеклования [88].
6. ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
213
6.4. Заключение
В табл. 6.2 приведен ряд реологических и тепловых характеристик некоторых полимеров.
При составлении таблицы были использованы данные из различных источников, включая
собственные измерения автора. Приведенные результаты следует использовать как оценоч-
ные, поскольку условия и методы их измерения могут различаться, а также вследствие разли-
чий полимеров по молекулярной массе, молекулярно-массовому распределению, наличию
добавок, термомеханической предыстории т. д. Поэтому непосредственно измеренные харак-
теристики данного полимера всегда предпочтительнее литературных данных. Однако в тех
случаях, когда измерения по каким-либо причинам невозможны, табличные данные могут
быть весьма полезными.
Таблица 6.2. Некоторые характеристики полимеров
Полимер k, Дж/мс °C Ср» Jtyi/v °C г/см3 Г вС Т Лтрг •с п Jq/nJT, •С1
ПС 0,12 1,20 1,06 101 — 0,30 0,08
ПВХ 0,21 1,10 1,40 80 — 0,30 0,20
ПММА 0,20 1,45 1,18 105 — 0,25 0,20
Сополимер акрилонитрила со стиролом 0,12 1,40 1,08 115 — 0,30 0,20
Сополимер бутадиенстирола с акрилонитрилом (АБС-пластик) 0,25 1,40 1,02 115 — 0,25 0,20
ПК 0,19 1,40 1,20 150 — 0,70 0,05
ПЭНП 0,24 2,30 0,92 -120/-90 120 0,35 0,03
Линейный полиэтилен низ- кой плотности (ЛПЭНП) 0,24 2,30 0,92 -120/-90 125 0.60 0,02
пэвп 0,25 2,25 0,95 -120/-90 130 0,50 0,02
пп 0,15 2,10 0,91 -10 175 0,35 0,02
Полиамид-6 0,25 2,15 1,13 50 225 0,70 0,02
Полиамид-6.6 0,24 2,15 1,14 55 265 0,75 0,03
ПЭТ 0,29 1,55 1,35 70 275 0,60 0,03
ПЭТФ 0,21 1,25 1,35 45 250 0,60 0,03
ПБТф 0,16 1,38 1,76 -40 170 0,38 0,03
Поливинилиденфторид (ПВдф) 0,20 1,18 2,15 70 275 0,60 0,04
Примечания', k — теплопроводность, Ср — удельная теплоемкость при постоянном давлении, р —
плотность, Tg — температура стеклования, Ттр — температура плавления кристаллитов, п — индекс тече-
Ия* dv\/v\dT— относительное изменение вязкости с температурой.
214
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
В заключение следует упомянуть некоторые литературные источники, содержащие дан-
ные о свойствах полимеров. Монография Нильсена [89], посвященная свойствам полимеров,
исчерпывающим образом представляет многие физические характеристики. Блестящая мо-
нография ван Кревелена [41 ] описывает свойства полимеров и устанавливает их связь с хими-
ческим строением. Имеется серия книг по переработке полимеров [90, 91, 95], содержащих
большое количество данных по тепловым свойствам [90], свойствам расплавов [91] и трибо-
логическим свойствам [95]. Полезные сведения можно получить из ежегодных изданий серии
International Plastics Selector Books, Modern Plastics Encyclopedia, Plastic Technology
Manufacturing Handbook, Buyers' Guide и других изданий.
В настоящее время огромное количество информации о свойствах полимерах доступно
в интернете. Многие производители полимеров имеют эти данные на своих сайтах, а также
электронную базу данных. Одной из наиболее популярных баз данных является CAMPUS
(Computer Aided Material Preselection), поддерживаемая Uniform Standards. CAMPUS можно
считать наиболее успешной и широко используемой базой данных для промышленных поли-
меров. Более 25-ти производителей полимеров предаставляют результаты исследований для
этой системы. Данные, содержащиеся в CAMPUS, соответствуют стандартам ISO 10350, ISO
11403 1 и 750 11403-1. CAMPUS издается на пяти языках (английский, немецкий, француз-
ский, испанский и итальянский) и бесплатно распространяется непосредственно производи-
телями полимеров. Только в Европе уже разослано более 100 тыс. экземпляров этого издания.
Компания М-Base Ingeneering + Software GmbH (Аахен, Германия, сайт www.m-base.de)
выпускает программу MCBase, позволяющую найти, сравнить и задать вопросы по результа-
там, содержащимся в базе данных CAMPUS. Кроме того, программа MCBase обладает рядом
возможностей, отсутствующих в CAMPUS, таких как описание кривых течения степенным за-
коном и уравнением Вильямса-Лэндела-Ферри, а также обеспечивает качественный и улуч-
шенный поиск данных.
Литература
1. R.C. Wahl, Plastics World, 64-67, Nov. (1978).
2. J.R. Mitchell, Chem. Eng. (U.K.), 177-183, Feb. (1977).
3. D. Train and CJ. Lewis, 3rd Congress European Federation of Chemical Engineers, London, June
20-29(1962). “
4. A.W. Jenike, PJ. Elsey, and R.H. Woolley, Proc. Am. Soc. Test Mater., 60,1168 (1960).
5. R.S. Spencer, G.D. Gilmore, and R.M. Wiley,J. Appl. Phys., 21, 527-531 (1950).
6. D. Train, Trans. Inst. Chem. Eng. 35, 262-265 (1957).
7. W.M. Long, Powder Metall, No. 6,73-86 (1980).
8. K. Schneider, Chem. Eng. Techn., 41,142 (1969).
9. E. Goldacker, Ph.D. thesis, IKV, Aachen, Germany (1971).
10. K. Umeya and R. Hara, Polym. Eng. Sci., 18,366-371(1978).
11. K. Umeya and R. Hara, Polym. Eng. Sci., 20,778-782 (1980).
12. N.M. Smith and J. Parnaby, Polym. Eng. Sci., 20, 830-833 (1980).
13. K. Kawakita and K.H. Luedde, Powder Techn., 4,61 (1970).
14. RJ. Crawford, Polym. Eng. Sci., 22,33-306 (1982).
15. W. Ostwald, Kolloid-2,36,99-117 (1925).
16. A. de Waele, Oil and Color Chem. Assoc. J., 6,33-88 (1923).
17. R.H. Bird, R.C. Armstrong, and O. Hassager, «Dynamics of Polymeric Liquids», Vol. I, p. 209, Wi-
ley, NY (1977).
18. H. Eyring, Ind. Eng. Chem., 50, 1036-1040 (1958).
б. ВАЖНЕЙШИЕ СВОЙСТВА ПОЛИМЕРОВ
215
19. PJ- Carreau, Ph.D. thesis, Univ, of Wisconsin, Madison (1968).
20. M. Reiner, «Deformation Strain and Flow», a) p. 258. b) p. 246, Interscience Publishers, NY(1960)
21- J-M. McKelvey, «Polymer Processing», Wiley, NY (1962).
22. A.H.P. Skelland, «Non-Newtonian Flow andHeat Transfer», Wiley, NY (1967).
23. F.P. Bowden and D. Tabor, «Friction and Lubrication of Solids», Oxford Univ. Press, London (1950)
24. K. Schneider, Ph.D. thesis, IKV, Aachen, Germany (1968). \
25. K- Schneider, Kunststoffe, 59,97-102 (1969).
26. C.L Chung, WJ. Hennessee, and M.H. Tusim, Polym. Eng. Sci., 17, 9-20 (1977).
27. J. Huxtable, F.N. Cogswell and J.D. Wriggles, Plast. Rubber Proc. Appl., 1,87-93 (1981).
28. H. Chang and R.A. Daane, SPE 32nd ANTEC, San Francisco, p. 335, May (1974).
29. R B. Gregory, SPEJournal, 25,55-59 (1969).
30. G.M. Gale, SPE 39th ANTEC, Boston, p. 669, May (1981).
31. J.A.D. Emmanuel and L.R. Schmidt, SPE 39th ANTEC, Boston, p. 672, May (1981).
32. G.M. Bartenev and V.V. Lavrentev, «Friction and Wear of Polymers», Elsevier, NY (1981).
33. B. Maxwell and A. Jung, Modem Plastics, 35,3,174-180 (1957).
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
62.
R.F. Westover, SPE Trans. 1, 14-20 (1962).
V. Scmjonov, Rheologica Acta, 2,138-142 (1962); 4, 133-137 (1965); 6,154-170 (1967).
R. C. Penwell, R. S. Porter, and S. Middleman,/, of Polym. Sci. A2,9,4,731-745 (1971).
P.H. Goldblatt and R.S. Porter,/, of Appl. Polym. Sci., 20,1199-1208 (1976).
I J. Duvdevani and I. Klein, SPEJournal, Dec., 41-45 (1967).
S.T. Choi,/, of Polym. Sci. A2,6,2043-2049 (1968).
F.N. Cogswell, Plastics and Polymers, 41, 30-43 (1973).
D.W. van Krcvelen, «Properties of Polymers, Correlations with Chemical Structure», Elsevier, NY
(1972).
A.W. Jenike, «Gravity Flow of Bulk Solids», Bulletin No. 108 of the Utah Engineering Experimen-
tal Station, Univ, of Utah, Salt Lake City (1961).
R. Rautenbach and E. Goldacker, Kunststoffe, 61,104-107 (1971).
E. Goldacker and R. Rautenbach, Chemie Ing. Techn. 44,405-410 (1972).
J. Mewis,/. Non-Newtonian Fluid Meek, 6,1-20(1979).
J.M. Dcaly and W.KW. Tsang,/. Appl. Polym. Sci., 26,1149-1158 (1981).
T.Y. Liu, D.S. Soong, and M.C. Williams, Polym. Eng. Sci., 21,675-687 (1981).
J.L. White and W. Minoshima, Polym. Eng. Sci., 21,1113-1121 (1981).
С. M. Vrentas and W. W. Graessley,/. Non-Newtonian Fluid Meeh, 9,339-355 (1981).
G. De Cleyn and J. Mewis,/. Non-Newtonian Fluid Meeh, 9,91-105 (1981).
J. Mewis and G. De Cleyn, AIChEJ., 28,900-907 (1982).
J. Mewis and M.M. Drain,/. Non-Newtonian Fluid Meeh., 12, 69-83 (1983).
D. Acierno, F.P. LaMantia, G. Marrucci, and G. Titomanlio,/. Non-Newtonian Fluid I Meeh., 1
125-146(1976).
CD. Han. «Rheology in Polymer Processing», Academic Press, NY (1976).
J.D. Ferry, «Viscoelastic Properties of Polymers», 3rd edition, Wiley, NY (1980).
JJ- Aklonis, WJ. MacKnight, and M. Shen, «Introduction to Polymer Viscoelasticity», I Wi-
ley-Interscience, NY (1972).
K. Walters, «Rheometry», Wiley, NY (1975).
R S. Lenk, «Polymer Rheology», Applied Science Publ. LTD, London (1978).
( <<^°W Properties of Polymer Melts», 2nd edition, George Godwin Limited, 1 Londor
F-N. Cogswell, «Polymer Melt Rheology», George Godwin Limited, London (1981).
*Rraktischc Rheologic der Kunststoffe», VDI-Verlag GmbH, Duesseldorf (1978).
• Plajer, «Praktische Rheologie fuer Kunststoffschmelzen», Zechner & Huethig Verlag GmbH
sPeyer, Germany (1970).
216
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
63. L.E. Nielsen, «Polymer Rheology», Marcel Dekker, NY (1977).
64. «Rheometry: Industrial Applications», K. Walters (Ed.), Research Studies Press, Chicfl- ester,
England (1980).
65. J.R- Van Wazcr, J.W. Lyons, K.Y. Kim, and R.E. Colwell, «Viscosity and Flow Mea surement, A La-
boratory Handbook of Rheology», Interscicncc Publishers, NY (1963).
66. J.M. Dealy, «Rheometers for Molten Plastics», Van Nostrand Reinhold Co., NY (1982).
67. D.V. Boger and M.M. Denn, J. Non-Newtonian Fluid Meeh., 6,163-185 (1980).
68. R.D. Pike, D.E. Baird, and M.D. Read, SPE 41 st ANTEC, Chicago, 312-315 (1983).
69. C.D. Han,J. Appl Polym Sci., 15,2567-2577 (1971).
70. J.L.S. Wales, J. L. den Otter, and H. Janeschitz-Kriegl, Rheol. Acta., 4,146-152 (1965).
71. C. Rauwendaal and F. Fernandez, SPE 42nd ANTEC, 282-287, New Orleans (1984).
72. W.P. Cox and E.H. Merz, J. Polym. Sci., 28,619-622 (1958).
73. K. Eiermann and K.H. Hellwege, J. Polym. Sci., 57,99 (1962).
74. D. Hansen and G.A. Bernier, Polym. Eng. Sci., 12, 204 (1972).
75. S. Yagi and D. Kunii, AIChEJ., 3,373 (1957).
76. B. Maxwell et al., SPE Trans., 4,165 (1964).
77. R.S. Spencer and G.D. Gilmore,/. Appl. Phys., 20,502 (1949), 21,523 (1950).
78. H. Breuer and G. Rehage, Kolloid Z. Z. Polym., 216,166 (1967).
79. M.R. Kamal and N.T. Levan, Polym. Eng. Sci., 13,131 (1973).
80. O. Olabist and R. Simha, Macromolecules, 8,206 (1975); 211 (1975).
81. W. Thompson, Phil. Mag., 42,448 (1971).
82. H.B. Dwight, «Tables of Integrals and Other Mathematical Data», 3rd edition, p. 275 MacMillan,
NY (1957).
83. H.G. Kilian and M. Pietralla, Polymer, 19, 664-672 (1978).
84. P. Andersson and B. Sundqvist,/ Polym, Sci., 13, 243-251 (1975).
85. W.W. Wendlandt, «Thermal Methods of Analysis», Wiley, NY (1979).
86. T. Daniels, «Thermal Analysis», Anchor Press, London (1973).
87. E.A. Turi (Ed.), «Thermal Characterization of Polymeric Materials», Academic Press, NY (1981).
88. G.W. Miller and R.S. Porter, «Analytical Calorimetry», Vol. 2, p. 407 Plenum Press, NY (1970).
89. L.E. Nielson, «Mechanical Properties of Polymers and Composites», Vol. 1 and 2, Marcel Dekker,
NY (1974).
90. «Kenndaten filer die Verarbeitung Thermoplastischer Kunststoffe, Teil I, Thermody-namik», Carl
Hanser, Munich (1979).
91. «Kenndaten fuer die Verarbeitung Thermoplastischer Kunststoffe, Teil II, Rheologie», Carl Han-
ser, Munich (1982).
92. J.M. Dealy, Plast. Eng., March, 57-61 (1983).
93. M.R. Kamal, V. Tan, and F. Kashani, Adv. Polym. Tech., 3, 89-98 (1983).
94. C J.S. Petrie, «Elongational Flows», Pitman (1979).
95. « Kenndaten filer die Verarbeitung Thermoplastischer Kunststoffe, Teil 111, Tribologic», Carl Han-
ser, Munich (1983).
96. G.R. Langecker and R. Rautenbach, Powder Techn., 15,39-42(1976).
97. G.R. Langecker, Dissertation, IKV, Aachen, Germany (1977).
98. H. Schott, J. Appl. Polym. Sci., 6,529 (1962).
99. R. Steller and J. Iwko, «Generalized Flow of Ellis Fluid in the Screw Channel,» submitted for publi-
cation in International Polymer Processing (2001).
100. R.I. Tanner, «Engineering Rheology,» Oxford University Press, New York (1985).
101. G V. Gordon and M.T. Shaw, «Computer Programs for Rheologists,» Carl Hanser Verlag, Munich
(1994).
102. H. Breuer, et al., «CAMPUS set for its Global Breakthrough,» Kunststoffe, 84, 8, 1003-1012
(1994).
7. Анализ основных
процессов
В настоящей главе, центральной части данной книги, будут описаны и проанализированы
шесть основных процессов, протекающих в ходе работы экструдера. Главными функциями
экструдера являются перемещение твердого материала, пластикация, перемещение расплава,
отвод летучих веществ, смешение и формование. Материал этой главы является основой для
всестороннего понимания процесса экструзии, выбора метода при проектировании шнека
или фильеры, а также выявлении неисправностей в работе экструдера.
Необходимо отметить, что деление экструдера на функциональные зоны не достаточно
четкое, потому что эти зоны не являются дискретными, а в некоторой степени перекрываются,
причем границы могут сдвигаться, если изменяются свойства полимера или условия перера-
ботки. Например, в зоне сжатия происходит смешение, таким образом, зона смешения пере-
крывает зону дозирования. Однако геометрические зоны шнека фиксированы, они дискретны
и не перекрываются. Геометрическими зонами стандартного шнека являются зоны питания,
сжатия и дозирования.
7.1. Геометрия шнека
Для анализа функциональных зон экструдера необходимо определить основные соотно-
шения, описывающие геометрию шнека экструдера. Геометрия винтового канала вдоль по-
верхности шнека может быть наглядно представлена путем развертки винтового канала на
Плоской поверхности. На плоской поверхности винтовой канал вдоль поверхности шнека об-
разует прямоугольный треугольник, как представлено в правой части рис. 7.1. Основание тре-
угольника представляет собой половину шага нарезки, а высота треугольника — половина ок-
РУжности на поверхности шнека. Ход винтового канала или шаг 5 — это аксиальное расстоя-
ние между двумя точками на винтовом канале, отделенное полным оборотом нарезки. Шаг
Нарезки — тоже самое, что и ход винтового канала для однозаходного (одна винтовая нарезка)
L ^Нека. Для многозаходного шнека шаг — это ход, деленный на число винтовых каналов. Верх-
218
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
I
Рис. 7.1 Геометрия шнека
ний угол треугольника — это угол подъема винтовой линии поверхности шнека <ps. Если точки
на поверхности шнека связать с соответствующими точками на высоте треугольника, то мож-
но построить геометрию винтового канала вдоль поверхности сердечника шнека.
Данный метод может быть использован для построения геометрии винтового канала
вдоль наружного диаметра шнека, как это представлено в левой части рис. 7.1.
Следует отметить, что угол подъема винтовой линии на наружном диаметре шнека ф/? от-
личается от угла подъема на сердечнике шнека ф5. Геометрия шнека обычно представляется
прямолинейными винтовыми каналами (рис. 7.2).
Однако в действительности винтовые каналы имеют S-образную форму (рис. 7.1). Если
провести поперечное сечение перпендикулярно винтовым каналам, то можно увидеть, что ка-
нал шнека представляет собой неправильный прямоугольник, причем нижняя часть и верх-
няя поверхность канала шнека изогнуты, а торцы канала отклоняются. Таким образом, шири-
на канала больше на наружном диаметре шнека, чем на сердечнике шнека.
Далее будут представлены основные геометрические соотношения. Шаг шнека равняется
сумме аксиальной ширины канала и аксиальной ширины лопасти шнека:
S = B + b. (7.1)
Ход L представляет собой шаг, умноженный на число (р) параллельных винтовых каналов:
L = p(B + b). (7.2)
Угол подъема винтовой линии на поверхности цилиндра ф/, определяется как отношение
шага к длине окружности на поверхности цилиндра
Фь
(7.3)
7. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
219
Сечение А-А
Рис. 7.2. Шнек с выпрямленными винтовыми каналами
А____
Аналогично угол подъема винтовой линии (рт по середине канала задается соотношением
<pm = arctan
5
(7-4)
Угол подъема винтовой линии фл на сердечнике шнека
(ps = arctan
tc£>s
(7.5)
Ширина канала в направлении, перпендикулярном к поверхности цилиндра
Wb = Bcos<pb.
Ширина поперечного канала по середине канала
(7.6)
(7-7)
Ширина поперечного канала на сердечнике шнека
(7.8)
Ws = Bcoscp
Ширина канала на поверхности цилиндра связана с шагом шнека и углом подъема винто-
вой линии на поверхности цилиндра следующим соотношением
(7.9)
Wb + ® = 5'cos(pi.
Ширина канала по середине канала может быть выражена следующим образом:
Wm = nDm sin(pm - ж (7.10а)
Индекс т относится к размерам, соответствующим средней точке канала. Диаметр, соот-
ветствующий средней точке канала, равен разности диаметра цилиндра и высоты винтового
канала = Я).
Уравнение (7.10а) справедливо только для однозаходных шнеков (р = 1).
220
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Если шнек имеет р параллельных винтовых каналов, тогда
... TtDm sin(pm
Wm =--------— - W.
р
Размеры канала, представленные без индексов, относятся к наружному диаметру шнека.
7.2. Движение твердого материала
Рис. 7.3. Бункер со специальным шнековым питате-
лем
Зона перемещения твердого материа-
ла начинается с загрузочного бункера.
Первые следы расплавленного полимера
обычно появляются на расстоянии, рав-
ном 3-4 диаметра цилиндра от бункера.
Поскольку процесс движения в бункере
значительно отличается от процесса дви-
жения в канале шнека, зону подачи твер-
дого материала можно разделить на зону
подачи под действием силы тяжести
(бункер) и зону подачи, возникающую
под дейстием сил внутреннего трения
(шнек экструдера).
В некоторых случаях подача твердо-
го материала осуществляется принуди-
тельно специальными шнековыми пита-
телями (рис. 7.3). В бункере в зоне раз-
грузки дополнительно располагают
шнек. Под действием этого шнека ско-
рость движения твердого материала воз-
растает. В таком бункере подача твердого материала под действием силы тяжести и сил тре-
ния происходит одновременно на одном и том же участке. В данном случае два типа подачи
твердого материала невозможно разделить, и их необходимо анализировать вместе.
7.2.1. Движение твердого материала
под действием силы тяжести
Конструкция большинства бункеров (загрузочных воронок) имеет верхнюю цилиндри-
ческую часть и конусообразную нижнюю (рис. 7.4).
Движущей силой для движения твердого материала является сила тяжести. Представля-
ется целесообразным на основе свойств сыпучего материала и геометрии воронки рассчитать
распределение напряжения в воронке, профили скорости в воронке и, наконец, скорость раз-
грузки. К сожалению, анализ движения гранулированных материалов в воронках довольно
сложен (см. раздел 6.1). В большинстве случаев результаты анализа приблизительны и при-
менимы только в исключительных случаях. Даже относительно простая проблема перемеще-
ния неслипающегося сыпучего материала через воронку полностью не решена. Неудивитель-
но, что положение еще хуже для более реальной проблемы движения частиц слипающегося
материала в воронке.
Ьг АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
221
Рис. 7.4. Типовая за-
грузочная воронка
Теоретические и экспериментальные работы, посвященные пере-
носу сыпучих материалов, начались в 1960-х гг. Собрание трудов иссле-
Ж дОвателей было представлено на совместной конференции Американ-
i йкого и Канадского механического обществ (ASME и CSME) по вопро-
сам механики сыпучих материалов [1], и семинарах по вопросам
механики сплошных сред и статистическим подходам в механике гра-
нулированных материалов [2]. Монографии по вопросу движения из-
мельченной твердой фазы были написаны Орром [3], а также Брауном
и Ричардсом [4]. Обзорные статьи опубликованы Ричардсом [5], Виг-
хардтом [6] и Саваджем [7]. Несколько основополагающих работ по во-
просу движения сыпучих твердых материалов проведено Йенике [8,9].
При анализе перемещения сыпучего материала через воронку обыч-
но проводят различие между движениями двух типов. Первый тип — это
перемещение всего объема сыпучей твердой фазы в воронке вниз к выхо-
ДУ» и ПРИ этом не наблюдается никаких застойных областей. Другой
/ тип — это воронкообразное смещение. При этом сыпучий материал про-
ходит через отверстие, стенки которого формируются из неподвижных
частиц сыпучего материала. При воронкообразном смещении, следова-
тельно, имеется, по крайней мере, одна неподвижная область (рис. 7.5).
Распространенной проблемой при перемещении материала в бункере является возникно-
вение «арок» или «мостиков» (сводообразование). Частицы твердого материала образуют ес-
тественную пробку, способную удерживать материал. Как упоминалось в разделе 6.1, сыпу-
чие материалы обладают сильной тенденцией к уплотнению. При работе с такими материала-
ми бункер часто оборудуют вибрирующим устройством, которое позволяет разрушать любые
^мостики.
При воронкообразном смещении следует рассматривать образование «трубок» из непод-
вижного сыпучего материала. Материал в такой неподвижной области способен удерживать
5 Материал, располагающийся выше нее, и открытую поверхность внутреннего, пустого канала.
При образовании арок и трубок материал уплотняется до такой степени, что может созда-
£вать экранирующую поверхность. Описанные проблемы типичны для слипающихся сыпучих
Материалов. Это особенно справедливо для материалов с высоким пределом текучести ос, см.
/раздел 6.1.2. и рис. 6.4, Ь.
При анализе перемещения гра-
нулированного материала следует
^различать движение двух типов.
Первый — это медленное движение,
при котором частицы остаются в
Постоянном контакте друг с другом;
внутренние силы возникают вслед-
ствие кулоновского трения между
контактирующими частицами.
/Второй тип перемещения более бы-
СТрый, при этом частицы не нахо-
дятся в постоянном контакте с со-
седними частицами. Энергия, свя-
занная с отклонениями скорости
’Перемещения сравнима с энергией
Днего движения. В этом типе пе-
Воронкообразное
смещение
Перемещение
массы
Образование
арок
Рис. 7.5. Различные типы движения твердой фазы в загру-
зочных воронках
222
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Уплотнение
Зона разрушения
Зона свободного падения
Рис 7.6. Различные режимы движения в за-
грузочной воронке
ремещения внутренние силы возникают вследст-
вие переноса импульса при столкновении частиц.
Материальные уравнения для данного движения
представляют собой соотношения, зависимые от
скорости. Поэтому такое перемещение называет-
ся «вязкое течение» (иногда «быстрое течение»).
Устойчивые движения такого типа в основном
описываются эллиптическими дифференциаль-
ными уравнениями [10-13].
Движение под действием силы тяжести через
загрузочные воронки, как можно предположить,
достаточно медленное, частицы находятся в по-
стоянном контакте, и перенос импульса посред-
ством столкновений между частицами незначи-
телен. Таким образом, можно считать, что пере-
мещение через загрузочную воронку является
фрикционным скольжением. Различные иссле-
дователи [ 14-21] изучали диаграммы движения в загрузочных воронках. В некоторых из этих
экспериментов использовали окрашенные частицы [17], в других — для определения диа-
граммы движения в воронке применяли рентгеновские методы [15, 16]. В исследованиях [18,
19, 21] использовали стереоскопический метод, позволяющий получить фотографии поля
смещения за короткие промежутки времени. Последовательные фотографии анализировали
с помощью стереокомпаратора, и в результате получали трехмерную модель полей смещения,
на основании которой может быть определена скорость. Данный метод ограничивается двух-
мерными потоками, но его преимущество в том, что он не требует радиоактивных индикато-
ров и дает возможность определения всего поля смещений.
Движение сыпучего материала в загрузочной воронке обычно сильно различается в раз-
ных ее частях (рис. 7.6).
Перемещение в цилиндрической части воронки имеет тенденцию к уплотнению. В ниж-
ней части зона уплотнения граничит с зоной разрушения, которая располагается приблизи-
тельно в области перехода цилиндр-конус. Она характеризуется интенсивной относительной
деформацией гранулированного материала. Ниже зоны разрушения (далее вниз в кониче-
ской части) могут возникать локальные области уплотнений. Они большей частью ограничи-
ваются стенкой бункера и зоной разрушения. Наконец, на конце конической части бункера
частицы материала движутся свободно — зона свободного падения.
К сожалению, на данном этапе механика движения сыпучих твердых материалов не дос-
таточно хорошо развита для того, чтобы описать этот процесс теоретически. Главная неопре-
деленность связана с отсутствием материальных уравнений для сыпучих материалов, связы-
вающих напряжения и деформации. Далее мы затронем только некоторые аспекты движения
под действием силы тяжести в загрузочных воронках. А именно — распределение давления в
загрузочных воронках, критерии, позволяющие избежать неустойчивости движения, и пред-
сказание скорости перемещения. Следует отметить, что применение нижеприведенных зави-
симостей в качестве предсказательной силы ограничено.
7.2.1.1. Распределение давления
Распределение давления в цилиндрической части бункера можно определить, если при
нять следующие допущения:
TJT 7 анализ основных процессов
! 1—-----------------------
223
1. Вертикальное напряжение сжатия постоянно в пределах любой горизонтальной плос-
кости.
2. Отношение горизонтального и вертикального напряжений постоянно и не зависит от
глубины.
3. Объемный вес материала постоянен.
4. Трение о стенки осуществляется в динамическом режиме — сыпучие твердые частицы
перемещаются по механизму стационарного скольжения по стенке.
равновесие сил, действующих на дифференциально малый элемент (рис. 7.7), определя-
ется соотношением
pbgnR2 + nR2dP =(т„, + f*kP)2nRdh, (7.11)
где p* — объемный вес материала; g — ускорение силы тяжести, fw — пристенный коэффици-
ент трения; k — отношение напряжений при сжатии в горизонтальном и в вертикальном на-
правлении.
Пристенное напряжение сдвига определяется в соответствии с уравнением (6.8). Выра-
жение для отношения k может быть определено на основании уравнения (6.7), если принять,
что максимальное главное напряжение действует в вертикальном направлении
л1- sinP,
1 + sinp/
(7.12)
где — эффективный угол внутреннего трения.
Уравнение (7.12) применимо, если измельченное твердое вещество представляет собой
неслипающийся материал, который находится в состоянии установившегося движения. По-
сле интегрирования уравнения (7.11) получаем распределение давления
( * \
n pbgR-2xaia 1 2fwkh
р - ELP— + еХр -------------+ const
2f№k 2f„k I R J
(7.13)
Если принять, что давление (при h = Н) равно нулю, и если адгезионное пристенное сдви-
говое напряжение также равно нулю, уравнение (7.13) сводится к хорошо известному уравне-
нию Янссена, выведенному в 1895 г. (22]:
2/„4 R
Если значение Н достаточно велико, давле-
ние становится независимым от вертикального
расстояния, причем значение максимального
Давления определяется следующим образом:
(7.15)
2/J
Таким образом, максимальное давление
прямо пропорционально объемному весу мате-
**ла и радиусу цилиндра и обратно пропорцио-
пристенному коэффициенту трения и от-
Рис. 7.7. Иллюстрация равновесия сил
224
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Уолкер провел [23] более строгий анализ распределения давления в вертикальных бунке-
рах. Он преположил, что имеет место пластическое равновесие твердых Частиц, причем на-
пряженное состояние описывается кругами Мора, которые при определенных значениях на-
пряжений касаются точки, соответствующей пределу текучести. Уолкер вывел следующее
выражение для профиля давления в вертикальном цилиндре:
-ехр2ВД
2BD*L R
(7.16)
где D* определяется как коэффициент распределения, который связывает среднее вертикаль-
ное напряжение с вертикальным напряжением вблизи стенки. В принципе, этот коэффициент
распределения может быть вычислен исходя из решения для всего поля напряжения, как это
обсуждалось Уолтером и Неддерманом [24]. Однако в качестве первого приближения можно
принять, что коэффициент распределения равен единице. Отношение сдвигового напряже-
ния к нормальному пристенному напряжению В определяется следующим образом:
sinPesin2p*
1- smpecos2p *’
(7.17)
где Р* — угол между главной плоскостью и стенкой цилиндра.
Угол р* связывается с эффективным утлом ре и пристенным углом трения рда ~ arcotan f^by
с помощью соотношения
20* = р + arcsin _ Ч”-,
sinpe
(7.18)
где значение arcsin должно быть больше 90°.
Уолкер также вывел уравнения, описывающие распределение напряжения в конической
части бункера. Эти уравнения имеют явное практическое значение, так как большинство бун-
керов проектируется с коническими частями. Распределение давления для движения массы
твердых частиц имеет вид
для с = 1
^=Гро+Р‘^1п[т)
К k h)
(7.19)
(7.20)
для с Ф1
В уравнениях (7.19) и (7.20) Ао представляет собой высоту при вертикальном давлении,
равном Ро. Эта высота может быть определена как высота конической части бункера (рис. 7.8).
Коэффициент с для конических бункеров определяется следующим образом:
2В7)*
с =-----,
tana
(7.21)
где a — половина угла раствора конуса бункера (см. рис. 7.8).
Коэффициент с для клиновидных бункеров представляется соотношением
т анализ основных процессов
225
ЯЛ*
с =---.
tana
(7.22)
Отношение напряжений В1 задается следую-
щей формулой:
skip, sin (2a+2Р*)
1 — sin Р е cos(2a + 2Р*)
Угол Р* в сходящейся части бункера определя-
ется
2Р‘ = Р„ + arcsines-. (7.24)
sinp.
где значение arcsin должно быть меньше 90°!
Рис. 7.8. Геометрия конического бункера
Если начальное давление в конической части
бункера нулевое, максимальные давления возника-
ют в любом месте в конической части бункера.
В большинстве случаев, однако, цилиндрическая
часть бункера располагается над конической. При
этом распределение начального давления в конической части определяется распределением
конечного давления в цилиндрической. Если распределения напряжения не имеют разрывов,
в области перехода может образоваться зона разрушения, как это экспериментально наблю-
дал Ли (15]. Вопросы неустойчивости напряженных состояний в области перехода обсужда-
лись в работах Бренсби и Блайр-Фиша [25].
7.2.12. Скорость движения
Скорость перемещения гранулированного материала не зависит от движения в головной
части потока, если отверстие достаточно велико. Этот экспериментальный результат был из-
вестен уже в 1852 г., когда Хаген представил уравнение для скорости потока, проходящего че-
рез цилиндрическое отверстие [26]:
м = -/Л)5]0,5.
(7 25)
— параметр, названный безразмерной осесимметричной скоростью потока; D(i — диа-
метр отверстия; dp — диаметр частицы; гс — поправочный коэффициент.
Результат может быть получен из анализа размерностей (см. раздел 5.3). Для двухмерной
и Длиной L и шириной IVскорость перемещения определяется следующим выражением:
• г 0 5
M=jip4g(M'-/A)3]'.
(7.26)
безразмерная скорость потока на выходе из щелевых отверстий.
ходиг^йЬ1Вается’что скорость перемещения определяется в большей степени тем, что проис-
c*odoJt ЛИЗИ выхода- Это положение составляет основу большинства из ранних анализов
Мерном И движения сыпучих материалов. Браун [27] вывел следующее уравнение для безраз-
Массовой скорости потока на выходе из канала:
3120
226
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
j(cosa')l/2da'
(2sin3a)1/2
(7.27)
Йохансон [28] получил следующее выражение для устойчивого потока неслипающихся
сыпучих материалов:
J = (2tana),/2. (7.28)
Этот результат получен при допущении, что движение в бункере является одномерным.
Кроме того, принимается, что конвективное ускорение в верхней части сходящегося потока
равно ускорению силы тяжести g, что соответствует условию свободного падения частиц по-
сле выхода из канала.
Савадж [29] вывел уравнение для скорости потока при наличии кулоновского трения,
принимая, что действуют радиальные массовые силы, а пристенное трение отсутствует.
2(l-2A:)sina
(7.29)
где k — из уравнения (7.12).
При сравнении расчетных и экспериментальных результатов для скорости движения бы-
ло определено, что уравнение (7.29), в основном, дает завышенные значения скорости, при-
мерно от 40 до 100%. Для того чтобы учесть влияние пристенного трения на скорость потока,
Савадж [30] провел более детальный анализ на основе решения уравнений движения методом
интегральных соотношений. Рассчитанные скорости потока были ниже, чем скорости, пред-
сказанные на основании уравнения (7.29), но при этом все же выше, чем экспериментальные
значения. Савадж и Сайед [31] усовершенствовали более ранний анализ [30] и вывели выра-
жение для скорости потока в двухмерном клиновидном бункере
2 _ (2В-4Д-С)(Са2 +3£)
7 ~ 2gsina(A + B+C)(Ha2 +3F)
(7.30)
Константы этого уравнения представлены в приложении (7.1)
Решение уравнения для скорости движения в конечном виде было получено при исполь-
зовании среднего нормального напряжения, усредненного по ширине бункера. Более точный
анализ скорости движения в бункере принимал во внимание трехмерное распределение на-
пряжений во всем протяжении объеме бункера. Результаты прогнозирования, основанного на
использовании уравнения (7.30), хорошо согласуются с численными результатами, опреде-
ленными с помощью более точного анализа, причем различия в большинстве случаев состав-
ляют менее 1%. Теоретический прогноз скорости движения сыпучего твердого материала ука-
зывает на возрастание скорости при увеличении пристенного трения при больших значениях
половины угла при вершине конуса бункера, что согласуется с экспериментальными исследо-
ваниями [32-34].
7.2.1.3. Критерии расчета
Исчерпывающее экспериментальное и теоретическое исследование вопроса о перемеше-
нии сыпучих материалов под действием силы тяжести проведено Йенике [8,9] с сотрудника-
ми. Йенике разработал методы расчета и критерии для загрузочных воронок и бункеров с рав'
номерным (без возмущений) потоком массы. При определении различных критериев движе-
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 227
ния Йенике использовал функцию, названную «показатель течения». Показатель течения
представляет собой отношение уплотняющего давления к напряжению, действующему на
открытой поверхности о,
# = (7.31)
Напряжение, действующее на открытой поверхности, также представляет собой единст-
венное главное отличное от нуля напряжение, так как поверхность, которая подвергается дей-
ствию этого напряжения, считается устойчивой и свободной от трения (то есть сдвиговые на-
пряжения не действуют на поверхности). Показатель течения определяется геометрией бун-
кера и свойствами сыпучего материала. Другая функция, которую использовал Йенике — это
«функция течения», которая представляет собой отношение уплотняющего давления Oj к
пределу текучести ас (см. раздел 6.1.2):
77 = —. (7.32)
Функция течения — это материальное свойство, которое указывает на способность сыпу-
чего материала к перемещению:
FF> 10 — свободно перемещающийся материал;
10 > FF> 4 — легко перемещающийся материал;
4 > FF> 1,6 — слипающийся материал;
FF< 1,6 — склонный к интенсивному слипанию и неспособный к перемещению материал.
Как правило, твердые тела, которые не содержат частиц размером менее 0,2 мм, являются
свободно перемещающимися; таким образом, большинство гранулированных материалов
относятся к данному типу, а большинство порошков являются, до некоторой степени, сли-
чающимися.
Поверхность, которая подвергается действию давления, не зависимо от того имеет ли она
форму арки или трубки, стабильна, если предел текучести <зс больше, чем напряжение, дейст-
вующее на этой поверхности и не стабильна, если ос меньше at. Условие отсутствия образо-
вания неподвижных арок или трубок, следовательно, определяется следующим выражением:
oc<at FF>ff. (7.33)
Для того чтобы получить количественные результаты, необходимо определить показа-
тель течения, что требует знания поля напряжения в бункере. Выражения в конечном виде
Для определения показателя течения ff отсутствуют, кроме самого простейшего случая тече-
ния в цилиндрическом канале. Результаты численного анализа представлены Йенике [8, 9J
в графической форме для плоского и осесимметричного движений.
Геометрическая форма бункера, обеспечивающая установившийся поток, должна выби-
раться таким образом, чтобы при движении материала не возникали застойные зоны. В этом
случае твердые частицы свободно перемещаются по стенкам бункера. Стенка, следовательно,
Должна быть достаточно гладкой, и канал не должен иметь острых углов, резких переходов
Дли скачков характеристик пристенного трения. Как правило, половина угла при вершине ко-
Чгса бункера а не должна превышать остах, если атах определяется уравнением
а11Ю11=55о-Аре, (7.34)
Ре — эффективный угол внутреннего трения.
228
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Выражение для минимального размера загрузочного (выпускного) отверстия, при кото-
ром возможно избежать возникновения арок, получено Йенике [8]:
(7.35)
Р/.
где с == 2 для круглых отверстий и с - 1,8 — для квадратных. Предел текучести ос определяется
графически по точке пересечения, соответствующей функции течения и показателя течения.
Уолкер [35] и Экхофф [36] опубликовали экспериментальные результаты, показывающие,
что метод йенике при проектировании значительно, на 100% и более, завышает критические
размеры загрузочных отверстий. Энгстад [37] получил более точное уравнение, определяю-
щее критический размер выпускного отверстия
(2^25111^)0^
sinP, рУл
Значения величин, входящих в уравнение (7.36), приведены в приложении 7.2.
Критерии, определяющие условия предотвращения образования арок или трубок, можно
сформулировать на основании анализа поля течения в бункере. Эти критерии устанавливают
ограничения на размеры загрузочного отверстия или угла наклона стенок. Другой метод обес-
печения оптимальных условий движения состоит в изменении геометрии бункера с тем, что-
бы стенки имели скругленную форму. Ли [38] спроектировал гиперболический бункер, при-
нимая некоторые допущения относительно изменения горизонтального поперечного сечения
в осевом направлении. Ричмонд [39] предположил, что оптимальная геометрия бункера
должна быть такой, чтобы в каждой точке соблюдалось граничное условие сводообразования.
Такое предположение на основе одномерного анализа приводит к экспоненциальному профи-
лю стенок бункера. Гарднер [40] предложил решение, основанное на предположении о том,
что на любом уровне бункера существует единственная поверхность, соответствующая грани
сводообразования. Ричмонд и Моррисон [41] использовали модифицированный метод расче-
та, основанный на предположении, что образование арок возможно только вдоль оси бункера.
В этом случае положительное давление существует во всех других точках бункера. Такой под-
ход приводит к плавно искривленным воронкообразным бункерам. Однако оптимальная
форма бункера должна быть несколько изменена, поскольку сужающаяся часть бункера
должна быть связана с его цилиндрической частью. Практический недостаток этого метода
в том, что такую тщательно разработанную нестандартную криволинейную геометрию бунке-
ра трудно изготовить, и, соответственно, бункер оказывается слишком дорогим.
7.2.2. Движение твердого материала
под действием сил трения
Если сыпучий твердый материал достиг загрузочного отверстия экструдера, он будет про-
двигаться до тех пор, пока не попадет в канал шнека. Здесь сила тяжести, которая ранее опре-
деляла механизм движения, по существу, прекращает действовать. Обычно в экструдерах
шнек и цилиндр располагаются в горизонтальной плоскости, и роль силы тяжести становится
незначительной, и в большинстве анализов движения твердого вещества в одношнековых
экструдерах предполагают, что влияние силы тяжести не учитывается. Материал в канале
шнека продвигается вперед в результате движения поверхности шнека относительно поверх-
ности цилиндра. Скорость перемещения твердого вещества в значительной мере определяет-
ся силами, действующими на границах твердых поверхностей.
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
229
Экспериментально установлено, что в большинстве случаев полимерные сыпучие мате-
риалы легко уплотняются в передней части канала шнека. В результате твердые частицы об-
разуют слой (твердую пробку), который перемещается вдоль канала по механизму поршнево-
го движения. Таким образом, все элементы движутся с одинаковой скоростью в любом попе-
речном сечении твердой пробки. Другими словами, внутренней деформации внутри твердой
пробки нет. Уплотнение твердого сыпучего материала в твердую пробку происходит, если
только в канале шнека создано достаточное давление.
Если необходимого давления в канале шнека нет, то сыпучая твердая фаза не будет обра-
зовывать твердой пробки. В этом случае поршневое движение не возникает, и, соответствен-
но, имеет место деформация частиц твердого материала. В результате процесс движения твер-
дого вещества оказывается менее устойчивым по сравнению с движением поршневым типа.
Непоршневое движение материала, которое возникает, когда канал лишь частично заполнен
полимером, называется «переносом Архимеда» [42]. Это явление возникает, если питание ма-
териалом на входе в экструдер меньше, чем скорость поршневого движения твердого вещест-
ва. При экструзии с недостаточной загрузкой перенос Архимеда создается намеренно. В неко-
торых случаях перенос Архимеда возникает случайно, если скорость подачи материала из
бункера слишком низкая или загрузочное отверстие экструдера слишком мало. Перенос Ар-
химеда твердого вещества также, вероятно, происходит, если давление в конце зоны подачи
твердого материала низкое. Примером такого переноса является движение с помощью специ-
ального приспособления для подачи твердого материала (шнековый питатель), в котором
давление при разгрузке в конце зоны подачи вещества практически равно нулю. Перенос Ар-
химеда всегда связан с частично заполненным каналом шнека (рис. 7.9).
В работе [47] отмечено, что даже при нормальных условиях экструзии на коротком участ-
ке может происходить перенос Архимеда. При перемещении материала из бункера в канал
шнека наблюдали пустые области на отдельных участках канала шнека, что указывает на от-
сутствие давления в некоторые промежутки времени, и, соответственно, возникает перенос
Архимеда.
Перенос вещества, возникающий в результате относительного движения границ экстру-
дера, осуществляется под действием сил трения. Для оптимального движения твердого веще-
ства сыпучая твердая фаза должна легко уплотняться и перемещаться по механизму поршне-
вого движения. Важно отметить, что свойства сыпучего материала, благоприятствующие дви-
жению под действием силы тяжести в бункере, могут оказаться вредными при перемещении
твердого вещества в канале шнека за счет сил трения. Наглядным примером является функ-
ция течения, определяемая уравнением (7.32). Для оптимального перемещения под действи-
ем силы тяжести в бункере желательно иметь сыпучий материал с большой величиной функ-
ции течения. Однако такой материал
не будет создавать прочной твердой
Щх>бки, потому что его предел теку-
чести низкий по сравнению с давле-
нием уплотнения. Таким образом,
Транспортировка такого материала
JJ^er оказаться весьма проблема-
ной в зоне движения твердого ве-
ества, обусловленного силой тре-
рйадИЗЗа ДеФ°рмации внутри мате-
/ Первый всесторонний анализ
Жения твердого материала в од-
Рис. 7.9. Перенос Архимеда при нескольких первых обо-
ротах шнека
230
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
ношнековых экструдерах был проведен Дарнелом и Молом в 1956 г. [43]. Позжё многие ис-
следователи развили работы Дарнелла и Мола, однако основа анализа осталась неизменной.
Для того чтобы прийти к количественному описанию процесса движения твердого вещества,
вызываемого силой трения, Дарнеллом и Молом были сделаны следующие предположения:
1. Отдельные твердые частицы ведут себя подобно сплошной среде.
2. Твердая пробка находится в контакте со всей стенкой канала, то есть поверхностью
цилиндра, телом шнека, активной стороной нарезки и пассивной стороной нарезки.
3. Глубина канала постоянна.
4. Зазором между выступом нарезки шнека и цилиндром можно пренебречь.
5. Твердая пробка движется как поршнень.
6. Давление является только функцией расстояния вдоль канала шнека.
7. Коэффициент трения не зависит от давления.
8. Силы тяжести пренебрежимо малы.
9. Центробежные силы незначительны.
10. Изменением плотности твердой фазы материала в пробке пренебрегаем.
Первые пять допущений принимаются в большинстве теорий движения твердого мате-
риала. Последние пять допущений часто различными исследователями не рассматривались.
Основной метод анализа движения материала состоит в рассмотрении элемента твердой
пробки в канале шнека и определении всех сил, которые действуют на него. Определяющие
силы — это силы трения на границах и силы, возникающие вследствие градиентов давления в
твердом слое.
На рис. 7.10 представлена схема, иллюстрирующая различные силы, которые действуют
на элемент твердой пробки. При этом вводится допущение, что шнек неподвижен, а цилиндр
вращается.
FT — сила трения между твердой пробкой и телом шнека задается уравнением
Fr=PWdzfs, (7.37)
где/,. — динамический коэффициент трения на поверхности шнека.
Fna — нормальная сила, действующая на твердый слой на активной стороне нарезки, опре-
деляется соотношением:
Fn(l=PHdz + F*, (7.38)
Рис. 7.10. Силы, действующие на элемент твердого
слоя, и соответствующая диаграмма скоростей
где F— неизвестная дополнительная, нор-
мальная сила.
Fnp — нормальная сила, действующая
на твердый слой на пассивной стороне
нарезки:
F„p —PHdz. (7.39)
Fja — сила трения между твердой
пробкой и активной стороной нарезки:
(7.40)
Ffp — сила трения между твердым
слоем и пассивной стороной нарезки:
к
. дНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
Кг
231
F/p=PHdzfs. (7.41)
Fpi — сила, действующая на поверхности элемента твердой пробки вследствие локального
давления Р
Fpi = WHP. (7.42)
— сила, действующая на поверхности элемента твердой пробки вследствие локального
давления P+dP
Fp2 = WH(P + dP).
(7.43)
Очевидно, если градиент давления в направлении вдоль канала равен нулю, тогда Fp{ = Fp2
Результирующая сила Fh представляет собой силу трения между твердым слоем и поверхно-
стью цилиндра:
Fh+PWdzfht
(7.44)
где fh “ динамический коэффициент трения на поверхности цилиндра.
Сила Fh составляет угол 6 с плоскостью, перпендикулярной оси шнека (см. рис. 7.10). На-
правление действия силы Fh определяется направлением разности векторов скоростей между
цилиндром и твердым слоем:
Дг = г¥-ги, (7.45)
где vb — вектор скорости цилиндра и vsz — вектор скорости твердого слоя соответственно. Из
диаграммы скоростей, изображенной на рис. 7.10, становится понятным направление Дг и Fb.
Угол 0 представляет собой угол, определяющий направление движения твердого материала.
Если этот угол определен, тогда скорость твердого слоя может быть вычислена непосредст-
венно из уравнения
(7.46я)
(7.466)
= coscp-—-——
tan(0 + (p)
Уравнение (7.46ц) может быть переписано следующим образом:
_ sin 0
b sin(0 + <p)
Разность векторов скоростей Дг между скоростью цилиндра vb и скоростью твердого слоя
определяется следующим образом:
Дц - (^ + - 2|rJ |ajcosq>),/2. (7.47)
Зависимость Да от vb, 0 и (р представлена уравнением (7.61).
Ьсли известна скорость движения твердого слоя, то скорость транспортировки материала
пРеделяется просто из выражения
М5 = рНр Wva = pHWpvb ———, (7.48)
sin (0 4-<р)
где р__р.
плотность твердого слоя; р ~ число параллельных винтовых каналов.
232
ЧАСТЬ IL АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
На данном этапе имеются две неизвестные величины: дополнительная сила X и угол дви-
жения твердого материала в. Метод решения уравнения, предложенный Дарнеллом и Молом,
заключался в разложении всех сил на аксиальные и тангенциальные составляющие. Сумма
всех сил в аксиальном направлении принимается равной нулю. При этом полагается, что ус-
корение пренебрежимо мало. Тангенциальные составляющие сил создают равновесие крутя-
щих моментов, сумма которых также полагается равной нулю. Дополнительная сила X тогда
определяется путем решения двух уравнений равновесия и выражения для угла, представ-
ляющего направление движения твердого материала. Дарнелл и Мол учитывали также зави-
симость угла подъема винтовой линии и ширины винтового канала от радиального направле-
ния. Этот метод анализа использовали в своих работах многие исследователи, например, Тад-
мор и Бройер [45,46].
Изменения ширины канала и угла подъема винтовой линии по высоте канала довольно
малы, поскольку в большинстве экструзионных шнеков наружный диаметр шнека намного
больше, чем глубина канала (D/H»\, обычно около 5). Если принять, что кривизной канала
можно пренебречь, канал шнека можно развернуть по плоской поверхности. Погрешность,
которая при этом допускается, вполне приемлема вследствие ограниченной точности и невы-
сокой воспроизводимости большинства данных по коэффициенту трения (см. раздел 6.12).
Из вышеуказанного предположения возникают два упрощения: первое — ширина канала и
угол подъема винтовой линии оказываются постоянными по высоте канала; второе — допол-
нительная сила X может быть непосредственно определена из баланса сил в направлении, по-
перечном оси канала:
F* = Fssin(0 + <p).
(7.49)
Выражение для угла движения твердого материала 0 получается из баланса силы в на-
правлении оси канала:
РWdzfb [cos(0 + <р)- fs sin(0 + ф)]= WHdP + Pdzfs(W + 2H).
(7.50)
Для того чтобы получить зависимость давления от расстояния в направлении оси канала,
уравнение (7.50) следует проинтегрировать. Давление при 2 = 0 равно Р (z = 0) = Р(). Тогда ре-
шение уравнения представляется следующим образом:
’ —[cos(0 + ф)- fs sin(0 + ф)]- fs
W + 2H
Wh
>z.
(7.51)
Уравнение (7.51) показывает, что при определенном угле движения твердого материала
давление увеличивается экспоненциально как функция расстояния вдоль канала. Это означа-
ет, что в зоне движения твердого материала, по крайней мере теоретически, могут создаваться
очень высокие давления. Уравнение (7.51) может быть преобразовано таким образом, чтобы
получить законченную форму выражения для угла движения твердого материала:
0 = arcsin
(7.52)
где
(7.52а)
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
233
Если принимается в расчет кривизна канала, выражение для угла движения твердого ма-
хериала может быть записано следующим образом:
. Г(1+к2-м2)’/2-км'
0=arcsin -------—, (7.53)
1 + Х 7
L J
где
и
к = ^(s»n(Pm+Asin<p„)
A(sin<p„+/tsin<p„)
М = М, + М.2+М3;
2Hfs . С
wi=7i7z-sin<P/> K +
WbJh \
cotan <pm ;
4 7
Af2 = —-^sintp,
Wbfb
cotan (ps
M3 = z sin<pm
К ч—— cotan q>m In —.
П P
\ ub 7
(7.53a)
(7.53b)
(7.53c)
(7.53d)
(7.53c)
Уравнение (7.52) значительно более компактно, чем уравнение (7.53).
На рис. 7.11 представлена зависимость угла движения твердого материала от глубины ка-
нала шнека, рассчитанная на основании уравнений (7.52) и (7.53) для экструдера с диаметром
* шнека 75 мм и с квадратным профилем нарезки.
.%; счмт Зави^мость угла транспортировки твердой фазы материала от глубины канала шнека, рас-
Танная по Уравнениям (7.52) и (7.53)
234
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Результаты, полученные путем решения двух уравнений, очень близки при йалых значе-
ниях глубины канала (Н< 0,01D). Однако для больших глубин канала (Н> 0,05£>) результаты
оказываются различными. В связи с тем что у большинства экструзионных шнеков Н > 0,05Ц
уравнение (7.52) не дает точных результатов для типичных значений глубины канала в зоне
питания.
На рис. 7.11 показано, что угол движения твердого материала уменьшается с увеличением
глубины канала шнека. При использовании глубоких каналов возрастает площадь поверхно-
сти шнека, в то время как площадь поверхности цилиндра остается той же самой. Это означа-
ет, что тормозящая сила увеличивается, в то время как движущая сила при транспортировке
твердого материала не изменяется. В результате угол движения твердого материала уменьша-
ется с увеличением глубины канала.
На основании уравнений (7.52) и (7.53) угол движения, и, следовательно, скорость дви-
жения твердого материала можно рассчитать, если известен градиент давления. Процедуру
расчета можно изменить на противоположную. Если фактическая скорость движения твердо-
го материала известна, то градиент давления может быть вычислен на основе уравне-
ния (7.51). Однако угол движения в уравнении (7.51) должен быть выражен как функция ско-
рости твердой пробки. Профиль давления, полученный на основании уравнения (7.52) (мо-
дель плоского канала), может быть записан следующим образом:
(7.54а)
/л ч vh Sincp
где а = tan (0 + <р) =----—
^coscp-r^
Профиль давления, полученный на основании уравнения (7.53), задается следующим со-
отношением
cosO - KsinO - Л/, - М2
(7.546)
Из уравнения (7.54) видно, что экспоненциальный член возрастает с увеличением fh и
уменьшаться с ростом fs. Таким образом, подъем давления оказывается наиболее быстрым,
когдаД велико и/, мало. Экспоненциальный член обратно пропорционален глубине канала Н.
Следовательно, давление будет расти более медленно, если глубина канала велика.
Движение твердого материала вдоль канала шнека может быть сравнено с движением
гайки, насаженной на длинный снабженный резьбой вращающийся вал. Если гайка может
свободно вращаться вместе с валом, она не будет двигаться в аксиальном направлении. Од-
нако если гайка не вращается вместе с валом, она будет продвигаться в аксиальном направ-
лении. В экструдере сила трения на стенке цилиндра удерживает твердую пробку от свобод-
ного вращения со шнеком. Трение на цилиндре, следовательно, составляет движущую силу,
обеспечивающую перемещение твердого слоя. Трение на поверхности шнека составляет
тормозящую силу на твердом слое. Если сила трения на цилиндре равна нулю, никакого
движения, направленного вперед, не происходит. Если сила трения на шнеке равна нулю,
будет иметь место максимальный перенос вдоль канала. Из диаграммы скоростей для этого
крайнего случая (рис. 7.10) можно видеть, что максимальный угол в этом случае представ-
ляется соотношением:
^ АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
235
। = -
шах 2
Максимальная скорость перемещения твердого слоя в этом случае
V =
sz -max
COS(p
(7.55)
(7.55а)
И поэтому максимальная скорость движения твердого материала определяется следую-
щим образом:
(7.556)
= pn2D2HN tan <p.
coscp
Знак приблизительного равенства используется, потому что в правой части уравнения не
учитывается ширина винтового канала. Для наиболее быстрого движения твердого материала
сила трения на цилиндре должна быть максимальной, а сила трения на шнеке минимальной.
Это понятно из простых качественных соображений, без какого либо сложного анализа или
уравнений. Следовательно, представляется целесообразным иметь низкий коэффициент тре-
ния на шнеке и высокий коэффициент трения на цилиндре. Во многих случаях для уменьше-
ния коэффициента трения поверхность шнека покрывают гальванически наносимым слоем
из хрома или никеля и тщательно полируют. Существуют специальные методы нанесения
гальванического покрытия. Например, чтобы получить низкий коэффициент трения, на по-
верхность шнека наносят слой фторполимера (см. также раздел 11.2.1.4). Для того чтобы уве-
личить силу трения на поверхности цилиндра, она должна быть шероховатой. Многие экстру-
деры имеют канавки, выточенные на внутренней поверхности цилиндра в зоне движения
твердого материала. Этот вопрос будет обсужден более детально в разделе 7.2.2.2.
Вышеприведенные уравнения позволяют провести анализ рабочего режима движения
твердого материала в зависимости от геометрии шнека и свойств полимера. Зависимость глу-
бины канала от скорости движения представлена на рис. 7.12, результаты получены для моде-
ли плоского канала.
Кривая, изображенная на рис. 7.12, представлена для экструдера с диаметром шнека
75 мм, с частотой вращения шнека порядка 100 об/мин. При этом полагается, что fs = 0,2;
Л* 0,3 и степень повышения давления 25:1. При малой глубине канала скорость движения
твердого вещества увеличивается с увеличением глубины канала. Однако если глубина кана-
ла переходит некоторый предел, скорость движения достигает максимума и затем уменьшает-
ся при дальнейшем увеличении глубины канала. Этот результат можно объяснить на основа-
нии рассмотрения сил, действующих на твердый слой. Если увеличивается глубина канала,
сила трения на шнеке возрастает, в то время как сила трения на цилиндре остается неизмен-
ной. Таким образом, тормозящая сила увеличивается, в то время как движущая сила остается
*ой же самой. Это должно приводить к уменьшению угла движения твердого материала,
меныпение угла движения вызывает соответствующее падение скорости транспортировки.
Днако увеличение глубины канала приводит к возрастанию площади поперечного сечения
гх^ала шнека, а это, в свою очередь, вызывает рост скорости движения твердого материала.
Xго объясняет, почему скорость транспортировки сначала возрастает, а затем уменьшается.
исимость угла движения твердого материала от глубины канала представлена на рис. 7.11.
Умеется, что угол движения монотонно уменьшается с увеличением глубины канала.
Следует отметить, однако, что влияние глубины канала на скорость движения твердого
и» еРИала’как это было получено из анализа модели плоского канала, оказывается несколько
если принять во внимание кривизну канала. В действительности, когда глубина канала
236
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИц
Глубина канала, мм
Рис. 7.12. Зависимость скорости движения твердого материала от глубины канала для экструдера
с диаметром шнека, равным 75 мм
увеличивается, площадь торнов канала возрастает, а площадь впадины резьбы шнека умень-
шается. Это уменьшение не принималось во внимание в плоской модели. Поверхность сопри-
косновения Ah между дифференциальным элементом твердого слоя и цилиндра представля-
ется уравнением
Ah =(7tZ>sin<p6 - w)bzb.
(7.56)
В модели плоского канала поверхность соприкосновения твердого слоя и шнека опреде-
ляется соотношением
Лл =[л (D-2H)sin<pA - ил-2Я]Дгй,
(7.57л)
в то время как в модели, учитывающей кривизну канала, поверхность соприкосновения твер-
дого слоя и шнека представляется следующим уравнением:
Л5 = [rc(D-2H)sin<pv -w + H(teb /&zs + 1)]Д?Л. (7.57h)
Таким образом, угол подъема винтовой линии (ps и приращение координаты вдоль канала
&zs отличаются, если учесть кривизну канала. Модель плоского канала значительно завышает
величину поверхности соприкосновения твердого слоя и шнека. Следовательно, когда при-
нимается во внимание кривизна канала, скорость движения твердого материала оказывается
монотонно возрастающей с увеличением глубины канала, поскольку рост давления мал. Это
показывает, что предположения, лежащие в основе модели, должны быть критически оцене-
ны каждый раз, когда используется та или иная модель для того, чтобы проанализировать
влияние определенного параметра на движение твердого материала в экструдере.
ДИАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
237
\ Уравнения (7.57а) и (7.57b) предполагают нулевой радиус кривизны между торцом кана-
телом шнека. Если принимается во внимание радиус R(, поверхность соприкосновения
^ейа уменьшается на величину, равную Rc (4 — р). В связи с этим желательно использовать
^дьший радиус винтового канала, то есть Rc = Н. Результирующая геометрия винтового ка-
нала представлена на рис. 7.13 (см. также рис. 8.4, а в разделе 8.2.3). В этом случае поверхность
соприкосновения шнека в модели плоского канала задается следующим соотношением:
As = (л (D - 2H)sin(pt - w 4- Н(п - 2)]Д^. (7.57с)
Полагая, что отношение глубины канала к ширине канала равняется примерно 1/10, а ра-
диус кривизны равен глубине канала, можно уменьшить поверхность соприкосновения твер-
дого слоя и шнека примерно на 6-7%, в то время как поверхность соприкосновения твердого
слоя и цилиндра остается неизменной. Другое преимущество большого радиуса винтового ка-
нала состоит в том, что ширина винтового канала на наружном диаметре шнека может быть
уменьшена таким образом, чтобы площадь поперечного сечения канала была, по крайней ме-
ре, так же велика, как и при малом радиусе винтового канала.
Если ширина винтового канала на наружном диаметре шнека сохраняется, кривизна ка-
нала RCB Н приводит к уменьшению площади поперечного сечения канала на величину, рав-
ную 2Н2(п /Ь- 1). При стандартном отношении ширины канала к глубине канала это будет
приводить к уменьшению площади поперечного сечения примерно на 4%. Таким образом,
благотворное влияние большого радиуса винтового канала (уменьшенная поверхность со-
прикосновения шнека) больше, чем противоположного эффекта (уменьшенная площадь по-
перечного сечения канала шнека). Дополнительное преимущество большого радиуса винто-
вого канала заключается в уменьшении вероятности деформации твердого слоя (см.
раздел 8.2.3).
Влияние радиуса винтового канала на работу экструдера изучали Сподлинг и др. [238].
Было установлено, что скорость движения твердого материала при большом радиусе винто-
вого канала увеличивалась при высоком и уменьшалась при низком давлении. Исследователи
полагают, что увеличение скорости движения твердого материала при использовании боль-
шого радиуса винтового канала при больших давлениях связано с изменением продольной
силы, вызывающей движение вперед. Когда радиус канала мал, дополнительная сила Е* па-
раллельна поверхности цилиндра (рис. 7.13, слева). Однако при большом радиусе дополни-
тельная сила F* направлена к цилиндру под углом а, и это приводит к тому, что нормальная
сила на цилиндре увеличивается на величину, равную jF*sin а (рис. 7.13, справа). В свою оче-
редь, это увеличивает движущую силу процесса движения твердого материала.
‘ * Сподлинг рекомендует использовать радиус в сечении винтового канала в загрузочной
3 не примерно равный 1/4 глубины канала. Однако основание для этой рекомендации не
ИШьлне понятно, так как все экспериментально исследованные радиусы были больше (0,54Н и
1/т). Наиболее вероятно, что эта рекомендация не подходит для экструдеров с загрузочной
зоной, оборудованной канавками, потому что развиваемое давление в этих экструдерах обыч-
но значительно.
при малом (левая часть) и большом (правая часть) радиусе торцов винтового канала
238
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Другой метод уменьшения поверхности соприкосновения со шнеком состоит в том, чтобы
использовать стенки винтового канала, наклоненные к плоскости, то есть трапецеидальную
геометрию винтового канала (см. также рис. 8.4, Ь). Если угол наклона винтового канала равен
45°, поверхность соприкосновения шнека в плоской модели становится равной
As = [л (D - 2H)sin <р6 - w + W (2>/2 - 2)]A2fc.
(7.57J)
Когда ширина канала равна примерно 10 глубинам канала, площадь соприкосновения
шнека уменьшится на 10%. Однако и площадь поперечного сечения канала шнека уменьшит-
ся на ту же самую величину. Таким образом, суммарный эффект будет менее выгоден, чем ис-
пользование криволинейной геометрии винтового канала.
Использование многозаходного шнека может отрицательно повлиять на характеристики
движения твердого материала по двум причинам. Дополнительный винтовой канал уменьша-
ет свободную площадь поперечного сечения канала шнека, что приводит к уменьшению ско-
рости движения материала при постоянной скорости твердой пробки. При наличии дополни-
тельного винтового канала будет также изменяться площадь смачиваемой поверхности шне-
ка. Когда глубина канала мала, смачиваемая поверхность шнека уменьшается при наличии
дополнительных винтовых каналов. Однако при большой глубине канала смачиваемая по-
верхность шнека возрастает при использовании многозаходного шнека. Суммарный эффект
может состоять в существенном уменьшении скорости движения твердого материала. Это по-
казано на рис. 7.14 для экструдера с диаметром шнека, равным 75 мм (см. рис. 7.11).
Когда глубина канала мала, двухзаходный шнек действительно обеспечивает большую
скорость движения твердого материала, чем однозаходный. При больших значениях глубины
канала однозаходный шнек создает большую скорость, чем двухзаходный. Этот эффект про-
является сильнее в экструдерах с меньшим диаметром шнека (рис. 7.15). При малых глубинах
канала (Н< 0,5 мм) скорость движения твердого материала в двухзаходном шнеке оказывается
больше, чем в однозаходном. Когда глубина канала увеличивается более 1 мм, скорость переме-
щения в двухзаходном шнеке быстро уменьшается и становится равной нулю при 77 = 1,6 мм.
Полагая, что глубина загрузки для любого шнека должна быть, по крайней мере, размера ти-
пичной гранулы полимерного материа-
Рис. 7.14. Зависимости скорости движения твердого ма-
териала от глубины канала для одно- и двухзаходного
шнеков диаметром 75 мм; результаты получены на ос-
нове модели с учетом кривизны канала
ла (3-4 мм), очевидно, что для шнека
малого диаметра двухзаходная геомет-
рия в зоне загрузки может привести к
очень низкой производительности или
даже вообще к прекращению процесса.
При больших значениях глубины
канала различие между геометрией
одно- и двухзаходного шнеков эквива-
лентно разнице между некоторой про-
изводительностью или ее полным от-
сутствием. Это экспериментально
наблюдалось автором в неопублико-
ванных исследованиях движения твер-
дого материала в одношнековых экс-
трудерах. Короткий (L/D = 4) экстру'
дер с диаметром шнека 19 мм, исполь-
зуемый только для движения твердого
материала, был снабжен однозаход ныМ
шнеком со средней производитель-
анализ основных процессов
239
лосгью. Тот же самый экструдер с двухзаходный шнеком не давал вообще никакой произво-
дительности даже с открытым выходом.
Несомненно, это отрицательное влияние многозаходных шнеков на движение твердой фа-
зы оказывается менее сильным, если увеличивается диаметр шнека, Тем не менее отрицатель-
ное влияние существует и здесь, и оно должно приниматься во внимание. На рис. 7.15 показано,
что оптимальная глубина канала уменьшается, если геометрия шнека изменяется от однозаход-
ной к двухзаходной. Влияние числа
винтовых каналов снижается, если ко-
эффициент трения на цилиндре стано-
вится больше по отношению к коэффи-
циенту трения на шнеке. В экструде-
рах, в которых цилиндр снабжен канав-
ками, следовательно, следует ожидать
значительно меньшего отрицательного
влияния увеличения числа винтовых
каналов по сравнению со стандартным
экструдером с гладким цилиндром.
Рассчетная скорость движения
твердого материала очень чувствитель-
на к изменениям коэффициента тре-
ния: изменение коэффициента трения
на 20% может вызвать изменения ско-
рости от 100 до 1000% (рис. 7.16). При
высоких значениях коэффициента
трения на поверхности цилиндра ско-
рость изменяется не сильно при варьи-
ровании коэффициентом трения. Од-
нако при низких значениях коэффи-
циента трения на поверхности цилинд-
ра скорость движения твердого мате-
риала существенно зависит от коэф-
фициента трения.
Вышесказанное приводит к не-
скольким важным выводам. Если тре-
буется точное прогнозирование для
применения теории к реальной про-
блеме экструзии, необходимы очень
точные данные по коэффициентам
трения. Однако измерение точных и
Обоснованных коэффициентов трения
Утруднено (см. раздел 6.1.2). Воспро-
^®одимость полученных значений ко-
эффициентов трения обычно варьиру-
от 10 до 50%. Это означает, что
Расчет скорости движения твердого
териала, сделанный на основе этих
иых, не может количественно быть
иь точным. Предсказанные резуль-
Рис. 7.15. Зависимость скорости движения твердого ма-
териала от глубины канала для одно- и двухзаходного
шнеков диаметром 25 мм; результаты получены на ос-
нове модели с учетом кривизны канала
Рис. 7.16. Зависимость скорости движения твердого ма-
териала от глубины канала шнека с диаметром 75 мм
при различных значениях коэффициента трения на по-
верхности цилиндра. Коэффициент трения на шнеке ра-
вен 0,2
240
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
таты должны анализироваться только в качественном приближении. В этом отношении тео-
рия движения твердого вещества очень полезна при анализе проблем экструзии и расчете
шнека и позволяет выявить важные общие направления исследования процесса экструзии.
Если реальная скорость движения твердого материала так же чувствительна к измене-
нию коэффициента трения, как это показывает теория, то небольшие изменения реального
коэффициента трения могут оказать существенное влияние на весь процесс экструзии. Это
в особенности справедливо при низких значениях коэффициента трения на поверхности
цилиндра. Высокая чувствительность к коэффициенту трения приводит к нестабильной ра-
боте экструдера. При высоких коэффициентах трения на поверхности цилиндра на работу
экструдера будет меньше влиять изменение коэффициента трения, и режим работы экстру-
дера в этих условиях будет более стабильным. Это объясняет, почему экструдер, имеющий
зону загрузки, снабженную канавками, работает более стабильно, чем экструдер с гладким
цилиндром.
Внешним способом изменения коэффициента трения является регулирование темпера-
туры. При изменении температуры цилиндра изменяется и коэффициент трения на поверх-
ности цилиндра, а при изменении температуры шнека изменяется коэффициент трения на
шнеке. Таким образом, небольшие изменения температуры в зоне загрузки могут оказать
большое влияние на работу экструдера в целом. Такой характер изменения работы экструде-
ра отмечался рядом исследователей. Так, Кесслер, Боннер, Сквайре и Вольф [47] определили,
что при экструзии полиамида в экструдере с диаметром шнека 82,55 мм увеличение темпера-
туры на 28° на задней стороне цилиндра уменьшило перепады давления в экструзионной го-
ловке от 2,8 до 0,4 МПа.
В идеальном случае температура цилиндра должна быть установлена соответственно
температуре, при которой fh максимальна, а температура шнека — температуре, при которой
fs минимальна. Если известна зависимость коэффициентов трения от температуры, тогда
оптимальные температуры цилиндра и шнека могут быть непосредственно определены на
основе данных по коэффициентам трения. К сожалению, в большинстве практических си-
туаций зависимости коэффициентов трения от температуры не известны. Таким образом,
оптимальные температуры цилиндра и шнека определяют методом проб и ошибок. Влияние
температуры задней стороны цилиндра на работу экструдера в большинстве случаев сказы-
вается сильнее, чем какой-либо другой температурной зоны. Практически значительное
внимание должно быть уделено соответствующей регулировке температуры зон задней сто-
роны цилиндра.
7.2.2.1. Выделение тепла, обусловленного трением
При определении оптимальных параметров температуры из зависимости коэффициента
трения от температуры возникает дополнительная проблема, которую необходимо прини-
мать во внимание. Эта проблема — выделение тепла, обусловленного трением, которое имеет
место в зоне движения твердого вещества. В результате выделения тепла, образовавшегося
вследствие трения, температура на поверхности раздела между твердым слоем и цилиндром
может быть существенно выше, чем температура цилиндра.
При любом движении со скольжением, когда действуют силы трения, происходит выде-
ление тепла, обусловленного трением между двумя телами. Скорость выделения тепла, обу-
словленного трением, равна произведению силы трения Fj на относительную скорость Аг:
Q^F^v^fF^v, (7.58)
где Fn — нормальная сила; f — коэффициент трения.
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
241
. \На поверхности шнека относительная скорость между твердым слоем и шнеком является
про ;го скоростью движения твердого слоя. Таким образом, выделение тепла, обусловленного
трением на поверхности шнека, представляется:
С,=/У,(1У+2Я)гвЛ + Р*»я>
(7.59)
гдеГ* ~ PfbWsm (в + q>) dz.
Уравнение (7.59), записанное в другой форме, имеет вид
Qs = Риа dz\fs ( W + 2Н) + fb W sin (0+ф) J (7.60)
На поверхности цилиндра относительная скорость между твердым слоем и цилиндром
может быть представлена следующим образом:
sin©
Дг - v ----z—w
sin(G ч- <р)
(7.61)
Выделение тепла, обусловленного трением на поверхности цилиндра, определяется соот-
ношением
sincp
sin (0 + <p)
(7.62)
В большинстве случаев скорость твердого слоя мала по сравнению с относительной
скоростью между твердым слоем и цилиндром Дг. Следовательно, выделение тепла, обуслов-
ленного трением, существенно больше на поверхности цилиндра, чем на поверхности шнека.
Выделение тепла, обусловленного трением на поверхности цилиндра, осуществляется в виде
двух потоков: одного, передающего тепло внутрь твердого слоя, другого — передающего тепло
внутрь цилиндра экструдера. Реальный профиль температур твердого слоя сильно зависит от
потока тепла в цилиндре. Если цилиндр интенсивно охлаждается, большое количество тепла,
выделяемого при трении, отводится через цилиндр.
Это ведет к замедлению роста температуры на поверхности раздела и способствует рас-
ширению длины зоны транспортировки твердой фазы. Когда температура на поверхности
раздела достигает точки плавления, зона движения твердого материала заканчивается, так
как на поверхности раздела образуется расплав полимера, и механизм трения твердого веще-
ства по твердой поверхности прекращает действовать.
Следует отметить, что в уравнениях (7.59)-(7.62) выделение тепла, обусловленного тре-
нием, прямо пропорционально локальному давлению. Ранее было определено, что локальное
Давление увеличивается экспоненциально с расстоянием вдоль канала (см. уравнения (7.51)
и (7.54)). Поэтому выделение тепла, обусловленного трением, увеличивается экспоненциаль-
но по мере продвижения вдоль канала. В результате температура на поверхности раздела ока-
пывается непосредственно связанной с изменением локального давления (рис. 7.17).
Если локальное давление становится достаточно высоким, температура на поверхности
Раздела достигнет точки плавления. Это может произойти даже тогда, когда цилиндр не на-
чинается. В этом случае тепло, необходимое для плавления, подводится только из-за нагрева
едствие трения. Такая ситуация имеет место в процессах автотермической экструзии, про-
ицих без активного нагрева или охлаждения цилиндра.
ц01Гк5Ли Расплавленный слой образуется на поверхности цилиндра, экспоненциальный
м Давления прекращается вследствие того, что исключается механизм трения твердого
тва по твердой поверхности. В действительности отношение давление-температура со-
242
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.17. Зависимость профиля давления и температуры от
длины экструдера
ставляет неотъемлемый механизм
безопасности, препятствующий
развитию очень высоких давле-
ний. Подъем температуры, обу-
словленный повышением давле-
ния, ограничивает максимальное
давление, которое может разви-
ваться в зоне транспортировки
твердой фазы. Таким образом,
экструдер сам регулирует макси-
мальное давление, которое созда-
ется в зоне движения твердого
материала. С помощью интенсив-
ного охлаждения цилиндра макси-
мальное давление может быть зна-
чительно увеличено, потому что
начало процесса плавления в этом
случае будет задерживаться. Оче-
видно, максимальное давление, которое может развиться, также зависит от реальных коэффи-
циентов трения и геометрии шнека.
Точное предсказание особенностей транспортировки твердой фазы остается очень слож-
ной задачей вследствие неизотермической природы процесса. Это не обусловлено слишком
сложными математическими расчетами (на самом деле, расчеты относительно простые), а
тем, что зависимости коэффициента трения от температуры и давления неизвестны. Такая
информация большей частью недоступна. Если же информация отсутствует, то полный ана-
лиз неизотермического передвижения твердого вещества не может быть достаточно эффек-
тивным. Детальные расчеты неизотермического движения твердого материала были проведе-
ны Тадмором и Бройером [46], которые установили на основании рассчитанных профилей
давления и температур, что подъем температуры почти непосредственно следует за подъемом
давления.
7.Z.2.2. Зоны цилиндра, снабженные канавками
Мы уже отмечали, что передвижение твердого материала может быть улучшено путем уве-
личения шероховатости внутренней поверхности цилиндра. Такое заключение можно полу-
чить и без детального теоретического анализа, оно очевидно из простых качественных сообра-
жений. В результате очень простого анализа уже в 1941 г. Декер [48] установил, что для успеш-
ного продвижения твердого материала желательно иметь большой коэффициент трения на
поверхности цилиндра. Одним из самых простейших методов достижения высокого коэффи-
циента трения на поверхности цилиндра является изготовления на его поверхности канавок.
В конце 1960-х гг. были проведены теоретические и экспериментальные исследования
влияния рифленых областей цилиндра на движение твердого материала и на эффективность
работы экструдера в целом [49-51]. Эти исследования большей частью были выполнены в
Германии. Было впервые показано, что существенное улучшение работы экструдера можно
достичь при использовании экструдеров с цилиндрами, на стенках которых расположены ка-
навки. Определено, что главными преимуществами зоны цилиндра с канавками являются:
• существенно улучшенная производительность;
• существенно улучшенная стабильность процесса экструзии.;
• пониженная чувствительность производительности к изменению давления.
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
243
г1
L
R В связи с тем что на эти преимущества ссылается большинство технологов, экструдеры с
г какими цилиндрами стали очень популярны. Кроме того, использование цилиндров с канав-
? ками позволяет инженерам-технологам перерабатывать в экструдере такие материалы, рабо-
Та с которыми в обычном экструдере ранее была невозможна, например, сверхвысокомолеку-
£ ЛЯрные полиэтилены, порошки и т. д. Узел загрузки с канавками на цилиндре представлен на
рис. 7.18.
В стандартном экструдере с зоной загрузки, снабженной канавками, длина канавки, от-
считываемая от загрузочного отверстия, составляет около 3 5D. Глубина канавки обычно
уменьшается линейно, достигая нулевого значения в конце участка цилиндра с канавками.
Охлаждающие каналы располагаются относительно близко к внутренней поверхности ци-
линдра. Для того чтобы избежать слишком высокого подъема температуры на внутренней по-
верхности цилиндра и плавления материала, охлаждение участка цилиндра с канавками
должно быть достаточно интенсивным. Из анализа, приведенного в предыдущем разделе, по-
нятно, что наличие в экструдере цилиндра с канавками способствует значительному выделе-
нию тепла, обусловленному трением на поверхности цилиндра. Следовательно, хорошее ох-
лаждение является важным фактором для эффективного режима работы участка цилиндра с
канавками. По той же самой причине между участками цилиндра с канавками и гладкого ци-
линдра обычно устанавливается теплоизоляция.
Однако использование в существующих экструдерах загрузочной зоны с канавками тре-
бует мер предосторожности. Высокий эффективный коэффициент трения на внутренней по-
верхности цилиндра приводит к быстрому подъему давления, что очевидно из уравнения
(7.54). Однако, когда зона движения твердого материала интенсивно охлаждается, сущест-
вующий в экструдере аварийный механизм предохранения от высоких давлений может не
сработать. В результате в участке цилиндра с канавками могут развиваться чрезвычайно вы-
сокие давления. Ситуации, когда давление достигает 100-300 МПа, являются довольно час-
244
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
тыми. Следовательно, такие экструдеры должны быть спроектированы с учетом того, чтобы
они могли выдержать такие высокие давления. В противном случае произойдет механическое
повреждение цилиндра. Следовательно, в экструдерах с цилиндрами, снабженными канавка-
ми, чтобы избежать возникновения чрезвычайно высокого давления, длина участка с канав-
ками должна быть достаточно короткой — порядка 1-2ZX Очевидно, это является ограниче-
нием для использования в экструдерах зоны цилиндра с канавками.
Другой важной практической проблемой является износ канавок. В связи с тем что актив-
ная поверхность канавки подвергается очень высоким нагрузкам, может происходить значи-
тельный износ канавок, особенно если полимерный материал содержит абразивные наполни-
тели. Поэтому для поддержания оптимальной работы экструдера в течение длительного пе-
риода времени участок цилиндра с канавками обычно делают из прочного износостойкого
материала.
Преимущества участка цилиндра с канавками могут быть проанализированы на основе
теории движения твердого материала, обусловленного трением (см. раздел 7.2.2). На рис. 7.19
представлена зависимость скорости движения твердого материала от коэффициента трения
fh на поверхности цилиндра при постоянных значениях коэффициента трения на поверхно-
сти шнека fs для случая, когда градиент давления равен нулю.
Рассмотрены четыре типичных значения коэффициента трения fs на поверхности цилин-
дра, равные соответственно 0,1, 0,2, 0,3 и 0,4. Видно, что нормированная скорость движения
при малых значениях fh резко возрастает, а при высоких значениях fh становится постоянной.
Если коэффициент трения на поверхности цилиндра близок к коэффициенту трения на по-
верхности шнека, возникают две основные проблемы. Первая заключается в том, что ско-
рость движения твердого материала в этом случае значительно ниже расчетного максималь-
ного значения. Вторая, более важная проблема, состоит в том, что небольшие изменения
коэффициента трения fbt которые свойственны самой природе процесса экструзии, будут
приводить к очень большим изменениям в скорости движения твердого материала, если fb
Это, в свою очередь, непосредственно приводит к нестабильной работе экструдера.
Когда коэффициент трения
на поверхности цилиндра увели-
чивается до значения, приблизи-
тельно равного двух- и трехкрат-
ному значению коэффициента
трения на поверхности шнека,
скорость движения твердого ма-
териала значительно увеличива-
ется.
В то же самое время наклон
кривой зависимости нормиро-
ванной скорости движения от ко-
эффициента трения на поверхно-
сти цилиндра значительно умень-
шается. Когда //, » fs, малые
отклонения в коэффициенте тре-
ния на поверхности цилиндра
приводят только к небольшим из-
Рис. 7.19. Зависимость скорости движения твердого мате-
риала от коэффициента трения на поверхности ци-
линдра
менениям скорости движения
твердого материала. Таким обра-
зом, процесс будет, по существу.
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 245
" 1 ............................................................ —
более стабильным, если коэффициент fb значительно больше fs. Это объясняет каким образом
участки цилиндра с канавками могут значительно улучшить стабильность процесса экстру-
зии.
На рис. 7.20 представлена зависимость скорости движения твердого материала от про-
дольного градиента давления.
Когда fb - fs, скорость движения твердого материала при нулевом градиенте давления
очень мала, причем она быстро падает, если градиент давления увеличивается. При относи-
тельно малом градиенте давления скорость движения становится равной нулю. Когда fh воз-
растает при постоянном значении/^., скорость движения твердого материала при нулевом гра-
диенте давления увеличивается, а падение скорости с увеличением градиента давления стано-
вится менее значительным. При относительно высоких значениях fb падение скорости с
ростом продольного градиента давления оказывается очень малым, и производительность
экструдера становится независимой от давления [52, 53]. Таким образом, три главных пре-
имущества участков цилиндра с канавками — высокая производительность, хорошая ста-
бильность и независимость производительности от давления вытекают непосредственно из
простых теоретических соображений.
Кроме возможности возникновения высоких давлений и проблем износа, известны неко-
торые другие недостатки зоны загрузки, снабженных канавками. Главный недостаток, вероят-
но, тот, что существенное количество затрачиваемой энергии теряется вследствие интенсив-
ного охлаждения области цилиндра с канавками. В настоящее время в связи с увеличением
стоимости энергии, такие потери энергии становятся важнейшим экономическим показате-
лем процесса. Детальные измерения расхода энергии в различных участках экструдера с ци-
линдром, снабженным канавками, были проведены Менгесом и Хегеле [54]. Они установили,
что до 30-40% механической энергии теряется через охлаждающую воду, около 60% механи-
ческой энергии затрачивается в зоне движения твердого материала. В самом худшем случае
скорости движения твердого материала от коэффициента давления
►.Зависимость
246
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
потери удельной энергии через охлаждающую воду составляет около 150 кДж/кг =
= 0,042 кВт • ч/кг.
При улучшении термоизоляции между участками цилиндра с канавками и гладким ци-
линдром потери удельной энергии могут быть уменьшены до примерно 100 кДж/кг =
= 0,028 кВт • ч/кг. Однако, считая, что удельная энтальпия полимера (см. раздел 6.3.4) обычно
составляет около 0,06 кВт • ч/кг, потери энергии в зоне цилиндра с канавками очень сущест-
венны. В более поздней публикации Менгес [55] показал, что полные потери механической
энергии через охлаждающую воду составляют около 14%. Механическая энергия — это энер-
гия, потребляемая шнеком, которая превращается в теплоту путем выделения тепла, обуслов-
ленного трением, и диссипации при течении расплава. Хелми [229] обнаружил, что расход
энергии при экструзии полиэтиленов с высокой и средней молекулярной массой при исполь-
зовании экструдера с цилиндром с канавками по сравнению с экструзией с гладким цилин-
дром. Он также установил, что при экструзии в экструдерах с цилиндром с канавками наблю-
даются более низкие температуры плавления. Однако Хелми установил, что для обычного по-
лиэтилена расход удельной энергии в экструдере с цилиндром с канавками на 10-25% выше,
чем для экструдера с гладким цилиндром.
Потери энергии в зоне загрузки цилиндра с канавками могут быть снижены путем умень-
шения интенсивности охлаждения. Этого достигают путем регулирования температуры в зо-
не цилиндра с канавками по замкнутому циклу, как это было представлено Менгесом, Фейст-
корном и Фишбаком [237], которые установили, что эффективность использования энергии в
участке загрузки в зоне может быть увеличена на 45-80% путем увеличения температуры ох-
лаждающей воды с 5 до 70 °C.
Другой недостаток экструдера с цилиндром с канавками состоит в требовании более вы-
сокого крутящего момента, необходимого для вращения шнека. При использовании стандарт-
ного экструдера это потребует изменения всего механизма привода, а в некоторых случаях мо-
жет понадобиться создание нового привода с более высоким крутящим моментом. Однако это
не должно составлять проблему при разработке нового экструдера, предназначенного для ра-
боты с цилиндром, снабженным канавками в зоне загрузки.
Еще один недостаток зоны загрузки с канавками состоит в том, что материал может на-
капливаться в канавках. Это может создавать проблемы при замене перерабатываемого ма-
териала. Кроме того, конструкция шнека должна быть соответствующим образом приспо-
соблена к наличию участка зоны с канавками, в связи с тем что механизм работы стандарных
экструдеров отличается от работы экструдеров, оборудованных цилиндрами с канавками.
В экструдерах с цилиндрами, снабженных канавками, шнеки обычно имеют значительно
меньший коэффициент уплотнения (или не имеют его совсем), более вместительную зону
загрузки, а также более глубокую зону дозирования. Зона плавления и способность к смеше-
нию в таких экструдерах должны быть также выше, потому что полного плавления и терми-
ческой однородности достигать труднее; более высокая производительность при той же са-
мой скорости шнека означает меньшую продолжительность процесса переработки, то есть
меньшее время для осуществления плавления и для смешения (реализуется меньшая де-
формация сдвига).
Несмотря на перечисленные недостатки, экструдеры с цилиндрами, снабженными канав-
ками, нашли широкое распространение в Европе. Отчасти удивительно, что распространение
такой конструкции в США происходило очень медленно. Одной из причин этого, вероятно,
можно считать то, что американские фирмы-производители экструдеров решительно не под-
держивали концепцию цилиндра с канавками. Поданным на 2001 г. количество таких экстру-
деров в США оставалось еще относительно небольшим.
у анализ основных процессов
247
Большинство цилиндров с канавками, используемых в прошлом, имело продольные ка-
навки, расположенные параллельно оси шнека. Относительно современной конструкцией яв-
ляется цилиндр со спиральными канавками. Одной из первых публикаций по этому вопросу
была статья Лангекера [56]. Автор указал на более высокую эффективность движения твердо-
го материала в таких экструдерах по сравнению с экструдерами с продольными канавками.
При этом расход энергии уменьшался на 20%, что соответствовало 45%-ному уменьшению по-
тери энергии через охлаждение области цилиндра с канавками. Лангекер также обнаружил,
что в экструдерах, оборудованных цилиндрами со спиральными канавками, наиболее пригод-
ны шнеки с очень малым коэффициентом уплотнения. В некоторых случаях шнеки с коэффи-
циентом уплотнения, равным единице или немного меньше 1 (то есть декомпрессионные
шнеки), обеспечивали оптимальные рабочие характеристики. Лангекер зарегистрировал па-
тент [57] на спиральные канавки еще в 1972 г. Другой патент, описывающий экструдеры, ко-
торые включают участки цилиндра со спиральными канавками, получен Майлефером [58]
в 1979 г.
Грюншлосс [59] провел сопоставление рабочих характеристик экструдеров с цилиндра-
ми, снабженными спиральными и продольными канавками, в целях объяснения преимуществ
спиральных канавок перед продольными. Он исследовал случай, когда канавки в цилиндре
очень широкие и глубокие, подобно каналу шнека. Таким образом, движение происходит по
каналу цилиндра так же, как и по каналу шнека. Грюншлосс также предположил, что сдвиго-
вая деформация между массой в канале шнека и канале цилиндра отсутствует.
Влияние спиральных канавок на движение твердого материала можно объяснить при рас-
смотрении диаграммы скоростей, изображенной ранее на рис. 7.10. На рис. 7.21, а представле-
на типичная диаграмма скоростей для гладкого цилиндра. Выделение тепла, обусловленного
трением, происходит в направлении, определяемом относительной скоростью между цилинд-
ром и твердым слоем Sv и коэффициентом трения между цилиндром и твердым слоем Д На
рис. 7.21, b показана диаграмма скоростей в цилиндре с продольными канавками.
В цилиндре с продольными канавками не происходит никакого движения материала в ка-
навках цилиндра. Выделение тепла, обусловленного трением, в этом случае, как и ранее, опре-
деляется разностью Sv и эффективным коэффициентом трения на поверхности цилиндра feb.
При наличии продольных канавок в цилиндре различие в относительной скорости между ци-
^-21. Диаграмма скоростей для гладкого цилиндра (а) и цилиндра, снабженного продольными
канавками (Ь)
248
ЧАСТЬ II. анализ процесса экструзии
Рис. 7.22. Диаграмма скоростей для цилиндра, снабженно-
го спиральными канавками, без движения (слева)
и с движением (справа) материала в канавках ци-
линдра
линдром и твердым слоем меньше,
чем для гдадКОГО цилиндра. Однако
эффективный коэффициент трения
на поверхНости цилиндра /е6 много
выше благодаря наличию канавок.
Конечный эффект состоит в том,
что вь1Дедение тепла, обусловлен-
ного тренйем, в экструдере с цилин-
дром с канавками оказывается мно-
го выше, нем в экструдере с глад-
ким цилиндром.
Эффективный коэффициент
трения отчасти определяется со-
прикосновением твердого материа-
ла с каналом шнека и поверхностью
верхней части нарезки в цилиндре и
частично контактом твердой проб-
ки в канале шнека и в канавках ци-
линдра. Трение по поверхности
верхней части нарезки в цилиндре
подобно трению по стенке гладкого
цилиндра Однако трение по по-
верхности твердого материала в ка-
навках цилиндра имеет совершенно
другую природу. До определенного предела внутреннее трение в полимере будет определять
силу трения, но последняя будет увеличиваться на активном крае канавок на цилиндре. Если
канавка выполнена относительно широкой по сравнению с шаго^ нарезки цилиндра, то мож-
но предполагать, что эффективный коэффициент трения определяется коэффициентом внут-
реннего трения полимера. Поскольку коэффициент внутреннего трения обычно в 2-3 раза
выше, чем коэффициент внешнего трения, можно предположить что эффективный коэффи-
циент трения на поверхности продольных канавок окажется прИмерН0 в 2-3 раза выше эф-
фективного коэффициента на поверхности гладкого цилиндра. Это объясняет интенсивное
выделение тепла, обусловленного трением, на поверхности ЦИдИНдра с продольными канав-
ками.
Выделение тепла, обусловленного трением, может быть снцжено путем уменьшения эф-
фективного коэффициента трения или уменьшения разницы скоростей между твердым слоем
в канале шнека и цилиндром. Уменьшение эффективного коэффициента Трения будет оказы-
вать влияние на скорость движения твердого материала и развитие давления (рис. 7.22).
Диаграмма скоростей при отсутствии движения материала в канавках цилиндра показана
в левой части рис. 7.22. Если материал в канавках цилиндра неподвижен по отношению к ци-
линдру, эффективная скорость цилиндра равняется фактической скорости цилиндра. Раз-
ность эффективных скоростей при отсутствии движения Материала в канавках цилиндра
представляется следующим выражением:
(7.63)
Однако ситуация значительно изменится, если материал перемещается в канавках ци-
линдра. В правой части рис. 7.22 представлен случай, когда скорость движения материала в
канавках равна vsg. При этом эффективная скорость цилиндра становится равной то есть
7. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
249
определяется путем векторного суммирования скорости цилиндра vb и скорости твердого
слоя в канавках цилиндра v^.
4^ = 4 +°*-
Значение определяется следующим отношением:
(7.64)
(7.65)
где О/, ~ Угол подъема винтовой линии в канавке в цилиндре.
Относительная скорость между твердым слоем в канале шнека и материалом в канавках
цилиндра Д^2 определяется из векторных разностей между vbe и
ДР“»4е-»в = Ч»+о«-ов- (7.66)
Из рис. 7.22 понятно, что эффективная относительная скорость может быть значительно
уменьшена, если присутствует движение материала в канавках цилиндра. Величина разности
эффективных скоростей Дг2 представляется соотношением
М = г/ + + 2vh (v cos<pb - va cos<ps) +
(7.67)
+2t)K2?Jsg(sin<p s sin(p/j -cos(ps cos(p/?).
где <ps — угол подъема винтовой линии шнека; <рь — угол подъема винтовой линии канавки
в цилиндре.
На рис. 7.22 показано, что разность эффективных скоростей Др2 сводится к минимуму,
когда
V* sinф/, = vs зтфА. (7.68)
Это происходит тогда, когда угол подъема винтовой линии цилиндра фА равняется углу
движения твердого материала в канале шнека 0А. Таким образом, разность эффективных ско-
ростей и выделение тепла, обусловленного трением, сводятся к минимуму, когда
фй=ех. (7.69)
Если это условие реализуется, эффективность передвижения твердого материала в кана-
ла шнека оказывается высокой вследствие большой силы трения, действующей на твердый
олой на поверхности цилиндра. В то же время различие скоростей между твердой пробкой в
канале шнека и материалом в канавке цилиндра сводится к минимуму, приводя к значитель-
ному подавлению тепловыделений, обусловленных трением, в области канавок. Такой подход
к механизму движения в участках цилиндра с канавками показывает, что заявленные преиму-
щества спиральных канавок могут быть подтверждены теоретическим анализом. Следова-
тельно, представляется целесообразным использовать в экструдере спиральные канавки вме-
СТо продольных канавок. Спиральные канавки дают возможность устранить один из главных
Недостатков продольных канавок, а именно существенную потерю энергии в результате высо-
го тепловыделения, обусловленного трением, и необходимость интенсивного охлаждения.
° реальном процессе экструзии угол передвижения твердого вещества 05 не остается ве-
зи ИН°й’ абсолютно постоянной по всей длине шнека. В начальной части канала наблюдается
читальное уплотнение, которое приводит к соответствующему уменьшению скорости дви-
ия твердого слоя и, следовательно, угла передвижения твердого материала 0S. (см. уравне-
250
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Диаграмма сил
Рис. 7.23. Диаграмма сил и скоростей твердого слоя в канале шнека
ние (7.48)). Теоретически оптимальный угол подъема винтовой линии цилиндра следо-
вательно, будет изменяться вдоль аксиальной длины участка цилиндра с канавками. Такую
конструкцию очень трудно изготовить на станке, и поэтому производство экструдеров, обору-
дованных цилиндрами с такими канавками, относительно дорого.
С практической точки зрения целесообразно сделать угол подъема винтовой линии цилин-
дра равным углу движения твердого материала, образованного полностью плотно упакованным
твердым слоем. Для такого слоя давление и выделение тепла, обусловленного трением, оказы-
вается большими, и поэтому должны быть предметом особого внимания.
Для того чтобы получить выражение для оптимального угла подъема винтовой линии ка-
навок цилиндра, необходимо проанализировать силы, действующие на твердый слой в кана-
ле шнека и на твердый слой в канавке цилиндра, аналогичным образом подобно тому, как это
было сделано для гладкого цилиндра. На рис. 7.23 представлены силы, действующие на твер-
дый слой в канале шнека, и соответствующая диаграмма скоростей.
Сила трения, действующая на поверхности цилиндра Fbs, образует угол р с тангенциаль-
ным направлением. Этот угол определяется направлением вектора скорости Дг?2. Если пред-
положить, что сила трения /^.определяется внутренним трением в сыпучем материале, то си-
ла Fbs может быть выражена как
(7.70)
Дополнительная сила может быть определена из условия равновесия в поперечном на-
правлении канала
г* = Fhs sin (<р, + р ) = Pf,IV sin (<рs. + Р )dz,. (7.71)
Сила трения на поверхности шнека может быть определена следующим образом:
7>=Р/1(М'+2#,)^.
(7.72)
7 анализ основных процессов
251
Результирующая сила, действующая на элемент твердого слоя, представляется
dP
< F =~WH dz
1 ps ¥Vs11sux's'
(7.73)
Связь между углом Р и продольным градиентом давления определяется из равновесия
сил в направлении вдоль канала шнека
4 cos((ps + Р ) - Fs fs = F/s + F;K.
(7.74)
Это приводит к следующему уравнению:
P/[cos(<ps+P)-/ssin(<p5+P)]=P/s
(7.75)
На рис. 7.24 представлены силы, действующие на твердый слой в канавке цилиндра, и со-
ответствующая диаграмма скоростей.
При рассмотрении диаграммы скоростей следует принять во внимание, что в данном слу-
чае цилиндр принимается неподвижным, а шнек — движущимся с тангенциальной скоростью
vs - ~vb. Твердый слой перемещается со скоростью Скорость твердого слоя в канале шнека
по отношению к неподвижному цилиндру определяется векторной суммой vs и
vx = v, + vs. (7.75а)
Сила трения, действующая на поверхности шнека Fbb составляет такой же угол р в танген-
циальном направлении, который в этом случае определяется векторной разностью vv, и
^2 = (776)
“ Сила трения Fhh определяется формулой
F^P f^dz,. (7.77)
Дополнительная сила определяется из условия равновесия в направлении поперек ка-
навки
Fb = sin (0-<р6). (7.78)
Сила трения, действующая
на поверхности цилиндра, оп-
ределяется следующим обра-
зом:
Ffi,=Pfb(Wb+2Hh)dzl>.
(7.79)
Сила, возникающая в ре-
зультате градиента давления,
Равна:
dP
Ffb—-j—WbHbdzb. (7.80)
Диаграмма сил
Рис. 7.24. Диаграмма сил и скоростей твердого слоя в канавке
цилиндра
252
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Так же, как и раньше, соотношение между углом р и градиентом давления в направлении
вдоль канавки цилиндра получается из равновесия сил, действующих на элемент твердого
слоя в направлении вдоль канавки:
P/[cos(p-(p/,)-^sin(P-q>A)]=PX 1 + ^-
L Wk .
dPH
<4,
(7.81)
Оптимальный угол подъема винтовой линии цилиндра ф^ представляет собой угол, для
которого разность скоростей Дг2 сводится к минимуму, это происходит, когда фл = и Р = 0.
С этой точки зрения градиент давления в направлении вдоль канала может быть выражен че-
рез известные величины
dz, Н
(cos<ps-/ssin<ps)-
Pfs
Н,
(7.82)
При подстановке градиента давления в уравнение (7.81) получаем выражение для опти-
мального угла подъема винтовой линии цилиндра. Необходимо напомнить, что соотношение
между координатой, ориентированной в направлении вдоль канала zs, и координатой в на-
правлении вдоль канавки устанавливается следующей формулой:
^sincp^^sincp,.
(7.83)
Выражение для оптимального угла подъема винтовой линии теперь принимает следую-
щий вид:
costfo = Л, sin ф/, + А2,
(7.84)
где
д — ь
Hs sin <po
(7.84л)
И
2/V
(7.84Й)
Решение уравнения (7.84) теперь может быть выражено в хорошо известной форме
= arcsin
22),/2-лЛ
(7.85)
Уравнение (7.85) позволяет вычислить оптимальный угол подъема винтовой линии ка-
навки цилиндра при условии, если геометрия шнека и различные коэффициенты трения,
внутреннего и наружного, известны. Решение уравнения для оптимального угла подъема вин-
товой линии не является полностью аналитическим, потому что параметр Л2 содержит член
Wh, который зависит от угла подъема винтовой линии цилиндра. Это уравнение может быть
анализ ОСНОВНЫХ ПРОЦЕССОВ 253
------
Угол подъема винтовой линии
нарезки шнека, град
Рис 7.25. Зависимость оптимального угла подъема винтовой линии канавки от угла подъема винто-
вой линии нарезки шнека при различных значениях глубины канавки цилиндра
решено путем предварительного определения величины Wbt затем путем расчета ф,* согласно
уравнению (7.85). Значение Wb может быть рассчитано
U; =----—-щ*, (7.85а)
ч>
где — ширина нарезки цилиндра в перпендикулярном направлении; рь — число парал-
лельных канавок в цилиндре.
Полученное значение Wb можно использовать, чтобы вновь рассчитать . Этот процесс
можно повторять до тех пор, пока различие между первоначальным значением Wb и рассчит
ной величиной Wb не будет превы-
шать пределы допустимого отклоне-
ния. Сходимость расчета очень быст-
рая и точные значения фй обычно
получаются за 2 или 3 итерации.
На рис. 7.25 представлена зави-
симость ф^ от угла подъема винтовой
линии шнека, при 6 и
15,24 мм. Оптимальный угол
подъема винтовой линии цилиндра
Увеличивается с ростом угла подъема
пинтовой линии шнека и уменьшени-
ед глубины канавки цилиндра. Опти-
иальный угол подъема винтовой ли-
вни цилиндра относительно нечувст-
вителен к изменениям коэффициента
внутреннего трения, как это показано
Ви рис. 7.26.
Рис. 7.26. Зависимость оптимального угла подъема винто-
вой линии канавки цилиндра от коэффициента
внутреннего трения
254
ЧАСТЬ II. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
7.2.2.3. Зона загрузки с регулируемыми канавками
Экструдеры с цилиндрами, снабженными канавками, обладают значительными преиму-
ществами перед стандартными экструдерами, а именно обеспечивают более высокую произ-
водительность, лучшую стабильность процесса экструзии и способность перерабатывать по-
лимеры с высокой молекулярной массой. Однако им также свойственны некоторые важные
недостатки, например, более высокая нагрузка для электродвигателя, значительный износ
оборудования, высокие давления, развиваемые в зоне канавок, необходимость вносить изме-
нения в конструкции шнека.
Недостатки такого экструдера становятся несущественными, если такой экструдер снабжен
механизмом, который позволяет регулирувать глубину канавки. Современные экструдеры, в ко-
торых зона загрузки оборудована канавками, имеют механизм регулировки, позволяющий изме-
нять глубину канавок от нуля до полной глубины во время эксплуатации машины. Такие конст-
рукции будут описаны ниже, также будут обсуждены некоторые экспериментальные данные, по-
лученные в реальных процессах работы экструдеров, снабженных цилиндрами с канавками.
Проблемы при работе с экструдерами с зоной загрузки, снабженной канавками. Ис-
пользование обычного сжимающего шнека в экструдерах с зоной загрузки, снабженной ка-
навками, часто приводит к плохой работе машины и быстрому износу оборудования. Это про-
исходит, если эффективность передвижения твердого материала слишком высока, чтобы ра-
бота зон плавления и дозирования в экструдере поддерживались на должном уровне.
Представляется целесообразным иметь метод контроля эффективности движения твер-
дого материала в экструдере, который бы позволял регулировать его поступление для дости-
жения оптимальной и согласованной работы экструдера в целом. Одним из распространен-
ных методов регулирования эффективности движения твердого материала является измене-
ние температуры цилиндра в зоне загрузки экструдера. Недостаток этого метода состоит в
том, что регулирование температуры цилиндра обычно оказывает лишь слабое влияние на
эффективность продвижения твердого материала. Можно также изменять температуру шне-
ка в зоне загрузки экструдера. Однако и в этом случае эффективность движения твердого ма-
териала изменится незначительно. К тому же контроль температуры шнека более сложен, чем
контроль температуры цилиндра.
Устранение недостатков в экструдерах с зоной загрузки, снабженной канавками. Бо-
лее эффективным методом контроля скорости движения твердого материала является регу-
лирование геометрии канавок. Эффективность движения твердого материала определяется
количеством канавок, их длиной, ориентацией и глубиной. Непрерывная регулировка числа
канавок невозможна. Регулировка длины или ориентации канавок возможна, но, очевидно,
очень сложна. Типичная аксиальная длина канавок имеет размер порядка от 3 до 5 диаметров
цилиндра. Таким образом, регулирование длины должно было происходить на таком же уров-
не размеров, что довольно затруднительно. Самым удобным методом контроля эффективно-
сти движения твердого материала было бы регулирование глубины канавок. Глубина канавок
обычно изменяется от 2-3 мм до нуля. Следовательно, уровень регулирования должен быть
тоже примерно 2-3 мм.
Экструдер с регулируемой глубиной канавок. В экструдере с регулируемой глубиной ка-
навок, разработанном Раувендаалем [246], глубина канавок может постоянно изменяться не-
посредственно во время работы. Параллельно аналогичные разработки были проведены в
Польском Техническом Университете в Любляне [244,245]. Более ранние исследования дан-
ного вопроса описаны в работе [247]. Однако вследствие сложности предлагаемого механизма
регулирования глубины канавок, они не были внедрены в промышленность.
анализ основных процессов
255
Имеются два основных способа регулирования глубины канавок:
• движением шпонки по канавке цилиндра в радиальном направлении;
• движением конусообразной шпонки вдоль канавки цилиндра с уменьшением глубины
в продольном направлении.
Опытный образец первого механизма был сконструирован и изготовлен. Полученные
экспериментальные результаты будут приведены ниже.
регулировка глубины канавок движением шпонок в радиальном направлении. На
рис. 7.27 изображено устройство, в котором шпонки движутся радиально, показаны аксиаль-
ное и перпендикулярное поперечное сечение узла загрузки 4 с тремя продольными канавка-
ми. Глубина канавок регулируется с помощью электромеханических приводов, непосредст-
венно связанных со шпонками. Шпонки могут перемещаться в радиальном направлении, тем
самым осуществляя простое и прямое регулирование глубины канавки. Для каждой канавки
необходим отдельный привод. Возможны и другие механизмы регулировки.
Глубина каждой канавки регулируется электромеханическими приводами 7, располо-
женными снаружи узла загрузки. Шток привода 2 связан с задней частью шпонки, осуществ-
ляя радиальное движение шпонки в гнезде. Шпонка расположена в выемке узла загрузки.
И шпонка, и гнездо оснащены фланцем, который гарантирует, что минимальная глубина не
может быть меньше нуля. Другими словами, шпонка не может выходить из канавки в ци-
линдр. На рис. 7.27 показано положение шпонок при нулевой глубине канавки.
Шпонки сделаны самоустанавливающимися, так что выход из канавок всегда сужается до
нулевой глубины. Это позволяет избежать зависания материала в конце канавок. Другое пре-
имущество данного устройства состоит в том, что для каждой канавки требуется только один
привод. Таким образом, снижается стоимость механизма регулирования. Положение шпонок
в позиции, когда глубина канавки максимальна, показано на рис. 7.28. В этом положении
шпонки втянуты в свои гнезда насколько это возможно.
Узел загрузки может иметь стандартное загрузочное отверстие 6. Загрузочное отверстие
На рис. 7.27 несколько смещено, чтобы улучшить условия загрузки. В узле загрузки располо-
жены также каналы охлаждения. Они поддерживают температуру на данном участке доста-
точно низкой, чтобы предотвратить плавление полимерного материала. Каналы охлаждения
соединены между собой. Таким образом, механизм регулировки глубины канавки занимает
, небольшое пространство.
7.27. Узел загрузки экструдера с регулируемой глубиной канавок. Показана нулевая глубина ка-
навки
256
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.28. Узел загрузки экструдера с регулируемой глубиной канавок. Глубина канавок максимальна
Аксиальное движение конусообразных шпонок. Одним из недостатков механизма с са-
моустанавливающимися шпонками является вероятность налипания материала между
шпонкой и гнездом. Если это происходит, шпонка не может передвигаться строго по радиусу,
и при этом возникают заклинивания. Решить эту проблему можно, если сделать шпонки и
гнезда с уклонами (конусообразными) и регулировать глубину канавки сдвигая шпонки по
поверхности гнезд (рис. 7.29).
Шпонки могут двигаться по отдельности или вместе. Одним из возможных методов регу-
лирования положения шпонок состоит в использовании кремальерного механизма. Преиму-
щество этого приспособления для сдвига шпонки состоит в том, что материал практически не
налипает между шпонками и гнездом. Другое преимущество состоит в том, что указанное при-
способление для перемещения шпонок состоит из небольшого количество деталей и просто в
производстве.
Загрузочное
отверстие
Узел
загрузки
в заднем положении,
максимальная глубина канавки
Шпонка
в переднем положении,
поверхность
шпонка
нулевая глубина канавки
Рис. 7.29. Регулировка глубины канавки с аксиальным движением шпонки
у. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
257
Для того чтобы обеспечить хорошее скольжение, основание
шпонки может быть изготовлено из самосмазывающего материа-
ла. Поперечное сечение шпонок (по крайней мере, часть его)
должно быть таким, чтобы шпонки оставались неподвижными,
даже если они будут находиться в вертикальном положении. Не-
которые возможные геометрические формы гнезд, которые отве-
чают данному требованию, показаны на рис. 7.30.
Следует отметить следующие преимущества регулирования
глубины канавки:
• Эффективность работы загрузочного отверстия может ре-
гулироваться в соответствии с характеристиками мате-
Рис. 7.30. Различные фор-
мы гнезд для крепления
риала, а также режима подачи шнека. шпонки
• Поскольку глубина канавки может регулироваться до ну-
левого значения, загрузочное отверстие может быть легко очищено при смене материа-
ла; другими словами, материал не сможет застревать в канавках.
• Глубина канавок может регулироваться в процессе работы машины таким образом,
возможен выбор оптимальной глубины канавки в реальных условиях эксплуатации.
• С помощью электронных средств управления изменение глубины канавки может осу-
ществляться быстро, в автоматическом режиме и точно, при этом глубина канавки мо-
жет быть оптимизирована в целях получения минимальных колебаний давления на
выходе экструдера.
• Регулируемая глубина канавок позволяет легко производить загрузку в экструдерах с
отводом газов.
• Возможность регулирования глубины канавок в зоне загрузки значительно расширяет
возможности регулировки всего процесса работы экструдеров.
Средства контроля за процессом экструзии в существующих экструдерах очень ограниче-
ны. Основными контрольными параметрами являются частота вращения шнека и температу-
ра по зонам машины (цилиндра, головки и шнека). Частота вращения шнека непосредственно
связана с производительностью, поэтому существенные изменения данного параметра приво-
дят к значительным изменениям производительности. Это ограничивает возможности ис-
пользования частоты вращения шнека в качестве управляющего параметра, если необходимо
оптимизировать процесс в переходном режиме работы. Температуру можно изменить только
медленно. Таким образом, она не может быть использована, чтобы произвести быстрое регу-
лирование процесса. Кроме того, температура обычно не оказывает сильного влияния на
характеристики движения материала в экструдере. Следовательно, регулирование глубины
**навок в загрузочной зоне цилиндра представляет собой самый быстрый и эффективный ме-
тод оптимизации работы экструдера, позволяющий влиять на движение материала в экстру-
дере. Этот метод контроля позволяет одношнековому экструдеру перерабатывать различные
^астмассы, корректируя характеристики машины в соответствии со свойствами перерабаты-
кого материала. В связи с этим представляется возможным в стандартной машине исполь-
широкий диапазон экструзионнных шнеков и тем самым повышать производитель-
"ость экструдера.
ци иериментальные результаты. Разработан экспериментальный экструдер с канавка-
₽У глУбины в зоне загрузки. Диаметр шнека 25 мм, отношение длины к диамет-
Пщ01| ' 18:1. Зона загрузки оборудована двумя канавками с самоустанавливающимися
аренд 2^ ^To позволяет осуществлять непрерывное регулирование глубины канавки во
ты экструдера. Угол, в пределах которого могут двигаться шпонки, составлял от О
258
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.31. Зависимость производительности экструде-
ра от угла наклона шпонок
до 0°54' (0,0157 радиан или 0,90 град).
Частота вращения шнека изменялась от
177 до 279 об/мин. Тепло не подводилось
к цилиндру от подогревателя цилиндра,
в действительности подогреватели ци-
линдра были отключены после запуска
экструдера. В качестве материала был ис-
пользован полиэтилен средней плотно-
сти.
На рис. 7.31 представлена зависи-
мость производительности от угла накло-
на шпонок для 4-х различных скоростях
шнека (177, 211, 248 и 279 об/мин). Во
всех случаях производительность увели-
чивалась с ростом угла наклона. Увели-
чение производительности (примерно
12%) более заметно при высоких скоро-
стях шнека.
На рис. 7.32 представлена зависимость расхода энергии от угла наклона снова для тех же
4-х скоростей шнека. Расход энергии увеличивается с углом наклона. Этого следовало ожи-
дать, поскольку эффективный коэффициент трения на поверхности цилиндра растет с увели-
чением глубины канавки. На рис. 7.33 показана зависимость температур цилиндра, головки
экструдера и расплава от угла наклона. Все эти значения температуры увеличиваются с глу-
биной канавки. Таким образом, результаты показывают, что регулируя глубину канавок,
можно оказывать сильное влияние на экструзионный процесс.
Рис. 7.32. Зависимость расхода энергии от угла наклона шпонок
дНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
259
'Н
О
я
«
а
ф
с
2
ф
Угол наклона, град
Рис. 7.33. Зависимость температуры головки, цилиндра,
расплава от угла наклона шпонок
< Общая оценка экструдеров с ре-
гулируемыми канавками в зоне за-
догзки. Экструдер с регулируемыми
канавками обеспечивает ряд преиму-
ществ перед традиционным экстру-
дером, оборудованным канавками в за-
грузочной зоне, поскольку значитель-
но устраняет недостатки последнего.
Преимуществами такого экструдера
являются большая производитель-
ность, высокая стабильность процесса
и способность перерабатывать полиме-
ры с более высокой молекулярной мас-
сой, например, сверхвысокомолеку-
лярный полиэтилен. Дополнительные
достоинства состоят в том, что харак-
тер движения материала в зоне загрузки с регулируемыми канавками может быть приведен в со-
ответствие с характеристиками полимера и шнека. Загрузочная зона легко очищается при смене
Материала, а регулировка глубины канавки во время работы позволяет оптимизировать процесс в
реальных эксплуатационных условиях. Регулировать глубину канавки можно автоматически по-
средством обратной связи от перепадов давления в головке (и/или других параметров процесса).
Кроме того, такую систему можно использовать в экструдерах с отводом газов или с загрузочным
отверстием, расположенным внизу, без опасения потери материала.
Главное преимущество экструдера с регулируемыми канавками состоит в обеспечении
Повышенного уровня контроля за процессом экструзии и его универсальности, которые преж-
де не были возможны. В результате экструдер может перерабатывать разнообразные материа-
лы и использовать шнеки различной геометрии, сохраняя при этом хорошую стабильность
процесса и качество экструдата.
7.2.2.4. Сравнение ограниченной («голодной») загрузки
со свободной засыпкой в бункер
Большинство одношнековых экструдеров заполняются свободной засыпкой (переполне-
нием) бункера. Это означает, что нижняя часть загрузочной воронки полностью заполняется
Материалом, и шнек будет забирать столько материала, сколько он может транспортировать.
*°гДа экструдер полностью заполнен, производи-
тельность определяется главным образом часто-
той вращения шнека (рис. 7.34).
При свободной засыпке высокие давления
создаются в зонах движения твердого материала и
давления. Эти высокие давления приводят к аг-
**ерации ингредиентов, которые в дальнейшем
быть хорошо диспергированы или равно-
^Но распределены по объему [247-249]. В ре-
^^втате загрузка свободной засыпкой может
- В^едно^ по отношению к необходимости хо-
перемешивания в экструдере.
ри ограниченной загрузке материал дозиру-
в экструдере питателем. В результате не про-
Загрузочная
воронка
Рис. 7.34. Загрузка со свободной засыпкой
260
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.35. Ограниченная загрузка экструдера
исходит накопления материала в загрузочном от-
верстии, и производительность определяется пи-
тателем, а не частотой вращения шнека. Первые
несколько витков шнека частично заполняются
материалом без развития избыточного давления
в этой части экструдера. Канал шнека остается не
полностью заполненным до некоторого расстоя-
ния от загрузочного отверстия. В этой точке дав-
ление начинает постепенно увеличиваться.
В действительности «голодная» загрузка умень-
шает эффективную длину экструдера (рис. 7.35).
Одним из преимуществ ограниченной за-
грузки является то, что давление вдоль экстру-
дера меньше, чем при свободной засыпке. Сле-
довательно возможность агломерации меньше,
что приводит к улучшенному смешению в экс-
трудере. Недавно был проведен анализ влияния
ограниченной загрузки на эффективность смешения в экструдерах и литьевых машинах
[250-253]. Все исследователи пришли к заключению, что значительные улучшения качества
смешения наблюдались при «голодной» загрузке, а не при свободной засыпке. Ограничение
по загрузке — это стандартный режим работы двухшнековых экструдеров, используемых для
смешения. Однако преимущества дозированной загрузки не ограничиваются ее применением
в двухшнековых экструдерах. С помощью «голодной» загрузки также можно значительно
улучшить смешение в одношнековых экструдерах. При ограниченной загрузке одношнеко-
вые экструдеры могут быть использованы для процессов, требующих улучшенного смешения
компонентов смеси, в некоторых случаях конкурируя с двухшнековыми экструдерами.
При ограниченной загрузке частота вращения шнека может варьироваться при сохране-
нии постоянной производительности. Также производительность может варьироваться при
неизменной частоте вращения шнека. В результате достигается большая степень надежности
контроля экструзионного процесса. Это удобно, поскольку экструдер обладает достаточной
длиной для того, чтобы происходило полное плавление и смешение полимера. Если длина
шнека недостаточна «голодная» загрузка не даст удовлетворительных результатов. В боль-
шинстве случаев, чтобы использовать дозированную загрузку успешно, длина шнека должна
быть равна 30/) или даже больше. Для экструдеров с канавками в загрузочной зоне интенсив-
ность загрузки может контролироваться ограничениями подачи материала. Влияние зоны за-
грузки, оборудованной канавками, зависит от длины, в пределах которой канавки полностью
заполнены. Последнее можно контролировать ограничением загрузки (отношением действи-
тельной скорости загрузки к скорости загрузки при свободной засыпке). Ограничения пита-
ния машины позволяют, в некотором смысле, контролировать эффективную длину зоны за-
грузки (при наличии канавок). По существу, это является альтернативой экструдерам с регу-
лируемыми канавками, обсуждавшихся выше в разделе 7.2.2.3.
Другое преимущество «голодной» загрузки относится к плавлению. В одношнековых экс-
трудерах твердый материал обычно спрессовывается в плотный непрерывный твердый слои
(твердую пробку). Он образует спиральную ленту, которая уменьшается в размере вдоль экс-
трудера вследствие плавления. Там, где твердая пробка исчезает, процесс плавления заверш3'
ется, и начинается процесс транспортировки расплава. Этот процесс представлят собой по-
степенное плавление непрерывной твердой фазы. Характерная протяженность длины шнека,
на которой осуществляется плавление в этом процессе, составляет 10—15D.
*7. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
261
В двухшнековом экструдере с зацепляющимися шнеками невозможно, чтобы твердая фа-
за образовала непрерывный твердый слой, потому что нет непрерывных каналов вдоль шне-
ков. В результате плавление в таком экструдере отличается от механизма плавления в одно-
шнековом экструдере. В зоне плавления такого экструдера частицы твердого материала обыч-
но сохраняют свою индивидуальность до окончания процесса плавления. Отдельные частицы
твердого материала находятся во взвешенном состоянии в непрерывной фазе расплава, и их
размер уменьшается во время плавления. Этот тип плавления называют плавлением диспер-
гированной твердой фазы (ПДТФ). Протяженность длины плавления в этом процессе часто
очень короткая, обычно от 2 до 3D, что примерно в 5 раз короче протяженности плавления в
одношнековом экструдере.
Высокая эффективность плавления делает двухшнековые экструдеры многофункцио-
нальными машинами, пригодными для решения различных задач, таких как смешение, отвод
летучих веществ, химические реакции и т. д. Понятно, что если бы удалось осуществить плав-
ление отдельных гранул в одношнековых экструдерах, это позволило бы значительно увели-
чить ценность одношнековых экструдеров. Можно с уверенностью сказать, что одним из важ-
ных способов достижения этого результата является «голодная» загрузка. Для того чтобы
реализовать такой механизм плавления, следует при движении твердого материала избегать
высоких давлений. Это легко осуществимо при ограниченной загрузке. Очевидно, что также
возможны другие способы, например, включение в конструкцию шнека элементов для смеше-
ния и т. п. Эти вопросы будут рассмотрены в главе 8.
7.3. Пластикация
Второй функциональной зоной в экструдере является зона пластикации или зона плавле-
ния. Зона плавления начинается, как только полимер начнет плавиться. Обычно это происхо-
дит на расстоянии от 3 до 5D от загрузочного отверстия. В связи с тем что большое количество
тепла, обусловленного трением, выделяется обычно в зоне движения твердого материала на
поверхности границы раздела цилиндра и твердого слоя, первые следы расплава обычно по-
являются на поверхности цилиндра. Естественно, что начало плавления приходится на то ме-
сто, где профиль измеренных температур превышает температуру плавления. Температура на
границе раздела цилиндра и твердого слоя может значительно отличаться от измеренной тем-
пературы цилиндра. В действительности плавление может часто начаться и без внешнего на-
Грева, а только вследствие значительных тепловыделений, обусловленных трением.
Когда происходит плавление, толщина первоначально тонкого слоя расплава на поверх-
ности цилиндра постепенно увеличивается. Это особенно справедливо на очень ранних ста-
диях плавления, когда в тонком слое расплава возникает высокая скорость сдвига, вызываю-
щая быстрый подъем температуры в материале и высокую скорость плавления. Если толщина
Расплавленного слоя превысит величину радиального зазора между витками и стенкой ци-
линдра, расплав будет перетекать в канал шнека, смещая прилегающий твердый слой. В боль-
шинстве случаев слой твердого материала будет перемещаться к пассивной лопасти шнека, и
Расплав будет накапливаться в между твердым слоем и активной стороной лопасти шнека.
Впервые процесс плавления в одношнековых экструдерах был описан Маддоком [60]. Его
^людения основывались на результатах экспериментов, в которых шнек извлекался из экс-
^РУдера на разных стадиях процесса плавления. Шнек с материалом оставался в экструдере, и
ина быстро охлаждалась. Затем шнек извлекался из цилиндра с помощью гидравлическо-
поршня. Далее состояние материала в канале шнека было проанализировано для разных се-
пии и точках по радиусу канала. Описание Маддока было точным, но лишь качественным.
262
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Автор не предпринял попыток моделирования плавления, которое бы позволило дать количе-
ственное описание процесса. Тип плавления, который рассматривался Маддоком, относился
к модели плавления непрерывного слоя твердой фазы.
Несколько позже Тад мор с сотрудниками провел обширную экспериментальную работу
по исследованию процесса плавления в одношнековых экструдерах [61]. Помимо экспери-
ментальной работы они выполнили теоретический анализ процесса пластикации и разработа-
ли классическую математическую модель плавления Тадмора [62]. Это представляло собой
значительный вклад в теорию экструзии, особенно в связи с тем, что, хотя плавление является
одной из важнейших функций экструдера, теоретическая модель плавления не была разрабо-
тана до середины 1960-х годов. Как обсуждалось ранее, плавление в двухшнековых экструде-
рах происходит в соответствии с моделью плавления диспергированной твердой фазы, описа-
ние которой будет представлено в разделе 7.3.5.
I
7.3.1. Теоретическая модель плавления непрерывного слоя
твердой фазы
Идеализированное поперечное сечение канала шнека в зоне плавления представлено на
рис. 7.36. Предполагают, что шнек неподвижен. Таким образом, в поперечном сечении, пер-
пендикулярном лопастям шнека, цилиндр движется к активной лопасти шнека со скоростью
Vfc, которая равна компоненте скорости цилиндра в плоскости, перпендикулярной винто-
вой линии канала шнека. В результате такого движения в тонком расплавленном слое между
твердым слоем и цилиндром возникает высокая скорость сдвига. При этом выделяется значи-
тельное количество теплоты вследствие вязкого трения при течении в слое расплава (см. так-
же раздел 5.3.4). Поскольку слой расплава очень тонкий, влияние градиента давления на про-
филь скоростей в слое расплава очень мало. Поэтому течение в слое расплава оказывается, по
существу, течением, обусловленным движением граничной поверхности, и скорость сдвига и
интенсивность теплоты выделений относительно равномерны по всей глубине слоя расплава.
Расплав перетекает из расплавленной пленки к активной стороне лопасти шнека. Только
небольшая часть материала может перетечь через зазор между витками и цилиндром. В ре-
зультате большая часть расплава поступает в своеобразный «бассейн», заполненный распла-
вом. В этом бассейне под влиянием движения цилиндра создается циркуляционное течение
расплава в направлении, перпендикулярном оси винтового канала. Поскольку большая часть
теплоты вязкого трения выделяется в верхней части слоя расплава, обычно полагают, что
плавление происходит на поверхности раздела верхнего слоя твердого материала и слоя рас-
плава. В процессе плавления поперечное сечение твердого слоя уменьшается, а поперечное
сечение бассейна с расплавом увеличивается. Поэтому наличие расплавленного слоя оказы-
вает значительное давление на слой твердого материала. В результате ширина твердого слоя
уменьшается, в то время как расплавленная пленка между твердым слоем и цилиндром оста-
ется практически относительно постоянной. Для того чтобы такой механизм плавления реа-
лизовывался, твердый слой должен постоянно деформироваться. Ширина твердого слоя
уменьшается по мере того, как все большее количество материала плавится со стороны ци-
линдра. Таким образом, по мере плавления происходит постепенное перемещение границы
раздела твердый материал-расплав. Этому отвечает скорость движения границы раздела
которая определяет скорость процесса плавления.
Имеются два источника энергии, используемой при плавлении. Первый, и, как правило,
самый важный источник — это механическая энергия, доставляемая шнеком, которая преоб-
разуется в тепло вследствие внутреннего вязкого трения. Второй источник энергии — это теп-
ло, поставляемое внешними нагревателями цилиндра и, возможно, нагревателями шнека.
7. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
263
Рис. 7.36. Модель плавления Тадмора
лыпинстве случаев часть энергии поставляется шнеком, около 80-90% или даже больше.
Для этого имеются весьма веские причины. Энергия, поставляемая шнеком, расходуется
главным образом в расплавленном слое. Результирующее выделение теплоты вязкой дисси-
пации относительно равномерное во всем объеме материала. Таким образом, повышение тем-
пературы расплава полимера оказывается относительно равномерным, так что не требуется
осуществлять перенос тепла на большие расстояния.
Тепло, доставляемое нагревателями цилиндра, должно быть перенесено через всю тол щи-
Цилиндра и через всю толщу расплавленного слоя, прежде чем оно сможет достичь твердо-
_ СЛоя- Проблемы, связанные с переносом этой энергии, обусловлены значительными поте-
Тепла вследствие проводимости, конвекции и радиации. Другой наиболее серьезной
Всю Лем°й ™тся низкая теплопроводность полимера. Тепло должно быть передано через
ОсЛ Расплавленного слоя- Следовательно, поток переносимого тепла будет малым,
ННо» если толщина расплавленного слоя велика. Увеличение температуры цилиндра мо-
.ускорить процесс нагрева, однако подъем температуры ограничен вследствие возможной
,7=стРУкции полимера.
плавление происходит только при нагреве от нагревателей цилиндра без выделения
оты вязкого трения, скорость плавления оказывается чрезвычайно низка. Именно поэто-
264
ЧАСТЬ II. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
му поршневые экструдеры имеют такую плохую пластицирующую способность; в экструде-
рах этого типа имеет место лишь небольшое выделение теплоты вследствие вязкой диссипа-
ции, или даже выделение теплоты вообще отсутствует (см. раздел 2.4).
Именно в связи с этим одношнековые экструдеры с возвратно-поступательным движени-
ем шнека стали так популярны в литьевых машинах, даже несмотря на то, что они более слож-
ны, чем устройства поршневого типа. Таким образом, должно быть ясно, что основу пластици-
рующей способности шнековых экструдеров составляет выделение теплоты вследствие вяз-
кого трения в расплаве полимера.
Для прогнозирования скорости плавления должно быть известно количество тепла, под-
водимого к поверхности раздела твердый материал-расплав. Эта величина может быть най-
дена, если известны профили температур в расплавленном и твердом слоях. Температурный
профиль в расплаве может быть определен из профиля скоростей в расплавленном слое. Что-
бы вывести выражение для температурного профиля делаются следующие предположения:
• процесс является установившимся;
• плотность расплава полимера и теплопроводность постоянны;
• конвективный перенос тепла не учитывается;
• перенос проводящего тепла осуществляется только в направлении, нормальном к гра-
нице раздела.
При этих допущениях уравнение сохранения энергии (уравнение (5.5)) может быть упро-
щено и записано как
d2T dvx. л
•------1- т . —— = О
mdy2 ху ду
(7.86)
Напряжение сдвига может быть определено из уравнения движения. Для того чтобы по-
лучить выражение для напряжения сдвига, сделаны дополнительные допущения:
1. Течение полимерного расплава ламинарное.
2. Инерция и массовые силы пренебрежимо малы.
3. Скольжение у стенок отсутствует.
4. Градиенты давления в расплавленном слое отсутсвуют.
5. Температурной зависимостью вязкости можно пренебречь.
При этих предположениях полное уравнение движения (уравнение (5.3)) может быть уп-
рощено:
^> = 0. (7.87)
ау
Направление координаты д/ определяется векторной разностью скоростей между цилин-
дром и твердым слоем (см. рис. 7.36). Величина этой разности скоростей Av, то есть относи-
тельная скорость, определяется в соответствии с уравнением (7.47) и угол 0 в тангенциальном
направлении задается следующей формулой:
„ . ( tysintp '
0= arctan --------—
l^coscp-rj
(7.88)
Угол 0, по существу, тот же самый, что и угол движения твердого материала, обсуждаемый
в разделе 7.2.2. Если расплав полимера ведет себя как ньютоновская жидкость, уравне-
ние (7.87) имеет вид:
• анализ ОСНОВНЫХ ПРОЦЕССОВ
</2гх.
dy2
= 0.
265
(7.89)
В результате двухкратного интегрирования, принимая граничные условия пх.(0) и
ои(Ят) “ Да, получаем следующий профиль линейных скоростей:
vx-
(7.90)
Уравнение (7.86) теперь принимает вид
</27
'”dy2
д»
+ ц —
И-».
2
=0.
(7.91)
Граничные условия при этом таковы Т(0) - Т„ и Т (Нт) - Ть. Снова дважды интегрируем и
получаем профиль, описываемый уравнением второго порядка
Т(у)=
2 + (2^тД^+цДп2А
I 2kmHm )У
(7.92)
гле ЛТь -Ть- Тт.
На основании уравнения (7.92) теперь может быть определен тепловой поток на поверх-
ности раздела Q. На основании закона Фурье, уравнение (5.45), тепловой поток на единицу
площади (удельный тепловой поток) определяется следующим уравнением:
<793)
4 Л * dy 2Нп '
Распределение безразмерной температуры в твердом слое может быть определено из урав-
нения сохранения энергии (уравнение (5.5)), примененного к движущейся твердой пластине
„ dT „ d2T
р 5Cxv — = Ks —y- (7.94)
* dy dy2
Если температура на поверхности раздела принимается равной температуре плавления
. - Tmt а температура вдали от поверхности раздела принимается за исходную температу-
ру Г(~оо) = Тп тогда температурный профиль в твердом слое описывается выражением
7’(г/)=ДТгехр
а.
(7.95)
гДеДТ=7
Исходная температура Тг обычно представляет собой температуру, при которой частицы
РДого полимера вводятся в экструдер. В уравнении (7.95) принято, что масса твердого слоя
одится при температуре Тп и что нагревается только относительно тонкий поверхностный
Справедливость этого предположения зависит главным образом от толщины твердого
и длительности его пребывания в экструдере. Справедливость предположения может
проверена с помощью анализа, основанного на оценке числа Фурье, как это обсуждалось
в разделе 5.3.3. Если толщина твердого слоя составляет порядка 10 мм, а время пребыва-
266
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
ния твердого слоя в экструдере менее одной или двух минут, высказанное выше предположен
ние вероятно справедливо. Однако, если толщина твердого слоя составляет 3-4 мм при той же
самой длительности пребывания, такое предположение, понятно, не выполняется. Таким об-
разом, исходное предположение не может быть использовано, если толщина твердого слоя ме-
нее 5 мм, потому что в действительности твердый слой нагревается со всех сторон. Это означа-
ет, что уравнение (7.95) не должно использоваться для экструдеров малого диаметра с неглу-
бокими каналами и в конце стадии плавления, если толщина твердого слоя становится
меньше 5 мм.
Действительное распределение температуры в твердом слое изменяется в аксиальном на-
правлении. Изменение температур может быть описано уравнением (6.98) для случая одно-
стороннего нагрева, как это обсуждалось в главе 6.3.5.
На рис. 7.37 представлен профиль температуры в ограниченной пластине, нагреваемой с
двух сторон, при условии, что у = 0 ([ 16] в главе 5), который определяется следующим уравне-
нием:
7\-Т
Tt-T0
у (-1)"
~(п + 0,5)л
n2at/Ь2
*У(2я + 1)
(7.96)
где b — половина толщины пластины.
В пределах точности 10-20% можно записать следующее приближенное выражение для
профиля температур в центре пластины
7\-Т ~at
т^т.'ь2’
(7.97)
Это выражение можно использовать, чтобы затем получить уточненную температуру
приведения Т* при условии, что Т* уве-
личивается в аксиальном направлении
вдоль шнека
Рис. 7.37. Температурный профиль в твердой пла-
стине при двухстороннем нагреве
(7.98)
Выражение в круглых скобках пред-
ставляет число Фурье для твердого слоя.
Эта уточненная температура приведе-
ния Т'г может быть использована в уравне-
нии (7.95) вместо Тг
Следствием этой поправки оказыва-
ется ускоренное плавление по направ-
лению к концу зоны плавления. Тепло-
вой поток от поверхности раздела внутрь
твердого слоя qw{ также определяется на
основании закона Фурье
= = £ (в) = р q v &ТГ-
Чои1 д S' Г S*'' S.sy^ f
(7.99)
L. АНАЛИЗ основных процессов
267
Рис. 7.38. Профили температур и
удельные тепловые потоки
при плавлении непрерыв-
ного слоя твердой фазы
Более корректное определение удельного тепло-
goit) потока в твердом слое может быть сделано при
использовании уравнения (7.96) и дифференцирова-
ния температуры по направлению нормали у.
Дополнительная сложность заключается в том,
что предполагалось, что твердый слой свободно де-
формируется. Это означает, что характер переноса те-
пла не может быть определен. Уравнения (7.97)-
(7.99) могут использоваться, только если скорость де-
формации твердого слоя мала по сравнению со скоро-
стью теплопереноса в твердом слое. Типичная ско-
рость плавления твердого слоя vsy равна 0,2 мм/с. Ха-
рактерная глубина проникновения тепла (4>/aF, см.
уравнение (6.99«)), составляет около 1,3 мм/с, если
коэффициент температуропроводности а равняется
10 7 м2/с- Таким образом, скорость переноса тепла внутрь твердого слоя примерно на один по-
рядок выше скорости деформации твердого слоя. Поэтому скорость деформации твердого
слоя в большинстве случаев относительно мала по сравнению со скоростью переноса тепла
внутрь твердого слоя.
Температурные профили в расплаве и твердом слое представлены на рис. 7.38.
Скорость плавления может быть определена при рассмотрении равновесия тепловых по-
токов на поверхности раздела фаз. Тепло, используемое для плавления полимера на поверх-
ности раздела фаз, определяется разностью теплового потока, поступающего в пограничный
слой, и теплового потока, выходящего из него:
- psCsvs^Tr. (7.100)
Скорость плавления vsy теперь принимает вид
2Р.ЦДН
(7.101)
гдедя-дн^сдт;
Величину ДНможно рассматривать как «потери» тепла. Она представляет собой разность
энтальпий при Тт и Тг Поскольку плавление происходит вдоль направления относительного
Движения твердого слоя, все большее количество расплавленного полимера накапливается в
Д^идкой пленке. Увеличение потока массы на длине dx’ в результате плавления представляет-
ся следующим выражением:
ДМ;=рлг^А/. (7.102)
Индекс «штрих» у потока массы говорит о том, что поток массы относится к единице дли-
• Индекс «штрих» при х-координате показывает направление, определяемое векторной
Ностью между цилиндром и твердым слоем (см. рис. 7.36).
Величение потока массы неизменно связано с соответствующим увеличением толщины
явленного слоя. При этом соответствующее увеличение скорости вязкого течения опре-
стся следующим образом:
268
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
дм;=АРяд»йни.
£л
(7.103)
Можно предположить, что изменения толщины слоя расплава происходит только в на-
правлении У относительного движения твердого слоя. В этом случае, используя уравнения
(7.101)—(7.103), получим дифференциальное уравнение, определяющее толщину слоя рас-
плава
,н (2k^Tb+pAv2'
" " [ р^Н )
(7.104)
Если за толщину расплавленного слоя при х' - 0 принимается величина, равная локально-
му радиальному зазору 5 между выступами нарезки и цилиндром, то толщина этого слоя мо-
жет быть выражена следующим образом:
+ 2цДо2)^, t
р^ДЯ
-.1/2
(7.105)
Общее количество расплавленного полимера в пределах всей ширины твердого слоя мо-
жет быть определено с помощью уравнения
J (7.106)
5 НИ<0) 2
где W/ — ширина твердого слоя в направлении х'.
Это уравнение представляет собой скорость плавления полимера на единицу длины в на-
правлении z' (см. рис. 7.36). Оно может быть записано в следующем виде:
|Я-<’Ч (7.107)
Если считать, что зазором между нарезкой и цилиндром можно пренебречь, Нт (0) = 0,
скорость плавления выражается как
= а^-
Уравнение (7.108) представляет скорость плавления на единицу длины в направлении z'.
Направление х' определяется относительной скоростью Ди. Связь между х' и координатой х в
плоскости, перпендикулярной каналу, определяется соотношением: х = х' sin (0 + <р).
Связь между z' и координатой вдоль канала z выражается как z* = z sin (0 + <р). Таким обра-
зом, скорость плавления на единицу длины вдоль канала определяется следующим образом:
^^ = п7Й^5ш(6 + ф). (7.109а)
Связь между z' и аксиальной координатой I определяется соотношением I = z'cos 0. Таким
образом, скорость плавления на единицу длины вдоль оси описывается уравнением:
ДНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
269
dl cos0
(7.1096)
Связь между шириной твердого слоя U7/ в направлении хп и Ws в поперечном направле-
нии определяется соотношением IF/ sin (в + ф). Соответственно, скорость плавления на
единицу длины вдоль канала может быть представлена следующим уравнением:
dMp
где
(2&„ATt +цДс2)р„л sin<p
2ДЯ
(7.109с)
(7.109(7)
Этот результат становится очевидным, если выполняется соотношение Дг sin (0 + ф) =
- sin ф (см. уравнение (7.61)).
Из уравнения (7.107) можно видеть, что влияние радиального зазора между выступами
нарезки и цилиндром на процесс плавления выражается в уменьшении локальной скорости
плавления материала. Это означает, что износ шнека или цилиндра в зоне пластикации будет
уменьшать пластикационные характеристики экструдера (см. раздел 8.2.2.3). Уравнения
(7.108) и (7.109) позволяют четко разделить вклад теплопроводности 2km &Th и выделения те-
плоты вязкой диссипации цАг2. Как упоминалось ранее, выделение теплоты вследствие вяз-
кой диссипации существенно больше, чем от теплопроводности.
Представленные уравнения могут также объяснить, почему иногда увеличение темпера-
туры цилиндра не приводит к ускорению процесса плавления. Когда температура цилиндра
Ть увеличивается, поток тепла тоже возрастает. Однако при этом выделение тепла вследствие
вязкой диссипации уменьшается, так как вязкость в расплавленном слое снижается с повы-
шением температуры расплава. Если уменьшение выделения тепла, обусловленного вязким
течением, больше, чем рост теплового потока, суммарный результат будет состоять в умень-
шении скорости плавления, как это представлено на рис. 7.39.
Такой результат может быть получен при экструзии полимеров, вязкость расплавов кото-
рых очень чувствительна к температуре, например, таких как полиметилметакрилат, поливи-
нилацетат, поливинилхлорид и др. Температурная зависимость вязкости расплава была рас-
смотрена в разделе 6.2.4.
Если вязкость расплава не очень чувствительна к изменению температуры, то уменьше-
ние нагревания вследствие внутреннего трения с увеличением температуры цилиндра будет
Незначительным. В результате, скорее всего, скорость плавления будет увеличиваться с рос-
Том температуры цилиндра, как это представлено на рис. 7.40.
Другое интересный результат состоит в том, что скорость локального плавления опреде-
ляется шириной твердого слоя. Очевидно, что максимально возможная ширина твердого
слоя — это ширина канала. Можно считать, что на очень ранней стадии плавления ширина
*®ердого слоя равняется ширине канала. В процессе плавления ширина твердого слоя сущест-
Й Уменьшается и» следовательно, скорость локального плавления также уменьшается,
большинстве случаев самая высокая скорость плавления достигается в начале плавления,
скорость плавления уменьшается монотонно вдоль оси шнека, так как ширина твердого
уменьшается. Это является важным фактором при конструировании шнека. Для осуще-
^•“Ления качественного плавления целесообразно сохранить относительно широкий твердый
270
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Температура цилиндра
Рис. 7.39. Влияния температуры цилиндра на сте-
пень плавления, когда вязкость сильно
зависит от температуры
Рис. 7.40. Влияние температуры цилиндра на сте-
пень плавления, когда вязкость не
сильно чувствительна к изменению тем-
пературы
слой в пределах значительной длины, чтобы поддерживать, насколько возможно, высокую
скорость плавления. Этот вопрос будет обсуждаться более детально в главе 8 при рассмотре-
нии проблем конструирования шнека.
Следует отметить, что уравнения (7.102)-(7.109) несколько отличаются от уравнений,
полученных Тадмором [62]. Причина состоит в том, что Тадмор принимал толщину расплав-
ленного слоя за постоянную величину. Однако ясно, что эта толщина должна увеличиваться в
поперечном направлении, чтобы могло разместиться возрастающее количество расплава.
Шапиро [63] и Вермелен [64,65] детально проанализировали этот вопрос. Они показали, что в
самосогласованной модели толщина расплавленного слоя должна изменяться с расстоянием
в направлении поперечном оси. Если считать, что толщина расплавленного слоя постоянна,
то чтобы сделать возможным дополнительное поступление материала в расплавленный слой
должны осуществляться очень высокие градиенты давления в поперечном направлении. Та-
кие высокие градиенты давления представляются нереальными. Если принять толщину рас-
плавленного слоя постоянной в поперечном направлении, то прогнозируемая степень плавле-
ния будет на коэффициент, равный >/2, ниже по сравнению со случаем, когда толщина рас-
плавленного слоя изменяется в направлении, поперечном ширине твердого слоя.
Еще одним неизвестным параметром при исследовании зоны плавления является шири-
на твердого слоя. Уравнение, определяющее зависимость этой ширины от расстояния вдоль
канала, может быть получено при рассмотрении материального баланса твердой фазы в про-
дольном направлении:
dMp=-psvad(H,Ws). (7.1Ю)
В зоне плавления канал, по существу, является конусообразным, и, соответственно, глу-
бина канала изменяется линейно вдоль канала и определяется соотношением
H = Hf-A2z, (7.1И)
где Ну глубина канала в зоне загрузки; Az — степень конусности в направлении вдоль канала.
Из уравнений (7.109) и (7.110) получим дифференциальное уравнение, определяющее
изменение твердого слоя в процессе плавления:
’ анализ ОСНОВНЫХ ПРОЦЕССОВ
271
р ЛУ, | у dH,
.V
долщина твердого слоя Hs первоначально определяется глубиной канала. Таким образом,
можнЬ считать, что изменение Hs соответствует изменению глубины канала подлине канала:
dHs _dH _
dz dz
(7.113)
Это важный момент, так как это означает, что при отсутствии плавления уплотнение в ка-
нале приводит к увеличению ширины твердого слоя. В этом случае
А
dWs = -±dz. (7.113а)
п к
При отсутствии плавления ширина твердого слоя увеличивается прямо пропорциональ-
но расстоянию. Таким образом, существуют два механизма, влияющие на ширину твердого
слоя. Плавление вызывает уменьшение ширины твердого слоя, но в то же самое время ширина
твердого слоя возрастает вследствие конусности канала.
Уменьшение Uzs, обусловленное плавлением, должно всегда превышать рост вследст-
вие сжатия. Если уплотнение происходит слишком быстро (большое значение Дг) плавление
не может достаточно быстро привести к уменьшению ширины твердого слоя. В результате
ширина твердого слоя будет увеличиваться, и твердый слой закупорит канал, когда его шири-
на станет равной ширине канала шнека. Это определяет верхнюю границу максимальной сте-
пени уплотнения, которая может быть использована в зоне пластикации шнека экструдера
Более подробно об этом см. раздел 8.2.2.
На основании уравнений (7.112) и (7.113) получим следующее дифференциальное урав-
нение, определяющее ширину твердого слоя, при условии Hs:
р5.»ы dz
Н
A^Ps^
Hf-A.z
(7И4)
(7.115)
Решение этого уравнения может быть представлено в виде
где — ширина твердого слоя при z = 0.
Полная длина зоны плавления может быть получена с учетом предположения, что U4 = 0:
z = (2 _ ЛвдРаУЙП (7.116)
Q, t Q, J
Из уравнения (7.115) видно, что максимальное значение длины зоны плавления достига-
ется, когда член уравнения, определяемый соотношением становится рав-
ным единице. В этом случае ширина твердого слоя становится независимой от расстояния
Вдоль канала, а самая короткая длина зоны плавления получается равной ZT= Hj/A2. Однако
условие невозможно достичь на практике, так как в этом случае практически не остается
272
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
никакого пространства для расплава полимера. Таким образом, в реальных технологических
процессах экструзии член уравнения (7.116), определяемый соотношением
должен быть больше единицы, чтобы обеспечить непрерывное уменьшение ширины твердого
слоя с расстоянием и соответственно избежать закупоривания канала шнека.
7.3.11. Неньютоновские жидкости в неизотермическом режиме
Более реальные предсказания относительно процесса плавления могут быть получены,
если расплав полимера рассматривают как неньютоновскую жидкость, текущую в неизотер-
мическом режиме. Однако такое расширение анализа приводит к необходимости совместного
рассмотрения уравнения сохранения энергии и импульса. Решение этих уравнений может
быть получено только численными методами, так что аналитическое решение невозможно.
Один из подходов к разрешению этой проблемы, предложенный Тадмором [61], заключается
в том, что в слое расплава принимается определенный температурный профиль, и затем реша-
ются соответствующие уравнения. Если принимается квадратичный профиль температур
в слое расплава, решение становится очень сложным, и оно содержит много неопределенно-
стей. Оценка полученного решения требует также детального численного анализа и сложных
математических расчетов. Если принимается линейный профиль температур в слое расплава,
основное уравнение записывается следующим образом:
(7.117)
где ат = ехр[аг (Tm - T)J см. также уравнение (6.40).
Уравнение движения (5.3) может быть представлено в виде
—^ = 0. (7.118)
dy
После интегрирования этого уравнения получаем
^Х'у ^1»
(7.119)
где — константа интегрирования.
Предполагаемый профиль температур в слое расплава может быть представлен в виде
следующего выражения:
Т(у)=ДГ6-^- + Ти. (7.120)
После подстановки уравнения (7.120) в (7.117) получаем зависимость градиента скоро-
сти от расстояния у в направлении, перпендикулярном течению. Уравнение (7.117) принима-
ет вид
где К2 = saT ATh и s — величина, обратная индексу течения, то есть s - 1/и.
С учетом граничных условий vx- (0) - 0 и vx (Hm) - Дг/, получим
анализ ОСНОВНЫХ ПРОЦЕССОВ
273
1-ехр(К2у/Я„)
1 - ехрК2
распределение скорости сдвига определяется как первая производная vx(y) по у\
<Ч- ДгК2ехр(К2у/Яи)
dy
Ни(1-ехрК2)
Выражение для градиента скорости как функции у может быть теперь подставлено в урав-
нение энергии (7.86). Используя граничные условия Т(0) = Тт и Т(Нт) == Th, решение уравне-
ния получим в виде
T(y)=Tm + ^- + ^f-
у т тт
ехр
ы
нт
-1 - (ехрК2 - 1)-у-
11 „
т
(7.124а)
где
В2=~т-
SvK2
л+1
(7.1246)
Для жидкости, свойства которой не зависят от температуры (аг = 0), множитель К2 стано-
вится равным нулю. Когда К2 приближается к нулю
✓ \ л +1
( Sv>
и
В
t
km
Н
m у
(7.124с)
У
2
ехр
-1-(ехрК2-1)-^-
У
2'2
У
н2 н„)
(7.124б/>
т
Таким образом, для неньютоновской жидкости, поведение которой не зависит от темпера-
туры, профиль температуры в слое расплава можно рассчитать по уравнению
Sv
(7.124е)
Т(у) = Тт + ^-у + ^-
НтУ 2ЛИ
(7.124/)
У У
т
н! ’
Т(у)=Т +^-у + И^^
(У) ” НпУ 2km
А для ньютоновской жидкости (индекс течения п * 1), вязкость которой принимается не
зависящей от температуры, профиль температуры в расплаве выражается соотношением
У у2
Уравнение (7.124/) совпадает с уравнениями (7.92) и (5.62), выведенными ранее. На ос-
01<Вании УРавнения (7.124а) определяем поток тепла из расплава через границу твердый мате-
ал-расплав. Первая производная Т (у) по у имеет вид
dT bTb В2Нт( К2у „ Л
^^+~кГ Кгехр~-ехР^ + 1'
К2у
нт
т
(7.125)
274
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Поток тепла из расплава к границе определяется
“(7 = km
л т т
</г(0) _
dy нт к22
(К2 - ехрК2 +1).
(7.126)
Тепловое равновесие для граничного слоя теперь определяется соотношением
v^AH, = - PsCsv^Tr, (7.127)
где
L г> tj2
^=-^PL(K2-expK2 + l\
к2
(7.128)
Уравнение (7.127) совпадает с уравнением (7.100) для ньютоновской жидкости, вязкость
которой не зависит от температуры. Из уравнения (7.127) получаем скорость плавления твер-
дого слоя:
(7.129)
Аналогично тому же методу расчета, который был ранее использован при выводе уравне-
ния (7.105), определяем толщину пленки расплава:
'(ДУ^-НВ,)^ |8г
L
(7.130)
Для неньютоновской жидкости, вязкостные свойства которой не зависит от температуры,
множитель В3 определяется как
Дг?
(7.128а)
Толщина распленной пленки равна:
Яя(х')=
(4у?;+2^Н*(Др/Я,,)'
р^АН
1/2
(7.130а)
* РЛЛЯ
я
3 2
Уравнение (7.130а) сводится к уравнению (7.105), если индекс течения п равен единице.
Скорость плавления на единицу длины вдоль канала до сих пор определялась в соответст-
вии с уравнением (7.107). Если зазор между выступом нарезки и стенкой цилиндра принима-
ется равным нулю, скорость плавления задается следующим уравнением:
'kATh+ В, А ,,„Т/2
' Р nAv ^7
(7.131)
С помощью тех же самых преобразований, которые использовались ранее, скорость плав-
ления на единицу длины в направлении г’ может быть представлена как скорость плавления
на единицу длины вдоль канала z:
анализ ОСНОВНЫХ ПРОЦЕССОВ
275
где
dMp
iv;sin(e+<p)=Q*lVw;,
(7.132)
«> =
(Мгь + дз )P-Pt sin ф
ДН
(7.132а)
2
Величина ф может быть использована в уравнениях, описывающих изменение профиля
Ж ширины твердого слоя по длине зоны плавления.
П'.л.
• М 7.3.1.1.1. Неньютоновские жидкости, свойства которых зависят от температуры
В работе Раувендааля [270] предложена теория плавления неньютоновских жидкостей,
свойства которых зависят от температуры. Модель представляет собой развитие и обобщение
Предыдущих теорий плавления и позволяет оценить влияние температурной зависимости
вязкости расплава на процесс плавления. При разработке теории были сделаны следующие
допущения:
1. Процесс является установившимся.
< 2. Плотность расплава полимера и теплопроводность постоянны.
К 3. Конвективная теплопередача незначительна.
j 4. Кондуктивная теплопередача происходит только в нормальном направлении.
5. Течение расплава полимера ламинарно.
л 6. Инерционные и массовые силы пренебрежимо малы.
7. Скольжение у стенок отсутствует.
л <: 8. Градиент давления в слое расплава отсутствует.
’9. Профиль температуры в расплаве полностью установившийся.
J-! ; Уравнение движения имеет ту же самую форму, что и уравнение (7.118). Определяющее
<5 Л
уравнение для расплава полимера выражается следующим образом:
Х'у
dvr.
m dy
dvx.
dy '
(7.133)
'/'fel.
ж
exp[a(7Jj -T)J
W.'i
Чч
Если безразмерная температура определяется как 6 = а (Г- Т0)/и, а безразмерная коорди-
ната в нормальном направлении С, - у/Нт, уравнение баланса энергии может быть записано в
виде
d 2А
—y + Cfexp0=O,
^*>3
(7.134)
’
Ж
чл
nkm^
(7.135)
276
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
и
где
(7.136)
Если максимум в профиле температуры в слое расплава имеет место при £* > 0, профиль
температур может быть определен [271] следующим образом:
0(О = In [Л sech2 (уX + у2 )1 (7.137)
с = д/2сГ; (7.138)
с4Х (7.139)
У г = In (-JA +ylA- expQm ) с' (7.140)
Температура 0т — это безразмерная температура расплава. Значение величины Л, опреде-
ляющей максимальную температуру 0* = in А, может быть получено из следующего соотно-
шения:
5
= 2А(-у2-у3)
1 1
егУ1 l + e2*3
(7.141)
где
Уз = у- - In (4а + 7Л-ехр04)
и число Наме
(7.142)
" kH'-'
(7.143)
Сравнение аналитического решения уравнения (7.147) с решениями по методу конечных
элементов показало очень хорошее соответствие между аналитическими и численными ре-
зультатами. Тепловой поток из слоя расплава в пограничный слой можно определить из урав-
нения (7.137). В соответствии с законом Фурье тепловой поток определяется следующим со-
отношением:
</(0)^2»^
аНя dC, аНт
I 1
(-У2-УзМ1--7ехРв"-
V А
(7.144)
Тепловой поток, выходящий через границу в твердый слой qout, можно определить из про-
филя температур в твердом слое, используя уравнение (7.99). Скорость плавления может
быть получена при рассмотрении уравнения теплового равновесия на поверхности раздела
фаз, определяемого следующим выражением:
v„aAHr =^Ч~У2 - у3\|1-4-ехр0„ -р.С,Ь™ДТг.
(7.145)
4
к
V АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
277
№
&
где ДЯ/скрытая теплота плавления.
Скорость плавления определяется как
ф>
,
* Р,Я.
где
^2”М-У2-Уз)
аЛН
(7.146)
(7.147)
т
и
AH=AH{ + CsATr. (7.148)
Величина ДН — это разность энтальпий при Тт и Тг Толщина расплавленной пленки
может быть определена из рассмотрения баланса масс в направлении х’\
Нт(^=
-^ь+82.
РЛ77
(7.149)
При выводе уравнения (7.149) предполагалось, что можно пренебречь зависимостью А от
х*. Скорость плавления на единицу длины в направлении z' может быть определена интегри-
рованием скорости плавления по ширине твердого слоя, что следует из уравнения (7.106).
Интеграл может быть затем вычислен с учетом соотношений, представленных в уравнени-
ях (7.103) и (7.146). В результате это приводит к следующему выражению:
dM„
dz'
82
ф.ц7;
4
(7.150)
Скорость плавления на единицу длины в направлении вдоль канала z может быть опреде-
лена, учитывая, что г' = z sin (6 + ф) и Дг sin (0 + ф) - vb sin ф. Таким образом, уравнение, опреде-
ляющее скорость плавления на единицу длины z принимает вид
= 7р-1,&гФ1МЛ»+0>25РтГ^82 “ ОЗРЛхЗ.
(7.151)
Ширина твердого слоя может быть определена из условия баланса масс в твердом слое в
направлении вдоль канала согласно уравнению (7.110). Это приводит к следующему диффе-
ренциальному уравнению:
-(aWs+b2)°-5+b = cl(Hl-A2z)^-c2Ws,
(7.152)
ГДеа-Рт^хФ|;(’ = 05рлх8; С| =pst)H;c2 =р^яЛ2.
Решение уравнения (7.152) может быть записано в виде
а
2
7/,
«-4
а / с2--JaWs +b^ -Ь
b-jaWs +b2
A a-2bt.
“ сз
(7.153)
278
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
где
\a-2bc2
сз “
1 b-^awi+b2
- с2 WJ + + b2 -b а/с2-^aWv+b2 -b
Предполагается, что при z = 0 ширина твердого слоя составляет а его глубина Hv Зада-
ча становится более простой, если зазор между выступом нарезки и стенкой цилиндра прини-
мается равным нулю. В этом случае ширина твердого слоя может быть определена следую-
щим образом:
н, 4а-с,^
Ht-A2z 4a-c2^W[
(7.154)
Тогда с учетом уравнения (7.154), уравнение, определяющее профиль твердого слоя, при-
нимает вид
(7.155)
Длина зоны плавления, соответствующая завершенному процессу плавления z0, может
быть определена, если предположить, что ширина твердого слоя равна нулю:
(7.156)
Когда зазор между нарезкой и цилиндром принимается равным нулю, длина зоны плавле-
ния определяется соотношением
^1
Л2
1-
(7.157)
Самая короткая зона плавления отвечает условиям 4а = с2 В этом случае протяжен-
ность зоны плавления определяется соотношением z0 = Нх/Аг. Из уравнения (7.155) можно
увидеть, что ширина твердого слоя не зависит от расстояния z вдоль канала. Другими слова-
ми, ширина твердого слоя остается постоянной. Несомненно, что эта минимальная длина не
может быть достигнута на практике, потому что при этом не остается никакого пространства,
где может накапливаться расплав полимера.
На основании вышеприведенных уравнений процесс плавления, если расплав представ-
ляет собой неньютоновскую жидкость с вязкостью, зависящей от температуры, может быть
описан полностью. Из уравнения (7.151) можно видеть, что скорость плавления уменьшается
с увеличением зазора между нарезкой и цилиндром. На рис. 7.41 представлена зависимость
скорости плавления от величины зазора между нарезкой и цилиндром.
Результаты представлены для экструзии ПЭВП с индексом течения 0,2 при использова-
нии экструдера с диаметром шнека 63 мм, при частоте вращения шнека 60 об/мин. Разумеет-
ся, что при увеличении зазора между выступом нарезки и цилиндром, скорость плавления
$ анализ основных процессов
279
Зазор между выступом
нарезки и цилиндром, мм
Рис. 7.41. Зависимость скорости плавления от величины зазора между выступом нарезки и цилиндром
значительно уменьшается. Следовательно, для успешной экструзии необходимо, по возмож-
ности, уменьшать зазор между выступом нарезки и цилиндром в зоне плавления.
Влияние температуры цилиндра на процесс плавления может быть предсказано количе-
ственно. На рис. 7.42 представлена зависимость скорости плавления от температуры цилинд-
ра для двух значений числа Наме, определенного по уравнению (7.143). Низкие значения чи-
сел Наме свидетельствуют о малой диссипации работы вязкого трения, в то время как высо-
кие значения чисел Наме указывают на высокий уровень диссипации энергии.
Безразмерная температура ------►
цилиндра
^*42. Зависимость скорости плавления от температуры цилиндра (0т = 0 и п = 0,5)
280
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис 7.43. Зависимость критического значения
числа Наме от индекса течения
При низких значениях чисел Наме ско-
рость плавления увеличивается с ростом тем-
пературы цилиндра. Однако при высоких зна-
чениях чисел Наме скорость плавления
уменьшается с ростом температуры цилинд-
ра. Существует критическое число Наме, пре-
вышение которого при увеличении темпера-
туры цилиндра приводит к уменьшению ско-
рости плавления. Если индекс течения п
равен 0,5, критическое число Наме составляет
примерно 4,5. Критическое значение числа
Наме увеличивается с ростом индекса тече-
ния, как показано на рис. 7.13.
Температурный коэффициент вязкости
расплава оказывает сильное влияние на про-
филь температур в расплавленной пленке, и
таким образом, на скорость плавления. Ско-
рость плавления уменьшается, если температурный коэффициент вязкости расплава увели-
чивается. Это показано на рис.7.44.
Из рис. 7.44 видно, что прогнозирование процесса плавления, основанное на анализе течения
расплава, свойства которого представляются неньютоновской жидкостью, с независящей от тем-
пературы вязкостью, значительно переоценивает рабочие характеристики процесса плавления.
Таким образом, данные подобного прогнозирования должны трактоваться с осторожностью.
При конструировании шнека, чтобы избежать закупоривания канала шнека сыпучим ма-
териалом важно удостовериться, что сжатие в переходной зоне достаточно невелико. В проти-
воположном случае плавление не в состоянии компенсировать сжатие твердого материала в
канале, что неизбежно приводит к увеличению ширины твердого слоя. Если это произойдет,
твердый слой прилипнет к каналу, и может возникнуть сильная нестабильность течения рас-
плава. Из уравнения (7.155) следует определить, что закупоривания канала шнека можно из-
бежать, если выполняется следующее неравенство:
(7.158)
Рис. 7.44. Зависимость скорости плавления от температурного коэффициента вязкости расплава
* 7. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
Если длина переходной зоны равна можно избежать закупоривания канала шнека в
том случае когда
МРЛгФ1
гдеХс — коэффициент уплотнения шнека.
Из неравенства (7.159) видно, что длина переходной зоны должна возрастать с увеличением
следующих величин: глубины канала в зоне загрузки Нь коэффициента уплотнения Хс, произво-
дительности pj>szHt и угла наклона винтовой линии <р. Максимально возможный коэффициент
уплотнения непосредственно определяется величиной Lc. Таким образом, чтобы избежать заку-
поривания сыпучим материалом канала шнека в случае короткой переходной зоны, необходимо
поддерживать достаточно низкое значение коэффициента уплотнения шнека.
7.3.2. Другие модели плавления
Систематические исследования проблемы плавления в одношнековых экструдерах были
начаты в 1970-х годах после появления первых публикаций Тадмора. В этой главе будет дан
обзор различных предложенных моделей плавления и анализ их преимуществ и недостатков.
Многие исследователи повторили эксперименты по шнековой экструзии, выполненные
Маддоком и позже Тадмором с сотрудниками; большинство авторов подтвердили основную
модель плавления Тадмора. Исключение составляют опыты Кленка [66-68] и Деккера [69].
Кленк исследовал плавление поливинилхлорида (ПВХ) и обнаружил, что расплав собирает-
ся у пассивного торца канала. Такой же характер плавления при экструзии ПВХ наблюдали
Гэйл [81] и Менниг [82]. Кленк объяснял такой необычный характер плавления ПВХ сколь-
жением расплава вдоль стенки. Следует, однако, отметить, что ряд исследователей обнаружи-
ли нормальный тип плавления и для ПВХ [61,70]. Однако в работах других авторов [71 ] отме-
чалось, что «бассейн» с расплавом при экструзии ПВХ сдвигается от пассивного к активному
торцу при увеличении частоты вращения шнека. Кокс и др. [80] при экструзии порошкового
ПЭНП наблюдали как необычный характер плавления расплава, собирающегося у пассивно-
го торца канала, так и нормальный характер плавления. Необычный характер плавления
встречался, в частности, при низкой частоте вращения шнека, неглубоких каналах и при высо-
ких температурах цилиндра. Таким образом, модель Тадмора не может считаться универсаль-
ной для всех случаев плавления в шнековых экструдерах.
Деккер [69] исследовал характер плавления полипропилена (ПП) при экструзии в од-
ношнековых экструдерах. Он не обнаружил никакого явного места, где бы собирался расплав,
ни на одной из сторон канала, но твердый слой был в большей или меньшей степени распреде-
лен в расплаве. Линдт [72, 73] разработал математическую модель, описывающую такой ха-
рактер плавления, которая представлена на рис. 7.45.
Некоторые важные допущения этой модели состоят в следующем:
• твердый слой не деформируется;
• твердый слой полностью окружен слоем расплава, и плавление происходит по всему
периметру твердого слоя;
• толщина слоя расплава постоянна в направлении, перпендикулярном сечению канала
шнека.
Третье допущение вызывает определенные трудности, так как сохранение постоянной
толщины слоя расплава возможно при чрезвычайно высоких градиентах давления для того,
чтобы удалось поместить все возрастающее количество полимерного расплава. А это прямо
Противоречит первому допущению. Детальный анализ модели плавления Линдта был прове-
282
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Верхняя расплавленная
Нижняя расплавленная пленка Твердый слой
Направление движения
Рис. 7.45. Модель плавления Деккера-Линдта
ден Гизкесом [74] и Мейджером [75]. Оказалось, что маловероятно, чтобы плавление на ран-
них стадиях происходило в соответствии с моделью Линдта. Однако модель плавления Линд-
та скорее всего лучше отвечает более поздним стадиям плавления.
Эдмондсон и Феннер [76-79] предложили модель плавления, в которой предполагалось,
что твердый слой подвергается ограниченной деформации. Однако анализ Эдмондсона и Фен-
нера содержал ряд противоречий, на которые указал в своей работе Мейджер [75]. Донован [83,
84] развил математическую модель Тадмора посредством устранения допущения постоянной
скорости твердого слоя и включения постепенного нагревания твердого слоя в зоне плавления.
Как упоминалось ранее, Шапиро [63] и Вермулен [64,65] при анализе процесса плавления учи-
тывали увеличение толщины слоя расплава с ростом поперечного размера канала. Шапиро,
Пирсон с сотрудниками усовершенствовали математический анализ Тадмора [63, 85-87]. На
рис. 7.46 представлена модель Шапиро, Пирсона с сотрудниками, состоящая из 5 зон.
Такая модель процесса плавления представляется наиболее реальной, но, к сожалению,
существенно усложняет расчеты.
Хинрикс и Лиллелет [88] при построении модели плавления учитывали влияние зазора
между выступом нарезки и цилиндром на скорость плавления. Для учета кривизны канала
они использовали спиральную систему координат. Сандстром и Янг [89] проанализировали
влияние конвективного переноса тепла на процесс плавления. При этом они обнаружили, что
этот фактор приводит к увеличению скорости плавления на 20% по сравнению с теоретиче-
скими предсказаниями, учитывающими только кондуктивный перенос тепла. Сандстром и
Ло [89й] исследовали размягчение аморфных полимеров. Они предполагали, что граница пе-
Рис. 7.46. Иллюстрация модели плавления, состоящей из 5 зон
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
283
рехода из твердого в жидкое состояние находится при температуре стеклования. Для опреде-
ления коэффициента смещения температурной зависимости вязкости они использовали мо-
дифицированное уравнение Вильямса-Ланделла-Ферри. В работах Чанга [90,91] представ-
лен анализ влияния конечной толщины твердого слоя, изменения плотности и скорости твер-
дого слоя на протяженность зоны плавления. Кроме того, Чанг разработал специальную
модель шнека, чтобы изучить характер плавления полимеров. Использование этой модели
шнека позволило выполнить ряд экспериментальных и теоретических исследований [94-97]
процесса плавления в шнековых экструдерах.
Интересный подход к анализу плавления в одношнековых экструдерах был предпринят
Вирьяютхакорном и Кассаханом [234]. Они разработали новую программу для математиче-
ского анализа пластицирующей экструзии, основанную на методе конечных элементов, кото-
рая позволила моделировать трехмерное течение с фазовым переходом. По сравнению с рабо-
тами, опубликованными по теории плавления в одношнековых экструдерах до 1984 года, эта
программа содержала ряд новых особенностей. Одна из них касалась представления фазового
перехода твердый материал-расплав. Общепринятый метод анализа фазового перехода со-
стоит в установлении местонахождения границы раздела фаз и определении энергетического
баланса на границе раздела фаз для расчета степени плавления, что наглядно представлено
при выводе уравнения (7.100). Такой подход может привести к ошибкам, если местонахожде-
ние границы раздела фаз точно не известно, и если материал не имеет отчетливой температу-
ры плавления, как это на самом деле имеет место для большинства полимеров. Методика, ис-
пользуемая Вирьяютхакорном и Кассаханом, состоит в том, что при рассмотрении зоны плав-
ления принимается во внимание не только удельная теплоемкость, но и скрытая теплота
плавления. При этом задача формулируется таким образом, что как-будто никакого фазового
превращения не происходит. Таким образом, в данной модели используется некоторая функ-
циональная зависимость удельной теплоемкости от температуры. Тем самым устраняется не-
обходимость в какой-либо определенной модели плавления. Модель плавления фактически
предсказывается из расчетов, что более ранние работы не были в состоянии сделать.
Результаты математического моделирования экструзии ПЭВП показывают, что плавле-
ние, согласно модели Маддока-Тадмора, происходит на более ранних стадиях процесса плав-
ления. В начале зоны сжатия твердый слой стремится инкапсулироваться целиком, в то время
как в конце плавления твердый слой разделяется на отдельные куски. Во время публикации
^работы Вирьяютхакорна и Кассахана никакого прямого сравнения теоретических предсказа-
НИЙ и экспериментальных результатов не было. В связи с этим информация относительно
точности предсказаний отсутствовала. Однако какой бы ни была точность теоретических
предсказаний, модель Вирьяютхакорна и Кассахана дает новые потенциальные возможности
Ври анализе пластицирующей экструзии.
Недостаток программы состоит в необходимости использования мощной вычислитель-
< Ной техники, практически недоступной для большинства инженеров-технологов. Для упро-
,,Шения программы и уменьшения продолжительности расчетов ведутся дальнейшие разра-
? ботки этого метода анализа.
г Чанг с сотрудниками получили простые аналитические выражения для предсказания ха-
рактера плавления полимеров [95] в шнековых экструдерах. Они получили формулы, спра-
ведливые для неньютоновских жидкостей, вязкость которых зависит от температуры, исполь-
зуя метод решения, аналогичный методу Пирсона.
В модели Чанга скорость плавления на единицу площади представляется следующим об-
разом:
t
dMp о
(7.160)
284
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
где А/о — безразмерная величина эффективности плавления, которая характеризует интен-
сивность плавления отнесенную к площади зоны плавления и единице площади скольжения.
Различные функциональные формы выражения М ® приведены в работе [95]. Простое выра-
жение, которое дает достаточно точные результаты, имеет вид
ХОД(К2)У/2
I Рпдяа^; )
(7.161)
где К2 определяется уравнением (7.121), a Ft(K2) представляется следующим выражением:
F,(K2)=
2(К2 + 1-ехрК2)
К2(1-ехрК2) ’
(7.162)
Зависимость Ft(K2) может быть аппроксимирована следующим соотношением:
Ft(K2) =-----—-----
1 2 19 + (1 + К2)2
(7.163)
Если вязкость расплава не зависит от температуры, К2 = 0 и (Х2) * 1. После подстановки
выражения (7.161) в уравнение (7.160), скорость плавления на единицу площади определяет-
ся следующим образом:
dA
РЛД^ДВД(К2)
AHW'
(7.164)
Скорость плавления, отнесенная к единице расстояния, нормального к направлению
скольжения, получается при введении в уравнение (7.164) множителя W'
dM„
АН
1/2
№
(7.165)
Уравнение (7.165) сопоставимо с уравнением (7.131); они оба в законченной форме дают
аналитическое решение. Однако уравнение (7.165) более компактно и проще при использова-
нии. Тем не менее надо отметить, что уравнение (7.165) экспериментально подтверждено
в модельном эксперименте. Результаты модельного эксперимента не могут полностью быть
применимы к реальному процессу плавления в одношнековом экструдере. Так, в модельном
эксперименте был использован заранее сформованный образец твердого полимера опреде-
ленного размера (1 дюйм3). Однако твердый слой в экструдере состоит из спрессованных, час-
тично подплавленных, полимерных частиц. Разумеется, реальный твердый слой в зоне плав-
ления экструдера может иметь в зависимости от тепловых особенностей процесса переноса и
характера деформации отличные характеристики по сравнению с заранее сформованным
твердым блоком того же самого материала.
Уравнение (7.165) можно представить в единицах скорости плавления на единицу расстоя-
ния вдоль канала посредством того самого координатного преобразования, которое обсужда-
лось ранее применительно к уравнению (7.109):
dMp fPA^sincpAT^F^K,)) 1/2
dz
АН
(7.166)
АНАЛИЗ основных процессов
7.3.3. Расход энергии в зоне плавления
расход механической энергии в зоне плавления может быть определен посредством раз-
ложения расхода энергии на три части: энергия, расходуемая слоем расплава dZm^ энергия, по-
требляемая расплавом в бассейне dZmpi и энергия, расходуемая при течении расплава в зазоре
между выступом нарезки шнека и цилиндром dZeX. Энергия, расходуемая при сдвиге слоя рас-
плава, определяется следующим образом:
W
dZmf = vhdz' |(т^. sin0 cos8)dr',
о
(7.167)
где тух> — напряжение сдвига в направлении х' при относительной скорости Дг; между твердым
слоем и цилиндром (см. также рис. 7.23,д).
Если расплав ведет себя как неньютоновская жидкость «степенного» типа, то напряжения
сдвига могут быть определены следующим образом:
I dV )
(7.168)
(7.169)
” ^dy) '
Предполагают, что течение расплава полимера вызвано движением границы, то есть в
этом случае градиент давления незначителен:
(7.170)
(7.171)
Толщина расплавленной пленки может быть определена в соответствии с уравнением
(7.130)
Яя(х')=(КХ+82),/2«
(7.172)
где
К
(7.173)
Коэффициент В3 задается уравнением (7.128). Расход энергии в слое расплава может
быть выражен следующим образом:
dZ. = mvhdz'b.v" cosO
dx’
(7.174)
286
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Учитывая уравнение (7.172), интеграл можно представить в виде
dZmf = mvhdz'&vn cos6 f —
mJ n j £ m >
8 4
(7.175)
где максимальная толщина слоя расплава равна = Hm(W[). Решение уравнения (7.175)
определяется следующим соотношением:
dZmf = тот. JzW cosO-----(Н'-П -82-"
* К,(2-п)к "*
(7.176)
Полагая, что z'= z sin (9 + (р), можно с помощью следующего выражения вычислить расход
энергии в слое расплава:
dZmf = mvhdz sin(6 + (p)cos6
2Д?/!
K4(2-n)
(7.177)
Из уравнений (7.176) и (7.177), следует, что расход энергии в расплавленной пленке
уменьшается с увеличением зазора между выступом нарезки и цилиндром.
Расход энергии в «бассейне» с расплавом относительно мал по сравнению с двумя други-
ми составляющими расхода механической энергии. Вследствие относительно сложного ха-
рактера объемного течения вывод уравнения, определяющего расход энергии в этой зоне для
расплава, который является неньютоновской жидкостью, довольно сложен. Для упрощения
решения задачи расход энергии в объеме расплава может быть аппроксимирован моделью ка-
нала шнека с шириной, равной Wm •* IV - lVv, и при этом расплав рассматривается как ньюто-
новская жидкость:
dzml, = (l + 3rrf+4tan2<p)^^*.
11
(7.178)
Вывод этого уравнения будет обсуждаться в разделе 7.4.1.3, посвященном течению рас-
плава.
Расход энергии при течении в зазоре между выступом нарезки шнека и цилиндром можно
легко определить, если полагать, что течение, вызванное движением граничной поверхности,
полностью определяет профиль скоростей потока в зазоре. В этом случае расход энергии в за-
зоре между витками нарезки и цилиндром определяется соотношением
с! ~
pv^nmwdz
8я
Полный расход механической энергии в пределах зоны плавления равен
f/Z = dZ f + dZ + dZ
mJ mp c •
(7.179)
(7.180)
7.3.4. Компьютерное моделирование процесса плавления
Одна из основных проблем в теории плавления при экструзии полимеров состоит в том,
что чем ближе модель к реальности, тем она сложнее. Однако, если сложность модели выхо-
дит за пределы уравнений, обсуждавшихся выше, аналитические решения становятся очень
трудными, если они вообще возможны. В этом случае для решения этих уравнений необходи-
мо использовать численные методы и математическое моделирование на компьютерах. Глав-
j. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
287
ный вопрос заключается в том, что будет ли такой более сложный анализ приводить к улучше-
нию предсказаний. Упрощение некоторых предположений может привести к повышению
точности, которая не очень важна по сравнению с рядом неопределенностей, используемых в
большинстве моделей плавления. В частности такими неопределенностями являются: дейст-
вительное местоположение твердого слоя и объема, в котором собирается расплав, зависи-
мость пределов прочности при сдвиге и при растяжении твердого слоя от времени, температу-
ры и давления; действительная температура слоя расплава, реальная температура на поверх-
ности шнека, вклад плавления со сторон твердого слоя на поверхности шнека и т. д.
Действительная температура расплавленной пленки скорее всего не будет отвечать стацио-
нарным условиям, и при определении фактического температурного профиля следует рас-
сматривать конвективный перенос тепла.
Следовательно, при моделировании процесса плавления необходимо сопоставлять сте-
пень точности и практическую значимость анализа. Это соотношение зависит от конкретных
интересов заказчика. Для промышленных применений степень сложности анализа плавле-
ния, который обсуждался в разделе 7.3.1, достаточна для того, чтобы проанализировать боль-
шинство практических задач экструзии. Однако в некоторых случаях требуется более деталь-
ное рассмотрение некоторых аспектов процесса плавления.
Решение задач, которые требуют численных методов решения, обычно являются очень
длительными и требуют квалифицированного персонала для разработки программы вычис-
лений и интерпретации результатов математического моделирования. В отсутствие квалифи-
цированного персонала в экструзионной промышленности предпочтительно использовать
менее сложные методы анализа. В большинстве случаев реальное прогнозирование процесса
плавления можно получить и с помощью относительно простой вычислительной техники.
Другой подход состоит в том, чтобы для анализа процесса плавления при экструзии ис-
пользовать программу вычислений, разработанную другими авторами. В настоящее время
имеется много готовых программных продуктов для моделирования экструзии, позволяю-
щих провести всесторонний анализ процесса. Опасность состоит в том, что если пользователь
программы не знает детально теорию, на основе которой она составлена, использованных
предположений и их справедливость, в результате можно получить некорректные выводы.
При использовании представленных на рынке программ важно, чтобы теория, на основе
которой они разработаны, была описана со всеми принятыми предположениями и упроще-
ниями. Иначе пользователь программ реально не знает, какой тип анализа он в действитель-
ности использует, и ценность результатов окажется сомнительна.
Выпускаемые ранее программные продукты для моделирования процессов в экструдерах
имели ряд серьезных недостатков. В некоторых случаях разработчики программ делали ут-
верждения, которые попросту были неправильными. В результате такое математическое мо-
делирование процесса экструзии имело весьма сомнительную репутацию. Потребовалось
Много лет для того, чтобы пользователь доверял математическому моделированию процесса
экструзии. Существующие модели и методы математического моделирования процесса экс-
трузии более детально опасаны далее в главе 12.
7.3.5. Плавление диспергированной твердой фазы
Как упоминалось ранее, плавление непрерывного слоя твердой фазы представляет собой
явление, наиболее часто наблюдаемое в одношнековых экструдерах. Однако в некоторых экс-
периментальных исследованиях было установлено, что твердые частицы в действительности
Не соприкасаются, а диспергированы в расплавленном материале [256-258], как это представ-
лено на рис. 7.47.
288
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис 7.47. Плавление диспергированной
твердой фазы
В действительности, в некоторых экструде-
рах наиболее вероятен механизм плавления дис-
пергированной твердой фазы, чем плавление не-
прерывного слоя твердой фазы. Это, в частности,
справедливо для экструдеров, в которых отсутст-
вует непрерывный канал для течения материала.
Примерами являются двухшнековые экструдеры
и экструдеры с цилиндрами, снабженными канав-
ками.
Плавление непрерывного твердого слоя наи-
более вероятно происходит в одношнековых экс-
трудерах, в которых материал подается по каналу
шнека. Однако и при одном шнеке могут возник-
нуть твердые частицы, диспергированные в расплаве. Иногда даже разрабатывали специаль-
ные конструкции шнека с целью инициировать процесс плавления диспергированной фазы.
Такими примерами являются двухзаходный шнек [254] и шнек для высоких давлений [255].
Установлено экспериментально, что процесс плавления диспергированных частиц более эф-
фективный, чем плавление непрерывного твердого слоя. Однако, несмотря на признанную
важность диспергирования в экструзии, данному типу плавления посвящено очень мало тео-
ретических работ. Ю Чен и Хан Син [255] провели теоретический анализ плавления диспер-
гированных частиц, используя модель плавления, в которой рассматривались 6 отдельных
зон. При этом расплав является неньютоновской жидкостью, а течение происходило в неизо-
термическом режиме. Неизотермическая неньютоновская модель требует для анализа чис-
ленных методов. К сожалению, детали теоретического описания модели не были представле-
ны в опубликованной работе. Некоторые важные выводы, полученные исследователями, за-
ключаются в следующем:
1. Плавление диспергированных частиц может уменьшить расход энергии до 30%.
2. Температура в таком процессе является более однородной и более низкой.
3. Диспергирование позволяет уменьшить общую длину зоны плавления.
Раувендааль [259] представил первую теоретическую модель плавления диспергирован-
ных частиц, которая позволяет дать аналитическое описание процесса плавления. Ниже эта
теория будет описана детально. Прогнозирование процесса плавления на основе теории плав-
ления диспергированных частиц будет сопоставлена с предположениями, полученными на
основе теории плавления непрерывного твердого слоя.
Теория плавления диспергированной твердой фазы. В модели плавления диспергирова-
ния твердой фазы принимается, что эти частицы однородны, имеют сферическую форму и
диспергированы в расплавленном материале. Это означает, что для заполнения пространства
между твердыми частицами необходим некоторый минимальный объем расплава полимера.
При самой плотной упаковке правильных сфер минимальная объемная доля полимерного
расплава составляет примерно 40%. При произвольной конфигурации упаковки объемная до-
ля расплава приближается к 50%. Это означает, что теория плавления диспергированных час-
тиц может быть применима только после того, как примерно половина твердого материала
уже расплавлена.
Кроме того, принимается, что плавление твердых частиц происходит равномерно, то есть
независимо от местоположения частицы в канале. Тепло, затрачиваемое на плавление частиц,
определяется в совокупности теплом, подводимым в канал (через цилиндр и шнек), и тепло-
той вязкого трения, генерируемой в расплаве полимера. Расчет диссипации вследствие вязко-
7; АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
289
ютрения на основе модели течения для наполненных полимеров разработан Гейзбухом [260].
рассматривается сдвиговая деформация двухфазной полимерной системы, состоящей из
твердых частиц, диспергированных в полимерной расплавленной матрице. Реологические из-
мерения дают зависимость «интегральной» вязкости r|f, такой двухфазной системы от «инте-
гральной» скорости сдвига у,. Поступление теплоты вследствие диссипации определяется
произведением напряжения сдвига на скорость сдвига. В двухфазной системе диссипация ра-
боты вязкого трения должна быть скорректирована на коэффициент Fd. Этот коэффициент,
согласно Лимперу [261], определяется как
Fd = (l-0)K,
где Ф — объемная доля твердой фазы.
(7.181)
Поправочный коэффициент К, согласно Ньюману [262], может быть определен следую-
щим образом: J
2U )
(7.182)
Выражение для Fd может быть представлено в виде
, 1-Ф
d 1-аФ + /)Ф15
(7.183)
где а - 6/л и b = 0,5 (4/л)15.
Зависимость Fd (М) графически показана на рис. 7.48.
Возникновение теплоты вследствие диссипации энергии в единице объема неньютонов-
ской жидкости «степенного» типа определяется следующим соотношением:
(7.184)
Поправочный коэффициент > -ь Ю * 0)
0 0,2 0,4 0,6 0,8 Объемная доля твердой фазы ► ** 7’^8* Зависимость поправочного коэффициента от объемной доли твердой фазы
JO3*c.3l2O
290
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Далее интегральная вязкость должна быть выражена в виде зависимости от объемной
доли твердого материала. Для описания зависимости вязкости от объемной доли твердого ма-
териала предложен ряд уравнений. Обширный обзор исследований полимерных смесей пред-
ставлен в двухтомной монографии Пола и Ньюмена [263], а также в работах [264-267]. В тео-
рии плавления диспергированных частиц твердой фазы используется уравнение Марона-
Пирса, которое для неньютоновских жидкостей приводит к следующему выражению для по-
казателя консистенции:
( Ф У
т,(Ф)=т0 —• (7.185)
В этом выражении т0 — показатель консистенции ненаполненного расплава полимера;
Фтах — объемная доля твердой фазы при плотной упаковке. Типичное значение Фтах для сфе-
рических частиц равно примерно 0,6. Если частицы твердого материала имеют несфериче-
скую форму, значение максимальной доли твердой фазы значительно ниже.
На рис. 7.49 представлена зависимость отношения показателей консистенции mi (Ф)/т{}
от объемной доли твердой фазы, в соответствии с уравнением (7.185).
Тепло, необходимое для повышения температуры твердой фазы до точки плавления и рас-
плавления твердых частиц, создается вследствие диссипации и суммарного тепла, подаваемого
в полимер от цилиндра и шнека. Принимается, что при плавлении происходит постепенное и
равномерное уменьшение количества твердых частиц; таким образом, объемная доля твердой
фазы Ф уменьшается. Изменение доли твердой фазы во времени может быть связано с теплом,
подводимым к полимеру в соответствующий промежуток времени. Следовательно, энергетиче-
ский баланс в процессе плавления выражается следующим образом:
рД(Й>=аиЯ (7.186)
где &Ёр — разность энтальпий между первоначальной температурой твердой фазы и точкой
плавления.
Объемная доля твердой фазы
Рис. 7.49. Зависимость отношения показателей консистенции от объемной доли твердой фазы
- АНАЛИЗ основных процессов
291
Полный поток тепла, подводимого в канал от цилиндра и шнека, на единицу глубины ка
нала получается из соотношения
k, dTr
Н dy
kbdT„
Н dy
(7.187)
где индекс г относится к шнеку, а индекс b к цилиндру.
Далее предполагается, что член уравнения, определяющий подводимое тепло, незначите-
лен по сравнению с членом, соответствующим теплоте диссипации (qc«</г,). Такое допуще-
ние наиболее справедливо для высоковязких полимеров, особенно когда экструдер работает с
высокой частотой вращения шнека. В связи с тем что Е^пт зависят от доли твердой фазы, вре-
мя плавления tp определяется интегрированием функций в уравнении (7.186) от Ф| до 0 и ин-
тегрированием по времени от 0 до tp. Таким образом, получим следующее уравнение:
Фу/ф)ш(ф) ! р5Д£р’
(7.188)
где Ф1 — объемная доля твердой фазы в начале процесса плавления диспергированной твер-
дой фазы.
Левую часть интеграла уравнения (7.188), который представляет собой функцию от
объемной доли первоначальной концентрации твердой фазы, обозначим как I (Ф]). Решение
интеграла получается в законченной форме, но представляет собой весьма длинное выра-
жение:
/ х 2 z х z х
! 4 1 I / 4X1 /4 л. \ ! 2 “ 2« Я — 1 | | Q — 1 й । _ 2 - 3
7(Ф)= 1-- (« ~ 1)1п(1-Ф.)+ а +--+ —х- Ф. + —5------Ф» +—тф1 +
I с) V с с2 J \ 2с2 с) Зсг
+41ЛГ [|П[1±5Ц1 _ 2Ф« _ 2Ф;Л‘SEzOSii _
I с) [ tl-Ф?’ J 3 2,5с2 ЗДс2
(7.189)
где с - Фтах.
Зависимость интеграла I (Ф^ от Ф] представлена на рис. 7.50.
Если принять, что интегральная скорость сдвига равна отношению скорости цилиндра к
глубине канала, то время плавления может быть выражено следующим образом:
^)Hn+'p£Ep
(7.190)
®Ри этом считают, что глубина канала постоянна.
Значение времени плавления в модели плавления диспергированных частиц, полученное
^основании уравнения (7.190), можно сравнить со временем плавления непрерывного слоя
, РДой фазы. Время плавления в последнем случае при изменении объемной доли твердой
отФ1 до нуля определяется следующим образом [259]:
292
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
0,20
0,14
0,12
0,10
0,08
0,06
0,04
0,02
0,18
0,16
фтах=0>6
фтах~0»5
фтах=®«4
0,7
0
0,1 0,2 0,3 0,4 0.5 0,6
Исходная объемная доля твердой фазы Ф 1 -----►
Рис 7.50. Зависимость интеграла / (П0 от объемной доли твердой фазы
_(Ф1ИОл/(я+,) 2(и + 1)р$Я
n&v
пг(п+1ДрА>)
(7.191)
где
Q2 =
(n + l)p^aHf
Длину зоны плавления в аксиальном направлении можно определить из отношения вре-
мени плавления к средней скорости продвижения полимера. В результате получаем следую-
щее выражение для длины зоны плавления в аксиальном направлении:
^1(Ф,)УНпрДЕр
(7.192)
Длина зоны плавления, рассчитанная на основании уравнения (7.192), может быть сопо-
ставлена с длиной зоны плавления при плавлении диспергированных частиц, которая опреде-
ляется соотношением [259]
. _ sin(p(O1Uzt)"/(fl + ,) _ 2(n + l)psHz/A2sin(p
р ~ ~
1
п “1 „ 4-
п&и
(7.193)
ф
£
р
^2^52
р
(Ф.Н'
m(n+l)\j>mvbx
Сравнение предсказаний моделей плавления. Проведем сравнение предсказаний сопо-
ставляемых моделей. Прежде всего рассмотрим влияние индекса течения на время плавле-
ния. На рис. 7.51 представлена зависимость времени плавления от индекса течения при экс-
ДИАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
293
ж
1
Рис 7.51. Зависимость времени плавления от
индекса течения для различных моделей
плавления:
| - модель плавления непрерывного слоя;
2- модель плавления диспергированных частиц
Показатель ______>
консистенции, Па^хЮ4
Рис 7.52. Сравнение зависимостей времени
плавления от показателя консистенции для раз
личных моделей плавления:
1 - модель плавления непрерывного слоя; 2 - мо
дель плавления диспергированных частиц
Частота вращения шнека,
об/мин
Рис. 7.53. Зависимость времени плавления от
частоты вращения шнека для различных моде-
лей плавления:
1 “ модель плавления непрерывного слоя; 2 — мо-
дель плавления диспергированных частиц
Грузии ПЭНП (плотность расплава 780 кг/м3, плотность твердого материала 920 кг/м3)
в экструдере со шнеком диаметром 50 мм при частоте вращения 60 об/мин и производитель-
ностиД • 10 5 м3/с.
Д£р равно 3•105 Н• м/кг и показатель консистенции т = 20 000 Па • с”. Время плавления
сравнивали при исходном значении доли твердой фазы, равном 0,5. Для всех значений индек-
. са течения время плавления по типу модели плавления диспергированных частиц оказалось
: значительно меньше времени плавления непрерывного слоя, причем различия становятся
тем больше, чем меньше значение индекса течения.
Зависимость времени плавления от показателя консистенции представлена на рис. 7.52
при индексе течения, равном 0,5. В этом случае время плавления по модели плавления дис-
пергированных частиц значительно меньше времени плавления непрерывного слоя. Зависи-
мость времени плавления от частоты вращения шнека представлена на рис. 7.53. Время плав-
ления значительно уменьшается с увеличени-
частоты вращения шнека. Двухкратное
Увеличение частоты вращения шнека приво-
. Ц; Аит к уменьшению времени плавления при-
iv мерно в 3 раза. И снова время плавления по
'плавления диспергированных частиц
Й ?амного меньше, чем в модели плавления не-
Й’ И^РЫвного твердого слоя. Таким образом,
.Ж В Широкой области значений частоты враще-
; Имя шнека, индекса течения и показателя кон-
iJ: Ретенции прогнозируемая эффективность
> Плавления в соответствии с моделью плавле-
J** Диспергированных частиц несомненно
/ чем в модели плавления непрерывного
? ТВеРдого слоя.
_ " /’Г, .
Жл. СРавнение выводов моделей плавления.
Ретическая модель плавления диспергиро-
294
ЧАСТЬ II. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
ванной твердой фазы позволяет получать аналитические решения для неныотоновских жид-
костей, свойства которых принимаются независящими от температуры. Представленная мо-
дель основана на предположении, что величина подводимого тепла незначительна, глубина
канала постоянна, а размер гранул одинаков в каждом поперечном сечении канала. Очевидно,
для анализа реальных процессов принимаемые допущения должны быть уточнены. При срав-
нении эффективности плавления в сопоставляемых моделях было установлено, что плавле-
ние диспергированной твердой фазы значительно более эффективно, чем плавление непре-
рывной твердой фазы. Это справедливо в широкой области значений показателя консистен-
ции, индекса течения и частоты вращения шнека.
Полученные результаты предполагают, что измельчение твердого слоя способствует эф-
фективности плавления. Однако измельчение твердого слоя должно быть достаточно пол-
ным, например, до уровня отдельных гранул, составляющих твердую фазу. Для одношнеко-
вых экструдеров, возможно, целесообразно изменить геометрию канала шнека в зоне пласти-
кации таким образом, чтобы специально вызвать дробление твердого слоя. Такой метод уже
использовался в некоторых исследованиях [254,255]. Специальное приспособление для сме-
шения с измельчением было разработано Раувендаалем [268, 269] с целью способствовать
дроблению нерасплавленных частей полимерного материала (см. раздел 8.7.1.2).
При одношнековой экструзии, однако, часто придерживаются мнения, что следует избе-
гать (если это возможно) измельчения твердого слоя. Большинство барьерных шнеков осно-
вано на этом предположении. Такие шнеки предназначены для того, чтобы свести к миниму-
му возможность дробления твердого слоя. Установлено, что для работы экструдера вредно не-
полное дробление твердого слоя. В этом случае твердый слой разрывается на большие комки
значительно большего размера, чем размер отдельной гранулы. Дробления именно такого ти-
па технологи пытаются избежать, используя барьерные шнеки. Однако плавление дисперги-
рованных твердых частиц может существенно улучшить плавление в одношнековом экстру-
дере. Если удастся достичь необходимой степени диспергирования в одношнековых экстру-
дерах, то это приведет к существенному усовершенствованию работы таких машин.
Безусловно, необходимы более полные как теоретические, так и экспериментальные ис-
следования процесса плавления диспергированной твердой фазы, так как возможность уве-
личить эффективность плавления посредством измельчения твердого слоя в одношнековых
экструдерах потенциально является очень привлекательной. Проблема однако состоит в том,
чтобы в одношнековых экструдерах инициировать необходимую степень измельчения без
создания неполного дробления твердого слоя. Плавление часто является такой частью про-
цесса экструзии, которая определяет эффективность его работы. В результате усовершенст-
вование приводит к соответствующему повышению производительности.
Существует ряд факторов, которые должны быть рассмотрены совместно, чтобы создать
необходимую степень диспергирования в одношнековых экструдерах. Развитие давления в
твердой фазе должно контролироваться и поддерживаться на относительно низком уровне,
чтобы избежать создания затруднений для дробления твердого слоя. Как обсуждалось в раз-
деле 7.2.2.4, «голодная» загрузка является эффективным методом контроля создания давле-
ния в твердой фазе. Поэтому «голодная» загрузка, вероятно, является необходимой состав-
ляющей частью создания эффективного процесса плавления диспергированных частиц в од-
ношнековых экструдерах. Очевидно, что очень трудно реализовать этот процесс при подаче
материала свободной засыпкой из-за большого давления, создаваемого в зоне движения твер-
дого материала.
Второй составляющей частью организации процесса плавления диспергированных частик
является специальная конструкция шнека, которая должна способствовать разрушению агло-
мератов твердой фазы. В настоящее время имеется очень немного информации относительно
у. анализ основных процессов
295
добора конструкций шнека, которые бы позволили достигнуть достаточной степени дробления
нерасплавленного полимера (см. раздел 8.7.1.2). Третья составляющая процесса плавления дис-
пергированной твердой фазы — это необходимость достаточной длины экструдера, что позво-
лило бы создавать области неполного заполнения. Наиболее вероятно, что одношнековые экс-
трудеры, в которых реализована модель плавления диспергированных частиц твердой фазы,
должны иметь длину, по крайней мере, равную ЗОР, а возможно, еще больше.
7.4. Течение расплава
Зона течения расплава в экструдере начинается в месте, где процесс плавления только что
завершился. Зона течения расплава также называется насосной зоной, так как в большинстве
случаев расплав полимера должен быть перемещен к фильере против значительного давле-
ния. Первые исследования проблемы течения расплава относятся к 1922 году [98]. В ранних
работах, посвященных этому вопросу, рассматривались ньютоновские жидкости, вязкость
которых не зависит от температуры. Это очень удобный случай для анализа, так как он доста-
точно прост и дает точные и ясные аналитические решения. Использование упрощенной нью-
тоновской модели позволяло для жидкости, вязкость которой не зависит от температуры,
проанализировать течение расплава поперек канала независимо от течения вдоль оси канала,
то есть противоток отдельно от течения, вызванного движением граничной поверхности. За-
тем полученные результаты можно было суммировать.
Такие упрощения недопустимы, если расплав моделируется неньютоновской жидкостью,
или когда вязкость зависит от температуры. Многочисленные подходы к анализу течения рас-
плава могут быть классифицированы по различным категориям с помощью шести самых важ-
ных допущений, принимаемых относительно характера процесса:
1. Зависимость напряжение сдвига-скорость сдвига:
а) линейная (ньютоновская);
б) нелинейная (неньютоновская).
2. Состояние течения:
а) одномерное (только вдоль оси канала);
б) двухмерное (вдоль оси и поперек канала);
в) трехмерное (вдоль оси, поперек канала и радиальное).
3. Влияние сторон лопасти нарезки (витков шнека):
а) незначительное (неограниченная ширина канала);
б) значительное (ограниченная ширина канала).
4. Влияние температуры:
а) вязкость расплава не зависит от температуры;
б) вязкость расплава зависит от температуры.
5. Зазор между выступом нарезки и цилиндром:
а) незначительный (пренебрежимо мал);
б) значительный (конечная величина зазора между нарезкой и цилиндром).
6. Кривизна канала:
а) незначительная (приближение плоских поверхностей);
б) значительная (цилиндрический или спиральный анализ).
Предположение о неограниченной ширине канала относится к неглубоким каналам, то
с отношением ширины к их глубине более 10 ( W/H > 10). Если глубина канала больше
Ширины, необходимо принимать во внимание влияние сторон лопасти нарезки на про-
296
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
филь скоростей вдоль оси канала. Некоторые обзоры работ, посвященные течению расплава
в экструдерах, опубликованы в [101-106].
В дополнение к шести основным допущениям, принимаемым при анализе течения рас-
плава, иногда рассматривают еще несколько допущений, например, эффекты, связанные с уп-
ругостью расплава, влияние наклона на конце канала и т. д. После того как анализ течения
ньютоновской жидкости большей частью был завершен, в 1960 годы были проанализированы
неньютоновские жидкости. Рассмотрение неньютоновских жидкостей усложняет анализ, а
полученные уравнения обычно решают только численными методами. Самый простейший
случай, который может быть рассмотрен, — это одномерное изотермическое течение неньюто-
новской жидкости в канале неограниченной ширины. Эта проблема изучалась различными
исследователями [ 107-113], но решение в законченной форме не было получено до 1983 года
[114]. Точное аналитическое решение даже для этой простой задачи не существовало вплоть
до этого времени.
Устранение ряда ограничений, таких как температурная зависимость вязкости, двухмер-
ное или трехмерное течение, ограниченная ширина канала и т. д., значительно увеличивает
сложность анализа. Рассмотрение этих проблем являлось предметом ряда докторских диссер-
таций [102,115-121]. Уровень сложности анализа может быть увеличен почти неограниченно
при дальнейшем исключении допущений. Однако такие исследования могут достичь такого
высокого уровня сложности, что их полезность для инженеров-технологов, работающих в об-
ласти экструзии полимеров, становится весьма сомнительной. Всегда следует пытаться урав-
новешивать увеличенную общность предсказаний временем и усилиями, которые оказывают-
ся необходимым затратить при решении этих все более сложных проблем. Иногда можно дос-
тичь точки, когда дальнейшее усложнение оказывается бессмысленным.
Для инженера-технолога самый важный вопрос должен состоять в следующем: применим
ли более полный анализ к реальному процессу экструзии, то есть являются ли все граничные
условия хорошо известными, и дадут ли результат более точные предсказания. Например, ве-
роятно, нет большого смысла использовать сложный анализ неизотермического течения рас-
плава для того, чтобы предсказать температуру расплава на конце шнека, если реальная тем-
пература шнека в процессе экструзии неизвестна. Такие практические соображения не долж-
ны, конечно, распространяться на фундаментальные исследования. С другой стороны, имеет
смысл проведение неизотермического анализа для того, чтобы предсказать влияние флуктуа-
ции температуры цилиндра на температуру расплава или скорость его течения. Кроме про-
блем, которые уже обсуждались, имеется дополнительная сложность, состоящая в том, что
расплав полимера не является собственно неньютоновской жидкостью, и поэтому при его те-
чении могут иметь место значительные временные эффекты (например, [122-128]).
Следующая глава будет начинаться с анализа течения расплава в изотермическом режи-
ме. Далее будет рассмотрено неизотермическое течение расплава и представлены точные
аналитические решения. Более полный анализ влияния температуры на течение будет обсуж-
даться детально в главе 12, посвященной математическому моделированию процесса экстру-
зии. В следующей главе будет также проанализировано течение ньютоновских и неньютонов-
ских жидкостей. Неньютоновские жидкости будут описываться уравнением степенного зако-
на (уравнение (6.23)). Будет также рассмотрено влияние лопасти нарезки на течение расплава
и продемонстрировано различие между одномерным и двухмерным анализом. При этом осо-
бое внимание будет уделено применению рассмотренных анализов к реальной работе экстру-
дера.
АНАЛИЗ основных процессов
297
> 7.4.1. Ньютоновские жидкости
Можно провести очень простой анализ течения расплава, если приняты следующие допу-
щения:
• жидкость является ньютоновской;
• течение считаем установившимся;
• вязкость расплава не зависит от температуры;
• проскальзывание у стенки отсутствует;
• массовые силы и силы инерции пренебрежимо малы;
• ширина канала полагается неограниченной;
• кривизна канала незначительна (приближение плоских поверхностей).
Модель течения в приближении плоских поверхностей представлена на рис. 7.54.
Плоская пластина движется со скоростью vb над плоским прямоугольным каналом с уг-
лом между vb и сторонами канала.
Уравнение движения в направлении вдоль оси канала для этой задачи может быть пред-
ставлено в виде
дР
дг~8‘ ду'
(7.194)
Давление является функцией только координаты z вдоль оси канала. Следовательно,
уравнение (7.194) может быть проинтегрировано для того, чтобы получить профиль напряже-
ния сдвига в радиальном направлении (г/):
где т0 — напряжение сдвига на поверхности шнека, которое пока еще неизвестно.
Для ньютоновской жидкости уравнение
(7.195) может быть записано в виде
du
+ (7.196)
dy
После интегрирования уравнения (7.196)
получаем зависимость скорости вдоль оси ка-
нала от расстояния у по нормали к оси. Учиты-
вая граничные условия гг(0) = 0 и vz(H) == vbv
получаем следующее выражение:
vAy)=fy-^]y + &-y2. (7.197)
2ц ) 2ц
Объемный расход в продольном направле-
нии получается в результате интегрирования
скорости вдоль оси канала по площади попе-
речного сечения канала шнека:
V’sjpWvzdy=^pWHvla - pW“'&, (7.198)
о 2 12ц
(7.195)
Рис 7.54. Модель течения расплава в прибли-
жении плоских поверхностей
298
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
гдер — число параллельных винтовых каналов; VH— ширина канала в поперечном направле-
нии.
Уравнение (7.198) характеризует объемную производительность в зоне течения расплава.
Первый член в правой части уравнения (7.198) представляет собой скорость вынужденного
течения материала, увлекаемого движением граничной поверхности, то есть течения без гра-
диента давления в направлении вдоль оси канала:
Vd = ^pWHVla. (7.199)
Второй член в уравнении (7.198) — это скорость течения под действием градиента давле-
ния (противотока), то есть при осутствии движения между шнеком и цилиндром (нулевая
скорость шнека):
V pWH3g2
р 12ц
(7.200)
Отметим, что противоток уменьшает производительность, когда градиент давления поло-
жительный, что и происходит часто при реальных режимах работы экструдера.
Уравнение (7.198) важно в связи с тем, что на его основе может быть определена произво-
дительность экструдера. Влияние изменения геометрии шнека на течение расплава становит-
ся очень наглядным при анализе уравнения (7.198). В частности, особый интерес представля-
ет влияние глубины канала на течение расплава. Скорость увлекаемого потока прямо пропор-
циональна глубине канала, а скорость противотока увеличивается с глубиной канала,
возведенной в куб. Таким образом, противоток увеличивается намного быстрее с ростом глу-
бины канала, чем течение, вызванное движением границы. По этой причине глубина канала в
зоне дозирования обычно делается небольшой. Оптимальная глубина канала, которая соот-
ветствует самой высокой производительности экструдера при заданной скорости шнека и
градиенте давления, может быть определена непосредственно из уравнения (7.198) (см. также
раздел 8.2.1).
Оптимальная глубина канала может быть определена, если предположить, что
(7.201)
В результате получаем следующее соотношение, определяющее оптимальную глубину
канала Я*:
Л1/2
(7.202)
Оптимальный угол подъема винтовой линии шнека может быть определен при условии
(7.203)
Соответственно, оптимальный угол подъема винтовой линии шнека ф* определяется со-
отношением
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
299
tan2(p*= -—у,
(7.204)
tflfiga ~ градиент аксиального давления (ga « g2/sin ф).
При оптимальной глубине канала производительность определяется формулой
= (7.205)
О о
При оптимальной глубине канала Н* оптимальный угол подъема винтовой линии равен
Ф* = 30°. (7.206)
Если и глубина канала, и угол подъема винтовой линии выбраны оптимальными, объем-
ная производительность определяется из соотношения
НН?)
У(Я*,Ф*)=^^- = 1AHND2, (7.207)
где В — аксиальная ширина канала; N— частота вращения шнека (В = D tan ф и vb = nDN).
Важно отметить, что скорость течения, увлекаемого движением граничной поверхности,
не зависит от параметров ньютоновской жидкости. Таким образом, скорость этого потока та-
кая же и для нефти, и для расплавленного полиамида и т. д. Скорость данного потока прямо
Пропорциональна частоте вращения шнека, так как vb2 - nDN cos ф, где N — частота вращения
шнека.
Большинство шнеков конструируются таким образом, чтобы течение, обусловленное вра-
щением шнека в зоне дозирования, было значительно больше, чем противоток. В этих случаях
объемная производительность экструдера определяется из уравнения (7.199). Если необхо-
димо определить массовый расход, то степень объемного расхода просто умножается на плот-
ность расплава полимера. Для того чтобы работа экструдера не зависела от перепадов давле-
ния в экструзионной головке, большинство шнеков конструируется таким образом, чтобы в
эоне дозирования течение под действием градиента давления было относительно мало. Если
противоток составляет только 10% от общей производительности экструдера, 50%-ное изме-
нение давления в головке приводит только к 5%-ному изменению производительности. Но ес-
ли противоток составляет 50% от общей производительности экструдера, то 50%-ное измене-
ние давления в головке приведет к 25%-ному изменению производительности.
Существуют два пути достижения относительно низкой чувствительности работы экс-
трудера к изменению давления. Первый путь — это уменьшение глубины канала в зоне дози-
рования шнека. Второй путь — уменьшение градиента давления в зоне течения расплава по-
средством создания давления в более ранних зонах экструдера, зонах пластикации и/или дви-
жения твердого материала. Самый распространенный способ реализации второго из выше
Упомянутых методов — это применение в экструдерах участков цилиндра с канавками, как это
обсуждалось ранее в разделе 7.2.2.2. Профили скоростей вдоль оси канала для различных зна-
чений градиента давления при противотоке представлены на рис. 7.55.
Если градиент давления равен нулю (ДР“ 0), то профиль скорости линеен и отвечает вынуж-
денному вязкому течению. Когда перепад давления отрицателен (ДР< 0), скорость противотока
1веЖду шнеком и цилиндром увеличит скорость вынужденного течения. Когда перепад давления
Положителен (ДР> 0), в зоне течения расплава создается давление, и суммарная скорость умень-
п,Ится относительно скорости вынужденного течения. Когда понижение давления очень велико
300
ЧАСТЬ IL АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
ДР»0 ДР>0 ДЖО ДЖО
Производи-
тельность
равна
нулю u
V ’
ынуж- _
денное
вязкое
течение.
Рис. 7.55. Профили скоростей вдоль оси канала
(ДР» 0), производительность экстру-
дера становится равной нулю. В этом
случае скорость вынужденного тече-
ния (направленного вперед) становит-
ся равной скорости противотока (в об-
ратном направлении).
По такой же методике, которая
применялась при выводе уравнения
(7.198), может быть определена ско-
рость течения, направленного попе-
рек канала:
^Ьх _
Я 2ц J
У2-
(7.208)
В этом случае величинаgx может быть определена исходя из условия, что поток в попереч-
ном направлении канала отсутствует:
н
jvxdt/ = O.
о
(7.209)
Градиент давления в поперечном направлении определяется соотношением
Tj'Z
(7.210)
Результирующий профиль скоростей в поперечном направлении определяется следую-
щим образом:
%Vbx
vv =——
^Vbx 2
rr2 У
(7.211)
Профиль скоростей в поперечном направлении представлен на рис. 7.56.
Видно, что скорость течения поперек канала при# = 2Я/3 равна нулю. Таким образом, ма-
териал в верхней трети канала движется к активной
Рис. 7.56. Профиль скоростей в попе-
речном направлении канала
стороне лопасти шнека, а материал в нижних двух тре-
тях канала движется к пассивной стороне лопасти шне-
ка. В действительности ситуация более сложна вслед-
ствие того, что должны существовать нормальные со-
ставляющие скорости течения, необходимые для
осуществления циркуляционного течения в направле-
нии, перпендикулярном оси винтового канала. Однако
эти нормальные составляющие скорости течения не
будут учитываться в представленном анализе. Эта ком-
понента скорости проанализирована Первадтчуком и
Янковым [129] и некоторыми другими исследователя-
ми. Реальное движение жидкости (рис. 7.57) происхо-
дит в результате сложения профилей скоростей попе-
рек и вдоль оси канала.
301
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
Рис 7.57. Движение жидкости в зоне течения расплава
Рассмотрим теперь движение элементарного объема жидкости в канале шнека. Движение
жидкости происходит по винтовой траектории. Вблизи поверхности цилиндра жидкость те-
чет к цилиндру. Когда она приближается к толкающей стороне лопасти шнека, жидкость на-
чинает течь вниз к нижней части шнека, и далее будет двигаться поперек канала. Когда жид-
кость приблизится к задней части лопасти шнека, она будет течь вдоль лопасти до тех пор, по-
ка поток не приблизится к цилиндру, и затем цикл повторится снова. Если в экструдере
возникает избыточное давление, витки траектории сближаются, как это представлено на
рис. 7.58, где показан путь элемента жидкости при его рассмотрении из верхней части развер-
нутого канала.
Когда в зоне течения расплава возникает избыточное давление, витки траектории сбли-
жаются еще более плотно. В экстремальном случае закрытого канала (нулевая производи-
тельность) аксиальная компонента скорости практически отсутствует. В этом случае элемен-
ты жидкости движутся по касательной вплотную к поверхности цилиндра и в противополож-
ном направлении вплотную к поверхности шнека; лопасти шнека действуют как мешалка.
Поэтому происходит смешение, но нет движения вперед.
7-4.11. Влияние лопасти шнека на течение расплава
Если ширину канала нельзя рассматривать как бесконечную, уравнение движения в на-
правлении вдоль оси канала определяется
dz г dy dx ’
Уравнение (7.212) представляет собой более полную форму уравнения (7.194). Если
Предположить, что жидкость является ньютоновской, уравнение (7.212) можно переписать в
виде
302
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис 7.58. Движение жидкости при различных уровнях развития давления
дР (d2v2
дг ду дх J
(7.213)
Решение этого уравнения более сложное, чем решение уравнения (7.194). Исследование
течения под действием градиента давления было впервые проведено Буссинеско [130]
в 1868 году. Решение уравнений, описывающих одновременно вынужденное течение и тече-
ние под действием градиента давления, было впервые опубликовано в 1922 году [98]. В по-
следствии многие исследователи обращались к решению этой проблемы. Мескат [131] пред-
ставил обзор различных решений и показал, что все они вполне идентичны. Профиль скоро-
стей, возникающих при вынужденном течении, может быть представлен в виде
VAX> у)=
4 гл sinh(ntt//IV) . .. .
—----------------------— Sin(?7Lr / IV).
я :sinh(nc# / IV)
(7.214)
Профиль скоростей, возникающих при течении под действием градиента давления, опре-
деляется как
v4,(x,y)=^-
Н *
2 Ну 4Н2
l3cosh(mlV/2H)
„з
я
Суммарная скорость равна
v2{x,y)=vul + v2ll. (7.21
Объемная производительность экструдера может быть выражена в следующей форме:
1 г/ г ₽VW3g
И.-рМ'ад-------—«-
/»»
где коэффициент формы для вынужденного течения /^определяется из соотношения
к анализ ОСНОВНЫХ ПРОЦЕССОВ
.— '" --------
303
. _16MZ
rf я3Н
оо
У -у tan Л
1,3.5...*
/тс Я |
~2Wf
(7.218)
а коэффициент формы для течения под действием градиента давления Fp определяется сле-
дующим образом:
192Я 1
= iyzn у 1 А
л
inW
2Н
(7.219)
Если отношение глубины винтового канала шнека к его ширине H/W < 0,6, коэффициен-
ты формы Fd и Fp выражаются следующими приближенными формулами:
F. = 1-0571—
W
(7.220)
F = 1-0,625—.
(7.221)
Уравнения (7.220) и (7.221) значительно проще для применений, чем более точные урав-
нения (7.218) и (7.219). С учетом приближенных соотношений для коэффициентов формы
объемная производительность экструдера может быть выражена следующим образом:
V = -р( W - 057 \Н)Н
12ц
(7.222)
6 — радиальный зазор.
Для большинства шнеков отношение глубины винтового канала к ширине канала H/W
будет изменяться от ОДО до 0,03, причем последнее значение является более распространен-
ным, чем первое. Это означает, что поправка, учитывающая коэффициенты формы, обычно
составляет менее 2% и в основном всегда меньше 5%.
7.4.12. Влияние зазора между витками шнека и цилиндром
Другая причина уменьшения объемной производительности цилиндра — это утечка через
'ЭЯЗор между витками шнека и цилиндром. Обычно оптимальный радиальный зазор составля-
Г ВТ величину, равную 0,001 D, где D — диаметр шнека. Если зазор нормальный, течение через
зазор очень мало. Однако, если шнек и/или цилиндр в процессе эксплуатации изнашиваются,
Действительный зазор между витками шнека и цилиндром может быть существенно выше
г значения оптимального зазора. А это может вызывать значительное уменьшение производи-
тельности экструдера. Поэтому очень важно оценить влияние зазора на течение расплава по-
Димера.
& Зазор между витками шнека и цилиндром уменьшает скорость вынужденного течения на
величину поправочного коэффициента, равного Ь/Н. Скорректированная скорость вынуж-
денного течения определяется соотношением
(7.223)
’.ЙК
ж
к
и
У„ = ^(Я-5)^,
304
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Вывод уравнения, определяющего давление, вызывающее утечку, довольно сложен. Дета-
ли этого вывода описаны в работах Мора и Маллука [228], Тадмора [ 103] и Раувендааля [271].
Общая объемная производительность экструдера с учетом потока утечки может быть выра-
жена следующим образом:
1>=Р1У(Я>8)^ pWH3g,
2 12ц
(7.224)
Поправочный коэффициент для давления, вызываемого утечку через зазор между витка-
ми шнека и цилиндром, определяется как
pw83 (IF + aQiiS3 Гбц^(Я-8) W + w
L цс1 WH3 +plT83+pctw№[ H3ga +lVtan2(p
где
nDsinro
Iv =--------w
P
и
vh2 = nDN cos(p.
(7.225)
(7.225a)
(7.225b)
Вязкость в зазоре |icl существенно отличается от вязкости в канале вследствие различий
локальной температуры и скорости сдвига. Если зазор между витками шнека и цилиндром
близок к оптимальному зазору, значение поправочного коэффициента fL очень близко к нулю
и может быть не учтено при условии, если не требуется особая точность. Однако, когда ради-
альный зазор значительно больше нормального оптимального зазора, например, в результате
износа, во внимание при расчете объемной производительности экструдера должно прини-
маться действительное значение fL (уравнение (7.224)).
Следует отметить, что даже когда градиент давления вдоль оси канала g2 равен нулю, су-
ществует давление, вызываемое утечку, которое возникает из градиента давления, индуци-
руемого трением в направлении, перпендикулярном каналу.
Значительно более простое выражение для давления, вызываемого утечку, получается на
основании следующего подхода. Давление, вызываемое утечку через зазор между витками
шнека и цилиндром, может быть определено, если представить зазор в виде прямоугольной
щели шириной Deos, высотой и глубиной w с градиентом давления в направлении, перпенди-
кулярном каналу Используя уравнения из таблицы 7.1 (раздел 7.5.1), утечку через зазор
можно представить следующим уравнением:
DcoscpS3 pw83
12цс) 1Г+12ц£Л
(7.226)
Перепад давления, действующего поперек стенки канала, возникает как из градиента дав-
ления вдоль оси канала так и градиента давления в направлении, перпендикулярном кана-
лу gr Последняя величина — это градиент давления, вызванный трением, в связи с этим он
присутствует даже в чисто вынужденном течении. Если утечка в действительности очень ма-
ла, градиент давления поперек канала задается уравнением (7.210). Перепад давления попе-
рек винтового канала может быть определен следующим образом:
к анализ основных процессов
. п тс D COSO
= ---------+gxw,
Р
305
(7.227)
где ширина канала в поперечном направлении.
Влияние градиента давления вдоль оси канала и поперек канала на перепад давления в
винтовом канале продемонстрировано на рис. 7.59.
Утечка может быть выражена соотношением
у - n C0S(P ГяД&С05ф ФКг W
' 12цс1ю р + Н2
pw83
~^8г'
(7.228)
Различие значений величины утечки, определяемой уравнениями (7.228) и (7.224), со-
ставляет менее 5% при нормальных значениях зазора и около 10% при значениях зазора, при-
мерно в 4 раза превышающих нормальное значение.
Уравнение (7.228) можно уточнить, если учесть градиент давления в поперечном направ-
лении. Утечка через зазор между витками шнека и цилиндром приводит к уменьшению гради-
ента давления в поперечном направлении до значения более низкого, чем величина, опреде-
ляемая с помощью уравнения (7.210). В разделе 10.5 представлен более строгий вывод выра-
жения для градиента давления, вызываемого трением, с учетом утечки через зазор между
витками шнека и цилиндром, см. уравнения (10.108)—(10.112). Если вязкость в зазоре цс1 от-
личается от вязкости в канале ц, градиент давления в поперечном направлении, обусловлен-
ный трением, определяется соотношением
_6цмс1(Я-8)го^
вх ‘
(7.229)
В связи с этим более точное вы-
ражение для потока утечки может
быть представлено в виде
У __ п D83 cos<p
' 12цс1 w
( ЛО£гСО5ф
« . Х I---------Г
I р
4.^UC1(H-। pw§?
) 12pCf r
k (7.230)
Для нормальных значений за-
. Зора между витками шнека и ци-
линдром в большинстве случаев
„ Достаточно точные результаты дает
Уравнение (7.228).
Перепад давления, обусловлен-
«и трением, играет важную роль
.^^>ОЦессе экстРУ3ии и не может не
Ж Учитываться. Величина утечки при
формальных значениях зазора
S
Расстояние вдоль оси
Рис. 7.59. Зависимость профилей аксиального давления от
различных градиентов давления
Расстояние вдоль оси
306 ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
(5-0,001/)) составляет примерно 0,01% от скорости вынужденного течения. При четырех-
кратном увеличении зазора по сравнению с нормальным значением утечка возрастает до 1%
от скорости вынужденного течения.
Таким образом, поток утечки становится заметным только тогда, когда зазор между вит-
ками шнека и цилиндром превышает нормальное значение примерно в 4 раза.
Общая объемная производительность экструдера с учетом потока утечки (уравнение
(7.228)), может быть представлено в виде
р!У(Я-8)рЛг pWH3g, nD83cos<p fitPg2cosq> , 6цр^Ц<) Р»8’\
2 12ц 12цс1№ ( р Нг } 12ЦСЛ ' °
7.4.1.3. Потребление энергии при течении расплава
Потребление энергии в зоне течения расплава является важным параметром при расчете
шнека и анализе реальных процессов экструзии. Энергия, расходуемая при перекачивании
расплава в канале, определяется следующим соотношением:
dZch = pvdi dzj xyz(H)dx+pv^ dzfa(H)dxt (7.232)
о 0
где напряжения сдвига относятся к поверхности цилиндра.
В случае экструзии материала, обладающего свойствами ньютоновской жидкости, выпол-
няются следующие соотношения:
V(tf)=A (7.233)
^Я
И
(7.234)
Напряжения сдвига, входящие в уравнения (7.233) и (7.234), определяются с помощью
уравнений для профиля скоростей вдоль оси канала, уравнений (7.197) и (7.216) и профиля
скоростей поперек канала, уравнение (7.211). Потребление энергии в канале шнека может
быть определен из соотношения
dZ^ =(l+3rrf+4tan24>)-^g^Pfe—,
(7.235)
где rd — отношение противотока к вынужденному течению
Г (7.236)
Уравнение (7.236) справедливо, если зазор между витками шнека и цилиндром незначИ'
телен. Отношение противотока к вынужденному течению часто называют дроссельным отн°' j
шением (в Германии его называют дроссельным коэффициентом). Использование дроссель'
307
? -$4
г. ’
ft
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
и—ВЦ ... —
wf goro отношения позволяет получить компактное выражение для совместного течения под
добавлением вынужденного потока:
К pWHvbzч z_ о
В v = ~— ---(1-^> (7.237)
Удельный расход энергии в канале может быть получен при делении потреблений энер-
гии на производительность
7 _ dZck _2prvfe 1 + Зг</+41ап2ф
^ch — ~
2
(7.238)
Жг Эффективность перекачивания представляет собой отношение теоретического расхода
Ж энергии, необходимой для развития давления ДР (=ЖР), к действительному расходу энергии
Ж Таким образом, эффективность перекачивания в канале может быть представлена со-
Жг отношением
•Ж
Ъ-
УДР Зг.-Зг,2
£ —• — Ц "
ch dZch 1+3rrf + 4 tan2 (p
(7.239)
да
(7.240)
(7.241)
w. Оптимальная эффективность перекачивания определяется условием: первая произвол-
Ж ная от эффективности перекачивания по rd равна нулю:
ж,./
В результате получаем следующее выражение для оптимального дроссельного отношения rd:
-fe / _ _ * + tan2 Ф ± 2(1+ 5 tan2 (р+4 tan4 <р)
r,t~ 3 3
f Подставляя оптимальное дроссельное отношение из уравнения (7.241) в уравнение
(7.239), определяющее эффективность перекачивания, получаем оптимальную эффектив-
# «ость перекачивания в канале. Если угол подъема винтовой линии шнека равен нулю, опти-
^льное дроссельное отношение равняется 1 /3 или -1, и оптимальная эффективность перека-
тывания также равняется 1/3. Дроссельное отношение, равное -1, означает наличие большого
ёнта отрицательного давления, что, очевидно, в реальных условиях не возможно. При
1ичении угла подъема винтовой линии шнека оптимальное дроссельное отношение рас-
а оптимальная эффективность перекачивания уменьшается (рис. 7.60).
р Таким образом, самая высокая эффективность перекачивания в канале, которая только
Хожет быть достигнута, составляет 33,33%. Остальная потребляемая энергия (66,67%) рас-
пивается в жидкости в виде тепла. На практике действительная эффективность перекачива-
йся составляет около 10% или менее. Перекачивание расплава с помощью шнека, следова-
довольно неэффективно для создания давлении. Другие типы насосов, например,
< Шестеренчатый насос, могут быть более эффективны для создания высокого давления. Одна-
С во многих экструзионных операциях энергия, рассеиваемая в жидкости, не затрачивается
ишрасно, а эффективно используется для доведения полимерного расплава до необходимой
(2^мпературы. Нагрев полимерного расплава посредством создания теплоты внутреннего тре-
я (теплоты диссипации) более эффективен, чем нагрев с помощью внешних нагревателей
ндра.
308
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.60. Зависимость оптимального дроссельного отношения и эффективности перекачивания от
угла подъема винтовой линии шнека
Расход энергии в зазоре может быть легко вычислен, если принять, что профиль скоро-
стей в зазоре определяется в основном вынужденным потоком. Тогда расход энергии в зазоре
можно найти как
dZct
(7.242)
где w — ширина витка в перпендикулярном напрвлении (w = b cos <р).
Потери энергии в зазоре прямо пропорциональны заходности шнека, локальной вязко-
сти, ширине витка и обратно пропорциональны величине радиального зазора. Ниже будет по-
казано, что существенная доля (в некоторых случаях 50% или более) от общих потерь энергии
затрачивается при течении в зазоре. Следовательно, геометрия зазора становится важной ха-
рактеристикой, выбор которой должен привести к минимальному расходу энергии.
Расход энергии, необходимой для создания давления, определяется умножением объем-
ной скорости течения на перепад давления
dZp = Vg2dz. (7.243)
Полная эффективность перекачивания может быть определена из
е =---. (7.244)
Полная эффективность перекачивания составляет обычно около 10% или меньше. Коли-
чество энергии, которое рассеивается в жидкости в виде тепла, равно
dZaa = dZd,+dZct-dZp. (7.245)
Это значение энергии следует использовать, чтобы рассчитать увеличение температуры 5
полимерном расплаве. Так как эффективность перекачивания обычно менее 10%, количество
i t анализ основных процессов 309
Ж
•% энергии» рассеиваемой в канале шнека, составляет, как правило, более 90% от общей потреб-
ляемой энергии.
7.4.2. Неньютоновские жидкости «степенного» типа
В этой главе будет проанализировано влияние псевдопластичности на характеристики
течения. Расплав представляется в виде неньютоновской жидкости. Как и прежде, считаем,
что течение установившееся, полностью развитое, изотермическое, поэтому утечкой через за-
зор между витками шнека и цилиндром можно пренебречь. Влияние торцов винтового канала
на профиль скорости вдоль оси канала не будет учитываться. Сначала будет представлен од-
номерный анализ, в котором рассматривается только скорость вдоль оси канала. В связи с
этим влияние течения в поперечном направлении на производительность экструдера перво-
начально не будет учитываться. Далее анализ будет распространен на двухмерный случай,
учитывающий как скорость вдоль оси канала, так и скорость поперек канала.
7.4.2.1. Одномерное течение
Уравнение движения при одномерном течении описывается уравнениями (7.194) и
(7.195). В качестве реологического уравнения состояния используем обобщенный степенной
закон
(7.246)
Для описания одномерного течения рассмотрим уравнение (7.246), объединенное с урав-
нением (7.195). Полученное уравнение удобно представить в безразмерной форме. В качестве
основных параметров моделирующего течения используем следующие безразмерные величи-
ны: безразмерную глубину £ = у/Н, безразмерную скорость вдоль канала v\=v2/vbz и градиент
приведенного давления Гй. Градиент приведенного давления определяется следующим обра-
зом:
(7.247)
'Ьг
где$ — величина, обратная индексу течения (s - 1/п).
1 После интегрирования уравнения (7.246) получаем
” 1 €fo°
^=П(^-Х).
(7.248)
Переменная X в уравнении (7.248) представляет собой точку, в которой скорость сдвига
J. Равна нулю, она также отвечает положению экстремума профиля скоростей. Для того чтобы
Исключить абсолютные величины в уравнении (7.248), необходимо определить значение X.
£ Усматриваются только положительные градиенты давления gx. Если экстремум профиля
приходится на некоторую точку в канале шнека, тогда 0 < X 1. При £ X уравнение
К ' *248) может быть представлено в виде
з-Л/
Й <7-249)
Юг
310
ЧАСТЬ Н. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
После интегрирования и использования соответствующего граничного условия r/J (1)= 1,
получаем следующее уравнение:
(7.250)
5+ 1
Если < X, уравнение принимает вид
»;=-^[(А-5)в+,-Г+,1 (7.251)
Если e X, скорости, определяемые на основании уравнений (7.250) и (7.251), должны
быть одинаковыми. Из этого равенства получаем следующее уравнение для X:
А*+'-(1-Х)’*'+—=0. (7.252)
Условие существования экстремума в пределах реальной области течения определяется
соотношением Гл^5 + 1. Максимальная скорость может быть определена следующим обра-
зом:
I
г® - шах = (7.253)
5+1
Экстремум лежит за пределами области действительного течения, когда Гл < 5 + 1. Соот-
ветствующее уравнение для X, когда Гл < 5 + 1, имеет вид
(-Х),+’-(1-Х)'+' + —=0. (7.254)
г*
Безразмерные скорости v° и У° могут быть определены с помощью простых выражений:
0 МГ-РГ'
(7.255)
и
V” =——(1-Х-Гк|Хр'). (7.256)
Безразмерная скорость потока — это действительная скорость потока, деленная на ско-
рость вынужденного течения, следовательно
у» - 2V> (7.257)
Далее в разделе 8.2.1 будет показано, что при оптимальной глубине канала, соответствую-
щей наивысшей эффективности процесса экструзии, значение X - 0. Таким образом, оптн
мальная безразмерная скорость потока определяется следующим соотношением:
V0 — (7.258)
00 5 + 2 1 + 2п
# АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 3! !
\ В связи с этим оптимальная эффек-
тивная скорость потока равна:
.Ж' и
f ’ (7259)
А1/’
Для ньютоновской жидкости (я =
- 1) и уравнение (7.259) становится
идентичным уравнению (7.205).
Профили скоростей при X = 0,1 и
различных значениях индекса течения
п представлены на рис. 7.61. Скорости
потока уменьшаются с уменьшением
индекса течения, а профили скоростей
при этом приближаются к поршневому
режиму потока. Как следствие, с умень-
шением индекса течения производи-
тельность экструдера падает.
Для того чтобы определить про-
филь скоростей и скорость потока, не-
обходимо рассчитать значение X. Опре-
деление X сводится к решению уравне-
ния (7.252) или уравнения (7.254).
Решение этих уравнений может быть
получено только численным методом, в частности, методом Ньютона-Рафсона. Точные ана-
литические решения возможны только для частного случая, когда 5 является положительным
* целым числом. Однако посредством преобразования уравнений и после разложения в ряд ре-
шение уравнения может быть получено в замкнутой форме. Если в уравнение (7.252) вводит-
ся новая переменная х, равная х * X - 0,5, тогда уравнение принимает вид
Рис. 7.61. Зависимость безразмерной скорости от без-
размерного расстояния
(05 + x)s+1-(0^-x)s+,+ —= 0. (7.260)
Гд
* После разложения в ряд первых двух членов уравнения (7.260), пренебрегая членами чет-
вертого порядка по х и выше, получаем следующее уравнение:
-s(s-l)22-sx3+2l’Ix + —= 0.
3 Гк
(7.261)
Это уравнение представляет собой стандартное уравнение третьего порядка, решение ко-
Торого может быть найдено в аналитической форме. Поскольку имеется только один вещест-
^нный корень, решение уравнения относительно X, если ГА>$ + 1, принимает вид
Ж
* = I + (<7t + ?2 )'/3 + (?1 - 92 )'/3.
„ 2!~3
9i = -3---------
s(s-l)I\
(7.262)
(7.263)
312
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
и
%=[<7?+(2s2-2s)-'/2T/3.
(7.264)
Это решение достаточно точное, еслихблизко к нулю, что обычно имеет место. В области,
в которой уравнение (7.260) применимо, значения X варьируют от 0 до 0,5, таким образом, х
будет изменяться в диапазоне от -0,5 до 0.
Уравнение (7.254) можно преобразовать с учетом введения новой переменной х « X + 1.
После разложения в ряд и отбрасывания членов третьего порядка по х выше, получаем квад-
ратное уравнение. Решение этого уравнения относительно X, когда Гя < s + 1, принимает вид
x_-C2±(C2-4C,C3)i/2 t
2С,
(7.265)
где
C1=|s(s+l)(l-2I-‘);
С2 =(s+1)(2S -1);
C3 = l-2s+'+—.
г
1 к
(7.266)
(7.267)
(7.268)
Это решение также достаточно точное, когда х близко к нулю. В области, в которой приме-
нимо уравнение (7.254), значение X изменяется от 0 (при Гя - s + 1) до -оо, когда градиент дав-
ления равен нулю. Следовательно, уравнение (7.265) не может давать корректные результаты
при очень малых градиентах давления. Однако при более высоких градиентах давления уравне-
ние (7.265) дает точные результаты. Ограниченная точность уравнения при малых градиентах
давления не имеет большого практического значения. При анализе реальных процессов в экс-
трудерах технологов, в основном, интересует влияние высоких (а не малых) градиентов давле-
ния на производительность экструдера. Скорость потока при малых градиентах давления почти
равна скорости вынужденного течения.
Результаты аналитических решений можно теперь представить в безразмерной форме.
На рис. 7.62 представлена зависимость безразмерной производительности от безразмерного
градиента давления g“. Безразмерный градиент давления g° определяется следующим соот-
ношением:
g° = 2L1 =Г£ (7.269)
6m 6’
Очевидно, что если свойства расплава представляются ньютоновской жидкостью (я * О*
получается хорошо известное линейное соотношение производительность-давление. Одна'
ко, если индекс течения п < 1, наблюдаются существенные отклонения от характеристик
тоновской жидкости. Отклонения увеличиваются по мере того, как материал становится бо*
лее псевдопластичным. Для жидкостей, которым характерно псевдопластическое поведений
возможность развития давления резко уменьшена по сравнению с ньютоновской жидкостью-
Поэтому при том же самом градиенте давления производительность экструдера резко умень
шается. Для жидкости с индексом течения п < 0,8, использование уравнения для ньютоноь
ских жидкостей будет приводить к большим ошибкам!
анализ основных процессов
313
Ж
Ifc-
i
в
&»ис7.62. Зависимость безразмерной производительности от безразмерного градиента давления, по-
лученная в соответствии с решением уравнения в замкнутой форме
$ При сопоставлении рис. 7.62 с аналогичными графиками, полученными другими исследо-
вателями на основе численных решений уравнений, например, [132] или [106], обнаружено,
;$то, по-существу, они представляют идентичные результаты. Это является прямым доказа-
тельством того, что аналитические решения, используемые для определения X, очень точны.
V. До сих пор рассматривались только положительные градиенты давления. Производи-
^тельность экструдера при отрицательном градиенте давления можно сравнительно легко оп-
ределить на основании уравнения (7.256). В результате получим следующее соотношение для
изводительности:
v° =
V0(-g?)=2-V0(+g°). (7.270)
« Пунктирная линия на рис. 7.62 показывает положение точек на каждой кривой, соответ-
щих нулевому значению X. Если X - 0, экстремум на профиле скоростей возникает пря-
на поверхности шнека. Безразмерная производительность в этом случае выражается как
2п (7.271)
1 + 2л
Уравнение (7.271) полностью совпадает с уравнением (7.258), выражающим оптималь-
безразмерную скорость потока. Следует отметить, что безразмерная производительность
Дера определяется только индексом течения. Данные выше пунктирной линии были
ены в соответствии с уравнением (7.265). В этом случае Гл < s + 1, и никакого экстре-
на профиле скоростей не наблюдается. Данные ниже пунктирной линии находятся на
вании уравнения (7.262). В этом случае ГR>s +1, и, соответственно, экстремум на профи-
: скоростей существует.
314
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
7.4.Z.2. Двухмерное течение
В этом разделе представленный ранее анализ течения расплава будет расширен с целью
включить влияние течения в поперечном сечении, перпендикулярном оси шнека, на процесс
экструзии. Течение расплава поперек канала не влияет непосредственно на скорость течения,
но оно влияет на полную скорость сдвига. А это означает, что вязкость расплава будет изме-
няться и, таким образом, действительная скорость течения также изменяется. Если угол на-
клона винтовой линии шнека уменьшается до нуля, течение расплава поперек канала не воз-
никает, и результаты анализа двухмерного течения идентичны результатам одномерного. Та-
кой предельный случай исследовали Тадмор [133] и Дайер [134]. Более полный анализ
двухмерного течения расплава представлен в работах [132-145]. Стеллер [297] получил ана-
литическое решение уравнения, описывающего двухмерное течение «степенных» жидкостей,
и позже [298] жидкостей, свойства которых описывают уравнения Эллиса. Однако для оцен-
ки аналитического решения, полученного Стеллером, необходим численный анализ. Раувен-
дааль [271] исследовал проблему двухмерного течения расплава в шнековых экструдерах с
учетом утечки через зазор между витками шнека и цилиндром и показал, что влияние утечки
на течение расплава значительно увеличивается, когда вязкость расплава полимера становит-
ся в большей степени зависящей от скорости сдвига.
Различие между результататами анализа одномерного и двухмерного течения возрастает
с увеличением угла наклона винтовой линии шнека и уменьшением индекса течения. С прак-
тической точки зрения использование анализа двухмерного течения становится важным, ес-
ли рассматриваются шнеки с большими углами наклона винтовой линии и изучается течение
неньютоновских жидкостей с индексом течения п > 0,3.
Уравнение движения вдоль оси канала то же самое, что было записано выше (см. уравне-
ние (7.194)). Аналогичное выражение должно быть сформулировано для движения в попе-
речном направлении. Профиль напряжений при сдвиге может быть представлен в виде
^yz ^z0 + ёгУ*
^ух ^х0 ёхУ'
Значение полного напряжения сдвига получаем из соотношения
't=('Cyx + <),/2-
(7.272)
(7.273)
(7.274)
Степенной закон для двухмерного течения теперь может быть представлен в виде
(7.274а)
Направление действия суммарного напряжения сдвига т и скорости v определяются ком-
понентами ту2 и хух. Таким образом, имеются три неизвестные величины: градиент давления
поперек канала gx, напряжение сдвига поперек канала на поверхности шнека тго и напряжение
сдвига, действующее вдоль оси канала на поверхности шнека т2О. В настоящее время аналити-
ческие решения этой задачи не известны. По-видимому, получить аналитическое решение
уравнения, описывающего двухмерное течение, не представляется возможным. Поэтому ДлЯ
определения неизвестных величин должна быть использована численная схема. Поскольку
эта проблема представляет существенное значение для корректного анализа течения распла-
ва, она будет обсуждаться далее подробно.
к » • АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
315
Прежде всего рассчитываем неизвестные величины для ньютоновских жидкостей. Зада-
ем исходные первоначальные значения gx, и из которых могут быть определены соот-
ветствующие профили скоростей и скорости в направлении, перпендикулярном винтовой
линии шнека. Профили скоростей в х- и /-направлениях могут быть определены из соотно-
шений
dy
(7.275)
" Lu
dy т‘
1-Я
(7.276)
Если предполагают, что утечка через зазор между витками шнека и цилиндром незначи-
тельна» результирующая скорость потока в поперечном направлении канала должна быть рав-
на нулю. Скорость поперечного потока определяется как
и
Уг=/рхЛ/=0.
О
(7.277)
Точность первоначального выбора значений gx, и тХ) может быть оценена посредством
вычисления п/Н)» и Vx. Это может быть сделано с помощью стандартного числового ме-
тода интегрирования уравнений (7.275) и (7.276), например, по формуле Симпсона. Рассчи-
танные значения затем сравниваются с действительными значениями vAr, vbz и 0 соответствен-
но. Если первоначальные значения не точны, получаем разность, определяемые соотноше-
ниями
(7.278)
(7.279)
(7.280)
/л
$
'в'
S''-:
w
0
Новые значения g^ тхП и можно получить с помощью схемы Ньютона-Рафсона. Резуль-
таты могут быть выражены в следующем виде:
®8х ^хО
. Эр, . Эр, , Эр, ,
ж + + ‘о:
oftr оТг0
AV _ Э1?х ЭУЖ . ЭР, .
Ла Зг д- Д^гО-
Э& Этх0 Эт.о
(7.281)
(7.282)
(7.283)
рр,,
о w
п
316
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Частные производные определяются путем подбора второго набора данных для gx, и тА)
со значениями, близкими к первым значениям. Затем можно рассчитать Agx, Дт^ и путем
решения системы трех линейных уравнений, что является довольно простой операцией. Но-
вые значения gx, и теперь определяются из соотношений
gx - new = gx- old + Agr; (7.284)
тх0 - new = тх0 - old + Дтх0; (7.285)
тг0 - new-x^ - old +Дт20. (7.286)
Итерация повторяется до тех пор, пока относительное различие между новым и старым
значением не станет менее определенного уровня, определяемого пределами допустимой
ошибки. Производительность экструдера определяется из соотношения
н
V2 = \v;dy. (7.287)
О
Решение сходится быстро; но конечный результат обычно получают за пять итераций. На
рис. 7.63 представлена зависимость безразмерной производительности от градиента давле-
ния, полученная на основе анализа двухмерного течения для угла наклона винтовой линии
шнека, равного нулю.
Как упоминалось ранее, полученные результаты должны быть аналогичны результатам
для одномерного анализа, представленным на рис. 7.62. Сравнивая два графика, видно, что ре-
зультаты практически идентичны. Это подтверждает точность аналитического решения урав-
нения для одномерного течения неньютоновской жидкости. Различие составляет обычно ме-
нее 1%, за исключением малых значений безразмерного градиента давления < 0,1. Умень-
Безразмерный градиент давления
Рис. 7.63. Зависимость безразмерной производительности от безразмерного градиента давления, по
лученная на основе анализа двухмерного течения для угла наклона винтовой линии шнека,
равного нулю
АНАЛИЗ основных процессов
О 0.1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1.0
Безразмерный градиент давления — >
Рис 7.64. Зависимость безразмерной производительности от градиента давления, полученная на ос-
нове анализа двухмерного течения для угла наклона винтовой линии шнека, равного 17,66°
If-
точности при низких градиентах давления было предсказано ранее, и не должно
(составлять проблему при анализе реальных задач экструзии.
На рис. 7.64 представлена зависимость безразмерной производительности от градиента
&давления для угла наклона винтовой линии шнека, равного 17,66° (шнек с квадратным сече-
нием).
& Безразмерная производительность экструдера, укоплектованного шнеком с углом накло-
|Яа винтовой линии, равным 17.66°, значительно ниже, чем при использовании шнека с углом
г Наклона, равным 0°. Различие составляет около 10% при малых градиентах давлений и около
j 40% при больших градиентах давлений, когда п < 0,5. При больших значениях индекса тече-
рмя различие составляет обычно менее 10%. Это означает, что применение уравнений для од-
номерного случая при описании течения расплава будет приводить к существенным ошибкам
рля шнеков со стандартным углом наклона винтовой линии, когда п < 0,51 Когда п > 0,5, эти
уравнения достаточно точны.
Следует отметить, что уменьшение безразмерной производительности не обязательно
рЬначает, что реальная производительность при этом уменьшается. Очевидно, когда угол
рк лона винтовой линии шнека равен нулю, действительная производительность тоже рав-
В»яется нулю. Безразмерная производительность экструдера при этом определяется из соот-
ношения
К 9 "
Г V°=—2dy. (7.288)
К
П Действительная объемная производительность связана с безразмерной производится ь-
Н00*1110 следующим соотношением:
В V = ^HWvh!; V0 =-я2О2 NHsintp coscp V°. (7.289)
2 2
318
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.65. Зависимость безразмерной производительности от безразмерного градиента давления для
нескольких углов наклона винтовой линии шнека
Второе равенство в уравнении (7.289) верно, если ширина винтового канала незначитель-
на. На рис. 7.65 представлена зависимость безразмерной производительности от градиента
давления для пяти углов наклона винтовой линии шнека при п ж 0,5.
Безразмерная производительность уменьшается с увеличением угла наклона винтовой
линии шнека для всей области исследованных градиентов давлений. В связи с этим уравнение
для одномерного случая не должно использоваться при описании течения расплава в систе-
мах с большими углами наклона винтовой линии шнека и/или при малых значениях индекса
течения.
Из рис. 7.62-7.65 понятно, что ньютоновское линейное соотношение производитель-
ность-градиент давления не выполняется, когда индекс течения п < 0,8. Соотношение произ-
водительность- градиент давления для одномерного течения «степенного» типа достаточно
точно только для шнеков с малыми углами наклона винтовой линии шнека. Таким образом,
для получения точных результатов следует использовать анализ двухмерного течения ненью-
тоновской жидкости «степенного» закона. Однако анализ двухмерного течения, как уже ука-
зывалось, не дает аналитического решения уравнений, и поэтому чтобы получить корректные
результаты необходимо использовать численные методы решения. Один из способов, кото-
рый позволяет избежать сложных вычислений, состоит в использовании для описания тече-
ния расплава ньютоновского линейного соотношения производительность-градиент давле-
ния с учетом поправочных коэффициентов на неньютоновское поведение расплава полимера.
На рис. 7.66 представлена зависимость безразмерной производительности экструдера, опре-
деленной при использовании линейного приближения с учетом поправочных коэффициен-
тов, от градиента давления.
Поправочные коэффициенты используют при анализе течения расплава в системах с уГ'
лами наклона винтовой линии шнека в области от 15 до 25°. Безразмерная производитель-
ность экструдера определяется следующим образом:
• 0 8 + 2п 3 0 (7.290)
10 1 + 2п г
к анализ основных процессов
L.. Используя уравнения (7.269) и (7.257) для определения gj и V0, ньютоновское линейное
; соотношение производительность-градиент давления с учетом поправочных коэффициент
' foe для неньтоновского поведения принимает вид
v=
pWHv*-
(7.291)
4ц
Сде Ц рассчитывается для куэттовской скорости сдвига в канале (у - следовательно
10
l+2n
(7.292)
Ж Различие результатов, полученных при использовании линейного приближения с учетом
Ж поправочных коэффициентов, от результатов анализа двухмерного течения будет в основном
Ж составлять менее 10%, если индекс течения изменяется в области от 0,3 до 1,0. По существу,
Ж все полимеры попадают в эту область значений индекса течения. Таким образом, уравнение
Ж (7.291) представляет собой удобное выражение, описывающее зависимость производитель-
ности от градиента давления, и может быть использовано при анализе практических задач
экструзии. Несомненно, уравнение (7.291) точно на 100%, когда п * 1, то есть для ньютонов-
ской жидкости. На основании уравнений (7.290) и (7.291) определены поправочные коэффи-
циенты для течения расплава в системах, в которых угол наклона винтовой линии шнека из-
меняется в пределах от 15 до 25“ (такие углы наклона винтовой линии шнека наиболее часто
используют в процессах экструзии). При наличии в экструдерах шнеков с углами наклона
винтовой линии значительно меньше или больше вышеуказанных значений, необходимо ис-
пользовать другие поправочные коэффициенты.
Другой метод, который позволяет избежать сложных вычислений при двухмерном анали-
зе течения расплава, — это применение эффективной вязкости, которая используется в урав-
А; '•
'МЧ,
Ж*
С*
Безразмерный градиент давления----►
^••6. Зависимость безразмерной производительности от безразмерного градиента давления при
использовании линейного приближения
Ж
Ж '
320
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
нении Ньютона для предсказания производительности экструдера для неньютоновских жид-
костей. Этот метод был предложен Буйи [ 132]. Недостаток этого метода состоит в том, что он
корректирует только член уравнения, описывающий течение расплава под действием давле-
ния. Вследствие этого метод не применим при малых градиентах давления. Отношение эф-
фективных вязкостей получается графически. При этом принимается, что отношение эффек-
тивных вязкостей примерно равно индексу течения. Однако последнее приближение значи-
тельно менее точно, чем уравнение (7.291).
Потенте [235] предложил приближенные уравнения, на основании которых можно пред-
сказать зависимость производительности экструдера от градиента давления для неньютонов-
ских жидкостей. Однако применение уравнений Потенте обосновано только в ограниченной
области безразмерной производительности V0 для значений 0,6 С V0 1. Таким образом, для
неньютоновских жидкостей с показателем индекса течения п » 0,3 применение уравнений
обосновано только тогда, когда градиент безразмерного давления g® <0,1. При исследовании
реальных процессов экструзии для технологов в основном представляет интерес влияние
больших (а не малых) градиентов давлений на характеристики течения расплава. Поэтому
уравнения, предложенные Потенте, имеют ограниченное применение.
7.4.3. Неизотермический анализ
Рассмотрим теперь влияние температуры на течение расплава. Сначала проанализируем
полностью развитые профили температур. Такие режимы существуют, когда температура
больше не изменяется в процессе течения, причем предшествующие области называют облас-
тями развивающихся температур. Будет рассмотрено течение ньютоновских и неньютонов-
ских жидкостей «степенного» типа.
7.4.3.1. Ньютоновские жидкости с незначительной диссипацией энергии,
обусловленной вязким трением
Для ньютоновской жидкости (и *= 1) уравнение сохранения количества движения в случае
неизотермического течения может быть записано в виде
d
(7.293)
Безразмерная скорость Ф определяется следующим образом:
(7.294)
Безразмерная температура может быть представлена следующим соотношением:
(7.295)
Безразмерное расстояние в направлении нормали равно
Е = А (7.296)
5 Н
Дроссельное отношение г задается уравнением (7.236), а коэффициент b определяется с
помощью следующего уравнения:
. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
Ж '
321
Ь=а(Т'-Ть),
е а — температурный коэффициент вязкости.
(7.297)
Используем упрощенную схему, согласно которой считаем вращающимся цилиндр, а не-
подвижным шнек. Температура на поверхности цилиндра равна Ть, а температура на поверх-
и шнека Ts. Для того чтобы получить выражение, определяющее градиент скорости, про-
тегрируем уравнение движения
^=6^
(7.298)
Константа интегрирования соответствует нормальной координате, в которой напряже-
е сдвига равняется нулю, а скорость принимает экстремальное значение. Если полагают,
скорость определяется линейным профилем температур, то градиент скорости может
ь представлен следующим соотношением:
(7.299)
Профиль скорости может быть определен интегрированием градиента скорости. В ре-
зультате получаем следующее выражение:
Ф(О»6т-*[-|-Х+%
\ b b ь
(7.300)
(7.301)
о
К Константы интегрирования можно найти из граничных условий Ф(0) = 0иФ(1)=1. С ле-
Дователыю, выражение, определяющее £о, принимает вид
F ~Ь
t 6r(l-e-*) b(l-eh) ‘
i'1 v
II Константа интегрирования Фо определяется следующим образом:
ь2 ь Г
(7.302)
Ф0=6г
*
i
На рис. 7.67 представлены профили скоростей для b - 1,0 и нескольких дроссельных отно-
»Йений г.
* Профиль скоростей для вынужденного течения (г в 0) отклоняется от линейного профи-
Ж*1» соответствующего изотермическому течению, в сторону увеличения скорости. Рассчитан-
ЖТ10 линии при различных значениях г лежат близко друг от друга. В связи с этим изменение
ЖМ1иента давления оказывает относительно малое влияние на профиль скоростей и, следова-
Зг^’ьно, на скорость потока.
Ж Рис- 7-68 показаны профили скоростей при b - -1.
В этом случае профиль скоростей при г-0 отклоняется от линейного, соответствующего
Изотермическому режиму, в сторону уменьшения скоростей. Кроме того, линии при различ-
значениях г отстоят друг от друга на значительном расстоянии. В результате изменение
И^ДИента давления будет оказывать сравнительно большое влияние на профиль скоростей и
4Я*°рость потока. Данное обстоятельство указывает на менее стабильный процесс экструзии
«с. 3120
322
ЧАСТЬ II АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
при отрицательных значениях Ь, то есть когда температура на поверхности цилиндра выше
чем на поверхности шнека.
Рис 7.67. Зависимость безразмерной скорости от расстояния в направлении нормали при b = 1
Рис 7.68. Зависимость безразмерной скорости от расстояния в направлении нормали при Ь = “1
у. анализ основных процессов
323
; На рис. 7.69 сравнивают скорости для трех значений А, равных, соответственно, —1,0,1,
при дроссельном отношении г - 0. Несомненно, что даже при чистом вынужденном течении
(г * 0) влияние температуры на течение расплава значительно, причем эффект возрастает при
более высоких значениях дроссельного отношения, как показано на рис. 7.70.
Рис 7.69. Зависимость безразмерной скорости от расстояния по нормали для трех значений b при г = 0
Безразмерная скорость Ф-------►
7 7ft о
• Зависимость безразмерной скорости от расстояния по нормали для трех значений b при г = 0,4
324
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Далее определим объемную скорость потока с помощью интегрирования Ф(£) в пределах
от £ = 0 до £ = 1. Соответственно, выражение для безразмерной скорости потока имеет вид
2
Ь3
'Р = 6г
(7.303)
На рис. 7.71 представлена зависимость безразмерной скорости потока от коэффициента Ь.
Скорость потока увеличивается с ростом b для положительных значений дроссельного
отношения. Для г = -0,2 и г = -0,4 кривые, в известной степени, горизонтальные, и влияние
температуры на течение расплава незначительное. При положительных значениях дроссель-
ного отношения влияние температуры на течение расплава существенно и увеличивается с
ростом дроссельного отношения. Для г > 0 скорость потока увеличивается с ростом Ь. Это оз-
начает, что увеличение температуры шнека при постоянной температуре цилиндра будет при-
водить к росту скорости потока. Все это указывает на положительное влияние на процесс экс-
трузии внутреннего нагревания шнека. В свою очередь, если температура шнека постоянна,
понижение температуры цилиндра будет приводить к увеличению скорости потока.
Безразмерная скорость потока *Р приближается к значению, равному 1, при очень высо-
ких значениях коэффициента 6. Значение Т = 1 соответствует поршневому режиму течения.
Очевидно, такое состояние не достигается в реальных процессах экструзии. Если вязкость не
зависит от температуры (Ь = 0), скорость потока представляется соотношением
(/>=0) = 0,5(1-г). (7.304)
Относительная скорость потока может быть определена в виде отношения: Ч/(^)/Ч/(Ь = 0).
На рис. 7.72 представлена зависимость относительной скорости потока от коэффициента b
при нескольких значениях дроссельного отношения.
На рис. 7.72 показано, что все кривые пересекаются при b = 0, когда относительная ско-
рость течения равняется 1. Кривая для г = -0,2 практически горизонтальна. При более высо-
Коэффициент Ь,
определяемый соотношением b = a (Ts - Т^)
Рис. 7.71. Зависимость безразмерной скорости потока от коэффициента b при нескольких значениях
дроссельного отношения г
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
Коэффициент Ь,
определяемый соотношением b = a (Ts - Т^) -►
Рис. 7.72. Зависимость относительной скорости потока от коэффициента b при нескольких значениях
дроссельного отношения г
I
Ких значениях г наклон кривых увеличивается и тем самым влияние температуры на течение
расплава растет. В результате при высоких значениях положительного градиента давления
наиболее вероятно, что процесс экструзии становится неустойчивым, что определяется изме-
! нением температуры. Зависимость скорости потока от температуры уменьшается с ростом ко-
t эффициента b в ситуациях, в которых возникают положительные градиенты давления. В ре-
зультате увеличение температуры шнека относительно температуры цилиндра (или умень-
шение температуры цилиндра относительно температуры шнека) будет не только приводить
L Ж росту скорости потока, но и к улучшению стабильности процесса экструзии.
<, Приближенное решение уравнения, описывающего профиль температур, можно полу-
Чить путем подстановки уравнения (7.298), определяющего градиент скорости, в уравнение
^сохранения энергии. В результате получаем следующее выражение для второй производной
** йо температуре
(7.305)
г 0 =Д<-(^0У,
/t
’Де определяется следующим образом:
Л, =-36гХ,.
Число Бринкмана NBr определяется следующим соотношением:
Г v _ m(L)v2
ГI ‘ ’ Пг ~ .
(7.306)
(7.307)
Ь 1 s f
32в
ЧАСТЬ II, АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Соответственно, профиль температур получается путем последовательного двухкратного
интегрирования:
е(^)=л,е
V
ь2
Ь3 Ь2
£ 6
ь2 ь4
(7.308)
Константы интегрирования А2 и А3 можно оценить из граничных температурных условий.
Наиболее общие граничные температурные условия получаются при описании локального
удельного теплового потока с помощью числа Био. Граничные температурные условия на по-
верхности шнека выражаются следующим соотношением:
e,(0)=-NJte(0). (7.309)
Аналогично, граничные температурные условия на поверхности цилиндра определяются
соотношением
©'(!)=-xje(i)-n
Константа интегрирования А3 принимает вид
-В, + Bt + NА + НьВ< - N,NA ~ NA - Нь
-Nb + N,Nb-Ns
а константа А2 определяется соотношением
А2 = ““^1 “ NS&2 " s^3»
где
At(2W;0-2-62%q)
1 b3
. _ Ахе^<Ь* +46-2бЧо + 6+6^ )
4 64
(7.310)
(7.311)
(7.312)
(7.313)
(7.314)
(7.315)
(7.316)
Когда поверхность шнека изотермическая, константы интегрирования равны Л2Ж и
А3 - - В2. Если шнек является адиабатическим, а цилиндр изотермическим, константы интег-
рирования принимают вид: А2 “ - Bi и А3 - - В^ + 1.
На рис. 7.73 представлена зависимость безразмерной температуры от нормального рас*
стояния для нескольких значений дроссельного отношения.
Условие - 0 соответствует адиабатическому состоянию на поверхности шнека. В резуль-
тате градиент температуры на поверхности шнека (^ - 0) равен нулю. Условие Nb ~ 1000 соот-
ветствует почти изотермическим условиям на поверхности цилиндра (£ - 1). В связи с этим без'
размерная температура при £ - 1 равна единице для всех кривых зависимости безразмерной
Рис. 7.73. Зависимость безразмерной температуры от
расстояния по нормали при b = 1 для нескольких зна-
чений дроссельного отношения (Ns = 0 и Nb - Ю00)
L?. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
К
^температуры от нормального расстоя-
| яия. Температура шнека увеличивается,
I если дроссельное отношение уменьша-
е ется в результате более высоких скоро-
е стей сдвига на поверхности шнека,
р Решение уравнения, описывающе-
f го профиль скоростей и скорость пото-
F ка, правильно до тех пор, пока можно
₽ пренебречь диссипацией вязкого тре-
> ния при течении расплава. Принятое
| уравнение для профиля температур яв-
f ляется приближенным вследствие то-
£ го, что при определении вязкости про-
| филь температур принимался линей-
$ ным. Если рассчитанный профиль
температур существенно отличается от
f линейного, ошибка может быть значи-
тельной. Подробнее этот вопрос будет
£ рассмотрен в следующем разделе.
7.4.3.2. Неизотермическое течение неньютоновских жидкостей
«степенного» типа
£ Рассмотрим сначала профиль температур при чисто вынужденном течении неныотонов-
’ ских жидкостей с незначительной диссипацией энергии. Далее будет представлен анализ те-
£ чения неньютоновских жидкостей с учетом диссипации энергии вязкого течения.
Ж
Ж
7.4.З.2.1. Неньютоновские жидкости с пренебрежимо малой диссипацией энергии
Уравнение энергии для чисто вынужденного течения можно представить в виде
J2© л
(7.317)
(7.318)
ЯГА
(7.319)
1*?
Соответствующий профиль скоростей определяется следующим уравнением:
ф(О=т-^-.
1 — е
На рис. 7.74 представлен профиль скоростей при некоторых значениях коэффициента Ь:
если коэффициент b > 0 (температура на поверхности шнека выше температуры на поверхно-
ж- сти цилиндра), скорости увеличиваются; если b < 0, скорости уменьшаются.
Ж * Безразмерная скорость потока получается с помощью интегрирования Ф (^) в пределах от
* 0 до = 1. В результате получаем
2п-2Ь~2пе
РИС' 7'75 представлена зависимость относительной скорости потока от коэффициен-
® при некоторых значениях индекса течения.
Скорость потока увеличивается с ростом коэффициента Ь. Чувствительность скорости к
^»<енению температуры увеличивается с уменьшением индекса течения. Это означает, что
328
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Безразмерное расстояние
по нормали Ф
Рис. 7.74. Зависимость безразмерной скорости от безразмерного расстояния по нормали
Рис. 7.75. Зависимость безразмерной скорости потока от коэффициента Ь, определяемого соотношу
нием b - ct (Ts ~ Tb)
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
329
г' лсндкости, вязкость которых зависит от скорости сдвига, более чувствительны к перепадам
К температуры, чем жидкости, вязкость которых зависит от скорости сдвига, причем их чувст-
Е вительность к флуктуациям температуры становится сильнее при больших значениях поло-
S жительного градиента давления.
7.4.3.1.2. Чисто вынужденное течение неньютоновской жидкости
I с учетом диссипации энергии
Проблема чисто вынужденного течения неньютоновской жидкости без допущения об от-
’ сутствии диссипации энергии рассматривалась Гэвисом и Лоренсом [302]. Их анализ отно-
сился к модели параллельно расположенных пластин с одинаковой температурой на их
j-? поверхности. Раувендааль [271 ] развил эту модель, введя предположение, что температура на
поверхности параллельно расположенных пластин различна. Теория Раувендааля будет рас-
смотрена ниже. Проинтегрируем уравнение количества движения для чисто вынужденного
течения. В результате получим следующее выражение для напряжения сдвига:
(7.320)
Для того чтобы получить уравнение, определяющее зависимость скорости потока от т,
проинтегрируем уравнение (7.320). С учетом граничных условий г2(0) - 0 и vz(H) = v получим
у
о
(7.321)
где
-л
т0 = ^я
(7.322)
ко
Уравнение сохранения энергии для неньютоновской жидкости для случая
развитого профиля температур может быть записано в виде
полностью
, </2Т
k—г + т
dy1
dvz
dy
л-1
= 0,
(7.323)
где
тп = тп^е .
Уравнение сохранения энергии теперь принимает вид
I g”(r~r,)—Q
dy1 W
(7.324)
(7.325)
_ Вводя безразмерную температуру 0Ь равную 0! “ a s (Г - Го), и безразмерную нормаль-
но координату представляемую соотношением =у/Н, уравнение сохранения энергии мо-
ет быть представлено в виде
Gi =0,
(7.326)
330 ЧАСГЫ1. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
где
= —(7.327)
nkm£
Уравнение (7.327) — это обычное дифференциальное уравнение второго порядка, кото-
рое может быть решено умножением обеих частей уравнения на©'г После интегрирования ка-
ждого члена уравнения получим следующее выражение:
i + J 1 »= const (7.328)
Первая производная температуры Gt может быть представлена как
^-=±p0-2jc)ee,</e1J'S. (7.329)
После вычисления интеграла уравнение приобретает вид
^ = ±С[Л-ев1]°'5, (7.330)
где
С = (7.331)
1
Кривая зависимости 0t(£) имеет максимум при (0t * In Л). Если Ть > Ts, первая произ-
водная будет положительна, когда £ < £*, поэтому в уравнении (7.330) будет использовать-
ся знак «плюс». Если £ > £*, первая производная отрицательна. В связи с этим в этом интерва-
ле должен использоваться знак «минус». Если £*> 1, решение со знаком «плюс» справедливо
для всей глубины канала. Когда Ts > Tf), знаки в уравнении (7.330) противоположны знакам,
используемым при ТЬ>ТХ. При изотермических граничных условиях выполняются следую-
щие соотношения: 0t(O) - as(Ts - То) и 0( 1) -as (Ть - Го). Если Tb > Tsf после интегрирования
уравнения (7.330) получаем
СЕ= '"f___—------['----—----- (7.332)
JjA-e6)05 l(A-ee)05
Уравнение (7.332) можно также использовать, если Tb < Ts, до тех пор, пока > 0. Инте-
гралы в уравнении (7.332) могут быть определены с учетом предположения:
7 J0,
<(л-гч0'5
После решения интегралов температура 0t может быть выражена в виде функции П°
еле некоторых перестановок получаем следующее выражение:
е,(О=1п А
(Y 1 Y2
<2*2Yj
7. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
331
где
у _ ехр(озе,« +озс7^)
Тл+^Л-ехрОи
(7.335)
| С помощью дополнительной перестановки уравнение (7.334) может быть выражено в той
Г все самой форме, что и уравнение, полученное Гэвисом и Лоренсом. Температура, таким обра-
& зом, определяется из соотношения
| ®i(O=lnMsech2(y£ + y2)J (7.336)
F где
I у,=05СТл (7.337)
г и
| у2 = 0,50,, - 1прА + 7л-е®ь J. (7.338)
Значение константы интегрирования А определяется с учетом температурного гранично-
fc го условия, выражаемого соотношением 0,(1) - as (Ть - То) - ©1Й. Таким образом, константа Л
получается путем решения следующего уравнения:
f (4а + 7А-ехрОь) (4а + ^Л-ехрОц,}=ехр(<Э + ОЗ-ТЛ Y (7.339)
г где
[ 0 =0,50,,+0,50(7.340)
Когда температуры вблизи стенок равны, и 0)5 - О,,, - 0, уравнение (7.339) сводится к
f виду
I X = cosh2(025CVX\ (7.341)
ьг
$ В этом случае у2 принимает значениеу2 ~ -0,5, и уравнение (7.336) может быть представ-
р лено в виде
(7.342)
01 (£) = In [л secA2( - 0,5у(].
& Уравнения (7.341) и (7.342) идентичны уравнениям, полученным Гэвисом и Лоренсом.
Рни могут рассматриваться как частные случаи более общей задачи, решение которой описы-
вается уравнениями (7.336) и (7.339).
Для того чтобы определить действительный профиль температур на основании решения
ения (7.336), необходимо сначала решить уравнение (7.339) и получить значение кон-
ты Л. На рис. 7.76 представлена зависимость константы С от величины А при трех значе-
Д©,, где ДО, — разность между температурой движущейся стенки ©^ и температурой не-
подвижной стенки ©ls.
В области, меньшей С1пах, имеются два значения Ф для каждого значения С, Величина Стах
ньшается, если ДО, увеличивается. Решения уравнения для С> C^x не существует. По-
скольку С должно быть равно или меньше Стах, существует максимальное напряжение сдвига,
332
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.76. Зависимость константы С от А при различ-
ных значениях Д01
которое можно определить из выражения
для Cj (уравнение (7.327)). Максималь-
ное значение напряжения сдвига может
быть определено следующим образом:
(7.343)
ZOuj
Максимальное напряжение сдвига
уменьшается при увеличении в связи
с тем, что значение С,пах уменьшается, как
представлено на рис. 7.76. Таким образом,
для каждого значения С в области С < Стах
существуют два решения уравнения, оп-
ределяющего профили температур и ско-
ростей. Однако имеется дополнительное
соотношение, которое устанавливает дей-
ствительное значение константы интегри-
рования А. Для того чтобы определить это соотношение, сначала необходимо рассмотреть
профиль скоростей.
Профиль скоростей и скорость потока. Уравнение, которое определяет профиль скоро-
стей на основании уравнений (7.341) и (7.322), может быть записано в безразмерной форме
jeeid$
Ф(О=т-------.
(7.344)
где безразмерная скорость Ф (£) определяется соотношением Ф (£) - v2 (&)/v.
Скорость потока на единицу ширины винтового канала может быть определена из соот-
ношения
1
У=пЯ/ф(О^.
о
(7.345)
Используя уравнение (7.334) или (7.336) для определения профиля температур, профиль
скоростей можно представить в виде следующего соотношения:
Ф(О=
Ф.
е-2»2 +е-2»1«
4-Ф2,
(7.346)
7. анализ основных процессов
•V.
2»1
333
- е 2
После интегрирования уравнения, описывающего профиль скоростей, получаем следую-
щее уравнение для скорости потока:
V * ф/’2 .
--= Ф2 +—-----In
vH 2у,
(7.348)
г*’(1+е"2*2 )
е^+е^
(7.349)
и
До сих пор в рассматриваемой модели не учитывалась реальная скорость движения пла-
стины. Полагая, что скорость движения пластины равна г, можно определить действительное
значение константы А. Интеграл уравнения (7.321) может быть записан в виде
(7.350)
Таким образом, числитель в уравнении (7.344) должен удовлетворять условиям того же
самого равенства. В результате получаем следующее выражение:
^v_Oa 1 1
“ ~[1 + е2!,2 " 1 + есЛ+2»2
(7.351)
Используя уравнения (7.327) и (7.331), напряжение сдвига т0 можно представить в виде
1
fnkm^C2 V + s
т0 —
(7.352)
2аЯ2
После преобразования уравнения (7.339), константа С может быть выражена как функция А
2Уг У-Уъ
А
(7.353)
где
у2 = O,50U - (7.354)
и
у3 = 0,50 - In^Ja + у]А - ев'ь J (7.355)
Выражая С и т0 в виде функции Л и подставляя эти выражения в уравнение (7.351), полу-
чаем уравнение, которое имеет единственное решение и определяет константу А через извест-
:, иые величины, такие как и, k, а, Н, vt 0ls и 0^. Таким образом, уравнение, определяющее
й константы А, имеет вид:
=2Л(-у2-у3)-‘—L-----------Ц- , (7.356)
Ll-ье2 1 + е М
~ число Наме для неньютоновской жидкости «степенного» типа, свойства которой за-
сят от температуры, определяется из соотношения
334
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Уравнение (7.356) показывает, что константа А зависит от числа Наме NNa, индекса тече-
ния п и температуры вблизи стенок 0ts и 0|Л.
Таким образом, для уравнения, определяющего значение константы Л, имеется общее ре-
шение в явном виде. В связи с этим в большинстве случаев для определения значения кон-
станты Л должна быть использована численная схема. Простое решение может быть найдено
для частного случая течения ньютоновской жидкости с равными температурами вблизи сте-
нок. В этом случае Л зависит только от числа Наме. Зависимость константы Л от числа Наме
определяется следующим соотношением:
А = (7.358)
Значение константы Л находится из уравнения (7.356). В связи с этим получаем единст-
венные решения для профиля температур, профиля скоростей и скорости потока. На рис.7.77
представлена зависимость правой части уравнения (7.356) от константы Л при индексе тече-
ния и - 0,5 и 0и “ 0.
Кривые построены для различных значений безразмерной температуры цилиндра: 01А -
- 0,01й “ -1 и 9и “ +1- Показано, что зависимости, представленные на рис. 7.77, могут быть
использованы для графического решения уравнения (7.356). Приведем следующий пример:
v * 0,2 м/с
Я* 0,005 м
а-0,02’С’'
и-0,5 (s-2)
mo - 104 Н • с"/м2
£-0,24 Н/с-"С
Левая часть уравнения (7.356) равняется 6,94. Тогда при 0ls« 0lfc » 0 значение константы
Л - 2,9. Соответствующая максимальная температура равна0*| * In Л - 1,07, а действительная
максимальная температура Т* - Го - п0\/а - 26,64 °C. Поскольку 0U - 0tfc - 0 температуры
вблизи стенок равны Ts - Ть - Го. Таким образом, максимальная температура в этом случае
примерно на 26,6 ’С превышает температуру стенок. Несомненно, в этом случае значительное
Рис 7.77. Зависимость правой части уравнения
(7.356) от константы А
количество теплоты выделяется вследст-
вие внутреннего трения.
Если 0Ь “ 0 и 01£) - 1, то значение А в
“ 4,24 (рис. 7.77). Максимальная темпера-
тура в этом случае составляет: 0’, ж 1,44 и
Г* - То - 29,83 °C. Таким образом, значи-
тельное увеличение температуры движу-
щейся стенки (на 25 вС выше) вызывает
лишь небольшое увеличение максималь-
ной температуры (примерно на 3 СС).
Далее можно определить профили
температур и скоростей. На рис. 7.78
представлен профиль температур при
трех значениях константы А для модели
параллельно расположенных пластин с
одинаковой температурой на их поверх-
ности.
Профиль температур симметричен
относительно оси £ - 0,5. Максимальная
7 анализ основных процессов
335
Рис 7.78. Профили температур при 01S = 0W = О
для нескольких значений константы А
Рис 7.79. Профили скоростей при 01s = 01Ь = О
для нескольких значений константы А
температура увеличивается при более высоких значениях А. На рис. 7.79 представлены соот-
ветствующие профили скоростей.
В нижней половине канала (£ < 0,5) скорости уменьшаются с увеличением А, в то время
как в верхней половине канала с ростом А скорости увеличиваются. Поскольку кривые скоро-
стей антисимметричны, общая скорость потока не изменяется с изменением А.
Когда температуры вблизи стенок различны, влияние изменения температуры на течение
расплава значительно. На рис. 7.80 представлен профиль температур для трех значений кон-
станты А, когда 0ls == 0 и 01А = 1.
Температурные профили теперь не симметричны. Максимальная температура увеличи-
вается при более высоких значениях константы А. Профили соответствующих скоростей
представлены на рис. 7.81.
Далее детально рассмотрим профили скоростей, представленные на рис. 7.81. Скорость в
нижней половине канала все еще уменьшается с увеличением константы А. При этом, однако,
нет никакого соответствующего увеличения скорости в верхней половине канала. При низких
значениях константы А скорость уменьшается по всему каналу, в то время как при более высо-
ких значениях константы А (А > 5) скорость в верхней части увеличивается относительно ли-
нейного профиля. В результате скорость потока уменьшается, если температура цилиндра
выше, чем температура шнека.
Профили температур для случая, если температура на поверхности шнека выше, чем тем-
пература на поверхности цилиндра, представлены на рис. 7.82.
Профили соответствующих скоростей изображены на рис.7.83.
Если температура шнека выше температуры цилиндра, скорость увеличивается по сравне-
нию со случаем, когда температуры равны. В результате скорость потока возрастает, когда тем-
пература шнека увеличивается по сравнению с температурой цилиндра. Зависимость скорости
потока от разности температур на поверхности шнека и цилиндра представлена на рис. 7.84.
Скорость потока уменьшается, когда A0t увеличивается, но она увеличивается с ростом
значения А. Из рис. 7.84 видно, что разность температур между температурой цилиндра и
Н!нека может оказывать значительное влияние на скорость потока.
Вышеприведенные уравнения справедливы при условии Tb > Ts. Однако уравнения также
справедливы и когда Ть < Ts до тех пор, пока максимальная температура 0*, достигается при
336
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.81. Профили скоростей, когда 01s = 0 и
О1Ь = 1 для нескольких значений кон-
станты А
Рис 7.80. Профили температур, когда 01S = 0 и
01д = 1 для нескольких значений кон-
станты А
Рис. 7.82. Профили температур для некоторых
значений константы А, когда 01S = 0 и
©w = “I
Рис. 7.83. Профили скоростей для адиабатиче-
ского шнека при различных значениях
константы А, когда 01s = 0 и 01Ь =
> 0. На основании уравнения (7.336) можно определить местоположение максимальной
температуры из следующего соотношения:
= 36 (7.359)
У2 + У3
Максимальная температура достигается на поверхности шнека, когда у2 = 0. В этом
случае
Л = е®'«. (7.360)
I анализ основных процессов
337
"i Таким образом, представленные урав-
нения справедливы для случаев, когда
£ 0 даже если Tb < Ts. Когда £* < 0, урав-
нение (7.332) принимает вид
(7.361)
Все последующие уравнения остаются
теми же самыми за исключением уравне-
ния для у2- Если £*< 0, значение у2 можно
определить из следующего соотношения:
у2 = 1п(4а +7д-ее'’)-03еи. (7.362)
Рис. 7.84. Зависимость скорости потока от констан-
ты А при различных значениях разности
температур ДСЦ
Адиабатический шнек и изотермиче-
ский цилиндр. Рассмотрим теперь гранич-
ные температурные условия для адиабати-
ческого шнека и изотермического цилиндра. В этом случае граничные температурные усло-
вия на поверхности шнека могут быть определены следующим образом:
б/01
= 0.
(7.363)
4=о
Если это выражение подставить в уравнение (7.330), получим уравнение (7.360). Дейст-
вительная температура на поверхности шнека равна 0Ь == In А.
Уравнение (7.332) принимает вид
(7.364)
Профиль температур теперь можно представить следующим образом:
0 = In [A sech2 (уЛ)}
(7.365)
В этом случае ранее полученные уравнения для профиля скоростей и скорости потока мо-
1Уг быть использованы с учетом того, что у2 = 0. Профили температур для адиабатического
Не и изотермического цилиндра при различных значениях константы А представлены на
Рис. 7.85.
Максимальная температура имеет место на поверхности шнека. При этом она растет с
Увеличением значения константы А. На рис. 7.86 представлены профили соответствующих
скоростей.
Вид профиля скоростей с одной адиабатической стенкой значительно отличается от про-
филя скоростей с двумя изотермическими стенками. В последнем случае профиль скоростей
еет типичную S-образную форму, в то время как в первом случае наблюдается монотонное
еньщение наклона кривых при А > 1. Скорости при адиабатическом шнеке выше скоростей
с * Изотермическом шнеке. В результате скорость потока значительно увеличивается по
Нению со скоростью потока при изотермическом, вынужденном течении. Когда А = 1, ско-
338
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.85. Профили температур для адиабатиче-
ского шнека при различных значениях
константы А
Рис. 7.86. Профили скоростей при некоторых зна-
чениях А
рость потока равняется 0,5. Скорость потока увеличивается с ростом величины константы А.
Если значение А становится очень большим, скорость потока приближается к 1, а профиль
скоростей приближается к поршневому режиму течения.
7.4.3.3. Эволюция профиля температуры
В предыдущей главе были проанализированы установившиеся профили температур
при вынужденном течении с соответствующими профилями скоростей и скоростей пото-
ков. Неоднородность температуры может, несомненно, оказывать существенное влияние на
профиль скоростей и скорости потока. Однако прежде чем использовать выражения для ус-
тановившихся температур, необходимо оценить, являются ли температуры действительно
установившимися. Это можно определить из анализа эволюции температур при вынужден-
ном течении. Эту проблему детально исследовал Раувендаль [303]. Ниже будут обсуждены
некоторые важные элементы этого анализа. Подробности анализа читатель может найти в
работе [303].
Профиль скоростей для вынужденного течения неньютоновской жидкости «степенного»
типа между двумя плоскими параллельными пластинами может быть представлен в виде
(7.366)
Объемная скорость потока на единицу ширины канала может быть определена следую-
щим образом:
vH
(7.367)
где — положение точки, в которой напряжение сдвига равняется нулю, а скорость достигает
максимального значения; s — величина, обратная индексу течения; s = 1/и.
' у. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
339
м Значение £0 определяется решением
уравнения
£оГ-МоГ’+—^=0,(7.368)
|8г|
где gx — градиент давления, gx “ dP/dz и
*Ф = 7^(1+*Л (7.369)
п
Решение уравнения (7.368) может быть
найдено графическим путем построения за-
висимости от g*/gx при различных значе-
ниях индекса течения, как представлено на
рис. 7.87.
Уравнение сохранения энергии может
быть записано в безразмерной форме с
использованием нормальной координаты
5 - у/Ни координаты вдоль канала £ - z/H.
В результате получаем
Рис. 7.87. Зависимость от д*/дх при различных
значениях индекса течения
ФАГРе
(7.370)
Число Пекле определяется с помощью соотношения
N = ^-
* <
(7.371)
где arf — коэффициент температуропроводности жидкости.
Число Бринкмана равно
NBr=T---—-------г
Br k(Tb-Ts)Hn~'
(7.372)
Профиль установившихся температур может быть определен решением уравнения энер-
гии (7.370) без учета первого члена. Используя общие граничные температурные условия, вы-
раженные уравнениями (7.309) и (7.310), установившаяся температура может быть определе-
на следующим образом:
во. » са (|$ - Г +3 - |^оГ +3 ) + + Сг,
(7.373)
где
~АГВг
(s+2)(s+3)
(7.374)
340
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
слл,ф-^оГ+3
-|^r+3)+c„^(s+3)|i-^0|st2
- К,
-NbC0(s+3^2-NbN5
---------------------------; (7.375)
(7.376)
Эволюция профиля температур может быть выражена аналитически [303]. Однако полу-
чаемые выражения довольно сложные и их нелегко использовать. Поэтому здесь это решение
не будет представлено. Набольшее практическое значение имеет участок развития температу-
ры (£тр). Он определяется как расстояние в направлении течения, выше которого различие
между первоначальной температурой и полностью установившейся температурой уменьша-
ется до величины, равной одному проценту. Участок развития температуры зависит в значи-
тельной степени от числа Пекле и граничных температурных условий. Когда удельный тепло-
вой поток на границах больше нуля, участок развития температуры составляет = 0,2 NPe.
Такие условия наиболее вероятны на практике. В случае изотермических условий вблизи сте-
нок экструдера участок развития температуры может увеличиваться до ^TD = 0,24 NPc.
Участок эволюции температуры при течении в модели плоских параллельных пластин за-
висит от скорости движения пластины, расстояния между пластинами и температуропровод-
ности жидкости, поскольку эти переменные определяют число Пекле (см. уравнение (7.371)).
Типичные значения числа Пекле изменяются от 103 до 106 вследствие низкого значения тем-
пературопроводности расплава. Это означает, что длина участка течения часто недостаточна
для достижения установившегося температурного профиля, особенно если расстояние между
пластинами велико. Эта проблема будет детально обсуждена в главе 12. На практике это озна-
чает, что в больших экструдерах (диаметр шнека которых больше 100 мм) маловероятно до-
стижение установившихся температурных условий.
Если адиабатические условия существуют на стенках (нулевой удельный тепловой по-
ток), участок развития температуры становится бесконечно большим, потому что температу-
ра будет продолжать расти неограниченно. Однако форма профиля температур (6М) для этого
случая также может быть определена. Для чисто вынужденного течения (нулевой градиент
давления) 8М равно
(ЕЗ е2 >
0 = V . (7.377)
U ОГ Q Q V
V 6 2 7
Рис. 7.88. Предельная форма профиля темпера-
тур при адиабатических стенках
Профиль температур в случае адиаба-
тических стенок представлен на рис. 7.88
для нескольких значений числа Бринк-
мана.
Температурный градиент вблизи стенок
равен нулю. Разность температур между
температурами стенок увеличивается с чис-
лом Бринкмана. Когда число Бринкмана
равно нулю, все температуры одинаковы
вследствие того, что диссипация отсутству-
ет. В этом случае участок развития темпера-
туры тоже равен нулю. Для значений числа
Бринкмана, отличных от нуля, длина участ-
ка развития температуры безгранична.
iW x АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 341
.... - .-----------------------------------------------------------------------,
ж 7.43.4. Определение установившихся температур расплава
$$ Предсказание температуры расплава при экструзии, особенно при переработке полиме-
W ров, наиболее чувствительных к изменению температуры, чрезвычайно важно.
* Особый интерес представляет экструзия полимеров, способных к образованию попереч-
? ных связей, вспененных полимерных материалов и полимеров, чувствительных к термоде-
t струкции. К сожалению, корректное вычисление температуры расплава довольно сложно и
а требует использования численных методов расчета. Самым распространенным является ме-
тод конечных элементов.
В этой главе будет описан метод, позволяющий определить установившуюся температуру
расплава в шнековых экструдерах на основе простых аналитических выражений. Метод дос-
таточно прост при использовании и приводит к количественным результатам при минималь-
ных временных затратах.
7.4.3.4.1. Вычисление температуры раплава
Полностью установившаяся температура плавления достигается, когда выделение тепло-
ты внутреннего трения уравновешивается тепловым потоком от расплава полимера. Диссипа-
ция работы вязкого трения в экструдере приводит к увеличению температуры расплава, что
способствует уменьшению вязкости. В свою очередь, это уменьшает диссипацию энергии.
Температура расплава достигает установившегося значения, когда диссипация энергии
уменьшается до такой степени, что она сравнивается с тепловым потоком, отводимым от рас-
плава полимера.
Диссипация энергии определяется напряжением и скоростью сдвига. Средняя скорость
сдвига в канале шнека может быть аппроксимирована куэттовской скоростью сдвига:
nDN
(7.378)
где D — диаметр цилиндра; N — частота вращения шнека; Н — глубина канала шнека.
Если вязкость расплава описывается степенным уравнением, диссипация энергии может
быть представлена следующим выражением:
• flt£WY+”
q„ = my = m - , (7.379)
V Н /
где т — показатель консистенции; п — индекс течения.
Показатель консистенции является функцией температуры расплава. Температурная за-
висимость показателя консистенции записывается следующим образом:
щ(Т)=П20ехр[аг(Т0 -T)J (7-380)
Г— температура расплава; То — исходная температура; т(|— показатель консистенции при
°* аг— температурный коэффициент вязкости.
Диссипация энергии в связи с этим может быть определена следующим образом:
nDNV*n
(7.381)
др = щоехр[ат(То-Г)]
^«Диссипация работы сил вязкого трения представляет собой удельный расход энергии, то
1 Расход энергии в единицу объема. В единицах системы СИ она выражается в Ваттах на
342
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
кубический метр (Вт/м3). Тепловой поток от расплава полимера представляет собой сумму
тепловых потоков от расплава к цилиндру и шнеку. Если шнек является нейтральным (темпе-
ратура шнека равна температуре расплава), тепловой поток к шнеку мал и может не прини-
маться в расчет. Если шнек охлаждается, такое допущение будет некорректным. Тепловой по-
ток (тепловой поток на единицу площади поперечного сечения) при охлаждении полимерно-
го расплава определяется на основании закона Фурье для кондуктивного переноса тепла:
(7.382)
где kb — теплопроводность цилиндра; ЭТ/Эг|А — градиент температуры на поверхности раздела
полимер-металл. Если qc относится к единице длины, тогда qc представляет собой энергию
в расчете на единицу объема. Таким образом, если qc делится на толщину f, в пределах которой
происходит перенос тепла, то тепловой поток выражается в единицах удельной энергии, точ-
но также как qv.
Во многих случаях температура внутри цилиндра и на поверхности цилиндра неизвестна.
В таких ситуациях следует найти другой метод, который позволит определить тепловой поток
к цилиндру. Эта проблема была исследована Радовичем [277]. Он сравнивал охлаждение ци-
линдра на воздухе с водяным охлаждением цилиндра в экструдере.
Температура расплава первоначально возрастает и затем выравнивается, поскольку дис-
сипация энергии уменьшается с увеличением температуры расплава. Когда достигается уста-
новившееся состояние, температура плавления не изменяется по длине экструдера. Такая
температура называется установившейся или равновесной температурой расплава Те. Темпе-
ратура Те может быть определена просто из энергетического баланса, согласно которому дис-
сипация энергия равна кондуктивной потере тепла:
тт20ехр[(хг(Т0 -Тс)]
nDN
Н
1 + П rrf ГГ1
— Ь 4»
~кь 2
4
(7.383)
где Ты — температура цилиндра; — температура снаружи цилиндра; tb — толщина цилиндра.
В результате получаем следующее выражение для установившейся температуры расплава:
1 а
ТС = Т.--------In
(7.384)
где qc задается уравнением (7.382); q^} ~ диссипация энергии при течении полимерного рас-
плава при исходной температуре То, которая определяется следующим образом:
Чга = "Vy1*”- (7.385)
Уравнение (7.385) — количественное аналитическое выражение, на основании которого
можно рассчитать установившуюся температуру расплава.
Если подъем температуры расплава ДТе определить как разность между исходной темпе-
ратурой и установившейся температурой, ДГе = Те - То, то получаем следующее выражение:
1 ( А
ДТС =——In
ат \'7г0 >
(7.386)
Y АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 343
> * Когда qc > подъем равновесной температуры отрицательный, если qc < q^, подъем рав-
новесной температуры положителен. Уравнение (7.386) дает простое и удобное выражение,
да основании которого можно проанализировать влияние различных факторов на температу-
ру расплава.
7.4.3.4.2. Факторы, влияющие на температуру расплава
Существуют несколько факторов, которые влияют на температуру расплва. Все они могут
быть разделены на три основные категории:
• материальные характеристики: теплопроводность цилиндра, показатель консистен-
ции расплава, индекс течения и температурный коэффициент вязкости расплава;
• эксплуатационные параметры экструдера: частота вращения шнека и температура ци-
линдра;
• параметры конструкции машины: диаметр цилиндра, толщина стенок цилиндра и глу-
бина канала.
Качественно влияние различных параметров на температуру плавления представлено
в следующей таблице.
Таблица 7.1. Влияние различных параметров на подъем равновесной температуры плавления
3 < АаТ mt .•, ert AZit Г/ Dt
дге 1 t t I t I t t I
Как показано в табл. 7.1, повышение теплопроводности материала цилиндра уменьшает
температуру расплва. Принимая во внимание, что теплопроводность различных металлов
весьма различна, а также что экструзию полимеров желательно проводить при наиболее низ-
ких температурах, имеет смысл использовать цилиндр из высокопроводящего материала. Те-
плопроводность различных металлов представлена в табл. 7.2.
Таблица 7.2. Теплопроводность различных Материал Hasteloy С276 Inconel718 Inconel 625 Monel 400 Monel 500 4140 сталь 4340 сталь 17-4 нержавеющая сталь ^16 нержавеющая сталь ^®4 нержавеющая сталь AfcnMgCu CuBe-2 CuCoBe ^434 металлов Теплопроводность, Вт/м * К 11,25 11,42 9,86 21,80 17,47 42,56 42,21 17,82 16,09 16,29 160 115 210 105
344
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.89. Зависимость подъема равновесной темпе-
ратуры расплава от показателя консистен-
Рис. 7.90. Зависимость подъема равновесной темпе-
ратуры плавления от индекса течения
Металлы, устойчивые к коррозии,
имеют достаточно низкую теплопровод-
ность, а сплавы, содержащие медь, имеют
теплопроводность в 3-5 раз выше, чем
углеродистая сталь.
Увеличение показателя консистен-
ции приводит к росту температуры рас-
плава вследствие того, что диссипация
энергии увеличивается (см. уравнения
(7.389) и (7.381)). Численное значение
показателя консистенции — это значения
вязкости при скорости сдвига, равной
1 (у=1) для неньютоновской жидкости
«степенного» типа. Показатель конси-
стенции, следовательно, непосредственно
связан с индексом расплава (показателем
текучести расплава, ПТР). Низкое значе-
ние ПТР указывает на высокое значение
показателя консистенции. Несомненно,
более трудно контролировать температу-
ру расплава для материалов с низкими
значениями ПТР, чем для материалов с
высокими значениями ПТР. На рис. 7.89
представлена зависимость подъема рав-
новесной температуры плавления от по-
казателя консистенции для двух значений
тепловых потоков при охлаждении (qc =
= 10 000 Вт/м3 и qc =100 000 Вт/м3) и ко-
эффициента вязкости аг= 0,02 К-1.
Линейная зависимость подъема рав-
новесной температуры от показателя
консистенции, представленная в полуло-
гарифмических координатах, показывает, что температура расплава увеличивается экспонен-
циально с показателем консистенции. Увеличение теплового потока в 10 раз уменьшает подъ-
ем температуры примерно на 115 К для всех значений показателя консистенции.
Индекс течения является мерой зависимости уменьшения вязкости при увеличении ско-
рости сдвига. Более низкие значения индекса течения отвечают более низким значениям вяз-
кости при высоких скоростях сдвига. Другими словами, когда индекс течения становится
меньше, полимер становится менее вязким в результате увеличения скорости сдвига. Это, ес-
тественно, оказывает сильное влияние на подъем температуры расплава, особенно при высо-
ких скоростях сдвига, как представлено на рис. 7.90.
На рис. 7.90 показано, что увеличение индекса течения от 0,3 до 0,6 приводит к росту тем-
пературы расплава примерно на 35 К при скорости сдвига 10 с1 и примерно на 70 К при ско-
рости сдвига 100 с”1. Это показывает, что индекс течения оказывает значительное влияние на
температуру расплава Из рис. 7.90 видно, почему предельная температура расплава ПЭНП
ниже, чем ЛПЭНП или ПЭ, полученного на металлоценном катализаторе. ПЭНП имеет ин-
декс течения около 0,3, в то время как ЛПЭНП и металлоценный ПЭ имеют индекс течения
около 0,6.
&
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
345
г
к-
Влияние температурного коэффици-
ента вязкости расплава на вязкость распла-
ва становится понятно при рассмотрении
уравнения (7.386). При возрастании тем-
пературного коэффициента вязкости ат
подъем температуры расплава уменьшает-
ся. Аморфные полимеры в основном имеют
значительно более высокие значения тем-
пературного коэффициента вязкости, чем
частично кристаллические полимеры. Раз-
личие достигает приблизительно 10 раз.
Это означает, что подъем температуры
Рис. 7.91. Зависимость подъема равновесной темпе-
ратуры расплава от скорости сдвига
плавления в частично кристаллических по-
лимерах будет примерно в 10 раз больше,
чем в аморфных полимерах.
Увеличение частоты вращения шнека
приводит к повышению диссипации вязкости и, таким образом, температуры плавления. По-
скольку скорость сдвига прямо пропорциональна частоте вращения шнека (см. уравнение
(7.378)), влияние частоты вращения на температуру расплава показано на рис. 7.90. Однако
это влияние еще более очевидно из рис. 7.91, представляющего зависимость температуры рас-
плава от скорости сдвига.
Увеличение скорости шнека приводит к росту скорости сдвига. На рис. 7.91 показано, что
температура расплава быстро увеличивается при низкой частоте вращения шнека и более
медленно при более высокой частоте вращения. Как обсуждалось ранее, более высокие значе-
ния индекса течения приводят к более высоким температурам расплава.
Увеличение диаметра цилиндра приводит к росту скорости сдвига — при этом другие по-
казатели остаются неизменными. Это, в свою очередь, повышает интенсивность диссипации
энергии и температуру расплава, как это обсуждалось ранее. Другая проблема, связанная с
большими диаметрами цилиндра, состоит в том, что площадь поверхности теплопередачи
увеличивается как квадрат диаметра, в то время как объем канала увеличивается с диаметром
в кубе. В результате в экструдерах с большими диаметрами цилиндра теплопередача стано-
вится менее эффективной. В экструзионной промышленности хорошо известно, что для экс-
трудеров с большими диаметрами цилиндров возможность оказывать влияние на температу-
ру расплава посредством изменения температуры цилиндра очень ограничена.
Увеличение толщины стенок цилиндра уменьшает тепловой поток через цилиндр, если
Полагать, что температура внутри и снаружи цилиндра не изменилась. В результате в экстру-
дере с цилиндром с толстыми стенками достигаются более высокие температуры расплава.
Наконец, увеличение глубины канала приводит к уменьшению скорости сдвига и нагре-
ванию, обусловленному внутренним трением, как это обсуждалось ранее. Это также снижает
Температуру расплава. В действительности, глубина канала является одним из самых ответст-
венных параметров конструкции шнека, с помощью которого можно существенно регулиро-
ТЬ температуру расплава. Шнеки с глубокими винтовыми каналами используют, если дис-
ипация энергии и температуры расплава должны быть минимальными. Вот почему шнеки,
спп°ЛЬ3^еМЫе для ЭКСТРУЗИИ резиновых смесей, обычно имеют глубокие каналы. То же самое
РДведливо для охлаждающихся экструдеров при переработке вспененных полимеров.
^*^-3.4.3. Выводы
тем1Р^едставленнын анализ обеспечивает простой и быстрый метод оценки установившихся
ератур расплава в шнековых экструдерах. Роль материальных свойств, условий процесса
146
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
I параметров конструкции машины могут быть оценены количественно. Таким образом, про-
йденный анализ может быть использован для определения изменения температуры расплава
[ри смене перерабатываемого материала, а также при разработке новой конструкция шнека и
1ыборе режима процесса экструзии в целях изменения температуры расплава.
Следует обратить внимание, что при анализе использованы некоторые упрощающие до-
гущения. Предполагалось, что температура расплава постоянна по всей глубине канала.
3 действительности это не так. Значительные изменения температуры расплава имеют место
ю высоте канала. Можно считать, что температура расплава, рассчитанная на основе прове-
денного анализа, соответствует температуре, усредненной по объему. Также предполагалось,
1то установившаяся температура остается таковой до конца экструдера. Это предположение
шраведливо для экструдеров с цилиндрами малого диаметра, однако оно не корректно для
жструдеров с большим диаметром цилиндра, как обсуждалось в предыдущем разделе.
Было также принято, что диссипация работы сил трения в зазоре между выступами нарез-
си и цилиндром не влияет на температуру расплава в канале шнека. Может показаться, что
>то предположение сомнительно. Однако анализ, выполненный методом конечных элемен-
тов, показал, что реальный подъем температуры расплава в области зазора действительно от-
носительно мал [278]. Это происходит вследствие того, что теплопередача в зазоре между вы-
ступами нарезки и цилиндром очень эффективна, так как зазор обычно довольно узкий.
Кроме того, было принято, что детали геометрии шнека не оказывают влияния на тепло-
передачу к цилиндру. Однако это не вполне справедливо. Заходность шнека, зазор между вы-
ступами нарезки и цилиндром, угол наклона лопасти и ее ширина — все это оказывает влия-
ние на теплопередачу от расплава полимера к цилиндру. Если желательно исследовать влия-
ние этих параметров детально, то необходимо использовать сложный численный анализ.
7.4.3.5. Модель неподвижного шнека и вращающегося цилиндра
Представленная ранее теория течения расплава основывалась на модели, в которой шнек
считался неподвижным, а цилиндр вращался вокруг шнека. Полагают, что течение, которое
при этом возникает, является точно таким же, как и в случае, когда цилиндр неподвижен,
а шнек вращается в обратном направлении. Это предположение считалось справедливым в те-
чение пятидесяти лет, до тех пор, пока некоторые исследователи не усомнились в этом допу-
щении [272-276]. Вследствие важности этой проблемы далее будет представлен анализ тече-
ния расплава в экструдере на основе модели плоских параллельных пластин. При этом будут
рассмотрены две кинематические ситуации: движущийся цилиндр и неподвижный шнек,
а также движущийся шнек и неподвижный цилиндр. Далее будет рассмотрен анализ течения
расплава в цилиндрической системе координат, основанный на исследовании Оссвальда и др-
[281 ], и снова будут сопоставлены две кинематические схемы.
7.4.З.5.1. Модель плоских параллельных пластин с движущимся шнеком
Анализ течения расплава, который моделируется ньютоновской жидкостью, основанный
на рассмотрении модели плоских параллельных пластин с движущимся цилиндром, уже об-
суждался в разделе 7.4.3.1. Если считать цилиндр неподвижным, а шнек — движущимся со
скоростью v# = nDsN, профиль скоростей можно определить из уравнения (7.196), используя
следующие граничные условия: vt (г/^О) e va и vt - 0. В результате получим выражение,
определяющее профиль скоростей в тангенциальном направлении
.щЛфЬ..!».. (7.387)
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
347
Максимальный градиент тангенциального давления возникает, если нет никакого выхода
материала из экструдера (режим закрытой разгрузки). Максимальный градиент давления мо-
*ет быть определен из соотношения
н
jvl(y')dy = vstH-Vtl. (7.388)
О
Если вновь допустить, что утечка через зазор между шнеком и цилиндром незначительна
- 0), градиент давления может быть определен следующим образом:
6ц va
О’ — ”
Оглах ^2
(7.389)
Профиль тангенциальных скоростей при закрытой разгрузке может быть представлен
в виде
^(у)=-^-у2+^-г/+»й- (7.390)
11 11
Соответствующий профиль скоростей в случае движущегося цилиндра определяется сле-
дующим соотношением
»АУ>^У2+^-У- (7.391)
Тангенциальную скорость сдвига можно получить как первую производную vt по нор-
мальной координате. В результате получаем следующее выражение:
У‘ Н2 Н
(7.392)
Соответствующее выражение для тангенциальной скорости при движущемся цилиндре
имеет вид
(7-393)
Очевидно, что уравнение (7.392) практически идентично уравнению (7.393); различие со-
стоит только в члене уравнения с тангенциальной скоростью. В уравнении (7.393) использу-
ется скорость ubt, в то время как в уравнении (7.392) используется скорость vst. Различие меж-
ду этими двумя скоростями определяется следующими величинами: диаметром шнека D и
глубиной канала Н. В большинстве экструдеров для переработки пластмасс глубина канала
составляет примерно 0,05Z), что приводит к различию между vbt и v# примерно в 10%. Таким
образом, если в модели плоской пластины рассматривается движение шнека, а не движение
Цилиндра, имеет место различие в тангенциальных скоростях и скоростях сдвига. Однако ес-
ли глубина канала мала по сравнению с диаметром шнека, это различие не существенно.
7.43.5.2. Анализ течения расплава в цилиндрической системе координат
Для того чтобы определить скорости в цилиндрической системе координат (ЦСК), необ-
С Иодимо записать уравнение для сохранения импульса в ЦСК. Снова допускаем, что рассмат-
^ется установившееся течение; инерционные, центробежные и гравитационные силы пре-
ебрежимо малы, а вязкость жидкости постоянна. С учетом угловой составляющей уравне-
348
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
ние, описывающее закон сохранения импульса, может быть представлено следующим
образом:
Э p(n’fl)] ge
dr L fdr J pr
(7.394)
Примем, что градиент углового давления ge постоянен, а угловая скорость зависит только
от радиальной координаты г, тогда уравнение, определяющее скорость, можно получить пу-
тем последовательного двойного интегрирования:
re^r)=^’(ilnr_ l) + iC*r + ^’ (7.395)
Константы ct и с2 должны быть определены из граничных условий. ЦСК для двух кинема-
тических ситуаций представлена на рис. 7.92.
7.4.3.5.3. Цилиндрическая система при вращающемся цилиндре
Если цилиндр вращается, а шнек неподвижен, граничные условия определяются следую-
щими соотношениями: vG (Rs) = 0 и ve (Rb) = Rb; где Q — угловая скорость (Q = 2tlV) (см.
рис. 7.92). С учетом граничных условий получаем следующие уравнения, определяющие кон-
станты <4 и с2: С = + Se 1 _ 1п/^ ^1п/г» ; (7.396) 1 #-Я2 nL2 J -2nN7442 , gXff(M-lnK8) 2 /V-Я2 2Щ#-Я2) - ('
Если£е = 0, уравнение (7.394) описывает вынужденное течение в экструдере между коак-
сиальными цилиндрами, один из которых (наружный) вращается относительно неподвижно-
го внутреннего цилиндра. Градиент углового давления при закрытой разгрузке определяется
из закона сохранения массы. В этом случае тангенциальная скорость потока равняется
тангенциальной скорости утечки через зазор между шнеком и цилиндром (обе величины от-
несены к единице аксиальной длины):
я.
Vf=Jce dr = -Vlt.
Rs
(7.398)
Неподвижный ' Вращающийся
шнек шнек
Рис. 7.92. Цилиндрическая система для двух кинематических ситуаций
X АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 349
Если утечка через зазор между шнеком и цилиндром принимается пренебрежимо малой,
градиент углового давления при закрытой разгрузке может быть определен на основании
уравнения (7.398) с учетом соотношений (7.395-7.397):
а _8"^(1-Рг+2рг1п)
Sem”‘ 4р21п2р-(1-р2)2 ’ (Л5ЭЭ)
где Р •“ отношение радиусов р ~ Rs/R^
Если Р стремится к единице,g^/Rb приближается к градиенту тангенциального давления в
случае модели плоской пластины. Угловая скорость сдвига определяется как первая произ-
водная угловой скорости. В результате получаем
&fi(2lnr + t) С. ,
Те = -Х-т---+^ + c2lnr. (7.400)
4|1 z
7.4.3.5.4. Цилиндрическая система при вращающемся шнеке
Если шнек вращается, а цилиндр остается неподвижным, граничные условия задаются со-
отношениями: vQ (Rs) - Q R^Nn vq (Rh) “ 0, где £i — угловая скорость (□ = 2nN). С учетом гра-
ничных условий уравнения определяющие константы с, и с2 принимают вид
_ -4лЛГ/?2 g„ Г1 Д2 In Д, - Д? In Д1
e'-^nr+Tl2---------J <74О1)
, -2^Д2Д2 , аД’ДрпД-ЬД)
2 Д2-Д2 + 2ц(Д2-Д2)
(7.402)
Если go * 0, уравнения (7.401) и (7.402) описывают вынужденное течение между коакси-
альными цилиндрами, причем один цилиндр (внутренний) вращается относительно непод-
вижного внешнего цилиндра.
Градиент максимального углового давления определяется из закона сохранения массы.
Тангенциальная скорость потока должна равняться разности между тангенциальной скоро-
стью течения в шнеке и тангенциальной скоростью утечки через зазор между шнеком и ци-
линдром (обе величины отнесены к единице аксиальной длины):
я.
V^\v.dr^nN^-R])-VtV
(7.403)
Если пренебречь утечкой через зазор между шнеком и цилиндром, можно полагать, что
Фйдиент максимального углового давления определяется с помощью того же самого выраже-
ния. что и в моделе с движущимся цилиндром и неподвижным шнеком, например, уравне-
ние (7.389). Сравним угловые скорости вращения цилиндра v^r) и угловые скорости враще-
ния шнека г>л(г). Профили скоростей остаются теми же самыми, если выполняется следую-
щее условие:
^(г)=2п№=^(г).
(7.404)
сгщ ение (7.404) устанавливает, что скорости вращения цилиндра должны быть равны
^^Ростям вращения шнека в цилиндрической системе координат, которая вращается вместе со
еком со скоростью, равной 2nN рад/с. В действительности, левая часть уравнения (7.404)
350
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.93. Зависимость скоростей и vbQ от расстоя-
ния по радиусу
описывает скорости вращения самой ци-
линдрической системы координат. Ока-
зывается, что условие, определяемое урав-
нением (7.404), выполняется точно для
всех значений градиента углового давле-
ния. Некоторые исследователи не учли
поправку, определяемую соотношением
(7.404), и в связи с этим пришли к невер-
ному заключению относительно различия
скоростей при двух сопостовляемых кине-
матических ситуациях.
На рис. 7.93 представлена зависи-
мость скоростей и от радиального
расстояния.
Верхняя кривая на рис. 7.93 соответ-
ствует скоростям вращающегося шнека,
а нижняя кривая — скоростям вращаю-
щегося цилиндра; градиент углового дав-
ления для обеих кривых составляет 105 [Па/рад]. Когда верхняя кривая сдвигается в соответ-
ствии с преобразованием, определяемым уравнением (7.404), скорректированные скорости
точно ложатся на нижнюю кривую, и, соответственно, две кривые совмещаются.
7.4.3.5.5. Скорость потока
Скорость потока можно определить посредством интегрирования профиля скоростей
(уравнение (7.393)) в пределах от Rs до Rh. В результате получаем следующее выражение (от-
несенное к единице аксиальной ширины):
V~nNR£ 1
_ 2Я;1п(Ц/Я,)]_ & Г# _ 2^1пг(Я/Д,
$-R2, J ц|_2 2 R^—R2
(7.405)
Уравнение (7.405) может быть использовано как для движущегося цилиндра, так и для
движущегося шнека. Сравним уравнение (7.405) с соответствующим выражением, опреде-
ляющим скорость потока в модели плоских параллельных пластин. Уравнение, определяю-
щее скорость потока в модели плоских пластин с движущимся цилиндром, может быть пред-
ставлено в виде
V = пNRt(kRh -R,)
(7.406)
6ц(Д> + RS)
В случае модели плоских пластин с движущимся шнеком скорость потока определяется
следующим образом:
V=nNRs(Rh-Rs)~
ge(Rh-Rs')3
6ц(^+Яя)’
(7.407)
На рис. 7.94, представлена зависимость скорости потока (отнесенная к единице аксиаль-
ной ширины) от градиента давления, определенная на основании уравнений (7.405), (7.406) и
(7.407). Радиус сердечника шнека равен 0,090 м, радиус цилиндра составляет 0,100 м, вязкость
500 Па-с, частота вращения шнека 60 об/мин.
7 АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
351
Рис. 7.94. Зависимость скорости течения от градиента тангенциального давления для ЦСК и модели
плоских пластин; скорость потока отнесена к единице аксиальной ширины
0,006
J 0,005
0.004
р 0,003
О
£ 0.002
и
о
g 0,001
и
0
0,08 0,085 0,09 0,095 0,10
Радиус сердечника шнека, м —►
Рис. 7.95. Зависимость скорости течения от радиуса
сердечника шнека, получаемая для ЦСК и в
модели плоских пластин
Скорость потока в ЦСК несколько выше скорости потока для модели плоских пластин
с движущимся цилиндром. Различие очень мало, менее 2%, если глубина канала составляет
10% от радиуса цилиндра (5% от диаметра цилиндра), что характерно для одношнековых экс-
трудеров. Однако различие между цилиндрической моделью и моделью плоских пластин
с движущимся шнеком намного больше, порядка 10 и 15%. В связи с этим анализ течения в со-
ответствии с моделью плоских пластин с движущимся шнеком приводит к большим ошибкам
при определении скорости потока.
Различие в скоростях потока, определенных в ЦСК и в соответствии с моделью плоских
пластин, будет увеличиваться, если отно-
шение H/D возрастает, как показано на
рис. 7.95, на котором представлена зави-
симость скорости потока от радиуса сер-
дечника шнека, определенная для трех
модельных ситуаций.
На рис. 7.95 показано, что различие в
скоростях потока, определенное в соот-
ветствии с моделью плоских пластин и
ЦСК, увеличивается, когда радиус сер-
дечника шнека уменьшается. Если радиус
сердечника шнека составляет 80% от ра-
Днуса цилиндра, скорость потока в моде-
Ди плоских пластин с движущимся пи-
Диндром примерно на 4% ниже, чем
Подучается в ЦСК. Однако скорость по-
па в модели плоских пластин с движу-
352
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
щимся шнеком примерно на 30% ниже. В связи с этим модель плоских пластин с движущимся
шнеком приводит к значительным ошибкам при определении скорости потока и не должна
использоваться при анализе течения расплава в шнековых экструдерах.
Скорость потока может быть представлена в виде двух составляющих: скорости, направ-
ленной перпендикулярно каналу шнека х, и скорости, направленной вдоль оси канала. При
этом градиент тангенциального давления gt определяется следующим образом:
gt = gx sin(p + gz coscp. (7.408)
7.4.3.5.6. Кинематические ситуации
В модели плоских пластин скорости течения и скорости сдвига для случая, когда цилиндр
движется относительно неподвижного шнека, отличаются от ситуации, когда шнек движется
относительно неподвижного цилиндра. Различие определяется диаметром сердечника шнека
Ds и диаметром цилиндра Db. В большинстве одношнековых экструдеров, в которых диаметр
сердечника близок диаметру цилиндра, различие между результатами двух подходов относи-
тельно мало, около 10%. Однако, когда диаметр сердечника шнека значительно меньше диа-
метра цилиндра, использование модели плоских пластин с движущимся шнеком приводит к
значительным ошибкам при определении скорости потока. Причина различий состоит в том,
что модель плоских пластин не принимает во внимание кривизну винтового канала.
Использование цилиндрической системы для расчета скоростей потока показывает, что
скорости течения, и, соответственно, скорости сдвига и скорости потока для двух кинематиче-
ских ситуаций (вращающегося цилиндра или вращающегося шнека) одинаковы. Теоретиче-
ский 319-анализ, выполненный методом предельных элементов с учетом геометрии реального
шнека экструдера, показал, что никакого различия между двумя кинематическими состоя-
ниями не существует [281]. Аналогичные результаты были получены посредством 3/)-ана-
лиза методом конечных элементов. Теоретические исследования были подтверждены экспе-
риментальными результатами [281]. Опыты проводили в специально сконструированном
экструдере с диаметром шнека 150 мм. При этом в экструдере мог вращаться и шнек, и ци-
линдр. Цилиндр был сделан из литой акриловой трубки, а шнек — из алюминиевого стержня.
Шнек был заполнен силиконовой жидкостью, вязкость которой составляла 10 000 сСт. Про-
тиводавление регулировали с помощью вентиля. Изотопные маркеры были добавлены в ка-
нал шнека. Шнек поворачивался на один оборот, что приводило к деформации меченого мате-
риала. Далее цилиндр делал один оборот в том же самом направлении, что и шнек, в результа-
те метки возвращались обратно к первоначальному положению. Такая операция повторялась
несколько раз, и во всех случаях изменения расположения изотропных маркеров были пре-
небрежимо малыми. Это свидетельствовало о том, что никакой разницы между вращением
цилиндра и вращением шнека нет.
Другие исследователи также подтвердили обоснованность допущения о движущемся ци-
линдре. Обширное исследование было проведено Пейпом с соавторами [279,280] которые ис-
пользовали метод конечных элементов для теоретического анализа сравнения моделей дви-
жущегося шнека и движущегося цилиндра. Результаты их анализа показывают, что скорости
в модели с движущимся цилиндром являются такими же, как и в случае движущегося шнека.
Они также исследовали течение расплава полимера в неизотермических условиях.
Таким образом, существуют твердые доказательства, что вращение цилиндра приводит к
тому же самому течению, что и вращение шнека в противоположном направлении, поскольку
рассматривалось течение высоковязких жидкостей. В связи с достаточной убедительностью
представленных выше результатов относительно допущения о движущемся цилиндре преД'
полагалось, что эта проблема больше не будет обсуждаться. Однако новое исследование, про-
веденное Сикорой и Сасимовским [276], в котором они при анализе течения использовал11
Р.-у. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 353
'
винтовую систему координат (ВСК), устанавливает, что различие двух сопоставляемых ки-
нематических ситуаций существует. Учитывая, что ЦСК является частным случаем ВСК, та-
кой результат вызывает удивление. Однако ко времени написания данной книги источник
этого противоречия установлен не был.
Деформация жидкости зависит от величины тензора скорости деформации, который оп-
ределяется его вторым инвариантом. Инварианты тензора скорости деформации не зависят
аг выбора системы координат. В результате, деформация не зависит от того, вращается ли
шнек (фиксированная система координат) или цилиндр (вращающаяся система координат).
Единственное различие между двумя кинематическими состояниями возникает вследствие
центробежных и кориолисовых сил. Сполдинг и сотрудники [282] продемонстрировали с по-
мощью ЗР-анализа методом конечных элементов, что в одношнековых экструдерах при тече-
нии расплавов действия центробежных и кориолисовых сил пренебрежимо малы. Это
означает, что в ВСК течение в случае вращающегося цилиндра должно быть таким же, как и
при вращающемся шнеке. Единственная причина различия в значениях скоростей, получен-
ных на основе модели плоских пластин для двух кинематических состояний, состоит в том,
что эта модель не принимает в расчет кривизну канала.
7.5. Формование через фильеру
Рассмотрим следующую функциональную зону экструдера — зону формования полимера
через фильеру. Во многих отношениях эта зона является самой важной функциональной зо-
ной экструдера, потому что окончательная форма продукта создается именно в этой зоне. Зо-
на формования, по существу, всегда «потребляет» давление. Давление, созданное в предшест-
вующих функциональных зонах, используется в зоне формования через фильеру. Давление
j; в экструзионной головке необходимо для того, чтобы продавливать расплав полимера через
фильеру. Давление в головке определяется не экструдером, а фильерой. Следующие факторы
оказывают влияние на давление в экструзионной головке:
1. Геометрия канала при течении в фильере.
2. Характеристики вязкостных свойств расплава полимера.
3. Распределение температуры в расплаве полимера.
4. Скорость течения через фильеру.
Когда эти переменные остаются неизменными, давление в экструзионной головке также
будет неизменным независимо от того, используется ли одношнековый или двухшнековый
экструдер. Главная функция экструдера состоит в том, чтобы доставить гомогенный расплав
полимера к фильере при необходимой скорости и давлении в экструзионной головке. Ско-
рость и давление в головке должны быть установившимися, а расплав полимера должен быть
^генным как по температуре, так и по вязкости. Конструкция фильеры и анализ течения
в фильерах представляют собой два наиболее сложных элемента технологии полимерных
Процессов. Сложность проблемы связана с тем, что течение полимера через фильеру нельзя
ьше считать чисто вязким течением в связи с тем, что некоторые важные явления, которые
никают при выходе из фильеры, такие как, например, разбухание экструдата (часто оши-
чно называемое разбуханием фильеры), не могут быть объяснены с помощью такого упро-
Щсго допущения. Поэтому расплав полимера должен анализироваться как вязкоупругая
Пакость, и это значительно осложняет анализ процесса формования через фильеру.
Да*6 если считать, что расплав полимера представляет собой чисто вязкую жидкость, ана-
Тате Казывается очень сложным, потому что многие фильеры очень сложной формы. В резуль-
точное рассмотрение течения в экструзионных готовках обычно требует применения трех-
В^Зак 3120
г/
354
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
мерного анализа. А это оказывается довольно сложной задачей даже для простых ньютонов-
ских жидкостей. Трехмерный анализ течения вязкоупругих неньютоновских жидкостей
находится выше возможности большинства (если не всех) проектировщиков фильер. Неудиви-
тельно, что при проектировании конструкторы часто пользуются эмпирическими методами.
Существуют только две основные геометрии канала, которые довольно просты для анали-
за: это круглый и щелевой (прямоугольное поперечное сечение, при выполнении условия
» Н) каналы. Большинство других геометрий канала оказываются очень трудными для
анализа.
7.5.1. Профили скоростей и температур
Профили скоростей и температур в экструзионных головках тесно связаны между собой
вследствие высокой вязкости расплава полимера, а также потому, что вязкость расплава зави-
сит от температуры. Важно понимать и уметь оценивать эту взаимосвязь для того, чтобы раз-
бираться в процессе формования и переменных, которые оказывают влияние на этот процесс.
Взаимосвязь между профилями скоростей и температур может быть проиллюстрирована при
рассмотрении профиля скорости движения по каналу в фильере с круглым каналом. Типич-
ные профили скоростей представлены на рис. 7.96 для нескольких значений индексов тече-
ния.
При течении в фильере с круглым каналом наблюдается более или менее параболический
профиль скоростей, что типично для течения, вызванного давлением (типа течения в трубо-
проводе). Кривая для профиля скорости для ньютоновской жидкости (n = 1) представляет со-
бой точную параболу. Кривые для неньютоновских жидкостей не строго параболические; они
имеют сжатую центральную область и относительно большой градиент скорости вблизи стен-
ки. Профиль скоростей сдвига можно получить из профиля скоростей путем расчета локаль-
ных градиентов. На рис. 7.97 представлен профиль скоростей сдвига для ньютоновской и
неньютоновской жидкости. Для всех кривых скорость сдвига в центре канала равняется нулю,
а самая высокая скорость сдвига возникает вблизи стенки. Скорость сдвига вблизи стенок для
неньютоновской жидкости значительно выше, чем для ньютоновской жидкости.
Рис 7.96. Зависимость скорости от радиуса ка-
нала фильеры для неньютоновской
жидкости при различных значениях
индекса течения п
Рис. 7.97. Зависимость скорости сдвига от расстоя
ния по радиусу для некоторых значении
индекса течения
; анализ основных процессов
355
В результате существования градиентов скорости при течении расплава возникает тепло
вследствие вязкой диссипации энергии. При прямолинейном течении скорость диссипации
энергии, отнесенная к единице объема, оказывается следующим уравнением:
= (7.409)
dy
Уравнение (7.409) представляет собой упрощенный вариант общего выражения для дис-
сипации энергии (уравнения (5.5б/)). Если вязкостные свойства жидкости можно описать сте-
пенным законом, то уравнение (7.409) принимает вид:
Ё.
а
dy
= nvf".
(7.410)
Таким образом, локальная диссипация энергии определяется локальной скоростью сдви-
га в степени (п + 1). Поскольку самая высокая скорость сдвига возникает вблизи стенки, ясно,
что и самая высокая интенсивность диссипации энергии наблюдается вблизи стенки. В ре-
зультате неравномерного распределения скоростей сдвига в канале неравномерным оказыва-
ется и выделение тепла, обусловленного диссипацией энергии. Наибольшая интенсивность
тепловыделений, обусловленных диссипацией энергии, наблюдается вблизи стенки. В ре-
зультате выделения тепла, обусловленного диссипацией энергии, температура расплава уве-
личивается. Но поскольку тепловыделения, обусловленные диссипацией энергии, неравно-
мерны по радиусу канала, подъем температуры расплава полимера также неравномерен по ра-
диусу канала.
В связи с тем что материал, из которого сделаны стенки фильеры, имеет теплопровод-
ность более высокую, чем расплавы полимера, маловероятно, чтобы вблизи стенок существо-
вали адиабатические условия. С другой стороны, также маловероятно, что температура сте-
нок фильеры оставалась постоянной. В данном случае поток тепла через стенку, скорее всего,
будет таким, чтобы поддерживать постоянную температуру стенки. Такое состояние соответ-
ствует изотермическому граничному состоянию стенок. Из-за высокой теплопроводности
стенки изотермическая граница более вероятна, чем адиабатическая. Адиабатические усло-
вия могут достигаться, если фильера очень хорошо теплоизолирована. В большинстве реаль-
ных случаев действительные граничные условия лежат где-то между изотермическим и адиа-
батическим состоянием в зависимости от
конструкции фильеры и внешних условий.
Типичный профиль температур, полученный
Для профиля скоростей, изображенного на
рис. 7.96, представлен на рис. 7.98.
Первоначально температура максимальна
вблизи стенки, затем этот максимум сдвигается
К центру. Количественный метод оценки про-
филей температуры будет обсуждаться ниже.
Важные соотношения, определяющие на-
пряжение и скорость сдвига, профиль скоро-
и скорость потока, для течения под давле-
неньютоновских жидкостей «степенно-
ТИпа в щелевом канале представлены на
Рис. 7.98. Зависимость температуры от расстоя-
ния по радиусу
356
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
W
1 77
^yz 2
-у = 2(5-+2)V;
v m J WH
n . H
и™ 2(s+l)l2mJ’
f s+l^l
Vz I л l^max»
Vs + zy
1>;r WHj p&Y.
2(s + 2)k 2m J
Рис. 7.99. Течение под давлением неньютонов-
ской жидкости «степенного» типа через
щелевой канал
Рис. 7.100. Течение под давлением неньютонов-
ской жидкости «степенного» типа че-
рез круглый канал
На рис. 7.100 показаны те же самые соотношения для круглого канала. Эти соотношения
справедливы для жидкостей, вязкость которых не зависит от температуры.
Дин и Армстронг [146] получили общие аналитические решения для уравнения, описы-
вающего локальное изменение температуры, обусловленное диссипацией энергии при тече-
нии «степенных» жидкостей, вязкость которых не зависит от температуры. Безразмерное
нормальное расстояние определяется соотношениями: у^*=2у/Н для щелевого или y®=2y/D
для круглого канала. Уравнение, определяющее безразмерную скорость, равную v°= vz/vmax,
может быть представлено (в зависимости от нормального расстояния) следующим образом:
r° = l-(/)s+1. (7.4И)
В связи с тем что рассматривается прямолинейное течение, подстрочный индекс у скоро-
сти опускается.
Безразмерная скорость определяется следующим образом:
\ л-1
^inax I
я J
(7.412)
где
(7.412а)
1
7, АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
357
Уравнение сохранения энергии, выраженное через безразмерные величины, может быть
записано следующим образом:
Э26
Э(#-)г +п
' du°
(7.413)
где
О.*(г-т0).
П V2 *
lo'-'max
(7.413а)
,0^ fe
Р^р Цпах-^
(7.413b)
Граничные условия таковы:
0 = 0 приг°=0;
Э0 л 0 л
—у=0 при# =0;
Эу
-Д-=~ме при#° = 1.
(7.413с)
(7.413d)
(7.41 Зе)
где N представляет собой число Био, которое определяется формулой (5.74). Если Nравняет-
ся нулю, никакого теплообмена не происходит, и имеют место адиабатические условия. Если
N неограниченно велико, температура вблизи стенки равна температуре расплава полимера,
что соответствует изотермическим условиям. Обычно значения числа Био в фильерах колеб-
лются от 1 до 100. Во всех случаях, когда число Био отлично от нуля, достигается установив-
шийся профиль температур. Однако, если число Био равно нулю, температура жидкости про-
должает подниматься неограниченно.
Профиль установившихся температур можно получить как решение следующего диф-
ференциального уравнения:
Э(у0)2 nWj
с граничными условиями
оу оу
Решение этого уравнения имеет вид
е1(#-)=Г!1±1ГТ1+_________________
I п ) [w (2п+1)(Зп + 1) (2и+ 1)(3п+1)
5 " величина, обратная индексу течения (s - 1/п).
(7.414)
(7.414а)
(7.415)
Уравнение (7.415) представляет собой удобное соотношение для определения профиля
•Установившихся температур при течении в трубопроводе неньютоновских жидкостей «сте-
358
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.101. Профили установившихся температур, изотермические условия у стенки
пенного» типа. Максимальная температура всегда наблюдается в центре канала течения, как
это можно видеть из уравнения (7.415), а также на рис. 7.101, который представляет профиль
установившихся температур для изотермических условий на стенке и при различных значе-
ниях индекса течения.
Когда жидкость становится в большей степени псевдопластичной, профиль установив-
шихся температур в центре оказывается пологим. Температура остается практически посто-
янной в центральной области, которая занимает примерно половину высоты канала. Высокие
градиенты температуры возникают в относительно тонкой полосе вблизи стенок.
Зависимость профиля температур от расстояния от стенки и от продольной координаты
принимаются в следующей форме:
e(y0,z°)=el -^cixl(y°)exp(-aiz0'). (7.416)
i
Детали определения собственных функций Xj и собственных значений можно найти в
работе Дина и Армстронга [ 146]. Собственные значения определяются с помощью следующе-
го выражения:
(7.417)
где/ = 1,2,3 ... и а выражается как
а = arctan
-31/2(у„аУ,/3МГ^
(7.418)
где л/3 2л /3; у,, — безразмерная скорость сдвига вблизи стенки; Г(р) — гамма-функция.
где
где
? & АНАЛИЗ основных процессов
Гамма-функция определяется следующим образом:
jx''"1 ехр (-/?)<&,
о
359
(7.419а)
Г
_ -1/2
= Л
если р>0;
если/? является положительным целым числом;
Г(р+1)~рГ(р),
Г(р+1)=р!
Г(1) = 1;
Г
2
Для оценки собственных значений по уравнению (7.417) используется обычное соотно-
шение, включающее гамма-функцию:
1
-t
Г(С1)Г(с2)
(7.420)
о
о
Собственные функции Xj находятся с помощью следующего выражения:
х,-(г°У‘/4
Г =
31/зг
-1/3
Ja^4v°dyn
1
1/2
+ (у„а)-,/3ЛТ
0
.°
(7.421)
(7.422)
J Tj(eJv — функция Бесселя первого порядка v.
Функция Бесселя определяется с помощью уравнения
г’^ (W)'
1
2
(7.423)
Коэффициенты разложения q в уравнении (7.416) для щелевого канала определяются со-
отношением
о
1
(7.424)
г °
Если рассматривается неньютоновская жидкость «степенного» типа, и условия на стен-
Ках изотермические, собственные значения определяются следующим образом:
2
а, =
24п
3
2
7
12
(7.425)
360
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
На рис. 7.102 представлена зависимость безразмерной температуры от безразмерного рас-
стояния, перпендикулярного оси канала для ньютоновской жидкости.
Для изотермических условий установившаяся температура достигается, когда z° > 5. Для
адиабатических условий профиль температур продолжает изменяться вдоль длины канала.
На рис. 7.103 представлены профили температур для неньютоновской жидкости «степен-
ного» типа с индексом течения п « 0,5.
Безразмерная температура и расстояние вдоль канала на рис. 7.102 и 7.103 связаны со
средней скоростью течения. Из сравнения рис. 7.102 и 7.103 видно, что увеличение псевдопла-
стичности жидкости приводит к уменьшению подъема температуры в расплаве полимера при
Рис. 7.102. Зависимость безразмерной температуры от расстояния перпендекулярного оси канала для
ньютоновской жидкости в изотермических условиях (слева) и адиабатических условиях
(справа)
Рис. 7.103. Зависимость безразмерной температуры от расстояния по нормали для неньютоновской
жидкости с индексом течения п - 0,5 в изотермических (слева) и адиабатических усло-
виях (справа)
7- АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 361
равных объемных скоростях потока. Также очевидно, что подъем температуры в адиабатиче-
ских условиях существенно выше, чем в изотермических условиях.
Профиль установившихся температур довольно легко рассчитать по уравнению (7.415).
Однако вычисление профиля неустановившихся температур на основе уравнений (7.416-
7.425) предполагает выполнение некоторых довольно продолжительных и сложных расчетов.
Хотя решения уравнений, определяющих профили неустановившихся температур, являются
аналитическими, получение реальных результатов требует проведения вычислительных опе-
раций, которые выходят за пределы возможностей большинства простых калькуляторов.
В ряде практических случаев необходимо знать, в какой степени реальные профили темпера-
тур достигают установившихся значений. Это можно определить, если рассмотреть безраз-
мерное аксиальное расстояние ZGz, определяемое следующим образом:
z»=^ <7-426>
где L — длина канала; NC1 — число Гретца, определяемое по уравнению (5.68). Если ZGz > 1,
Профиль температур оказывается установившимся для большинства практических случаев
теплопередачи, которые проанализированы, например, Уинтером [ 147]. Для щелевого канала
аксиальная длина Zt, при которой температурный профиль можно считать полностью разви-
тым, выражается следующим образом:
VH H2v .п_ч
Z. =----=-----. (7.427)
1 alV а
Для вполне типичных величин Н - 0,003 м, v - 0,1 м/с и а - 1-10'7 м2/с, длина Z( = 9 м.
Посколько большинство фильер не длиннее 0,5 м, понятно, что температура в каналах, как
общее правило, далека от установившихся значений. В большинстве реальных операций
экструзии длина оформляющего канала мундштука экструзионной головки слишком ко-
ротка для достижения профиля установившихся температур. Таким образом, чтобы опреде-
лить реальные температуры материала, оказывается необходимым оценить эволюцию про-
филя температур.
Общее количество энергии, рассеиваемой в канале головки, определяется просто путем
умножения скорости потока на перепад давления вдоль протока. Таким образом, получаем
Zrf = VAP. (7.428)
Если принять, что вся эта энергия используется для того, чтобы повысить температуру
расплава, то есть выполняются адиабатические условия, величина среднего подъема темпера-
туры расплава может быть определена из соотношения
ЬТ = —. (7.429)
Таким образом, величина среднего подъема температуры в адиабатических условиях пря-
мо пропорциональна перепаду давления. Если давление составляет 30 МПа, типичное значе-
ние подъема средней температуры равняется примерно 10 °C. В большинстве случаев, однако,
Реальный подъем средней температуры меньше вследствие теплопереноса через стенки го-
ловки. Другими словами, адиабатические условия не отвечают реальным экструзионным
процессам. Важно осознавать, что локальные температуры могут быть значительно выше
средней температуры по объему расплава. Самые большие скорости сдвига возникают вблизи
(62
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
тенки и, следовательно, самое большое выделение тепла за счет внутреннего трения будет
фоисходить вблизи стенки. Следовательно, полимерный материал у стенки нагревается зна-
[ительно быстрее, чем полимер в центральной части канала. Таким образом, вполне возмож-
ю, что подъем локальной температуры вблизи стенки может оказаться значительно больше
:редней температуры по объему.
При экструзии особое внимание всегда уделяется постоянству температуры. Одно из важ-
ных технических требований к экструдеру состоит в том, чтобы доставлять к головке расплав
юлимера с постоянной вязкостью и температурой. Однако следует помнить, что даже если рас-
тлав полимера, подающийся к фильере, однороден по температуре, неоднородность температу-
ры может развиваться уже в самой фильере вследствие непостоянных градиентов скорости, что
весьма характерно для течения в фильере. Подъем и неоднородность температуры могут быть
уменьшены путем снижения скорости сдвига. Уменьшение скорости сдвига достигается при
знижении скорости потока в фильере или путем увеличения размеров фильеры. Другой путь
решения этой проблемы — использование соэкструзии с наружным слоем, который обладает
низкой вязкостью. Можно также для облегчения течения в фильере использовать наружный
змазочный слой, однако это может привести к возникновению других проблем, таких как осо-
бенности движения твердого материала, потери механических свойств и т. д.
7.5.2. Разбухание экструдата
Хорошо известное и типичное явление в экструзии расплавов полимера состоит в разбу-
хании экструдата на выходе из фильеры. Иногда это явление называют «разбуханием филье-
ры», однако разбухает не фильера, а полимерный материал. Эластичность расплава полимера
в определяющей степени ответственна за разбухание экструдата при его выходе из фильеры.
Разбухание экструдата обусловлено главным образом упругим восстановлением деформа-
ции, которой полимер подвергался в головке. Упругое восстановление — это процесс, завися-
щий от времени. В связи с этим степень разбухания экструдата в головке с коротким оформ-
ляющим каналом будет выше, чем в головке с длинным оформляющим каналом. Полимер об-
ладает так называемой «затухающей памятью». Это означает, что деформация может быть
почти полностью восстановлена вскоре после прекращения действия напряжения, но с тече-
нием времени степень восстанавления обратимой деформации уменьшается. Таким образом,
Расширение выходящего потока
Рис 7.104. Изменение профиля скоростей при вы-
ходе из фильеры
релаксация, которая происходит в филье-
ре, зависит от геометрии канала.
Следует отметить, что разбухание экс-
трудата характерно не только для вязкоуп-
ругих жидкостей. Такое явление может
возникать в неэластичных или даже чисто
вязких жидкостях, что было продемонст-
рировано экспериментально и теоретиче-
ски. Очевидно, в неэластичных жидкостях
механизм разбухания экструдата совсем
иной, и это не упругое восстановление
предшествующей деформации. Разбухание
экструдата связано со значительным изме-
нением профиля скоростей при выходе
полимера из фильеры, как показано на
рис. 7.104.
7, анализ основных процессов
363
Профиль скоростей изменяется от приблизительно параболического профиля скоростей
в фильере до прямолинейного профиля скоростей (поршневой режим потока) на небольшом
расстоянии от фильеры. При течении ньютоновской жидкости это приводит к незначитель-
ной степени разбухания экструдата (около 10%) при низких значениях чисел Рейнольдса
< 16). Степень разбухания экструдата в вязкоупругих жидкостях при низких скоростях
сдвига также незначительна, однако при больших скоростях сдвига она резко возрастает (вы-
ше 200%!).
Одна из главных проблем при разбухании экструдата состоит в том, что разбухание обыч-
но распределено неравномерно по сечению экструдата. Это означает, что некоторые области
экструдата разбухают больше, чем другие. Если геометрия выхода из головки сделана таким
образом, чтобы соответствовать геометрии требуемого изделия, неравномерное разбухание
приведет к деформации экструдата, и желаемую форму изделия получить не удастся. Умень-
шение поперечного сечения (путем продольной вытяжки) не сможет решить эту проблему.
Следовательно, геометрия выходного сечения канала должна отличаться от формы требуемо-
го изделия. Это становится понятно при анализе профиля скоростей в канале. На рис. 7.105
представлен профиль скоростей в канале с квадратным поперечным сечением; на рис. 7.105
показан верхний правый квадрант с линиями, обозначающими точки с одинаковой ско-
ростью.
Видно, что скорости сдвига вдоль стенки значительно изменяются. Скорость сдвига в уг-
лу относительно низкая, в то время как самая высокая скорость сдвига наблюдается вблизи
середины стенки. Следовательно, упругое восстановление посредине больше, чем упругое
восстановление по углам. Это приводит к «выпучиванию» профиля экструдата. Таким обра-
зом, не возможно получить совершенно квадратный экструдат при использовании квадратно-
го канала. Для решения этой проблемы необходимо модифицировать форму канала таким об-
разом, чтобы компенсировать неравномерное разбухание экструдата. Хороший конструктор
должен предвидеть, что разбухание экструдата происходит неравномерно и конструировать
J фильеру в соответствии с ним. Это трудная задача и определение геометрии канала часто про-
водится методом проб и ошибок.
Точное математическое предсказание
профиля разбухания в фильере является
очень трудным и поэтому определение со-
ответствующей геометрии канала в целях
сведения к минимуму неравномерного на-
бухания с помощью технических расчетов
в большинстве случаев не рационально.
Неравномерное разбухание экструдата и
изменение геометрии канала течения про-
иллюстрировано на рис. 7.106.
Степень разбухания экструдата очень
сильно зависит от природы материала.
Для некоторых полимеров, например, для
ПЭ, характерна значительная степень
Разбухания (100-300%), в то время как
степень разбухания других полимерных
Материалов относительно низкая (напри-
мер, для ПВХ). При экструзии ПВХ в об-
ласти относительно низких температур
V «5-175 °C) степень разбухания колеб-
Рис. 7.105. Профили скоростей в квадратном канале
364
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Исходная фильера Модифицированная
фильера
Рис. 7.106. Неравномерное разбухание экстру-
дата и возможная модификация
фильеры
лется в пределах от 10 до 20%. В связи с этим
ПВХ очень популярен для экструзии про-
фильных изделий: изделия из ПВХ получают-
ся близкими по профилю к геометрии сечения
канала, а прочность расплава ПВХ весьма ве-
лика.
7.5.3. Неустойчивость при
течении через фильеру
При течении через фильеру иногда возни-
кают неустойчивости различного типа, кото-
рые могут оказывать значительное влияние на
весь процесс экструзии и приводить к получе-
нию бракованного изделия. Два основных дефекта, которые возникают при течении в филье-
ре, — это возникновение ребристой поверхности, так называемая «акулья шкура», и разрыв
потока.
7.5.3.1. «Акулья шкура»
Дефекты в виде «акульей шкуры» проявляются как регулярное ребристое искажение по-
верхности экструдата с бороздками, идущими перпендикулярно направлению экструзии. Ме-
нее резкая форма подобного дефекта — это матовость поверхности, при которой глянцевая по-
верхность экструдата не сохраняется. Обычно полагают, что «акулья шкура» возникает в
фильере экструзионной головки или на выходе. Появление дефекта зависит в основном от
температуры и линейной скорости экструзии. Такие факторы, как скорости сдвига, геометрия
фильеры, углы в канале головки, шероховатость поверхности, отношение L/D, материал кон-
струкции, по-видимому, оказывают малое или вообще никакого влияния на появление
«акульей шкуры».
Предполагают, что механизм появления «акульей шкуры» связан с ускорением движе-
ния поверхностных слоев в тот момент, когда полимер покидает головку, как это показано
на рис. 7.107. Если скорость растяжения слишком высока, поверхностный слой полимера
может действительно разрушаться, и в результате на поверхности выпускаемого изделия
образуются характерные рубцы [ 148]. Полимерные материалы с высокой вязкостью и узким
молекулярно-массовым распределением (ММР), по-видимому, наиболее подвержены де-
фекту [149,150].
Возникновение дефектов типа «акульей шкуры» может быть в большинстве случаев ос-
лаблено путем снижения скорости экструзии и увеличения температуры головки, особенно в
области оформляющего канала. Существуют доказательства, что использование очень низ-
ких температур также может решить проблему [ 151 ]. Для предотвращения появления «акуль-
ей шкуры» для экструзии целесообразно использовать полимерные материалы с широким
ММР. Добавление наружного смазочного материала к полимеру (в виде присадки) или соэкс-
трузия жидкого наружного слоя низкой вязкости также может способствовать уменьшению
этого дефекта.
7.5.3.2. Разрыв экструзионного потока
Разрыв экструзионного потока — сильное искажение экструдата, который может прини-
мать много различных форм: спиральные искажения, образование утолщений (типа бамбуко-
вой палки), регулярная волнистость, случайные разрывы и т. д. (рис. 7.108).
7 АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
365
Деформация растяжения
Рис. 7.107. Изменение профиля скоростей в области выхода из фильеры
Разрыв экструзионного потока — это не поверхностный дефект типа «акульей шкуры»,
а дефект, развивающийся во всей массе расплава. Однако многие исследователи рассматрива-
ют все эти дефекты вместе под общим названием «разрушение расплава». Существует боль-
шое количество публикаций, посвященных этому эффекту [152-164]. Несмотря на большое
количество исследований данного вопроса, нет четкой согласованности относительно основ-
ной причины и механизма разрыва экструзионного потока. Очень вероятно, что механизм не
один и тот же для различных полимеров и/или различных геометрий канала [169]. При экс-
трузии линейных полимеров эффекты возникают в оформляющем канале экструзионной го-
ловки, в то время как при экструзии разветвленных полимеров нарушения потока развивают-
ся в области сужения канала.
Однако имеется единое мнение относи-
тельно того, что разрыв экструзионного пото-
ка возникает, если напряжение сдвига превы-
шает критическое значение в фильере у стен-
ки. Это критическое напряжение имеет вели-
чину порядка от 0,1 до 0,4 МПа. Согласно
опубликованным данным, существует ряд ме-
ханизмов, которые объясняют причину раз-
рыва экструзионного потока. Наиболее обще-
распространенными механизмами являются:
1. Критическая величина упругой дефор-
мации в зоне входа.
2. Критическое упругое напряжение.
3. Подача материала рывками в фильере
(переход от течения к скольжению).
Влияние зоны входа на возникновение
Разрыва экструзионного потока было про-
демонстрировано многими исследователями.
Рис. 7.108. Различные формы разрыва экструзи-
онного потока
366
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Как правило, чем меньше заходный угол, тем больше скорость деформации, при которой по-
являются дефекты. Гляйсли [230] предположил, что основное значение имеет критическая
деформация, оцениваемая через обратимую деформацию. На основании исследования [11]
очень отличающихся жидкостей Гляйсли предположил, что существует критическое значе-
ние отношения разности нормальных напряжений к напряжению сдвига. Среднее значение
этого отношения для всех жидкостей равно 4,63 (при среднеквадратичном отклонении, со-
ставляющем примерно 5%). Однако при этом наблюдались значительные отличия критиче-
ского напряжения сдвига для исследованных жидкостей: среднее значение критического на-
пряжения сдвига составляло 3,7 х Ю5 Па при среднеквадратическом отклонении примерно
55%. Бенбоу, Чарли и Лэмб [232,233] в 1961 году предположили, что решающую роль играет
механизм подачи материала рывками в фильере (переход течения к скольжению), который
объясняет нестабильность течения и искажения экструдата. Выше некоторого критического
напряжения, как они полагали, расплав полимера отрывается от стенки вследствие недостат-
ка адгезии между расплавом и стенкой фильеры, чтобы уменьшить избыточную энергию де-
формации, накопленную в результате течения через фильеру. Большое число исследователей
наблюдали этот эффект.
В работе Утрацки и Гендрона рассматривались колебания давления при экструзии ПЭ
[231]. При этом было показано, что колебания давления, по-видимому, не связаны с упруго-
стью и периодическим отрывом. Авторы приходят к выводу, что параметр, который обуслов-
ливает колебания давления — это критическая деформация расплава, оцениваемая по Генки,
ес. Для ЛПЭНП значение гс < 3, для ПЭВП ес < 2, в то время как для ПЭНП £с > 3,5. Таким об-
разом, сделано заключение, что неустойчивость при течении расплава связана с тем, что рас-
плав полимера не в состоянии выдерживать деформацию выше некоторого критического
уровня.
Установлено, что придание обтекаемой формы геометрии каналов уменьшает вероят-
ность разрыва потока при экструзии разветвленных полимеров. Повышенные температуры,
особенно вблизи стенок оформляющего канала, обеспечивают более высокие скорости до
появления разрыва экструзионного потока. Оказывается, критическое напряжение сдвига
вблизи стенки относительно независимо от длины фильеры, ее радиуса и температуры. По-
видимому, критическое напряжение изменяется обратно пропорционально молекулярной
массе экструдируемого материала, но не зависит от ММР. При экструзии некоторых полиме-
ров выше области разрыва экструзионного потока обнаружены области высоких скоростей
экструзии, в которых экструдат не разрушается [165]. Процесс высокоскоростной экструзии
особенно благоприятен при переработке полимерных материалов, у которых разрыв экстру-
зионного потока происходит при относительно низких скоростях, таких как сополимер тет-
рафторэтилена и гексафторпропилена. Полагают, что при высокоскоростной экструзии рас-
плав скользит относительно равномерно по стенке фильеры. Возникновение периодических
отрывов от стенки изучали многие исследователи, например, [166, 168]. Однако еще не ясно,
что является действительной причиной потери контакта между расплавом полимера и метал-
лической стенкой — отрыв или повреждение тонкого полимерного слоя вблизи металличе-
ской поверхности.
Проблема разрыва экструзионного потока может быть сглажена с помощью придания
фильере обтекаемой формы, повышения температуры в оформляющем канале экструзион-
ной головки, работы при более низких скоростях, уменьшения молекулярной массы полиме-
ра или вязкости полимерного расплава, увеличения площади поперечного сечения выпускно-
го канала или с помощью наружного смазочного материала. В некоторых случаях проблема
разрыва экструзионного потока может быть решена применением высокоскоростной экстрУ'
7. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ зб7
зли. Этот процесс используется особенно часто при производстве кабельной изоляции, где
высокие скорости подачи очень важны для рентабельного производства.
7.5.3.3. Явление резонанса при вытяжке экструдата
Явление резонанса при вытяжке экструдата возникает в процессах, когда экструдат под-
вергается воздействию свободного растяжения, например, при получении пленок экструзией
с раздувом рукава, формовании волокон и раздувном формовании. Явление резонанса прояв-
ляется в регулярных циклических изменениях размеров экструдата. Обширный обзор [169]и
анализ [170] явления резонанса при вытяжке экструдата были сделаны Петри и Денном. Яв-
ление резонанса при вытяжке экструдата возникает выше некоторой критической степени
вытяжки, пока полимер находится еще в расплавленном состоянии, и когда он наматывается
и быстро охлаждается после намотки.
Явление резонанса при вытяжке экструдата возникает, когда сопротивление растяжению
уменьшается при возрастании напряжения. Общее количество массы между головкой и натяж-
ным приспособлением может варьироваться со временем, потому что скорость намотки посто-
янна, а размеры экструдата изменяют. Если размер экструдата уменьшается непосредственно
перед намоткой, то размеры экструдата выше этой области должны увеличиться. Когда более
широкая часть экструдата наматывается, сужение экструдата образуется выше; этот процесс
продолжается бесконечно. Таким образом, возникает циклическое изменение размеров экстру-
дата. Явление резонанса при вытяжке экструдата не происходит, если экструдат затвердевает в
месте намотки. Это связано с тем, что размеры экструдата при намотке фиксированы [171,172].
Установлено, что явление резонанса при вытяжке экструдата в изотермических условиях не за-
висит от скорости потока. Критическая степень вытяжки для практически ньютоновских жид-
костей, таких как найлон, полиэфир, полисилоксан и т. д., равна приблизительно 20. Критиче-
ская степень вытяжки для неньютоновских жидкостей, таких как ПЭ, ПП, ПС и т. д., может
быть ниже 3 [ 173]. Амплитуда изменений размеров увеличивается со степенью вытяжки и про-
тяженностью расстояния, на котором происходит вытяжка.
Различные исследователи провели теоретический анализ проблемы резонанса при вытяж-
ке экструдата на основе модели линейной устойчивости. Пирсон и Шах [174,175] исследовали
неупругие жидкости и предсказали, что критическая степень вытяжки для ньютоновских жид-
костей должна быть равна 20,2. Фишер и Денн [176] также исследовали проблему резонанса
при вытяжке экструдата для ньютоновких жидкостей. На основе анализа линеаризированных
функций устойчивости для жидкостей в соответствии с уравнением Уайта- Метцера, Фишер и
Денн установили, что критическая степень вытяжки зависит от индекса течения п и безразмер-
ного числа, характеризующего вязкоупругость жидкости. Эта величина зависит от расстояния
намотки, модуля упругости при растяжении и скорости выдавливания из фильеры. В результа-
те проведенного анализа Фишер и Денн смогли определить области стабильного и устойчивого
растяжения. В некоторых случаях нестабильность в виде резонанса при вытяжке экструдата
может быть устранена увеличением степени вытяжки, хотя в большинстве случаев резонанс
при вытяжке экструдата устраняется путем уменьшения степени вытяжки.
Уайт и Айде [177-180] продемонстрировали экспериментально и теоретически, что поли-
меры, вязкость которых при растяжении увеличивается со временем или деформацией, не ис-
пытывают резонанса при вытяжке экструдата, но подвергаются когезионному разрушению
при высоких степенях вытяжки (например, ПЭНП). Полимеры, вязкость которых при растя-
жении уменьшается со временем или деформацией, проявляют резонанс при вытяжке экстру-
Аата при низких степенях вытяжки, однако при высоких вытяжках резонанс при переработке
этих полимеров не наблюдается (например, ПЭВП и ПП). Ленк [181] предложил объединен-
ную концепцию, объясняющую возникновение неустойчивости при течении расплава. Глав-
368
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
ные выводы Ленка состоят в следующем: неустойчивость всегда возникает на входе в филье-
ру; разрыв расплава и резонанс при вытяжке экструдата не являются особыми и отдельными
явлениями; оба дефекта вызваны упругостью расплава, которая развивается, начиная от вхо-
да в фильеру. Анализ Ленка, однако, является чисто качественным и не может использоваться
при технических расчетах оборудования для экструзии или при оптимизации условий про-
цесса для уменьшения неустойчивости при экструзии полимеров.
7.6. Дегазация
Дегазация является процессом, который реализуется далеко не во всех экструдерах, в от-
личие от других процессов, таких как транспортировка гранулированного материала, плавле-
ние, течение расплава и смешение, которые обязательны для всех экструдеров. В этом смысле
дегазация — достаточно специфический процесс. Однако по мере усложнения конструкции
экструдера стадия дегазации начинает встречаться в экструдерах все чаще и чаще. Дегазации
в экструдерах посвящено относительно небольшое число исследований. Первое исследова-
ние предпринял Латинен [182]. Аналитические исследования дегазации в экструдерах выпол-
нили также Кафлин и Каневари [183], Робертс [184], Бизенбергер [185, 186] и Денсон [236].
Физическая модель дегазации в одношнековом экструдере показана на рис. 7.109.
Время дегазации Ху тонкого слоя расплава при его движении по поверхности цилиндра
экструдера от зазора между гребнем шнека и цилиндром до области концентрирования рас-
плава определяется выражением
1-У '
(7430)
Рис. 7.109. Модель дегазации в одношнековом
экструдере
где N — скорость шнека; Y — доля ширины ка-
нала, занятая расплавом. Этот параметр можно
трактовать как степень заполнения зоны дега-
зации. Если канал заполнен частично, то Y< 1.
Скорость объемного течения тонкого слоя
расплава определяется как
К =
(7.431)
где hm — толщина слоя расплава; Lh — общая ак-
сиальная длина зоны дегазации.
Коэффициент обратного потока расплава
определяется выражением
nf = Vf / V, (7.432)
где V — полная скорость течения расплава че-
рез экструдер.
Коэффициент обратного потока представ-
ляет собой долю материала, который отделяет-
ся от основного потока и образует слой, кото-
t 7. анализ ОСНОВНЫХ ПРОЦЕССОВ
ый затем испаряется и удаляется из экструдера. Коэффициент обратного потока можно ин-
терпретировать так же, как степень обновления поверхности слоя расплава. Поскольку слой
расплава движется к месту, где собирается расплав, происходит частичное обратное движе-
дне, зависящее от ширины области, занятой расплавом, и угла наклона винтовой линии шне-
w ка. С поверхности расплава также происходит дегазация. Однако время дегазации с поверхно-
W сти расплава ограничено вследствие вращательного движения области, занятой расплавом.
Робертс описал время дегазации с поверхности расплава выражением
Я
^Р = —> (7.433)
Vbx
где Н — ширина канала; v^x — поперечная компонента скорости в цилиндре экструдера.
Локальную объемную скорость дегазации Ep(z)можно выразить как
^(г)=2
HAz[C(z)-CJ
(7.434)
где ТУ — коэффициент диффузии; С (z) — локальная средняя объемная концентрация в рас-
плаве; Се — равновесная концентрация на поверхности раздела пар-жидкость. Вывод уравне-
ния (7.434) приведен в разделе 5.4.2.
Испарение из локального слоя можно выразить как
Ey(z)= ^Яу Az(C(z)- C'(z)l (7435)
где С'(г) — концентрация слоя, повторно входящего в расплав в точке с координатой z и затем
покидающего расплав, пройдя расстояние Azt (см. рис. 7.109).
Модель можно считать замкнутой, если дополнить ее законом сохранения масс по отно-
шению к летучему компоненту в элементарном объеме толщиной Az. Согласно закону сохра-
нения масс, уменьшение конвективного переноса летучего компонента происходит вследст-
вие испарения вещества из слоя, а также объемного испарения:
V[C(z)-C(z+Az1)]=E/z) + £/(z). (7.436)
Для вычисления параметра С'(2) следует определить значение начальной концентрации
слоя расплава С (z + Az,), который повторно входит в расплавосборник в точке с координа-
той z, имея концентрацию C'(z). По Робертсу, начальную концентрацию следует разложить
• ряд Тейлора
С ( z + Azt )= С ( z ) + -~-^zx + —+...
az az 2
(7.437)
пренебречь членами разложения, имеющими степень больше двух. Тогда концентрацию
при которой расплав повторно входит в занятый им объем, можно представить как на-
^ьную концентрацию слоя C(z + Az0 в момент покидания расплавосборника за вычетом ко-
ества испарившегося вещества. Эффективность дегазации Xj можно определить, исходя
°нцентраций C'(z) и C(z + Azt), следующим образом:
C\z)-Ce
C(z + Az1)-Ce
(7.438)
370
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
где
где
Используя уравнения (7.437) и (7.438), закон сохранения масс можно записать в виде
vbxHf (1 - х{ Hf (1 - х{ )Д2, -
} J 2 az J J az
-{XfvhxHf^kpH\C-Ce)^
В безразмерной форме уравнение (7.439) имеет вид
1 d2C dC
NPe dz2 dz
EXC-O,
*Pe =
L
nf----
(7.439)
(7.439a)
(7.440)
(7.440a)
(7.440b)
(7.440c)
(7.440d)
(7.440e)
(7.4400
~ z
2- —
1
E =
V
e
o e
Для характеристики обратного потока часто используют число Пекле NPe. Если обратный
поток пренебрежимо мал, NPc » 1. В предельном случае идеального капиллярного течения
NPe —► оо, а в случае идеального смешения NPe = 0.
Мерой эффективности полной дегазации является степень экстракции Ех. При нулевой
толщине потока расплава исчезает член, характеризующий обратный поток, что естественно,
поскольку обратный поток обусловлен переносом вещества в слое расплава, а при нулевой
толщине расплава переноса вещества не происходит. Если эффективность дегазации слоя
расплава Xj = 1, обратного потока также нет. Это легко понять, поскольку в этом случае кон-
центрация C'(z), при которой слой расплава повторно входит в занятый им объем, известна и
равна С€. В этом случае разложение в ряд Тейлора не требуется, и дифференциальное уравне-
ние первого порядка можно получить непосредственно из закона сохранения масс (см. ураВ'
нение (7.436)).
П 7 АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 371
ввв^
г/.
К Эффективность обратного потока непосредственно определяется величиной Azj. Послед-
£ ВЯЯ связана со степенью заполнения У, шириной канала W и углом наклона винтовой линии
Ж' шнека ф соотношением
«Г ' a YW
Az,»----. (7.441)
Ж 1апф
‘Si
Следует заметить, что ширина канала также зависит от угла наклона винтовой линии. Ес-
ih' ли величина зазора между гребнем нарезки шнека и цилиндром пренебрежимо мала, пара-
метр Azi можно определить следующим образом:
Ж Az, = Y п D cos<p. (7.442)
. 4 Как следует из уравнения (7.442), обратный поток возрастает с увеличением степени за-
': полнения зоны дегазации при фиксированном размере экструдера. Отсюда следует, что глу-
$ бина канала в зоне дегазации должна быть существенно больше, чем глубина канала предыду-
$ щей (загрузочной) зоны. Поскольку обратный поток также возрастает с уменьшением угла
наклона винтовой линии, для увеличения эффекта обратного потока в зоне дегазации жела-
тельно иметь небольшой угол наклона винтовой линии.
Если эффект обратного потока пренебрежимо мал (NPe» 1), уравнение (7.440) упроща-
ется:
^ = -£хС, (7.443)
то есть концентрация в данном случае экспоненциально зависит от расстояния. При С(0) = 1
концентрационный профиль описывается выражением
С = ехр(-ЕД), (7.444)
где
E=n,Xf+k„HL/V. (7.444а)
Эффективность дегазации процесса в целом Хт зависит от эффективности каждой стадии
процесса X и степени обновления поверхности. В машинах непрерывного действия, таких как
шнековый экструдер, степень обновления поверхности определяется параметром nj (см. урав-
нения (7.432) или (7.440е)); в машинах периодического действия степень обновления опреде-
ляется параметром л, то есть дискретным числом ступеней обновления поверхности. Эффек-
тивность процесса дегазации в тонком слое расплава Xj зависит от соотношения между по-
верхностью и объемом, а также времени дегазации Ху. Обычно эти зависимости объединяют и
записывают в виде отношения kf/kD. Таким образом, эффективность дегазации процесса
Ножно определить в зависимости от степени обновления поверхности nj и отношения Xy/XD:
Xj- — Xг ( л , X у / X ^ ),
Гйе X
d — характеристическое время диффузии в слое (XD = ti^/D').
(JA&)
дд Эффективность процесса дегазации сильно зависит от размеров зоны дегазации LB. В ре-
ЭгомЫХ ЭкстРУдеРах ^в может существенно превышать размер зоны дегазации шнека Le. По-
У размер LB может захватывать также и нагнетающую зону экструдера; последняя опреде-
372
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
ляется заполненной длиной зоны нагнетания Lpj. Тогда размер зоны действительной дегаза-
ции определяется уравнением
LB = Lc + Lp — Lpp (7.446)
где Le — размер зоны дегазации; Lp — размер зоны нагнетания; Lpj— размер заполненной зоны
нагнетания. Последний параметр можно вычислить, используя законы течения расплава, ес-
ли известны следующие параметры:
• геометрия зоны нагнетания;
• скорость течения расплава;
• свойства расплава полимера;
• давление в головке экструдера.
Из закона течения ньютоновских жидкостей размер ^определяется уравнением
(7.447)
pf ЯГ(,г-12цУ ’
где Р — давление в головке экструдера. Отметим, что данное уравнение не учитывает потери
вследствие утечки жидкости над торцом канала. Давление в головке экструдера пропорцио-
нально объемной скорости полного потока через экструдер V:
P = KV,
(7.448)
где К — постоянная.
В большинстве шнековых экструдеров с двухстадийной дегазацией величина скорости
течения V определяется зоной загрузки вследствие малой глубины канала в этой зоне Нт. Ес-
ли скорость течения расплава через экструдер определяется скоростью подачи в зоне загруз-
ки, а угол наклона винтовой линии и заходность шнека постоянна, формулу (7.447) можно уп-
ростить:
L pWН3 НтКsing
12ц(Я-Н„)
(7.449)
Таким образом, для обеспечения малого размера Lpj и большого размера LB необходимо,
чтобы размер зоны загрузки Нт был мал по сравнению с размером зоны нагнетания Н. Сопро-
тивление фильеры, определяемое параметром К, также должно было как можно меньшим.
7.7. Смешение
Смешение обычно определяют как процесс, приводящий к повышению однородности
многокомпонентного материала. В основе механизма смешения лежит определение относи-
тельного движения ингредиентов материала. При этом возможны различные типы движения:
молекулярная диффузия, турбулентное и конвективное движение. Первые два типа движе-
ния характерны для газов и жидкостей с низкой вязкостью. Для жидкостей с высокой вязко-
стью, включая расплавы полимерных материалов, наиболее характерен третий вид движения.
Как отмечалось в разделе 5.3.3, для расплавов полимеров обычно реализуется ламинарное те-
чение; турбулентное течение не характерно ввиду высокой вязкости материала.
f ‘
Г 7. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 373
4 Конвективное смешение, осуществляемое при ламинарном течении, обычно называют
ламинарным смешением. При экструзии полимеров реализуется именно такой вид смешения.
®! Эффект смешения достигается в общем случае вследствие как продольного, так и сдвигового
Ж течения. Если смешиваемые компоненты представляют собой совместимые жидкости, не
Ж имеющие предела текучести, смешение называется дистрибутивным или экстенсивным. Ха-
ж рактеристикой процесса дистрибутивного смешения является величина деформации, кото-
W рой подвергаются жидкие компоненты смеси. Возникающие при этом напряжения не учиты-
v ваются при описании дистрибутивного смешения. Если смесь содержит компоненты, имею-
щие предел текучести, то напряжения, возникающие при смешении, становятся очень
важными характеристиками.
Если компоненты смеси находятся в твердом состоянии, такой вид смешения называют
дисперсионным или интенсивным. При дисперсионном смешении твердые компоненты
должны измельчаться путем дробления, однако дробление наступает лишь при достижении
напряжения, равного пределу прочности. Если компоненты, имеющие предел текучести, яв-
ляются жидкостями, процесс смешения называют гомогенизацией. Примером дисперсионно-
го смешения является производство концентратов красителей, когда разрушение слипшихся
частиц пигмента до определенного критического размера становится очень важным. Приме-
ром дистрибутивного смешения является производство полимерной смеси, где ни один из
компонентов не проявляет предела текучести.
Дистрибутивное и дисперсионное смешение не следует рассматривать как совершенно
различные физические процессы. При дисперсионном смешении всегда в той или иной мере
проявляется дистрибутивное смешение. Однако при дистрибутивном смешении дисперсион-
ное смешение может иметь место лишь при наличии твердого компонента, имеющего предел
прочности и лишь тогда, когда напряжения, действующие на данный компонент, превысят
этот предел.
* При изучении смешения важно полностью охарактеризовать смесь. Полная характери-
стика подразумевает определение размеров, формы, ориентации и пространственного поло-
жения каждого отдельной частицы диспергируемого компонента. Обычно не удается полно-
стью охарактеризовать смесь. Для описания и оценки качества смешения были предложены
различные теории и методы [ 187-200]. Некоторые методики достаточно сложны и трудоемки
и по этой причине используются лишь в научных исследованиях. Их трудно реализовать на
практике при переработке полимеров. По этой причине различные теории и методы смеше-
ния здесь не будут рассматриваться. Желающим ознакомиться с ними рекомендуем обратить-
ся к литературе [ 187-200,301]. Визуальная оценка хотя и является качественной характери-
стикой, часто оказывается вполне достаточной, чтобы определить, подходит ли данное веще-
ство для смешения. Учитывая специфику книги, в последующих параграфах основной акцент
будет сделан на смешении, происходящем в шнековом экструдере.
7.7.1. Смешение в шнековых экструдерах
Смещение является характерным процессом для шнекового экструдера. В отличие от де-
^азации, смешение происходит в шнековых экструдерах всех типов. Зона смешения в экстру-
дере простирается от начала зоны пластикации до выхода из фильеры, при этом активное сме-
^Ние происходит лишь тогда, когда полимер находится в расплавленном состоянии. Тот
тРакт, что смешение начинается в начале зоны плавления, представляет как практическую, так
Й; в Налитическую проблему, поскольку даже в конце зоны плавления наблюдается существен-
i «Однородность полимера.
374
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Частица полимера, которая расплавилась раньше других, имеет большее время для осу-
ществления смешения к моменту выхода из зоны плавления по сравнению с частицей, распла-
вившейся в конце этой зоны.
Аналогичная проблема возникает и в зоне течения расплава полимера. Частица полимера,
находящая на расстоянии 2/3 высоты канала, не имеет компоненты скорости в направлении,
поперечном каналу, и, как следствие, ее время пребывания в зоне течения расплава непродол-
жительно, как и время смешения. Частица полимера, находящаяся на расстоянии 1/3 высоты
канала, имеет значительную скорость в направлении, поперечном каналу, и небольшую ско-
рость вдоль канала. Следовательно, такая частица имеет большое время пребывания в зоне те-
чения расплава и может испытывать продолжительное смешение. Эти примеры можно прове-
рить, анализируя профили скорости в зоне загрузки (см. раздел 7.4). Из приведенных приме-
ров очевидно, что частицы расплавленного полимера подвергаются смешению в течение
различного времени. Поэтому в результате процессов переноса в шнековых экструдерах ин-
тенсивность смешения и его продолжительность неоднородны. Тот же вывод справедлив и
для фильеры. Частицы жидкости в центре канала подвергаются очень низким скоростям
сдвига, и их время пребывания в фильере непродолжительно, поскольку в центре канала ско-
рость течения самая высокая. Частицы жидкости, находящиеся вблизи стенок канала, подвер-
гаются высоким скоростям сдвига и их время пребывания велико вследствие низких продоль-
ных скоростей вблизи стенок. Следовательно, даже идеально смешанные частицы расплава,
поступающие в фильеру, на выходе из нее оказываются неоднородными.
Процессы смешения в экструдерах обычно характеризуют путем определения профиля
скоростей в канале шнека. Зная профиль скоростей, можно определить деформацию в любой
точке жидкости. При анализе жидкость обычно принимается ньютоновской, а компоненты
скорости — имеющими одинаковый профиль (то есть жидкая смесь предполагается реологи-
чески однородной); кроме того, обычно пренебрегают течением в зазоре между гребнем вит-
ков шнека и цилиндром экструдера. Еще одним допущением является двухмерность течения
в канале шнека, то есть рассматривается течение только в продольном и поперечном направ-
лениях.
При смешении двух вязких жидкостей увеличивается площадь межфазной поверхности,
а толщина слоя ингредиента в потоке уменьшается. Спенсер и Уайли [201] предложили ис-
пользовать межфазную поверхность как количественную характеристику качества смеше-
ния. Моор с соавторами [189] для этой цели использовали площадь слоя ингредиента в пото-
ке. Если элемент поверхности площадью Ао с произвольной ориентацией поместить в поле
сдвигового течения, подвергнув деформации, то его площадь определится как [201]
А = А() .J1 - 2 cosoi^ cosavY+ cos2 алу2, (7.450)
где аг — угол между вектором, нормальным к Ао и осью х\ — угол между вектором, нормаль-
ным к Ао и осью у\ Qf.z — угол между вектором, нормальным к Ао и осью z. Углы ar, и az опре-
деляют начальную ориентацию рассматриваемого элемента поверхности. Они удовлетворя-
ют условию
2 2 2 л
cos a r + cos ос + cos a = 1.
У *
(7.451)
Если деформация сдвига велика (у > 1), уравнение (7.450) упрощается
А = Ао |cosax|y. (7.452)
Уравнение (7.452) показывает, что увеличение межфазной поверхности прямо пропори110'
нально деформации сдвига и cos ax. Таким образом, деформация сдвига и начальная ориента-
7, анализ основных процессов
375
дня ах являются важными параметрами при описании процесса смешения в сдвиговом поле
Если исходная поверхность ориентирована параллельно направлению течения (ах = 90), то
увеличение межфазной поверхности равно нулю. Если же исходная поверхность ориентиро-
вана перпендикулярно направлению течения (а - 0), то увеличение межфазной поверхности
будет наибольшим. При низких значениях деформации сдвига, как следует из формулы
(7.450), межфазная поверхность может как увеличиться, так и уменьшиться в зависимости от
начальной ориентации.
Если поверхности раздела в исходном состоянии ориентированы произвольным образом,
среднее изменение межфазной поверхности описывается уравнением [202]
Л = 1/2Лоу. (7.453)
Отметим, что уравнение (7.453) справедливо, если деформация сдвига велика (у» 1).
Толщина слоя ингредиента в потоке определяется как общий объем, деленный на половину
межфазной поверхности:
(7.454)
Если диспергируемый компонент смеси с мольной долей (р рассматривать как произволь-
но ориентированные кубики размером Н, толщину слоя неосновного компонента в потоке
можно выразить как
2Н
s=---.
Зфу
(7.455)
Таким образом, толщина слоя в потоке прямо пропорциональна исходному размеру час-
тиц диспергируемого компонента и обратно пропорциональна объемной доле и деформации
сдвига. Отсюда следует, что малой толщины слоя в потоке можно достичь при малых разме-
рах исходных частиц диспергируемого компонента и его большой объемной доле.
Толщину слоя в потоке смешиваемых жидкостей обычно используют как количествен-
ную характеристику смешения. В сдвиговом поле толщина слоя уменьшается с увеличением
Деформации сдвига в соответствии с уравнением
5 _ 1
so 71+?2
(7.456)
Графически зависимость (7.456) представлена на рис. 7.110. Начальная ориентация слоя
перпендикулярна сдвиговому полю (ах = 0); такая ориентация является оптимальной.
Как следует из рис. 7.110, толщина слоя быстро уменьшается в области значений относи-
тельной деформации сдвига от 5 до 10, а в области у от 10 до 100 толщина слоя уменьшается
лишь на =10%. В области у от 10 до 20 смешение очень эффективно, а в области у > 20 стано-
вится неэффективным.
Причина, по которой эффективность смешения уменьшается с увеличением деформации
ел ^Га*заключается в зависимости ориентации слоя потока от деформации сдвига, поскольку
потока ориентируется в направлении потока при увеличении деформации сдвига. Отсю-
слсдует, что смешение в течение длительного времени становится бессмысленным, так как
^°ВНой эФФект смешения достигается при у < 20. Однако эффективность дистрибутивного
П1ениеНИЯ Можно сУЩественно повысить путем изменения ориентации слоев в ходе сме-
376
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Деформация сдвига
Рис. 7.110. Относительная толщина слоя в потоке смешиваемых жидкостей в зависимости от дефор-
мации сдвига
Если сдвиговое поле ограничено короткой зоной смешения, это приводит к произвольной
ориентации частиц диспергируемого компонента, а межфазная поверхность на выходе из зо-
ны смешения определится как
А 1 А
(7.457)
где Yj — деформация сдвига до входа жидкости в зону смешения.
Считают, что деформация сдвига в зоне смешения сама по себе не существенна. Если
сдвиг осуществляется после зоны смешения, то общая межфазная поверхность после дефор'
мации станет равна
А2 = 0,54,7. = 4(05у,)2. (7.458)
В общем случае, после прохождения п зон смешения и приложения одной и той же дефор-
мации yt после каждой из них, общая межфазная поверхность станет равной
Л„=4о(О,5у,)"- (7.459)
Из уравнения (7.459) следует, что образование межфазной поверхности можно сущест-
венно повысить путем увеличения числа зон смешения, которые вызывают произвольную
ориентацию диспергируемого компонента. Улучшение смешения в этом случае можно оце-
нить путем сравнения смешения, после прохождения п зон смешения (общая деформа-
ция «Y1) с однократным сдвиговым смешением при той же деформации:
Л (Y1) = (03Yi)"~* (7.460)
Л|(иУ1) п
% анализ ОСНОВНЫХ ПРОЦЕССОВ
377
Зависимость толщины слоя от деформации сдвига для различного количества зон смеше-
ния представлена на рис. 7.111.
На рис. 7.111 новая зона смешения добавляется через у = 100. При наличии одной зоны
смешения толщина слоя уменьшается до s/s0 = 10~3 при у= 103. При добавлении еще одной зо-
ны смешения (п = 2) s/s0 уменьшается до =10“5, еще одной (п * 3) — до=10-7 и т. д. Таким обра-
зом, введение дополнительных зон смешения улучшает дистрибутивное смешение на не-
сколько порядков и, следовательно, является существенным фактором, влияющим на эффек-
тивность смешения.
Очевидно, что разориентация, достигаемая введением новых зон смешения, значительно
увеличивает межфазную поверхность и, следовательно, качество смешения. Эрвин и Нг [205]
сконструировали смеситель, с помощью которого были проверены и подтверждены уравне-
ния (7.459) и (7.460), а также результаты, представленные на рис. 7.111. К сожалению, их кон-
струкция оказалась непригодной для практического использования.
Если зона смешения способна ориентировать диспергируемый компонент смеси в наибо-
лее выгодном направлении, то есть перпендикулярно направлению сдвига, общая межфазная
Поверхность после прохождения п зон смешения и воздействия п раз деформации равна
Л=л0(С7,Г, <7-461>
гДе С- 1/2 для произвольной исходной ориентации и С=1 для оптимальной исходной ориен-
тации.
Уравнения (7.459) и (7.460) показывают, по крайне мере качественно, что введение сме-
шивающих устройств может существенно улучшить эффективность ламинарного смешения.
в Динамических смесителях, таких как экструдер, возможность создания зон смешения, ори-
378
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
ентирующих диспергируемый компонент в оптимальном направлении, часто трудно осуще-
ствима. Однако произвольная ориентация может быть осуществлена более просто. В статиче-
ских смесителях легче управлять ориентацией диспергируемого компонента, и эффективное
ламинарное смешение в таких устройствах легко реализовать (см. раздел 7.7.2).
7.7.1.1. Дистрибутивное смешение в шнековых экструдерах
Скорость сдвига в расплаве полимера можно определить как производную деформации
сдвига по времени. Профиль скоростей сдвига для ньютоновской жидкости был рассмотрен в
разделе 7.4.1. Исходя из уравнение (7.197), скорость сдвига при течении вдоль канала можно
определить как
dv, Tt£Wcos(pf. о
Зависимости, соответствующие уравнению (7.462), представлены на рис. 7.112.
Как следует из рис. 7.112, при положительном градиенте давления скорость сдвига увели-
чивается в направлении поверхности цилиндра экструдера, при нулевом — скорость сдвига
постоянна, при отрицательном — уменьшается в направлении поверхности цилиндра.
Скорость сдвига в поперечном направлении канала определяется аналогичным образом:
7^=2------—^-1 + 3^ (7.463)
71 V nJ
и графически представлена на рис. 7.113.
На дне канала в жидкости действуют отрицательные скорости сдвига, а в верхней части
канала — положительные. Этот вывод имеет большое значение для анализа процесса смеше-
ния в шнековом экструдере. В верхней части цилиндра частицы жидкости движутся в направ-
лении цилиндра экструдера, а в нижней части — в направлении, поперечном каналу. Положе-
Рис. 7.112. Профиль скоростей сдвига при течении в канале для нескольких значений дроссельного
отношения г
7. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
379
Рис 7.113. Профиль скорости сдвига в поперечном направлении канала
ние частицы жидкости в верхней части цилиндра (координата у) и нижней части цилиндра
(координата yj) показано на рис. 7.114.
Время, которое проводит частица жидкости в верхней части канала ty, определяется ши-
риной канала и поперечной скоростью течения жидкости:
W
Муа
(7.464)
Аналогичное выражение используется для определения времени пребывания в нижней
части канала. Общее время пребывания в канале длиной L шнека экструдера определяется
формулой
t( )=Г 2£ ЪуН - Н2 + ЗН(Н2 + 2уН -Зу2 )°’5
[3rAsin(2(p)(l-rrf)J уН - у2 + у(Н2 + 2уН-Зу2)05
Движение жидкости в канале шнека.
Обозначения см. в тексте
Графически уравнение (7.465) представлено на рис. 7.115.
Как следует из рис. 7.115, время пребывания в центральной, наиболее широкой, части ка-
нала (составляющей от 10 до 90% от глубины канала) наименьшее; минимум достигается при
У * 2Н/3. Время пребывания увеличивается как в направлении шнека, так и поверхности ци-
линдра экструдера, стремясь к бесконечно-
сти при у/Н=0 (поверхность шнека) и у/Н = 1
(поверхность цилиндра). Область больших
времен пребывания вблизи поверхности
шнека заметно превышает область времен
пребывания вблизи поверхности цилиндра.
Это указывает на то, что деструкция полиме-
ра более вероятна вблизи поверхности шне-
ка, чем вблизи поверхности цилиндра экс-
трудера.
380
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
100 • пл .
УО ЯП .
k си 7Л .
/и
и 60 СЕ Х" СА
х 50 лз ей
V0 40 ф о. ««
Время г -L no G э о о с 1 1 1 .. 1
0,0 0,1 0 2 0,3 0,4 0,5 0.6 0,7 0,8 0,95 1,0
Нормальная координата
Рис. 7.115. Зависимость времени пребывания от расстояния по нормали (в безразмерных единицах)
Доля времени пребывания в верхней части канала определяется выражением
, , \ . 4- / \
1Лу)+*1(Ус)
(7.466)
и иллюстрируется рис. 7.116.
Доля времени
Рис. 7.116. Зави-
симость доли
времени пребы-
вания в нижней
и верхней частях
канала от без-
размерной нор'
мальной коор-
динаты
7. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
381
Как следует из рис. 7.116,
наименьшее значение /м == О на-
блюдается при у/Н = 1, а наибол ь-
шее - /„ “ 1 - при у/Н - 2/3, то
есть частица жидкости проводит
в нижней части канала гораздо
большее время, чем в верхней. Те-
перь полезно рассмотреть попе-
речное течения жидкости в кана-
ле. Прежде всего, необходимо
различать два типа циркуляции
жидкости в канале: во внешней и
Рис. 7.117. Поперечное течение в канале и результирующая
сдвиговая деформация
внутренней областях. Внешняя
область А ограничена значениями 0,91 ^у/Н^ 1 (область Ам) и 0 ус/Н^ 0,33 (область Д),
а внешняя — значениями у/Н^ 0,91 и ус/Н> 0,33 (см. рис. 7.117).
Следует отметить, что сдвиговая деформация в нижней области А отрицательна, а в верх-
ней области — положительна. Это означает, что смешение, которое происходит в нижней час-
ти канала, нейтрализуется смешением в противоположном направлении в верхней части ка-
нала. Таким образом, в результате наложения положительных и отрицательных деформаций
получаем эффект, обратный смешению (то есть расслаивание), что иллюстрируется на при-
мере прямоугольного элемента на рис. 7.117.
Совершенно иная ситуация наблюдается в области В. Здесь сдвиг в нижней части области
В происходит в том же направлении, что и верхней части. В результате смешение в верхней
части области В усиливает смешение, происходящее в нижней части области В. Поэтому, в от-
личие от внешней области А, во внутренней области В расслоение не происходит.
Общая деформация сдвига при течении в канале определяется путем суммирования де-
формации в верхней и нижней частях канала и записывается в виде
Ух = Ух(^)/Л(У)+УЛ^)(1-/ит> (7-467)
На рис. 7.118 приведена зависимость сдвиговой деформация при течении жидкости внут-
ри канала в зависимости от нормальной координаты для одного значения дроссельного отно-
шения (rd = 0,1) в предположении TtDN/H = 1.
Как следует из рис. 7.118, сдвиговая деформация стремится к бесконечности вблизи по-
верхностей шнека и цилиндра, и становится равной нулю при у/Н = 0,98 и ус/Н = 0,16, что со-
« ответствует области потока, где сдвиговая деформация в области А полностью компенсирует-
’ ся противоположной по знаку деформацией в области А|. Максимального значения сдвиговая
* Деформация в канале достигает при у/Н = 2/3, то есть там, где скорость сдвига равна нулю.
Кроме того, значение максимальной скорости сдвига возрастает с увеличением дроссельного
отношения rd, поскольку время пребывания возрастает с увеличением rd.
|. Аналогично полной деформации сдвига в поперечном направлении канала, полная де-
формация сдвига в продольном направлении канала может быть представлена в виде
» yz=yAv'>fut(y)+y!(yc)(l-fu')t(ye). (7.468)
f' Jc^ Рис- 7.119 представлена зависимость деформации сдвига в продольном направлении
й в зависимости от нормальной координаты при определенном значении дроссельного
(Угощения.
^Ри Других значениях rrf, например, rd = 0, зависимость деформации сдвига от расстояния
'if Тот же ВИД, что и кривая времени пребывания, поскольку скорость сдвига в продольном
382
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.118. Зависимость деформации сдвига от приведенного расстояния по нормали
Рис. 7.119. Зависимость деформации сдвига в продольном направлении канала от нормальной коор
динаты (в относительных единицах) при значении дроссельного отношения rd = 0,1
направлении течения в этом случае постоянна. При rd = 1/3 деформация сдвига в продольном
направлении становится независимой от нормальной координаты; вблизи оси канала и ПО'
верхности цилиндра — отрицательной.
анализ основных процессов
383
Величину полной деформации сдвига можно определить путем векторного сложения де-
формаций сдвига в поперечном и продольном направлениях:
(7.469)
Используя уравнение (7.469), можно количественно оценить процесс дистрибутивного
смешения в зоне течения расплава одношнекового экструдера. Зависимость полной деформа-
сдвига от нормальной координаты для двух значений дроссельного отношения представ-
лена на рис. 7.120.
Как видно из рис. 7.120, полная деформация сдвига в сильной степени зависит как от нор-
мальной координаты, так и от дроссельного отношения. Вблизи стенок частица жидкости
подвергается большим деформациям сдвига и поэтому хорошо смешивается. По мере удале-
ния от стенок меньшие деформации сдвига приводят к ухудшению качества смешения.
Согласно рис. 7.120, сдвиговая деформация в центральной области увеличивается с возрас-
танием дроссельного отношения. При rd> 1/3 деформация сдвига достигает минимального зна-
чения вблизи стенок, то есть в том месте, где деформация сдвига в продольном направлении ка-
нала равна нулю. Видно, что смешение улучшается с увеличением дроссельного отношения.
Этого результата можно достичь увеличением числа препятствий (например, решеток) в ко-
нечной зоне течения. Однако это может привести к уменьшению объемного расхода. Поскольку
уменьшение выхода полимера означает увеличение время пребывания и возрастание темпера-
туры расплава, возрастает вероятность деструкции полимера. По этой причине увеличение чис-
ла препятствий является далеко не лучшим способом интенсификации смешения.
Толщину слоя диспергируемого компонента в потоке можно вычислить, используя зна-
чение деформации сдвига в направлениях х и z:
5о
(7.470)
5 =
где Фр — объемная доля диспергируемого компонента; s{) — начальная толщина слоя.
Нормальная координата
7.120. Зависимость полной деформации сдвига от нормальной координаты (в относительных
единицах) для дроссельного отношения rd = 0 (1) и rd = 0,3 (2)
384
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Поскольку уг и у2 зависят от нормальной координаты, толщина слоя также зависит от нор-
мальной координаты. Таким образом, неоднородность поля деформации сдвига как в попе-
речном, так и в продольном направлениях приводит к неоднородности смешения в канале
шнека. К сожалению, низкое качество смешения типично для одношнековых эструдеров с
прямыми каналами, то есть без специальных смесительных устройств. Поэтому наилучшим
способом реального увеличения качества смешения является установка смесительных эле-
ментов (см. главу 8). Другая причина, требующая установки таких элементов, — неоднород-
ное поле температур в расплаве. Если расплав с неоднородным полем температур поступает
в головку экструдера, может возникнуть ряд проблем, влияющих на качество экструдата. Рас-
пределение температур в расплаве будет подробно рассмотрено в главе 12.
Энергетические затраты, направленные на увеличение межфазной поверхности, анализи-
ровал Эрвин [204]. В режиме одноосного растяжения удельная объемная энергия связана с
увеличением межфазной поверхности уравнением
г 12т|
5А
1п--- ,
4A0J
(7.471)
где Т] ~ вязкость жидкости; t — время одноосного растяжения.
В режиме течения с двухосным растяжением удельная объемная энергия равна
Р _3П
5А?
4Л0 >
(7.472)
При двухмерном растяжении расплава удельная объемная энергия равна
/ \2
4 т) . 2Л]
—1 In— ,
\ 4)/
а в случае сдвига удельная энергия равна
4т| А
(7.473)
(7.474)
На рис, 7.121 приведена зависимость удельной объемной энергии от приведенной меж-
фазной поверхности для одноосного растяжения и сдвигового течения.
Для увеличения межфазной поверхности энергетически течение с растяжением более
предпочтительно, чем сдвиговое течение: при А/А() >100 разница в затратах энергии достига-
ет нескольких порядков (см. рис. 7.121). В этом заключается преимущество течения с растя-
жением, особенно для дисперсионного смешения. Меньшие затраты энергии приводят к
уменьшению вязкой диссипации и снижению температуры расплава, поэтому в расплаве по-
лимера могут развиться большие напряжения, улучшающие качество дисперсионного смеше-
ния (см. также раздел 7.7.3)
Как отмечалось ранее, в смесителях непрерывного действия, таких как шнековые экстру'
деры, различные частицы жидкости испытывают различные деформации. Тадмор и Лайдор
[206] предложили использовать функцию распределения деформации (ФРД) аналогичную
функции распределения времени пребывания (ФРВП). Для смесителей непрерывного дейст-
вия ФРД определяется как доля частиц, испытывающих деформацию в области от у до «У’
7 АНАЛИЗ основных процессов
385
Рис. 7.121. Зависимость удельной объемной энергии от приведенной межфазной поверхности для
одноосного растяжения (1) и сдвигового течения (2)
умноженная на размер этой области:/^. Очевидно, что ФРД носит вероятностный харак-
тер. Интегральная ФРД определяется выражением
rW- J f<M.
где Уд — минимальная деформация.
Функция F(y) представляет собой долю частиц, в которых °Т 7°
до у. Средняя (наиболее вероятная) деформация потока определяется выражением
(7476)
То
Для описания смешения в неоднородном поле течения расплава в сСВПД)
дере Тадмор и Пинто [207] использовали средневзвешенную полную деформацию (ОВД)
СВПД - J(7’477)
О
где/(0 ~ ФРВП; у(0 — деформация, которую испытывает частица жидкости за время L
Как отмечают Оттино и Челла в обзоре [208], посвященном ламинарному смеш«
лимерных жидкостей, СВПД как мера смешения не поддается прямой экспеР^™а не
проверке. Другое ограничение, связанное с использованием СВПД, связан ’
учитывает начальную ориентацию диспергируемого компонента, а также изме манного
ентации в процессе смешения. Оттино [209, 210] усовершенствовал описани ППоВОлило
смешения, используя математический аппарат механики сплошных сред, чт
[13 Зак. 3120
386
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
учесть начальную ориентацию и количественно оценить эффективность смешения в одно-
шнековом экструдере [211]. В предложенном подходе смешение в конце процесса было выра-
жено термином «площадь растяжения в усредненном объеме смешения». Было установлено,
что этот параметр зависит от расстояния, пройденного жидкостью вдоль канала, отношения
ширины канала к его высоте, угла наклона винтовой линии шнека, дроссельного отношения и
начальной ориентации. Влияние угла наклона и дроссельного отношения (то есть отношения
течения под действием давления к вынужденному течению) показано на рис. 7.122.
Процесс смешения в одношнековом экструдере исследовали также Тадмор и Клейн [103],
используя для оценки качества смешения величину СВДП. Результат их исследований пред-
ставлен на рис. 7.123.
Сопоставление рис. 7.122 и 7.123 с очевидностью показывает, что результаты Тадмора
достаточно хорошо согласуются с результатами Оттино. В обоих случаях качество смешения
повышается с увеличением дроссельного отношения. Это — ожидаемый результат, поскольку
отношение выхода к возврату должно увеличиваться, и поэтому среднее время пребывания
должно увеличиваться с дроссельным отношением, в то время как локальные скорости сдвига
остаются приблизительно теми же. Качество смешения снижается с увеличением угла подъе-
ма винтовой линии с 10 до 30°, поскольку отношение выхода к возврату также увеличивается,
приводя к уменьшению времени пребывания. Считается, что время пребывания играет перво-
степенную роль, поскольку поперечное смешение в канале улучшается с увеличением угла
подъема. Поэтому уменьшение времени пребывания снижает эффект улучшения поперечно-
го смешения в канале при возрастании угла наклона. Согласно уравнению (7.206), угол подъе-
ма в 30 оптимален для ньютоновских жидкостей по отношению к производительности экс-
трудера. Это означает, что при угле подъема, равном 30°, достигается наименьшее время пре-
бывания, обеспеченное оптимальной глубиной канала.
При анализе ламинарного смешения в шнековых экструдерах используют ряд упроще-
ний. Обычно пренебрегают утечкой над витками нарезки шнека и компонентом нормальной
скорости вблизи торцевого зазора. Эти упрощения несколько ограничивают справедливость
и применимость результатов анализа. Напомним, что компоненты нормальной скорости при-
водят к переориентации диспергируемого компонента. Поэтому пренебрежение ими не дает
возможности учета переориентации межфазной поверхности, что является довольно сущест-
венной проблемой при анализе многозаходных смешивающих устройств, например, конст-
рукции Далмаджа (см. раздел 8.7.2).
Дроссельное —►
отношение
Рис. 7.122. Зависимость площади
растяжения от дрос-
сельного отношения
отношение
Рис. 7.123. Зависимость СВДП
от дроссельного от-
ношения
Ly. ДИАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 387
Процесс ламинарного смешения может быть полностью охарактеризован лишь в случае
когда точно известны параметры смешиваемых жидкостей. Достаточной точности описания
Ламинарного течения можно достичь, рассматривая канал прямоугольной формы. Однако ес-
ли в канале присутствуют смешивающие устройства, характер течения усложняется. Следо-
нательно, с одной стороны, введение смешивающих элементов желательно, так как сложный
профиль скоростей увеличивает эффективность смешения; с другой стороны, математиче-
ское описание такого профиля становится очень сложным, особенно когда диспергируемый
компонент имеет вязкостные свойства, отличные от основного компонента, то есть смесь рео-
логически неоднородна.
Таким образом, количественный анализ смешивающих устройств в экструдерах доста-
точно сложен. По этой причине развитие конструкций смешивающих устройств до конца
Прошлого века происходило эмпирическим путем. Однако сейчас, при наличии мощной вы-
числительной техники, становится возможным выполнить полный трехмерный анализ те-
чения в смешивающих устройствах со сложной геометрией. В компьютерном анализе осо-
бенно полезным оказался метод граничных элементов. Детально смешивающие устройства
будут рассмотрены в главе 8, а численные методы расчета и компьютерное моделирование —
в главе 12.
7.7.2. Статические смешивающие устройства
В экструдерах смешение происходит не только вдоль шнека, но также в области от конца
шнека до входа в фильеру. Течение через фильеру и, если он имеется, в переходнике, происхо-
дит под действием давления, когда скорость течения в центральной части канала велика, а
вблизи стенок равна нулю (рис. 7.124).
Как видно из рис. 7.124, наличие профиля скоростей течения приводит к неоднородному
профилю скоростей сдвига с большими скоростями сдвига у стенок и нулевой скоростью
сдвига в центре канала. Для неньютоновской жидкости «степенного» типа в цилиндрическом
Канале профиль аксиальной скорости описывается уравнением [16]
ГЧГ)=----v
1-
2г
D
(7.478)
Ж
Г
Lff-J '
графически представленным на рис. 7.100.
Профиль скоростей сдвига определяется путем дифференцирования скорости течения по
радиальному расстоянию г.
•V
№
.z . 2(s + 3)a (2r
Y(r) = -^ 1
(7.479)
DJ
Время пребывания частицы жидкости в пространстве, ограниченном длиной L, в зависи-
мости от радиального расстояния г выражается формулой
L
(7.480)
Сдвиговая деформация определяется как скорость сдвига, умноженная на время течения,
о^ому в зависимости от радиального расстояния сдвиговая деформация определится как
388
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.124. Скорость течения и профиль скоро-
стей сдвига в цилиндрическом канале
при течении под действием давления
Деформация сдвига
Рис. 7.125. Распределение деформаций сдвига
в цилиндрическом канале при тече-
нии под действием давления
Y(r)=y(r)t(r)= . (7.481)
(D/2r)’-2r/Z> '
Из уравнения (7.481) становится очевидным, что распределение скоростей сдвига в кана-
ле существенно неоднородно: в центре скорость сдвига равна нулю, а вблизи стен стремится к
бесконечности (рис. 7.125).
В основе уравнения (7.481) лежит предположение, что течение ламинарно. Обычно это
вполне справедливо для расплавов полимеров из-за их высокой вязкости. Если же течение
турбулентное, то даже в цилиндрическом канале смешение протекает достаточно эффектив-
но. Когда два контактирующих по боковой поверхности потока жидкости проходят по трубе
диаметром D, степень их смешения на расстоянии L определится выражением [260]
( s Y
— = 1О'т£/р, (7.482)
к^О )
где s — стандартное отклонение; о0 — начальное стандартное отклонение; тп — коэффициент,
связанный с числом Рейнольдса. J
1
Согласно Хиби [289], для большинства практических случаев качество смешения счита-
ется удовлетворительным, если коэффициент вариации не превышает 0,01. Коэффициент ва-
риации вычисляется как отношение стандартного отклонения к средней концентрации. Тогда
критерий Хиби может быть записан как j
Х<0,01. (7.483) |
С 1
По другим литературным данным смешение считается эффективным, если коэффициент J
вариации не превышает 0,05 [261]. Тогда при m 0,046 и числе Рейнольдса NRe = 8000 расстоя ।
ние, на котором смешение эффективно, составляет 90ZZ Для сокращения этого расстояния ис |
пользуют различные методы (см., например, работы Хартунга и Хиби [290] и ФляйшМа
на [291]). J
Как показано выше, при установившемся ламинарном течении по прямой трубе, не соДеР ja
жащей специальных смешивающих устройств, эффективное смешение достигается на р<*с , д
стоянии 90£). Разумеется, это слишком большая длина для практического использования. 11 |Ж
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
389
ЭТОМУ реально процесс смешения при ламинарном течении под действием давления можно
существенно улучшить путем установки статических смешивающих устройств в канале. Та-
кне устройства разделяют поток и меняют его направление, вызывая тем самым улучшение
дистрибутивного смешения. Поскольку эти устройства не имеют движущихся деталей и ме-
ханизмов, их называют статическими или неподвижными. К преимуществам статических
смешивающих устройств относят:
• возможность применения для жидкостей в широком диапазоне значений вязкости;
• непрерывность смешения;
• малые размеры;
• отсутствие движущихся деталей (отсутствие истирания, бесшумность);
• нечувствительность к температуре;
• низкая эксплутационная стоимость.
7.7.2.1. Геометрия статических смесителей
Статические смешивающие устройства обычно почти на 90% состоят из стандартных де-
талей. Описание первого статического смесителя Multiflux, разработанного корпорацией
AKZO, дано Слюйтерсом [243]. Этот смеситель, геометрия которого схематично представлена
на рис. 7.126, разделяет поток жидкости при помощи прямоугольных сходящихся и расходя-
щихся каналов.
Как показано на рис. 7.126, каждый элемент смесителя Multiflux имеет два вида каналов
В начале каналы имеют прямоугольное сечение, переходящее в середине устройства в круглое
сечение, а затем, на выходе, вновь к прямоугольному; при этом прямоугольное сечение на вы-
ходе перпендикулярно прямоугольному сечению на входе. Результат процесса смешения с
использованием смесителя Multiflux показан на рис. 7.127. Численный анализ распределения
потока и слоев в смесителе Multiflux выполнен ван дер Хевеном [283].
Смеситель ISG имеет четыре канала круглого сечения в каждой секции (рис. 7.128). Тече-
ние через этот смеситель не слишком быстрое, поскольку каждый канал достаточно узкий. Та-
кой смеситель не пригоден для жидкостей с высокой вязкостью и жидкостей с низкой термо-
стабильностью.
Смеситель SMV, разработанный компанией Sulzer, состоит из стопок гофрированных пла-
• Стин, каждая следующая из которых ориентирована в направлении, противоволожном преды-
; ДУЩему. Длина каждой секции приблизительно равна диаметру пластины; обычно отдельные
секции соединены последовательно с поворотом секций на 90°. Вследствие разделения потока
. * изменения направления течения в
^ждой секции эффективность смеси-
достаточно высока. Преимуще-
ственно он используется для смеше-
жидкостей с малой вязкостью.
»/Я®ометрия смесителя и принцип сме-
f ения показаны на рис. 7.129.
у Компания Sulzer по лицензии фир-
Мы Bayer производит и продает также
^еситель SMX (на немецком рынке
'JjapKa — Bayer Kontinuierlich Mischer,
Он состоит из пересекающихся
f-уфжней, образующих угол 45° с осью
Е’илиндра (рис. 7.130). рис. 7.126. Геометрия каналов в статическом смесителе
' Multiflux
390
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
а) Вид сверху
6) Поперечное сечение
в) Вид снизу
Выход
из второй секции
Выход
из третьей секции
'ЧЙШ. • - .
ММ
Выход
из четвертой секции
Рис. 7.127. Результат смешения с использованием смесителя Multiflux
Рис. 7.128. Статический сме-
ситель ISG
Вход
в первую секцию
Рис. 7.129. Статический смеситель SMV
Вход
Вход
в третью секцию
К этому смесителю мы еще вернемся в главе 12, где на рис. 12.53 будет представлена его
геометрия, на рис. 12.54 — рассчитанная траектория движения частицы, а на рис. 12.55 — РаС
считанный профиль давления. Стержни разделяют поток на два слоя, которые направляются
в трубу. Степень смешения экспоненциально возрастает с числом смешивающих секций. Со
седние секции повернуты друг к другу под прямым углом. Принцип действия смесителя
7. анализосновныхпроцессов
391
рис. 7.130. Статический смеситель SMX
Рис. 7.131. Принцип разделения потока жидкости в смеси-
теле SMX
основан на обтекании стержней жидкостью. Если стержень перпендикулярен потоку, послед-
ний разделяется и вновь сходится за стержнем (рис. 7.131, а). Если же стержень повернут под
некоторым углом к потоку, картина потока после стержня изменяется (рис. 7.131, Ь).
Сравнительно простую конструкцию имеет смеситель Кеникса [245], использующий
принцип скручивающейся ленты. Геометрия такого смесителя представлена на рис. 7.132. Он
состоит из пластин, которые изогнуты под углами, большими 180° (в некоторых конструкци-
ях — под углами, большими 90’)- Каждая последующая пластина ориентирована под углом
90е по отношению к предыдущей. В результате поток разделяется и течет по различным сек-
циям смесителя. Исследования, выполненные с использованием смесителя Кеникса, опубли-
кованы, в частности, Ханом с соавторами [215]. Преимуществами смесителя такого типа яв-
ляются простота конструкции и обслуживания.
Другой статический смеситель, использующий тот же принцип скручивающейся ленты,
мо другую конфигурацию, — Equalizer — производится фирмой Котах Systems. Каждая его
секция содержит шесть цилиндрических каналов со скручивающейся лентой в каждом из них
(рис. 7.133). Лента поворачивается таким образом, что отцентрированный дополнительный
вход был повернут к образцу радиальными вставками. Вторая смешивающая секция «перево-
рачивает» поток наизнанку подобно ленте Мебиуса. При последовательном соединении сек-
ций процесс «переворачивания» потока повторяется.
Еще один смеситель с тем же принципом действия — Hi-mixer фирмы toray. Секции сме-
сителя состоят из цилиндра с двумя каналами круглого сечения, закрученными под углом
V и конусообразными входом и выходом (рис. 7.134). Проходя через смеситель, поток раз-
Деляется на два, каждый из которых вновь разделяется и меняет направление, протекая по за-
.1; крученным каналам. Затем скорость течения резко уменьшается, поскольку жидкость попа-
|ЛаеТ в ^РУ между двумя секциями. Процесс многократно повторяется в каждой последую-
д?. секции, повернутой под углом 90° к предыдущей.
392
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.134. Статический смеситель Hi-mixer
Рис. 7.135. Смеситель Котах
Наконец, еще одной модификацией смесителя, использующей принцип скручивающейся
ленты, является смеситель Котах, геометрия которого приведена на рис. 7.135. Он состоит из
стальных пластин, концы которых разрезаны и повернуты под углом 45° в противоположных
направлениях.
Сравнительной недавней разработкой является дисперсионно-дистрибутивный смеси-
тель DDSM [308], сконструированный для создания сильного продольного течения и, как
следствие, улучшенного дисперсионного смешения на основе технологии CRD (см. раз-
дел 8.7.1). Он также будет описан в главе 12, где на рис. 12.56 будет показана его геометрия,
а на рис. 12.57 и 12.58 — рассчитанная траектория движения частиц в смесителе и число час-
тиц, протекающих через смеситель. Эффективность смешения в таком смесителе может быть
улучшена рассекателями, которые также являются статическими смешивающими устройст-
вами.
7.7.2.2. Эксплуатационные характеристики
Известно большое число смешивающих устройств, используемых при производстве по-
лимеров. Они так многочисленны, что невозможно даже перечислить их. Для использования
статических смешивающих устройств в процессе экструзии существуют две основные харак-
теристики. Первая из них очевидна: смесительная способность. Вторая ~ сопротивление по-
току жидкости, то есть падение давления при протекании жидкости через смеситель.
7.7.2.2.1. Смесительная способность
Смесительная способность определяется количеством слоев, на которые делится жид-
кость в смесителе, и их толщиной. Для различных смешивающих устройств были предложе-
ны математические выражения, связывающие количество слоев с числом смешивающих сек-
ций [260,263]. Смешение в статических смесителях можно рассматривать как упорядоченное
конвективное смешение. По мере движение жидкости через секции смесителя толщина слоя
жидкости уменьшается. Математически это выражается как
где п — число секций статического смесителя; k — коэффициент, связанный с геометрией сме-
сителя. Так, для смесителя Кеникса k = 2, для смесителя Котахk = 2, для смесителя ISG
для смесителя SMX k = 4 и для смесителя SMV k = 8.
Тем не менее в экспериментальных исследованиях метод определения числа слоев ис-
пользуется не слишком часто, что связано с трудностями их точного определения, особенно
при качественном смешении. Поэтому чаще используют коэффициент вариации, рассмотрен-
ный нами ранее. В экспериментальных исследованиях коэффициент вариации используется
для сравнения качества смешения в различных смесителях.
7. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 393
Коэффициент вариации зависит от скорости течения и размеров образца. Поэтому следу -
ет быть осторожным при использовании данных литературных источников. Аллокка [218]
сравнивал отдельные смесители, используя в качестве критерия отношение коэффициента
вариации к длине смесителя. Для всех смесителей коэффициент вариации экспоненциально
уменьшается с длиной, однако скорость уменьшения коэффициента вариации существенно
различается. Большинство смесителей, использующих принцип скручивающейся ленты, тре-
буют значительной длины для качественного смешения, в то время как другим смесителям
для получения продукта такого же качества нужна меньшая длина. Если значение коэффици-
ента вариации равно 0,05, это характеризует хорошее качество смешения, а минимальная длина,
необходимая для эффективного статического смесителя, должна быть L = 10D (табл. 7.3); для
менее эффективного смесителя требуется большая длина: как минимум, L - 30 D. Естествен-
но, при такой большой длине следует обратить внимание на падение давления, время пребы-
вания и возможность деструкции полимера.
Таблица 7.3. Сопоставление характеристик различных коммерческих статических смесителей [218]
Смеситель L/D* ^SM Vo/rri.. Drel ^rel
Koch SMX 9 1237 1,0 1,0 1,0 1.0
KochSMXL 26 245 1,8 0,8 2,4 0,6
KochSMV 18 1430 4,6 1,3 2,7 2,3
Кеникса 29 220 1,9 0,8 2,7 0,6
EtofloHV 32 190 2,0 0,8 2,7 0,6
Котах 38 620 8,9 1,3 5,4 2,1
Lightin 100 290 29,0 1,4 15,3 2,6
PMR 320 500 511,0 2,4 86,0 14,5
Toray 13 1150 1.9 1,1 1,6 1,35
N-Form 29 544 4,5 1,1 3,6 1,5
Ross IS G 10 9600 9,6 2,1 2,3 8,6
* Отношение L/D приводится для коэффициента вариации <0,05.
• rel — относительная.
7.7.2.2.2. Распределение времен пребывания
Другой важной эксплуатационной характеристикой смесителей является распределение
времен пребывания (РВП). Время пребывания сильно зависит от положения частицы жидко-
сти в поперечном сечении канала: в центре канала оно мало, а вблизи стенок — велико. Данные
° РВП в различных статических смесителях представили Паол и Мушелькнауц [309]. В гра-
фическом виде они приведены на рис. 7.137.
Как следует из рис. 7.137, РВП любого статического смесителя существенно уже, чем
РВП при течении в пустой трубе. Однако если использовать в качестве критерия параметр
ВЦ то видно, что ни один из смесителей не имеет очевидного преимущества.
7.7.2.2.3. Термическая гомогенизация
При использовании статических смесителей часто оказывается важным снижение неод-
н°Родности температуры расплава смешиваемых компонентов. Исследованию термической
гомогенизации посвящен ряд исследований. Так, Науман [310] ввел термин «термическое
Распределение времен пребывания» для характеристики степени термической гомогенности.
394
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.137. Данные о РВП для различных статических смесителей
Часто некоторые теоретические модели предсказывают более высокую степень гомогениза-
ции, чем обнаруживается экспериментально. Это относится, в частности, к исследованиям,
выполненным Клифом и Уилкинсоном [311], которые использовали термопару для измере-
ния радиального распределения температуры на выходе из 20-миллиметрового смесителя Ке-
никса, содержащего 9 секций, Установлено, что при смешении двух вязкоупругих жидкостей,
различающихся исходной температурой, на выходе из смесителя сохраняется значительная
разница температур. Используя метод меток, было выяснено, что передняя кромка рассекате-
ля в большинстве случаев лишь отклоняет, а не разделяет поток вязкоупругой жидкости. Это,
разумеется, снижает эффект смешения в статическом смесителе.
Крэйг [312] исследовал работу статического смесителя большого диаметра, используемо-
го как реактор для полимеризации стирола, и установил, что смеситель работает в адиабати-
ческом режиме. Этот вывод был подтвержден результатами компьютерного моделирования
с использованием экспериментально апробированных моделей. Лучшие результаты были по-
лучены для статического смесителя, в котором нагретая жидкость поступает по трубопроводу
от внешнего источника. Сопоставление различных статических смесителей по таким пара-
метрам, как термическая гомогенизация, падение давления, эффективность смешения, было
предпринято Мюллером [313].
7.7.2.2.4. Смешение жидкостей различной вязкости
До сих пор рассматривалось смешение жидкостей с близкими значениями вязкости. Од-
нако во многих случаях возникает необходимость введения в расплав полимера добавок с
низкой вязкостью. Отношение вязкости полимера к вязкости добавок может достигать 10 ,
что может вызвать существенные проблемы при смешении в большинстве смесителей. При
таком высоком отношении вязкостей длина смесителя должна быть также очень большой.
F
г
I
$
,7
4
h
7 анализ основных процессов
395
UD
Рис 7.138. Предел смешения в смесителе SMX для некоторых систем полимер-добавка
Если длина смесителя не является существенным параметром, добавки часто диспергируют
в полимере. Однако (рис. 7.138) для смесителя типа SMX для смесей полимер-добавка суще-
ствует предел смешения, и лучшей степени гомогенизации добиться не удается.
Еще одна проблема может возникнуть при смешении жидкости с высокой вязкостью, с ос-
новной низковязкой жидкостью. При превышении критического значения деформации ка-
пельки разрушаются. Степень растяжения, определяющая условия разрыва, зависит от отно-
шения напряжений сдвига к силам поверхностного натяжения. Следовательно, для достиже-
ния дисперсионного смешения должны действовать достаточно большие силы в течение
* достаточно большого времени. Сочетание сдвига и течения с растяжением оказывается более
эффективным для снижения критической степени растяжения, чем одно лишь сдвиговое те-
чение. Поскольку в некоторых статических смесителях реализован продольный компонент
течения, удается осуществить смешение при использовании высоковязкой жидкости с основ-
ной маловязкой жидкостью. Впрочем, отношение вязкостей все же не должно быть слишком
большим. В противном случае, очевидно, следует использовать динамические смешивающие
устройства.
7.7.2.3. Заключение
Ранее, при обсуждении распределения времен пребывания (РВП), было отмечено, что
РВП в статическом смесителе уже, чем РВП при течении в трубе. Однако, кроме рассчитанно-
го РВП, также важны реальные времена пребывания расплава в экструдере. В процессе экс-
Трузии общее время пребывания складывается из времени пребывания в экструдере и време-
ни пребывания в фильере. При установке смесителей среднее время пребывания расплава по-
лимера всегда возрастает. Если смеситель имеет достаточно большую длину, это приводит к
Улучшению смешения. Тогда увеличение среднего времени пребывания оправдано, особенно
если перерабатывается термически стабильный полимер.
Тот факт, что статические смесители не имеют подвижных деталей, означает, что такие
смесители в процессе работы сами не создают давления, а используют часть давления, развивае-
Мого экструдером, что, естественно, вызывает снижение эффективности работы экструдера
Ж. и необходимость поддержания более высоких температур. Таким образом, основными
-Р°^Лемами Для статических смесителей, установленных в экструдерах, являются: 1) невоз-
°Жность создавать давление и 2) дополнительное время пребывания. Эти проблемы следует
396
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
всесторонне сопоставлять при выборе между статическим и динамическим смешивающими
устройствами.
Если предпочтителен статический смеситель, то при выборе конкретного устройства сле-
дует принять во внимание такие характеристики, как механическая прочность, обтекаемость
формы, удобство в обслуживании и, разумеется, стоимость. Рассмотрим каждую из характе-
ристик в отдельности.
Действительно, статический смеситель должен быть достаточно прочным, чтобы проти-
востоять силам, действующим на него в процессе работы, а также при монтаже и демонтаже.
Например, известны случаи поломки статических смесителей под действием давления рас-
плава. Обтекаемость формы необходима, чтобы избежать возникновения так называемого
«мертвого пространства» и уменьшить вероятность разрушения конструкции. Удобство в об-
служивании увеличивает успешную работу оператора. И, наконец, стоимость устройства так-
же является важным фактором при выборе конкретного устройства как среди однотипных
статических смесителей, так и между статическим и динамическим смесителями. Следует от-
метить, что иногда эффективное использование зоны смешения в шнеке оказывается более
дешевым и обеспечивает лучшее смешение, чем статический смеситель.
7.7.3. Дисперсионное смешение
До сих пор рассматривались процессы, происходящие при дистрибутивном ламинарном
смешении. Однако в реальных процессах экструзии часто требования к хорошему дисперси-
онному смешению оказываются более актуальными, чем требования к дистрибутивному сме-
шению, Особенно это относится к соэкструзии полимера с пигментами и экструзии полимер-
ных изделий малой толщины (например, волокон, тонких пленок). При дисперсионном сме-
шении напряжение, действующее на твердый материал, определяет, будет ли он дробиться.
Напряжение зависит от поля скоростей и реологических свойств жидкости, в которую мате-
риал помещен, а разрушающее напряжение зависит от размера, формы и природы самого ма-
териала. Рассмотрим эту проблему подробнее в следующем разделе.
7.7.3.1. Системы твердое тело-жидкость
Одна из первых инженерных задач по дисперсионному смешению была решена Боленом
и Колуэллом [220], которые предположили, что твердый материал разрушается, когда напря-
жения, вызванные вязкостным сопротивлением, превышают некоторую пороговую величи-
ну. Берд с соавторами [221] рассматривали силы, действующие на отдельную частицу мате-
риала в форме гантели, состоящей из двух сфер радиусами г, и г2, расстояние между центрами
которых равно L. Гантель находится в однородном потоке несжимаемой ньютоновской жид-
кости. В результате вязкостного сопротивления движению сфер в области их соединения воз-
никает сила, зависящая от сопротивления каждой из сфер, а также от ориентации гантели по
отношению к потоку жидкости. Тадмор [222] развил подход Берда и применил его к сферам
различных радиусов с учетом броуновского движения.
В установившемся сдвиговом потоке максимальная сила, действующая в направлении
центов сфер гантели, достигается при ориентации гантели под углом 45° к направлению сдви-
гового потока и определяется выражением
(7.486)
где pv —вязкость жидкости; у — скорость сдвига; L — длина гантели; гх и г2 — радиусы сфер ган-
тели.
7 АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 397
Г При непосредственном контакте сфер уравнение (7.486) упрощается:
fmax = Злт]5 угхгг = Злх sr,r2. (7.487)
Как следует из уравнений (7.486) и (7.487), сила, действующая на элемент, соединяющий
сферы, прямо пропорциональна напряжению сдвига и произведению радиусов. Поэтому в од-
ном и том же гидродинамическом поле максимальная сила, действующая на сферы, уменьша-
ется с уменьшением радиусов сфер. Если сила, разрушающая материал, остается приблизи-
тельно постоянной, то разрушение будет продолжаться до тех пор, пока не будет достигнут
некоторый минимальный размер частицы, меньше которого разрушение становится невоз-
можным, поскольку при течении уже не создается сила, достаточная для разрушения остав-
шейся частицы материала. При продольном течении максимальная сила достигается, когда
гантель расположена в направлении течения. При непосредственном контакте сфер в этом
случае максимальная сила определяется как
Anax = 6*П. е г,г2 = 6 лv/2, (7.488)
где Пе продольная вязкость; те — продольное напряжение; ё — градиент скорости течения.
В уравнениях (7.487) и (7.488) предполагается, что сферы не влияют на поле скоростей,
и что гантели не взаимодействуют друг с другом. Из сопоставления уравнений (7.487) и
(7.488) следует, что разрушающая сила при продольном течении вдвое превышает разрушаю-
щую силу при сдвиге (при одинаковых значениях вязкости и скорости деформации). Однако
продольная вязкость расплавов полимера обычно выше сдвиговой вязкости: например, при
низких скоростях сдвига продольная вязкость по крайней мере втрое превосходит сдвиговую
вязкость, а при высоких скоростях — еще в большее число раз. В результате гидродинамиче-
ские силы, возникающие при продольном течении, оказываются выше, чем при сдвиговом те-
чении и, как следствие, дисперсионное смешение будет более эффективным.
В большинстве промышленно выпускаемых смесителей для дисперсионного смешения
поток жидкости представляет комбинацию сдвигового и продольного течений, поэтому для
точного анализа воздействия потока жидкости необходим компьютерный расчет. Лишь не-
давно для изучения сложных смешивающих устройств стал доступен трехмерный анализ, что
позволило сделать полный инженерный расчет конструкции смешивающих устройств [299]
(см. также главу 12). Ранее развитие смешивающих устройств шло по эмпирическому пути,
» интуитивно.
Как видно из уравнений (7.487) и (7.488), разрушающая сила прямо пропорциональна
вязкости. Это утверждение имеет большое практическое значение. Из него следует, что дис-
персионное смешение следует осуществлять при как можно более низких температурах, что-
бы повысить вязкость и, следовательно, разрушающую силу. Если в шнековом экструдере не-
обходимо произвести как дисперсионное, так и дистрибутивное смешение, дисперсионное
смесильное устройство следует поместить в направлении потока перед дистрибутивным сме-
шивающим устройством. Такое расположение с большой вероятностью приведет к относи-
тельно более низкой температуре на входе дисперсионного устройства и относительно более
высокой температуре на входе из дистрибутивного устройства в результате теплообразова-
ния при вязком течении в дисперсионном смесительном устройстве. В результате низкая тем-
пература в дисперсионном смешивающем устройстве будет улучшать дисперсионное смеше-
ние, в то время как высокая температура в дистрибутивном смешивающем устройстве будет
Й Улучшать эффективность стадии дистрибутивного смешения.
^е°бходимость использования жидкости с низкой вязкостью при дисперсионном смеше-
Нии объясняет причину более легкого производства смесей с высоким содержанием наполни-
398
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
теля, чем с относительно низким количеством наполнителя. В первом случае вязкость смеси
значительно выше, и поэтому дисперсионное смешение станет более эффективным. Такой
тип смешения широко применяется при производстве смесей и компаундов. Следует, однако,
помнить, что разрушение твердых тел при высокоскоростном смешении пары твердое те-
ло-твердое тело более эффективно, чем при смешении твердых тел с жидкостью [225-227].
Силы, возникающие при смешении твердых тел, обычно существенно превышают силы, воз-
никающие при смешение твердого тела с жидкостью, и разрушение твердого материала про-
исходит быстрее и более интенсивно, приводя к тонко размолотому порошку.
Дисперсионное смешение в одношнековом экструдере детально исследовал Мартин [223,
224]. Один из его наиболее важных результатов заключается в том, что дисперсионное смеше-
ние определяется не только величиной напряжения сдвига, действующего на твердое тело, но
также продолжительностью его действия. Так, было обнаружено, что при дисперсионном сме-
шении технического углерода необходима некоторая минимальная продолжительность дейст-
вия (около 0,2 с) напряжения сдвига для достижения разрушения. При отсутствии этого разру-
шения не происходят даже при высоких напряжениях сдвига. Полученный результат приводит
к выводу о том, что дисперсионное смешение определяется лишь некоторым уровнем напряже-
ний, действующих на агломерат твердого материала. Однако минимальное время действия на-
пряжений также является важным параметром при проектировании смесительного оборудова-
ния, в частности, дисперсионных смешивающих устройств в шнеке экструдера. Было также об-
наружено, что смесительное действие экструдера в сильной степени зависит от длины
пластицирующей зоны, которая определяется технологическими условиями. Введение смеси-
тельных устройств может существенно улучшить эффективность работы экструдера и дать воз-
можность углубить зону загрузки по сравнению со шнеками без смесительных устройств.
7.7.3.2. Системы жидкость-жидкость
Дисперсионное смешение жидкостей встречается достаточно часто, например, при смешении
несовместимых или частично совместимых расплавов полимеров. Продукты смешения распла-
вов полимеров используют в переработке очень широко, особенно в последние 20-30 лет.
При деформации капель в несовместимых системах межфазное натяжение вызывает де-
формацию лишь тогда, когда размер капли достигнет некоторого минимального (критическо-
го) значения. Деформация определяется отношением вязкостных сил к межфазному натяже-
нию, известному как число Вебера или капиллярное число:
Са=—^— = (7.489)
Г/R Г/R
где т — напряжение вязкостных сил; Г — межфазное натяжение; г| — вязкость материала; у —
скорость сдвига; Г/R — межфазное напряжение; R — радиус.
При большом капиллярном числе (выше критического) напряжение вязкостных сил пре-
вышает межфазное натяжение, и капли испытывают растяжение. Обычно критическое значе-
ние капиллярного числа Cacrit составляет приблизительно 1. Напротив, при малых значениях
капиллярного числа (Са^ Cacrit) напряжения на границах фаз превышают напряжения вязко-
стных сил; тогда капли стабильны.
Тейлор [64] обнаружил, что в случае сдигового течения диспергированная капля при от-
ношении вязкостей двух фаз р = 1 разрушается при Са > 0,5, то есть когда напряжение сдвига
и межфазные напряжения имеют одинаковый порядок величин. Установлено, что критиче-
ское значение капиллярного числа зависит от вида течения и отношения вязкостей фаз. Та-
ким образом, в процессе смешения можно обнаружить два режима:
г АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 399
, —v.---------------------------------------------------------------.---------
А) режим преобладания напряжения вязкого трения (Са > Са(п()\
В) режим преобладания межфазного напряжения {Са = Саеп().
На начальных стадиях смешения преобладает режим А. Приведем типичные значения па-
раметров д^я определения капиллярного числа:
• вязкость Т| = 100 Па • с,
• скорость сдвига у = 100 с 1,
• межфазное натяжение Г = 0,01 Н/м,
• радиус R = 0,001 м.
При подстановке этих значений в формулу (7.489) получим Са = 1000, что гораздо больше
критического значения капиллярного числа. Капли при этом вытягиваются в тонкие нити. На
последних стадиях смешения преобладает режим В. Если предположить, что размер капли
уменьшился до R = 10 6 м, то капиллярное число достигнет значения Са = 1. Таким образом,
при достаточно малом размере капли капиллярное число достигает критического значения
(Са = Сасгй).
7.7.3.2.1. Разрушение потока диспергируемой жидкости
в неподвижной сплошной жидкой среде
Капли жидкости, находящиеся в виде дисперсии в сплошной вязкой среде, подверженной
сдвиговому и/или продольному течению, будут растягиваться в длинные тонкие струи. Такое
растяжение происходит не неограниченно; в некоторой точке струя становится настолько
тонкой, что межфазное натяжение начинает играть диспергирующую роль. Другими словами
поверхность становится активным фактором. В рассмотренном выше случае это происходит,
когда радиус струи становится равным приблизительно 1 мкм.
Межфазное натяжение стремится уменьшить площадь контакта между двумя фазами,
снижая отношение площади к объему. Наименьшие значения этого отношения достигаются
в случае сферы: S/V= 3/R. Таким образом, вытянутая тонкая струя жидкости стремится разор-
ваться под действием сил межфазного натяжения. Разрушение инициируется небольшими
случайными искажениями на границе поверхностей (механизм разрушения Рэлея). Затем
эти искажения интенсифицируются под действием межфазных сил, и, наконец, происходит
разрыв струи. Описанные этапы разрушения тонкой струи жидкости иллюстрируются
рис. 7.139.
Впервые теоретическое рассмотрение разрыва потока ньютоновской жидкости в сплош-
ной ньютоновской жидкости было выполнено Рэлеем [284], который исследовал лишь влия-
ние поверхностного натяжения, пренебрегая различием вязкости контактирующих фаз. Это
Допущение было уточнено Томотикой [285]. Согласно последнему, рассмотрим жидкость в
ниде цилиндра, поверхность которого имеет форму синусоиды. Радиус цилиндра R в зависи-
от аксиального расстояния z описывается выражением: Я(г)=Я+а8т(2я2/Х), (7.490) Где X — длина волны; а — амплиту- Да Поверхностных возмущений. То- гда средний радиус R можно выра- Зитькак (7.491) » I" 11 1 " 1 ' " — - -=3 1 Рис. 7.139. Схематическое представление процесса разрыва тонкой струи жидкости (стрелки указывают по- следовательность процесса)
400
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Предполагается, что амплитуда возмущений экспоненциально зависит от времени
а = а0 ехр(^ )» (7.492)
где скорость роста q определяется выражением
ГО(Х,р)
2п^
(7.493)
В формуле (7.493) щ — начальная амплитуда; р — отношение вязкостей; Rq — начальный
радиус тонкой струи жидкости.
Можно показать, что, когда длина волны больше длины окружности струи, межфазная
площадь уменьшается с увеличением параметра а. Поэтому струя становится неустойчивой
по отношению к возмущениям, когда длина волны становится больше длины окружности
струи. На начальном этапе существуют поверхностные возмущения всех длин волн. Однако
лишь для одной длины волны — доминантной — возмущения возрастают быстрее, чем для
остальных; ее величина, как показано на рис. 7.140, зависит от отношения вязкостей.
Разрыв струи наступает, когда амплитуда возмущений становится равной среднему ра-
диусу струи, что соответствует условию а - 0,8Rq. Время, необходимое для разрыва, опреде-
ляется выражением
(7.494)
Q а„
Для оценки величины начальной амплитуды Кун [69] предложил использовать размер
термических флуктуаций, возникающих вследствие броуновского движения. В результате
было получено выражение, согласно которому время до разрыва струи увеличивается с воз-
растанием вязкости сплошной среды и радиуса струи, а также с уменьшением межфазного на-
тяжения. Радиус образовавшихся в результате разрыва струи капель определяется из закона
сохранения масс
R„ = ^0,75Х„Л2 • (7.495)
Согласно рис. 7.140, при отношении вязкостейр *1 доминантная длина волны = 11,22/?»,
а согласно формуле (7.495) радиус образовавшихся капель Rd = 2,0347^, то есть вдвое больше,
чем радиус исходной струи. При этом радиус вновь образовавшихся капель зависит лишь от от-
ношения вязкостей (рис. 7.141).
Выбирая типичное значение отношения вязкостей (10“3 < р < 102), получим, что радиус
вновь образовавшихся капель должен быть в 2-2,5 раза больше радиуса струи жидкости. В не-
которых случаях, наряду с большими каплями, образуются маленькие (см. рис. 7.139). Эти
капли-сателлиты возникают обычно на конечной стадии разрыва струи вследствие быстрого
роста рэлеевских искажений в области утонения струи жидкости. Процесс образования таких
капель исследовал численными методами Тжажади с соавторами [314]. В результате был оп-
ределен характер распределения радиусов как больших, так и малых капель для нескольких
значений отношения вязкостей. Было также установлено, что при увеличении отношения
вязкостей количество капель-сателлитов уменьшается, а их радиус увеличивается.
7.7.3.2.2. Разрыв потока
В предыдущем разделе рассматривался разрыв тонкой струи жидкости, диспергирован-
ной в сплошной жидкой среде. Однако в реальных процессах смешения условие неподвижно-
сти сплошной среды обычно не выполняется. Поэтому для практических целей более важным
Отношение вязкостей log г
Рис. 7.140. Зависимость доминантной длины
волны от отношения вязкостей
является случай, когда жидкость, образующая сплошную среду, течет. Хорошие литератур-
ные обзоры по данной проблеме содержатся в работах Акривоса [304], Рэллисона [305] и Сто-
уна [306]. Однако, вероятно, наиболее значительные исследования в этой области выполнил
Грэйс [286], изучавший огромный диапазон отношений вязкости от 10"6 до 103! Грэйс опреде-
лил критическое капиллярное число для разрыва струи жидкости при сдвиговой деформации
и двухосном растяжении. Результаты исследований приведены на рис. 7.142.
Как следует из приведенных на рис. 7.142 данных, при сдвиговом течении критическое
значение капиллярного числа стремится к бесконечности, когда отношение вязкостей дости-
гает значения р - 4. Это означает, что капли жидкости невозможно разрушить при сдиговом
течении, если вязкость капли в четыре и более раз превосходит вязкость жидкости, образую-
щей сплошную среду. Такой эффект характерен только для сдвиговой деформации. При про-
дольном течении критическое значение капиллярного числа меньше, чем при сдвиговом тече-
нии, особенно при отношении вязкостей, меньшем 1. Следовательно, продольное течение
более эффективно для разрыва тонкой струи жидкости на капли, чем сдвиговое течение. Эм-
пирическое выражение для критического капиллярного числа было предложено де Брюйном
[287] в виде
(7.496)
log СасЛ = -0506 - 0.0994 log Са + 0.124 (log Са )2 - —
log Са -0,611
Янсен [66] исследовал разрыв струи вязкой жидкости при растяжении как теоретически,
так и экспериментально. Как отмечалось ранее, в неподвижной жидкой среде лишь одна мода
Смущений является доминантной, а в движущейся жидкости все волны растягиваются, и
Различные длины волн возмущений становятся доминирующими в разное время. В результа-
при продольном течении сплошной среды процесс разрушения затягивается по сравнению
случаем неподвижной матричной жидкости.
Ма Т°й Же Раб°те Янсена [66] было установлено, что при повышении скорости растяжения
фичной жидкости струя второго компонента утоньшается перед разрывом. Более высокая
402
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.142. Зависимость критического капилляр-
ного числа от отношения вязкостей
для сдвиговой деформации (?) и
двумерного растяжения (2)
Рис. 7.143. Зависимость приведенного радиуса ка-
пель от приведенной скорости растя-
жения
вязкость либо матрицы, либо капель замедляет межфазное движение и тем самым задержива-
ет развитие разрывов, что в итоге приводит к появлению более мелких капель. При постоян-
ной вязкости сплошной среды и низкой скорости растяжения увеличение вязкости второго
компонента также приводит к появлению более мелких капель после разрыва. Результаты
теоретических исследований были представлены в графической форме в виде зависимости
приведенного радиуса капель, образовавшихся после разрыва тонкой струи ньютоновской
жидкости, от скорости растяжения матричной жидкости (рис. 7.143).
Приведенный радиус капли г* представляет собой радиус капли, деленный на начальную
амплитуду а0, а приведенная скорость растяжения е* равна скорости растяжения, умножен-
ной на вязкость матричной жидкости и поделенной на межфазное натяжение: е* - Г)тееао/Г-
Кривые, представленные на рис. 7.143, достаточно хорошо аппроксимируются эмпирической
зависимостью
г* = 0,013Ip451442 (е*Г°’946 + 1,12р0,452.
(7.497)
При низких значениях приведенной скорости растяжения размер капель уменьшается по
«степенному» закону (то есть в логарифмических координатах зависимость линейная). Этот
участок кривой описывается первым слагаемым в правой части уравнения (7.497). При боль-
ших значениях приведенной скорости зависимость достигает асимптотического значения, то
есть радиус капли становится независимым от скорости растяжения, а асимптотическое зна-
чение определяется лишь отношением вязкостей. Этот участок описывается вторым слагае-
мым в правой части уравнения (7.497). Как видно из рис. 7.143, радиус капли уменьшается
с ростом отношения вязкостей, по крайней мере при низких значениях безразмерной скоро-
сти растяжения.
Румшедт и Мейзон [288] выделили четыре типа деформации и разрушения при сдвиго-
вом течении в зависимости от отношения вязкостей. Прир > 1 деформированная капля имеет
округлый контур, а для меньших р края капли стягиваются в точку. Прир < 0,1 струя распада'
ется на очень мелкие капли, и их края становятся заостренными. Это вызвано градиентом
межфазного натяжения вследствие конвекции поверхностно-активных веществ вдоль по
анализ основных процессов
403
дерхности капли. На краях капли межфаз-
натяжение уменьшается, способствуя
разрушению капли.
Согласно Грэйсу [286], исследовавше-
му процесс разрушения струи жидкости
а квазиравновесных условиях, важным па-
раметром процесса является время. Ре-
зультаты исследований Грэйса представ-
лены на рис. 7.144.
Зависимость приведенного времени до
разрыва от отношения вязкостей описыва-
ется формулой
Рис. 7.144. Зависимость приведенного времени до
разрушения от отношения вязкостей.
Сплошная кривая соответствует сдвигу с
вращением, пунктирная - отсутствию
вращения
Как обнаружил Грэйс [286], время до
разрушения уменьшается с возрастанием
критического значения капиллярного чис-
ла. Однако в аналогичных экспериментах,
выполненных Элемансом [307], такой за-
висимости не было обнаружено. В интер-
вале отношений вязкостей от 0,1 до 1 время до разрыва менялось от 50 до 100, то есть th =
- 50-100. В результате экспериментальных исследований, выполненных с использованием
устройства со встречными струями [66], было установлено, что при течении капли растягива-
ются, в то время как в отсутствие течения разрыв струи происходит через образование шейки
(рис. 7.145).
Условия экспериментов, результаты которых приведены на рис. 7.145, подобны реальным
условиям работы экструдера. При течении в экструдере капли подвергаются деформации
с высокими скоростями, когда они достигают вершины гребня шнека, в то время как после
Прохождения зазора скорость деформация относительно низкая. При продольном течении
Жапля растягивается, а после остановки потока капля разрушается по механизму образования
шейки.
Сходящиеся потоки
Расходящиеся потоки
7.145 Деформация и разрыв капли в устройстве со встречными струями
404
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Как только поток останавливается, начинают действовать два конкурирующих процесса,
обусловленные межфазным натяжением: постепенное возвращение к исходной сферической
форме (релаксация) и развитие капиллярных волн. Последний механизм является аналогом
рэлеевских искажений при течении тонкой струи. Возвращение к исходной форме вызвано
разностью давлений на межфазной границе капли, описываемой уравнением
^2)
(7.499)
где Ri и R2 — главные радиусы кривизны.
В конце тонкой струи, где радиус мал (R{ == R2 = R), разность давления велика (АР = 2/ГР).
В центре струи радиус неограниченно возрастает (Rx —► оо), а АР= Г/Р. Поэтому разность дав-
лений при течении наблюдается от конца растянутой капли к центру. Когда на границе разде-
ла возникает возмущение, между центром возмущения и луковицеобразным концом капли
устанавливается разность давления, описываемая уравнением (7.499). Если время роста воз-
мущения меньше времени релаксации, капля будет разрушаться (см. рис. 7.145). В противном
случае капля будет релаксировать, постепенно принимая исходную форму.
7.7.3.2.3. Коалесценция
До сих пор рассматривались деформация и разрыв изолированных капель. Однако в ре-
альных процессах смешения объемная доля диспергированной фазы достаточно велика, и по-
этому взаимодействием капель пренебрегать нельзя. Эльмендорп [78] экспериментально об-
наружил, что при смешении несовместимых жидкостей, коалесценцию капель необходимо
учитывать даже при объемной доле диспергированной фазы, составляющей несколько про-
центов. При возрастании объемной доли до критического значения, зависящего от отношения
вязкостей, происходит инверсия фазы.
Результаты теоретических исследований коалесценции представлены в ряде работ, в ча-
стности, Честерса [292], Эльмендорпа [293] и Янсена [294]. Важными параметрами процесса
коалесценции являются объемная доля диспергированной фазы и характер поля скоростей.
Оба параметра определяют частоту столкновений капель, силу взаимодействия и время кон-
такта. При сближении капель жидкость, образующая непрерывную фазу, выдавливается из
пространства между ними, и происходит коалесценция. Если толщина слоя непрерывной фа-
зы в смеси ниже критического значения, неустойчивости разрушают тонкий слой жидкости, и
капли коалесцируют.
7.7.3.2.4. Столкновение капель
Вероятность столкновения капель зависит от скорости сдвига у и объемной доли диспер-
гированной фазы:
С = -у<р. (7.500)
ТС
Следует обратить внимание на то, что, согласно уравнению (7.500), вероятность столкно-
вения не зависит от радиуса капли. Среднее время столкновения капель можно определить
как
i = —= —. (7.501)
С 8у(р
Ж 7. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
405
?•
Г:
Другими словами, уравнение (7.501) описывает как капли сталкиваются в среднем при
деформации сдвига, равной у = л/8<р.
7.7.3.2.5. Утонение жидкой пленки
Вначале капли сближаются вследствие существования градиента скорости внешнего по-
ля. При этом скорость утонения слоя тонкой пленки dh/dt имеет порядок yR. На некотором
расстоянии hQ гидродинамическое взаимодействие становится существенным и происходит
столкновение капель, в результате чего происходит пробой тонкого слоя. Движущая сила уто-
нения пленки, то есть контактная сила F, действует в течение времени tint. Скорость утонения
снижается, а толщина слоя асимптотически приближается к нулю. При достижении критиче-
ского значения толщины пленки на межфазной поверхности возникают неустойчивости,
и тонкий слой разрушается; капли при этом коалесцируют.
Расстояние между каплями можно определить из выражения
1/4
h0 = 7?f—
116
о
(7.502)
контактную силу — как силу Стокса
F =6ш]туЛ2,
а критическую толщину тонкого слоя как
(7.503)
h-t =
ent
' AR ~
8лГ
1/3
(7.504)
В последнем уравнении А — константа Гамакера; R — радиус капли; Г - межфазное натя-
жение.
Критическая толщина тонкого слоя при разрушении составляет около 50 А. Если время
взаимодействия капель недостаточно для достижения критической толщины пленки, капли
не будут коалесцировать. Утонение слоя зависит от скорости, и это явление определяет воз-
можность коалесценции деформируемых капель в полимерных смесях. Для описания утоне-
ния пленки были предложены различные модели. Одна из них рассматривает полностью под-
вижные межфазные поверхности, другая — неподвижные поверхности раздела, а третья —
Частично подвижные поверхности. В действительности, подвижность межфазных поверхно-
стей существенно зависит от наличия примесей, таких как поверхностно-активные вещества,
которые снижают подвижность межфазного слоя вследствие наличия градиента межфазного
натяжения [315].
Как показано Эльмендорпом [78], модель, предполагающая полную подвижность меж-
фазного слоя, предсказывает меньшее время коалесценции, чем экспериментально необходи-
В Т° вРемя как модель, предполагающая неподвижность межфазных слоев, предсказыва-
ет большее время коалесценции, чем экспериментальное значение. Честер [316] предложил
Модель, в которой межфазные слои ограниченно подвижны. В этом случае время коалесцен-
Пии определяется как
t mV0,5 fl 1'
с 2(2пГ/R^[hv h0>
(7.505)
с кРитическая толщина слоя при разрушении; вязкость диспергированной фазы;
" контактная сила.
406
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Модель Честера справедлива для случаев, когда отношение вязкостей близко к 1. Для
больших значений отношения (р » 1) справедлива модель неподвижных межфазных по-
верхностей, а для очень малых (р « 1) — модель подвижных поверхностей.
Для снижения подвижности межфазных слоев в смесях полимеров используют вещества,
увеличивающие совместимость жидкостей и часто улучшающие морфологию вследствие сле-
дующих причин:
1. Задерживают разрушения благодаря снижению поверхностного натяжения, при этом
диспергируемые струи утоняются и размер капель уменьшается.
2. Повышают число Вебера, приводя к образованию мелких капель до достижения крити-
ческого значения числа Вебера.
3. Снижают вероятность коалесценции.
Влияние контактных усилий не столь очевидно. Можно предположить, что их увеличе-
ние приведет к более быстрой коалесценции. Согласно моделям с неподвижной и ограничен-
но подвижной поверхностями, время коалесценции возрастает с увеличением контактных
усилий вследствие того, что выровненная поверхность между двумя деформируемыми стал-
кивающимися каплями становится более плоской.
Влияние контактных сил играет важную роль в реальных процессах смешения. Вряд ли
можно ожидать коалесценции в областях с высокой скоростью деформации, поскольку кон-
тактные усилия велики. Однако в этих областях деформация капель, приводящая к их разру-
шению, вероятно, будет происходить. Коалесценция возникает преимущественно в областях
с низкими скоростями деформации и малыми контактными усилиями, в то время как дефор-
мация капель минимальна, а разрушение происходит почти в статических условиях. В модели
Честера вероятность коалесценции Рс при деформации сдвига определяется выражением
-cRpCa
Рс = еуф f—
К
(7.506)
где с — 1 — постоянная.
Согласно уравнению (7.506), вероятность коалесценции возрастает при малом радиусе
капель R, малом отношении вязкостей р и малом капиллярном числе Са. Последнее соответ-
ствует условию низкой вязкости жидкости, образующей непрерывную фазу, низкой скорости
сдвига или высокого межфазного натяжения.
7.7.3.2.6. Модели дисперсионного смешения несовместимых жидкостей
Модель дисперсионного смешения была развита Янсеном [2941 на основе двухзонной мо-
Рис. 7.146. Схематическое преставление моде-
ли Янсена
дели Манас-Злоцовер [317], предложеной для
дисперсионного смешения расплава полимера с
твердым наполнителем. Модифицированная
модель Янсена включает так называемые
«сильную зону» с высокой скоростью деформа-
ции, где происходит растяжение и разрушение
тонкой струи диспергируемого компонента
смеси, и «слабую зону» с низкой скоростью де-
формации, в которой происходит коалесценция
капель и разрушение тонкой струи. Время пре-
бывания в сильной зоне непродолжительно, а в
слабой зоне — продолжительно. Схематически
модель Янсена представлена на рис. 7.146.
fb. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ 407
И**** — "—•
, Следует обратить внимание на некоторые результаты, полученные с использованием мо-
дели Янсена. В частности, высокая вязкость диспергированной фазы обеспечивает более тон-
кое диспергирование благодаря запаздыванию разрушения тонкой струи и коалесценции.
S; В общем случае снижение вязкости любой из фаз приводит к укрупнению элементов морфо-
h’ ЛОГИИ системы. Жидкости с высокой вязкостью не могут быть диспергированы ниже разме-
ров порядка 1 мкм, поскольку при уменьшении размера капель до 1 мкм начинает преобладать
их коалесценция.
Практическим примером несовместимых жидкостей является смесь Noryl GTE, в которой
высокое отношение вязкостей компонентов приводит к появлению тонкой морфологии.
В этой смеси с р = 20 полипропиленовый эфир диспергирован в гораздо менее вязком поли-
амиде. Определив критическое капиллярное число для разрушения капли (см. рис. 7.142),
можно предположить, что тонкого диспергирования при сдвиговом течении наблюдаться не
будет, поскольку р » 1. Однако, используя двухзонную модель, можно предсказать, что
смесь может быть диспергирована до размеров порядка 0,1 мкм, что было подтверждено экс-
периментально. При переработке смеси Noryl GTE на двухшнековом экструдере действитель-
но достигается хорошее диспергирование до размеров частиц около 0,1 мкм.
Моделированию смешения несмешивающихся жидкостей в двухшнековых экструдерах
посвящен ряд публикаций Утрацки и сотрудниками [318-322]. Одна из работ [84] содержит
некоторые улучшения ранее разработанной модели, в частности, учитывает явление коалес-
ценции. В модели рассмотрены два механизма разрушения, основанные на микрореологии.
Один из них — фибриллизация капли и ее распад на более мелкие капли, когда капиллярное
число в четыре раза превышает критическое значение. Второй механизм — распад капли при
меньшем значении критического капиллярного числа.
Теми же авторами в работе [321] было обнаружено существенное расхождение рассчитан-
ных и экспериментальных результатов при отсутствии учета явления коалесценции. При уче-
те коалесценции наблюдается хорошее соответствие между эспериментальными и расчетны-
ми значениями диаметров капель. Кроме того, было установлено, что морфология смеси по-
лиэтилена с полистиролом слабо меняется при изменении производительности или частоты
вращения шнека. Однако при изменении конфигурации шнека изменения морфологии смеси
'г могут быть существенными.
7.7.3.2.7. Выводы
На начальных стадиях процесса смешения линейный масштаб размеров диспергируемого
компонента таков, что капиллярное число (число Вебера) существенно превосходит критиче-
ское значение. В такой ситуации смешение является дистрибутивным при неподвижных меж-
фазных поверхностях, а межфазное натяжение пренебрежимо мало. Деформация капель аф-
//. финая и происходит так же, как в совместимых жидкостях, однако в рассматриваемом случае
общая деформация оказывается важным параметром при описании процесса смешения.
А Афинная деформация капель заставляет капли вытягиваться, превращаясь в длинные тон-
J 1016 струи; это явление называется фибриллизацией. Процесс продолжается до тех пор, пока ра-
ДИус капель не станет настолько малыми, что число Вебера приблизится к критическому значе-
нию. Как только это произойдет, тонкая струя потеряет стабильность и распадется вследствие
Действия межфазного натяжения. С этого момента межфазные поверхности становятся актив-
НЫми. Наиболее важный механизм — рост рэлеевских возмущений в средней части тонкой
струи, и образование шейки в случае относительно короткой гантелеобразной тонкой струи.
При дисперсионном смешении морфология определяется как скоростью растяжения, так
4 продолжительностью: в отличие от случая дистрибутивного смешения, эти характерн-
ей^ п ИКи Не взаимосвязаны. Поэтому временной масштаб конкурирующих процессов при сме-
еНии очень важен. Например, коалесценция не наблюдается, если время взаимодействия
408
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
между двумя каплями слишком мало. Временной масштаб определяется вязкостными, упру-
гими и межфазными характеристиками системы.
Морфология смеси на конечных стадиях смешения определяется равновесием между
процессами разрушения потока и коалесценции. Морфологию системы можно изменять в хо-
де процессов, следующих за смешением. Течение через гранулятор может еще больше изме-
нить морфологию смеси, например, при охлаждении в водяной кювете. Дальнейшая перера-
ботка, например, литье под давлением или экструзия, могут и, вероятнее всего, будут и далее
влиять на морфологию системы.
Теории, развитые к настоящему времени, обеспечивают достаточно надежный прогноз
поведения совместимых ньютоновских жидкостей. Вероятно, подобные работы скоро поя-
вятся и для вязкоупругих жидкостей. Как установлено в работах Милликена и Лила [300],
де Брюйна [287] и Янсена [294], изменение критического капиллярного числа не слишком
значительно при введении в расмотрение вязкоупругости диспергируемой фазы. Влияние
вязкоупругости будет определяться временным масштабом происходящих процессов. Так,
например, при быстрой деформации, происходящей в течение короткого времени, влияние
вязкоупругости будет значительным.
7.7.4. Обратное смешение
Смешение — очень ответственная операция в большинстве процессов экструзии. Наи-
большие трудности при смешении вызывает обратное смешение. Высокое качество обратного
смешения особенно важно при низкой концентрации красителя (КК), смешиваемого с основ-
ным полимером. При очень низкой КК расстояние между частицами красителя может дости-
гать 100 мм и даже больше. Если необходимо снизить толщину слоя красителя до микронного
уровня, то это означает, что исходная толщина должна быть уменьшена на пять порядков, что
является крайне трудной задачей.
В последующих параграфах будет рассмотрена взаимосвязь между профилями скорости,
аксиальным смешением и распределением времени пребывания. Будет объяснено, почему
обычные экструдеры характеризуются низким аксиальным смешением, а также рассмотрена
геометрия специально сконструированных смесителей для улучшения обратного смешения.
7.7.4.1. Поперечное и продольное (аксиальное) смешение
Большинство исследований процесса смешения посвящено поперечному смешению (см.,
например, [300]). Поперечное смешение обусловлено, главным образом, скоростью куэттов-
ского сдвига между вращающимся шнеком и неподвижным цилиндром экструдера, которая
для одношнековых экструдеров обычно лежит в диапазоне от 50 до 100 с-1. С учетом времени
пребывания в зоне течения расплава (=20 с), относительная деформация сдвига должна со-
ставлять от 1000 до 2000. Полученный результат означает, что толщина слоя при поперечном 1
смешении уменьшается приблизительно на три порядка. Во многих случаях этого оказывает-
ся недостаточно для достижения высокого качества смешения.
Продольное или обратное смешение обусловлено течением под действием градиента дав
ления. Для такого вида течения неньютоновской жидкости «степенного» вида между пара^
дельными пластинами относительная скорость = может быть выражена в зависимо
сти от приведенной нормальной координаты £ = 2у/Н следующим образом:
(7.507) ’
? анализ основных процессов
409
Рис. 7.147. Профиль скорости для неньютоноской жидкости «степенного» типа при нескольких значе-
ниях индекса течения
На рис. 7.147 приведено распределение скорости при нескольких значениях индекса тече-
ния.
Как видно из рис. 7.147, профиль скорости для ньютоновской жидкости (лв 1)- парабо-
ла, а скорость сдвига в центре канала равна нулю. В этом случае смешения не происходит.
С уменьшением индекса течения центральная область становится более плоской, то есть по
мере приближения индекса течения к нулевому значению профиль скорости приближается к
профилю пробочного течения. Это означает, что область низких скоростей сдвига расширяет-
ся по мере того, как усиливается зависимость вязкости от скорости сдвига. Таким образом, об-
ласть плохого смешения увеличивается при уменьшении индекса течения.
Из приведенного выше простого рассмотрения становится ясным, что проблемы, связан-
ные с обратным смешением, более трудны для решения, чем для поперечного смешения. Для
Жидкостей, у которых вязкость уменьшается при увеличении скорости сдвига, в центре кана-
ла возникает область, где аксиальное смешение очень слабое или вообще отсутствует.
7.7.Д.2. Распределение времен пребывания
РВП можно определить по профилю скоростей течения в канале. Аксиальное течение в
Шнековом экструдере происходит под действием градиента давления, поскольку аксиальная
компонента скорости при относительном движении шнека и цилиндра экструдера отсузству-
В первом приближении течение под действием градиента аксиального давления можно
Рассматривать как течение между параллельными пластинами. При этом профиль скоростей
Для течения под давлением неньютоновской жидкости «степенного» типа (см. рис. 7.99) опре-
деляется уравнением
nWH2 (НЛР\п (7.508)
2(l + 2n)l277z£J ’
) шиРина канала; Н — высота канала; АР — градиент давления вдоль потока £; п — ин-
течения; тп — коэффициент вязкости жидкости.
410
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Профиль скорости описывается выражением
1 г 1 1
пН ГНДРу t
2(1+J 1 IhJ
(7.509)
где нормальная координата у меняется в пределах от -Н/2 до Н/2.
Используя выражение для максимальной скорости, профиль скоростей можно выразить
зависимостью
^(^)==^ах
Функция РВП определяется выражением
dV
~V
= 2(2и + 1)
“(и+1)Я
(М
Координату у можно записать как функцию времени, используя подстановку
* = ~^. (7.512)
с учетом которой функция РВП примет вид
/(o^=w(2w+p <7-513)
(н + 1) V t ) t
Минимальное время пребывания t{} определяется выражением
го-—. (7.514)
^тах
а интегральная функция РВП в этом случае примет вид
F(t)=fl--Y+'f1 + —^-1 (7515)
I t) k n+1 t)
Для ньютоновских жидкостей (п = 1) она упрощается
ВД-НП1+Й' <75,6)
Представив РВП как функцию безразмерного времени пребывания в (параметр приведи
ния — среднее время пребывания), получим
7 АНАЛИЗ основных процессов
411
г
F(0)= 1-
гс+1
(2и + 1)0
(2п + 1)0 J
(7.517)
С использованием приведенного выше выражения, которое ранее не публиковалось, на
рис. 148 графически представлено интегральное РВТ при нескольких значениях индекса те-
чения.
Рис 7.148. Интегральное распределение времен пребывания при нескольких значениях индекса течения
Как следует из рис. 7.148, РВП сужается с уменьшением индекса течения. Это означает,
что обратное смешение ухудшается по мере уменьшения вязкости под действием возрастания
скорости сдвига (то есть при уменьшении индекса течения). Рис. 7.148 подтверждает то, что
уже было обнаружено на зависимости профиля скоростей (рис. 7.147): по мере усиления
неньютоновского течения профиль скоростей приближается к профилю пробочного течения
и, как следствие, РВП сужается, и обратное смешение ухудшается.
7.7.43. Распределение времен пребывания в шнековых экструдерах
Пинто и Тадмор [295] усовершенствовали выражения для РВП течения в одношнековом
Экструдере и предложили следующие формулы для интегральной функции РВП:
F(t)= F(O=05(з^2 - 1 + (£ ~ l)Vl + 2£-3V ) (7-518)
** приведенного времени
0 =
(7.519)
Пент^еННЬ1е ДЛЯ ньютоновск°й жидкости в приближении плоских пластин с учетом компо-
каВ Ск°Р°сти как в продольном, так и в поперечном направлениях. Оба выражения записа-
^Раль Функции безразмерной нормальной координаты. На рис. 7.149 представлена инте-
функция РВП в зависимости от приведенного времени для одношнекового экстру-
412
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Рис. 7.149. Интегральная функция РВП для одношнекого экструде-
ра (сплошная кривая) и плоских пластин (пунктирная
кривая)
дера, а также РВП для нью-
тоновской жидкости, теку-
щей между плоскими пла-
стинами под действием гра-
диента давления.
Из рис. 7.149 видно, что
РВП для шнекового экстру-
дера уже, чем для плоских
пластин вследствие повтор-
ной циркуляции жидкости в
канале шнека. Жидкость
большую часть времени на-
ходится в нижней части ка-
нала (0 < ^ < 2/3) по сравне-
нию с верхней частью канала
(2/3<£<1).
Для правильного опреде-
ления РВП в экструдере сле-
дует учитывать не только
компоненты скорости в продольном и поперечном направлениях, но также и нормальную ком-
поненту течения над торцом нарезки (утечки), что возможно лишь путем численных расчетов.
Несмотря на то что глубина канала обычно мала по сравнению с его шириной, время пребыва-
ния в торцевой области значительно, поскольку нормальные скорости малы. Джу и Квон [296]
отмечали определенные недостатки подхода Пинто и Тадмора. Как можно предположить, их
модель занижает времена пребывания по сравнению с получаемыми в результате полного трех-
мерного анализа, в особенности для больших значений градиента аксиального давления.
Как отмечалось ранее, РВП для одношнекового экструдера уже, чем для течения ньюто-
новской жидкости между плоскими пластинами под действием градиента давлений. Ненью-
тоновское поведение жидкости приводит к дальнейшему сужению РВП. Эти два явления объ-
ясняют, почему обратное смешение является такой ответственной операцией в шнековых экс-
трудерах.
7.7.4.4. Способы улучшения обратного смешения
Главная проблема, связанная со смешением,
относится к жидкости, находящейся в централь-
ной области канала шнека, где аксиальная ско-
рость сдвига имеет нулевое или близкое к этому
значение. В простых транспортирующих шне-
ках жидкость в этих областях остается на всей
длине шнека. При этом материал, поступающий
в фильеру, будет плохо смешан.
Смесительные элементы и канавки в лопа-
стях шнека улучшают аксиальное смешение, по-
скольку способствуют разделению потоков и
изменению направления жидкости. Влияние
смесительных элементов на обратное смешение
иллюстрируется рис. 7.150.
Рис. 7.150. Траектории движения частиц в сме
шивающем устройстве с использо-
ванием смесительных элементов
J АНАЛИЗ основных процессов
413
Рис 7.151. Объемная модель смесителя с об-
ратным направлением потока
Приведенные на рис. 7.150 результаты были получены с использованием метода гранич-
ных элементов. Очевидно, что один ряд смесительных элементов оказывает лишь весьма ог-
раниченное влияние на аксиальное смешение. Качество смешения можно улучшить, изменяя
расстояние между элементами таким образом, чтобы специально создавать потоки с различ-
ными аксиальными скоростями.
Решение проблемы улучшения аксиального смешения заключается в интенсивном перехо-
де жидкости из внутренних областей с повторной циркуляцией во внешние области и наоборот.
Простой, но тем не менее эффективный способ достижение этого — использование смесителя с
обратным направлением потока, принцип действия которого представлен на рис. 7.151.
Гребни обсуждаемой конструкции смесителя сдвинуты таким образом, чтобы материал в
центральной области разделялся этими гребнями, а затем выталкивался к поверхностям шне-
ка и цилиндра экструдера под действием градиента нормального давления, возникающем на
боковой стороне гребня. Траектория движения частиц в таком устройстве, рассчитанная с ис-
пользованием метода конечных элементов, приведена на рис. 7.152, а перераспределение ма-
териала — на рис. 7.153.
7.153. Перераспределение в смесителе с обратным потоком
414
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
Из рис. 7.153 видно как жидкость в центральной области разделяется боковой поверх ко-
стью гребня и выталкивается к поверхности шнека толкающей стороной гребня нарезки, а к
поверхности цилиндра экструдера — задней стороной гребня. Очевидно, что для перераспре-
деления материала требуется значительное аксиальное расстояние.
7.7.4.5. Выводы
Обратное смешение является одной из главных проблем смешения в шнековых экструде-
рах, поскольку аксиальные скорости деформации при экструзии очень низки, особенно в цен-
тре канала. Профиль аксиальных скоростей близок к профилю пробочного течения, особенно
для жидкостей с сильной зависимостью вязкости от скорости сдвига. Проблемы обратного
смешения усложняются при малом содержании диспергируемого компонента, особенно ког-
да оба компонента находятся в виде гранул; линейный размер слоев при этом может достигать
100 мм. Если конечная толщина слоя должна быть в пределах 1 мкм, аксиальное смешение
должно снизить толщину слоя, как минимум, на 5 порядков.
Полагая аксиальные скорости сдвига при течении расплава близкими нулю в централь-
ной области канала, при отсутствии смешивающих устройств можно ожидать, что качество
аксиального смешения будет низким. Наиболее эффективным способом улучшения аксиаль-
ного смешения является перераспределение материала от центра во внешние область канала
и наоборот, например, с помощью смесителя с обратным потоком. Можно использовать также
специально сконструированный смеситель для улучшения аксиального смешения — CRD7,
схема которого представлена на рис. 7.154.
Еще один способ улучшения об-
ратного смешения при низком со-
держании красителя заключается в
уменьшении толщины исходных
слоев путем уменьшения размеров
частиц обоих компонентов. С этой
точки зрения гранулы лучше круп-
Рис. 7.154. Принцип устройства смесителя CRD7. Горизон-
тальная стрелка указывает направление движе-
ния материала
ных кусков, а порошок лучше гра-
нул. Однако уменьшение размеров
частиц смешиваемых материалов
может приводить к другим пробле-
мам, например, при транспортировке и захвате воздуха. Добавление красителя к жидкости
может также снизить начальный размер частиц. В этом состоит одно из главных преимуществ
использования жидких красителей. При этом, однако, могут возникать проблемы, связанные
с образованием слоя, скользящего по поверхности цилиндра экструдера и тем самым снижаю-
щего транспортирующую эффективность экструдера.
Приложение 7.1
Константы уравнения (7.30):
а„
sinP,sin2v„,_
2V„, - л
(О
_ a2 sin3„ J2cos2\|/
2i|/„,-n I 2у„,-л
го
4-sin2v„, 1-
(2у.,-я)2_
а2
3 ’
(2)
2
Wy 7 дНАЛИЗОСНОВНЫХ ПРОЦЕССОВ
2
a
«м
a13=sinpesin2v„,
= asinpesin2v«,+
2a2 sin Р,
2^»-"
a 22
_(2v„-n)
2cos2w„, _ .
-----— + 2sm
2va,-n
“21 = 0 SmP' (l + cos2yw);
2¥„-л
a2sinPe 2 sin 2 v
2V„, - л [ 2y „ - л
r , 2(l + cos2y„)
(2у„,-л)2
a23=-sinpe(l + cos2vr)
a24=a(1_sinP«cos2y„)+
2
(2уг-л)2
cos2y„, I
2
2vr-Jt a
2a2 sinpe 2sin2y„,
2V,,,-л L2V»,-’'
2(l + cos2y„)
(2v„,-7t)2
cos2y,„
415
(3)
(4)
(5)
(6)
(7)
(8)
1
P„=±^; (9)
a
₽12=рсЛ (10)
-№(eosa-1);
a
A=allal2-a21al2; (12)
Д (x । |(x2^ + a ,3ct22 ct2jOt ц a 23a |2, (13)
G“Ct|3Ct24 ®23^14' (14)
E ~ P It (^22 "*"^24 ) ^21 (® 12 ^"^24 )’ (13)
F = p(a24-2a22); <16>
G = p2l(alt+a13)-p,|(a2l+a23); <17>
H = -p(a23-2a2l).
rd* + R ;
• О г* W I’
sinpe )
aVJo
шг = —+ — arcsin
и 2 2
1^иальной>еКТИВНЬ1'1 УГ0Л внУтРеннего трения; Т — угол между осью главных напряжений и
Далее
(19)
(20)
(21)
WW однородного профиля скоростей сп = 1) сп =
к
X = rV ~ — J vda,
компонента радиальной скорости.
416
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУзиИ
Приложение 7.2
Константы уравнения (7.36) (уравнения Энгстада):
— постоянное слагаемое функции разрушения; неограниченный предел прочности
имеет вид
Ор —k(51 4* Op.
(1)
Член Yh определяется как
, _(Pw+a)sina t sinP,„
sin2(P„.+а) sin(p„+a)
kY sina + sin(2pn, 4-a)
2(X -1) sina
(l + sinpe).
(2)
Для состояния пассивного напряжения
Х= sinPe
l-sinpe
У (Рр +a)sina + sinp;,sin(pp 4-a)
(1-sinpe)sin2(pp +a)
sina + sin(2pp 4-a)
sina
If
Pp=- P„, + arcsin
s'nP».
sinpe
а для состояния активного напряжения
n ft
при 0 < arcsm < —,
sinP* Г sin (2Pa 4- a)- sina
14-sinp^L sina
i я i
a4*pa----sina4-cosp„cos(a4-po)
у = k-------------------------------
(l+sinpe)cos2(a + pa)
P» = 2 IP,„ + arcsin
s‘nP»,
sinPe
7C • -
при у < arcsm < ft.
(3)
(4)
(5)
(6)
(7)
(8)
Литература
1. S.C. Cowin (Ed.) «Mechanics Applied to the Transport of Bulk Materials», ASME, New York
(1979).
2. S.C. Cowin and M. Satake (Eds.) «Continuum Mechanical and Statistical Approaches in tne
Mechanics of Granular Material», Proceedings U.S. Japan Seminar, Sendai, Japan, Gakumutsu
Bunken Fukyu-Kai (1978).
3. C. Orr, Jr., «Particulate Technology», Macmillian, New York (1966).
4. R.L. Brown and J.C. Richards, «Principles of Powder Mechanics», Pergamon Press, Oxford (1966)
5. J.E. Richards (Ed.) «The Storage and Recovery of Particulate Solids», Inst. Chem. Bag., Working
Party Rep. (1966).
6. K. Wieghardt, Ann. Rev. Fluid Meeh., 7, 89-114 (1975).
анализ основных процессов
417
г S.B. Savage, J. Fluid Meeh., 92,53-96 (1979).
A.W. Jenike, «Gravity Flow of Bulk Solids», Bulletin No. 108 of the Utah Engineering Experimen-
tal Station, Univ, of Utah, Salt Lake City (1961).
I. A.W. Jenike, «Storage and Flow of Solids», Bulletin No. 123 of the Utah Engineering Experimental
Station, Univ, of Utah, Salt Lake City (1964).
10. M. Shahinpoor and J.S.S. Siah, J. Non-Newtonian Fluid Meeh., 9,147-156 (1981).
11, M. Shahinpoor, J. Non-Newtonian Fluid Meeh., 12,31-38 (1983).
12. K.I. Kanatani, Int. J. Eng. Sei., 17,419-432 (1979).
13. J-T. Jenkins and S.C. Cowin, in [ 1], p. 79-89.
14. R.L. Brown and P.G. Hawksley, Fuel, 26,171 (1947).
15. J. Lee, S.C. Cowin, and J.S. Templeton, Trans. Soc. Rheol, 18,247-269 (1974).
16. PM. Blair-Fish and P.L. Bransby. Trans. A.S.M.E., J. Eng. Ind., 95,17-26 (1973).
17, G.C. Gardner, Chem. Eng. Sei., 21,261-273 (1966).
18. M. Levinson, B. Shmutter, and W.L. Resnick, Powder Technol., 16,29-43 (1977).
19. L. Bates and D. BCershan, Chem. Eng. Progress, 71,66-68 (1975).
20. L.M. Connelly, in [ 1 ], p. 35-59.
21. R. Butterfield, R.M. Harkness, and K.Z. Andrews, Geotcchnique, 8, 308 (1970).
22. H.A. Janssen, Zeitschrift VDI, 1045 (1895).
23. D.M. Walker, Chem. Eng. Sci., 21,975-997 (1966).
24. J.K. Walters and P.M. Nedderman, Chem. Eng. Sei., 28,1907-1908 (1973).
25. P.L. Bransby and P.M. Blair-Fish, Chem. Eng. Sei., 29,1061-1074 (1974).
26. G. Hagen, Berliner Monatsberichte Akad. d. Wiss, 35-42 (1852).
27. R.L. Brown, Nature, 191,458-461 (1961).
28. J.R. Johanson, Trans. S.M.E., 232,69-80 (1965).
29. S.B. Savage, British J. Appl. Phys., 16,1885-1888 (1965).
30. S.B. Savage, Ph.D. thesis, McGill Univ., Montreal (1967).
31. S.B. Savage and M. Sayed, in [1], p. 1-24.
32. J.M. Rausch, Ph.D. thesis, Princeton Univ. (1948).
33. J. Bosley, C. Schofield and C.A. Shook, Trans. Inst. Chem. Eng., 47, T147-T153 (1968).
34. W.N. Sullivan, Ph.D. thesis, California Institute of Technology, Pasadena (1972).
35. D.M. Walker, Powder Technol, 1,228 (1967).
36. R.K. Eckhoff and P.G. Leversen, Powder Technol, 10,51 (1974).
37. G. Engstad, Chem. Eng. Sci., 30,1273-1283 (1975).
38. Y. Lee, Combustion, 32,20-27 (1960).
39. O. Richmond, Mechanical Engineering, 85,46-49 (1963).
40. G.C. Gardner, Chem. Eng. Sci., 18,35-39 (1963).
O* R*chmond and H.L. Morrison, in [1], p. 103-111.
Io’ J F- Ingen Housz in «Fortschritte beim Extrudieren», Carl Hanser Verlag, Munich (1976).
43- W.H.Darnell and E.A.J. Mol, SPE J. 12,20 (1956).
’ J-G.A. Lovegrove, Ph.D. thesis, London Univ. (1972).
2Г E. Broyer and Z. Tadmor, Polym. Eng. Sci., 12,12-24 (1972).
Z. Tadmor and E. Broyer, Polym. Eng. Sci., 12,378-386 (1972).
H.B. Kessler, R.M. Bonner, P.M. Squires, and C.F.W. Wolf, SPE J., 16,267 (1960).
49 Decker, «Die Spritzmaschine», P. Troestcr, Hanover, W. Germany (1941).
• A. Schneiders, Plastverarbeiter, 19,797-799 (1968).
. Menges, W. Predoehl, R. Hegele, R. Kosel, and W. Elbe, Plastverarbeiter, 20,79-88 and 188-190
51 (1969>’
52 ш Fuchs’ Plastverarbeiter, 19,765-771 (1968) and 20,237-244 (1969).
53’ W.L. Krueger, SPE ANTEC, Boston, 676-678 (1981).
R‘ Rautenbach and E. Goldacker, Kunststoffe, 61,104-107(1971).
418
ЧАСТЬ IL АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
54. G. Menges and R. Hegele, Plastverarbeiter, 23,332-338 (1975).
55. В. Franzkoch and G. Menges, SPE ANTEC, Washington, DC, 512-515 (1978).
56. E. Langecker, G.R. Langecker, and W. Fillman, Plastverarbeiter, 28,531-535 (1977).
57. E. Langecker, German patent application DDS 22 05426, filed February 2,1972.
58. C. Maillefer, U.S. 4.154,535 (also CH 612375, FR 2,385,517, DE 2,813,585 and SE 7,80,3477).
59. E. Gruenschlosz, SPE ANTEC, New Orleans, 160-165 (1979).
60. B.H. Maddock, SPE ANTEC, New York, 383 (1959).
61. Z. Tadmor, I. Duvdevani, and I. Klein, Polym. Eng. Sci., 7,198 (1967).
62. Z. Tadmor, Polym. Eng. Sci., 6,185 (1966).
63, J. Shapiro, Ph.D. thesis, Cambridge Univ., England (1971).
64. J.R. Vermeulen, P.M. Gerson, and WJ. Beek, Chem. Eng. Sci., 26,1445-1455 (1971).
65. J.R. Vermeulen, P.G. Scargo, and WJ. Beek, Chem. Eng. Sci., 26, 1457-1465 (1971).
66. G. Menges and P. Klenk, Kunststoffe, 57,590 (1967).
67. P. Klenk, Rheologica Ada., 7,75-78 (1968).
68. P. Klenk, Plastverarbeiter, 21,537 (1968).
69. J. Dekker, Kunststoffe, 66,130 (1976).
70. T.E. Fahey, M.Sc. Thesis, Case Western Reserve Univ., September (1981).
71. F.R. Kulas andN.P. Thorshaug, J. Appl. Polym. Sci., 23,1781-1794 (1979).
72. J.T. Lindt, Polym. Eng. Sci., 16,284-291 (1976).
73. J.T. Lindt, Polym. Eng. Sci., 21,1162-1166 (1981).
74. K.A. Gieskes, Internal Report, Twente Univ, of Technology, Meeh. Eng. Dept., the Netherlands
(1979).
75. H.E.H. Meijer, Ph.D. thesis, Twente Univ, of Technology, the Netherlands (1980).
76. J.R. Edmondson, Ph.D. thesis, Univ, of London (1972).
77. I.R. Edmondson and R.T. Fenner, Polymer, 16,49 (1975).
78. R.T. Fenner, Polymer, 18,617 (1977).
79. A.P.D. Cox and R.T. Fenner, Polym. Eng. Sci., 20, 562-571 (1980).
80. A.P.D. Cox, J.G. Williams, and D.P. Isherwood, Polym. Eng. Sci., 21,86-92 (1981).
81. G.M. Gale, Plastics and Polymer, 6,183 (1970).
82. G. Mennig, Kunststoffe, 71, 359-362 (1981).
83. R.C. Donovan, Polym. Eng. Sci., 11,247-257 (1971).
84. R.C. Donovan, Polym. Eng. Sci., 11,485-491 (1971).
85. J. Shapiro, A.L. Halmos, and J.R.A. Pearson, Polymer, 17,905-918 (1976).
86. A.L. Halmos, J.R.A. Pearson, and R. Trottnow, Polymer, 19,1199-1216 (1978).
87. J.R.A. Pearson, Int. J. Heat Mass Transfer, 19,405-511 (1976).
88. D.R. Hinrichs and L.U. Lilleleht, Polym. Eng. Sci., 18,422-426 (1978).
89. D.W. Sundstrom and C.C. Young, Polym. Eng. Sci., 12,59-63 (1972) 89a.D.W. Sundstrom and J.R-
Lo, Polym. Eng. Sci., 18,422-426 (1978).
90. C.I. Chung, Modern Plastics 45,178 (1968) and 45,110 (1968).
91. C.I. Chung, SPE J., 26,32 (1970).
92. C.I. Chung, Polym. Eng. Sci, 11,93-98 (1971).
93. C.I. Chung, RJ. Nichols, and G.A. Kruder, Polym. Eng. Sci., 14,29 (1974).
94. E.M. Mount and C.I. Chung, Polym. Eng. Sci., 18,711-720 (1978).
95. B.M. Mount, J.G. Watson, and C.I. Chung, Polym. Eng. Sci., 22,729-737 (1982).
96. D.E. McClelland and C.I. Chung, Polym. Eng. Sci., 23,100-104 (1983).
97. K.H. Chung and C.I. Chung, Polym. Eng. Sci., 23,191-196 (1983). .
98. N. N., Engineering, 114,606 (1922) This publications is often attributed to H. S. Rowell and D-
lavson; however, this is disputed by Holmes [991. Rowell and Finlayson did publish on the subjec
ter in 1928(100].
99. D.B. Holmes, Ph.D. thesis, Delft University of Technology, the Netherlands (1967).
АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
|00- H.S. Rowelland D. Finlayson, Engineering, 126,249 (1928).
jOl. H.A.A. Helmy, Ph.D. thesis, Univ, of Bradford, England (1975).
102. R-T. Fenner, «Extruder Screw Design», Illiffe, London (1970).
103. Z. Tadmor and T. Klein, «Engineering Principles of Plasticating Extrusion», van Nostrand Reinhold
Comp., New York (1970).
104 I- Nebrensky, J.F.T. Pittman, and J.M. Smith, Polym. Eng. Sci., 13, 209 (1973).
105. R T. Fenner, Polymer, 18,617 (1977).
106. Z. Tadmor and C.E. Gogos, «Principles of Polymer Processing», John Wiley & Sons, New York
’ (1979).
107. Y. Mori and T.K. Matsumoto, Rheol. Ada, 1, 240 (1958).
108. R.E. Colwell and K.R. Nicholls, Ind. Eng. Chem., 51,841 (1959).
109. W.E. Ball and R.E. Colwell, 43rd Nat’l. Mtg. AIChE, Tulsa, OK, Sept. (1960).
110. D.J. Weeks and WJ. Allen, J. Meeh. Eng. Sci., 4,380 (1962).
til. B.S. Clyde and W.A. Holmes-Walker, Int. Plast. Eng. 2,338 (1962).
112. F.W. Kroesser and S. Middleman, Polym. Eng. Sci., 5,231 (1965).
113. R.W. Flumcrfelt, M.W. Pierick, S.L. Cooper, and R.B. Bird, Ind. Eng. Chan., 8,354 (1969).
114. CJ. Rauwendaal, SPE ANTEC, Chicago, 186-199 (1983).
115. H.J. Zamodits, Ph.D. thesis, Univ, of Cambridge, England (1964).
116. B. Yates, Ph.D. thesis, Univ, of Cambridge, England (1968).
117. B. Martin, Ph.D. thesis, London Univ., England (1972).
118. K. Palit, Ph.D. thesis, London Univ., England (1972).
119. N.R. Neelakantan, Ph.D. thesis, Univ, of Wales, England (1974).
120. K.P. Choo, Ph.D. thesis, Univ, of Wales, England (1977).
121. H. Kuehnle, Kunststoffe, 5,267 (1982).
122. D.E. Hanson, Polym. Eng. Sci., 9,405 (1967).
123. Z.K. Walczak, J. Appl. Polym. Sci., 17,153 (1973).
124. M. Rokuda, J. Appl. Polym. Sci., 23,463 (1979).
125. J.M. Dealy and W.K.W. Tsang, J. Appl. Polym. Sci., 26,1149 (1981).
126. T.Y. Liu, D.S. Soong, and M.C. Williams, Polym. Eng. Sci., 21,675 (1981).
127. J.W. White and W. Minoshima, Polym. Eng. Sci., 21,1113 (1981).
128. B. Maxwell and A. Breckwoldt, J. Rheol., 25,55 (1981).
129. W.P. Perwadtschuk and V.I. Jankow, Plasteund Kautschuk, 28,36-44 (1981).
130. J. Boussinesg, J. Mathcinatique Pures et Appliquees, series 2,13,377-424 (1968).
131. W. Meskat, Kunststoffe, 45,87 (1955).
<32. M.L Booy, Polym. Eng. Sci., 21,93 (1981).
r J33. Z. Tadmor, Polym. Eng. Sci., 6, 203 (1966).
« D.F. Dyer, AIChE J, 15, 823 (1969).
|35. R.M. Griffith, Ind. Eng. Chem., 1 ISO (1962).
*36- K. Hayashida, Rheol. Acta, 2,261 (1962).
LH* Krager, Kunststoffe, 10,711 (1963).
PeaandW.R. Schowalter, Trans. Soc. Rheol. 11,125 (1967).
। Zamodits and J.R.A. Pearson, Trans. Soc. Rheol., 13,357 (1969).
IГ? K. Palit and R.T. Fenner, AIChE J., 18,628 (1972).
142 H H- Winter, Rheol. Ada., 1,1 (1978).
143 L Hami and J F T- Pitman, Polym. Eng. Sri., 20,339 (1980).
: ц/ К-P- Choo, N.R. Neelakantan, and J.F.T. Pittman, Polym. Eng. Sci., 20,349 (1980).
- 145 I Choo, M.L. Hami, and J. F. T. Pittman, Polym. Eng. Sci., 21,100 (1981).
fc 146 { * ebrensky, J.F.T. Pittman, and J.M. Smith, Polym. Eng. Sci., 13,209 (1973).
&147 Mo Dinhand RC Armstrong, AIChEJ.,28,294-301 (1982).
fc • H.H. Winter, Polym. Eng. Sci., 15,84-89 (1975).
420
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
148. F.N. Cogswell, J. Non-Newtonian Fluid Meeh., 2,373-47 (1977).
149. M.T. Dennison, Trans. J. Plastics Inst, 35,803-808 (1967).
150. J J. Benbow and E.R. Howells, Trans. J. Plastics Inst, 30,240-254 (1960).
151. British Patent 32559/72.
152. J.P. Tordella, in «Rheology», Vol. 4, F.R. Eirich (Ed.), Academic Press, New York (1969), Chapter 3.
153. J.L. White, Appl. Polym. Symp.. No. 20.155 (1973).
154. J.M. Lupton and J.W. Regester, Polym. Eng. Sci., 5, 235 (1965).
155. L.L. Blylerand A.C. Hart, Polym. Eng. Sci., 10,193 (1970).
156. S.M. Barnett, Polym. Eng. Sci., 7,168 (1967).
157. E. Boudreaux and J. A. Cuculo,J. Macromol. Sci. - Rev. Macromol Chem., C16.39-77 (1977-1978).
158. CD. Han and R.R. Lamonte, Polym. Eng. Sci., 11,385 (1971).
159. J.L. den Otter, Rheol. Ada, 10,200-207 (1971).
160. T.W. Huseby, Trans. Soc. Rheol., 10,181-190 (1966).
161. A.P. Metzger and C.W. Hamilton, SPE Trans., 4,107-112 (1964),
162. G.V. Vinogradov et al., Polym. Eng. Sci., 12,323-334 (1972).
163. JJ. Benbow and P. Lamb, SPE Trans, 3,7-17 (1963).
164. W. Phillippoff andF.H. Gaskins, Trans. Soc. Rheol., I, 263-284 (1958).
165. U.S. Patent 2,991,508 by R. T. Fields and C. F. W. Wolf to E. 1. Du Pont de Nemours and Company,
issued July 11,1961.
166. A.M. Kraynik and W.R. Schowalter, J. Rheol, 25,95-114 (1981).
167. R.F. Westover, Polym. Eng. Sci., 6,83 (1966).
168. R.A. Worth, J. Parnaby, and H A.A. Helmy, Polym. Eng. Sci., 17,257 (1977).
169. C.J.S. Petrie and M.M. Denn, AIChE J„ 22,109-236 (1976).
170. C.J.S. Petrie and M.M. Denn, AIChE J., 22,236-246 (1976).
171. J.C. Miller, SPE Trans., 3,134(1963).
172. S. Kase, J. Appl Polym. Sci., 18,3279 (1974).
173. G.F. Cruz-Saenz, G.J.Donnelly, and C.B. Weinberger, AIChE J., 22,441 (1976).
174. J.R.A. Pearson and Y.T. Shah, Trans. Soc. Rheol., 16,519 (1972).
175. J.R.A. Pearson and Y.T. Shah, Ind. Eng. Chem. Fundam., 13,134 (1979).
176. R.J. Fischer and M.M. Denn, Chem. Eng. Sci., 30,1129 (1975).
177. Y. Ide and J.L. White, J. Appl. Polym. Sci., 20,2511-2531 (1976).
178. Y. Ide and J.L White, .1. Non-Newt. Fluid Meeh., 2,281-298 (1977).
179. Y. Cde and J.L. White, J. Appl. Polym. Sci, 22,1061-1079 (1978).
180. J.L. White and Y. Ide, J. Appl. Polym. Sci., 22,3058-3074 (1978).
181. R.S. Lenk,.I. Appl. Polym. Sci., 22,1781-1785 (1970).
182. G.A. Latinen, ACS Adv. in Chem. Series, 34, 235 (1962).
183. R.W. Coughlin and G.P. Canevari, AIChE J., 15,560 (1969).
184. G.W. Roberts, AIChE J., 16,878 (1970).
185. J.A. Biesenberger, Polym. Eng. Sci., 20,1015 (1980).
186. J.A. Biesenberger and G. Kessides, Polym. Eng. Sci., 22,832 (1982).
187. J.T. Bergen, G.W. Carrier, and J.A. Krumbansh, SPE ANTEC, Detroit (1958).
188. P.V. Danckwerts, Appl Sci. Res., Sec. A3, 279-296 (1952).
189. W.D. Mohr, R.L. Saxton, and C.H. Jepson, Ind. Eng. Chem., 49,1855 (1957).
190. N. Nadav and Z. Tadmor, Chem. Eng. Sci., 28, 2115 (1973).
191. W.M. Hess, V.E. Chirico. andP.C. Vegvari, Elastomerics,Jan., 24-35 (1980).
192. D.H. Sebastian and J.A. Biesenberger, SPE ANTEC, Chicago, 121-123 (1983).
193. HJ. Suchanek, SPE ANTEC, Chicago, 117-120 (1983).
194. T. Dobroth, G. Druhak, and L. Erwin, SPE ANTEC, Chicago, 124-126 (1983).
195. O. Krassowski and G. Mennig, Kunststoffe, 73,127-131 (1983).
196. Z.Tadmorand C. Gogos, «Principles of Polymer Processing», Wiley, New York (1979), Chapter 7-
7. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ
421
197. RJ. Cembrole, Rubber Chem. Techn., 56,233-243 (1983).
198. K.K. Mohanty, J.M. Ottino, and H.T. Davis, Chem. Eng. Sci., 37,905 (1982).
199. J.W. Hiby, Int. Chem. Eng., 21,197 (1981).
200. C.L. Tucker, Chem. Eng. Sci., 36,1829 (1982).
201. R.S. Spencer and R.M. Wiley, J. Colloid. Sci., 6,133 (1951).
202. L. Erwin, Polym. Eng. Sci., 18,572-576 (1978).
203. L. Erwin, Polym. Eng. Sci., 18,738-740 (1978).
204. L. Erwin, Polym. Eng. Sci., 18,1044-1047 (1978).
205. K.Y. Ng and L. Erwin, Polym. Eng. Sci., 21, 212-217 (1981).
206. Z. Tadmor and G. Lidor, Polym. Eng. Sci., 16,450-461 (1976).
207. G. Pinto and Z. Tadmor, Polym. Eng. Sci., 10,279-288 (1970).
208. J.M. Ottino and R. Chella, Polym. Eng. Sci., 23,357-379 (1983).
209. J.M. Ottino, Ph.D. thesis, Univ, of Minnesota, Minneapolis, MN (1979).
210. J.M. Ottino, W.E. Ranz, and C.W. Macosko, AIChE J., 27,565-577 (1981).
211. R. Chella and J.M. Ottino, Ind. Eng. Chem. Fundam., 24,170-180 (1985).
212. S.M. Skoblar, Plastics Technology, Oct., 37-43 (1974).
213. G. Smoluk, Plastics World, May, 40-43 (1978).
214. N.R. Schott, B. Weinstein and D. LaBombard, Chem. Eng. Prog. 71, 54-58 (1975).
215. CD. Han and Y.W. Kim, J. Appl. Polym. Sci., 19,2831-2843(1975).
216. E.B. Nauman, AIChE J., 25,246-258 (1979).
217. P.T. Allocca, paper presented at the 73rd Annual AIChE Meeting, Chicago, Nov. (1980).
218. P.T. Allocca, Fiber Producer, April, 12-19 (1982).
219. J.M. Ottino, AIChE J., 29,159-161 (1983).
220. W.R. Bolen and R.E. Colwell, SPE J., 14, 24-28 (1958).
221. R.B. Bird, H.R. Warner, Jr., and D.C. Evans, «Kinetic Theory and Rheology of Dumbbell Suspensi-
on with Brownian Motion», Fortschritte Hochpolymerenforschung, Springer Verlag, 8, 1-90
(1971).
222. Z. Tadmor, Ind. Eng. Chem. Fundam., 15,346-348 (1976).
223. G. Martin, Industrie-Anzeiger, 93,2651-2656 (1971).
224. G. Martin, Ph.D. thesis, Univ, of Stuttgart, Germany (1972).
225. B. Miller, Plastics World, Jan., 58-64 (1982).
226. T.B. Reeve and W.L. Dills, J. Color & Appearance, 1,25-29 (1971).
227. N. N. Plastics Compounding, Jan./Feb., 20-32 (1981).
228. W.D. Mohr and R.S. Mallouk, Ind. Eng. Chem., 51,765 (1959).
229. H.A.A. Helmy, SPE ANTEC, Chicago, 146-150 (1983).
230. W. Gleiszle, Rheol. Ada, 21,484 (1982).
231. LA. Utracki and R. Gendron, J. Rheol., 5,28,601-623 (1984).
* 32. JJ. Benbow, R.V. Charley, and P. Lamb, Nature, 192,223 (1961).
* 33. J J. Benbow and P. Lamb, SPE Trans., Jan., 7-17 (1963).
* 34. M. Viriyayuthakorn and B. Kassahun, SPE ANTEC, New Orleans, 81-84 (1984).
* 35. H. Potente, Rheol. Acta, 22,387-395 (1983).
* 36. CD. Denson, Adv. Chem. Eng., 12, 61-104 (1983).
jf? G. Menges, W. Feistkom, and G. Fischbach, Kunststoffe, 74,695-699 (1984).
M.A. Spalding, J. Dooley, and K.S. Hyun, «The Effect of Flight Radii Size on the Perfor-1 mance of
-239 8ingle’Screw Extruders», SPE ANTEC, 190-194 (1999).
_ ’ Kraemer, «Erfahrungen beim Einsatz von Extrudern mit genuteter Einzugzone,» Kunst-1 stoffe,
24O.M?,n26(1988)l11-
del Pilar Noriega E. et al., «Incremento de Productividad en la Extrusion con Zonas de Alimenta-
tion Ranurada», Technologia del Plastico, April, 29-35 (1997) [2].
422
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
241. В. Davis et al., «Grooved Feed Single Screw Extruders — Improving Productivity and I Reducing
Viscous Heating Effects», Polym. Eng. Sci., vol 38,7, pg. 1199 (1998) [3].
242. D. Boes ct al., «30 Jahre Nutenextruder», Kunststoffe, 80,659-664 (1990) [4].
243. R. Sikora, J. Sikora, and J. Diakun, «Wytlasczarka do tworzyw wielkoc/asteczkowych», zgloszenie
patentowe w UP RP nr. P 303397.
244. R. Sikora and J. Sikora, «Wytlasczarka autotcrmiczna», zgloszenie patentowe w UP RP nr.
P 304302.
245. H. Peiffer and H. Eberhardt, US Patent 4,678,339 (1987).
246. C.J. Rauwendaal, U.S. Patent 5,909,958, «Screw Extruderwith Adjustable Groove Depth», (1999).
247. G.M. Gale, 49th SPE ANTEC, 95 (1991).
248. G.M. Gale, Adv. Polym. Techn. 16(4), 251 (1997).
249. M.H. Mack, Plastics Engineering, 47/12.39 (1991).
250. M.R.Thompson, G. Donoian, and J.C. Christiano, 57th SPE ANTEC, 145 (1999).
251. P. Elemans and J.M. van Wunnik, «The Effect of Feeding Mode on the Dispersive Mix ing Efficien-
cy in Single-Screw Extrusion», 58th SPE ANTEC, 265-267 (2000).
252. P. Elemans, Enhancing Dry-Color Efficiency in Starve-Fed Injection Molding," 58* SPE ANTEC,
2582-2586(2000).
253. K. Luker, paper presented at the Continuous Compounding Conference, Beachwood, Ohio, Novem-
ber 14-15 (2000).
254. G.A. Kruder and W.N. Calland, SPE ANTEC, 74-85 (1990).
255. P. Yuchengand H. Hanxiong, Sixth Polym. Proc. Soc. Meeting, Paper 04-19 (1990).
256. F. Zhu and L. Chen, Polym. Eng. Sci., 31,1113-1116 (1991).
257. RJ. Nichols and F. Kheradi, Modem Plastics, 61, 70 (1984).
258. S. Jakopin and P. Franz, AIChE Diamond Jubilee Meeting Technical Papers, Washington D.C.
(1983).
259. C.J. Rauwendaai, «Comparison of Two Melting Models», Adv. Polym. Techn., Vol. 15, No. 2,
135-144(1996).
260. P. Geisbusch, Thesis RWTH Aachen, Germany (1980).
261. A. Limper, Thesis RWTH Aachen, Germany (1985).
262. W. Neumann, Report from the IKV Aachen, Germany (1984).
263. D.R. Paul and S. Newman (Eds.), «Polymer Blends», Academic Press (1978).
264. T Kitano, T. Kataoka, and T. Shirota, RJieol. Acta, 20 (1981).
265. A.V. Shenoy and D.R, Saini, Polym. Composites, 7 (1986).
266. M. Takahasbi, S. Suzuki, H. Nitanada, and E. Aria, J. American Ceramic Society, 71 (1988).
267. J. Laven and H.N. Stein, J. Rhcol., 35,1523-1549 (1991).
268. C.J. Rauwendaal, U.S. Patent 5,932,159 (1999).
269. C.J. Rauwendaal, U.S. Patent 6,136,246 (2000).
270. C. Rauwendaal, «Melting Theory for Temperature-Dependent Fluids, Exact Analytical Solution for
Power Law Fluids», Adv. Polym. Techn., 11,19-25 (1992).
271. C.J. Rauwendaal, Doctoral Thesis, Twente University, Enschede, The Netherlands (1988).
272. M.S. Tamura, J.M. Henderson, R.L. Powell, and C.F. Shoemaker, J. Food Process Eng., 16,93-12
(1993).
273. G.A. Campbell ct al., SPE ANTEC, Boston, 201 (1995).
274. G.A. Campbell et al., Polymer Engineering Science, 32 (23), 1765 (1992).
275. G.A. Campbell et al., International Polymer Processing, VII (4), 240 (1992).
276. R. Sikora and E. Sasimowski, «Polymer Flow Velocity in the Helical Channel on Depen dence о a
Coordinate System», International Polymer Processing, Vol. 15,13, p. 221—232 (2000).
277. J.L. Radovich, «An Experimental Comparison of Heat Removal in Water or Air Cooled Aluminuin
Barrel Coolers,’7 TAPPI Polymers, Laminations & Coatings Conference, 103-107 (1995).
7. анализ основных процессов
423
278. CJ. Rauwendaal and .1. Anderson, «Finite Element Analysis of Flow in Extruders», 52nd SPE
ANTEC, 298-305, San Francisco, CA, (1994).
279- J- Pape, H. Potente, and C. Obermann, «Influence of Model Simplifications on the Accu racy of Si-
mulation Results in Single Screw Extruders», 15th Annual Meeting of the Poly mer Processing So-
ciety, Den Bosch, the Netherlands (1999).
280. J. Pape, Diplomarbeit, Universitat-GH Paderborn, KTP - Institut fur Kunststofftechnik, Pader-
born, Germany (1999).
281. CJ. Rauwendaal, T.A. Osswald, G. Tellez, and PJ. Gramann, «Flow Analysis in Screw Extruders -
Effect of Kinematic Conditions», International Polymer Processing, XIII, 4, 327 -333(1998).
282. M.A. Spalding, J. Dooley, K. Hyun, S. Strand, SPE ANTEC Technical Papers, 39, 1533 (1993).
283. J.C. van der Hoeven, R. Wimberger-Friedl, and H.E.H. Meijer, «Homogeneity of Multi layers Pro-
duced with a Static Mixer», Polymer Engineering and Science, Vol. 41, No. 1,32-42 (2001).
284. J.W.S. Raleigh, Phylosoph. Mag., 34, p. 145 (1892).
285. S. Tomotika, Proc. Roy. Soc, Ser. A, 150, p. 322 (1935).
286. H.P. Grace, Chem. Eng. Comm, 14, p. 225 (1982).
287. R A. De Bruijn, Ph.D. thesis, Eindhoven University, the Netherlands (1989).
288. F.D. Rumscheidt and S.G. Mason, J. Colloid Sci., 16, p. 238 (1961).
289. J.W. Hiby, Verfahrenstechnik, 4, p. 538-543 (1970).
290. K. Hartung and J.W. Hiby, Chem. Ing. Tech., 44, p. 1051-1056(1972).
291. F.P. Fleischman, Chem. Anlagen-Verfahren, Jan., p. 39-43 (1972).
292. A. K. Chesters, Trans. Ind. Chem. Eng. A, 69. P.259 (1991).
293. J.I. Elmendorp, Ph.D. thesis, Delft University, the Netherlands (1986).
294. J. Janssen, Ph.D. thesis, Eindhoven University, the Netherlands (1993).
295. G. Pinto and Z. Tadmor, Polym. Eng. Sci., 10, 279 (1970).
296. J.W. Joo andT. H. Kwon, Polym. Eng. Sci., 33, 15,959 (1999).
297. R.T. Steller, «Theoretical Model for Flow of Polymer Melts in the Screw Channel», Polym. Eng.
Sci., Vol. 30, No.7, p. 400-407 (1990).
298. R.T. Steller, «Generalized Flow of Ellis Fluid in the Screw Channel», submitted for pub lication in
International Polymer Processing (2001).
299. CJ. Rauwendaal. T. Osswais, P. Gramann, and B. Davis, «Design of Dispersive Mixing Sections»,
International Polymer Processing, XIV, 1, p. 1-7 (1999).
300. WJ. Milliken and L.G. Leal, j. Non-Newt. Fluid Meeh., 42, p. 23 1 (1992).
301. CJ. Rauwendaal, «Polymer Mixing, A Self-Study Guide», Carl Hanser Verlag, Munich (1998).
302. J. Gavis and R.L. Laurence, Ind. Eng. Chem. Fundam., 7,232-239, 525-527 (1968).
•;* 303. C. Rauwendaal and J.F. Ingen Housz, Journal of Reinforced Plastics and Composites, Vol. 9,
g 583-601, November 1990.
f A* Acrivos, 4th Ann. N.Y. Acad. Sci. (1983) 404, p. 1.
£ J Raison, Ann. Rev. Fluid Meeh. (1984) 16, p. 45.
307* H’ A‘ StOnC’ АПП* ReV' Fluid Mech< <1994) 26
j Зля P*H.M. Elemans, (1989) Ph.D. thesis, Eindhoven University, the Netherlands.
Й, ’ P* Gramann, C. Rauwendaal, B. Davis, and T. Osswald,«A New Dispersive and Distrib utive Mixer
0 for the Compounding of Highly Viscous Materials», 57th SPE ANTEC. p. 162-166 (1999).
'.j' M.H. Pahl and E. Muschelknautz, Chem. Ing. Tech. (1979) 51, p. 347-364.
" 311 Mauman»AIChE J- (1979) 25, p. 246-258.
312 т I Cliff and W.L. Wilkinson, Second European Conference on Mixing, Cambridge, UK (1977) 15.
Й 313 w Craig’ Polym' Eng* ScL <1987) 27’ P-1386-1389.
^ 314 жд‘^ие^ег’Verfahrenstechnik (1981) 15, p. 105-111.
Ж315 A ‘Jjahadi’ H A- Stone> and J.M. Ottino, J. Fluid Meeh. (1992) 243, p. 297.
* • *adros,B. Vincent, in: P. Bccher(Ed.) Encyclopedia of Emulsion Technology I (1983); II (1985);
(1987), Marcel Dekker, New York.
424
ЧАСТЬ II. АНАЛИЗ ПРОЦЕССА ЭКСТРУЗИИ
316. А.К. Chesters, Trans. Ind. Chem. Eng. (1991) 69, p. 259.
317. I. Manas-Zloczower, A. Nir, and Z. Tadmor, Rubber Chem. Techn. (1982) 55, p. 1250.
318. L.A. Utracki and Z.H. Shi, Polym. Eng. Sci. (1992) 32, p. 1824.
319. Z.H. Shi and L.A. Utracki, Polym. Eng. Sci. (1992)32, p. 1834.
320. L.A. Utracki ct al., Polym. Eng. Sci. (1992) 32, p. 1842.
321. L.A. Utracki etal., Polym. Eng. Sci. (1995) 35, p. 115-127.
322. L.A. Utracki et al., Polym. Networks Blends (1993) 3, p. 167.
Часть III
ПРАКТИЧЕСКИЕ
ПРИЛОЖЕНИЯ
8. Конструкция шнека
Шнек — это особенный, наиболее важный механический элемент экструдера. Правиль-
ность конструкции шнека оказывает критическое влияние на работоспособность экструдера.
Нестабильность при транспортировке материала является следствием несовершенной гео-
метрии шнека, причем даже самые точные компьютеризированные системы контроля не спо-
собны решить эту проблему. Конструирование шнеков до сих пор еще рассматривают скорее
как искусство, чем как науку. В результате ошибки, касающиеся некоторых аспектов проекти-
рования шнеков, изобилуют и в наше время. Поскольку теория одношнековой экструзии в на-
стоящий момент хорошо разработана (см. главу 7), конструирование шнеков для этого про-
цесса теперь может базироваться на фундаментальных теоретических принципах. Таким об-
разом, проектирование шнеков для одношнековых экструдеров должно быть наукой,
уверенно опирающейся на закономерности процессов переработки полимеров.
К сожалению, конструкторы шнеков не всегда знакомы с современными достижениями
науки. В результате многие шнеки на сегодняшний день обладают весьма далекими от идеала
млрактеристиками исключительно по причине несовершенной конструкции. В качестве при-
мера можно привести часто встречающуюся прямоугольную форму витка с постоянным ша-
гом, равным диаметру шнека; такой шаг соответствует углу наклона витка 17,66°. Однако для
некоторых полимеров использование нарезки прямоугольной формы не оптимально с точки
Зрения плавления и движения расплава. Этот факт известен с начала 1950-х годов, но до сих
®ор многие, используемые на сегодняшний день, шнеки постоянно изготавливают с прямо-
угольной формой нарезки.
Отсутствие всестороннего исчерпывающего пособия по проектированию шнеков — фак-
^Р> тормозящий развитие технологии экструзии. Задача этой главы — продемонстрировать,
теория экструзии может быть использована для грамотного конструирования шнеков,
еемся, что в результате анализа теории экструзии будет создан надежный фундамент, ко-
1>Ь1 позволит создать в будущем лучшие и наиболее эффективные конструкции. Принци-
^яроектирования шнеков важны не только при создании новых экструдеров, но также и при
^^изе технологических проблем уже существующих экструзионных линий. Важно пони-
Ядп *К какой части процесса относится данный недостаток: к плохой конструкции шнека или
элементам производства. Таким образом, знание основных принципов конструиро-
шнеков важно для каждого специалиста, имеющего дело с экструдерами.
428 ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
8.1. Механика шнеков
Независимой от выбора геометрии шнека является задача обеспечения его достаточной
механической прочности в условиях нагрузок, вызванных процессом транспортировки поли-
мера в экструдере,
8.1.1. Прочность на кручение
Шнек должен передавать крутящий момент. Следует помнить, что наиболее опасное сече-
ние шнека относится к зоне питания экструдера, поскольку в зоне питания шнек имеет наи-
меньшую площадь поперечного сечения и, следовательно, наименьшую прочность на круче-
ние. Таким образом, в зоне питания шнек передает наибольший крутящий момент, тогда как в
последующих зонах величина крутящего момента меньше. В общем случае, крутящий момент
шнека может быть найден из уравнения
Т = (8.1)
где Zm — мощность шнека; N— частота вращения шнека, об/мин; С — нормирующий коэффи-
циент.
Если Zu, выражается в лошадиных силах (л.с.), a N в об/мин, то для того чтобы крутящий
момент измерялся в Н м постоянная С должна равняться 7120,9. Если ZU1 выражается в кило-
ваттах, то для того чтобы получить Тв тех же единицах константа С должна равняться 9549,3.
Формула, связывающая крутящий момент, угловую скорость и мощность имеет вид
Z = Tw =
2nTN
60 ’
(8.2)
где со — выражена в рад/с; N— в об/мин.
Из уравнения (8.1) можно видеть, что передаваемый крутящий момент прямо пропорцио-
нален мощности и обратно пропорционален частоте вращения шнека. Мощность, передавае-
мая шнеком, связана с мощностью двигателя формулой
Z = Z £ £
дпспер»
(8.3)
где £дв — коэффициент полезного действия (КПД) двигателя; е1|ср — КПД передачи.
Полный КПД обычно равен 0,75, отсюда следует, что мощность на шнеке составляет око-
ло 75% от мощности двигателя. Эпюра напряжений, возникающих от крутящего момента,
действующего на хвостовик шнека, показана на рис. 8.1.
Напряжение сдвига на валу, возникающее под действием крутящего момента, можно
представить как
2Тг Тг
Т itR* ~ J
гдеJ — полярный момент инерции.
(8.4)
I
g КОНСТРУКЦИЯ ШНЕКА
429
Как следует из рис. 8.1, максимальное на-
пряжение возникает у поверхности шнека
(приг* К) и равняется
2Т TR
— xR3 ~ /
(8.5)
Для того чтобы избежать разрушения ва-
ла шнека, максимальное напряжение должно
быть меньше, чем допускаемое напряжение
материала шнека Допускаемое напряже-
ние металла находится в пределах от 50 до
100 МПа. Для того чтобы обеспечить доста-
точную прочность на кручение, необходимо
выполнение неравенства
Рис. 8.1. Напряжения, действующие в шнеке
(8-6)
Из уравнения (8.6) можно рассчитать максимальную глубину канала в зоне питания
(8.7)
где D — диаметр шнека.
Рассмотрим экструдер с диаметром шнека 150 мм, частотой вращения 80 об/мин и мощ-
ностью 200 л.с. Крутящий момент шнека, в соответствии с уравнением (8.1), будет равен
17810 Н- м. При ха = 100 МПа, максимальная глубина канала в зоне питания составит
Нтах “ 0,0750 - 0,0484 « 0,0266 (м) - 26,6 (мм). (8.8)
Уравнения (8.6) и (8.7) пригодны только для монолитных шнеков. Если шнек имеет цен-
тральное охлаждение или обогрев, то его прочность на кручение меньше. В таком случае по-
лярный момент инерции составит:
(8.9)
где — радиус стержня шнека; Я()ТВ — радиус центрального канала шнека.
8.1.2. Прочность лопастей нарезки шнека
е Основная нагрузка на лопасти нарезки шнека возникает от разности давлений ДР между
толкающей и противоположной стороной. Кроме того, на вершину лопасти в результате
ка утечек через радиальный зазор между нарезкой и цилиндром действует сдвиговое на-
пряжение (рис. 8.2).
В результате действия нагрузки в лопасти шнека возникает распределение нормальных на-
Мент еНИй* котоРое достигает максимальной величины на поверхности шнека. Крутящий мо-
> возникающий из распределения нормальных напряжений, направлен в сторону, противо-
430
ЧАСТЬ III.. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 8.2. Напряжения, действующие
на лопасть нарезки шнека
Рис. 8.3. Зависимость отношения высоты лопа-
сти к ширине от ta/bP
положную относительно действия крутящего момента от тх и ДР. Если тутах — максимальное
нормальное напряжение, то баланс крутящих моментов на единицу длины витка имеет вид
|№\„их=|я2ДР + Яжх(Я). (8.10)
О Z
Тогда максимальное нормальное напряжение
= ЗЯ^+6Яг.(Н)
ушах 2 ' 7
W W
Поперечное напряжение сдвига тх, действующее на лопасть, также максимальна у поверх-
ности. Максимальное напряжение сдвига тГ11ах получим из баланса сил в направлении х
жхтах = жх(Я)+ НЛР. (8.12)
Тогда максимальное напряжение сдвига
тжпш»тх(Я)+-ДР. (8.13)
W
Эквивалентную величину для сдвигового и нормального напряжения можно определить,
используя следующий критерий:
т = (т2 4-Чт2 ст (8.14)
''comb х’’ушах ’’хmax / ** V
С использованием соотношения (8.14) из уравнения (8.11) можно определить отношение
высоты лопасти к ее ширине. Если сдвиговым напряжением тх (Н) на вершине лопасти можно
пренебречь, то отношение его высоты к ширине составит
(8.15)
Графически это соотношение иллюстрируется рис. 8.3.
1
8. КОНСТРУКЦИЯ ШНЕКА
431
Рис 8.4. Витки нарезки с переменной шириной
Как правило, отношение допускаемого напряжения к перепаду давлений т/ДР превыша-
ет 25. Тогда при H/z&^2 (наиболее распространенное значение) прочность будет более чем
достаточной, если пренебречь сдвиговым напряжением на вершине лопасти. В некоторых
случаях, например, в ситуациях, когда возникают значительные усилия при контакте ме-
талл-металл между шнеком и цилиндром, сдвиговым напряжением на вершине лопасти на-
резки пренебречь нельзя. В таких обстоятельствах на вершину лопасти могут действовать
очень большие сдвиговые напряжения, которые следует учесть. Однако это весьма нехарак-
терная ситуация, которой необходимо по возможности избегать.
Следует отметить, что концентрация напряжения в основании лопасти может быть значи-
тельно уменьшена, если ширину лопасти сделать переменной по высоте (рис. 8.4). Другим
преимуществом нарезки с переменной шириной является то, что ширина лопасти в вершине
может быть значительно уменьшена по сравнению с обычной геометрией лопасти (без увели-
чения напряжения в основании). Далее будет показано, что существуют принципиальные
функциональные преимущества, которые можно извлечь, используя варианты нарезки, пока-
занные на рис. 8.4 (см. также раздел 7.2.2).
8.1.3. Поперечный прогиб шнека
Прогиб шнека может произойти по разным причинам, одна из которых — действие на него
силы тяжести. Если закрепление шнека в приводе рассматривать как жесткое, а поддержкой
полимера пренебречь, то прогиб шнека под собственным весом можно представить схемой,
показанной на рис. 8.5.
Величина прогиба на конце шнека
Г(£)=^-,
8EI
где q — сила, отнесенная к длине шнека; Е — модуль упругости шнека; I — момент инерции.
Если пренебречь наличием нарезки в
вюеке, то уравнение (8.16) можно записать в
виде
(8.16)
ED2
eg ускорение свободного падения; р —
^^отность материала шнека.
(8.17)
432
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Отношение длины к диаметру, LID
Рис. 8.6. Прогиб в зависимости от длины шнека,
закрепленного с одной стороны
Рассмотрим экструдер, шнек которого
имеет диаметр 150 мм, плотность материала
7850 кг/м3 и модуль упругости 210 ГПа, То-
гда его прогиб составит
У(£)=3256-10"5£4. (8.18)
Зависимость прогиба от длины шнека по-
казана на рис. 8.6.
Видно, что прогиб начинает превышать
обычные значения радиального зазора
(—0,2 мм), когда отношение L/D превышает
10. Как правило, отношение L/D находится в
пределах от 20 до 30, при этом прогиб закреп-
ленного с одной стороны шнека на один-два
порядка превышает обычную величину ради-
ального зазора. Исходя из этих простых сооб-
ражений очевидно, что полимер должен
играть роль опоры, чтобы предотвратить кон-
такт между шнеком и цилиндром. Поддержи-
вающая сила необходима, чтобы предотвра-
тить недопустимый прогиб шнека под дейст-
вием собственного веса, который очень резко возрастает с увеличением L/D.
Другая причина поперечной деформации шнека — изгиб, возникающий при приложении
продольной нагрузки. Усилие, которое требуется, чтобы вызвать продольный изгиб однород-
ной консольной балки, равно
п2Е1
Таким образом, давление, вызывающее изгиб, определяется соотношением
(8.19)
(8.20)
Отношение длины шнека к диаметру, LID —►
Рис. 8.7. Зависимость критического давления от
величины L/D
п2ЕР2
64L2
Момент инерции выражается соотноше-
т пР*
нием I =----.
64
Зависимость критического давления в го-
ловке от L/D показана на рис. 8.7.
Учитывая, что модуль упругости равен
210 ГПа, а нормальное давление находится в
пределах от 20 до 60 МПа, становится очевид-
ным, что влияние изгиба будет существенно,
когда значение L/D превышает 20. Приведен
ное выше уравнение не принимает во внима
ние ослабление шнека из-за наличия винтово
го канала. Феннер и Уильямс [1] проанализп
ровали влияние наличия винтовых каналов и
сжатия материала. Они обнаружили, что кр11
8, КОНСТРУКЦИЯ ШНЕКА
433
тическое для изгиба давление в головке уменьшается, если принимать во внимание глубину
канала. При значениях H/D = 0,05 и степени сжатия С == 3 рассчитанная ими величина крити-
ческого давления в головке была меньше в 2 раза, чем значения, полученные по формуле
(8.20) и показанные на рис. 8.7. Эти результаты указывают на то, что изгиб начинает играть су-
щественную роль, когда L/D > 20. Таким образом, полимер поддерживает шнек в центральной
области экструдера и предотвращает контакт между ним и цилиндром, который возможен в
результате изгиба. Поперечная сила, возникающая вследствие изгиба, составляет
Fh=4FS/Z = nD2P8/£, (8.21)
где Г — сила, действующая на свободный конец шнека.
Так как отношение 5/L примерно равно 0,00005, поперечная сила, действующая вследст-
вие изгиба, крайне мала.
Другая возможная причина прогиба — влияние вращения вала. Этот эффект возникает,
когда частота вращения вала достигает критического значения. Тогда при вращении возника-
ют колебания с большей поперечной амплитудой, и движение становится динамически неста-
бильным. Эти явления происходят вследствие резонанса, когда частота вращения соответст-
вует собственной частоте колебаний вала шнека. Для однородной вибрации балки собствен-
ную частоту можно вычислить как
( a.El}42
L = Cn -М , (8.22)
)
где ag — ускорение свободного падения; — масса на единицу длины.
Величина Сп для балки с одним закрепленным концом и одним свободным равна 0,560.
Для балки круглого сечения критическая скорость вращения (N = 2л/) составляет
d (eV2
N.,=0,88-£ - . (8.23)
L kP;
При E = 210 ГПа и p = 7850 кг/м3 критическая окружная скорость
N _ 4549,5
w D(L/D)2'
(8.24)
где Nw = 33,7 об/с = 2022 об/мин.
Из этих данных видно, что возникновение резонанса невозможно при обычных процессах
экструзии. Феннер и Уильямс [1] также рассчитали критическую скорость вращения, необхо-
димую для резонанса, однако они опирались на некорректное уравнение. Вместо веса в урав-
нении (8.22) они использовали приходящуюся на единицу длины массу. Поэтому получен-
ные ими значения для скорости вращения занижены на величину ^7*
Другая возможная причина поперечного прогиба шнека — это неоднородное распределе-
ние давления по окружности шнека. На рис. 8.8 показано возможное распределение давления,
Которое приводит к появлению значительной поперечной силы.
Определим горизонтальную составляющую в виде соотношения
2к
Rh = |Р((р)со5<р7й/(р, (8.25)
о
134
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис 8.8. Распределение давления вокруг шнека,
которое вызывает его прогиб
а вертикальную составляющую — в виде
2п
R„ = |Р(ф)сО8фЯб/ф. (8.26)
о
Если давление ДР больше с левой стороны
чем с правой, то горизонтальная сила на дли-
не L составит
Rh=APDL. (8.27)
Если D = £ = 150 мм, а ДР = 1 МПа, то уси-
лие равно 22,5 кН. В действительности си-
туация более сложная вследствие того, что
давление изменяется как вдоль, так и поперек
канала. Из приведенного простого примера
ясно, что даже такой незначительный пере-
пад давлений, как 1 МПа, может вызвать зна-
чительную поперечную силу реакции шнека.
Сила реакции достаточна, чтобы изогнуть
шнек в цилиндре и вызвать существенный
износ пары. Такой тип вызванного давлением прогиба наиболее вероятен, когда давление
достигает максимума или минимума где-либо вдоль шнека. Кроме того, такой прогиб более
вероятен для шнеков с большими углами наклона спирали витка (более 20°), чем для шне-
ков с малыми углами (менее 20°), а также для шнеков с однозаходной нарезкой по сравне-
нию с двухзаходной.
Подчеркнем, что наиболее вероятное место экстремального значения давления находится
в конце зоны сжатия. Множество экспериментальных исследований подтверждают, что эпю-
ра давления вдоль шнека имеет максимум в области окончания зоны сжатия [77]. Это под-
тверждается и производственной практикой. При большой степени сжатия появляется веро-
ятность закупоривания канала твердой пробки, что может привести к возникновению локаль-
ных экстремальных нагрузок, приводящих к изгибу шнека. Отсюда следует вывод о том, что
в данном случае степень сжатия слишком велика для переработки данного материала. Поэто-
му возникает резкое превышение давления на этом участке экструдера.
Если рассмотреть все возможные причины прогиба шнека (под действием его веса, ко-
лебания при вращении и прогиба, вызванного неоднородностью давления), то оказывается,
что последняя причина является наиболее вероятной. Износ от этого вида деформации мо-
жет привести к серьезным последствиям. Автор был свидетелем случая, когда экструдер
с диаметром шнека 150 мм подвергся износу на 1 мм в течение 24 часов. Это произошло по-
сле замены обычного цилиндра на цилиндр с довольно длинными продольными канавками,
причем конструкцию шнека не изменили. Эту проблему можно было решить, уменьшив
длину зоны с канавками или изменив конструкцию шнека (уменьшить степень сжатия)-
Этот пример показывает, что прогиб, вызванный неоднородностью давления, может привес-
ти к серьезным неполадкам. К сожалению, эту проблему не легко диагностировать, посколь-
ку точное распределение давления по длине шнека, как правило, неизвестно. Задача услож-
няется тем, что этот вид износа может проявить себя через несколько недель или даже меся-
цев. Так что довольно сложно определить причину, которая привела к износу из-за большой
длительности процесса.
8< КОНСТРУКЦИЯ ШНЕКА 435
!-
8.2. Оптимизация процесса по производительности
Основная задача конструирования шнеков заключается в достижении наибольшей про-
изводительности экструдера при допустимом качестве расплава. К сожалению, высокая про-
изводительность и хорошее качество смешения являются в некоторой степени противоречи-
выми требованиями. С увеличением производительности уменьшается время присутствия
полимера в цилиндре, а значит сокращается время перемешивания расплава полимера. В ре-
зультате с увеличением производительности качество смешения падает. Тем не менее можно
достичь качественного смешения либо используя шнек с зонами смешения, либо применяя
статические смесители.
Кроме того, важно установить взаимосвязь между всеми функциональными зонами экс-
трудера. Проблема увеличения нагнетающей способности становится несущественной, если
имеются серьезные проблемы с плавлением материала. Таким образом, прежде чем проекти-
ровать новый шнек для замены старого, следует определить, какая часть шнека накладывает
ограничения на производительность экструдера. Эта проблема будет рассмотрена в главе 11,
посвященной выявлению неисправностей работы экструдера.
8.2.1. Оптимизация транспортировки расплава
Теория транспортировки расплава, обсуждаемая в разделе 7.4, может быть использована
для выбора оптимальной геометрии шнека. Однако эти аспекты обычно не существенны при
расчете зоны дозирования шнека. Определим оптимальную с точки зрения производительно-
сти глубину канала из уравнения
3V
— = 0. (8.28)
ЭН 4
Объемная скорость перемещения расплава ньютоновской жидкости, пренебрегая
влиянием торцов витка, дается уравнением (7.198). Учитывая, что ширина канала IV =
*(rcDsin<p/p)-w, скорость продольного течения расплава в цилиндрическом канале
vbi = rcDHcoscp, а градиент давления вдоль канала gz — ga sincp, где ga — градиент давления
вдоль оси, уравнение (7.198) можно записать в виде
Н3Р
V = 0,5rc£WH(TtZ)sinq>cos(p-jwcoscp)-----(itDsin2 (p-p^sin<p),
12qZ
(8.29)
где L — осевое расстояние, на котором происходит нарастание давления Р. Таким образом,
градиент осевого давления g„ = P/L,
Вязкость расплава полимера ц зависит от локальной скорости сдвига в канале шнека Ес-
ли предположить, что характерная скорость сдвига в канале рассчитывается как в модели ку-
З^товского течения, а расплав полимера ведет себя как неньютоновская жидкость «степенно-
го* типа, то вязкость расплава можно записать в виде
Т|= тп\
TtDN
Н
(8.30)
~~ коэффициент консистенции; п — индекс течения (см. уравнение (6.23)).
436
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Оптимальную для пропускной скорости глубину канала Я* можно определить из уравне-
ния (8.28), используя соотношение (8.30)
6(nDN)nmL
(n + 2)Ptan(p
(8.31)
Оптимальная глубина зависит от диаметра, частоты вращения шнека, индекса течения,
коэффициента консистенции, градиента давления и угла подъема нарезки шнека. Теперь оп-
ределим оптимальный угол подъема винтовой линии с помощью уравнения
^=0.
Э(р
(8.32)
Используя те же соотношения для скорости транспортировки расплава, для оптимально-
го угла подъема витка ф* получим выражение
nD cos2 ф* - nD sin2 ф* + pw sin ф* _ PHn +1
2nD sin ф* сояф* - pw созф* 6mZ(nDN )л
(8.33)
Уравнение (8.33) нелегко решить в такой форме, однако его можно значительно упро-
стить, допустив, что w = 0 и определив безразмерный градиент давления по длине канала g°.
Тогда
2 • • 2 •
cos <р.-sin ш, 0/ .
----------7—= ^"(сО5фг)л,
2 СОБфг
(8.34)
где
0 - РНл+15тф
&z 6mL(nDN со$ф)”
Теперь можно определить оптимальное значение угла наклона винтовой линии по соот-
ношению
2 cos2 ф’ - 2g°(со5ф* )л+1 = 1.
(8.36)
Из последнего уравнения получим решение для ньютоновской жидкости (п * 1)
СО8ф* =
1 V2
2-2g^
(8.37)
i
л + 1
Для крайнего неньютоновского случая (п * 0 ) решение имеет вид
2 cos2 ф‘ - 2g°(созф* )л + ’ = 1.
(8.38)
^КОНСТРУКЦИЯ ШНЕКА
437
Рис 8.9. Зависимость оптимального значения
угла наклона винтовой линии от без-
размерного градиента давления по
длине канала
Рис 8.10. Зависимость оптимального угла на-
клона нарезки от индекса течения и
приведенной ширины профиля гребня
лопасти
На рис. 8.9 показана зависимость оптимума угла наклона винтовой линии от безразмер-
ного градиента давления по длине канала при п = 1 и п = 0. Видно, что обе кривые расположе-
ны достаточно близко, что говорит о незначительном влиянии псевдопластичности жидко-
сти.
Интересная задача заключается в поиске общего оптимума как для глубины канала, так и
для угла наклона винтовой линии. Для этого подставим уравнение (8.31) в (8.33). После неко-
торых преобразований оптимальный угол можно определить по соотношению
( \‘/2
* I и V
sin<p^Urzr
\2п + 2/
(8.39)
где w — приведенная ширина витка
. pw
w — ——т
nD
(8.39а)
гд£р — число витков; w — ширина профиля гребня лопасти; D — диаметр шнека.
Подробности вывода формул можно найти в статье, посвященной конструированию
Янеков для двухстадийных экструдеров [2]. На рис. 8.10 можно видеть зависимость опти-
ального угла наклона нарезки от индекса течения и приведенной ширины профиля гребня
Лопасти.
Несложная структура уравнения (8.39) делает его полезным и удобным для использова-
при расчетах оптимальной геометрии зоны транспортировки расплава в экструдере. Для
^плавов полимеров со значениями индекса течения 0,3-0,4 и типовыми величинами шири-
лопасти нарезки, оптимальный угол наклона составляет 22-24°.
438
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Соответствующая оптимальная глубина канала может быть рассчитана с помощью урав-
нений (8.39) и (8.31)
(8.40)
К сожалению, оптимальная глубина канала зависит от большего числа переменных, чем
оптимальный угол наклона, который определяется только индексом течения и приведенной
шириной лопасти. Оптимальная глубина канала зависит как от этих параметров, так и от час-
тоты вращения и диаметра шнека, коэффициента консистенции и градиента давления. Это оз-
начает, что невозможно разработать совершенную геометрию шнека, а значит следует опреде-
лить наилучшие технологические параметры работы шнека в процессе его эксплуатации и
рассчитать геометрию шнека под эти параметры.
Необходимо отметить, что с теоретической точки зрения не совсем корректно использо-
вать выражение для ньютоновской жидкости и подставлять в него индекс течения. Однако ес-
ли не принимать этого упрощения, то аналитические расчеты становятся гораздо более слож-
ными, если вообще возможными. Результаты расчетов сравнивали со значениями, получен-
ными для двухмерного потока жидкости, и расхождения не превышали 10-20% [2]. Отметим,
что результаты были точными для ньютоновских жидкостей. Однако если оптимальную глу-
бину канала и угол наклона нарезки для псевдопластичной жидкости рассчитывать с исполь-
зованием выражения, полученного для ньютоновских жидкостей, можно придти к серьезным
ошибкам, особенно при значениях индекса течения до 0,5. Следовательно, очень важно при-
нимать во внимание псевдопластичность расплава, так как большинство расплавов полиме-
ров являются неньютоновскими жидкостями.
Вместо оптимизации геометрии шнека по производительности можно найти оптимум по
способности генерировать давление. Оптимальную для обеспечения максимального давле-
ния глубину Н*р и угол наклона нарезки <p’p можно найти из условия
ЭР = ЭР
ЭН Эф
Выражение для давления Р найдем, переписав (8.29)
н. ^(п + 2) 2V
р (п+ 1) 7r2jD2Ncos9(sin9- й)
Оптимальный угол наклона нарезки определим из уравнения
СО5ф*,(2 5Шф*, -w) _ n2P2NH
(з1пф‘7-а>)2 2V
(8.41)
(8.42)
(8.43)
Теперь, когда глубина и угол наклона совместно оптимизированы, уравнение (8.42) под-
ставим в (8.43). В результате получим следующее выражение для угла наклона нарезки при
оптимизации по способности генерировать давление:
5Шф’р =
х 1/2
П | '
2п + 2)
п + 2А
4п )
(8.44)
4- Й7
8; КОНСТРУКЦИЯ ШНЕКА
Сопоставляя эти результаты с оптимальным для производительности угломер* (см. урав-
нение (8.39)), можно сделать вывод о том, что обе величины совпадают друг с другом:
Фр=Фг=ф‘- (8.45)
Оптимальную с точки зрения способности генерировать давление глубину канала найдем
после подстановки уравнения (8.39) в (8.37). Получим похожее на (8.45) равенство
= = (8.46)
Отсюда следует вывод: совместная оптимизация глубины и угла наклона нарезки по про-
изводительности приводит к тем же результатам, что и оптимизация по способности генери-
ровать давление.
Необходимо отметить, что выражения для оптимума глубины канала пригодны только
При положительном градиенте давления. В случае отрицательного градиента давления поток
будет направлен вперед, и производительность будет возрастать с увеличением глубины ка-
нала без достижения максимума. В этом случае глубина зоны дозирования определяется тре-
бованиями к качеству плавления и смешению полимера.
Оптимальную глубину канала и угол наклона нарезки также можно определить, пользу-
ясь теорией транспортировки расплава как неньютоновской жидкости, рассматривая одно-
мерный поток (см. также раздел 7.4.2). Комбинируя уравнения (7.256) и (7.257), получим
уравнение для производительности
v=^Wi-x-rJxr+1
s + 2 X 1 1
(8.47)
гае
.«
_ (g„sin<p)sH,+s
1 R ~ s
ТП vb COS(p
Оптимальную глубину канала можно определить, взяв производную от производитель-
ности V и приравняв ее к нулю:
(8.47а)
ЭХ
1-Х-(х+2)Гя|ХГ1-Н^-[1 + ГЛ(5+1)|ХГ] = 0.
При значительных положительных градиентах давления уравнение (7.252) можно ис-
ООльзовать после вычисления первой производной от X по глубине канала Н.
ЭХ _(5+1) 1 _ 1 (1-X)stl - X
ЭН НГЛ [Xs+(1-X)s] Н Xs+(i-X)
’ Подставив уравнение (8.49) в (8.48) получим выражение только с переменными X и s
- 4 , ($+1)(х+2)|ХГ' Х’*'-(1-Х)1+'
(8.48)
(8.49)
(8.49а)
Полное решение уравнения (8.49) может оказаться слишком трудным, однако очевидно,
'ШЛьна при Л = 0, то есть когда скорость сдвига обращается в ноль на поверхности шнека. Оп-
Л —J у 1V1V/IW 1. VIXUOCXIDVA VJiriLUI\UlYl 1 —------—
' X “ 0 является одним из решений уравнения (8.49а). Таким образом, глубина канала опти-
S
2
к
440
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
тимальный угол наклона нарезки получим, взяв первую производную по производительно-
сти V и приравняв результат к нулю:
^_^b.|x|s+'-rR(s+i)|xr^
2cos2<p*(l- X -Гя|ХГ + 1) + sin2<p*
L Эф Оф
Эф] °-
Для совместной оптимизации глубины канала и угла наклона, учитывая условие X = 0 и
уравнение (8.49Z?), имеем
ЭХ
— = 2со1ап2ф*. (8.49с)
При X = 0 первая производная от X по углу наклона ф, исходя из (7.252), имеет вид
ЭХ _ 1 ЭГ\ _ s+tan^
Эф (s + 1)2 Эф ($+1)Ёапф
(8.49d)
Подставляя уравнение (8.49J) в (8.49с) получим выражение для оптимального угла на-
клона нарезки
. f 1 у2 ( п у2
tan ср = --- = ---------
Y ls + 27 U + 2nJ
(8.49c)
Чтобы сравнить эти результаты с результатами, полученными на основе модифицирован-
ного ньютоновского анализа (8.44), запишем выражение для оптимального угла наклона в
следующем виде:
( « V2
I я I
sintp = ------
(8.50)
Рис. 8.11. Зависимость оптимального угла накло-
на от индекса течения, полученная на
основе модифицированного анализа
ньютоновской жидкости и одномерно-
го анализа неньютоновской жидкости
Уравнение (8.50) очевидно отличается от
(8.44) тем, что в нем пренебрегают шириной
лопасти нарезки (&=0).
На рис. 8.11 приводится сравнение ре-
зультатов оптимизации при течении распла-
ва ньютоновской и неньютоновской жидко-
сти. Видно, что одномерный анализ неньюто-
новской жидкости приводит к большим
величинам оптимального угла наклона, чем
модифицированный анализ ньютоновской
жидкости, за исключением случая, когда ин-
декс течения равен единице.
На рис. 8.12, а приводится сравнение ре-
зультатов общей оптимизации, полученных
методом модифицированного анализа Д^я
ньютоновской жидкости и методом числовых
расчетов двухмерного течения для неньюто-
новской жидкости [2]. Видно, что величины
оптимального угла наклона, полученные по
модифицированному ньютоновскому анали-
gi КОНСТРУКЦИЯ ШНЕКА
441
Рис 8.12, а. Зависимость оптимального угла наклона от индекса течения, полученная на основе моди-
фицированного анализа течения ньютоновской жидкости и двухмерного анализа течения
неньютоновской жидкости
зу, примерно на 10-20% превышают данные
двухмерного анализа неньютоновской жид-
кости. Это говорит о том, что модифициро-
ванный анализ ньютоновского течения
(уравнение (8.44)) дает более реалистичные
результаты, чем одномерный анализ ненью-
тоновской жидкости. Использование по-
следнего приводит к ошибке в области, когда
угол наклона нарезки существенно превы-
шает нулевое значение (см. раздел 7.4.2).
Следовательно, необходимо использовать
двухмерный анализ течения неньютонов-
ской жидкости. Однако для этого случая не
существуют аналитические решения. Исхо-
дя из числовых расчетов, можно получить за-
висимость оптимального угла наклона от
безразмерного осевого градиента давления
.<• (рис. 8 .12, Ь)), который равен
HP
6mL
осевого давления
Рис. 8.12,Ь. Зависимость оптимального угла на-
клона от безразмерного осевого гра-
диента давления, полученная на осно-
ве численного анализа двухмерного
течения неньютоновской жидкости
(8.51)
Ми ™етим’что оптимальный угол наклона нарезки на рис.8.12, b получен на основе опти-
только по У^у наклона, а не на основе общей оптимизации по глубине канала и углу
она. На рис. 8.13 показана зависимость оптимального угла наклона от безразмерного гра-
давления вдоль канала, полученная методом двухмерного анализа течения неньюто-
; веской жидкости.
442
ЧАСТЫ11. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Безразмерный градиент давления
Рис, 8.13. Зависимость оптимального угла накло-
на нарезки от безразмерного градиен-
та давления по каналу, полученная по
численному методу двухмерного ана-
лиза течения неньютоновской жидкости
Рис. 8.13 можно сравнить с результатами
модифицированного анализа течения ньюто-
новской жидкости, показанным на рис. 8.9.
Отчетливо видно, что модифицированный
анализ недооценивает влияние неньютонов-
ского поведения.
К оптимизации геометрии шнека по пе-
ремещению расплава можно подойти и с по-
зиции использования уравнения для скоро-
сти потока ньютоновской жидкости с учетом
псевдопластического поведения (см. уравне-
ние (7.291)). Если шириной лопасти нарезки
пренебречь, то это уравнение можно записать
в виде
п 2D2HN sin ф coscp
( 1 §1п2ф
Vl + 2nJ 4ц
Оптимальный угол наклона нарезки можно определить, взяв по нему первую производ-
ную от производительности V и приравняв полученный результат к нулю. Этот результат
представим в виде выражения для оптимального угла наклона ф*
cos2 ф* — sin2 ф* 30 о
- -•—“ = COS(P
созф (1 + 2п)(4 + п)
(8.53)
Решение этого уравнения представим в виде
СО5ф = 2
(l + 2n)(4 + n)
(8.53л)
где безразмерный градиент по ходу канала равен
и __ о г
(8.536)
На рис. 8.14, а показана зависимость оптимального угла наклона нарезки, определенного
по уравнению (8.53л), от безразмерного градиента давления при различных величинах индек-
са течения. Очевидно, что оптимальный угол наклона однозначно зависит от индекса тече-
ния. Сравнение с результатами двухмерного анализа течения неньютоновской жидкости
(рис. 8.13) указывает на хорошее согласование при значениях индекса течения п > 0,5, однако
при п < 0,5 наблюдаются весьма большие расхождения.
Если оптимальный угол наклона выразить как функцию градиента осевого давления, то
его можно представить в виде
• 2(l + 2n)(4 + n)jw*
-----s£7P------
(8.54)
8. КОНСТРУКЦИЯ ШНЕКА
443
11
Ж"
' ,"Э‘.
..'.te-
Безразмерный градиент давления----► Градиент осевого давления
Рис. 8.14, Ь. Зависимость оптимального угла на-
клона нарезки от приведенного гра-
диента осевого давления
Рис. 8.14, а. Зависимость оптимального угла на-
клона нарезки от безразмерного гра-
диента давления вдоль канала, рассчи-
танная по уравнению (8.52) (аналити-
ческие результаты)
Тогда если градиент потерь осевого давления определен в виде
С>(1 Л ’
то оптимальный угол наклона нарезки можно выразить как
(1 + 2п)(4 + п)"1
<р’ = 05 arctan
.° I
Подобным же образом можно определить оптимальную глубину канала
1
1 + я
Н* _ (4 +и)(1 + 2и)27п(г/, cos<p)J
(8.54а)
(8.54b)
Iя
L 15g„ sin<p
Очень простое выражение для оптимального угла наклона получено Раувендаалем [82]:
ф’ = 135 + 165n. (8.54rf)
Зависимость оптимального угла наклона от приведенного градиента осевого давления
^соответствии с уравнением (8.546) показана на рис. 8.14, Ь. Видно, что рис. 8.14, b находится
за ^?°ШеМ соответствии с рис. 8.12,6, который иллюстрирует результаты двухмерного анали-
чения неньютоновской жидкости.
Ла н °ДВОДЯ итоги’можно заключить, что для совместной оптимизации глубины канала и уг-
наРезки модифицированный анализ течения ньютоновской жидкости дает более
с результаты, чем двухмерный анализ для неньютоновской жидкости. Важнейшими
(8.54с)
444
ЧАСТЫ!!. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
уравнениями являются (8.39) для нахождения оптимального угла наклона нарезки и (8.40)
для оптимальной глубины канала. Отметим также, что результаты общей оптимизации, осно-
ванные на двухмерном анализе течения неньютоновской жидкости, являются менее точными
чем данные, полученные методом модифицированного анализа для ньютоновской жидкости.
При оптимизации только по углу наклона или только по глубине канала результаты ре-
шения уравнения для скорости объемной производительности ньютоновской жидкости с уче-
том поправки на псевдопластическое поведение (см. уравнение (8.54)) более точные, чем
результаты модифицированного ньютоновского анализа (см. уравнение (8.36)). Еще раз под-
черкнем, что общая оптимизация чувствительна только к достаточно большим положитель-
ным градиентам давления. При отрицательном градиенте давления производительность уве-
личивается монотонно с увеличением глубины канала. В этом случае оптимальной глубины
канала не существует.
8.2.2. Оптимизация по пластицирующей способности
Оптимальные с точки зрения плавления геометрические параметры можно определить,
пользуясь уравнениями, полученными в разделе 7.3. Поскольку переменный угол наклона на-
резки можно легко пересчитать в длину вдоль оси, удобно использовать соотношение для
полной осевой длины участка плавления. В то же время полную длину участка плавления
вдоль канала необходимо выразить через длину участка плавления вдоль оси, чтобы сравнить
эти две величины. Определим полную длину участка плавления вдоль оси с помощью уравне-
ния (7.116)
sing?
П. I «. >
(8.55)
Запишем уравнение для исходной толщины твердого слоя материала (твердой пробки)
K£sinv_w 56)
1 Р
Скорости перемещения твердой пробки найдем по соотношению
v =----------. (8.57)
4 nD sin ф - pw)
Величина определяется по уравнению (7.109) и может быть записана в виде
[[2^Tt + ц(р* + р* - 2уьу„ cosg>)] pmvh sinф р2
(8.58)
Величина A t в уравнении (8.55) характеризует сжатие в осевом направлении и соотносит
ся со сжатием в направлении хода канала Аг и согласно с выражением
Л, = Л|5Шф. (8.59)
Пользуясь этими уравнениями, можно определить влияние различных геометрических
переменных. Рис. 8.15 показывает зависимость полной длины участка плавления вдоль оси
угла наклона при различных величинах ширины лопасти.
Угол наклона, град
Рис. 8.16. Зависимость длины плавления вдоль
Рис 8.15. Зависимость длины участка плавления оси от угла наклона нарезки для одно-,
вдоль оси от угла наклона двух- и трехзаходного шнеков
Результаты, показанные на рис. 8.15, рассчитаны для экструдера с диаметром шнека
50 мм, при частоте вращения 100 об/мин, производительности 100 кг/ч, температуре цилинд-
ра на 50 °C выше температуры плавления полимера, глубиной канала в зоне питания 5 мм,
осевым сжатием At = 0,008, заходностью шнека р = 1. При расчетах использовали данные для
полимерного материала со следующими свойствами:
• плотность расплава р * 7800 кг/м3;
• коэффициент теплопроводности km = 0,25 Дж/мс • К;
• вязкость расплава ц - 1500 Н • с/м2;
• изменение энтальпии ДН - 4,5 • 105 Дж/кг.
Эти свойства типичны для полиэтилена (см. табл. 6.1).
Л
1
iwvi
Ж
8.2.2.1. Роль угла наклона нарезки
Из рис. 8.15 видно, что при относительно малых значениях угла наклона нарезки, его уве-
ение приводит к резкому уменьшению длины участка плавления. При больших величинах
Jia наклона длина участка плавления уменьшается не так резко. Небольшое улучшение до-
^^*^ается при увеличении угла наклона свыше 30°. Длина участка плавления возрастает при
ШествЧеННИ ШИРИНЫ лопасти нарезки, особенно при малых углах. Из рис. 8.15 ясно, что не су-
Ует оптимального угла наклона, при котором длина участка плавления вдоль оси дости-
qq*. минимума. Кратчайшая длина участка плавления получена при значении угла наклона
Исньщ11 этом Длина участка плавления только на 3% меньше, чем при 30° и примерно на 8%
Нарез e,Qn°M ПРИ 17’66 (прямоугольный профиль лопасти). Учитывая, что при угле наклона
КИ шнек не способен осуществлять какого-либо транспортирующего действия, прак-
Ж кое применение такого значения лишено смысла.
®'^-2.2. Роль числа заходов нарезки
JkРлс q *М° уравнений (8.55) и (8.58) можно оценить роль числа заходов нарезки шнека.
ОДнп- „ показывает зависимость длины плавления вдоль оси от угла наклона нарезки для
Kt ’ двух- и трехзаходного шнеков.
446
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Расчеты проведены для уже использовавшегося в этом разделе примера экструдера. Из
рис. 8.16 видно, что участок плавления можно значительно уменьшить, если число заходов на-
резки увеличено, при условии что угол наклона достаточно велик. Можно легко показать, что
длина участка плавления при р параллельных витков L (р) относится к длине участка плавле-
ния с однозаходной нарезкой L (1) по формуле
Ь(Р)=Ж
(8.60)
Уравнение (8.60) действительно при нулевом сжатии в шнеке (/Ц = 0), когда шириной ло-
пасти можно пренебречь, однако оно достаточно точно даже при * 0. На рис. 8.16 показаны
кривые, соответствующие ширине лопасти ш = 0 и w = O,1D для шнеков с различным числом
заходов нарезки. Это демонстрирует тот факт, что влияние ширины лопасти становится более
выраженным при увеличении количества параллельных витков. Если же не принимать в рас-
чет число заходов шнека, то можно допустить серьезную ошибку. На рис. 8.16 показано, что
влияние угла наклона на длину плавления становится сильнее при увеличении числа заходов
нарезки. Длина участка плавления трехзаходного шнека и углом наклона нарезки 90° пример-
но на 20% меньше, чем при 17,66° (прямоугольный профиль лопасти), тогда как в однозаход-
ном шнеке различие составляет всего лишь около 8%.
На рис. 8.17 показано, что при увеличении числа витков снижается толщина твердой
пробки, что приводит к уменьшению средней толщины пленки расплава. Это положительно
сказывается на теплопереносе, увеличивает образование теплоты внутреннего трения, и в це-
лом улучшает характеристики расплава.
С точки зрения обеспечения оптимального качества плавления наиболее предпочтителен
вариант многозаходной конструкции шнека с относительно узкими лопастями и большим уг-
лом их наклона (около 25-30°). Такое сочетание различных параметров геометрии имеет
Рис. 8.17. Процесс плавления в шнеке с многоза-
ходной нарезкой
большое значение, поскольку использование
многозаходного шнека с малым углом накло-
на может серьезно ухудшить пластикацию.
Влияние угла наклона, ширины лопасти и
числа заходов можно также проанализиро-
вать по коэффициенту использования объема
шнека, который определяется как объем кана-
ла, деленный на полный объем канала и лопа-
сти нарезки:
е =1-----(8.61)
juDsincp
На рис. 8.18 показана зависимость коэф'
фициента использования объема от угла на-
клона нарезки при различном числе заходов-
Вид но, что этот коэффициент увеличивается
резко при малых и более плавно при больших
углах наклона. Также видно, что наибольшие
J of)
£fl получаются при угле наклона, равном
Если при малых углах наклона витка увели
чивать заходность, то коэффициент использо
вания объема снижается значительно. При
кг
|В 8. КОНСТРУКЦИЯ ШНЕКА
Рис. 8.18. Зависимость коэффициента использования объема от угла наклона нарезки при различном
числе заходов
1
ф-17,66° (прямоугольный профиль лопасти), коэффициент использования объема состав-
лю ляет около 85% прир = 1 и около 50% прир = 4. При <р - 30° коэффициент использования объ-
ема составляет около 95% при р = 1 и около 75% при р = 4. Таким образом, вредное влияние
многозаходной нарезки на коэффициент использования объема меньше проявляется при
W больших углах, чем при малых.
t8.2.2.3. Роль зазора между лопастью нарезки и цилиндром
Пользуясь уравнением (7.107), определим скорость плавления для отличного от нуля за-
>а
^=1РяДгЯи(1У;)-1РиДп5. (8.62)
Уравнение (8.62) выражает скорость плавления на единицу длины z', гдег' — направление
<осительной скорости между твердым слоем материала и цилиндром. Скорость плавления
единицу длины по направлению хода канала z запишем в виде
dMp
Из уравнения (8.63) видно, что скорость плавления уменьшается с увеличением зазора,
висимость скорости плавления от радиального зазора показана на рис. 8.19, а для примера,
Смотренного ранее при <р = 17,66° и VVS = 1/2Р.
2 Г 1
“ sin(P-
Q?^ + (^PAsin<p
(8.63)
448
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
зоны сжатия от степени сжатия
Рис. 8.19, а. Зависимость скорости плавления от
радиального зазора
Из рис. 8.19, а видно, что скорость плавления монотонно понижается с увеличением ради-
ального зазора. Учитывая, что обычно зазор равен 0,001£), его удвоение приводит к уменьше-
нию скорости плавления примерно на 25%. Увеличение зазора втрое приводит к уменьшению
скорости плавления примерно на 35%. Очевидно, что износ экструдера в зоне пластикации
оказывает пагубное влияние на процесс плавления. К сожалению, износ шнеков и цилиндров
чаще всего происходит именно в зоне пластикации экструдера (см. раздел 8.1.3). Этот тип из-
носа, влияя негативно на плавление, снижает производительность экструдера. При этом мож-
но наблюдать такие явления, как неоднородность температуры, колебания производительно-
сти и давления. Если на практике появились проблемы такого рода, то полезно проверить сте-
пень износа шнека и цилиндра. При превышении исходной величины зазора в 2-3 раза шнек
и/или цилиндр следует заменить.
Далее будет рассмотрен износ в зоне сжатия шнека, который, как правило, происходит
вследствие больших значений степени сжатия.
8.2.Z.4. Роль степени сжатия
Как обсуждалось в разделе 7.3, уменьшение глубины канала приводит к увеличению ши-
рины твердого слоя. Плавление вызывает уменьшение ширины твердого слоя. Учитывая это,
отметим, что при слишком резком сжатии плавление может не происходить с необходимо»
скоростью, и твердая пробка будет увеличиваться. В конечном счете, это приводит к закупо-
риванию канала, поэтому по возможности этого явления следует избегать. Закупоривание
вызывает колебания производительности, а также может способствовать износу шнека в зоне
сжатия (см. раздел 8.1.3). Как обсуждалось в разделе 7.3, условия, позволяющие избежать за-
купоривания, можно представить в виде
Qi
> 1.
(8.64)
Степень сжатия Хс представляет собой глубину канала в зоне питания, отнесенную к
глубине канала в зоне дозирования. Обозначим длину зоны сжатия вдоль оси как Тогда,
чтобы избежать закупоривания, длина зоны сжатия должна удовлетворять следующему не'
равенству:
8. КОНСТРУКЦИЯ ШНЕКА
449
vsPs^Hf(Xc - l)sin<p
с > «Л
(8 65)
Из уравнения (8.65) следует, что минимально допустимую длину зоны сжатия можно оп-
ределить, если известна степень сжатия. На рис. 8.19, b показана зависимость минимальной
величины Lc от степени сжатия для описанного ранее примера.
Очевидно, что при больших степенях сжатия длина соответствующей зоны должна быть
больше. В противном случае может возникнуть эффект закупоривания. Поэтому следует из-
бегать применения шнеков с резким сжатием. Одно из заблуждений, встречающееся при кон-
струировании шнеков, заключается во мнении, что для качественной экструзии некоторых
полимеров, например, полиамида, требуется резкое сжатие. Шнеки с длиной зоны сжатия ме-
нее одного диаметра встречаются очень часто, но они работают только при условии, что боль-
шая часть плавления происходит до нее. Это противоречит основной задаче, которую выпол-
няет данный участок шнека. Шнеки с резким сжатием не достаточно функциональны, по-
скольку они вызывают колебания объемного расхода и подвержены износу. Надо понимать,
что качественная экструзия большинства полимеров не требует слишком резкого сжатия, а
преимущества использования шнеков с резким сжатием являются воображаемыми и основы-
ваются на серьезных заблуждениях. Очевидно, такие шнеки могут найти адекватное примене-
ние на второй стадии двухстадийной экструзии, когда плавление в основном происходит на
первой стадии (см. раздел 8.5.2).
8.2.3. Оптимизация транспортировки твердой фазы
полимера
Оптимизация процесса транспортировки твердой фазы полимера имеет большое значе-
ние, поскольку этот процесс обеспечивает общую пластикационную эффективность экстру-
дера. Нестабильности, возникающие при перемещении твердого материала, передаются впе-
ред по потоку, что приводит к колебаниям производительности и давления. Это явление уже
обсуждалось в разделе 7.2.2.2, где показана возможность использования секций цилиндра с
продольными канавками, которые позволяют улучшить скорость и стабильность транспорти-
ровки твердого материала. Однако существуют некоторые важные аспекты оптимизации,
имеющие отношение и к конструированию шнеков.
| 8.2.3.1. Роль глубины канала
В В главе 7.2.2 уже обсуждалось, что долж-
на существовать оптимальная глубина кана-
у ла, при которой скорость транспортировки
jf Твердого материала достигает максимума.
При низких величинах прироста давления по
$ Зоне тРанспортировки твердого материала
°Птимальная глубина канала оказывается ка-
*ущейся, поскольку такой оптимум не суще-
^^^твует, если учесть кривизну канала. Тем не
^.'‘Менее при большом приросте давления все же
^ствительно существует оптимальная глу-
'кан;и1а Даже при учете его кривизны.
° показано на рис. 8.20 для экструдера с
^^аметром шнека 114 мм, частотой вращения
Рис 8.20. Зависимость скорости транспортиров-
ки от глубины канала
К. 3120
450
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
60 об/мин, коэффициентами трения 0,5 — для цилиндра и 0,3 — для шнека. Видно, что с уве-
личением градиента давления оптимальная глубина канала снижается.
Определить оптимальную глубину канала можно, взяв первую производную от скорости
транспортировки твердого полимера М s по глубине канала Ни приравняв результат к нулю:
^ = 0. (8.66)
Уравнение (8.66) не имеет решения в простом виде, но оценить оптимальную глубину ка-
нала можно, используя численный или графический метод. Оптимальная глубина канала уве-
личивается с ростом коэффициента трения на цилиндре, который уменьшается с понижением
коэффициента трения шнека, заходности и градиента давления. К сожалению, истинные ко-
эффициенты трения, как правило, с достаточной степенью точности неизвестны, поэтому на-
дежный расчет оптимальной глубины канала обычно невозможен. Глубина канала в зоне пи-
тания шнеков, используемых в цилиндрах с гладкой внутренней поверхностью, составляет
обычно около 0,15-0,20£). В цилиндрах с канавками в зоне питания глубина канала составля-
ет около 0,1D.
8.2.3. 2. Роль угла наклона нарезки
Также существует некоторая оптимальная величина угла наклона нарезки в зоне пита-
ния, при которой скорость транспортировки твердого материала достигает максимума. Это
очевидно, если предположить, что при углах наклона, равных 0 и 90°, скорость транспорти-
ровки равна нулю. Таким образом, при некотором значении угла между 0 и 90° скорость
транспортировки достигнет максимума. Определить оптимальный угол наклона можно с по-
мощью соотношения
Э0 tan0 tan0 (. Э0
Эф Сапф 1ап(0 + ф)^ Эф
где
Э0 = 1 Э Г(1 + /2-£2)1/2-/Л
Эф cos(0 + ф) Эф |_ 14- //
Уравнение (8.68) не имеет удобного аналитического решения. Однако оптимальный угол
наклона можно определить, используя численный или графический методы. И вновь возни-
кает проблема определения коэффициентов трения. Следовательно, точная оценка оптималь-
ного угла наклона, как правило, не возможна. В большинстве шнеков угол наклона в зоне пи-
тания находится в пределах от 15 до 25°, а наиболее распространенное значение составляет
17,66°.
8.2.3. 3. Влияние заходности нарезки шнека
Влияние заходности нарезки шнека в зоне питания уже обсуждалось в разделе 7.2.2. Уве
личение заходности уменьшает площадь поперечного сечения канала (см. рис. 8.18) и увели
чивает площадь контакта между твердым материалом и шнеком. Каждый из этих факторов
имеет негативное воздействие на транспортирующую способность, особенно при сравнитеЛ^
но малых углах наклона нарезки. Коэффициент использования объема, показанный
рис. 8.18, представляет собой отношение площади поперечного сечения между лопастя
к полной площади сечения между шнеком и цилиндром.
(8.67)
(8.68)
в. КОНСТРУКЦИЯ ШНЕКА
451
8.23.4. Влияние радиального зазора
Если твердые полимерные частицы образуют твердую пробку, то утечек потока через за-
зор между нарезкой и цилиндром почти не будет. В большинстве случаев этот зазор меньше
чем размер частицы полимера. Таким образом, даже если полимерные частицы не достаточно
плотно упакованы, фактический радиальный зазор не оказывает критического воздействия
на транспортировку твердого материала.
8.23.5. Влияние геометрии витка
Деккер [3] изучил влияние различных типов геометрии нарезки на транспортировку
твердого материала. Он предположил, что многие нестабильности в процессе экструзии объ-
ясняются деформацией твердой пробки. Очевидно, что внутренняя деформация в объеме
твердого материала более вероятна при низких коэффициентах трения между полимерными
частицами. Сферические частицы, как правило, имеют более низкий коэффициент трения,
чем несферические (например, цилиндрические) и, следовательно, более склонны к деформа-
ции в твердой фазе. Этим можно объяснить часто наблюдаемые различия в экструзионном
поведении гранул, полученных разрезанием стренг и гранулирование в головке.
Деккер [3] сравнил трапециевидную геометрию лопастей нарезки шнека с типичной пря-
моугольной и обнаружил, что такая форма приводит к наиболее высокой производительности и
более стабильному процессу экструзии, особенно при больших скоростях вращения шнека.
Трапециевидная геометрия нарезки также оптимальна с точки зрения распределения напряже-
ний (см. раздел 8.1.2, рис. 8.4, а), Можно ожидать, что применение искривленной геометрии
витка, показанной на рис. 8.4, Ь, приведет к определенным преимуществам при перемещении
твердого материала так же, как и использование трапециевидной геометрии (см. раздел 7.2.2).
Другое важное преимущество использования геометрии нарезки такого типа заключается
в уменьшении контакта между твердым материалом и шнеком, что является дополнительным
положительным фактором для транспортирующей способности экструдера.
< Сполдинг и сотрудники [64] изучили взаимосвязь между радиусом основания лопасти и
движение твердого материала. Они обнаружили, что наибольший радиус при основании ло-
пасти может улучшить транспортные характеристики при высоком уровне развиваемого дав-
ления в зоне твердой фазы. Эти авторы рекомендуют использовать радиус основания, равный
1/4 от глубины канала в зоне питания. Однако обоснование этой рекомендации не совсем со-
относится с данными, представленными в их публикации. На самом деле радиус основания
витка 0,25/7 недостаточен, и наиболее предпочтительное значение радиуса составляет
1,077, поскольку такие величины обеспечивают более плавный переход от шнека к лопа-
сти нарезки. Кроме того, большая величина радиуса создаст значительные дополнительные
нормальные силы на поверхности цилиндра, тем самым увеличивая усилие, способствующее
Перемещению твердого материала.
8.3. Оптимизация по затратам энергии
ЙОЙ НекотоРых случаях оптимизация по потреблению энергии может оказаться более важ-
ЙИе*ЧеМ оптимизация по производительности. Например, это так в ситуации, когда потребле-
^энергии избыточно вследствие высоких рабочих температур и увеличенной вероятности
.^РУкции. Для некоторых полимеров характерны особенные свойства, требующие высоких
Й*ВекотНе^ГИИ Типичный пример — это линейный полиэтилен низкой плотности (Л ПЭНП)
Й°®ном°РЫе МаРки металлоценовых ПЭ. Высокие энергетические затраты имеют место в ос-
Ду при переработке полимеров с высокой вязкостью расплава. Эта проблема может ока-
452
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
заться особенно трудной, если высокая вязкость сохраняется при высоких скоростях сдвига
(большие значения индекса течения). К наиболее сложным с точки зрения затрат энергии по-
лимерам относятся полимеры с низким показателем текучести расплава (ПТР) и с относи-
тельно высоким индексом течения. Для таких полимеров появляются дополнительные требо-
вания к конструкции шнека с целью минимизировать затраты энергии.
Геометрию шнека, которая соответствует минимальным затратам энергии, можно рассчи-
тать, пользуясь выражениями, полученными в главе 7. В этом разделе внимание будет уделе-
но только зоне транспортировки расплава, однако, используя аналогичные методики, можно
выполнить анализ других функциональных зон. Уравнения для расчета затрат энергии при
транспортировке расплава представлены в разделе 7.4.1.3. При оптимизации затрат энергии
необходимо рассмотреть вопрос о затратах мощности на различных этапах перемещения ма-
териала. Кроме того, минимизация затрат мощности не будет в достаточной степени адекват-
ной без учета производительности. Очевидно, что затраты мощности оптимальны, когда их
отношение к производительности достигает минимума. Такое отношение называется удель-
ными энергозатратами и представляет собой затраченную механическую энергию на единицу
массы материала, выражаемую обычно кВт • ч/кг. Большая доля удельных энергозатрат соот-
ветствует большим энергозатратам на единицу продукции, что приводит к большим прирос-
там температуры в полимере и возможной его деструкции. Таким образом, оптимальная с точ-
ки зрения энергозатрат геометрия шнека характеризуется удельными энергозатратами.
8.3.1. Оптимизация по величине угла наклона нарезки
Определим оптимальный с точки зрения энергозатрат угол наклона нарезки шнека <р*, ис-
пользуя соотношение
Эф Эф
(8.69)
Чтобы найти первую производную от энергозатрат Z по углу наклона ф, запишем энерго-
затраты в виде явной функции от угла спирали. Используя уравнение из раздела 7.4.1.3, мож-
но получить следующее выражение:
-2 • &А
Z = ax + a2 sin ф + «з 5Шфсо5ф + ——,
БШф
где
_p\mDv];dl'
Cl 4 — j
1 н
_ 3p\MiDvldl
й О — •
2 н
(8.70)
(8.7Ю)
(8.7 tb)
pnD^Hg^
а _
л 8
(8.7
Чтобы вычислить первую производную от производительности V по углу наклона <Р>33
пишем производительность в виде явной функции от угла наклона
Икч
Г -8. КОНСТРУКЦИЯ ШНЕКА
- t V=bt sin ф созф+b2 sin2 ф,
где
М . 1 п /г/ (яО)2+(р6)2 -3
6,=-pt£>q,(H-S)-v / VF g„8;
2 12gclhp
b = _ pnDH3ga _ 7t2Z>253nufc
2 12ц 2Я2цс16 ’
453
(8.72)
(8.73a)
(8.736)
Теперь определим оптимальный угол наклона:
. п п cos<p н 1, . п г 2
а2 sin2ф + а3 соз2ф- а. —-я, sin2<р + о2 sin
sin <рД2
(8.74)
= (bt соз2ф + Ь2 8ш2ф) ах + а2 зш2ф+ а3 зшфсо5ф+ —
V 5Шф
Это уравнение, очевидно, не имеет аналитического решения, поэтому необходимо искать
- либо графическое решение, либо использовать численные методы, такие как метод Ныото-
! на-Рафсона.
На рис. 8.21 показана зависимость угла наклона нарезки от глубины канала для экструде-
« . ра с диаметром шнека 50 мм при частоте вращения 100 об/мин. Данные получены для следую-
щих условий: ширина лопасти 0,W, радиальный зазор 0,001D, заходность 1, индекс течения
. полимера 0,5, коэффициент консистенции т = 104 Па/с”, плотность расплава 0,8 г/см3. Из ри-
-: сунка видно, что оптимум слабо зависит от глубины канала при умеренном градиенте давле-
ния. Однако при высоких градиентах давления четко отмечается уменьшение оптимального
/ угла наклона с увеличением глубины канала.
, •/* На рис. 8.22 показана зависимость реальных удельных энергозатрат (У ЭЗ) при оптималь-
ном угле наклона нарезки от глубины канала. Видно, что УЭЗ при малой глубине канала до-
Статочно велики, однако они снижаются с увеличением глубины канала. При высоких гради-
Рис 8.22. Зависимость УЭЗ при оптимальном уг-
ле наклона нарезки от глубины канала
454
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
ентах давления УЭЗ достигают минимума и затем возрастают с увеличением глубины канала.
Таким образом, рис. 8.22 иллюстрирует графический метод определения оптимальной — с по-
зиции энергозатрат — глубины канала с учетом того, что и глубина канала и угол наклона вит-
ка оптимизированы совместно. Также можно заметить, что большие градиенты давления при-
водят к существенно более высоким УЭЗ. Наиболее распространенные значения глубины ка-
нала находятся в диапазоне 0,01-0,051), что приводит к изменению значений УЭЗ примерно
на 50%. При таких параметрах удается улучшить эффективность смешения в зоне дозирова-
ния, однако при этом имеют место интенсивные тепловыделения вследствие внутреннего тре-
ния, которое может привести к перегреву полимера.
Рассчитаем оптимальную глубину канала Я* по уравнению
^L\7-^Y-7
дН дН
(8.75)
Решение этого уравнения приводит к формуле (8.74). Его затруднительно представить в
аналитической форме, но можно проанализировать численно или графически (см. рис. 8.22).
8.3.2. Влияние радиального зазора
Влияние радиального зазора на оптимальный угол наклона нарезки показано на рис. 8.23
при двух значениях градиента давления. Можно видеть, что радиальный зазор достаточно
слабо влияет на оптимальный угол наклона.
На рис. 8.24 показана зависимость соответствующих УЭЗ от величины радиального зазо-
ра. Видно, что имеется такая величина зазора 5*, при которой УЭЗ достигает минимума' При
большом градиенте давления 8* = 20-5 м, тогда как при малом — 8* > 30*5 м. Таким образом,
обычное значение радиального зазора не обязательно является наилучшим для зоны дозиро-
вания экструдера. Однако, как обсуждалось в разделе 8.2.2, радиальный зазор в зоне плавле-
ния должен быть по возможности наименьшим, чтобы улучшить плавление полимера. Это на-
водит на идею о переменном радиальном зазоре, который можно обеспечить варьированием
внутреннего диаметра цилиндра и/или наружного диаметра шнека. К сожалению, износ
Рис. 8.23. Зависимость угла наклона нарезки от
величины радиального зазора
О и, UO ______I------1-----1 ----«ГТ
> 5-10^10-10^ 15-10-5 20-Ю"5 25-10'5 30-ш
Радиальный зазор, мм------►
Рис. 8.24. Зависимость УЭЗ при оптимальном Угре
наклона нарезки от величины радиаяь
него зазора
8, КОНСТРУКЦИЯ ШНЕКА
455
обычно происходит в зоне сжатия, но если бы он имел место в зоне дозирования, то можно бы-
ло бы добиться положительного эффекта.
Определить оптимальный радиальный зазор можно из соотношения
Э8 38
(8.76)
И опять мы имеем уравнение, аналитическое решение которого получить нельзя. Поэто-
му оптимальный зазор можно найти, решив это уравнение численно или графически.
8.3.3. Влияние ширины витка
После проверки различных требований по энергозатратам, можно заметить, что основная
доля энергии теряется в зазоре между вершиной нарезки и цилиндром (см., например, уравне-
ние (8.7id)). Энергозатраты в зазоре обратно пропорциональны радиальному зазору и прямо
пропорциональны полной ширине лопасти. Однако вязкость в зазоре, как правило, меньше,
чем в канале, так как расплав полимера представляет собой псевдопластичную жидкость. На
рис. 8.25 показано, как отношение энергозатрат в зазоре Zc] к полным энергозатратам Zt зави-
сит от отношения ширины лопасти w к сумме ширины канала и ширины лопасти IV + w для
полимера с индексом течения п = 0,5.
На рис. 8.25 показано, что относительные энергозатраты возрастают с увеличением отно-
сительной ширины лопасти. Типичное значение w/(W + w) составляет обычно 0,1, что в при-
зере на рис. 8.25 соответствует примерно 40% от величины полных энергозатрат. Потерянная
в зазоре энергия не служит каким-либо полезным целям, не способствует перемещению поли-
мера и вызывает его нагревание. Следовательно, необходимо уменьшить ширину лопасти
С тем, чтобы понизить энергозатраты в зазоре. Затраты энергии в зазоре более ощутимы, когда
течение материала соответствует поведению ньютоновской жидкости, то есть падение вязко-
сти с ростом скорости сдвига невелико. Это показано на рис. 8.26, где представлена зависи-
мость ZcjZt от индекса течения. Вязкость в зазоре определяется из уравнения
п-1
(8.77)
8 )
Вязкость в канале определяется по уравнению:
/ \ л-1
„ _ Л I
'h .
(8.78)
Ц = 7Z2 -2-
Данные, представленные на рис. 8.25 и 8.26, получены при условиях, соответствующих
иартному зазору 0,001D.
Доля потерь энергии в зазоре резко возрастает с увеличением индекса течения. Для слу-
ньютоновской жидкости в зазоре теряется около 80% всей энергии! Таким образом, из-
°чные энергозатраты более вероятны, когда используемый материал характеризуется
альшим снижением вязкости при увеличении скорости сдвига. Это основная причина
возникающих при экструзии таких материалов, как ЛПЭНП и металлоценовый
«этилен.
Наиболее логичный путь к снижению энергозатрат в зоне дозирования состоит в умень-
ши отношения w/W-ь w. Добиться этого можно двумя способами. Первый заключается
ичении ширины канала IVувеличением угла наклона лопасти (см. раздел 8.3.1). Второй
456
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 8.26. Зависимость Zc1 /total от индекса тече-
ния
состоит в уменьшении ширины лопасти. Очевидно, что самый эффективный метод сочетает
в себе оба подхода. В результате, величину w/W + w удается снизить от типичных значений 0,1
до приблизительно 0,03. Минимальное значение ширины лопасти определяется не функцио-
нальными, а механическими требованиями. С функциональной точки зрения необходимо,
чтобы ширина лопасти была сколь угодно малой. Однако этой ширины должно быть доста-
точно, чтобы противостоять действующим на нее силам. Механические требования подробно
рассматривались в разделе 8.1.2. Ширина лопасти в зоне дозирования wm может быть гораздо
меньше, чем в зоне питания оу, поскольку высота лопасти (или глубина канала) в зоне дозиро-
вания значительно меньше. Чтобы получить примерно равные механические напряжения на
лопастях, можно использовать следующее соотношение для определения ширины лопасти
в зоне дозирования:
V2
(8.79)
Учитывая, что ширина лопасти в зоне питания примерно равна ОДР, уравнение (8.79)
можно записать в виде
(8.80)
где Хс соответствует Нf/Нт.
Опираясь на эти предпосылки, в целях понижения энергозатрат при переработке такого
материала, как ЛПЭНП, была разработана новая конструкция шнека, часто именуемая как
LL-шнек [4, 5]. На рис. 8.27 показаны шнек типовой конструкции и ZL-шнек, которым соот
8. КОНСТРУКЦИЯ ШНЕКА
457
0=38
Зона питания 60
Зона сжатия 80
Зона дозирования 100
w=4 мм, Н=6 мм, ф=22,57°
w=2,2 мм, Н=2 мм, <р=27,5°
рис. 8.27. Шнек типовой конструкции и LL-шнек
ветствуют диаметр 38 мм и величина L/D = 24. В сущности, оба шнека отличаются углом на-
клона и шириной лопасти, поэтому функциональные отличия между ними можно свести к
этим двум факторам.
На рис. 8.28 показана зависимость расчетной производительности от энергии, затрачен-
ной в зоне дозирования, для шнеков, представленных на рис. 8.27.
На рис. 8.29 показана зависимость действительной производительности от энергии для
тех же шнеков. Ясно, что оптимизированная геометрия ££-шнеков приводит к значительно
меньшим потерям энергии по сравнению с типовой конструкцией. Снижение энергозатрат
составляет примерно от 35 до 40%. Интересно также отметить, что расчетные потери энергии
(рис. 8.28) хорошо согласуются с действительными величинами (рис. 8.29). Несоответствие
данных по ординате объясняется тем, что расчетные значения (рис. 8.28) получены только
для зоны дозирования, тогда как действительные величины (рис. 8.29) получены по отноше-
нию к полным энергозатратам.
Патент на LL-шнек описан в [65].
Лицензия на производство таких
шнеков получена Migrandy Corpo-
ration.
Необходимо отметить, что пре-
имущества от уменьшения шири-
ны и увеличения угла наклона на-
резки распространяются также на
зону пластикации. Энергозатраты
в зоне пластикации экструдера по-
нижаются с уменьшением шири-
ны лопасти. В разделе 8.2.2 указы-
валось на то, что увеличение угла
наклона способствует качеству
Расплавления материала. Таким
образом, совместное увеличение
Угла наклона нарезки и уменыпе-
Ине ширины лопасти должно ока-
Рис. 8.28. Зависимость расчетной производительности от
энергозатрат
458
ЧАСТЫП. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 8.29. Зависимость действительной производительности
от энергозатрат
зывать положительный эффект не
только на зону транспортировки
расплава, но и на зону плавления
экструдера.
8.4. Шнеки
с однозаходной
нарезкой
В предыдущем разделе этой
главы конструирование шнеков
рассматривалось с функциональ-
ной точки зрения. Благодаря опи-
санной в главе 7 теории экструзии
было показано, как для достиже-
ния оптимальных характеристик
можно количественно определить параметры конструкции шнека. В этой главе проектирова-
ние шнеков будет рассматриваться под другим углом зрения, а именно будут рассмотрены ис-
пользуемые на сегодняшний день конструкции и проанализированы их преимущества и не-
достатки.
8.4.1. Типовой шнек
Во многих источниках по экструзии упоминаются так называемые типовые или обычные
шнеки. Для того чтобы определить это понятие количественно, приведем основные характе-
ристики такого шнека (рис. 8.30):
• полная длина 20-30£>;
• длина зоны питания 4-8D;
• длина зоны дозирования 6- 10D;
• число заходов нарезки 1;
• шаг нарезки 1D (угол наклона 17,66);
• ширина лопасти 0,1D;.
• глубина канала в зоне питания 0,15-0,207);
• соотношение глубин каналов 2-4.
Приведенные параметры типового шнека являются ориентировочными. Интересно, од-
нако, что большинство современных шнеков имеют характеристики, соответствующие пере-
Рис. 8.30. Типовой шнек
8. КОНСТРУКЦИЯ ШНЕКА
459
численным параметрам. Для экструзии профилей из ПА, ПК, ПБТФ Бринкшредер и Йохан-
набер [46] рекомендуют глубину канала в зоне питания Яу= 0,11 (D + 25), а глубину канала в
зоне дозирования Нт = 0,04 (D 4- 25), где глубина канала Ни диаметр D выражены в мм. Руко-
водствуясь этими данными, можно легко определить геометрические размеры типового шне-
ка.
Опираясь на методологию конструирования, описанную в разделах 8.2 и 8.3, необходимо
понимать, что конструкция типового шнека не оптимальна. Такая конструкция появилась в
течение нескольких последних десятилетий, главным образом в результате эксперименталь-
ных работ, и она хорошо подходит для переработки многих полимеров. Однако можно осуще-
ствить значительные улучшения характеристик шнеков, если использовать оптимизацию на
основе теории экструзии. В связи с этим несколько странно, что типовая конструкция шнека
так популярна сегодня. Вероятно, это указывает на недостаточную осведомленность о разви-
тии теории применительно к проектированию шнеков и преимуществах, которые можно реа-
лизовать, пользуясь функциональной оптимизацией. Другая интересная особенность заклю-
чается в том, что некоторые производители экструзионных шнеков стараются использовать
изощренные компьютерные программы для оптимизации геометрии шнека, но часто при этом
не отходят от использования прямоугольного профиля нарезки. Можно показать путем про-
стого анализа, что геометрия прямоугольного профиля не оптимальна для плавления или
транспортировки расплава. Таким образом, если в результате оптимизации с использованием
компьютера получены геометрические параметры, отвечающие прямоугольному профилю
нарезки, то мы имеем дело либо с некорректной программой, либо с ее некорректным исполь-
зованием.
8.4.2. Разновидности типовых экструзионных шнеков
На сегодняшний день существует большое число модификаций типовых экструзионных
шнеков. Невозможно упомянуть все из них, поэтому основное внимание будет уделено наибо-
лее важным конструкциям. На рис. 8.31 показан типовой шнек с увеличенной заходностью в
эоне питания. Дополнительные витки призваны сгладить колебания давления, происходящие
вследствие перерывов в подпитке материала из загрузочного бункера при вращении шнека.
Важное преимущество двухзаходной геометрии заключается в том, что силы, действующие на
шнек, сбалансированы таким образом, что прогиб шнека становится менее вероятным. Недо-
статок такой конструкции состоит в том, что дополнительные витки уменьшают поперечное
сечение канала и увеличивают поверхность контакта твердой пробки и шнека. Таким образом,
Можно снизить колебания давления, но при этом уменьшится скорость перемещения твердо-
го материала. Поэтому применение двухзаходной нарезки в зоне питания экструдеров с плав-
ным, гладким сечением цилиндра часто приводит к понижению их производительности.
На рис. 8.32, а показан шнек с переменным увеличивающимся шагом нарезки. Перемен-
ный шаг позволяет использовать оптимальный угол наклона нарезки локально, то есть опти-
мальный угол наклона в зоне питания для перемещения твердого материала и оптимальный
Угол наклона в зоне дозирования для перемещения расплава. Эта конструкция защищена па-
тентом США [6] и описана в 1980 г. в публикации ANTEC [7].
На рис. 8.32, b показан шнек с переменным шагом нарезки часто используемый для экс-
трузии резиновых смесей (см. также раздел 2.1.4). В этой конструкции шаг уменьшается
с 8.31 Типовой шнек с увеличенной заходностью в зоне питания
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
460
Рис. 8.32, а. Шнек с переменным увеличивающимся шагом нарезки
Рис. 8.32, Ь. Шнек с переменным уменьшающимся шагом нарезки
Рис. 8.33. Шнек без зоны дозирования
вдоль оси в противоположность тому, как это сделано на шнеке, показанном на рис. 8.32, «.
Уменьшение шага приводит к поперечному сжатию материала в канале шнека. В результате
этого обычное сжатие, обусловленное уменьшающейся глубиной канала, можно снизить или
вообще не применять. Фактически многие шнеки такого типа сохраняют постоянную глуби-
ну канала вдоль всей его длины.
Необходимо отметить, что шнек с переменным уменьшающимся шагом не обеспечивает
высокую производительность. Впервые он был разработан с целью обеспечить минимальные
сдвиговые усилия при переработке полимеров. L/D такого шнека обычно около 10 и исполь-
зуется он исключительно для экструзии резиновых смесей. При индексе течения меньше 0,2
прямоугольный профиль лопасти способен улучшить транспортировку расплава (см. уравне-
ние (8.54J)).
Поставщики ЛПЭНП для переработки этого полимера обычно рекомендуют шнеки с пе-
ременным уменьшающимся шагом [61]. Учитывая данные раздела 8.3, отметим, что такая
конструкция на первый взгляд кажется непригодной для переработки ЛПЭНП. Как обсужда-
лось в разделе 8.3, энергозатраты можно уменьшить путем увеличения угла наклона и ради-
ального зазора, а также уменьшая ширину лопасти. Шнек с переменным уменьшающимся ша-
гом, рекомендованный для ЛПЭНП, не имеет уменьшенной ширины лопасти, а угол наклона
снижается. Такое сочетание параметров приводит к возрастанию потерь энергии, а не к их
снижению.
Тем не менее шнек с переменным уменьшающимся шагом применяют для экструзии
ЛПЭНП потому, что зазор между витками и цилиндром в данной конструкции примерно
вдвое больше чем в других! Эта конструктивная особенность обычно не подчеркивается, од-
нако именно в ней заключается причина использования шнеков с переменным уменьшаю-
щимся шагом для экструзии ЛПЭНП, поскольку потери энергии в радиальном зазоре играют
доминирующую роль. Опираясь на аргументы, приведенные в разделе 8.3, можно сделать вы
вод о том, что шнек с переменным увеличивающимся шагом, имея больший радиальный за
зор, будет значительно лучше, чем шнек с переменным уменьшающимся шагом. Недостаток
большого зазора заключается в снижении пластикационной эффективности и уменьшении
теплообмена между расплавом полимера и цилиндром. Поэтому шнеки с переменным умень
шающимся шагом с увеличенным радиальным зазором не пригодны для экструзии
какого-либо другого полимера кроме ЛПЭНП.
На рис. 8.33 показан шнек без зоны дозирования [8], который используется в машинах
литья под давлением. Шнек без зоны дозирования применяется для уменьшения температур
8. КОНСТРУКЦИЯ ШНЕКА
461
них перегревов материала за счет углубления канала в зоне перемещения расплава. Очевид-
ный недостаток этого шнека заключается в том, что способность генерировать давление сни-
жается. Однако это не самый большой недостаток для процесса литья. Для анализа других ас-
пектов проблемы можно рекомендовать материал, изложенный в разделе 8.3.
На рис. 8.34 показан шнек без зоны дозирования и без зоны питания. Такой шнек, в конеч-
ном счете, состоит только из зоны сжатия, что обеспечивает плавное сжатие материала. Дан-
ная конструкция имеет многолетнюю коммерческую историю и успешно используется для
многих полимеров, например для ПА.
Прямая противоположность шнеку без зон питания и дозирования — шнек с очень резким
сжатием (рис. 8.35). В таких шнеках длина зоны сжатия менее W. К сожалению, их часто рас-
сматривают как шнеки для переработки ПА. К сожалению — потому что этим подразумевает-
ся, что ПА необходимо экструдировать с резким сжатием. Однако это серьезное заблуждение,
а успех в применении шнеков без зон дозирования и питания для экструзии ПА делает это аб-
солютно очевидным. ПА имеет относительно узкий температурный диапазон плавления, пос-
ле чего становится низковязкой жидкостью. Однако это не означает, что зона сжатия должна
быть очень резкой. Максимальное сжатие можно рассчитать из уравнения (8.64). Относи-
тельная ширина температурного диапазона плавления полимера совершенно несущественна
для выбора максимальной степени сжатия шнека. Это было убедительно продемонстрирова-
но в 1963 г. Боннером [9], который показал, что плавное сжатие шнека способствует отводу
воздуха, снижению колебаний давления и производительности, а также улучшению качества
экструзии.
Шнек без зоны дозирования используется для снижения тепловыделений от внутреннего
трения (энергозатрат) в зоне транспортировки расплава за счет относительно глубоких кана-
лов в этой части шнека с глубиной, уменьшающейся линейно вдоль оси. На похожем принци-
пе основано использование декомпрессионного шнека, показанного на рис. 8.36. Конец шнека
имеет большую глубину канала, за которой следует зона декомпрессии. В последней зоне глу-
бина канала постоянна, при этом глубокий канал в конце шнека понижает способность шнека
генерировать давление. Отметим (следуя методикам оптимизации, рассмотренным в разде-
ле 8.3), что самой эффективной экономии мощности можно достичь, изменяя не только глу-
бину канала, но и угол наклона нарезки, ширину лопасти, радиальный зазор.
5
nic 834. Шнек без зон дозирования и питания
8.35. Шнек с резким сжатием
Я ое
«.□о. Декомпрессионный шнек
462
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
8.5. Дегазирующие экструзионные шнеки
Дегазирующие экструзионные шнеки используют для удаления из полимера летучих ве-
ществ в непрерывном процессе. Экструдеры со шнеками такого типа имеют один или не-
сколько вентиляционных отверстий, посредством которых отводятся летучие вещества. Не-
которые назначения таких экструдеров:
• удаление мономеров и олигомеров при производстве полимеров (например, ПС,
ПЭВП, ПП и др.);
• удаление продуктов реакции при поликонденсации (например, воды, метанола и др.) и
олигомеров из ПА и полиэстеров;
• удаление воздуха из наполненных полимеров, особенно из армированных стеклово-
локном;
• удаление осажденной жидкости при эмульсионной и суспензионной полимеризации
(например, ПС, ПВХ и др.);
• удаление воды из гидрофильных полимеров (например, АБС, ПММА, ПА, ПК, САН,
КА, ПУ, ППО, полисульфон и др.); все полимерные частицы могут поглощать влагу,
проходя через процесс подводной грануляции или вследствие поверхностной конден-
сации, если хранение осуществляется при меняющейся температуре и влажности;
• удаление растворителя и непрореагировавшего мономера при полимеризации из рас-
твора (например, ПЭВП);
• удаление летучих веществ в смесях полимеров с добавками и различными ингредиен-
тами.
Самое распространенное назначение экструдеров с вентиляционными отверстиями — это
удаление воды из гидрофильных полимеров. Допустимая влажность при переработке боль-
шинства полимеров экструзией менее 0,2%. В некоторых полимерах это содержание значи-
тельно меньше, например ПММА < 0,1%, АБС-пластик < 0,1%, ПБТФ < 0,05%, ПК < 0,02%.
Многие полимеры имеют такое равновесное содержание влаги при комнатной температуре и
50%-ной относительной влажности, которое значительно превышает максимально допусти-
мые нормы для экструзии. Величины равновесного содержания влаги гидрофильных полиме-
ров [10]: АБС-пластик 1,5%, ПММА 0,8%, ПБТФ 0,2%, ПК 0,2%, ПА 3%. Для получения каче-
ственной продукции из таких полимеров требуется тщательная сушка или экструзия с дегаза-
цией. Во многих случаях экструзия с дегазацией предпочтительнее.
Обычные двухстадийные экструдеры могут уменьшить содержание летучих веществ
только до 1%. Например, для смеси ПП/Ксилол с первоначальным содержанием растворите-
ля от 0,3 до 1,0%, количество растворителя, удаленного через одношнековый экструдер с дега-
зацией, примерно 50%.
8.5.1. Особенности работы экструдеров
На рис. 8.37 показан типичный двухстадийный экструзионный шнек с дегазацией. Шнек
состоит, по крайней мере, из пяти зон. Первые три зоны — питания, сжатия и дозирования —
подобны зонам обычного шнека. После зоны дозирования идет резкая декомпрессия, за кото
рой следует зона экстракции, затем — резкое сжатие и зона нагнетания. Для обеспечения х°
рошей дегазации необходимо выполнение двух условий. Во-первых, требуется обеспечить
нулевое давление в объеме, под вентиляционным отверстием, кроме того, в этой зоне полимер
должен быть полностью расплавлен.
g КОНСТРУКЦИЯ ШНЕКА
463
рис 8.37. Типичный двухстадийный дегазирующий экструзионный шнек
Требование нулевого давления объясняется необходимостью избежать утечки расплава
через вентиляционное отверстие. Второе требование имеет несколько причин. Если полимер
не полностью расплавлен в зоне дозирования, то не будет обеспечено надежное уплотнение
между вентиляционным отверстием и зоной питания. Это накладывает ограничения на уро-
вень вакуума, который может создаваться для удаления летучих. Достаточно глубокий ваку-
ум необходим для осуществления эффективной дегазации. Вторая причина, требующая пол-
ного расплавления полимера, связана с коэффициентом диффузии. Процесс дегазации в экс-
трудере часто определяется диффузией [2] (см. также раздел 7.6). Коэффициент диффузии в
большой степени зависит от температуры. Пока температура полимера ниже точки плавле-
ния, диффузия протекает с крайне низкой скоростью. Поэтому для увеличения скорости диф-
фузии и эффективности дегазации полимер должен находиться в расплавленном состоянии.
Даже для расплава коэффициент диффузии можно увеличить путем увеличения температу-
ры его температуры [ 11 ]. Кроме того, в расплавленном объеме полимера происходит обновле-
ние поверхности, что также весьма способствует дегазации. Степень обновления поверхности
является важным параметром, который необходимо учитывать при проектировании шнеков.
Многозаходные шнеки с большим шагом в зоне экстракции имеют преимущество с точки зре-
ния эффективности дегазации. Таким образом, для эффективной дегазации в зоне экстрак-
ции полимер должен быть полностью расплавлен и сильно разогрет. Условие полного рас-
плавления полимера можно установить, используя процедуру, описанную в разделе 8.2.2.
Отсутствие давления можно обеспечить тем, что полимер не полностью заполняет зону
экстракции. Если канал заполнен не полностью, то давление не развивается. Для того чтобы
достичь неполного заполнения, глубина зоны экстракции обычно в 3 раза больше, чем глуби-
на зоны дозирования, а транспортирующая способность зоны нагнетания должна быть боль-
ше, чем транспортирующая способность зоны дозирования. Другими словами, необходимо
чтобы полимер удалялся из зоны экстракции с большей скоростью, чем он в нее поступает. Ес-
ли транспортирующая способность зоны нагнетания недостаточна, расплав полимера будет
возвращаться из нее и, в конце концов, начнутся утечки через вентиляционное отверстие.
Если шаг нарезки постоянен, а вязкость расплава полимера описывается выражением
(8.78), то максимальное давление в экструзионной головке, необходимое для эффективной
Дегазации, можно найти из уравнения [2]
Р
max
Нр - Hi
tan ср
(8.81)
т
Эт° уравнение было получено исходя из предположения, что в зоне дозирования гради-
Нт Давления равен нулю, а соотношение между производительностью и давлением (7.198)
ечает модели течения ньютоновской жидкости. Оптимальную глубину канала в зоне на-
ания Нр можно получить из выражения
464
ЧАСТЬ ИГ ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Откуда
(8.82)
н._(п + 2)Нт
р п + 1
(8.83)
Отношение глубины канала в зоне нагнетания к глубине в зоне дозирования часто назы-
вают степенью нагнетания Хр. Оптимальная степень нагнетания Н*р в соответствии с уравне-
нием (8.83) зависит, как показано на рис. 8.38, лишь от индекса течения.
Очевидно, степень нагнетания должна увеличиваться с уменьшением индекса течения.
Нижний предел степени нагнетания равен 1,5, и это значение необходимо использовать для
полимеров с характеристиками, близкими к ньютоновской жидкости. Верхний предел степе-
ни нагнетания равен 2,0, и это значение необходимо использовать для расплавов полимеров с
явно выраженным псевдопластичным поведением.
Строго говоря, необходимо подставить вязкость неньютоновской жидкости в линейное
соотношение между производительностью и давлением (см. раздел 8.2.1). Таким образом,
уравнения (8.81) и (8.83) не являются на 100% точными. Однако они более точны, чем оценки,
полученные для ньютоновской жидкости, поскольку в последнем случае могут возникать су-
щественные ошибки (см., например, рис. 7.62 и 7.66). На рис. 8.39 показана зависимость без-
размерного максимального давления от степени нагнетания Хр.
Безразмерное максимальное давление представляет собой действительное максимальное
давление, деленное на величину максимального давления для течения ньютоновской жидко-
сти (Хр = 1,5):
Р 27(Х -1)( Vk А
шах____ v Р_____ h I
Сх(”=1) 4Х",+2 ,НП)
max х z р \ ш /
(8.84)
Рис. 8.38. Зависимость оптимальной степени на-
гнетания от индекса течения
На рис. 8.39 показано, что пик давления
для ньютоновской жидкости наибольший и
понижается с уменьшением индекса течения.
Из этого следует, что способность генериро-
вать давление уменьшается по мере того как
для жидкости становится все более сильно
выраженным эффект падения вязкости с уве-
личением скорости сдвига. В то же время оп-
тимальная степень нагнетания возрастает с
уменьшением индекса течения. Из уравне-
ния (8.84) видно, что безразмерное макси-
мальное давление также зависит от средней
скорости сдвига в канале шнека. На рис. 8.40
показано как безразмерное максимальное
давление зависит от степени нагнетания при
нескольких значениях скорости сдвига.
Из рис. 8.40 следует, что увеличение ско'
роста сдвига оказывает большое влияние на
способность генерировать давление. Это
видно и из следующего выражения:
g КОНСТРУКЦИЯ ШНЕКА
465
Рис. 8.39. Зависимость безразмерного максимального давления от степени нагнетания
л-1
, (8.85)
ffL(Yi) I Yi
N2
где N — частота вращения шнека.
Рис. 8.40. Зависимость безразмерного давления
от степени нагнетания при разных ско-
ростях сдвига ил = 0,5
Данные соображения имеют большое
практическое значение. Прежде всего, вид-
но, что с увеличением частоты вращения
шнека способность развивать давление воз-
растает медленнее, чем частота вращения.
Таким образом, если производительность
увеличивается приблизительно пропорцио-
нально частоте вращения шнека, то давле-
ние в экструзионной головке может превы-
сить Ртах, вызывая тем самым утечки через
вентиляционное отверстие. Вероятность
этого больше, если материал характеризуется сильно выраженным падением вязкости с рос
том скорости сдвига, то есть когда индекс течения приближается к нулю.
466
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
8.5.2. Различные конструкции экструдеров
с вентиляционными отверстиями
Существует множество различных вариантов более или менее эффективных дегазирую-
щих одношнековых экструдеров. Рассмотрим некоторые из самых распространенных конст-
рукций.
8.5.2.1. Обычный экструдер с зоной дегазации
На рис. 8.37 показан обычный экструдер с зоной дегазации. Во многих случаях зоны сме-
шения введены непосредственно в зону дозирования шнека, чтобы улучшить гомогенизацию
расплава, попадающего в зону экстракции. Летучие вещества движутся с полимером до вен-
тиляционного отверстия. Такой тип дегазации называется «форвард-дегазация». Длина зоны
экстракции обычно составляет 2-5D. Глубина канала в зоне дегазации велика, особенно если
полимер на этом участке вспенивается. Глубина канала в зоне дегазации превышает 0,4£> для
шнеков большого диаметра, для малых — 0,31). Для того чтобы добиться частой обновляемо-
сти поверхности, зону дегазации обычно выполняют с многозаходной нарезкой (рис. 8.41, а).
В этом случае угол наклона часто увеличивают от общепринятых 17,66° (прямоугольный про-
филь) до более чем 40° [12].
В разделе 8.5.1 отмечалось, что оптимальная степень нагнетания находится в пределах
1,5-2,0. На практике степень нагнетания обычно выбирают из диапазона 1,2-1,4. Однако та-
кие низкие значения этого параметра увеличивают вероятность утечек через отверстие. Ино-
гда эти утечки устраняют, ограничивая поступление материала в экструдер. Но если такой
технологический прием необходим, то это указывает на недостаток конструкции шнека, а зна-
чит следовало бы переделать шнек или разработать новый. Карли [13] предлагает установить
предварительный клапан для регулировки скорости потока материала на входе в зону дегаза-
ции (рис. 8.41, Ь).
Рис. 8.41, а. Зона экстракции с многозаходной нарезкой
Рис. 8.41, Ь. Размещение предварительного клапана
8. КОНСТРУКЦИЯ ШНЕКА
467
Другой метод предложен Хейдрихом [56], который разработал экструдер с возможностью
осевой регулировки положения шнека. Регулировка осуществляется с помощью конического
перехода в конце зоны дозирования (пример такого элемента показан на рис. 8.45). Экстру де-
ры с зоной дегазации без внешней регулировки неудобны, поэтому желательно разместить
какой-нибудь смесительный элемент, сбрасывающий давление. Это улучшит гомогенизацию
и уменьшит давление расплава на входе в зону дегазации.
8.5.Z.2. Экструдер с байпасом
Другой метод управления скоростью потока в зоне экстракции заключается в примене-
нии системы с байпасом, предложенной Виллертом из Egan Machinery Company [14]. Мэддок
и Мацук [15] рассмотрели особенности экструдеров с байпасом (рис. 8.42) и провели экспери-
менты со шнеками различной геометрии.
Расплав полимера проталкивается из зоны дозирования через байпас с помощью введе-
ния секции с многозаходной противоположно направленной мелкой нарезкой, расположен-
ной между зоной дозирования и зоной экстракции. Байпас имеет один или несколько регули-
ровочных ограничителей для контроля скорости потока в зоне экстракции. Полимер перете-
кает из байпаса в начало зоны экстракции. Мэддок и Мацук пришли к выводу, что наличие
байпаса позволяет реализовать широкий диапазон операций, понижая чувствительность к не-
стабильностям и ошибкам оператора.
Различные системы с байпасом описаны Андерсом [16] (рис. 8.43). Расплав перетекает из
зоны дозирования в байпас, который расположен параллельно шнеку. Проталкивание рас-
плава в байпас обеспечивает участок шнека с многозаходной противоположно направленной
мелкой нарезкой. Канал расположен под этим участком в виде вставки и его длина составляет
8-42. Экструдер с байпасом компании Едап
ж Экструдер с байпасом компа-
Й: нии Berstdorff
'' Регулируемый ограничитель
468
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 8.44. Дегазация через тыльную часть шнека
примерно 2D. Расплав полимера попадает
в зону дегазации через многочисленные
отверстия. Это позволяет увеличить об-
новляемость поверхности и улучшить
эффективность дегазации. Байпас имеет
ограничители для регулировки подачи
материала в зону дозирования. Дегази-
рующую способность можно увеличить,
размещая в зоне дозирования многозаход-
ную нарезку с большим шагом. Систему,
описанную Андерсом, используют в мно-
гостадийных экструдерах.
8.5.2.3. Дегазация через тыльную часть шнека
Дегазация через тыльную часть шнека применяется в экструдерах с загрузкой расплав-
ленного материала. При этом летучие вещества удаляются через расположенное с обратной
стороны от бункера отверстие (рис. 8.44).
Вентиляционный разъем расположен на расстоянии как минимум ID от бункера, чтобы из-
бежать попадания в него материала. Для увеличения дегазирующей способности расплав часто
продавливают в экструдер через многочисленные небольшие отверстия (рис. 8.45 и 8.48).
Для того чтобы избежать закупоривания вентиляционного разъема, можно установить
механизм контроля подпитки, который будет регулировать наполнение экструдера. Это мож-
но сделать, подбирая давление в начале зоны дозирования за счет изменения скорости враще-
ния шнека или скорости подпитки.
8.5.Z.4. Дегазация с использованием системы
с несколькими отверстиями
Дегазацию с использованием системы несколькими отверстиями используют, когда из
полимера необходимо выводить большое количество летучих веществ. В грамотно разрабо-
танной конструкции за один цикл экструзии удаляется более 15% летучих веществ. На
рис. 8.45 показана схема многоступенчатая система дегазации расплавленного полистирола.
Эта система включает дегазацию через тыльную часть шнека, рассекатель расплава для
увеличения площади поверхности, регулируемый путем осевого перемещения шнека канал
перед участком вентиляции, впрыск воды и байпас в конце участка дегазации. Такая система
позволяет довести содержание мономера с 15 до 0,1% за одну операцию, что сопоставимо с ре-
зультатами использования двухшнековой машины с дегазацией.
Рис. 8.45. Эффективная многостадийная дегазирующая система
8. КОНСТРУКЦИЯ ШНЕКА
469
Загрузка
Рис 8.46. Обычный трехстадийный экструзионный шнек
При высоком содержании летучих веществ дегазация начинается весьма быстро вследст-
вие сопутствующего эффекта вспенивания (см. раздел 5.4.2). При уменьшении количества ле-
тучих дегазация происходит уже вследствие молекулярной диффузии и с заметно меньшей
скоростью. В этом случае дегазацию можно значительно увеличить добавлением в полимер
вспенивающего агента, который добавляют сразу перед зоной смешения. Это приводит к
вспениванию полимера в зоне дегазации и к улучшению эффективности удаления летучих.
Наиболее простым вспенивающим агентом является вода. Также используют низкокипящие
органические вещества и азот. В некоторых случаях летучее вещество и вспенивающий агент
могут образовывать азеотропную смесь, которая кипит при температурах, меньших, чем ка-
кой либо из ее компонентов (например, стирол и вода) [17].
Наиболее распространенный трехстадийный экструзионный шнек показан на рис. 8.46.
Такая система имеет два вентиляционных отверстия и применяется в случаях, когда одного
отверстия недостаточно для эффективного извлечения летучих. Например, она используется
для экструзии АБС-пластика (Броценик и Крюдер [18]), полиакрилата, поликарбоната, по-
липропилена и т. д. (Николс, Крюдер, Ридену [19]). Такая система может понизить количест-
во влаги в полимере вплоть до 5-7%.
8.5.2.5. Каскадная дегазация
{ Часто для дегазации полимеров применяют два последовательно работающих экструде-
ра. Первый экструдер используется преимущественно для транспортировки, плавления и
Смешения, второй — для транспортировки расплава, то есть для создания давления. Первый
, экструдер часто делают многошнековым; второй — обычно одношнековый. На рис. 8.47 пока-
"аан экструдер с планетарной системой шнеков, подпитывающий другой одношнековыи экс-
брудер.
t Дегазация происходит между первым и вторым экструдерами. Система, показанная на
РИс. 8.47, часто используется для дегазации при переработке ПВХ. Эффективность дегазации
^°Жно улучшить продавливанием расплава полимера через специальную фильеру перед вхо-
дом во второй экструдер (рис. 8.48).
Расстояние между фильерой и вторым экструдером должно быть по возможности боль-
’ чтобы улучшить эффективность дегазации. Это расстояние ограничено тем, что волокна
Должнь! охлаждаться ниже определенной температуры входа во второй экструдер.
сновное преимущество каскадной дегазирующей системы по сравнению с дегазирую-
Исистемами одношнековых экструдеров заключается в возможности контролировать
ность генерировать давление на второй стадии путем регулировки производительно-
Иа первой стадии. Очевидно, стоимость каскадной системы выше, поэтому решение об ис-
Ж
470
ЧАСТЫП. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 8.47. Каскадная дегазация с применением экструдера с планетарной системой шнеков, питающе-
го одношнековый экструдер
7Z&ZZZZZZZZZZZZZZZZZZZZZZ
Рис. 8.48. Продавливание расплава для
улучшения дегазации
пользовании того или иного варианта должно ос-
новываться на требованиях к гибкости и управ-
ляемости данного технологического процесса.
8.5.2.6. Вентиляция через шнек
Бернхард в 1956 году [20] предложил инте-
ресную^ конструкцию дегазирующей системы, в
которой летучие вещества удаляются через шнек,
а не через вентиляционное отверстие в цилиндре.
Шнек имеет полую сердцевину, связанную попе-
речно расположенным отверстием в зоне дегаза-
ции (рис. 8.49, а).
Летучие вещества извлекаются через вра-
щающийся ниппель с тыльной стороны шнека.
Дегазирующая система такого типа была испыта-
но на практике при экструзии акриловой смолы и
хорошо зарекомендовала себя на протяжении
многих лет работы. Эта схема также используется
двухсталийнкт^ттг^™ v При пеРеРа^отке порошкового ПЭТФ типовыми
Kodak обладает пятен Т Р°МеД°!?’ее пРименяяи в барьерных шнеках. Компания Eastman
вепстием SXonnL А 6’164’810) на барьерный шнек с вентиляционным от-
ду основным 6я еННЫМ ® *'Ре/1елах примерно двух диаметров от конца зоны питания, меЖ-
чтобы избежитбарЬерНЫМ ВИТками- Вентиляционное отверстие располагают таким образом,
чтобы избежать его закупоривания полимером. Летучие вещества извлекаются через отвер-
IliiiniiiiG
стие, расположенное по оси со стороны хвостовика шнека.
8. КОНСТРУКЦИЯ ШНЕКА
471
Рис. 8.49, а. Вентиляция через шнек
Раньше барьерные шнеки использовали только для переработки гранул ПЭТФ, потому
что гранулы не способны захватывать воздух. Однако порошки очень чувствительны к обра-
зованию воздушных ловушек и плохо перерабатываются типовыми барьерными шнеками.
Барьерный шнек с внутренней дегазацией, разработанный в фирме Eastman Kodak, обеспечи-
вает более высокую производительность при переработке порошкового ПЭТФ. Эта конст-
рукция может использоваться и для других гигроскопичных полимеров, таких как АБС-
пластик.
Очевидное преимущество такого способа заключается в том, что дегазацию можно осуще-
ствить в экструдере, не оборудованном вентиляционным отверстием в цилиндре. К недостат-
кам конструкции можно отнести тот факт, что закупоривание вентиляционного отверстия
приводит к полной остановке процесса. Пробка удаляется воздушным ударом путем повыше-
ния давления в центральном отверстии шнека. Если это не удается сделать, шнек приходится
извлекать и очищать. Закупоривание вентиляционного отверстия в шнеке, однако, не такая
большая проблема, как может показаться. Необходимо помнить, что для того чтобы двигаться
вперед, полимер должен иметь хорошую адгезию к цилиндру, при этом он не должен прили-
пать к шнеку. Таким образом, скопление расплава полимера скорее будет происходить вблизи
вентиляционного отверстия в цилиндре, чем на шнеке, особенно если разъем расположен
близко к подающей стороне лопасти. Этот тип легации, однако, не получил широкого распро-
странения.
8.S.2.7. Вентиляция через цилиндр, снабженный канавками
Керни и Холд [62] предложили новую дегазирующую систему, состоящую из спиральных
Витков на цилиндре и гладким участком на шнеке (рис. 8.49, Ь). Это устройство называется
вращающимся барабанным дегазатором (ВБД). В данной конструкции цилиндр снабжен не-
сколькими параллельными спиральными витками (см. рис. 8.49, Ь). Каждый виток имеет про-
лговатое отверстие, расположенное вдоль спиральной дорожки канала. Летучие вещества
Ются через эти отверстия, которые расположены под таким же углом, что и витки. Вен-
^^яционные отверстия каналов могут работать и под вакуумом, который создается через об-
коллектор. Поток через вентиляционное отверстие играет роль барьера для расплава, ко-
ра, ИСП0льзУется в качестве гидравлического затвора между различными зонами экструде-
атсриал движется через ВБД благодаря контакту между расплавом полимера и шнеком.
^Довательно, вероятность того, что материал будет накапливаться в вентиляционном от-
Мала‘ Эта схема подобна конструкции, описанной в разделе 8.5.2.6. Размещенные
«кРпусе многозаходные витки обеспечивают качественное смешение и хорошее обновление
Рхности, что способствует более эффективной дегазации. В принципе, вращающийся ба-
472
ЧАСТЬ 111. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 8.49, Ь. Вращающийся барабанный дегазатор
рабанный дегазатор можно разместить в конце существующего экструдера, однако для ис-
пользования его преимуществ в полной мере, вероятно, потребуется разработать новую кон-
струкцию машины.
8.5.3. Конструктивное исполнение вентиляционного
отверстия
Как уже указывалось в разделе 8.5.2.6, полимер должен обладать адгезией к поверхности
цилиндра для того, чтобы перемещаться вперед. Это означает, что вентиляционное отверстие,
вероятно, будет захватывать часть расплава полимера (почти неизбежно), учитывая меха-
низм процесса перемещения в шнековом экструдере. По этой причине в большинстве венти-
лируемых одношнековых экструдеров имеется тенденциия к постепенному накапливанию
полимера в отверстии. Поэтому для восстановления эффективности дегазации требуется пе-
риодическая прочистка отверстия. Для того чтобы понизить количество накапливаемого по-
лимера, важно чтобы отверстие имело конфигурацию, не приводящую к захватыванию мате-
риала. По этой причине ведущая грань вентиляционного отверстия часто подрезана с неболь-
шим наклоном к внешнему диаметру шнека (рис. 8.50, а).
Кроме подрезания грани, вентиляционное отверстие часто смещают по вертикали, чтобы
минимизировать вероятность соскабливание полимера передней гранью отверстия. Длина
вентиляционного отверстия обычно принимается равной 0,5-1,5£), ширина — 0,25-0,757}-
Еще один вариант геометрии с пониженной вероятностью захвата расплава передней гра
нью отверстия показан на рис. 8.50, Ь.
На рис. 8.50, с представлена конструкция, в которой совмещены системы питания и Дега
зации экструдера. Летучие вещества удаляются через кольцевое отверстие между питают*1*1
8. КОНСТРУКЦИЯ ШНЕКА
473
।
।
Рис. 8.50, а. Геометрия вентиляционного отверстия, позволяющая избежать утечки с помощью
на для снижения скопления расплава
Рис. 8.50, Ь. Геометрия вентиляционного отверстия, препятствующая утечкам, с парой отверстий в
гильзе цилиндра
Рис. 8.50, с. Совмещение системы питания экс-
трудера и системы дегазации
*Ох Г21Ь*1 УНкеРом* Эта система используется в сочетании с вакуумным питателем (Франц-
Кой тип л 470 позволяет осуществлять дегазацию через загрузочный бункер экструдера. Та-
Ъл в загп егазац.^и Успешно применяется при переработке порошков, особенно когда матери-
связаннь^ЗОЧН°и в°Ронке не°бходимо прогревать. Система вакуумного питателя и проблемы,
тивна пос ° HeHj °6С™ИСЬ в Разделе 3.4. Бункерная дегазация гранул обычно не эффек-
раздел 5 4 ^?ЛЬК^ с Увеличением размера частиц снижается их относительная площадь (см.
-ьерстГ 8 51’ a показана очснь простая конструкция тангенциального вентиляционного
Иконное от°ЗВОЛЯЮЩая снизить вероятность его закупоривания. Тангенциальное вентиля-
i фект может е^СТИе ПРОСТО в изготовлении и не нуждается в прочистке. Положительный эф-
Или пао*^ИНеСТИ изменение расположения клапана от вертикального к горизонтальному
естив его так, что он будет направлен вниз. Это полезно, когда внутри вентиля-
1
г
474
ЧАСТИН. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Смещение
Тангенциальное i
вентиляционное!
отверстие
Тангенциальное вентиляционное
отверстие, наклоненное для отвода
конденсата из цилиндра
Рис. 8.51, Ь. Вентиляционное отверстие, ориен-
тированное вниз
Рис. 8.51, а. Геометрия тангенциального
вентиляционного клапана
ционного отверстия образуется конденсат. В таком исполнении конденсат будет стекать вниз,
что исключает его возвращение обратно в цилиндр (рис. 8.51, Ь).
8.6. Шнеки с многозаходной нарезкой
Шнеки с многозаходной нарезкой используют очень широко. Дополнительные витки мо-
гут быть такими же, как и основной. Такой шнек называют типовым с многозаходной нарез-
кой. В других конструкциях дополнительный виток (витки) отличается от основного по гео-
метрии и по назначению. Такие шнеки называют барьерными.
8.6.1. Типовой шнек с многозаходной нарезкой
Типовой шнек с многозаходной нарезкой (рис. 8.52) имеет как преимущества, так и недос-
татки. Многозаходная нарезка неблагоприятно воздействует на транспортировку твердого
полимера и на скорость перемещения расплава (см. главу 7 и разделы 8.2.1 и 8.2.3). С другой
стороны, использование шнека с многозаходной нарезкой может значительно улучшить каче-
ство плавления (см. раздел 8.2.2) при условии, что угол наклона нарезки достаточно велик.
Использование многозаходной нарезки неблагоприятно сказывается и на энергозатратах (см.
раздел 8.3), особенно для расплавов полимеров с низким показателем текучести, близких по
своему поведению к ньютоновской жидкости.
Преимущество двухзаходной нарезки заключается в симметричности витков шнека. Это
может понижать тенденцию шнека к деформациям при резких изменениях давления по длине
(см. раздел 8.1.3). Другое возможное преимущество шнека с двухзаходной нарезкой заключи-
Рис. 8.52. Типовой шнек с многозаходной нарезкой
47
8. КОНСТРУКЦИЯ ШНЕКА
рис. 8.53. Шнеки с многозаходной нарезкой для улучшения качества плавления
ется в том, что в зоне питания более регулярно осуществляется захват материала (см. раз
дел 8.4.2). Особенности конструкции шнеков с двухзаходной нарезкой рассматривался Мэд
доком [22] методами компьютерного анализа. Он пришел к выводу о более высокой скоростг
плавления и пониженных энергозатратах в такой конструкции. Последний прогноз оказало
некорректным, поскольку основывался на неверных предпосылках об энергозатратах в ради
альном зазоре. Однако вывод о положительном влиянии на скорость плавления вполне пра
вилен и представляет собой главное преимущество шнеков с многозаходной нарезкой. По
скольку многозаходная нарезка негативно влияет на транспортировку твердого полимера г
на скорость перемещения расплава, имеет смысл расположить ее только на определенной час
ти шнека. По всей видимости, это та часть шнека, которая отвечает за плавление полимера. Не
рис. 8.53 показаны две возможные конструкции рассматриваемых шнеков.
Ж
,М!.
£
S
8.6.2. Барьерные шнеки
Барьерные шнеки известны с начала 1960-х годов. На сегодняшний день барьерные шне-
ки широко распространены в США, и каждый крупный американский производитель предла-
гает, по крайней мере, один тип такого шнека. Существуют различные типы барьерных шне-
ков, но нет единого мнения о том, какой из них лучше. Даже преимущества и недостатки барь-
ерных шнеков по сравнению со шнеками с однозаходной нарезкой недостаточно известны и
не вполне понятны. В этом разделе будет проведен функциональный анализ барьерных шне-
ков на основе теории экструзии. Исходя из этого анализа, станут очевидными преимущества и
недостатки барьерных шнеков, а также будут определены предпочтительные геометрические
параметры для конкретных применений.
Изобретатель барьерного шнека Мейллефер — пионер в области экструзии. Впервые он
запатентовал эту конструкцию в Швейцарии 31 декабря 1959 года [23], а затем и в других
стРанах, среди которых Германия [24] и Англия [25]. На патент США Мейллефер подал заяв-
20 декабря 1960 года, однако он не был принят из-за специфических условий американско-
го патентного законодательства. Гейер из компании Uniroyal 5 апреля 1961 года, через не-
сколько месяцев после Мейллефера, подал заявку патент на барьерный шнек [26].
Патент Гейера описывает конструкцию, почти идентичную разработанной Меиллефе-
М. В результате появились разногласия, которые привели к признанию приоритета Гейера и
клонения заявки Мейллефера. Это может показаться удивительным, если учесть, что
^сйллефер подал заявку на патент за несколько месяцев до Гейера. Дело в том, что по амери-
СКИм патентным законам Мейллефер рассматривался как иностранец, а Гейер — как аме-
Пец. Если бы Uniroyal показал, что Гейер придумал это решение до Мейллефера и доказал
476
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
бы это в суде, то эта компания была бы полноценным владельцем патента. Мейллефер же, бу-
дучи иностранцем, был подвержен определенной дискриминации.
Эта история объясняет, почему между подачей Гейером заявки на патент и его публика-
цией (2 апреля 1968 года) прошло семь лет. Интересно, что конфликтные ситуации такого ро-
да возникают очень редко. Также интересно, что Uniroyal тщательно защищает патент Гейера
и выиграл ряд судебных исков против его нарушений. Uniroyal выдал лицензии некоторым
компаниям, среди которых бывшая Sterling Extruder Corporation, которая производит шнек
данной конструкции под маркой Sterlex High Performance Screw,
Принцип работы всех барьерных шнеков во многом схож. Барьерная зона начинается
в месте, где барьерный виток установлен на шнеке. Зазор между барьерным витком и цилин-
дром, как правило, больше, чем зазор между основными лопастями и цилиндром. Барьерный
зазор велик настолько, чтобы полимерный расплав мог течь над барьером, а твердые полимер-
ные частицы не проходили через него. В результате твердый материал остается на активной
стороне барьерного витка, а расплав полимера в основном на пассивной стороне. Таким обра-
зом, барьерный виток приводит к фазовому разделению, отделяя твердый материал от рас-
плава (рис. 8.54).
Таким образом, барьерный шнек имеет канал для перемещения твердого материала и ка-
налы для течения расплава. По ходу шнека площадь поперечного сечения канала для переме-
щения твердого материала уменьшается, в то время как поперечное сечение канала для рас-
плава увеличивается. В конце барьерной зоны канал с твердым материалом «сводится на нет»,
тогда как канал для расплава занимает все поперечное сечение полностью.
Такая геометрия обеспечивает полное плавление твердого материала, поскольку послед-
ний не может проникнуть за барьерную зону. Пересечение твердым материалом барьерного
зазора допустимо, но происходит лишь в том случае, если его частицы уменьшатся в размере
настолько, что они могут расплавиться достаточно быстро. Другое преимущество барьерной
конструкции заключается в том, что все полимеры при течении через барьерный зазор под-
вергаются сравнительно высокому сдвигу. При этом происходит смешение, подобное смеше-
нию в рифленом перемешивающем элементе (см. раздел 8.7.1).
Особенность барьерной геометрии такова, что твердый материал может находиться лишь
в собственном канале, который гораздо уже, чем общая ширина канала. Достоинство такого
решения в том, что твердый материал не склонен к разрушению, хотя это и не было доказано.
С другой стороны, это ограничивает пространство, в котором расположен твердый материал.
Таким образом, конструкция данного шнека будет очень чувствительной к плавлению твер-
дой пробки. Твердый материал может закупорить канал, поэтому плавление должно начи-
Рис. 8.54. Фазовое разделение в барьерном шнеке
8. КОНСТРУКЦИЯ ШНЕКА
477
даться заранее до начала барьерной зоны, чтобы можно было использовать барьерный виток
В противном случае неизбежно произойдет закупоривание канала.
Для того чтобы добиться максимальной эффективности плавления, канал с твердым ма-
териалом должен быть заполнен от грани и до грани и иметь тонкую пленку расплава между
твердой пробкой и цилиндром. Очевидно, что эта ситуация может легко привести к закупори-
ванию, поэтому степень плавления должна коррелировать с уменьшением поперечного сече-
ния канала с твердым полимером. Следовательно, в реальности полимерного расплава в кана-
ле с твердым материалом должно быть больше, чем в расплавленной пленке. Предположение
о том, что твердый материал занимает полную ширину канала, можно использовать для опре-
деления максимально возможной скорости плавления. Однако необходимо понимать, что эта
скорость не обязательно реализуется на практике. Сопоставимую эффективность плавления
в шнеке с регулярным сжатием можно получить, основываясь на величине исходя из идеаль-
ного сжатия Л,:
(8.86)
Отсюда идеальную осевую длину участка плавления для типового шнека можно опреде-
лить как (см. уравнения (7.116) и (8.55))
_ WzPHps7wVsin<p
LT ~
(8.87«)
а длину участка плавления вдоль направления канала как
. н^р.Лй; Hf
,
(8.87b)
где — определяется уравнением (8.91я).
Дальнейший анализ характеристик плавления разных барьерных шнеков был выполнен
Мейером и Ингеном Хоужем [27]. Этот анализ дает четкую и логическую методику определе-
ния эффективности плавления в зависимости от геометрии барьерной зоны.
8.6.2.1. Шнек Мейллефера
Экструзионный шнек Мейллефера показан на рис. 8.55. Основная особенность этого шне-
ка заключается в том, что угол наклона барьерного витка больше, чем угол наклона основной
лопасти нарезки. В результате ширина канала с твердым материалом непрерывно уменьшает-
ся при соответствующем увеличении ширины канала с расплавом. Такая геометрия допускает
Плавное и постепенное изменение размеров каналов. Ее недостаток заключается в том, что
рина канала с твердым полимером уменьшается. Поэтому скорость плавления также пони-
жается, поскольку последняя определяется шириной твердой пробки.
Рис. 8.55. Шнек Мейллефера
478
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Проанализируем производительность по расплаву шнека Мейфеллера, используя урав-
нение сохранения массы в канале
dMs dM р
(8.88)
где
(8.88а)
Величина в правой части уравнения — скорость плавления на единицу полной длины ка-
нала (см. уравнение (7.109с)). При анализе производительности по расплаву сложности воз-
никают в связи с тем, что скорость движения твердой пробки нельзя принимать постоянной.
Это можно понять, сравнив ширину профиля твердого материала типового шнека с постоян-
ной глубиной канала с шириной профиля канала для твердой фазы шнека Мейллефера. Ши-
рину твердой пробки в типовом шнеке с нулевым сжатием в зависимости от полной длины
канала z можно записать в виде
и;
(8.89)
где — ширина канала; Zr — полная длина участка плавления.
Это уравнение можно решить, основываясь на предположение о том, что скорость переме-
щения твердого материала va постоянна вдоль всего участка плавления. Соотношение (8.89)
проиллюстрировано на рис. 8.56.
В начале плавления ширина твердой пробки уменьшается очень быстро. В процессе плав-
ления эта ширина непрерывно понижается, но скорость изменения уменьшается с расстояни-
ем. На конечной стадии плавления скорость уменьшения ширины твердого материала при-
ближается к нулю. Эта переменная скорость изменения ширины твердой пробки появляется
благодаря тому, что скорость плавления уменьшается с понижением ширины твердой пробки.
Ширину канала с твердым материалом шнека Мейллефера запишем в виде
IV|S = W, - ztanA<p= IV, 1——
(8.90)
где Дф — разность угла наклона между главным и барьерным витками; ZT — полная длина
барьерной зоны по ходу канала.
Это соотношение становится понятным после построения развертки геометрии барьер-
ной зоны шнека Мейллефера (рис. 8.57). Сравнив профиль канала (рис. 8.57) с профилем
твердой пробки в типовом шнеке при постоянной скорости твердого материала (рис. 8.56).
можно придти к выводу о том, что оба профиля существенно различны. Если твердая пробка
занимает всю ширину канала IV, s в шнеке Мейллефера, то скорость движения твердого мате-
риала меняется вдоль барьерной зоны. Этот факт говорит о значительной деформации твер-
дой пробки, так что необходимо допустить, что твердый материал действительно способен
претерпевать деформации. В действительности твердая пробка может и не занимать всего
объема канала. Однако это не влияет на цель нашего исследования — определить наиболее ве
роятную скорость плавления в шнеке Мейллефера.
Если предположить, что ширина твердой пробки равна ширине канала W1A., то уравнение
(8.88) можно записать в виде
8. КОНСТРУКЦИЯ ШНЕКА
479
Ф
св
3
Приведенная длина канала
1
I
Рис. 8.57. Развертка геометрии шнека Мейлле-
фера
рис. 8.56. Ширина профиля твердого материала
при постоянной скорости
О 0,2 0,4 0,6
dv
dz k
Z
~z,
ZT
Н
1——
ZT
(8.91)
f;’
где
«•,'f
V Ps^WlV2’
(8.91а)
Это уравнение нельзя решить без принятия некоторых упрощений и допущений. Мейер и
Инген Хоуж [27] решили эту проблему, изначально приняв величину постоянной и рав-
ной величине, соответствующей началу плавления п^Ч* = ахг0Ч/0. Отсюда вытекает следую-
щее выражение:
Z
Z
ЗН
\3/2
Z
7
(8.92)
, Когда z ~ ZT, левая часть уравнения обращается в ноль, правая часть уравнения также
Приравняется к нулю, а длина участка плавления преобразуется к виду
ЗН _ 3 .
“Г —” jZt "Г «
2у0 2 т
(8.93)
item Г ~~ наименьшая возможная длина участка плавления по направлению хода канала для
°вого сжимающего шнека (см. уравнение (8.87, Ь)).
Подставив уравнение (8.93) в (8.92) получим выражение для скорости твердой пробки в
симости от расстояния по направлению канала z
480
ЧАСТЫМ. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
\ V2
(8.94)
Теперь подставим уравнение (8.94) в (8.91), чтобы получить более точное решение (8.91).
Это можно сделать, записав как функцию от vs (см. работу Мейера и Ингена Хоужа [27]):
— C2q 1 + Е 1 —
\ ^.«0 7
(8.95)
где Е — коэффициент отношения к
После исключения членов высшего порядка для Е, решение примет вид
3 ( е\н
Z - Maillefer = — 1-- —.
2l 4 J у
(8.96)
Это и есть наименьшая длина участка плавления в барьерном шнеке Мейллефера. Так как
максимально допустимая величина Е= 0,4, выражение примет вид:
Z - Maillefer = - Z*T
3 г
(8.97)
Таким образом, оптимальная длина участка плавления в шнеке Мейллефера примерно на
30% больше, чем для идеального компрессионного шнека. Для сравнения интересно отметить,
что неидеальный компрессионный шнек с отношением глубины канала 4:1 имеет общую
длину участка плавления ZT= 3/2Z*T, которую можно определить из уравнения (7.116). Опи-
раясь на теоретический анализ производительности плавлении в шнеке Мейллефера, можно
сделать вывод о том, что наилучшая длина участка плавления для данной конструкции при-
мерно на 30% больше, чем для идеального компрессионного шнека и примерно на 10% короче,
чем для типового компрессионного шнека со степенью сжатия 4. Учитывая, что максимальная
производительность по расплаву для шнека Мейллефера только на 15% лучше, чем для типо-
вого компрессионного (4:1) шнека, можно заключить, что шнек Мейллефера не обладает зна-
чительным преимуществом по этой характеристике перед типовым шнеком, особенно если
принять во внимание, что действительная производительность по расплаву шнека Мейлле-
фера меньше, чем ее максимальная величина.
Основное преимущество шнека Мейллефера заключается в способности к физическому
разделению жидкой и твердой фаз материала. В результате снижается вероятность образова-
ния пленки расплава между твердой пробкой и шнеком, и, следовательно, понижается вероят-
ность разрушения твердого материала. Таким образом, процесс плавления будет проходить
более стабильно, но не обязательно более быстро.
8.Б.2.2. Шнек Барра
Начальная часть барьерной зоны шнека Барра (рис. 8.58) аналогична конструкции Мейл-
лефера. Однако при достижении каналом с расплавом определенной ширины, барьерный ви-
ток меняет направление и становится параллельным основной лопасти нарезки.
В данном варианте площадь поперечного сечения канала с твердым материалом уменьши
ется вследствие уменьшения глубины канала; в то же время глубина канала с расплавом уве
личивается. Преимущество этой конструкции заключается в том, что ширина канала с твер
дым материалом уменьшается не непрерывно, как в шнеке Мейллефера, но остается постояв
ной и сравнительно большой. Это увеличивает площадь контакта между твердой и жидкой
8. КОНСТРУКЦИЯ ШНЕКА
Направление движения материала
Канал с расплавом Канал с твердым материалом
Рис 8.58. Шнек Барра
481
фазами и улучшает эффективность плавления. Однако этот вариант имеет и свои недостатки.
Поскольку канал с расплавом в последней части барьерной зоны узок и достаточно глубок, то
эффективность перемещения расплава в жидкофазном канале будет меньше, чем в канале
шнека Мейллефера. Кроме того, в конце барьерной зоны канал с раплавом изменяется от уз-
кого и глубокого к широкому и мелкому на небольшой длине. Очевидно, что такие резкие из-
менения геометрии канала приведут к нестабильному режиму течения. Отметим, что в шнеке
конструкции Мейллефера настолько резкие изменения геометрии канала отсутствуют.
Шнек Барра был разработан Барром и Чангом в период их работы в бывшей Hartig Plastics
Machinery Division of Midland-Ross Corporation. Барр подал заявку на патент в августе 1971 го-
да, после чего патент был опубликован в октябре 1972 года [28]. Компания Hartig производит
барьерные шнеки, защищенные этим патентом под марками МСЗ иMCL После того как Барр
и Чанг покинули Hartig, Чанг в июле 1975 года подал заявку на патент на модифицированный
шнек Барра. В январе 1977 года этот патент был опубликован [29]. Доработки Чанга косну-
лись в основном области перехода от конца канала с расплавом к зоне дозирования. Шнеки,
защищенные этим патентом, производит компания Robert Barr, Inc. под марками Barr II, Ban
I и BarrET. В 1982 году компания Uniroyal предъявила претензии к Robert Barr, Inc. за нару-
шение патента, которые были погашены посредством определенной денежной компенсации.
Очень похожая конструкция барьерного шнека описана Уиллертом в патентной заявке от
августа 1981 года [30]. Отличие этого варианта заключается в том, что основная лопасть в
начале барьерной зоны переходит в барьерный виток, а сама основная лопасть разветвляется,
изменяя угол наклона, и идет дальше параллельно барьерному витку (см. рис. 8.59).
Интересно, что описание патента Уиллерта идентично содержанию патента Хсу [32], ко-
торый был подан в январе 1973 года и опубликован в январе 1975 года. Шнеки, защищенные
атентом Хсу, производятся под маркой Maxmelt Screw компанией Plastics Machinery Division
J oover Universal. Между прочим, Хсу работал в компании Hartig в период, когда разрабаты-
ЛэГ ОСДовные пРинЦипы шнека Барра. Еще один патент на барьерный шнек был получен
ером [57] из компании NRM Corporation в 1966 году. Эта конструкция также очень похожа
предложенную Хсу [32] и Уиллертом [30]. Отметим также, что и Мейллефер и NRM стали
лиЦензедержателями компании Uniroyal.
Направление движения материала
*^нал с расплавом Канал с твердым материалом
”'t8.59. Барьерный шнек Лэчера-Хсу-Уиллерта
3I20
482
ЧАСТЬ 111. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Производительность по расплаву шнека Барра можно проанализировать, следуя методи-
ке, разработанной для расчета шнека Мейллефера. Начальную часть барьерной зоны также
можно рассчитать по схеме, аналогичной шнеку Мейллефера. Если Zn — длина началь-
ной части барьерной зоны Мейллефера, то при z = Zn скорость движения твердой пробки со-
ставит
= ^0
7 Y/2
I Z71
ZT j
Длину участка плавления зоны Мейллефера представим в виде
3HZri
2yZr
(8.98)
(8.99)
Очевидно, что в параллельной части барьерной зоны ширина канала с твердым материа-
лом постоянна, а наибольшая производительность по расплаву будет достигаться, когда твер-
дый материал заполняет полностью всю ширину канала. Если скорость движения твердой
пробки принять постоянной, то полную длину участка плавления можно найти, используя
выражение, полученное для типового шнека (см. уравнение (7.116)). Тогда полная длина уча-
стка плавления для параллельного участка барьерной зоны составит
(8.100)
Поскольку общая длина участка плавления определяется суммой выражений (8.99) и
(8.100), для длины участка плавления шнека Барра справедливо следующее выражение:
Z-Barr-—- 1 +
1 Z
2 ZT J
(8.101)
V
Отметим, что в формуле (8.101) пренебрегают влиянием переменной скорости движения
твердого материала на величину Поскольку твердая пробка претерпевает изменения толь-
ко в начальной части барьерной зоны, такое допущение не сильно влияет на точность опенки
до тех пор, пока начальная зона Мейллефера остается сравнительно небольшой по сравнению
с общей длиной барьерной зоны.
Выразим длину участка плавления шнека Барра чере3 длину участка плавления Zr иде
ального компрессионного шнека:
z7
Z-Barr= 1+-^
, 2Z
Z*
^7"
(8.102)
Как правило, ZTJZT имеет значение около 0,2. Таки^е^бразом, наименьшая длина У4
ка плавления для шнека Барра примерно на 10% болыНе» и Zr Для идеального компресс^^
ного шнека и примерно на 25% меньше, чем длина учзс^£ уПлаРления типового (4 : 1) ш
Отметим, что шнек Барра несколько более эффектив^** С^очкИ зрения производитель1*^ с
по расплаву (примерно на 15%), чем шнек Мейллефе1^<4ДнаК° шне* Мейллефера лУ4
точки зрения производительности при перемещении f 'ава Н барьерНой зоне.
g КОНСТРУКЦИЯ ШНЕКА
483
я* ——
8.6.23. Шнек Дрея и Лоуренса
Шнек Дрея и Лоуренса (рис. 8.60) очень похож на шнек Барра с тем отличием, что здесь
угол наклона основной лопасти резко изменяется в месте, где начинается барьерный виток.
Благодаря этому ширина канала с твердым материалом достигает полной ширины канала в
зоне питания. Очевидно, это сделано для того, чтобы сохранить канал с твердой фазой по воз-
можности более широким. Однако это также приводит к резким колебаниям скорости твер-
дой пробки и может привести к нестабильности процесса.
Для оценки возможностей данной конструкции проведем краткий сравнительный ана-
лиз. Если влиянием угла наклона на пренебречь, то длина участка плавления может соста-
вить, как показано в [27]:
sin фу
<sin96>
(8.103)
где фу — угол наклона нарезки в зоне питания; ф/, — угол наклона нарезки в барьерной зоне.
В этом случае, однако, длину участка плавления вдоль канала оценить невозможно, по-
скольку угол наклона нарезки изменяется вдоль шнека. Тогда выразим только общую длину
плавления вдоль оси:
L-DL =
г . V2
МПф/, £
<Sin9J
(8.104)
Если для ф/, и ф/принимаются типовые значения, то длина участка плавления для шнека
Дрея и Лоуренса оказывается примерно на 10-20% больше, чем для идеального компрессион-
ного шнека. Эффективность по расплаву шнека Дрея и Лоуренса примерно такая же, как и у
шнека Барра и несколько лучше, чем у шнека Мейллефера. Отметим, что в конце барьерной
эоны канал с расплавом делает переход в канал зоны дозирования. Поскольку ширина канала
с твердым материалом достаточно велика, то этот переход происходит весьма резко, даже бо-
лее резко, чем в шнеке Барра. Таким образом, шнек Дрея и Лоуренса имеет две области резких
переходов: в начале и в конце барьерной зоны. Это означает, что этот шнек при эксплуатации
более склонен к колебаниям и нестабильности процесса, чем шнек Мейллефера, который
ймеет плавные геометрические переходы.
Патент на барьерный шнек этого типа получен Дреем из компании Feed Screw, Inc. и Ло-
]Уренсом из компании Owens-Illinois, Inc. [31]. Патент был подан в мае 1970 года и опубликован
Л марте 1972 года. Шнеки, защищенные этим патентом, производятся компанией Feed Screw,
►Jlw. под маркой Efficient Screw.
в.6.2.4. Шнек Кима
ь Конструкция шнека Кима (рис. 8.61) основана на модернизованном варианте шнека Дрея
°Уренса. В шнеке Кима угол наклона основной и барьерной нарезок меняется постепенно
L И*
484
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 8.61. Шнек Кима с переменным шагом барьерного витка
до достижения плавного перехода от зоны питания к барьерной зоне. Кроме того, как и в шне-
ке Дрея и Лоуренса, ширина канала с твердым материалом остается неизменной. Патент на
эту конструкцию был подан в августе 1972 года и опубликован в феврале 1975 года [33]. В ав-
густе 1975 года этот патент был опубликован повторно с уменьшенным от шести до двух чис-
лом патентных формул [34]. Правообладатель патента — В. F. Goodrich Company. Лицензия на
производство была получена Davis-Standart Division of Crompton & Knowles Corporation и он
производится под маркой VPB (variable pitch barrier screw — шнек с переменным шагом барьер-
ного витка). Шнек VPB защищен как ранним патентом Uniroyal [26] так и патентом
В. F. Goodrich [34].
В данном случае при анализе производительности по расплаву также можно применить
методику, разработанную для расчета шнека Мейллефера. Однако поскольку угол наклона
нарезки изменяется непрерывно, анализ более сложен. Инген Хоуж и Мейер [27] определили
общую длину участка плавления шнека Кима в виде следующего соотношения
L-Kim= (8.105)
2[(1 + K)Z -Л
где — отношение конечной ширины канала с расплавом Wlm к начальной ширине канала с
твердым материалом H'ls:
W =Ум. (8.105а)
S W,,
Величина Hzs в шнеке Кима равна единице, поэтому длина участка плавления составляет
£-Kim=—£*т- (8.106)
4
Это означает, что производительность по расплаву шнека Кима будет несколько больше,
чем шнеков конструкции Дрея и Лоуренса или Барра. Преимущество данного варианта над
шнеком Дрея и Лоуренса заключается в том, что переход от зоны питания к барьерной зоне
происходит более плавно. Однако в конце барьерной зоны имеют место те же недостатки, что
и в шнеке Дрея и Лоуренса.
8.6. Z.5. Шнек Ингена Хоужа
В конструкции Ингена Хоужа для достижения лучших пластикационных характеристик
принцип барьерного витка сочетается с многозаходной нарезкой. На рис. 8.62 показана гео
метрия барьерной зоны шнека Ингена Хоужа и развертка каналов шнека на плоскости.
Видно, что твердая пробка разделена на несколько параллельных каналов, а расплав так
же распределен по нескольким параллельным каналам. Конструктивно многозаходную на
резку шнека можно получить путем значительного повышения угла наклона спирали. Д
сравнительного анализа возможностей данной конструкции представим полную длину уча
ка плавления в виде [27]
g КОНСТРУКЦИЯ ШНЕКА
485
L-IH =
f\+wsy
< P >
V2
(8.107)
4.
При VV5 = 0,25 ир - 3 общая длина участ-
ка плавления составит
£-7Я = 0,65£’г. (8.108)
По всей видимости геометрия такого
рода характеризуется меньшей длиной уча-
стка плавления, чем геометрия идеального
компрессионного шнека. На самом деле
многозаходная барьерная геометрия шнека
является единственной конструкцией, ко-
торая имеет существенные преимущества с
точки зрения пластикации по сравнению с
типовым компрессионным шнеком. Патент
США на шнек Ингена Хоужа был опубли-
кован 19 августа 1980 года [27].
Шнек Ингена Хоужа имеет несколько
недостатков, которые могут быть сущест-
Рис. 8.62. Шнек Ингена Хоужа
венными, а могут и не влиять на его работу.
Начнем с того, что в начале барьерной зоны
твердая пробка разделяется на насколько
более узких твердых слоев. Это означает,
что пробка должна легко деформироваться, в противном случае сопротивление деформации
„может привести к нестабильности процесса. Транспортируемый в барьерной зоне расплав на-
ходится в глубоких узких каналах с большим углом нарезки, что приводит к ухудшению его
транспортирующей способности. Это означает, что на цилиндре в зоне питания экструдера
придется сделать канавки, чтобы обеспечить отрицательный градиент давления вдоль барьер-
ной зоны и добиться большей скорости перемещения расплава. В конце концов, если зона до-
зирования имеет традиционное исполнение, то переход от барьерной зоны к зоне дозирова-
ния оказывается осложненным. Однако если использовать цилиндр с канавками, то от зоны
Дозирования можно отказаться, поскольку нет необходимости в дальнейшем увеличении дав-
ления, развитого в зоне перемещения расплава.
Результаты многих экспериментов с данным шнеком описаны Ингеном Хоужем и Мейе-
ром [36]. Испытания проводили на 60-мм экструдере при переработке ПЭНП, ПЭВП и ПП.
Высокая пластикационная эффективность достигается только при применении секции пи-
линдра с канавками, которая поддерживает транспортирующую способность твердой фазы на
необходимом уровне. При общей длине шнека 16£> удалось добиться производительности
200 кг/ч при частоте вращения 100 об/мин. Оказалось, что производительность чувствитель-
на к размеру частиц полимера. Высокая производительность достигалась при переработке
ьших частиц, но с уменьшением их размера производительность значительно падала, ино-
ЭДа Доходя до 50% от максимума. Этот факт говорит о том, что производительность не может
превышать скорость транспортировки твердого материала в зоне питания. Даже при наличии
Цилиндре зоны с канавками, скорость перемещения твердой фазы некоторых полимерных
ИепЛ^ИаЛОВ была недостаточной для поддержания в зоне плавления количества материала,
t ходимого для достижения полной пластикационной способности.
486
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 8.63. Профиль типового барьерного витка (слева) и профиль барьерного витка CRD (справа)
8.6.2.6. Барьерный шнек CRD
Барьерный шнек CRD (Chris Rauwendaal Dispersive mixing — дисперсионный смеситель
Криса Раувендааля) разработан в целях улучшения качества дисперсионного смешения по
принципу продавливания полимерного расплава над барьерным витком. Главная особен-
ность CRD-смесителя заключается в том, что барьерный виток вынуждает поток растягивать-
ся таким образом, чтобы расплав проходил над барьерным витком. Это осуществляется за
счет особенной конфигурации ведущей грани барьерного витка, которая выполняется криво-
линейной или наклонной. В результате образуется клинообразная область между барьерным
витком и цилиндром, в которой накапливается расплав, перед тем как пройти над барьерным
витком. Принципиальную роль в процессе смешения играет явление растяжения накапливае-
мого расплава.
На рис. 8.63 показана геометрия профиля типичного барьерного витка (слева) и геомет-
рия профиля барьерного витка CRD-смесителя (справа). Подчеркнем, что преимущество
барьерного витка CRD-смесителя заключается в том, что он обеспечивает лучшее дисперси-
онное смешение и понижает диссипацию энергии, которая приводит к понижению температу-
ры расплава.
Недостаток большинства барьерных шнеков в том, что они не обеспечивают хорошее ди-
стрибутивное смешение. Поэтому барьерные шнеки, используемые для улучшения как дис-
персионного, так и дистрибутивного смешения, как правило, оснащают смесительной
CRD-зотй, которую размещают после барьерной зоны. Зоны смешения CRD будут рассмат-
риваться в разделе 8.7.1.1. На рис. 8.64 показана фотография зоны смешения CRD5.
Рис. 8.64. Зона смешения CRD5
8.Б.2.7. Заключение
Сравнительные характеристики различных барьерных шнеков приведены в табл. 8.1
метим, что шнек Мейллефера имеет самые предпочтительные характеристики, несмотря на то
что его пластикационая производительность не столь велика, как у шнеков других констрУк
ций. Шнек Ингена Хоужа, очевидно, имеет наилучшую пластикационную производительность*
которая, однако, реализуется за счет усложнений геометрической формы нарезки.
8. КОНСТРУКЦИЯ ШНЕКА
487
Таблица 8.1. Характеристики различных барьерных шнеков
Шнек Переход зона питания-барь- ерная зона Переход барь- ерная зона- дозирование Минимальная длина участка плавления £т Производи- тельность по перемещению расплава Технологич- ность изготов- ления
Мейллефера Плавный Плавный 1,3L Хорошая Хорошая
Барра Плавный Резкий 1,1 L Удовлетво- Удовлетво-
рительная рительная
Дрея и Лоуренса Резкий Резкий 1,1 L Удовлетво- Удовлетво-
рительная рительная
Кима Плавный Резкий 1,2 L Удовлетво- Плохая
рительная
Ингена Хоужа Резкий Резкий 0,65 L Плохая Плохая
Двузаходный Мейллефера Плавный Плавный 0,9 L Хорошая Хорошая
(МДН) Компрессионный (4:1), Плавный Плавный 1,5 L Хорошая Отличная
однозаходная нарезка Компрессионный (4:1), двухзаходная нарезка Плавный Плавный 1,1 L Хорошая Отличная
£j. — минимальная длина участка плавления в типовом компрессионном шнеке.
Опираясь на функциональный анализ, отметим, что шнек Мейллефера с двухзаходной
’Нарезкой (МДН), по-видимому, является хорошим компромиссом между требованиями к
геометрии и к производительности. Двухзаходная нарезка шнека обеспечивает увеличение
' лластикационной производительности в лучшем случае примерно на 30% и делает его более
Эффективным, чем шнек Бара, шнек Дрея и Лоуренса и шнек Кима. Для того чтобы миними-
зировать неблагоприятное влияние дополнительных витков, угол наклона основной нарезки
)' Должен быть по возможности большим. Однако он не должен быть слишком большим, чтобы
£ сохранять хорошую транспортирующую способность. Значение угла наклона 25°, вероятно,
является разумным компромиссом. На рис. 8.65 показана возможная конфигурация шнека
& МДН. Производитель экструдеров компания Davis-Standard представлял подобный барьер-
ный шнек с двухзаходной нарезкой на выставке 2000 National Plastics в Чикаго.
Далее отметим, что компрессионный шнек (4:1) с двузаходной нарезкой имеет пластика-
: Ционную производительность несколько меньшую, чем шнек МДН (табл. 8.1) но большую
Чем Шнек Бара, шнек Дрея и Лоуренса и шнек Кима. При этом компрессионный шнек с двух-
7 Доходной нарезкой более технологичен, чем другие барьерные шнеки. Кроме того, такое пре-
уЯМущество барьерных шнеков, как способность удерживать нерасплавленный материал от
Барьерный шнек с двухзаходной нарезкой
488
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
проникновения в зону дозирования, можно реализовать в небарьерных шнеках путем разме-
щения рифленой зоны смешения в начале зоны дозирования.
В табл. 8.2 приведены преимущества и недостатки барьерных шнеков.
Таблица 8.2. Сравнительные характеристики барьерных шнеков
Преимущества Недостатки
Более стабильная работа, чем у простых транс-
портирующих шнеков
Наличие эффекта дисперсионного смешения
при переходе расплава над барьерным витком
Низкая вероятность перемещения твердого ма-
териала через барьерную зону
Широкое распространение в отрасли экструзии
полимеров
Нет преимуществ над хорошо зарекомендовав-
шими себя небарьерными шнеками с зонами
смешения
Более дорогие по сравнению с небарьерными
шнеками, особенно у производителей нестан-
дартного оборудования
Более склонны к закупориванию, поскольку име-
ют меньше пространства для твердой пробки
Необходимо тщательно подгонять барьерные
шнеки к теплофизическим характеристикам
данного полимера; поэтому они не являются
шнеками общего назначения
Барьерные шнеки получили широкое распространение и почти заменили простые транс-
портирующие шнеки по той причине, что они способны улучшить производительность про-
цесса. Однако когда сравнивают барьерные шнеки с хорошо спроектированными небарьер-
ными шнеками, то первые в общем-то не превосходят по характеристикам традиционные, и,
кроме того, они более дорогие. В барьерных шнеках остается меньше пространства для твер-
дого материала, поэтому они на практике более склонны к закупориванию и возникновению
нестабильностей процесса. Вариант, когда барьерный шнек может действительно обладать
преимуществами, — это шнек большого диаметра с глубокой нарезкой. В таких шнеках плав-
ление не эффективно, а благодаря барьерной геометрии твердый материал проталкивается
ближе к цилиндру, что способствует улучшению пластикации по сравнению с пластикацией
в шнеках небарьерного типа.
8.7. Смесительные шнеки
Как отмечалось в разделе 7.7, смесительная способность типовых экструзионных шнеков
ограничена. По этой причине для улучшения смесительной способности создано множество
их модификаций. Число конструктивных элементов, которые используют в экструзионных
шнеках, очень велико, поэтому невозможно рассмотреть все смесительные шнеки, используй
мые промышленностью. Этот обзор ограничен самыми общими и важными типами смеси
тельных элементов. Перед выбором конструктивного элемента важно определить, какой вид
смешения требуется реализовать: дистрибутивный или дисперсионный (см. раздел 7.7). По
этой причине для выявления предпочтительного назначения зоны смешения разделяются на
дистрибутивные и дисперсионные смесительные зоны.
8. КОНСТРУКЦИЯ ШНЕКА
489
8.7.1. Дисперсионные смесительные элементы
Дисперсионные смесительные элементы используют, когда необходимо раздробить агло-
мераты или капли, например, гелевые частицы. Это особенно важно при экструзии изделий ма-
лого поперечного размера, например, при вытяжке волокна, экструзии тонких пленок и т. д. Са-
мое распространенное исполнение зоны дисперсионного смешения — это рифленая или шлице-
вая смесительная зона. В таком смесительном элементе один или несколько барьерных витков
размещены вдоль шнека таким образом, что материал перетекает над барьерным витком (вит-
ками). В барьерном зазоре материал подвержен высоким скоростям сдвига, и соответствующие
напряжения сдвига должны быть такими, чтобы распределить частицы в расплаве полимера.
Лерой [37] изобрел хорошо известный смесительный элемент Union Carbide (UC) (рис. 8.66, а).
Мэддок опубликовал результаты экспериментов с этим смесительным элементом [38], и дан-
ную конструкцию стали также называть смесительным элементом Мэддока.
Особенность смесительного элемента UC заключается в наличии протяженных шлицов,
то есть угол наклона барьерного витка делается равным 90°. Весь материал протекает над
барьерным витком, поскольку впускной канал расположен близко к концу зоны смешения.
Таким образом, материал проталкивается над барьерным витком, что обеспечивает одина-
ковое для всей массы полимера дисперсионное перемешивающее воздействие. Недостаток
такого смесительного элемента заключается в потере давления, то есть в потере производи-
тельности экструдера. Кроме того, протяженные элементы с постоянной глубиной канала
приводят к образованию застойных зон. Последнее накладывает ограничение на примене-
ние данного конструктивного исполнения для переработки материалов с низкой термиче-
ской стабильностью.
Смеситель ВТ, разработанный Люкером [102,103] (рис. 8.66, Ь) — одно из последних усо-
вершенствований смесителя Лероя/Мэддока. В этом рифленом смесителе впускные каналы
открыты как в начале, так и в конце смесителя. Цель такого устройства — позволить материа-
лу, выходящему из канала, вернуться обратно во впускные каналы. Потенциально это позво-
ляет материалу несколько раз возвращаться в те участки смесителя, в которых создаются вы-
сокие напряжения. Недостаток такой конструкции в том, что возможно протекание материа-
ла через впускной канал без прохождения над барьерным витком.
Открытый впускной канал исключает преимущества регулярного рифленого смесителя,
которые заключаются в том, что весь попавший материал проходит над барьерным витком.
Считается, что в смесителе ВТ создается продольный поток. Однако не ясно, как образуется
этот поток. Лучший способ определить наличие продольного течения в смесителе — провести
полный ЗП-анализ потока. Полный 3D-анализ типового смесителя Лероя указывает на то, что
8.66, а. Смесительный элемент Лероя (смесительный элемент Мэддока или смесительный эле
мент UC)
90
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
>ис. 8.66, Ь. Смеситель ВТ
Впускной выпускной Направление перемеидения материала
канал4 канал
Рис. 8.66, с. Рифленый СТО-смеситель
Вид А—А
Основная
Барьерный
виток
Толкающая сторона барьерного витка
расположена тангенциально
(по касательной) к впускному каналу В
Защищено патентами США 5.932.159 и 6.136.246
растяжение потока действительно имеет место (см. раздел 12.4.3.4), однако оно происходит в
области с низкой скоростью деформации (а значит, низким напряжением). К сожалению, рас-
тянутый при низкой скорости деформации поток не обеспечивает эффективного дисперсион-
ного смешения, потому что только высокие напряжения приводят к разрушению агломератов
и капель. Данные о полном 3£>-анализе смесителя ВТ и количественные оценки растянутого
потока в смесителе отсутствуют.
Более эффективный способ создания областей с высокими напряжениями заключается
в применении рифленого смесителя с одним или несколькими промежуточными насечкам11
между каждым впускным и выпускным каналами. Промежуточные насечки обычно распо
8. КОНСТРУКЦИЯ ШНЕКА
491
ложены близко к обоим каналам таким образом,
что весь поступающий материал проталкивается
над барьерным витком канавки. Пример такого ис-
полнения — рифленый CRD-смеситель (см. рис.
8.92), который имеет четыре промежуточных ка-
навки между каждой впускной и выпускной канав-
кой. В результате весь материал, проходящий че-
рез смеситель, четырежды попадает в области с вы-
сокими напряжениями (см. рис. 8.92). Спиральная
Впускная Выпускная
канавка канавка
Основная Барьерный
нарезка виток
Рис. 8.67. Рифленая смесительная зона
Игена
конфигурация канавок снижает потери давления и
улучшает дисперсионное смешение. Кроме того,
для эффективного дисперсионного смешения, что-
бы получить сильно растянутый поток, барьерный виток снабжается клинообразным про-
филем с толкающей стороны. На рис. 8.82 показаны различные варианты исполнения про-
филя витка. Другие варианты исполнения рифленого CRD-смесителя можно видеть на
рис. 8.66, с. CRD-смеситель защищен двумя патентами США [79,80] и несколькими между-
народными патентами.
Другой вариант исполнения рифленой смесительной зоны — смесительная зона Игена —
предложена Грегори и Стритом [47] (рис. 8.67). В данной конструкции шлицы направлены по
спирали, то есть угол наклона барьерного витка меньше 90°. Преимущество спиральных
шлицев заключается в том, что они способствуют опережающему проталкиванию материала
;> во впускной и выпускной каналы, поэтому рифленая смесительная зона со спиральными ка-
% навками потребляет меньше давления, чем аналогичная зона с протяженными канавками
#?< •« (см. рис. 8.75). Таким образом, спиральный рифленый смеситель в меньшей степени понижа-
ет производительность экструдера. В действительности грамотно спроектированная смеси-
§ тельная зона может даже создавать дополнительное давление, приводя к увеличению произ-
Ж, водительности экструдера. Другая особенность смесительной зоны Игена заключается в по-
степенном уменьшении глубины впускного канала вплоть до нуля на конце зоны смешения.
О В этом месте впускной канал переходит в выпускной канал. Плавные переходы каналов пони-
жу жают вероятность захвата материала и уменьшают вероятность его деструкции.
*W Позднее Грегори запатентовал похожее смесительное устройство [48]. Отличие данной
Конструкции от смесительной зоны Игена заключается в постоянной глубине впускного и вы-
пускного каналов и вогнутой форме каналов.
К Еще одну похожую смесительную зону запатентовал Дрей (рис. 8.68). Главное отличие
•Ж, Последнего варианта смесительной зоны заключается в том, что выпускной канал открыт к
Качалу смесительной зоны. По этой причине не весь материал проталкивается над барьерным
-В* взором, а значит такое смесительное устройство не приводит к однородному сдвиговому воз-
Ж Действию на материал.
Нк.яп ^Выступающий
£ o.db. Рифленая смесительная зона Дрея буртик
Kg Рис. 8.69. Смесительная зона с выступающим
R'. буртиком
FF
492
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Еще одно оригинальное решение — конструкция с выступающим буртиком (рис. 8.69).
Выступающий буртик представляет собой цилиндрический участок шнека с меньшим ради-
альным зазором. Весь материал проходит через этот зазор на пути к выходу из экструдера.
Совокупные потери давления над барьерным зазором и над выступающим буртиком очень
большие, если сравнивать их с другими рифлеными смесительными конструкциями.
Несомненно, что большие потери давления негативно скажутся на производительности про-
цесса. Перепад давления на выступающем буртике запишем, используя выражения, приве-
денные в табл. 7.1:
2щАаГ2У(* + 2)
5 nDb2
-
(8.109)
Отметим, что это выражение справедливо для неньютоновских жидкостей «степенного»
типа и используется в тех случаях, когда влиянием вращающегося шнека на вязкость распла-
ва можно пренебречь. На самом деле под влиянием вращения шнека эффективная вязкость в
зазоре понижается. Разложим сдвиговое напряжение на две составляющие — тангенциальное
и осевое. Тангенциальную составляющую можно определить, оценив напряжение в центре
канала, где осевая составляющая равна нулю:
nDN
8
т( = т\
(8.110)
Тангенциальное сдвиговое напряжение по высоте канала постоянно. Осевое сдвиговое
напряжение можно определить через осевой градиент давления, используя выражение для
равновесия сил:
(8.111)
Общее сдвиговое напряжение получается векторным сложением осевой и тангенциаль-
ной составляющих:
(8.112)
Осевой градиент скорости можно представить в следующем виде:
dv Гт¥тя 1
— =— _jl=—.
dy \т) т т5 “
(8.ИЗ)
Осевую скорость получим интегрированием осевого градиента скорости:
(8.114)
Объемную скорость потока получим интегрированием осевой скорости:
5/2
V = )2nDvdy. (8.115)
о
3. КОНСТРУКЦИЯ ШНЕКА
493
Заметим, что решение уравнений (8.114) и (8.115) в приближенной форме возможно
только для некоторых конкретных значений индекса течения и, а именно для которых
(1 — п)/2и является целым числом. Уорс [50] получил решение для значения индекса те-
чения п = 1/3, что очень полезно, так как многие крупнотоннажные полимеры имеют ин-
декс течения, близкий к 1/3 (см. табл. 6.1). При п = 1/3 производительность как функцию
давления можно записать в виде
• лРАР 83т, 8^/Д/Ц2
~ т3М 12 + 80\Д£/
Потери давления теперь можно найти, решив кубическое уравнение
&P = (q + г)1/3 + (#-- г)|/3,
где
Я
40nz3AL3V
Р
nDb5 '
-20т2А£2
9S2 ’
r~{q2 - р3)|/2.
(8.116)
(8.117)
(8.118а)
(8.1186)
(8.118с)
На рис. 8.70 приведено сравнение потерь давления, рассчитанных по уравнениям (8.118)
и (8.109). Расчеты сделаны для экструдера с диаметром шнека 114 мм, частотой вращения
100 об/мин, с длиной выступающего буртика 12,7 мм и скоростью потока 131 см3/с. Пониже-
ние потерь давления, обусловленные вращением шнека, — примерно 15%. Следовательно,
простое уравнение (8.109) дает оценки падения давления с приемлемой точностью.
* Впервые теоретический анализ потерь давления в рифленой смесительной зоне для нью-
тоновской жидкости был сделан Тадмором и Клейном [51]. Их конечное уравнение для по-
терь давления содержит пять безразмерных величин, которые косвенно характеризуют влия-
ние определенных конструктивных переменных. Линдт и сотрудники. [52] сделал анализ для
неизотермического и неньютоновского случая. Однако этот анализ требует применения чис-
ленных методов решения уравнений. Поэтому анализ Линдта можно использовать только
при разработке программных продуктов для компьютерных вычислений.
Автором [53] выполнен более простой анализ, приводящий к приближенному аналитиче-
скому решению, из которого легко можно оценить влияние основных конструктивных осо-
I, бенностей шнека. Чтобы определить потери давления как функцию от скорости потока, рас-
смотрим подробно пару каналов — впускной и выпускной (рис. 8.71). Пусть Ц ( о) — объемная
? скорость потока на входе во впускной канал, где индекс i относится к впускному каналу,
г Пусть также I/(о) — полная объемная производительность экструдера, деленная на число впу-
скных каналов. Скорость потока через впускной канал в результате течения над барьерным
j витком уменьшается по ходу канала. В то же время происходит соответствующее увеличение
в скорости потока через выпускной канал. Если рассматривается ньютоновская жидкость в
изотермических условиях течения, то скорость потока во впускном канале, как функция от
j Расстояния вдоль канала z, может быть представлена в виде
7
Ц( г)=|rrflW(l - 28/Я)^ cos«p - 4- fpUW3
z 12ц az
(8.119)
где 6 радиальный зазор барьерного витка.
494
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 8.70. Падение давления над выступающим
буртиком
Рис. 8.71. Впускной и выпускной каналы
рифленого смесителя
Уравнение (8.119) — это упрощенная форма уравнения, представленного в разделе 7.4.1.2.
Заметим, что радиальный зазор для небарьерного витка принят равным нулю. Первоначаль-
ный градиент давления Gj во впускном канале можно получить следующим образом:
dP,(0) 6pF/l - 28/Я)2 v„ costp 12ИЦ<0)
' dz FpH2 FpWH3 ’
Скорость потока на выходе (выпускной канал) запишем в виде
К(О=~F„WHvh cos<p- -^—FWH3
2 12ц az
(8.120)
(8.121)
Индекс е относится к выпускному каналу. Учитывая, что скорость потока на выходе вы-
пускного канала Ve( zm ) равна скорости потока на входе во впускной канал Ц(0), градиент дав-
ления на выходе из наружного канала G2 можно представить в виде
= cos<p 12цУ;(0)
2 FpH2 FpWH3 '
(8.122)
Отметим, что утечки из впускного канала к выпускному У, представляют собой комбина-
цию вынужденного потока и потока, вызванного давлением. Тогда поток утечек на единицу
расстояния вдоль канала V,' запишем в виде
1 я •
= -v48sm<p +
83
12p.tlwi:)
(Р<-РЛ
(8.123)
где wcl — ширина барьерного витка в перпендикулярном направлении; цс1 — вязкость распла-
ва полимера в зазоре.
Исходя из баланса масс, отметим, что локальная скорость потока в выходном канале рав
на разности общей скорости потока и локальной скорости потока во впускном канале:
8. КОНСТРУКЦИЯ ШНЕКА
495
К(г)=Й,(0)-Ц(г). (8.124)
Это уравнение приводит к следующему соотношению между двумя градиентами давле-
ний:
+ ^2 = _^[FilWH(l-b/H)vh cos<p- VXO)]. (8.125)
dz dz FpWH L J 7
Уравнение (8.125) справедливо при равенстве ширины IV и глубины Нвпускного и выпу-
скного каналов. Если их размеры не изменяются вдоль всего канала, то сумма градиентов дав-
лений постоянна по всей длине зоны смешения. В этом случае уравнение (8.125) примет вид
dP(z) dP<z) л
—+ (8.126)
dz dz
Таким образом, давление в выходном канале соотносится с давлением во впускном кана-
ле согласно формуле
Pe = -Axz + A2-Pv (8.127)
где
Л< = Т1Вт[^<0)- FiWH^ ~ cos4 <8127а>
г* Vv Н •*
Учитывая, что локальное изменение скорости потока во впускном канале вдоль его длины
равно локальным утечкам через зазор, получим еще одно важное соотношение
dVj
dz
(8.128)
Если размеры канала не изменяются по длине, то уравнение (8.128) можно записать сле-
дующим образом:
FpWFP d2P, 1 s . 53
12p dz2 2 h 12pc
(8.129)
С учетом уравнения (8.127) это дифференциальное уравнение примет вид
dz2 1 ' 2 * ' FpWH3
(8.130)
-Л2В,
2 2 1
где
(8.130а)
в _ 2^3
Уравнение (8.130) представляет собой неоднородное уравнение второго порядка, реше-
ние которого имеет вид
С, exp(-B2z)+ С2 exp(B2z),
(8.131)
496
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
где ,_
^=7^- (8.131а)
Очевидное частное решение:
/>“ = -|л,г - 3^А?1Пф +|л2. (8.132)
2 о 2
Общее решение является суммой решения нелинейного уравнения и частного решения.
Таким образом, профиль давления во впускном канале можно описать следующим образом:
Pt = С, exp(-B2z)+ С2 ехр(Д>г)- Sl^ + (8.133)
2 О 2
С учетом уравнения (8.127) профиль давления в выпускном канале можно записать в виде
Ре = С, ехр(-В2г)—Сг ехр(Вгг)- + 3^'^ЯГ1ф + ф-. (8.134)
2 0 2
Для того чтобы оценить константы Ct и С2, необходимо иметь два граничных условия:
^(0) s dP'(z„) s 6р£Х1-8/Я)^С0бф_ 12ц1Т.(0)
dz dz FpH2 F„WH3 '
Отсюда вытекают следующие соотношения для Ct и С2:
с -W0)
1 FpWB2H3[ex^B2zm)-i]t
с W)
2 FpWB2H3[i-exp(B2zm)]'
(8.136)
(8.137)
На рис. 8.72 показан профиль давлений во впускном и выпускном каналах для экструдера
со следующими характеристиками: диаметр шнека — 114 мм, частота вращения — 100 об/мин,
производительность — 164 см3/с, длина зоны смешения — 2D, барьерный зазор — 0,5 мм, угол
наклона - 45 и число впускных каналов — 3. Локальная вязкость определена с помощью сте-
пенного закона для неньютоновской вязкости в условиях куэттоновского течения, коэффи-
циент консистенции — 13 800 Па • с”, индекс течения — 0,5. Видно, что давление во впускном
канале вначале понижается, а затем начинает возрастать, что указывает на возможность соз-
дания давления. В выходном канале давление вначале растет, а в конце канала падает. Таким
образом, как впускной канал, так и выпускной способны к созданию давления, в первую оче-
редь, благодаря спиральной ориентации рифлений.
Роль величины угла наклона нарезки показана на рис. 8.73. Рассмотрено два профиля дав-
ления: для смесительной зоны с углом 90° и для смесительной зоны с углом 50°. Для уже ис-
пользованного в этом разделе примера барьерный зазор равен 0,635 мм, а производитель-
ность -131 см3/с. Профили определяли при одинаковом давлении на выходе (5 МПа). Со-
вершенно очевидно, что угол наклона нарезки в большой степени влияет на профиль
давления и на общие потери давления. Наблюдается значительное возрастание давления во
входном и выходном каналах спиральной смесительной зоны, что в результате приводит к
сравнительно небольшому падению общего давления. С другой стороны, способность разви
вать давление отсутствует в смесительной зоне с осевой ориентацией каналов, что доказыва
8. КОНСТРУКЦИЯ ШНЕКА
497
Рис 8.72. Профиль давления во впускном и в выпускном каналах
ется монотонным падением давления как во входном, так и в выходном каналах. Это приводит
к более существенным потерям давления, которые примерно в три раза превышают потери в
спиральном варианте смесительной зоны.
Общее падение давления в смесительной зоне ДРИ имеет простой вид
ДРга=^(0)-Ре(2и). (8.138)
Используя уравнение (8.133), через (8.137) получим следующее выражение для падения
давления в смесительной зоне:
Ж
Ж.'
-AV-.
Ж.
8.73. Профиль
са
ф
s
X
ф
m
са
давления при разных значениях угла наклона нарезки
4g8 ЧАСТЫН. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
др 2Г[1 + ехр(Д!2и)] 6цс|юс1^, sin<p t Л,ги
m 1-ехр(В2ги) 82 2 ’
где
-6цУ,(0)
fpwh3b2
Когда В2 гт лежит в пределах от 0 до 1, можно сделать следующее приближение:
1 + ехр(Д;ги)2: -2
l-exp(S2zm) B2zm
Теперь можно записать общее падение давления как сумму двух величин
ДР £ ДР., + ДР...
т с! сп
(8.139)
(8.139а)
(8.141)
Падение давления в зазоре ДРС1 определяется двумя первыми слагаемыми в правой части
уравнения (8.139). Падение давления во входном и выходном каналах ДРсЛ содержатся в по-
। следнем слагаемом уравнения (8.139).
Первое слагаемое ДРС । представляет собой падение давления, вызванное влиянием зазора.
Когда меньше единицы, из уравнения (8.140) можно выразить ДРС1:
cl zm83 L ' 2
Когда B2zm больше единицы, ДРс1 можно привести к виду
APci = 12p^R3+0i3B22 Ъ(0)_8£^
V 1А4 J 2
(8.142а)
(8.142b)
Второе слагаемое АР л, представляющее собой падение давления во впускном и в выпуск-
ном каналах, запишем в виде
= ТЛтЫ -«М сайр]. (8.143)
Г„УУ 11 u J
Первое слагаемое в формуле для ДРС t обратно пропорционально кубу величины барьерно-
го зазора. Таким образом, если барьерный зазор мал, падение давления в зазоре нарастает
очень резко, а значит величина зазора — решающая составляющая общего падения давления-
Падение давления в зазоре АРс( можно свести к нулю, обеспечив равенство скорости выну#'
денного потока в барьерном зазоре и скорости потока на входе во впускной канал. Таким обра
зом, зона смешения должна разрабатываться с учетом следующего неравенства:
|й£Л > Ц(0> (8144)
Если предположить, что скорость потока через смесительную зону равна примерно
третям от скорости вынужденного потока в предшествующей зоне шнека, а осевая длина Р
на примерно двум диаметрам, то уравнение (8.144) можно упростить до следующего вида-
. КОНСТРУКЦИЯ ШНЕКА
499
8>С—, (8.145)
Р
где D — диаметр шнека; р — число впускных
каналов; постоянная С в большинстве случа-
ев равна 0,01.
Когда падение давления в зазоре равно
нулю, общее падение давления примет вид
др»=^ =
= 7^т[^(0)-cosq>].(8.146)
Падение давления в канале достигает
максимальной величины при значении угла
наклона нарезки 90°. Это соответствует са-
мой неудачной геометрии с точки зрения по-
Рис. 8.74. Зависимость падения давления от ско-
рости потока
тери производительности. Если глубина канала и угол наклона нарезки совместно оптимизи-
рованы, то потери давления в канале достигают минимума при значении угла наклона 52,24°
[63]. Соответствующий оптимум глубины канала равен Н* = 0314V/(FpD2N).
Можно легко проанализировать различные факторы, влияющие на падение давления в
смесительной зоне. Согласно рис. 8.74, падение давления возрастает пропорционально скоро-
сти потока в зоне смешения. Следовательно, для того чтобы избежать дополнительных потерь
давления, конструкцию смесительной зоны необходимо подбирать с учетом особенностей
предшествующей зоны шнека.
На рис. 8.75 проиллюстрирована роль угла наклона нарезки. Как обсуждалось ранее, угол
наклона сильно влияет на потери давления. Минимум потерь давления имеет место при зна-
чении угла наклона между 50 и 60°. Ниже 50° и выше 60° падение давления нарастает очень
8*75. Зависимость
падения давления от угла наклона нарезки
500
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 8.76. Зависимость падения давления от Рис. 8.77. Зависимость падения давления от величи-
ширины барьерного витка ны барьерного зазора
резко, поэтому приемлемая величина угла наклона находится в этих пределах. Оптимальный
угол для псевдопластических жидкостей — менее 50°.
Влияние ширины барьерного витка показано на рис. 8.76. Видно, что падение давления
возрастает примерно пропорционально ширине барьерного витка. Это справедливо, если па-
дение давления в зазоре положительно (ДРс1>0). Когда падение давления равно нулю
(ДРс1 = 0), ширина барьерного витка перестает оказывать влияние на общее падение давления
(см. уравнение (8.146)). Однако во всех случаях ширина барьерного витка сильно влияет на
энергозатраты и тепловыделения при вязком течении.
Влияние величины барьерного зазора проиллюстрировано на рис. 8.77. Видно, что при ве-
личине зазора, меньшем 0,5 мм, падение давления нарастает крайне резко. При величине зазо-
ра более чем 0,75 мм, влияние зазора весьма невелико. Когда зазор больше чем 1 мм, потери
давления начинают возрастать вследствие уменьшения вынужденного потока во впускном
канале. Необходимо отметить, однако, что изменения ширины барьерного витка и барьерного
зазора прямо влияют на дисперсионную смесительную способность.
Очевидно, что дисперсия агломератов или гелей требует некоторого уровня напряжений
для разрушения частиц. Согласно работам Мартина [54] и Тадмора [55] и сотрудников, значе-
ния этого уровня напряжений зависят от природы частиц. Мартин [54] определил критиче-
ское значение напряжения при экструзии саженаполненных полимеров, которое составляет
примерно 60 кПа. Следуя тому же Мартину [54], кроме необходимого уровня напряжения, не-
обходимо учитывать и необходимость некоторой длительности действия этого напряжения.
Когда продолжительность действия напряжения ниже минимально требуемого времени, дис-
пергирования не происходит даже при очень больших напряжениях. Мартин [54] определил»
что для сажевых агломератов минимальное время нагружения составляет примерно 0,2 с. Это
означает, что ширина барьерного витка должна быть больше настолько, чтобы время до разрУ'
шения частиц в зазоре превышало минимальное время пребывания tmin. Следовательно, ш11'
рина барьерного витка должна соответствовать неравенству
nDNsinq)
Wcl > 120 tm,n’
(8.147)
где N выражается в об/мин.
8. КОНСТРУКЦИЯ ШНЕКА
501
Если критическое значение времени равно, соответствует Tjnin, то для барьерного витка
справедливо следующее выражение:
2
п
nDN
т
(8.148)
Таким образом, ширина барьерного витка wcl и барьерный зазор 6 необходимо определять
с учетом как потерь давления, так и дисперсионной смесительной способности.
Влияние степени неньютоновского поведения (рис. 8.78) оценивается по локальной вяз-
кости из степенного закона:
ц = ту" *, (8.149)
где т—коэффициент консистенции; у—локальная скорость сдвига (см. также уравнение (6.23)).
Если локальная скорость сдвига выражается по уравнению Куэтта, то вязкость в зазоре
определится из уравнения
$
.'Л1'’
nDN
8
п-1
(8.150)
ад?
И
Ж
Подобным же образом найдем вязкость в канале
(nDN
Н
п-1
(8.151)
К1 = ^1
ц = т\
По мере увеличения индекса течения потери давления возрастают достаточно существен-
но. Следовательно, можно ожидать, что течение материалов с характеристиками, близкими к
Индекс течения -
8.78. Зависимость потерь давления от индекса течения
502
ЧАСТЫ11 ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 8.79, а. Зависимость падения давления
от длины вдоль оси
ньютоновскому поведению приведут к
большим потерям давления, чем течение
сильно неньютоновских сред. Например,
такой материал, как ЛПЭНП имеет боль-
ший индекс течения 4,5 и поэтому при его
течении потери давления больше, чем у
Рис. 8.79, Ь. Зависимость падения давления от числа
впускных каналов
обычного ПЭНП с тем же показателем текучести расплава (ПТР).
На рис. 8.79, а показана роль зоны смешения вдоль оси. Падение давления существенно
уменьшается с увеличением длины. При значении длины менее 2D, как правило, возникают
большие дополнительные потери давления.
Остановимся на влиянии числа впускных каналов. Из рис. 8.79, b видно, что вначале паде-
ние давления понижается с увеличением числа каналов, а затем возрастает. Таким образом,
можно сделать вывод о том, что имеется оптимальное число впускных каналов, которому со-
ответствуют минимальные потери давления в смесительной зоне. Это оптимальное число
впускных каналов равно примерно трем или четырем.
Самые важные конструктивные особенности рифленой смесительной зоны можно свести
к следующему: угол наклона витка — 50-60°, зазор — меньше 0,5 мм, длина вдоль оси — не ме-
нее чем 2D. Кроме того, число впускных каналов должно быть три или четыре.
Задержку материала можно уменьшить сужением глубины канала или сужением его ши-
рины (рис. 8.80). Такая геометрия имеет дополнительное преимущество, которое заключается
в том, что потери давления на входе в смесительную зону понижаются. Это входное падение
давления не принималось во внимание при выполненном выше анализе. Однако очевидно»
что входное падение давления в типовой рифленой смесительной зоне может быть сущест-
венным по той причине, что материал проталкивается из широкого канала шнека в многочис
ленные узкие впускные каналы.
Очевидно, что все экструзионные шнеки барьерного типа (см. раздел 8.6.2) способны в не
которой степени оказывать дисперсионное смесительное воздействие на полимеры, поскодь
ку вся масса материала, прежде чем покинет экструдер, протекает над барьерным витком-
метим, что моделирование рифленого смесителя рассматривается в разделе 21.4.3.4 (см. таК
же рис. 12.43 и 12.44).
Дисперсионное смешение также проводят в двухволновых смесительных шнеках (рис. & '
Этот шнек предложен Крюдером из HRM39 и основывается на развитии конструкции одноканаль
g КОНСТРУКЦИЯ ШНЕКА
I
503
_ w Основная нарезка
Барьерный виток без
с насечками
Рис. 8.80. Z-образная рифленая смесительная зона
Рис. 8.81. Двухволновой шнек
Развертка канала
цого волнового шнека 40. Здесь по-
лимер проталкивается над централь-
ным барьерным витком из-за цикли-
ческого изменения глубины канала.
Тогда, когда глубина одного канала
увеличивается, глубина другого
уменьшается. Когда глубина первого
канала становится максимальной,
глубина второго канала минимальна.
И далее, когда глубина первого кана-
ла начинает уменьшаться, глубина
второго возрастает. Такая конфигу-
рация повторяется много раз. Данная
конструкция улучшает качество сме-
шения, однако такой шнек проигры-
вает в плане технологичности изго-
товления.
8.7.1.1. CRD-смеситель
Как обсуждалось в разделе 7.7.3,
дисперсионное смешение в сдвиго-
вом потоке значительно менее эф-
фективно, чем при продольном тече-
' иии. Важные требования для конст-
' руктивных элементов дисперсион-
ного смешения были сформулиро-
ваны Раувендаалем [66]:
L , 1. Зона смешения должна иметь области, в которой действуют высокие напряжения; в них
^Материал подвергается преимущественно высоким растягивающим напряжениям, чтобы раз-
рушить агломераты и капли.
2. Эта область высоких напряжений должна быть разработана таким образом, чтобы
^воздействие высоких сдвиговых напряжений происходило только в течение короткого пе-
риода времени, чтобы избежать повышенных затрат мощности и повышения температуры
-^сплава.
3. Вся масса расплава должна подвергаться одинаковым воздействиям высоких напряже-
при многократном деформировании, чтобы обеспечить однообразное и эффективное
смешение.
> ‘ г-сли мы проанализируем широко распространенные дисперсионные смесители, основан-
е на этих требованиях, то обнаружим, что наиболее известные дисперсионные смесители
1ько отчасти соответствуют этим требованиям.
Самый широко распространенный дисперсионный смеситель среди одношнековых экс-
гДеров — это смеситель Лероя, популяризованный Мэддоком. Имеется несколько прием-
*ьгх вариантов исполнения рифленой смесительной зоны [66], но спиральная конструкция
Р°я пользуется особенной популярностью по причине ее низких потерь давления и хоро-
х характеристик процесса. Как и в смесителе Лероя, в самых распространенных дисперси-
*Ых смесителях развиваются сдвиговые напряжения, необходимые для разрушения
°Мератов. Однако поскольку при продольном течении каналы открыты и возникают повы-
ше напряжения, именно эта конструкция самая эффективная для разрушения агломера
504
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
тов и'капель [67]. Следовательно, растягивающие напряжения предпочтительны для диспер-
сионного смешения. Новый дисперсионный смеситель, основанный на создании продольного
течения, предложен компанией NRC, Канада [68]. Этот смеситель, в котором создается про-
дольное течение, размещают у выхода из экструдера, а поскольку смеситель является статиче-
ским, поток через него нагнетается давлением.
В самых распространенных дисперсионных смесителях (со сдвиговым потоком) матери-
ал проходит через области высокого напряжения только единожды. Следовательно, в них ог-
раничен достижимый уровень диспергирования. Для достижения приемлемого качества дис-
пергирования прежде всего необходимо, чтобы агломераты или капли подвергались много-
кратному дробящему воздействию. Это означает, что однократное прохождение через область
высокого напряжения недостаточно и в большинстве случаев требуется многократное прохож-
дение через эту область. Если агломераты имеют размеры порядка 1 мм и стоит задача умень-
шить их до 1 мкм, то придется осуществить около 10 актов дробления при допущении, что ка-
ждое воздействие уменьшает размеры агломератов в два раза. Необходимо отметить, что кап-
ля, дробясь, не всегда уменьшается вдвое. Самый эффективный механизм диспергирования
жидкости заключается в деформировании капель до состояния вытянутых нитей с высоким
капиллярным числом, что позволяет им распасться на маленькие капли. Капельки, которые
формируются в результате этого, гораздо меньше, чем первоначальные капли — сообщается
об образовании из одной большой капли свыше 10 000 мелких капелек.
Если каждый проход через область высоких напряжений вызывает один раскол, то, оче-
видно, что диспергирующий смеситель, в котором полимерный расплав лишь однократно по-
падает в область высокого напряжения, вероятно не пригоден для высококачественного дис-
пергирования. Это объясняет, почему типовые дисперсионные смесители, основанные на од-
ношнековых экструдерах, как правило, не обеспечивают эффективной работы. Причина
тому — отсутствие сильного продольного потока и многократного попадания в область дейст-
Криволинейная
наклонная
толкающая грань
нарезки
Плоская наклонная
толкающая грань
нарезки
Рис. 8.82. Профиль витка для получения про-
дольного течения (уклон направлен в
сторону движения витка шнека относи-
тельно цилиндра)
вия высоких напряжений.
С учетом приведенных выше требований разработана новая конструкция, размещаемая
непосредственно на экструзионном шнеке, которая улучшает дисперсионное смешение. Эти
смесители, известные как СЯР-смесители, защищены американским и международными па-
тентами [79,80]. Как уже отмечалось, ключ к повышению эффективности смешения заключа-
ется в образовании продольного течения в области высоких напряжений и достижении мно-
гократных проходов всего расплава через эти области.
В шнековом экструдере нелегко реализовать продольное течение. Самый эффективный
способ заключается в переделке ведущей грани нарезки в смесительной зоне таким образом,
что пространство между гранью и цилиндров
имело клинообразную форму- Такая к°н<Р
гурация обеспечивает смешение по вс
объему даже в двухшнеконых экструд
[69]. Профиль нарезки можно выполнить^
бо в виде наклонной ведущей грани,
в виде криволинейной (рис- 8.82). £ласти
Многократные проходы через иТЬ
высокого напряжения мо^но зКц с
использованием многозах°ДноИ
большим зазором (рис. 8.83)- ол0цовеР
Согласно Тадмору и Манас хОдоВ
[70], чтобы достичь многоНРатН^^иц1
через области высоких НаПРя
8. КОНСТРУКЦИЯ ШНЕКА
505
Собирающий
виток|
Рис. 8.83. Шестизаходный OTD-смеситель с двумя непрерывными собирающими витками и четырь-
мя прерывистыми перемешивающими витками
Перемешивающий
виток Собирающий
должны быть спроектированы таким образом, чтобы через них проходила значительная часть
потока. Для этого можно увеличить радиальный зазор. Однако этого не достаточно, потому
что без перемешивания полимерного расплава увеличение радиального зазора приведет лишь
к смешению во внешней области рециркуляции [66]. Другая проблема, связанная с большим
радиальным зазором, заключается в том, что он оставляет тонкую застойную зону полимерно-
го расплава на стенке цилиндра. Эту задачу может решить, добавив, по крайней мере, один со-
бирающий виток к перемешивающим виткам. Вариант CRD-смесителя показан на рис. 8.83.
Вместо размещенных отдельных собирающих и перемешивающих витков, можно исполь-
зовать один или более витков, которые по своей длине включают собирающие и смесительные
•' сегменты (рис. 8.84). Полное удаление расплава с поверхности цилиндра может обеспечить
Конструкция, в которой, по крайней мере, один собирающий сегмент витка всегда попадал бы
й В любое место вдоль оси шнека.
Перемешивание в жидкости можно осуществить путем реализации дистрибутивного сме-
шения в дисперсионном смесителе. Это позволяет всем частицам жидкости испытать одина-
ковое
дисперсионное
смесительное
воздействие.
В других вариантах они будут принимать
стие в процессе дисперсионного смешения только во внешней нециркуляционной зоне
точке) [66, 71]. Достаточно эффективное дистрибутивное смешение обеспечивает щеле-
конструкция витка [72]. Угол наклона нарезки и смесительного витка может быть поло-
8.84. Четырехзаходный CRD-
житель с расположенным соби-
Щим сегментом витка через каж-
три смесительные сегмента
Рис. 8.85. Ступенчатые дисперсионные элементы
506
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
жительным, отрицательным и даже нулевым. Для того чтобы достичь перемещения вперед
или назад, подобно тому как перемешивается масса в сонаправленно вращающихся двухшнеко-
вых экструдерах, смесительные элементы следует располагать под углом 90° и в ступенчатом
порядке. Такие дисперсионные элементы (рис. 8.85) отличаются тем, что они могут разрабаты-
ваться для достижения максимального диспергирования без образования застойных зон [66].
Подчеркнем, что конструкция смесителя должна быть такой, чтобы все жидкие частицы
имели минимальное количество переходов через область высоких напряжений. Это требует
достаточно высокой скорости потока в таких областях и эффективного дистрибутивного сме-
шения. В следующем разделе будет рассмотрен вопрос об определении приемлемого для сме-
сительного витка радиального зазора.
8.7.1.1.1. Оценка радиального зазора с помощью функции распределения
по количеству проходов
В соответствии с работой Тадмора и Манас-Злоцовер [70] функцию распределения по ко-
личеству проходов можно записать в виде следующего уравнения:
kke х
k k\
(8.152)
где k — число проходов через зазор; безразмерное время X = tjt — отношение времени пребы-
вания tr ко времени пребывания t контрольного объема.
Время пребывания для ньютоновской жидкости можно определить из уравнения
где z — длина спирали рассматриваемой зоны шнека; ъЬг — скорость потока в продольном на-
правлении; г — степень сжатия (скорость потока, вызванного давлением, деленная на ско-
рость вынужденного потока).
Общее время пребывания представляет собой отношение контрольного объема к
объемной скорости потока над витком и определяется по уравнению
где IT— ширина канала; Н — глубина канала; 8 — радиальный зазор витка, vbx — скорость пото-
ка в поперечном направлении; тту — ширина лопасти нарези.
Безразмерное время можно представить в виде:
' W S2 '
13 1 +------7
_ I ^7 Я J (8.155)
WH(i- r)cos<p’
где L — осевая длина, соответствующая расстоянию вдоль канала z.
Доля жидкости, не проходящей через зазор равна:
(8.156)
Цеоб'
Величина Go является очень важной характеристикой смесителя открытого типа, н
ходимо обеспечить, по крайней мере, однократное перемещение жидкости через зазор-
8. КОНСТРУКЦИЯ ШНЕКА
507
О
к
Рис. 8.86, а. Функция распределения по количеству проходов при X = 0,1
Рис 8.86, Ь. Функция распределения по количеству проходов при X = 4,6
Ношнековом экструдере с типовым транспортирующим шнеком X обычно равна ОД, что соот-
ветствует значению Go примерно 0,9. В этом случае большая часть жидкости проходит экстру-
Дер без прохода через зазор. На рис. 8.86, а показана функция распределения для этого случая.
Выражения, полученные выше, можно использовать для определения минимума X, кото-
рому соответствует значение <70, равное менее чем 0,01. Это означает, что менее 1% жидкости
Дфи значении безразмерного времени X > 4,6 совсем не проходит через зазор. При известных
г * Чениях L, Н, W, г, ф, иу можно определить значение X, при котором наблюдается наиболь-
ее значение 8. Функция распределения по количеству проходов при X = 4,6 показана на
рис. 8.86, Ь.
^>аспРеделения при X = 0,1 и при X = 4,6 сильно различаются. При Х== 4,6 доля Со гораздо
а большая часть жидкости четыре |«1за переходит через область высоких напряже-
• еличина С4 равна примерно 0,19. Это означает, что около 19% жидкости переходит че-
ьГ53 область четырежды.
^При L - 3W, г = 0 и ф = 17,67° отношение Ъ/Ндолжно равняться примерно 0,8, чтобы дос-
0 < 0*01 • Очевидно, что при таком значении 8/7/ почти невозможно создать большие на-
ения в зазоре и осуществить эффективное дисперсионное смешение. Из уравнения
508
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
(8.155) ясно, что для достижения низкого значения Со при малом зазоре необходимо провести
определенные геометрические преобразования:
• увеличить длину смесительной зоны L;
• увеличить угол наклона нарезки ф;
• уменьшить ширину лопасти нарезки
• увеличить заходность, что приведет к уменьшению ширины канала НС
Если увеличить угол наклона нарезки с 17,67 до 60° при сохранении неизменными осталь-
ных величин, отношение Ъ/Н должно быть 0,35 или больше, чтобы выполнить условие
Go < 0,01. Это значение еще достаточно велико, но все же значительно лучше, чем 0,8. Отно-
шение 8/7/ можно снизить, увеличив длину смесительной зоны, уменьшив ширину лопасти
нарезки, или даже путем дальнейшего увеличения угла наклона нарезки. Это означает, что
предложенная методика позволяет определить порядок величин конструктивных парамет-
ров. Дальнейшую оптимизацию исходных величин можно осуществить с помощью компью-
терного моделирования.
8.7.11.2. Определение радиального зазора для создания необходимых напряжений
Для дисперсионного смешения важно, чтобы напряжения, создаваемые в области высо-
ких напряжений, были достаточны для разрушения агломератов или капель. Наибольшие
сдвиговые напряжения возникают в области, в которой радиальный зазор наименьший. Ско-
рость сдвига в этом случае можно выразить в виде
nDN
(8.157)
Обозначим сдвиговую вязкость как r|crit, тогда максимальное сдвиговое напряжение мож-
но записать в виде
_ tct\sDN
Inax о '
(8.158)
Обозначим критическое сдвиговое напряжение, требуемое для разрушения агломератов
и капель, как тгп/, тогда максимальный радиальный зазор, который может обеспечить диспер-
гирование, запишем в виде:
_ Tvr|s£W
inax ~ ‘
\rii
(8.159)
При вязкости T|s = 500 Па • с, диаметре шнека D = 120 мм, частоте вращения шнека
1,5 об/с и критическом сдвиговом напряжении = 1,4 • 105 Па максимальный радиаль-
ный зазор для смесительного витка составит бтах ~ 2 мм.
8.7.11.3. Определение оптимальной геометрии профиля витка
Как уже обсуждалось, эффективность диспергирования под воздействием растягиваю
щих напряжений больше, чем под воздействием сдвиговых напряжений. Напомним, что РаС
тягивающие напряжения образуются в клинообразной области между толкаюшей гранью
витка и цилиндром. Скорость вытяжки в клинообразной области можно найти, используя ме
тодику, предложенную Когсвеллом [73]. Запишем среднюю скорость вытяжки в месте вход
конусообразный зазор в виде
(1 + rd )nDNS tana
£
Н2
(8.160)
8. КОНСТРУКЦИЯ ШНЕКА
509
где ct Угол клина между толкающей стороной витка и поверхностью цилиндра; rd — сте-
пень сжатия (скорость потока, вызванного давлением, деленная на скорость вынужденного
потока).
Отсюда найдем растягивающее напряжение
(1 + tana
Н2 ’
(8.161)
где Ле"" продольная вязкость.
Обозначим критическое растягивающее напряжение, требуемое для разрушения агломе-
ратов и капель через Тогда для реализации процесса диспергирования должно соблю-
даться следующее неравенство:
(l + rrf)rc2V8T]etana >
^2 ' ^crit •
(8.162)
Из этого выражения можно найти критические параметры для геометрии профиля витка.
К сожалению, приведенные выше уравнения справедливы только при малых значениях уг -
ла а. Следовательно, применение этих формул ограничено. Если предположить, что вынуж-
денный поток проходит через радиальный зазор, то среднюю скорость вытяжки можно оце-
нить из выражения
nfWtana
£ 28
(8.163)
С помощью этого выражения, основываясь на требовании, что растягивающее напряжение
должно быть больше критического значения, можно определить максимальный радиальный за-
зор, необходимый для дисперсионного смешения. Тогда получим следующее выражение:
8 nOAVana
liklX л х <
V 2acfil
При значении диаметра D = 120 мм, частоте вращения шнека 1,5 об/с, продольной вяз-
кости т|е“1500 Па • с, a = 30° и критическом растягивающем напряжении e 1 • 105 Па мак-
симальный радиальный зазор составит 8тах = 2,45 мм. Выражения, приведенные выше, можно
Использовать как первое приближение при оценке геометрических параметров смесителя.
Для точного расчета, когда требуется учесть всю сложность реальной ситуации, необходимо
♦«пользовать численные методы.
L; 8.7.1.14. Геометрия паза
F Для того чтобы достичь более эффективного дистрибутивного смешения, подобного про-
цессу в смесительной зоне Сакстона (см. раздел 8.7.2), в смесительной зоне размещают пазы,
большинстве дистрибутивных смесителей используют прямые пазы. Однако для дисперси-
^1Ного смешения лучше использовать сужающийся паз, потому что при прохождении мате-
а через него в нем создается дополнительный продольный поток. Кроме того, конфигура-
; У11 Паза должна быть такой, чтобы сохранялась возможность полной очистки канала. На
с* &87 показана геометрия витка с пазами.
Ев. Возможность очистки сохраняется, когда осевая составляющая толкающей грани паза
рт^Льше, чем осевая ширина паза Ls. В этом случае
R sin2<pzcotan(р,2 + sin<pzcotancp, . (8.165)
510
ЧАСТЫЙ. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
При Lf2 >L3 полная очистка
Рис. 8.87. Геометрия витка с су-
жающимся пазом
Отношение ширины витка --->
к ширине паза
Рис. 8.88. Минимальный угол грани при угле на-
клона нарезки 45°
При угле наклона нарезки фу = 45° это неравенство упрощается до вида
cotan фх2 + i^2wf/ws. (8.166)
С помощью рис. 8.88 можно определить наименьшие величины угла грани паза, для кото-
рых выполняется приведенное выше неравенство.
Из рис. 8.88 следует, что угол наклона грани паза должен увеличиваться с уменьшением
отношения ширины витка к ширине паза. В случае, когда ширина паза в два раза больше ши-
рины витка, угол грани паза должен равняться 90°, чтобы обеспечить полную самоочистку.
В этой ситуации мы имеет дело с наименьшей величиной соотношения размеров, которая воз-
можна с практической точки зрения. Предпочтительные значения отношения ширины паза
к ширине витка составляют 1:1 и 3:1.
8.7.1.1.5. Компьютерное моделирование
Аналитический подход к конструированию смесителя имеет несколько жестких ограни-
чений из-за трудностей, связанных с анализом течения в сложной геометрической системе
смесителя. Наилучший подход к анализу сложных смесителей заключается в применений ма-
тематического и компьютерного моделирования. Один из наиболее приспособленных к ана-
лизу сложного смесителя инструментов — это метод граничных элементов (МГЭ). Этот метод
позволяет определить оптимальную величину радиального зазора витка, геометрию профиля
витка и расположение пазов для достижения требуемого соотношения дисперсионного и ди-
стрибутивного смешения. Недавно в университете Висконсина в Мэдисоне [74] был разрабо-
тан трехмерный МГЭ, который на практике использовался The Madison Group [75].
Чтобы определиться с геометрией профиля витка и величиной зазора, прежде всего нео
ходимо провести двухмерный анализ МГЭ. Для того чтобы оценить долю продольной деф°Р
мации в общем сдвиговом потоке, был проанализирован «коэффициент потока» [76]. Эта ве
личина представляет собой отношение величины тензора скорости деформации у к сум*16
у + со, где со — тензор вращения:
v = -L_. (8.167)
у+со
8. КОНСТРУКЦИЯ ШНЕКА
511
Рис. 8.89, Ь. Зависимость коэффициента потока от времени пе-
ремещения частицы через фрагмент области смесите-
ля, показанного на рис. 8.82
Рис. 8.89, а. Рассчитанные линии
тока в СЯО-смесителе
(см. рис. 8.83)
Рис. 8.90. Зависимость скорости сдвига от времени переме^
щения частицы
При х = 1,0 поток является в чистом виде продольным; в случае % = 0,5 — отвечает про-
стому сдвигу, при % = 0,0 — полностью вращательный поток. Предпочтительно для эффектив-
ного смешения наибольшее значение. В разделе 7.7.3 указывалось на то, что при продольном
течении образуются наибольшие гидродинамические усилия. Кроме того, в продольном пото-
ке могут диспергироваться высоковязкие капли, такие как гелевые частицы, в то время как
при сдвиге гелики не разрушается.
Используя МГЭ, можно рассчитать коэффициент потока и усилия в любой точке смеси-
теля. Более того, можно проследить за перемещением частиц в объеме смесителя, чтобы вы-
явить линии тока и застойные зоны. На рис. 8.89, а показаны рассчитанные линии тока в сме-
сительной зоне. Для каждой точки рассчитаны скорости вытяжки и коэффициент потока. На
рис. 8.89, b показана зависимость коэффициента потока от времени перемещения частицы че-
рез фрагмент области смесителя. Коэффициент потока, доходящий до 0,95, указывает на воз-
можность образования в смесителе сильного продольного течения.
На рис. 8.90 показано изменение значения скорости тензора деформации частицы, прохо-
Дящей через смеситель. Видно, что
jMO мере приближения частицы к
ЯИтку, она «чувствует» нарастание
гока продольной вытяжки в пото-
При переходе над вершиной вит-
продольное течение переходит в
шговый поток, но в то же время
^личивается тензор скорости де-
рмации. Отметим, что этот эф-
деМст увеличивает смесительную
^^обность системы.
Одна из задач смесительной
1 состоит в обеспечении эффек-
ого дисперсионного и дистри-
вного смешения. Модифика-
Нарезки путем введения кана-
512
ЧАСТЫП. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 8.91. Траектории множеств точек при
трехмерном моделировании
вок приведет к улучшению дистрибутивного
перемешивания и в то же время позволяет раз-
рушить область, в которой отсутствует цирку-
ляция (рис. 8.89, а). Для оценки интесивности
дробления материала (дистрибутивного смеси-
тельного эффекта) по ходу его прохождения че-
рез смеситель был проделан трехмерный анализ
МГЭ. На рис. 8.91 показано как частицы прохо-
дят через смеситель.
Очевидно, что одна часть частиц движется
над модифицированным витком, а другая
часть — через канавки. Этот факт также поло-
жительно сказывается на дистрибутивной и
дисперсионной способности смесителя. Моде-
лирование CRD-смесителя будет рассмотрено в
разделе 12.4.3.6 (см. рис. 12.48-12.50).
В результате моделирования с помощью
МГЭ, кроме всего прочего, было обнаружено,
что с уменьшением градиента давления вдоль
смесителя число проходов через смесительный
зазор также уменьшается. Это явление наблю-
дали в экспериментах по смешению с низкими
давлениями на выходе. В экспериментах по экс-
трузии [77] было обнаружено, что качество сме-
шения ухудшается при понижении выходного
давления ниже 5 МПа. Очевидно, эта проблема присуща любым смесителям открытого типа.
Данный недостаток можно преодолеть, усовершенствовав смеситель с переходом к конструк-
ции с рифлениями. На рис. 8.92, а показана конструкция CRD-смесителя с рифлениями, в ко-
тором предусмотрено четыре прохода через смесительный зазор.
Преимущество этой конструкции заключается в том, что все частицы жидкости четыреж-
ды проходят через перемешивающий зазор независимо от выходного давления. К недостат-
кам необходимо отнести меньшую дистрибутивную смесительную эффективность по сравне-
нию со смесителем открытого типа, а также меньшую производительность экструдера.
Еще один метод реализации смесительного воздействия в продольном потоке на частицы
жидкости заключается в размещении венцов, состоящих из выступающих смесительных
зубьев (ВСЗ), с конфигурацией многоугольника (рис. 8.92, Ь). Венцы занимают небольшое
пространство и обеспечивают не только растяжение частиц при смешении, но и дробящее и
дезориентирующее воздействие. Венец ВСЗ, показанный на рис. 8.92, Ь, очевидно не создает
давления, что может оказаться полезным при использовании данной конструкции, например
в экструдерах-питателях, оборудованных канавками.
8.7.1.1.6. Применение CRD-смесителей
CRD-смеситель появился на рынке не так давно — в 1998 г. До 2001 г. существовало у#6
свыше сотни экструзионных линий, работающих с этим смесителем. Впервые шнек CRD
пользовали для экструзии вспененного профиля, что позволило повысить качество проДУ
ции и стабильность процесса. Теперь эта компания имеет 25 экструзионных линий, осна
ных смесительными шнеками CRD. Экструзия вспененных полимерных материалов — это
но из самых сложных направлений с точки зрения смешения и контроля температ
расплава. Поскольку CRD-смеситель способен повысить эффективность смешения без Уре'
Flic. 8.92, a. CRD-смеситель с рифлениями
?ения диссипации энергии при вязком трении, он может успешно эксплуатироваться в произ-
; Родственных условиях.
S* Второе назначение этого смесителя — производство суперконцентратов красителей в од-
РОШнековом смесительном экструдере. Установка представляла собой двухстадийный экстру-
ИРР с двумя СЯЛ-смесителями, расположенными в конце каждой стадии. Качество суперкон-
фнтратов стало выше, о чем свидетельствовал тот факт, что из производственного процесса
^Лось исключить диспергирующие агенты. CKD-смесители применяют в одношнековых и
ЭТ^инековых экструдерах, машинах для литья под давлением и машинах для раздувного фор-
^^ания‘ О™ находят применение во вторичной переработке наполненных полимерных мате-
°В В пР°изв°ДСтве термоусадочных труб, экструзии рукавной пленки, профильной экстру-
»вытяжке волокон, экструзии листов, экструзии химически реагирующих соединений.
процессах литья под давлением шнеки оснащают CKD-смесителями совместно с запор-
клапанами, специально разработанными для совместной работы с CRD [81]. Конструк-
запоРного клапана смесителя представляет собой скользящее кольцо с тремя венца-
Л вдоль клапана (рис. 8.93). Первый венец с ВСЗ размещен в начале запорного клапана,
встроен во внутренний диаметр кольца, третий расположен в коническом конце запор-
3120
514
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 8.92, b. CRD-смеситель, оснащенный венцом с ВСЗ
Рис. 8.93. Конструкция СТО-запорного
клапана для литья под давлением
ного клапана в виде наклонных отвер-
стий. С/Ю-запорный клапан имеет та-
кие же размеры, как и типовой клапан и
поэтому легко устанавливается.
Существуют и двухшнековые экс-
трудеры, в которых применяют CRD
для улучшения дистрибутивного и
диспергирующего действия. Это не
удивительно, если речь идет о непере-
мешивающих двухшнековых экструде-
рах. Однако они востребованы и в ма-
шинах, предназначенных для смеше-
ния, поскольку последние реализуют в
основном только диспергирование.
8.7.1.1.7. Заключение
Эксперименты подтверждают [77], что благодаря технологии CRD одношнековые экстру-
деры достигают сопоставимой эффективности дисперсионного смешения с перемешиваю-
щим двухшнековым экструдером. Это опровергает традиционное мнение о качестве смеше-
ния в одношнековых экструдерах [78]. Новая технология смешения позволила одношнеко-
вым экструдерам занять области применения, которые раньше считались прерогативой
двухшнековой экструзии. Таким образом, была расширена область применения одношнековых
экструдеров. СЯР-смесители можно встраивать в существующие или новые экструзионные
шнеки. Обычно смесители, устанавливаемые с выходной стороны шнека, более сложны при
монтаже и более дороги, в то время как элемент CRD технологичен и недорог в изготовлении.
Новые смесители могут улучшить смешение не только в одношнековых экструдерах, но и
в неперемешивающих двухшнековых экструдерах. Обычные тангенциальные экструдеры
имеют ограниченные дисперсионные смесительные возможности. Используя новую техноло-
гию смешения, можно добиться того, чтобы эти экструдеры были сопоставимы по эффектив-
ности с двухшнековыми смесительными экструдерами в тех случаях, когда требуется реали
зовать дисперсионное смешение. Это также расширяет потенциальную сферу применения
CRD. Кроме того, эту технологию можно применять и в двухшнековой смесительной экстру
зии в целях улучшения диспергирования. И действительно, в обычных двухшнековых смеси
тельных экструдерах используют такой элемент, как CRD. Кроме того, для внешних смесите
лей как периодического, так и непрерывного действия эта технология также может оказать
полезной. Например, Z-образный ротор внешнего смесителя можно заменить более эфф
тивным (при условии грамотного проектирования) ротором CRD-типа.
8. КОНСТРУКЦИЯ ШНЕКА 515
F Метод граничных элементов является полезным инструментом для разработки смеси-
t тельных элементов со сложной геометрией. МГЭ позволяет реализовать количественный
I подход к конструированию смесительных устройств. Результаты анализа МГЭ новых смеси-
| телей указывают на то, что клинообразная форма смесительных витков действительно может
создавать сильный продольный поток. Кроме того, при соответствующей геометрии зазора
г смесительного витка можно обеспечить многократное прохождение потока через ВНЗ.
В . В мультивитковых CRD-смесителях для получения качественного диспергирования весь
Е. материал подвергается многократному воздействию высоких механических напряжений.
Ь Традиционные смесители, такие как смеситель Мэддока, подвергают материал только одно-
Bi кратному воздействию высоких напряжений, что ограничивает их эффективность. CRD-сме-
Кг ситель характеризуется тем, что в нем создается продольный поток, создающий смесительное
№ воздействие, и при этом он работает как насос без дополнительных затрат энергии или повы-
шения температуры расплава. Поэтому CRD-смеситель можно сделать достаточно длинным,
«te а его обычная длина составляет 6D. К важнейшим преимуществам принципа смешения при
продольном течении относятся невысокие температуры расплава, слабые колебания темпера-
|Жу, туры расплава, понижение возможности скопления материала и способность, в отличие от
смесителей сдвигового действия, диспергировать гелеобразные частицы.
Ж; 8.7.1.2. Смесители для дробления твердого материала
Ж) • ~
В экспериментах, в которых визуализировался процесс экструзии, часто наблюдали кар-
тину откалывания от твердой пробки больших кусков и перемещения их дальше вдоль шнека
[89]. Существует два подхода к этой проблеме. Первый заключается в применении различных
барьерных элементов (например, барьерного шнека или смесительной зоны с рифлениями)
для удержания крупных скоплений гранул от проникновения вдоль шнека. Недостаток тако-
го решения — потенциальный риск торможения полимерного потока при слишком большом
|скоплении непроплавленного материала в конце барьерной зоны. Другой способ заключается
• дроблении кусков твердого материала до меньших размеров, вплоть до размера гранул. Пре-
&Ж: имущество последнего метода заключается в реальном улучшении пластикации (см. раз-
[Ж;Лел7.3.1.2).
CRD-смеситель, рассмотренный выше, обычно применяют для дробления агломератов до
ЬЯр Йеныпих агрегатов или даже до отдельных частиц, окончательный размер которых обычно ле-
микронном или субмикронном диапазоне. Однако принцип CRD прйменим и для дроб-
..ЖЙЙ5ния больших скоплений непроплавленных полимерных частиц до меньших или индивиду-
ЬНЫХ частиц (обычно гранул) с размерами миллиметрового диапазона. Разработано не-
аЛ^^лько вариантов CRD-с месите ля, предназначенных для дробления непроплавленных
~ДР*КЯ1лений твердых частиц — эти смесители известны под маркой Cluster Buster или смесители
1 W* 89 (рис.8.94).
В Эксперименты со СВ-смесителем показали значительное улучшение качества экструда га,
^£^ИНЬ1е ° ста^ильности процесса таковы, что имеются возможности для дальнейшего увели-
производительности. Смеситель СВ реализует механизм плавления диспергированной
ШИр^удой фазы до конца зоны плавления одношнекового экструдера. Поскольку процесс плав-
диспергированной твердой фазы значительно более эффективен, чем традиционное
ИШГ**ление монолитной твердой фазы, смеситель СВ позволяет ускорить плавление и улуч-
его качество.
Я ДР°блени* твердого материала и смешения непроплавленного полимера с расплавом
М)таны и другие конструкции смесителей. Двухволновый шнек, показанный на рис.
Раскалывает твердую пробку и перемешивает материал путем проталкивания потока и
^^^^Р®лического изменения глубины канала. Принцип двухволнового шнека использовал Барр
516
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Направление перемещения
Развертка
Рис. 8.94. Смеситель Cluster Buster
в своей конструкции шнека, «переносящего энергию» [90]. Конструкция этого шнека основа-
на на двухволновом принципе с насечками, расположенными случайным образом в обоих
витках, для поперечного перемешивания между двумя каналами. Моделирование смесителя
такого типа рассматривается в разделе 12.4.3.2 (см. также рис. 12.23 и 12.25).
8.7.1.3. Сравнение дисперсионных смесителей
В табл. 8.3 приведены важнейшие характеристики дисперсионных смесителей. Подчерк'
нем, что самыми важными параметрами дисперсионного смесителя являются тип потока и
число проходов через высоконапряженную область.
Конструкция с выступающим буртиком обладает несколькими достоинствами, одно из
которых — компактность. Различия между рифлеными смесителями (Игена, Лероя, CR& с
рифлениями, Зорро и спиральный Лероя) относительно невелики, за исключением того, что
С/Ш-смеситель с рифлениями способен создавать продольное течение. Как планетарный сме
ситель, так и CRD обеспечивают многократное прохождение через области высокого напря
жения с эффективным дроблением потока и, следовательно, хорошим дисперсионным и диет
рибутивным смешением. Однако планетарный смеситель более дорогой. Двухволновый шн
и «передающий энергию» шнек разработаны для перемешивания непроп лав ленного матери3
8. КОНСТРУКЦИЯ ШНЕКА
517
Таблица 8.3. Сравнение дисперсионных смесителей для одношнековых экструдеров
Смеситель утери вления стойные ны Захватывание с цилиндра й g 8 i z Ё х « О О) о 5 я о 5 X о [стрибутив- е смешение I течения
Ьац Я я о СО и л * U о & & «3S Ё
Выступающий бурт Высокие Немного Нет Низкая 1 Плохое Сдвиг
Иген Удовлетво- рительно Нет Есть Удовлетво- рительно 1 Удовлетво- рительно Сдвиг
Лерой/Мэддок Удовлетво- рительно Есть Есть Удовлетво- рительно 1 Плохое Сдвиг
С RD с рифле- ниями Низкие Нет Есть Удовлетво- рительно Удовлетво- рительно Продоль- ное
Зорро Низкие Нет Есть Удовлетво- рительно 1 Удовлетво- рительно Сдвиг
Двухволновый Низкие Нет Есть Средняя Удовлетво- рительно Сдвиг
Передающий энергию Низкие Нет Есть Средняя Удовлетво- рительно Сдвиг
Спиральный Лероя Низкие Нет Есть Удовлетво- рительно 1 Удовлетво- рительно Сдвиг
Планетарный Удовлетво- рительно Нет Есть Высокая Отличное Сдвиг
CRD Низкие Нет Есть Удовлетво- рительно Хорошее Продоль- ное
СВ Низкие Нет Есть Удовлетво- рительно >1 Хорошее Продоль- ное
Ла с расплавом путем проталкивания материала через поперечные каналы в двухвитковой зо-
не с переменной глубиной канала. Такая конструкция сложна в изготовлении, а значит стои-
мость этих смесителей весьма высока.
Подчеркнем, что CRD и СВ — это динамические смесители, разработанные специально
Для создания продольного течения. Такой характер потока позволяет осуществить более эф-
фективное дисперсионное смешение с пониженной диссипацией энергии вязкого трения.
Месители, в которых создаются продольные потоки, являются единственными смесителя-
И’Сн^обными диспергировать гелевые частицы. СВ-смесительспециально разработан для
Ной ЛеНИЯ скоплений непроплавленных частиц, чтобы улучшить плавление диспергирован-
ф. твердой фазы. Последнее ускоряет процесс плавления и улучшает качество расплава. По-
ьку смесители CRD и СВ оказывают дробящее и дезориентирующее воздействие на no-
к. они перспективны и для дистрибутивного смешения.
518
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
8.7.2. Конструктивные элементы дистрибутивного
смешения
Дистрибутивное смешение необходимо при смешении полимеров с близкими по значе-
нию вязкостями. Реализовать дистрибутивное смешение не так трудно, как дисперсионное.
По сути, любой перепад скорости в канале шнека вызывает дистрибутивное смешение.
На рис. 8.95 показан обычный дистрибутивный смесительный элемент, представляющий
собой штифтованную смесительную зону. Штифты вызывают возмущение профиля скоро-
стей, и, следовательно, реализуют смешение. Применяют различные схемы размещения
штифтов и единого мнения о наилучшем варианте их установки нет.
Риа 8.95. Штифтованная смесительная зона
Хорошо известна смесительная зо-
на Далмэйджа, изображенная на рис.
8.96. Смеситель Далмэйджа представ-
ляет собой мультивитковое устройство
с кольцевыми канавками, нарезанны-
ми в витках для изготовления пазов.
Масса полимера, проходя через множе-
ство узких каналов, разделяется, объе-
диняется, вновь разделяется и т. д. Эта
конструкция была запатентована поч-
ти 30 лет назад компанией Dow Chemi-
cal [41]. Недостаток кольцевых канавок
заключается в том, что цилиндр недос-
таточно полно очищается при экстру-
Рис. 8.96. Смесительная зона Далмэйджа зии. дто может привести к застаива-
нию материала и ухудшению теплопе-
реноса между расплавом полимера и цилиндром.
Похожая на зону Далмэйджа конструкция — смесительная зона Сакстона — показана на
рис. 8.97. В конструкции Сакстона пазы нарезаны по спиральной траектории, а не по окруж-
ности, как в зоне Далмэйджа. Такое исполнение обладает важным преимуществом, а именно
она позволяет полностью очищать поверхность цилиндра. Следовательно, уменьшается веро-
ятность застоя и улучшается теплоперенос между расплавом полимера и цилиндром. Эта кон-
струкция запатентована в 1961 г. с правообладанием E.I.DuPont de Nemours and Company [42].
Для дистрибутивного смешения применяют также «ананасоподобный» смесительным
элемент (рис. 8.98). Его конструкция, в общем, подобна смесительной зоне Сакстона, при
этом пазы на витках нарезаны таким образом, что сегменты витков принимают форму ромба.
Характер смешения в этом смесителе подробно исследован Риосом и др. [99,100] как экспери-
ментально, так и с помощью численного моделирования методом граничных элементов (под-
робнее об этом см. раздел 12.4.3.4, рис. 12.37 и 12.42).
Рис. 8.97. Смесительная зона Сакстона
Рис. 8.98. «Ананасоподобный» сме-
сительный элемент
8. КОНСТРУКЦИЯ ШНЕКА
519
У,
to''
На рис. 8.99 показана конструкция простого шнека с нарезанными в витках пазами
Шведская компания Ахоп запатентовала эту конструкцию во многих европейских странах
[43]. Разработано множество других вариантов смесительных зон с пазами.
Фогарти предложил новую идею смесительного шнека [98]. Эта конструкция, известная
под торговой маркой Turbo-Screw, имеет прямоугольные отверстия (окна), проделанные
в витках шнека для улучшения смешения и теплопереноса. Эта запатентованная [101] конст-
рукция предусматривает необходимость большой высоты витка, а значит такой шнек можно
применять в процессах, ориентированных на применение глубокой нарезки. Примером тако-
го процесса является экструзия вспененных полимерных материалов, в которой шнек с глубо-
кой нарезкой используют для охлаждения расплава на второй стадии экструзии. Конструк-
ция Turbo-Screw подробно рассматривается в разделе 12.4.3.5 (см. также рис. 12.45 и 12.47).
Еще один вариант дистрибутивной смесительной зоны — транспортирующий смеситель
со свободными полостями (СТМ) — показан на рис. 8.100. Эта конструкция разработана Гей-
лом из RAPRA, лицензией в США обладает DaawZ-Standart. Интересно, что аналогичная идея
смесителя описана уже в патенте 1961 г. [45]. СТМ имеет полости как на роторе (шнеке), так и
на цилиндре, благодаря которым реализуется совместное сдвиговое и дезориентирующее воз-
действия, что обеспечивает эффективное дистрибутивное смешение. Похожий на СТМ смеси-
тель был разработан ранее фирмой Barmag [58]. Сообщалось, что этот смеситель обладает как
дисперсионным, так и дистрибутивным действием и способен уменьшать размеры частиц или
капель до уровня нескольких микрон. В компании Reifenhauser также разработали похожий
смеситель, называемый Stratomix, который имел эллипсоидные, а не полусферические полос-
ти, ориентированные в осевом направлении. Другой немецкий производитель экструдеров,
Paul Kief el Extrusionstechnik, предложил свою конструкцию СТМ, которая имеет эллипсоид-
ные полости, расположенные по спирали. Как видно, существует несколько смесителей, осно-
ванных на принципе СТМ. Это объясняется тем, что срок базового патента RAPRA истек, и
компании получили возможность свободно использовать и модернизировать идею свобод-
ных полостей.
Один из недостатков СТМ и подобных конструкций заключается в том, что цилиндр не
полностью очищается шнеком. Следовательно, СТМ нельзя применять при частой смене пе-
рерабатываемого материала, потому что время полной замены материала оказывается очень
длительным и может составлять два-три часа. Кроме того, СТМ достаточно дорогой и не
Может создавать давление. Из-за этих недостатков, несмотря на хорошие смесительные харак-
теристики, СТМ не получил широкого распространения.
*
8.99. Экструзионный шнек с пазами
Рис. 8.100. Транспортирующий смеситель со сво-
бодными полостями
520
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
8.7.2.1. Кольцевые или втулочные смесители
Интересная конструкция смесителя с похожими на СТМ элементами предложена Сим-
меркротом из Университета Твенте (Нидерланды) и запатентована в нескольких странах
[83]. Этот смеситель, известный как кольцевой смеситель Твенте (TMR), состоит из шнека с
полусферическими полостями, как у СТМ. Однако на цилиндре полости отсутствуют, а вме-
сто них между шнеком и цилиндром размещена кольцевая втулка, в которой просверлены ра-
диальные отверстия [84, 85] (рис. 8.101).
Кольцо увлекается вращающимся шнеком, однако оно вращается с меньшей скоростью,
чем шнек. Таким образом, создается относительное движение между полостями в шнеке и от-
верстиями в кольце, что приводит к смесительному эффекту, сходному с эффектом СТМ.
Важное преимущество TMR над СТМ заключается в том, что в данном случае нет необходимо-
сти изготавливать отверстия в цилиндре. Благодаря этому улучшается самоочистка смесите-
ля и облегчается его монтаж. В случае СТМ необходимо вводить специальную зону цилиндра
и удлинять шнек, что отрицательно сказывается на стоимости и трудоемкости сборки. Конст-
рукция КСТ размещается в пределах нормальной длины экструдера или литьевой машины,
поэтому она дешевле и проще в установке. Конструкция TMR также используется как часть
запорного клапана в автоматах для литья под давлением (рис. 8.102). Запорный клапан TMR,
как и запорный клапан CRD (см. рис. 8.93), совмещает функции смесителя и клапана.
TMR открывает новый класс смесителей, называемых кольцевыми или втулочными сме-
сителями. Конструкция TMR запатентована [83], однако другие компании находят пути для
обхода этого патента и даже получают патенты на свои собственные кольцевые смесители.
Пример такого смесителя — смеситель Fluxion Роберта Барра [86], который отличается от
СТМ наличием кольцевых проточек на наружной стороне втулки. Очевидно, что такие про-
точки потенциально являются застойными зонами, что не делает эту конструкцию предпоч-
тительной с функциональной точки зрения. Однако благодаря такому элементу удалось
обойти патент TMR. Смеситель Fluxion был испытан Dow Chemical [87, 88].
Втулка
с отверстиями, Смеситель,
Неподвижный вращается вращается
цилиндр с частотой № 2 с ЧасТОТой № 1
Путь перемещения полимера
Рис. 8.101. Кольцевой смеситель Твенте (TMR)
Рис. 8.102. Запорный клапан TMR
для литьевой машины
8. КОНСТРУКЦИЯ ШНЕКА
521
8.7. Z.2. Смесители с переменной глубиной канала
Один из способов улучшения качества смешения заключается в варьировании глубины
канала шнека. Примером смесителя с переменной глубиной канала является двухволновый
смеситель (рис. 8.81) и передающий энергию смеситель (рис. 12.23). Также известна смеси-
тельная зона Pulsar (рис. 8.103), для которой характерно наличие спиральной канавки, наре-
занной на сердечнике шнека. При этом угол наклона канавки больше, чем угол наклона нарез-
ки, что приводит к пересечению каналов.
i Рис. 8.103. Смесительная зона Pulsar Рис-Смеситель Strata-blend
Р'ч
Рассмотрим также смеситель Strata-blend (рис. 8.104). На его сердечнике прорезаны три
L канавки с тем же углом наклона, что и основная нарезка, но которые не непрерывны. Матери-
’ ал, двигаясь в канале, перетекает из одной канавки в другую. Большинство смесителей с пере-
1- менной глубиной канала все-таки не обладают достаточной способностью к дроблению пото-
k ка и его переориентации, поэтому эффективность их дистрибутивного смесительного деист-
L вия невелика.
8.7.2.3. Сравнение дистрибутивных смесителей
В табл. 8.4 приведены важнейшие характеристики различных дистрибутивных смесите-
лей.
Таблица 8.4. Сравнение различных дистрибутивных смесителей
к Смеситель Потери давления Застойные зоны Очистка цилиндра Управляе- мость процес- сом Стоимость Дисперс. Смешение Сдвиговые напряжения Дробление, дезориента- ция
г Штифто- ванный Высокие Есть Частич- ная Хоро- шая Низкая Нет Низкие Удовлетвори- тельно
£ Далмэйдж Низкие Нет Частич- ная Хоро- шая Удовлетво- рительная Нет Высокие Хорошо
к Сакстон Низкие Нет Есть Хоро- шая Удовлетво- рительная Нет Высокие Хорошо
| CRD Низкие Нет Есть Хоро- шая Удовлетво- рительная Есть Высокие Хорошо
к стм ь? Высокие Есть Есть Плохая Высокая Частич- но Высокие Хорошо
К TMR Высокие Есть Есть Удовле- твори- тельно Средняя Частич- но Высокие Хорошо
522
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Окончание табл. 8.4
Смеситель Потери давления Застойные зоны Очистка цилиндра Управляе- мость процес- сом Стоимость Дисперс. Смешение Сдвиговые напряжения Дробление, дезориента- ция
Ахоп Низкие Нет Есть Хоро- шая Низкая Нет Высокие Низкое
Двухмахо- вый Низкие Нет Есть Хоро- шая Высокая Частич- но Высокие Низкое
Pulsar Низкие Нет Есть Хоро- шая Удовлетво- рительная Нет Удовле- твори- тельно Низкое
Stratablend Низкие есть Есть Хоро- шая Удовлетво- рительная нет Удовле- твори- тельно Низкое
Последняя колонка в табл. 8.4 наиболее важна для оценки эффективности дистрибутив-
ного смешения. Видно, что в этой категории наилучшими являются смесители Далмэйджа,
Сакстона, СТМ, TMR. Смеситель Сакстона сочетает такие преимущества, как хорошее смеше-
ние, низкую стоимость, оптимальные траектории потока, легкость в эксплуатации, низкие по-
тери давления. С/Ф-смеситель по своим характеристикам близок к смесителю Сакстона, за
исключением того, что CRD способен также к дисперсионному смешению.
Необходимо помнить о том, что статические смесители также могут обладать хорошей
эффективностью дистрибутивного смешения (см. раздел 7.7.2).
8.8. Масштабирование экструдеров
Одна из первых публикаций по масштабированию экструдеров принадлежит Карли и
МакКелви [59]. Проанализировав течение расплава, они показали, что производительность и
затраты энергии увеличиваются пропорционально кубу отношения диаметров шнеков при
условии, что при неизменной частоте вращения шнека глубина и ширина канала растут про-
порционально отношению диаметров. Этот вывод касается только дозирующих экструдеров
(или питателей), в которых расплав ведет себя как ньютоновская жидкость. При анализе пла-
стицирующих экструдеров масштабирование касается вопросов перемещения твердой фазы,
плавления, нагнетания и распределения температуры в расплаве. Реальные масштабные ко-
эффициенты в общем случае оказываются компромиссом между различными функциональ-
ными требованиями, поскольку эти требования часто приводят к противоречию между коэф
фициентами масштабирования, относящимися к смешению и теплопереносу.
8.8.1. Коэффициенты масштабирования
Наиболее широко используемый метод масштабирования основан на том, что скорость
сдвига считается постоянной, что обеспечивается увеличением глубины канала пропори110
нально величине квадратного корня от отношения диаметров и уменьшения частоты враШе
8. КОНСТРУКЦИЯ ШНЕКА
523
ния шнека пропорционально квадратному корню от отношения диаметров [60]. Результи-
рующие коэффициенты масштабирования по производительности, времени пребывания ма-
териала в экструдере, пластикационнои производительности и удельным затратам энергии
приведены в табл. 8.5.
Таблица 8.5. Коэффициенты масштабирования
Масштабирование
масштабирования по теплопереносу по смешению
Глубина канала 0,5 0,5 1
Частота вращения шнека -0,5 -1 0
Производительность 2,0 1,5 3
Скорость сдвига 0,0 -0,5 0
Окружная скорость вершины витка 0,5 0,0 1
Время пребывания 0,5 1,0 0
Скорость плавления 1,75 1,5 2
Транспорт твердого материала 2,0 1,5 3
Мощность, потребляемая шнеком 2,5 1,5 3
Удельные энергозатраты 0,5 0,0 0
Эффективность подачи расплава можно оценить с помощью уравнения (7.291). Запишем
скорость вынужденного потока в виде
г4 + п
Ло"
pWHnDN coscp.
(8.168)
Если угол наклона <р постоянен, Jd, a 1 /yl~D, то отношение скоростей выну-
жденного потока
D
(8.169)
Скорость потока, создаваемого перепадом давления, можно записать в виде
_ pWH3 АР
р 4ц(1 + 2и) Дг'
Отношение потоков под давлением имеет вид
/ \2.5
f^| Аг,
(8.170)
(8.171)
2
Для того чтобы скорость потока под давлением увеличилась до того же значен ,
скорость вынужденного, длина спирали, необходимая для создания необходимого
Должна составлять:
ЧАСТЫ!!. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
2
)
(8.172)
Это означает, что осевая длина зоны дозирования увеличивается пропорционально кор-
ню квадратному от отношения диаметров. Таким же образом значение L/D зоны дозирования
можно уменьшить пропорционально квадратному корню от отношения диаметров.
Пластикационную способность можно оценить, используя уравнение (7.166). Скорость
плавления Мр запишем в виде
/ • х 1/2
М = | рЛр* smyAJ^f, (JC2) | дг.уйГ (8,173)
v Д// J
Тогда отношение пластикационной способности при масштабировании принимает вид
>7 / \0.5 \0,5
Vb2 &z2
р 1 \ ^>1 > 2 1 \ I /
При vb °с y/D,te2 °с D и ос D, это отношение принимает вид
У '5
(8.174)
(8.175)
Напрашивается вывод о том, что с ростом производительности не удается сохранить тре-
буемое увеличение скорости плавления. Эту проблему можно решить, увеличив длину зоны
плавления пропорционально диаметру. Для того чтобы сохранить необходимую скорость
плавления пропорционально увеличению полной производительности, длину зоны дозиро-
вания следует увеличить в соответствии со следующим соотношением Az2 “ Тогда L/D
зоны плавления будет увеличиваться как L/Dme{t °с Z)0,25. Для того чтобы привести в соответст-
вие пластикационную и нагнетательную производительность, L/D зоны плавления следует
увеличить, a L/D зоны нагнетания уменьшить.
Скорость перемещения твердой фазы можно оценить, используя уравнения (7.46) и
(7.48)
Ms = pHpWvb coscp
sirup
tan(9 + <p)
(8.176)
Если угол перемещения твердой фазы принимать постоянным, отношение для скорости
перемещения твердой фазы можно записать в виде
s2 ^2 ^2 Vh2 _ Y (8177)
A/51 HtWlVbl
Таким образом, скорость перемещения твердой фазы увеличивается так же, как скорость
подачи материала.
Затраты мощности шнека можно оценить, приняв что они грубо определяются плошадь10
поверхности цилиндра А, сдвиговым напряжением, действующим на поверхность цилиндр3
и скорость vh:
Z°cAxvb. (8.178)
8. КОНСТРУКЦИЯ ШНЕКА
525
\ Учитывая, что А - nDL и что сдвиговое напряжение постоянно, поскольку постоянна вяз-
кость расплава полимера (а значит и скорость сдвига), затраты мощности определяются из ус-
ловия
Z~D2LN. (8.179)
При L ос D и 1/4Т) затраты мощности выражаются соотношением
ZocD215. (8.180)
Такая ситуация нежелательна, поскольку затраты мощности нарастают более резко, чем
производительность, что приводит к увеличению удельных затрат энергии, а значит и темпе-
ратуры расплава. Если длину L уменьшать менее чем пропорционально D, нарастание затрат
мощности можно уменьшить. Для того чтобы возрастание затрат мощности соответствовало
увеличению производительности, полную длину £ следует увеличить согласно соотношению
(8.181)
Это говорит об уменьшении полной величины L/D пропорционально JD, что возможно
для нагнетательной зоны, но недопустимо для зоны плавления. Альтернативное решение за-
ключается в уменьшении длины шнека пропорционально более чем квадратному корню от от-
ношения диаметров.
В табл. 8.5 представлено влияние общих коэффициентов масштабирования на характери-
стики экструдера. Коэффициенты, приведенные в табл. 8.5, — это показатели степени в отно-
шении диаметров. Например, если показатель степени для глубины канала равен 0,5, то глу-
бина канала большего экструдера Н2 относится к глубине канала меньшего экструдера Н} со-
гласно следующему соотношению: Н2*= где D2 и — диаметры большого и
малого экструдеров соответственно.
8.8.2. Масштабирование по теплопереносу
В разделе 5.3.3 теплоперенос проанализирован для ньютоновской жидкости, находящей-
ся между двумя плоскостями с неподвижной температурой Го и движущейся со скоростью v и
с температурой При значительном влиянии эффектов проводимости, конвекции и дисси-
пации, температурный профиль описывают уравнением (5.69). Распределение температур
определяется двумя безразмерными параметрами: числом Гретца и числом Бринкмана. Если
эти числа остаются постоянными при масштабировании, то и температурный профиль рас-
плава полимера также остается неизменным. Для того чтобы число Гретца оставалось посто-
янным, требуется соблюдение следующего условия:
= const. (8.182)
al
Предположим, что коэффициент теплопроводности а постоянен. Учитывая, что v = itDN,
а отношение L/D обычно постоянно, уравнение (8.182) можно записать в виде
NH2 = const. (8.183)
Постоянство числа Бринкмана требует, чтобы выполнялось условие
*. 7^—= const. (8.184)
kAT
526
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Если подразумевать что вязкость т|, коэффициент температуропроводности k и разность
температур АТ постоянны, то уравнение (8.184) примет вид
v = const. (8.185)
Отсюда можно сделать вывод о том, что окружная скорость (v = nDN) должна быть посто-
янной. Используя уравнения (8.183) и (8.184), глубину канала и частоту вращения шнека
можно выразить как функцию диаметра:
N~l/D-, (8AS5a)
(8.185b)
В табл. 8.5 показано влияние этих коэффициентов масштабирования на производитель-
ность экструдера. Видно, что скорость подачи материала, скорость плавления и скорость пе-
ремещения твердой фазы находятся в хорошем соответствии между собой. Кроме того, удель-
ные энергозатраты остаются постоянными. Это означает, что и температура расплава должна
оставаться примерно одинаковой. Основной недостаток этой методики заключается в том,
что производительность оказывается значительно меньшей, чем при использовании общих
коэффициентов масштабирования (см. табл. 8.5). Например, при D^ = 50 мм и М, = 100 кг/ч,
общий коэффициент масштабирования для D2 = 150 мм приводит к значению М2 = 900 кг/ч,
тогда как коэффициент масштабирования по теплопереносу дает М2 = = 520 кг/ч. Следова-
тельно, на практике частота вращения шнека может увеличиваться до тех пор, пока темпера-
тура не приблизится к максимально допустимому уровню. Отметим также, что время пребы-
вания материала в машине увеличивается быстрее, чем это получается при использовании об
щих коэффициентов масштабирования.
8.8.3. Масштабирование по смешению
Если предположить что двумя самыми важными параметрами смешения являются ско-
рость сдвига и время пребывания, то за условие масштабирования можно взять постоянство
этих величин. Скорость сдвига приближенно запишем в виде
' н ’
а время пребывания —
(8.187)
nDN'
Если L/D постоянно, то согласно уравнению (8.187), скорость шнека тоже постоянна. Из
уравнения (8.186) видно, что при постоянном N отношение диаметра к глубине канала также
должно быть постоянным. Тогда коэффициенты масштабирования по смешению имеют вид
N= const; (8.187л)
H~D. (8.187b)
В табл. 8.5 показано влияние этих геометрических коэффициентов масштабирования на
производительность экструдера. Главная проблема данного способа масштабирования за
ключается в том, что производительность увеличивается быстрее, чем пластикационная спо
собность. Следовательно, эта методика не дает адекватных результатов без специальной Д°Ра
8. КОНСТРУКЦИЯ ШНЕКА
527
ббтки зоны плавления шнека для существенного увеличения пластикационной способности
(сЯ раздел 8.2.2). Преимущество этой методики масштабирования заключается в том, что она
позволяет получить очень высокую производительность при сохранении постоянного значе-
ния удельных энергозатрат.
В табл. 8.6 приведено сравнение влияния различных стратегий масштабирования на про-
изводительность. Если диаметр шнека малого экструдера составляет 50 мм, а производитель-
ность 100 кг/ч, то из данных табл. 8.6 можно найти производительность экструдера с диамет-
ром шнека 150 мм.
Таблица 8.6. Производительность, соответствующая различным методикам масштабирования
Метод масштабирования Производительность большого экструдера, кг/ч (150 мм)
Общий коэффициент масштабирования 900
Коэффициент масштабирования по теплопереносу 520
Коэффициент масштабирования по смешению (гео- метрический) 2700
Из табл. 8.6 видно, что масштабирование по смешению приводит к очень большим вели-
чинам производительности. Подводя итоги, можно сделать вывод о том, что масштабирова-
ние по теплопереносу позволяет подобрать параметры перемещения твердой фазы, плавле-
ния и подачи материала при постоянных удельных энергозатратах. Следовательно, масшта-
бирование по теплопереносу приводит к хорошим характеристикам экструдера и контролю
температуры расплава. Однако значение производительности, получаемой при масштабиро-
вании по теплопереносу, невелико. Производительность можно увеличить путем увеличения
частоты вращения шнека более чем по соотношению N « 1/Z), однако это приведет к увеличе-
нию удельных энергозатрат и недостаточной пластикации. На практике увеличение частоты
вращения шнека сразу приводит к ухудшению качества расплава.
Геометрическое масштабирование имеет множество положительных особенностей, а ос-
новной его недостаток заключается в том, что пластикационная производительность не
увеличивается так резко, как перемещение твердой и жидкой фаз. Это может привести к про-
блемам на больших машинах, неоснащенных специальными устройствами для улучшения
пластикации. Один из простых способов решения этой проблемы — увеличение длины экс-
трУДера. Отметим также, что проблемы с пластикацией более вероятны при переработке час-
тично кристаллических полимеров, чем аморфных, по той причине, что для вторых увеличе-
ние энтальпии при переходе в расплавленное состояние значительно меньше, чем при плавле-
нии кристаллов (см. раздел 6.3.4).
8.8.4. Сравнение различных методов
масштабирования
Раувендааль [91], сравнив несколько существующих методов масштабирования, пред-
ложил два новых. Он сравнивал методы масштабирования по трем основным переменным,
глубине канала, длине и частоте вращения шнека. Полученную производительность экстру-
^ера можно выразить как функцию основных переменных в некоторых степенях (см.
габл.в.?).
528
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Таблица 8.7. Основные соотношения и три метода масштабирования
Отношение I 11 III
Глубина канала h 1 0,5 (1 + n)/(l + 3n)
Осевая длина 1 1 1 /
Частота вращения шнека V 0 -0,5 -(2 + 2и)/(1 + Зи)
Скорость сдвига l + v-h. 0 0 -2/(1 + 3n)
Скорость подачи материала h + 2+ v 3 2 (1 + 5n)/(l + 3n)
Плавление1 1 + 0,5г+ lt 2 1,75 (1 + 5n)/(l + Зи)
2 Плавление 2 + v + 0$nv + lt 3 2,5-0,25и (-и2 + би +1)/(1 + Зи)
Перемещение твердой фазы 2+ A + a 3 2 (1 + 5и)/(1 + Зи)
Время пребывания -1-D+ I 0 0,5 (2 + 2и)/(1 + Зи)
Напряжение сдвига l-h 0 0,5 2и/(1 + Зи)
Потребление энергии 2+n+/+nr+o+nA 3 2,5 (1 + 5и)/(1 + Зи)
Удельные энергозатраты l-A + n+no-nA 0 0,5 0
Площадь/производительность -1 - h +1 - v -1 0 (1 + и)/(1 + Зи)
I — масштабирование по Карли и МакКелви [92].
II — масштабирование по Мэддоку [93].
III - масштабирование по Пирсону [94].
1 - при низком числе Бринкмана.
2 - при высоком числе Бринкмана.
Метод масштабирования, предложенный Карли и МакКелви [92], аналогичен масштаби-
рованию по смешению (геометрическое масштабирование) (см. раздел 8.8.3). Метод масшта-
бирования, предложенный Мэддоком [93], аналогичен общему масштабированию, которое
рассматривалось в разделе 8.8.1. Метод масштабирования, предложенный Пирсоном, — на-
иболее сбалансированный. Для него характерны удачные соотношения между параметрами
перемещения твердой фазы, плавления и перемещения расплава, при этом удельные энерго-
затраты постоянны. Недостаток масштабирования по Пирсону заключается в том, что произ-
водительность с увеличением диаметра шнека растет сравнительно слабо, что делает непри-
годным использование этого метода на практике. В табл. 8.8 приведены другие методы мас-
штабирования.
Таблица 8.8. Сравнение некоторых методов масштабирования
IV V VI VII
Глубина канала 0,3 0,7 (1+и)/(1 + 2и) 1/(2и)
Осевая длина 1 1 1 (1 + п)/(2и)
Частота вращения шнека -0,3 -0,6 -(1 + и)/(1 + 2и) -1
Скорость сдвига 0,4 -0,3 -1/(1+ 2и) -1/(2»)
Скорость подачи мате- риала 2 2,1 2 (1 + 2и)/(2и)
Плавление1 1,85 1,7 (3+ 7и)/(2+ 4и) (1 + 2и)/(2и)
.8. КОНСТРУКЦИЯ ШНЕКА
529
Окончание табл. 88
IV V VI VII
п 2 Плавление 2,7 - 0,15л 2,4 - 0,3л (-л2 + 9п + 6)/(2 + 4л) {-п2 + Зл + 1)/(2л)
Перемещение твердой 2 2,1 2 (1 + 2л)/(2л)
фазы
Время пребывания 0,3 0,6 (1+л)/(1 + 2л) (1 + л)/(2л)
Напряжение сдвига 0,7 0,3 л/(1 + 2л) 0,5
Потребление энергии 2,7 + 0,4л 2,4 - 0,3л 2 (1 + 2л)/(2л)
Удельные 0,7 + 0,4 л 0,3 - 0,3л 0 0
энергозатраты
Площадь/производи- 0 -0,1 0 0,5
тельность
IV — масштабирование по Феннеру и Йи [95].
V — масштабирование по Фишеру и Потейте [96].
VI — масштабирование по Раувендаалю [97].
V — масштабирование, предложенное Раувендалсм [97].
1 — при низком числе Бринкмана.
2 — при высоком числе Бринкмана.
Недостаток масштабирования по Феннеру и Йи [95] является то, что удельные энергоза-
траты увеличиваются в большей степени, что, конечно, нежелательно. Потенте и Фишер [96]
разработали правила масштабирования как для типового, так и для питающего экструдера
(с насечками). Однако их методика имеет отрицательные элементы: скорость перемещения
твердой фазы не коррелирует с плавлением или со скоростью перемещения расплава, произ-
водительность увеличивается слишком медленно, время пребывания материала в машине
возрастает значительно, а удельные энергозатраты увеличиваются для псевдопластичных по-
лимеров (и < 1).
Раувендааль [97] предложил два новых метода масштабирования, которые приводят к по-
стоянным удельным энергозатратам и высокой производительности. В первом методе сохра-
няется постоянной удельная площадь поверхности. Этот метод масштабирования должен хо-
рошо выполняться при высоком числе Бринкмана, при низком же — скорость плавления мо-
жет оказаться недостаточной. Согласно второму методу, относящемуся к низкому числу
Бринкмана, скорость плавления сохраняется равной скорости подачи материала. Таким обра-
зом, этот метод полезен, когда первый метод оказывается неприменимым.
8.9. Ремонт изношенных шнеков и цилиндров
В грамотно разработанном экструдере основной износ должен приходиться на шнек, по-
тому что его легче заменить или отремонтировать, чем цилиндр. На самом деле ремонт экс-
трузионных шнеков стал таким привычным делом, что ремонтный бизнес занял большой сег-
Мент на рынке экструзионного оборудования. В США существует более 70 компаний, специа-
лизирующихся на ремонте экструзионного оборудования. Для многих из них ремонт шнеков
является основным источником дохода.
530
ЧАСТЫ11. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Причина распространения такой услуги, как ремонт шнеков, заключается в том, что вос-
становление шнека обходится дешевле, чем полная его замена. Ремонт обычно осуществляют
с применением упрочняющих поверхность материалов. При правильном выборе упрочняю-
щих поверхность материалов отремонтированный шнек может стать лучше исходного. Обыч-
но это не касается ремонта малых шнеков (с диаметром менее 40 мм), поскольку стоимость их
ремонта может быть такой же (или больше), чем цена новой детали. Кроме того, нанесение уп-
рочнения на изношенные поверхности шнеков с малыми диаметрами весьма сложен с техно-
логической точки зрения. Однако шнеки с большим диаметром можно упрочнять многократ-
но и без особых трудностей. Свойства некоторых упрочняющих поверхность материалов при-
ведены в табл. 8.9 [104].
Таблица 8.9. Свойства упрочняющих поверхность материалов
Склон-
Материал Основа Твер- дость, HRc ностьк растрес- киванию Углерод, о/ /о Хром, % Вольф- рам, % Бор, % Стои- мость за фунт, $
Стеллит 1 (stellite 1) Кобальт 48-54 Высокая 2,5 30,0 12 — 25-40
Стеллит 6 (stellite 6) Кобальт 37-42 Средняя 1,1 28,0 4 — 25-40
Стеллит 12 (stellite 12) Кобальт 41-47 Средняя 1,4 29,0 8 — 25-40
Колмоной 5 (colmonoy 5) Никель 45-50 Средняя 0,65 11,5 — 2,5 15-25
Колмоной 56 (colmonoy 56) Никель 50-55 Высокая 0,70 12,5 — 2,7 15-25
Колмоной 6 (colmonoy 6) Никель 56-61 Высокая 0,75 13,5 — 3,0 15-25
Колмоной 83 (colmonoy 83) Никель 50-55 Высокая 2,0 20,0 34 1,0 40-50
N-45 Никель 30-40 Средняя 0,3 11,0 — 2,2 15-25
N-50 Никель 40-45 Средняя 0,4 12,0 — 2,4 15-25
N-56 Никель 45-50 Высокая 0,6 13,5 2,8 15-25
Ремонт шнека включает следующие стадии:
1. Шнек устанавливается в центрах токарного станка и осуществляется про-
верка на соосность и округлость.
2. Шнек полируют и готовят к снятию слоя хрома.
3. Шнек целиком погружают в кислотную ванну для удаления хромового по-
крытия.
4. Шнек передают на шлифовку для снятия небольшого слоя.
5. Витки шнека сваривают с упрочняющим поверхность материалом (таким
как Колмоной 56 или Стеллит 12).
8. КОНСТРУКЦИЯ ШНЕКА
531
6. Шнек возвращают на шлифовку для снятия грубых наплывов. Осуществля-
ют проверку на соосность.
7. Для очистки поверхностей витков проводят их шлифовку.
8. Шнек отправляют на участок полировки для грубой очистки.
9. Осуществляют контроль размеров и, при необходимости, полируют перед
хромированием.
10. Слой хрома наносят на весь сердечник и на изношенные поверхности.
11. Шнек полируют после хромирования.
12. Шнек обрабатывают до требуемой величины наружного диаметра.
13. Шнек окончательно полируют при необходимости.
14. Обрабатывают фронтальную поверхность, осуществляют контроль разме-
ров и калибровку наружного диаметра.
15. Проводят окончательный контроль качества.
8.9.1. Применение материалов, упрочняющих поверхность
В промышленности широко используют четыре технологии поверхностного упрочнения
[105]: сварку в среде ацетилена или в среде инертного газа с вольфрамовым электродом
(ИГВ), плазменную сварку (ПС), сварку в среде инертного газа с металлическим электродом
(ИГМ). Ниже будут рассмотрены преимущества и недостатки, присущие каждому методу.
Иногда после нанесения упрочняющих поверхность материалов на витки нарезки наносят
слои нержавеющей стали, что позволяет избежать отслоения покрытия от материала шнека,
улучшает сцепление слоев и уменьшает трещинообразование.
8.9.1.1. Сварка в ацетиленовой среде
Сварка происходит при управляемом горении смеси кислорода и ацетилена (рис. 8.105).
Газы поступают из различных емкостей через регуляторы давления и входят в горелку, где пе-
ремешиваются. Затем газы проходят через сопло, в котором они воспламеняются. Интенсив-
ность пламени зависит от скорости подачи газов, их количественного соотношения в смеси,
; их свойств, и типа используемого сопла. Сварной шов формируется из сварочной ванны, соз-
I Дающейся при контакте пламени, рабочей поверхности и электрода.
> Сварка в ацетиленовой среде это медленный процесс, требующий большого мастерства
р Для получения высококачественного покрытия. Преимущество такого метода сварки заклю-
Рис 8.105. Сварка в ацетиленовой среде
532
ЧАСТЫП. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис 8.106. Сварка в среде инертного газа с вольфрамо-
вым электродом
Рис. 107. Плазменная сварка
чается в том, что она обеспечивает
наименьшее ослабление базового ме-
талла. Обычно для достижения тре-
буемой твердости достаточно одного
слоя покрытия.
8.9.1.2. Сварка в среде
инертного газа
с вольфрамовым
электродом
Процесс представляет собой
электродуговой тип сварки, суть ко-
торой заключается в интенсивном
тепловыделении между неплавя-
щимся вольфрамовым электродом и
рабочей поверхностью металла. За-
щитный инертный газ (обычно ар-
гон) подается через мундштук для
защиты зоны сварки от вредного
воздействия атмосферы. Данный
вид сварки наиболее широко ис-
пользуется в производстве при ре-
монте экструзионных шнеков. Лока-
лизованный интенсивный нагрев
вызывает некоторое повреждение
рабочей поверхности, поэтому для
достижения большей твердости уп-
рочняющего материала необходимо
наносить второй слой.
8.9.13. Плазменная сварка
Мундштук для плазменной сварки состоит из центрального электрода, окруженного
двойной стенкой, заполненной порошкообразным металлом. Аргон проходит через отвер-
стие, в то время как порошкообразный металл дозировано подается через отверстие во внут-
ренней стенке мундштука. Аргон и металл вместе попадают на рабочую поверхность, через ду-
гу, горящую между электродом и рабочей поверхностью (рис. 8.107). Аргон циркулирует во-
круг зоны сварки, обеспечивая ее защиту.
8.9.1.4. Сварка в среде инертного газа
с металлическим электродом
Процесс представляет собой электродуговой тип сварки с применением проволочного
электрода. Электрод непрерывно подается через горелку. Дуга расплавляет электрод, после
чего он подается в сварочную ванну. Инертный газ или газовая смесь защищает зону сварки от
атмосферного воздействия. Преимущество данного метода сварки состоит в высокой скоро
сти осаждения и превосходном качестве покрытия. Недостаток — в сильном повреждении оа
зового металла, что вынуждает для достижения требуемой твердости наносить второй слои
покрытия.
8. КОНСТРУКЦИЯ ШНЕКА
533
8.9Л.5. Лазерное поверхностное упрочнение
Этот способ применяют для упрочнения поверхности нарезки шнека. Для лазерного по-
верхностного упрочнения со смесями карбида вольфрама можно применять обычные мате-
риалы (см. табл. 8.9). Частицы карбида вольфрама могут иметь форму сферы или многогран-
ников. Важное преимущество лазерного процесса заключаются в низких тепловыделениях,
невысоком разрушении покрытия, большом выборе упрочняющих композиций (порошков
для подпитки), а полученная поверхность характеризуется высоким сцеплением металлов.
Полученная поверхность имеет хорошее качество, без трещин, с минимальной пористо-
стью и высокой твердостью. Например, порошок для плазменной сварки Колмоной 56 можно
нанести лазерным процессом и получить поверхность с твердостью до 60 HRC. Наибольшая
толщина трещиностойкого покрытия находится в пределах 0,4-1,5 мм. Толщина менее тре-
щиностойкого покрытия, такого как стеллит 6, не ограничена, поскольку его можно сделать
многослойным. Данную технологию можно использовать при изготовлении новых шнеков,
однако даже при ремонте ее используют редко.
Таблица 8.10. Сравнение разных видов сварки
Сварка Скорость нанесения Повреждение металла Качество сварки Легкость управления
В ацетиленовой среде Плохо Хорошо Удовлетво- рительно Плохо
ИГВ Хорошо Удовлетво- рительно Хорошо Удовлетво- рительно
Плазменная Удовлетво- рительно Удовлетво- рительно Хорошо Хорошо
игм Отлично Плохо Хорошо Отлично
Лазерная Отлично Отлично Отлично Отлично
8.9.2. Ремонт цилиндров экструдеров
Ремонт цилиндров, как правило, более сложен, чем ремонт шнеков. Если износ поверхно-
сти превышает 0,5 мм, то цилиндр можно расточить до большего размера и установить его в
Машине со шнеком увеличенного диаметра. Очевидный недостаток этого варианта заключа-
ется в отклонении цилиндра и шнека от стандартных типоразмеров, поскольку шнек от дру-
гой машины не удастся использовать в теперь уже нестандартном экструдере. Если цилиндр
изношен с конца, то на поврежденном участке можно разместить втулку. Однако в большин-
стве случаев износ цилиндра таков, что его полная замена более предпочтительна, чем уста-
новка втулки или растачивание по внутреннему диаметру.
Литература
*• R.T. Fenner and J.G.Williams. Polym.Eng.Sci., 11,474-483 (1971).
' C.J. Rauwendaal, SPE ANTEC, Chicago, 186-199 (1983).
J- Dekker, Polytechnisch Tijdschrift (Dutch), 31,742-746 (1976).
; • C.J. Rauwendaal, SPE ANTEC, Chicago, 151-154 (1983).
534
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
5. CJ. Rauwendaal, Plastics Technology, August, 61-63 (1983).
6. C J. Rauwendaal, U.S. Patent 4,129,386, «Extruder Screw to Increase Throughput».
7. C.J. RauwendaaJ, SPE ANTEC, New York, 110-113 (1980).
8. B. Miller, Plastics World, March, 34-38 (1982).
9. R.M. Bonner, SPEJ., October, 1069-1073 (1963).
10. W. Backhoff, R. von Hooren, and F. Johannaber, Kunststoffe, 6,307 (1977).
11. J.L. Duda, J.S. Vrentas, S.T. Ju, and H.T. Liu, AIChEJ., 28,279 (1982).
12. D. Anders, in «Entgasen von Kunststoffen», VDI-Verlag, Duesseldorf (1980).
13. J.F. Carley, SPEJ„ 24,36-41 (1968).
14. W.H. Willert, paper given at Newark section of the SPE on February 8 (1961).
15. B.H. Maddock and P.P. Matzuk, SPEJ., 18,405-408 (1962).
16. D. Anders, Kunststoffe, 66,250-257 (1976).
17. H. Werner and J. Curry, SPE ANTEC, Boston, 623-626 (1981).
18. N.J. Brozenick and G.A. Kruder, SPE ANTEC, San Francisco, 176-181 (1974).
19. RJ. Nichols, G.A. Kruder, and R.E. Ridenour, SPE ANTEC, Atlantic City, 361-363 (1976).
20. D. Bernhardt, SPEJ., 12,40-57 (1956).
21. B. Franzkoch, in «Entgasen von Kunststoffen», VDI-Verlag, Duesseldorf (1980).
22. B.H. Maddock, SPE ANTEC, San Francisco, 247-251 (1974).
23. Ch. Maillefer, Swiss Patent 363,149.
24. Ch. Maillefer, German Patent 1,207,074.
25. Ch. Maillefer, British Patent 964,428.
26. P. Geyer, U.S. Patent 3,375,549.
27. IF. Ingen Housz and H.E.H. Mcijer, Polym. Eng. Sd., 21,352-359 (1981).
28. R. Barr, U.S. Patent 3,698,541.
29. C.L Chung, U.S. Patent 4,000,884.
30. W.H. Willert, European Patent Application 34,505, August 26,1981.
31. R.F. Dray and D.L. Lawrence, U.S. Patent 3,650,652.
32. J.S. Hsu, U.S. Patent 3,858,856.
33. D.T. Kim, U.S. Patent 3,867,079.
34. D.T. Kim, U.S. Patent 3,897,938.
35. J.F. Ingen Hcmsz, U.S. Patent 4,218,146.
36. J.F. Ingen Housz and H.E.H. Meijer, Pofym. Jng. Sci., 21,1156-1161 (1981).
37. G.LeRoy, U.S. Patent 3,486,192.
38. B.H. Maddock, SPEJ., July, 23-29 (1967).
39. G. Kinder, U.S. Patent 4,173,417.
40. G. Kruder, U.S. Patent 3,870,284.
41. F.E. Dulmage, U.S. Patent 2,753,595.
42. R.L. Saxton, U.S. Patent 3,006,029.
43. German Patent 2,026,834.
44. GM, Gale, SPE ANTEC, Chicago, 109-112 (1983).
45. British Patent 930,339.
46. F J. Brinkschroeder and F. Johannaber, Kunststoffe, 71,138-143 (1981).
47. R.B. Gregory and L.F. Street, U.S. Patent 3,411,179.
48. R.B. Gregory, U.S. Patent 3,788,614.
49. R.G. Dray, U.S. Patent 3,788,612.
50. R.A. Worth, Polym. Eng. Sci., 19,198-202 (1979).
51. Z. Tadmor and J. Klein, Polym. Eng. Sci.. 13, 382 (1973).
52. B. Elbirli, J.T. Lindt, S.R. Gottgetreu, and S.M. Baba, SPE ANTEC, Chicago, 104 (1983).
53. C.J. Rauwendaal, SPE ANTEC, New Orleans, 59-63 (1984).
54. G. Martin, Industrie-Anzeiger, 14, 2651 (1971).
S’.
8. КОНСТРУКЦИЯ ШНЕКА
535
55.
56.
57.
58.
59.
60.
61.
62.
63.
64.
65.
66.
67.
70.
I 711
I 72.
I' 73.
Г 74-
75.
Г 76.
Т 11'
К 78-
№ 1
I. Manas-Zloczower, A. Nir, and 2. Tadmor, Rubber Chem. Techn., 55,1250 (1983).
P. Heidrich, German Patent 1145787 (1959).
F.K. Lacher, U.S. Patent 3,271,819.
M.H. Pahl, «Dispersives Miscben mit dynamischen Mischem», VDI-Verlag, Duesseldorf, 177 196
(1978).
D.F. Carley and J.M. McKelvey, Ind. Eng. Chem., 45,985 (1953).
C.I. Chung, Polym. Eng. Sci, 24,626-632 (1984).
J.C. Miller, Tappi Journal, 67,64-67, June (1984).
D. Kearney and P. Hold, SPE ANTEC, Washington, DC, 17-22 (1985).
C.J. Rauwendaal, Polymer Extrusion III Conference, London, 7/1—7/16, September 11 — 13
(1985).
A. Spalding, J. Dooley, and K.S. Hyun, «The Effect of Flight Radius Size on the Perfor mance of
Single-Screw Extruders», 57th SPE ANTEC, 190-194 (1999).
C.J. Rauwendaal US Patent 4,798,473, «Extruder Screw to Reduce Energy Use.».
CJ. Rauwendaal, «Polymer Mixing, A Self-Study Guide,» Carl Hanser Verlag, Munich (1998).
L.A. Utracki, «Mixing in Extensional Flow», 14th Annual Meeting Polymer Processing Society, Yo-
kohama, Japan, June 8-12 (1998).
X.Q. Nguyen and L.A. Utracki, US Patent# 5,451,106.
W. Thiele, Polyblends 95-RETEC, Montreal, October 19-20 (1995).
Z. Tadmor and I. Manas-Zloczower, Advances in Polymer Technology, V. 3, No. 3,213-221 (1983).
Т.Н. Kwon, J.W. Joo, and S.J. Kim, «Kinematics and Deformation Characteristics as a Mixing Mea-
sure in the Screw Extrusion Process», Polym. Eng. Sci, V. 34, N. 3,174—189 (1994).
C.J. Rauwendaal in «Mixing and Compounding of Polymers, Theory and Practice», 1. Ma-
nas-Zioczower and Z. Tadmor (Eds.), Carl HanserVerlag, Munich (1994).
F.N. Cogswell, J. Non-Newtonian Fluid Meek, 4, 23 (1978).
PJ. Gramann, L. Stradins, and T.A. Osswald, Int. Polym. Proc. 8, 287 (1993).
BEMflow, Boundary Element Fluid and Heat Transfer Simulation Program, (c)1996 The I Madi-
son Group: PPRC.
J. Cheng and I. Manas-Zloczower, Polym. Eng. Sci, 29,11 (1989).
C.J. Rauwendaal, M. del Pilar Noriega, A. Rios, T. Osswald, P. Gramann, B. Davis, and 0.1 Estrada,
«Experimental Study of New Dispersive Mixer», SPE ANTEC, New York (1999).
A. Gale, «Compounding in Single-Serew Extruders», Advances in Polymer Technology, IV. 16, N 4,
251-262(1997).
C.J. Rauwendaal, I .S. Patent 5,932,159, «Screw Extruder with Improved Dispersive Mix-1 ing»,
August 3 (1999).
C. Rauwendaal, P. Gramann, B. Davis, and T. Osswald, U.S. Patent 6,136,246, «Screw 1 Extruder
with Improved Dispersive Mixing Elements», October 24 (2000).
CJ. Rauwendaal, «Non-Retum Valve with Distributive and Dispersive Mixing Capabil-1 ity », 58
SPE ANTEC, Orlando, FL, 638-641, (2000).
C.J. Rauwendaal, «The ABCs of Extruder Screw Design», Adv. Polym. Tech. Vol. 9, No. 4,
p. 301-308(1989).
G. Semmekrot, US Patent 5,013,233 (1991).
M. Esseghir et al, Adv. Polym. Tech., 17,1 (1998).
AJ. Ingen Housz and S.A. Norden, Int. Polym. Process., 10, 120 (1995).
R. Barr, US Patent 5,988,866 (1998).
J.A. Myers, R.A. Barr, M.A. Spalding, and K.R. Hughes, SPE ANTEC Tech. Papers, 45,157 (1999).
B.A. Salamon. M.A. Spalding, J.R. Powers, M. Serrano, W.C. Sumner, S.A. Somers, and R.B. Peters,
SPE ANTEC Tech. Papers, 46,479-483 (2000).
U. Bos and C.J. Rauwendaal, submitted for publication (2001).
R.A. Barr, US Patent 4,405,239.
536
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
91. C.J. Rauwendaal, «Scale-up of Single Screw Extruders», Polym. Eng. Sci., 27, 14, 1059-1068
(1989).
92. J.F. Carley and J.M. McKelvey, Ind. Eng. Chem., 45,985 (1953).
93. B.H. Maddock, SPE J., 15,983 (1959).
94. J.R.A. Pearson, Plastics and Rubber Processing, Sept., 113 (1976).
95. R.T. Fenner and B. Yi, Plastics and Rubber Processing, Sept., 119 (1976).
96. E. Fischer and H. Potente, Kunststoffe, 67,242 (1977).
97. C.J. Rauwendaal, Polym. Eng. Set, 27,14,1059-1068 (1987).
98. J. Fogarty, CJ. Rauwendaal, D. Fogarty, and A. Rios, «Turbo-Screw, New Screw Design for Foam
Extrusion», SPE ANTEC Techn. Papers (2001).
99. A. Rios, P. Gramann, T. Osswald, M. Noriega, «Experimental and Numerical Study of Rhomboidal
Mixing Sections», International Polymer Processing, 9,1, p. 12-19 (2000).
100. P. Gramann, M. Noriega, A. Rios, T. Osswald, «Understanding a Rhomboid Distributive Mixing
Head Using Computer Modeling and Flow Visualization Techniques», SPE ANTEC Techn. Papers
(1997).
101. J. Fogarty, U.S. Patent 6,015,227, «Thermoplastic Foam Extrusion Screw with Circulation Chan-
nels», (1998).
102. K. Luker, «Laboratory Tools for Compounders», Continuous Compounding Conference, Beach-
wood, OH, November 14 & 15 (2000).
103. K. Luker, «Recent Laboratory and R&D Developments in Wood-Plastic Composites», Wood-
Plastic Conference, Baltimore, MD, December 5 & 6 (2000).
104. «Plasticating Components 2000» a publication from Spirex Coiporation, Youngstown, Ohio
(2000).
105. V. Anand and K. Das, «The Selection of Screw Base and Hard Facing Materials», publication CEC
SSB 493.01 from Canterbury Engineering Company, Inc., Champlee, Georgia.
9. Конструкция
экструзионной головки
Головка является очень важной и ответственной частью экструдера. При конструирова-
нии головки основная трудность заключается в определении оптимальной геометрии канала
течения (фильеры) на основе инженерных расчетов. При анализе течения полимера через
фильеру во многих случаях необходимо вычисление трехмерного профиля скоростей внутри
фильеры, что даже для простых ньютоновских жидкостей является сложной задачей. Для
вязкоупругих жидкостей сложность вычислений возрастает. Если при этом еще учитывается
влияние температуры, задача многократно усложняется. Однако если течение внутри филье-
ры рассчитано точно, важно знать, что произойдет с экструдатом сразу же после выхода из го-
ловки. С этой точки зрения такие эффекты, как разбухание, вытяжка, охлаждение и релакса-
ция могут существенно влиять на действительный размер и форму экструдата. Количествен-
; ное описание всех этих явлений с достаточно хорошей точностью все еще остается сложной
задачей.
Для точного описания течения расплава полимера через фильеру необходимо знание вяз-
t коупругих свойств расплава полимера. При этом расплав полимера нельзя рассматривать как
з. вязкую жидкость, поскольку упругие эффекты в зоне фильеры могут быть достаточно суще-
ственными. К сожалению, не существует простых уравнений состояния, которые адекватно
. описывали бы поведение расплава полимера в широком интервале условий течения. Поэтому
* анализ течения расплава полимера через фильеру остается в основном весьма приблизитель-
Г ным.
В последнее время получило большое распространение моделирование течения расплава
\ Полимера через фильеру методом конечных элементов (МКЭ). Одно из преимуществ этого
1 В том’ что он может быть применен к нелинейным жидкостям. Другим современным
елейным методом расчета является метод граничных элементов (МГЭ). При анализе трех-
мерного течения с использованием МГЭ можно учитывать сложную форму течения. Однако
Ри анализе течения нелинейной жидкости МКЭ имеет преимущество перед МГЭ. Детально
Различные численные методы будут обсуждены в главе 12.
538
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Информация об использовании МКЭ при конструировании экструзионных головок со-
держится в книге Микаэли . По использованию данного метода для анализа течения неньюто-
новских жидкостей сообщается также в монографии Кроше, Дэвиса и Уолтерса [30]. Вопросы
использования компьютерного моделирования для процессов переработки полимеров рас-
сматриваются в монографиях, изданных под ред. Таккера [38] и О’Брайена [39]. Последняя
посвящена, в частности, моделированию процесса экструзии.
9.1. Основы теории
Экструзионная головка предназначена для распределения расплава полимера в канале
таким образом, чтобы экструдат выходил с одинаковой скоростью. Распределение скорости
потока определяется реологическими свойствами полимера, геометрией канала, скоростью
течения через фильеру, а также полем температуры в головке. Если геометрия канала опти-
мальна для конкретного полимера при данных условиях, то даже незначительное изменение
скорости или температуры могут сделать предполагаемую геометрию неоптимальной. За ис-
ключением круглых фильер, принципиально невозможно реализовать такую геометрию ка-
нала, которая одинаково хорошо подходила бы для широкого ряда полимеров при разных ус-
ловиях переработки. Для облегчения решения возникающих проблем внутрь головки вводят
регулирующие механизмы, с помощью которых распределение скорости в процессе работы
экструдера можно изменять принудительно.
Распределение скорости обычно изменяют двумя способами:
1. Изменением геометрии канала посредством заслонок, ограничителей, клапанов и т. д.
2. Изменением температуры внутри головки.
Разумеется, введение регулирующих механизмов усложняет конструкцию головки, одна-
ко повышает ее управляемость.
Некоторые общие правила, которые следует учитывать при конструировании головки,
состоят в следующем:
1. Отсутствие зон застоя в канале.
2. Постепенное увеличение скорости вдоль канала.
3. Простота монтажа и демонтажа головки.
4. Длина фильеры должна превышать величину зазора в 10 раз.
5. Геометрическая форма канала не должна иметь резких изменений.
6. Необходимо использовать малые переходные углы.
При конструировании экструзионных головок часто возникают проблемы из-за того, что
конструкторы имеют слабое представление об особенностях получаемых изделий и пробле-
мах процесса экструзии. Следует помнить, что во многих случаях даже небольшие изменения
конструкции могут существенно улучшить условия экструзии. Некоторые основные реко-
мендации, приводящие к оптимизации процесса экструзии, заключаются в следующем:
1. Закругление всех внутренних и внешних углов, предпочтительно с наименьшим ра-
диусом около 0,5 мм.
2. Наличие одинаковой толщины стенок изделия (особенно важно!).
3. Отсутствие очень тонких стенок.
4. Внутренние стенки изделия должны быть тоньше, чем внешние (важно для охлаждения).
5. Уменьшение количества полых деталей.
* Экструзионные головки для переработки пластмасс и резины. Конструирование и инженерные
расчеты. — СПб., Профессия, 2006.
9. КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
539
Толщина стенки
Плохая конструкция
Хорошая конструкция
Радиусы угла
Резкие изменения
геометрии канала
Рис. 9.1. Примеры использования рекомендаций по конструированию экструзионных головок
Рис. 9.1 иллюстрирует применение этих рекомендаций к разным профилям и геометриям
канала течения.
9.1.1. Уравнивание потоков в фильере путем регулировки
длины канала
Регулировка канала в экструзионной головке может быть проведена двумя основными
способами. Во-первых, длина канала выбирается такой, чтобы средняя скорость течения была
равномерной. Во-вторых, можно регулировать высоту канала. В данном разделе мы будем
рассматривать только первый способ, то есть как можно достичь однородного течения, регу-
лируя длину канала головки.
Будем полагать, что ширина канала существенно превосходит его высоту. В этом случае
скорость течения жидкости, подчиняющейся степенному закону (неньютоновская жид-
кость), может быть выражена как
nWH2 [НЬР
2(l + 2n)L2mZ
Геометрическими параметрами канала являются ширина W, высота Н и длина Z. Основ-
ными параметрами материала являются показатель степенного закона (индекс течения) п и
Показатель вязкости т. Использование этих параметров позволяет описывать скорость объ-
емного течения расплава через канал головки с помощью уравнения (9.1). Средняя скорость
течения может быть получена путем деления скорости объемного течения на площадь попе-
речного сечения канала:
(9.1)
540
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
пН
V~2(l + 2n)L2mL J ‘
(9.2)
Согласно уравнению (9.2), средняя скорость не зависит от ширины канала. Напомним,
что утверждение верно лишь в том случае, когда ширина канала много больше его высоты
(W>> Н). Если профиль фильеры имеет участки разной толщины, высота канала должна
быть различной на разных участках канала головки. Если длина формующего канала одина-
кова во всех участках головки, то различия в высоте канала приводят к большим различиям
средней скорости. Количественно это может быть описано следующим выражением, пред-
ставляющим зависимость отношения средних скоростей rt/r2 от отношения высот Нх/Н2:
V2 1^2 7
(9.3)
Рис. 9.2 иллюстрирует зависимость (9.3) для нескольких значений индексов течения.
Из рис. 9.2 видно, что небольшие различия в толщине могут привести к большим различи-
ям в скорости, особенно при малых значениях индексов течения. Даже при изменении толщи-
ны на 50% изменения скорости могут быть очень большими: от 5 до 10 раз в зависимости от
значения индекса течения (и = 0,2-0,4), характерного для большинства промышленных по-
лимеров. Очевидно, изменение скорости в 10 раз может вызвать большие проблемы при экс-
трузии, поэтому регулировка потоков абсолютно необходима.
Уравнение (9.2) может быть использовано также для того, чтобы определить возмож-
ность изменения длины формующего канала для поддержания постоянства средней скоро-
Рис. 9.2. Отношение скоростей в зависимости от отношения толщин при нескольких значениях индек
сов течения
9. КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
541
сти. Чтобы средняя скорость в области канала высотой была такой же, как и в области с вы
сотой Н2> отношение длин формующих каналов на этих участках должно быть следующим:
_£1
^2
(9.4)
Рис. 9.3 иллюстрирует соотношение (9.4) для нескольких значений индекса течения.
Для больших значений отношения высот, отношение длин формующих каналов должно
быть очень большим для поддержания однородного течения, особенно при высоких значени-
ях индекса течения. Для очень больших значений отношения длин формующих каналов (5 :1
и выше) практически невозможно отрегулировать равномерное течение путем изменения
длины. В частности, для полимера с п = 0,4 отношение высот не должно превосходить 3:1.
Одна из проблем, связанная с уравниванием потоков путем изменения длины формующего
канала, состоит в том, что такой способ инициирует возникновение отрицательного градиента
давления по всей длине канала. Градиент давления в поперечном направлении канала будет вы-
зывать поперечное течение, и результат регулировки путем изменения длины формующего ка-
нала становится непредсказуемым, если не используется анализ трехмерного течения.
Один из способов устранения поперечного течения состоит в размещении перегородок
между участками фильеры с различной толщиной таким образом, чтобы поперечное течение
стало невозможным. Размещение перегородок приводит к появлению отдельных потоков
фильере (рис. 9.4).
Перегородки могут быть расположены непосредственно перед выходом из головки, по-
зволяя отдельным струям объединятся. Такой метод позволяет эффективно управлять пото-
Отношение высот ----------►
9.3. Изменение отношения длин формующих каналов в зависимости от изменения отношения
высот при нескольких значениях индекса течения
542
ЧАСТЫП. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 9.4. Пример размещения перегородок в ка- Рис. 9.5, а. Пример обратной разгрузки профиля
нале течения фильеры
Рис. 9.5, Ь. Пример фронтальной разгрузки
профиля фильеры
ком расплава полимера через фильеру. Недоста-
ток применения перегородок состоит в том, что
они могут создавать линии спая потоков между
перегородками (см. также раздел 11.3.7.7.1). Та-
ким образом, введение перегородок между участ-
ками фильеры с различной толщиной можно рас-
сматривать как эффективный способ регулирова-
ния потока путем изменения ширины канала те-
чения.
Длина формующего канала обычно регули-
руется путем изменения длины формующего ка-
нала на входе в канал, то есть обратной разгруз-
кой формующего канала (рис. 9.5, а).
Возможно также изменение длины формую-
щего канала в его конце, то есть на выходе из
фильеры. Такой способ называется фронтальной разгрузкой фильеры (рис. 9.5, Ь).
Очевидно, фронтальная разгрузка приводит к тому, что поверхность выходной части
фильеры не должна быть плоской, что создает трудности при чистке поверхности филье-
ры. По этой причине фронтальная разгрузка фильеры используется реже, чем обратная
разгрузка.
9.1.2. Уравнивание потоков в фильере путем изменения
высоты канала
Как показано в предыдущем разделе, регулировка течения в фильере путем изменения
длины формующего канала не всегда приводит к удовлетворительным результатам. ДрУг
метод регулировки заключается в изменении высоты канала (рис. 9.6).
Г КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
543
На рис. 9.6 изображена тонкая стенка, связанная с круглыми
участками фильеры больших диаметров. Без уравнивания пото-
ков течение через круглый участок будет существенно интенсив-
нее, чем через щелевой. Средняя скорость в круглом участке вы-
ражается как
Рис 9.6. U-образный про-
филь с круглыми
участками
nD
v =
1
D&P"\n
2(1 + 3n)L4?n£ J
(9.5)
а отношение средних скоростей в круглом vcirde и щелевом vslit участках будет равным
v ,
circle
1 + 2и ГоТ+1/”
2V”(1 + 3«)L#J
(9.6)
' Графически выражение (9.6) проиллюстрировано рис. 9.7.
Средняя скорость течения в узком участке описывается уравнением (9.2). Для стенки
& толщиной w = 3 мм и диаметра круглого участка D = 9 мм отношение скоростей будет равно
г3,375 при индексе течения п = 1. При п = 0,4 отношение скоростей достигает 6,764, что, очевид-
£ но, вызовет проблемы, которые можно устранить регулировкой, например, путем изменения
; длины формующего канала. Для этого требуется выполнение следующего отношения длин
S: формующих каналов:
slit
circle
1 + 3и
1 + 2п
1 + 1/и
(9.7)
9.7. Отношение скоростей в круглом и щелевом участках в зависимости от отношения диметра
к толщине стенок
544
ЧАСТЫН. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 9.8. Отношение (Lcjrcie/Lsiit) в зависимости от отношения D/Н при нескольких значениях показа-
теля степенного закона
Графически зависимость (9.7) показана на рис. 9.8.
При D/H = 3 длина формующего канала круглого участка должна быть в 4,3 раза больше
длины формующего канала щелевого. Это очень большая разница, что, вероятно, приводит к
появлению поперечного течения. В этом случае более эффективным методом регулирования
течения будет введение цилиндрических штифтов в круглую область фильеры (рис. 9.9).
Если необходимо, чтобы круглые участки профиля были сплошными, то цилиндрические
штифты можно расположить перед выходом из головки таким образом, чтобы расплав поли-
мера заполнял весь круглый участок.
Другим примером уравнивания потоков путем изменения высоты канала является изме-
нение профиля (рис. 9.10).
Рис. 9.9. Пример уравнивания потоков путем
регулировки высоты канала
Рис. 9.10. Пример профиля с большим
различием в высоте канала
9 КОНСТРУКЦИЯ ЭКСТРУЗИОННОМ головки
545
Такой профиль фильеры вызывает
трудности при экструзии, поскольку
толщина стенок отличается в 3 раза, что
приводит к большим различиям скоро-
сти. Одним из способов разрешения
этой проблемы является изготовление
полого профиля (рис. 9.1). Однако, если
требуется, чтобы профиль был сплош-
ным, необходимо другое решение этой
задачи, например, расположение пере-
городок в толстостенной зоне головки
таким образом, чтобы толщина отдель-
ных областей была приблизительно
Рис. 9.11. Пример регулировки высоты канала посред-
ством перегораживания канала течения
одинаковой (рис. 9.11).
Очевидно, существуют и другие способы регулировки течения. Однако метод, приведен-
ный на рис. 9.11, достаточно эффективен для устранения больших различий скорости при те-
чении в канале с участками различного сечения.
9.1.3. Другие методы уравнивания потоков в головке
Проблемы уравнивания потоков часто возникают, когда изделие, получаемое экструзией,
имеет стенки различной толщиной. Однако даже при отсутствии различий в толщине стенки
в экструдате может возникать коробление поверхности. Примером этого может служить про-
стой прямоугольный или квадратный профиль, распределение скоростей в котором (на при-
мере канала квадратного сечения) показано на рис. 7.105. Очевидно, что скорость течения в
угловой области меньше, чем скорости в средней части сечения. Поэтому в углах профиля вы-
тяжка полимера оказывается больше, чем в средних участках. Очевидно, что эта проблема
присуща всем формам с угловым профилем, когда углы имеют малый радиус закругления.
По этой причине наиболее простыми для экструзии являются круглые и конусообразные
формы. Наблюдаемые низкие скорости течения в углах квадратных или прямоугольных про-
филей могут быть увеличены посредством уменьшения длин формующего канала. Такая опе-
рация может быть выполнена несколькими способами (рис. 9.12).
* Примеры, приведенные на рис. 9.12, представляют собой методы локального уравнива-
ния потоков путем изменения длины формующего канала. Другой метод регулировки состоит
в использовании подвижных элементов, таких как заслонки, гибкие кромки, и мембраны в ка-
*• 3120
546
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
нале течения. Эти элементы часто применяют в фильерах для экструзии пленок и листовых
материалов. Они используются также и в головках других типов.
9.2. Головки для экструзии пленок и листов
Экструзионные головки для получения пленок, по существу, не отличаются от головок
для листовой экструзии, поскольку лист и пленка отличаются лишь толщиной. Изделия тол-
щиной менее 0,5 мм обычно относят к пленкам, в то время как изделия толщиной более чем
0,5 мм относят к листам. На рис. 9.13 представлены три типа распределительных каналов, ис-
пользуемых в фильерах для получения листов.
На рис. 9.13, а показана Т-образная головка. Такая геометрия канала достаточно проста
для производства. Однако распределение расплава полимера в ней не слишком однородно и,
поскольку геометрия канала непрямолинейна, такая головка неприменима для переработки
полимеров с высокой вязкостью и с ограниченной термостабильностью. Т-образную головку
часто используют в экструзии с нанесением покрытий. Анализ течения в Т-образной головке
был выполнен Уиксом [3,4], Ито [5] и Пирсоном [6].
Головка типа «рыбий хвост» показана на рис. 9.13, Ь. В такой головке распределение рас-
плава более однородно, чем в Т-образной, однако полностью однородное распределение труд-
но получить и здесь. Исследование течения в головках «рыбий хвост» выполнены Ито [7] и
На рис. 9.13, с показана головка типа «ве-
шалка». Такая геометрия фильеры обычно ис-
пользуется при экструзии листов. Геометрия
участков фильеры типа «вешалка» может быть
сконструирована таким образом, чтобы полу-
чить наиболее однородное распределение рас-
плава полимера. Очевидно, такая головка более
трудоемка при изготовлении и поэтому являет-
ся более дорогостоящей, чем Т-образная и типа
«рыбий хвост». Изучение течения в фильере ти-
па «вешалка» было выполнено Ито [9, 10],
Вортбергом [И], Гермаром [12,13], Чангом [14],
Чеджфеком [8].
Входной канал
Т-образный
распределительный
канал
Формующая
зона
Рис. 9.13, а. Т-образная экструзионная головка
Зона предварительного формования
Распределительный канал типа
Рис. 9.13, Ь. Экструзионная головка типа «рыбий хвост»
' КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
547
Входной канал
9,13, с. Экструзионная головка типа «вешалка»
Распределительный канал типа «вешалка
Зона предварительного формования
Зона релаксации
Формующая зона
ейном [15], Шенефельдом [16], Вернье [17], Мацубара [18,19] и др. Гермар, используя за-
1 гиперболического синуса (см. уравнение (6.32)) в качестве уравнения состояния для рас-
_ава полимера, получил достаточно простое выражение для геометрии канала типа « вешал-
i>. Для зависимости радиуса распределительного канала от расстояния Гермар вывел сле-
/ющее выражение:
1/3
-о
(9.8а)
I/
в, (
‘ для длины формующего канала —
2/3
Z(x)— Lq
(9.86)
Заслонка
Регулировка
подвижной
кромкой
Рис. 9.14. Способы изменения геометрии
фильеры для получения листов
jex— расстояние от края фильеры; b - полуширина; Ro - радиус распределительного канала
центре; £0 — длина зоны предварительного формования в центре.
f 9.2.1. Регулировка течения в головках для экструзии пленок
и листов
Два общепринятых метода изменения геомет-
< фильер для плоскощелевой экструзии показа-
на рис. 9.14.
Одним из способов регулировки течения явля-
< регулировка подвижными щеками экструзи-
ей головки. Ряд болтов, расположенных по ши-
е головки, позволяет провести локальное сжа-
выходного зазора формующего канала, что
южет осуществлять тонкую регулировку тол-
ил экструдата в определенных точках. Зазор мо-
быть отрегулирован более чем на 1 мм при соот-
^твующей конструкции подвижной щеки. Отме-
что заслонку используют не так часто, как
548
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
подвижные щеки. Регулировка заслонкой происходит таким же образом, как и регулировка
при помощи подвижных щек. Заслонка может быть слегка деформирована с помощью не
скольких болтов, расположенных по ширине фильеры. Деформация заслонки вызывает изме-
нение высоты канала и, таким образом, позволяет регулировать распределение потока в филь-
ере. Третья возможность регулирования потока, не изображенная на рис. 9.14, представляет
собой изменение температуры в головки. Локальное нагревание или охлаждение определен-
ных участков головки увеличивает или ослабляет скорость течения. Регулирование темпера-
туры более эффективно для полимеров, вязкость которых сильно зависит от изменения тем-
пературы, то есть для большинства аморфных полимеров (см. табл. 6.1).
На рис. 9.15 показаны особенности головки для получения листов, конструкция которой
предпочтительна в том случае, когда необходима регулировка при производстве изделий раз-
личной толщины.
Использование съемной нижней подвижной щеки позволяет применять экструзионную
головку для экструзии листа толщиной как 1 мм, так и 4 мм. В отсутствие съемной щеки при-
шлось бы заменять головку, поскольку съемная подвижная головка может регулировать по-
ток только в ограниченном диапазоне.
В некоторых современных экструзионных линиях зазор головки для получения листов
регулируется автоматически, например, терморасширяюшимися болтами, впервые разрабо-
танными компанией Welex в начале 1970-х гг. [20]. Подобный тип фильеры для получения
листовых материалов в настоящее время предлагается компанией Egan Machinery Company и
рядом других компаний.
Другой принцип регулировки используется фирмой Harrel Inc. Предлагаемые этой фир-
мой головки для получения листов дают возможность локальной регулировки температуры в
разных местах по ширине головки. Толщина листа изменяется автоматическим повышением
или снижением температуры без изменения зазора между щеками головки.
Оригинальная, автоматически регулируемая головка для экструзии листов была разрабо-
тана компанией Нехсо. В этой головке используется регулятор с обратной связью для гидравли-
ческого контроля каждого болта головки. Считается, что такая конструкция уменьшает время
срабатывания от нескольких минут до несколько секунд. К сожалению, компания Нехсо пре-
кратила заниматься этими проблемами в 1983 г., поэтому такая головка больше не производит-
ся. Аналогичные системы разрабатывались другими производителями. Например, Japan Steel
Works разработала автоматическую систему регулировки зазора головки, которая используется
в сервомоторах. Такая система может перемещаться в направлении потока, регулируя каждый
болт по ширине головки нужное количество раз, следуя автоматическому измерению толщины
листа. Преимущество механической регулировки по сравнению с терморасширяюшимися бол-
тами состоит в том, что в ней регулировка толщины происходит намного быстрее.
Изящный метод регулирования толщины в головках для плоскощелевой экструзии был
разработан Гроссом [46], который использовал систему с гибкой мембраной внутри фильеры,
которая позволяет довольно просто регулировать толщину листа, используя маломощные си
ловые приводы для создания ровной поверхности, то есть без острых углов или мертвых зон.
Схематически эта система показана на рис. 9.16. Мембранная головка была лицензирован
несколькими мировыми производителями формующего инструмента [46].
Недостатком стандартной головки типа «вешалка» с распределительным каналом в ф
ме капли является то, что распределение скоростей изменяется, когда меняется индекс
ния материала. Таким образом, распределение скоростей зависит от выбора полимера, а т ~
от производительности, поскольку индекс течения зависит и от скорости сдвига. В этом ~
чае для устранения искажения распределения потоков в фильере обычно используются
вижные щеки и заслонки. Уинтер и Фритц [31] предложили модифицированную геоме
КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
регулировка Заслонка
подвижной
щекой
549
Мембрана
Регулирующий
болт
Рис. 9.16. Схема соэкструзионной мембранной го-
ловки
Нижняя подвижная щека
Рис 9.15. Фильера для получения листовых ма-
териалов со съемной нижней щекой
головки типа «вешалка», которая устраняет проблему зависимости распределения от индекса
течения.
9.2.2. «Подковообразная» экструзионная головка
Основной особенностью геометрии модифицированной головки типа «вешалка» являет-
ся подковообразное распределение потока в фильере (рис. 9.17).
Если отношение ширины канала к глубине канала Н больше 10, то фактор формы ста-
новится независимым от индекса течения. Геометрия такого распределительного канала, изо-
браженного на рис. 9.17, с постоянной шириной Wописывается формулами
H(x)=hJ(b-x)/W
(9.9а)
(9.9b)
j/(x)= 2Wj(b-x)/W-l.
’t- ».17. Геометрия фильеры с подковообразным распределением потока
550
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Для распределительного канала с постоянным отношением W/H= а профиль по глубина
канала описывается формулой J
V3
Н(х) = й ,
an J
(9.9c)
а соответствующая линия контура определяется соотношением
4 /
g2(x) >
-05 In
(9.9</)
где
&(*O т?2птт2/ \ l2*
F H (x)-h
(9.9e)
Постоянная интегрирования С определяется условием Н(х)у _ 0 = h. Фронт-фактор А оп-
ределяется как
F3nb
(9.9/)
ап
Фактор формы /г для прямоугольного канала течения описывается уравнениями (7.219) и
(7.221). Если фактор формы принять равным единице, то линия контура определяется как
y(x)=-ah
[-а2
а2
-In
-а2
-а2 ]_
(9-9g)
где
ah
1/3
h
а =
Н(х) \Ь - х
(9.9/z)
Модифицированная геометрия головки типа «вешалка» может быть использована как в
щелевых, так и в кольцевых головках. Уинтер [31] использовал такой тип головки для раздув-
ного формования изделий, толщина которых меняется в пределах от 5 до 8%. Очень хорошие
результаты были получены для плоских головок при получении листа шириной от 0,25 до 2 м.
Недостаток «подковообразного» распределительного канала в том, что в нем зона предвари-
тельного формования слишком длинная, при этом головка становится более чувствительной
к отделению щек в центральной части вследствие высокого давления расплава полимера
внутри нее. По указанной причине такой распределительный канал оказывается не слишком
пригодным для очень широких головок, если в них возникает высокое внутреннее давление.
9.3. Головки для экструзии трубок и труб
Различие между трубами и трубками определяется их диаметром. Изделия кольцевого
профиля малого диаметра (менее 10 мм) обычно называют трубками, изделия большого Д1,а
метра — трубами. Они могут быть экструдированы как в головках с прямолинейным течени
9. КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
551
ем, так и в головках с угловым течением расплава. В последних расплав полимера во время те-
чения делает поворот на 90 град (рис. 9.18).
Направление входного потока (рис. 9.18) перпендикулярно направлению выходного по-
тока. Расплав полимера делает поворот на 90 град и в то же время расщепляется над дорном.
Затем расплав полимера соединяется под дорном, то есть там, где образуются линии стыка.
После поворота на 90 град расплав полимера течет по кольцевому каналу течения, где прини-
мает форму конечной формующей зоны.
Линии стыка, как правило, неизбежны при производстве полых экструдируемых изде-
лий. Поэтому после формования полимер должен иметь возможность восстанавливаться (от-
релаксировать) вдоль этих линий. Важными параметрами этого процесса являются время,
температура и давление. Процесс релаксации полимера после формования был исследован
Прагером и Тиррелом [21], Вулом и др. [22-24]. Проблема линий стыка возникает и в процес-
се литья под давлением, как было показано, например, Мальгуарнетой и Манисали [25]. Вре-
мя релаксации уменьшается при увеличении температуры, но увеличивается с ростом моле-
кулярной массы. На практике это означает, что точка образования стыков должна находиться
на достаточно большом расстоянии (по направлению потока) от выхода головки, чтобы обес-
печить релаксацию полимера (восстановить сплошность потока).
Головка с угловым течением расплава используется при производстве кабелей с покрыти-
ем. При покрытии жилы изоляцией, проводник проходит внутри полой трубы экструдера и
ближе к выходу из фильеры покрывается расплавом полимера. При этом кабель уже может
быть ранее покрыт одним или более слоями полимера. При покрытии кабелей используют
экструзию высокого давления и экструзию низкого давления (рис. 9.19).
9.18. Пример головки с угловым течением расплава
552
ЧАСТЫ11. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Экструзия высокого давления
Рис. 9.19. Покрытие жилы под высоким и низким давлением
Экструзия низкого давления
При экструзии высокого давления (рис. 9.19, а) жила покрывается расплавом полимера
до выхода из головки. Это способствует возникновению хорошей адгезии полимера с провод-
ником. При экструзии низкого давления (рис. 9.19, Ь) жила покрывается расплавом полимера
после выхода из головки. Последний тип экструзии используют тогда, когда качество адгезии
между полимером и кабелем не является существенным фактором, например, когда полимер-
ный рукав свободно покрывает кабель ранее покрытый слоем полимера.
В большинстве головок с угловым течением расплава место ее расположения можно регу-
лировать с помощью центрирующих болтов (рис. 9.18). Это позволяет регулировать толщину
стенки изделия и соосность изделия. В некоторых экструзионных линиях со встроенными из-
мерителями толщины стенок автоматический контроль толщины стенок осуществляется пу-
тем получения сигнала от измерителя толщины стенки, что позволяет автоматически регули-
ровать положение головки. В некоторых случаях для поддержания внутреннего диаметра
трубы постоянным или для предотвращения разрушения трубы в центре сердечника трубы
создают небольшое внутреннее давление.
Такая конструкция часто применяется при экструзии трубок с очень малым внутренним
диаметром: 0,1 мм. В целях предотвращения проникновения воздуха к кабелю иногда центр
сердечника вакуумируют, поскольку проникновение воздуха может привести к нарушению
контакта между полимером и проводником.
При экструзии трубок часто используют совмещенные головки (рис. 9.20).
В таких фильерах осевая линия совпадает с осевой линией экструдера. Торпедо поддер-
живается несколькими опорами крестовины («ножки паука»), обычно 3-мя или более. Опоры
крестовины обычно создают тонкими и обтекаемыми, чтобы уменьшить возможность нару-
шения профиля скорости. Разумеется, после прохождения расплава через опоры и последую-
щем соединении потоков образуются линии стыка. Поэтому обычно опоры крестовины
располагают на достаточном расстоянии от выхода из головки, чтобы дать возможность поли-
меру отрелаксировать. Расположение головки обычно регулируют так же, как в угловых го-
ловках.
Геометрия распределительного канала, которая в значительной степени устраняет линии
стука, представляет собой головку со спиральным дорном. Такие головки первоначально оь
ли разработаны для экструзии пленок с раздувом рукава (см. раздел 9.4); однако в дальней
шем обнаружилось, что они также пригодны для экструзии труб различного диаметра. При JlX
экструзии обычно возникают линии стыка по всей длине экструдируемого изделия, а также
перпендикулярном направлении. Естественно, линия стыка снижает прочность трубы.
g. КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
553
Поперечное
сечение
Канал для
подачи Центрирующий
Рис. 9.20. Совмещенная головка для экструзии трубок
Распределительный канал со спиральным дорном создает поток в радиальном направле-
нии, приводящим к незначительной кольцевой ориентации полимера. Такой канал, особенно
при отсутствии линий стыка, дает возможность производить трубы с улучшенными механи-
ческими свойствами за счет улучшенного течения внутри фильеры.
Другим способом улучшения кольцевой ориентации при экструзии труб является созда-
ние относительного движения между дорном и фильерой, который может быть реализован
вращением относительно стационарной (неподвижной) фильеры или вращением фильеры
относительно неподвижного дорна. Возможно также независимое вращение и дорна, и филье-
ры, в том числе и в разных направлениях. При вращении дорна и/или фильеры уровень ори-
ентации в экструдируемой трубе увеличивается по сравнению с использованием спирального
дорна. Разумеется, за счет усложнения механизма повышается его стоимость. Пример вра-
щающейся головки для экструзии труб приведен на рис. 9.21.
9.3.1. Конструирование инструментов для экструзии труб
Трубы используют во многих отраслях
промышленности для транспортировки жид-
костей. В последнее время часто используют
термоусадочные трубы, которые получают
экструзией с последующим сшиванием и раз-
дувом. Такие трубки также используются в
медицинской промышленности в качестве ка-
тетерных трубок. Баллонный катетер являет-
ся одним из сложных медицинских приборов
Для подкожной транслюминальной коронар-
ной ангиопластики, основной частью которо-
го является полимерные трубки.
Требования к медицинским трубкам в
отношении допуска в размерах и общих
свойств более строгие, чем в других облас-
тях. В сочетании с малыми размерами трубок
эти требования создают основные проблемы
Мотор
Вязкое уплотнение
Г4Вращающийся дорн
Нижняя труба
Рис. 9.21. Угловая головка для экструзии труб
с вращающимся дорном
554
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
для производства медицинских трубок. Предъяв-
ляемые требования часто бывают настолько жест-
кими, что с использованием стандартного экструзи-
онного оборудования невозможно выполнять рабо-
ту достаточно хорошо. По этой причине некоторые
производители медицинских трубок разработали
специальные устройства.
9.3.1.1. Определение степени вытяжки
Конструирование инструмента для экструзии
труб представляет большую проблему, однако, к со-
Рис. 9.22. Определение Dd, Dh Do и D, жалению, по этому вопросу доступна лишь ограни-
ченная информация. При конструировании обору-
дования важным параметром для получения труб
является степень вытяжки, которая определяет кон-
струкцию инструмента и сам процесс экструзии. Размеры дорна и фильеры определяются ко-
нечной вытяжкой в процессе экструзии. Степень вытяжки диаметра DDR (Diameter Draw
Ratio) представляет собой разность среднего диаметра дорна и фильеры, поделенную на сред-
нюю толщину трубы:
DDR =
d0-d,'
(9.10)
где Dt — диаметр дорна; Df! — диаметр фильеры; D{} — наружный диаметр трубы; D, — внутрен-
ний диаметр трубы (рис. 9.22).
Другим важным параметром является степень вытяжки стенки WDR ( Wall Draw Ratio), то
есть зазора между дорном и фильерой, отнесенным к толщине стенки трубы:
(9.11)
Do ~ D,
Третий важный параметр — степень вытяжки площади ADR (Area Draw Ratio), то есть от-
ношение площади поперечного сечения пространства между дорном и фильерой к площади
поперечного сечения трубы:
= Д1~Д- <912)
- о,2
Часто степень вытяжки площади называют просто степенью вытяжки. Для устранения
возможных недоразумений всегда нужно знать, что точно подразумевается под термином
«степень вытяжки». Степень вытяжки площади ADR можно вычислить, используя степень
вытяжки стенки WDR и степень вытяжки диаметра DDR:
ADR = DDR-WDR. (9 13)
Таким образом, используя степени вытяжки стенки и диаметра, определяют степень вы
тяжки площади. Высокое значение ADR означает высокую ориентацию, что свидетельствует
о возможности образования пор и отслаивания. Низкое значение ADR означает слабую °РИ
ентацпю и возможность нарушения устойчивости течения расплава.
9. КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
555
Наконец, четвертым параметром вытяжки является баланс степени вытяжки DRB (Draw
Ratio Balance), то есть отношение диаметров фильеры и дорна, деленное на отношение диа-
метров (наружного и внутреннего) трубы:
DRB=
PJP.
DJDi'
(9.14)
Баланс степени вытяжки должен быть равен или больше единицы (DRB >1). Кроме того,
используют еще один параметр: отношение размеров или SP (Sizing Ratio), то есть отношение
степени вытяжки стенки к степени вытяжки диаметра:
WDR
DDR
(9.15)
На практике отношение размеров изменяется в пределах от 1 до 1,3. При SR больше 1,3
возникает опасность появления пор при экструзии трубы, а низкие значения SR могут вы-
звать нестабильность размеров трубы. При переработке резиновых смесей и полимеров с вы-
сокой молекулярной массой достигаются низкие значения SR, а при переработке полимеров с
низкой вязкостью — высокие значения SR. Высокие значения SR способствуют увеличению
ориентации и возможности расслаивания расплава. В таких условиях требуется более высо-
кое внутреннее и (или) более низкое внешнее давление воздуха для получения трубы нужно-
го диаметра.
Значения степени вытяжки для различных полимеров могут сильно различаться. Фтор-
содержащие полимеры, такие как сополимер тетрафторэтилена и гексафторпропилена, могут
иметь ADR в диапазоне от 10 до 100, и даже больше. При использовании специальных экстру-
зионных приспособлений ADR фенолформальдегида может превышать 250. Полиэтилен об-
ладает умеренными значениями ADR, а полиуретаны — низкими.
9.3Л.2. Длина формующего канала
Помимо размеров дорна и диаметра экструзионной головки, важными параметрами при
конструировании являются длина формующего канала и угол сужения канала. Во многих
случаях предпочтителен формующий канал большой длины, поскольку это способствует:
• уменьшению утечки полимера в дорне и головке;
• увеличению ориентации полимера;
• уменьшению возможности образования пор;
• уменьшению разбухания экструдата;
• улучшению стабильности формы изделия.
Основным недостатком большой длины формующего канала является повышенное дав-
ление в головке. Поскольку формующий канал обычно представляет собой основное сопро-
тивление течению, увеличение его длины может значительно увеличить давление. Другим не-
достатком большой длины формующего канала является то, что длинный дорн более подвер-
жен механической деформации, что особенно следует принимать во внимание при экструзии
Труб малого диаметра. Типичные правила для определения длины формующего канала за-
ключаются в следующем:
Длина формующего канала, деленная на величину зазора между дорном и головкой
(I/Я), должна быть в пределах от 10 до 20.
Длина формующего канала, деленная на диаметр дорна (L/Du), должна быть в пределах
°т 10 до 25.
1'
556
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Зазор между дорном и головкой //определяется как разность между половиной диаметра
фильеры и половиной диаметра дорна: Н - 0,5Dd - 0,5Dt. Выбранная на основании этих пра-
вил длина формующего канала при экструзии материалов с высокой вязкостью часто приво-
дит к возникновению чрезмерных давлений. Поэтому во многих случаях именно перепад дав-
ления является критерием для практического определения длины формующего канала.
Специальным приспособлением для экструзии труб является удлиненный дорн. Его ис-
пользуют, в частности, для получения тонкостенных труб. В этом случае дорн выходит за фор-
мующую головку на значительное расстояние. При использовании удлиненного дорна удает-
ся достичь высокой четкости формы изделия. Другая цель использования удлиненного дор-
на — обеспечение локального нагрева дорна с использованием индукционной катушки на
выходе из головки, что является модифицированным вариантом Сопроцесса, рассматривае-
мого в разделе 9.3.1.4. Это удачный метод устранения разрушений экструзионного потока рас-
плава или внутренних утечек в головке. Удлиненный дорн должен быть сделан из ферромаг-
нитного материала, чтобы получить достаточный разогрев под влиянием переменного маг-
нитного поля индукционной катушки.
9.3.1.3. Углы сужения
При определении углов сужения между дорном и головкой важно знать, является ли уст-
ройство самоцентрирующимся или регулируемым (рис. 9.23).
Угол сужения, используемый в самоцентрирующейся фильере, обычно лежит в пределах
от 30 до 40 град, а в регулируемой фильере — от 8 до 15 град. Термин «самоцентрирующаяся
головка» не совсем корректен, поскольку головка не всегда центрируется сама; здесь более
уместен был бы термин «нерегулируемая». По вопросу влияния угла входа головки на качест-
во экструдата опубликовано относительно мало работ. Тем не менее Хан [32] обнаружил, что
при угле сужения, превышающим 120 град в расплавах некоторых полимеров, таких как поли-
этилен низкой плотности (ПЭНП), возникает нестабильность течения, а при меньших углах
сужения течение расплава стабильно. Для других полимеров, таких как полиэтилен высокой
плотности (ПЭВП), угол сужения не влияет на качество экструдата.
Рис. 9.23. Пример самоцентрирующейся головки с угловым течением
i. КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
557
у
, Обычно угол сужения головки немного превышает угол сужения дорна, хотя иногда эти
углы равны. При выборе угла сужения важно обеспечить постепенное уменьшение площади
поперечного сечения канала течения. Поскольку средний диаметр потока уменьшается, пло-
щадь также уменьшается, даже если углы сужения одинаковы. Пауэлл [33] приводит пример
расчета длины и угла сужения сходящихся зон при условии, что критическая деформация
растяжения не будет превышена. В сходящемся потоке напряжение растяжения увеличивает-
ся в направлении потока и достигает максимального значения в узком конце конуса. Средняя
скорость деформации растяжения в узком конце конусообразного клина с углом 2а описыва-
ется формулой
. _ у tan а
е “ 3
(9.16)
где у — скорость сдвига в узком конце клина, которая в прямоугольном канале вычисляется по
формуле
2(1 + 2и)У
nWH2
(9.17)
Характеристики значения критической скорости деформации при растяжении изменя-
ются в пределах от 1 до 100 с 1 в зависимости от вида полимера. Когда расплав полимера пере-
текает из большего канала в малый, возникают натуральные углы втекания. Когда угол суже-
ния головки больше, чем угол потока, образуются мертвые зоны, которые можно устранить,
выбрав половину угла входа в головку, равной или меньшей половины угла потока.
9.3.14. Некоторые особенности
В некоторых случаях в области формующего канала используют небольшие углы суже-
ния. Согласно Хаасу и Скьюису [34], небольшой угол сужения способствует получению более
гладкого экструдата. Для больших степеней вытяжки фирма Du Pont [36,37] рекомендует ис-
пользовать радиус наружной стороны дорна, равным 0,1 его диаметра. В других случаях во
внутреннем диаметре головки протачивают маленькую канавку, например, диаметром 0,8 мм
под углом 45 град. Согласно Блэйеру [37], для получения большей и/или более быстрой вы-
тяжки следует использовать конусообразный нагреватель, который предварительно нагрева-
ет воздух вокруг конуса; такой нагреватель расположен на выходе из фильеры и используется
Для предотвращения очень быстрого охлаждения полимера.
Для материалов, которые чувствительны к нестабильности течения потока расплава, вы-
ходная зона головки может быть прогрета до температур, значительно превышающих темпе-
ратуру в остальных частях экструдера. Этого можно достичь, используя индукционный на-
греватель на выходе из головки для подогрева локальной области вблизи входа в головке.
В фирме Du Pont [35,36] это называют G-процессом. В таком процессе используется высоко-
частотный нагрев. Тепло генерируется благодаря сопротивлению потоку электронов металла
и гистерезисным потерям, происходящим в процессе быстрого намагничивания и размагни-
чивания.
558
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
9.4. Головки для получения пленок экструзией
с раздувом
Самой распространенной головкой, используемой при экструзии с раздувом, является го-
ловка со спиральным дорном. В такой головке расплав полимера распределяется по спираль-
ным каналам, глубина которых уменьшается в направлении течения. Широкое использова-
ние головки со спиральным дорном обусловлено тем, что она работает при низком давлении и
при этом достигается хорошее распределение потоков расплава. Головки со спиральным дор-
ном могут быть использованы для различных материалов в широком диапазоне условий пере-
работки.
Наиболее простая головка — это стандартная угловая головка (рис. 9.24).
Недостатком конструкции является наличие стыков при формовании изделий, однако
при правильной конструкции головок можно добиться производства раздувных пленок высо-
кого качества.
Характеристики головок с угловым течением расплава могут быть недостаточно подходя-
щими при экструзии раздувных пленок, в которых толщина стенок обычно мала (от 0,005 до
0,25 мм). Головки со спиральным дорном позволяют достичь хорошего распределения пото-
ков и в значительной степени добиться отсутствия линий стыка. По этой причине такие го-
ловки широко используют при экструзии раздувных пленок. Схема головки со спиральным
дорном показана на рис. 9.25.
Как видно из рис. 9.25, поступающий поток расплава разделяется в отдельных загрузоч-
ных отверстиях, каждое из которых подает полимер в спиральную канавку дорна. Площадь
поперечного сечения канавки уменьшается по мере удаления от входа, в то время как зазор
между дорном и головкой увеличивается в направлении выхода. Большое число потоков прп-
Рис. 9.24. Схема головки с угловым тече-
нием расплава для экструзии
пленок с раздувом
Рис. 9.25. Схема головки
со спиральным
дорном
L КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
559
во^ит к растеканию или расслоению полимерного расплава, выходящего из различных загру-
зочных отверстий, что приводит к хорошему распределению расплава полимера на выходе из
головки. Очевидно, что локальная регулировка зазора в этом случае невозможна, как и в слу-
чае щелевых головок. В результате однородность толщины в изделиях, полученных с исполь-
зованием головки со спиральным дорном, обычно не так высока, как при использовании ще-
левых головок. Последние могут обеспечивать однородность толщины стенки около 5%, в то
время как головки для экструзии с раздувом обеспечивают равномерность толщины пример-
но 10%. По этой причине головку обычно делают вращающейся для равномерного распреде-
ления неоднородности по толщине стенки изделия; в противном случае в экструдированном
изделии будут наблюдаться заметные различия по толщине.
Анализ течения расплава в экструзионных головках со спиральным дорном были выпол-
нены Астом (26], Вортбергом и Шмидцом [27], Проктором [28], Предолем [29], Менгесом с
соавт. [40], Рауведаалем [41]и др. Так, Проктор обнаружил влияние угла наклона спирали,
винтового угла и конусного угла кольцевого канала на характер течения расплава, предпола-
гая, что градиент давления постоянен. Раувендааль исключил это предположение и исследо-
вал влияние переменных величин в конструкции головки на распределение потока.
При анализе потока в фильерах со спиральным сердечником Раувендааль сделал следую-
щие предположения:
1. Вязкость расплава полимера не зависит от температуры.
2. Кривизной дорна можно пренебречь.
3. Градиент давления в поперечном направлении равен нулю.
4. Течение в спиральном канале может быть представлено как течение под действием
градиента давления в канале прямоугольного сечения шириной IV и высотой Н.
5. Обратный поток (утечек) в зазоре между лопастями может быть представлен как те-
чение под действием градиента давления в канале прямоугольного сечения высотой 6.
6. Обратный поток (утечек) в зазоре не влияет на поток в винтовом канале.
’ Далее течение анализируется с использованием развертки спирального дорна на плоской
поверхности (рис. 9.26).
Скорость течения в канале спирального дорна может быть выражена как
. FWH22\Hr~\
у _ Р____ Dz
2(5 + 2) _ 2т _
(9.18)
гдеg2 — градиент давления по направлению вдоль спирального канала; Fp—фактор формы для
спирального канала; 5 — величина, обратная индексу течения (s = 1/п).
Для малых значений отношений высоты к ширине (H/W< 0,5) фактор формы может быть
принят постоянным: Fp = 0,45.
Обратный поток, приходящийся на единицу тангенциального расстояния, может быть
выражен формулой
_ 82 fe
2(5 + 2) _2т
(9.19)
гДе — градиент аксиального давления.
Градиент давления в направлении вдоль канала можно связать с градиентом аксиального
Давления соотношением
g2 = gt sin ф.
(9.20)
560
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 9.26. Геометрия развертки спирального дорна
В пределах расстояния между витками Azc на течение в канале спирального дорна не влия-
ет обратный поток (утечек) со стороны канала, находящегося за ним. Для этой области голов-
ки справедлив закон сохранения массы в предположении, что плотность расплава остается
постоянной:
V(z+Az) = V(z)-^(^Azcosq). (9.21)
После первого шага Azr на течение в спиральном канале влияет обратный поток (утечка)
со стороны канала, лежащего за ним. Для этой области головки справедлив закон сохранения
масс в виде
V(z + Az) = V(z) + Vj(z-zXzr)Azcos(p-У1(г)Дгсо8ф. (9.22)
С помощью уравнений (9.21) и (9.22) распределение потока может быть вычислено пря-
мым образом поэтапно. Величина шага вычислений должна быть достаточно малой, чтобы
быть уверенным в том, что отношение V(z+bz)IV(z)близко к единице.
9. 4.1. Геометрия спирального дорна
Основными параметрами конструкции спирального дорна являются:
N — число витков;
Ф — угол спирали канавки;
Ч7 — угол сбега отклонения спирали;
Р — конический угол кольцевого канала;
W — перпендикулярная ширина канавки;
w ~ перпендикулярная ширина шага;
Яо — начальная глубина канавки;
D — диаметр сердечника;
8 исходный зазор;
— осевая длина канавки.
Осевая ширина канавки В связана с перпендикулярной шириной канавки
1ГследуюШей
зависимостью;
L КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
561
W
—
cos(p
( 9.23)
Подобное соотношение справедливо и для осевой ширины шага. Шаг в тангенциальном
направлении и ширина канала, IV/sin <р и г^/sin <р, связаны с диаметром дорна D и числом вит-
ков N выражением
N(W + w)
-------J- = nD. (9.24)
sincp
Глубина канавки может быть выражена как функция винтового расстояния z следующей
зависимостью
H(z) = H0 - zsin(ptany. (9.25)
Зазор над гребнем нарезки может быть выражен в зависимости от z как
S(z) =80 + sin zsin(ptanp. (9.26)
С помощью этих выражений можно провести полный анализ процесса течения в области
спирального дорна.
9. 4.2. Влияние геометрии фильеры
на распределение потока
Стандартная конструкция головки имеет диаметр 250 мм, 10 канавок, угол спирали
J20 град, осевую длину 250 мм, начальную глубину канала 19 мм и угол конуса кольцевого ка-
нала 2 град. Объемную скорость течения примем равной 82 см3/с, показатель вязкости рас-
плава полимера 0,145 Па • с” и индекс течения п = 0,5.
Развитие обратного течения (утечек) по длине фильеры, рассчитанное с использованием
рриведенных выше параметров, показано на рис. 9.27.
► На рис. 9.27 показана зависимость обратного потока (утечек) от приведенного расстояния
Вдоль спирального канала. Видно, что утечка резко увеличивается на расстоянии 1/3 длины
канала и достигает своего окончательного значения на расстоянии примерно 2/3 длины кана-
ва. Соответствующая скорость течения в винтовом канале показана на рис. 9.28.
г Согласно рис. 9.28, в средней части канала спиральное течение резко падает и достигает
Ьочти нулевого значения приблизительно на расстоянии 2/3 длины канала: именно здесь
гречки достигают своего окончательного значения.
I Профиль давления вдоль длины канала показан на рис. 9.29.
I Как следует из рис. 9.29, градиент давления вначале падает, достигая минимума вблизи
вентральной области канала, а затем слабо уменьшается. Очевидно, что градиент давления не
Постоянен; наивысшее и наименьшие его значения отличаются в 5 раз. Поэтому градиент дав-
ления вдоль канала не следует принимать постоянным.
Влияние числа канавок на распределение потока показано на рис. 9.30.
J Как видно из рис. 9.30, влияние числа канавок на равномерность потока — достаточно
рльный фактор. Для 5 канавок однородность невелика, для 10 — приемлемая, а для 15 кана-
— очень хорошая. Дополнительная выгода от использования большого числа канавок со-
ит в уменьшении падения давления. Поэтому увеличение числа канавок имеет существен-
нее преимущества.
562
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 9.27. Развитие обратного течения (утечек) по
длине головки
Рис. 9.28. Скорость течения в винтовом канале в
зависимости от приведенной длины
Рис. 9.29. Профиль давления вдоль длины ка-
нала
Рис. 9.30. Влияние числа канавок на распределе-
ние потока
Другим важным элементом конструкции является конический угол кольцевого канала.
Влияние этого угла на характер потока показано на рис. 9.31.
Как видно из рис. 9.31, наилучшие результаты были получены при коническом угле, рав-
ном 2 град. Конические углы, равные 1 и 3 град, приводят к менее однородному потоку.
Третьей переменной величиной в конструкции, влияющей на характер потока, является
начальная величина зазора. Рис. 9.32 показывает влияние начального значения зазора на од-
нородность потока.
Согласно рис. 9.32, значительное улучшение распределения потока может быть получено
при использовании отличного от нуля начального зазора. Однако если значение начально! о
зазора выбирается очень большим, распределение потоков вновь становится неравномерныМ-
В приведенном примере оптимальное значение зазора находится между 0 и 5 мм. Отметим»
что дополнительным преимуществом увеличенного начального зазора является уменьшение
падения давления.
КОНСТРУКЦИЯ ЭКСТРУЗИОННОМ головки
563
Угол конуса, град
Рис. 9.31. Влияние конического угла на неодно-
родность потока
Рис. 9.32. Влияние начального значения зазора
на характер потока
9.33. Влияние винтового угла на характер
потока
10
0х
Начальная глубина канавки, мм
Рис. 9.34. Влияние исходной глубины канавки на
характер потока
г
Еще одной величиной в конструкции головки является винтовой угол канавки. Влияние
нтового угла на характер потока иллюстрируется на рис. 9.33.
Как следует из рис. 9.33, винтовой угол оказывает сильное влияние на однородность пото-
• При винтовом угле, равном 15 град, распределение потока очень хорошее; однако при уве-
чении винтового угла однородность постепенно ухудшается. Недостатком уменьшения
нтового угла является увеличение падение давления, хотя и не очень существенное.
Наконец, еще один важный элемент конструкции фильеры — начальная глубина канавки,
сияние глубины канавки на распределение потока показано на рис. 9.34.
Из рис. 9.34 следует, что по мере увеличения начальной глубины канавки однородность
тока улучшается. При увеличении глубины канавки от 12,5 до 25 мм однородность распре-
ления улучшается на 40%. Кроме того, было исследовано влияние уменьшения ширины ка-
вки в интервале от 19 до 10 мм. В этом интервале значений уменьшение ширины канавки не
Ивело к улучшению характеристики потока.
564
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
9. 4.3. Выводы
Следующие конструктивные особенности головки сильно влияют на однородность пото-
ка в формующих фильерах со спиральным дорном: число канавок, начальный зазор, винтовой
угол канавки. Увеличение числа канавок улучшает распределение потока и уменьшает паде-
ние давления. Типичные значения числа канавок лежат в диапазоне от 1 до 2 на дюйм
(25,4 мм) диаметра фильеры. Малый зазор, отличный от нуля, улучшает характеристики по-
тока и уменьшает падение давления. Существует оптимальное значение начального зазора, за
переделами которого начинаются значительные вариации потока. Небольшие винтовые углы
канавки улучшают поток, что приводит к увеличению падения давления.
Установлено, что оптимальный конусный угол лежит в пределах от 1 до 3 град. Однород-
ность распределения потока улучшается с увеличением глубины канавки, в то время как паде-
ние давления уменьшается. Постепенно уменьшающиеся ширина канавки не приводит к
улучшению однородности потока.
Очевидно, что действительное распределение течения в головках со спиральным дорном
может быть хуже, чем предсказанное. Другие изменения характера потока могут возникнуть
из-за изменения вязкости расплава полимера вследствие неравномерности температуры
и/или недостаточного смешения. Изменения потока могут также произойти вследствие меха-
нических колебаний размеров головки. Кроме того, на однородность потока может влиять
упругость расплава полимера. В результате, для получения пленки хорошего качества требу-
ются не только обеспечить хорошую конструкцию головки, но также использование экстру-
дера с хорошими характеристиками плавления и смешения, соответствующими реологиче-
скими свойствами перерабатываемого полимера, равномерным охлаждением пленки, посто-
янным напряжением и т. д.
9.5. Головки для экструзии профилей
Помимо экструдатов прямоугольной и кольцевой формы, существуют множество экстру-
дируемых профилей различной формы. Профильная экструзия обычно является самым труд-
ным видом экструзии, поскольку очень трудно предсказать требуемую геометрию канала те-
чения, которая придаст эктрудируемому изделию соответствующую форму и размер.
При конструировании головок возможны два крайних случая. Один из них — плоскоше-
левая головка, показанная на рис. 9.35.
В приведенной на рис. 9.35 конструкции плоскость с требуемым отверстием помешена не-
посредственно в конце канала течения с минимальным количеством линий потока. Этот тип
головки прост в изготовлении и легко модифицируется. Однако в такой головке при перерД
ботке полимера с низкой термостабильностью возникает обширная зона застоя, и возможен
эффект разложение полимера. Поэтому такой тип головки обычно используется для сравни
тельно стабильных полимеров, перерабатываемых в течение короткого времени.
Другим случаем является головка с высокой обтекаемостью (рис. 9.36).
В головке, схема которой представлена на рис. 9.36, осуществлен постепенный переход
диаметра входного канала к диаметру выходного канала. Очевидно, такая конструкция яв
ется более сложной и трудоемкой при изготовлении и модификации. Хорошая обтекаемо
важна при использовании полимеров, склонных к деструкции. Формующая головка с хоро
обтекаемым профилем обычно используется при продолжительной экструзии, так как вь
кая стоимость изготовления головки может быть отнесена на большое количество изде
КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
рис. 9.35. Плоскощелевая головка
Рис. 9.36. Экструзионная головка с полностью об-
текаемым профилем
Естественно, существует огромное количество конструкций головок, занимающих промежу-
точное положением между плоской и полностью обтекаемой головками.
9.6. Соэкструзия
Соэкструзия представляет собой одновременную экструзию двух или более полимеров
через одну общую формующую головку, в которой полимеры соединяются вместе таким об-
разом, что образуют прочно связанные слои, составляющие единое экструдируемое изделие.
Соэкструзию применяют при экструзии пленок, листов, труб, раздувных пленок, кабельных
покрытий и профилей.
Преимущества соэкструзии состоят в образовании прочных связей между слоями, умень-
шении расхода и стоимости процесса, уменьшении возможности появления пор и расслоения,
атакже проникновения воздуха между слоями. Другое преимущество соэкструзии состоит
в том, что она дает возможность вторично использовать отходы полимерного материала и по-
мещать их во внутренний слой экструдируемого изделия таким образом, чтобы это не влияло
На внешний вид изделия. Очевидный недостаток соэкструзии состоит в том, что конструиро-
вание и производство инструментов для этого процесса очень сложны и поэтому более доро-
гостоящи. Кроме того, для соэкструзии необходимо, по крайней мере, два экструдера, а это
^требует более высокого мастерства управления соэкструзионной линией.
Соэкструзия широко используется для получения упаковочных материалов с сочетанием
|‘ ПАО"Т’X свойств, таких как хорошая газо- и влагонепроницаемость, износостойкость и низкая
ють. Так, композиция ПЭ/ПА/ПЭ широко распространена при получении стерильных
очных материалов. Композиция ПЭНП/ПЭВП используется в усадочных пленках и
ковых мешках и сочетает высокую прочность с низкой стоимостью. Соэкструзия ком-
(и ПС/вспененный ПС используется при производстве картонных коробок для у па-
яиц и лотков для мясных продуктов. При щелевой экструзии композиция АБС-пла-
IC используется для получения прокладок для дверей холодильников и упаковочных
»к. АБС-пластик в данной композиции обеспечивает химическую стойкость, а ПС —
^стоимость. Область применения продуктов соэкструзии не ограничена, и количество
й, получаемых соэкструзией, продолжает расти.
Ществуют три основных метода соэкструзии. В первом методе применяют головки с
лем, в которых потоки расплава объединяются в относительно малом поперечном сече-
ред входом в головку. Преимуществами такого метода являются простота конструкции
ая стоимость; недостатком — реологические свойства различных совместно экструди-
к полимеров должны быть схожими, чтобы избежать искажения поверхности. Конт-
566
ЧАСТЫП. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 9.38. Многоканальная головка для получе-
ния трехслойных пленок
роль толщины отдельных компонентов в различных слоях не производится; контролируется
лишь общая толщина изделия.
Рис. 9.37 иллюстрирует схему щелевой головки с питателем.
Во втором методе соэкструзии используют многоканальные соединительные головки.
Различные потоки расплава входят в формующую головку по отдельности и соединяются не-
посредственно внутри выходной части фильеры. Преимуществом этой системы является то,
что полимеры, сильно различающиеся по реологическим свойствам, могут быть соединены с
наименьшими искажениями поверхности. Контроль толщины в различных слоях возможен,
что позволяет обеспечить более высокую степень однородности слоев. К недостаткам этой
схемы относят сложность конструирования головки, высокую стоимость и ограниченное чис-
ло соединяемых слоев.
Рис. 9.38 иллюстрирует многоканальную соэкструзионную головку для получения пле-
нок раздувом рукава, позволяющую производить соэкструзию трех различных полимеров.
Соэкструзию широко используют при получении пленок раздувом. Существуют головки
для соэкструзии 5-слойных пленок, которые уже используются как изделия широкого по-
Рис. 9.39. Схема соэкструзионной сис-
темы в форме «блинчатого
пирога»
требления [41]. Даже головки для получения семи-
слойных изделий не являются в настоящее время не-
обычными. Некоторые соэкструзионные головки фор-
муют даже от 8 до 10 слоев. Большинство этих головок
используются для получения высокопрочной упаков-
ки для пищевых продуктов. Стандартные соэкструзи-
онные головки для получения пленок раздувом имеют
концентрическое расположение спиральных каналов
дорна. В некоторых случаях используются конические
участки спирального дорна, в то время как в других
случаях такой участок расположен в плоскости гори-
зонтальной поверхности. Последнее расположение на-
зывают соэкструзионной головкой в виде «блинчатого
пирога» (рис. 9.39).
g. КОНСТРУКЦИЯ ЭКСТРУЗИОННОМ головки
567
Подвижная щека
Верхний канал
Болт для регулировки
подвижной щеки
Гайка для регулировки заслонки
Заслонка
Полимер А
Нижний канал
Рис 9.40. Многоканальная щелевая головка для двухслойной соэкструзии
Полимер В
Преимущество системы в форме «блинчатого пирога» в том, что многие модули (диски)
могут быть состыкованы таким образом, что становится возможным производить соэкстру-
зию примерно десяти слоев. Другое преимущество — относительно компактная конструкция,
которая сводит пространственные требования к минимуму.
Рис. 9.40 показывает многоканальную щелевую головку для двухслойной соэкструзии.
Толщина верхнего слоя соэкструдата может быть отрегулирована с помощью заслонки,
а толщина конечного комбинированного слоя может варьироваться с помощью подвижной
4цеки.
Соэструзия трех и более слоев в щелевой головки — довольно трудная задача, поскольку
геометрия изделия становится достаточно сложной. Рис. 9.41 показывает другую конструк-
: цию трехслойной соэструзионной щелевой головки.
; В приведенной конструкции толщина слоя может быть отрегулирована лопастями. Внут-
; ренняя регулировка позволяет достичь более высокой степени однородности общей толщины
у изделия; однако изменение локальной толщины слоя невозможна, как это делается с помо-
. Щью заслонки.
i В третьем способе соэструзии используют многоканальные внешние соединительные головки,
в которых имеются отдельные каналы для разных потоков расплава, а также отдельные отверстия,
'через которые потоки расплава выходят из головки
По отдельности, соединяясь непосредственно на
Выходе из головки. Этот способ называется также
^*4Ногощелевой соэкструзией. Для щелевых голо-
вок используются выдавливающие валки, которые
Дозволяют соединить слои вместе. В экструзии при
Раздуве пленок давление воздуха внутри расши-
ряющегося рукава пленки обеспечивает необходи-
мое давление для соединения слоев. Этот способ
лее дорогой, чем использование питателя, одна-
1 контроль размеров каждого отдельного слоя бо-
е точен, образование дырок и пор исключено, и
стема легче запускается в работу.
Лопасть
Рис. 9.41. Трехслойная соэкструзионная ще-
левая головка с лопастями
568
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Достоинство соэкструзии заключается также в однородном распределении температуры
в экструдируемом материале, что может быть реализовано с помощью соэкструзии тонкого
низковязкого внешнего слоя поверх высоковязкого внутреннего слоя. Наибольшая скорость
сдвига и выделение тепла происходят в направлении, перпендикулярном стенке. Наличие
низковязкого материала в зоне максимума скорости сдвига приводит к уменьшению тепловы-
деления и появлению профиля температуры. Такой метод обычно используется для перера-
ботки полимеров с низкой термостабильностью. Как показано в разделе 7.5.3, этот метод по-
зволяет устранить такие нестабильности и дефекты экструдата, как ребристость поверхности
(«акулья шкура») и прерывистость экструзионного потока.
В табл. 9.1 приведено сравнение конструций на основе питателя и многоканальной системы.
Таблица 9.1. Сравнение питателя и многоканальной головки
Питатель Многоканальная головка
* Низкая стоимость ’Высокая стоимость
*Многослойность изделия ’Число слоев ограниченно
* Простота конструкции * Близкие значения вязкостей ’Сложность конструкции ’Возможность использования полимеров с раз- ными вязкостями
* Ограничение числа соединяемых полимеров ’Невысокая однородность слоев ’Наличие нескольких слоев в одной фильере ’Комбинирование различных полимеров ’Хорошая однородность слоев ’Ограничение числа слоев конструкцией филье- ры
’Применимость для производства пленок и листовых материалов ’Применимость для изготовления изделий раз- ных профилей
Можно объединить питатель с многоканальной головкой, чтобы получить легко перена-
страиваемую соэкструзионную систему, которая позволяет соединять много слоев и много
полимеров с существенными различиями в реологических характеристиках.
Высоковязкий
Маловязкий
конфигурация
конфигурация
слоев
слоев
Рис. 9.42. Иллюстрация инкапсулирования, обусловленного разностью вязкостей
а. КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
9.6.1. Искажение поверхности раздела слоев
Одной из сложнейших задач при соэкструзии остается контроль однородности индиви-
дуальных слоев. Хорошо известно, что когда рядом текут две жидкости с различными вязко-
стями, поверхность их раздела искажается, так как жидкость с меньшей вязкостью имеет тен-
денцию перетекать в области с высокими скоростями сдвига. В результате, маловязкий мате-
риал будет стремиться инкапсулировать высоковязкую жидкость (рис. 9.42).
Степень искажения поверхности зависит от длины канала. Если канал достаточно длин-
ный, высоковязкая жидкость оказывается полностью инкапсулированной (рис. 9.42), Если
же канал короткий, тогда возникает промежуточная ситуация, как это показано для моментов
времени или t2 (рис. 9.42). Процесс вязкого инкапсулирования был исследован Гиффордом
(см. рис. 12.18 в разделе 12.4.2).
Искажение поверхности раздела (рис. 9.42) вызвано разностью вязкостей. Однако даже
когда соэкструдируемые полимеры имеют строго одинаковую вязкость, наблюдается искаже-
ние поверхности [43].
Очевидно, существуют и другие механизмы поверхностных искажений. Дули и Хьюз [43]
провели тщательные эксперименты и продемонстрировали, что эффект искажения поверхно-
сти раздела действительно возникает при соэкструзии полимеров с одинаковыми вязкостны-
ми характеристиками. В своих исследованиях они объяснили искажения поверхности разно-
стью нормальных напряжений при течении полимерного расплава. Они использовали метод
конечных элементов применительно к анализу течения вязкоупругих сред, что позволило
предсказать эффект искажения поверхности. Их подход будет обсужден в разделе 12.4.2 (см.
рис. 12.19).
Свабик, Самсонкова и Пердикулиас [45] предложили другое объяснение явления иска-
жения поверхности раздела при соэкструзии жидкостей с одинаковой вязкостью. Они прове-
ли анализ трехмерного потока и показали, что даже при соэкструзии ньютоновских жидко-
стей с равной вязкостью возникают искажения поверхности раздела. Очевидно, что в этом
случае искажения поверхности не могут быть вызваны нормальными напряжениями, по-
скольку их нет при течении ньютоновских жидкостей. Предсказанный тип искажений по-
верхности схематически показан на рис. 9.43. Авторы называют обсуждаемое явление «гео-
метрическим инкапсулированием», возникающим в результате чисто вязкого течения.
Геометрическое инкапсулирование вызвано существованием параболического профиля
скоростей в фильере, поскольку скорости максимальны в центральной зоне канала, толщина
слоя в этой области увеличивается, в то время как толщина внешних слоев уменьшается.
Вблизи боковых стенок толщина внутреннего слоя уменьшается, в то время как толщина
внешних слоев увеличивается. Искажения, вызванные геометрическим инкапсулированием,
Возрастают по мере того, как вязкость жидкости снижается с увеличением скорости сдвига.
^Ис. 9.43. Предсказание искажения поверхности
570
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Исходная конфигурация слоев
Рис. 9.44. Иллюстрация метода профилирования в соэкструзии
Конечная конфигурация слоев
Видимо, существуют различные механизмы межфазового искажения поверхности. Это
искажения, обусловленные разностью вязкостей («вязкое инкапсулирование»), искажения
под действием нормальных напряжений в жидкости («эластическое инкапсулирование»),
и наконец, искажения могут возникать вследствие разности скоростей в потоке жидкости
(«геометрическое инкапсулирование»). Очевидно, что искажения поверхности усиливаются,
когда разность вязкостей велика и нормальные напряжения играют существенную роль.
Существуют два способа уменьшения искажений поверхности раздела слоев. Первый за-
ключается в уменьшении длины контакта потоков разных расплавов. Этот подход реализует-
ся в многоканальных головках, в которых потоки различных расплавов соединяются непо-
средственно перед выходом из головки. Другой способ состоит в том, что модифицируется
первоначальная конфигурация слоев таким образом, чтобы достичь требуемой окончатель-
ной конфигурации слоя. Такой подход называется профилированием и часто используется в
соэкструзионных системах с питателем (рис. 9.44).
Профилирование может быть использовано в соэкструзионных системах с питателем,
а также в соэкструзионных головках с лопастями (рис. 9.41). При трехмерном моделировании
течения можно предсказать характер перераспределения слоев. Пример такого подхода рас-
смотрен Пердикулиасом и др. [45].
9.7. Калибраторы
При экструзии труб за экструзионной головкой часто устанавливают калибрующую
насадку, в которой задаются размеры изделия. Такое устройство обычно называется калибра-
тором. Калибраторы используются в том случае, когда прочность расплава экструдата, выхо-
дящего из головки, недостаточна для сохранения требуемой формы. Калибратор контактиру-
ет с расплавом полимера и охлаждает экструдат. Когда экструдат выходит из калибратора, он
уже обладает прочностью, достаточной для вытяжки через приемные устройства, например,
выталкиватель, без существенной деформации.
В вакуумном калибраторе роль вакуумирования состоит в обеспечении хорошего контак-
та между калибратором и экструдатом, равно как и в предотвращении сжатия экструдата-
Применение вакуумного калибратора проще, чем использование давления воздуха, подавае
мого внутрь экструдата, так как вакуум удобнее поддерживать на постоянном уровне. При
увеличении длины экструдата внутреннее давление воздуха в нем изменяется, поэтому при
необходимости резки экструдата на отдельные куски внутреннее давление воздуха внутри в
го трудно поддерживать постоянным. Калибраторы особенно важны в том случае, когда нео
ходим хороший контроль формы. Когда требования к контролю формы менее строги, фор*0
экструдата можно сохранить поддерживающими скобами, помещенными в в выходной час
9. КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки
571
экструзионной головки. Это конструктив-
ное решение весьма удобно, поскольку по-
зволяет изменять форму экструдата без из-
менения головки.
Как показано Микаэли [1], существуют
5 типов калибраторов.
1. Скользящие калибраторы.
2. Наружные калибраторы с внутрен-
ним давлением воздуха.
3. Наружные вакуумные калибраторы.
4. Внутренние калибраторы.
5. Прецизионные калибраторы для по-
лучения одноосноориентированных
изделий.
Скользящие калибраторы используют
Вход Выход
охлаждающей охлаждающей
воды воды
Профили-
рованное
________________________ изделие
— — 4— — —, „ . ----.
~—_________________ ____ г 1
Рис. 9.45. Пример системы калибровки профиля
для простых и открытых профилей. Экструдат находится в контакте с охлаждающими пла-
стинами, и профилированное изделие проходит через калибратор, испытывая незначитель-
ную вытяжку.
Схема калибратора с водяным охлаждением показана на рис. 9.45.
Пример наружного калибратора с внутренним давлением воздуха показан на рис. 9.46.
Давление воздуха поддерживается уплотнением, помещенным внутри экструдата в выходной
части калибратора. Уплотнение связано с дорном с тем, чтобы зафиксировать его положение.
Такой тип калибровки используется для производства труб большого диаметра: для ПВС
(£> > 350 мм) и ПЭ (D> 100 мм). Пример устройства с наружным вакуумным калибратором
показан на рис. 9.47.
Представленный на рис. 9.48 калибратор преобразует цилиндрическую форму экструда-
та, выходящего из головки, на треугольную, то есть позволяет осуществлять изменение фор-
мы изделия только калибратором. Однако внутреннюю калибровку используют не слишком
часто. С помощью прецизионной калибровки допускается накопление небольшого количест-
ва полимера между фильерой и калибратором, которое контролируется датчиками, которые
регулируют скорость вытяжки. Экструдат вытягивается из короткого интенсивно охлаждае-
мого калибратора, за которым следует водяная баня. Этот вид калибровки был предложен
компанией ReifenhduserKG К.с.
Пример системы с сухим вакуумным калибратором приведен на рис. 9.48.
Выход
Подача воздуха
Рис. 9.46. Наружный калибратор с внутренним давлением воздуха
572
ЧАСТЫМ. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
К вакуумному насосу
Рис. 9.47. Схема с наружным вакуумным калибратором
Подача Отвод
воды Вакуум воды
воды воды
Рис. 9.48. Пример системы с сухим вакуумным калибратором
Литература
1. W. Michaeli, «Extrusionswerkzeuge fuer Kunststoffe», Carl Hanser Verlag, Munich( 1979), in Ger-
man.
2. W. Midnaeli «Extrusion Dies», Hanser Gardner Publications, Cincinnati, OH (1984).
3. D.J. Weeks, Brit Plastics, 31,156-160 (1958).
4. D.J. Weeks, Brit. Plastics, 31, 201-205 (1958).
5. J.M. McKelvey and K. Ito, Pofym. Eng. Sri., 11,258-263 (1971).
6. J.R.A. Pearson, Trans. Plast. Inst., 32, 239-244 (1964).
7. K. Ito, Japan Plastics, 4, 27-30 (1970).
8. M.B. Cheijfec, Plast. Massy, 12,31-33 (1973).
9. K. \to, Japan Plastics, 2, 35-37 (1968).
10. K. Ito, Japan Plastics, 3,32-34 (1969).
11. J. Wortberg, Ph.D. thesis, RWTH Aachen, Germany (1978). Also in: «Berechncn von Extru
dierwcrkzeugen», VDI-Verlag GmbH, Duesseldorf, Germany (1978).
MFtf КОНСТРУКЦИЯ ЭКСТРУЗИОННОЙ головки 573
Я? „ । —————--------------------------------------------------------------------
Пр; 1
ft 12. ?• Fisher, Е.Н. Goermar, М. Hemer, and U. Kosel, Kunststoffe, 61,342-355 (1971).
ft; 13. Goermar, Ph.D. thesis, RWTH Aachen, Germany (1968).
ft 14* C.I. Chung and D.T. Lohkamp, SPE ANTEC, Atlanta, 363-365 (1975).
IB t5. Klein and R. Klein, SPEJ, 29,33-37 (1973).
ft 16. H. Schoenewald, Kunststoffe, 68, 238-243 (1978).
ft 17. B. Vergnes, P. Saillard, and B. Plantamura, Kunststoffe, 70, 750-752 (1980).
'jft 18. Y. Matsubara, Polym. Eng. Sci., 19,169-172 (1979).
ft 19. Y. Matsubara, Polym. Eng. Sci., 20,716-719 (1980).
ft 20. J- Sneller, Modem Plastics, 48-52 (1983).
ft 21. S. Prager and M. Titrell,/. Chem. Phys., 75,5194-5198 (1981).
ft 22. Y.H. Kim and R.P. Wool, P. G. R. 117, University of Illinois, Urbana (1982).
23- R’P' W°°l and K.M. O’Connor,/. Polym. Sci., Letters Ed., 20 (1982).
В 24. R.P- Wool and K.M. O’Connor,/. Appl. Phys., 52 (1981).
25. S.C. Malguamera and A. Manisali, SPE ANTEC, New York, 124-128 (1980).
ft 26. W. Ast, Kunststoffe, 66,186-192 (1976).
27. J. Wortberg and K.P. Schmidtz, Kunststoffe, 72,198-205 (1982).
28. B. Proctor, SPE ANTEC, Washington, D.C., 211-218 (1971).
ft 29. W. Predoehl, «Technologic extrudierter Kunststoffolien», VDI-Verlag GmbH, Duesseldorf, Ger-
ft; many (1979).
ft 30. MJ. Crochet, A.R. Davies, and K. Walters, «Numerical Simulation of Non-Newtonian Flow», Else-
Bc vier, Amsterdam, The Netherlands (1984).
31. H.H. Winter and H.G. Fritz, SPE ANTEC, New Orleans, 49-52 (1984).
ftr 32. C.D. Han, «Influence of the Die Entry Angle on the Entrance Pressure Drop, Recoverable Elastic Ener-
gy, and the Onset of Flow Instability in Polymer Melt Flow»,/. Appl. Polym. Sc., 17,1403-1413 (1973).
□K 33. P.C. Powell, «Design of Extruder Dies Using Thermoplastics Melt Properties Data,» Polym. Eng.
V. Sc., 14, 298-307 (1974).
34. K.U. Haas and F.H. Skewis, «The Wire Coating Process: Die Design and Polymer Flow Characte-
ristics», SPE ANTEC, 8-11 (1974).
35. «Extrusion Guide for Melt Processable Fluoropolymers,» DuPont Technical Literature.
36. J. A. Blair, «Teflon FEP Fluorocarbon Resin, Techniques for Processing by Melt Extrusion»,
ft DuPont technical literature, TR 108.
37. J, A. Blair, «Methods for Increasing Extrusion Rates of Teflon FEP Fluorocarbon Resins», DuPont
Technical literature, TR 108.
38. C.L. Tucker III, «Fundamentals of Computer Modeling for Polymer Processing», Hansel Publis-
^E hers, Munich (1989).
^fti39. K. O’Brien, «Applications of Computer Modeling for Extrusion and Other Continuous Polymer
Processes», Carl Hanser Publishers, Munich (1992).
^B 40. G. Menges, A. Mayer, T. Bartilla, and J. Wortberg, «А New Concept for the Design of Spiral Man-
^B drel Dies», Advances in Polymer Technology, Vol. 4, No. 2,177-185 (1984).
^B 41. C.T. Rauwendaal, «Flow Distribution in Spiral Mandrel Dies», Polym. Eng. Sci., 27,186-191 (1987)
f|ft 42. P.A. Toensmeier, «Fligh-Value Niche Grows in Multi-Layer Die Design». Modem Plastics, Decem-
|B ber, 52-54 (2000).
^ft 43. J. Dooley and K. Hughes, «Analyzing the Flow Through Dies Containing Different Channel Geo-
ft metries», SPE ANTEC (1996).
^ft< 44. B.L. Koziey, J. Vlachopoulos, J. Vlcek, and J. Svabik, «Profile Die Design by Pressure Balancing and
Cross Flow Minimization», SPE ANTEC (1996).
I^K 45. J. Svabik, P. Samsonkova, and J. Perdikoulias, submitted for publication (2001).
К 46. н. Gross, W. Michaeli, F. Pohler, and J. Ullrich, «(Membran Start Staubalken) Membrane instead
IE of Restrictor Bar», Kunststoffe, October, 1352-1358 (1994).
ИК 47. J. Callari,« Flow Tuner, Precise Block the Latest in Flat Dies», Plastics World, October, p. 16 (1996).
10. Двухшнековые экструдеры
10.1. Введение
Первые двухшнековые экструдеры, используемые для переработки полимеров, были раз-
работаны в конце 30-х годов XX века года в Италии. Роберто Коломбо разработал экструдер с
двумя однонаправленно вращающимися шнеками, а Карло Паскуэтти — экструдер с двумя
шнеками, вращающимися в противоположных направлениях. Первые двухшнековые экстру-
деры имели ряд проблем, наиболее серьезной из которых была конструкция упорного под-
шипника, поскольку из-за ограниченности пространства трудно спроектировать упорный
подшипник, воспринимающий большие осевую и радиальные нагрузки. Первые упорные
подшипники не были достаточно прочными и, соответственно, не могли обеспечить достаточ-
ную механическую надежность. В конце 60-х годов XX века были разработаны модифициро-
ванные упорные подшипники специально для использования в двухшнековых экструдерах,
и механическая надежность последних сравнялась с механической надежностью одношнеко-
вых экструдеров. Однако производительность двухшнековых экструдеров до сих пор все еще
ниже производительности одношнековых.
В настоящее время двухшнековые экструдеры занимают достойное место в промышлен-
ности переработки полимеров и используются главным образом для экструзии профильных
изделий из материалов с низкой термостабильностью (таких как жесткий ПВХ) и для особых
операций при переработке полимеров, таких как смешение, дегазация, химические реакции
и т. д. Двухшнековые экструдеры, используемые для профильной экструзии, имеют малый
шаг нарезки шнеков и работают при относительно низкой частоте вращения шнека: около
20 об/мин. По сравнению с одношнековыми экструдерами они имеют лучшие характеристи-
ки по загрузке и транспортировке, что дает возможность перерабатывать даже плохо сыпучие
материалы. Кроме того, они обеспечивают небольшую продолжительность переработки, а
также узкое распределение времени пребывания. Улучшенные характеристики смешения и
теплопередачи позволяют обеспечить хороший контроль за температурой перерабатываемо
го материала и временем переработки, что является очень важным для экструзии профиль
ных изделий из материалов с ограниченной термостабильностью. Большинство двухшнеко
вых экструдеров, используемых для профильной экструзии, имеют шнеки, вращающиеся
противоположных направлениях, с нарезкой с плотным зацеплением витков, хотя использ}
ются также двухшнековые экструдеры с однонаправленно вращающимися шнеками.
# ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ 575
Двухшнековых экструдеры различных конструкций используют также для специальных
операций по переработке полимеров. Общий обзор различных типов двухшнековых экстру-
деров приведен в табл. 2.2 (глава 2). Так, высокоскоростные экструдеры с двумя зацепляющи-
мися однонаправленно вращающимися шнеками используют при смешении и дегазации,
а также как химические реакторы. Они работают при высокой частоте вращения шнеков,
обычно от 300 до 600 об/мин, хотя существуют экструдеры такого же типа, которые могут ра-
ботать при еще большей частоте — от 1200 до 1400 об/мин. Очевидно, не все полимеры могут
быть переработаны при таких высоких скоростях.
Экструдеры с незацепляющимися шнеками используют при смешении, проведении хи-
мических реакций и дегазации. Механизм транспортировки в таких экструдерах существенно
отличается от механизма транспортировки в экструдерах с зацепляющимися шнеками и бли-
же к механизму подачи в одношнековых экструдерах, хотя между ними имеются также значи-
тельные различия. Поэтому двухшнековые экструдеры с незацепляющимися шнеками не об-
ладают существенными преимуществами транспортировки. Однако следует отметить, что
при хороших характеристиках по транспортировке обычно имеют место плохое качество осе-
вого (аксиального) смешения. Следовательно, если необходимо провести осевое смешение, то
положительные характеристики подачи могут стать недостатком. В табл. 10.1 приведено срав-
нение высокоскоростных и низкоскоростных двухшнековых экструдеров.
Таблица 10.1. Сравнение высокоскоростных и низкоскоростных двушнековых экструдеров
Высокоскоростные двухшнековые экструдеры Низкоскоростные двухшнековые экструдеры
Используются в основном для смешения Используются в основном в экструзии профиль-
ных изделий
Частота вращения шнека от 200 до 1400 об/мин Частота вращения шнека от 10 до 40 об/мин
! «Всегда работают при неполной загрузке Могут работать при неполной загрузке, в неко-
Загрузка жидкости невозможна торых случаях возможна подача жидкости
> Работают при низкой степени заполнения, Работают при высокой степени заполнения
; обычно около 20-40%
Хорошие характеристики смешения в больший- Плохая способность смешения в большинстве
стве случаев
Удовлетворительные характеристики транспор-
? тировки, ограниченная способность создания
« давления
? Удовлетворительная стабильность работы
* Давление в экструдере обычно низкое
Большое отношение L/D, обычно более 30
j Обычно используется последовательная загруз-
ка сырья
I Наличие модульных шнеков и цилиндра
Высокая стоимость; намного выше, чем стоимость
, одношнековых экструдеров того же диаметра
* Параллельные шнеки используются в высоко-
। скоростных экструдерах, конические шнеки не
['• используются
случаев
Хорошие характеристики транспортировки, хо-
рошая способность создания давления
Хорошая стабильность работы
Давление может быть относительно высоким
Небольшое отношение L/D, обычно меньше 30
Последовательная загрузка сырья обычно не ис-
пользуется
Обычно отсутствуют модульные шнеки и ци-
линдр
Низкая стоимость; ближе к стоимости одношне-
ковых экструдеров
Экструдеры с малым диаметром могут иметь ко-
нические шнеки, экструдеры с большими диа-
метрами всегда параллельны
576
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
10.2. Сравнение двухшнековых и одношнековых
экструдеров
Характеристики работы двухшнековых экструдеров Moiyr быть лучше оценены при рас-
смотрении принципиальных различий между одношнековыми и двухшнековыми экструде-
рами. Одним из основных отличий является способ транспортировки материала в экструдере.
Транспортировка материала в одношнековых экструдерах инициируется силой трения — тре-
нием в зоне транспортировки твердой фазы и вязкостным сопротивлением в зоне транспорти-
ровки расплава. Поэтому характер транспортировки в большей степени определяется фрик-
ционными свойствами твердого материала и вязкостными свойствами расплавленного мате-
риала. Существует множество материалов с нежелательными фрикционными свойствами,
которые не могут быть загружены в одношнековые экструдеры без предварительного изуче-
ния возникающих при загрузке проблем. Транспортировка в экструдерах с зацепляющимися
шнеками в некоторой степени представляет собой пример транспортировки с вытеснением
материала вдоль машины. Качество транспортировки зависит от того, насколько близко ло-
пасть одного шнека входит в канал другого. Наибольшее перемещение материала наблюдает-
ся при использовании шнеков, вращающихся в противоположных направлениях, с нарезкой с
плотным зацеплением витков. Например, шестеренчатый насос может быть рассмотрен в ка-
честве двухшнекового экструдера с противонаправленным вращением шнеков и углом нарез-
ки витков шнека, равным 90° или близким к нему. Однако даже шестеренчатый насос не явля-
ется идеальным устройством для транспортировки, так как никакое устройство не может
быть сконструировано с нулевым зазором. Поэтому утечки (обратные потоки) будут снижать
высокое качество транспортировки, которого можно достичь в двухшнековых экструдерах.
Другим важным различием между одношнековыми и двухшнековыми экструдерами явля-
ется различие профилей скорости. Профили скорости в одношнековых экструдерах достаточно
хорошо изучены и легко могут быть описаны (см. раздел 7.4). Профили скорости в двухшнеко-
вых экструдерах являются весьма сложными и их гораздо труднее описать аналитически. Ряд
исследователей анализировали течение полимера без учета течения в зоне зацепления шнеков
[1-5], хотя известно, что характеристики смешения и другие характеристики определяются
утечками в зоне зацепления. Поэтому результаты анализа, которые не учитывают течение в зо-
не зацепления, имеют ограниченную практическую применимость. С другой стороны, описа-
ние течения с учетом утечек в зоне зацепления становится очень сложным [6,7].
Модели течения полимера в двухшнековых экструдерах с учетом утечек в зоне зацепле-
ния шнеков имеют ряд существенных преимуществ. Например, они дают возможность опи-
сать хорошее смешение, хорошую теплопроводность, высокую способность плавления и дега-
зации и хорошую регулировку температуры сырья. Недостатком моделей является их чрез-
мерная сложность. Теория процессов в двухшековых экструдерах разработана не так хорошо,
как для одношнековых экструдеров. Поэтому трудно предсказать работу двухшнекового экс-
трудера, основываясь лишь на знании геометрии шнека, свойствах полимера и условиях пере-
работки; и наоборот, трудно подобрать оптимальную геометрию шнека, когда требуется опре-
деленный режим работы в конкретных случаях применения экструдера. Такая непростая си-
туация приводит к использованию двухшнековых экструдеров модульной конструкции. Эти
машины имеют съемные элементы шнека и цилиндра. Конструкция шнека может быть изме-
нена путем изменения порядка установки элементов шнека вдоль оси. Таким образом, может
быть соединено практически неограниченное число различных геометрий шнека. Следова
тельно, модульная конструкция обеспечивает отличную гибкость машины, что позволяет оп
тимизировать геометрию шнека и цилиндра для каждого конкретного случая использования
ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
577
рис 10.1. Элементы шнека для экструдера с
двумя однонаправленно вращаю-
щимися шнеками
Рис. 10.2. Элементы шнека для экструдера с двумя
шнеками, вращающимися в противополож
ных направлениях.
Таблица 10.2. Сравнение двухшнекового и одношнекового экструдеров
Двухшнековый экструдер Одношнековый экструдер
Используется в профильной экструзии, при
смешении и экструзии реакционноспособных
(химически активных) материалов
Часто используется модульная конструкция
шнека и цилиндра, обеспечивая большую гиб-
кость
Предсказание режима работы экструдера явля-
ется затруднительным
Хорошая загрузка: можно использовать грану-
лы, порошки, жидкости
Хорошее плавление, обусловленное дисперси-
онным механизмом плавления твердых мате-
риалов
Хорошее дистрибутивное смешение
Хорошее диспергирующее смешение
Хорошая дегазация
Экструдеры с зацепляющимися шнеками могут
Ыть полностью самоочищающимися
Высокая стоимость модульного двухшнекового
экструдера
Экструдеры с двумя однонаправленно вращаю-
щимися шнеками могут работать при очень вы-
с°КИх скоростях шнека до 1400 об/мин
Используется в простой профильной экструзии
и соэкструзии
Модульная конструкция шнека и цилиндра ис-
пользуется редко, незначительная гибкость
Предсказание режима работы экструдера явля-
ется менее трудным, чем для двухшнекового
экструдера
Удовлетворительная загрузка;, использование
скользящих добавок может создать проблемы
Удовлетворительное плавление, обусловленное
совмещением различных механизмов плавле-
ния твердых материалов
Хорошее дистрибутивное смешение
Хорошее диспергирующее смешение
Удовлетворительная дегазация
Нет самоочищения: цилиндр очищается, а осно-
вание шнека и стороны лопасти шнека нет
Одношнековый экструдер относительно недо-
рог
Одношнековые экструдеры обычно работают
при скоростях 10-150 об/мин. Высокие скоро-
сти шнека возможны, но используются редко
578
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
экструдера. К сожалению, использование модульных шнеков и цилиндра приводит к значи-
тельному увеличению стоимости экструдера. Ряд элементов модульного шнека для экструде_
ра с однонаправленно вращающимися шнеками показан на рис. 10.1.
Модульные элементы для экструдера со шнеками, вращающимися в противоположных
направлениях, показаны на рис. 10.2.
В табл. 10.2 приведено сравнение характеристик одношнековых экструдеров и экструде-
ров с двумя зацепляющимися шнеками.
10.3. Экструдеры с зацепляющимися
однонаправленно вращающимися шнеками
Существуют два типа экструдеров с зацепляющимися однонаправленно вращающимися
шнеками: низкоскоростные и высокоскоростные. Они различаются по конструкции, характе-
ристикам и областям применения. Низкоскоростной экструдер с двумя однонаправленно
вращающимися шнеками, преимущественно используют в экструзии профильных изделий, в
то время как высокоскоростной экструдер используют преимущественно для смешения.
10.3.1. Экструдеры со шнеками с нарезкой с плотным
зацеплением витков
Низкоскоростной экструдер имеет плотно зацепляющиеся шнеки: профиль лопасти од-
ного шнека плотно входит в канал другого, то есть шнеки имеют сопряженные профили. Ти-
пичная геометрия шнеков экструдера, вращающихся в одном направлении, показана на
рис. 10.3.
Сопряженный профиль шнеков, показанный на рис. 10.3, по-видимому, обеспечивает хо-
рошее уплотнение между шнеками. Однако при рассмотрении поперечного сечения зоны за-
цепления, показанного на рис. 10.4, видно относительно большое свободное пространство ме-
жду каналами двух шнеков.
Поэтому характеристики транспортировки экструдера с зацепляющимися и однонаправ-
ленно вращающимися шнеками не столь высоки, как характеристики экструдера шнеками,
вращающимися в противоположных направлениях (см. также рис. 10.27 и 10.28).
Рис. 10.3. Геометрия шнеков экструдера с заце-
пляющимися и однонаправленно вра-
щающимися шнеками
Сечение В-В
Рис. 10.4. Поперечное сечение через зоны зацеп
ления экструдера с однонаправленно
вращающимися шнеками
ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
579
рис. 10.5. Скользящий тип зацепления в экструдерах с
двумя, однонаправлено вращающимися шне-
ками
Экструдер с однонаправленно вращающимися шнеками имеет скользящий тип зацепле-
ния (рис. 10.5).
Скорости шнеков в зоне зацепления противоположны по направлению. Поэтому матери-
ал, входящий в зону зацепления, имеет ограничения при движении через всю зону зацепления
до тех пор, пока зазор между лопастями шнека остается достаточно большим. Эта ситуация
показана на рис. 10.6, а.
Рис. 10.6, а. Зона зацепления шнеков с большим Рис. 10.6, Ь. Движение материала по
зазором между лопастями 8 -образной траектории
Вследствие относительно большого свободного пространства между каналами, материал,
входящий в зону зацепления, будет перетекать в канал соседнего шнека и двигаться по не-
замкнутой 8-образной траектории, как показано на рис. 10.6, Ь, одновременно продвигаясь по-
j ступательно в осевом направлении со скоростью Va\
t K = (10.1)
; Часть материала вблизи пассивного торца (стороны) лопасти не может перетекать в канал
Соседнего шнека, так как канал огражден витком соседнего шнека. Поэтому, как показано на
?рис. 10.7, материал будет участвовать в круговом (циркулярном) течении.
Т Часть материала вблизи пассивного торца лопасти,
ГГакже вносит вклад в транспортировку вдоль оси экструде-
, Если огражденная площадь (площадь I на рис. 10.4)
^оольше площади свободного пространства (площадь II на
; РИс. 10.4), то транспортировка будет происходить полно-
f стью вперед. И наоборот, если свободное пространство ме-
^ЖДу каналами больше огражденной площади, транспорти-
ровка вперед вдоль оси существенно уменьшается, что при-
РЭДит к широкому распределению времени пребывания, а Рис. 10.7. Циркулярное течение
^Производительность в сильной степени становится зависи- вблизи пассивного тор-
lt
ца лопасти шнека
580
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Зона высокого
давления
давления
Рис. 10.8. Зоны высокого давления на
входе в зону зацепления
мой от давления. Экструдеры с двумя зацепляющи-
ми, однонаправленно вращающимися шнеками
имеют относительно высокие характеристики по
транспортировке, так как геометрия их шнеков та-
кова, что свободное пространство меньше огражден-
ной площади.
Скользящий тип зацепления в местах входа ма-
териала в зону зацепления приводит к появлению
зон высокого давления (рис. 10.8). При этом давле-
ние нарастает, главным образом, из-за уменьшения
площади поперечного сечения канала течения, а
также из-за изменения направления течения мате-
риала.
Очевидно, нарастание давления наибольшее,
когда свободное пространство между каналами
меньше по сравнению с огражденной площадью, что
имеет место в экструдерах с зацепляющимися и однонаправленно вращающимися шнеками.
Зоны высокого давления приводят к появлению боковых сил, отталкивающих шнеки друг от
друга. Эти силы возрастают с увеличением частоты вращения шнеков. Очевидно, они не
должны быть настолько велики, чтобы привести к контакту между шнеками и цилиндром, по-
скольку это приводит к сильному износу. Поэтому такие экструдеры должны работать при
малых скоростях, чтобы избегать появления больших пиков давления в зоне зацепления.
10.3.2. Самоочищающиеся экструдеры
Высокоскоростные экструдеры с однонаправленно вращающимися шнеками имеют
близко прилегающие профили лопастей как показано на рис. 10.9.
Очевидно, что при такой геометрии витков между каналами шнеков имеется значитель-
ное свободное пространство (рис. 10.9 и 10.10).
Поскольку свободное пространство II больше по сравнению с огражденной областью I,
появление больших пиков давления в зоне зацепления маловероятно, и шнеки могут быть
сконструированы с относительно малым зазо-
ром между ними. Двухшнековые экструдеры та-
кой конструкции обычно называются экструде-
рами с самоочищающимися однонаправлено
вращающимися шнеками.
Рис. 10.9. Геометрия лопастей в экструдерах с заце-
пляющимися однонаправленно вращаю-
щимися шнеками (вид сверху)
Сечение В-В
Рис. 10.10. Поперечное сечение зоны зацепле
ния в экструдерах с самоочищаюш^
мися однонаправлено вращающИ'
мися шнеками
to ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
Поскольку возможность развития больших пиков давления в зоне зацепления шнеков
для указанных экструдеров маловероятна, они могут работать при высоких скоростях: до
J400 об/мин. Однако наличие большого свободного пространства в зоне зацепления приво-
дит к отрицательным характеристикам транспортировки с соответствующим широким рас-
пределением времени пребывания и производительностью, зависящей от давления. Поэтому
такие машины малоэффективны для прямой профильной экструзии. Большая доля материа-
ла в таких машинах будет течь, согласно модели течения, рассмотренной выше, по 8-образной
траектории. Объем материала в зоне зацепления шнеков экструдера с самоочищающимися
однонаправленно вращающимися шнеками значительно больше, чем в экструдере с неочи-
щающими шнеками. На рис. 10.11 показано движение материала в одном канале для двухза-
ходных шнеков.
Следует заметить, что материал перемещается в осевом направлении на расстояние, втрое
превышающее размер шага перед тем, как он вновь попадает в канал шнека. Таким образом,
при использовании геометрии двухзаходной нарезки шнека существуют три потока вдоль ка-
нала. Если число параллельных лопастей равнор, то число независимых потоков вдоль кана-
ла л, равно:
л, =2р-1.
(Ю.2)
10.3.2.1. Геометрия элементов конструкции в самоочищающихся
экструдерах
Геометрия лопастей и канала экструдеров с двумя самоочищающимися однонаправленно
вращающимися шнеками определяется диаметром шнека, расстоянием между центрами шне-
ков, углом наклона лопасти и числом параллельных лопастей. После выбора этих параметров
геометрия поперечного сечения может быть определена исходя из кинематики движения.
Подробно эта процедура описана Буйем [8]. Если t — угол наконечника шнека (рис. 10.12);
аг — угол зацепления; р — число параллельных лопастей; D — диаметр шнека, то расстояние
между осями шнеков Lc может быть определено из выражения
Z. = Dcosl — - — (10.3)
l2p 2 J
Углы at иаг находятся в плоскости, перпендикулярной осям шнека.
Рис. 10.12. Геометрия двухшнековых экструдеров с само
очищающимися шнеками
582
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Угол зацепления а,- связан с углом наконечника выражением
а,=
а,
2 *
2р
С учетом формулы (10.4) выражение (10.3) для расстояния между осями шнеков упроща
ется
Lc = Dcosa/.
(Ю.5)
Согласно уравнению (10.5), когда угол зацепления равен нулю, расстояние между осями
шнеков равно диаметру шнека. Максимальная глубина канала во впадине шнека описывается
формулой
Я|пах = D - Lc == D - Dcm--(10 61
у^Р ./
Для ненулевых значений угла между наконечником и основанием шнека, расстояние ме-
жду осями шнеков должно увеличиваться с увеличением угла наконечника (рис. 10.13, а),
а угол зацепления и глубина канала — уменьшаться. На рис. 10.13, b приведена зависимость
отношения глубины канала к диаметру шнека от угла наконечника для трех значений числа
лопастей.
Выбирая величину угла наконечника и число лопастей для экструдера с двумя самоочи-
щающимися однонаправленно вращающимися шнеками, расстояние между осями и диаметр
шнека однозначно определяются уравнением (10.6), что налагает значительные ограничения
на конструкцию подобных машин. Одним из результатов таких ограничений является то, что
расстояние между осями трехзаходных шнеков (р = 3) должно быть очень большим.
Наименьшее расстояние между осями шнеков для трехзаходной нарезки, согласно урав-
нению (10.3), составляет CL/D « 0,5^3 (= 0,866), а максимальная глубина канала — 0,134D, то
есть глубина и объем канала шнека становятся сравнительно небольшими. В результате, про-
изводительность трехзаходных шнеков весьма ограничена.
Расстояние между осями двухзаходных шнеков (р = 2) можно значительно уменьшить. В
этом случае наименьшее расстояние между осями шнеков равно CL/D == 0,5д/2 (== 0,707), а мак-
симальная глубина канала равна 0,2931), то есть глубина и объем канала могут быть значи-
тельно увеличены для повышения производительности экструдера. Эти соображения вызва-
ли у некоторых производителей экструдеров с двумя однонаправленно вращающимися шне-
ками желание переключиться с производства трехзаходных шнеков на производство
двухзаходных шнеков.
Свободный объем экструдеров с самоочищающими однонаправленно вращающимися
шнеками может быть выражен как CR?(L/D). Для однозаходного шнека С == 7,0, для двухза-
ходного шнека С = 6,8, а для трехзаходного шнека С = 3,8. Очевидно, при изменении геомет-
рия шнека от двухзаходного к трехзаходному свободный объем значительно уменьшается.
Поскольку передняя сторона лопасти одного шнека очищает как переднюю, так и обрат-
ную (заднюю) сторону лопасти другого шнека, геометрия передней и обратной сторон лопа-
сти должна быть одинаковой. Этого, однако, не достигается в двухшнековых экструдерах со
шнеками, вращающимися в противоположных направлениях.
Конструкция геометрии шнека в экструдерах с однонаправлено вращающимися шнеками
детально описана Буйем [8]. На рис. 10.14 показаны этапы конструирования геометрии шне
ков. Они заключаются в следующем:
m ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ 583
Рис. 10.13. Зависимость расстояния между осями шнеков (а) и глубины канала (Ь) от угла наконечни-
ка для трех значений числа лопастей
1. Нанести линию АВ, равную расстоянию между осями шнеков; это определит угол за-
цепления 2,.
2. Точку D нанести так, чтобы угол COD был равным п/р, гдер — число лопастей.
3. Точку Р нанести на окружность по середине между точками В и D.
4. Нанести точку Q так, чтобы сегмент PD был равным сегменту QD, определяющему
размер одного наконечника шнека; размер другого наконечника определяется величи-
ной Q'P'.
5. Середина кривой лопасти Мр, проходящей через точку Р, должна находиться на ок-
ружности на расстоянии Lc от точки Р.
6. Провести кривую, определяющую конфигурацию лопасти PR, затем добавить другие
кривые, определяющие форму лопасти.
7. Поперечное сечение одного шнека теперь полностью определено.
584
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 10.14. Построение геометрии экструдера с са-
моочищающимися однонаправленно
вращающимися шнеками
Рис. 10.15. Глубина канала в зависимости от
угла 0
Глубина канала уменьшается вдоль лопасти шнека. Если угол 0 отсчитывается от начала
стороны лопасти, то глубина канала как функция угла 0 может быть записана в виде
D ( 1 V2
//(0) = y(l+cos0)-l£2--D2sin20 I . (Ю.7)
На рис. 10.15 показано изменение глубины канала с изменением окружного угла 0. Осевая
координата I связана с углом 0 выражением
/ = — Otancp,
(10.8)
где ф — угол наклона нарезки шнека.
Таким образом, профиль глубины канала как функция осевого расстояния / описывается
формулой
21
D . (21 i г2 . 2(21
Н(1) = у 1 +cosl—cotanф1 - --£> sm l—cotanф
-11/2
(10.9)
D
2
D
1
4
Координата х в направлении, перпендикулярном каналу шнека, связана с углом 0 выра-
жением
X- -^-05Шф.
(10.10)
Таким образом, глубина канала в зависимости от расстояния в направлении, перпендику-
лярному каналу, описывается формулой
Н{х) = ^- 1 + cos
2х I
^/Эзшф J
- £2 — — D2 sin2
‘ 4
2х
£>5Шф >
(10.И)
Когда координатах равна нулю, глубина канала достигает своего минимального значения
(см. уравнение (10.6)). Максимальная глубина канала сохраняется в пределах кругового угло
вого расстояния af, которое соответствует расстоянию 0,5£)а, зтф в направлении, перпенди
кулярном каналу.
ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
585
Положение через 1,25 оборота
Исходное положение 1
Полож4ние через 1,75 рборота
Положение через 2 оборота
Рис. 10.16. Перенос материала в экструдере с самоочищающимися однонаправленно вращающимися
шнеками
В экструдерах с самоочищающимися однонаправленно вращающимися шнеками основ-
ная Д°ля материала, входящая в зону зацепления канала одного шнека, перемещается в сосед-
ний канал другого шнека. Этот случай показан на рис. 10.16, где течение материала в одном ка-
нале показано в поперечном сечении, перпендикулярном осям шнека.
Площадь канала, по которому происходит течение, непосредственно перед зоной зацепле-
ния определяется свободным пространством между шнеком и цилиндром, то есть площадью
канала Ар В самой зоне зацепления площадь этого канала определяется площадью между дву-
мя шнеками и цилиндром. Вначале площадь канала, по которому происходит течение, увели-
чивается до максимального значения, а затем уменьшается до размера A t в конце зоны зацеп-
ления. Такая геометрия канала вызывает эффективный перенос материала от одного шнека
к другому; если же ширина витка меньше ширины канала, то это соответствует случаю экстру-
дера с самоочищающимися шнеками, вращающимися в одном направлении. По мере увеличе-
ния ширины лопасти перенос материала между шнеками замедляется, приводя к усилению
кругового течения на входе в область зацепления и к нарастанию давления. Когда ширина ло-
пасти становится достаточно большой, характеристики экструдера оказываются подобными
характеристикам экструдера с неочищающимися однонаправленно вращающимися шнеками
(рис. 10.17).
Площадь поперечного сечения цилиндра равна
Положение через 1,5 о|борота
।
Площадь
Положение через 2,25 ^борота
586
ЧАСТЫН. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 10.17. Шнек экструдера с широки-
ми лопастями
Рис. 10.18. Зависимости площади свободного пространст-
ва от угла зацепления для двух- и трехзаходных
шнеков
А +|£<Dsina,. (10.12)
Площадь поперечного сечения одного шнека равна
А,=раД
1 1
-^pL,Dsma, + -pa,
(l2c+-d2-ld .
I 2 ‘ )
(10.13)
Площадь свободного пространства между цилиндром и шнеком в поперечном сечении оп-
ределяется как
А0=Д-2Д,
(10.14)
Это выражение может быть далее записано в виде
Ao-D2
1
1 I I Ч
р— + р + - sinorcosa,
2 J I 2 J
2
- rccos2af+(я —2pa1)cosa .
(10.15)
Таким образом, для определенного диаметра свободное пространство является главным
образом функцией числа параллельных лопастей р и угла зацепления а, (рис. 10.18).
Объем свободного пространства получается перемножением площади свободного про-
странства на осевую длину шнека L:
V„=A„L. (10.16)
Площадь поверхности шнека определяется умножением длины окружности шнека на
осевую длину L:
А$ = л£,£.
(10.17)
ю ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
587
Площадь поверхности цилиндра равна
Л/=2££>(л-а<).
Площадь канала Л i между шнеком и цилиндром (см. рис. 10.16, а) равна
_0,25лБ2-Л5
А —
р
(10.18)
(10.19)
С использованием уравнения (10.13) для Л5, уравнение (10.19) можно записать в виде
A, = D2
1 2
а, + -<х, cos ос +
2 J
1 . 1
-since + -а
2 1 2
cosa,
(10.20)
Когда наконечник канала шнека входит в зону зацепления, из-за влияния соседнего шне-
ка площадь потока увеличивается (см. рис. 10.16). Эта площадь максимальна ЛП1ах, когда на-
правляющий наконечник доходит до конца зоны зацепления. Когда замыкающий наконечник
канала шнека входит в зону зацепления, площадь потока опять уменьшается и становится
равной ЛР Таким образом, площадь свободного пространства в поперечном сечении Ло обра-
зована 2р - 1 каналами, два из которых (ЛГор и ЛЛо/) находятся в зоне зацепления. При увеличе-
нии Atop, уменьшается Abot и наоборот. Общая площадь зацепления Aint равна сумме А1ор и Ahot и
является постоянной. Ее можно определить из выражения
Ant Аор “ЕАю£ А з)Лр
(10.21)
Максимальное значение Atop и Abot определяется как
4„ах=Л(2р-2)Д. (10.22)
Если 0 — угол от ведущего наконечника до начала зоны зацепления (рис. 10.19), то пло-
щадь Atop может быть выражена как функция угла . Эта зависимость приведена на рис. 10.20
для геометрии экструдера ср = 3 и = 0.
Площадь Atop увеличивается от исходного значения Л! = 0,8£>2, достигая максимального
значения Лтах =0,1259£>2>т-е- на 47%. В то же время площадь Abot уменьшается от максималь-
Рис. 10.19. Зависимость угла 6, отсчитываемого от
наконечника шнека до начала зоны за-
цепления
Рис. 10.20. Зависимость Atop от угла 0
588
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
ного значения Атах до At. Таким образом, когда область Atop растянута, площадь Abot сжата и
наоборот. При высокой степени заполнения чередование сжатия и растяжения вызывает
утечку через зазор и возникновение периодически меняющегося динамического поля давле-
ния в областях Atop и Abot.
10.3.2.2. Транспортировка материала в самоочищающихся экструдерах
Процесс транспортировки материала в одношнековых экструдерах обычно анализирует-
ся с использованием модели плоской пластины (см. главу 7). Подобный анализ может быть
применен к экструдерам с самоочищающимися однонаправленно вращающимися шнеками-
при этом используется развертка обоих шнеков в виде плоских пластин (рис. 10.21).
Согласно рис. 10.21, длина канала, по которому происходит течение, каждого плоского
участка шнека равна 5/sin <р, где S — шаг лопасти шнека, а ср - угол подъема винтовой линии.
Шнеки смещены в направлении, перпендикулярном оси канала, на расстояние х, которое час-
то принимается равным ширине лопасти. Очевидно, такая модель является сильным упроще-
нием истинного процесса транспортировки материала, поскольку она не может точно описать
движение материала между шнеками в зоне зацепления. Однако преимущество модели пло-
ской пластины состоит в том, что аналогичный подход может быть использован и для анализа
течения материала в одношнековом экструдере.
В большинстве случаев экструдеры с самоочищающимися однонаправленно вращающи-
мися шнеками загружены не полностью. Поэтому производительность экструдера определя-
ется механизмом загрузки экструдера, а не характеристиками самого экструдера. Неполная
загрузка означает, что полностью заполняются только некоторые участки, в частности конеч-
ный участок шнека, так как в нем должно создаваться давление, необходимое для продавлива-
ния материала через фильеру. Полностью заполняются также участки с нейтральными или
обратными элементами шнека.
Длина полностью заполненного участка экструдера машины увеличивается с возрастани-
ем давления в фильере. Причина, по которой длина полностью заполненного участка машины
определяется требованием возникновения давления, заключается в том, что давление может
возникнуть лишь тогда, когда канал шнека полностью заполнен материалом. Если канал шне-
ка заполнен материалом лишь частично, давление в направлении течения не возникает. От-
дельные участки шнека могут быть полностью заполнены, если рассматриваемый элемент
Рис. 10.21. Развертка экструдера с самоочищающимися однонаправленно вращающимися шнеками
ф ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
589
дацека расположен вдоль шнека, например, элемент шнека с обратной нарезкой или смеси-
^льный элемент.
10.3.2.2.1. Частично заполненные шнеки
Согласно Вернеру [9], степень заполнения с определяется как отношение заполненной
площади канала ЛЕ к общей площади:
ЛЕ
£ = (10.23)
Графически эти параметры показаны на рис. 10.22; они расположены перпендикулярно
лопастям шнека.
Общая площадь А в направлении, перпендикулярном каналу шнека, определяется как
Z^/Sincp, (10.24)
гдеЛ1 — площадь канала в плоскости, перпендикулярной осям шнека, определяемая уравне-
нием (10.20).
Площадь ЛЕ связана с длиной заполненного поперечного канала хЕ выражением
Ле= ///(*)<&,
(10.25)
где^ “ 0,25at D sin <р.
Типичная зависимость между степенью заполнения и приведенной длиной поперечного
канала показана на рис. 10.23.
Профили скоростей могут быть определены при следующих допущениях:
1. Жидкость является ньютоновской.
2. Течение является устойчивым и полностью установившимся.
3. Течение является изотермическим.
4. Скольжение у стенок отсутствует.
5. Объемные и инерционные силы незна-
чительны.
6. Кривизна канала в направлении пото-
ка незначительна.
Уравнение движения в направлении тече-
ния вдоль канала может быть записано в виде
^-+^ = 0. (10.26)
дх оу
х.
Рис 10.22. Частично заполненный канал шнека
Рис. 10.23. Зависимость степени заполнения е
от безразмерной длины поперечного
канала
590
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Решение этого уравнения для прямоугольного канала приведено в параграфе 7.4. Однако
канал экструдера с самоочищающимися однонаправленно вращающимися шнеками имеет
скорее не прямоугольную форму, а форму сегмента круга. Полагают, что поскольку глубина
канала является линейной функцией длины поперечного канала (см. уравнение 10.11), про-
стого аналитического решения уравнения (10.26), вероятно, не существует. Поэтому для ре-
шения уравнения (10.26) необходимо использовать численные методы. Если допустить, что
выполняется условие
d2yz д2уг
Эх2 ду2 ’
(10.27)
то профиль скорости вдоль канала описывается достаточно простым выражением
= уч»
н '
(10.28)
Тогда уравнение движения в поперечном направлении канала может быть записано как
d2vx d2vx = 1 ЭР
Эх2 + Эг/2 ц Эх
(10.29)
Если принять, что
Э2ох
(10.30)
то профиль скоростей в поперечном направлении канала может быть записан как
_y2 + HydP yvbs
V‘ 2ц dx+ Н bx'
(10.31)
где расстояние измеряется от поверхности цилиндра.
Градиент давления в поперечном направлении канала может быть определен из условия,
что поток в направлении х равен нулю, то есть утечки (обратный поток) незначительны. По-
этому градиент давления в поперечном направлении канала равен
dP _
dx И2
(10.32)
Окончательно результирующий профиль скоростей в поперечном направлении прини-
мает вид
v* нг + н Ьх'
(10.33)
Если пренебречь утечкой над лопастями шнека, а также вынужденной транспортировкой
огражденной порции материала (см. уравнение (10.1)), то скорость объемного течения может
быть выражена как
О х.
V = (2р -1) J, J v2dxdy.
(10.34)
ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
591
Если допустить, что профиль скорости вдоль канала может быть аппроксимирован выра-
жением (10.28), то объемный выход (производительность) приблизительно равен
1
v = -j(2P~l)AA- (10.35)
С использованием уравнения (10.23), уравнение (10.35) может быть записано в виде
1
V = -(2p-i)eAnDNcos^. (10.36)
Таким образом, производительность экструдера, согласно уравнению (10.36), прямо про-
порциональна степени заполнения е и частоте вращения шнека N. Расход энергии (потребляе-
мая мощность) в канале шнека может быть определена из уравнения
€ Е
=(2р-1Х<& J гуг(0)«£г + (2р- J tyx(0)dx. (10.37)
1 1 Xj
Расход энергии в зазоре лопасти может быть записан как
а00 38>
Тогда общий расход энергии на единицу длины канала течения равен
dZ = dZch + dZcl. (10.39)
Удельный расход энергии (SEC) вдоль осевой длины L равен
£/sin <р
5£С = -^-. (10.40)
рР
Другой метод анализа процесса транспортировки частично заполненных шнеков предло-
жен Буйем [29]. Предполагая, что накопление материала на ведущем крае лопасти приблизи-
тельно симметрично по отношению к биссектрисе (рис. 10.24), и сторона лопасти шнека, со-
прикасающаяся с накопленным материалом, плоская, распределение скорости в накопленном
Материале может быть проанализировано следующим образом. Движение материала может
быть рассмотрено как суперпозиция движений, представленных на рис. 10.24, /к с.
При распределении скоростей, показанном на рис. 10.24, с, в направлении вдоль канала
Течение не возникает. При распределении скоростей, приведенном на рис. 10.24, Ь, возникает
течение вдоль канала с постоянной скоростью ^г/2. Общая средняя скорость материала явля-
Ю.24. Частично заполненный канал шнека
592
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
ется результирующей от сложения vbx и vbz/2, как показано на рис. 10.24а-с. Осевая компо-
нента скорости равна
1
va = -vb sm(pcosq>.
(Ю.41)
Когда зазор между шнеком и цилиндром незначителен, этот метод дает то же самое выра-
жение для производительности, что и полученное ранее (см. уравнения (10.35) и (10.36)). Ко-
гда зазор достаточно велик, можно полагать, что тонкие слои, налипшие на поверхностях шне-
ка и цилиндра, в основном неподвижны и занимают почти половину толщины зазора. С ис-
пользованием выражения для площади поверхности шнека £Л/, площади поверхности
цилиндра и свободного пространства Л/, степень заполнения для отличного от нуля зазора
может быть выражена как
лДД. +2D(n-a()5
24
(10.42)
где Sc — зазор между шнеками; 6 — зазор между шнеком и цилиндром, а площадь свободного
пространства Ло описывается уравнением (10.15).
Остаток материала движется с осевой скоростью va в соответствии со степенью заполне-
ния Ео. Поперечное сечение AL движущегося материала определяется как
Лл — £оД)-
Тогда скорость потока равна
V
= е0Л0»„ =-е0Л0г6 cos<psin<p,
(10.43)
(10.44)
а общая степень заполнения теперь становится равной
£ = £0 +£j.
(10.45)
Когда экструдер работает вхолостую, остаточная степень заполнения равна ev если влия-
ние гравитации незначительно.
10.3.2.2.2. Полностью заполненные шнеки
Буй [29] проанализировал работу полностью заполненного экструдера с однонаправлен-
но вращающимися шнеками рассматривается два режима течения. Режим течения I ограни-
чен поверхностями и шнека, и цилиндра; режим течения II ограничен, главным образом, по-
верхностями двух шнеков в зоне зацепления ( рис. 10.25).
Течение в режиме I соответствует принципу работы неочищающихся шнеков (рис. 10.26).
Скорость вынужденного потока (течение с прилипанием к стенке) равна
Vrf = |(2p-l)FrfHln;a^fe. (10-46)
а скорость обратного потока (под действием градиента давления) записывается в виде
(2p-l)F„H^WdP
12ц dz
(10.47)
^дВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
593
Уравнения (10.46) и (10.47) могут быть использованы только тогда, когда угол наконеч-
Of мал. Предполагается, что режим II не вносит вклад в возникновение давления, и что
материал движется со скоростью один шаг витка за один оборот. Если Аа — площадь попереч-
ного сечения потока в режиме II, то скорость потока через этот элемент равна
K = Ma=4^tan<p.
(10.48)
В результате, общая скорость течения тогда становится равной
V = K + (10.49)
Если ширина канала 1Убольше по сравнению с его глубиной Нтах, фактор формы для тече-
ния с прилипанием может быть аппроксимирован формулой [29]
H(x)dx
-iv/2 WH
r лтах
(10.50a)
Подобным же образом фактор формы для обратного потока может быть аппроксимиро-
ван выражением
Fd =
Y H(x)3dx
J WH3
-W72|
(10.506)
Выражения для факторов формы при условии, что ширина канала мала по сравнению с
его глубиной ( W« Нтлх), приведены Буйем [29]. Однако такой тип канала обычно не встре-
чается в промышленных двухшнековых экструдерах. Численный анализ течения и переноса
тёпла в двухшнековых экструдерах рассматривается в главе 12.
В разделе 12.3.2 обсуждаются результаты двумерного анализа двухшнековых экструде-
ров, а в разделе 12,4.3.3 — результаты трехмерного анализа течения и переноса тепла в двух-
шнековых экструдерах. Начиная с 2000 года, достигнуты значительные успехи в численных
методах моделирования работы двухшнековых экструдеров. Метод граничных элементов по-
зволяет проводить полный трехмерный анализ потоков в двухшнековых экструдерах. Значи-
тельным успехом метода конечных элементов является алгоритм суперпозиции зацеплений,
который позволяет достаточно просто анализировать сложные геометрии.
Рис 10.25. Режимы течения в двухшне-
ковом экструдере
Рис. 10.26. Развертка двух шнеков
594
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
10.4. Экструдеры с зацепляющимися шнеками,
вращающимися в противоположных
направлениях
Рис. 10.27. Геометрия шнеков экструдера с двумя плот-
но зацепляющимися шнеками, вращающи-
мися в противоположных направлениях
ь<—д Сечение А-А
Сечение В-В
Рис. 10.28. Поперечное сечение зоны зацепления экстру-
дера с зацепляющимися шнеками, вращаю-
щимися в противоположных направлениях
Рис. 10.29. Мельничный тип зацепления в экструдере с
противоположно вращающимися шнеками
Типичная геометрия шнеков экс-
трудера с двумя плотно зацепляющи-
мися шнеками, вращающимися в про-
тивоположных направлениях, показана
на рис. 10.27.
Как видно в поперечном сечении
зоны зацепления (рис. 10.28), свобод-
ное пространство между каналами шне-
ков значительно меньше, чем в экстру-
дерах с зацепляющимися однонаправ-
ленно вращающимися шнеками (рис.
10.3 и 10.4). Поэтому экструдеры с про-
тивоположно вращающимися шнеками
могут иметь достаточно высокие харак-
теристики транспортировки материала.
На рис. 10.29 показан экструдер с
зацеплением мельничного типа.
Линейные скорости шнеков в зоне
зацепления направлены одинаково и
поэтому материал, входящий в зону за-
цепления, будет интенсивно течь в этой
зоне. Однако если зазоры между шнека-
ми достаточно малы, течение через зону
зацепления незначительно. Это приво-
дит к накоплению материала на входе в
зону зацепления. Материал, нагнетае-
мый в зазор между шнеками, оказывает
значительное давление на шнеки, что
может вызвать их раздвижение. Поэто-
му экструдеры с двумя плотно зацеп-
ляющимися противоположно вращаю-
щимися шнеками обычно работают при
малых скоростях, чтобы избежать чрез-
мерных давлений в зоне зацепления.
При конструировании шнеков с боль-
шими зазорами допустимые скорости
шнека могут быть увеличены, что, одна-
ко, приводит к ухудшению характери
стик транспортировки. Таким образом,
максимальная допустимая частота вра
щения шнека в экструдерах с зацепляю
щимися противоположно вращаюши
ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
рдейся шнеками определяет характеристики транспортировки материала. Низкая максималь-
частота вращения шнека (примерно от 20 до 40 об/мин) свидетельствует о том, что
долина имеет хорошие характеристики по транспортировке и должна применяться в экструзии
профильных изделий. Высокая максимальная скорость шнека (примерно от 100 до 200 об/мин и
выше) показывает, что такие машины могут быть использованы для смешения, непрерывных хи-
мических реакций и других специальных операций при переработке полимеров.
Теоретически рассчитанная производительность экструдера с зацепляющимися противо-
положно вращающимися шнеками определяется как
! K„ax=2pW (10.51)
гдер — число параллельных лопастей шнека; N — скорость шнека; V— объем С-образного эле-
мента лопасти шнека.
В уравнение (10.51), впервые предложенным Шенкелем [10], предполагается, что каналы
нека полностью заполнены материалом и его утечек не происходит. Было найдено, что ре-
[ьная производительность экструдеров с зацепляющимися шнеками, вращающимися в про-
[воположных направлениях, обычно ниже V^ax. Добоцкий [11,12] и Кленк [13,14] ввели по-
ливочные коэффициенты, чтобы привести предсказываемые значения производительности
«соответствие с реальными значениями. Однако эти поправочные коэффициенты в большой
Степени эмпирические и по этой причине мало пригодны. Янсен [15] выполнил подробный
да ал из утечек в экструдерах с вращающимися в противоположных направлениях шнеками и
Выделил четыре вида утечек (рис. 10.30):
1. Утечка в зазоре между витком шнека и цилиндром Vf.
2. Утечка между сердечником шнека и кромкой лопасти шнека Vc.
3. Утечка между шнеками через зазор между лопастями шнека, в радиальном направле-
нии Vt.
£ 4. Утечка через боковой зазор, в тангенциальном направлении V/
Объем С-образного элемента лопасти (серповидного элемента) приблизительно равен
nDHW wmD2(2a, - sin 2а
V = ——V—[----------iZ (10 52)
cosq>m 4cos(pm
Геометрия С-образного элемента лопасти шнека показана на рис. 10.31.
Для шнеков с прямыми лопастями ширина лопасти равна
— угол наклона лопасти.
(10.53)
Рис. 10.30. Утечки в экструдере со шнека-
ми, вращающимися в противо-
положных направлениях
Рис. 10.31. Геометрия С-образного эле-
мента лопасти шнека
596
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Таким образом, средняя ширина лопасти wm шнека определяется как
wm = w + (D - Я)tan у,
а средняя ширина канала как
n(D-^)sin<pm
(10.54)
(10.55)
Используя те же допущения, что и в разделе 10.3.2.2, градиент осевого давления в канале
шнека можно записать в виде
ЭР _ 6гоц
(10.56)
Здесь осевая скорость va выражена формулой (10.1). Отметим, что производная осевого
давления совпадает с производной давления в перпендикулярном направлении канала, выра-
жаемой уравнением (10.32). Если предложить, что давление в фильере Pd нарастает равномер-
но по длине заполненного участка экструдера Ру, то давление, вызванное вынужденным тече-
нием в осевом канале (уравнение (10.56)), может быть наложено на линейный профиль давле-
ния (рис. 10.32).
Падение давления ДРВ в осевом канале шириной В определяется как
АРВ
н2 ’
(10.57)
а осевое падение давления ДРу вдоль лопасти шнека равно
APZ=2AP+APB, (10.58)
где ДР — падение давления вдоль С-образного элемента лопасти, обусловленное давлением в
фильере.
Утечка вдоль лопасти С-образного элемента может быть записана как
У/=(п-а;)В
53ДРу
I2b\i
(10.59)
2 °
Падение давления в области между сердечником шнека и лопастью ДРС, согласно Янсену
[15], может быть записано как
= Злщ/ТЙПЗМ/. _ g N2n(D - Н) .
с 48? 4 с 4 7
(10.60)
где 5С — щель между сердечником шнека и лопастью (рис. 10.33).
Падение давления ДРС должно быть равно сумме падения тангенциального давления
вдоль С-образного элемента лопасти и давления в головке. Для определения утечки в области
между сердечником и лопастью шнека Vc необходимо знать тангенциальное падение давления
вдоль элемента лопасти. Если тангенциальное течение в С-образного элемента лопасти,
597
|| ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
1
Рис. 10.32. Профиль давления в экструдере с зацепляемы-
ми противоположно вращающимися шнеками
Рис. 10.33. Геометрия зазора ка-
ландрового типа
тангенциальный градиент давления ЭР/ЭР, согласно Янсену [15], может быть определен из
следующей зависимости:
где
(10.61)
Л(п)
2 „ (Rnn\
---------------ли -KJ-----
илС(и)J Ч в ) Ч в )
В(п)
F(n) '’QTJ
R-H
R
2 }T(R-H )
-—Лm
mC(n)J a В )
= f-
“гй(р-я)п3л3( эе/
(10.62)
(10.63)
(10.64)
г/ \ T(R-H T (Rnn\„ (R~ H A
F(n)=h —rraNvH'hTirr’B' •
\O ) \ D ) \ D ) \ D J
(10.65)
Функции /0 и 7) являются модифицированными функциями Бесселя первого рода — ну-
левого и первого порядка; Ко и — модифицированными функциями Бесселя второго рода —
Нулевого и первого порядка. Кроме того, необходимо вывести поправочный фактор Л, кото-
598
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
рый следует вычесть из производительности. Этот поправочный фактор Fc выражает объем
канала, полученный путем смещения на один оборот, умноженный на скорость вращения.
F= 2Ял
с I 2
-Я3 - H2R jtany
3 ;
(10.66)
Уравнения (10.61)^(10.66) позволяют определить градиент тангенциального давления,
который, в свою очередь, дает возможность определить утечки через зазор между сердечни-
ком шнека и лопастью.
Утечки через четырехгранный зазор являются единственным видом утечек, которые при-
водят к переносу материала между каналами шнеков. С увеличением угла наклона нарезки
четырехгранный зазор увеличивается. Янсен, Мулдерс и Смит [16] предложили эмпириче-
скую формулу для расчета утечек через четырехгранный зазор:
0,0054ДРйД3 (Н Y'8 /8, + tan у У
и UJ v I н I
(10.67)
где 5, — зазор между торцами лопастей, определяемый выражением
2р
Ь — Я tan у.
(10.68)
Компонента боковых утечек, обусловленная силой трения, имеет вид
= nN(2R -Н)(Н- 8С )(sz +8r tan у ),
(10.69)
а компонента боковых утечек, обусловленная давлением в фильере, приблизительно равна
V = 8 V--r-^-(l-0,630Fs + 0,052fs5),
* 12p£cos4y V 8 7
(10.70)
где
6,+5tany
----f---cos2 у
5 Я-8. T
(10.71)
2/? sin a, (10.72)
cosq>
Утечки в зазоре между сердечником шнека и лопастью и боковые утечки можно сложить
Va = K^Pc + V2. <1О-73)
Давление, возникающее в С-образном элементе лопасти, может быть определено из Ф°Р
мулы
Kan ^urA^tan “I" Kan 2 *
И
ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
599
Суммарное увеличение давления, обусловленного вынужденным потоком в С-образном
элементе, и увеличение давления, вызванное давлением в фильере, должно быть равно паде-
нию давления в зазоре между лопастью и сердечником шнека:
ДРип+2ДР = ДРс, (10.75)
где ДР- перепад давления на элементе лопасти, обусловленный давлением в фильере.
Поскольку сумма утечек в зазоре каландрового типа и боковых утечек равна тангенциаль-
ному потоку вдоль элемента лопасти, этот поток может быть определен по формуле
К, = = </^ДР + (10.76)
Ktan А1 Atan
Общая производительность экструдера может быть найдена согласно выражению
V = 2pNV-2pVcs-2Vf- Ц. (10.77)
Формула (10.77) позволяет определить зависимость давления на выходе из заполненного
участка экструдера с зацепляемыми противоположно вращающимися шнеками от вязкости и
геометрии машин. Экспериментальная проверка для ньютоновских жидкостей [15] показал,
что ошибка при определении давления лежит в пределах от 5 до 10%. На рис. 10.34 показана
безразмерная производительность V0 как функция угла наклона нарезки шнека при приве-
денном падении давления ДР0 = 104.
Безразмерная производительность равна
V° = Vactual. (10.78)
2pNV
Зависимость, приведенная на рис. 10.34, справедлива для экструдера с зацепляющимися
шнеками, вращающимися в противоположных направлениях, со следующими размерами:
р- 1,7) = 70 мм, 5= 20мм,Я= 10 мм, 5= 0,1 мм,5с = 0,2 мм, 6f = 0. Увеличение угла наклона на-
резки вызывает значительное падение производительности, то есть сильно уменьшает харак-
теристики по транспортировке. На рис. 10.35 показана безразмерная производительность как
функция зазора между сердечником шнека и лопастью при ДР^ = 104 и Ч7 = 6°; остальные раз-
меры такие же, как показано на рис. 10.34.
Очевидно, что влияние зазора аналогично влиянию угла наклона нарезки шнека.
Влияние радиального зазора показано на рис. 10.36 при ДР = 104.
Производительность экструдера сильно падает, когда зазор становится больше 0,0051).
Обычно он меняется в пределах от 0,001 до 0,0027). На рис. 10.37 показано влияние бокового
Зазора, когда ДР = 104. Увеличение бокового зазора приводит к сильному падению производи-
тельности.
Влияние шага нарезки шнека показано на рис. 10.38.
: Когда шаг нарезки больше 1/47), безразмерная производительность слабо меняется с из-
менением шага, однако когда шаг становится меньше 1/47), безразмерная производитель-
ность сильно уменьшается.
Влияние глубины канала на производительность показана на рис. 10.39 для двух значе-
ний градиента давления ДР0 = 2 • 104 и ДР° = 5 • 104.
Для каждого градиента давления существует оптимальная глубина канала, при которой
Производительность достигает максимального значения, как и в случае одношнековых экс-
трудеров. Оптимальная глубина канала в этих примерах изменяется примерно от 0,05 до
0,017). По мере увеличения градиента давления оптимальная глубина канала уменьшается.
Рис. 10.34. Зависимость безразмерной произво-
дительности от угла наклона нарезки
шнека
Зазор между сердечником шнека
и лопастью (calender) (0,0010)
и цилиндром
Рис. 10.37. Зависимость безразмерной произво-
Рис. 10.36. Зависимость безразмерной произво- дительности от бокового зазора
Рис. 10.35. Зависимость безразмерной произво-
дительности от зазора между сердеч-
ником шнека и лопастью
Рис. 10.38. Зависимость безразмерной произво- Рис. 10.39. Зависимость безразмерной произво
дительности от шага нарезки дительности от глубины канала
to. ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
601
10.5. Экструдеры с двумя незацепляющимися
шнеками
Экструдеры с двумя незацепляющимися шнеками представляют собой устройства, в ко-
торых расстояние между осями шнеков больше, чем сумма их внешних радиусов. Промыш-
ленно выпускаемыми машинами такого типа являются экструдеры с противоположно вра-
щающимися шнеками, транспортировка материала в которых подобна транспортировке мате-
риала в одношнековых экструдерах. Основное различие одношнековых и двухшнековых
экструдеров состоит в том, что в последних существует возможность перемещения материала
из канала одного шнека к другому. Если площадь вершины лопасти шнека ( рис. 10,40) равна
нулю, экструдер с двумя незацепляющимися шнеками действует как два одношнековых экс-
трудера.
Если площади вершины лопастей отличны от нуля, производительность экструдера с не-
зацепляющимися шнеками меньше, чем удвоенная производительность одношнекового экс-
трудера с тем же диаметром шнека.
Экструдер с незацепляющимися шнеками, в отличие от одношнекового экструдера, имеет
худшие характеристики по транспортировке, но лучшие характеристики по смешению, и по-
этому преимущественно используется в операциях смешения, дегазации, химических реакци-
ях и т. д. Из-за особенностей характеристик транспортировки материала такой экструдер не-
заменим в экструзии профильных изделий. В одном из промышленных образцов такого экс-
трудера шнеки имеют разные длины, так что конечная зона экструдера имеет только одну
выпускную зону. Такая конструкция показана на рис. 10.41.
Преимуществами такой конфигурации являются улучшенные характеристики подачи
материала и создание осевой нагрузки только на одном шнеке. Осевая нагрузка на втором (ко-
ротком) шнеке невелика, и поэтому конструкция упорного подшипника весьма облегчена.
Недостатком этой конструкции является несимметричный процесс движения материала с
возможным накоплением материала в зоне транспортировки.
Первое теоретическое исследование процесса транспортировки в экструдере с двумя не-
зацепляющимися шнеками было проведено Капланом и Тадмором [17] в приближении гео-
метрии экструдера моделью плоской пластины (рис. 10.42).
В модели плоской пластины рассматриваются три пластины: две внешние пластины
представляют поверхность
шнека, а средняя пластина —
Цилиндр (рис. 10.43).
Центральная пластина
имеет пазы (канавки), кото-
рые направлены перпенди-
кулярно к круговой скоро-
сти vb. Ширина канавок в
тангенциальном направле-
нии равна
W^ = Daa, (10.80)
д Сечение А-А
Зона вершин
лопастей
где аа — угол вершины на- Рис. 10.40. Геометрия экструдера с двумя незацепляющимися шне-
резки шнека (см. рис. 10.40). ками, вращающимися в противоположных направле-
ниях
602
ЧАСТЫИ. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Отверстие для
вакуумного отсоса
1-е загрузочное 2-е загрузочное
отверстие
отверстие
Вид участков цилиндра сбоку
Рис. 10.41. Экструдер с незацепляющимися противоположно вращающимися шнеками различной
длины
Тангенциальное расстояние между канавками равно
W,=D(n-aa).
(10.81)
Зависимость производительности от давления для ньютоновских жидкостей с использо-
ванием модели плоской пластин имеет вид
• 1 WH3(&P\
V = - WHvbzFD7W - — \F^ (10.82)
2 12ц VAz )
где
(io®)
l + з/
^ = ГЧ7: (1084)
1+3/
/ = (Ь_ (10.85)
71
Рис. 10.42. Геометрия
экструдера с
двумя незаце-
пляющимися
противона-
правленно
вращающи-
мися шнеками
Рис. 10.43. Аппроксимация экструдера с незацепляющимися противопо-
ложно вращающимися шнеками моделью плоской пластиной
10. ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
603
Уравнение (10.82) выражает производительность одного шнека, поэтому общая произво-
дительность равна удвоенной величине, вычисляемой по формуле (10.82). Параметр f выра-
ясает отношение длины окружности идеального цилиндра к реальной окружности цилиндра.
Хотя течение расплава происходит с прилипанием материала к поверхности цилиндра, по-
правочный фактор для вынужденного течения FDTW все же значительно переоценивает этот
фактор. Если длина окружности цилиндра уменьшается на величину/, следует ожидать про-
порционального уменьшения скорости вынужденного потока. Поэтому поправочный фактор
должен быть приблизительно равен
FDC ~
(10.86)
Различие между двумя поправочными факторами показано на рис. 10.44.
Как видно из рис. 10.44, в типичном интервале изменения / уравнение (10.83) содержит
поправочный фактор, увеличивающий значения FDTW на 10-20%. Другим недостатком этого
уравнения является то, что канавки на поверхности цилиндра рассматриваются как бесконеч-
но тонкие, что по сути дела соответствует предположению о равенстве нулю площади у вер-
шины лопасти. Более того, поправка на противоток, вызванный давлением, предполагает, что
из-за открытости цилиндра в заштрихованной области происходят утечки под действием дав-
ления (рис. 10.45).
Однако на виде сверху (рис. 10.46) видно, что в совмещенной конфигурации шнеков ло-
пасти шнека могут предотвратить возмож-
ность таких утечек.
Если ширина паза принимается беско-
нечно малой, обратные утечки (под действи-
ем давления) могут возникать только в на-
правлении течения в канале. Это доказывает,
что противоток не требует поправочного фак-
тора, когда лопасти шнеков совмещены. Од-
нако, если конфигурация шнеков сдвинута,
как показано на рис. 10.47, при расчете обрат-
ного потока требуется введение поправочно-
го фактора.
В современных экструдерах с незацеп-
ляющимися шнеками площадь вершины ло-
пасти отлична от нуля. Как показано Никол-
сом и Яо [18], влияние площади вершины ло-
пасти на величину развиваемого давления
является достаточно сильным. В реальных
экспериментах при переработке полидиме-
тилсилоксана на двухдюймовом экструдере с
незацепляющимися шнеками Николс [19]
Рис. 10.44. Сравнение двух поправочных факто-
ров для вынужденного течения
Рис. 10.45. Предполагаемая площадь утечек, обусловленных давлением
604
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Вершины лопастей
в зоне вершин совмещены
Рис. 10.46. Совмещенная геометрия
шнеков (вид сверху)
Вершины лопастей
в зоне вершин сдвинуты
Рис. 10.47. Смещенная геометрия шне-
ков
обнаружил несовпадение экспериментальных значений производительности с величинами,
вычисленными по формуле (10.82). Действительная площадь вершины лопасти Аг, показан-
ная на рис. 10.40, равна
AT = -D2
т 2
2sinafl - sinart cosao -ай +4а
(10.86)
Николс [24] вместе с Линдтом разработали модифицированную модель для расчета про-
изводительности, которая основана на схеме трех плоских пластин с толщиной центральной
пластины, равной ширине вершины лопасти Wa (рис. 10.48).
Для ньютоновских жидкостей эта модель дает следующее выражение для производитель-
ности экструдера:
(10.87)
Рис. 10.48. Модифицированная модель плоских пластин для экструдера с двумя незацепляющимися
шнеками, вращающимися в противоположных направлениях
Ю. ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
где
fFdFP(2+Wa/H')3
f(2+Wa/H)3+2Fp(i-f)
(10.88)
и
f,(2 + u;/h)3
f(2 + WJH)3+2Fp(l-f)
(10.89)
где Fd и Fp — факторы формы для вынужденного течения и обратного потока соответственно
(см. уравнения (7.218) и (7.219)).
При Wa = 0 выражения (10.88) и (10.89) переходят в формулы (10.83) и (10.84) соответст-
венно. Чтобы учесть утечки через вершины лопасти шнека, кроме поправочных факторов, оп-
ределяемых моделью трех пластин, необходимо ввести еще одну поправку: площадь вершины
в данном случае аппроксимирована треугольником (рис. 10.49).
Скорость противотока (под действием давления) через треугольник, представляющий со-
бой аппроксимацию вершины лопасти, выражена как (см. [23] в главе 1)
у=КНЖ(^\
12ц kA! ) fi
(10.90)
где Wa — ширина вершины лопасти; Но — высота треугольника, изображенного на рис. 10.49;
MQ — фактор формы для треугольника.
Градиент давления на лопасти шнека равен
J у j Ыь’
(10.91)
где 5* — шаг; b — осевая ширина лопасти,
Уравнения (10.87)—(10.91) определяют дополнительное поправочное слагаемое Fpcrt2 для
противотока
_ M.WaH^D
rpCRT2 ~ ’
где параметр Л/о — графически представлен в [32] (гла-
ва /).
Суммируя два поправочных фактора для противо-
тока, получим выражение
Fpcrt — FPCRT t + FPCRT 2, (10.93)
которое приводит к окончательному результату, полу-
ченному Николсом [24],
Рис. 10.49. Аппроксимация вершины
лопасти шнека
606
ЧАСТЬ 111. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
V = -WHvb,F[)CRT-
wh3 fapV
12ц [teJPCRT
(10.94)
Сравнение производительности, определяемой уравнением (10.94), с экспериментальны-
ми результатами [19] дает значительно лучшее совпадение, чем при использовании формулы
(10.82). Однако недостатком уравнения (10.94) является то, что полученное значение попра-
вочного фактора для противотока в FPCIiT2 для площади вершины лопасти не согласуется с мо-
делью трех плоских пластин. Кроме того, аппроксимированная площадь вершины лопасти
оказывается меньше, чем действительная (см. рис. 10.49). Графические данные для фактора
формы треугольников, приведенные в [32] (глава 1), не распространяются на величину отно-
шения высоты к основанию треугольника, равную единице, хотя в действительности отноше-
ние Ha/Wa обычно даже больше единицы. Поэтому графические данные, приведенные в [32],
не могут быть использованы. Наконец, действительный градиент давления вдоль лопасти
шнека также содержит компоненту, обусловленную вынужденным течением, которая не уч-
тена в уравнениях (10.92)-( 10.94).
Другой подход, используемый для расчета зависимости производительности от давления
в экструдерах с незацепляющимися шнеками, состоит в отказе от модели трех пластин и за-
ключается в более строгом анализе, разработанном для одношнековых экструдеров. Длина
окружности цилиндра для участки 1-/показана на рис. 10.50.
Поскольку при течении расплава полимера происходит его прилипание к поверхности
цилиндра, уменьшение длины окружности цилиндра будет влиять на скорость течения. Вы-
нужденное течение за один оборот шнека определяется движением цилиндра по отношению к
шнеку на величину nD. Для замкнутой окружности цилиндра эта величина выражает объем
материала, перемещенный за один оборот, и равный
Vd = -nBDH, (10.95)
2
что приводит к известному уравнению для скорости вынужденного потока
= (10.96)
Рис. 10.50. Эффективная длина окружности ци-
линдра экструдера
Однако когда длина окружности цилин-
дра уменьшается на 1-/, объем материала,
увлекаемый шнеком в направлении течения
за один оборот, уменьшается на величину
Vd = ^nBDH~(l-f)itBDH (10.97)
и действительная скорость течения стано-
вится равной
Vd=^fWHvh!. (1098)
Противоток в канале шнека вне п лошади
вершины лопасти шнека такой же, как и в од
ношнековом экструдере. Однако в зоне пло
щади вершины лопасти возникают дополни
Ь- ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
607
тельные утечки, вызванные давлением. Если площадь
верн1ины аппроксимирована равнобедренным тре-
угольником шириной Wo и высотой На (рис. 10.51),
можно вывести выражение для утечек в этой зоне.
Такое выражение для противотока через равно-
бедренный треугольник было получено Бердом и др.
[25] на основании вариационного принципа Гельм-
гольца. Аналогичные выражения были предложены
Козицки и др. [26, 27], которые ввели геометрический
параметр для описания зависимости падения давле-
ния от скорости потока в каналах течения произволь-
ным поперечным сечением. Согласно методу Берда,
зависимость производительности от давления для
равнобедренного треугольника может быть записана в виде
Аппроксимированная
вершина
Реальная вершина
Wa
26
Ha
Рис. 10.51. Аппроксимация площади
вершины
где
V(A) =
( АР
(10.99)
Wa
7П=--—
2На
(10.99а)
Для значений W(l, меньших На (т < 0,5), уравнение (10.99) может быть аппроксимирова-
но выражением
V(A) = 0,017(Hfl-0,61Wa)U;3
(10.100)
где
Wo =D(1-cosafl)+ 26;
(10.101)
Н„ = — /J> sin ос ,.
° 2
(10.102)
Различие в результатах расчета с использованием уравнений (10.99) и (10.100) составля-
ет примерно 2-3% (рис. 10.52).
Таким образом, утечка через площадь вершины лопасти, вызванная давлением, может
быть выражена как
Й12=о,о17(яя-о,б1п;)ие
gas
\ipb
(10.103)
гДе ga ~~ осевой градиент давления.
Кроме утечек через площади вершины лопасти, обусловленных давлением, существуют
обычные утечки через зазор между гребнем шнека и цилиндром (см. раздел 7.4.1).
608
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 10.52. Зависимость производительности
экструдера от значения т в соответст-
вии с уравнениями (10.99) и (10.100)
Рис. 10.53. Сравнение расчета производительно-
сти по уравнению (10.105) с экспери-
ментальными данными, полученными
Николсом [19] при вязкости 12 Па • с.
coscp f nDg2 coscp 6цг/а IV pwb3
12Ц^ I Р Н2 J + W78z'
(10.104)
Таким образом, производительность одного шнека экструдера с незацепляющимися шне-
ками может быть записана в виде
. 1 WH3z
V = ^fWHvh-^^-V,t-Vt2.
(10.105)
Рис. 10.54. Сравнение расчета производительности согласно
уравнению (10.105) с экспериментальными данными,
полученными Николсом [19] при вязкости 58 Па • с
Рис. 10.55. Транспортировка мате-
риала в межшнековой
зоне при смещенной
конфигурации шнеков
ю. ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
609
Эта зависимость справедлива для геометрии совмещенных шнеков. Слагаемое, выражаю-
щее утечки через вершину V12, определяется шириной вершины лопасти в кубе (см. уравнение
(10.103)), то есть увеличение угла при вершине лопасти аа вызывает сильное увеличение
утечки у вершины лопасти. На рис. 10.53 и 10.54 показано сравнение расчета производитель-
ности на основе уравнения (10.105) с экспериментальными результатами, полученными Ни-
колсом для расплава полидиметилсилоксана [19]. Видно, что между расчетными и экспери-
ментальными значениями имеется удовлетворительное совпадение.
Анализ подачи материала при его транспортировке существенно усложняется, когда шне-
ки смещены. В этом случае в зоне у вершины лопасти возникают значительные утечи (см.
рис. 10.55).
Для совмещенной конфигурации шнеков профили тангенциального давления в двух
шнеках симметричны, и перенос материала в межшнековой зоне небольшой. Однако при сме-
щенной конфигурации шнеков профили тангенциального давления несимметричны, по-
> скольку витки сдвинуты на 180°. Когда виток левого шнека подходит к вершине, давление на
левую сторону площади вершины PL будет больше, чем давление с правой стороны PR. Поэто-
t му материал будет перетекать в области у вершины слева направо (см. рис. 10.55).
I Давление на лопасти правого шнека вблизи вершины PR больше, чем PL, что создает тече-
I ние справа налево. Поэтому при смещении шнеков в межшнековой зоне перемещается значи-
Ь тельное количество материала. Это перемещение материала через каждую половину оборота
Ь шнека меняет направление. В смещенной геометрии шнеков из-за большей площади поверх-
ft ности лопасти утечка, вызванная давлением, в области вершины увеличивается за счет боль-
ft шой площади вершины. В смещенной конфигурации (из-за несимметричности профилей
К; тангенциального давления) также должны учитываться утечки, вызванные вынужденным те-
ft,' чением в области у вершины лопасти. В результате, полные утечки в вершине лопасти могут
К быть записаны как сумма:
I = + (10.106)
ft где VU) — утечки, обусловленные вынужденным течением; VtР — утечки, вызванные давлением.
Утечки, вызванные вынужденным течением, могут быть определены, исходя из величины
градиента давления, создаваемого трением. При эффективной высоте канала Неу и эффектив-
н ной ширине канала утечки, обусловленные этим эффектом, могут быть записаны как
(10.107)
Таким образом, для определения утечек, вызванных вынужденным течением, необходи-
мо знать градиент давления, обусловленный
показанную на рис. 10.56.
Обусловленный силой трения градиент
давления в зазоре gd2 может быть связан с
аналогичным давлением в каналец услови-
ем, что поток в поперечном направлении ка-
нала равен течению через зазор:
6 Л+5
Ьх2ф= jvx,dy,
О J
о
(10.108) Рис. 10.56. Упрощенная геометрия для определе-
ния градиента давления, обусловлен-
ного силой трения (вынужденным те-
чением)
20 Зак. 3120
610
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
где
' Ч* _ g,/i(H + 8)] + grfly2.
кН + 8 2ц у 2ц ’
гж2 =
[ ёпУ
2ц У 2ц
(10.109)
(10.110)
В случае течения с прилипанием необходимо выполнение следующего условия:
grf2® + gailV = 0- (10.111)
С учетом этих уравнений получим следующее выражение для градиента давления в зазо-
ре, обусловленного силой трения:
6ц№’6х1У
ю(Я + 8)3 +W83
(10.112)
Предполагая, что действительное значение зазора может меняться от зазора между ци-
линдром и вершиной лопасти до глубины нарезки шнека, градиент давления вдоль лопасти
шнека может быть аппроксимирован уравнением
d2 (H + 05Wa)2’
а результирующие утечки могут быть описаны уравнением
- _nD(l-/)(// + 03U/)3gJ2
УИ2 ~
(10.113)
(10.114)
12ц
Общие утечки, вызванные силой трения в зоне вершины лопасти, теперь становятся
равными
К = |(1 - f№(H + (W„ )vh sin ф.
Утечки, обусловленные давлением в области вершины лопасти, могут быть аппроксими-
рованы выражением
(10.115)
• _O5W(1-/)(W+O5w;)3g„
v4> ~
(10.116)
12ц
Производительность одного шнека экструдера при смещенной геометрии шнеков может
быть записана как
• 1 WH3£
На рис. 10.57 приведено сравнение производительности, рассчитанной по формУле
(10.117), с экспериментальными данными, полученными Николсом [ 19].
Как видно из рис. 10.57, согласие между расчетными и экспериментальными результат^
ми оказывается вполне приемлемым. И скорость вынужденного потока, и способность созДа
(10.И7)
Ю. ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
611
; Рис. 10.57. Сопоставление рассчитанной произ-
i, водительности (см. формулу
, (10.105)) с экспериментальными
данными, полученными Николсом
j/ [19] при вязкость 58 Па • с
Загрузка
материала
Рис. 10.58. Непрерывный смеситель FCM
ния давления в смещенных шнеках ниже, чем
для тех же шнеков в совмещенной конфигура-
ции. Однако способность смешения при ис-
пользовании сдвинутых шнеков значительно
лучше в результате межшнекового переноса
материала. Процесс смешения в экструдерах с
незацепляющимися шнеками был изучен Хау-
„ Лэндом и Эрвином [28] для совмещенной конфигурации шнеков. Они установили, что эффек-
тивность смешения в двухшнековых экструдерах заметно лучше, чем в одношнековом экстру-
ре, хотя об эффективности смешения в двухшнековых экструдерах при сдвинутой конфи-
рации шнеков не сообщается. Тем не менее следует ожидать, что она будет значительно
щше, чем эффективность смешения шнеков в совмещенной конфигурации.
Другим типом экструдера с двумя незацепляющимися шнеками является экструдер фир-
ьг FCM. Это короткий двухшнековый смеситель, работающий при высокой скорости (до
200 об/мин), схема которого показана на рис. 10.58.
I Общая длина шнеков приблизительно равна 5£), при этом первый шнек длиной 2D имеет
мдартную геометрию, а второй шнек длиной 3£) имеет сигмаобразную геометрию, подобно
гсителю Бэнбери. Активное смешение происходит в зоне сигмаобразного шнека. Посколь-
двухшнековый смеситель не создает давления, материал подается в дозирующий экстру -
• или в зубчатый (шестеренчатый) насос для создания давления. Типичное время перера-
ки в экструдере FCM составляет около 3-5 с. Процесс смешения происходит очень интен-
ио, поскольку энергия диссипирует в материале при очень большой скорости. Этот тип
япения особенно выгоден, когда требуется дисперсионное смешение. Действие интенсив-
о смешения сопровождается высокими напряжениями сдвига, вызывающими разрушение
ей и слипшихся частиц полимера.
10.6. Экструдеры с двумя коаксиальными шнеками
Необычный тип экструдера — экструдер с двумя коаксиальными шнеками, который по
*й сути является одношнековой машиной. В таком экструдере основной шнек полый в на-
ивлении конца шнека. Для того чтобы способствовать процессу транспортировки, в полой
ти основного шнека помещен внутренний шнек. Обычно он неподвижен, с консольным за-
илением в диске в конце цилиндра. Таким образом, внутренняя поверхность основного
гешнего) шнека является вращающимся цилиндром для неподвижного внутреннего шнека.
612
ЧАСТЫИ. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 10.59. Внутренний шнек для транспортировки расплава
Если лопасти внутреннего канала имеют противоположную нарезку по отношению к лопа-
стям основного шнека, то во внутреннем шнеке будет происходить поступательная транспор-
тировка материала. Если лопасти внутреннего шнека имеют такое же направление нарезки,
как и у основного шнека, транспортировка материала во внутреннем шнеке будет происхо-
дить в обратном направлении.
Известны два типа промышленных экструдеров с двумя коаксиальными шнеками. В ма-
шине первого типа расплавленный материал от внешнего шнека подается во внутренний
шнек, где он движется по направлению к фильере. В этом случае внутренний шнек использу-
ется для поступательной подачи материала (рис. 10.59).
Если глубина канала внешнего шнека уменьшается до нуля, весь расплав полимера пода-
ется внутренним шнеком в сторону фильеры. Этот внутренний шнек для перемещения рас-
плава был изобретен Ковачом [20] {Midland-Ross Corporation) и по сути является очень слож-
ным вариантом барьерного шнека, причем он не обладает какими-либо видимыми преимуще-
ствами по сравнению со стандартными барьерными шнеками.
Другим вариантом коаксиальных экструдеров является экструдер со шнеком для подачи
твердых материалов, предложенный Клейном и Тадмором [2] из Scietific Process and Research,
Inc. В такой конструкции нерасплавленный полимер подается во внутренний шнек
(рис. 10.60).
Материал подается в обратном направлении во внутренний шнек и пластицируется.
В конце внутреннего шнека расплавленный полимер выталкивается обратно, в канал основ-
ного шнека.
Расплав полимера
от внутреннего шнека
подается в канал
основного шнека
Твердый материал
подается во
внутренний шнек
Рис. 10.60. Шнек для подачи твердых материалов
10. ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
613
Модифицированная версия такого шнека для использования в литьевых машинах была
запатентована 22 сентября 1981 года [22]. Другая модификация этого же шнека, имеющая
главный шнек барьерного типа для улучшения процесса подачи твердых материалов, была за-
патентована 14 июня 1983 года [23]. Утверждается, что шнек для подачи твердых материалов
обеспечивает более высокую производительность и низкий расход энергии. Однако из ре-
зультатов функционального анализа трудно понять, как рециркуляция части потока полиме-
ра может увеличить производительность или уменьшить расход энергии.
Конструкция экструдеров с двумя коаксиальными шнеками значительно более сложна,
чем конструкция стандартных одношнековых экструдеров. Поскольку материал должен течь
через отверстия в главном шнеке, существует возможность появления зон закупорки и застоя.
Кроме того, техническое обслуживание и работа экструдеров с коаксиальными шнеками зна-
чительно сложнее, чем для одношнековых экструдеров.
10.7. Дегазация в двухшнековых экструдерах
Двухшнековые экструдеры находят все большее применение в специальных операциях
переработки полимеров, таких как экструзия химически активных (реакционноспособных)
полимеров и дегазация. Кроме того, двухшнековые экструдеры в качестве химических реак-
торов непрерывного действия используются для полимеризации и модификации структуры
полимеров, например, введение боковых групп.
Для этой цели используют как экструдеры с двумя однонаправленно, так и с противопо-
ложно вращающимися шнеками [30-32], а также экструдеры с зацепляющимися и незацеп-
ляющимися шнеками [36]. При экструзии химически активных полимеров возникают допол-
нительные проблемы, обусловленные изменением свойств материала по мере протекания ре-
акций в экструдере. Если теория экструзии реакционноспособных материалов находится в
стадии развитии, то непрерывная дегазация, как одна из особых операций при переработке
полимеров, теоретически достаточно хорошо изучена и соответственно может быть достаточ-
но точно описана.
Для описания дегазации в экструдере с двумя однонаправленно вращающимися шнеками
Тодд [37] предложил уравнение, основанное на теории проникновения, рассмотренной в раз-
делах 5.4 и 7.6. Это уравнение содержит число Пекле (см. уравнение (7.371)), которое описы-
вает эффект продольного обратного смешения. Поэтому для предсказания процесса дегаза-
ции необходимо задать или знать число Пекле. Для установления корреляции между теорети-
ческими и экспериментальными результатами Тодд выбрал значение числа Пекле, равным
40. Такому же подходу следовал Вернер [38].
Хан и Хан [39], проводя исследование дегазации визуальным методом, в частности, уда-
ления пены, обнаружили проникновение значительного количества пузырьков в зоне цирку-
ляционного течения в частично заполненной зоне дегазации шнека. Коллинз, Денсон и Аста-
рита [40] опубликовали результаты экспериментального и теоретического исследования де-
газации в двухшнековых экструдерах с однонаправленно вращающимися шнеками.
Экспериментально определенные ими коэффициенты переноса массы были в три раза мень-
ше теоретических значений, предсказанных математической моделью. Поэтому они пришли к
выводу, что эффективная площадь поверхности при переносе массы значительно меньше, чем
сУмма площадей шнека и цилиндра.
Секор [41] представил совмещенную модель для исследования процесса дегазации в
Двухшнековых экструдерах с однонаправленно вращающимися шнеками, которая включает
основные характеристики движения жидкости. Эти характеристики были экспериментально
614
ЧАСТЬ IIL ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
определены, используя экструдер с прозрачным цилиндром. Наблюдаемое ими течение со-
стояло из периодического вращения в тангенциальном направлении шнека и осевого посту-
пательного движения на входе в зону зацепления шнеков (рис. 10.61).
Наблюдаемые потоки жидкости полностью согласуются с примерами потоков, описан-
ных в разделе 10.3. В модели Секора были приняты следующие предположения:
1. Вся жидкость подвергается воздействию дегазации в течение нескольких интервалов
продолжительностью X.
2. Между этими интервалами происходит полное смешение вследствие осевого посту-
пательного движения за промежуток времени, который очень мал по сравнению с X.
3. Коэффициент диффузии постоянен.
4. Слои жидкости в канале шнека имеют бесконечную протяжность.
5. Объемная скорость течения жидкости постоянна.
6. Во время дегазации течение жидкости относительно нижележащего канала не проис-
ходит.
7. Процессы образования и развития пузырьков не принимаются во внимание.
Закон сохранения массы в отношении летучего компонента может быть записан как
VCQ = VC^E{} (10.118)
где Со — концентрация летучего компонента при загрузке экструдера, г/см3; Cj — средняя кон-
центрация летучего компонента в жидкости в конце первого интервала дегазации, г/см3; V —
объемная скорость течения жидкости, см3/с; Et — средняя скорость испарения в первом ин-
тервале дегазации, г/с.
Если поверхностная концентрация летучего компонента остается равной нулю, скорость
испарения равна
г л г I 477
V ЛА
(10.119)
Это уравнение соответствует уравнению (7.434) для дегазации в одношнековых экструде-
рах. В уравнении (10.119) переменными являются следующие величины:
Ас — площадь испарения, см2/с; D' — коэффициент диффузии, см2/с; X — продолжитель-
ность интервала, с.
Эффективная площадь испарения описывается выражением
Ac=fA, (Ю.120)
Рис. 10.61. Направление преобладающего теме
ния жидкости
где А — общая площадь плоской поверхности
секции одношнекового экструдера при пово-
роте шнека на 360°;/— отношение площадей
канала вне и внутри зоны зацепления.
Таким образом, время дегазации X может
быть записано как
(10.121)
где N — скорость вращения шнека в об/с.
I
'^.ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
ми "" '
615
С учетом уравнений (10.120) и (10.121) скорость испарения становится равной
— АС{}
(10.122)
к Я ;
Подставляя уравнение (10.122) в уравнение (10.118), получим
С, t AfuyfN}
Q V < л >
1/2
(10.123)
Для n-го интервала дегазации уравнение (10.123) записывается в виде
С„_, П П J ’
а для последовательности п интервалов — в виде
С„ С„_, C.. L Лрруку2
Сц-1 ^п~2 С|) < Л J
(10.125)
За каждым интервалом дегазации последует короткое осевое перемещение на расстояние,
равное средней толщине лопасти b. Если общая длина шнека равна L, число интервалов дега-
зации равно
и = £. (10.126)
С учетом соотношения (10.126), уравнение (10.125) может быть записано в виде
1/2 ~]L^
я _
Со
A[4D'fN
V
(10.127)
СИ графически представлено на рис. 10.62.
Как видно из рис. 10.127, отношение концентраций уменьшается с увеличением коэффи-
циента диффузии, частоты вращения шнека, площади и числа интервалов дегазации, а увели-
(|№ние скорости течения, наоборот, приводит к увеличению отношения концентраций. Если
выполняется неравенство
л J
Уравнение (10.127) упрощается
(10.128)
Со
- = еХр
и
'iD'fNV1'2
к л >
(10.129)
Л
**ри этом ошибка определения отношения концентраций составляет менее 1%.
Описанные эксперименты были выполнены на 20-см двухшнековом экструдере с длиной
*1нека 27 см. В качестве жидкости был выбран полибутан, а в качестве летучего вещества — га-
616
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 10.62. Графическое представление уравнения (10.127)
логенуглерод. На рис. 10.63 показана корреляция между экспериментальными результатами и
теоретическими. Как видно, между теорией и экспериментом наблюдается достаточно хорошее
соответствие. Несмотря на то что во время некоторых экспериментов наблюдалось образование
пузырьков, это не повлияло на скорость переноса массы. Причиной появления пузырьков явля-
ется непродолжительное осевое циркулирование жидкости по 8-образной траектории (см. раз-
дел 10.3.2) и неполное смешение в местах переноса материала между шнеками. Другой вероят-
ной причиной является наличие пузырьков, оставшихся в жидкой фазе до начала процесса де-
газации, что подтверждалось визуальными наблюдениями Хана и Хана [39].
Предполагалось, что испарение жидкости на поверхности цилиндра экструдера не имело
большого значения по сравнению с испарением жидкости в каналах шнека. Это предположе-
ние подтверждается экспериментальными работами Бизенберга и Ли [42], которые обнару-
жили, что вклад дегазации тонкого слоя жидкости в цилиндре незначителен. Это важный вы-
вод, так как если вклад дегазации из тонкого слоя расплава незначителен в двухшнековых экс-
Рис. 10.63. Корреляция экспериментальных [41] и
теоретических результатов
трудерах, то он также незначителен и в
одношнековых экструдерах. Тем не менее
следует учитывать, что эксперименты Секо-
ра были выполнены на экструдере достаточ-
но необычной геометрии: канал шнека имел
очень малое отношение ширины к глубине
( W/H = 0,384), а длина шнека была очень ко-
роткой (1,360). В этом случае площадь объе-
ма, занимаемого расплавом, намного больше,
чем площадь тонкого слоя расплава, и поэто-
му в такой геометрии вклад тонкого слоя ДоЛ
жен быть очень малым.
В большинстве промышленно выпускав
мых экструдерах отношение W/Н по крайней
мере на порядок больше, как и длина шнека-
1’д. ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
Поэтому модель Секора не может приводить к таким же хорошим результатам для двухшне-
ковых экструдеров стандартной геометрии.
10.8. Промышленно выпускаемые двухшнековые
экструдеры
Поскольку двухшнековые экструдеры занимают значительное место среди всех экструде-
ров, целесообразно рассмотреть их характеристики. В этом смысле очень полезной является
монография Дэвида Тодда [43], в которой подробно описаны экструдеры с двумя однонаправ-
ленно и противоположно вращающимися шнеками, а также смесители и другое оборудова-
ние, выпускаемые такими известными компаниями, как Leistritz, Werner & Pfleiderer, Berstorff,
APV (Baker Perkins), Japan Steel Works, Welding Engineerss, Farrel Busss. Монография Джеймса
Уайта [44] является хорошим справочником по двухшнековым экструдерам и дает достаточ-
но полное представление об эволюции двухшнековых экструдеров с подробным описанием
ранних патентов, а также их подробное теоретическое рассмотрение без акцента на практиче-
ское применение.
Роберто Коломбо из компании Lavorazione Materie Plastiche (LMP) в 1938 году разработал
и запатентовал первый промышленный экструдер с двумя однонаправленно вращающимися
шнеками. Фирма LMPb 1939 году продала первые двухшнековые экструдеры в Германию для
компании I.G. Farbenindustrie (IGF). Мескат и Эрдменгер, работая в подразделении компании
IGF, в 40 годы XX века разработали и запатентовали экструдеры с двумя полностью зацеп-
ляющимися самоочищающимися шнеками. Позже, после Второй мировой войны, во время
которой фирма IGF перестала существовать, Мескат и Эрдменгер начали работать в концерне
Bayer AG. В 1953 году Bayer совместно с Werner & Pfleiderer разработали новое поколение
двухшнековых экструдеров с зацепляющимися самоочищающимися шнеками, которые впо-
следствии получили широкое распространение.
В 1957 году Werner & Pfleiderer, основной производитель промышленных экструдеров,
представил первый высокоскоростной двухшнековый экструдер-смеситель с однонаправлен-
< но вращающимися шнеками. В настоящее время Werner & Pfleiderer предлагает различные
। экструдеры размерами от 28 до 380 мм. Данные о различных экструдерах компании Werner &
Pfleiderer приведены в табл. 10.3.
£ Как видно из табл. 10.4, с 1957 по 1995 гг. объем и крутящий момент в экструдерах были
у увеличены более чем вдвое. В моделях двухшнековых экструдеров Z5K53, 83, 120, 160 была
г использована трехзаходная геометрия шнеков. Как показано в разделе 10.3.2, трехзаходные
н. шнеки имеют относительно малую площадь свободного пространства между шнеками и соот-
* ветственно низкие характеристики по транспортировке вследствие малого отношения
" OD/ID: 1,2. Первые экструдеры с двузаходными шнеками (ZSK57, 90, 130, 170) имели боль-
ший свободный объем, но использовали тот же самый силовой привод, что и экструдеры с
трехзаходными шнеками. Поэтому их мощность не могла быть увеличена.
В конце 70-х годов XX века фирма Werner & Pfleiderer для увеличения мощности реконст-
; РУировала силовой привод, а также увеличила крутящий момент. Для увеличения передавае-
< Мой мощности и свободного объема в экструдерах пятого поколения (Super Compounder) был
Сконструирован вал с 24 зубьями В экструдерах шестого поколения (Mega Compounder), кото-
l РЫе могут работать при частоте вращения шнека до 1200 об/мин, крутящий момент был уве-
[' Личен еще на 30%.
618
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Таблица 10.3. Технические данные двухшнековых экструдеров типа ZSK, производимые Werner
& Pfleiderer
момент м я мощность Вт ота вращения мин нека, мм резки, мм шение L/D ia шнека, мм кструдера: ина, высота м X
А Ч 0) EI □s • 81. к л са а X * Л (в Ч § О ” св и \о са о г ~ • са Q м * * 3 е- v S са са Я са X X \о о Е О Q X а X са о о 5.1 = i is Q О в В
О S Кр шн Пр пр] са я s i X П (5 са S 3 Я rt в X & ко О
25WLE 82 21,5 1200 25 4,2 42 1100 1800x780x1400 900
4ПМС 425 110 1200 40 7,1 48 1100 3900x720*1400 2400
50МС 815 215 1200 50 8,9 48 1100 4600x840x1400 2750
58МС 1250 325 1200 58 10,3 48 1100 5200x1000x1500 5600
70МС 2275 600 1200 70 12,5 48 1100 5800x1100x1550 8000
92МС 5000 1100 1000 92 16,3 48 1100 7300x1150x1650 14 000
133Л/С 15 100 3300 1000 133 23,5 48 1100 9900x1700x2000 28 500
1705С 25 000 1925 350 170 25,5 48 1100 12 500x2200x1600 32 000
177Л/С 35 000 2700 350 177 31,5 1100 13 000x2300x1600 37 000
240Л/С 70 000 4150 270 236 33 42 1300 16 000x3300x1960 60 000
250МС 87 500 5200 270 248 44 42 1300 16 000x3300x1960 60 000
3005С 130 000 7720 270 298 39,8 42 1500 20 000x4000x2250 105 000
320Л/С 170 000 10 100 270 315 55,8 42 1500 20 000x4000x2250 105 000
380МС 356 000 17 200 270 380 67,4 42 20 000 29 000x4800x4200 210 000
WLE МС SC- ’ — World-Lab-Extruder. - Mega Compounder. - Super Compounder.
Таблица 10,4. Этапы развития экструдеров
1957 Представлен первый промышленный экструдер типа ZSK (1-е поколение)
1963 Переход к модульному дизайну (2-е поколение)
1975 Изменение конструкции экструдеров от трехзаходной геометрии шнека к двухзаход ноя
(3-е поколение). Увеличение объема экструдеров на 60%
1978 40%-ное увеличение крутящего момента (4-е поколение)
1983 Увеличение объема экструдеров на 30% и крутящего момента на 15% (5-е поколение,
Super Compounder)
1995 Увеличение крутящего момента на 30% (6-е поколение, Mega Compounder)
ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
fi
619
Стандартный
наконечник
шнека
Смесительный
наконечник
шнека
Рис. 10.64. Смесительный нако-
нечник производства
компанией Werner &
Pfleiderer
В табл. 10.5 приведены характеристики усовершенство-
ванных двухшнековых экструдеров, выпускаемых компа-
нией Werner & Pfleiderer.
Отношение крутящего момента к расстоянию по оси в
кубе выражается в Н * м/см2. В старых экструдерах типа
ZSK отношение OD/ID изменяется незначительно с измене-
нием размеров машины. Отношение OD/ID д.ля Super и
Mega Compounders не меняется с изменением размера ма-
шин, то есть в их конструкцию заложен принцип масштаби-
рования.
Дистрибутивное смешение достигается в смесительных
дисках и в смесительных устройствах с пазами, расположен-
ными вдоль шнека. Werner & Pfleiderer разработала смеси-
тельный наконечник шнека [45], который имеет выступаю-
щую винтовую нарезку (рис. 10.64).
Смесительный наконечник, показанный на рис. 10.64, был сконструирован для улучше-
ния однородности температуры расплава. При испытаниях обнаружено, что смесительный
наконечник уменьшает изменение температуры расплава от 60 °C (для стандартного наконеч-
ника) до 20 °C для смесительного наконечника. Очевидно, использование смесительного на-
конечника выгодно не только в экструдерах с однонаправленно вращающимися шнеками, но
и в экструдерах с противоположно вращающимися шнеками, а также и в одношнековых экс-
трудерах.
Многие производители двухшнековых экструдеров с однонаправленно вращающимися
шнеками, такие как Werner & Pfleiderer, выпускают экструдеры только одного вида. Однако
другие компании, такие как Leistritz и Japan Steel Works, поставляют экструдеры как с однона-
правленно, так и с противоположно вращающимися шнеками. Очевидно, что когда произво-
дитель переключается с выпуска однонаправленно вращающихся шнеков на противополож-
но вращающиеся, шнеки должны заменяться. В экструдерах с однаправленно вращающимися
шнеками необходимо, чтобы шаг нарезки (как правосторонней, так и левосторонней) был
одинаков, в то время как в экструдерах с противоположно вращающимися шнеками исполь-
> зуется нарезка с разными шагами (одна — для правосторонней, другая—для левосторонней).
Такие экструдеры характеризуются большой гибкостью и универсальностью.
Основные отличия экструдеров типа ТЕХ-а (Japan Steel Works) приведены в табл. 10.6.
Экструдеры меньшего размера могут работать при более высоких скоростях вращения
шнека и с существенно более высокой номинальной мощностью. Существуют ТЕХ экструде-
ры с мелкой и глубокой нарезкой. Шнеки и цилиндры полностью сегментированы. Типичные
значении L/D для таких экструдеров изменяются от 30 до 60. Исследования, выполненные в
J5W[43], показали, что в отношении загрузки, смешения, дегазации и дисперсионного смеше-
ния, т. е. важнейших характеристик смешивающих экструдеров, экструдеры с противополож-
но вращающимися шнеками более эффективны, чем экструдеры с однонаправленно вращаю-
щимися шнеками. Полученный вывод удивителен, поскольку большинство двухшнековых
' экструдеров, использующихся для смешения, имеют однонаправленно вращающиеся шнеки.
Причина того, что двухшнековые экструдеры с однонаправленно вращающимися шнека-
Ии до сих пор так широко используются при смешении, вероятно, связано с тем, что в про-
шлом работы по усовершенствованию были направлены в основном на такие типы экструде-
. Р°в, нежели на двухшнековые экструдеры со шнеками, вращающимися в противоположных
Направлениях. Когда экструдеры рассматриваются для конкретной задачи смешения или для
экструзии химически активных полимеров, следует помнить, что двухшнековые экструдеры
620
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Таблица 105. Сравнение шести поколений экструдеров типа ZSK, изготовленных компанией
Werner & Pfleiderer
Поколе- ние __ „ Отношение Крутящий момент, отнесенный к расстоянию Число лопастей Лп/т OD/ID между центрами шнеков в кубе
1 2 3 4 5 6 3 ~1,22 3,7-3,9 3 =1,22 4,7-5,5 3 =1,44 4,7-5,5 2 или 3 =1,22 или =1,44 7,2-8,0 2 1,55 8,7 2 1,55 11,3
Таблица 10.6. Важнейшие параметры экструдера ТЕХ-о. (Japan Steel Works)
Модель Диаметр, мм Крутящий момент, кг • м Мощность, кВт Частота вращения шнека, об/мин
ТЕХ 30а 32,0 41 15 358
ТЕХ 44а 47,0 129 45 339
ТЕХ 54а 58,0 243 75 300
ТЕХ 65а 69,0 410 132 314
ТЕХ На 82,5 700 220 306
ТЕХ 90а 96,5 1121 355 309
ТЕХ 105а 113,0 1799 560 303
ТЕХ 120а 129,5 2708 850 306
ТЕХ 140а 152,0 4379 1350 300
ТЕХ 160а 174,0 6569 2000 297
ТЕХ 180а 196,0 9389 2875 298
с противоположно вращающимися шнеками могут быть более эффективными, чем экструде-
ры с однонаправленно вращающимися шнеками. Вероятно, в связи с появлением новых сме-
шивающих устройств для одношнековых экструдеров их использование для смешения будут
в дальнейшем возрастать.
В настоящее время известно более пятидесяти производителей двухшнековых экструде-
ров. Они предлагают также различное вспомогательное оборудование, например, весовые до-
заторы, боковые загрузочные устройства, устройства для дегазации, разборные части шнека,
фильтрующие сетки и т. д. Известно множество различных материалов, используемых для
изготовления как для цилиндра, так и шнека со специальными покрытиями и (или) коррози-
онностойкие, что особенно важно, поскольку двухшнековые экструдеры часто используют
для работы с абразивным и вызывающим коррозию сырьем.
10.8.1. Вопросы конструирования шнека для экструдеров
с однонаправленно вращающимися шнеками
Основное различие конструкции шнека для двухшнековых и одношнековых экструДеР°
состоит в том, что диаметр сердечника шнека в двухшнековых экструдерах обычно постоян
а в одношнековых экструдерах существенно изменяется по длине. В двухшнековых экстру
621
к ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
«д,—--------------------
рах с зацепляющимися шнеками для обеспечения самоочищения в большинстве случаев же-
лательно, чтобы диаметр сердечника был постоянным. Очевидно, что в экструдерах с незацеп-
ляющимися шнеками диаметр может меняться (и в большинстве случаев действительно ме-
няется) по длине шнека.
Другое важное отличие между одношнековыми и двухшнековыми экструдерами состоит
в том, что одношнековые экструдеры обычно полностью загружают, в то время как высоко-
скоростной двухшнековый экструдер характеризуется неполной загрузкой. В последнем слу-
чае частично заполненные зоны вносят небольшой вклад в плавление, смешение и увеличе-
ние температуры; в этих зонах давление отсутствует, поскольку указанные процессы протека-
ют лишь в полностью заполненных зонах экструдера.
Экструдеры с неполной загрузкой дают дополнительные возможности контроля, позво-
ляющие варьировать эффективную длину экструдера. Обычно эффективная длина может
быть увеличена путем увеличения скорости загрузки и (или) уменьшением частоты враще-
ния шнека. Увеличение эффективной длины обычно снижает расход энергии в экструдере,
что приводит к худшему смешению и уменьшению температуры сырья.
В высокоскоростных двухшнековых экструдерах длина полностью заполненного участка
относительно короткая, обычно от 20 до 40% длины экструдера. Полностью заполненные уча-
стки встречаются лишь там, где вдоль шнека и на конце шнека установлены ограничительные
элементы для создания давления в фильере. Ограничительные элементы часто расположены
против потока непосредственно вблизи отверстия для вакуумного отсоса, чтобы создавать уп-
лотнение расплавом. В экструдере с неполной загрузкой уплотнение необходимо, чтобы соз-
дать вакуум вблизи зоны отсоса ( рис. 10.65).
Длина заполненного участка зависит от способности создавать давление в участках шне-
и. ка, расположенных до ограничительного элемента и от уровня давления, необходимого для
преодоления ограничительного элемента. Ограничительный элемент с мелким шагом нарез-
* ки требует большего давления, чем элемент с большим шагом и, следовательно, создает более
эффективное уплотнение. Ограничительный элемент с большей длиной также создает более
эффективное уплотнение. Аналогично, нейтральный смесительный элемент не создает такое
уплотнение, как реверсивное смесительное устройство.
Интенсивность смешения в транспортирующих элементах, как и в одношнековых экстру-
дерах, невысока. Поэтому улучшение смешения может быть достигнуто установкой смеси-
тельных элементов вдоль шнека. В прошлом единственными устройствами такого рода были
смесительные диски. Эти смесительные устройства по своей сути являются элементами шне-
ка с углом подъема резьбы 90°, то есть резьба направлена вдоль оси шнека. Выгода от исполь-
зования смесительных дисков заключается в том, что они полностью самоочищаются, как и
устройства транспортировки (подачи). Для дистрибутивного смешения используются узкие
Дисковые смешивающие устройства, в то время как при дисперсионном смешении использу-
ются широкие смешивающие устройства.
Причина, по которой широкие дисковые смешивающие устройства обеспечивают хоро-
шее дисперсионное смешение, заключается в том, что значительное количество материала по-
дается в область высоких напряжений смесительного диска. Когда диск широкий, материал
не сможет пройти мимо зоны высокого напряжения (рис. 10.66).
При использовании широких смесительных дисков большое количество материала по-
ступает в зазор у наконечника, где материал подвергается сильным сдвиговым и продольным
напряжениям. При использовании узких смесительных дисков большая часть материала ми-
нует зону высоких напряжений. В результате дисперсионное смешение оказывается слабым,
однако возможности дистрибутивного смешения улучшаются вследствие расслоения потока.
622
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Полностью Отверстие для
заполненная вакуумного отсоса
Рис. 10.65. Левосторонний элемент шнека, ис-
пользуемый для создания уплотнения
в расплаве перед отверстием для ва-
куумного отсоса
Рис. 10.66. Широкие (слева) и узкие (справа)
смесительные диски
Работа смесительных элементов зависит не только от ширины смесительных дисков, но
также и от угла, под которым они установлены. В двухзаходной геометрии шнека при угле
сдвига 90° образуется нейтральный смесительный элемент. Если угол сдвига находится в ин-
тервале от 0 до 90°, смесительный элемент становится форвардным устройством, способст-
вующим транспортировке жидкости. Если угол находится в интервале от 0 до -90°, смеси-
тельный элемент становится реверсивным устройством для транспортировки жидкости в об-
ратном направлении (рис. 10.67).
Качество смешения в нейтральных и реверсивных блоках лучше, чем в форвардных.
Хотя даже узкие смесительные диски обеспечивают достаточно хорошее дистрибутивное
смешение, в некоторых случаях требуется еще улучшить дистрибутивное смешение. С этой
целью используют технологию одношнековой экструзии с использованием элементов шнека
с пазовыми лопастями (см. раздел 8.7). Некоторые производители двухшнековых экструде-
ров возражали против этой тенденции, поскольку устройства смешения с пазовыми лопастя-
ми не являются полностью самоочищающимися, то есть пазовые смесители ухудшают само-
очищающую способность двухшнековых экструдеров. На практике, однако, выгода от ис-
пользования пазовых смесителей оказывается больше, чем частичная потеря функции
самоочищения.
Форвардный
смесительный
блок с углом
сдвига 30°
Рис. 10.67. Пример форвардного (слева) и нейт-
рального смесительных элементов
(справа)
Нейтральный
смесительный
блок с углом
сдвига 90°
Рис. 10.68. Пример шестеренчатого смеси-
тельного элемента
L ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
Рис. 10.69. CRD-смеситель для
двухшнекового экстру-
дера
Пазовые смесители обычно представляют собой уст-
ройства с лопастями, в которых проточены осевые или
угловые пазы. Угол наклона спирали может меняться в
Пределах от 0 до 90°. Для угла, равного нулю, лопасть выро-
ждается в кольцо, и смеситель становится похож на шесте-
ренчатое смесительное устройство или смесительное уст-
ройство торпедного типа (рис. 10.68).
В соответствии с CRD-технологией смешения для
улучшения дистрибутивного и дисперсионного смешения
могут быть использованы конические пазы (см. главы 7
и 8). Когда полимер проходит через конические пазы, воз-
никает продольный поток. Это улучшает как дисперсионное, так и дистрибутивное смешение.
Комплект С RD смесительных устройств для двухшнекового экструдера показан на рис. 10.69.
10.8.2. Масштабирование двухшнековых экструдеров
с однонаправленно вращающимися шнеками
При масштабирования экструдеров, одинаковых по конструкции, их производительность
также может быть масштабирована
м2 ~ d2n2'
а потребляемая мощность (кВт) может быть определена из соотношения
кВт =
ДГ( крутящий момент) • ( номинальная мощность привода )
955 000
(10.130)
(10.131)
где частота вращения шнекаМ выражена в об/мин, а номинальная мощность привода — Н ♦ м.
Потребляемая удельная механическая энергия (ПУМЭ) определяется путем деления по-
требляемой мощности на скорость течения материала (производительность)
ПУМЕ=1<ВГ. (10.132)
М
Если производительность выражена в кг/ч, единицей измерения ПУМЭ становится
кВт • ч/кг. При масштабировании потребляемую удельную механическую энергию обычно
стремятся сохранить постоянной.
Если процесс переноса тепла ограничен, то производительность большего экструдера оп-
ределяется следующей зависимостью:
Л/, _ D2N, (10.133)
м2 d22n2
Средняя скорость сдвига пропорциональна частоте шнека и может быть определена из со-
отношения
У =К N = (10.134)
624
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Коэффициент пропорциональности ЕКт определяется геометрией шнека и равен длине
окружности шнека, деленной на величину средней глубины канала. Значение Кт примерно
равно 0,4 для третьего и четвертого поколения экструдеров типа ZSK, если частота вращения
шнека N выражена в об/мин. Значение средней глубины канала составляет около 85% глуби-
ны канала шнека. Для модели ZSK 57 К57 = 0,367, а для ZSK130 Кш = 0,427. Значение К для мо-
делей Super Compounder и Mega Compounder ниже вследствие большей глубины канала этих
машин.
Если необходимо, чтобы скорости сдвига в малых и больших экструдерах были одинако-
вы, частота вращения шнека выбранного экструдера может быть изменена так, чтобы достичь
той же скорости сдвига. Частота вращения шнека большого экструдера Nj может быть опреде-
лена из уравнения
KXNX = K2N2.
(10.135)
Эффективный объем определяется как произведение отношения внутренних объемов и
отношения скоростей вращения шнеков двух экструдеров
К2 v2n2
(10.136)
Выбранный двухшнековый экструдер должен работать при той же степени заполнения,
чтобы смещающие элементы работали так же, как и в модельном экструдере. Отношение про-
изводительности выбранного экструдера определяется из условия равенства отношения ско-
ростей и эффективных объемов
М 1 К 2 ^2^2
(10.137)
В качестве примера расчета выберем модель ZSK57, которая обеспечивает производи-
тельность 150 кг/ч при частоте вращения шнека 300 об/мин и 90 %-ном использовании крутя-
щего момента. Определим скорость и крутящий момент для модели Z5K130 при той же скоро-
сти сдвига и ПУМЭ. Для = 0,367 и = 0,427 скорость шнека модели Z5K130 будет
300x0,367/0,427 = 258 об/мин. Эффективный объем модели ZSK51 равен У57 = 1,671/т
0,057m = 0,009531. Эффективный объем модели (Z5K130) равен У130 = 7,8081/т 0,130 м =
= 1,0151. Таким образом, отношение эффективных объемов становится равным Ve1/Ve2 =
= (1,0115/0,095) (258/3000=9,17).
Производительность модели Z5K130 равна
(10.138)
М™ = М-. ^121 = 1509,17 = 1376 [кг/ч].
Н?57
Если номинальная мощность привода модели ZSK 57 равна 1000 (Н • м) потребляемая
мощность будет равной
_ 300[об/мин]* 90%* 1000[Н-м] =
(10.139)
кВт57 -
955 000
При производительности 150 кг/ч ПУМЭ = 28,27/150 = 0,1885 (кВт • ч/кг). Потребляв
мая мощность модели Z57C130 при постоянном ПУМЭ будет равна 0,1885.1376 = 259 (к ТЛ
Если Z5X130 имеет номинальную мощность привода 1300 Н • м, то крутящий момент ZSK
будет равен
А ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
625
£IV13O =-------25 кВт 9550 ----- = 74%
258 [об/мин] 13 000 [Н-м]
(10.140)
Это означает, что в экструдере типа Z5K150 при скорости шнека 258 об/мин и производи-
тельности 1376 кг/ч существует достаточный запас крутящего момента.
10.9. Обзор двухшнековых экструдеров
В табл. 10.7-10.9 приведен обзор наиболее важных характеристик двухшнековых экстру-
деров.
В табл. 10.7 приведено сравнение двухшнековых экструдеров с зацепляющимися и неза-
цепляющимися шнеками. В табл. 10.8 приведено сравнение двухшнековых экструдеров с од-
нонаправленно и противоположно вращающимися шнеками.
Таблица 10.7. Сравнение двухшнековых экструдеров с зацепляющимися и незацепляющимися
шнеками
Двухшнековые экструдеры с зацепляющимися шнеками Двухшнековые экструдеры с незацепляющимися шнеками
Самоочищение возможно Хорошие характеристики плавления Самоочищение невозможно Удовлетворительные характеристики плавле- ния
Хорошее дистрибутивное смешение Хорошее дисперсионное смешение Хорошая дегазация Отношение L/D С 60 Большая доля на рынке оборудования Для полимерной промышленности Хорошее дистрибутивное смешение Плохое дисперсионное смешение Хорошая дегазация Отношение L/D < 60 Малая доля на рынке оборудования для поли- мерной промышленности
Табл. 10.9 дает общий обзор некоторых наиболее важных эксплуатационных характери-
стик двухшнековых и одношнековых экструдеров, таких как способность к загрузке, способ-
ность дисперсионного и дистрибутивного смешения, способность работать при высокой час-
тоте вращения шнека, самоочищающие функции экструдера, способность создания давления
и дегазации.
В табл. 10.9 приведено сравнение наиболее важных характеристик различных типов экс-
трудеров. Классификация меняется от - (плохого или низкого) до ++ (очень хорошего или
очень высокого). Очевидно, различия в геометрии шнека и цилиндра могут значительно из-
менять характеристики. Например, характеристики смешения экструдеров с двумя самоочи-
П1ающими, плотно зацепляемыми однонаправленно вращающимися шнеками плохие при ис-
пользовании простых транспортировочных шнеков. То же справедливо и для одношнековых
экструдеров. Однако экструдеры с двумя самоочищающимися, плотно зацепляющимися од-
нонаправленно вращающимися шнеками могут обеспечить очень хорошее и дистрибутивное
Н дисперсионное смешение, если вдоль шнеков расположить соответствующие смесительные
Устройства.
626
ЧАСТЬ III ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Таблица 10.8. Сравнение двухшнековых экструдеров с однонаправленно и противоположно
вращающимися шнеками
Двухшнековые экструдеры
с однонаправленно вращающимися шнеками
Двухшнековые экструдеры
с противоположно
вращающимися шнеками
Шнеки имеют одинаковый шаг нарезки
Эффективная самоочистка
Лишь некоторые геометрии шнека полностью
обеспечивают функцию самоочистки
В зоне зацепления происходит скольжение,
большая часть материала обходит зону зацепле-
ния
Удовлетворительная подача материала, ограни-
ченная возможность развития давления
Хорошие характеристики плавления
Хорошее дистрибутивное смешение при ис-
пользовании эффективных устройств для дист-
рибутивного смешения
Хорошее дисперсионное смешение при исполь-
зовании эффективных устройств для дисперси-
онного смешения
Может работать при очень высоких скоростях
вращения шнека: ^1400 об/мин
Хорошая дегазация
Большая доля на рынке смесительного обуру-
дования. Очень малая доля в производстве про-
фильных изделий
Большая доля на рынке оборудования для по-
лимерной промышленности
Шнеки имеют противоположный шаг нарезки
Малоэффективная самоочистка
Возможен широкий выбор геометрии шнека
Мельничный тип зецепления, материал обычно
затягивается в зону зацепления
Хорошая подача материала, хорошая возмож-
ность развития давления
Отличные характеристики плавления
Хорошее дистрибутивное смешение с исполь-
зованием эффективных устройств дистрибу-
тивного смешения
Обычно лучшая способность дисперсионного
смешения
Может работать при умеренно высоких скоро-
стях шнека: ^500 об/мин
Отличная дегазация
Малая доля на рынке смесительного обурудо-
вания. Очень большая доля в производстве
профильных изделий
Малая доля на рынке оборудования для поли-
мерной промышленности
Из приведенного обзора видно, что двухшнековые экструдеры с двумя плотно зацепляю
щимися противоположно вращающимися шнеками имеют прекрасные характеристики-
У них хорошие способности к загрузке, смешению и дегазации, они могут переработать мате
риал с высоким содержанием наполнителей и обеспечить хорошее самоочищение. С эксп У
тационной точки зрения такие экструдеры вполне конкурентны смесителям. Однако с т0
зрения стоимости эти машины существенно более дорогие, чем одношнековые экструД
Поэтому одношнековые экструдеры будут и в дальнейшем сохранять свое доминируют66
ложение в промышленности переработки полимеров.
10. ДВУХШНЕКОВЫЕ ЭКСТРУДЕРЫ
627
Таблица 10.9. Сравнение наиболее важных характеристик различных типов одношнековых
и двухшнековых экструдеров
Экструдер Загрузка Дисперс. смешение Дистриб. смешение Скорость шнека Самоочи- щение Создание давления Дегазация
SSE 0 4* 4- 4- — 4- 0
Pin barrel 0 4- 4- 4- 0 0 0
Kneader 4 4- 4- 4" ++ 4-4- — 4-
PGE 0 4-4- 4-4- — 4-4- — —
KCK 4- 4-4- 0 0 0 4
CICO 4- 0 — 4- 4 0
CSCO 4- 4- 4-4- 4-4- 4-4- 0 4
CICT 4-4- — 0 — 4- 4-4- 4
HSCT 4-4- 4-4- 4- 4- + 4 -Ь “Ь
NOCT 4- — 4- 4- — — —
BIM 4- 4- 4- 0 — — —
СШ 4- 4- 4- 4-4- — 0
SSE — одношнековый экструдер.
Pin barrel — цилиндр со вставками.
PGE — экструдер с планетарной зубчатой передачей.
Kneader — смеситель.
КСК — непрерывный смеситель Кишихиро.
CICO — экструдер с двумя плотно зацепляющимися однонаправлепно вращающимися шнеками
(низкоскоростной).
CSCO — экструдер с двумя плотно зацепляющимися самоочищающимися однонаправленно вра-
щающимися шнеками (высоскоскоростной).
CICT— экструдер с двумя плотно зацепляющимися шпеками, вращающимися в противоположных
направлениях (низкоскоростной).
HSCT— высокоскоростной экструдер с двумя шпеками, вращающимися в противоположных на-
правлениях.
NOCT— экструдер с двумя незацепляющимися шпеками, вращающимися в противоположных на-
правлениях.
ВШ — внутренний смеситель периодического действия.
СШ — внутренний смеситель непрерывного действия.
Литература
К. Eise, S. Jakopin, Н. Herrmann, U. Burkhardt, and H. Werner, Adv. Plast Techn., April, 18-39
(1981).
K. Burkhardt, H. Herrmann, S. Jakopin, Plast Compounding, Nov ./Dec. 73-78 (1978).
H. Herrmann, U. Burkhardt, Kunststoffe, 11,753-758 (1978).
CD. Denson.B.K. Hwang, Jr. Polym. Eng. Sci., 20,965-971 (1980).
C.E. Wyman, Polym. Eng. Sci., 15,606-611 (1975).
J. Maheshri and C.E. Wyman, Ind Eng. Chem. Fundam., 18, 226-233 (1979).
J.C. Maheshri, Ph.D. thesis, Univ, of New Hampshire, Durham, NH (1977).
M. L. Booy, Polym. Eng. Sci., 18,973-984 (1978).
H. Werner, Ph. D. thesis, Univ, of Munich, Germany (1976).
628
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
10. G. Schenkel, «Kunststoff-Extrudcrtechnik», Carl Hanser Verlag, Munich (1963).
11. Z. Doboczky, Plastverarbeiter, 16,57-67(1965).
12. Z. Dodoczky, Plastverarbeiter, 16,395-4-00 (1965).
13. P. Klenk, Plastverarbeiter, 22,33-38 (1971).
14. P. Klenk, Plastverarbeiter, 22,105-109 (1971).
15. L. P. В. M. Janssen, «Twin Screw Extrusion», Elsevier, Amsterdam (1978).
16. L.P.B.M. Janssen, L.P.H R.M. Mulders, and J.M. Smith, Plastics & Polymers, June, 93-98 (1974).
17. A. Kaplan and Z. Tadmor, Polym. Eng. Sci., 14,58-66 (1974).
18. RJ. Nichols and I. Yao, SPE ANTEC, San Francisco, 416-422 (1982).
19. RJ. Nichols, SPE ANTEC, Chicago, 130-133 (1983).
20. L. Kovacs, U.S. Patent 3,689,182.
21. Klein and Z. Tadmor, U.S. Patent 3,924,842.
22. R. Klein, Edison, and I. Klein, U. S. Patent 4,290,702.
23. R. Klein, Edison, and I. Klein, U. S. Patent 4,387,997.
24. RJ. Nichols, SPE ANTEC, New Orleans (1984).
25. R.B. Bird, R.C. Armstrong, and O. Hassagcr, «Dynamics of Polymeric Liquids», Volume 1, Fluid
Mechanics, Wiley, NY (1977).
26. W. Kozicki, C.H. Chou, and C. Tiu, Chem. Eng. Sci., 21,665 (1966).
27. W. Kozicki, C. J. Hsu, and C. Tiu, Chem. Eng. Set, 22,487 (1967).
28. C. Howland and L. Erwin, SPE ANTEC, Chicago, 113-116 (1983).
29. M.L. Booy, Polym. Eng. Set, 20, 1220-1228 (1980).
30. W.A. Mack and R. Herber, Chem. Eng. Prog., 72, Jan., 64-70 (1976).
31. L. Wielgolinski and J. Nungemni, Adv. Pol. Tech., 3,99-105 (1984).
32. M. Eyrich, 3rd Int’l Congress on Reactive Process of Polymers, Strasbourg, France, Sept., 165-180
(1984).
33. L.P.B. M. Janssen, BJ. Schaart, and J.M. Smith, Polymer Extrusion U Conference, London,
England, May, 15.1-15.7 (1982).
34. N.P. Stuber and M. Tirrell, 3rd Infl Congress on Reactive Process of Polymers, Strasbourg, France,
Sept., 193-201 (1983).
35. J.A. Spcur and L.P.B.M. Janssen, 3rd Int’l Congress on Reactive Processing of Polymers, Strasbourg,
France, Sept., 363-372 (1984).
36. R.J. Nichols and R.K. Senn, Paper Presented at 53rd Annual Meeting of the Society of Rheology,
Louisville, K.Y, October 15 (1981).
37. D. B. Todd, SPE ANTEC, 472-475 (1974).
38. H.W. Werner, Runststoffe, 71,18-26 (1981).
39. H.P. Han and CD. Han, SPE ANTEC, Washington DC (1985).
40. G.P. Collins, CD. Denson and G. Astarita, AIChEJ., Aug., 1288-1296 (1985).
41. R.M. Secor, 3rd Int’l Congress on Reactive Processing of Polymers, Strasbourg, France, Sept.»
153-164(1984).
42. J.A. Biesenberger and S.T. Lee, SPE ANTEC, Washington, DC (1985).
43. D.B. Todd (Ed.), « Plastics Compounding, Equipment and Processing», Carl Hanser Verlag, Mu
nich(1998). . .
44. J.L. White, «Twin Screw Extrusion, Technology and Principles», Carl Hanser Verlag, Munic
(1990).
45. A. Grimminger et al., U.S. Patent 4,863,364 (1989).
11. Проблемы, возникающие
при эксплуатации
экструдеров
Поиск неисправностей зачастую оказывается самым важным аспектом экструзии из-за
связанных с этим финансовых проблем. Поэтому данная тема, может быть, самая важная во
Jвсей книге. Более того, мы решили посвятить данному предмету отдельную публикацию —
Книга ^Troubleshooting the Extrusion Process* [159] представляет собой расширенный вариант
Данной главы.
; 11.1. Эффективный поиск неисправностей
| Перед тем как перейти собственно к проблемам экструзии, следует обсудить несколько
«опросов. Когда в процессе экструзии возникают проблемы, очень важно иметь возможность
(быстро и точно провести диагностику экструдера, чтобы уменьшить время простоя или вы-
пуск некачественной продукции. Необходимыми требованиями для эффективного поиска
неисправностей являются хорошее приборное обеспечение и глубокое понимание процесса
.Экструзии. Приборное обеспечение очень важно для управления процессом, но совершенно
Незаменимо при поиске неисправностей. Без приборов поиск неисправностей превращается в
,^Учшем случае в игру «угадайка», независимо от того, насколько хорошо человек понимает
Процесс. Поэтому отсутствие необходимого приборного обеспечения может оказаться очень
.Дорогим, если он задерживает решение проблемы даже на небольшой промежуток времени.
ь Важными предпосылками эффективного решения проблем являются:
( • хорошее приборное обеспечение;
h • глубокое понимание процесса экструзии;
J • сбор и анализ данных при проведении процесса;
। • формирование профессиональной команды;
30
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
• информация о состоянии оборудования;
• информация о сырье.
11.1.1. Приборное обеспечение
Процесс экструзии — это, в значительной степени, «черный ящик». Другими словами, не-
возможно наблюдать визуально то, что происходит внутри экструдера. Мы можем видеть
только материал, входящий в экструдер, и материал, выходящий из экструзионной головки.
Эднако то, что происходит между загрузочным отверстием и выходом, в обычном экструдере
невозможно увидеть, поскольку процесс скрыт корпусом цилиндра экструдера. Это значит,
что при определении того, что происходит внутри экструдера, мы сильно зависим от средств
Измерений. Мы можем рассматривать средства измерения как «окно в процесс».
Недостаточно иметь множество средств измерений на экструдере, важно быть уверен-
ным, что датчики и считывающие устройства работают правильно. Например, если в темпера-
турной зоне экструдера наблюдается ненормально высокая или низкая температура, нужно
удостовериться, что считывание температуры проводится корректно. Устройства измерения
должны быть правильно откалиброваны. Следует быть уверенным, что устройство действи-
тельно в состоянии измерять изменения параметра, который предполагается отслеживать.
Специальные процедуры для определения возможностей измерительных устройств были
разработаны в SPC [78].
11.1.2. Понимание процесса экструзии
Для того чтобы эффективно решать задачи экструзии, необходимо хорошо понимать
процесс экструзии. Работникам, не знакомым с экструзией, рекомендуется пройти курсы по
материаловедению пластмасс, основным характеристикам экструзионных агрегатов, сред-
ствам измерения и оперативному контролю, работе экструдеров, а также конструкции шне-
ков и головок. Хотя сейчас существует множество курсов и семинаров, различных обучаю-
щих программ, для многих операций при экструзии основным видом обучения является
учеба на рабочем месте. Однако нужно понимать, что обучение в процессе работы зачастую
наименее эффективно и наиболее дорогостоящий метод обучения. Экструдеры — дорого-
стоящие агрегаты и для выпуска качественной продукции они должны правильно управ-
ляться. Если управление экструдером осуществляется неправильно, может выпускаться
бракованная продукция или может быть поврежден сам экструдер. Также важно понимать,
что экструдеры являются потенциально опасными устройствами. Неправильное управле-
ние экструдером может привести к серьезным авариям. Следовательно, персонал, обслужи-
вающий экструзионное оборудование, обязательно должен получить соответствующие зна-
ния по технике безопасности.
11.1.3. Сбор и анализ данных проведения процесса
(временная диаграмма)
Для того чтобы понять, почему процесс протекает неправильно, необходимо сравнить те
кущие условия процесса с предшествующими, когда проблемы не существовало, то есть по
строить временную диаграмму. Это значит, что следует собирать информацию не только
экструдере (температуре, давлении, нагрузки на двигатель, линейной скорости, размерах Ра
бочего цилиндра, размерах шнека и т. д.), но также информацию о материале и обо всех дрУгИХ
переменных, которые могут повлиять на процесс. Изменения в процессе могут произойти не
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
631
только из-за самого оборудования, но также и из-за изменения материала. Например, измене-
ние содержания стабилизатора в пластмассе может привести к ее деструкции при неизменных
| условиях и параметрах оборудования (см. раздел 11.1.6).
t Важность временной диаграммы основана на предположении, что процесс протекал ус-
g пешно в течение некоторого периода времени. Для того чтобы процесс стал нестабильным,
должно было произойти некое поддающееся идентификации изменение (или изменения), на-
t рушившее процесс. Задача состоит в том, чтобы выявить эти изменения и исправить их, чтобы
процесс снова стал управляемым. Процесс создания временной диаграммы начинается во
время стабильного процесса и заканчивается некоторое время спустя после того, как были за-
мечены нарушения процесса. Все события, даже отдаленно связанные с процессом, должны
& вноситься во временную диаграмму. После того как диаграмма построена, она становится ин-
струментом для выявления события (событий), вызвавших нарушение процесса.
и Следует отметить, что не все события сказываются на процессе немедленно. В некоторых
h случаях может иметься существенный скрытый период до того, как эффект изменений станет
Е заметен. Это, естественно, затрудняет процесс поиска неисправности; необходимо иметь это
в виду и не делать скоропалительных выводов. Автору известен случай, когда катастрофиче-
ский износ был связан с событием, имевшим место за 4 месяца до этого. Износ оставался не-
значительным в течение четырех месяцев после установки нового устройства загрузки. Одна-
ко когда начался быстрый износ, шнек разрушился всего за 48 часов.
К- На рис. 11.1 приведен пример временной диаграммы, событий, предшествовавших появ-
К; лению проблемы с гелем.
йк При создании временной диаграммы убедитесь, что вы перечислили все события, кото-
Ж рые потенциально могут влиять на процесс. Очевидными событиями являются перебои элек-
К троэнергии, установка нового или восстановленного шнека экструдера, смена партии полиме-
К ра и т. д. Некоторые события не так очевидны, но также могут влиять на процесс, например,
№ строительные работы в помещении, изменение погрузки-разгрузки материалов, профилакти-
Ж • ческие работы в системе водоснабжения предприятия, обучение оператора, колебания напря-
к жения и т. д.
Ж. 11.1.4. Формирование команды
Jr Если область возможных задач невелика, один человек может контролировать весь про-
цесс решения задачи и нет смысла организовывать команду. Во многих случаях, однако, про-
Kt блема затрагивает различные подразделения и функции, требуя для решения широкого диа-
пазона профессиональных навыков. В подобных случаях требуются усилия целой команды.
W/' Решение проблем экструзии часто требует участия различных отделов: контроля качества сы-
ИГ рья, закупок, технического обслуживания, инженерного и др.
К 11.1.5. Состояние оборудования
К При возникновении проблемы в экструдере важно иметь исчерпывающую информацию о
состоянии оборудования. Экструдеры должны регулярно обслуживаться и должны вестись
журналы технического обслуживания, чтобы можно было оценить состояние различных ком-
ионентов оборудования. Для обеспечения хорошей производительности следует соблюдать
Рекомендации фирмы-производителя по эксплуатации экструдера.
s Шнеки и рабочие цилиндры экструдеров со временем изнашиваются. Скорость износа за-
ИК ®Исит от многих факторов. Шнек экструдера может прослужить несколько лет или только не-
сколько недель. Чтобы можно было предсказать срок службы шнека и цилиндра, необходимо
632
ЧАСТЬ 111. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Установлен новый шнек в экструдер 11.28.99 4— Партия полимера 11.01.99
F
Партия полимера 01.12.99 ► 4 Замена щетки электродвигателя
Замена нагревателя в фильере и термопар 01.27.00 Замена масла в картере 02.15.00 — Замена датчика температуры в линии водяного охлаждения 03.16.00 Изменение профиля температуры - рабочего цилиндра 04.12.00 ► ► ► 01.22.00 4 Отключение питания 02.26.00 4— Новый оператор экструдера Джон Хэйнес 03.07.00 4 Партия полимера 03.23.00
Замена осушителя ► 4— Установлена восстановленная фильера экструдера 04.23.00
в сушилке 05.02.00 Партия полимера 05.24.00 ► 4 Замена насоса 05.09.00 4 Измерение микрометром размеров шнека и рабочего цилиндра 05.29.00
Появление гелей 06.05.00
Ноябрь 1999
Декабрь 1999
Январь 2000
Февраль 2000
Март 2000
Апрель 2000
Май 2000
Июнь 2000
Рис. 11.1. Пример временной диаграммы событий, предшествовавших появлению проблемы с гелем
регулярно (по меньшей мере, раз в год) измерять внутренний диаметр цилиндра и наружный
диаметр шнека. Это позволит заменять шнеки и цилиндр через определенные интервалы вре-
мени без неприятных сюрпризов.
11.1.6. Информация о сырье
Производительность экструдера в такой же мере определяется характеристиками сырья,
как и характеристиками оборудования. Свойства сырья, влияющие на процесс экструзии:
объемные свойства, текучесть расплава и термические свойства. Важными свойствами сыну'
чих материалов являются: насыпная плотность, сжимаемость, размер частиц, форма частии»
внешний и внутренний коэффициенты трения и тенденция к агломерации; важными свойст-
вами расплава — вязкость при сдвиге и при растяжении в зависимости от скорости сдвига и
температуры. Часто используемый показатель текучести расплава (ПТР) дает лишь ограни-
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
633
ценное представление о вязкости расплава. Важными термическими свойствами являются
удельная теплоемкость, температура стеклования, точка плавления кристаллической фазы,
теплопроводность, плотность, температура деструкции и индукционный период как функция
температуры.
Изменение материала может вызвать проблемы при экструзии, если оно затрагивает
свойства полимера, определяющие поведение материала при экструзии. Если предполагает-
ся, что проблема вызвана материалом, прежде всего следует изучить записи входного контро-
ля материала, чтобы определить, есть ли изменения в исходном сырье. К сожалению, зачастую
единственной проверкой качества исходного сырья является тест на индекс расплава. Дан-
ный тест способен выявить только весьма ограниченное число проблем, связанных с материа-
лом. Следовательно, во многих случаях проверка материала должна быть более тщательной,
чем регулярно проводимый стандартный контроль качества.
Есть ряд проблем, связанных с проведением измерений критически важных свойств ис-
ходного сырья. Общее число свойств, которые необходимо измерять, порядка десятка. При
этом часть измерений требует большого количества времени. Таким образом, чтобы охаракте-
ризовать экструзионные свойства материала, может потребоваться значительное время; это
не годится, если требуется быстрое решение. Другая проблема состоит в том, что некоторые
важные свойства трудно измерить с высокой степенью точности и воспроизводимости. Самое
типичное свойство с этой точки зрения — внешний коэффициент трения. Другая сложность
может состоять в том, что может не быть наготове средства для измерения всех надлежащих
параметров. Не все компании могут себе позволить полностью оснащенную лабораторию для
полного анализа экструзионных характеристик определенного сырья. Наконец, если даже ма-
териал полностью охарактеризован и не обнаружено заметных изменений свойств, это не мо-
жет гарантировать того, что возникшая при экструзии проблема не связана с материалом, по-
скольку образец материала, используемый в тестах, может не быть представительным образ-
цом. Поскольку для большинства тестов требуются образцы порядка 10 г или менее, а
большинство экструдеров имеют производительность от нескольких сотен до нескольких ты-
сяч кг/ч, имеется значительная вероятность, что контрольный образец не является достаточ-
но представительным.
Практическим тестом того, связана ли проблема с материалом, является экструдирование
некоторого количества материала из старой партии, чтобы увидеть, не исчезнет ли проблема.
Если это произойдет, то значит проблема связана с материалом. По этой причине полезно со-
хранять некоторое количество материала из старых партий, что также дает возможность более
детальных измерений.
Если проблема связана с материалом, есть два возможных решения. Самое простое с точ-
ки зрения экструзии — вернуться к тому материалу, который использовался до возникнове-
ния проблемы. Однако это не всегда возможно по другим причинам. Таким образом, если
изменение материала окончательное, процесс экструзии должен быть настроен на качество
нового материала. С этой точки зрения задача может измениться — вместо устранения нару-
шения поиск новых условий проведения процесса. Вероятность решения задачи будет зави-
сеть от природы и степени изменения материала.
11.2. Средства для поиска неисправностей
Существует ряд средств, помогающих в процессе поиска неисправностей. Обсудим наи
более важные из них.
634
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
11.2.1. Средства измерения температуры
Полезным средством является пирометр с поверхностным контактным датчиком и датчи-
ком расплава (щупом). Контактный датчик может использоваться для проверки работы на-
гревателя, температур рабочего цилиндра, температуры головки, а также распределения и от-
клонения температур. Датчик расплава может использоваться для проверки точности термо-
пары в расплаве и для измерения реальной температуры расплава при выходе из головки.
Температура расплава на выходе из головки может быть выше, чем показывает датчик темпе-
ратуры расплава в конце рабочего цилиндра. Другой полезный инструмент при устранении
неисправностей — инфракрасный термометр (рис. 11.2).
Бесконтактный инфракрасный термометр позволяет измерить температуру в местах, к
которым невозможно подобраться контактным датчиком. Кроме того, инфракрасный термо-
метр позволяет измерить температуру расплава полимера, не повреждая экструдат. Это дает
возможность определить изменение температуры расплава в поперечном направлении пото-
ка материала, выходящего из плоскощелевой головки. Большое изменение температуры рас-
плава обычно приводит к проблемам при дальнейшем течении материала.
11.2.2. Системы сбора данных
Системы сбора данных исключительно полезны при экструзии, поскольку проблемы час-
то возникают, когда оператор не смотрит на инструментальную панель приборов экструдера.
Даже если оператор следит за панелью, он в состоянии одновременно контролировать только
ограниченное число переменных. Системы, собирающие и сохраняющие важные параметры
процесса, незаменимы при устранении неисправностей. Если неисправность возникла в 2 ча-
са ночи, оператору, приходящему в 7 часов утра, очень трудно восстановить события, произо-
Рис. 11.2. Пример ручного инфракрасного термометра
шедшие в ночную сме-
ну, если основные дан-
ные, относящиеся к это-
му времени, не были за-
писаны.
Простая система
сбора данных — это диа-
граммный самописец,
который может зафик-
сировать такие важные
параметры, как скорость
шнека, давление в го-
ловке, температура рас-
плава, силу тока в двига-
теле и т. д. Более полез
ны компьютерные сис
темы сбора данных; они
бывают двух видов: не
реносные анализаторы и
стационарные системы
сбора данных.
ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
635
11.2.2.1. Переносные системы сбора данных
Переносные системы сбора данных похожи на поверочные таблицы в том, что их легко
можно перенести на новое место. В литье под давлением эти устройства часто называют пере-
носными анализаторами. У них есть несколько важных преимуществ:
Данные фиксируются в форме, пригодной для ввода в компьютер.
Данные можно получать непосредственно с электронных датчиков и измерителей. Это
ускоряет работу и минимизирует ошибки.
Данные могут анализироваться внутренними средствами; может выдаваться информация
о средних значениях, диапазоне, максимальных и минимальных значениях, стандартном от-
клонении и т. д.
Имеется установка предельных значений. Система сбора данных может передавать сиг-
- нал тревоги, если данные выходят за пределы установленных значений.
г Переносные системы сбора данных могут собирать данные о переменных, а также об их
характеристиках. Использование переносных систем сбора данных значительно выросло по-
сле того, как цены на них опустились до значений, приемлемых даже для малых компаний
F; [162]. Некоторые переносные системы сбора данных стоят сегодня менее $10 000.
г' Многие переносные системы сбора данных дает пользователю возможность выбирать па-
раметры, подаваемые на вход каналов сбора данных, поэтому возможно измерение парамет-
S'i ров и вспомогательного оборудования, например сушилок, а также внешних сигналов, напри-
i мер, температуры и относительной влажности в помещении. Важными входными параметра-
s ми являются:
• давление расплава;
• температура расплава;
• частота вращения шнека;
• нагрузка на двигатель;
♦ • температура загрузочного бункера;
• температура рабочего цилиндра;
• температура головки;
• линейная скорость;
• размеры экструдата;
• мощность нагрева в различных температурных зонах;
• степень охлаждения в различных температурных зонах.
Другие параметры, подлежащие мониторингу, зависят от специфики процесса. Напри-
;Мер, при экструзии часто необходимо следить за степенью разрежения в клапане. Для тща-
тельного анализа процесса система должна иметь 32 канала или больше.
11.2.2.2. Стационарные системы сбора данных
г.
Как следует из названия, стационарные системы сбора данных установлены стационарно
^{ибо из-за их размеров, либо из-за проводов, которые затрудняют перемещение устройства,
/^тационарные системы сбора данных обычно имеют широкий спектр возможностей. Простая
^Истема может записывать данные, поступающие только с одного экструдера, то есть является
ециализированной системой. Часть производителей оборудования теперь предлагает экс-
ФУДеры со встроенной возможностью сбора данных и возможностью использования блоков
Стандартного управления периферийными устройствами (SPC).
Более сложные системы сбора данных могут записывать данные из различных источни-
•ю» анализировать данные, выдавать контрольные карты, показывать графики-прогнозы для
Личных переменных и т. д. Подобные системы часто называют системами мониторинга
636
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
в масштабе предприятия. Сейчас имеются центральные системы на базе компьютера, позво-
ляющие пользователю наблюдать за работой оборудования всего предприятия и изменять те-
кущие параметры любого выбранного оборудования. Стационарные системы сбора данных
могут выглядеть совершенно по-разному в зависимости от назначения. Хорошая система сбо-
ра данных может быть прекрасным помощником для улучшения управления процессом, а
также для решения возникших проблем. Для применения в экструзионных производствах
важны следующие возможности:
Мониторинг многих переменных. Обычный процесс экструзии требует мониторинга око-
ло 40-50 параметров процесса.
Данные для медленно меняющихся процессов должны собираться, по крайней мере, раз в
секунду. Для быстро изменяющихся переменных, таких как давление в расплаве и гидравли-
ческое давление, частота сбора данных должна быть высокой, обычно 100 раз в секунду. Неко-
торые системы высшего класса собирают данные с частотой 100 000 раз в секунду.
Прогнозирование — возможность показа изменения одного или нескольких параметров
процесса на некоторое время вперед. Очень полезная возможность — возможность настраи-
вать масштаб отображения. Данная возможность исключительно полезна при поиске неис-
правностей и для решения проблем.
Определение статистических параметров процесса и параметров продукта, таких как
среднее значение, стандартное отклонение, пределы управления и т. д.
Предупреждения о выходе за допустимые пределы и/или указание возможных причин от-
клонения.
Рекомендации — возможность сохранения важных параметров процесса для различных
продуктов. Это позволяет быстро и надежно воспроизводить предыдущие условия процесса.
Отчет о выпуске — возможность слежения за количеством переработанного материала и
выдавать отчеты за день, за неделю и т. д. Это важное средство управления для анализа произ-
водительности различных производственных линий.
Следующие особенности также стоит принимать во внимание:
^Дружественность». Система должна быть проста в использовании, интуитивно понят-
на, не должна требовать длительного обучения операторов.
Доступность. Возможен ли доступ с удаленного компьютера? При наличии удаленного
доступа возможна интеграция в систему управления предприятием.
Совместимость. Может ли программное обеспечение системы сбора данных работать со-
вместно с другими программными продуктами?
Возможность модернизации. Возможно ли внедрение новых версий программного обес-
печения и аппаратуры?
Стоимость. Следует проанализировать, превысит ли экономия средств от улучшения ка-
чества продукции и повышения производительности стоимость системы сбора данных.
Различные методы сбора данных имеют свои преимущества и недостатки. Поверочные
таблицы медленны, подвластны человеческим ошибкам и ошибкам записи, тем не менее они
недороги, гибки, эффективны для небольших объемов данных и просты в использовании-
Стационарные системы сбора данных быстры, не чувствительны к человеческим ошибкам и
ошибкам записи, могут оперировать большими объемами данных, однако обычно дороги И &
лее сложны в использовании. Таким образом, поверочные таблицы и стационарные системы
сбора данных имеют разные области применения. Переносные системы сбора данных рэсп°
лагаются посередине. Сравнение различных методов записи данных приведено в табл. И-
Для систем мониторинга масштаба предприятия процесс экструзии может быть интегр
рован с предшествующими и последующими операциями. Для мониторинга перемещения Д^
талей, а также для интеграции с автоматическим слежением за изделиями и со складирова
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
637
ем, могут использоваться штрих-коды. При использовании данных систем могут быть собра-
ны точные данные для стоимости работ; например, о времени цикла, выработке,
эффективности, отходах, распределении работ и простоях — все это важнейшая информация
для эффективного управления предприятием. Функции, которые могут быть включены в сис-
тему мониторинга предприятия: плановое техническое обслуживание, график выпуска про-
дукции, инвентаризация, отчет о выпуске продукции, регистрация заявок, реестр выполнен-
ных работ, сигнализация реального времени, контроль качества, блоки стандартного управле-
ния периферийными устройствами и др.
Некоторые системы мониторинга в масштабе предприятия дают возможность вносить из-
менения средствами удаленного доступа с центрального терминала, например, в такие пара-
метры, как частота вращения шнека и температура рабочего цилиндра. Очевидно, что необхо-
димо тщательно следить за результатами подобных изменений, поскольку они могут привес-
ти не только к улучшению процесса, но и к его ухудшению.
11.2.3. Оптическая микроскопия
Данный метод дает возможность следить за качеством полимерного изделия, давая важ-
ную информацию о структуре, обработке или производстве и о причинах сбоя или поврежде-
ния. Таким образом, это широко распространенный метод для контроля качества, поиска не-
исправностей и анализа сбоев.
Микроскопы с высокой разрешающей способностью имеют кратность увеличения 50,
100, 200 и 500. Измерения могут проводиться в проходящем, отраженном или поляризован-
ном свете. При низких степенях увеличения кратность меняется от 7 до 80. Имеется возмож-
ность получения трехмерного изображения. На рис. 11.3 приведен общий вид оптического
микроскопа.
Для приготовления образцов требуются микротомы от 0 до 340 мкм с разрешением
0,5 мкм и использование полировочной машины.
Таблица 11.1, Сравнение методов записи данных
Поверочные таблицы Переносные системы сбора данных Стационарные системы сбора
данных
Скорость Низкая Хорошая Высокая
Человеческие ошибки Существенные Редкие Очень редкие
Ошибки записи Существенные Нет Нет
Эффективны Для малых объемов Для больших объемов Для очень больших
j. Стоимость данных данных объемов данных
Незначительная Хорошая Существенная
Гибкость Очень хорошая Достаточно хорошая Хорошая
: * ребования к навыкам ^Пользователей Низкие Средние Высокие
Области применения данного метода:
• анализ дефектов полимерных продуктов;
• распределение наполнителя или пигмента в полимерной матрице;
638
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 11.3. Оптический микроскоп
• остаточные напряжения (в поляризо-
ванном свете);
• исследование размеров;
• различия, обусловленные ориента-
цией;
• анализ кристалличности;
• анализ наполнения полимера;
• анализ пленок после соэкструзии, с
использованием колориметрии.
Колориметрия требует обработки
образца для придания цвета отдельным
материалам образца. Например, в мно-
гослойной пленке, если используются
натуральные полимеры (без красите-
лей), бывает трудно различить различ-
ные слои. Некоторые соединения окра-
шивают одни полимеры, но не могут ок-
рашивать другие. Например, йод окра-
шивает ПА 6 в красный цвет, а этилен-
виниловый спирт в коричневый, обыч-
ные границы слоев в серый, но не изме-
няет цвет ПЭ или ПЭТ.
11.2.4. Термохромные материалы
Термохромные материалы могут быть весьма полезны для решения проблем, связанных с
температурой. Эти материалы при определенной температуре необратимо меняют цвет и ис-
пользуются в различных целях. Например, термохромные краски используют для опрессо-
ванных нагревом изоляции и втулок, чтобы монтажник, нагревающий изделие при помощи
горелки, мог видеть, достигнута ли правильная температура установки изделия.
Измерить действительную температуру расплава полимера внутри экструдера непросто.
Погружной датчик не может использоваться, поскольку вращающийся шнек сдвинет его в по-
токе. Невыступающие датчики температуры не могут дать правильных показаний действи-
тельной температуры в потоке. Термохромные материалы, добавленные в сырье, помогут оп-
ределить, превышает ли температура внутри экструдера температуру цветового перехода ма-
териала.
Менниг [160] опубликовал статью, посвященную предварительным исследованиям ис-
пользования индикаторных материалов в экструзии. Термохромные материалы, использо
вавшиеся в исследовании, не были явно указаны, к тому же температура цветового перехода
зависела от времени. Разумеется, это ограничивает полезность данных материалов для точно
го определения температуры.
Раувендааль [152] провел исследование с использованием термохромных порошков, пр11
меняющихся промышленно в термохромных красках, для изучения температуры расплава
экструдерах. В исследовании использовался небольшой лабораторный двухшнековый экс
трудер, перерабатывавший высоконаполненный ПЭВП. Было установлено, что материал Де
структурирует внутри экструдера, хотя температуры рабочего цилиндра и расплава на вых
были вполне допустимыми. Температура рабочего цилиндра были около 200 °C, а измере
температуры расплава на выходе показывало 215-220 °C.
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
639
Эти значения нормальны для ПЭВП и при обычных условиях не должны вызывать де-
струкцию. Поэтому в сырье был добавлен термохромный порошок с температурой цветового
перехода 250 °C. При использовании данного материала было замечено явное изменение цве-
та материала, выходящего из головки. После этого был добавлен термохромный порошок с
температурой цветового перехода 300 °C. Неожиданно оказалось, что наблюдается изменение
цвета, как и в первом случае, указывая на то, что температура материала в экструдере превы-
шает 300 °C.
На этом этапе причина деструкции стала совершенно ясной. Однако необходимо опреде-
лить место появления области высоких температур. Поэтому шнеки были вынуты и было ви-
тально изучено изменение цвета вдоль шнека, при этом обнаружено, что изменение цвета
роисходит в секции с перемешивающими секциями, где происходит сильное сужение пото-
I. Очевидно, сдвиговое воздействие в этой части шнека вызвало ненормально высокие зна-
ния температуры, что и привело к деструкции полимера. На основе этих фактов для умень-
ения интенсивности смешения была изменена геометрия шнека, и проблема исчезла.
В описанном случае термохромные порошки оказались весьма полезными, поскольку они
ги информацию, которую очень трудно получить какими-либо другими методами. Препят-
ием для использования данного метода служит то, что термохромные порошки не всегда
:тупны. Было бы очень полезно, если бы имелся небольшой индикаторный набор из не-
>льких термохромных порошков с различными температурами цветового перехода.
11.2.5. Термический анализ
При характеристике термических свойств материала определенное количество теплоты
адится в образец и затем измеряется и записывается. Если эксперимент выполняется, воз-
кающий эффект записывается как функция времени при постоянной температуре. При
ограм мировании температуры она изменяется предопределенным образом, например, с по-
оянной скоростью, а эффект записывается как функция от температуры.
Основными методами термического анализа являются: дифференциальный термический
ализ (ДТА), дифференциальная сканирующая калориметрия (ДСК), термогравиметриче-
<й анализ (ТГА) и динамический механический анализ (ДМА). Данные методы обсужда-
сь более подробно в разделе 6.3.8.
11.2.6. Различные средства
Рулетка может быть использована для измерения расстояний примерно от 20 см до не-
шьких метров. Штангенциркуль может быть полезен для аккуратного измерения экструда-
размеров шнеков экструдера, деталей экструдера и т. д. Секундомер — незаменимый ин-
>умент для измерения скорости шнека, линейной скорости, калибровки смесителя и т. д.
сы могут быть использованы для измерения производительности экструдера. Небольшой
пьтметр весьма полезен, чтобы быть уверенным, что значения напряжения и сопротивле-
я различных компонентов соответствуют требуемым значениям. Источник напряжения
илливольты) может быть использован для поверки термопар, проверки входов контролле-
в и целостности контуров.
Цифровая фотокамера — полезное средство при поиске неисправностей для тщательного
Кументирования конфигурации экструзионной линии, деталей геометрии шнека, геомет-
И фильеры, участков износа шнека, загрязнений продукта, необычных наростов на экранах
т- Д. Это прекрасное средство для подготовки регламента процесса и другой документации
640
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
по процессу. Цифровые фотографии легко могут быть перенесены в компьютер и далее могут
использоваться в отчетах, учебниках, презентациях и т. д.
Цифровая видеокамера также весьма полезна при поиске неисправностей благодаря воз-
можности записывать движение. Она позволяет определить частоту пульсации экструдата,
выходящего из экструзионной головки. Другое преимущество видеокамеры — способность
записывать звук, а не только изображение. Звуковую дорожку можно анализировать отдель-
но. Например, звук высокочастотной вибрации может быть записан на видео, переписан
в компьютер, и по звуковой дорожке может быть определена частота вибрации. Цифровые
фотокамеры лучше подходят для фиксации статических явлений с высоким качеством, а ви-
деокамера — великолепное средство для записи динамических событий. При поиске неис-
правностей динамические явления зачастую являются самыми важными.
11.3. Систематический поиск неисправностей
11.3.1. Сбои и проблемы разработки процесса
Сбои — это проблемы, происходящие в эксплуатируемой экструзионной линии по непо-
нятной причине. Если экструзионная линия прекрасно функционировала в течение значи-
тельного времени, ясно, что проблема должна иметь решение. Следовательно, задачей поиска
неисправности является обнаружить причину сбоя и устранить ее. Если речь идет о разработ-
ке нового процесса, то решения может и не быть. При разработке пытаются достичь состоя-
ния, которое еще не было достигнуто ранее. Если желаемое состояние физически невозмож-
но, очевидно, что проблема не имеет решения. Из функционального анализа процесса следует
определить границы условий, которые могут быть реализованы на практике.
11.3.2. Проблемы, связанные с оборудованием
В проблемах, связанных с оборудованием, механические изменения в экструдере вызыва-
ют изменение в технологическом процессе. Эти изменения могут быть вызваны системой
привода, системой нагрева и охлаждения, системой подачи материала, формовочной систе-
мой или реальной геометрией шнека и рабочего цилиндра. Основными компонентами приво-
да являются двигатель, редуктор и блок упорного подшипника. Проблемы привода проявля-
ются в изменении скорости вращения и/или в неспособности создания необходимого вра-
щающего момента. Неполадки в редукторе и упорном подшипнике часто сопровождаются
хорошо слышимыми сигналами, свидетельствующими о механических неполадках. Если
предполагается, что причиной неполадок является привод, следует убедиться, что нагрузка не
превышает возможности привода.
11.3.2.1. Привод
Старые приводы обычно состоят из двигателя постоянного тока со щетками, преобразова
теля напряжения и средств управления. Распространенной проблемой самого двигателя яв
ляются изношенные щетки; они должны заменяться через регулярные интервалы, как реке
мендует изготовитель. При поиске неисправности в приводе экструдера следует пользоваться
рекомендациями производителя привода. Типичное руководство для поиска неисправное
в двигателе постоянного тока приведено в табл. 11.2.
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ 641
Ь Таблица 11.2. Руководство для поиска неисправности в двигателе постоянного тока
Неисправность Возможная причина Действия
Двигатель не враща- ется Низкое напряжение якоря Неисправная обмотка Обрыв якоря или обмотки Короткое замыкание якоря или об- мотки Убедиться, что на двигатель подает- ся нужное напряжение Проверить сопротивление шунта в контуре обмотки Проверить сопротивление Проверить сопротивление
ж я УЖ - Двигатель вращается / слишком медленно ,1,- Низкое напряжение якоря Перегрузка Щетки сдвинуты вперед относи- Проверить сопротивление якоря Снизить нагрузку или использовать более мощный двигатель Определить правильное нейтраль-
> Двигатель вращается f слишком быстро тельно нейтрального положения Высокое напряжение якоря Слабое поле Щетки сдвинуты назад относитель- ное положение для щеток Снизить напряжение якоря Проверить сопротивление шунта в контуре обмотки Определить правильное нейтраль-
Г Щетки искрят у.-, КV’1 Ef ъ Иш.' m Иг *фебезг щеток но нейтрального положения Износ щеток Щетки сидят неправильно Неправильный прижим щеток Щетки застряли в держателе Коллектор загрязнен Коллектор шероховатый или не- круглый Щетки не в нейтральном положе- нии Короткое замыкание в коллекторе Перегрузка Значительная вибрация Неправильный прижим щеток Слишком длинные щетки Неправильный размер щеток Ремень слишком натянут Несоосность Погнута ось ное положение для щеток Заменить щетки Установить щетки правильно Измерить прижим щеток и испра- вить его Освободить щетки, убедиться, что щетки правильного размера Очистить коллектор Исправить поверхность коллектора Определить правильное нейтраль- ное положение для щеток Проверить замыкание в коллекторе и отсутствие металлических частиц между элементами коллектора Снизить нагрузку или использовать более мощный двигатель Проверить балансировку двигателя Измерить и исправить Подрезать щетки Заменить щетками правильного размера Проверить положение и исправить Выпрямить ось
Повреждение подшипников Проверить и заменить
Зак. 3120
642
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
11.3.2.2. Система загрузки сырья
Самым важным компонентом системы загрузки в экструдерах с подачей материала на-
сыпным методом является питающий бункер, возможно со смесителем и/или загрузочным
шнеком. Механические неполадки данной системы могут быть обнаружены визуальным ос-
мотром. Если бункер оснащен загрузочным шнеком, необходимо проверить стабильность
привода. Для правильной работы загрузочного шнека питатель должен иметь средства управ-
ления вращающим моментом для обеспечения постоянной подачи и предупреждения передо-
зировки.
Многие экструдеры имеют квадратные бункеры с быстро сходящимися стенками. Произ-
водители экструдеров зачастую выбирают эту форму из-за удобства изготовления. Однако
данная форма бункера не обеспечивает стабильной подачи материала. Когда в бункере замет-
ны нестабильности подачи, оператору часто достаточно положить сверху тяжелый предмет,
чтобы подача материала началось снова. В результате, в бункерах, вызывающих проблемы с
загрузкой, зачастую видны причины неправильной подачи, такие как дефекты, зазубрины, ца-
рапины и т. д. Подобные признаки явно указывают на неудачную конструкцию бункера.
11.3.2.3. Различные системы загрузки сырья
Система загрузки сырья в экструдер играет важнейшую роль для обеспечения стабильно-
го последовательного процесса экструзии. При подаче материала насыпным методом конст-
рукция загрузочного бункера в значительной степени определяет, насколько стабильно сыпу-
чий материал будет проходить через бункер. Этот вопрос обсуждался в разделе 7.2.1. В экс-
трудерах с дозаторами стабильность процесса в значительной степени определяется
качеством дозатора. Дозаторы бывают объемными и весовыми. Часто питатели интегрирова-
ны в общую систему управления экструзионной линией или даже всего предприятия.
Объемные дозаторы обычно управляются по скорости и обеспечивают постоянную ско-
рость массопереноса до тех пор, пока постоянна насыпная плотность сырья. Если насыпная
плотность непостоянна, объемные дозаторы меньше подходят для работы. Весовые дозаторы
обычно управляют скоростью массопереноса, определяя общий вес дозатора вместе с находя-
щимся в нем материалом. Скорость загрузки управляется таким образом, чтобы уменьшение
массы во времени было линейно. Когда весовой дозатор заполняется материалом, он обычно
на короткое время переключается в режим объемного дозирования, чтобы обработать возму-
щение по массе, происходящее в период загрузки дозатора. Книга Уилсона [161] содержит
большое количество подробной информации о дозирующих системах.
11.3.2.4. Система нагрева и охлаждения
Систему нагрева и охлаждения используют для того, чтобы добиться регулирования тем-
пературы расплава полимера. Однако отклонения температуры материала не обязательно
указывают на неполадки с нагревом или охлаждением, поскольку тепло передается (или от-
бирается) непосредственно рабочему цилиндру и только косвенно — полимеру (от полиме-
ра). Локальная температура рабочего цилиндра, измеряемая датчиками температуры, опреде-
ляет количество тепла, переданного рабочему цилиндру (или отобранного от него). Темпера-
тура, которой можно реально управлять, — это температура рабочего цилиндра.
Температура материала обычно регулируется изменением заданных значений в темпера
турных зонах, расположенных по длине экструдера. Однако из-за медленного отклика темпе
ратуры расплава на изменения передаваемого тепла только очень медленные изменения тем
пературы можно регулировать изменением заданных значений. Быстрые колебания темпера
туры материала, время цикла которых менее пяти минут, обычно не удается уменьшить
средствами системы регулирования температуры расплава. Подобные колебания говорят
11. ПРОБЛЕМЫ. ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
643
нестабильности переноса в процессе экструзии и могут быть эффективно снижены только
устранением причины нестабильности переноса.
Систему нагрева можно проверить, задав температуру намного выше, например, на 50 °C
выше обычного значения. Нагреватель должен работать на 100%, и измеряемая температура
рабочего цилиндра через одну или две минуты должна начать повышаться. Если нагреватель
не включился на полную мощность, измеряемая температура рабочего цилиндра неправиль-
ная или ошибка кроется в электронной схеме регулятора температуры. Если нагреватель
включился на полную мощность, но температура не начала повышаться через 2-4 минуты, то
или измерение температуры рабочего цилиндра неправильное, или плохой контакт между на-
гревателем и рабочим цилиндром.
Систему охлаждения можно проверить, задав температуру намного ниже, например, на
50 °C ниже обычного значения. Охлаждение должно работать на 100%, и измеряемая темпера-
тура рабочего цилиндра через одну или две минуты должна начать понижаться. Если охлаж-
дение не включилось на полную мощность, значит неправильно измеряется температура ра-
бочего цилиндра или ошибка кроется в электронной схеме регулятора температуры. Если ох-
лаждение включилось на полную мощность, но температура не начала понижаться через 2-4
мин, то или измерение температуры рабочего цилиндра происходит неправильно, или систе-
ма охлаждения не работает. Общая процедура проверки приведена в табл. 11.3.
Если для поддержания нужной температуры материала требуется значительное охлажде-
ние, это указывает обычно на избыточную внутреннюю генерацию тепла вследствие трения
или диссипации энергии вязкого трения. Внутренняя генерация тепла может быть снижена
уменьшением скорости вращения шнека или изменением его конструкции. Основным пара-
метром конструкции шнека, влияющим на повышение температуры при вязком течении, яв-
ляется глубина канала. Увеличение глубины канала снижает скорость сдвига и повышение
температуры вследствие вязкого трения.
Таблица 11.3, Проверка системы нагрева и охлаждения
Система нагрева: повышение заданной температуры на 50 °C
Нагреватель включается на полную мощность, и температура рабочего цилиндра начинает по- вышаться примерно через 2 мин Система нагрева в норме
Нагреватель включается на полную мощность, но температура рабочего цилиндра не меняется Плохой контакт нагревателя и рабочего цилин- дра, недостаточная мощность нагревателя, не- исправен датчик температуры
Нагреватель не изменяет свою работу Нагреватель неисправен, неисправен регулятор
Система охлаждения: понижение заданной температуры на 50 °C
Охлаждение включается на полную мощность, Система охлаждения в норме
и температура рабочего цилиндра начинает по-
нижаться примерно через 2 мин
Охлаждение включается на полную мощность,
Ло температура рабочего цилиндра не меняется
Охлаждение не изменяет свою работу
544
ЧАСТЫП. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Механические изменения в формовочной системе относятся к экструзионной головке и к
последующему оборудованию. Эти элементы можно проверить визуально, при этом механи-
ческие дефекты могут быть легко определены. Изменения формы шнека и рабочего цилиндра
зачастую вызваны износом. Так как износ — очень важное явление в экструзии, он будет под-
робно обсуждаться в следующем разделе.
11.3.2.5. Проблемы износа
Износ существует во всех механизмах с движущимися частями. К сожалению, экструде-
ры не исключение. Проблемы, связанные с износом, могут иметь различные формы и прояв-
ления. Хорошее общее понимание проблем износа при переработке полимеров дает книга
Меннига [80].
Износ экструдера обычно приводит к увеличению зазора между шнеком и рабочим ци-
линдром. Износ обычно имеет место ближе к концу зоны сжатия. Этот тип износа более ха-
рактерен для шнеков с высокой степенью сжатия. Износ в зоне сжатия для шнеков данного
типа снижает способность экструдера к плавлению материала, а также приводит к неоднород-
ностям температуры и перепадам давления. Износ шнека в зоне дозирования снижает подачу,
тем не менее снижение подачи обычно достаточно мало до тех пор, пока зазор не превысит ис-
ходный в два или три раза. Увеличившийся зазор снижает также перенос тепла от рабочего
цилиндра к расплаву полимера и наоборот; это может внести свой вклад в неоднородность
температуры в расплаве полимера.
Износ может быть обнаружен только после разборки экструдера и проверки шнека и ра-
бочего цилиндра. Если износ достаточно велик для того, чтобы влиять на производительность
экструдера, он часто заметен невооруженным глазом. Тем не менее рекомендуется измерить
внутренний диаметр рабочего цилиндра и внешний диаметр шнека по всей длине. Если это де-
лать регулярно, то легко можно определить, как быстро происходит износ. Экстраполируя из-
нос до максимально допустимого, можно определить, в какой момент времени шнек и/или ра-
бочий цилиндр следует заменить или восстановить. Если замена в связи с износом нужна по-
сле нескольких лет работы, проще всего заменить изношенные детали. Однако если замена
из-за износа необходима после короткого периода, например, через несколько месяцев, то
простая замена детали не даст приемлемого решения. В скором времени проблемы, вызван-
ные износом, стоимость простоев и заменяемых частей могут стать неприемлемыми, и возни-
кает задача устранить причины недопустимо быстрого износа вместо простой замены изно-
шенных частей. Чтобы снизить степень износа, необходимо понимать механизм(ы) износа,
чтобы определить самый эффективный путь его снижения.
11.3.2.5.1. Механизмы износа
место
Можно выделить пять механизмов износа:
• адгезионный;
• абразивный;
• послойный;
• вызванный усталостью поверхности;
• коррозионный.
Износ может быть обусловлен различными механизмами. Адгезонный износ имеет
при контакте металл-металл при высоких нагрузках. Поскольку реальная область конта
намного меньше, чем кажущаяся область контакта, в точках контакта могут образовыват
локальные спайки. Данное явление часто называют холодной пайкой. Это движение вызь
ет разрыв в области спайки, и мелкие фрагменты одной из скользящих частей выносятся
этой области. Обычно фрагменты более мягкого материала переходят на более твердый
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
645
риал. Адгезионные спайки возникают только между чистыми поверхностями. Степень исти-
рания зависит от сдвиговой прочности адгезионных спаек. Адгезионный износ обычно более
выражен для скользящих контактов сходных металлов. Адгезионный износ между сходными
металлами часто называют истиранием. При скользящем движении несходных металлов ад-
гезионная спайка содержит целый спектр соединений. Адгезивный износ может быть сущест-
венно снижен, если среди соединений спайки содержатся хрупкие интерметаллические со-
единения, которые легко разрушаются. Для снижения адгезионного износа часто используют
смазки. Если на поверхности контакта образуется слой окислов, он также снижает адгезион-
ный износ, так как окислы не образуют спаек.
Абразивный износ вызван процессом микросреза. Если в абразивном износе участвуют
два объекта, неровности более твердого тела проникают в более мягкое тело и в результате
скольжения удаляют материал. Если в абразивном износе участвуют три объекта, твердые
частицы внедряются, по крайней мере, в один объект системы износа. Соотношение твердо-
сти поверхностей — самая важная характеристика при абразивном износе, хотя влияние тре-
шиностойкости, по-видимому, тоже играет роль [1]. Хрущов [2] обнаружил, что сопротивле-
ние износу чистых металлов и отожженных сталей растет пропорционально твердости. Де-
формационное упрочнение или дисперсионное твердение не ведут к повышению абразивной
износостойкости, поскольку процесс микросреза уже порождает локальное максимальное де-
формационное упрочнение.
Послойный износ происходит, если напряжение сдвига в гетерогенном контактном слое
выше, чем напряжение сдвига гомогенной части контактного слоя. Послойный износ проис-
ходит только в тонких внешних слоях контакта. Послойный износ поддерживается, только ес-
ли внешний слой гетерогенных межфазных слоев постоянно регенерируется, образуя окисли-
тельный или другой реакционный слой. Формирование реакционных слоев, снижающих из-
нос, может быть осуществлено при помощи добавок, вводимых в смазку. Послойный износ —
это в некоторой степени мягкая форма коррозионного износа. Мягкое коррозионное или
окислительное действие затрагивает только тонкий слой новой появившейся поверхности.
Когда новый поверхностный слой сформирован, реакция останавливается.
При износе, вызванном усталостью поверхности, происходит отделение от поверхности
микроскопических или макроскопических частиц материала, вызванное усталостными тре-
Щинообразованием, растрескиванием и разрушением под воздействием специфических меха-
нических, термических и химических нагрузок при скользящем контакте между двумя по-
верхностями. Усталостное растрескивание вызвано переменными механическими или терми-
вескими нагрузками. Данный тип износа может иметь место даже при прямом контакте
. Металлов. Износ, вызванный усталостью поверхности, характеризуется существенным ин-
Аукционным периодом и относительно большой глубиной проникновения. Типичным приме-
является изъязвление роликовых опор (роликовых подшипников) и шестерен.
При коррозионном износе химическая реакция разъедает, по крайней мере, одну из
Скользящих поверхностей. Коррозионный износ при экструзии обычно имеет место в сочета-
нии с другим или несколькими другими механизмами износа.
В экструзии наиболее важными механизмами износа являются адгезионный, абразивный
Ги Коррозионный.
|н- 11.3.2.5.2. Методы определения износа
к? м Существует два основных метода проверки параметров износа в процессе экструзии. Пер-
gWH метод — запустить имеющуюся линию в нормальных условиях работы и через регуляр-
Ej16 интервалы измерять степень износа. Данный подход требует много времени и денег, но
точные и представительные результаты. Тем не менее он не позволяет провести даже
простого анализа факторов, влияющих на процесс износа.
646
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Интересный метод относительно быстрого исследования износа на действующих экстру-
дерах был разработан в институте IKT, Германия, Фрицем с сотрудниками [31]. Исследуемая
поверхность делается радиоактивной — бомбардируется протонами и нейтронами на глубину
от 30 до 80 мкм. Измеряемая сила импульса от изотопа снижается линейно как функция акти-
вированной глубины. Это позволяет точно измерять износ за короткие промежутки времени.
Было обнаружено, что процесс износа может быть точно охарактеризован за период от одного
до трех часов. В описанном исследовании [31] износ измерялся в зоне загрузки шнека, экстру-
дер имел рифленую секцию рабочего цилиндра. Абразивным наполнителем была двуокись
титана, добавлявшаяся к исходному полимеру. Если исходный полимер был в виде гранул,
наблюдался значительный износ, если же полимер был в форме порошка, износа не наблюда-
лось.
Другой метод заключается в тестировании моделей. В данном случае контрольный обра-
зец подвергается определенным условиям нагрузки, моделирующим реальные условия экс-
плуатации. Подобные установки для тестирования позволяют выбирать соответствующие с
точки зрения трения нагрузки; такие параметры трения как температура, коэффициент тре-
ния и т. д. могут быть постоянно измерены и записаны. Этот метод дает относительно быстрое
и недорогое определение характеристик износа. Однако информация, полученная на подоб-
ных установках, может быть перенесена на практику, только если условия износа в модели
действительно такие же, как в реальной системе, например, в экструдере. Многие ошибки при
переносе информации из короткого теста на износ на реальные экструдеры могут происхо-
дить просто из-за разницы трибологических свойств в процессе износа. Часто исследователи
не понимают, что трибологические параметры, трение и износ являются свойствами не мате-
риала, а всей сложной системы измерений. Следовательно, следует осторожно переносить
данные с модели на реальный экструдер. Необходимы измерения на реальном экструдере,
чтобы быть уверенным, что данные, полученные на модели, действительно такие же, как для
реальной системы. Хороший обзор и анализ методов тестирования износа в области перера-
ботки полимеров дан Меннигом и Вотом [3]. Так как при переработке полимеров действуют
различные типы износа, не существует универсального метода тестирования износа. Менниг
и Вот различают четыре типа систем при тестировании износа: металл-жидкость, ме-
талл-твердый полимер, коррозионный износ и металл-металл.
Устройство для тестирования износа в системе металл-жидкость было предложено Мех-
дорном [4] еще в 1944 г. Этот тест предназначен для моделирования условий износа в прессе,
используемом для литья реактопластов. Геометрическая форма устройства показана на
рис. 11.4.
Расплавленная или жидкая масса полимера направлялась на тестируемый образец, от ко-
торого она отражалась под некоторым углом, выходя через малый зазор 0,4 мм. Предложенное
приспособление для тестирования дает относительно быстрые результаты. Его недостатками
являются сложная геометрическая форма зазора, неоднородные условия течения по образцу,
а также то, что увеличивающийся износ изменяет сопротивление течению и, следовательно,
условия износа. Другой метод был разработан Бауером, Эйхлером и Джоном [5] в 1967 г. На
рис. 11.5 показана геометрическая схема их устройства для тестирования.
Образец представлял собой ромбовидное препятствие, устанавливаемое в центре канала
течения. Промышленно выпускаемое устройство для тестирования на основе данного прин-
ципа — Tribotest — выпускается компанией Brabender OHG. Этот тест на износостойкость час
то называют «Методом Сименса». Эйхлер и Франк [6] модифицировали этот способ измере-
ний с тем, чтобы приблизить его к условиям литья под давлением. Совершенно другая геомет
рическая форма для тестирования была разработана в институте DKI (Deutsches KunststojJ
Institut). В предложенном тесте использовали плоскую пластину, как показано на рис. 11-6.
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
647
Прокладка
Рис. 11.4. Устройство для тестирования из-
носа, предложенное Мехдорном
Рис. 11.5. Устройство для тестирова-
ния износа, предложен-
ное Бауером и др.
Испытания проводили при протекании через канал прямоугольной формы длиной 12 мм,
шириной 10 мм, а его высота регулировалась в пределах от 0,1 до 10 мм. Эту конструкцию ис-
пользовали для исследования как термопластов [7], так и реактопластов [8]. Модификацией
конструкции такого типа является устройство для тестирования износа, предложенное фир-
Рис. 11.6. Устройство тестирования износа на
основе плоской пластины, разрабо-
танное в DKI
мой BASF, моделирующее процесс износа в
литьевой машине. Другая конструкция для
тестирования, разработанная в DKI, основана
на использовании метода колец (рис. 11.7),
В предлагаемом тесте моделируются усло-
вия износа, возникающего в кольцевом про-
странстве между гребнем нарезки шнека и ра-
бочим цилиндром экструдера [7, 9]. Пламб и
Глязер [10] разработали метод тестирования
для наполненных эластомеров на основе ка-
пиллярного реометра. Образцом в этом методе
служит конусообразное тело, вставляемое в
поток. Изменение условий течения в осевом
направлении влияет на локальную скорость износа. Тест, разработанный в компании Georgia
Marble, поставляющей карбонат кальция, использует алюминиевый рассекатель потока, уста-
навливаемый в хвосте шнека экструдера, для оценки абразивного износа от минеральных на-
полнителей. Количественно износ определялся по потере массы рассекателя потока через оп-
ределенный промежуток времени [25].
Износ мсталлтвердый полимер имеет место в зоне движения твердой фазы в экструдере.
Использование рифленых рабочих цилиндров существенно увеличило интерес к износу в
Данной части экструдера. Рифленые зоны значительно увеличивают сдвиг и нормальные на-
пряжения, действующие между твердым полимером и поверхностью металла. В результате
648
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 11.7. Устройство для тестирования методом колец, разработанное в DKI
этого рифленые зоны рабочего цилиндра намного больше подвержены износу, чем гладкие.
Первое систематическое исследование износа в зоне переноса твердой фазы в экструдере бы-
ло сделано Фрицем [11]. Он использовал ромбовидный образец, вставляемый в канал шнека.
В институте £>К7была разработана система моделирования износа на образце в виде дис-
кового тестера износа. Этот универсальный дисковый трибометр описан Фольцем [12]. Кон-
цепция дискового трибометра частично основана на измененной конструкции тестера Енки
Гланцтоф [13]. Принцип действия дискового трибометра показан на рис. 11.18.
Диск может нагреваться и охлаждаться. В кольцевой паз на нижней поверхности помеща-
ется металлический образец. Дисковый трибометр позволяет проводить измерения силы тре-
ния, нормальной (осевой) силы и износа при давлении в зоне контакта до 150 МПа. Тест для
коррозионного износа впервые предложили Коллоуэй, Моррисон и Уильямс [14]. Они ис-
пользовали вакуумный пиролиз при обычной температуре процесса.
Металлический образец подвешивается в парах выделяемых летучих веществ на 24 ч при
комнатной температуре. Сходный аппарат использовали Малер [7], а также Браун и Мэлхаммер
[15] для проведения теста на коррозию при повышенных температурах и давлениях. Недостаток
вакуумного пиролиза в том, что условия коррозии отличаются от существующих в реальных про-
цессах экструзии. Этот недостаток устранен в процедуре тестирования, использовавшейся Кнап-
пом и Малером [9].
Другие тесты описаны Мосле и др. [16], а также Мэлхаммером [17]. Последний тест пред
ставляет собой сочетание износа для систем металл-жидкость и коррозионного износа. Anna
рат был модифицирован Фольцом [18] для реактопластов. Летучие вещества экстрагирова
лись из расплава полимера, приготовлявшегося в машине для литья под давлением, и прого
нялись через тестовое отверстие. Используя электрохимические измерения, Фольц показал,
что имеется существенная разница в коррозионном воздействии летучих веществ, выделен
ных из образцов, полученных литьем под давлением реактопластов.
Тесты на износ в системе металл-металл могут быть основаны на использовании с
дартных методик тестирования при условии, что между металлическими поверхностями
жет быть введен подходящий промежуточный материал. Бросцайт использовал для изу
износа в системе металл-металл установку с цилиндром и диском [19]. Зальпраан и
[20-22] использовали установку Alpha LFW-1 (рис. 11.9).
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
649
Образец
Полимер
Рис. 11.8. Универсальный дисковый трибометр
Диск может
нагреваться
и охлаждаться
Стационарный блок прижима-
ется к вращающемуся кольцу с по-
стоянной нагрузкой. Нижняя часть
кольца погружается в водно-масля-
ную эмульсию. Присутствие вод-
но-масляной эмульсии — недоста-
ток этого теста, поскольку реаль-
ные условия износа в экструдере,
где расплав полимера занимает
промежуточное положение между
шнеком и рабочим цилиндром, су-
щественно отличаются от условий,
создаваемых в установке LFW-1.
Данных по износу в системе ме-
талл-металл с расплавом полиме-
ра в качестве промежуточного ма-
териала не опубликовано.
11.3.2.5.3. Причины износа
Для систем полимер-металл ос-
новными причинами износа явля-
ются абразивный и коррозионный
износ. Абразивный износ обычно
вызван абразивными компонентами
в полимерной матрице. Независимо
от того, играют ли эти компоненты
роль наполнителя, армирующих до-
бавок или просто добавок, они могут
вызывать существенный износ, если
наполнитель твердый и содержится
в достаточном количестве. Факторы,
влияющие на износ, — это твердость
частиц, их размер и форма, способ
загрузки [23]. Интенсивность абра-
зивного износа, вызываемого различными наполнителями, можно оценить по шкале Мооса. По
этой шкале различным материалам присваивается индекс от 1 до 10 в соответствии со способно-
стью царапать другой материал или быть поцарапанными другим материалом. Очень мягким ма-
териалам, таким как тальк, присвоен индекс 1, а очень твердым материалам, таким как алмаз —
индекс 10. Твердость некоторых материалов по шкале Мооса приведена в табл. 11.4.
Таблица 11.4. Твердость различных наполнителей по шкале Мооса
Гд/=136 кр
£ /I
Жидкость
Подвижный рычаг
держателя образца
Неподвижный
образец
Вращающийся
образец
Рис. 11.9. Установка тестирования износа Alpha LFW-1
Обожженный
Кремний
Стекло
Дерлит
Волластонит
каолин 7 Слюда 3
6,5 Карбонат кальция 3
6 Каолин 2
5,5 Трехокись алюминия 1
650
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Следует понимать, что твердость наполнителя определяет характеристики износа мате-
риала лишь частично. Другим важным параметром является размер частиц. Обычно степень
износа снижается с уменьшением размера частиц. В материалах, усиленных стекловолокном,
износ снижается с уменьшением длины волокон [12]. Это можно объяснить большей подвиж-
ностью и меньшей кинетической энергией более мелких волокон из стекла. Форма частиц
оказывает очень сильное влияние на характеристики износа. Эксперименты, выполненные
Малером [26], с ПА, армированным стекловолокном, и с ПА, наполненным стеклянными ша-
риками, показали, что при использовании волокон интенсивность износа выше в 14 раз по
сравнению с использованием стеклянных шариков. Износ увеличивается, если частица имеет
острые углы и большое отношение длины к ширине. Форма частиц, вызывающая наимень-
ший износ — сферическая. К сожалению, сферическая форма зачастую нежелательна с точки
зрения достижения требуемых механических, электрических и других свойств.
При исследовании полимеров, усиленных стекловолокном, Малер [7] обнаружил, что для
некоторых полимеров интенсивность износа может быть намного выше, чем для других, по-
скольку к абразивному добавляется коррозионный износ. Он обнаружил, что интенсивность
износа для ПА 6.6, усиленного стекловолокном, со сталью 9520К была в 13 раз выше, чем для
сополимера акрилонитрила со стиролом и ПК. Аналогичные выводы были сделаны Ольмсте-
дом [27] для литья под давлением ПА 6, армированного стекловолокном: наблюдался серьез-
ный износ и шнека, и рабочего цилиндра. Было обнаружено, что износ, в первую очередь, кор-
розионного типа, вызван присутствием в волокне аппрета на основе силана. Температура раз-
ложения аппретирующего агента ниже температуры процесса. Поэтому происходила
деструкция, приводящая к коррозии шнека и рабочего цилиндра.
Однако аналогичная по смыслу работа Малера [7], проведенная с ПА 6.6, наполненным
стекловолокном с аминосилановым покрытием, не выявила никакого коррозионного износа
из-за присутствия модификатора. Поверхностная обработка наполнителей может снизить из-
нос. Сравнение износа при работе с карбонатом кальция с обработкой поверхности и без нее
показало, что интенсивность износа при переработке жесткого ПВХ с обработанным напол-
нителем была в 3-9 раз ниже, чем с необработанным наполнителем [25]. Интенсивность изно-
са измеряли при использовании алюминиевого рассекателя потока, описанного ранее. При
введении абразивных наполнителей, таких как стекловолокно, предпочтительнее добавлять
наполнитель в зоны экструдера, где полимер уже расплавлен. Это позволяет расплаву обвола-
кивать наполнитель и снижать интенсивность износа. Если абразивные наполнители доба-
вить вместе с твердыми частицами полимера, абразивное действие будет выражено намного
сильнее, и в зоне движения твердого материала происходит быстрый износ. Поэтому стекло-
волокно обычно добавляют через отверстие в корпусе, расположенное после загрузочного
бункера, или во второй экструдер в случае использования двух экструдеров последовательно.
Коррозионный износ происходит и в полимерах без наполнителей. Хорошо известными
примерами полимеров, вызывающими сильную коррозию, являются фторполимеры и хлор-
полимеры. Фторполимеры склонны к образованию плавиковой кислоты при высоких темпе-
ратурах при наличии воздуха и влаги. ПВХ склонен к образованию соляной кислоты при вы-
соких температурах. Проблема коррозии обычно стоит более остро для жесткого ПВХ, чем
для пластифицированного. Для переработки таких материалов металлические части, контак-
тирующие с полимером, должны изготавливаться из корррозионостойких сплавов, например
Hastelloy, 17-4 PH, 15-5 PH и др. Коррозия может быть также опасной при переработке гигро-
скопичных полимеров, таких как АБС-пластик, ПА, ПЭТ, ПММА и др.; когда влага находится
при высоких температурах и давлениях — образуется пар. Браун и Мэлхаммер [ 15] обнаружи-
ли, что ПА 6.6 образует несколько компонентов, вызывающих коррозию; Коллоуэи и ДР-
[14] — что коррозионное действие ударопрочного полистирола зависит от содержания хлора
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
651
и серы в саже; Мосле и др. [16] — что продукты деструкции АБС-пластика могут оказывать
коррозионное воздействие на экструдер.
Иногда абразивными компонентами смеси являются посторонние объекты, попавшие в
материал в результате загрязнения или из-за ошибок персонала. Твердые посторонние пред-
меты, например, гаечные ключи, болты, ножи и т. д. могут привести к серьезному износу за ко-
роткий промежуток времени. Для поиска металлических предметов используют магнитные
ловушки. Однако не существует простого метода для удаления всех посторонних предметов
из загрузочного бункера. Хорошее обслуживание и ответственный персонал существенно
снижают вероятность попадания посторонних объектов в экструдер. Особо стоит сказать об
осторожности при работе со шнеками барьерного типа. Если небольшие частицы, попавшие в
бункер с полимером, не плавятся при температуре переработки, и их размер больше, чем зазор
в барьерном витке, они будут собираться в конце барьерной секции. Это может привести к
очень быстрому износу, в чем автор мог убедиться лично.
Другой важной причиной износа экструзионного оборудования является износ в системе
металл-металл. К сожалению, об этом типе износа известно относительно мало. Ряд обстоя-
тельств может вызывать контакт между шнеком и рабочим цилиндром. Кроме того, контакт
металл-металл происходит при запуске. Он может происходить также при несоосности пары
шнек-цилиндр или при деформированных рабочем цилиндре или шнеке. Контакт ме-
талл-металл может происходить в загрузочном отверстии экструдера, что было описано
Люльсдорфом [28], особенно если загрузочное отверстие смещено и образует острый угол с
поверхностью шнека.
Автор также сталкивался со случаями, когда износ металл-металл происходил в загру-
зочном бункере в результате неправильного выбора геометрической формы загрузочного от-
верстия. Радиографический анализ частиц, образовавшихся вследствие износа, показывает
[28], что температура в зоне контакта шнека и рабочего цилиндра может превышать 800 °C.
> Это было подтверждено визуальным осмотром шнека, подвергавшегося сильному износу по
типу металл-металл. Было обнаружено вполне заметное покраснение металла в области из-
носа. Окраска указывает на то, что металл подвергался температурному воздействию выше
; 500 °C.
Износ при контакте металл-металл может происходить в области смешения в двухшне-
; ковых экструдерах. Экструдеры с двумя шнеками, вращающимися в противоположных на-
0 правлениях, более подвержены износу данного типа, чем экструдеры со шнеками, вращаюши-
J мися в одном направлении. Поэтому экструдеры со шнеками, вращающимися в противопо-
ложных направлениях, обычно работают при более низких скоростях вращения шнека,
i К сожалению, экструдеры со шнеками, вращающимися в одном направлении также могут ис-
пытывать сильный износ типа металл-металл. Лас Фоок и Уорс [29] предложили изменить
’ геометрическую форму нарезки шнека для увеличения центрирующей силы, действующей на
Шнек, чтобы снизить контакт металл-металл. Две геометрические формы нарезки шнека,
предложенные ими на основе теоретических расчетов, показаны на рис. 11.10.
Реальные измерения профиля давления отличались от предсказанных значений пример-
но в 10 раз. Это указывает, что используемый метод анализа не отвечает действительности;
в частности, пренебрежение утечками приводит к значительным ошибкам в расчетных значе-
> Ниях. Реальные значения центрирующей силы, действующей на шнек, не были получены.
* Уинтер [30] проанализировал неизотермическое течение жидкости, подчиняющейся степен-
ному закону, в зазоре между шнеком и рабочим цилиндром. Решение было получено с исполь-
зованием численных методов. При этом был обнаружен эффект значительного повышения
температуры расплава полимера в зазоре. Такие изменения температуры влияют на профиль
скорости. Поскольку скорость переноса массы не может измениться, Уинтер принял, что гра-
652
ЧАСТЬ 111. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
диент давления вдоль зазора должен отвечать уравнению неразрывности. Отсюда следует на-
личие больших отрицательных градиентов давления на толкающей (передней) грани нарезки
шнека и больших положительных градиентов давления на задней грани, что показано количе-
ственно на рис. 11.11. Экстремальные значения реального давления составили примерно 1 /3
от значений на толкающей грани, а рассчитанные значения составили от 5 до 20 МПа.
Предсказанный профиль давления, разумеется, получен в результате допущений, приня-
тых при вычислениях. Уинтер исходил из изотермических условий на стенке рабочего цилин-
дра и адиабатических условий на гребне нарезки шнека. Когда температуры повышаются на
100 °C и более, маловероятно, что адиабатические условия будут сохраняться для стенки
рабочего цилиндра. По тем же причинам маловероятно, чтобы изотермические условия оста-
вались справедливыми для гребня нарезки шнека, особенно если учесть что температура ос-
тальной части шнека намного ниже. К сожалению, реальные профили температуры и давле-
ния измерить трудно. Поэтому рассчитанные профили температуры и давления не были со-
поставлены с экспериментальными данными.
Уинтер принял, что существование минимума давления в середине зазора приведет к то-
му, что шнек будет прижиматься к рабочему цилиндру давлением, действующим с другой
стороны. Это справедливо, если давление в зазоре изменяется вдоль гребня нарезки шнека, и
если профили давления в самом канале шнека не играют значительной роли. Скорее всего, ре-
альная ситуация значительно сложнее. Вслед за Лас Фооком и Уорсом, Уинтер рекомендовал
скашивать кромки нарезки шнека, чтобы создать клиновидную область зазора между шнеком
и рабочим цилиндром. Другая рекомендация состоит в изменении граничных температурных
условий, например, следует нагревать рабочий цилиндр выше температуры нарезки шнека
экструдера. Интересно заметить, что в соответствии с результатами анализа Уинтера вероят-
ность контакта металл-металл снижается при увеличении зазора между шнеком и рабочим
цилиндром, при увеличении угла наклона винтовой линии и при уменьшении ширины нарез-
ки. Если это было бы справедливо, эти меры дают двойной выигрыш, поскольку они снижают
также потребление энергии. К сожалению,
реальный опыт противоречит рекомендаци-
ям Уинтера.
Недостаток ступенчатой или клиновид-
ной формы нарезки шнека состоит в том, что
когда экструдер пустой или заполнен лишь
частично, область контакта между шнеком и
Клиновидная форма нарезки
Рис. 11.10. Геометрические формы нарезки шнека
для снижения вероятности износа по ти-
пу металл'металл
направлении нарезки шнека
Рис. 11.11. Профиль давления в зазоре между
шнеком и рабочим цилиндром со-
гласно Уинтеру [30]
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
653
рабочим цилиндром существенно уменьшается. Вследствие этого напряжения в области ре-
ального контакта существенно возрастают и износ, особенно адгезионный, становится более
вероятным. Несмотря на это, Фольц [12] сообщает, что такая форма нарезки используется ря-
дом производителей экструдеров. Однако вряд ли подобная геометрическая форма нарезки
шнека широко распространена в промышленности.
Контакт металл-металл между шнеком и рабочим цилиндром возникает для незаполнен-
ного экструдера из-за провисания шнека. Износ такого типа максимален в самом хвосте шне-
ка и снижается по направлению к месту его крепления. На практике, однако, износ максима-
лен вблизи конца зоны сжатия шнека. Это указывает на то, что шнек поддерживается распла-
вом полимера в конце шнека и подвергается действию значительного бокового усилия в зоне
сжатия экструдера. Маловероятно, чтобы это боковое усилие было следствием градиента дав-
ления в зазоре между шнеком и рабочим цилиндром, обусловленного температурой, посколь-
ку процесс течения в зазоре не меняется сколько-нибудь значительно от начала плавления до
головной части шнека. Следовательно, более вероятно, что боковая сила вызвана особенно-
стями процесса транспортировки твердого материала в канале шнека.
В зоне плавления экструдера происходит непрерывная деформация твердой фазы. В зоне
сжатия экструдера твердый материал сжимается между сердечником шнека и рабочим ци-
линдром. В этой зоне может создаваться очень высокое давление, особенно при высоких сте-
пенях сжатия. Значительные изменения давления вдоль шнека легко могут вызвать дисба-
ланс боковых сил, действующих на шнек. Поэтому, скорее всего, изменение давления вдоль
канала шнека представляет собой наиболее вероятную причину контакта металл-металл ме-
жду шнеком и рабочим цилиндром. Учитывая общее значение данной проблемы при износе,
удивительно, как мало ей уделяется внимания, по крайней мере, если судить по открытой тех-
нической литературе.
11.3.2.5.4. Решение проблемы износа
Проблема поиска лучшего решения для борьбы с износом сводится к поиску причины из-
носа и определению механизма износа. Например, если наружный диаметр шнека уменьшил-
ся вследствие износа, а боковые грани нарезки и диаметр сердечника не изменились, причина
износа, вероятно, кроется в контакте шнека и рабочего цилиндра. В этом случае можно сде-
лать твердую наплавку на гребень нарезки. Это, конечно, не устранит причину износа, но мо-
жет снизить остроту проблемы. Сама проблема может быть устранена изменением конструк-
ции шнека или другим методом, изменяющим профиль давления вдоль шнека, например,
уменьшением подачи материала в экструдер.
Коррозионный износ обычно можно обнаружить по изъеденной, истертой поверхности.
Лучшее решение в случае коррозионного износа — устранить из перерабатываемой смеси
компонент, вызывающий коррозию. Однако это не всегда возможно по другим соображениям.
В таком случае следует использовать стойкие к коррозии материалы: нержавеющую сталь,
Inconel, Hastelloy и др. Для выбора оптимального конструкционного материала следует знать,
какие химические соединения вызывают коррозию. Различные руководства по металловеде-
нию содержат информацию о химической стойкости многих металлов по отношению к раз-
личным химическим соединениям. На рис. 11.12 приведена диаграмма для поиска причин из-
носа и рекомендации для различных ситуаций.
Для изготовления шнека и рабочего цилиндра предлагается множество материалов.
Большинство рабочих цилиндров экструдеров в США имеют внутреннюю вставку, наноси-
мую на цилиндр методом центробежного формования Такие вставки изготавливают из изн0'
состойкого материала, часто из чугуна, стабилизированного бором, с твердостью по шкале Р°"
квелла около 65. Биметаллические рабочие цилиндры более стойки к износу»чем азотирован-
ные цилиндры, как сообщают, например, О’Брайен [32] и Тьюрсфилд [5^1- материалу
654
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 11.12. Диаграмма для поиска причин износа и рекомендации для различных ситуаций
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
655
вставки предъявляются следующие требования: хорошая абразивная стойкость, хорошая
коррозионная стойкость, или их сочетание. Следует иметь в виду, что правильный выбор ма-
териала шнека в известной степени зависит от материала внутренней поверхности рабочего
цилиндра, особенно если имеет место контакт металл-металл. Материалы, рекомендуемые
для изготовления шнека и некоторых внутренних вставок в рабочие цилиндры экструдеров,
приведены в табл. 11.5. Рекомендации основаны на результатах тестов на износ металл-ме-
талл, проведенных на испытательной машине Alpha LFWA. Как обсуждалось выше, данный
тест не моделирует в полной мере реальных условий работы экструдера, тем не менее резуль-
татов более адекватных тестов в открытой литературе не имеется.
Самый распространенный материал для шнека — сталь 4140. Преимуществами ста-
ли 4140 являются низкая цена, хорошая обрабатываемость и возможность ее использования
с твердыми наплавками и для хромирования; недостатками — относительно низкая износо-
стойкость, что обсуждалось, например, Хофманном [34]. Поэтому шнеки из этой стали для
ответственных приложений часто закаляют, металлизируют или используют твердосплав-
ные наплавки. Для шнеков экструдера часто используется хромирование. При этом получа-
ется твердый коррозионностойкий слой с твердостью до 70 по шкале Роквелла. Слой обыч-
но достаточно тонок, от 25 до 70 мкм, и не образует герметичной изоляции для большинства
коррозионно активных веществ. Поэтому хромирование не улучшает существенно коррози-
онную стойкость шнека в силу своей пористости. Хромированные детали хорошо противо-
стоят абразивному износу, но из-за ограниченной толщины не обеспечивают долговремен-
ной защиты.
Таблица 11.5. Рекомендованные материалы для винтовой нарезки шнека [22]
Материал внутренней поверхности рабочего цилиндра
Xaloy 101 Xaloy 306 Xaloy 800 Материал шнека
Colmonoy 56 Colmonoy 6 Haynes 711 Colmonoy 5 Colmonoy 63 Stellite 1 Ferro-Tic (Iron) Colmonoy 6 Colmonoy 6 Colmonoy 56 Colmonoy 56 Colmonoy 63 Xaloy 008 Stellite 1 NyCarb NyCarb Xaloy 830 Stellite 6 Fem - Tic Stellite 6H (сильный износ)
НС-250
Colmonoy 84
Triballoy Т-700
Никелирование также достаточно часто используется для шнеков экструдера. Толщина
покрытия при этом примерно такая же, как и при хромировании. Твердость поверхности при
никелировании несколько ниже, чем при хромировании. Однако толщина никелевого покры-
тия обычно более однородна и оно менее пористо, чем хромированного слоя. Поэтому нике-
лирование обычно обеспечивает лучшую защиту, чем хромирование.
Сегодня имеется очень широкий выбор запатентованных материалов для покрытии и
процессов их нанесения. Все без исключения заявления, делаемые поставщиками подобных
656
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
материалов, очень впечатляющи. К сожалению, подобные заявления редко основаны на дол-
госрочных тестах. Поэтому следует быть весьма осторожным при выборе марки покрытия.
Интересно покрытие Poly-Ond, основанное на нанесении методом химического восстанов-
ления никелевого покрытия, пропитанного фторполимером. Это позволяет создать умеренно
твердый, стойкий к коррозии слой с низким коэффициентом трения. Низкий коэффициент
трения делает это покрытие привлекательным для использования в литьевых машинах и для
шнеков экструдеров. Л юкер из компании Killion Extruders опубликовал [35] результаты тестов
шнеков экструдеров покрытием Poly-Ond, говорящие об увеличении производительности на
5-36% для различных полимеров. Другое никелевое покрытие, пропитанное тефлоном Nedox,
описано Леви [74]. Хромовое покрытие, пропитанное тефлоном, описано Троплером [75].
Металлические покрытия — хромирование и никелирование — обычно более эффектив-
ны с точки зрения снижения износа, чем упрочнение основного материала. Для упрочнения
используют различные методы: закалку, азотирование, науглероживание и индукционное уп-
рочнение. Все эти методы основаны на процессах упрочнения и приводят лишь к частичному
улучшению проникновения и ограниченным улучшением износостойкости. Кроме того, тер-
мически обработанные стали имеют пониженные твердость и износостойкость при повышен-
ных температурах.
Наплавка твердым сплавом. Другая техника, используемая для повышения износостой-
кости шнеков и рабочих цилиндров — наплавка твердыми сплавами обычно на основе никеля
или кобальта с различными карбидами металлов, например карбидом хрома, карбидом
вольфрама и т. д. Самые распространенные сплавы — Stellite и Colmonoy, но имеется и множе-
ство других. Нанесение твердого сплава производится сваркой, напылением или литьем; тол-
щина слоя варьируется от 1 до 3 мм. Процесс нанесения твердосплавного покрытия состоит из
нескольких стадий (рис. 11.13). Кромки изношенного шнека стачиваются до одинакового раз-
мера (меньше необходимого), твердосплавный материал наваривается на кромки, наплавка
стачивается до исходного наружного диаметра шнека, боковые стенки обрабатываются для
обеспечения плавного перехода от основного материала шнека к твердосплавной наплавке.
Исходный внешний диаметр
Изношеный шнек
Стачивание для формирования
единообразного разреза
(меньше необходимого)
Нанесение наплавки
твердосплавного материала
Стачивание Обработка боковых
до исходного диаметра граней нарезки шнека
Рис. 11.13. Стадии нанесения твердосплавного покрытия на изношенный шнек
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
657
Самым критичным моментом при применении твердосплавных наплавок является пред-
варительный нагрев шнека перед их нанесением и что еще важнее, постепенное охлаждение
шнека после нанесения наплавки — если шнек охлаждать слишком быстро, в наплавке воз-
никнут термические напряжения и образуются трещины. Поскольку твердосплавные мате-
риалы твердые и хрупкие, то мелкие трещины легко образуются. На самом деле для многих
твердосплавных материалов образования мелких волосяных трещин избежать не удается.
Обычно чем выше содержание углерода в твердосплавных материалах, тем сильнее тенден-
ция к трещинообразованию и выше износостойкость.
Шнеки, для покрытия которых используют высокоуглеродистые стали, твердосплавные
наплавки с высокой износостойкостью обычно подвержены образованию волосяных трещин,
поэтому если на таких материалах не видно волосяных трещин, то это выглядит подозритель-
но. Это может быть, только если твердосплавный материал растворился в основном материа-
ле шнека, что приводит к более мягкому покрытию, которое быстро износится. По этой при-
чине полезно измерить твердость твердосплавного покрытия после изготовления шнека.
Если твердость существенно ниже нормального значения, значит твердый материал раство-
рился в основном материале или нанесение твердого слоя было выполнено неправильно.
Трещины, которых следует опасаться, — сквозные, проходящие через всю толщину на-
плавки и поворачивающие затем по окружности. При образовании таких трещин возможно
отслоение кусков наплавки. Это может случиться, если наплавка была нанесена неправильно,
если шнек не был правильно обработан перед установкой или если шнек во время экструзии
подвергается чрезмерным нагрузкам.
Большинство твердосплавных материалов наносятся не слишком хорошо, в сечении на-
плавляемого материала появляются волнистые линии. Эту проблему можно устранить при
использовании вставки, как показано на рис. 11.14, где приведены две основные геометриче-
ские формы наплавки: одна — с наплавкой на всю ширину нарезки и другая, в которой сделана
вставка с наплавкой. Вставки могут быть сделаны только на новых шнеках.
Применение твердосплавных наплавок для маленьких шнеков (диаметром менее 40 мм)
сложнее, чем для больших шнеков. По этой причине маленькие шнеки часто выпускаются без
наплавок. Маленькие шнеки экономически целесообразно изготовлять из износостойкой ин-
струментальной стали, например, D2 или СРМ, поскольку вес шнека невелик и стоимость ма-
териала относительно невысока. Для больших шнеков стоимость материала более существен-
на из-за большой массы шнека. Поэтому для больших шнеков важно использовать более де-
шевые стали.
Нанесение твердосплавных наплавок может дать существенное повышение износостой-
кости по сравнению с термически обработанными сталями. Люсиус сообщает о повышении
срока службы шнека от 2 до 25 раз при применении твердосплавных наплавок при экструзии
ПА 6.6, усиленного стекловолокном [36]. Два самых распространенных материала для твердо-
сплавных наплавок — Stellite (торговая марка Cabot Corp.) и Colmonoy (торговая марка Wall
Colmonoy Corp.). Colmonoy — сплав на основе никеля, содержащий хром, железо, бор и крем-
ний. Stellite — сплав на основе кобальта, содержащий хром и вольфрам. Из других материалов
для твердосплавных наплавок можно на-
звать Haynes 711, ЯС-250, Triballoy Т-700,
Ferro-Tic НТО и МО, NyCarb, а также Xaloy
008,830,101,306 и 800. В табл. 3.4 приведены
свойства различных материалов для твердо-
сплавных наплавок, более широкий список
дан в табл. 11.6.
на всю ширину и в виде вставки
лИс.11.14, Нанесение твердосплавного покрытия
658
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Таблица 11.6. Основные спецификации экструдеров ТЕХ-а компании JSW
Модель Диаметр, мм Вращающий момент, кг • м Мощность, кВт Частота вращения, об/мин
ТЕХ 30 а 32,0 41 15 358
ТЕХ 44 а 47,0 129 45 339
ТЕХ 54 а 58,0 243 75 300
ТЕХ 65 а 69,0 410 132 314
ТЕХ 77 а 82,5 700 220 306
ТЕХ 90 а 96,5 1121 355 309
ТЕХ 105 а 113,0 1799 560 303
ТЕХ 120 а 129,5 2708 850 306
ТЕХ 140 а 152,0 4379 1350 300
ТЕХ 160 а 174,0 6569 2000 297
ТЕХ 180 а 196,0 9389 2875 298
Тесты на износ металл-металл этих материалов описаны МакКэндлзом и Мэдди [22].
Для нанесения этих материалов используют сварку вольфрамовым электродом в инертном
газе, плазменную сварку и окись ацетилена.
Для шнеков экструдера применяются также твердые сплавы на основе молибдена. Это от-
носительно мягкие материалы, с твердостью около 40 по шкале Роквелла, но обладающие хо-
рошей смазывающей способностью. В некоторых случаях износостойкость твердых молибде-
новых сплавов улучшается примерно на 500% по сравнению с иными более распространенны-
ми твердыми сплавами. Твердые сплавы на основе молибдена используют, в первую очередь,
с азотированными рабочими цилиндрами не только в одношнековых экструдерах, но и в
двухшнековых. Применение молибденовых твердых сплавов в биметаллических рабочих ци-
линдрах часто приводит к быстрому износу шнека. Поскольку большинство экструдеров в
США имеют биметаллические рабочие цилиндры, твердые сплавы на основе молибдена не
получили широкого распространения для шнеков экструдера.
В некоторых случаях повышения износостойкости можно добиться диффузионным на-
несением твердосплавных материалов. Панцера и Зальцман [37] тестировали обработанные и
необработанные твердые сплавы и сравнивали с науглероженными кольцами SAE 4620, уста-
навливаемые в испытательной машине Alpha Model LFW-1. Были выбраны три процесса уп-
рочнения: диффузионное покрытие алюминием, диффузионное покрытие бором и ионное
азотирование. Было обнаружено, что твердые сплавы на основе кобальта дают существенное
улучшение износостойкости по сравнению с науглероженной сталью SAE 4620, а свойства
твердых сплавов на основе никеля не улучшились после ионного азотирования. Сплавы на ос-
нове кобальта, нанесенные методом алитирования, приводят к повышению износостойкости
после удаления внешнего пористого слоя. Применение боридов снижает износостойкость
сплавов на основе и никеля, и кобальта. Удаление внешнего пористого слоя улучшает износо-
стойкость сплавов на основе никеля с применением боридов.
Эффект механического упрочнения с помощью твердосплавных покрытий был изучен
Панцерой и Зальцманом. Они применяли метод дробеструйного упрочнения. Сплав на осно
ве кобальта упрочнялся на глубину около 250 мкм; сплав на основе никеля не упрочнялся в°
все. При проведении тестов на износ на машине LFW-1 было обнаружено, что свойства сплаву
на основе кобальта не улучшились по сравнению с науглероженной сталью 5АЕ 4620. ДрУго11
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
659
процесс, используемый для упрочнения поверхности шнеков экструдера — химическая ваку-
умная металлизация. Указанная технология и некоторые его приложения были описаны Бо-
нетти [73]. Этот процесс используется для нанесения тонкого слоя, примерно 4 мкм, очень
твердого покрытия нитрида титана на поверхность шнека. Могут быть достигнуты значения
твердости до 110 по шкале Роквелла. Очевидно, что при такой исключительной твердости
шнека следует быть очень осторожным с совместимостью материала рабочего цилиндра и
шнека. Восстановление шнеков экструдера рассмотрено в разделе 8.9.
11.3.2.6. Заклинивание шнека
Существует особая проблема, которая может возникнуть при работе экструдера, когда
шнек внезапно прекращает вращаться и прикипает к рабочему цилиндру экструдера и/или
загрузочному бункеру. Это случается нечасто, но если это происходит, то приводит к серьез-
ной поломке оборудования. Самой частой причиной этого бывает разное температурное рас-
ширение шнека и рабочего цилиндра. Коррозионностойкие шнеки, широко используемые
при экструзии фторполимеров, особенно подвержены заклиниванию. Коррозионностойкие
материалы отличаются некоторыми характеристиками, которые особенно часто приводят к
заклиниванию шнеков в экструдере. Проанализируем механизм заклинивания шнека и дадим
рекомендации как этого избежать [147].
11.3.2.6.1. Основные положения
При экструзии фторполимеров шнек и головка экструдера обычно изготавливают из ма-
териала с высокой коррозионной стойкостью. Для этой цели широко используют Hastelby,
Monel, Inconel и Duranickel. Эти материалы не только имеют более высокую, чем у стали 4140,
коррозионную стойкость, но и другие их характеристики сильно отличаются от соответст-
вующих характеристик стали 4140, из-за чего коррозионностойкие шнеки более подвержены
заклиниванию, чем шнеки, изготовленные из стали 4140. Поскольку заклинивание шнека
обычно приводит к серьезным повреждениям экструдера, связанным с простоем и затратами,
не говоря об ухудшении его состояния, производителям следует помнить о подводных кам-
нях, связанных с использованием материалов с высокой коррозионной стойкостью.
11.3.2.6.2. Механизм заклинивания шнека
При установке шнека в экструдер типичный радиальный зазор между шнеком и рабочим
цилиндром составляет 0,001D, где D — диаметр экструдера. Эта величина зазора отвечает ком-
натной температуре. При работе реальный размер зазора между шнеком и рабочим цилин-
дром может сильно измениться. Есть две основных причины изменения зазора при реальных
условиях работы. Первая — температура, другая —давление на шнек. Если температура пере-
работки намного выше комнатной, зазор может измениться, если а) коэффициент теплового
расширения различен для шнека и рабочего цилиндра и б) температура шнека и рабочего ци-
линдра различна.
11.3.2.6.3. Изменение зазора из-за разницы температур
При повышении температуры шнека и рабочего цилиндра их диаметры увеличиваются
вследствие теплового расширения. Если коэффициент теплового расширения шнека больше,
чем рабочего цилиндра, то зазор между ними уменьшается с повышением температуры. Зна-
чения коэффициента теплового расширения для некоторых материалов, а также данные по
коэффициенту теплопроводности и модулю упругости приведены в табл. 117. Для рабочего
Цилиндра диаметром 25,40 мм, работающего при температуре на 333,3 °C выше комнатной,
Увеличение внутреннего диаметра составляет 9,652 • 10 2 мм при относительном коэффи-
циенте теплового расширения 11,34 -10-6/оС. Для шнека, изготовленного из материала
Monel,с диаметром 25,3492 мм с относительным коэффициентом теплового расширения
660
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
13,86 • Юб/°С, работающего при температуре на 333,3 °C выше комнатной, увеличение диа-
метра шнека составит 0,1168 мм. Таким образом, разница в тепловом расширении шнека и ра-
бочего цилиндра составит 0,02 мм по диаметру или 0,01 мм для радиуса. Если начальный ра-
диальный зазор был 0,0254 мм, то он снизится до 0,0154 мм вследствие разницы коэффициен-
тов теплового расширения. Таким образом, зазор уменьшился, но он по-прежнему больше
нуля, если считать, что шнек и рабочий цилиндр имеют одинаковую температуру.
Для работающего цилиндра, однако, маловероятно, чтобы температура шнека и рабочего
цилиндра была одинаковой. Самая большая разница между температурой шнека и рабочего
цилиндра обычно наблюдается вблизи загрузочного отверстия, которое у большинства экс-
трудеров имеет водяное охлаждение и, следовательно, обычно его температура близка к ком-
натной. Температура шнека в зоне загрузки может быть (и во многих случаях будет) намного
выше, поскольку высокие температуры в зоне сжатия и в зоне дозирования способствуют по-
вышению температуры в зоне загрузки вследствие теплопроводности.
Если температура загрузочного отверстия равна комнатной, а температура шнека в зоне
загрузки на 166,7 °C выше, диаметр шнека увеличится с 25,3492 мм до 25,4076 мм при коэффи-
циенте теплового расширения, равном 13,86 -10~6/°С. Это соответствует 0,0023 мм на диаметр
шнека. Диаметр шнека теперь оказывается больше, чем диаметр рабочего цилиндра в зоне за-
грузки, и шнек заклинит! Можно задать вопрос, будет ли наблюдаться такая же разница тем-
ператур для шнека, изготовленного из стали 4140? Ответ — нет, причина этого в коэффициен-
те теплопроводности этих материалов. Коэффициент теплопроводности коррозионностой-
ких металлов обычно в 3-5 раз ниже, чем для стали (табл. 11.7).
Таблица 11.7. Термические свойства и модуль упругости для некоторых материалов,
из которых изготавливают шнеки
Материал Приведенный коэффициент теплового расширения, /“С Теплопроводность, Дж/м • с, “К Модуль упругости, МПа
Hastelloy С276 11,166 11,25 2,00 105
Inconel 718 12,966 11,42 2,00 105
Inconel 625 12,786 9,86 2,07-105
Monel 400 13,866 21,80 1,79 -105
Monel 500 13,686 17,47 1,79-105
Сталь 4140 11,346 42,56 2,00 -105
Сталь 4340 11,346 42,21 2,00 105
17-4 yt 10,446 17,82 2,00 10s
316 stainless 18,546 16,09 2,00 -105
304 stainless 18,726 16,26 2,00-105
Более низкая удельная теплопроводность коррозионностойких материалов снижает ко
личество тепла, которое может быть передано от сердечника шнека к редуктору. В результате
сердечник и секция загрузки шнека будут иметь более высокую температуру, чем у шнека
высокой удельной теплопроводностью. На рис. 11.15 приведена зависимость теплового рас
ширения от разницы температур между шнеком и рабочим цилиндром. Графики приведенье
для двух типичных значений коэффициента теплового расширения. Из рисунка видно, что за
клинивание шнека произойдет, если разница температур составляет от 167 до 222 °C, дЛЯ^0
эффициента теплового расширения — в диапазоне от 10 10”6 до 17 • 10“ /°C. Очевидно,
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
661
Разница температур шнека
и рабочего цилиндра, °F
Разница температур шнека
и рабочего цилиндра, вС
Рис. 11.15. Зависимость теплового расширения от разницы
температур
если полимер перерабатывается
при температуре 371°С, весьма ве-
роятно, что температура шнека бу-
дет на 167 °C выше, чем темпера-
тура рабочего цилиндра.
Если нагрев, вызванный вяз-
ким трением, значителен, темпе-
ратура шнека, вероятнее всего,
превысит температуру рабочего
цилиндра, по крайней мере, для
шнека без системы охлаждения.
Янсен и сотрудники [ 148] обнару-
жили, что в экструдерах с неохла-
ждаемыми шнеками измерение
температуры шнека дает намного
лучшее представление о средней
температуре полимера, чем темпе-
ратура рабочего цилиндра. Анализ
неизотермического неньютонов-
ского течения в экструдере, выполненный методом конечных элементов [84], также показал,
। что если нагрев, вызванный вязкостью, существенен, то температура шнека обычно выше, чем
; температура рабочего цилиндра. В результате, температура шнека в зоне дозирования может
£ быть существенно выше, чем температура рабочего цилиндра. Следовательно, различие тем-
ператур шнека и рабочего цилиндра в зоне загрузки может быть еще больше, чем можно пред-
положить, исходя из измерения температуры рабочего цилиндра.
Публикаций, посвященных исследованию температуры шнека и полимера по длине экс-
? трудера, немного. В работе Маршалла и сотрудников [149] приводятся интересные экспери-
Е ментальные данные. Они подтверждают, что температура шнека в зоне дозирования выше,
г чем температура рабочего цилиндра. Кроме того, была измерена температура шнека в зоне за-
Г грузки; она была в диапазоне от 115 до 127 °C при температуре рабочего цилиндра 190 °C. При
з температуре рабочего цилиндра около 371 “С можно ожидать, что температура шнека в зоне
г загрузки будет порядка 204-260 °C, если не выше.
к 11.3.2.5.4. Анализ распределения температуры в шнеке экструдера
! Для того чтобы подтвердить правильность механизма, предложенного в предыдущем раз-
L деле, методом конечных элементов был произведен расчет распределения температуры в
Г шнеке экструдера, перерабатывающего сополимер фторированного этилена с пропиленом,
t Использовали программу FEHT [150], разработанную в Университете Висконсин-Мэдисон.
К На рис. 11.16 приведены граничные условия для температуры, принятые при анализе (ne-
tt пользовали сетку, состоящую из 697 узлов и 1280 треугольных элементов).
г Температура загрузочного отверстия была принята равной 15,6 °C, температура рабочего
К Цилиндра 288, 371, 371 и 371 °C, температура сердечника шнека 93 °C, температура нарезки
г Шнека 371 °C, а перенос тепла в радиальном направлении отсутствовал. Программа не учиты-
|i Вала рассеяние тепла вследствие вязкого трения и конвективный перенос, считая, что перенос
| Тепла осуществляется исключительно по механизму теплопроводности. Коэффициент тепло-
Е' Проводности FEP принят равным 0,246 Дж/(м • с) К.
В На рис. 11.17 приведено расчетное распределение температуры в шнеке, изготовленном
Из стали 4140. На рис. 11.18 приведено расчетное распределение температуры в шнеке, изго-
К Товленном из материала Monel.
662
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
16С
228С
371С
371С
371С
Адиабатический шнек
371С
Рис. 11.16. Граничные условия для анализа методом конечных элементов
16С
60F
371С
700F
371С
700F
371С
700F
а
93С
200F
141С
285F
196С
385F
252С
485F
288С
550F
Рис. 11.17. Расчетное распределение температуры в шнеке из стали 4140
16С 371С 371С 371С
60F 700F 700F 700F
93С 157С
200F 315F
288С
550F
299С
570F
Рис. 11.18. Расчетное распределение температуры в шнеке, изготовленном из материала Monel
Если сравнить рис. 11.17и11.18, становится ясно, что в шнеке, изготовленном из материа-
ла Monel, более высокие температуры наблюдаются в зоне загрузки шнека. Это должно быть
связано с различием в удельной теплопроводности, поскольку это единственная разница ме-
жду сопоставляемыми материалами. Приведенный расчет подтверждает, что более низкая
удельная теплопроводность материала шнека может привести к более высоким температурам
в зоне загрузки шнека. Для шнека, изготовленного из материала Monel, температура шнека в
зоне загрузки составляет от 150 до 260 °C.
11.3.2.5.5. Изменение зазора вследствие сжимающей нагрузки
Поскольку шнек экструдера создает давление в расплаве полимера, чтобы продавить его
через фильеру, это давление в конце шнека создает осевую сжимающую нагрузку на шнек.
В результате длина шнека уменьшится, а его диаметр увеличится. Относительное увеличение
диаметра шнека можно выразить как
AD А/. _ Р
D ~2L~2E‘
(11.0
Значения модуля упругости для некоторых материалов приведен в табл. 11.7. Если Да®
ние равно 34,5 МПа (5000 psi), а модуль 2,07 • 105 МПа (30 • 106D psi), отношение D/D
Следовательно, для шнека диаметром 25,4 мм увеличение диаметра составит 0,0021 мм.
означает, что увеличение диаметра вследствие сжимающей нагрузки относительно м , efCT
сравнению с эффектом, обусловленным разностью теплового расширения. Поэтому ч7
4
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
663
радиального расширения шнека, обусловленный сжимающей нагрузкой, вносит незначитель-
ный вклад в возможность заклинивания шнека в экструдере.
11.3.2.5.6. Выводы и рекомендации
Проделанный анализ подтверждает, что коррозионностойкие шнеки более подвержены
заклиниванию, чем шнеки из обычной стали 4140. Основная причина этого в низком коэффи-
циенте теплопроводности металлов, обладающих высокой коррозионной стойкостью, что вы-
зывает большую разницу температур между загрузочным отверстием и шнеком в зоне загруз-
ки. Более высокая температура шнека заставляет шнек расширяться намного больше, чем за-
грузочное отверстие и рабочий цилиндр, что приводит к заклиниванию шнека. Результаты
анализа методом конечных элементов подтверждают, что более низкий коэффициент тепло-
вого расширения шнека приводит к более высокой температуре в зоне загрузки экструдера.
Причина частого заклинивания шнеков, изготовленных из материалов с высокой корро-
зионной стойкостью, в том, что их обычно используют для фторполимеров, перерабатывае-
мых при высоких температурах, порядка 370 °C. В данном случае существуют несколько фак-
торов, делающих вероятным заклинивание шнека. Во-первых, при высоких температурах пе-
реработки в зоне загрузки велика разница между температурой шнека и температурой
рабочего цилиндра. Во-вторых, шнек, изготовленный из материала с высокой коррозионной
стойкостью, имеет намного меньший коэффициент теплопроводности, чем шнек из стали
4140, поэтому разница температур шнека и рабочего цилиндра в зоне загрузки оказывается
еще выше. В-третьих, материал с высокой коррозионной стойкостью имеет более высокий ко-
эффициент теплового расширения, чем сталь 4140 и шнек расширяется еще больше.
Существует ряд мер, которые следует принять, чтобы снизить вероятность заклинивания
шнека:
• охлаждение шнека в зоне загрузки;
... • повышение температуры в загрузочном отверстии;
• снижение температуры в переходной зоне;
• снижение температуры в зоне дозирования;
• увеличение зазора в области загрузочного отверстия.
В большинстве случаев лучший способ избежать проблем с заклиниванием — уменьшить
Диаметр шнека в зоне загрузки, по меньшей мере, на 0,002 мм на 1 мм диаметра шнека. По-
скольку большинство полимеров загружается в виде гранул, увеличение зазора между шне-
►ком и рабочим цилиндром в начале секции загрузки не скажется на производительности экс-
;^РУДера. При этом увеличение зазора в зоне загрузки существенно снизит вероятность закли-
нивания шнека в рабочем цилиндре или в загрузочном отверстии.
11.3.3. Деструкция полимера
ВН'!
Ьн Деструкция полимера — частая проблема при экструзии. Деструкция проявляется обыч-
в обесцвечивании, выделении летучих компонентов (появлении дымка) или потере поли-
механических свойств. В соответствии с механизмом процесса можно выделить сле-
ГДУХчцие типы деструкции:
ft * * термическая;
* химическая;
К* • Механическая;
t * радиационная;
К биологическая.
664
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Процессы деструкции обычно достаточно сложны, зачастую действует более одного меха-
низма, например, термическая деструкция совместно с механической и т. д. Ситуация сходна с
износом в экструдере, когда обычно одновременно действует более одного механизма износа.
11.3.3.1. Типы деструкции
При экструзии наиболее важны три первых типа деструкции, то есть термическая, меха-
ническая и химическая.
11.3.3.1.1. Термическая деструкция
Термическая деструкция происходит, если полимер подвергается воздействию повышен-
ной температуры в инертной атмосфере при отсутствии иных соединений. Сопротивление
термической деструкции зависит от природы полимера и термической стабильности его ос-
новной цепи. Существует три основных типа термической деструкции: деполимеризация,
случайный разрыв цепей и отрыв боковых групп. Деполимеризация — это уменьшение длины
основной цепи вследствие последовательного удаления мономерных групп. Полимеры, кото-
рым присущ данный механизм деструкции, — ПММА, ПС, полиформальдегид и др. Разрыв
цепей характерен до некоторой степени для деструкции полистирола, хотя в мономер перехо-
дят только около 40% . Случайный разрыв цепей характерен для многих полиолефинов, по-
скольку они имеют простую основную углеродную цепочку. Отрыв боковых групп — это важ-
ный процесс термической деструкции, в частности, это основной процесс разрушения ПВХ.
Зачастую трудно различить термическую и термохимическую деструкцию, поскольку поли-
меры редко бывают химически чистыми. Загрязнения и добавки при высоких температурах
могут реагировать с полимерной матрицей.
11.3.3.1.2. Механическая деструкция
Механодеструкция — это разрыв молекул, вызванный приложением механических на-
пряжений. Напряжение может быть сдвиговым, растягивающим или их сочетанием. Механи-
ческая деструкция полимеров может происходить в твердом состоянии, в расплаве и в раство-
ре. Обширный обзор реакций в полимерах, вызванных механическими воздействиями, был
опубликован Кесале и Портером [38]. В экструдере механические напряжения воздействуют
в основном на расплав полимера. Для описания механической деструкции были разработаны
различные теоретические подходы. Ранние исследования были проведены Френкелем [39],
а также Кацманном и Эйрингом [40]. Они предположили, что линейные макромолекулы вы-
тягиваются в сдвиговом поле в направлении движения. Напряжение в молекулах концентри-
руется в первую очередь в середине цепи. Деструкции не происходит, если степень полимери-
зации ниже некоторого критического значения. Бики [41] предсказал, что зацепления созда-
ют напряжение предпочтительно в средней части молекул. Следовательно, разрыв цепи более
вероятен в центре цепи. Он предсказал также, что вероятность разрыва основной цепи резко
возрастает с увеличением молекулярной массы.
Приведенные теоретические расчеты предполагают, что механическая деструкция поли-
мерного расплава или раствора — это не статистический процесс разрыва цепи; он приводит
к появлению новых соединений с более низкой молекулярной массой, равной половине, чет
верти, одной восьмой и т. д. исходной молекулярной массы. Из-за высокой температуры рас
плава механическая деструкция в полимерных расплавах почти всегда сочетается с термине
ской и, возможно, химической деструкцией. Поскольку полимерный расплав подвергается
интенсивной механической деформации, локальные температуры могут существенно вырас
ти относительно средней температуры, если скорость деформации неоднородна.
Поэтому оценка средней температуры расплава может не давать правильной карт*
реальной температуры в различных точках. Это относится к шнекам экструдеров, где могут в
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
665
Рис. 11.19. Молекулярно-массовое распреде-
ление после механической дефор-
мации [47]
никать очень высокие локальные температуры.
Это справедливо и для внутренних смесителей
высокой интенсивности. В таких устройствах
чисто механическая деструкция маловероятна.
Таким образом, процессы деструкции в полимер-
ных расплавах, вызванные механическими на-
пряжениями, могут быть достаточно сложными.
Некоторые исследователи считают, что де-
струкция в реальных условиях переработки поч-
ти исключительно термическая [43,44], в то вре-
мя как другие полагают, что деструкция в основ-
ном носит механический характер [45, 46].
Многие исследователи, тем не менее, поняли, что
хотя природа деструкции в основном термиче-
ская, имеется четкий эффект снижения темпера-
туры, необходимой для протекания реакции вследствие механической энергии, накопленной
полимерными цепями в результате механической деформации. Это соответствует предложен-
ной Арисавой и Портером [42] теории, согласно которой в функцию потенциальной энергии
нужно внести изменения для учета разрыва связей под действием температуры. На практике
это означает, что индукционный период полимера, определяемый в режиме покоя, будет боль-
ше, чем реальное время индукции полимера, подвергающегося механической деформации.
Из-за вышеупомянутых сложностей механической деструкции в полимерных расплавах
- роль механических напряжений проще изучать в полимерных растворах. Каселе и Портер
[38] проанализировали большинство работ в этой области, опубликованных до 1978 г. Рабо-
' ты, опубликованные между 1978 и 1984 гг., рассмотрены в более поздней публикации [77]. Бо-
. лее поздняя работа Одела, Келлера и Майлза [47] описывает элегантный метод постоянного
• *’ мониторинга молекулярно-массового распределения полимерного раствора, подвергаемого
J механической деформации. Они предложили использовать устройство, в котором создается
? крестообразное течение. Это позволило реализовать чисто растягивающие деформации в по-
!*, токе разбавленных растворов атактического полистирола с узким молекулярно-массовым
I распределением. Измеряя дву луче преломление, они получали информацию о молекуляр-
k но-массовом распределении данного полимера. В этой работе наблюдали повторяющиеся
с разрывы растянутых молекул в их центрах, что видно из молекулярно-массового распределе-
[ ния до и после механической деструкции полимера (рис. 11.19).
г 11.33.1.3. Химическая деструкция
F Химической деструкцией называют процессы, вызванные влиянием химических соеди-
Е нений, контактирующих с полимером. Такими соединениями могут быть кислоты, основа-
ь ния, растворители, химически активные газы и т. д. Во многих случаях заметное воздействие
I наблюдается только при повышенных температурах, из-за высокой энергии активации дан-
г НЫХ процессов.
J Два важнейших типа химической деструкции - сольволиз и окисление. Реакции сольво-
г лиза характеризуются разрывом С-Х связей, где X представляет собой атом, отличный от yr-
г. лерода. Важным типом сольволиза является гидролиз; схематично реакцию можно предста-
I вить следующим образом:
L -С-Х-С- + Н2О-*-С-Х-Н + НО-С-
Е tit ।
666
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Такой тип деструкции имеет место в полиэфирах, полиамидах, полиуретанах, полидиал-
килсилоксанах. Полимеры, для которых характерно поглощение воды, чаще всего подверга-
ются гидролизу. Поэтому при экструзии полиэфиров и полиамидов очень важно, чтобы поли-
мер был хорошо высушен перед началом процесса. Стабильность полимеров к растворителям
очень важна для многих приложений. Некоторые важные полимеры, такие как ПВХ, ПММА,
ПА, ПЭТ, ПУ, имеют низкую стойкость к кислотам и щелочам при комнатной температуре.
Полиолефины и фторполимеры характеризуются хорошей стойкостью к растворителям.
Окислительная деструкция — очень распространенный тип разрушения полимеров.
В экструзии окислительная деструкция имеет место при повышенных температурах, поэтому
деструкция становится термоокислительной. Процесс начинается с инициации свободных
радикалов. Свободные радикалы имеют высокое сродство с кислородом и образуют неста-
бильные перикисные радикалы. Новые радикалы отнимают соседние подвижные атомы водо-
рода с созданием нестабильных гидропероксидов и новых свободных радикалов, которые сно-
ва начнут тот же процесс. Это приводит к автокаталитической реакции, то есть после запуска
процесс распространяется самостоятельно. При постоянной скорости инициирования ско-
рость реакции возрастает, что приводит к экспоненциальному росту числа превращений от
времени. Процесс остановится, если закончатся химические вещества, вступающие в реак-
цию, или если дальнейшее распространение ингибируется продуктами реакции.
Окислительная деструкция в полимерах обычно предотвращается добавками антиокси-
дантов. Назначение антиоксидантов состоит в связывании радикалов или в предотвращении
образования радикалов в различных фазах жизни полимера: при полимеризации, обработке,
хранении и конечном использовании. В зависимости от своего действия, антиоксиданты мож-
но разделить на первичные и вторичные. Первичные антиоксиданты, или обрыватели цепей,
прерывают реакции цепи, связывая свободные радикалы. Их называют также поглотителями
свободных радикалов. Вторичные антиоксиданты, или превентивные антиоксиданты, разру-
шают гидропероксиды. Их еше называют разлагателями пероксидов. Первичные антиокси-
данты состоят чаще всего из замещенных фенолов и ароматических аминов. Эти материалы
связывают полимерные радикалы, отдавая атом водорода, с образованием полимерных гидро-
пероксидных групп и относительно стабильных фосфитов и тиоэфиров. Эти материалы пре-
вращают гидропероксиды в инертные продукты, предотвращая тем самым быстрое распро-
странение алкоксильных и гидроксильных радикалов. Выбор эффективного антиоксиданта
имеет важнейшее значение для получения качественного полимерного продукта. Основные
факторы, которые следует учитывать при выборе антиоксиданта: токсичность, летучесть,
цвет, экстрагируемость, запах, совместимость, наличие, стоимость и эффективность.
11.3.3.2. Деструкция при экструзии
Деструкция во время процесса экструзии зачастую представляет собой комбинацию тер-
мической, механической и химической деструкции. Факторы, определяющие скорость дест-
рукции:
1. Время пребывания и распределение времени пребывания.
2. Температура материала и распределение температур.
3. Скорость деформации и распределение скоростей деформации.
4. Присутствие агентов сольволиза, кислорода или других агентов, способствующих Де
струкции.
5. Присутствие антиоксидантов и других стабилизаторов.
Первые три фактора в сильной степени определяются геометрической формой оборуД0
вания и условиями переработки. На присутствие агентов сольволиза или кислорода мо
оказать влияние в ходе технологического процесса, например кислород можно удалить,
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
667
местив загрузочный бункер под азотную подушку. Присутствие антиоксидантов и других ста-
билизаторов — часть процесса выбора материала. Правильный выбор стабилизатора крайне
важен; однако подробности выбора правильного стабилизатора выходят за рамки данной
книги.
11.3.3.2.1. Распределение времени пребывания
Знание распределения времени пребывания в экструдере дает важную информацию о де-
талях процессов переноса в машине. Время пребывания можно определить непосредственно
из профилей скорости в аппарате. Поэтому, если профили скорости известны, можно рассчи-
тать распределение времени пребывания. Различные исследователи выполнили теоретиче-
ские расчеты распределения времени пребывания в одношнековых экструдерах [48-50]. Оче-
видно, что теоретические расчеты распределения времени пребывания требуют знания про-
филей скорости в аппарате. Поэтому рассчитанное распределение времени пребывания будет
настолько же точным, насколько точны профили скорости в аппарате. Для одношнековых
экструдеров профили скорости могут быть определены достаточно точно, хотя обычно при их
расчете делается существенное число упрощающих допущений. В экструдерах с другим чис-
лом шнеков, например в двухшнековых экструдерах, вычисление профилей скорости доста-
точно сложно и поэтому предсказать распределение времени пребывания более сложно.
Экспериментальное определение распределения времени пребывания в экструдере дает
информацию о процессах переноса в экструдере. Эта информация полезна для целого ряда за-
дач, не только для анализа вероятности деструкции в аппарате; она может использоваться так-
же для анализа процессов смешения в экструдере. Если экструдер используется как химиче-
ский реактор непрерывного действия, распределение времени пребывания дает важную ин-
формацию для разработки и анализа процесса. Распределение времени пребывания является
также хорошим критерием выбора технологического процесса. Например, экструдер, исполь-
зуемый для экструзии профильных изделий, должен иметь узкое распределение и короткое
время пребывания. Экспериментальные исследования распределения времени пребывания
для одношнековых экструдеров были выполнены Вулфом и Уайтом [51], Биггом и Миддлма-
ном [49], Шоттом и Салехом [55], Раувендаалем [52], Голбой [53], Кембловски и Секом [54].
Экспериментальные исследования распределения времени пребывания для двухшнековых
экструдеров были выполнены Тоддом [56], Янссеном и др. [57, 58], Раувендаалем [52], Уол-
ком [59], Николсом и др. [60].
Распределение времени пребывания определяется по отклику на выходе на изменение на
входе. Этот метод, называемый методом отклика на возмущение, описан Левеншпилем [61],
а также Химельблау и Бишофом [62]. Система подвергается возмущению, и измеряется от-
клик системы на него. Две часто используемых методики — отклик на ступенчатое возмуще-
Ступенчатое
изменение
Импульс
Отклик
ние и отклик на импульсное возмущение —
представлены на рис. 11.20.
(^Ис. 11.20. Отклик на
jtkbhk на ступенчатое и импульсное
возмущение
Другие используемые возмущения —
случайный вход и синусоидальный вход. От-
клик на ступенчатое возмущение представ-
ляет собой S-образную кривую, показанную
в верхней части рис. 11.20. Отклик на им-
пульсное возмущение выглядит как колоко-
лообразная кривая, представленная в ниж-
ней части рис. 11.20. Идеальный импульс
имеет бесконечно малую длительность, он
называется дельта-функцией. Стандартный
668
ЧАСТЬ 111. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
отклик на дельта-функцию называют С-кривой. Площадь под этой кривой равна единице.
Определение функций распределения времени пребывания выполнено Данквертсом
[63]. Внутренняя функция распределения времени пребывания g (Г) Jr определяется как доля
объема жидкости в системе с временем пребывания от Г до Г + dt.
Внешняя функция распределения времени пребывания f(t)dt определяется как доля объ-
ема выходящего потока со временем пребывания от Г до Г + dt. Интегральная функция внут-
реннего распределения времени пребывания G(t) определяется как
G(0=jg(0A, (И.2)
О
где G(r) — доля объема жидкости в системе со временем пребывания от 0 до Г.
Интегральная функция внешнего распределения времени пребывания определяется как
F(t)=]f(t)dt, (11.3)
zo
где Го — минимальное время пребывания.
F(r) представляет собой долю скорости выходящего потока с временем пребывания рав-
ным или меньшим Г. Для очень больших значений Г обе функции G и Остановятся равными 1
G(oo)=F(oo)=l. (11.4)
Среднее время пребывания t можно определить из следующего выражения:
(11.5)
О
Среднее время пребывания определяется объемом машины V, степенью наполнения X и
скоростью объемного течения V
г = ^. (11.6)
V
Взаимосвязь между внутренней функцией распределения и внешней функцией распреде-
ления времени пребывания выражается следующим образом:
g(t)=l^. (И?)
Для течения ньютоновской жидкости по трубе распределение времени пребывания мож-
но подсчитать сравнительно легко, используя полученное ранее выражение для профиля ско-
рости. Внешняя функция распределения времени пребывания:
/(0=^Г при(>Г0, (11-8>
где минимальное время пребывания равно
t - <11-9)
0 ДРЛ2'
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
669
На рис. 11.21 показана типичная интегральная кривая распределения времени пребыва-
ния для одношнекового экструдера, определенная экспериментально [52].
Кривая приведена для экструдера со шнеком диаметром 25 мм, работающим при частоте
вращеня 20 об/мин с производительностью 2,3 кг/ч. Среднее время пребывания в данном
примере 5,9 мин. Подобная информация очень полезна, поскольку легко можно сказать,
сколько времени каждая фракция материала проводит в машине. Например, на рис. 11.21 по-
казано, что более 1% материала имеет время пребывания в 3 раза больше среднего времени
пребывания, то есть 17,7 мин. Если индукционный период материала при некоторой темпера-
туре менее 17,7 мин, можно ожидать, что более 1% материала будет деструктурировать.
На рис. 11.22 представлены несколько интегральных кривых распределения времени пре-
бывания для смесительного двухшнекового экструдера со шнеками, вращающимися в проти-
воположных направлениях [52].
Хорошо видно, что форма кривой существенно в зависимости от условий переработки.
Самое узкое распределение достигается при работе экструдера на низкой скорости и с боль-
шой производительностью. На рис. 11.23 приведены несколько интегральных кривых распре-
деления времени пребывания для смесительного двухшнекового экструдера со шнеками, вра-
щающимися в одном направлении [52].
Из представленных кривых видно, что при работе двухшнекового экструдера со шнеками,
вращающимися в одном направлении, наблюдаются значительные отклонения от оптималь-
ных характеристик транспортировки.
Основное преимущество использование нормализованных кривых распределения време-
ни пребывания состоит в том, что они позволяют прямо сравнивать характеристики различ-
ных экструдеров. Из сравнения рис. 11.21,11.22 и 11.23 видно, что характеристики одношне-
кового экструдера намного лучше, чем двухшнековых экструдеров. Отчасти это происходит
из-за пробочного режима движения твердого материала в одношнековом экструдере. Твер-
дый материал в двухшнековом экструдере не образует непрерывный объем и обычно не захо-
дит далеко вперед в осевом направлении экструдера. Нужно понимать, что распределение
времени пребывания сильно зависит от конструкции шнека и условий переработки. Этот во-
прос подробно обсуждался Кембловски и Секом [54] для одношнековых экструдеров и авто-
ром [52] для двухшнековых экструдеров.
^Ис. 11.21. Распределение времени пребывания для одношнекового экструдера
670
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 11.22. Распределение времени пребывания для двухшнекового экструдера со шнеками, вращаю-
щимися в противоположных направлениях
Рис. 11.23. Распределение времени пребывания для двухшнекового экструдера со шнеками, вра-
щающимися в одном направлении [52]
11.3.3.2.2. Оценки распределения температуры
Очевидно, что время пребывания и его распределение лишь частично определяют вероят-
ность деструкции в экструдере. Другими важными факторами являются реальные температу-
ры полимера и скорости деформации, которым он подвергается. Эти два фактора тесно связа-
ны друг с другом. В экструдере имеются две основные области, важные для анализа: канал
шнека и зазор между шнеком и рабочим цилиндром. Яанссен, Нумен и Смит [65] изучали рас-
пределение температуры в расплаве полимера в канале шнека. Распределение температуры в
полимере сразу после выхода материала из шнека было измерено, например, Андерсом, Б рун
нером и Панхаузом [66]. Изменения температуры в конце канала шнека оказались меньшим1’
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
671
5-10 °C и они близки к температуре рабочего цилиндра. Недавно, Норьега и сотрудники [145]
измерили распределение температуры расплава с помощью набора термоэлементов и обнару-
жили, что колебания температуры достигают 20-30 °C.
Ситуация в области зазора между шнеком и рабочим цилиндром существенно отличается
от течения в канале шнека. Скорости деформации в канале шнека относительно невысоки, хо-
тя изменения температуры расплава могут быть значительными [84]. В зазоре между шнеком
и рабочим цилиндром, напротив, скорости деформации очень высоки, и повышение темпера-
туры также может быть весьма значительным. Это можно оценить следующим простым спо-
собом. Скорость сдвига в зазоре примерно равна скорости сдвига при куэттовском течении:
nDN
(11.10)
Теплота, генерируемая вследствие вязкого трения в единице объема для жидкости, под-
чиняющейся степенному закону, выглядит как
(nDNV™
V 8 J
(ИИ)
Если сделать допущение, что теплообмен между расплавом полимера и шнеком и между
расплавом полимера и рабочим цилиндром отсутствует, среднее адиабатическое повышение
температуры можно определить из
ДТ -
a Г /Ч ’
6>p
(11.12)
где tR — среднее время пребывания расплава полимера в зазоре между шнеком и рабочим ци-
линдром. Оно вычисляется следующим образом:
- *2л$)
tR~----—-----. (11.13)
nDN sin9
Комбинируя уравнения 11.11,11.12и11.13, среднее адиабатическое повышение темпера-
туры в зазоре можно найти как
- 2ти^(л^)л
Д/ =---------:-.
р5ШфС/?8 1+"
Среднее повышение температуры прямо пропорционально показателю консистенции т и
ширине канала в тангенциальном направлении ay/sin ф. Повышение температуры сильно за-
висит от радиального зазора 8, показателя степени степенного закона для полимерного рас-
плава (индекса расплава) п и частоты вращения шнека N, На рис. 11.24 показано влияние ве-
личины зазора между шнеком и рабочим цилиндром 8 и индексом расплава п для экструдера
со шнеком диаметром 114 мм, работающего с частотой вращения 100 об/мин; удельная тепло-
емкость 2,250 Дж/кг °C, плотность расплава 900 кг/м3, показатель консистенции 104Па • с”.
Очевидно, что адиабатическое повышение температуры в зазоре может быть весьма высо-
ким. Однако реальное повышение температуры меньше адиабатического, поскольку сущест-
вует перенос тепла к шнеку и к рабочему цилиндру. В действительности термические гранич-
ные условия для рабочего цилиндра и канала лежат где-то по середине между адиабатически-
ми и изотермическими.
672
ЧАСТЫП. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Повышение температуры в зазоре может быть существенно снижено уменьшением шири-
ны зазора и увеличением угла наклона винтовой линии. Те же самые меры приведут к сущест-
венному снижению энергии, потребляемой экструдером. Таким образом, выбор правильной
формы зазора между шнеком и рабочим цилиндром крайне важен, поскольку этим можно дос-
тичь снижения энергопотребления и уменьшения вероятности деструкции в экструдере.
Другая причина важности зазора между шнеком и рабочим цилиндром с точки зрения
процессов деструкции, происходящих в экструдере, состоит в том, что, помимо действия вы-
соких температур, расплав полимера подвергается весьма высоким скоростям деформации
как растягивающей, так и сдвиговой. Как уже обсуждалось ранее, это вызывает изменения
в функции потенциальной энергии связей в макромолекуле, что важно для оценки их разрыва
под действием температуры. Таким образом, деструкция в условиях действия механических
нагрузок протекает более интенсивно, чем можно было бы ожидать только от температурного
эффекта. Очевидно, что другая важная задача — избежать застойных зон в конструкции шне-
ка и фильеры. Застаивание материала может быть крайне нежелательным, и его по возможно-
сти следует избегать. Например, секции смешения с пазами с углом наклона 90° не должны ис-
пользоваться для полимеров, имеющих тенденцию к деструкции, поскольку такие секции
смешения имеют застойные области.
Повышение температуры в зазоре между шнеком и рабочим цилиндром, определенное по
формуле (11.14), на удивление велико, особенно если учесть очень короткое время пребыва-
ния полимера в этой области, составляющее обычно порядка 0,1 с. Очевидно, что в действи-
тельности повышение температуры не будет столь большим, как при адиабатическом процес-
се, поскольку происходит теплообмен со шнеком и с рабочим цилиндром.
Самое небольшое повышение температуры происходит в случае, когда и поверхность
шнека в зазоре и поверхность рабочего цилиндра поддерживаются при постоянной темпера-
туре, то есть граничные условия — изотермические. Эта ситуация была проанализирована
Мейджером, Ингеном Хоужем и Гориссеном [67], прежде всего в целях определения длины
неустановившейся температурной области. Они полагали, что течение в зазоре происходит
Рис. 11.24. Зависимость адиабатического повышения температуры от зазора между шнеком и рабо
чим цилиндром
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
673
преимущественно вследствие вынужденного течения в тангенциальном направлении. Длина
неустановившейся области для ньютоновской жидкости была определена как 0,36WPE где
ДГРЕ — число Пекле. Тогда длину неустановившегося температурного профиля можно найти как
036rt82
(11.15)
где а — коэффициент температуропроводности.
Длина неустановившейся области прямо пропорциональна скорости движения vb (и, та-
ким образом, частоте вращения шнека) и квадрату радиального зазора. Для значений коэффи-
циента температуропроводности около 10“7 м2/с, длина неустановившейся области будет ве-
личиной того же порядка, что и ширина нарезки в тангенциальном направлении при обычном
зазоре (5 = 0,0017)). Следовательно, профиль температуры на выходе из зазора должен быть
очень близким к профилю полностью установившегося температурного режима, который для
изотермического случая может быть записан как [67]
г,=^(я"й+^5г^+7;- (1116)
Лк оу о
Максимальная температура Ттах, которая достигается для изотермических стенок, равна
Tm^^- + -Th + -Т,. (11.17)
8k 2 2
Ь Первое слагаемое в правой части этого уравнения представляет собой повышение темпе-
ратуры, обусловленное вязким трением. Если рассматривается ньютоновская жидкость, вяз-
li кость которой изменяется по степенному закону, повышение температуры вследствие вязко-
го трения можно записать как
= (11.18)
Зависимость повышения температуры, обусловленного вязким трением для изотермиче-
feCKHx условий, от величины зазора представлена на рис. 11.25. Данные по повышению темпе-
г ратуры вследствие вязкого трения рассчитаны для шнека диаметром 114 мм, вращающегося
tco скоростью 100 об/мин для переработки расплава полимера с коэффициентом вязкости
Ю4 Па-с" и коэффициентом теплопроводности k = 0,25 Дж/м • с “С.
г Интересно отметить, что повышение температуры вследствие вязкого трения при изотер-
| Мических условиях возрастает с увеличением зазора, в то время как в адиабатических услови-
ьях течения — понижается. Для обоих случаев граничных условий повышение температуры
f происходит в соответствии с показателем степени степенного закона течения расплава поли-
|. Мера. Это указывает на то, что повышение температуры расплава в зазоре для полимеров с
I Низким значением индекса течения значительно ниже, чем для полимеров с высоким индек-
[tOM течения.
В действительности истинно изотермические граничные условия недостижимы из-за не-
обходимости в этом случае иметь высокие тепловые потоки на границе со шнеком и с рабочим
Илиндром, что физически невозможно. Поэтому реальная максимальная температура в зазо-
лежит где-то между повышением температуры для адиабатического и изотермического
граничных условий. Следует сказать, что получение выражения для повышения температуры
Зак 3120
674
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Зазор между шнеком и рабочим цилиндром, мм
Рис. 11.25. Зависимость повышения температуры вследствие вязкого трения в зазоре между шнеком и
рабочим цилиндром при изотермических граничных условиях
справедливы только для жидкостей, вязкость которых не зависит от температуры при вынуж-
денном течении. Разумеется, для жидкости, вязкость которой завит от температуры, повыше-
ние температуры расплава ниже по сравнению с жидкостью, вязкость которой принимается
не зависящей от температуры. Кроме того, градиент давления в зазоре влияет на скорость и
температуру. При давлении, снижающемся от толкающей передней стенки нарезки к задней
стенке, градиент давления в зазоре обычно отрицателен. Это снизит температуру расплава
в зазоре по сравнению со случаем чисто вынужденного течения.
На рис. 11.26 приведены зависимости повышения температуры расплава для обоих
случаев — адиабатического и изотермического — от зазора между шнеком и рабочим ци-
линдром.
При малых значениях зазора адиабатическое повышение температуры намного выше, чем
при изотермических граничных условиях. Однако при некоторых значениях зазора кривые
для адиабатических и изотермических границ пересекаются. При значениях зазора больших,
чем в точке пересечения, повышение температуры при изотермических стенках выше, чем
при адиабатических. Для низких значений показателя степени степенного закона жидкости
значение зазора для этой точки (где &Tfldiahatic= &TiwfkerTnfJi) составляет около 0,00129, что типич-
но для одношнековых экструдеров. При более высоких показателях степени указанная вели-
чина зазора смещается в большую сторону.
Повышение температуры при изотермических граничных условиях для больших зазоров
(5 > 0,0012)), вероятно, неправдоподобны, поскольку длина неустановившегося температур-
ного участка будет больше ширины зазора (см. уравнение (11.15)). В таком случае полностью
установившегося температурного профиля невозможно достичь в зазоре между шнеком и ра-
бочим цилиндром, и выражения (11.17) и (11.18) не могут дать точных значений повышения
температуры расплава. Из рис. 11.26 видно, что для типичного размера зазора (6 = 0,00129
шнека экструдера диаметром 114 мм, вращающегося с частотой вращения 100 об/мин, можно
ожидать повышения температуры расплава от 25 до 100 °C.
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
675
Рис. 11.26. Зависимость повышения температуры от зазора между шнеком и рабочим цилиндром при
адиабатических и изотермических граничных условиях
1.3.3.2.3. Численные расчеты распределения температуры
Уинтер [30] провел численные расчеты установившегося температурного профиля для
жидкости, подчиняющейся степенному закону. Он принял в качестве расчетных изотермиче-
ские условия на стенке рабочего цилиндра и адиабатические условия на поверхности нарезки
шнека. Такие допущения значительно ближе к действительности, чем чисто адиабатический
или чисто изотермический случай, хотя лучшими граничными условиями, возможно, было
бы задание максимального теплового потока. Уинтер рассчитал, что максимальное повыше-
ние температуры составляет порядка 150 °C. Эта величина ближе к максимальному повыше-
нию температуры в адиабатическом, чем в изотермическом случае. Проведенный анализ по-
казывает, что повышение температуры в зазоре может быть весьма существенным и может иг-
рать важную роль в процессе деструкции в экструдере.
Раувендааль [84] написал программу для определения профилей температуры в зоне пе-
реноса расплава для экструдера методом конечных элементов. Эта программа позволяет рас-
считать скорости и температуры для любой точки в канале шнека. Данная программа основа-
на на 2,5£) анализе. Это означает, что принимается, что скорости мало меняются в направле-
нии вдоль канала.
Расчеты температурного поля даны в главе 12 на рис. 12.7. Температура поверхности ра-
бочего цилиндра принята равной 175 °C, а поверхность шнека принята адиабатической (нуле-
вой тепловой поток). Температура расплава в любой точке канала существенно выше темпе-
ратуры рабочего цилиндра. Самая высокая температура наблюдается примерно на высоте
2/3 канала. В этом месте скорость в поперечном направлении канала минимальна. Самая вы-
сокая температура примерно на 31 °C выше температуры рабочего цилиндра. Это хорошо со-
гласуется с экспериментальными результатами, опубликованными ранее [83].
На изотермах нижней половины канала шнека ясно видно влияние циркуляции в попе-
речном направлении канала на температурное поле. В действительности, более низкие темпе-
676
ЧАСТЫП. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
ратуры на стенках нарезки и на дне винтового канала являются прямым результатом цирку-
ляции в канале. Циркуляция заставляет расплав с низкой температурой у поверхности рабо-
чего цилиндра перемещаться ближе к поверхности шнека, что способствует поддержанию
низких температур в данной области.
Интересно отметить, что температура расплава в зазоре между шнеком и рабочим цилин-
дром ниже, чем в канале шнека. Поскольку скорость сдвига здесь выше, чем где бы то ни было,
можно было бы ожидать здесь и максимальных температур. Причина более низкой темпера-
туры в этой области в очень малой величине зазора. Тепло, генерируемое вследствие вязкого
трения, хорошо отводится рабочим цилиндром в силу его близости. Этот эффект был под-
твержден результатами численного анализа, проведенного Питтманом [86], и аналитического
анализа неизотермического течения с прилипанием, проведенным Раувендаалем и Ингеном
Хоужем [87]. Подтверждение было дано также в экспериментальной работе по течению в за-
зоре [83].
Когда при некоторых условиях происходит увеличение зазора между шнеком и рабочим
цилиндром, эти изменения отражаются на поле температур (рис. 11.27). При увеличении за-
зора температура в нижней части канала существенно возрастает. Причина этого в более тол-
стом относительно холодном слое расплава полимера на поверхности рабочего цилиндра.
Изолирующий застойный слой предотвращает перенос тепла от материала в канале шнека к
рабочему цилиндру. Эти результаты хорошо согласуются с экспериментом [83].
Больший зазор не только увеличивает максимальную температуру в канале, размер об-
ласти высоких температур также значительно увеличивается. Это происходит из-за более
слабого потока циркуляции при большем зазоре, при котором скорость течения в зазоре боль-
ше, что обусловлено соответствующим снижением потока циркуляции. Большой зазор между
шнеком и рабочим цилиндром снижает возможность регулирования температуры расплава.
Более высокая температура вблизи поверхности шнека может привести к деструкции. Это
вызвано большим временем пребывания у поверхности шнека. Сочетание высоких темпера-
тур и более длительного времени пребывания на поверхности шнека с большим зазором дела-
ет деструкцию более вероятной.
Поверхность рабочего цилиндра
Сердечник шнека
Зазор между шнеком
и рабочим цилиндром
Температурная шкала
242.5 °C
238,3
234,1
229,9
225,6
221,4
217,2
213,0
208,8
200,3
196,1
187,7
179,2
175,0
Рис. 11.27. Распределение температуры расплава с увеличени-
ем зазора между шнеком и рабочим цилиндром
11.3.3.2.4. Выводы на
основе анализа методом
конечных элементов
Метод конечных элементов
может быть очень полезен при де-
тальном анализе течения и тепло-
переноса внутри экструдера, ко-
торые очень трудно измерить на
работающем экструдере. Метод
конечных элементов дает воз-
можность определить профили
скорости, а также рассчитать по-
ля давления и температуры.
При генерации тепла вслед-
ствие вязкого трения области с
высокой температурой расплава
образуются в центре канала. Это
объясняется тепловой конвекпи
ей, вызванной циркуляцией пото
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
677
ка в канале шнека. Таким образом, в одношне-
ковых экструдерах неизбежно образуются не-
однородности температуры расплава.
При увеличении зазора между шнеком и
рабочим цилиндром температура расплава
внутри канала шнека может существенно по-
выситься. При этом область высоких темпера-
тур расширяется к центру шнека. Это может
иметь серьезные последствия, поскольку вре-
мя пребывания у сердечника шнека достаточ-
но велико, что может легко привести к дест-
рукции полимера.
Результаты показывают, что очень важно
быть уверенным в том, что зазор между шне-
ком и рабочим цилиндром находится в разум-
ных пределах. На практике радиальный зазор
Рис. 11.28. Изменение средней температуры ма-
териала во времени
должен быть не более О.ООЗТЭ, где D — диаметр
шнека. Кроме того, неизбежные неоднородности температуры расплава приводят к необходи-
мости установки смесительной секции.
Длина области неустановившегося температурного профиля возрастает с увеличением
диаметра шнека (рис. 11.28). Для малых диаметров (D < 60 мм) время достижения установив-
шегося профиля порядка 10-20 с. Для больших диаметров (D > 100 мм) время термического
развития превышает 30 с. С учетом того, что типичное время пребывания расплава в переход-
ной зоне экструдера около 15-20 с, понятно, что в больших экструдерах установившиеся тем-
пературные профили не всегда имеют место. Они могут достигаться при низкой частоте вра-
щения шнека, однако при высокой частоте маловероятно, чтобы полностью установившиеся
температурные профили существовали по длине шнека.
Повышение температуры расплава и неоднородности температуры в больших экструде-
рах сильнее, чем в малых. Причина этого в том, что отношение поверхности к объему с увели-
чением диаметра шнека становится менее благоприятным. В результате этого в больших экс-
трудерах труднее добиться низкой и однородной температуры расплава. Разумеется, это хо-
рошо известно из практики и по этой причине большие экструдеры обычно работают с более
низкой частотой вращения шнека, чем малые экструдеры. Кроме того, при большом диаметре
шнека и при работе экструдера с большой скоростью вращения шнека, важнее обеспечить хо-
рошее смешение вдоль шнека экструдера.
11.3.3.2.4. Снижение деструкции
Следующие технологические изменения могут снизить вероятность деструкции в экстру-
дере:
1. Снижение времени пребывания и обеспечение более узкого распределения времени
пребывания.
2. Снижение температуры и устранение высоких температурных пиков.
3. Устранение веществ, способствующих деструкции.
Снижение времени пребывания обычно может быть достигнуто конструированием шне-
ка с обеспечением максимальной производительности. Низкие температуры и снижение пи-
ковых температур может быть обеспечено конструированием шнека так, чтобы обеспечить
минимальное удельное потребление энергии. Кроме того, следует избегать застойных зон.
Для этого формы шнека и фильеры должны быть максимально обтекаемыми.
678
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
В некоторых особых случаях может быть выгодно создание шнека экструдера с низкой
производительностью и малыми объемами канала. Примером подобной ситуации может слу-
жить экструзия медицинских катетеров очень малого диаметра, которая осуществляется при
частоте вращения шнека 2 об/мин. При такой малой скорости среднее время пребывания
в экструдере колеблется от 30 до 60 мин, и деструкция полимера при столь длительном пребы-
вании весьма вероятна. В таком случае выгоднее разработать шнек экструдера с очень малой
производительностью на один оборот и очень малым полным объемом канала. Этого можно
добиться уменьшением угла нарезки, уменьшением глубины канала, увеличением ширины
винтовой нарезки и увеличением заходности. При столь низкой производительности частота
вращения шнека может быть увеличена с 2 до 10 об/мин, а среднее время пребывания сниже-
но с 60 до менее чем 10 мин.
Высокие температуры материала при экструзии, вероятно, становятся проблемой, когда
экструдер работает с высокой частотой вращения шнека и при высокой вязкости расплава.
Основной параметр шнека, влияющий на нагрев вследствие вязкого трения, — это глубина ка-
нала. Увеличение глубины канала снижает скорость сдвига и тем самым тепловыделение, вы-
званное вязким трением. Существуют пределы того, насколько глубоко может быть проточен
шнек. Один предел — это физическая прочность шнека. Другой предел — массоперенос и спо-
собность шнека к плавлению материала. Невозможно увеличивать глубину канала шнека до
точки, в которой скорость транспортировки расплава превысит скорость плавления. В этой
ситуации полезен шнек барьерного типа.
Одна из самых сложных ситуаций с точки зрения регулирования температуры расплава —
экструзия вспененных материалов. Во втором экструдере экструзионной линии по выпуску
вспененных материалов охлаждаемый шнек обычно имеет очень глубокие каналы для мини-
мизации диссипативного нагрева. Кроме этого, для повышения теплопереноса шнека исполь-
зуется множество (обычно шесть) тонких нарезок с большим углом наклона винтовой линии.
Если превалирует термоокислительная деструкция, воздух не должен попадать в экстру-
дер. Этого можно добиться применением азотной подушки в загрузочном бункере или в го-
ловке, в зависимости от того, где захватывается воздух. Если деструкция происходит вследст-
вие гидролиза, из процесса следует удалить влагу. Если деструкция вызвана химическими ре-
акциями с металлической поверхностью шнека или рабочего цилиндра, для их изготовления
следует выбрать конструкционный материал, не реагирующий с полимером.
11.3.4. Нестабильность процесса экструзии
Колебания производительности экструдера — это, возможно, самая распространенная
проблема при экструзии, поскольку оно может вызываться самыми разными причинами, не-
которыми из которых являются:
• подача сыпучего материала из загрузочного бункера;
• транспортировка твердого материала в экструдере;
• мощность экструдера для плавления полимера;
• сплошность твердой фазы;
• температуры расплава в фильере;
• температуры рабочего цилиндра;
• температуры шнека;
• работа приемного устройства;
• сплошность расплава (эффект «акульей кожи»);
• частота вращения шнека;
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
679
• рабочий цилиндр/износ шнека;
• мощность экструдера для смешения материала;
• давление в головке фильеры;
• давление в экструдере.
Как говорилось в главе 1, правильное приборное обеспечение жизненно важно для воз-
можности быстрого и точного диагноза проблемы. Обязательные условия стабильной экстру-
зии — хороший двигатель экструдера, хорошая система регулировки температуры, хорошее
приемное устройство и, что более важно, правильная конструкция шнека. Вероятнее всего,
больше всего нестабильностей в работе экструдера возникает из-за неправильной конструк-
ции шнека, чем от какой бы то ни было другой причины. Тем не менее изменение конструкции
шнека зачастую рассматривается в самую последнюю очередь.
Двигатель экструдера должен быть в состоянии поддерживать постоянную частоту вра-
щения шнека с отклонением не более 0,1 %. То же самое относится и к приемному устройству.
Тем не менее это не всегда выполняется на существующих экструзионных линиях. Экструдер
, должен быть оборудован системой пропорционального регулирования температуры, пред-
почтительно с ПИД-регулятором. Двухпозиционное регулирование температуры неприем-
лимо для большинства экструзионных производств.
1 1.3.4.1. Частота нестабильностей
Многие исследователи [68,69] классифицировали нестабильности в работе экструдера по
частоте появления, которая может служить указанием причины проблемы. В большинстве
ранних работ различали по частоте появления нестабильности только трех или четырех ти-
пов. Тем не менее вероятно более правильно выделить, по меньшей мере, пять типов:
1. Нестабильность высокой частоты, частота которой превышает частоту вращения
шнека.
2. Нестабильность, совпадающая по частоте с частотой вращения шнека.
3. Нестабильность низкой частоты, примерно в 5-10 раз меньше частоты вращения
шнека.
4. Очень медленные флуктуации, с периодом порядка нескольких минут.
5. Случайные флуктуации.
11.3.4.1.1. Нестабильности высокой частоты
Нестабильности высокой частоты часто связаны с неустойчивостью течения в фильере,
< например с разрывом расплава, эффектом «акульей кожи» или резонансом при вытяжке. Они
| могут быть вызваны также проблемами с двигателем, неоднородностью температуры распла-
ва или вибрацией.
Эффект «акулья кожа». Эффект «акульей кожи» проявляется в систематических де-
формациях поверхности (рубцах). Менее резкая форма дефекта проявляется в виде матово-
сти поверхности, когда не удается достичь ее глянца. «Акулья кожа» обычно формируется в
области выхода из головки. Она зависит, в первую очередь, от температуры и линейной скоро-
сти экструзии. Такие факторы как скорость сдвига, размеры фильеры, заходный угол, неров-
ности поверхности, материал головки почти не оказывают или совсем не оказывают влияния
на появление дефекта.
Считается, что эффект образования «акульей кожи» вызван ускорением поверхностных
слоев экструдата при выходе полимера из головки. Если скорость растяжения слишком высо-
ка, поверхностный слой полимера может повреждаться и образовывать характерные складки
поверхности, похожие на кожу акулы [96]. Скорее всего этому дефекту в большей степени
680
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
подвержены полимеры с высокой вязкостью и с узким молекулярно-массовым распределени-
ем [97,98].
Проблему можно устранить, снизив скорость экструзии и увеличив температуру в облас-
ти оформляющего канала экструзионной головки. Известны некоторые публикации, в кото-
рых утверждается, что работа при очень низких температурах также может снизить остроту
проблемы [99]. Переход на полимер с более широким молекулярно-массовым распределени-
ем положительно сказывается на уменьшении эффекта «акульей кожи». Использование
внешних смазок тоже может устранить появление дефекта. Это может быть сделано примене-
нием добавки к полимеру или соэкструзией с тонким слоем, обладающим низкой вязкостью.
Разрушение потока. Нарушение сплошности потока расплава — это серьезная деформа-
ция экструдата, которая может принимать множество форм: спиральную, бамбукообразную,
регулярную волнистую, случайных разрывов и т. д. (см. главу 7, рис. 7.108). Это не поверхно-
стный дефект, как «акулья кожа», а явление, захватывающее весь объем расплавленного экс-
трудата. Тем не менее часто не различают эффект «акульей кожи» и нарушение сплошности
потока, объединяя оба эти явления термином «разрушение потока расплава». Существует
большое количество литературы по вопросу разрушения сплошности расплава (например,
[100-112]), однако не существует ясного понимания того, что же является конкретной причи-
ной этого явления и его механизма. Вполне возможно, что этот механизм различен для разных
полимеров и/или для каналов различной формы[113]. Линейные полимеры склонны к воз-
никновению нестабильности сдвигового течения в оформляющем канале экструзионной го-
ловки, а разветвленные полимеры — к нестабильности в области схождения в фильере.
Тем не менее все относительно единодушно сходятся в том, что нарушение сплошности
потока расплава начинается, когда превышается критическое значение напряжения сдвига.
Это критическое значение напряжения сдвига у стенки составляет от 0,1 до 0,4 МПа. Для объ-
яснения нарушения сплошности расплава был предложен ряд механизмов; самыми распро-
страненными являются:
• критическое значение упругой деформации в зоне входа;
• критическое напряжение сдвига;
• эффект периодического проскальзывания в фильере.
Влияние зоны входа было отмечено многими исследователями. В общем случае, чем
меньше угол входа, тем выше скорость деформации, при которой возникает нестабильность.
Гляйссл [114] предложил определять критическое значение упругой деформации путем из-
мерения обратимой деформации. Основываясь на измерениях, сделанных для 11 жидкостей,
он предположил существование критического значения отношения первой разности нор-
мальных напряжений к напряжению сдвига; среднее значение для 11 совершенно различных
жидкостей составляет 4,63 со стандартным отклонением около 5%. Более значительное раз-
личие обнаружено для критического напряжения сдвига; среднее значение 3,7- 10 Па со
стандартным отклонением около 55%. В 1961 г. Бенбоу, Чарли и Лэмб [111,115] описали ме-
ханизм периодического проскальзывания течения для объяснения нестабильности течения и
деформации экструдата. Выше некоторого критического значения напряжения расплав поли-
мера из-за потери адгезии между расплавом и стенкой фильеры, для того чтобы высвободить
избыточную энергию деформации, накопленную при течении через фильеру, начинает перио-
дически отрываться от стенки и скользить по ней. Большое число исследователей наблюдало
проскальзывание различными методами.
Более поздняя работа Утрацки и Гендрона по колебанию давления при экструзии поли-
этиленов [116] позволила сделать вывод о том, что колебания давления, скорее всего, не свя
заны с упругостью или проскальзыванием. Они полагали, что параметр, отвечающий за коле-
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
681
бания давления — критическое значение деформации расплава, оцениваемое по Генки ег для
линейного ПЭНП ес < 3, для ПЭВП ес < 2, в то время как для ПЭНП ес > 3,5. Похоже, что не-
стабильность вызвана неспособностью расплава полимера выдерживать деформации больше
некоторого критического напряжения.
Было обнаружено, что сглаживание геометрических форм канала течения снижает тен-
денцию к разрыву расплава для разветвленных полимеров. Повышение температуры, особен-
но на стенке оформляющего канала экструзионной головки, позволяет повысить скорость
экструзии без образования разрывов сплошности расплава. Критическое напряжение сдвига,
вероятнее всего, не зависит от длины фильеры, радиуса и температуры, но обратно пропор-
ционально молекулярной массе, хотя и не зависит от молекулярно-массового распределения.
Для некоторых полимеров наблюдается область суперэкструзии, в которой экструдат не де-
формируется при скоростях, превышающих условие нарушения сплошности расплава [117].
Этот процесс особенно перспективен для полимеров, у которых нарушения сплошности на-
чинаются на низких скоростях, например, для фторполимеров. При суперэкструзии расплав
полимера скользит достаточно однородно вдоль стенок фильеры. Явление скольжения в
фильере экструдера изучал ряд исследователей, например [118,119]. Тем не менее до сих пор
остается неясным, является ли проскальзывание действительно потерей контакта расплава
полимера с металлической стенкой или это разрыв тонкого полимерного слоя, лежащего весь-
ма близко к металлической поверхности.
Проблема нарушения сплошности расплава может быть устранена улучшением обтекае-
мости фильеры, повышением температуры в оформляющем канале экструзионной головки,
работе при более низких скоростях, снижением молекулярной массы или вязкости полимер-
ного расплава, увеличением сечения на выходе из канала или применением внешней смазки.
В некоторых ситуациях проблему разрыва расплава можно решить переходом к суперэкстру-
зии. Этот процесс используется достаточно часто в кабельной промышленности, где высокие
линейные скорости очень важны для создания экономичного производства.
Резонанс при вытяжке. Резонансные явления при течении происходят в процессах, в ко-
торых экструдат подвергается растягиванию с образованием свободной поверхности, напри-
мер, при экструзии пленки с раздувом рукава, при формовании волокон, экструзионно-
раздувном формовании. Резонанс при течении проявляется в регулярных циклических изме-
нениях размера экструдата. Обширный обзор [ 113] и анализ [ 120] резонанса при течении бы-
ли выполнены Петри (Petrie) и Денном (Denn). Резонанс течения возникает выше некоторого
критического значения кратности вытяжки, когда полимер, оставаясь в расплавленном со-
стоянии, растягивается и быстро охлаждается после вытягивания.
Резонанс при вытяжке имеет место, когда сопротивление растяжению снижается, а уро-
вень напряжения возрастает. Общее количество массы между фильерой и приемным устрой-
ством может меняться с течением времени, так как скорость приемного устройства постоянна,
а размеры экструдата не обязательно постоянны. Если размеры экструдата уменьшаются пе-
ред самым приемным устройством, то размеры экструдата на некотором удалении от прием-
ного устройства увеличатся. Когда часть экструдата с большим размером попадает на прием-
ное устройство, далее подходит часть экструдата с меньшим размером. Так может продол-
жаться длительное время. Таким образом, возникает циклическое изменение размеров
экструдата. Резонанса при вытяжке не происходит, если экструдат сразу отверждается на
Приемном устройстве, поскольку размеры экструдата на приемном устройстве в этом случае
фиксированы [121,122]. Обнаружено, что возникновение резонанса при изотермической вы-
тяжке не зависит от скорости течения. Критическое значение кратности вытяжки для почти
ньютоновских жидкостей, таких как ПА, полиэфир, полисилоксан и др. — примерно 20. Кри-
682
ЧАСТЫП. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
тическое значение кратности вытяжки для неньютоновских жидкостей, таких как ПЭ, ПП,
ПС и др. составляет всего 3 [123]. Амплитуда колебаний размеров возрастает с увеличением
кратности вытяжки и расстояния, на котором происходит вытяжка.
Различные исследователи выполнили теоретические исследования проблемы резонанса
при вытяжке методами линейного анализа стабильности. Пирсон и Шах [124, 125] изучали
неупругие жидкости и предсказали, что критическая кратность вытяжки для ньютоновских
жидкостей должна составлять 20,2. Фишер и Денн [126] подтвердили это критическое значе-
ние кратности вытяжки для ньютоновских жидкостей. Используя метод линейного анализа
стабильности для жидкостей, отвечающих уравнению Уайта-Метцнера, они обнаружили,
что значение критической кратности вытяжки зависит от показателя степени в степенном за-
коне п и безразмерного числа, характеризующего вязкоупругость материала, выражаемого
через расстояние между фильерой и приемным устройством, модуля упругости и скорости
подачи жидкости. Используя этот метод, Фишер и Денн смогли предсказать стабильные и не-
стабильные области работы. В некоторых случаях нестабильность в форме резонанса при вы-
тяжке можно устранить, повысив кратность вытяжки, хотя при большинстве условий перера-
ботки нестабильность вытяжки можно устранить, лишь понизив кратность вытяжки.
Уайт и Айд [127-130] экспериментально и теоретически показали, что полимеры, при
растяжении которых вязкость увеличивается со временем или со степенью вытяжки, не про-
являют эффекта резонанса, но когезионно разрушаются при высоких степенях вытяжки. По-
лимер, который ведет себя таким образом, — ПЭНП. Полимеры, при растяжении которых
вязкость уменьшается со временем или со степенью вытяжки, проявляют эффект резонанса
при малой кратности вытяжки и разрушаются по пластичному механизму при высоких крат-
ностях вытяжки. Полимеры, ведущие себя таким образом, — ПЭСП и ПП. Ленк [131] предло-
жил единую концепцию нестабильности течения расплава. Его основные выводы состоят в
том, что любые нестабильности течения возникают на входе в фильеру, а также что наруше-
ния сплошности расплава и резонанс при вытяжке являются не разными и отдельными явле-
ниями, а оба вызваны упругостью расплава, причем причина неустойчивости связана с усло-
виями течения при входе в фильеру. Анализ Ленка, к сожалению, чисто качественный и мало
помогает при конструировании экструзионного оборудования или при оптимизации условий
процесса для минимизации нестабильностей.
11.3.4.1.2. Нестабильность частоты вращения шнека
В незначительной степени нестабильность частоты вращения шнека случается почти в
каждом экструзионном производстве. Она может быть вызвана колебаниями подачи материа-
ла из загрузочного бункера в загрузочное отверстие, когда поступление полимера прерывает-
ся каждый раз, когда гребень нарезки проходит под загрузочным отверстием. Это может вы-
зывать циклические изменения давления, которые могут быть обнаружены при наличии в
экструдере точного датчика давления. Один из способов снизить нестабильность подачи по-
лимера из загрузочного бункера — использовать шнек с двухзаходной нарезкой в зоне загруз-
ки. Обычно лучшим решением является изменение формы загрузочного отверстия. По Уил-
леру [ 132], нестабильность вращения шнека чаще всего обусловлено очень низким давлением
в экструзионной головке.
Колебания частоты вращения шнека могут быть вызваны также разницей давлений в ка-
нале шнека. Эта разница отвечает за поток рециркуляции в поперечном сечении канала. При
измерении давления вдоль шнека или в самом конце шнека оказывается, что профиль давле-
ния имеет пилообразную форму (рис. 11.29).
В большинстве случаев основная причина нестабильности вращения шнека — разница
давления между ведущей и ведомой кромками нарезки шнека в зоне выдавливания. Эти
флуктуации давления часто называют «биением шнека». Разница давлений присуща пронес-
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
683
су транспорта материала и имеет место, даже
если в зоне выдавливания не создается давле-
ния, поскольку разница давлений обусловлена
вынужденным течением. Если пренебречь за-
зором между шнеком и рабочим цилиндром,
разница давлений ДР в канале шнека составит
_ 6цци.иг _ бцл 2D2N sin2 ф
рн2 pH2
где ц — вязкость; D — диаметр шнека; N— часто-
та вращения; ф — угол наклона нарезки шнека;
р — заходность нарезки; Н — глубина канала.
Рис. 11.29. Колебания давления во времени
(«биение шнека»)
Это выражение справедливо для ньютоновской жидкости. Разница давлений возрастает с
увеличением вязкости, диаметра и частоты вращения шнека и угла наклона винтовой линии;
разница давлений снижается с увеличением глубины канала. При увеличении угла наклона
винтовой линии с 17,5 до 25,0° разность давлений удваивается. Поэтому шнеки с большим уг-
лом наклона винтовой линии дают более сильные колебания давления, чем шнеки с малыми
углами. Колебания частоты вращения шнека, обусловленные давлением, могут быть умень-
шены введением многозаходной секции в хвосте шнека, например, смесительной секции
Сэкстона [95] или CRD [88-94] (рис. 11.30). Многозаходная секция в хвосте шнека уменьша-
ет амплитуду колебаний давления, но повышает их частоту.
Следует заметить, что описанные выше колебания давления более ощутимы в самом хво-
сте шнека, но уменьшаются с увеличением расстояния от хвостовика шнека вследствие того,
что расплав все же может незначительно сжиматься. Поэтому наблюдаемые колебания давле-
ния сильно зависят от расположения датчика давления. При использовании рассекателя по-
тока колебания давления существенно меньше, поскольку рассекатель в значительной степе-
ни «разбивает» возникшие флуктуации течения (см. рис. 11.29).
Очевидно, что колебания давления, вызванные биением шнека, оказываются существен-
ной проблемой, если значение ДР велико по отношению к реальному давлению в фильере. Это
может произойти, как было отмечено Уиллером [68], если давление в фильере мало, вязкость
расплава полимера высока, диаметр шнека велик, частота вращения шнека высока, угол на-
клона винтовой нарезки велик и если глубина канала невелика.
11.3.4.1.3. Нестабильности низкой частоты
Нестабильности низкой частоты связаны с разрывами в объеме твердого материала [69,
70]. Феннер и др. попытались дать теоретическое предсказание условий разрыва твердой
пробки [69]. Они предположили, что разрыв происходит из-за ее ускорения в зоне пластика-
ции экструдера, и высказали мнение, что ускорение не происходит при отсутствии пленки
расплава между твердой пробкой и шнеком. На практике образования пленки расплава мож-
но избежать, если шнек охлаждать [71 ]. Ранее Мэддок [72] обнаружил, что охлаждение шнека
помогает снизить пульсации. Наиболее вероятная причина снижения пульсаций — сущест-
венное снижение пропускной способности при охлаждении шнека; около 20% в соответствии
с экспериментами Феннера и Эдмондсона [71]. Следовательно, процесс плавления происхо-
дит на более коротком расстоянии вдоль оси, что снижает напряжения, действующие на твер-
дую пробку. Разрыв твердого материала чаще происходит при использовании шнеков с высо-
кой степенью сжатия. Феннер и др. [69, 71] обнаружили возникновение разрывов в твердой
фазе на шнеках с высокой степенью сжатия (3 :1 и 4 :1), ноне обнаружили разрывов материа-
684
ЧАСТИН. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 11.30. Колебания давления для однозаход -
ного и многозаходного шнеков
ла на шнеках с низкой степенью сжатия
(2,25:1). Низкая степень сжатия кажется луч-
шим решением для шнека, чем применение
охлаждения для шнека с высокой степенью
сжатия. Другой метод устранения образова-
ния пленки расплава на поверхности шнека —
использование барьерных витков в конструк-
ции шнека.
Флуктуации с частотой от 10 до 30 с мо-
гут быть вызваны колебаниями температуры
вдоль рабочего цилиндра экструдера, кото-
рые могут не регистрироваться датчиками
температуры. Это может быть вызвано низ-
кой скоростью срабатывания многих датчи-
ков температуры, а также тем, что датчики часто расположены на значительном расстоянии от
границы соприкосновения полимера и металла. Однако если реальная температура границы
раздела колеблется, будут возникать и соответствующие колебания потока. В системах регу-
лирования температуры пропорционально времени энергия подается или отключается через
относительно короткие интервалы времени — от 15 до 20 с. Эти всплески нагрева или охлаж-
дения вызывают кратковременные изменения температуры границы раздела полимер-ме-
талл и соответствующие изменения производительности. Изменения объемного расхода мо-
гут достигать 5-10%. Следовательно, с точки зрения стабильности прямое пропорциональное
регулирование температуры существенно лучше, чем регулирование температуры пропор-
ционально времени.
Колебания производительности, вызванные изменениями температуры стенки, описаны
Гитшнером и Л юттербеком [76]. Им удалось показать очевидную связь между периодическим
охлаждением рабочего цилиндра и колебаниями давления в фильере. Они обнаружили также,
что колебания давления хорошо коррелируют с возникающими колебаниями расхода. Следу-
ет понимать, что колебания расхода, вызванные изменениями температуры, могут быть суще-
ственно более значительными при использовании двухпозиционного регулирования темпе-
ратуры.
11.3.4.1.4. Очень медленные колебания
Очень медленные колебания обычно объясняют плохим регулированием температуры,
изменением окружающих условий (температуры помещения, относительной влажности), ко-
лебаниями питающего напряжения и тому подобными причинами. Постепенное, медленное
снижение производительности часто вызвано накоплением загрязнений на фильтрующих
сетках.
11.3.4.1.5. Случайные колебания
Случайные колебания часто связаны с нерегулярностью подачи сырья. Мэддок [72] при-
водит случай, когда производительность экструдера была очень чувствительна к уровню за-
полнения загрузочного бункера. Случайные колебания могут быть также вызваны наложени-
ем различных циклических колебаний. На рис. 11.31 приведен образец регулярных синусои-
дальных колебан и й.
На рис. 11.32 показано наложение трех синусоидальных колебаний различной частоты и
амплитуды. Результат наложения похож на случайные колебания, но тем не менее они обра-
зованы тремя различными составляющими, каждая из которых представляет собой правиль-
ные синусоидальные колебания.
685
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
Ч - ...
Рис. 11.31. Правильные синусоидальные колеба-
ния
Рис. 11. 32. Наложение трех синусоидальных ко-
лебаний
Подобная ситуация нередка в экструзии, поскольку во многих случаях процесс подвер-
жен колебаниям различной природы, обычно имеющим разные частоты и амплитуды. Оче-
видно, что чем больше источников колебаний воздействует на процесс, тем более сложной и
случайной кажется информация, получаемая в ходе процесса.
Колебания, показанные на рис. 11.32, можно часто обнаружить, если измерять давление
расплава. Очевидно, что время срабатывания датчика должно быть достаточно малым, чтобы
отследить колебания процесса, происходящие с высокой частотой. Для анализа сложных сиг-
налов и выделения основных частот может быть использовано быстрое преобразование Фу-
рье. Поэтому быстрое преобразование Фурье — мощный инструмент для решения сложных
проблем, возникающих при экструзии. Беккер и др. [ 133,134] использовали быстрое преобра-
зование Фурье для анализа давления расплава при изучении нестабильностей процесса экс-
трузии. Райнхард и др. [144] описали использование спектрального анализа для изучения
проблем, связанных с пульсациями при экструзии.
11.3.4.2. Функциональные нестабильности
Другой метод классификации нестабильностей — по функциональной зоне, в которой
они возникают. Можно выделить следующие нестабильности:
• движения твердого материала;
• пластикации;
• течения расплава;
• дегазации;
• смешения;
• формования в фильере.
Обсудим каждую из них подробно.
11.3.4.2.1. Нестабильность движения твердого материала
Нестабильность движения твердого материала вызвана тремя основными причинами: за-
труднения подачи материала в загрузочном бункере, внутренней деформацией твердой фазы
в канале шнека и недостаточным трением на внутренней поверхности рабочего цилиндра.
Проблемы с подачей материала в загрузочном бункере можно обнаружить, если отсоединить
его от экструдера и посмотреть на поступление материала из бункера. Проблемы течения в са-
мом экструдере трудно обнаружить. Один из методов — покрытие шнека тефлоном. Даже ес-
ли это покрытие сохранится недолго, оно существенно снизит тормозящее усилие, действую-
щее на твердый материал, и значительно улучшит его транспортировку. Если такое покрытие
устранит нестабильность, это будет прямым указанием на то, что проблема нестабильности
связана с транспортировкой твердого материала. Более капитальным решением может быть
рифление зон рабочего цилиндра или нанесение на шнек никелевого покрытия, пропитанного
фторполимером.
686
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Стабильность переноса твердой фазы тесно связана с однородностью сырья. Наилучшая
стабильность достигается для гранул одинакового размера и формы. Большие колебания раз-
меров частиц и их формы неизбежно ведут к колебаниям производительности экструдера.
Это часто наблюдается при добавке вторичных гранул в первичное сырье. Поскольку вторич-
ные гранулы обычно имеют различную форму и размер, увеличение доли вторичных гранул
снижает стабильность процесса. Во многих случаях подобное снижение стабильности может
поставить верхний предел для доли вторичных гранул, которые можно добавлять в экструдер.
11.3.4.2.2. Нестабильность пластикации
Проблемы с нестабильностью пластикации обычно наблюдаются для шнеков с высокой
степенью сжатия и с малой длиной зоны сжатия. Они также характерны для экструдеров с ма-
лой общей длиной. В коротком экструдере нестабильность, связанная с течением расплава,
появится при более низкой производительности, чем в более длинном экструдере. Эта одна из
причин, по которой промышленность тяготеет к выпуску все более длинных экструдеров.
В 1950-60-е гг. большинство одношнековых экструдеров имело длину около 2(Ю. В 1970-
80-е гг. длина большинства экструдеров была около 25D. В 1990-2000-е гг. большинство экс-
трудеров имело длину около 30Z).
Недостаточная мощность экструдера для плавления материала может быть выявлена
предварительным подогревом сырья. Если предварительный подогрев сырья снижает или
устраняет нестабильность, то, скорее всего, проблема заключается в недостаточной произво-
дительности по плавлению. Плавление может быть улучшено как подбором условий перера-
ботки, так и изменением геометрии шнека. Условия переработки, которые могут улучшить
плавление:
• подогрев сырья;
• увеличение температуры рабочего цилиндра при низкой частоте вращения шнека;
• уменьшение температуры рабочего цилиндра при высокой частоте вращения шнека;
• снижение скорости вращения шнека;
• увеличение давления в рабочем цилиндре.
Изменения конструкции шнека, которые могут улучшить плавление:
• увеличение угла наклона нарезки шнека в переходной зоне;
• уменьшение зазора между шнеком и рабочим цилиндром в переходной зоне;
• увеличение длины переходной зоны;
• многозаходная нарезка в переходной зоне;
• использование смешивающей секции с пазами в конце переходной зоны.
11.3.4.2.3. Нестабильность течения расплава
Большинство проблем, связанных с течением расплава, вызвано неправильной конструк-
цией зоны дозирования. Самая распространенная ошибка — избыточная глубина канала, сле-
дующая — недостаточная длина зоны дозирования. Если глубина канала слишком велика,
шнек в зоне дозирования следует охлаждать, чтобы уменьшить эффективную глубину. На-
оборот, если глубина канала слишком мала, шнек в зоне дозирования следует нагревать, что-
бы увеличить эффективную глубину и повысить способность к переносу расплава. Однако ес-
ли глубина канала в зоне дозирования неправильная, лучше выбрать другой шнек с правиль-
ными размерами в зоне дозирования.
В некоторых случаях способность к течению расплава не может быть улучшена достаточ-
но простым изменением конструкции шнека. Примером может служить двухступенчатый
экструдер, работающий при высоких давлениях разгрузки. Если вторая ступень экструдера
недостаточно длинна, то, возможно, шнек не сможет создать необходимого давления. Подоо
11. ПРОБЛЕМЫ ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
на)? ситуация приведет к протеканию расплавленного полимера через клапан. Одним из воз-
можных решений проблемы может быть установка насоса, расположенного между экструде-
ром и фильерой. Насос будет создавать необходимое давление в фильере, а шнек должен соз-
давать лишь давление, достаточное для питания насоса. Другие возможные решения
проблемы протечек через клапан:
• снижение давления в головке;
• увеличение длины экструдера;
• использование внутреннего подогрева шнека на второй стадии;
• снижение температуры рабочего цилиндра на второй стадии.
11.3.4.2.4. Нестабильность дегазации
Нестабильность отвода газов могут быть вызваны закупориванием клапана, изменением
степени разрежения или изменением содержания летучих веществ в сырье. Эффективность
отвода летучих веществ может быть повышена:
• увеличением температуры рабочего цилиндра в начальной зоне шнека;
• увеличением степени разрежения в клапане;
• предварительным подогревом сырья;
• применением специальных агентов, облегчающих дегазацию.
Конструкция шнека может оказывать сильное влияние на эффективность отвода летучих
веществ. Кроме того, важно, чтобы полимер полностью расплавился в начальной зоне шнека.
Чтобы обеспечить полное плавление, полезно в конце начальной зоны шнека поместить риф-
леный смесительный элемент.
11.3.4.2.5. Нестабильность смешения
Нестабильность процесса экструзии часто бывают связана с недостаточной смешиваю-
щей способностью шнека. Смешение может быть незначительно улучшено повышением дав-
ления в фильере. Однако это довольно неэффективный метод повышения смешивающей спо-
собности экструдера; к тому же он повышает вероятность деструкции. Смешивающая способ-
ность шнека может быть существенно улучшена добавлением в конструкцию шнека одной
или нескольких секций смешения.
Когда полимерный расплав выходит из экструдера и входит в фильеру, он должен быть
хорошо перемешен. Поэтому в самом конце шнека полезно иметь эффективное устройство
смешения. Смешение подробно обсуждалось в разделе 7.7, а устройства смешения и смеши-
'• вающие шнеки — в разделе 8.7.
Решение проблем смешения. Кроме наличия эффективных устройств для смешения по
длине шнека, имеется несколько других аспектов, важных для хорошего смешения. Метод по-
дачи сырья играет важную роль для смешения в экструдере.
Подача насыпным методом и с помощью дозаторов. У большинства одношнековых экс-
трудеров сырье просто засыпается в загрузочный бункер, тем не менее такой метод зачастую
нежелателен для достижения хорошего смешения в экструдере, так как в этом случае в зоне
транспортировки твердого материала и в зоне пластикации создаются высокие давления, ко-
торые способствуют агломерации ингредиентов, которые затем нужно будет рассеять и рас-
пределить [135—137]. Очевидно, что это отрицательно влияет на производительность. При
«голодной» загрузке сырья материал подается в экструдер с помощью питателя. В результате
материал не скапливается в загрузочном отверстии. При нескольких первых оборотах шнека
688
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
канал лишь частично заполнен материалом и в этой части экструдера не создается никакого
давления. Канал шнека полностью заполняется лишь на некотором расстоянии от загрузоч-
ного отверстия; с этой точки давление в экструдере начнет нарастать. В действительности до-
зирование материала снижает эффективную длину экструдера.
Одно из преимуществ «голодного» питания состоит в том, что давление в экструдере ни-
же, чем при подаче сырья насыпным методом. Поэтому вероятность агломерации в секции
смешения ниже. В последнее время ряд исследователей изучили эффект дозирования на сме-
шивающую способность экструдеров и машин для литья под давлением [138-142]. Все иссле-
дователи без исключения отмечают существенное улучшение качества смешения при исполь-
зовании дозаторов по сравнению с подачей сырья насыпным методом. Однако преимущества
«голодной» загрузки справедливы не только для двухшнековых экструдеров; смешение в од-
ношнековых экструдерах тоже может быть существенно улучшено при применении дозиро-
вания загрузки [138-142].
Начальный уровень сегрегации. Степень смешения, которую требуется достичь в экс-
трудере, определяется и начальным, и конечным уровнем размеров. Обычное требуемое ко-
нечное значение размеров порядка 1 мкм. Если первоначальный уровень размеров — это ве-
личина гранул (около 3000 мкм), то в секции смешения должно уменьшить размер в 3000 раз.
При смешении под действием простого сдвига это требует общей деформации 3000 [143]. Ес-
ли средняя скорость деформации 50 с \ расплав полимера должен подвергаться ей в течение
60 с для того, чтобы общая деформация сдвига составила 3000. Если учесть, что типичное вре-
мя пребывания в зоне переноса расплава 15-20 с, становится ясно, что подобного смешения
недостаточно для снижения масштаба размеров до микронного уровня.
Ситуацию можно улучшить, если начать процесс смешения не с гранул, а с порошка. Если
размер частиц порошка 100 мкм и порошок хорошо перемешен перед экструзией, начальная
шкала размеров 100 мкм. В таком случае секция смешения должна произвести только 100-крат-
ное уменьшение распределения для размеров конечного значение 1 мкм. При скорости сдвига
50 с1 для этого потребуется время сдвига 2 с. Очевидно, что одношнековый экструдер имеет
хорошие шансы справиться с этой задачей без особых осложнений. На рис. 11.33 приведен
пример масштабов размеров.
Одна из самых трудных задач при смешении — совмещение небольшого количества гра-
нулированного красителя с основной массой полимера. Предположим, что размер гранул
3 мм (3000 мкм) и что в полимер добавляется 1% красителя. Это означает, что на каждую гра-
нулу красителя приходится сто гранул полимера. Исходный масштаб размеров в данном слу-
чае составляет около 30 мм (30 000 мкм). Поскольку гранулы красителя не находятся на оди-
наковом расстоянии друг от друга, реальный масштаб может достигать 100 мм (100 000 мкм).
Если мы хотим добиться конечного характерного
Рис. 1133. Грубое распределение (сле-
ва) и тонкое распределение
частиц по размеру (справа)
значения размера в 1 мкм, смешение должно дать
100 000-кратное уменьшение размера. При средней
скорости сдвига 50 с-1 полимерный расплав должен
подвергаться сдвигу в течение 200 с (более 3 мин),
чтобы общий сдвиг составил 100 000. Весьма мало-
вероятно, что этого можно добиться в одношнеко-
вом экструдере с простым транспортирующим шне-
ком. Поэтому для выполнения такой задачи для
смешения должны использоваться высокоэффек-
тивные смешивающие шнеки.
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
689
11.3.4.3. Устранение причин нестабильности процесса экструзии
Существует множество различных причин нестабильности процесса экструзии. Даже ес-
ли механизм нестабильности может быть не всегда ясен, следующие меры зачастую снижают
нестабильность процесса:
• уменьшение скорости вращения шнека;
• снижение температуры шнека;
• снижение температуры на выходе из рабочего цилиндра;
• уменьшение глубины канала в зоне дозирования;
• увеличение длины зоны сжатия;
• повышение температуры в задней части рабочего цилиндра;
• увеличение давления в головке.
Первое, что следует попытаться сделать для решения проблемы — отрегулировать про-
филь температуры и другие условия процесса. Если варьирование температуры не решило
проблемы, следует проверить оборудование: термопары, регуляторы, шнек, рабочий цилиндр,
двигатель и т. д. Если проблема не связана с оборудованием, она может быть функциональ-
ной, в этом случае следует определить, какая функциональная зона ее вызывает. На рис. 11.34
приведена диаграмма для определения возможной причины нестабильности.
^Ис. 11.34. Диаграмма поиска неисправностей при колебаниях производительности экструдера
690
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 11.35. Взаимодействие в процессе экструзии
цию шнека. Другим решением может быть
Если проблема не может быть решена
настройкой параметров процесса, что, разу-
меется, стоит сделать в первую очередь, то
можно попытаться решить ее, сменив мате-
риал или внеся изменения в конструкцию
шнека или рабочего цилиндра. В большин-
стве случаев изменение материала невоз-
можно. В подобной ситуации проблему
обычно можно решить, изменив конструк-
добавление насоса в конце экструдера. На
рис. 11.35 показана схема самых важных взаимодействий во время процесса экструзии.
Из-за сложности взаимного влияния различных факторов, имеющих место во время про-
цесса экструзии, зачастую сложно предвидеть к чему приведет изменение технологического
режима или конструкции шнека. Например, увеличение температуры рабочего цилиндра
обычно приводит к повышению температуры расплава полимера на выходе из экструдера.
Однако возможно и понижение температуры расплава при увеличении температуры рабочего
цилиндра, если при увеличении температуры рабочего цилиндра локальная вязкость распла-
ва может понизиться, что снизит нагрев, вызванный вязким трением. Это может привести к
понижению температуры расплава полимера на выходе из экструдера.
11.3.5. Захват воздуха
Захват воздуха — достаточно распространенная проблема при экструзии. Она вызвана по-
паданием воздуха вместе с частицами материала из загрузочного бункера. В обычных услови-
ях давление твердых частиц материала в зоне загрузки выдавливает воздух из твердой фазы.
Однако в некоторых случаях воздух не может выйти обратно в загрузочный бункер и остается
в полимере до самого выхода из фильеры. Если из экструдера выходят пузырьки воздуха, вне-
запный контакт с намного более низким давлением окружающего воздуха может привести к
взрыву маленьких пузырьков со сжатым воздухом. Но даже если подобных микровзрывов не
происходит, экструдат из-за содержащихся в нем пузырьков воздуха, как правило, становится
никуда не годным.
Существует ряд возможных решений проблемы захвата воздуха. Прежде всего, следует
изменить температуру в зоне транспортировки твердого материала, чтобы добиться более
плотной упаковки твердой фазы. Часто повышение температуры первой зоны рабочего ци-
линдра снижает захват воздуха. Однако в некоторых случаях улучшение достигалось сниже-
нием температуры. В любом случае температура в зоне транспортировки твердого материа-
ла — важнейший параметр, определяющий возможность захвата воздуха. Следует понимать,
что важна температура и рабочего цилиндра, и шнека. Поэтому, если имеется возможность ре-
гулирования температуры шнека, ее следует обязательно использовать при снижении захвата
воздуха.
Следующий шаг — увеличение давления в фильере для изменения профиля давления по
длине экструдера, чтобы произошло более быстрое уплотнение упаковки твердой фазы. Дав-
ление в фильере может быть повышено простым введением фильтрующих сеток перед рассе-
кателем потока. Другое возможное решение — установка дозатора в загрузочном бункере. Од-
нако это может привести к снижению производительности экструдера и требует дополни-
тельного оборудования, например, точного дозирующего устройства.
Указанные рекомендуемые решения могут быть реализованы достаточно легко. Если они
не помогут, придется предпринять следующие решительные шаги. Одна из возможностей, ко-
11 ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
691
Пустоты
Захват воздуха из-за усадки
\ Летучие \
Деградация \ вещества \
\ Пустоты в
<~ продукте
Заедание клапана отвода газов
Размер и / Загрязнение / недостаточное разрежение
форма частиц Недостаточный отвод газов
Течь в клапане
Рис. 11.36. Диаграмма, показывающая причины образования пузырей в экструдате
торую следует попробовать — изменение размера или формы частиц. Если это можно сделать
то это, скорее всего, поможет решить проблему. Достаточно безопасное решение — использо-
вание вакуумного загрузочного бункера, однако эти системы сравнительно сложны и дороги.
Другое возможное решение — использование канавок в рабочем цилиндре. Давление в зоне,
оборудованной канавками, создается намного быстрее, чем в гладком рабочем цилиндре, что
вызывает более быстрое уплотнение твердой фазы материала, и, следовательно, уменьшает
вероятность захвата воздуха. Вместо рифления рабочего цилиндра можно попытаться сни-
зить трение по шнеку, что должно дать аналогичный эффект. Покрытия, которые могут ис-
пользоваться для этой цели, описаны Дюкером [35]. Захвата воздуха часто удается избежать
применением клапанов для выпуска воздуха и многозонного шнека экструдера. Увеличение
степени сжатия шнека также должно снизить захват воздуха.
Следует сказать, что пузырьки в экструдате — признак не только захвата воздуха; они мо-
гут указывать также на присутствие влаги, поверхностно-активных веществ, летучих компо-
нентов в самом полимере или на его деструкцию (рис. 11.36).
Поэтому прежде чем решать проблему захвата воздуха, следует убедиться, что проблема
действительно вызвана этим фактором. В некоторых случаях гранулы сами содержат малень-
кие пузырьки воздуха. В этом случае одно из немногих возможных решений — применение
экструдера с зоной дегазации; другие методы в этой ситуации неэффективны. Приведенная
выше диаграмма поможет в систематическом поиске неисправностей. Она служит основой
для построения блок-схемы для поиска неисправностей при решении проблем данного типа.
На рис. 11.37 приведен пример подобной блок-схемы поиска неисправностей при обнаруже-
нии пустот в экструдате.
11.3.6. Проблемы гелеобразования
Первая проблема с гелеобразованием состоит в том, что специалисты под «гелем» подра-
зумевают разное. В сущности, гель — это видимый дефект, вызванный различием показателя
преломления в полимерном продукте [ 146]. Из-за процессов течения в экструдере гели обыч-
но имеют вид вытянутых эллипсоидов, которые часто называют «рыбий глаз». Появление ге-
лей создает проблемы в тонкослойных продуктах: пленках, трубках и волокнах, поскольку
они могут представляют собой видимые дефекты. В толстослойных продуктах гели обычно не
видны и, следовательно, не рассматриваются как проблема.
Причина появления гелей может быть разной: высокая молекулярная масса материала,
сщивки, деструкция, загрязнения и др. Высокая молекулярная масса материала и сшивки
692
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Пустоты в экструдируемом продукте
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
693
обычно приводят к вытянутым эллипсоидам без точки в центре. Грязь и посторонние вещест-
ва, такие как кремний, используемый как катализатор, неорганические материалы, добавки
или мелкодисперсные частицы из вторичного сырья обычно приводят к образованию гелей с
точкой посередине (отсюда и название «рыбий глаз»).
Образование гелей — весьма частая проблема при экструзии тонких изделий (пленок,
трубок и т. п.). Обычно гели представляют собой кусочки полимера с высокой молекулярной
массой, состоящие из разветвленных макромолекул. Гели могут образовываться в процессе
полимеризации у производителя полимера, тогда они называются Р-гели. Это происходит
из-за наличия застойных областей в реакторе полимеризации. Гели образуются также и в про-
цессе экструзии, тогда они называются Е-гели. Высокая температура расплава и длительное
время пребывания — основные виновники образования гелей при экструзии.
11.3.6.1. Определение природы гелей
При появлении гелевых частиц в экструдированном продукте важно определить, были ли
гели в используемом сырье или они появились в процессе экструзии. Это как раз тот случай,
когда поставщик полимера может расходиться во мнении с переработчиком. Чтобы прове-
рить содержит ли сырье гели, нужно проверить сам полимер на наличие гелей. Один из мето-
дов проверки на Р-гели — прессование тонкой пластины из гранул полимера, производимых
поставщиком, и визуальная проверка пластины на наличие гелей. Пластину следует приго-
товлять таким образом, чтобы минимально подвергать ее воздействию высоких температур;
то есть быть уверенным, что гели не создаются в процессе приготовления образца. Число ге-
лей на единицу площади можно подсчитать на экране при помощи проектора. Число гелей на
единицу площади образца служит мерой содержания гелей в материале. Очевидно, чтобы из-
меренные значения имели смысл, условия прессования пластины и ее толщину нужно стан-
дартизировать.
Для ручного подсчета гелей в экструдированных пленках существует стандарт, который,
похоже, мало используется [155]. Существуют методы автоматического подсчета гелей, ис-
пользуемые различными компаниями, основанные на лазерных технологиях или на примене-
нии фотосъемки. Однако эти методы не стандартизированы, и каждая компания обычно ис-
пользует свои собственные методики. Для автоматического определения содержания гелей
была предложена процедура ASTM. Тем не менее многие вопросы ждут своего решения. Так,
необходимо стандартизовать метод представления результатов, минимальный размер гелей,
подлежащих подсчету, метод представления распределения гелей по размерам и т. д. Различ-
ные области приложения выдвигают разные требования к допустимому содержанию гелей.
Поэтому трудно разработать один стандартный метод тестирования, который отвечал бы всем
требованиям.
При экструзии волокон, особенно из ПП, в некоторых случаях используется тест на зарас-
тание фильтра. Этот тест отражает содержание не только гелевых частиц в полимере, но и дру-
гих материалов (загрязнений), которые могут не пройти через фильтр. Кроме того, не все
частицы геля останавливаются фильтром. Для того чтобы обеспечить более полный захват ге-
левых частиц, следует использовать трехмерный волокнистый фильтр с определенными ха-
рактеристиками. Зарастание фильтра можно оценить количественно, следя за перепадом дав-
ления с течением времени. Время, за которое достигается оговоренный заранее перепад давле-
ния, может служить мерой содержания гелей, с размером больше некоторой определенной
нормы, удаленных в процессе фильтрации. Фильтр с калиброванной проволочной сеткой не
годится для описанного теста, поскольку сетчатые фильтры очень ограниченно захватывает
гелевые частицы.
694
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 11.38. Блок-схема для решения проблем, связанных с образованием гелей
11 ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ 695
11.3.6.2. Гели, возникающие в процессе экструзии
Образования гелей можно избежать, если исключить застойные зоны в экструдере. Чтобы
добиться этого, следует убедиться, что и шнек, и фильера имеют обтекаемые формы. Следует
избегать использования смешивающих секций с застойными зонами, например, секций сме-
шения Мэддока. Важно также, чтобы поверхности шнека, рабочего цилиндра и фильеры были
гладкими, без нарезок, царапин или выемок, в которых может собираться расплавленный ма-
териал и деструктировать. Другой метод снижения образования гелей в экструдере — начать
работу на экструдере, перерабатывая высоко стабилизированную марку полимера, или даже
другой полимер, чтобы покрыть вызывающие опасения поверхности слоем полимера устой-
чивым к деструкции. Это должно снизить вероятность образования геля.
Важно также проверить трубы, через которые подается полимер, смесители, питатели,
бункер и другие компоненты оборудования, по которым перемещается сыпучий материал, на
попадание в них мелкодисперсных частиц и загрязнений. Для этого при смене материала сле-
дует полностью прочистить и продуть все оборудование, в котором перемещается сыпучий
материал.
11.3.6.3. Удаление гелей, появившихся в процессе полимеризации
К сожалению, избавиться от Р-гелей в обычном процессе экструзии весьма сложно. До-
бавление в шнек экструдера элементов для дисперсионного смешения не позволяет добиться
смешения, достаточного для избавления от Р-гелей. Сетчатые фильтры, обычно устанавли-
ваемые перед рассекателем потока, захватывают гели недостаточно эффективно для того, что-
бы значительно снизить уровень их содержания. Новые диспергирующие смесители, создаю-
щие растяжение потока, например С/?£>-смесители (см. раздел 8.7.1.1), в состоянии рассеи-
вать гели [88-94] и являются мощным средством снижения проблем, связанных с гелем.
г Одно из лучших решений для устранения гелей — использование средств тонкой фильт-
рации, например, витые металлические или хаотические трехмерные волокна. Такие фильт-
I ры глубокой очистки используют в течение десятилетий и они хорошо зарекомендовали себя
J при производстве высококачественных пленок и волокон, в которых содержание гелей долж-
Г но быть на предельно низком уровне. Некоторые компании продают устройства для глубокой
i очистки широкого применения, хорошо подходящие для устранения гелей. К сожалению, no-
Ji добные фильтры дороги, требуют квалифицированного обслуживания и регулярной замены.
J. Тем не менее они эффективны для удаления гелей из расплава полимера. На рис. 11.38 приве-
L дена блок-схема для решения проблем, связанных с гелем.
11.3.7. Проблемы течения в головке
|. Проблемы, связанные с течением в экструзионной головке, обычно приводят к ухудше-
| нию внешнего вида изделий. Они могут проявляться в нарушении сплошности потока, нали-
I пании материала на стенки канала, образовании гелей, пятнистости, изменении цвета, появ-
г лении полос и изменении оптических свойств (например, прозрачности, матовости, глянце-
ll вости и т. д.).
! 11.3.7.1. Разрушение расплава
L Эффект разрушения расплава обсуждался в разделе 7.5.3.1. Он проявляется в шершаво-
Г сти поверхности, эффекте «акульей кожи», ноздреватости и других искажениях поверхно-
Е сти экструдата. Нарушение сплошности потока расплава может быть уменьшено или устра-
Е Нено:
II
596
ЧАСТЫП. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
• сглаживанием каналов в головке;
• уменьшением напряжения сдвига в оформляющем канале экструзионной головки (ра-
бота при напряжениях сдвига ниже критического значения, вызывающего разрушение
расплава);
• использованием вспомогательных добавок (например, фторполимера для полиэтиле-
на);
• использованием метода течения суперэкструзии (работа при напряжениях сдвига на-
много выше критического для разрушения расплава);
• ультразвуковыми вибрациями.
Сглаживание канала течения в головке всегда полезно, но оно повышает стоимость фор-
мующего инструмента. Для выпуска больших объемов продукта разработка и изготовление
предельно сглаженной фильеры обычно имеет смысл. Для выпуска малых объемов продукта
разработка и изготовление полностью такой головки может быть экономически неоправданно.
Уменьшения напряжения сдвига в оформляющем канале экструзионной головки можно
добиться:
• увеличением температуры в этой области;
• сглаживанием входа в фильеру;
• снижением скорости экструзии;
• использованием вспомогательных добавок, облегчающих переработку полимера (на-
пример, внешних смазок, компонентов, снижающих вязкость);
• повышением температуры расплава;
• снижением вязкости расплава полимера;
• использованием полимера с более низким индексом течения.
Эффективным способом устранения нарушения сплошности расплава для высокомоле-
кулярных полиолефинов является добавка малых количеств фторэластомера [153], порядка
500-1000 частей на миллион. При добавлении фторэластомера к полиолефину обычно требу-
ется некоторое время, чтобы в фильере образовался слой покрытия из фторполимера. Это
время может составлять от 5 мин до 1 ч [154].
Многие годы в качестве добавок, способствующих улучшению перерабатываемое™ по-
лимеров, используются полимеры на основе кремния, например, полидиметилсилоксан
(ПДМС). В компании Dow Coming разработаны добавки сверхвысокомолекулярного ПДМС
для переработки ПЭ и ПП. Поскольку эти материалы отверждаются вместе с полимером, они
обычно не оказывают влияния на адгезию при печати или окрашивании. Высокомолекуляр-
ный ПДМС использовали для снижения шероховатости поверхности при экструзии ленты из
линейного ПЭНП [158].
Суперэкструзия — это технология, при которой напряжение сдвига в фильере выше кри-
тического значения, отвечающего разрушению расплава, см. раздел 7.5.3.2. Это возможно для
полимеров, имеющих вторую устойчивую область, выше области разрушения расплава. Та-
кие полимеры, как ПЭВП могут перерабатываться в «закритической» области. Область раз-
рушения расплава можно определить с помощью капиллярного реометра, создавая различ-
ные скорости сдвига и наблюдая за качеством поверхности экструдата. Типичная кривая тече-
ния для линейного полимера приведена на рис. 11.39.
Нарушения сплошности расплава можно избежать, сохраняя напряжение сдвига в филье-
ре ниже критического предела, то есть работая ниже минимального критического значения
скорости сдвига, ответственного за нарушение сплошности потока. Также этого явления мож
но избежать, работая в области выше критического значения, необходимого для разрыва РаС
плава. В этом случае используются скорости сдвига, выше верхнего критического предела.
It ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
697
Нарушение
сплошности
расплава
Для создания вибраций фильеры
на У 3-частотах на ней монтируют
ультразвуковые преобразователи, пе-
редающие фильере колебания в кило-
герцовом диапазоне. Об этом методе
имеется очень мало информации, тем
не менее хорошо известно, что он ус-
пешно применяется при экструзии.
Принцип действия ультразвуковой
вибрации связан с понижением вязко-
сти при высоких скоростях сдвига.
Как говорилось в главе 6, вязкость
расплава полимеров снижается на по-
рядки при увеличении скорости де-
формации. Это справедливо не только
для статической, но и для цикличе-
ской деформации. Следовательно, ко-
гда расплав полимера подвергается
вибрации с высокой частотой, его вяз-
кость существенно снижается в зави-
симости от особенности его реологи-
ческих свойств.
При ультразвуковой вибрации фильеры слой расплава полимера на стенке фильеры под-
вергается деформациям высокой частоты. Это вызывает существенное падение вязкости рас-
плава на стенке фильеры, что приводит к следующим положительным эффектам:
• снижается давление в головке;
• снижается разбухание экструдата;
• уменьшаются нарушения сплошности расплава;
• уменьшаются образования наростов у выхода из головки.
Стабильная
экструзия
Критическое
значение
скорости сдвига
*
Минимальное
критическое
значение
скорости
сдвига
Суперэкструзия
Максимальное
критическое
значение
скорости
/ сдвига
Скорость сдвига
Рис. 11.39. Кривая течения для линейного полимера, на
которой видны области разрыва расплава и
суперэкструзии
11.3.7.2. Наросты материала у выхода из головки
Наросты материала у выхода из головки — это распространенная проблема при экстру-
зии, заключающаяся в накоплении материала прямо на выходе из головки (рис. 11.40).
Наросты материала прямо у выхода из фильеры могут привести к образованию линий на
экструдируемом продукте. Эту проблему часто называют «die drool». Обычно это вызвано не-
совместимостью компонентов в смеси, даже если материал
не представляет собой смесь различных полимеров. Обра-
зование наростов может вызываться присутствием газов
или влаги в расплавленном полимере, деструкцией или
плохой дисперсией наполнителей или добавок; оно может
быть уменьшено сменой или материала, или технологиче-
ского режима, или конструкции фильеры.
Изменение материала для снижения образования на-
ростов:
• удалить несовместимый компонент;
• добавить фторэластомер;
• добавить вещество, улучшающее совместимость;
• изменить процедуру смешивания.
Рис. 11.40. Пример образования
наростов на выходе из
фильеры
698
ЧАСТЫ11. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Изменение технологического процесса для снижения образования наростов:
• настроить (обычно уменьшить) температуру в головке;
• организовать обдув воздухом на выходе из головки;
• использовать скребок на выходе из головки;
• использовать ультразвуковую вибрацию.
Изменение конструкции фильеры для снижения образования наростов:
• использовать покрытие фильеры материалом с низким коэффициентом трения;
• использовать для фильеры другой материал, например керамику;
• использовать более длинный оформляющий канал экструзионной головки;
• уменьшить угол входа в фильеру.
Важно также проверить состояние внутренних поверхностей фильеры: устранить цара-
пины, плохое покрытие, изъеденную поверхность, улучшить общее состояние поверхности.
Для уменьшения образования наростов у выхода из фильеры следует избавиться от всех вы-
шеперечисленных недостатков. Интересно отметить, что некоторые из мер, принимаемых для
уменьшения образования наростов на фильере, также способствуют устранению нарушений
сплошности расплава. Добавки, применяемые для снижения нарушений сплошности распла-
ва, часто также помогают избежать и образования наростов в головке [155-157].
11.3.73. V- или W-образные линии
Образование продольных линий такого типа часто связаны с растягивающими напряже-
ниями, точнее, с неравномерностью напряжений. В современных линиях по выпуску пленок
(двухосноориентированные ПП- и ПЭТ-пленки) имеются системы контроля, позволяющие
регулировать напряжение в отдельных областях пленки. В таких линиях часто необходимо
дополнительно устанавливать насос для минимизации колебаний расхода. В подобных экс-
трузионных производствах давление в головке может быть очень высоким (до 600 бар).
Описанные явления могут быть связаны также с неравномерным вытеканием материала
из фильеры. Следует проверить конструкцию фильеры и убедиться в равномерности темпе-
ратуры расплава в направлении экструзии, а также в поперечном сечении фильеры. Во мно-
гих случаях может быть использован статический смеситель; его можно поместить даже
внутрь головки.
113.7.4. Пятнистость и изменение цвета
Пятнистость — распространенная проблема при экструзии, особенно для тонких или про-
зрачных изделий. Пятна могут быть черными, коричневыми, желтыми и почти любого цвета,
отличающегося от основного материала. Чаще всего пятна вызваны загрязнениями, деструк-
цией или продуктами износа оборудования. Деструкция может проявляться в изменении цве-
та, пятнистости, краплении, выделении летучих веществ (появлении дымка) или потере фи-
зических свойств экструдата.
Чтобы найти причину пятнистости и изменения цвета следует проверить:
• наличие загрязнений;
• наличие высоких температур;
• наличие застойных зон;
• термическую стабильность полимера (ее можно улучшить введением стабилизатора),
• наличие посторонних частиц (продуктов износа).
Обычно деструкцию можно уменьшить следующими способами:
• снизить температуру в экструдере;
• снизить время пребывания в экструдере;
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
699
• исключить присутствие веществ, способствующих деструкции, например, кислорода;
• добавить термостабилизатор или улучшить его качество.
Неоднородность цвета может быть вызвана плохим смешением в экструдере, колебания-
ми концентрации красящей добавки или концентрата красителя, неравномерным введением
красителя, проблемами совместимости между исходной смесью и красителем. Смешение ма-
лых количеств концентрата красителя и исходного полимера на практике является непростой
задачей, как обсуждалось в разделе 7.7.4. Смешение может быть улучшено путем усовершен-
ствования смесительной способности шнека экструдера. Другой путь улучшить смешение —
снизить исходный размер частиц при приготовлении смеси. Этого можно добиться:
• снижением размеров частиц концентрата красителя и исходной смеси;
• использованием жидких красителей.
Жидкие красители могут создавать проблемы при экструзии, например при транспорти-
ровке твердого материала, которых можно избежать при использовании пористых носителей
красителя. Некоторые поставщики полимеров (например DSM,Akzo, Montell) теперь исполь-
зуют такие носители, содержащие красители или другие добавки: антиоксиданты, пероксиды,
силаны и др. Смешение может быть также улучшено применением дозаторов для подачи
сырья, как обсуждалось в разделе 11.3.4.2.5.
11.3.7.5. Линии на экструдате
Появление линий может быть вызвано фильерой, рассекателем потока, шнеком экструде-
ра, наростами у выхода из головки и оборудованием, устанавливаемым после экструдера: ка-
либраторами, охлаждающими ваннами, наматывающими устройствами и др. Если линии по-
являются сразу на выходе из головки — это означает, что они формируются у выхода из голов-
ки (например, вследствие наплывов в канале) или выше по течению расплава (рассекателями
потока, фильтрами, шнеком). Одиночная линия часто формируется в фильере с крестообраз-
ным течением. Рассекатель потока может порождать большое число линий на изделии. При
экструзии пленок с раздувом число линий на пленке часто соответствует числу отверстий го-
ловки. В результате эти линии часто называют «выходными». Эти линии однозначно связаны
с конструкцией головки, но они также сильно зависят от характеристик течения расплава по-
лимера. Высокомолекулярные полимеры имеют очень большое время релаксации и склонны
к образованию линий различных типов.
Линии могут появляться также и после фильеры, например в калибрующем устройстве;
из-за какого-либо постороннего предмета, касающегося экструдата, или локального нагрева
или охлаждения. Обычно причину проблемы можно установить, просто определив, в какой
точке производственной линии появляются поверхностные линии.
11.3.7.5.1. Сварные швы
Линии в экструдируемом продукте могут появляться в форме сварных швов, когда рас-
плав полимера разбивается и затем соединяется вновь. Это может происходить фильере или
даже до нее. Сварные линии называют также линиями сращения. Они могут появляться при
производстве труб, а также при использовании кольцеобразных головок, в которых сердечник
Удерживается опорами крестовин. Из-за ограниченной подвижности длинных макромолекул
Им требуется некоторое время для образования новых зацеплений. Этот процесс приводит
К «залечиванию» дефектов. Макромолекулам нужно длительное время для взаимного зацеп-
ления, поэтому высокомолекулярные полимеры (с высокой вязкостью) более подвержены
образованию заметных сварных швов, чем низкомолекулярные полимеры (с низкой вяз-
костью).
700
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Острота проблемы образования сварных швов определяется:
• продолжительностью времени движения расплава от точки, в которой потоки распла-
ва вновь соединяются, до выхода из фильеры (время пребывания);
• временем «залечивания» полимерного расплава.
Если время пребывания больше времени «залечивания» дефектов, сварной шов исчезнет
при протекании расплава через головку и дефектов в экструдате не будет. Однако если время
пребывания меньше времени «залечивания» дефектов, сварной шов не исчезнет и на экстру-
дируемом продукте появятся дефекты. Проблему появления сварных швов можно снизить
или устранить, увеличив время пребывания в фильере или уменьшив время залечивания рас-
плава полимера.
Время пребывания в фильере можно увеличить, снизив скорость течения (производи-
тельность экструдера) или изменив геометрию фильеры. Рассекатель потока следует ставить
как можно дальше от фильеры. Некоторые геометрические формы фильеры снижают образо-
вание сварных швов, например, если используют фильеры со спиральным дорном для труб,
колец и при экструзии пленок с раздувом. Это позволяет в существенной степени избежать
проблемы образования сварных швов. Фильеры для производства труб и кольцевых изделий
с вращающимся дорном также могут эффективно размывать сварные швы. Некоторые филье-
ры имеют зоны релаксации для «залечивания» дефектов. Зоны релаксации — это локальные
области в головке с увеличенным сечением канала.
Время залечивания дефектов зависит от молекулярных характеристик полимера и от тем-
пературы расплава. Снижение молекулярной массы полимера ускоряет процесс релаксации.
Более высокая температура расплава также повышает подвижность молекул полимера и сни-
жает время «залечивания» дефектов. Важную роль играет и строение молекул. Молекулы ли-
нейных полимеров легче ориентируются, и, в результате, медленнее возвращаются в исходное
состояние при соединении двух отдельных потоков. Особенно остро эта проблема стоит для
жидкокристаллических полимеров, молекулы которых подобны пруткам; поэтому образова-
ние сварных швов особенно характерно при их переработке. Другой метод ускорения релакса-
ции — подвергнуть материал головки высокочастотной вибрации. Многие производители ис-
пользуют ультразвуковые колебания, применяя внешние генераторы килогерцового диапазо-
на. Поскольку вязкость полимера зависит не только от температуры, но и от частоты, при
высокочастотных вибрациях эффективная вязкость расплава полимера снижается. Другими
преимуществами высокочастотной вибрации являются снижение разбухания экструдата,
снижение искажения экструдата после выхода из фильеры, ослабление нарушений сплошно-
сти расплава и наплывов на фильере.
11.3.7,6. Оптические свойства
Такие оптические свойства, как прозрачность, матовость и глянец в значительной степени
определяются условиями охлаждения экструдата. В кристаллических полимерах рост кри-
сталлов в значительной степени зависит от температуры и напряжения. Поэтому морфология
экструдированного продукта зависит от того, как быстро охлаждался расплав полимера после
выхода из фильеры. Медленное охлаждение обычно способствует росту кристаллов. Быстрое
охлаждение снижает кристаллизацию. На самом деле кристалличность некоторых частично
кристаллических полимеров может быть полностью подавлена быстрым охлаждением.
При формовании листов, когда расплавленный лист полимера проходит через набор вал-
ков, качество поверхности определяется качеством поверхности валков. Если валки полиро-
ванные, они создадут гладкую поверхность полимерного листа — по этой причине их часто на-
зывают полирующими валками. На поверхности валков может быть создана различная тек-
стура. Соответственно, множество различных рисунков может быть нанесено на листы.
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
701
Литература
1. Е. Wagner, Ph.D. thesis, Technische Hochschulc Darmstadt, Germany (1978).
2. MM. Kruschchov, Ind. Lab (USSR), 20,372-376 (1962).
3. G. Mcnnig and P. Volz, Kunststoffe, 70,385-390 (1980).
4. W. Mehdorn, Kunststoffe, 34, 133-136 (1944).
5. W. Bauer, K. Eichler, and W. John, Kunststoffe, 57,53-55 (1967).
6. K. Eichler and W. Frank, Ind. Anzeiger, 95,2033-2035 (1973).
7. W.D. Mahler, Ph.D. thesis, Technische Hochschule Darmstadt, Germany (1975).
8. P. Volz, W.D. Mahler, and G. Menning, Kunststoffe, 66,428-434 (1976).
9. W. Knappe and W.D. Mahler, Kunststoff-Rundschau, 19,45-51 (1972).
10. R.S. Plumb and W.A. Glaeser, Wear, 46,219-229 (1978).
11. H.G. Fritz, Kumtstoffe, 65,176-182 and 258-274 (1975).
12. P. Volz, Kumtstoffe, 69,758-771 (1979).
13. P. Volz, Kumtstoffe, 67,279-283 (1976).
14. G.P. Calloway, E.D. Morrison, and R.F. Williams, Jr. SPE ANTEC, 354-360 (1972).
15. D. Braun and G. Maelhammer, Angew, Makromol. Chem,, 69,157-167 (1978).
16. H.G. Mosle, H.F. Schmidt, and J. Schroeder, Kumtstoffe, 67, 220-223 (1977).
17. G. Maelhammar, Ph.D. thesis, Technische Hochschule Darmstadt, Germany (1978.)
18. P. Volz, Kumtstoffe, 69, 259-262 (1979).
19. E. Broszeit, Ph.D. thesis, Technische Hochschule Darmstadt, Germany (1972).
20. G.A. Saltzman and J.H. Olson, SPE ANTEC, 173-175 (1974).
21. V. Murer and G.A. Saltzman, Kunststoffe, 66, 219-220.(1976).
22. W.W. McCandles and W.D. Maddy, Plastics Technology, Febr., 89-93 (1981).
23. S.H. Collins, Plastics Compounding, Мау/June, 113-124 (1982).
24. S.H. Collins, Plastics Compounding, July/Aug., 16-28 (1982).
25. E.L. Moon and R.A. Hunter, «An Abrasion Study of Surface Treated Calcium Carbonate Fillers in
Rigid PVC», Technical Bulletin, Georgia Marble Corp., Atlanta, GA.
26. W.D. Mahler, Kunststoffe, 67, 224-226 (1977).
27. B.A. Olmsted, SPE Journal, 26,42-43 (1970).
28. P., VDI-Lehrgang: «Grundlagen der Extrudertechnik» (1975).
29. R.A. Lai and R.A. Worth, SPE ANTEC, Washington, DC, 450-252 (1978).
30. H.H. Winter, ANTEC, New Orleans, 170-175 (1979).
31. H. and H.G. Fritz, Kunststoffe, 73,603-605 (1983).
32. K. O’Brien, Technology, Febr., 73-74 (1982).
33. G., Modem Plastics, Oct. 94-96 (1975).
34. M. Hoffmann, Plastics Technology, April, 67-72 (1982).
35. K. Luker, Paper presented at the TAPPI Paper Synthetics Conference in Lake Buena Vista, Florida
(1983).
36. W. Lucius, Kumtstoffe, 63, 433-435 (1973).
37. C. Panzera and G.A. Saltzman, Proceedings of the 2,kI International Conference on Wear of Materi-
als, 441-448(1979).
38. A. Casale and R.S. Porter, «Polymer Stress Reactions», Vol. 1 and 2, Academic Press, New York
(1978).
39. Y.I. Frenkel, Ada Physicochim (USSR), 19, 51 (1944).
40. WJ. Kauzmarm and H. Eyeing, J. Am. Chem. Soc, 62,3113 (1940).
41. F. Bueche, «Physical Properties of Polymers», Wiley, New York (1962).
42. K. Arisawa and R.S. Porter, J. Appl. Polym. Set, 14, 879 (1970).
43. A. Holmstrom, A. Andersszon, and E.M. Sorvik,Polym. Eng. Set, 17, 728-273 (1977).
'02
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
14. P.W. Springer, R.S. Bradley, and R.E. Lynn, Polym. Eng. Set, 15,583-587 (1975).
15. V.L. Folt, Rubber Chem. Technol, 42, 1294 (1969).
16. R.W. Ford, R.A. Scott, and R.J.B. Wilson, J. Appl. Polym. Set, 12,547 (1968).
17. J.A. Odell, A. Keller, and MJ. Miles, Polymer Comm., 24, 7-10 (1983).
48. G. Pinto and Z. Tadmor, Polym. Eng. Sci., 10, 279-288 (1970).
49. D. Bigg and S. Middleman, Ind. Eng. Chem. Fundam., 13,66-71 (1974).
50. G. Lidor and Z. Tadmor, Polym. Eng. Sci., 16,450-462 (1976).
51. D. Wolf andD.H. White, AIChEX, 22,122-131 (1976).
52. C.J. Rauwendaal,Polym. Eng. Sci., 21,1982-1100 (1981).
53. J.C. Golba, SPE ANTEC, New York, 83-87 (1980).
54. Z. Kcmblowski and J. Sck, Polym. Eng. Sci., 21,1194-1202 (1981).
55. N.R. Schott and D.V. Saleh, 36th SPE ANTEC, Washington, DC, 536-539 (1978).
56. D.B. Jodd, Polym. Eng. Sci., 15,437-443 (1975).
57. L.P.B.M. Janssen, «Twin Screw Extrusion», Elsevier, New York (1978).
58. L. P. В. M. Janssen, R.W. Hollander, M.W. Spoor, and J.M. Smith, AIChEJ. 25,345- 351 (1979).
59. CJ. Walk, SPE ANTEC, San Francisco, 423-426 (1982).
60. RJ. Nichols, J.C. Golba, and P.K. Shete, paper presented at the AIChE Annual Meeting, Paper No.
59F (1983).
61. O. Levenspiel, «Chemical Reaction Engineering», Wiley, New York (1965).
62. D.M. Himmelblau and K..A. Bischoff, «Chemical Process Analysis», Wiley, New York (1966).
63. P. V. Danckwers, Chem. Eng. Sci., 2,1, (1953).
64. Z. Tadmor and C.G. Gogos, «Principles of Polymer Processing», Wiley, New York (1979).
65. L.P.B.M. Janssen, G.H. Noomen, and J.M. Smith, Plastics A Polymers, Aug., J35-140 (1975).
66. S. Anders, D. Brunner, and F. Panhaus, Plaste und Kautschuk, 23,593-598 (1976).
67. H.E.H. Meijer, J.F. Ingen Housz, and W.C.M. Gorissen, Polym. Eng. Sci., 18, 288-292 (1978).
68. N.C. Wheeler, Annual Conv. Wire Ass., Baltimore, MD, Oct. 22-25 (1962).
69. R. T. Fenner, A. P. D. Cox, and D. P. Isherwood, Polymer, 20, 733-736 (1979).
70. Z. Tadmor and I. Klein, «Engineering Principles of Plasticating Extrusion», p. 413, Van Nostrand
Reinhold, New York (1970).
71. l.R. Edmondson and R.T. Fenner, Polymer, 16,49-56 (1975).
72. B.H. Maddock, SPEJ., 20, 1277 (1964).
73. R. Bonetti, Metal Progress, June (1981).
74. S. Levy, Plast. Mack Equip., March (1984).
75. S. Trompler, Kunststoffe, 73, 596 (1983).
76. H.W. Gitschner and J. Lutterbeck, Kunststoffe, 74,12-14 (1984).
77. R.S, Porter and A. Casale, Polym. Eng. Sci, 25,129—156 (1985).
78. C.J. Rauwendaal, «Statistical Process Control in Injection Molding and Extrusion,» Carl Hanser
Publishers, Munich (1999).
79. C.J. Rauwendaal and K. Cantor, 56th SPE ANTEC, Atlanta, GA, 340-344 (1998), also published in
Plastics Engineering, June issue, 41-43 (1998).
80. G. Mennig, «Wear in Plastics Processing,» Carl Hanser Publishers, Munich (1995).
81. «Plasticating Components 2000» a publication from Spircx Corporation, Youngstown, Ohio (2000).
82. V. Anand and K. Das, «The Selection of Screw Base and Hard Facing Materials,» publi cation CEC
SSB 493.01 from Canterbury Engineering Company, Inc., Champlee, Gcor.
83. C.J. Rauwendaal, «Leakage Flow in Extruders,» Doctoral Thesis, Twertte University, the Nether-
lands (1988).
84. CJ. Rauwendaal and J. Anderson, 52nd SPE ANTEC, 298-305 (1994).
85. C.J. Rauwendaal, 47th SPE ANTEC, New York, NY, 108-110 (1989).
86. J.F.T. Pittman, Dev. Plast. Techno!., 3, 203-273 (1986).
87. CJ. Rauwendaal and J.F. Ingen Housz, Intern. Polym. Proc, 3, 123-133 (1988).
11. ПРОБЛЕМЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ ЭКСТРУДЕРОВ
703
88. Р. Gramann, Т. Osswald, В. Davis, and С J. Rauwendaal, 56" 1 SPE ANTEC, Atlanta, GA, 277-283
(1998).
89. C. Rauwendaal, «New Dispersive Mixers for Single and Twin Screw Extruders», Annual Meeting of
the Polymer Processing Society, Yokohama, Japan, June 8-12 (1998).
90. C J. Rauwendaal, «А New Dispersive Mixer», Plastics Additives and Compounding, Sep tember is-
sue (1999).
91. CJ. Rauwendaal, «Eliminate Gels and other Mixing Problems», Film Conference 99, Som erset, NJ,
141-148, December 7-9 (1999).
92. C.J. Rauwendaal, «How to Improve Mixing by Generating Elongationa] Flow», Com pounding
Conference, Cleveland, OH, 219-228, November 14-15 (2000).
93. U.S. Patent 5,932,159, C.J. Rauwendaal (1999).
94. U.S. Patent 6,136,246, CJ. Rauwendaal, P. Gramann, B. Davis, T. Osswald (2000).
95. U.S. Patent 3,006,029 (1961).
96. F.N. Cogswell/ Non-Newtonian Fluid Meek, 2, 373-47 (1977).
97. M.T. Dennison, Trans. J. Plastics Inst., 35,803-808 (1967).
98. I J. Benbow and E.R. Howells, Trans. J. Plastics Inst., 30,240-254 (1960).
99. British Patent 32559/72.
100. I.P. Tordella, in «Rheology», Vol. 4, Chapter 3, F.R. Eirich (Ed.), Academic Press, New York (1969).
101. J.L. White, Appl. Polym. Symp. No. 20,155 (1973).
102. J.M. Lupton and J.W. Regester, Polym. Eng. Set. 5, 235 (1965).
103. IX. Blylerand A.C. Hart, Polym. Eng. Sci, 10,193 (1970).
104. S.M. Barnett, Polym. Eng. Sci., 7,168 (1967).
105. E. Boudreaux and J. A. Cuculo / Macromol. Sci. — Rev. Macromol Chem., C16,39-77 (1977-1978).
106. CD. Han and R.R. Lamonte, Polym. Eng. Sci., 11,385 (1971).
107. J.L. den Otter, Rheol. Ada, 10, 200-207 (1971).
108. T.W. Huseby, Trans. Soc. Rheol. 10, 181-190 (1966).
109. A.P. Metzger and C.W.Hamilton, SPE Trans., 4,107-112 (1964).
110. G.V. Vinogradov etal., Polym. Eng. Sci., 12, 323-334 (1972).
111. JJ. Benbow and P. Lamb, SPE Transactions, 3, 7-17 (1963).
112. W. Phillippoff and F.H. Gaskins, Trans. Soc. Rheol, 1,263-284 (1958).
113. C..T.S. Petrie and M.M. Denn, AIChEJ., 22,109-236 (1976).
114. W. Gleissle, Rheol. Acta, 21,484 (1982).
115. J J. Benbow, R.V. Charley, and P. Lamb, Nature, 192, 223 (1961).
116. L.A. Utracki and R. Gendron / Rheol. 5, 28,601-623 (1984).
117. U.S. Patent 2,991,508 by R.T. Fields and C.F.W. Wolf to E.I. DuPont de Nemours and Company, is-
sued July 11 (1961).
118. A.M. Kraynik and W.R. Schowalter/ Rheol, 25,95-114 (1981).
119. R.A. Worth, J. Parnaby, and H.A.A. Helmy, Polym. Eng. Sci.. 17, 257 (1977).
120. CIS. Petrie and M.M. Denn, AIChEJ., 22,236-246 (1976).
121. J.C. Miller, SPE Trans., 3, 134 (1963).
122. S. Kase / Appl Polym. Sci., 18,3279 (1974).
123. G.F. Cruz-Saenz, GJ. Donnelly, and C.B. Weinberger, AIChE /., 22,441 (1976).
124. J.R.A. Pearson and Y.T. Shah, Trans. Soc. Rheol., 16,519(1972).
125. J.R.A. Pearson and Y.T. Shah, Ind. Eng. Chem. Fundam.. 13,134 (1979).
126. RJ. Fischer and M.M. Demi, Chem. Eng. Sci., 30,1 129 (1975).
127. Y. Ide and J. L. White, J. Appl. Polym. Set, 20, 2511-2531 (1976).
128. Y. Ide and J.L. White, J. Non-Newt. Fluid Meeh.. 2, 281-298 (1977).
129. Y. IdeandJ.L. White, J. Appl. Polym. Sci., 22,1061-1079 (1978).
130. J.L. White and Y. Ide, J. Appl. Polym. Sci., 22,3058-3074 (1978).
131. R.S. Lenk, J. Appl Polym. Sci., 22,1781-1785 (1970).
704
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
132. N.C. Wheeler, Annual Convention Wire Association, Baltimore, MD, October 22-25 (1962).
133. J. Becker, P. Bengtsson, C. Klason, J. Kubat, and P. Saha, Intern. Polymer Processing, VI, 4t
318-325(1991).
134. J. Becker, C. Klason, J. Kubat, and P. Saha, Intern. Polymer Processing, Vb 4,326-331 (1991).
135. G.M. Gale, 49* SPE ANTEC, 95 (1991).
136. G.M. Gale, Adv. Pofym. Techn., 16(4), 251 (1997).
137. M.H. Mack, Plastics Engineering, 47/12,39 (1991).
138. LR.Thompson, G. Donoian, and J.C. Christiano, 57th SPE ANTBC, 145 (1999).
139. P. Elemans and J.M. van Wunnik, 58th SPE ANTEC, 265-267 (2000).
140. P. Elemans, 58th SPE ANTEC, 2582-2586 (2000).
141. K. Luker, paper presented at the Continuous Compounding Conference, Beachwood. Ohio, Novem-
ber 14-15 (2000).
142. K. Luker, paper presented at the Wood Composite Conference, December 5-6 (2000).
143. CJ. Rauwendaal, «Polymer Mixing, A Self-Study Guide», Carl Hansel Publishers, Munich (1998).
144. R.H. Reinhard, A.R. Crixell, C.L. Loney, and P.W. Tidwell, 32nd SPE ANTEC, 40-42 (1974).
145. T. Osswald, P. Gramann, B. Davis, M. del Pilar Noriega, and O.A. Estrada, 57th SPE ANTEC, New
York, 167-176 (1999), also the annual meeting of the Polymer Process ing Society in Den Bosch,
the Netherlands (1999).
146. P. Limbach, in «Extrusion Solutions», publication by the SPE Extrusion Division, p. 6 (1999).
147. C.J. Rauwendaal and P.Gramann, 56lh SPE ANTEC, Atlanta, GA, 102-106 (1998).
148. L.B.P.M. Janssen, G.H. Noomen, and J.M. Smith, Plastics & Polymers, August, 135-140 (1975).
149. D.I. Marshall, I. Klein, and R.H. Uhl, SPE Journal, V.20, No.4, April, 329 (1964).
150. S.A. Klein, W.A. Beckman, and G.E. Myers, FEHT—Finite Element Analysis, Vol. 6.98, University
of Wisconsin—Madison (1997).
151. T. Butler, Private communication (2001).
152. CJ. Rauwendaal, Unpublished study (1978).
153. S.E. Amos, G.M. Giacoletto, J.H. Horns, C. Lavallee, and S.S. Woods, in «Plastics Addi tives Hand-
book,» H. Zweifel (Ed.), 5th Edition, Carl Hanser Publishers, Munich (2000).
154. TJ. Blong, K. Focquet, C. Lavallee, SPE ANTEC Techn. Papers, p. 3011 (1997).
155. CM. Chan, «Viscosity and the Formation of Die Drool at the Polymer-Metal Interfaces,» Interna-
tional Polymer Processing, V. 10 (1995).
156. D.E. Priester, G.R. Chapman, «Reducing Die Build Up in Extrusion Applications», Tech nical In-
formation, DuPont Dow Elastomers.
157. S.E. Amos, SPE RETEC Techn. Papers, p. 133-143 (1997).
158. D.E. Hauenstein, DJ. Cimbalik, and P.G. Pape, SPEANTECTechn. Papers, p. 3002- 3010(1997).
159. M. del Pilar Noriega and C.J. Rauwendaal, «Troubleshooting the Extrusion Process,» Carl Hanser
Publishers, Munich (2001).
160. G. Mennig, 36* SPE ANTEC, Washington, DC, 529-531 (1978).
161. D.H. Wilson, «Feeding Technology for Plastics Processing», Carl Hanser Publishers, Munich
(1998).
162. J. Ogando, Plastics Technology, February, 54-63 (1995).
12. Моделирование
экструзионных процессов
Пол Дж. Грэманн, Брюс А. Дэвис и Тим А. Оссвальд
12.1. Введение
В большинстве полимерных процессов качество конечного продукта сильно зависит от
процессов плавления, течения и смешения полимера. Совершенствование оборудования и
процесса производства, как это делается сегодня, требует больших затрат времени и средств.
Часто необходимо построить сложное оборудование для визуализации потока, например экс-
трудеры с прозрачными корпусами, чтобы понять как происходит течение во время различ-
ных процессов. Количественная оценка массо- и теплопереноса представляется еще более
сложной задачей. Кроме того, воспроизвести свойства конкретной смеси от раза к разу может
быть исключительно сложно. Неудивительно, что эти препятствия сделали численное моде-
лирование реальной альтернативой для оптимизации и анализа экструзионных процессов.
Обычно при моделировании технологических процессов основной задачей инженера яв-
ляется аккуратное представление поведения материала с помощью сложных моделей. Хотя
модели поведения полимерных материалов по-прежнему оставляют много вопросов и про-
должают сами быть предметом исследований, сегодня с их помощью легко можно изучать
вязкостные свойства, роль температуры и, до некоторой степени, вязкоупругие свойства по-
лимеров. На сегодняшний день значительное число процессов переработки полимеров были
Удачно смоделированы, начиная с заполнения литьевой формы, оценки ориентации, усадки и
коробления изделия, а также экструзии с учетом вязкоупругих эффектов. Тем не менее лишь
небольшое число трехмерных моделей было изучено применительно к реальным процессам.
Трехмерное моделирование полностью трехмерного процесса требует значительного труда,
связанного с точным представлением геометрической формы устройства, а также больших
объемов вычислений и хранения данных. Очевидно, что ограничения на время вычислении
23 Зак 3120
706
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
снизились благодаря невероятному увеличению вычислительной мощности, которая стала
доступной инженеру, использующему персональный компьютер. Тем не менее интенсив-
ность труда и требования к вычислительной технике становятся еще большими, если принять
во внимание сложность рассматриваемых задач с различными условиями, связанными с дви-
жением границ.
При переработке полимеров типичны два типа движущихся границ: свободные границы и
твердые границы’. Задачи, связанные с движущимися свободными границами, характерны
для таких проблем, как загрузка расплава, разбухание экструдата, нанесение покрытий и мно-
гих других. Движущиеся твердые границы появляются там, где полости, содержащие поли-
мер, меняют форму во время процесса, например, вращающиеся лопасти в смесителе перио-
дического действия или шнек и перемешивающие элементы в одношнековом экструдере .
Самым сложным процессом с движущимися твердыми границами является смешение в
двухшнековом экструдере. Здесь объект исследования, то есть полимер, постоянно меняет
форму при вращении шнеков, смесительных элементов и головок. Сложность задачи возрас-
тает из-за эффекта самоочищения этих систем, поскольку он приводит к очень малым зазо-
рам, что вызывает сложности при вычислении. Для предсказания конечной морфологии сле-
дует рассматривать полное моделирование процессов в одношнековом или двухшнековом
экструдерах, то есть плавление, движение расплава, смешение и течение в головке, включая
сварку при соединении потоков и частично заполнение объемов, как одну из самых сложных
задач переработки полимеров.
Перед тем как пытаться решать подобные задачи, сложные геометрические формы и усло-
вия переработки должны быть упрощены до вида, который можно смоделировать при помо-
щи двухмерных моделей. Упрощения могут включать замену изогнутых поверхностей плос-
костями, пренебрежение малыми размерами, замену объемных задач плоскостными и т. д. це-
ной потери особенностей, возможно важных для течения и переноса тепла во время процесса.
Появление более мощных компьютеров и эффективных методик вычислений делают теперь
возможным моделирование трехмерных задач для сложных геометрических форм с нелиней-
ным поведением материала.
В данной главе дан общий обзор новейших технологий, используемых для анализа и мо-
делирования экструзионных процессов. Недавние достижения вычислительных и численных
методов сопровождаются обсуждением того, в каком направлении развивается эта растущая
область исследований. Представлено краткое описание численных методов и моделирования
для задач переработки полимеров. После обсуждения двухмерных моделей, используемых
для моделирования трехмерных потоков, приведены также последние достижения для полно-
стью трехмерных моделей.
i
* Термин «задачи с движущимися твердыми границами» для данной категории проблем был введен
профессором С.Л. Такером в его программном сообщении «Математическое моделирование: вперед к
зрелости!» PPS9 Манчестер, 1993 г.
* * Делается допущение, что устройство полностью заполнено, что может не всегда соответствовав
действителы юсти.
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
707
12.2. Общие сведения
12.2.1. Аналитические методы
Перед тем как описывать численные методы, следует обсудить методику использования
аналитических и псевдоаналитических решений. Строго говоря, задача имеет аналитическое
решение, если некоторое уравнение может полностью описать исследуемое явление. Обычно
это выполняется для простых геометрических форм с простыми условиями и свойствами.
Тем не менее, применяя некоторые допущения и ограничивая область исследуемой задачи,
аналитические методы могут применяться для более реальных ситуаций. В 1922 г. Роувелл и
Финлэйсон [1] решили задачу о распределении скорости вдоль канала для винтового насоса.
Основные факторы, включая конструкцию шнека, производительность машины, давле-
ние и потребление энергии, были изучены Тадмором и сотрудниками [2]. Важность предска-
зания параметров получаемого изделия, температуры расплава и изменения давления вдоль
длины шнека достаточно очевидна, но компьютерное моделирование может дать намного
больше, например содержание твердого материала в расплаве и соответственно ширину твер-
дой пробки. В зоне загрузки твердый слой материала занимает 100% ширины канала. По мере
того как материал плавится, твердая пробка занимает все меньшую часть канала, так что в иде-
альном случае на выходе из экструдера не должно оставаться твердого материала. На рис.
12.1, а приведена зависимость ширины твердой пробки, полученная методом компьютерного
моделирования* для конкретных условий формования и конструкции шнека [3].
По оси у отложена безразмерная ширина области твердого слоя материала а по оси х —
безразмерная длина шнека. Ширина твердой пробки начинается со значения 1,0 в зоне загруз-
ки и постепенно снижается до 0,0 примерно на 60% длины шнека, что оставляет место для раз-
мещения смесителей.
Изменение конструкции шнека, материала или условий переработки могут привести к со-
вершенно иному профилю границ твердой пробки (рис. 12.1, Ь) [4]. В данном случае модели-
рование предсказывает, что ширина области, занимаемой твердым материалом, снижается на-
много медленнее, и что плавление не заканчивается до самого конца шнека. Очевидно, что это
намного менее желательный вариант, чем представленный на рис. 12.1, а, потому что есть ве-
роятность, что часть материала может не расплавиться и не перемешаться с остальной массой
до самого выхода из экструдера. Критическая ситуация возникает, если уменьшение содержа-
ния твердого материала происходит медленнее, чем снижение давления в шнеке. В этом слу-
чае объем канала уменьшается быстрее, чем объем твердой фазы материала. Это приводит к
закупорке канала, резкому ускорению перемещения или разрывам в твердой фазе. Нежела-
тельные разрывы твердой пробки могут привести к неконтролируемым пульсациям экстру-
дата и к плохому смешению материала.
Аналитические методы при конструировании экструзионных систем сейчас чаще всего
используют для моделирования процесса экструзии**. Когда основной интерес представляют
более тонкие детали течения и то, как они влияют на качество процесса экструзии, предпочте-
ние обычно отдается более детальным численным методам.
* Flow 20001м Пакет программ САЕ для экструзии, Compuplast International.
** Примерами коммерческих программ этого типа являются: Flow 2000™ компании Compuplast Inti.,
Extrud. 2000 компании SPR, REX университета Патсрборн.
708
ЧАСТЬ 111. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Ь)
Рис 12.1. Изменение ширины области, занимаемой твердой фазой материала, вдоль канала однош-
некового экструдера, полученное методом компьютерного моделирования [4]: а - твердая
фаза полностью расплавлена перед зоной дозирования; b - твердая фаза, при достижении
зоны дозирования, расплавлена не полностью
12.2.2. Численные методы
Для предсказания и моделирования сложных полимерных потоков необходимо понима-
ние основных математических законов, которым подчиняется движение потока. Независимо
от его сложности, перемещение потока должно подчиняться некоторым общим физическим
законам. Эти законы могут быть выражены в математической форме как условия сохранение
массы, момента и энергии. В дополнение к этим законам сохранения может выполняться одно
или несколько уравнений состояния, описывающих свойства материала, например вязкость.
Поскольку данные уравнения могут быть связанными (например, вязкость зависит от темпе-
ратуры), решение становится еще более сложным. Чтобы провести моделирование, нужно
сформулировать физическую задачу, применить к ней математические уравнения и решить
их для предсказания поведения потока. Хотя для уравнений сохранения некоторых простых
двухмерных форм имеются аналитические решения, для решения более сложных двухмер-
ных задач, а также если необходим трехмерный анализ, используют численные методы.
Помимо использования аналитических решений, существует три основных класса чис-
ленных методов, часто используемых для решения сложных задач течения жидкостей: метод
конечных разностей, метод конечных элементов и метод граничных элементов [5]. Каждый из
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
709
этих методов имеет свои преимущества и недостатки, и, следовательно, может быть выбран
для конкретного типа процесса или материала. Каждый метод в той или иной форме может
быть приспособлен для конкретных задач переработки полимеров. Хотя в задачу данной гла-
вы не входит подробное рассмотрение трех упомянутых численных методов, необходимо дать
краткое описание каждого из них.
12.2.2.1. Метод конечных разностей
Метод конечных разностей стал широко применяться в 1930-е годы для ручных вычисле-
ний, он наиболее прост для использования и понимания. На рис. 12.2, а показана сетка, по-
строенная для представления двухмерной геометрической формы.
Когда сетка создана, определяющие дифференциальные уравнения переписывают в дискрет-
ной форме и затем применяют к каждой точке узла. Полученная система алгебраических уравне-
ний может быть решена стандартным методом Гаусса или с помощью более сложных численных
алгоритмов. Благодаря своей простоте метод может быть применен для широкого ряда задач. По-
скольку определяющие уравнения дискретизируются в начале анализа, моделирование нелиней-
ных задач этим методом достаточно просто. Метод конечных разностей хорошо поддается про-
граммированию, и время вычислений при этом достаточно мало. Хотя простая природа метода
конечных разностей способствует легкости программирования, эта простота накладывает неко-
торые ограничения и имеет отдельные недостатки. Первое, что нужно принимать во внимание
при использовании метода конечных разностей, — то, что он лучше всего подходит для простых
геометрических форм. Хотя и более сложные геометрические формы могут быть смоделированы
с помощью специальных дифференциальных уравнений или преобразований координат, ограни-
чения остаются, и другие методы, представленные в данной главе, оказываются более эффектив-
ными. Поскольку дискретизация используемых определяющих уравнений производится в нача-
ле анализа, при их дифференцировании вносятся ошибки, которые затем сказываются на всем
процессе вычислений. Следовательно, при получении сходящегося решения методом конечных
разностей для нелинейных задач могут возникнуть сложности. Поскольку метод конечных раз-
ностей оперирует большими областями, обычно значительные усилия затрачиваются на дискре-
тизацию нужной геометрической формы, что может существенно ограничить его применение для
реальных устройств. Кроме того, метод конечных разностей плохо подходит для моделирования
задач с движущимися твердыми границами.
12.2.2.2. Метод конечных элементов
В отличие от метода граничных элементов метод конечных элементов — это относительно
новый метод для решения задач течения жидкостей. Став популярным в 1960-е годы с распро-
странением цифровых вычислительных машин, метод конечных элементов стал основой для
большинства коммерческих
программ моделирования ди-
намики и течения жидкостей.
Как и метод конечных разно-
стей, метод конечных эле-
ментов — это метод дискре-
тизирования области, в кото-
рую входит геометрическая
форма, подлежащая модели-
рованию, на узлы и элемен-
ты. Сетка (рис. 12.2, Ь) пред-
ставляет дискретизацию, не-
обходимую для метода
Рис 12.2. Представление области в виде сеток для распространен-
ных численных методов: а — метод конечных разностей,
b — метод конечных элементов; с — метод граничных
элементов.
710
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
конечных элементов при моделировании двухмерной геометрической области. Хотя для по-
лучения конечных уравнений имеется несколько различных методов, для задач течения жид-
костей обычно выбирают метод взвешенных невязок Галеркина [5]. Когда сетка создана, оп-
ределяющие дифференциальные уравнения выражают в интегральной форме и численно ин-
тегрируют для получения системы алгебраических уравнений. Благодаря природе метода
конечных элементов возможно моделирование намного более сложных геометрических
форм, чем в методе граничных элементов. Он также дает достаточно точные решения для по-
левых переменных, например для распределения скорости или давления, применительно к
широкому ряду задач, включая нелинейные течения. Однако для решения задач, включаю-
щих производные высших порядков, например при получении градиентов скорости, он дает
меньшую точность. Без применения более сложных методик метод конечных элементов труд-
но использовать для задач с движущимися твердыми границами. После аппроксимации опре-
деляющих уравнений методом Галеркина вносится некоторое количество исходных ошибок
еще до появления ошибок вычислений, появляющихся при расчетах. Хотя этого можно избе-
жать, применяя специальные методики [6], это приводит к росту объема вычислений. Кроме
того, поскольку решение находится только для узлов, а поле скоростей получается интерпо-
ляцией, не удается достаточно просто проследить за траекторией частиц в поле скоростей.
Чтобы обойти ограничения, присущие методу конечных элементов, Эвелос и сотрудники
[7] использовали специальную его разновидность, основанную на методе наложения сеток.
Согласно их методике, сетка конечных элементов создается для каждой части системы. На-
пример, при анализе экструдера с периодической загрузкой создается полная трехмерная сет-
ка для корпуса без смесителя. Другая независимая трехмерная сетка создается для смеситель-
ного аппарата без корпуса. Затем обе сетки совмещают для выявления областей, где они на-
кладываются друг на друга. Область наложения сеток рассчитывается с использованием
«штрафных» коэффициентов, которые учитывают правильные значения скорости. Напри-
мер, при экструзии, в узлах сетки корпуса, контактирующих со шнеком, задаются реальные
скорости вращения шнека, а в остальных местах узлы обрабатываются обычным образом. Ис-
пользуя данную методику, Эвелос и сотрудники [7] смогли учесть неизотермические и иень-
ютоновские эффекты при моделировании движущихся твердых границ.
Метод конечных элементов оказался идеальным для моделирования заполнения литье-
вых форм, ориентации волокна, усадки и коробления тонких полимерных изделий. Несколь-
ко хуже он подходит для моделирования течения жидкости в смесителях периодического дей-
ствия, фильерах и одношнековых и двухшнековых экструдерах.
12.2.2.3. Метод граничных элементов
В отличие и от метода конечных разностей, и от метода конечных элементов, метод гра-
ничных элементов требует дискретизации только поверхностей геометрических форм. Как
показано на рис. 12.2, с, двухмерная форма требует дискретизации только кривой, образую-
щей границу изделия. В сущности, размерность анализа снижается на единицу. Например,
для двухмерной формы, показанной на рис. 12.2, с, создается сетка из одномерных элементов;
для трехмерной формы — сетка из двухмерных элементов, поскольку определяется только по-
верхность геометрической формы. Следует подчеркнуть, что двухмерный анализ методом
граничных элементов остается двухмерным, а трехмерный анализ методом граничных эле-
ментов — трехмерным, поскольку скорости, градиенты скоростей и другие параметры могут
быть рассчитаны для любой точки области (где имеется жидкость) геометрической формы.
Метод граничных элементов получил распространение в то же время, что и метод конеч-
ных элементов, но из-за использования относительно сложных математических средств он
относительно медленно получил такую же известность среди инженеров, что и метод конеч-
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
711
ных элементов, и сначала использовался преимущественно математиками. Использование
метода граничных элементов начинается с формулировки определяющих уравнений различ-
ной формы, выраженных в виде интегралов по области. Эти интегралы подвергаются преоб-
разованию Грина-Гаусса для приведения к интегралам по контуру [8-11]. Затем интегралы
представляются в численной форме, чтобы получить систему алгебраических уравнений. До
момента оценки интегралов в определяющих уравнениях не принимается никаких приближе-
ний. Таким образом, метод граничных элементов, в отличие от метода конечных разностей
и от метода конечных элементов, не вносит в решение никакой ошибки до дискретизации гра-
ниц — точность решения граничного элемента определяется точностью создания сетки для
геометрической формы*. Другим преимуществом метода граничных элементов является вы-
сокая точность при вычислении производных высшего порядка. Это исключительно важно
при вычислении эффектов теплопереноса или отслеживании траектории частиц. Метод гра-
ничных элементов хорошо приспособлен для прослеживания траектории частицы в потоке
материала, поскольку с его помощью легко и с высокой точностью можно получить решение
для любой точки в потоке.
Основное преимущество этого метода при моделировании течения полимера в сложных
геометрических формах состоит в снижении размерности. Поскольку необходимо опреде-
лить только границу или поверхность области, что относительно просто делается с помощью
доступных программных средств, количество инженерной работы существенно снижается.
Кроме того, этот метод позволяет достаточно просто оперировать движущимися твердыми
границами, поскольку сетка движется строго вместе с движущейся границей. Например, при
моделировании процесса экструзии сетка описывает геометрию шнека и при его вращении уз-
лы и элементы, соответствующие шнеку, просто вращаются вместе с ним.
Хотя метод граничных элементов является довольно изящным способом решения линей-
ных задач, он теряет большинство своих преимуществ при переходе к нелинейным задачам.
Стандартный метод граничных элементов может учитывать нелинейности только с примене-
нием сеток для областей, устраняя тем самым дискретизацию только границ. Недавно Нарди-
ни и Бребия [12] разработали разновидность метода граничных элементов, известную как
метод двойной обратимости, который способен принимать во внимание нелинейности, ис-
пользуя только условия на границах. Вопрос о применении этого метода для задач течения
потоков при переработке полимеров остается открытым [9,13] и будет рассмотрен в этой гла-
ве далее.
12.2.3. Методы построения сеток для задач
с движущимися границами
Основная сложность, возникающая при моделировании процесса смешения — изме-
няющаяся свободная поверхность или проблема движущихся твердых границ. Материал
непрерывно изменяет форму, заставляя переопределять геометрию интересующей области
на каждом следующем временном шаге. Переопределение сетки конечных элементов или
решетки конечных разностей — наиболее утомительная часть моделирования при решении
задач с движущимися границами и во многих случаях это делает моделирование нецелесо-
образным.
* Используется точное решение, зависящее от используемой модели материала, что в настоящее
время ограничивается ньютоновским течением.
712
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
уонг, Хибер и Уонг [14] предложили процедуру редактирования решетки (динамический
генератоР решетки) для моделирования процесса литья под давлением .
После тщательного выбора временного шага для перемещения фронта потока, пользова-
телю нужно заполнить разрыв между старым и новым фронтами расплава новыми треуголь-
ными конечными элементами. Очевидно, что эта процедура не только требует интенсивного
вмешательства пользователя, но приводит также к зависимости размера решетки от выбран-
ного шага времени.
Моделирование заполнения формы при литьевом прессовании, проведенное Ли, Фолд-
жером и Такером [15], использует сетку конечных элементов для представления начальной
стадии процесса. Ту же самую сетку использовали после каждого временного шага заполне-
ния формы. Это было выполнено с помощью вычисления методом конечных элементов, ис-
пользовавшееся для перемещения узлов свободных фронтов потока в качестве граничных ус-
ловий. Эта процедура аналогична рисованию исходной сетки на листе резины с последующим
ее растягиванием, чтобы придать ей форму потока на любом временном шаге. Техника растя-
гивания решетки предохраняет элементы от сильных искажений, ведущих к большим числен-
ным ошибкам. Эта техника требует минимального количества вычислений, и после постанов-
ки задачи выполняется автоматически. Однако она не годится для задач с повторным запол-
нением формы, формообразующими вставками в форме и для задач, где начальная форма
потока сильно отличается от геометрии формы или конечной формы изделия. Тем не менее
этот метод хорошо подходит для экстру знойно-раз дув кого формования и для процесса тер-
моформования. Здесь начальная сетка конечных элементов, представляющая собой черновой
ВИд формы или пластину, растягивается, чтобы заполнить ту окончательную форму, которую
принимает материал. Коуба и Влахопулос [16], а также Де Лоренци и Ниед [17] использовали
этот метод для моделирования растяжения мембраны при экструзионно-раздувном формова-
нии и для процесса термоформования. Хотя эти процессы в своей основе трехмерные, они мо-
делируются двухмерными плоскими элементами, ориентированными в трехмерном про-
странстве.
Браун [ 18] разработал другую схему создания сетки, которая стала широко использовать-
ся. Она начинается с покрытия элементами всей поверхности расплава. Начальная форма по-
тока описывается определением расположения ее границ. Метод состоит в том, что при вы-
числении конечных элементов в расчет включаются только те элементы, которые частично за-
полнены. Элементы могут быть «полными», «пустыми» или «частично заполненными».
Частично заполненные элементы временно искажаются, чтобы границы элементов совпали с
фронтом потока. Хотя этот метод выглядит обнадеживающим, он требует некоторого вмеша-
тельства пользователя. Трудности начинаются, когда две стороны элемента лежат на свобод-
ном Фронте потока. Из-за природы функции формы для каждого элементу угловой узел, ле-
жаний на фронте потока, никогда не будет двигаться и всегда будет иметь нулевую скорость.
Кроше и сотрудники [19] разработали сходную методику для процесса заполнения формы
прилитье под давлением для сложных неплоских изделий. Их метод построения сетки был
обобщен для моделирования потоков с движущимися твердыми границами, возникающими,
например, в процессах периодического смешения и экструзии.
Тадмор, Бройер и Гатфингер [20, 21] использовали описание метода пространственных
коечных разностей для решения задач двухмерных течений в сложных геометрических кон-
фигурациях. Их метод, использующий формулу Хеле-Шоу [22] для моделирования, приме-
* Обзор процесса моделирования для литья под давлением описан в главе Б. А. Дэвиса и А.С. Риоса в
книге «Литье пластмасс под давлением» / Под ред. Т. Оссвальда, Дж.П. Грэм ап на, Л.Ш. Тунга. — СПб.,
Профессия. — 2005.
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
713
ним для течения в узких каналах переменной толщины, например для литья под давлением
тонких изделий и для течения через некоторые экструзионные головки. Этот метод, извест-
ный как сетка для анализа потока (Flow Analysis Network), хорошо работает с ньютоновскими и
неньютоновскими средами. Метод использует эйлеровскую решетку ячеек, покрывающую
объем. С каждой ячейкой связан коэффициент заполнения — число, изменяющееся от нуля до
единицы. Коэффициент заполнения, равный нулю, означает пустую ячейку, а коэффициент
заполнения, равный единице, — ячейку, полностью заполненную материалом. Предполагает-
ся, что жидкость сконцентрирована в центре каждой ячейки. Для каждой ячейки записывает-
ся локальный баланс масс, что дает набор линейных алгебраических уравнений, где неизвест-
ным параметром является давления в центре ячеек. Поле давлений, получаемое после реше-
ния системы уравнений, используется для вычисления распределения потока между
ячейками, что позволяет рассчитать продвижение потока внутри свободного объема за счет
обновления коэффициентов заполнения ячеек. Основной недостаток данного метода — необ-
ходимость применять достаточно частые сетки, особенно если в форме присутствуют изогну-
тые границы. Этот недостаток может быть обойден при использовании операторов конечных
разностей, но это делает моделирование громоздким и сложным в использовании.
Оссвальд и Такер [23] и Ванг и сотрудники [24] модифицировали метод сетки для анали-
за потока при моделировании неизотермического течения неньютоновских жидкостей внут-
ри трехмерных областей, используя конечные элементы. Этот метод, называемый обычно ме-
тодом контролирующего объема (Control Volume Approach), основан на том, что трехмерная
поверхность разбивается на плоские 3- и 4-узловые конечные элементы. Ячейки, или контро-
лирующие объемы, генерируются соединением центров элементов с серединами сторон эле-
ментов. Записывая для каждой ячейки баланс масс, получают те же уравнения, что и при при-
менении метода Галеркина к определяющим уравнениям для давления. Это позволяет ис-
пользовать стандартные методы сборки конечных элементов при записи системы линейных
алгебраических уравнений.
12.2.4. Реология
Большинство полимерных процессов регулируются скоростью деформации сдвига .
Следовательно, вязкость, используемая для описания жидкости, должна быть измерена
на приборах, в которых создается деформация сдвига. Реологические модели, используемые
для течения данных типов, обычно называют жидкостями, подчиняющимися обобщенному
уравнению Ньютона. В этой модели напряжение принимается зависящим от второго инвари-
анта тензора скоростей деформации, который аппроксимируется в большинстве сдвиговых
потоков просто скоростью сдвига. Температурная зависимость вязкости для обобщенных
ньютоновских жидкостей обычно учитывается в модели. В настоящее время для представле-
ния зависимости вязкости от температуры и скорости деформации используются различные
модели.
Модель в форме степенного закона, предложенная Оствальдом [25] и Де Валем [26], это
простая модель, точно представляющая область неньютоновского течения в виде кривой вяз-
кости, но пренебрегающая ньютоновским плато при малых и высоких скоростях деформации.
Основной недостаток этой модели состоит в том, что согласно ей вязкость стремится к беско-
нечности при низких скоростях деформации и к нулю — при высоких. Представление о неог-
раниченном росте вязкости ведет к ошибочным результатам в задачах, в которых требуется
* Данные по зависимости вязкости от скорости сдвига и иные величины и зависимости представле-
ны в базе данных CAMPUS?, которую можно найти на сайте: www.campusplastics.coin.
714
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
учесть, имеется ли область с нулевой скоростью деформации, например в центре трубы. Одна-
ко эту проблему можно обойти, используя усеченную модель, в которой вязкость предполага-
ется постоянной в области ньютоновского поведения при низких скоростях деформации. Мо-
дель, полностью описывающая всю область скоростей деформации, была предложена Бердом
и Карро [27]. Модель Берда-Карро точно моделирует ньютоновское плато, наблюдаемое при
низких и иногда при высоких скоростях сдвига, и область отклонения от ньютоновского зако-
на в промежутке между ними.
Тенденция полимерных молекул деформироваться в сдвиговом потоке приводит к нор-
мальным напряжениям в жидкости, сильно влияющим в некоторых случаях на характер тече-
ния. Кроме того, многие полимерные расплавы проявляют при растяжении как вязкие, так и
упругие свойства. Это заставляет рассматривать их как вязкоупругие жидкости. Точных мо-
делей, адекватно представляющих вязко-упругие свойства полимеров, не существует. Тем не
менее для аппроксимации такого поведения полимерных расплавов используются различные
комбинации упругих и вязких элементов’. Некоторые модели построены из различных соче-
таний пружин и поршней для представления упругой и вязкой реакций соответственно. Са-
мыми распространенными являются модель Максвелла для полимерного расплава и Кельви-
на или Фойхта для твердого состояния. Общей моделью, представляющей такие эффекты,
как отклонение от ньютоновского закона течения, нормальные напряжения в сдвиговом пото-
ке и упругое поведение некоторых полимерных расплавов является модель K-BKZ [28-29].
Растягивающие (или бессдвиговые) потоки — наименее изученные типы течения при пе-
реработке полимеров. Главная причина состоит в том, что продольное течение не так распро-
странено как сдвиговые деформации, преобладающие при экструзии и литье под давлением.
Тем не менее в таких процессах как формование волокон, раздувное формование, термофор-
мование, литье под давлением со вспениванием и литьевое прессование в некоторых техноло-
гических условиях основной тип деформации — это растяжение. Кроме того, продольную вяз-
кость, необходимую для моделирования, трудно измерить, и для этого необходимо дорого-
стоящее оборудование.
12.3. Моделирование трехмерных потоков
двухмерными моделями
Массо- и теплоперенос в полимерных процессах по существу трехмерны. Исторически та-
кие сложные проблемы, как течение в экструдере или головке, упрощались с трехмерных до
одномерных или двухмерных задач о течении в канале. Иногда геометрия потока достаточно
проста и может быть упрощена до задачи плоского течения. В других случаях толщина полос-
ти или фильеры достаточно мала, чтобы можно было использовать приближение смазочного
слоя для моделирования процесса. Хотя при отбрасывании или аппроксимации одного из из-
мерений до некоторой степени происходит потеря точности, моделирование подобного типа
дает хорошее понимание процесса, и в течение многих лет используется при конструировании
пластмассовых изделий и для оптимизации операций переработки полимеров. В данном раз-
деле упрощения, используемые для моделирования такого типа, будут рассмотрены более
подробно.
* Болес подробное описание реологических моделей читатель может найти в книге: Bird RB>
Armstrong, R.C., Hassager, О. Dynamics of Polymeric Liquids. Vol. I. — Wiley. — 1987.
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
715
12.3.1. Моделирование течения в периодических смесителях
при помощи двухмерных моделей
Высокоэффективный смеситель, используемый обычно в переработке пластмасс и ре-
зин, — смеситель Бэнбери. Камера в форме восьмерки и роторы, имеющие вид спиральных
лопастей, создают сложное, нестационарное течение. Это течение идеально для смешения
различных полимеров в однородную смесь, но его анализ исключительно сложен В смесите-
ле Бэнбери течение происходит в направлении оси двух роторов, однако основное переме-
шивание происходит при перетекании материала из одной камеры в другую. Для анализа
перемешивания, происходящего в процессах данного типа, обычно используют двухмерную
модель. Янг и сотрудники [30] обнаружили, что, несмотря на то, что осевой поток не учиты-
вается, двухмерная модель достаточно хорошо предсказывает характеристики поля скоро-
стей.
Используя пакет программ для анализа динамики жидкости методом конечных элемен-
тов FIDAP [31], Ченг и Манас-Злоцовер [32] смоделировали распределение изотерм потока в
смесителе Бэнбери. Для представления движения, возбуждаемого движением роторов, они
выбрали 18 различных геометрических форм для характеристики цикла смешения. Для опи-
сания реологического поведения жидкости была использована степенная модель неныото-
новской жидкости. Для характеристики потока и оценки эффективности перемешивания
Ченги Манас-Злоцовер [33] использовали показатель потока X, определяемый как
X = Скорость деформации / Скорость деформации + Вращение. (12.1)
Величина X = 0,5 отвечает простому сдвигу, а значения 0,0 и 1,0 соответственно чистому
вращению и одноосному удлинению. Элмендорп [34] экспериментально наблюдал, что при
смешении жидкостей с высокими значениями отношения вязкостей, продольные течения бо-
лее эффективны, чем сдвиговые потоки. Таким образом, с помощью моделирования было ус-
тановлено, что в области высоких X реализуется эффективное разрушение агломератов в жид-
кости.
Использование во время процесса индикаторных маркеров представляет собой стандарт-
ный метод, используемый для понимания явлений, происходящих при смешении. При при-
менении традиционных методов моделирования, метода конечных разностей или конечных
элементов, движение границ в смесителе крайне затрудняет слежение за индикаторными ли-
ниями. Это происходит из-за трудностей, связанных с перестраиванием решетки в методе ко-
нечных разностей или сетки конечных элементов после каждого последовательного времен-
ного шага, когда рассчитываемая область в смесителях различной геометрии быстро меняет
свою форму. Кроме того, при вычислении скоростей должна использоваться интерполяция,
что затрудняет точное отслеживание движения частиц во время процесса. Метод, позволяю-
щий преодолеть эти трудности и хорошо приспособленный для анализа процессов данного
типа, — это метод граничных элементов. Когда область меняет форму, например ротор пово-
рачивается, граничные элементы следуют за этими изменениями, поскольку они описывают
форму устройства, устраняя, таким образом, необходимость переопределения сетки. Более
того, при определении скорости в узловых точках методы интерполяции не нужны, что позво-
ляет точнее отследить движение частиц во время процесса. Некоторые авторы, Грэмаин и со-
трудники [8, 11, 36], Страдинс [37] и Дэвис и сотрудники [38], использовали описываемый
метод для анализа течения, переноса тепла и смешения, происходящих в периодических сме-
сителях при переработке пластмасс.
716
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
При моделировании течения в смесителе Бэнбери, Грэманн и Оссвальд [11] смогли про-
следить за перемещениям частиц на протяжении всего процесса. На рис 12.3 показана дефор-
мация, которая возникает при вращении ротора.
Здесь половина одной из камер отличается по цвету, чтобы легче было видеть, что смеше-
ние действительно происходит. Эффект перемешивания при повороте ротора хорошо виден.
Из рис. 12.3 видно, что хотя деформация весьма значительна, обмен между камерами доста-
точно мал. Незначительная порция материала перешла с одной стороны на другую. Обмен
жидкостями между половинами смесителя необходим для оптимизации смешения. Исполь-
зуя моделирование данного типа, можно легко изменять геометрию роторов и камер, что по-
зволяет инженеру добиться оптимальной геометрической формы устройства.
При смешении одного или более полимерных материалов в однородную смесь основная
задача оборудования — разбить отдельные агломераты или вкрапления второго материала и
равномерно распределить их по объему. В технологии смешения возникают большие сложно-
сти при попытке воспроизвести точный состав смеси от партии к партии. При моделировании
поля напряжений и скоростей могут быть предсказаны. Располагая этой информацией, инже-
нер имеет возможность охарактеризовать перемешивание, рассчитав, насколько велики
деформации, произведенные смесителем. При моделировании смешивания нескольких жид-
костей нужно учитывать две важных характеристики: вязкость каждой жидкости и поверхно-
стное натяжение. На рис. 12.4, а показано начальное состояние роторно-цилиндрического
смесителя с капелькой жидкости другой вязкости, обозначенная черным, в матрице основно-
го материала. На рис. 12.4, b показана деформация капли, вязкость которой вдвое меньше вяз-
кости окружающей жидкости. При повышении отношения вязкости капли и окружающей
жидкости (рис. 12.4, cd), деформация становится значительно меньше.
Если учесть влияет поверхностного натяжения, то есть сил, стремящиеся сохранить сфе-
ричность капли, сопротивление деформации становится еще большим. Основной параметр,
180°
270°
360°
Рис. 123. Рассчитанная деформация жидкости в смеси-
теле Бэнбери
450°
Рис. 12.4. Деформация капель с различ-
ным отношением вязкостей (матрица/ка-
пля = щ/цг): а - начальное состояние;
Ь - Ц1/М2 = 2 (Ь) ц,/ц2 = 1/2 (с) щ/ц2 =
= 1/5 (d)
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
717
который следует учитывать при дроблении капель, принимая во внимание эффект поверхно-
стного натяжения, — это число Вебера, определяемое как
Са = Напряжение сдвига / Напряжение на границе фаз = (12.2)
где т — величина девиатора тензора напряжения; R — радиус капель диспергируемой фазы;
g5 — поверхностное натяжение.
Межфазное напряжение — это отношение поверхностного натяжения к радиусу кривиз-
ны капли. Для того чтобы разбить каплю, значение Са должно достичь критического значения
Са, составляющего примерно 1 для сдвигового потока и около 0,4 для растягивающего потока,
при условии, что вязкость капли равна вязкости матрицы. Следовательно, критического зна-
чения числа Вебера Cacrit достичь все труднее по мере того, как капля уменьшается в процессе
перемешивания. Используя метод граничных элементов Бисвас и Оссвальд [39] смоделиро-
вали деформацию капли, а Стоун и Лил [40] — разрушение вытянутой первоначально капли
во время релаксации в неподвижной матрице.
Как уже говорилось, метод граничных элементов мало приспособлен для решения нели-
нейных задач. Развитие этого метода, оказавшееся перспективным с точки зрения описания
нелинейных явлений, по-прежнему использующее только сетку на границе или поверхно-
сти — это метод двойной обратимости [ 12,13]. В сущности, метод двойной обратимости — это
метод коллокации, в котором нелинейные элементы собираются в определяющем уравнении
в дополнительный элемент, для которого только формируются граничные условия. Мациг и
др. [13,38] использовали этот метод для моделирования конвективного и вязкого рассеяния в
однороторном смесителе. В анализе использована модель вязкости, зависящей от температу-
ры, и итерационное приближение между решениями для течения по методу конечных элемен-
тов и методом двойной обратимости для теплопереноса, причем решение должно сходится по
значениям вязкости. Полученные линии тока, определяемые по положению частиц, показаны
на рис. 12.5.
В качестве граничных условий для смесителя были приняты: нулевой теплоперенос для
ротора и постоянная температура цилиндра 180 °C.
Для моделирования использовали ПЭ со следую-
щими характеристиками: удельная теплопровод-
ность — 63 000 г см/с3 °C, коэффициент температу-
ропроводности — 0,0021 см2/с, плотность 0,95 г/см3,
удельная теплоемкость 0,55 см2/с2 °C и вязкость
53 000 г/с см при 185 °C и 13 000 г/с см при 250 °C.
Температура внешней линии тока, показанная на
рис. 12.6, а, Ь, была рассчитана для двух разных ско-
ростей вращения ротора, 0,125 и 1,0 об/с. На каждом
графике одна кривая показывает совместный эф-
фект нагрева вследствие вязкого трения и тепло-
проводности, а другая кривая дополнительно учи-
тывает эффект конвекции. Высокие скорости де-
формации в процессе смешения вызывают выделе-
ние тепла вследствие вязкого трения, что сущест-
венно влияет на температуру полимера внутри
объема смесителя. Влияние тепловыделения вслед-
ствие вязкого трения, и перенос тепла путем кон-
векции возрастают с увеличением частоты враще-
Внешнее
течение
Внутренне
течение
Рис. 12.5. Траектории движения в смеси-
теле, рассчитанные методом
граничных элементов
718
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
(а)
(Ь)
Рис 12.6. Температуры, рассчитанные для внешних линий тока (рис. 12.5), вызванные диссипативным
нагревом с конвективным переносом и без него: а — скорость вращения шнека 0,125 об/с;
b - скорость вращения шнека 1,0 об/с
ния ротора. При частоте вращения 0,125 об/с диссипация энергии вызывает повышение тем-
пературы на 7 °C (рис. 12.6, а).
Как и следовало ожидать, распределение температур, обусловленное вязким трением (без
учета конвекции), симметрично с обеих сторон ротора. В широкой части ротора, обозначен-
ной IV, температура жидкости приблизительно равна температуре стенки цилиндра. Это объ-
ясняется низким нагревом в этой области и прямой передачей тепла к стенке цилиндра. Высо-
кие температуры на графике соответствуют двум областям рециркуляции в смесителе, обо-
значенных «R». Хотя нагрев вследствие вязкого трения значителен вблизи ротора, передача
тепла к стенке цилиндра снижает температуру жидкости благодаря близости материала
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
719
к стенке. При учете энергии, переносимой конвекцией, распределение температур слегка сдви-
гается, при этом наибольшие изменения происходят в зоне рециркуляции. Однако из-за низкой
скорости вращения ротора энергия, переносимая конвекцией, относительно невысока.
При увеличении частоты вращения ротора до 1,0 об/с, повышение температуры, обуслов-
ленное вязкой диссипацией, может быть достаточно высоким. При анализе предполагалось
низкое значение числа Наме-Гриффита, и, следовательно, постоянство вязкости во всей об-
ласти смешения. Это допущение не выполняется для больших изменений температур, тем не
менее, результаты, представленные здесь, показывают хорошее количественно согласие с экс-
периментальными данными при наложении эффектов вязкой диссипации и конвективного
переноса энергии. При сравнении с результатами для частоты вращения ротора 0,125 об/с ха-
рактер повышения температур сохраняется (рис. 12.6, Ь). Однако если учесть конвективный
перенос энергии, температуры существенно снижаются, при этом наибольшие изменения от-
носятся к области рециркуляции. Число Гретца — отношение конвекционного переноса к теп-
лопроводности — для анализируемой системы было порядка 10 000. Большинство численных
решений вряд ли применимы при таких высоких значениях числа Гретца, и становятся неус-
тойчивыми. Поэтому требуется использовать корректирующие методы. Тем не менее при ана-
лизе методом граничных элементов специальных корректировок не требуется.
12.3.2. Моделирование потоков в экструдере с помощью
двухмерных моделей
На определенном этапе производства практически все полимеры один или несколько раз
проходят через тот или иной экструдер. Это может быть экструзия при производстве гранул
или экструзия для производства конечного продукта, отсюда возникает необходимость точ-
ного моделирования и предсказания явлений, происходящих внутри экструдера, для того
чтобы оптимизировать и экструдер, и свойства конечного продукта без использования дли-
тельных и дорогостоящих экспериментов. Экструзия — это самый распространенный процесс
при промышленной переработке полимеров — почти все литьевые машины имеют встроен-
ный экструдер, и течение потоков в нем хорошо изучено экспериментально [41—49], но
численно — в меньшей степени из-за сложности их геометрических форм [11, 50-56]. При
изучении течения в экструдере экспериментальные условия исключительно важны, однако
затраты времени и средств на подобные эксперименты делают необходимым и численное мо-
делирование. Кроме того, экспериментальные условия порой трудно контролировать и изме-
рять, часто неожиданную роль играют непредсказуемые переменные, например, утечки. Не-
смотря на споры относительно корректности допущений, сделанных в аналитических моде-
лях, по сравнению с классической теорией эти модели успешно используются с тех пор, как
Роуэлл и Финлэйсон [1] моделировали экструдер как подвижный цилиндр со стационарным
непрерывным прямоугольным каналом, образованным шнеком*. Цилиндр представляется
плоской пластиной, движущейся вдоль прямоугольного канала; эта модель называется пло-
скостной системой (flatplate system, FPS). Очевидно, что эта модель пренебрегает кривизной
канала.
* Г.А. Кэмпбелл, П.А. Суини и Фентон 1491 утверждают, что имеются существенные различия для
течения и производительности, если вращается рабочий цилиндр, а нс шнек. К. Раувспдааль, Т.А. Ос-
свальД» Г. Тсллез и П.Дж. Грэмапн PJ. 150] использовали аналитические, экспериментальные и числен-
ные методы, чтобы показать, что вращение рабочего цилиндра является корректным методом для анализа
жидкого течения при экструзии.
720
ЧАСТЬ Ш. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Интересно заметить, что в плоскостной модели перемещение шнека относительно ста-
ционарного цилиндра вносит намного большую ошибку, чем перемещение цилиндра относи-
тельно неподвижного шнека. Эта ошибка связана с использованием цилиндрических коорди-
нат. Анализ в цилиндрических координатах не позволяет обнаружить различие между враще-
нием шнека и вращением рабочего цилиндра, как обсуждалось в разделе 7.4.3.4.
Программа моделирования поведения поперечного и продольного течения в одношнеко-
вом экструдере была разработана Раувендаалем, Мюллером и Андерсоном (Anderson) [56].
Эта модель учитывает неизотермические и неньютоновские эффекты течения в одношнеко-
вом экструдере, используя метод двухмерных конечных элементов. Несмотря на то что эта
модель, в сущности, двухмерная, и представляет собой идеализацию потока в экструдере, она
позволяет учесть продольное течение, утечки, диссипативный нагрев и неньютоновские эф-
фекты. Это достигается на основе сделанного допущения о том, что изменения потока в про-
дольном направлении малы по отношению к изменениям в поперечном и в нормальном на-
правлениях. Часто говорят, что подобный анализ имеет размерность 2,5£), потому что сетка
двухмерная, но рассчитанные скорости, напряжения и температуры — трехмерные. Пример
подобной программы моделирования приведен на рис. 12.7.
На рис. 12.7 показано распределение температур в экструдере с однозаходным шнеком
диаметром 38 мм. Для наглядности график растянут по оси, соответствующей высоте канала.
Из-за поперечного течения самая высокая температура расплава достигается в средней облас-
ти канала, в то время как вблизи выхода из канала температура ниже. Существенное различие
температур в этой сравнительно небольшой области может быть причиной нестабильности и
других проблем. Использование смесительных секций позволяет уменьшить этот эффект и
добиться более однородной температуры экструдата.
Экструдер может иметь один или несколько шнеков. Самым распространенным из мно-
гошнековых экструдеров является двухшнековый. Экструдеры этого типа могут иметь шне-
ки, вращающиеся в одном направлении, — двухшнековый экструдер со шнеками, вращающи-
мися в одном направлении, или в противоположных направлениях - двухшнековый экстру-
дер со шнеками, вращающимися в противоположных направлениях. Поток, создаваемый
в экструдерах этих типов, представляет большой интерес, поскольку с помощью этих машин
удается производить очень однородные смеси. Однако движение жидкости, создаваемое дву-
мя противоположно вращающимися шнеками, весьма сложная задача как для эксперимента,
так и для моделирования. Очевидно, что метод с использованием неподвижного шнека и вра-
щающегося цилиндра здесь неприменим. Здесь для слежения за частицами может быть ис-
пользовано моделирование движущихся твердых границ.
Рис. 12.7. Температура расплава в канале шнека, рассчитанная по методу конечных элементов
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
721
Риос [57] использовал моделирование с применением двухмерных граничных элементов
для анализа поперечного течения в нескольких двухшнековых экструдерах со шнеками раз-
личных геометрических форм, вращающимися как в одном, так и в противоположных направ-
лениях. Для описания геометрических форм объемов с полимеров использовались уравнения
Буи [58]. Все расчеты проводились с помощью программ Autocad ТМ или ProEngineer ТМ.
Для оценки смешения в смеситель помещали многочисленные частицы с нулевой массой. Для
каждой из них вычисляли скорость и градиент скорости. Используя результаты расчетов,
движение частиц отслеживали на протяжении всего процесса, что давало наглядное представ-
ление о том, как перемешивается материал. Скорости деформации рассчитывали для оценки
уровня напряжений, а для определения типа потока (вращение, сдвиг, удлинение) — показа-
тель потока, уравнение (12.1). Хотя для анализа типичного трехмерного движения использо-
вали двухмерный анализ, было получено значительное понимание того, как работает экстру-
дер. При этом удалось наглядно сравнить различные системы. На рис. 12.8 приведены рассчи-
танные векторы скорости в различных точках по всему сечению для самоочищающегося
экструдера с двумя двухзаходными шнеками, вращающимися в одном направлении, находя-
щимися в двух различных положений.
Показаны узлы и элементы, использовавшиеся при моделировании. Так как использовал-
ся метод граничных элементов, введение узлов и элементов требовалось только для границ
цилиндра и шнеков. Поскольку шнеки вращаются, узлы и элементы также вращаются, это
устраняет необходимость построения новых сеток. Вектора скорости указывают на зоны за-
стоя и рециркуляции и используются для оценки положения частицы на следующем времен-
ном шаге. На рис. 12.9 показано движение линии, состоящей из многих точек, через смеситель
при вращении шнеков.
Влияние области смешения можно видеть по тому, как возрастает деформация линии.
Части линии, разделенные настолько, что можно увидеть отдельные частицы, указывают, что
имела место существенная деформация. Более глубокое понимание характеристик поля ско-
ростей можно получить, рассчитав показатель потока, уравнение (12.1) для частиц ио мере
прохождения через рабочий объем экструдера. Риос [57] показал, что экструдер с двумя двух-
заходными шнеками, вращающимися в одном направлении, создает поток, в котором преоб-
ладает сдвиг, и имеется лишь незначительное растяжение.
Рис. 12.8. Вектора скорости в экструде-
ре с двумя двухзаходными шнеками,
вращающимися в одном направлении
для различных положений ротора
Рис. 12.9. Деформация индикаторной ли-
нии в экструдере с двумя двухзаходными
шнеками
722
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 12.10. Показатель потока и скорость деформации для двухшнекового экструдера
Напомним то, что обсуждалось в разделе 12.3.1: показатель потока 0,5 означает сдвиг,
а показатель потока 1,0 — чистое растяжение. Для целей смешения предпочтительнее иметь
показатель потока, близкий к 1,0. Рис. 12.10, а- с показывает, что экструдер с двумя двухзаход-
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
723
ними шнеками, вращающимися в одном направлении, создает поток, в котором преобладает
сдвиг, а не растяжение.
Риос [57] провел аналогичный анализ и для экструдера с двумя однозаходными и трехза-
ходными шнеками, вращающимися в одном направлении. Для каждой системы были вычис-
лены средняя скорость сдвига и скорость сдвига в рабочем объеме и проведено их сопоставле-
ние (рис. 12.10, а~с).
Из рис. 12.10, а-с видно, что распределение показателя потока для однозаходных и двух-
заходных шнеков почти одинаково, в то время как трехзаходный шнек создает в основном
сдвиговой поток из-за малых зазоров, присущих данной геометрии. Интересно, что из всех
геометрических форм самая высокая скорость деформации достигается для двухзаходного
шнека, который чаще всего используют в двухшнековых экструдерах.
12.3.3. Моделирование течения в экструзионной головке
с помощью двухмерных моделей
При переработке полимеров используют различные типы экструзионных головок, в том
числе круглую, щелевую, кабельную, профильную и листовальную. Конструирование голов-
ки — сложная задача, часто выполняемая методом проб и ошибок. Многие особенности тече-
ния через фильеру головки оказывают влияние на качество конечного продукта. Кроме того,
течение в фильерах зависит от ряда параметров процесса переработки, которые тоже сказыва-
ются на качестве конечного продукта. Сложность создания приемлемых конструкций голов-
ки делает моделирование и численную оптимизацию жизненно необходимым средством, ко-
торое желательно использовать до того, как начать изготовление в металле. Благодаря моде-
лированию, инженер может также достичь лучшего понимания процесса и контроля над
параметрами переработки, влияющими на качество продукта. За последние несколько лет на-
блюдался устойчивый рост числа работ, относящихся к оптимизации фильер при помощи
компьютерного моделирования. Различные исследователи использовали моделирование для
анализа течения в экструзионных головках [59-65].
Процесс нанесения кабельной изоляции на провод широко используется в кабельной
промышленности. Головки для нанесения покрытий на провода обсуждались в разделе 9.3 и
показаны на рис. 9.19. Один или более слоев полимера наносятся на дровод или кабель в не-
прерывном процессе за одну операцию. В процессе соэкструзии два потока расплава выходят
из двух разных экструдеров. Хен и Мицуолис [61] провели анализ процесса, используя как
теорию течения в смазочном слое, так и метод конечных элементов. При этом они варьирова-
ли первоначальную конструкцию головки для достижения лучшего качества продукта. Были
поставлены задачи: устранить все зоны циркуляции в фильере, добиться плавного распреде-
ления напряжений вдоль стенки фильеры — особенно в точке, где сходятся два расплава по-
лимера, и добиться параллельности границы двух полимеров, наносимых на провод. Если в
фильере при переработке появляются зоны циркуляции, это может привести к деструкции
полимера в этих областях. Плавное изменение напряжений и параллельность границ необхо-
димы для равномерного покрытия. Используя теорию смазочного слоя и используя в качест-
ве соэкструдируемых материалов ПЭНД и ПС, они провели анализ взаимного влияния отно-
сительной скорости подачи обоих полимеров. Чтобы учесть два потока, для границы полиме-
ров был применен метод двойных узлов.
Для изотермического течения и различных соотношений объемных расходов Хен и Ми-
цуолис обнаружили, что если внешним слоем является ПС, а внутренним ПЭНД, образуется
область циркуляции, которую невозможно устранить, изменяя только объемную скорость те-
чения. Для оценки влияния отношения вязкостей (вязкость внешнего слоя/вязкость внут-
724
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
реннего слоя) при моделировании течения через фильеру использовали метод конечных эле-
ментов. При использовании модели ньютоновского течения, было обнаружено, что при отно-
шении вязкостей, равном 0,2, возникает обширная область циркуляции (рис. 12.11, а).
В то же время при отношении вязкостей, равном 2,0, потоки становятся гладкими
(рис. 12.11, Ь). Было обнаружено, что зоны циркуляции исчезают при отношении вязкостей
больше чем 1,5, но при отношении вязкостей больше чем 1,0 граница полимеров становится
неустойчивой [66]. Таким образом, чтобы избежать областей циркуляции и в то же время не-
устойчивости границы полимеров (отношение вязкостей больше 1), было изучено влияние
ограничения области течения в фильере. В этом анализе соотношение толщины слоев (внеш-
него слоя/внутреннего слоя) изменялось (1/15, 1/3, 1/1) с целью найти значение, при кото-
ром граница полимеров будет устойчивой и течение расплава гладким. По результатам моде-
лирования сокращенная область течения с отношением толщин, равным 1/3, и конусооб-
разным сужением фильеры обеспечивает наилучшие результаты — устойчивую границу
полимеров, отсутствие областей циркуляции на стенке фильеры (рис. 12.11, с). Далее, исполь-
зуя данную конфигурацию фильеры, было проведено моделирование течения с учетом неизо-
термических эффектов. При экструзии из-за наличия высоких скоростей сдвига необходимо
учитывать вязкое трение и перенос энергии конвекцией. При моделировании течений с ин-
тенсивной конвекцией использовали специальный метод Петрова Галеркина наряду с эле-
ментами высшего порядка. Результаты анализа показали, что линии тока для неизотермиче-
ского случая были в основном идентичны изотермическому случаю — моделирование изотер-
мического течения достаточно хорошо предсказывает ожидаемую картину процесса.
Использование экструзии для изготовления профилей сложной формы представляет со-
бой одну из главных возможностей данного процесса, но предъявляет высокие требования к
выбору конструкции головки. При использовании экструзионной головки, не соответствую-
щей своему назначению, может выходить профиль, сильно отличающийся от ожидаемого. На
рис. 12.12, а приведен пример подобного случая [67].
Рис. 12.11. Рассчитанные линии тока в филье-
ре для нанесения покрытия на про-
вод соэкструзией: a — при соотно-
шении вязкостей 0,2, b — при соот-
ношении вязкостей 2,0; с —
отношение толщины слоев 1/3
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
725
а б
Рис. 12.12. Профиль головки для формования кабель-канала из ПВХ: а - результат плохо сконструи-
рованной головки; b - результат хорошо сконструированной головки [67]
На рис. 12.12, а показаны две боковины короба для укладки кабеля (кабель-канал), кото-
рые должны были быть гладкими и прямыми, а получились волнистыми, что делает их абсо-
лютно непригодными. Используя программу двухмерного моделирования, можно проанали-
зировать возникшую ситуацию. Рис. 12.13, а показывает явную неоднородность поля скоро-
стей, указывающую на плохое распределение материала в головке.
В частности, было предсказано, что большая часть материала будет выходить из треуголь-
ных секций со скоростью, намного превышающей 200 мм/с, в то время как средняя линейная
скорость составляет около 60 мм/с. Такое различие скоростей в поперечном сечении приво-
дит к указанной волнистости поверхности. После того, как причина возникшей проблемы бы-
ла определена, программа может быть использована для анализа изменений конструкции до
того, как она будет воплощена в реальной головке. Скорость, рассчитанная для измененной
конструкции, с ограничениями в треугольных секциях фильеры, приведена на рис. 12.13, Ь.
Скорости в разных частях фильеры были сбалансированы, что позволило выпускать изделие
без волнистых стенок (рис. 12.12, Ь) [67].
Хотя опытный конструктор может интуитивно чувствовать, в каких местах профиля тре-
буется балансировка потока, количественно оценить это очень трудно. В ситуации, когда это
нужно сделать для нового полимерного материала, в работе с которым у конструктора мало
опыта, это сделать еще труднее. Возможность смоделировать распределение потоков на осно-
ве геометрии и характеристик полимера позволяет конструктору более точно разработать де-
тали канала, по которому течет расплав.
Во время экструзии вязкоупругие свойства полимеров наиболее очевидно проявляются в
виде разбухания на выходе из головке. Такое поведение является результатом «памяти» по-
лимерных материалов, проявляемой в виде нормальных напряжений и при внезапных изме-
нениях граничных условий в момент отделения материала от головки. В коротких фильерах с
сильным сужением материал стремится «помнить» свою исходную форму и разбухать на вы-
ходе из головки. В то же время в длинных фильерах с незначительным сужением материал
«забывает» свою исходную форму и наблюдаемое разбухание значительно меньше. Число
реологических моделей, правильно предсказывающих данное явление, невелико [68]. Обыч-
но используют модель K-BKZ, предложенную независимо Кэем [28] и Бернштейном с соавто-
* Результаты моделирования этой головки были получены с помощью программы Flow 2000.
726
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 12.13. Рассчитанная скорость в фильере для производства кабель-канала: а - исходная конструк
ция (рис. 12.12, а); b - исправленная конструкция (рис. 12.12, Ь)
рами [29]. Кириакидес и сотрудники [64] использовали специальные процедуры интегриро-
вания для применения модели K-BKZ при моделировании течения в фильерах распростра-
ненных форм. Было обнаружено хорошее соответствие между экспериментальными и
численными результатами, включая образующиеся малые завихрения, меняющие свой раз-
мер и интенсивность при изменении объемного расхода.
12.4. Трехмерное моделирование
Сложные трехмерные геометрические формы, типичные для оборудования при перера-
ботке полимеров, литьевых форм и экструзионных головок, затрудняют анализ полей скоро-
стей с помощью двухмерных моделей. Хотя эксперименты часто дают хорошее понимание
проблемы, они дороги и их результаты трудно анализировать для количественной оценки
процесса. Например, измерение температурных полей зачастую невозможно.
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
727
Эти затруднения можно решить с помощью численных методов. Преимущества числен-
ного моделирования весьма разнообразны, многие из них используются еще не полностью
Как было показано в этой главе, многие сложные течения могут быть проанализированы с по-
мощью двухмерных моделей, дающих инженеру хорошее понимание происходящих явлений.
Тем не менее, когда для оценки процесса необходимы точные детали относительно поля ско-
ростей, для действительно трехмерного течения должно использоваться полностью трехмер-
ное моделирование. Добавление к задаче еще одного измерения существенно увеличивает
сложность модели, так же как и время вычислений. Тем не менее с приходом более совершен-
ных компьютеров и развитием более эффективных численных методов, а также с ростом тре-
бований промышленности к качеству, трехмерное моделирование становится повседневной
реальностью.
В данном разделе представлены различные примеры и приложения трехмерного модели-
рования с применением методов конечных элементов и граничных элементов. Они должны
дать читателю представление о том, что можно получить, используя современные программы
моделирования. В качестве примеров авторы выбрали случаи, представляющие большой ин-
терес каке академической, так и с прикладной точек зрения. Это — смесители периодического
действия, фильеры экструдера и зоны смешения в экструдере.
12.4.1. Моделирования течения в смесителе Бэнбери
с использованием трехмерных моделей
Как уже говорилось, самым распространенным смесителем периодического действия при
переработке резиновых смесей и пластмасс является смеситель Бэнбери. В предыдущих раз-
делах был дан обзор экспериментальных и двухмерных исследований, проведенных для ана-
лиза течения и поведения материала при смешении в смесителе данного типа. Однако течение
в таких смесителях трехмерное, и вклад осевой составляющей течения оказывается сущест-
венным. Используя шесть последовательных геометрических форм для полного представле-
ния процесса смешения, Янг и Манас-Злоцовер [30] применили трехмерное моделирование
на основе метода конечных элементов, FIDAP™ [31], для анализа течения в смесителе. Поли-
мер, использовавшийся для моделирования, имел показатель степени п = 0,22 и коэффициент
консистенции т = 9,87 • 104 Н с°‘22/м2. Скорость в осевом направлении z для 9 см приведена
на рис. 12.14, а.
Жидкость в верхней области смесителя возвращается назад, в то время как жидкость в
нижней части подается вперед. Результаты моделирования показали также, что области ми-
нимального давления расположены за головками роторов, в то время как области максималь-
ного давления находятся перед ротором. Анализируя показатель потока, а также изменение
скорости деформации во времени, можно использовать эту информацию для создания смеси-
теля с оптимальными условиями смешения. Из рис. 12.14 видно, что в исследованном смеси-
теле преобладает сдвиг с отдельными изолированными областями продольного течения. На
рис. 12.15, а-Ь приведены профили скоростей, рассчитанные соответственно с помощью
двухмерной и трехмерной моделей. Для векторов скоростей в центральной части между рото-
рами имеется некоторая разница в предсказаниях двух моделей, в то же время за исключени-
ем этой области векторы скорости вполне сходны между собой.
Сравнение двух моделей показывает, что двухмерная модель дает инженеру общую кар-
тину течения материала, однако если необходима более детальная информация о поле скоро-
стей для более точной количественной оценки эффекта смешения должна использоваться
трехмерная модель.
728
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
0.800Е+00
0.600Е+00
0.400Е+00
0,200Е+00
MINIMUM
0.75404Е-01
MAXIMUM
0.92030Е+00
Рис. 12.14. Скорость в осевом направлении (а) и показатель потока (б), рассчитанные методом конеч-
ных элементов для смесителя Бэнбери
12.4.2. Течения в экструзионной головке с помощью
трехмерных моделей
Благодаря гибкости и низкой стоимости затрат в процессе экструзии часто экструдируют
сложные профили. Использование таких форм приводит к сложному трехмерному течению в
фильере, подробное изучение которого возможно только с использованием трехмерных ком-
пьютерных программ моделирования . Течение в фильере исследовали различные авторы как
экспериментально, так и численными методами [69-78].
Листовальная головка, используемая при производстве широких полимерных листов,
часто применяется при переработке полимеров. Форма фильеры разработана таким образом.
* Сложная фильера часто может быть разбита с помощью аналитических моделей на простые эле
менты. Желающие изучить этот вопрос более подробно могут обратиться к [83].
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
729
Рис. 12.15. Скорость, рассчитанная ме-
тодом конечных элементов для смеси-
теля Бэнбери: а ~ двухмерный анализ;
b - трехмерный анализ
чтобы экструдируемый лист сохранял постоянную
толщину и однородную температуру. Оптимальная
геометрическая форма, переносящая полимер из круг-
лого сечения на выходе из экструдера к головке, выпус-
кающей лист постоянной толщины, интенсивно иссле-
довалась в работах [2, 79-87]. Используя программу
трехмерного течения на основе метода конечных эле-
ментов, Дули [62] оптимизировал геометрическую
форму фильеры для экструдирования листов. Для мо-
делирования течения в фильере использовались раз-
личные реологические модели: Ньютона, степенная,
Карро, полиномная и Кросса. На рис. 12.16, а-с приве-
дено рассчитанное распределение давления в фильере.
Профиль давления в листовальной головке «Л» не
параллелен выходу из фильеры, в отличие от головки
С, где создается более однородное распределение ско-
ростей на выходе. Чтобы оценить каждую фильеру, ре-
зультаты сравнивали с экспериментальными данны-
ми. На рис. 12.17, а-с приведено сравнение экспери-
ментальных и расчетных данных в виде процента
отклонения от однородного течения по ширине филье-
ры для трех фильер различной формы. Из рис. 2.17 можно видеть, что результаты расчета пра-
вильно предсказывают основные характеристики экспериментальных данных. Геометриче-
ская форма головки «С» создает наиболее однородное течение и, безусловно, является иаи-
лучшим решением, как по экспериментальным данным, так и по расчетным.
Многослойные полимерные листы или пленки получают в процессе соэкструзии, при ко-
торой два или более полимеров экструдируют и соединяют вместе. Это дает производителю
возможность сочетать необходимые свойства нескольких полимеров в одной структуре. На-
пример, при производстве упаковки обычно используют слой из вторичного полимера, поме-
щенный между первичным слоем и защитным слоем. В процессе соэкструзии обычно исполь-
зуют головку одной из двух возможных конструкций. Первая возможность — использование
различных подающих каналов для каждого слоя. Затем слои соединяется вместе прямо перед
выходом из головки. В этом случае конструкция каждой головки определяется проходящим
сквозь нее полимером. При разработке фильеры учитывают неньютоновские и неизотермиче-
ские эффекты [88], а также деформации головки [71].
Другая конструкция, используемая для соэкструзии, — это единая головка для всех слоев
с питателем, объединяющим и распределяющим различные слои для поддержания их одина-
ковой толщины на выходе. Конструкция головки предусматривает выпуск продукта желае-
мой толщины и ширины при сохранении постоянной толщины всех слоев. Для головки дан-
ного типа наличие границ слоев в питателе и в фильере делает моделирование достаточно
сложным. Цель конструирования общего коллектора головки для соэкструзии аналогична це-
ли при разработке любой головки — добиться постоянства расхода на выходе. Конечная цель
состоит в создании листа, пленки или покрытия одинаковой толщины. Но при реализации
процесса соэкструзии появляется дополнительное требование: каждый слой также должен
иметь одинаковую толщину.
Гиффорд [74] использовал метод конечных элементов для исследования эффекта отно-
шения расходов (расход первого слоя/расход второго слоя) и отношения вязкостей (вязкость
материала первого слоя/вязкость материала второго слоя) на распределение потока на выхо-
730
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
4=0.13365+07
В=0.55495+07
6=0,58375+07
6=0,80875+07
5=0,10345+08
5=0,12595+08
6=0,14845+08
Н=0.17095+08
/=0,19345+08
J=0,21595+08
4=0,78505+07
5=0,55495+07
6=0.92485+07
0=0.12955+08
5=0,16655+08
5=0,20355+08
6=0,24045+08
/-/=0,27745+08
/=0.31445+08
J=0,35145+08
Ь)
MINIMUM
MINIMUM
0,211065+06
MAXIMUM
0,227155+08
0.000005+06
MAXIMUM
0,369915+08
Рис. 12.16. Профиль давления, рассчи-
танный для трех различных
головок для нанесения по-
крытий
4=0,76785+07
0=0,43275+07
6=0,70375+07
0=0.97465+07
5=0.12465+08
5=0,15175+08
6=0,17875+08
/-/=0,20585+08
/=0,23295+08
J=0.26005+08
MINIMUM
0.292995+06
MAXIMUM
0,273585+08
де из фильеры. Снижение отношения вязкостей (цл / цв) приводит к сдвигу границы раздела
в сторону материала с меньшей вязкостью (рис. 12,18, а).
В случае самого низкого из моделировавшихся отношений вязкости (цл/цй = 0,1) оказа-
лось, что материал с более низкой вязкостью начинает течь вокруг материала с более высокой
вязкостью, что приводит к явлению, называемому инкапсуляцией. Влияние отношения расхо-
да (Qa/Qb) на границу раздела полимеров показано на рис. 12.18, Ь. При снижении этого отно-
шения граница смещается в сторону материала с более низкой вязкостью. При этом граница ме-
жду материалами становится более гладкой, что приводит к ее более высокой стабильности.
Неоднородность слоев в продуктах соэкструзии часто наблюдается при почти одинако-
вой вязкости полимеров, что говорит о наличии другого фактора, кроме инкапсуляции, обу-
словленной разницей вязкостей. Для изучения этого явления Дули и сотрудники [76] иссле-
довали влияние вязкоупругости на однородность толщины слоя в многослойных структурах
при соэкструзии. Это было выполнено экспериментально при соэкструзии многослойных
структур через каналы различного сечения. При этом наблюдали за расположением границы
раздела. В описываемом случае эксперимент проводили со слоями из одного и того же мате-
риала, но с добавлением пигмента, чтобы наблюдать за границей слоев. Постановка экспери
мента подобным образом исключает влияние инкапсуляции из-за разницы вязкостей и Де'
монтрирует влияние вязкоупругости на соэкструзию. Материалами, использовавшимися в
эксперименте, были ПС, ПЭ и ПК. По результатам измерения модуля упругости ПС обладает
наибольшей упругостью, за ним следует ПЭ и ПК.
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
731
Ширина фильеры в процентах ширина фильеры в процентах
Рис. 12.17. Сравнение эксперименталь-
ных данных и результатов
численного моделирования
для трех листовальных голо-
вок, показанных на рис. 12.16
о 40
§^30
оф 20
So 0
s i"10
ф ф— 20
о ф-ЗО
£ Н-40
О
___ Расчетное
----Экспериментальное
0 10 20 30 40 50 60 70 80 90 100
Ширина фильеры в процентах
(с)
Формы, использовавшиеся в эксперименте (квадрат, каплевидная, круглая и прямо-
угольная) широко распространены в конструкциях питателей, фильер и транспортных ли-
ний. На рис. 12.19, а показано начальное сечение материала при его течении через квадратный
канал размером 0,95 х 0,95 см.
Заметим, что белый материал занимает примерно 20% площади, а черный — 80%. Следует
подчеркнуть, что материалы идентичны во всем, кроме цвета — изменение вязкости, вызван-
ное цветовым пигментом, несущественно*. На рис. 12.19, b-d показано сечение на расстоянии
50 см от квадратной фильеры для ПС, ПЭ и ПК соответственно. Видно, что для образцов из
ПС и ПЭ тонкий слой черного субстрата движется вдоль стенок канала, в то время как в цен-
тре граница раздела поднимается к верху канала.
Интересно, что черный материал, текущий вдоль стенок, заворачивает после того, как до-
стигнет угла и течет назад к центру под углом 45° — инкапсуляция из-за разницы вязкостей не
может объяснить такого перемещения слоев. Дули и сотрудники. [76] объясняют подобное
движение слоев из ПЭ и ПС существованием вторичных потоков, обусловленных разностью
нормальных напряжений, появляющихся при течении через некруглые симметричные кана-
лы. Величина относительного движения слоев в трех образцах соответствует их модулю упру-
гости. У ПС самое значительное движение слоя и самый высокий модуль, а у ПК самое ма-
ленькое движение слоя и самый низкий модуль.
Для того чтобы понять и количественно оценить вторичные течения, описанные выше,
Деббо и сотрудники [75,77] дополнили экспериментальную работу трехмерным моделирова-
нием потока, учитывающим вязкоупругие эффекты**. Для моделирования использовали ме-
* Материал с черным и белым пигментами использовали попеременно для каждого слоя, чтооы
обеспечить идентичность результатов.
** Программа моделирования Poly flow, 16 Place de I'Universite, B-1348 Louvain-la-Neuve, Belgium.
732
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 12.18. Рассчитанное методом конечных элементов влияние отношения вязкостей (а) и объемного
расхода (Ь) на границу двух соэкструдируемых полимеров
тод конечных элементов, с применением модели Гиезекуса с 4 релаксационными модами в ка-
честве уравнения состояния вязкоупругой среды*. Для эксперимента и моделирования Ис-
пользовался полиэтилен низкой плотности. На рис. 12.20 и 12.21 приведены результаты экс-
перимента и численные расчеты деформации границы раздела для прямого прямоугольного
[78] и каплевидного каналов [75], соответственно.
Рис. 12.20 и 12.21 показывают прекрасное соответствие между экспериментальными и
рассчитанными данными с некоторыми незначительными различиями, которые можно объ-
яснить выбором модели для конкретного материала и величин входящих в нее параметров.
Такое моделирование обязательно при исследовании возмущений течения в фильере. Оно да-
ет возможность количественной оценки влияния условий переработки и свойств материала
при оценке вторичных потоков.
* Применение моделей Уайта-Метцнера, Фан-Тьен-Таннера и Гиезекуса было выполнено Дитще
и Дули, SPE ANTEC, 53, 188 (1995).
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
733
Рис. 12.19. Наблюдаемое экспериментальное сечение двухслойной структуры, полученной при соэкс-
трузии: а - начальное состояние; b - ПС; с — ПС; d - ПК. Расстояние от головки 50 см [76]
z=5,08 см
z=17,8 см
z=30,5 см
z=43,2 см
z=50,8 см
Рис. 12.20. Течение ПЭ через квадратный
канал: экспериментальное (а)
и рассчитанное (Ь)
z=5,08 см
z=17,8 см
z=30,5 см
z-43,2 см
z=50,8 см
Рис. 12.21. Течение ПЭ через каплевидный канал:
экспериментальное (а) и рассчитан-
ное (Ъ) [75]
12.4.3. Моделирование течения при экструзии при помощи
трехмерных моделей
Винтообразная форма шнека приводит к значительным трехмерным эффектам, влияю-
щим на производительность процесса экструзии. Сложность и трехмерная конфигурация
шнека удерживала исследователей от моделирования течения и теплопереноса для реальных
геометрических форм, так что экспериментальная работа оставалась единственным средст-
ом анализа реальных процессов. Чтобы избежать неудобств эксперимента, требующего
ольших временных затрат, и использовать преимущества моделирования, недавно были вы-
йены многочисленные исследования экструзионных процессов с применением методов
разделе*^ ЭЛементов и гРаничных элементов. Результаты этих работ представлены в данном
734
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
12.4.3.1. Транспортирующий шнек
Для исследования течения в зоне дозирования одношнекового экструдера Сполдинг и
сотрудники [51] провели моделирование течения с помощью метода конечных элементов
FIDAP[M] и проверяли результаты экспериментально. В эксперименте использовали ПЭНП
с индексом течения расплава 2,0, плотностью в твердом состоянии 0,922 г/см3, плотностью
расплава 0,74 г/см3, удельной теплопроводностью 0,182 Вт/(м °C) и теплоемкостью
1,260 Дж/(кг °C). Моделировали однозаходный шнек с квадратной формой нарезки, шири-
ной винтового канала 7,94 мм и глубиной 0,07 мм. При вычислениях использовали модель не-
изотермического течения неньютоновской жидкости. Учитывали также глубину винтового
канала и радиус его кривизны. Сполдинг и сотрудники [51] провели моделирование как для
вращающегося корпуса и неподвижного шнека, так и для неподвижного корпуса и вращающе-
гося шнека. Сетка, использовавшаяся для представления канала экструдера, содержала 51 714
элемента и 50 197 узлов. Использовали следующие условия переработки: расход — 41 кг/ч,
частота вращения — 60 об/мин, температура цилиндра — 205 °C, температура шнека — 200 °C
и температура на входе — 205 °C. Средний рассчитанный градиент давления был порядка
1,0 МПа/об, что великолепно согласуется с измеренным градиентом давления при экспери-
менте — 0,96 МПа/об. Рассчитанные скорость сдвига и температурные поля при указанных
условиях приведены на рис. 12.22.
При данных условиях переработки для ПЭНП температура повышается, поскольку рас-
сеяние вследствие вязкого трения минимально. На рис. 12.22 видно небольшое повышение
температуры вблизи шнека, обусловленное теплопроводностью от горячего цилиндра и кон-
векцией обратно к шнеку, подающему материал вперед. При анализе результатов как для вра-
щающегося цилиндра и неподвижного шнека, так и для неподвижного цилиндра и вращаю-
щегося шнека, Сполдинг и сотрудники [51] обнаружили, что распределения давлений и тем-
ператур в обоих случаях совпадают. Результаты их исследований исключительно важны, так
как они указывают реальный способ «заглянуть внутрь» экструдера и достичь понимания
распределения температуры, давления и скорости.
12.4.3.2. Смеситель с переносом энергии
Зона смешения, используемая для улучшения однородности температуры и для сниже-
ния температуры экструдата, основана на использовании волнообразных шнеков, в которых
осуществляется перенос энергии. Такие зоны смешения обычно имеют два или более каналов,
Толкающая грань Тянущая грань
График распределения скорости сдвига (1/s)
ABODE
Толкающая грань Тянущая грань
Г рафик распределения температуры, °C
Обозначения
А-21
В-63,6
С-106
С-148
Е-190
Обозначения
А-198,8
В-200,4
С-202
0-203,6
Е-205,2
Рис. 12.22. Распределение скорости сдвига и температуры в сечении зоны дозирования одношнеково
го экструдера, рассчитанные с помощью трехмерной модели и метода конечных элемен-
тов 3D FEM [51]
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
735
обеспечивающих смешение материалов между каналами благодаря тому, что их глубина ме-
няется с некоторым шагом и сдвинута у одного канала относительно другого. Зазоры между
каналами прорезаны так, чтобы позволить материалу перетекать между каналами. Таким об-
разом, когда глубина одного канала уменьшается, материал выдавливается в другой канал, где
глубина увеличивается. Для исследования возможности термического смешения с переносом
в шнеках данного типа Сомерс и сотрудники [89] использовали программу для трехмерного
моделирования FIDAP [31] для наблюдения за траекториями частиц и эффектов переноса те-
пла, включая теплопроводность, конвекцию и рассеяние тепла вязкого трения.
Анализ течения неньютоновской жидкости в неизотермических условиях включал моде-
лирование зоны смешения с переносом энергии, а также, для сравнения, традиционную зону
дозирования. Сетка для зоны смешения с переносом энергии состояла из 155 520 элементов с
8 узлами, в то время как сетка для традиционной системы имела 186 192 элементов с 8 узлами.
Для анализа термического смешения Сомерс и сотрудники [89] приняли в модели, что в один
канал (А) поступает жидкость при температуре 230 °C, а в другой канал (В) жидкость при тем-
пературе 190 °C (рис. 12.23). Для традиционной системы предполагалось, что жидкость на
входе имеет температуру 230 °C и 190 °C для толкающей и тыльной стороны соответственно.
На рис. 12.23 представлены профили рассчитанной температуры в зоне смешения с перено-
сом энергии для поперечных сечений по длине шнека.
Напомним, что канал А (рис. 12.23), становится глубже, а канал В — мельче, и кольцевая
канавка, соединяющая каналы, позволяет жидкости перетекать между ними. При движении
вдоль канала А температура снижается из-за более холодного материала и тепло передается
через стенки цилиндра и поверхности шнеков. Наоборот, температура жидкости в канале В
повышается из-за сочетания вязкой диссипации и переноса тепла от стенок цилиндра и осно-
вания шнека. При расстоянии по оси, равном 4,2 диаметрам, в канале А создается относитель-
но большой градиент температуры из-за вязкого трения, в то время как в канале В градиент
температуры минимален. В обычном шнеке, поперечное течение перемешивает обе жидкости
с различными температурами благодаря конвекции. После перемещения по длине, равной од-
ному диаметру, разница температур между половинами каналов существенно уменьшается.
Результаты оценки объемной температуры для обеих систем показывают, что температурные
градиенты, возникшие на входе, устраняются
примерно через 1,5 диаметра для зоны смеши-
вания с переносом энергии и примерно через
1 диаметр — для традиционной зоны (рис. 12.24).
Расчет показывает, что объемная температура
для зоны смешивания с переносом энергии, че-
рез несколько диаметров будет на несколько
градусов выше, чем для традиционного шнека.
Это происходит из-за более высокого уровня
вязкого трения при переходе материала из од-
ного канала в другой.
Хотя получающиеся температуры для зо-
ны смешивания с переносом энергии получа-
ются выше, интуитивно понятно, что распреде-
ление при смешении должно быть лучше, чем
для традиционного шнека. Для анализа смеше-
ния такого типа Плюмли и сотрудники [90]
рассчитали траектории двух частиц для обеих
систем — по одной для каждого канала зоны
Рис. 12.23. Распределение температур, рассчи-
танное для зоны смешения с пере-
носом энергии [89]
736
ЧАСТЫИ. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
UD
UD
Рис. 12.24. Рассчитанная трехмерным методом конечных элементов средняя температура для облас-
тей в: а - в зоне смешения с переносом энергии; b - обычной системе [89]
смешения с переносом энергии (рис. 12.25). Напомним, что в обычном шнеке путь частицы
представляет собой периодическое движение по спирали. В зоне смешения с переносом энер-
гии частица переходит из одного канала в другой, что повышает эффект распределения при
смешении.
12.4.3.3. Экструдер
Двухшнековые экструдеры используют для переработки вязких материалов в течение не-
скольких десятилетий. Такие экструдеры имеют дополнительные возможности смешения,
отсутствующие у одношнековых экструдеров. Течение материала в этом устройстве очень
сложное и в силу движения двух шнеков — трехмерное, что делает моделирование нелегкой
задачей. Тем не менее увеличение перемешивающей способности по сравнению с одношнеко-
вым экструдером заставило многих исследователей изучать это устройство как расчетными
методами, так и экспериментально.
Используя метод наложения сеток, Эвелос и сотрудники [91] изучали неизотермическое
течение ПП в экструдере со шнеками, вращающимися в одном и в противоположных направ-
лениях. Напомним, что предложенный метод упрощает рассмотрение движения обоих шне-
ков и позволяет избежать перестроения сетки на каждом временном шаге. Для оценки моде-
лирования его результаты сравнивали
с экспериментальными данными, сде-
ланными на Japan Steel Works ТЕХЗО,
двухшнековом экструдере диаметром
30 мм, при частоте вращения шнеков
200 об/мин и производительности
15 кг/ч. Используемый экструдер
сконструирован таким образом, что
шнеки могут вращаться как в одну сто-
рону, так и в противоположные. Чис-
ленные расчеты были сделаны вдоль
линии Л-Л’и В-В’(рис. 12.26).
На рис. 12.27, а представлены зна-
чения давления вдоль линии А-А. За
исключением более высоких значений
вблизи углов, наблюдается очень хоро-
системы [90]
Рис. 12.25. Расчет траектории движения частиц методом
конечных элементов: а - для зоны смешения
с переносом энергии; b - для традиционной
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
737
шее соответствие расчетных величин с измерен-
ным давлением. Эвелос и сотрудники [91] объ-
ясняют расхождение тем, что при больших уг-
лах снижается величина зазора, что приводит к
снижению плотности сетки в данной области.
Предсказанная температура также хорошо
согласуется с измеренными значениями
(рис. 12.27, Ь).
На следующей стадии анализа Эвелос и сот-
рудники [91] использовали моделирование для
взаимного сравнения двухшнековых экструде-
ров, вращающихся в одном и в противополож-
ных направлениях. На рис. 12.28, а представле-
но рассчитанное давление, а на рис. 12.28, b —
температура вдоль линии ВВ' (симметричной
линии А-А’ внизу плоскости Х = 0) для обеих
систем. Разница между двумя случаями очевид-
Рис. 12.26. Сетка для двухшнекового экстру-
дера с указанием мест измерения
на; машина со шнеками, вращающимися в противоположные стороны, дает более однородный
профиль давления. Экструдер со шнеками, вращающимися в одном направлении, дает значи-
тельно больший сдвиг температур; в некоторых областях температура выше на 6°С. Кроме то-
го, было обнаружено, что машине со шнеками, вращающимися в одном направлении, требует-
ся на 20% больший вращающий момент, чем для работы со шнеками, вращающимися в проти-
воположных направлениях.
Эвелос и сотрудники [91] использовали моделирование для дальнейшего изучения экс-
трудера со шнеками, вращающимися в одном направлении, как с зонами смешения, так и без
них (рис. 12.29).
На рис. 12.30 представлены рассчитанные векторы скорости для традиционного экстру-
дера со шнеками, вращающимися в одном направлении, без зон смешения.
На рис. 12.31-12.33 приведены соответственно профиль давления, скорость деформации
и показатель потока для зоны смешения вдоль плоскости в области смесителя на одном вре-
менном шаге.
Рис. 12.27. Экспериментальное и расчетное распределение давления (а) и температуры (Ь) в двух-
шнековом экструдере вдоль плоскости А-А, показанной на рис. 12.26
24 Зак. 3120
738
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 12.28. Рассчитанные численными методами распределение давления (а) и температуры (Ь)
в двухшнековом экструдере вдоль плоскости В-В, показанной на рис. 12.26
Рис. 12.29. Фрагмент сетки конечных элементов, используемой для анализа течения в двухшнековом
экструдере: а - традиционная система; b - с зонами смешения
Использованные программы для моделирования выдают избыточную информацию и
следует знать, как интерпретировать данные, чтобы извлечь из них пользу, то есть суметь
предсказать характер смешения. Одним из таких методов является слежение за частицами
при их движении в экструдере. Это позволяет определить, куда двигаются частицы, имеются
ли застойные области, и как долго частицы остаются в машине. На рис. 12.34 показано переме-
щение частиц, начиная с загрузочного отверстия. После короткого промежутка времени час-
тицы оказываются распределены по всему объему между двумя шнеками. Используя некото-
рые методики, описанные ранее, можно количественно оценить распределение и рассеивание,
на которые способна используемая машина при смешении.
Добавление волокон в расплав полимера широко применяют для повышения механиче-
ских свойств изделия. Для полимеров чаще всего используют стекловолокно, однако для мно-
гих важных применений получили распространение целлюлозные волокна, а также углерод-
ные, арамидные и борные волокна, используемые для создания передовых технологических
материалов. Количество волокна, его ориентация в изделии и длина волокна в сильной степе-
ни влияют на свойства готового изделия. Для внесения волокна в полимер и создания компо-
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
739
Рис. 12.30. Рассчитанные методом конечных элементов вектора скорости при течении в двухшнеко-
вом экструдере: а - традиционная система; b - с зонами смешения
Рис. 12.31. Давление, рассчитанное методом
конечных элементов и методом на-
ложения сеток для зон смешения в
двухшнековом экструдере
1,75-106
1,5-106
1,25-106
1-106
7,5-Ю5
5-105
200
150
125
100
Рис. 12.32. Скорость сдвига, рассчитанная мето-
дом конечных элементов и методом
наложения сеток для зон перемеши-
вания в двухшнековом экструдере
75
50
зитной смеси обычно используют процесс экструзии. Однако во время этого процесса во-
локна ориентируются, и длина волокна уменьшается. Это вызвано течением и высокими
напряжениями в экструдере. Для исследования уменьшения длины волокна Кравинкел и со-
трудники [92] использовали метод граничных элементов, что позволило рассчитать развитие
напряжений в зонах смешения и в двухзаходном шнеке двухшнекового экструдера. На
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
740
Рис. 12.33. Показатель потока, рассчитанный
методом конечных элементов и ме-
тодом наложения сеток для зон сме-
шения в двухшнековом экструдере
рис. 12.35 представлена рассчитанная траекто-
рия частиц в двухзаходном шнеке двухшнеко-
вого экструдера, а на рис. 12.36 профили ско-
рости и градиента напряжения в плоскости зо-
ны смешения.
Как и ожидалось, наибольшие напряже-
ния наблюдаются в зоне контакта между шне-
ками. Зная историю напряжений в смесителе,
Кравинкел и сотрудники использовали сле-
дующее выражение [93] для вычисления дли-
ны волокна при некотором критическом на-
пряжении.
Критическое напряжение для разрыва волок-
_ Аи(2£/£>)-1,75
на-Е,—\ ,>_ --. (12.3)
2(L/P)2
Разработка и синтез новых полимерных
материалов становятся все дороже и труднее.
Но можно разработать новые конструкцион-
ные материалы смешением двух или более по-
лимеров или модифицируя существующие по-
лимеры добавками различных ингредиентов.
Могут быть получены полимерные смеси с
широким диапазоном свойств. Морфология смесей играет ключевую роль в реализации тре-
буемых свойств, а морфология конечных продуктов является прямым результатом того, как
полимерная смесь была смешана. Возможность качественного и количественного предсказа-
ния эффекта смешения благодаря моделированию способствовала лучшему пониманию того,
как смешиваются или не смешиваются полимеры, и привела к разработке нового поколения
смесителей.
Рис. 12.34. Движение частиц, рассчитанное методом конечных элементов и методом наложения сеток
для двухшнекового экструдера со шнеками, вращающимися в одну сторону
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
741
Рис. 12.35. Рассчитанные траектории частиц
в двухзаходном шнеке двух-
шнекового экструдера
Рис. 12.36. Рассчитанные методом граничных элемен-
тов профили скорости (а) и напряжения
(Ь) в плоскости зоны смешения двухшне-
кового экструдера [92]
12.4.3.4. Ромбоидальные
смесители и смесители с
пазами (Лероя-Мэддока)
Устройство, ставшее стандартным
для одношнековых и, в меньшей степе-
ни, двухшнековых экструдеров, —
ромбовидно-ступенчатая зона смеше-
ния. Для создания оптимальных усло-
вий смешения такое устройство должно
быть тщательно разработано: определены число ромбовидных элементов в осевом и окруж
ном направлениях, длина, шаг и глубина канала. Ромбовидная зона перемешивания была ис
следована Грэманном и сотрудниками [94] и Риосом и сотрудниками [95] с помощью метод!
граничных элементов. Грэманн и сотрудники [94] показали как на основе моделирования, Tai
и экспериментов с визуализацией потока, что в зависимости от формы ромбовидных элемен
тов на их сторонах могут образовываться многочисленные застойные области. В численно*
анализе следили за траекторией частиц при прохождении через смеситель. Получающиеся
траектории показаны на рис. 12.37.
На рис. 12.37 видна обширная область застоявшейся жидкости на вершине ромбовидной
элемента, нежелательная для смешения и потенциально опасная для легко десруктурирую
щих полимерных материалов. Для проверки полученных результатов, Грэманн и др. [94] по
строили экспериментальную установку, состоящую из 25,5 мм прозрачного акрилового ци
линдра и пяти увеличенных ромбовидных элементов. В качестве материала использовал
ньютоновскую жидкость — полидиметилсилоксан Dow Coming 200. При визуальном эксперт
менте переднюю часть 5 ромбовидных элементов маркировали вертикальной линие
(рис. 12.38, а). На рис. 12.38, b-d показана деформация прямой линии после вращения и хоре
шо видна застойная область на верхней поверхности ромбовидного элемента.
Риос и сотрудники [95] исследовали несколько различных конфигураций ромбовидно
зоны смешения для двух углов подъема нарезки, определяющих эффективность работы зон
смешения. На рис. 12.39 показаны различные варианты, обозначение каждой показывает пи
в обоих направлениях.
742
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 12.37. Предсказанные мето-
дом граничных элементов траек-
тории движения для ромбовид-
ной зоны смешения
Вертикальная
линия чернил
Застойная
зона
Рис. 12.38. Деформация маркированной линии в визуальном
эксперименте для ромбовидной зоны смешения
Различные геометрические формы сравнивали с точки зрения эффективности смешения,
давления и потребления энергии. В проведенном исследовании эксперименты проводили для
трех зон смешения, представленных на рис. 12.39, для ПЭВП на высокотехнологичном од-
ношнековом экструдере Extrudex ED-N-45-25D со шнеком диаметром 45 мм и тремя зонами.
Производительность каждого смесителя оценивали по характеристической кривой и субъек-
тивному сравнению микрофотографий экструдата (рис. 12.40); в материал исходно был вве-
ден желтый пигмент.
На рис. 12.41 приведены характеристические кривые, полученные численными методами,
для девяти ромбовидных элементов. Здесь данные, расположенные в положительной (пра-
вой) области графика, отвечают устройству, производящему давление, в отрицательной (ле-
вой) области — потребляющему давление. Можно видеть, что ромбовидный элемент 1,6D яв-
ляется самым крупным потребителем давления, в то время как ромбовидный элемент 1D4D
имеет самую высокую производительность. Ромбовидный элемент 1,6D имеет больше всего
препятствий, через которые должен протечь материал и поэтому характеризуется самой боль-
шой потерей давления. Нейтральный эффект (нулевой расход и нулевая разница давлений)
для двух ромбовидных смесителей вызван двумя противоположно направленными спираля-
ми — один винт подает материал вперед, а другой — назад.
Распределение времени пребывания было найдено численно, с отслеживанием траекто-
рии движения частиц и измерением времени, которое каждая частица проводит в смеситель-
ном устройстве. Распределение времени общего пребывания вычисляли интегрированием
распределения времени пребывания и представлено на рис. 12.42 для пяти ромбовидных эле-
ментов. Напомним, что смеситель, дающий самую крутую кривую, дает самое плохое распре-
деление при смешении, так как все частицы выходят примерно через одинаковое время. Ром-
бовидный элемент 1D3D имеет самую крутую кривую распределения, в то время как два ром-
бовидных смесителя дают намного лучший результат (рис. 12.42). Сравнивая эти результаты
с микрофотографиями, представленными на рис. 12.40, и выполняя количественный анализ,
можно прийти к выводу, что ромбовидный элемент 1,6D дает самые тонкие полосы, a 1D3D
самые широкие. Это подтверждает, что ромбовидный смеситель является лучшим смесите
лем дистрибутивного типа
Дополнением к ромбовидной дистрибутивной смесительной секции служит смеситель
ный элемент Мэддока или Лероя. Это устройство обычно используют, если нужно обеспе
чить, чтобы все входящие нерасплавившиеся частицы полимера подверглись сильному едв
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
743
гу и расплавились до того, как они поки-
нут экструдер. Смеситель состоит из не-
скольких наборов полукруглых прорезей,
идущих параллельно или по спирали по
отношению к оси экструдера. Одна про-
резь играет роль входного отверстия, а
другая — выходного, они соединены вин-
товым каналом, вызывающим сильный
сдвиг материала при прохождении через
него. Смесители с прорезями обсужда-
лись подробно в разделе 8.7.1. Численный
анализ смесительного элемента Ле-
роя-Мэддока был выполнен нескольки-
ми исследователями с использованием
метода конечных разностей [96], метода
конечных элементов [97] и метода гранич-
ных элементов [8]. На рис. 12.43 представ-
лены результаты расчетов прохождения
частиц через входное и выходное отвер-
стия для повторяющихся прорезей в сме-
сителе.
W2D
1030
1040
После того как материал поступает
снизу и перед тем как войти в винтовой
канал, материал пересекает поперечный
поток. Поскольку не весь материал, входя-
Ромб2О
1060
-1060
Ромб 1,60
2030
2040
Рис. 12.39. Геометрические формы ромбовидных
зон смешения, проанализированные в
работе [95]
щий одновременно, проходит через канал за одно и то же время, этот смеситель хорошо рабо-
тает и как дистрибутивный, и как диспергирующий смеситель. Если посмотреть на скорость
деформации и на показатель потока для трех различных частиц, показанных на рис. 12.44, при
их прохождении через смеситель, можно получить представление о том, как этот смеситель
создает поле диспергирования. На рис. 12.44, а представлено изменение скорости деформа-
ции для данных трех частиц. Из рис. 12.44 понятно, когда частица проходит через винтовой
канал — по быстрому росту скорости деформации. Например, частица С проходит через канал
вскоре после входа в смеситель, а частицы Л и В проходят через поперечный поток перед вы-
ходом из смесителя.
Оценка показателя потока (рис. 12.44, Ь) подтверждает, что рассматриваемый элемент яв-
ляется смесителем сдвигового типа, то есть показатель потока в среднем около 0,5. Однако
имеется и короткий продольный поток при входе частицы в область сужения и выходе из нее,
что объясняется эффектом ускорения в этих областях.
Рис. 12.40. Микрофотографии экструдата: а) ромб 1030; Ь) ромб 1060; с) ромб 1,60
744
ЧАСТИН. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 12.41, а. Рассчитанные численными методами характеристиче-
ские кривые для ромбовидных смесительных элементов
12.4.3.5. Турбошнек
При производстве изде-
лий из вспененных полимер-
ных материалов исключи-
тельно важно минимизиро-
вать количество генерируе-
мого тепла и температурные
градиенты. Качество вспе-
ненных материалов опреде-
ляется в основном размером
пор и их однородностью. Ес-
ли температура слишком вы-
сока, пористая структура
вспененного материала раз-
рушится, и в экструдате об-
разуются большие поры слу-
чайного размера. Для обеспе-
чения эффективного смеше-
Рис. 12.41, Ь. Рассчитанные численными методами характеристиче-
ские кривые для ромбовидных смесительных элементов
ния и переноса тепла при
экструзии вспененного мате-
риала используется турбо-
шнек. На рис. 12.45 представ-
лен общий вид многозаход-
ной зоны смешения.
Шнек имеет глубокие ка-
налы для минимизации теп-
ловыделения. При этом мно-
гочисленные отверстия в
шнеке позволяют расплаву
полимера перетекать от од-
ного канала к другому. Про-
изводительность зоны пере-
мешивания повышается на
45-70% по сравнению с обыч-
ными операциями экструзии
вспененных материалов. Для
анализа эффективности рас-
сматриваемой зоны переме-
шивания Фогарти и сотрудники [99] использовали метод граничных элементов при расчете
потоков для шнеков двух различных форм, причем шнек В имел отверстия большего размера,
чем шнек С (рис. 12.45). На рис. 12.46, а-b показана траектория движения частицы для шнека
В сбоку и спереди, а на рис. 12.47, а-Ь представлены результаты для шнека С.
Частицы двигаются по спирали, при этом значительное число частиц проходит через от-
верстие в винтовом канале шнека В, в то время как через отверстие в шнеке С движение частиц
отсутствует, что делает его менее эффективным смесителем, чем шнек В. Часть этого материа-
ла перестает течь через отверстия и смешивается с более горячим материалом на задней стен-
ке канала и рабочего цилиндра, что приводит к более холодному и более однородному по тем-
пературе расплаву.
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
745
12.4.3.6. Смеситель
Раувендааля (CRD)
Большинство смесителей,
применяемых в экструзии, не-
эффективны, потому что ос-
новным видом деформации в
них является сдвиг, и расплав
полимера попадает в область
действия высоких напряжений
только один раз. Смеситель,
созданный для преодоления
этих ограничений, — дисперги-
рующий смеситель Раувенда-
аля (CRD) [100-104] — пред-
ставлен на рис. 12.48 (см. раз-
дел 8.7.1.1).
В этом смесителе создается
продольный поток при помощи
прорезей в профиле винтового
канала с более широким, чем
обычно, шагом нарезки и кли-
новидными пазами в ней. Тече-
ние в CRD-смесителе представ-
ляет собой сочетание сдвига и
продольного течения, причем
последнее преобладает в кли-
новидных областях смесителя.
Прорези также служат для по-
вышения как распределения,
так и рассеивания при смеши-
вании. Если материал не усред-
няется по объему при прохож-
дении через смеситель, то толь-
ко внешние слои жидкости
диспергируются, в то время как
внутренние слои останутся
Рис. 12.42. Рассчитанное методом граничных элементов распре-
деление времени пребывания для ромбовидных
смесительных элементов
Выходное отверстие
Входное отверстие
Рис. 12.43. Рассчитанные траектории движения для одной по-
вторяющейся секции Лероя-Мэддока для дисперги-
рующего смешения
практически неизменными
[105]. Следовательно, необхо-
димо, чтобы в смесителе совме-
щались оба процесса: и дистри-
бутивное смешение дисперги-
рование. Первоначальная конструкция смесителя была разработана с использованием
функции распределения при прохождении частиц через смеситель [106], а окончательные
геометрические формы были разработаны на основе подробного трехмерного анализа тече-
ния методом граничных элементов [107]. Моделирование использовалось для полного описа-
ния течения, при этом для большого числа частиц количественно оценивали напряжения,
число прохождений через смесительные каналы, число прохождений через клиновидные па-
зы и время пребывания. Рассчитанные траектории частиц при прохождении через процсз'и в
746
ЧАСТЫП. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 12.44. Рассчитанные скорости деформации (а) и показатель потока (Ь) для трех частиц при их
прохождении через зону диспергирующего смешения Лероя-Мэддока
Вертикальная проекция
- Передняя кромка канала
г Задняя стенка канала
Разрез В-В
С ^7-т
Вид С-С
Рис. 12.45. Общий вид турбошнека Turbo-cool и схематическое изображение двух различных отвер-
стий в ребре винтового канала
Рис. 12.46. Траектория движения частицы для шнека В турбошнека. Примечание: шнек движется сле-
ва направо
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
747
а)
Рис. 12.47. Траектория движения частицы для шнека С турбошнека. Примечание: шнек движется сле-
ва направо
Рис. 12.48. Диспергирующая/дистри-
бутивная зона смешения в
CRD- смесителе
профиле винтового канала CRD-смесителя и через
клиновидные пазы винтового канала показаны на
рис. 12.49.
На рис. 12.49 показатель потока для частиц пока-
зан в виде контура, а скорость деформации для двух
частиц приведена на отдельном графике. Как и следо-
вало ожидать, материал при прохождении через клино-
видную область испытывает растягивающие усилия и
подвергается действию высокой скорости деформации. И то и другое необходимо для эффек-
тивного смешения и диспергирования. Смешение материала в данном смесителе можно уви-
деть при моделировании: изначально сгруппированные в одной области частицы разделяют-
ся при прохождении через смеситель. Величина необходимого при этом давления для мате-
риала влияет на степень смешения [107]. На рис. 12.50 показан данный эффект низкого и
высокого давления для CRD-смесителя.
12.4.4. Статические смесители
При добавлении компонентов (добавок, красителей и т. п.) в поток расплава для получе-
ния конкретного цвета или для улучшения свойств материала, часто желательно произвести
смешение при отсутствии движущихся деталей. В таких случаях для получения гомогенизи-
рованного однородного расплава необходимо применение статического смесителя Жидко-
сти, поступающие в статический смеситель, разделяются обычно отражателями, и смешение
производится повторяющимся делением потоков и соединением их вновь. Многократное де-
ление потоков улучшает их однородность (то есть однородность по составу, концентрации,
вязкости и температуре). На рис. 12.51 представлен распространенный статический смеси-
тель с перекрещивающимися стержнями, многократно разделяющими поток, который вновь
соединяется за ними.
Смешивающую способность описываемого смесителя изучали методами конечных эле-
ментов и граничных элементов. На рис. 12.52 приведена смоделированная методом граничных
элементов траектория движения частицы через одну повторяющуюся секцию.
На рис. 12.53 приведены предсказанные профили давления — от низкого к высокому (от
входа к выходу).
748
ЧАСТЫИ. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Показатель потока
0,0 0,25 0.5 0,75 1.0
Рис. 12.49, Ь. Движение двух контрольных частиц через
прорезь канала CRD-смесителя показывает ис-
торию показателя потока и скорости деформа-
ции
Рис. 12.49, а. Движение двух контрольных частиц через ка-
нал CRD-смесителя показывает изменение по-
казателя потока и скорости деформации
В проведенном анализе для каж-
дой частицы при прохождении через
смеситель может быть количествен-
но прослежено изменение скорости
и градиента скорости. На основе
этой информации может быть каче-
ственно и количественно оценены
дистрибутивная и диспергирующая
способность смесителя. Например,
дистрибутивный эффект может
быть рассчитан на основе распреде-
ления времени пребывания — мони-
торинга времени, необходимого час-
тице для прохождения через систе-
му. Застойные области, являющиеся
типичной проблемой для смесите-
лей такого типа, могут быть обнару-
жены при слежении за траектория-
ми частиц или течения в смесителе.
Диспергирующее смешение, то есть
способность разбивать жидкие агло-
мераты или твердые скопления, мо-
жет быть рассчитано по изменению
напряжения и показателя потока
(типа потока) при прохождении час-
тиц через смеситель. Более полный
анализ может быть сделан, если при-
нять во внимание возможный эф-
фект агломерации частиц [108].
Известно, что эффективность
дистрибутивного смешения во мно-
гих современных статических сме-
сителях достаточно велика, но их
диспергирующая функция зачастую
недостаточна для разбиения частиц
диспергируемой фазы. Для того,
чтобы избежать ограничений, при-
сущих большинству статических
смесителей, Грэманн и сотрудники
[109] использовали метод гранич-
ных элементов для разработки статического смесителя нового типа, в котором создаются про-
дольные течения, что обеспечивало бы высокоэффективное диспергирующее смешение бла-
годаря смешению при повторяющихся разделении и поворотах потока материала. Статиче-
ский смеситель диспергирующего/дистрибутивного типа [110] создает смешение с помощью
специальных направляющих, сталкивающих потоки смешиваемых материалов. Дистрибу-
тивное смешение выполняется благодаря последовательной установке направляющих, рас-
положенных вдоль рабочего цилиндра. При этом каждая следующая направляющая поверну-
та относительно предыдущей.
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
749
Начальное положение отслеживаемых частиц
Начальное положение отслеживаемых частиц
Рис. 12.50, Ь. Рассчитанная траектория частиц в
CRD-смесителеснизким перепадом
давления
Рис. 12.50, а. Рассчитанная траектория движения
в CRD-смесителе с высоким перепа-
дом давления
Рис. 12.52. Рассчитанные методом граничных эле-
ментов траектории частиц для одного
повторяющегося элемента в статиче-
ском смесителе SMX
Рис. 12.51. Статический смеситель SMX
Рис. 12.53. Рассчитанные методом
граничных элементов распределение
давления для нескольких повторяю-
щихся элементов в статическом сме-
сителе SMX
Рис. 12.54. Два повторяющихся элемента диспергирую-
щего/дистрибутивного статического смесителя
750
ЧАСТЬ III ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
Рис. 12.55. Рассчитанная методом граничных
элементов траектория частиц для одного модуля
диспергирующего/дистрибутивного статическо-
го смесителя
Рис. 12.56. Рассчитанная история показателя пото-
ка для нескольких частиц, проходящих через один
модуль диспергирующего/дистрибутивного ста-
тического смесителя
На рис. 12.54 показаны два элемента смесителя, последовательно повторяющиеся в на-
правлении течения.
Рассчитанные траектории приведены на рис. 12.55, а соответствующие значения показа-
теля потока — на рис. 1.2.56.
Из рис. 12.56 очевидно, что смеситель создает течение с высокой степенью продольной де-
формации. Перегородки расположены таким образом, что каждый элемент потока подверга-
ется продолжительному продольному течению, предоставляя достаточно времени для его
разрыва. Более того, весь материал, проходящий через смеситель, проходит через область вы-
соких напряжений столько раз, сколько установлено последовательных элементов смесителя.
12.5. Выводы
Хотя процесс экструзии используют в промышленности с середины XIX века, макетиро-
вание и компьютерное моделирование находятся еще на начальной стадии развития. Тем не
менее гигантские преимущества, предлагаемые моделированием, делают этот подход незаме-
нимым для дальнейшего совершенствования процесса экструзии. Моделирование и конст-
руирование оборудования и процесса экструзии с помощью компьютера позволяет перейти к
систематическому конструированию, а не к случайным разработкам, основанным исключи-
тельно на опыте. Хотя традиционная разработка процесса экструзии на основе экспериментов
ориентирована на производство необходимого продукта, зачастую нет ясного понимания то-
го, как параметры процесса связаны друг с другом и как они влияют на конечный экструди-
руемый материал. Моделирование обеспечивает понимание того, как переменные процессы
влияют на течение и сказываются на качестве конечного продукта. Дополнительно к этому
моделирование предлагает обратную связь для переменных, которые не могут быть легко из-
мерены, например, температуры в канале во время реального процесса экструзии. Кроме того,
моделирование дает инженеру возможность количественно оценить влияния изменения од
ной переменной на качество конечного экструдата.
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
751
Моделирование предоставляет также существенные преимущества при конструировании
шнеков экструдера и смесителей. Компьютерное моделирование дает инженеру возможность
«попробовать» новые конструкции на компьютере, не тратя время и средства на разработку и
тестирование прототипов. Подобные виртуальные разработки дают возможность предпри-
нять с малыми затратами множество попыток для тщательной оптимизации конструкции пе-
ред ее изготовлением.
Учитывая возрастающие требования к снижению затрат, улучшению качества продуктов
и повышению производительности, автоматизированное моделирование становится важным
средством повышения качества и производительности и, следовательно, рентабельности про-
цесса. Тем не менее нужно помнить, что макетирование и компьютерное моделирование не
могут ответить на все вопросы, поэтому экспериментальная проверка рассчитанных результа-
тов остается крайне важной. Таким образом, только сочетание компьютерного моделирова-
ния и экспериментальных работ может обеспечить надежный путь к улучшению и совершен-
ствованию процесса.
Литература
1. Rowell R.S., Finlayson, D. «Screw Viscosity Pumps,» Engineering, 114,606 (1922).
2. Tadmor, Z., Gogos, C.G., Principles of Polymer Processing, Wiley & Sons, Mew York (1979).
3. Vlcek, J., Perdikoulias, J., «Extrusion Seminar Presentations», Compuplast International, Zlin,
Czech Republic (2000).
4. Perdikoulis, J., «А Brief Introduction to the Flow 2000(TM) Suite of CAE Tools for Extru sion»,
Compuplast Inti. (2001).
5. Cook, R.D., Malkus, D.S., Plesha, M.E., Concepts and Applications of Finite Element Analysis,
Wiley & Sons, New York (1989).
6. Tucker III, C.L., Computer Modeling for Polymer Processing, Carl Hanser Publishers (1989).
7. Avalosse, T, Rubin, Y., Fondin, L, Non-isothermal modeling of co-rotating and contra- rotating
twin screw extruders, SPE ANTEC Proceedings (2000).
8. Gramann, P.J., «Simulating Polymer Flow in Complex Geometries Using the Boundary Element
Method», Ph.D. Thesis, University of Wisconsin-Madison (1995).
9. Davis, B.A., «Simulating Non-Linear Effects Using the Boundary Element Method», Ph.D. Thesis,
University of Wisconsin—Madison (1995).
10. Rios, A.C., «Simulation of Mixing of Single Screw Extrusion Using the Boundary Ele ment Me-
thod», Ph.D. Thesis, University of Wisconsin—Madison (1999).
11. Gramann, P.J., Osswald, T.A., Int. Polym. Proc, 7, Vol. 4, p. 303 (1992).
12. Nardini, D., Brebbia, C.A., in «New Approach for Free Vibration Analysis Using Bound ary Ele-
ments: Boundary Element Methods in Engineering», Springer Verlag (1982).
13. Matzig, J.C., M.S. Thesis, University of Wisconsin—Madison (1991).
14. Wang, V.W., Hieber, C.A., Wang, K.K., SPE ANTEC, p. 826-829 (1992).
15. Lee, C.C., Folger, F., Tucker, C.L.J. Eng. bid., 106, p. 114-125 (1984).
16. Kouba, K., Vlachopoulos, J., SPE ANTEC, p. 114-116 (1992).
17. deLorenzi, H.G., Nied, H.F., in «Modeling of Polymer Processing» Isayev, A.I., (Ed.) Carl Hanse:
(1991).
18. Brown, P.F., M.S. Thesis, University of Illinois (1983).
19. Crochet, M., Couniot, A., Proc 2ml Int. Conf, on Num. Methods in Ind. Form. Process, Gothenbeq
(1986).
20. Tadmor, Z., Broyer, E., Gutfingcr, C, Polym. Eng. Set., 14, p. 660-665 (1974).
21. Broyer, E, Gutfinger, C, Tadmor, Z., Tram. Soc. RheoL, 9, p. 423-144 (1975).
752
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
22. Hele-Shaw, H.S., Proceed. Royal Inst., 16, p. 49-64 (1899).
23. Osswald, T.A., Tucker III, C.L., Int. Polym. Proc, 5, p. 79-87 (1990).
24. Wang, V.W., Hieber, C.A., Wang, K.K., in «Applications of Computer Aided Engineer ing in Injec-
tion Molding», L.T. Manzione (Ed.), Carl Hanser Publishers (1987).
25. Ostwald, W., Kolloid-Z, 36, p. 99-117 (1925).
26. de Waele, A., Oil and Chem. Assoc. J., 6, p. 33-88 (1923).
27. Carreau, P J., Ph.D. Thesis, University of Wisconsin—Madison (1968).
28. Kaye, A. College of Aeronautics, Cranfield, Note No. 134 (1962).
29. Bernstein, B., Kearsley, E., Zapas, L., Trans. Soc. Rheol, 7, p. 391—410 (1963).
30. Yang, H.H., Manas-Zloczower, I., Int. Polym. Proc, 3, 203 (1992).
31. FIDAP Package, Fluid Dynamics International, Inc., Evanston, IL, USA.
32. Cheng, J.J., Manas-Zloczower, I., Polym. Eng. Set, 29, p. 1059 (1989).
33. Cheng, J.J., Manas-Zloczower, L, Int. Polym, Proc, 5, p. 178 (1990).
34. Emendrop, J.J., Polym. Eng. Sci, 26, p. 418 (1986).
35. Yang, H.H., Wong, Т.Н., Manas-Zloczower, I., in Mixing and Compounding of Polymers: Theory
and Practice, I. Manas-Zloczower, Z. Tadmor (Eds.) Carl Hanser Publishers, Munich (1994).
36. Gramann, P.J., Stradins, L., Osswald, T.A., Int. Polym. Proc, 8, p. 287 (1993).
37. Stradins, L., M.S. Thesis, University of Wisconsin—Madison (1993).
38. Davis, B.A., Gramann, P.J., Matzig, J.C., Osswald, T.A., BETECH Conf. (1993).
39. Biswas, A., Davis, B.A., Gramann, P.J., Stradins, L.U., Osswald, T.A., SPE-ANTEC, p. 336 (1994).
40. Stone, H.A., Leal, L.G., J. Fluid Meek 206, p. 223 (1989).
41. Salamon, B.A., Spalding, M.A., Powers,J.R., Serrano, M., Summer, W.C., Somers, S.A., Peters, R. B.,
«Color Mixing Performance in Injection Molding: Comparing a Conventional Screw and Non-
Return Valve to Those Designed for Improved Mixing», SPE-ANTEC (2000).
42. Eccher, S., Valentinotti, A., Industrial and Engineering Chemistry, 5 (1958).
43. Mohr, W.D., Squires, P.H., Starr, F.C., Soc. Plastics Eng. J. 16, p. 1015 (1960).
44. Mohr, W.D., Clapp, J.B., Starr, F.C., SPE Transactions, 113 (1961).
45. Griffith, R.M.,Ind. Eng. Chem. Fund., I, p. 180-187 (1962).
46. Tadmor, Z„ Klein, I., «Engineering Principles of Plasticating Extrusion,» Van Nostrand Reinhold,
New York (1970).
47. Yabushita, Y., Brzoskowski, R., White, J.L., Najakima, N., Int. Polym. Proc, 5, p. 219 (1989).
48. Tellez, 0., M.S. Thesis, University of Wisconsin—Madison (1994).
49. Campbell, G.A., Sweeney, P.A., Fenton, J.N., SPE-ANTEC, p. 219 (1991).
50. Rauwendaal, CJ., Osswald, T.A., Tellez, G., Gramann, PJ„ Int. Polym. Proc., Vol. 8, 4, p. 327-333
(1998).
51. Spalding, M.A., Dooley, J., Hyun, K.S., Strand, S.R., SPE-ANTEC p. 1533 (1993).
52. Chen, Z., White, J.L., SPE-ANTEC, p. 3401 (1993).
53. Cheng, H., Manas-Zloczower, I., Polym. Eng. Sci, Vol. 37,6, p. 1082 (1997).
54. Yao, C, Manas-Zloczower, L, Polym. Eng. Sci, Vol. 38,6, p. 1082 (1998).
55. Shearer, C.J., Chem. Eng. Sci., 28, p. 1091-1098 (1973).
56. Rauwendaal, CJ., Doctoral Thesis, Twente University, the Netherlands (1988).
57. Rios, A.C., MS Thesis, University of Wisconsin—Madison (1994).
58. Booy, M.L., Polym. Eng. Sci, 18, 12, p.973 (1978).
59. Mitsoulis, E., Adv. Polym. Technol, 6, p. 467 (1986).
60. Mitsoulis, E., Wagner, R., Proc. World Congress III Chem. Engr., 4, p. 534 (1986).
61. Heng, F.L., Mitsoulis, E., Int. Polym. Proc, 1, p. 44 (1989).
62. Dooley, J., Polymers, Laminations & Coatings Conf, p. 957 (1990).
63. Wang, Y., Polym. Eng. Sci., 3, p. 204 (1991).
64. Kiriakidis, D.G., Mitsoulis, E., Adv. Polym. Tech., 2, p. 107 (1993).
12. МОДЕЛИРОВАНИЕ ЭКСТРУЗИОННЫХ ПРОЦЕССОВ
753
65.
66.
67.
68.
69.
70.
71.
72.
73.
74.
75.
76.
77.
78.
79.
8о.
81.
1 82.
:* 8з.
1 84.
85.
86.
[ 87‘
i 88.
’• 89.
! 90.
I 91.
92.
к
. ®3.
ь
s4.
I ^5.
I 9g
Pittman, J.F.T. in Computer Modeling for Polymer Processing, C.L. Tucker III (Ed.) Carl Hanser
Publishers, Munich (1989).
Kim, Y.I., Han, CD., Polym. Engr. Rev., 2, p. 385 (1975).
Perdikoulis, J., «А Brief Introduction to the Flow 2000(TM) Suite of CAE Tools for Extru sion»
Compuplastlntl. (2001).
Bird, R.B., Armstrong, R.C., Hassenger, O., Dynamics of Polymeric Liquids, 1, Wiley & Sons New
York (1987).
Gupta, M., Jaluria, Y., Sernas, V., Essenghir, M., Kwon, Т.Н., Polym. Eng. Sci.. 7, p. 393 (1993).
Lawai, A., Railkar, S., Kalyon, D. M., «Mathematical Modeling of Three-Dimensional Die Flows of
Viscoplastic Fluids with Wall Slip», SPE-ANTEC (1999).
Gifford, W.A., «А Three-Dimensional Analysis of the Effect of Die Body Deflection in the Design of
Extrusion Dies», SPE-ANTEC (1998).
Reddy, M.P, Schaub, E.G., Reifschneidcr, L.G., Thomas, ELL. «Design and Optimization of Three
Dimensional Extrusion Dies Using Adaptive Finite Element», SPE-ANTEC (1999).
Sun, J., Waucquez, C, Rubin, Y., «Elongational Effects of Die Flows: Pressure Distribu tion and
Shape Predicton», SPE-ANTEC (2000).
Gifford, W.A., Polym. Eng. Sci., Vol. 40,9, p. 2095 (2000)..
Dcbbaut, B., Avalossc, T., Dooley, J., Hughes, K., J. Non-Newt. Fluid Meeh., 69,2-3, p. 255(1997)
Dooley, I, Hyun, K.S., Hughes, K.R., Polym. Eng. Sci., 38,7, p. 1060 (1998).
Debbaut, B., Dooley, J., Rheology, 43,6, p. 1525 (1999).
Debbaut, B., Dooley, L, «Flow of a Low Density Polyethyle.ne in Straight and Tapered Channels:
Experiments and 3-D Finite Element Simulation», Xlil-th International Conference on Rheology,
Cambridge, UK, 2,170 (2000).
Goodenberger, D.E., U.S. Patent 1,350,722 (1920).
Acrivos, A., Babcock, B.D., Pigford, R.L., C’hem. Eng.ScL, 10, 112 (1959).
Procter, B., SPE Journal, 28,34 (1972).
Klein, 1, Klein, R., SPE Journal, 29,33 (1973).
Michaeli, W., Extrusion Dies, Carl Hanser Publishers, Munich (1984).
Winter, H.H., Fritz, H.G., Polym. Eng. Sci. 26, 543 (1986).
Lin, T., Hong, C, Chen, K., Polym. Eng. Sci, 28,1517 (1988).
Vergnes, B-, Sailard, P., Agassant, J.F., Polym. Eng. Set, 24,980 (1984).
Menges, G., Masberg, U., Gesenhues, G., Berry, C, in «Numerical Analysis of Forming Processes», Pitt-
man, J.F., Aienkiewicz, O.C., Wood, R.D., Alexander, J.M. (Eds.), Wiley & Sons, New York (1984).
Gifford, W.A., J. of Reinf. Plant Compos., 16,661 (1997).
Somers, S.A., Spalding, M.A., Dooley, J., Hyun, K.S. «Numerical Analysis of the Ther mal Mixing Ef-
fects of an Energy Transfer (ET) Screw Section,» SPE-ANTEC (1995).
Plumley, T.A., Spalding, M.A., Dooley, J., Hyun, K.S., SPE-ANTEC, 39 (1993).
Avalosse, Y. R.,Fondin, L., «Non-isothermal Modeling of Co-Rotating and Contra-Rotat ing Twin
Screw Extruders,» SPE-ANTEC (2000).
Krawinkel, S., Bastian, M., Osswald, T.A., «Simulation der Stromungsverhaltnisse im Glcichdrall-
Doppelschneckenextruder,» Instifut fur Kunststofftechnik, Paderborn, Ger many (1999).
Osswald, T.A., Menges, G., Materials Science of Polymers for Engineers, Carl Hanser Publishers,
Munich (1995).
Gramann, P.J., Noriega, M.P., Rios, A.C., Osswald, T.A., «Understanding a Rhomboid Distributive
Mixing Head Using Computer Modeling and Flow Visualization Techniques», SPE Technical Con-
ference, Toronto (1997).
Rios, A.C., Gramann, P.J., Osswald. T.A., Noriega, M.P., Estrada, O.A., Int. Polym. Proc. 9,1,
p. 12-19(2000).
Wang, Y., Tsay, C.C., Polym. Eng. Sci. (1996).
Samsonkova, P., Vlcek, J., «Modeling of Fluted Mixing Elements», SPE ANTEC (2001).
754
ЧАСТЬ III. ПРАКТИЧЕСКИЕ ПРИЛОЖЕНИЯ
98. U.S. Patent 6,015,227, Thermoplastic Foam Extrusion Screw with Circulation Channels, James
Fogarty (1998).
99. Fogarty, J., Fogarty, D., Rauwendaal, CJ., Rios, A., «Turbo-Screw, New Screw Design for Foam
Extrusion», SPE ANTEC (2001).
100. Rauwendaal, C.J., Osswald, T.A., Gramann, PJ., Davis, В., «А New Dispersive Mixer for Single
Screw Extruders», 56th SPE ANTEC (1998).
101. Rauwendaal, CJ., Osswald. T. A., Gramann, PJ., Davis, B., Noriega, M.P., Estrada, O.A., «Experi-
mental Study of a New Dispersive Mixer», 57* SPE ANTEC (1999).
102. Rauwendaal, CJ., Osswald, T.A., Gramann, PJ., Davis, B.A., «Design of Dispersive Mixing Sec-
tions,» Int. Polym. Proc, Vol. 13 (1999).
103. Rauwendaal, C.J,, «Screw Extruder with Improved Dispersive Mixing». US Patent 5,932,159(1999).
104. Rauwendaal, CJ., Gramann, PJ.. Davis, B.A., Osswald, T.A., «Screw Extruder with Improved
Dispersive Mixing Elements», US Patent 6,136,246 (2000).
105. Kwon, Т.Н., Joo, J.W, Kim, S.J., Polym. Eng. Sci, Vol. 34,3 (1994).
106. Tadmor, Z., Manas-Zloczower, I., Adv. Polym. Tech., Vol. 3 (1983).
107. BEMflow: A boundary element fluid dynamics simulation program. The Madison Group: Polymer
Processing Research Corporation.
108. Janssen, J.M.H., Ph.D. Thesis, Eindhoven University of Technology, The Netherlands (1993).
109. Gramann, PJ., Davis, B.A., Osswald, T.A., Rauwendaal, CJ. «А New Dispersive and Distributive
Static Mixer for the Compounding of Highly Viscous Materials,» SPE-ANTEC( 1999).
110. Davis, B.A., Gramann, PJ., Osswald, T.A.,New Dispersive Static Mixer, US Patent 5,971,603( 1999).
Алфавитно-предметный указатель
Адаптер 70
Азотирование 66
Акулья шкура 364,679
Анализ термический 639
Анализатор переносной 635
Архимеда перенос 229
Байпас 467
Барра шнек 480
Бесселя функция 359
Бингама модель 183
Био число 146
Блок питания 51
Блок смешивающий 36
Бокса пДженкина метод 126
Больцмана постоянная 138,148
Брикмана число 144
Бэнбери смеситель 27, 715, 727
Вебера число 407
Вентиляция 470,471
Вильямса-Лэндела-Ферри уравнение 185
Вина закон 148
Вирьяютхакорна-Кассахана модель 283
Виток нарезки 431,451
Воронка загрузочная 222
Высокоэластичность 137
Высота канала 542
Вязкость
в зазоре 304
при сдвиге 175
продольная 175
эффективная 192
Вязкоупругое поведение 188
Гелеобразование 691, 693
Генри постоянная 154
Геометрия
витка 451
фильеры 561
Гиббса энергия 140
Гиезекуса модель 732
Глубина
канала 234, 310,436,439,449, 450,
453, 599
нарезки 28,78
Глянец 104
Глянцевая высота 104
Головка экструзионная 13, 25, 30, 70,537,
538,550,695
«вешалка» 547
«рыбий хвост» 546
подковообразная 549
Т-образная 546
угловая 551,556, 558
щелевая 566
Грань нарезки толкающая 404
Гретца число 145
Гриффита число 146
Давление
в экструзионной головке 25, 81
расплава 81
Дальтона закон 154
Датчик
давления 82, 85, 86, 88
ИК- 97,102
колесный 100
контактный 634
756 АЛФАВИТНО-ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Датчик магнитный 99 пневматический 101 расплава 634 УЗ’ 96,101 Двигатель переменного тока 51 постоянного тока 52 Дегазация 153,156, 158,368,462,468, 613, 687 каскадная 469 Деструкция полимера 663, 677 механическая 664 термическая 664 химическая 665 Деформация сдвига 175 Диаграмма временная 630 Найквиста 123 Диск перфорированный 99 разрушающий 82 спиральный 35 ступенчатый 34 Дифференциальная сканирующая калори- метрия 212 Дифференциальный термический анализ 212 Длина формующего канала 539,555 шнека 432 Дозатор 687 Дорн спиральный 560 Доступность 636 Дрея-Лоуренса шнек 483 Дружественность 636 Закон Вина 148 Дальтона 154 Кирхгофа 148 Ньютона 147 Освалъда-де Валя 179 Планка излучения 138 сохранения массы 131 сохранения энергии 134 Стефана-Больцмана 148 течения степенной 178, 186,309 Фика 153 Фурье 140,342 Запаздывание термическое 105 Захват воздуха 890 Заходность нарезки 446,450 Зона дегазации 26,466, 613 дозирования 23,217, 463 загрузки 243, 254 компрессии 23, 25 питания 23 пластикации 25,261,278,285 смешения 217,376,503 экстракции 462 Измерения динамические 197 Износ 644,645, 649, 653, 658 канавок 244 цилиндра 529 шнека 529 Износостойкость 66 ИК-датчик 97,102 Индекс расплава 191-193 течения 541 Индукционный период 210
Жидкость неньютоновская 176,272, 275, 309,327 ньютоновская 161,176,190, 297,320 Загрузка ограниченная 259 Загрузочное отверстие 18,63,64 Загрузочный бункер 64, 66 вакуумный 67 Зазор радиальный 303,429,447,454, 506, 508,599,659,662 Заклинивание шнека 659 Интеграл абсолютной ошибки 119 двойной времени и ошибки 119 квадратичной ошибки 119 Калибратор 570 Канавка 242, 243, 247, 252,471 спиральная 39 регулируемая 254 Карро модель 182 Каучук 13
АЛФАВИТНО-ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
757
Качество поверхности 103
Кеникса смеситель 391,392
Кима шнек 483
Кинематическая ситуация 352
Кирхгофа закон 148
Клапан
загрузочный 25, 27
запорный 514
Коалесценция 404
Колебания случайные 684
Компьютерное моделирование 286,510
Конвекция 141,145
Контроллер
мощности 112
с двумя выходами 113
температуры 112
Контроль процесса 81
Коробка передач 49,58
Коши уравнение 132
Коэффициент
диффузии 157
масштабирования 522
мощности 57
передачи 50,428
полезного действия 37,55, 428
температуропроводности 147, 207
теплового расширения объемный 205
трения 167, 239, 244
трения динамический 168
трения статический 168
усиления 107
Кристаллизация 139
Критерии подобия 142
Лероя-Мэддока смеситель 503, 741
Линии 698,699
Лопасть нарезки 301,429
Лэчера-Хсу-Уиллерта шнек 481
Манас-Злоцовер модель 406
Манометр
капиллярный 83,86
оптический 85
пневматический 83
пьезорезистивный 84
пьезоэлектрический 84,86
стержневой 83,86
трубчатый пружинный 82
Масштабирование 141, 522,623
по смешению 526
по теплопереносу 525
Материал сыпучий 156, 165
Матовость 103
Мейллефера шнек 477
Метод
Бокса и Дженкина 126
граничных элементов 510, 710
кипения 158
конечных разностей 709
конечных элементов 676, 709
кривой отклика 122
неустойчивости 122
аналитический 707
численный 675, 708
Циглера-Николса 122
Механизм износа 644
абразивный 645, 651
адгезионный 644
вызванный усталостью поверхности
645
коррозионный 645, 650, 653
послойный 645
Микроскоп 637
Микроскопия оптическая 637
Моделирование
компьютерное 286,510
трехмерное 726-728
Модель
Бингама 183
Виръяютхакорна-Кассахана 283
Гиезекуса 732
Карро 182
Манас-Злоцовер 406
неподвижного шнека и вращающего
ся цилиндра 346
параллельных пластин 346
плавления непрерывного слоя твер-
дой фазы 262
плоского канала 236
Спригса 182
Эйринга 182
Эллиса 182
Янсена 406
Модернизация 636
Момент вращающий 60,98
Мониторинг 636
758
АЛФАВИТНО-ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Морфология 202
Мощность шнека 428
Навье-Стокса уравнение 132
Нагрев
диэлектрический 150
ИК- 149
конвективный 152
лучистый 148
микроволновой 151
Нагреватель 78
Найквиста диаграмма 123
Наконечник шнека 619
Наме число 146, 279
Наплавка 656
Напряжение 170
межфазное 717
нормальное 430
сдвига 175, 430,717
Нарост материала 697
Натяжение межфазное 398
Нестабильность экструзии 678, 689
дегазации 687
пластикации 686
смешения 687
течения 686
функциональная 685
частоты вращения 682
Никелирование 655
Нуссельта число 145
Ньютона закон 147
Окно в процесс 630
Ориентация 105
Освальда-де Валя закон 179
Отверстие вентиляционное 466,472
Отжиг 40
Отклонение рабочее 108, ПО
Охлаждение
воздушное 75
жидкосткое 76
цилиндра 75
шнека 77
Паз 509
Параметры процесса статистические 636
Пекле число 145
Передача
ременная 50
цепная 50
Перепад давления 304,305
Пирометр 634
Плавление 286
диспергированной твердой фазы 287,
288
диссипативное при смешении 37
при течении с прилипанием 37
Планка
закон излучения 138
постоянная 148
Пластикация 261,687
Плотность объемная 171
Поверхность раздела слоев 569
Показатель текучести расплава 632
Постоянная
Больцмана 138, 148
Генри 154
Планка 148
Поток обратный 370
Потребление энергии 306
Прандтля число 146
Привод
гидравлический 55
механический 50
с регулировкой частоты 51
электрический 50,640
Прогиб поперечный 431
Прогнозирование 636
Производительность 258,303, 317, 435,
599
Противоток 606
Профиль
витка 508
давления 652
скоростей 332,354
температуры 338,354
Прочность на кручение 428
Пуазейля течение 147
Пятнистость 698
Раувендааля шнек 486
Разбухание экструдата 188, 362
Размер частиц материала 171
Разрушение расплава 680,696
Разрыв потока 364, 400
АЛФАВИТНО-ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
759
Распределение
времен пребывания 393,409,411
температуры 661, 675
Рассекатель потока 70
Расход энергии 285, 452
Реактопласт 13, 26
Регулятор
с обратной связью 107
с фиксированными характеристиками
124
самонастраивающийся 124
Редуктор 59
Режим неизотермический 272,320, 327, 358
Резонанс при вытяжке 367, 681
Рейнольдса число 142
Реология 713
Реометр 194
капиллярный 189
щелевой 195
Сакстона смесительная зона 509,518
Самописец диаграммный 634
Сбой 640
Сварка
в ацетиленовой среде 531
в инертной среде 532
плазменная 532
Свойства оптические 700
Сегрегация 688
Сила
трения 250, 228, 234
тяжести 220
Система
загрузки 642
нагрева 72, 642
нагрева жидкостная 74
нагрева индукционная 74
нагрева электрическая 73
охлаждения 75,78, 642
сбора данных стационарная 635
Скорость
движения материала 225, 240
потока 332, 350
сдвига 174, 262
сдвига кажущаяся 189
твердой пробки 241
Смеситель
ВТ 489
СВ 517
CRD 503, 512, 517,745,748
Equalizer 391
Hi-mixer 391, 392
ISG 389, 392
Котах 392
Multiflux 389
Pulsar 521
SMX 389, 391,392
Strata-blend 521
Бэнбери 27,715,727
дисперсионный 489, 516, 518
дистрибутивный 509
Кеникса 391, 392
кольцевой 520
Лероя-Мэддока 503, 741
ромбоидальный 741
статический 387, 389, 747
Сакстона 509, 518
Твенте 520
транспортирующий 519
ВТ 489
СВ 517
CRD 503, 512,517,745, 748
Equalizer 391
Hi-znirer391, 392
ISG 389, 392
Котах 392
Multiflux 389
Pulsar 521
SMX 389, 391,392
Strata-blend 521
Смесь бинарная 153
Смешение
217,372,394,687
воронкообразное 221
дисперсионное 396
дистрибутивное 378, 509, 518
обратное 408,412,414
поперечное 408
продольное 408
Совместимость 636
Сопротивление сдвигу 169
Соэкструзия 565, 729
Способность смесительная 392
Спригса модель 182
760
АЛФАВИТНО-ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Степень вытяжки 554 сжатия 448 Стефана-Больцмана закон 148 Стоимость 636 Сшивание 13 Точка плавления 25 Транспортировка расплава 435,588 твердой фазы 449 Труба 553 Угол
Твенте смеситель 520 Твердая пробка 262 Твердая фаза диспергированная 287 Температура 89,183 кристаллизации 203 плавления 210 расплава 25,93,341.343 стеклования 202 цилиндра 92, 240 шнека 240 Температурный режим 105 Температуропроводность 207 Тензодатчик 82 Тепловыделение 147, 240 Тепловые потери 108 Теплоперенос 140,156,159 Теплопроводность 140, 200 Теплота плавления 205 Термистор 90 Термический гравиметрический анализ 211, 212 Термометр 92,93 Термопара 90 Термопласт 13 Терморезистор 89 Течение двухмерное 314 капиллярное 174 ламинарное 142 ньютоновское 441 ньютоновской жидкости в трубе 161 одномерное 309 под действием давления 173 Пуазейля 147 расплава 295,301, 306, 435 с прилипанием 37,139,147, 173 с растяжением 174 сдвиговое 174 стационарное 131 чисто вынужденное 329 Толщина экструдата 100 диэлектрических потерь 151 наклона нарезки 252,218,436,441, 445,452,599 наклона шпонок 258 сужения 556 Удельная теплоемкость 205 энтальпия 206 объем 202 У 3-датчик 96,101 Узел подшипниковый 60,62 Управление импульсное 105,117 пропорциональное 106 процессом 125 Уравнение Вильямса-Лэндела-Ферри 185 Коши 132 Навье-Стокса 132 сохранения импульса 132 сохранения энергии 133 равновесия массы 132 Фика 153 Флори-Хаггинса 154,155 Фокса-Флори 202 Янсена 223 Утечки 305,429,595, 609 Фактор мощности 98 Фика закон 153 уравнение 153 Фильера 13, 25,353,364, 539, 561 Фильтр 70-72 Флори-Хаггинса уравнение 154, 155 Фокса-Флори уравнение 202 Форма частиц материала 171 Функция течения 227 Бесселя 359
АЛФАВИТНО-ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
761
Фурье
закон 140,342
число 146,265
Характеристика тепловая 114
Хоужа шнек 484
Хромирование 655
Циглера-Николса метод 122
Цилиндр 63, 65
коаксиальный 176
Частота вращения 50, 99,428
Число
Био 146
Брикмана 144
Гретца 145
Гриффита 146
Наме 146, 279
Нуссельта 145
Пекле 145
Прандтля 146
Рейнольдса 142
Фурье 146,265
Шаг нарезки 217,599
Шестеренчатый насос 32
Ширина
витка 455
канала 237,238
лопасти 456
Шкив 50
Шнек 68, 77,217, 427,459
CRD486
EVK28
LL 439
Pirelli 28
Plastiscrew 28
Барра 480
барьерный 470, 475,478, 502
двухзаходный 238
двухстадийный 26,463
дегазирующий 462
Дрея-Лоуренса 483
Кима 483
Лэчера-Хсу-Уиллерта 481
Мейллефера 477
многозаходный 217,463,474
однозаходный 238,458
Раувендааля 486
смесительный 488
транспортирующий 734
турбо- 744
Хоужа 484
Шов сварной 699
Шпонка конусообразная 255, 256
Штангенциркуль 100
Штифт срезной 82
Эйринга модель 182
Экструдат 13
Экструдер
Q5M29,36
ТЕХ 619
автогенный 76
барабанный 34
двухплунжерный 44
двухшнековый 30, 62, 261, 574,576,
613, 617, 625, 736
дисковый 33, 38
многодисковый 36, 38
многоплунжерный 43
многошнековый 31
непрерывного действия 14
одношнековый 23, 25, 38, 62,177, 576
периодического действия 14
плунжерный 39
плунжерный периодического дейст-
вия 40
с возвратно-поступательным движе-
нием шнека 56
с зацепляющимися шнеками 594
с коаксиальными шнеками 611
с незацепляющимися шнеками 601
с однонаправленным вращением шне
ков 620, 626
с отводом газов 25
с планетарной системой шнеков 31
с противоположным вращением шне-
ков 626
с шестеренчатым насосом 32
самоочищающийся 581
смесительный 29
со спиральным диском 35
ступенчатый дисковый 34
холодного питания 27
четырехшнековый 32
762
АЛФАВИТНО-ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Экструзия 13
профильных изделий 564
с раздувом 558
твердофазная 40
Эластомер 13,26
Электродвигатель 50
Электроэнергия 97
Эллиса модель 182
Энергия 134
Гиббса 140
механическая 246, 262
Энтальпия 135, 206
Энтропия 136,138,140
Эффективная кривая сыпучести 171
Эффективность
дегазации 160
мотора 58
Янсена
модель 406
уравнение 223
ВГ-смеситель 489
СВ-смеситель 517
CRD
шнек 486
смеситель 503, 512, 517, 745, 748
Equalizer смеситель 391
ВУКшнек 28
Flux vector controlled 52
Hi-mixer смеситель 391, 392
/ВС-смеситель 389, 392
Котах смеситель 392
LL шнек 439
Multiflux смеситель 389
P/D-регулятор 110,119
Pirelli шнек 28
Plastiscrew шнек 28
Pulsar смеситель 521
5МХ-смеситель 389,391, 392
SPC устройство 635
Strata-blend смеситель 521
Крис Раувендааль
ЭКСТРУЗИЯ ПОЛИМЕРОВ
Перевод с английского языка под редакцией
д-ра физ.-мат. наук, проф. Малкина А.Я.
Ответственный редактор А.Н. Аввакумов
Издательство «Профессия»
Санкт-Петербург, 191002, а/я 600
Тел./факс: (812) 251-46-76,740-12-60. URL: www.professija.ru,
e-mail: bookpost@professija.ru
Издание осуществлено при участии ООО «Камелот»
Подписано в печать 31.05.06. Формат 70 х 1001/j6- Печ. л. 48.
Тираж 500 экз. Заказ № 3120
Отпечатано с готовых диапозитивов в ГУП «Типография „Наука"»
199034, Санкт-Петербург, 9 линия, 12
В.П. Володин
Экструзия профильных
изделий из термопластов
Формат 165х 235 мм
480 с., тв. переплет
ил., табл., сх.
В практическом руководстве на современном уровне рассмотрены основные
типы и особенности технологии экструзии профильных изделий из термопластов.
Подробно освещены вопросы влияния качества исходного сырья и выбранных
технологий на готовые изделия. Для практических работников особенно ценными
станут рекомендации по производству конкретных типов профильных изделий.
Для разработчиков, проектировщиков, инженеров, технологов и руководите-
лей предприятий индустрии пластмасс.
Содержание:
Экструзионные профильные изделия
Технологические схемы производства профилей. Выбор оборудования
Свойства материалов для производства профильных изделий
Течение и деформирование при формовании изделий из расплава
Калибрование и охлаждение профильных изделий
Экструзионные головки
Особенности переработки различных термопластов
Экструзия профилей различного назначения
Оценка качества профильных изделий
Методы последующей обработки пластмассовых профилей
Информация о других книгах издательства: www.professija.ru
Г.В. Комаров
Соединения деталей
из полимерных
материалов
Формат 165 х 235 мм
592 с., тв. пер., ил., табл.
В издании рассмотрены основные способы соединения деталей из полимерных мате-
риалов на заключительной стадии производства изделий и узлов. Освещены вопросы
прогнозирования и оценки работоспособности соединений. Изложены теоретические
основы процессов образования соединений. По каждому способу соединения (прессо-
вые, замковые, механические, сварные, клеевые, формованные) рассмотрены принци-
пы конструирования, используемые материалы и крепежные элементы, технологиче-
ские процессы и их режимы, оснастка и оборудование.
Книга адресована конструкторам, инженерам и технологам, работающим в инду-
стрии пластмасс, машиностроении и смежных отраслях, а также рекомендуется в каче-
стве учебного пособия студентам профильных специальностей.
Содержание:
Классификация и общие сведения о методах соединения деталей из ПМ
Свойства полимерных материалов, влияющие на их поведение во время образования
соединений и работоспособность соединительных швов
Прессовые соединения
Замковые соединения
Механическое крепление
Сварные соединения
Клеевые соединения
Формованые соединения
Информация о других книгах издательства: www.professija.ru
op о wwjw
ВJоЛИЧНАЯ
ПЕРЕРАБОТКА
ПЛАСТМАСС
обору ДО**"**
Вторичная
переработка
пластмасс
Пер. с англ, под ред. Г.Е. Зайкова
Формат 165 х 235 мм
400 с., тв. переплет
ил., табл.
Цель настоящего издания по вторичной переработке пластмасс - дать
представление о современном состоянии проблемы утилизации использованных
полимерных материалов, и она касается, в основном, технологий механической
переработки, химической переработки и восстановлении энергии, их преиму-
ществ и недостатков. В издании приведена информация о строении и важнейших
свойствах наиболее распространенных восстанавливаемых полимерных матери-
алов. Кроме того, обсуждаются свойства и характеристики многих категорий
химикатов-добавок и некоторых специфических смесей.
Содержание:
Строение и свойства наиболее
распространенных утилизируемых
полимеров
Основы деструкции и стабилизации
полимеров
Добавки
Способы предварительной обработки
Свойства: поведение вторичного
сырья при переработке
Смеси исходного и вторично переработанного
гомополимеров
Модификация вторично переработанных
пластмасс
Оборудование для вторичной переработки
пластмасс
Применение вторично переработанных пластмасс
Химическая переработка
Извлечение энергии из пластиковых отходов
Информация о других книгах издательства: www.professija.ru
Дж. Уайт, Д. Чой
Полиэтилен, полипропилен
и другие полиолефины
Пер. с англ. (2005 г., Polyolefins: Processing,
Structure Development and Properties)
под ред. E.C. Цобкалло
Формат 165x235 мм
Около 250 с., тв. переплет
Предлагаемое вашему вниманию издание охватывает историю, организацию
производства, характеризацию и кристаллографию различных коммерческих полио-
лефинов и полистиролов, а также описывает структурные превращения различных
форм этих полимеров в процессе переработки. Впервые рассмотрено превращение
расплава полиолефинов в волокно или пленку и процесс литья с точки зрения корреля-
ции между структурным порядком (кристаллографическая ячейка, полиморфные
эффекты, ориентация) и технологическими параметрами.
В книгу включен и полистирол, хотя он относится не к полиолефинам, а скорее
является ароматическим виниловым полимером. По всей книге проведены прямые
сравнения структуры и поведения полиэтиленов, полипропиленов, а также различных
полистиролов. Книга рассчитана на инженеров, химиков и технологов, работающих с
полиолефинами.
Содержание:
Происхождение полиолефинов
Методы определения структуры и характеристик полиолефинов
Кристаллография полиолефинов
Монокристаллы: Структурная иерархия и морфология
Сферолиты и кристаллизация в покое
Полиолефиновые сополимеры и смеси
Переработка полимерных расплавов
Прядение из расплава
Производство пленок и экструзия профилей
Формование
Механические свойства полиолефинов
Информация о других книгах издательства: www.professija.ru
Оправдывая
ваши Ожидания
CINCINNATI^
EXTRUSION |’
SMS group
Эксперт в
экструзии:
Труб
ПВХ листа
Профилей
Сайдинга
Cincinnati Extrusion - правильный выбор
для реализации нестандартных решений в
экструзии Как системный интегратор, мы
используем последние ноу-хау, применяя
инновационные технологии в экстру-
зионных линиях, которые отвечают даже
самым специфическим требованиям Нет
ничего важнее для нас, чем Ваш успешный
бизнес.
Инновационные технологии и непререкае-
мое качество делают впечатляющей каж-
дую деталь наших систем Кроме того, мы
работаем. оптимизируя эффективность
производственного процесса, регулярно
устанавливаем новые рекорды производи-
тельности. В каждом аспекте экструзион-
ного процесса Cincinnati Extrusion остается
Вашим самым компетентным партнером.
CINCINNATI EXTRUSION GmbH
Россия. Москва, 113114
Дербеневская набережная, 7, стр 2
Офис 209
Тел./факс:
+7 (495) 363 6844
+7 (495) 363 6845
E-mail: mashevsky.a@cet-austna.com
Homepage: wwwcet-austria.com